/




















































































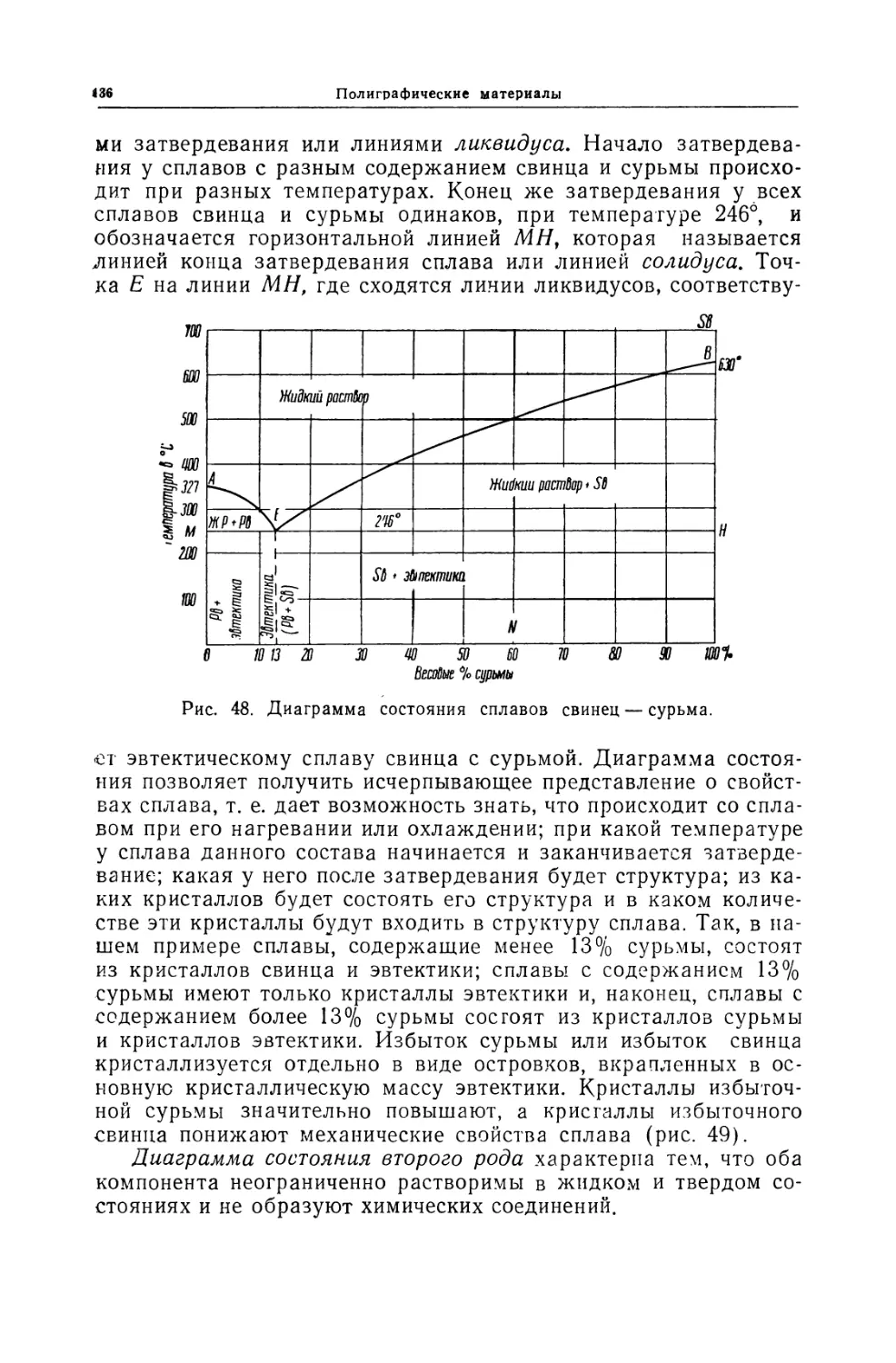



























































































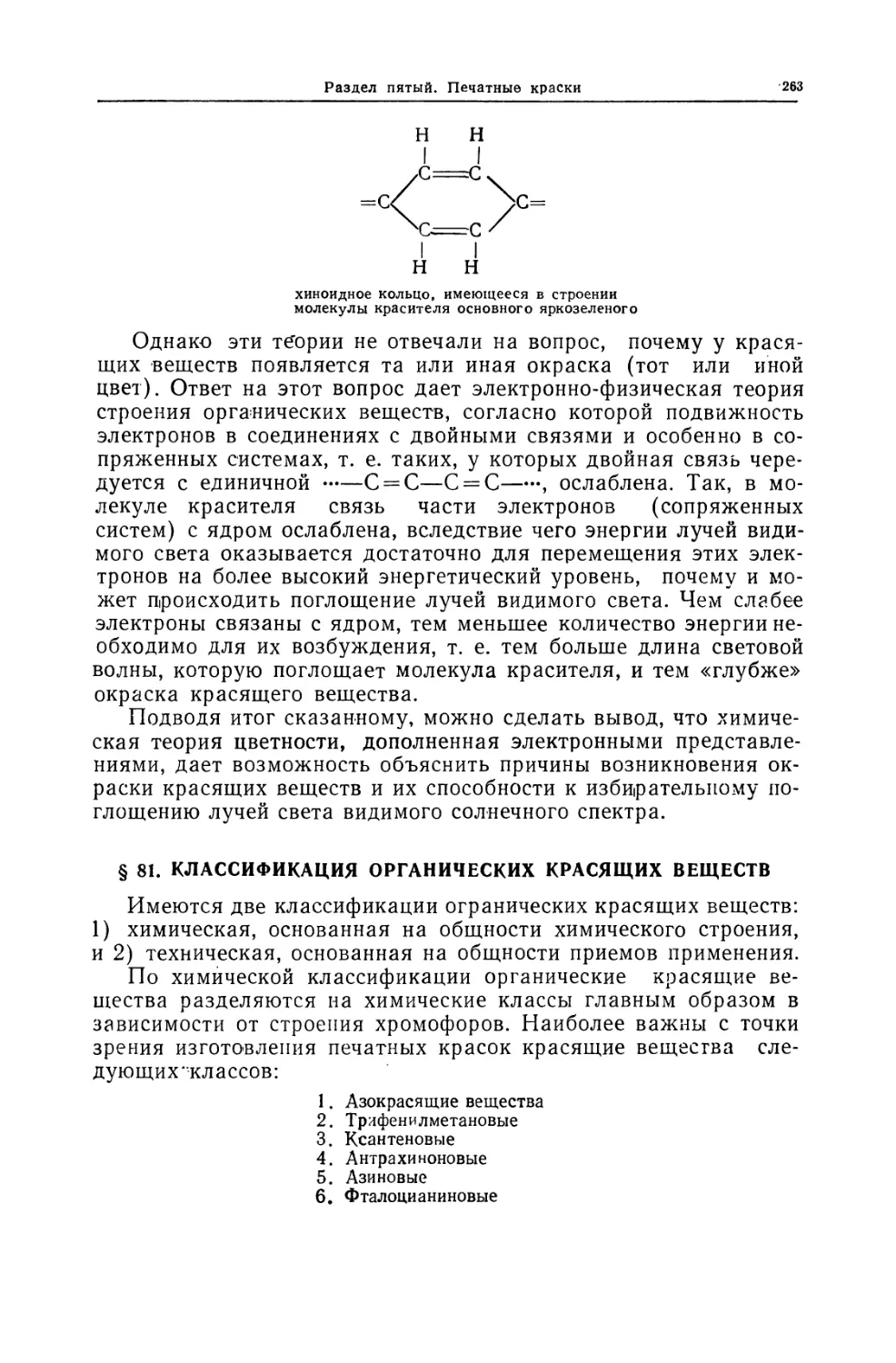
























































































































































































Text
МИНИСТЕРСТВО КУЛЬТУРЫ РСФСР
ГЛАВНОЕ УПРАВЛЕНИЕ УЧЕБНЫХ ЗАВЕДЕНИЙ И КАДРОВ
6. И. Б Е Р Е I И Н
ПОЛИГРАФИЧЕСКИЕ
МАТЕРИАЛЫ
//
У Ч Е Б Н И К
РЕКОМЕНДОВАН
ГЛАВНЫМ УПРАВЛЕНИЕМ
УЧЕБНЫХ ЗАВЕДЕНИЙ И НАДРОВ
МИНИСТЕРСТВА НУЛЬТУРЫ РСФСР
ДЛЯ УЧАЩИХСЯ
ПОЛИГРАФИЧЕСКИХ ТЕХНИКУМОВ
С О
'fyzQai
ВЕТСКАЯ РОССИЯ
М о с ква — 1960
Книга «Полиграфические материалы» является
учебником для учащихся заочных, а также днев¬
ных и вечерних полиграфических техникумов
по специальностям: технология изготовления форм
высокой печати, технология фотомеханических
процессов, технология высокой печати, техноло¬
гия плоской (офсетной) печати, технология бро¬
шюровочно-переплетных процессов. В ней изло¬
жены научные основы курса «Полиграфические
материалы», читаемого в полиграфических техни¬
кумах. Книга может также служить пособием для
студентов полиграфических институтов и быть по¬
лезна инженерно-техническим работникам поли¬
графической промышленности и ряда отраслей
промышленности, вырабатывающих бумагу, кар¬
тон, органические красители, лаки и краски, син¬
тетические смолы, пластические массы, резину,
фотографические и многие другие материалы.
ОТ АВТОРА
При написании учебника «Полиграфические материалы» ав¬
тор руководствовался «Законом об укреплении связи школы с
жизнью и о дальнейшем развитии системы народного образова¬
ния в СССР», требующим от выпускников техникумов высокого
уровня теоретической подготовки и хорошего знания практики
современного производства, базирующегося на новейших дости¬
жениях науки и техники.
В настоящем учебнике, в основу которого положен ранее из¬
дававшийся учебник «Материаловедение полиграфического про¬
изводства» (Гизлегпром, 1948 и «Искусство», 1956), коренным
образом переработаны разделы: бумага и картон, синтетические
полимеры (смолы, пластические массы, каучук и резина), печат¬
ные краски, переплетные материалы (переплетные ткани, пере¬
плетный клей). Вновь написаны разделы: фотографические мате¬
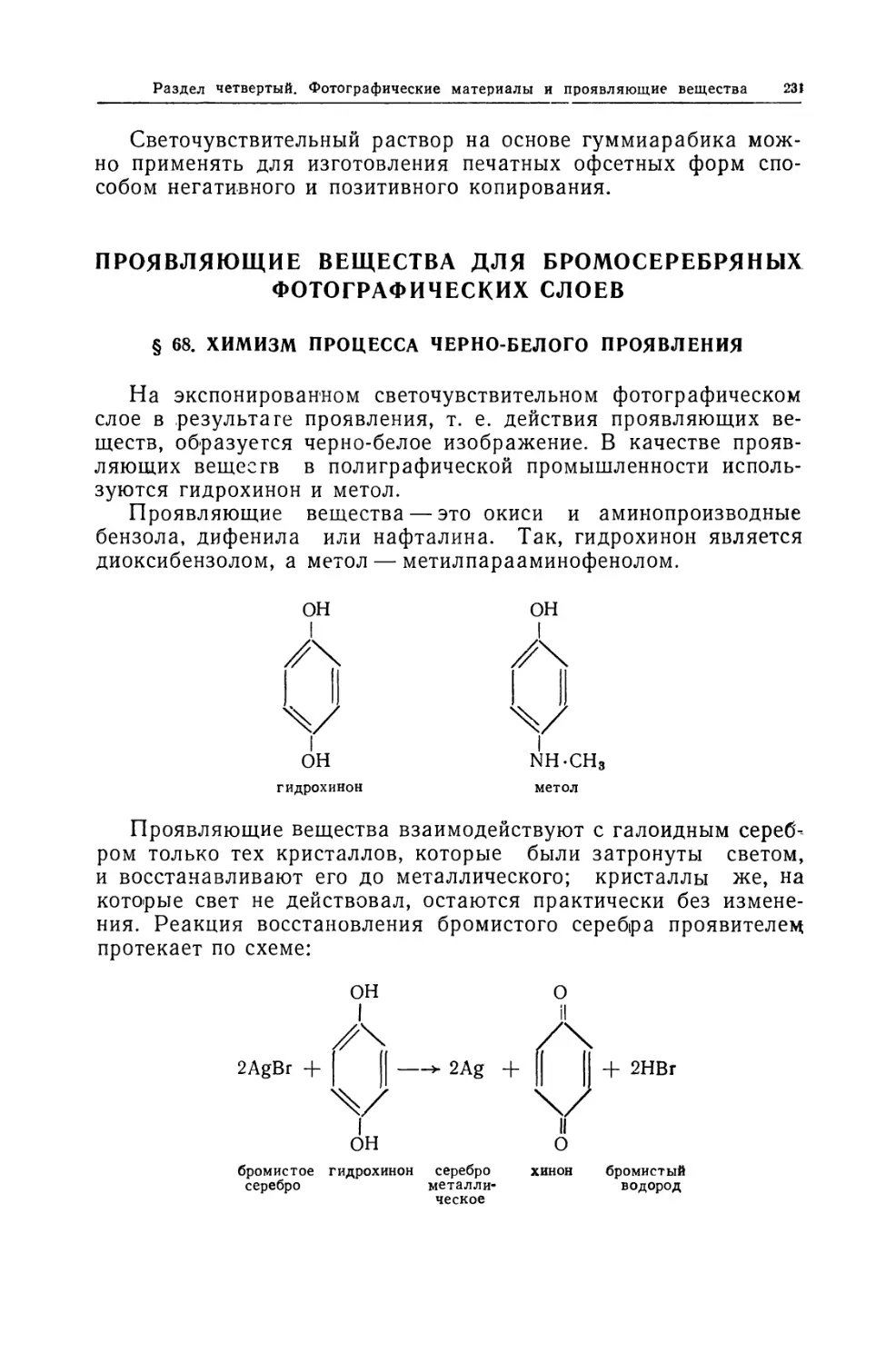
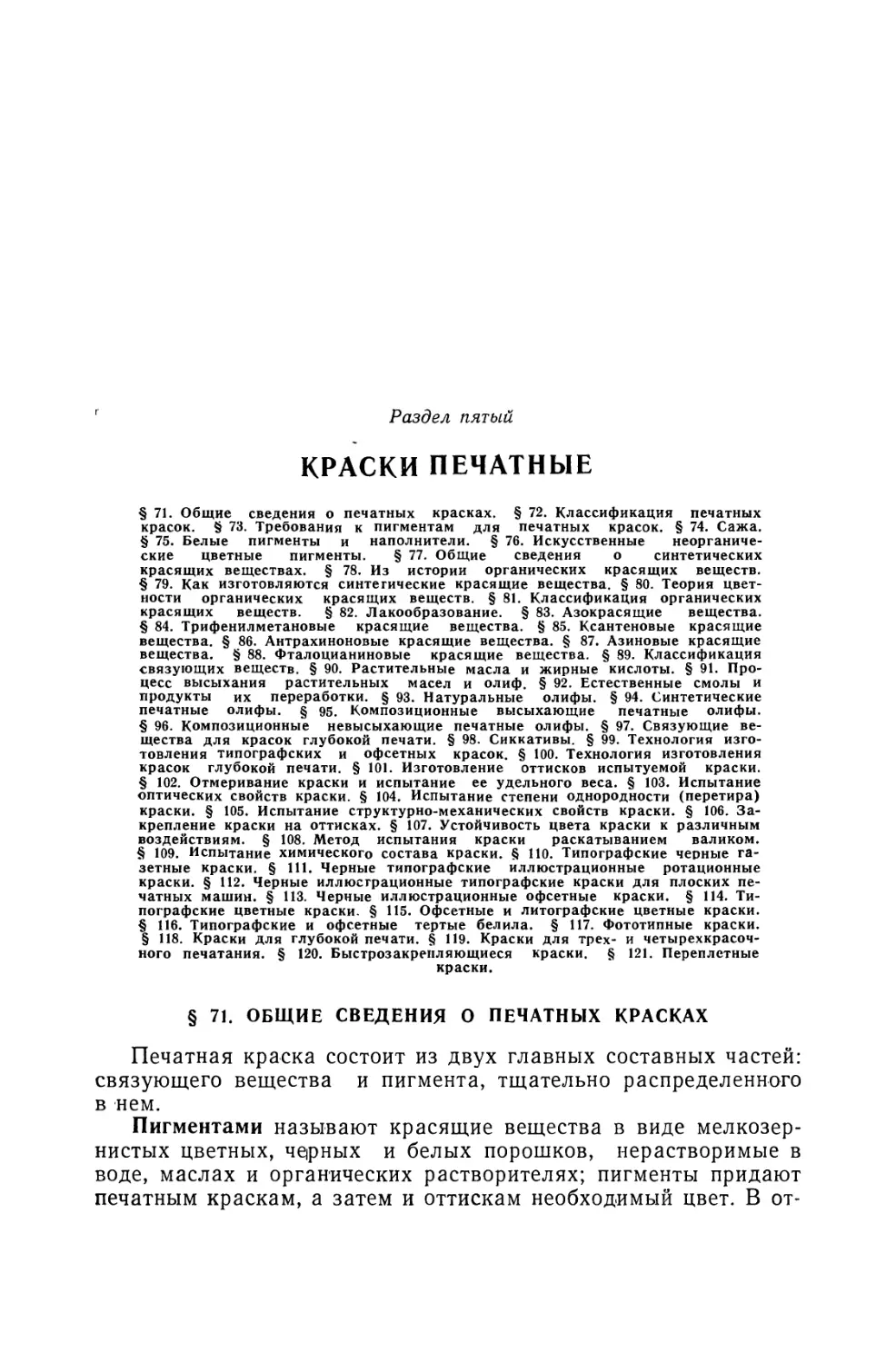
риалы и проявляющие вещества, кислоты, щелочи и соли.
В остальные разделы внесены необходимые изменения и уточ¬
нения.
В книге с возмЪжно большей полнотой, в доступной для уча¬
щихся техникума форме излагаются научные основы курса
«Полиграфические материалы». При переработке учебника
учтены достижения науки и техники в полиграфической промыш¬
ленности, а также в соответствующих областях химии, физико-
химии и химической технологии. Научно-техническая литерату¬
ра просмотрена и использована по 1958 год включительно.
В книге нашли отражение работы в области полиграфических
материалов Всесоюзного научно-исследовательского института
полиграфической промышленности, исследовательских лабора¬
торий ведущих полиграфических предприятий, Первого и Второго
м\йодов полиграфических красок, а также работы автора, .выпол¬
ненные, в частности, по бумаге, краскам и их взаимодействию в
процессе печатания.
Содержание учебника приведено в соответствии с учебными
программами для заочных, дневных и вечерних полиграфических
4
От авторе
техникумов, утвержденных Министерством культуры РСФСР.
Учебник построен так, что обеспечивает наиболее обстоятель¬
ное изучение курса «Полиграфические материалы» по каждой
технологической специальности.
Автор надеется, что в настоящем виде учебник может выпол¬
нить свое назначение в деле подготовки квалифицированных
средних технических кадров полиграфической промышленности.
Автор выражает признательность профессору Д. П. Татиеву и
инженеру А. В. Парилову, просмотревшим учебник в рукописи и
сделавшим ряд ценных замечаний, которые учтены при подготов¬
ке книги к изданию, а также кандидату технических наук
С. И. Шапошникову за помощь, оказанную при составлении раз¬
дела «Металлы и сплавы, применяемые в полиграфии», и канди¬
дату технических наук О. Б. Купцовой — раздела «Средства для
лакирования» и инженеру А. В. Сидоровой — раздела «Переплет¬
ный клей».
Отзывы просьба направлять в Главное управление учебных
заведений и кадров по адресу: Москва, Ж-74, Китайский проезд,
д. 7, Министерство культуры РСФСР.
Б. Березин
ПРЕДИСЛОВИЕ
XXI съезд КПСС .наметил грандиозную программу дальней¬
шего подъема духовной культуры советского народа. Среди
важнейших показателей расцвета социалистической культуры
почетное место занимает печать. Контрольными цифрами разви¬
тия народного хозяйства СССР предусмотрено повышение общего
тиража книг в 1965 году до одного миллиарда шестисот миллио¬
нов, журналов более чем в два раза; годовой тираж газет воз¬
растет более чем в полтора раза.
Партия и правительство позаботились о том, чтобы матери¬
ально-техническая база советской печати была прочно обеспе¬
чена. Принято специальное решение о значительном усилении
мощности полиграфической промышленности. В этом решении
предусматривается строительство новых крупных полиграфиче¬
ских комбинатов, реконструирование и оснащение современным
оборудованием действующих типографий, создание целого ряда
полиграфических предприятий, призванных удовлетворить нужды
местных издательств. Резко увеличится производство полиграфи¬
ческих материалов.
Курс «Полиграфические материалы» и ставит своей задачей
изучение важнейших материалов, применяемых в полиграфиче¬
ской промышленности: бумаги, металлов и сплавов, красок, пла¬
стических масс, резины, вальцевой массы, переплетных тканей,
переплетного клея, продуктов основной химической промышлен¬
ности (щелочи, кислоты, соли) и других.
Полиграфические материалы — это продукты промышленного
производства, применяемые для изготовления печатной продук¬
ции. Они разделяются на две группы: а) входящие в состав
печатной продукции, например бумага, краски, переплетные
ικ.ιιιπ, клей; б) применяемые .в технологическом процессе поли-
I рпфичоского производства, например типографские сплавы,
ппиковые и алюминиевые пластины, фотографические материалы
п многочисленные химикаты.
11;ιука о полиграфических материалах— новая, быстро разви-
юиощаяся пограничная область науки, объединяющая .неоргани¬
β
Предисловие
ческую, органическую, физическую и коллоидную химию с тех¬
нологией полиграфической промышленности; эти дисциплины, а
также физико-химическая механика являются научной базой
материаловедения полиграфической промышленности.
Материаловедение как наука должно выявить все полезные
свойства многочисленных полиграфических материалов; оно на¬
мечает пути для правильного их использования, что способствует
своевременному выпуску печатной продукции на высоком уровне
полиграфического выполнения. Материаловедение устанавливает
зависимость свойств полиграфических материалов от их состава
и строения (структуры) и изучает изменение этих свойств в
зависимости от условий применения полиграфических материа¬
лов в технологическом процессе полиграфических предприятий.
Дает ответ на вопросы: чем определяется качество материала,
как произвести лабораторные испытания и отличить доброка¬
чественный материал от недоброкачественного и как обнаружить
и устранить то или иное затруднение, связанное со свойствами
полиграфических материалов, возникающее иногда в процессе
изготовления .печатной продукции. Значительное место отводит¬
ся экономическим видам материалов, в особенности синтетиче¬
ским, позволяющим заменить дефицитные материалы, улучшить
качество полиграфического выполнения печатной продукции,
рационализировать и удешевить ее производство.
Большое внимание уделяется государственным стандартам
(ГОСТ) и техническим условиям (ТУ), имеющимся на все основ¬
ные виды полиграфических материалов, содействующим норма¬
лизации технологических процессов полиграфической промыш¬
ленности.
Раздел первый
БУМАГА И КАРТОН
§ 1. Общие сведения о бумаге и картоне. § 2. Из истории производства бума¬
ги. § 3. Древесина. § 4. Целлюлоза и вещества ей сопутствующие. § 5 Про¬
изводство целлюлозы § 6 Изготовление тряпичной полумассы. § 7 Древесная
масса. § 8. Соломенная мЪсса, тростниковая масса и макулатура. § 9. Мас¬
сный размол. § 10. Наполнение бумажной массы. § 11. Проклейка бумажной
массы. § 12 Подцветка и окраска бумаги. § 13. Отливка бумаги. § 14. Отделка
бумаги. § 15. Упаковка бумаги. § 16 Хранение и акклиматизация бумаги.
§ 17. Общие требования к печатной бумаге. § 18. Печатные свойства бумаги.
§ 19. Внешний осмотр бумаги и отбор пробы для испытания § 20 Испытание
состава бумаги. § 21. Испытание веса 1 м*, толщины и объемного веса бумаги.
§ 22. Испытание расположения волокон в листе и деформации бумаги. § 23, Ис¬
пытание оптических свойств бумаги. § 24. Испытание ровности и гладкости
поверхности бумаги, § 25 Испытание впитывающей способности бумаги.
§ 26 Испытание упруго-эластично-пластичных свойств бумаги. § 27 Испытание
механической прочности бумаги. § 28. Классификация бумаги. § 29. Газетная
печатная бумага. § 30. Типографская бумага. § 31. Офсетная бумага.
§ 32 Бумага для глубокой печати. § 33 Печатная тонкая словарная бумага.
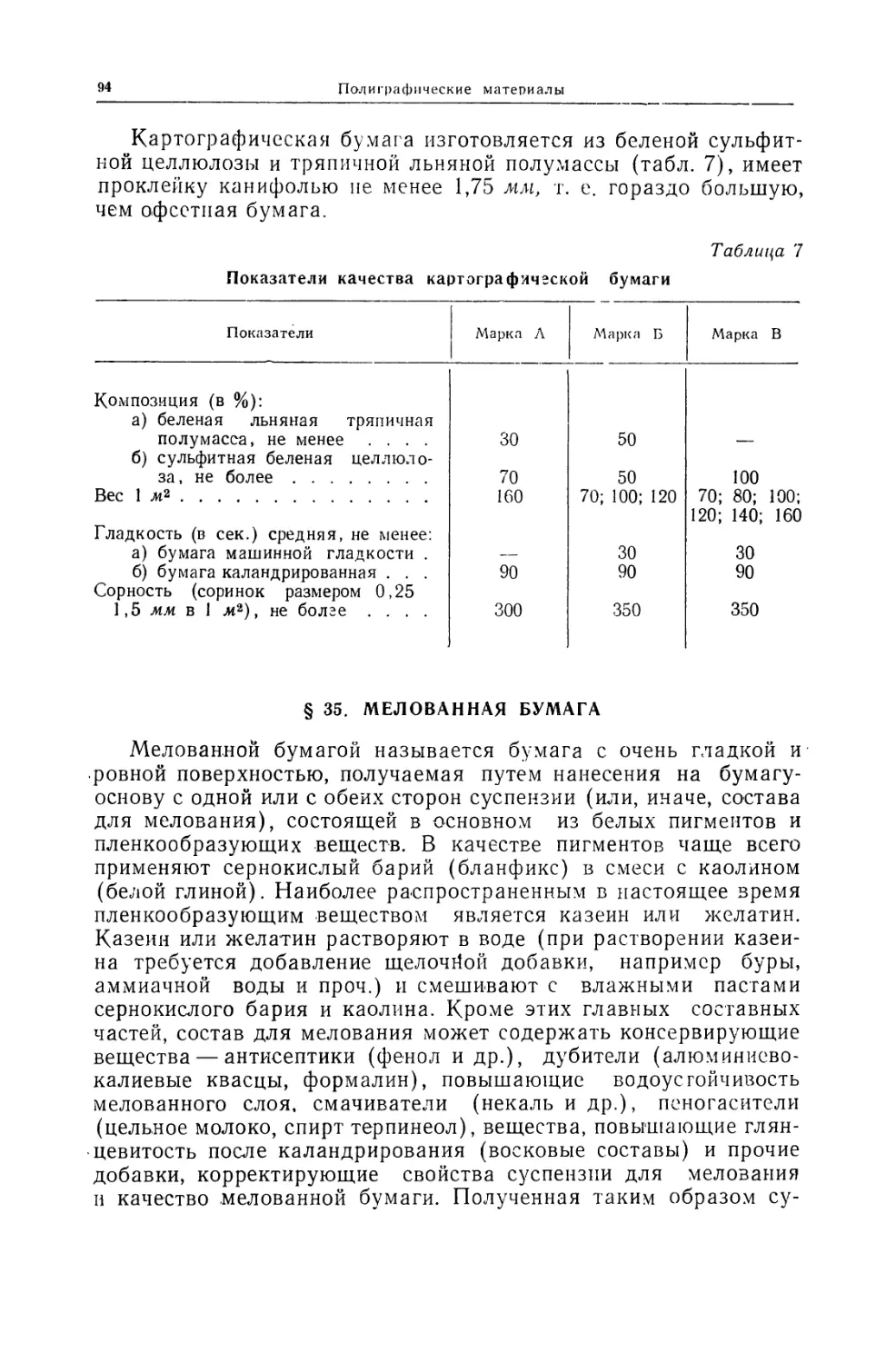
§ 34. Картографическая бумага. § 35 Мелованная бумага § 36. Афишная и
другие виды бумаги, применяемые в полиграфии § 37. Жиронепроницаемая
бумага § 38. Писчая и чертежно-рисовальная бумага. § 39. Технологический
процесс производства картона. § 40. Виды переплетного и коробочного карто¬
на. § 41. Матричный картон. § 42. Переплетная бумага. § 43. Техническая
бумага, применяемая в полиграфии.
§ 1. ОБЩИЕ СВЕДЕНИЯ О БУМАГЕ И КАРТОНЕ
Бумага в виде листов или широких лент, смотанных в рулоны,
состоит из специально обработанных мельчайших растительных
целлюлозных волокон, прочно соединенных между собой силами
молекулярного взаимодействия, химической водородной связью
и силами трения, возникающими при их обработке и формирова¬
нии листа бумаги на сетке бумагоделательной машины. Расти¬
тельные целлюлозные волокна, из которых состоит бумага, име¬
ют длину, приблизительно равную 0,8 мм при диаметре 25 мик¬
ронов (или 0,025 мм). Следовательно, длина волокон в тридцать
раз превышает их диаметр. Бумага формируется на сетке бума¬
годелательной машины из бумажной массы, состоящей в основ¬
ном из соответствующим образом обработанных целлюлозных
растительных волокон, наполнителей, проклеивающих веществ
н воды, причем содержание последней в бумажной массе дости¬
гает 99—99,7%.
Пространство между отдельными переплетенными раститель¬
ными волокнами (поры) может быть частично заполнено мине¬
ральными веществами — наполнителями, например мельчайши¬
ми зернами каолина, или белой глины, которые улучшают пе¬
8
Полиграфические материалы
чатные свойства бумаги, делают ее более гладкой, более пластич¬
ной и менее прозрачной.
Кроме наполнителей, в состав бумаги обычно вводят клеящие
вещества (проклейку), ограничивающие способность бумаги
впитывать влагу, делающие бумагу удобной для письма черни¬
лами. Клеящие вещества обычно вводят в состав бумажной мас¬
сы, но иногда бумагу проклеивают и с поверхности, нанося на
поверхность бумаги тонкий слой клеящего вещества — желатина,
крахмала, карбооксиметилцеллюлозы и др.
Для улучшения цвета белой бумаги бумажную массу слегка
подцвечивают красителями и пигментами^соответствующего цве¬
та, например синего. Цветную бумагу, например обложечную,
цветную писчую, окрашивают в массе красителями или пигмен¬
тами в различные цвета. На поверхность так называемой мело¬
ванной бумаги, предназначенной для иллюстрационного печата¬
ния, наносят тонкий слой белых пигментов и наполнителей в
смеси с клеящими веществами. Это придает бумаге наивысшую
белизну, ровность поверхности и глянцевитость. При изготовле¬
нии переплетной и крашеной бумаги на ее поверхность наносят
красящий слой для придания бумаге требуемого цвета, непро¬
зрачности и влагоустойчивости.
Обязательной составной частью бумаги является влага. Со¬
держание в бумаге 7—10% воды, делающей ее слегка влажной,
необходимо потому, что пересушенная бумага плохо принимает
печать, становится ломкой и жесткой, легко намагничивается,
листы ее под действием статического электричества слипаются
или, наоборот, отталкиваются друг от друга, что затрудняет про¬
цесс печатания на ней и вызывает брак. При нормальном содер¬
жании влаги слегка увлажненная бумага становится более пла¬
стичной, менее жесткой.
Картон, так же как и бумага, состоит из растительных целлю¬
лозосодержащих волокон, но отличается от нее весом квадратно¬
го метра. Вес 1 м2 бумаги не превышает 250 а, вес же 1 ж2 карто¬
на — более 250 г. Кроме того, бумага обычно однослойна, а кар¬
тон спрессовывается или склеивается из нескольких слоев,
состоящих, как и бумага, из растительных волокон.
Отдельные волоконца бумаги можно увидеть, рассматривая
невооруженным глазом или же через лупу рваный край бумаги.
Пользуясь микроскопом, можно хорошо различить форму и стро¬
ение этих волоконец, а также установить их длину и степень раз¬
работки. Под микроскопом можно с практической точностью
подсчитать количество волокон различного происхождения и
разработки (техника микроскопического испытания бумаги при¬
водится в § 20).
В зависимости от природы волокна, характера ого разработки,
количества наполняющих, проклеивающих и красящих веществ,
Раздел первый. Бумага и картон
а также в зависимости от содержания в бумаге влаги получают
бумагуч с различными свойствами.
Технологический процесс изготовления бумаги состоит из сле¬
дующих основных производственных стадий:
1. Производство волокнистых полуфабрикатов (древесная
и соломенная целлюлоза, тряпичная полумасса, древесная мас¬
са и др.).
2. Производство бумажной массы в виде однородной взвеси
в воде измельченных и разработанных растительных целлюлозо¬
содержащих волоконец, наполнителя, проклейки.
3. Отливка бумаги на бумагоделательной машине.
4. Отделка бумаги, т. е. выравнивание ее поверхности и тол¬
щины (увлажнение и каландрирование), разрезка бумаги по
формату, сортировка и упаковка.
§ 2. ИЗ ИСТОРИИ ПРОИЗВОДСТВА БУМАГИ
Бумага впервые появилась в Китае в I веке нашей эры. До
изобретения и распространения бумаги китайцы применяли для
письма деревянные или бамбуковые пластинки и шелк, который
называли «джи». Но шелк был дорог, а бамбук — тяжел; они
неудобны для изготовления книг. Изобретателями бумаги были
талантливые труженики из народа, имена которых, к сожале¬
нию, до нас не дошли. В то время для изготовления бумаги бра¬
ли шелковую вату и обрабатывали ее в воде до получения одно¬
родной массы. Затем зачерпывали эту массу частой бамбуковой
сеткой; эта снятая с сетки и высохшая масса и была бумагой.
Поскольку бумага в то время делалась из шелковых волокон, за
пей сохранялось тогда название «джи».
В 105 г. китайский сановник Цай Лунь предложил изготов¬
лять бумагу из коры деревьев, конопли, тряпья и старых рыбо¬
ловных сетей. Конечно, это было большим шагом вперед, так
как дорогая и не всегда доступная шелковая вата заменялась
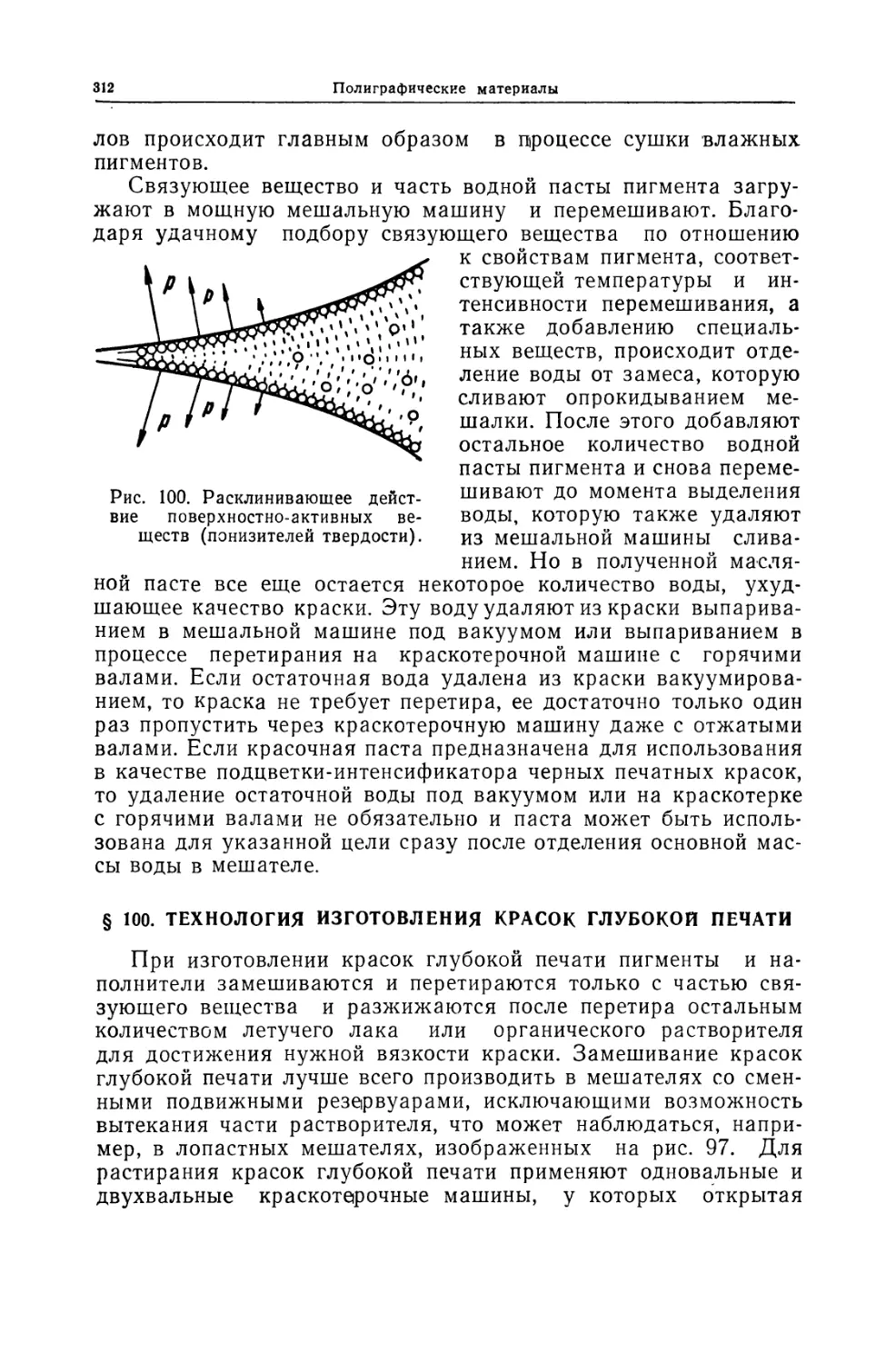
дешевыми и легко доступными материалами 1. На рис. 1. изо¬
бражена старинная китайская бумажная мастерская.
До изобретения и распространения бумаги в Европе для
письма повсеместно пользовались папирусом, пергаментом и
глиняными табличками.
Папирус вошел в употребление еще четыре тысячи лет назад,
сперва в древнем Египте, а затем и в некоторых других стра¬
нах. Папирус выделывали из тростника, похожего на наш ка¬
мыш, росшего в изобилии в илистых местах реки Нил. Очищен¬
ный от коры тростник разрезали на очень тонкие пластинки, ко¬
торые затем склеивали между собой (рис. 2), сушили и поли-
ропали пемзой. Получались листы светло-коричневого цветд тол-
1 Лю Го-цзюнь. Рассказы о китайской книге. Перевод с китайского,
предисловие и примечание А. А. Москалева. «Искусство», 1957, стр. 35.
1·
Полиграфические материалы
щиной примерно как тонкое полотно. Полосы папируса изготов¬
ляли любой длины до двадцати метров.
В течение очень долгого времени папирус был в употребле¬
нии по всей Европе; только в начале средневековья этот мате¬
риал для письма был окончательно вытеснен хотя и более доро¬
гим, но зато чрезвычайно прочным и долговечным пергаментом.
Рис. 1. Старинная китайская бумажная мастерская.
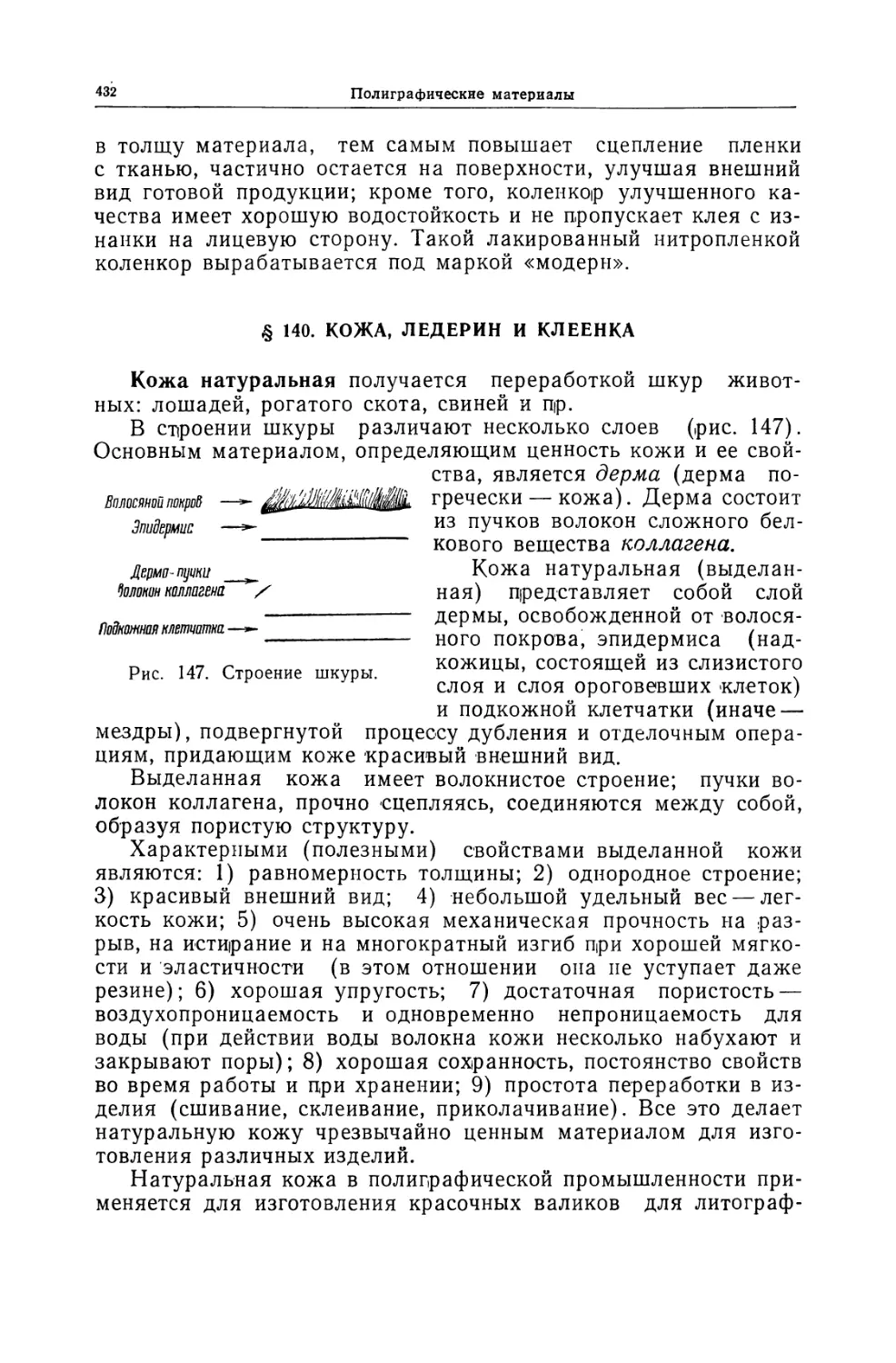
Пергамент — это особо выделанная, очищенная кожа живот¬
ных (баранов, коз, козлят и др.).
Существует легенда, что название пергамента произошло от
имени города Пергама в Малой Азии, где царь Эвмен II, желая
создать библиотеку, вынужден был искать подходящий для
письма материал, так как египетские цари, боясь конкуренции,
не пожелали продавать Эвмепу папирус.
В России наряду с пергаментом для деловой повседневной пе¬
реписки находила применение простая береста, т. е. кора бере¬
зового дерева.
Из Китая способ изготовления бумаги постепенно распрост¬
ранялся в другие страны мира. В 1751 г. под руководством ки¬
тайских мастеров бумагу начинают изготовлять в Средней Азии,
в Самарканде. В 793 г. бумагу начали изготовлять в Багдаде, в
900 г. — в Египте и в 1100 г. — в Марокко. В 1150 г. бумага про¬
никла в Европу, где ее стали изготовлять в Испании. Приблизи¬
тельно в 1276 г. бумагу стали изготовлять в Италии, затем в
Раздел первый. Бумага и картон
11
1391 г. — в Германии и в 1494 г. — в Англии. В России первая
бумажная мельница была построена в 1564 г., а в Америке —
в 1690 г.
Длительное время производство бумаги было ручным, полу¬
кустарным (волокнистые материалы измельчали в ручной сту¬
пе, а отливали бумагу на сетке ручным чер¬
панием бумажной массы). Только в XIII ве¬
ке бумагоделательное производство начина¬
ют механизировать и ручную ступу заменя¬
ют толчеей, представляющей собой длинное
деревянное или каменное корыто с падаю¬
щими в него массивными пестами. Послед¬
ние поднимались из корыта посредством го¬
ризонтально расположенного деревянного
вала с зубцами, которые захватывали зуб¬
цы соответствующих пестов и поднимали их.
Вал приводился в движение от водяного ко¬
леса, в связи с чем бумажные предприятия
того времени назывались «бумажными мель¬
ницами».
Дальнейшее совершенствование бумагоделательного произ¬
водства состояло в замене примитивной толчеи, не позволяющей
регулировать в нужной степени характер размола волокна, бо¬
лее совершенной машиной — массным роллом. Массный ролл
был изобретен в Голландии в XVII веке, в других странах эта
машина появляется в XVIII веке. Бумажная фабрика XVIII века
показана на рис. 3.
С некоторыми конструктивными, но не принципиальными из¬
менениями массный ролл и теперь является важным оборудова¬
нием бумагоделательного производства.
В 1799 г. француз Николай Луи Робер изобрел машину для
отливки бумаги в виде бесконечной ленты (рис. 4), но ему не
удалось осуществить своего гениального изобретения; в 1828 г.
он умер в глубокой бедности. Изобретение Робера осуществил
англичанин Доикен, который в 1803 г. построил первую бумаго¬
делательную машину. Во Франции машина появилась в 1815 г., в
России — в 1817г., в Германии — в 1819г. ив Америке — в 1827 г.
В конце XIX века производство бумаги и полиграфия разви¬
ваются в крупные отрасли промышленности, имеющие большое
культурное и экономическое значение.
В России первые бумажные мельницы были построены в
XVI веке при Иване IV. Есть сведения, что бумага вырабатыва¬
лась па бумажной мельнице в селе Вантеевка в 30 верстах от
Москвы в 1564 г., но эта бумажная мельница просуществовала
недолго.
В первой четверти XVII века бумага производилась в Киеве,
Рис. 2. Склеенные по¬
лоски папируса.
12
Полиграфические материалы
Рис. 3. Бумажная фабрика XVIII века.
Рис. 4. Схема устройства бумажной машины самочерпки
Луи Робера:
/ — ванна с бумажной массой: 2 — колесо с лопастями, подающими
бумажную массу на сетку бумагоделательной машины: /У — егкп
бумагоделательной машины, натянутая на два вала в виде беско¬
нечной ленты; 4 — пресс; 5 — валик-ровнитель.
Раздел первый. Бумага и картон
1Э
а также в Литве и Белоруссии. Дальнейшее, более серьезное
развитие русская бумажная промышленность получила лишь при
Петре I. По его указу в 1708 г. была построена казенная бумаж-
ная фабрика на реке Пахре в 20 верстах от Москвы, близ села
Богородского. Кроме того, в России были построены и другие
бумажные фабрики, причем две из них в Петербурге.
Бумагу стали производить' в таком количестве, что стал ощу¬
щаться недостаток в тряпье — основном сырье бумагоделатель¬
ного производства того времени.
В связи с этим Петр I издал указ,
предписывающий собиоать тряпье и
негодную бумагу и доставлять их
на бумажные мельницы за установ¬
ленную плату.
В 30-х годах XVIII века была
сооружена «Казенная бумажная ма¬
нуфактура» — ныне действующая
Красносельская бумажная фабрика.
Бумажные мельницы появляются
в Калужской (ныне действующая
Троицкая бумажная фабрика), Во¬
ронежской, Ярославской и других
губерниях. В 70-х годах XVIII века
издается предписание, в силу кото¬
рого «присутственные места (т. е.
учреждения) обязаны были приобретать писчую бумагу русской
выделки». В эти же годы была построена «Фабрика для выделки
ассигнаций» в окрестностях Москвы, переведенная в 1812 г. в
Петербург, где она и получила название «Экспедиции заготовле¬
ния государственных бумаг» (ныне действующая фабрика
«Гознак»).
В 1817 г. в Петродворце была пущена Бумажная мануфак¬
тура, на которой впервые в России начали выделку бумаги ма¬
шинной вычерпки.
В середине XIX века в России насчитывалось уже много бу¬
мажных фабрик, оборудованных бумагоделательными машина¬
ми. По в царской России не были созданы условия для развития
бумагоделательного производства. Бумагу вырабатывали преи¬
мущественно из импортных полуфабрикатов, своей целлюлозной
н дрсвомассной промышленности почти не было. Бумагодела¬
тельные машины также привозились из-за границы. Только при
советской власти производство бумаги в нашей стране получи¬
ло необходимый размах, став одной из крупных отраслей про¬
мышленности. У нас построены современные целлюлозные и бу¬
магоделательные комбинаты: Балахнинский, Камский, Красно-
шпперекий, Кондопожский и многие другие.
Николай Луи Робер
(1761—1828).
Μ
Полиграфические материалы
ОСНОВНЫЕ ПОЛУФАБРИКАТЫ БУМАГОДЕЛАТЕЛЬНОГО
ПРОИЗВОДСТВА
Из многочисленных растительных целлюлозосодержащих
(технических) волокнистых материалов для изготовления бу¬
маги и картона применяют главным образом волокна древесной
целлюлозы и древесной массы, соломенной целлюлозы и солот
мепной массы, а также волокна хлопка, льна и некоторые другие.
Волокна тростника также являются вполне подходящим мате¬
риалом для этой цели. Все эти волокнистые материалы в основ¬
ном состоят из целлюлозы,
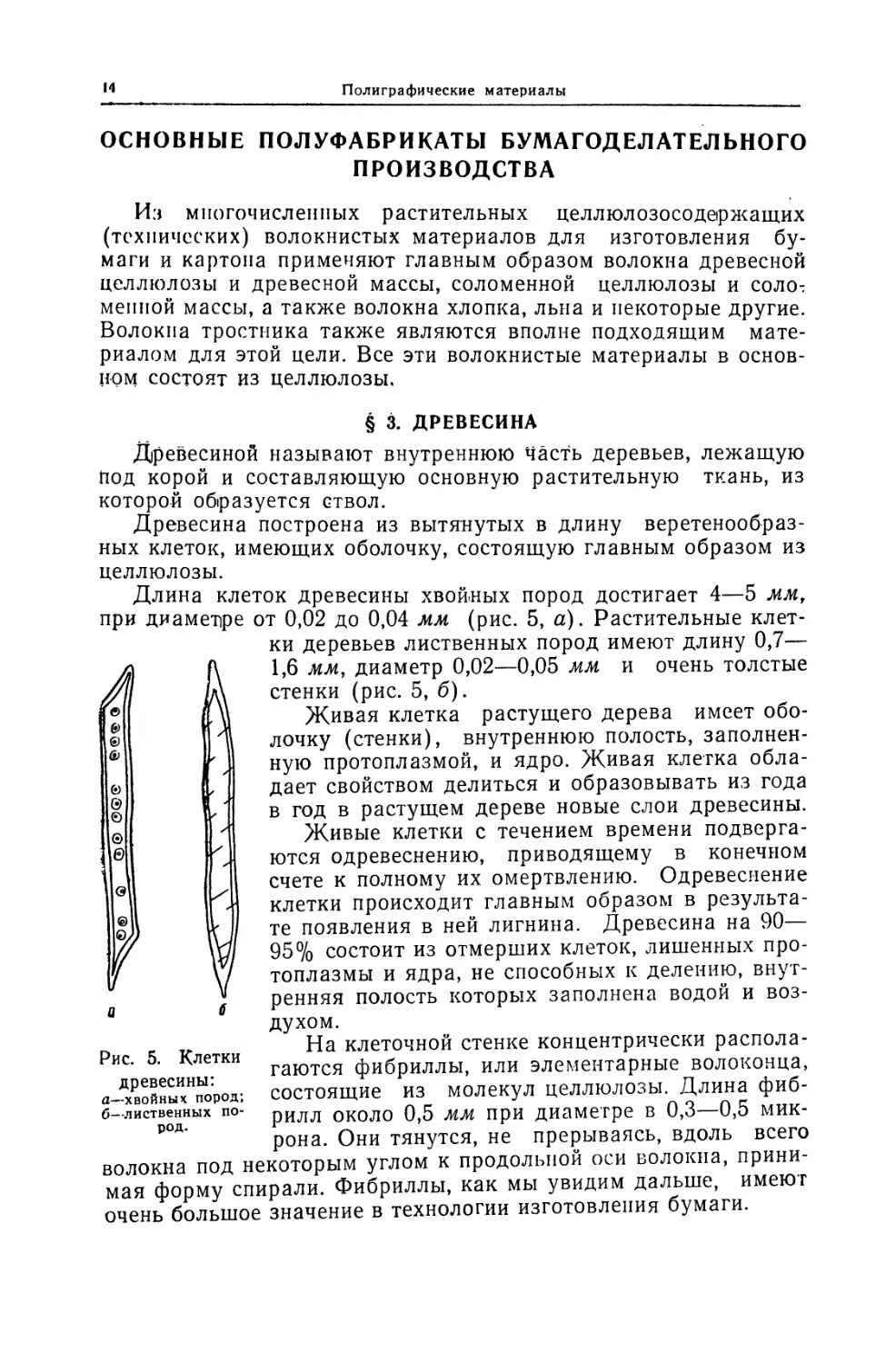
§ 3. ДРЕВЕСИНА
Древесиной называют внутреннюю часть деревьев, лежащую
Под корой и составляющую основную растительную ткань, из
которой образуется ствол.
Древесина построена из вытянутых в длину веретенообраз¬
ных клеток, имеющих оболочку, состоящую главным образом из
целлюлозы.
Длина клеток древесины хвойных пород достигает 4—5 мм,
при диаметре от 0,02 до 0,04 мм (рис. 5, а). Растительные клет¬
ки деревьев лиственных пород имеют длину 0,7—
1,6 мм, диаметр 0,02—0,05 мм и очень толстые
стенки (рис. 5, б).
Живая клетка растущего дерева имеет обо¬
лочку (стенки), внутреннюю полость, заполнен¬
ную протоплазмой, и ядро. Живая клетка обла¬
дает свойством делиться и образовывать из года
в год в растущем дереве новые слои древесины.
Живые клетки с течением времени подверга¬
ются одревеснению, приводящему в конечном
счете к полному их омертвлению. Одревеснение
клетки происходит главным образом в результа¬
те появления в ней лигнина. Древесина на 90—
95% состоит из отмерших клеток, лишенных про¬
топлазмы и ядра, не способных к делению, внут¬
ренняя полость которых заполнена водой и воз¬
духом.
На клеточной стенке концентрически распола¬
гаются фибриллы, или элементарные волоконца,
состоящие из молекул целлюлозы. Длина фиб¬
рилл около 0,5 мм при диаметре в 0,3 0,5 мик¬
рона. Они тянутся, не прерываясь, вдоль всего
волокна под некоторым углом к продольной оси волокна, прини¬
мая форму спирали. Фибриллы, как мы увидим дальше, имеют
очень большое значение в технологии изготовления бумаги.
а б
Рис. 5. Клетки
древесины:
а—хвойных пород;
б—лиственных по¬
род.
Раздел первый. Бумага и картон
15
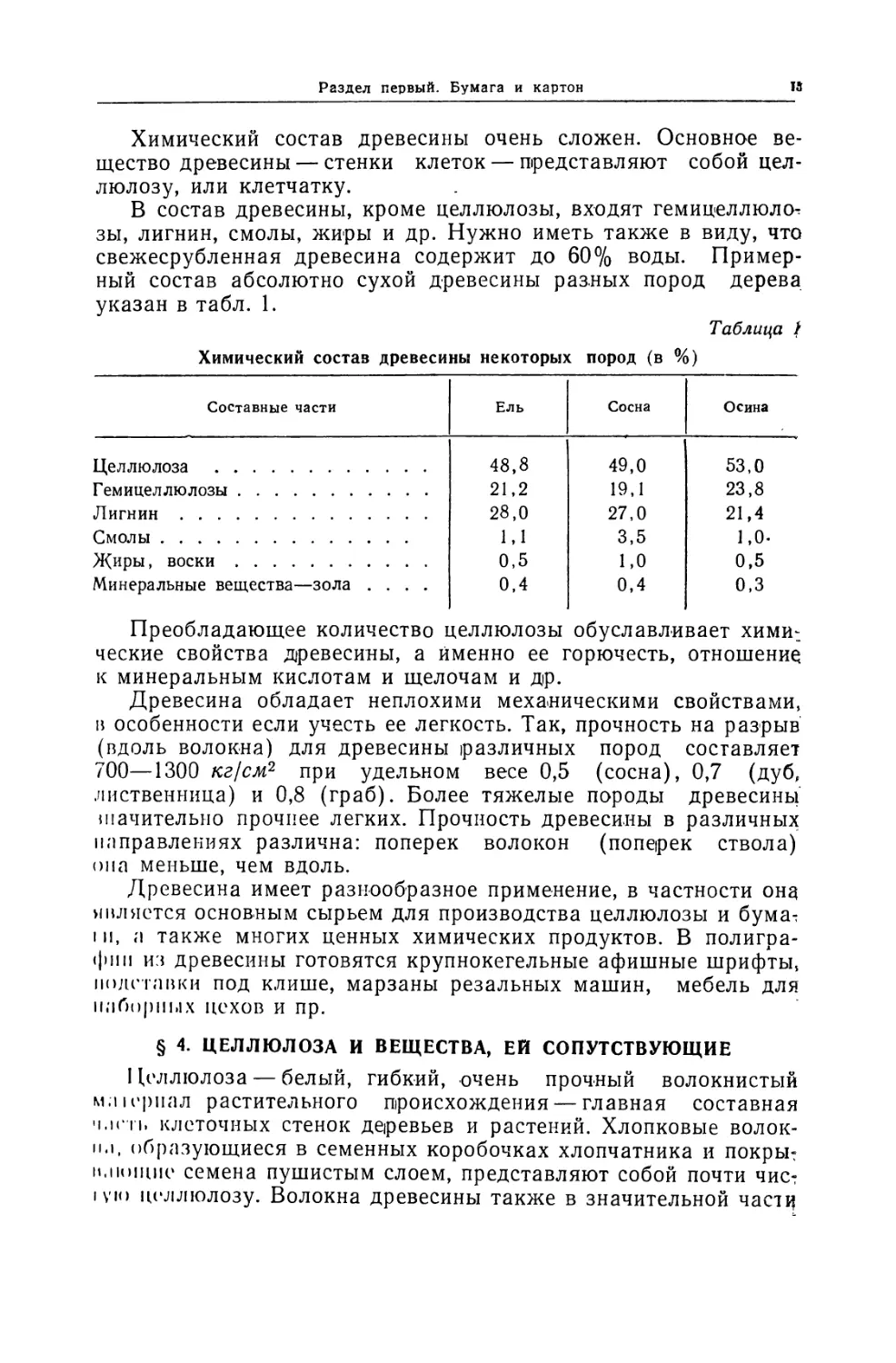
Химический состав древесины очень сложен. Основное ве¬
щество древесины— стенки клеток — представляют собой цел¬
люлозу, или клетчатку.
В состав древесины, кроме целлюлозы, входят гемицеллюлск
зы, лигнин, смолы, жиры и др. Нужно иметь также в виду, что
свежесрубленная древесина содержит до 60% воды. Пример¬
ный состав абсолютно сухой древесины разных пород дерева
указан в табл. 1.
Таблица ί
Химический состав древесины некоторых пород (в %)
Составные части
Ель
Сосна
Осина
Целлюлоза
48,8
49,0
53,0
Гемицеллюлозы
21,2
19,1
23,8
Лигнин
28,0
27,0
21,4
Смолы
1,1
3,5
1,0-
Жиры, воски
0,5
1,0
0,5
Минеральные вещества—зола ....
0,4
0,4
0,3
Преобладающее количество целлюлозы обуславливает хими:
ческие свойства древесины, а именно ее горючесть, отношение
к минеральным кислотам и щелочам и др.
Древесина обладает неплохими механическими свойствами,
и особенности если учесть ее легкость. Так, прочность на разрыв
(вдоль волокна) для древесины различных пород составляет
700—1300 кг!см2 при удельном весе 0,5 (сосна), 0,7 (дуб,
лиственница) и 0,8 (граб). Более тяжелые породы древесины
шачительно прочнее легких. Прочность древесины в различных
направлениях различна: поперек волокон (поперек ствола)
она меньше, чем вдоль.
Древесина имеет разнообразное применение, в частности она
является основным сырьем для производства целлюлозы и бума-
III, а также многих ценных химических продуктов. В полигра¬
фии из древесины готовятся крупнокегельные афишные шрифты,
подставки под клише, марзаны резальных машин, мебель для
наборных цехов и пр.
§ 4. ЦЕЛЛЮЛОЗА И ВЕЩЕСТВА, ЕЙ СОПУТСТВУЮЩИЕ
Целлюлоза — белый, гибкий, очень прочный волокнистый
м.мерпал растительного происхождения — главная составная
чаги, клеточных стенок деревьев и растений. Хлопковые волок¬
на, образующиеся в семенных коробочках хлопчатника и покрыт
n.iioimie семена пушистым слоем, представляют собой почти чист
ί \ίο целлюлозу. Волокна древесины также в значительной час 1Ц
Полиграфические материалы
(около Г)0%) состоят из целлюлозы. Стебли льна, конопли,
пшеницы, ржи, камыша, крапивы и многих других растений сос¬
тоят из целлюлозосодержащих волокон.
Строение целлюлозы. Целлюлоза — типичный представитель
высокомолекулярных (высокополимерпых) соединений —
принадлежит к классу углеводов (полисахаридов). Целлюло¬
за имеет вытянутую в длину нитеобразную гигантскую молеку¬
лу, состоящую из многократно повторяющихся элементарных
звеньев (структурных единиц)—остатков глюкозы. Эмпири¬
ческая формула целлюлозы (СбНюОб),*, где п — коэффициент
полимеризации, показывающий, сколько раз элементарное зве¬
но — остаток глюкозы — повторяется в молекуле целлюлозы.
Каждые два остатка глюкозы, соединенные между собой кисло¬
родным мостиком, образуют в свою очередь остаток дисахари¬
да— целлобиоза. Таким образом, молекула целлюлозы имеет
следующее химическое строение:
И действительно, путем гидролиза, т. е. присоединения воды
в результате действия, например сверхконцентрированной со¬
ляной кислоты, молекулы целлюлозы распадаются сперва на
целлобиозу, а затем на глюкозу, являющуюся конечным продук¬
том гидролитического расщепления целлюлозы.
П НС1 л ^ п НС1
(CeH10O.<j)/z+ ~2~ Н2О ^"2” С12Н22О11+ ~2~ ЧгО п СвНхгОв
целлюлоза полисахарид целлобиоза дисахарид глюкоза моносахарид
Целлюлоза различного происхождения имеет различный
коэффициент полимеризации, а следовательно, и различный мо¬
лекулярный вес (табл. 2). Чем выше молекулярный вес, тем
крупнее молекула и тем прочнее техническое целлюлозное волок¬
но. Вот почему самым прочным волокном будет льняное, затем—
хлопковое и наконец — древесное.
Раздел первый. Бумага и картон
17
Таблица 2
Молекулярный вес и коэффициент полимеризации
целлюлозы различного происхождения
Вид целлюлозы
Коэффициент
полимеризации
Молекулярный вес
Целлюлоза льняного волокна ....
36 000
5 900 000
Целлюлоза хлопкового волокна . . .
12 000
2 000 000
Целлюлоза из ели
4 000
600 000
Вещества, сопутствующие целлюлозе, или инкрустирующие
вещества, главным образом лигнин, сильно влияют на качество
технического целлюлозного волокна; чем меньше содержание
этих сопутствующих целлюлозе веществ (за исключением геми¬
целлюлоз), тем прочнее и долговечнее целлюлозное волокно и
бумага, из него приготовленная.
Вытянутые в длину, близко расположенные по отношению
друг к другу молекулы целлюлозы, прочно соединенные между
собой силами молекулярного притяжения (силами Ван-дер-
Ваальса и водородными связями), образуют плотно упакован¬
ные пучки молекул — фибриллы, или элементарные волоконца.
Фибриллы, плотно прилегая друг к другу, переплетаясь между
собой, а иногда закручиваясь по спирали образуют прочную,
вытянутую в длину оболочку растительной клетки, или техниче¬
ское волокно древесной, хлопковой, льняной и т. п. целлюлозы.
Целлюлоза имеет аморфное строение, при котором отсутст¬
вует правильная ориентация молекул в волокне, и только на
некоторых участках технического целлюлозного волокна наблю¬
дается местное упорядочение звеньев, т. е. макромолекул целлю¬
лозы с образованием кристаллической структурной решетки.
Физические и химические свойства целлюлозы определяются,
с одной стороны, наличием трех гидроксильных групп в каждом
элементарном звене целлюлозы и, с другой, длиной молеку¬
лярной цепи, т. е. молекулярным весом целлюлозы.
Физические свойства целлюлозы. Технический продукт —
целлюлоза — представляет собой, как уже указывалось, прочный
волокнистый материал, который не плавится, при нагревании
выше 200° начинает разлагаться. Целлюлоза долговечна и свето¬
прочна, т. е. не изменяет своих прочностных показателей и цвета
при длительном хранении и облучении солнечными лучами.
В воде и органических растворителях целлюлоза совершенно
не растворяется. Она не растворяется и в не очень концентриро¬
ванных растворах щелочей и в разбавленных минеральных кис¬
лотах. Целлюлоза растворяется в медноаммиачном основании
В Змк.'т № 443
in
Полиграфические материалы
(реактив Швейцера) Си^Нз)^· (ОН)2. Из реактива Швейцера
целлюлоза осаждается кислотами в химически неизменном
состоянии, но приобретает при этом другую физическую струк¬
туру. Такая персосажденная физическая модификация целлюло¬
зы носит название гидратцеллюлозы. Каждое волокно целлюло¬
зы имеет внутри капилляр, по этой причине с некоторым прибли¬
жением его можно сравнить с полой трубкой очень небольшого
диаметра. Кроме того, целлюлоза как технический продукт, т. е.
совокупность большого числа волокон — клеток, пронизана си¬
стемой пор. Чистая целлюлоза очень гигроскопична, она хорошо
смачивается водой и способна хорошо впитывать влагу из окру¬
жающего воздуха. Но молекулярная природа целлюлозы тако¬
ва, что она хорошо смачивается и маслами. Разница в действии
воды и масла на целлюлозу (и на бумагу) состоит в том, что вода
смачивает и гидратирует целлюлозу, т. е. ослабляет водородные
связи; масло же —только смачивает ее. Таким образом понятно,
почему целлюлозу считают гидрофильным коллоидом, что, стро¬
го говоря, не вполне правильно. Целлюлоза хорошо поддается
механической обработке — измельчению, а в водной среде — раз¬
делению на фибриллы, что и используется в процессе массного
размола.
Химические свойства целлюлозы определяются наличием в
каждом элементарном ее звене (остатке глюкозы) трех гидро¬
ксильных групп. Так, подобно многоатомным спиртам целлюло¬
за, не теряя своей волокнистой структуры, реагирует со ще¬
лочью, образуя соединения типа алкоголятов по схеме:
[С6Н702(0Н)з ]п + 3 п NaOH -> [Ce Н702 (ONa)3 ]п + 3 п Н20.
Щелочная целлюлоза более реакционноспособна, чем цел¬
люлоза, и применяется поэтому для получения различных произ¬
водных целлюлозы, например карбооксиметилцеллюлозы.
Физически процесс набухания целлюлозы представляет со¬
бой проникновение раствора едкого натра внутрь волокна цел¬
люлозы. Это проникновение сначала в неориентированную часть
волокна, в капиллярные трещины, пронизывающие волокна, а
затем уже между отдельными ориентированными молекулами
целлюлозы вызывает ослабление вандерваальсовских сил и водо¬
родных связей, раздвигает отдельные молекулы и приводит во¬
локно в другое физическое состояние 1.
При промывке водой щелочная целлюлоза превращается в
гидратцеллюлозу, которая химически одинакова с исходной
природной целлюлозой, но отличается лишь физическим состоя¬
нием. Такая целлюлоза называется регенерированной.
Целлюлоза образует простые и сложные эфиры.
1 В. М. Никитин. Химия древесины и целлюлозы. Гослесбумиздат,
1951, стр. 265.
Раздел первый. Бумага и картон
19
Карбооксиметилцеллюлоза, или целлюлозогликолевая кис¬
лота, является простым моноэфиром целлюлозы. Получается
действием на щелочную целлюлозу (у которой атом водорода
одного гидроксила каждого остатка глюкозы замещен атомом
натрия) монохлоруксусной кислотой по схеме:
iC6H702 (ОН) 2 0№]я + п Cl СН2 СООН [CGH7 (ОН)2 О · СН2 СООН]л + п NaCl
щелочная целлюлоза монохлоруксусная карбооксиметил-целлюлоза хлористый
кислота натрий
Карбооксиметилцеллюлоза (моноэфир в виде целлюлозгли-
колевой кислоты, как это показано на схеме, или моноэфир в ви¬
де натровой соли целлюлозгликолевой кислоты) хорошо раство¬
рима в горячей и холодной воде и образует высоковязкие клей¬
кие растворы, применяемые в качестве переплетного клея для
приклейки бумаги, а также для изготовления различного рода
водных красок, например для закраски обрезов книжных блоков.
Н
сн2—о-сн2соон
н
он
н
’-о-...
н он
сн2-о—СНзСООН
карбооксиметилцеллюлоза
Нитроцеллюлоза. Путем обработки целлюлозы смесью кон¬
центрированных азотной и серной кислот (серная кислота —
водоотнимающее средство) получается сложный азотнокислый
эфир, называемый нитроцеллюлозой. В зависимости от числа
замещенных гидроксильных атомов водорода получают мононит¬
раты, динитраты и тринитраты целлюлозы по схемам:
(CgHgO^ · ОН)η “I- η HNO3 —(СбН904 · О · Ш2)л -f· п Н20
целлюлоза азотная мононитроцеллюлоза вода
кислота
[С6Н80з (ОН)2]п + 2 η HN03-> [С6Н80з (0-Ш2)а]л + 2/2 Н20
целлюлоза азотная динитроцеллюлоза вода
кислота
[С6н702 (ОН)з ]/г -f- 3 τι ΗΝΟ3—> [С6н702 (0-N02)s]« ~h 3 /zH20
целлюлоза азотная тр’инитроцеллюлоза вода
кислота
Смесь моно- и динитроклетчатки называется коллоксилином.
Коллоксилин хорошо растворяется в ацетоне, в смеси спирта и
эфира, в сложных эфирах уксусной кислоты (бутилацетате.,
амилацетате, этилацетате и др.) и применяется для изготовле¬
ния нитролаков и коллодия,
з*
•jo
Полиграфические материалы
Τίΐ к и с' нитроцеллюлозные лаки применяются, например, для
лакирования печатной продукции способом глубокой печати;
они имеют много достоинств: совершенно бесцветны, имеют вы¬
сокий блеск и чрезвычайно эластичны; но их применение свяэа-
по с трудностями, главными из которых являются взрывоопас¬
ность коллоксилина и необходимость при работе с ним применять
растворители, вредно влияющие на здоровье. Иногда нитроцел¬
люлозные лаки идут для изготовления красок глубокой печати,
в особенности для трехкрасочного печатания.
Из коллоксилина изготовляют прозрачную пластическую
массу — целлулоид, применяемую в полиграфии для матрици¬
рования при изготовлении гальваностереотипов и для изготовле¬
ния текстовых диапозитивов и негативов в глубокой печати и в
офсете. Нитроцеллюлозную мастику (раствор коллоксилина в
органических растворителях в смеси с пластификаторами и пиг¬
ментами) наносят на поверхность хлопчатобумажных тканей в
процессе производства переплетного ледерина (см. § 140).
Коллоксилин в виде спирто-эфирного раствора, называемого кол¬
лодием, используют для изготовления светочувствительных слоев
в мокроколлодионном копировальном процессе.
Тринитроклетчатка представляет собой взрывчатое вещест¬
во — пироксилин.
Ацетилцеллюлоза — сложный эфир целлюлозы и уксусной
кислоты — получается при действии на целлюлозу смеси уксус¬
ного ангидрида, уксусной кислоты и небольшого количества
серной кислоты. Наибольшее значение имеет диацетат целлюло¬
зы [С6Н803(0 · СН3СО)2]ч, известный под названием ацетилцел¬
люлозы.
Ацетилцеллюлоза отличается от нитроцеллюлозы полной не¬
горючестью, из ,нее в смеси с пластификаторами получают проз¬
рачные пластины и пленки, которые применяют, например, для
изготовления многокрасочных прозрачных альбомов наглядных
пособий, а также для изготовления бронзовой и красочной
(цветной) фольги для тиснения на переплетах. Широкому рас¬
пространению ацетилцеллюлозы, несмотря на ее негорючесть,
мешает нерастворимость в большинстве растворителей. Ацетил-
целлюлозные пластины применяются в процессе получения мат¬
риц для гальваностереотипов.
Применение целлюлозы в промышленности огромно. Из нее
делают бумагу, искусственный шелк, лаки и краски, прозрачные
пленки и пластины, пластические массы, клеящие вещества,
взрывчатые вещества и многое другое. Хлопковая целлюлоза
применяется для изготовления хлопчатобумажных тканей и ни¬
ток. Гидролизная промышленность превращает древесину
{опилки) в глюкозу, а затем в этиловый спирт.
Гемицеллюлозы — полисахариды, сопутствующие целлюлозе
Раздет первый. Бумага и картон
21
в различных растениях и, в отличие от нее, легко гидролизую¬
щиеся разбавленными минеральными кислотами до моносахари¬
дов — пентоз и гексоз. Гемицеллюлозы растворяются при кипя¬
чении с разбавленными водными растворами щелочей, образуя
густые растворы, из которых могут быть выделены, после ней¬
трализации, спиртом. По своему характеру гемицеллюлозы
занимают среднее положение между крахмалом и целлюлозой
(клетчаткой). Гемицеллюлозы разделяют на гексозаны, пост¬
роенные из остатков гексоз (главным образом ксилозы), и
пентозаны, состоящие из остатков пентоз (главным образом
маннозы). Гемицеллюлозы выполняют в растениях функции ре¬
зервных питательных веществ и способствуют защите растений
от инфекций.
Гемицеллюлозы не являются вредными примесями целлю¬
лозных волокон, так как облегчают процесс массного размола
(см. § 9) и в известной степени способствуют упрочению струк¬
туры бумаги.
Лигнин (от латинского слова лигнум — дерево) содержит¬
ся в древесине различных пород в количестве 20—30%. Выде¬
ленный из древесины, например, действием 70-процентной серной
кислотой, лигнин имеет вид коричневого порошка, не раствори¬
мого в воде и в органических растворителях.
Процесс образования лигнина в растениях, так же как и его
химическое строение, еще не установлен. Появляется он только
в одревесневших мертвых клетках растительной ткани и при¬
дает последней твердость, как бы «цементируя» отдельные клет¬
ки растительной ткани в прочную твердую древесину.
Лигнин, в отличие от целлюлозы, менее химически устойчив,
он растворяется в разбавленных щелочах и некоторых минераль¬
ных кислотах. Лигнин способен к фотохимическим реакциям;
поэтому бумага, изготовленная из древесной массы, содержа¬
щей лигнин, темнеет под действием света, теряет механическую
прочность и становится ломкой.
Для качественного распознавания лигнина в одревесневших
тканях и в бумаге, содержащей древесную массу, имеются цвет¬
ные реакции. Так, например, солянокислый раствор флороглюци-
на дает пурпурно-красное окрашивание, водный раствор серно¬
кислого анилина — ярко-желтое окрашивание.
Основным структурным звеном лигнина является аромати¬
ческий бета-оксиконфериловый спирт сложного строения.
§ 5. ПРОИЗВОДСТВО ЦЕЛЛЮЛОЗЫ
Целлюлоза, как уже было сказано, устойчива к действию
разбавленных кислот и щелочей, в то время как лигнин, геми¬
целлюлозы и другие инкрустирующие вещества в них растворя¬
ются. Таким образом, в результате воздействия на измельченную
Полиграфические материалы
п
древесину водных растворов кислот или щелочей при соответст¬
вующим образом подобранном технологическом режиме — варке
(концентрация химических реагентов, температура, давление,
продолжительность) — удается почти полностью перевести в
раствор лигнин, а также вещества, сопутствующие целлюлозе, и
получить почти неповрежденные волокна целлюлозы.
В нашей стране целлюлозу изготовляют главным образом из
ели, в сравнительно меньших количествах из сосны, а также из
деревьев лиственных пород и соломы хлебных злаков.
Получение целлюлозы достигается обработкой древесины
растворами веществ, способных растворять лигнин и гемицел¬
люлозы, не затрагивая практически самой целлюлозы (клет¬
чатки).
В промышленности применяются кислотный и щелочной спо¬
собы изготовления целлюлозы.
Кислотный способ иначе называется сульфитным, так как
древесину варят в растворе бисульфита кальция Са(Н30з)2
с избытком сернистого газа SO2.
Бисульфит кальция в водной среде распадается на сернистую
кислоту и сернокислый кальций по схеме
Са (HS03)2 -> H2S03 + Са S03
бисульфит серная сернистокислый
кальция кислота кальций
Сернистая кислота, будучи
газ S02
H2S03
непрочной,
Н20 -f- SO2
вы дел яет сер н исты й
сернистая вода сернистый газ
кислота
Чтобы сохранить сернистую кислоту как химический реагент,
растворяющий лигнин, варочную кислоту готовят с избытком SO2.
Таким образом, химическими реагентами в процессе сульфитной
варки древесины будут Ca(HS03)2, H2S03 и S02.
Сульфитный способ варки применяется преимущественно для
изготовления целлюлозы из ели и не может применяться для изго¬
товления целлюлозы из сосны из-за повышенной смолистости этой
породы дерева: слабая сернистая кислота не может растворить
смолы, имеющиеся в древесине сосны.
При щелочном способе изготовления целлюлозы (сульфатный
и содовый) основными химическими реагентами являются едкий
натр NaOH, сернистый натрий Na2S и сульфогидрат натрия
NaHS. Сернистый натрий в водной среде гидролизуется с обра¬
зованием едкого натра и сульфогидрата натрия по схеме
Na2S + Н20 ч± NaOH + NaHS
сернистый вода едкий сульфогидрат
натр натр натрия
Раздел первый. Бумага и картон
2S
В процессе варки целлюлозы лигнин химически взаимодей¬
ствует с едким натром и сульфогидратом натрия, образуя соот¬
ветственно: в первом случае—щелочной лигнин и во втором —
тиолигнин. Оба эти соединения лигнина растворяются в водных
растворах едкого натра, что и используется для извлечения лиг¬
нина из древесины в процессе производства целлюлозы. Тиолиг¬
нин растворяется в водных растворах едкого натра гораздо
быстрее и полнее, чем щелочной лигнин. Вот почему предпочита¬
ют пользоваться сульфатным способом производства целлюлозы,
при котором для восстановления потерь химических реагентов
применяется сульфат натрия. Отработанные щелока упаривают и
сжигают в присутствии сульфата натрия. При этом сульфат нат¬
рия восстанавливается углем до сернистого натра по схеме.
NCI2SO4 2С “>■ N32S -(- 2СОг
сульфат уголь сернистый углекислый
натрия натр газ
Различные соединения натрия, имеющиеся в варочном раст¬
воре, при сжигании переходит в соду Na2C03, которую переводят
затем в едкий натр действием негашеной извести.
N32CO3 -f- CaO -f- Н2О —>- 2NaOH -f- СаСОз
сода негашеная вода едкий углекислый
известь натр кальций
Целлюлозу варят по сульфитному способу в стальных котлах-
автоклавах цилиндрической формы емкостью до 300 ж3. Варку
целлюлозы производят в течение 10—15 часов при давлении пара
около 5—6 ат. Первоначальная температура варки 100°, после¬
дующая 145—150°.
В процессе варки (при температуре 145—150° и давлении па¬
ра 5—6 ат) сернистая кислота растворяет гемицеллюлозы и всту¬
пает в реакцию с лигнином, образуя лигносульфоновые кислоты.
Находящийся в варочной кислоте сернистокислый кальций нейтра¬
лизует эти кислоты, превращая их в кальциевые соли и тем самым
предотвращая разрушительное действие лигносульфоновых кис¬
лот на целлюлозу.
По окончании процесса варки целлюлозу выгружают через
нижний люк котла в бассейн, называемый сцежей, где ее промы¬
вают, чтобы освободить от отработанного варочного раствора.
Промытая целлюлоза не представляет собой однородной волок¬
нистой массы; в ней имеются размягченные, но сохранившие свою
форму щепки, непроваренные сучки, песчинки, попавшие вместе с
водой, и тому подобные загрязнения. Дальнейшую обработку
целлюлозы производят в сепараторе — механизме, разбивающем
сгустки, комки, целлюлозы.
После выхода из сепаратора целлюлозу сильно разбавляют во¬
дой и подают в сучколовитель для удаления из целлюлозы сучков.
Сучколовитель представляет собой медленно вращающийся в на-
Полиграфические материалы
Л
клоппом положении цилиндрический резервуар с сетчатой, щеле-
внднон поверхностью, имеющей отверстия шириной 3 мм. Волок¬
на целлюлозы, взвешенные в оводе, проходят через эти отверстия,
сучки же задерживаются сеткой.
Очищенную от сучков целлюлозу пропускают через песочник,
т. е. через плоский неглубокий желоб длиной около 30 ж, с косо
поставленными на дне перегородками. Взвешенные в воде волокна
целлюлозы, медленно двигаясь по желобу, очищаются от песка и
других тяжелых посторонних загрязнений, которые осаждаются на
дно желоба и задерживаются перегородками.
После этого целлюлозу пропускают через центробежную сорти¬
ровку, где ее очищают от грубых, неразработанных пучков воло¬
кон, костры и пр., а затем, если это требуется, отбеливают и обез¬
воживают.
В зависимости от полноты удаления из древесины лигнина
различают три марки целлюлозы: мягкая, содержащая до 2%
лигнина и других инкрустирующих .веществ, средняя — до 5% и
жесткая — до 7 %.
Волокна целлюлозы на этой стадии ее обработки не имеют
чисто белого цвета, они имеют свинцово-серый оттенок, поэтому
некоторое количество вырабатываемой целлюлозы подвергают от¬
белке. Такую целлюлозу называют беленой и применяют для из¬
готовления высокосортной печатной бумаги и других видов бума¬
ги ответственного применения.
Отбелку сульфитной целлюлозы производят окислителями.
Обычно применяются водные растворы хлорной извести CaCl 2О
или гипохлорита кальция Са(ОС1)2, гипохлорита натрия
NaOCl, а также перекиси водорода Н202.
Хлорная известь, или, как ее называют, (белильная известь, в
водной среде гидролизуется с выделением хлорноватистой
кислоты.
2СаС120 + 2Н20 ч* 2 НСЮ + Са (ОН)2 + СаС12
хлорная вода хлорноватис- гидрат окиси хлористый
известь тая кислота кальция кальций
Хлорноватистая кислота неустойчива и распадается с выделе¬
нием закиси хлора С120 по схеме:
2 НСЮ ч* С120 + Н20
хлорноватис- закись вода
тая кислота хлора
Белящими свойствами в этом случае при pH = 9 обладает ион
сернистой кислоты ОСК. Закись хлора С120, по мере расходова¬
ния хлорноватистой кислоты, присоединяя воду, образует хлор¬
новатистую кислоту.
Обычно белящий раствор подкисляют соляной -кислотой до
рН = 1, в этом случае реакция идет о выделением хлора
Раздел первый. Бумага и картон
нею + НС1 - Н20 + С12
хлорноватис- соляная вода хлор
тая кислота кислота
Таким образом, активными окислительными агентами про¬
цесса беления целлюлозы являются хлорноватистая кислота и
г азообр азны й хло р.
Варку сосновой щепы сульфатным 'способом производят в же¬
лезных котлах при температуре 165—175° в конечной стадии вар¬
ки и при давлении 7,5—9 ат в течение 2,5—5 часов.
Сульфатная целлюлоза может быть получена способом непре¬
рывной варки, при котором предварительно пропаренная щепа
очень быстро пропитывается щелоком и процесс варки идет интен¬
сивно в течение 1,5—2 часов при температуре 165—170° и при дав¬
лении 11 —12 ат. Пропаренная щепа, пропитанная щелоком, время
от времени подается в верхнюю часть котла и выгружается
(выдувается) из нижней части котла через особый аппарат в
бак, а затем направляется на промывку.
Сульфатная целлюлоза за последнее время начинает получать
все большее распространение вследствие ее исключительно высо¬
кой механической прочности и возможности использования для ее
производства древесины сосны. Но сульфатная целлюлоза имеет
коричневатый цвет, трудно поддающийся отбелке, а поэтому из
нее изготовляют преимущественно технические виды бумаги, в
частности прочную переплетную бумагу, оберточную бумагу,
кабельную бумагу и заменитель шпагата.
Отбелка сульфатной целлюлозы, предназначенной для изго¬
товления печатной бумаги, производится обычно в три или в че¬
тыре стадии: 1) хлорирование, 2) обработка едким натром,
3) обработка раствором гипохлорита, 4) кисловка раствором
серной или соляной кислоты. Последняя производится для сни¬
жения содержания в целлюлозе золы и для повышения ее
белизны. После каждой ступени отбелки волокна производится
тщательная промьгвка его водой.
Беленая 'сульфатная целлюлоза является полноценной заменой
тряпичной полумассы во всех видах печатной и чертежно-рисо¬
вальной бумаги. Особенно желательно применение беленой суль¬
фатной целлюлозы для изготовления обложечной бумаги, а также
бумаги, от которой требуется большая механическая прочность, в
том числе и прочность поверхности (например, для картографи¬
ческой, фототипной и пр.).
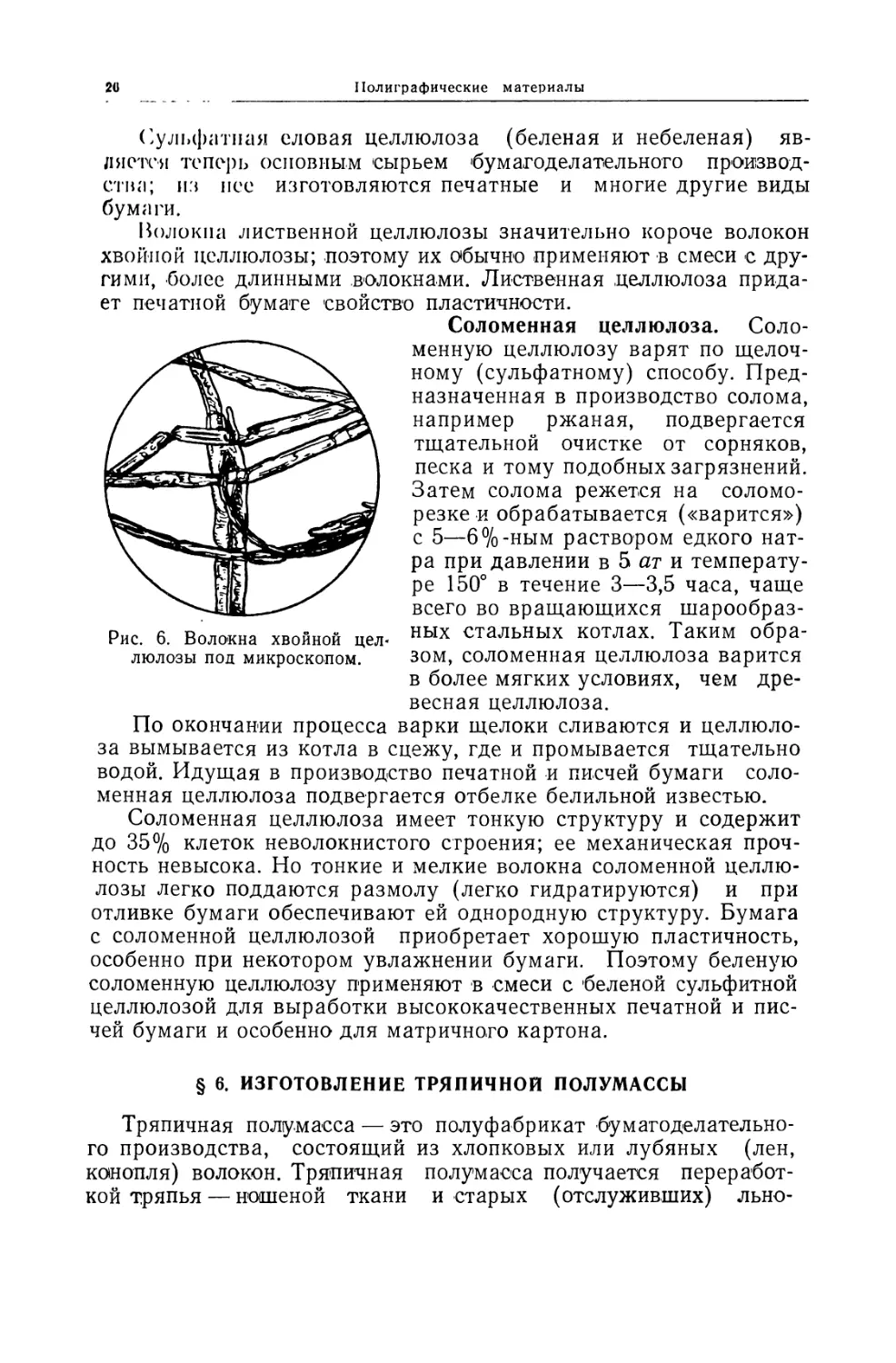
На рис. 6 показаны волокна хвойной целлюлозы, видимые
в микроскоп при увеличении в сто раз. Они гораздо короче воло¬
кон хлопка и льна и имеют длину 5—6 мм. Бумага, изготовлен¬
ная из сульфитной еловой целлюлозы, почти не отличается от
бумаги из тряпичного волокна, но несколько уступает ей в проч¬
ности и в пластичности.
2 Заказ № 443
Полиграфические материалы
20
Сульфатная еловая целлюлоза (беленая и небеленая) яв¬
ляется теперь основным сырьем бумагоделательного производ¬
ства; из нее изготовляются печатные и многие другие виды
бумаги.
Волокна лиственной целлюлозы значительно короче волокон
хвойной целлюлозы; поэтому их обычно применяют в смеси с дру¬
гими, более длинными волокнами. Лиственная целлюлоза прида¬
ет печатной бумаге свойство пластичности.
Соломенная целлюлоза. Соло¬
менную целлюлозу варят по щелоч¬
ному (сульфатному) способу. Пред¬
назначенная в производство солома,
например ржаная, подвергается
тщательной очистке от сорняков,
песка и тому подобных загрязнений.
Затем солома режется на соломо¬
резке и обрабатывается («варится»)
с 5—6%-ным раствором едкого нат¬
ра при давлении в 5 ат и температу¬
ре 150° в течение 3—3,5 часа, чаще
всего во вращающихся шарообраз-
Рис. 6. Волокна хвойной цел· ных стальных котлах. Таким обра-
люлозы под микроскопом. зом, соломенная целлюлоза варится
в более мягких условиях, чем дре¬
весная целлюлоза.
По окончании процесса варки щелоки сливаются и целлюло¬
за вымывается из котла в сцежу, где и промывается тщательно
водой. Идущая в производство печатной и писчей бумаги соло¬
менная целлюлоза подвергается отбелке белильной известью.
Соломенная целлюлоза имеет тонкую структуру и содержит
до 35% клеток неволокнистого строения; ее механическая проч¬
ность невысока. Но тонкие и мелкие волокна соломенной целлю¬
лозы легко поддаются размолу (легко гидратируются) и при
отливке бумаги обеспечивают ей однородную структуру. Бумага
с соломенной целлюлозой приобретает хорошую пластичность,
особенно при некотором увлажнении бумаги. Поэтому беленую
соломенную целлюлозу применяют в смеси с беленой сульфитной
целлюлозой для выработки высококачественных печатной и пис¬
чей бумаги и особенно для матричного картона.
§ 6. ИЗГОТОВЛЕНИЕ ТРЯПИЧНОЙ ПОЛУМАССЫ
Тряпичная полумасса — это полуфабрикат бумагоделательно¬
го производства, состоящий из хлопковых или лубяных (лен,
конопля) волокон. Тряпичная полумасса получается переработ¬
кой тряпья — ношеной ткани и старых (отслуживших) льно¬
Раздел первый. Бумага и картон
27
пеньковых, веревочно-канатных и сете-снастных изделий, а также
из отходов текстильного и канатно-веревочного производства: об¬
резки новых хлопчатобумажных, льняных и пеньковых тканей и
изделий и т. in. Кроме этого, для изготовления тряпичной полу¬
массы применяют отходы волокон хлопчатника — линт и делинт
(короткие волокна хлопка, непригодные для текстильного произ¬
водства) .
Хлопковые, льняные и конопляные (пенька) волокна пред¬
ставляют собой почти чистую целлюлозу. Так, хлопковые волок-
Рис. 7. Волокна хлопка под
микроскопом.
Рис. 8. Волокна льна под мик¬
роскопом.
на содержат около 95% целлюлозы при полном отсутствии лиг¬
нина, льняные волокна — 75—80% целлюлозы и 2—3% лигнина,
конопляные (пеньковые) волокна —70—85% целлюлозы и 8—
15% лигнина.
Длина хлопковых волокон (рис. 7) колеблется от 12 до
50 мм при поперечном сечении 20—25 микронов. Зрелое хлопко¬
вое волокно имеет характерный вид плоской ленты, в большей
части штопорообразно закрученной, что называется извитостью.
Внутри хлопкового волокна (внутри клетки) имеется относи¬
тельно широкий канал — капилляр.
Элементарные волокна льна (рис. 8) представляют собой
толстостенные глухие клетки веретенообразной формы с острыми
концами; внутри клетки имеется узкий канал — капилляр. Длина
волокон колеблется от 4 до 70 мм, средняя длина — 25 мм, сред¬
няя толщина—15—17 микронов. Льняное волокно гораздо
прочнее хлопкового (прочность на разрыв — 15 г), что объяс¬
няется большей толщиной его стенок. Многочисленные волоконца
(фибриллы) расположены параллельно оси волокна и при об¬
рыве дают растрепанные концы; кроме того, фибриллы отделя¬
ются от волокна при механической обработке по всей его длине*
Волокна пеньки по строению очень похожи на льняные волок-
2й
Полиграфические материалы
2 Н
па, по несколько более длинные и толстые, а поэтому и гораздо
прочнее льняных. Концы конопляных волокон раздвоены. При
микроскопическом исследовании по внешнему виду бывает труд¬
но отличить волокна льна от волокон пеньки. Но волокна льна
легко и без остатка растворяются в реактиве Швейцера (в ам¬
миачном растворе гидрата окиси меди), тогда как волокна
пеньки растворяются медленно и не полностью.
Льио-пеньковая беленая тряпичная полумасса, вследствие ее
исключительной механической прочности и долговечности, приме¬
няется для изготовления высокосортной бумаги, от которой тре¬
буется высокая механическая прочность и долговечность: доку¬
ментная, картографическая, чертежная, фототипная, а также для
тонкой бумаги: словарная, папиросная и копировальная.
Хлопчатобумажная беленая полумасса из-за постоянства ее
химического состава, высокого содержания целлюлозы, полного
отсутствия лигнина, хорошей механической прочности, долговеч¬
ности, хорошей впитывающей способности, мягкости применяется
для изготовления высокосортной нотной, бюварной, фильтроваль¬
ной бумаги и основы для пергамента; небеленая хлопчатобумаж¬
ная полумасса применяется для изготовления основы для фибры,
толя, стелечных картонов и пр.
Тряпичная полумасса в печатных бумагах применяется обыч¬
но в смеси с беленой сульфитной целлюлозой.
Как уже указывалось, волокна хлопка, льна и конопли по¬
ступают на бумажные фабрики главным образом в виде тряпья—
ношеной ткани^ отработанных мешков, канатов, сетей и пр., кото¬
рые перерабатывают и получают волокнистую массу — полуфаб¬
рикат, называемый тряпичной полумассой. Кроме тряпья, для
изготовления тряпичной полумассы применяют короткие хлопко¬
вые волокна — линт и'делинт.
Из продезинфицированного и высушенного тряпья удаляют
пыль и другие загрязнения на специальных машинах —отпыли-
телях. После этого тряпье сортируют по природе волокна, степени
его изношенности, толщине, цвету и по степени загрязнения.
Отсортированное тряпье рубят механической тряпкорубкой на
куски размером 5—6 см, вторично очищают от пыли и разрыхля¬
ют на отпылителе. Затем тряпье подвергают химической обра¬
ботке— варке с раствором гашеной извести Са(ОН)2 в сталь¬
ных шарообразной формы котлах, вращающихся вокруг горизон¬
тальной оси. Варка тряпья с 8—15%-ным раствором гашеной
извести продолжается 3—12 часов при температуре 130—150° и
при давлении пара 3—5 ат. Варка тряпья производится с целью
его очистки от жировых загрязнений и клеящих веществ (ап¬
прета), ослабления искусственной окраски красителями и облег¬
чения последующего размола на полумассу, т. е. разделения на
отдельные нити. Если тряпье очень сильно загрязнено, то варку
Раздел первый. Бумага и картон
производят но с гашеной известью, а с более сильно действующим
раствором каустической соды NaOH. По окончании варки котел
останавливают и удаляют из него пар и варочную жидкость через
трубопровод в цапфе. После этого проваренное тряпье вывалива¬
ют через горловину в специальный резервуар под котлом, так
называемую сцежу.
Часть щелока отде¬
ляется от тряпья через
ложное дно сцежи.
Однако ткань остается
насыщенной варочным
щелоком, удалить ко¬
торый удается только
тщательной промывкой
тряпья водой в процес¬
се его размола на по¬
лумассу.
Промывка прова¬
ренного тряпья и его
размол на полумассу
производится в полу-
массных роллах. Полу-
массный ролл (рис.
9) —это овальная не¬
высокая ванна 1 из чу¬
гуна или железобетона,
имеющая два вращаю¬
щихся барабана: раз¬
мольный 2 и промыв-
ныйЗ. Ванна разделена
на две части продоль¬
ной перегородкой 4, не
доходящей до противо¬
положных стенок ванны, вследствие чего в ванне образуется
кольцевой канал, по которому передвигается загруженный в
ролл материал. В одной половине дно ролла постепенно повы¬
шается, образуя так называемую «горку» 5 с крутым спуском.
Перед горкой на горизонтальной оси укреплен размольный ба¬
рабан 2, на цилиндрической поверхности которого параллельно
его оси насажены стальные ножи 6. У основания горки под бара¬
баном находится планка 7, состоящая из ряда («пачки») ножей.
Зазор между ножевым барабаном и ножами планки можно ре¬
гулировать при помощи подъемного механизма 8.
Проваренное тряпье загружают в ванну ролла, наполовину на¬
полненную водой. Ножи барабана, вращающегося со скоростью
125—200 оборотов в минуту, захватывают загруженный в ролл
/
г
ДТТП
TMHljl
в
: ι
U ■’ □ —'
δ'
Рис. 9. Полумассный ролл.
.10
Полиграфические материалы
материал и перебрасывают его через горку, откуда, вследствие
сильного уклона дна, он самотеком идет по каналу и снова пода¬
ется к ножевому барабану. В начальной стадии работы расстоя¬
ние между ножами барабана и планки устанавливают около 1 сму
поэтому никакого размалывания тряпья не происходит, а выпол¬
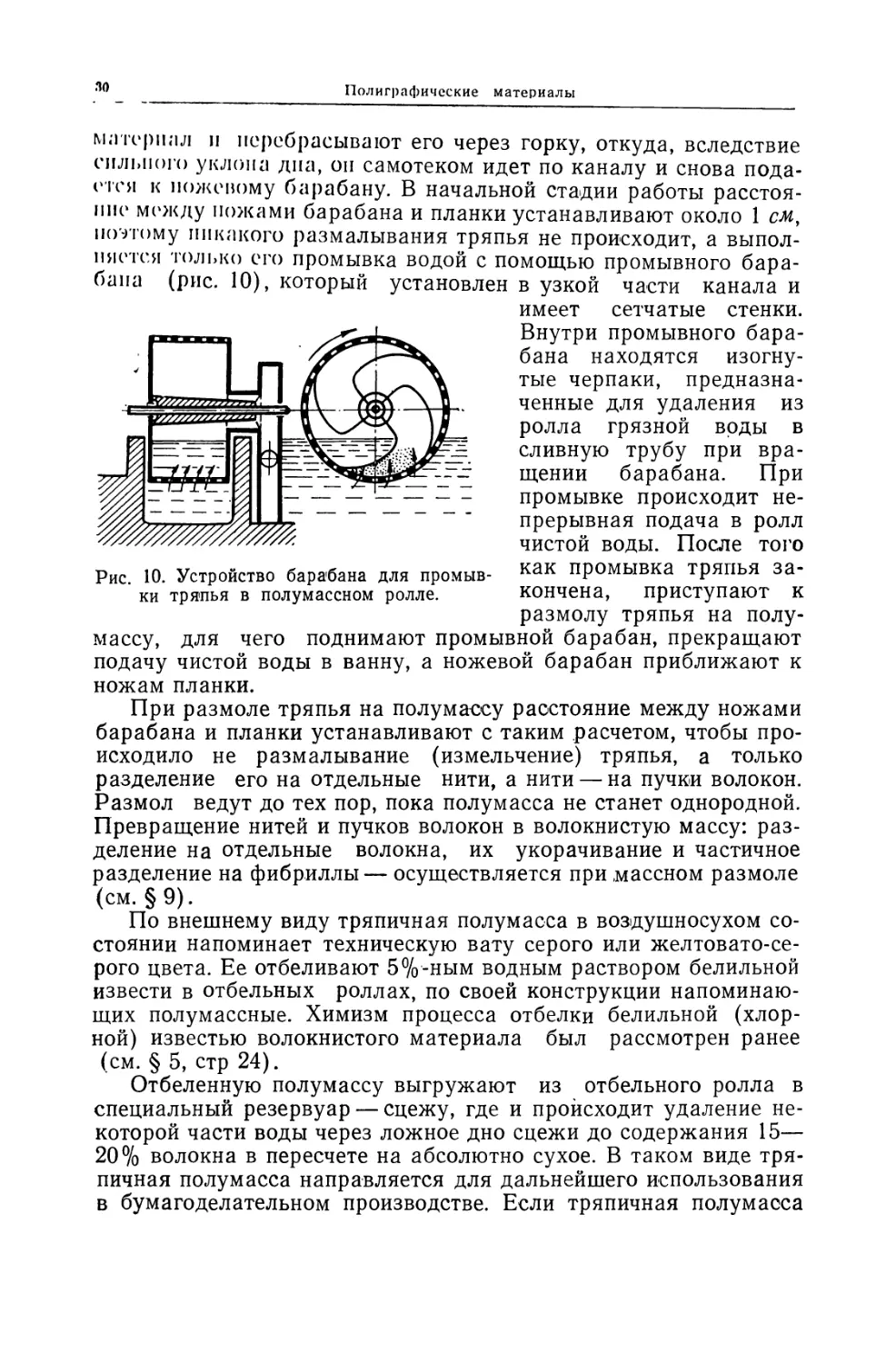
няется только его промывка водой с помощью промывного бара¬
бана (рис. 10), который установлен в узкой части канала и
имеет сетчатые стенки.
Внутри промывного бара¬
бана находятся изогну¬
тые черпаки, предназна¬
ченные для удаления из
ролла грязной воды в
сливную трубу при вра¬
щении барабана. При
промывке происходит не¬
прерывная подача в ролл
чистой воды. После того
как промывка тряпья за¬
кончена, приступают к
размолу тряпья на полу¬
массу, для чего поднимают промывной барабан, прекращают
подачу чистой воды в ванну, а ножевой барабан приближают к
ножам планки.
При размоле тряпья на полумассу расстояние между ножами
барабана и планки устанавливают с таким расчетом, чтобы про¬
исходило не размалывание (измельчение) тряпья, а только
разделение его на отдельные нити, а нити — на пучки волокон.
Размол ведут до тех пор, пока полумасса не станет однородной.
Превращение нитей и пучков волокон в волокнистую массу: раз¬
деление на отдельные волокна, их укорачивание и частичное
разделение на фибриллы— осуществляется при массном размоле
(см. § 9).
По внешнему виду тряпичная полумасса в воздушносухом со¬
стоянии напоминает техническую вату серого или желтовато-се¬
рого цвета. Ее отбеливают 5%-ным водным раствором белильной
извести в отбельных роллах, по своей конструкции напоминаю¬
щих полумассные. Химизм процесса отбелки белильной (хлор¬
ной) известью волокнистого материала был рассмотрен ранее
(см. § 5, стр 24).
Отбеленную полумассу выгружают из отбельного ролла в
специальный резервуар — сцежу, где и происходит удаление не¬
которой части воды через ложное дно сцежи до содержания 15—
20% волокна в пересчете на абсолютно сухое. В таком виде тря¬
пичная полумасса направляется для дальнейшего использования
в бумагоделательном производстве. Если тряпичная полумасса
Рис. Ю. Устройство барабана для промыв¬
ки тряпья в полумассном ролле.
Раздел первый. Бумага и картон
31
рассчитана на продолжительное хранение или подлежит транс*
портировке на другое предприятие, то содержание в ней влаги
доводят до 10—12% сперва прессованием, а затем высушиванием
в камерной сушилке.
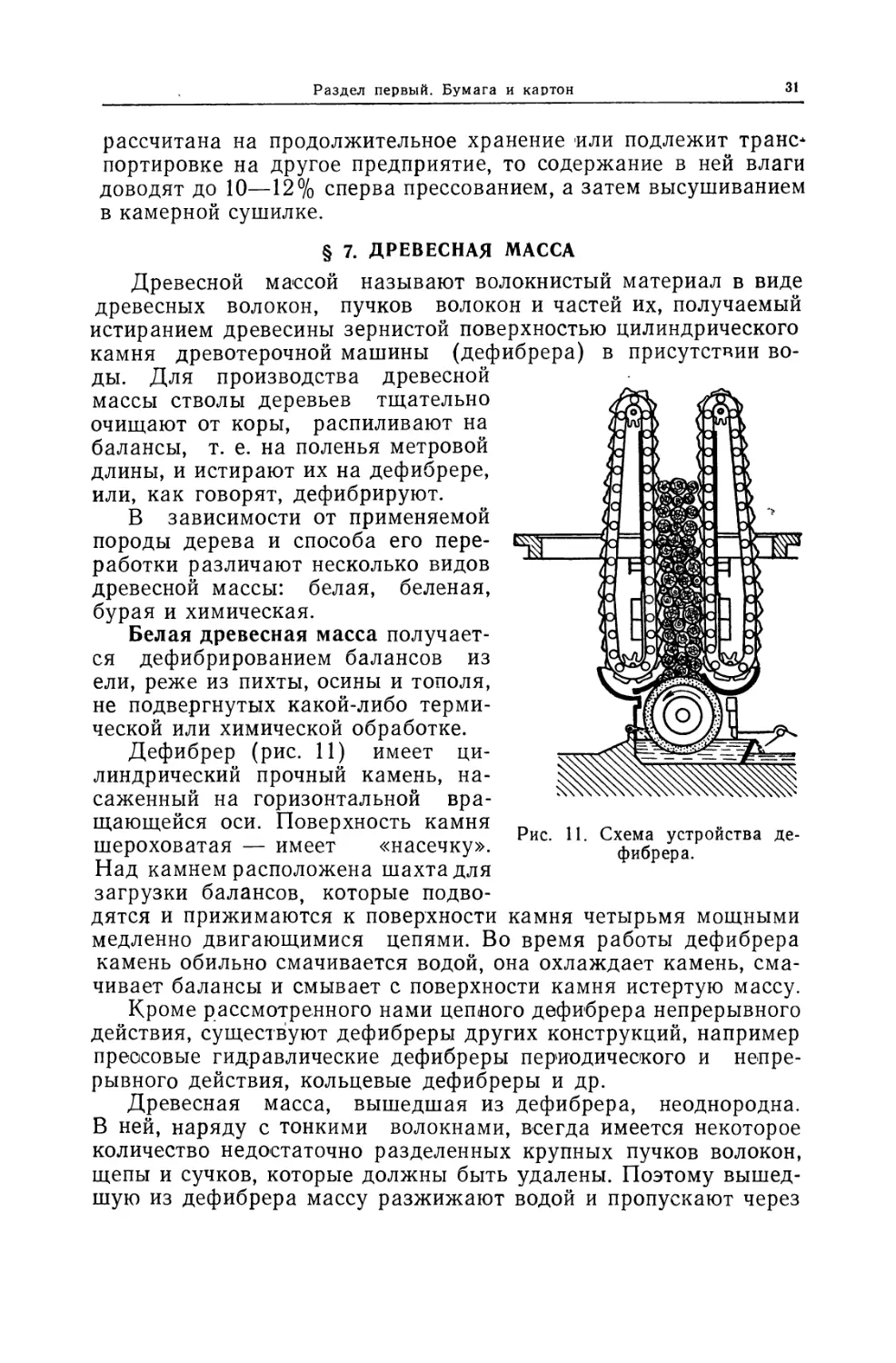
§ 7. ДРЕВЕСНАЯ МАССА
Древесной массой называют волокнистый материал в виде
древесных волокон, пучков волокон и частей их, получаемый
истиранием древесины зернистой поверхностью цилиндрического
камня древотерочной машины (дефибрера) в присутствии во¬
ды. Для производства древесной
массы стволы деревьев тщательно
очищают от коры, распиливают на
балансы, т. е. на поленья метровой
длины, и истирают их на дефибрере,
или, как говорят, дефибрируют.
В зависимости от применяемой
породы дерева и способа его пере¬
работки различают несколько видов
древесной массы: белая, беленая,
бурая и химическая.
Белая древесная масса получает¬
ся дефибрированием балансов из
ели, реже из пихты, осины и тополя,
не подвергнутых какой-либо терми¬
ческой или химической обработке.
Дефибрер (рис. 11) имеет ци¬
линдрический прочный камень, на¬
саженный на горизонтальной вра¬
щающейся оси. Поверхность камня
шероховатая — имеет «насечку».
Над камнем расположена шахта для
загрузки балансов, которые подво¬
дятся и прижимаются к поверхности камня четырьмя мощными
медленно двигающимися цепями. Во время работы дефибрера
камень обильно смачивается водой, она охлаждает камень, сма¬
чивает балансы и смывает с поверхности камня истертую массу.
Кроме рассмотренного нами цепного дефибрера непрерывного
действия, существуют дефибреры других конструкций, например
прессовые гидравлические дефибреры периодического и непре¬
рывного действия, кольцевые дефибреры и др.
Древесная масса, вышедшая из дефибрера, неоднородна.
В ней, наряду с тонкими волокнами, всегда имеется некоторое
количество недостаточно разделенных крупных пучков волокон,
щепы и сучков, которые должны быть удалены. Поэтому вышед¬
шую из дефибрера массу разжижают водой и пропускают через
Рис. 11. Схема устройства де¬
фибрера.
Полиграфические материалы
32
щеполовку, т. с. через приспособление вроде сита с диаметром
отверстия () 8 мм, для улавливания щепок. Мелкую массу, про¬
шедшую через дырчатое дно щеполовки, дополнительно разжижа¬
ют водой и направляют для окончательного (тонкого) сортиро¬
вания на сортировку.
Отсортированная тонкая масса выходит из сортировки с со¬
держанием всего 0,2—0,3% сухого волокна, что неудобно для ее
дальнейшей обработки и транспортировки. Поэтому древесную
массу обезвоживают на машине — сгустителе — до содержания
2—6% сухого волокна.
Древесная масса, как это можно установить под микроско¬
пом (рис. 12), состоит из отдельных воло¬
кон, частично разрезанных и раздавлен¬
ных, а также из небольших пучков воло¬
кон одновременно с бесформенной ме¬
лочью, так называемой «древесной му¬
кой». Такой разнородный состав древес¬
ной массы объясняется следующим: как
известно, в древесине отдельные волокна
прочно соединены, «сцементированы», ли¬
гнином и другими инкрустирующими ве¬
ществами; поэтому при механическом ис¬
тирании древесины невозможно получить
однородные неразрушенные волокна, как
это имеет, например, место при изготовлении целлюлозы.
Химический состав древесной массы тот же, что и у исходной
древесины. Древесная масса содержит значительное количество
лигнина, волокна ее коротки, жестки и хрупки, поэтому белую
древесную массу применяют для изготовления газетной бумаги
и для массовых видов печатной бумаги в смеси с сульфитной
целлюлозой. Белая древесная масса имеет желтоватый цвет, ха¬
рактерный для древесины, из которой она получается.
Беленая древесная масса получается путем отбелки белой дре¬
весной массы бисульфитом кальция Ca(HS03)2, гидросуль¬
фитом цинка ZnS204, перекисью водорода Н202 и другими хи¬
мическими отбеливающими средствами. Этим способом удается
повысить белизну древесной массы до уровня, близкого к беле¬
ной целлюлозе.
Включение беленой древесной массы в состав чисто целлю¬
лозной бумаги значительно улучшает ее просвет, впитывающую
способность, пластичность и внешний вид. Присущее древесной
массе свойство непрозрачности позволяет уменьшить вес 1 ж2, а
следовательно, и толщину бумаги, предназначенной для двусто¬
ронней печати.
Применение целлюлозы повышенной механической прочности
позволяет увеличить содержание беленой древесной массы в бу¬
Рис. 12. Волокна древес¬
ной массы под микроско¬
пом.
Раздел первый. Бумага и картон
33
маге, не ухудшая ее прочности. Но беленая древесная масса не¬
пригодна для производства бумаги, которая должна быть осо¬
бенно долговечна и иметь высокие показатели механической проч¬
ности.
Бурая древесная масса получается истиранием (дефибриро¬
ванием) предварительно хорошо пропаренных балансов из ели,
пихты, сосны, осины, тополя, березы и др. Обработка древесины
в котлах паром давлением 2,5—6 ат при температуре 140—160°
в продолжение 6—24 часов приводит к изменению физических
и химических свойств древесины: частично гидролизуются геми¬
целлюлозы, растворяются смолы и жиры, древесина становится
мягкой и сравнительно легко поддается истиранию, в результате
чего образуется длинноволокнистая древесная масса. Под дей¬
ствием пара и высокой температуры происходит размягчение и
частичное растворение смолистых и инкрустирующих веществ,
находящихся в древесине, и они окрашивают полученную массу
в бурый цвет, практически не поддающийся отбелке. Поэтому
бурая древесная масса применяется только для изготовления
прочной оберточной бумаги и переплетного картона. Во время
пропаривания из смолистых веществ древесины образуется ес¬
тественный клей, поэтому картон и бумага из бурой древесной
массы имеют довольно хорошую естественную проклейку и срав¬
нительно малую водопроницаемость.
Химическая древесная масса получается дефибрированием
балансов из березы, бука и осины, предварительно подвергнутых
химической обработке раствором моносульфита натрия Na2S03 и
бикарбоната натрия NaHC03 в течение 4—4,5 часа при темпера¬
туре около 150° и под давлением 9—10 ат.
Волокна химической массы длинные, тонкие и эластичные,
резко отличающиеся от волокон древесины, полученных на де¬
фибрере без пропитки, и от белой древесной массы из ели. Хими¬
ческая древесная масса — ценный полуфабрикат бумагоделатель¬
ного производства. Например, применение химической древесной
массы позволяет улучшить качество газетной бумаги при одно¬
временном снижении содержания в ней сульфитной еловой целлю¬
лозы до 10%.
§ 8. СОЛОМЕННАЯ МАССА, ТРОСТНИКОВАЯ МАССА И МАКУЛАТУРА
Соломенная масса получается в результате термохимической
обработки соломы ржи и пшеницы. Солому измельчают на со¬
ломорезке и очищают от примесей, так же как и при производ¬
стве соломенной целлюлозы. Соломенную сечку подают в ва¬
рочный котел и проваривают в водном растворе гашеной извести
для размягчения волокон и частичного удаления из них инкрус¬
тирующих веществ и кремнекислых солей.
34
Полиграфические материалы
Чтобы разделить проваренную солому на волокна, ее обра¬
батывают на бегунах. Бегуны (рис. 13) состоят из гранитной
или металлической плоской чаши 2, по дну которой прокатыва¬
ются два массивных каменных катка 1. Камни укреплены на оси
с таким расчетом, что при
движении один катится по
центральной части чаши, а
другой — ближе к краям.
Бегуны приводятся в движе¬
ние приводным валом 3.
Вместе с гранитными кам¬
нями вращаются гребки 4,
отбрасывающие перераба¬
тываемый материал под
вращающиеся камни. В дни¬
ще чаши имеется выгрузоч¬
ное отверстие 5, которое во
время работы бегунов быва¬
ет закрыто.
Соломенная масса неод¬
нородна по составу, она со¬
держит волокна разной дли¬
ны и пучки волокон, скреп¬
ленных лигнином и другими
инкрустирующими вещест¬
вами. Наличие лигнина и
кремнекислых солей, а так¬
же пониженное содержание
гемицеллюлоз (пентазанов)
делают волокна соломенной
массы жесткими и хрупки¬
ми. Поэтому соломенную
массу применяют только для изготовления оберточной бумаги и
упаковочного желтого картона.
Тростниковая масса получается переработкой тростника, про¬
израстающего на заболоченных берегах рек Узбекской ССР, на
Украине и в других местах СССР. Тростник имеет полый стебель
высотой 2—3 м и диаметром 0,5—1,5 см. Клетки (волокна) тро¬
стника по строению и размерам близки к клеткам соломы. Трост¬
ник пригоден для производства переплетных и коробочных кар¬
тонов и оберточной бумаги.
Для этих целей тростник измельчается, обрабатывается рас¬
твором гашеной извести или едкой щелочи (мацерация), про¬
мывается в сцежах и измельчается на бегунах или в роллах.
Другое применение тростника — это изготовление вполне пол¬
ноценной целлюлозы по щелочному способу.
Раздел первый. Бумага и картон
35
Отходы бумаги (макулатура и бумажный брак). Макулату¬
ра, т. е. старые ненужные книги, журналы, газеты, исписанные
тетради и проч., для бумажной промышленности является вто¬
ричным сырьем, использование которого в некоторых зарубеж¬
ных странах достигает до 35% и более от общего потребления
бумажной и картонной продукции.
Макулатура из бумаги высших марок, не содержащей дре¬
весной массы, разваривается со щелочами для частичного удале¬
ния типографской краски, а затем перерабатывается в смеси с
другими волокнистыми полуфабрикатами в полноценные виды
печатной бумаги. Макулатуру из бумаги, в которой имеется дре¬
весная масса, подвергать варке со щелочами нельзя, так как от
этого древесная масса темнеет. Ее перерабатывают на бегунах,
где смоченная водой макулатура раздирается на отдельные воло¬
конца, поступающие затем в окончательную разработку в мас¬
сный ролл. Переработанная таким образом макулатура приме¬
няется для изготовления оберточной бумаги и картона.
На бумажных фабриках имеется так называемый оборотный
бумажный брак: срывы с бумажных машин, отходы бумаги от
резки, сортировки и т. п.
Чистые бумажные обрезки и оборотный бумажный брак после
измельчения на бегунах обычно идут для производства того же
вида бумаги, при производстве которого они образовались.
ПРОИЗВОДСТВО БУМАЖНОЙ МАССЫ
Волокнистые полуфабрикаты превращают в бумажную массу,
из которой посредством бумагоделательной машины изготов¬
ляют бумагу. Для этого волокнистые полуфабрикаты подвергают
массному размолу, смешивают в определенном процентном соот¬
ношении, прибавляют наполнители, клеящие вещества и под¬
крашивают органическими красителями. Совокупность волокни¬
стых материалов, составляющих бумагу, называется композицией
бумаги. Например, композиция печатной бумаги № 2 состоит из
50%( беленой сульфитной целлюлозы и 50% белой древесной
массы. Смешение волокнистых полуфабрикатов в определенной
пропорции называется составлением композиции.
§ 9. МАССНЫЙ РАЗМОЛ
Массный размол имеет очень важное значение в процессе
изготовления бумаги. В результате массного размола из очень
небольшого числа волокнистых полуфабрикатов изготовляют
массу для многочисленных видов бумаги с самыми различными
техническими свойствами. Например, из тряпичной хлопковой
Полиграфические материалы
Э6
полумассы можно, применяя тот или иной характер размола, из¬
готовить прочную плотную документную бумагу или фильтро¬
вальную бумагу.
Большинство растительных целлюлозосодержащих волокон,
выделенных тем или иным способом из древесины, тряпья, со¬
ломы и т. д., не представляет собой продукта, готового для не¬
медленной отливки бумаги. Эти волокнистые полуфабрикаты
еще нужно подвергнуть процессу массного размола.
Массный размол имеет сво¬
ей целью: во-первых, измель¬
чить, укоротить растительные
волокна и, во-вторых, что осо¬
бенно важно, расщепить во¬
локна на мельчайшие волокон¬
ца, называемые фибриллами.
Эти фибриллы не отделяются
совершенно от обрабатываемо¬
го исходного сырья, а пред¬
ставляют собой как бы его за¬
усеницы (рис. 14). Массный
размол потому и осуществим,
что стенки растительных воло-
Схема .процесса массного кон (растительные клетки) не
размола? монолитны, а состоят из боль-
фибрилл, прочно
Рис. 14.
cl волокно целлюлозы до рззмол з; б ΤΙΙΟΓΟ ЧИСЛЯ
первая стадия размола — измельчение во- υ ^пиш
локна целлюлозы; в — вторая стадия раз- СОеДИНеННЫХ ДРУГ С ДРУГОМ ΒΟ-
мола — фибриллирование, или разработка,
волокна целлюлозы. ДОрОДНЫМИ СВЯЗЯМИ И СИЛИМИ
трения.
Массный размол растительных
волокон производят с большим количеством воды (в водной сре¬
де) в массном ролле между ножами барабана и планки. Кон¬
струкция массного ролла такая же, как и у рассмотренного ранее
полумассного ролла, с той лишь разницей, что в массном ролле
отсутствует промывной барабан.
В зависимости от степени сближения ножей получают различ¬
ный по характеру размол волокна. При сильном сближении но¬
жей происходит укорачивание, разрезание волокон (рис. 15, а),
в результате чего получают тощий помол волокна. При наличии
некоторого зазора между ножами барабана и планки происхо¬
дит раздавливание волокон и их расщепление на фибриллы, что
приводит к получению жирного помола (рис. 15, б).
В зависимости от длины волокна различают помолы: длин¬
ный, средний и короткий, а в зависимости от степени разработки
(фибриллирования) — очень жирный, жирный и тощий. На
рис. 16 показан жирный длинный помол, а на рис. 17 — тощий
короткий:
Раздел первый. Бумага и картон
37
Измельчение, укорачивание волокна способствует получению
однородного, с равномерным просветом листа бумаги ограничен¬
ной прочности и с большой впитывающей способностью. Расщеп¬
ление волокон на фибриллы содействует лучшему сцеплению во¬
локон между собой при формировании бумаги и повышению
прочности листа бумаги с одновременным уменьшением впиты¬
вающей способности.
Тощий помол дает на сетке бумагоделательной машины пух¬
лый слой бумаги, легко отдающий воду. При очень жирном по¬
моле вследствие наличия фиб¬
рилл и слизи получается плот¬
ный, гладкий, с соединенными
волокнами, прочный лист бумаги.
Долгое время массный ролл
был единственным механизмом
для размола волокнистых мате¬
риалов. Теперь все большее при¬
менение для размалывания бу¬
мажного волокна получают кони¬
ческие мельницы, которые позво¬
ляют осуществить высокопроиз¬
водительный непрерывный про¬
цесс изготовления бумажной
массы при одновременном улуч¬
шении качества бумаги. Коничес¬
кая мельница (рис. 18) состоит
из полого чугунного конического барабана — ротора (конуса) 5
с размольными ножами 4 на поверхности и окружающего его
чугунного корпуса-статора 6, на внутренней поверхности кото¬
рого имеются также размольные ножи 7. Ротор (конус) прочно
укреплен на горизонтальном валу 2, вращающемся на подшип¬
никах 1 посредством редуктора 9. Таким образом, статор выпол¬
няет роль планки по отношению к ножам конусного раз¬
малывающего барабана. Масса с концентрацией волокна
в 3—4% поступает через патрубок 8 в узкой части
мельницы. Под действием разности напора и создавае¬
мой внутри мельницы центробежной силы, большей по
величине в широкой части конуса, размалываемая масса прохо¬
дит между ножами ротора и корпуса и удаляется из мельницы
после её размола через патрубок 3 в широкой части мельницы.
Каолиновую суспензию можно вводить не в подготовительный
бассейн, а непрерывно посредством насоса в бумажную массу
перед ее подачей в бассейны подготовительного отдела бумаго¬
делательной машины.
Массному размолу в роллах и в конических мельницах под¬
вергают древесную целлюлозу и тряпичную полумассу.
Рис. 15. Схема действия ножей
при массном размоле.
38
Полиграфические материалы
Лиственная целлюлоза имеет очень небольшую длину волок-
па и поэтому ,массному размолу не подвергается. При отливке
бумаги ее волокна являются как бы своеобразным «наполните¬
лем», заполняющим пространства между другими волокнами,
Рис. 16. Волокна жирного помола Рис. 17. Волокна тощего помола
под микроскопом при сильном уве- под микроскопом при сильном уве¬
личении. личении.
например волокнами хвойной целлюлозы. Поэтому лиственную
целлюлозу используют для производства бумаги в смеси с дру¬
гими, более длинными и прочными волокнами.
Рис. 18. Схема устройства конической мельницы.
Волокна соломенной целлюлозы только расщепляются (раз¬
малываются, фибриллируются), но не укорачиваются, так как
они и без того очень коротки
Древесную массу размолу в массных роллах и в конических
мельницах не подвергают, и она после сортировки идет для изго¬
товления бумаги в смеси с некоторым количеством хорошо раз¬
молотой древесной целлюлозы.
Процесс массного размола придает бумажной массе способ-
Раздел первый. Бумага и картон
39
на¬
но-
У
V
-он
'о-
л/
<
V
V
Ho¬
rn
-о
-он
т-
но-
Οί
S*. /ν
*
/
ность формироваться на сетке бумагоделательной машины в ви¬
де однородного влажного волокнистого слоя, который после
высушивания превращается в однородный достаточно прочный
слой бумаги.
Прочность листа бумаги зависит: а) прежде всего от молеку¬
лярного взаимодействия гидроксильных групп, имеющихся на
поверхности соприкасающихся
друг с другом целлюлозных воло¬
кон, и образования между ними
водородных связей, б) от нор¬
мальных сил молекулярного при¬
тяжения Ван-дер-Ваальса и, на¬
конец, в) от сил трения, возника¬
ющих между фибриллированны-
ми волокнами.
Достаточно полное и совер¬
шенное фибриллирование позво¬
ляет значительно увеличить, раз¬
вить поверхность растительного
целлюлозного волокна и открыть
тем самым все новые и новые ре¬
акционноспособные гидроксиль¬
ные группы, сделать их способны¬
ми для образования водородной
*
-он
*
/
"0-
ж
./
*
А
/
Ό-
а)
6)
/*
■ОН
чи
Рис. 19. Строение целлюлозы:
а—параллельные молекулярные цепи целлю-
СВЯЗИ между близко расположен- лозы> соединенные между собой водородными
связями (водородные связи показаны пунктн-
НЫМИ растительными волокнами ром); б-молекулярные цепи целлюлозы в ув-
И ИХ фибриллами В Процессе фор- лажненном состоянии разъединены молекула-
мирования листа бумаги на бу¬
магоделательной машине.
При фибриллировании целлюлозного волокна в водной среде
имеющиеся на его поверхности реакционноспособные гидро¬
ксильные группы связывают некоторое количество воды; при
высушивании слоя бумаги эта вода выделяется, и гидроксильные
группы стремятся связаться с гидроксильными группами сосед¬
него волокна; так образуются водородные связи в виде непре*
рывной сетки (рис. 19).
При действии воды волокна целлюлозы легко гидратируются,
водородная связь между ними ослабляется. По этой причине
прочность бумаги при сильном увлажнении резко понижается, в
то время как при намокании бумаги в органических растворите¬
лях, например в бензоле, понижения прочности бумаги не наблю¬
дается, так как бензол не разрушает водородной связи между
волокнами бумаги.
Для улучшения свойств бумаги в состав бумажной массы
вводят наполнители, проклейку и подцветку и только после этого
производят отливку бумаги.
Полиграфические материалы
40
§ 10. НАПОЛНЕНИЕ БУМАЖНОЙ МАССЫ
I IcUiojiпение бумаги заключается в введении в композицию
бумаги мелкораздробленных минеральных веществ, заполняю¬
щих пространство между волокнами бумаги. В качестве напол¬
нителя печатной бумаги применяют, как правило, каолин —
белую глину, химический состав которой определяется формулой
А1203 · Si02 · 2Н20. Частички каолина имеют форму узких длин¬
ных чешуек размером 2—4 микрона.
Гипс CaS04, сернокислый барий — бланфикс BaS04, двуокись
титана ТЮ2 и тому подобные вещества могут быть также исполь¬
зованы в качестве наполнителей, но их применяют редко и только
при изготовлении специальных видов бумаги.
Наполнитель в виде водной суспензии вводится в состав бу¬
мажной массы после окончания ее размола, перед введением
проклейки.
Наполнитель делает бумагу более ровной, гладкой, хорошо
воспринимающей отделку; повышает непрозрачность бумаги,
делает ее более тяжелой. Печатные свойства бумаги улучшают¬
ся. Бумага в результате введения в ее состав наполнителя ста¬
новится более пластичной. Очень важно влияние наполнителя
на впитывающую способность бумаги. Наполнитель заполняет
поры бумаги и вместе с тем резко увеличивает число капилляров,
хорошо доступных для проникновения в них краски. У ненапол-
ненной бумаги размер пор примерно равен диаметру целлюлоз¬
ного волокна, т. е. 25 микронам. В случае введения в бумагу на¬
полнителя— каолина — образуются многочисленные поры меж¬
ду частичками наполнителей, диаметр которых не превышает
1—2 микронов. Следовательно, хорошо наполненная бумага
имеет множество очень мелких пор, и поэтому сила капиллярного
всасывания краски, или сила капиллярной пропитки, у хорошо
наполненной бумаги гораздо сильнее, чем у ненаполненной или
слабо наполненной бумаги. Каолин повышает белизну бумаги,
изготовленной из небеленой целлюлозы и из древесной массы.
Но каолин препятствует образованию водородной связи между
волокнами целлюлозосодержаЛцих волокон и тем самым заметно
понижает механическую прочность бумаги, не говоря уже о по¬
вышенной пылимости высоконаполненных видов бумаги. По этой
причине ограничивают количество наполнителя в бумаге, при¬
держиваясь необходимого минимума. В различных видах печат¬
ной бумаги содержание каолина составляет 10—18%, однако
оно может быть и большим (25—30%), если нужно повысить
непрозрачность тонкой бумаги, повысить гладкость и впитываю¬
щую способность (капиллярность) бумаги для быстрозакреп-
ляющихся красок или сэкономить целлюлозное волокно.
Раздел первый. Бумага и картон
41
§ 11. ПРОКЛЕЙКА БУМАЖНОЙ МАССЫ
Печатная бумага (кроме газетной), все писчие и многие дру¬
гие виды бумаги проклеиваются главным образом в целях умень¬
шения их гигроскопичности. Введение проклейки связано с из¬
менением и других свойств бумаги: в одном случае несколько
повышается механическая прочность бумаги и уменьшается ее
деформация при увлажнении; иногда, в результате введения
проклейки, механическая прочность несколько понижается; в ря¬
де случаев изменяется молекулярная природа бумаги, т. е. бума¬
га становится гидрофобной, отталкивающей воду; в других слу¬
чаях молекулярная природа бумаги остается почти без измене¬
ния или, наоборот, становится еще фолее гидрофильной.
Непроклеенная писчая бумага непригодна для письма черни¬
лами, а печатание офсетным способом на недостаточно проклеен¬
ной бумаге крайне затруднительно. Кроме того, определенная
степень проклейки способствует удержанию наполнителей в бу¬
маге при ее изготовлении, а также предохраняет бумагу от пор¬
чи при хранении во влажных условиях.
Из числа многочисленных клеящих веществ практическое зна¬
чение для проклейки бумаги имеют: канифоль, парафин, крах¬
мал, меламино-альдегидная смола, кремнийорганические поли¬
меры и др.
Проклейку писчей и печатной бумаги производят, как пра¬
вило, канифольным клеем, который вводят в состав бумажной
массы. Иногда для этой цели применяют канифольно-парафино¬
вую проклейку; применение парафина вызвано желанием сэко¬
номить некоторое количество канифоли. Офсетная и литограф¬
ская бумага, кроме канифольной проклейки, дополнительно про¬
клеивается крахмалом. Лучшие виды офсетной бумаги
проклеиваются меламино-альдегидной смолой. Проклейка
кремнийорганическими полимерами производится при выработке
специальных видов бумаги (в том числе и печатной офсетной),
отличающихся совершенной и полной гидрофобностью. Бумага,
проклеенная меламино-альдегидной смолой, становится настоль¬
ко водоустойчивой, что не теряет своей прочности при намокании,
а в мешках из бумаги, проклеенной кремнийорганическими по¬
лимерами, можно носить воду.
Раньше бумагу проклеивали с поверхности желатином или
крахмалом, теперь такая проклейка почти не применяется, она
сохранена только в производстве чертежно-рисовальных и неко¬
торых других видов бумаги.
Канифольная проклейка. Канифоль не растворяется в воде и
не смачивается ею. Для того чтобы перевести канифоль в мелко¬
раздробленное, взвешенное в воде состояние, т. е. в так называе¬
мый канифольный клей, ее расплавляют, нагревая вместе с во¬
42
Полиграфические материал#.
дой до температуры выше 70°, Энергично перемешивают и ча¬
стично омыляют содой Na2C03 или едким натром NaOH, с ко¬
торой она образует натровую соль абиетиновой кислоты
CioH^COONa (резинат).
Эта растворимая в воде натровая соль абиетиновой кислоты
(канифольное мыло — резинат), являясь поверхностно-активным
веществом, способствует равномерному распределению в воде
мельчайших частичек канифоли в виде тонкой устойчивой взве¬
си (суспензии).
Проклейку бумажной массы производят в роллах или в мас¬
сных бассейнах (см. ниже), куда вводят канифольный клей в ко¬
личестве, например, 3—4% от веса воздушносухого волокна. Ча¬
стички канифоли и канифольное мыло осаждают на поверхности
волокна, приливая раствор сернокислого глинозема A12(S04)3*
• 18Н20, который переводит канифольное мыло в нерастворимое
состояние, нарушая тем самым устойчивость канифольной сус¬
пензии.
Растительные волокна, благодаря высокоразвитой поверхно¬
сти, образовавшейся в результате размола, хорошо адсорбируют
частички канифоли, выделяющиеся из суспензии. Кроме того,
коагулятор (сернокислый глинозем), нейтрализуя отрицательный
электрический заряд, имеющийся у частичек смолы, тем самым
способствует ее осаждению на поверхности растительного волок¬
на которое также заряжено отрицательно.
Процесс канифольной проклейки заканчивается на сушиль¬
ных цилиндрах бумагоделательной машины, когда частички ка¬
нифоли (свободной смолы) и резината плавятся и равномерно
распределяются в вцде мельчайших частичек, прочно прилип¬
ших к поверхности растительного волокна, не закрывая поры и
капилляры бумаги.
Проклейка — один из наиболее сложных и важных коллоид¬
но-химических процессов бумагоделательного производства.
Л. П. Жеребов 1 первым из ученых дал правильное научное объ¬
яснение сущности канифольной проклейки бумаги, указав, что
проклейка не может закрывать поры бумаги и что главная роль
при проклеивании бумаги принадлежит свободной смоле, хотя
в этом процессе имеет значение и наличие смолянокислого гли¬
нозема. Дальнейшее развитие теория канифольной проклейки
бумаги в нашей стране получила в работах Я. Г. Хинчина,
С. С. Воюцкого и др.
Канифольная проклейка придает бумаге водонепроницае¬
мость, т. е. препятствует проникновению в нее влаги, но совер¬
шенно не уменьшает способность бумаги впитывать масляные
1 Л. П. Жеребов. Теория и практика проклейки бумаги. Изд.
К. А. Казначеева, М., 1900.
Раздел первый. Бумага и картон
43
печатные краски; наличие в составе бумаги смолы в мелкораз¬
дробленном состоянии может только облегчить проникновение в
бумагу масляных красок, так как смола (канифоль) хорошо
смачивается маслом. Способность бумаги впитывать масляные
печатные краски, как мы увидим дальше, зависит вовсе не от
степени проклейки, а от ее пористости и капиллярности. Сильно
уплотненные и малонаполненные виды бумаги плохо впитывают
печатные краски по сравнению с менее уплотненными и хорошо
наполненными, так как у последней, во-первых, сохранены, не
сдавлены, капилляры, имеющиеся внутри растительных волокон
и, во-вторых, появилось множество новых мелких капилляров
между частичками наполнителя, хорошо доступных для прони¬
кновения жидкостей.
Канифольно-парафиновая проклейка, как уже говорилось,
производится главным образом с целью экономии некоторого
количества канифоли. В других отношениях эта проклейка не
имеет преимуществ перед проклейкой канифолью,— наоборот,
при канифольно-парафиновой проклейке несколько снижается
прочность бумаги.
Крахмальная проклейка. Офсетная, литографская, чертежная,
рисовальная и некоторые другие виды бумаги проклеиваются
крахмалом. Крахмальный клейстер 2—4%-ной концентрации до¬
бавляется к бумажной массе до введения канифольного клея,
наполнителя и глинозема в количестве от 1 до 12%- крахмала к
весу волокна. Удержание крахмального клейстера в бумаге не
превышает 40.%·.
Крахмальная проклейка делает бумагу звонкой, жесткой, с
более прочной и более гладкой (сомкнутой) поверхностью, уст¬
раняет пыление и возможность выщипывания печатной краской
мелких волоконец бумаги и наполнителя, повышает сопротивле¬
ние бумаги истиранию, повышает механические свойства бумаги,
увеличивает лоск при каландрировании, а также увеличивает
удержание наполнителей. Таким образом, крахмальная проклей¬
ка значительно улучшает качество офсетной и литографской
бумаги, она преграждает в какой-то степени доступ влаги в наи¬
более мелкие поры, капилляры бумаги вследствие обволакива¬
ния волокнистого материала тончайшей пленкой крахмала, ана¬
логично аппретированной ткани.
Меламино-альдегидная проклейка производится введением
водорастворимой меламино-альдегидной смолы в состав бумаж¬
ной массы, находящейся в роллах, в зависимости от вида бумаги
в количестве от 2 до 6% к весу абсолютно сухого волокна. Вслед¬
ствие разности знаков электрических зарядов частиц смолы (по¬
ложительный) и волокон бумаги (отрицательный) происходит
абсорбция частиц смолы волокнами без применения каких-либо
вспомогательных химических веществ.
Полиграфические материалы
44
Меламино-альдегидная смола придает бумаге хорошую вла-
гоустойчивость, повышает механическую прочность, бумага не
теряет механической прочности при увлажнении; офсетная бума¬
га, проклеенная меламино-альдегвдной смолой практически не
имеет деформации при увлажнении. У бумаги с меламино-альде¬
гидной проклейкой сопротивление излому и разрыву возрастает
на 10—20%, резко увеличивается сопротивление истиранию,
уменьшается пылимость, лучше удерживается каолин, значитель¬
но увеличивается растяжимость бумаги во влажном состоянии
и полностью устраняется образование пузырей при погружении
бумаги в щелочные растворы (фотоподложка); влагопрочность
бумаги повышается в спирте, бензине, керосине и минеральном
масле, в отдельных случаях ιβ воде она достигает 50—60%; при
длительном воздействии влаги влагопрочность бумаги остается
неизменной; значительно уменьшается деформация бумаги (при
увлажнении и остаточная), резко улучшаются печатные свойства.
Проклейка бумаги кремнийорганическими полимерами. Крем-
нийорганические полимеры, например этилгидросилоксановый
полимер, элементарным звеном которого является
С2Н5
Н
применяются в бумажной промышленности в виде эмульсии для
придания бумаге и картону высшей степени гидрофобноегги и
влагопрочное™ и для предотвращения их высокой деформации;
применение кремнийорганических полимеров для проклейки бу¬
маги ведет к некоторому снижению ее прочности.
Технологическая схема производства бумаги и картона с при¬
менением эмульсии кремнийорганических полимеров остается
примерно такой же, как и при проклейке бумаги канифольным
клеем К
В заключение следует подчеркнуть, что способность бумаги
впитывать влагу зависит не только от характера и степени ее
проклейки (исключение составляет только бумага, проклеенная
кремнийорганическими полимерами, которые придают полную
водоустойчивость бумаге вне зависимости от других факторов,
т. е. от размола, каландрирования и пр.), но и от структуры бу¬
маги, от характера размола бумажной массы, природы целлю¬
лозосодержащих волокон, характера наполнения и особенно от
характера отделки — уплотнения, т. е. от пористости, объемного
веса и капиллярности бумаги.
1 С. А. Пузырев, С. Н. Толстая. Применение кремнийорганических
соединений в производстве бумаги и картона. Журн. «Бумажная промыш¬
ленность», 1958, № 9, стр. 8.
Раздел первый. Бумага и картон
45
§ 12. ПОДЦВЕТКА И ОКРАСКА БУМАГИ
Волокнистые материалы, применяемые для изготовления бу¬
маги (даже отбеленные), имеют свойственный им желтоватый
или сероватый оттенок. Для того чтобы повысить белизну бума¬
ги, бумажную массу подкрашивают различными красящими ве¬
ществами, большей частью синтетическими. Подкраску бумажной
массы производят в роллах или бассейнах с массой, куда вводят
растворы искусственных органических красителей или суспензии
пигментов. Обычно для подцветки бумаги применяют органиче¬
ские красители группы основных, хорошо воспринимающиеся
растительными волокнами; могут также применяться кислотные
и прямые (субстантивные) красители.
Окраску цветной бумаги, афишной, обложечной, печатной,
писчей и другой производят таким же образом, но с увеличенным
содержанием красящих веществ в соответствии с желаемым цве¬
том бумаги.
Однако, пользуясь основными, прямыми и кислотными орга¬
ническими красителями, удается получить очень яркие, но чрез¬
вычайно несветопрочные окраски, выцветающие нацело при
непродолжительном солнечном освещении. Поэтому за последнее
время стали пользоваться для подцветки и окраски бумаги све¬
топрочными органическими пигментами в чрезвычайно раз¬
дробленном состоянии в виде водных паст или сухих порошков
в смеси с поверхностно-активными веществами, которые не толь¬
ко улучшают смачивание поверхности частичек пигмента водой,
но и придают им способность почти мгновенно распределяться в
воде в виде тончайшей устойчивой взвеси. Такие органические
пигменты, специально предназначенные для окраски и подцвет¬
ки бумаги, называются пигмозолями.
Наиболее передовые методы придания бумаге высокой степе¬
ни белизны основаны на применении органических люминофоров,
т. е. синтетических ароматических веществ, способных светиться
под действием ультрафиолетовых лучей. Такие люминофоры, на¬
пример бланкофор Р, вводятся в ничтожных количествах в со¬
став бумажной массы и осаждается (адсорбируется) на поверх¬
ности целлюлозных волокон.
<3-
NH-CO-HN
H08S
бланкофор Р
=сн-
3
>■
-NH-CO-HN —,
/ ч
S08H
40
Полиграфические материалы
Люминофоры типа бланкофора Р под действием ультрафио¬
летовых лучей, всегда имеющихся в лучах видимого дневного
света или искусственного электрического, светятся сине-фиолето¬
вым светом, который в сочетании с желтоватым цветом волокна
создает впечатление чисто белого цвета. Такой способ отбелива¬
ния печатной бумаги называется физическим способом отбели¬
вания.
В настоящее время известны органические люминофоры све¬
тящиеся, например, желтым, зеленым и другими цветами.
Одним из наиболее ярких цветных люминофоров являются
меламино-альдегидные смолы, окрашенные основными красите¬
лями, например родамином Ж или родамином С. С их применени¬
ем удается получить необычайно яркие цветные виды бумаги.
ОТЛИВКА И ОТДЕЛКА БУМАГИ
§ 13. ОТЛИВКА БУМАГИ
Отливка бумаги производится посредством бумагоделатель¬
ных машин, представляющих собой сложный конвейер, действую¬
щий непрерывно и автоматически. Обычно ширина бумажной
ленты на такой машине не превышает 6,8 м, а скорость — 600 м
в минуту. Это значит, что за один час работы бумагоделательной
машины, можно, например, выработать около 3 млн. м2 или
160 т газетной бумаги. Имеются бумагоделательные машины,
работающие со скоростью до 1200 м в минуту. Машины с шири¬
ной сетки более 10 м становятся нерентабельными в эксплуа¬
тации.
Бумагоделательная машина (рис. 20) состоит из следующих
основных частей: а) подготовительной, не показанной на рисун¬
ке, б) сеточной, в) прессовой, г) сушильной и д) отделочной.
Подготовительная часть бумагоделательной машины, хотя и
не является элементом конвейера, но составляет неотъемлемое
звено в непрерывном процессе выработки бумаги из готовой бу¬
мажной массы; без исправно действующей подготовительной
части становится невозможной работа собственно бумагодела¬
тельной машины.
Назначение подготовительной части бумагоделательной ма¬
шины состоит в создании достаточно большого запаса однород¬
ной бумажной массы стандартной композиции и вполне опреде¬
ленной концентрации волокнистых и неволокнистых материалов;
эта бумажная масса должна быть тщательно очищена от песка,
узелков и т. п. загрязнений, ухудшающих качество бумаги. В со¬
ответствии с этим подготовительная часть бумагоделательной
машины состоит из метальных бассейнов большой емкости,
регуляторов концентрации бумажной массы, а в некоторых слу-
48
Полиграфические материалы
чаях и регуляторов композиции, машинных бассейнов, приспо¬
соблений и устройств для разбавления массы, устройства для
очистки массы от песка и т. п. загрязнений.
Бумажная масса, после того как она очищена от песка, тяже¬
лых частиц, узелков, комочков, поступает в напорный ящик высо¬
кого давления (в машинах старой конструкции — в напускной
ящик, не создающий большого напора массы). Из напорного
ящика, снабженного устройствами для равномерного распределе¬
ния волокна и равномерной подачи, бумажная масса с концент¬
рацией волокна 0,3—1% равномерным широким потоком подает¬
ся на сеточную часть бумагоделательной машины.
Сеточная часть, или сеточный стол, бумагоделательной маши¬
ны представляет собой бронзовую сетку, натянутую в виде бес¬
конечной ленты в начале стола на грудной вал и в конце сеточ¬
ного стола на нижний вал гауч-пресса. Во время работы бумаго¬
делательной машины сетка находится в непрерывном движении.
Бумажная масса, находящаяся на поверхности движущейся сет¬
ки, отдает значительную часть воды, которая стекает через сетку,
а волокна и значительная часть имеющегося в бумажной массе
наполнителя оседают на поверхности сетки, образуя сырой тон¬
кий волокнистый слой будущего бумажного полотна.
По бокам сетки проходят каучуковые полосы — декельные
ремни, ограничивающие ширину бумажной ленты. Декельные
ремни, так же как и сетка, совершают непрерывное движение,
огибая ролики, имеющиеся над сеткой. Над сеткой установлены
также в поперечном направлении одна или две линейки, которые
задерживают пену, образующуюся в массе (пузырьки пены, ло¬
паясь, могут оставить на бумаге прозрачные круглые пятна).
Под сеткой расположены регистровые валики, предохраняю¬
щие сетку от прогибания и способствующие обезвоживанию бу¬
мажного полотна.
В регистровой части машины бумажная масса в зависимости
от размола содержит от 3 до 4% сухого вещества, и дальнейшее
свободное ее обезвоживание становится уже крайне затрудни¬
тельным. Поэтому дальнейшее обезвоживание бумажного полот¬
на на сетке бумагоделательной машины осуществляется посредст¬
вом отсасывающих устройств — металлических ящиков, закры¬
тых со всех сторон, кроме верхней (этой стороной они плотно
прилегают к сетке с бумажным полотном). Отсасывающие ящики
соединены трубами с вакуум-насосом, создающим необходимое
в них разрежение воздуха.
Содержание сухого вещества в бумажном полотне, после того
как оно прошло над отсасывающими ящиками, возрастает до
8—12%. в зависимости от характера размола бумажной массы.
Сеточному столу большинства современных бумагоделатель¬
ных машин в регистровой его части придается сотрясательное
49
Раздел первый. Бумага и картон
движение, имеющее целью содействовать более однородному и
равномерному распределению бумажной массы.
В конце сеточного стола, обычно перед последним отсасываю¬
щим ящиком, устанавливается легкий сетчатый валик (или эгу-
стер)—ровнитель, имеющий целью выровнять и неколько уп¬
лотнить бумажное полотно, улучшить просвет бумаги. Если по¬
верхность такого валика имеет рельефный узор или изображе¬
ние, то на бумаге образуется соответствующий «водяной знак»,
видимый на просвет.
Края бумажного полотна должны быть ровными и достаточно
прочными, чтобы не рваться при заправке бумаги с гауч-пресса
на прессовую часть машины. Для этого кромки влажного полотна
бумаги отсекаются, а края несколько утолщаются при помощи
спрысков, которые подают тонкую струю воды под давлением,
отсекающую кромки и утолщающую края бумажного полотна.
Сеточная часть бумагоделательной машины заканчивается
гауч-прессом. Назначение его состоит в дальнейшем обезвожи¬
вании бумажного полотна до содержания сухого вещества 14—
18% и в его уплотнении. Гауч-пресс состоит из двух металличе¬
ских валов: нижнего несколько большего диаметра, чем верхний.
На верхний вал надевается мягкий шерстяной чулок, так как сла¬
бое бумажное полотно еще не может выдержать давления твер¬
дого вала.
Из гауч-пресса бумага поступает (направляется) в прессовую
часть бумагоделательной машины, состоящую из нескольких
(обычно 3—4) мокрых прессов. Каждый мокрый пресс состоит
из двух валов: верхнего каменного, к поверхности которого не
пристает бумажное волокно, и нижнего металлического, покрыто¬
го слоем резины для предохранения бумажного полотна от раз¬
давливания, а пресса — от преждевременного изнашивания.
Назначение прессовой части — удалить как можно больше
воды из бумажного полотна. На прессовую часть бумажное по¬
лотно поступает обычно с содержанием 14—18% сухого вещест¬
ва, но после третьего пресса содержание сухого вещества возра¬
стает до 27—40%. Бумажное полотно проводится в прессовой
части посредством сукон, которые проходят по сукноведущим и
правильным валикам.
Иногда, после мокрых прессов, на бумагоделательной маши¬
не устанавливается сглаживающий («офсетный») пресс, состоя¬
щий из двух металлических валов: верхнего обрезиненного и
нижнего, покрытого бронзовой рубашкой. Сглаживающий
пресс предназначен для разглаживания бумаги с обеих сторон и
устранения, таким образом, разносторонности бумаги, что осо¬
бенно важно при выработке печатной бумаги. Бумажное полотно
проходит офсетный пресс без сукна, что повышает сглаживаю¬
щую способность пресса.
5 Заказ № 443
ДО
Полиграфические материалы
После мокрых прессов бумага все еще содержит большое
количество воды, которую удаляют в сушильной части бумагоде¬
лательной машины.
Сушильная часть бумагоделательной машины состоит из си¬
стемы вращающихся пустотелых, обогреваемых изнутри паром,
бумагосушильных и сукносушильных цилиндров, которые смон¬
тированы на массивной станине. Число бумагосушильных ци¬
линдров в современной бумагоделательной машине достигает
40 штук. Обогревание цилиндров производят таким образом,
чтобы бумага высыхала постепенно, т. е. первые цилиндры нагре¬
вают меньше, чем последующие; температура поверхности завер¬
шающих сушильных цилиндров в случае канифольной проклейки
бумаги достигает 95—96°, но не выше, так как слишком интенсив¬
ное испарение влаги может вызвать порчу бумаги. При мелами¬
но-альдегидной проклейке бумажную ленту высушивают при тем¬
пературе сушильных цилиндров выше 100°, что необходимо для
завершения процесса конденсации смолы. Бумажная лента при
прохождении сушильной части бумагоделательной машины при¬
жимается к нагретой поверхности цилиндров при помощи сукон
и высушивается до воздушно-сухого состояния, т. е. до стандарт¬
ной влажности 7±2%. Слишком пересушенная бумага, как уже
указывалось, становится жесткой и ломкой, а чрезмерно влаж¬
ная— мягкой, непрочной. При выходе из сушильной части бума¬
годелательной машины бумага бывает нагрета до 80—90°, поэто¬
му перед дальнейшей обработкой ее нужно охладить, что и выпол¬
няется холодильником, состоящим из одного или двух пустотелых
холодильных цилиндров. Огибая эти цилиндры, бумага охлаж¬
дается, а затем поступает на машинный каландр для некоторого
уплотнения и выравнивания. Машинный каландр представляет
собой несколько лежащих друг на друге металлических валов с
полированной поверхностью. Бумажная лента, выйдя охлажден¬
ной после сушильной части бумагоделательной машины, прохо¬
дит пружинный регулятор натяжения, а затем через машинный
каландр, в котором она сдавливается между несколькими лежа¬
щими друг на друге чугунными полированными цилиндрами.
На каландрах бумагоделательной машины при выработке
печатной, писчей и некоторых других технических видов бумаги
она не может быть получена необходимой степени уплотнения и
гладкости. Поэтому такая бумага, прошедшая машинный ка¬
ландр, называется бумагой машинной гладкости, матовой, или
неглазированной, в отличие от бумаги, отделанной дополнитель¬
но на суперкаландре.
Бумага, выработанная на бумагоделательной машине, имеет
несколько различные свойства в двух взаимно перпендикуляр¬
ных направлениях: по длине полотна и по ширине полотна, что
находится в связи с преимущественным расположением волоко¬
Раздел первый. Бумага и картон
51
нец в направлении хода сетки бумагоделательной машины. По¬
этому в листе бумаги различают два направления: а) по ходу
бумагоделательной машины, или продольное направление, и
б) поперек хода бумагоделательной машины, или поперечное
направление. Лист бумаги в продольном направлении всегда име¬
ет сравнительно большую механическую прочность на разрыв и
излом и гораздо меньшую деформацию при увлажнении, чем в
поперечном направлении. Только бумага ручной вычерпки (выс¬
ший сорт чертежной бумаги, так называемый «кустарный ват¬
ман») имеет совершенно равномерное распределение волокон и
одинаковые свойства (механическая прочность, деформация) в
любых направлениях.
Кроме того, различают лицевую сторону бумаги, т.е. ее сторону,
противоположную сетке бумагоделательной машины, и сеточную
сторону, соприкасавшуюся с сеткой бумагоделательной машины
при ее изготовлении. Лицевая сторона бумаги всегда бывает
более гладкой, чем сеточная, так как последняя несет на своей
поверхности отпечаток сетки, маркировку сетки; слои бумаги,
расположенные ближе к лицевой стороне, содержат сравнитель¬
но большее количество наполнителя, чем слои бумаги, прилегаю¬
щие к оборотной сеточной стороне.
§ 14. отделка бумаги
Печатные, писчие и некоторые технические виды бумаги для
улучшения показателя гладкости, а также для получения нужной
степени уплотнения и однородности толщины дополнительно от¬
делываются на суперкаландре( рис. 21). В отличие от каландров
бумагоделательной машины, они имеют большое число валов,
причем полые, обогреваемые изнутри паром металлические валы
чередуются с бумажными набивными, создающими эластичный
контакт в зоне каландрирования и позволяющими .вести процесс
каландрирования при более высоком давлении, не опасаясь раз¬
давливания бумажного волокна. Привод суперкаландра осущест¬
вляется от нижнего вала или, чаще, от третьего вала снизу;
остальные валы вращаются от трения одного вала об другой.
Каландрирование бумаги осуществляется пропусканием че¬
рез суперкаландр слегка увлажненной бумаги. Применяя различ¬
ный нагрев, давление и различное число валов, можно придать
бумаге необходимую гладкость, в том числе и одностороннюю.
Бумага, прошедшая суперкаландр, в отличие от бумаги ма¬
шинной гладкости, называется каландрированной, лощеной или
глазированной.
Пройдя машинный каландр или суперкаландр и получив тре¬
буемую степень отделки, бумажная лента разрезается и наматы-
5*
52
Полиграфические материалы
мается в рулоны, которые затем упаковывают или разрезают на
листовую бумагу установленных форматов.
Нельзя, однако, чрезмерно каландрировать бумагу, так как
в результате излишнего каландрирования она становится более
жесткой, менее пластичной и печатные свойства ее, несмотря на
большую гладкость, понижаются. Поэтому нужно добиваться
Рис. 21. Схема устройства суперкаландра:
/—разматываемый рулон бумаги; 2— распрямляющая
дуга; 3—разгонный валик; 4—верхний вал супер-каланд¬
ра; 5—набивной вал; 6—средний металлический вал;
7 — нижний вал суперкаландра; 8 — бумаговедущий ва¬
лик; 9 — цилиндр наката; 10 — наматываемый рулон от-
каландрированной бумаги; 11 — механизм прижима и
подъема валов суперкаландра.
ровности поверхности бумаги и равномерности ее толщины не
усиленным каландрированием, а рационально построенной техно¬
логией, обеспечивающей получение достаточно гладкой бумаги
на самой машине и требующей для повышения ее ровности воз¬
можно меньшего каландрирования. Разумно используя средства
для сглаживания бумаги, имеющиеся в бумагоделательной ма¬
шине (ровнительный валик, сглаживающий пресс, машинный
каландр), можно значительно повысить качество бумаги и ее
гладкость.
Раздел первый. Бумага и картон
53
§ 15. УПАКОВКА БУМАГИ
Для предохранения бумаги от механических повреждений и
сохранения в ней стандартной нормы влажности кипы и рулоны
бумаги защищаются надежной упаковкой.
Рулоны бумаги обматывают снаружи несколькими слоями
толстой клееной оберточной бумаги, заворачивая ее на торец
рулона, и приклеивают два круга из оберточной бумаги.
Листовые бумаги, отсчитанные стопами по 1000 листов и по-
лустопами по 500 листов, обычно заклеивают в толстую оберточ¬
ную бумагу, а затем складывают в кипы весом около 100 кг.
Кипы завертывают в рогожу или плотную бумагу и упаковыва¬
ют между двумя деревянными щитами, которые затягивают же¬
лезными обручами. Картографические и некоторые другие вы¬
сокосортные виды бумаги, кроме того, заворачивают в один-два
листа водонепроницаемой упаковочной бумаги. Бумагу попереч¬
ной и продольной резки следует упаковывать отдельно.
§ 16. ХРАНЕНИЕ И АККЛИМАТИЗАЦИЯ БУМАГИ
Бумага, в том числе и проклеенная канифольным клеем икрах-
малом, — материал чрезвычайно гигроскопичный, т. е. способный
воспринимать влагу из воздуха при хранении в условиях повы¬
шенной влажности и, наоборот, отдавать, терять влагу при хра¬
нении в чрезмерно сухом помещении. При относительной влаж¬
ности воздуха 65—70% равновесная влажность бумаги составля¬
ет около 7%. Такая влажность по ГОСТ считается нормальной
для бумаги, однако допустимо увеличивать влажность бумаги до
10%, так как при такой влажности печатные свойства бумаги,
особенно ее пластичность, существенно улучшаются. Волокна
бумаги, впитывая в себя влагу, увеличиваются в объеме и, на¬
оборот, отдавая влагу (высыхая), уменьшаются в объеме. При
увлажнении волокна набухают и увеличиваются в диаметре до
30% и по длине до 1%; при высушивании размеры волокна
уменьшаются практически в такой же степени. С изменением раз¬
меров волокна связана деформация бумаги при ее увлажнении и
высушивании. При изменении относительной влажности воздуха
на 10% содержание влаги в бумаге изменяется на 1%, а бумаж¬
ный лист увеличивается или уменьшается в размерах в среднем
на 0,1%, причем изменение размеров (деформация) бумаги по¬
перек отливки в 2—10 раз больше, чем в направлении отливки.
Поэтому хранить бумагу нужно только в специально оборудован¬
ных отапливаемых складах с нормальной влажностью воздуха
и температурой, оборудованными просторными площадками для
хранения бумаги и необходимыми транспортными средствами.
Г» 4
Полиграфические материалы
Хранить бумагу в неприспособленных, неотапливаемых поме¬
щениях, а тем более на открытом воздухе — под навесом или под
брезентом — не допускается. При таком хранении изменение
атмосферных условий вызовет резкое понижение качества бума¬
ги и даже ее порчу. Так, неправильный режим влажности при
храпении может явиться причиной скручивания бумаги, появле¬
ния волнистых краев, изменения линейных размеров и т. д. Чрез¬
мерная влажность понижает прочность бумаги и способствует
появлению плесени, недостаточная влажность приводит к пере¬
сыханию бумаги, а следовательно, вызывает повышение ее жест¬
кости и появление статического электричества.
Укладка бумаги на пол в складе не допускается: между полом
и кипами бумаги должно оыть расстояние около 10 см. Уклады¬
вать рулоны бумаги на торец, а кипы на ребро нельзя.
Перед тем как пустить бумагу в печать, ее подвергают аккли¬
матизации, чтобы привести ее влажность в соответствие с влаж¬
ностью воздуха печатного цеха. Иначе можег произойти несовпа¬
дение красок при многокрасочной печати из-за деформации бу¬
маги, вызываемой изменением влагосодержания в бумаге.
Д. П. Татиев1 установил, что при акклиматизации бумаги
большое значение имеет эффект релаксации напряжений, т. е.
освобождение бумаги от внутренних напряжений, полученных ею
в процессе изготовления и каландирования.
Простейший способ акклиматизации заключается в том, что
бумагу выдерживают в течение 10—15 суток в распакован¬
ном виде или подвешивают небольшими пачками на специаль¬
ных приспособлениях — «вешелах» в течение 4—5 часов. В ре¬
зультате бумага приобретает влажность, соответствующую влаж¬
ности окружающего воздуха, остаточные напряжения волокон
снимаются — релаксируются — и завершается деформация
бумаги. Пользуясь специальными акклиматизационными уста¬
новками, удается значительно сократить время акклиматизации
бумаги до нескольких часов.
ОСНОВНЫЕ ТРЕБОВАНИЯ .К ПЕЧАТНОЙ БУМАГЕ,
ЕЕ СВОЙСТВА И МЕТОДЫ ИСПЫТАНИЙ
§ 17. ОБЩИЕ ТРЕБОВАНИЯ К ПЕЧАТНОЙ БУМАГЕ
Получение полноценного отпечатка и нормальное выполнение
технологического процесса печатания возможно только в том
случае, если печатная бумага удовлетворяет следующим основ¬
ным техническим требованиям, общим для разных способов пе¬
чатания.
1 Д. П. Татиев. Акклиматизация офсетной бумаги. Геодезиздат, 1951.
Раздел первый. Бумага и картбп
66
1. Бумага должна иметь возможно более белый цвет или бе¬
лый цвет с определенным оттенком, строго соответствующим ус¬
тановленному образцу. Цвет и оттенок бумаги должны быть
однородными как в одном и том же листе, так и в разных листах
данной партии бумаги. Наличие пятен не допускается. Число воз¬
можных соринок (сорность бумаги) строго ограничивается дей¬
ствующими государственными стандартами.
2. Бумага должна иметь достаточную для данного вида пе¬
чатной продукции светопрочность.
3. Прозрачность бумаги, предназначенной для двусторонней
печати, должна быть минимальной, дырчатость бумаги не до¬
пускается.
4. Механическая прочность бумаги должна обеспечить про¬
должительную сохранность печатной продукции без заметного
разрушения. Прочность бумаги должна обеспечить нормальное
выполнение процесса печатания: отсутствие разрывов при рота¬
ционном печатании, выщипывания краской волокон бумаги, пыле-
ния бумаги и др.
5. Толщина листов бумаги должна быть однородной.
6. У бумаги должны отсутствовать магнитные, а также абра¬
зивные свойства.
7. Бумага должна иметь однородную структуру, обеспечиваю¬
щую постоянство свойств бумаги у всех листов данной партии.
Просвет бумаги должен быть ровным, не облачным.
8. Листы бумаги должны иметь строго прямоугольную форму.
Намотка ролевой бумаги должна быть равномерно плотной на
прочных втулках.
9. Упаковка бумаги должна обеспечить сохранность качества
ее и постоянство стандартной влажности бумаги (обычно
7±1%) при ее транспортировке и при хранении.
§ 18. ПЕЧАТНЫЕ СВОЙСТВА БУМАГИ
Бумага, предназначенная для разных способов печатания,
отличается следующими основными печатными свойствами: ров¬
ностью и гладкостью поверхности, упруго-эластично-пластиче¬
скими свойствами, структурой — пористостью, характером и сте¬
пенью проклейки, степенью деформации.
Ниже приводится краткая характеристика основных печатных
свойств бумаги и указывается их значение в разных способах
печатания.
Ровность и гладкость поверхности бумаги. К наиболее глад¬
кой бумаге относятся: 1) типографская мелованная и немелован¬
ная бумага для иллюстрационной печати с мелколиниатурных
растровых клише и для трех- и четырехкрасочного печатания и
2) бумага для глубокой печати.
56
Полиграфические материалы
Требование паивысшей гладкости поверхности для типограф¬
ской иллюстрационной бумаги станет понятным, если учесть, что
иллюстрационные растровые клише могут иметь около 3000 пе¬
чатающих элементов (растровых точек) на каждый квадратный
сантиметр поверхности (при растре в 54 линии на см) и более
6000 печатающих элементов (при растре в 80 линий на см). Эти
точки настолько мелки, что их не видно невооруженным глазом,
по каждая из них должна быть четко отпечатана на поверхности
бумаги. Кроме того, типографская иллюстрационная печать с
сетчатых клише осуществляется слоем краски минимальной тол¬
щины, чтобы не было забивания, загрязнения клише, и поэтому
отпадает возможность компенсировать неровность бумаги уве¬
личением подачи краски в процессе печатания.
В глубокой печати поверхность бумаги должна плотно приле¬
гать всеми своими точками к поверхности печатной формы, имею¬
щей мельчайшие углубленные печатающие элементы. Если тако¬
го совершенного прилегания бумаги к печатной форме нет, то
краска не будет извлекаться поверхностью бумаги из всех углуб¬
лений (ячеек) травленой печатной формы и изображение на бу¬
маге получится прерывистым.
Гладкость поверхности бумаги нужно всегда рассматривать в
связи с упруго-эластично-пластическими свойствами бумаги. Ес¬
ли бумага обладает большой пластичностью, например из-за
содержания древесной массы, то требования к гладкости бумаги
могут быть несколько снижены без ущерба для качества печати.
Типографская бумага может иметь ограниченную гладкость
только при печатании с текстовых форм.
Офсетная бумага имеет гораздо меньшую гладкость, чем ти¬
пографская иллюстрационная бумага, так как печатание, нане¬
сение слоя краски на бумагу осуществляется в офсете поверхно¬
стью резиновой пластины. Но для тонких и многокрасочных оф¬
сетных работ нужна достаточно гладкая бумага и одновременно
с равномерно зернистой развитой поверхностью.
Преимущества применения гладкой и одновременно зерни¬
стой бумаги в офсетной печати заключаются в том, что облег¬
чается переход краски с офсетной резины на бумагу: мелкозер¬
нистая поверхность бумаги воспринимает сравнительно большее
количество краски, чем гладкая. Равномерно зернистая поверх¬
ность офсетной бумаги препятствует отмарыванию краски на
оттисках, особенно при многокрасочном печатании. Практика
показывает, что при печатании на идеально ровной бумаге имеет
место тесное прилегание оттисков, что способствует отмарыва¬
нию, в особенности при печатании на многокрасочных и на -ро¬
тационных офсетных машинах. Применение ровной бумаги с
развитой зернистой поверхностью уменьшает отмарывание.
Литографская бумага должна иметь очень гладкую поверх¬
Раздел первый. Бумага и картон
57
ность, так как печать с гладкого литографского камня или цин¬
ковых и алюминиевых пластин производится при сравнительно
небольшом удельном давлении на печатную форму. При таких
условиях печати пластичные свойства бумаги практически ис¬
пользованы быть не могут.
Упруго-эластично-пластические свойства бумаги. Для типо¬
графской бумаги наибольшее значение имеет пластичность, так
как типографское печатание идет при сравнительно высоком
удельном давлении на поверхность печатной формы и всегда свя¬
зано с появлением у оттисков ед¬
ва заметных необратимых пласти¬
ческих деформаций. Во многих
случаях эта деформация за¬
метна на оттисках в виде так на¬
зываемого оборотного рельефа.
Специальные методы испытаний
позволяют установить наличие
оборотного рельефа при типо¬
графском печатании даже в тех
случаях, когда эта деформация
невидима невооруженным глазом.
Пластичность бумаги способствует получению четких графиче¬
ских элементов на отпечатке (рис. 22). Свойство упругости и
эластичности типографской бумаги теряет свое значение, по¬
скольку пластические деформации бумаги в типографской печати
во много раз больше упруго-эластичных. Причем необходимый
комплекс упруго-эластичных свойств бумаги, необходимый с
точки зрения приведения бумаги в контакт с печатной формой
(работа самонакладчика), вывода оттиска и брошюровочно-пе¬
реплетных работ, всегда и полностью обеспечивается, так как
эти свойства неразрывно связаны с структурой бумаги и харак¬
терны для целлюлозосодержащих волокон.
Упруго-эластично-пластические деформации в офсетной пе¬
чати в момент контакта бумаги с поверхностью офсетного
цилиндра значения не имеют, так как они намного перекры¬
ваются упруго-эластическими свойствами офсетного резинового
полотна, поверхность которого переносит краску с формы на
бумагу. Это лучше всего иллюстрирует безукоризненное каче¬
ство оттисков, полученных офсетным способом на жести.
Для фототипной печати упруго-эластично-пластические свой¬
ства бумаги также не существенны, так как у желатиновой
печатной формы они значительно выше, чем у бумаги.
В литографской печати, как уже указывалось, в силу специ¬
фических особенностей этого способа печатания, названные
свойства бумаги не могут проявить себя в полной мере в момент
получения отпечатка.
4 Заказ № 443
3
Рис. 22. Вдавливание в бумагу пе¬
чатающих элементов типографской
формы:
У—печатная форма; 2—слой краски на
форме; 3—бумага.
58
Полиграфические материалы
В глубокой печати упруго-эластические свойства бумаги
теоретически, казалось бы, должны иметь наибольшее значение.
Однако, если учесть, что безукоризненные оттиски глубокой
печати получаются только при применении высоконаполненной
бумаги, отличающейся наивысшей пластичностью, следует сде¬
лать вывод, что в глубокой печати наибольшее значение имеет
пластичность бумаги.
Структура бумаги и ее пористость играют важную роль, так
как это определяет способность бумаги впитывать краски и в
известной степени пластические свойства бумаги. Чем больше
пористость бумаги, тем лучше ее впитывающая способность и
тем более она пластична.
Наибольшую пористость имеет бумага машинной гладкости,
содержащая древесную массу, например газетная, предназна¬
ченная для печатания невысыхающими типографскими красками
на ротационных типографских машинах. Высоконаполненные
типографские и мелованные бумаги, хотя и не имеют большой
пористости, но пронизаны многочисленными капиллярами, хо¬
рошо избирательно впитывающими сравнительно маловязкие
составные части связующих веществ печатных красок. Во всех
случаях справедливым будет правило, заключающееся в том,
что тем более уплотнена—откаландрирована — бумага, тем она
будет менее пористой и ее впитывающая способность будет ми¬
нимальной.
Характер и степень проклейки бумаги. Высокая степень про¬
клейки обязательна для всех видов бумаги, на которой произ¬
водится печатание с печатных форм, увлажняемых водой, т. е.
для офсетной, литографской и фототипной бумаги, причем эти
виды бумаги должны, например, проклеиваться меламино-альде¬
гидной смолой и канифолью или канифолью и крахмалом.
Такая проклейка делает бумагу влагоустойчивой. Если в офсете
производить печатание на недостаточно проклеенной бумаге, то
она будет сильно впитывать влагу и деформироваться, что при¬
ведет к несовпадению красок при многокрасочном печатании,
а иногда и к скручиванию бумаги. Кроме того, большая степень
проклейки офсетной бумаги необходима для предотвращения
выщипывания бумажных волокон вязкими и липкими офсет¬
ными красками. Выщипывание может произойти из-за пониже¬
ния прочности бумаги при ее намокании. Вопросы теории про¬
клейки и впитываемости бумаги рассматривались ранее в § 11.
Влагоустойчивость и степень проклейки типографской бума¬
ги и бумаги для глубокой печати значения не имеют, так как
при печатании этими способами печатная форма не увлаж¬
няется.
Офсетная и литографская бумага имеет степень проклейки
не менее 1,25 мм, картографическая — не менее 1,5 мм, типо¬
Раздел первый. Бумага и картон
59
графская бумага и бумага для глубокой печати — не более
0,5 мм.
Степень деформации бумаги. Офсетная, картографическая,
фототипная и литографская бумага должна иметь минималь¬
ную деформацию при увлажнении и высушивании, так как она
соприкасается с влажной поверхностью печатной формы и оф¬
сетной |резины. Типографская иллюстрационная бумага для
многокрасочного печатания также должна возможно меньше
деформироваться, потому что даже незначительное изменение
размеров бумаги при изменении относительной влажности воз¬
духа и увлажнения бумаги может вызвать заметное несовпаде¬
ние красок. Деформация типографской бумаги и бумаги для
глубокой печати, применяемой для однокрасочных работ, зна¬
чения не имеет.
§ 19. ВНЕШНИЙ ОСМОТР БУМАГИ И ОТБОР ПРОБЫ
ДЛЯ ИСПЫТАНИЯ
Бумагу и картон, поступающие в типографию, подвергают
внешнему осмотру и предварительной оценке качества. Цель
предварительного осмотра — установить исправность упаковки,
непов|режденность бумаги или картона, а также наличие явно
выраженных дефектов бумаги. К таким недостаткам относятся:
а) разнооттеночность, б) волнистость, в) наличие рваных, мятых
и промасленных листов, г) неправильная укладка листов (в сто¬
пе все листы должны быть уложены или сеточной, или лицевой
стороной), д) недостача или излишек листов в кипе, е) непра¬
вильный формат бумаги и возможная косина листов.
Образцы бумаги для лабораторного анализа нужно отби¬
рать размером не менее 40X40 см. Для каждой направляемой
на анализ партии бумаги нужно иметь не менее пяти листов,
взятых из разных мест стопы или из (разных стоп данной партии
бумаги. С образцами бумаги для анализа нужно обращаться
очень осторожно: их нельзя сминать и скручивать. Отобранные
листы бумаги, называемые пробой бумаги, нужно аккуратно
укладывать между двумя кусками фанеры или картона и обвя¬
зывать бечевой. Для отбора ролевой бумаги с рулона снимают
вначале слой поврежденной бумаги (надорванной, помятой
и т. д.), после чего аккуратно сматывают на заранее приготов¬
ленную втулку несколько метров бумаги. Допускается упаковка
пробы ролевой бумаги так же, как и листовой, т. е. в виде
отдельных листов размером не менее 40X40 см. Пробу бумаги
заворачивают в оберточную бумагу и снабжают этикеткой, в ко¬
торой указывают торговый номер и наименование бумаги,
наименование фабрики, изготовившей эту бумагу, дату ее выра-
4*
Полиграфические материалы
ΘΘ
ботки и номар заводской партии бумаги. Все эти сведения спи¬
сывают с этикетки, имеющейся на каждой стопе или на рулоне
бумаги.
После внешнего осмотра и получения (результатов лабора¬
торных испытаний бумагу сортируют. Сортировку производят
для того, чтобы обнаружить и удалить дефектные листы бумаги
с рваными и мятыми краями, с очень разными оттенками и т. п.
§ 20. ИСПЫТАНИЕ СОСТАВА БУМАГИ
Качественное испытание присутствия в бумаге одревеснев¬
ших волокон (древесной массы, соломенной полумассы, небе¬
леного джута, небеленой манильской пеньки) производят дейст¬
вием индикаторов: подкисленного соляной кислотой спиртового
раствора флороглюцина или водного раствора сернокислого
анилина. Бумага, содержащая значительное количество одре¬
весневших (волокон, при смачивании подкисленным спиртовым
раствором флороглюцина окрашивается в интенсивный малино¬
во-фиолетовый цвет, а при отсутствии одревесневших волокон —
в слабо-желтый цвет. Бумага, содержащая одревесневшие во¬
локна, при смачивании водным раствором сернокислого анилина
окрашивается в ярко-желтый цвет; при отсутствии их никакого
окрашивания не происходит.
Состав волокна, из которого изготовлена бумага, или компо¬
зиция, определяется с помощью микроскопа. Полоски испытуе¬
мой бумаги выдерживают -в течение 3—5 минут в 1.%-ном
растворе едкого натра, а затем в дистиллированной воде, меняя
ее два или три раза до полного удаления остатков щелочи. При
испытании неклееной или слабоклееной бумаги вместо щелочи
применяют дистиллированную воду. При помощи специальных
игл берут небольшое количество испытуемой бумаги и превра¬
щают ее в однородную волокнистую массу на предметном
стекле. Из волокон удаляют излишнюю воду фильтровальной
бумагой, после чего прибавляют одну-две капли реактива хлор-
цинк-иод, окрашивающего волокла различного происхождения
в разные цвета: хлопковые, льняные и конопляные — в винно¬
красный цвет, волокна древесной и соломенной целлюлозы —
в сине-фиолетовый цвет, волокна древесной и соломенной мас¬
сы— в желтый цвет. Закрыв приготовленный препарат покров¬
ным стеклом, его рассматривают под микроскопом с увеличе¬
нием в 80—100 раз. В зависимости от окрашенности и строения
волокон подсчитывают с точностью 5—10% волокнистый состав
бумаги, или ее композицию. Степень разработки и длина воло¬
кон позволяет определить характер их помола. Различают в за¬
висимости от размеров волокон длинный, средний и корог-
Раздел первый. Бумага и картон
61
кий помолы, а в зависимости от степени разработки — фибрил-
лирования, как уже указывалось, — очень жирный (почти все
волокна расщеплены на фибриллы), жирный (большая часть
волокон расщеплена на фибриллы) и тощий (почти неизменные
целлюлозосодержащие волокна и отсутствие фибрилл) помолы.
Испытание степени проклейки бумаги. Как указывалось
в § 11, проклейка характеризует степень влагонепроницаемое™
бумаги.
Степень проклейки бумаги испытывают нанесением на ее
поверхность специальными чернилами с помощью рейсфедера
ряда последовательно утолщающихся линий длиной 75 мм.
Сначала проводят линии (штрихи) толщиной 0,25 мм, затем —
толщиной 0,5 мм, 0,75 мм и т. д. Толщину линий последова¬
тельно увеличивают на 0,25 мм до тех пор, пока штрих не начнет
расплываться на поверхности бумаги и проходить на оборот¬
ную сторону листа.
Степень проклейки (степень влагонепроницаемости) бумаги
характеризуется шириной последнего штриха (в мм), не рас¬
плывающегося на поверхности бумаги и не проходящего на ее
оборотную сторону.
Испытание влажности бумаги. В предварительно высушен¬
ный и взвешенный на аналитических весах стеклянный стакан¬
чик (бюкс) отвешивают 5—10 г бумаги и помещают в сушиль¬
ный шкаф, где ее высушивают при температуре 100—105° до по¬
стоянного веса. Бюкс с высушенной бумагой охлаждают и взве¬
шивают. Потеря в весе характеризует влажность бумаги, которую
выражают в процентах, отнесенных к первоначальному весу
образца бумаги.
Испытание зольности бумаги. 1—2 г просушенной до постоян¬
ного веса бумаги сжигают в предварительно прокаленном,
просушенном, охлажденном и взвешенном фарфоровом тигле.
После сжигания образца бумаги тигель с золой прокаливают до
постоянного веса, охлаждают и взвешивают. По разности весов
тигля с золой и тигля без золы узнают вес золы (зольность
бумаги), которую выражают в процентах к исходной навеске
образца абсолютно сухой бумаги. Зольность бумаги показывает
содержание в ней минеральных наполнителей, так как золь¬
ность самой целлюлозы ничтожна (не превышает 0,8'%).
Испытание концентрации водородных ионов (pH) бумаги.
Концентрация водородных ионов pH, или водородный показа¬
тель бумаги, имеет значение в процессе офсетного и литограф¬
ского печатания, так как применение бумаги с неподходящим
значением pH (например, ниже 4) может явиться причиной
зажиривания печатной формы, т. е. разрушения слоя гидро¬
фильного коллоида на пробельных участках формы. Кроме того,
pH бумаги, особенно мелованной, заметно влияет на высыхание
62
Полиграфические материалы
красок. Так, например, у немелованных бумаг при pH менее 5
и у мелованных — менее 7,5 закрепление красок будет замед¬
ленным. Чем выше величина ιρΗ бумаги, тем быстрее высыхает
масляная краска.
Контроль pH у водной вытяжки, полученной при длитель¬
ном нагревании навески испытуемой бумаги в дистиллирован¬
ной воде, выполняют несколькими методами, например потен-
циометрически с применением потенциометра ПТ-3 или более
примитивно с применением набора полосок индикаторной
бумаги.
§ 21. ИСПЫТАНИЕ ВЕСА 1 м2 ТОЛЩИНЫ И ОБЪЕМНОГО
ВЕСА БУМАГИ
Испытание веса 1 м2 бумаги или картона производят взве¬
шиванием образца размером 10X10 см на аналитических весах.
Для быстрых испытаний веса квадратного метра с достаточной
для практических целей точностью пользуются специальными
квадрантными весами (рис. 23).
На этих весах квадраты бумаги
или картона указанного на весах
формата помещают на площадку
3. Формат образца установлен с
таким расчетом, что стрелка ве¬
сов 2 сразу показывает на шка¬
ле 1 вес 1 м2 испытуемого образца
бумаги. Проверка точности пока¬
заний квадрантных весов долж¬
на производиться путем парал¬
лельных испытаний веса 1 м2 ана¬
литическими весами.
Испытание толщины бумаги
(в микронах) производят на при¬
боре толщиномере. Толщиномер
ТБ-3 (рис. 24) представляет со¬
бой массивную станину 1, на ос¬
новании которой имеется строго
горизонтальная, тщательно отпо¬
лированная площадка 2. С этой
площадкой соприкасается наконечник 3 груза 4, укрепленного
на стержней с выемкой в центральной части. В эту выемку захо¬
дит приспособление 6 с рычагом 7, служащее для подъема
стержня с грузом. С верхней частью (площадкой) стержня со¬
прикасается стебель 8 индикатора 9. Нажимая на рычаг 7, под¬
нимают стержень с грузом и в образовавшееся пространство
между наконечником груза и площадкой основания помещают
Рис. 23. Квадрантные весы.
Раздел первый. Бумага и картон
63
образец бумаги или картона, толщину которого хотят опре¬
делить.
При опускании рычага 7 наконечник 3 груза 4 плотно при¬
жимает испытуемый образец бу¬
маги или картона, а стрелка ин¬
дикатора 9 показывает его тол¬
щину в микронах.
Испытание объемного веса бу¬
маги. Вес" 1 сж3 бумаги (объем¬
ный вес) вычисляется по фор¬
муле:
Д
а
ΊΓ
где Д — объемный вес бумаги,
а — вес 1 ж2 бумаги в граммах,
б — толщина листа бумаги в мик¬
ронах.
Объемный вес является важ¬
ным показателем, характеризую- ь
щим в известной мере строение
листа бумаги, его пористость, а
следовательно, и его впитываю¬
щую способность по отношению к
масляным краскам; чем больше
объемный вес, тем плотнее бума¬
га и тем меньше ее впитывающая
способность. Кроме того, как пра¬
вило, чем больше объемный вес
бумаги, тем ровнее ее поверх¬
ность.
В зависимости от объемного веса целесообразно разделить
бумаги на четыре группы:
Рис. 24. Толщиномер ТБ-3.
Очень плотная, например литографская
Плотная, например типографская № 1
Средней плотности, например типо¬
графская № 2
Пористая, например газетная ....
с объемным весом
выше 1
от 0,8 до 1,0
» 0,6 » 0,8
ниже 0,6
При печатании на пористой бумаге закрепление — пленко-
образование краски на оттисках — происходит почти исключи¬
тельно вследствие избирательного впитывания сравнительно
низкомолекулярных компонентов связующего вещества краски,
а при печатании на плотной бумаге — преимущественно окисли¬
тельной полимеризацией связующего вещества, испарения из
него органических растворителей и пр.
64
Полиграфические материалы
§ 22. ИСПЫТАНИЕ РАСПОЛОЖЕНИЯ ВОЛОКОН В ЛИСТЕ
И ДЕФОРМАЦИИ БУМАГИ
Испытание расположения волокон в листе. Чтобы опреде¬
лить преимущественное направление волокон в листе бумаги,
нужно из листа испытуемой бумаги вырезать по двум взаимно
перпендикулярным направлениям две одинаковые полоски, за¬
тем сложить их вместе и держать за один конец пальцами,
оставляя свободные концы висеть в воздухе так, чтобы они
торой покажет направление волокна в листе бумаги.
Испытание деформации бумаги, вызванной изменением ее
влажности. Деформация бумаги особенно нежелательна при
многокрасочном печатании, где она вызывает несовпадение
последовательно налагаемых красок. Для переплетной бумаги
важны как линейная деформация, т. е. изменение размеров
бумаги при увлажнении, так и скручивание. Бумага, сильно
скручивающаяся п,ри намазывании ее клеем, малопригодна для
переплетных работ.
Деформацию бумаги при изменении ее влажности опреде¬
ляют измерением размеров образца бумаги 200x200 мм после
его погружения в воду, а затем после высушивания. Деформа¬
цию бумаги определяют в двух взаимно перпендикулярных
направлениях (по ходу и поперек отливки) и выражают в про¬
центах к первоначальным размерам, т. е. вычисляют деформа¬
цию при увлажнении, а затем при высушивании.
Скручивание переплетной бумаги испытывают в зависимости
от степени скручивания кружка бумаги диаметром 100—150 мм
при одностороннем намазывании костным клеем 30%-ной кон¬
могли или соприкасаться
друг с другом (рис. 25 а),
или расходиться (рис. 25,
б). Продольному направ¬
лению (по ходу отливки
бумаги) будет соответст¬
вовать в первом случае
нижняя полоска, а во
втором — верхняя.
Рис. 25. Испытание направления волокон
в листе бумаги.
а
Б
По другому способу из
бумаги вырезают кружок,
предварительно отметив
его расположение в листе,
и осторожно кладут на
поверхность воды. Этот
кружок по мере впитыва¬
ния влаги начнет сверты¬
ваться трубочкой, ось ко-
Раздел первый. Бумага и картон
65
центрации (о деформации бумаги, происходящей под натиском
печатного цилиндра, см. § 26 и 18).
§ 23. ИСПЫТАНИЕ ОПТИЧЕСКИХ СВОЙСТВ БУМАГИ
К оптическим свойствам бумаги относятся степень белизны
бумаги, ее цвет и оттенок, глянцевитость, непрозрачность и
светопрочность.
Испытание степени белизны бумаги. Степень белизны — одно
из наиболее важных свойств печатной бумаги, так как четкость
оттисков зависит в основном от контрастности запечатанных
и пробельных участков. На белой бумаге лучше получаются
многокрасочные изображения: чем белее бумага, тем она более
пригодна для трех- и четырехкрасочного печатания.
Если какая-либо поверхность равномерно по всему спектру
отражает почти полностью все падающие на нее лучи дневного
света, то она воспринимается нами как белая. Поверхность
будет казаться тем белее, чем больший процент падающих на
нее лучей видимого солнечного спектра она отражает. Наобо¬
рот, нейтрально-черная поверхность (черная без какого-либо
оттенка) поглощает почти все лучи солнечного видимого спект¬
ра примерно в равных количествах. Чем меньше лучей отра¬
зится от поверхности, тем более черной она воспринимается
нашим глазом.
Коэффициент отражения бумаги (равно как и поглощения)
обычно выражают в процентах белого, считая полным отраже¬
нием 100%.
Степень белизны бумаги испытывается фотометром — при¬
бором, позволяющим сравнить интенсивность двух световых
потоков, один из которых отражается от поверхности контроли¬
руемого образца, а другой — от эталона белого цвета (условно
100% белого). Фотометр суммарно измеряет коэффициенты от¬
ражения двух ахроматических объектов по шкале отношением
площадей диафрагм, через которые проходят световые потоки,
отраженные от контролируемого образца и от эталона белого
цвета. В качестве последнего при испытании степени белизны
бумаги принимается пластинка из сернокислого бария. Фото¬
метрическую степень белизны бумаги выражают в процентах
белого. Испытание белизны бумаги на фотометре производят
последовательно с тремя светофильтрами: красным, зеленым,
и синим; белизна испытуемого образца бумаги определяется
как среднее арифметическое результатов определения с каж¬
дым из трех светофильтров и выражается в процентах белого.
Если применяемые светофильтры точно соответствуют трем
стандартным цветам* и пропускают лучи, в сумме составляю¬
щие белый цвет, то посредством светофильтров устраняется
Полиграфические материалы
М
влияние на результат измерения того или иного оттенка бумаги.
Следовательно, контроль оттенка бумаги должен обязательно
производиться дополнительным испытанием, как это указано
ниже.
Результаты измерения фотометром степени белизны контро¬
лируемого объекта не лишены некоторой субъективности, за¬
висящей от индивидуальных особенностей зрения специалиста,
производящего измерение; кроме того, имеет значение и утом¬
ляемость глаза при продолжительной работе с фотометром.
Все это послужило причиной разработки объективных фото¬
электрических фотометров, в которых человеческий глаз заме¬
нен фотоэлементом. Если фотоэлемент осветить лучами света,
то он изменяет свои электрические свойства, и в цепи возникает
электрический ток, сила которого будет пропорциональна осве¬
щенности. Сила электрического тока измеряется гальваномет¬
ром, отградуированным в процентах белого, отражаемого от
контролируемого образца, по сравнению с эталоном заранее
известной степени белизны (или степени черноты).
Испытание цвета и оттенка бумаги. Наиболее простой и
доступный, точный для практических целей метод испытания
цвета и оттенка бумаги состоит в сравнении ее цвета и оттенка
с цветом и оттенком заранее заготовленных эталонов. Недоста¬
ток этого метода заключается в трудности создания достаточ¬
ного числа эталонов и в невозможности выразить результаты
измерения в принятых в оптике единицах. Поэтому в хорошо
оснащенных лабораториях цвет и оттенок бумаги испытывают
спектрофотометрами и колориметрами — приборами, характе¬
ризующими цвет и оттенок испытуемых образцов в виде спект¬
ров отражения или колориметрическими константами (длина
доминирующей волны, чистота и яркость). Характеристика
этих оптических констант, а также сведения о связи окраски со
спектрами отражения см. в § 103 и 115.
Испытание сорности бумаги. Сорностью называют посторон¬
ние включения, имеющиеся у бумаги: частицы коры, костры,
кусочки плохо разработанной макулатуры, черные угольные
точки, частицы краски, минеральные и металлические включе¬
ния, видимые невооруженным глазом на поверхности бумаги.
Хотя сорность и не является, строго говоря, оптическим показа¬
телем, но она существенно влияет на оптические свойства бу¬
маги и поэтому рассматривается в настоящем разделе.
Сорность определяется подсчетом соринок, размер и допу¬
стимое количество которых указывается в ГОСТ на соответ¬
ствующие виды бумаги, например размером от 0,5 до 2,0 мм
(по ГОСТ 7501—56. Бумага печатная) в испытуемом образце
бумаги размером 250x250 мм и пересчитывается затем на со¬
держание соринок в 1 м2 испытуемой бумаги.
Раздел первый. Бумага и картон
«7
Испытание светопрочности бумаги. Светопрочность бумаги
характеризуется устойчивостью, неизменяемостью ее цвета и
оттенка, а также постоянством механических свойств (проч¬
ность на разрыв и излом) в результате воздействия рассеянного
дневного света или прямых солнечных лучей. Светопрочность
белой бумаги зависит главным образом от содержания в ней
лигнина. При большом содержании лигнина бумага быстро
желтеет и становится хрупкой, при ограниченном его содержа¬
нии бумага более долговечна. Следовательно, все виды бумаги,
содержащие в своем составе древесную массу, как, например,
печатная бумага № 2 и № 3, песветопрочны; чисто целлюлозная
бумага № 1 достаточно светопрочна. Светопрочность цветной
бумаги и оттенок белой бумаги зависит от светопрочности орга¬
нических красителей, которыми эта бумага окрашена.
Наиболее надежный способ испытания светопрочности бу¬
маги— освещение ее лучами солнца. Но этот метод не всегда
применим из-за непостоян¬
ства солнечного освещения
в различное время года и
длительности испытания.
Для быстрого испытания
светопрочности бумаги мож¬
но пользоваться светом
ртутной кварцевой лампы.
Степень светопрочности ус¬
танавливают сравнением
цвета и оттенка, а также ме¬
ханических характеристик
бумаги до и после ее осве¬
щения.
Испытание прозрачности
бумаги. Иногда печать, на¬
несенная на одной стороне
оттиска, становится разли¬
чимой с оборотной стороны.
Причина этого (если бумага
нормально, не слишком глу¬
боко впитала краску) за¬
ключается в чрезмерной
прозрачности бумаги.
Прозрачность или не¬
прозрачность бумаги зави¬
сит от композиции бумаги,
содержания в ней наполнителя, характера размола волокна и
степени уплотнения — каландрирования. Чисто целлюлозная бу¬
мага всегда гораздо прозрачнее бумаги с древесной массой;
Рис. 26. Диафанометр Клемма — прибор
для испытания прозрачности бумаги:
1 — фитильная лампа стандартного источника
света; 2—зрительная труба; 3 — екошечко
зрительной трубы, к которому прижимаются
листочки испытуемой бумаги; 4 — крючки,
удерживающие образцы бумаги; 5 — станина
прибора.
68
Полиграфические материалы
более жирный размол делает бумагу более прозрачной; чем
меньше в бумаге наполнителя и чем сильнее бумага уплотне¬
на— каландрирована, тем она будет более прозрачна.
Непрозрачность бумаги объясняется резкой разницей в по¬
казателях преломления растительных волокон, наполнителя и
воздуха, имеющегося в порах бумаги. Проникающие в слой
бумаги лучи при переходе из одной среды в другую (волокна,
наполнитель, воздух) преломляются, частично рассеиваются
в результате диффузного отражения и не достигают противопо¬
ложной стороны оттиска.
Степень непрозрачности испытывается диафанометром Клем¬
ма (рис. 26) и выражается числом листочков бумаги, затем¬
няющей пламя лампочки определенной силы света. В данном
случае применяется небольшая фитильная лампа, наполненная
амилацетатом.
Степень непрозрачности бумаги можно также испытать пу¬
тем промера фотометром белизны бумаги, наложенной сперва
на белую поверхность, а затем на лист черной фотографической
упаковочной бумаги. Если испытуемая бумага прозрачна, то
степень ее белизны на фоне черной бумаги заметно снижается.
Неровность просвета («облачность») бумаги испытывают,
рассматривая листы испытуемой бумаги в проходящем рассеян¬
ном свете.
§ 24. ИСПЫТАНИЕ РОВНОСТИ И ГЛАДКОСТИ ПОВЕРХНОСТИ
БУМАГИ
Ровность и гладкость поверхности бумаги, т. е. микрогеомет¬
рия ее поверхности, имеет очень большое значение в процессе
печатания, так как от степени гладкости бумаги зависит ров¬
ность наложения слоя краски, четкость и ясность графических
элементов.
Гладкость бумаги в сочетании с ее упруго-пластическими
свойствами являются главными показателями печатных свойств
бумаги. Оттиск, изготовленный на достаточно гладкой упруго¬
пластической бумаге, уже при минимальном давлении печатного
цилиндра точно повторяет рисунок печатной формы. Понятно,
что чем меньше давление, необходимое для равномерного запе¬
чатывания бумаги, тем выше будет качество отпечатка и мень¬
ше износ печатной формы.
Даже самая гладкая на глаз бумага в действительности
имеет несколько шероховатую поверхность, причем степень
этой шероховатости у разных бумаг различна. Вот почему,
прежде чем пустить бумагу в производство, нужно испытать ее
гладкость и убедиться, что показатель гладкости соответствует
установленным нормам.
Раздел первый. Бумага и картон
69
Для испытания гладкости бумаги применяют прибор Ю. Бек¬
ка, позволяющий определить полноту контакта поверхности
испытуемой бумаги с поверхностью гладкой, плотно прижатой
Рис. 27. Прибор Бекка для испытания гладкости бумаги:
а — схема устройства; б — главный рабочий узел; в — положение трехходового крана
в момент испытания гладкости бумаги.
к бумаге стеклянной пластинкой, в зависимости от скорости
просачивания между ними определенного объема воздуха.
Схема устройства прибора Бекка изображена па рис. 27, а;
на рис. 27, б показан главный узел прибора. Испытуемый обра¬
зец бумаги 3 помещают на круглую стеклянную пластинку 1
с отверстием в центре; сверху бумаги кладут резиновую про¬
70
Полиграфические материалы
кладку 4 и металлическую крышку 2. Крышка 2 с резиновой
прокладкой 4 прижимает образец испытуемой бумаги 3 к стек¬
лянной пластинке 1 винтом 5 давлением 1 кг/см2, создаваемым
рычагом 7, без дополнительного груза 6, показанного на ри¬
сунке. Трехходовой кран 8 поворачивают в положение, изобра¬
женное на схеме, так, чтобы воздушный резервуар 9 соединялся
с ручным вакуумным насосом 10. Посредством насоса создают
в резервуаре разряжение в 0,5 ат, которое контролируют ва¬
куумметром 11. При этом ртутный столбик вакуумметра дохо¬
дит до верхней красной черты шкалы, соответствующей разря¬
жению в 0,5 ат. Затем трехходовой кран 8 поворачивают в по¬
ложение, показанное на рис. 27, в, когда воздушный резервуар
с разреженным воздухом соединяется с отверстием стеклянной
пластинки 1. В результате воздух начинает просачиваться меж¬
ду поверхностью испытуемой бумаги и стеклянной пластинки
в направлении, показанном на рис. 27, б стрелками, и поступает
в резервуар 9. Кран закрывают, когда столбик ртути вакуум¬
метра опустится до нижней красной черты, что соответствует
просачиванию точно 10 см3 воздуха.
Гладкость бумаги характеризуется временем в секундах,
необходимым для просачивания 10 см3 воздуха между поверх¬
ностью бумаги и гладкой поверхностью стекла площадью 10 см2
под действием вакуума в 0,5 ат. При испытании бумага при¬
жата к стеклянной пластинке давлением в 1 кг/см2.
Чем меньше гладкость поверхности бумаги, тем меньше вре¬
мени потребуется для просачивания определенного количества
воздуха. Наоборот, чем ровнее бумага, тем больше потребуется
времени для просачивания того же объема воздуха.
Прибор Бекка позволяет также испытать коэффициент сгла¬
живания бумаги. Чтобы узнать коэффициент сглаживания
бумаги, нужно произвести два испытания ее гладкости, сперва
под давлением 1 кг/см2, а второй— 10 кг!см2. Для второго испы¬
тания на рычаг 7 устанавливают груз 6. Коэффициент сглажи¬
вания вычисляют по формуле:
К =
PlO-Pl
Pi
где К—коэффициент сглаживания, Р\ — гладкость бумаги в се¬
кундах при грузе в 1 кг/см2, Р{0—гладкость бумаги в секундах
при прузе 10 кг/см2.
Иногда вместо гладкости испытывают показатель лоска
бумаги (в градусах лоска по Кизеру), однако этот показатель
характеризует не столько гладкость (ровность) поверхности
бумаги, сколько ее глянцевитость — лоск.
Раздел первый. Бумага и картон
71
§ 25. ИСПЫТАНИЕ ВПИТЫВАЮЩЕЙ СПОСОБНОСТИ БУМАГИ
Вопросы впитывающей способности бумаги и связанные с
ними вопросы проклейки являются одними из наиболее важных
с практической точки зрения и сложных в теоретическом отно¬
шении. Многое в этой области остается еще не вполне ясным,
дискуссионным.
Проблему впитывающей способности нельзя решить одно¬
значно, прйписывая большую или меньшую впитывающую спо¬
собность бумаги действию проклейки, хотя качество и степень
проклейки существенно влияют на впитывающую способность
бумаги. Нужно рассматривать вопрос во всем его многообразии,
учитывая, кроме проклейки, состав волокна (композицию) и
степень его разработки — фибриллирования, и степень уплот¬
нения бумаги — каландрирование.
Говоря о впитывающей способности бумаги, нужно разли¬
чать: 1) впитывание масла и масляных красок и 2) впитывание
воды, чернил, туши и акварельных красок.
Путями для проникновения жидкостей (вода, масло) явля¬
ются поры бумаги и капилляры, имеющиеся внутри волокон.
Влияние различных видов проклейки на свойства бумаги
рассматривалось нами в § 11; здесь необходимо остановиться
на способности поверхности бумаги и составляющих ее волокон
и частичек наполнителя смачиваться в той или иной степени
водой и маслом, или, другими словами, говорить о молекуляр¬
ной природе бумаги.
Говоря о молекулярной природе бумаги, нужно иметь в виду,
что целлюлоза и целлюлозосодержащие волокна хорошо смачи¬
ваются как водой, так и маслами. Следовательно, природа во¬
локна сама по себе не влияет на впитывающую способность
бумаги, но имеет значение дисперсность растительных волокон,
образующих бумагу. Например, древесная масса придает хоро¬
шую впитывающую способность бумаге, в состав которой она
входит, вследствие своей коротковолокнистости, раздроблен¬
ности и наличия значительного количества бесформенной дре¬
весной мелочи — «древесной муки».
Размол — фибриллирование — в большей или меньшей сте¬
пени уничтожает поры бумаги и закрывает доступ жидкостей
в капилляры целлюлозосодержащих волокон. Следовательно,
характер размола сильно влияет на впитывающую способность
бумаги. Аналогичное действие оказывает и усиленное каланд¬
рирование— уплотнение бумаги.
Наполнитель — каолин, имеющийся в бумаге, улучшает как
смачивание бумаги водой и проникновение ее в поры и капил¬
ляры бумаги, так и смачивание бумаги маслами. Следовательно,
наполнитель способствует впитыванию и воды и масел; воды —
72
Полиграфические материалы
в силу своей гидрофильное™, а масел — вследствие капилляр¬
ности, которую он придает бумаге, и хорошей адсорбционной
способности поверхности частичек наполнителей.
Сильная крахмальная проклейка ограничивает впитывание
в бумагу чернил не потому, что изменяется молекулярная при¬
рода бумаги (как известно, при крахмальной проклейке по¬
верхность бумаги становится более гидрофильной), а исключи¬
тельно потому, что закрываются капилляры волокнистых и не¬
волокнистых компонентов бумаги.
Подытоживая сказанное, можно прийти к выводу, что боль¬
шую или меньшую впитывающую способность определят не толь¬
ко те факторы, которые существенно меняют молекулярную при¬
роду бумаги (например, при проклейке кремнийорганическими
полимерами), но и факторы, которые существенно меняют
структуру бумаги (например, размолом, наполнением, каланд¬
рированием— уплотнением и т. д.).
Впитывающая способность бумаги имеет особо важное зна¬
чение, когда печатание осуществляется невысыхающими краска¬
ми, например газетными, книжными, а также при печатании на
ротационных машинах. В этих случаях закрепление — пленкооб-
разование — краски на оттисках происходит в результате впи¬
тывания порами и капиллярами бумаги сравнительно маловяз¬
ких, низкомолекулярных составных частей краски и адсорбции
тончайшей смоляной пленки на поверхности волокон и наполни¬
телей бумаги. При иллюстрационной печати впитывающая спо¬
собность бумаги также имеет значение. В одном случае при пе¬
чатании красками, закрепляющимися на оттиске преимуществен¬
но окислительной полимеризацией связующего вещества, впиты¬
вающая способность бумаги должна быть минимальной, так как,
впитывая краску, оттиски теряют насыщенность и становятся
матовыми. В другом случае, когда печатание производится бы-
стровысыхающими иллюстрационными красками, закрепляющи¬
мися в результате избирательного впитывания в бумагу связую¬
щего вещества, соответствующая впитывающая способность
бумаги имеет решающее значение на результат печатания.
Впитывание бумагой краски Происходит вследствие ее вдав¬
ливания печатным цилиндром и последующего за этим действия
капиллярных сил, развивающихся в порах и особенно в капил¬
лярах бумаги.
Испытание впитывающей способности бумаги методом Го*
знака. Метод основан на измерении времени, необходимого для
полного высыхания на поверхности испытуемой бумаги капли
ксилола, подкрашенного нефтяным битумом. Испытание произ¬
водят на приборе, устройство которого показано на рис. 28. На
поверхность образца испытуемой бумаги, укрепленного на шта¬
тиве /, наносят посредством бюретки 2 каплю ксилола, подкра-
Раздел первый. Бумага и картон
73
шейного нефтяным битумом. Метод Гознака применяется для
испытания впитывающей способности сравнительно гладких сла-
бовпитывающих бумаг: для глубокой печати и мелованной. Его
не рекомендуется применять для испытания сравнительно шеро¬
ховатых (офсетных) и сильно впитывающих бумаг (типограф¬
ская № 2 и др.), так как капля ксилола или чрезмерно задержи¬
вается в неровностях бумаги, или почти моментально впитывает¬
ся в бумагу и испаряется.
Рис. 28. Прибор Гознака для Рис. 29. Прибор для испытания
испытания впитывающей впитывающей способности бумаги,
способности бумаги.
Испытание впитывающей способности бумаги при помощи
капли касторового масла. Впитывающая способность газетной и
других видов хорошо впитывающей бумаги может быть испытана
по скорости проникновения капли касторового масла на оборот¬
ную сторону бумаги. Для испытания применяют прибор (рис. 29),
где имеется делительная капельная воронка, заполненная касто¬
ровым маслом 1, столик с отверстием для закрепления образца
бумаги 2, зеркальце 3 для наблюдения за пропитыванием образ¬
ца бумаги насквозь, матовое стекло 4, за которым расположена
электрическая лампочка, освещающая оборотную сторону испы¬
туемой бумаги.
Микроскопический метод испытания впитывающей способно¬
сти бумаги заключается в следующем. Готовят отпечатки соот¬
ветствующих красок на типографской, офсетной и т. п. бумаге в
74
Полиграфические Материалы
стандартных условиях. Оттиски зажимают в специальном Шта¬
тиве, затем аккуратно срезают незажатую их часть и рассмат¬
ривают полученные таким образом поперечные срезы под ми¬
кроскопом. Глубину и характер впитывания краски в бумагу
измеряют в микронах, пользуясь окулярмикрометром.
§ 26. ИСПЫТАНИЕ УПРУГО-ЭЛАСТИЧЕСКО-ПЛАСТИЧЕСКИХ
СВОЙСТВ БУМАГИ
Бумага, состоящая в основном из целлюлозы, пронизанная
системой пор и капилляров, содержащая мелкораздробленные
минеральные наполнители и некоторое количество влаги под дей¬
ствием некоторого давления деформируется, т. е. изменяет свою
форму и размеры в зоне действия деформирующего усилия (дав¬
ления), проявляя при этом свои упруго-эластическо-пластические
свойства. Таким образом, бумага под давлением печатного ци¬
линдра деформируется (несколько сжимается), а после прекра¬
щения давления или возвращается в свое первоначальное поло¬
жение, или сохраняет едва заметную деформацию. При чрезмер¬
ном давлении остаточная деформация настолько значительна,
что оттиски приобретают оборотный рельеф.
Способность листа бумаги несколько сжиматься (уменьшать
свою толщину, уплотняться) в процессе печатания под действием
давления печатного цилиндра, а после прекращения давления
восстанавливать свою первоначальную толщину, свои первона¬
чальные размеры называется упругостью и эластичностью бу¬
маги. Способность листа бумаги сохранять после прекращения
давления, например после вывода оттиска, полученную деформа¬
цию называется пластичностью бумаги. В данном случае дефор¬
мация заключается в изменении формы листа в результате вдав¬
ливания шрифта и других графических элементов печатной фор¬
мы. Следовательно, у бумаги могут наблюдаться обратимые и
необратимые деформации в зависимости от величины давления
печатного цилиндра.
В процессе печатания наличие ровной и гладкой поверхности
бумаги еще недостаточно для обеспечения полного, совершенно¬
го контакта с поверхностью печатной формы вследствие того,
что, во-первых, толщина бумаги у различных листов и на разных
участках листа несколько меняется и, во-вторых, поверхность пе¬
чатающих элементов не располагается строго на одном уровне.
Таким образом, для достижения полного контакта поверхности
бумаги с поверхностью печатной формы бумага должна дефор¬
мироваться под действием печатного цилиндра, т. е. проявлять
свои упруго-эластическо-пластические свойства, так как только
в этом случае можно получить высокое качество печати.
Как мы уже говорили, бумага может иметь упругие, эласти¬
Раздел первый. Бумага и картон
75
ческие и пластические свойства. Эти свойства зависят от струк¬
туры бумаги и проявляются при ее деформировании под дей¬
ствием соответствующего усилия, почему они и получили на¬
звание деформационных свойств, или, иначе, структурно-меха¬
нических.
При наложении груза (усилия) бумага испытывает первона¬
чально мгновенную деформацию, полностью обратимую при сня¬
тии грузапри условии, что груз не слишком велик. Такая мгновен¬
ная, полностью обратимая деформация называется упругой.
При действии на образец бумаги груза, превышающего предел
упругости, кроме мгновенной, или упругой, деформации, наблю¬
дается замедленная, постепенно нарастающая и постепенно
полностью исчезающая при снятии груза деформация. Такая
полностью обратимая по величине, постепенно нарастающая и
также постепенно исчезающая деформация называется эластич¬
ной, или деформацией упругого последействия. Все сказанное,
однако, справедливо при том условии, что деформирующее уси¬
лие не превышает верхнего предела эластичности, или предела
текучести. Если деформирующее усилие превышает этот предел,
то у бумаги наблюдается появление остаточных, или пластиче¬
ских, деформаций. Следовательно, пластичностью называются
необратимые деформации, появляющиеся («натекающие») в ре¬
зультате действия груза, превышающего верхний предел эластич¬
ности, или предел текучести.
Упруго-эластическо-пластические свойства бумаги, так же
как и аналогичные свойства синтетических полимеров и дисперс¬
ных систем, иначе называются структурно-механическими свой¬
ствами, так как проявляются при деформации этих систем и оп¬
ределяются их строением, т. е. физико-химическим взаимодей¬
ствием частиц и макромолекул. Структурно-механические свой¬
ства бумаги, полимеров, печатных красок и многих других кол¬
лоидных систем управляются законами физико-химической ме¬
ханики— новой области науки, успешно развиваемой в нашей
стране академиком П. А. Ребиндером и сотрудниками его науч¬
ной школы. Физико-химическая механика открывает законы
строения многих технически важных материалов и находит на¬
дежные эффективные способы улучшения полезных свойств этих
материалов в соответствии с требованиями промышленности и
запросами народного хозяйства. В частности, развитые физико¬
химической механикой закономерности позволяют не только ко¬
ренным образом улучшить свойства главных полиграфических
материалов —бумаги, красок, печатных форм и проч., но и науч¬
но организовать процесс печатания. В этом направлении значи-
тельные работы выполнены Л. А. Козаровицким (ВНИИПП)
Теперь изобразим результаты опыта деформации образца бу¬
76
Полиграфические материалы
маги в течение некоторого периода времени при некотором посто¬
янном усилии (грузе) Р графически так, как это принято в физико¬
химической механике. Сначала рассмотрим развитие (кинетику)
Рис. 30. Кинетика упруго-эласти¬
ческих деформаций бумаги при
Р<Рк
Рис. 31. Кинетика упруго-эластическо-
пластических деформаций бумаги при
Р>Р к
деформации образца для того случая, когда Р<РК (Р к—верх¬
ний предел эластичности, или предел текучести), т. е. случая раз¬
вития упругих и эластичных, полностью обратимых деформаций
(рис. 30). Как видно из рисунка, отрезок ε0 характеризует
мгновенно появляющиеся и мгновенно исчезающие упругие де¬
формации, точка А характеризует предел упругости, кривая АВ
Раздел первый. Бумага и картон
,77
показывает постепенное нарастание во времени эластических де¬
формаций; отрезок гт—εο характеризует эластичные деформа¬
ции, или деформации упругого последействия, точка В показыва¬
ет верхний предел эластичности, он же предел текучести в том
случае, если Р = Рк\ отрезок гт характеризует сумму упругих и
эластичных деформаций. Рисунок показывает, что при разгрузке
системы в точке В' (Р = 0) полностью исчезает сперва мгновенная
упругая деформация, а затем — постепенно эластичная.
Теперь рассмотрим другой случай когда Р>РК, т. е. когда
наблюдаются и упруго-эластические (обратимые) и пластические
(необратимые, остаточные) деформации (рис. 31); здесь, в отли¬
чие от предыдущего случая, линия АС показывает не только на¬
растание эластических, но и пластических деформаций, а отре¬
зок еост характеризует пластичность. Как видно из рисунка,
при снятии нагрузки (точка С) мгновенно исчезают упругие де¬
формации, затем постепенно исчезают эластические деформации
(точка D) и остаются неизменными только пластические остаточ¬
ные деформации бумаги.
Слабо увлажненная (сухая) ненаполненная бумага не дает
остаточных деформаций, а обнаруживает только медленные эла¬
стические деформации. При больших напряжениях (усилиях, от¬
несенных к единице площади), близких к пределу текучести, в
структуре бумаги происходит разрыв отдельных волокон, что и
выражается в появлении остаточной деформации.
При переувлажнении бумаги ее гидрофильные волокна раз¬
двигаются тончайшими прослойками воды, силы связи между
волокнами ослабевают, и структура приобретает подвижность.
В достаточно влажной (непроклеенной или слабо проклеенной)
бумаге под действием усилий происходит течение — нарастание
остаточной деформации во времени (см. рис. 31) в результате
сдвига волокон без их разрушения, и самый разрыв может про¬
исходить в результате не разрыва волокон, а их «вытаскивания»
из структуры.
Высоконаполненные бумаги также показывают пластические
деформации за счет скольжения по отношению друг к другу и
к волокнам частичек наполнителя, например каолина.
Причина упруго-эластическо-пластических деформаций бума¬
ги объясняется природой строения макромолекулы целлюлозы
как полимера и структурой (строением) бумаги. Так, упругие и
эластические деформации бумаги определяются величиной мак¬
ромолекул целлюлозы, их нитевидным строением, а также си¬
лами молекулярного притяжения, действующими между молеку¬
лами целлюлозы в техническом целлюлозном волокне. Большое
значение имеют водородные связи между близко расположенны¬
ми друг к Другу макромолекулами целлюлозы и фибриллами
технических целлюлозных волокон.
78
Полиграфические материалы
Пластичность бумаги зависит от нескольких причин, причем
разнородный состав бумаги предполагает различную природу
пластических деформаций, например наполнителя и волокнистых
структурных элементов бумаги.
Изменение структуры бумаги в процессе ее сдавливания со¬
провождается, во-первых, уплотнением бумаги (более плотная
упаковка волокон и наполнителя)
и, во-вторых, непрерывным и посте¬
пенным разрушением мелких струк¬
турных элементов. Таким образом,
суммарная деформация бумаги под
действием соответствующего усилия
определяется одновременным про¬
теканием многих явлений, начиная
от мгновенной упругой деформации
и кончая необратимой пластической
деформацией, связанной с превы¬
шением предела текучести и пре¬
дельного напряжения сдвига (пре¬
дела прочности) как отдельных
звеньев структуры бумаги, так и
бумаги в целом.
Теперь рассмотрим очень важ¬
ное свойство бумаги, называемое
релаксацией. Релаксация — это явление постепенного расса¬
сывания упругих напряжений сдвига при постоянстве первона¬
чально заданной деформации, т. е. постепенного рассеивания
упругой энергии, запасенной в деформируемом теле путем пере¬
хода ее в тепло1. Поясним явление релаксации примером. Бума¬
га для свертывания в трубку требует некоторого усилия и сразу
же распрямляется, если это усилие снять, вследствие упругих на¬
пряжений, возникших в бумаге при ее свертывании. Та же самая
бумага, через некоторое время пребывания в свернутом состо¬
янии, теряет способность распрямляться, так как ее упругие на¬
пряжения, возникшие при свертывании (деформации), постепен¬
но «рассосались», т. е. исчезли.
Явление релаксации характерно не только для бумаги, но и
для многих других коллоидных систем, например печатных кра¬
сок, переплетных клеев, синтетических волокон и проч.
Л. А. Козаровицкий и Р. Э. Каганова разработали метод ис¬
пытаний упруго-эластично-пластичных свойств бумаги с исполь¬
зованием в качестве измерительного прибора обычного верти¬
кального оптиметра, предназначенного для сравнительного изме-
Петр Александрович
Ребиндер.
1 П. А. Ребиндер.
1958, стр. 8.
Физико-химическая механика. Изд-во «Знание»,
Раздел первый. Бумага и картон
79
рения калибров с точностью до 10 “4 см. Такая точность прибора
достигается сочетанием механических рычажных устройств и оп*
тических систем. Для испытания деформации бумаги на оптимет¬
ре устанавливается соответствующее приспособление.
Совершенно упруго-эластичной, так же как и совершенно пла¬
стичной, бумаги не существует. Обычно бумага имеет одновре¬
менно упругие, эластические и пластические свойства. У разных
видов бумаги эти свойства выражены в разной степени: зависят
они от природы волокна, степени его разработки, а также от сте¬
пени и характера наполнения бумаги, качества ее отделки и от
влажности.
Для структуры бумаги как системы, построенной в виде свое¬
образного каркаса из целлюлозы и целлюлозосодержащих воло¬
кон, характерны ясно выраженные упруго-эластические свойства.
Упруго-эластические свойства практически любой бумаги оказы¬
ваются вполне достаточными как для процесса печатания и даль¬
нейшей обработки оттисков, так и для создания достаточно проч¬
ной и удобной в обращении книги и других видов печатной
продукции. Совсем другое положение наблюдается с пластично¬
стью бумаги. Пластичность бумаги во многих случаях оказывает¬
ся недостаточной. По этой причине пластичность бумаги, как одно
из главных печатных свойств, увеличивают несколькими способа¬
ми, а именно: путем введения в состав бумаги наполнителя —
каолина, древесной массы — и применением более тощего размо¬
ла. Каландрирование уменьшает пластичность бумаги, так как
при этом неизбежно и резко уменьшается пористость бумаги.
Огромное влияние на упруго-эластическо-пластические свой¬
ства бумаги оказывает окружающая среда, т. е. влажность и
температура воздуха. Чем больше увлажняется бумага, тем выше
ее пластические и ниже упруго-эластические свойства. Объясня¬
ется это, во-первых, ослаблением при увлажнении водородных
связей между волокнами целлюлозы и ее фибриллами и, во-вто¬
рых, пластифицирующим действием воды — набухание раститель¬
ных волокон и каолина и повышение их пластичности.
Упругость, эластичность и особенно пластичность бумаги —
очень важные печатные свойства в типографской и глубокой
печати. Подробнее об этом см. в § 18.
§ 27. ИСПЫТАНИЕ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ БУМАГИ
Достаточная механическая прочность бумаги обеспечивает
продолжительное использование печатной продукции и предо¬
храняет ее от преждевременного разрушения в результате сгиба¬
ния, перелистывания, трения и т. п. Кроме того, 1механическая
прочность бумаги имеет значение и в процессе печатания, предот¬
вращая выщипывание краской бумажных волокон и образование
80
Полиграфические материалы
бумажной пыли; в ротационном печатании достаточная механи¬
ческая прочность (прочность бумаги на разрыв и особенно ее
растяжение при разрыве) предохраняет бумагу от обрывов.
Механическая прочность бумаги характеризуется обычно
прочностью бумаги на разрыв, на излом (число двойных переги¬
бов) и прочностью поверхности бумаги (непылимость бумаги).
Испытание прочности
и полоска разрывается, когда разрывное усилие превысит пре¬
дел прочности бумаги на разрыв. В момент разрыва бумажной
полоски рычаг 3 останавливается и стрелка показывает на шка¬
ле 9 усилие в килограммах, необходимое для разрыва. Другая
стрелка на шкале 2 показывает растяжение бумажной полоски
до момента разрыва в процентах к первоначальной длине.
Прочность бумаги на разрыв принято выражать показателем
«разрывной длины», т. е. условной величиной длины бумажной
ленты в метрах, ори которой эта лента, подвешенная за один ко¬
нец, разорвалась бы от собственного веса. Разрывную длину
вычисляют по формуле:
где L — разрывная длина бумаги в метрах, Q — разрывное усилие
в граммах, q — вес одного метра испытуемой бумаги в граммах,
I—ширина испытуемой полоски бумаги в метрах.
Испытание прочности бумаги на излом. Прочность бумаги на
излом выражают числом двойных перегибов, которые выдержи¬
вает полоска испытуемой бумаги размерами 100 X 15 мм при ее
бумаги на разрыв произ¬
водят на разрывной лабо¬
раторной машине — ди¬
намометре (рис. 32). По¬
лоску испытуемой бума¬
ги 5 размерами 250Х
Х15 мм зажимают клем¬
мами 4 и 6 и включают
мотор, а при отсутствии
его вращают рукоятку 7.
Червячный винт 8 начи¬
нает опускаться вниз, в
результате чего полоска
бумаги натягивается и
приводит в движение ры¬
чаг 3 с грузом 1. По мере
подъема рычага возра¬
стает нагрузка на испы¬
туемую полоску бумаги,
Рис. 32. Разрывная машина-динамометр
для испытания прочности бумаги на раз¬
рыв и удлинения бумаги до разрыва.
Раздел первый. Бумага и картон
81
сгибании и разгибании по одному и тому же месту на 180° до мо¬
мента разрыва на испытательном приборе.
Прибор «фальцер» (Завод промышленных испытательных ма¬
шин ГДР) предназначен для испытания двух образцов бумаги
одновременно и имеет поэтому два испытательных устройства,
смонтированных на массивном корпусе 1 (рис. 33). Каждое испы-
3 6 7 7 2 8 б 8 4/2 5
Рис. 33. Прибор для испытания бумаги на излом (число двойных перегибов).
тательное устройство состоит из рабочей головки 2, двух приспо¬
соблений 3 и 4 для натяжения испытуемой полоски бумаги во вре¬
мя испытания, счетчика числа двойных перегибов 5 и рычага для
выключения (сбрасывания) показаний счетчика. Рабочая головка
испытательного устройства, принцип работы которой показан на
рис. 34, состоит из перегибных ножей а и четырех направляющих
роликов б (в — испытуемая полоска бумаги, г и д — натяжные
пружины).
Образец бумаги перед его испытанием закрепляют в двух за¬
жимах 7 и 8. Зажимы присоединены к стержням натяжных пру¬
жин, помещающихся в гильзах натяжных приспособлений 3 ,и 4,
7 Заказ № 443
82
Полиграфические материалы
по одной пружине в каждой гильзе. Один конец пружины прочно
прикреплен к стержню зажима, а второй — к подвижной втулке
9 или 10, перемещающейся в гильзе приспособления для натяже¬
ния бумажной полоски. При вытягивании втулок 9 к 10 создает¬
ся нужное натяжение пружины в 1000 г на каждый зажим, а сле¬
довательно, и на каждый
образец испытуемой
бумаги, закрепленный
в зажимах. Если кноп¬
ки 11 и 12 над гильза¬
ми приподнять, то
втулки при помощи
второй пружины пере¬
местятся в первона¬
чальное положение. В
этом положении обра¬
зец бумаги длиной 100
мм вкладывается в от¬
крытые зажимы и за¬
крепляется в них. При
последующем вытяги¬
вании втулок до упора
натяжение пружин пе¬
редается образцу бу¬
маги. Середина полос¬
ки бумаги, закрепленной в обоих зажимах, находится в рабочей
головке испытательного устройства, как это показано на рис. 33.
Под левой натяжной втулкой заднего испытательного устрой¬
ства и под правой втулкой переднего, как уже указывалось, поме¬
щаются рычаги 6, по одному рычагу под каждой из названных
втулок, служащие для выключения показаний счетчиков после
разрушения испытуемых полосок бумаги. С этой целью до пуска
прибора, но уже после его подготовки к испытанию передвигают
рычаги наружу: задний рычаг — влево, а передний — вправо. За¬
тем включают электродвигатель, приводящий в движение рабочие
узлы прибора, наклонением ручки Ус? влево. В этот момент начина¬
ется испытание. Приводимые в движение перегибные ножи назад и
вперед забирают с собой полоску испытуемой бумаги поперемен¬
но в ту или в другую сторону, как это видно на схеме.
При разрушении полоски бумаги зажимы притягиваются -пру¬
жинами обратно до упора, причем один из зажимов ударяется по
выключателю и выключает таким образом механизм счетчика.
После разрушения второй полоски бумаги происходит выключе¬
ние второго счетчика и одновременно всего прибора в целом при
помощи автоматического выключателя, смонтированного в кор¬
пусе прибора. После закрепления новых полосок бумаги уста-
Рис. 34. Принцип действия прибора для испы¬
тания бумаги на излом.
Раздел первый. Бумага и картон
83
навливается нулевое положение счетчика нажатием на рычаги 6
их торцовых ключей.
После разрушения образцов бумаги делается отсчет показания
счетчиков; результаты записываются. К заднему испытательному
устройству относится левый счетчик, а к переднему—правый.
После отсчета показаний счетчики снова устанавливают на нуле¬
вое положение. Натяжение втулок 9 и 10 приводится в первона¬
чальное положение. Наконец, после освобождения зажимов 7 и δ
вынимают разорванные части бумажных полосок.
При испытании двухполосок с очень разным сопротивлением к
двойным перегибам можно временно остановить прибор, не ожи¬
дая разрушения второго, более крепкого образца бумаги. В этом
случае первый разорвавшийся образец немедленно вынимают и
заменяют новым. Для этого после удаления разорвавшегося об¬
разца и перевода счетчика в нулевое положение нажимают кноп-
ку 14 прерывателя, который приостанавливает испытание. Затем
вкладывают новый образец бумаги, закрепляют его в зажимах,
создают нужное натяжение пружин, включают счетчик передви¬
жением рычага под втулкой к наружной стороне и включают при¬
бор наклонением ручки 13 влево.
ВИДЫ БУМАГИ, ПРИМЕНЯЕМОЙ В ПОЛИГРАФИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ, И ИХ ХАРАКТЕРИСТИКА
§ 28. КЛАССИФИКАЦИЯ БУМАГИ
Вырабатываемые в настоящее время бумага и картон по ос¬
новному назначению (ГОСТ 2754—44) разделяются на 17 кда-
сов, из числа которых для полиграфической промышленности
имеют значение следующие:
А — печатная бумага;
Б— писчая и чертежно-рисовальная бумага;
В — техническая и переплетная бумага;
Г — этикеточная и оберточно-упаковочная бумага.
Бумага каждого класса подразделяется на группы в зависи¬
мости от назначения; бумага каждой группы в свою очередь раз¬
деляется на виды (марки) в зависимости от свойств и от состава
(композиции). Так, класс печатной бумаги разделяется на не¬
сколько групп: газетная, книжно-журнальная, картографиче¬
ская, мелованная и другие. В зависимости от способа печатания,
для которого предназначается бумага, она делится на типограф¬
скую, офсетную, литографскую, для глубокой печати, фототип-
ную и для анилиновой печати.
7*
84
Полиграфические материалы
§ 29. ГАЗЕТНАЯ ПЕЧАТНАЯ БУМАГА
Газетная бумага (ГОСТ 6445—53) изготовляется из древесной
массы с добавлением 20—25% сульфитной небеленой целлюлозы
для придания бумаге соответствующей механической прочности,
необходимой главным образом для возможтюсти выработки бу¬
маги на бумагоделательной машине и для последующего печата¬
ния на ней на быстроходных ротационных машинах. Вес 1 м2 га¬
зетной бумаги составляет 50—52 г, объемный вес равен 0,56.
Газетная бумага не проклеивается, так как от нее не требует¬
ся повышенная влагоустойчивость. Нужно отметить, что эта бу¬
мага имеет некоторую, очень незначительную «естественную»
проклейку, образующуюся за счет смолы, содержащейся в древе¬
сине и осаждающейся на волокне действием сернокислого гли¬
нозема.
В процессе печатания газет на быстроходных ротационных
машинах от бумаги требуется повышенная способность впиты¬
вать печатные краски для быстрого закрепления оттисков. Газет¬
ная краска закрепляется на бумаге вследствие впитывания отно¬
сительно жидких составных частей краски порами и капиллярами
бумаги и образования на бумаге прочной пленки, состоящей в
основном из сажи и смолистых веществ краски. Большая впи¬
тывающая способность придается газетной бумаге ее изготовле¬
нием из древесной массы и значительной пористостью. Газетная
бумага вырабатывается машинной гладкости, т. е. она не претер¬
певает большого уплотнения и сохраняет пористость, получен¬
ную на бумагоделательной машине.
Газетная бумага тем лучше, чем больше ее гладкость и чем
меньше ее объемный вес. Такая бумага имеет хорошую пластич¬
ность, хорошо воспринимает краску, причем закрепление краски
идет быстро и полно.
В целях улучшения печатных свойств и гладкости в состав
газетной бумаги может вводиться наполнитель — каолин, напри¬
мер в количестве 5—8%. В соответствии с этим должна повы¬
шаться и допустимая зольность бумаги. Введение большого
количества наполнителя нецелесообразно, так как это будет пони¬
жать прочность бумаги, которая особенно необходима при ро¬
тационном печатании. Своеобразный наполнитель газетной бума¬
ги— это мельчайшие древесные волокна в виде так называемой
древесной муки, образующиеся при истирании древесной массы.
Газетная бумага вырабатывается двух марок, различающихся
в основном гладкостью: марка А с гладкостью (средней по лице¬
вой и оборотной сторонам) не менее 35 сек. и марка Б с глад¬
костью не менее 25 сек.
Газетная бумага должна иметь равномерную толщину и плот¬
ность по всему полотну рулона. На поверхности бумаги не
Раздел первый. Бумага и картон
85
допускаются посторонние включения: песчинки, шлифующие по¬
верхность печатной формы, крупные соринк.и и т. п.
Газетная бумага выпускается рулонами и в листовом виде.
Применяется для печатания газет и массовых брошюр, рассчи¬
танных на непродолжительное время пользования.
§ 30. ТИПОГРАФСКАЯ БУМАГА
Типографская бумага изготавливается из сульфитной (беле¬
ной или небеленой) целлюлозы и древесной массы. Все виды и
марки типографской бумаги содержат наполнитель—каолин—и
проклеены канифольным клеем.
Стандартная композиция бумаги обозначается номерами
(табл. 3), соответствующими торговому номеру стандартной ти¬
пографской бумаги.
Офсетная бумага и бумага для глубокой печати соответствую¬
щих номеров вырабатывается в точности по такой же компози¬
ции, как и типографская бумага. Поэтому разница в свойствах
между бумагой для различных способов печатания заключается
не в композиции, а в наполнении, степени проклейки и особенно
в способе изготовления. Так, если хорошо откаландрировать вы¬
сокозольную типографскую бумагу, то она по свойствам превра¬
щается в бумагу для глубокой печати.
Таблица 3
Стандартная композиция типографской бумаги (в %)
Наименование волокна
Бумага
N° 1
N° 1—Б |
N° 2
№ 3
Целлюлоза сульфитная еловая беленая,
не менее
100
80
50
Целлюлоза сульфитная еловая небеле¬
ная, не менее
_
_
35
Древесная масса еловая белая,
не более
—
20
50
65
Разные виды типографской бумаги могут быть глазированны¬
ми или матовыми (машинной гладкости) в зависимости от их
состава и назначения. Типографская бумага, предназначенная
для иллюстрационного печатания с тонкосетчатых клише (в 48 ли¬
ний на см и выше), должна иметь очень ровную поверхность,
чтобы на оттиске были отпечатаны полностью все мельчайшие пе¬
чатающие элементы; кроме того, печатание ведется тонкими слоя¬
ми краски при не очень сильном давлении печатного цилиндра,
иначе клише может быть раздавлено. Для текстовых и штрихо¬
вых работ возможно применение типографской бумаги ограни¬
Полиграфические материалы
ченной гладкости, в особенности если эта бумага содержит дре¬
весную массу. Непрозрачность типографской бумаги очень важна
потому, что типографское печатание производится на обеих сто¬
ронах бумаги с применением интенсивно-черных красок. Для по¬
вышения гладкости поверхности, улучшения пластичности, а
также для уменьшения степени прозрачности типографскую бу¬
магу изготовляют с довольно большим содержанием 'наполните¬
ля — каолина (более 10—15%).
Большое значение для типографской бумаги, предназначен¬
ной для ротационного печатания, имеет впитывающая способ¬
ность; это объясняется тем, что многие ротационные краски зак¬
репляются пленкообразованием за счет избирательного впитыва¬
ния связующего вещества этих красок.
Специальные виды типографской бумаги, предназначенной
для иллюстрационного ротационного печатания (например, на
ротационных машинах с листовым накладом) быстрозакрепляю-
щимися красками, содержат более 19—23% каолина, что делает¬
ся с целью, во-первых, придать бумаге наивысшую гладкость по¬
верхности, по качеству приближающуюся к поверхности мелован¬
ной бумаги, и, во-вторых, для придания бумаге капиллярности,
необходимой для быстрого избирательного впитывания части свя¬
зующего вещества и связанного с этим пленкообразования крас¬
ки на оттиске. Типографская бумага имеет ограниченную прок¬
лейку канифольным клеем (не более 0,5 мм)9 ввиду того что в
процессе типографского печатания и дальнейшей обработки от¬
тисков не происходит ее соприкосновения с влажными поверхнос¬
тями, как, например, это имеет место в офсете.
Гладкость типографской глазированной бумаги №1 в 200 сек.
является минимальной, так как, например, для высококачествен¬
ного печатания текста с тоновыми иллюстрациями при растре в
48 линий на см обязательно применение бумаги с гладкостью бо¬
лее 200 сек.
Типографская чисто целлюлозная бумага № 1 всегда будет
более прозрачная и более жесткая, чем типографская бумага
№ 2, состоящая из целлюлозы и древесной массы.
Бумага типографская (ГОСТ*9095—59) в зависимости от ком¬
позиции и назначения выпускается следующих номеров и марок:
Бумага № 1 марки А предназначается для печатания иллюст¬
рированных журналов, учебников для высшей школы, научно¬
политической и научно-технической литературы, а также подпис¬
ных изданий. Бумага № 1-А отличается высокой степенью белиз¬
ны, хорошей светопрочностью и долговечностью.
Бумага № 1 марки Б имеет назначение, аналогичное бумаге
№ 1-А. 20% древесной массы вводится в композицию с целью
улучшения печатных свойств бумаги № 1-Б (непрозрачность,
пластичность, хорошее восприятие краски) и для экономии цел¬
Раздел первый. Бумага и картон
87
люлозного волокна. Несколько пониженная светопрочность и
долговечность бумаги № 1-Б из-за наличия древесной массы не
позволяет применять эту бумагу для таких изданий, как, напри¬
мер, Большая советская энциклопедия и других, рассчитакных на
длительное использование.
Бумага № 1 марки В предназначена специально для иллюст¬
рационного ротационного печатания. Она может быть использо¬
вана во всех других случаях, когда требуется высокое качество
печати, так как имеет высокую зольность и повышенную глад¬
кость поверхности.
Все марки типографской бумаги № 1 выпускаются весом
1 ж2 —60 и 70 г.
Бумага № 2 марки А предназначается для печатания попу¬
лярной, художественной и пропагандистской литературы, техни¬
ческой литературы и учебников, не рассчитанных на длительный
срок пользования. Бумага № 2 марки А выпускается весом
1 ж2 —65 г.
Бумага № 2 марки Б предназначена специально для иллюст¬
рационного ротационного печатания. Она может быть использо¬
вана -и во всех других случаях применения бумаги № 2, когда
требуется высокое качество печати, так как бумага № 2-Б имеет
высокую зольность и гладкость поверхности. Бумага № 2 мар¬
ки Б выпускается весом 1 м2 — 70 г.
Бумага № 3 предназначена для печатания популярной мас¬
совой политической и художественной литературы, а также для
различного рода эпизодических массовых изданий.
Технические показатели бумаги для типографской печати при¬
водятся в табл. 4.
Бумага должна обладать хорошим восприятием печатных кра¬
сок, иметь прочную поверхность и не должна пылить. Просвет
бумаги должен быть ровным и должен соответствовать образцу,
утвержденному потребителем и поставщиком. Бумага по оттенку
и допустимым отклонениям по нему должна соответствовать
образцам, утвержденным потребителем и поставщиком.
§ 31. ОФСЕТНАЯ БУМАГА
Как уже указывалось, для .рядовой печати офсетным спосо¬
бом можно применять офсетную бумагу ограниченной гладкости,
например не менее 30 сек. для бумаги № 1 марки А, но обяза¬
тельно однородную и с мелкозернистой поверхностью. Для четы¬
рехкрасочного печатания и тонких офсетных работ бумага долж¬
на быть более ровной, например с гладкостью 40—100 сек. Совер¬
шенно недопустимо применение в офсете пылящей бумаги, так
как бумажная пыль сильно загрязняет офсетные резиновые плас¬
тины и снижает качество печати. Поверхность офсетной бумаги
3
£
к о
ω о
Е LO
(UON
2
N
ю
О
О
*9*
X
О.
и
О
с
«
ч
Ч
а
S
>»
VO
S
ч
а>
н
X
η
X
ж
О
С
S
X
X
<υ
к
KJ
о
со
00
см
о
О
I
I
ь
00
1
о
1
оо
2
со
ю
о
и
н
о
о
о
ю
2
ж
ж
ξ 1
<N -Н
с-
<ι3 о
X ю
(D О СО
?“©
>,
С
ю
о
о
о
ч
о
о
о
ю
N.
(D
—1 CN
CN -Н
о
со
75
см О
ю
о
О
*
1
о
1
05 О
сГ
ю
со
к
о
ь
§ 1
см
+1
о-
О
CD
CD
со
ж
70
CD
X о
% 2
мене
15
3,80
0,5
350
о
>,
с
о
о о
о о
05 ОО
см
+1
IN-
CD
CD
ч
Ж
Ж
<D
CD
(D
70
<D
S о
S со
CD
Ж О
iLiON
s~o
0,5
о
ю
со
Ж
О О
О О
05 ОО
см
— <М
-н
N.
CD
CD ^
Ж
Ж
CD
о
оо
CD
X О
<D Ю
2 см
CD
Ж
более
23
0,90
0,5
150
О О
О О
05 Г-
со
+1
N-
о
оо
О
00
1
О
Ч1
более
23
0,75
0,5
150
1900
1700
со
— см
-Н
N-
О
см
05
ю
о
О
I
ю
см
1
00
о"
о~
см
О О
о о
о оо
СМ —'
со -Н
к
о
СО
ю
75
00
СМ
ю
ю
о
о
ь
1
ί
оо
Ν-
о
LO
см
W
о
о
2
со
—<
ж о
О о
S см
CD ^
-23
о
05
ю
о
ю
оо
о"
о"
>>
С
о
ч
ю
ю
о
Ν-
ю
о
О
9S
о
X
X
О
*Х
О
ж
CJ
U3
§ а.
|е
« о
и,
О
Ж
Ж
ч
о
го
ЭХ
3
ж
S
CD
*0
\о
о
ч
о
\о
ч
ж
о
Си
с
о о
— <м
о о
о оо
со
■н
см —
N-
о о
о о
— 05
ч*
м
СМ —'
IN
о о
— <М
о о
—. 05
■н
см —
N
о (D
ж
CD .
с ж
о
ж
ю
■
X с
ЭЖ ж
о G
2
о
ж
ж
<d
сж
CD
ii
\о
cN
о
ж
*
ж
ч
03
Раздел первый. Бумага и картон
должна быть прочной, Чтобы не было выщипывания волоконец
бумаги краской при ее переходе с поверхности резиновой пласти¬
ны. Офсетная бумага хорошо проклеивается канифольным клеем,'
а иногда дополнительно и крахмалом. Однако офсетная бумага
наивысшего качества, например картографическая, получается
с применением в качестве проклейки меламино-альдегидной смо¬
лы вместе с канифолью. Высокая степень проклейки офсетной'
бумаги (0,75—1,25 мм и выше) необходима для ограничения впи¬
тывания воды, применяемой при увлажнении офсетной формы,
и для уменьшения деформации бумаги. Некоторая жесткость оф¬
сетной бумаги не имеет значения, так как изображение перено¬
сится на‘ бумагу с упруго-эластичной резины. Впитывающая спо¬
собность бумаги может быть ограниченной, если применяются
офс-етные краски, закрепляющиеся на бумаге преимущественно
пленкообразованием в результате окислительной полимеризации
связующего вещества. Однако при применении красок, быстро
закрепляющихся вследствие избирательного впитывания связую¬
щего вещества, офсетная бумага, естественно, должна хорошо
впитывать печатные краски, что и достигается путем увеличения
капиллярности бумаги в результате содержания в бумаге боль¬
шого количества наполнителя — каолина.
Литографская бумага, применяемая в настоящее время для
художественной автолитографии, является одним из видов высо¬
когладкой офсетной бумаги, например с гладкостью 160—200 сек.
Таким образом, если хорошо откаландрировать офсетную бума¬
гу, то она превращается в литографскую.
Бумага офсетная (ГОСТ 9094—59) в зависимости от,компози¬
ции и назначения выпускается следующих номеров й марок. По
композиции номера офсетной бумаги точно соответствуют номе¬
рам типографской бумаги, указанным в табл. 3, с той лишь раз¬
ницей, что офсетная бумага № 1 марки Б вырабатывается из
100% сульфитной беленой целлюлозы.
Бумага № 1 марки А предназначается для массовых иллюст¬
рационных однокрасочных и многокрасочных работ. Вырабаты¬
вается весом 1 м2 — 90, 100, 120, 140, 160, 200, 220 и 240 г.
Бумага № 1 марки Б предназначается для печатания текста
вместе с тоновыми иллюстрациями, в книжно-журнальных изда¬
ниях. Вырабатывается весом 1 м2 — 70 и 80 г.
Бумага № 1 марки В предназначается для печатания быстро-
закрепляющимися красками четырехкрасочных и других цветных
художественных репродукций на многокрасочных машинах и на
ролевой бумаге. Выпускается весом 1 м2 — 80, 90, 100 и 120 г.
Бумага № 1 марки Г предназначена для печатания быстроза-
крепляющимися красками четырехкрасочных и других цветных
художественных репродукций на листовых офсетных машинах.
Вырабатывается весом 1 м2— 100, 120, 140 и 160 г. ·
б Заказ № 443
во
Полиграфические материалы
Бумага № 2 марки А предназначена для печатания массовых
иллюстрированных журналов, а также для печатания продукции
кратковременного пользования (кроме плакатов). Выпускается
весом 1 м2— 70, 80, 90, 100 и 120 г.
Бумага № 2 марки Б предназначена для таких же целей, что
и бумага № 2 марки 1, и, кроме того, для изготовления беловых
товаров. Выпускается весом 1 м2—80 и 100 г.
Технические показатели бумаги для офсетной печати приво¬
дятся в табл. 5.
Таблица 5
Технические показатели бумаги для офсетной печати (ГОСТ 9904—59)
Наименование показателя
Бумага № 1
Бумага № 2
А
Б
в
Г
А
1 Б
Белизна в % белого, не
менее
80
80
80
80
70
70
Гладкость (по лицевой и
сеточной сторонам),
в сек
не ме¬
не ме¬
40-120
60—200
не менее
не ме¬
Зольность в %, не менее
нее 30
10
нее 40
15
15
15
20
10
нее 80
10
Объемный вес в г/сж3,
не менее
0,75
0,75
0,80
0,90
0,65
0,70
Проклейка в мм, не менее
1,25
0,75
1,25
1,25
1,25
1,25
Сорность (число соринок
размером от 0,5 до 2 мм
в наибольшем направ¬
лении на 1 м2), не более
125
150
150
150
350
350
Соринки размером более
2,0 мм
не допускаются
не допускаются
Разрывная длина (в сред¬
нем по двум направле¬
ниям) в ж, не менее .
2400
2200
2200
2200
2100
2100
Излом — число двойных
перегибов в поперечном
направлении, не менее
5
4
4
4
3
3
Деформация в % после
намокания, не более:
а) в продольном на¬
правлении . . .
+0,5
+0,5
+0,5
+0,5
+0,5
б) в поперечном на¬
правлении ....
+2,5
+2,5
+2,5
+2,5
+2 5
Влажность в % ....
5,5—7
5,5—7
5,5—7
5,5—7
5,5—7
5,5—7
Примечания: 1. По специальному заказу потребителей допускается
выпуск офсетной бумаги № 1 марки А с гладкостью не
менее 10 сек.
2. Для печати литографским способом бумага № 1 мо¬
жет выпускаться с гладкостью не менее 160 сек и
объемным весом не менее 0,9.
Раздел первый. Бумага и картон
91
Просвет офсетной бумаги должен быть ровным и соответство¬
вать образцу, утвержденному потребителем и поставщиком. По¬
верхность бумаги должна быть прочной и не выщипываться
красками в процессе офсетного печатания, а также не пылить и
не иметь волнистости. Бумага по оттенку и допускаемым откло¬
нениям по нему должна соответствовать образцам, утвержденным
поставщиком и потребителем.
§ 32. БУМАГА ДЛЯ ГЛУБОКОЙ ПЕЧАТИ
Бумага для глубокой печати должна иметь очень гладкую
поверхность, быть достаточно пластичной и хорошо восприни¬
мать краску из углублений печатной формы, иметь прочную по¬
верхность и не пылить в процессе печатания. Кроме того·, эта
бумага должна быть совершенно непрозрачной, так как жидкая
краска глубокой печати довольно глубоко впитывается в бумагу.
Хорошие печатные свойства бумаги глубокой печати достигаются
тщательной разработкой волокна и введением большого количе¬
ства наполнителя (18% и более) и усиленным каландрированием.
Бумага для глубокой печати должка быстро извлекать краску
из углублений печатной формы. Для четкого воспроизведения
контуров мелких деталей печатной формы бумага для глубокой
печати должна быть очень однородной и иметь очень ровный
просвет, отсутствие облачности, сорность должна быть минималь¬
ной, толщина равномерной и иметь, как уже указывалось, макси¬
мально гладкую поверхность. Поэтому в состав бумаги вводится
большое количество наполнителя — каолина, применяется хоро¬
ший тонкий размол массы, хорошая сортировка и максимальная
глазировка. При печатании бумага должна вдавливаться в углуб¬
ления печатной формы, чтобы впитывать в себя краску, поэтому
должна обладать пластичностью («мягкостью»). Поверхность
печатной формы не должна подвергаться царапанию крупными
частицами наполнителя. Поверхность бумаги должна быть проч¬
ной, гладкой, не отделяющей волокон и пыли.
По композиции номера и марки бумаги для глубокой печати
точно соответствуют номерам типографской бумаги, указанным в
табл. 3, с той лишь разницей, что бумага № 1 марки Б выраба¬
тывается из 100%-ной сульфитной беленой целлюлозы.
Бумага для глубокой печати (ГОСТ 9168 — 59) в зависимости
от композиции и назначения выпускается следующих номеров и
марок.
Бумага № 1 марки А предназначена для массовых иллюстри¬
рованных высокохудожественных изданий, например для печата¬
ния журнала «Огонек» и др., различного рода иллюстраций,
вклеек и проч. Выпускается весом 1 м2 — 70, 80, 90, 100, ПО и
120 г.
()1
92
Полиграфические материалы
- Бумага № 1· марки Б предназначается для печатания худо¬
жественной изобразительной продукции, главным образом для
печатания художественных открыток. По этой причине эта марка,
бумаги имеет проклейку не менее 1 мм. Выпускается весом
1 ж2 —200 и 220 г.
Бумага № 2 предназначается главным образом для печати-,
ния массовых иллюстрированных . журналов,, таких, напри¬
мер, как «Физкультура и спорт», а также для печатания иллюст¬
рированных газеТ. Выпускается весом 1 м2 — 70, 80 и 90 г.
Технические.показатели бумаги для глубокой' печати приведе¬
ны В табл. 6. ; ;;
. Бумага , для-.глубокой печати должна обладать хорошим вос-:
приятием печатной краски, иметь прочную, поверхность, не дол¬
жна пылцть -икце должна забивать печатную форму. Просвет бу-'
маги; должец-быть р.овным и должен соответствовать образцу,
утвержденному потребителем и поставщиком. Бумага по оттен-’
ку. и допуета:Мьщ\отклоненияМ‘ по нему должна соответствовать
образцамгугге.ержденным потребителем и поставщиком бумаги.
ГХо согласованию сторон допускается выработка бумаги для глу¬
бокой, печати'различных оттен-ков: кремовых, желтоватых, голу¬
бых, синрващхг и цроч -
о ’ :.bf · · ':х- . *. ·- « Таблица в
Технически# Показатели бумаги для глубокой печати (ГОСТ 9168—59)
' Наименование; показателя ,
- - / njy.r.-.'i. Μ·_ г >■ ; '
Ns 1
№ 2
Белизна;д"%‘^бф10г0г не менее.... , .
РЙадкЬсты (1кУ - лицёвЪй ' ir 'сеточной
"сторонам}· в сек.^ не менее . .
"Зольность' в; % ,;.Н£-: менее . .
Объемный вес в г/см3, не менее
Пр^кдейка, в^ ..... . ....
‘ 80 ,
250
: 20 .
0,95
0,25—0,75
‘ 80 . /
200
18
0,90
не менее
T
70
150
18
, 0,80 ...
0.,Я5—0,75
ВйитыВаемостъ* ’ксилола в : сек., не
-более . ... . . . :. . . , . .
Сорность (число соринок . размером от
.0,5 до,2,0.в наибольшем на¬
правлении на 1 "'м*), не более . . .
Сбрйнки размером более 2,0 мм . .
Разрывная длина (в среднем по двум
.направлениям) в м, не менее:
а) ролевой
б) листовой
Излом — число ' двойных перегибов
в поперечном направлении, не менее
Влажность, в %
45
150
1900
1700
5
7—2
45
1600
8
7±\
30
350
1800
1600
2
ίΑ
150
не допускаются
Раздел первый. Бумага и картон
93
§ 33. ПЕЧАТНАЯ ТОНКАЯ СЛОВАРНАЯ БУМАГА
Печатная тонкая словарная бумага («бибельдрук») пред¬
назначена для печатания типографским и офсетным способами
малоформатных и карманных справочников и словарей. Приме¬
нение тонкой печатной бумаги дает возможность помещать боль¬
шое количество текста в книге сравнительно небольшого формата
и объема.
Типографская тонкая бумага (ГОСТ 7317—55) выпускается
двух марок: бумага марки А изготовляется из 100%-ной беленой
сульфитной целлюлозы, бумага марки Б содержит не менее80%
беленой сульфитной целлюлозы, остальное — древесная белая
масса. Вес 1 м2 бумаги 40 и 50 г. Гладкость тонкой лощеной бу¬
маги не менее 100 сек., матовой — не менее 40 сёк.; содержание
наполнителя — зольность не менее 20%. Чтобы удержать такое
большое количество наполнителя и повысить прочность бумаги,
волокна целлюлозу значительно фибриллируются, бумажная
масса проклеивается канифольным клеем (около 0,5 мм для ти¬
пографской и не менее 1 мм для офсетной). Тонкая словарная
типографская бумага выпускается -с хорошей отделкой поверх¬
ности.
В целях повышения механической прочности тонкой печатной
бумаги в ее состав иногда вводят 25—30% тряпичной льняной
полумассы или беленой сульфатной целлюлозы.
§ 34. КАРТОГРАФИЧЕСКАЯ БУМАГА
Картографическая бумага (ГОСТ 1339—54) предназначается
для печатания офсетным или литографским способом гидрогра¬
фических (морских), топографических и географических карт и
атласов. К картографической бумаге предъявляются как обще¬
полиграфические, так и специфические требования, вытекающие
из особенностей картоиздательского производства и условий при¬
менения карт. Таким образом, картографическая бумага должна
иметь: а) высокую степень белизны, без какого-либо дополнитель¬
ного оттенка; б) однородную гладкую сомкнутую поверхность;
в) повышенную механическую прочность к истиранию и фаль¬
цовке, в частности к многократному нанесению карандашных ли¬
ний и их стиранию резинкой; г) прочность к атмосферным воз¬
действиям; д) минимальную и равномерную деформацию, что
сохраняет масштабы карт в различных условиях ее использова¬
ния и точное совпадение красок в процессе печатания карт;
е) минимальную сорность — соринки величиной более 1,5 мм
вообще недопустимы, так как они могут быть ошибочно приняты
за различные географические и топографические знаки; ж) очень
хорошую светопрочность.
94
Полиграфические материалы
Картографическая бумага изготовляется из беленой сульфит¬
ной целлюлозы и тряпичной льняной полумассы (табл. 7), имеет
проклейку канифолью не менее 1,75 мм, т. е. гораздо большую,
чем офсетная бумага.
Таблица 7
Показатели качества картографической бумаги
Показатели
Марка А
ДА арка В
ААарка В
Композиция (в %):
а) беленая льняная тряпичная
полумасса, не менее ....
30
50
—
б) сульфитная беленая целлюло¬
за, не более
70
50
100
Вес 1 м2
160
70; 100; 120
70; 80; 100;
120; 140; 160
Гладкость (в сек.) средняя, не менее:
а) бумага машинной гладкости .
—
30
30
б) бумага каландрированная . . .
90
90
90
Сорность (соринок размером 0,25
1,5 мм в 1 ж2), не более ....
со
о
о
350
350
§ 35. МЕЛОВАННАЯ БУМАГА
Мелованной бумагой называется бумага с очень гладкой и
ровной поверхностью, получаемая путем нанесения на бумагу-
основу с одной или с обеих сторон суспензии (или, иначе, состава
для мелования), состоящей в основном из белых пигментов и
пленкообразующих веществ. В качестве пигментов чаще всего
применяют сернокислый барий (бланфикс) в смеси с каолином
(белой глиной). Наиболее распространенным в настоящее время
пленкообразующим веществом является казеин или желатин.
Казеин или желатин растворяют в воде (при растворении казеи¬
на требуется добавление щелочйой добавки, например буры,
аммиачной воды и проч.) и смешивают с влажными пастами
сернокислого бария и каолина. Кроме этих главных составных
частей, состав для мелования может содержать консервирующие
вещества — антисептики (фенол и др.), дубители (алюминиево¬
калиевые квасцы, формалин), повышающие водоустойчивость
мелованного слоя, смачиватели (некаль и др.), пеногасители
(цельное молоко, спирт терпинеол), вещества, повышающие глян¬
цевитость после каландрирования (восковые составы) и прочие
добавки, корректирующие свойства суспензии для мелования
и качество мелованной бумаги. Полученная таким образом су¬
Раздел первый. Бумага я харто!
ί
Рис. 35. Схема устройства бумагокрасильной
машины:
спензия наносится на поверхность бумаги-основы посредством
бумагокрасильных машин (рис. 35), имеющих щеточное устрой¬
ство для разравнивания суспензии на поверхности бумаги-осно¬
вы. После этого бумага-основа с нанесенным на ее поверхность
влажным мелованным слоем поступает в сушильную камеру фе¬
стонного типа, т. е. такую, в которой на скалках транспортера
бумага высушивается в виде больших петель. После высушива¬
ния бумага каландри¬
руется, разрезается на
форматы и сортиру¬
ется.
В процессе мелова¬
ния на поверхность бу¬
маги-основы наносится
мелованный слой ве¬
сом 20 г/м2 (из расчета
абсолютно сухого ве¬
щества) на одну или
на каждую из сторон.
Иногда бумагу-основу
лт1ГЛ 7 — бумага-основа; 2 — правильный валик; 3 — кра-
ПОДВерГаЮТ двукратно- сильная ванна; 4—наносной валик; 5—прижимной
Му меЛОВаНИЮ ЧТО СПО- взлик; 6 — щеточное устройство для нанесения мело-
3 ’ ванного состава; 7 — цилиндр красильной машины;
СОбСТВуеТ ПОВЫШеНИЮ 8 — транспортеры; 9 — фестонное сушильное устрой-
качества мелованной ство'
бумаги (повышается
гладкость, белизна, однородность поверхности). В этом случае
мелованный слой последовательно наносится на бумагу-основу за
два приема, т. е. двукратным пропуском через бумагокрасильную
машину, причем каждый раз наносится мелованный слой весом
около 15 г/м2 из расчета содержания абсолютно-сухих веществ.
Мелованная бумага предназначается для печатания иллюст¬
рационных работ (репродукции, открытки, иллюстрированные
журналы, обложки, проспекты, альбомы и проч.) типографским
и офсетным способами.
К качеству мелованной бумаги вне зависимости от способа
печатания, для которого она предназначается, предъявляется ряд
общих требований:
1) возможно большая белизна; в некоторых случаях, глав¬
ным образом для печатания проспектов и рекламной продукции,
допускается наличие того или иного оттенка;
2) гладкая, ровная, сомкнутая поверхность, без раковин,
мельчайших складок, следов пузырьков пены от мелования, за¬
лощенных полос от каландрирования и других недостатков;
3) оптимальная впитывающая способность, а в некоторых
случаях — полное отсутствие способности впитывать краски;
4) достаточная эластичность покровного мелованного слоя.
96
Полиграфические материалы
который должен прочно соединяться с бумагой-основой и не
выкрашиваться и не выщипываться красками в процессе печа¬
тания;
5) однородное строение и однородная толщина.
Типографская мелованная бумага (ГОСТ 5438—58) выраба¬
тывается трех марок: А, Б и В.
Бумага марки А должна изготавливаться на бумаге-основе из
100%-ной беленой сульфитной целлюлозы; бумага марки Б — на
бумаге-основе с примесью в композиции 20% беленой древесной
массы, а бумага марки В — на бумаге-основе с 50% древесной
массы, и остальное беленая сульфитная целлюлоза.
Бумага марок А и Б выпускается с односторонним и двусто¬
ронним крашением. Бумага марки В имеет двустороннее кра¬
шение.
Мелованная бумага выпускается в листовом виде с размера¬
ми по ширине листа: 30, 35, 60, 70 и 84 см. Для печатания изобра¬
зительной продукции устанавливаются дополнительные размеры
бумаги по ширине листа в 62 и 72 см. Длина листа определяется
соглашением между поставщиком и потребителем бумаги.
Односторонне мелованная бумага марки А выпускается ве¬
сом 100 и 120 г/м2 и гладкостью не менее 600 сек.
Двусторонняя мелованная бумага марки А вырабатывается
весом 100, 120 и 140 г/м2 и гладкостью не менее 700 сек.
Двусторонне мелованная бумага марки А весом 240 г/м2 име¬
ет гладкость не менее 400 сек.
Степень белизны бумаги марки А не менее 80% белого, допу¬
стимая, сорность (число соринок размером от 0,5 до 1 мм на 1 м2
бумаги) не более 100; соринки размером более 1 мм не допуска¬
ются.
Мелованная бумага марки А весом 100, 120 и 140 г/м2 пред¬
назначается для печатания художественных многокрасочных
репродукций, портретов, художественных альбомов и прочих из¬
даний, к качеству которых предъявляются особо высокие тре¬
бования. Бумага весом 240 г/м2 предназначается для печатания
художественных открыток и для обложечных работ.
Односторонне и двусторонне ' мелованная бумага марки Б
выпускается весом 100 и 120 г/м2 и гладкостью не менее 400 сек.
Степень белизны бумаги марки Б не менее 78% белого; допусти¬
мая сорность (число соринок размером от 0,5 до 1 мм на 1 м2 бу¬
маги) не более 150; соринки размером более 1 мм не допу¬
скаются.
Мелованная бумага марки Б предназначается для печатания
иллюстрированных журналов, книг, проспектов, художественных
однокрасочных и цветных репродукций.
Двусторонне мелованная бумага марки В выпускается весом
100 г/м2 и гладкостью не менее 400 сек. Степень белизны бумаги
Раздел первый. Бумага и картон
97
марки В не менее 75% белого; допустимая сорность (число со¬
ринок размером от 0,5 до 1 мм на 1 м2 бумаги) не более 250; со¬
ринки размером более 1 мм не допускаются.
Двусторонне мелованная бумага марки Б предназначена для
печатания массовых иллюстрированных журналов и книг.
Офсетная мелованная бумага имеет повышенную водоустой¬
чивость мелованного слоя, что достигается или введениехМ в со¬
став для мелования различного рода дубителей, или увлажне¬
нием поверхности мелованной бумаги после ее сушки (перед
каландрированием) раствором формальдегида (формалина).
Бумага должна иметь очень однородную поверхность с гладко¬
стью в пределе 250—350 сек.
Для мелованной типографской и офсетной бумаги характер¬
ны не только высокая степень гладкости, белизны, но и микропо¬
ристость ее структуры, ее высокая капиллярность.
' Говоря о пористости, нужно учитывать различный характер
ее у мелованной и немелованной бумаги. У немелованной бумаги
размер пор приблизительно равен диаметру целлюлозного во¬
локна (около 20—25 микронов).
Размер пор мелованной бумаги примерно в 25 раз меньше
пор немелованной бумаги, но число пор в 500—100 раз больше.
Поэтому капиллярность мелованной бумаги, или сила всасыва¬
ния печатных красок, у мелованной бумаги гораздо сильнее. Та¬
ким образом, капиллярность (микропористость) мелованной бу¬
маги позволяет производить на ней печатание красками, быстро
закрепляющимися вследствие избирательного впитывания, т. е.
отфильтровывания сравнительно низкомолекулярных маловяз¬
ких составных частей связующего вещества (подробнее о бы-
строзакрепляющихся красках см. в § 106 и 120). При печатании
на мелованной бумаге обычными красками, например изготов¬
ленными на однородно заполимеризованном льняном масле (на
натуральной олифе), повышенная капиллярность мелованной бу¬
маги затрудняет процесс закрепления красок, так как значитель¬
ная часть связующего вещества впитывается в бумагу, а пигмент
остается на поверхности незакрепленным и смазывается долгое
время даже при очень незначительном трении.
Благодаря гладкой и мелкопористой, капиллярной поверхно¬
сти мелованная бумага имеет способность впитывать или всасы¬
вать с поверхности резиновой офсетной пластины большее ко¬
личество воды, чем немелованная. Поэтому в офсетной печати
возможны неполадки вследствие скручивания мелованной бума¬
ги, несовпадения красок и замедленного их закрепления.
Мелованная офсетная бумага всегда имеет более гладкую по¬
верхность, чем немелованная, и более ' плотно прилегает к рези¬
новой офсетной пластине. Печатание на мелованной бумаге про¬
исходит сравнительно более тонкими слоями краски. Офсетная
Полиграфические материалы
мелованная бумага должна иметь повышенную прочность по¬
верхности к выщипыванию красками по сравнению с немелован¬
ной офсетной и типографской мелованной бумагой.
Большое значение для качества мелованной бумаги имеет од¬
нородное строение бумаги-основы, в частности ее достаточная
гладкость и равномерная структура. От этого зависят качество
отделки бумаги последующим каландрированием и равномер¬
ность восприятия мелованной бумагой печатной краски.
Для изготовления особо гладких и притом сравнительно тон¬
ких видов иллюстрационной бумаги лучше всего применять бу¬
магу-основу из вискозной целлюлозы. Лучшие виды мелован¬
ной бумаги 'получают с применением сатин-вейса, т. е. белого
пигмента, представляющего собой смесь алюмината кальция и
кристаллогидрата гипса состава АЬСазОб + ЗСаБОг^НгО, полу¬
чаемого из гашеной извести и сернокислого глинозема по схеме:
А12 (SO4)з i- 6 Са (ОН)2 -* А12 Са3Об + 3 CaS04-2 Н20+4Н20
Бумага, содержащая в составе мелованного слоя сатин-вейс,
имеет высокую степень белизны, глянцевитость и минимальную
впитывающую способность, поэтому печать на ней получается
яркая и глянцевитая, а острота растровой точки не нарушается
после закрепления краски.
Часто в состав мелованного слоя бумаги вводятся люмине-
сцирующие органические вещества, так называемые люминофо¬
ры (бланкофор и другие), которые, как уже указывалось, под
действием ультрафиолетовых лучей начинают светиться синим
или сине-фиолетовым светом и тем самым значительно усили¬
вают эффект белизны бумаги.
В новых видах мелованной бумаги, имеющих особо прочную,
белую и глянцевитую поверхность, в качестве пленкообразующих
веществ применяются синтетические полимеры в виде водных
дисперсий (например, дисперсия полиметилметакрилата) или
водных растворов (например, водный раствор меламиноальде¬
гидной смолы). Водные дисперсии наносятся на бумагу-основу
на обычных бумагокрасильных Машинах, для нанесения водных
растворов синтетических термореактивных смол (например, ме¬
ламино-альдегидных) требуется применение специальных бума¬
гокрасильных машин, у которых имеется гладкий металлический
обогреваемый изнутри паром сушильный цилиндр, к которому
бумага прижимается мелованным слоем, высушивается и одно¬
временно необратимо отвердевает, приобретая очень гладкую
глянцевитую поверхность.
Имеются и другие высокопроизводительные способы изготов¬
ления мелованной бумаги непосредственно на бумагоделательных
машинах. В этом случае состав для мелования наносится на еще
Раздел первый. Бумага и картон
99
влажный, только что сформировавшийся слой бумаги посред¬
ством валиков или опрыскиванием, затем бумага поступает в
сушильную часть бумагоделательной машины и каландрируется.
При таком способе работы отпадает необходимость обработки
бумаги на бумагокрасильных фабриках, что упрощает и удешев¬
ляет производство и позволяет получить довольно гонкую ме¬
лованную бумагу, пригодную главным образом для печатания
иллюстрированных журналов и книг.
Заменителем мелованной бумаги может служить хорошо
откаландрированная немелованная бумага, содержащая около
30% наполнителя — каолина.
§ 36. АФИШНАЯ И ДРУГИЕ ВИДЫ БУМАГИ,
ПРИМЕНЯЕМЫЕ В ПЕЧАТИ
Афишная бумага (ОСТ НКЛес 255) представляет собой спе¬
циальный вид цветной или белой печатной бумаги, предназна¬
ченной для печатания афиш, рекламы и тому подобной продук¬
ции типографским и лито-офсетным способами. Афишная бумага
может вырабатываться двусторонней и односторонней гладко¬
сти, причем последняя имеет шероховатую оборотную сторону,
что облегчает приклеивание афиш. Бумага изготовляется из дре¬
весной массы с добавлением 35% сульфитной небеленой целлю¬
лозы (по композиции соответствует печатной бумаге № 3). Вес
1 м2 афишной бумаги 40 г. Проклейка не менее 0,5 мм делает
возможным печатание на этой бумаге не только типографским,
но и офсетным способом, а также препятствует чрезмерному
намоканию афиш при наклейке и отчасти предохраняет отпеча¬
танные афиши от размокания в дождливую погоду.
Билетная бумага предназначена для печатания театральных,
трамвайных и других билетов. Эта бумага вырабатывается из
древесной массы (65%) и сульфитной небеленой целлюлозы
(35%): вес 1 м2 около 35 г; проклейка — 0,25 мм. Билетную бу¬
магу изготовляют односторонней гладкости и в массе окраши¬
вают в различные светлые цвета.
Нотопечатная бумага представляет собой особый вид высо¬
косортной бумаги, предназначенный для печатания нот. Она
должна иметь хорошую отделку поверхности с лоском не менее
13—15° по Кизеру, быть непрозрачной и бесшумной при перели¬
стывании нот. Непрозрачность бумаги составляет не менее 6—
10 листочков по Клемму, что зависит от толщины и зольности
бумаги. Бумага вырабатывается весом 1 м2—100—140 2 из целлю¬
лозы (желательно осиновой); высшие марки бумаги содержат
около 25% тряпичной хлопковой полумассы. Содержание напол¬
нителя составляет 15—18%. Проклейка около 1 мм.
100
ПолиграЛические материалы
Бумага для спичечных коробок (ГОСТ 1130—52) предназна¬
чена для печатания этикеток, наклеиваемых на спичечные ко¬
робки, но может быть использована и для печатания всевозмож¬
ных других этикеток. Вырабатывается односторонней гладкости,
окрашена в массе преимущественно в желтый цвет. Вырабаты¬
вается двух марок: Б — весом 1 м2 —60 г из беленой сульфит¬
ной целлюлозы с возможным добавлением до 20% беленой дре¬
весной массы и В — весом 1 м2—55 г из небеленой целлюлозы
и белой древесной массы. (Марка А вырабатывается синего
цвета для оклейки спичечных коробок.) Проклейка (обеих
марок) не менее 0,75 мм, зольность не менее 4, глад¬
кость лицевой стороны бумаги не менее 50 сек., скручиваемость
не допускается, влажность 1-2% . Бумага для печатания спичеч¬
ных этикеток выпускается в листовом и ролевом виде. В листо¬
вой бумаге не допускаются складки, морщины, просвечивающие
пятна и проколы, видимые невооруженным глазом в отраженном
свете, но в ролевой (бобинной) бумаге могут быть обнаружены
в процессе перемотки, как то: малозаметные складки, морщины,
надрывы, проколы и неразработанные пучки волокон. Вес поло¬
сок дефектной бумаги не должен превышать 3% от веса отобран¬
ной пробы.
Бумага пачечная (ГОСТ 6290—52) для упаковки папирос и
сигарет выпускается в листовом и ролевом виде весом 1 м2 —
160 и 190 г. Композиция бумаги содержит не более 60% сульфит¬
ной древесной целлюлозы, остальное древесная масса, волокна
макулатуры и Др. Бумага вырабатывается односторонней глад¬
кости с лоском поверхности не менее 10° по Кизеру или машин¬
ной гладкости. Цвет бумаги устанавливается соглашением сто¬
рон. Разрывная длина средняя по двум направлениям не менее
2000 м\ излом (число двойных перегибов) в среднем по двум
направлениям не менее 10; проклейка не менее 0,75 мм; золь¬
ность не менее 8%. Бумага предназначена в основном для печа¬
тания упаковки папирос и сигарет на специальных ротационных
печатно-высекальных автоматах с типографских форм через про¬
межуточный резиновый цилиндр (офсетный); может также при¬
меняться для печатания всевозможной упаковки (например,
кофе, детской муки и т. п.) офсетным, литографским и типограф¬
ским способами.
§ 37. ЖИРОНЕПРОНИЦАЕМАЯ БУМАГА
Жиронепроницаемая бумага — это пергамент растительный
и подпергамент.
Пергамент растительный (ГОСТ 1341—49) представляет со¬
бой жиронепроницаемую упаковочную бумагу, полученную пу¬
тем обработки непроклеенной бумаги-основы из хлопковой цел¬
Раздел первый. Бумага и- картон
101
люлозы серной кислотой с последующим выщелачиванием ее из¬
бытка и подсушкой бумаги. При непродолжительном действии
на целлюлозу крепкой серной кислоты образуется так называе¬
мый амилоид — плотное прозрачное вещество. Этим пользуются,
в технике для приготовления растительного пергамента..
Подпергамент (ГОСТ 1760—53)·—это малопроницаемая для1
жиров бумага; производят ее путем жирного размола целлюлоз¬
ной массы (без обработки серной кислотой); используется пре-.;
имущественно для упаковки пищевых продуктов.
Жиронепроницаемая бумага (растительный пергамент и под-,
пергамент) применяется для печатания всевозможных этикеток.
С крупными печатающими элементами ^штриховыми рисунками
типографским, литографским и офсетным способами или спеь;
собом глубокой печати. ,
Жиронепроницаемая бумага вырабатывается : в листовом И
ролевом виде весом 1 м2: растительный пергамент* 60-г-80 г, .под:;
пергамент — 40—60 г. Бумага должна быть без: надрывов, ilpo-
колов и других отверстий, видимых невооруженным.глазом/ · ,
Качество жиронепроницаемой * бумаги определяется прежде^
всего ее -жиронепроницаемостью': отсутствием просачивания 1
ного глицеринового раствора-красителя фуксин- у растительного
пергамента и допустимым просачиванием не более четырех то¬
чек у подпергамента. Прочность этой бумаги на излом 200—300]
двойных Перегибов, на продавливание не менее.0,5 кг; Сорность
бумаги должна быть минимальной, не более 100 соринок разме¬
ром 1—2 мм на 1 м2>
Кроме того; в растительном пергаменте нормируется содер-;
жание солей меди и железа,-а содержание* солей свинца; и мы¬
шьяка вовсе не допускается. _ .
§ 38. ПИСЧАЯ И ЧЕРТЕЖНО-РИСОВАЛЬНАЯ БУМАГА
Писчая бумага может быть белой или цветной. Белая писчая
бумага предназначается для письма чернилами, но может при¬
меняться для печатания рядовой продукции типографским и оф¬
сетным способами; цветная писчая бумага идет для изготовле¬
ния бланков, форм учетно-отчетной документации и т. д.
Тонкая писчая цветная бумага используется для печатания
телефонных книг, прейскурантов, всевозможных бланков и тому
подобной продукции способом типографской и офсетной печати.
Она часто применяется как форзацная.
Белая писчая бумага (ГОСТ 3331—55) вырабатывает¬
ся четырех номеров (марок): № 1,.№ 2 и № 3, композиция ко¬
торых полностью совпадает с композицией печатной бумаги
(см. § 30); писчая бумага № 0 состоит из 75% беленой сульфит¬
ной целлюлозы и 25% тряпичной полумассы. Проклейка бу¬
102
Полиграфические материалы
маги не менее 1 —1,25 мм, зольность не менее 6—7%;* Поверх¬
ность бумаги должна быть ровной, без складок, морщин, бугор¬
ков, залощенных и матовых полос, просвечивающих пятен, на¬
дрывов и пр. Сорность писчей бумаги (число соринок о г 0,5 до
2,5 мм) не более: для бумаги № 0, №1 — 125, для бумаги №2—
200 и для бумаги № 3 — 300. Бумага № 1 выпускается весом
1 м2 — 60, 70 и 80 г; бумага № 0 — 80 г; бумага № 2 и № 3 —
60—65 г.
Бумага писчая цветная (ГОСТ 6861—54) вырабаты¬
вается двух марок: марка А из 100% сульфитной беленой цел¬
люлозы и марка Б, состав которой не нормируется. Вес 1 м2 бу¬
маги марки А — 60, 80 и 130 г; бумаги марки Б — 45, 60, 80 и
130 г. Проклейка не менее 1,25 мм. Гладкость бумаги марки А—
не менее 100 сек., бумаги марки Б — не менее 80 сек. Зольность
бумаги не менее 7%. Сорность (число соринок от 0,5 до 2 мм)
не более: для бумаги марки А — 200, для бумаги марки Б — 400.
Бумага чертежная (ГОСТ 597—41) представляет собой бе¬
лую плотную, хорошо проклеенную бумагу с очень прочной по¬
верхностью машинной гладкости, изготавливаемую из целлю¬
лозы и тряпичной полумассы. Чертежная бумага предназна¬
чается для различного рода чертежных работ, с нанесением на
ее поверхности линий и надписей карандашом или тушью, и для
работы с акварельными красками.
Бумага чертежная высшая ручной вычерпни
изготавливается из 70% тряпичной полумассы и 30% сульфитной
беленой целлюлозы. Вес 1 м2 — 200 г, толщина 0,25 мм, степень
проклейки по подчищенному месту не менее 2 мм. Деформация
после намокания и высушивания в обоих направлениях совер¬
шенно одинаковая и не более минус 1,5%. Бумага должна
иметь водяной знак, обозначающий наименование предприятия-
изготовителя. Кромки бумаги не обрезаются, сохраняя харак¬
терный для бумаги ручной вычерпки неровный вид.
Бумага чертежная обыкновенная машинной отливки в зави¬
симости от композиции выпускается двух видов: 1) из 30% беле¬
ной тряпичной полумассы и 70% беленой сульфитной целлюлозы
и 2) из 100% сульфитной беленой целлюлозы. Бумага каждой
композиции выпускается весом 160 и 200 г/м2. Степень проклейки
по подчищенному месту не менее 1,5 мм. Деформация в попереч¬
ном направлении после намачивания и высушивания не более
минус 1,5%.
Бумага рисовальная по свойствам очень похожа на чертеж¬
ную. В зависимости от композиции и технических показателей
вырабатывается двух марок: марка В — рисовальная высшая из
70% сульфитной беленой целлюлозы и 30% тряпичной беленой
полумассы и марка О — рисовальная обыкновенная из 100%
сульфитной беленой целлюлозы. Рисовальная бумага обеих ма¬
Раздел первый. Бумага и картон
103
рок вырабатывается весом 1 м2— 112, 125, 160 и 200 г; бумага
рисовальная высшая, кроме того, вырабатывается весом 1 м2 —
80 г. Рисовальная бумага вырабатывается с поверхностью:
машинной гладкости, бархатистой, мелкозернистой, крупнозер¬
нистой и с тиснением. Рисовальная бумага весом 1 м2 — 80 г
вырабатывается только машинной гладкости. Проклейка бума¬
ги 1,5—2,0 мм. При стирании карандашной резинкой линий,
нанесенных мягким графитным карандашом, поверхность бумаги
не должна лохматиться. Соринки размером 2 мм не допуска¬
ются; соринок от 0,5 до 2,0 мм не более 200 для бумаги марки В
и не более 250 для бумаги марки О. Бумага высшая весом
1 м2 — 80 г выпускается с водяным знаком.
КАРТОН, ПЕРЕПЛЕТНАЯ И ТЕХНИЧЕСКАЯ БУМАГА
§ 39. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА КАРТОНА
Картон изготавливают из древесной массы (бурой и белой),
соломенной массы, тростниковой массы, макулатуры, из волокна,
улавливаемого из сточных вод на бумажных фабриках, из низ¬
ших сортов льняного и хлопчатобумажного тряпья и т. п. Только
высшие виды специального картона изготавливаются из тряпич¬
ной полумассы, целлюлозы и высших сортов макулатуры и
бумажного брака.
Производство картона подобно производству бумаги. Полу¬
фабрикаты размалывают в роллах или измельчают бегунами и
смешивают в определенном соотношении. Подготовку массы для
отливки картона производят на том же оборудовании, которое
применяется для производства бумаги: бегуны, роллы и т. п.
Отливку картона производят на машинах двух конструкций:
а) с сеточным столом и б) с сетчатыми цилиндрами, число кото¬
рых может быть разным.
Картоноделательные машины с сеточным столом применяют
для выработки тонких видов картона. Они мало отличаются в
принципе от бумагоделательных машин: волокнистая масса для
изготовления картона с большим количеством воды поступает
на беспрерывно движущуюся бронзовую сетку сеточного стола.
В регистровой части сеточного стола вода отделяется самотеком,
а затем при помощи отсасывающих ящиков. Слой влажного кар¬
тона с сеточного стола проходит через несколько цилиндрических
мокрых прессов, которые постепенно отжимают воду, доводя
содержание сухого вещества до 40%, и после этого передают в
сушильную часть машины, где картон высушивается посредством
сушильных цилиндров до нормальной влажности 8—10%.
Одноцилиндровая, или папочная, машина (рис. 36) для вы¬
работки сравнительно толстых картонов, например матричного,
104
Полиграфические материалы
состоит из сетчатого цилиндра 2, вращающегося в чугунной или
железобетонной ванне 1, в которую поступает жидкая масса.
Слой волокнистой массы, осевшей на поверхности сетчатого ци¬
линдра, снимается непрерывно движущимся сукном 4. Сукно,
огибая прижимной валик 5, проходит с волокнистым слоем через
отжимные валы 5, под давлением которых слой отдает часть
имеющейся в нем воды. После этого слой волокнистой массы
снимается с сукна и наматывается на поверхность форматного
вала 6. Когда наслое¬
ние достигнет доста¬
точной толщины, све¬
жеобразованный кар¬
тон разрезают по дли-
. йе вала; ^вручную или
автоматически опуска-
у>'дощцмся нож;сщ 7, а за¬
тем снимают.
Снятые с вала одно¬
цилиндровой машины
сырые листы картона,
Рис. 36. Папочная машина. содержащие 65—70%
воды, отжимают йа!
гидравлических прессах до влажности 50—55% и высушивают в
сушильных устройствах различных систем.
Многоцилиндровые машины применяются главным * образом
для выработки тонких видов картона. Эти машины состоят из-
нескольких (5—^8) сетчатых.цилиндров, над которыми движется
бесконечное сукно (прижимаемое к цилиндрам валиками), по-^
следовательно снимающее с цилиндров тонкие волокнистые слои,
образовавшиеся на их сетчатой поверхности. После прохождения
сукна над последним цилиндром образуется многослойный пласт
сырого картона, который вместе с сукном проходит между не¬
сколькими парами отжимных валов и прессов, а затем поступает
на сушильные цилиндры.
Клееный картон получают, склеивая несколько (4—S) слоев
бумаги на специальных картоноклеильных машинах. Отдельные
слои рулонной бумаги проходят через клеемазальные устройства,
где они промазываются клеем (например, крахмальным клейсте¬
ром), а затем между двумя прессующими валами, соединяющими
слои бумаги в один слой картона. Этот слой далее пропускают
через сушильные цилиндры, обогреваемые паром.
Тонкий картон с многоцилиндровых машин и машин с сеточ¬
ным столом после сушки пропускают через многовальный ка¬
ландр для придания картону необходимой гладкости поверхно¬
сти и некоторого лоска (см. рис. 21). Картон разрезают на ру¬
лоны, а затем — на листы.
Раздел первый. Бумага и картон
№
Листовой картон, вырабатываемый папочными машинами,
лощат на небольших лощильных станках — глезерах, обычно
состоящих из двух массивных (иногда полых — для обогрева
паром) чугунных валов.
Картон, от которого требуется высокая степень глянцевито¬
сти (например, цветной глянцевый картон), лощат на специаль¬
ном лощильном станке при помощи отполированных агатовых
камней.
§ 40. ВИДЫ ПЕРЕПЛЕТНОГО И КОРОБОЧНОГО КАРТОНА
Для переплетных целей пригодны марки картона толщиной
от 0,75 до 3 мм, Картон толщиной 1,25—2,5 мм применяется для
механизированного изготовления переплетов. Картон толщиной
менее 1,25 мм для механизированного способа производства не
применяется, так как сминается при подаче на машине. Картон
толщиной 3 мм имеет очень ограниченное применение, например
для специальных изданий большого формата и объема. Картон
толщиной менее 1 мм применяется для изготовления малофор¬
матных изданий в гибких переплетах и для изготовления фут¬
ляров для книг.
Картон должен иметь гладкую, ровную некоробленую по¬
верхность, без складок, морщин, посторонних включений, нераз-
молотых пучков волокон и пятен. Расслаивание картона без по¬
стороннего усилия не допускается. Цвет картона должен соот¬
ветствовать установленному цвету для данного вида картона; в
большинстве случаев он должен соответствовать цвету волокна,
из которого он изготовлен.
Влажность картона не должна быть выше 10± 2%, так как
при влажности выше 12% наблюдается деформация картона и
переплетных крышек, из него изготовленных.
Переплетный картон, за исключением цветного картона для
цельнокартонных переплетов, не должен быть проклеен, так как
к поверхности проклеенного картона очень трудно приклеивают¬
ся переплетные ткани.
Важным показателем переплетных видов картона является
объемный вес, который должен быть в пределе 0,6—0,95. Для
цветного переплетного картона и для прессшпана устанавли¬
вается объемный вес в пределе 0,7—0,95.
Для изготовления книжных переплетов и беловых изделий
применяются картон переплетный (ГОСТ 7950—56) и картон-
прессшпан (ГОСТ 6983—54).
Картон переплетный (ГОСТ 7950—56) в зависимости от на¬
значения и технических показателей выпускается трех марок: А,
Б и В. Картон марок А и Б предназначается для переплетов,
оклеиваемых снаружи тканью или бумагой, картон марки В —
ιοβ
Полиграфические материалы
для изготовления цельнокартонных переплетов, не оклеиваемых
снаружи тканью или бумагой.
Картон переплетный марки А состоит из 100% бу¬
рой древесной массы (допускаются примеси других волокон до
20%) и применяется преимущественно для механизированного
изготовления переплетных крышек на крышкоделательных ма¬
шинах. Картон марки А имеет глазировку, получаемую пропус¬
ком через двухвальный каландр. Проклейка не нормируется.
Имеет следующую толщину (в мм): 1,25±'0,10; 1,50±0,12; 1,75±
±0,14; 2,00±0,16; 2,25±0,18; 2,75±0,20; 3,00±0,20.
Картон переплетный марки Б. Состав по волокну
(композиция) картона переплетного марки Б не нормируется.
Применяется для всех видов переплетных работ, кроме механи¬
зированного изготовления переплетных крышек, а также для из¬
готовления футляров книг и проч. Проклейка картона не норми¬
руется. Имеет следующую толщину в (мм): 0,5 ± 0,05; 0,6 ± 0,06;
0,7±0,07; 0,8±0,08; 0,9±0,08; 1,25±0,10 и т. д. до 3,00±0,20,
как и для картона марки А. Картон толщиной от 0,5 до 0,9 мм
выпускается машинной гладкости, картон толщиной от 1,25 до
3,00 мм выпускается с глазировкой, полученной пропуском че¬
рез двухвальный каландр.
Картон переплетный марки В (картон цветной для
цельнокартонных переплетов) состоит из нескольких слоев,
прочно спрессованных между собой, причем наружные слои со¬
держат не менее 90% небеленой целлюлозы и окрашены в соот¬
ветствующий цвет; состав по волокну внутренних слоев не нор¬
мируется, и они имеют цвет, свойственный естественному волок¬
ну. Картон проклеивается канифольным клеем (1% канифоли
для всех слоев картона). Имеет одностороннюю гладкость, по¬
лучаемую на гладильном цилиндре. Оборотная сторона матовая,
не должна иметь грубой маркировки. Картон выпускается раз¬
личных толщин (в мм): 0,4±0,04; 0,5±0,05; 0,6±0,05; 0,7—0,07;
0,8—0,07; 0,9—0,07.
Остальные технические показатели картона должны соответ¬
ствовать нормам, указанным в табл. 8.
Большая сторона листа картона должна соответствовать
продольному направлению волокна.
Лицевая сторона картона марки В должна быть гладкой. На¬
ружные слои картона не должны содержать выделяющихся по
цвету посторонних включений, неразмолотых или неокрашенных
пучков волокон.
Картон марок А и Б вырабатывается цвета натурального
волокна*
Цвет наружных слоев картона марки В устанавливается в
заказе. Резкая разнооттеночность картона в одной партии не
допускается.
Раздел первый. Бумага и картон
107
Таблица 8
Технические показатели переплетного картона (ГОСТ 7950—56)
]
в
толщиной
0,4—0,9 мм
Наименование показателей
А
толщиной
1,25—3,00 мм
толщиной
0,5—0,9 мм
толщиной!
1,25—3 ,00 мм
Объемный вес в г/сж3 . .
0,70—0,95
0,60-0,95
0,65-0,95
0,70—0,95
Предел прочности при ра¬
стяжении в среднем в
двух направлениях в
кг/мм2, не менее . .
1,7
1,3
1,4
2,0
Сопротивление надлому в
среднем по двум на¬
правлениям в кг/мм2,
не менее
2,0
1,4
2,0
Угол надлома в градусах
не менее — для картона
толщиной (мм):
0,4—0,9
100
1,25 и 1,50
85
—
70
1 ,75 и 2,00
55
—
40
—
2,25 и 2,50
40
—
35
—
2,75 и 3,00
35
—
30
—
Излом — число двойных
перегибов, не менее:
1) в среднем по двум
направлениям —
для картона тол¬
щиной (мм):
0,4—0,6 ....
25
40
0,7—0,9 ....
—
40
—
100
2) в поперечном на¬
правлении — для
картона толщиной
(в мм):
0,4—0,6 ....
6
12
0,7—0,9 ....
—
10
—
25
Картон не должен коробиться при хранении его в закрытых
сухих помещениях, а также расслаиваться -в процессе изготов¬
ления из него переплетных крышек.
Прессшпан (ГОСТ 6983—54) представляет собой сильно уп¬
лотненный лощеный картон, применяемый в переплетном деле
и других производствах. Может вырабатываться цвета натураль¬
ного волокна или окрашенным в массе в разные цвета. Объем¬
ный вес не менее 0,90. Проклейка канифольным клеем не менее
1 мм. Вырабатывается в зависимости от состава и свойств двух
марок: марка А — из 100% целлюлозы и марка Б — из целлю¬
108
Полиграфические материалы
лозы в смеси с древесной массой. Каждая марка может быть
выпущена толщиной (в мм): 0,35; 0,40; 0,50; 0,60; 0,70; 0,80; 0,90;
1,00 и 1,20. Прочность на разрыв картона марки А — не менее
3,5 кг/мм2, марки Б—не менее 2,5 кг/мм2. Прочность па излом
обеих марок картона не менее 500. Прессшпан имеет гладкую,
хорошо лощенную поверхность. Расслоение и коробление в ли¬
стах прессшпана не допускается. Прессшпан применяется для
изготовления цельнокартонных переплетов; он более глянцевит,
более прочен и может быть более тонок, чем картон цветной для
цельнокартонных переплетов.
Картон белый склеенный (старое название «бристольский
картон») представляет собой белый прочный плотный картон,
получаемый путем склеивания нескольких слоев белой плотной
бумаги. Применяется для художественно-технических и пере¬
плетных целей. Белый склеенный картон применяется, например,
для изготовления переплетов массовых изданий художественной
литературы, на которых имеется красочная печать в три и четы¬
ре краски типографским или офсетным способом.
Картон коробочный (ГОСТ 7933—56) применяется для изго¬
товления коробок, он используется также для различного рода
упаковочных целей. В зависимости от назначения и технических
показателей выпускается нескольких видов: а) желто-бурый
древесный, б) древесный белый и в) соломенный.
Желто-бурый древесный изготавливается из бурой
древесной массы, по свойствам подобен переплетному картону
марок А и Б, но имеет по сравнению с этими марками понижен¬
ные качественные показатели.
Древесный белый картон вырабатывается толщиной
от 0,5 до 2,84 мм из белой древесной массы. Белый древесномас¬
сный картон из-за очень небольшой механической прочности,
ломкости не рекомендуется применять для изготовления пере¬
плетов. Этот картон предназначается главным образом для ко¬
робочных изделий.
Соломенный желтый картон вырабатывается тол¬
щиной от 1,16 до 2,84 мм из соломенной массы. Применяется
для упаковочных целей. Для изготовления переплетов неприго¬
ден по следующим причинам: а) непрочен на разрыв и излом,
б) расслаивается при очень незначительном усилии, в) имеет
неровную поверхность и большую сорность.
§ 41. МАТРИЧНЫЙ КАРТОН
Матричный картон применяют для изготовления матриц в
стереотипном производстве. В соответствии с этим матричный
картон должен иметь равномерную толщину и ровную поверх¬
Раздел первый. Бумага и картон
109
ность, высокую пластичность в увлажненном состоянии и проч¬
ность в сухом, незначительную и равномерную усадку при высы¬
хании и стойкость при высоких температурах при отливке типо¬
графских стереотипов.
Хороший матричный картон изготовляют из 50% сульфитной
целлюлозы, 30% тряпичной полумассы и 20% соломенной цел¬
люлозы. Кроме того, матричный картон содержит в качестве на¬
полнителя 20% каолина.
В случае отсутствия соломенной целлюлозы матричный кар¬
тон можно изготовлять из 40% хвойной сульфитной целлюлозы,
15% тряпичной хлопковой полумассы, 15% тряпичной льняной
полумассы и 30% газетного срыва. Ко всему этому количеству
полуфабрикатов добавляется в качестве наполнителя 20% као¬
лина.
Матричный картон вырабатывают на одноцилиндровых па¬
почных машинах.
Имеются две марки матричного картона: марка А толщиной
0,9 мм для матриц машинной отливки на автоматах и марка Б
толщиной 0,5 мм для ручной отливки.
На картоноделательных фабриках матричный картон после
отливки, содержащий около 70% воды, подвергают прессованию
на гидравлических прессах, что снижает его влажность до 60%.
Последующая за этим 2—3-часовая сушка при температуре
50—60° позволяет довести содержание влаги в картоне до
2—3%. Поверхность картона слегка увлажняется для предот¬
вращения коробления, и спустя 1—2 суток лицевую поверхность
картона подвергают «мелованию», т. е. двукратному нанесению
слоя, состоящего из каолина, талька и казеинового раствора,
посредством щеточной машины. Таким способом на поверхность
матричного картона наносят покровный слой в 50 г на 1 ж2.
Производство матричного картона завершается двукратным
каландрированием, обрезкой кромок, сортированием и упа¬
ковкой.
Качество матричного картона характеризуют следующие по¬
казатели. Удельный вес—0,95. Сопротивление продавливанию
на специальном аппарате (Далена): для картона марки А —
не менее 3,5 /сг/сж2, для картона марки Б — не менее 3 кг/см2
при растяжении образца в обоих случаях не менее 16 мм. Впи¬
тывание воды картоном за 10 минут не менее 70%; деформация
в увлажненном состоянии (а:б) = 1:2. Влажность картона 7—8%,
зольность не менее 18%.
Особо важным показателем качества матричного картона
является его термостойкость (т. е. число отливок, снятых с од¬
ной и той же матрицы); термостойкость картона марки А должна
быть не менее 15, а марки Б — не менее 10.
110
Полиграфические материалы
§ 42. ПЕРЕПЛЕТНАЯ БУМАГА
Обложечная бумага в зависимости от назначения может быть
двух видов: а) для изготовления составных переплетов и книж¬
но-журнальных обложек и б) для изготовления цельнобумаж¬
ных переплетов взамен тканевых.
Обложечная бумага окрашивается в массе в различные цве¬
та. Ясно заметная разнооттеночность бумаги в пределе одной
партии не допускается; просвет бумаги должен быть ровным.
На^поверхности бумаги не допускаются складки, морщины, за¬
лощенные и матовые полосы и пятна. Обложечная бумага выра¬
батывается глазированной на суперкаландрах.
Обложечная бумага (ГОСТ 39 2 2—5), предназ¬
наченная для изготовления составных переплетов и брошюрных
обложек, вырабатывается двух номеров (марок): № 1 из суль¬
фитной беленой целлюлозы и № 2 из 60% древесной массы и
40% сульфитной небеленой целлюлозы.
Обложечная бумага № 2 имеет сравнительно небольшую
прочность и довольно быстро выцветает под действием света.
Поэтому ее нужно применять только для изготовления изданий,
не рассчитанных на длительное пользование,
Вес 1 м2 обложечной бумаги составляет 80, 100, 120, 160, 180
и 200 г. Зольность бумаги — 6—10%, устанавливается с таким
расчетом, чтобы не слишком сильно понизилась механическая
прочность бумаги. Проклейка по штриховому методу 0,5—
0,75 мм позволяет печатать на обложечной бумаге как типограф¬
ским, так и офсетным способами. Разрывная длина (средняя по
двум направлениям) для бумаги весом 80—120 г/м2 не менее
2500 му для бумаги весом 1 м2— 160—200 г не менее 2300 м.
Излом (число двойных перегибов) в среднем по двум направле¬
ниям для бумаги № 1 не менее 15, для бумаги № 2 не менее
8—10.
Обложечная бумага, предназначенная для цельнобу¬
мажных переплетов, изготовляется из сульфатной сосновой цел¬
люлозы. Бумага отличается повышенной прочностью и выдер¬
живает более 2000 двойных перегибов, а некоторые ее виды —
до 5000, т. е. в этом отношении бумага по прочности приближает¬
ся к тканям. Существенный недостаток бумаги из сульфатной
целлюлозы — это ограниченная прочность ее на надрыв. Ткань
же прочна не только на перегиб, но и на надрыв. Кроме того,
обложечная бумага, проклеенная канифольным клеем, теряет
прочность при увлажнении. Этого, однако, не происходит, если
бумага проклеивается меламиновой смолой или силиконовыми
кремнийорганическими веществами.
Обложечная бумага из сульфатной целлюлозы склонна к
скручиванию при ее одностороннем увлажнении переплетным
Раздел первый. Бумага и картон
Ш
клеем. Для устранения скручивания и улучшения внешнего вида
обложечная бумага из сульфатной целлюлозы подвергается
рельефному тиснению.
Форзацная бумага (ГОСТ 6742—53), предназначенная для
форзацев книг, выпускается в листовом виде и изготовляется из
100% сульфитной беленой целлюлозы; вес 1 м2 бумаги—100„
120, 140, 160 и 180 г. Бумага может быть матовой или лощеной.
Допускается ее выработка с тиснением.
Продольное направление волокна в листе форзацной бумаги
должно соответствовать большой стороне листа. Объемный вес
лощеной бумаги не более 0,85, а нелощеной не более 0,7; про-
клейка 0,5—1,0 мм\ зольность — 6—10%. Деформация при на¬
мокании в воде в поперечном направлении не более 2,2%; влаж¬
ность бумаги 6—8%; допустимая сорность — не более 250 сори¬
нок размером от 0,5 до 2,0 мм в наибольшем измерении; нали¬
чие соринок более 2 мм не допускается. Разрывная длина, сред¬
няя из двух направлений, не менее 2300 м\ число двойных пере¬
гибов в среднем по двум направлениям не менее 15.
Для изготовления форзацев часто используют также лито¬
графскую бумагу и цветную писчую (альбомную) бумагу.
§ 43. ТЕХНИЧЕСКАЯ БУМАГА, ПРИМЕНЯЕМАЯ В ПОЛИГРАФИИ
Бумага для буквоотливных наборных машин (монотипная)
нарезается в виде ленты шириной ПО мм, по краям которой про¬
биваются отверстия диаметром 1,7 мм (рис. 37). Основные тре¬
бования к бумаге для буквоотливных машин: а) прочность;
б) воздухонепроницаемость; в) однородность — отсутствие посто¬
ронних включений; г) минимальная деформация. Бумагу изго¬
товляют толщиной 65 микронов из сульфитной целлюлозы; вес
1 м2 — 60 г. Разрывная длина ее более 3250 м при растяженищ
не прывышающем 20%. Число двойных перегибов в среднем по
двум направлениям не менее 20, зольность 2%. Бумага отли¬
чается особой однородностью структуры; в ней не должно быть
проколов и других сквозных отверстий, видимых невооруженным
глазом, а также надрывов краев, складок, морщин, волнистости,
узелков, пучков неразработанных волокон, посторонних включе¬
ний и других недостатков. Поверхность бумаги должна быть
ровной. Деформация при увлажнении не должна превышать
0,25% в продольном и 0,45 в поперечном направлении.
Мелорельефная бумага — особый вид мелованной бумаги —
предназначается для усовершенствования процесса приправки
типографских иллюстрационных форм взамен старого малопро¬
изводительного способа ручных вырезок. Из мелорельефной бу¬
маги изготавливают рельефные оттиски, наклеиваемые затем нд
печатный цилиндр.
112
Полиграфические материалы
Мелорельефная бумага представляет собой бумагу-основу
(весом 1 м2 — 70 г); на поверхность которой с обеих сторон или с
одной стороны нанесен специальный мелованный слой, состоя¬
щий в основном из каолина, бланфикса, желатина и дубителя—
алюминиевокалиевых квасцов.
Вес 1 м2 мелорельефной двусторонней бумаги составляет
430—450 г. Мелорельефная бумага отличается, таким образом,
от обычной мелованной бумаги, во-первых, большим числом по¬
следовательно наносимых мелованных
слоев (например, по 8 слоев весом 30—
35 г с каждой стороны бумаги-основы) и,
во-вторых, строго определенной степенью
задубливания белкового вещества — же¬
латина. Степень задубливания устанав¬
ливается с таким расчетом, чтобы мело¬
ванный слой был нерастворим в воде и
хорошо растворялся в водных растворах
белильной извести (белильная известь
имеет способность медленно раздубли-
вать желатин, т. е. возвращает ему перво¬
начальную способность растворяться в
воде). Состав для мелования, который
наносится первым слоем на бумагу-основу, подкрашивается кра¬
сителем родамином для того, чтобы можно было надежно конт¬
ролировать окончание процесса травления приправочного
рельефа.
Пигментная бумага применяется в глубокой печати для из¬
готовления печатных форм и представляет собой бумагу-основу,
на поверхность которой нанесена суспензия, например, следую¬
щего состава:
Рис. 37. Основные разме¬
ры и допуски монотипной
ленты.
Желатин фотографический 7,5 кг
Пигмент-мумия из расчета воздушносухого .... 1,1»
Сахар 2,0»
Мыло ядровое 0,6 »
Глицерин 1.4 »
Спирт этиловый сырец 2,0л
Вода до общего объема 60,0 »
Некаль (смачиватель) 4%-ный раствор 0,2 »
Желатин и пигмент-мумия являются основными составными
частями рабочего слоя пигментной бумаги; глицерин—пласти¬
фикатор; мыло, спирт и некаль вводятся для лучшего смачива¬
ния бумаги-основы при нанесении суспензии пигментной бу¬
маги и смачивания травящими растворами в процессе изготов¬
ления печатной формы; сахар необходим для лучшего прилипа¬
ния пигментной бумаги к медному формному цилиндру.
Раздел первый. Бумага и картон
113
При изготовлении пигментной бумаги желатин, сахар и мыло
отдельно растворяют, а пигмент-мумию замачивают в воде. Все
составные части тщательно смешивают при температуре 55—60°
и добавляют немного карболовой кислоты в качестве консерви¬
рующего средства. Суспензию фильтруют через сетку № 50.
Состав наносят на бумагу-основу посредством машин, которые
применяются для изготовления фотографической бумаги и на¬
зываются фотополивочными, при температуре 40—43°. После
нанесения рабочего слоя бумагу высушивают, разрезают на ру¬
лоны и тщательно упаковывают, чтобы предохранить от порчи
при транспортировке и при храпении.
Рабочий слой пигментной бумаги позволяет после его очув¬
ствления хромовыми солями: а) скопировать изображение с диа¬
позитива; б) перенести скопированное изображение на цилинд¬
рическую поверхность печатной формы; в) получить на форме
после травления раствором хлорного железа печатающие элемен¬
ты требуемой глубины.
II. И. Синяков и О. И. Сопова в целях стабилизации и улуч¬
шении растворимости светочувствительного слоя на незасвечен-
пых участках пигментного изображения, уменьшения степени
темпового дубления, уменьшения толщины наносимого слоя и
улучшения градационных свойств в передаче тонов копируемого
диапозитива предложили раствор желатина, идущего для изго¬
товления пигментной бумаги, подвергать термической обработ¬
ке в целях частичного гидролиза желатина. Термическая обра¬
ботка раствора желатина производится при температуре 90—
95° на водяной бане до снижения показателя вязкости желати¬
на, например до 2—1,5°Э.
Раствор желатина, подвергнутый термической обработке,
обеспечивает получение пигментной бумаги со стандартными
свойствами. Суспензия наносится на бумагу-основу легко и ров¬
ным слоем и нормально застудневает. Пигментное изображение
легко проявляется без применения ватного тампона в течение,
например, 10 минут при температуре воды 38—40°. При травле¬
нии печатной формы изображение прорабатывается с сохране¬
нием всей градации тонов.
Бумага для декалькомании предназначена для печатания на
ней литографским способом переводных изображений («пере¬
водных картинок»); представляет собой бумагу-основу, на по¬
верхность которой последовательно нанесены три слоя: 1-й и
2-й слой — крахмальные, по 5—6 г сухого вещества на 1 м2 бу¬
маги-основы для каждого слоя (наносится в виде 5%-ного крах¬
мального клейстера из картофельного крахмала), и 3-й верхний
слой из декстрина, камеди сибирской лиственницы или гуммиа¬
рабика. В случае применения декстрина его наносят в виде 5%-
ного раствора с добавлением 1 —1,5% желатина.
9 Заказ № 443
114
Полиграфические материалы
Назначение клеевых слоев — препятствовать соединению мас¬
ляных красок (напечатанного изображения) с волокнистой по¬
верхностью бумаги-основы и делать возможным отделение от*
печатанной и высушенной красочной пленки (изображения) от
увлажненной бумаги-основы.
Бумага-основа для переводных изображений (ГОСТ 6291 —
52) выпускается двух марок: марка А из 100% беленой суль¬
фитной целлюлозы и марка Б — из 100% небеленой сульфитной
целлюлозы. Вес 1 м2 бумаги-основы 100 г; гладкость машинная;
степень проклейки 0,25—0,50 мм\ зольность не менее 6%; сор¬
ность не более 250 соринок размером 0,5—2 мм в наибольшем
направлении на 1 м2\ влажность 7±1%.
Прокладочная бумага. Чтобы избежать отмарывания при пе¬
чатании иллюстраций и особенно многокрасочных работ на мело¬
ванной бумаге и других видах высокогладкой бумаги, применя¬
ют противоотмарочные средства. Часто вместо противоотмароч-
ных средств пользуются прокладыванием свежеотпечатанных
оттисков листами бумаги, или, как говорят, пользуются про¬
кладкой.
К бумаге, предназначенной в качестве прокладки, предъявля¬
ются следующие требования, а именно: бумага должна иметь
достаточную толщину, жесткость, прочность поверхности, шеро¬
ховатость поверхности. Все это предохраняет от прилипания
красочного слоя к поверхности прокладочной бумаги и от вы¬
щипывания волоконец бумаги.
В качестве прокладки лучше всего применять бумагу из
сульфатной целлюлозы толщиной 100—120 микронов и весом
1 м2— 100—120 г с достаточно шероховатой и прочной поверх¬
ностью, а лучше торшонированную. Свежеотпечатанные оттис¬
ки, переложенные прокладочной бумагой, кладут на стеллажи
по 500 листов приблизительно.
Бумага для приправки. Для приправки на типографских
плоскопечатных машинах, в зависимости от характера приправ¬
ки, применяют следующие виды бумаги: а) папиросную филиг¬
ран, б) билетную и в) афишную.
Общие требования к приправочной бумаге следующие: одно¬
родность структуры, равномерный просвет, матовая поверхность
обеих или одной из сторон, большая пластичность; на поверх¬
ности бумаги не допускаются складки, морщины, узелки, пучки
неразработанных волокон, костра; не допускаются надрывы,
проколы, видимые невооруженным глазом, и механические по¬
вреждения.
Характеристика афишной бумаги и билетной бумаги дана в
§ 36. Папиросная бумага филигран (ГОСТ 3479—49) предназ¬
начается для машинного изготовления папиросных гильз, она
используется также для приправки типографских печатных форм.
Раздел первый. Бумага и картон
115
Изготавливается из льняного беленого тряпичного волокна весом
1 м2— 16 г и толщиной 24—26 микронов. Разрывная длина не
менее 5500 м. Зольность не более 1%.
Бумага для декелей. Для сменной части декелей применяется
типографская бумага № 1 и № 2. Характеристика этой бумаги
дана в § 30.
Для постоянной части декелей применяется патронная бума¬
га, которая отличается прочностью, плотностью и достаточной
упругостью, что предохраняет ее от преждевременного разруше¬
ния при печатании в результате давления и трения о печатную
бумагу.
Патронная бумага (ГОСТ 876—56) изготавливается из 100%
сульфатной небеленой целлюлозы в виде листов толщиной 220
микронов и весом 1 м2— 170 г. Бумага имеет высокую степень
проклейки — более 1,25 лш.
Для затяжки постоянной и сменной частей декеля, а также
для специальных затяжных листов и для наклейки силовых при¬
правок применяется литографская бумага № 1. Характеристика
литографской бумаги дана в § 31, табл. 5. Литографская бума¬
га вполне пригодна для этой цели, так как она отличается всеми
необходимыми свойствами: прочностью, плотностью, гладкостью,
хорошей проклейкой, однородностью и отсутствием сорности и
тому подобных загрязнений.
Раздел второй
МЕТАЛЛЫ И СПЛАВЫ,
ПРИМЕНЯЕМЫЕ В ПОЛИГРАФИИ
§ 44. Общие свойства металлов. § 45. Металлы, применяемые в полиграфии.
§ 46. Сплавы. § 47. Технические требования к типографским сплавам. § 48. Ти¬
пографские свинцовые сплавы. § 49. Изготовление типографских свинцовых
сплавов. § 50. Типографские цинковые сплавы. § 51. Методы испытаний метал¬
лов и типографских сплавов.
§ 44. ОБЩИЕ СВОЙСТВА МЕТАЛЛОВ
Металлы широко используются в технике и быту; -в частнос¬
ти, из металлов изготовляются печатные и другие полиграфиче¬
ские машины, офсетные и типографские печатные формы, атомы
металлов входят в состав химических солей и других химика¬
тов, используемых в технологическом процессе изготовления пе¬
чатной продукции.
Металлы — большая группа веществ (химических элементов)
кристаллического строения, обладающие такими характерными
свойствами, как электро- и теплопроводность, пластичность-
ковкость, высокая отражательная способность к световым излу¬
чениям, т. е. блеск. В этом состоит основное отличие физических
свойств металлов от металлоидов (неметаллов). Химические
свойства металлов обусловлены наличием подвижных электро¬
нов во внешних электронных слоях, сравнительно менее прочно
связанных с ядрами атомов металлов.
Металлы в природе обычно встречаются в виде руд, после
переработки которых они выделяются в чистом виде. Рудами
называются природные соединения металлов с кислородом и
другими химическими элементами, пригодные для технического
выделения из них металлов.
.Физические свойства металлов. Металлы — непрозрачные,
твердые (за исключением ртути) при нормальной температуре
вещества кристаллического строения. При нагревании металлы
плавятся, при переходе из расплавленного в твердое состояние
они способны принимать и сохранять после охлаждения любую
Раздел второй. Металлы и сплавы, применяемые в полиграфии
117
форму, в которой они отлиты. Большинство металлов в твердом
состоянии имеет очень большую прочность и вместе с тем доста¬
точную пластичность. Свойством пластичности объясняется спо¬
собность металлов от удара сплющиваться (ковкость) и вытя¬
гиваться, например, в проволоку (тягучесть). На этом основана
холодная штамповка металлов.
По степени твердости металлы значительно отличаются друг
от друга: калий и натрий, например, напоминают воск и легко
режутся ножом, свинец можно царапать ногьем, а хром по твер¬
дости близок к алмазу и царапает стекло.
Все металлы и сплавы, которые используются в технике, де¬
лятся на два больших класса: черные и цветные. К классу чер¬
ных металлов относятся железо и все железные сплавы, в кото¬
рых железо составляет основную часть: чугун, сталь, а также
сплавы железа с марганцем, кремнием, хромом, титаном и др.,
например нержавеющая сталь, нихром и др. К классу цветных
металлов, т. е. металлов, имеющих различную окраску, принад¬
лежат медь, никель, олово, цинк, свинец, хром, сурьма и др.,
а также бронза, латунь, баббиты и другие сплавы из цветных
металлов.
По удельному весу металлы разделяют на тяжелые — с
удельным весом более 5, и легкие — с удельным весом менее 5.
Все металлы и металлические сплавы, независимо от их изго¬
товления и обработки, в твердом состоянии имеют кристалличе¬
ское, а не аморфное строение. Они состоят из множества мелких
кристаллов, называемых обычно кристаллическими зернами или
кристаллитами.
Атомы у кристаллических тел расположены в строго опреде¬
ленном геометрическом порядке. Расположение атомов в кри¬
сталлическом веществе образует в нем так называемую кристал¬
лическую пространственную решетку. Более сложные кристал¬
лы могут быть построены из молекул, которые в свою очередь
состоят из атомов, таковы, например, кристаллы химических сое¬
динений двух и нескольких металлов, о которых будет сказано
ниже. Аморфные вещества характеризуются беспорядочным
расположением в них атомов или молекул (синтетические смолы,
каучук, эбонит, стекло, опал и др.) - При помощи лучей рентгена
можно установить строение кристаллической решетки металлов,
т. е. расположение в кристаллах атомов.
Среди металлов чаще всего встречаются три типа простран¬
ственных решеток (рис. 38).
Кубическая объемноцентрированная решет-
к а (рис. 38, а). Атомы в такой решетке находятся в вершине
и в центре куба. Каждый атом окружен 8 ближайшими соседни¬
ми атомами. Такую решетку имеют литий, хром, ванадий, мо¬
либден, вольфрам.
118
Полиграфические материалы
Кубическая гранецентрированная решетка
(рис. 38, б). Атомы расположены по вершинам и в центрах гра¬
ней куба. Такую решетку имеют, например, алюминий, медь,
никель, золото, серебро, платина.
Гексагональная (шестиугольная) плотно упако¬
ванная решетка (рис. 38, в). Такую решетку имеют магний,
цинк, кадмий, бериллий.
Рис. 38. Типы кристаллических решеток металлов:
а — кубическая, объемноцентрированная решетка; б — кубическая гранецентрированная
решетка; в — гексагональная решетка (плотная упаковка).
Марганец, висмут, белое олово и некоторые другие металлы
имеют более сложные кристаллические решетки.
Рентгенограммы показывают, что атомы в кристаллах метал¬
лов «упакованы» в пространстве примерно таким же образом,
каким можно упаковать твердые шары, т. е. так, как это пока¬
зано на рис. 38.
Кристаллические зерна металлов не имеют строго опреде¬
ленной геометрической формы и постоянных размеров в силу ус¬
ловий своего образования при затвердевании расплавленных ме¬
таллов и сплавов и засоренности технических металлов различ¬
ного рода примесями, в том числе и поверхностно-активных ве¬
ществ. При медленном охлаждении расплавленного металла
или сплава создаются более благоприятные условия для образо-
Раздел второй. Металлы и сплавы, применяемые в полиграфии
119
вания сравнительно крупных кристаллов более правильной фор¬
мы. Наоборот, при быстром охлаждении металлов и сплавов об¬
разуются сравнительно более мелкие кристаллы менее правиль¬
ной формы, так как в этом случае происходит очень быстрое об¬
разование многочисленных кристаллов, правильному росту ко¬
торых начинает препятствовать соприкосновение их граней. Не в
меньшей степени рост кристаллов металлов и сплавов затрудня¬
ет наличие в них примесей поверхностно-активных веществ, рас¬
полагающихся на поверхностях граней образующихся кристал-
Рис. 39. Форма кристал¬
лов чистых металлов:
а—чистой сурьмы; б—чистого
свинца.
Рис. 40. Кристаллическая структура
сплавов:
а — сплав из 87% свинца и 13% сурьмы;
б — сплав из свинца и сурьмы с избытком
сурьмы; в — сплав из свинца и сурьмы
с избытком свинца.
лов. Кристаллы металлов неправильной формы называют крис¬
таллитами.
Кристаллы неметаллов, например поваренной соли, обра¬
зуются в более благоприятных для образования крупных кри¬
сталлов правильной формы условиях. Так, при образовании в
жидкой среде кристаллы этих веществ имеют возможность рас¬
ти и принимать правильную геометрическую форму.
Кристаллическое строение металлов и сплавов можно иног¬
да установить, рассматривая их излом невооруженным глазом.
Например, кристаллическое строение сурьмы четко обозначено
на ее изломе. Более полное и точное представление о кристалли¬
ческой структуре получают, рассматривая металлы и сплавы в
микроскоп. Для изучения кристаллического строения металлов и
сплавов микроскоп был впервые применен Π. П. Аносовым
в 1831 г.
Строение металлов и сплавов, видимое в микроскоп, назы¬
вают их микроструктурой, в отличие от макроструктуры, види¬
мой невооруженным глазом или при малом увеличении (до
20 раз).
Микроструктура чистых металлов однородна и состоит из бес¬
численного количества кристаллов вполне определенной формы
для каждого металла (рис. 39). Сплавы же, как правило, сос¬
тоят из смеси двух или более видов кристаллов различной вели¬
чины и формы (рис. 40).
120
Полиграфические материалы
Под микроскопом можно не только увидеть форму кристал¬
лов и установить, из скольких различных типов кристаллов сос¬
тоит данный сплав, но также измерить их величину и подсчитать,
каких кристаллов больше, каких меньше.
Основоположником металловедения — науки, изучающей
свойства металлов и сплавов в зависимости от их строения, яв¬
ляется Д. К. Чернов. Он впервые на¬
учно объяснил те процессы, которые
происходят при нагревании стали, а
также показал, как этими процессами
надо управлять. Д. К. Чернов устано¬
вил, что в процессе нагревания стали
размеры кристаллов и свойства стали
меняются только при определенных
температурах, которые он назвал кри¬
тическими точками а и б; теперь их
называют точками Чернова. Работы
Д. К. Чернова получили мировую из¬
вестность.
Очень большое значение для рас¬
познавания свойств металлов и спла-
Дмитрий Константинович Вов и для определения наиболее целе-
Чернов (1839—1921). сообразных условий их переработки
имеет термическое исследование. Это
исследование заключается в систематическом (через точные про¬
межутки времени) измерении температуры металлов и сплавов
при их плавлении или при затвердевании. В жидком, расплавлен¬
ном сплаве или металле устанавливают термопару (рис. 41) и на¬
блюдают за температурой его охлаждения. Термопара состоит из
двух проволочек различных сплавов, например хромель-копель1.
Эти проволочки сварены в точке О и заключены в фарфоровый
чехол. Другие концы проволочек присоединены к чувствитель¬
ному гальванометру — прибору для измерения очень малых на¬
пряжений тока (мв). Если нагреть место, в котором сварены
разнородные металлы, и цепь проволочек замкнуть, то по цепи
пойдет электрический ток. Сила тока будет тем большей, чем
выше температура нагрева спая проволочек. Отклонение стрел¬
ки гальванометра покажет напряжение тока, а так как оно про¬
порционально температуре, то показывает и температуру. Опу¬
щенная в сплав (или металл) термопара гальванометра покажет
температуру сплава (металла) отклонением стрелки. При ох¬
лаждении сплава стрелка будет отклоняться до начала его за¬
стывания. В течение всего периода застывания (кристаллиза¬
1 Хромель — сплав из 90% никеля и 10% хрома; копе ль — сплав
из 56% меди и 44% никеля.
Раздел второй. Металлы и сплавы, применяемые в полиграфии
121
ции) температура остается неизменной, пока весь металл не
затвердеет. Только после этого она станет вновь понижаться, и
стрелка продолжит свое движение.
Данные наблюдений за охлаждением металла наносят на гра¬
фик: по горизонтальной оси откладывают время, по вертикаль¬
ной— температуру. Построенный таким образом график пока¬
зывает кривую охлаждения металла или сплава.
Рассматривая, например, кривую охлаждения свинца
(рис. 42), увидим, что понижение температуры идет равномерно
Рис. 41. Схема установки при построении рис. 42. Кривая охлаждения
кривых охлаждения металлов и сплавов. свинца.
до определенной точки (до 327,4°), когда понижение темпера¬
туры задерживается на некоторый промежуток времени, и кри¬
вая переходит в горизонтальную линию. Затем опять наблю¬
дается равномерное понижение температуры. Точка, на которой
происходит задержка в понижении температуры, называется
критической. Она показывает критическую температуру, при ко¬
торой происходит превращение жидкого вещества в твердое во
время его охлаждения и, наоборот, превращение твердого ве¬
щества в жидкое во время его нагревания.
Следовательно, критическими называются те температуры,
при которых в металле или сплаве происходят какие-либо физи¬
ческие или химические изменения. Для свинца критическая тем¬
пература, при которой происходит его кристаллизация, равна
327,4°, для олова —231,8°, а для сурьмы —630°.
Многие металлы, находящиеся в расплавленном состоянии,
можно охладить значительно ниже их температуры затвердева¬
ния, не вызывая кристаллизации (например, олово в этом случае
остается жидким при температуре значительно ниже 231,8°). Та-
Н Заказ № 443
122
Полиграфические материалы
кое явление называется переохлаждением (рис. 43). Взбалтыва¬
нием или введением одного мельчайшего кристаллика в жидкий
металл можно уничтожить явление переохлаждения и вызвать
моментальную кристаллизацию, причем температура металла
повысится до обычной температуры его кристаллизации.
Важнейшие технические свойства металлов. Удельный
вес, или вес в граммах 1 см? образца.
Температура плавления, т. е. та температура в гра¬
дусах, при которой металл переходит
из твердого в жидкое состояние.
Теплота плавления — коли¬
чество тепла в калориях, которое нуж¬
но затратить, чтобы при температуре
плавления перевести в жидкое состоя¬
ние (расплавить) 1 г металла.
Теплоемкость, т. е. количество
тепла в калориях, которое нужно за¬
тратить, чтобы нагреть 1 г металла на
1°. Теплоемкость одного и того же ме¬
талла увеличивается при повышении
температуры металла.
Сжатие при затвердева¬
нии — уменьшение объема металла,
выраженное в процентах, при его пе¬
реходе из жидкого в твердое состояние.
Твердость — сопротивление металла внедрению в его по¬
верхность более твердого тела. Показателем твердости, напри¬
мер, может служить отношение величины силы, с которой вдав¬
ливается стальной шарик, к величине поверхности образующейся
при этом лунки.
Ударная удельная вязкость — способность образца
металла противостоять действию ударных нагрузок, например
падению тяжелого маятника. Работа, выраженная в килограм¬
мах на 1 см2 площади поперечного сечения образца в месте раз¬
рушения (среза), является мерой ударной удельной вязкости.
Прочность на разрыв (на растяжение) характеризует¬
ся работой в килограммах на 1 см2 площади поперечного сече¬
ния образца в месте его разрыва при испытании на разрывной
машине.
Относительное удлинение определяется в момент
разрыва образца при испытании его на разрывной машине и
выражается в процентах к первоначальному его размеру. Чем
больше величина относительного удлинения металла перед раз¬
рывом, тем более металл пластичен.
Физические и механические свойства металлов, имеющих
наибольшее значение в полиграфии, приведены в табл. 9.
Время охлаждения
Рис. 43. Кривая охлаждения
олова (явление переохлаж¬
дения).
Физико-механические свойства некоторых металлов
а
з-
3
Ό
о
<и ·
; я р-2
: <и т
! 1 га и
IS О.С-
Q Ь ^ S ^
и н >>9- ш
я о I
и Е ί
о л ;
о 2 5*
с £т
а.§ k^
я η и s"
»=СК —^
^ И
я гг
ϋ ’ 0 ^
о s * s
сг Ο- ς о.
ъ> η <υ У
и 2 к
Н с ю
<К 4; Я
S Ю Я ^
Н Н Я
ТО то ТО o'-
¥ то m ш
ОХ Ъ
а>
Ης^
С Ю
>>U
&««
Ms
fS&S
л ^
Sui
3 m m
П ®
>>
О о
CM —'
о
ю
ю
о
CM
о
—
о
о
о
о
о
ю
00
о
о
CO
CM
ю
со"
о
CM
о
см
_
CO
1
1
LD
см
см
CM
ю
о
о
о
00
|
I
см
I
I
CM
I
см
1
I
I
I
1
1
|
1
1
1
CD
1
1
1
CM
1
00
1
1
1
1
1
CD
О
о
о
г-.
о
СП
1
о
ю
Ю
|
LO
ID
о
о
О
CM
1
о
CN
см
CO
1
аз
CM
со
аз
СО
ю
CD
о
о
о
о
о
о
о
о
о
ю
О
CD
CM
CD
о
см
—_
Ϊ
1
со
Ю
LC
СП
|
LD
CD
со
со
ю
Tt<
4f
см
со
tt
о
CD
о
CD
ю
см
CD
см
о
ID
ос
τί«
О
СО
ю
Tf
СП
о
ю
со
LO
Tt«
о
03
CM
о
—*
о
см
о
о
о
о
о
О
о
о
о
о
о"
о
о
о
о
о
о
о
О
о
о
о
о
о
о
о
о
со
о
о
о
со
о
о
см
ю
о
о
CD
—'
03
о
о
rf
со"
СП
со
CD
_
со
ТГ
lO
—
со"
см
h-
cn
ТГ
Ю
CM
со
со
СМ
о
о
о
о
о
о
о
о
Tt*
LD
LD
о
тГ
σι
_
ю
со
см
см
t^·
о
О
CD
03
ю
СО
см
ю
00
ю
со
CM
CD
СО
—1
1—1
CD
см
ю
со
CD
о
см
CO
аз
CD
CD
Tt1
СП
о
CD
ГГ
τί*
со
LC
00
Tf
о
00
О
СМ
CD
00
оо
CD
ί^.
СП
00
см
CO
ID
CD
CM
СП
rvT
об
_
00
00
г*-
о
CD
г>."
г-.
х
X
s
2
2
<
CQ
9S
X
S
ч
»Х
К
U
х
ι=ί
х
ς
О)
X
о
аз
о
X
аз
X
X
о
Си
VO
аз
CL
X
2
X
о-
2
о
о
03
сс
аз
X
со
03
>->
ο-
*
X
X
о
и
CJ
и
Χ
8*
124
Полиграфические материалы
Химические свойства металлов. Типичные металлы являются
энергичными восстановителями, так как способны легко отда¬
вать при химических реакциях свои валентные электроны, пере¬
ходя в положительно заряженные ионы. Химический процесс,
связанный с потерей атомом электронов, как известно, назы¬
вается окислением, а обратный процесс приобретения электро¬
нов — восстановлением.
Химическая активность металлов и способность металла сое¬
диняться с кислородом при непосредственном контакте с ним
находится в зависимости от того, насколько легко происходит
отрыв от атомов металла его валентных электронов наружной
электронной оболочки. Η. Н. Бекетов в 1865 г. расположил ме¬
таллы в ряд в зависимости от их химической активности. Этот
ряд называется рядом напряжения, так как положение каждого
■металла в нем точно определяется величиной электрического
напряжения, или разности потенциалов, возникающей при по¬
гружении данного металла в раствор его соли. В ряду напряже¬
ния металлы расположены по их убывающей химической актив¬
ности, или способности атомов к отдаче валентных электронов:
К, Na, Са, Mg, Al, Μη, Zn, Fe, Ni, Sn, Pb, H2, Cu, Hg, Ag, Au
Ж
Более активные металлы вытесняют менее активный металл
из его соли. В этом ряду помещен и водород, так как он может
также вытеснять некоторые металлы из растворов их солей и
вытесняется многими металлами из растворов кислот.
Наиболее химически активные металлы — калий, натрий —
соединяются с кислородом при действии на них воздуха в обыч¬
ных условиях. Значительно менее химически активные метал¬
лы— медь, ртуть — соединяются с кислородом только при нагре¬
вании на воздухе. Серебро, золото, платина не соединяются с
кислородом и в накаленном состоянии.
Металлы, стоящие в ряду левее водорода, способны вытес¬
нять его из кислот и воды. Наиболее химически активные метал¬
лы— калий, натрий — вытесняют водород из воды цри обычных
условиях, а менее химически активные металлы — только при
высоких температурах; при обычных условиях они способны
вытеснять его из кислот.
§ 45. МЕТАЛЛЫ, ПРИМЕНЯЕМЫЕ В ПОЛИГРАФИИ
Свинец — металл серого цвета, с металлическим блеском,
выплавляется из руд. Свинцовые руды, чаще всего свинцовый
блеск (PbS), в СССР встречаются на Северном Кавказе, на Ал¬
тае, в Казахстане и Восточной Сибири.
Свинец — один из самых тяжелых металлов (удельный вес
11,34) и в то же время самый мягкий металл (процарапывается
Раздел второй. Металлы и сплавы, применяемые в полиграфии
125
ногтем). Свинец очень пластичен и хорошо прессуется. Темпера¬
тура плавления чистого свинца сравнительно низкая (327,4°).
При температуре 600° он начинает испаряться; пары свинца
крайне ядовиты, окисляясь на воздухе, они превращаются в
окись свинца, или глет, РЬО.
Свинец имеет очень небольшую вязкость в расплавленном со¬
стоянии. При охлаждении расплавленного свинца происходит
значительная «усадка» — сжатие при затвердевании, значитель¬
но уменьшающая объем и размеры отливки. В чистом виде сви¬
нец для отливки не применяется в основном из-за его небольшой
механической прочности. Свинец легко окисляется на воздухе,
металлический блеск свежего среза свинца быстро темнеет, по¬
крываясь тонким слоем закиси свинца РЬ20, препятствующей
дальнейшему окислению. Расплавленный свинец окисляется
сильнее.
В полиграфической промышленности свинец применяется
главным образом для изготовления типографских сплавов. Из
свинца готовят свинцовые матрицы для гальваностереотипов,
аноды для хромирования стереотипов и т. д. Окись свинца —
глет — применяется в лакокрасочном производстве для изготов¬
ления сиккативов и в качестве катализатора синтеза алкидных
олиф.
Для изготовления типографских сплавов пригоден свинец не
ниже марки СЗ (ГОСТ 3778), содержащий не более 0,1% приме¬
сей других металлов. Свинец марки С4 для изготовления типо¬
графских сплавов непригоден, так как содержание в нем приме¬
сей может составлять 0,5%, в том числе 0,09% меди и 0,1%
цинка.
Кроме того, в полиграфической промышленности находит
применение свинец сурьмянистый вторичный (ГОСТ 1292—41)
марки CCyl. Свинец марки ССу2, содержащий 3—6% сурьмы,
до 0,3% меди, до 0,05% цинка и до 0,25% других примесей, мо¬
жет применяться для изготовления типографских сплавов толь¬
ко при условии его предварительной рафинации (очистки).
Олово — блестящий, серебристого цвета металл, выплавляе¬
мый из руды, которую называют оловянным камнем, состоящей
в основном из двуокиси олова Sn02. В СССР оловянный камень
встречается в Забайкалье, Сибири, на Дальнем Востоке и в
других районах.
Удельный вес чистого олова 7,28, температура плавления
231,8°. Олово принадлежит к очень тягучим и ковким металлам.
При сгибании оловянных пластинок можно ясно слышать харак¬
терный треск, происходящий вследствие некоторого перемеще¬
ния кристаллов относительно друг друга. Этот треск называют
«криком олова», он слышен тем яснее, чем чище олово.
Олово при обыкновенной температуре не окисляется ни на
Ι2Θ
Полиграфические материалы
воздухе, ни в воде, но способно сильно окисляться в расплавлен¬
ном состоянии. Введение олова в сплавы улучшает их литейные
и механические свойства. В полиграфической промышленности
олово применяется для изготовления типографских сплавов.
Ввиду сравнительно незначительного содержания олова в
типографских свинцовых сплавах (до 7%) любая марка олова
(ГОСТ 860—41) пригодна для изготовления и корректировки
типографских сплавов.
Сурьма — металл голубовато-белого цвета с сильным блес¬
ком; встречается в природе в виде самородного металла, а
чаще — в виде руд, например стибинита, или сурьмяного блеска,
(Sb203). В СССР известны несколько месторождений сурьмяных
руд: на Кавказе, в Казахстане, Средней Азии и Восточной Си¬
бири.
Сурьма настолько хрупка, что ее можно истолочь в порошок;
вследствие этого ее применяют главным- образом в виде спла¬
вов. В сплаве со свинцом сурьма повышает твердость сплава и
понижает его температуру плавления и усадку. Удельный вес
чистой сурьмы 6,62, температура плавления 630,5°. На воздухе
при обычной температуре сурьма не окисляется, но сильно окис¬
ляется в расплавленном состоянии.
Для изготовления типографских сплавов предназначена сурь¬
ма марок Су 1 и Су2 (ГОСТ 1089—41), в которых содержание
примесей не превышает 0,35% и 0,50% соответственно. Сурьма
марок СуЗ и Су4 для изготовления типографских сплавов непри¬
годна из-за большого содержания примесей: 0,2—0,4% меди,
0,15—0,25% железа и в марке Су4 — серы 0,4%. Кроме того, в
полиграфической промышленности для изготовления типограф¬
ских сплавов применяется сурьма свинцовистая (МПТУ 4014—
53), содержащая до 12% свинца.
Сурьма свинцовистая марки СуС—1 с содержанием сурьмы и
свинца не менее 99,6%, в том числе свинца 3—10%, применяется
для изготовления и корректирования всех свинцовых типограф¬
ских сплавов. Сурьма свинцовистая марки СуС—2 с содержани¬
ем сурьмы и свинца не менее 99,4%, в том числе свинца 5—
12%, применяется только для изготовления сплавов Ш1 и Ш2
по ОСТ 7131/515.
Медь в чистом виде — металл бледно-розового цвета; техни¬
ческая медь имеет темно-красный цвет вследствие наличия в ней
окислов. Удельный вес меди 8,93, температура плавления 1083°.
Медь на воздухе постепенно покрывается пленкой основных со¬
лей (углекислой меди, сернокислой меди и др.), а при нагрева¬
нии довольно быстро окисляется. Медь встречается в природе в
виде самородков, а чаще всего в виде руд.
В полиграфической промышленности медь применяется для
изготовления печатных форм в глубокой печати путем травления
Раздел второй. Металлы и сплавы, применяемые в полиграфии
\27
изображения на поверхности тонкого слоя меди, полученного
электролитическим путем на печатном цилиндре. Для этой цели
рекомендуется применение анодов из чистой меди электролити¬
ческой марки Ml и М2. Электролитический способ медных от¬
ложений используется также для изготовления форм высокой
печати — гальваностереотипов — и для получения некоторых оф¬
сетных биметаллических форм. Медные пластины используются
иногда для изготовления типографских клише, а также для
переплетных штампов.
Цинк — тяжелый металл, имеющий в чистом виде синевато¬
белый, а при наличии примесей — серовато-белый цвет.
Цинк получают путем переработки цинковых руд. Промыш¬
ленное значение имеет производство цинка из руды галмея, пред¬
ставляющей смесь углекислых солей цинка, и из цинковой об¬
манки, содержащей сернистый цинк. В СССР цинковые руды до¬
бываются во многих местах, главным образом на Алтае, Даль¬
нем Востоке и Кавказе. Удельный вес цинка в зависимости от
характера его обработки (литой, прокатанный) —6,9—7,14, тем¬
пература плавления 419°. При температуре 100—130° цинк ста¬
новится тягучим и его можно ковать, прокатывать в листы и
вытягивать в проволоку. При температуре 270° цинк опять при¬
обретает хрупкость и может быть измельчен в порошок. При тем¬
пературе 916° чистый цинк испаряется.
Цинк имеет следующие механические свойства: прочность на
разрыв литого цинка 2—3 кг/мм2, прокатанного — до 18 кг/мм2,
твердость по Бринеллю 40—50 кг/мм2. У электролитического· цин¬
ка несколько худшие механические показатели. Цинк хорошо
отливается в форму, но имеет большую усадку (около 6,5%).
Прокатанный цинк имеет очень мелкозернистое строение и
удовлетворительные механические свойства. При нагревании
выше 150° происходит изменение свойств цинка, что связано с
его рекристаллизацией: цинк приобретает грубокристалличе¬
ское строение и становится хрупким. Наибольшей склонностью
к рекристаллизации обладает цинк, лишенный примесей, напри¬
мер электролитической. Примесь к цинку небольшого количест¬
ва кадмия (0,2%) препятствует рекристаллизации.
Разбавленные минеральные кислоты (соляная, азотная,
серная) хорошо растворяют цинк; концентрированные кислоты,
особенно серная, менее активны в этом отношении. Растворение
цинка происходит очень быстро в том случае, когда он содержит
примеси кадмия, свинца (до 1%) и некоторых других металлов.
Во влажном воздухе цинк покрывается тонкой плотной плен¬
кой основной углекислой соли цинка Zn2(0H)2C03, которая ус¬
тойчива в обычных условиях и практически нерастворима в во¬
де; эта пленка предохраняет цинк от дальнейшего разрушения
его разбавленными кислотами. Предохранение же других метал-
128
Полиграфические материалы
лов от коррозии нанесением на их поверхность тонкого слоя
цинка (например, оцинкование железа) основано не только на
устойчивости углекислых солей цинка, но главным образом на
способности цинка образовывать гальванические пары, где он
является анодом, а защищаемый металл — катодом.
В полиграфической промышленности цинк в виде пластин
применяется для изготовления цинкопрафских клише и офсет¬
ных печатных форм. Из цинковых сплавов могут изготовляться
типографские шрифты и пробельный материал (см. § 50).
Производство цинковых пластин, предназначенных для изго¬
товления цинкографских клише и офсетных печатных форм, за¬
ключается в прокатке металлического цинка, очищении и вы¬
равнивании поверхности пластины различными способами, на¬
пример циклеванием. Поверхность цинковых пластин, предназ¬
наченных для изготовления цинкографских клише, полируют
суконным кругом с жирной пастой.
Химически чистый цинк непригоден для изготовления цинко¬
графских клише, так как он недостаточно прочен и легко под¬
дается рекристаллизации при нагревании. Поэтому цинковые
пластины изготовляют из цинка марки ЦЗ, содержащей приме¬
си: свинца—1%, кадмия — 0,2%, железа — 0,07%. Эти приме¬
си, за исключением железа, улучшают механические свойства
цинка. Кадмий, кроме того, дает возможность получать пласти¬
ны с однородной мелкокристаллической структурой. В полигра¬
фическом цинке содержание железа должно быть возможно
меньше, так как включения FeZny выкрашиваются при поли¬
ровке и оставляют глубокие царапины на поверхности металла.
Примеси свинца и железа должны быть распределены равномер¬
но во всей массе цинка; крупные включения железа и особенно
свинца не поддаются травлению азотной кислотой.
Примесь к цинку более 0,5% свинца делает цинк совершенно
непригодным для изготовления лито-офсетных форм. Это проис¬
ходит потому, что зерна свинца не воспринимают воду, а воспри¬
нимают краску, образуя окрашенные пятна в пробельных участ¬
ках печатной формы. Поэтому для изготовления лито-офсетных
печатных форм пригодны только марки цинка с наименьшим со¬
держанием свинца и других примесей, т. е. марки ЦВ, Ц0,
Ц1 и Ц2.
Цинковые пластины для офсета вырабатываются толщиной
0,35—1 мм, шириной 450—1200 мм и длиной 700—1600 мм.
Пластины должны быть ровно обрезаны по всей длине и ши¬
рине. Допустимо отклонение размеров листа по длине и ширине
на±5 мм и по толщине на ±0,05 мм. Более толстые пластины
трудно без поломок краев укрепить на поверхности печатного
цилиндра.
Для изготовления штриховых и автотипных (растровых) кли¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
129
ше пригодны цинковые пластины толщиной от 1,5 до 2 мм, для
газетных клише—толщиной 1 мм. Цинковые листы для цинко¬
графских клише имеют ширину 350 и 500 мм и длину от 500
до 650 мм. Допустимые отклонения толщины цинкографских
пластин в пределах разных листов не должны превышать
±0,1 мм, а в пределах одного и того же листа ±0,08 мм. Откло¬
нения по длине и ширине листа не должны быть более ±5 мм.
Алюминий — серебристо-белый металл с синеватым оттен¬
ком. Металлический алюминий получают путем переработки
руд, называемых бокситами. Залежи бокситов имеются в СССР'
на Урале, Украине и в районе Тихвина близ Ленинграда. Чистый
алюминий имеет удельный вес 2,69, температуру плавления 658°.
При нагревании алюминия до 200° он становится ломким, а
при 540° начинает размягчаться. Алюминий прочнее цинка, он
хорошо поддается ковке в холодном состоянии, а еще лучше—
при температуре 100—150°, хорошо прокатывается, но плоха
поддается сварке.
Механические свойства алюминия в известной степени зави¬
сят от предшествующей его обработки: они, например, могут
вдвое улучшиться в результате прокатки алюминия. Изменение·
механических свойств алюминия в процессе холодной обработ¬
ки происходит вследствие изменения структуры его кристаллов.
Технический чистый алюминий в литом виде состоит из агрега¬
тов равноосных кристаллов, которые после холодной механиче¬
ской обработки вытягиваются в направлении прокатки или
волочения.
Вследствие большого сродства алюминия с кислородом на
воздухе поверхность алюминия легко окисляется с образованием
тончайшей пленки окиси алюминия А1203, предохраняющей ме¬
талл от дальнейшего окисления и от действия воды.
Технология производства -алюминия состоит в переработке
бокситов на сернокислый глинозем (сернокислый алюминий)
Α12(504)3·18Η20 и в выделении из него алюминия путем элек¬
тролиза. Способ получения глинозема из бокситов, применяемый
в наши дни мировой алюминиевой промышленностью, разрабо¬
тан Η. Н. Бекетовым в 1865 г. Теория электрометаллургии алю¬
миния создана профессором Петербургского политехнического
института Π. П. Федотьевым в 1910 г.
В полиграфической промышленности алюминий применяется
для изготовления литографских и офсетных форм в виде плас¬
тин из алюминия марокА1,А2и или АЗ. Алюминий маркиА1 со¬
держит не менее 99,5% чистого алюминия и не более 0,5% при¬
месей меди, железа, кремния; алюминий марки А2 содержит не
менее 99% чистого алюминия и не более 1% примесей; алюми¬
ний марки АЗ содержит не менее 98% чистого алюминия и не
более 2% примесей, указанных выше.
130
Полиграфические материалы
Алюминиевые пластины для полиграфии получают прокат¬
кой литого алюминия с последующей шлифовкой и полировкой.
Офсетные пластины вырабатываются толщиной 0,6—0,8 мм
и размерами 1100x 1200, 1150x1400 и 1250 Х1400 мм из алю¬
миния указанных марок. Пластины должны быть ровно обреза¬
ны по всей длине и ширине. Допустимые отклонения по длине и
ширине ±5 мм, а по толщине ±0,05 мм.
Никель — серебристо-белый металл с сильным блеском, не
тускнеющим на воздухе. Удельный вес никеля 8,8—8,9, темпера¬
тура плавления около 1455°. Никель тверд, гибок, ковок и тягуч,
в результате его прокатки можно получить очень тонкие листы
и проволоку, никель легко полируется.
Благодаря своей стойкости к атмосферным воздействиям и
достаточной твердости никель применяется как антикоррозий¬
ное покрытие. Никелирование осуществляется почти исключи¬
тельно гальваническим путем.
В полиграфической промышленности никелирование, т. е.
осаждение тончайших слоев никеля, производится: а) для повы¬
шения тиражеустойчнвости стереотипов и типографских клише,
изготовленных из типографского свинцового сплава; б) в ка¬
честве промежуточного слоя при меднении стальных цилиндров
и хромировании стереотипов; в) в процессе изготовления биме¬
таллических офсетных форм.
Никелевые покрытия характерны двумя ценными для поли¬
графии свойствами: твердостью, придающей печатным формам
механическую износоустойчивость, и химической стойкостью,
которая позволяет применять никелевые покрытия в офсетной
печати.
Хром — голубовато-белый металл с высоким блеском. Удель¬
ный вес 6,8—7,2; температура плавления в зависимости от сте¬
пени чистоты технического металла 1520—1830°. Хром настоль¬
ко тверд, что им можно резать стекло. В сухом и влажном воз¬
духе хром не окисляется, кислоты на него почти не действуют.
В природе хром встречается в виде минерала хромита, после
переработки которого получается чистый металлический хром.
Хром находит широкое промышленное применение в произ¬
водстве различных сплавов, которым он придает большую твер¬
дость и химическую стойкость. Наиболее важны из числа хромо¬
содержащих сплавов нержавеющие и кислотоупорные стали, а
также сплавы хрома с никелем, называемые нихромом и приме¬
няемые в качестве нагревательных приборов в электротехнике.
В чистом виде хром идет на электрохимические покрытия раз¬
личных металлов и металлических изделий.
В полиграфической промышленности хромирование повы¬
шает тиражеустойчивость типографских стереотипных форм,
типографских клише, медных форм глубокой печати, а также
Раздел второй. Металлы и сплавы, применяемые в полиграфии
131
износоустойчивость линотипных матриц. Хромированные галь¬
ванические покрытия наращиваются на пробельные элементы
биметаллических печатных форм, сообщая им высокую тираже-
устойчивость.
Железо — точнее, низкоуглеродистая сталь — применяемое в
технике, представляет собой сплав железа с незначительным ко¬
личеством углерода (0,5—0,2%) и содержанием примесей: крем¬
ния— до 0,35%, марганца — до 0,65·%, фосфора — до 0,05% и
серы — до 0,05%.
В полиграфической промышленности тончайшие слои элек¬
тролитического железа наращивают на поверхность типограф¬
ских стереотипов для повышения их тиражеустойчивости. Из
низкоугле|родистой стали изготовляют проволоку для сшивания
книг и брошюр.
Магний — серебристо-белый, очень легкий металл. Впервые
был получен в чистом виде в 1829 г. французским химиком
А. Бюсси. До этого в XVII веке были известны способы получе¬
ния магниевых соединений — сернокислого магния и углекис¬
лого магния. Удельный вес магния 1,738. Температура плавле¬
ния 615°, температура кипения 1120°. На воздухе тускнеет вслед¬
ствие образования окисной пленки, а при температуре 550—600°
воспламеняется и горит ослепительно белым пламенем. В чистом
виде магний в технике не применяется. Сплавы магния с алюми¬
нием, цинком и марганцем из-за небольшого удельного веса, вы¬
соких механических свойств и специфических химических свойств
находят широкое применение в технике. В частности, прочный
легкий сплав магния с алюминием — электрон применяется в
авиационной технике как конструктивный материал при изготов¬
лении самолетов и моторов. В полиграфической промышленности
магниевые сплавы с алюминием и цинком идут для изготовления
типографских клише и офсетных печатных форм. Добавки лития,
кадмия, висмута улучшают свойства магниевых сплавов, приме¬
няемых в офсетном производстве. Железо, медь, кремний, никель
ухудшают эти свойства.
§ 46. СПЛАВЫ
В технике металлы редко применяются в чистом виде, а почти
всегда в виде сплавов.
Сплавом называют продукт соединения двух или нескольких
металлов с возможными примесями небольших количеств метал¬
лоидов (например, чугун — сплав железа с углеродом). Чтобы
изготовить сплав, нужно расплавить составляющие его металлы
и· хорошо перемешать их между собой.
От механической смеси сплав отличается тем, что его нельзя
разделить простыми механическими приемами, например измель¬
132
Полиграфические материалы
чением и просеиванием. От химического соединения сплав отли¬
чается тем, что составляющие его металлы, за сравнительно
редкими исключениями, могут содержаться в нем в любых соот¬
ношениях, тогда как в химических соединениях существуют стро¬
го определенные весовые отношения веществ.
В большинстве случаев свойства сплавов сильно отличаются
от свойств составляющих их металлов. Например, . температура
плавления сплава нередко значительно ниже температуры плав¬
ления входящих в него металлов. Так, сплав из 65 частей олова
и 35 частей свинца плавится при температуре 190°, в то время
как более легкоплавкая составная часть его — олово — плавится
при температуре 231,8°.
Очень часто, несмотря на малое количество примесей к основ¬
ному металлу, они все же оказывают большое влияние на его
свойства. Например, присутствие в свинце небольших количеств
меди, олова или сурьмы значительно повышает его твердость.
По мере увеличения содержания сурьмы в свиние^от 0 до 13%
температура плавления сплава понижается с 327,4° (температу¬
ра плавления чистого свинца) до 247°; при дальнейшем увели¬
чении количества сурьмы в сплаве температура плавления его
повышается пропорционально содержанию сурьмы и достигает
.630° (т. е. температуры плавления чистой сурьмы).
Для изготовления шрифтов и стереотипов применяются типо¬
графские свинцовые сплавы, состоящие из свинца, сурьмы и оло¬
ва. Совсем недавно были разработаны и внедряются в промыш¬
ленность (например, в типографии газеты «Известия») типо¬
графские цинковые сплавы, состоящие из цинка, алюминия и
магния:
В свое время были предложены мышьяковистые типограф¬
ские сплавы, состоящие из свинца, сурьмы и мышьяка, но эти
сплавы в настоящее время не применяются, так как гораздо
более эффективными оказались цинковые сплавы. Попытки из¬
готовления типографских печатных форм из сплавов свинца с
щелочными и щелочноземельными металлами (литии, натрии,
калий, магний) пока не увенчались успехом из-за сравнительно
высокой температуры плавления этих сплавов и большого их
угара.
Сплавы, состоящие из двух и более металлов, в отличие от
чистых металлов плавятся и затвердевают в некотором интерва¬
ле температур. Исключение в этом отношении составляют только
некоторые сплавы вполне определенного состава, плавящиеся и
затвердевающие, как и индивидуальные металлы, при одной для
данного сплава температуре. Такие сплавы, о которых будет
сказано ниже, называются эвтектическими (от греческого слова
«эвтектос» — легкоплавящийся).
Двойные сплавы, т. е. сплавы, состоящие из двух металлов,
Раздел второй. Металлы и сплавы, применяемые в полиграфии
133
например из свинца и сурьмы, имеют две критические точки
(рис. 44). Первая из них соответствует началу выпадения из
сплава кристаллов того составляющего металла, которого боль¬
ше в сплаве (каким металлом пересыщен сплав). Вторая крити¬
ческая точка соответствует концу затвердевания сплава и связа¬
на с одновременным образованием кристаллов обоих металлов в
виде тесной однородной смеси. Эта (вторая) критическая точка
называется эвтектической. Сплав, имеющий только одну крити¬
ческую точку (эвтектический), получается из сплавляемых ме¬
таллов только при строго определенном их соотношении, раз¬
личном для разных металлов (рис. 45). Например, для сплавов
сурьмы и свинца эвтектическая точка равна 246°, при которой
кристаллизуется только сплав, состоящий из 87% свинца и
13% сурьмы. Микроструктура такого сплава показана на рис. 40.
Структура затвердевшей сурьмы, как мы видели, однородна
и представляет собой скопление более или менее правильных
кристаллов. Структура затвердевшего свинца также однородна.
Затвердевший эвтектический сплав из 87% свинца и 13% сурьмы
дает очень мелкую полосатую структуру, довольно однородную
во всей массе. Сурьма имеет вид светлых, а свинец — темных
полосок.
Таким образом, эвтектические сплавы представляют собой
однородную смесь чрезвычайно мелких кристалликов с однород¬
ным строением; сплавы эти отличаются сравнительно высокой
прочностью и хорошими литейными свойствами.
Два металла в сплаве могут быть не только в виде однород¬
ной механической смеси кристаллов исходных металлов, но и в
Время охлаждения
Время охлаждения
Рис. 44. Кривая охлаждения
сплава (10% сурьмы и 90%
свинца).
Рис. 45. Кривая охлаждения
эвтектического сплава (13%
сурьмы и 87% свинца).
134
Полиграфические материалы
виде кристаллов твердого раствора, а также химического соеди¬
нения.
Твердые растворы двух металлов образуются тогда,
когда эти металлы неограниченно растворимы друг в друге как
в жидком, так и в твердом состоянии. В этом случае в твердом
состоянии оба компонента (металла) образуют однородные кри-
' сталлы, в которых атомы обоих металлов связаны в совместную
систему, или кристаллическую решетку. Такое кристаллическое
состояние двух металлов получило название твердого раствора.
Микроструктурный анализ не позволяет установить, состоит ли
данный сплав из кристаллов твердого раствора или из кристаллов
чистых металлов. Это удается
сделать только химическим или
рентгеноструктурным анализом.
Твердые растворы имеют большое
значение в технике. Так, напри-
—' \t У мер, бронза есть твердый раствор
—<7 О- С} олова и меди, латунь — твердый
раствор цинка и меди, дюралю-
~ ~ миний — твердый раствор меди и
Рис. 46. Строение твердых r г
растворов: алюминия, закаленная сталь —
а—раствор замещения; б—раствор внед- ТВерДЫИ раСТВОр углерода В Же-
рения· лезе.
В кристаллах твердых раство¬
ров атомы растворенного металла могут замещать атомы рас¬
творителя в любом месте кристаллической решетки или внед¬
ряться в промежутки кристаллической решетки между атомами
растворителя. В первом случае образуются твердые растворы
замещения, во втором — внедрения (рис. 46).
Некоторые металлы при сплавлении образуют химиче¬
ские соединения: например, олово и мышьяк дают со-,
единение SnAs и Sn3As2; олово с сурьмой — химическое соеди¬
нение SbSn. Кристаллы химических соединений являются одной
из основных частей механической смеси, или образуют с други¬
ми металлами твердые растворы, или находятся в сплаве в виде
избыточных кристаллов. Кристаллы химических соединений, как
правило, более тугоплавки, имеют большую твердость и хруп¬
кость.
Два металла, например свинец и сурьма, образуют много
сплавов с различным соотношением исходных компонентов.
Такой ряд сплавов называют системой сплавов. На основании
кривых охлаждения ряда сплавов с различным содержанием
свинца и сурьмы можно построить диаграмму состояния (плав¬
кости) сплавов из этих металлов. На рис. 47 показано построение
диаграммы состояния (плавкости) системы свинец — сурьма по
кривым охлаждения. Диаграмма состояния системы свинец—
Раздел второй. Металлы и сплавы, применяемые в полиграфии
135
сурьма является типичным примером диаграммы состояния пер¬
вого рода.
Диаграмма состояния первого рода характерна тем, что оба
компонента (т. е. исходных металла) неограниченно растворимы
в жидком состоянии, а в твердом — нерастворимы (образуют
механическую смесь кристаллов исходных металлов) и не обра¬
зуют химических соединений. Диаграмма состояния дает воз-
Рис. 47. Построение диаграммы состояния системы свинец — сурьма по кри¬
вым охлаждения.
можность представить механизм образования структуры сплава
при его затвердевании и плавлении. Рассмотрим подробнее ди¬
аграмму состояния системы свинец—сурьма (рис. 48). Диаграм¬
ма справа и слева ограничена двумя вертикальными линиями,
на которых отложена температура от 0 до 700° (630° — темпера¬
тура плавления чистой сурьмы), и нижней горизонтальной лини¬
ей, показывающей содержание в сплаве свинца и сурьмы. Край¬
няя левая точка соответствует' нулевому содержанию в сплаве
сурьмы, т. е. чистому свинцу. Крайняя правая точка соответству¬
ет содержанию чистой сурьмы, т. е. нулевому содержанию свин¬
ца. Между этими двумя точками расположены все сплавы свин¬
ца с сурьмой. Так, например, точка N на нижней горизонтальной
линии соответствует сплаву из 60% сурьмы и 40% свинца. На ди¬
аграмме имеется вторая горизонтальная линия МН и две кри¬
вые АЕ и BE. Начало кривой АЕ находится в точке плавления
чистого свинца (327,4°) и оканчивается в точке Е на прямой МН,
в этой же точке оканчивается линия BE, берущая начало от
точки плавления чистой сурьмы (630°). Линии АЕ и BE харак¬
теризуют начало затвердевания сплавов, они называются линия¬
436
Полиграфические материалы
ми затвердевания или линиями ликвидуса. Начало затвердева¬
ния у сплавов с разным содержанием свинца и сурьмы происхо¬
дит при разных температурах. Конец же затвердевания у всех
сплавов свинца и сурьмы одинаков, при температуре 246°, и
обозначается горизонтальной линией МЯ, которая называется
линией конца затвердевания сплава или линией солидуса. Точ¬
ка Е на линии МН, где сходятся линии ликвидусов, соответству-
Рис. 48. Диаграмма состояния сплавов свинец — сурьма.
ет эвтектическому сплаву свинца с сурьмой. Диаграмма состоя¬
ния позволяет получить исчерпывающее представление о свойст¬
вах сплава, т. е. дает возможность знать, что происходит со спла¬
вом при его нагревании или охлаждении; при какой температуре
у сплава данного состава начинается и заканчивается затверде¬
вание; какая у него после затвердевания будет структура; из ка¬
ких кристаллов будет состоять его структура и в каком количе¬
стве эти кристаллы будут входить в структуру сплава. Так, в на¬
шем примере сплавы, содержащие менее 13% сурьмы, состоят
из кристаллов свинца и эвтектики; сплавы с содержанием 13%
сурьмы имеют только кристаллы эвтектики и, наконец, сплавы с
содержанием более 13% сурьмы состоят из кристаллов сурьмы
и кристаллов эвтектики. Избыток сурьмы или избыток свинца
кристаллизуется отдельно в виде островков, вкрапленных в ос¬
новную кристаллическую массу эвтектики. Кристаллы избыточ¬
ной сурьмы значительно повышают, а кристаллы избыточного
свинца понижают механические свойства сплава (рис. 49).
Диаграмма состояния второго рода характерна тем, что оба
компонента неограниченно растворимы в жидком и твердом со¬
стояниях и не образуют химических соединений.
Раздел второй. Металлы и сплавы, применяемые в полиграфии
137
Пример диаграммы состояния второго рода сплавов, образую¬
щих твердые растворы, приводится на рис. 50 для сплавов висму¬
та Bi и сурьмы Sb, имеющих полную взаимную растворимость
как в жидком, так и в твердом состоянии. Температуры ликви¬
дус и солидус в случае образования твердого раствора зависят
от состава сплава.
Рис. 49. Твердость сплавов сви- Рис. 50. Диаграмма состояния спла-
нец — сурьма. вов висмут — сурьма.
Линия АаВ показывает начало затвердевания сплавов; выше
этой линии сплавы представляют собой жидкий раствор сурьмы
и висмута. Линия АЬВ показывает конец затвердевания сплавов
(или начало плавления); все сплавы ниже этой линии находятся
в твердом состоянии и представляют собой твердый раствор од¬
ного металла в другом. Чем больше в сплаве тугоплавкого ком¬
понента, т. е. имеющего более высокую температуру плавления,
тем выше у этого сплава температура ликвидус и солидус. Когда
металлы взаимно растворяются в неограниченных количествах,
растворителем условно можно считать тот металл, которого в
данном сплаве больше. В температурном промежутке АаВ и АЬВ
сплавы находятся в полужидком состоянии — кристаллы твер’
дого раствора взвешены в жидком растворе (рис. 51). При
дальнейшем понижении температуры до нормальной кристаллы
твердого раствора устойчивы и не подвержены распаду, как это
наблюдается у некоторых сплавов.
Диаграмма состояния третьего рода характерна тем, что оба
компонента неограниченно растворимы и в жидком состоянии,
ограниченно — в твердом и не образуют химических соединений.
Приводим диаграмму состояния третьего рода (рис. 52) для
сплавов олово—свинец, имеющих ограниченную растворимость в
138
Полиграфические материалы
твердом состоянии. В сплавах олово — свинец возможно суще¬
ствование жидкого раствора олова в свинце, твердого раствора
олова в свинце, который мы будем обозначать α-раствором, и
твердого раствора свинца в олове, который мы будем обозна¬
чать β-раствором. В таких сплавах возможно одновременное
существование двух фаз: L — жидкий раствор и твердый рас¬
твор а или L и твердый
раствор β. Точка Е на диа¬
грамме соответствует эвтек¬
тическому сплаву, содержа¬
щему 38,14% свинца и
61,86% олова; его темпера¬
тура затвердевания и плав¬
ления равна 183°. Эвтекти.-
ка сплавов свинец—олово
представляет собой одно¬
родную смесь мельчайших
кристалликов двух твердых
растворов а и β. Линия АЕВ
является линией ликвидус,
линия ADCB — линией со-
лидус. Предельная раство¬
римость компонента В в А
определяется точкой D, а
предельная растворимость
А в В — точкой С.
Поясним сказанное на
примере двух сплавов I в II при их кристаллизации (см. рис. 52).
Сплав /. В точке 1 начинается процесс кристаллизации,
выше которой сплав находится в жидком состоянии. При кри¬
сталлизации выделяются кристаллы, концентрация которых ме¬
няется по кривой а—2, а концентрация жидкости — по кривой
1—в. В точке 2 кристаллизация заканчивается и полученные кри¬
сталлы имеют концентрацию исходной жидкости, из которой они
образовались. Полученные кристаллы твердого раствора не
претерпевают изменений при их охлаждении до точки 3, лежа¬
щей на линии предельной растворимости. Ниже этой точки твер¬
дый раствор а является пересыщенным и выделяет избыточные
кристаллы твердого раствора β, состав кристаллов твердого ра¬
створа а при этом меняется по кривой 3—F. При температуре 50°
состав кристаллов определяется* точкой 4.
Сплав II находится в жидком состоянии выше точки 1', в
которой начинается процесс кристаллизации и выделяются кри¬
сталлы а. При достижении линии DEC система состоит из жид¬
кости состава Е и α-криеталлов состава D. В это время жид¬
кость состава Е выделяет кристаллы обоих твердых растворов а
Рис. 51. Полужидкостное состояние
сплава: кристаллы твердого раство¬
ра взвешены в жидком растворе
(схема).
Раздел второй. Металлы и сплавы, применяемые в полиграфии
139
и β. В результате кристаллизации сплава II получатся, кроме
первичных кристаллов а концентрации D, эвтектика α+β кон¬
центрации D и С (твердые растворы, предельно насыщенные).
При дальнейшем охлаждении вследствие изменения раствори¬
мости α-кристаллы выделяют вторичные кристаллы β. При нор-
Рис. 52. Диаграмма состояния сплавов олово — свинец.
мальной температуре α-кристаллы (как первичные, так и входя¬
щие в эвтектику) примут концентрацию F.
В сплавах, богатых оловом (правее точки Е), при охлажде¬
нии ниже 1S3° твердый раствор β является пересыщенным и вы¬
деляет избыточные кристаллы твердого раствора а. Состав кри¬
сталлов твердого раствора β меняется при охлаждении до 50° по
линии СМ. При нормальной температуре вторичные β-кристаллы
перестают существовать самостоятельно.
Диаграмма состояния сложного вида. Сплавы сурьмы и оло¬
ва характеризуются диаграммой состояния более сложного вида,
чем ранее нами рассмотренные. Так как рассмотрение диаграммы
состояния системы сурьма — олово не входит в задачи курса,
мы лишь отметим, что эти сплавы ограниченно растворимы в
твердом состоянии и образуют неустойчивое химическое соеди¬
нение исходных компонентов состава SbSn.
Сурьма и олово образуют следующие твердые растворы, с
которыми мы встретимся, когда будем рассматривать структуру
типографских тройных сплавов.
ex — сурьмы в олове с наибольшей концентрацией сурьмы 10%;
βι и β2 — химического соединения SbSn, растворяющих в се¬
бе как сурьму, так и олово;
140
Полиграфические материалы
γ — олово в сурьме с наибольшей концентрацией олова 12%
(при 425е) и 4% (при нормальной температуре).
Сплавы сурьмы и олова имеют три перитектические точки:
246°, 325° и 425°, при которых происходит изменение состава
жидкой фазы, а следовательно, и изменение состава и строения
(структуры) твердой фазы — кристаллов сплава:
при 246° кристаллы а превращаются в кристаллы
» 325° » βι >- » » ^2
» 425° » рг » » γ
Такие изменения состава жидкой фазы и строения кристал¬
лов— твердой фазы, зависящие от изменения . температурных
условий, называются перитектическими. В нашем случае, напри¬
мер, перитектическое превращение за¬
ключается в том, что при 246° из крис¬
таллов твердого раствора а путем взаи¬
модействия с окружающей его жидко¬
стью образуются кристаллы другого твер¬
дого раствора βι.
Тройные сплавы. Типографские спла¬
вы для изготовления шрифтов и стерео¬
типов обычно являются тройными спла¬
вами свинца, сурьмы и олова или цинка,
алюминия и меди. Они также подчиня¬
ются ряду закономерностей, как и спла¬
вы двойные. Диаграммы состояния двух¬
компонентных систем располагаются на
плоскости (см. рис. 48, 50 и 52). Диа¬
граммы же состояния трехкомпонентных
систем в полном виде изображаются в
пространстве, причем одна ось показывает изменение состояния
первого компонента, другая — второго (третий компонент вычис¬
ляется по разности: С=100—А—5), а на третьей оси показы¬
вается изменение температуры (рис. 53).
Для практических целей предпочитают пользоваться упро¬
щенной диаграммой состояния тройных систем в виде равносто¬
роннего треугольника, позволяющей точно определить местопо¬
ложение сплава любого состава в пределе этого треугольника.
На такой диаграмме для различных сплавов указаны темпера¬
тура плавления, твердость и кристаллическая структура. Таким
образом, зная состав сплава, можно по такой диаграмме с до¬
статочной точностью определить температуру плавления (верх¬
нюю критическую точку) (рис. 54) и твердость (рис. 55) сплава,
а также установить характер его кристаллической структуры
(рис. 56).
Рис. 53. Координаты для
трехкомпонентной си¬
стемы.
Раздел второй. Металлы и сплавы, применяемые в полиграфии
141
в
Рис. 54. Диаграмма состояния тройных сплавов свинца,
сурьмы и олова (температура плавления).
100
6
Рис. 55. Диаграмма состояния тройных сплавов свинца,
сурьмы и олова (твердость).
142
Полиграфические материалы
Диаграмма тройного сплава свинец—сурьма—олово (см.
рис. 54—56), как мы видим, построена в форме треугольника.
В вершинах его находятся точки чистых металлов: в точке А —
100% свинца, в точке С — 100% олова и в точке В—100% сурь¬
мы. По основанию треугольника расположены все двойные спла¬
вы свинца и олова; слева сплавы, богатые свинцом, а справа
располагаются сплавы,
богатые оловом. По
левой стороне тре¬
угольника расположе¬
ны все двойные спла¬
вы свинца и сурьмы, а
по правой — сурьмы и
олова. Например, для
определения темпера¬
туры плавления и твер¬
дости сплава, имеюще¬
го 83% свинца, 12%
сурьмы и 5% олова,
находим на горизон¬
тальной линии точку,
соответствующую со¬
держанию 5% олова,
на правой стороне —
точку, соответствую¬
щую содержанию 12%
сурьмы. Проводим две прямые линии из найденных точек: одну
(из точки сурьмы) — параллельно основанию, а другую (из точ¬
ки олова)—параллельно правой стороне треугольника. Точка
пересечения этих линий будет соответствовать взятому нами
сплаву. Твердость этого сплава равна 20 кг/мм2, а температура
плавления 247°.
Тройные сплавы свинца, сурьмы и олова образуют ряд трой¬
ных эвтектических сплавов, или, как их обычно называют, трой¬
ных эвтектик, представляющих собой однородные смеси кристал¬
лов химического соединения сурьма — олово с кристаллами
свинца.
Состав эвтектических сплавов характеризуется линией
Е2—Е4 на рис. 56; в точке Е2 тройная эвтектика состоит из
10% Sb, 5% Sn и 85% Pb, в точке Е4 — из 2,5% Sb, 57,5% Sn и
40% Pb. Кроме эвтектики, тройные сплавы свинец — сурьма —
олово могут образовывать твердые растворы и химические со¬
единения.
На диаграмме (рис. 56) указаны характерные структуры:
I— избыточные кристаллы твердого раствора Sn в РЬ, двой¬
ная эвтектика — РЬ—Sb, тройная эвтектика РЬ—Sb—Sn;
II— избыточные кристаллы твердого раствора γ Sn в Sb.
Рис. 56. Линии эвтектических сплавов и
участков различной кристаллической струк¬
туры на диаграмме тройных сплавов свинца,
сурьмы и олова.
Раздел второй. Металлы и сплавы, применяемые в полиграфии
143
двойная эвтектика Pb—Sb; тройная эвтектика — РЬ—Sb—Sn;
III — кристаллы твердого раствора β2 Sn в Sb, тройная эв¬
тектика — РЬ—Sb—Sn;
IV — кристаллы βι твердого раствора Sn в Sb, тройная эв¬
тектика — РЬ—Sb—Sn;
ВесоВые % олоба
Рис. 57. Часть диаграммы тройных сплавов свинца, сурьмы и олова (твердость
и температура плавления) (по Д. Уивер).
V — кристаллы твердого раствора a Sb в Sn, двойная эвтек¬
тика твердого раствора Sn в РЬ и твердого раствора a Sb в Sn,
тройная эвтектика — РЬ—Sb—Sn.
В типографских сплавах содержание сурьмы обычно не пре¬
вышает 25% и олова — 7%, поэтому практический интерес пред¬
ставляет только та часть диаграммы состояния, которая изобра¬
жена на рис. 57. Это облегчает пользование диаграммой и повы¬
шает точность определений.
Типографские сплавы в зависимости от состава имеют раз¬
ную структуру (рис. 58). Сплав, в участке г, состав которого
характеризуется точкой Е2 (сурьмы—10%, олова 5%, свинца —
85%), является эвтектическим, его температура плавления рав¬
на 242°. Сплавы, состоящие в основном из тройной эвтектики та¬
кого состава, применяются, например, для строкоотливных ма¬
144
Полиграфические материалы
шин (табл. 10, стр. 149). Примерная область этих сплавов огра¬
ничена на диаграмме пунктирной линией вокруг точки Е2
(рис. 59).
Сплавы, расположенные на диаграмме выше линии Е\—Е2, в
участке а, ограниченном
пунктирной линией, и со¬
держащие до 25% сурь¬
мы, до 5% олова и свинец
(остальное), состоят из
тройной эвтектики, двой¬
ной эвтектики и избыточ¬
ных кристаллов твердого
раствора олова в сурьме.
Такие сплавы использу¬
ются в качестве слово¬
литных.
Сплавы, расположен¬
ные на диаграмме выше
линии Е\—Е2, в участке б,
ограниченном пунктирной
линией, и содержащие до
17% сурьмы, до 8% олова
и свинец (остальное), ис¬
пользуются в качестве
стереотипных и монотип¬
ных, они имеют такую же
структуру, как и слово-
литные сплавы.
Сплавы, расположенные на диаграмме ниже линии Ех—Е2 в
участке в, ограниченном пунктирной линией, и содержащие около
3% сурьмы, около 2% олова и свинец (остальное), состоят из
Весовые % олово
Рис. 58. Часть диаграммы тройных
сплавов свинца, сурьмы и олова.
а —область шрифтолитейных сплавов;
б — стереотипных сплавов; в — сплавов
для подливки гальвано; г — сплавов
для наборных машин.
Раздел второй. Металлы и сплавы, применяемые в полиграфии
145
тройной и двойной эвтектики и избыточных кристаллов твердого
раствора олова в свинце. Такие сплавы применяются, например,
для подливки гальваноотложений.
Жидкотекучесть типографских свинцовых сплавов по О. Е. Ке-
стнер и А. А. Семионову показана графически на рис. 60. Жидко-
40
Рис. 60. Жидкотекучесть сплавов Рис. 61. Жидкотекучесть сплавов свинца,
свинца, сурьмы и олова (по А. А. Се- сурьмы и олова (по И. Картлэнду).
мионову).
текучесть типографских сплавов по И. Картлэнду дана на рис. 61,
большая цифра характеризует большую длину отливки и луч¬
шую жидкотекучесть.
§ 47. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ТИПОГРАФСКИМ СПЛАВАМ
Типографские сплавы применяются для отливки шрифтов,
пробельного материала, линеек, стереотипов. Типографские спла¬
вы должны удовлетворять следующим техническим требованиям:
1) иметь возможно более низкую температуру плавления и
температуру отливки;
2) обладать хорошими литейными свойствами;
3) при затвердевании иметь минимальную усадку;
4) при отливке не оказывать разрушающего химического дей¬
ствия на матрицы и детали отливного механизма, с которыми
соприкасается расплавленный типографский сплав;
5) потери (угар) при отливках и при повторных переплавках
должны быть минимальными;
6) отлитые шрифты, стереотипы должны иметь достаточную
механическую прочность, т. е. быть по возможности более твер¬
дыми и одновременно иметь наименьшую хрупкость;
1 1 Заказ № 443
146
Полиграфические материалы
7) в процессе применения шрифты и стереотипы не должны
коррозировать, т. е. поверхность их не должна разрушаться от
действия влаги, кислорода воздуха, печатных красок, смываю¬
щих веществ и тому подбных реагентов.
Описание методов испытаний важнейших свойств типограф¬
ских сплавов приводится в § 51.
Температура плавления и температура отливки. Необходимо
различать температуру плавления и температуру отливки типо¬
графского сплава. При температуре плавления сплав переходит
из твердого в жидкое состояние, но в этот момент он редко об¬
ладает достаточной подвижностью, или, как говорят, жидкотеку-
честью, необходимой для получения хорошего качества отливки
(сплав густоплавок). Лишь при дальнейшем повышении темпе¬
ратуры, выше температуры плавления, сплавы обычно приобре¬
тают нужную подвижность — жидкотекучесть. Таким образом,
температура отливки обычно выше температуры плавления.
Очень важно, чтобы типографские сплавы давали хорошего ка¬
чества отливку при возможно более низкой температуре (при
наименьшем перегреве). Чем выше температура отливки, тем
сложнее и вреднее работа со сплавами, тем скорее выгорают
матрицы и возникает больше затруднений для точного действия
отливных механизмов. Высокая температура, кроме того, затруд¬
няет получение полного, ровного и четкого очка, что является
основным требованием производства. Поэтому для отливки ти¬
пографских шрифтов и стереотипов пригодны сравнительно лег¬
коплавкие сплавы, изготовляемые на основе свинца и цинка.
Литейные свойства типографских сплавов зависят от способ¬
ности их в расплавленном состоянии хорошо заполнять все де¬
тали отливной формы. Из сплава с хорошими литейными свой¬
ствами можно получить литеры и стереотипы с ровным и четким
очком при соблюдении всех необходимых размеров. Литейные
свойства сплава тем лучше, чем больше понижается вязкость
сплава при нагревании его выше температуры плавления.
Усадка сплава, т. е. изменение размеров отливки, происхо¬
дящее при ее охлаждении, также относится к литейным свойст¬
вам сплавов. Известно, что переход большинства металлов и
сплавов из жидкого, расплавленного состояния в твердое связан
с изменением их объема, называемым усадкой. Например, объем
олова при затвердевании уменьшается на 2,7%, свинца — на
3,4%, а алюминия — даже на 6,7%. При отливке типографских
шрифтов из сплавов с чрезмерно большой усадкой невозможно
получение литер необходимых точных размеров.
Химическое действие расплавленного сплава. Сплавы, хими¬
чески действующие в расплавленном состоянии на матрицы и
другие детали отливного механизма, совершенно непригодны для
отливки шрифтов, так как нарушают нормальную работу шриф¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
147
толитейных машин и являются причиной быстрого износа их и
матриц.
Потери сплавов при отливке шрифтов и при повторных пере-
плавках. Изготовление типографских сплавов, переплавка сте¬
реотипов и мишинного набора сопровождаются окислением спла¬
ва, и некоторое количество его переходит в изгарь, частично уле¬
тучиваясь. Вследствие этого происходит потеря части сплава
(угар сплава). Учитывая важное значение цветных металлов для
народного хозяйства, необходимо стремиться к тому, чтобы угар
типографских сплавов был минимальным.
Механическая прочность сплавов имеет исключительно важ¬
ное значение, так как печатные формы должны быть достаточно
тиражеустойчивыми, т. е. позволяющими печатать большие тира¬
жи без заметного разрушения (износа) печатной формы под
действием значительного давления печатного цилиндра, при
больших скоростях печатания и при сильном трении. Твердость
типографского сплава является одним из наиболее важных
свойств, но при этом -сплав не должен быть хрупким. С. И. Ша¬
пошников показал, что одинаковые по прочности — твердости —
типографские сплавы могут иметь различную тиражеустойчи-
вость, если у них разная упругость: сплав с меньшей упругостью
скорее разрушается в процессе печатания.
Противокоррозионная устойчивость сплавов. Поверхность пе¬
чатной формы не должна разрушаться от химического воздей¬
ствия влаги, кислорода воздуха, печатных красок, смывочных
веществ и т. п., иначе даже отлично изготовленная печатная фор¬
ма может скоро прийти в негодность при хранении ее в цехе или
при печатании. Главным образом из-за большой подверженности
коррозии не нашли применения для изготовления клише такие
распространенные сплавы, как, например, дешевые марки угле¬
родистой стали.
§ 48. ТИПОГРАФСКИЕ СВИНЦОВЫЕ СПЛАВЫ
Для отливки шрифта, машинного набора, стереотипов преж¬
де всего используются сплавы свинца, сурьмы и олова. Отливка
шрифтов и стереотипов из этих сплавов может производиться
при сравнительно низких температурах — от 250 до 400° (при¬
близительно).
Основным металлом типографского свинцового сплава, как
говорит и само название его, является свинец; его содержание
составляет 72—81%. Кроме свинца, в сплав входят сурьма и оло¬
во. От соотношения этих обязательных составных частей, а также
от наличия некоторых примесей зависят свойства типографских
сплавов, т. е. температура плавления, твердость и т. д.
и*
148
Полиграфические материалы
Сурьма необходима для уменьшения усадки сплава и для
повышения его твердости; однако при чрезмерном количестве
сурьмы сплав становится хрупким.
Сплав, состоящий из свинца и сурьмы, обладает необходимой
твердостью, но имеет относительно высокую температуру плавле¬
ния и плохие литейные свойства. Для улучшения литейных
свойств и для понижения температуры плавления в типографские
свинцовые сплавы прибавляют олово.
В типографских свинцово-сурьмяно-оловянистых сплавах,
или, как их обычно упрощенно называют, свинцовых сплавах,
могут быть примеси меди, цинка, мышьяка, висмута, алюминия
и никеля.
Примесь меди значительно увеличивает прочность, твердость
сплава и способствует получению более однородной отливки.
Но медь повышает температуру отливки и ухудшает литейные
свойства сплава, поэтому примесь ее строго ограничивается.
В отдельных случаях для словолитных сплавов разрешается вве¬
дение до 1% меди в виде медно-сурьмяной лигатуры. Лигатура¬
ми называются промежуточные, вспомогательные сплавы, служа¬
щие для исправления свойств, или корректировки, состава того
или иного промышленного сплава.
Присутствие цинка в свинцовых сплавах значительно ухуд¬
шает его литейные свойства, сильно повышает температуру плав¬
ления и делает отливки хрупкими. Применение таких сплавов
вызывает засорение мундштука и заедание поршня отливного ме¬
ханизма наборных и словолитных машин. Цинк может попасть
в типографские сплавы вместе со свинцом (в котором он иногда
содержится в результате его плохой очистки), а также при пло¬
хой рассортировке типографского набора из клише, латунных
линеек и пр. Засорение шрифтов из свинцовых сплавов шриф¬
тами из цинковых сплавов (см. ниже) также может быть при¬
чиной засорения сплавов цинком.
Мышьяк в свинцовых сплавах довольно сильно повышает их
твердость и улучшает литейные свойства, но одновременно повы¬
шает и температуру плавления. Небольшие примеси мышьяка
в сплавах с высокой температурой плавления вполне допу¬
стимы.
Присутствие висмута в типографских свинцовых сплавах
желательно, так как он улучшает литейные свойства сплава.
Примесь алюминия ухудшает литейные свойства сплава, за¬
трудняет работу словолитных и наборных машин и вызывает
частые их остановки для чистки мундштуков и т. д. Кроме того,
присутствие алюминия приводит к получению очень неоднород¬
ных отливок. Никель в типографских свинцовых сплавах также
относится к вредным примесям.
В зависимости от назначения типографские сплавы разделя-
Типографские свинцовые сплавы
3-
{Zww/z:У
а) опт
1гэни<3д ои
qxoo^daax
О.СЗ и
Й Ч ~
Б с
2 С К
« я а
Н о. аз
вяе1шэ
BHdew
к
ч
_ ч
ш
о CQ
Н О И
Я Н о
Я Я Н
>> Я «
с >> Я
в >>
<Моо С
^Т00
ч<
>CD |
" CD
! ч *
u >
<υ «
■; g
a^S
о о S4
Hi
I
CO C
Я
4
ί¬
α)
«
со
С
ι=3
Е
н
и
о
2 2 2 с
о ° о £
я ж 2 с
^ £ в е
ааас
и и и S
0 о g -
Н Н н .
я я а с
Он Он Оч:
3 Э Э I
та Я д £
та та « ?
иди
Я Я s “
4 Ч Ч I
Η Н Н С
ООО
CD Ч4 СО
см см см
1 I I
ч· см см
см см см
Ю О Ю
со со со
со со см
ю
со
с
1=3
ъ*
Е
н
о
о
I I
Ю О id
CM CM Н-
со со см
о
ч
QJ
н
о
о
со со со
Ч1 СО Ч
I I I
Г'-г- Η.
со CM со
О О ID
СО CM CD
см CM.—
I I I
ООЮ
— О ID
CM CM —
— CM CO
ээа
*я
a;
2
>.
4
та
Я
X
H
x ς
4 та
X я
X Cl
CL CL)
0) H
н та
та S
та
= sH
CQ О
о g
к £
О P
4 <D
CJ VO
„ VO
S О
Я 9Д
S g
* о
S <D
4 cr
та
g та
5 X
I -3
к
p 2
о §
« c
5 g;
та та
X X
CO CQ
я я
ч 4
E- H
oo
1 Ю
О О)
! СМ
„ 1
см —
I I
> 1
; со
1 1
<Л 00
\ см
— —
! о
о о
О
— см
> со
» I
СО СО
I I
» 1
L Ч*
1 1
о о
: оо
сг> о
см
см со
! „
• о
! Я
1 Я
) Ч
г та
Л Л
1 Н
, CJ
! °
U
см
LD
см
I I
1 1
00
Ч"1
ID
о о
00
05 05
Т
’Т I
I
О
1 1
о о
а-
г^Г isT
’ 1
1—1 1—1
2S3
eg
Он
о g
to *“*
о «
ч 4
к
S M
X о
та к
g* я
X H
ь о
О)
Он
с? <υ
Ч Η
КС °
И X
О Я
к Я
Я О
ь О
о ч
О) С
2 *
^ 0-1
о к
*Я
О)
и
СЮЮ о ^
3 та О αϋ
та cl о- с о
CQ
5S§
Я о
а I g
та н £
gO о
О, . CJ
«m3
о н
sSo
“g00
та н о
* О
та с
Cl S
Я £
Н О
<υ
§δ
и X
о s
к «
к υ
н о
о ч
<υ с
Он
V и
н Д О
U X X
CQ О
^ S S
я5Рй
ЕО °
* ЭК
о о
(U я
В Л
я ч
ς a)
VO
та о
Я Он
и с
я
ч эя
н о
О S
. <υ
х g
та та
is
а
в
ч
(Г)
я
>ί.
с
>s
я
к
О)
й
о
ч
н
о
о
X
та
та
^
о о та
Он . _ г_
W и та
о ь ^
_ ii _ та
S «
и g S
та н ° 5·
ч о ч 3
н о
О С
х о
х та
и х
х >.
g с
8 м
тан ш
о ° о
5 О Л g
S s g а
Заа
J ч л *
Он о ч О
\§ Ь <Т>
>Я
О
я
я
а
ч
8
~ та
я * я
§ о ч
о 5 -
с g та
3 Я и
та та
я 2 g
О
— см со
С ЕС
! CD
CO
Ч"1
’ С|
CM
I
*7
1
1 LD
1
CM
1
CM
! см
CM
^ LD
о
LD
, г-.
Г-н.
о
1 см
I
CM
I
CO
1
! 1
ID
1
о
1
ID
CD
CD
05
1 см
CM
CM
си
о
я
я
ч
та
Λ
Λ
Ε¬
υ
о
LD
CO
CM
н-
I
ID
I
CM
I
* 1
LD
1
a-
I
oo
CD
4<
~
ID
ID
CO
CD
ID
CO
1
T
I
1
ID
1
LD
1
Г-н.
ID
Ч-1
CM
’ 1
’■—l
,
CM
H
H
H
U
и
u
CO
со
CM
I
см
I
1
CM
1
см
CM
см
ID
о
LD
. CM
I
см
|
1
о
I
id
4*
Ч4
CM
см
си
о
я
я
ч
Л
та
н
о
о
00
LD
Ч"1
I
CD
1
см
I
LD
Ч4
ID
о
о
см
CM
I
7
1
о
1
—н
—Η
—н
CM
я
я
я
я
ts
1=3
о
I
о
I
к
я
я
я
2
2
ч
та
я
я
я
<υ
ч
о
VD
та 2
я
Он
я
*
Он
<υ
Ч
о
“«Ν
Я
о о
Ё I
та та
та та
о к
JQ
О |
«S
х
со -
2J СМ
та о
§Р
υ I
х 5
я ч
та о
о та
Ό* я
та та
а .
О CD
та о
я -
н о
PQ
150
Полиграфические материалы
ются на три группы: 1) словолитные, 2) стереотипные и 3) для
.наборных машин. Различие между сплавами этих групп заклю¬
чается в их составе и свойствах (твердость, температура плавле¬
ния, температура отливки и пр.). Состав и некоторые свойства
этих сплавов приводятся в табл. 10.
Словолитные сплавы применяются для отливки шрифтов,
пробельного материала и линеек. Сплавы для шрифтов должны
хорошо отливаться при температуре не выше 380° и быть возмож¬
но более прочными (очко литеры не должно изнашиваться при
печатании в течение продолжительного времени; при тиснении
матриц деформация должна быть минимальной).
Изготовление словолитных сплавов для шрифтов производят,
соблюдая правила техники безопасности, при температуре не
выше 450°, а разливку чушек — при 400°.
Прочность словолитных сплавов значительно превосходит
прочность стереотипных сплавов и сплавов для наборных ма¬
шин, так как форму, набранную из словолитного шрифта, по окон¬
чании печатания тиража разбирают, а шрифт идет для изготов¬
ления новой формы, в то время как стереотип после окончания
печатания тиража переплавляют.
Пробельный материал в процессе печатания не подвергается
натиску печатного цилиндра, поэтому сплавы, которые идут на
его изготовление, имеют сравнительно меньшую прочность; ли¬
тейные свойства сплавов, особенно при отливке крупнокегельного
пробельного материала, также не имеют существенного значе¬
ния. Вследствие этого пробельный материал отливается из спла¬
ва с минимальным количеством дорогостоящего олова, а в неко¬
торых случаях и при полном его отсутствии. Изготовление таких
сплавов производят при температуре не выше 430—450°, а разли¬
вают в чушки при температуре 380°.
Стереотипные сплавы применяют для отливки стереотипов
для плоских и ротационных печатных машин. Отливку произво¬
дят с картонных матриц в автоматах или на ручных станках.
Стереотипные сплавы обладают следующими свойствами:
1) температура плавления их не превышает 290°, так как от¬
ливка стереотипов при более высоких температурах нарушает
правильный режим работы отливных автоматов и может вызвать
обугливание картонных матриц.
2) имеют достаточно хорошие литейные свойства — расплав¬
ленный сплав должен легко и полно заполнять все углубления
матрицы для получения четкого и ровного очка стереотипа;
3) обладают высокой прочностью, так как стереотипы пред¬
назначаются для многотиражных работ.
Изготовление стереотипных сплавов производят при темпера¬
туре 400°, а разливку чушек — при температуре 330—350°.
Сплавы для наборных машин. Наборные буквоотливные (мо¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
151
нотипы) и строкоотливные (линотипы) машины работают с при¬
менением различных типографских сплавов.
Сплавы для буквоотливных наборных ма¬
шин (монотипные сплавы) отличаются особо хорошими литей¬
ными свойствами почтой причине, что на этих машинах непос¬
редственно за отливкой относительно крупных знаков (пропис¬
ные и широкие строчные литеры) производится отливка тонких
знаков, причем скорость и температура работы остаются неиз¬
менными. Конструкция буквоотливной машины рассчитана для
работы при температуре не выше 400°.
Кроме того, эти сплавы должны иметь хорошую прочность,
потому что монотипный набор используется для печатания тира¬
жей и для матрицирования.
Для отливки набора на буквоотливных машинах применяют
сплавы, указанные в табл. 10: марки Ст. 1 — для тиражей до
60 тыс. оттисков и марки Ст. 2 — для тиражей до 40 тыс. от¬
тисков.
Сплавы для строкоотливных машин (линотип¬
ные сплавы) должны иметь (в соответствии с конструкцией ма¬
шин) температуру плавления не выше 250° и быть жидкотеку¬
чими, что необходимо для нормальной подачи сплава из горло¬
вины котла в отливную форму через довольно мелкие отверстия
мундштука.
Сплавы эти должны также иметь прочность, позволяющую
получить при тиснении с набора нужное число картонных мат¬
риц. При непосредственном печатании с набора прочность спла¬
ва должна обеспечить возможность получения соответствующего
тиража.
Изготовление сплавов для строкоотливных машин производят
при температуре не выше 400°, а чушки отливают при темпера¬
туре 300—280°.
Согласно исследованиям ВНИИПП (В. А. Коган, А. А. Семи-
онов), выполненным в 1958—1959 гг., наилучшими свойствами
обладают следующие сплавы, которые и рекомендуются к при¬
менению:
1. Для отливки шрифтов на кегль 6—12 пунктов вместо
сплава Ш1 рекомендуется сплав, состоящий из 25% сурьмы,
7% олова, остальное свинец. Прочность (тиражеустойчивость)
этого сплава в два раза выше, чем стандартного сплава Ш1, ли¬
тейные свойства более высокие. Новый сплав дает высокую твер¬
дость шрифта как на толстых, так и на тонких литерах.
2. Для отливки крупнокегельных шрифтов предложен сплав,
состоящий из 16% сурьмы и 3% олова, остальное свинец, пока¬
завший вполне удовлетворительные результаты. Этот сплав за¬
меняет стандартные сплавы марок Ш2 и ШЗ. Внедрение нового
сплава при сохранении качественных показателей механической
152
Полиграфические материалы
прочности шрифтов позволяет сэкономить, значительное количе¬
ство сурьмы.
3. Для отливки пробельных материалов вместо двух сплавов
марок П2 и ПЗ рекомендуется сплав с 15% сурьмы без олова.
4. Для отлйвки монотипного набора предложен сплав с 15%
сурьмы и 6% олова, остальное свинец. Этот сплав наиболее ши¬
роко применяется в зарубежной практике для указанной цели.
В наших действующих стандартах изготовление специального
монотипного сплава предусмотрено не было.
5. Для отливки стереотипов предлагаются два сплава: Ст.1,
содержащий 16% сурьмы и 7% олова, остальное свинец и Ст.2 —
13% сурьмы, 5% олова, остальное свинец. Первый сплав — для
отливки газетных стереотипов, второй — для отливки остальных
видов стереотипов.
6. Сплав для отливки набора на строкоотливных машинах
оставлен без изменения и содержит 11,5%' сурьмы и 4,5% олова,
остальное свинец.
7. Рекомендуется новый сплав для изготовления нотных пла¬
стин, содержащий 4,5% сурьмы и 15,0% олова, остальное свинец.
§ 49. ИЗГОТОВЛЕНИЕ ТИПОГРАФСКИХ СВИНЦОВЫХ СПЛАВОВ
Сырьем для типографских свинцовых сплавов служат метал¬
лы: свинец, сурьма и олово. Металлы эти применяются как в
чистом виде, так и в виде сплавов. Такими сплавами будут в
первую очередь типографская сыпь и изношенные печатные фор¬
мы (стереотипы), а также нотные пластины, припой и т. п.
Для изготовления типографских свинцовых сплавов пригод¬
ны металлы следующего качества.
1. Свинец (ГОСТ 3778—47) не ниже марки СЗ с содержанием
свинца не менее 99,9% и примесей не. более 0,1%, в том числе
цинка до 0,005%. Содержание никеля в свинце марки СЗ обычно
не превышает 0,005%. Никель, так же как и цинк, является очень
вредной примесью в типографских свинцовых сплавах. Свинец
марки С4 непригоден потому, что в нем содержится до 0,1% цин¬
ка, т. е. в 20 раз больше, чем в свинце марки СЗ, а общее коли¬
чество примесей увеличивается до 0,5%. Допускается применение
вторичного свинца («свинца сурьмянистого») при условии, что
содержание в нем примеси меди, цинка, железа и никеля не
должно превышать количеств, указанных для свинца марки СЗ.
Вторичными металлами (в отличие от первичных, получаемых
из руд) называются металлы, получаемые при переработке лома
и различных металлических отходов, например изгари.
2. Сурьма (ГОСТ 1089—41) не ниже марки Су2 с содержани¬
ем сурьмы не менее 99,5% и примесей не более 0,5%, в том числе
меди — 0,1%, мышьяка — 0,005%, серы — 0,1%, железа —
Раздел второй. Металлы и сплавы, применяемые в полиграфии
153
0,05%. Сурьма марки СуЗ непригодна для изготовления типо¬
графских сплавов из-за содержания в ней меди до 0,2% и желе¬
за до 0,15%..
3. Олово (ГОСТ 860—41) всех марок, содержащее вредных
примесей не более: железа — 0,05%, меди — 0,15%, серы —
0,05%; общее содержание олова должно быть не менее 96,25%,
а всех примесей — не более 3,75%.
Сыпь типографская перед изготовлением сплава должна быть
тщательно отсортирована. Из нее удаляются цинковые клише,
медные линейки и другие посторонние материалы, являющиеся
источником загрязнения сплавов цинком и другими вредными
примесями. Затем сыпь обязательно переплавляется, после чего
производится химический анализ на содержание олова, цинка,
сурьмы и меди.
Нотные свинцовые пластины пригодны для изготовления ти¬
пографских сплавов, так как они обычно состоят из 75—8*5%
свинца и 10—15% олова и 5—10%· сурьмы. Среди них встреча¬
ются цинковые пластины, которые необходимо отсортировать.
Нотные пластины должны переплавляться, после этого обязате¬
лен анализ на содержание сурьмы, олова и примесей.
Оловянисто-свинцовые припои содержат (в зависимости от
марки): олово (25—90%), сурьму (1,5%) и свинец (остальное).
Все марки припоев пригодны для изготовления типографских
сплавов.
Прежде чем приступить к изготовлению типографских спла¬
вов, производят расчет шихты. Шихтой называется совокупность
металлов, перерабатываемых в металлургическом производстве.
В данном случае под шихтой подразумевается совокупность со¬
ставляющих металлов, необходимых для изготовления типограф¬
ского сплава нужного состава. Ввиду угара сурьмы и олова при
расчете надо делать поправку на сурьму ( + 1%) и на оло¬
во ( + 0,5%).
Для добавления сурьмы к сплаву, приготовляемому из сыпи
или из других сплавов, рекомендуется пользоваться не чистой
сурьмой, а сурьмяными лигатурами. Лигатурами, как мы уже
указывали, называются промежуточные сплавы, облегчающие
изготовление сплавов и уменьшающие угар металлов при плав¬
лении. При изготовлении типографских сплавов могут быть ис¬
пользованы сурьмяно-свинцовая лигатура, содержащая 40%
сурьмы и 60% свинца (для добавления сурьмы и свинца к спла^
вам, богатым оловом), и сурьмяно-оловянистая лигатура, состоя¬
щая из 33% олова и 67% сурьмы (для корректировки типограф¬
ских сплавов, богатых свинцом).
Приготовление первой из этих лигатур ведется следующим
образом. В котел под слоем угля расплавляют нужное количест¬
во свинца, вводя сурьму большими кусками, и нагревают сплав
10 Заказ № 443
154
Полиграфические материалы
до полного растворения сурьмы. После этого сплав тщательно
перемешивают, снимают с него шлак и разливают по изложни¬
цам. Изложницами называют массивные чугунные формы для
разливки расплавленных металлов и сплавов, образующих при
застывании слитки.
Для изготовления второй из указанных лигатур в котле пер¬
воначально расплавляют нужное количество олова и постепенно,
по мере расплавления, вводят сурьму в виде некрупных кусков.
Одновременно продолжают подогрев сплава, причем температу¬
ру его не поднимают выше 550°.
Например, требуется изготовить 500 кг стереотипного сплава
Ст.1, содержащего 16% сурьмы, 7,5% олова и остальное свинец,
из свинца марки СЗ (ГОСТ 3778—47), содержащего 99,95% свин¬
ца, сурьмы свинцовистой марки CyCI (МПТУ 4014—53), содер¬
жащей 92,2% сурьмы и 7,5% свинца и олова марки 04 (ГОСТ
860—41), содержащего 96,3% олова и свинца 3%.
Производим расчет шихты. Для изготовления 500 кг стерео¬
типного сплава Ст.1 требуется:
1. Олова 7,5%·+ 0,5% по условию = 8% чистого олова.
Для изготовления 500 кг стереотипного сплава нужно:
100 — 8
500-8
500 —х
х - 100 “ '
96,3—100
40-100
X!
1
О
х~ 96,3
= 40 кг чистого олова
= 41,5 кг олова марки 04
(ГОСТ 860—41)
2. Сурьмы 16%+ 1% по условию = 17% чистой сурьмы.
Для изготовления 500 кг стереотипного сплава нужно
100—17
500 —х
50°.17
х = -jqq— = 85 кг чистой сурьмы
или 92,2 — 100
85 — х
100-85
Q0 а' = 92,2 кг сурьмы свинцовистой
марки CyCI (МПТУ 4014—53)
3. Свинец узнается по разности:
Sn + Sb + Pb = 100%
или олово 41,5 кг + сурьма 92,2 кг + свинец х кг = 500 кг
марки 04 по ГОСТ марки СуС по марки СЗ по марки
860—41 МПТУ 4014-53 ГОСТ 3778—47 Ст1
следовательно:
500 — 41,5 — 92,2 = х = 366,3 кг свинца марки СЗ (ГОСТ 3778—47)
Раздел второй. Металлы и сплавы, применяемые в полиграфии
155
Учитывая, что свинец марки СЗ содержит 99,95% чистого
свинца, сурьма марки СуС содержит 7,5% свинца и олово марки
04 содержит 3% свинца, общее количество чистого свинца, вво¬
димое в сплав составляет:
366.2 кг в 366,3 кг свинца марки СЗ
6,9 кг в 92,2 кг сурьмы свинцовистой марки CyCI
1.2 кг в 41,5 кг олова марки 04
всего 374,3 кг или 74,9%
Изготовление типографских свинцовых сплавов из металлов.
Свинец, сурьму и олово сплавляют в железном котле в про¬
порциях, соответствующих установленным рецептам. Большое
значение имеет чистота металлов, порядок их расплавления и
температурный режим плавления. Расплавление сурьмы и вве¬
дение в нее свинца вызывает большие потери не только сурьмы,
но также топлива и времени. Поэтому наиболее удобен и выго¬
ден способ растворения сурьмы в уже расплавленном свинце
и прибавление олова к уже несколько охлажденной смеси.
Для изготовления сплава из свинца, сурьмы и олова в котел
загружают около 3/4 необходимого, согласно расчетам, количества
свинца и расплавляют его. Поверхность расплавленного свинца
закрывают слоем древесного угля (в кусках от 5 до 25 мму без
угольной пыли) для предохранения металла от окисления. Сви¬
нец нагревают до температуры выше 500° и вводят сурьму,
измельченную в куски величиной не больше лесного ореха (при
измельчении необходимо принять меры предосторожности про¬
тив отравления сурьмяной пылью). После этого продолжают
нагрев до полного растворения всего металла и следят, чтобы
температура расплавленной массы не превышала допустимого
предела. Когда весь металл полностью растворится, нагревание
прекращают и в сплав вводят оставшуюся lU часть весового,
количества свинца. Затем, приняв меры предосторожности про¬
тив брызг горячего металла, вводят на дно котла дырчатой лож¬
кой или щипцами кусок свежего, не пересохшего дерева
(1—1,5 кг на 1 т сплава) и держат его там в течение 20—30 мин.
Пары и газы, выделяющиеся из дерева, способствуют переме¬
шиванию сплава и очищают его. С поверхности сплава снимают
дырчатой ложкой всплывшие шлаки и после охлаждения до 450°
вводят в сплав полагающееся по рецепту олово. Затем тща¬
тельно перемешивают сплав, охлаждают до температуры раз¬
ливки, снимают шлак и быстро разливают в холодные и сухие
массивные изложницы.
Типографские свинцовые сплавы имеют большую склонность
к ликвации. Ликвацией называется заметная неоднородность от¬
ливки, получающаяся при затвердевании — кристаллизации.
Ю*
156
Полиграфические материалы
Происходит это потому, что различные фазы сплава кристалли¬
зуются при различных температурах. Затвердевающие в первую
очередь кристаллы сурьмы и химического соединения сурьма —
б
Рис. 62. Ликвация типографского сплава (Sb — 23%, Sn — 4% и Pb — 73%)
при медленном охлаждении:
а — общий вид отливки при малом увеличении; б — микроструктура верхней части от¬
ливки; в — микроструктура средней части отливки; г — микроструктура нижней части
отливки (по А. А. Семионову).
олово вследствие своего малого удельного веса всплывают на
поверхность еще жидкого сплава и затвердевают в верхней его
зоне. В нижней части остается преимущественно эвтектический
сплав. Это особенно заметно при отливке сплава в чушки, а так¬
же при ручной отливке стереотипов (рис. 62). Чтобы избежать
появления ликвации, рекомендуется после разливки сплава
быстро охлаждать отливки.
Исправление типографских сплавов в цехах. Вследствие
того, что угар составных частей сплава различен при плавлении
и при переплавках, происходит изменение состава сплава. По¬
Раздел второй. Металлы и. сплавы, применяемые в полиграфии
157
этому необходимо систематически производить анализ сплавов
и, если отклонения в их составе превышают допуски, исправлять
эти сплавы в соответствии с установленной рецептурой.
Возьмем для примера химический анализ сплава для строко¬
отливных наборных машин (табл. И).
Таблица 11
Примерный состав сплава для строкоотливных наборных машин (в %)
Показатели
Свинец
Олово
Сурьма
Нормальный состав сплава . ...
84,0
4,5
11,5
Состав строк по анализу
84,4
5,0
10,6
Разница по сравнению с нормой (±)
+0,4
+0,5
-0,9
Анализ показывает, что в сплаве недостает сурьмы и в из¬
бытке содержание олова и свинца. Для получения 100 кг сплава
нормального состава следует взять такое весовое количество
подлежащего исправлению сплава (в данном случае линотип¬
ных строк), чтобы содержание наиболее избыточного металла
в нем в точности соответствовало содержанию того же металла
в 100 кг сплава, нормального по составу. Определение необхо¬
димого весового количества линотипных строк производится по
схеме:
б х 100
х = ,
а
где х — искомое весовое количество линотипных строк (в кг),
которое нужно взять для изготовления 100 кг линотипного
сплава нормального состава; а — содержание (в кг) наиболее
избыточного металла в 100 кг исправляемого сплава; б — содер¬
жание этого же металла в 100 кг сплава нормального состава.
В нашем примере, где наиболее избыточным металлом яв¬
ляется олово,
4,5 х 100
х — ^ = 90 кг линотипных строк.
В этих 90 кг линотипных строк, по данным анализа, будет
10,6*90
—j-QQ— = 9,54 кг сурьмы,
84,4*90
—j-QO—= 85,96 кг свинца.
Значит, в данном случае для получения 100 кг линотипного
сплава нормального состава надо взять: исправляемого сплава
158
Полиграфические материалы
(линотипных строк)—90 кг, сурьмы—1,96 кг и свинца —
8,04 кг.
Для исправления типографских сплавов лучше пользоваться
не чистыми металлами, а промежуточными сплавами (лигату¬
рами). Так, в нашем примере сурьму лучше взять в виде лига¬
туры, т. е. в виде сплава из 40%. сурьмы (4,9 кг) и 60% свинца
(5,1 кг).
При исправлении типографского сплава его сплавляют, соб¬
людая все правила техники безопасности при изготовлении
типографского сплава, но вместо свинца в первую очередь рас¬
плавляют подлежащий исправлению сплав, затем вводят в него
лигатуру или сурьму и, наконец, свинец; после этого очищают
сплав деревом и вводят олово (если это требуется по расчету),
дав сплаву охладиться. Разливку сплава по изложницам произ¬
водят после охлаждения сплава до установленной температуры.
Вредность типографских свинцовых сплавов. Свинец и сурь¬
ма, попадая через рот в легкие, желудок и кишечник, вызывают
тяжелое отравление организма человека. Но опасность отравле¬
ния возникает главным образом при небрежном обращении
с типографским сплавом, свинцом и сурьмой. Поэтому необхо¬
димо строгое соблюдение правил техники безопасности и охраны
труда. Особенное внимание следует обращать на борьбу с пылью
из типографского сплава, регулярно убирая ее мокрыми тряп¬
ками или пылесосами. Кроме того, нужно соблюдать элементар¬
ные правила личной гигиены: по окончании работы и перед
едой мыть руки с мылом и полоскать рот, не принимать пищи
в помещении, где имеется пыль типографских сплавов.
Котлы, горшки, в которых плавят типографский сплав, необ¬
ходимо оборудовать вытяжной вентиляцией. Следует также
избегать перегрева сплава, усиливающего вредные испарения.
Чтобы не допускать образования ядовитой пыли, нужно тща¬
тельно собирать шлак, предупреждая его распыление. В этих
же целях следует измельчать сурьму в отдельном помещении,
работая в респираторе или маске. Соблюдение этих несложных
мер предосторожности делает обращение с типографскими спла¬
вами и шрифтами маловредными для здоровья.
§ 50. ТИПОГРАФСКИЕ ЦИНКОВЫЕ СПЛАВЫ
Цинковые типографские сплавы содержат около 90% цинка
и некоторое количество алюминия, магния, а иногда и меди.
Механические свойства цинковых сплавов значительно выше,
чем свинцовых; твердость цинковых сплавов достигает 110 кг/мм2
и выше, максимальная же твердость свинцовых типографских
сплавов всего 25—26 кг/мм2. Цинковые сплавы не содержат
в своем составе свинца и сурьмы, являющихся источником вред¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
159
ности; цинковые сплавы дешевле свинцовых и менее дефицитны.
Удельный вес цинковых сплавов около 6—8, а свинцовых —
10,5. Все это делает цинковые сплавы весьма ценными для от¬
ливки шрифтов и стереотипов. Но цинковые сплавы имеют
гораздо более высокую температуру плавления и отливки, что
затрудняет их использование. Кроме того, детали отливных ап¬
паратов нужно предохранить от действия расплавленного цин¬
кового сплава, растворяющего железо и его сплавы.
Литейные свойства цинковых сплавов хорошие, но литые
изделия несколько изменяют свои размеры во времени; измене¬
ние размеров происходит при комнатной температуре и осо¬
бенно при нагревании, например при горячем матрицировании,
что связано с структурными превращениями: распад β-фазы,
твердого раствора алюминия в цинке, на две другие фазы — βι
и η, приводящий к уменьшению размеров отливки. Однако эти
изменения размеров незначительны и не препятствуют примене¬
нию цинковых сплавов в полиграфической промышленности.
В табл. 12 приводятся состав, некоторые свойства и область
применения цинковых сплавов.
Таблица 12
Цинковые типографские сплавы (ТУ ПП 255—55)
Химический состав (в %)
ми
ά 2°
А ' «
н ч ^
υ <υ 2
Марка
алю¬
миний
медь
магний
цинк
Темпер
тура ш
ления,
ё* tq ^
Назначение
№ 5
7,0
4,0
—
Осталь¬
ное
380
по
Отливка набора на моно¬
типе
№ 6
4,0
2,0
То же
350
130
Отливка набора на лино¬
типе и машине СК.
Отливка линеек и ре¬
глетов на машине Э.
Отливка стереотипов
No 621
6,0
2,0
1,0
То же
370
125
Отливка шрифтов для
ручного набора. Опыт¬
ный для всех видов
отливок
При работе с цинковыми сплавами в конструкции словолит¬
ных и наборных машин должны быть внесены конструктивные
изменения, связанные с необходимостью производить отливку
шрифтов и строк набора при сравнительно высокой темпера¬
туре, а также с необходимостью предохранить детали отливного
механизма от вредного действия расплавленного цинкового
сплава. Такие конструктивные изменения словолитных и набор¬
ных машин, связанные с переходом на работу с цинковыми
сплавами, выполнены Ленинградским филиалом НИИ Поли-
160
Полиграфические материалы
графмаш. Отливку шрифтов и строк машинного набора уже
производится. Остаются еще нерешенными вопросы отливки
стереотипов из цинковых сплавов, так как картонные матрицы
имеют недостаточную для этого жаропрочность.
Рис. 63. Цинковый угол системы сплавов цинка, алюминия и меди.
% алюминия
Рис. 64. Цинковый угол системы сплавов цинка, алюминия и магния.
На рис. 63 изображен цинковый угол диаграммы состояния
системы цинк—алюминий — медь. Как следует из этой диа¬
граммы, цинк с алюминием образует эвтектику, содержащую
5% алюминия, с температурой плавления 380°; цинк с медью
образует перитектику, содержащую около 1,8% меди. В тройных
сплавах образуется тройная эвтектика (точка Е) с температу¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
161
рой плавления 377°. Составу тройной эвтектики соответствует
сплав, содержащий 7% алюминия, 4% меди и 89% цинка.
Этот сплав обладает самой низкой температурой плавления
для данной системы.
Более легкоплавкие сплавы цинк образует с алюминием и
магнием. Тройная эвтектика этой системы, по данным
И. А. Алексахина и А. А. Семионова, содержит 4% алюминия
и 3% магния; температура его плавления 331° (рис. 64).
Приведенные сплавы являются самыми легкоплавкими, и
снизить их температуру плавления не представляется возмож¬
ным. Таким образом, цинковые сплавы, которые могут заме¬
нить собой свинцовые, имеют температуру плавления на 50—
100° выше, чем свинцовые сплавы1.
Вредными примесями для типографских цинковых сплавов
являются свинец, олово, кадмий и железо. В связи с этим цин¬
ковые сплавы ни в коем случае нельзя смешивать со свинцо¬
выми. Цинковые сплавы со свинцом совершенно непригодны
для отливки шрифтов из-за густоплавкости в жидком состоянии
и хрупкости в твердом. Очистка же цинковых сплавов от свинца
не под силу даже шрифтолитейным заводам. Поэтому при пере¬
ходе на работу с цинковыми сплавами необходимо полностью
удалить из типографии свинцовые сплавы с оловом и шрифты
из них.
Цинковые сплавы изготовляют при температуре 500°; к рас¬
плавленному цинку добавляют алюминий. После того как алю¬
миний хорошо распределился в цинке, в сплав посредством
специальной дырчатой ложки вводят магний.
§ 51. МЕТОДЫ ИСПЫТАНИЙ МЕТАЛЛОВ И ТИПОГРАФСКИХ СПЛАВОВ
Для испытания качества типографского сплава отбирают
пробы примерно в следующих количествах (в кг):
для химического анализа 0,1
для термического анализа 0,2
для микроструктурного анализа 0,5
для испытания механических свойств . . . . 1,5
для испытания литейных свойств 2,5
Для химического анализа проба сплава в количестве около
100 г берется в виде стружки, путем просверливания образца
насквозь сверлом в нескольких местах отливки, стереотипа и т. п.
Для испытаний механических свойств и микроструктурных
1 А. А. С е м и о н о в. Технологические параметры типографских спла¬
вов. В кн.: А. А. Колосов, А. А. Семионов и Μ. Ф. Соколовская. Технология
полиграфического производства, кн. 1. «Искусство», 1956, стр. 46 и 47.
162
Полиграфические материалы
испытаний пробу сплава переплавляют и разливают в излож¬
ницы; расплавленный и нагретый до 400° сплав отливают в из¬
ложницу, нагретую до той же температуры.
Для испытаний механических свойств отливку производят
в изложнице, изображенной на рис. 65; размеры получаемой
пластины 120X70X10 мм. Для микроструктурных испытаний и
испытаний удельного веса отливку получают в изложнице,
Рис. 65. Изложница для от¬
ливки плоских образцов.
показанной на рис. 66. Применя¬
ют две отливные формы: боль¬
шую— для микроструктурных ис¬
пытаний (Д = 30 мм, д=20 мм,
h = 30 мм) и малую для испыта¬
ния удельного веса (Д =15 мм.
Рис. 66. Изложница для от¬
ливки конических образцов.
д = 10 мм и h = 15 мм). Для микроструктурных испытаний мо¬
жет быть также применена изложница, показанная на рис. 65.
Химический анализ позволяет установить точный состав
сплава. Но полный химический анализ (испытание содержания
главных компонентов и примесей) довольно длителен и тру¬
доемок, поэтому часто пользуются микроструктурными испы¬
таниями.
Микроструктурные испытания позволяют сравнительно бы¬
стро и с достаточной для практических целей точностью уста¬
новить не только характер кристаллической структуры сплава,
но и его состав.
Испытания заключаются в том, что хорошо отшлифованный,
отполированный и протравленный растворами кислот и тому
подобными реактивами образец сплава рассматривают в микро¬
скоп при увеличении в 200 раз (микроиспытания) и при увели¬
чении до 20 раз (макроиспытания). В этих условиях ясно раз¬
личимы кристаллы, образующие сплав. Под микроскопом мож¬
Раздел второй. Металлы и сплавы, применяемые в полиграфии
163
но измерить величину кристаллов и количественное содержание
кристаллов тех или иных компонентов сплава.
Для микроскопических испытаний одну из граней образца
сплава шлифуют наждачной бумагой и полируют до' зеркаль¬
ного блеска суконным кругом, смоченным суспензией окиси
алюминия в воде. Хорошо отполированный образец имеет зер¬
кальный блеск, поэтому и под микроскопом видна только бле¬
стящая поверхность без всяких кристаллов. Чтобы увидеть
микроструктуру сплава, нужно эту отполированную поверхность
образца обработать соответствующим травящим раствором, вы¬
бор которого определяется характером микроиспытаний. Так,
для выявления структуры свинца и включений в сплав посто¬
ронних примесей рекомендуется смачивать сплав смесью ледя¬
ной уксусной кислоты, азотной кислоты и глицерина; водный
раствор соляной кислоты применяется для электролитического
травления с целью выявления твердого раствора свинца и олова.
Но на основании даже самых точных результатов химиче¬
ского анализа и микроскопических испытаний не всегда удается
установить свойства, которыми обладает сплав, поэтому боль¬
шое значение приобретает непосредственное испытание техни¬
ческих свойств сплава, т. е. температуры плавления, твердости,
плотности и пористости отливок и их литейных свойств.
Испытание температуры плавления производят так, как это
было указано ранее. Порядок регистрации изменений, происхо¬
дящих в сплаве при охлаждении, более удобен по сравнению
с наблюдениями при плавлении, так как исключается возмож¬
ность резкого изменения температуры в результате перегрева.
Испытание твердости сплава. О степени твердости сплава
или металла судят по диаметру отпечатка, который оставляет
стальной шарик на поверхности этого сплава под действием
определенной нагрузки. Чем металл или сплав тверже, тем
меньше диаметр отпечатка, и, наоборот, чем пластичней, мягче,
тем этот диаметр больше (рис. 67).
Испытание твердости типографских сплавов производят на
прессе Бринелля (рис. 68). При испытании образец сплава или
металла (можно испытывать также отдельные литеры и строки
машинного набора) помещают на подвижный столцк 1. Враще¬
нием штурвала 2 поднимают столик с образцом до тех пор, пока
поверхность образца не будет соприкасаться с шариком 3 и
стрелка индикатора 4 не примет нулевое положение. После
этого нажимают пусковую кнопку 5, что приводит механизм
прибора в действие и дает возможность патрону с шариком
нужного диаметра, плавно опускаясь, создавать нужное давле¬
ние шарика на образец. Когда такое давление достигнуто (на
что указывает сигнал — щелчок), включают секундомер и остав¬
ляют образец под давлением шарика 60 сек. После этого на¬
164
Полиграфические материалы
Рис. 67. Схема вдавливания шарика
при испытании металлов и сплавов:
а—испытание более мягкого образца; б—
испытание более твердого образца.
грузку снимают вращением рукоятки 6, опускают столик вниз,
удаляют образец и измеряют диаметр отпечатка при помощи
специального микроскопа.
Испытание твердости типографских сплавов и стереотипов
производят шариком диаметром 10 мм под нагрузкой (давле¬
нием) 250 кг; шрифты кегля 16
и выше — шариком диаметром
5 мм под нагрузкой 62,5 кг;
шрифты кегля менее 16, а так¬
же линотипные строки и моно¬
типный набор испытывают ша¬
риком диаметром 2,5 мм под
нагрузкой 15,6 кг.
Твердость сплавов по Бри-
неллю в /сг/жж2 рассчитывают
как среднее значение из не¬
скольких испытаний по фор¬
муле:
2 Р
Нбр = - - ■ - ■
1С.Д.(Д
где Р — нагрузка шарика в кг; Д —
диаметр шарика в мм; d — диаметр
отпечатка, измеренный с точностью
до сотых долей мм. На практике,
чтобы не тратить время на вычисле¬
ния, предпочитают находить значе¬
ние твердости типографских спла¬
вов по Бринеллю в /сг/жж2, пользу¬
ясь специальной таблицей (см. при¬
ложение 1 на стр. 539).
Испытание литейных свойств
сплавов производят в специальном
приборе Семионова — Кестнер
(рис. 69), состоящем из металличе¬
ской формочки 1 и тигля 2, который
позволяет испытать длину отливки
в форме спирали (рис. 70), получае¬
мой при заполнении спиральной
формы расплавленным сплавом в строго определенных темпера¬
турных условиях. Чем длиннее отлитая спираль, тем лучше ли¬
тейные свойства испытуемого сплава.
Металлическая форма прибора (рис. 71) с выточенным в ее
корпусе 1 спиральным каналом имеет в центре коническое уг¬
лубление 2, служащее приемником для жидкого испытуемого
металла, поступающего сверху из тигля. С нижней стороны спи¬
Рис. 68. Дюрометр — прибор
для испытания твердости ме¬
таллов и сплавов (пресс Бри-
нелля).
Раздел второй. Металлы и сплавы, применяемые в полиграфии
165
ральной формы находятся электрообогревательные элементы
3 и 4, соединенные с контактами 5.
Определенную, всегда одну и ту же, навеску сплава загру¬
жают в специальный тигель (рис. 72), состоящий из корпуса /
Рис. 69. Общий вид прибора для испытания литейных
свойств сплавов.
с электрообогревательным устройством 2, крышки 3, стержня 4
с пробкой, плотно закрывающей отверстие в днище тигля, и
ручки 5. Тигель с метал¬
лом и форму нагревают
одновременно, все время
измеряя термопарами
температуру.
Когда форма и сплав
нагреются, тигель ставят
на форму и быстро выни-рис 70 Пробные спиральные отливки при
мают пробку. Металл мо-испытании литейных свойств типографских
ментально вытекает из сплавов,
тигля в форму, распреде¬
ляется по спирали и застывает в ней. Как только прекратится
понижение уровня металла в тигле, отливное отверстие закры¬
вают пробкой и тигель снимают с формы. Дав форме остыть,
ее раскрывают и вынимают отливку — спираль, длина которой
характеризует литейные свойства сплава.
Испытание удельного веса типографских сплавов. О каче¬
стве отливки, ее плотности и пористости судят по удельному весу.
Плотность отливки вычисляют по формуле:
άΛ
Κι = _τ~· 100,
где. Κι — коэффициент плотности отливки, dx — удельный вес
производственной отливки, d — удельный вес сплава.
166
Полиграфические материалы
Пористость выражают коэффициентом пористости (в %);
вычисляется по формуле:
где К2 — коэффициент пористости отливки.
Следовательно, для испытания плотности и пористости от¬
ливки должны быть известны удельный вес данной отливки и
Рис. 71. Разрез формы со спиральным рис 72 Схема устройства тигля
каналом для отливки сплавов при расплавления отливки (сплавов),
испытании их литейных свойств.
удельный вес сплава, из которого эта отливка изготовлена.
Удельный вес сплава узнают по таблицам, удельный вес отливки
находят испытанием. В тигле расплавляют 120—150 г сплава
и отливают в небольшую коническую изложницу. Полученную
охлажденную отливку — слиток подвешивают на тоненькой
металлической проволоке и взвешивают на технических весах
в воздухе, а затем в воде. Зная объем и вес отливки в воздухе
и в воде, легко вычислить ее удельный вес. Взвешивание отлив¬
ки в воде необходимо для испытания ее объема.
Раздел третий
СИНТЕТИЧЕСКИЕ ПОЛИМЕРЫ
§ 52. Общие сведения о синтетических полимерах. § 53. Классификация синте¬
тических полимеров. § 54. Синтез полимеров. § 55. Полимеризационные синте¬
тические смолы. § 56. Конденсационные синтетические смолы. § 57. Пластиче¬
ские массы. § 58. Каучук натуральный и синтетический. § 59. Резина.
Синтетические смолы и каучук являются синтетическими по¬
лимерами. Пластические массы изготовляются в основном из
синтетических смол, а резина — из каучука, поэтому они также
принадлежат к классу синтетических полимеров.
§ 52. ОБЩИЕ СВЕДЕНИЯ О СИНТЕТИЧЕСКИХ ПОЛИМЕРАХ
Синтетические полимеры — это высокомолекулярные органи¬
ческие соединения с очень крупными молекулами, или, как их
образно называют, молекулами-гигантами — макромолекулами,
состоящими из сотен, тысяч и даже десятков тысяч атомов.
Макромолекулы синтетических полимеров построены по одному
и тому же принципу, из многократно повторяющихся элементар¬
ных звеньев, образующихся из мономеров. Например, синтетиче¬
ское полимерное соединение полихлорвинил состоит из много¬
кратно повторяющегося звена СН2—СНС1 :
н
|
н н
I I
Η
Η
Η Η
I 1
Η Η
I 1
Η Η
I I
Η
ι
1
- с
I
1 I
—С —ο¬
ι I
1 1
-с —с
1 1
-C -C
I I
1 1
-C -C
1 I
1 1
-C -C
1 ι
1
-C -
I
1
н
1 1
Cl Η
1
Cl
1
Η
1 1
C1 Η
1 1
C1 Η
1 1
C1 Η
1
C1
Таким образом, молекула полихлорвинила может быть выра¬
жена эмпирической формулой ( СН2—СН · С1—··■·)„, где п —
коэффициент полимеризации, или число, показывающее, сколько
168
Полиграфические материалы
раз элементарное звено, образованное из мономера (в данном
случае монометром является хлорвинил СН2 = СН*С1), повторя¬
ется в молекуле синтетического полимера.
Коэффициент полимеризации синтетических полимеров может
быть очень большим; например, у полихлорвинила он достигает
2000, и, соответственно с этим, молекулярный вес полихлорвини¬
ла может быть около 120 000. Полиизобутилен, а также синте¬
тические каучуки имеют еще большие коэффициенты полимери¬
зации и молекулярные веса.
Если элементарное звено, образованное из мономера, обозна¬
чить знаком А, то молекулу любого синтетического полимера
можно выразить следующей общей формулой:
где п — коэффициент полимеризации или конденсации.
Структура (строение) синтетических полимеров может иметь
несколько различный характер: 1) линейное нитевидное строе¬
ние (такую структуру имеет, например, полихлорвинил); 2) ли¬
нейная с ответвлениями структура молекулы (такую структуру
имеет, например, поливинилацетат); 3) трехмерная сетчатая
структура (такую структуру имеют, например, фенольно-альде¬
гидные и алкидные смолы, как это показано на рис. 73). При
трехмерной, или сетчатой, структуре линейные цепи с помощью
главных химических валентностей соединяются друг с другом,
образуя пространственную трехмерную структуру. Синтетические
полимеры, имеющие трехмерную, расположенную в пространст¬
ве структуру, отличаются обычно твердостью, неплавкостыо и
нерастворимостью в органических растворителях.
Синтетические полимеры не являются молекулярно однород¬
ными, а представляют собой смесь макромолекул различной дли¬
ны и различного молекулярного веса. В этом их существенное
отличие от низкомолекулярных веществ, состоящих из совершен¬
но одинаковых молекул, имеющих один и тот же молекуляр¬
ный вес.
Синтетические полимеры существуют в виде смеси макромо¬
лекул, построенных из одинаковых элементарных звеньев, но чис¬
ло этих звеньев в молекуле может быть самым различным. Сле¬
довательно, синтетические полимеры по своей природе полиди-
сперсны. Поэтому под понятием молекулярный вес синтетиче¬
ских полимеров понимают некоторое среднее значение молеку¬
лярных весов всех молекул, составляющих синтетический по¬
лимер.
В зависимости от строения и молекулярного веса свойства
синтетических полимеров заметно меняются. По мере увеличе¬
ния молекулярного веса повышается механическая прочность
(на разрыв, на изгиб и пр.), происходит уменьшение раство¬
Раздел третий. Синтетические полимеры
169
римости и повышение вязкости раствора. Из-за большого моле¬
кулярного веса синтетические полимеры совершенно не подвер¬
гаются перегонке и не летучи. Синтетические полимеры плавят¬
ся при нагревании и при застывании обычно принимают аморф¬
ное стеклообразное строение из-за чрезвычайно большой вяз¬
кости расплава перед его затвердеванием, что чрезвычайно за¬
трудняет возможность образования кристаллической структуры
полимера.
Однако синтетические полимеры могут быть получены и в
кристаллическом состоянии, в связи с чем коренным образом
меняются физико - химические
свойства полимеров: повышается
температура плавления, значи¬
тельно возрастает механическая
прочность и т. д. Так, например,
полистирол в аморфном состоя¬
нии расплавляется при 82—88°,
имеет прочность на разрыв до
400 кг/см2 и очень незначитель¬
ную удельную ударную вязкость
10—18 кг-см1см2\ полистирол в
кристаллическом состоянии име¬
ет температуру плавления около
105°, прочность на разрыв до
700 кг!см2 и удельную ударную
вязкость более 40 кг-см!см2.
Конечно, кристаллическое строение синтетических полимеров
является специфическим вследствие огромных размеров молекул
этих соединений и отличается от обычных представлений о кри-
сталической структуре вещества, принятых в общей химии и крис¬
таллографии.
Для кристаллического состояния синтетических полимеров
характерно такое строение, когда молекулы полимеров, близко
соприкасаясь друг с другом, располагаются на всем своем про¬
тяжении в виде пачек молекул с большим или меньшим упоря¬
дочением звеньев, как это показано на рис. 74. Такое ориентиро¬
ванное расположение молекул полимеров в пачки возможно
вследствие действия молекулярного притяжения и особенно из-
за образования химических водородных связей. С водородными
связями мы уже знакомились при изучении раздела бумаги и
картона. Водородные связи могут возникать и у близко располо¬
женных по отношению друг друга молекул полимеров, и не
только между гидроксильными группами, но и другими функцио¬
нальными группами, как, например, между группами =ΝΗ— и
•••ОС = у полиамидных смол, и др.
Очевидно, что в конденсированном состоянии полимеры тако¬
Рис. 73. Схематическое изображе¬
ние трехмерного полимера (сетча¬
тая трехмерная структура).
170
Полиграфические материалы
го (кристаллического) типа будут представлять собой систему
спутанных пачек. При растяжении полимера пачки могут повора¬
чиваться и распрямляться, ориентируясь осью цепи вдоль на¬
правления вытяжки; на этом основано упрочнение синтетиче¬
ских волокон путем их вытяжки 1.
Многие синтетические полимеры получили название синтети¬
ческих смол из-за внешнего сходства с естественными смолами
и по общности области применения, например для изготовления
лаков и красок. Многие физические признаки синтетических по¬
лимеров и естественных смол одинаковы: как те, так и другие яв¬
ляются аморфными веществами, не имеют определенной темпе¬
ратуры плавления, а размягчаются
и плавятся в определенном интерва¬
ле, растворяются в соответствую¬
щих органических растворителях и
т. д. Но синтетические полимеры, с
одной стороны, и естественные смо¬
лы,— с другой, не имеют ничего об¬
щего как в химическом отношении,
так и в способах их получения. До¬
статочно сказать, что все естествен¬
ные смолы представляют собой
органические вещества с относи¬
тельно небольшим молекулярным
весом. В связи с тем, что естествен¬
ные смолы применяются главным
образом для изготовления лаков и
красок, они рассматриваются в разделе красок.
Между синтетическими смолами и каучуками (натуральными
и синтетическими) нет принципиальной разницы; все эти про¬
дукты являются высокомолекулярными полимерными соедине¬
ниями, построенными по одному и тому же принципу, т. е. из
многократно повторяющихся звеньев, или мономеров. Например,
бутадиеновый (дивинильный) синтетический каучук СКВ можно
было бы отнести к классу виниловых синтетических смол.
Синтетический переплетный клей возможно изучать одновре¬
менно с изучением синтетических смол, так как различные виды
синтетического переплетного клея в большинстве случаев есть
не что иное, как дисперсии (суспензии и эмульсии), или растворы
соответствующих синтетических смол в подходящих жидкостях
(вода, органические растворители), или смеси синтетических
смол с пластификаторами и прочими составными частями
(термоклеи).
Рис. 74. Схема структуры кри¬
сталлического состояния поли¬
мера.
1 А. И. Китайгородский. Структура полимеров. Изд-во «Знание»,
1958, стр. 18.
Раздел третий. Синтетические полимеры
171
§ 53. КЛАССИФИКАЦИЯ СИНТЕТИЧЕСКИХ ПОЛИМЕРОВ
По способу получения (синтеза) синтетические полимеры раз¬
деляются на два больших раздела: 1) полимеризационные, т. е.
получаемые методом полимеризации, и 2) конденсационные,
т. е. получаемые методом конденсации.
По химической природе полимерные соединения разделяются
на химические классы: виниловые, полиамидные, фенольно-аль¬
дегидные, алкидные и пр. Учитывая обилие различных винило¬
вых полимеров, изготовляемых из мономеров, содержащих в со¬
ставе своих молекул виниловый радикал—СН = СН2, их принято
разделять на следующие группы:
а) собственно виниловые соединения, например полихлор¬
винил;
б) стирольные, например полистирол;
в) акриловые, например полиметилметакрилат;
г) различного рода сополимеры, или совместные полимеры,
например стирола с акрилонитрилом.
Каучуки обычно рассматриваются отдельно, хотя, как уже
указывалось, многие из них можно было бы отнести к классу
виниловых соединений, например дивинильный (бутадиеновый)
синтетический каучук СКВ.
В зависимости от физико-химических свойств синтетические
полимеры разделяются на термопластические, не затверде¬
вающие при продолжительном нагревании, т. е. способные мно¬
гократно переплавляться, без заметного изменения свойств, и
термореактивные, затвердевающие при более или менее продол¬
жительном нагревании в результате протекания химической
реакции.
§ 54. СИНТЕЗ ПОЛИМЕРОВ
Синтез полимеров, т. е. превращение низкомолекулярных
сравнительно простых веществ (мономеров) в полимеры осу¬
ществляется реакциями: 1) полимеризации и 2) поликонден¬
сации.
Полимеризация — это реакция, при которой исходные
звенья — мономеры связываются в единую цепную молекулу но¬
вого вещества — полимера, главным образом вследствие нена¬
сыщенное™ исходных мономеров, без выделения каких-либо по¬
бочных продуктов реакции. Такова, например, полимеризация
виниловых мономеров. Иногда, например при полимеризации
капролактама, происходит разрыв молекулярной цепи мономера,
размыкание цикла и появление свободных валентностей, делаю¬
щих мономер способным полимеризоваться; в этом случае так¬
же не происходит выделения каких-либо побочных продуктов
реакции.
172
Полиграфические материалы
Ненасыщенные связи менее прочны, чем насыщенные, и спо¬
собны, разрываясь, присоединять еще атомы, превращаясь при
этом в насыщенные или в менее ненасыщенные соединения, а
также соединяться с такими же ненасыщенными соединениями
или с ненасыщенными молекулами другого органического ве¬
щества, т. е. полимеризоваться. Так, этилен полимеризуется с об¬
разованием полиэтилена — политэена:
п (СН2=СН2) -> СНз-СН2-СН2-СН2- -сн2-сн=сн2(
этилен полиэтилен
или п С2Н4 -> (С2Н4)л.
Выдающемуся русскому химику А. М. Бутлерову принадле¬
жит открытие реакции полимеризации; еще в 1873 г. им была
установлена способность органических непредельных соединений,
в частности изобутилена, полимеризоваться под влиянием серной
кислоты и других реагентов.
Поликонденсация — это процесс (реакция) соединения прос¬
тых молекул (мономеров) в сложные, в результате которого
происходит образование высокомолекулярного соединения при
одновременном выделении низкомолекулярных веществ (побоч¬
ных продуктов реакции): воды, аммиака, хлористого водорода,
спирта и пр. Поэтому элементарный состав полимерного высо¬
комолекулярного вещества отличается от суммарного элемен¬
тарного состава исходных химических веществ.
Примером реакции поликонденсации может служить реакция
синтеза фенольно-альдегидных смол из фенола и формальде¬
гида, протекающая в две стадии. Сперва из фенола и формаль¬
дегида образуется одноатомный фенолоспирт:
ОН ОН
фенол формальдегид одноатомный фенолоспирт
Затем фенолоспирт конденсируется в высокомолекулярное
соединение фенольно-альдегидную смолу с выделением побочно¬
го продукта реакции — воды по схеме:
Раздел третий. Синтетические полимеры
173
'^Ч\-СН2-ОН
П . ь
II
X/
фенолоспирт (мономер)
ОН
ОН он
ОН
X
1
| |
. · · — СН2 СН2~
Д
х/
■и К)
фенольно-альдегидная смола
и
+ (л—1) Н20
вода
Такая реакция протекает, если на одну молекулу фенола при¬
ходится одна молекула формальдегида. При избытке фенола на
первой стадии реакции образуется двухатомный фенолоспирт:
он
I
ОН
I
Λ
1
Д\-СН2-ОН
+ 2H-C<f
1
\н
X/
|
сн2—он
фенол
формальдегид
двухатомный фенолоспирт
В этом случае конденсация фенолоспирта приводит к образо¬
ванию в конечном счете сетчатой структуры трехмерного строе¬
ния, т. е. смолы неплавкой и нерастворимой в органических раст¬
ворителях (смолы в стадии С). Промежуточные стадии смолы
(стадия А и стадия В) смолы плавки и растворимы в органиче¬
ских растворителях.
Фенольно-альдегидная смола в виде неплавкого полимера в
стадии С находится, например, в окончательно отпрессованных
изделиях из пластических масс (пресспорошков типа «карболит»,
см. § 57).
Значение синтетических полимеров для полиграфической про¬
мышленности огромно. Поливинилалкоголь применяется в ка¬
честве превосходного материала для копировальных фотографи¬
ческих слоев в цинкографии и формных офсетных цехах. Синте¬
тический переплетный клей представляет собой растворы или
174
Полиграфические материалы
дисперсии синтетических смол. Для изготовления типографских
шрифтов применяются пластические массы на основе полистиро¬
ла и полиамидных смол. Полиамидные смолы применяются так¬
же для производства синтетического волокна «капрон» и средств
для лакирования печатной продукции. Дубликаты цинкограф¬
ских клише изготовляются из полихлорвинила. Красочные вали¬
ки изготавливают из резины и пластических масс на основе ви¬
ниловых соединений. Наиболее высокосортные связующие ве¬
щества для быстросохнущих печатных красок изготовляются в
основном из синтетических смол.
Можно без преувеличений сказать, что дальнейший техниче¬
ский прогресс полиграфической промышленности в значительной
степени зависит от широкого применения все новых и новых
синтетических высокомолекулярных полимерных соединений.
§ 55. ПОЛИМЕРИЗАЦИОННЫЕ СИНТЕТИЧЕСКИЕ СМОЛЫ
4
Полиэтилен получается полимеризацией этилена по схеме:
п сн2=сн2->- [ — сн2—сн2— ... ]я
этилен полиэтилен
Полиэтилен с высокой степенью полимеризации представляет
собой чрезвычайно прочный бесцветный продукт, используемый
как заменитель стекла, например в фотографии, для изготовле¬
ния стеклянной тары и для различного рода декоративных проз¬
рачных бесцветных и окрашенных пленок, применяемых, напри¬
мер, в качестве переплетного материала.
Полиэтилен с меньшим молекулярным весом, температурой
плавления 105—110° и удельным весом около 0,92—0,94 хорошо
растворяется в ксилоле и уайт-спирте и может применяться для
изготовления красок глубокой печати. Высокомолекулярный
полиэтилен плохо растворим и для изготовления красок непри¬
годен.
Полиизобутилен получается полимеризацией изобутилена по
схеме:
п СН2=С—СН3
I
СНз
СН3 СН3
I I
—СН2— С —СН2 — Ο¬
Ι I
СНз СНз
изобутилен
полиизобутилен
В зависимости от степени полимеризации (и молекулярного
веса) полиизобутилен может быть изготовлен, начиная от вязкой
жидкости и до каучукообразного материала.
Раздел третий. Синтетические полимеры
175
Полиизобутилен с очень большим молекулярным весом
150 000—200 000 растворяется в бензине и применяется для из¬
готовления очень эластичных прочных и бесцветных клеев. Про¬
дукты со средней степенью полимеризации и молекулярным ве¬
сом 50 000—100 000 применяются в качестве пленкообразующе¬
го вещества лаков и красок, например красок глубокой печати.
Полиизобутилен с молекулярным весом около 300 является син¬
тетическим маслом, применяемым, например, для изготовления
связующих веществ типографских и офсетных красок. Полиизо¬
бутилен с молекулярным весом 10 000—20 000 используется в ка¬
честве модификаторов свойств печатных олиф.
Полихлорвинил, или поливинилхлорид, получается полимери¬
зацией хлористого винила:
лСН2=СНС1
—СН2—СН—СН2—СН—СН2—СН—
I I I
С1 С1 С1
η
хлористый винил
полихлорвинил
Полихлорвинил — прозрачная бесцветная смола с температу¬
рой плавления около 85°; коэффициент полимеризации 250—2000,
молекулярный вес 15 000—120 000. Растворяется только в хлори¬
рованных углеводородах.
Пластическая масса из поливинилхлорида в виде пластин и
пленок выпускается под наименованием винипластов. Винипласт,
состоящий из поливинилхлорида с добавлением 8—10% пласти¬
фикатора— дибутилфталата, толщиной 1 ±0,1 мм, применяется
как материал для прессования гальваностереотипных матриц м
для изготовления красочных валиков. Пластифицированный по¬
ливинилхлорид применяется также для изготовления клише дуб¬
ликатов и текстовых и смешанных стереотипов прессованием в
матрицы, пропитанные термореактивной фенольно-альдегидной
смолой. Об этом подробнее см. в § 57.
Полихлорвинил широко применяется теперь для изготовле¬
ния переплетных крышек из пластических масс (см. § 136).
Текстовинит — искусственная кожа — представляет собой
хлопчатобумажную ткань миткаль с пластмассным (полихлор-
виниловым) покрытием. В этом случае полихлорвинил при на¬
греве смешивается с пластификатором дибутилфталотом (50%
смолы и 50% пластификатора), пигментами и наполнителями,
а затем такая смесь в расплавленном состоянии наносится на
поверхность ткани-основы.
Гладкий, нетисненый текстовинит применяется в качестве де-
кельного материала; тисненый, хорошо имитирующий натураль¬
ную кожу,— в качестве переплетного материала, аналогичного
ледерину.
176
Полиграфические материалы
Поливинилацетат получается полимеризацией винилацетата
по схеме:
п СН2=СН —
I
0
1
СО—СН3
винилацетат
. —СН2—СН—СН2—СН— . . .
I I
0 о
1 I
со—сн3 со—сн3
поливинилацетат
Поливинилацетат бесцветен, прозрачен, при надлежащем
пластифицировании, например дибутилфтадатом, имеет высокую
прочность, эластичность и хорошую адгезию к материалу, на
который наносится поливилацетат в виде расплава или в виде
раствора — лака. Хорошо растворяется в спирте и сложных эфи¬
рах уксусной кислоты — ацетатах.
Поливинилацетат может быть выработан в виде водной дис¬
персии с содержанием 30—50% поливинилацетата и 70—50% во¬
ды. Поливинилацетатная дисперсия готовится путем полимери¬
зации мономера — винилацетата в водной среде с применением
подходящего эмульгатора и катализатора реакции полимери¬
зации.
Спиртовые растворы поливинилацетата могут применяться в
качестве защитных декоративных лаков для лакирования печат¬
ной продукции. Водная дисперсия поливинилацетата применяется
в качестве превосходного синтетического переплетного клея.
Водная дисперсия поливинилацетата позволяет изготовлять раз¬
бавляемые водой и спиртом краски глубокой печати, имеющие
хорошие печатные свойства. Поливинилацетат является также
исходным продуктом для изготовления псливинилалкоголя.
Поливинилалкоголь получается щелочным или кислотным
гидролизом поливинилацетата по схеме:
. . . -СН2-СН-СН2-СН-... +
О О
СО—СН3 СО—СН3
NaOH
п Н20 >-
или H2S04
поливинилацетат вода
NaOH
или H2S04
... —СН2—СН—СН2—СН- .. .
I I
он он
п CHgCOOH
поливинилалкоголь
уксусная
кислота
Раздел третий. Синтетические полимеры
177
К такому косвенному приему приходится прибегать потому,
что мономер — виниловый алкоголь в свободном состоянии не
существует.
Поливинилалкоголь хорошо растворяется в воде и в спирте;
применяется для изготовления хромированных светочувствитель¬
ных копировальных слоев в процессе изготовления цинкограф¬
ских клише и офсетных печатных форм.
Поливинилбутираль получается действием масляного альде¬
гида на поливиниловый спирт обычными методами получения
аце :алей.
... —СН2—СН—СН2-СН—
+
СзН7—(
он ОН
Ή
два элементарных звена
поливинилалкоголя
масляный
альдегид
... -СН2—СН—СН2— СН— ... + н2о.
О —СН—о
C3H7
элементарное звено вода
поливинилбутираля
Поливинилбутираль растворим в этиловом спирте, бутило¬
вом спирте, уксусной кислоте, пиридине, ацетоне, этилацетате,
толуоле, в смеси толуола и спирта. Прозрачен, бесцветен, гибок;
температура размягчения около 60—65°, удельный вес 1,11 —1,14;
светостоек, отличается высокой адгезией, которая значительно
может быть усилена добавлением к поливинилбутиралю продук¬
тов конденсации, например фенольно-альдегидных смол и пр.
Сополимеры поливинилбутираля с фенольно-альдегидными
смолами особенно пригодны для изготовления спиртовых красок
глубокой печати, отличающихся высокой адгезией, эластично¬
стью пленки и хорошими печатными свойствами. Спиртовые рас¬
творы сополимеров поливинилбутираля с фенольно-альдегид¬
ными смолами являются превосходными клеями универсального
применения.
Полиметилметакрилат. Практическое значение для полигра¬
фической промышленности имеет полиметилметакрилат — орга¬
ническое стекло в фотомеханике и как материал для изготовле¬
ния кислотоупорных ванн и кювет; пластическая масса в виде
прозрачной пленки, выпускаемая под маркой «винипроз» и при¬
меняемая в офсете, представляет собой сополимер метилметакри¬
лата и хлористого винила. Полиметилметакрилат получается по-
13 Заказ № 443
178
Полиграфические материалы
лимеризацией метилметакрилата — сложного эфира метакрило-
вой кислоты и метилового спирта.
СН2=С-СН3
СООН + НО-СНз
сн2= с—сн3
I
со—о—сн8
+ н,0
метакриловая метиловый метил
кислота спирт
метакрилат — сложный вода
эфир метакриловой
кислоты и метилового
спирта
п сн2=с—сн3
со-о—сн3
метил метакрилат
СН3 СН3
I I
- сн2—с— сн2—с —...
I I
со со
I I
О—СН3 О—СН;
полиметилметакрилат
+
η
т
Полиметилметакрилат — термопластическая смола, имеющая
температуру размягчения около 100°.
Другим представителем синтетических смол аналогичного
химического строения является полибутилметакрилат, раствори¬
мый в смеси ксилола с бензином или уайт-епиртом и пригодный
для изготовления красок глубокой печати. Краски с таким плен-
кообразователем отличаются прочным закреплением на бумаге и
хорошей эластичностью.
Полистирол получается полимеризацией стирола по схеме:
стирол
-сн—сн2—сн—сн2—сн—сн2-
п
т
Полистирол — термопластическая смола, имеющая темпера¬
туру плавления около 80—90°. Отличается большой прочностью
даже без прибавления пластификатора. Применяется как тер¬
мопластическая пластическая масса.
Для изготовления типографских шрифтов применяется сопо¬
лимер стирола с акрилонитрилом (с нитрилом акриловой кисло¬
ты), так как этим путем удается повысить устойчивость полимера
к действию органических растворителей и печатных красок и
улучшить механические свойства пластической массы.
Раздел третий. Синтетические полимеры
179
п СН=СН2 4- mCH2=CH-CN ->
I
стирол
акрилонитрил
CN
CN
-> СН—сн2—сн2—сн-сн—сн2-сн2-сн
сополимер стирола с акрилонитрилом
Типографский шрифт из сополимера стирола с акрилонит¬
рилом может многократно переливаться.
§ 56. КОНДЕНСАЦИОННЫЕ СИНТЕТИЧЕСКИЕ СМОЛЫ
Фенольно-альдегидные смолы получаются из фенола и фор¬
мальдегида, причем в процессе конденсации смол, как уже ука¬
зывалось, сперва образуются фенолоспирты, которые затем кон¬
денсируются в смолы.
В зависимости от соотношения фенола и формальдегида,
температуры процесса смолообразования, выбора катализатора,
а также от различных добавок получают большое количество
фенольно-альдегидных смол с различными свойствами: они мо¬
гут быть новолачными — термопластичными и резольными —
термореактивными. Фенольно-альдегидные смолы могут иметь
различную растворимость в органических растворителях: одни
смолы хорошо растворяются в спирте и не растворяются в масле
и в толуоле, другие, наоборот, хорошо растворяются в масле и в
толуоле, но не растворяются в спирте и бензине, третьи — хоро¬
шо растворяются в масле, толуоле и бензине и не растворяются
в спирте и т. д. Таким образом, фенольно-альдегидные смолы
делятся на опирторастворимые, маслорастворимые, бензинорас¬
творимые и т. д.
Смола новолачного типа —идитол— получается, когда на мо¬
лекулу фенола берется молекула формальдегида с таким расче¬
том, чтобы получался одноатомный фенолоспирт и соответствен¬
но этому при последующей конденсации — молекулы термопла¬
стической смолы линейного строения. Конденсация ведется с
кислым катализатором.
13*
180
Полиграфические материалы
Идитол — желтоватая, почти бесцветная смола с характер¬
ным запахом фенола, хорошо растворимая в спирте и в ацетоне.
Применяется для изготовления красок глубокой печати и в про¬
изводстве спиртовых лаков для лакирования печатной продук¬
ции. Но лаки, изготовленные из идитола, имеют низкую свето-
прочность, они темнеют на свету из-за присутствия в смоле не¬
которого количества свободного фенола. Идитол не растворяет¬
ся в маслах, каменноугольных растворителях (толуол, ксилол)
и в бензине. Поэтому он непригоден для изготовления бензино¬
вых и толуольных красок глубокой печати.
Для того чтобы придать фенольно-альдегидной смоле ново-
лачного типа способность растворяться в маслах, каменноуголь¬
ных растворителях и скипидаре, реакцию конденсации смолы
проводят с участием канифоли; в заключительной стадии про¬
цесса кислотные (карбоксильные) группы канифоли эфизируют
глицерином или пентаэритритом. Такие смолы, получаемые из
фенола, формалина, канифоли и глицерина или пентаэритрита,
называются искусственными копалами. Искусственные копалы
имеют температуру плавления около 125°, они хорошо растворя¬
ются в толуоле, ксилоле, маслах и применяются для изготовле¬
ния толуольных красок глубокой печати.
Если вместо фенола брать паратретичный бутилфенол, то
получаются смолы с линейным строением молекулы, потому что
в этом случае исключена возможность получения двухатомного
фенолоспирта. Эти смолы хорошо растворяются в маслах и бен¬
зине. Они изготовляются без применения канифоли и глицерина
и поэтому называются 100%-ными фенольно-альдегидными
смолами.
100%-ные фенольно-альдегидные смолы из паратретичного
бутилфенола и формальдегида, например смола № 101, приме¬
няются для изготовления бензиновых красок глубокой печати и
офсетных и типографских красок.
Резольные (термореактивные) фенольно-альдегидные смолы
получаются в том случае, если количество формалина будет до¬
статочным для образования двухатомных фенолоспиртов, при
конденсации которых образуется в качестве конечного продукта
смола с трехмерным строением молекулы. Обычно конденсацию
не доводят до такой степени, и получаемая смола способна рас¬
творяться в органических растворителях (например, в спирте) и
плавиться при нагревании, что необходимо для изготовления фе¬
нольно-альдегидных пластических масс и бакелитового спирто¬
СН3
Раздел третий. Синтетические пблимСры
181
вого лака. Процесс конденсации такой смолы заканчивается в
процессе прессования пластической массы, из нее изготовленной,
при нагреве или при применении бакелитового лака, который
сушится при высокой температуре и применяется для устранения
незначительных пороков литья на поверхности деталей.
Химизм образования фенольно-альдегидных смол рассматри¬
вался ранее в § 54.
Полиамидные смолы отличаются бесцветностью, прозрач¬
ностью, высокой механической прочностью и эластичностью.
Для вытянутых в длину макромолекул полиамидных смол
характерно чередование звеньев из большего или меньшего чис¬
ла метиленовых групп —СН2—, соединенных друге другом амид¬
ной связью —ΝΗ—СО—. Например, полиамидная смола, из ко¬
торой делается синтетическое волокно капрон, имеет следующее
строение:
элементарное звено молекулярной
цепи, образованное из капролактама
·.. —ΝΗ—СН2—СН2—СН2—СН2—СН2—СО
-nh-ch2-ch2-ch2-ch2-ch2-co-
или иначе
-NH-(CH2)5-CO-
-NH-(CH2)5-CO-
Полиамидная смола типа капрон получается полимеризаци¬
ей капролактама.
/.··
сн2-сн2-сх /
I />ын
СН2—сн2 — сн2
капролактам
Пунктирной линией показано место, где в процессе полимери¬
зации происходит разрыв молекулы капролактама, что дает воз¬
можность образования вытянутой в длину молекулы полиамид¬
ной смолы.
Молекулярная цепь другой полиамидной смолы, из которой
приготовляется синтетическое волокно анид (найлон), имеет
следующее строение:
элементарное звено молекулярной
цепи, образованное из АГ—соли .
• · •-CO-(CH2)4-CO-NH-(CH2)6-NH - CO-(CH2)4-CO-NH-(CH2)e- ΝΗ- ...
смола типа анид
182
Полиграфические материалы
В отличие от смолы типа капрон, в смоле типа анид амидны¬
ми связями поочередно соединены звенья, состоящие из четырех
или шести метиленовых групп.
Полиамидная смола типа анид получается конденсацией так
называемой АГ-соли, остаток которой и является элементарным
звеном молекулярной цепи этой смолы.
По химическому строению и физическим свойствам полиа¬
мидные смолы больше всего похожи на строение и свойства на¬
турального шелка. Молекулярный вес полиамидных смол
20 тыс. — 30 тыс. Молекулы полиамидных смол, лишенные боко¬
вых ответвлений, могут плотно укладываться рядом и прочно
соединяться силами Ван-дер-Ваальса и водородными связями
и образовывать таким образом очень прочные волокна.
Волокна из полиамидных смол применяются взамен хлопча¬
тобумажных ниток для сшивания книг и брошюр. Ткани типа
капрон и анид применяются для затяжки декелей печатных рота¬
ционных машин в целях устранения перетискивания краски на
поверхность декеля и отмарывания оборотной стороны оттисков.
Эти ткани применяются также для декоративной отделки книг
и альбомов. Полиамидные смолы типа капрон и анид применя¬
ются также для отливки различных деталей машин, так как де¬
тали из этих смол имеют большую механическую прочность и
надежны в работе.
Для полиамидной смолы типа капрон характерны бесцвет¬
ность, прозрачность, высокая механическая прочность, нераство¬
римость в обычных растворителях, температура плавления око¬
ло 215°.
Для полиамидной смолы типа анид характерна еще боль¬
шая механическая прочность и более высокая температура плав¬
ления, достигающая 255°.
Если изготовление синтетического полимера производить из
смеси капролактама и АГ-соли, то получается полиамидная смо¬
ла, хорошо -растворимая в спирте, выпускаемая под маркой
ПФ-54. Спирторастворимую полиамидную смолу применяют для
изготовления различного рода спиртовых лаков, а также для из¬
готовления типографских печатных форм, выдерживающих ти¬
ражи более миллиона оттисков. В этом случае используется
свойство полиамидных смол становиться светочувствительными
при добавлении к ним двухромовокислых солей. Пластины из
полиамидных смол с добавлением двухромовокислых солей экс¬
понируют под негативом. Те участки пластины, на которые по¬
действовал свет, задубливаются, и смола становится нераство¬
римой в спирте. Далее следует растворение смолы на незадуб-
ленных светом участках и получение вымывного рельефа, кото¬
рый и используется в качестве типографской печатной формы.
О применении полиамидов в копировальных слоях см. § 66.
Раздел третий. Синтетические полимеры
183
Меламино-альдегидные смолы. Конденсацией меламина с
формальдегидом при нагревании получаются водорастворимые
смолы сложного строения, способные при дальнейшем нагре¬
вании в присутствии кислоты (катализатор) переходить в не¬
плавкое нерастворимое состояние, характерное для окончатель¬
ной стадии конденсации меламино-альдегидной смолы.
ΝΗ2
<!
N N
I || +3 пн
η Η2Ν—с с—νη2
_г/
о
—3п н20
•н
меламин
формальдегид
СН2 ,N4 СН2 СН2 /Ν. СНа
I # \ I I /Г \ I
• —СН2—N—С С—N—СН2—N—С С—Ν—I
СН2—·
—3п н20
N N
\с/
N N
'Чс/
• —СН2—N—СН2—N—СН2—N-CH2—
/Ч
N N
I II
СН2—N—С С—N—СН2
Лм/
СН2 ν·Ν/
сн2
Несколько звеньев структуры меламино-альдегидной смолы, окончательно затвердевшей
Водорастворимые меламино-альдегидные смолы (начальная
стадия конденсации) применяются для проклейки офсетных и
обложечных видов бумаги (см. § 11).
Меламино-альдегидные смолы способны окрашиваться основ¬
ными красителями и приобретать исключительно яркие окраски
вследствие яркости основных красителей и люминесцирующих
свойств как самой смолы, так особенно продуктов ее взаимодейст¬
184
Полиграфические материалы
вия с основными красителями. Под ультрафиолетовым облуче¬
нием окрашенные меламино-альдегидные смолы показывают
яркое свечение.
В мелкораздробленном виде эти окрашенные смолы исполь¬
зуются в качестве чрезвычайно ярких люминесцирующих пиг¬
ментов в красках для различного рода плакатов, афиш, обложек
и декоративных работ, а также используются в оформлении
театральных постановок. Краски из подобного рода люминесци¬
рующих пигментов отличаются высокой степенью прозрачности
и при нанесении тонкими слоями не выявляют своих полезных
свойств. Поэтому краски из люминесцирующих пигментов в виде
окрашенных меламино-альдегидных смол наносятся на по¬
верхность бумаги и т. п. материала посредством шелкотрафа¬
ретной печати слоем толщиной 40—60 микронов.
Алкидные смолы образуются в результате реакции между
многоатомными спиртами и двухосновными кислотами, напри¬
мер между глицерином или пентаэритритом и фталевой кис¬
лотой. а
Из числа алкидных смол наибольшее практическое приме¬
нение нашли глифталевые и пентафталевые смолы. Слово глиф-
талевые образовано из начальных слогов слов глицерин и фта-
левая кислота, слово пентафталевые — из начальных слогов
слов «пентаэритрит» и «фталевая кислота».
Механизм образования алкидных смол можно показать сле¬
дующей схемой:
сн2—он
сн—он
сн2—о;н но
: +
СН2—0:Н но
—СО —
—СО¬
СИ—ОН
СН2—ОН
сн2—он
I
СН—ОН
Λ
1
СН2—О-СО—(' |
СН2—О—СО—\ν /
1
сн—он
+ 2Н20
СН2—ОН
две молекулы
глицерина
фталевая
кислота
одно из звеньев
глифталевой смолы
две молекулы
воды
Учитывая, что в образовании сложных эфиров могут участ¬
вовать все гидроксильные группы глицерина, образуя простран¬
ственную решетку, строение молекулы алкидной смолы можно
представить в виде следующей схемы:
185
12 Заказ № 443
186
Полиграфические материалы
Если вместо трехатомного спирта — глицерина — взять че¬
тырехатомный спирт — пентаэритрит, то получится пентафта-
левая смола.
Так называемые чистые алкидные смолы, получаемые из
глицерина, или пентаэритрита и фталевой кислоты, или ее ан¬
гидрида, плохо растворяются в маслах и органических раство¬
рителях, а полученные таким образом связующие вещества не
имеют нужных печатных свойств. Поэтому алкидные смолы,
предназначенные для изготовления печатных красок, в целях
улучшения их качества изготовляют с участием растительных
масел или жирных и смоляных кислот. Такие смолы называются
модифицированными алкидными смолами. Обычно при изготов¬
лении алкидных смол на заводах печатных красок вводят такое
количество растительных масел или жирных кислот, например
60—70%, что образуется не хрупкая смола, а тягучая и вязкая
жидкость, вполне пригодная без какой-либо дополнительной об¬
работки к применению в качестве связующих веществ типограф¬
ских и офсетных красок. Такие смолы носят название синтети¬
ческих алкидных олиф, их состав и свойства рассматриваются
в § 94.
Алкидные твердые смолы, модифицированные канифолью,
могут применяться для изготовления связующих веществ — ла¬
ков для красок глубокой печати. Ценным свойством красок из
алкидных смол является их исключительно высокая адгезия,
даже к поверхности совершенно гладких материалов, вроде про¬
зрачных пластмас.сных пленок и пластин. Для уменьшения хруп
кости слоя краски на оттиске в состав краски вводятся пласти¬
фикаторы, например дибутилфталат, трикрезилфосфат и др.
Пластификаторами называются такие вещества, которые, будучи
добавлены в небольших количествах к смолам, пластическим
массам, краскам и др., устраняют их хрупкость, повышают эла¬
стичность. Так, эластичность нитроцеллюлозной пленки ледерина
придается пластификаторами — дибутилфталатом, касторовым
маслом и др. (см. § 140).
§ 57. ПЛАСТИЧЕСКИЕ МАССЫ
Пластическими массами, или пластмассами, называют доста¬
точно прочные вещества, изготовляемые на основе синтетиче¬
ских смол. Пластические массы способны под действием нагре¬
вания и давления размягчаться, становиться пластичными и при¬
нимать требуемую форму, а затем в результате дальнейшего
нагревания или охлаждения затвердевать и сохранять придан¬
ную им форму. Пластические массы перерабатываются в изде¬
лия способами литья под давлением и прессования.
Раздел третий. Синтетические полимеры
187
Пластические массы, кроме синтетических смол, могут содер¬
жать следующие составные части:
1) наполнители — древесная мука, целлюлоза, линт, стек¬
лянное волокно, асбест и др., вводимые для придания пластиче¬
ским массам прочности, предотвращения усадки, а также для
удешевления;
2) пластификаторы — вещества, устраняющие хрупкость из¬
делия из пластических масс;
3) смазки, предотвращающие прилипание пластических масс
к стенкам прессформы и повышающие текучесть пластмассы во
время прессования или литья;
4) ускорители, повышающие скорость отвердения терморе¬
активных синтетических смол;
5) красители и пигменты, придающие изделию из пластиче¬
ских масс необходимый цвет.
Некоторые пластические массы, например полистирольная,
могут состоять только из синтетической смолы, без каких-либсг-
добавок; в этом случае понятия «пластическая масса» и «смола»
совпадают.
Пластические массы в зависимости от изменения свойств при
нагревании делятся на термопластические и термореактивные.
Термопластические пластические массы содержат в своем
составе термопластические смолы. Они при нагревании плавятся
или размягчаются, затвердевают при охлаждении и вновь пла¬
вятся при нагревании. Таким образом, термопластические массы
способны многократно переплавляться без какого бы то ни было
изменения их свойств.
Термореактивные пластические массы содержат в своем со¬
ставе термореактивные смолы, которые при нагревании плавят¬
ся, а затем при дальнейшем нагревании постепенно твердеют
и переходят в неплавкое состояние. Затвердевание термореак¬
тивных пластических масс в горячем состоянии, при продолжи¬
тельном нагревании происходит в результате протекания слож¬
ных реакций конденсации синтетических смол, входящих в сос¬
тав пластических масс. Изделия из термореактивных пластиче¬
ских масс не плавятся при нагревании и не растворяются в орга¬
нических растворителях. К термореактивным пластическим мас¬
сам относятся фенольно-альдегидные, мочевино-альдегидные и
другие на основе конденсационных синтетических смол.
К термопластическим пластическим массам относятся пла¬
стические массы на основе поливиниловых, полистирольных, по¬
лиакриловых и других полимеризационных смол.
В зависимости от способа переработки пластические массы
делятся на прессовочные и литьевые.
Из прессовочных пластических масс изделия получают прес¬
сованием в стальных прессформах при нагреве и под высоким
12*
188
Полиграфические материалы
давлением (рис. 75). Прессовочные материалы производят либо
в виде- порошков (пресспорошки), представляющих в основном
смеси синтетической смолы и порошкообразных наполнителей,
либо в виде пропитанных смолой бумаги, ткани, древесного
шпона (слоистые прессовочные материалы).
Из литьевых пластических масс изделия вырабатываются
следующим образом. Пластическую массу предварительно на¬
гревают, пока у нее не появится некоторая текучесть, и затем
под давлением впрыскива¬
ют в охлажденную пресс-
форму. В прессформе мас¬
са быстро закрепляется в
изделие, которое можно
немедленно вынуть из
прессформы посредством
автоматического выталки¬
вания. Продолжитель¬
ность цикла получения
изделия сводится к се¬
кундам.
Автоматы для выдав¬
ливания, т. е. для непре¬
рывной подачи пластиче¬
ского материала при помощи давления или шнека через сопло
с выходным отверстием различной конфигурации, позволяют
получить трубки, стержни и изделия других профилей. Для
литья под давлением и выдавливания пригодны только термо¬
пластические пластические массы и смолы.
Пластические массы обладают рядом положительных свойств.
Они имеют небольшой удельный вес, равный 1,3—1,4. Таким
образом, пластические массы в 8 раз легче свинца, в 6 раз легче
меди и ее сплавов (латунь, бронза) и в 2 раза легче алюминия.
Если обычная печатная форма из типографского сплава весит
80 кг, то заменяющая ее форма из пластической массы весит
всего около 10 кг.
Механическая прочность пластической массы значительно
превосходит прочность типографских сплавов. В частности, мно¬
гие пластические массы почти не разрушаются от действия тре¬
ния, что гарантирует высокую тиражность изготовляемых из них
печатных форм.
Высокая химическая стойкость,— многие виды пластических
масс не разрушаются от действия кислот, щелочей и раство¬
рителей.
Некоторые пластические массы, наряду с высокими механи¬
ческими свойствами (прочность, отсутствие хрупкости), имеют
большую прозрачность, что позволяет применять пластины из
Я I I I
IjV-(У
Т V-1
V-
UXJW
Рис. 75. Горячее прессование:
а — хромированная, полированная, обогревае¬
мая прессформа; б — засыпанный прессовоч¬
ный порошок; в — изделие; г — пуансон пресс-
формы.
Раздел третий. Синтетические полимеры
189
тс!
этих материалов в фототехнике взамен стекла, например в про¬
цессе копировки.
В полиграфической промышленности пластические массы
нашли следующее применение.
Шрифты кегля 6, 8, 10 и 12 и мелкий пробельный материал,
включая шпации в 2 пункта, изготовляют из термопластической
пластической массы на основе 4
полистирола, полиамидных
смол и поливиниловых смол.
Отливку шрифтов из пла¬
стических масс можно произ¬
водить на литьевых машинах-
автоматах типа ЛМ-50, пред¬
назначенных для отливки раз¬
нообразных изделий из пла¬
стических масс. Для отливки
шрифтов на литьевых маши¬
нах-автоматах устанавливают
многогнездные прессформы,
специально сконструированные
для этой цели сотрудниками
Научно-исследовательского ин¬
ститута пластических масс и
Всесоюзного научно-исследо¬
вательского института поли¬
графической и издательской
техники (В. К. Зуев, Μ. Н.
Шапенков, С. И. Шапошников
и др.). Схема отливки шрифтов
из пластических масс показана
на рис. 76.
Для отливки шрифтов из
пластических масс можно использовать также обычную шрифто¬
литейную машину типа БМ с применением специального литье¬
вого аппарата, сконструированного работниками Второго шриф¬
толитейного завода (Г. И. Федотов, В. Ф. Мельников и др.).
Стереотипы из пластических масс изготовляются путем прес¬
сования. Для этого лист пластической массы впрессовывается
при нагревании в углубления матрицы Материалом для матри¬
цы является пористый прочный картон, пропитанный термореак¬
тивной фенольно-альдегидной смолой.
Матричный материал готовится из фильтровального картона,
пропитанного бакелитовым спиртовым лаком. После высушива¬
ния лицевая поверхность пропитанного картона покрывается за¬
щитным слоем, состоящим из бакелитового лака, пресспорош-
ка К-18-2, графита и олеиновой кислоты. Прессование Матрицы
Рис. 76. Отливка шрифтов из пласти¬
ческих масс:
/ — прессформа; 2 — гнездо литеры; 3 —
корпус отливной машины; 4 — загрузочная
камера; 5 — поршень; 6 — пластическая
масса в рыхлом состоянии; 7 — пластиче¬
ская масса в нагретом уплотненном со¬
стоянии; 8 — литеры, отлитые из пластиче¬
ской массы, в гнезде прессформы.
190
Полиграфические материалы
производится при нагреве до 125° при давлении до 10 кг/см2. Для
прессования стереотипов применяются двухслойные пластины из
полихлорвинила; верхний слой из непластифицированного или
малопластифицированного полихлорвинила (содержит до 8%
дибутилфталата) и основной слой из полихлорвинила с 25—30%
пластификатора — дибутилфталата.
Стереотипы прессуют при температуре пластмассы 150—170°
и удельном давлении 30—40 кг/см2. Пластмасса должна быть
охлаждена в прессе до 40°1.
Хорошие результаты были получены прессованием клише из
пластмассы, содержащей 75% полихлорвиниловой смолы, 20%
пластификатора и 5% красящего вещества, например печатной
краски. Таким способом изготовляются, например, дубликаты
клише, рассылаемые районным типографиям.
Пробельный мелкий материал изготовляют литейным спосо¬
бом, так же как и шрифты; крупнокегельный пробельный ма¬
териал— прессованием из фенопластов.
Кислотоупорные ванны и кюветы для травящих растворов в
цинкографиях и гальванических цехах изготовляют склеиванием
из листового полиметилметакрилата или прессованием из фено¬
пласта с асбестовым наполнителем — «фаолит».
Прозрачные пластины и пленки — «органическое стекло»,—
применяемые для замены стекла в фотомеханике, получают из
полиметилметакрилата. Прозрачные пленки из ацетилцеллюло¬
зы и нитроцеллюлозы применяют в качестве подложки при изго¬
товлении фотослоев, для изготовления диапозитивов текстовых
форм в глубокой печати, а также для печатания многокрасочных
альбомов наглядных пособий.
Переплетные материалы, заменяющие кожу и ледерин и обе¬
спечивающие более красивое оформление переплетов, можно
изготовлять из тканей с хлорвиниловой или полиамидной синте¬
тической смолой.
Применение пластических масс в полиграфической промыш¬
ленности показано в табл. 13, свойства этих пластических масс
приводятся в табл. 14 и 15.
Над совершенствованием способов изготовления шрифтов и
стереотипов из пластических масс и над их внедрением в про¬
мышленность работает коллектив советских специалистов науч¬
но-исследовательских институтов промышленности пластических
масс и полиграфической промышленности в содружестве с поли¬
графическими предприятиями.
1 С. И. Шапошников. Типографские печатные формы из синтетиче¬
ских материалов. Журн. «Полиграфическое производство», 1958, № 7, стр. 10.
Применение некоторых синтетических полимеров и пластических масс в полиграфической промышленности
а
а*
*я
о
3
от
4
о
VO
К ОТ
к от
К £
от к
m я
о х
Ч <и
Н
а. о
о а.
\о f-1
О «
ω
Ч
s о
ОТ -
Ч к
я
со
О) >>
Я Он
Я ^
Ч 2
о
Ч
Я
>>
я
ОТ
Я
a
2
от
CQ
3
ь
3
с
к
S
я
от
CQ
О
К
>>
Он
о
ХО
о
^ t?
ОТ I»
ь от
у. t
X
я
a
к
я
ч
ч
3
я
я
2
я
я
Он
о
с
>>
о
f-1
о
ч
от
я
X
я
о
КС
ся
о
\о
о
я ς
5 «
ОТ н
н <и
о tc
S.3
я я
я о
ч ч
я я
о
о ^
с >,
я «
О со
I&
Ч от
О я
я
£ от н
2 от о
£ х »я
S'D S
P.S,
от
• CJ
g * от
£ I з
ОТ
>·£ о
>2 3 °
ОТ CJ
£· «‘
ь я
Η
ОТ ^ чГ
К о 5
и я S
g Я <3
я ^ н
2 Я
_ ОТ Он
ЦП tf О
Й 8.S
Я π U
&
О
о
ч
о
\о
о
я
ч
я
ч
к
о
я
от Я 9~ «
я я £
я -ХО ОТ
„ Я о я
Я О £ ОТ
я g о
ч % С S
! § * g
Он Ь ОТ 33
О) о я
a
Я cd
• о я ч
ч 2 g
Я 5 я
СЯ Ч[ я Он
f-1 О 5« ОТ
X
я
я
от
2
X
я
я
5С г4
S g
Ч 2
5 от
н O’S
и ь 2
ϊ Р I
>я
3
я
я
о
4
О)
ч
о
с
я
ч
о
н
CJ
я
2
от
го
ч ^
^ от
<-> я
от
X *
рн я
, ь к
и н
4 3
О С
с и
<и 53
3 .
5 к
Я д
о £
Он *
с
н Н
от от
я
я
ь
Он от
>> ч
н от
ОТ f-1
Р, ОТ QJ
<и от ОТ
С Я ч
S Я
35 от у
н ^ я
X >>Он
Я £■*
■« 5 О)
С Я ч
CJ О) Л
Я 53
я о
δ*·
я О
s a s
я
н От
О *
Д о
Ч ЯЗ
ч от
о я
ОТ 2
£? я
о
5 и
Ч О)
Ч ^ jj
а
Он о
С 2
от
У 2
<и от
Н Ч
от от
2 t
*Я
; 3
$ =
о
от
2
,. ь
от ^ о
Я я от
от , ч
с О с
с с
Я от '
О со Я
ж о Я
ш ч ч
Ч 2 о
с g S
Я S к
я Щ s
я 5 от
ь £ я
о ь Щ
§ g 1
Ч о ς
с ч и
К ОТ
g. от'О
4 ас О
я от Ч
я от м
_ от 2
“ аз
8 |s
t? я о
Я ОТ со
5 Ь о к
ч 5 ю ч
Уот ОТ
я g ОТ н
Я ОТ
Я от
О CQ
О, CU
О Он
с ч
« I
is
s S
от
>>
\о
от s
WH ОТ
а ч
ч
о
2
от
от
ч
о
2
от
- о
Я Ч
ОТ ОТ
·&
^ от
я я
^ я
От щ
5 о
н 2 н
Ч з’й Ч
* й
Р
II
$ « ί к
с; ОТ со ОТ
5 Я « Я
Н Ч h Ч
“Я я
* К ·
от
от я £ ^
О 2 >>от S
от От от
Ч ас ч
ё Й =5
* Он2
а хо
о от 95
2 о о
S Я я
е
я
я
ч
о
с ^ ^
ч ср от Cd
6^0
* si's
ОТ сг О tj
«аьо
s s а ^
е
£ я
3 к о
1*1
от 5 3
с £ ’Я
2 от 3
Я ч от
от а от
m 5 %
Η ^ Л
о
с
о
я
я
от
0)
6
2
2^
гг Я ш
ч Ч _
я я от
о я
m cd я
ч о
ОТ Ч
3 ч о
т от ω
Я ОТ
я ч
11
V Г 1
си
о
5g
от а
к
О)
Θ
я ч я ч н
о г
ω с
δ:
8 \
Он С
с
Ч *
g ОТ
я ω
ОТ ОТ
ч от.
Я Я
ω ч
ОТ
«£
ь ς
с
я
о
а *
о ь
рн 22
§§
■S'g.
ОТ cd
я я
8 S
н
я
я
я
о
ч
о
CQ
н
я
§
от
е
н
я
ч
8
о
я
о
я
от
я
я
н
н
я
§
2
>>
из
я
я
я
ч
от
\о
ч
о
о
я
3
ί¬
ο
от
4
с
о
я
я
2
<
ч
я
о
ч
>>
ч
ч
<υ
s а
а я о
* а с
§ с 3
2 ί
2 от ЬГ
4 щ о
от 5 от
я £ О
5 ОТ о
Я cd QJ
^ Ч Он!
У с с i
<
о
о
ОО
СМ
о
ю
ОО
я
о
03 g
о
о
00
я*
7
ч
о
*<?
о
СП
см
1
7
Ю
I
tk
1.
1550-
S
вол<
2200-
140-
1
Ю
J
со
я
с. д
PQ CD
О О
К 00
о СМ
° I
eg
о см
и: см
PQ О
О О
SS
2 1
Is
ОО
t=( со
я
gs
о”
А о
5 °
О Ю
и: см
О
о
Ю
ю
со
1
1
Ю
см
1
tk
«[
1
ти
1
Ю
СМ
1
LO
я
о
см
со
о
О
о
со
ь о
у °
Я Tf
о
о
о
о
ю
ю
ю
я
см
1
7
Ч со
I
о
со
I
7
см
I
7
*к
1
1
CD
1
о
. 1
£ о
7
1
ю
1
о
1
о
1
о
я
г=с
о
о
5 °
О ^t·
(Ч см
80С
СМ
со
-
-
о
я о
о О
я о
О О
со
ю
ΙΟ
ю
-
о
я ^
я ю
CM
-
я
1-Н
со
о ~
о СМ
τ—1
«—1
tk
I
1
о
О I
I
I
1
1
1
1
со
1
ю
1
я о
1
Я о
1
со
1
о
1
оо
1
ΙΟ
я
*к
СМ
>=? о
>=? о
о
CM
1-Н
о см
с со
ю
00
о
о
ό
ч —■
Ч см
я
я
LO
00
о
о
о
о
о
о
о
7
20—2
00
1
о
о
7
о
со
1
о
о
со
200
7
00
о
о
*к
я
с. д.
Т-1
CD
ОО
см
о
ю
о
ю
-
со
о
я
7
ю
7
СП
500
1200
о
о
со
25
7
о
o'
о
ч
я
1
tk
со
о
о
-
т—С
к
о
1-Н
о
00
о
о
о
о
со
со
о
CD
со
о
о
я
7
I
CD
I
I
ю
I
I
7
о
I
о"
tk
1
1
со
1
CD
1
о
1
о
1
ю
1
LO
1
о
1
я
Е(
о
о
CM
о
о
т—1
Ю
ю
со
о
о
о
а»
я
>я
В
я
я
ч
О)
*=С
к
аз
Я .
а,
аз
SN
оо
« *
аз w>
Я ^
я
is
>* >> и
я *
н
аз '
н
О <м
я о
с ^
Я *
S И
о <и
я \о
Я S
о £
а, со
с я
О) •й
«=с S
си *
о CJ
С
я
я
н
я
*
CJ
я
Он
Я
я
ч ^
S-
tr(
с «
я
Он
с
2
ч
ч
си
Я
я
Он
ю
О S
§1
Я го
а*
С рг)
5 *
5*
CL CU
с *
U *
I-
о, со
а> i*e
0Q
О
С
Я
ί¬
ο
О
Я
»я
о
ί¬
α
о
5о
\о
cN
а»
я
Я
О)
3
о
4
2 8
so §:
Р-н m СО л,1
ш Ш ^ Tt* ~ Л> ^
Η ω Н д CQ см ·<« см ^ч ^Ч
аз .
я
я .
О)
3 *
о
4 '
ί-Η
о ·
с .
о о
ς я
о я
см
»я
О)
я
о
ч
О)
3
ю \о
Я аз
^ ч
о о
си си
я я
Я CQ
Н Н
CJ а
»Я 9Я
О) 03
со
н^рсевует; с. д — слабо действует; н,— набухает
194
Полиграфические материалы
Таблица 5
Физико-механические свойства некоторых пластических масс
на основе термопластических синтетических смол
Наименование показателя
Полиэтилен
Полистирол
Полиметил¬
метакрилат
Полиамиды
1. Удельный вес . . .
2. Удельная ударная вяз-
1,1
1,1
1,18
1,13
кость в кг·см!кг2
3. Предел прочности при
статическом изгибе
20—30
10—18
30
100
в кг/см2
4. Предел прочности при
120
800—900
до 1100
700—900
сжатии в кг/см2 . .
5. Предел прочности при
220
1000
800
700—900
растяжении в кг/см2
6. Твердость по Бринел-
120—140
350—400
750
450—500
лю в кг!мм2 ....
7. Теплостойкость по
13
18—21
30
5—8
Мартенсу в С° ...
8. Влагопоглощение в %
100—110
75—80
56
60
за 24 час
9. Маслопоглощение в %
0,05
до 0,03
до 0,17
до 1,8
за 24 час
10. Действие слабых кис¬
0,05
0,0
0,0
0,0
лот
11. Действие слабых
н. д.
н. д.
н. д.1
н. д.
щелочей
н. д.
н. д.
н. д.
Н. д.
Примечание', н. д.— не действуют.
1 Стоек к хминеральным кислотам, в уксусной и других окислительных
кислотах растворяется.
§ 58. КАУЧУК НАТУРАЛЬНЫЙ И СИНТЕТИЧЕСКИЙ
Основным сырьем для получения резины является каучук,
придающий резине особые свойства: упругость, эластичность,
механическую прочность, непроницаемость для жидкостей и га¬
зов, электроизоляционные свойства, низкую теплопроводность.
Натуральный каучук получается коагуляцией латекса — сока
каучуконосных растений в виде дисперсии (эмульсии) каучука в
воде, добавлением к нему уксусной или муравьиной кислоты.
Свернувшийся латекс-каучук высушивают, вальцуют и наре¬
зают листами. Первыми в мире с натуральным каучуком
познакомились индейцы Южной Америки, которые из каучука
делали мячи, сосуды для воды и отливали на собственных ногах
калоши. Название каучук произошло от слов «као-чу», что озна¬
чает у индейцев «слезы дерева». Натуральный каучук по хими¬
Раздел третий, Синтетические полимеры
195
ческому составу представляет собой полимер изопрена. И дей¬
ствительно, при термической деполимеризации натурального
каучука получается изопрен:
СН2—С=СН—СН2 1 ► п сн2=с—сн=сн2
1 1
СНз J п СН3
натуральный каучук—полимер изопрен
изопрена
Средний молекулярный вес натурального каучука 150 000—
500 000; длина молекулярной цепи 10 000—40 000 А, при попе¬
речном сечении 1,5—2,0 А.
Натуральный каучук имеет высокую эластичность и проч¬
ность, но затвердевает при низкой температуре (на морозе)
и расплавляется при нагревании и впитывает воду, а также рас¬
творяется в бензине и многих других органических раствори¬
телях. По этой причине каучук долгое время не находил приме¬
нения, пока предприимчивый англичанин Макинтош не изобрел
способа вулканизации каучука, т. е. обработки его серой при на¬
гревании. Вулканизация, т. е. присоединение серы к каучуку
в процессе изготовления резины, идет по месту двойных связей,
«сшивая» соседние молекулы каучука в пространственную ре¬
шетку, характерную для строения резины.
Кроме резины из натурального и особенно из синтетического
изопренового каучука, СКИ получают смолообразные продукты
с температурой плавления около 125—135°, хорошо растворимые
в маслах и толуоле и известные под названием циклизованных
и окисленных каучуков.
Циклизованный каучук, т. е. каучук, линейное строение мо¬
лекулы которого чередуется с кольцами, образованными из двух
звеньев изопрена (подобно тому как-это имеет место в терпе¬
нах), получается при медленном нагревании каучука в присут¬
ствии катализаторов кислого характера.
Окисленный каучук получается, например, при вальцевании
каучука с добавлением небольших количеств катализаторов
окисления.
Циклизованные и окисленные каучуки, а также различного
рода сополимеры на основе каучуков, например с канифолью,
применяются для изготовления быстрозакрепляющихся типо¬
графских и офсетных красок, а также бензиновых красок глубо¬
кой печати.
Мировое производство натурального каучука сосредоточено
в руках группы крупных капиталистов, владеющих каучуковыми
плантациями. Поэтому каучук широко импортировался в страны
(в том числе и в СССР), не имеющие собственных каучуковых
19Θ
Полиграфические материалы
плантаций. Теперь в нашей стране широко культивируются ра¬
стения-каучуконосы: кок-сагыз, так-сагыз, хондрилла, украин¬
ский ваточник, дающие натуральный каучук. Натуральный кау¬
чук из кок-сагыза и других растений не уступает по качеству
лучшим сортам импортного каучука. Но, даже при широком раз¬
витии отечественного плантационно¬
го каучука, он не сможет удовлет¬
ворить потребности нашей страны
в каучуке.
Синтетический каучук. Для осво¬
бождения отечественной резиновой
промышленности от иностранной за¬
висимости в области получения
натурального каучука, Советским
правительством еще в 1926 г. был
объявлен международный конкурс
на лучший способ изготовления син¬
тетического каучука. Победителем
конкурса вышел С. В. Лебедев. Он
предложил способ изготовления син¬
тетического бутадиенового (диви-
нильного) каучука переработкой
спирта. В 1932 г. был пущен в ход
первый завод синтетического бута¬
диенового каучука по способу
С. В. Лебедева (рис. 77).
Бутадиеновый (дивинильный) синтетический каучук СКБ.
Технологический процесс производства синтетического каучука
по способу С. В. Лебедева состоит из: 1) получения бутадиена из
этилового спирта, 2) очистки бутадиена от примесей и 3) поли¬
меризации бутадиена, т. е. превращения его в бутадиеновый син¬
тетический каучук.
Превращение спирта (обычно синтетического, получаемого
переработкой древесных опилок) в бутадиен происходит при вы¬
сокой температуре над раскаленным катализатором — металли¬
ческим натрием по схеме:
1000°
2С2Н5ОН ► СН2=СН—СН=СН2 + 2Н20 + Н2.
Na
этиловый спирт бутадиен вода водород
Бутадиен очищают от примесей. Чистый бутадиен — бесцвет¬
ная жидкость, кипящая при температуре минус 4,5°. Его полиме-
ризуют в больших стальных аппаратах — автоклавах, под дав¬
лением в присутствии катализатора — металлического натрия.
Реакция идет по схеме:
Сергей Васильевич
Лебедев (1874—1934).
Раздел третий. Синтетические полимеры
197
п СН2=СН-СН=СН2 -+ [ сн2—сн=сн—СН2 ]п
бутадиен бутадиеновый
синтетический
каучук
Теперь для получения синтетического каучука используют
газы, выделяющиеся при крекинге нефти (см. § 131), содержа¬
вший* и очистка
Полимеризация
Рис. 77. Схема получения каучука из спирта.
щие большое количество этилена. Из этилена, прямым присое¬
динением к нему воды в присутствии катализатора, готовят син¬
тетический спирт, который в дальнейшем перерабатывают по
способу С. В. Лебедева в бутадиен, а затем — в каучук.
сн2=сн2 + н2о сн3—сн2—он.
этилен вода этиловый спирт
Бутадиеновый синтетический каучук по свойствам подобен на¬
туральному, но несколько менее эластичен и менее морозостоек.
Применяется в сочетании с бутадиен-нитрильным синтетическим
каучуком для изготовления офсетных резиновых пластин и ти¬
пографских резиновых печатных форм-дубликатов.
Бутадиен-стирольный каучук СКС. Если полимеризацию бу¬
тадиена (дивинила) проводить в состоянии водной эмульсии
совместно со стиролом, то удается получить новый вид синтети¬
ческого дивинил-стирольного каучука в виде латекса (по внеш¬
нему виду похожий на латекс натурального каучука). Такой
каучук удобен в резиновой промышленности для пропитки тка¬
ней и пр., так как не требует для своего растворения применения
огнеопасных и вредных для здоровья рабочих органических рас¬
творителей, например бензина.
108
Полиграфические материалы
Наиболее распространенный вид этого каучука известен под
названием СКС-30, содержащий около 30% полимеров стирола.
СН—сн=сн2 + сн=сн2 ·
бутадиен J
сн2—сн=сн—сн2—сн—сн2
Λ
и
х/
стирол
одно из звеньев молекулярной цепи
сополимера бутадиена и стирола или
бутадиен-стирольного каучука
Бутадиен-стирольный синтетический каучук — универсальный
каучук — вследствие хорошего качества и доступности исходно¬
го сырья вырабатывается в очень больших количествах; заме¬
няет натуральный каучук почти во всех областях, когда от рези¬
ны не требуется высокой маслостойкости. Резина из бутадиен-
стирольного каучука, в частности, применяется в качестве основ¬
ного слоя при изготовлении типографских резиновых форм-
дубликатов, верхний слой резины в этом случае изготовляют из
маслопрочного бутадиен-нитрильного каучука (см. ниже). Бу¬
тадиен-стирольный латекс, т. е. каучук СКС-30 в виде водной
дисперсии, применяется в качестве переплетного клея.
Хлоропреновый синтетический каучук (совпрен, или неопрен)
получается полимеризацией хлоропрена.
П СН2=С—СН=СН2 сн2—с=сн—сн2—сн2—с=сн—сн2
I I I
С1 С1 С1
хлоропрен хлоропреновый каучук
Резина из хлоропренового каучука отличается высокой стой¬
костью к действию бензина, керосина и масел. По этой причине
хлоропреновый каучук применяется для изготовления резино¬
вых красочных валиков. Хлоропреновый каучук вулканизуется
при нагревании без участия серы.
Бутадиен-нитрильный каучук СКН получается совместной по¬
лимеризацией бутадиена и нитрила акриловой кислоты (акрило¬
нитрила); содержит до 40% акрилонитрила.
СН2=СН-СН=СН2 + CH2=CH.CN *
бутадиен акрилонитрил
* сн2—сн=сн—сн2—сн2—сн
I
CN
структурное звено бутадиен-
нитрильного синтетического
каучука
Раздел третий. Синтетические полимеры
199
Синтетический каучук СКН отличается повышенной бензино-
и маслостойкосгью; по морозостойкости и эластичности несколь¬
ко уступает натуральному каучуку. Маслостойкая резина из
бутадиен-нитрильного каучука применяется в качестве наруж¬
ных слоев типографских резиновых форм-дубликатов и офсет¬
ных резиновых пластин. Типографские резиновые формы-дубли¬
каты в основной своей массе состоят из дешевого бутадиен-
стирольного, а офсетные резиновые пластины — из бутадиенового-
каучука.
Изопреновый. каучук СКИ получается полимеризацией изо¬
прена. Синтетический каучук СКИ по химическому строению и
свойствам в точности соответствует натуральному каучуку.
Силиконовые синтетические каучуки принадлежат к классу
кремнийорганических соединений. В организации производства
этих каучуков в нашей стране большое значение имели работы
К. А. Андрианова. Для силиконовых каучуков характерна сле¬
дующая структура:
СН3 СН3 СН3
I ■ I I
··· — О—Si—О— Si—О—Si
'I I I
СНз СНз СН3
Средний молекулярный вес этого каучука 100 тыс. Вместо
группы СНз может быть группа С2Н5 и т. д. Изготовление сили¬
коновых каучуков сложно, но, несмотря на это, они вырабаты¬
ваются промышленностью из-за их исключительной теплостой¬
кости. Силиконовые каучуки выдерживают нагревание до 250° и
охлаждение до минус 50°.
На промежуточных стадиях полимеризации получаются про¬
дукты с относительно небольшим удельным весом — силиконо¬
вые жидкости; они используются в качестве смазочных материа¬
лов, гидрофобизаторов бумаги, как модификаторы свойств печат¬
ных красок (офсетных и красок глубокой печати) и пр.
Каучук натуральный и синтетический редко применяют са¬
мостоятельно, например в качестве переплетного клея, а исполь¬
зуют главным образом для производства резины.
§ 59. РЕЗИНА
Резина — это прочный эластичный материал, получаемый пе¬
реработкой каучука (натурального и синтетического) главным
образом его химическим взаимодействием с серой при нагревании
(вулканизация).
Наиболее ценными свойствами резины будут высокая проч¬
ность, упругость и эластичность. Свойство упругости заключает¬
ся в том, что образец резины под действием усилия деформирует¬
200
Полиграфические материалы
ся, а после прекращения действия этого усилия мгновенно вос¬
станавливает свои первоначальные форму и размеры. Вслед¬
ствие эластичности резина, растянутая в десятки раз, сокращает¬
ся до первоначальных размеров. Подробнее об упруго-эласти¬
ческих деформациях см. в § 26.
Специальные виды резины обладают высокой масло- и бен¬
зостойкостью— они практически не набухают в бензине, керо¬
сине и других нефтепродуктах. Имеются виды резины, сохраняю¬
щие значительную часть своих упруго-эластических свойств при
температуре минус 70°, т. е. морозостойкие.
Присущие резине упругие свойства и хорошая механическая
прочность, а также устойчивость к действию печатных красок и
воде делают резину весьма пригодным материалом для изготов¬
ления офсетных пластин, красочных валиков, декельных про¬
кладок, типографских печатных форм-дубликатов и клише.
Для получения резины каучук смешивают с серой, наполни¬
телями, усилителями, ускорителями вулканизации, пластифика¬
торами, антистарителями, и пр., после чего эту так называемую
сырую резиновую смесь формуют и подвергают процессу вулка¬
низации при температуре 150°. В результате процесса вулканиза¬
ции каучук превращается в резину, он теряет способность рас¬
творяться в бензине и маслах, его механическая прочность уве¬
личивается, его свойства становятся стабильными к значитель¬
ным изменениям температуры. Некоторые синтетические каучу¬
ки, например, хлоропреновый, вулканизуются без участия серы;
силиконовые каучуки вулканизации вообще не требуют.
Чем больше в составе сырой резиновой смеси серы, тем твер¬
же получается резина. Для получения мягкой резины вводят
1,5—5,0 весовых частей серы на каждые 100 весовых частей кау¬
чука, а для получения наиболее твердой резины — эбонита, вво¬
дят— 30—40 весовых частей серы.
Ускорители вулканизации (окись цинка, глет и др.) позволя¬
ют значительно сократить время процесса вулканизации и одно¬
временно улучшают механические свойства резины.
Усилители и наполнители дают возможность увеличить меха¬
ническую прочность резины в несколько раз и одновременно
сэкономить значительное количество каучука. Например, проч¬
ность на разрыв ненаполненных образцов из синтетических кау¬
чуков не превышает 15—20 кг!см2, а прочность на разрыв образ¬
цов из этих же каучуков, но с введением наполнителей и усили¬
телей повышается до 300 кг/см2. В качестве наполнителей и уси¬
лителей применяют сажу, кремнекислоту, каолин, окись цинка,
мел, тальк и др. Наибольшую механическую прочность резине
придает сажа. Окись цинка, каолин и др. являются менее актив¬
ными усилителями, но они позволяют вырабатывать цветные
виды резины.
Раздел третий. Синтетические полимеры
201
Резкой границы между усилителями и наполнителями про¬
вести нельзя, так как важнейшие усилители, например сажа, као¬
лин, являются одновременно и наполнителями, а окись цинка,
кроме того, является и ускорителем вулканизации.
Мягчители, или пластификаторы, например парафин, вазели¬
новое масло, рубракс, стеарин и др., облегчают обработку рези¬
новых смесей и уменьшают твердость готовых изделий.
Красящие вещества придают резине тот или иной цвет. Во
многих случаях наполнители не только улучшают механические
свойства резины, но и окрашивают ее в нужный цвет; в этом
случае введения красящих веществ не требуется.
Противостарители — сложные органические вещества, напри¬
мер альдоль-альфа-нафтиламин («неозон Д»), фенил-бета-наф-
тиламин («эджерайт»), способствуют сохранению упруго-элас¬
тичных свойств резины в течение длительного времени. Хороши¬
ми противостарителями являются и мягчители, такие, как пара¬
фин, церезин, рубракс и др.
Все составные части резиновой массы смешивают на вальцах
или в резиносмесителе. После смешения резиновой массе при¬
дается форма листов каландрированием или «сырых» заготовок
резиновых изделий.различной конфигурации формованием. Для
закрепления формы изделий и придания им надлежащих
свойств они должны быть подвергнуты процессу вулканизации.
Резина находит широкое применение в полиграфической про¬
мышленности. Так, из резины изготавливают стереотипы, красоч¬
ные валики, офсетные пластины, прорезиненную ткань для деке¬
лей типографских машин.
Стереотипы из резины прессуются с тех же матриц, которые
применяются для прессования стереотипов из пластических масс.
Запрессованные стереотипы подвергаются вулканизации в горя¬
чем прессе. Для прессования матриц и резиновых стереотипов
пригодны обычные матричные прессы, например марки МП-400.
Прессование производится между стальными ровными плитами,
которые вставляются в пресс. Резиновые стереотипы выдержи¬
вают тиражи до 1 млн. оттисков и позволяют производить иллю¬
страционное печатание без приправки с сетчатых клише до 40
лин. .на см\ Резиновые стереотипы двухслойные: верхний слой
из маслостойкой и сравнительно твердой резины на основе кау¬
чука СКН-40, основная масса стереотипа состоит из немасло¬
стойкой, эластичной и дешевой резины из каучука СКС-30 или
СКВ. Способ изготовления -резиновых стереотипов в нашей стра¬
не разработан С. И. Шапошниковым (ВНИИПП).
Резиновые красочные валики устанавливаются в офсетных и
1 С. И. Ш а п о ш н и к о в. Типографские печатные формы из синтетиче¬
ских материалов. Журн. «Полиграфическое производство», 1958, № 7, стр. 11.
202
Полиграфические материалы
типографских машинах. Они изготавливаются из различных ви¬
дов маслостойкой резины, например на основе хлоропренового
каучука и фактиса. Резиновые и другие виды красочных вали¬
ков рассматриваются в разделе VI, «Материалы для полиграфи¬
ческих валиков».
Офсетные резиновые печатные пластины (ГОСТ 6451—53)
состоят из 2, 3, 4, 5 или 6 слоев прорезиненной ткани, спрессо¬
ванных с одной стороны с наружным резиновым слоем серого
или красного цвета (рис. 78).
Прорезиненная ткань повышает прочность офсетных резино¬
вых пластин и позволяет туго натягивать их на печатный ци¬
линдр, чтобы избежать иска¬
жений изображения вслед¬
ствие скольжения и т. п.
Кроме того, ткань уничто¬
жает излишнюю эластич¬
ность резиновой пластины и
связанную с этим чрезмер¬
ную деформацию печатаю¬
щих элементов.
Офсетные резиновые пла¬
стины вырабатываются дли¬
ной до 1700 мм и шириной
до 1430 мм; толщина офсет¬
ной резиновой пластины мо¬
жет быть от 1 до 4 мм. До¬
пустимые отклонения разме¬
ров длины и ширины ±10 мм, а по толщине ±0,1 мм для
пластин толщиной до 2 мм и ±0,2 мм для пластин толщиной
2 мм и более; в пределах одной пластины допускаются отклоне¬
ния по толщине не более 0,075 мм.
Наружный резиновый слой имеет толщину 0,5—0,6 мм и мо¬
жет быть гладким или равномерно зернистым. На поверхности
резиновой пластины не должно быть раковин, трещин, посто¬
ронних включений, пузырьков; все стороны ее должны быть
ровно обрезаны.
Наилучшими офсетными пластинами будут те, которые вос¬
принимают краску с печатной формы в достаточном количестве
и возможно полнее (при минимальном натиске) передают ее по¬
верхности бумаги. Это обеспечивается в основном качеством
поверхности наружного резинового слоя и высокими упруго¬
эластичными свойствами резины. С этой точки зрения предпоч¬
тение следует отдать пластинам с равномерно зернистой по¬
верхностью.
К офсетным резиновым пластинам предъявляются следую¬
щие требования: 1) они должны быть механически прочными и
Рис. 78. Схема строения офсетной ре¬
зиновой пластины:
/—тканевая прорезиненная прокладка;
2 — тканевые прокладки с промежуточны¬
ми резиновыми слоями; 3 — наружный ре¬
зиновый слой.
Раздел третий. Синтетические полимеры
203
иметь минимальное растяжение при натягивании их на печатный
цилиндр; 2) образец шириной 10 мм, вырезанный из пластины в
направлении основы ткани, под нагрузкой в 10 кг не должен
растягиваться более чем на 8%; 3) пластины должны быть проч¬
ными на истирание; 4) склейка наружного резинового слоя с
прорезиненной прокладкой, а также склейка тканевых прокла¬
док должны быть прочными; прочность между каждыми двумя
прорезиненными тканевыми слоями должна быть не менее
1,5 кг на 1 см ширины, а между резиновым наружным слоем
и текстильным слоем не менее 0,8 кг на 1 см ширины пластины;
5) толщина пластины должна быть равномерной; 6) пластина
должна быть устойчивой к действию печатных красок и раство¬
рителей, применяемых для смывки красок в процессе печатания,
а также входящих в состав печатных красок, особенно быстро-
закрепляющихся.
Степень набухания офсетной резиновой пластины в керосине
является важным показателем качества. При погружении образ¬
ца наружного резинового слоя, снятого с пластины, в керосин
на один час набухание образца по весу должно быть в пределах
6—9 мг/см2. Установлено, что резиновые пластины, не набухаю¬
щие в керосине, хотя и могут сохранять свои свойства в течение
очень продолжительного времени, но они при их применении в
печати не обеспечивают высокого качества печати. Поэтому не¬
которое набухание офсетных резиновых пластин в керосине
желательно.
Достаточная маслостойкость и стойкость к органическим
растворителям офсетных резиновых пластин достигается изго¬
товлением наружного резинового слоя из бутадиен-нитрильного
синтетического каучука СКН-40.
Офсетные резиновые пластины требуют очень внимательного
ухода, так как сильно разрушаются от действия жесткой бумаги
и бумажной пыли и от неправильно выбранного смывающего
средства.
Жесткая бумажная пыль вдавливается в поверхность рези¬
ны и делает ее неровной. Кроме того, при печатании на пыля¬
щей бумаге требуется более частая смывка, а это вредно отра¬
жается на качестве резины. Неправильно составленная смывка
может вызвать чрезмерное набухание резины или даже ее час¬
тичное растворение, что сокращает продолжительность работы
офсетной резиновой пластины. О смывающих веществах для оф¬
сетных резиновых пластин см. в § 133.
Прорезиненная ткань для декелей типографских машин
состоит из двух тонких наружных слоев ткани с внутренним
слоем вулканизированной резины с максимальным содержанием
каучука и без наполнителей.
Такая двухслойная прорезиненная ткань применяется в ка-
Полиграфические материалы
честно упруго-эластичной прослойки декеля при печатании на
плоских типографских машинах. Этой тканью производится за¬
тяжка постоянной части декеля с целью сокращения времени
(рационализации) приправки текстовых и иллюстрационных
форм па плоских типографских машинах.
Двухслойная прорезиненная ткань имеет с двух сторон совер¬
шенно гладкую, ровную поверхность без выпуклостей, пузырей,
морщин, складок, трещин и различных посторонних включений.
Наружные тканевые прослойки гладкие, плотные и ровные без
пороков текстильного производства, прочно соединенные между
собой слоем резины. Прочность соединения тканевых слоев ре¬
зиновым слоем должна быть не менее 0,6 кг на 1 см ширины про¬
резиненной ткани.
Общая толщина прорезиненной ткани составляет 0,45 мм с
внутренним слоем вулканизированной резины не менее 0,25 мм.
Вес 1 м2 прорезиненной двухслойной ткани должен быть не ме¬
нее 320 г. Допустимые отклонения по толщине прорезиненной
ткани не более 0,05 мм.
Двухслойная прорезиненная ткань поставляется в виде ру¬
лонов с шириной полотна не менее ПО см и длиной полотна не
менее 10 м.
Липкая лента для приклейки типографских клише к подстав¬
кам и к стереотипам представляет собой ткань-основу (перкаль),
на поверхности которой имеется с двух сторон довольно толстый
липкий слой массы следующего состава (в %):
Окись цинка 33,7
Каучук натуральный 27,0
Масло вазелиновое 6,7
Канифоль 27,0
Воск пчелиный 5,4
Альдольнафтиламин 0,2
Нанесение указанного состава в предварительно растворен¬
ном состоянии в бензине (60—65% липкой массы и 35—40%
бензина) на ткань-основу производится на шпрединг-машине.
Для наложения слоя липкой массы заданной толщины ткань
пропускают несколько раз через шпрединг-машину, т. е. делается
несколько «штрихов» липкой массы на каждую сторону (от 5
до 10). По окончании промазки готовую липкую ленту перека¬
тывают на прокладку из аппретированной марли, предохраняю¬
щую липкую ленту от слипания в рулонах.
Липкая лента применяется для приклеивания клише к под¬
ставкам, что исключает необходимость приколачивания их гвоз¬
дями. Это исключает деформацию клише при его наколачивании
-Раздел третий. Синтетические полимеры
205
гвоздями и сокращает время на приправку, так как липкая лен¬
та, подложенная под клише, очень упруго-эластична.
Липкая лента должна иметь чистую, ровную, гладкую по¬
верхность без складок, морщин и посторонних механических
загрязнений. Лента имеет толщину 0,4 мм и выпускается шири¬
ной 400 мм. Длина ленты в рулоне около 5 м. С каждой сторо¬
ны на ткань-основу наносится по 155 г липкой каучуковой мас¬
сы на 1 м2.
Раздел четвертый
ФОТОГРАФИЧЕСКИЕ МАТЕРИАЛЫ
И ПРОЯВЛЯЮЩИЕ ВЕЩЕСТВА
§ 60. Общие сведения о фотографических материалах. § 61. Свойства фото¬
графических материалов. § 62. Технология изготовления фотографических
материалов. § 63. Виды фотографических материалов и их характеристика.
§ 64. Общие сведения о копировальных слоях. § 65. Альбумин и глютин.
§ 66. Синтетические фотополимеры. § 67. Камедь сибирской лиственницы и
гуммиарабик. § 68. Химизм процесса черно-белого проявления. § 69. Гидрохи¬
нон (парадиоксибензол). § 70. Метол (метилпарааминофенилсульфат).
ФОТОГРАФИЧЕСКИЕ МАТЕРИАЛЫ
§ 60. ОБЩИЕ СВЕДЕНИЯ О ФОТОГРАФИЧЕСКИХ МАТЕРИАЛАХ
Фотографические материалы — это фотопленки, фотоплас¬
тинки и фотобумага, представляющие собой фотографический
светочувствительный слой, нанесенный на подложку: нитро- или
ацетилцеллюлозную пленку, стекло или бумагу.
Материал светочувствительного слоя в производстве фотома¬
териалов и в технической литературе называют светочувстви¬
тельной эмульсией, что, строго говоря, неправильно, так как он
состоит из желатины и микрокристалликов («зерен») бромисто¬
го серебра с добавлением 1—6% йодистого серебра, совместно
кристаллизующихся в виде смешанных кристаллов, т. е. с физи¬
ко-химической точки зрения является суспензией.
Толщина воздушносухого эмульсионного слоя примерно
составляет 26 микронов на пленке, 15 микронов на пластинках
и 8 микронов на бумаге. В воздушносухом эмульсионном слое
содержится 6—8% гигроскопической влаги. Зерна галоидного
серебра светочувствительной эмульсии измеряются долями мик¬
рона и редко достигают 2—3 микронов. В таком тончайшем све-
Раздел четвертый. Фотографические материалы и проявляющие вещества
JtU7
точувствительном эмульсионном слое зерна-кристаллы галоид¬
ного серебра распределяются в 20—40 слоев. В каждом квад¬
ратном миллиметре слоя содержится от полумиллиона до пяти
миллионов зерен-кристаллов.
Для придания фотопленкам и фотопластинкам (негативным
материалам) более универсальных свойств часто наносят не
один, а два эмульсионных слоя — сначала менее чувствительный
и более мелкозернистый, а поверх него более чувствительный.
Кроме того, для защиты эмуль¬
сионного СЛОЯ ОТ внешних ВОЗ- Защитный спаи _
действий поверх эмульсии ча- —
сто наносят еще один тонкий
защитный слой желатина, улуч¬
шающий некоторые фотогра¬
фические свойства светочувст¬
вительных слоев.
Так как нитро- И ацетилцел- рис 79 Схема строения современ-
люлозная подложка не Прово- ной фотографической пленки в сильно
дит электрический ток, то во увеличенном виде,
время перемотки пленок на
подложке, вследствие трения, накапливаются заряды стати¬
ческого электричества, которые при разряде дают искру.
Последняя вызывает своеобразную засветку эмульсионного
слоя, по форме напоминающую разряд молнии. Для преду¬
преждения возникновения таких зарядов на оборотную сторону
целлулоидной подложки обычно наносят еще один противоза-
рядный слой лака, который, накапливая на себе электриче¬
ские заряды противоположного знака, снимает заряды стати¬
ческого электричества с нитро- или ацетилцеллулоидной под¬
ложки. Этот же слой лака предохраняет пленку от свертывания
в сторону эмульсии. Наконец .для устранения так называемых
ореолов фотографические пластинки до полива на них эмульсии
покрывают слоем желатина, содержащего перекись марганца.
Этот слой обесцвечивается во время обработки в проявителе
или фиксаже либо вымывается во время промывки негатива.
У фотопленок цротивоореольным слоем обычно служит зад¬
ний, противозарядный, слой, который окрашивается специаль¬
ными красителями и обесцвечивается в процессе проявления и
фиксирования. На рис. 79 показана схема строения современной
фотографической пленки в сильно увеличенном виде 1.
Особым видом фотографических материалов являются све¬
точувствительные копировальные слои, применяемые в процессе
изготовления типографских клише, а также офсетных и лито¬
1 Д. 3. Бунимович, Н. И. Хажинский. Товароведение фотографи¬
ческих товаров. Госторгиздат, 1954, стр. 107.
208
Полиграфические материалы
графских печатных форм. Эти светочувствительные материалы
не содержат галоидного серебра, изготовляются, как правило,
самими полиграфическими предприятиями и рассматриваются
поэтому отдельно в § 64—67.
§ 61. СВОЙСТВА ФОТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
Качество и надежность работы фотографических материалов
зависят от следующих их свойств: 1) светочувствительность;
2) плотность вуали; 3) коэффициент контрастности; 4) макси¬
мальная оптическая плотность; 5) фотографическая широта;
6) разрешающая способность; 7) фактор зернистости; 8) спек¬
тральная чувствительность; 9) ореолообразование.
Светочувствительность — это способность фотографического
материала давать почернение в результате действия света и по¬
следующего проявления. Светочувствительность количественно
выражается величиной S, обратно пропорциональной количеству
освещения (в люкс-секундах) белого света определенного спек¬
трального состава, которое образует почернение заданной опти¬
ческой плотности. Степень почернения (фотографический эффект)
называется критерием светочувствительности. Таким об¬
разом, светочувствительность может быть выражена формулой:
S =
_К_
Ял
где К — коэффициент пропорциональности. Но— экспозиция,
необходимая для получения заданного фотографического эффек¬
та (критерий светочувствительности). В различных системах
приняты различные значения коэффициента пропорциональности
К и критерия светочувствительности. Так, по ГОСТ 2817 —
50 (метод общесенситометрического испытания) критерием све¬
точувствительности служит количество освещения Я, обеспечи¬
вающее получение оптической плотности D, превышающей плот¬
ность вуали D0 на величину 0,2 (D = 0,2 + Do, где D0 — плотность
вуали); коэффициент пропорциональности по этой системе при¬
нят равным 1. Светочувствительность в этом случае становится
равной:
srocT = //0i2 + Do ·
Так, например, если оптическая плотность получилась под
действием экспозиции, равной 1/10 люкса, то S = 10 единицам
ГОСТ.
Зависимость между почернением фотослоя, т. е. его оптиче¬
ской плотностью, и количеством света, подействовавшего на
Раздел четвертый. Фотографические материалы и проявляющие вещества
20»
этот слой, лучше всего выявляется графически в виде характери¬
стической кривой (рис. 80), построенной на основании сенсито¬
метрических испытаний светочувствительности фотографического
слоя материала. Результаты измерений наносятся на специаль¬
ный сенситометрический бланк, представляющий прямоугольную
систему координат. По оси абсцисс наносят лагарифмы экспози¬
ции, а по оси ординат в том же масштабе — величины оптиче¬
ских плотностей. Таким образом, при увеличении экспозиции в
одно и то же число раз соответствующие им отрезки шкалы
(горизонтальной оси) увеличиваются на одну и ту же величину,
т. е. экспозиции увеличиваются в геометрической прогрессии, а
наносятся на шкалу абсцисс в соответствии с ростом их лога¬
рифмов— в арифметической прогрессии. Как видно из рисунка,
отрезок до точки А характеризует оптическую плотность вуали;
при малых экспозициях (освещенностях) кривая АБ становится
вогнутой по отношению к оси экспозиции, — это область недо¬
держек; при слишком больших освещенностях кривая ВГ ста¬
новится выпуклой к оси экспозиции, — это область передержек.
Только средняя часть кривой БВ, соответствующая сравнитель¬
но небольшому интервалу освещенностей, имеет вид прямой ли¬
нии. Этот прямолинейный участок характеристической кривой
называется областью нормальных экспозиций фотографического
слоя. Только в пределах прямолинейного участка характери¬
стической кривой возможна правильная передача освещен¬
ности снимаемого объекта. Изучение характеристической кри¬
вой позволяет сделать ряд выводов о свойствах фотослоя, как
это будет показано ниже.
Плотность вуали D0, т. е. степень почернения фотографиче¬
ского слоя, не подвергавшегося воздействию света (экспозиции),
определяется по неэкспонированному участку сенситограммы
и, как всякая оптическая плотность, выражается десятичным
логарифмом непрозрачности:
A> = lg
ч ’
где τ0 — коэффициент пропускания.
Коэффициент контрастности. Контрастность фотографиче¬
ских материалов — это зависимость приращения оптических
плотностей (почернения) от экспозиции (освещенности, количест¬
ва освещения). Количественно измеряются коэффициентом конт¬
растности у. Величина у определяется тангенсом угла наклона
прямолинейного участка характеристической кривой к оси абс¬
цисс и выражается отношением прироста плотности к приросту
логарифма экспозиции:
15 Заказ № 443
210
Полиграфические материалы
Ζ>2 — Di
7 = Tg^2-lg^ ’
где Di и D2 — оптическая плотность почернения на прямолиней¬
ной части характеристической кривой, \gH\ и 1 gH2— логарифмы
Рис. 80. Характеристическая кривая и ее элементы.
экспозиций этих участков. Коэффициент контрастности изме¬
няется от времени проявления, состава и температуры проявляю¬
щего раствора.
Значение коэффициента контрастности поясняется на рис. 81,
где приведены характеристические кривые более контрастного
(//) и менее контрастного (/) материала. Точка Н\ соответствует
экспозиции от светлых мест оригинала. Точка Н2 — экспозиции
темных мест. Необходимо выдержку при съемке выбрать та¬
ким образом, чтобы точка Я2 соответствовала тому месту харак¬
теристической кривой, где начинается область вуали. Из рисун¬
ка видно, что разница между максимальной и минимальной
плотностью негатива больше в случае более контрастного мате¬
риала: AD//> ADl, т. е. негатив на материале II получится
контрастнее, чем негатив на материале /. Более контрастный ма¬
териал при данной экспозиции даст больший прирост оптических
плотностей, а следовательно, и лучше воспроизводит различия
яркостей фотографируемого объекта.
Максимальная оптическая плотность Dmax . Значение Dmax
поясняется рис. 82, где показаны характеристические кривые
двух материалов I и //, имеющих одну и ту же величину у, но
различную максимальную плотность. Более выгодной будет кри-
Раздел четвертый. Фотографические материалы и проявляющие вещества
211
вая //; на светочувствительном материале с такой характеристи¬
ческой кривой можно получить более контрастное изображение
AD>AD I1.
Рис. 81. Влияние коэффициента конт- рис. 82. Влияние величины Апах на
растности γ на контраст (интервал контраст (интервал плотностей) не¬
плотностей) негатива гатива
Фотографическая широта — это свойство фотографического
материала правильно воспроизводить в фотографическом изо¬
бражении градации яркостей фотографируемого объекта. Ха¬
рактеризуется интервалом экспозиции, ограниченным точками
начала и конца прямолинейного участка характеристической
кривой. Величина фотографической широты L численно может
быть выражена формулой:
L - lgН2 — IgA = lg ~ >
Н1
где Н2 — экспозиция, соответствующая концу прямолинейного
участка характеристической кривой, Н{—экспозиция, соответ¬
ствующая началу прямолинейного участка характеристической
кривой.
Разрешающая способность R — это величина, характеризую¬
щая способность фотографического материала раздельно вос¬
производить тонкие детали получаемого на нем изображения.
Выражается максимальным числом раздельно передаваемых
фотографическим материалом параллельных штрихов, приходя¬
щихся на 1 мм.
1 В. Я. Михайлов. Руководство по фотолабораторным работам. Гео-
дезиздат, 1954, стр. 31.
15*
212
Полиграфические материалы
Фактор зернистости — величина, обратная линейному масшта¬
бу увеличения, при котором обнаруживается зернистость по¬
чернения фотографического слоя.
1
^ п у
где п — линейный масштаб увеличения.
Цветочувствительность фотографических материалов харак¬
теризуется степенью почернения этих материалов под действием
естественного белого света, развернутого в солнечный спектр.
Рис. 83. Кривые спектральной чувствительности несенсибили-
зированного фотослоя и глаза человека.
Испытание цветочувствительности фотографического слоя произ¬
водится путем фотографирования спектра в специальном прибо¬
ре', называемом спектрографом, который представляет собой сое¬
динение спектроскопа с фотографической камерой.
Обычные, несенсибилизированные бромосеребряные фотогра¬
фические слои чувствительны только к сине-фиолетовой части
спектра. Цвета наиболее яркие для глаза человека — желтый,
зеленый и красный —не оказывают на эти материалы практи¬
чески никакого действия (рис. 83). Для -съемки цветных ориги¬
налов нужно, чтобы цветочувствительность фотослоев соответ¬
ствовала цветочувствительности глаза, так как только в этом
случае удается правильно передать разные цвета черно-белым
изображением. Для исправления недостаточной цветочувстви¬
Раздел четвертый. Фотографические материалы и проявляющие вещества
21Э
тельности фотослоев в эмульсии прибавляют специальные' кра¬
сители, называемые сенсибилизаторами, т. е. производят сенси-
билизирование эмульсии.
Сенсибилизация значительно повышает цветочувствитель¬
ность фотографических слоев вплоть до практически полного со¬
ответствия их цветочувствительности глаза человека. Красители-
сенсибилизаторы, адсорбируясь на поверхности кристаллов га¬
лоидосеребряных солей фотографических эмульсий, придают им
чувствительность к лучам зелено-желтой, оранжево-красной или
инфракрасной зон спектра; к этим лучам несенсибилизирован-
ные галоидосеребряные соли не чувствительны. От химической
природы красителя зависит зона спектрального поглощения и
его сенсибилизирующие свойства. Известно большое число сен¬
сибилизаторов, относящихся к различным классам красящих ве¬
ществ: полиметиновые, прифенилметановые, цианины и пр.
Фотографические слои, очувствленные красителями-сенсиби¬
лизаторами к зеленым и желтым лучам, называют ортохромати¬
ческимиI, а очувствленные, кроме того, и по отношению к крас¬
ным лучам — панхроматическими.
Ортохроматические слои, сенсибилизированные к желто-зе¬
леной части спектра, раньше (при прежних сенсибилизаторах)
отличались «провалом» чувствительности в пограничной зоне
голубых (сине-зеленых) и зеленых лучей. В настоящее время
изготовляются такие ортохроматические слои, в которых этот
недостаток отсутствует, а полоса сенсибилизации расширяется
приблизительно до оранжево-красных лучей с длиной волны до
620 гп\х. Такие слои называют изоортохроматическими.
Панхроматические слои, очувствленные к оранжево-красной
зоне спектра, имея границу сенсибилизации до 660—730 тр, об¬
ладают значительным провалом чувствительности в зеленой зо¬
не; нужно иметь в виду, что этот вид фотоматериала обладает
пониженной светочувствительностью и в зеленой зоне, т. е.
в области 490—540 тр. В .настоящее время выпускаются, пан¬
хроматические слои и без этого недостатка; такие слои называ¬
ют изопанхроматическими.
Наконец светочувствительные слои, имеющие максимум или
предел сенсибилизации (дополнительную чувствительность) в ин¬
фракрасной области спектра, называют инфрахроматическими
или инфракрасными 1 (рис. 84).
Ореолообразование, когда границы фотографического изобра¬
жения предмета получаются размытыми, нерезкими, возникает
по двум причинам: образование диффузного ореола и образова¬
ние ореола отражения (рис. 85). 11 Э. Каценеленбоген. Свойства и применение фотографических ма¬
териалов. Госкиноиздат, 1950, стр. 53. j
214
Полиграфические материалы
Диффузный ореол образуется вследствие светорассеяния
мутной суспензионной средой и возникает непосредственно вбли¬
зи световой линии (границы контура изображения); ореол от¬
ражения образуется вследствие действия на фотослой лучей све¬
та, отразившихся от поверхности под¬
ложки, противоположной фотослою.
Ореолы отражения наиболее легко об¬
разуются на фотопластинках, имею¬
щих сравнительно большую толщину
подложки — стекло (более 1 мм), и в
меньшей степени па фотопленках
(толщина основы пленки около 0,12—
0,15 мм) К
Диффузный ореол устранить чрез-
вычайцр трудно, так как его возникно¬
вение заложено в самой природе фото¬
графической эмульсии, как дисперсии
кристаллов галоидного серебра; сле¬
довательно, речь может идти только
об уменьшении диффузного ореола до
технически необходимого предела,
когда этот ореол не может оказывать
практическое влияние на качество фо¬
тографического изображения; умень¬
шение диффузного ореола достигается
путем подбора оптимальной степени
с этой точки зрения кристаллической
структуры кристаллов галоидного се¬
ребра и особенно применением двух¬
слойного нанесения фотографической эмульсии.
Ореол отражения устраняется сравнительно легко путем
применения противоореольного слоя на внутренней или наруж¬
ной стороне подложки, окрашенного красными или зелеными ко¬
ричневыми красителями, вымывающимися при промывке
негативов. Иногда для этих целей вместо красителей применяют
тонко взвешенную буру или двуокись марганца Мп02. В этих
случаях обесцвечивание противоореольного слоя происходит при
фиксировании фотослоев в кислом фиксаже.
§ 62. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ФОТОГРАФИЧЕСКИХ
МАТЕРИАЛОВ
Технологический процесс изготовления фотографических ма¬
териалов (фотопленка, фотопластинки и фотобумага) склады¬
вается из следующих последовательных стадий работы: 1) изго- 11 Я. М. Катушев, В. И. Шеберстов. Основы теории фотографиче¬
ских процессов. «Искусство», 1954, стр. 350.
ш 500 т
Рис. 84. Типичные кривые
сенсибилизации современных
негативных фотографических
слоев:
1—3 — изохроматические; 4—7 —
панхроматические.
Раздел четвертый. Фотографические материалы и проявляющие вещества
216
Рис. 85. Схема образования ореолов: диффузного и отраженного.
товление эмульсии; 2) подготовка эмульсии к поливу; 3) полив
эмульсии на соответствующую подложку; 4) сушка фотографи¬
ческого материала; 5) испытание, разбраковка, упаковка и мар¬
кировка фотографического материала.
В зависимости от рецепта состава светочувствительной
эмульсии и условий выполнения технологического процесса из¬
готовления получаются фотографические материалы с теми или
иными физико-химическими и сенситометрическими свойствами.
Так, светочувствительность зависит прежде всего от степени
неоднородности зерен галоидного серебра, их дисперсности
(размеров) и свойств желатина.
Чистое бромистое серебро имеет чрезвычайно низкую свето¬
чувствительность. По этой причине для изготовления фотогра¬
фической эмульсии пользуются не индивидуальными кристал¬
лами бромистого серебра, а смешанными кристаллами броми¬
стого и йодистого серебра, т. е. таких кристаллов, в которых
молекулы бромистого и йодистого серебра образуют единую
кристаллическую решетку. Таким образом, йодистое серебро
нарушает однородность кристаллов, создавая тем самым центры
светочувствительности на поверхности кристаллов галоидного
серебра, являющиеся центрами поглощения энергии света и
восстанавливающего действия проявителей.
Светочувствительность зависит от свойств желатина, так как
желатин участвует в поверхностно-химических реакциях кри¬
сталлов галоидного серебра и образует центры светочувстви¬
тельности в виде восстановленного коллоидного серебра.
Размеры зерен, естественно, влияют на светочувствитель¬
216
Полиграфические материалы
ность: чем крупнее зерна, тем больше на их поверхности цент¬
ров светочувствительности и тем выше светочувствительность
фотографического материала. Однако есть много других спосо¬
бов, кроме увеличения величины зерна, позволяющих изготовить
мелкозернистые эмульсии высокой степени чувствительности,
как, например, применение аммиачного способа эмульсифика*
ции и т. п.
Степень контрастности связана с распределением зерен
в эмульсии по величине. Эмульсия, состоящая из однородных
по размерам зерен, дает изображение, бедное переходными
топами от черного к белому; она является контрастной. Эмуль¬
сия с разнородным составом зерен, наоборот, дает возможность
получения многих полутонов.
Способы сенсибилизации эмульсий были рассмотрены ра¬
нее в § 61, стр 213.
Изготовление светочувствительной эмульсии (эмульсионный
процесс) основано на реакции взаимодействия азотнокислого
серебра и соответствующей галоидной солью, например:
AgN03 + КВг AgBr + ΚΝ03
азотнокислое бромистый бромистое азотнокислый
серебро калий серебро калий
Изготовление светочувствительной эмульсии складывается
из следующих операций (рис. 86): а) эмульсификация; б) пер¬
вое, или физическое, созревание; в) студнение; г) измельчение;
д) промывка; е) второе, или химическое, созревание.
Эмульсификацией называется химический процесс образова¬
ния кристаллов галоидного серебра (обычно совместных кри-
Раздел четвертый. Фотографические материалы и проявляющие вещества
217
сталлов бромистого и йодистого серебра) в присутствии жела¬
тина.
Условия выполнения реакции (концентрация исходных
растворов, температура процесса, реакция среды и т. д.) в силь¬
ной степени влияют как на величину, структуру кристаллов,
так и на их светочувствительность. Так, при выполнении реак¬
ции образования кристал¬
лов галоидного серебра в
щелочной среде по амми¬
ачному способу получает¬
ся эмульсия более высо¬
кой чувствительности.
Первое, или физиче¬
ское, созревание заклю¬
чается в подогревании
эмульсии, во время кото¬
рого происходит перекри¬
сталлизация зерен бро¬
мистого серебра (увеличе¬
ние размеров за счет рас¬
творения более мелких
зерен). Выполняется при
перемешивании, чтобы
предотвратить слипание
зерен (рис. 87).
В светочувствительную
эмульсию после первого
созревания добавляют та¬
кое количество желатина,
чтобы эмульсия, охлаждаясь, превратилась в твердый студень.
Студнение необходимо для того, чтобы после измельчения
тщательно промыть эмульсию от побочных продуктов процесса
образования галоидного серебра. При втором, или химическом,
созревании в эмульсию вводится такое количество желатина,
чтобы вместе с ранее введенным получилась 7-процентная кон¬
центрация. Это необходимо для двух целей: во-первых, для
осуществления поверхностно-химических процессов между же¬
латином и зернами галоидного серебра, так как химическая
активность имеющегося в эмульсии желатина уже в значитель¬
ной степени израсходована при первом, или химическом, созре¬
вании, и, во-вторых, для того, чтобы довести концентрацию
желатина в эмульсии до необходимой для полива. Одновре¬
менно вводятся в состав эмульсии вещества, например броми¬
стый калий, препятствующие образованию вуали.
В процессе второго созревания, выполняемого так же как
и первое при повышенной температуре, протекают поверхност-
14 Заказ № 443
_о о
S
o° ^
о 0 О) сйо
> % е, °°<? с
J>0 °o Q
0 O.
Рис. 87. Микрофотография фотографиче¬
ской эмульсии (в отдельных стадиях ее
созревания).
218
Полиграфические материалы
ные химические реакции кристаллов галоидного серебра с ве¬
ществами-восстановителями, содержащимися в желатине; в ре¬
зультате на поверхности кристаллов или близко от нее обра¬
зуются включения коллоидного металлического и сернистого
серебра. Такие включения служат местами действия света или
центрами светочувствительности эмульсионных зерен галоид¬
ного серебра. Так как эмульсионные кристаллы в фотографи¬
ческом слое защищены желатином (защитный коллоид), то
в первую очередь восстанавливаются под влиянием проявляющих
растворов кристаллы, подвергнувшиеся действию света.
Подготовка эмульсии к поливу заключается в ее плавлении
и введении в ее состав хромовых квасцов, этилового спирта,
фенола и контакта Петрова, глицерина и др., т. е. дубителей,
смачивателей, антисептиков, пластификаторов и пр.
Полив эмульсии на соответствующую подложку с предвари¬
тельно нанесенным на нее подслоем. Подслой фотографических
пленок и пластинок состоит в основном из желатина, подслоем
фотографической бумаги-основы является баритовый слой,
наносимый на ее поверхность. Полив фотопленок и фотобумаги
осуществляется на фотополивочных машинах разной кон¬
струкции.
Сушка фотографических материалов осуществляется при
температуре около 30—35°. Современные поливочные машины
для изготовления фотопленок и фотобумаги оборудованы соот¬
ветствующими сушильными устройствами, так что нанесение
эмульсии и ее высушивание происходит почти одновременно;
высушивание фотопластинок производится в сушильных ка¬
мерах.
Испытание, разбраковка, упаковка и маркировка фотогра¬
фических материалов производится в соответствии с действую¬
щими государственными стандартами.
Виды брака фотографических материалов. У фотопленки
могут быть следующие виды брака:
1. Несоответствие сенситометрических и физических свойств
слоя нормам технических условий; из физических свойств наи¬
более важными будут температура плавления эмульсионного
слоя, прочность сцепления эмульсионного светочувствительного
слоя с подложкой.
2. Белые или черные (после обработки) полосы или точки.
3. Механические повреждения слоя: царапины на целлулоиде
или эмульсионном слое, запыленность и пр.
4. Дефекты полива: неровный полив, затеки эмульсии на
подложку, загрязнения в эмульсионном слое.
5. Засветка, электроразряды.
6. Неправильная разрезка на форматы.
Фотопластинки, кроме перечисленных видов брака, могут
Раздел четвертый. Фотографические материалы и проявляющие вещества
219
иметь: пузырьки и включения в стекле и краевую вуаль фотослоя
шириной более 1,5—2 мм.
Виды брака фотобумаги следующие:
1. Бумага сильно размокает и ползет. Резко выраженная
структура бумаги. Тонкая бумага-подложка.
2. Эмульсионный слой при нормальном режиме обработки
покрывается пузырями — плохое качество баритового слоя.
3. Белые или черные точки на поверхности изображения из-за
вкраплений в эмульсионном слое или бумаге-основе (подложке)
частиц железа (черные точки) или бронзы (белые точки).
4. Бумага не дает достаточно полных изображений — слиш¬
ком бедный серебром фотографический слой.
5. Механические повреждения — царапины, заломы, тонкие
черные полосы и т. д.
6. Несоответствие сенситометрических свойств фотобумаги
нормам государственных стандартов и технических условий.
Старение фотографических материалов. Сенситометрические
свойства фотографических материалов не остаются постоян¬
ными: при хранении несколько изменяются показатели контра¬
стности, светочувствительности и вуали (плотность вуали повы¬
шается, а контрастность и светочувствительность чаще всего
уменьшаются, хотя наблюдаются иногда и обратные явления).
Изменение свойств фотографических материалов происходит
более интенсивно в первые 3—4 месяца после их изготовления,
а затем гораздо медленнее. Фотографические слои с более вы¬
сокой светочувствительностью, естественно, показывают и более
заметное старение, чем менее светочувствительные. Фотопленки
изменяют свойства при хранении в значительно большей сте¬
пени, чем фотопластинки.
Учитывая это всегда, прежде чем пустить фотографические
материалы в работу, нужно проверить их сенситометрические
свойства лабораторными методами или практической пробой.
Упаковка и маркировка фотопленок. Так называемую плос¬
кую, или форматную, фотопленку упаковывают в пакеты или
коробки по 12 листов, при этом пленку вкладывают в конверт из
черной бумаги или завертывают сначала в парафинированную
бумагу, а затем в черную, после чего закладывают в наружный
конверт с этикеткой.
На этикетке фотопленки, кроме наименования фабрики и
фабричной марки, указывают: наименование и тип пленки, ко¬
личество листов в упаковке, степень светочувствительности,
степень контрастности, характер освещения, при котором
можно пленку вскрывать и обрабатывать, номер эмульсии,
дату выпуска и гарантийный срок хранения.
Гарантийный срок хранения фотопленок в оригинальной
упаковке при нормальных условиях хранения устанавливается
14*
220
Полиграфические материалы
18 месяцев для пленок малой чувствительности, 15 месяцев
для пленок средней чувствительности, 12 месяцев для пленок
высокой чувствительности и 9 месяцев для пленок высшей чув¬
ствительности.
Отклонения в показателях фотографических свойств фото¬
пленок в течение гарантийного срока хранения допускается
в пределе 25% от первоначальных.
Упаковка и маркировка фотопластинок. Фотографические
Пластинки укладывают попарно слой к слою во влагонепро¬
ницаемую бумагу, затем в черную, светонепроницаемую бумагу
и укладывают в плотные картонные коробки. Пластинки фор¬
мата 13X18 см включительно укладывают по 12 штук в короб¬
ку формата 18x24 см — по 6 штук в коробку, а большего
формата — по 4 штуки в коробку. В каждую коробку вклады¬
вают контрольный талон с номером сортировщицы.
Коробки с пластинками окантовывают плотной бумагой,
после чего на крышку и на донышко коробки наклеивают эти¬
кетки. На верхней этикетке указывают сорт фотопластинок, наи¬
менование фабрики и ее адрес, фабричную марку, характер
освещения, при котором пластинки можно вскрывать и обра¬
батывать. На нижней этикетке указывают количество пластинок
в коробке, формат, номер эмульсии, величину светочувствитель¬
ности, степень контрастности, дату выпуска пластинок и их га¬
рантийный срок хранения, а также рецепт рекомендуемого
проявителя.
Для быстрого распознавания вида фотопластинок каждому
виду присвоен свой цвет этикетки или полоски, наклеиваемой
на боковую стенку коробки, а именно: для несенсибилизирован-
ных пластинок — синий, для диапозитивных — желтый, для изо-
ортохроматических — красный, для изохроматических — мали¬
новый, панхроматических — зеленый.
Гарантийный срок хранения фотопластинок устанавливается
12 месяцев, считая со дня их изготовления. В течение этого
срока допускается возрастание оптической плотности вуали на
30% и снижение всех других фотографических показателей
на 25%.
Упаковка и маркировка фотобумаги. Фотографическая бу¬
мага выпускается в пакетах по 20 листов или в коробках по
100 листов. Бумага форматом 30X40 см и больше выпускается
в пакетах по 10 листов.
Фотографическую бумагу сперва упаковывают в пакеты или
бумагу черного цвета, а затем вкладывают в наружный пакет
или коробку. Пакеты заклеивают, коробки окантовывают.
При маркировке фотобумаги на упаковке указывают сенси¬
тометрические величины: контрастность, чаще всего в виде
Раздел четвертый. Фотографические материалы и проявляющие вещества 221
номера, например «контрастная № 4» или «нормальная № 2».
Кроме того, указывается наименование вида бумаги (например,
бромосеребряная), наименование (например, «унибром»), ха¬
рактер поверхности (например, матовая), цвет подложки (на¬
пример, белая), характер подложки (например, картон), номер
партии (полива), характер освещения, при котором следует
бумагу вскрывать и обрабатывать, количество листов в пакете
или коробке, формат бумаги, дату ее изготовления, а также
условный шифр.
Гарантийный срок хранения фотобумаги в оригинальной
упаковке при соблюдении нормальных условий хранения уста¬
навливается для бумаги «унибром» 18 месяцев, для аристотип-
ных видов бумаги — 6 месяцев, для всех остальных видов фото¬
бумаги—12 месяцев. В течение этого срока допускается изме¬
нение фотографических свойств фотобумаги не более чем на
20% по сравнению с первоначальными.
§ 63. ВИДЫ ФОТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
И ИХ ХАРАКТЕРИСТИКА
(Фототехнические пленки, фотопластинки и фотобумага)
Фотографические материалы классифицируются в зависимо¬
сти от характера подложки, на которую нанесен светочувстви¬
тельный фотографический слой;
фотопленки — с подложкой их нитро- или ацетилцеллюлозы,
фотопластинки — с подложкой из стекла,
фотобумага — с подложкой из бумаги.
В зависимости от назначения фотографические материалы
разделяются на следующие группы: фототехнические репродук¬
ционные фотопленки и пластинки, кинопозитивные пленки, рент¬
геновские пленки, аэропленки и т. д.
В пределах каждой группы фотографические материалы
различаются по величине общей светочувствительности, по ве¬
личине коэффициента контрастности и по другим сенситометри¬
ческим показателям.
В зависимости от цветочувствительности фотографические
пленки и пластинки могут быть несенсибилизированными и сен¬
сибилизированными, т. е. ортохроматическими, изоортохромати-
ческими, панхроматическими, изопанхроматическими и др.
Наконец все фотографические слои разделяются на две
группы: «черно-белые» (предназначенные для черно-белой съем¬
ки) и «цветные» (предназначенные для фотографирования в на¬
туральных цветах).
222
Полиграфические материалы
В настоящем разделе будут рассматриваться только фото¬
графические материалы, применяемые в полиграфической про¬
мышленности.
Фототехнические фотографические пленки. Сенситометриче¬
ская характеристика фототехнических пленок указывается в
табл. 16.
Марка фототехнической пленки обозначается двумя цифрами,
первая из которых характеризует контрастность фотопленки:
1 — мягкая, 2 — нормальная, 3 — контрастная; а вторая — цве¬
точувствительность: 0 — несенсибилизированная, 1 — изоорто-
хроматическая, 2 — изопанхроматическая. Таким образом, на¬
пример, фототехническая пленка, выпускаемая под маркой
ФТ-10, является мягкой несенсибилизированной, а фотопленка
ФТ-32 — контрастной изопанхроматической.
Фототехнические пленки выпускаются для репродуцирования
полутоновых и штриховых оригиналов. Первые из них обладают
меньшим, а вторые большим контрастом. Фототехнические плен¬
ки ФТ-30, ФТ-31 и ФТ-32 допускают уменьшение размеров ра¬
стровых точек, без уменьшения их оптической плотности (кор¬
ректурный эффект).
Фототехнические пленки должны удовлетворять следующим
техническим требованиям, кроме сенситометрических показате¬
лей, указанных в табл. 16.
1. Температура плавления слоя не ниже 32°.
2. Основа пленок не должна скручиваться, линейная ее де-
формация'не должна превышать ±0,2%.
3. Полив эмульсией должен быть ровным, без пятен и полос.
4. Механические повреждения (царапины, надрывы и др.)
должны отсутствовать.
5. Эмульсионный светочувствительный слой должен быть
прочно соединенным с подложкой; не должно наблюдаться от¬
деление фотослоя и образование пузырей фотографическими
растворами при температуре до 31° в течение 10 минут (для по¬
зитивных видов) и 25 минут для негативных видов и при после¬
дующей промывке водой температурой 18° в течение 30 минут.
Фотопластинки фототехнические. Характеристика фототехни¬
ческих пластинок приведена в табл. 17. Фотопластинки имеют
преимущество перед фотопленками в отношении отсутствия де¬
формации, в связи с чем и применяются в тех случаях, когда
этот паказатель имеет решающее значение, например в карто¬
графии.
Фотобумага в картографии может применяться взамен фото¬
пленок и фотопластинок в тех случаях, когда нужно получить
одну-две копии. После экспонирования производится обработка
по способу обращения, причем получается сразу позитивное изо¬
бражение.
Сенситометрические показатели фототехнических фотопленок
ю
а
К
a
С
• ■ »s ·,
^ Cg л ф
я crag к
ЧМ о I
3 о 5 з
са m
о я
я
о χ о ь
£з<§
4 ■" °
03
с 03
<и Ь
о. Jj
S-θ·
. , ° О
Ο Ό
VO о Я
а, о я
*5£
со
3 t
о я а
га V* о
я * я *
е- га н
Я га га ^
3
аз
I Я
о о 2
гаю Л
КС >> Я
°5|
а аз
к га:
^ га £
га et Ь
о аз
га я
я га Я
н о
со га
аз 5 га -
* Е Ч
Я ° 1-1
к О. Я
Я 1
1 a
® |
о Я
е- о
>, я
as
о
к
в*
<S Я
я
g’gvS*
ζα а
х и
, и
га
О я
С (—1
К о
га га
га: га
га га
о У
m О
Я
я о
я
аз .. .
? 2 5
т-с га
ς 5 ш
О S С
«в
§£·§
X н
2 »я
f о
га я
о л
га га
я га ^
Н Я К
га Я я
и <υ д
я я
га
¥ К
S' га
§ X
С
га я
я га н
5 га га
я о га
с а аз
я с
яга
>>«
^ § s
а-Г
а, с
га а
со
^ га ι_κ ϊ
га га с 2
га % £ аз ч
я га Я Он с
га
п
х ^
з
{5°
йот
§К*
2 S
Г* аз и
Я аз
5 га 53
О <и
я ς X
т 2
н, о Е
Я Е-* щ
О ω
Ы я ς
§ a 5
а s кс
га о
S и н
о аз
аз т я
•я S Я
га Е-
аз я х
^ со ^
И О и
О С о
н га к
OSO
т 4 ь
хвш
а
IXDOHXOITU
BBH4ITBW
-И DHBW
j/ чхэохэ
-инбэе
СМ
га<
7 вхо<Зищ
( яхэонроэ
-сшо ввт
oiBraadeBd
)(7 шгвЛя
[ХЭ0НХО1ГЦ
со
о
см
00
О
о
О
о
о
о
О
о
см
см
г-Г
—Г
—Г
см
JL ихэон
±эв(Зхноя
хнэвП
-ифф^ом
м j и X
^ ч со Ξ-Η
£ S 5 я£
ω “ о t=c
о и к О)
о
о
о
00
о
сч
I
ю
Е- Н
£ υ
Ҥ
о у
Н 03
£ О*
Ю Н
га я
_ о
аз ^
а я
S н
а а
а» о
f- я
я за
w ч
£-<U
W н
X S
3S
В. 5
я С
Ξ2
к
со
га
га
со
а
о
Он к
Я га
со га
Я U
ς к
я S
VO
я
к
га
га
а
аз
га
я к
5 я
?? U
о к
Он g
о
6
о
о
со
аз
га
s«
со га
s £
о Ь
Он 2
га
со
с
о
со
S
га
со
га
т
га
га
S
Он
о
га
о
см
о
см
н
н
н
н
е
е
е
е
Продолжение таблицы 1β
α
С
со
S X
о
09 «
я 2
о
X *
Я
0Q СО
О Я
Си
Η
£ *
Он
га о
Й X с
га
§«
X X .
X Я X S
a
к с С 2
я га <ь
о> о,
я m а
а» Э
ti 9
i-s
я ς
Е«;
8.*
Q га
О
Н
га
X
о
Н
н я
X
„ га
Я я
Я Я
<υ о
sr С
Ч И
° Я
с в
Я
К ь
§
Я Я
* °
2 vo
§s
Я CQ
a ©
д га
га га
га ’Θ- Я Я
а о я со
- ( ^ х »я
^ ^ н о
о я <и га
Я « га о
a g а о.
S 5 « и
f. SC со
а
h а
υ о
»K X
§ 3 ,
|gg
§|.s
“■Ч S
к о о
§ И X
, к
я
«=ί
о я
Я Он
Он
О)
я о
и
Я о
га
га о
о х
га я
га Он
га ι¬
έ a
ОнО
° о
* га
О -)
га
■ Я
w>
О S
га
о. о
Я и с
О о ^
я га я
га га ϊ
о ю с
• к
га £
«·£
га
о Й
и с
О с»
га
га м
га о
к S
3 S
га 2е
о υ
га
я ч
о
£|
О Он
«I
с g
к О.
га с
га
ш*э
-§С
s 8
_ s н
s e * §
о* га s
га я η °
&«·§ §.
oj о 2 ц
з* ь га
га ;> х
га о vo з
я
эга
? 3
га Я
О я
X о
си я
га о
я н
хвш
а
яхэонЮ1ги
ВВНЯ1ГВ1М
-HJMBW
)l 4JLD0XD
-HHdag
ю
со
ю
со
ю
со
7 вхо(Зищ
& чхэонроэ
-оиэ ВВГП
-oiBniadcBd
о
о
о
со
см
о
0(7 И1гвЛя
qxDOHioiru
0,05
ю
о
о
ю
о
о
0,09
0,05
λ ИХЭОН
-XDBdlHOH
сч
см
ю
ю
ю
ΧΗ9ΗΪ1
сч
см
со
СО
СО
-ифф&оМ
д Jb И *
>» со д’Ь"
20
о
10,0
о
3- « n sU
см
7
s = £ip
Но 5.U
м га о га
и δ X ^
1
ю
сч
0,5-
5,0-
£>£
л н
О О
ь св
£ а
® га
Я к
о
S*
к я
О Я
S га
о. о
а; о
£5
as
се н
х 5
ц
Is
о
•Θ·
я
га
я
га к
£ Я
га га
s я
о s
Он Он
X о
о я
га
о.
о
о
ί-
θ
я
га
я
га
о я
£ я
5 я
£ я
2 ч
2 са
о -з
&§·
gS
Я
о
е
м
о
Он
я
Q
я
га
я
VO
я
о
со
I
ί-
θ
я
VJ
Я 5
О
га я
га
я ^
я га
я
га ,к
я я
га
га И
га ь
га
га
« га
S аз
га ^
"5 га
Он
Я °-
^ ся
Е»
Си н
Я га
я
X Я
В- я
о
О о
« о
я
f-1 Я
Он *
Я sg
га
со
Н
Н
е
Раздел четвертый. Фотографические материалы я проявляющие вещества
22 S
Таблица 17
Сенситометрические показатели технических фотопластинок
(по Я. М. Катушеву и В. И. Шеберстову)
Тип ггластинки
Светочув¬
ствитель¬
ность 5 в
единицах
ГОСТ
Коэффициент
контрастности
Время про¬
явления
А° Трек
(в мин.)
Плотность
вуали Do
не более
Ттах |
Трек
Репродукционные
Полутоновые нормальные
2,8
1,2—1,6
1,2
4—6
0,12
Полутоновые контрастнее
2,8
1,7—2,0
1,5
4—6
0,12
Штриховые особо кон¬
трастные
1,4
2,4—3,0
2,0
4—6
0,10
Штриховые сверхкон¬
трастные
1,0
3,6 и выше
3,0
6—8
0,12
Диапозитивные
Контрастные
0,5—1,0
1,7—2,0
1,5
4
0,08
Особо контрастные . . .
0,18—0,35
2,4—3,0
2,0
4
0,08
Сверхконтрастные . . .
0,18—0,35
3,6 и выше
3,0
4
0,08
МАТЕРИАЛЫ ДЛЯ БЕССЕРЕБРЯНЫХ
СВЕТОЧУВСТВИТЕЛЬНЫХ КОПИРОВАЛЬНЫХ СЛОЕВ
§ 64. ОБЩИЕ СВЕДЕНИЯ О КОПИРОВАЛЬНЫХ СЛОЯХ
В полиграфической промышленности при изготовлении цин¬
кографских клише и офсетных печатных форм применяются бес-
серебряные копировальные слои, позволяющие перенести пози¬
тивное или негативное изображение на поверхность металличе¬
ской пластины из цинка, алюминия, меди или другого металла.
Для изготовления бессеребряных копировальных слоев (свето¬
чувствительных материалов) применяют:
альбумин,
глютин (костный клей или желатин),
поливини лалкоголь,
полиамиды
камедь сибирской лиственницы,
гуммиарабик.
Применение этих высокомолекулярных природных и синте¬
тических полимерных соединений (белки, углеводы, синтетиче¬
ские полимеры) основано на их способности задубливаться, т. е.
становиться нерастворимыми в воде, при взаимодействии с неко¬
торыми хромовыми солями, например с двухромовокислым аммо¬
нием (NH4)2Cr207, под действием света.
226
Полиграфические материалы
Физико-химические процессы, лежащие в основе светочув¬
ствительности копировальных слоев, очень сложны и еще недо¬
статочно изучены.
Считается, что световое дубление хромированных коллоидов
может осуществляться за счет их окисления кислородом, осво¬
бождающимся при восстановлении двухромовокислой соли, или
же в результате связывания ими соединений трехзалентного
хрома Сг203, как это имеет место при дублении глютина в ко¬
жевенном производстве.
Ниже рассматриваются состав и свойства альбумина, глю¬
тина (костный клей и желатин) и растительных камедей (камедь
сибирской лиственницы и гуммиарабик). Что касается поливи-
нилалкоголя и полиамидов, то их состав, способы получения и
свойства рассматривались ранее в разделе III.
§ 65. АЛЬБУМИН И ГЛЮТИН
Альбумин — простейший представитель природных белков,
содержится в белке куриных яиц, в сыворотке крови и т. д.
В состав альбумина входит сера и не входит гликокол, т. е. про¬
стейшая аминокислота СН2 · ΝΗ2 · СООН. Растворим в воде,
солевых растворах, кислотах и щелочах. При нагревании свер¬
тывается. Альбумин может быть получен в кристаллическом
состоянии.
Копировальные слои на основе хромированного альбумина
(альбумин белка свежих куриных яиц, сухой альбумин, альбу¬
мин сыворотки крови) применяют при изготовлении офсетных
печатных форм на цинке и алюминии способами позитивного или
негативного копирования.
При изготовлении копировальных растворов предпочтенье
следует отдать белку свежих куриных яиц. Берут свежие кури¬
ные яйца, тщательно отделяют белок от желтка. Взбивают белок
в пену и оставляют стоять до выделения из пены жидкого аль¬
бумина. Жидкий альбумин профильтровывают через вату и при¬
меняют для составления светочувствительного копировального
раствора.
Глютин. Костный клей и желатин в основном состоят из бел¬
кового вещества глютина, последнее получают при частичном
гидролитическом расщеплении коллагена. Коллаген — это бел¬
ковое вещество сухожилий, хрящей, кожного покрова (шкуры
животных), костей. Коллаген не растворяется ни в холодной, ни
в горячей воде, но под действием воды и нагрева частично гид¬
ролизуется и превращается в глютин. Глютин в холодной воде
не растворяется, а только набухает, в горячей воде раство¬
ряется и образует вязкие клейкие коллоидные растворы, засту¬
дневающие при охлаждении. При длительном нагревании водно¬
Раздел четвертый. Фотографические материалы и проявляющие вещества
227
го раствора глютина выше 70° он гидролитически расщепляется
и теряет при этом способность застудневать, его вязкость и
липкость понижаются. При прибавлении к растворам глютина
мочевины (полного амида угольной кислоты CO(NH2)2), слабых
растворов кислот глютин теряет способность застудневать и
остается жидким при охлаждении. На этом свойстве основано
изготовление так называемых «холодных клеев» (синдетикон
и др.)· Формальдегид, хромовые квасцы, в меньшей степени
алюминиево-калиевые квасцы задубливают глютин, т. е. де¬
лают его неплавящимся и нерастворимым в воде. Это свойство
глютина используется при изготовлении термостойких желати¬
но-глицериновых валиков, офсетной мелованной бумаги. До¬
бавление к водному раствору глютина двухромовокислого
аммония делает его светочувствительным, т. е. способным в воз¬
душно-сухом состоянии задубливаться под действием света, что
и используется в копировальном процессе при изготовлении бес-
серебряных светочувствительных копировальных слоев.
Для глютина характерно большое содержание гликкокола,
пролина и оксипролина.
Костный клей и желатин вырабатывают из костей живот¬
ных. Производство костного клея и желатина состоит из сле¬
дующих операций: 1) подготовки кости (сортировка, очистка,
дробление, извлечение жира); 2) вываривание из костей клея
(получение клеевого бульона) при помощи пара и горячей воды
в специальных вакуумных аппаратах; 3) удаление из клеевого
бульона (раствора) воды, сначала упариванием в вакуумных
аппаратах до превращения его в студень, а затем сушкой пото¬
ком теплого воздуха, пока он не примет вида твердых плиток
или пластин с влажностью не более 17,5%.
Сушка клея представляет собой длительный и дорогостоя¬
щий процесс, поэтому для удовлетворения потребностей пред¬
приятий, расположенных в районе действия клееваренного за¬
вода, часть клея выпускается в виде водного студня, называе¬
мого галерта, с содержанием не менеее 49% сухого вещества.
Основные показатели качества костного клея — это содер¬
жание в нем сухого вещества (главным образом глютина) и
вязкость водного раствора в нагретом состоянии. Чем больше
вязкость водного раствора клея, тем выше его качество. Клей
не должен иметь на поверхности плесени и посторонних загряз¬
нений, а также гнилостного запаха. 15%-ный водный раствор
клея не должен загнивать в течение 3 суток при температуре
25°; зольность клея не должна превышать 3%, а содержание
жира — не более 0,3—0,5%.
Костный плиточный клей выпускается трех сортов, галерта —
двух (второй и третий).
Мездровый клей вырабатывается из мездры, т. е. из подкож¬
228
Полиграфические материалы
ной клетчатки, снимаемой со шкур животных на кожевенных
заводах. Мездровый клей по качеству не уступает костному, а
по клеящей способности превосходит его.
Желатин по химическому составу представляет собой почти
чистый глютин, в то время как в костном и мездровом клее
помимо глютина содержится также некоторое количество про¬
дуктов его гидролитического разложения и примеси. От кост¬
ного клея желатин отличается, кроме того, значительно боль¬
шей крепостью студня. Для получения желатина отбирают
свежие кости и лучшие сорта кожевенных отходов: мездру,
обрезки телячьих шкур и пр. Желатин по внешнему виду раз¬
деляется на листовой и дробленый, а по назначению и каче¬
ству— на пищевой, фотографический, технический и полигра¬
фический. Пищевой, фотографический и полиграфический же¬
латин является лучшим по качеству. Пищевой желатин идет
для пищевых целей. Фотографический желатин идет для произ¬
водства фотографических пленок, пластинок и фотобумаги.
Полиграфический желатин идет для изготовления копироваль¬
ных слоев, фототипных форм и пигментной бумаги. Технический
и фотографический желатин идут на изготовление мелованной
бумаги, красочных валиков и пр. Учитывая высокую клеящую
силу желатина, его применяют иногда для изготовления пере¬
плетного клея, предназначенного, например, для заклейки ко¬
решков книжных блоков изданий ответственного назначения.
Листовой и дробленый желатин, так же как и костный пли¬
точный клей, содержат не более 17,5% воды, не более 3%
минеральных веществ и золы. Важным показателем для кост¬
ного клея является вязкость его водного раствора, а для жела¬
тина— крепость студня. Для желатина, применяемого для
изготовления светочувствительных копировальных слоев важна
так называемая активность, т. е. способность повышать свето¬
чувствительность фотоэмульсий и бессеребряных копировальных
слоев, обуславливаемая небольшим количеством примесей.
В копировальных слоях костный клей и желатин приме¬
няются совместно с двухромовокислым аммонием, количество
последнего из расчета на товарно-сухой клей, или желатин,
составляет около 15%.
§ 66. СИНТЕТИЧЕСКИЕ ФОТОПОЛИМЕРЫ
Поливинилалкоголь является материалом, вполне пригодным
для изготовления копировальных слоев для цинкографских
клише и офсетных печатных форм. Он имеет то преимущество
перед хромоклеевыми светочувствительными цинкографскими
растворами, что не требует нагревания копии перед процессом
травления клише. Кроме того, поливинилалкоголь может быть
Раздел четвертый. Фотографические материалы и проявляющие вещества
229
изготовлен вполне определенного стандартного состава и
свойств, специально предназначенных для полиграфических
копировальных процессов (степень полимеризации, вязкость
водного раствора и значение его pH), что не представляется
возможным сделать для костного клея и для родственных ему
продуктов.
Поливинилалкоголь хорошо растворяется в воде и спирте.
Данные о строении, способе получения и свойствах см. в § 55.
Полиамидные синтетические смолы, как уже указывалось
в § 56, находят теперь применение для изготовления оригиналь¬
ных типографских печатных форм. Кроме того, они могут при¬
меняться для изготовления фототипных и офсетных форм, а
также фотографических копировальных слоев. Для этой цели
следует применять полиамидную спирторастворимую смолу
№ 54, изготовляемую из АГ-соли и капролактама. Эту полиа¬
мидную смолу растворяют в 80—85%-ном этиловом алкоголе
с предварительно добавленным к нему двухромовокислым ам¬
монием. Копировальный полиамидный слой наносится на по¬
верхность металлической пластины и копируется под негативом
действием ультрафиолетовых лучей. Проявление, т. е. получе¬
ние вымывного рельефа, производится спиртовой щелочью.
Проявленная пластина может быть подвергнута процессу "прав-4
ления кислотой или щелочью. Задубленный копировальный
полиамидный слой настолько устойчив, что выдерживает без
разрушения действие 30%-ной щелочи при температуре 60°
в течение 2 часов.
§ 67. КАМЕДЬ СИБИРСКОЙ ЛИСТВЕННИЦЫ И ГУММИАРАБИК
Камедь сибирской лиственницы и гуммиарабик принадле¬
жат к классу углеводов, так как являются полисахаридами.
Хорошо растворяются в воде и образуют коллоидные растворы.
Применяются, как уже указывалось, в копировальном процессе,
могут быть использованы в качестве клея и связующих веществ
акварельных и т. п. красок.
Камедь сибирской лиственницы — это сок, выделяющийся
в виде капель на поверхности коры дерева лиственница сибир¬
ская, произрастающего на Дальнем Востоке и в Сибири. По
химическому составу камедь сибирской лиственницы представ¬
ляет собой полисахарид, элементарным звеном которого яв¬
ляется арабогалактан С5Н804 · бСбНюОб.
остаток остаток
/ — арабинозы d — галактозы
(С5Н804 . GCeHioOs)/!
камедь сибирской лиственницы
230
Полиграфические материалы
Сбор камеди в настоящее время ведется при случайных
повреждениях деревьев и особенно из остатков древесины
после лесных пожаров. При выделении камеди на пожарищах
она быстро загрязняется кусочками угля, песком, землей, лист¬
вой деревьев и другими примесями. Поэтому при работе с ка¬
медью ее необходимо очистить от посторонних примесей. Для
этого 1000 г измельченной камеди заливают 1000 г воды и пери¬
одически перемешивают в течение 1—2 суток. После полного
растворения камеди раствор процеживают через редкую ткань
(например через марлю) и дают ему отстояться в течение 10—
12 часов (на дне сосуда осядут мелкие взвешенные частицы ме¬
ханических загрязнений). Затем раствор декантируют, т. е. от¬
деляют от осадка осторожным сливанием, и добавляют в него
воду до тех пор, пока удельный вес раствора не будет равен 1,12.
Если удельный вес раствора ниже 1,12, то раствор упаривают на
водяной бане до удельного веса 1,12.
Копировальный слой на основе камеди сибирской листвен¬
ницы применяют для изготовления офсетных форм на цинке
и на алюминии позитивным способом копирования. Камедь
сибирской лиственницы во всех случаях применяется также
для замены гуммиарабика (акварельные и ретушерные краски
и пр.).
Гуммиарабик (аравийская камедь)—сок некоторых афри¬
канских акаций в виде прозрачных хрупких бесцветных или
окрашенных кусков (желтоватого или коричневатого цвета)
разнообразной неправильной формы. Куски негигроскопичны,
не имеют запаха и вкуса, легко истираются в порошок. Удель¬
ный вес гуммиарабика 1,35—1,62. Гуммиарабик по химическому
составу представляет собой смесь кальциевых и калиевых солей
арабиновых кислот. Последние представляют собой полисаха¬
риды, построенные из остатков /-арабинозы, /-галактозы, /-рам-
нозы и d-глюкуроновой кислоты.
Гуммиарабик — гидрофильный коллоид, растворяется в воде,
образуя вязкие клейкие растворы слабокислой реакции. Эти
растворы без остатка проходят через фильтр. Гуммиарабик
нерастворим в спирте, эфире и других органических раствори¬
телях. Арабиновые кислоты могут быть выделены в чистом
виде путем осаждения спиртом из подкисленного соляной
кислотой водного раствора гуммиарабика. Гуммиарабик должен
удовлетворять следующим техническим условиям: 1) раствори¬
мость в воде полная; 2) влажность—12—17%; 3) зольность не
более 3%; 4) примесь декстрина и вишневого клея — отсутствие;
5) удельный вес 10%-ного раствора при 15°—1,0639—1,1850;
6) плотность водного раствора концентрацией 100 г/л—5° Be.
Гуммиарабик во всех случаях может быть заменен -камедью
сибирской лиственницы.
Раздел четвертый. Фотографические материалы и проявляющие вещества
231
Светочувствительный раствор на основе гуммиарабика мож¬
но применять для изготовления печатных офсетных форм спо¬
собом негативного и позитивного копирования.
ПРОЯВЛЯЮЩИЕ ВЕЩЕСТВА ДЛЯ БРОМОСЕРЕБРЯНЫХ
ФОТОГРАФИЧЕСКИХ СЛОЕВ
§ 68. ХИМИЗМ ПРОЦЕССА ЧЕРНО-БЕЛОГО ПРОЯВЛЕНИЯ
На экспонированном светочувствительном фотографическом
слое в результате проявления, т. е. действия проявляющих ве¬
ществ, образуется черно-белое изображение. В качестве прояв¬
ляющих веществ в полиграфической промышленности исполь¬
зуются гидрохинон и метол.
Проявляющие вещества — это окиси и аминопроизводные
бензола, дифенила или нафталина. Так, гидрохинон является
диоксибензолом, а метол — метилпарааминофенолом.
ОН
|
он
|
I
и
он
|
NH-C
гидрохинон
метол
Проявляющие вещества взаимодействуют с галоидным сереб¬
ром только тех кристаллов, которые были затронуты светом,
и восстанавливают его до металлического; кристаллы же, на
которые свет не действовал, остаются практически без измене¬
ния. Реакция восстановления бромистого серебра проявителем
протекает по схеме:
он
1
А
О
н
/\
2AgBr +
V 2Ag
+
+ 2НВг
|
А
II
бромистое
ОН
гидрохинон серебро
II
О
хинон
бромистый
серебро металли- водород
ческое
232
Полиграфические материалы
2AgBr +
ОН
0
II
11
/\
1
► 2Ag +
|
'Ч/
S
\/
I II
NH-CHs Ν-СНз
бромистое метол серебро метилпара- бромистый
серебро металлическое аминохинон водород
Проявляющее вещество восстанавливает бромистое серебро
до металлического, окисляясь при этом в хинон или метилпара-
аминохинон и образуя
бромистый водород (бро¬
мистоводородную кисло-
ту).
0004)®
Рис. 88. Последовательные стадии про¬
явления эмульсионного зерна (А. И. Ра¬
бинович и Е. М. Штейфон).
Реакция восстановления
галоидного серебра начи¬
нается с центров свето-
прочности, т. е. наиболее
слабых звеньев кристал¬
лов галоидного серебра, молекулы которых находятся на более
высоком реакционно способном энергетическом уровне в ре¬
зультате энергии, сообщенной им при экспонировании. Эти мо¬
лекулы, взаимодействуя с проявителями, распадаются на метал¬
лическое серебро и вызывают дальнейший постепенный распад
всей кристаллической решетки, всего кристалла и восстановление
всех молекул галоидного серебра, образующих эту кристалличе¬
скую решетку (рис. 88).
Растворы проявляющих веществ, применяемых для обра¬
ботки экспонированных фотографических слоев, принято назы¬
вать проявителями.
Процесс проявления хорошо протекает только в щелочной
среде, необходимой для создания определенного значения pH
(равного для большинства проявителей 8,5—11,5) и для нейтра¬
лизации бромистоводородной кислоты. Значение pH должно
быть сохранено в течение достаточно продолжительного времени
работы проявителя. Постоянство работы проявителя достигается
наличием буфера, например в виде подходящей щелочной соли
(углекислого натрия или калия). При отсутствии щелочи про¬
цесс проявления протекает крайне медленно и быстро прекра¬
щается. В составе проявителя, кроме проявляющего вещества
и щелочи, содержится сульфит натрия (консервирующее веще¬
ство) и бромистый калий (препятствует образованию вуали).
В производственно-технических инструкциях ВНИИППиТ
Раздел четвертый. Фотографические материалы и проявляющие вещества
233
рекомендуется для обработки фототехнических пленок приме¬
нять проявитель следующего состава:
Гидрохинон 6 г
Метол 5 »
Сульфит натрия (безводный) 40 »
Поташ 40 »
Калий бромистый 6 »
Вода дистиллированная 1 л
Способ приготовления. В 1000 мл горячей воды, нагретой до
50—60°, растворяют поочередно все входящие в проявитель ве¬
щества в той последовательности, в какой они перечисленны
в рецепте; раствор фильтруют через вату.
§ 69. ГИДРОХИНОН (ПАРАДИОКСИБЕНЗОЛ)
Гидрохинон СбН4(ОН)2 — однородный кристаллический по¬
рошок или кристаллы белого или светло-серого цвета, без за¬
паха. Растворяется в воде, спирте и эфире. В воде при 15° рас¬
творяется 6 г гидрохинона, при 28,5°—9,4 г. Гидрохинон может
быть очищен перекристаллизацией. Водные растворы гидрохи¬
нона вследствие окисления на воздухе приобретают бурую
окраску. Гидрохинон хороший восстановитель, он восстанавли¬
вает при нагревании аммиачный раствор меди и фелингову жид¬
кость.
Получают гидрохинон окислением анилина в хинон и после¬
дующим восстановлением хинона в гидрохинон.
Фотографический гидрохинон выпускается двух сортов
(ГОСТ 2549—44) следующего состава (в %):
Гидрохинона, не менее . . . .
Влаги, не более
Золы, не более
Высший сорт
99,7
0,2
0,1
Первый сорт
99,4
0,3
0,2
Температура плавления не ниже 170° для обоих сортов.
Гидрохинон применяется как проявляющее средство в поли¬
графической промышленности, в фото- и кинопромышленности,
а также в качестве антиокислителя для стабилизации легко
окисляющихся веществ. В полиграфической промышленности
пригодны оба сорта гидрохинона.
Гидрохинон упаковывается в фанерные барабаны, вес нетто
20—25 кг, выложенные внутри пергаментной или парафиниро¬
ванной бумагой, а также в плотные бумажные мешки, уклады¬
ваемые в ящики. При мелкой расфасовке гидрохинон упаковы¬
вается в жестяные или стеклянные банки, а также в водостойкие
бумажные коробки с вложенными внутрь пакетами из водостой¬
кой бумаги, вес нетто от 50 г до 50 кг.
234
Полиграфические материалы
§ 70. МЕТОЛ (МЕТИЛПАРААМИНОФЕНИЛСУЛЬФАТ)
Метол — сернокислая соль метилпарааминофенола
НО
NH-CHg
• H2SOi
Метол — белый, слегка желтоватый или сероватый мелкокри¬
сталлический порошок без запаха, легко растворимый в воде
и почти не растворимый в спирте и эфире. Метол плавится
с разложением при температуре около 250—260°. При темпера¬
туре 25° в воде растворяется около 5 г метола, при 100° — около
16,5 г. Сода и поташ вступает в химическую реакцию с метолом,
в результате которой образуется свободное основание метилпа-
рааминофенол. Свободное основание — иглы с температурой
плавления 87°. Метол, подобно гидрохинону, при нагревании
восстанавливает раствор фелинговой жидкости.
Получается методом конденсации парааминофенола с бен-
зальдегидом с последующей обработкой продукта диметилсуль-
фатом.
Фотографический метол (ГОСТ 24—40) выпускается двух
сортов с содержанием веществ в продукте (в %):
Высший сорт Первый сорт
Метол не менее 96,5
Парааминофенолсульфат . . . следы
Зола, не более 0,15
Влага, не более 0,6
93,5-96,4
не более 3
0,7
1,0
Применяется в полиграфической и фото-кинопромышленно¬
сти в качестве проявляющего вещества. Для полиграфической
промышленности пригодны оба сорта.
Метол упаковывается в фанерные барабаны, выложенные
внутри подпергаментной бумагой, вес нетто 15—20 кг. Для мел¬
кой расфасовки применяют жестяную или стеклянную тару, вес
нетто 0,5—5 кг, с интервалом в 0,5 кг. Продукт, расфасованный
в мелкую тару, упаковывается в деревянные ящики. Вес нетто
упакованного ящика не должен превышать 30 кг. Хранить в хо¬
рошо закупоренной таре в сухом темном помещении.
Раздел пятый
КРАСКИ ПЕЧАТНЫЕ
§ 71. Общие сведения о печатных красках. § 72. Классификация печатных
красок. § 73. Требования к пигментам для печатных красок. § 74. Сажа.
§ 75. Белые пигменты и наполнители. § 76. Искусственные неорганиче¬
ские цветные пигменты. § 77. Общие сведения о синтетических
красящих веществах. § 78. Из истории органических красящих веществ.
§ 79. Как изготовляются синтетические красящие вещества. § 80. Теория цвет¬
ности органических красящих веществ. § 81. Классификация органических
красящих веществ. § 82. Лакообразование. § 83. Азокрасящие вещества.
§ 84. Трифенилметановые красящие вещества. § 85. Ксантеновые красящие
вещества. § 86. Антрахиноновые красящие вещества. § 87. Азиновые красящие
вещества. § 88. Фталоцианиновые красящие вещества. § 89. Классификация
связующих веществ. § 90. Растительные масла и жирные кислоты. § 91. Про¬
цесс высыхания растительных масел и олиф. § 92. Естественные смолы и
продукты их переработки. § 93. Натуральные олифы. § 94. Синтетические
печатные олифы. § 95. Композиционные высыхающие печатные олифы.
§ 96. Композиционные невысыхающие печатные олифы. § 97. Связующие ве¬
щества для красок глубокой печати. § 98. Сиккативы. § 99. Технология изго¬
товления типографских и офсетных красок. § 100. Технология изготовления
красок глубокой печати. § 101. Изготовление оттисков испытуемой краски.
§ 102. Отмеривание краски и испытание ее удельного веса. § 103. Испытание
оптических свойств краски. § 104. Испытание степени однородности (перетира)
краски. § 105. Испытание структурно-механических свойств краски. § 106. За¬
крепление краски на оттисках. § 107. Устойчивость цвета краски к различным
воздействиям. § 108. Метод испытания краски раскатыванием валиком.
§ 109. Испытание химического состава краски. § 110. Типографские черные га¬
зетные краски. § 111. Черные типографские иллюстрационные ротационные
краски. § 112. Черные иллюстрационные типографские краски для плоских пе¬
чатных машин. § 113. Черные иллюстрационные офсетные краски. § 114. Ти¬
пографские цветные краски. § 115. Офсетные и литографские цветные краски.
§ 116. Типографские и офсетные тертые белила. § 117. Фототипные краски.
§ 118. Краски для глубокой печати. § 119. Краски для трех- и четырехкрасоч¬
ного печатания. § 120. Быстрозакренляющиеся краски. § 121. Переплетные
краски.
§ 71. ОБЩИЕ СВЕДЕНИЯ О ПЕЧАТНЫХ КРАСКАХ
Печатная краска состоит из двух главных составных частей:
связующего вещества и пигмента, тщательно распределенного
в нем.
Пигментами называют красящие вещества в виде мелкозер¬
нистых цветных, черных и белых порошков, нерастворимые в
воде, маслах и органических растворителях; пигменты придают
печатным краскам, а затем и оттискам необходимый цвет. В от¬
236
Полиграфические материалы
личие от пигментов красящие вещества, растворимые в воде,
маслах или в органических растворителях, называют красите¬
лями. Пигменты применяют для изготовления печатных, худо¬
жественных и малярных красок, а также в производстве пласти¬
ческих масс, резины и т. п. Красители идут главным образом
для крашения пряжи и текстильных тканей.
Связующими веществами называют вязкие и липкие жид¬
кости, например льняные олифы, которые закрепляют пигмент
на поверхности бумаги и в сочетании с пигментом придают
краскам печатные свойства.
Печатными свойствами краски называют ее способность:
1) раскатываться тонкими слоями валиками и накатываться
или наноситься другим способом на поверхность печатающих
элементов печатной формы, 2) переходить под давлением печат¬
ного цилиндра с формы на поверхность бумаги (в офсете с по¬
мощью офсетного резинового цилиндра), образовывая четкое
и ясное красочное изображение, и 3) прочно закрепляться на
поверхности бумаги.
Связующее вещество может быть подкрашено каким-либо
жирорастворимым красителем, что делается или с целью по¬
вышения интенсивности и улучшения оттенка печатной краски
на оттиске, или для достижения специфического эффекта, на¬
пример для образования дополнительного тона вокруг графиче¬
ских элементов оттисков (см. «Двутоновые иллюстрационные
краски» в § 112)'.
В печатные краски часто добавляют сиккативы для ускоре¬
ния высыхания. Цветные печатные краски, как правило, содер¬
жат наполнители, или белила, которые позволяют лучше выявить
цвет пигмента, т. е. улучшить цвет печатной краски, улучшают
ее печатные свойства, а также удешевляют стоимость краски.
В черные печатные краски добавляют подцветки-интенсифика-
торы для усиления черноты и улучшения оттенка отпечатка.
Пигмент в составе печатной краски должен быть надежно
стабилизован, т. е. окружен защитными (сольватными) оболоч¬
ками, состоящими из молекул поверхностно-активных веществ.
Между частичками пигмента, окруженного защитными оболоч¬
ками, должно находиться некоторое количество жидкого связую¬
щего вещества, придающего краске надлежащую подвижность и
хорошие печатные свойства, так как при раскатывании'(дефор¬
мации) краски трение возникает не между поверхностью первич¬
ных частичек пигмента, а в относительно жидкой, прослойке
связующего вещества; сольватированные частички пигмента как
бы скользят по отношению друг друга.
Поверхностно-активные вещества, обязательно входящие в
состав связующего вещества, состоят из ассиметрически постро¬
енных молекул, имеющих как бы два полюса, один из, которых
Раздел пятый. Печатные краски
237
отличается сродством к маслу, а другой к воде. Поверхностно¬
активные вещества могут быть маслорастворимыми и водорас¬
творимыми. Например, олеиновая кислота является маслораство¬
римым поверхностно-активным веществом, ее молекула
С17Н33СООН полярна, так как
карбоксил СООН имеет сродст¬
во к воде, а углеводородный
остаток С17Н33 — к маслу. По¬
верхностно-активные вещества
располагаются на границе раз¬
дела двух фаз, например пиг¬
мента и связующего вещества в
определенном порядке как бы
слоями, образуя прочные обо¬
лочки, и понижают поверхност¬
ное натяжение между ними.
Водорастворимым поверхност¬
ноактивным веществом являет¬
ся обычное мыло, молекула ко¬
торого Ci7H35COONa имеет так¬
же два полюса, одни из кото¬
рых, карбоксил, в виде натро¬
вой соли COONa имеет сродст¬
во к воде, а углеводородный ос¬
таток С17Н35— к маслу. Здесь
уместно заметить, что моющее
действие мыла и заключается
именно в том, что молекулы
мыла обволакивают возможные
загрязнения, пыль, масло, от¬
рывают от загрязненной по¬
верхности и переводят их в ви¬
де мельчайших частичек во
взвешенное состояние в воде.
Если углеводородный остаток изобразить в виде черточки, а
карбоксильную (полярную) группу — в виде кружка, то распо¬
ложение (ориентацию) молекул поверхностно-активных веществ
на границе раздела пигмент — связующее вещество можно пред¬
ставить так, как показано на рисунке 89. На рисунке в виде схе¬
мы показан только один слой молекул поверхностно-активного
вещества на поверхности пигментов; в действительности же за¬
щитные оболочки вокруг пигментов состоят из нескольких таких
слоев, расположенных в несколько ярусов. Защитные оболочки
отличаются большой механической прочностью и препятствуют
слипанию пигментов в более крупные комки (агрегаты) и осаж¬
дению их на дно даже в очень жидких красках глубокой печати.
Рис. 89. Защитные оболочки вокруг
частичек пигмента:
а—пигменты, окруженные защитными
оболочками, не слипаются друг с дру¬
гом; б—пигменты, не защищенные за¬
щитными оболочками, слипаются между
собой в комочки.
238
Полиграфические материалы
При отсутствии защитных оболочек пигменты слипаются в
комки, в результате чего краска теряет свои печатные свойства,
плохо раскатывается (или вообще не раскатывается), забивает,
загрязняет тонкосетчатое клише, а иногда и расслаивается,
т. е. в жидких красках пигмент будет осаждаться на дно. Если
же вокруг пигмента образуются чрезмерно толстые защитные
оболочки, то краска теряет подвижность и начинает зарезини-
ваться. Таким образом, между пигментами, защищенными соль¬
ватными оболочками, должно находиться, как уже указывалось,
некоторое количество связующего вещества, обеспечивающее
краскам надлежащую подвижность — жидкотекучесть.
§ 72. КЛАССИФИКАЦИЯ ПЕЧАТНЫХ КРАСОК
Печатные краски разделяются на несколько видов и марок:
а) в зависимости от способа печатания, для которого пред¬
назначается краска,— на типографские, лито-офсетные и для
глубокой печати;
б) в зависимости от конструкций и скоростей печатных ма¬
шин — на краски для печатания на ротационнных и на плоских
машинах;
в) в зависимости от характера и назначения печатной про¬
дукции —на газетные, книжные, журнальные, иллюстрационные,
картографические, плакатные, афишные и др.;
г) в зависимости от техники изготовления печатной формы и
характера печатной бумаги — на краски для трех- и четырех¬
красочного печатания;
д) в зависимости от вида бумаги, для которого предназна¬
чается краска,— на краски для немелованных и мелованных
видов бумаги;
е) по цвету — на черные, белые и цветные;
ж) в зависимости от свойств и состава краски — на краски
быстро закрепляющиеся, глянцевые, матовые, кроющие, проз¬
рачные, толуольные, бензиновые и пр.
Так, например, различают черные типографские иллюстра¬
ционные краски для печатания на плоских машинах на немело¬
ванной бумаге, черные газетные краски для печатания на типо¬
графских ротационных машинах, офсетные краски для четырех-
и шестикрасочного печатания, типографские быстрозакрепляю-
щиеся глянцевые краски для печатания на плоских машинах,
бензиновые краски глубокой печати и др.
На 1-м и 2-м красочных заводах полиграфических красок
Московского (городского) совета народного хозяйства принята
система обозначений, при которой номер краски в некоторой
степени увязан с ее цветом, а в отдельных случаях — и с печат¬
ными свойствами.
Раздел пятый. Печатные краски
239
По этой системе черные печатные краски имеют следующие
номера:
Газетные ротационные от 01 до 9
» для плоских печатных машин » 10 » 19
Книжные типографские ротационные » 20 » 29
Книжные типографские для плоских печатных машин .... » 30 » 39
Иллюстрационные типографские ротационные » 40 » 49
Иллюстрационные типографские для плоских печатных машин . » 50 » 59
Литографские » 60 » 69
Офсетные » 70 » 79
Ротаторные, переводные, фототипные и другие » 80 » 89
Для четырехкрасочной печати, глянцевые, двутоновые и др. . » 90 » 99
Цветные печатные краски — типографские и офсетные — в за¬
висимости от цвета имеют следующие номера:
Оранжевые
Красные . .
Синие . . .
Зеленые
Желтые
Коричневые
Фиолетовые
Белые . . .
от 100 до 199
» 200 » 299
» 300 » 399
» 400 » 499
» 500 » 599
» 600 » 699
» 700 » 799
» 800 » 899
Так, например, под № 364 красочные заводы выпускают две
различные краски с разными печатными свойствами, предназ¬
наченные одна для типографского, а другая—для офсетного спо¬
соба печатания. Эти краски имеют одинаковый синий цвет, так
как изготовляются на основе одного и того же пигмента голу¬
бого фталоцианинового.
Цветные и черные толуольные краски глубокой печати имеют
те же номера, что и типографские и офсетные цветные краски,
но с добавлением перед номером цифры 1. Например, красные
краски глубокой печати будут иметь номера от 1200 до 1299,
синие — от 1300 до 1399 и т. д. Бензиновые краски глубокой пе¬
чати имеют те же номера, но с прибавлением буквы «Б» напри¬
мер красная краска № 1204 Б и т. д.
Переплетные печатные краски имеют соответственные номе¬
ра, начиная с 2000, переплетные краски для закраски обрезов
книжных блоков — начиная с 3000.
Краски для трех- и четырехкрасочного печатания имеют
следующие номера:
Типографские Для глубокой
и офсетные печати
Пурпурные и красные от 291 до 300 от 1251 до 1260
Голубые и синие » 391 » 400 » 1351 » 1360
Желтые » 591 » 600 » 1551 » 1560
Черные (серые) » 90 » 100
240
Полиграфические материалы
КРАСЯЩИЕ ВЕЩЕСТВА
§ 73. ТРЕБОВАНИЯ К ПИГМЕНТАМ ДЛЯ ПЕЧАТНЫХ КРАСОК
Цвет краски на отпечатке, ее кроющая способность или про¬
зрачность и многие другие важные свойства, например свето-
прочность, водоустойчивость, всецело зависят от свойств пигмен¬
та, входящего в состав печатной краски. Пигмент оказывает
влияние на пластичновязкие свойства и липкость краски, на ско¬
рость ее высыхания и пр. Поэтому требования к качеству пиг¬
ментов для печатных красок весьма многообразны. Так, поли¬
графические пигменты должны иметь следующие свойства:
а) яркий и чистый цвет;
б) высокую светопрочность, т. е. неизменяемость цвета под
действием солнечного освещения;
в) высокую красящую силу (концентрацию), позволяющую
готовить высокоинтенсивные краски с минимальным количеством
пигмента;
г) возможно большую прозрачность в случае изготовления
красок для трех- и четырехкрасочной печати и кроющую способ¬
ность— при изготовлении переплетных красок, афишных красок,
красок для печатания по жести и некоторых других;
д) высокую, но не чрезмерную степень дисперсности, так как
грубозернистые пигменты вообще непригодны для изготовления
печатных красок, а чрезмерно высокодисперсные пигменты обыч¬
но отличаются слишком большой (высокой) маслоемкостью, т. е.
образуют даже с очень большим количеством связующего веще¬
ства чрезмерно густые, нетекучие краски;
е) минимальную маслоемкость, т. е. способность при смеше¬
нии и растирании пигмента со связующим веществом (маслом)
связывать, поглощать минимальное его количество с таким рас¬
четом, чтобы можно было готовить краски с высокой концентра¬
цией пигмента, особенно это относится к черному пигменту —
саже, а также цветным пигментам в красках для трех- и четырех¬
красочного печатания, концентрированным офсетным краскам
и некоторым другим;
ж) мягкую структуру, позволяющую легко и быстро перети¬
рать пигменты со связующими веществами на краскотерочных
машинах;
з) безукоризненную водопрочность, т. е. нерастворимость
пигментов в воде, в случае их применения для изготовления оф¬
сетных и фототипных красок; во всех остальных случаях доста¬
точно удовлетворительной водопрочности;
и) устойчивость к действию органических растворителей,
главным образом к спирту, в случае изготовления красок, оттис¬
ки которых должны быть отлакированы;
Раздел пятый. Печатные краски
241
к) полная нерастворимость пигмента в масле — маслопроч-
ность пигмента — необходима во многих случаях, например при
изготовлении красок для печатания упаковки для масла;
л) щелоче- и кислотоустойчивость для тех случаев изготов¬
ления красок, когда этими красками печатаются оттиски, под¬
вергающиеся действию щелочей или кислот, например для печа¬
тания упаковок на мыло и другие щелочные продукты;
м) отсутствие антисиккативных свойств, т. е. отсутствие спо¬
собности пигмента замедлять высыхание красок на оттисках;
•ч») отсутствие у пигмента склонности к зарезиниванию кра¬
сою, т. е. пигмент не должен вызывать загустевания краски, при¬
водящего, в конечном счете, к превращению краски в резинооб¬
разное состояние.
В зависимости от происхождения и химического состава для
изготовления печатных красок применяются пигменты трех
видов:
1. Искусственные неорганические пигменты, представляющие
собой окрашенные окислы или нерастворимые соли некоторых
металлов (железа, свинца, хрома, цинка и др.) в виде высокоди¬
сперсных порошков. Из числа искусственных неорганических пиг¬
ментов в настоящее время для изготовления печатных красок
применяются только милори — синий пигмент, хромовые желтые
(крона) и белила цинковые, алюминиевые и др. К искусственным
неорганическим пигментам относится и сажа, т. е. углерод в мел¬
кораздробленном состоянии, а также мелкораздробленные ме¬
таллы (алюминий) и сплавы (бронзовые пудры).
2. Синтетические органические пигменты — это цветные вы¬
сокодисперсные осадки, получаемые в процессе органического
синтеза из так называемых органических полупродуктов.
3. В качестве пигментов для изготовления печатных красок
применяют красочные лаки, т. е. органические красители, химиче¬
ским путем превращенные в нерастворимое состояние. Таким
образом, красочные лаки — это красители, которым приданы
пигментные свойства.
Синтетические органические пигменты и красочные лаки
очень многочисленны, они принадлежат к различным химическим
классам и техническим группам, свойства их многообразны.
ИСКУССТВЕННЫЕ НЕОРГАНИЧЕСКИЕ ПИГМЕНТЫ
§ 74. САЖА
Сажа — это чрезвычайно мелкозернистый, пушистый интен¬
сивно-черный порошок, по химической природе представляющий
собой почти чистый углерод. При помощи электронного микро¬
скопа удалось установить, что первичные частички сажи имеют
17 Заказ № 443
242
Полиграфические материалы
шарообразную форму и состоят из беспорядочно расположен¬
ных, но весьма компактно, упакованных кристалликов графита
неправильной формы, так называемых псевдокристаллитов
(рис. 90). Таким образом, структура сажи представляет собой
как бы промежуточную ступень между кристаллическим и аморф¬
ным, т. е. структурно бесформенным, состоянием.
Углерод в псевдокристаллическом состоянии имеет удельный
вес около 2, но сажа, непосредственно после ее изготовления (до
Рис. 90. Схематическая
модель построения саже¬
вой частички из элемен¬
тарных кристалликов:
dj= 300А; Lc = 12—17А;
La =15—ЗОА.
Рис. 91. Схематическая модель соедине¬
ния первичных сажевых частиц в агрега¬
ты с цепочечной структурой.
процесса ее уплотнения или гранулирования) настолько пуши¬
ста, что собственно вещество, из которого состоит сажа, зани¬
мает только 2,5—5% данного объема. Поэтому объемный вес
сажи составляет всего 0,05—0,10 г/см3.
Первичные частички сажи не изолированы друг от друга, а
образуют ее вторичную структуру в виде более или менее длин¬
ных цепочек, состоящих из прочно связанных между собой пер¬
вичных частичек сажи (>рис. 91). Вторичная структура сажи не
может быть полностью разрушена даже при интенсивном пере¬
тирании сажи со связующим веществом на краскотерочной ма¬
шине.
Сажа имеет интенсивно-черный цвет, абсолютно светопрочна,
водопрочна, щелоче- и кислотоустойчива, спирто- и лакопрочна,
термопрочна; стоимость сажи невысока.
Получается сажа сжиганием газообразных и жидких орга-
Раздел пятый. Печатные краски
243
инческих продуктов, главным образом углеводородов (естествен¬
ный нефтяной газ, газ-ацетилен, мазут и другие тяжелые неф¬
тепродукты, каменноугольные масла, различные смолистые ве¬
щества и многие другие) при недостаточном для полного их сго¬
рания доступе кислорода воздуха. В этих условиях при темпера¬
туре около 1100—1500° происходит термическое разложение ор¬
ганических веществ, например естественного нефтяного газа ме¬
тана, с выделением углерода в виде сажи:
СН4 >■ С + 2Н2
1100°
газ метан сажа водород
Роль кислорода воздуха в этом процессе состоит только в
осуществлении процесса горения органического вещества (обыч¬
но того же самого сырья, что и для получения сажи) для дости¬
жения нужной температуры термического распада исходного
органического сырья. При полном доступе кислорода воздуха
органические вещества сгорают полностью, без выделения угле¬
рода, образуя воду и двуокись углерода.
В зависимости от исходного сырья и способа его сжигания
различают несколько видов сажи: газовая канальная неграну-
лированная и гранулированная, газовая печная, ацетиленовая,
ламповая, форсуночная, термическая и др.
Для изготовления печатных красок применяются главным
образом газовая канальная сажа и газовая печная, получаемые
из естественного нефтяного газа; ацетиленовая сажа, получае¬
мая из газа ацетилена, имеет вспомогательное значение. Другие
виды сажи: ламповая, форсуночная и термическая — для изго¬
товления печатных красок почти не применяются, так как имеют
пониженную черноту по сравнению с газовой сажей и более
грубозернисты.
Газовую канальную сажу получают сжиганием естественного
нефтяного газа, выделяющегося из земной коры в районах неф¬
тяных месторождений. Нефтяной естественный газ, состоящий
главным образом из метана, собирают -и направляют по трубам
на сажевые заводы. Здесь газ поступает в горелки и сжигается
коптящим пламенем, образуя при этом сажу, которая осаждает¬
ся на поверхности швеллеров («каналов»), расположенных над
горелками и охлаждаемых водой (рис. 92).
Газовая канальная сажа очень мелкозерниста и имеет наи¬
более интенсивно-черный цвет по сравнению с другими видами
сажи. Вследствие своей мелкозернистости и интенсивности черно¬
ты цвета газовая сажа имеет хорошие печатные свойства. По
интенсивности черноты цвета и по мелкозернистости нет другого
черного пигмента, равного саже. Средний диаметр первичной ча¬
стички газовой канальной сажи составляет 0,03—0,04 микрона.
17*
244
Полиграфические материалы
Первичные частички сажи настолько мелки, что их суммарная
поверхность в 1 г сажи примерно равна 100 м2.
Газовая канальная сажа имеет два недостатка: антисикка-
тивные свойства (замедляет высыхание красок) и неприятный
коричневатый оттенок в тонком слое
на бумаге у красок, затертых толь¬
ко из сажи и связующего вещества.
Но эти недостатки легко устраняют¬
ся добавлением в краски сиккативов
и подцветок-интенсификаторов.
Газовую печную сажу получают
в больших закрытых огнеупорных
камерах-печах, в которых через спе¬
циальные горелочные устройства по¬
ступает газ и воздух в строго опре¬
деленных количествах. Образование
сажи происходит в объеме без оса¬
дительных поверхностей при темпе¬
ратуре 1500—1200°. Образовавшаяся
сажа выносится из печи отходящими
газами в длинный футерованный
трубопровод и, минуя холодильник,
улавливается электрофильтрами.
Газовая печная са¬
жа имеет сравнительно
небольшую маслоем-
кость и синеватый отте¬
нок, но она значитель¬
но уступает газовой ка¬
нальной саже по черно¬
те и мелкозернистости;
к тому же имеет опре¬
деленно абразивные
свойства, что вредно
сказывается на тираж-
ности печатной формы
при ротационном га¬
зетном печатании. По¬
этому газовую печную
сажу применяют толь¬
ко для некоторых
книжных и газетных
Рис. 92 а. Схема образования
газовой канальной сажи:
1 — газоподающая труба; 2 — горел¬
ка; 3 — пламя газа; 4 — швеллер,
или «канал».
Рис. 92 б. Технологическая схема каналь¬
ного процесса получения сажи: .
1 — швеллеры, под которыми расположены горелки;
2 — бункеры; 3 — огневые камеры; 4 — элеваторы;
б—аппарат для грануляции; 6 — емкость для гото¬
вой продукции; 7 — специальный железнодорожный
вагон-цистерна.
красок для плоских печатных машин.^
Антисиккативные свойства газовой печной сажи выражены
очень слабо: она почти не замедляет высыхания красок.
Ацетиленовая сажа получается термическим разложением
Раздел пятый. Печатные краски
245
ацетилена. Ацетилен разлагается на водород и углерод уже при
800° с большим выделением тепла. Поэтому дальнейшее разло¬
жение (.в отличие от термического разложения природного газа
метана) протекает за счет реакции разложения в непрерывно
действующих реакторах, охлаждаемых водой.
Дисперсность ацетиленовой сажи и степень ее черноты не¬
сколько ниже, чем у газовой; вторичной структуры ацетилено¬
вая сажа не образует, получается с выходом 90%. Положитель¬
ное свойство ацетиленовой сажи состоит в том, что она образует
краски, не распыляющиеся при их раскатывании валиками в
процессе быстроходного ротационного печатания. По этой при¬
чине ацетиленовая сажа находит применение при изготовлении
газетных ротационных красок.
Газовую канальную сажу, специально предназначенную для
изготовления печатных красок, подвергают окислению кислоро¬
дом воздуха в распыленном состоянии, лучше различными оки¬
слителями в водной среде, в результате чего поверхность первич¬
ных частичек сажи обогащается кислородосодержащими поляр-
йыми группами (—СООН, —ОН), ковалентно или адсорбционно
связанными с поверхностью первичной частички сажи. Наличие
таких полярных групп придает сродство сажевым частичкам к
масляным связующим веществам (улучшают смачивание части¬
чек сажи масляными связующими веществами), что способствует
улучшению печатных свойств красок, содержащих эту сажу.
Газовая канальная окисленная сажа отличается повышенной
чернотой и меньшей маслоемкостью (краски получаются менее
густыми и менее пластичными) и хорошо вращается в красоч¬
ном ящике печатной машины. В процессе производства печатных
красок облегчается их растирание (диспергирование) на краско¬
терочных машинах и повышается текучесть красок. Применени¬
ем газовой канальной сажи, окисленной в водной среде, удается
повысить интенсивность черных красок примерно на 20—30%
вследствие некоторого увеличения в них содержания сажи Г
§ 75. БЕЛЫЕ ПИГМЕНТЫ И НАПОЛНИТЕЛИ
Белые пигменты, называемые сухими белилами, применяются
для изготовления белых красок — тертых белил. Некоторые ви¬
ды белил широко используются как наполнители при изготовле¬
нии красочных лаков и цветных тертых красок.
В зависимости от состава связующего вещества белые пиг¬
менты могут образовывать или кроющие, или прозрачные крас¬
ки, что зависит от показателя преломления пигмента и связую¬
щего вещества.
1 А. Я. Королев, Т. Н. Малова, В. И. Романова. Новая моди¬
фицированная сажа для печатных красок. Журн. «Полиграфическое произ¬
водство», 1957, № 7, стр. 25.
246
Полиграфические материалы
Чем больше разница в показателях преломления пигмента
и связующего вещества, тем более кроющей будет печатная
краска. Например, в масляной с-реде наиболее кроющую краску
образует двуокись титана, а наиболее прозрачную — гидрат
окиси алюминия, потому что у двуокиси титана показатель пре¬
ломления в масле равен 2,6—2,4, а у гидрата окиси алюминия —
0,00, т. е. показатель преломления и гидрата окиси алюминия и
масла одинаковы. Сернокислый барий в масляной среде образует
прозрачные краски (по этой причине он применяется в качестве
наполнителя в цветных печатных красках), а в водной среде —
кроющие краски и применяется вследствие этого для изготовле¬
ния мелованной бумаги и клеевых декоративных белых красок.
Показатель преломления сернокислого бария в воде равен
1,63—1,64, а в масле — 0,14.
Цинковые белила по химическому составу представляют со¬
бой почти чистую окись цинка ΖηΟ в виде белого порошка.
Удельный вес окиси цинка 5,78'. Диаметр первичных частичек
цинковых белил 0,3—0,4 микрона. Цинковые белила получают
переработкой цинка (муфельные белила) или цинксодержащих
руд (витериллные белила).
Для изготовления печатных красок применяются только му¬
фельные цинковые белила, как наиболее высокосортные. Му¬
фельные цинковые белила получают нагреванием металлическо¬
го цинка высокой степени чистоты при температуре 1200—1300°,
при которой он плавится и испаряется в бескислородной среде.
Образующиеся пары цинка поступают в окислительные колодцы,
где они и окисляются кислородом воздуха до окиси цинка и
улавливаются системой тканевых (рукавных) фильтров. Высшие
сорта муфельных цинковых белил содержат до 99,9% чистой оки¬
си цинка. Они образуют достаточно белые среднекроющие крас¬
ки с удовлетворительными печатными свойствами. Окись цинка
растворяется в щелочах и кислотах. Несмотря на это, тертые
цинковые белила достаточно щелоче- и кислотоустойчивы, так
как, во-первых, по условиям применения на них могут действо¬
вать только слабые растворы кислот и щелочей и, во-вторых,
первичные частички окиси цинка в красочной пленке защищены
оболочками из олифы.
Цинковые белила можно смешивать с любыми цветными
печатными красками, не загрязняя их цвета, но уменьшая интен¬
сивность и несколько изменяя оттенок. Цинковые, как и все дру¬
гие белила и наполнители, заметно понижают светопрочность
красок, с которыми они смешиваются, так как при этом снижает¬
ся концентрация в краске пигмента. Сами по себе цинковые бе¬
лила светопрочны.
Титановые белила по химическому составу представляют со¬
бой почти чистую двуокись титана Т1О2, содержание которой в
Раздел пятый. Печатные краски
247
белилах, предназначенных для изготовления печатных и маляр¬
ных красок, должно быть не менее 97,5%. Диаметр первичных ча¬
стичек 0,1—0,7 микрона.
Двуокись титана—белый кристаллический порошок удельного
веса 3,9—4,2. Практически нерастворим в щелочах и кислотах^,
за исключением плавиковой кислоты HF. В концентрированной
серной кислоте растворяется только при длитель¬
ном нагревании. Применяется в чистом виде или
в смеси с окисью цинка, или с сернокислым ба¬
рием для изготовления наиболее кроющих печат¬
ных и малярных белил. Используется также
как наполнитель для изготовления цветных пере¬
плетных красок и красок для печатания по
жести.
Двуокись титана обычно получают переработ¬
кой титановых руд, главным образом ильменита
FeOTiCb.
Двуокись титана существует в двух кристал¬
лических системах (модификациях)—анатаз и
рутил (рис. 93). В зависимости от условий веде¬
ния технологического процесса изготовления дву¬
окиси титана (в основном от режима прокалки
продукта в заключительной стадии процесса из¬
готовления титановых белил) получается та или
иная модификация. Чистая, прокаленная при бо¬
лее высокой температуре двуокись титана всегда
кристаллизуется в решетке рутила.
Для изготовления печатных красок наиболее
пригодна рутильная форма двуокиси титана, так
как в этом случае значительно повышается крою¬
щая способность тертых титановых белил и улуч¬
шаются их печатные свойства.
Титановые белила (рутильная форма) одни из самых лучших:
они. чисто белого цвета, очень светопрочны и отличаются исклю¬
чительно высокой кроющей способностью, примерно в полтора
раза выше, чем у цинковых белил. Другое преимущество титано¬
вых белил заключается в постоянстве, неизменяемости их сте¬
пени белизны при нагревании, например до 130—150° (цинковые
белила в этих условиях несколько желтеют), что используется
при изготовлении красок для печати по жести, подвергающихся
высушиванию при температуре около 120°.
Алюминиевые белила—,это гидрат окиси алюминия А1(ОН)3
в виде тончайшего рыхлого белого порошка удельного веса 2,3—
2,7. Диаметр первичной частички гидрата окиси алюминия
0,01—0,10 микрона. Получается из алюминиево-калиевых квас¬
цов и соды.
Рис. 93. Крис¬
таллическая си¬
стема двуокиси
титана:
а — анатаз; б —
рутил.
246
Полиграфические материалы
2KA!(S04)2 + 3Na2C03 + ЗН20 -> 2А!(ОН)3 + K2S04 + 3Na2S04 + 3C02
алюминиево- сода вода гидрат серно- серно- углекис-
калиевые окиси кислый кислый лый газ
квасцы алюминия калий натрий
Производственная установка для получения гидрата окиси
алюминия показана на рис. 94. Одновременно она может быть
использована и для получения бариевых белил — сернокислого
бария и «печатных» белил, о которых будет сказано ниже.
Технологический процесс изготовления гидрата окиси алюми¬
ния (алюминиевых белил) выполняется в следующей последова¬
тельности. Алюминиево-калиевые квасцы растворяют при нагре¬
вании в растворительном чану («кипятильнике») при нагревании
острым паром и сливают в реакционный чан, в котором концен¬
трация алюминиево-калиевых квасцов доводится до 13%, а тем¬
пература раствора — до 35°, разбавлением нужного количества
холодной воды. 13%-ный раствор соды готовят в другом рас¬
творительном чане или растворительном чане,’ освободившемся
от алюминиево-калиевых квасцов, и медленно, в течение 6 часов,
при непрерывном перемешивании сливают на раствор алюминие¬
во-калиевых квасцов. Образуется гидрат окиси алюминия и вы¬
деляется углекислый газ. Осадку гидрата окиси алюминия дают
отстояться и промывают декантацией, т. е. сливают отстоявшую¬
ся жидкость, содержащую водорастворимые соли — побочные
продукты реакции; осадок снова доливают водой, перемешивают,
дают осадку отстояться и опять сливают жидкость, находящую¬
ся над осадком. Такую промывку повторяют несколько раз, пока
содержание растворимых солей—побочных продуктов реакции—
в гидрате окиси алюминия не будет менее 2,5—3%. Осадок про¬
мытого гидрата окиси алюминия переводят в монтежю, а из по¬
следнего под давлением в три атмосферы в рамный фильтр¬
пресс, в котором от гидрата окиси алюминия отпрессовывается
Еода через слой особо прочной ткани — бельтинг. Из фильтр¬
пресса гидрат окиси алюминия выгружают в тележку в виде
влажной пасты с содержанием воды около 70—80% и направ¬
ляют в сушильное отделение. В сушильном отделении влажную
пасту гидрата окиси алюминия раскладывают на противнях,
которые устанавливают в тележках-стеллажах; последние поме¬
щают в сушильную камеру. Водная паста гидрата окиси алюми¬
ния высушивается в .сушильной камере при температуре 85° го¬
рячим воздухом до влажности не выше 15% в течение 40 часов.
Куски высушенного гидрата окиси алюминия сбрасывают с про¬
тивней в шкаф-бункер, из которого направляется на размол по¬
средством ударно-кулачковой мельницы. Размолотый гидрат
окиси алюминия упаковывают в бочки.
Большое влияние на структуру и свойства осадка гидрата
окиси алюминия оказывает температура выполнения реакции.
Вода
16 Заказ № 443
250
Полиграфические материалы
Так, например, чем ниже температура, тем мелкозернистее и бо¬
лее прозрачным получается осадок гидрата окиси алюминия и
тем лучше его печатные свойства. При высокой температуре, на¬
пример при 80° или даже при кипячении, получается грубозерни¬
стый осадок, мало пригодный для изготовления печатных красок.
Используя влияние температуры на физико-химические свойства
гидрата окиси алюминия, вырабатывают две марки алюминиевых
белил: прозрачные № 801 при температуре 35° и особо прозрач¬
ные № 810 при температуре не выше 20—25°.
Прозрачные белила могут быть получены также из сернокис¬
лого глинозема и соды по схеме:
А12(504)з “f* ЗЫа2СОз -f- ЗН2О —>■ 2А1(ОН)з -f- 3Na2S04 -f* ЗСО2
сернокислый сода вода гидрат сернокислый углекислый
глинозем окиси натр газ
алюминия
Гидрат окиси алюминия растворяется в едких щелочах и в
кислотах, он светопрочен и может смешиваться со всеми краска¬
ми. Прозрачность его в тонком слое на оттиске настолько высо¬
ка, что тертые прозрачные белила можно применять для лаки¬
рования оттисков способами высокой и офсетной печати.
Гидрат окиси алюминия (прозрачные белила № 801 и особо
прозрачные белила № 810) применяется: как наполнитель при
изготовлении красочных лаков и тертых печатных красок; для
изготовления прозрачных тертых белил; в смеси -с сернокислым
барием для изготовления «печатных» белил; для изготовления
лакировочных средств для лакирования печатной продукции,
особенно эффективно применение для этой цели особо прозрач¬
ных белил № 810.
Бариевые белила (бланфикс) — это почти чистый сернокис¬
лый барий BaS04 в виде очень белого порошка, получаемого, на¬
пример, из сернокислого натрия и хлористого бария по схеме:
Na2S04 + ВаС12 -> BaS04 + 2NaCl
сернокислый хлористый сернокис- хлористый
натрий барий лый барий натрий
Удельный вес сернокислого бария 4,5. Диаметр первичных
частиц сернокислого бария 0,05—0,15 микрона. Сернокислый ба¬
рий вполне пригоден для применения в печатных красках само¬
стоятельно или в смеси с гидратом окиси алюминия, как, напри¬
мер, это имеет место в так называемых «печатных» белилах (см.
ниже).
«Печатные» белила. Печатными белилами № 825 называется
смесь состава 3BaS04 + 2А1(ОН)3, получаемая из сернокислого
глинозема, кальцинированной соды и хлористого бария. Сперва
действуют содой на раствор сернокислого глинозема и получают
Раздел пятый. Печатные краски
251
осадок гидрата окиси алюминия. Затем в реакционный чан с гид¬
ратом окиси алюминия приливают раствор хлористого бария,
который вступает в реакцию с сернокислым натром — побочным
продуктом реакции — и образует сернокислый барий.
Гидрат окиси алюминия улучшает печатные свойства «печат¬
ных» белил.
Для изготовления «печатных» белил № 825 применяется то
же оборудование, что и для изготовления прозрачных белил
(рис. 94 на стр. 249).
«Печатные» белила применяются для тех же целей, что и
прозрачные, но в большинстве случаев пользуются «печатными»
белилами, так как они дешевле, а процесс их изготовления более
производителен. Прозрачным белилам из гидрата окиси алюми¬
ния отдают предпочтение, если требуется наивысшая прозрач¬
ность и глянцевитость отпечатков, например при изготовлении
красок для трех- и четырехкрасочного печатания. Печатные бели¬
ла не применяются также как лакировочное средство.
§ 76. ИСКУССТВЕННЫЕ НЕОРГАНИЧЕСКИЕ ЦВЕТНЫЕ ПИГМЕНТЫ
Милори (железная лазурь)—один из наиболее употребитель¬
ных и дешевых интенсивно-синих искусственных неорганических
пигментов сложного химического состава, близкого формуле
комплексного соединения Fe4[Fe(CN)6]3·
Пигмент милори можно изготовить, исходя из железистоси¬
неродистого калия (желтой кровяной соли) и какой-либо окис-
ной соли трехвалентного железа по схеме:
3K4[Fe(CN)6] + 4FeCl3 Fe4 [Fe(CN)e]3 + 12KC1
желтая хлорное милори хлористый
кровяная соль железо калий
Но синий пигмент милори, полученный таким способом, имеет
пониженную интенсивность, нежелательный оттенок, плохие
печатные свойства и неудовлетворительную светопрочность. По¬
этому в промышленности готовят милори не прямым способом из
желтой кровяной соли и хлорного железа, а косвенным — из жел¬
той кровяной соли и какой-либо соли закисного двухвалентного
железа, например сернокислого железа FeSCk Процесс образо¬
вания милори выполняется в три стадии:
1. Получение белого осадка, так называемого «белого те¬
ста», взаимодействием желтой кровяной соли и сернокислого
железа.
2. Отварка белого теста при температуре около 95° с серной
кислотой, влияющая на оттенок готового продукта: чем продол¬
жительнее процесс отварки, тем более зеленоватым (менее крас¬
новатым) и менее бронзирующим становится оттенок милори;
16*
252
Полиграфические материалы
красящая сила (концентрация) милори несколько понижается.
В зависимости от продолжительности отварки приготовляют два
вида (марки) милори: милори темный Лг9 342 (продолжитель¬
ность отварки 30 минут) и милори светлый № 345 (продолжи¬
тельность отварки 12 часов). Считается, что в процессе отварки
происходит изменение состава милори—молекула милори насы¬
щается атомами калия за счет атомов железа.
3. Превращение белого теста в пигмент милори. путем его
окисления, например, бертолетовой солью и серной кислотой,
хромовой смесью или кислородом воздуха.
Затем следует фильтрация, сушка обычным способом и раз¬
мол на бегунах, так как размалывание на ударно-кулачковых
мельницах опасно в пожарном отношении (милори может заго¬
реться от искры). Теперь значительная часть милори не высуши¬
вается и не размалывается, а сразу после фильтр-пресса идет на
изготовление печатных красок способом отбивки воды (см. § 99).
Удельный вес милори 1,8—2,0, содержание гигроскопической
(несвязанной) влаги до 5%. Милори—высокодисперсный пигмент
с диаметром первичной частички гораздо меньше 0,01 микрона.
Затертая на милори краска прозрачна в тонком слое и кроющая
в толстом, что объясняется хорошей интенсивностью пигмента.
Молекула милори содержит атомы железа и поэтому действует
как сиккатив, ускоряя высыхание красок, затертых на льняной
и т. п. высыхающей олифе. Милори устойчив к действию кислот,
щелочи совершенно разрушают милори, превращая его в гидрат
окиси железа:
Fe4 [Fe(CN)6]3 + 12КОН 4Fe(OH)3 + 3K4[Fe(CN)6]
милори едкое гидрат окиси калий железисто-
кали железа синеродистый
Поэтому красками, изготовленными из милори, нельзя печа¬
тать в тех случаях, когда оттиски могут прийти в соприкоснове¬
ние со щелочью, например при печатании упаковок для мыла.
Оттиски, отпечатанные краской милори, нельзя приклеивать ще¬
лочными клеями. Краски из милори, неустойчивы к нагреву, по¬
этому их не рекомендуется применять для печатания по жести.
Хромовые желтые пигменты, хрома, или крона, обладают раз¬
нообразными оттенками, начиная от лимонно-желтого до оран-
жевато-желтого: лимонный № 575, светлый № 560, средний
№ 565 и темный № 570. Хромовые желтые пигменты состоят
обычно из хромовокислого свинца PbCrCU и сернокислого свинца
PbS04, которые образуют совместные кристаллы (кристалли¬
зуются в единую кристаллическую решетку) сульфохроматов
свинца. Основным красящим веществом хромовых желтых пиг¬
ментов является, хромовокислый свинец, а наличие сернокислого
свинца только влияет на оттенок пигмента: чем больше серно¬
Раздел пятый. Печатные краски
253
кислого свинца, тем более желтовато-лимонным становится от¬
тенок пигмента. Однако содержание сернокислого свинца не
должно быть слишком большим. Так, предельное количество
сернокислого свинца определяется формулой РЬСг04 · PbS04.
Содержание сернокислого свинца выше этого количества уже не
входит в состав совместных кристаллов с хромовокислым свин¬
цом, а находится в виде механической смеси с кристаллами суль-
фохромата свинца, что заметно понижает красящую силу — кон¬
центрацию пигмента.
Различные марки хромовых желтых пигментов имеют следую¬
щий химический состав:
№ 575 лимонный PbCr04-2PbS04 + 2А1(ОН)3
№ 560 светлый PbCr04-PbS04
№ 565 средний ·4Ρ50γ04·Ρ6504
№ 570 темный РЬСг04
Хромовые желтые пигменты можно изготовить, применяя в
качестве исходных химических материалов уксуснокислый сви¬
нец РЬ(СН3СОО)2 или азотнокислый свинец РЬ(МОз)г и соответ¬
ствующую хромовую соль, например хромовокислый калий
К2СЮ4 или хромовокислый натрий N»a2Cr04, а также двухромо¬
вокислый калий К2СГ2О7 или двухромовокислый натрий
N^C^Oy.
К2СЮ4 + Pb(N03)2 ->■ РЬСЮ4 + 2KN03
хромовокислый азотнокислый хромовокислый азотнокис-
калий свинец свинец лый натрий
Na2Cr207 + 2РЬ (СН3СОО) 2 + Н20 ->■ 2РЬСЮ4 + 2CH3COONa + 2СН3СООН
двухромово- уксуснокислый хромовокис- уксуснокис- уксусная
кислый натрий свинец лый свинец лый натрий кислота
Сернокислый свинец можно, например, получить из уксусно¬
кислого свинца и сернокислого натрия по схеме:
Pb(CH3COO)2 + Na2S04 -> PbS04 + 2CH3COONa
уксуснокислый сернокислый сернокислый уксуснокислый
свинец натрий свинец натрий
Если последовательно выполнять одну реакцию вслед за дру¬
гой, то в результате получится механическая смесь кристалли¬
ков хромовокислого и сернокислого свинца, в которой последний
будет выполнять роль белил, т. е. разбеливать цвет пигмента,
понижать его насыщенность.
Сульфохроматы свинца, т. е. кристаллы, в которых и хромо¬
вокислый и сернокислый свинец кристаллизуются в единых крис¬
таллах, образуются в том случае, если к раствору уксуснокисло¬
254
Полиграфические материалы
го свинца прилить смесь растворов хромовых и сернокислых
солей.
Производственные рецепты получения хромовых желтых пиг¬
ментов строятся в соответствии с химическими расчетами
количеств исходных материалов, необходимых для получения
хромового желтого пигмента того или иного химического состава.
Для образования сернокислого свинца, являющегося одной из
составных частей хромовых желтых пигментов, в реакцию можно
вводить серную кислоту или соответствующую сернокислую соль,
например сернокислый алюминий A12(S04)3,‘алюминиево-калие¬
вые квасцы КА1 (S04)2 и пр.
Промышленные виды темного хрома № 570 имеют в своем
составе 'некоторое количество сульфата свинца, образующегося
вследствие добавления в реакционную смесь около 2,5% серно¬
кислого алюминия по отношению ко всему количеству загружае¬
мого сырья, что позволяет получить темный хромово-желтый
пигмент состава 20РЬСгО4 · PbS04.
Лимонный хром № 575, кроме сульфохромата свинца, содер¬
жит некоторое количество гидрата окиси алюминия, образующе¬
гося в результате добавления в реакционную смесь после осаж¬
дения сульфохромата свинца, сернокислого алюминия и соды.
Количество соды должно быть достаточным, чтобы образовать
около 8% (весовых) гидрата окиси алюминия по отношению к
сульфохромату свинца.
Хромовые желтые пигменты, изготовленные из азотнокислого
свинца, отличаются несколько лучшими печатными свойствами
и более чистыми оттенками, чем аналогичные пигменты, изго¬
товленные из уксуснокислого свинца. Поэтому в ассортименте
заводов печатных красок имеются теперь хромовые желтые пиг¬
менты, изготавливаемые из азотнокислого свинца и выпускаемые
под следующими номерами: № 574 — лимонный, № 561—свет¬
лый и № 566 — средний.
На оттенки и на печатные свойства сильно влияют также тех¬
нологические условия получения хромово-желтых пигментов:
концентрация исходных растворов, водородный показатель сре¬
ды, наличие избытка свинцовых солей, интенсивность и продол¬
жительность перемешивания, температура выполнения техноло¬
гических операций. Так, боЛее концентрированные растворы ис¬
ходных химических веществ, меньшая кислотность среды, более
высокая температура и отсутствие избытка свинцовых солей спо¬
собствуют получению более темных оттенков (красноватых) хро¬
мовых желтых пигментов. Интенсивное перемешивание и мень¬
шая концентрация исходных растворов содействуют получению
более мелкозернистых осадков хромовых желтых пигментов. По¬
ложительное влияние на оттенок лимонного хрома, как уже ука¬
зывалось, имеет небольшая добавка гидрата окиси алюминия,
Раздел пятый. Печатные краски
255
осаждаемая почти одновременно с хромовым желтым пигментом
в одном и том же реакционном чану.
Ценными свойствами хромовых желтых пигментов являются
красивый желтый цвет и разнообразие его оттенков, сиккативные
свойства, исключительно высокая кроющая способность, невысо¬
кая стоимость. Недостатками хромовых желтых пигментов бу¬
дут: крупнозернистость, большой удельный вес. Наличие свин¬
ца делает хром вредным при его изготовлении и при изготовле¬
нии печатных красок, не говоря уже о расходе дефицитного
цветного металла — свинца.
Хромовые желтые пигменты применяются для изготовления
переплетных красок и в смеси с органическими желтыми пигмен¬
тами для изготовления красок для трех- и четырехкрасочного
печатания. Желтые краски, содержащие хромовые желтые пиг¬
менты, вследствие высокой кроющей способности и быстрого
высыхания создают благоприятные условия для печатания и для
закрепления последующих красок.
ОРГАНИЧЕСКИЕ СИНТЕТИЧЕСКИЕ КРАСЯЩИЕ
ВЕЩЕСТВА
§ 77. ОБЩИЕ СВЕДЕНИЯ О СИНТЕТИЧЕСКИХ КРАСЯЩИХ ВЕЩЕСТВАХ
Синтетические органические пигменты, красители и красоч¬
ные лаки объединяют под общим названием: «органические син¬
тетические красящие вещества».
Синтетические органические пигменты — это красящие ве¬
щества в виде цветных, нерастворимых в воде осадков, получае¬
мых .непосредственно в процессе органического синтеза из так
называемых органических полупродуктов. Синтетические пиг¬
менты не имеют в составе своей молекулы солеобразующих
групп, например сульфо,групп или аминогрупп, и поэтому не рас¬
творимы в воде, маслах и в органических растворителях. Органи¬
ческие пигменты применяются в технике в виде суспензий в свя¬
зующих веществах для изготовления печатных, малярных, худо¬
жественных красок, пластических масс, резины и многих других.
Красителями называют органические красящие вещества,
имеющие в составе своей молекулы солеобразующие группы
(сульфогруппы, аминогруппы и др.) и поэтому растворимые в
воде и способные окрашивать текстильные волокна в более или
менее яркие и прочные цвета. Красители применяются главным
образом в текстильной промышленности для крашения текстиль¬
ных волокон и тканей. Красители в водных растворах диссоци¬
ируются на ионы и, в зависимости от наличия тех или иных соле¬
образующих групп могут иметь характер кислот (анионные кра¬
сители) или характер оснований (катионные красители).
256
Полиграфические материалы
Анионными красителями будут, например, красители, имею¬
щие сульфогруппы в виде натровых солей, а катионными краси¬
телями будут красители, имеющие аминогруппы в виде хлористо¬
водородных и т. п. солей, хорошо
растворимых в воде.
При соответствующей обра¬
ботке водорастворимых анионных
красителей солями многих метал¬
лов или катионных красителей не¬
которыми кислотами и пр. они, не
теряя яркости цвета, становятся
нерастворимыми в воде, после че¬
го могут применяться в каче¬
стве пигментов для изготовления
печатных красок. Процесс перево¬
да красителей в водонераствори¬
мое состояние действием солей
тяжелых металлов или некоторых
других веществ, т. е. придание
красителям пигментных свойств,
называется процессом лакообразования, а конечный продукт это¬
го процесса называется красочными лаками или просто лаками.
Красочные лаки, или просто лаки, — это красители, химиче¬
ским путем превращенные в нерастворимое состояние. Лаки
внешне почти ничем не отличаются от органических пигментов.
Следовательно, красочные лаки — это красители, которым хими¬
ческим путем приданы пигментные свойства, т. е. нераствори¬
мость в воде и многих других органических растворителях. Более
подробные сведения о красочных лаках даются в дальнейшем.
§ 78. ИЗ ИСТОРИИ ОРГАНИЧЕСКИХ КРАСЯЩИХ ВЕЩЕСТВ
Раньше красители получали из растительного или из живот¬
ного мира. Например, краситель карминовую кислоту получали
из высушенных жучков, живущих па мексиканских кактусах
и известных под названием «кошениль кактусовая». Для полу¬
чения 1 кг красителя требовалось переработать до 15 000 насеко¬
мых. Краситель из кошенили представлял собой по химическому
составу карминовую кислоту, а ее алюминиевые и кальциевые
лаки получили название кармина.
Переработкой корней растения марена, широко культивиро¬
вавшегося раньше во всех частях света, получали красный краси¬
тель ализарин, известный в древности под названием «крапп».
В старину для изготовления печатных красок применяли краси¬
тель крапп в виде алюминиевого лака, получаемого кипячением
красителя с алюминиевыми квасцами.
Николай Николаевич Зинин
(1812—1880).
Раздел пятый. Печатные краски
257
Из растения индигоноски, произрастающего главным обра¬
зом в Индии, получали синий краситель индиго — один из самых
древних и прочных красителей.
Еще древние египтяне знали ин¬
диго и умели им пользоваться;
гак, египетские мумии обернуты
в неполинявший синий холст, ок¬
рашенный красителем индиго.
В России индиго получали пере¬
работкой растения вайда, но со¬
держание красителя в нем
было меньше, чем в индигоноске,
в 75 раз.
Драгоценную краску пурпур
добывали в свое время из раковин
улитки «багрянки», встречающей¬
ся на восточном побережье Среди¬
земного моря. Улитка эта имеет
мешочек, в котором находится
капля густой белой жидкости, пахнущей чесноком. Любая ткань,
пропитанная этой жидкостью, под действием воздуха и света
окрашивается в малиново-красный цвет, а после промывки мыль¬
ной водой — в яркий пурпурный цвет. Этот способ крашения
применялся древними народами (римлянами и др.) для окраски
одежд высших сановников. Драгоценная краска пурпур, как было
установлено химическим анализом, представляет собой краси¬
тель, известный в настоящее время и изготовляемый искусствен¬
ным путем в больших количествах под названием дибром-индиго.
Теперь красители растительного и животного происхождения
утратили свое прежнее значение и полностью заменены в про¬
мышленности искусственными органическими красителями.
Изготовлением красителей и пигментов занимается анилино¬
красочная промышленность. Большое значение для развития ани¬
линокрасочной промышленности имел дешевый способ изготов¬
ления анилина, разработанный в 1842 г. Η. Н. Зининым. Вскоре
после работ Η. Н. Зинина, английский химик Генри Перкин, пы¬
таясь в 1856 г. приготовить искусственный хинин, обрабатывал
не вполне чистый анилин (загрязненный толуидином) хромовой
смесью и неожиданно для себя получил ярко-фиолетовый азино-
вый основной краситель, :названный им мовеином. Уже в 1857 г.
началось промышленное изготовление красителя мовеина, на¬
шедшего применение для окраски шелка в ярко-фиолетовый
цвет.
В том же 1856 г. польский химик Якуб Натансон обна¬
ружил, что при нагревании технического анилина с дихлорэта¬
ном при 200° образуется окрашенная в ярко-красный цвет жид¬
Вильям Генри Перкин
(1838— 1907$.
258
Полиграфические материалы
кость, из которой ему удалось выделить вещество, окрашенное
в красный цвет, оказавшееся, как это было установлено позднее,
трифенилметановым красителем фуксином. Однако Я. Натан¬
сон не придал значения своему изобретению. Только в 1859 г.
французский химик Э. Верген независимо от Я. Натансона вто¬
рично синтезировал это красящее вещество и дал ему название
фуксин за сходство цвета с цветом лепестков цветка фуксии.
Э. Бергеном было осуществлено также промышленное изготовле¬
ние фуксина.
В 1863 г. немецкий химик Г. Каро разработал способ получе¬
ния красителя индулина, основание которого широко применяет¬
ся теперь для подцветки черных печатных красок.
В 1868 г. немецкие химики К. Гребе, К. Либерман и Г. Каро
открыли способ получения ализарина из антрахинона.
В 1883 г. немецкий химик А. Байер разработал способ изго¬
товления индиго и установил его строение.
Развитие производства синтетических красителей шло быст¬
рыми темпами. В 1888 г. уже насчитывалось 273 синтетических
красителя, в 1919 г.— 939, в 1923 г.— 1579, а в настоящее время
известно более 2500 красителей и пигментов, лучшие из которых
превосходят природные красители по яркости, разнообразию
цветов и светопрочности.
За годы советской власти производство красителей в нашей
стране превратилось в одну из мощных отраслей химической
промышленности; построены многие анилинокрасочные заводы,
выпускающие высококачественные яркие и светопрочные краси¬
тели и пигменты. Синтетические красящие вещества дают воз¬
можность вырабатывать высокосортные печатные краски всевоз¬
можных цветов в соответствии с требованиями растущей поли¬
графии.
Большой вклад в создание советской анилинокрасочной про¬
мышленности внесли советские ученые А. Е. Порай-Кошиц,
В. М. Родионов, М. А. Ильинский, В. А. Измаильский, Η. Н. Во¬
рожцов (старший) и др.
Синтетические органические красители и пигменты получают
химической переработкой продуктов, выделенных тем или иным
путем из каменного угля, изготовленных переработкой нефти или
синтетически.
§ 79. КАК ИЗГОТОВЛЯЮТСЯ СИНТЕТИЧЕСКИЕ КРАСЯЩИЕ ВЕЩЕСТВА
Технология изготовления синтетических красящих веществ
состоит из трех последовательных стадий: 1) получение исходных
сырьевых веществ, 2) получение органических полупродуктов и
3) получение синтетических органических красящих веществ.
Исходными химическими веществами для изготовления орга-
Раздел пятый. Печатные краски
259
нических красящих веществ являются: бензол, толуол, ксилол,
нафталин, антрацен, пиридин, индол, карбазол и др.
СНз
I
СНз
I
|/\
Λ
УЧ
У\/Ч|
ч/
к/
%/~сн°
чА/
С„Нв
СвН5СН3
СвН4(СН8)2
с10н8
бензол
толуол
(метилбензол)
метаксилол
(1,3-диметилбензол)
нафталин
УЧ/\/Ч.
Cl4Hio
антрацен
Исходные сырьевые химические вещества превращают в ор¬
ганические промежуточные полупродукты, т. е. вещества, из ко¬
торых могут быть образованы более сложные молекулы краси¬
телей и пигментов.
Исходные сырьевые вещества для изготовления синтетических
красителей и пигментов получают преимущественно переработ¬
кой каменного угля. Переработка каменного угля заключается в
его коксовании при нагревании до 1100° в специальных аппара¬
тах. При температуре 250—300° начинается процесс разложения,
причем одновременно выделяются газообразные продукты и смо¬
ла — каменноугольный деготь. При 550° выделение смолы закан¬
чивается. Из коксового газа извлекают бензол, а из каменно¬
угольной смолы — толуол и другие исходные химические веще¬
ства. Органические полупродукты представляют собой главным
образом различные ароматические амины (например, анилин,
толуидин), нафтолы (например, бетанафтол), их сульфокислоты
и галоидзамещенные,
фталевый ангидрид.
антрахинон и его
производные, а также
nh2
1
nh2
1
О
У\
1 1
|/γγ0Η
A/'VS
1 II 1
А
и
I
%/\/
11 1
Ч/Чс/Ч/
СНз
II
О
анилин
толуидин
бетанафтол
антрахинон
260
Полиграфические материалы
Процессы получения красителей и пигментов из полупродук¬
тов основываются на различных реакциях. Специфическими для
красителей реакциями являются реакции диазотирования и аз.о-
сочетания, применяемые главным образом для получения азо¬
красящих веществ, реакции конденсации ароматических аминов
с альдегидами при получении трифенилметановых красителей
и др.
Представление о процессе образования синтетических крася¬
щих веществ можно составить на примере синтеза пигмента
алого Н, принадлежащего к классу азокрасящих веществ.
Пигмент алый Н получают из ортонитропаратолуидина (ди¬
азосоставляющая) и бетанафтола (азосоставляющая).
Ортонитропаратолуидин, как и другие ароматические первич¬
ные амины, не растворяется в воде, поэтому действием соляной
кислоты его переводят в хорошо растворимую в воде солянокис¬
лую соль.
-NH2 + НС1 -
- СН3— S'
V-1
NH2-HC1
NOa
ортонитропаратолуидин соляная хлористоводородная соль
кислота ортонитропаратолуидина
Реакция диазотирования солянокислой соли ортонитропара¬
толуидина (первичного амина), т. е. химическое взаимодействие
с азотистой кислотой, протекает по схеме:
сн,-<г
з-
-NH2HCI + НШ2-^СНс
-<з
С1
I
-N = N + н20
NO2 NO2
хлористоводородная соль азотистая диазотированный вода
ортонитропаратолуидина кислота ортонитропаратолуидин
Реакция азосочетания диазотированного ортонитропаратолуи¬
дина (первичного амина) с бетанафтолом, т. е. образование кра¬
сящего вещества пигмент алый Н, выполняется по схеме:
СН;
°Н
,-<( ^)—N = N+<^
I
no2
бетанафтол
диазотированный
ортонитропаратолуидин
Раздел пятый. Печатные краски
261
. ОН
пигмент алый Н
соляная кислота
Краситель лаковый красный Ж получается аналогичным пу¬
тем из хлораминотолуолсульфокислоты и бетанафтола:
§ 80. ТЕОРИЯ ЦВЕТНОСТИ ОРГАНИЧЕСКИХ КРАСЯЩИХ ВЕЩЕСТВ
Окраска органических веществ зависит от их способности из¬
бирательно поглощать лучи видимой части солнечного спектра.
Имеется несколько теорий, объясняющих связь строения крася¬
щих веществ с их окраской. Одну из первых химических теорий
цветности предложил немецкий химик-органик Отто Витт.
Теория цветности (окраски) органических красящих веществ
была создана О. Виттом в 1876 г. К тому времени были достиг¬
нуты известные успехи в развитии синтетических красителей и
накоплен материал о составе, строении и свойствах органических
красящих веществ. Было, например, замечено, что цветные орга¬
нические соединения имеют звенья ненасыщенного характера.
Согласно теории О. Витта, цвет (или окраска) органических
красящих веществ зависит от наличия в составе их молекулы
особых групп, названных им хромофорными (от греческих слов
«хромое» —цвет и «форео» — ношу), т. е. носителей цветности.
Такими хромофорами будут, например, следующие группы:
—Ν=Ν— азогруппа
СН3
ОН
—N=0 нитрозогруппа
-С-
|| карбонильная (кетонная) группа
О
262
Полиграфические материалы
двойная связь и другие.
Органические вещества, содержащие хромофоры, называют¬
ся хромогенами (от греческих слов «хромое» — цвет и «гспос» —
род, происхождение).
Дальнейшие исследования подтвердили, что все органические
соединения избирательно поглощают лучи солнечного езета в
коротковолновой части его спектра, с длинами волн короче
1600 А. Органические вещества, содержащие в составе своей
молекулы хромофорные группы, избирательно поглощают лучи
света в длинноволновой части его спектра. Однако хромогены —
только окрашенные органические вещества, но не красители,
причем их окраска может быть весьма неинтенсивной.
Красители могут иметь в составе молекулы одну или несколь¬
ко хромофорных групп; например, азокрасители могут иметь
несколько азопрупп, антрахиноновые красящие вещества содер¬
жат две карбонильные группы.
В органических красящих веществах, кроме хромофоров,
должны быть ауксохромные группы (от греческих слов «хро¬
мое»— цвет и «ауксо» — увеличиваю), а именно: гидроксильная
группа ОН, аминогруппа ΝΗ2 или N(CH3)2, метаксильная груп¬
па ОСН3 и др. Ауксохромные группы, во-первых, увеличивают
интенсивность избирательного поглощения лучей света, т. е. уси¬
ливают интенсивность цвета красящих веществ и, во-вторых,—
способность красителей окрашивать текстильные волокна. Та¬
ким образом, взаимодействие хромофорных и ауксохромных
групп и определяет, с одной стороны, оптические свойства краси¬
телей, с другой — способность красителя связываться с волок¬
ном — шерстью, шелком, целлюлозой.
Хромофорная теория О. Витта была дополнена хиноидной
теорией швейцарского химика М. Ниецкого и английского хими¬
ка Г. Амстронга (1888 г.), согласно которой все красящие ве¬
щества должны обладать хиноидным строением одного из фе-
нильных (бензольных) ядер красителя, например:
краситель основной яркозеленый
Раздел пятый. Печатные краски
263
Н Н
хиноидное кольцо, имеющееся в строении
молекулы красителя основного яркозеленого
Однако эти те'ории не отвечали на вопрос, почему у крася¬
щих веществ появляется та или иная окраска (тот или иной
цвет). Ответ на этот вопрос дает электронно-физическая теория
строения органических веществ, согласно которой подвижность
электронов в соединениях с двойными связями и особенно в со¬
пряженных системах, т. е. таких, у которых двойная связь чере¬
дуется с единичной С = С—С = С , ослаблена. Так, в мо¬
лекуле красителя связь части электронов (сопряженных
систем) с ядром ослаблена, вследствие чего энергии лучей види¬
мого света оказывается достаточно для перемещения этих элек¬
тронов на более высокий энергетический уровень, почему и мо¬
жет происходить поглощение лучей видимого света. Чем слабее
электроны связаны с ядром, тем меньшее количество энергии не¬
обходимо для их возбуждения, т. е. тем больше длина световой
волны, которую поглощает молекула красителя, и тем «глубже»
окраска красящего вещества.
Подводя итог сказанному, можно сделать вывод, что химиче¬
ская теория цветности, дополненная электронными представле¬
ниями, дает возможность объяснить причины возникновения ок¬
раски красящих веществ и их способности к избирательному по¬
глощению лучей света видимого солнечного спектра.
§ 81. КЛАССИФИКАЦИЯ ОРГАНИЧЕСКИХ КРАСЯЩИХ ВЕЩЕСТВ
Имеются две классификации огранических красящих веществ:
1) химическая, основанная на общности химического строения,
и 2) техническая, основанная на общности приемов применения.
По химической классификации органические красящие ве¬
щества разделяются на химические классы главным образом в
зависимости от строения хромофоров. Наиболее важны с точки
зрения изготовления печатных красок красящие вещества сле¬
дующих'классов:
1. Азокрасящие вещества
2. Трифенилметановые
3. Ксантеновые
4. Антрахиноновые
5. Азиновые
6. Фталоцианиновые
264
Полиграфические материалы
По технической классификации красители разделяются на
следующие группы, главным образом в зависимости от общности
приемов применения:
кислотные,
прямые,
протравные,
лаковые,
основные,
жировые, жирорастворимые и некоторые другие.
Кислотные красители имеют одну или несколько сульфогрупп,
обычно выпускаются в виде хорошо растворимых в воде натро¬
вых солей. Хорошо красят шерсть из кислого раствора. Способ¬
ны вступать в химическую реакцию с хлористым барием, хло¬
ристым кальцием и солями некоторых других металлов и обме¬
нивать атомы натрия сульфогрупп па атомы соответствующих
металлов с образованием нерастворимых в воде цветных осад¬
ков— лаков. Кислотные красители имеются почти во всех хими¬
ческих классах красящих веществ.
Прямые (субстантивные) красители принадлежат к классу
азокрасящих веществ; по химическому строению они мало чем
отличаются от кислотных азокрасителей, но имеют обычно более
сложную симметрически построенную молекулу, имеющую не¬
сколько азогрупп и сульфогрупп, например краситель прямой
чистоголубой. Прямые красители окрашивают растительное во¬
локно (хлопок) в нейтральном растворе, адсорбируясь на по¬
верхности этого волокна. Красочные лаки из прямых красителей
готовят по способу изготовления лаков из кислотных краси¬
телей.
Известен только один прямой краситель, не принадлежащий
к классу азокрасящих веществ, это краситель прямой бирюзовый
светопрочный, принадлежащий к классу фталоцианиновых кра¬
сящих веществ.
Лаковые красители — это те же кислотные красители, но со¬
держащие одну сульфоцруппу, расположенную обычно в непо¬
средственной близости к азогруппе (в орто-положении), и по
этой причине почти нерастворимые в воде, например краситель
лаковый красный Ж* В текстильной промышленности эти краси¬
тели не применяются, а идут в виде Ва- или Са-лаков для изго¬
товления печатных красок, карандашей и пр. Лаковые красители
имеются только в классе азокрасящих веществ.
Протравные красители получили свое название от способа
текстильного крашения растительных волоком с применением
металлических протрав (алюминиево-калиевые квасцы, хромо¬
вые соли и пр.), предварительно перед крашением закрепленных
на поверхности волокна. Наибольший практический интерес для
полиграфической промышленности имеет протравной антрахино-
Раздел пятый. Печатные краски
265
новый краситель ализарин, из которого готовится исключительно
светопрочный и прозрачный алюминиево-кальциевый лак, назы¬
ваемый крапп-лаком. Протравные красители относятся к типу
анионных красителей.
Основные красители — это катионные красители, для которых
характерно наличие аминогруппы в виде хлористоводородной
или другой соли, например основные трифенилметановые краси¬
тели. Применяются для крашения растительных волокон и шелка
с участием соответствующих осадителей в виде фосфорномо¬
либденовой или фосфорновольфрамовой кислот и других веществ
кислого характера, с которыми аминогруппы красителей всту¬
пают в химическое взаимодействие с образованием нераствори¬
мых цветных осадков. На таком же принципе основана перера¬
ботка основных красителей в лаки, используемые в качестве
пигментов в печатных красках.
Жирорастворимые и жировые красители — это основания не¬
которых основных азиновых (индулин) и трифенилметановых
красителей (основание основного фиолетового К и др.), приоб¬
ретающие яркие цвета при их растворении в жирных кислотах,
чаще всего в олеиновой.
§ 82. ЛАКООБРАЗОВАНИЕ
Лакообразование, как мы уже указывали, — это процесс хи¬
мического превращения водорастворимых красителей в нераст¬
воримое состояние—в осадок — с сохранением или улучше¬
нием свойственного им цвета и яркости; светопрочность многих
лаков значительно превосходит светопрочность красителей. Про¬
цессы лакообразования красителей характера кислот и характера
оснований протекают по-разному.
Процесс лакообразования красителей характера кислот (кис¬
лотные, прямые и лаковые) представляет собой химическое
взаимодействие красителя в виде натровой соли с хлористым
барием, хлористым кальцием и т. п. солью с образованием но¬
вой нерастворимой в воде соли красителя — лака, выпадающего
в осадок. Реакция лакообразования идет по схеме:
СНз ОН /S03 Na
I I /
CHi*—\ y>_N=N—+ BaCl2-
4
S03Na
кислотный алый
хлористый баоий
266
Полиграфические материалы
лак из красителя кислотного алого
S03+2 NaCl
хлористый натрий
ИЛИ
сн3
он
I
2С1
—/ft '''Ч -N=N—''Ч
>+ВаС1г—
I
S03Na
лаковый красный Ж хлористый барий
С1
СНз ОН
I J
_/ 4-N=N-4 Ч
so3
лак красный ЖБ
Ва + 2 NaCl
хлористый натрий
Процесс лакообразования красителей характера оснований
(основных) представляет собой химическое взаимодействие кра¬
сителя в виде хлористоводородной и т. п. соли с некоторыми
кислотами или органическими соединениями характера кислот
с образованием новой нерастворимой в воде соли красителя —
лака, выпадающего в осадок.
Красители характера оснований (основные) могут быть пе¬
реведены в лаки действием фосфорновольфрамовой H7[P(W207)6]
или фосфорномолибденовой Н7[Р (Мо207)6] кислоты. Эти ком¬
плексные кислоты являются четырехосновными, так как только
четыре атома водорода из семи способны замещаться атомами
металлов или соответствующими катионами.
Фосфорномолибденовая кислота дает яркие, но сравнительно
несветопрочные лаки, а фосфорновольфрамовая — очень свето¬
прочные, но менее яркие лаки. Поэтому на практике предпочи¬
тают пользоваться для лакообразования комплексной фосфорно¬
вольфрамовомолибденовой кислотой H7[P(W207)4(Mo207)2], поз-
Раздел пятый. Печатные краски
267
воляющей получить очень яркие и вполне светопрочные лаки.
Реакция лакообразования выполняется по схеме:
(C2H5)2N-<^ ^>-с =</ \
= А =
+
= N(C2H5)a
С1+
%/
основной яркозеленый
+ H7[P(W207)4(Me207)2 ] ►
фосфорновольфрамовомолибденовая кислота
(C2H5)2N
_/ S_c -/
\=/ ; \
/\
=/
\ +
(С2Н5)2
лак основной зеленый
4—
•H3[P(W207)4 (Mo207)2] +4НС1
соляная кислота
Фосфорновольфрамовая и фосфорномолибденовая кислоты
очень дороги и дефицитны, так как содержат в своем составе
редкие металлы вольфрам и молибден, необходимые нашей стра¬
не для изготовления высокопрочных и жароустойчивых сталей.
Поэтому разработаны способы изготовления лаков из основных
красителей в виде ферроцианидных комплексных соединений с
одновалентной медью. Такие лаки, выпускаемые Первым заво¬
дом полиграфических красок под соответствующими торговыми
номерами, имеют вполне удовлетворительные печатные свойст¬
ва, но несколько уступают лакам основным по яркости и свето¬
прочное™.
Процесс лакообразования красителей характера кислот
(кислотные и прямые красители) производится осаждением кра¬
сителя на поверхности наполнителя (субстрата), т. е. на поверх¬
ности частичек гидрата окиси алюминия или смеси гидрата оки¬
си алюминия и сернокислого бария, действием хлористого бария
или хлористого кальция. В зависимости от выбора наполнителя
(субстрата) несколько меняется и технология лакообразования.
Так, в первом случае из соды и алюминиево-калиевых квасцов
268
Полиграфические материалы
готовят гидрат окиси алюминия и промывают его декантацией
от побочных продуктов реакции, главным образом от сернокис¬
лого натрия. Затем к водной суспензии свежеосажденного гидра¬
та окиси алюминия приливают раствор красителя и производят
лакообразование красителя на поверхности наполнителя дейст¬
вием раствора хлористого бария и т. п. соли. Образовавшийся
лак отмывают от водорастворимых солей декантацией, фильтру¬
ют посредством рамного фильтра-пресса, сушат и размалывают.
Во втором случае также готовят наполнитель в виде гидрата
окиси алюминия, затем в реакционный чан приливают раствор
красителя и, наконец, раствор хлористого бария, производя та¬
ким образом одновременно и образование сернокислого бария —
второго компонента наполнителя — и процесс лакообразования
красителя (процесс перевода красителя в лак).
Процесс лакообразования лаковых труднорастворимых кра¬
сителей, также имеющих характер кислот, выполняется без учас¬
тия наполнителя. Лаковый краситель хорошо взмучивают в во¬
де и переводят его в лак действием хлористого бария, хлористо¬
го кальция и т. п. соли. Иногда в уже готовый лак из лакового
красителя вводится некоторое количество свежеосажденного
наполнителя; основное же количество наполнителя вводится в
процессе изготовления печатных красок.
Наполнители (субстраты) существенно влияют на свойства
лака. Так, печатные свойства лака, его степень дисперсности,
прозрачность всецело зависят от выбора того или иного напол¬
нителя. Из большого числа наполнителей для изготовления пе¬
чатных красок наиболее удачными оказались гидрат окиси алю¬
миния и сернокислый барий; иногда в качестве наполнителя ис¬
пользуется окись цинка, в этом случае получаются более крою¬
щие и несколько более яркие красочные лаки.
Основные красители переводятся в лаки обычно без участия
наполнителей (субстратов), действием на раствор основного
красителя фосфорновольфрамовомолибденовой кислоты (или,
как ее иначе называют, гетерополикислотой). Полученный кра¬
сочный лак промывают декантацией, фильтруют, сушат и раз¬
малывают. Получаются очень интенсивные, светопрочные и очень
прозрачные лаки, называемые лаками основными. Наполнитель
вводится обычно в процессе изготовления тертых печатных кра¬
сок. Некоторое количество наполнителя полезно вводить в со¬
став лака после его образования, перед промывкой и фильтра¬
цией. В этом случае в реакционный чан с свежеосажденным ла¬
ком основным вводится соответствующее количество алюминие¬
во-калиевых квасцов и соды или хлористого бария и сернокисло¬
го натрия. Введение небольших количеств наполнителя положи¬
тельно сказывается на свойствах лака, сохраняя его дисперс¬
ность и придавая способность легко и быстро перетираться на
Таблица 18
Свойства важнейших полиграфических пигментов и лаков
Наименование пигмента или лака
Прочности пигментов и лаков к
свету
воде
щелочи |
кислоте
спирту
Пигменты
Пигмент алый Н
5
5
4
5
2
Пигмент оранжевый прочный ....
5
5
4
5
3
Пигмент алый Ж
5
5
4
5
3
Пигмент желтый светопрочный . . .
5
5
5
5
4
Пигмент желтый светопрочный 23 . .
5
5
5
5
4
Пигмент желтый 4К
5
5
5
5
4
Пигмент оранжевый 4Ж
5
5
5
5
4
Пигмент желтый прозрачный К . . .
5
5
5
5
5
Пигмент желтый прозрачный О . . .
5
5
5
5
5
Пигмент оранжевый Ж
5
5
5
5
3
Пигмент алый 2С
4
5
4
5
2
Пигмент розовый Ж
5
5
5
5
3
Пигмент бордо К
4
5
4
5
2
Пигмент ярко-красный 4Ж
5
5
4
5
3
Пигмент розовый антрахиноновый . .
5
5
5
5
4
Пигмент желтый антрахиноновый . .
5
5
5
5
4
Пигмент синий антрахиноновый . . .
5
5
5
5
5
Пигмент синий трифенилметановый .
3
5
5
5
2
Пигмент зеленовато-голубой фтало-
цианиновый
5
5
5
5
5
Пигмент голубой фталоцианиновый .
5
5
5
5
5
Пигмент зеленый фталоцианиновый .
Лаки
5
5
5
5
4
5
Лак красный ЖБ
2-3
4
4
4
3
Лак красный СБК , . .
3
3
3
4
2
Лак рубиновый СК
2—3
4
2
1
3
Лак рубиновый ЖК
3
4
2
1
3
Лак алый С
3
4
1
1
3
Крапп-лак
5
5
3
4
5
Лак основной зеленый
4
5
4
4
1
Лак основной фиолетовый К . . . .
5—4
5
3
4
1
Лак основной синий К
4—5
5
3
3
1
Лак основной голубой 3
5
5
3
4
1
Лак основной красный
5—4
4
3
4
1
Лак основной розовый
5—4
4
3
4
1
Лак синий
4
5
3
3
3
Лак бирюзовый светопрочный ....
4
3
3
5
4
Примечание. Цифры прочностей показывают: 5—высшая; отличная;
4—хорошая; 3—средняя; 2—слабая; 1—плохая.
270
Полиграфические материалы
краскотерочных машинах с олифой. Частички наполнителя пре¬
пятствуют агрегированию лака в процессах фильтрации и сушки,
т. е. сохраняют его первоначальную степень дисперсности.
В задачу настоящего учебника не входит описание свойств
всех органических пигментов, лаков и красителей, применяемых
для изготовления печатных красок. Поэтому в § 83—88 даются
необходимые сведение только о главных из них, наиболее упо¬
требительных в промышленности печатных красок. В табл. 18
(на стр. 269) указываются показатели устойчивости органических
пигментов и лаков к действию света, воды и прочих реагентов, с
которыми печатные краски встречаются в технологическом про¬
цессе печатания или при использовании печатной продукции
(изданий). Прочности пигментов и лаков по отношению к раз¬
личным реагентам (воздействиям) указаны в таблице по пяти¬
балльной шкале, согласно которой балл 5 показывает высшую
прочность, например высшую светопрочность, балл 4 — хорошую,
балл 3 — среднюю, балл 2 — плохую и бал 1 — низшую.
Класс азокрасящих веществ — один из наиболее обширных и
важных для изготовления печатных красок — характеризуется
наличием в структуре молекул этих веществ в качестве хромо¬
форма одндй или нескольких азогрупп —Ν = Ν—.
Азокрасящие вещества получаются почти исключительно пу¬
тем диазотирования первичных аминов (или диазосоставляю¬
щих) и последующего взаимодействия полученных диазосоеди¬
нений с ароматическими окси- и аминопроизводными (или азо¬
составляющими) .
В качестве диазосоставляющих (аминов) применяются нит¬
роанилин, хлоранилин и динитроанилин, хлорнитроанилин, нит-
ротолуидин и другие.
В качестве азосоставляющих чаще всего применяют: бета-
нафтол, анилиды ацетоуксусной кислоты, арилиды бетаоксинаф-
тойной кислоты (азотолы), производные пиразолонов и другие.
Рассмотрение класса азокрасящих веществ мы начнем с азо-
пишентов, как важнейших для изготовления печатных красок.
Пигмент алый Н, получаемый из метанитропаратолуидина и
бетанафтола, имеет следующее строение:
§ 83. АЗОКРАСЯЩИЕ ВЕЩЕСТВА
ОН
Раздел пятый. Печатные краски
271
Пигмент алый Н—дешевый желтовато-красный пигмент уни¬
версального применения, отличной светопрочности, хорошей во-
допрочности, хорошей щелочепрочности и кислотопрочности;
имеет ограниченную прочность к органическим растворителям
(спирту, толуолу). Образует полукроющие краски. Пигмент алый
Н по цвету приближается к лаку красному ЖБ, несколько
уступая ему по чистоте и яркости, но значительно превосходя по
светопрочности. Краски, в состав которых входит пигмент
алый Н, устойчивы при хранении и не желатинируются. Пигмент
алый Н часто применяется для изготовления смесевых коричне¬
вых и других красок различного назначения.
Пигмент оранжевый прочный получается из динитроанилина
и бетанафтола, имеет следующее строение:
Пигмент оранжевый прочный имеет интенсивный красновато¬
оранжевый цвет и отличную светопрочность, водопрочность, кис-
лото- и щелочепрочность. Дешевый пигмент универсального
применения. Применяется для изготовления оранжевых типо¬
графских, офсетных и других оранжевых и смесевых красок, в
том числе и коричневых. По чистоте и яркости цвета несколько
уступает пигменту оранжевому Ж.
Наличие в молекуле пигмента двух нитрогрупп делает его
огнеопасным при размоле, поэтому пигмент оранжевый прочный
вырабатывается с наполнителем (70% пигмента и 30% напол¬
нителя) или в виде влажной пасты.
Пигмент алый Ж получается из нитрохлортолуидина и бета-
пафтола:
Пигмент алый Ж имеет ярко оранжево-красный цвет, по
яркости и чистоте не уступает лаку красному ЖБ, но по цвету
гораздо более оранжеватый. Пигмент имеет отличную светопроч-
пость, водопрочность, щелоче- и кислотопрочность, ограниченно
ОН
Ο2Ν ^ М—\Т Ч
ОН
Ο2Ν-
272
Полиграфические материалы
прочен к органическим растворителям (спирт, толуол). Приме¬
няется для изготовления типографских, офсетных и многих дру¬
гих красок. Особенно рекомендуется для плакатных работ и для
печатания обложек. Применяется в красках для печатания на
жести, так как не изменяет цвета при нагревании выше 110°.
Пигмент желтый светопрочный получается из нитротолуиди-
на и анилида ацетоуксусной кислоты.
Пигмент желтый светопрочный имеет чисто-желтый цвет, от¬
личную светопрочность и водопрочность, а также щелоче- и ки-
слотопрочность, хорошую прочность к спирту, плохую — к толуо¬
лу. Пигмент универсального применения, хорошо перетирается
на краскотерочной машине с олифой. Краски из пигмента желто¬
го светопрочного имеют хорошие печатные свойства. Приме¬
няется для изготовления всех видов красок; особенно рекомен¬
дуется для применения в красках для трех- и четырехкрасочного
печатания и в красках для печати на жести.
Пигмент желтый светопрочный 23 получается из хлорнитро-
анилина и хлоранилида ацетоуксусной кислоты.
Пигмент желтый светопрочный 23 имеет чистый лимонно¬
желтый цвет. Других органических желтых пигментов более
лимонного оттенка еще не известно. Пигмент имеет отличную
светопрочность, водопрочность. По всем другим свойствам подо¬
бен пигменту желтому светопрочному, но уступает последнему
по печатным свойствам. Пигмент универсального применения;
особую ценность имеет в красках для трех- и четырехкрасочного
печатания, так как по спектральной характеристике очень бли¬
зок к т. н. идеальной желтой краске А. Гюбля. Рекомендуется в
красках для печатания на жести, так как устойчив к нагреву.
Пигмент ярко-красный 4Ж получают из дихлоранилина и азо-
тола ОА.
Один из наиболее ярких и светопрочных оранжево-красных
пигментов, по цвету очень близких к лаку красному ЖБ. Печат¬
ные свойства хорошие. Имеет хорошую щелоче- и кислотопроч-
СО-СНз
СО-СНз
Раздел пятый. Печатные краски
273
масть, но слабую спиртопрочность. Применяется для всех видов
печатных красок. Во всех случаях заменяет красную краску из
лака красного ЖБ, особенно в офсетной печати, где для плакат¬
ных работ требуется светопрочная краска ярко-красного цвета.
Лак красный ЖБ — это бариевая соль красителя лаковый
красный Ж (строение и способ получения лака красного ЖБ
были даны в § 82).
Имеет пока еще непревзойденный по красоте и яркости жел¬
товато-красный цвет, но слабую светопрочность. По этой причи¬
не красками из лака красного ЖБ производят печать титульных
листов и других элементов внутреннего оформления книг и
журналов, а также плакатов, не рассчитанных на длительное
освещение. Лак красный ЖБ представляет собой типичный лю¬
минофор, т. е. вещество, светящееся под действием ультрафиоле¬
тового облучения, что и является причиной яркости цвета.
Учитывая слабую светопрочность лака красного ЖБ, реко¬
мендуется во всех случаях, когда от печатной продукции тре¬
буется наивысшая светопрочность, применять краски, изготов¬
ленные из аналогичного по цвету пигмента ярко-красного 4Ж,
пигмента алого 2С или, в крайнем случае, из пигмента алого Н.
Лак красный СБ — бариевый лак красителя лаковый крас¬
ный С.
Лак красный СК — кальциевый лак красителя лаковый крас¬
ный С.
Лак красный СБК — смесь бариевой с небольшим количест¬
вом кальциевой соли красителя лаковый красный С.
Все эти лаки на основе красителя лакового красного С мало
чем отличаются друг от друга по колористическим и по печат¬
ным свойствам и по светопрочности. По этой причине практи¬
ческое применение нашел только один из этих лаков, а именно
лак красный СБК, который имеет синевато-красный цвет и по¬
средственную, среднюю светопрочность. Из лака красного СБК
готовят синевато-красные печатные краски рядового назначения.
Лак рубиновый СК — кальциевая соль лакового красителя,
получаемого сочетанием молекулы диазотированной толуидин-
сульфокислоты с молекулой бетаоксинафтойной кислоты.
Лак рубиновый СК по цвету и прозрачности является одним
из лучших лаков для изготовления красок для трех- и четырех¬
красочного печатания. Однако применению лака рубинового СК
в качестве самостоятельного пигмента для этой цели препятству¬
ет его очень ограниченная (посредственная) светопрочность. По
этой причине лак рубиновый СК применяется в красках для
трех- и четырехкрасочного печатания только как подцветка лака
основного розового. Печатные свойства красок из лака рубиново¬
го СК хорошие. Особенно хорошо проявляет себя лак рубино¬
вый СК в красках для глубокой печати, придавая последним
19 Заказ № 443
274
Полиграфические материалы
превосходные печатные свойства и стабильность при хранении.
Типографские краски из лака рубинового СК имеют глянцеви¬
тость на оттисках. Высыхание типографских и офсетных красок
из лака рубинового СК хорошие.
Лак алый С — бариевый лак кислотного красителя, получае¬
мого из аминобензолкарбоновой кислоты (антраниловой кисло¬
ты) и нафтолдисульфокислоты. Краситель осаждается хлористым
барием на наполнителе из гидрата окиси алюминия в присутст¬
вии сульфированного касторового масла (диспергатор) и окиси
цинка.
Лак алый С имеет цвет, подобный цвету пигмента розово¬
го Ж, и крапп-лака, т. е. наиболее желательный для применения
в красках для трех- и четырехкрасочного печатания. Но ограни¬
ченная светопрочность лака красного С не позволяет применять
его для этой цели, несмотря на высокую прозрачность и хоро¬
шие печатные свойства. Лак алый С теперь идет для изготовле¬
ния рядовых красных типографских красок и красок глубокой
печати.
В связи с большой склонностью лака алого С к распылению
целесообразно его применение в немолотом, дробленом виде или
в виде водной пасты; последняя перерабатывается в печатные
краски методом отбивки воды.
§ 84. ТРИФЕНИЛМЕТАНОВЫЕ КРАСЯЩИЕ ВЕЩЕСТВА
Трифенилметановые красящие вещества можно рассматри¬
вать как производные трифенилметана.
Хромофором трифенилметановых красителей является хи-
ноидная группировка атомов:
Н
%/
трифенилметан
н н
£=С
Н Н
Раздел пятый. Печатные краски
275
Ауксохромами могут быть аминогруппы, замещенные амино¬
группы и оксигруппы. Трифенилметановые красители могут быть
основными и кислотными.
(C2H5)2N
с =<
= N (С2Н5)2
сТ
(С2Н5)2 N
Л/
краситель основной яркозеленый
S-c =< ' жс.н,),
Х=/АХ=/ 1
// \ S02—о
so3H
краситель кислотный яркоголубой 3
Основные трифенилметановые красители с фосфорноволь-
фрамовомолибденовой кислотой образуют чрезвычайно интен¬
сивные и очень прозрачные лаки, устойчивые к действию света
и всем другим реагентам, кроме спирта. Поэтому краски из ла¬
ков основных непригодны для печати в тех случаях, когда оттис¬
ки должны быть отлакированы спиртовыми лаками. Кроме то¬
го, лаки основные, особенно лак основной зеленый и лак основ¬
ной фиолетовый, сильно замедляют высыхание красок, затертых
на льняной и т. п. высыхающей олифе. Способы изготовления
лаков основных действием фосфорновольфрамовомолибденовой
кислотой были рассмотрены ранее в § 82.
Кислотные трифенилметановые красители образуют очень
яркие и интенсивные красочные лаки, но последние из-за слабой
светопрочности для изготовления печатных красок не применя¬
ются.
Лак основной зеленый — комплексная соль красителя основ¬
ного ярко-зеленого с фосфорновольфрамовомолибденовой кисло¬
той. Строение и способ его изготовления даны на стр. 267 в §82.
Лак основной зеленый идет для изготовления зеленых печат¬
ных красок, например зеленой краски № 416, и других. Лак ос¬
новной зеленый имеет тот существенный недостаток, что сильно
замедляет высыхание красок.
Вследствие дефицитности вольфрама и молибдена И. С. Вас¬
серманом и М. В. Беляевой был разработан способ изготовления
лаков основных — заменителей — осаждением основных красите-
19*
276
Полиграфические материалы
лей в виде ферроцианидного комплекса с одновалентной медью.
Таким способом,-например, из красителя основного ярко-зелено¬
го готовится на Первом заводе полиграфических красок лак ос¬
новной зеленый № 436.
Лак основной синий К — комплексная соль красителя основ¬
ного синего К с фосфорновольфрамовомолибденовой кислотой.
Применяется для изготовления интенсивно-синих печатных кра¬
сок, например синей краски № 311, а также для интенсификации
черных типографских и офсетных иллюстрационных красок.
Лак основной фиолетовый К — комплексная соль красителя
основного фиолетового К с фосфорновольфрамовомолибденовой
кислотой.
Лак основной фиолетовый № 703 изготовляется осаждением
красителя основного фиолетового К в виде ферроцианидного
комплекса с одновалентной медью и является заменителем лака
основного фиолетового К.
Лак основной фиолетовый К применяется для изготовления
синевато-фиолетовых красок, а также в качестве одной из наи¬
более интенсивных подцветок черных печатных красок. Лак ос¬
новной фиолетовый № 703 применяется главным образом в ка¬
честве подцветки черных печатных красок. Имеет тот недоста¬
ток, как и все другие лаки основные, что сильно замедляет высы¬
хание типографских и офсетных красок.
При действии на основные трифенилметановые красители
щелочей получаются основания основных красителей, например:
(CH3)2N-
+NaOH
X/
СН-СНз
основной фиолетовый К
он
NaC
+ Na Cl
основание основного фиолетового К
Раздел пятый. Печатные краски
277
Основания основных красителей хорошо растворяются в
жирных кислотах, например в олеиновой, и образуют жирнокис¬
лые соли красителя, хорошо растворимые при наличии избытка
свободной жирной кислоты в маслах; сами по себе жирнокислые
соли оснований основных красителей в маслах не растворяются.
Основания основных красителей применяются для подцветки
черных печатных красок и для изготовления двуто-новых иллю¬
страционных красок.
Ксантеновые красящие вещества являются трифенилметано-
выми красителями с ксантеновой структурой (конфигурацией);
таким образом, они принадлежат к классу трифенилметановых
красящих веществ.
Ксантеновые яркие розовый и красный основные красители
родамин Ж и родамин С идут для изготовления лака основного
розового и лака основного красного.
Лак основной розовый—комплексная соль основного краси¬
теля родамина Ж и фосфорновольфрамовомолибденовой кйсло-
ты — имеет ярко-розовый цвет, напоминающий цвет лепестков,
розы. Представляет большой интерес для полиграфической про¬
мышленности, так как применяется для изготовления пурпурных
красок для трех- и четырехкрасочного печатания. Имеет очень
хорошую светопрочность и другие прочности, кроме спиртопроч-
пости. Поэтому краски из лака основного розового непригодны в
тех случаях, когда оттиски должны лакироваться спиртовыми ла¬
ками. Краски из лака основного розового прозрачны.
-c2h5-hn о nh.c2h5-
§ 85. КСАНТЕНОВЫЕ КРАСЯЩИЕ ВЕЩЕСТВА
ксантен
/\
‘-СОО-С2Н5
лак основной розовый
278
Полиграфические материалы
Лак основной красный — комплексная соль основного краси¬
теля родамина С и фосфорновольфрамовомолибденовой кисло¬
той — имеет красновато-фиолетовый цвет, по свойствам подобен
лаку основному розовому, применяется главным образом в кар¬
тографических красках.
§ 86. АНТРАХИНОНОВЫЕ КРАСЯЩИЕ ВЕЩЕСТВА
Антрахиноновые красящие вещества являются производными
антрахинона (дифенилендикетона) СнНвОг.
О
II
с
с
I'
О
антрахинон (дифенилендикетон)
Две карбонильные группы ^С = 0 являются хромофором
антрахиноновых красящих веществ.
Антрахиноновые красящие вещества включают пигменты и
красители, последние могут быть кислотными и протравными.
Кислотные антрахиноновые красители характерны наличием в
молекуле одной или нескольких сульфогрупп. Протравные кра¬
сители имеют две оксигруппы (гидроксильные группы) обяза¬
тельно в положении 1,2.
Для изготовления печатных красок применяют пигмент ро¬
зовый антрахиноновый, пигмент желтый антрахиноновый и
крапп-лак.
Пигмент розовый антрахиноновый имеет следующее строение:
О
II ОН
С I
У\А/
II ΝΗ · СО-
о
пигмент розовый антрахиноновый
Раздел пятый. Печатные краски
270
Пигмент розовый антрахиноновый по цвету приближается к
лаку основному розовому, имеет отличные прочности к свету и к
воде, образует прозрачные краски и применяется главным обра¬
зом в красках для трех- и четырехкрасочного печатания. Спирто-
ирочность пигмента удовлетворительная.
Пигмент желтый антрахиноновый по цвету и остальным свой¬
ствам подобен пигменту желтому светопрочному из класса азо¬
красящих веществ. Область применения пигмента желтого ант-
рахинонового из-за высокой стоимости ограничивается обычно
желтыми красками для трех- и четырехкрасочного печатания.
Крапп-лак изготавливается из антрахинонового протравного
красителя ализарина красного.
Ализарин красный, или диоксиантрахинон, — протравной кра¬
ситель антрахинонового ряда — порошок красновато-коричне¬
вого цвета, нерастворимый в воде, но растворяющийся в водных
растворах щелочей.
Крапп-лак — это алюминиево-кальциевый лак красителя али¬
зарина красного в виде комплекса, содержащего четыре моле¬
кулы красителя с тремя атомами кальция, двумя атомами алю¬
миния и некоторым количеством воды, на наполнителе из гидра¬
та окиси алюминия и фосфорнокислых солей алюминия. Про¬
травной краситель ализарин красный переводится в лак действи¬
ем хлористого кальция и алюминиево-калиевых квасцов. Полная
красящая сила крапп-лака выявляется только после его четырех¬
часового кипячения в реакционном чану, а лучше — в автокла¬
ве при температуре 130° и давлении 3—5 ат.
Крапп-лак по цвету напоминает лак алый С. Имеет отличные
прочности к свету, воде и спирту. Образует прозрачные краски.
Все это делает крапп-лак очень ценным для изготовления красок
для трех- и четырехкрасочного печатания, особенно в том случае,
когда оттиски должны быть отлакированы.
I!
О
ализарин красный,
1,2—диоксиантрахинон
280
Полиграфические материалы
§ 87. АЗИНОВЫЕ КРАСЯЩИЕ ВЕЩЕСТВА
Азиновые красящие вещества принадлежат к классу азино-
вых органических соединений. Азины—это шестичленные циклы,
содержащие, кроме атомов углерода, два атома других элемен¬
тов, из которых, по крайней мере, один является атомом азота.
Эти шестичленные циклы могут быть соединены с бензольными
ядрами, например:
/\
нс сн
нс сн
X/
пиразин
н
1
н
1
н
|
УЧ/Ч/Ч
нс с с сн
/Ч
НС сн
нс с с сн
Χ/Χ/Χ/
I 1
НС сн
X/
1
н
1
н
феназин
тиазин
н
I
н н
| J
уСч
/ \
НС (
/Ч/Ч
: с сн
нс с
X/'
|
: с сн
х/х/
1
1
н
1
н
фентиазин
Азиновые красящие вещества можно рассматривать как про¬
изводные этих азиновых соединений. Из числа азиновых крася¬
щих веществ наиболее важным для изготовления печатных кра¬
сок является индулин жировой.
Индулин жировой — по внешнему виду темно-коричневый по¬
рошок, нерастворимый в воде, но растворяющийся в жирных кис¬
лотах, например в олеиновой. В индулине жировом преимущест¬
венно находится основание основного тиазинового красителя сле¬
дующего строения:
Раздел пятый. Печатные краски
281
основание красителя индулина,
или индулин жировой
Индулин жировой, являясь основанием красителя, взаимодей¬
ствует с олеиновой кислотой, образуя интенсивно-синий краси¬
тель в виде олеиновокислой соли, растворимый в избытке жир¬
ной кислоты, и после этого — в нейтральном масле.
<=>-т\/\/Ч/ч/ш-0
+ С1,НззСООН
Г~'ν_ΗΝ/'4/\Ν/'4/%ΝΗ-/_Λ
\=/ ,1 I \=/
/\ он
■Ч/
основание индулина, индулин жировой
олеиновая кислота
ΟλαλαλΟ
w Λ w
СкНззСОО- +
+н2о
олеиновокислая соль индулина, вода
растворимая в избытке кислоты
Если на основание красителя подействовать соляной кисло¬
той, то образуется краситель в виде хлористоводородной соли —
индулин спиртовой,— растворимый в спирте и нерастворимый в
18 Заказ № 443
282
Полиграфические материалы
воде. Сульфированием индулина спиртового получают раство¬
римый в воде краситель—индулин водорастворимый.
Раствор индулина в олеиновой кислоте применяется в качест¬
ве интенсификатора — подцветки черных печатных красок, в осо¬
бенности газетных и других ротационных типографских.
Растворение индулина выполняют в технической олеиновой
кислоте. Основание красителя засыпают небольшими порциями
в олеиновую кислоту, нагретую до 95—100°, при непрерывном
перемешивании. На 1 весовую часть индулина (в пересчете на
абсолютно сухой) берут 1,25—1,50 весовых частей олеиновой кис¬
лоты. После взаимодействия олеиновой кислоты с основанием
индулина, т. е. после полного растворения индулина в олеиновой
кислоте, массу разжижают 0,75 весовыми частями индустриаль¬
ного масла 45 (машинным маслом С).
Избыток олеиновой кислоты по сравнению с расчетным ее
количеством (по расчету на 1 весовую часть индулина-основания
требуется 0,53 весовой части олеиновой кислоты) необходим для
сообщения олеату индулина совместимости с нефтяными масла¬
ми (олеат индулина — твердое вещество, нерастворимое в неф¬
тяных маслах), для стабилизации раствора индулина в системе
печатной краски и для придания краске хороших печатных
свойств. Кроме того, избыток олеиновой кислоты облегчает про¬
цесс растворения индулина-основания в олеиновой кислоте.
§ 88. ФТАЛОЦИАНИНОВЫЕ КРАСЯЩИЕ ВЕЩЕСТВА
Производство фталоцианиновых красящих веществ было ор¬
ганизовано сравнительно недавно. Первый представитель фтало-
цианина — медная соль фталоцианина — был открыт случайно
в 1928 г. в Шотландии; строение и способ образования фтало¬
цианина установлены английским ученым Р. Линстедом в 1934 г.
Молекулы фталоцианиновых красящих веществ содержат
сложный хромофор в виде замкнутого шестнадцатичленного
цикла, состоящего из 8 атомов азота и 8 атомов углерода:
N
Ν—Сч
Ч
ч /
Ν—С
N
/%/Ч
хромофор фталоцианиновых красящих веществ
Раздел пятый. Печатные краски
283
Важнейшим представителем фталоцианиновых пигментов
является фталоцианин, выпускаемый промышленностью под наз¬
ванием пигмента зеленовато-голубого фталоцианиновогд.
/Ч /Νχ /\
\АС jj\/
I I I
С ΝΗ N С
Ν.
4ν
ΗΝ-
~Ч/СЧ ||
\/ Ν ч/
фталоцианин, или пигмент зеленовато-голубой фталоцианиновый
Пигмент зеленовато-голубой фталоцианиновый имеет чисто
голубой цвет (бирюзовый), настолько интенсивный, что его пол¬
ные колористические свойства выявляются уже при содержании
5—6% в печатной краске (остальное—наполнители и связую¬
щее вещество); дальнейшее повышение концентрации пигмента
в краске порождает понижение яркости и чистоты цвета оттис¬
ков. Светопрочность, водопрочность, спиртопрочность и все ос¬
тальные прочности у пигмента зеленовато-голубого отличные, так
же как и термопрочность.
Таким образом, пигмент зеленовато-голубой фталоцианино¬
вый является превосходным пигментом, применяемым прежде
всего в красках для трех- и четырехкрасочного печатания, для
изготовления которых он является пока незаменимым.
Все остальные фталоцианиновые красящие вещества, приме¬
няемые для полиграфических красок, можно рассматривать как
замещенные фталоцианина. Так, пигмент голубой фталоциани¬
новый является комплексным соединением фталоцианина с
медью.
Пигмент голубой фталоцианиновый имеет чисто синий цвет,
по остальным свойствам подобен уже рассмотренному ранее пиг¬
менту зеленовато-голубому фталоцианиновому. Применяется
для изготовления всех видов печатных красок и прежде всего
для трех- и четырехкрасочного печатания (Структурную форму¬
лу см. стр. 284.)
18*
284
Полиграфические материалы
/Ч
\/
/X
—С Ο¬
Ν
С N N С
/ \ ^ Чх
Си /
C=N ^ 4n с
/усх/С.
Чх
медный комплекс фталоцианина—пигмент голубой фталоцианиновый
Пигмент зеленый фталоцианиновый получают хлорированием
медного комплекса фталоцианина. При хлорировании происхо¬
дит замещение атомов водорода в молекуле фталоцианина меди
атомами хлора. Интенсивный и чистый зеленый цвет пигмента
зеленого фталоцианинового обусловливается наличием в нем
15—16 атомов хлора.
Пигмент зеленый фталоцианиновый — интенсивный зеленый
светопрочный пигмент, прочный ко всем другим реагентам, при¬
меняется для изготовления зеленых типографских и офсетных
красок.
Лак бирюзовый светопрочный — бариевая соль красителя
прямого бирюзового светопрочного, осажденного на гидрате
окиси алюминия.
Краситель прямой бирюзовый светопрочный получается об¬
работкой (сульфированием) фталоцианина меди серной кис¬
лотой. Наибольшая интенсивность и хорошая растворимость в
воде достигаются .при введении в молекулу красителя двух суль-
фогрупп — S03H взамен двух атомов водорода фталоциани¬
на меди.
Основное достоинство лака бирюзового светопрочного со¬
стоит в том, что он имеет исключительно чистый, красивый би¬
рюзовый цвет, хорошую прозрачность и светопрочность. Недо¬
статки — не вполне удовлетворительная водопрочносгь и посред¬
ственные печатные свойства, особенно в офсетной печати. По
этим причинам теперь лак бирюзовый светопрочный заменяется
пигментом зеленовато-голубым фталоцианиновым, имеющим
аналогичный цвет. Тем не менее лак бирюзовый светопрочный
все еще находит некоторое применение для изготовления печат¬
ных красок из-за красивого чистого бирюзового цвета со слегка
зеленоватым оттенком.
Раздел пятый. Печатные краски
285
СВЯЗУЮЩИЕ ВЕЩЕСТВА — ПЕЧАТНЫЕ ОЛИФЫ,
ЛЕТУЧИЕ ЛАКИ И СИККАТИВЫ
§ 89. КЛАССИФИКАЦИЯ СВЯЗУЮЩИХ ВЕЩЕСТВ
В зависимости от химического состава и технических свойств
связующие вещества печатных красок разделяются на четыре
класса:
I. Натуральные олифы из растительных масел.
II. Синтетические олифы.
III. Композиционные (или «искусственные») олифы:
а) высыхающие, т. е. образующие нелипкие пленки на
невпитывающих поверхностях (стекло, металл);
б) невысыхающие, т. е. не образующие нелипких пленок
на невпитывающих поверхностях, так называемые «фцр-
нисы».
IV. Лаки на основе синтетических или природных смол и ле¬
тучих органических растворителей.
Связующие вещества всех перечисленных классов являются
пленкообразующими, так как позволяют получить печатные
краски, которые при нанесении их процессом печатания тонким
слоем на бумагу образуют нелипкие пленки, прочно закрепляю¬
щие пигменты на поверхности бумаги. Однако механизм обра¬
зования пленок и их свойства у красок на разных по составу
связующих веществах различны. Так, краски на натуральных и
синтетических олифах образуют пленки преимущественно вслед¬
ствие процессов окислительной полимеризации под влиянием
кислорода воздуха. Краски из лаков на основе летучих органи¬
ческих растворителей образуют смоляные пленки после испаре¬
ния из краски растворителя.
Композиционные, не высыхающие на невпитывающей по¬
верхности связующие вещества («фирнисы») в случае их приме¬
нения для изготовления печатных красок также являются плен¬
кообразующими; они образуют на поверхности бумаги доста¬
точно прочные несмазывающиеся пленки вследствие утоньшения
слоя краски на бумаге и слипания, соединения между собой
сольватных (защитных) оболочек, окружающих пигменты, что
приводит к образованию непрерывной прочной необратимой коа¬
гуляционной структуры (подробнее см. § 106). Композиционные
высыхающие олифы могут образовывать пленки красок в резуль¬
тате избирательного впитывания связующего вещества, окисли¬
тельной полимеризации, а также испарения некоторой части мед¬
ленно летучего органического растворителя типа керосина; в за¬
висимости от состава композиционной олифы преобладает тот
или иной процесс формирования красочной пленки. Таким обра¬
286
Полиграфические материалы
зом, общепринятое разделение связующих веществ на пленкооб¬
разующие, т. е. способные образовывать пленки, и непленкооб¬
разующие, т. е. неспособные образовывать такие пленки, или
впитывающиеся, является устаревшим. Что касается разделения
связующих веществ на «высыхающие» и «впитывающиеся», то
оно справедливо только для олиф и красок как таковых, напри¬
мер нанесенных в тонком слое на невпитывающую поверхность
(на стекло), но ни в коем случае не на бумагу, так как на бумаге
(в этом случае) краски из невысыхающих олиф также образуют
пленку, т. е. высыхают.
Связующее вещество для печатных красок должно быть лип¬
ким; так как на свойстве прилипания краски к поверхности ва¬
ликов, печатной форме и к поверхности бумаги основывается
процесс печатания. Если связующее вещество, а следовательно
и краска, не будет иметь нужной липкости, то процесс печатания
вообще станет невозможен: краска будет неподвижно находиться
в красочном ящике («кипсейке») печатной машины, красочные
валики не будут принимать нужного количества краски, а краска
будет скользить по поверхности валиков наподобие смазки и
валики не будут накатывать печатную форму.
Связующее вещество должно быть достаточно густым, вяз¬
ким, потому что в противном случае оно будет настолько быстро
и интенсивно впитываться в бумагу, что пигмент останется на
поверхности оттиска без достаточного, количества связующего
вещества, необходимого для его прочного и полного закрепления.
Кроме того, в этом случае возможно «пробивание» краской бу¬
маги, т. е. промасливание связующим бумаги насквозь.
Связующее вещество должно быть внешне совершенно одно¬
родным и в то же время полидисперсным, т. е. содержать в
своем составе вещества различной степени полимеризации и раз¬
ного молекулярного веса. В составе связующего вещества долж¬
ны находиться поверхностно-активные вещества в достаточном
количестве для полной и совершенной стабилизации пигментов и
наполнителей. Практика показывает, что в подавляющем боль¬
шинстве случаев связующие вещества, например льняная поли-
меризованная олифа, алкидная синтетическая олифа, по своей
природе достаточно поверхностно-активны, не говоря уже о не¬
избежной примеси в них свободных жирных кислот, и нет поэто¬
му необходимости в большинстве случаев специально вводить
какие-либо поверхностно-активные вещества.
Соблюдение этих условий позволяет получить печатные крас¬
ки с хорошими печатными свойствами: хорошо вращающиеся в
красочном аппарате печатной машины, хорошо раскатывающие¬
ся и накатывающиеся на поверхность печатной формы, не заби¬
вающие растрового сетчатого клише, не зажиривающие пробель¬
ных- участков офсетной печатной формы, хорошо и полно
Раздел пятый. Печатные краски
287
переходящие с поверхности печатной формы или офсетного рези¬
нового полотна на бумагу и закрепляющиеся на ее поверх¬
ности.
Сырьем для изготовления связующих веществ являются ра¬
стительные масла (§ 90), смолы синтетические (§ 55 и 56) и на¬
туральные (§ 92), синтетический каучук (§ 58), а также органи¬
ческие растворители (§ 132) и нефтяные масла (§ 135).
§ 90. РАСТИТЕЛЬНЫЕ МАСЛА И ЖИРНЫЕ КИСЛОТЫ
Для изготовления высыхающих олиф (натуральных, компо¬
зиционных и синтетических) применяются различные раститель¬
ные масла: льняное, тунговое, конопляное, подсолнечное, хлоп¬
ковое, касторовое и другие.
Растительные масла извлекаются из семян прессованием (хо¬
лодным и горячим) и способом экстрагирования растворителями,
например бензином. После извлечения масла из семян бензин
отгоняется и опять возвращается в производство.
Растительные масла по химической природе являются слож¬
ными эфирами (глицеридами) трехатомного спирта — глицери¬
на и высших жирных кислот различной степени непредельности,
наряду с некоторым количеством глицеридов высших предель¬
ных жирных кислот. Например, строение молекулы льняного
масла с известным приближением можно представить в следую¬
щем виде:
СН2-0—СО-(СН2)7—СН=СН—СН2—СН=СН—(СН2)4—сн3
I
СН—о—СО- (СН2) 7—СН=СН—СН2—СН=СН-(СН2)4—сн3
СН2—О—СО—(СН2)7—СН=СН—СН2—СН=СН—(СН2)4—сн3
При расщеплении масел, осуществляемом водой в присутст¬
вии катализатора, получают глицерин и свободные жирные ки¬
слоты. Например, при расщеплении льняного масла реакция
протекает по следующей'схеме, с образованием главным образом
линолевой кислоты и глицерина:
СН2—О—СО—Ci7H3i СН2—ОН
I I
СН—О—СО—Ci7H3i + 3 Н20 СН—ОН + 3 Ci7H3iCOOH
СН2—О—СО—Ci7H3i сн2—он
молекула льняного масла вода глицерин три молекулы
линолевой кислоты
По своим физическим свойствам глицерин — густая сиропо¬
образная невысыхающая жидкость; удельный вес его при темпе-
288
Полиграфические материалы
ратуре 15°— 1,26; температура кипения — 290°. Глицерин весьма
гигроскопичен, т. е. способен смешиваться с водой в любых соот¬
ношениях и поглощать влагу из воздуха.
Глицерин применяется для изготовления синтетических глиф-
талевых олиф (см. § 94), а также для облагораживания кани¬
фоли путем перевода ее в глицериновый сложный эфир (см. § 92).
Вследствие своей гигроскопичности глицерин используется как
пластификатор в вальцевых желатиновых массах (§ 124) и в
составах для мелования бумаги (см. § 35).
Растительные масла могут быть высыхающими, полувысы-
хающими и невысыхающими. Высыхающими называют все те
масла, которые, подобно льняному и тунговому, способны с те¬
чением времени образовывать сухую эластичную прочную плен¬
ку. Полувысыхающими маслами называют такие масла, напри¬
мер подсолнечное, хлопковое, которые также способны высы¬
хать, но гораздо медленнее и с образованием менее прочных
пленок. Масла, подобные касторовому, при обычных условиях
лишены способности высыхать с образованием пленки и относят¬
ся поэтому к группе растительных невысыхающих масел.
Химический состав важнейших растительных масел, при¬
меняемых для изготовления печатных красок, приводится в
таблице 19.
Таблица 19
Химический состав некоторых растительных масел
Наименование глице¬
ридов кислот
Тунговое
Льняное
Подсол¬
нечное
Хлопковое
Касторовое
Олеиновой ....
8,0—13,6
2,3—17,6
37,0
23,0—35,2
3,9—9,0
Линолевой . . . „
—
21,7—69,6
54,0
41,7—53,6
2,0—3,0
Линоленовой . . .
—
18,5—46,9
—
—
—
Элеостеариновой .
80,0
—
—
—
—
Рицинолевой . . .
—
—
—
—
80,0—85,0
Насыщенных (стеа¬
риновой и др.) .
до 6,2
10,0
9,0
21,0—26,0
3,0—5,0
Главные жирные кислоты, входящие в состав растительных
масел, имеют следующее строение:
пальмитиновая Ci5H3iCOOH, или СН3—(СН2)н—1СООН
стеариновая Ci7H33COOH, или СН3—(CH2)ie—СООН
олеиновая Ci7H33COOH, или СН3—(СН2)7—СН=СН—(СН2)7—СООН
линолевая Cj7H3jCOOH,
или СН3- (СН2)4-СН=СН~СН2-СН-СН-(СН2)7-СООН
Раздел пятый. Печатные краски
280
линоленовая С17Н29СООН,
или СН3-СН2-СН=СН-СН2—СН=СН—СН2—СН=СН—(СН2)7—соон
элеостеариновая С17Н29СООН,
или СН3—(СН2)3—СН=СН—СН=СН—СН=СН—(СН2) 7-СООН
рицинолевая Ci7H32(OH)COOH,
или СН3-(СН2) 5—СН-СН2-СН=СН-(СН2) 7-СООН
ОН
Жирные кислоты, входящие в состав растительных масел, как
мы убедились, могут иметь различную степень непредельности,
т. е. иметь одну, две или три двойные связи. В зависимости от
того, какие жирные кислоты входят в состав масла, меняются и
свойства масла. Чем выше непредельность жирных кислот, вхо¬
дящих в состав молекулы масла, тем более высыхающим будет
масло. Так, хлопковое полувысыхающее масло состоит в основ¬
ном из олеиновой кислоты, имеющей одну двойную связь, а хо¬
рошо высыхающее льняное масло содержит в своем составе ли-
нолевую кислоту с двумя двойными связями и некоторое коли¬
чество линоленовой кислоты с тремя двойными связями. Имеет
значение и расположение двойных связей; так, сопряженные,
т. е. рядом расположенные, двойные связи, имеющиеся, напри¬
мер, у элеостеариновой кислоты, входящей в состав тунгового
(китайского) масла, придают этому маслу наибольшую скорость
высыхания.
Таким образом, если известен состав жирных кислот того или
иного растительного масла, то всегда заранее можно определить,
к какой группе (по высыханию) относится данное масло.
Обычно для изготовления печатных красок предпочитают
пользоваться высыхающими маслами типа льняного и тунгового,
хотя и из полувысыхающих масел, например из хлопкового, под¬
солнечного, и даже из невысыхающего касторового масла можно
изготовить олифу для печатных красок.
Льняное масло применяют главным образом для изготов¬
ления полимеризованных натуральных и алкидных олиф.
Олеиновую кислоту дистиллированную используют для рас¬
творения индулина и других жирорастворимых красителей, при¬
меняемых в качестве подцветок-интенсификаторов черных кра¬
сок, и для изготовления двутоновых черных иллюстрационных
красок.
§ 91. ПРОЦЕСС ВЫСЫХАНИЯ РАСТИТЕЛЬНЫХ МАСЕЛ И ОЛИФ
Образование более или менее прочной и твердой пленки на
поверхности льняного и тому подобных высыхающих раститель¬
ных масел и олифы или затвердевание — высыхание пленок этих
290
Полиграфические материалы
продуктов на невпитывающей поверхности связано с поглоще¬
нием ими кислорода воздуха. При высыхании льняное масло
постепенно густеет, превращаясь при этом в прочную эластичную
пленку — линоксин, нерастворимую в обычных органических
растворителях. Поэтому олифы из растительных высыхающих
масел очень прочно закрепляют пигменты на поверхности бума¬
ги. Способность масла и олифы высыхать на невпитывающей
поверхности зависит, как мы уже говорили, от степени ненасы¬
щенное™ жирных кислот, входящих в состав масла и олифы.
Высыхание — пленкообразование льняного и тому подобных
высыхающих масел и олифы — это сложный физико-химический
процесс окислительной полимеризации, в котором кислород вы¬
полняет роль инициатора этого процесса. Наиболее вероятна
следующая схема процесса окислительной полимеризации расти¬
тельных высыхающих масел и олифы. Первоначально кислород
присоединяется к жирным кислотам, входящим в состав глице¬
ридов по месту двойных связей, образуя непрочные соединения
перекисного типа. Выделив из общей формулы растительного
масла ту ее часть, где находится двойная связь жирной кислоты,
мы можем изобразить реакцию присоединения кислорода к мас¬
лу в следующем виде:
СН=СН СН—СН
Затем непрочные перекисные соединения переходят в более
прочные окисные, соединяя соседние молекулы масла между
собой кислородными мостиками и вызывая полимеризацию та¬
ких укрупненных кислородосодержащих молекул между собой,
связывая их таким образом в виде единой непрерывной трехмер¬
ной пространственной структуры (решетки), которую можно
представить в виде следующей схемы:
О
СН—СН
I
СН—СН
I
о
СН—СН
I
СН—СН
0
1
Раздел пятый. Печатные краски
291
Процесс окислительной полимеризации высыхающих расти¬
тельных масел и олиф ускоряет действие света, тепла и особенно
катализаторов-сиккативов.
§ 92. ЕСТЕСТВЕННЫЕ СМОЛЫ И ПРОДУКТЫ ИХ ПЕРЕРАБОТКИ
Естественные смолы состоят из большого числа взаимно рас¬
творенных, близких по химическому составу для каждого данно¬
го вида смолы органических соединений стеклообразного вида.
В отличие от кристаллических веществ, смолы не имеют опреде¬
ленной точки плавления, а плавятся и размягчаются в некото¬
ром интервале температур. При плавлении кристаллического
вещества оно распадается первоначально на две фазы — твер¬
дую и жидкую, существующие одновременно, при плавлении же
смолы масса ее остается однородной. Как правило, смолы, рас¬
творяясь в тех или иных органических растворителях, образуют
вязкие и липкие растворы любой концентрации, используемые,
например, в качестве связующих веществ, лаков и клея.
Смолы в расплавленном виде или в растворе обладают лип¬
костью, способностью связывать частички наполнителя и пигмен¬
тов, а также образовывать смоляные (лаковые) пленки на по¬
верхности тех или иных материалов. Раствор по мере удаления
растворителя становится более вязким и постепенно затвер¬
девает.
Физические и химические свойства смол зависят от химиче¬
ской природы и молекулярного веса составляющих их органиче¬
ских соединений.
Из числа естественных смол наибольшее значение для изго¬
товления печатных красок имеет канифоль и продукты ее перера¬
ботки, а также нефтяные битумы. Копал, сандарак, шеллак при¬
меняются главным образом для изготовления высокосортных
лаков, предназначенных для лакирования печатной продукции.
Шеллак находит также применение в производстве фольги для
тиснения на переплетах и для изготовления фотографических
копировальных слоев.
Канифоль и продукты ее переработки. Канифоль — твердая,
хрупкая смола от светло-желтого до темного цвета. Лучшие сор¬
та светлой канифоли, применяемые для изготовления печатных
красок, получаются переработкой живицы, т. е. сока хвойных
деревьев, главным образом сосны, накапливающегося на стволе
дерева в местах повреждения его коры.
Канифоль по химическому составу принадлежит к химиче¬
скому классу терпенов и состоит в основном из смоляной абие¬
тиновой кислоты С19Н29СООН, имеющей следующее строение:
292
Полиграфические материалы
сн3 соон
СН3\/\сн(СНз)2
абиетиновая кислота
Температура плавления канифоли около 70°. Канифоль хоро¬
шо растворяется при нагревании в скипидаре, толуоле, труднее
в спирте, хорошо в растительных и нефтяных маслах. Химиче¬
ские свойства канифоли определяются карбоксильной группой
СООН и наличием двух двойных связей. Удельный вес канифо¬
ли 1,08—1,09. Кислотное число около 160. При длительном нагре¬
вании выше 200° канифоль разлагается.
Канифоль при нагревании (около 260°) в расплавленном виде
вступает в реакцию с окислами некоторых металлов, например
с окисью свинца (глетом), образуя соответствующие соли абие¬
тиновой кислоты — резинаты:
2 Ci9H29COOH + PbO->- (Ci9H29COO)2 Pb + H20
канифоль окись свинца свинцовая соль вода
(глет) абиетиновой
кислоты, или
резинат свин¬
ца
Резинаты свинца, марганца, кобальта и кальция используют¬
ся в качестве сиккативов (см. § 98).
Канифоль при температуре 280—300° вступает в реакцию с
многоатомными спиртами (глицерин, пентаэритрит, гликоль),
образуя сложные эфиры соответствующих спиртов — эфиры
канифоли.
СН2—ОН СН2—О—СО-С19Н29
I I
3 Ci9H29COOH + СН—ОН >-СН—о—со—с19н29 + 3 Н30
СН2—ОН СН2—О-СО—Ci9H29
канифоль глицерин глицериновый эфир канифоли вода
Глицериновый и пентаэритритовый эфиры канифоли приме¬
няют для изготовления искусственных (композиционных) олиф,
пентаэритритовый эфир канифоли — для изготовления связую¬
щих веществ красок глубокой печати. Эфиры канифоли по
Раздел пятый. Печатные краски
сравнению с чистой канифолью имеют более высокую темпера¬
туру плавления, особенно пептаэритритовый эфир, меньшую лип¬
кость и хрупкость. Они хорошо растворяются в нефтяных и ра¬
стительных маслах, а также в органических растворителях, обра¬
зуя вполне однородные устойчивые растворы. Поэтому краски,
в состав которых входят эфиры канифоли, более устойчивы при
хранении, а при закреплении на оттисках образуют более проч¬
ные и менее липкие пленки.
Канифоль при нагревании около 200° присоединяет малеино¬
вый ангидрид, образуя смолы, которые после обработки глице¬
рином или пентаэритритом являются очень ценными продукта¬
ми для изготовления связующих веществ для быстрозакрепляю-
щихся и для глянцевых типографских и офсетных красок. Кани-
фольно малеиновые смолы применяются также для изготовления
лаков для красок глубокой печати.
Искусственная олифа КПМЛ-300 представляет собой кани¬
фольно-малеиновую смолу, нейтрализованную пентаэритритом,
разбавленную еще в смоловарочном котле-реакторе льняным
обезвоженным маслом до вязкости 300 сек.
Битумы — темные, почти черные смолы (смолообразные про¬
дукты) различной температуры плавления и твердости, начиная
от вязко-тягучих до твердых и хрупких продуктов с высокой
СН3 СООН
' канифоль
малеиновый ангидрид
СН3 СООН
канифольно-малеиновая смола, или аддукт канифоли
294
Полиграфические материалы
температурой плавления. Битумы термопластичны, т. е. при на¬
гревании плавятся, а при охлаждении опять затвердевают, не
изменяя своих свойств и температуры плавления. Хорошо рас¬
творяются в нефтяных маслах, в растительных маслах и органи¬
ческих растворителях, таких, как толуол, ксилол, скипидар,
керосин.
Битумы бывают асфальтовые и нефтяные. Асфальтовые би¬
тумы имеют очень высокую температуру плавления и находятся
в виде залежей в земной коре. Например, в районе Ухты (Коми
АССР) добывается битум с температурой плавления 125—135° и
пенетрацией (при 25°) 5 мм. Этот битум, называемый специаль¬
ным или лаковым, применяется для изготовления лаков, красок
глубокой печати, а также связующих веществ — фирнисов
для типографских и офсетных красок.
Нефтяные битумы получаются как остатки при перегонке
нефти. Если требуется повысить температуру плавления и твер¬
дость битума, его при высокой температуре продувают воздухом,
т. е. окисляют. В зависимости от продолжительности продувки-
окисления получают битумы нужной температуры плавления и
твердости — пенетрации, называемые окисленными.
Для изготовления печатных красок могут применяться биту¬
мы нефтяные (окисленные) строительные: марки БН-IV с темпе¬
ратурой плавления более 70° и пенетрацией 21—40 мм и марки
БН-V с температурой плавления более 90° и пенетрацией
5—20 мм.
Шеллак — натуральная смола, образующаяся в результате
жизнедеятельности некоторых тропических насекомых. Эти насе¬
комые, тысячами покрывающие стволы и ветви лакового дерева
(особый вид тропической акации), прокалывают хоботком расте¬
ние и высасывают из него сок, который служит им пищей. Про¬
дукт переработки этого сока, выделенный насекомыми, и пред¬
ставляет шеллак. Шеллак снимают с коры деревьев и очищают
от примесей, а иногда и от шеллачного воска. Температура раз¬
мягчения шеллака около 65—70°, температура плавления —
115—120°. Кислотное число — 35—85.
Шеллак хорошо растворяется в спирте; во всех других рас¬
творителях, за исключением ацетона, шеллак не растворяется.
В ацетоне шеллак растворяется частично.
В полиграфической промышленности шеллак применяется
для изготовления: 1) бронзовой и цветной фольги для тиснения
на переплетах; 2) составов для грунтования переплетов перед
тиснением; 3) спиртовых лаков для лакирования печатной про¬
дукции и для изготовления красок глубокой печати; 4) смоляных
копировальных слоев в цинкографии («холодная эмаль»), не
требующих нагревания цинковых пластин; защитных слоев
кожаных красочных валиков.
Раздел пятый. Печатные краски
295
Сандарак — очень светлая натуральная смола, состоящая из
смеси сложных органических кислот. Температура плавления
140—150°. Сандарак хорошо растворяется в спирте, образуя бес¬
цветные эластичные высокосортные лаки, применяемые для ла¬
кирования печатной продукции.
Копалы — ископаемые смолы, добываемые в тропических
странах. Отличаются большой твердостью, высокой температу¬
рой плавления, глянцевитостью. Изготовленные из копалов лаки
на летучих органических растворителях применяются для изго¬
товления высокосортных красок глубокой печати, дающих на бу¬
маге глянцевитую, нехрупкую пленку. Особенно пригодны для
изготовления красок глубокой печати для трехкрасочного печа¬
тания. Будучи сплавленными с маслами, применяются для по¬
вышения глянцевитости типографских красок и для улучшения
печатных свойств переплетных красок. В настоящее время есте¬
ственные копалы заменены искусственными фенольно-альдегид¬
ными смолами (см. § 56).
Янтарь — ископаемая натуральная смола вымерших пород
хвойных деревьев. Янтарь состоит в основном из полиэфиров
янтарной (сукциновой) кислоты, напоминающих полиэфирные
алкидные смолы. Удельный вес янтаря 1,050—1,095. Температу¬
ра размягчения около 150°; температура плавления — 250—300°.
Цвет смолы ярко-желтый, прозрачный. Янтарь добывается на
побережье Балтийского моря в районе Калининграда, в Румынии
и в других местах. Янтарь применяется как поделочный ценный
камень для различного рода художественных изделий и украше¬
ний: бусы, брошки, мундштуки и пр. Мелкие куски янтаря —
отходы производства художественных изделий — сплавляются и
в таком виде применяются для изготовления высокосортного
масляного янтарного лака, вырабатываемого под маркой ЯК-1,
применяемого в процессе печатания по жести. Пленка янтарного
лака отличается высокой адгезией (прилипанием) к материалу,
на который она наносится, хорошей эластичностью и большой
прочностью. Недостатком этих лаков является желтоватый от¬
тенок пленки.
§ 93. НАТУРАЛЬНЫЕ ОЛИФЫ
Натуральными олифами в производстве печатных красок на¬
зывают олифы, полученные методами полимеризации раститель¬
ных высыхающих масел: льняного, подсолнечного, тунгового,
рыжикового и других. Из числа -натуральных олиф для произ¬
водства печатных красок все еще имеет применение натуральная
льняная олифа, получаемая полимеризацией льняного масла.
Льняное масло отстаивается, фильтруется посредством рам¬
ного фильтр-пресса через слой бельтиига, т. е. плотной хлопча¬
296
Полиграфические материалы
тобумажной ткани, и полимеризуется при температуре 290—295°
в герметических котлах из нержавеющей стали емкостью, напри¬
мер, в 2 тонны, с добавкой 0,2% резината кальция в качестве
стабилизатора белковых веществ и в токе углекислоты, непре¬
рывно поступающей из стального баллона.
В результате процесса полимеризации масла при темпера¬
туре 290—295° льняное масло изменяет свои свойства и превра¬
щается в льняную олифу. Процесс полимеризации льняного мас¬
ла состоит в химическом его соединении, т. е. уплотнении моле¬
кул исходного вещества по месту двойных связей, что можно
представить в виде схемы:
R
I
R
|
R
I
R
|
1
СН
I
СН
НС-
1
-СН
II +
II —
—* 1
1
СН
СН
I
нс-
I
-СН
|
1
Ri
1
Ri
1
Ri
1
Ri
R
I
R НС
I I
нс —сн
I I
-СН Ri
две молекулы исходного льняного
масла—мономера
Ri
одно из структурных звеньев поли-
меризованной льняной олифы—полимера
Чем продолжительнее процесс полимеризации, тем выше сте¬
пень полимеризации льняной олифы и тем более вязкой и липкой
она становится. Испытание вязкости олифы производится шари¬
ковым способом. Однако при варке льняной олифы, помимо по¬
лимеризации льняного масла, происходит распад некоторого ко¬
личества молекул льняного масла на глицерин и жирные кисло¬
ты. Глицерин превращается в акролеин (альдегид) и выделяется
из масла в виде едкого газа. Свободные же жирные кислоты ос¬
таются в олифе, поэтому чем дольше варят олифу, тем больше
в ней накапливается свободных жирных кислот. Некоторое коли¬
чество свободных жирных кислот в составе натуральной льняной
олифы не снижает ее качества, так как эти кислоты являются
поверхностно-активными веществами и их присутствие желатель¬
но с точки зрения стабилизации в краске пигмента и придания
краске повышенной подвижности. В табл. 20 указана примерная
продолжительность процесса полимеризации льняного масла и
наиболее важные свойства льняной полимеризованной натураль¬
ной олифы. На рис. 95 дается установка для полимеризации рас¬
тительных масел.
Слабо-слабая и слабая льняные натуральные олифы пред¬
назначены для изготовления рядовых цветных типографских и
офсетных красок. Средняя и крепкая олифы предназначены глав¬
ным образом для изготовления черных иллюстрационных типо¬
графских и офсетных красок. В цветные типографские и офсетные
Раздел пятый. Печатные краски
297
краски вводить среднюю и крепкую олифы не представляется
возможным из-за вызываемого ими сильного зарезинивания этих
красок. Чем выше степень полимеризации олифы из льняного
Рис. 95. Герметический стальной котел для полимеризации растительных
масел:
/ — котел из нержавеющей стали или из алюминия; 2 —запасной бак для избыточ¬
ного масла; 3 — трубопровод для слива избыточного масла; 4 — масломерное стекло;
5 — трубопровод для удаления продуктов разложения растительных масел; 6 —
U-образная труба для улавливания продуктов распада растительных масел; 7 — ем¬
кость для собирания продуктов распада растительных масел; 8 — трубопровод для
закачки масла и выкачки олифы; 9 — трубопровод для сжатого воздуха, необходи¬
мого для выгрузки олифы из котла; 10 — термометр; 11 — баллон с углекислотой;
12 — трубопровод для подачи углекислого газа в котел; 13 — кран для взятия проб
масла и олифы при варке олифы.
масла, тем больше опасность зарезинивания цветных красок.
Крепкая и средняя льняные олифы применяются также для ре¬
гулирования свойств красок в процессе печатания.
Льняное отстоенное и профильтрованное масло, из которого
нагреванием при 150° удалена влага и добавлено 4% свинцово-
марганцево-кальциевого сиккатива (резината), называется βα¬
τаблица 20
Примерная продолжительность процесса полимеризации льняного
масла и свойства льняной полимеризованной олифы
Показатели
Марки олифы
слабо-слабая
слабая
средняя
крепкая
Примерная продолжи¬
тельность полимериза¬
ции в часах
6
12
18
24
Вязкость, измеренная
стальным шариком диа¬
метром 3 мм, в сек .
10—15
55—65
170—200
370—420
Кислотное число, не более
20
28
32
3S
Йодное число, не менее .
95
85
80
70
298
Полиграфические материалы
реным маслом. Вареное масло предназначается главным обра¬
зом для регулирования свойств красок в процессе печатания.
Основное достоинство льняных олиф и вареного масла со¬
стоит в том, что они способны высыхать, т. е. переходить в твер¬
дое состояние, в случае их нанесения тонким слоем на бумагу,
стекло, жесть и т. п. Льняная натуральная олифа раньше счита¬
лась лучшим связующим веществом для иллюстрационных типо¬
графских и лито-офсетных красок. Теперь разработаны синтети¬
ческие печатные олифы с лучшими свойствами, чем натуральная
льняная олифа; более быстровысыхающие, с лучшими печатными
свойствами, не вызывающие зарезинивания красок при их хра¬
нении. Кроме того, дефицитность льняного масла и других расти¬
тельных масел потребовала более экономного их расходования, а
также заставила искать заменители. В связи с этим были разра¬
ботаны способы изготовления композиционных высыхающих
олиф с минимальным содержанием растительных масел.
§ 94. СИНТЕТИЧЕСКИЕ ПЕЧАТНЫЕ ОЛИФЫ
Из числа синтетических олиф для изготовления печатных кра¬
сок применяются главным образом алкидные олифы. Алкидные
олифы являются одной из разновидностей алкидных смол, моди¬
фицированных растительными маслами или жирными и смоля¬
ными кислотами. Содержание растительных масел или их жир¬
ных кислот составляет в синтетических алкидных олифах 60—
70%. Поэтому синтетические алкидные олифы называют иначе
алкидными смолами 60—70%-ной жирности.
Для изготовления алкидных олиф берут: льняное или другое
растительное масло, многоатомный спирт (глицерин или пентаэ¬
ритрит) и двухосновную органическую кислоту (фталевая или
малеиновая кислота) или ее ангидрид. Вместо растительного
масла можно пользоваться жирными и смоляными кислотами,
например талловым маслом.
Технологический процесс изготовления алкидных олиф на
основе растительных масел состоит из трех следующих стадий.
1. Переэтерификация растительных масел осуществляется
действием на растительное масло глицерином при температуре
230—240° в течение 2—3 часов:
СН2—О—СО—Ci7H3i СН2—ОН
I I
СН—О—СО—С17Н31 +СН—он —
СН2—О—СО—С17Н3, сн2—он
молекула льняного глицерин
масла ( триглицерид)
СН2—ОН СН2— О—СО—Ci7H3i
1 1
СН—О—CO-Cl7H3t+CH—он
I I
СН2—ОН СН2—О—СО—Ci,H3i
моноглицернд диглицерид
Раздел пятый. Печатные краски
2Θ9
В результате выполнения реакции переэтерификации обра¬
зуются неполные глицериды (моно- и диглицериды), способные
вступать в реакцию конденсации с фталевой или малеиновой кис
лотой и образовывать синтетическое масло.
2. Конденсация неполных глицеридов (переэтерифицирован-
ного растительного масла) с фталевой или малеиновой кислотой
осуществляется при температуре 260—270°. Эту реакцию можно
назвать также реакцией этерификации, так как происходит об¬
разование сложных эфиров неполных глицеридов и двухоснов-
ных органических
кислот.
СН2-о-Н
СН2-0
СН—О—СО—Ci7H3l
но—со—
|
СН—О—СО—Ci7H31
сн2-о-н
1 /Чч
—>сн2 о- со jj η*
СН2—о—н
X
0
1
о
0
1
С
СН2—О—СО—\^/
|
СН—О—СО—С17Н31
|
СН—О—СО—Ci7Hm
СН2—О—н
|
сн2—о
две молекулы моно- фталевая одно из структурных звеньев син- вода
глицерида кислота тетического алкидного масла
3. Полимеризация синтетического алкидного масла происхо¬
дит при 260—270° до получения необходимой степени полимери¬
зации алкидной олифы. Если процесс получения алкидных олиф
ведут с глицерином, то получают глифталевые олифы, если с
пентаэритритом, то получают пентафталевые олифы. Слово
«глифталевая» образовалось из начальных слогов слов «глице¬
рин» и «фталевая кислота», слово «пентафталевая» образовалось
из начальных слогов «пентаэритрит» и «фталевая кислота».
Процессы конденсации и полимеризации, которые протекают
почти одновременно, продолжаются обычно от 8 до 18 часов.
Алкидные синтетические олифы выпускаются под марками
ГФЛ-1, ГФЛ-2, ГФЛ-3 и ГФЛ-4; они представляют со*бой глице-
ринофталевые смолы, модифицированные льняным маслом, с
различной степенью полимеризации. По внешнему виду это про¬
зрачные жидкости от светло-желтого до темно-желтого цвета со¬
ответствующей вязкости:
Олчфа ГФЛ-1 имеет вязкость 50±10 сек.
Олифа ГФЛ-2 » » 25±Ю »
Олифа ГФЛ-3 » » 125±25 »
Олифа ГФЛ-4 » » 225±25 »
Эти олифы изготовляются по следующему рецепту (в %):
Масло льняное 68,6
35%-ный раствор резината кальция в льняном масле . . 2,0
Глицерин динамитный 9,8
Фталевый ангидрид 19,6
300
Полиграфические материалы
Изготовление олифы производится обычно в котле из не¬
ржавеющей стали емкостью 2,5 г. Схема установки для изготов¬
ления синтетических алкидных олиф показана на рис. 96.
Рис. 96. Аппарат для изготовления синтетических алкидных олиф:
1 — холодильник трубчатый для улавливания паров глицерина; 2 — колонка для
улавливания паров фталевого ангидрида; 3 — котел-реактор из нержавеющей
стали; 4—мешалка; 5 — смеситель; 6—насос; 7 — весовой мерник; 8 — сливная
труба.
Имеются аналогичные марки пентафталевых олиф (ПФЛ-1,
ПФЛ-2, ПФЛ-3 и ПФЛ-4), представляющих собой пентафтале-
вые смолы, модифицированные льняным маслом соответствую¬
щей вязкости.
В случае изготовления алкидных олиф на основе свободных
жирных и смоляных кислот (вместо растительных масел) про¬
цесс идет также в три стадии. Первой стадией процесса будет
получение неполных грицеридов из свободных жирных и смоля¬
ных кислот и многоатомного спирта, например из глицерина
(реакция частичной этерификации). Остальные две стадии такие
же, как и при получении алкидных олиф на основе раститель¬
ных масел.
В. С. Киселев и Μ. Ф. Сорокин разработали способ получе¬
ния глифталевой олифы с применением таллового масла по
рецепту (в %): '
Раздел пятый. Печатные краски
301
Масло талловое 46,3
Фталевый ангидрид 8,3
Глицерин динамитный ... 6,6
Масло трансформаторное ... 22,3
Сиккатив талловый .... 16,5
Напомним, что талловое масло — это побочный продукт суль¬
фатно-целлюлозного производства, представляющий собой смесь
жирных и смоляных кислот, в основном олеиновой, линолевой и
абиетиновой.
Таким образом, удается изготовить очень дешевую высыхаю¬
щую олифу, пригодную для изготовления многих черных типо¬
графских и офсетных красок. Для изготовления цветных красок
эта олифа не применяется из-за темного цвета неочищенного
таллового масла. Если применять очищенное талловое масло,
например перегонкой под вакуумом, то получаются светлые оли¬
фы, пригодные для изготовления цветных красок.
Большое значение, особенно для производства быстровысы-
хающих красок, имеют алкидные олифы, содержащие в своем
составе алкидную смолу, модифицированную льняным маслом,
высокой степени полимеризации в виде густой и липкой при
нормальной температуре массы. Таковы, например: олифа
ГФЛ-11-300, представляющая собой глицеринофталевую льня¬
ную смолу-основу, разжиженную льняным маслом до вязкости
в 300 сек., и олифа ПФЛ-10-300, представляющая собой пента-
фталевую льняную смолу-основу, несколько менее густую, чем
глицеринофталевая льняная смола-основа, входящая в состав
олифы ГФЛ-11-300, разжиженную льняным маслом до вязкости
в 300 сек.
Другим перспективным видом синтетических олиф являются
масляно-стирольные полимеры. Растительное масло, например
льняное, способно полимеризоваться со стиролом, образуя сопо¬
лимеры по схеме:
1
сн=<
I
сн2
1
сн=сн2
1 I '
сн=
1 1
1
/\
1
/ч
А
Ч/
Ч/ 1
1А
| стирол |
| стирол |
1 стирол
масло масло масло
мономеры
302
Полиграфические материалы
—сн—сн2—
|
—сн—сн2—
Λ
1 ^ 1
|U ,
—сн-сн*
I
\%)
полимер
В зависимости от степени уплотнения (полимеризации) полу¬
чаются более или менее вязкие олифы или смолы. Предпочита¬
ют пользоваться масляно-стирольными полимерами в виде вяз¬
ких смол, например смолы марки МС-4 и марки МС-5, которые
после их растворения в растительном, нефтяном масле или вы-
сококипящем органическом растворителе образуют связующее
вещество — олифу, во многих отношениях превосходящую
даже алкидные олифы по печатным свойствам, скорости закреп¬
ления, глянцевитости, прочности пленки и др.
§ 95. КОМПОЗИЦИОННЫЕ ВЫСЫХАЮЩИЕ ПЕЧАТНЫЕ ОЛИФЫ
Композиционные высыхающие печатные олифы первоначаль¬
но вырабатывали главным образом в целях экономии раститель¬
ных высыхающих масел. Наиболее простой способ изготовления
композиционных высыхающих олиф состоит из смешения нату¬
ральной льняной олифы с нефтяными невысыхающими маслами,
но введение последних, во-первых, снижает вязкость и липкость
олифы и, во-вторых, понижает скорость их высыхания. Для по¬
вышения вязкости и липкости композиционной олифы в ее состав
вводится смола, а для увеличения скорости высыхания—сикка¬
тив. Иногда для улучшения печатных свойств в состав компо¬
зиционной олифы вводится небольшое количество технического
вазелина. Наиболее пригодна для изготовления таких компози¬
ционных олиф кумароновая смола — побочный продукт перера¬
ботки каменного угля. Из-за недостаточной выработки кумаро-
новой смолы пользуются эфиром канифоли и готовят компози¬
ционную, искусственную олифу по следующему рецепту (в %):
Олифа льняная слабо-слабая 47
Смола эфир канифоли 18
Масло веретенное 30
Сиккатив 5
Раздел пятый. Печатные краски
303
Изготовление олифы состоит в растворении при нагревании
всех составных частей и их тщательном перемешивании.
Олифа по указанному рецепту получается несколько темнее
льняной натуральной. Она применяется для изготовления типо¬
графских и офсетных красок, за исключением красок для трех-
и четырехкрасочного печатания и красок из наиболее чистых и
ярких пигментов и лаков, например из пигментов желтых свето¬
прочных, лака бирюзового и некоторых других.
Очень хорошие композиционные высыхающие олифы, как по¬
казал Б. И. Березин, получаются растворением синтетических
смол в нефтяных маслах и керосиновых погонах, кипящих при
температуре 250—290°. В этом случае можно обойтись даже без
применения растительных высыхающих масел и олиф *. Напри¬
мер, в составе быстрозакрепляющейся краски № 44 (Н. С. Мул-
тановская, ВНИИППиТ) применена композиционная олифа
№ 44 следующего состава (в %):
Пентаэритритовый эфир канифоли 38
Индустриальное масло 45-В (машинное масло СВ) .... 30
Фракция осветительного керосина с температурой кипения
220—270° или 260—290° 30
Окисленный петролатум . . 2
Класс композиционных олиф непрерывно развивается, так
как этим путем удается создать наиболее высокосортные и эко¬
номические виды связующих веществ и успешно решить задачу
по замене пищевых жиров в олифах и лаках.
Б. И. Березин, Э. С. Вайнштейн, В. В. Синило, Е. И. Орлова
и А. М. Гордеева в 1955 г. разработали способ изготовления ком¬
позиционной олифы для быстрозакрепляющихся типографских и
офсетных красок, состоящей из синтетической смолы (например,
канифольно-малеиновой), высоковязких алкидных олиф, расти¬
тельных и нефтяных масел и фракции осветительного керосина
или керосина, имея в виду, что прогресс в области композицион¬
ных олиф связан с применением высококипящих органических
растворителей, высоковязких алкидных синтетических олиф и
синтетических смол.
Композиционная олифа № 10, разработанная Т. Н. Маловой,
А. Л. Поповой, В. И. Романовой, К- А. Распутиной и Т. Д. Чул-
ковой (ВНИИПП) 1 2, применяемая для изготовления быстроза¬
крепляющихся офсетных красок, имеет следующий состав (в %):
1 Б. И. Березин. Что должен знать печатник о красках. «Искусство»,
1957, стр. 55.
2 Т. Н Малова, А. Л. Попова, К. А. Распутина, В. И. Рома¬
нова, Т. Д. Ч у л к о в а. Быстрозакрепляющиеся краски для офсетной нечати
Жури. «Полиграфическое производство», 1957, № 9, стр. 17.
304
Полиграфические материалы
Фенольно-альдегидная смола из паратретичного бутилфе-
нола № 101-Л 20
Олифа ПФЛ-11-300 в виде раствора в турбинном масле . . 14
Тунговое масло 20
Турбинное масло 26
Керосиновая фракция с температурой кипения 210—290° . 20
Искусственная олифа под маркой КПМЛ-300 представляет
собой канифольно-малеиновую смолу, этерифицированную пен¬
таэритритом и растворенную в льняном масле до вязкости в
300 сек. Эту олифу вырабатывают по следующему рецепту (в г%):
Канифоль 36,8
Малеиновый ангидрид . 3,4
Пентаэритрит .... 6,4
Льняное масло 53,4
Технология изготовления канифольно-малеиновых смол была
рассмотрена в § 92. Канифольно-малеиновая олифа КПМЛ-300
применяется, например, для изготовления глянцевых иллюстра¬
ционных красок.
§ 96. КОМПОЗИЦИОННЫЕ НЕВЫСЫХАЮЩИЕ ПЕЧАТНЫЕ ОЛИФЫ
Во многих случаях при изготовлении печатных красок нет
необходимости применять связующие вещества из высыхающих
растительных масел. Это относится ко всем краскам, рассчитан¬
ным для печатания без наложения последующих красок и на
достаточно впитывающих видах бумаги, например содержащих
древесную массу. Поэтому все газетные краски, значительное
количество книжных красок и многие другие готовятся на невы¬
сыхающих связующих веществах — фирнисах.
Фирнисы состоят из раствора битума или светлой кумароно-
вой и т. п. смолы .в нефтяном масле. Фирнисы не способны вы¬
сыхать на невпитывающей поверхности с образованием сухой
эластичной пленки, но, будучи, затерты с пигментом при нанесе¬
нии тонким слоем на бумагу, образуют пленку в результате из¬
бирательного впитывания части маловязких составных частей
связующего вещества. Вырабатывают битумные (темные) и смо¬
ляные (светлые) фирнисы.
Битумные фирнисы состоят из лакового битума и нефтяного
масла. В зависимости от соотношения битума и масла получают
фирнис той или иной вязкости. Битумный фирнис вязкостью
20 сек. применяется для изготовления черных типографских
книжных красок для плоских машин и фирнис вязкостью 10 сек.
для изготовления газетных ротационных и книжных ротацион¬
ных красок. Примерный состав битумных фирнисов следую¬
щий (в %):
Раздел пятый. Печатные краски
305
Вязкостью Вязкостью
10 сек. 20 сек.
Битум лаковый марки Г 15 22
Индустриальное масло 45 85 78
Битумные фирнисы даже в тонком слое имеют коричневый
цвет и не применяются поэтому для изготовления цветных
красок.
Светлые смоляные фирнисы чаще всего изготовляют вязкос¬
тью 20—30 сек. по шариковой пробе из кумароновой смолы или
из сфиров канифоли и индустриального масла 45. Такие фирни¬
сы идут для изготовления черных иллюстрационных ротацион¬
ных красок и для газетных цветных красок. Для изготовления
цветных афишных красок применяются несколько более густые
смоляные фирнисы, что улучшает печатные свойства и закреп¬
ление красок на бумаге.
§ 97. СВЯЗУЮЩИЕ ВЕЩЕСТВА ДЛЯ КРАСОК ГЛУБОКОЙ ПЕЧАТИ
Связующими веществами для красок глубокой печати могут
быть лаки из смол (натуральных и синтетических) или водно¬
спиртовые составы.
Смоляные лаки состоят обычно из 30—40% смолы и 70—60%
органического растворителя, например толуола или бензина.
Кроме этих лаков, готовят более медленно летучие ксилольно-
смоляные и скипидарно-смоляные лаки. Назначение этих вспо¬
могательных лаков состоит в понижении скорости высыхания
красок глубокой печати, так как краски на одном толуольно-
или на бензиново-смоляном лаке часто являются слишком
быстровысыхающими. Кроме того, ксилольно-смоляные и скипи¬
дарно-смоляные лаки применяются в том случае, если растира¬
ние пигментов со связующими веществами производится на
краскотерочных машинах, а не в шаровых мельницах.
В качестве пленкообразователя в смоляных лаках на то¬
луоле, ксилоле или скипидаре применяют: а) тугоплавкий ла¬
ковый битум, преимущественно для черных, коричневых, темно¬
зеленых красок и некоторых других красок неярких цветов;
б) фенольно-альдегидные смолы (например, искусственный
копал 44, фенольно-альдегидную смолу № 101 Л), пентаэритри-
товый эфир канифоли, а также канифольно-малеиновую смолу
преимущественно для цветных красок.
Для бензино-смоляных лаков можно применять фенольно¬
альдегидную смолу № 101 Л (так называемую 100%-ную), смо¬
лы на основе циклизованных и окисленных каучуков, полибутил-
метакрилат, полиизобутилен с средней степенью полимеризации
и другие.
С целью замены вредных для здоровья и огнеопасных раство-
21 Заказ № 443
зов
Полиграфические материалы
рителей были предложены спиртово-смоляные лаки, состоящие,
например, из раствора фенольно-альдегидной смолы — идитола
в этиловом спирте с добавлением некоторого количества эти¬
ленгликоля или глицерина; последние необходимы для пониже¬
ния скорости высыхания и для осуществления процесса перети¬
рания пигментов со связующими веществами на вальцовых
краскотерочных машинах. Можно применять также спиртовые
растворы поливинилбутираля и его сополимеров, а также спир¬
товые растворы полиамидных смол.
В целях экономии спирта можно применять водные или
водно-спиртовые дисперсии соответствующих смол. Примером
может служить водная дисперсия поливинилацетата. Чисто
спиртовые растворы поливинилацетата применяться для изго¬
товления красок глубокой печати не могут, так как при некото¬
ром подсыхании лака в процессе переноса краски с формы на
бумагу поливинилацетатный лак, содержащийся в краске, будет
загустевать и вытягиваться в длинные нити — «тяжи», являю¬
щиеся причиной нечетких контуров красочного изображения.
Иногда готовят водно-спиртовые составы, которые содержат
примерно 30% смолы, 35% спирта этилового сырца и 35%
воды. Смолу, например идитол, хорошо растворяют в спирте,
а затем частично омыляют щелочью, после чего этот раствор
можно разбавлять вОдой, без опасения коагуляции смолы —
идитола. Так удается получить вполне удовлетворительные и
устойчивые при хранении краски глубокой печати, пригодные
для печатания простых работ. Краски такого состава разрабо¬
таны специалистами Венгерской Народной Республики.
§ 98. СИККАТИВЫ
Процесс высыхания натуральных льняных, искусственных
(композиционных) высыхающих и алкидных синтетических олиф,
как известно, значительно ускоряется введением в их состав
сиккативов. Так, например, льняное масло при добавлении соот¬
ветствующей дозы наиболее активного кобальтового сиккатива
высыхает в тонком слое за 2 часа, то же самое масло без сик¬
катива высыхает — образует пленку — только за время н£ ме¬
нее 3—5 суток.
В качестве сиккативов применяют резинаты, линолеаты, наф-
тенаты и тунгаты сиккативных металлов. Такими металлами
будут следующие, расположенные в убывающем порядке по
степени их активности: кобальт, марганец, хром, никель, свинец,
железо, медь, цинк, алюминий, кальций, барий.
При применении сиккативов, содержащих в своем составе
смесь сиккативных металлов, активность будет выше, чем при
применении сиккативов из порознь взятых металлов. По этой
Раздел пятый. Печатные краски
307
причине предпочитают пользоваться сиккативами, содержащими
несколько металлов, например свинцово-марганцево-кальцие-
вым сиккативом.
Скорость высыхания олиф и красок повышается пропорцио¬
нально количеству введенного сиккатива, но до определенного
предела, выше которого не наблюдается увеличения скорости
высыхания олифы и краски. По этой причине введение в олифу
или краску более 20% сиккатива, считая на готовый к употреб¬
лению жидкий масляный сиккатив или сиккатив в пасте, не
рекомендуется.
Сиккативы бывают двух видов: 1) жидкие масляные и
2) пастообразные.
Масляные жидкие сиккативы представляют собой растворы
резинатов, линолеатов или нафтенатов соответствующих сикка-
тивных металлов в льняном масле. По внешнему виду масляный
сиккатив представляет собой прозрачную темную жидкость, по
вязкости напоминающую натуральную льняную слабую олифу.
Резинаты и линолеаты, необходимые для изготовления сик¬
кативов, обычно готовятся методом плавления, заключающимся
в следующем. Канифоль расплавляют и нагревают до 260°. При
этой температуре небольшими порциями при постоянном пере¬
мешивании засыпают соответствующее количество окислов,
гидратов окислов нужных сиккативных металлов. На 100 весо¬
вых частей канифоли берут 7 весовых частей глета, 5 весовых
частей пиролюзита и 1,5 весовые части гашеной извести. Изго¬
товление резината заканчивается после того, как окислы и гид¬
раты окислов хорошо растворяются в канифоли, т. е. образуют
соль абиетиновой кислоты и соответствующего металла. Масля¬
ный сиккатив готовят растворением полученного резината в
льняном масле, для чего в котел с расплавленным резинатом
постепенно приливают 100 весовых частей льняного масла и все
хорошо перемешивают.
Изготовление линолеатных сиккативов сводится к растворе¬
нию в льняном масле при температуре 240° глета и пиролюзита.
На каждые 100 весовых частей льняного масла берут 4 весовые
части глета и 1 весовую часть пиролюзита.
Нафтенатные сиккативы готовят методом осаждения; сперва
из асидола (технических нефтяных кислот) готовят водный
раствор мыла, а затем, действуя какой-либо водорастворимой
солью соответствующего сиккативного металла, получают наф-
тенаты путем обменной реакции. Нафтенаты отделяют от маточ¬
ного раствора высаливанием, высушивают и растворяют в ски¬
пидаре, уайт-спирте или в льняном масле. Можно свежеприго¬
товленные нафтенаты не отделять от маточного раствора, а
прямо растворять в соответствующем органическом раствори¬
теле. При таком способе работы образуются два сдоя — водный
21*
Полиграфические материалы
и органического растворителя, в котором растворен сиккатив;
водный слой сливают в канализацию, а раствор нафтената при¬
меняют в производстве печатных красок или расфасовывают
в тару. Таким способом можно готовить сиккативы и из других
жирных и смоляных кислот.
Пастообразные сиккативы вырабатывают двух видов, один
из которых условно называют «сушками», а второй — «сикка-
тивными пастами».
Сушки представляют собой смеси нерастворимых в масле и
в олифе солей сиккативных металлов с льняной слабо-слабой
олифой. Для изготовления сушек применяют уксуснокислый
свинец или тетраборнокислый марганец в количестве 60% и
льняную слабо-слабую олифу в количестве 40%. Сушку из
уксуснокислого свинца получают обычно сперва сплавлением
свинцовой соли с льняной олифой, а затем перетиранием полу¬
ченного плава на краскотерочной машине.
Сушку из тетраборнокислого марганца применяют предпоч¬
тительно для корректировки свойств офсетных красок, так как
уксуснокислый свинец может оказать нежелательное действие
на печатную форму. Сиккатив — паста из уксуснокислого свин¬
ца — называется «сушкой рационал».
Сиккативные пасты представляют собой в основном однород¬
ные смеси резинатов, сильно полимеризованных олиф, восков
или воскообразных веществ. Например, наиболее употребитель¬
ная сиккативная паста имеет следующий состав (в %):
Резинат свинцово-марганцовый 25
Олифа натуральная средняя льняная .... 54
Воск пчелиный 12
Керосин 9
Керосин вводится для придания пасте подвижности, удобной
для ее применения.
Сушки по густоте напоминают печатные краски, и поэтому
ведение сушки в краски не понижает их густоты. В этом, соб¬
ственно, и заключается преимущество сушек перед жидкими
масляными сиккативами, введение которых в краски всегда
связано с понижением густоты краски пропорционально введен¬
ному количеству сиккатива.
Сиккативная паста не только ускоряет высыхание красок, но
и несколько улучшает их печатные свойства; может заменить
сушку. Особенно рекомендуется для трех- и четырехкрасочного
Печатания на мелованной бумаге, так как сиккативная паста не
Только ускоряет высыхание, но и устраняет «сползание» краски
с поверхности оттиска—дефект, наблюдающийся иногда при
печатании на мелованной бумаге.
Раздел пятый. Печатные краски
Ж
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ТЕРТЫХ ПЕЧАТНЫХ
КРАСОК
Изготовление пигментов, белил-наполнителей, подцветок-ин-
тепсификаторов, связующих веществ и сиккативов было нами
рассмотрено в предыдущих разделах. Поэтому здесь рассмат¬
ривается только технология изготовления тертых печатных
красок.
Главные задачи технологического процесса изготовления
тертых печатных красок заключаются в следующем:
а) дезагрегирование пигментов, т. е. разрушение сростков
первичных кристаллов; никакого дробления первичных части¬
чек-кристалликов пигментов при растирании красок происхо¬
дить не должно, так как всякое разрушение этих первичных
частичек-кристалликов приведет к потере яркости и чистоты
(насыщенности) цвета краски на оттиске;
б) тщательное распределение дезагрегированных частичек-
кристалликов пигмента в связующем веществе. Необходимо,
чтобы буквально каждая первичная частичка пигмента и напол¬
нителя обволакивалась, смачивалась связующим веществом и
надежно им сольватировалась. Между сольватированными ча¬
стичками пигментов и наполнителей должно находиться доста¬
точное количество связующего вещества в виде жидкой про¬
слойки, сообщающее краске надлежащую подвижность и хоро¬
шие печатные свойства.
§ 99. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ТИПОГРАФСКИХ И ОФСЕТНЫХ
КРАСОК
Технологический процесс изготовления тертых типографских
и офсетных красок состоит из операций: 1) смешения пигментов
и наполнителей со связующими веществами, или, как говорят,,
получение замеса, и 2) тщательного растирания замеса, напри¬
мер на вальцевых краскотерочных машинах, в результате чего
замес превращается в краску.
Замешивание пигментов со связующими веществами и дру¬
гими составными частями печатной краски обычно производят
в мощной лопастной мешальной машине (рис. 97). Перетирание
замеса краски чаще всего производят на трехвальной краскоте¬
рочной машине со стальными или чугунными валами, охлаж¬
даемыми изнутри водой (рис. 98 и 99).
При пуске краскотерочной машины в ход валы начинают
вращаться в различные по отношению к среднему валу стороны
и с различной скоростью. Надлежащий прижим валов друг
к другу и различие в скоростях их движения обеспечивает расти¬
рание краски и переход ее с одного вала на другой. Замес
310
Полиграфические материалы
краски из коробки-бункера проходит и растирается между сред¬
ним и задним валами, а затем — между средним и передним
валами. Красочный нож снимает с переднего вала перетертую
краску. Слой краски, стекающий со съемного ножа, попадает на
Рис. 97. Мощная двухлопастная метальная за; краски ИЗ пигментов
танового и некоторых других требуют большего числа пропусков
через валы краскотерочной машины, а краски из цинковых и
прозрачных белил, пигментов желтых светопрочных получают
в готовом виде уже после второго перетира.
Наряду с трехвальными краскотерочными машинами при¬
меняются одновальные, двухвальные, четырехвальные, пяти-
вальные и восьмивальные краскотерочные машины. Одноваль¬
ные краскотерочные машины имеют перетирочный брус; пере¬
тирающие валы восьмивальной краскотерочпой машины распо¬
ложены в два яруса.
Обычно хорошо перетираются на краскотерочных машинах
только достаточно густые пасты-замесы. Поэтому при изготов¬
лении жидких красок, например газетных ротационных, пиг¬
менты (сажа) смешиваются и перетираются только с частью
связующего вещества в виде полуфабриката — пасты краски, ко¬
торая затем разжижается до нужной вязкости остальным коли¬
чеством связующего вещества в мешателе (в смесителе).
При перетирании красок из «твердых пигментов», т. е. таких,
у которых первичные частички-кристаллики образуют сростки,
агрегаты кристалликов, следует пользоваться понизителями
фартук. Для получения
нужной степени перети¬
ра печатные краски пе¬
ретирают на краскоте¬
рочной машине несколь¬
ко раз. Число последо¬
вательных пропусков
краски через краскоте¬
рочную машину зависит
главным образом от
свойств пигмента и от
структурно - механиче¬
ских свойств краски
(вязко-пластичные и
адгезионно - когезион¬
ные свойства). Краски
из большинства пигмен¬
тов перетирают 3—4 pa-
машина.
голубых фталоциани-
новых, милори, пигмен¬
та синего трифенилме-
Раздел пятый. Печатные краски
311
твердости, или поверхностно-активными добавками, например
контактом Петрова, окисленным петролятумом и др., которые
способны проникать в микротрещины сросшихся кристаллов и
оказывать, как показал П. А. Ребиндер, расклинивающее дейст¬
вие (рис. 100). Однако во всех случаях лучше пользоваться
хорошо перетирающимися пигментами и лаками, не имеющими
Рис. 98. Современная трехвальпля
краскотерочная машина.
Рис. 99. Схема действия трех-
вальной краскотерочной ма¬
шины:
1 — бункер с перетираемой пастой;
2 — средний вал; 3 — задний вал;
4 — передний вал; 5 — съемный нож;
6 — фартук.
сростков первичных кристалликов, чем прибегать к помощи
понизителей твердости.
Цветные типографские и офсетные краски целесообразнее
всего изготовлять по новой технологии не из воздушносухих пиг¬
ментов, а из пигментов в виде водных красочных паст с содер¬
жанием воды 50—70%, т. е. в таком виде, как эти пигменты
получаются на анилинокрасочных заводах после отпрессовыва-
пия главной массы воды, перед сушкой. Таким образом, из тех¬
нологического процесса изготовления тертых печатных красок
исключаются операции сушки и размола пигментов, заметно
ухудшающих качество и яркость последних. При непосредствен¬
ном изготовлении тертых печатных красок из водных красочных
паст пигментов удается сохранить яркость цвета и мелкозерни¬
стость, свойственную первичным частичкам пигментов и лаков
в момент их образования, так как появление сростков кристал¬
312
Полиграфические материалы
лов происходит главным образом в процессе сушки влажных
пигментов.
Связующее вещество и часть водной пасты пигмента загру¬
жают в мощную метальную машину и перемешивают. Благо¬
даря удачному подбору связующего вещества по отношению
к свойствам пигмента, соответ¬
ствующей температуры и ин¬
тенсивности перемешивания, а
также добавлению специаль¬
ных веществ, происходит отде¬
ление воды от замеса, которую
сливают опрокидыванием ме¬
шалки. После этого добавляют
остальное количество водной
пасты пигмента и снова переме¬
шивают до момента выделения
воды, которую также удаляют
из метальной машины слива¬
нием. Но в полученной масля¬
ной пасте все еще остается некоторое количество воды, ухуд¬
шающее качество краски. Эту воду удаляют из краски выпарива¬
нием в метальной машине под вакуумом или выпариванием в
процессе перетирания на краскотерочной машине с горячими
валами. Если остаточная вода удалена из краски вакуумирова¬
нием, то краска не требует перетира, ее достаточно только один
раз пропустить через краскотерочную машину даже с отжатыми
валами. Если красочная паста предназначена для использования
в качестве подцветки-интенсификатора черных печатных красок,
то удаление остаточной воды под вакуумом или на краскотерке
с горячими валами не обязательно и паста может быть исполь¬
зована для указанной цели сразу после отделения основной мас¬
сы воды в мешателе.
§ 100. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КРАСОК ГЛУБОКОЙ ПЕЧАТИ
При изготовлении красок глубокой печати пигменты и на¬
полнители замешиваются и перетираются только с частью свя¬
зующего вещества и разжижаются после перетира остальным
количеством летучего лака или органического растворителя
для достижения нужной вязкости краски. Замешивание красок
глубокой печати лучше всего производить в мешателях со смен¬
ными подвижными резервуарами, исключающими возможность
вытекания части растворителя, что может наблюдаться, напри¬
мер, в лопастных мешателях, изображенных на рис. 97. Для
растирания красок глубокой печати применяют одновальные и
двухвальные краскотерочные машины, у которых открытая
Рис. 100. Расклинивающее дейст¬
вие поверхностно-активных ве¬
ществ (понизителей твердости).
Раздел пятый. Печатные краски
313
поверхность со слоем краски относительно невелика. Для сме¬
шения пигментов, наполнителей и лаков из летучих раствори¬
телей и смол и для перетирания красок глубокой печати при¬
меняются также шаровые мельницы, о которых будет сказано
ниже. Применение для растирания красок глубокой печати
трехвальных краскотерочных ма¬
шин, у которых открытая поверх¬
ность со слоем краски относитель¬
но велика, нецелесообразно, так
как органический растворитель,
имеющийся в составе краски глу¬
бокой печати, будет интенсивно
испаряться и загрязнять рабочее
помещение вредными парами.
Растирая краски глубокой печа¬
ти на одновальных и на двухваль-
ных краскотерочных машинах и
пользуясь надежными вентиляци¬
онными устройствами, можно хо¬
рошо избежать загрязнения воз¬
духа рабочего помещения вредны¬
ми парами растворителей.
На рис. 101 дана схема двух-
вальной краскотерочной машины.
Перетираемая краска загружает¬
ся в бункер 7 и растирается затем
между большим 1 и малым 2 ва¬
лами, вращающимися со скоро¬
стью более 3250 об/мин. Краска
на поверхности большого вала дополнительно перетирается пе-
ретирочным брусом, снимается съемным ножом и стекает с фар¬
тука 4. Грубые частички краски, имеющиеся на поверхности ма¬
лого вала, задерживаются фильтрующим брусом 8 и измельча¬
ются перетирочным брусом 3, прижимаемым винтом 5. Таким
образом обеспечивается постоянство режима работы двухваль-
ной краскотерочной машины и постоянство перетираемой крас¬
ки. Величина зазора между фильтрующим брусом и поверхно¬
стью малого вала регулируется барашком (винтом) 6.
Для смешения составных частей и для перетирания красок
глубокой печати служит также шаровая мельница. Шаровая
мельница (рис. 102) представляет собой полый металлический
цилиндр, снабженный загрузочным люком с плотно пригнанной
крышкой, имеющей кожаную или асбестовую прокладку. Ци¬
линдр заполняется шарами на !/з, но не более 2/з объема. Внут¬
ренняя поверхность цилиндра выложена фарфоровыми или
керамическими плитками или защищена нержавеющей сталью.
9Q Заказ № 443
Рис. 101. Двухвальная краско¬
терочная машина.
314
Полиграфические материалы
Промышленные шаровые мельницы имеют емкость от 0,5 до
5,0 мъ и загружаются шарами двух размеров 25 и 45 мм.
При вращении шаровой мельницы запруженная в нее краска
перетирается вследст¬
вие трения, развивае¬
мого между стенками
мельницы и шарами, а
также соударению ша¬
ров.
Шаровые мельницы
очень удобны в обслу¬
живании и вследствие
своей герметичности
полностью устраняют
возможность загрязне*
ния рабочего помеще¬
ния парами раствори¬
телей в процессе пере¬
тирания краски. Но
шаровые мельницы ма¬
ло пригодны для из¬
готовления красок и ярких и чистых цветов, например для
трехкрасочного печатания, так как в результате продолжитель¬
ного действия шаров происходит не только дезагрегирование
пигментов на первичные частички-
кристаллы, но и некоторое раз¬
рушение этих кристалликов, приво¬
дящее к понижению яркости и ин¬
тенсивности красок. При работе
шаровой мельницы неизбежно неко¬
торое истирание материала, из
которого изготовлены сами шары,
что является также одним из источ¬
ников засорения перетираемой кра¬
ски. Кроме того, при работе на ша¬
ровых мельницах чрезвычайно за¬
труднителен переход на изготовле¬
ние краски другого цвета, так как
внутренняя поверхность мельницы и
поверхность шаров очень трудно от¬
мыть от предыдущей краски. Поэто¬
му шаровые мельницы целесообраз¬
но применять только для изготовле¬
ния красок неярких, темных тонов или для красок на очень лету¬
чих растворителях, которые нет возможности перетирать на
вальцевых краскотерочных машинах.
Рис. 103. Турбинный
мешатель:
1 — цилиндрический ре¬
зервуар; 2 — конусообраз¬
ный диск; 3 — цилиндр.
Раздел пятый* Печатные краски
315
Для получения готовой краски образующуюся после пере¬
тирания довольно густую пасту разжижают в необходимой
степени растворителем или летучим лаком. Затем краску про¬
цеживают через бронзовую сетку с 4900 отверстиями на 1 см2
и разливают по флягам.
Разжижение красочной пасты может выполняться, например,
в турбинном метателе (рис. 103). Турбинный метатель состоит
из цилиндрического резервуара, внутри которого вращается
с большой скоростью конусообразный диск с выступающими
изогнутыми ребрами. Над диском вертикально расположен
цилиндр с прорезями. Развиваемая при вращении диска центро¬
бежная сила отбрасывает смешиваемые материалы из внутрен¬
него цилиндра в наружный; из наружного цилиндра смесь через
прорези опять попадает во внутренний цилиндр, оттуда диском
снова отбрасывается в наружный, и т. д. Таким образом, помимо
центробежного вращения смеси, вызываемого диском, происхо¬
дит еще вихреобразное движение вверх и вниз. В результате
получается хорошее и быстрое смешение.
СВОЙСТВА ПЕЧАТНЫХ КРАСОК И МЕТОДЫ
ИХ ИСПЫТАНИЙ
Чтобы установить качество печатных красок и соответствие
их свойств нормам государственных стандартов и технических
условий, пользуются как лабораторными, так и цеховыми мето¬
дами испытаний красок. В этом разделе мы рассмотрим основ¬
ные свойства красок и наиболее употребительные и надежные
методы их испытаний.
Испытание печатных красок имеет свои особенности:
во-первых, цвет, оттенок, светопрочность, скорость и пол¬
нота закрепления и некоторые другие показатели должны опре¬
деляться не у краски как таковой, а у оттиска этой краски,
отпечатанного в определенных условиях и на определенной
бумаге;
во-вторых, чтобы надежно и быстро характеризовать качест¬
во краски, нужно пользоваться сравнением качества испытуе¬
мой краски с качеством краски-эталона, а в ряде случаев произ¬
водить пробное печатание в условиях, близких к тиражным.
Эталонной краской, или краской-эталоном, называется впол¬
не доброкачественная, проверенная в лабораторных условиях
и в процессе пробного печатания краска, изготовленная в точ¬
ном соответствии с установленным рецептом и технологическим
процессом производства.
20*
316
Полиграфические материалы
§ 101. ИЗГОТОВЛЕНИЕ ОТТИСКОВ ИСПЫТУЕМОЙ краски
Оттиски испытуемой краски, изготовленные в постоянных
(стандартных) условиях, предназначаются для испытания:
а) цвета и оттенка краски; б) скорости и полноты закрепления
краски на бумаге; в) устойчивости краски к действию света
(светопрочность), воде, спирту, щелочи, кислоте и так далее.
В процессе изготовления оттисков выявляются в некоторой сте¬
пени также и печатные свойства краски.
Рис. 104. Прибор с наклонной плоскостью для получения отпе¬
чатков в стандартных условиях.
Л. А. Козаровицкий и Л. А. Галкина предложили лабора¬
торный прибор (|рис. 104) для получения контрольных оттисков
красок (ГОСТ 65Θ7—53).
Прибор состоит из панели /, на поверхности которой укреп¬
лена гладкая цинковая пластина 2. Посредством винтового
приспособления 3 панели с цинковой пластиной придают соот¬
ветствующий угол наклона (например 5°) по отношению
к основанию 4 прибора. По поверхности цинковой пластины
движется эластичный разборный валик 5, укрепленный в ка¬
ретке 6 с направляющими роликами 7 и 8. В верхней части
каретки над валиком укреплена прямоугольная площадка
с грузом Р, осуществляющим давление на валик. Валик можно
вынимать из каретки для нанесения на его поверхность необхо¬
димого слоя краски перед испытанием.
Получение стандартных оттисков па этом приборе осущест¬
вляется следующим образом. На цинковой пластине закрепляют
бумажную ленту, а на валик объемным или весовым путем
наносят нужное количество краски и хорошо раскатывают по
поверхности раскатной плиты определенного размера. После
Раздел пятый. Печатные краски
317
этого каретку с валиком устанавливают на специальное приспо¬
собление— арретир 10 — в верхней части панели, а на пло¬
щадку 9 помещают пластинчатый груз, обеспечивающий давле¬
ние немногим более 1 кг/см2.
Для получения отпечатков опускают арретир. Каретка с ва¬
ликом скатывается по наклонной плоскости панели, при этом
направляющие ролики каретки катятся по направляющим
планкам панели, а валик — по бумаге. Валик совершает четыре
полных оборота, поэтому на полоске бумаги получается четыре
отпечатка с последовательно убывающей (примерно вдвое)
толщиной слоя краски.
Валик устроен таким образом, что при необходимости можно
установить, какое количество краски переходит на бумагу, и
рассчитать толщину красочного слоя в микронах. Для этого
валик имеет съемную эластичную трубку, которую снимают
и взвешивают со слоем краски до и после получения отпечатков.
Оттиски могут быть также получены посредством печатания
на тигельной печатной машине (ГОСТ 6941—54), на офсетной
малоформатной машине или на каком-либо другом печатающем
механизме.
Изготавливают оттиски на стандартной бумаге и при
постоянной и вполне определенной толщине слоя краски; напри¬
мер, при печатании на тигельной типографской машине толщина
слоя краски на оттиске устанавливается в 2±0,2 микрона.
Если не имеется возможности изготовить отпечатки в стан¬
дартных условиях, то нужно готовить оттиски испытуемой и
эталонной красок в данных, одинаковых при испытании обеих
красок'условиях: а) с одной и той же печатной формы; б) на
одной и той же бумаге; в) на одной и той же печатной машине;
г) при соблюдении возможно более одинаковой толщины слоя
краски на отпечатках для обеих красок. При выполнении таких
условий можно уверенно сравнивать качество испытуемой и
эталонной красок.
Изготовление оттисков можно производить также посред¬
ством маленького ручного валика, например длиной 70 мм и
диаметром 30 мм, со слоем эластичной вальцовой массы. Не¬
большое количество краски раскатывают таким валиком на
раскатной плите, а затем накатывают ее непосредственно на
поверхность тиражной бумаги.
§ 102. ОТМЕРИВАНИЕ КРАСКИ И ИСПЫТАНИЕ ЕЕ УДЕЛЬНОГО ВЕСА
Точно отмеривать небольшие объемы испытуемой краски
можно посредством микроволюметра Л. А. Козаровицкого.
Микроволюметр (рис. 105) представляет собой микрометр L
у которого на скобе 2 вместо пятки укреплен полый латунный
318
Полиграфические материалы
цилиндр 5, а на гладкой нижней части микрометрического вин¬
та 7 укреплен тщательно пригнанный к цилиндру поршень 6.
На нижнюю, открытую часть цилиндра надевается латунная
крышка 3 с отверстием в центре диаметром 3 мм при испытании
жидких красок и диаметром 1 мм при испытании густых красок.
Вначале крышку 3 снимают и прост¬
ранство между ней и поршнем плотно,
без пустот, заполняют краской, после
этого крышку ставят на место. При по¬
даче цилиндра вниз загруженная в него
краска 4 выдавливается из отверстия в
крышке в строго определенном количе¬
стве, которое зависит от того, насколь¬
ко сильно опущен поршень. Объем вы¬
давленной краски определяют по шка¬
ле 8 микрометра, так как он равен про¬
изведению площади поршня на прой¬
денный им путь.
Удельный вес краски, или вес 1 см3
краски при температуре 20° в граммах,
имеет значение для перевода весовых
количеств краски в объемные при раз¬
личного рода расчетах, связанных с
установлением расхода краски для пе¬
чатания данного тиража, а также при
выполнении испытания показателя рас¬
текания краски, при изготовлении
стандартных оттисков и пр. Когда в технических условиях или
па этикетках банок с красками указан удельный вес, то его ис¬
пытания не требуется.
Удельный вес краски испытывают микроволюметром Козаро-
вицкого или прибором Чернова (ГОСТ 6590—53). Оба эти
метода практически равноценны.
Испытание удельного веса краски при помощи микроволю¬
метра. На предварительно взвешенное предметное стекло вы¬
давливают из микроволюметра точное объемное количество
краски, например 0,2 см?. Выдавленную краску взвешивают на
аналитических весах и удельный вес краски рассчитывают по
формуле:
Рис. 105. Микроволюметр
Л. А. Козаровицкого
а
γ ~~ν '
где γ — удельный вес краски в г/см3; а — вес краски в г; ν —
объем краски в см3.
Раздел пятый. Печатные краски
319
§ 103. ИСПЫТАНИЕ ОПТИЧЕСКИХ СВОЙСТВ КРАСКИ
Цвет краски на оттиске — одно из самых важных свойств
печатных красок, поскольку краска должна создавать на бу¬
маге полноценное красочное изображение. В случае печатания
черными красками наиболее важное значение приобретает ае-
пень черноты (оптическая плотность) в сочетании с нужным
оттенком, например синеватым.
Цвет оттисков красок можно достаточно точно характеризо¬
вать двояко: а) оптическими (колориметрическими) констан¬
тами и б) спектрами отражения (или поглощения).
Оптические константы определяют с помощью лабораторных
приборов — колориметров, позволяющих подобрать цвет, иден¬
тичный промеряемому, смешением трех стандартных окрашен¬
ных световых потоков, или так называемых инструменталь¬
ных стимулов, — красного, зеленого и синего. Зная в проме¬
ряемом цвете содержание стандартных красного, зеленого и
синего цветов, можно результаты измерения пересчитать, как
это будет показано ниже, на оптические константы: цветовой
тон, чистоту и яркость.
Простейшим колориметром будет известный из физики диск
Максвелла, установленный на шкиве небольшого моторчика.
Из числа лабораторных колориметров хорошо себя зареко¬
мендовали колориметр ГОИ (Государственного оптического
института), колориметр Гилда, а также колориметр КНО.
Спектры отражения окрашенных объектов, например оттис¬
ков, испытывают посредством лабораторных приборов спектро¬
фотометров, позволяющих с помощью призмы разложить све¬
товой поток на составные его части и точно определить
коэффициенты отражения ряда этих спектральных цветов, рав¬
номерно распределенных в видимой части солнечного спектра.
В некоторых спектрофотометрах вместо призмы имеется набор
светофильтров, последовательно меняя которые устанавливают
спектры отражения оттисков красок.
Измерение цвета на современных колориметрах и спектро¬
фотометрах лишено субъективной оценки экспериментатора,
так как эти приборы являются фотоэлектрическими и действуют
автоматически.
Оптическими константами, как уже указывалось, будут:
цветовой тон, чистота, или насыщенность, и яркость, или свет¬
лота.
Цветовой тон λ характеризуется длиной волны, соответствую¬
щей длине волны спектрального цвета, доминирующего в цвете
промеряемого образца, т. е. показывает соответствие промеряе¬
мого цвета спектральному монохроматическому цвету сходной
цветовой волны.
320
Полиграфические материалы
Чистота, или насыщенность, Р показывает, насколько дан¬
ный цвет близок к спектральному в смысле отсутствия в нем
белого, т. е. в какой степени от измеряемого цветного объекта
отражаются лучи различных длин волн, смешением которых
испытуемому цвету придается белесоватость. Таким образом,
чистота показывает в контролируемом цвете долю спектраль¬
ного и долю бесцветного — белого.
Яркость, или светлота, R показывает суммарное количество
лучистой энергии видимого солнечного спектра и выражается
в долях единицы от 0 — отсутствие лучистой энергии (абсолют¬
но черный цвет) до 1—полное, 100%-ное отражение лучистой
энергии (или полное отсутствие примеси черного).
Значение указанных оптических констант лучше всего можно
показать на цветовой трехмерной диаграмме, позволяющей дать
точную пространственную характеристику любому цвету, до¬
ступному человеческому глазу.
Диаграмма (рис. 106) имеет форму пирамиды, основанием
которой является треугольник Ньютона. По периметру этого
треугольника расположены лучи видимого спектра, начиная от
400 миллимикрон до 700 миллимикрон включительно; в верши¬
нах треугольника расположены синий, зеленый и красный цвета.
В центре пирамиды проходит ахроматическая ось, а точка С
в центре треугольника соответствует белому цвету. Таким обра¬
зом, на периметре треугольника располагаются чистые спект¬
ральные цвета, а в центре треугольника бесцветный — белый
цвет. На линиях, соединяющих точку С с периметром треуголь¬
ника, располагаются спектральные цвета соответствующей
длины волны, в различной степени разбеленные белым цветом;
на концентрических кривых внутри треугольника указана сте¬
пень разбеленности спектрального цвета, выраженная в процен¬
тах чистого спектрального цвета.
Вершина пирамиды (точка D) соответствует полному отсут¬
ствию лучистой энергии. На диаграмме показано несколько
сечений пирамиды, соответствующих определенным значениям
яркости (светлоты), выраженной в долях единицы. Таким обра¬
зом, содержание в измеряемом цвете количества чистого спект¬
рального (или разбеленного) цвета может быть выражено в до¬
лях единицы.
Графическое построение цвета впервые было использовано
И. Ньютоном более 200 лет тому назад и поэтому носит его
имя. Для графического построения цвета и определения его
оптических констант необходимо знать (определить колоримет¬
ром) содержание в испытуемом цвете трех элементарных цве¬
тов, которые, по гипотезе Гельмгольца, соответствуют раздра¬
жению трех нервных центров глаза.
700 Красный )
Рис. 106. Диаграмма пространственного расположения цветов.
322
Полиграфические материалы
Зная содержание в промеряемом объекте стандартного
красного х и синего у, находят,-пользуясь графиком (цветовым
треугольником И. Ньютона), показанного на рис. 107, располо¬
жение искомого цвета в цветовом треугольнике и узнают его
х
Рис. 107. График для перехода от трехцветных коэффициентов х и у к яр-
ординатам: цветовой тон и чистота цвета.
чистоту. Соединяя прямой линией найденную точку с центром
(с точкой С) и продолжая эту прямую до пересечения с пери¬
метром треугольника, находят длину доминирующей цветовой
волны. Значение яркости всегда численно равно содержанию
стандартного зеленого цвета г в долях единицы.
В цеховых условиях для быстрого определения цвета и от¬
тенка краски часто пользуются простым способом, состоящим
в том, что ничтожно малое количество краски распределяют
пальцем («набивают») на поверхность тиражной бумаги, стре¬
мясь при этом, чтобы слой краски примерно соответствовал
Раздел пятый. Печатные краски
323
слою краски на машинных оттисках (1,5—2,0 микрона). При
известном навыке даже такой примитивный способ позволяет
быстро получить приблизительную оценку цвета и оттенка
краски, поэтому применение такого простого метода во многих
случаях оправдано.
Самого серьезного внимания и распространения заслужи¬
вает метод испытания цвета и оттенка оттисков красок путем
сравнения с эталонами атласов цветов, шкалами цветового
охвата с оттисками альбомов-каталогов красок, так как этим
путем быстро и надежно можно дать сравнительную оценку
колористическим свойствам оттисков испытуемой краски.
Красящая сила характеризует интенсивность, насыщенность
цвета краски, проявляющуюся при ее разбеливании цинковыми
белилами в сравнении с разбеленной таким же способом крас¬
кой-эталоном. К небольшой точной навеске испытуемой и эта¬
лонной краске добавляют в десять раз большее количество тер¬
тых цинковых белил и все тщательно перемешивают. Если раз¬
беленная эталонная краска оказалась сравнительно интенсивнее,
то интенсивность цвета ее разбела понижают до интенсивности
цвета разбеленной испытуемой краски добавлением соответ¬
ствующего количества белил. Наоборот, если сравнительно
интенсивнее будет разбеленная испытуемая краска, то добавоч¬
ное количество белил прибавляют к испытуемой краске. Таким
образом достигают равенства интенсивности разбелов испытуе¬
мой и эталонной красок. В зависимости от количества цинковых
белил, прибавляемых к испытуемой и к эталонной краскам для
достижения равенства интенсивности разбелов, высчитывают
красящую силу в процентах по отношению к эталону, красящая
сила которого принимается равной 100%. Одновременно испыты¬
вают и соответствие оттенка разбеленной испытуемой краски
по отношению к оттенку разбеленного эталона или расхождение
в оттенках. Однако при испытании красящей силы красок нужно
иметь в виду, что некоторое расхождение в цвете и оттенке раз¬
беленных испытуемой и эталонной красок вовсе не означает,
что такое расхождение будет наблюдаться и у оттисков этих
красок.
Кроющая способность, или степень непрозрачности, тонкого
слоя краски на оттиске зависит от того, насколько совпадают
или различаются показатели преломления пигмента и связую¬
щего вещества. Чем больше эта разница, тем более непрозрач¬
ной будет краска. Таким образом, зная заранее показатель пре¬
ломления пигмента и связующего вещества, можно всегда
составить надежное представление о кроющей способности
краски, изготовленной из этого пигмента и связующего веще¬
ства. В зависимости от кроющей способности печатные краски
принято разделять на кроющие, полукроющие и прозрачные.
324
Полиграфические материалы
В зависимости от назначения краски должны иметь большую
или меньшую кроющую способность. Так, например, краски для
трех- и четырехкрасочного печатания должны быть очень про¬
зрачными. Исключение из этого правила можно сделать только
для той краски, которая первой наносится на бумагу, обычно
такой краской бывает желтая.
Кроющую способность краски по ГОСТ 7086—54 испыты¬
вают нанесением тонкого слоя испытуемой краски заданной
толщины на ступенчатую серую шкалу с примыкающей к ней
черной рамкой и определением на глаз видимой величины конт¬
раста между одним из полей серой шкалы и рамкой. Оценка
дается по пятибалльной системе.
§ 104. ИСПЫТАНИЕ СТЕПЕНИ ОДНОРОДНОСТИ (ПЕРЕТИРА) КРАСКИ
Степень однородности и качество перетира краски, т. е. дис¬
персность пигментов и наполнителей и равномерность их рас¬
пределения в связующем веществе (степень перетира), а также
отсутствие возможных засорений, имеет большое значение
в процессе печатания, так как краски с грубодисперсными пиг¬
ментами, засоренные
или недостаточно хоро¬
шо перетертые имеют
плохие печатные свой¬
ства и забивают (за¬
грязняют) растровую
печатную форму.
Испытание однород¬
ности краски и степени
ее перетира по ГОСТ
6589-53 производится
посредством прибора
«клин» (рис. 108). При¬
бор представляет собой
Рис. 108. Прибор «клин». металлический брусок
1У в верхней части ко¬
торого имеется выемка в форме клина 3 с максимальной глуби¬
ной в одном конце в 100—150 микронов. Глубина выемки клина
постепенно уменьшается и сходит на нет в противоположном кон¬
це клина. На поверхности прибора рядом с выемкой клином име¬
ется шкала 4, указывающая точно глубину выемки в данном
участке, в пределе от 100—150 микронов до нуля. Пробу испы-
туемой краски около 0,5—0,7 г помещают в глубоком конце вы¬
емки 2 и посредством ножа-скребка 5 распределяют по всей по¬
верхности ее в направлении уменьшающейся глубины. При этом
грубые частицы пигмента и возможные загрязнения краски раз¬
Раздел пятый* Печатные краски
325
мером более глубины- выемки в данном месте, выступают над
поверхностью краски, захватываются лезвием ножа, увлекаются
им и образуют полосы-царапины. В зависимости от того, на ка¬
кой глубине клина начинают образовываться полосы, судят о
степени перетира краски, выражая степень перетира краски глу¬
биной выемки в микронах в том месте клина, где начинаются
полосы.
Степень перетира жидких типографских красок и красок
глубокой печати испытывают методом «фильтрации». 1—2 г
краски тщательно перемешивают с 200 мл уайт-спирта и проце¬
живают через бронзовую сетку с 4900 отверстиями на см2. Оса¬
док нерастертых комочков краски высушивают и взвешивают.
Этот осадок, выраженный в процентах по отношению к исходной
навеске краски, характеризует степень перетира.
§ 105. ИСПЫТАНИЕ СТРУКТУРНО-МЕХАНИЧЕСКИХ СВОЙСТВ КРАСКИ
Структурно-механические свойства печатных красок — это
в первую очередь пластическо-вязкие свойства, липкость и не¬
которые другие, которые проявляются при деформации испы¬
туемого образца, почему и называются иногда деформацион¬
ными свойствами; их можно испытать чисто механическими
приемами и оценивать, например, силой сопротивления переме¬
щению слоев краски (вязкость), работой разрыва красочной
пленки (липкость) и др. Структурно-механические свойства
являются, по существу, главными рабочими, т. е. печатными,
свойствами красок, так как они в значительной степени предо¬
пределяют поведение печатной краски при ее раскатывании
валиками и при накатывании на поверхность печатной формы,
а также влияют на качество печати и на закрепление краски на
бумаге.
Пластическо-вязкие свойства — это сочетание пластических,
т. е. твердообразных, и вязких-жидкотекучих свойств красок,
называемых иногда густотой, или консистенцией.
Вязкостью (жидкотекучесть — это обратная величина вяз¬
кости) называется внутреннее трение, которое возникает между
слоями жидкости, при их перемещении относительно друг дру¬
га. В силу возникновения такого внутреннего трения смещение
слоев жидкости происходит все с меньшей скоростью по мере
их удаления от места приложения деформирующего усилия
(рис. 109). На рис. 109 показаны две параллельные пластины
А и В с заключенной между ними жидкостью, причем верхней
пластине В придано равномерное движение со скоростью V. Ско¬
рость движения слоя жидкости будет тем меньшей, чем дальше
он отстоит от верхней пластины. Скорость движения слоя жид¬
кости ν пропорциональна расстоянию h по перпендикуляру от
нижней пластины и вблизи каждой из пластин совпадает со ско¬
ростью соответствующей пластины.
326
Полиграфические материалы
Чем крупнее молекулы жидкости, тем больше поверхность их
соприкосновения друг с другом и тем больше внутреннее трение,
а следовательно, и более вязкой будет жидкость. Например,
керосин состоит из менее крупных молекул, чем машинное
масло, и его вязкость соответственно меньше: керосин более
подвижен, более жидкотекуч, чем машинное масло.
Если какой-либо жидко¬
стью наполнить стеклянный
цилиндр и бросить в нее
стальной шарик, то он будет
погружаться в жидкость и,
наконец, достигнет дна ци¬
линдра. Чем медленнее ша¬
рик проходит слой жидкости
(достигает дна цилиндра),
тем более вязкой, или, как
мы обычно говорим, более
густой, будет жидкость.
Если пластинку перемещать (сдвигать) относительно какой-
либо жидкости с постоянной скоростью, то для перемещения
этой пластинки потребуется некоторое усилие, которое будет
различным в зависимости от вязкости жидкости, по отношению
к которой производится смещение пластинки. Для перемещения
пластинки в маловязкой жидкости требуется меньшее усилие,
чем в более вязкой жидкости.
Формула для вычисления вязкости — коэффициента внутрен¬
него трения была установлена Ньютоном:
Р
η- а .
F
где η — вязкость; Р=-$~’— напряжение' сдвига; F — сила тре¬
ния; G — скорость сдвига (деформация), т. е. возрастание сдви¬
га за единицу времени; S — площадь сдвига.
За единицу вязкости в абсолютной системе единиц прини¬
мают сопротивление, которое оказывает жидкость при относи¬
тельном перемещении двух слоев площадью 1 см2, отстоящих
друг от друга на 1 см, под влиянием внешней силы в 1 дину при
скорости перемещения 1 см/сек. Единица абсолютной вязкости
называется пуазом в честь французского исследователя Пуа-
зейля, установившего законы истечения жидкостей по капилля¬
рам (1 пуаз = 100 сантипуазам).
Пуаз является единицей динамической вязкости. Для все¬
возможных гидродинамических расчетов применяется также
кинематическая вязкость. Она указывается во всех государст¬
венных стандартах и технических условиях на нефтяные мине¬
Ъ с I
! ■/
.!-» ./
1 /
|—-у
h
V
[
а '
Рис. 109. Схема деформаций вязкой
жидкости.
Раздел пятый; Печатные краски
327
ральные масла. Зависимость между динамической и кинемати¬
ческой вязкостью выражается соотношением
где γ — кинематическая вязкость, D —плотность жидкости в г/см3.
Отсюда размерность кинематической вязкости, выражаемой
в стоксах, будет см2/сек. Соответственно одна сотая часть стокса
называется сантистоксом (сст).
У истинно вязких жидкостей сила деформации пропорцио¬
нальна вызываемой ею скорости деформации; кроме того, у них
отсутствует пластичность.
Истинную вязкость не очень густых жидкостей определяют
обычно капиллярным вискозиметром Оствальда.
Пластичность — это способность тела сохранять свою форму
при напряжениях ниже предела текучести Рк и, наоборот, лег¬
ко и необра!Имо из.менячь форму при более высоких напряже¬
ниях. Поэтому у пластических тел вязкость их определяется не
по Ньютону, а по Шведову-Бингаму, как
где Y —вязкость пластического тела, или пластическая вяз¬
кость; Р—напряжение сдвига; Рк—предел текучести; G —
CKopocib сдвига.
В соответствии с этим Μ. П. Воларович предложил характе-
р
ризовать пластичность величиной Θ = -~
Краски, изготовленные из достаточно вязких олиф и имею¬
щие высокую концентрацию пигмента, например густые типо¬
графские или офсетные краски, по структурно-механическим
свойствам занимают как бы промежуточное положение между
жидкостями и твердыми телами. Они не могут быть охарактери¬
зованы одним только показателем вязкости, так как имеют еще
и определенную степень пластичности.
У истинно вязких жидкостей даже небольшое усилие приво¬
дит жидкость в движение. У пластическо-вязких систем сначала
нужно преодолеть свойства пластичности, а затем только вся
система приходит в движение — в вязко-текучее состояние.
Присутствие в печатной краске пигмента значительно влияет
на вязкость; отдельные частицы пигмента вызывают как бы до¬
полнительное перемешивание слоев жидкости при их деформа¬
ции, тормозя скольжение этих слоев по отношению друг к другу.
В связи с этим вязкость печатной краски оказывается не по¬
стоянной величиной, а зависит от скорости деформации. Пояс¬
328
Полиграфические материалы
ним сказанное схемой (рис. ПО). Если на оси абсцисс отклады¬
вать величину напряжения (груза), вызывающего деформацию,
а на оси ординат — величину деформации при данном напряже¬
нии, то можно получить следующую картину деформации для
истинно-вязкой жидкости (7) и для пластическо-вязкой си¬
стемы (II).
У истинно-вязкой (нормальной) жидкости скорость деформа¬
ции пропорциональна силе, вызвавшей эту деформацию, и ее
деформация при разных грузах
выражается на графике прямой
линией.
У пластическо-вязкой системы
мы наблюдаем две отличительные
особенности: во-первых, деформа¬
цию перемещения слоев пластиче¬
ско-вязкого тела вызывает не
всякий приложенный груз, а толь¬
ко такой, который превышает
груз, необходимый для преодоле¬
ния пластических свойств, т. е.
превосходящий предел ее текуче¬
сти (на нашем графике величи¬
на пластичности характеризуется
отрезком О—А на оси абсцисс);
во-вторых, скорость деформации
не вполне пропорциональна приложенному усилию: при больших
скоростях деформации нужно затрачивать несколько меньшее
усилие, чем это следовало бы ожидать по расчету; у пластическо-
вязкого тела зависимость скорости деформации от приложенного
груза изображается не прямой, а изогнутой линией (II).
Некоторые печатные краски, например краски глубокой пе¬
чати, по свойствам приближаются к истинно-вязким жидкостям.
Газетные ротационные краски имеют минимальную пластич¬
ность и характеризуются почти исключительно вязкостью. Чем
жиже краска, чем меньше она содержит пигмента, тем меньшей
пластичностью она обладает.
Если при размешивании краски шпателем или лопаточкой
не образуется следа или след быстро пропадает (затекает), то
степень густоты этой краски в основном определяется вязкостью.
Если после перемешивания краска сохраняет след, то такая
краска наряду с вязкими будет иметь и пластические свойства.
Чем устойчивее и яснее след, тем большей пластичностью обла¬
дает краска.
Липкость краски — это ее способность прилипать к поверх¬
ности, соприкасающейся с краской, и вытягиваться в более или
менее длинные нити — «тяжи». Краски должны иметь достаточ-
Сила, бызыЬаюшал
деформацию
Рис. 110. Истинно-вязкая и плас¬
тическо-вязкая деформация.
Раздел пятый. Печатные краски
329
ную липкость, иначе они непригодны для печатания: не могут
раскатываться валиками красочного аппарата и накатываться
на поверхность печатной формы.
Говоря о липкости какого-либо вещества, нужно различать
прилипание, или адгезию, т. е. сцепление этого материала с по¬
верхностью, с которой он соприкасается, и внутреннее сцепле¬
ние, или когезию, — сцепление частиц (но ни в коем случае не
молекул, потому что молекулярное сцепление, молекулярное
притяжение осуществляется силами Ван-дер-Ваальса) между
собой внутри слоя, т. е. в массе, в объеме. Благодаря силам
когезии слои олифы и краски при их деформировании, перед
тем как разорваться, вытягиваются в довольно длинные нити —
«тяжи». Если силы когезии будут очень велики, что, например,
наблюдается при печатании чрезмерно густыми красками, то
происходит выщипывание бумаги краской.
У жидких масел силы когезии сравнительно малы, и поэтому
у них отсутствует заметная липкость, хотя силы прилипания,
адгезии, и значительны.
Таким образом, липкость краски, клея и других подобных
материалов объясняется адгезионно-когезионными свойствами,
причем величина когезии должна быть значительной, но не
чрезмерной.
Когезия краски увеличивается, во-первых, вследствие приме¬
нения сильно полимеризованных, крепких, олиф и, во-вторых, по
мере увеличения в краске содержания пигмента и наполнителя.
Прилипание (адгезия) красок увеличивается прежде всего
в результате применения для их изготовления олиф с более
высокой степенью полимеризации, т. е. более высокомолекуляр¬
ных; прилипание до некоторой степени увеличивается вслед¬
ствие увеличения в краске содержания пигмента и наполни¬
теля, но до известного предела, после чего краска становится
менее прилипающей.
Для печатных красок наибольшее значение имеет когезия,
так как в процессе печатания красочные слои, накатываемые на
печатную форму и переходящие с формы на бумагу, всегда
разрываются в середине слоя. Это показывает, что у печатных
красок силы адгезии (прилипания) всегда выше сил когезии
(внутреннего сцепления, прочности самого тела).
Электрическая теория адгезии (прилипания), разработанная
Б. В. Дерягиным, дает объяснение, почему в печатных красках
адгезия значительно выше когезии. Сущность этой теории
заключается в том, что при разделении двух разнородных тел
(в данном случае краски и бумаги) образуется электрическое
силовое поле, т. е. разделяемые поверхности оказываются на¬
электризованными противоположными электрическими заря¬
дами. Поэтому значение адгезии получается настолько высо¬
330
Полиграфические материалы
ким, что всегда превышает когезию, величину которой опреде¬
ляют только структурно-механические свойства. К сказанному
нужно добавить, что адгезия значительно повышается еще и
благодаря некоторой шероховатости бумаги и ее пористости.
Тиксотропные свойства печатных
красок. Свойство красок самопроиз¬
вольно загустевать при нахождении в
покое и разжижаться при перемешива¬
нии называется тиксотропией, а сильно
обратимо загустевающие краски назы¬
ваются тиксотропными. Разные краски
имеют разную степень тиксотропности.
Для некоторых красок характерна та¬
кая большая степень тиксотропности,
что они по этой причине теряют по¬
движность и перестают вращаться в
красочном ящике печатной машины.
Чем больше в краске концентрация
Борис Владимирович Дерягин пигмента, тем в большей степени про¬
являются тиксотропные свойства. Про¬
исходит это потому, что при нахожде¬
нии в покое между близко расположен¬
ными по отношению друг к другу частичками пигмента возни¬
кают напряжения, в результате которых во всей массе печатной
краски образуется своеобразная сетчатая пространственная струк¬
тура. Если частички пигмента отдалены друг от друга, то обра¬
зование такой структуры, а следовательно, и появление тиксо¬
тропных свойств мало вероятно. Тиксотропные связи не прочны
и разрушаются при перемешивании. Очевидно, что на тиксо¬
тропные свойства красок оказывают большое влияние структура
и толщина сольватных оболочек, окружающих пигменты; чем
толще и прочнее эти сольватные оболочки, тем в относительно
меньшей степени будут выражены тиксотропные свойства
краски. Испытание тиксотропных свойств краски производится
измерением нарастания механической прочности системы (кра¬
ски) во времени, например при помощи конического пласто-
метра П. А. Ребиндера.
От тиксотропного загустевания следует отличать зарезини-
вание, или необратимое загустевание — желатинизацию, которое
наблюдается иногда при длительном хранении цветных типо¬
графских и офсетных красок. При зарезинивании краска жела¬
тинируется, и ее загустевание не удается устранить Перемеши¬
ванием, что можно сделать при перемешивании тиксотропно
загустевших красок.
Причины, вызывающие тиксотропное, обратимое загустева¬
ние и желатинизацию — зарезинивание, т. е. необратимое загу-
Раздел пятый. Печатные краски
331
стевание, различны. Тиксотропное загустевание, как уже указы¬
валось, возникает вследствие образования в краске коагуля¬
ционной коллоидной структуры из-за возникновения напряже¬
ний между близко расположенными по отношению друг к другу
частичками пигментов. Желатинизация — зарезинивание красок
является результатом химического взаимодействия пигмента со
связующим веществом и полимеризации последнего под влия¬
нием этого взаимодействия.
Рис. 111. Вращение и невращение краски в ящике красочного аппа¬
рата печатной машины.
Пластическо-вязкие свойства красок и липкость, а также
тиксотропные свойства имеют очень большое значение в про¬
цессе печатания. Чем выше скорости печатания, тем в меньшей
степени вязкой и липкой должна быть краска. Поэтому типо¬
графские ротационные краски настолько жидкотекучи, что их
можно выливать из бочек и перекачивать насосами, а типограф¬
ские краски для плоских машин имеют вид густых паст. Наи¬
большей густотой обладают литографские и фототипные краски.
Надлежащая липкость краски наряду с ее вязкостью и пла¬
стичностью обусловливают нормальное раскатывание краски
валиками красочного аппарата печатной машины и накатывание
на поверхность печатной формы. Если пластическо-вязкие свой¬
ства и степень липкости краски не соответствуют условиям
процесса печатания и свойствам бумаги, то при печатании
происходят неполадки.
Иногда краска в процессе печатания находится в красочном
ящике красочного аппарата печатной машины в неподвижном
состоянии; в этом случае говорят, что краска «не вращается
в красочном аппарате» (рис. 111). Когда краска не вращается
в красочном ящике, дукторный валик скользит по поверхности
краски, не захватывая ее и не вынося в нужном количестве из
красочного ящика. Режим питания краскораспределительной
системы нарушается, что ведет за собой постепенное снижение
насыщенности оттисков (рис. 112). Это явление можно назвать
скольжением краски в слое, непосредственно соприкасающемся
с поверхностью дукторного валика, или просто — пристенным
скольжением.
Полиграфически? материалы
аз2
Рис. 112. Неврашение (пристенное скольже¬
ние) краски в красочном аппарате печатной
машины:
1 — тончайший слой краски на дукторном валике;
2 — жидкая прослойка краски; 3 — основная масса
тиксотропно загустевшей краски.
Краски не вращаются в красочном ящике печатной машины
в том случае, если они чрезмерно густы, имеют сильно выра-
j г , женные тиксотропные
свойства или не облада¬
ют необходимой степенью
липкости. Большое влия¬
ние на способность крас¬
ки к вращению оказывает
молекулярный состав свя¬
зующего. Так, хорошо вра¬
щаются краски, в состав
связующего вещества ко¬
торых входят сравнитель¬
но высокомолекулярные
вещества с значительной
степенью полимеризации.
Краски, изготовленные из
алкидных олиф, вращают¬
ся лучше, чем краски из
натуральных льняных
олиф. Структура пигмен¬
та также оказывает влия¬
ние на вращение красок. Например, краски из окисленной газо¬
вой канальной сажи вращаются гораздо лучше, чем краски из
неокисленной сажи.
Рассмотрим наиболее важ¬
ные методы испытаний струк¬
турно-механических свойств пе¬
чатных красок.
Условную вязкость газет¬
ных ротационных красок испы¬
тывают так же, как и вязкость
олиф,— шариковым способом.
Показателем вязкости служит
время в секундах, в течение
которого стальной шарик диа¬
метром 3 мм проходит при сво¬
бодном падении в краске рас¬
стояние в 200 мм (рис. 113).
Для испытания берут стеклян¬
ный цилиндр 1 емкостью около
200—250 мл, на внешней по¬
верхности которого нанесены
две черты: первая на расстоянии около 50 мм от дна цилиндра,
а вторая — точно на расстоянии 200 мм от первой черты. В ци¬
линдр до нижней черты наливают воду, а затем осторожно до¬
Рис. 113. Установка для испытания
вязкости шариком.
Раздел пятый. Печатные краски
333
ливают краску до верхней черты. При испытании прозрачных
олиф, естественно, нет нужды наливать на дно цилиндра воду.
Цилиндр с испытуемой краской помещают в водяной термо¬
стат 2, где создают температуру 20° и поддерживают ее добавле¬
нием теплой или холодной воды в течение всего времени испыта¬
ния. В краску, находящуюся в цилиндре, погружают термометр 3
и время от времени перемешивают
краску, что способствует достижению
заданной температуры (20°) и одновре¬
менно разрушает тиксотропные свойст¬
ва краски, которые могли бы исказить
результаты испытания вязкости. Когда
температура краски достигает 20°, пин¬
цетом берут стальной шарик диамет¬
ром 3 мм (от обычного шарикопод¬
шипника) и осторожно опускают его в
краску, находящуюся в цилиндре. Од¬
новременно открывают секундомер и
закрывают его в момент, когда шарик
переходит из красочного слоя в водный
(переходит нижнюю черту).
Условную вязкость красок глубо¬
кой печати испытывают при помощи
прибора-воронки ВЗ-4 (рис. 114), представляющего собой метал¬
лический сосуд 1 емкостью 100 мл, в конусообразном дне кото¬
рого имеется отверстие 2 диаметром 4 мм, закрытое дере¬
вянным стерженьком 3. Верхняя часть сосуда заканчи¬
вается ободком сг'выемкой 4 для стока излишней краски (сверх
100 мл) при заполнении сосуда. Сосуд помещается в металли¬
ческом кольце 5 штатива. На основании штатива находится
два регулировочных винта 6 для установки прибора в строго
горизонтальном положении.
Сосуд с закрытым сточным отверстием наполняют испытуе¬
мой краской, температура которой должна быть равна 20°.
После этого вынимают деревянный стерженек, и краска сво¬
бодно вытекает из сосуда через сточное отверстие в стеклянный
сосуд 7. По секундомеру измеряют время, в течение которого
вытекает 100 мл испытуемой краски. Это время, выраженное
в секундах, характеризует вязкость краски. Вязкость красок
глубокой печати не превышает обычно 25—30 сек.
Пластическо-вязкие свойства густых красок, например типо¬
графских для плоских печатных машин и офсетных, контроли¬
руются условным показателем растекания.
Растекание краски — это диаметр красочного пятна в мил¬
лиметрах, образовавшегося из капли краски под действием
груза весом 250 г при температуре 25° в течение 15 минут.
Рис. 114. Прибор-воронка
ВЗ-4.
334
Полиграфические материалы
веса
Фжжжжжж/М
Рис. 115. Испытание растекания
краски.
Для испытания растекания берут 0,15 г цветной краски и
0Л г — черной (что соответствует примерно 0,1 их удельного
и обеспечивает постоянство объема испытуемой краски).
Каплю краски 2 помещают на
горизонтальную поверхность стек¬
ла 1 диаметром около 72 мм и
толщиной 3—5 мм и накрывают
вторым таким же стеклом 3 с ус¬
тановленным на нем грузом 4,
вес которого вместе с весом верх¬
него стекла составляет 250 г
(рис. 115). По прошествии 15 ми¬
нут груз снимают и измеряют диа¬
метр образовавшегося красочно¬
го пятна в миллиметрах. Этот
диаметр и характеризует расте-
каемость, или, другими словами, пластическо-вязкие свойства
краски. Чем больше диаметр красочного пятна, тем меньше вяз¬
кость и пластичность испытуемой краски.
Испытание пластическо-вязких свойств
красок коническим пластометром
П. А. Ребиндера. Прибор (рис. 116) со¬
стоит из массивного штатива, имеющего
наверху площадку, на которую опирается
при помощи острой призмы легкий диск.
Диск находится в безразличном равнове¬
сии и представляет собой блок с незна¬
чительным трением. Через блок переки¬
нута нить, на одном конце которой под¬
вешен стержень с навинчивающимся на
него массивным металлическим конусом
У, а на другом конце — противовес 3 (его
можно нагружать и разгружать при по¬
мощи разновесов).
Испытуемая краска помещается в со¬
суде 5 на подъемном столике и верши¬
на конуса приводится в соприкосновение
с поверхностью краски. Конус нагружа¬
ется с противоположного конца плавным
удалением одной из гирек противовеса, и
при помощи микроскопа 4 наблюдается погружение конуса до
его остановки. Глубина погружения конуса определяется
по микрошкале 2 с точностью до 0,1 мм. Глубина погружения
конуса при данном грузе может характеризовать главным обра¬
зом пластические свойства красок. Пользуясь специальной фор¬
мулой, пластичность краски (точнее предельное напряжение
Рис. 116. Конический плас-
тометр П. А. Ребиндера.
Раздел пятый. Печатные краски
335
сдвига) можно рассчитать в абсолютных величинах (дин/см2).
Конический пластометр может быть также использован для
испытания тиксотропных свойств красок путем снятия кривых
нарастания механической прочности краски во времени.
Испытание вязкости и
пластичности красок виско¬
зиметром РВ-7 Μ. П. Вола-
ровича. Прибор вискозиметр
РВ-7 (рис. 117) состоит из
двух цилиндров, вставленных
один в другой. Между ци¬
линдрами имеется простран¬
ство, которое заполняется
испытуемой краской. Верх¬
ний цилиндр приводится во
вращение посредством двух
грузов, прикрепленных к нит¬
кам, намотанным на верхнем
цилиндре. Грузы разматыва¬
ют нитки и приводят тем са¬
мым верхний цилиндр во
вращение. На приборе РВ-7
можно испытать не только
вязкость красок, но и их пла¬
стичность, которая характе¬
ризуется грузом, приводя¬
щим в движение верхний ци¬
линдр. Понятно, что при ис¬
пытании густых красок ци¬
линдр начинает сдвигаться
только при определенном
грузе, различном для каждой краски. Чем больше этот груз, тем
выше пластичность краски.
Вязкость краски испытывают при вращении верхнего цилинд¬
ра грузом, значительно большим, чем груз, который начинает
сдвигать цилиндр. Чем выше скорость вращения верхнего цилин¬
дра при данном грузе, тем менее вязкой будет краска. При испы¬
тании вязкости краски принимается во внимание не весь груз, а
только та его часть, которая остается после вычета груза, харак¬
теризующего пластичность. Пользуясь специальной формулой,
можно результаты измерения выразить в абсолютных единицах—
пуазах, что делает прибор РВ-7 особенно ценным при лаборатор¬
ных исследованиях.
Прибор РВ-7 позволяет измерить вязкость и пластичность не
очень густых красок, например содержащих не более 25% газо-
пой канальной сажи. Густые литографские, фототипные и оф¬
Рис. 117. Вискозиметр РВ-7 сис¬
темы Μ. П. Воларовича:
I— внутренний цилиндр; 2—наружный цилиндр;
3—груз: 4—блок; 5—шкив; 6—тормоз; 7—стрел¬
ка; 8—шкала для отсчета числа оборотов;
9—основание прибора; 10—крышка прибора;
II— термопары; 12—термостат; 13—изоляция
термостата: 14—трос противовеса для подъема
крышки вместе с внутренним цилиндром; 15—
стойка для подъема крышки.
Полиграфические материалы
336
сетные краски не поддаются испытанию на этом приборе, так как
у густых красок происходит при испытании нарушение однород¬
ности структуры краски (образование некоторой прослойки с рез¬
ко пониженными механическими свойствами при вращении ци¬
линдра прибора).
Испытание тиксотропных свойств типографских и офсетных
красок. Тиксотропные свойства, или самопроизвольное и обра¬
тимое загустевание красок, оцениваются в зависимости от на¬
растания их пластическо-вязких свойств и в особенности от на¬
растания предельного напряжения сдвига после разрушения
структуры краски и нахождения ее в течение некоторого времени
в состоянии покоя. Для разных красок это время различно и про¬
должается от 15—30 минут до 2 часов. Испытание производят
на каком-либо приборе для измерения пластическо-вязких
свойств краски, сперва немедленно после перемешивания крас¬
ки, т. е. после разрушения ее тиксотропной структуры, а затем
спустя некоторое время после нахождения краски в покое. Удоб¬
нее всего для испытания тиксотропных свойств красок пользо¬
ваться коническим пластометром П. А. Ребиндера, на котором
можно оценить во времени нарастание предельного напряжения
сдвига печатной краски.
Зарезинивание типографских, офсетных и литографских кра¬
сок. Степень зарезинивания краски устанавливают в зависимости
от степени потери ею текучести, нарастания механической проч¬
ности, не исчезающих при перемешивании. Чтобы убедиться, что
краска зарезинилась и не может быть восстановлена для печати,
производят перемешивание ее с небольшим количеством слабо¬
слабой олифы, алкидной маловязкой олифы или с антирезином
шпателем на каменной или металлической плите или растира¬
нием на краскотерочной лабораторной машине. Если краска при
этом не переходит в однородную пластическо-вязкую пасту, при¬
годную для печатания, ее признают зарезинившейся.
Зарезинивание (загустевание) красок глубокой печати —
это такое состояние, при котором краски не становятся подвиж¬
ными (жидкотекучими) при энергичном размешивании их дере¬
вянным веслом и разжижении стандартным чистым толуолом или
бензином. Испытание производят на складе или в цехе (веслом)
или в лабораторных условиях в фарфоровом стакане емкостью,
например, 500 мл лабораторным металлическим шпателем.
Испытание липкости краски на приборе с наклонной плоско¬
стью наиболее удобно и надежно для практических целей. Для
испытаний применяют очень простой прибор, схема которого
показана на рис. 118. Эластичный валик с нанесенным на его
поверхность тонким слоем краски прокатывается по наклонной
поверхности гладкой металлической пластины. Можно практико¬
вать и другой порядок работы, при котором валик со слоем кра¬
Раздел пятый. Печатные краски
337
ски скатывается по наклонной пластине, предварительно зака¬
танной тонким слоем этой же краски. Время, в течение которого
валик скатывается с пласти¬
ны, характеризует липкость
краски. Чем выше липкость
краски, тем большее время
необходимо для его скаты¬
вания.
Испытание липкости кра¬
сок на приборе Б. В. Деря¬
гина (рис. 119). Роликовый
прибор для измерения лип¬
кости красок (адгезиометр
Б. В. Дерягина) состоит из
двух подвижных роликов
1 и 2, укрепленных на шари¬
коподшипниках к станине 3,
и помещенного на них роли¬
ка 4 с нагруженным маятником 5, имеющем стрелку 8.
Вес маятника регулируется величиной грузов 6 и 7 и их рас¬
положением по отношению к центру маятника. Тонкий слой
краски наносят на поверхность полоски бумажной кальки, ко¬
торой затем обтягивают ролик 4. Концы кальки закрепляют в за-
Рис. 118. Схема устройства прибора
с наклонной плоскостью для испыта¬
ния липкости красок:
/—эластичный валик; 2—гладкая наклон¬
ная плоскость.
Рис. 119. Трехроликовый адгезиометр Б. В. Дерягина.
23 Заказ № 443
Полиграфические материалы
3;s
жимах 10. Ролик с маятником помещают на два подвижных ро¬
лика, отводят маятник в крайнее левое положение и закрепляют
его пусковым приспособлением 11. Открывая пусковое приспо¬
собление, приводят маятник в движение, записывают угол откло¬
нения маятника по шкале 9 для каждого колебания маятника до
полного затухания движений. Чем больше липкость краски, тем
на меньший угол отклоняется маятник и тем меньшее число ко¬
лебаний совершает он до своего полного затухания. Для выраже¬
ния результатов испытаний липкости краски в эрг/см2 имеется
специальная формула. Таким образом, липкость краски может
быть выражена работой разрыва красочного слоя.
Испытание липкости краски в цеховых условиях можно про¬
изводить практической проверкой краски на тигельной печатной
машине или даже на корректурном станке, применяя различные
виды бумаги как с прочной, так и с непрочной поверхностью.
Заключение о липкости краски делают в зависимости от степени
выщипывания краской тех или иных видов бумаги, а также по
прилипанию бумаги к слоям краски на печатной форме. В каче¬
стве печатной формы лучше всего использовать плашку.
§ 106. ЗАКРЕПЛЕНИЕ КРАСКИ НА ОТТИСКАХ
Слой краски на свежеотпечатанном оттиске (в первый мо¬
мент после печати) закрепляется, только в той степени, которая
необходима для выполнения процесса печатания. Сначала кра¬
сочная пленка на оттиске имеет очень ограниченную прочность,
и краска может смазываться даже при не очень сильном трении,
например при неосторожном обращении со свежеотпечатанными
оттисками. С течением времени слой краски на оттиске закреп¬
ляется настолько прочно, что он уже не может смазываться, или,
как говорят, «перетискиваться» и «отмарывать». Исключение со¬
ставляют только оттиски красок глубокой печати, которые выхо¬
дят из печатной машины почти окончательно закрепившимися
(высохшими), и оттиски некоторых быстрозакрепляющихся ти¬
пографских и офсетных красок.
Как уже указывалось (см. § 89), все связующие вещества,
применяемые для изготовления печатных красок, являются плен¬
кообразующими, но механизм образования пленок на бумаге и
их свойства у связующих веществ различных классов различны.
Поэтому при испытании красок следует различать: а) соб¬
ственно пленкообразование, под которым понимается образова¬
ние прочной, эластичной пленки (высыхание, затвердевание)
тонкого слоя краски или олифы на невпитывающей поверхности,
например на стекле, в результате окислительной полимеризации
связующего вещества или испарения из него некоторой части ор¬
ганического растворителя; б) закрепление, или пленкообразова¬
ние, на впитывающей поверхности,-например на бумаге.
Раздел пятый. Печатные краски
339
Прочное закрепление-пленкообразование слоя краски на бу¬
маге может быть результатом протекания следующих физико-хи¬
мических процессов: а) прилипания тонкого слоя краски к по¬
верхности бумаги и вдавливания в неровности ее поверхности и
в устья пор под давлением печатного цилиндра; б) впитывания
сравнительно низкомолекулярной части связующего вещества
(масла, высококипящие органические растворители); в) коагуля¬
ции-слипания сольватированных частичек пигмента на поверх¬
ности бумаги; г) окислительной полимеризации связующего ве¬
щества; д) отфильтровывания молекул и пачек («флокул») мо¬
лекул высокомолекулярных веществ — синтетических полиме¬
ров; е) испарения части имеющегося в краске растворителя.
В зависимости от химического состава краски и ее физико¬
химических свойств пленкообразование-закрепление краски на
бумаге происходит в результате преимущественного протекания
тех или иных процессов. Так, например, закрепление газетных
ротационных и некоторых других типографских красок происхо¬
дит главным образом за счет первых трех процессов (а, бив).
Закрепление типографских и офсетных цветных и черных красок,
изготовленных на обычных натуральных или на алкидных оли¬
фах, осуществляется главным образом путем прилипания тонко¬
го слоя краски к поверхности бумаги и его затвердевания в ре¬
зультате окислительной полимеризации связующего вещества
(процессы а и г). Закрепление быстрозакрепляющихся типограф¬
ских и офсетных красок может происходить преимущественно за
счет избирательного впитывания связующего вещества (процессы
б, в , д и е), когда впитываются наиболее жидкие составные его
части, а смолы и высоковязкие олифы остаются на поверхности
и удерживаются частичками пигментов. Для этого связующее
краски делается полидисперсным, т. е. состоящим из нескольких
специально подобранных составных частей разного молекулярно¬
го веса.
Впитывание маловязких составных частей связующего ве¬
щества, например высококипящих органических растворителей,
льняного или нефтяного масла, происходит потому, что на
поверхности пигментов хорошо удерживаются смолы и
высоковязкие олифы в виде прочных сольватных оболочек, а
пространство между частичками пигментов, окруженных смола¬
ми и высоковязкими олифами, состоит из сравнительно маловяз¬
ких составных частей связующего вещества, сообщающих
краске повышенную подвижность и способность быстро закре¬
пляться на оттиске (рис. 120). Большое значение имеет также
избирательно-адсорбционная способность целлюлозного волок¬
на, а также пониженная подвижность полимерных веществ с
высокой степенью полимеризации и их меньшей способностью в
силу этого к проникновению в поры и капилляры бумаги.
23*
340
Полиграфические материалы
Закрепление таких красок осуществляется в три стадии:
1) вдавливание слоя краски печатным цилиндром и прилипание
краски к бумаге; 2) упрочнение структуры красочного слоя на
оттиске в результате избирательного впитывания части связую¬
щего вещества в бумагу и сближения, слипания друг с другом
сольватных оболочек, окружающих частички пигментов и напол-
з а
Рис. 120. Схема закрепления слоя краски на от¬
тиске:
а — слой краски немедленно после его нанесения на
бумагу; б—этот же слой краски по прошествии неко¬
торого времени (часть связующего вещества впиталась
в бумагу): 1 — частички сольватированного пигмента;
2 — связующее вещество; 3 — поверхность бумаги; 4 —
связующее вещество, впитавшееся в бумагу; 5 — слипа¬
ние сольватных оболочек в виде непрерывной структуры;
6 — некоторое количество связующего вещества, не впи¬
тавшегося в бумагу.
нителей, и 3) окислительная полимеризация связующего вещест¬
ва или испарение из красочного слоя высококипящего раствори¬
теля, если таковой имеется в составе краски. Таким образом, уп¬
рочнение красочного слоя происходит быстро, в течение несколь¬
ких минут и в такой степени, что оттиски перестают отмарывать
и могут применяться для печатания последующими краскамй,
фальцеваться и пр. Окончательное же закрепление, как уже ука¬
зывалось, происходит окислительной полимеризацией связующе¬
го вещества так, как это обычно происходит у красок на полиме-
ризованной льняной олифе или у красок, содержащих в своем
составе высококипящий растворитель, т. е. путем испарения этого
растворителя.
Испытание пленкообразования (ГОСТ 6591—53) производят
у тонкого слоя краски, нанесенного небольшим ручным валиком
Раздел пятый. Печатные краски
341
па невпитывающую поверхность (стекло). Испытание на невпи¬
тывающей поверхности делается с той целью, чтобы устранить
влияние бумаги, свойства которой могут быть не вполне посто¬
янными. Однако испытание на невпитывающей поверхности ог¬
раничивает область применения метода только красками из на¬
туральных или синтетических олиф и той части композиционных
олиф, которые содержат высококипящий растворитель и закреп¬
ляются преимущественно вследствие его испарения из красочной
пленки. Этот метод непригоден для испытания красок, затертых
на невысыхающих фирнисах, и композиционных олиф, закреп¬
ляющихся избирательным впитыванием.
Стеклянную пластинку с накатанным на ее поверхность сло¬
ем испытуемой краски помещают в термостат при температуре
30° или высушивают при комнатной температуре. Время от вре¬
мени проверяют высыхание красочного слоя, прижимая к поверх¬
ности краски палец или прокатывая по ней стальной шарик
диаметром 10 мм. Краска считается высохшей, если палец не
прилипает к слою краски, а шарик не оставляет на ней следа.
Время, необходимое для затвердевания слоя краски, характери¬
зует скорость ее пленкообразования— высыхания.
Чтобы испытать скорость пленкообразования красок глубо¬
кой печати, нужно довести краску до постоянной, стандартной
вязкости, например до 15 сек. по вискозиметру ВЗ-4, разбавле¬
нием чистым толуолом или другим растворителем, соответству¬
ющим составу краски. Затем окунают в краску чистую стеклян¬
ную пластинку, вынимают ее из краски и устанавливают под
углом в 45° для стекания излишнего количества краски при
комнатной температуре. Время, нужное для полного высыхания
краски на поверхности стеклянной пластинки после ее установ¬
ления под углом в 45°, характеризует скорость высыхания —
пленкообразования краски. Момент высыхания краски устанав¬
ливают таким же способом, как и при испытании пленкообразо¬
вания типографских и офсетных красок.
Испытания закрепления краски. Надежный способ испытания
скорости и степени закрепления краски на бумаге состоит в из¬
готовлении стандартных отпечатков с эластичного валика
(ГОСТ 6597—53) на приборе с наклонной плоскостью или на
тигельной машине (ГОСТ 6941—54) с применением тиражной
бумаги и бумаги-эталона и в измерении времени, в течение кото¬
рого краска на оттиске полностью закрепится, т. е. перестанет
отмарывать и перетаскиваться. Толщина слоя краски на оттиске
устанавливается 2±0,2 микрона.
Испытание впитывания краски в бумагу. Впитывание краски
в бумагу является одним из элементов, способствующих быстро¬
му пленкообразованию многих красок (газетных ротационных,
быстрозакрепляющихся типографских и офсетных красок). При-
342
Полиграфические материалы
нято говорить, что краска впитывается в бумагу; в действитель¬
ности же в бумагу впитывается не краска как таковая, а связую¬
щее вещество, которое отделяется от основной массы сольвати-
рованного пигмента. Отделение некоторого количества связую¬
щего вещества из слоя краски на бумаге происходит под дейст¬
вием капиллярных сил: связующее вещество или некоторые его
составные части впитываются, «всасываются» порами и капилля¬
рами бумаги. Таким образом, в результате процесса впитывания
на поверхности бумаги остается слой краски с увеличенной по
сравнению с первоначальной концентрацией пигмента. Механи¬
ческая прочность такого слоя становится все больше и больше^,
и наконец может наступить такой момент, когда красочный слой
затвердеет, закрепится на поверхности бумаги. Таков, напри¬
мер, механизм закрепления газетных ротационных красок на
сильно впитывающей газетной бумаге. Имеет значение также и
изменение структурно-механических свойств слоев жидкостей по
мере их утоныиения; при значительном утоныиении слоя жид¬
кости, нанесенного на какую-либо поверхность, этот слой теряет
свойства жидкости и приближается к твердому телу. Такое яв¬
ление наблюдается, например, при намасливании бумаги.
Чем меньше вязкость связующего вещества, чем больше чис¬
ло и меньше диаметр пор и капилляров бумаги, тем лучше
впитывается краска в бумагу. Впитывание уменьшается при
увеличении концентрации в краске пигмента, так как пигмент
удерживает на своей поверхности значительное количество свя¬
зующего вещества. Впитыванию краски в бумагу способствуют
свободные жирные кислоты, всегда имеющиеся в связующем
веществе (олифе).
Для испытания впитывания типографских и офсетных красок
в бумагу нужно печатать пробные оттиски с заведомо избыточ¬
ным количеством краски и через некоторое время проверять, на¬
сколько сильно краска проникла на оборотную сторону оттиска,
или делать поперечные срезы отпечатков и наблюдать под мик¬
роскопом глубину и характер проникновения краски.
Степень впитывания красок глубокой печати устанавливают
в зависимости от проникновения на оборотную сторону бумаги
толстого слоя (мазка) краски.
§ 107. УСТОЙЧИВОСТЬ ЦВЕТА КРАСКИ К РАЗЛИЧНЫМ
ВОЗДЕЙСТВИЯМ
Светопрочность. Краски, которые очень продолжительное
время не изменяют своего цвета и оттенка на оттиске под дейст¬
вием рассеянного дневного света или прямых солнечных лучей,
называются светопрочными. В отличие от них, несветопрочные
краски заметно изменяют в тех же самых условиях свою окрас-
Раздел пятый. Печатные краски
343
ку — выцветают. Светопрочность краски зависит от степени све¬
топрочности пигмента и в некоторой степени от его концентрации
в краске; чем больше концентрация пигмента, тем выше свето¬
прочность краски.
Выцветание — это частичное или полное обесцвечивание (раз¬
рушение окраски), происходящее под действием света и атмо¬
сферных условий. Выцветание — сложная фотохимическая реак¬
ция. Считают, что молекула красителя в результате действия лу¬
чей света приобретает избыток энергии, активируется и вступает
во взаимодействие с кислородом воздуха, превращаясь при этом
в неустойчивое соединение. Последнее реагирует с влагой
и образует еще более неустойчивые соединения, выделяю¬
щие такие активные продукты, как атомарный кислород, свобод¬
ный гидроксил и перекись водорода, способные разрушать не
только молекулы красителя, но и материалы, которые ими
окрашены.
На выцветание ультрафиолетовые лучи оказывают сравни¬
тельно большее воздействие, чем лучи видимого света, поэтому
оттиски выцветают гораздо медленнее, если они находятся под
стеклом, не пропускающим основную массу ультрафиолетовых
лучей. По той же причине лакирование оттисков заметно повы¬
шает их светопрочность.
Наиболее надежный метод испытания светопрочности оттис¬
ков красок состоит в продолжительном их освещении солнечными
лучами или дневным рассеянным светом. Степень светопрочнос¬
ти устанавливают сравнением цвета и оттенка оттисков, под¬
вергнутых и не подвергнутых действию света. По ГОСТ 7086—54
степень светопрочности устанавливается в баллах в сравнении
с шкалой эталонов светопрочности, облучаемых одновременно с
оттисками испытуемых красок.
В лабораторной практике испытание светопрочности произво¬
дят на приборах визирометре, фюджетометре или с применением
электрических ламп накаливания высокой интенсивности и дав¬
ления, но не ртутными кварцевыми лампами, дающими искажен¬
ное представление о светопрочности.
Водопрочность краски. Водопрочностью краски называется
нерастворимость в воде краски или содержащегося в ней пиг¬
мента в процессе офсетного и литографского печатания. Водо¬
прочностью также называется нерастворимость в воде красочно¬
го слоя отпечатка после его полного высыхания.
Для испытания водопрочности краски по ГОСТ 6549—53 бе¬
рут небольшое количество краски (капля около 0,5 г) и при по¬
мощи груза весом около 1 кг прижимают к нему несколько смо¬
ченных водой листочков фильтровальной бумаги. На другой день
проверяют второй листочек бумаги (первый — запачкан краской
и в расчет не принимается), и в зависимости от его окраски ус¬
344
Полиграфические материалы
танавливают степень водопрочности испытуемой краски по пя¬
тибалльной системе.
Вместо краски для испытания водопрочности можно брать
кусочки высохших оттисков размером 50X20 мм и производить
такое же испытание, но в этом случае водопрочность краски оце¬
нивается в зависимости от степени окраски первого листочка
фильтровальной бумаги.
Небольшое количество краски можно помещать в пробирку,
которую затем на 2/3 заполняют водой. Взбалтывают воду в про¬
бирке в течение 5 минут, а затем оставляют в покое несколько
часов. Водопрочность краски устанавливается в зависимости от
окраски воды после взбалтывания ее с краской.
Щелоче- и кислотопрочность краски. Щелоче- и кислотопроч-
ностью краски называется устойчивость цвета оттисков краски к
действию слабых растворов щелочей и кислот. Щелоче- и кисло¬
топрочность краски имеет значение при печатании этикеточной
продукции, например, для упаковки мыла (щелочепрочность) или
для различных отбеливающих средств (кислотопрочность). Кро¬
ме того, достаточная щелочепрочность оттисков необходима ηρμ
применении в переплетных цехах клея со щелочными свойства¬
ми. В офсетной печати имеет значение устойчивость краски к
действию кислых или щелочных (при печатании с биметалличе¬
ских форм) увлажняющих растворов, способных вызывать не
только нежелательное изменение цвета краски, но и ухудшать
печатные свойства, например из-за эмульгирования краски
в воде.
Испытание щелочепрочности и кислотопрочности краски со¬
стоит в воздействии на краску или на оттиски растворов щелочей
или кислот. По ГОСТ 6595—53 щелочепрочность испытывают
взаимодействием на оттиски краски 5%-ными растворами едких
щелочей или соляной кислоты путем прижимания к оттиску не¬
скольких листочков фильтровальной бумаги, смоченной раство¬
ром соответствующего реагента. Можно испытание производить
погружением оттисков испытуемых красок на 5—10 минут в 1%-
ный раствор щелочи или соляной кислоты. При установлении
оценки щелоче- или кислотопрочности краски по пятибалльной
системе учитывается степень изменения цвета и оттенка красок,
а также растворимость красок в указанных реагентах, проявля¬
ющаяся в прокрашивании насквозь листочков фильтровальной
бумаги.
Лако- и спиртопрочность краски показывает нерастворимость
краски в спирте или в другом растворителе, имеющемся в соста¬
ве лака, предназначенного для лакирования печатной продукции.
Лако- и спиртопрочность по ГОСТ 6596—53 испытывается
таким же методом, как и водопрочность, но вместо воды берется
соответствующий органический растворитель.
Раздел пятый. Печатные краски
345
§ 108. МЕТОД ИСПЫТАНИЯ КРАСКИ РАСКАТЫВАНИЕМ ВАЛИКОМ
На полиграфических предприятиях, где нет контрольных ла¬
бораторий, следует перед печатанием тиража применять простой
метод испытания краски раскатыванием валиком. Небольшое
количество краски (0,15 г для цветных и 0,1 г для черных) рас¬
катывают равномерным слоем ручным вальцмассным валиком,
например диаметром 30 мм и длиной 70 мм, на стеклянной плас¬
тине размером 18X24 см. Навеску краски отвешивают на техни¬
ческих весах или отмеривают каплю краски объемом 0,1 мм3
посредством микроволюметра. Для удобства раскатывания стек¬
лянную пластинку помещают на поверхность небольшой плитки
из вальцовой массы (например, 250x300x 15 мм)\ то же самое
производят с краской-эталоном. При рассматривании стекла с
равномерно накатанным слоем краски в проходящем свете опре¬
деляют цвет краски, ее оттенок и красящую силу. Сравнивая
с аналогичной краской-эталоном, накатанной на другом стекле,
делают заключение о соответствии цвета, оттенка и красящей
силы испытуемой краски по сравнению с краской-эталоном. От¬
сутствие в слое краски на стекле крупинок и зернышек говорит
о хорошей степени перетира краски. Однородность красочного
слоя, отсутствие более темных и более светлых полос, легкость и
равномерность раскатывания — все это говорит о хороших печат¬
ных свойствах краски. Время от времени проверяют высыхание
краски на стекле прокатыванием стального шарика.
Одновременно с раскатыванием краски на стекле тем же ва¬
ликом накатывают ее на тиражную бумагу и проверяют цвет и
оттенок краски на бумаге и ее скорость и полноту закрепления.
§ 109. ИСПЫТАНИЕ ХИМИЧЕСКОГО СОСТАВА КРАСКИ
Содержание в краске воды. Вода в краску может заноситься
вместе с пигментами и наполнителями, влажность которых мо¬
жет достигать 10 и более процентов. Нормальная влажность
большинства пигментов составляет не более 5%· В некоторые
краски, например в эмульсионные (см. стр. 348), вода вводится
специально для придания краске нужных свойств и способности
быстро закрепляться на бумаге. В процессе офсетного печатания
краски могут постепенно насыщаться водой, содержание кото¬
рой в краске может повыситься до 10—15%. Наконец некоторое
количество воды может находиться в красках, изготовленных из
водных красочных паст пигментов (см. стр. 311).
Испытание содержания воды в краске производится с по¬
мощью прибора Дина и Старка у краски, разжиженной ксило¬
лом, насыщенным водой (рис. 121).
22 Заказ № 443
346
Полиграфические материалы
Зольность краски показывает содержание различных неор¬
ганических веществ, например наполнителей и неорганических
пигментов, в цветных красках, подцветок неорганического проис¬
хождения (милори) в черных иллюстрационных красках и раз¬
личных посторонних неорганических механиче¬
ских примесей в газетных и в других ротацион¬
ных черных красках, подцвеченных жирорас¬
творимыми красителями, так как эти краси¬
тели, например индулин, золы почти не обра¬
зуют.
Зольность краски испытывают сжиганием
и прокаливанием навески краски в фарфоро¬
вом тигле, выражают в процентах к взятой
навеске краски.
Неспособность красок глубокой печати кор¬
розировать поверхность медной печатной фор¬
мы. В процессе глубокой печати иногда на¬
блюдается появление на поверхности медной
печатной формы темного плотного налета,
прочно соединенного с медной поверхностью.
Такое потемнение может произойти, например,
вследствие химического действия активных
сернистых соединений, если они имеются в
краске, куда могут заноситься вместе с орга¬
ническими растворителями, смолами и пиг¬
ментами.
Испытание неспособности красок глубокой
печати коррозировать медную печатную форму
выполняют следующим образом. В стаканчик
наливают испытуемую краску и погружают в
нее чистую сухую отполированную медную
пластинку так, чтобы в краску погрузилась
только одна ее половина. Стаканчик закрывают стеклянной плас¬
тинкой и оставляют стоять в покое в течение 24 часов. После это¬
го пластинку вынимают из краски, тщательно смывают с нее
краску толуолом и спиртом и устанавливают, насколько измени¬
лась или не изменилась поверхность пластинки. Пригодная для
работы краска глубокой печати совершенно не должна вызывать
появления какого-либо налета и должна оставаться блестящей и
Рис. 121. Аппарат
Дина и Старка для
испытания влажно¬
сти красок:
У—колба; 2—ловушка;
3—-холодильник.
ЧИСТОИ.
ВИДЫ (МАРКИ) ПЕЧАТНЫХ КРАСОК
Видов (марок) печатных красок, а следовательно, и их рецеп¬
тов очень много; достаточно сказать, что только один Второй за¬
вод полиграфических красок вырабатывает более 300 марок
красок, выпускаемых под соответствующими торговыми номера-
Раздел пятый. Печатные краски
347
ми. Рецепты различных видов печатных красок время от време¬
ни видоизменяются в соответствии с совершенствованием поли·:
графической технологии и усилиями работников красочных заво¬
дов по улучшению качества печатных красок и снижению их
стоимости. По этим причинам в настоящем разделе излагаются
только основные принципы построения рецептов различных ви¬
дов печатных красок, иллюстрируемые примерами рецептов наи¬
более важных печатных красок.
Различные виды и марки печатных красок имеют разный
состав и свойства. Свойства красок определяются:
1. Физико-химическими особенностями разных способов печа¬
тания и характером печатной формы.
2. Системой красочного аппарата, приемами нанесения
краски на поверхность печатной формы и характером перенесе¬
ния краски на поверхность бумаги.
3. Скоростью печатания.
4. Свойствами бумаги, на которой происходит печатание, в
особенности характером ее поверхности (степень гладкости,
прочность и др.).
5. Свойствами материалов, из которых изготовлены красоч¬
ные валики, офсетные эластичные пластины (их упруго-эластиче¬
ские свойства, механическая прочность и отношение к маслам,
органическим растворителям).
§ ПО. ТИПОГРАФСКИЕ ЧЕРНЫЕ ГАЗЕТНЫЕ КРАСКИ
Типографские газетные черные краски должны иметь следу¬
ющие свойства:
1. По внешнему виду краски должны быть однородны, без
капелек воды и механических загрязнений. Пигмент, входящий
в состав печатных красок, должен быть хорошо перетерт со свя-.
зующим веществом в такой степени, чтобы показатель фильтра¬
ции краски не превышал 0,025%.
2. Вязкость газетных ротационных красок, измеренная шари¬
ковым методом, должна быть в пределах 40—100 сек. Газетные
ротационные краски должны быть достаточно подвижны, не за¬
густевать при хранении и хорошо перекачиваться насосом по
трубам. Вязко-пластические свойства газетных красок для плос¬
ких машин характеризуются показателем растекания, который
должен быть в пределах 24—34 мм.
3. В процессе печатания краски должны хорошо раскаты¬
ваться красочными валиками, без явления |распыления, хорошо
накатываться равномерным слоем на поверхность печатной фор-,
мы и достаточно полно переходить на бумагу. В процессе нака¬
тывания и печати краска не должна забивать растровых клише:
4. Краски должны быстро, и полно закрепляться на поверх¬
22*
348
Полиграфические материалы
ности оттиска вследствие впитывания части связующего вещест¬
ва в бумагу; сами по себе газетные краски изготовляются из
фирнисов и являются невысыхающими.
5. Краски должны иметь интенсивно-черный цвет на оттиске,
позволяющий получать четкую и ясную печать как текста, так и
иллюстраций.
6. Краска не должна выделять вредных и неприятных
испарений.
Типографские черные газетные ротационные краски для пе¬
чатания на ротационных машинах -со скоростью до 25 тысяч
оборотов печатного цилиндра в час содержат примерно 10% газо¬
вой канальной сажи и 10—13% раствора индулина в олеиновой
кислоте, остальное — нефтяной невысыхающий фирнис вяз¬
костью 10 сек. по шарику из лакового битума и машинного мас¬
ла. Часто в состав газетных ротационных красок вводится неко¬
торое количество (2—3%) ацетиленовой сажи в целях предот¬
вращения возможности распыления краски в процессе печатания.
Газетная типографская краска № 12 для плоских и тигель¬
ных машин изготовляется по следующему рецепту (в %):
Сажа газовая канальная 21
Раствор основания красителя индулина ... 15
Фирнис битумный вязкостью 20 сек 49
Вода 15
Вода равномерно и прочно распределяется в краске в виде
мельчайших капелек, образуя эмульсию воды в связующем
веществе.
Эмульсиями называются такие однородные смеси двух взаим¬
но нерастворимых жидкостей, в которых капельки одной из жид¬
костей равномерно распределены в другой. Эмульсии бывают
двух типов: 1) масла (или любой другой жидкости, по раство¬
римости подобной маслу) в воде и 2) воды в масле (рис. 122).
Чтобы эмульсии были прочными, т. е. чтобы не происходило сое¬
динения, слипания микроскопических капелек жидкости внутри
эмульсии и связанного с этим расслоения эмульсии на два слоя,
в состав эмульсии вводят небольшие количества специальных
веществ — эмульгаторов. Эмульгаторы, распределяясь на по¬
верхности капелек эмульсии в виде тончайшего прочного слоя,
защищают, капельки жидкости от слипания, а эмульсию — от
расслоения. В качестве эмульгаторов можно брать вещества,
растворимые в воде или в масле, или твердые порошки. Приме¬
ром простейшего эмульгатора масла в воде является обычное
мыло (рис. 123). Эмульгаторами воды в масле будут, например,
маслорастворимые соли: резинат кальция, кальциевое мыло
олеиновой кислоты и др. Из твердых порошков хорошим эмуль¬
гатором воды в масле является сажа.
Раздел пятый. Печатные краски
349
Рис. 122. Типы
а — эмульсия «масло в воде»;
сия «вода в масле»: / — вода;
эмульсий:
б — эмуль-
2 — масло.
Мельчайшие капельки воды в составе связующего вещества
хотя и повышают густоту краски, но одновременно улучшают
ее печатные свойства — раскатывание краски, вращение в кра¬
сочном ящике печатной маши¬
ны, переход краски с формы на
бумагу, закрепление на бума¬
ге— и препятствуют пробива¬
нию краской бумаги.
Газетные краски являются
невысыхающими, их закрепле¬
ние на оттиске осуществляется
пленкообразованием в резуль¬
тате избирательного впитыва¬
ния связующего вещества,
утоныпения слоя краски на от¬
печатке, адсорбции и слипания
частичек сажи, окруженных защитными оболочками из смол и
поверхностно-активных веществ.
При печатании газет на быстроходных ротационных маши¬
нах иногда происходит образование красочной пыли в резуль¬
тате отрыва мельчайших ча¬
стичек краски от поверхнос¬
ти красочных валиков при
быстром их вращении. Это
явление называется пиле¬
нием или полетом краски.
Красочная пыль и брызги
настолько мелки, что разле¬
таются по всему помещению
цеха в виде облака или ту¬
мана, осаждаясь на близле¬
жащих предметах и загряз¬
няя цех, его оборудование.
Чем выше скорости печа¬
тания, тем более вероятна
возможность пыления краски; поэтому пыление чаще всего на¬
блюдается при печатании газет на быстроходных ротационных
машинах. Пыление происходит потому, что нити, образующиеся
в результате разрыва красочного слоя при раскатывании краски,
или очень длинны, или не имеют достаточной внутренней проч¬
ности (когезии). Если нити не очень длинны или если краска
имеет достаточную внутреннюю прочность (когезию), то явле¬
ния пыления не происходит (рис. 124).
Большое влияние на способность краски к распылению ока¬
зывает структура сажи и ее дисперсность. Печная сажа более гру¬
бодисперсна, чем газовая канальная, и краски, изготовленные из
Рис. 123. Строение эмульсии бензина
в мыльном растворе:
1 — капли бензина.
350
Полиграфические материалы
НЫ
печной сажи, пылят значительно меньше. Структура ацетилено¬
вой сажи характерна тем, что ее первичные частички способ-
собираться во вторичные цепочные агрегаты, а следова¬
тельно, и краски из ацетиленовой
сажи при раскатывании не спо¬
собны к образованию мелкой кра¬
сочной пыли, как это было по¬
казано работниками Второго
завода полиграфических красок.
Следовательно, основная при¬
чина пыления красок кроется в
структурно-механических свойст¬
вах красок, в степени дисперсно¬
сти и характере структуры сажи.
Практически полное устране¬
ние пыления достигается приме¬
нением ацетиленовой сажи, но
эта сажа имеет пониженную сте¬
пень черноты и образует слишком тиксотропные краски. В связи
е этим газетные ротационные краски продолжают вырабатывать
в основном из газовой канальной сажи, а ацетиленовую сажу
Рис. 124. Два случая раскатыва¬
ния краски:
а—без образования красочной пыли;
.6 — с образованием красочной пыли.
Рис. 125. Длинные нити неэмуль¬
сионных красок.
Рис. 126. Укорачивание нитей при
раскатывании эмульсионных кра¬
сок.
используют только в качестве добавки, уменьшающей пыление
краски. Уменьшение пыления достигается также увеличением
когезии краски вследствие повышения концентрации сажи и по¬
Раздел пятый. Печатные краски
351
вышением содержания битума в связующем веществе. Добавле¬
ние в краску вазелина, парафина, церезина и т. п. веществ пре¬
пятствует образованию длинных нитей краски при ее раскаты¬
вании, а следовательно, и пылению. Но эти воскообразные ве¬
щества сильно повышают вязкость (густоту) краски, и поэтому
для уменьшения пыления газетных красок предпочитают поль¬
зоваться не воскообразными веществами, а водой, которая, рас¬
пределяясь в связующем веществе краски в виде микроскопиче¬
ских капелек (образуя устойчивую эмульсию), уменьшает
способность краски к нитеобразованию, а следовательно, и
уменьшает пыление (рис. 125).
Качество красочных валиков, их исправность, равно как и
точность регулировки всего красочного аппарата в целом, имеют
большое влияние на пыление краски. Старые, затвердевшие, не¬
ровные, недостаточно упруго-эластичные валики способствуют
пылению краски, так как краска в этом случае подается нерав¬
номерным слоем и плохо удерживается поверхностью валиков, в
особенности если валики имеют неровную поверхность, что спо¬
собствует скоплению краски в углублениях. Обильная подача
краски также способствует пылению.
§ 111. ЧЕРНЫЕ ТИПОГРАФСКИЕ ИЛЛЮСТРАЦИОННЫЕ
РОТАЦИОННЫЕ КРАСКИ
К качеству иллюстрационных типографских красок предъяв¬
ляются три основных требования: четкая печать, высокая интен¬
сивность и хорошее закрепление краски 1на оттисках.
Иллюстрационные черные типографские ротационные краски
имеют вязкость, измеряемую растеканием 40—45 мм. Таким об¬
разом, эти краски представляют собой подвижные однородные
пасты, в которых пигмент тщательно перетерт со связующим ве¬
ществом. Степень их перетира, определяемая прибором «клин»,
не должна превышать 20 микронов.
Черные типографские ротационные иллюстрационные краски
закрепляются в основном пленкообразованием за счет избира¬
тельного впитывания связующего вещества, утоныпения слоя
краски на бумаге и ее адсорбированием бумагой; окончательное
закрепление, затвердевание пленки может осуществляться окис¬
лительной полимеризацией.
Высокая интенсивность краски достигается введением пре¬
дельного количества подцветок в виде растворов красителей в
олеиновой кислоте или синих и фиолетовых пигментов и лаков
основных, а также сочетанием этих пигментов с растворами
красителей.
В соответствии с этим рецепты иллюстрационных типограф¬
ских черных красок могут строиться по двум типовым схемам,
352
Полиграфические материалы
исходя из невысыхающих связующих веществ — фирнисов — и
из композиционных высыхающих олиф. Эти краски, например,
можно изготовлять по следующим рецептам (в %):
Типографская иллюстрационная ротационная краска № 42
Сажа газовая канальная 21,0
Раствор основания красителя индулина 22,0
Раствор основания красителя основного фиолетового К. · 1,5
Фирнис эфироканифольный вязкостью 20 сек 55,5
Краска № 42, в частности, применяется для печатания иллю¬
стрированного журнала «Пионер».
Типографская иллюстрационная ротационная краска № 56
Сажа газовая канальная 14
Милори темный № 342 12
Олифа талловая вязкостью 25 сек 74
Краска № 56 применяется во всех тех случаях, когда тре¬
буется печатание сравнительно толстыми слоями на плотной гла¬
зированной бумаге № 1; закрепляется пленкообразованием
вследствие избирательного впитывания и окислительной полиме¬
ризации.
Иллюстрационные типографские быстрозакрепляющиеся ро¬
тационные краски изготовляются из композиционных олиф, за¬
крепляются избирательным впитыванием и имеют повышенную
интенсивность на оттиске вследствие применения подцветок из
интенсивных пигментов в сочетании с жирорастворимыми кра¬
сителями. Примером может служить краска № 44, разработан¬
ная Н. С. Мултановской (ВНИИППиТ), имеющая следующий
рецепт (в %):
Сажа газовая канальная 15,0
Раствор основания красителя индулина 8,5
Лак основной фиолетовый № 703 3.0
Композиционная олифа № 44 73,5
Высокая интенсивность этой краски пбзволяет производить
печатание сравнительно тонкими слоями; краска предназначена,
в частности, для печатания иллюстрационных работ на рота¬
ционных машинах с листовым накладом.
§ 112. ЧЕРНЫЕ ИЛЛЮСТРАЦИОННЫЕ ТИПОГРАФСКИЕ
КРАСКИ ДЛЯ ПЛОСКИХ МАШИН
Черные типографские иллюстрационные краски для плоских
печатных машин, так же как и иллюстрационные ротационные,
должны быть высокоинтенсивными, давать четкую печать и хо¬
рошо закрепляться на оттисках.
Раздел пятый. Печатные краски
353
1. По внешнему виду краски должны представлять собой од¬
нородные пластическо-вязкие, т. е. достаточно липкие и густые,
пасты, без капелек воды и механических загрязнений. Краски
должны хорошо перемешиваться вручную металлическим шпате¬
лем. При снимании части краски металлическим шпателем по¬
верхность остающейся краски должна быть зеркально гладкой.
Пигмент, входящий в состав печатной краски, должен быть хоро¬
шо перетерт со связующим веществом. Степень перегира типо¬
графских иллюстрационных красок, так же как и всех других
красок для плоских печатных машин и офсетных красок, по кли¬
ну должна быть не более 20 микронов.
2. Краска должна хорошо вращаться в красочном ящике (в
«кипсейке») печатной машины, т. е. быть подвижной и перехо¬
дить на дукторный валик в процессе печатания без введения ка¬
ких-либо добавок.
3. В процессе печатания краска должна распределяться на
поверхности красочных валиков и печатной формы равномерным
тонким слоем, хорошо переходить на бумагу и прочно закреп¬
ляться (высыхать) на оттиске. Скорость закрепления-высыхания
красок на бумаге различна, что зависит от состава и от назначе¬
ния краски. Так, например, обычные типографские иллюстраци¬
онные черные краски для плоских машин закрепляются на
бумаге за время около 1—2 суток; специальные быстрозакреп-
ляющиеся и глянцевые черные и цветные типографские краски
закрепляются за доли минуты.
4. Краски должны иметь вполне определенные пластическо-
вязкие свойства (густоту) и липкость. Пластическо-вязкие свой¬
ства черных иллюстрационных красок для плоских печатных ма¬
шин испытываются методом растекания. Нужно знать, что
показатель растекания учитывает совокупность только пластиче¬
ско-вязких свойств красок, но не их липкость (адгезионно-коге¬
зионные свойства). При нормировании показателя растекания
нужно иметь в виду, что чем больше липкость краски, тем мень¬
ше должны быть ее пластическо-вязкие свойства, иначе возмож¬
но выщипывание краской бумаги в процессе печатания. Таким
образом, показатель растекания основной массы типографских
иллюстрационных красок, изготовленных на не особенно липких
натуральных и синтетических олифах, равен 23—28 мм, а пока¬
затель растекания специальных быстрозакрепляющихся и глян¬
цевых красок, изготовляемых на очень липких композиционных
связующих веществах, нормируется в пределе 32—43 мм. Ти¬
пографские черные ротационные книжные и иллюстрационные
краски имеют растекание 35—45 мм.
5. Цвет краски на оттиске должен быть достаточно ярким и
интенсивным. Красящая сила краски в сравнении с краской-эта¬
лоном должна составлять не менее 95%.
354
Полиграфические материалы
6. Краска не должна выделять вредных и неприятно пахну¬
щих испарений.
7. Свойства краски должны быть устойчивыми в условиях
транспортировки и при хранении, т. е. не загустевать и не заре-
зиниваться, не изменять скорости закрепления и пр.
Рецепты черных типографских иллюстрационных красок для
плоских печатных машин строятся, как правило, исходя из сле¬
дующей схемы (в %):
Сажа газовая канальная 18—20
Подцветка из синих и фиолетовых пигментов . . 10—20
Связующее вещество 50—65
Сиккатив до 10
Черная иллюстрационная типографская краска № 54 для
плоских печатных машин имеет следующий состав (в %):
Сажа газовая канальная 20
Лак основной синий К 7
Лак основной фиолетовый К 3
Олифа глифталевая ГФЛ-1 61
Сиккатив масляный 9
Краской такого состава, в частности, производилось печата¬
ние второго издания Большой Советской энциклопедии на типо¬
графской бумаге № 1.
Черная иллюстрационная типографская краска № 68 выраба¬
тывается по следующему рецепту (в %):
Сажа газовая канальная 18,0
Раствор основания красителя индулина 17,5
Раствор основания красителя основного фиолетового К . 0,5
Лак основной фиолетовый № 703 5,0
Фирнис битумный вязкостью 20 сек 41,0
Фирнис эфироканифольный вязкостью 20 сек. ..... 18,0
Краска рекомендуется для печатания иллюстрационных, на¬
пример журнальных, работ на типографской бумаге № 2 и № 3;
в случае печатания на типографской бумаге № 1 краска может
рекомендоваться только для текстовых работ.
Иллюстрационная типографская быстрозакрепляющаяся
краска № 65 для плоских печатных машин имеет следующий со¬
став (в .%):
Сажа газовая канальная 15
Ми лори темный № 342 8
Олифа глифталевая синтетическая ГФЛ-11-300 29
Олифа глифталевая синтетическая ГФЛ-10-300 14
Олифа композиционная КПМЛ-300 18
Льняное масло 4
Ланолин 3
Сиккатив кобальтовый 9
Раздел пятый. Печатные краски
355
Краска предназначена для печатания на мелованной бумаге.
Рецепт разработан Ф. С. Левиной (Второй завод полиграфиче¬
ских красок).
Одним из видов быстрозакрепляющихся красок являются
краски на сланцевой олифе, выпускаемые Заводом полиграфи¬
ческих красок ЭССР. (Рецепты сланцевой олифы и краски раз¬
работаны Я. Тагасааром и др.). Сланцевая олифа получает¬
ся обработкой сланцевого масла — побочного продукта сухой
перегонки горючих сланцев,— содержащего фенолы, формальде¬
гидом. Таким образом, сланцевая олифа представляет собой фе¬
нольно-альдегидную смолу, растворенную в сланцевом масле.
Краски на сланцевой олифе имеют хорошие печатные свойства
и очень быстро закрепляются на бумаге. Рецепт черной иллюст¬
рационной краски на сланцевой олифе для плоских печатных
машин следующий (в.%.):
Сажа газовая канальная 20
Милори темный № 342 сухой 10
Сланцевая олифа 60
Сланцевое или веретенное масло 10
Двутоновые иллюстрационные краски при печатании на ме¬
лованной бумаге создают впечатление двухкрасочной печати
(дуплекса). Содержат в своем составе маслорастворимые кра¬
сители, окрашивающие связующее вещество в соответствующие
цвета. Окрашенное связующее вещество при закреплении оттис¬
ков, впитываясь в бумагу, образует вокруг графических элемен¬
тов отпечатка окрашенные ореолы, создавая тем самым эффект
второго тона. Двутоновые краски можно, например, изготовлять
по следующему рецепту (в .%):
Сажа газовая канальная 17—19
Олифа глифталевая синтетическая ГФЛ-1 65—70
Сиккатив масляный 10—12
Маслорастворимый краситель . . . . 3— 4
В качестве маслорастворимых красителей можно применять
жировой красный Ж, жировой темно-красный, жировой коричне¬
вый К (азокрасители — «суданы»), а также растворы оснований
основных красителей, например основного синего К, основного
фиолетового К, родамина С в олеиновой кислоте. Основания
основных красителей растворяются в олеиновой кислоте при тем¬
пературе 80—85°: на 1 весовую часть основания красителя берут
2 весовые части технической олеиновой кислоты. Жирораствори¬
мые азокрасители растворяют при нагревании в связующем ве¬
ществе краски.
356
Полиграфические материалы
§ ИЗ. ЧЕРНЫЕ ИЛЛЮСТРАЦИОННЫЕ ОФСЕТНЫЕ КРАСКИ
Офсетные краски. 1. В процессе офсетного печатания краска
не должна зажиривать пробельных участков офсетной печатной
формы, не должна смешиваться с водой, увлажняющей печатную
форму. Это достигается применением достаточно липких связу¬
ющих веществ, а также введением в состав краски гидрофобиза-
торов, например кремний-органических полимеров.
2. Краска не должна в процессе печатания накапливаться,
налипать толстым слоем на поверхность резиновой офсетной
пластины и на поверхность красочных валиков.
3. Краска не должна разрушающе действовать на офсетные
резиновые пластины и на резиновые красочные валики, вызывая
их набухание, размягчение или частичное растворение.
4. Черные офсетные краски гораздо гуще типографских, их
растекание равно 18’—22 мм.
5. Офсетные краски, так же как и типографские, должны
быть хорошо перетерты с показателем степени перетира по клину
не более 20 микронов; по внешнему виду должны представлять
пластическо-вязкие однородные пасты, без капелек воды, меха¬
нических загрязнений; должны хорошо вращаться в красочном
ящике (в «кипсейке») печатной машины.
6. Офсетные краски должны хорошо и полно закрепляться
на поверхности печатной бумаги.
Рецепты черных иллюстрационных офсетных красок строятся
по следующей схеме (в .%):
Сажа газовая канальная 18—25
Подцветка из синих и фиолетовых пигментов .... 12—25
Связующее вещество на основе синтетической, нату-
Р 1ЛБНОЙ льняно й или композиционной олифы . . . 40—60
Сиккатив масляный 5—10
Например, одна из наиболее интенсивных и высокосортных
офсетная краска № 70 изготовляется по следующему рецепту
(в %):
Сажа газовая канальная 18
Милори темный № 342 20
Лак основной фиолетовый 7
Олифа натуральная льняная слабо-слабая * . 25
Сиккатив масляный 7
В офсетные черные краски для сохранения постоянства их пе¬
чатных свойств допустимо введение некоторого количества
эмульсионной воды, как это имеет, например, место в краске
№ 77, применяемой для печатания журнала «Крокодил».
Раздел пятый. Печатные краски
357
Литографские черные иллюстрационные краски отличаются
от офсетных только несколько большим содержанием сажи, а
следовательно, и несколько более высокими вязко-пластически¬
ми свойствами.
§ 114. ТИПОГРАФСКИЕ ЦВЕТНЫЕ КРАСКИ
Цвет типографской цветной краски по чистоте и яркости тона
должен соответствовать утвержденному эталону. Красящая сила
краски должна быть не менее 95%.
Краска должна иметь достаточную светопрочность, водо-
прочность, щелоче- и кислотопрочность; если оттиски предназ¬
начены для лакирования спиртовыми лаками, то краска должна
быть устойчивой к действию спирта, т. е. пигмент, содержащий¬
ся в краске, должен быть устойчивым к действию спирта и не
растворяться в нем.
Цветные типографские краски, как правило, содержат опти¬
мальное количество пигмента или лака, наилучшим образом вы¬
являющее яркость его цвета на оттиске. Для большинства пиг¬
ментов и лаков это оптимальное количество не превышает 25%;
поэтому для достижения нужной по техническим условиям расте-
каемости краски (вязко-пластических свойств) в краску вводят
наполнители: гидрат окиси алюминия или сернокислый барий.
Увеличение содержания в красках пигментов и лаков выше оп¬
тимального не вызывает улучшения цвета краски на оттиске,
наоборот, краска становится менее яркой, печатные свойства ее
ухудшаются. При составлении рецептов печатных типографских
цветных красок руководствуются следующей оптимальной кон¬
центрацией пигментов и лаков в процентах ко всем составным
частям краски, позволяющей в максимальной степени выявить
их колористические свойства, т. е. яркость и интенсивность:
Органические пигменты класса азокрасящих веществ 20—25
Органические антрахиноновые пигменты 20—25
Лаки из лаковых азокрасителей, не содержащие наполнителей . 25
Лаки ссновные-фаналиевые, не содержащие наполнителей . . 15—20
Лаки из водорастворимых красителей, осажденные на напол¬
нителях, например лак алый С, лак бирюзовый светопрочный . 50—60
Органические фталоцианиновые пигменты 5—15
Милори темный № 342 и милори светлый № 345 50—60
Хромовые желтые неорганические пигменты 45—70
В некоторых красках содержание пигмента или лака может
быть несколько уменьшено по сравнению с его оптимальным ко¬
личеством, вследствие высокой интенсивности пигмента (лака),
желания получить краску несколько иного оттенка, чем краска
с оптимальным количеством пигмента (лака) и из экономических
соображений (пигменты и лаки стоят гораздо дороже, чем на¬
358
Полиграфические материалы
полнители). Например, из пигмента голубого фталоцианинового
готовят синюю краску с содержанием 15—20% пигмента и го¬
лубую краску с содержанием 5% пигмента. В желтых красках
из пигментов желтых светопрочных содержание пигмента может
быть снижено до 10—15% при оптимальной его концентрации
25—30%.
Рецепты типографских цветных красок из органических пиг¬
ментов и лаков устанавливают, руководствуясь следующими
примерными соотношениями составных частей (в %):
А Б
Органический пигмент или лак без наполнителя ....*. 25 —
Лак, осажденный на наполнителе — 50
Наполнитель (гидрат окиси алюминия или сернокислый барий) 25 —
Связующее вещество 40 40
Вареное льняное, тунговое масло или веретенное масло ... 5 5
Сиккатив масляный 5 5
Соотношение содержания пигмента (лака) и наполнителя
корректируют в зависимости от интенсивности пигмента или ла¬
ка; при большой интенсивности пигментов или лаков их содер¬
жание в краске несколько уменьшается и соответственно увели¬
чивается содержание наполнителя в целях сохранения необходи¬
мых пластическо-вязких свойств (растекания).
Так же поступают и с сиккативом, увеличивая его количест¬
во, если пигменты и лаки имеют антисиккативные свойства, на¬
пример лаки основные, и уменьшая или совсем исключая сикка¬
тив, если пигменты имеют сиккативные свойства, например
мил ори.
Лучшие типографские цветные краски изготовляются на син¬
тетической алкидной или на композиционной олифе, причем, как
уже указывалось, нужно вводить в состав краски несколько со¬
ставных частей различной вязкости (степени полимеризации) в
сочетании с-вареным льняным или нефтяным маслом и высоко-
кипящими органическими растворителями. Вареное масло яв¬
ляется средством, облегчающим введение в состав краски
сравнительно высоковязких алкидных олиф. Все это позволяет
улучшить печатные свойства красок и их закрепление на по¬
верхности бумаги. Ниже в качестве примера приводим два ре¬
цепта цветных типографских красок (в %):
Алая краска № 215
Пигмент алый Ж 20
Белила № 825 сухие 25
Олифа синтетическая ГФЛ-1 40
Олифа композиционная № 6 10
Паста мягчительная Ц 3
Сиккатив масляный 2
Раздел пятый. Печатные краски
359
Красная краска № 219
Лак красный ДБ 25
Белила № 825 сухие 20
Олифа композиционная №6 50
Сиккатив масляный 5
Ввиду отсутствия приемлемых коричневых пигментов корич¬
невые типографские краски готовятся смешением нескольких
пигментов разных цветов, например коричневая краска № 635
изготовляется из пигмента алого Н, пигмента желтого светопроч¬
ного и милори темного № 342.
Многие зеленые краски также готовятся смешением желтых
и голубых пигментов и лаков, например зеленая краска № 434
готовится из лака бирюзового светопрочного и пигмента желтого
светопрочного 23.
§ 115. ОФСЕТНЫЕ И ЛИТОГРАФСКИЕ ЦВЕТНЫЕ КРАСКИ
При изготовлении офсетных цветных красок учитываются
специфические особенности офсетного печатания. Цветные оф¬
сетные краски .должны быть водопрочными, т. е. не должны ча¬
стично растворяться в воде и окрашивать увлажняющую жид¬
кость. Поэтому краски содержат только достаточно водопрочные
пигменты и лаки.
Офсетные цветные краски готовятся обычно более интенсив¬
ными, чем аналогичные типографские краски, так как при оф¬
сетном способе слой краски, накатанный на поверхность печат¬
ной формы, передается не непосредственно на бумагу, а сперва
на поверхность офсетной резины и только с последней переходит
на бумагу. Поэтому толщина слоя краски на оттиске при офсет¬
ном печатании равна всего 1,25—1,5 микрона, в то время как
толщина слоя краски на оттиске типографской печати достигает
2—2,5 микрона.
Пластическо-вязкие свойства обычных цветных красок, из¬
меренные методом растекания, должны быть в пределе 23—
28 мм.
Чтобы предотвратить возможность зажиривания краской про¬
бельных участков офсетной печатной формы и возможность сме¬
шивания мельчайших капелек краски в увлажняющей жидкости,
в состав связующего вещества вводят густые и липкие олифы,
лучше всего синтетические алкидные, и небольшое количество
смол в сочетании с растительными или нефтяными маслами. Об¬
щая вязкость связующего вещества офсетных красок может быть
такой же, как типографских красок, или несколько выше.
Быстрозакрепляющиеся офсетные краски готовятся на ком¬
позиционной олифе № 10; краски содержат сравнительно мень¬
360
Полиграфические материалы
шее количество наполнителя, так как растекание этих красок
равно 32—45 мм. Краски с таким показателем растекания удает¬
ся получить вследствие повышенной липкости связующего веще¬
ства — композиционной олифы № 10. Например, синяя быстро-
закрепляющаяся краска изготовляется по рецепту ВНИИПП
(в .%):
Пигмент голубой фталоцианиновый .... 16,5
Белила прозрачные N° 801 сухие 9,0
Белила печатные N° 825 сухие 9,0
Композиционная олифа № 10 65,5
Краски закрепляются первоначально избирательным впиты¬
ванием связующего вещества в бумагу и окончательно — окис¬
лительной полимеризацией. Одним из видов офсетных красок,
хорошо и прочно закрепляющихся на бумаге пленкообразова-
нием за счет окислительной полимеризации, являются картогра¬
фические краски. Желательно, чтобы картографические краски
были светопрочными, однако в настоящее время для картогра¬
фических работ все еще применяется недостаточно светопрочная
красная краска № 219. Цвета картографических красок точно
соответствуют условным цветам, принятым в картографии: би¬
рюзово-голубая— для обозначения водных пространств, зеле¬
ная— низменностей, коричневая — гор и т. д. Минимальный
ассортимент цветных картографических красок состоит из 12
цветных красок: № 219, № 104, № 507, № 589, № 434, № 365,
№ 363, № 373, № 311, №, 232, № 725 и № 637.
Различают контурные и фоновые картографические краски.
Контурные краски выпускаются более густыми, с меньшим по¬
казателем растекания, чем фоновые, последние по густоте соот¬
ветствуют обычным картографическим цветным краскам.
Ассортимент цветных типографских и офсетных красок при¬
водится в табл. 21. Спектры отражения типичных полиграфиче¬
ских цветных красок даны на рис. 126—130.
Литографские краски должны быть несколько гуще, чем со¬
ответствующие им офсетные краски, т. е. содержать несколько
больше пигментов и наполнителей. Все остальные свойства ли¬
тографских красок аналогичны свойствам обычных офсетных
красок. Наша промышленность не изготовляет специальных ли¬
тографских красок, так как офсетные цветные краски соответ¬
ствующих цветов оказались вполне пригодными для литограф¬
ской печати. Кроме того, литографский способ печатания теперь
почти не применяется, если не считать художественной автоли¬
тографии, которая имеет все основания на дальнейшее развитие
и совершенствование.
Рис. 127. Спектры отражения красок:
/ — из пигмента желтого светопрочного 23;
2 — из пигмента желтого светопрочного;
3 — из пигмента желтого 4К; 4 — из пиг¬
мента оранжевого прочного.
Рис. 129. Спектры отражения красок:
9 — из пигмента алого Ж; 10 — из пигмен¬
та ярко-красного 4Ж; 11—из лака красно¬
го СБК; 12 — из лака алого С.
Рис. 128. Спектры отражения красок:
5 — из лака красного ЖБ; б — из лака ру¬
бинового СК; 7 — из лака основного розо¬
вого; 8 — из лака основного красного.
Рис. 130. Спектры отражения красок:
13 — из лака бирюзового светопрочного;
14 — из пигмента зеленовато-голубого фта-
лоцианинового; 15 — из пигмента голубого
фталоцианинового; 16 — из лака основного
синего; 17 — из милори темного № 342
(неорганический пигмент).
Таблица 21
Важнейшие марки цветных типографских и офсетных красок
"5 я
►ч я;
Ш (j
О аз
Наименование пигмента или лака,
« К
Я я
и £
Наименование пигмента или лака,
U О,
О.Х
содержащихся в краске
о*
а*
содержащихся в краске
102
Пигмент оранжевый Ж
436
Лак основной зеленый № 436
103
104
20!
Пигмент оранжевый прочный и
пигмент желтый светопрочный
Пигмент оранжевый прочный
Лак красный прозрачный СБ
437
Пигмент желтый светопрочный
и пигмент голубой фтало¬
цианиновый
203
Лак красный СБК
440
Пигмент желтый светопрочный,
205
Пигмент яркокрасный 4Ж
пигмент желтый светопроч¬
206
Пигмент алый 2С
ный 23 и лак бирюзовый
207
Пигмент яркокрасный 4Ж
светопрочный
214
Пигмент алый Н
441
Лак основной ярко-зеленый
215
Пигмент алый Ж
№ 450 и пигмент желтый
219
Лак красный ЖБ
светопрочный 23
232
Лак основной розовый
442
Лак основной ярко-зеленый
233
Лак рубиновый ЖК
№ 450 и пигмент желтый
234
Лак рубиновый СК
450
светопрочный 23
Лак основной ярко-зеленый
275
Лак алый С
№ 450
311
Лак основной синий К
507
508
Пигмент желтый светопрочный
Пигмент желтый светопроч¬
3ia
Пигмент синий трифенилмета-
ный 3
новый
509
Пигмент желтый светопроч¬
342
Милори темный № 342
515
ный 23
Пигмент желтый 4К
345
Ми лор и светлый
516
Пигмент желтый 4К
349
Пигмент голубой фталоциани-
525
560
Лак нафтоловый желтый
Хром светлый № 560
новый и лак основной синий К
565
Хром средний № 565
352
Лак основной голубой 3
575
Хром лимонный № 575
363
Пигмент голубой фталоциани-
новый
564
589
Пигмент желтый светопрочный
Пигмент желтый светопроч¬
ный 23
364
Пигмент голубой фталоциани-
631
Пигмент желтый светопрочный,
новый
пигмент алый Н и сажа га¬
373
Пигмент голубой фталоциани-
новый
635
зовая канальная
Пигмент алыйН, пигмент жел¬
тый светопрочный, милори
37а
Лак бирюзовый светопрочный
637
темный № 342
Пигмент зеленовато-голубой
Пигмент алый Н, пигмент
фталоцианиновый 1
оранжевый прочный, милори
темный № 342
416
Лак основной зеленый
702
Лак основной сине-фиолетовый
422
Лак основной зеленый № 422
725
№ 702
Лак основной красный
434
Лак бирюзовый светопрочный
745
Лак основной фиолетовый К
и пигмент желтый светопроч¬
754
Лак основной синий К и лак
ный 23
основной красный
1 Торговый номер краски еще не установлен.
Раздел пятый. Печатные краски
363
§ 116. ТИПОГРАФСКИЕ И ОФСЕТНЫЕ ТЕРТЫЕ БЕЛИЛА
Тертые типографские и офсетные белила готовятся по сле¬
дующим рецептам (βι%):
Белила прозрачные № 801
Белила № 801 сухие (гидрат окиси
алюминия) 48
Олифа композиционная № 6 ... 52
Белила цинковые № 805
Белила цинковые муфельные сухие
(окись цинка) 77
Олифа композиционная № 6 . . .23
Белила печатные № 825
Белила печатные № 825 сухие (сер¬
нокислый барий, гидрат окиси
алюминия) 70
Олифа композиционная № 6 . . .30
Белила титановые № 815
Двуокись титана, рутильная форма
или вискозная высокодисперсная 80
Олифа льняная натуральная слабо¬
слабая 20
Прозрачные белила № 801 и печатные белила № 825 приме¬
няются в полиграфических предприятиях для понижения интен¬
сивности цветных, типографских и офсетных красок, для улуч¬
шения их печатных свойств, а также добавляются в офсетные
краски для устранения дефекта зажиривания краской пробель¬
ных участков печатной формы, если такой дефект наблюдается
в процессе офсетного печатания.
Действие прозрачных и печатных белил при их добавлении в
печатные краски можно сравнить с действием воды в акварель¬
ной живописи, так как белила понижают насыщенность красок
и придают краскам прозрачность, не изменяя заметно их цвето¬
вого тона. Белила прозрачные № 801 и печатные № 825 по сте¬
пени прозрачности и по печатным свойствам почти равноценны.
При трехкрасочном печатании отдают предпочтение прозрачным
белилам № 801 и особенно белилам № 810, как не только не¬
сколько более прозрачным, но и глянцевитым на оттиске. Про¬
зрачные белила по этой причине иногда в смеси с сиккативом
применяются для лакирования печатной продукции типограф¬
ским или офсетным способом печатания.
Цинковые белила № 805 при добавлении их к цветным крас¬
кам не только понижают насыщенность — концентрацию краски,
но и несколько изменяют их цветовой тон. Краски с цинковыми
белилами становятся кроющими. Скорость высыхания красок
повышается. Краски с цинковыми белилами применяются глав¬
ным образом для печатания фоновых обложечных работ и для
печатания на жести в случае отсутствия титановых белил.
Титановые белила № 815 являются наиболее кроющими, они
не изменяют своего цвета при нагревании, что особенно важно
при применении титановых белил в процессе печатания на
жести.
364
Полиграфические материалы
§ 117. ФОТОТИПНЫЕ КРАСКИ
Фототипные краски характеризуются исключительно .высокой
когезией, что необходимо главным образом для предотвращения
возможного зажиривания пробельных участков фототипной
формы. Фототипные краски настолько густы, что печатная фото-
типная машина лишена красочного ящика («кипсейки») и крас¬
ка наносится шпателем непосредственно на поверхность метал¬
лических раскатных цилиндров красочного аппарата.
Требуемые свойства фототипных красок достигаются, во-пер¬
вых, применением вязких и липких синтетических или компози¬
ционных олиф (подобных средним и крепким) и, во-вторых, ис¬
ключительно большим (предельным) содержанием пигментов и
наполнителей; если, например, в состав фототипной краски попы¬
таться ввести еще некоторое количество пигмента или наполните¬
ля, то она уже перестанет быть краской, а превратится в струж¬
ку. Вязко-пластические свойства фототипных красок, испыты¬
ваемые методом растекания, равны примерно 13—14 мм.
Пигменты, входящие в состав фототипных красок, а следо¬
вательно, и сами фототипные краски должны быть безукориз¬
ненно водопрочными, из-за высокой восприимчивости (адсорб¬
ционной способности) желатиновой фототипной формы к водо¬
растворимым красящим веществам.
Примерный рецепт цветной фототипной краски (в .%) следу¬
ющий:
Краски глубокой печати должны иметь следующие свойства:
1. Быть очень жидкими, маловязкими для того, чтобы хорошо
смачивать поверхность печатной формы и хорошо заполнять все
мельчайшие углубленные печатающие элементы. Небольшая
вязкость красок глубокой печати дает возможность стальной
ракле легко и полно снимать избыток краски с поверхности пе¬
чатной формы. Жидкая краска хорошо извлекается из углубле¬
ний печатной формы поверхностью бумаги под натиском печат¬
ного цилиндра. Вязкость краски глубокой печати, измеренная
вискозиметром — воронкой ВЗ-4 с соплом диаметром 4 мм, долж¬
на быть в пределе 14—24 сек.
Пигмент голубой фталоцианиновый
Милори темный № 342
Белила печатные № 825 сухие .......
Олифа синтетическая глифталевая ГФЛ-1 . .
Олифа синтетическая глифталевая ГФЛ-4 . .
Олифа льняная слабая натуральная . . . .
Вазелин технический
10
4
52
20
5
7
2
§ 118. КРАСКИ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ
Раздел пятый, Печатные краски
365
2. Быстро высыхать на оттиске в течение нескольких секунд.
Это необходимо, чтобы избежать смазывания — отмарывания
очень жидких красок, налипания краски на валики бумагопро¬
водящей системы при печатании на ролевой бумаге и, кроме то¬
го, для предотвращения прохождения краски на оборотную сто¬
рону оттисков.
3. Краски не должны иметь абразивных свойств, т. е. не
должны сошлифовывать ил'и царапать очень чувствительную к
механическим воздействиям медную печатную форму (не долж¬
ны вызывать дефекта печати, называемого «полошение» печат¬
ной формы). Показатель фильтрации красок глубокой печати
не должен быть выше 0,015%.
4. Краски не должны химически действовать на поверхность
печатной формы и образовывать на поверхности печатной формы
налета, называемого «оксидом». Медная полированная пластин¬
ка, находящаяся в краске глубокой печати в течение 24 часов,
должна оставаться блестящей.
5. В составе краски допустимо наличие органического раство¬
рителя, в наименьшей степени оказывающего вредное действие
на здоровье рабочих в краскотерочных и в печатных цехах и от¬
носительно безопасного в пожарном отношении.
6. Иметь цвет и оттенок на оттиске, соответствующий предъ¬
являемым требованиям. Обычно от краски глубокой печати не
требуется яркости и чистоты тона, так как печатание, как пра¬
вило, производится темными красками: коричневыми, темно-зе¬
леными («оливковыми»), черно-синими и другими красками по¬
добных неярких тонов. Только краски для трехкрасочного печа¬
тания, а также плакатные должны иметь яркие и чистые цвета.
7. Свойства красок глубокой печати должны быть устойчи¬
вы, при хранении не должно наблюдаться осаждения пигментов
и наполнителей на дно бидонов и фляг и образование на дне
фляги или бидона плотного илистого осадка. Краска должна
быть однородной, без видимых невооруженным глазом нерастер-
того пигмента и посторонних загрязнений, капелек воды. Допу¬
скается содержание влаги в виде устойчивой эмульсии в коли¬
честве не более 3%..
Для глубокой печати можно применять четыре вида красок:
толуольные, бензиновые, спиртовые и водно-спиртовые.
Состав толуольных и бензиновых цветных красок глубокой
печати можно представить в виде следующей типовой схемы:
Пигмент или лак 1 вес. часть
Наполнитель 1 » »
Смола (пленкообразователь) 2—3 вес. частей
Органический летучий растворитель 5—6 » »
В качестве примера приводим два рецепта красок глубокой
печати (в.%):
366
Полиграфические материалы
Черная № 1004
Сажа газовая канальная 6
Пигмент синий трифенилметановый 5
Лак толуольно- или бензино-смоляной ... 65
Лак ксилольно- или скипидарно-смоляной . . 24
Красная № 1204
Лак рубиновый СК 10
Белила № 825 сухие 10
Лак ксилольно- или скипидарно-смоляной . . 20
Лак толуольно- или бензино-смоляной .... 60
При изготовлении бензиновых красок, если смола имеет хо¬
рошую растворимость, вместо ксилольно-смоляного лака можно
применять лак из смолы и уайт-спирта.
Более быстрозакрепляюьциеся краски изготовляют из толуо¬
ла или из бензина без ксилола, скипидара или уайт-спирта, но
в этом случае изготовление красок осуществимо только в шаро¬
вых мельницах, так как сильное испарение быстролетучего рас¬
творителя не позволяет пользоваться вальцовыми краскотероч¬
ными машинами.
Состав и свойства толуольно-смоляных и других лаков для
красок глубокой печати, а также рекомендации о целесообраз¬
ности применения для этой цели тех или иных смол даны в § 97.
Спиртовые краски глубокой печати изготовляют для оздо¬
ровления условий работы печатных цехов и устранения пожар¬
ной опасности. Спиртовые краски глубокой печати обычно состо¬
ят из пигментов, наполнителей, этилового или пропилового спир¬
та, спирторастворимой фенольно-альдегидной смолы идитола и
некоторого количества глицерина или этиленгликоля в качестве
пластификатора и средства, позволяющего перетирать пигменты
и наполнители на трехвальных краскотерочных машинах.
Качество спиртовых красок, их печатные свойства мало чем
отличаются от толуольных и бензиновых, но все же имеют не¬
сколько меньшую интенсивность.
В целях экономии спирта были предложены водно-спиртовые
краски глубокой печати, для изготовления которых применяется
водно-спиртовое связующее вещество, состоящее из фенольно¬
альдегидной спирторастворимой смолы, очень небольшого коли¬
чества едкой щелочи и воды. Фенольно-альдегидную смолу рас¬
творяют в спирте, а затем частично омыляют едкой щелочью,
после чего ее спиртовой раствор становится способным хорошо
смешиваться с водой. Полученное таким образом связующее
вещество смешивают с соответствующими пигментами и пере¬
тирают в шаровых мельницах или на краскотерках. Наполните¬
ли в состав таких красок не -вводят, так как краски при введении
наполнителей становятся чрезвычайно густыми.
Раздел пятый* Печатные краски
367
Водно-спиртовые краски вполне приемлемы для печатания
простых изданий способом глубокой печати.
В процессе печатания производят регулирование насыщенно¬
сти красок глубокой печати путем добавления нужных количеств
белил, затертых на соответствующих лаках, что необходимо
главным образом в связи с непостоянством глубины травления
печатных форм, а следовательно, и с получением оттисков раз¬
ной степени насыщенности, если бы не было корректировки
интенсивности краски. Для понижения насыщенности красок
глубокой печати применяют белила, или ослабители, по составу
напоминающие краски глубокой печати, но не содержащие пиг¬
ментов и красочных лаков. Белила-ослабитель № 1801 готовятся
из печатных белил № 825, а белила-ослабитель № 1802 — из про¬
зрачных белил № 801.
§ 119. КРАСКИ ДЛЯ ТРЕХ- И ЧЕТЫРЕХКРАСОЧНОГО ПЕЧАТАНИЯ
Краски для трех- и четырехкрасочного печатания, как гово¬
рит само название этих красок, предназначены для изготовления
цветной изобразительной продукции последовательным печата¬
нием трех цветных (пурпурная или красная, желтая и голубая)
или трех цветных и серой красок. При последовательном нало¬
жении друг на друга достаточно прозрачных красочных слоев
трех основных цветов происходит субтрактивное (вычитатель-
ное) совмещение этих цветов, приводящее к получению многочи¬
сленных и разнообразных цветов и оттенков, встречающихся в
репродуцируемом оригинале. Многообразие цветов и оттенков,
которые можно получить сочетанием (совмещением тонких сло¬
ев) красок, называется их цветовым охватом. Испытание цвето¬
вого охвата комплекта, состоящего из трех специально подо¬
бранных по цвету красок, или триады красок, производят путем
печатания этим комплектом шкал цветового охвата. Всякий ори¬
гинал, цвета которого укладываются в пределах цветового охва¬
та данной триады красок, может быть при надлежащих коррек¬
турах воспроизведен с идеальной точностью *.
На рис. 131 в центре цветового треугольника И. Ньютона
дано графическое изображение цветового охвата «холодной» три¬
ады красок1 2, измеренного при стандартном источнике света С с
цветовой температурой 6500° К, наиболее близкого по спект¬
ральному составу к дневному белому свету (точка Е является
среднеспектральной цветового треугольника Ньютона). Все цве¬
1 Н. Д. Н ю б е р г. Теоретические основы цветной репродукции. «Совет¬
ская наука», 1948, стр. 143.
2 Желтая краска из пигмента желтого светопрочного 23, пурпурная —
из лака основного розового и голубая — из пигмента зеленовато-голубого
фта лоциа нинового.
368
Полиграфические материалы
та и оттенки, которые располагаются внутри замкнутого контура
(шестигранника), удается хорошо воспроизвести красками дан¬
ной триады; цвета и оттенки, выходящие за границы контура,
воспроизвести данной триадой красок не представляется возмож¬
ным. Как видно из рисунка,
цвета и оттенки, воспроизво¬
димые данной триадой красок,
могут быть получены любой
яркости, или светлоты (в пре¬
делах максимальной яркости
красок данной триады), вплоть
до практически полного отсут¬
ствия цвета (точка D, в кото¬
рой яркость равна нулю), что
соответствует примерно оттис¬
ку черной краски. Таким об¬
разом, при участии четвертой
черной краски удается полу¬
чить цвета и оттенки различ¬
ной светлоты, располагающие¬
ся главным образом в окрест¬
ности точки D, ниже плоскос¬
ти треугольника.
Теоретически для точного
воспроизведения любого цвет¬
ного оригинала достаточно
иметь одну триаду так назы¬
ваемых идеальных красок,
имеющих вполне определенные
спектральные характеристики
и совершенно прозрачных
(рис. 132).
Однако идеальные краски
имеют только теоретический
полного отражения в двух оп¬
ределенных зонах солнечного спектра и полного поглощения в
третьей практически невозможно. Все реальные краски имеют
несколько «размытый» спектр отражения; они отражают (и по¬
глощают) лучи солнечного спектра в большей или меньшей сте¬
пени по всему спектру, и даже в точке максимального отраже¬
ния отражение лучистой энергии не достигает 100%. Кроме
того, реальные краски не являются совершенно прозрачными.
Поэтому приходится прибегать к применению нескольких
триад красок, из которых, руководствуясь шкалами цветового
охвата, выбирают триаду, позволяющую с максимальной точно¬
стью и наиболее простыми приемами (с минимальной корректу¬
Рис. 131. Цветовой охват «холодной»
триады красок для трех- и четырех¬
красочного печатания, измеренный
при стандартном источнике света «С»:
Ж — желтый цвет, 3 — зеленый цвет, Г —
голубой цвет, Ф — фиолетовый цвет, П —
пурпурный цвет, О — оранжевый цвет, С —
точка белого цвета источника света «С»,
Е — стерднеспектральная точка белого цве¬
та, D — точка отсутствия цвета.
интерес, так как создать краски
Раздел пятый. Печатные краски
369
рой) воспроизвести все цвета и оттенки, имеющиеся у данного
оригинала. Однако число триад красок не должно быть слишком
большим, так как обилие триад красок затрудняет нормализз-
юо
80
60
I
1 АО
I
<1 20
100
XS0
§ 60
1 АО
* 20
А00 500 600 700
Рис. 132. Спектры отражения идеаль¬
ных красок А. Гюбля:
а — желтая; б — пурпурная; в — голубая.
цию технологического процесса цветоделения, изготовления пе¬
чатных форм и печатания. Достаточно иметь три триады красок
для каждого способа печатания.
25 Заказ № 443
00 500 600 700
Длина Волны в mju
370
Полиграфические материалы
Наиболее яркие пурпурные, голубые и зеленые цвета и от¬
тенки получаются применением кохмплекта красок, состоящих:
пурпурная краска — из лака основного розового
голубая краска — из пигмента зеленовато-голубого фтало-
цианинового или из лака бирюзового све¬
топрочного
желтая краска — из пигмента желтого светопрочного 23
Однако применением указанной триады красок, хотя и уда¬
ется получить яркие пурпурные, голубые и зеленые цвета и
оттенки, но происходит потеря темных цветов: коричневых и
других, а также сочетанием всех трех красок не удается полу¬
чить ахроматические цвета большой оптической плотности. По¬
этому названная триада красок применяется для четырехкрасоч¬
ной печати главным образом рекламной продукции, открыток и
обложечных работ.
Учитывая, что в основной массе репродуцируемых цветных
оригиналов (исключая рекламную продукцию, открытки, облож¬
ки), как правило, отсутствуют яркие пурпурные, голубые и зеле¬
ные цвета, рекомендуется применение так называемой универ¬
сальной триады красок, позволяющей получить достаточно хоро¬
шей цветовой охват во всех участках цветов солнечного спектра.
Эта универсальная триада красок содержит голубую краску из
пигмента голубого фталоцианинового, остальные краски те же
самые, как и в первой триаде.
Известно, что смешением пурпурной и лимонно-желтой кра¬
сок нельзя получить чистых и ярких красных и оранжево-крас¬
ных тонов, как раз наиболее интересных для подавляющего чис¬
ла репродуцируемых оригиналов. Поэтому наибольшее практи¬
ческое применение имеет третья триада красок, содержащая не
пурпурную, а красную краску из лака основного розового в
смеси с лаком рубиновым СК или из крапп-лака, подцвеченного
лаком основным розовым; кроме того, голубая краска этой триа¬
ды содержит пигмент голубой фталоцианиновый, подцвеченный
милори. Ниже приводятся рецепты типографских красок (в %),
входящих в состав этой наиболее употребительной триады
красок:
Желтая № 571
Пигмент желтый светопрочный 23 5,5
Пигмент желтый светопрочный 5.5
Хром лимонный № 575 сухой 16,0
Белила прозрачные № 801 сухие 24,0
Паста мягчительная Т 0,5
Олифа синтетическая глифталевая ГФЛ-2 . 48,5
Раздел пятый. Печатные краски
371
Красная № 271
Лак основной розовый 10,0
Лак рубиновый СК 10,0
Белила поозрачные № 801 сухие 25,0
Олифа синтетическая глифталевая ГФЛ-2 „ 49,5
Сиккатив масляный . 1,5
Паста мягчительная Т 4,0
Голубая № 371
Пигмент голубой фталоцианиновый .... 8,0
Милори темный № 342 сухой 15,0
Белила прозрачные № 801 сухие 20,0
Олифа синтетическая глифталевая ГФЛ-3 . 24,0
Олифа композиционная КПМЛ-300 .... 12,0
Масло трансформаторное 15,0
Сиккатив масляный 1,0
Паста мягчительная Т 5,0
Офсетные краски для четырехкрасочного печатания изготов¬
ляются с учетом специфических свойств офсетных красок. На¬
пример, рецепты красок (в %), входящих в состав так называе¬
мой универсальной триады офсетных красок, следующие:
Желтая № 594
Пигмент желтый светопрочный 23 30
Белила печатные № 825 сухие 24
Олифа натуральная льняная 20-секундная . . 40
Сиккатив масляный 6
Пурпурная № 294
Лак основной розовый 20
Белила прозрачные Яг 801 сухие 25
Олифа натуральная льняная 20-секундная . . 50
Сиккатив масляный 5
Голубая № 394
Пигмент голубой фталоцианиновый . . . . ’ 20
Белила прозрачные № 801 сухие 18
Олифа натуральная льняная 20-секундная . . 57
Сиккатив масляный 5
В офсетной печати подавляющее число цветных оригиналов
может быть воспроизведено в четыре краски (три цветные и од¬
на черная). Но при воспроизведении сложных оригиналов, вслед¬
ствие недостаточной толщины слоя краски на оттиске и харак¬
терной матовости офсетной печати, приходится прибегать к пе¬
чатанию в шесть и более красок. В этом случае сохраняются
те же три основные цветные краски и вводятся дополнитель¬
ные, обычно розовая и голубая, по цвету отличающиеся от ос¬
новных.
25*
ш
Полиграфические материалы
Вырабатываемые в настоящее время
офсетные
краски для че-
тырехкрасочного
печатания комплектуются
в следующие
триады1.
Желтая
Красная
Голубая
1-я триада .. .
№ 594
№ 294
No 394
2-я триада . .
№ 594
№ 294
№ 395
3-я триада . .
№ 595
№ 294
№ 394
4-я триада . .
№ 595
№ 271
No 394
В глубокой печати можно наносить на бумагу слои краски
различной толщины на разных участках одного и то же отти¬
ска (вследствие возможности регулировать глубину травления
формы), поэтому для воспроизведения многоцветного оригинала
достаточно только трех цветных красок. Четвертая черная кра¬
ска применяется только для печатания текста. Примерные рецеп¬
ты (в %) красок наиболее употребительной триады для глубо¬
кой печати следующие.
Желтая № 1551
Пигмент желтый светопрочный 7
Белила прозрачные № 801 сухие 8
Фенольно-альдегидная смола—искусственный копал 44 . . 27
Толуол 46
Ксилол или скипидар 12
Красная № 1251
Лак алый С2 15
Белила прозрачные № 801 сухие 14
Фенольно-альдегидная смола—искусственный копал 44 . . 22
Толуол 36
Ксилол или скипидар 13
Голубая № 1351
Милори темный~№ 342 сухой 9
Пигмент голубой фталоцианиновый 3
Белила печатные № 825 сухие .ц 27
Фенольно-альдегидная смола—искусственный копал 44 . . 20
Толуол 20
Ксилол или скипидар 21
Краски, изготовленные по указанным рецептам, отличаются
хорошими печатными свойствами, но имеют недостаточно эла¬
стичную пленку на оттиске и выкрашиваются, растрескиваются
1 Атлас ретушера (Шкалы цветового охвата триад красок для
четырехкрасочного офсетного печатания). «Искусство», 1957.
2 Вместо малосветопрочного лака алого С более целесообразно примене¬
ние крапп-лака, подцвеченного лаком основным розовым, или смеси лака
основного розового и лака рубинового СК примерно в равных количествах.
Раздел пятый. Печатные краски
373
при сгибании оттисков. Краски с эластичными пленками, прочно
закрепляющиеся на оттисках, можно приготовить, например, ис¬
пользуя в качестве пленкообразователя полибутилметакрилат,
сополимер хлорвинила и винилидепхлорида, а также фенольно-
альдегидные смолы, модифицированные тунговым маслом. Ко¬
ренного улучшения эластичности красок глубокой печати можно
достигнуть также введением в их состав небольшого количества
полиизобутилена средней степени полимеризации.
§ 120. БЫСТРОЗАКРЕПЛЯЮЩИЕСЯ КРАСКИ
Быстрозакрепляющиеся и глянцевые краски, применяемые
для печатания на машинах, оборудованных нагревательными
устройствами и без нагревательных устройств, можно изготов-.
лять несколькими способами. Один из этих способов, а именно
путем избирательного впитывания сравнительно маловязких со¬
ставных частей связующего вещества, был нами уже рассмот¬
рен (см. § 106).
Здесь мы кратко остановимся на нескольких других наиболее
перспективных способах изготовления быстрозакрепляющихся и·
глянцевых красок. Но прежде чем сделать это, укажем, что ско¬
рость закрепления красок, имеющих в своем составе высококипя^
щий органический растворитель, например фракцию освети¬
тельного керосина с температурой кипения 240—260°, можно,
значительно увеличить, применяя эти краски на печатных маши¬
нах, оборудованных соответствующими обогревательными уст¬
ройствами.
Краски, химически взаимодействующие с бумагой. Химиче¬
ское взаимодействие краски с бумагой — один из наиболее удач¬
ных приемов достижения почти моментального закрепления от¬
тисков, при котором сама по себе несохнущая краска моменталь¬
но твердеет при нанесении ее тонким слоем на поверхность бу¬
маги. В этом случае в бумагу должно вводиться специальное хи¬
мическое вещество, например в виде особого наполнителя, или
бумага подвергается пропитке соответствующими химическими
реагентами, химически взаимодействующими с веществами,
имеющимися в составе печатной краски (смолы, масла) и вызы¬
вающими затвердевание последних.
Краски, содержащие термореактивное связующее вещество.
Быстрое закрепление краски может быть достигнуто, если крас¬
ка изготовлена из такого связующего вещества,, которое быстро
затвердевает при нагревании, например как результат наличия
в составе связующего вещества термореактивной смолы. Естестл
венно, что при применении таких красок требуются печатные ма¬
шины, оборудованные соответствующими нагревательными уст¬
ройствами.
374
Полиграфические материалы
Термокраски — твердые при нормальной температуре краски
в виде кусков окрашенной смолы, изобретенные Ф. С. Степаче-
вым. Печатание термокрасками производится при нагревании
краски, краскораспределительного аппарата и печатной формы
до температуры 70—100°. Термокраски обычно состоят из мон-
тан-воска, парафина, натуральной льняной олифы и пигментов
или смолорастворимых красителей.
Монтан-воск является главной составной частью термокрасок.
Он имеет достаточную твердость при нормальной температуре,
расплавляется в довольно узком интервале температур (около
80°) и в расплавленном состоянии имеет невысокую по сравне¬
нию со смолами вязкость и липкость. В термокраски для глубо¬
кой печати обязательно добавление парафина для еще большего
понижения их вязкости и липкости в расплавленном состоянии;
он оказывает смазочное действие и облегчает удаление краски
раклей с пробельных участков печатной формы.
Льняная олифа необходима, чтобы дать возможность пиг¬
менту дезагрегироваться на краскотерочных машинах; она так¬
же оказывает пластифицирующее действие на застывшую кра¬
сочную пленку. В типографских и офсетных красках льняная или
подобная ей олифа и некоторое количество смолы необходимы
для придания краскам требуемых печатных свойств.
Несмотря на очевидные преимущества термокрасок в отно¬
шении почти мгновенного их закрепления на отпечатках, отсут¬
ствия содержания в их составе вредных и огнеопасных раствори¬
телей и пр., термокраски еще не получили широкого применения
из-за необходимости переконструирования парка печатных ма¬
шин, неудобств, связанных с осуществлением процесса печата¬
ния при повышенной температуре, увеличенной толщины слоя
краски на поверхности оттиска, некоторого скольжения оттисков,
находящихся в пачке, что затрудняет их обработку, а также из-
за неотработанности рецептов термокрасок и неизученное™
технологического процесса печатания термокрасками.
Краски, закрепляющиеся влагой (паром). Связующее веще¬
ство этих красок содержит смолы, хорошо растворимые в орга¬
нических растворителях и ограниченно растворимые в воде. На¬
пример, в качестве связующего вещества можно применять
50%-ный раствор канифольно-малеиновой смолы (изготовленной
без участия глицерина или пентаэритрита) или раствор бета-
нафтойной смолы в этиленгликоле. Канифольно-малеиновая
Смола в таком связующем веществе остается в растворенном
состоянии при наличии в , этиленгликоле, до 13% воды, но
моментально коагулирует, если содержание воды будет больше
чем 13%.
Таким образом, краска должна содержать смолу, пигмент,
этиленгликоль и некоторое предельное количество воды, допу¬
Раздел пятый. Печатные краски
375
стимое для раствора смолы в этиленгликоле. Как только краска
будет соприкасаться с увлажненной бумагой или оттиски будут
обрабатываться паром, то смола тотчас коагулирует и произой¬
дет моментальное закрепление отпечатков. Такие краски имеют,
однако, невысокие качественные показатели и, кроме того, их
использование связано с неудобствами в применении на печат¬
ных машинах водорастворимых красок (возможность коррозии
металлических деталей машины и пр.). Поэтому краски, закреп¬
ляемые влагой, находят применение преимущественно для печа¬
тания несложных этикеток на различных упаковочных материа¬
лах. Однако принцип, положенный в основу красок, закрепляе¬
мых влагой (паром), может быть широко использован для раз¬
работки рецептов неводных печатных красок.
В заключение этого краткого обзора укажем, что наиболее
быстрозакрепляющиеся и высококачественные глянцевые краски
могут быть получены, если, например, используются одновремен¬
но термореактивные и химически активные связующие вещества
с органическими растворителями, а печатание производится с не¬
которым подогревом.
§ 121. ПЕРЕПЛЕТНЫЕ КРАСКИ
Переплетные краски вырабатывают двух видов: для печата¬
ния на крышках переплетов и для закраски обрезов книжных
блоков.
Краски для печатания на крышках переплетов должны отве¬
чать следующим требованиям: 1. Быть липкими и густыми, что¬
бы не выдавливаться за пределы печатающих элементов при до¬
вольно сильном давлении, необходимом для выравнивания узора
тиснения переплетного материала. 2. Быть быстросохнущими и
высыхать на поверхности переплетного ледерина не более чем за
1—2 суток. Такую скорость высыхания красок на ледерине удает¬
ся получить, если краска на стекле высыхает при нормальной
температуре за 5—8 часов. Замедление высыхания слоя краски
на ледерине происходит потому, что в ледериновой пленке со¬
держатся пластификаторы, замедляющие окисление-пленкообра-
зование олифы. 3. Иметь яркий и чистый цвет и наивысшую све-
топрочность. Иметь наивысшую кроющую способность. Слой пе¬
реплетной краски должен обеспечить непросвечиваемость пере¬
плетного материала при однократном наложении слоя краски.
При печатании белыми или другими светлыми красками на
темных переплетных материалах для получения достаточной
непросвечиваемости следует применять двукратное наложение
краски.
Переплетные печатные краски лучше всего изготовлять из
кроющих или из высокоинтенсивных пигментов, таких, как хро¬
376
Полиграфические материалы
мовые желтые, милори, пигменты голубые фталоцианиновые и
пр., пентафталевой или глифталевой синтетической печатной
олифы и кобальтового сиккатива. В качестве белого пигмента
или наполнителя следует пользоваться двуокисью титана в ру-
тильной форме или цинковыми белилами.
Краски для закраски книжных блоков состоят из 15—30%
пигмента или лака, 30—40% наполнителя (титановых или цин¬
ковых белил) и 50—40% водного связующего вещества на
основе карбооксиметилцеллюлозы, камеди сибирской лиственни¬
цы или гуммиарабика с возможным добавлением глицерина.
Раздел шестой
МАТЕРИАЛЫ ДЛЯ ПОЛИГРАФИЧЕСКИХ
ВАЛИКОВ
§ 122. Основные требования к ^качеству красочных валиков. § 123. Резиновые
красочные валики. § 124. Желатино-глицериновая вальцовая масса. § 125. Крах¬
мальная вальцовая масса. § 126. Пластические массы и фактис как материалы
для валиков. § 127. Кожаные и фланелевые валики. § 128. Методы испытаний
резиновых красочных валиков. § 129. Методы испытаний вальцовой массы.
В полиграфической промышленности применяются валики
различного назначения:
1. Красочные валики красочного аппарата печатной машины,
предназначенные для раскатывания краски и ее накатывания на
поверхность печатной формы. Эти валики изготовляют: а) из ре¬
зины, б) пластических масс и других упруго-эластичных мате¬
риалов на основе синтетических полимеров, в) желатино-глице¬
риновой вальцовой массы, г) крахмальных композиций; в фото-
типных машинах красочные валики еще до сих пор обтягивают
кожей (кожаные валики).
2. Увлажняющие валики офсетных машин, предназначенные
для поддержания пробельных участков печатной формы в ув¬
лажненном состоянии. Эти валики могут быть изготовлены из
литографского сукна, фланели и трикотажных материалов в ви¬
де чехлов.
3. Ручные валики, применяемые в фотоцинкографских цехах и
цехах по изготовлению офсетных форм для накатывания печат¬
ных форм в процессе их изготовления, а также для получения
пробных отпечатков. Такие валики могут быть в зависимости от
назначения изготовлены из резины, пластических масс, синтети¬
ческих полимеров, вальцовой массы или быть кожаными.
§ 122. ОСНОВНЫЕ ТРЕБОВАНИЯ К КАЧЕСТВУ КРАСОЧНЫХ ВАЛИКОВ
Главным материалом для изготовления красочных валиков
являются теперь синтетические полимеры, такие, например, как
синтетический каучук, фактис, синтетические смолы и т. д.
Желатино-глицериновая вальцовая масса, имевшая в свое
24 Заказ № 443
378
Полиграфические материалы
время преимущественное применение для изготовления красоч¬
ных валиков, уходит в прошлое. Вальцмассные валики оста¬
лись пока на тигельных типографских машинах. Кроме того,
вальцовая масса вследствие ее весьма положительных упруго¬
эластических свойств, адгезии и высокой гладкости поверхности
все еще имеет большое значение для изготовления накатных ва¬
ликов в машинах, на которых печатают красочные репродукци¬
онные работы в три и четыре краски. Вальцовая масса имеет
также значение как эталон при оценке печатно-технических (рас¬
катно-накатных) свойств красочных валиков, изготовленных из
других упруго-эластичных материалов.
Требования к качеству красочных валиков определяются в
зависимости от характера (особенностей) печатной формы, кон¬
струкции и скорости печатной машины, условий процесса печа¬
тания и состава печатных красок. Основными требованиями к
качеству красочных валиков будут следующие:
1. Высокая упругость и эластичность, так как элементы пе¬
чатной формы несколько вдавливаются в массу валика для бо¬
лее тесного соприкосновения с поверхностью печатной формы;
после этого валик должен быстро восстанавливать свою перво¬
начальную форму.
2. Хорошие раскатные и накатные свойства, характеризуемые
коэффициентом восприятия и отдачи краски. Коэффициент вос¬
приятия и отдачи краски зависит от упруго-эластических и адге¬
зионных свойств поверхности валика, а также от его строгой ци-
линдричности.
3. Достаточная механическая прочность, так как валики экс¬
плуатируются при значительных скоростях вращения (со сред¬
ней скоростью 1,75 м1сек для плоскопечатных машин и около
6 м/сек для ротационных машин) и давлением около 1—1,5 /сана
каждый линейный сантиметр.
4. Достаточная теплоустойчивость, так как красочные валики
нагреваются в условиях их эксплуатации до температуры 45°.
При этом следует учитывать и влияние климатических условий
южных районов.
5. Гладкая поверхность и строгая цилиндричность формы, так
как мельчайшие неровности, особенно накатных валиков, неиз¬
бежно скажутся на качестве отпечатка.
6. Устойчивость к действию краски и органических раствори¬
телей, применяемых для смывки краски с печатной формы и ва¬
ликов.
§ 123. РЕЗИНОВЫЕ КРАСОЧНЫЕ ВАЛИКИ
Резиновый красочный валик представляет собой металличе¬
ский цилиндрический стержень с прочно нанесенным на него ра¬
бочим резиновым слоем (резиновой облицовкой) толщиной око-
Раздел шестой. Материалы для полиграфических валиков
379
ло 20 мм. Поверхность резинового слоя должна быть ровной и
гладкой и не содержать вкраплений посторонних включений. Ра¬
ковины, не превышающие 0,3 мм по глубине и 2 мм2 по площади,
дефектом не считаются, но их количество не должно превышать
трех штук на 1 м2. Резиновый слой должен позволять обработку
шлифовкой на токарном станке или на другом специальном обо¬
рудовании и при этом не выкрашиваться. Резиновый валик дол¬
жен быть строго цилиндричным.
Цилиндрическая поверхность стержня валика может иметь
винтовую нарезку или быть гладкой. Если цилиндрическая по¬
верхность стержня валика имеет винтовую нарезку, то крепление
рабочего резинового слоя производится посредством слоя эбони¬
та, а затем тонкого промежуточного слоя твердой резины. Если
цилиндрическая поверхность стержня валика гладкая, то креп¬
ление рабочего слоя резины к ней производится посредством
клея типа «лейконат» (особый вид резинового клея).
Резиновые красочные валики предназначаются для установ¬
ки их в типографских и офсетных машинах. Резиновые красоч¬
ные валики изготавливаются из маслостойкой резины.
В зависимости от твердости (по Шору) для изготовления
красочных валиков применяются резины трех групп (табл. 22).
Таблица 22
Виды резины для красочных валиков
Группа резины
Марка резины
Твердость ре¬
зины по Шору
Назначение
резины
I
Раскатные и накатные валики на
самая мягкая
II
4974
20
типографских плоских машинах
Раскатные валики на типографских
мягкая
III
520
30
плоских машинах. Накатные валики
на офсетных машинах
Раскатные и накатные валики на ти¬
твердая
4999
40
пографских ротационных машинах.
Раскатные валики на офсетных ма¬
шинах
Состав резины для облицовки типографских и офсетных кра¬
сочных валиков приводится в табл. 23.
Фактис — это упруго-эластичный материал, получаемый в ре¬
зультате химического присоединения серы к льняному маслу при
температуре 135° в течение 3 часов. Как видно из таблицы, повы¬
шение мягкости резины достигается увеличением содержания в
составе резины фактиса, мягчителя и снижением содержания на¬
полнителя — мела. Изготовление из этих составных частей еще
более мягкой резины для валиков не удается, так как валики из
них перестают поддаваться обточке на токарном станке и поли¬
ровке шкуркой.
24*
380
Полиграфические материалы
Таблица 23
Состав маслостойкой резины для изготовления красочных
валиков (в кг на 100 кг каучука)
Составные
Номер (марка) резины
части
4974
520
4999
Хлоропреновый каучук
100
100
100
Фактис
200
100
50
Мел (наполнитель)
25
75
100
Вазелиновое масло (мягчитель)
60
30
15
Неозон (антистаритель)
2
2
2
Окись магния (вулканизующий реагент)
2
2
2
Красная окись железа (пигмент) . .
5
3
3
Сажа газовая (пигмент)
—
2
40
Технология изготовления резиновых красочных валиков не¬
сколько меняется в зависимости от конструкции стержня. По
первому способу на стержень с нарезкой сперва наматывается
несколько слоев (оборотов) тонких листов эбонита, затем—твер¬
дой хлоропреновой резины и наконец — нужное число слоев ре¬
зины требуемой марки (ем. табл. 22). После этого валик туго
обматывается в четыре слоя крепким бинтом из бязи и вулкани¬
зуется в специальных котлах для вулканизации острым паром
при температуре 140° в течение 1,5 часа. После этого следует об¬
точка валика на токарном станке и шлифовка наждачной шкур¬
кой.
По второму способу стержень без нарезки промазывается
клеем лейконат и обматывается нужным числом витков масло¬
стойкой резины требуемой марки (табл. 22). После этого валик
обматывается прочным тканевым бинтом и вулканизуется при
температуре 140° в течение 5 часов. Затем следует обточка и
шлифовка валика.
Резиновые валики следует хранить в специально оборудован¬
ном помещении, температура помещения должна быть от 2° до
20°. Валики не должны находиться вблизи установок, излучаю¬
щих тепло (паровые трубы, отопительные приборы, котлы и проч.).
Перед установкой в печатную машину новый резиновый ва¬
лик смывают горячим мыльным раствором, ополаскивают горя¬
чей водой и вытирают насухо. После этого поверхность валика
покрывают тонким слоем натуральной олифы и выдерживают
10—12 часов.
§ 124. ЖЕЛАТИНО-ГЛИЦЕРИНОВАЯ ВАЛЬЦОВАЯ МАССА
Состав вальцовой массы и ее свойства. Желатино-глицерино¬
вая вальцовая масса — упруго-эластичный термопластичный, до¬
статочно прочный материал, состоящий из желатина, глицерина
Раздел шестой. Материалы для полиграфических валиков
381
и воды. Для увеличения адгезии поверхности вальцовой массы
в ее состав иногда добавляют немного сахара. Вальцовую массу
применяют для отливки типографских валиков. Вальцовую мас¬
су вырабатывают четырех марок (табл. 24), различающихся
между собой главным образом составом и температурой плав¬
ления.
Таблица 24
Рецепты вальцовой массы
Составные части
Слабая
Средняя
Крепкая
Особо крепкая
Желатин технический
1-й сорт
—
—
—
31,0
Желатин технический
2-й сорт
38,0
31,0
40,0
—
Желатин фотографический
малоактивный ....
—
9,5
13,5
25,0
Глицерин динамитный
52,5
49,5
36,5
34,0
Вода
9,5
10,0
10 0
10,0
По техническим условиям температура плавления слабой
вальцовой массы должна быть 42—45°, средней — 46—50°, креп¬
кой—51—55° и особо крепкой—56—58°. Содержание воды во всех
марках вальцовой ^маесы составляет 15—18%.
По данным Всесоюзного научно-исследовательского инсти¬
тута полиграфической и издательской техники, надежно рабо¬
тающая вальцовая масса обладает следующими свойствами
(табл. 25).
Таблица 25
Физико-механические свойства вальцовой массы
Показатели
Марки вальцовой массы
слабая
средняя
крепкая
Твердость (в мм)
0,8—1,0
0,6—0,7
меньше 0,6
Полезная упругость (в %)
25—30
21—24
17—20
Липкость (в г), не менее
18
18
18
Коэффициент отдачи краски ....
0,50
0,45
0,40
Вязкость по Энгл еру (в °Э) при тем¬
пературе 50°
1,5—1,7
1,8—2,1
2,2—3,3
Примерное назначение различных марок вальцовой массы:
слабая предназначается для отливки валиков типографских
плоских машин для работы в зимнее время; средняя —для ра¬
боты в летнее время; крепкая — для отливки валиков ротацион¬
ных типографских машин и для отливки валиков плоских печат¬
ных машин, работающих в условиях жаркого климата; особо
382
Полиграфические материалы
крепкая—для ротационных машин, работающих в условиях
жаркого климата, и как добавка для корректировки свойств ва¬
ликов при их отливке.
Изготовление вальцовой массы производится путем раство¬
рения при нагревании желатина в смеси глицерина и воды с по¬
следующим удалением из
полученной однородной мас¬
сы излишнего количества во¬
ды вакуумированием, т. е.
кипячением под вакуумом.
Желатин в глицерине не на¬
бухает и не растворяется
даже при нагревании, а
только слипается, образуя
комок. Поэтому к глицерину
прибавляют воду, способ¬
ствующую растворению же¬
латина (подробнее о жела¬
тине см. в § 65). Глицерин
в составе вальцовой массы
необходим как средство для
сохранения на продолжи¬
тельное время упруго-эла¬
стических свойств вальцо¬
вой массы и предохранения
вальцовой массы от усушки.
Техника изготовления же¬
латино-глицериновой валь¬
цовой массы следующая.
Смесь желатина, глицерина
и воды нагревают при раз¬
мешивании в течение 1—
3 часов при температуре
50—60° до полного раство¬
рения. Затем из расплавленной вальцовой массы выпаривают
избыточную воду при температуре 75—85° в вакуумных аппа¬
ратах (рис. 133) под разрежением при остаточном манометри¬
ческом давлении 350 мм ртутного столба в течение 1—2 часов,
пока содержание воды в вальцовой массе не будет 15—18%.
Полностью удалять воду из вальцовой массы нельзя, гак как
вальцмасса получается чрезвычайно твердой и растрескивающей¬
ся, также вследствие своей гигроскопичности будет набирать из
воздуха влагу и деформироваться. Излишняя влага, содержа¬
щаяся в вальцовой массе, делает валики недостаточно тепло¬
устойчивыми и недостаточно прочными, а также чрезмерно лип¬
кими. Хранить вальцовую массу следует в сухом помещении с от¬
Рис. 133. Вакуум-аппарат:
/—корпус вакуумного аппарата; 2—мешалка;
3 — люк для загрузки сырья; 4 — кран для
выгрузки вальцовой массы; 5 — смотровое
стекло; 6 — термометр; 7 — вакуумметр; 8 —
трубопровод вакуумной линии; 9 — паровая
рубашка; 10 — трубопровод для впуска пара;
11 — трубопровод для выпуска пара.
Раздел шестой. Материалы для полиграфических валиков
383
носительной влажностью воздуха 45—65% и при температуре
не выше 30°.
В небольших типографиях при отсутствии вакуумных аппара¬
тов применяют упрощенный способ варки вальцовой массы в
котле с водяным обогревом или водяной
баней с электрообогревателем.
Отливка массных валиков может быть
ручной или механизированной. При ручной
отливке расплавленную вальцовую массу
ковшами льют в специальную отливную
форму, в центре которой устанавливается
стержень валика. Форма (рис. 134) пред¬
ставляет собой пустотелый металлический
цилиндр 2 с тщательно отполированной
внутренней поверхностью, укрепленный на
массивном съемном основании 4. В центре
основания имеется отверстие, куда встав¬
ляют стержень валика «3. В верхней части
формы стержень закрепляют центрирую¬
щим металлическим крестом 1.
Перед отливкой валиков форму очища¬
ют от кусочков вальцовой массы, которые
могли остаться от предыдущей отливки, и
от возможных загрязнений,, затем равно¬
мерно нагревают до 50—60° и смазывают
слегка машинным маслом, чтобы облегчить
выход готового валика из формы. Нагрева¬
ние формы способствует получению ровной
поверхности валика, кроме того, в нагретых
формах вальцовая масса застывает гораз¬
до медленнее, что способствует образова¬
нию однородной структуры валика и удале¬
нию пузырьков воздуха, неизбежно попа¬
дающих при отливке валиков. Если вальцо¬
вую массу лить в холодную форму, то пер¬
вые порции массы, соприкасаясь с холодными стенками формы
и застывая, образуют складки.
В современных хорошо оборудованных вальцеварках отливка
валиков механизирована и производится в специальных аппа¬
ратах, которые заполняются вальцовой массой под давлением.
Один из таких аппаратов (рис. 135) представляет собой полый
металлический цилиндр <3, внутри которого укреплено несколько
отливных форм 5. В нижней части каждой формы устанавлива¬
ют центрирующий крест. Формы, в которых не производится от¬
ливка, закрывают пробками (заглушками). Пространство 6 меж¬
ду формами и стенками цилиндрического резервуара через от-
Рис. 134. Литей¬
ная форма.
Полиграфические материалы
верстие (штуцер) 1 заполняют паром, горячей или холодной во¬
дой в зависимости от необходимости создания той или иной
температуры в процессе отливки валиков. Для контроля темпе¬
ратуры имеется термометр 2. В нижней части цилиндрического
резервуара имеется отверстие (шту¬
цер) 8 для подачи вальцовой массы.
Расплавленную вальцовую массу
из специального транспортного котла
под давлением подают в аппарат че¬
рез входное отверстие в нижней его
части, что исключает возможность по¬
падания пузырьков воздуха в массу.
Отливной аппарат укреплен на оси 4
и при помощи кольца 7 может при
отливке устанавливаться в вертикаль¬
ном положении, а при подготовке ап¬
парата к работе и при извлечении ва¬
ликов — в горизонтальном.
Переливка отработанных валиков.
Отработанные, т. е. отслужившие свой
срок, затвердевшие, растрескавшиеся
Рис. 135. Схема аппарата и изменившие свою форму при дли-
ДЛЯ МливкГваликов°И °Т' тельной работе в печатной машине
валики восстанавливают посредством
переливки. Отработанные валики,
предназначенные для переливки, должны быть тщательно
отмыты от оставшейся на их поверхности краски. Кроме того,
рекомендуется на токарном станке снять с валика верхний слой
массы, загрязненный краской и сильно затвердевший. После
этого вальцовую массу срезают с колодки валика, измельчают
и плавят. Расплавленную массу процеживают через металличе¬
скую сетку № 16 или № 24, чтобы удалить из массы механиче¬
ские загрязнения. В подготовленную таким образом отработан¬
ную вальцовую массу нужно добавить не менее 20% свежей
массы, полученной с красочного завода или изготовленной дан¬
ным полиграфическим предприятием.
Задубливание желатино-глицериновой массы. При печата¬
нии в летнее время и в районах с жарким климатом (в особен¬
ности на ротационных машинах) теплостойкость вальцовой
массы часто бывает недостаточной, и валики начинают пла¬
виться. Чтобы избежать этого, Н. А. Спасским и С. А. Кизбер
был разработан способ повышения теплостойкости валиков
посредством задубливания вальцовой массы.
В качестве дубителей применяют формалин, хромовые квасцы
и другие химические вещества, которые вводят в расплавленную
вальцовую массу перед отливкой из нее валиков. Необходимую
Раздел шестой. Материалы для полиграфических валиков
385
степень задубливания валик приобретает не сразу, а спустя неко¬
торое время. Поэтому отлитые из задубленной вальцовой массы
валики, перед тем как поставить в машину, выдерживают в те¬
чение 10—14 суток в условиях цеха при нормальной температу¬
ре. Чтобы ускорить задубливание валиков, нужно выдерживать
их в специальном термостате, не вынимая из отливных форм, при
температуре 50—60° в течение 10 часов, а затем еще около 5 су¬
ток при нормальной температуре в цехе.
Дубление вальцовой массы формалином производят в присут¬
ствии контакта Петрова по следующему рецепту:
Вальцовая масса 100 кг
Глицерин динамитный 4 л
Контакт Петрова (сульфированные нефтяные кислоты) 4 »
Дубящий раствор формальдегида 3—5 »
Дубящий раствор формальдегида (формалина) имеет состав:
Формалин с содержанием 37% формальдегида ... 1,1л
Вода 4,0»
Глицерин динамитный 4,8 »
Вальцовую массу нагревают до температуры 60—70° (не вы¬
ше) и добавляют контакт Петрова, а затем дубящий раствор
формалина. После загрузки и размешивания всех составных ча¬
стей вальцовую массу оставляют в покое на 5—10 минут, для
того чтобы пузырьки воздуха всплыли на поверхность. Валики
отливают в формы, нагретые до 70—80°.
По другому способу задубливание валиков можно произво¬
дить уротропином (гексаметилентетраамином) в присутствии
серной кислоты и глицерина.
Раздубливание ранее задубленной вальцовой массы. Отрабо¬
танная задубленная вальцовая масса может быть регенерирова¬
на, т. е. раздублена действием минеральных кислот, например
соляной кислотой удельного веса 1,002 (2,2% соляной кислоты
удельного веса 1,9 и 97,8% воды). Для этого измельченную
вальцовую массу (ранее задубленную формалином) помещают в
деревянную бочку, заливают раствором соляной кислоты и ос¬
тавляют стоять в покое на 12 часов. Затем куски вальцовой мас¬
сы помещают в обогреваемый котел и расплавляют при темпера¬
туре 65—70°. Расплавленную вальцовую массу нейтрализуют
6%-ным раствором едкого натра, после чего ее процеживают
через металлическую сетку и вакуумируют (содержание воды
должно быть около 20%).
Вальцовую массу, задубленную уротропином, раздубливают
водным раствором серной кислоты.
Смазки, улучшающие работу валиков из вальцовой массы.
С течением времени поверхность валика затвердевает: образует¬
ся плотная, отталкивающая воду корка, и раскатно-накатные
386
Полиграфические материалы
свойства валика ухудшаются. Чтобы улучшить и восстановить
раскатно-накатные свойства валика, рекомендуется поверхность
валика протирать жидкостью следующего состава (в %):
Контакт Петрова или некаль (смачиватель) . 2,5
Аммиачная вода 25%-ная 1,5
Вода 26,0
Глицерин .70,0
При растирании валиков этим раствором контакт Петрова,
некаль и аммиачная вода (нашатырный спирт) способствуют
смачиванию поверхности валика глицерином и впитыванию его
в верхний слой вальцовой массы, вследствие чего повышается
липкость и упругость валика. Этим раствором следует смачивать
•валики ежедневно после окончания работы и удаления с них кра¬
ски керосином или бензином.
При хранении валиков на складе поверхность их во избежа¬
ние усыхания нужно смазывать вазелином или густым нефтяным
маслом.
§ 125. КРАХМАЛЬНАЯ ВАЛЬЦОВАЯ МАССА
Неплавящиеся, теплостойкие валики можно изготовить из
крахмальной массы путем химического взаимодействия крах¬
мала с хлористыми солями магния, цинка, кальция и др. Красоч¬
ные валики из крахмальной композиции имеют удовлетворитель¬
ные раскатно-накатные свойства, хотя и несколько уступают в
этом отношении желатино-глицериновым.
Крахмальную массу для изготовления красочных валиков
можно готовить, например, по рецепту (в .% ):
Крахмал картофельный .... 36
Хлористый магний плавленный 32
Глицерин 27
Вода 5
В бак загружают крахмал и приливают раствор хлористого
магния в смеси воды и глицерина температурой 20—25°. Все хо¬
рошо перемешивают, процеживают через металлическую сетку и
заливают в форму, в центре которой укреплен стержень валика,
предварительно обтянутый переплетной марлей и обмотанный
шпагатом. Форму с массой нагревают до 80—95° и поддержива¬
ют эту температуру 1,5—2,5 часа, в зависимости от толщины
слоя массы отливаемого валика. Форму охлаждают до 40—25° и
вынимают совершенно готовый валик. Срок службы валика
1 —1,5 месяца.
При неправильном изготовлении крахмально-магниевые ва¬
лики могут иметь изъяны. Так, дряблая поверхность валика по¬
Раздел шестой. Материалы для полиграфических валиков
387
лучается при перегреве формы и при избытке хлористого магния.
Вздутия на рабочей поверхности валика образуются в случае
местного перегрева формы, а складки — при отливке валиков с
перерывами и при плохом перемешивании крахмальной массы
перед отливкой. Отслаивание слоя массы от поверхности стерж¬
ня валика происходит при загрязненной (жирной) поверхности
стержня.
Хорошие результаты получаются при изготовлении валиков
из крахмально-магниевой массы с добавлением мочевины (пол¬
ного амида угольной кислоты Η2Ν—СО—ΝΗ2). Такие валики
мало чем уступают желатино-глицериновым. Валики готовят, на¬
пример, по рецепту (в .%):
Крахмал картофельный . . .35
Мочевина 18
Глицерин 7
Хлористый магний, водный раствор уд. веса 1,32 40
Отработанная крахмально-магний-амидная масса может
быть переработана на клей действием 0,5%-ного водного раство¬
ра соляной кислоты.
§ 126. ПЛАСТИЧЕСКИЕ МАССЫ И ФАКТИС КАК МАТЕРИАЛ
ДЛЯ ВАЛИКОВ
При работе на больших скоростях, а также в районах с жар¬
ким климатом желатино-глицериновая вальцовая масса оказы¬
вается недостаточно теплостойкой, и валики из нее расплавляют¬
ся и деформируются. Кроме того, валики из вальцовой массы
имеют невысокую механическую прочность и очень чувствитель¬
ны к различного рода механическим воздействиям. Наконец,
вальцмассные валики очень гигроскопичны и способны к усыха¬
нию. По этой причине валики из вальцовой массы все больше и
больше вытесняются валиками из резины (см. § 123) и валиками
из пластических масс. Из-за недостаточной механической прочно¬
сти и нетермостойкости вальцмассные валики уже почти не при¬
меняют для ротационной печати, а пользуются резиновыми ва¬
ликами и валиками из пластических масс.
Пластмассные валики. Одним ИЗ' наилучших материалов для
изготовления красочных валиков являются полиуретано¬
вые полимеры. Полиуретановые полимеры — это сложные
полиэфиры из двухосновных кислот и двухатомных спиртов, в
простейшем случае этиленгликоля НО—СН2—СН2—ОН и
адипиновой кислоты НООС— (СН2) 4—СООН, подвергнутые
в дальнейшем обработке специальными веществами с целью по¬
лучения молекулы трехмерного строения, причем молекулярные
цепи полиэфиров связываются («сшиваются») в трехмерную
сетку соединениями типа сложных эфиров карбаминовой кислоты.
388
Полиграфические материалы
Название полиуретанов подобные полимеры получили потому,
что сложные эфиры карбаминовой кислоты называются уретана¬
ми. Способ изготовления полиуретановых красочных валиков в
нашей стране разработан Украинским научно-исследовательским
институтом полиграфической промышленности. Полиуретановые
красочные валики могут быть монолитными или пористыми ти¬
па пенопластов. Красочные валики из полиуретановой пласти¬
ческой массы имеют хорошую эластичность, высокую механиче¬
скую прочность и устойчивы к действию печатных красок и орга¬
нических растворителей.
Другим перспективным материалом для изготовления кра¬
сочных валиков являются полиамидные полимеры.
Известно применение для изготовления красочных валиков
полихлорвинила, но малопластифицированные полихлорвини-
ловые валики недостаточно эластичны, а высокопластифициро-
ванные — недолговечны, так как по мере процесса печатания пе¬
чатные краски постепенно извлекают пластификатор (дибу-
тилфталат) из пластмассы, и валики становятся твердыми.
Фактисовые валики. Фактис — резинообразный материал по¬
лучаемый вулканизацией растительных высыхающих масел
(обычно льняного или сурепного) с добавлением пластифика¬
торов. При вулканизации растительного масла по мере присое¬
динения к его молекулам серы (по месту двойных связей) про¬
исходит изменение свойств масла й превращение его в упруго¬
эластичный продукт — фактис. Фактисовые валики изготовляют
обычно литейным способом. Они не плавятся, не усыхают, до¬
статочно упруги и надежны в работе, могут применяться в про¬
цессе типографской и офсетной печати. О применении фактиса
совместно с синтетическим каучуком уже говорилось в § 123.
§ 127. КОЖАНЫЕ И ФЛАНЕЛЕВЫЕ ВАЛИКИ
Кожаные валики. Кожаные раскатные и накатные валики ра¬
ботают в красочных аппаратах литографских и офсетных ма¬
шин. Кроме того, ручные кожаные валики применяются в фото-
цинкографских цехах для накатывания клише краской в про¬
цессе травления и в лито-офсетных цехах в процессе изготовле¬
ния лито-офсетной оригинальной формы, а также для получения
прочных оттисков.
Преимущество кожаных валиков, например перед вальцмас-
сными, в цинкографских процессах состоит в том, что они в си¬
лу своей сравнительно большой упругости и ограниченной эла¬
стичности накатывают краску не только на поверхность точек и
штрихов клише, но и с небольшим затеканием краски за их гра¬
ницы. Кожаные валики отличаются очень ровной поверхностью
и по своей природе достаточно водопрочны, в то время как
Раздел шестой. Материалы для полиграфических валиков
389
вальцмассные валики в воде набухают и даже растворяются.
В зависимости от того, какой стороной кожи обтянуты валики,
они могут быть гладкими или ворсовыми. Последние применя¬
ются в лито-офсетной печати и имеют преимущество перед глад¬
кими: они воспринимают и передают накатываемой поверхности
сравнительно более толстый слой краски при сохранении четко¬
сти графических элементов. Однако ворсовые валики имеют ме¬
нее гладкую поверхность, что очень затрудняет смывку краски.
Только поэтому они применяются гораздо реже, чем гладкие.
Учитывая сравнительно небольшую эластичность кожи, ко¬
лодку кожаного валика первоначально обтягивают двумя слоя¬
ми сукна, специально вырабатываемого для полиграфии под
названием «сукно литографское», «сванбой» или другой подхо¬
дящей тканью, вроде фланели. Затем поверхность валика обтя¬
гивают слоем кожи.
Фланелевые валики устанавливают в увлажняющих аппара¬
тах литографских и офсетных машин. Валики эти должны быть
строго цилиндрической формы, иметь равномерную ворсистую
поверхность и хорошо впитывать влагу. В процессе увлажнения
лито-офсетной печатной формы фланелевые валики должны хо¬
рошо отдавать влагу при сравнительно небольшом давлении.
Устройство фланелевого валика такое же, как и кожаного, с той
лишь разницей, что вместо слоя кожи валик обтягивают фла¬
нелью.
Назначение промежуточных слоев сукна у фланелевого вали¬
ка состоит в том, чтобы придать валику необходимую мягкость и
повысить его способность впитывать воду.
§ 128. МЕТОДЫ ИСПЫТАНИЙ РЕЗИНОВЫХ КРАСОЧНЫХ ВАЛИКОВ
Испытание резинового слоя красочных валиков производят
на показатели: твердости, сопротивления набуханию в жидко¬
стях (маслостойкость) и однородности.
Испытание твердости резины твердомером ТМ-2 (по Шору)
заключается во вдавливании в испытуемый образец стандарт¬
ной иглы, находящейся под воздействием силы, и в измерении
глубины погружения иглы в образец. Результаты испытаний
твердомером ТМ-2 выражаются в условных единицах делений
шкалы от 0 до 100, при этом если игла не погружается в обра¬
зец, стрелка по шкале показывает «100», а при погружении ее в
образец на максимальную глубину показание прибора равно
нулю.
Механизм прибора (рис. 136) смонтирован в небольшом хро¬
мированном корпусе 1. На нижней поверхности корпуса имеются
металлическая площадка 2 и шайбочка 3, через которую прохо¬
дит стандартная игла 4, находящаяся под постоянным давлени¬
ем плоской пружины 6. Верхняя часть стандартной иглы прочно
390
Полиграфические материалы
соединена с зубчатой рейкой 7 и планкой 13, последняя шарни¬
ром 14 соединена подвижно с корпусом. Таким образом, пружи¬
на 6 посредством стебля 5 оказывает постоянное давление на
планку 13, а следовательно, и на иглу 4. Пружина 6, прикреп¬
ленная одним своим концом к корпусу твердомера гайкой 12,
оказывает давление на сте¬
бель 5. Поэтому, если прибор
приподнять, как это показано
на рисунке, то игла 4 несколь¬
ко выступает над уровнем
шайбы и площадки, а стрел¬
ка 9 указывает по шкале 10
нулевое положение. При со¬
прикосновении прибора с пло¬
скостью образца или изделия
при нажимании на головку 11,
игла 4, находящаяся под дав¬
лением плоской пружины 6,
погружается на некоторую
глубину в резину и смещается
относительно корпуса; при этом
зубчатая рейка 7 поворачива¬
ет шестерню 8 и перемещает
соответственно стрелку 9 по
шкале 10. При установке
твердомера на стеклянной или
гладкой металлической по¬
верхности и нажатии рукой на
головку 11 прибора, обеспечивающем соприкосновение поверх¬
ности пластинки 2 и шайбочки 3 с металлической или стеклян¬
ной поверхностью, стрелка твердомера должна стоять против
деления «100» на шкале.
Перед началом работы производят проверку показаний при¬
бора с помощью контрольной площадки с прокалиброванной
пружинкой. При соприкосновении плоскости пластинки 2 и шай¬
бочки 3 с плоскостью контрольной площадки, при нажатии на
головку прибора, стрелка твердомера должна показывать деле¬
ние, указанное на боковой стороне контрольной площадки.
Испытание твердости резиновой обкладки красочного валика
на твердость производят непосредственно на обрезиненных вали¬
ках через каждые 50 см длины. Из полученного ряда цифр выво¬
дят среднее арифметическое. При испытании конец иглы приво¬
дят в соприкосновение с испытуемым образцом резины. Медлен¬
ным нажатием руки на головку 11 твердомера приводят в пол¬
ное соприкосновение шайбочку и пластинку прибора с плоско¬
стью испытуемого образца резины (в данном случае с поверх¬
Раздел шестой. Материалы для полиграфических валиков
391
ностью резинового валика), причем плоскости шайбочки и пла¬
стинки должны быть параллельны плоскости испытуемого образ¬
ца, чтобы обеспечить вертикальное положение иглы. Давление
на головку прибора должно быть таким, чтобы создать только
контакт шайбочки и пластинки с плоскостью образца.
Измеряют глубину погружения иглы, отсчитывая показания
стрелки на шкале твердомера в условных делениях шкалы.
Испытание резины на сопротивление набуханию в жидкостях
(керосин, машинное масло, льняная олифа). Сопротивлением ре¬
зины набуханию в жидкостях называется способность резины,
находящейся в жидкостях, противостоять проникновению в нее
жидкостей. Степень набухания резины выражают в процентах
увеличения веса образца испытуемой резины после набухания
по отношению к весу того же образца до набухания в соответ¬
ствующей жидкости. Для испытания берут образцы резины раз¬
мером 20 X 20 мм, толщиной 2 ± 0,3 мм. Испытание производят
при комнатной температуре в течение 24 часов.
Испытание резины на сопротивление набуханию в жидкостях
заключается: а) в определении веса испытуемого образца рези¬
ны до набухания; б) в погружении того же образца в определен¬
ную жидкость на определенное время; в) в определении веса
образца резины после набухания.
Выраженное в процентах ^увеличение веса образца резины
при определении набухаемости на технических или аналитиче¬
ских весах вычисляется по формуле:
где: Δg— увеличение веса испытуемого образца резины после
набухания в %; g*i — вес испытуемого образца резины до набу¬
хания в г; g2 — вес испытуемого образца резины после набуха¬
ния в г.
При испытании резины на сопротивление набуханию в неле¬
тучих или незначительно летучих жидкостях рекомендуется
пользоваться весами Вестфаля. Выраженное в процентах увели¬
чение веса образца резины в этом случае вычисляют по формуле:
Ρι-Ρο
Ри
100
(go — ge) — (g20 — g2e) >inn
go — ge
где: Δg — увеличение веса испытуемого образца резины после
набухания в процентах; Pq — вес образца до набухания в г; Pi —
вес образца после набухания в г; go и g*20 — нулевая точка весов
при взвешивании испытуемого образца резины до и после набу¬
хания в жидкости (в г, см. ниже); g“e и §2е— грузы, уравновеши¬
вающие левое плечо коромысла весов Вестфаля при взвешива¬
392
Полиграфические материалы
нии испытуемого образца резины в воздухе до и после
набухания.
Весы Вестфаля (рис. 137), установленные на плите 1У состоят
из выдвижного штатива 2, передвигаемого внутри стойки 3 и за¬
крепляемого на нужной высоте стопорным винтом 4\ коромыс¬
ло 5, на одном конце которого подвешены одна над другой две
чашки 6 и 7, служащие для взвешивания испытуемого образца
резины 8 в жидкости и в воздухе; штифтов 9 для подвешивания
на них грузов 10,
уравновешивающих рьь
чаг. На другом конце
коромысла имеется ука¬
затель 11, отмечающий
колебания коромысла
около нулевой точки
шкалы. Нулевая точка
определяется таким об¬
разом, что образец по¬
мещается на площадку
(чашку) 6 в то время,
как чашка 7 без образ¬
ца находится в соот¬
ветствующей жидкости.
Весы Вестфаля дол¬
жны быть установлены
таким образом, чтобы
нижняя чашка 7 при
загрузке на верхнюю
чашку 6 испытуемого
образца резины не касалась дна и боковых стенок стакана 13
с жидкостью. В стакан 13 наливают жидкость до такого уровня,
чтобы в процессе всего испытания нижняя чашка весов 7
всегда оставалась погруженной в жидкость.
До начала испытания на весах Вестфаля определяют нуле¬
вую точку весов, подвешивая к правому коромыслу весов 5 та¬
кой уравновешивающий груз go, чтобы острие левого плеча
коромысла весов совпадало со средним нулевым делением шка¬
лы, чашка 7 с образцом 8 в это время находится в жидкости.
Сосуд для набухания резины наполняют жидкостью (масло,
керосин, олифа и пр.) из расчета не менее 30 мл жидкости на
один образец.
Испытание однородности слоя резины, т. е. возможного на¬
личия неприставших мест или вздутий внутри обкладки, произ¬
водится простукиванием всей поверхности валика небольшим
молотком. На неприставших местах и вздутиях слышен глухой
звук.
Рис. 137. Испытание набухаемости резины с
помощью весов Вестфаля.
Раздел шестой. Материалы для полиграфических валиков
393
§ 129. МЕТОДЫ ИСПЫТАНИЙ ВАЛЬЦОВОЙ МАССЫ
Необходимые для испытания образцы желатино-глицерино¬
вой или крахмальной вальцовой массы приготовляют литейным
способом в специальных лабораторных формочках или вырезают
ножом из куска вальцовой массы.
Температура размягчения. Так как у желатино-глицериновой
вальцовой массы отсутствует резко выраженный переход из
твердого состояния в жидкое, за
температуру плавления условно
принимают степень размягчения,
измеренную на определенном при¬
боре в строго постоянных усло¬
виях. Поэтому показатель темпе¬
ратуры размягчения вальцовой
массы сильно зависит от метода
его испытания и от конструкции
применяемого прибора.
Температура размягчения валь¬
цовой массы может быть опре¬
делена методом «кольца и шара»
и методом «кубика».
Сущность метода испытания
температуры размягчения на при¬
боре «кольцо и шар» (рис. 138)
состоит в определении той тем¬
пературы, при которой испытуе¬
мый образец вальцовой массы,
предварительно залитый в метал¬
лические кольца 6 и охлажден¬
ный до комнатной температуры,
прогибаясь через отверстие в пло¬
щадке 7 под действием наложенного на него металлического
шарика 5, начинает соприкасаться с нижней площадкой 7.
Весь прибор помещен в стеклянный стакан 4 с вазелиновым
маслом, служащий термостатом. Нагревание вазелинового мас¬
ла при испытании температуры размягчения вальцовой массы
производят со скоростью 2° в минуту, В крышке 3 имеются от¬
верстия для термометра 2 и мешалки 1.
Сущность метода «кубика» состоит в том, что образец валь¬
цовой массы в виде кубика размерами 15 X 15 мм или кубика
с надрезом при испытании задубленной вальцовой массы подве¬
шивают на проволоке в стеклянном стакане с вазелиновым
маслом. Вазелиновое масло нагревают посредством электроплит¬
ки и замечают ту температуру, при которой у образца незадуб-
ленной вальцовой массы оплавляются грани, а образец задуб-
Рис. 138. Прибор «кольцо и шяп»
для испытания температуры раз¬
мягчения вальцовой массы.
394
Полиграфические материалы
ленной вальцовой массы размягчается до такой степени, что
надрезанный кусочек кубика падает на дно стакана.
Содержание влаги в вальцовой массе определяют прибором
Дина и Старка у образца
весом 10 г (описание мето¬
да см. в § 109).
Вязкость расплавленной
вальцовой массы испыты¬
вается вискозиметром Зиг¬
лера.
Твердость вальцовой мас¬
сы испытывают на приборе,
изображенном на рис. 139.
Образец вальцовой массы 9
помещают на столик 8 при¬
бора, после чего опускают
корпус 3 прибора при помо¬
щи винтов 4 и 11 с таким
расчетом, чтобы наконеч¬
ник 7 стержня 6 пришел
в соприкосновение с поверх¬
ностью испытуемого образ¬
ца. После этого корпус при¬
бора закрепляют на опорной
раме 14 посредством вин¬
тов 5 и 10, а стрелку 13
шкалы (на корпусе прибо¬
ра) приводят в нулевое по¬
ложение вращением вин¬
та 12.
Когда прибор таким об¬
разом подготовлен к испы¬
танию, груз 2 опускают на
верхний конец стержня 6,
вращая роликовое устрой¬
ство 1, соединенное нитью с грузом 2. Нагруженный стержень
начинает давить на образец вальцовой массы, и стрелка пока¬
зывает (в мм) глубину погружения стержня в образец под дей¬
ствием груза 1 кг в течение 30 секунд.
Полезная упругость вальцовой массы испытывается на маят¬
никовом приборе — копре (рис. 140). Испытуемый образец 1 ук¬
репляется на площадке корпуса прибора, а маятник 2 с грузом 3
отводится в верхнее положение и закрепляется пусковым при¬
способлением 4. При испытании открывают пусковое приспособ¬
ление, маятник падает на образец вальцовой массы и в зависи¬
мости от ее упругости отскакивает на соответствующий угол.
Рис. 139. Прибор для испытания
твердости вальцовой массы.
Раздел шестой. Материалы для полиграфических валиков
395
Чем больше этот угол, тем выше упругость испытуемого образца.
Угол отраженного хода маятника показывает стрелка 5 на шка¬
ле. 6. Полезная упругость выражается в условных процентах,
указанных на шкале. Пусковое приспособление может быть
переставлено внизу планки 7, если требуется уменьшить угол
падения маятника.
Липкость (адгезия) поверхности вальцовой массы характе¬
ризуется усилием (в граммах), необходимым для совершения
Рис. 140. Прибор для испытания
полезной упругости вальцовой
массы.
Рис. 141. Прибор для испытания
липкости вальцовой массы.
работы отрыва стандартного свинцового конуса, с припаянным
к нему основанием из полированного цинка, от поверхности об¬
разца испытуемой вальцовой массы. Испытание производят, как
это показано на рис. 141. Из бюретки 6 приливают в колбу 5
воду до тех пор, пока не произойдет отрыв конуса 4 от образца
вальцовой массы 1. Образец вальцовой массы прижат противо¬
весом 3 к площадке 2.
Набухание, т. е. увеличение веса и размеров эластичной мас¬
сы в результате поглощения ею влаги, печатных красок и других
жидкостей, а также усушку (усадку), т. е. потерю веса и умень¬
шение размеров в связи с испарением воды или других летучих
частей упруго-эластичной массы, определяют весовым путем.
Набухание и усушку вальцовой массы испытывают, выдер¬
живая образцы при соответствующей температуре и влажности
воздуха, например в эксикаторе над слоем воды (набухание)
или над слоем серной кислоты (усушка), в течение 24 часов и
более. Увеличение или потеря в весе образца, выраженная в
процентах к первоначальному весу, характеризует набухание
или усушку вальцовой массы.
Раздел седьмой
ОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ
§ 130 Общие сведения об органических растворителях. § 131. Нефть и ее
переработка § 132 Органические растворители, применяемые в полиграфии.
§ 133. Органические растворители как смывающие вещества в печатных цехах.
§ 130. ОБЩИЕ СВЕДЕНИЯ ОБ ОРГАНИЧЕСКИХ РАСТВОРИТЕЛЯХ
Органические растворители — жидкости (большей частью
летучие, т. е. легко испаряющиеся), при помощи которых неле¬
тучие и главным образом вязкие или твердые органические
соединения типа полимеризованных масел, эфиров целлюлозы,
битумов, синтетических смол и тому подобных могут быть пере¬
ведены в растворы, причем эти растворенные вещества не пре¬
терпевают химического видоизменения от действия растворителя
и могут быть после его испарения снова выделены.
В зависимости от химического строения органические раство¬
рители разделяются на группы: 1) парафиновые и нафтеновые
(циклопарафиновые) углеводороды (бензин, керосин, нефтяные
масла); 2) ароматические углеводороды (бензол, толуол, кси¬
лол); 3) спирты, или алкоголи (этиловый, пропиловый, бутило¬
вый и др.); 4) терпены (скипидар); 5) сложные эфиры (ацета¬
ты); 6) простые эфиры (диэтиловый эфир); 7) кетоны (ацетон);
8) хлорированные углеводороды (четыреххлористый углерод,
дихлорэтан) и некоторые другие.
По степени летучести органические растворители разграни¬
чивают на быстролетучие (например, бензол, толуол), среднеле¬
тучие (например, скипидар), медленнолетучие (например, керо¬
син) и нелетучие (например, нефтяные индустриальные масла,
глицерин).
В полиграфической промышленности органические раствори¬
тели имеют следующее применение: а) для изготовления печат¬
ных красок, б) для изготовления летучих лаков, применяемых
для лакирования печатной продукции; в) в качестве смывочного
Раздел седьмой. Органические растворители
397
средства в печатных цехах; г) для подготовки печатных форм в
фотоцинкографских и офсетных цехах; д) для изготовления
бронзовой и цветной фольги для тиснения на переплетах и для
многих других целей.
К органическим растворителям предъявляют ряд общих тре¬
бований, а именно растворитель должен:
а) легко и быстро при нормальной температуре или при не¬
большом нагревании растворять предназначенные для раство¬
рения вещества — смолы, краски и пр.;
б) образовывать устойчивые растворы, т. е. растворенное ве¬
щество должно молекулярно растворяться в растворителе, не
образовывать в нем суспензии (дисперсии) и не выделяться из
него при продолжительном хранении или при применении;
в) иметь вполне определенную степень летучести, завися¬
щую от упругости паров в данном температурном интервале, со¬
ответствующую условиям применения данного растворителя;
г) быть прозрачным и бесцветным (для технических целей
растворения светлых продуктов, например смол, при изготовле¬
нии связующих веществ цветных красок и лаков);
д) по возможности быть менее токсичным, т. е. не выделять
вредных для здоровья человека паров;
е) быть по возможности безопасным в пожарном отношении;
ж) быть экономически доступным, дешевым и недефицитным.
Основное условие для растворения — способность раствори¬
теля смачивать растворяемое вещество, в противном случае ни¬
какого растворения вообще не произойдет. Например, вода не
смачивает парафин; она собирается на его поверхности в виде
капелек. Наоборот, керосин хорошо смачивает парафин и хоро¬
шо его растворяет. Однако даже самого идеального смачивания
оказывается еще недостаточно для того, чтобы растворитель
растворял данное вещество. Для растворения одного вещества
другим большое значение имеет химическое строение йак рас¬
творителя, так и растворяемого вещества и их молекулярные
веса. Ароматические углеводороды (бензол, толуол) всегда
имеют лучшую растворяющую способность, чем алифатические,
т. е. углеводороды с открытой цепью углеродных атомов (бензин
и керосин прямой гонки). Все твердые и густые нефтепродукты
очень хорошо растворяются в керосине и бензине — веществах
родственной химической природы. Растворяющая способность
растворителя зависит от молекулярного веса растворяемого ве¬
щества: чем выше молекулярный вес вещества, тем труднее
оно растворяется. Молекулярный вес растворителя также имеет
значение. Если растворитель по химической природе существен¬
но отличается от растворяемого вещества, то растворяющая
способность растворителя будет тем выше, чем ниже его моле¬
кулярный вес.
398
Полиграфические материалы
Важнейшими свойствами органических растворителей будут
следующие.
Температура вспышки и воспламенения. Температурой
вспышки называют ту температуру, при которой растворитель,
нагреваемый в строго определенных условиях, испаряется так
быстро, что образует с окружающим воздухом смесь, которая
при соприкосновении с огнем мгновенно сгорает с легким взры¬
вом. При этом сам растворитель не воспламеняется.
Температурой воспламенения называется та температура,
при которой не только загораются пары испаряющегося раство¬
рителя, но загорается и сам растворитель и горит не менее 5 се¬
кунд. Температура воспламенения органических растворителей
обычно бывает на 20—40° выше температуры вспышки.
Фракционный состав растворителя (разгонка). Нефтяные
продукты и многие другие органические растворители сложного
состава не имеют одной и той же постоянной точки кипения, а
кипят и перегоняются в некотором интервале. Чем чище и одно¬
роднее продукт, тем уже пределы его кипения, т. е. разница
между начальной и конечной точками кипения. И наоборот, чем
больше разница в этих температурах, тем неоднороднее состав
растворителя.
Скорость испарения растворителя оценивается обычно в бал¬
лах, причем наибольшая скорость испарения (балл 1) соответ¬
ствует скорости испарения этилового эфира, а наименьшая
(балл 100)—тетралина.
Цвет и прозрачность растворителя имеет двоякое значение.
Во-первых, это свойство важно в том случае, если растворитель
предназначается для изготовления светлых лаков или связующих
веществ, и, во-вторых, оно показывает степень доброкачествен¬
ности растворителя, отсутствие в его составе посторонних за¬
грязнений. Например, светлый цвет керосина свидетельствует о
его достаточной степени очистки.
Постоянство удельного веса растворителя показывает стан¬
дартность его свойств.
Показатель преломления является наиболее характерной ин¬
дивидуальной чертой данного растворителя, так как каждому
органическому растворителю соответствует вполне определенное
значение показателя преломления.
Отсутствие в растворителе механических примесей показы¬
вает степень чистоты данного растворителя, то же самое можно
сказать и об отсутствии в растворителе воды.
Та или иная кислотность или щелочность растворителя, на¬
пример нефтепродукта, показывает степень его очистки.
Растворяющая способность растворителя. Достаточное для
практических целей представление о растворяющей способности,
растворителя можно получить на основании знания природы
Раздел седьмой. Органические растворители
399
данного растворителя и его качественных показателей, а также
пользуясь специальными таблицами. Но при необходимости рас¬
творить какое-либо новое вещество неизвестного состава или
известное вещество, но в растворителе, свойства и качество ко¬
торого не совсем ясны, целесообразна постановка непосредст¬
венного опыта растворения.
§ 131. НЕФТЬ И ЕЕ ПЕРЕРАБОТКА
Нефть залегает в земной коре на разной глубине в виде плас¬
тов, из которых ее извлекают через буровые скважины.
Нефть является сырьем для сотен ценнейших продуктов.
Над изучением состава нефти и продуктов ее переработки ра¬
ботали выдающиеся отечественные ученые: Д. И. Менделеев,
И. М. Губкин, С. С. Наметкин, В. Г. Шухов, А. А. Летний,
Н. Д. Зелинский, С. В. Лебедев, А. Ф. Добрянский и другие.
Нефть перерабатывают на различные нефтепродукты несколь¬
кими способами: 1) разгонкой в кубовых батареях, 2) разгонкой
в трубчатых установках, 3) крекинг-процессом и 4) пиролиз-
процессом.
Разгонка нефти в кубовых батареях — старый способ пере¬
работки нефти. В кубовой батарее, состоящей, например, из 20
горизонтальных металлических кубов, разгонку нефти произво¬
дили путем постепенного повышения температуры и раздельного
сбора выделившихся из куба паров. Кубы расположены таким
образом, что нефть может самотеком перетекать из первого куба
во второй, из второго в третий и т. д. В каждом кубе нефть на¬
гревается на 10—20°, вследствие чего из нее выделяется соответ¬
ствующая данной температуре узкая фракция нефти. Проходя
через все кубы, нефть нагревается до температуры 350—370°.
Остаток, вытекающий из последнего куба, получил название ма¬
зута. Путем смешения фракций, выходящих из отдельных кубов,
получают различные виды нефтяных продуктов: бензин, лигроин
(или легкий керосин), керосин, тяжелый керосин· и соляровое
масло. Кроме того, при перегонке нефти в кубовых батареях об¬
разуется некоторое количество нефтяного газа.
На смену перегонке нефти в кубовых батареях пришел разра¬
ботанный В. Г. Шуховым способ перегонки нефти в трубчатых
установках.
Разгонка нефти в трубчатых установках. Трубчатая установ¬
ка состоит из печи и ректификационной колонки. Нефть перека¬
чивают насосом через трубы, смонтированные в печи, где они
нагреваются до 350°. При такой температуре нефть почти цели¬
ком переходит в парообразное состояние. Дальнейшая задача
заключается в том, чтобы выделить из этих паров ряд нефте¬
продуктов с различной температурой кипения и различными
400
Полиграфические материалы
свойствами. Для этого получившуюся смесь паров различных
веществ направляют в ректификационную колонку, в которой
пары, постепенно охлаждаясь и конденсируясь, образуют четыре
франции нефти: бензиновую, ке¬
росиновую, солярового масла и
мазута.
Мазут неоднороден по соста¬
ву. Из него путем вторичной пе¬
регонки при более высокой тем¬
пературе и пониженном давле¬
нии (под вакуумом) выделяют
неочищенные смазочные масла —
дестиллаты: соляровое, парафи¬
новое, машинное, автол, цилинд¬
ровое и в остатке — битум (рис.
142). Эти дестиллаты -в дальней¬
шем также подвергаются очи¬
стке.
Теперь известны еще более
совершенные химические спосо¬
бы переработки нефти,позволяю¬
щие из тяжелых масел и мазута
получать бензин и керосин (крекинг-процесс), а из керосина и
газолина — бензол, толуол, ксилол (пиролиз-процесс).
Крекинг-процесс заключается в нагревании нефти при повы¬
шенном давлении (50 ат) до температуры около 500°. Когда ма¬
зут подвергают крекингу, часть крупных молекул, входящих в
его состав, под влиянием высокой температуры и давления рас¬
падается на более мелкие, т. е. превращается в бензин и керосин.
Таким образом, назначение крекинг-процесса — получение бен¬
зина и керосина из мазута и тяжелых масел.
Первые опыты получения керосина путем крекинга произвел
инженер Рагозин в 1879 г., а через 6 лет в Баку инженер Алек¬
сеев начал получать керосин путем крекинга. Над усовершенст¬
вованием крекинг-процесса работал Шухов, который в 1891 г.
взял первый в мире патент на этот способ.
Пиролиз-процесс заключается в том, что переработку нефти и
нефтяных продуктов (керосин, газолин) 'ведут при температуре
600—800° и при нормальном давлении. При пиролиз-процессе мо¬
лекулы нефтяных продуктов претерпевают глубокие химические
изменения, в результате которых из парафиновых алифатических
углеводородов (углеводородов с открытой цепью углеродных ато¬
мов) и нафтеновых углеводородов — циклопарафинов — образу¬
ются бензол, толуол и ксилол.
Выше указывалось, что при перегонке мазута под вакуумом
(вакуум создается для того, чтобы понизить температуру разгон¬
Владимир Григорьевич
Шухов (1853—1939).
Раздел седьмой. Органические растворители
401
ки) собирают отдельно ряд фракций — дестиллатов легких, сред¬
них и тяжелых масел; например, веретенный дестиллат, машин¬
ный дестиллат, цилиндровый дестиллат. Эти дестиллаты пред¬
ставляют собой нефтяные масла различной вязкости, загрязнен¬
ные смолами, нефтяными кислотами, ненасыщенными соедине¬
ниями, способными окисляться, и пр. Масляные дестиллаты под¬
вергают очистке: а) серной кислотой с последующей нейтрализа¬
цией избыточной кислоты щелочью (сернокислотная очистка);
б) щелочью (выщелачивание); в) отбельными землями и г) сел-
лективными (избирательными) растворителями. В зависимости
от выбранного способа очистки получают масло той или иной
степени чистоты. Так, при щелочной очистке из масла удаляются
только свободные нефтяные кислоты; при сернокислотной очист¬
ке с серной кислотой химически реагируют смолы, ненасыщенные
соединения, которые отделяются от масла в виде осадка — кис¬
лого гудрона; при очистке отбельными землями (адсорбента¬
ми) масло не только освобождается от ряда примесей, но и освет¬
ляется. Еще выше качество масла получается при его очистке сел-
лективными растворителями, которые обладают способностью
извлекать путем растворения из масляной фракции нежелатель¬
ные составные части. Если масляную фракцию смешать с таки¬
ми растворителями, то через некоторое время образуются два
слоя: нижний — из растворителей с извлеченными из масла за¬
грязнениями, верхний — из очищенного масла.
Свойствам нефтяных индустриальных масел и их примене¬
нию в полиграфии в качестве смазочных материалов посвящает¬
ся специальный раздел (см. § 134 и 135).
§ 132. ОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ, ПРИМЕНЯЕМЫЕ
В ПОЛИГРАФИИ
Бензин. Многочисленные виды бензина различаются по удель¬
ному весу, температуре кипения, скорости испарения, степени
очистки и по другим свойствам. В зависимости от температуры
кипения различают три группы бензинов: легкие, средние и тя¬
желые. Легкие бензины (например, петролейный эфир) кипят
27 Заказ № 443
402
Полиграфические материалы
при температуре 30—70°, средние (или просто бензины)—при
60—175°, тяжелые бензины (или легкие керосины)—при 100—
220°. Наиболее тяжелые бензины: лигроин и уайт-спирт (нефтяной
спирт) применяются как замени гели скипидара, например при
производстве печатных красок.
Бензины — хорошие растворители масел, смол; их применяют
для изготовления относительно безвредных красок глубокой пе¬
чати и как смывающее средство в печатных цехах. Для этих целей
пригодны немногие из бензинов, выпускаемые под марками «ка¬
лоша» и «растворитель», представляющие собой бензины пря¬
мой гонки, не содержащие ароматических примесей, особо вред¬
ных для здоровья. Недопустимо в условиях полиграфического
производства применение нефтепродуктов (бензин, керосин, лиг¬
роин), содержащих так называемую этиловую жидкость, добав¬
ляемую в целях улучшения режима сгорания топлива в двигате¬
лях внутреннего сгорания. Поэтому авиационный и автомобиль¬
ный бензины в полиграфической промышленности совершенно не
применяются.
Керосин. Вырабатьгвают два основных вида среднего кероси¬
на: осветительный и тракторный. Последний предназначается как
тракторное топливо и в полиграфии не находит применения
главным образом из-за его быстрого испарения, неприятного за¬
паха и присутствия вредных для здоровья примесей.
Очищенный осветительный керосин представляет собой слег¬
ка желтоватую жидкость с синеватым оттенком. Керосин начи¬
нает кипеть при температуре около 180°; до 210о,выкипает пример¬
но 30% его первоначального количества, до 270° выкипает
70% и до 315° — не менее 98%. Температура вспышки освети¬
тельного керосина (по Мартенс-Пенскому) не ниже 40°.
Желтый цвет керосина большей частью объясняется приме¬
сями тяжелых масел. Однако и хорошо очищенный керосин при
долгом хранении может желтеть вследствие растворения ржавчи¬
ны стальных емкостей, в которых он находится.
Осветительный керосин имеет удовлетворительную скорость
испарения, позволяющую применять его как растворитель при
изготовлении высыхающих печатных красок типографских и оф¬
сетных, различных паст и пр., а также для смывки красок с
печатных форм в печатных цехах полиграфических предприятий.
Для изготовления быстро закрепляющихся красок (см. § 95 и
106) наиболее пригодна узкая керосиновая фракция с темпера¬
турой кипения в пределе 220—260° и 250—290°.
Пиронафт — тяжелый керосин — характеризуется температу¬
рой вспышки не ниже 90° (у осветительного керосина она не ни¬
же 40°). Тяжелый керосин является ценным продуктом для изго¬
товления искусственных олиф, главным образом фирни-
сов (§ 96).
Раздел седьмой. Органические растворители
403
Скипидар — продукт .переработки сосновой живицы или смо¬
листой сосновой древесины — состоит из природных циклических
терпенов, иначе — растительных эфирных масел. Основной со¬
ставной частью скипидара являются альфа- и бета-пинены.
Содержание альфа-пинена в скипидаре из различных видов сос¬
ны—40—95%. Альфа-пинен может быть выделен в чистом виде
в результате двукратной перегонки скипидара.
Вырабатывают три вида скипидара: а) живичный — терпен¬
тиновое масло; б) экстракционный древесный и в) сухоперегон¬
ный.
Живичный скипидар (терпентиновое масло) — почти бес¬
цветная жидкость с приятным своеобразным запахом — полу¬
чается в результате перегонки с водяным паром живицы, т. е.
смолы хвойных деревьев, представляющей собой в основном
раствор канифоли в скипидаре. Удельный вес скипидара d420
0,855—0,865, показатель преломления nD20 1,467—1,475. Начало
кипения скипидара 153—160°, выкипает до 170° не менее 92%
скипидара. После полного испарения допускается остаток не бо¬
лее 0,5%. Испарение живичного скипидара идет в четыре раза
медленнее, чем ксилола. Применяется в красках глубокой печа¬
ти и при изготовлении некоторых видов сиккативов.
Сухоперегонный скипидар получают путем сухой перегонки
измельченной смолистой древесины (например, пневого осмола)
в печах, ретортах и котлах. Сухоперегонный скипидар загрязнен
продуктами разложения канифоли и древесины и имеет желтую
или красную окраску; ввиду его низкого качества в полиграфи¬
ческой промышленности не применяется.
Экстракционный (древесный) скипидар получается путем
экстрагирования измельченной смолистой древесины тяжелым
бензином. Начальная температура кипения экстракционного ски¬
пидара 150—160°; до 170° выкипает не менее 60% его состава.
Скипидар этот несколько уступает по качеству живичному ски¬
пидару и используется для изготовления красой глубокой печати
при отсутствии живичного скипидара.
Бензол, толуол, ксилол — близкие по своему составу цикли¬
ческие ароматические углеводороды, получаемые преимуществен¬
но как побочные продукты при коксовании каменного угля, а
также могут быть изготовлены химическим (пирогенетическим)
разложением нефти и синтетическим путем. Хорошо растворяют
масла, олифы, многие виды смол; их растворяющая способность
выше, чем у бензинов и керосинов. Разница в свойствах бензола,
толуола и ксилола, с точки зрения их применения в полиграфии,
состоит главным образом в различной температуре кипения и
скорости испарения.
Бензол СбН6 является главным представителем ароматичес¬
ких соединений (углеводородов). Он имеет строение, которое
27*
404
Полиграфические материалы
было установлено в 1865 г. немецким химиком Августом Кекуле.
Бензол — бесцветная, подвижная, очень быстро и сполна ис¬
паряющаяся жидкость, с характерным запахом, легко воспламе¬
няется и горит коптящим пламенем. Пары бензола в определен¬
ном соотношении с воздухом образуют смесь, взрывающуюся от
искры, например от искры статического электричества. Чистый
бензол начинает кипеть при температуре 78,5. Скорость испаре¬
ния бензола в 3—4 раза выше, чем у ксилола. Бензол очень вре¬
ден для здоровья человека. Вдыхание паров бензола большой
концентрации может вызвать смертельное отравление. Поэтому
теперь бензол в полиграфических красках не применяется. Поль¬
зоваться бензолом можно только при наличии специально для
этого предназначенной исправно действующей вентиляции. Бен¬
зол замерзает при температуре +5,6°. Бензол легко растворяется
в спирте, эфире и хлороформе.
Толуол (метилбензол) СбН5СН3, так же как и бензол, бес¬
цветная прозрачная жидкость; структурная формула его:
СН3
С
НС сн
НС сн
V
н
ТОЛУОЛ
Температура кипения толуола около 110°, температура плав¬
ления минус 95°. Испаряется толуол в 2 раза медленнее бензо¬
ла. Пары толуола менее вредны для здоровья и менее огнеопас¬
ны, чем бензол.
Ксилол (диметилбензол) С6Н4(СН3)2 представляет собой
смесь трех изомеров с преобладанием содержания мета-ксилола,
имеющего следующую структурную формулу:
СН3
I
С ·
НС СН
НС с—сн3
с
н
мета-ксилол
Раздел седьмой. Органические растворители
405
Температура кипения мета-ксилола 139,3°, температура плав¬
ления минус 47,9°. Технический ксилол (чистый) содержит при¬
меси толуола и этилбензола, начинает кипеть при 136,5°. Испа¬
ряется ксилол медленнее толуола и гораздо медленнее бензола,
но быстрее скипидара.
Толуол и ксилол применяются для изготовления красок глу¬
бокой печати. Эти растворители применяются также в печатных
цехах глубокой печати для разжижения красок и для смывки
красок с поверхности печатных форм и валиков.
Тетралин и декалин — углеводороды с конденсированными
ядрами, являются высококипящими растворителями, хорошо рас¬
творяющими многие смолы, масла и жиры.
Тетралин имеет в своем составе одно бензольное кольцо и
поэтому может быть причислен к ароматическим углеводородам,
декалин является циклопарафином. Тетралин имеет температу¬
ру кипения около 210° и температуру воспламенения 78°; испа¬
ряется в.шесть раз медленнее скипидара. Декалин имеет темпе¬
ратуру кипения около 195° и температуру воспламенения 60°.
Тетралин и декалин применяются для изготовления типограф¬
ских и офсетных быстро закрепляющихся красок, закрепляю¬
щихся преимущественно вследствие испарения растворителя.
Спирты этиловый, изо-пропиловый, бутиловый и изо-амило-
вый применяются для изготовления красок глубокой печати и
используются как растворители для смывки офсетных резиновых
пластин и резиновых валиков (чаще в смеси с керосином или
бензином). Преимущество спиртов перед другими растворителя¬
ми в офсетной печати заключается в том, что они не растворяют
резиновых пластин и валиков. Кроме того, спирты используют¬
ся для изготовления красок анилиновой печати, бронзовой и
красочной фольги и для многих других технических целей, а так¬
же в фотомеханике.
Метиловый (древесный) спирт СН3ОН получается при сухой
перегонке дерева. Это — бесцветная, подвижная, легко воспламе¬
няющаяся жидкость с характерным неприятным запахом. Мети¬
ловый спирт легко растворяет масла, жиры, смолы и печатные
краски; крайне ядовит и поэтому в полиграфической промышлен¬
ности не применяется.
Этиловый (винный) спирт С2Н5ОН получают главным обра¬
зом переработкой хлебных злаков и картофеля или искусствен¬
ιοβ
Полиграфические материалы
ным путем —химической переработкой древесины. Чистый эти¬
ловый спирт— бесцветная, подвижная жидкость с температурой
кипения 78,4°.
Изо-пропиловый спирт (СН3)2СН(ОН)—прозрачная, бесцвет¬
ная жидкость со слабым запахом спирта. Смешивается
с водой, спиртом, эфиром, бензолом; в лакокрасочной промыш¬
ленности заменяет этилоный спирт; применяется для изготовле¬
ния красок глубокой печати и в производстве бронзовой и кра¬
сочной рулонной фольги для тиснения на переплетах как заме¬
нитель этилового спирта. Получается искусственным путем:
а) каталитическим восстановлением ацетона и б) из пропилена
газов крекинга. Температура кипения 82,4°.
Нормальный бутиловый спирт СН3(СН2ЬОН — бесцветная,
прозрачная жидкость со слабым запахом сивушного масла. Сме¬
шивается со спиртом, эфиром и многими другими органически¬
ми растворителями. Растворимость: в 100 г воды 9 г спирта. Полу¬
чается синтетически: а) из ацетальдегида и б) из каменноуголь¬
ного газа и других химических продуктов. Температура кипе¬
ния 97,2°.
Изо-амиловый спирт представляет собой смесь двух первич¬
ных спиртов:
Изо-амиловый спирт — бесцветная, прозрачная жидкость с
характерным неприятным запахом сивушного масла, смешивает¬
ся со спиртом, эфиром и бензолом. Растворимость: в 100 г воды
2,5 г спирта. Получается: а) разгонкой сивушного масла (ами¬
ловый алкоголь брожения) и б) синтетически, путем хлорирова¬
ния пентановой фракции нефти с последующей обработкой обра¬
зующихся продуктов щелочью; полученный таким образом изо-
амиловый спирт называется пентазолом.
щий спирт, хороший растворитель смол, жиров и масел. Темпера¬
тура кипения 184,5°. Получается восстановлением бензальдеги-
да. Смешивается с водой, спиртом, эфиром. Применяется для изго¬
товления спиртовых красок.
Основные свойства некоторых спиртов, применяемых в поли¬
графии, приведены в табл. 26.
Сложные эфиры уксусной кислоты — ацетаты — получаются
взаимодействием уксусной кислоты и соответствующих спиртов в
СН3
СН8
СН3-СН2—СН—СН2—ОН и сн3—СН—СН2—СН2—он.
Важнейшие свойства некоторых спиртов (реактивные сорта)
а
s'
s
vo
. 2
Cl к £
та а> %
5 | «
н ° Нф
ClC tt
О bp
Я я *
О я
я я
cf та
я о.
θ€-®θΛ
ГД. О» S, СЧ ·**<
f atf с
О н
«Я
й6
sis
2 С Я
« та
Н cl
оЭ им
-ППЧ11ЭЯ Fd
-AxBdauwax
>»я
Ь 35
та 4>
CL с о
<u sCJ
с 5^
2 *
« та
Н CL
«=я
sg
О а
Ξ R
•Θ·
к
та
Я
ии
£
О
X
О
s
vo
СО
05
сч
СО
00
СО
05
CN СО
05
СО СО
’“X
СО
о
»— г—1
сч
1
,_н
о ю
ю
ю
сч
N- Tf
05*
оГ
05 —<
1 —
00
1
00
1
64,7
78,4
82,4
117,7
132,0
СО СО
,
со
00
— 05
LO
о
о
05 00
00
NN
00
00
о" о"
о
о
о"
сч о.
05
сч
ю
о о
о
'"I
СЧ СО
о
00
СО
СО
00
X
о
<м
X
CJ
а о
х
0
<м
X
и
£ I I
О <м ео >тн
»gxx о
^ou—V
^ I L
X — <?£
и £о
1 и I
X
о
£
О
. . к .
н
. а> .
* 7Г
«ом ·
а! * ’Ξ
з 5 л *
^ н м
<Г) о *
*S " Ч
2« 5^*ч
CQ 3 « Ч
§ g 1-1
£ ч *? 2
£ J-Ji 0)
< CDS
Л . >> <Я
Н VO н
>*.■>*
\о 2^
'—' к
• н
О) с,
•S3
.w н
а>
.»К S
9S з _
►Q
cq
Ι~ ι§~
Η ς СО Я
>-» о л Я
V « § ь
£ £
§ <Ν
*&
CD
ώ 2
о. я >»
та ж 2
С « о
а а η ^
Я о о >»
а ς 2·
Л u w г
о о
§*с
Я т
<■>*
я я
Е- **
αι о>
s
<
Я
S я
сГ та
s л
Л-б-ЯО.
h<nQ
ta=f «
о н
^ к
^ ω
>. ώ
Е- Ч
§|υ
с с к
2 С S
Я та аз
Н cl
оЭ
инппчиэя
BdAx
-Bdaiiwai
Cl с о
2 Х
« та
Н Cl
О
О -Ч
ч
с
>»ω
я м
QJ ЭЯ
S 2
о я
^ гг
ч
>>
2
О,
СЧ СО ю СЧ СО
СЧ со
сч
со сч ^ со
Ю Ν' 00 05
о
СО СО СО СО
£* г-Г r-ϊ ~
IOCOON
05
СО О СО ,—1
СО О 00 оо
N-
05 05 00 00
00
о о о о
о
00 О СО со
00
О —ж— —
,_н
^ 00 сч со
о
N 00 О "i
СО
£
U
О
CJ
00 СО СО /*-\
^£££°
HUUUE
УоооЙ
Svvv I
ό$<*2£
jfEEIU
υυυυ
о 5
£
и
• * >> ·
• · &
. . “оТ
Я
* н cf
г, 03 В
та1 с_ d>
та h ф о
^ h ^ Й И О
Ь я 2d Н § о>
2d Н Я а> е
Я 2d g Εί S
22 я ч сз м
5 сз * ς ί
я ч с
(08
Полиграфические материалы
присутствии водоотнимающих средств. Ацетаты являются хоро¬
шими растворителями нитроцеллюлозы, ацетилцеллюлозы и
некоторых полимеризационных и конденсационных смол, напри¬
мер сополимера хлорвинила с винилиденхлоридом, твердых ал-
кидных смол и др. Пары ацетатов вызывают раздражение горла,
кашель, сонливость, головокружение. Используются ацетаты
для изготовления красок глубокой печати в том случае, если
применяемая смола не.растворяется в толуоле и тому подобных
растворителях и в спиртах. Обычно применяют не один какой-
либо сложный эфир уксусной кислоты, а их смесь. Практическое
значение имеют: метилацетат (уксуснометиловый эфир), этил-
ацетат (уксусноэтиловый эфир), бутилацетат (уксуснобутило¬
вый эфир), амилацетат (уксусноамиловый эфир). Свойства
наиболее употребительных ацетатов приведены в табл. 27.
Моноэтиловый простой эфир этиленгликоля — этилгликоль
(«целозольв») С2НВ— О — СН2— СН2ОН — прозрачная со сла¬
бым запахом жидкость, удельный вес 0,936, температура кипе¬
ния 135°. Хорошо смешивается с водой и органическими углево¬
дородами; растворяет нитроцеллюлозу и многие смолы (алкид-
ные, эфиры, канифоли и др.) и масла. Этилгликоль безвреден,
может применяться для изготовления типографских и офсетных
красок, закрепляющихся испарением растворителя.
§ 133. ОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ КАК СМЫВАЮЩИЕ
ВЕЩЕСТВА В ПЕЧАТНЫХ ЦЕХАХ
Для смывки краски с поверхности красочного аппарата (ва¬
ликов и красочного ящика) и печатной формы, а также офсетных
резиновых пластин применяют органические растворители.
Типографские печатные формы и валики из вальцовой массы
смывают керосином и бензином. Применение для смывки скипи¬
дара запрещается инструкцией по технике безопасности.
Смывку резиновых красочных валиков типографских и офсет¬
ных печатных машин, а также офсетных резиновых пластин мож¬
но производить легким чистым бензином, который после смывки
быстро улетучивается с резиновой поверхности, не причинив ей
вреда, или смесью из 7з денатурированного спирта и 2/3 бензина
или керосина. Учитывая, что теперь резиновые красочные вали¬
ки и офсетные резиновые пластины изготовляются только из
маслостойкой и бензостойкой резины, в качестве смывающего
средства допустимо применение чистого осветительного кероси¬
на.
Бензол, толуол и ксилол являются одними из лучших раство¬
рителей печатных красок. Однако широкому применению этих
растворителей препятствует большая огнеопасность и вредное
действие их паров. Применение бензола вообще недопустимо, а
Раздел седьмой. Органические растворители
409
толуол .и ксилол применяются только для смывки красок в цехах
глубокой печати.
Спиртовые краски глубокой печати смывают этиловым спир¬
том-сырцом или изо-пропиловым спиртом, иногда с добавкой
10% глицерина или этиленгликоля.
Заменители органических растворителей для смывки печат¬
ных форм и красочных валиков. В целях экономии органических
растворителей при смывке печатных форм и красочных валиков
можно пользоваться их заменителями — различными эмульсион¬
ными составами.
Эмульсионные смывающие вещества состоят из двух взаимно
нерастворимых жидкостей, например из керосина и воды и
эмульгатора. Для смывки типографских и офсетных валиков и
печатных форм можно рекомендовать эмульсионное смывающее
средство следующего состава (в %):
Керосин осветительный 30—50
Вода 45—65
Мыло хозяйственное (эмульгатор) .... 5
Мыло растворяют в воде при нагревании. В охлажденный
мыльный раствор постепенно приливают керосин при энергич¬
ном взбалтывании.
Действие эмульсионных смывающих веществ состоит, во-пер¬
вых, в частичном растворении смываемой краски в органическом
растворителе, входящем в состав эмульсии, и, во-вторых, в чисто
механическом действии, когда мельчайшие заэмульгированные
капельки жидкости (внутренней фазы эмульсии) в процессе
смывки облегчают удаление частичек краски.
Применение эмульсионных смывающих веществ особенно
целесообразно в офсетной печати. В этих случаях применяется
эмульсия, в которой активный растворитель краски, а одновре¬
менно и резины (например, керосин или бензин) находится в
виде мельчайших капелек внутри сравнительно менее акгизного
растворителя (например, этилового спирта), не оказывающего
вредного действия на резину. Этим приемом удается надолго
сохранить офсетную резину в рабочем состоянии, несмотря на
многочисленные смывки. На практике для смывки резиновых
валиков и офсетных резиновых пластин пользуются эмульсией,
состоящей из двух частей керосина и одной части этилового
спирта-сырца.
Хранение органических растворителей. Большинство органи¬
ческих растворителей — чрезвычайно летучие, огнеопасные и
вредные для здоровья человека жидкости. Такие растворители,
как бензол, бензин, не только огнеопасны, но даже взрывоопас¬
ны: их пары в определенной пропорции с воздухом легко взры¬
ваются от искры.
26 Заказ № 443
410
Полиграфические материалы
Продолжительное вдыхание паров толуола, бензина очень
вредно отражается на здоровье человека. Поэтому нужно очень
бережно обращаться с растворителями, не проливать их на пол.
Нужно как можно быстрее протирать печатную форму после
смывки. Хранить растворители следует в исправной, плотно за¬
крытой крышками и пробками таре.
Основные запасы органических растворителей должны хра¬
ниться в специальном складе — отдельном каменном помещении,
расположенном во дворе предприятия. Необходимое для повсед¬
невной работы количество растворителя находится в цехе, в спе¬
циально для этого предназначенном металлическом ящике, в
металлических бидонах с плотно завинчивающимися крышками
или пробками.
Раздел восьмой
СМАЗОЧНЫЕ МАТЕРИАЛЫ
§ 134. Свойства смазочных материалов. § 135. Виды смазочных материалов,
применяемых в полиграфии.
Ни одна машина, ни один механизм не могут работать без
смазки, понижающей трение движущихся деталей при работе
машины.
Правильно подобранное и регулярно подаваемое смазочное
масло обеспечивает производительную работу оборудования и
его сохранность в течение продолжительного времени (умень¬
шает необходимость в ремонте), понижает расход электроэнер¬
гии, предотвращает аварии машин, станков, двигателей* Смазка
деталей полиграфического оборудования имеет целью: а) умень¬
шить трение и износ; б) отвести от рабочих деталей теплоту,
возникающую при трении; в) защитить от коррозии, вызванной
совместным действием кислорода воздуха и влаги; г) уплотнить
поршень в цилиндре, например при работе матричных прессов;
д) промывать поверхности трунщхся деталей и удалять из
сферы трения возможные загрязняющие вещества, способствую¬
щие нагарообразованию и износу деталей.
Наука о смазке трущихся частей машины основана на зако¬
нах жидкостного трения, разработанных профессором Петер¬
бургского технологического института Η. П. Петровым. Резуль¬
таты его многолетних работ были опубликованы в 1885 г. Даль¬
нейшее развитие наука о смазке получила в работах Η. Е. Жу¬
ковского, С. А. Чаплыгина, Б. В. Дерягина, П. А. Ребинде¬
ра и др.
§ 134. СВОЙСТВА СМАЗОЧНЫХ МАТЕРИАЛОВ
Масла, применяемые в качестве смазочных материалов,
должны создавать для машины и станка минимальное трение,
а для этого они должны удовлетворять следующим требованиям:
26*
412
Полиграфические материалы
1. Хорошо смачивать трущиеся поверхности и иметь наивыс¬
шую маслянистость, которая есть не что иное, как способность
очень тонких (граничных) слоев смазочных материалов прочно
удерживаться .между трущимися поверхностями и не выдавли¬
ваться даже при очень сильном давлении. Граничный слой по
своим структурно-механическим
свойствам существенно отличается
от свойств основной массы смазоч¬
ного материала, он имеет большую
механическую прочность и способен
сопротивляться пластической де¬
формации.
Работу трения в присутствии
граничного слоя смазки называют
граничной смазкой или граничным
трением, а свойство масла образо¬
вывать граничные слои называют
маслянистостью.
Качество масла, его смазочная
способность будет тем выше, чем
большую прочность имеет образуе¬
мый им граничный слой. Образо¬
вание граничного слоя на поверхно¬
сти твердого тела объясняется, во-первых, наличием в смазоч¬
ном материале поверхностно-активных веществ и, во-вторых,
действием молекулярных сил притяжения (нормальных сил
Ван-дер-Ваальса). Под действием этих сил на поверхности тру¬
щейся детали образуется ориентированный слой молекул по¬
верхностно-активных веществ, полярными группами направлен¬
ными к твердой поверхности, а углеводородными концами — в
сторону смазочного материала (рис. 143). За таким первым
слоем удерживается второй слой ориентированных молекул
поверхностно-активных веществ и т. д. Таким образом, трение
происходит в слое смазочного материала, отстоящем на некото¬
рое расстояние от трущихся поверхностей машины. Такое тре¬
ние иначе называется жидкостным.
Если материал не обладает нужной степенью маслянистости,
т. е. не содержит в своем составе достаточного количества по¬
верхностно-активных веществ, то при смазке адсорбционная
пленка может быть легко нарушена и между трущимися дета¬
лями возникает полужидкостное трение. Для повышения масля¬
нистости масла в его состав иногда вводят специальные добавки
поверхностно-активных веществ, которые даже в ничтожных ко¬
личествах оказывают свое положительное действие.
2. Иметь вполне достаточную вязкость, которая не позво¬
ляет основной массе выдавливаться из зоны трения. В то же
Николай Павлович Пет¬
ров (1836—1920).
Раздел восьмой. Смазочные материалы.
41?
время масло не должно иметь слишком большую вязкость,
вызывающую затрату излишней энергии на преодоление
трения при деформации смазочного материала (внутри масля¬
ного слоя).
При совершенной жидкостной смазке коэффициент трения
зависит в основном от вязкости смазочного материала, что было
показано Η. П. Петровым, установившим формулу жидкостного
трения.
Таким образом, для уменьшения потерь мощности на трение
следует пользоваться возможно менее вяз¬
ким маслом; вязкость масла должна быть
тем меньше, чем выше скорость движущих¬
ся деталей. Чем выше вязкость масла, тем
больше можно нагружать узлы трения.
Коэффициент трения до некоторой степени
уменьшается с увеличением толщины мас¬
ляной прослойки. При несовершенной смаз¬
ке или когда смазочный слой очень тонок,
коэффициент трения зависит в большей
степени от маслянистости смазочного ма¬
териала, чем от его вязкости.
3. Как можно меньше изменять свою
вязкость в условиях понижения и особенно
повышения температуры.
Вязкость масла сильно зависит от тем¬
пературы. Так, в пределах от 30 до 100°
вязкость масла с повышением температуры
на каждый градус уменьшается на 0,3—3%. Изменение вязкости
у жидких масел меньше, чем у густых. Масла с сильно перемен¬
чивой вязкостью при низкой температуре загустевают и вызы¬
вают повышенное трение и, следовательно, лишний расход эле¬
ктроэнергии, а при высоких температурах из-за пониженной
вязкости они не создают сплошного жидкостного слоя смазки
между трущимися поверхностями.
4. Не изменять своих свойств при длительном хранении, не
испаряться, хотя бы частично, и не высыхать. Не окисляться на
воздухе, не образовывать при работе машины нагаров, пленок
и т. п.
5. Быть нейтральными, т. е. не содержать в своем составе
свободных минеральных кислот и щелочей; содержание органи¬
ческих кислот должно быть минимальным и строго ограничен¬
ным. Примесь серной кислоты может остаться в масле после его
сернокислотной очистки, а примесь щелочи — после щелочной
очистки масла или после нейтрализации избыточной кислотно¬
сти масла.
6. Не содержать посторонних загрязнений и воды.
ΤΥΥ7ΤΥ77Υ7Υ"
^ £jf<^
Рис. 143. Адсорбцион¬
ные слои смазочного
масла между двумя
взаимно перемещаю¬
щимися поверхностя¬
ми.
414
Полиграфические материалы
§ 135. ВИДЫ СМАЗОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
В ПОЛИГРАФИИ
В полиграфической промышленности для смазки оборудова¬
ния применяют много разных видов смазочных материалов, что
вызвано специальными требованиями, зависящими от конструк¬
ции и нагрузки машины, ее мощности, числа оборотов в минуту,
Условий эксплуатации и т. п.
Путем смешения нефтяных масел с мылами получают кон¬
систентные смазки, которые обладают ценными смазочными
свойствами; при нормальной температуре они похожи на ва¬
зелин.
Нефтяные индустриальные масла. Масла, применяемые для
смазки разнообразных станков и машин, работающих в основ¬
ном при нормальной температуре окружающей среды, а также
для тех частей машин и двигателей, которые не подвергаются
непосредственному воздействию пара, горячего воздуха и газов,
составляют класс индустриальных масел. Нефтяные индустри¬
альные масла, кроме этого, применяются для различных техни¬
ческих целей, например в полиграфической промышленности для
изготовления печатных красок.
Многочисленные виды и марки индустриальных масел раз¬
деляются в зависимости от вязкости на три группы: легкие, сред¬
ние и тяжелые масла.
Группа- легких индустриальных масел объединяет дестиллат-
ные масла кинематической вязкостью 4—10 сст (условная вяз¬
кость по Энглеру 1,3—1,8°) при температуре 50°. Эти масла под¬
вергаются тщательной кислотно-щелочной очистке. Их приме¬
няют в основном для смазки легких механизмов, работающих
с большим числом оборотов.
В группу средних индустриальных масел объединены дестил-
латные масла с кинематической вязкостью 10—50 сст (условная
вязкость по Энглеру 1,8—8,0°) при температуре 50°. Эти масла
подвергаются кислотно-щелочной очистке, за исключением тех
сортов, которые имеют индекс «В» (выщелоченные), т. е. под¬
вергнутые только щелочной обработке.
Средние индустриальные масла применяют для смазки ма¬
шин с легкой, средней и тяжелой нагрузкой и со средним числом
оборотов в минуту, работающих при нормальной температуре.
В группе тяжелых индустриальных масел объединены де-
стиллатные или остаточные масла кинематической вязкостью
10 сст и более (условная вязкость по Энглеру более 1,8—2,0°)
при температуре 100°. Тяжелые индустриальные масла предназ¬
начаются для смазки машин, работающих с большой нагрузкой
и с малыми скоростями, а также когда подшипники и другие по¬
верхности трения работают при высокой температуре.
Раздел восьмой. Смазочные материалы
415
У индустриальных масел имеются цифровые и буквенные
обозначения. Цифра, поставленная после наименования масла,
показывает его вязкость. Например, у средних индустриальных
масел цифра после наименования показывает их среднюю кине¬
матическую вязкость, или, по старой системе, вязкость по Энгле-
ру. Например, веретенное масло 2. Буквенные обозначения пока¬
зывают: Л — легкое, С — среднее, Т — тяжелое, У—улучшенное,
R — выщелоченное.
Различные виды нефтяных масел отличаются друг от друга
главным образом вязкостью, цветом (степенью очистки), тем¬
пературой вспышки и температурой застывания.
Свойства нефтяных масел, применяемых в полиграфической
промышленности, указаны в табл. 28.
Легкое индустриальное масло Л (велосит)
предназначается для смазывания легких механизмов с большим
числом оборотов в минуту, а также для смазки контрольно-из¬
мерительных приборов.
В полиграфической промышленности индустриальное масло
Л применяется для смазки мелких, тонких механизмов точных
машин, например буквоотливных и строкоотливных наборных
машин. Может быть заменено легким индустриальным маслом
Т (вазелиновым), однако вазелиновое масло имеет меньшую
маслянистость, чем велосит. Замена велосита соляровым маслом
недопустима ввиду недостаточной степени его очистки.
Легкое индустриальное масло Т (вазелино¬
вое) получается из солярового масла путем его очистки от
вредных примесей и загрязнений. Его используют в качестве
смазочного материала в условиях незначительных нагрузок и
высоких скоростей, например для смазки небольших шпиндель¬
ных станков, делающих 10—15 тысяч об/мин. Вазелиновое масло
используют в качестве замены велосита.
Трансформаторное масло вырабатывается с целью
его использования в качестве изолирующей и теплопроводящей
среды в трансформаторах, реостатах, выключателях и других
аппаратах. Трансформаторное масло относится к классу спе¬
циальных масел и имеет особо высокие качественные показатели.
Трансформаторное масло отличается высокой степенью очистки
и бесцветностью, высокой устойчивостью против окисления (ста¬
бильностью), полным отсутствием воды, низкой температурой
застывания. Трансформаторное масло по вязкости подобно лег¬
кому индустриальному маслу Т (вазелиновому). Вследствие бес¬
цветности, небольшой вязкости и стабильности трансформа¬
торное масло используется для изготовления синтетических
олиф.
Легкое индустриальное масло 12 (веретенное
масло 2) применяется для смазки ниткошвейных и проволоко-
Свойства нефтяных смазочных масел
гг
з
з
£
19—1*81 1DOJ
(Z aoaodtf
-шигиТп) п эоя
-осГСниггиП
9,6—-14,0
1,8—2,2
205
+5
0,3
0,03
0,007
| Индустриальные |
45В выщело¬
ченное (машин¬
ное СВ) ГОСТ
2854-51
38,0—52,0
5,2—7,1
180
—8
0,35
0,007
50 (машин¬
ное СУ) ГОСТ
2854-51
45,0—57,0
6,0—7,5
200
—20
0,15
0,005
0,007
45 (машин¬
ное С) ГОСТ
1707—51
о
-о
** h- [>.
ION О Ю О О
II § 1 7 ео- °. в
О Ю 1 ООО
« ю
30 (машин¬
ное Л) ГОСТ
1707—51
29,0—33,0
4,0—4,5
180
—15
0,2
0,007
0,007
20 (веретен¬
ное 3) ГОСТ
1707—51
19,0—23,0
2,8—3,2
170
! —20
0,14
0,007
12 (веретен¬
ное 2) ГОСТ
1707—51
11,8—14,0
2,0—2,2
165
—30
0,14
0,007
Вазелино¬
вое Т
ГОСТ
1840-51
5,1—8,5
1,4—1,7
125
—20
0,04
0,005
69—286
1DOJ aoHdox
- ewdoct>DBdi
9,5
1,8
135
—45
0,05
0,005
Показатели качества
Вязкость при 50°:
кинематическая
(вест) ....
условная (в °Э) .
Температура
вспышки (в *С),
не ниже:
по Бренкену . .
по Мартенс-Пен-
скому ....
Температура засты¬
вания (в °С), не
выше
Кислотное число
(в мз КОН), не
более
Зольность (в %),
не более ....
Механические при¬
меси (в %), не
более
Приметные. Вязкость цилиндрового масла измеряется при температуре 100°.
Раздел восьмой. Смазочные материалы
417
швейных машин и тому подобных механизмов небольшой мощ¬
ности, а также для маломощных электромоторов с кольцевой
системой смазки и для гидравлических систем легких механиз¬
мов. Используется в производстве печатных красок для изготов¬
ления искусственных олиф.
Легкое индустриальное масло 20 (веретенное
м а с л о 3) применяется для смазки большинства узлов полигра¬
фических машин: подшипников приводных валов с легкой и
средней нагрузкой, печатных, фальцевальных, проволокошвей¬
ных и ниткошвейных, листоподборочных машин, наборных ма¬
шин, подшипников валиков красочной и увлажняющей системы
офсетных машин. Кроме того, легкое индустриальное масло 20
применяется для смазки подшипников шлифовальных, токарных,
сверлильных, расточных, заточных и прочих станков, у которых
скорость вращения выше 3 м/сек, а также для смазки подшип¬
ников с кольцевой системой смазки, электромоторов и для гид¬
равлических приводов средних и тяжелых станков.
Среднее индустриальное масло 30 (машинное
масло Л) применяется в полиграфической промышленности
для смазки подшипников приводных валов плоских печатных
машин со средней и тяжелой нагрузкой, подшипников печатного
цилиндра, а также подшипников валиков и цилиндров красоч¬
ного аппарата плоских печатных машин, подшипников приводов
резальных машин, зубчатых редукторов (с масляной ванной),
ползунов талера печатных машин, компрессоров пневматических
самонакладов.
Его применяют для смазки большинства станков в металло¬
обрабатывающей промышленности, главных трансмиссионных
подшипников, а также для смазки цилиндров маломощных дви¬
гателей (кроме двигателей внутреннего сгорания).
Индустриальное масло 30 можно заменить смесью из инду¬
стриальных масел 20 и 45 или 50, взятых в равных количествах.
Только в тех случаях, когда индустриальное масло 30 подается
на трущиеся поверхности вручную посредством игольчатых, ка¬
пельных масленок, оно может быть заменено индустриальным
маслом 45—50.
Среднее и н д у ст р и а л ь н о е м а с л о 45 (машинное
масло С) применяется в полиграфической промышленности
для смазки подшипников коренного вала плоских печатных ма¬
шин с тяжелой переменной нагрузкой, при наличии 20—
30 об/мин, роликовых опор талера, кулачковых механизмов, ро¬
ликоподшипников.
Среднее индустриальное масло 45 применяется для смазки
холодных частей поршневых насосов, компрессоров, редукторов.
Помимо этого, среднее индустриальное масло 45 и 45 В являет¬
ся важнейшей составной частью связующих веществ газетных
118
Полиграфические материалы.
ротационных и других черных красок, закрепляющихся впиты¬
ванием.
Среднее индустриальное масло 50 (машинное
масло СУ) является маслом высшей степени очистки. Может
применяться во всех случаях для смазки машин взамен инду¬
стриального масла 45. Применение индустриального масла 50
для изготовления печатных красок не целесообразно из-за его
высокой стоимости и отсутствия преимуществ в этом случае его
применения перед индустриальным маслом 45.
Масло цилиндровое И (цилиндровое мас¬
ло 2) — одно из наиболее густых смазочных масел. Приме¬
няется для смазки автоматических отливных стереотипных
аппаратов и для матричных прессов. Может быть заменено для
этой цели компрессорным маслом М.
Масло компрессорное М предназначается для смазки
деталей поршневых и ротационных компрессоров, а также и
воздуходувок. В полиграфической промышленности компрессор¬
ное масло М применяется для смазки отливных автоматических
аппаратов матричных прессов в случае отсутствия цилиндрово¬
го масла 11.
Консистентные смазки. Из числа консистентных смазок в по¬
лиграфической промышленности применяют солидол. Солидо¬
лом (тавотом или мадией) называют смазку, состоящую из сме¬
си очищенного нефтяного масла с мылами. В качестве мыла
берут кальциевые, реже — натриевые и калиевые соли жирных
кислот растительных масел и синтетических кислот. Назначение
мыла состоит в придании консистентным смазкам необходимых
вязкопластических свойств (густоты).
Смазки натриевые чувствительны к влаге, т. е. образуют с
водой эмульсию, и поэтому смываются водой, выделяя некоторое
количество свободных органических кислот. В связи с этим в
условиях повышенной влажности применение их недопустимо.
Их применяют при частой смене смазки и осуществлении систе¬
матического контроля за состоянием трущихся поверхностей.
Натриевые смазки называются консталинами и в полиграфи¬
ческой промышленности не применяются.
Смазки, в состав которых входят кальциевые мыла, вла¬
гостойки: и могут применяться в условиях повышенной влаж¬
ности.
По внешнему виду солидол — однородная маслянистая мазь,
прозрачная в тонком слое, от светло-желтого до темно-коричне¬
вого цвета. При стоянии в закрытых стеклянных банках соли¬
дол не должен расслаиваться и выделять масла в течение 1 ме¬
сяца; при стоянии в открытых сосудах не должен покрываться
коркой в течение двух недель. Содержание золы не должно быть
более 4%; механических примесей не должно быть вовсе, так¬
Раздел восьмой. Смазочные материалы
419
же, как и свободных кислот. Солидол имеет нейтральную или
слабощелочную реакцию. Кроме того, солидол не должен ока¬
зывать разъедающего действия на стальные и бронзовые пла¬
стинки.
Вырабатываются три вида солидола (универсальной смаз¬
ки): УС-1, УС-2 и УС-3, в состав которых входят очищенные
нефтяные масла и кальциевые соли высших жирных кислот
(мыла). Виды (марки) жирового солидола различаются по гу¬
стоте (пенетрации) и температуре каплепадения (размягчения).
Наиболее густой солидол марки УС-3 имеет одновременно и са¬
мую высокую температуру каплепадения (табл. 29).
Таблица 29
Консистентные смазки универсальные среднеплавкие
(солидолы жировые)
Показатели качества ^
УС-1
УС-2
УС-3
Температура каплепадения (в °С),
не ниже
75
75
90
Пенетрация при 25° (в градусах) . .
330—335
230—290
150—220
Воды (в '%), не более
Свободных щелочей в пересчете на
1,5
2,0
3,0
NaOH (в %), не более
Механических примесей (в %),
0,1
0,2
0,2
не более
0,3
0,4
0,5
Мыла (в %), не менее
9
11
18
В целях экономии растительных масел и синтетических жир¬
ных кислот вырабатывается в ограниченных количествах эмуль¬
сионный солидол, изготовляемый из мазута, канифоли, гашеной
извести и воды. Для изготовления эмульсионного солидола бе¬
рут 69—71,5% мазута, 20% воды, 2,5—3% гашеной извести (из
расчета на окись кальция) и 6—8%. канифоли (вместо 9—18%
растительного масла, имеющегося в жировых солидолах).
Эмульсионный солидол — это густая, непрозрачная, бело¬
серая масса. Его легко отличить от жирового солидола, имею¬
щего вид густой, прозрачной в тонком слое массы светло-жел¬
того или темно-желтого цвета.
Консистентные смазки следует применять лишь в тех слу¬
чаях, когда использование нефтяных масел в связи с особен¬
ностями конструкции подшипника или другого узла трения, а
также условий работы невозможно или нерационально. Таким
образом, солидолы применяются для смазки (посредством мас¬
ленок Штауфера или другим способом) всех тех частей маши¬
ны, где смазка маслами не удерживается или где нежелательна
жидкая смазка.
420
Полиграфические материалы
В полиграфической промышленности солидолом смазывают
зубчатые рейки, зубчатые передачи, полозки фундамента и та¬
лера и некоторые другие части типографских печатных машин,
шестерни проволокошвейных и ниткошвейных машин, шестерни
резальных машин и т. п. На красочных заводах полиграфиче¬
ских красок солидолом смазывают ведущие шестерни краско¬
терочных машин.
Хранить консистентные смазки нужно в плотно закрытой
таре во избежание попадания загрязнений и влаги. Последнее
имеет особо важное значение для консистентных смазок, изго¬
товляемых из натриевых мыл, вследствие чего хранить их сле¬
дует в сухом помещении.
Раздел девятый
ПЕРЕПЛЕТНЫЕ МАТЕРИАЛЫ
§ 136. Переплетные крышки из пластических масс. § 137. Общие сведения о
текстильных материалах. § 138. Краткие сведения из технологии текстильного
производства. § 139. Ткани, применяемые в полиграфии. § 140. Кожа, ледерин
и клеенка. § 141. Нитки и синтетические волокна. § 142. Методы испытаний
переплетных тканей, коленкора и ледерина.
Для изготовления переплетных крышек, кроме картона, при¬
меняют текстильные материалы (переплетный коленкор, ледерин,
марлю, нитки и проч.) и пластические массы, а также переплет¬
ный клей (см. § 136, 139, 140 и 143).
§ 136. ПЕРЕПЛЕТНЫЕ КРЫШКИ ИЗ ПЛАСТИЧЕСКИХ МАСС
Изготовление переплетных крышек из пластических масс
является наиболее прогрессивным методом переплетного про¬
цесса. Этот метод основан на сварке деталей переплетной крыш¬
ки (заготовок) токами высокой частоты и позволяет полностью
механизировать технологию изготовления крышек и улучшить
качество полиграфического выполнения переплетов. Для изго¬
товления переплетных крышек применяются пластические мас¬
сы на основе полихлорвинила и полиамидных смол в виде плас¬
тин или пленок требуемой толщины и технических свойств
(механическая прочность, температура плавления, эластичность,
цвет, полная непрозрачность или, наоборот, полная прозрач¬
ность и т. д.).
Полихлорвинил, полиамиды и другие термопластичные и проч¬
ные синтетические полимеры при нагреве размягчаются, стано¬
вятся пластичными и в таком состоянии под небольшим давле¬
нием куски их (заготовки) способны воспринимать необходимый
рельеф тиснения и прочно привариваться друг к другу. Это
свойство используется для изготовления переплетных крышек.
Изготовление крышек из пластических масс основано на приМе¬
422
Полиграфические материалы
нении токов высокой частоты, которые позволяют быстро достиг¬
нуть температуры сварки во всей массе (объеме) заготовок в
участках сварки.
Сварка переплетных крышек из пластических масс выпол¬
няется на сварочных агрегатах разных конструкций. Наша про¬
мышленность имеет опыт работы на сварочном агрегате типа
ЕВС-400, состоящем из генератора токов высокой частоты и прес¬
са с пневматическим приводом головки. При сварке применяют¬
ся штампы — электроды, конструкция, размеры и рельефный
узор которых соответствуют характеру изготовляемого пере¬
плета.
Виды переплетных крышек из пластических масс. Наиболь¬
шее практическое значение имеют следующие виды переплетных
крышек из пластических масс.
Мягкие однослойные переплетные крышки
изготавливаются из одного слоя мягкого пластиката толщиной
0,5—0,7 мм и обычно имеют рубчик по краю крышки. Крышки
скрепляются с блоком склеиванием с форзацем и марлей. Мяг¬
кие крышки предназначены для малообъемных и малоформат¬
ных книг, преимущественно карманных справочников и т. п.
Полужесткие двухслойные переплетные
крышки изготавливаются из одного куска мягкого пластика¬
та толщиной 0,5—0,6 мм, на обратной стороне которого приклеи¬
вают сторонки из жесткого винипласта толщиной 0,4 мм. Крыш¬
ки скрепляют с блоком склеиванием с форзацем и марлей. По¬
лужесткие крышки предназначаются для книг среднего форма¬
та и объема для повседневного и продолжительного пользова¬
ния ими.
Жесткие крышки с картонными прокладками
изготавливают из двух слоев мягкого пластиката толщиной 0,3.—
0,4 мм или одного верхнего слоя толщиной 0,5 мм и нижнего —
0,3 мм, между которыми укладывают картонные сторонки.
Жесткие крышки могут иметь мягкий отстав; эти крышки скреп¬
ляют с блоком склеиванием с форзацем и марлей. Крышки мо¬
гут иметь жесткий отстав; эти крышки скрепляются с блоком
замком. Жесткие крышки предназначаются для книг большого
объема и формата типа справочников и энциклопедий.
Крышки, имеющие на верхней стороне рель¬
ефное цветное тиснение (шрифт, орнамент).
Цветные рельефные надписи на верхней стороне крышки, на¬
пример наименование книги и проч., а также различного рода
орнаменты получаются методом высекания и приваривания со¬
ответствующего текста для изображения посредством специаль¬
но для этого изготовленного штампа-электрода.
Материалы для изготовления переплетных крышек из плас¬
тических масс. 1. Для однослойных мягких переплетных крышек
Раздел девятый. Переплетные материалы
423
применяется непрозрачный листовой винипласт (поливинил¬
хлорид, дибутилфталат-пластификатор, пигменты и наполните¬
ли) для полиграфической промышленности (ВТУ МХП 367—
56) толщиной 0,5—0,7 мм.
2. Для сторонок полужестких крышек применяются: а) жест¬
кая поливинилхлоридная пленка марки «винипроз» толщиной
0,4 мм; б) непрозрачный листовой винипласт для полиграфиче¬
ской промышленности (ВТУ МХП 367—56) толщиной 0,5—
0,6 мм.
3. Для изготовления жестких крышек с картонной проклад¬
кой применяют: а) непрозрачный листовой винипласт для по¬
лиграфической промышленности (ВТУ МХП 367—56) толщиной
0,3—0,5 мм и б) картон переплетный бурый марки Б (ГОСТ
7950—56) толщиной от 1,0 до 2,5 мм в зависимости от характе¬
ра крышки и объема и формата книги.
4. Для вставки блоков в переплетные крышки из полихлд-
ридного пластиката следует применять клей на основе латекса
СКС-30 или клей на основе перхлорвиниловой смолы. Клей на
основе перхлорвиниловой смолы применяется в том случае, если
применение клея на основе латекса СКС-30 не обеспечивает дос¬
таточной прочности склейки.
5. Мягкие, полужесткие и жесткие крышки из полихлорвини-
лового или другого пластиката могут иметь на верхней стороне
цветные иллюстрации, закрытые (защищенные) прозрачной по-
лихлорвиниловой пленкой, приваренной по контуру к сторонке.
В качестве такой прозрачной пленки применяют поливинилхло¬
ридную пленку под маркой «винипроз» (ВТУ МХП 3019—51).
6. Для тиснения на полихлорвиниловых переплетных крыш¬
ках применяют бронзовую переплетную фольгу на основе шел¬
лака и цветную переплетную фольгу на основе клея БФ-2 про¬
изводства Первого завода полиграфических красок (Москва).
Тиснение на крышках следует производить с удара, т. е. при
малом времени выдержки, при температуре 150—170°. В том
случае, когда оттиск получается недостаточно четким, следует
под крышку подкладывать слой картона.
§ 137. ОБЩИЕ СВЕДЕНИЯ О ТЕКСТИЛЬНЫХ МАТЕРИАЛАХ
Текстильные материалы — это ткани, трикотаж и нитки, вы¬
рабатываемые из разнообразных волокон: хлопка, льна, шерсти,
шелка (натурального и искусственного) и синтетических. Во¬
локнистые материалы, прежде чем пойти на изготовление тек¬
стильных материалов, должны быть переработаны в пряжу.
Исключение составляют только некоторые синтетические во¬
локна, например капрон, пригодные для изготовления текстиль¬
ных материалов без их предварительной переработки в пряжу.
424
Полиграфические материалы
Пряжей называется более или менее прочная тонкая нить,
образованная скручиванием соответствующих волокон, напри¬
мер хлопковых. Пряжа вырабатывается прядением волокон
ограниченной длины; связь отдельных волоконец в пряже осу¬
ществляется силами сцепления (трения), возникающими при
закручивании волокон в пряжу.
В полиграфической промышленности ткани и нитки приме¬
няются в качестве переплетных материалов. Сукно, фланель и
a i I
Рис. 144. Важнейшие ткацкие переплетения:
а—гарнитуровое, полотняное; б—саржевое; в—сатиновое, атласное.
некоторые другие ткани используются для технических целей,
например для обтяжки офсетных увлажняющих валиков.
Ткань состоит из взаимно-перпендикулярных систем парал¬
лельных нитей пряжи. Одна система нитей, расположенных по
длине куска, называется основой; другая система нитей, пере¬
секающаяся с основой под прямым углом, т. е. идущих поперек
куска ткани от одного края до другого, называется утком. В за¬
висимости от того, как расположены нити основы и утка, суще¬
ствует несколько типов ткацких переплетений, основными из
которых будут следующие: а) гарнитуровое, или полотняное;
б) саржевое; в) сатиновое, или атласное.
Полотняное переплетение самое простое и самое прочное.
Как видно на рис. 144, а при полотняном переплетении каждая
нить утка поочередно проходит под одну из нитей основы и пере¬
крывает следующую нить основы, например перекрывает все
нечетные и подходит под все четные нити. Ткани полотняного
переплетения с лицевой и с оборотной стороны имеют одинако¬
вый вид, растяжимость тканей в обоих направлениях одинакова.
Саржевое переплетение (рис. 144, б) отличается тем, что
нить утка проходит не под каждой нитью основы, а под каждой
третьей нитью, поэтому с лицевой стороны видно только 2/з ос¬
новы и 7з утка, а с изнанки — наоборот. Ткани этого переплете¬
ния достаточно прочны, но связь между нитями меньше, вслед¬
ствие чего ткань получается мягче и растяжимость ее в одном
направлении гораздо больше, чем в другом.
Сатиновое переплетение (рис. 144, в) характерно тем, что
Раздел девятый. Переплетные материалы
425
уточная нить перекрывает 4—12 основных нитей; это придает
наибольшую гладкость лицевой стороне ткани по сравнению
с изнанкой. Но при таком переплетении нити связаны между
собой в наименьшей степени, а это вызывает заметное снижение
прочности ткани.
Чтобы повысить прочность тканей сатинового переплетения,
увеличивают · плотность нитей
утка, т. е. тех, которые выхо¬
дят на лицевую сторону ткани.
В трикотажных, или вяза¬
ных, изделиях нити образуют
петли, которые переплетаются
между собой в продольном и
поперечном направлениях. Сое¬
динение петель между собой
может дать самые разнообраз¬
ные переплетения, а следова¬
тельно, и разнообразный внеш¬
ний вид трикотажного изде¬
лия, разную плотность его,
прочность, толщину и другие
свойства.
Вязальная машина позволяет получить трикотажное изделие
вполне законченной формы, например вполне законченный че¬
хол увлажняющего офсетного валика определенного диаметра,
плотности и толщины стенок.
Нитки представляют собой швейный материал, получаемый
скручиванием пряжи. В зависимости от числа скрученных от¬
дельных нитей пряжи (числа сложений) нитки разделяются на
три группы: в три, четыре и шесть сложений (рис. 145). Швей¬
ными нитками в три сложения называют нитки, полученные
скручиванием трех одиночных нитей пряжи. Швейными нитками
в четыре сложения называют нитки, полученные двойным скру¬
чиванием: сначала двух нитей одиночной пряжи, а затем двух
нитей двуниточной крученой пряжи. Швейные нитки в шесть
сложений получают скручиванием трех нитей двуниточной кру¬
ченой пряжи.
§ 138. краткие сведения из технологии текстильного
ПРОИЗВОДСТВА
В этом разделе кратко рассматриваются элементы техноло¬
гии текстильного производства: ткачество и отделка хлопчато¬
бумажных тканей, как имеющих наиболее важное значение для
полиграфической промышленности.
Соответствующим образом подготовленные хлопковые во¬
локна скручиваются в пряжу посредством прядильных машин.
Рис. 145. Швейные нитки:
1 — в три сложения; 2 —в четыре сло¬
жения; 3 — в шесть сложений.
426
Полиграфические материалы
Из пряжи на ткацких станках (рис. 146) вырабатывают
ткани. Нити, идущие вдоль ткани, как уже говорилось, назы¬
ваются основой, а нити, идущие поперек ткани, называются
утком. Процесс производства ткани состоит в следующем. Нити
основы располагаются в натянутом горизонтальном положении;
часть из них, например нечетные, поднимают несколько кверху
и через образовавшийся
между четными и нечетны¬
ми нитями промежуток при
помощи челнока пропуска¬
ют нить утка. Затем нечет¬
ные нити опускают книзу, а
четные поднимают кверху, и
снова между ними щэотяги-
вают нить утка в обратном
направлении. В течение ча¬
са челнок проводит несколь¬
ко тысяч уточных нитей, ко¬
торые переплетаясь с осно¬
вой, образуют ткань. Для
придания ткани плотности
каждую вновь продетую
нить утка прижимают к пре¬
дыдущим приспособлением,
называемым батаном. Та¬
ким образом, процесс ткачества состоит в последовательном
поднимании и опускании нитей основы и пропускании между
ними нитей утка.
Изобретатель Владимир Сватый (Чехословацкая Народно-
Демократическая Республика) сконструировал бесчелночный
ткацкий станок — замечательную техническую новинку нашего
времени. В этом станке вместо челнока использована сила летя¬
щей капли воды, которая захватывает с собой уточную нить.
Пряжу, используемую в качестве основы, шлихтуют, т. е. про¬
питывают клеящими веществами, что необходимо для придания
ей повышенной прочности к трению, гладкости и ровноты.
Для улучшения внешнего вида и для придания тканям спе¬
циальных свойств, например влагонепроницаемости, ткани под¬
вергают отделке: а) белению; б) крашению; в) мерсеризации;
г) аппретированию; д) глазировке или, наоборот, созданию на¬
чеса (ворса); е) грунтованию; ж) тиснению узора.
Беление тканей производят гипохлоритами или перекисью
водорода. Химизм отбелки рассматривался в § 5. Белятся хлоп¬
чатобумажные и льняные ткани, а также ткани, предназначен¬
ные для крашения в светлые тона.
Крашение производится с целью придания ткани нужного
Рис. 146. Схема устройства ткацкого
станка:
1 — товарный валик; 2 — вальян; 3 — опушка
ткани; 4 — челнок; 5 — батан; 6 — ремизка;
7 — коленчатый вал; 8 — заднее скало; 9 —
навой с основой.
Раздел девятый. Переплетные материалы
427
цвета посредством органических синтетических красителей.
Имеется очень много способов крашения в зависимости от хи¬
мической природы применяемого красителя и природы ткани.
Мерсеризацией называется процесс обработки хлопчатобу¬
мажной ткани крепкими растворами едкого натра в течение
1—3 минут при температуре 5—10°. В результате мерсеризации
ткань приобретает шелковистость и блеск; прочность ткани уве¬
личивается на 10—20%.
Аппретирование заключается в пропитывании ткани раз¬
личными составами, в основном содержащими крахмал и про¬
дукты его химической переработки, например декстрин. Аппре¬
тирование придает тканям жесткость, плотность, устойчивость
к сминанию. Если необходимо придать тканям мягкость, эла¬
стичность, то в состав аппретирующего средства (аппрета)
вводят масла в виде водных эмульсий или в виде мыл.
Для придания тканям глянцевитости применяют стеарин, па¬
рафин, пчелиный воск, которые вводят в аппрет в виде водных
суспензий. Эти вещества осаждаются на нитях ткани и, заполняя
промежутки между ними, делают поверхность ткани после про¬
пуска через каландр гладкой, глянцевитой, т. е. лоснящейся.
Одновременно происходит повышение водоупорности ткани.
Для утяжеления ткани в состав аппрета вводят каолин и
тальк, которые не только утяжеляют ткань, но и повышают ее
глянцевитость. Чтобы придать тканям огнестойкость, их пропи¬
тывают растворами некоторых минеральных солей: фосфорно¬
кислым натром, борнокислым натром (бурой) и др.
Ворсованием тканей называется процесс создания на их
поверхности ворса в виде отдельных волоконец. В образовании
ворса участвуют главным образом волоконца уточных нитей,
извлекаемые посредством ворсовальных машин. Ворсование
ткани производится во влажном состоянии, при котором проч¬
ность сцепления волоконец нитей между собой ослабевает и во¬
локонца легче вытаскиваются на поверхность. Процессу ворсо¬
вания подвергают одну или обе стороны ткани, в зависимости от
технических требований к ткани и условий ее применения.
Ворсование придает тканям повышенную способность впи¬
тывать воду, делает поверхность ткани более однородной, по¬
вышает ее мягкость, делает ее менее теплопроводной (улучшает
теплоизоляционные свойства ткани).
§ 139. ТКАНИ, ПРИМЕНЯЕМЫЕ В ПОЛИГРАФИИ
Миткаль — прочная хлопчатобумажная ткань с простейшим
(полотняным) переплетением, применяемая для разнообразных
технических целей и для изготовления ситцев. При помощи от¬
белки, крашения и аппретирования из миткаля готовят различ¬
428
Полиграфические материалы
ные виды черного и цветного коленкора. Миткаль с нанесенным
на него посредством гравировальных валов узором называется
ситцем. Суровый и отбеленный миткаль идет для изготовления
переплетного коленкора и ледерина.
Молескин — плотная и прочная ткань сатинового переплете¬
ния, имеющая начес с одной или с обеих сторон. Молескин окра¬
шивают в темные цвета, преимущественно в черный; применяют
для изготовления особо прочных библиотечных переплетов и
для оклейки корешков различных конторских книг.
Сатин и ластик — ткани сатинового и атласного переплете¬
ния, имеющие гладкую и глянцевитую лицевую сторону. Глян¬
цевитость ткани может быть усилена мерсеризацией. В сатинах
на лицевую сторону выводятся нити утка (сатиновое перепле¬
тение), а в ластиках — нити основы (атласное переплетение).
В сатинах и ластиках лицевой застил, т. е. система нитей, пре¬
обладающая на лицевой стороне (число нитей на 10 см) на
30—40% больше той, которая преимущественно “выводится на
изнанку. Сатины и ластики прочны при трении и эластичны;
применяются они иногда в переплетном деле для изготовления
корешков библиотечных переплетов.
Дук — толстая, редкая и сильно аппретированная хлопчато¬
бумажная ткань полотняного переплетения, окрашиваемая в
различные однородные цвета. Дук применяется для изготовле¬
ния цельнотканевых переплетов различных художественных
изданий: альбомов, книг и пр. '
Марля двуниточная полиграфическая (ГОСТ 5196—57) —
редкая, сильно аппретированная ткань гарнитурового (полот¬
няного) переплетения; вырабатывается из суровой пряжи и
имеет двуниточную основу и однониточный уток. Применяется
для сшивания книг на ниткошвейных и проволокошвейных ма¬
шинах. Аппретирование придает марле жесткость, необходимую
при работе на брошировочпо-переплетных машинах и при руч¬
ных процессах. Для аппретирования применяют крахмалистые
вещества, содержание которых в марле составляет около 30%.
Жесткость марли должна соответствовать согласованному эта¬
лону. В марле не допускаются: пропуски нитей, забитые аппре¬
том ячейки марли, замятые и оборванные кромки, перекос уточ¬
ных нитей более чем на 50 мм по ширине куска марли, масля¬
ные пятна, дыры и пробоины. Куски марли должны быть плотно
и ровно намотаны в рулоны на деревянных втулках.
Ширина куска марли 60—62 см\ вес 1 м2^-78—88 г; число
нитей на 10 см: по основе —210—216, по утку — 72—76. Разрыв¬
ная длина полоски марли размерами 50x300 мм не менее 38 кг
по основе и 5,5 кг по утку.
Каптал—лента шириной 13—15 мм с утолщенным краем
в 1,5—2 MMf называемым бортиком. Каптал может быть шелко¬
Раздел девятый. Переплетные материалы
429
вым (нити основы и утка из натурального или из искусствен¬
ного шелка), полушелковым (основные нити бортика из шелка,
остальные нити основы и утка — хлопчатобумажные) и хлопча¬
тобумажным (состоят только из хлопчатобумажной пряжи).
Кусочки каптала приклеивают с двух сторон к корешкам тол¬
стых (свыше 10 листов) книг с целью повышения их прочности
и придания книгам более красивого вида. Лента-каптал
должна быть ровной, без волнистости. В местах обреза каптала
по бортику не должны образовываться кисточки.
Ленту-каптал, предназначенную для работы на переплетных
машинах, выпускают в намотке на бобинах, а для ручного спо¬
соба работы в виде мотков длиной около 100 м\ каждые
10 мотков упаковывают в пачку. Каптал, предназначенный для
механизированного изготовления блоков, аппретируют 3%-ным
крахмальным клейстером.
Крепп-шифон — очень тонкая, прозрачная, но прочная ткань
гарнитурового переплетения из натурального шелка, имеющая
однородное строение. Вес 1 м2 около 20 г. Вырабатывается из
двуниточного крепа как по основе, так и по утку. Прочность
ткани по основе и по утку более 11 кг для образца размерами
50X300 мм. Число нитей (из расчета одиночной пряжи): по
основе — 430, по утку — 400. Применяется в полиграфии в каче¬
стве стержней для вклеек; полосками шифона шириной 12—
15 мм оклеивают корешки первой и последней тетрадей блока
для улучшения полиграфического оформления сложных объем¬
ных изданий.
Ворсованные ткани имеют на своей поверхности ворс, состоя¬
щий из отдельных волокон, вытащенных из нитей в результате
процесса ворсования, или начеса. Ворсованные ткани (бумазея,
фланель, байка, некоторые виды сукон, в том числе и литограф¬
ское и пр.) следует отличать от ворсовых тканей (бархат,
плюш), у которых ворс состоит из концов нитей и образуется не
в результате начеса, а благодаря применению особого вида
ткацкого переплетения и подрезанию ворсовых нитей.
Из числа ворсованных тканей в полиграфии применяются
фланель, сукно литографское, сванбой и кирза. Ворсование по¬
вышает впитывающую способность ткани: она становится более
гигроскопичной, более мягкой, пластичной, теряет рисунок ткац¬
кого переплетения, и поэтому ее поверхность становится совер¬
шенно однородной; теплопроводность ткани уменьшается. Вор¬
сование некоторых видов технических тканей делает их особо
пригодными для использования в качестве обтяжки увлажняю¬
щих валиков, прокладок при матрицировании и т. д.
Фланель — очень мягкая на ощупь хлопчатобумажная ткань
с двусторонним начесом. Признаками хорошего качества фла¬
нели являются ее мягкость, пушистость, полнота начеса, проч-
430
Полиграфические материалы
ность уточных нитей на сдвиг по нитям основы. Вес 1 м2 фла¬
нели около 200 г; плотность нитей по основе — около 300, по
утку — 200. Сопротивление разрыву по основе не менее 35 кг,
по утку — 25 кг. Применяется в полиграфии: а) в декельных
покрышках и б) для обтяжки увлажняющих валиков в лито-
офсегных цехах.
Сукно литографское — хлопчатобумажная ткань отбеленная,
пеаппретированная; изготовляется из крученой пряжи по основе
и некрученой пряжи по утку, имеет двусторонний начес. Поверх¬
ность литографского сукна должна быть однородной, т. е. по
всей поверхности иметь начес одинаковой высоты (достаточно
прочный). Литографское сукно применяется для обтяжки увлаж¬
няющих валиков в офсетной и литографской печати. Сукно
имеет высокую гигроскопичность. При тесном соприкосновении
печатной формы и валиков, обтянутых сукном и смоченных во¬
дой, они должны передавать влагу печатной форме. Литограф¬
ское сукно вырабатывается шириной 90 см; вес 1 м2 сукна —
460 г. Плотность сукна по основе (число нитей на 10 см) 250,
по утку — 245. Прочность на разрыв по основе не менее 75 кг,
по утку — 35 кг.
Сванбой — беленая плотная хлопчатобумажная ткань слож¬
ного переплетения с двухслойным начесом. Применяется для
обтяжки увлажняющих валиков в офсетной печати; вырабаты¬
вается шириной 85 см; вес 1 м2 —550 г. Плотность по основе —
около 310 и по утку — 260. Сопротивление разрыву: по основе
не менее 100 кг, по утку — 45 кг.
Кирза двухслойная — тонкая однородная ткань типа фетра
сложного переплетения. Применяется в качестве прокладок при
матрицировании; вырабатывается шириной 105 см; вес 1 м2—
380 г. Плотность по основе — около 520, по утку — 420. Сопро¬
тивление разрыву по основе и по утку не менее 125 кг.
Переплетный коленкор (ГОСТ 5202—50) представляет собой
хлопчатобумажную ткань — миткаль, на одну или на обе сто¬
роны которой нанесена пленка из крахмалистых веществ, на¬
полнителей и пигментов с возможным добавлением красителей.
В зависимости от цвета вырабатываемого коленкора применяют
миткаль суровый, отбеленный или окрашенный под цвет нано¬
симой пленки. Переплетный коленкор может быть изготовлен
тисненым или гладким, глянцевитым или матовым. Переплет¬
ный коленкор вырабатывается шириной 62—86 см, он может
иметь незагрунтованную кромку по 5 мм с каждой стороны.
Переплетный коленкор применяется в полиграфической про¬
мышленности как переплетный материал для изготовления
переплетов книг и другой полиграфической продукции.
Технологический процесс изготовления переплетного колен¬
кора состоит из следующих главных операций:
Раздел девятый. Переплетные материалы
431
1. Очистка ткани от неволокнистых примесей (например, от
крахмалистых веществ, наносимых на ткань при ее шлихтова¬
нии, а также от жировых примесей, восков и пр.), которые
затрудняют смачивание миткаля водой и пропитку грунтами.
2. Отбелка ткани, если она предназначается для грунтования
светлыми составами.
3. Крашение ткани органическими красителями, если она
предназначена для грунтования цветными грунтами.
4. Грунтование ткани крахмалистыми составами, изготовлен¬
ными из цветных пигментов, минеральных наполнителей (на¬
пример, каолина), подцветки в виде водных растворов красите¬
лей, клеящих веществ, смягчителей (хлопковое масло), анти¬
септиков (карболовая кислота). Нанесение грунта на ткань
осуществляется в два приема: сперва наносят один слой грунта
на изнанку и сушат в натянутом состоянии на специальном
устройстве — шпанраме, затем наносят два слоя грунта на лице¬
вую сторону и еще один на изнанку посредством грунтовального
агрегата с цилиндрическим сушильным устройством. Таким
образом, переплетный коленкор загрунтован по 2 раза с лицевой
и с оборотной стороны, что необходимо для предотвращения
возможного скручивания коленкора при намазке его клеем.
5. Отделка коленкора, состоящая в выравнивании его поверх¬
ности и в тиснении соответствующего узора.
Переплетный коленкор вырабатывается двух марок: А и Б,
отличающихся друг от друга только количеством сухих веществ,
наносимых на поверхность миткаля, и весом 1 м2. Переплетный
коленкор марки А имеет на каждый 1 м2 не менее 85 г сухих
веществ и вес 1 м2 не менее 173 г; у коленкора марки Б эти
показатели соответственно равны 75 и 160 г. В остальном колен¬
кор марок А и Б одинаков.
Прочность на разрыв полоски коленкора размерами
50x200 мм по основе не менее 40 кг и по утку — 21 кг. Жест¬
кость (средняя из двух направлений) не менее 4 г. При изгибе
на поверхности коленкора не должно быть трещин. Устойчи¬
вость тиснения, так же как и внешний вид, при наклейке колен¬
кора на картон должна соответствовать эталону. Прочность
окраски к свету и трению устанавливается в зависимости от
цвета коленкора по эталону.
Существенными недостатками переплетного коленкора явля¬
ются его неводостойкость, способность покрываться плесенью,
пробивание клея на лицевую сторону. Для улучшения качества
этого материала дополнительно наносят на лицевую сторону
тонкую нитропленку весом 20—30 г на 1 ж2, исходя из рецепта:
100 весовых частей нитромастики 22%-ной, около 30 весовых
частей пигментов и наполнителей и ПО весовых частей касторо¬
вого масла. Наносимая нитропленка частично впитывается
432
Полиграфические материалы
в толщу материала, тем самым повышает сцепление пленки
с тканью, частично остается на поверхности, улучшая внешний
вид готовой продукции; кроме того, коленкор улучшенного ка¬
чества имеет хорошую водостойкость и не пропускает клея с из¬
нанки на лицевую сторону. Такой лакированный нитропленкой
коленкор вырабатывается под маркой «модерн».
§ 140. КОЖА, ЛЕДЕРИН И КЛЕЕНКА
Кожа натуральная получается переработкой шкур живот¬
ных: лошадей, рогатого скота, свиней и пр.
В строении шкуры различают несколько слоев (рис. 147).
Основным материалом, определяющим ценность кожи и ее свой¬
ства, является дерма (дерма по-
гречески— кожа). Дерма состоит
из пучков волокон сложного бел¬
кового вещества коллагена.
Кожа натуральная (выделан¬
ная) представляет собой слой
дермы, освобожденной от волося¬
ного покрова, эпидермиса (над¬
кожицы, состоящей из слизистого
слоя и слоя ороговевших клеток)
и подкожной клетчатки (иначе —
мездры), подвергнутой процессу дубления и отделочным опера¬
циям, придающим коже красивый внешний вид.
Выделанная кожа имеет волокнистое строение; пучки во¬
локон коллагена, прочно сцепляясь, соединяются между собой,
образуя пористую структуру.
Характерными (полезными) свойствами выделанной кожи
являются: 1) равномерность толщины; 2) однородное строение;
3) красивый внешний вид; 4) небольшой удельный вес — лег¬
кость кожи; 5) очень высокая механическая прочность на раз¬
рыв, на истирание и на многократный изгиб при хорошей мягко¬
сти и эластичности (в этом отношении она не уступает даже
резине); 6) хорошая упругость; 7) достаточная пористость —
воздухопроницаемость и одновременно непроницаемость для
воды (при действии воды волокна кожи несколько набухают и
закрывают поры); 8) хорошая сохранность, постоянство свойств
во время работы и при хранении; 9) простота переработки в из¬
делия (сшивание, склеивание, приколачивание). Все это делает
натуральную кожу чрезвычайно ценным материалом для изго¬
товления различных изделий.
Натуральная кожа в полиграфической промышленности при¬
меняется для изготовления красочных валиков для литограф¬
Вплосяной покрой —=
Зпидермис —►
Дерма-пут ^
коллагена
Рис. 147. Строение шкуры.
Раздел девятый. Переплетные материалы
433
ских и для офсетных машин, а также для ручных цинкограф¬
ских и лито-офсетных валиков. Натуральная кожа иногда при¬
меняется в переплетном деле для изготовления корешков пере¬
плетов и для крытья кругом переплетов книг и альбомов, а
также для изготовления записных книжек и различных суве¬
ниров.
Технологический процесс изготовления кожи состоит из ряда
операций: а) подготовительные операции, цель которых освобо¬
дить шкуру от шерсти (волосяного покрова), эпидермиса, под¬
кожно-жировой клетчатки и подготовить дерму к процессу дуб¬
ления (подготовленную таким образом дерму называют гольем);
б) дубление, т. е. обработка голья дубителями, придающими
дерме структуру кожи; в) отделочные операции, сообщающие
коже требуемый внешний вид.
Дубление является важнейшей операцией в технологическом
процессе производства кожи. В результате дубления пучки во¬
локон коллагена утрачивают способность склеиваться; дубленая
кожа по сравнению с гольем отличается повышенной степенью
разделенности волокон. Объем кожи и ее пористость после дуб¬
ления увеличиваются, и она приобретает прочность, упругость,
малую теплопроводность, относительное постоянство свойств
в условиях различной влажности и пр. Дубление производят
химическим действием на голье (коллаген) растительных ду¬
бящих веществ (отвар дубовой коры, чернильный орешек, отвар
листьев растения сумаха) или минеральных солей (чаще всего
применяют соли трехвалентного металла хрома).
Важнейшие отделочные операции кожевенного производства:
а) крашение, т. е. прокрашивание кожи во всей ее массе; б) жи¬
рование; в) крашение с поверхности или аппретирование;
г) утюжка или тиснение узора — «нарезка марей».
Крашение производят различными органическими красите¬
лями, которые прочно окрашивают кожу под действием некото¬
рых солей — протрав.
Жирование осуществляется путем введения в кожу жировых
веществ для повышения ее мягкости.
Аппретирование кожи состоит в нанесении на ее поверхность
тонкой пленки масляной, нитроцеллюлозной или казеиновой
краски, что придает коже красивый внешний вид.
Утюжка (выравнивание поверхности) — это лощение кожи,
сообщающей ей блеск. Кроме того, эта операция углубляет тон
окраски кожи, а также несколько уплотняет кожу.
Прессование на горячем прессе придает лицевой стороне
кожи более красивый внешний вид, кожа делается более ровной
и более глянцевитой.
На некоторых видах кожи для переплетных, галантерейных
и других работ на лицевой стороне посредством специальной
29 Заказ № 443
434
Полиграфические материалы
машины выдавливают соответствующий узор при помощи ме¬
таллических гравированных плит или валов.
Для обтяжки красочных валиков применяют подошвенную
кожу, изготавливаемую из шкур крупного рогатого скота, лоша¬
дей, верблюдов. Кожа эта имеет гладкую лицевую сторону и от¬
носительно шероховатую (ворсовую) оборотную сторону. Каче¬
ство подошвенной кожи определяется ее внешним видом, хими¬
ческим составом и физико-химическими свойствами. Подошвен¬
ная кожа в зависимости от толщины делится на 6 категорий.
Самая толстая кожа первой категории (толщина не менее 5 мм)
и самая тонкая — шестой категории (толщина не менее 2,3 мм).
Для переплетных работ пригодна более тонкая кожа толщи¬
ной от 0,4 до 1,5 мм и имеющая следующие свойства: содержа¬
ние влаги не более 16%, содержание жировых веществ не менее
3%, прочность на разрыв не менее 13—15 кг/мм2, удлинение
при разрыве в пределе 15—40%.
Наиболее пригодной для переплетных работ является кожа,
называемая сафьяном, и шагреневая кожа.
Сафьян — это тонкая кожа, выработанная из козьих шкур,
с применением растительных дубящих веществ, содержащихся
в растении сумаха. Настоящий сафьян бывает всегда гладким,
окрашенным в различные цвета, за исключением черного. Ро¬
дина сафьяна — Малая Азия и Африка. В России в XI—XII ве¬
ках ремесленники изготовляли красный и зеленый сафьян —
«хоза», из которого делались богатым сапоги («червленые са¬
поги»). В 1666 г. близ Москвы было открыто первое сафьяновое
предприятие. Сафьян здесь изготавливали алый, красный, виш¬
невый, светло-вишневый, лазоревый, темно-зеленый, желтый.
В более позднее время кожевенные заводы Казани и Астра¬
хани славились выделкой лучшего в мире желтого и красного
сафьяна.
Сафьян с нанесенным на поверхности его лицевой стороны
узорным тиснением называется шагреневой кожей.
Кроме сафьяна и шагреневой кожи, для переплетных работ
могут применяться другие тонкие кожи: опоек, выросток, шевро,
шеврет, а также замша.
Замша — кожа жирового дубления; изготавливается из шкур
молодого оленя, лося, диких коз и из овчины. Шкуры этих жи¬
вотных имеют такой химический состав, что способны дубиться
под действием некоторых жиров. Лицевая поверхность замши
бархатистая. Замша пориста, мягка, сильно тягуча. Ворс, обра¬
зующий бархатистую поверхность, должен быть густым и нерых¬
лым. Замшу для переплетных целей окрашивают в различные
светлые тона. Толщина замши от 0,4 до 1,5 мм. Содержание
влаги в замше должно быть не более 24%.
Кожа относится к дефицитным материалам, поэтому в поли·
Раздел девятый. Переплетные материалы
435
прлфической промышленности она почти полностью заменена
искусственной кожей — ледерином.
Ледерин, или, как указывается в ГОСТ 5560—50, переплет¬
ная ткань № 1, представляет собой хлопчатобумажную ткань-
основу (миткаль), на лицевую сторону которой нанесен тонкий
эластичный водонепроницаемый слой, состоящий из нитроцел¬
люлозы, пигментов, наполнителей и пластификаторов.
Нанесение на ткань-основу (миткаль) эластичной нитроцел-
люллозной пленки производят на специальных грунтовальных ма¬
шинах (рис. 148), после чего ткань сушат горячим воздухом.
На рис. 149 отдельно показано устройство грунтовального стан-
Рис. 148. Схема устройства грунтовального агрегата:
1 — первый грунтовальный станок; 2 — второй грунтовальный станок; 3 — сушиль¬
ная камера; 4 — вытяжная вентиляция; 5 — каландр; 6 — цепное (фестонное)
сушильное устройство.
ка — главного узла грунтовальной машины. Слой грунта необхо¬
димой толщины получить за один прогон не удается, поэтому
ледерин грунтуется последовательно несколько раз (8—10 ос¬
новных грунтов и 1—2 отделочных). Примерный состав основ¬
ного грунта следующий (в %):
Нитроцеллюлоза (коллоксилин) 19—20
Пигменты и наполнители 8—10
Пластификатор (смесь касторового масла и
дибутилфталата) 19—20
Смесь растворителей 50—60
Отделочный грунт обычно не содержит пигментов и наполни¬
телей и наносится с целью придания ледерину глянцевитости.
Ледерин вырабатывают разных цветов и в большинстве случаев
с рельефным тиснением узора. Рельефный узор образуется на
поверхности ледерина после пропускания его между двумя ва¬
лами каландра, из которых один бумажный, а другой, обогре¬
ваемый паром, полый металлический с выгравированным узором.
Ледерин вырабатывается шириной 56—85 см\ весом 1 м2—
205—235 г. Вес нитроцеллюлозного грунта на поверхности тка¬
ни-основы составляет 115—145 г/м2. Прочность полоски леде¬
рина размерами 50X200 мм по основе 36—45 кг и по утку—20—
30 кг; удлинение при разрыве по основе 5—8% и по утку 18—
25%.
29*
436
Полиграфические материалы
Ледерин применяется в полиграфической промышленности
как переплетный материал для изготовления крышек перепле¬
тов (цельнотканевых и составных). Он должен удовлетворять
следующим техническим условиям: 1) иметь ровную гладкую
поверхность с рельефным тиснением узора; 2) не иметь дыр,
пробоин и тому подобных дефектов; 3) нитроцеллюлозный на¬
ружный (лицевой) слой должен быть эластичным, нелипким, не
трескающимся при переги¬
бании и устойчивым к воде;
4) иметь прочное сцепление
пленки с тканью-основой;
5) при наклейке на картон
костным клеем (1 весовая
часть клея и 2 весовыми ча¬
стями воды) не изменять
рисунка тиснения и сохра¬
нять свой первоначальный
внешний вид.
Ледерин отличается от
переплетного коленкора
глянцевитой поверхностью с
ясно выраженным рисунком
тиснения, практически полной водопрочностью, значительно
большей прочностью и неизменяемостью внешнего вида после
продолжительного пользования книгами, переплеты которых из¬
готовлены из ледерина. Но ледерин — упругий материал, его
труднее обрабатывать в процессе изготовления крышек пере¬
плетов и нужно применять очень липкие и густые клеи, вроде
костного. В противоположность ледерину переплетный коленкор
отличается пластичностью, особенно в увлажненном состоянии.
Ледерин, имеющий в составе нитроцеллюлозной пленки пласти¬
фикатор, значительно замедляет скорость высыхания переплет¬
ных красок, переплетный же коленкор лишен этого недостатка.
Кроме того, в процессе печатания на переплетах переплетными
красками или при тиснении переплетной фольгой (бронзовой,
красочной) ледерин требует большего давления, чем переплет¬
ный коленкор.
Коленкор модерн (лакированный) занимает по свойствам
промежуточное положение между переплетным коленкором и
ледерином.
Ледерин на бумаге представляет собой такой переплетный
материал, при изготовлении которого нитроцеллюлозная эла¬
стичная пленка наносится не на ткань, а на поверхность особо
прочной бумаги из сульфатной целлюлозы. По внешнему виду
ледерин на бумаге ничем не отличается от тканевого ледерина,
но значительно уступает последнему в прочности, особенно на
б
Рис. 149. Грунтовальный станок:
1 — рулон грунтуемой ткани; 2 — плита для
подсушки товара; 3 — неподвижный стол; 4 —
грунтмасса; 5 — нож; 6 — регулировочный
винт.
Раздел девятый. Переплетные материалы
437
надрыв. Прочность сцепления нитроцеллюлозной пленки с ос¬
новой у ледерина на бумаге также значительно ниже, чем у
ледерина на ткани. Кроме того, ледерин на бумаге, не имеющий
достаточно глубокого тиснения узора, может сильно скручи¬
ваться при намазке его переплетным клеем. Поэтому ледерин
на бумаге можно применять только для изготовления составных
переплетов, с корешком из тканевого ледерина.
Ледерин на бумаге производится с целью удешевления пере¬
плетов и экономии хлопчатобумажной ткани.
Вес 1 м2 ледерина на бумаге 110—140 г, вес нитроцеллюлоз¬
ной пленки — 40—60 г/л*2; прочность его на разрыв (разрывная
длина) около 3000 м, прочность на излом около 1500 двойных
перегибов. При сгибании ледерина на бумаге не должно появ¬
ляться трещин нитроцеллюлозного слоя.
Если грунтование бумаги-основы производится не нитроцел¬
люлозными грунтами, а составами на основе водорастворимых
глютиновых, альбуминовых и казеиновых белковых веществ, то
в результате такого процесса получается переплетный материал,
называемый «кожаной бумагой».
Очень эффективно изготовление нового вида ледерина с эла¬
стичной пленкой из синтетических полимеров по способу
ВНИИПП, заключающемуся в нанесении на бумагу-основу из
сульфатной целлюлозы композиции из пигментов, наполнителей
и водной дисперсии, например, сополимера хлорвинила с вини-
лиденхлоридом. Такой ледерин по внешнему виду и прочности не
уступает обычному тканевому, но гораздо дешевле; он не требует
для своего изготовления применения хлопчатобумажной ткани,
а также вредных для здоровья органических растворителей.
Клеенка — прочный, эластичный, глянцевитый, водонепрони¬
цаемый материал, изготовляемый нанесением с одной или
с обеих сторон на хлопчатобумажную ткань эластичной пленки,
состоящей в основном из льняного полимеризованного масла,
наполнителей и пигментов. Теперь льняное масло для изготовле¬
ния клеенки все больше и больше заменяют синтетическими
органическими продуктами, например синтетическим каучуком
СКС-30. Тиснение узора на клеенке, если это требуется, произво¬
дят на теснильном каландре так же, как и при производстве ле¬
дерина.
В переплетных цехах клеенка идет на изготовление перепле¬
тов тетрадей, записных книжек, карманных справочников и т. п.
В лито-офсетных цехах клеенка применяется в качестве декель-
ного материала.
Искусственная замша — переплетный материал, по внешнему
виду напоминающий натуральную замшу. Для искусственной
замши поверхность хлопчатобумажной ткани, промазанной
клеем из натурального или из синтетического каучука, полиизо¬
438
Полиграфические материалы
бутилена, запудривают измельченным шелковым волокном.
Искусственная замша применяется для изготовления эффект¬
ных пзреплетов дорогих книг и альбомов. Она хорошо восприни¬
мает тиснение бронзовой и цветной фольгой и печать переплет¬
ными красками.
Современные способы изготовления насыпной замши осно¬
ваны на использовании электростатических сил. Например, вис¬
козное волокно стригут на мелкие кусочки и окрашивают в нуж¬
ный цвет органическим красителем. Бумагу-основу или ткань
промазывают поливинилацетатным клеем (водная дисперсия
поливинилацетата), после чего запудривают промазанную клеем
поверхность измельченным волокном в направленном электри¬
ческом силовом поле напряжением в 40—50 тысяч вольт. Под
действием электрического силового поля ворс располагается
перпендикулярно к промазанной клеем поверхности основы.
Избыток ворса снимается пропусканием замши через второе
силовое поле обратного направления, и все ворсинки, не при¬
ставшие к основе, вытягиваются наружу и удаляются. Таким
образом удается получить материал, полностью имитирующий
замшу и применяемый для различного рода переплетных и кар¬
тонажных процессов.
§ 141. НИТКИ И СИНТЕТИЧЕСКИЕ ВОЛОКНА
Хлопчатобумажные нитки, как уже указывалось, получаются
скручиванием нитей пряжи. Нитки обозначаются номерами,
причем более тонкие нитки имеют более высокие номера, и на¬
оборот, самые толстые нитки имеют № 8, а самые тонкие —
№ 80. Толщина ниток зависит от толщины пряжи и числа сло¬
жений.
Нитки в брошировочно-переплетных цехах применяются для
сшивания книг и брошюр. Для машинного шитья применяются
нитки швейные хлопчатобумажные (ГОСТ 6309—52) суровые
неотделанные № 30 в шесть сложений, а для ручного шитья —
более толстые нитки, до № 10 включительно.
Нитки, применяемые для переплетных целей, должны иметь
достаточную прочность на разрыв и минимальную растяжи¬
мость, они не должны скручиваться и запутываться при их раз¬
матывании и шитье, а также иметь равномерную толщину.
Нитки № 30 имеют прочность на разрыв не менее 1,5 кг, а нитки
№ 10 —не менее 2 кг. Перед разрывом под действием нагрузки
нитки вытягиваются на 3—5%.
Прочность ниток зависит от прочности и длины исходных
хлопковых волокон и от степени их закрученности в пряже и
в нитках: более длинные и тонкие сорта хлопкового волокна
имеют большую степень закрученности и соответственно с этим
дают более крепкие нити. Гибкость ниток зависит от степени
Раздел девятый. Переплетные материалы
430
крутки: слишком закрученные нитки не бывают гибкими. Рас¬
кручивание ниток зависит от числа сложений и аппретирования:
чем большее число нитей входит в состав длинной нитки и чем
лучше она аппретирована, тем меньше она раскручивается.
Для того чтобы нитки, применяемые для шитья текстильных
изделий, не раскручивались и не разлохмачивались при работе
и имели глянцевитый вид, их аппретируют (шлихтуют) и поли¬
руют. Эта операция производится на полировальных машинах,
в которых нитки проходят через ванну с клеевым раствором и
затем через сушильную камеру, где они высушиваются и поли¬
руются щетками, насаженными на вращающийся вал. Матовые
нитки полировке не подвергаются, но их слегка подкрахмали¬
вают. Готовые для широкого потребления нитки наматываются
на деревянные катушки, а для переплетных и других промыш¬
ленных целей — на бумажные патроны.
При контроле качества ниток проверяется: а) вес 100 м ни¬
ток; б) равномерность толщины и количество узлов на 100 м
длины нитки; в) число сложений; г) прочность на разрыв и д) уд¬
линение при разрыве.
Синтетические волокна могут с успехом применяться для
сшивания книг и брошюр взамен хлопчатобумажных ниток. Из
числа синтетических волокон наиболее пригодным оказалось
синтетическое волокно «капрон».
Для изготовления волокна «капрон» полиамидную смолу рас¬
плавляют при 260—270° и продавливают через отверстия диа¬
метром 0,25 мм. Тонкие струйки смолы подвергают вытяжке,
уменьшающей толщину нити в 5 раз по сравнению с первона¬
чальной. Получаются очень тонкие волокна диаметром около
80 микронов, из них изготовляются ткани. Капрон в виде воло¬
кон может применяться для сшивания книг и брошюр.
Капроновые нити гораздо тоньше хлопчатобумажных и в
2 раза прочнее. Блоки, сшитые капроновыми нитями, имеют
меньшую толщину, а следовательно, и образуют меньшие отвер¬
стия от проколов; обрывы нитей при сшивании почти не наблю¬
даются, а также исключается возможность разлохмачивания
нитей. Однако при работе с капроновым волокном встречаются
трудности при скреплении нитей при их обрывах, так как в этом
случае невозможно их связывать посредством узлов, а нужно
прибегать к спаиванию при нагревании, для чего необходима
разработка соответствующей аппаратуры.
§ 142. МЕТОДЫ ИСПЫТАНИЙ ПЕРЕПЛЕТНЫХ ТКАНЕЙ,
КОЛЕНКОРА И ЛЕДЕРИНА
Число нитей на 10 см ткани (плотность ткани) проверяют
подсчетом при помощи текстильной лупы с десятикратным уве¬
личением.
440
Полиграфические· материалы
Толщину ткани проверяют микрометром такой же конструк¬
ции, как и для испытания толщины бумаги (см. § 21). При испы¬
тании толщины ткани нужно всегда иметь в виду, что резуль¬
таты испытания в значительной степени зависят от силы
прижима верхнего стержня микрометра — толщиномера. Наи¬
более точные результаты испытания получают при нажиме,
равном удельному давлению 5—10 г/см2.
Прочность ткани на разрыв испытывают динамометром
(см. § 27) и выражают в килограм¬
мах при испытании образца ткани
в виде полоски шириной 50 мм.
Удлинение ткани перед ее раз¬
рывом определяют одновременно с
испытанием прочности образца на
разрыв и выражают в процентах
по отношению к первоначальной
длине образца.
Испытание прочности на излом
аналогично испытанию числа двой¬
ных перегибов бумаги (см. § 27).
Это испытание производится толы
ко для некоторых переплетных ма¬
териалов, вроде ледерина на бума¬
ге, имеющих ограниченную проч¬
ность к многократным перегибам.
Прочность к истиранию ткани и
переплетных материалов испыты¬
вается на приборе ПТ-3 (Маркузе) (рис. 150). Прибор состоит из
подвижных салазок 7, которые можно передвигать за ручку 2 в
одну и в другою сторону по направляющей плите 9. На салаз¬
ках имеется колодка <3, на которой закрепляется испытуемый
образец 3. К поверхности испытуемого образца может быть при¬
жато приспособление для истирания 4t нижняя часть которого
обтянута стандартной белой тканью, а сверху имеется груз 6,
создающий при испытании нужное давление истирающего при¬
способления. Это приспособление устанавливается перпендику¬
лярно к поверхности испытуемого образца в кольце 5 кронш¬
тейна 7.
При испытании салазки двигают за ручку по плите до от¬
каза 10 раз туда и обратно. В результате этого на поверхности
белой стандартной ткани появляется отмаранное пятно, в зави¬
симости от интенсивности которого делается заключение о сте¬
пени маркости испытуемого материала. Чтобы определить проч¬
ность поверхности образца ткани к истиранию, испытание про¬
должают до тех пор, пока не появятся признаки явного разру¬
шения его поверхности. Число движений подвижной площадки
Рис. 150. Прибор ПТ-3 для ис¬
пытания переплетных тканей
на истирание:
1 — салазки; 2 — ручка; 3 — испы¬
туемый образец; 4 — приспособле¬
ние для истирания; 5 — кольцо
кронштейна; 6 — груз; 7 — крон¬
штейн; 8 — колодка; 9 — направля¬
ющая плита.
Раздел девятый. Переплетные материалы
441
прибора для достижения такого результата является показате¬
лем прочности испытуемого материала на истирание.
Испытание на скручивание переплетного коленкора и леде¬
рина. Полоску, вырезанную из образца испытуемого переплет¬
ного коленкора или ледерина, закрепляют рядом с вертикальной
миллиметровой линейкой, увлажняют полоску испытуемого ма¬
териала с одной стороны (с изнанки) с помощью шпателя,
обернутого марлей. Отмечают по секундомеру время, за кото¬
рое угол скручивания ткани достигнет наивысшей точки подъ¬
ема.
Для испытания скручиваемости ледерина на бумаге можно
рекомендовать следующий метод. Полоски ледерина на бумаге
размерами 50X100 мм, вырезанные по продольному направле¬
нию, осторожно кладут стороной бумаги-основы на поверхность
воды температурой 20°. Образцы ледерина на бумаге не должны
скручиваться в трубку в течение 2 минут, т. е. в течение этого
времени образцы должны оставаться на поверхности воды
в неизмененном, горизонтальном положении.
Испытание линейной деформации переплетного коленкора
при его увлажнении и высушивании. Из испытуемого переплет¬
ного коленкора вырезают пять полосок размером 50X200 мм
каждая в поперечном направлении и пять — в продольном. По¬
лоски погружают в ванну с водой температурой 20±1°, в кото¬
рой образцы находятся в течение 10 минут. По прошествии
этого времени полоски переплетного коленкора вынимают из
ванны, помещают на поверхность стекла, выравнивают без на¬
тяжения, удаляют избыток воды фильтровальной бумагой и
измеряют длину полосок во влажном состоянии. Затем полоски
переносят на листы непроклеенной бумаги, высушивают при
комнатной температуре и измеряют длину полосок в высушен¬
ном состоянии.
Деформацией считается разница длины полосок в сухом и
влажном состоянии, выраженная в процентах. Остаточной де¬
формацией считается разница в длине полосок в сухом и в вы¬
сушенном после увлажнения состоянии, выраженная в про¬
центах.
Жесткость переплетного коленкора определяют теми же ме¬
тодами, что и при испытании бумаги, на образцах испытуемого
материала размерами 50x200 мм.
Хрупкость пленки переплетного коленкора и ледерина. Испы¬
тание хрупкости пленки переплетного коленкора производят,
огибая полоской коленкора (лицевой стороной наружу) кусо¬
чек картона толщиной 0,5 мм. При таком испытании не должно
появляться трещин.
Испытание хрупкости ледерина производят пеоегибанием
образца (лицевой стороной наружу) под углом 180°. В месте
28 Зпказ № 443
442
Полиграфические материалы
сгиба образца на 1 секунду помещают груз в 1 кг. Пленка леде¬
рина не должна давать трещин в месте перегиба.
Прочность сцепления пленки ледерина с тканью-основой ис¬
пытывают у попарно склеенных (нитроцеллюлозным клеем)
лицевой стороной внутрь образцов и отрыванием пленки от по¬
верхности ткани при помощи динамометра.
Теплостойкость окраски ледерина испытывают в зависимости
от степени изменения цвета ледерина после проглаживания его
в течение 10 секунд утюгом весом 4 кг, нагретым до 110—120°.
Миграцию (возгонку) красителя из нитроцеллюлозной плен¬
ки ледерина испытывают, помещая образец ледерина в термо¬
стат на 2 часа (при температуре ПО—120°), на поверхности
пленки не должно наблюдаться бронзирования.
Липкость ледериновой пленки. Две полоски ледерина скла¬
дываются лицевой стороной друг к другу и выдерживаются в
таком состоянии под грузом весом 5 кг в течение 10 минут.
После снятия груза полоски должны свободно отходить друг
от друга.
Раздел десятый
ПЕРЕПЛЕТНЫЙ КЛЕЙ
§ 143. Общие сведения о переплетном клее. § 144. Теория прилипания и клея»
щего действия § 145 Синтетические виды переплетного клея. § 146. Глютино»
вый клей. § 147. Казеин. § 148 Крахмальный клей (крахмальный клейстер).
§ 149. Крахмальный клей химической обработки. § 150. Разные виды пере»
плетного клея. § 151. Методы испытаний переплетного клея.
§ 143. ОБЩИЕ СВЕДЕНИЯ О ПЕРЕПЛЕТНОМ КЛЕЕ
Клеящими веществами, или клеем, называют вязкие и лип¬
кие растворы преимущественно высокомолекулярных веществ,
которые после высыхания, т. е. после испарения растворителя
(вода, органические растворители), прочно скрепляют склеи¬
ваемые поверхности. В качестве клеящих веществ также приме¬
няются синтетические смолы в смеси с пластификаторами или с
другими добавками в расплавленном состоянии. Такие клеящие
вещества, получившие название термоклеев, после их охлажде¬
ния застывают и прочно склеивают склеиваемые материалы.
К переплетному клею предъявляют следующие требования.
1. В процессе нанесения клеевого слоя клей должен иметь
высокую адгезию, достаточную когезию и нужную вязкость.
Адгезия обеспечивает прилипание клеевого слоя к склеиваемым
поверхностям; достаточная когезия предотвращает разъедине¬
ние склеиваемых деталей в процессе склеивания, например
предотвращает разгибание краев ледерина при изготовлении
крышек переплетов; вязкость препятствует чрезмерному пропи¬
тыванию склеиваемых деталей (например, промачивание пере¬
плетного коленкора) и облегчает нанесение клеевого слоя
нужной толщины.
2. Цвет клея должен быть возможно более светлым, иначе
может произойти изменение цвета переплетного материала и
его загрязнение в процессе склеивания.
3. Концентрация водородных ионов (водородный показа¬
тель— pH) клея должна быть в пределе 6,5—7,5, т. е. клей дол-
28*
444
Полиграфические материалы
жен быть почти нейтральным, иначе возможно разрушение
склеиваемых переплетных материалов.
4. Клей не должен иметь неприятного запаха или выделять
вредные испарения. Исключение из этого правила приходится
делать только для некоторых видов синтетических видов пере¬
плетного клея, содержащих в своем составе органические
растворители. Применяя эти клеи, следует пользоваться исправ¬
но действующей вентиляцией.
5. Клей не должен способствовать появлению плесени на
переплетах.
6. Клей должен быть стабильным и сохранять неизменными
свои свойства в течение длительного срока хранения.
7. Клей не должен быть дефицитным и должен быть прием¬
лемым экономически.
В зависимости от происхождения и химического состава пе¬
реплетный клей делится на несколько классов: глютиновый,
казеиновый, крахмальный, полученный химической переработ¬
кой крахмала, синтетический разных видов.
В зависимости от характера переплетных работ, для которых
предназначен данный клей, он разделяется на следующие че¬
тыре технические группы: 1) для работ с мягкой и не слишком
плотной бумагой (для этой цели применяется крахмальный
клей); 2) для работ с переплетным коленкором и плотной бу¬
магой (для этой цели применяется казеиновый и глютиновый
клей, а также клей, полученный химической переработкой крах¬
мала); 3) для работ с ледерином (для этой цели применяется
глютиновый клей); 4) для заклейки корешков книжных блоков
и приклейки каптала (для этой цели применяется пластифици¬
рованный глютиновый клей, казеиновый клей).
В зависимости от конструкции брошировочно-переплетных
машин, для которых предназначается переплетный клей, он раз¬
деляется на клей для крышкоделательных, блокообрабатываю¬
щих машин, форзацприклеивающих автоматов и пр.
Синтетические клеи являются наиболее полноценными и при¬
меняются во всех брошировочно-переплетных процессах. Такими
синтетическими клеями являются прежде всего водные дисперсии
синтетических полимеров: поливинилацетата, синтетического ка¬
учука (латекса) СКС-30, полиметилметакрилата, а также сопо¬
лимеров, например, хлорвинила с винилиденхлоридом, и многие
другие.
В настоящее время изготовление и применение многих пе¬
реплетных клеев нормализовано производственно-техническими
инструкциями, действующими в полиграфической промышлен¬
ности 1.
1 Технологические инструкции по брошировочно-переплетным процессам.
«Искусство», 1956.
Раздел десятый. Переплетный клей
445
§ 144. ТЕОРИЯ ПРИЛИПАНИЯ И КЛЕЯЩЕГО ДЕЙСТВИЯ
Различные виды переплетных клеев являются коллоидными
растворами или дисперсиями (суспензии и эмульсии) высоко¬
молекулярных и высокополимерных веществ.
Коллоидные растворы (глютиновый, казеиновый, крахмаль¬
ный и другие клеи), в отличие от истинных, могут быть приго¬
товлены любой концентрации; в известных условиях, например
при охлаждении, они могут переходить в студни. Коллоидные
растворы не способны проникать через полупроницаемые расти¬
тельные и животные перепонки, например через пергамент и др.,
так как их молекулы по величине больше, чем поры полупрони¬
цаемых перепонок, и гораздо больше, чем молекулы веществ,
образующих истинные растворы.
Клеи в виде дисперсии (суспензии или эмульсии) представ¬
ляют собой мельчайшие частички высокомолекулярных и высоко¬
полимерных веществ, взвешенных в какой-либо жидкости, не
растворяющей эти вещества, чаще всего в воде. Их клеящее
действие при склеивании различных переплетных материалов
основано на впитывании жидкости, например воды, порами бу¬
маги или картона и образования на поверхности этих материа¬
лов липкой клеевой пленки. В случае склеивания непористых
материалов клеевая пленка образуется вследствие испарения
соответствующей жидкости (растворителя).
У переплетных клеевых растворов, так же как и у печатных
красок, величина адгезии всегда выше, чем когезии; когезия не
должна быть чрезмерной, но достаточной для успешной работы,
например для загибки краев таких неподатливых материалов,
как ледерин. Следовательно, когезия клеевого раствора всегда
должна быть увязана с упруго-эластическими свойствами
склеиваемых материалов таким образом, чтобы свеженанесен*
ная пленка могла противостоять разгибанию переплетных мате¬
риалов по краям склейки и т. п. Кроме того, величина когезии
переплетного клея устанавливается с таким расчетом, чтобы не
происходило затруднений при намазывании слоя клея на по¬
верхность переплетного материала кистью, щеткой или клее-
мазальным приспособлением переплетной машины; когезия
клеевого раствора должна быть такова, чтобы переплетный
клей легко и быстро наносился равномерным тонким слоем на
поверхности склеиваемых материалов.
В результате высыхания — затвердевания клеевой пленки
происходит настолько сильное нарастание вязкости и особенно
когезии, что клеевая пленка из пластическо-вязкого состояния
переходит в упруго-эластическое. Таким образом, сухая клеевая
пленка характеризуется высокими показателями адгезии, коге¬
зии и упруго-эластических свойств. Чем больше величина когезии
Полиграфические материалы
W6
и чем эластичнее клеевая пленка, тем прочнее склеивание. Ко¬
гезия должна быть настолько большой, чтобы при попытке ра¬
зорвать склеиваемые материалы возможный разрыв происходил
не в слое клеевой пленки, а в массе одного из склеиваемых,
материалов в непосредственной близости к клеевой пленке.
В чем же причина хорошего смачивания клеевым раствором
поверхности склеиваемых материалов, высоких адгезионно-коге¬
зионных и упруго-эластических свойств клеевой пленки. На
этот вопрос можно ответить следующим образом.
1. Хорошая смачиваемость склеиваемых поверхностей глав-,
ным образом бумаги, картона и хлопчатобумажных тканей
объясняется их гидрофильностью, а также асимметрическим
строением молекул клеящего вещества и растворителя, в кото¬
ром оно молекулярно растворено или диспергировано.
2. Высокая адгезия к поверхности склеиваемых материалов
достигается главным образом образованием на этих поверхнос¬
тях ориентированного слоя молекул как самого клея, так и по¬
верхностно-активных веществ, в нем содержащихся. Высокие
адгезионные свойства (по Б. В. Дерягину) объясняются также
образованием двойного электрического слоя на границе склейки,
когда поверхность клеевой пленки и поверхность склеиваемого
материала заряжаются статическим электричеством противопо¬
ложных знаков.
3. Наличие в клеевом растворе длинных молекулярных цепей
(молекулы высокополимеров) придает этому раствору, а затем
и сухой клеевой пленке высокие когезионные свойства.
Когезия и особенно адгезия клеевой пленки значительно воз¬
растают вследствие возникновения химической водородной свя¬
зи между близко расположенными гидроксильными и другими
реакционно способными группами, например между гидроксиль¬
ными группами целлюлозы и крахмала.
Клеевая пленка должна находиться в виде сплошной клеевой
прослойки между склеиваемыми материалами. Но эта клеевая
прослойка должна быть возможно более тонкой, так как с увели¬
чением ее толщины прочность склейки сильно уменьшается.
Объяснение этого явления следует искать в характере строения
клеевой пленки, когда в непосредственной близости к поверх¬
ности приклеиваемого материала образуется слой ориентиро¬
ванных молекул клеящего вещества; известно, что механические
свойства такого ориентированного слоя гораздо выше, чем у
клеевой прослойки с хаотически расположенными молекулами.
Микрогеометрия — качество поверхности — склеиваемых ма¬
териалов имеет большое значение, потому что прочность склейки
умеренно шероховатых поверхностей выше, чем гладких. Поло¬
жительное значение в этом отношении оказывает пористость бу¬
маги и картона, но чем более пористость бумаги или картона,
Раздел десятый. Переплетный клей
447
гем более густым, концентрированным должен быть рас¬
твор клея.
При склеивании шероховатых, пористых материалов, какими
являются бумага, картон, ткани, наибольшее влияние на проч¬
ность склейки оказывает когезия и эластичность клеевой пленки,
так как прилипание (адгезия) всегда очень высока вследствие
некоторого проникновения клея в массу этих склеиваемых ма¬
териалов.
Высокая упругость и эластичность клеевой пленки объясняет¬
ся свойствами молекул высокомолекулярных соединений, кото¬
рые вследствие большой длины молекулярной цепи становятся
способными изменять свое положение, распрямляться без разры¬
ва цепи. Для клеящих веществ, молекулы которых не имеют
нитевидного строения молекул, например глютиновые клеи,
эластические свойства придаются введением пластификатора.
Во многих случаях улучшение когезионных свойств можно
достигнуть введением в состав клея наполнителей (каолина,
сернокислого бария, бентонов).
§ 145. СИНТЕТИЧЕСКИЕ ВИДЫ ПЕРЕПЛЕТНОГО КЛЕЯ
В связи с механизацией брошировочно-переплетных процес¬
сов и внедрением поточных методов работы все большее значе¬
ние приобретают синтетические и быстро высыхающие виды пе¬
реплетного клея.
Синтетический переплетный клей может быть четырех видов:
а) растворы синтетических полимеров в летучих органических
растворителях, чаще всего в этиловом спирте (например, клей,
выпускаемый под маркой БФ) или в воде (например, водный
раствор поливинилалкоголя);
б) водные дисперсии синтетических полимеров (смолы, кау¬
чуки), например водная дисперсия поливинилацетата или дис¬
персия синтетического каучука СКС-30 в водном клеевом
растворе;
в) твердые смолы в смеси с пластификаторами, применяемые
в виде расплавов при повышенной температуре (при нагрева¬
нии), так называемые термоклеи;
г) сухие клеевые пленки, представляющие собой обычно бу¬
магу, пропитанную соответствующей синтетической смолой;
приклеивание таких клеевых пленок, как и термоклеев, произ¬
водится при нагревании.
Спирторастворимый клей БФ представляет собой фенольно¬
альдегидную смолу, модифицированную поливинилбутиралем и
растворенную в спирте. Содержание смолы составляет примерно
12%. Клей имеет вид густой липкой светлой жидкости, он хорошо
склеивает пористые и эластичные материалы, например бумагу,
448
Полиграфические материалы
ткани, резину, кожу, целлулоид и т. п. Склеивание можно произ¬
водить при комнатной температуре; при нагревании склеенных
материалов при температуре 55—60° прочность склейки увели¬
чивается. Поливинилбутираль, входящий в состав клея, делает
его более эластичным, повышает адгезионные свойства. Клей
образует прочную эластичную клеевую пленку, высыхает, напри¬
мер, на корешках книжных блоков за 3—5 минут.
Спирторастворимый поливинилацетатный клей представляет
собой синтетическую смолу — поливинилацетат, пластифициро¬
ванную дибутилфталатом и растворенную в спирте. Поливинил¬
ацетатный клей отличается высоким качеством, так как почти
бесцветен, имеет исключительно высокую липкость в виде рас¬
твора и очень хорошую адгезию к склеиваемым материалам.
Прочность склейки и эластичность клеевой пленки высокие.
Поливинилацетатный клей, так же как и клей БФ, высыхает на
корешках книжных блоков за 3—5 минут. Поливинилацетатный
клей в виде раствора поливинилацетата в спирте неудобен тем,
что требует для своего изготовления этилового спирта и его ско¬
рость высыхания для многих переплетных работ является чрез¬
мерной. Поэтому практическое применение в качестве переплет¬
ного клея нашла водная дисперсия поливинилацетата.
Поливинилацетатная дисперсия представляет собой устойчи¬
вую взвесь (суспензию) мельчайших частичек липкой поливи-
нилацетатной смолы в воде.
Поливинилацетатная дисперсия готовится путем полимериза¬
ции мономера-винилацетата в водной среде. Мономер-винила¬
цетат эмульгируют в воде с помощью подходящего эмульгатора
и в присутствии защитного коллоида. Затем с помощью водо¬
растворимого катализатора мономер полимеризуется. Полиме¬
ризация проводится при 40—80°, т. е. при сравнительно низкой
температуре. Выделяющееся при полимеризации тепло можно
легко отвести, так как образующаяся дисперсия имеет сравни¬
тельно низкую вязкость и поэтому легко подвижна. Пластифи¬
каторы мешают процессу полимеризации и поэтому большей
частью вводятся в готовую дисперсию. В принципе возможно
также растворять твердую полимеризованную смолу в подходя¬
щем растворителе, а затем диспергировать в воде. Однако по¬
добный процесс сложен и поэтому находит лишь ограниченное
применение.
Поливинилацетатные дисперсии содержат около 50% смолы и
пластификатора (содержание последнего может достигать 65 ве¬
совых частей на 100 весовых частей смолы), остальное — вода.
Размеры частичек смолы, диспергированной в воде, 0,2 —
2,0 микрона.
Применяется при нормальной температуре (без подогрева)
для заклейки корешков книжных блоков, в том числе и без
Раздел десятый. Переплетный клей
449*
шитья, для крытья брошюр обложкой и для других работ. До¬
пускается разбавление дисперсии водой. Клей достаточно быстро-
высыхает в результате впитывания дисперсионной среды (воды)
в бумагу и слипания частичек смолы в непрерывную пленку, а
также вследствие испарения воды.
Клей из поливинилалкоголя. Растворением поливинилалкого-
ля в воде можно приготовить переплетный клей, пригодный для
склеивания ледерина и других переплетных материалов. Клей
бесцветен, не застывает при комнатной температуре, свойства
рабочего раствора клея не изменяются при продолжительном
хранении; поливинилалкоголь не является питательной средой
для различных микроорганизмов, поэтому исключается возмож¬
ность плесневения переплетов при их хранении в неблагоприят¬
ных условиях. Препятствием для широкого применения клея из
поливинилалкоголя является его дефицитность и очень высокая
стоимость.
Клей из поливинилбутираля. Поливинилбутирзль с добавле¬
нием 15—35% пластификатора, например дибутилфталата, в ви¬
де спиртового раствора может применяться в качестве высоко¬
сортного переплетного клея. Пленка пластифицированного по¬
ливинилбутираля отличается высокой эластичностью, прочнос¬
тью, прозрачностью, светостойкостью, высокими адгезионными
свойствами не только к бумаге, но и к стеклу и металлу. Широ¬
кому применению этого клея препятствует пока его очень высо¬
кая стоимость.
Клей на основе синтетического латекса СКС-30 представляет
собой водную дисперсию синтетического каучука СКС-30 с до¬
бавлением небольшого количества костного клея; последний вво¬
дится для придания клею нужной густоты и повышения лип¬
кости клея. На 100 весовых частей латекса СКС-30 берут 10 весо¬
вых частей 60%-ного водного раствора костного клея. Иногда в
состав клея вводится бензальдегид для устранения специфиче¬
ского запаха синтетического латекса. Латекс СКС-30 и раствор
костного клея соединяют при нагревании до 75—85° и энергич¬
ном перемешивании; нагревание продолжают еще 20—60 минут,
до тех пор пока клей не будет иметь растекание 24—28 мм.
Клей достаточно быстро высыхает, образует прочную эластич¬
ную пленку. Применяется при температуре 17—30° для приклей¬
ки каптала, крытья брошюр бумажной обложкой, для приклей¬
ки форзаца, для изготовления переплетных крышек из переплет¬
ного коленкора и для других работ. Рецепт клея разработан
ВНИИППиТ (О. Б. Купцова и др.).
Полиамидный клей применяется в виде спиртового раствора
полиамидной смолы или сухих клеевых пленок; последние при¬
прессовываются к склеиваемым материалам при нагреве.
Спирторастворимый полиамидный клей имеет прозрачную,
450
Полиграфические материалы
прочную, эластичную, недеформирующуюся пленку. Применяет¬
ся для заклейки корешков книжных блоков и для бесшвейного
скрепления блоков с последующей припрессовкой полиамидной
пленки. Клей в виде спиртового раствора применяется при тем¬
пературе 17—30°.
Термопластичные клеи состоят в основном из термопластич¬
ных синтетических смол (например, фенольно-альдегидных) и
пластификаторов. Пластификатор не только придает эластич¬
ность клеевой пленке, но и видоизменяет температуру размягче¬
ния клея. Практическое применение нашел пока термопластиче¬
ский клей, состоящий из идитола экстра (фенольно-альдегидная
термопластическая смола) с добавлением 25% глицерина.
Сплавление смолы с глицерином производят при температуре
120°. Применяется для заклейки корешков книжных блоков. Тер¬
мопластические клеи приобретают нужную подвижность и лип¬
кость при нагревании, а при охлаждении опять застывают.
Иногда пленку термопластического клея заблаговременно на¬
носят тем или иным способом на переплетный материал, подле¬
жащий склеиванию, или выпускают в виде сухих клеевых пленок
(бумага, пропитанная термопластическим клеем). Таковы, на¬
пример, некоторые виды фенольно-альдегидных и полиамидных
клеев.
Подводя итог сказанному, следует подчеркнуть, что наиболь¬
шее практическое значение в настоящее время в брошировочно-
переплетных процессах имеют: поливинилацетатная дисперсия,
применяемая главным образом для заклейки корешка книжного
'блока и для бесшвейного крепления книжного блока, и клей из
латекса СКС-30 — для всех видов остальных работ. Клей из
латекса СКС-30 не применяется для проклейки корешка книж¬
ного блока по той простой причине, что в силу высокой эластич¬
ности клеевой пленки не удается осуществить процесс кругле-
ния корешка. Работать с клеем из латекса СКС-30 можно при
условии хорошего действия вентиляционных устройств, так как
при изготовлении клея, намазке и высыхании клеевой пленки
происходит выделение некоторого очень незначительного коли¬
чества паров стирола, вредно влияющего на здоровье.
§ 146. ГЛЮТИНОВЫЙ КЛЕЙ
Группу глютиновых клеев составляют костный, мездровый и
желатиновый клеи. Глютиновыми называют клеи, основным
клеящим веществом которых является белок — глютин. Глюти-
новые клеи вырабатываются из костей, мездры и кожи живот¬
ных. Глютин образуется из коллагена, который при нагревании
с водой переходит в глютин. Последний в холодной воде не рас¬
творяется, а только набухает, а в горячей растворяется и образу¬
Раздел десятый. Переплетный клей
451
ет вязкие клейкие растворы, застудневающие при охлаждении.
При длительном нагревании водного раствора глютина выше 70°
он гидролитически расщепляется и теряет способность застуд¬
невать, в результате чего клеящая сила его понижается. (Под¬
робнее см. в § 65).
При замачивании в холодной воде костный клей, как уже
указывалось, не растворяется, но впитывает воду и набухает.
Набухший клей при нагревании быстро переходит в жидкое
состояние. Сухие же плитки в горячей воде слипаются в общий
комок и очень медленно растворяются. Поэтому перед раство¬
рением сухой плиточный клей помещают в клееварочный бачок
и замачивают в воде согласно рецепту в течение суток. После
этого содержимое бачка нагревают на водяной бане до 60—70°
и перемешивают до полного растворения.
Нагревать раствор клея выше 70° не рекомендуется, так как
от продолжительного нагревания выше 70° содержащийся в клее
глютин разрушается и клей теряет свою клеящую силу; вязкость
его понижается.
Готовый раствор клея из клееварочного бачка разносят по
рабочим столам и разливают по клеянкам. Для поддержания
клея в горячем состоянии клеянки должны быть снабжены элек-
трообопревом и отрегулированы так, чтобы температура клея
держалась в пределах 50—60°.
Густота и липкость клеевого раствора зависит от содержания
в нем товарносухого костного клея. Для приклейки ледерина тре¬
буется клей большой липкости, быстро схватывающий края мате¬
риала при загибании; в этом случае применяют 50—55%-ный
раствор костного клея. При оклейке переплетов переплетным
коленкором и другими тканями, а также жесткой плотной бума¬
гой требуется главным образом, чтобы клей не промачивал мате¬
риал; поэтому содержание сухого клея в клеевом растворе мож¬
но понизить приблизительно до 45%. При механизированном
изготовлении крышек из ледерина и переплетного коленкора на
крышкоделательных машинах, а также для механизированной
приклейки марли и каптала на оклеечно-каптальном автомате
применяется костный клей 60%-ной концентрации с добавле¬
нием 2% глицерина. В раствор костного клея для заклейки ко¬
решков книжных блоков обязательно добавляют 3—7% глице¬
рина, придающего эластичность высохшей клеевой пленке.
Для консервирования клеевого раствора, т. е. для сохране¬
ния постоянства его свойств в течение продолжительного вре¬
мени, а также для предотвращения возможного появления пле¬
сени на переплетах при их хранении во влажных условиях, в
состав клеевого раствора вводят один из указанных антисепти¬
ков в следующих количествах в пересчете на воздушносухое
вещество (в %):
452
Полиграфические материалы
Бета-нафтол С10Н7ОН 0,15—0,25
Параоксидгфенил 0ΒΗδ·06Η40Η 0,15—0,25
Цинк хлористый ZnClo 0,50—1,00
Цинк сернокислый ZrS04-7H20 0,50—1,00
Натрий фтористый NaF 0,50—1 00
Медь сернокислая СиSD4-5H20 0,50—1 00
Бура (натрий тетраборнокислый) NaiB407 2,00—3,00
Для устранения возможного вспенивания клеевого раствора,
в особенности при механизированных процессах, в клей реко¬
мендуется добавлять около 1,0—1,5% раствора воска в скипи¬
даре (1 весовая часть воска пчелиного, 2 весовых части скипи¬
дара) или около 0,4—0,5% спирта терпинеол (циклический
спирт из класса терпенов).
В целях экономии костного клея, а также для повышения
вязкости и липкости клеевых растворов и предохранения его
проникновения на оборотную сторону коленкора можно вводить
в состав клеевых растворов наполнители, например каолин, в ко¬
личестве около 10% от веса клеевого раствора или 25% от веса
воздушносухого костного клея.
Мездровый клей изготовляется из мездры — отходов коже¬
венных заводов. Мездровый клей по клеящей силе намного выше
костного клея. Он применяется главным образом в деревообра¬
батывающей промышленности (мебельные и столярные работы),
почему и называется иногда столярным. Мездровый клей может
применяться для переплетных целей взамен костного во всех
вышеприведенных рецептах.
Желатин по химическому составу представляет собой почти
чистый глютин, в то время как в костном и мездровом клее,
помимо глютина, содержится также некоторое количество про¬
дуктов его разложения и различных примесей.
Учитывая высокую клеящую силу желатина, его применяют
для изготовления клея № 22, предназначенного для заклейки
корешков книжных блоков изданий ответственного назначения.
Состав клея № 22 следующий (в %):
Желатин технический 27,0
Глицерин 9,0
Вода 64,0
§ 147. КАЗЕИН
Казеин (от латинского слова «казеус» — сыр) —сложный бе¬
лок фосфопротеид. Содержит фосфорную кислоту, связанную
с белком в виде сложного эфира оксиаминокислоты — серина.
Получается свертыванием молока, в котором он находится в
коллоидно-взвешенном состоянии в виде казеината кальция.
Раздел десятый. Переплетный клей
453
Свертывание молока, т. е. выпадение казеина в виде хлопьев
в осадок, происходит под действием кислот и ферментов, на¬
пример сычужного фермента, разрушающих устойчивость ка¬
зеиновой дисперсии. Характерным свойством казеина является
нерастворимость его кальциевой соли в воде, что обуславливает
выпадение его в осадок при свертывании молока, когда образую¬
щаяся при этом процессе молочная кислота нарушает устойчи¬
вость казеиновой дисперсии. Казеин имеет ясно выраженные
кислотные свойства, что является следствием наличия в белковой
молекуле свободных карбоксильных и других кислотных групп.
Молекулярный вес казеина точно еще не установлен и колеблется
от 75 тысяч до 375 тысяч.
Таким образом, если к молоку прибавить небольшое количе¬
ство сычужного фермента, кислоты или дать молоку просто
скиснуть (при скисании молока образуется молочная кислота),
казеин выпадет в виде хлопьевидного нерастворимого в воде
осадка, который можно отфильтровать, высушить и измельчить.
В зависимости от способа изготовления различают два вида
казеина: сычужный и кислотный. Кислотный казеин применяют
в полиграфии для изготовления переплетного клея. Сычужный
казеин в полиграфии не применяется, так как он плохо раство¬
ряется и образует очень вязкие и менее клейкие растворы, чем
кислотный казеин.
Технический (товарный) кислотный казеин (ГОСТ 1211—41)
представляет собой аморфный белый или желтоватый порошок
удельного веса 1,26. Казеин в воде не растворяется, а только
набухает. Высушенный казеин очень гигроскопичен и погло¬
щает влагу из воздуха. При содержании в казеине более 14%
влаги казеин может загнивать и портиться, поэтому его следует
хранить в сухом, хорошо вентилируемом помещении. Нормаль¬
ная влажность казеина не более 12%.
Казеиновый клей получают путем растворения технического
казеина в воде при добавлении в нее щелочей или солей со ще¬
лочными свойствами. Так, для растворения в воде 100 весовых
частей казеина достаточно взять одну из следующих щелочных
добавок (в весовых частях):
Аммиачная вода 25%-мая 10
Едкий натр 3,6—3,8 .
Натрий тетртборнокгслый (бура) ... 15
Натрий фосфорнокислый 12
Натрий углекислый 15
Жидкое стекло (силичат натрия) ... 22
Гидр1т окиси кальция (гашеная известь) 15
В зависимости от химической природы щелочной добавки
казеин образует два вида коллоидных клеевых растворов: обра¬
тимые и необратимые. Обратимые казеиновые растворы явля¬
454
Полиграфические материалы
ются клеями неводоупорными, так как высохшая пленка клея
может относительно легко разбухнуть под действием воды и
даже частично перейти в раствор. Необратимые казеиновые
растворы, напротив, являются клеями водоупорными, в силу
того, что высохшая пленка клея не набухает в воде и не может
в ней растворяться. Водоупорные клеи образуются при раство¬
рении казеина в воде в присутствии гашеной извести. Так как
казеин, отличаясь кислыми свойствами, вступает в реакцию
с гидратом окиси кальция, образуя нерастворимый казеинат
кальция, водоупорные клеи в жидком виде могут сохраняться
недолго — не более 6—8 часов, после чего они необратимо загу¬
стевают. Необратимые казеиновые клеи в полиграфической про¬
мышленности не применяются; они идут для склеивания дере¬
вянных изделий (фанеры), фарфора.
Наилучшие казеиновые клеи для переплетных работ полу¬
чаются растворением казеина при помощи буры или аммиака.
Водный раствор буры — тетраборнокислого натрия Na2B407·
• ЮН20 — имеет щелочную реакцию постоянного значения pH.
Например, изготовление казеинового клея можно производить
по следующему рецепту: 10 кг технического казеина помещают
в обогреваемый котел с механической мешалкой и приливают
50 л холодной воды. Когда казеин хорошо набухнет, к нему
добавляют 1,5 кг буры или 1 л 25%-ного раствора аммиака.
Растворение производят при температуре 30—50° при постоян¬
ном перемешивании в течение 6—8 часов. Котел для растворе¬
ния казеина должен быть из меди или из нержавеющей стали;
он может быть также эмалированным или луженым оловом.
Казеиновые клеи, подобно костному клею, рекомендуется
консервировать антисептиками. Качество казеинового клея мо¬
жет быть значительно улучшено добавлением 50—75 весовых
частей мочевины на каждые 100 весовых частей технического
казеина. Такие казеиновые клеи пригодны, например, для работ
на форзацприклеечной и оклеечнокаптальной машинах.
§ 148. КРАХМАЛЬНЫЙ КЛЕЙ (КРАХМАЛЬНЫЙ КЛЕЙСТЕР)
Крахмал — полисахарид, встречающийся в растениях; эмпи¬
рическая формула его (СбНюОб) , где п — коэффициент поли¬
меризации. Элементарным звеном молекулярной цепи крахмала
является остаток глюкозы.
Крахмал, как и целлюлоза, принадлежат к одному и тому же
классу химических соединений — полисахаридам— и имеют
одну и ту же эмпирическую формулу. Но крахмал отличается от
целлюлозы строением молекулярной цепи и значительно мень¬
шим молекулярным весом, т. е. меньшей длиной молекулярной
цепи.
Раздел десятый. Переплетный клей
455
Крахмал образуется в результате фотосинтеза в зеленых ча¬
стях растений из углекислоты воздуха и воды, а затем в виде
первичных зерен уносится вместе с соками растения и отла¬
гается в других его частях, например в клубнях и зернах. Наи¬
большее количество крахмала содержится в зернах риса, куку¬
рузы, пшеницы и в клубнях картофеля. Зерна крахмала в раз¬
личных растениях имеют неодинако¬
вую форму и величину (рис. 151). Та¬
ким образом, рассматривая крахмал
под микроскопом, можно установить
его происхождение. Зерна картофель¬
ного крахмала достигают величины в
0,1 мм, пшеничного — 0,04 мм, куку¬
рузного—0,03 мм, рисового—0,01 мм.
Лучшие сорта картофельного крах¬
мала состоят из сравнительно более
крупных зерен.
Крахмал имеет вид белого аморф- _ 1Г1
„ого порошка, высушенный при том- р- ^ i'J” „Г.”"”
Пературе 100—110 , ОН становится / — ржаного; 2 — овсяного; 3 —
очень гигроскопичным; нормальная Г-^еничногоГ Кба-кукурузно-
влажность крахмала — около 15—20% г0 (маисового).
(по ГОСТ 7699—55 — -не более 20%).
Чувствительной реакцией на крахмал является интенсивное
синее его окрашивание иодом, исчезающее при кипячении и
вновь появляющееся при охлаждении.
При нагревании с водой до определенной температуры, на¬
зываемой температурой клейстеризации, зерна крахмала сильна
набухают, разрываются, и крахмал переходит в более или менее
однородный липкий коллоидный раствор, называемый крах¬
мальным клейстером. Температура клейстеризации крахмалов
различного происхождения указана в табл. 30.
Таблица 30
Температура клейстеризации крахмала (в С°)
Вид крахмала
Отсутствие
изменений
Сильное
набухание
Клейсте-
ризация
Картофельный .
45
55
65
Пшеничный
45
60
' 80
Кукурузный (маисовый)
50
65
75
Рисовый
60
70
80
Клейстер из картофельного крахмала изготавливают еле
дующим образом. Крахмал замешивают с небольшим количе¬
ством холодной воды, затем в получившееся крахмальное мо¬
лочко вливают при энергичном перемешивании остальную воду,
456
Полиграфические материалы
нагретую до температуры кипения, с таким расчетом, чтобы
содержание воздушносухого крахмала составляло в клейстере
6—8%. Вследствие происходящего при этом постепенного повы¬
шения температуры крахмал равномерно клейстеризуется, без
образования комков и сгустков. Температура заварки карто¬
фельного крахмала в 70—75° является наилучшей, позволяющей
получить клейстер с наибольшей клеящей силой и наименьшей
■способностью промачивать переплетный материал. При более
высоких температурах клейстер постепенно делается прозрач¬
ным, стекловидным, тянется за кистью длинными нитями, обра¬
зуя полосы и бугры на переплетном материале, и сильно прома¬
чивает его. Дальнейшее повышение температуры заварки вызы¬
вает быстрое падение клеящей силы клейстера. При изготовлении
небольшого количества клейстера пользуются обычными вед¬
рами и кастрюлями. Большое количество крахмального клей¬
стера следует готовить в специальном чане с механической
мешалкой и водяным обогревом.
Добавление в состав крахмального клейстера небольшого
количества буры (около 0,5% к весу воздушносухого крахмала)
консервирует крахмальный клейстер, препятствует отсеканию
от него воды при продолжительном стоянии и улучшает его
клеящую силу; необходимое количество буры засыпают в чан
вместе с крахмалом.
В производственно-технических инструкциях изготовление
крахмального клейстера рекомендуется производить следующим
порядком. В посуду постоянной емкости наливают воду, нагре¬
тую до 35—40°. В воду засыпают необходимое количество крах¬
мала и буры и тщательно размешивают содержимое посуды.
При больших количествах завариваемого клейстера размеши¬
вание производят механической мешалкой. При малых количе¬
ствах (например, в ведре) клейстер размешивают деревянным
веслом вручную. Нагревают содержимое посуды на водяной
бане до нужной для клейстеризации температуры 65—70°.
Клейстер из маисового крахмала. Клейстеризация маисового
крахмала происходит при более высокой температуре, 75—80°
приблизительно. Поэтому замешивание маисового крахмала
производят в теплой воде, нагретой до 45—50°, а затем прили¬
вают кипяток, доводя температуру клейстера до 80°.
Маисовый клейстер не стоек при хранении и вскоре после
изготовления и остывания сильно густеет, плохо размазывается
и, выделяя воду, сильно промачивает коленкор и бумагу. Поэто¬
му маисовый клейстер всегда нужно готовить с добавлением
буры, улучшающей свойства клейстера из маисового крахмала.
Крахмальный клейстер применяется в теплом состоянии (при
температуре 40—60°) для приклеивания, главным образом, бу¬
маги, например для приклейки бумажной обложки к картонным
Раздел десятый. Переплетный клей
457
сторонкам при изготовлении составных переплетных крышек.
Для изготовления стабильного крахмального клейстера в пан
наливают воду и нагревают ее до 50°. Затем приводят в дейст¬
вие мешалку, засыпают в чан крахмал и приливают раствор
хлористого магния. Содержимое чана нагревают до 85—90°.
Вначале крахмал клейстеризуется и образуется густая масса.
Перемешивание продолжают 1—2 часа, до тех пор пока клей
не разжижится (он должен хорошо размазываться и ложиться
на бумагу тонким ровным слоем). После этого в чан вводится
10%-ный раствор едкого натра, в количестве, указанном в ре¬
цепте, и все хорошо перемешивается.
Стабильный крахмальный клейстер можно применять для
приклейки плотной обложечной бумаги, для работы на нитко¬
швейных и форзацприклеечных машинах; разбавленный водой
на 50%, он пригоден для приклейки бумажной обложки к кар¬
тонным сторонкам.
§ 149. КРАХМАЛЬНЫЙ КЛЕЙ ХИМИЧЕСКОЙ ОБРАБОТКИ
Как уже указывалось, в строении молекулы крахмала и цел¬
люлозы много общего, но крахмал, построенный из остатков
мальтозы и имеющий гораздо меньший молекулярный вес, в от¬
личие от целлюлозы, легко гидролизуется под действием кислот
и щелочей при повышенной температуре и в присутствии воды.
При этом происходит расщепление гигантской молекулы крах¬
мала на более мелкие звенья, и в конечном счете гидролиз крах¬
мала кислотами может дойти до конца, т. е. до образования
глюкозы (СбНюОб)^ + тгНгО^-тгСбН^Об.
Крахмал, обработанный водными растворами кислот, щело¬
чей и окислителей, называют модифицированным. Кислоты, ще¬
лочи и окислители по-разному действуют на крахмал.
Кислоты вызывают гидролитическое расщепление крахмала,
т. е. его распадение на частицы с меньшим молекулярным весом
и меньшей длиной молекулярной цепи.
Гидролиз крахмала идет не сразу, а постепенно, в несколько
последовательных стадий, с образованием ряда промежуточных
продуктов, с более короткой, чем исходный крахмал, постепенно
уменьшающейся длиной молекулярной цепи:
Крахмал >■ Растворимый >- Декстрины >- Мальтоза ►
крахмал
>- Глюкоза
Первой стадией гидролитического расщепления крахмала яв¬
ляется растворимый крахмал, хорошо растворимый в воде при
нагревании и дающий с иодом синее окрашивание. При даль¬
нейшем гидролизе образуются различного рода декстрины,
458
Полиграфические материалы
легко растворимые в воде, даже без нагревания. Высшие дек¬
стрины дают с иодом буро-фиолетовое окрашивание, низшие
окрашивания не дают.
Декстрины, по сравнению с крахмалом, лучше коллоидно
растворяются в воде и образуют менее вязкие растворы. Так,
если содержание крахмала в обычном крахмальном клейстере
составляет всего 6—8% (при большем содержании крахмала
образуется студень, непригодный для склеивания), то содержа¬
ние декстрина в декстриновом растворе (декстриновом клее)
достигает 40—45%.
Гидролиз (деполимеризация) крахмала происходит также и
в результате действия хлористых солей (Н. А. Спасский) в соче¬
тании с подогревом.
Действие щелочи состоит в пептизации крахмального клей¬
стера. Поясним, что это значит. Молекулы крахмала в крах¬
мальном клейстере в значительной степени агрегированы между
собой водородными связями и межмолекулярными силами при¬
тяжения. По этой причине крахмальный клейстер имеет боль¬
шую вязкость при сравнительно небольшой концентрации в нем
крахмала. Щелочи пептизируют крахмал, т. е. взаимодействуют
с подвижным атомом водорода гидроксильной группы крахмала,
разрушают водородную связь и разъединяют молекулы крах¬
мала друг от друга.
Окислители действуют главным образом на концевые полу-
ацетальные группы молекулы крахмала, превращая их в высо¬
коактивные карбоксильные группы, что в корне меняет хими¬
ческие свойства крахмала. Химическая активность молекулы
крахмала повышается, она приобретает способность со щело¬
чами образовывать соли, молекула крахмала становится поляр¬
ной, приобретая разные электрические заряды на противополож¬
ных концах молекулы. Растворимость крахмала увеличивается.
Следовательно, в целях увеличения содержания сухого клея¬
щего вещества и связанного с этим увеличения липкости и клея¬
щей силы крахмального клейстера применяется химическая
обработка крахмала кислотами, щелочами, окислителями и
некоторыми хлористыми солями (например, хлористым маг¬
нием) при нагреве, преимущественно в водной среде. Все эти
способы, как уже указывалось, основаны на различном хими¬
ческом действии на крахмал указанных реагентов.
Растворимый крахмал. Если крахмал смочить раствором
хлористого магния или некоторых других солей, хорошо пере¬
мешать и высушить, а затем поджарить при температуре
150—260°, получится продукт с новыми ценными свойствами,
называемый растворимым крахмалом. Новый продукт получил
название растворимого потому, что, не теряя химических свойств
крахмала, он растворяется уже при небольшом нагревании
Раздел десятый. Переплетный клей
и образует 25—30%-ные растворы. Растворимый крахмал при¬
годен для всех переплетно-брошировочных работ, кроме при¬
клейки ледерина.
Декстрин получают из картофельного или маисового крах¬
мала при тщательном перемешивании его с соляной кислотой
и нагревании в течение 3—3,5 часа при температуре 125—155°.
Известны бескислотные декстрины, получаемые нагреванием
крахмала при температуре 180—190° в течение 5—6 часов без
каких-либо добавок, но эти бескислотные декстрины по качеству
хуже кислотных и поэтому в полиграфической промышленности
не применяются.
Растворимость декстрина в воде при температуре 17,5°
должна быть не менее 92%. Водные растворы, содержащие
45—55% декстрина, обладают хорошей липкостью, но высох¬
шая пленка декстринового клея имеет чрезмерную хрупкость и
очень ограниченную адгезию к поверхностям склеиваемых ма¬
териалов. Например, коленкор, приклеенный декстриновым
клеем к картону, легко отрывается по слою декстрина, не захва¬
тывая картона.
Способ изготовления декстринового клея следующий. Дек¬
стрин замачивают водой и перемешивают до тех пор, пока не
разойдутся все комки, затем его нагревают на водяной бане до
получения однородной, прозрачной в тонком слое массы.
Свойства декстринового клея улучшаются с введением
1,5—2,0% глицерина для повышения эластичности пленки и
2,0—2,5% буры для повышения клеящей силы. Декстриновые
клеи применяются только для работ с бумагой. В смеси с кост¬
ным клеем, а также с окисленным крахмалом, декстриновый
клей можно применять для работ с коленкором и жесткими бу¬
магами.
Окисленный крахмальный клей получают нагреванием и при
энергичном перемешивании взвеси крахмала с растворами окис¬
лителей, например хлорной извести. При такой обработке вна¬
чале происходит клейстеризация и загустевание крахмальной
массы, а затем наступает разжижение клея, и он становится
удобным для работы. Раствор хлорной извести берут с таким
расчетом, чтобы он содержал 3,75—4,25% активного хлора.
Изготовление окисленного крахмального клея производят по
рецепту: 50 кг картофельного крахмала, 47 л водного раствора
хлорной извести (удельного веса 1,006), 0,75 кг окиси магния
и 50 л воды. Все составные части перемешивают сперва при
температуре 40° в течение 30 минут, затем температуру повы¬
шают до 80—85°, и ведут перемешивание до тех пор, пока клей
станет прозрачным и будет легко размазываться па бумаге тон¬
ким слоем.
Изготовление окисленного крахмального клея по этому спо¬
460
Полиграфические материалы
собу связано с применением хлорной извести, а следовательно,
с выделением некоторого количества газообразного хлора. По¬
этому изготовление окисленного крахмального клея необходимо
производить в изолированном помещении, во избежание корро¬
зии металлических частей машин, и соблюдать правила техники
безопасности.
Окисленный крахмальный клей применяют в теплом виде.
Он легко размазывается тонким ровным слоем, не промачивает
материал и дает прочную склейку. Клей может применяться для
заклейки корешков книжных блоков и для работ со всеми ви¬
дами переплетных материалов, за исключением ледерина. Для
того чтобы окисленный крахмальный клей можно было приме¬
нять в холодном виде, его готовят из маисового крахмала, как
это указано выше, и разбавляют 30%-ным раствором декстрина,
пока он не приобретет желаемой густоты и не перестанет засты¬
вать. К 10 весовым частям окисленного крахмального клея
обычно достаточно бывает добавить 2—3 весовые части раство¬
ра декстрина. Клей из окисленного картофельного крахмала за¬
густевает быстрее, чем из маисового, и поэтому он менее приго¬
ден для работы. Окисленные крахмальные клеи не являются
питательной средой для различного рода микроорганизмов, что
исключает возможность плесневения переплетных крышек.
Клей, получаемый обработкой крахмала кислотой. Изготов¬
ление клея состоит в нагревании до 80—95° и энергичном пере¬
мешивании крахмала в смеси с водой, подкисленной кислотой.
На 33 весовые части крахмала берут 1,5 весовой части азотной
кислоты (удельного веса 1,31) или 3 весовые части соляной
кислоты (удельного веса 1,16) и 65 весовых частей воды. Нагре¬
вание прекращают, когда клей станет прозрачным и будет хо¬
рошо размазываться кистью. Излишне продолжительное нагре¬
вание крахмала с растворами кислот приводит к понижению
качества клея: он сильно разжижается, промачивает материал,
и его клеящая сила понижается.
Клей, полученный обработкой крахмала кислотой, имеет
хорошую липкость и применяется для склеивания всех мате¬
риалов, кроме ледерина. Клеем пользуются в теплом виде (на¬
гретым до 50—60°), так как при остывании он сильно густеет.
Если клей получился слишком густым, его можно разбавить
30%-ным раствором декстрина.
Клей, полученный щелочной обработкой крахмала. Способ
изготовления клеев щелочной обработки состоит в нагревании
и энергичном перемешивании при температуре 90—100° в же¬
лезном котле крахмала с водным раствором едкой щелочи в те¬
чение 1,5—2,5 часа и последующей нейтрализации избытка
щелочи соляной кислотой. Нагревание клея осуществляется за
счет тепла, выделяющегося при взаимодействии крахмала со
Раздел десятый. Переплетный клей
461
щелочью, поэтому подведение тепла извне не требуется. В пер¬
вой стадии изготовления клея щелочной обработки происходит
очень сильное загустевание крахмальной суспензии, в связи
с чем изготовление такого клея можно производить только
в реакторах, оборудованных мощными механическими мешал¬
ками. Клей щелочной обработки крахмала может быть изго¬
товлен по рецепту: крахмал картофельный 15 кг> вода 80 л,
водный раствор едкого натра (удельного веса 1,33) 4 л, соляная
кислота (удельного веса 1,16) 4 л.
Клей щелочной обработки крахмала применяют для следую¬
щих переплетных работ: а) крытье переплетных крышек бумаж¬
ной обложкой, переплетным коленкором и приклейка коленко¬
рового корешка; б) заклейка корешков книг малого формата;
в) приклейка первого, и последнего листа книжного блока на
ниткошвейных машинах.
§ 150. РАЗНЫЕ ВИДЫ ПЕРЕПЛЕТНОГО КЛЕЯ
Клей из карбооксиметилцеллюлозы представляет собой 7—
10%-ные водные растворы карбооксиметилцеллюлозы. Приме¬
няется взамен крахмального клейстера, так как значительно
превосходит его по качеству. Чрезвычайно удобен в работе и
дает прочную склейку. Водные растворы карбооксиметилцел¬
люлозы бесцветны, не имеют запаха, хорошо намазываются на
переплетный материал. Водные растворы карбооксиметилцел¬
люлозы могут сохраняться неограниченное время, так как кар-
бооксиметилцеллюлоза не подвержена брожению и действию
микроорганизмов. Растворение карбооксиметилцеллюлозы осу¬
ществляется при комнатной температуре.
Клей на основе экстракта сульфитных щелоков состоит из
60% экстракта сульфитных щелоков, 30% специального пласти¬
фикатора (рецепт пластификатора приводится ниже) и 10%
воды.
Рецепт специального пластификатора (в %):
Костный плиточный клей .... 32
Мочевина 32
Фталевый ангидрид 3
Вода 33
Пластификатор готовится смешением всех составных частей
без подогрева.
Экстракт сульфитных щелоков растворяют в специальном
пластификаторе и в воде при подогреве до 70° и при переме¬
шивании.
Представляет собой темную однородную массу удельного
веса 1,3, вязкостью 40 сек. по воронке ВЗ-4 при 20°.
462
Полиграфические материалы
Клей применяется взамен костного клея для изготовления
цельнотканевых переплетных крышек из темных видов ледерина
и переплетного коленкора. Наносится на переплетный материал
в холодном состоянии. Подопрев его до 50° снижает толщину
наносимой пленки и предохраняет от проникновения избытка
клея через слой переплетной ткани или переплетной бумаги.
Рецепт клея разработан И. М. Тигай и А. И. Невзоровым.
§ 151. МЕТОДЫ ИСПЫТАНИЙ ПЕРЕПЛЕТНОГО КЛЕЯ
Вязкость костного плиточного клея и клея галерта по ГОСТ
2067—47 испытывают выскозиметром Энглера. В этом случае
готовят водный клеевой рас¬
твор 17,5%-ной концентрации.
Вязкость рабочих раство¬
ров переплетного клея контро¬
лируют на полиграфических
предприятиях обычно шарико¬
вым методом (см. § 105). Для
испытания применяют шарики
диаметром 3, 5 и более милли¬
метров. Выбор диаметра ша¬
рика зависит от вязкости клее¬
вого раствора. Испытания про¬
изводятся при температуре 40°.
Вязкость рабочих раство¬
ров не очень густого клея мож¬
но также контролировать вис¬
козиметром ВЗ-4 (см. § 105).
Липкость (адгезия), как
уже указывалось, измеряется
работой, затраченной на от¬
рыв липкой пленки от едини¬
цы поверхности. Основываясь на этом принципе, Н. А. Спас¬
ский сконструировал прибор, схема работы которого показана
на рис. 152. Испытание липкости клея производят следующим
образом. Полоску монотипной бумаги смачивают испытуемым
клеем и прижимают—приклеивают—к пластинке прибора: к сво¬
бодному концу полоски подвешивают пруз. Поворотом^рукоятки
придают планке такой угол, чтобы отрыв приклеенной полоски
происходил примерно за время в 15 секунд. Скорость отрыва
регулируется величиной груза и углом наклона пластинки.
Липкость клея вычисляют по формуле:
Рис. 152. Принцип устройства прибо¬
ра Н. А. Спасского для испытания
липкости переплетного клея.
Раздел десятый. Переплетный клей
463
СОСТОИТ
помощи
где Р — груз в граммах; К—среднее значение (1—cos а);
b — ширина полоски в сантиметрах.
Другой упрощенный способ испытания липкости клея
в отрыве полоски с клеем от поверхности картона при
технических весов, так же как это делалось при
испытании липкости вальцевой массы (§ 129). Лип¬
кость клея по этому методу выражают в г!см2.
Прочность высохшей склейки (сопротивление
разрыву) характеризуют усилием, которое необхо¬
димо затратить для разрыва двух полосок прочной
ткани, склеенных между собой, как это показано
на рис. 153. Разрыв полосок друг от друга произ¬
водится на разрьгвной лабораторной машине —
динамометре (см. § 27).
Эластичность клеевой пленки — это ее способ¬
ность выдерживать изгибы под более или менее
острыми углами без появления трещин. Испытание
Рис. 153. Форма
склейки.
Рис. 154. Шкала эластичности.
Рис. 155.
Клеемер
Зура.
эластичности клеевой пленки производят на приборе (рис. 154),
состоящем из вертикальной металлической станины и шести
металлических стержней диаметром 20, 15, 10, 5, 3 и 1 мм, рас¬
положенных на станине в два ряда.
Клей наносят тонким слоем па кусочек алюминиевой фольги
и высушивают при комнатной температуре. Затем изгибают
фольгу с клеевой пленкой на стержнях прибора, последова¬
тельно от большего к меньшему диаметру. Мерой эластичности
является минимальный диаметр того стержня, на котором при
изгибании у пленки не образуются трещины.
Концентрация растворов костного клея определяется посред¬
ством клеемера Зура (рис. 155), который построен по принципу
464
Полиграфические материалы
ареометра. Он имеет шкалу 1, показывающую концентрацию
клея в процентах; нижняя часть (шарик) 3 клеемера, заполнена
дробью. Внутри прибора имеется термометр 2, ртутный шарик 4
которого выступает внизу клеемера. Клеемер погружают в рас¬
твор испытуемого клеевого раствора и в зависимости от глубины
погружения определяют по шкале его концентрацию.
Концентрацию костного клея можно определить, пользуясь
обычным ареометром. Для перевода показаний ареометра в про¬
центы содержания товарного клея имеется специальная таб¬
лица.
Пенистость клеевого раствора. Берут 50 мл 17,5%-ного рас¬
твора костного клея (по Зуру) и помещают в закрытый цилиндр
емкостью 100 мл. Цилиндр с раствором клея нагревают на
водяной бане в течение 30 минут при температуре 45°, затем
взбалтывают в течение минуты (2 раза в секунду) и опять по¬
мещают на водяную баню при температуре 45°. Объем, занимае¬
мый пеной, после отстаивания раствора в течение 2 минут, вы¬
раженный высотой пены в миллиметрах, характеризует пени¬
стость клея.
Раздел одиннадцатый
кислоты
§ 152. Общие сведения о кислотах. § 153. Серная кислота. § 154. Азотная кис¬
лота. § 155. Соляная кислота. § 156. Ортофосфорная кислота. § 157. Борная
кислота. § 158. Уксусная кислота. § 159. Молочная кислота. § 160. Приготовле¬
ние растворов кислот и техника безопасности. § 161. Хранение кислот.
§ 152. ОБЩИЕ СВЕДЕНИЯ О КИСЛОТАХ
Кислотой называется вещество, содержащее атомы водо¬
рода, способные замещаться атомами металлов, в результате
чего образуются соли. Примером может служить азотная кис¬
лота, которая при взаимодействии с металлом цинком образует
соль Zn(NOs)2 — азотнокислый цинк. Кислоты подразделяются
на кислородсодержащие и бескислородные. К первым относятся
серная, азотная, фосфорная и многие другие. К бескислород¬
ным относятся соляная НС1, сероводородная H2S, бромистово¬
дородная НВг и др.
Кислоты могут иметь различную основность, определяемую
числом атомов водорода, способных замещаться атомами метал¬
лов. Так, соляная кислота будет одноосновной, серная — двух¬
основной и т. д.; однако не всегда все атомы водорода, входя¬
щие в состав кислоты, способны замещаться атомами металлов,
как это имеет место в рассмотренных нами примерах. Например,
уксусная кислота Н4С2О2, в молекуле которой имеется четыре
атома водорода, является одноосновной, так как в ней только
один из атомов водорода способен замещаться атомом металла.
По этой причине формулу уксусной кислоты обычно пишут в сле¬
дующем виде: СН3СООН. Комплексные гетерополикислоты —
фосфорновольфрамовая Н7[Р (W2O7)б] и фосфорномолибденовая
Н7[Р(Мо207)б] являются четырехосновными, так как только че¬
тыре из семи атомов водорода в каждой из этих кислот способ¬
ны замещаться атомами металлов.
Кислоты могут быть неорганическими, например серная, и
органическими, например, уксусная, молочная, лимонная, и др.
31 Заказ № 443
Полиграфические материалы
Для неорганических кислот характерно наличие в их молекуле
гидроксильных групп ОН с подвижным атомом водорода в них;
для органических кислот характерно наличие карбоксильной
группы, или карбоксила, СООН, также имеющей гидроксил
с подвижным атомом водорода. Например:
Ч5/он
✓\н
/О
//
СНз-С^
4 он
серная кислота
уксусная кислота
Водные растворы неорганических и низших (небольшого
молекулярного веса) органических кислот распадаются на ионы:
положительно заряженные ионы водорода (катионы) и отрица¬
тельно заряженный кислотный остаток (анион), например:
ΗΝ03 Н+ + Ν03“
H2SO4 ч^ 2 Н+ + SO~
СН3СООН ч* Н+ + СН3СОО-
Константа равновесия этой реакции называется константой
ионизации или диссоциации. Она служит мерой силы кислоты,
выражающейся водородным показателем pH. Водный раствор
нейтрален при pH = 7; кислый раствор имеет pH меньше 7. Чем
меньше pH, тем кислее раствор. К слабым кислотам относятся
кислоты с константой диссоциации при 25° ниже 10~5 (уксусная
1,8-10~5, угольная 3,5-10~7, синильная 7,2·10-10). Ионизация мно¬
гоосновных кислот протекает в несколько ступеней; каждая из
них характеризуется своей константой ионизации, например
Η3ΡΟ4(7,6·10-3), Н2Р04“(5,8· 10-8), НР04— (3,5·10-13).
Кислоты при нормальной температуре могут быть в твердом
или жидком состоянии. Жидкими в этих условиях будут серная,
азотная, соляная и др.; твердыми — метафосфорная кисло¬
та НР03, ортофосфорная Н3Р04, борная Н3В03 и др.
Наличие в молекулах кислот гидроксила с подвижным ато¬
мом водорода, способным замещаться атомами металлов, сооб¬
щает кислотам ряд о'бщих свойств:
а) водные растворы кислот имеют кислый вкус;
б) окрашивают лакмус в красный цвет, фенолфталеин де¬
лают бесцветным, метилоранж (при рН<3) окрашивают в крас¬
ный цвет;
в) при взаимодействии с металлами, основными окислами и
основаниями образуют соли:
Mg + H2SO4 = MgS04 + Н2
MgO + H2SO4 = MgS04 + н20
Mg (ОН)2 + H2S04 = MgS04 + 2 H20
Раздел одиннадцатый. Кислоты
467
При реакции полной нейтрализации кислот образуются сред¬
ние соли, например:
2NaOH + H2SO4 ->■ Na2S04 + 2Н20
едкий серная натрий серно- вода
натр кислота кислый (сред¬
няя соль)
При реакции неполной нейтрализации образуются кислые
соли, например:
NaOH + H2SO4 NaHS04 +Н20
едкий серная кислый серно- вода
натр кислота кислый натрий
(кислая соль)
§ 153. СЕРНАЯ КИСЛОТА
Формула H2S04 Мол. вес 98,08
Серная кислота — это химическое соединение серного ангид¬
рида SO3 с водой Н2О; двухосновная сильная кислота. Серная
кислота моногидрат H2S04 — бесцветная маслянистая жидкость
удельного веса 1,834 (при 18°), затвердевающая при охлажде¬
нии в кристаллическую массу. Кристаллы плавятся при темпе¬
ратуре + 10,37°. Реактивные сорта серной кислоты имеют удель¬
ный вес 1,8300—1,8350 и содержат 93,56—95,60% H2SO4 моногид¬
рата. Технические виды серной кислоты представляют собой
смеси моногидрата с водой в различных концентрациях; олеум,
или дымящая серная кислота, представляет собой 18,5—
20,0%-ный раствор свободного S03 в моногидрате, или
100%-ной H2SO4.
Концентрированная серная кислота — сильный окислитель:
она окисляет уголь до углекислого газа, серу — до сернистого
газа. Органические вещества разрушает и обугливает. Попадая
на кожу рук вызывает сильные ожоги. Концентрированная сер¬
ная кислота жадно поглощает влагу и применяется поэтому для
обезвоживания различных веществ, в частности газов (напри¬
мер, воздуха). При разбавлении крепкой серной кислоты водой
происходит выделение большого количества тепла.
Серная кислота является одной из самых сильных кислот,
в водных растворах диссоциирует главным образом на Н+ и
HS04_. Образует два типа солей: средние, называемые суль¬
фатами Na2S04, и кислые, называемые бисульфатами, например
NaHS04.
Сульфаты металлов: меди, железа, цинка, никеля и кобаль¬
та, называют купоросами. Они хорошо растворяются в воде
и кристаллизуются в кристаллогидраты различного цвета с раз¬
ным количеством кристаллизационной воды: медный купорос
31·
468
Полиграфические материалы
CuS04-5H20синие, железный купорос FeS04*7H20— бледно-
зеленые, цинковый купорос ZnS04-7H20 — белые, никелевый ку¬
порос NiS04-7H20 — зеленые и кобальтовый купорос CoS04·
•7Н20 — красные.
Сульфаты металлов бария, кальция, свинца не растворяются
в воде и используются в качестве белых пигментов и наполните¬
лей-субстратов при изготовлении красочных лаков, печатных
красок, мелованной бумаги и пр.
Цинк, алюминий, никель и многие другие металлы раство¬
ряются как в концентрированной, так и в разбавленной серной
кислоте. При растворении этих металлов образуется соответ¬
ствующая соль и выделяется водород.
Железо в концентрированной серной кислоте не растворяет¬
ся, так как образующийся при взаимодействии тонкий слой сер¬
нокислого железа нерастворим в серной кислоте и надежно
защищает металл от дальнейшего разрушения. Разбавленная
серная кислота хорошо растворяет металл, так как сернокислая
соль железа хорошо растворима в воде.
Свинец, наоборот, в разбавленной серной кислоте не раство¬
ряется, так как в этом случае образуется весьма мало раство¬
римый в воде сернокислый свинец. В концентрированной сер¬
ной кислоте свинец легко растворяется, так как образующийся
в этих условиях сернокислый свинец (сульфат) переходит в кис¬
лый сернокислый свинец (бисульфат) по схеме:
PbS04 + H2SO4—>- Pb(HS04)2
сернокислый серная кислый сернокислый
свинец кислота свинец
При действии серной кислоты на серебро, медь и ртуть про¬
исходит образование окислов металлов и сернистого газа:
H2SO4 + Си —>- СиО + S02 + Н20
серная медь окись сернистый вода
кислота меди газ
На золото и платину серная кислота не действует.
В промышленности серную кислоту получают башенным
(гловерным) и контактным способами. В том и другом случае
серная кислота получается окислением сернистого газа.
При башенном способе смесь сернистого газа и водяного
пара в особых башнях подвергают действию двуокиси азота:
S02 + Н20 + Ν02 - H2S04 + NO
сернистый вода двуокись серная окись
газ азота кислота азота
Раздел одиннадцатый. Кислоты
469
Башенный способ позволяет получить серную кислоту
75%-ной концентрации, а также упариванием — некоторое ко¬
личество купоросного масла с содержанием 95,5% H2S04.
При контактном способе двуокись серы окисляют до трех-
окиси кислородом воздуха в присутствии ванадиевого катали¬
затора.
Растворяя трехокись серы (серный ангидрид) в воде, полу¬
чают серную кислоту любой концентрации и высокой степени
чистоты.
В зависимости от способа производства, концентрации кис¬
лоты, содержания примесей и назначения выпускают серную
кислоту следующих видов: 1) камерную, 2) башенную, 3) купо¬
росное масло, 4) олеум, 5) регенерированную, 6) аккумулятор¬
ную и 7) реактивную.
Серная кислота техническая (ГОСТ 2184—-43) выпускается
нескольких марок, свойства которых указаны в табл. 31.
Таблица 31
Состав (в %) серной кислоты технической (ГОСТ 2184—43)
Виды (марки) технической
серной кислоты
Моноги¬
драта
h2so4
не менее
Свободно¬
го серного
ангидрида
S03, не ме¬
нее
Окислов азо¬
та в пересчете
N203, не более
Остаток
при прока¬
ливании,не
более
Железа
не^более
Камерная кислота . . .
65,0
0,01
_
Башенная кислота . . .
75,0
—
0,03
—
—
Купоросное масло:
а) башенных систем .
90,0
_
0,07
0,4
б) контактных и кон¬
центрационных сис¬
тем
92,0
в) из регенерированной
кислоты
91,0
_
0,01
0,2
Олеум:
а) для нитрации . . .
20,0
0,15
0,04
б) для прочих целей .
—
18,5
—
0,15
—
Регенерированная ....
75,0
0,05
0,2
—
В зависимости от назначения к серной кислоте предъявля¬
ются различные дополнительные требования. Так, например,
в купоросном масле, предназначенном для пищевой промышлен¬
ности, для производства растительного пергамента, для очистки
пищевых и медицинских масел и для промышленности искусст¬
венного волокна, содержание окислов азота в пересчете на N203
не должно быть более 0,0001%, а содержание мышьяка — не
более 0,0001%. Цвет купоросного масла, предназначенного для
текстильной промышленности, должен соответствовать цвету
эталона и т. д.
470
Полиграфические материалы
Аккумуляторная кислота (ГОСТ 667—-53) выпускается двух
сортов А и Б с содержанием моногидрата H2S04 92—94%,
остатком при прокаливании для сорта А не более 0,03% и для
сорта Б — не более 0,05%. и очень незначительным содержанием
примесей; так, в кислоте сорта А содержание окислов азота
в пересчете на N203 не должно превышать 0,00005%, а в сорте
Б — не должно превышать 0,0001 %.
Кислота серная реактив (ГОСТ 4204—48) имеет удельный
вес 1,8300—1,8350 и содержит серной кислоты H2S04 93,56—
95,60%. Наибольшее содержание допустимых примесей ниже,
чем у аккумуляторной кислоты.
Упаковка. Реактивные виды серной кислоты упаковываются
в склянки емкостью от 0,5 кг до 5 кг с плотно притертыми проб¬
ками. Серную кислоту техническую перевозят в стальных ци¬
стернах, контейнерах и бочках, а также в стеклянных бутылях.
Серную аккумуляторную кислоту разливают в стеклянные бу¬
тылки емкостью 20 л.
Применение. Серная кислота применяется в промышлен¬
ности минеральных удобрений для получения суперфосфата и
сульфата аммония, в нефтяной промышленности для очистки
нефтепродуктов, в производстве органических красителей, фар¬
мацевтических препаратов, взрывчатых веществ, в производстве
искусственного волокна, для многочисленных процессов органи¬
ческого синтеза и пр.
В полиграфической промышленности серная кислота находит
применение в литографии и в офсете в качестве очищающего
раствора для алюминиевых пластин и в качестве электролита
при оксидации алюминиевых пластин. Входит в состав медного
электролита, применяемого для получения медных отложений
на формном цилиндре глубокой печати, применяется в фотоме¬
ханике для изготовления ослабителей и пр.
§ 154. АЗОТНАЯ КИСЛОТА
Формула HN03. Мол. вес 63,02
Азотная кислота в чистом состоянии — бесцветная, дымящая
на воздухе жидкость удельного веса 1,5217. Температура плав¬
ления 41,2°. Температура кипения 86°. Под действием света
происходит частичное разложение азотной кислоты с образова¬
нием двуокиси азота:
4HN03 ^ 4N02 + 02 + 2Н20
азотная двуокись кислород вода
кислота азота
По этой причине азотная кислота обычно окрашена в желтый
цвет. Разложение азотной кислоты усиливается в результате
попадания в нее пыли и загрязнений.
Раздел одиннадцатый. Кислоты
471
С водой азотная кислота смешивается в любых отношениях
с выделением большого количества тепла.
Азотная кислота имеет характерный запах. Обжигает кожу,
оставляя на ней желтые пятна; ядовита.
Азотная кислота — одна из наиболее сильных кислот. В раз¬
бавленных водных растворах почти нацело распадается на ионы:
НШз ->■ Н+ + N0“
Азотная кислота — сильный окислитель. Сера окисляется ею
в серную кислоту, фосфор — в фосфорную кислоту и т. д. Креп¬
кая азотная кислота разрушает многие органические вещества, в
том числе ткани, бумагу, солому, дерево (стружки), которые
при этом воспламеняются.
Реакция многих металлов с разбавленной азотной кислотой
протекает по общему типу, т. е. с вытеснением водорода. Водород
в момент образования является энергичным восстановителем и
восстанавливает азотную кислоту в некоторых случаях даже до
аммиака, который сам реагирует с азотной кислотой. Например,
при действии на цинк азотной кислоты происходит образование
азотнокислого цинка и выделение водорода. Водород в момент
выделения является энергичным восстановителем и восстанав¬
ливает избыток азотной кислоты до аммиака. Реакция образова¬
ния аммиака идет с выделением воды. Аммиак в свою очередь
реагирует с избыточным количеством азотной кислоты, образуя
азотнокислый аммоний. Таким образом, конечными продуктами
реакции азотной кислоты и цинка являются азотнокислый цинк,
азотнокислый аммоний и вода. Последовательное течение реак¬
ции происходит по следующим схемам:
4Ζη + 8ΗΝ03 4Ζη(Ν03)2 + 8Н
металличес- азотная азотнокислый ВОДОрОД
кий цинк кислота цинк
8Н + HNOs ΝΗ3 + ЗН20
водород азотная аммиак вода
кислота
NH3 + HN03 (NH4)N03
аммиак азотная азотнокислый
кислота аммоний
Суммируя эти три уравнения, можно написать реакцию между
цинком и азотной кислотой в виде одной схемы:
4Ζη + 10ΗΝΟ3 -* 4Ζη(Ν03)2 + (NH4)N03 + 3Η20
металличес- азотная азотнокислый азотнокис- вода
кий цинк кислота цинк лый аммоний
472
Полиграфические материалы
При действии на цинк азотной кислотой, помимо рассмотрен¬
ной выше реакции, происходит также и другая реакция, проте¬
кающая с выделением окислов азота. Например, при действии
на цинк слабых растворов кислоты происходит образование
азотнокислого цинка с выделением закиси азота по схеме:
4Zn + lOHNOs N20 + 4Zn(N03)2 + 5H20
металлы- азотная закись азотнокислый вода
ческий цинк кислота азота цинк
При энергичном растворении цинка, происходящем в крепких
растворах азотной кислоты, вместе с образованием азотнокисло¬
го цинка выделяется окись азота, переходящая при соприкосно¬
вении с воздухом в двуокись азота. Над раствором кислоты по¬
являются бурые пары ядовитой двуокиси азота. Реакция цинка
с азотной кислотой идет по уравнению:
3Zn + 8HNO3 2NO + 3Zn(N03)2 + Н20
металлы- азотная окись азотнокислый вода
ческий цинк кислота азота цинк
Некоторые чистые металлы (алюминий, хром, железо) энер¬
гично реагируют с разбавленной азотной кислотой, но практи¬
чески не взаимодействуют с концентрированной. Происходит это
потому, что на поверхности металла в этом случае образуется
плотная пленка окисла соответствующего металла, нераствори¬
мая в концентрированной азотной кислоте и прочно защищаю¬
щая металл от дальнейшего разрушения. Это явление называет¬
ся пассивацией металла.
Азотная кислота, являясь чрезвычайно сильной однооснов¬
ной минеральной кислотой, образует очень устойчивые при обыч¬
ных условиях, хорошо кристаллизующиеся соли. Большинство ее
солей растворимы в воде. Азотнокислые соли калия, натрия,
кальция и аммония носят общее название «селитр».
Промышленный способ получения азотной кислоты основан
на окислении в контактном аппарате аммиака до окиси азота,
обязательно в присутствии катализатора, так как без катализа¬
тора окись азота из аммиака практически не образуется.
4NH3 + 502 -> 4NO + Н20.
аммиак кислород окись вода
азота
Затем в адсорбционной колонне, орошаемой слабой азотной
кислотой (побочный продукт производства), производится окис¬
ление окиси азота в двуокись и получение азотной кислоты,
концентрация которой составляет 58—60% HN03.
2N03 + 02 -> 2Ν02
окись кислород двуокись
азота азота
Раздел одиннадцатый. Кислоты
473
ЗШ2 + н20 ► 2ΗΝΟ3 # + N0
двуокись вода азотная закись
азота кислота азота
Путем упаривания слабой азотной кислоты концентрацию ее
можно повысить только до 68,4%. Поэтому концентрированную
азотную кислоту получают перегонкой <ее в присутствии концен¬
трированной серной кислоты; этим способом удается получить
концентрированную азотную кислоту, содержащую 96—98%
HN03.
Другой способ получения концентрированной азотной кисло¬
ты основан на взаимодействии жидкой двуокиси азота с водой
(практически со слабой азотной кислотой) в присутствии кисло¬
рода воздуха, при давлении около 50 ат и температуре около 70°:
2Ν204 + 2Н20 + 02 ->■ 4Ш0з
двуокись вода кислород азотная
азота кислота
По этому способу, называемому прямым синтезом, сразу по¬
лучается 98%-ная азотная кислота.
Кислота азотная слабая (ОСТ 15374—39) выпускается двух
сортов: А и Б. Содержание азотной кислоты в продукте сорта А
должно быть не менее 49% и сорта Б — не менее 60%. Твердый
прокаленный остаток — не более 0,05% для обоих сортов.
Кислота азотная концентрированная (ГОСТ 701—41) долж¬
на иметь следующий состав (в %):
Сорт I Сорт II
Азотная кислота, не менее 98 96
Окислы азота в пересчете на Ν204, не более 0.3 0,4
Серная кислота, не более 0,1 0,2
Твердый остаток, не более 0,05 0,07
Кислота азотная реактив (ГОСТ 4461—48) представляет со¬
бой бесцветную или слегка желтоватую прозрачную жидкость
двух концентраций: «крепкая» и «слабая». Удельный вес кисло¬
ты крепкой в пределах 1,372—1,405 и для кислоты слабой 1,337—
1,367. Содержание HN03 в крепкой кислоте в пределах 61—68% и
в слабой в пределах 54—60%. Препарат квалификации «чи¬
стая» может иметь, например, следующее количество допусти¬
мых примесей (в %): нелетучий остаток не более 0,005, серной
кислоты не более 0,005, окислов азота не более 0,1 и др. Пре¬
параты остальных квалификаций («химически чистая» и «чистая
для анализов») содержат меньшее количество допустимых при¬
месей.
Упаковка. Реактивные сорта азотной кислоты упаковываются
в склянки из белого, а иногда из оранжевого стекла с хорошо
притертыми стеклянными пробками с глубоким шлифом, по 1; 2;
30 Зака'з № 443
474
Полиграфические материалы
5; 10 кг и (по особому согласованию) 20 кг (но не выше) нетто.
Крепкую азотную кислоту перевозят в цистернах из алюминия,
слабую — из нержавеющей стали; крепкую и слабую азотную
техническую кислоту разливают в стеклянные бутыли емко¬
стью 25—30 кг.
Кислота азотная крепкая применяется для изготовления
взрывчатых веществ (нитроглицерин, нитроклетчатка, тротил и
др.), органических красителей и других продуктов.
Кислота азотная слабая применяется в производстве амми¬
ачной, натриевой, калиевой и других селитр, в гальванотехнике
и в полиграфической промышленности.
Применение азотной кислоты в полиграфической промышлен¬
ности. В офсете и литографии: 1) азотная кислота вместе с квас¬
цами и другими составными частями входит в состав очищаю¬
щих растворов (сенсибилизаторов) при изготовлении цинковых
печатных форм; 2) слабые растворы азотной кислоты в смеси с
гуммиарабиком или декстрином применяют для травления лито¬
графского камня.
В фотомеханике и цинкографии растворы азотной кислоты
различной концентрации применяют для травления цинка при
изготовлении цинковых клише.
В гальванотехнике техническую азотную кислоту применяют
для очистки поверхности металлов от окислов (декапировка).
§ 155. СОЛЯНАЯ КИСЛОТА
(Хлористоводородная кислота)
Формула НС1. Мол. вес 36,47.
Соляная кислота представляет собой раствор хлористого во¬
дорода в воде. Хлористый водород в обычных условиях — бес¬
цветный газ. При температуре минус 85° превращается в жид¬
кость, а при температуре минус 114,7° застывает в виде бесцвет¬
ных кристаллов. Хлористый водород ядовит. Он хорошо раство¬
рим в воде. При 0° в 100 мл воды растворяется 41 г хлористого
водорода, или, другими словами, один объем воды поглощает
около 400 объемов газообразного хлористого водорода. Продаж¬
ная концентрированная соляная кислота имеет удельный вес
1,19 и содержит около 37% хлористого водорода. Соляная кис¬
лота дымится на воздухе и обладает резким своеобразным запа¬
хом. Разъедает кожу. Соляная кислота — сильная однооснов¬
ная кислота, она растворяет многие металлы с образованием
хлоридов и выделением водорода. На ртуть, серебро, платину и
золото соляная кислота не действует. Соляная кислота, хотя и
вступает во взаимодействие со свинцом, медью и ртутью, но об¬
разующиеся хлориды нерастворимы в воде; поэтому при дей¬
Раздел одиннадцатый. Кислоты
475
ствии соляной кислоты поверхность этих металлов покрывается
тонким плотным слоем соответствующего хлорида, препятствую¬
щего дальнейшему действию кислоты. На золото, серебро и пла¬
тину соляная кислота вообще не действует. Но смесь 3—4 объ¬
емов концентрированной соляной и одного объема азотной
кислоты (эту смесь называют крепкой, или царской, водкой)
растворяет все металлы, в том числе золото, серебро и платину,
образуя соответствующие хлориды.
Необходимый для изготовления соляной кислоты хлористый
водород получают или путем синтеза из элементов, или взаимо¬
действием хлористого натрия и серной кислоты.
Реакция синтеза хлористого водорода из элементов идет при
температуре около 2400° с выделением большого количества
тепла:
Н2 + С12 2НС1 + 44 ккал
водород хлор хлористый
водород
При нормальной температуре хлористый водород не обра¬
зуется.
Растворяя газообразный хлористый водород в воде, получа¬
ют соляную кислоту, содержащую не менее 31% НС1 и называе¬
мую синтетической технической соляной кислотой.
Получение хлористого водорода по второму способу идет по
схеме:
2NaCl + H2S04 Na2S04 + 2НС1
хлористый серная сернокислый хлористый
натрий кислота натрий водород
Полученная этим способом соляная кислота называется тех¬
нической соляной кислотой.
Кислота соляная синтетическая техническая (ГОСТ 857—
41) — бесцветная или желтоватого цвета прозрачная жидкость,
без механических примесей. Содержание хлористого водорода
в продукте должно быть не менее 31 %, железа — не более 0,001 %,
мышьяка — не более 0,0002%, серной кислоты в пересчете на
S04 — не более 0,005%. Допускается содержание железа не бо¬
лее 0,07%.
Кислота соляная техническая (ГОСТ 1382—42) выпускается
двух сортов с содержанием хлористого водорода для обоих про¬
дуктов не менее 27,5% и следующего количества допустимых
примесей (в %):
Сорт I Сорт II
Серная кислота в пересчете на S03,
не более 0,4 0,6
Железо, не более 0,3 не нормируется
Мышьяк, не более . . . 0,01 не нормируется
го*
47β
Полиграфические материалы
Кислота соляная реактив (ГОСТ 3118—46) — бесцветная
прозрачная жидкость, дымящая на воздухе. Для квалификации
«чистая» допускается желтоватая окраска. Удельный вес в пре¬
делах 1,174—1,1885. Содержание хлористого водорода НС1 в
пределах 35,0—38,0%. Нормируется содержание допустимых
примесей. Так, например, в препарате квалификации «чистая»
допускается содержание (в %) не более: нелетучий остаток —
0,01, сульфаты S04— 0,002, сернистая кислота S03— 0,002, сво¬
бодный хлор — 0,001, тяжелые металлы группы H2S — 0,001, же¬
леза —0,0005, мышьяка —0,00002. В препаратах «чистый для
анализа» и «химически чистый» содержится меньшее количество
допустимых примесей.
Упаковка. Реактивные сорта соляной кислоты упаковывают¬
ся в склянки из белого стекла с хорошо притертыми пробками,
по 1; 2,5 и 10 кг нетто.
Соляную техническую кислоту транспортируют в специаль¬
ных стальных гуммированных цистернах и контейнерах, а также
в стеклянных бутылях емкостью 40 л.
Кислота соляная применяется в производстве хлористых со¬
лей (бария, цинка, аммония и др.), в гидрометаллургии (плати¬
ны, золота, серебра), в гальванотехнике, в производстве органи¬
ческих красящих веществ, при гидролизе древесины, при дубле¬
нии и крашении кожи, в текстильной промышленности и пр.
В полиграфической промышленности соляная кислота при¬
меняется в фотомеханике: 1) входит в состав травящих раство¬
ров для цинка; 2) для осветления негативов перед усилением
свинцовым усилителем.
В гальванотехнике применяют для декапирования железа и
цинка и для растворения металлического хрома и хромирован¬
ных поверхностей.
В литографии и офсете сильно разбавленный раствор соля¬
ной кислоты и хлорной меди (0,45% кислоты удельного веса 1,19
и 0,15% хлорной меди) применяют в качестве отводки для алю¬
миниевых печатных форм.
§ 156. ОРТОФОСФОРНАЯ КИСЛОТА
(фосфорная кислота)
Формула Н3Р04 Мол. вес. 97,999
Фосфорная кислота Н3Р04 — трехосновная кислородная кис¬
лота пятивалентного фосфора — продукт взаимодействия фос¬
форного ангидрида Р2О5 и трех молекул воды:
Р205 + ЗН20 2Н3Р04
фосфорный вода ортофосфорная
айгидрид кислота
Раздел одиннадцатый. Кислоты
477
При меньшем количестве воды могут образоваться фосфор¬
ные кислоты другого состава:
метафосфорная (Р205 + Н20 ->■ 2НР03)
пирофосфорная (Р205 + 2Н20 ->■ Н4Р207)
„ Ортофосфорная кислота имеет наибольшее практическое зна¬
чение; ее называют просто фосфорной кислотой.
Чистая 100%-ная Н3РО4 — белые кристаллы моноклиниче-
ской системы, удельного веса 1,88, плавятся при 42,4°, превра¬
щающиеся в белую сиропообразную жидкость, имеющую
склонность к переохлаждению. В продажу поступает в виде
сиропообразного водного концентрированного раствора, обра¬
зует кристаллогидрат состава Н3Р04-1/2Н20, плавящегося при
29,3°. Легко растворяется в воде и в спирте. В водном растворе
трехосновная кислота, сильная по отношению к первой стадии
диссоциации (НзРОф^ Н2Р04~ + Н+), средняя — ко второй и
слабая — к третьей. Образует три ряда солей — фосфатов и раз¬
нообразные сложные эфиры.
По способам получения различают два вида фосфорной кис¬
лоты: термическую и экстракционную.
Термическую фосфорную кислоту получают сжиганием фос¬
фора с последующей гидратацией фосфорного ангидрида и кон¬
денсацией фосфорной кислоты.
Экстракционную фосфорную кислоту получают разложением
фторапатитового концентрата серной кислотой, отделением на
фильтрах гипса и упариванием фосфорной кислоты:
Ca5F(P04)3 + 5HiS04 + 10Н2О ЗН3Р04 + 5(CaS04*2H20) + HF
фторапатит серная вода фосфорная гипс фтористый
кислота кислота водород
Кислота фосфорная термическая выпускается двух видов:
1) техническая и 2) пищевая (ОСТ 10114—39).
Техническая фосфорная кислота может быть I и II сорта.
I сорт — бесцветная жидкость, прозрачная в слое 15—20 мм при
рассматривании на белом фоне, II сорт—жидкость со слабым
желтоватым оттенком, не прозрачная в слое 15—20 мм на белом
фоне. Удельный вес для обоих сортов не менее 1,530. Содержа¬
ние H3FO4 в обоих сортах не менее 70%. Сульфатов в пересчете
на S04 в I сорте не более 0,25% и во II не более 0,5%. Щелочных
и щелочноземельных металлов в пересчете на S04 не более 1%.
Кислота фосфорная пищевая — бесцветная жидкость, проз¬
рачная в слое 15—20 мм при рассматривании на белом фоне.
Удельный вес не менее 1,476. Содержание Н3Р04 не менее 65%.
Сульфатов не более 0,05%, щелочных и щелочноземельных ме¬
таллов не более 1%, мышьяка не более 0,0003%. (В технической
кислоте обоих сортов содержание мышьяка не более 0,1%).
478
Полиграфические материалы
Кислота фосфорная экстракционная упаренная (ТУ МХП
592—41)—rycian жидкость удельного веса 1,5—1,6. Содержит
не менее 50% фосфорной кислоты, 2,5% сульфатов в пересчете
на S03, 0,5% хлоридов в пересчете на хлор и 1,5% взвешенных
частиц.
Кислота фосфорная (ортофосфорная кислота) реактив (ГОСТ
6552—53) должна содержать в препарате «чистый для анализа»
не менее 88% Н3РО4 и в препарате «чистый» — не менее 87,5%.
Упаковка. Реактивную фосфорную кислоту упаковывают в
стеклянные банки с тщательно притертыми стеклянными проб¬
ками или хорошими корковыми пробками весом нетто по 1; 2,5
и 10 кг. Техническую и пищевую фосфорную кислоту упаковы¬
вают в бутыли емкостью по 25—30 л и закупоривают деревян¬
ными пробками. Также упаковывается и экстракционная фос¬
форная кислота.
Применяется для производства фосфорнокислых солей, в ор¬
ганическом синтезе, в производстве кинопленки и спичечной
промышленности, для выработки тканей с огнезащитной про¬
питкой. В пищевой промышленности применяется в производстве
газированных вод и для получения солей-порошков в производ¬
стве печенья и пр.
В полиграфической промышленности фосфорная кислота
применяется: 1) в лито-офсетном производстве для изготовления
растворов, применяемых для травления лито-офсетных печатных
форм; 2) 0,5—1%-ные растворы фосфорной кислоты применяют
иногда в качестве травящего средства при обработке оригиналь¬
ного литографского камня; 3) в фотомеханике фосфорную кис¬
лоту прибавляют иногда к альбуминовому светочувствительному
раствору для его разжижения.
§ 157. БОРНАЯ КИСЛОТА
(ортоборная кислота)
Формула Н3ВО3 Мол. вес 64,84
Борная кислота Н3В03— слабая неорганическая трехоснов¬
ная кислота. Представляет собой кристаллическое вещество,
имеющее вид шестиугольных белых чешуек с перламутровым
блеском, жирных на ощупь. Удельный вес борной кислоты 1,44.
В воде трудно растворима: при 20° растворяется 4,7%, при 40°—
8,02%, при 80°—19,11. Растворяется также трудно в спирте; в
глицерине растворяется хорошо (20% при 0°, 73% при 100°).
При нагревании выше 70° борная кислота, теряя воду, переходит
частично в метаборную кислоту:
Н3ВО3 НВ02 + Н2о
ортоборная метаборная вода
кислота кислота
Раздел одиннадцатый. Кислоты
479
При 140—160° метаборная кислота переходит в пиро- или
тепраборную кислоту:
4НВ02 -► Н2в407 + Н20
ортоборная театраборна вода
кислота кислота
При красном калении борная кислота теряет всю воду и пе¬
реходит в борный ангидрид:
2Н3ВОз В20з ЗН20
ортоборная ангидрид вода
кислота борной
кислоты
При растворении в воде мета- и тетраборная кислоты, а так¬
же борный ангидрид переходят в ортоборную кислоту.
Водные растворы борной кислоты (1:50) имеют слабо кис¬
лую реакцию на лакмус. Соли борной кислоты называют бора¬
тами.
Борная кислота относится к числу слабых кислот, ее констан¬
та диссоциации Κι = 5,8-10“10, Кг= 1,8-10~13, Кз= 1,6-10~14 при
25° (Κι—термодинамическая константа диссоциации). В водном
растворе борная кислота образует одновременно ионы, отвечаю¬
щие орто-, мета- и пироформам; поэтому растворы Н3В03, НВ02
и Н2В4О7 совершенно тождественны.
Получают борную кислоту разложением природных боратов
серной кислотой, например ашарита 2Mg0.B203.H20, встречаю¬
щегося среди гипсов и глин в виде залежей и рассеянных вкрап¬
лений.
Кроме того, бор встречается в природе в виде буры и бор¬
ной кислоты в грязевых сопках, озерных и буровых водах.
Измельченная руда заливается серной кислотой. При 80—90°
борат почти полностью разлагается кислотой с образованием
окиси магния и борной кислоты, последнюю отделяют на ваку¬
ум-фильтре. Промытая борная кислота высушивается горячим
воздухом при 90—100° в сушильном барабане и поступает на
расфасовку.
Борная кислота (ГОСТ 2629—44) вырабатывается двух сор¬
тов: I сорт — медицинская с содержанием Н3В03 не менее
99,5% и II сорт для технических нужд с содержанием Н3В03 не
менее 98,5%. Примесями, главным образом, являются хлориды
и сульфаты железа и тяжелых металлов. В медицинской бор¬
ной кислоте не допускается присутствия мышьяка. Нераствори¬
мый остаток в борной кислоте I сорта не более 0,005%, II сор¬
та — не более 0,1 %.
Кислота борная для электролитических конденсаторов
(ГОСТ 5281—50) получается дополнительной перекристаллиза¬
цией технической борной кислоты. Насыщенный при комнатной
температуре раствор в дистиллированной воде должен быть со-
480
Полиграфические материалы
вершенно прозрачным, не должен содержать механическйх взве¬
сей, мути или каких-либо веществ, придающих раствору хотя бы
слабую окраску. Содержание борной кислоты в пересчете на су¬
хое вещество должно быть не менее 99,5%.
Кислота борная улучшенная (ТУ МХП 2652—51) отличается
повышенным содержанием борной кислоты (по сравнению с бор¬
ной кислотой II сорта) и пониженным содержанием примесей.
Упаковка. Продукт упаковывается по ГОСТ 2629—44 в дере¬
вянные бочки, вес нетто до 100 кг, фанерные барабаны, вес нетто
до 70 кг, деревянные ящики, вес нетто до 50 кг, а также в двой¬
ные мешки (внутренний бязевый и наружный джутовый), в льно¬
пеньковые мешки, проклеенные креппованной бумагой внутри и
снаружи, вес нетто 50 кг. Продукт по ГОСТ 5281—50 и ТУ МХП
2652—51 упаковывается в два вложенные один в другой трех-
или четырехслойных бумажных мешка, вес нетто 40—50 кг\ меш¬
ки помещают в деревянные или фанерные ящики, выложенные
мешочной бумагой.
Применяется для производства специальных сортов стекла,
эмалей, глазурей, при пайке и сварке металлов, в качестве добав¬
ки к электролиту при электролитическом получении никеля,
в медицине, в качестве консервирующего средства технических
(непищевых) продуктов.
Применение борной кислоты в полиграфической промышлен¬
ности. В фотомеханике: 1) борная кислота входит в состав ще¬
лочных проявителей * броможелатиновых пластинок и пленок.
Добавка борной кислоты предохраняет негативы от пожелтения
при продолжительном проявлении. Для этой цели обычно приго¬
товляют 10%-ный раствор бромистого калия, насыщенный бор¬
ной кислотой; 2) применяется вместо бромистого кальция в ка¬
честве замедлителя; 3) входит в состав кислого фиксажа.
В гальванотехнике: 1) борная кислота входит в состав элек¬
тролита для «быстрого» и «твердого» никелирования; 2) входит
в состав кислого электролита для хромирования печатных ти¬
пографских форм. В офсете входит в состав электролита при
изготовлении биметаллических печатных форм.
В брошировочно-переплетных цехах 2—3%-ный раствор бор¬
ной кислоты применяется в качестве консервирующего средства
переплетного клея.
§ 158. УКСУСНАЯ КИСЛОТА
Формула СН3СООН Мол. вес 60,03
Уксусная кислота—одноосновная органическая кислота жир¬
ного ряда. Безводная, или ледяная, кислота — кристаллическая,
похожая на лед масса с температурами плавления 16,6°, кипе¬
ния 118,5°. Удельный вес 1,049. Безводная уксусная кислота при
Раздел одиннадцатый. Кислоты
481
температуре выше 16,6° — бесцветная жидкость с характерным
резким запахом, смешивается во всех отношениях с водой, спир¬
том, эфиром, хлороформом, глицерином и многими другими
жидкостями. Уксусная кислота в растворах диссоциируется на
ионы. Константа электролитической диссоциации 1,8 · 10-5. Раз¬
личают лесохимическую, синтетическую и биохимическую уксус¬
ную кислоту.
Лесохимическую уксусную кислоту производят путем разло¬
жения серной кислотой древесноуксусного порошка или экстрак¬
цией ее растворителями из продуктов перегонки дерева.
2CH3COONa + H2S04 2СН3СООН + Na2S04
древесноуксус- серная уксусная сульфат
ный порошок кислота кислота натрия
Синтетическая кислота получается путем окисления кислоро¬
дом воздуха в присутствии катализатора, ацетальдегида, кото¬
рый в свою очередь образуется из ацетилена
СН3-С\ + О СН3-СООН
ацетальдегид кислород уксусная
кислота
Биохимическая уксусная кислота получается уксуснокислым
брожением спиртовых жидкостей (вино, слабый спирт) под вли¬
янием жизнедеятельности некоторых бактерий (так называемого
уксусного грибка). По этому способу получают преимуществен¬
но столовый уксус (4—7%-ную кислоту), или винный уксус,
который используется для пищевых целей.
Кислота уксусная лесохимическая (ОСТ НКЛес 235) выра¬
батывается четырех марок: УКП — уксусная кислота чистая пи¬
щевая, УКЧ — уксусная кислота чистая, УКО — уксусная кис¬
лота очищенная и УКН — уксусная кислота техническая неочи¬
щенная (табл. 32).
Таблица 32
Качественные показатели лесохимической уксусной кислоты
Показатели качества
УКП
УКЧ
УКО
УКН
Концентрация уксусной
кислоты (в % при до¬
пуске ±0,5%) . . .
70; 80
70; 80; 90
60; 70; 80; 90
60; 70; 80
и ледяная
и ледяная
Содержание сухого остат¬
ка (в %), не выше
0,01
0,01
0,02
0,06
482
Полиграфические материалы
В пищевой кислоте УКП не допускается наличие более 0,5%
муравьиной кислоты; удельный вес УКП 1,070—1,068.
В пищевой УКП и чистой УКЧ кислотах не допускается при¬
сутствия серной кислоты и ее солей, соляной кислоты и ее солей,
солей свинца и меди и содержание мышьяка.
Ледяная уксусная кислота содержит не менее 98% уксусной
кислоты.
Кислота уксусная синтетическая (ОСТ НКТП 4191) выпус¬
кается двух сортов. Сорт I имеет концентрацию не менее 97,5%,
сорт II — не менее 98,5% и муравьиной кислоты не более 0,5% и
0,4% соответственно. I сорт содержит альдегидов не более
0,004%, II сорт —не более 0,1%; II сорт имеет так же примерно
в два раза больше примесей сульфатов, хлоридов и пр.
Упаковка. Лесохимическую кислоту разливают в стеклян¬
ные бутыли, вес нетто 20, 30 и 40 кг. Техническую кислоту мож¬
но наливать в деревянные бочки по 200, 250 и 300 кг нетто. Син¬
тетическую кислоту разливают в стеклянные флаконы с при¬
тертыми пробками емкостью 20 л.
Пищевая уксусная кислота, предназначенная для розничной
торговой сети, расфасовывается в трехгранные стеклянные бу¬
тылки емкостью 40, 60, и 100 мл. На этикетке, наклеенной на бу¬
тылке, делают надпись: «Опасно — обращаться осторожно».
Применяется в текстильной, химической и других отраслях
промышленности.
В полиграфической промышленности применяется: 1) в галь¬
ванотехнике для подкисления никелевых ванн; 2) в офсетном
производстве для сенсибилизации цинковых пластин; 3) для вос¬
становления восприимчивости литографского камня к жирным
веществам (тушь, карандаш).
§ 159. МОЛОЧНАЯ КИСЛОТА
(Кислота оксипропионовая)
Формула СНзСН(ОН)—СООН Мол. вес 90
Молочная, или оксипропионовая, кислота — одноосновная ор¬
ганическая оксикислота. Химически чистая молочная кислота —
бесцветная сиропообразная жидкость. Удельный вес 1,2485. Тем¬
пература плавления 18°. Растворяется в воде, спирте и эфире.
В природе образуется при скисании молока, квашении капусты,
созревании сыра и т. д. в результате жизнедеятельности молоч¬
нокислых бактерий. Обнаружена в мышечной ткани и в крови
животных организмов.
Молочная кислота (ГОСТ 490—41) получается при молочно¬
кислом брожении сырья, содержащего углеводы. Выпускается
двух видов: средней концентрации, имеющего общую кислот-
Раздел одиннадцатый. Кислоты
483
ность не менее 40% , и повышенной концентрации, имеющего об¬
щую кислотность не менее 70%; каждый вид молочной кисло¬
ты может быть трех сортов, различающихся содержанием молоч¬
ной кислоты и допустимыми примесями: зола, азот (габл. 33).
Таблица 3
Качество молочной кислоты (ГОСТ 490—41)
Показатели
Концентрация 40%
Концентрация
70%
Сорт I
Сорт 11
Сорт III
Сорт I
Сорт II
т III
Содержание титруемой
молочной кислоты, не
менее, %
37,5
36,5
35,5
62
59
55
Содержание нетитруемой
молочной кислоты, не
более, %
2,5
3,5
4,5
8
11
15
Содержание золы, не бо¬
лее, %
1,0
2,0
3,0
1,5
3,0
4,5
Упаковка. Продукт разливают в стеклянные бутыли.
Применяется как заменитель более дорогих кислот (лимон¬
ной, винной), а также в производстве пищевых продуктов, в ме¬
дицине, в текстильной промышленности, в кожевенном произ¬
водстве. В полиграфической промышленности применяется в со¬
ставе проявителей при изготовлении офсетных печатных форм
позитивным способом и биметаллических печатных форм.
§ 160. ПРИГОТОВЛЕНИЕ РАСТВОРОВ КИСЛОТ И ТЕХНИКА
БЕЗОПАСНОСТИ
Прежде чем приступить к изготовлению растворов кислот
нужно ознакомиться с правилами техники безопасности, изло¬
женными в этом разделе.
Приготовление растворов кислот. По удельному весу можно
узнать концентрацию кислоты, т. е. содержание НС1, H2SO4,
HN03 и т. д. Например, самая концентрированная соляная кис¬
лота имеет удельный вес 1,2 и содержит 39,11% хлористого во¬
дорода. Обычно употребляемая в лаборатории соляная кисло¬
та имеет удельный вес 1,19 и содержит 37,23% хлористого во¬
дорода.
Чтобы узнать, сколько нужно взять крепкой исходной кис¬
лоты для получения раствора кислоты нужной концентрации,
производят расчет.
Например, для того чтобы приготовить 1 л 5%-ного раствора
соляной кислоты, исходя из имеющейся кислоты с удельным ве¬
сом 1,19, по таблице узнают, что 5%-ный раствор соляной кис¬
лоты должен иметь удельный вес 1,024; следовательно, 1 л ее бу-
484
Полиграфические материалы
дет весить 1,024 · 1000 = 1024 г; в этом количестве должно содер¬
жаться чистого хлористого водорода:
100 — 5
1024 — х
1024-5
100
= 51,2 г.
Чтобы узнать, сколько нужно взять кислоты с удельным ве¬
сом 1,19 и содержанием 37,23% хлористого водорода, состав¬
ляют пропорцию:
100 — 37,23
* —51,20
100-51,2
* = -——— = 137,5 г.
37,23
Кислоты удобнее всего отмеривать объемами, поэтому уз¬
нают, какой объем имеют 137,5 г соляной кислоты удельного
веса 1,19. Для этого 137,5 делят на 1,19 и получают результат —
115,5 мл. В сосуд наливают 115,5 мл соляной кислоты и доводят
объем до 1 л, приливая воду.
Правила техники безопасности при работе с кислотами. 1. Ра¬
ботать с концентрированными серной, азотной и соляной кисло¬
тами нужно в защитных очках.
2. Концентрированная соляная и азотная кислоты дымят на
воздухе, и поэтому работать с ними нужно в вытяжном шкафу.
3. При разбавлении серной кислоты водой следует осторожно
всегда вливать кислоту в воду, а не воду в кислоту, так как при
смешении крепкой серной кислоты с водой происходит такое
сильное разогревание, что иногда, если воды мало, она закипает,
кислота разбрызгивается и может причинить ожоги.
4. При разбавлении водой азотной кислоты нужно соблю¬
дать тот же порядок, как и с серной кислотой, так как проис¬
ходит разогревание смеси, хотя и не такое сильное.
5. В случае попадания кислоты на кожу рук или лица нужно
немедленно обмыть эти места большим количеством воды (стру¬
ей из водопроводного крана), а затем нейтрализовать слабым
раствором аммиака или соды.
6. При попадании кислоты на обувь и одежду нужно бы¬
стро облить ее водой и нейтрализовать содой или нашатырным
спиртом.
7. Разливать кислоту из больших бутылей в мелкую тару
можно только с помощью специального станка (см. § 161).
8. Не разрешается переносить вручную большие бутыли с
крепкими минеральными кислотами, в этих случаях нужно поль¬
зоваться специальными тележками.
§ 161. ХРАНЕНИЕ КИСЛОТ
Большие запасы кислот разрешается хранить только в спе¬
циальном каменном помещении, изолированном от рабочих це¬
хов. Асфальтовый или земляной пол должен быть немного по¬
Раздел одиннадцатый. Кислоты
486
катым к центру для отвода промывных жидкостей и разлитых
кислот в сточную трубу. Хранить кислоты в помещении с камен¬
ным полом не разрешается, так как даже при незначительном
ударе об такой пол бутыль с кислотой может разбиться. Исполь¬
зование деревянного пола недопустимо в пожарном отношении.
В этой же кладовой обычно производится хранение и запасов
щелочей. На этот случай, если будет раз¬
бита бутыль с кислотой, необходимо иметь
под руками соответствующее средство для
нейтрализации, а также водопроводные
шланги для промывки водой пола после его
нейтрализации. На видном месте должна
быть вывешена инструкция по технике бе¬
зопасности и о правилах хранения кислот
и щелочей.
Бутыли с кислотами уста'навливают на
деревянных полках — помостах. Разливать
кислоту из бутылей в мелкую тару можно
только при помощи специального станка,
соблюдая необходимые меры предосторож-
ности* Рис. 156. Станок для
Станок (рис. 156) состоит из железного, разлива кислот,
закрепленного особой собачкой в верти¬
кальном положении футляра, подвешенного на горизонтальной
оси. В футляр вставляют корзину с бутылью, содержащей кис¬
лоту, и непременно затягивают сверху прорезиненными поясами,
чтобы исключить возможность выскальзывания бутыли из стан¬
ка при выливании кислоты из бутыли. При нажиме на высокий
стержень корзина с кислотой плавно наклоняется, и происходит
розлив кислоты без ее разбрызгивания в мелкую тару. Нужно
иметь в виду, что розлив кислоты из большой бутыли в мелкие
неизбежно требует наклона всей бутыли, вследствие чего
иногда может отколоться ее горловина или же от неосторожного
толчка лопается бок' бутыли и кислота разливается и разбрызги¬
вается. Все это требует крайней осторожности в обращении
с кислотами.
Ни в коем случае нельзя хранить вместе с кислотами (осо¬
бенно азотной) скипидар, нефтепродукты, спирты и другие ор¬
ганические продукты.
Реактивную кислоту хранят в шкафах отдельно от других
реактивов, причем периодически контролируют состояние ис¬
правности и герметичности упаковки. Расходное количество сер¬
ной, азотной и соляной кислот хранят в вытяжных шкафах.
Раздел двенадцатый
ЩЕЛОЧИ
§ 162 Общие сведения о щелочах. § 163. Натр едкий. § 164. Кали едкое.
§ 165. Аммиачная вода. § 166 Натрий углекислый. § 167 Калий углекислый.
§ 168. Приготовление растворов щелочей и техника безопасности.
§ 162. ОБЩИЕ СВЕДЕНИЯ О ЩЕЛОЧАХ
Основания — гидраты окислов (гидроокиси) металлов — мо¬
гут быть нерастворимыми в воде, как, например, А1(ОН)з,
Fe(OH)3, Си (ОН) 2 и др., и хорошо растворимыми в воде, как,
например, КОН, NaOH, Са(ОН)2, Ва(ОН)2 и др. Такие раство¬
римые в воде гидраты окислов металлов называются щелочами.
Гидроокиси щелочных металлов, например, КОН, NaOH,
LiOH, являются самыми сильными основаниями и называются
едкими щелочами. Гидроокиси щелочноземельных металлов
Са(ОН)2, Ва(ОН)2, Mg(OH)2 — более слабые основания.
Щелочи могут быть получены несколькими способами.
1. Взаимодействием некоторых металлов с водой:
2Na + 2Н20 -> 2NaOH + На
натрий вода едкий натр водород
2К + 2Н20 2КОН + Н2
калий вода едкое водород
кали
Са + 2Н20 Са(ОН)2 + Н2
кальций вода гидрат окиси водород
кальция
Эти реакции идут с выделением водорода.
2. Взаимодействием с водой соответствующих окислов, на¬
пример:
СаО + Н20 * Са(ОН)а
окись
кальция
вода
гидрат окиси
кальция
Раздел двенадцатый. Щелочи
487
Физические свойства щелочей. Щелочи — твердые, белые,
весьма гигроскопические вещества. Процесс их растворения со¬
провождается выделением большого количества тепла. Хорошо
растворяются в воде и в спирте.
Химические свойства щелочей. 1. Растворы щелочей окра¬
шивают лакмус в синий цвет, фенолфталеин — в красный.
2. Растворы щелочей диссоциируются на положительно заря¬
женный ион металла и отрицательно заряженный гидроксил-ион:
КОН ч* К+ + ОН-
едкое ион калия гидроксил-ион
кали (катион) (анион)
3. Взаимодействуют с кислотами, образуя соответствующую
соль и воду, например:
NaOH + НС1 NaCl + Н20
едкий соляная хлористый вода
натр кислота натрий
4. Взаимодействуют с кислотными окислами, также с обра¬
зованием соответствующих солей и воды:
Са(ОН)2 СО2 --*■ ψ СаСОз ~Ь Н20
гидрат окиси двуокись углекис- вода
кальция углерода лый
(углекислый газ) кальций
5. Взаимодействуют с солями с образованием нерастворимо¬
го основания и новой соли, например:
CuS04 + 2КОН \ Cu(OH)2 + K2SO4 или
сернокислая едкое гидрат окиси сернокислый
медь кали меди калий
A12(S04)3 + 6КОН j 2А1 (ОН)3 + 3K2S04
сернокислый едкое гидрат окиси сернокислый
алюминий кали алюминия калий
Этими реакциями пользуются для получения нерастворимых
оснований.
К щелочам также относится гидрат окиси аммония NH4(OH).
На практике к щелочам относят более широкий круг химических
соединений, например натровые и калиевые соли угольной кис¬
лоты Na2C03, К2СО3 (углекислые щелочи), буру Na2B407 и дру¬
гие соли, образованные сильными основаниями и слабыми кис¬
лотами и создающие в связи с этим большую концентрацию гид¬
роксильных ионов в водном растворе.
488
Полиграфические материалы
§ 163. ЕДКИЙ НАТР
(каустическая сода, каустик)
Формула NaOH Мол. вес. 40,00
Едкий натр, или гидроокись натрия,— сильное основание. Бе¬
лая кристаллическая масса или куски. Удельный вес 2,3. Темпе¬
ратура правления 318°. Образует кристаллогидраты с 1,2 и 3,5
молекулами воды.
На воздухе, поглощая воду, расплывается, в присутствии уг¬
лекислого газа С02 превращается в углекислый натрий Na2C03,
образующий на поверхности плотный слой, препятствующий
дальнейшему поглощению влаги и углекислого газа.
Хорошо растворим в воде: при температуре 0° растворяется
29,6% едкого натра, при 18° — 51,7% и при 80° — 75,8%. Едкий
натр растворим в спирте и глицерине. При 28° в этиловом спирте
растворяется 29,6% едкого натра. Растворение едкого натра
сопровождается большим выделением тепла. В воде почти пол¬
ностью диссоциируется на ионы Na+ и ОН-, вследствие чего ед¬
кий натр является сильным основанием; водородный показатель
(pH) 1/10 N раствора едкого натра равен 13.
Энергично реагирует с растворами кислот (реакция нейтра¬
лизации). Аналогичная реакция происходит с ангидридами кис¬
лот, например:
S1O2 ~Ь 2NaOH —>- Na2S;03 “h Н20
двуокись едкий натрий кремне- вода
кремния, натр кислый, или
или кремнезем силикат натрия
С металлами, гидроокиси которых имеют амфотерный ха¬
рактер (алюминий, цинк и др.), едкий натр образует в водных
растворах соли (алюминаты, цинкаты и пр.), например:
2А1 + 2NaOH + 2Н20 2NaA103 + ЗН2
алюминий едкий натр вода алюминат водород
натрия
Едкий натр омыляет жиры и масла с образованием натро¬
вых солей жирных кислот, или мыл, и глицерина. Разъедающе
действует на растительные и животные ткани.
Получается едкий натр электролитическим, известковым и
ферритным способами.
Электролитический способ. Главную массу едкого натра по¬
лучают электролитическим способом. При электролизе водного
раствора хлористого натра (поваренной соли) на аноде выде¬
ляется хлор, а на катоде — натрий; последний реагирует с водой
и образует NaOH, реакция идет с выделением водорода.
Известковый способ заключается в кипячении гашеной изве¬
сти с раствором обыкновенной соды:
Раздел двенадцатый. Щелочи
489
Na2C03 + Са (ОН)2 2NaOH + СаС03
натрий угле- гидрат окиси едкий углекислый
кислый (сода) кальция (гаше- натр кальций (мел)
ная известь)
Осадок СаС03 отфильтровывают, выпаривают воду и полу¬
чают едкий натр.
Ферритный способ основан на свойстве углекислой соды раз¬
лагаться при прокаливании с окисью железа и образовывать
феррит натрия по схеме:
Na2C03 + Fe203 -> 2NaFe02 + С02
углекислый окись феррит углекислый
натрий железа натрия газ
При действии горячей воды феррит натрия разлагается с об¬
разованием едкого натра и окиси железа:
2NaFe02 + Н20 2NaOH + Fe203
феррит натрия вода едкий натр окись железа
Окись железа отделяют от раствора и возвращают в произ¬
водство, а раствор упаривают и выделяют едкий натр.
Едкий натр реактив приготовляют из металлического натрия.
Едкий натр реактив (ГОСТ 4328—48) квалификации «хими¬
чески чистый» и «чистый для анализа» содержит не менее 95%
NaOH и не более 1 и 2% Na2C03 соответственно для препаратов
«химически чистый» и «чистый для анализов». Едкий натр ква¬
лификации «чистый» содержит не менее 94% NaOH и не более
4% Na2C03. Из других примесей в едком натре реактиве могут
содержаться: хлориды, сульфаты, кремнекислота, фосфаты, ни¬
траты и др.
Едкий натр технический (ГОСТ 2263—43) выпускается твер¬
дым или жидким.
Твердый едкий натр выпускается двух сортов А и Б. Сорт А
может иметь синеватый оттенок, сорт Б — цветные оттенки. Со¬
держание веществ в техническом едком натре твердом должно
быть (в %):
NaOH, ье менее
Na2C03, не более
NaCl, не более
Окислы железа, алюминия и марганца
(в сумме), не более
Железо в пересчете на окись железа, не более
Сорт А
95
3
1,5
Сорт Б
92
3
3,75
0,03 не нормируются
не нормируется 0,2
Натр едкий жидкий выпускается двух сортов В и Г, содер¬
жащих не менее 610 г/л NaOH.
Упаковка. Реактивные сорта упаковывают в стеклянные
банки весом нетто от 0,25 до 5 кг, закрывают корковыми проб¬
490
Полиграфические материалы
ками, защищенными снизу пергаментом. Сверху пробки залива¬
ют парафином или оборачивают пергаментом. Стеклянные при¬
тертые пробки для закрывания банок с едким натром непригод¬
ны, так как образующийся от действия углекислоты воздуха
углекислый натрий и другие соединения опаивают пробку с гор¬
лышком.
Твердый технический едкий натр упаковывают в герметиче¬
ские стальные бочки весом нетто 100 и 200 кг. Жидкий едкий
натр отгружают в цистернах или стальных бочках.
Едкий натр применяется в производстве целлюлозы, искус¬
ственного (вискозного) шелка, в мыловарении, в химической,
текстильной и других отраслях промышленности.
В полиграфической промышленности едкий натр находит
следующее применение: 1) реактивные сорта едкого натра в фо¬
томеханике вводятся в состав проявителей; 2) технический ед¬
кий натр применяется для удаления изображения на отработан¬
ных офсетных и литографских печатных формах перед их шли¬
фованием; 3) технический едкий натр применяется для изготов¬
ления переплетных клеев из крахмала.
§ 164. КАЛИ ЕДКОЕ
Формула КОН Мол. вес 56,10
Кали едкое, или гидроокись калия,— сильное основание. Бе¬
лая твердая непрозрачная масса с лучистым изломом. Удельный
вес 2,04. Температура плавления 360°. Поглощая воду и углекис¬
лый газ постепенно, превращается в углекислый калий; послед¬
ний, в отличие от углекислого натрия, расплывается на воздухе
и не защищает едкое кали. Хорошо растворим в воде: при тем¬
пературе 8,8° растворяется 50,5% едкого кали, при 49°—58,5%,
при 88,5—62,5%. Растворяется в спирте и глицерине. При 25° в
спирте растворяется 33,3% едкого кали, в глицерине—40% ед¬
кого кали. Едкое кали образует кристаллогидраты с 1, 2 и 4 моле¬
кулами воды. В водном растворе сильно диссоциируется на ионы
К+ и ОН-. Химические свойства аналогичны химическим свой¬
ствам NaOH.
Способы получения. Кали едкое получают теми же способа¬
ми, что и едкий натр. Главную массу едкого кали производят
электролитическим способом — из хлористого калия; некоторое
количество получают по известковому способу. Ферритный спо¬
соб — сплавлением поташа КС03 с окисью железа — не приме¬
няется. так как производство едкого кали не носит массового ха¬
рактера, как едкого натра.
Кали едкое реактив (ГОСТ 4203—48) квалификации «хими¬
чески чистый» и «чистый для анализа» содержит не менее 82%
Раздел двенадцатый. Щелочи
491
КОН и не более 1 и 2%' поташа К2СО3 соответственно для пре¬
паратов «химически чистый» и «чистый для анализов». Кали ед¬
кое реактив квалификации «чистый» содержит не менее 80%
КОН и не более 4% поташа К2СО3. Из других примесей в кали
едком реактиве допускается содержание хлоридов, сульфатов,
кремнекислоты, фосфатов, нитратов и др.
Кали едкое техническое (ОСТ НКТП 3901) выпускается трех
сортов: высший, А и Б. Высший сорт имеет белый цвет, сорт А—
белый или светло-серый, сорт Б — сиреневый или слабо фиоле¬
товый. Содержание веществ в твердом продукте должно быть
(в %):
Высший
сорт
Содержание КОН, не менее · . . 96
Карбонаты в пересчете на углекислый калий
К2С03, не более 2
Хлориды в пересчете на хлор, не более . 0,75
Сульфаты в пересчете на S04, lie более . . 0,8
Железа, не более ... 0,005
Кали едкое электролитическое жидкое
содержит общее количество едких щелочей в пересчете на КОН
не менее 750 г/л, карбонатов в пересчете на углекислый калий
должно быть не более 14 г/л, хлоридов в пересчете на хлор — не
более 6 г/л, железа в пересчете на окись железа — не более
0,1 г/л.
Кали едкое аккумуляторное (ТУ МХП 380—41) выпускают
двух сортов, А и Б, в твердом — плавленом и жидком виде.
Содержание КОН в твердом продукте должно быть не менее
82%, в жидком — не менее 29,7% (400 г/л). Допускается содер¬
жание поташа К2СО3 в обоих сортах не более 3%, механических
примесей— не более 0,03%. Содержание NaOH не должно пре¬
вышать 5% для сорта А и 10% для сорта Б. Из других примесей
могут быть хлориды, сульфаты, двуокись кремния, железо, каль¬
ций и др.
Упаковка. Реактивные сорта КОН упаковываются, так же
как и аналогичные сорта едкого натра.
Технический твердый едкий кали упаковывается в стальные
бочки (барабаны) емкостью 50 и 100 л. Твердый плавленый ак¬
кумуляторный едкий кали упаковывается в глиняные глазуро¬
ванные горшки весом нетто не более 30 кг. Жидкое едкое кали
отпускается в стальных бочках, стеклянных бутылях емкостью
в 20—30 л или авто- или железнодорожных цистернах.
Применение. Едкое кали применяется в мыловарении, в хи¬
Сорт А Сорт Б
92
88 -
3,5
3,5
1
1,35
0,9
0,9
0,05
0,5
МХП
396—41)
492
Полиграфические материалы
мической промышленности, для щелочных аккумуляторов, в ана¬
литической практике и для хирургических целей.
В полиграфической промышленности применяется для тех же
целей, что и едкий натр.
§ 165. АММИАЧНАЯ ВОДА
(гидрат окиси аммония, нашатырный спирт, аммиак водный,
водный раствор аммиака)
Формула ΝΗ4(ΟΗ) Мол. вес 35,05
Аммиачная вода представляет собой водный раствор, содер¬
жащий обычно около 25% аммиака ΝΗ3. Прозрачная бесцветная
летучая жидкость с резким запахом. Имеет сильно щелочную
реакцию. Водный раствор ΝΗ3 содержит ΝΗ4ΟΗ. В воде диссо¬
циируется на ионы ΝΗ4+ и ОН“. 10%-ный раствор аммиака в
воде называется нашатырным спиртом, применяется для меди¬
цинских целей.
Аммиачная вода синтетическая получается растворением
синтетического аммиака в воде.
Синтетический аммиак получается непосредственным соеди¬
нением азота и водорода при температуре 600°.
Вода аммиачная каменноугольная — продукт переработки
слабой аммиачной воды, получаемой в процессе коксования ка¬
менного угля. Сырьем для получения служит скрубберная ам¬
миачная вода и надсмольная вода коксовых и газовых заводов.
Эти воды содержат аммиак в свободном и связном состоянии.
Каменноугольную аммиачную воду получают отгонкой аммиака
из указанных вод.
Аммиак водный реактив (ГОСТ 3760—47) содержит 25—27%
ΝΗ3; после прокаливания допускается остаток не более 0,003%.
Аммиачная вода из синтетического аммиака (ГОСТ 9—40)
выпускается трех сортов: высший, I и II.
Содержание аммиака в продукте высшего и первого сорта
должно быть не менее 25% (весовых), второго сорта — не менее
20%. Остаток после выпаривания, высушенный при 100°, — не
более 0,1 г)л для высшего сорта, 0,4 г/л для I и II сортов:
Вода аммиачная каменноугольная (ГОСТ 647—41) содержит
следующее количество веществ:
Упаковка. Аммиак водный реактив упаковывается в склянках
с притертыми пробками. Вода аммиачная из синтетического ам¬
миака перевозится в железнодорожных цистернах или в стек¬
Сорт I Сорт II Сорт III
Аммиак, не менее (в %) . . . .
Углекислота, не более (в г/л). .
Сероводород, не более (в г/л). .
19,85 18,25 18,0
70 80 100
30 40 50
Раздел двенадцатый. Щелочи
493
лянных бутылях емкостью 25 л. Аммиачная вода каменноуголь¬
ная перевозится в железнодорожных цистернах или в стальных
бочках.
Применение. Аммиачная вода применяется в анилинокрасоч¬
ной промышленности, служит сырьем для получения аммиака
и аммонийных солей. Широко применяется в лабораторной
практике.
В полиграфической промышленности применяется, главным
образом, в фотомеханике: 1) как средство для чернения усилен¬
ных сулемой негативов; 2) как прибавка к хромированному аль¬
бумину; 3) входит в состав холодных копировальных эмалей и
4) применяется в процессе изготовления фотографических
эмульсий.
§ 166. НАТРИЙ УГЛЕКИСЛЫЙ
(карбонат натрия, сода)
Формула безводного углекислого натрия Na2C03. Мол. вес. 106,0
Формула кристаллического (декагидрата) углекислого натрия
Na2C03 · ЮН20 Мол. вес 286,16
Углекислый натрий — средняя натровая соль угольной кис¬
лоты. Безводный углекислый натрий, или кальцинированная со¬
да,— белый порошок. Удельный вес 2,5. Температура плавления
851°. Легко растворим в воде; при температуре 20° растворяется
17,8% углекислого натрия, при 104,1°—31,1%. Из водных рас¬
творов углекислый натрий при температуре мцнус 2,05° до плюс
32,2° кристаллизуется в виде декагидрата Na2CO3-10H2O; при
температуре плюс 32,2° он переходит в гептагидрат Na2C03 ·
• 7Н20, который при плюс 35,27° превращается в моногидрат
Na2C03-H20; выше 107° кристаллизуется безводный Na2C03.
Декагидрат Na2CO3-10H2O называется кристаллическим уг¬
лекислым натрием, или содой кристаллической,— представляет
собой бесцветные, прозрачные моноклинические кристаллы
удельного веса 1,5.
Водный раствор углекислого натрия вследствие гидролиза
имеет щелочную реакцию. Водородный показатель (pH) 1%-ного
раствора углекислого натрия примерно равен 11.
В природе встречается в некоторых озерах, например в содо¬
вых озерах Западной Сибири.
В промышленности натрий углекислый получается аммиачно¬
содовым способом, состоящим из следующих операций:
1) Растворение аммиака в природном или искусственном рас¬
соле поваренной соли и обработка полученного аммиачно-соля¬
ного раствора углекислым газом из известковых обжигательных
494
Полиграфические материалы
печей (карбонизация) с выделением в осадок бикарбоната нат¬
рия:
NaCl -г NH3 + С02 + Н20 =<* NaHG03 -f- NH4C1
хлористый аммиак углекислый вода бикарбонат хлористый
натрий газ натрия (натрий аммоний
двууглекислый) (нашатырь)
2) Выделение в осадок бикарбоната натрия, отделение и про¬
мывка осадка бикарбоната натрия от маточного раствора.
3) Кальцинация (прокалка) бикарбоната, при которой по¬
следний разлагается на углекислый натрий и углекислоту, воз¬
вращаемую в процесс:
2NaHC03 Na2C03 + С02 + Н20
бикарбонат натрий углекислый вода
натрия углекислый газ
Натрий углекислый безводный реактив (ГОСТ 83—41) и нат¬
рий углекислый кристаллический реактив (ГОСТ 84—41). Со¬
держание Na2C03 (считая на прокаленный препарат) для всех
трех квалификаций: «химически чистый», «чистый для анализа»
и «чистый», должно быть не менее 99,8%. Остальное — примеси:
хлориды, сульфаты, нитраты, фосфаты, кремнекислота и пр.
Сода кальцинированная аммиачная (ГОСТ 5100—49) выра¬
батывается трех марок: техническая, фотографическая и опти¬
ческая. Технический и фотографический продукт содержит ще¬
лочи в пересчете на Na2C03 не менее 95%, хлористого натрия —
не более Ь%, потери при прокаливании не более 3,5%. В фото¬
графическом продукте, кроме того, нормируется содержание: сер¬
нокислого натрия не более 0,1%, железа — не более 0,01% и не¬
растворимых веществ — не более 0,1% . Оптическая сода * каль¬
цинированная содержит не менее 96% щелочи в пересчете на
Na2C03 и не более 0,5% хлористого натрия, 0,05% сернокислого
натрия, 0,005% железа и 0,3% нерастворимых в воде веществ;
потери при прокаливании не более 2,5%.
Сода кальцинированная природная (ТУ МХП 1240—45), до¬
бываемая из естественных содовых озер, состоит из углекислого
натрия с примесями хлористого натрия, сульфата натрия и др.
Выпускается двух сортов, следующего состава (в %):
Углекислый натрий, не менее
Хлористый натрий, не более
Сернокислый натрий, не более
Вещества, нерастворимые в воде, не более .
Потери при прокаливании, не более . . . .
Сорт I
Сорт ]
80
72
3
5
13
15
6
12
8
10
Раздел двенадцатый. Щелочи
495
Упаковка. Реактивные сорта упаковываются в стеклянные
банки. Сода кальцинированная аммиачная упаковывается в че¬
тырех-, пяти-, шестислойные бумажные мешки весом нетто 50 кг.
Сода кальцинированная природная перевозится в крытых ваго¬
нах навалом.
Применение. Кальцинированная сода применяется в огром¬
ных количествах в мыловарении, стеклоделии, в нефтяной, тек¬
стильной, целлюлозной, пищевой, бумажной и лакокрасочной
промышленности, цветной и черной металлургии, в кожевенном
производстве и т. п.
В полиграфии применяется в фотомеханических процессах в
качестве щелочной добавки к проявителям.
§ 167. КАЛИЙ УГЛЕКИСЛЫЙ
(поташ, карбонат калия)
Формула К2СО3 Мол. вес 138,21
Калий углекислый, или поташ,— белый кристаллический по¬
рошок, гигроскопичный, расплывающийся на воздухе. Легко рас¬
творим в воде с выделением тепла: при 0° растворяется 51,9%
углекислого калия, при 20° — 52,8%, при 100°—60,9%. В спирте
почти не растворяется. Водные растворы углекислого калия
имеют слабощелочные свойства с постоянным значением pH,
вследствие чего углекислый калий часто применяется в раство¬
рах в виде щелочного буфера, например в проявителях. Из насы¬
щенного горячего водного раствора при охлаждении выпадает
гидрат К2СО3 · 1,5Н20 в виде блестящих стекловидных кристал¬
лов моноклинической системы удельного веса 2,17, теряющих
кристаллизационную воду при 100°.
Калий углекислый получается выщелачиванием из золы ра¬
стений, главным образом подсолнечника.
Виды (марки). Калий углекислый (поташ) реактив (ГОСТ
4221—48) выпускается трех квалификаций с содержанием
К2СО3 не менее 99% для препаратов «химически чистый» и «чи¬
стый для анализов» и не менее 97% Для препарата «чистый».
Потери при прокаливании для препаратов всех квалификаций
не более 1 %.
Технический продукт (ОСТ 373) выпускается трех сортов с
содержанием углекислого калия не менее: 96% для I сорта, 94%
для II сорта и 91% для III сорта. Из примесей содержит глав¬
ным образом хлористый и сернокислый калий (3,5—8,5%) и
влаги до 3%.
Упаковка. Реактивные виды углекислого калия упаковыва¬
ются в стеклянные банки весом нетто 0,05 кг, 1,0 кг и 2,0 кг, за¬
крытые корковыми или стеклянными притертыми пробками.
Корковые пробки снизу защищают пергаментом. Стеклянные и
496
Полиграфические материалы
корковые пробки сверху закрывают пергаментом. Допускается
закрывание банок навинчивающимися крышками из пластиче¬
ских масс. Крышки должны иметь прокладку из парафиниро¬
ванного или блестящего картона. Технический продукт упаковы¬
вается в деревянные бочки, выложенные внутри бумагой.
Применение. В промышленности применяется для изготовле¬
ния высших сортов стекла, хрусталя, жидкого, так называемого
зеленого мыла для промывки шерсти, в красильном и отбельном
производствах, для лабораторных целей.
В полиграфической промышленности реактивные сорта угле¬
кислого калия входят в состав проявляющих растворов в фото¬
технике, так как процесс проявления органическими проявите¬
лями практически осуществим только в щелочной среде.
§ 168. ПРИГОТОВЛЕНИЕ РАСТВОРОВ ЩЕЛОЧЕЙ
И ТЕХНИКА БЕЗОПАСНОСТИ
С едкими щелочами нужно обращаться очень осторожно, не
допуская их разливания, разбрызгивания и т. п., нужно строго
соблюдать правила техники безопасности. Едкие щелочи силь¬
но разъедают, разрушают животную ткань и при попадании на
кожу вызывают ожоги, разрушают волокна животного проис¬
хождения (шелк, шерсть) и т. п. Особенно опасно попадание
едких щелочей (кусочки твердой щелочи или раствор) на слизи¬
стую оболочку глаз, поэтому при работе со щелочью, т. е. при
разбивании кусков щелочи или при переливании ее концентри¬
рованных растворов нужно всегда пользоваться защитными оч¬
ками, а на руки надевать резиновые перчатки.
При изготовлении растворов едких щелочей (NaOH, КОН)
нельзя брать куски щелочи голыми руками: их следует брать
тигельными щипцами или пинцетом, в крайнем случае руками,
одетыми в резиновые перчатки.
При попадании едкой щелочи на кожу рук или на слизистую
оболочку глаз нужно пораженное место немедленно обильно
промыть водой, например струей из водопроводного крана, а
затем кожу рук протереть ватой, смоченной слабым раствором
слабой кислоты, например уксусной, лимонной и т. п.; слизистую
оболочку глаза нужно смазать каким-либо растительным мас¬
лом. После принятия этих неотложных мер следует обратиться
в медпункт.
При изготовлении водных или спиртовых растворов щело¬
чей нужное количество едких щелочей отвешивают на техниче¬
ских весах в фарфоровом стакане или чашке. Нужно избегать
применения для этой цели стеклянной посуды, потому что она
может легко разбиться и работающий может пострадать. При¬
менение стеклянной посуды допустимо только при изготовлении
Раздел двенадцатый. Щелочи
497
небольших количеств растворов щелочей. В этом случае щелочи
предварительно измельчают, чтобы при насыпании в посуду не
разбить ее. Для ускорения растворения раствор нужно переме¬
шивать .стеклянной палочкой. Растворение щелочей сопровож¬
дается сильным разогреванием раствора, в особенности в тех
местах, где имеются куски щелочи.
Рекомендуется первоначально готовить крепкие растворы
щелочей с содержанием щелочи 32—40% (удельным весом
1,35—1,45), так как в таких растворах многие примеси, имеющие¬
ся в техническом едком натре или едком кали, не растворяются
и оседают на дно. Отстаивание примесей продолжается несколь¬
ко дней (не менее 2). Раствор крепкой щелочи сливают в стек¬
лянную банку и плотно закрывают пробкой во избежание попа¬
дания углекислоты воздуха.
Отстоявшуюся щелочь отделяют от осадка, осторожно пере¬
ливая в другой сосуд. Для отделения отстоявшейся щелочи луч¬
ше всего пользоваться сифоном. Далее измеряют удельный вес
и по таблицам узнают процентное содержание щелочи в раство¬
ре. Разбавление крепких растворов щелочей производят описан¬
ными выше способами.
Порядок хранения щелочей рассматривался ранее, в преды¬
дущем разделе (см. § 161).
33 Заказ λβ 443
Раздел тринадцатый
соли
§ 169. Общие сведения о солях. § 170. Аммоний двухромовокислый. § 171. Ам¬
моний надсернокислый. § 172. Аммоний роданистый. § 173. Железо азотно¬
кислое. § 174. Железо хлорное. § 175. Калий двухромовокислый. § 176. Калий
железистосинеродистый. § 177. Калий железосинеродистый. § 178. Калий мар¬
ганцовокислый. § 179. Кальций углекислый. § 180. Кальций хлористый.
§ 181. Квасцы алюминиево-калиевые. § 182. Квасцы хромо-калиевые. § 183. Ксан-
тогенат калия бутиловый. § 184. Магнезия. § 185. Медь сернокислая. § 186. Нат¬
рий сернистокислый. § 187. Натрий серноватистокислый. § 188. Натрий фосфор¬
нокислый кислый однозамещенный. § 189. Натрий фосфорнокислый кислый
двузамещенный. § 190. Никель сернокислый. § 191. Соль НИИП. § 192. Тальк,
молотый.
§ 169. ОБЩИЕ СВЕДЕНИЯ О СОЛЯХ
Соли — это кристаллические вещества, полученные или заме¬
щением подвижных атомов водорода кислот атомами металлов,
или гидроксильных групп основания кислотными остатками,
например:
Mg -f- H2SO4 —>■ MgS04 Т* Η 2
Mg (ОН) 2 + H2SO4 -> MgS04 + 2H20
Соли имеют ионное строение, т. е. в растворах распадаются
на катионы металлов или на группы атомов, ведущих себя по¬
добно металлам, и на анионы — остатки кислот, например:
MgS04 ->· Mg++ + so:"
(NH4)C1 -> NH4+ + Cl-
Соли могут быть нескольких типов: средние, кислые, основ¬
ные, двойные, смешанные и комплексные.
Средние соли — это продукты замещения всех подвижных
атомов водорода в кислоте. Таковы, например, Na2S04, Na2S03,
Na2C03 и др.
Раздел тринадцатый. Соли
499
Кислые соли — это продукты замены части подвижных ато¬
мов водорода на остаток кислоты, например NaHS04, NaHSOs,
NaHC03 и др.
Основные соли можно рассматривать как продукты неполной
замены гидроксильных групп оснований остатками кислот, на¬
пример:
Двойные соли содержат два разных катиона, например
KA1(S04)2, KCr(S04)2 и т. д.
Смешанные соли содержат анионы разных кислот, напри¬
мер СаС1(ОС1).
Комплексные соли содержат сложные комплексные ионы,
например:
При написании комплексных соединений комплексный ион
ставится в квадратные скобки.
Ионы и молекулы, связанные непосредственно с комплексо-
образователем, называются аддентами. Они составляют внут¬
реннюю сферу комплексного соединения. Остальные ионы нахо¬
дятся во внешней сфере комплексного соединения на более
далеком расстоянии от комплексообразователя, например:
Mg(OH)2 + НС1 -> Mg(OH)Cl + Н20
K4[Fe(CN)6] 4К+ + [Fe(CN)]4~
Способы образования солей: а) взаимодействие кислоты с ме¬
таллом:
H2SO4 “I- Zn —>· ZnS04 -f· Н2
б) взаимодействие основного окисла с кислотой:
CuO + H2S04 -> C11SO4 + Н20
в) взаимодействие основания с кислотой (реакция нейтрали¬
зации) :
КОН + HN03 -> KN03 + Н20
г) взаимодействие кислоты с солью:
H2S04 + ВаС12-*· \ BaS04 + 2НС1
д) взаимодействие основания с кислотным окислом:
Са(ОН)2 + С02 СаСОз + Н20
Полиграфические материалы
500
е) взаимодействие основного окисла с кислотным:
MgO + S1O2 MgSi03
ж) взаимодействие металла с металлоидом:
Fe + S -> FeS
з) взаимодействие двух солей:
AgN03 + КС1 -> ψ AgCl + KN03
Свойства солей. Соли — кристаллические вещества, окрашен¬
ные в тот или иной цвет или бесцветные, могут быть раствори¬
мыми и нерастворимыми в воде. Температура плавления солей
колеблется в широком пределе. Так, например, бромистый ка¬
лий плавится при температуре 750°, азотнокислая медь — при
114,5°. Некоторые соли при нагревании теряют всю или часть
кристаллизационной воды, и, следовательно, каждому кристал¬
логидрату соответствует своя температура плавления. Некото¬
рые соли разрушаются не расплавляясь, например (NH4)2C03
при нагревании распадается на аммиак, углекислый газ и воду;
двухромовокислый аммоний при нагревании до 190—200° разла¬
гается с появлением пламени на азот, воду и окись хрома.
Соли взаимодействуют с металлами с образованием новой
соли и нового металла:
CuS04 -{- Fe —>- FeS04 -{- Си
Соли взаимодействуют со щелочами с образованием новой
соли и нового основания:
КС13 + ЗКОН Fe (ОН)3 + ЗКС1
Соли взаимодействуют с кислотами с образованием новой со¬
ли и новой кислоты:
KN03 + H2S04 KHS04 + ΗΝ03
§ 170. АММОНИЙ ДВУХРОМОВОКИСЛЫЙ
(бихромат аммония)
Формула (NH4)2Cr207 Мол. вес 252,10
Свойства. Аммоний двухромовокислый представляет собой
желтовато-оранжевый кристаллический порошок или большие
красные кристаллы удельного веса 2,15, хорошо растворимые в
воде, слабее — в спирте. В 100 мл воды при 15° растворяется
9 г двухромовокислого аммония, при 30°—47 г и при 100°—422 г.
На воздухе кристаллы не изменяются. При нагревании до 190—
200° разлагаются с появлением пламени на азот, воду и окись
Раздел тринадцатый. Соли
501
хрома (зеленого цвета), трудно растворимую в обычных раство¬
рителях
(NH4)2Cr207 Сг20з + N2 + 4НаО
аммоний окись азот вода
двухромовокислый хрома
Двухромовокислый аммоний ядовит. В обращении с ним тре¬
буется большая осторожность.
Получение. Растворяют хромовый ангидрид СгОз в воде при
45—50°, дают отстояться и осторожно сливают раствор от осад¬
ка. Раствор охлаждают до 8—10° и при непрерывном перемеши¬
вании небольшими порциями добавляют раствор NH4OH, следя
за тем, чтобы температура не поднималась выше 15°. Выпавшие
кристаллы отделяют от маточного раствора, промывают и высу¬
шивают при температуре 50°
СгОз ~Ь Н20 Н2СЮ4
хромовый вода хромовая
ангидрид кислота
2Н2СЮ4 + 2NH4OH (NH4)2Cr207 + Н20
хромовая гидрат окиси аммоний вода
кислота аммония двухромовокислый
Виды (марки). Аммоний двухромовокислый реактив (ГОСТ
3763—47) выпускается двух квалификаций: «чистый для анали¬
за» с содержанием (NH4)2Cr207 не менее 99,6% и «чистый» — не
менее 99,0%.
Упаковка. Упаковывается в стеклянные банки весом нетто
0,1 кг, 1,0 кг и 2,0 кг, закрытые корковыми или стеклянными
притертыми пробками. Корковые пробки снизу защищают пер¬
гаментом. Стеклянные и корковые пробки сверху закрывают пер¬
гаментом. Допускается закрывание банок навинчивающимися
крышками из пластических масс. Крышки должны иметь про¬
кладку из парафинированного или блестящего картона.
Применение в полиграфической промышленности. Входит в
состав хромированных светочувствительных копировальных сло¬
ев, применяемых в процессе изготовления цинкографских клише
и офсетных печатных форм на цинковых и алюминиевых пла¬
стинах.
§ 171. АММОНИЙ НАДСЕРНОКИСЛЫЙ
(персульфат аммония)
Формула (NH4)2S208 - Мол. вес 228,21
Свойства. Аммоний надсернокислый представляет собой бе¬
лый мелкий кристаллический порошок, хорошо растворимый в
воде. При нагревании превращается с выделением кислорода
в пиросернокислый аммоний (NW4)2S207. Вполне сухая соль, со¬
храняется неограниченное время без разложения; влажная —
502
Полиграфические материалы
постепенно разлагается, выделяя кислород и озон. Водные рас¬
творы разлагаются уже при комнатной температуре и особенно
при нагревании. Разложение водных растворов замедляется при
разбавлении, а также при добавлении сульфатов щелочных ме¬
таллов или алюминиево-калиевых квасцов. Растворимость соли
при 0°— 36,7%·; при 15,5°—42,7%.
Получение. Получается при взаимодействии сернокислого ам¬
мония и серной кислоты:
(ΝΗ4) 2SO4 Т~ H2SO4 —> (NH4)2S208 Т~ н2
сернокислый серная надсерио- водород
аммоний кислота кислый аммоний
Виды (марки). Аммоний надсернокислый реактив (ГОСТ
3766—47) выпускается двух квалификаций: «чистый для анали¬
зов» с содержанием не менее 85% (NH4)2S208 и «чистый» — не
менее 75%.
Упаковка. Упаковывается в стеклянные банки весом нетто
0,1 кг, 1,0 кг и 2,0 кг, закрытые корковыми или стеклянными при¬
тертыми пробками. Корковые пробки снизу защищают пергамен¬
том. Стеклянные и корковые пробки сверху закрывают пергамен¬
том. Допускается закрывание банок навинчивающимися крыш¬
ками из пластических масс. Крышки должны иметь прокладку
из парафинированного или блестящего картона.
Применение в полиграфической промышленности. Применяет¬
ся при изготовлении офсетных форм в травящих (гидрофилизую-
щих) растворах для обработки пробельных элементов цинковых
пластин.
§ 172. АММОНИЙ РОДАНИСТЫЙ
(роданид аммония)
Формула NH4CNS Мол. вес 76,12
Свойства. Аммоний роданистый представляет собой бесцвет¬
ные моноклинические кристаллы, хорошо растворимые в воде и
в спирте. Растворение в воде сопровождается большим поглоще¬
нием тепла. Так, при смешении 133 весовых частей роданистого
аммония с 100 весовыми частями воды при температуре 13° тем¬
пература смеси падает до минус 18°. Температура плавления ро¬
данистого аммония 149,7°. При 172° роданистый аммоний разла¬
гается. При нагревании до 70° роданистый аммоний частично
переходит в тиомочевину:
/S-NH4
ЖН2
сг
>- S=C\
\nh2
роданистый аммоний
тиомочевина
Раздел тринадцатый. Соли
503
Концентрированные водные растворы роданистого аммония
на свету постепенно окрашиваются в красный цвет из-за образо¬
вания персульфоцианата HC3N3S3.
При 15° в воде растворяется 60,5% роданистого аммония, при
30° —66,5%, при 70°—80,8%.
Получение. Аммоний роданистый получают взаимодействием
сероуглерода и гидрата окиси аммония, соблюдая чрезвычайную
предосторожность, так как сероуглерод исключительно горюч и
ядовит, а при реакции происходит выделение ядовитых паров
NH4HS
CS2 + 3NH4OH NH4CNS + NH4HS + 3H20
сероуглеродгидрат окиси аммоний аммоний вода
аммония роданистый гидросульфид
Виды (марки). Аммоний роданистый реактив (ГОСТ
3768—47) выпускается трех квалификаций: «химически чистый»,
«чистый для анализа» и «чистый» с содержанием NH4CNS в пре¬
парате каждой квалификации не менее 98%.
Упаковка. Аммоний роданистый реактив упаковывается
в стеклянные банки весом нетто 0,1 кг, 1,0 кг и 2,0 кг, закрытые
корковыми или стеклянными притертыми пробками. Корковые
пробки снизу защищают пергаментом. Стеклянные и корковые
пробки сверху закрывают пергаментом. Допускается закрыва¬
ние банок навинчивающимися крышками из пластических масс.
Крышки должны иметь прокладку из парафинированного или
блестящего картона.
Применение в полиграфической промышленности. Входит в
состав раствора для углубления печатающих элементов на
алюминиевых пластинах в процессе изготовления офсетных
печатных форм способом позитивного копирования.
§ 173. ЖЕЛЕЗО АЗОТНОКИСЛОЕ
(нитрат железа)
Формула Fe(N03) 2 · 9Н20 Мол. вес 404,02
Железо азотнокислое — светло-фиолетовый кристаллический
порошок удельного веса 1,68. Плавится при 47,2° в своей кри¬
сталлизационной воде, образуя красную жидкость, теряющую
при 50° часть HN03 и кипящую при 125° с дальнейшим разло¬
жением. Легко растворяется в воде. При температуре 20°
в 100 г воды растворяется 83 г азотнокислого железа, при
100°—537 г (считая на безводную соль).
Получают растворением железных стружек и железного
лома в азотной кислоте.
Сорта (марки). Железо азотнокислое реактив выпускают
(ГОСТ 4111—48) двух квалификаций: «чистый для анализа»
и «чистый» с содержанием не менее 13,6%. железа.
504
Полиграфические материалы
Упаковка. Реактивные сорта упаковываются в стеклянные
банки весом нетто 0,1 /сг, 1,0 кг и 2,0 кг.
Применение в полиграфической промышленности. Железо
азотнокислое (реактивные сорта) входит в состав раствора для
зажиривания печатающих элементов биметаллических печат¬
ных форм медь — никель.
§ 174. ЖЕЛЕЗО ХЛОРНОЕ
(хлорид железа)
Формула FeCl3 · 6Н20 Мол. вес 270, 32
Железо хлорное — красновато-коричневая, влажная на
ощупь, довольно мягкая кристаллическая масса. Во влажном воз¬
духе быстро расплывается. Легко растворима в воде. При темпе¬
ратуре 20° растворяется в воде 47,9% хлорного железа, при
50°—75,9%, при 100°—84,3%. Хорошо растворяется в спирте,
глицерине и эфире. Температура плавления 37°, улетучивается
уже при 100°. При температуре выше 250° разлагается на
Fe203, FeCl3 и С12.
Получается растворением железа в соляной кислоте с после¬
дующей обработкой раствора хлором; после выпаривания вы¬
падает кристаллогидрат хлорного железа FeCl3 · 6Н20.
Виды (марки). Реактивные препараты (ГОСТ 4147—48) вы¬
пускаются двух квалификаций: «чистый для анализа» и «чи¬
стый». Наибольшее количество допустимых примесей в этих
препаратах следующее (в %):
Чистый для
анализа
Чистый
Нерастворимые вещества 0,01 0,05
Нитраты (N03) 0,01 0,03
Фосфаты (Р04) 0,01 0,03
Сульфаты (S04) 0,01 0,03
Кроме того, нормируется содержание незначительных при¬
месей цинка, меди, закисного железа, мышьяка, щелочных и
щелочноземельных металлов.
Технический продукт хлорное железо содержит не менее
95% FeCl3*6H20. В числе примесей не должно быть более 2,5%
хлористого железа, нерастворимый остаток не более 1,0%.
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 кг, 1,0 кг и 2,0 кг. Технический про¬
дукт упаковывают в фосфатированные стальные, покрытые
изнутри химически стойким лаком барабаны емкостью 100 л.
Применение. В полиграфической промышленности для трав¬
ления медных цинкографских клише, медных форм глубокой
Раздел тринадцатый. Соли
505
печати и при изготовлении офсетных форм. В текстильной про¬
мышленности применяется в качестве протрав при крашении
тканей.
§ 175. КАЛИЙ ДВУХРОМОВОКИСЛЫЙ
(бихромат калия, калиевый хромпик)
Формула КгСг207 Мол. вес 294, 22
Калий двухромовокислый — оранжево-красные кристаллы
в форме игл (столбиков) или таблеток удельного веса 2,70. При
нагревании до 395° кристаллы двухромовокислого калия плавят¬
ся; при температуре белого каления разлагаются на Сг203, 02
и К2СЮ4. Калий двухромовокислый хорошо растворяется в
воде: при температуре 20° растворяется 20%, при 50°—25,9%,
при 100°—50,5%. Водные растворы показывают слабо кислую
реакцию на лакмус и имеют горько-вяжущий вкус. Сохраняют¬
ся хорошо. Растворы солей хромо-вых кислот в кислой среде —
сильные окислители. Так называемая «хромовая смесь» состоит
из равных объемов насыщенного на холоду раствора КгСг207
и концентрированной H2S04.
Калий двухромовокислый вредно действует на организм чело¬
века, разрушая кожные покровы, дыхательные пути и хрящевые
ткани. Поэтому при работе следует остерегаться от вдыхания
как пыли, так и паров раствора двухромовокислого калия. Необ¬
ходимо работать в резиновых перчатках и под тягой.
Получение. Получают из двухромовокислого натрия при
обменном разложении с хлористым калием.
Виды (марки). Реактивные препараты (ГОСТ 4220—48)
выпускаются трех квалификаций («химически чистый», «чистый
для анализа» и «чистый») с содержанием КгСг207 не ме¬
нее 99,8%.
Хромпик калиевый технический продукт (ГОСТ 2652—48)
выпускается двух сортов: I (крупные кристаллы) и II (мелкие
кристаллы). Содержание веществ в продукте должно быть
(в .%):
Сорт I Сорт II
Двухромовокислый калий, не менее ... * 98,5 97,2
Влага, не более 1,0 1,5
Вещества, нерастворимые в воде, не более . 0,15 0,25
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 /сг, 1,0 кг и 2,0 кг. Технический про¬
дукт упаковывается в стальные барабаны или деревянные
бочки, Еес нетто до 200 кг.
Заказ № 443
50Θ
Полиграфические материалы
Применяется в полиграфической промышленности для очув¬
ствления пигментной бумаги, а также в качестве окислителя
для различных процессов и в лабораторной практике.
§ 176. КАЛИЙ ЖЕЛЕЗИСТОСИНЕРОДИСТЫЙ
(желтая кровяная соль, синькали)
Формула K4[Fe(CN)6]3 · ЗН20 Мол. вес 422,41
Калий железистосинеродистый — комплексная цианистая
соль — представляет собой растворимые в воде кристаллы ли¬
монно-желтого цвета удельного веса 1,88. На воздухе устой¬
чивы. При нагревании до 100° теряют кристаллизационную воду
и белеют; при сильном накаливании разлагаются с выделением
азота на KCN и Fe3C. Растворим в воде, нерастворим в спирте
и эфире. При температуре 20° в воде растворяется 22,4% желе¬
зистосинеродистого калия, при 60°—35,9%, при 100° — около
43,6%. Не ядовит. При действии кислот выделяется ядовитая
синильная кислота.
С солями закиси железа образует синий осадок турнбулевой
сини, с солями окиси железа образует синий пигмент милори,
или берлинскую лазурь, по схемам:
2K4[Fe(CN)6] + 3FeCla ► Fe3[Fe(CN)e]2 + 6КС1
желтая кровяная сернокислое турнбулева хлористый
соль железо синь калий
3KJFe(CN)e] + 4FeCls -> Fe«[Fe(CN)e]s + 12КС1
желтая кровяная хлорное милори хлористый
соль железо калий
Получается из цианплава, а также из отработанной газо¬
очистительной массы при промывке коксового газа раствором
поташа в присутствии углекислого газа.
Виды (марки). Реактивные квалификации препарата (ГОСТ
4207—48) содержат следующее количество
сей (в ,%):
Химически
чистый
допустимых
Чистый для
анализа
приме-
Чистый
Нерастворимый в воде остаток . . .
0,005
0,01
0,02
Хлориды (С1)
0,005
0.01
0,02
Сульфаты (S04) *
0,005
0,01
0,02
Карбонаты (С03)
0,01
0,01
0,02
Калий железистосинеродистый
технический (ОСТ 10921—
40) выпускается двух сортов: 1 сорт с содержанием КЛРе(СНб]з°
•ЗН20 не менее 96% и II сорт — не менее 93%.
Раздел тринадцатый. Соли
δ07
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 кг, 1,0 кг и 2,0 кг. Технический про¬
дукт упаковывают в деревянные бочки, выложенные внутри
водонепроницаемой (битуминированной) бумагой, вес нетто
50—100 кг.
В полиграфической промышленности применяется как со¬
ставная часть гидрофилизующих растворов при изготовлении
офсетных форм на цинке. В производстве печатных красок — ос¬
новное сырье при изготовлении синего неорганического пигмента
милори.
§ 177. КАЛИЙ ЖЕЛЕЗОСИНЕРОДИСТЫЙ
(красная кровяная соль)
Формула K3iFe(CN)6l Мол. вес 329,25
Калий железосинеродистый — комплексная соль калия и же¬
лезосинеродной кислоты — темно-красные ромбические призмы
удельного веса 1,845. Хорошо растворим в воде: при 10° раство¬
ряется около 26,8% железосинеродистого калия, при 100°—48,7%.
Водные растворы постепенно разлагаются на свету с образова¬
нием K4[Fe(CN)6]. С солями закиси железа образует турибулеву
синь. В щелочной среде железосинеродистый калий является
сильным окислителем, способным переводить, например, Сг+++
в Сг04 и РЬ++ в РЮ2.
Получают окислением желтой кровяной соли хлором по
схеме
2K4[Fe(CN)e] + Cl* 2K3[Fe(CN)6] + 2КС1
желтая кровяная хлор красная кровяная хлористый
соль соль калий
Виды (марки). Реактивные препараты всех квалификаций
(«химически чистый», «чистый для анализа» и «чистый») содер¬
жат не менее 99% калия железосинеродистого.
Упаковка реактивных препаратов производится в стеклян¬
ные банки весом нетто 0,05 кг, 1,0 кг и 2,0 кг.
Применяется в полиграфической промышленности в фотогра-
ческих процессах при ослаблении и усилении негативов.
§ 178. КАЛИЙ МАРГАНЦОВОКИСЛЫЙ
(Перманганат калия)
Формула КМп04 Мол. вес 158,03
Калий марганцовокислый — красновато-фиолетовые темные
кристаллы ромбической формы с металлическим блеском.
Удельный вес 2,71. Кристаллы растворяются в воде, образуя
раствор фиолетового цвета. При 0° в 100 мл воды растворяется
32*
508
Полиграфические материалы
2,83 г марганцовокислого калия, при 65°—25 г, при 75°—32,3 г.
Марганцовокислый калий растворим в метиловом спирте, аце-
тоне, уксусной кислоте. Сильный окислитель в слабощелочной
и особенно в кислой среде. При прокаливании разлагается с вы¬
делением кислорода:
4КМп04 2К2Мп03 + 2Мп02 + 302
калий калий марган- закись кислород
марганцовокислый цоватистокислый марганца
Получение. Производство перманганата калия осущест¬
вляется в две стадии. Сперва сплавлением пиролюзита М11О2 и
едкого калия получают манганат калия:
2Μη02 + 4КОН > 2К2Мп04 + 2Н20
пиролюзит едкое манганат вода
кали калия
Кипячением водного раствора манганата калия (калия мар-
.ганцовистокислого) получают перманганат калия:
ЗК2Мп04 + 2Н20 2КМп04 + Мп02 + 4КОН
манганат вода марганцово- пиролюзит едкое
калия кислый калий кали
Виды (марки). Калий марганцовокислый реактив (ГОСТ
4527—48) квалификации «химически чистый» и «чистый для
анализа» содержит не менее 99,5% КМп04, препарат «чи¬
стый»— не менее 99%.
Калий марганцовокислый технический (ГОСТ 5777—51) вы¬
пускается двух сортов. Содержание марганцовокислого калия
в продукте I сорта должно быть не менее 96%, а в продукте
II сорта — не менее 92%; двуокиси марганца должно быть не
более 2,5% для I сорта и 3,0 — для II сорта; сульфатов в пере¬
счете на S04 не более 0,4% для I сорта и 0,8% — для II сорта.
Упаковка. Реактивные сорта упаковываются в стеклянные
банки весом нетто 0,1 кг, 1,0 кг и 2,0 кг, закрытые корковыми
или стеклянными пробками. Корковые пробки снизу защищают
пергаментом. Стеклянные и корковые пробки сверху закрывают
пергаментом. Допускается закрывание банок навинчивающимися
крышками из пластических масс. Крышки должны иметь про¬
кладку из парафинированного или блестящего картона.
Технический продукт упаковывается в стеклянные бочки, вес
брутто не более 60 кг, и в стальные банки, вес брутто не более
25 кг. Крышки бочек и банок должны быть запаяны. Банки
Раздел тринадцатый. Соли
509
должны иметь деревянную обрешетку. На таре должна быть
надпись: «Едкое вещество».
Применение в полиграфической промышленности. Входит
в состав светочувствительных копировальных растворов на
основе камеди сибирской лиственницы и поливинилалкоголя
в процессе изготовления офсетных печатных форм и цинкограф¬
ских клише. Широко применяется в ряде процессов как окисли¬
тель. Применяется в лабораторной практике.
§ 179. КАЛЬЦИЙ УГЛЕКИСЛЫЙ
(карбонат кальция, мел)
Формула СаС03 Мол. вес 100,09
Углекислый кальций — белый кристаллический порошок
удельного веса 2,17. Практически нерастворим в воде. Раство¬
ряется в кислотах.
Мел СаС03 встречается в природе в виде горной поро¬
ды— мягкой разновидности известняка.
Химический мел получается насыщением известкового моло¬
ка углекислым газом:
Са(ОН)а + С02 -* СаС03 + Н20
известь углекислый углекислый вода
гашеная газ кальций
Химический мел совершенно белый тонкий порошок, без кру¬
пинок и мягкий на ощупь.
Виды (марки). Реактивные препараты (ГОСТ 4530—48) вы¬
пускаются квалификаций: «чистый для анализа» и «чистый».
Мел химический (ОСТ НКПП 523) должен содержать не
менее 98,5% углекислого кальция и не более 0,35%. нераствори¬
мых в соляной кислоте веществ.
Мел — наполнитель для масляных красок (СТ 27—4177),
содержит не менее 98,5% углекислого кальция и не более 2%
влаги. Остаток на сетке 0,075 мм не более 2%, через сито
0,150 мм мел должен проходить без остатка.
Упаковка. Реактивные сорта углекислого кальция упаковы¬
ваются в стеклянные банки. Мел химический и мел наполнитель
для масляных красок — в джутовые или прочные бумажные
мешали, вес нетто не более 50 кг.
Применяется в полиграфической промышленности в качестве
наполнителя некоторых видов печатных красок, а также для
различных технологических целей, например при полировании
цинковых пластин в цинкографиях,
510
Полиграфические материала
§ 180. КАЛЬЦИЙ ХЛОРИСТЫЙ
(хлорид кальция)
Формула СаС12*6Н20 Мол. вес 219,09
Хлористый кальций представляет собой большие бесцвет¬
ные ромбические кристаллы удельного веса 1,68. Температура
плавления 29,9°. При нагревании теряет часть кристаллиза¬
ционной воды и переходит в дигидрат СаС12*2Н20— белую кри¬
сталлическую пористую массу. При красном калении теряет
остальную кристаллизационную воду и переходит в безводную
форму СаС12. Хорошо растворим в воде со значительным выде¬
лением тепла: при 20° растворяется в воде 42,7% хлористого
кальция, при 60°—57,8%, при 100°—61,4%. Хуже растворим
в спирте и ацетоне. Кристаллы хлористого кальция СаС12*6Н20
притягивают влагу из воздуха и расплываются.
Получается действием соляной кислоты на мел или мрамор
по схеме·
СаС08 + 2НС1 —* СаС12 + Н20 + С02
Виды (марки). Реактивные препараты хлористого кальция
(ГОСТ 4141—48) выпускаются с содержанием СаС12 не менее
95% и незначительным количеством допустимых примесей: маг¬
ния, бария, железа главным образом в виде хлоридов.
Технический продукт хлористый кальций плавленый по
ГОСТ 450—41 содержит не менее 67% хлористого кальция для
I и II сортов и примесей прочих хлоридов не более 3—4%.
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 /сг, 2,0 кг и 3,0 кг. Технический продукт
упаковывается в стальные барабаны, вес нетто 160 и 180 кг.
Применяется в процессе изготовления биметаллических оф¬
сетных форм и форм глубокой печати.
§ 181. КВАСЦЫ АЛЮМИНИЕВО-КАЛИЕВЫЕ
(двойная соль сернокислого алюминия и сернокислого калия,
калиевые квасцы)
Формула KA1(S04)2- 12Н20 Мол. вес 474,40
Свойства. Квасцы алюминиево-калиевые представляют собой
бесцветные прозрачные, правильной формы кристаллы, ограни¬
ченно растворимые в воде. Растворимость алюминиево-калие¬
вых квасцов в воде быстро увеличивается с повышением темпе¬
ратуры; так, при 15° растворяется 4,8%, при 30°—9,2%, при
60°—26,7% и при 100°—71,4%. На воздухе почти не выветри¬
ваются, но при нагревании до 120° легко теряют кристаллиза¬
ционную воду, превращаясь в белый порошок «жженых» квас¬
Раздел тринадцатый. Соли
511
цов, труднорастворимый в воде. Температура плавления в кри¬
сталлизационной воде 92°.
Получение. Получаются при взаимодействии сернокислого
глинозема (алюминия сернокислого) и сернокислого калия:
A12(S04)3 + K2SO4 —► 2KA1(S04)2
сернокислый калий алюминиево-калиевые
алюминий сернокислый квасцы
Промышленный способ производства алюминиево-калиевых
квасцов основан на использовании глины в качестве исходного
сырьевого материала. Предварительно прокаленную чистую
глину обрабатывают концентрированной серной кислотой.
После удаления выпавшей кремнекислоты к горячей жидкости,
содержащей сернокислый глинозем, прибавляют сернокислый
калий. При охлаждении из жидкости выпадают кристаллы алю¬
миниево-калиевых квасцов. Их очищают перекристаллизацией.
Виды (марки). Квасцы алюминиево-калиевые реактив (ГОСТ
4329—48) выпускаются двух квалификаций: «чистый для ана¬
лизов» и «чистый» с содержанием AI2O3 в безводном препарате
каждой квалификации в пределе 19,5—20,2%. Потери при про¬
каливании не должны превышать 46%.
Квасцы алюминиево-калиевые технические (ОСТ 18869—40)
выпускаются двух сортов с содержанием веществ в продукте
(В %):
Сорт I Сорт II
Окись алюминия (А1203), не менее 10,5 10,2
Железо в пересчете на окись железа (Fe203),
не более 0,002 0,15
Нерастворимый остаток, не более 0,04 0,2
Упаковка. Алюминиево-калиевые квасцы реактив упаковы¬
ваются в стеклянные банки весом нетто 0,1 кг, 1,0 юг и 2,0 кг.
Алюминиево-калиевые квасцы технический продукт упако¬
вываются в деревянные бочки, выложенные внутри бумагой;
вес нетто до 300 кг.
Применение в полиграфической промышленности. 1) 5%-ный
раствор алюминиево-калиевых квасцов применяют в качестве
очищающего (сенсибилизирующего) средства при подготовке
цинковой пластины перед нанесением светочувствительного
раствора в процессе изготовления офсетной формы. 2) В фото¬
механике применяются для дубления желатины, входящей в со¬
став светочувствительных бромосеребряных слоев фото¬
пленок и фотобумаги, а также для «горячего» вирирования
бромосеребряных отпечатков в тон сепии (совместно с гипосуль¬
фитом). 3) В качестве основного сырья при изготовлении алю¬
миниевых (прозрачных) белил и наполнителей при изготовлении
512
Полиграфические материалы
красочных лаков. 4) В качестве дубящего средства при изготов¬
лении мелованной бумаги с применением желатиновой суспен¬
зии белых пигментов и наполнителей.
Квасцы хромо-калиевые — двойная соль сернокислого хрома
и сернокислого калия — темно-фиолетовые крупные кристаллы,
просвечивающие рубиново-красным цветом, удельного веса 1,842.
Растворяются в воде. При температуре 15° растворяется 14,3%
хромовых квасцов. Водный раствор имеет фиолетовую окраску,
при нагревании до 75° окраска становится зеленой, после ох¬
лаждения через несколько дней опять становится фиолетовой.
На воздухе квасцы выветриваются, покрываясь лиловым
налетом. При нагревании до 100° они, теряя часть воды, зеле¬
неют. Полное обезвоживание наступает при температуре 350°.
Нагретая выше 350° соль принимает зеленовато-желтую окраску
и теряет способность растворяться в воде. Хромо-калиевые
квасцы ядовиты, при работе с ними нужно принимать меры
предосторожности, как и в случае работы с двухромо.вокислым
калием (см. § 175). Являются сильным дубителем белковых
веществ.
Получаются восстановлением К2СГ2О7 сернистым газом или
древесными опилками, каменноугольной смолой.
Виды (марки). Реактивные препараты (ГОСТ 4162—48) вы¬
пускаются с содержанием K2Cr2(S04)4'24H20 не менее 98%.
В технических хромовых квасцах (ОСТ 3338/2213) содер¬
жится не менее 14,6% окиси хрома, не более 0,15% окиси же¬
леза и нерастворимый остаток не более 0,1%.
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 /сг, 1,0 кг и 2,0 кг. Технический про¬
дукт упаковывается в наливные бочки емкостью 80—100 л или
в ящики.
Применение. Применяются для приготовления дубящих
фиксажей (фотография), в качестве протравы при крашении тка¬
ней (текстильная промышленность), как дубители в произ¬
водстве кожи и технических крашеных бумаг.
§ 182. КВАСЦЫ ХРОМО-КАЛИЕВЫЕ
(квасцы хромовые)
Формула K2Cr2(S04)4*24H20
Мол. вес 998,87
§ 183. КСАНТОГЕНАТ КАЛИЯ БУТИЛОВЫЙ
(калиевая соль бутилксантогеновой кислоты)
Формула C5H9OS2K
Мол. вес .188,36
Раздел тринадцатый. Соли
513
Ксантогеновые кислоты — органические соединения, кислые
эфиры дитиоугольной кислоты.
S=C
/
\
SH
О—R
Свойства. Ксантогенат калия бутиловый представляет собой
бледно-желтые кристаллы, хорошо растворимые в воде. Ядовит.
Получение. Получают из бутилового спирта, сероуглерода
и едкого кали.
Виды (марки). Ксантогенат калия бутиловый технический
(ТУ МЦМ 2153—49) выпускается трех сортов: I и II сухие к
III влажный. Веществ в продукте должно быть (в %):
Сорт I Сорт II Сорт III
Ксантогенат калия бутиловый, не менее .
87
85
76
Сернистый и тритиоуглекислый калий,
не более
0,4
0,4
0,4
Свободный калий едкий, не болое . . .
отсутствие
0,1
0,2
Влага и летучие вещества, не более . ,
5
6
16
Упаковка. Упаковывается в стальные барабаны. На таре де¬
лается надпись «Осторожно — яд».
Применение в полиграфической промышленности. 5%-ный
водный раствор бутилксантогената калия применяется для за-
жиривания отдельных участков биметаллической печатной
формы (никель — медь), если они не воспринимают или пе¬
рестают воспринимать печатную краску в процессе офсетного
печатания.
§ 184. МАГНЕЗИЯ
Магнезия — белый очень легкий и пушистый (объемный)
порошок, состоящий из окиси магния или углекислых его солей.
В зависимости от химического состава различают два типа маг¬
незии: 1) углекислую, или белую, состоящую из углекислого
магния MgC03, иногда в смеси с гидратом окиси магния
Mg (ОН) 2 и 2) жженую, состоящую из окиси магния MgO.
По своим физическим свойствам — это белый рыхлый кристал¬
лический порошок, удельного веса 3,14, практически нераство¬
римый в воде, но растворяющийся в кислотах с образованием
соответствующих магниевых солей. При нагревании до 100°
теряет воду и углекислый газ, превращаясь в окись магния.
Получается осаждением содой из раствора сернокислого или
хлористого магния.
Полиграфические материалы
SJ4
В полиграфической промышленности применяют преимуще¬
ственно углекислую магнезию, главным образом как напол¬
нитель в красках глубокой печати. Она имеет небольшой удель¬
ный вес и прочно удерживается во взвешенном состоянии в свя¬
зующем веществе краски, препятствуя тем самым осаждению
пигмента. Углекислая магнезия придает матовость отпечаткам.
§ 185. МЕДЬ СЕРНОКИСЛАЯ
(сульфат меди, медный купорос)
Формула C11SO4 · 5Н20 Мол. вес 249,69
Сернокислая медь — темно-синие кристаллы, хорошо раство¬
римые в воде и разбавленном спирте, в абсолютном спирте не¬
растворимы. При 15° в воде растворяется 16,2% сернокислой
меди, при 50° — 25,1%, при 100° — 42,4%.
Из водных растворов сернокислая медь кристаллизуется
с 5 молекулами кристаллизационной воды.
В сухом воздухе сернокислая медь несколько выветривается
и теряет часть кристаллизационной воды. При нагревании выше
100° начинает терять кристаллизационную воду, переходя после¬
довательно :в голубые гидраты: CuS044H20; CuS04*3H20 и
CuS04*H20; при температуре выше 220° образуется безводная
сернокислая медь CuS04 в виде белого рыхлого порошка удель¬
ного веса 3,606. Безводная сернокислая медь на воздухе притя¬
гивает влагу и переходит в кристаллогидрат CuS044H20. По¬
рошок безводной сернокислой меди применяют для обезвожи¬
вания спирта (изготовления абсолютного спирта). Удельный
вес CuS04*5H20 2,29. Сернокислая медь, как и все соединения
меди, ядовит. При прокаливании выше 720° разлагается на
порошок окиси меди, сернистый газ и кислород по схеме:
653 — 720°
2CuS04 ► 2CuO + 2S02 + О2
сернокислая окись сернистый кислород
медь меди газ
Получение. Получается из медного лома и различных отхо¬
дов металлообрабатывающей промышленности и из других медь¬
содержащих продуктов и отходов путем обработки серной кис¬
лотой и кристаллизации.
Виды (марки). Медь сернокислая реактив (ГОСТ 4165—48)
выпускается квалификаций «химически чистая» и «чистая» с со¬
держанием не менее 99%. CuS04-5H20 и «чистая» — не ме¬
нее 98%.
Раздел тринадцатый. Соли
615
Медный купорос технический (ГОСТ 2142—43) выпускается
трех cqpTOB следующего состава (в %):
Сернокислая медь CuS04-5H20, не менее
Железо, не более
Серная кислота, не более
Мышьяк, не более
Вещества, нерастворимые в воде, не более
Сорт I
Сорт II
Сорт III
98,2
96,2
93,0
0,06
0,4
1,0
0,25
0,25
0.25
0,015
0,015
0,015
0,1
0,45
0,45
Упаковка. Обычная для реактивных препаратов. Технический
продукт упаковывается в деревянные бочки, ящики и фанерные
барабаны, вес нетто 50— 150 кг.
Применение. В промышленности применяется для изготовле¬
ния ядохимикатов, при изготовлении неорганических пигментов,
в гальванотехнике, в текстильной промышленности.
В полиграфической промышленности сернокислая медь слу¬
жит главной составной частью медных гальванованн. В фото¬
механических процессах применяется при усилении, ослаблении
и вирировании фотографических негативов и отпечатков.
§ 186. НАТРИЙ СЕРНИСТОКИСЛЫЙ
(сульфит натрия)
Формула Na2S03-7H20 Мол. вес 252, 17
Сернистокислый натрий представляет собой бесцветные кри¬
сталлы, удельного веса 1,56, хорошо растворимые в воде, на
воздухе легко теряющие воду и окисляющиеся. Водные раство¬
ры имеют щелочную реакцию. При 20° в воде растворяется
20,7% сернистокислого натрия, при 50°—25,7, при 100°—21,2.
Безводный препарат — кристаллический порошок удельного
веса 1,633 — получается нагреванием Na2S03-7H20 при темпе¬
ратуре 150°. Сульфит натрия обладает восстанавливающими
свойствами, на этом основано его применение как консервирую¬
щего средства в органических проявителях.
Получение при поглощении сернистого ангидрида, например
из отходов контактного способа получения серной кислоты,
раствором соды или едкого натра.
Виды (марки). Натрий сернистокислый реактив (ГОСТ
429—41) выпускается двух квалификаций «чистый для анализа»
и «чистый» с содержанием Na2S03-7H20 не менее (в %): для
препарата «чистый для анализа» 96,0 и для препарата «чи¬
стый» 91,0.
Натрий сернистокислый — сульфит натрия кристалличе¬
ский— выпускается по ГОСТ 903—41 двух марок: «фотографи¬
516
Полиграфические материалы
ческий» и «технический». Содержание веществ в фотографиче¬
ском кристаллическом сульфите натрия должно быть (в %):
Кристаллический сульфит натрия, не менее 90
Карбонат натрия (Na2C03· ЮН20), не более 0,6
Железо в пересчете на закись железа, не более ... 0,01
Нерастворимый в воде остаток, не более . · 0,05
Натрий сернокислый — сульфит натрия безводный — выпу¬
скается по ГОСТ 5644—51 тоже двух марок: «фотографический»
и «технический». Содержание веществ в фотографическом без¬
водном сульфите натрия должно быть (в %):
Безводный сульфит натрия, не менее * 90
Вещества, нерастворимые в воде, не более * . . 0,05
Железо, в пересчете на закись железа, не более . 0,005
Сернистый натрий и серноватистокислый натрий . отсутствие
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 кг, 1,0 кг и 2,0 кг. Фотографический
сульфит натрия кристаллический и безводный упаковывается
в деревянные бочки весом нетто 50—200 кг ив фанерные бара¬
баны весом нетто до 75 кг.
Применение в полиграфической промышленности в качестве
консервирующего средства в органических проявляющих веще¬
ствах.
§ 187. НАТРИЙ СЕРНОВАТИСТОКИСЛЫЙ
(тиосульфат натрия, гипосульфит натрия)
Формула Na2S203 · 5Н20 Мол. вес 248, 21
Сернистокислый натрий представляет собой бесцветные кри¬
сталлы удельного веса 1,73. Легко растворяются в воде, нера¬
створимы в спирте. Водные растворы имеют слабощелочную
реакцию. При температуре 20° в воде растворяется 41,2% серно¬
ватистокислого натрия, при 50°—62,9%, при 100°—72,7%. Кри¬
сталлы выветриваются на воздухе. При температуре 56° пла¬
вятся в кристаллизационной воде. При 100° обезвоживаются.
При прокаливании распадаются на сернистый натрий Na2S и
сернокислый натрий Na2S04. Сильными кислотами разлагается
с выделением серы S и сернистого газа S02, например:
Na2S203 + 2НС1 S02 + S + 2NaCl + H20
натрий соляная сернистый сера хлористый вода
серноватисто- кислота газ натрий
кислый
Эта реакция является качественной на натрий сернисто¬
кислый.
Раздел тринадцатый. Соли
Б17
Получение осуществляется несколькими методами. Наиболь¬
шее применение имеет метод, основанный на взаимодействии
сернистого натрия, соды и сернистого ангидрида:
2Na2S -{- Ыа2СОз -f- 4SO2 ЗЫаг^гОз ~f~ СО2
сернистый сода сернистый тиосульфат углекислый
натрий ангидрид газ
Виды (марки). Натрий серноватистокислый реактив (ГОСТ
4215—48) выпускается двух квалификаций «чистый для ана¬
лиза» и «чистый», содержащих Na2S203*5H20 для препарата
«чистый для анализа» не менее 99% и для препарата «чистый»—
не менее 98%.
Технический продукт (ГОСТ 244—41) выпускается трех
сортов, из которых первый сорт предназначен для фотографиче¬
ских целей. Он содержит не менее 98,5% серноватистокислого
натрия Na2S203-5H20 и допустимых примесей (в %), не более:
Железо в пересчете на закись железа 0,003
Вещества, нерастворимые в воде (после прокаливания) . 0,05
Влага общая (кристаллизационная и гигроскопическая)
не менее 35%; наличие сернистого натрия не до¬
пускается.
Упаковка. Для реактивных препаратов — стеклянные банки,
вес нетто 0,05 /сг, 1,0 кг и 2,0 кг. Технический продукт упаковы¬
вается в фанерные барабаны, вес нетто от 8 до 75 кг или в бочки
весом нетто от 50 до 200 кг.
Применяется в полиграфической промышленности в фото¬
графических процессах в качестве фиксирующего средства.
§ 188. НАТРИЙ ФОСФОРНОКИСЛЫЙ КИСЛЫЙ ОДНОЗАМЕЩЕННЫЙ
(натрий бифосфат)
Формула NaH2P04-2H20 Мол. вес 156,03
Свойства. Натрий фосфорнокислый кислый однозамещен-
ный представляет собой бесцветные ромбические кристаллы
удельного веса 2,04. При температуре 57,4° плавятся в кристал¬
лизационной воде. При 100° обезвоживаются. Дальнейшее на¬
гревание приводит к образованию пирофосфата Na2H2P207·
Виды (марки). Натрий фосфорнокислый однозамещенный
реактив (ГОСТ 245—41) выпускается с содержанием Na2H2P207·
•2Н20 в препарате квалификации «чистый для анализа» не ме¬
нее 99,0% и в препарате «чистый» — не менее 98%.
Упаковка в стеклянных банках, вес нетто 0,05 кг, 1,0 кг
и 2,0 кг.
Применение в полиграфической промышленности. Главный
гидрофилизующий реагент при обработке (травлении) алюми¬
ниевых печатных форм в офсете.
518
Полиграфические материалы
§ 189. НАТРИЙ ФОСФОРНОКИСЛЫЙ КИСЛЫЙ ДВУЗАМЕЩЕННЫЙ
Формула Na2HP04· 12Н20 Мол. вес 358, 17
Свойства. Натрий фосфорнокислый кислый двузамещенный
представляет собой бесцветные моноклинические призмы удель¬
ного веса 1,63. При температуре 38° плавится в кристаллиза¬
ционной воде. При температуре 100° обезвоживается. При 250°
распадается с образованием пирофосфорнокислого натрия
Na4P207. Ограниченно растворим при комнатной температуре
в воде: при температуре 20° растворяется всего 7,2% фосфорно¬
кислого натрия двузамещенного, при 40°—35,6, при 95°—51,0%.
Кристаллы выветриваются в сухом воздухе.
Получается нейтрализацией фосфорной кислоты содой.
Виды (марки). Реактивные препараты (ГОСТ 4172—48) вы¬
пускаются со следующим содержанием допустимых примесей
(в ,%):
Химически
чистый
Чистый для
анализа
Чистый
Нерастворимые в воде вещества . .
0,002
0,005
0,01
Хлориды (С1)
0.001
0,003
0,005
Сульфаты (S04)
0,005
0,02
0,04
Железо (Fe)
0,0005
0,001
0,003
Кроме того, нормируется содержание незначительных при¬
месей: магний, мышьяк, тяжелые металлы сероводородной
группы и нитраты.
Технический продукт — динатрийфосфат I сорта (ГОСТ
451—41) содержит не менее 96% фосфорнокислого двузамещен¬
ного натрия и допустимых примесей (в %):
Нерастворимые в воде вещества 0,02
Хлориды в пересчете на хлор 0,07
Железо 0,02
Кроме того, нормируются примеси нитратов, тяжелых метал¬
лов сероводородной группы, мышьяк.
Упаковка. Реактивные препараты упаковываются в стеклян¬
ные банки, вес нетто 0,05 кг, 1,0 кг и 2,0 кг. Технический I сорта
продукт упаковывается в фанерные барабаны, выложенные
внутри пергаментной бумагой, вес нетто 30—60 кг.
Применение в полиграфической промышленности. Входит в
состав гидрофилизующих растворов при изготовлении печатных,
офсетных форм на цинке.
Раздел тринадцатый. Соли
319
§ 190. НИКЕЛЬ СЕРНОКИСЛЫЙ
(сульфат никеля, никелевый купорос)
Формула NiS04 · 7Н20 Мол. вес 280,87
Сернокислый никель выкристаллизовывается из водных рас¬
творов в виде кристаллогидратов с различным содержанием кри¬
сталлизационной воды, что зависит от условий кристаллизации.
Так, при температуре 15—20° образуется кристаллогидрат
NiS04*7H20, при 30—40° — NiS04*6H20 и при 50—70° —
NiS04*4H20. Семиводный кристаллогидрат NiS04*7H20 — темно¬
изумрудные кристаллы удельного веса 1,98. При легком прока¬
ливании NiS04*7H20 переходит в безводный NiS04, представ¬
ляющий собой светло-желтую массу, зеленеющую на воздухе
вследствие поглощения влаги. Растворим в воде, нерастворим в
спирте и эфире. При температуре 20° в воде растворяется около
20% сернокислого никеля, при 50° — 33,4%, при 80° — 38,7%.
Получается растворением никелевых опилок, обрезков метал¬
лического никеля в серной кислоте с небольшой добавкой азот¬
ной кислоты и последующей кристаллизацией.
Виды (марки). Никель сернокислый реактив (ГОСТ 4465—
48) выпускается двух квалификаций: «чистый для анализа» и
«чистый» с содержанием никеля в пределах 20,3—22,4% (послед¬
няя цифра соответствует шестиводному сернокислому никелю),
что гарантирует содержание не менее 97,12% сернокис¬
лого семиводного никеля. Нерастворимый в воде остаток для
препарата квалификации «чистый для анализа» не должен пре¬
вышать 0,005% и для препарата квалификации «чистый» — не
должен превышать 0,02%. Содержание допустимых примесей
различных металлов б .виде сернокислых и хлористоводородных
солей (железо, кобальт, медь, цинк, магний, кальций) не должно
превышать соответственно 0,13% и 0,58%.
Технический продукт никель сернокислый (ГОСТ 2665—44)
выпускается трех марок: НС1, НС2 и НСЗ с содержанием никеля
и кобальта (в сумме) не менее 26,6% для каждой марки. Не¬
растворимый остаток в сернокислом никеле марки НС1 не
должен превышать 0,05%, в сернокислом никеле марки НС2 не
должен превышать 0,1% и в сернокислом никеле марки НСЗ не
должен превышать 0,15%. В числе допустимых примесей могут
находиться сульфаты и хлориды меди, свинца, цинка, желе¬
за, магния в сумме не более 0,12% для технического продукта
марки НС1, 0,6% —для марки НС2 и 0,7% —для марки НСЗ.
Упаковка реактивного препарата производится в стеклянные
банки, весом нетто 0,05 кг, 1,0 кг и 5 кг.
Применение. Технический продукт марки НС1 применяется
в промышленности твердых сплавов, марки НС2 — в аккумуля¬
торной промышленности, а также для гидрогенизации жиров и
S20
Полиграфические материалы
марки НСЗ — для никелирования.
В полиграфической промышленности никель сернокислый
реактив и технический марки НС1 применяется в гальванопро¬
цессах при изготовлении офсетных форм, форм глубокой печати
и в стереотипных цехах.
§ 191. СОЛЬ ниип
Соль НИИП — мелкий кристаллический порошок, раствори¬
мый в воде. Состоит из смеси кислых фосфорнокислых и азотно¬
кислых солей натрия.
Водные растворы соли НИИП применяются для травления
цинковых печатных форм в офсете. Для этой цели 100 г соли рас¬
творяют в 1 л теплой воды и добавляют 200 г палевого декстрина.
Рекомендуется при травлении цинковых пластин с крупным
корешком применять 6—12%-ные растворы. При обработке
сравнительно гладких цинковых пластин содержание соли в
растворе увеличивают от 12 до 30%.
Обычно для хорошего травления достаточно 20-секундного
травления; при обработке крупнозернистого цинка время трав¬
ления увеличивают до 2—3 минут.
Небольшие количества соли НИИП прибавляют в мочку
(т. е. в жидкость для увлажнения печатной формы в процессе
печатания). В этом случае необходимо укрепить печатающие
элементы формы припудриванием канифолью или асфальтом,
а затем тальком.
Соль НИИП изготавливают по следующему рецепту (в %):
Фосфорнокислый натрий . 200 г
Серноватистокислый натрий 50 »
Азотная кислота (34—40° Be) .«*«·· 75 мл
Фосфорнокислый и серноватистокислый натрий растворяют в
возможно меньшем количестве горячей воды. К раствору осто¬
рожно приливают азотную кислоту. Смесь оставляют под тягой
на 2 часа. Затем раствор фильтруют от осадка свободной серы и
при слабом подогреве выпаривают до полной кристаллизации.
Весь процесс изготовления соли НИИП производят под тягой.
Соль НИИП сохраняет свои свойства в течение 1 года при
условии ее хранения при температуре 10—15° в помещении с нор¬
мальной влажностью воздуха. При хранении соли НИИП при
повышенной температуре в сухом помещении соль теряет свои
свойства.
§ 192. ТАЛЬК МОЛОТЫЙ
Тальк, или кремнекислая магнезия, приближающаяся к хи¬
мическому составу 4Si02-3Mg0-3H20 (Si02—63,5%; MgO—
31,7%; Н20 — 4,8%), — минерал кристаллического строения,
Раздел тринадцатый. Соли
521
встречающийся в природе в виде горной породы — талькита. Эта
горная порода, размолотая и освобожденная в большей или
меньшей степени от посторонних минералов методами механиче¬
ского обогащения, дает продукт, называемый молотым тальком
или тальковой мукой. Посторонними минеральными примесями
талька являются водные окислы железа, кварц, магнезит и др.
Водные окислы железа и магнезит в значительной степени пони¬
жают качество талька и степень его белизны.
Молотый тальк вырабатывается (ГОСТ 879—52) трех ма¬
рок, каждая марка подразделяется на два сорта. В полиграфи¬
ческой, лакокрасочной и бумажной промышленности применяет¬
ся тальк марки А первого и второго сорта. Качество талька оп¬
ределяется степенью белизны, содержанием прокаленного
нерастворимого в соляной кислоте остатка, т. е. кремнекислой
магнезии, влажностью и степенью измельчения. Так, молотый
тальк марки А имеет следующие качественные показатели:
Сорт I Сорт II
Белизна (в % белого), не менее 80 70
Прокаленный нерастворимый в соляной кислоте
остаток (в %), не менее 87 85
Влажность (в %), не более 0,5 0,5
Остаток (в %), не более на сите с диаметром от¬
верстий:
75 микрон 5 —
90 » — 2
Применение молотого талька в полиграфической промышлен¬
ности. Если оттиски красок почему-либо закрепились недоста¬
точно полно и отмарывают, то их осторожно протирают тальком
при помощи мягкой шерстяной тряпки, а другой тряпкой тща¬
тельно удаляют с оттиска избыток талька, не прилипшего к
слою краски. После такой обработки оттиски можно направлять
в фальцовку и в резальную машину, без опасения возможного
отмарывания. При многокрасочной печати нельзя применять
протирание оттисков тальком, если после этого будет произво¬
диться печатание следующей краски, так как мельчайшие час¬
тички талька, имеющиеся на поверхности красочного слоя от¬
тиска, неизбежно загрязнят типографское клише или офсетную
резиновую пластину.
В офсете и литографии применяется для укрепления печа¬
тающих элементов печатной формы. Укрепление печатающих
элементов состоит в запудриваиии их канифолью или асфаль¬
том, а затем тальком.
Тальк применяют также в фотографии для полировки стекол
гири получении глянцевых отпечатков путем прикатывания их к
зеркальному стеклу.
Раздел четырнадцатый
РАЗНЫЕ ПОЛИГРАФИЧЕСКИЕ МАТЕРИАЛЫ
§ 193. Абразивные материалы. § 194. Морские губки. § 195. Проволока для
сшивания книг и брошюр. § 196. Бронзовая и цветная фольга для тиснения на
переплетах. § 197. Грунты для переплетных крышек. § 198. Средства для ла¬
кирования оттисков.
§ 193. АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивные материалы, или абразивы (от латинского слова
абразио — соскабливание),— это шлифующие и полирующие
материалы. Они, в частности, применяются в полиграфической
промышленности в процессе изготовления офсетных и литограф¬
ских печатных форм и в процессе изготовления форм глубокой
печати. В процессе изготовления офсетных печатных форм стре¬
мятся создать равномерно зернистую поверхность металличе¬
ским цинковым и алюминиевым пластинам; поверхность медной
печатной формы глубокой печати должна быть полированной;
поверхность литографского камня перед нанесением на нее изо¬
бражения может быть равномерно зернистой или полированной.
Абразивные материалы — это твердые кристаллические ве¬
щества в виде порошков с острыми гранями различной, но со¬
вершенно однородной степени измельчения. Могут быть природ¬
ными (корунд, наждак, песок—кварц и др.) и искусственными
(электрокорунд, карборунд и др.).
Качество абразивных материалов определяется: 1) твердо¬
стью; 2) формой абразивного зерна и остротой граней; 3) зер¬
нистостью. Совокупность этих свойств определяет абразивную
способность абразивного материала или количество снимаемого
материала до затупления зерен при надлежащем однородном
качестве шлифуемой или полируемой поверхности.
Сравнительно более крупнозернистые абразивные материалы
получают просеиванием размолотых материалов через сис¬
тему сит.
Раздел четырнадцатый. Разные полиграфические материалы
523
Абразивные материалы, применяемые для шлифования сво¬
бодным зерном, в зависимости от степени измельчения, выпу¬
скаются под номерами. Наиболее часто применяют абразивы
следующих номеров: 40, 60, 80, 100, 120, 150, 180 и 220. Номер
40 показывает, что данный абразивный материал при просеива¬
нии проходит через сито с 40 отв/см2 и задерживается ситом с
60 отв/см2; номер 60 показывает, что порошок проходит через
сито с 60 отв/см2 и задерживается ситом с 80 отв/см2 и т. д.
Сравнительно более мелкозернистые абразивные порошки
получают отмучиванием в водной среде. Поэтому величина зер¬
на таких абразивов будет зависеть от времени, в течение кото¬
рого происходит его осаждение в водной среде. В соответствии
с этим виды (марки) абразивных порошков обозначаются номе¬
рами или характеризуются временем осаждения (отстаивания):
No 1
или
5
минут
(пятиминутник)
№ 2
»
10
»
(десятиминутник)
№ 3
»
15
»
(пятнадцатимин утник)
№ 4
»
20
»
(двадцатиминутник)
№ 5
»
60'
»
(щестидесятиминутник)
№ 6
»
120
»
(стодвадцатиминутник)
№ 7
»
300
»
(тристаминутник)
Абразивы могут быть: а) порошкообразными и применяться
для шлифования свободным зерном, б) в смеси с вяжущим
твердым веществом (в виде абразивных кругов, брусков и пр.),
в) в смеси со связующим жировым веществом (полировочные
пасты) и г) нанесенными на поверхность какого-либо материа¬
ла— подложки (шлифовальные шкурки).
Корунд — минерал, по химическому составу представляет
безводный глинозем АЬОз удельного веса 3,95—4,10. Образует
очень твердые кристаллы с острыми гранями (остропирами¬
дальные, бочкообразные, таблитчатые, ромбоэдрические и др.).
По твердости уступает только алмазу (твердость 9 по шкале
Мооса). Кристаллы чаще всего окрашены примесями железа,
хрома, магния в различные цвета. Используется -в качестве
абразива.
Теперь известен способ искусственного изготовления твердых
кристаллов по химическому составу подобных природному ко¬
рунду и используемых в качестве абразива, так же как и при¬
родный минерал корунд. Такой искусственный продукт назы¬
вается электрокорундом.
Электрокорунд производится путем плавки в электрических
печах смеси боксита с восстановителями (кокс или антрацит)
и железными опилками. При этом получается электрокорунд и
ферросилиций. Полученный таким образом электрокорунд после
его сортировки, дробления и классификации по размеру зерен
524
Полиграфические материалы
используется в качестве абразивного материала. В полиграфи¬
ческой промышленности применяются две марки электрокорун¬
да: марка № 80 для зернения цинковых пластин и марка № 100
для зернения алюминиевых пластин. Для подготовки цинковых
и алюминиевых пластин к зернению применяют электрокорунд
№ 260 и № 280.
Наждак — горная порода, представляющая собой скопление
мелких зерен корунда со значительной примесью некоторых
других минералов. По качеству несколько уступает корунду,
так как содержит большое количество примесей, при относитель¬
но малом содержании корунда. Классифицируется по фракциям.
Мелкие фракции наждака применяются для целей шлифования
и полирования, а также для изготовления шлифовальных шку¬
рок. Находит применение в производстве точильных брусков, де¬
фибрерах камней и пр.
Песок — продукт разрушения горных пород — является од¬
ним из важнейших строительных материалов. Состоит из крис¬
таллов кварца и некоторого количества примесей: окислы желе¬
за, каолин и пр. Чистый кварц — это двуокись кремния Si02
(кремнезем, кремниевый ангидрид) в виде бесцветных твердых
кристаллов (рис. 157); удельный вес его 2,6—2,7, плавится он
при температуре 1710°. Наличие в песке примесей придает ему
тот или иной цвет.
В зависимости от происхождения песок может быть речным
и неречным, или так называемым тумбочным, последний добы¬
вается из недр земли, разработкой песчаных карьеров, иногда
этот вид песка называется «строительным».
Песок применяется для шлифования печатных офсетных и
литографских форм. Он должен иметь вполне определенные и
стандартные свойства: 1) состоять из кристаллов с острыми гра¬
нями; 2) быть однородным по размерам зерна; 3) содержать
минимальное количество посторонних примесей (каолин, окислы
железа и пр.).
В полиграфической промышленности может применяться
только неречной песок; речной песок лишен острых граней, час¬
тицы его, сточенные водой, имеют иногда сферическую форму и
непригодны для использования в качестве абразивного материа¬
ла. Зернистость основной массы песка неречного, применяемого
в полиграфической промышленности, составляет от 0,15 до
0,50 мм.
Перед применением совершенно сухой песок должен быть
последовательно просеян через три сита с разными диаметрами
отверстий: № 24 (около 500 отв/см2), № 30 (около 1000 отв/см2)
и № 50 (около 2500 отв/см2). Песок, задержанный ситом № 30,
применяют для получения поверхности с крупным зерном; пе¬
сок, задержанный ситом № 50, применяют для получения поверх¬
Раздел четырнадцатый. Разные полиграфические материалы
525
ности со средним зерном и песок, прошедший через сито № 50,—
для создания мелкозернистой поверхности.
При подготовке литографского камня к нанесению изобра
жения сперва применяют крупный песок (сошлифовывание ста
рого изображения), затем для придания необ¬
ходимой степени зернистости — более мелкий
песок и, наконец, если требуется еще более
гладкая поверхность, — пемзу.
Карборунд (карбид кремния) SiC. Чистый
карбид кремния — бесцветные прозрачные кри¬
сталлы. Технический продукт — карборунд —
окрашен примесями в зеленый или черный
цвет. По твердости уступает лишь алмазу.
Кислоты на карборунд почти не действуют,
расплавленные щелочи его разлагают с полу¬
чением кремнекислых солей.
В технике карборунд получают нагрева¬
нием смеси кварцевого песка с коксом при
температуре около 2000° в электрических пе¬
чах по реакции:
Рис. 157. Кри¬
сталл кварца
(песка).
Si02 + ЗС SiC + 2СО
Фарфоровые шарики диаметром 12—14 мм применяют для
интенсификации процесса зернения алюминиевых пластин, а
шарики диаметром 20—22 мм — для цинковых пластин.
Абразивные материалы в виде брусков, или так называемая
«искусственная пемза», применяются для обработки поверхнос¬
ти литографского камня, перед нанесением на нее изображения.
Представляют собой порошкообразные абразивные материалы
(корунд, наждак, молотую природную пемзу, песок и т. д.) в
смеси с вяжущими веществами.
Качество абразивных материалов в виде брусков зависит
главным образом от зернистости и твердости абразивного по¬
рошка, взятого для их изготовления. Зернистость «искусствен¬
ной пемзы» обозначается арабскими цифрами: 1 — грубое зер¬
но, 2 — среднее зерно, 3 — мелкое зерно, 4 — тончайшее зерно;
твердость — римскими цифрами: I — ограниченная твердость,
II — средняя твердость, III — высокая твердость и IV — очень
высокая твердость.
В зависимости от характера вяжущего вещества различают
пемзу-печуру, пемзу кирпичную и пемзу сургучную.
Пемзу-печуру получают прокаливанием смеси отмученного
песка с измельченной огнеупорной глиной. Эту смесь с неболь¬
шим количеством воды формуют и обжигают в печи до получе¬
ния твердой пористой массы.
526
Полиграфические материалы
Пемзу кирпичную получают главным образом формованием
смеси окиси магния, углекислого кальция, абразивного материа¬
ла и воды. Отвердевание такой смеси происходит так же, как и
магнезиальных цементов.
Пемзу сургучную получают сплавлением порошкообразного
абразива с канифолью, шеллаком, синтетическими смолами.
Пемзу-печуру и пемзу кирпичную применяют для шлифо¬
вания литографского камня, после обработки песком. Сургуч¬
ную пемзу применяют для окончательного тонкого шлифования
литографского камня.
Полировочные пасты. Медной формный цилиндр для глубо¬
кой печати полируют на автоматическом полировальном станке
сначала суконным, а затем миткалевым кругом с применением
полировочной пасты ГОИ (Государственного оптического инсти¬
тута) или полировочной полиграфической пасты № 1 и № 2
(табл. 34 и 35).
Таблица 34
Состав полировочных паст ГОИ ( в %)
Составные части
Грубая
Средняя
Тонкая
Окись хрома
81
76
74
Сел и ка гель
2
2
1,8
Стеарин
10
10
10
Расщепленный жйр
5
10
10
Олеиновая кислота
—
—
2
Натрий двууглекислый
—
—
0,2
Керосин
2
2
2
Таблица 35
Состав полиграфических полировочных паст (в %)
Составные части
№ 1 более
твердая
№ 2 менее
твердая
Карборундовый порошок «пятиминутник» ....
42
33
Тавот или технический вазелин
42
—
Олеиновая кислота
—
67
Стеарин
12
—
Воск пчелиный
4
—
§ 194. МОРСКИЕ ГУБКИ
Морские губки («естественные», «греческие») в виде упругой,
прочной, эластичной массы с огромным количеством пор пред¬
ставляет собой не что иное, как скелеты особого типа животных,
живущих в море. Губки имеют тарелкообразную или конусооб¬
Раздел четырнадцатый. Разные полиграфические материалы
527
разную форму, диаметр губок 15 мм, 30 мм и даже 50 мм. Ок¬
раска губки колеблется от соломенно-желтого до темно-коричне¬
вого цвета.
Главную массу губок вылавливают в восточной части Среди¬
земного моря, а также в Красном море и у южных берегов Ав¬
стралии.
Скелет губок состоит из белкового вещества спонгина и
некоторого количества кремнекислоты. Губки с большим содер¬
жанием кремнекислоты (глубоководные, «стеклянные») не име¬
ют технического применения вследствие их твердости. По хи¬
мическому составу спонгин очень близок к веществу шелка, а
также к покровам насекомых и ракообразных (хитин) и принад¬
лежит к классу белков.
Тонкие нити спонгина, переплетаясь между собой, образуют
прочный упругий остов, который вследствие своего тонковолок¬
нистого строения может быть сжат до весьма малого объема.
Губки хорошо впитывают воду и другие жидкости; так, губки
впитывают до 3000% воды, в то время как хлопчатобумажная
ткань впитывает не более 500%· по отношению к своему весу
в воздушносухом состоянии.
Спонгин нерастворим в воде, спирте, скипидаре и т. п. жид¬
костях. Он достаточно устойчив по отношению к кислотам при
нормальной температуре. При продолжительном нагревании в
разбавленной серной кислоте спонгин разрушается и его нити
склеиваются между собой. Непродолжительное действие разбав¬
ленных щелочей на спонгин не оказывает влияния; продолжи¬
тельное действие щелочи и мыльной воды, особенно при нагре¬
вании, размягчает губку и делает ее слизистой. Сильное нагре¬
вание губки приводит к слипанию волокон и к уменьшению ее
пористости.
Выловленные губки подвергаются обработке для удаления
известковых включений, корки и слизистого тела животного. Для
этого их выколачивают, погружают в теплый раствор соды, а
затем в 10%-ный раствор соляной кислоты. Иногда губки отбе¬
ливают действием перекиси водорода и тому подобных отбели¬
вающих средств.
Морские губки применяют в лито-офсетном производстве при
обработке печатных форм, т. е. при травлении, гуммировании,
квасцевании и проч.
§ 195. ПРОВОЛОКА ДЛЯ СШИВАНИЯ КНИГ И БРОШЮР
Проволокой называют металлические нити, получаемые воло¬
чением металлической заготовки (катанки) через круглые отвер¬
стия. Для брошюровочно-переплетных работ применяют сталь¬
ную низкоуглеродистую (с содержанием углерода 0,2—0,5%),
528
Полиграфические материалы
стальную термически обработанную (отожженную) проволоку.
Проволока должна быть достаточно гибкой и мягкой, так как
при шитье слишком твердой проволокой скобы плохо загибают¬
ся и ножи тупятся. Проволока, предназначенная для брошюр¬
ного шитья, должна иметь гладкую поверхность и однородный
диаметр по всей длине. Поверхность термически обработанной
проволоки может быть покрыта окалиной. Шитье ржавой прово¬
локой недопустимо, так как от этого засоряются каналы прово¬
локошвейных машин.
Проволоку вырабатывают различного диаметра, обозначае¬
мую соответствующими номерами: чем больше диаметр прово¬
локи, тем меньше ее номер. Для шитья книг и брошюр приме¬
няют проволоку следующих номеров (табл. 36).
Таблица 36
Размеры и назначение проволоки
Номер
проволоки
Диаметр про¬
волоки (в мм)
1 кг проволо¬
ки содержит
метров
Назначение проволоки в зависимости
от толщины сшиваемых книг
28
0,40
1030
] Шитье внакидку однолистных тетра-
27
0,45
800
1 дей и брошюр
26
0,50
685
J То же, объемом до 4 печатных листов
25
0,55
543
} Шитье втачку брошюр объемом
24
0.60
456
1 5—10 печатных листов
23
0,65
355
J
22
0,70
292
То же, объемом 10—15 печатных
листов
21
0,75
227
То же, объемом 15—20 печатных
листов
20
0,80
167
То же, объемом 20—25 печатных
листов
Проволока с течением времени ржавеет, ломается, пачкает
страницы, что приводит к разрушению бумаги в фальце у места
соприкосновения со скобами. Поэтому в переплетных работах
целесообразно применение проволоки двух видов: оцинкованной
и неоцинкованной. Назначение первой — шитье книг и брошюр,
второй — ученических тетрадей и брошюр, срок службы которых
непродолжителен. Во всех случаях, где это только возможно,
следует вообще отказаться от шитья проволокой и переходить на
шитье нитками или на бесшвейное крепление синтетическими
клеями.
На оцинкованной проволоке не должно быть непокрытых цин¬
ком мест. Цинковое покрытие должно быть прочным; расслаи¬
вание и растрескивание не допускается. Местные наплывы цин¬
ка, увеличивающие фактический диаметр проволоки на величи¬
ну, не превышающую величину верхнего допуска, не могут
быть причиной браковки проволоки.
Раздел четырнадцатый. Разные полиграфические материалы
529
Мотки со спутанной проволокой в работу не допускаются.
Проволоку нужно хранить в сухом помещении во избежание
появления ржавчины.
§ 196. БРОНЗОВАЯ И ЦВЕТНАЯ ФОЛЬГА
ДЛЯ ТИСНЕНИЯ НА ПЕРЕПЛЕТАХ
Бронзовая фольга для тиснения на переплетах является од¬
ним из видов металлизированной бумаги или пластмассной
пленки. Представляет собой бумажную кальку (вес 1 м2 40 г)
или пластмассную пленку из нитро- или ацетилцеллюлозы, на по¬
верхность которой последовательно нанесены три тончайших
слоя: 1) слой воскового связующего; 2) слой бронзового порош¬
ка (бронзовой пудры) и 3) смоляной защитный слой.
Изготовление бронзовой рулонной фольги состоит в сле¬
дующем.
1. Нанесение на бумагу-основу (или на гладкую прозрачную
пластмассную пленку) в расплавленном состоянии воскового
связующего, состоящего из 70%. пчелиного воска и 30% эфира
канифоли слоем весом 4—6 г/м2.
2. Запудривание расплавленного связующего бронзовой пуд¬
рой, прикатывание слоя бронзовой пудры валиками и удаление
мягкими щетками ее избытка, не прилипшего к связующему.
В результате прикатывания чешуйки бронзовой пудры распола¬
гаются на поверхности слоя связующего в определенном порядке,
подобно укладке черепицы на кровле, и слой бронзовой пудры
приобретает высокий блеск и хорошую кроющую способность.
Расход бронзовой пудры при этой операции составляет не менее
10 г на каждый 1 м2 фольги.
3. Нанесение защитного слоя, имеющего следующий состав
(в %):
Шеллак , » * 7
Охра 6
Каолин 3
Глицерин . . . , « * , * » . . . 3
Спирт этиловый » « « » » · . » 81
4. Высушивание защитного слоя нагреванием до 50—70°.
5. Испытание, разбраковка и упаковка.
Бронзовую рулонную фольгу изготовляют на машине в виде
ленты шириной 245 мм. В каждом рулоне содержится 20 м2 брон¬
зовой фольги (85 погонных метров) или 10 м2 (42,5 погонных
метров). В каждом рулоне допускается до двух обрывов. Лис¬
товая бронзовая фольга выпускается размером 245X250 мм.
Вес 1 м2 бронзовой фольги 45—55 г.
35 Заказ № 443
530
Полиграфические материалы
Способ изготовления бронзовой рулонной фольги в нашей
стране разработан сотрудниками ВНИИПП и Первого завода
полиграфических красок (В. С. Лапатухин, Л. А. Галкина,
А. И. Лазарев, В. М. Колчанов и др.).
В процессе тиснения на переплетах под действием штампа,
нагретого до температуры 85—120°, восковой слой связующего
плавится, слой бронзовой пудры легко отделяется от бумаги-
основы и благодаря наличию защитного грунта прилипает к по¬
верхности переплетного материала. Таким образом удается
производить тиснение на переплетах бронзовой фольгой без
предварительной грунтовки переплетных крышек, т. е. нанесе¬
ния тонкого слоя спиртового раствора шеллака или различных
белковых составов.
Цветная фольга для тиснения на переплетах. Производство
цветной фольги имеет много общего с производством бронзовой
фольги и выполняется на том же оборудовании. На бумажную
кальку (или пластмассную пленку) с застывшим восковым слоем
связующего наносят красочную суспензию, состоящую из пиг¬
ментов, наполнителей (цинковые или титановые белила), плен-
кообразователя и растворителя. После испарения растворителя
(вода или спирт) красочная фольга может быть подвергнута
лакированию раствором шеллака или желатина, если это тре¬
буется для прилипания пленкообразователя к поверхности пе¬
реплетного материала.
Имеются два вида цветной фольги для тиснения на перепле¬
тах: 1) фольга, изготавливаемая хромолитографией
им. В. И. Лени-на (гор. Ростов-на-Дону) по способу И. В. Попова
на основе казеинового клея и 2) фольга, изготавливаемая Пер¬
вым заводом полиграфических красок (гор. Москва) по способу
А. М. Эйдлин, А. И. Лазарева и др. на основе синтетического
клея БФ-2.
Изготовление цветной фольги из казеина. На бумагу-основу
наносят плавкий слой, состоящий из раствора воска, нафтената
кальция и цинка в уайт-спирте. Когда плавкий слой высохнет,
на его поверхность наносят тонкий слой казеиновой краски, на¬
пример, следующего состава:
Казеиновый клей 13,0 л
Глицерин 0,7 »
Бутиловый спирт 0,7 »
Пигмент голубой фталоцианиновый ... 0,6 кг
Мел 8,0 »
Двуокись титана 22,0 »
Вода 10,0 »
После высыхания краски на поверхность красочной фольги
наносят грунтующий защитный состав, представляющий собой
суспензию шеллака в водно-спиртовой среде. Для изготовления
Раздел четырнадцатый. Разные полиграфические материалы
53!
суспензии берут 0,5 кг шеллака, 7,5 л спирта и 16 л воды. Шел¬
лак растворяют в спирте, добавляют воду, выпаривают до
Уз объема-при температуре 50—55° и добавляют 10—15 мл
25%-ной аммиачной воды до появления легкого фиолетового от¬
тенка, что является признаком хорошего качества суспензии.
Тиснение цветной фольгой, изготовленной по этому способу,
производится при температуре около 150°.
Изготовление цветной фольги из клея БФ-2. На воскованную
кальку наносится суспензия, состоящая из пигментов, наполни¬
телей, клея БФ-2, пластификатора и спирта. Примерный состав
суспензии для синей фольги следующий (в %):
Ультрамарин марки УМ-1 21
Клей БФ-2 14%-ной концентрации ...... 21
Дибутилфталат 3
Спирт этиловый сырец 55
Изготовление суспензии, т. е. равномерное перемешивание и
перетирание составных ее частей, осуществляется в шаровых
мельницах или на двухвальных краскотерочных машинах, так
же как и изготовление красок глубокой печати. На воскованную
кальку наносят слой суспензии из расчета 20—22 г/м2, считая
на сухой продукт (после испарения спирта).
Тиснение цветной фольгой производится без предварительной
грунтовки переплетов на механизированных прессах при темпе¬
ратуре около 100°, на ручных — при 80°.
§ 197. ГРУНТЫ ДЛЯ ПЕРЕПЛЕТНЫХ КРЫШЕК
Переплетные крышки из ледерина и переплетного коленкора
иногда требуют грунтования шеллачными или белковыми грун¬
тами с целью улучшения прилипания бронзовой и красочной
фольги или для устранения повышенной липкости ледерина, ес¬
ли такой дефект имеет место.
Рецепт шеллачного грунта для ледериновых переплетных кры¬
шек следующий (в %):
Для ледерина Для ледерина
светлых тонов темных тонов
Шеллак 5 7
Спирт денатурированный . . 95 93
Шеллак растворяют в необходимом количестве спирта при
перемешивании и взбалтывании. После полного растворения
шеллака раствору дают отстояться и осторожно сливают проз¬
рачную жидкость от осадка в чистую посуду.
з:*
532
Полиграфические материалы
Рецепт желатинового грунта для крышек или переплетного
коленкора следующий (в %):
Желатин 5
Клей костный 2
Декстрин 2
Глицерин 2
Вода 89
Желатин и костный плиточный клей замачивают на ночь в
небольшом количестве воды. На другой день добавляют по ре¬
цепту все остальное количество воды, и смесь нагревают до 50°.
Затем прибавляют при перемешивании декстрин и глицерин и
процеживают грунт в теплом состоянии через марлю.
При температуре 32—36° грунт пригоден для работы.
Грунты шеллачный и желатиновый наносят на переплетную
крышку мягкой натуральной губкой.
§ 198. СРЕДСТВА ДЛЯ ЛАКИРОВАНИЯ ОТТИСКОВ
Средства для лакирования оттисков могут быть двух видов:
1) полиграфические лаки, изготовляемые из смол и летучих ор¬
ганических растворителей, и 2) пасты или лакировочные олифы,
в которых содержание летучего растворителя не обязательно Г
Лакирование оттисков, кроме улучшения внешнего вида пе¬
чатной продукции (глянцевитость и яркость красок), значитель¬
но повышает механическую прочность красочного слоя и предо¬
храняет оттиски от разрушительного действия влаги и тому по¬
добных внешних воздействий.
Для изготовления полиграфических лаков применяют глав¬
ным образом синтетические смолы (полимеры), растворенные
обычно в этиловом спирте как растворителе, пары которого наи¬
менее вредны для здоровья человека. Смола должна быть бес¬
цветной, хорошо растворяться в спирте и образовывать на по¬
верхности оттисков, после испарения спирта, эластичную проч¬
ную глянцевитую пленку; при этом не должно наблюдаться таких
нежелательных явлений, как скручивание оттисков, слипание
оттисков и проч. Всем этим условиям удовлетворяют, например,
лаки на основе поливинилацетата, циклогексаноновой смолы,
поливинилбутираля, карбинольной смолы, полиамидной смолы
и других синтетических полимеров. В качестве примеров приво¬
дим рецепты нескольких наиболее употребительных и высоко¬
сортных полиграфических лаков (в %):
1 Кроме этого, известен способ повышения глянцевитости отпечатков пу¬
тем припрессовки полистирольной или полиамидной бесцветной прозрачной
пленки, о котором упоминалось ранее в § 57.
Раздел четырнадцатый. Разные полиграфические материалы
533
Полиграфический лак марки ЦФ-1
(Рецепт разработан Ленинградской второй офсетной фабрикой)
Циклогексанонформальдегидная смола марки ЦФ 52
Поливин илбутираль 2
Канифоль 5
Спирт этиловый ректификат 41
Полиграфический карбинольный лак
(Рецепт разработан П. И. Дмитриевым ГИПИ-4)
Карбинольная смола марки МБК-10 45
Спирт этиловый ректификат 55
Полиграфический поливинилацетатный лак
(Рецепт разработан Кусковским химическим заводом)
Поливинилацетат марки С-8 25
Спирт этиловый сырец 75
Полиграфические лаки с летучими органическими раствори¬
телями наносят на лакируемую поверхность посредством лаки¬
ровальных машин, оборудованных соответствующими сушиль¬
ными устройствами. Оттиски, отпечатанные способом глубокой
печати, можно лакировать на машинах глубокой печати посред¬
ством формы, представляющей собой достаточно глубоко вы¬
травленную плашку-сплошняк. Для лакирования можно приме¬
нять различные лаки; наиболее высококачественное лакирование
получается с применением нитроцеллюлозных лаков, которые
отличаются полной прозрачностью, безукоризненной эластич¬
ностью, хорошей прочностью и высоким блеском.
Пасты для лакирования обычно состоят из особо прозрачных
белил № 810 (гидрат окиси алюминия), большого количества
сиккатива и быстровысыхающей олифы. Например, для лакиро¬
вания оттисков можно применять пасту, состоящую из 80% тер¬
тых особо прозрачных белил № 810 и 20% сушки «рационал».
Лакировочные пасты имеют перед жидкими лаками то преи¬
мущество, что с помощью их можно производить лакирование
печатной продукции на обычных типографских и офсетных ма¬
шинах, причем в процессе лакирования не происходит выделения
вредных для здоровья или огнеопасных растворителей.
Действие пасты состоит в возможно более быстром образова¬
нии на поверхности оттиска ровной сухой красочной пленки.
Чем скорее высохнет слой пасты на оттиске и чем меньше эта
паста впитается в бумагу, тем выше будет глянцевитость от¬
тисков.
Второй завод полиграфических красок приступил к выпуску
специальной лакировочной олифы, имеющей следующий сос¬
тав (в ,%):
534
Полиграфические материалы
Канифольно-малеиновая смола % . 25
Кобальто-линолеатный сиккатив . . 5
Олифа алкидная вязкостью 500 сек 38
Стеарат алюминия 4
Масло льняное рафинированное 13
Керосиновая фракция с температурой кипения
около 250' . 15
Нанесение лакировочной олифы на поверхность оттисков
осуществляется посредством типографских печатных машин с
формы-плашки или растрового клише для желтой краски в
случае лакирования оттисков трех- и четырехкрасочной печати.
После лакирования оттиски раскладываются на стеллажах очень
небольшими пачками, по 30—50 листов.
ЛИТЕРАТУРА
Ко всем разделам учебника
Хрущев Н. С. «Об ускорении развития химической промышленности
и особенно производства синтетических материалов и изделий из них для
удовлетворения потребностей населения и нужд народного хозяйства». Док¬
лад на Пленуме ЦК КПСС 6 мая 1958 года. Материалы майского (1958 го¬
да) Пленума ЦК КПСС. Госполитиздат, 1958.
«Контрольные цифры развития народного хозяйства СССР на 1959—
1965 годы». (Утверждены XXI Съездом КПСС 5 февраля 1959 года). Гос¬
политиздат, 1959.
Хрущев Н. С. «Обеспечим ускоренное развитие химической индуст¬
рии». Речь на торжественном заседании во Дворце культуры Сталиногор-
ского химического комбината 18 февраля 1959 года. «Правда», 20 февра¬
ля 1959 г.
К разделу I. Бумага и картон
Баранов Η. Н. и Добровольский Д. С. Технология бумажного
производства. Гослесбумиздат, 1957.
Даровский Б. С. Производство картона. Гослесбумиздат, 1956.
Тати ев Д. П. Акклиматизация офсетной бумаги. Геодезиздат, 1951.
Лю Го-цзюнь. Рассказ о китайской книге. Перевод с китайского.
Предисловие и примечания А. А. Москалева. «Искусство», 1957.
Коза ровицкий Л. А. Методы контроля печатных бумаг. Гизлег-
пром, 1940.
Иванов Η. Ф., Зотова-Спановская Η. П. Испытание бумаги.
Гослестехиздат, 1936.
К разделу II. Металлы и сплавы, применяемые в полиграфической
промышленности
Семионов А. А. Технологические параметры типографских сплавов,
в книге А. И. Колосова, А. А. Семионова, Μ. Ф. Соколовской «Технология
полиграфического производства», кн. I. «Искусство», 1956, стр. 28.
Тутов И. Е. Металловедение. Машгиз, 1951.
К разделу III. Синтетические полимеры (смолы, пластические
массы, каучук и резина)
Лосев И. П., Петров Г. С. Химия искусственных смол. Госхимиздат,
1951.
Барг Э. И. Технология синтетических пластических масс. Госхимиздат,
1954.
536
Полиграфические материалы
Глазунов Г. И. Общая технология резины. Госхимиздат, 1949.
Бил ьмейер Ф. Введение в химию и технологию полимеров. Перевод
с английского. Изд-во иностранной литературы, 1958.
К разделу IV. Фотографические материалы и проявляющие вещества
Нечаева И. А. Цветоведение и теория трехцветной репродукции.
«Искусство», 1956.
Нотки на Η. М. Лабораторные работы по технологии фотографических
репродукционных процессов. «Искусство», 1956.
Катушев Я. М., Шеберстов В. И. Основы теории фотографиче¬
ских процессов «Искусство», 1954.
Кириллов Н. И. Основы процессов обработки светочувствительных
материалов. «Искусство», 1954.
Пуськов В. В. (под ред.) Краткий фотографический справочник
«Искусство», 1953.
Михайлов В. Я. Руководство по фотолабораторным работам. Геодез-
издат, 1954.
Канценл енбоген Э. Свойства и применение фотографических ма¬
териалов. Госкиноиздат, 1950.
Бунимович Д. 3., Хажинский Н. И. Товароведение фотографиче¬
ских товаров. Госторгиздат, 1954.
К разделу V. Краски печатные
Беленький Е. Ф., Рискин И. В. Химия и технология пигментов.
Госхимиздат, 1949.
Богословский Б. М. и Лаптев Н. Г. Химия красителей. Гизлег-
пром, 1957.
Чекалин М. А. Химия и технология органических красителей. Госхим¬
издат, 1956.
Беззубов Л. П. Химия жиров. Пищепромиздат, 1956.
Варламов В. С. Производство олиф и сиккативов. Пищепромиздат,
1957.
Березин Б. И. Что должен знать печатник о красках. «Искусство»,
1957.
Крейцер Г. Д. Асфальты, битумы и пеки. Промстройиздат, 1952.
К разделу VI. Полиграфические валики и материалы,
необходимые для их изготовления
Мардоньев С. Н. и Абовьян М. А. Производство формовых и
неформовых резиновых изделий промышленной техники. Госхимиздат, 1951.
Фельдман Б. А. Лейпцигская ярмарка 1956 года. Издание Научно-
технического общества полиграфии и издательств, М., 1956, стр. 35.
Сидорова А. В., Полуротова Н. В. Применение резиновых вали¬
ков в типографской печати, «Достижения науки и техники», вып. 78—I,
ЦБТИ Совета народного хозяйства г. Москвы, 1958.
Нуркас Μ. М. Типографские валики. Гизлегпром, 1941.
Крючков А. П. Общая технология синтетических каучуков. Госхим¬
издат, 1954, стр. 271—282.
Раздел VII. Органические растворители
Л ос и ков Б. В., Лукашевич И. П. Нефтяное товароведение. Гос-
топтехиздат, 1950.
Лазарев Н. В. Вредные вещества в промышленности, ч. I, Органиче¬
ские вещества, Госхимиздат, 1954.
Эрих В. Н. и П ажитнов В. К- Химия нефти и искусственного жид¬
кого топлива. Гостоптехиздат, 1955
Литература
537
Вайсберг А., Проскауэр Э., Риддик Дж., Тупс Э. Органиче¬
ские растворители. Перевод с английского. Изд-во иностранной литературы,
1958.
К разделу VIII. Смазочные материалы
Дерягин Б. В. Что такое трение. Изд-во Академии наук СССР.
Популярная серия, 1952.
Лосиков Б. В., Лукашевич И. П. Нефтяное товароведение. Гос-
топтехиздат, 1950.
Черножуков Н. И., Крейн С. Э., Лосиков Б. В. Химия мине¬
ральных масел. Гостоптехиздат, 1959.
ДжинцесА. И., Дружинина А. В. Синтетические смазочные масла.
Гостоптехиздат, 1958.
Химический состав и эксплуатационные свойства смазочных масел. Сбор¬
ник статей (Труды совещания!. Гостоптехиздат, 1958.
К разделу IX. Переплетные материалы — пластические массы,
текстильные материалы и кожа (натуральная и искусственная)
Павлов С. А., Авилов А. А., Б а р а м б о й м Н. К., Монастыр¬
ская М. С., Хромова Н. С. Технология искусственной кожи. Гизлегпром,
1958.
Жуков И. И. Технология заменителей кожи. Росгизместпром, 1955.
Тугов И. И. Технология заменителей кожи и технических тканей. Гиз¬
легпром, 1956.
Болдырев А. С., Производство клеенки и тканей с нитропокрытиями.
Гизлегпром, 1953.
Соловьев А. Н. и Кукин Г. Н. Текстильное материаловедение. Гиз¬
легпром, 1955.
Переплетные крышки из пластмассы, журн. «Полиграфическое производ¬
ство», 1957, № 2, стр. 25.
Каретников С. К. Производство переплетного коленкора. Гизлег¬
пром, 1940.
К разделу X. Переплетный клей
Спасский Н. А. Клей для переплетных работ. «Искусство», 1953.
Рупп Э. Процессы склеивания и прилипания. Перевод с немецкого.
«Искусство», 1958.
Козловский А. Л. Синтетические клеи. Гизместпром, 1947.
Кротова Н. А. О склеивании и прилипании. Изд-во Академии наук
СССР. Популярная серия. 1956.
К разделам XI. Кислоты, XII. Щелочи и XIII. Соли
Карякин Ю. Б., Ангелов И. И. Чистые химические реактивы. Гос-
химиздат, 1955.
Егоров А. П., Шерешевский А. И., Шманенков И. В. Общая
химическая технология неорганических веществ. Госхимиздат, 1955.
Павлов К. Ф. и Романков П. Г. (Под ред.) Очерки по общей хи¬
мической технологии. Госхимиздат, 1947.
Никанчикова Е. А. и Огиевич О. В. Технические требования и
методы испытания полиграфических материалов. Издание ВНИТО полигра¬
фии и издательств, 1949.
Киселева Н. А. Испытания полиграфических материалов. «Искусство»,
1958.
34 Заказ № 443
538
Полиграфические материалы
К разделу XIV. Разные материалы, применяемые
в полиграфической промышленности
Темкин Б. С. Шлифующие и полирующие материалы. Промстройиздат,
1947.
Туманский А. Л. Песок кварцевый. Госгеолиздат, 1946.
Березин Б. И. Полиграфический рецептурный справочник. «Искусст¬
во», 1953.
Купцова О. Б., Монахова В. С., Пименова Т. А. Лакировка
изобразительной продукции и обложек. Журн. «Полиграфическое производ¬
ство», 1957, N° 6, стр. 27.
ПРИЛОЖЕНИЯ
Приложение 1
Определение твердости по Бринеллю типографских сплавов
(в кг/мм*)
Диаметр отпечатка в мм при
диаметре шарика D мм и давле¬
нии Р кг на шарик
Твер¬
дость
»Бр
кг/мм2
Диаметр отпечатка в мм при
диаметре шарика D мм и давле¬
нии Р кг на шарик
Твер- 1
дость
НБр
кг/ми2
D= 2,5
Р= 15,6
D= 5
Р=62,5
D= 10
Р=250
D=25
Р=15,6
D= 5
Р=62,5 j
D= 10
Р==250
0,500
1,00
2,00
78,7
0,800
1,60
3,20
30,3
0,510
1,02
2,04
75,7
0,815
1,63
3,26
29,2
0,530
1,06
2,12
70,0
0,830
1,66
3,32
28,1
0,550
1,10
2,20
65,0
0,845'
1,69
3,38
27,1
0,570
1,14
2,28
60,4
0,860
1 ,72
3,44
26,1
0,595
1,19
2,38
55,5
0,875
1,75
3,50
25,2
0,625
1,25
2,50
50,1
0,895
1,79
3,58
24,0
0,630
1,26
2,52
49,3
0,915
1,83
3,66
22,9
0,640
1,28
2,56
47,7
0,935
1,87
3,74
21,9
0,645
1,29
2,58
47,0
0,955
1,91
3,82
21,0
0,650
1,30
2,60
46,2
0,975
1,95
3,90
20,1
0,660
1,32
2,64
44,8
1,000
2,00
4,00
19,1
0,670
1,34
2,68
43,5
1,025
2,05
4,10
18,1
0,680
1,36
2,72
42,2
1,055
2,11
4,22
17,0
0,690
1,38
2,76
41,0
1,085
2,17
4,34
16,1
0,695
1,39
2,78
40,4
1,120
2,24
4,48
15,0
0,705
1,41
2,82
39,2
1,155
2 ν31
4,62
14,05
0,715
1,43
2,86
38,0
1,200
2,40
4,80
13,0
0,725-*
1,45
2,90
37,0
1,245
2,49
4,98
12,0
0,735
1,47
2,94
36,0
1,295
2,59
5,18
11,0
0,745
1,49
2,98
35,0
1,355
2,71
5,24
10,0
0,755
1,51
3,02
34,1
1,420
2,84
5,68
9,0
0,765
1,53
3,06
33,2
1,495
2,99
5,98
8,02
0,775
1,55
3,10
32,3
1,585
3,17
6,34
7,03
0,790
1,58
3,16
31,1
1,695
3,39
6,78
6,01
34*
Приложение 2
АТОМНЫЕ ВЕСА ЭЛЕМЕНТОВ
Элемент
Символ
Атомный
вес
Элемент
Символ
Атомный
вес
Азот
N
14,008
Неодим
Nd
144,27
Актиний ....
Ас
227
Неон
Ne
20,183
Алюминий . .
А1
26,98
Нептуний ....
Np
237
Америций . . .
Ат
243
Никель
Ni
58,69
Аргон . .
Аг
39.944
Ниобий
Nb
92,91
Астатин . . . .
At
210
Олово
Sn
118,70
Барий
Ва
137,36
Осмий
Os
190,2
Бериллий . . . .
Be
9,013
Палладий ....
Pd
106,7
Беркелий . . . .
Bk
245
Платина ....
Pt
195,23
Бор
В
10,82
Плутоний ....
Pu
242
Бром
Вг
79,916
Полоний . .
Po
210
Ванадий . . .
V
50,95
Празеодим . . .
Pr
140,92
Висмут . .
Bi
209.00
Прометий . . .
Pm
145
Водород . .
Н
1,0080
Протактиний . .
Pa
231
Вольфрам . . .
W
183,92
Радий
Ra
226,05
Гадолиний . .
Gd
156,9
Радон
Rn
222
Галлий
Ga
69,72
Рений
Re
186,36
Гафний
Hf
178,6
Родий
Rh
102,96
Гелий
Не
4,003
Ртуть
Hg
200,61
Германий . . . .
Ge
72,60
Рубидий . . .
Rb
85,48
Г ольмий ....
Но
164,94
Рутений . . .
Ru
101,1
Диспрозий .
Dy
162,46
Самарий ....
Sm
150,43
Европий . .
Eu
152,0
Свинец
Pb
207,21
Железо
Fe
55,85
Селен . . . .
Se
78,96
Золото
Au
197,0
Сера
S
32,066
Индий
In
114,76
Серебро . . . .
Ag
107,880
Йод . . . .· .
J
126,91
Скандий . . . .
Sc
44,96
Иридий
Ir
192,2
Стронций . . . .
Sr
87,63
Игтербий . . .
Yb
173,04
Сурьма . .
Sb
121,76
Иттрий . .
Y
88,92
Таллий
T1
204,39
Кадмий
Cd
112,41
Тантал
Та
180,95
Калий ...
к
39,100
Теллур
Те
127,61
Калифорний . . .
Cf
248
Тербий
Tb
158,93
Кальций . . . .
Ca
40,08
Технеций . . . .
Tc
99
Кислород . . . .
0
16
Титан . .
Ti
47,90
Кобальт . .
Co
58,94
Торин . .
Th
232,05
Кремний . .
Si
28,09
Тулий
Tu
168,94
Криптон . . . .
Kr
83,80
Углерод . .
C
12,011
Ксенон ...
Xe
131,3
Уран
u
238,07
Кюрий ...
Cm
245
Фосфор
P
30,975
Лантан ...
La
138,92
Франций . . . .
Fr
223
Литий
Li
6,940
Фгор . . .
F
19,00
Лютеций
Lu
174,99
Хлор
Cl
35,457
Магний
Mg
24,32
Хром
Cr
52,01
Марганец
Mn
54,94
Цезий
Cs
132,91
Медь
Cu
63,54
Церий
Ce
140.13
Молибден
Mo
95,95
Цинк
Zn
65,38
Мышьяк
As
74,91
Цирконий . . . .
Zr
91,22
Натрий
Na
1
22,991
ί
Эрбий
Er
167,2
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абиетиновая кислота 291, 42, 301
Абразивные материалы 522
Агрегирование пигментов в красках
238
Адгезия 329
— клеев 443, 446
— красок 329
— электрическая теория 329
Аддукт канифоли (канифольно-мале¬
иновая смола) 293, 303
Адсорбционные пленки масел 413
Азокрасящие вещества 270
Азолаки 273, 269
Азопигменты 270, 269, 260
Акклиматизация бумаги 53
Акролеин 269
Ализарин 256, 279
Алкидные олифы 298, 354 и сл.
— смолы 184
Альбумин 226
Альдоль-альфа-нафтиламин 201
Альфа-кристаллы 138
Альфа-пинен 403
Алюминий 129, 123
Алюминия гидрат окиси 247, 357, 362
Алюминиевые пудры 241
Алюминиево-калиевые квасцы 510,
247, 94, 112
Аммиак водный 492
Аммиачная вода 492
Амилоид 101
Аммоний двухромовокислый 500
— надсернокислый 501
— роданистый 502
Аммония гидрат окиси 494
Аморфное строение полимеров 196
целлюлозы 17
Ангидрид малеиновой кислоты 298,
293
— фталевой кислоты 298
Анилин 295, 257
— сернокислый 60
Анилино-красочная промышленность
237
Антисептики клеев 451
Антрахинон 259, 278
Антрахиноновые красящие вещества
278, 269
Антрацен 259
Аминопласты 191
Амиловый спирт 406, 408
Аппретирование тканей 427
Арабогалактан 229
Ароматические углеводороды 396, 403,
400
— каменноугольные 403, 259
— нефтяные 400
Ауксохром 262
Ацетаты 406
Ацетилен 244
Ацетилцеллюлоза 20, 529
Б
Баббиты 117
Балансы 31
Барий сернокислый (бланфикс) 250,
40, 94
— хлористый 250
Бегуны 34
Белила сухие 245
— тертые 362
кроющие 362
«печатные» 362
— — прозрачные 362
титановые 362
цинковые 362
Белильная (хлорная) известь 24, 459
Белковые вещества 22т
Белые пигменты (сухие белила) 245
542
Полиграфические материалы
Бельтинг 248, 295
Бензин 401, 305, 366, 408
Бензол 404
Бета-кристаллы 139
Бета-нафтол 259 и сл.
Бета-пинен 403
Бисульфит кальция 22
Битум асфальтовый 291
— лаковый 294, 304, 305
— нефтяной 294
Битумы 293, 304, 305
Бланкофор Р 45
Бланфикс, см. сернокислый барий
Бринелля метод 163
Бромосеребряные фотослои 206 и сл.
Бронза 117, 214, 529
Бронзовая переплетная фольга 529
Бронзовые пудры 241, 529
Бумага 5, 83
— афишная 99
— билетная 99
— газетная 84
— глазированная 51, 88
— для буквоотливных наборных ма¬
шин (монотипная) 111
— для глубокой печати 91
— для декалькомании 113
— для приправки 114
— для спичечных коробок 100
— жиронепроницаемая 100
— каландрированная 51, 88
— картографическая 93
— «кожаная» 437
— литографская 90, 115
— лощеная 51, 88
— матовая 50, 88
— машинной гладкости 50, 88
— мелованная 94
—'— офсетная 97
типографская 96
— мелорельефная 111
— монотипная 111
— нотопечатная 99
— обложечная ПО
— офсетная 87
— папиросная филигран 115
— патронная 115
— пачечная для папирос 100
— пергамент растительный 100
— переплетная ПО
— печатная 83 и сл.
— печатная тонкая словарная 93
— пигментная 112
— писчая 101
— — белая 101
цветная 102
— подпергамент 101
— прокладочная 114
— рисовальная 102
— типографская 85
— техническая 111
— форзацная 111
— чертежная 102
— чертежно-рисовальная 101
Бумагоделательная машина 46
Луи Робера 12
Бултагокрасильная машина 46
Бумажная масса 35
Бумажный брак 34
Бура (тетраборнокислый натрий) 453
Бутадиен 196
В
Вазелиновое масло 415
Вальцовая масса 380
Валики красочные 377
— желатино-глицериновые 380, 377
задубленные 384
— кожаные 388
— крахмальные 286
— пластмассные 387
— резиновые 378
— фактисовые 388
Валики увлажняющие 377
фланелевые 388
Варка олифы, см. изготовление
олифы
Варочный котел-реактор для олифы
297, 300
тряпья 28
— — целлюлозы 23
Велосит 415
Веретенное масло 415
Весы Вестфаля 392
— квандрантные 62
Виниловый радикал 171
Висмут 123
Влажность бумаги 8, 77, 79, 88, 90, 92
— картона 105
Вода в красках 345, 348, 312
Водородная связь 7, 39, 77
Водопрочность красок 343
Водяной знак бумаги 49, 102
Волокнистые полуфабрикаты бумаги
14
— бумажный брак 34
— древесная масса 31, 84, 85, 96, 99
— макулатура 34
— тряпичная полумасса 26, 93, 94,
102
— целлюлоза 15, 21, 84, 85 и сл.
Волокна растительные (целлюлозо¬
содержащие) 14
— древесной массы 32
— льняные 27
— хлопковые 27
Предметный указатель
543
— целлюлозы соломенной 26
хвойной 25
Волокна синтетические 438
Волокнит 192
Ворсованные ткани 429
Ворсовые ткани 429
Воск монтан 374
— пчелиный 529
Впитывание избирательное связую¬
щих веществ 339
— красок 341, 86
Впитывающая способность бумаги 71
Вредность типографских сплавов 158
Вулканизация каучука (резины) 195,
198, 200
— красочных резиновых валиков 380
Высокомолекулярные соединения при¬
родные 15, 226, 432, 443, 452, 454
синтетические — синтетические
полимеры 167, 228, 298, 378, 387,
421, 447, 531, 532
Высыхание — пленкообразование кра¬
сок 285, 338
— растительных масел и олиф 289
Высыхающие масла 288
Выцветание бумаги 66, 21, 87
— красок 343
Вязкость 325
— абсолютная 326
— динамическая 327
— кинематическая 327
— клеев 462
— красок 327
— олифы 297, 299, 301
— удельная ударная металлов 122
— условная 332
— нефтяных масел 414, 416
Г
Газетная бумага 84
Газовая сажа, см. сажа газовая
Галерта — клей 227
Гауч-пресс 49, 47
Гексозаны 21
Гемицеллюлозы 20, 15
Гидрат окиси алюминия 247, 357, 362
Гидратцеллюлоза 18
Гидролиз крахмала 457
— целлюлозы 16
Гидрохинон (парадиоксибензол) 233
Гипс 98
Глет 125, 307, 292
Гладкость бумаги 24, 55
Гликоль 292, 408
Глинозем сернокислый 250, 42, 84
Глицерин 288, 380, 451, 112, 529, 532,
292, 298
Глифталевые олифы 299, 354 и сл.
— смолы 184
Глюкоза 16, 457
Глютин 226, 450
Глютиновый клей 450, 226
Глянцевые краски 293
Грунты переплетные 531
желатиновые 532
— — шеллачные 531
Гуммиарабик 229, 225
Д
Двуокись титана 246, 362, 376, 530
анатазная форма 247
рутильная форма 247
Дезагрегирование пигментов 309
Декалин 405
Декстрин 459
Декстриновый клей 459
Деревянные шрифты 15
Дефибрер (древотерочная машина)
31
Деформация бумаги пластическая 74
и сл., 57
при изменении ее влажности
64, 59
упруго-эластическая 74 и сл.,
57
Дивинил, см. бутадиен
Древесина 14
— волокнистое строение 14
— химический состав 15
Древесная масса 31
белая 31, 38, 84, 103
беленая 32
бурая 33, 103
химическая 33
Древотерочная машина, см. дефибрер
Дубление валиков 384
— кожи 433
Дук 428
Е
Еловая древесина 15
— целлюлоза 22
Естественные органические красящие
вещества 256
Естественные смолы, см. смолы есте¬
ственные
Ж
Желатин 227, 94, 112, 452, 532
Желатинизация («зарезинивание»)
красок 330, 336, 298
Железо 131, 123
— азотнокислое 503
544
Полиграфические материалы
— сернокислое 251
— хлорное 504, 251
Жесткость бумаги 52
— целлюлозы 24
Жидкотекучесть красок 325
— сплавов 146
Жирный размол волокнистых полу¬
фабрикатов 36
Жирорастворимые красители 264, 277,
280
3
Загустевание красок обратимое, тик¬
сотропное 330, 336
необратимое, желатинизация
(«зарезинивание») 330, 336, 298
Задубливание желатино-глицерино¬
вой вальцовой массы 384
Закрепление красок 338
Заменители смывающих веществ 409
Замша 434
— искусственная насыпная 437
«Зарезинивание», желатинизация кра¬
сок 330, 336, 298
Зерна галоидного серебра 206, 212,
217
— крахмала 455
Зернистость абразивных материалов
522*
— фотографических слоев 212
Зольность бумаги 61, 88, 90, 92, 84
— красок 346
И
Идитол 179, 306
Изготовление бумаги 46
мелованной 94
пигментной 112
— бумажной массы 35
— вальцовой массы 382
— заменителей смывающих веществ
409
— искусственных неорганических
пигментов 241 и сл.
— картона 103
— клея глютинового 451
из экстракта сульфитных ще-
. локов 461
казеинового 453
химической обработки крахма¬
ла 457
— красок 309
методом отбивки воды 311
— крахмального клейстера 455
— олифы композиционной 303
натуральной 295
синтетической алкидной 298
масляно-стирольной 301
— талловой 300
— переплетной фольги 529
— сиккативов 307
— синтетических каучуков 196
полимеров 171
смол 171
— типографских свинцовых сплавов
152
цинковых сплавов 161
— фирнисов 304
— целлюлозы 21
беленой 24, 25
небеленой 24
соломенной 26
сульфатной 23
сульфитной 22
— фотографических материалов 214
Изо-амиловый спирт 406, 407
Изо-пропиловый спирт 406, 407
Изобутилен 174
Изопрен 195
Изложница 155, 162
Иллюстрационная бумага 94, 85 и сл.
Иллюстрационные краски 351 и сл.
Индулин 280
Индустриальные масла 414
Инкрустирующие вещества древеси¬
ны 17, 21
Искусственная кожа 435
— олифа, см. олифа композиционная
Искусственные пигменты неорганиче¬
ские 241
— органические красящие вещества,
см. синтетические органические кра¬
сящие вещества, а также — краси¬
тели, лаки, пигменты
— каучуки, см. каучук синтетический
— смолы, см. смолы синтетические
Испытание бумаги и картона 60
— вальцовой массы 393
— красок 315
— ледерина 439
— металлов и сплавов 161
— переплетного коленкора 439
— переплетного клея 462
— переплетных тканей 439
— резиновых красочных валиков 389
— фотографических материалов 208
История бумаги 9
— органических красящих веществ
256
К
Кадмий 123
Казеин 452, 94
Казеиновый клей 452, 531
Каландр машинный 50
Каландрирование бумаги 51
Предметный указатель
545
Кали едкое 490
Калий 124
— двухромовокислый 505, 253
— железистосинеродистый 506, 251
— железосинеродистый 507
— марганцовокислый 507
— углекислый 495
Кальций углекислый 509
— хлористый 510, 386
Камедь сибирской лиственницы 229
Канифоль 291, 41, 307
Каолин 40, 94
Капиллярность бумаги 40, 72, 97
Капилляры волокон 27, 71
Капролактам 181, 171
Каптал 428
Карбид кремния 525
Карболовая кислота, см. фенол
Карбооксиметилцеллюлоза 18, 461,376
Карборунд 525
Картографическая бумага 93
Картон 103
— белый склеенный 108
— древесномассный бурый, см. кар¬
тон переплетный
— калиброванный, см. картон пере¬
плетный
— коробочный 108
древесный белый 108
желто-бурый древесный 108
соломенный желтый 108
— матричный 108
— переплетный 105
— прессшпан 107
— цветной, см. картон переплетный
Картоноделательные машины 103
Каучук натуральный 194, 204
— окисленный 195, 305
— синтетический 196
бутадиеновый СКВ 196, 201
бутадиен-нитрильный СКН 198,
201, 203
бутадиен-стирольный СКС 197,
448, 201
изопреновый СКИ 199
силиконовый 199
хлоропрсновый 198, 202, 380
— циклизованный 195, 305
Квасцы алюминиево-калиевые 510,
248
— хромо-калиевые 512
Керосин 402
Кирза 430
Кислота абиетиновая 291, 42, 301
— азотная 470
— борная 478
— карболовая, см. фенол
— линолевая 288, 301
— линоленовая 288, 301
— малеиновая 293, 298
— молочная 482
— олеиновая 288, 281, 237, 526
— ортофосфорная 476
— пальмитиновая 288
— рицинолевая 288
— серная 467
— соляная 474
— стеариновая 288
— уксусная 480
— фосфорная 476
— фталевая 184, 298
— элеостеариновая 288
Кислоты жирные 287, 296, 300, 301
— общие сведения 465
— смоляные 301, 298
— ненасыщенные 298
— предельные (насыщенные) 287, 288
— техника безопасности при работе
с кислотами 484
— хранение 484
Классификация бумаги 83
— видов клея 444
— органических красящих веществ 263
— красок 238
— синтетических полимеров 171
Клеенка 437
Клей переплетный 443
— галерта 227
— глютиновый 450, 226
— декстриновый 459
— для бумаги 444
— для ледерина 444
— для переплетного коленкора 444
— для приклейки каптала 444
— для проклейки корешка 444, 448
— желатиновый 452, 226
— из карбооксиметилцеллюлозы 461,
18
— из экстракта сульфитных щелоков
461
— казеиновый 453
— костный 450, 226
— крахмальный 454
— «лейконат» 379
— растворимый крахмал 458
— мездровый 452
— синтетический 447, 444
из каучука СКС-30 449
поливинилацетатный 448, 444
водная дисперсия 448, 444
спиртовый раствор 448
из поливинилалкоголя 449
из поливииилбутираля 449
марки БФ 447
полиамидный 449
термоклей 450
546
Полиграфические материалы
— стабильный крахмальный клейстер
457
— химической переработки крахмала
457
Клейстер крахмальный 454
Клетчатка, см. целлюлоза
Клеящие вещества, см. клей пере¬
плетный
Когезия 323
— клеев 443
— красок 329
Кобальт 307
Кожа 423
— искусственная 435, 192, 175
— натуральная 432
«Кожаная» бумага 437
Коленкор переплетный 430
Коллодий 19
Коллоидные системы 75, 445
Коллоксилин 19
Коническая мельница 38
«Контакт» Петрова 385, 311
Копель 129
Копировальные бессеребряные фото¬
графические слои 225
Корунд 523
Коэффициент контрастности' фото¬
слоев 209
— отражения 65, 319
— преломления 246, 407
Красители органические 236, 255, 264
— азиновые 280
— анионные 255
— азокрасители 265, 266
— антрахиноновые 279
— водорастворимые 255
— жирорастворимые 265
— катионные 255
— кислотные 264, 265
— лаковые 264, 266
— основные 265
— протравные 264, 279
— прямые 264
— субстантивные 264
— трифенилметановые 275
— фталоцианиновые 284
— характера кислот 255
— характера оснований 255
Краситель ализарин красный 279
— индулин 280
— кислотный алый 265
— кислотный ярко-голубой 3 275
— лаковый красный Ж 273, 266
— лаковый красный С 273
— основной синий К 276
— основной фиолетовый К 276
— основной ярко-зеленый 275, 267
— прямой бирюзовый 284
— родамин Ж 277
— родамин С 277
Краски печатные 235
— бензиновые 365
— быстрозакрепляющиеся 373
— водные 364, 376
— водно-спиртовые 364
— газетные 347
— глянцевые 293
— двутоновые 355
— для высокой печати, см. краски
типографские
— для глубокой печати 364, 238
— для закраски обрезов книжных
блоков 376
— для ротационных машин с листо¬
вым накладом 352
— для трех- и четырехкрасочного
печатания 367, 238
— закрепляющиеся влагой 374
— закрепляющиеся избирательным
впитыванием 373, 339
— закрепляющиеся при нагревании
373
— из сланцевой олифы 355
— иллюстрационные 351 и сл., 238
— картографические 360
— книжные 238
— литографские 356, 359, 238
— офсетные 356, 359, 238
— переплетные 375
— ротационные 348, 351, 236
— с органическим растворителем
373, 364, 352 и сл.
— с тер.мореактивным связующим
веществом 373
— спиртовые 365
— термокраски 373
— типографские 347 и сл., 238
цветные 357, 238
— — черные 347, 238
— толуольные 365
— химически взаимодействующие с
бумагой 373
— фототипные 364
— цветные 357 и сл., 238
— черные 347 и сл., 238
— эмульсионные
Краскотерочная машина 309
Красочная фольга, см. фольга пере¬
плетная
Красочные валики 377
Красящая сила красок 323
Крахмал картофельный 455
— майсовый (кукурузный) 455
— растворимый 458
Крекинг-процесс нефти 400
Поедметный указатель
547
Кремнийорганические полимеры 199,
44
Кривые охлаждения металлов и спла¬
вов 120, 133
Кристаллические решетки металлов
и сплавов 117
Кристаллические тела 117
Кристаллы сплавов 119, 133, 144
— твердых растворов 134
решетка внедрения 134
решетка замещения 134
— химических соединений 134
— эвтектических 133
Критическая температура (точка)
сплава 120
Кроющая способность красок 323
Ксантогенат калия бутиловый 512
Л
Лак алый С 274, 269
— бирюзовый светопрочный 284, 269
— кислотный алый 266
— красный ЖБ 273, 266, 269
— красный СБ, СБК, СК 273, 269
— крапп-лак 279, 269
— лак рубиновый ЖК 269
— лак рубиновый СК 273, 269
— основной голубой 3 269
— основной зеленый 275, 269
— основной красный 278, 269
— основной розовый 277, 269
— основной синий К 276, 269
— основной фиолетовый К 276, 269
— основной фиолетовый № 703, 276
— синий 269
Лак для лакирования оттисков 532
— карбинольный 533
— поливинилацетатный 533
— нитроцеллюлозный 533
— марки ЦФ-1 533
— янтарный ЯК-1 295
Лаки летучие для красок глубокой
печати 305
— бензиновые 305
— ксилольные 305
— толуольные 305
— спиртовые 306
Лакообразование 265
Латунь 117
Ледерин 435
— из синтетических полимеров 437
— на бумаге 437
Лигатуры 153
Лигнин 14, 21, 67
Ликвация сплавов 155
Ликвидус 136
Линолеаты 307
Лицевая сторона бумаги 51
Лощеная бумага 51, 88
Люминесцирующие пигменты 46, 183
Люминофоры 45
Липкая лента для приклейки клише
204
М
Магнезия 513
Магний 131, 123, 124
Мазут 399, 400
Макромолекула 167, 77, 17
Микроструктура металлов и сплавов
119
Макулатура 34
Мальтоза 457
Манноза 21
Марганец 124, 306
Малеиновая кислота 293, 298
Малеиновый ангидрид 298, 293
Марля 428
Массный размол 35
Масла индустриальные 414, 416
— нефтяные 414, 416
— растительные 287
высыхающие 288
невысыхающие 288
Масло касторовое 288
— китайское 289
— льняное 288, 295, 304
— подсолнечное 288, 295
— сланцевое 355
— талловое 298, 301
— тунговое 288, 304, 295
— хлопковое 288
Матовая бумага 50, 88
Матрицы пластмассьые 189, 191
Матричный картон 108
Машинное масло 417, 303
Медь 126, 123
— сернокислая 514
Мездровый клей 452
Мел химический 509
Меламин 183
Меламино-альдегидная смола 183, 43
Мелованная бумага 94
Мелорельефная бумага 111
Метапарааминофенилсульфат 234
Методы испытаний, см. испытание
Метол 234
Мешатель 309
Микроволюметр 317
Микроструктура металлов и сплавов
119, 144
Милори 251, 310, 352 и сл.
Миткаль 427, 430, 435
548
Полиграфические материалы
Молескин 428
Моноглицериды 298
Мономеры 167
Монотипная бумага 111
Морские губки 526
Мумия-пигмент 112
Мыло 237, 348, 112, 409
Мышьяк 148
Мышьяковистые типографские спла¬
вы 132
Н
Наждак 524
Наполнители бумаги 7, 40, 61, 71, 77,
86, 89, 91
— красок 245, 357
Натр едкий 488
Натрий 124
— сернокислый 452
— сернистокислый 515
— сернистый 22
— серноватистокислый 516
— углекислый 493
— фосфорнокислый кислый двузаме-
щенный 518
— фосфорнокислый кислый одноза-
мещенный 517
— фтористый 452
Натуральные олифы 295
Нашатырный спирт, см. аммиачная
вода
Невращение красок 331
Невысыхающие связующие вещест¬
ва — фирнисы 304
Некаль 112, 386
Нефть 399
Нефтяные масла 414, 400
Никель 123, 130, 148
— сернокислый 519
Нитки хлопчатобумажные 438, 425
Нитроцеллюлоза 19
О
Облачность бумаги 68
Обложечная бумага ПО
Ореолообразование фотослоев 213
Ореолы диффузные 213
Ореолы отражения 213
Объемный вес бумаги 63
Однородность бумаги 52
— красок 324
Окраска бумаги 45
Оксипролин 227
Оксидифенил 451
Олеиновая кислота 288, 277, 281
Олифа 285
— композиционная 302, 352 и сл.
— искусственная, см. олифа компо¬
зиционная
— льняная 295, 354 и сл.
— натуральная 295, 354 и сл.
— синтетическая 298, 352 и сл.
алкидная 298, 352 и сл.
глифталевая 299, 354 и сл.
пентафталевая 300
сланцевая 355
стирольно-масляная 301
талловая 300, 352
Олово 125, 123, 148 и сл.
Оптические константы 319
— длина волны 319
— цветовой тон 319
— чистота, насыщенность 320
— яркость, светлота 320
Оптическая плотность 208, 210
Оптические свойства бумаги 65
красок 319
Органические растворители, см. раст¬
ворители органические
— пигменты, см. пигменты органи¬
ческие
Основной синий К 276
Основной фиолетовый К 276
Основной ярко-зеленый 275, 267
Отбеливание древесной массы 32
— целлюлозы 24
Отбельные земли 401
Отливка бумаги 46
— массных валиков 383
— типографских шрифтов 147
Отмарывание красок 338
Офсетная бумага 87, 97
Офсетные краски 356, 359, 371
Очистка типографских сплавов 401
П
Панхроматические фотографические
слои 213, 221
Папирус 9
Папочная машина 104
Параоксибензол, см. гидрохинон
Параоксидифенил 451
Парафин 391, 237
Паста лакировочная 533
Пастообразные сиккативы 307
Пасты полировочные 526
Пемза кирпичная 526
— сургучная 526
— печура 526
Пентаэритрит 293, 299
Пентозаны 21
Пергамент 10
Перегонка нефти 399
Перекристаллизация сплавов 120
Переливка старых валиков 384
Предметный указатель
549
Переохлаждение олова 122
Переплетная бумага ПО
— фольга, см. фольга переплетная
Переработка каменного угля 259
Перетискивание красок 338
Переэтерификация растительных ма¬
сел 298
Песок 524
Петролейный эфир 401
Петролатум окисленный 303
Пигмент алый Ж 271, 269, 363
— алый Н 261, 270, 269, 363
— алый 2С 269, 363
— бордо К 269
— голубой фталоцианиновый 284,
269, 363, 361, 370
— желтый антрахиноновый 279, 269
— желтый светопрочный 272, 269,
363, 361
·—■ желтый светопрочный 23, 272, 269,
363, 361
— желтый 4К 269, 363, 361
— желтый прозрачный К 269, 363
— желтый прозрачный О 269, 363
— зеленовато-голубой фталоцианино¬
вый 283, 269, 361, 370
— зеленый фталоцианиновый 284,
269, 361
— оранжевый прочный 271, 269, 363
— оранжевый Ж 271, 269, 363
— оранжевый 4Ж 269
— розовый антрахиноновый 278, 269
— розовый Ж 269
— синий антрахиноновый 269
— синий трифенилметановый 269, 363
— яркокрасный 4Ж 272, 269, 263, 273
Пигменты органические 255
азопигменты 279, 269, 363
антрахиноновые 278, 269, 363
фталоцианиновые 283, 269, 363
Пигменты неорганические 241
белые 245, 363, 362
милорные 251, 363
хромовые желтые 252, 363
черные 241, 348 и сл.
Перитектические изменения сплавов
140
Пироксилин 20
Пиролиз нефти 400
Пиролюзит 307
Писчая бумага Ю1
Пластины офсетные резиновые 202
Пластификаторы 187, 201, 435
Пластифицирующее действие воды 77,
8
Пластичность бумаги 74, 57, 8
— красок 327
Пластмассные валики 387, 377
— переплетные крышки 421
— стереотипы 189, 192, 175
— типографские шрифты 189, 192, 178
Пластические массы 187 и сл.
термопластические 187
термореактивные 187
Пленкообразование 339, 340
Пленкообразующие вещества 285, 338
Плотность вуали фотографических
слоев 209
Поверхностно-активные вещества 236
Подцветка бумаги 45
Подцветка-интенсификация черных
красок 236, 282
Полиамидные смолы (полиамиды)
181, 228, 421, 439, 306, 449, 194
Полибутилметакрилат 178, 373
Поливинилалкоголь 176, 229, 449
Поливинилацетат 176, 448
Поливинилацетатная дисперсия 448
Поливинилбутираль 177, 449
Полидисперсность олиф 286
— синтетических полимеров 168
Полиизобутилен 174
Поликонденсация 172
Полимеризация 171
— растительных масел 296
Полимеры синтетические 167
Полиметилметакрилат 177, 194
Полистирол 178, 194, 169
Полихлорвинил 175, 189, 192, 421
Полиэтилен 174, 194
Полупродукты органические 258
Полярность масел 412
Полярные молекулы 237, 412
Показатель преломления 246, 407
Понизители твердости 310
Пористость бумаги 63, 84
Предельное напряжение сдвига 334
Пресспорошки 188, 193
Проволока 527
Прозрачность бумаги 67
Проклейка бумаги 41
желатиновая 41
канифольная 41, 86 и сл.
канифольно-парафиновая 43
крахмальная 43, 89, 72
меламино-альдегидная 43, 89
кремний-органическими полиме¬
рами 44
Прорезиненная ткань для декелей 203
Прочность бумаги 79
Проявляющие вещества фотографи¬
ческие 231
Пыление бумаги 55
— красок 449
550
Полиграфические материалы
Р
Раздубливание вальцовой массы 385
Разнооттеночность бумаги 59, 66
Разрешающая способность фотослоев
211
Расположение волокон в листе бума¬
ги 51, 64
Раствор индулина 182, 348 и сл.
Растворение индулина в олеиновой
кислоте 182
Растворимый крахмал 458
Растворители органические 396
— амилацетат 408, 407
— ацетаты 406, 407
— бензин 401
— бензол 403
— бутилацетат 408, 407
— декалин 405
— керосин 402
— узкая керосиновая фракция 402,
303, 304
— ксилол 403
— метилацетат 408, 407
— пиронафт 402
— скипидар 403
— спирты 405, 407
— спирт бензиловый 406
бутиловый (бутанол) 406, 407
— — изо-амиловый 406, 407
изо-пропиловый 406, 407
метиловый (древесный) 405, 407
— — этиловый (винный, этанол) 405,
407
— тетралин 405
— толуол 403
— целозольв 408
— этилацетат 408, 407
Растекание красок 333
Реактив Швейцера 17
Резина 199
Резинаты 292, 307
Резиновые валики 379
— офсетные пластины 202
Рекристаллизация металлов 127
Релаксация бумаги 78, 54
Родамин Ж 277
Родамин С 277
Ровность поверхности бумаги 55, 51,
68
Ролл 29, 11, 56
Ряд напряжений металлов 124
С
Сажа 241
— ацетиленовая 244, 348, 350
— газовая канальная 243
гранулированная 242, 243
окисленная 245
печная 243, 244, 349
— ламповая 243
— получение 242, 243, 244
— применение в печатных красках
348 и сл.
— псевдокристаллическое строение
242
— свойства 241
— структура 242
— термическая 243
— форсуночная 243
Сатин 428
Сахар 112, 381
Светопрочность бумаги 66
— красок 342
Светочувствительная эмульсия 216
Светочувствительность фотослоев 208,
223
Светочувствительные копировальные
слои 207, 225
Свинец 124, 123, 147
— азотнокислый 253
— сернокислый 252
— уксуснокислый 253
Свинцовые типографские сплавы 147
Свойства бумаги 54
— белизна 65
— вес 1 м2 62
— влажность 61
— водородный показатель (pH) 61
— впитывающая способность 71
— гладкость поверхности 68
— глянцевитость (лоск) 70
— деформация при изменении влаж¬
ности 64
упруго-эластично-пластичная 74,
57
— жесткость 52
— зольность 61, 88, 90, 92, 84
— капиллярность 40, 72, 97
— коэффициент сглаживания 70
— матовость 50, 88
— направление волокон 64
— непылимость 55, 87
— объемный вес 63, 88, 90, 92
— пластичность 74, 57, 8
— прозрачность 67
— проклейка 61, 41, 71, 88, 90, 92
— прочность 79
— расположение волокон в листе 51,
64
— релаксация 78, 54
— ровность поверхности 55, 51, 68,
88, 90, 92 и сл.
— светопрочность 66
— сорность 66 88, 90, 92 и сл.
— состав волокна (композиция) 60, 35
Предметный указатель
551
— толщина 62
— упругость 74, 57
— цвет 66
— эластичность 74, 57
Свойства красок 315
— адгезионно-когезионные 329
— водопрочность 343
— впитывание в бумагу 341
избирательное 341, 86, 339
— высыхание, см. закрепление
— вязкость 325, 332 и сл.
абсолютная 326, 335
пластическая 327, 335
— — условная 532
— закрепление 338
— зольность 346
— избирательное впитывание 341,
86, 339
— кислотопрочность 344
— красящая сила 323
— кроющая способность 323
— коррозирование формы глубокой
печати 346
— невращение, см. пристенное сколь¬
жение
— однородность (степень перетира)
324
— пленкообразование 338, 340
— пластичность 327, 334
— пристенное скольжение 331
— растекание 333
— светопрочность 342
— спиртопрочность 344
— тиксотропные свойства 330, 336
— структурно-механические свойства-
350, 325
— удельный вес 318
— цвет 319
— щелочепрочность 344
Свойства вальцовой массы 393, 378, 381
— влажность 394, 381
— вязкость 394, 381
— липкость 395, 381
— набухание 395
— полезная упругость 394, 381
— твердость 394, 381
— температура размягчения 393, 381
Свойства металлов и сплавов 122,
123, 145, 149, 161/
— жидкотекучесть 145, 146
— литейные свойства 146
— относительное удлинение при раз¬
рыве 122
— прочность на разрыв 122
— сжатие при затвердевании («усад¬
ка») 146
-— твердость 147, 143, 149
— теплоемкость 122
— теплота плавления 122
— температура отливки 146
— температура плавления 146, 143, 149
— ударная вязкость 122
— «угар» 147
— химическое действие 146, 159
Свойства клея 441, 462
— адгезия 462, 443, 445
— вязкость 462
— липкость 462
— когезия 443, 445
— концентрация 463
— пенистость 464
— прочность склейки 463
— эластичность 463, 445
Свойства кожи 432
Свойства ниток 438
Свойства смазочных масел 411
— вязкость 412
— маслянистость 412
— нейтральность 413
Свойства органических растворителей
398, 407
— отсутствие кислот и щелочей 398
— отсутствие механических загрязне¬
ний 398
— прозрачность 398
— растворяющая способность 398
— температура воспламенения 398
— температура вспышки 398
— удельный вес 398
— цвет 398
— фракционный состав 398
Сврйства резиновых красочных вали¬
ков 378, 379, 389
— твердость 389
— сопротивление набуханию 391
— однородность елся резины 392
Свойства синтетических полимеров
168 и сл., 193, 194
Свойства тканей 439
Свойства фотографических материа¬
лов 208
— коэффициент контрастности 209
— ореолообразование 213
— оптическая плотность 210
— плотность вуали 209
— разрешающая способность 211
— светочувствительность 208
— сенсибилизация 213
— сенситометрическая характеристи¬
ка 209
— фактор зернистости 212
— фотографическая широта 211
— цветочувствительность 212
Связующие вещества красок 285, 235
552
Полиграфические материалы
Серебро 124
— азотнокислое 216
— бромистое 216
— йодистое 216
Сернокислый анилин 60
Сернокислый барий 250, 40, 94
Сернокислый глинозем 250, 42, 84
Сеточная сторона бумаги 51
Сеточная часть бумагоделательной
машины 46
Сиккатив 306
— жидкий масляный 307
— паста-«сушка» 308
— сиккативная паста 308
— талловый 301
Сиккативные металлы 306
Силоксаны, см. кремнийорганические
полимеры
Синтетические каучуки, см. каучуки
синтетические
— клеи, см. клей синтетический
— олифы, см. олифа синтетическая
— органические красящие вещества
255 и сл., см. также: красители ор¬
ганические, лак, пигменты органи¬
ческие
— полимеры 167
классификация 171
— — способы получения 171
— смолы, см. смолы синтетические
Скипидар 403
— живичный 403
— сухоперегонный 403
— экстракционный 403
Сланцевая олифа 355
Смазки, улучшающие свойства вали¬
ков 385
Смолы естественные 291
битумы 293, 304, 305
канифоль 291, 41, 307
копалы 295
шеллак 294, 529, 531
янтарь 295
Смолы синтетические 170
акриловые 171
алкидные 184
виниловые 171
— — канифольно-малеиновые 293,
303
карбинольные 533
конденсационные 179
меламино-альдегидные 183
полиамидные 181, 228, 421, 439,
306, 449, 194
полимеризационные 174
полиуретановые 387
стирольные 178, 194, 169
— — термопластические 171
термореактивные 171
фенольно-альдегидные 179, 172,
193, 305, 304, 366
идитол 179, 366
искусственный копал 180,
305
новолачные 179
резольные 180
— — циклогексаноновые 533
Смазочные материалы 411
Смывающие вещества 408
Солидол 418
Солидус 136
Соломенная масса 33
Соломенная целлюлоза 26
Соль НИИП 520
Сополимер бутадиена с акрилонитри¬
лом, см. каучук синтетический бу-
тадиен-нитрильный СКН
— бутадиена со стиролом, см. каучук
синтетический бутадиен-стирольный
СКС
— стирола с акрилонитрилом 178
— хлорвинила с винилиденхлоридом
437, 444
Сополимеры 174
Сольватные (защитные) оболочки
237, 339
Сортировка бумаги 60
Спирты, см. растворители органиче¬
ские
Спектры отражения красок 319, 361
Сплавы 131
— диаграмма состояния (плавкости)
134
системы свинец-сурьма (перво¬
го рода) 134
системы висмут-сурьма (второ¬
го рода) 136
системы свинец-олово (третье¬
го рода) 137
системы сурьма-олово (сложно¬
го вида) 139
тройных сплавов 140
— системы свинец-сурьма-
олово 140
системы цинк-алюминий-ма-
гний 160
системы цинк-алюминий-
медь 160
Сплавы типографские 145
для наборных машин 151, 149,
144, 152
для подливки гальваноотложе¬
ний 149, 144
свинцовые 147
Предметный указатель
553
словолитные 150, 149, 144, 151
стереотипные 150, 149, 144, 152
цинковые 158
шрифтолитейные, см. сплавы
типографские словолитные
Стабилизация пигментов в красках 237
Стеарат алюминия 534
Стекловолокнит 193
Стереотипы из пластических масс 189,
192, 175
Сукно 430
Сванбой 430
Сульфатная целлюлоза 22
Сульфитная целлюлоза 23
Сульфогидрат натрия 22, 23
Сульфохроматы свинца 252
Супер-каландр 51
Сурьма 126, 135 и сл.
Сушильная часть бумагоделательной
машины 50, 47
Т
Тавот 418
Тальк 520
Твердость резины для валиков 379,
389
— типографских сплавов 147, 149,
158, 163
Текстильные материалы 423
Текстильное производство 425
Текстовинит 175
Текстолит 191
Температура отливки типографских
сплавов 146
— плавления типографских сплавов
146
Ткацкий станок 426
— — бесчелночный 426
Термокраски 373
Терпентинное масло 403
Техническая бумага 111
Тиксотропные свойства красок 330,
336
Тиолигнин 23
Типографская бумага 85
Типографские краски 347 и сл.
Типографские сплавы, см. сплавы ти¬
пографские
Титана двуокись 246, 362, 376, 530
Титановые белила тертые 362
Ткани 427
Толуол 403, 365, 305
Толщина бумаги 62
Тонкая словарная бумага 93
Трансформаторное масло 415, 301
Трение 411
Турбинное масло 304
У
Угар типографских сплавов 145, 147,
156
Углеводороды ароматические 396,
403, 400, 405
— нафтеновые 396
— парафиновые 396, 405
Упаковка бумаги 53
Упруго-эластично-пластичные свойст¬
ва бумаги 74, 57
«Усадка» сплавов 145, 146
Ф
Фактор зернистости фотослоев 212
Фаналиевые лаки, см. лаки основные
Фаолит 190, 191
Фактис 388, 379
Фактисовые валики 388
Фенол (карболовая кислота) 172,
179, 451
Фибриллы 18, 36, 77
Фирнисы 304, 285
Фланель 429, 389
«Флокулы» 339
Флороглюцин 60, 21
Фольга переплетная бронзовая 529
цветная 529
Формалин, см. формальдегид
Формальдегид 172, 179, 94, 97, 385
Фотобумага 222
Фотографическая широта 211
Фотографические материалы 206
Фотометр 65
Фотополимеры 228
Фотопластинки 222
Фототипные краски 364
Фототехнические пленки 222, 223
Фталевый ангидрид 298
Фталевая кислота 184, 298
X
Характеристическая кривая фотосло¬
ев 209, 210
Химическое действие сплавов 145, 159
Хиноидное кольцо 263, 274
Хинон 231
Хранение бумаги 53
— растворителей 409
— фотоматериалов 220, 221
Хлорная известь 24, 459, 112
Хромоген 262
Хромофор 261, 263, 270, 274, 278, 282
Хлор-цинк-йод (реактив) 60
Хром 130, 123
Хромель 120
Хромовые желтые пигменты 252, 363,
370
554
Полиграфические материалы
ц
Цвет бумаги 66, 102
— красок 319
Цветная писчая бумага 102
Цветовой охват красок 367
Цветочувствительность фотослоев 212
Целлобиоза 16
Целлюлоза 15
— беленая 24, 85
— лиственная 99
— небеленая 24, 85
— регенерированная 18
— соломенная 26, 109
— сульфатная 23, ПО, 93
— сульфитная 22, 85
— щелочная 18
Цветные металлы 117
Центры кристаллизации 122
Цилиндровое масло 418, 416
Циклизованные каучуки 195, 305
Цинк 127, 123
— сернокислый 452
— хлористый 452, 386
Цинковые белила 246, 362
Цинковые типографские сплавы 158
Ч
Черные металлы 117
— пигменты 241
— краски 347 и сл.
Ш
Шарики фарфоровые 525
Шаровая мельница 313
Швейные нитки 438, 425
Широта фотографическая 211
Шифон 429
Шкала цветового охвата 367
Шрифты из пластических масс 189
щ
Щелочи 486
Щелочная целлюлоза 18
Щелочной лигнин 23
Щелочные добавки к клею 453, 456
к проявителям 232
Э
Эбонит 200, 380
Эвтектика 133
Эвтектические сплавы 133, 136, 139,
142, 160
Электрокорунд 523
Электрон (сплав) 131
Эмульсии 348
Эмульсионные краски 348, 350
— смывающие вещества 409
Эмульсия фотографическая 206, 216
Этерификация растительных масел
299
Эфиры канифоли 292
— гликолевый 292
— глицериновый 292, 302
— пентаэритритовый 292, 305, 303
Эфиры уксусной кислоты (ацетаты)
406
Эфиры целлюлозы 18
— ацетилцеллюлоза 20, 529, 191
— карбооксиметилцеллюлоза 18, 461,
376
— нитроцеллюлоза 19, 435, 191
Этилен 172, 174
Этилгликоль 292, 408
Этиленгликоль 408
Я
Янтарь 295
Янтарный лак ЯК-1 295
Яркость красок 319
ОГЛАВЛЕНИЕ
От автора . . . 3
Предисловие 3
Раздел первый
Бумага и картон
§ 1. Общие сведения о бумаге и картоне 7
§ 2. Из истории производства бумаги ....... 9
Основные полуфабрикаты бумагоделательного производства
§ 3. Древесина . 14
§ 4. Целлюлоза и вещества ей сопутствующие .... 15
§ 5. Производство целлюлозы 21
§ 6. Изготовление тряпичной полумассы 26
§ 7. Древесная масса 31
§ 8. Соломенная масса, тростниковая масса и макулатура 33
Производство бумажной массы
§ 9. Массный размол 35
§ 10. Наполнение бумажной массы 40
§ 11. Проклейка бумажной массы 41
J 12. Подцветка и окраска бумаги 45
Отливка и отделка бумаги
§ 13. Отливка бумаги 46
§ 14. Отделка бумаги 51
§ 15. Упаковка бумаги 53
§ 16. Хранение и акклиматизация бумаги 53
Основные требования к печатной бумаге, ее свойства и ме¬
тоды испытаний
§ 17. Общие требования к печатной бумаге 54
§ 18. Печатные свойства бумаги 55
§ 19. Внешний осмотр бумаги и отбор пробы для испы¬
тания 59
§ 20. Испытание состава бумаги 60
§ 21. Испытание веса 1 ж2, толщины и объемного веса
бумаги 62
§ 22. Испытание расположения волокон в листе и дефор¬
мации бумаги 64
§ 23. Испытание оптических свойств бумаги .... 65
§ 24. Испытание ровности и гладкости поверхности бу¬
маги 68
§ 25. Испытание впитывающей способности бумаги . 71
§ 26. Испытание упруго-эластическо-пластических свойств
бумаги 74
§ 27. Испытание механической прочности бумаги . . 79
Виды бумаги, применяемой в полиграфической промышленно¬
сти и их характер истина
556
Полиграфические материалы
§ 28. Классификация бумаги S3
§ 29. Газетная печатная бумага 84
§ 30. Типографская бумага 85
§ 31. Офсетная бумага 87
§ 32. Бумага для глубокой печати ' . . . 91
§ 33. Печатная тонкая словарная бумага 93
§ 34. Картографическая бумага 93
§ 35. Мелованная бумага 94
§ 36. Афишная и другие виды бумаги, применяемые в пе¬
чати 99
§ 37. Жиронепроницаемая бумага 100
§ 38. Писчая и чертежно-рисовальная бумага .... Ю1
Картон, переплетная и техническая бумага
§ 39. Технологический процесс производства картона . ЮЗ
§ 40. Виды переплетного и коробочного картона . . . Ю5
§ 41. Матричный картон Ю8
§ 42. Переплетная бумага НО
§ 43. Техническая бумага, применяемая в полиграфии . Ш
Раздел второй
Металлы и сплавы, применяемые в полиграфии
§ 44. Общие свойства металлов 116
§ 45. Металлы, применяемые в полиграфии 124
§ 46. Сплавы 131
§ 47. Технические требования к типографским сплавам . 145
§ 48. Типографские свинцовые сплавы 147
§ 49. Изготовление типографских свинцовых сплавов . 152
§ 50. Типографские цинковые сплавы 158
§ 51. Методы испытаний металлов и типографских спла¬
вов 161
Раздел третий
Синтетические полимеры
§ 52. Общие сведения о синтетических полимерах . , 167
§ 53. Классификация синтетических полимеров ... 171
§ 54. Синтез полимеров 171
§ 55. Полимеризационные синтетические смолы . . . 174
§ 56. Конденсационные синтетические смолы .... 179
§ 57. Пластические массы 186
§ 58. Каучук натуральный и синтетический . . . , . 194
§ 59. Резина 199
Раздел четвертый
Фотографические материалы и проявляющие вещества
Фотографические материалы
§ 60. Общие сведения о фотографических материалах . 206
§ 61. Свойства фотографических материалов .... 208
§ 62. Технология изготовления фотографических материа¬
лов . 214
§ 63. Виды фотографических материалов и их характери¬
стика 221
Материалы для бессеребряных светочувствительных копиро¬
вальных слоев
§ 64. Общие сведения о копировальных слоях 252
Оглавление
557
§ 65. Альбумин и глютин 226
§ 66. Синтетические фотополимеры 228
§ 67. Камедь сибирской лиственницы и гуммиарабик . 229
Проявляющие вещества для бромосеребряных фотографиче¬
ских слоев
§ 68. Химизм процесса черно-белого проявления . . . 231
§ 69. Гидрохинон (парадиоксибензол) 233
§ 70. Метол (метилпарааминофенилсульфат) .... 234
Раздел пятый
Печатные краски
§ 71. Общие сведения о печатных красках 235
§ 72. Классификация печатных красок 238
Красящие вещества
§ 73. Требования к пигментам для печатных красок . . 240
Искусственные неорганические пигменты
§ 74. Сажа 241
§ 75. Белые пигменты и наполнители 245
§ 76. Искусственные неорганические цветные пигменты 251
Органические синтетические красящие вещества
§ 77. Общие сведения о синтетических красящих вещест¬
вах 255
§ 78. Из истории органических красящих веществ . . . 256
§ 79. Как изготовляются синтетические красящие веще¬
ства 258
§ 80. Теория цветности органических красящих веществ 261
§ 81. Классификация органических красящих веществ . 263
§ 82. Лакообразование 265
§ 83. Азокрасящие вещества 270
§ 84. Трифенилметановые красящие вещества .... 274
§ 85. Ксантеновые красящие вещества 277
§ 86. Антрахиноновые красящие вещества 278
§ 87. Азиновые красящие вещества 280
§ 88. Фталоцианиновые красящие вещества 282
Связующие вещества — печатные олифы, летучие лаки и сик¬
кативы
§ 89. Классификация связующих веществ 285
§ 90. Растительные масла и жирные кислоты .... 287
§ 91. Процесс высыхания растительных масел и олиф . 289
§ 92. Естественные смолы и продукты их переработки . 291
§ 93. Натуральные олифы 295
§ 94. Синтетические печатные олифы 298
§ 95. Композиционные высыхающие печатные олифы . 302
§ 96. Композиционные невысыхающие печатные олифы . 304
§ 97. Связующие вещества для красок глубокой печати 305
§ 98. Сиккативы 306
Технология изготовления тертых печатных красок
§ 99. Технология изготовления типографских и офсет¬
ных красок 309
и§ 100. Технология изготовления красок глубокой печати 312
Свойства печатных красок и методы их испытаний
§ 101. Изготовление оттисков испытуемой краски . . 316
§ 102. Отмеривание краски и испытание ее удельного
веса 317
§ 103. Испытание оптических свойств краски .... 319
§ 104. Испытание степени однородности (псретира) кра¬
ски 324
558
Полиграфические материалы
§ 105. Испытание структурно-механических свойств краски 325
§ 106. Закрепление краски на оттисках ....... 338
§ 107. Устойчивость цвета краски к различным воздей¬
ствиям 342
§ 108. Метод испытания краски раскатыванием валиком 345
§ 109. Испытание химического состава краски .... 345
Виды (марки) печатных красок
§ 110. Типографские черные газетные краски .... 347
§ 111. Черные типографские иллюстрационные ротацион¬
ные краски 351
§ 112. Черные иллюстрационные типографские краски
для плоских машин 352
§ 113. Черные иллюстрационные офсетные краски . . 356
§ 114. Типографские цветные краски 357
§ 115. Офсетные и литографские цветные краски . . . 359
§ 116. Типографские и офсетные тертые белила . . . 362
§ 117. Фототипные краски 364
§ 118. Краски для глубокой печати 364
§ 119. Краски для трех- и четырехкрасочного печатания 367
§ 120. Быстрозакрепляющиеся краски 373
§ 121. Переплетные краски 375
Раздел шестой
Материалы для полиграфических валиков
§ 122. Основные требования к качеству красочных вали¬
ков 377
§ 123. Резиновые красочные валики 378
§ 124. Желатино-глицериновая вальцовая масса . . . 380
§ 125. Крахмальная вальцовая масса 386
§ 126. Пластические массы и фактис как материалы для
валиков 387
§ 127. Кожаные и фланелевые валики 388
§ 128. Методы испытаний резиновых красочных валиков 389
§ 129. Методы испытаний вальцовой массы . . . . 393
Раздел седьмой
Органические растворители
§ 130. Общие сведения об органических растворителях . 396
§ 131. Нефть и ее переработка 399
§ 132. Органические растворители, применяемые в поли¬
графии 401
§ 133. Органические растворители как смывающие веще¬
ства в печатных цехах 408
Раздел восьмой
Смазочные материалы
§ 134. Свойства смазочных материалов 411
§ 135. Виды смазочных материалов, применяемых в по¬
лиграфии ... 414
Раздел девятый
Переплетные материалы
§ 136. Переплетные крышки из пластических масс 421
§ 137. Общие сведения о текстильных материалах 428
Оглавление
559
§ 138. Краткие сведения из технологии текстильного про¬
изводства 425
§ 139. Ткани, применяемые в полиграфии 427
§ 140. Кожа, ледериь и клеенка 432
§ 141. Нитки и синтетические волокна 438
§ 142. Методы испытаний переплетных тканей, коленкора
и ледерина 439
Раздел десятый
Переплетный клей
§ 143. Общие сведения о переплетном клее 443
§ 144. Теория прилипания и клеящего действия . . . 445
§ 145. 'Синтетические виды переплетного клея . . . 447
§ 146. Глютиновый клей . . 450
§ 147. Казеин 452
§ 148. Крахмальный клей (крахмальный клейстер), . . 454
§ 149. Крахмальный клей химической обработки . . 457
§ 150. Разные виды переплетного клея 461
§. 151. Методы испытаний переплетного клея .... 462
Раздел одиннадцатый
Кислоты
§ 152. Общие сведения о кислотах 465
§ 153. Серная кислота 467
§ 154. Азотная кислота 470
§ 155. Соляная кислота 474
§ 156. Ортофосфорная кислота 476
§ 157. Борная кислота 478
§ 158. Уксусная кислота 480
§ 159. Молочная кислота 482
§ 160. Приготовление растворов кислот и техника безо¬
пасности 483
§ 161. Хранение кислот 484
Раздел двенадцатый
Щелочи
§ 162. Общие сведения о щелочах 486
§ 163. Натр едкий 488
§ 164. Кали едкое 490
§ 165. Аммиачная вода \ 492
§ 166. Натрий углекислый 493
§ 167. Калий углекислый . . 495
§ 168. Приготовление растворов щелочей и техника без¬
опасности . 496
Раздел тринадцатый
Соли
§ 169. Общие сведения о солях 498
§ 170. Аммоний двухромовокислый 500
§ 171. Аммоний надсернокислый * 501
§ 172. Аммоний роданистый !.!*,. 502
§ 173. Железо азотнокислое j 503
§ 174. Железо хлорное [ 504
§ 175. Калий двухромовокислый 505
§ 176. Калий железистосинеродистый 506
§ 177. Калий железосинеродистый 507
560
Полиграфические материалы
§ 178. Калий марганцовокислый 507
§ 179. Кальций углекислый 509
§ 180. Кальций хлористый 510
§ 181. Квасцы алюминиево-калиевые 510
§ 182. Квасцы хромо-калиевые 512
§ 183. Ксантогенат калия бутиловый 512
§ 184. Магнезия 513
§ 185. Медь сернокислая 514
§ 186. Натрий сернистокислый 515
§ 187. Натрий серноватистокислый . 516
§ 188. Натрий фосфорнокислый кислый однозамещенный 517
§ 189. Натрий фосфорнокислый кислый двузамещенный 518
§ 190. Никель сернокислый 519
§ 191. Соль НИИП 520
§ 192. Тальк молотый · . . 520
Раздел четырнадцатый
Разные полиграфические материалы
§ 193. Абразивные материалы | 522
§ 194. Морские губки 526
§ 195. Проволока для сшивания книг и брошюр . . . 527
§ 196. Бронзовая и цветная фольга для тиснения на пе¬
реплетах 529
§ 197. Грунты для переплетных крышек 531
§ 198. Средства для лакирования оттисков 532
Литература 535
Приложения 539
Предметный указатель 541
Борис Иванович Березин
ПОЛИГРАФИЧЕСКИЕ МАТЕРИАЛЫ
Редактор В. Л. Виноградов. Художник Е. В. Бекетов.
Технический редактор Э. А. Розен.
Сдано в набор 26/V 59 г. Подп. к печ. 24/ΧΙΙ 59 г. Форм. бум. 60Х92/|б. Физ. ноч. л.
Уч.-изд. л. 37,3. Изд. инд. МЛ-30. А11419. Тир. 10 000 экз. Цена 14 р. 55 к. в нсрсплс **
Заказ 443.
Издательство «Советская Россия», Москва, проезд Сапунова, 13/15.
Полиграфический комбинат Ярославского совнархоза, г. Ярославль, ул. Свободы, 97.
ОПЕЧАТКИ
Стр.
Строка
Напечатано
Должно быть
54
23 сверху
каландирования.
каландрирования.
175
8 снизу
дибутилфталотом
дибутилфталатом
193
Табл.14 1 снизу
Примечания: н. д.—не
действует;
368
Рис. 131
Е—стерднеспектраль-
ная
Е—среднеспектраль¬
ная
472
3 снизу
2Ν02
2ΝΟ
488
6 сверху
правления
плавления
536
17 сверху
Канценленбоген
Каценеленбоген
556
1 снизу
252
225
3. 443.