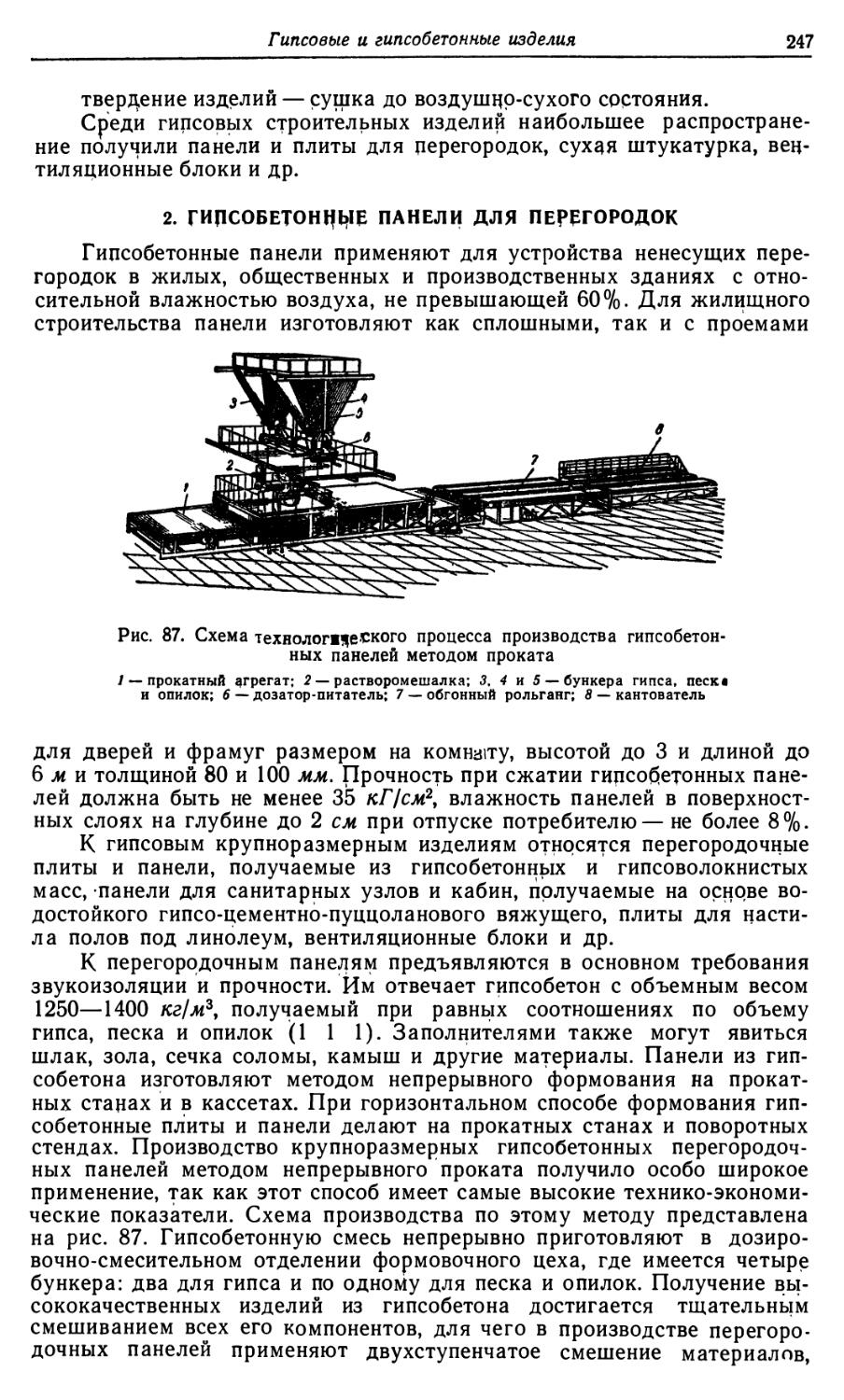
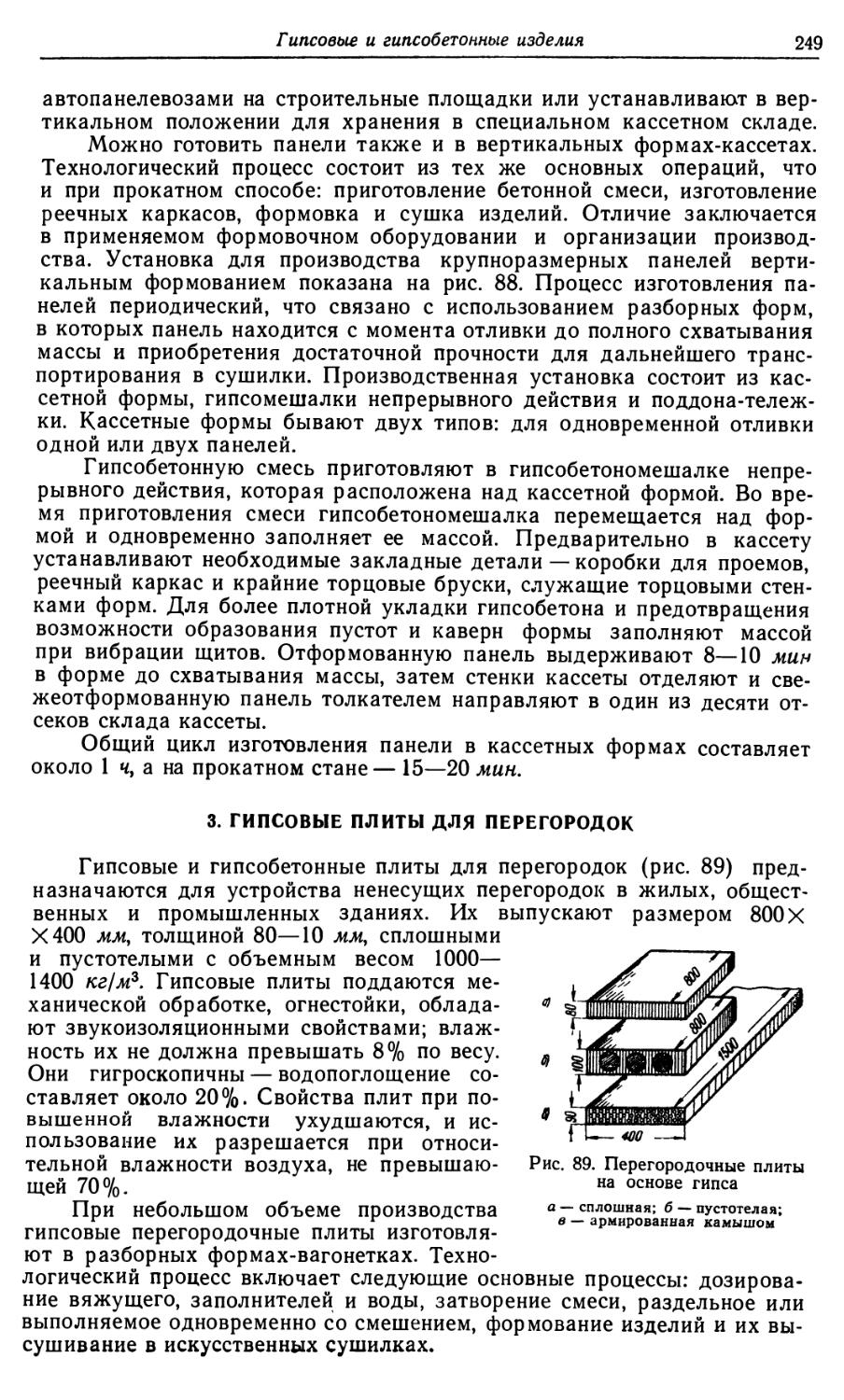
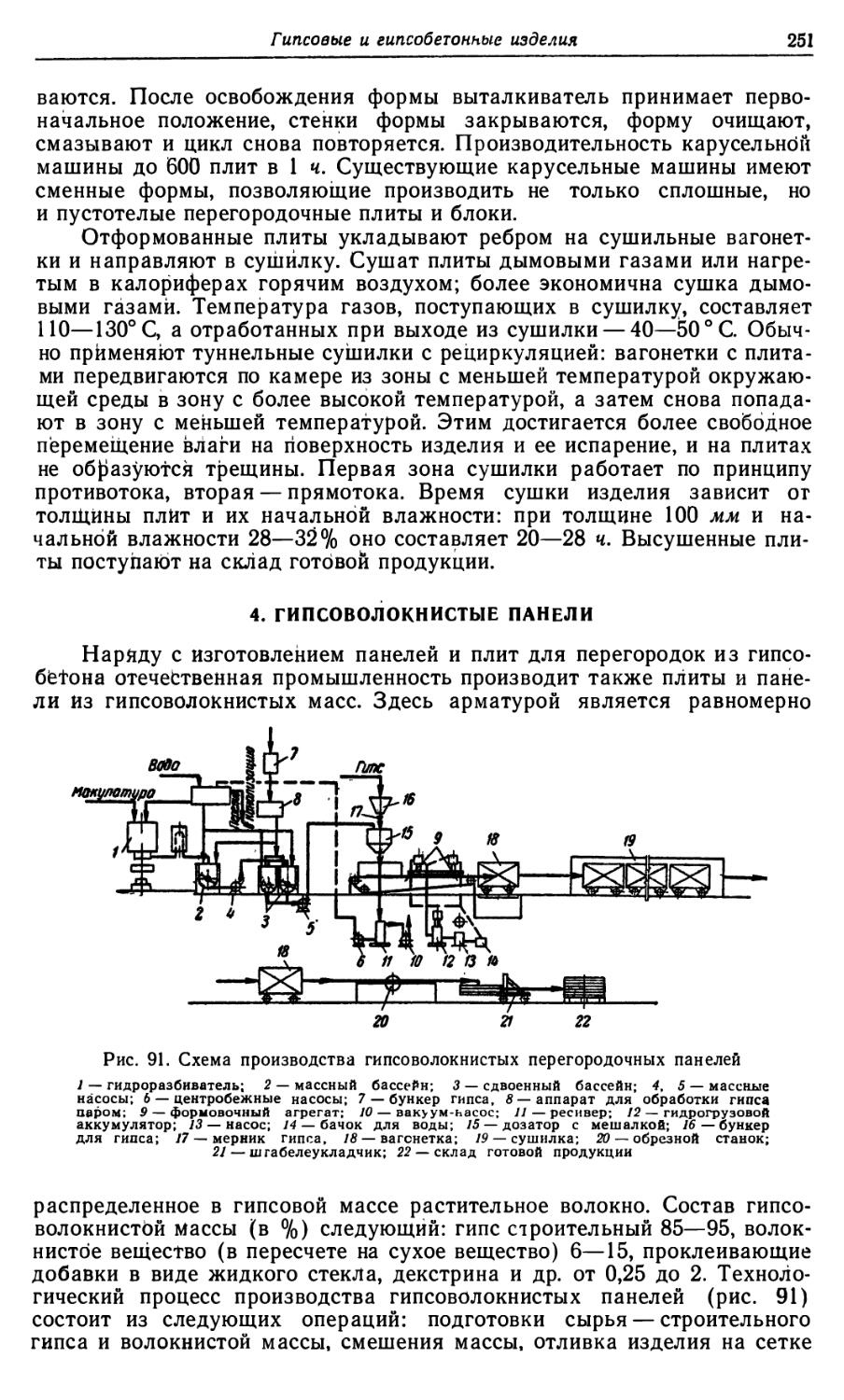
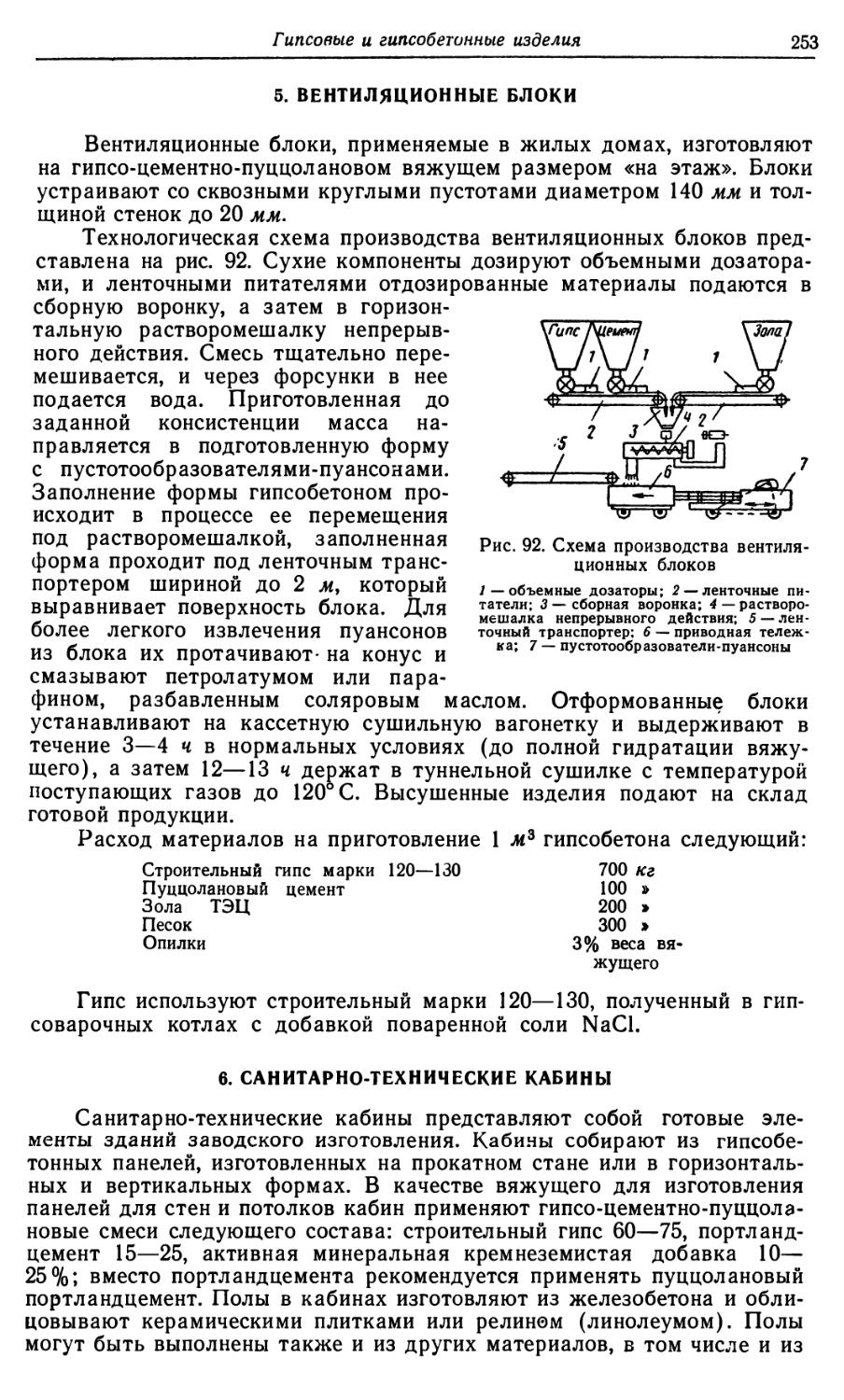
/











































































































































































































































































































Author: Комар А.Г. Воробьев В.А.
Tags: строительные материалы и изделия строительные конструкции
Year: 1971




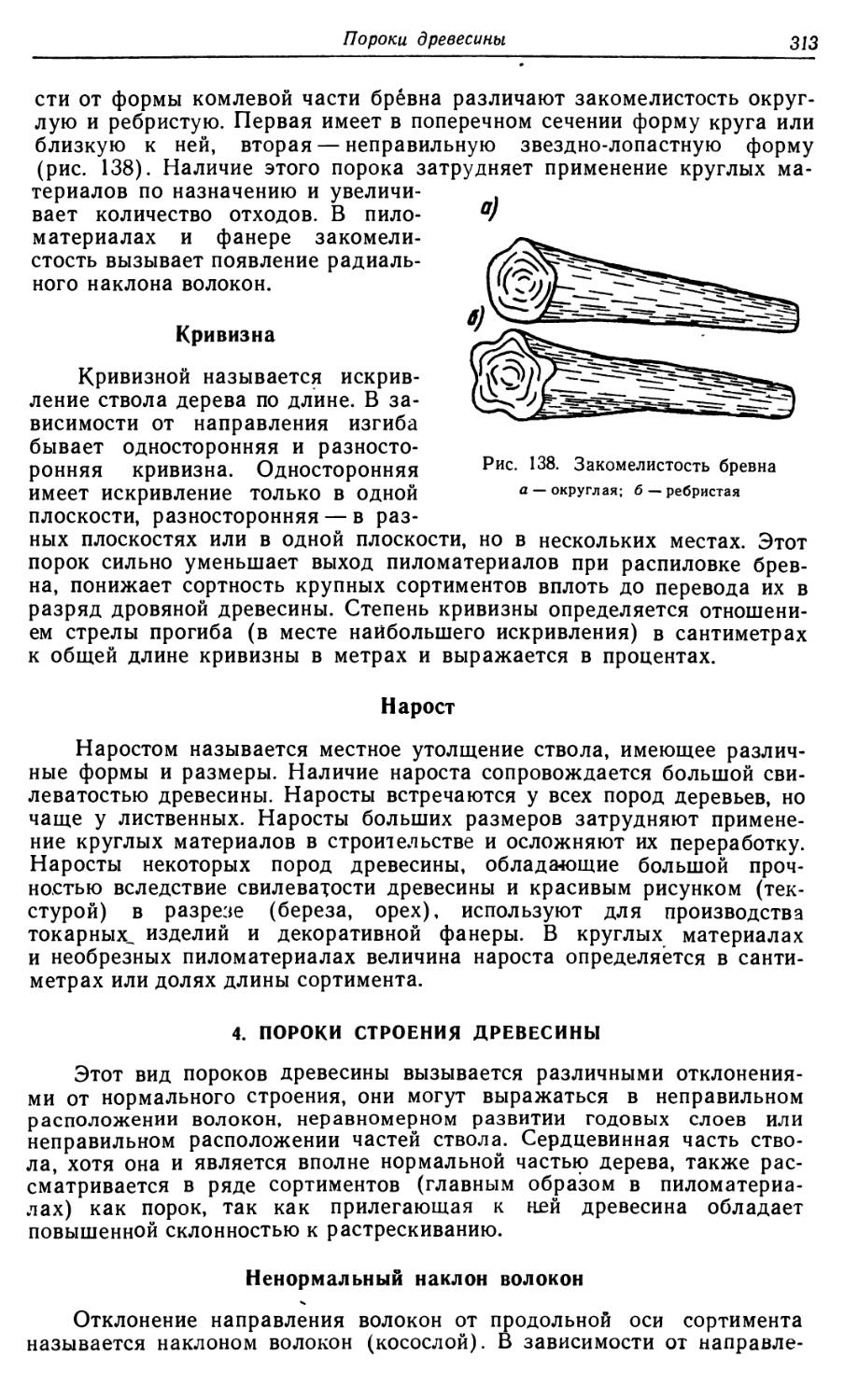
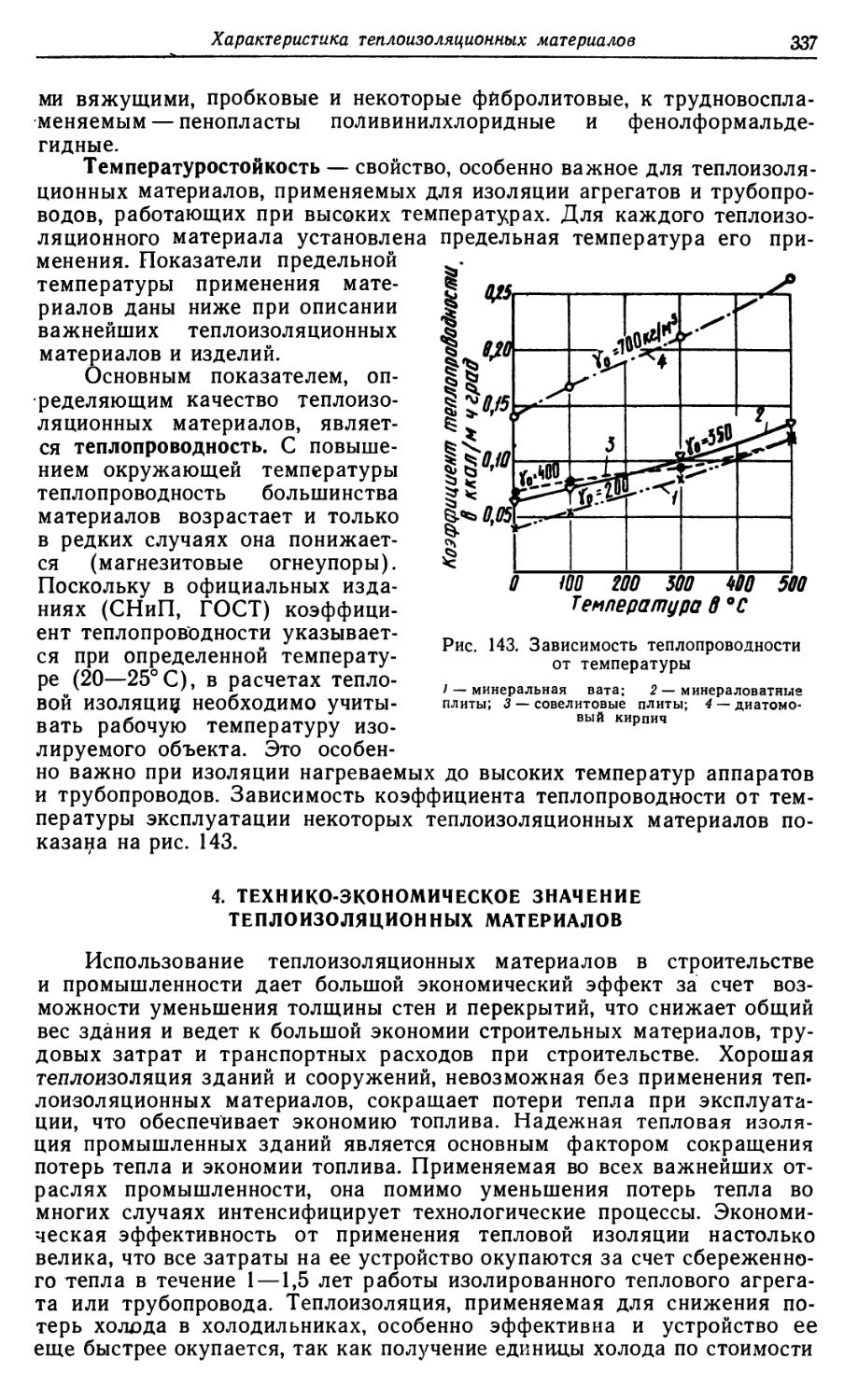
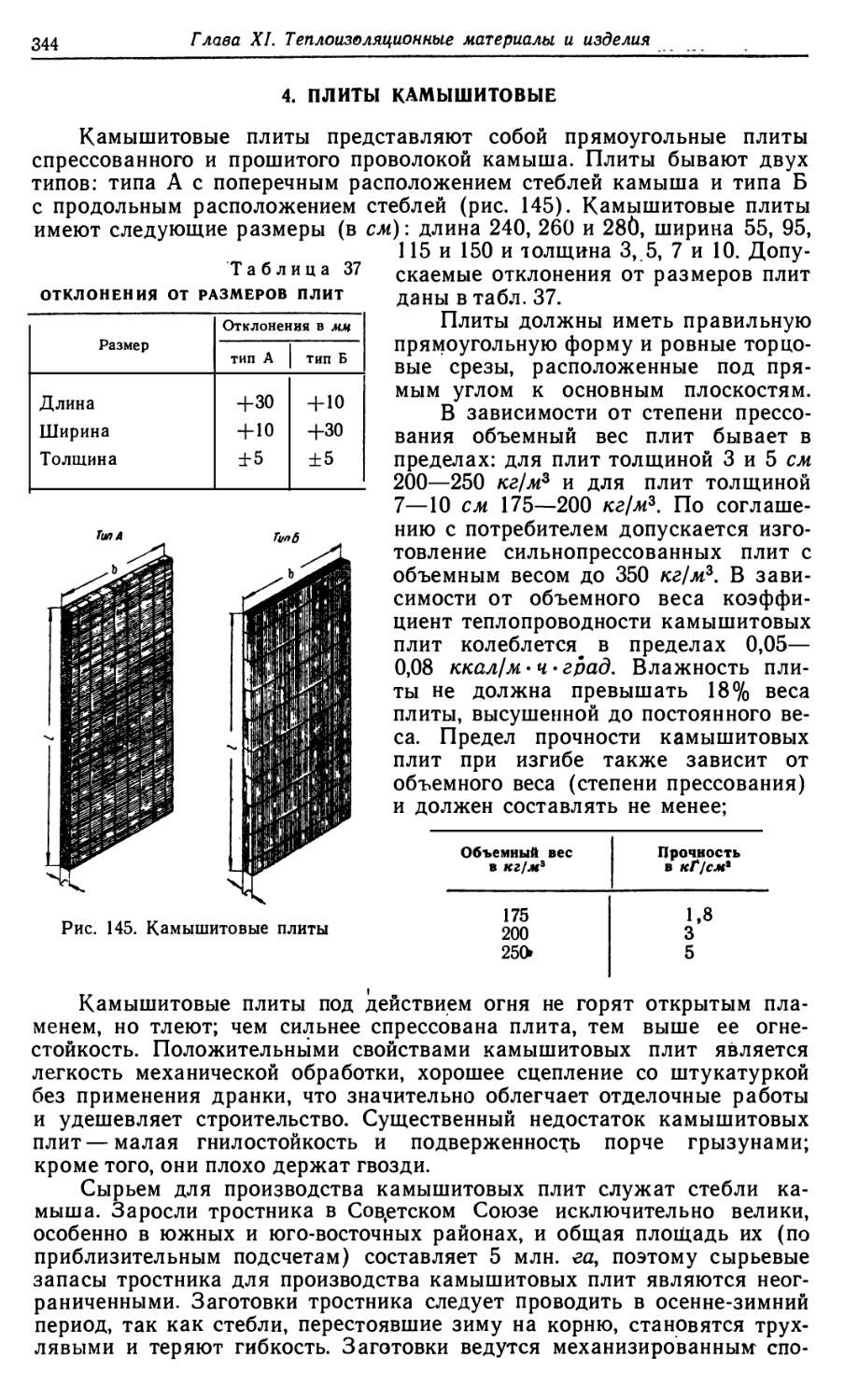
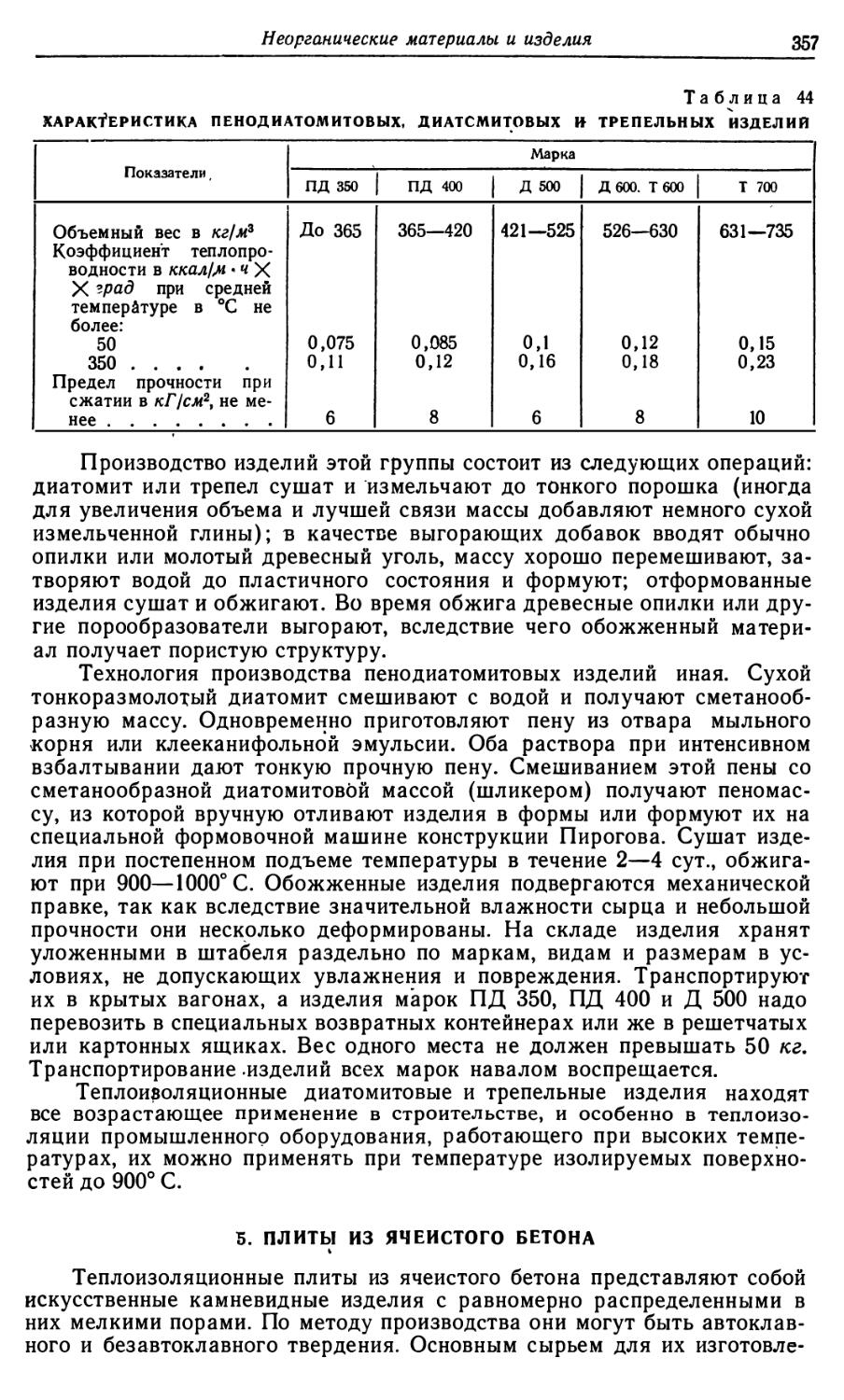
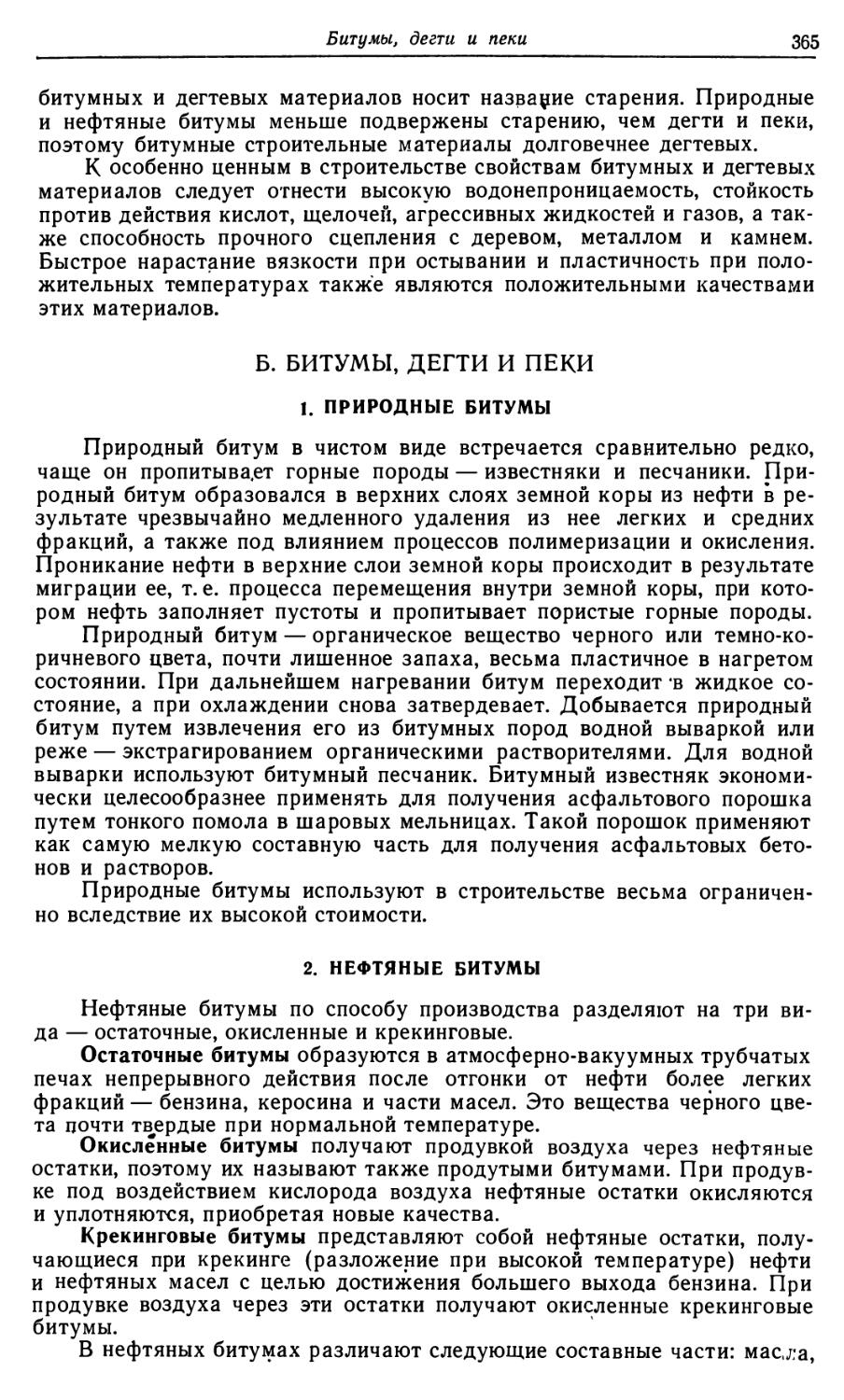
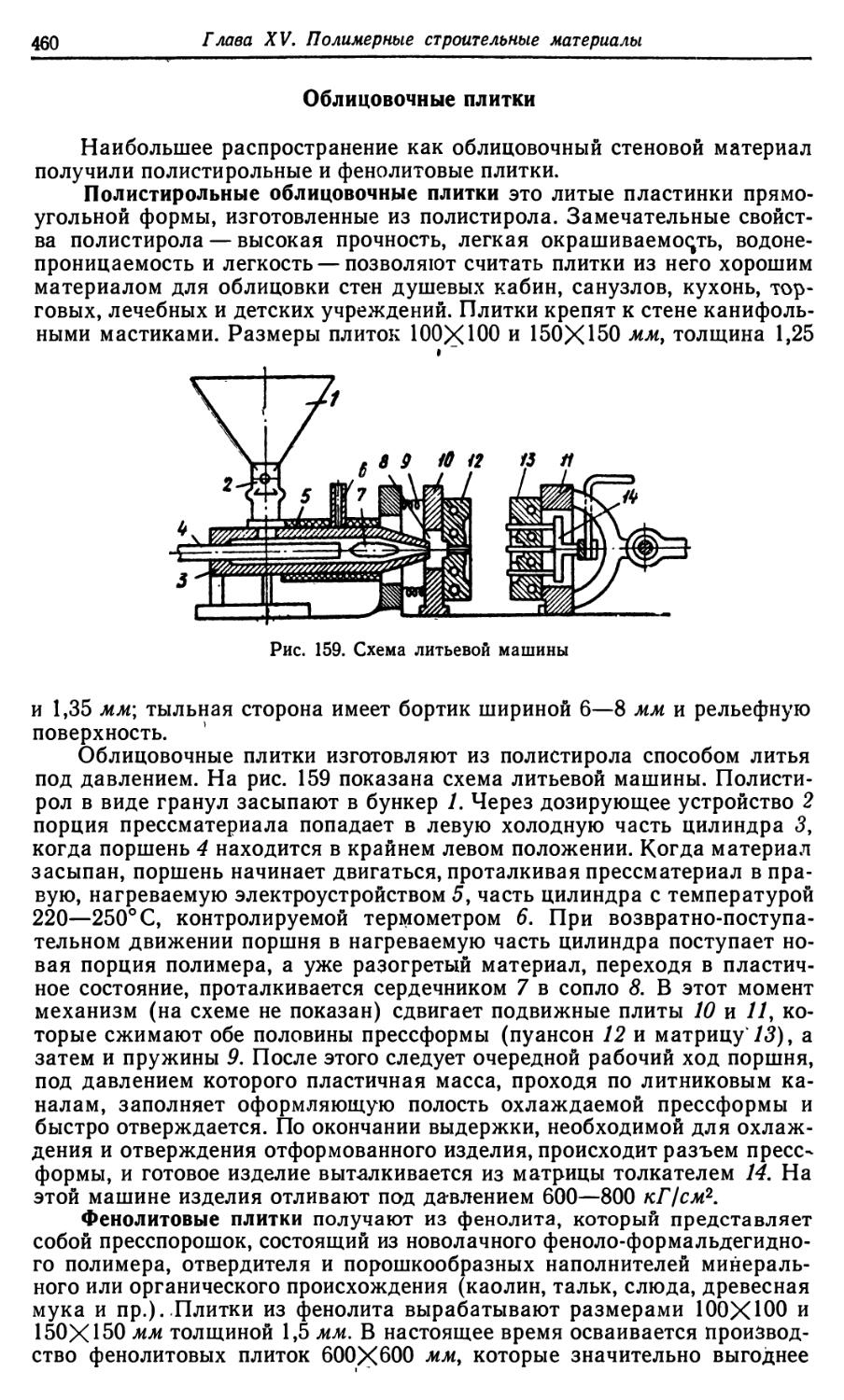
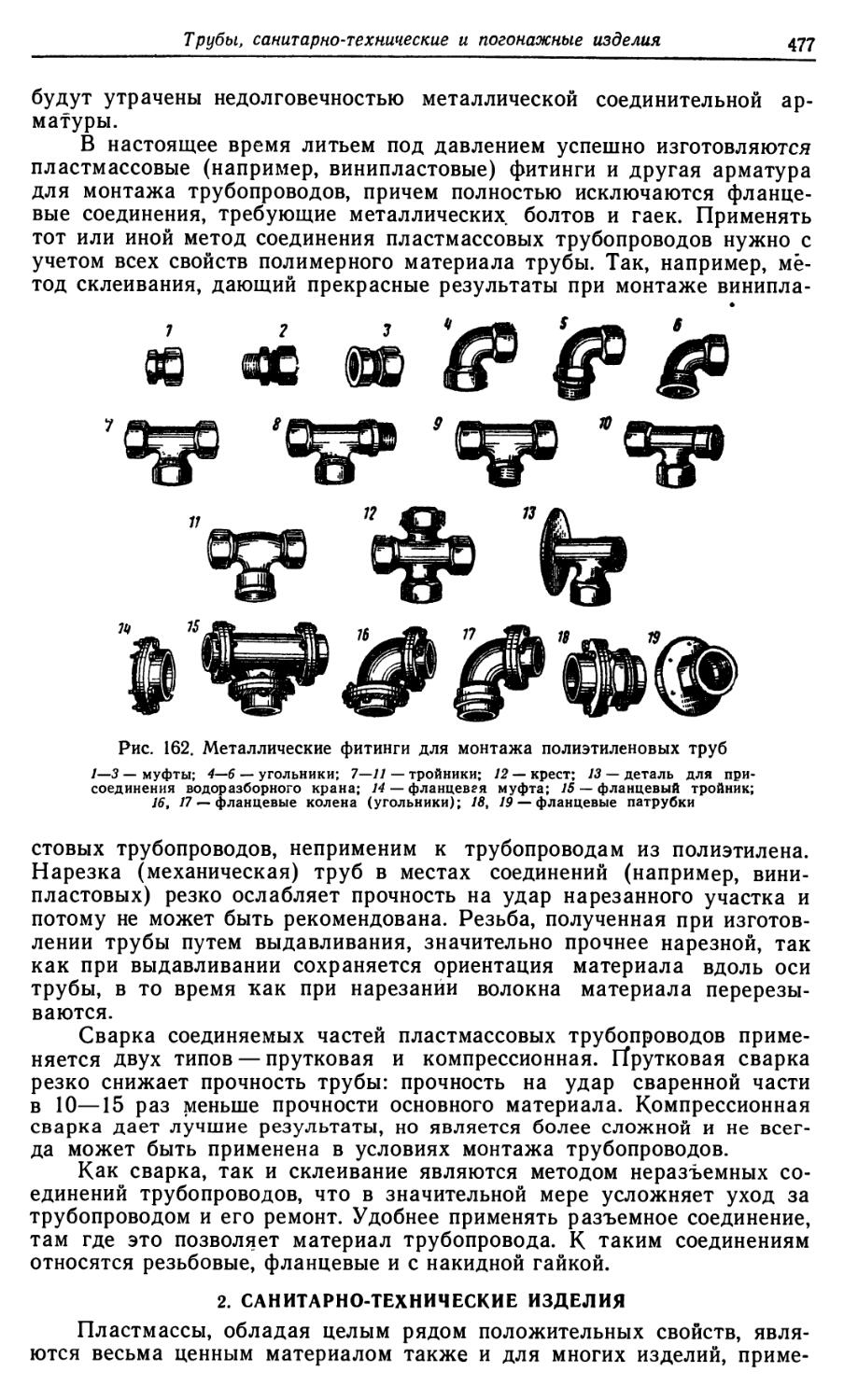
Text
В. А. ВОРОБЬЕВ, ЗАСЛУЖЕННЫЙ ДЕЯТЕЛЬ НАУКИ И ТЕХНИКИ, ПРОФ. Д-Р ТЕХН. НАУК,
А. Г. КОМАР, ПРОФ. Д-Р ТЕХН. НАУК
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
ДОПУЩЕНО МИНИСТЕРСТВОМ ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ СССР В КАЧЕСТВЕ УЧЕБНИКА ДЛЯ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ «ПРОМЫШЛЕННОЕ И ГРАЖДАНСКОЕ СТРОИТЕЛЬСТВО» ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ Москва —1971
УДК 69Ц07ЗД)
Рецензенты—кафедра строительных материалов Одесского инженерно• стротельного института и проф, П, Ф. Шубенкиа,
В книге приведены классификация и основные свойства строительных материалов. Для каждого вида материалов — природных каменных, неорганические ряжущих, керамических, бетонов, лесных, теплоизоляционных, лакокрасочных, стекла и пластических масс, а также растворов и составов для окраски — описаны свойства, технологический процесс производства, основное оборудование, даны рекомендации пр интенсификации производства и рациональному использованию материалов.
Кцига предназначена в качестве учебника для студентов вузов по курсу «Строительные материалы» (специальность «Промышленное и гражданское строительство»); может быть полезной инженерам-строителям.
ПРЕДИСЛОВИЕ
Настоящий учебник предназначается для студентов специальности «Промышленное и гражданское строительство» (ПГС) инженерно-строительных, политехнических, транспортных и других высших учебных заведений.
В связи со спецификой специальности в учебнике несколько расширены сведения о минеральных вяжущих веществах, бетонах, бетонных и железобетонных изделиях, теплоизоляционных и полимерных материалах. Характер приводимых сведений в основном материаловедческий, технологические вопросы освещены сжато.
Вопросы исследования свойств материалов и их испытания затронуты в учебнике в минимальном объеме, так как они изучаются в лабораториях по специальному учебному пособию (В. А. Воробьев. «Лабораторный практикум по общему курсу строительных материалов». «Высшая школа», 1971).
Введение и главы I, II, III, X, XI, XII, XIII, XIV и XV написаны д-ром техн. наук проф. В. А. Воробьевым, главы IV, V, VI, VII, VIII и IX — д-ром техн. наук проф. А, Г. Комаром.
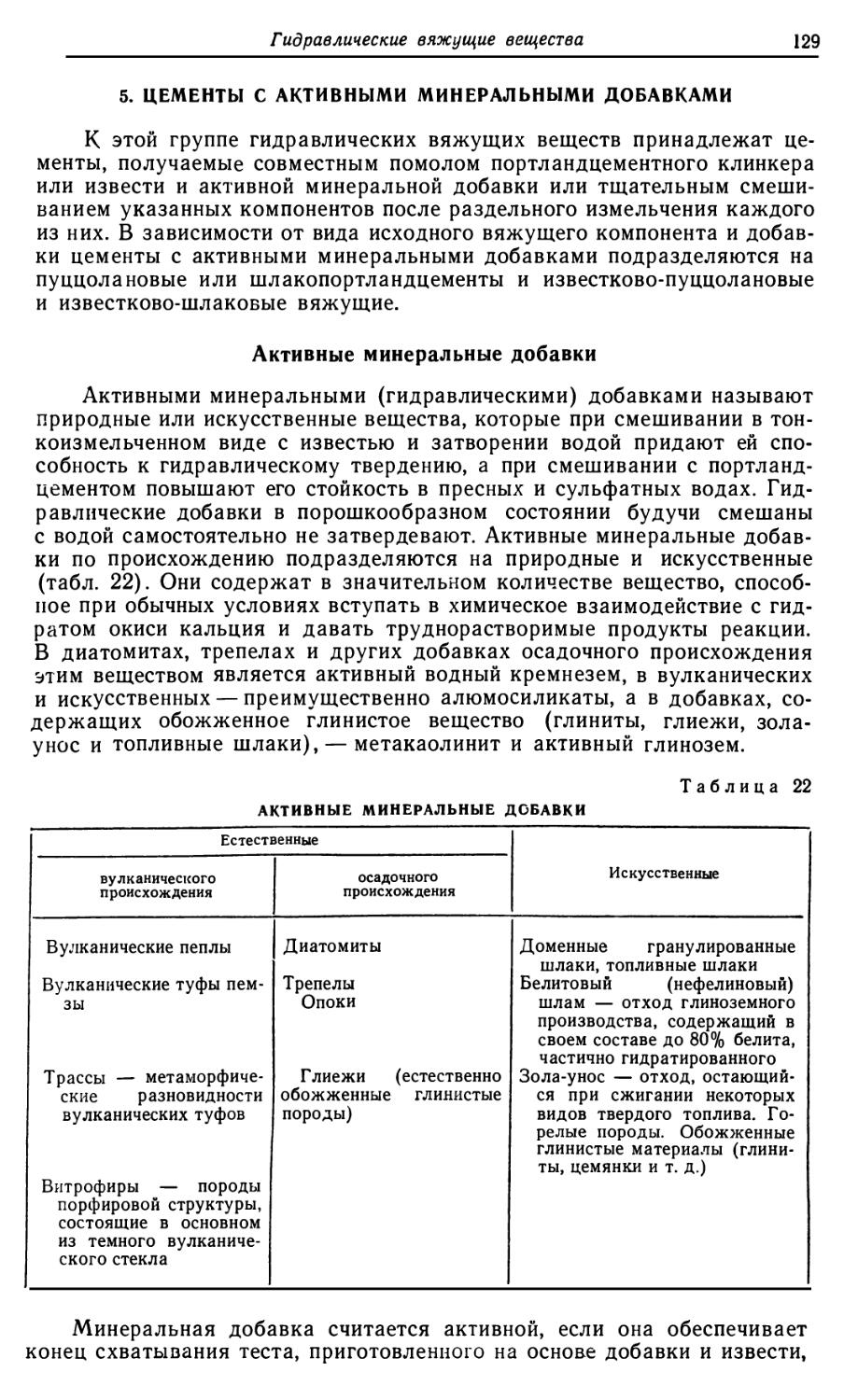
ВВЕДЕНИЕ
Промышленность строительных материалов является одной из ведущих отраслей народного хозяйства СССР.
Для сильно развитого жилищного, промышленного, гидротехнического, культурно-бытового, транспортного и многих других видов строительства необходимы большие количества различных строительных материалов. Без преувеличения можно сказать, что вся наша великая страна представляет собой гигантскую строительную площадку, на которой осуществляется строительство в еще не виданных в мире масштабах.
Большие задачи стоят перед промышленностью строительных материалов в новом пятилетии. В директивах XXIV съезда КПСС по пятилетнему плану развития народного хозяйства СССР на 1971—1975 гг. предусмотрено увеличить объем производства продукции промышленности строительных материалов в 1,4 раза; организовать широкий выпуск материалов и изделий повышенной заводской готовности, индустриальных конструкций, легких заполнителей, снижающих вес зданий и сооружений; довести производство цемента в 1975 г. до 122—127 млн. т; значительно расширить ассортимент отделочных материалов и санитарно-технического оборудования; увеличить производство кирпича и других местных строительных материалов. Уже сейчас Советский Союз занимает первое место в мире по производству цемента, асбестоцементных изделий, деталей из сборного железобетона, а также строительного стекла и других важнейших строительных материалов. Суммарная стоимость производимых у нас строительных материалов очень велика: она составляет свыше 50% общей стоимости всех строительно-монтажных работ. В этих условиях экономия в применении материалов и целесообразное использование их в соответствии с прочностными, теплотехническими и другими свойствами совершенно обязательны, так как обеспечивают громадную экономию средств и снижают стоимость строительства.
Целесообразное использование материалов в строительстве возможно только тогда, когда инженеры-строители хорошо знают разнообразные их свойства и условия работы в различных строительных конструкциях. Поэтому курс строительных материалов является основным в системе подготовки инженеров-строителей. Кроме того, он служит основой для усвоения ряда специальных инженерных дисциплин — строительные конструкции, архитектура, технология строительного производства, санитарная техника и др.
При изучении строительных материалов, виды которых весьма многообразны, их для удобства изучения классифицируют, т. е. делят на отдельные группы. В основу классификации можно положить два признака.
1 По назначению или области применения в строительстве. Например, можно выделить группу стеновых материалов, т. е. применяемых для Еозведения стен зданий, кровельных для сооружения кровель зданий, отделочных, находящих применение для внутренней и наружной отделки зданий, и т. д. Однако такая классификация неудобна тем, что в группу материалов, например кровельных, попадают материалы самых разнообразных свойств, из различного сырья и с весьма несходными технологическими процессами — например, глиняная черепица и листовая сталь, асбестоцементные кровельные плиты и рубероид, ничего
Введение
общего между собой не имеющих ни по виду сырья, ни по методу производства.
2. Классификация строительных материалов по так называемому технологическому признаку более целесообразна и принята в настоящем учебнике по уже давно сложившейся традиции. В основу этой классификации положены вид сырья, из которого изготовляются материалы, и технологические приемы, обеспечивающие получение материалов. Таким образом появляются группы материалов: естественные каменные, керамические, вяжущие, бетоны и др. Исключение из этого классификационного принципа представляет лишь группа теплоизоляционных материалов: они имеют различную технологию производства и изготовляются из различных видов сырья, но их объединяют в одну группу такие общие свойства, как малый объемный вес и низкая теплопроводность, что и предопределяет область их применения в теплозащитных конструкциях.
Большинство строительных материалов имеет большой объем и высокий объемный вес, что вызывает значительные расходы на их перевозку от завода или карьера, где они вырабатываются или добываются, на строительную площадку. Стоимость перевозки некоторых дешевых строительных материалов может превысить их натуральную стоимость. Поэтому для удешевления строительства и разгрузки транспорта от излишних перевозок строители должны стремиться применять по возможности шире те материалы, которые добываются или вырабатываются вблизи от строящегося объекта. Такие материалы носят общее название местных, к ним в первую очередь относят песок, гравий, щебень, известь, природные камни, кирпич, камышит и ряд других.
Хотя наша современная промышленность строительных материалов является высокомеханизированной и обеспечивает невиданные в истории объемы и темпы строительных работ, качество строительных материалов не всегда соответствует предъявляемым требованиям. Технические требования к материалам и строительным деталям изложены в Государственных общесоюзных стандартах (ГОСТ), разработанных для каждого материала (за исключением совершенно новых, еще мало апробированных). ГОСТы разрабатываются на основе данных новейших достижений науки и техники. В них даются точное определение материала и цифровые показатели свойств, которым должен удовлетворять материал, приводятся методы испытания, условия хранения и транспортирования. Соблюдение требований ГОСТов обеспечивает высокое качество, сохранность и лучшее использование строительных материалов.
В обозначении ГОСТа первое число показывает его порядковый номер, второе — год утверждения. Государственные стандарты периодически, в соответствии с новыми научными достижениями и совершенствованием производства, пересматриваются и утверждаются вновь уже с другим вторым номером; утверждение нового стандарта отменяет действие старого. Пока ГОСТ на новый материал еще не утвержден, пользуются техническими условиями (ТУ).
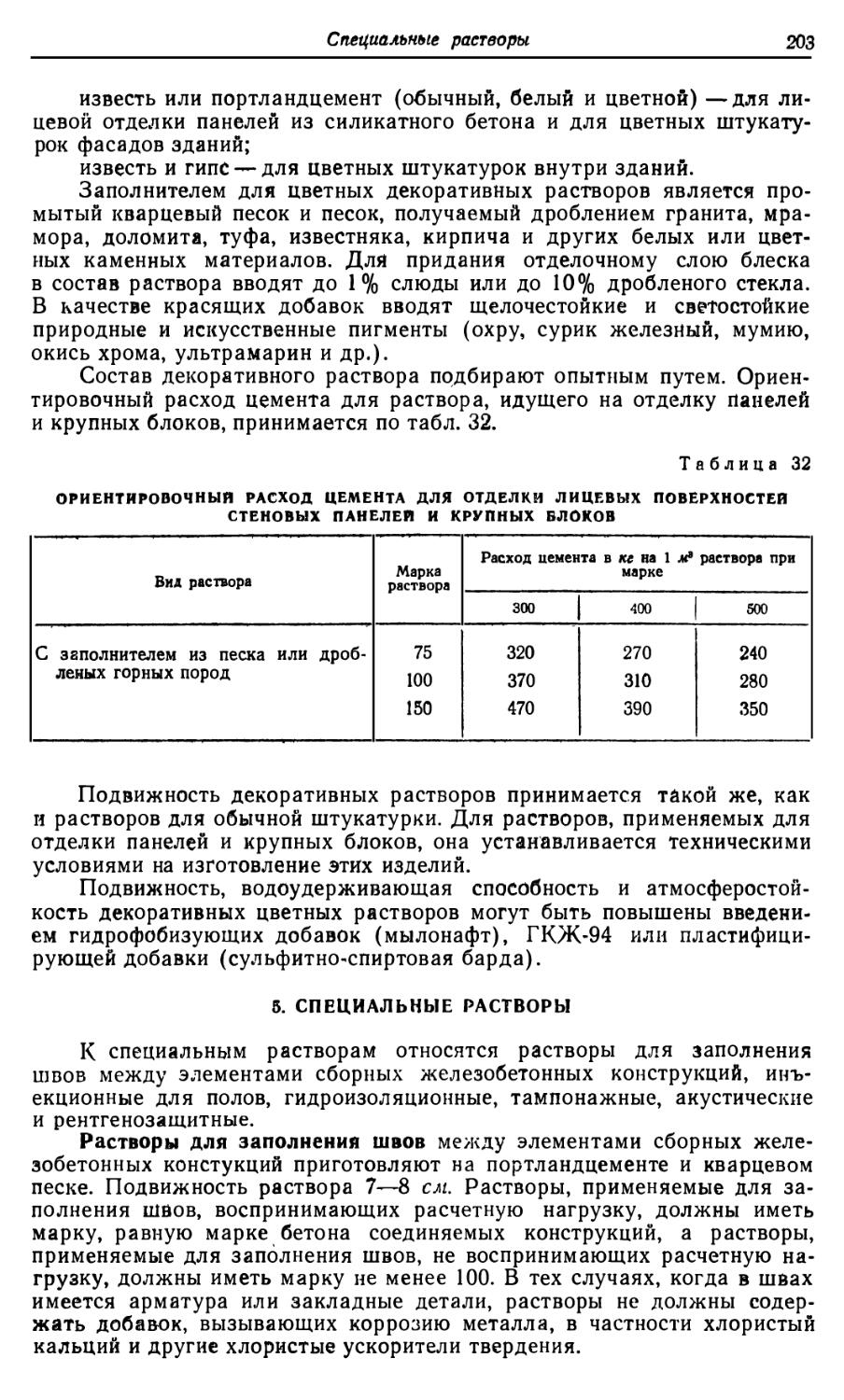
Номенклатура и основные размеры строительных материалов и деталей, основные требования к их качеству, указания по их выбору и применению для различных типов зданий и конструкций изложены б «Строительных нормах и правилах» (часть I СНиП), утвержденных Госстроем СССР.
В данном курсе «Строительные материалы» методы испытания свойств строительных материалов не рассматриваются, так как это важное для будущего инженера-строителя изучение строительных материалов проводится в лабораториях по соответствующему учебжжу пособию,
ГЛАВА I
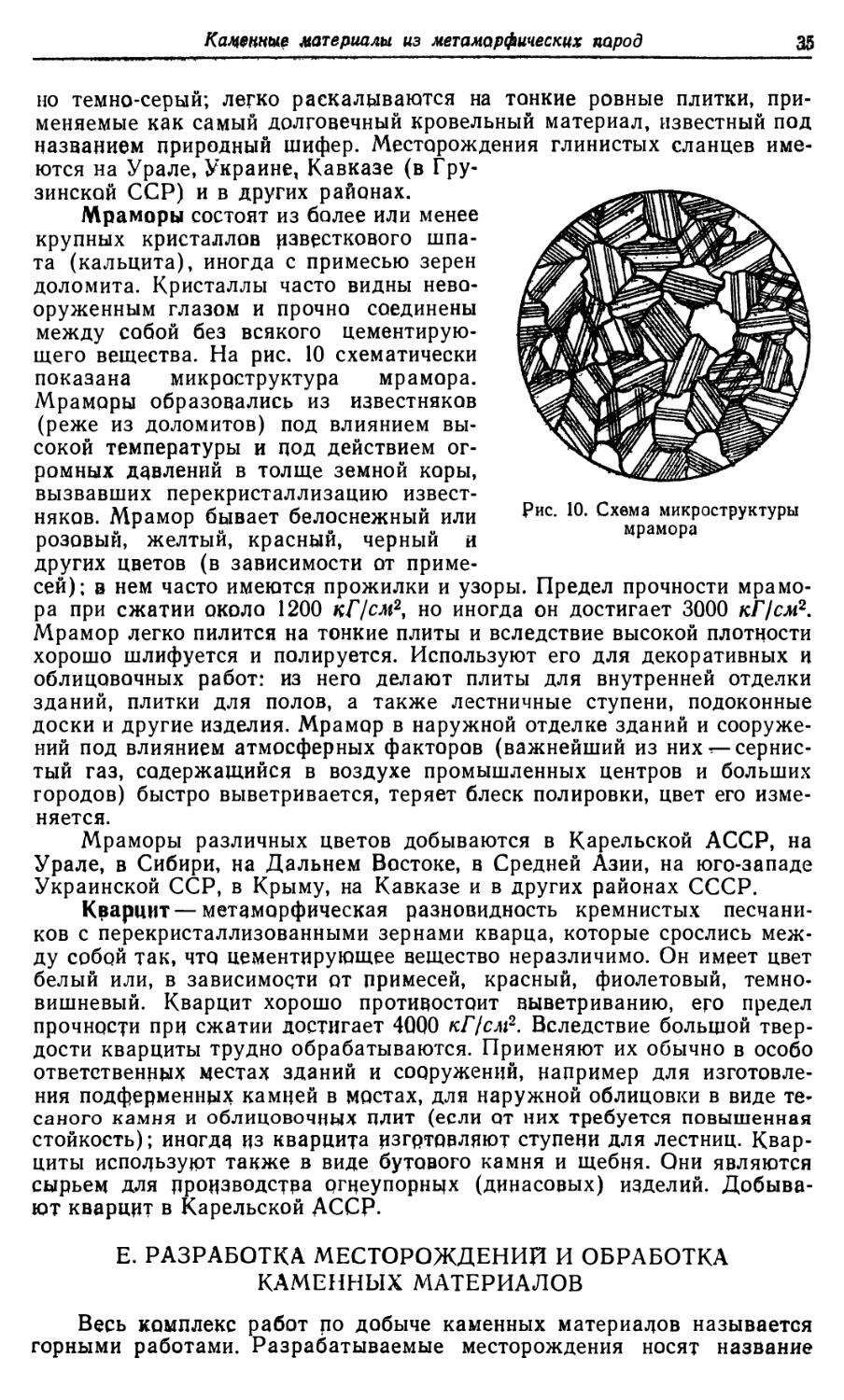
ОСНОВНЫЕ СВОЙСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Для того чтобы правильно применять тот или другой материал в строительстве, нужно знать его физико-механические свойства и учитывать те условия, в которых он будет работать в строительной конструкции.
Основные свойства строительных материалов можно разделить на несколько групп.
К первой группе относят физические свойства: удельный вес, плотность и Пористость. От них в большой степени зависят другие важные в строительном отношении свойства строительных материалов.
Вторую группу составляют свойства, характеризующие отношение строительного материала к действию воды и отрицательных температур: водопоглощение, влажность и отдача влаги, гигроскопичность, водопроницаемость, водо- и морозостойкость.
В третью группу включены механические свойства: прочность, твердость, истираемость и др.
В четвертую группу объединены свойства, характеризующие отношение материалов к действию тепла: теплопроводность, теплоемкость, огнестойкость и огнеупорность.
Помимо основных различают еще специальные свойства, присущие лишь отдельным видам строительных материалов. Так, способность некоторых материалов сопротивляться разрушающему действию кислот, щелочей, солей и газов носит общее название химической (или коррозионной) стойкости. ч
Особую группу составляют так называемые технологические свойства, которые характеризуют способность материала подвергаться механической обработке. Например, древесина является материалом, легко поддающимся обработке. Строителю приходится считаться с этим свойством при выборе того или иного материала.
Из сказанного видно, насколько разнообразны свойства строительных материалов. Некоторые из них (например, объемный вес, пористость й прочность) одинаково важны почти для всех материалов, другие— только для некоторых и в определенных условиях службы. Так, морозостойкость важна только для Тех материалов, на которые может действовать вода в условиях попеременного многократного замораживания и оттаивания.
А. ФИЗИЧЕСКИЕ СВОЙСТВА
1. УДЕЛЬНЫЙ ВЕС
Под удельным весом у йойимают вес материала в единице объема, не считая иор.
Физические свойства
1
Для определения удельного веса необходимо вес сухого материала С разделить на «абсолютный» объем Иа, занимаемый материалом (без пор или пустот):
7 — —- г/см3.
Иногда удельный вес сравнивают с удельным весодо воды, и тогда он является безразмерной величиной.
Для строительных материалов удельный вес имеет вспомогательное значение, однако им пользуются при вычислении плотности и пористости материалов* т. е свойств, имеющих важное Практическое значение.
Удельный вес большинства строительных материалов больше единицы, исключение состаБляют древесина, лаки, олифы, пенобетоны, некоторые пластмассы. Для каменных материалов он колеблется в пределах от 2,2 до 3,3 г/см3, органических материалов (дерево, битумы, дегти, пеки, олифа, лаки, пластмассы) —от 0,9 до 1,6 и черных металлов (чугун, сталь) —от 7,25 до 7,85 г/см3.
2. ОБЪЕМНЫЙ ВЕС
Объемным весом называют вес единицы объема материала в естественном состоянии (вместе с Порами).
Объем материала V\ устанавливают по внешним размерам образца или определяют по объему вытесненной им жидкости. Объемный вес рассчитывают По формуле
Q
То = — г/см? или кг/м3.
У1
Объемный вес рыхлых материалов (песка, щебня), определяемый без вычета пустот между их частицами, называют насыпным объемным весом.
Объемный вес большинства материалой меньше удельного; например, для глиняного кирпича он составляет в среДнем 1,7 г/сМ3 при удельном весе около 2,5 г/см3. Только для так называемых абсолютно плотных материалов (стекло, сталь, битумы й жидкие материалы) величины удельных и объемных весов совпадают.
Практическое значение объемного веса строительного материала очень велико: его необходимо знать при расчетах прочности (устойчивости) строительных конструкций с учетом их собственного веса, а также для подсчетов при перевозках материалов. В отличие от удельного веса объемный вес различных строительных материалов колеблется в очень широких пределах: от 20 кг/м3 для некоторых легчайших тепло¬
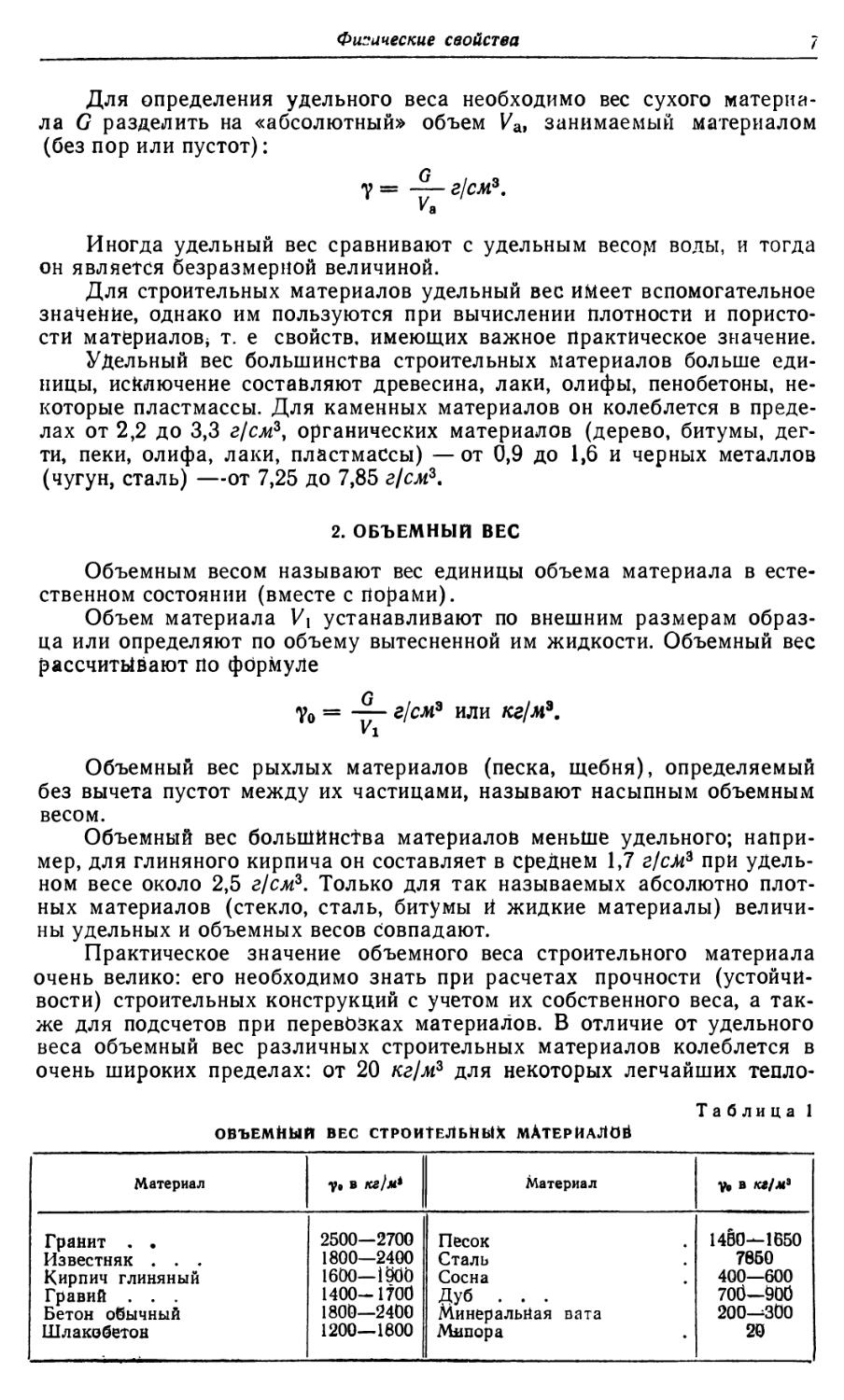
та б ли ц а 1
ОБЪЕМНЫЙ ВЕС СТРОИТЕЛЬЙЫХ мАтерИаЛОй
Материал
V» в кг/м*
Материал
V® в кг/м3
Гранит . . Известняк . . . Кирпич глиняный Гравий . . . Бетон обычный Шлакобетон
2500—2700 1800—2400 1600—190(3 1400—1700 1800—2400 1200—1800
Песок
Сталь
Сосна
Йинераль'йая вата Мипора
14В0—1650 7660 400—600 706—500 200—300 20
8
Глава I. Основные свойства строительных материалов
изоляционных материалов до 7850 кг/м3 для сталей. Увеличение влажности материала повышает его объемный вес. В табл. 1 приведены объемные веса некоторых строительных материалов.
3. плотность
Под плотностью материала понимают степень заполнения его объема веществом, из которого он состоит.
Материал, находящийся в естественном состоянии (т. е. вместе с порами), занимает объем V\9 а в абсолютно плотном состоянии имеет меньший объем ]/а- Отношение Va V\ выражает плотность материала п. Из предыдущих формул плотность материала можно выразить как
n=Vz-=<L = JVo.
Vi у Vo У
т. е. плотность равна отношению объемного и удельного весов материала.
Плотность можно выразить также в процентах:
n = h 100%.
У
Почти у всех строительных материалов п меньше 100% вследствие наличия в них большего или меньшего количества пор.
4. ПОРИСТОСТЬ
Пористостью материала Я0 называют степень заполнения объема материала порами. По величине пористость является дополнением плотности до единицы или до 100%.
п0 = 1—&
V
ИЛИ
п 1=Ъ Ю0%.
У
По величине воздушных пор материалы разделяют на мелкопористые (поры имеют размеры в сотые и тысячные доли миллиметра) и крупнопористые (размеры пор от десятых долей миллиметра до 1 —
2 мм).
Плотность и пористость материалов имеют очень большое значение в строительстве, так как с ними связаны такие важные свойства, как прочность, водопоглощение, водопроницаемость, теплопроводность, морозостойкость, звукопроницаемость, кислотостойкость и др. Для изготовления водонепроницаемых конструкций нужны материалы с высокой плотностью; малотеплопроводные конструкции необходимо изготовлять из мелкопористых материалов с пониженной теплопроводностью и т. д. Пористость строительных материалов колеблется в очень широких пределах: от 0 (сталь, стекло) до 90% (плиты из минеральной ваты).
Свойства по отношению к действию воды и растворов
9
Б. СВОЙСТВА ПО ОТНОШЕНИЮ К ДЕЙСТВИЮ ВОДЫ
И РАСТВОРОВ
1. ВОДОПОГЛОЩЕНИЕ
Водопоглощением материала называют способность его впитывать и удерживать воду. Определяют его по разности весов образца материала в насыщенном водой и в абсолютно сухом состоянии и выражают в процентах от веса сухого материала или в процентах от объема образца. Весовое водопоглощение обозначается Ввес, объемное В0б-
Обычно насыщение материала водой (особенно если оно происходит без нагрева, вакуумирования и т. д.) наступает до заполнения всего объема труднодоступных пор. Кроме того, в материале имеется известное количество замкнутых пор. Поэтому объемное водопоглощение материала обычно меньше его пористости. Способы насыщения различных материалов при определении водопоглощения устанавливаются соответствующими ГОСТами.
Если обозначить вес материала в сухом состоянии через Gb а в насыщенном состоянии через G2, то количество воды, поглощенное материалом, составит G2—G\. Пользуясь ранее приведенным обозначением объема материала в естественном состоянии Vu можно написать формулы для вычисления весового и объемного водопоглощения:
Явес = 100%;
Gi
£06=^^100%.
Vi
Отношение между объемным и весовым водопоглощением выражается
В0б _ G2 — Gi . G2 — 61
Внес ' Gi V± T°’
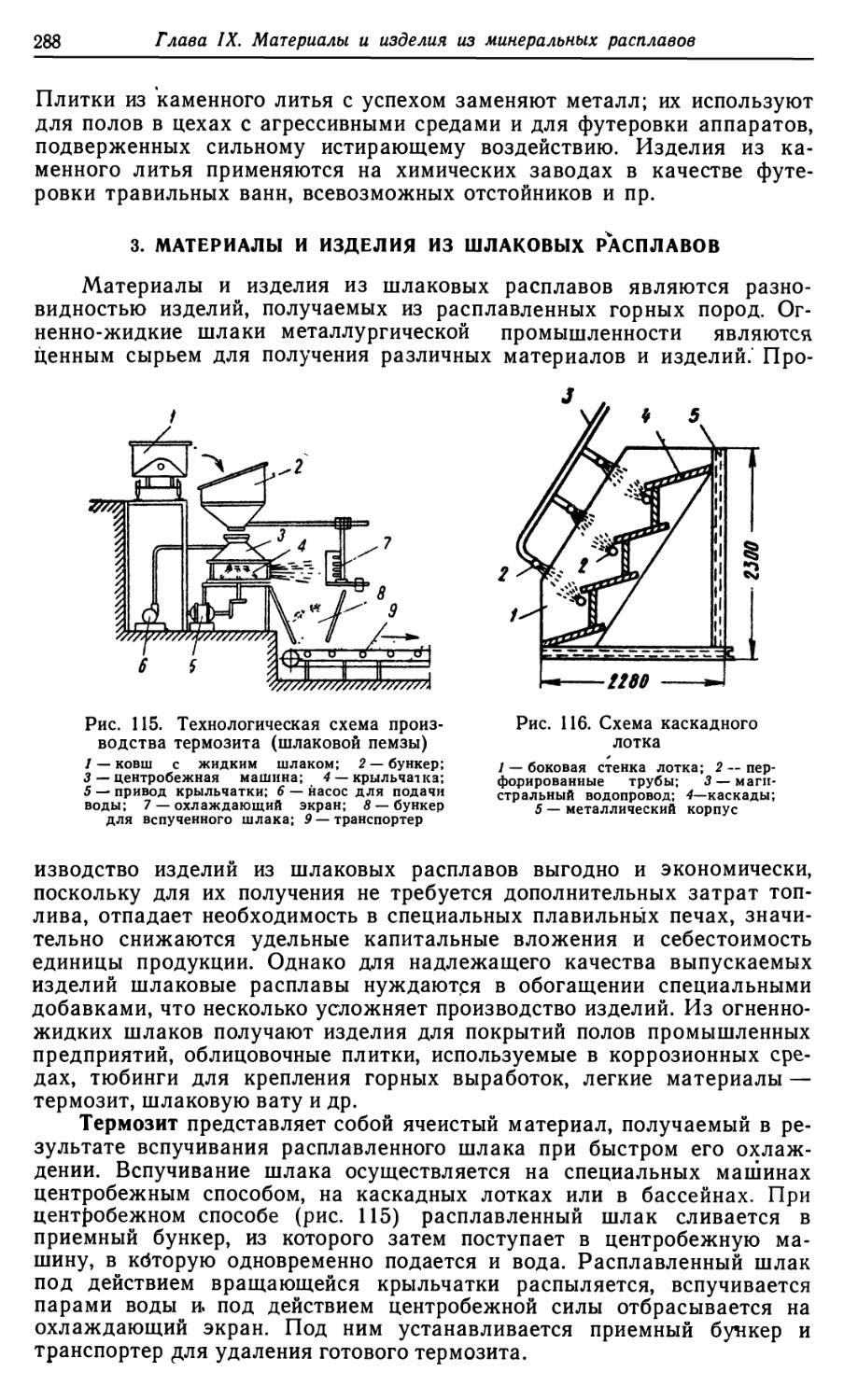
т. e. численно равно объемному весу материала.
Отсюда получается формула для перехода от одного вида водопоглощения к другому:
В0б = -BBecYo*
Объемное водопоглощение, численно равное объему пор, доступных для воды, называется видимой (кажущейся) пористостью материала в отличие от действительной (истинной) пористости. Объемное водопоглощение всегда меньше 100%, так как всегда часть объема материала занимает его вещество, а весовое водопоглощение у материалов очень пористых и очень легких (например, у торфяных теплоизоляционных плит) может быть больше 100%.
Водопоглощение различных строительных материалов колеблется в очень широких пределах. Так, весовое водопоглощение глиняного обыкновенного кирпича составляет от 8 до 20, керамических плиток — не выше 2, тяжелого бетона с объемным весом до 2,5 т/м? — около 3, гранита— 0,5—0,7 и гидроизоляционного материала (гидроизола) —2%.
Для насыщения водой образец материала постепенно погружают в нее или выдерживают в кипящей воде. Свойства насыщенного материала существенно изменяются: увеличивается теплопроводность, объемный вес, а у некоторых материалов (например, у дерева) также и объем, уменьшается прочность (вследствие ослабления связей между частицами).
10
Глава /. Основные свойства строительных материалов
Ввиду очень большого влияния, которое оказывает на материалы насыщение водой, желательно испытывать их прочность не только в сухом, но и в насыщенном состоянии. Отношение прочности насыщенного водой материала к прочности его в сухом состоянии называется коэффициентом размягчения материала. Он является важным показателем, так как характеризует водостойкость материала, который в условиях работы в сооружении может подвергаться воздействию воды. Коэффициент размягчения колеблется в пределах от 0 (у глиняных необожженных материалов) до 1 (у материалов, не изменяющих своей прочности от действия воды, например у стали, битумов). Каменные материалы (природные и искусственные) нельзя применять в условиях воздействия на них воды, если коэффициент их размягчения меньше 0,75. Материалы с коэффициентом размягчения больше 0,75 называют водостойкими.
2. ВЛАГООТДАЧА
Влагоотдачей называют свойство материала выделять воду при на* личии соответствующих условий в окружающей среде (понижение влажности, нагрев, движение воздуха). Влагоотдачу выражают скоростью высыхания материалов, т. е. количеством воды (в процентах от веса или объема стандартного образца материала), теряемым в сутки при относительной влажности окружающего воздуха 60% и температуре 20° С.
Влажность материала, т. е. весовое содержание воды в материале, значительно ниже, чем его полное водопоглощение. Вследствие влагоотдачи через некоторое время (полгода — год) после постройки устанавливается равновесие между влажностью строительных конструкций и воздуха. Это состояние равновесия называется воздушно-сухим состоянием.
В лабораторных условиях (в сушильном шкафу) можно высушить материал до полного удаления влаги (при температуре 110°С). В таком состоянии материал называется абсолютно сухим. В строительных конструкциях материалы никогда не находятся в абсолютно сухом состоянии, они всегда имеют определенную степень влажности, выражаемую в процентах от веса сухого материала.
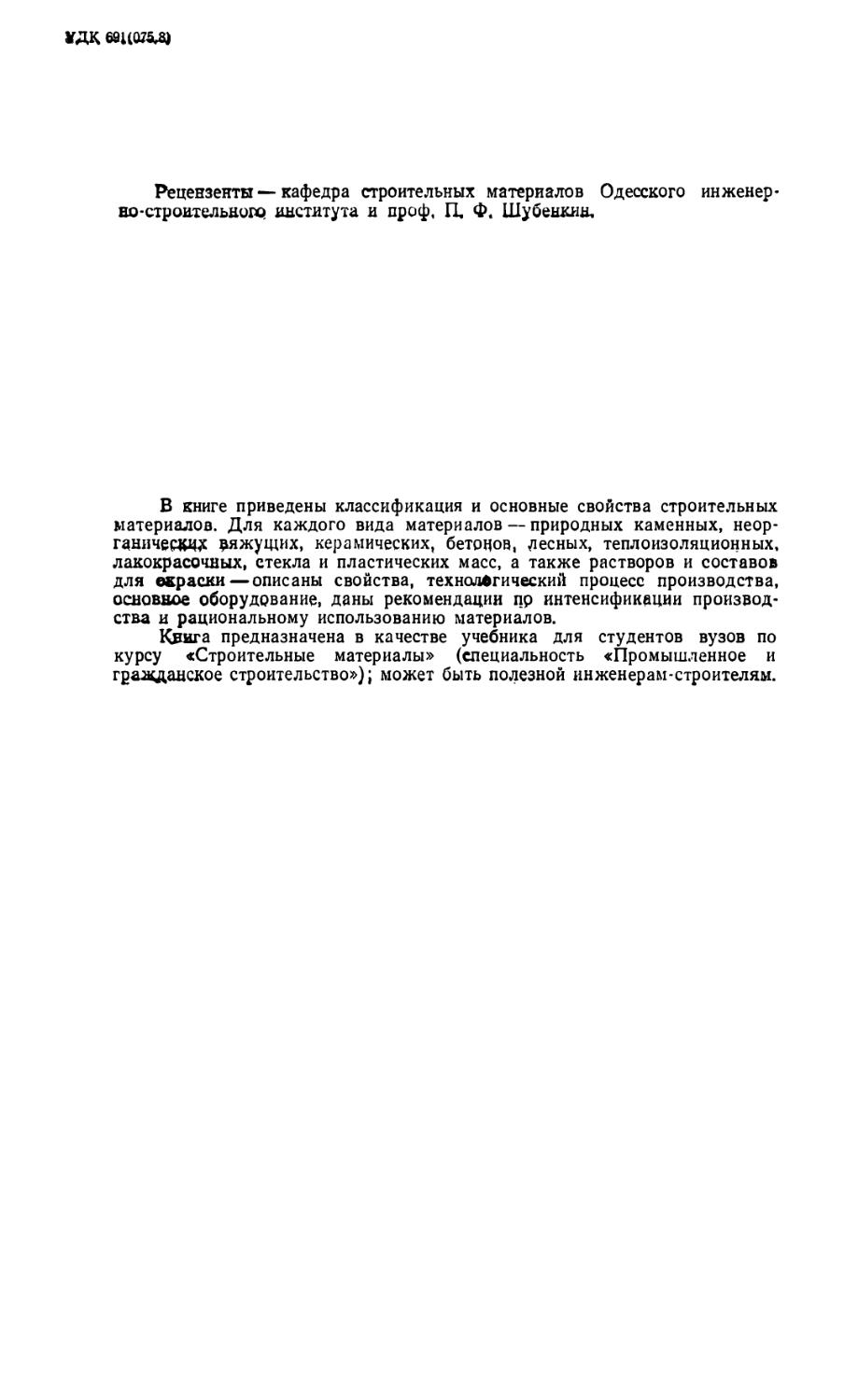
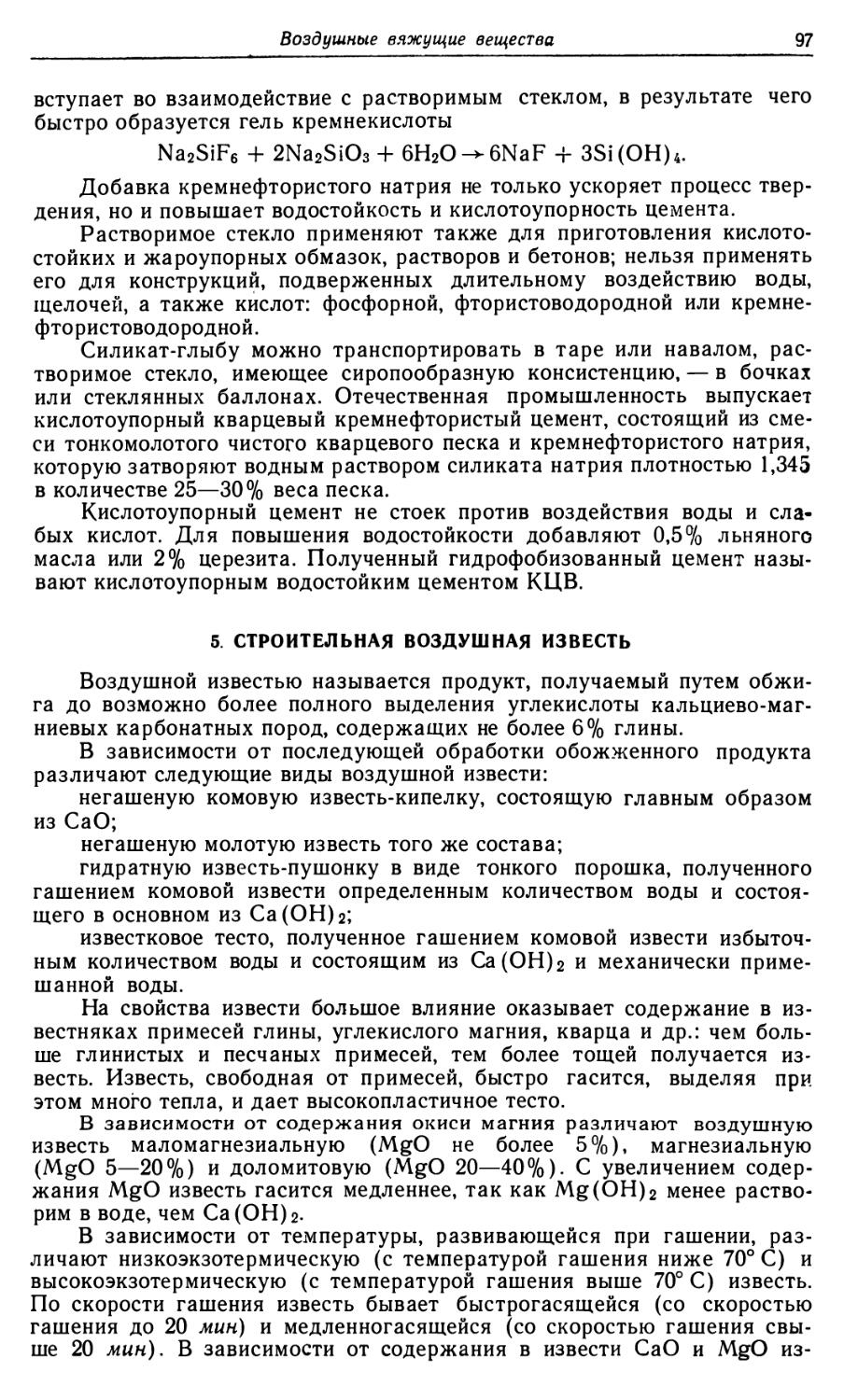
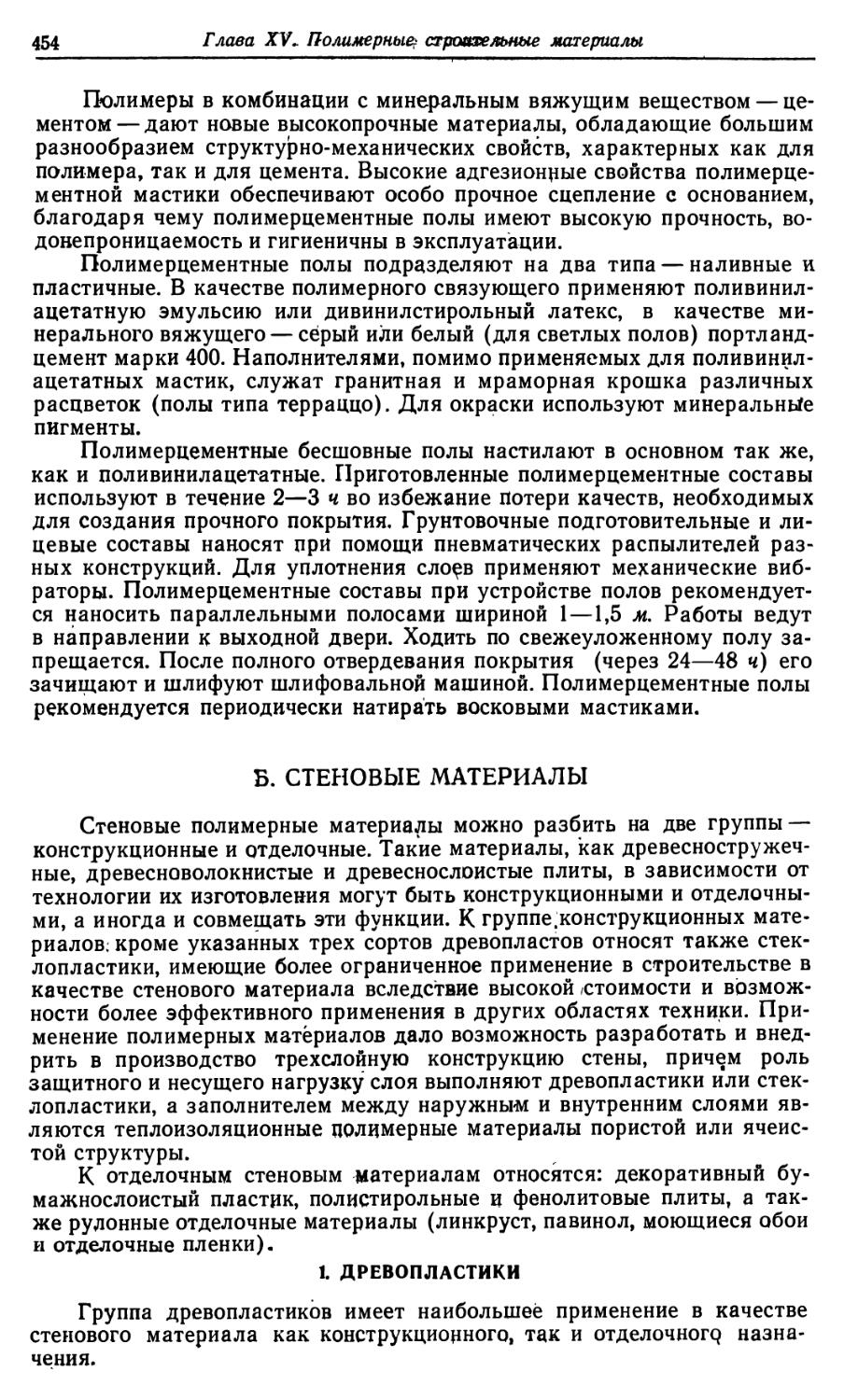
3. ВОДОПРОНИЦАЕМОСТЬ
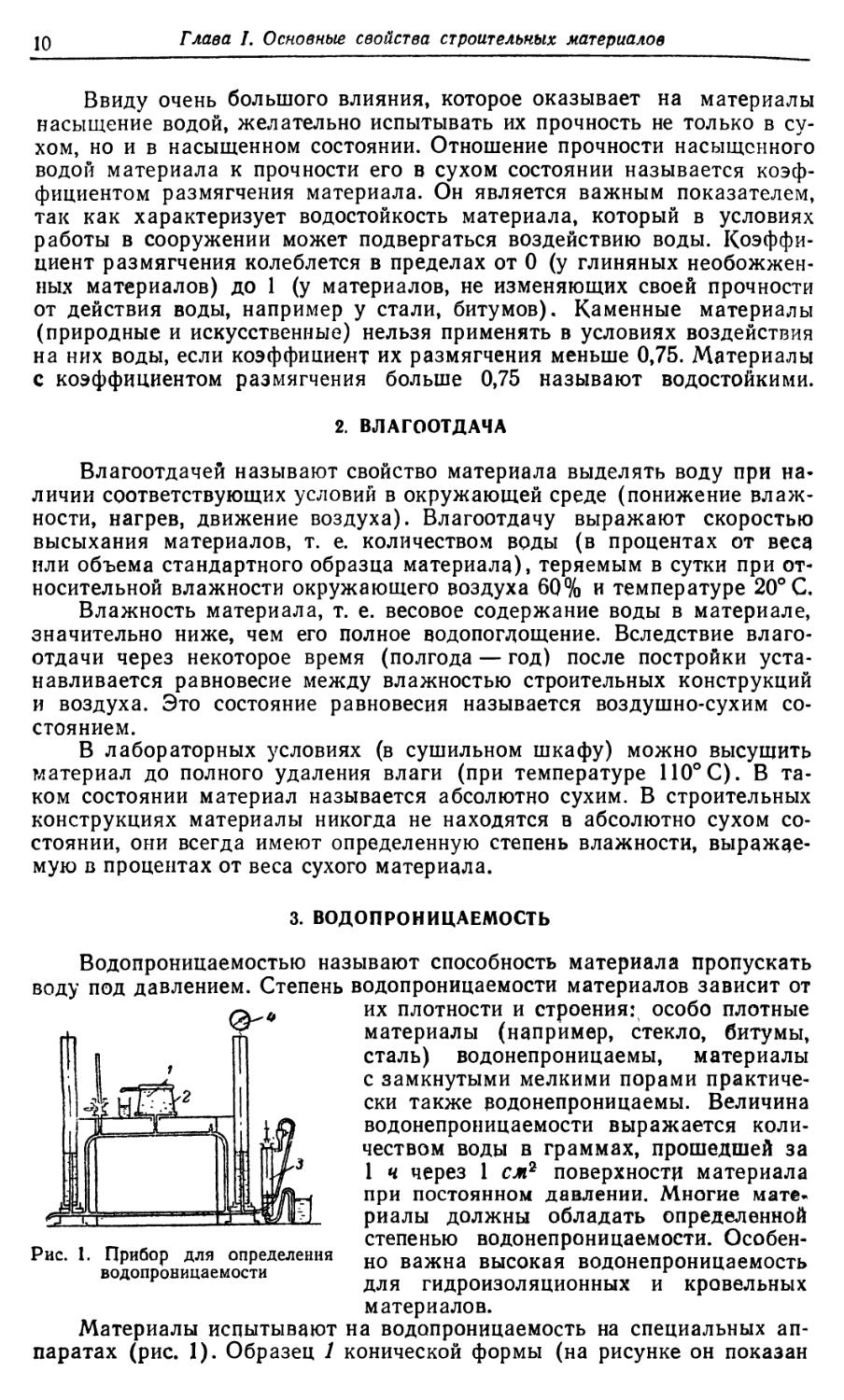
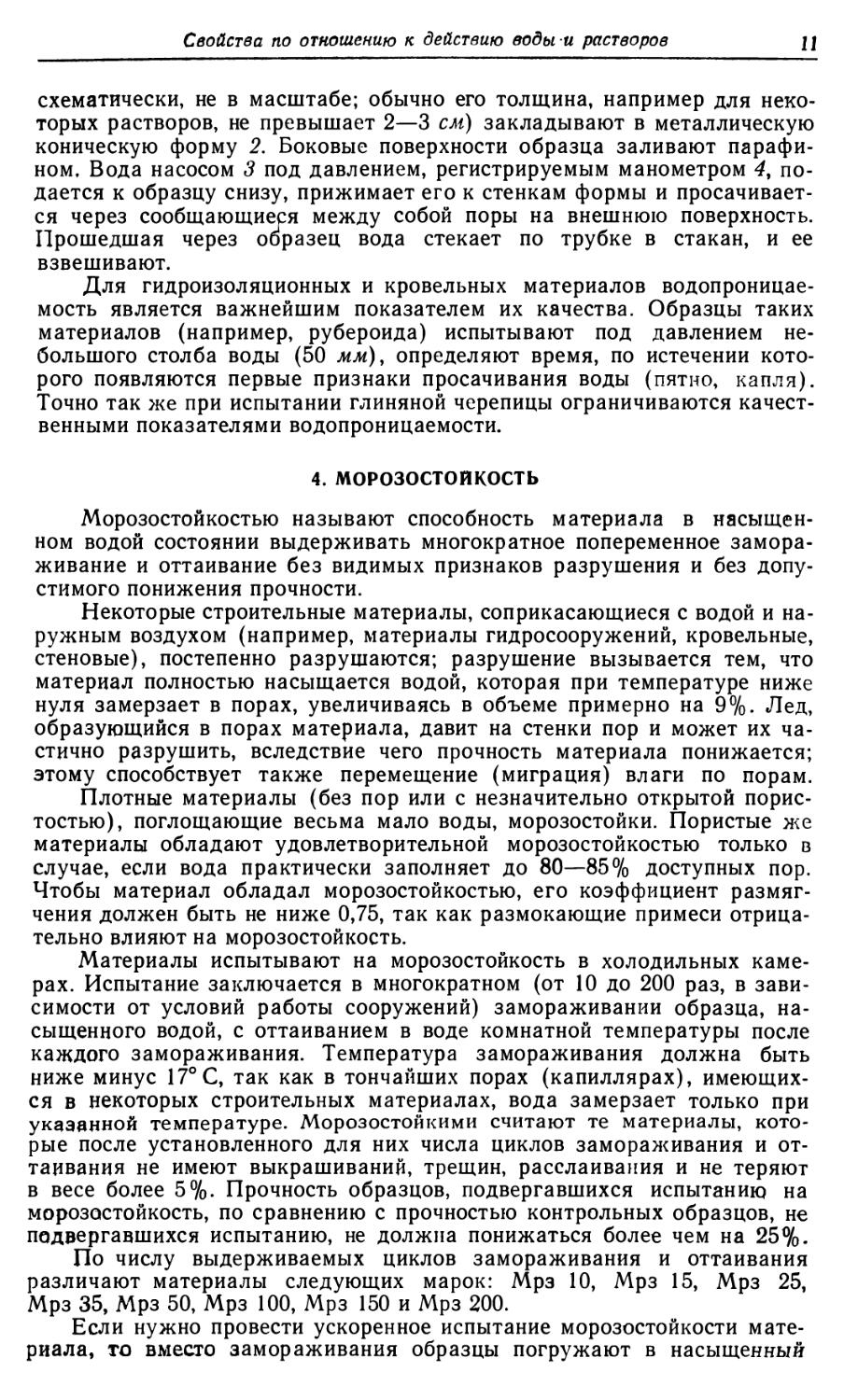
Водопроницаемостью называют способность материала пропускать воду под давлением. Степень водопроницаемости материалов зависит от
их плотности и строения: особо плотные материалы (например, стекло, битумы, сталь) водонепроницаемы, материалы с замкнутыми мелкими порами практически также родонепроницаемы. Величина водонепроницаемости выражается количеством воды в граммах, прошедшей за
1 ч через 1 см2 поверхности материала при постоянном давлении. Многие мате* риалы должны обладать определенной степенью водонепроницаемости. Особенно важна высокая водонепроницаемость для гидроизоляционных и кровельных материалов.
Материалы испытывают на водопроницаемость на специальных аппаратах (рис. 1). Образец 1 конической формы (на рисунке он показан
Рис. 1. Прибор для определения водопроницаемости
Свойства по отношению к действию воды и растворов
И
схематически, не в масштабе; обычно его толщина, например для некоторых растворов, не превышает 2—3 см) закладывают в металлическую коническую форму 2. Боковые поверхности образца заливают парафином, Вода насосом 3 под давлением, регистрируемым манометром 4, подается к образцу снизу, прижимает его к стенкам формы и просачивается через сообщающиеся между собой поры на внешнюю поверхность. Прошедшая через о(эразец вода стекает по трубке в стакан, и ее взвешивают.
Для гидроизоляционных и кровельных материалов водопроницаемость является важнейшим показателем их качества. Образцы таких материалов (например, рубероида) испытывают под давлением небольшого столба воды (50 мм), определяют время, по истечении которого появляются первые признаки просачивания воды (пятно, капля). Точно так же при испытании глиняной черепицы ограничиваются качественными показателями водопроницаемости.
4. МОРОЗОСТОЙКОСТЬ
Морозостойкостью называют способность материала в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание без видимых признаков разрушения и без допустимого понижения прочности.
Некоторые строительные материалы, соприкасающиеся с водой и наружным воздухом (например, материалы гидросооружений, кровельные, стеновые), постепенно разрушаются; разрушение вызывается тем, что материал полностью насыщается водой, которая при температуре ниже нуля замерзает в порах, увеличиваясь в объеме примерно на 9%. Лед, образующийся в порах материала, давит на стенки пор и может их частично разрушить, вследствие чего прочность материала понижается; этому способствует также перемещение (миграция) влаги по порам.
Плотные материалы (без пор или с незначительно открытой пористостью), поглощающие весьма мало воды, морозостойки. Пористые же материалы обладают удовлетворительной морозостойкостью только в случае, если вода практически заполняет до 80—85% доступных пор. Чтобы материал обладал морозостойкостью, его коэффициент размягчения должен быть не ниже 0,75, так как размокающие примеси отрицательно влияют на морозостойкость.
Материалы испытывают на морозостойкость в холодильных камерах. Испытание заключается в многократном (от 10 до 200 раз, в зависимости от условий работы сооружений) замораживании образца, насыщенного водой, с оттаиванием в воде комнатной температуры после каждого замораживания. Температура замораживания должна быть ниже минус 17° С, так как в тончайших порах (капиллярах), имеющихся в некоторых строительных материалах, вода замерзает только при указанной температуре. Морозостойкими считают те материалы, которые после установленного для них числа циклов замораживания и оттаивания не имеют выкрашиваний, трещин, расслаивания и не теряют в весе более 5%. Прочность образцов, подвергавшихся испытанию на морозостойкость, по сравнению с прочностью контрольных образцов, не подвергавшихся испытанию, не должна понижаться более чем на 25%.
По числу выдерживаемых циклов замораживания и оттаивания различают материалы следующих марок: Мрз 10, Мрз 15, Мрз 25, Мрз 35, Мрз 50, Мрз 100, Мрз 150 и Мрз 200.
Если нужно провести ускоренное испытание морозостойкости материала, то вместо замораживания образцы погружают в насыщенный
12
Глава I. Основные свойства строительных материалов
раствор сернокислого натрия ЫагБО^ЮНгО и высушивают после полного насыщения при 105° С. О полном насыщении образца можно судить по прекращению роста веса образца. Кристаллы сернокислого натрия, образующиеся в порах испытуемого материала, давят на стенки пор сильнее замерзающей воды, т. е. это испытание является более жестким, чем описанное выше. Если материал не выдерживает его, надо обязательно провести испытание на морозостойкость в холодильных камерах при насыщении материала водой.
5. ХИМИЧЕСКАЯ СТОЙКОСТЬ
Под химической, или коррозионной стойкостью понимают способность материалов сопротивляться действию кислот, щелочей, растворенных в воде газов и солей.
В условиях работы в конструкциях строительные материалы очень часто подвергаются действию агрессивных жидкостей и газов. Так, проходящие по канализационным системам сточные жидкости могут содержать свободные кислоты и щелочи, которые разрушают поверхности металлических и железобетонных труб. Растворенные соли, находящиеся в морской воде в большом количестве, могут разрушающе действовать на бетонные сооружения.
Большинство строительных материалов не обладает стойкостью к действию кислот и щелочей. Весьма нестойко в этом отношении, например, дерево, вследствие чего оно мало применяется на химических заводах. Битумы относительно быстро разрушаются под действием концентрированных растворов щелочей, а многие природные каменные материалы — год действием кислот (например, известняки, мраморы, доломиты и др.). Почти все цементы, за исключением специальных кислотостойких, также плохо противостоят действию кислот. Высокой стойкостью к действию щелочей и кислот обладают керамические материалы с очень плотным черепком — облицовочные плитки, плитки для полов, канализационные трубы, специальный кирпич для устройства канализационных коллекторов, стекло и др. Некоторые природные каменные материалы (например, бештаунит, базальт) также высококислотостойки.
В. СВОЙСТВА ПО ОТНОШЕНИЮ К ДЕЙСТВИЮ ТЕПЛА 1. ТЕПЛОПРОВОДНОСТЬ
Теплопроводностью называют способность материала передавать через свою толщу тепловой поток, возникающий вследствие разности температур на поверхностях, ограничивающих материал.
Очень важно знание теплопроводности материалов, используемых при устройстве так называемых ограждающих конструкций зданий (т. е. наружных стен, верхних перекрытий, полов в нижнем этаже), и в особенности теплоизоляционных материалов, предназначенных для сохранения тепла в помещениях и тепловых установках.
Теплопроводность материала зависит от характера пор и вида материала, его пористости, влажности, объемного веса и средней температуры, при которой происходит передача тепла. Величина ее характеризуется коэффициентом теплопроводности %.
Представим себе однородную плоскую стену с параллельными ограничивающими поверхностями из материала толщиной а м и площадью F м2. Если на поверхностях стены будут различные, но постоянные тем¬
Свойства по отношению к действию тепла
13
пературы 11 и t2> причем tx>t2, то через стену будет проходить постоянный поток тепла. Количество тепла Q, проходящее через стену в течение z ч, прямо пропорционально разности температур, площади стены и времени, в течение которого проходит тепловой поток, и обратно пропорционально толщине стены, т. е.
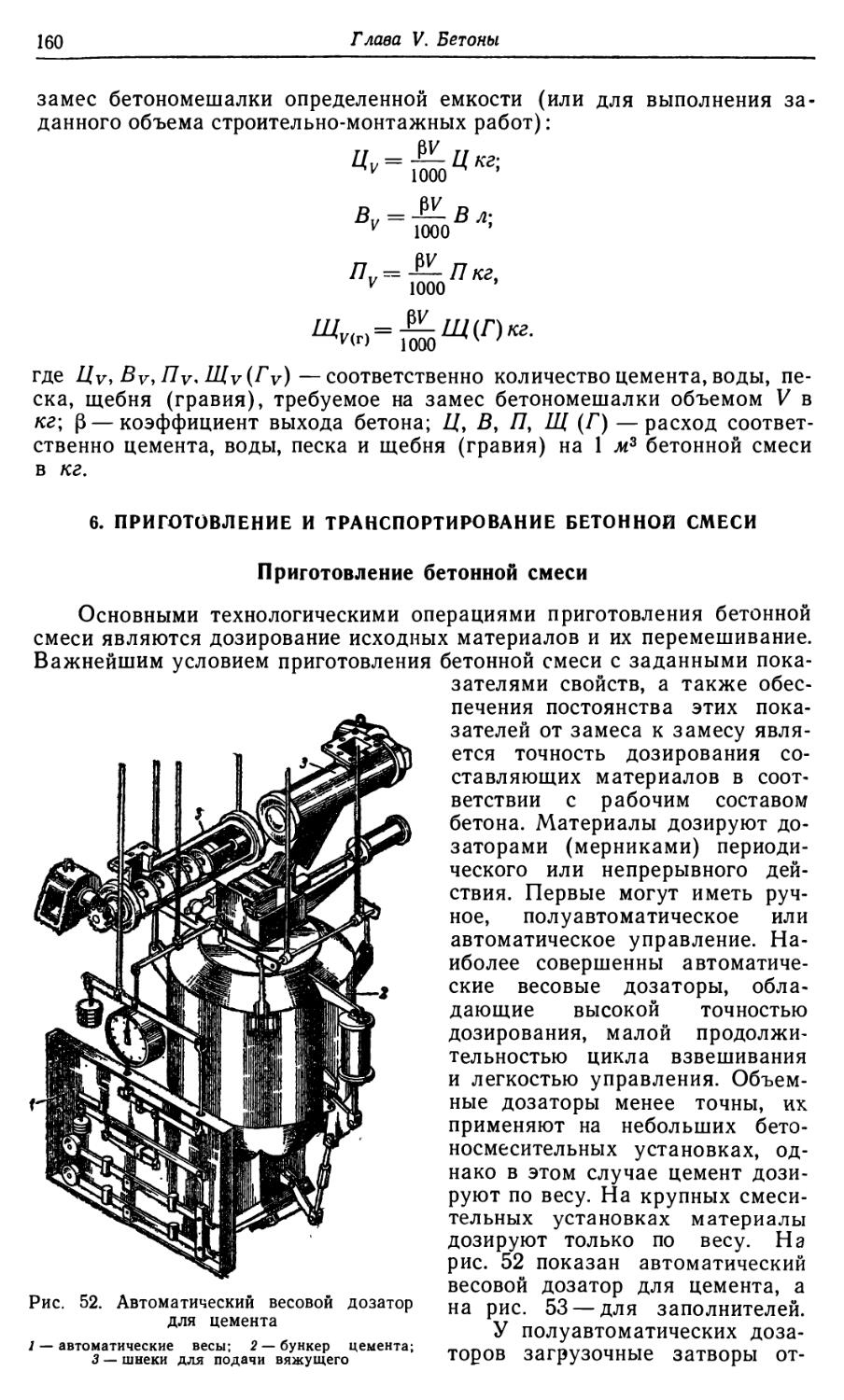
л Р {t\ — М 2
Q—X —— — ккал.
а
Из этой формулы легко определить величину коэффициента теплопроводности
% — 9^ ккал/м*ч* град.
F (*2 — t2) г
Приняв, что а= 1 му F = l м2, t\—^2=1°, 2=1 ч и подставив эти значения в предыдущую формулу, получим
Л = Q,
т. е. коэффициент теплопроводности равен количеству тепла в килокалориях, проходящего через стену толщиной 1 м> площадью 1 м2 за 1 ч при разности температур на двух противоположных поверхностях стены в 1°.
Как было отмечено выше, коэффициент теплопроводности зависит от пористости материала. У пористых материалов тепловой поток проходит через их массу и через поры, наполненные воздухом. Теплопроводность воздуха очень низка (а=0,02), вследствие чего он оказывает большое термическое сопротивление прохождению теплового потока. Коэффициент теплопроводности сухих пористых материалов является промежуточной величиной между коэффициентами теплопроводности их вещества и воздуха: чем больше пористость (т. е. чем меньше объемный вес материала), тем ниже коэффициент теплопроводности, и наоборот. Таким образом, наиболее эффективными для ограждающих конструкций являются легкие материалы. Вместе с тем общей зависимости между объемным весом и теплопроводностью для всех строительных материалов установить нельзя. Для воздушно-сухих материалов (т. е. имеющих характерную для стен зданий естественную влажность 1—7% по объему) величину коэффициента теплопроводности можно ориентировочно определять по объемному весу, пользуясь эмпирической формулой, предложенной проф. В. П. Некрасовым:
1/^0,0196+ 0,22y£ —0,14 ккал/м^ч-град.
Очень сильно повышает теплопроводность материала его влажность, так как у воды К=0,51, т. е. в 25 раз больше, чем у воздуха. Поэтому поры, заполненные водой, гораздо лучше проводят тепловой поток, чем поры, заполненные воздухом.
Некоторое влияние на величину теплопроводности оказывает температура, при которой происходит передача тепла: коэффициент теплопроводности металлов с повышением температуры уменьшается, у большинства же прочих материалов возрастает. Это особенно необходимо учитывать при выборе материалов для тепловой изоляции паропроводов, котельных установок и т. п.
Структура материала также оказывает влияние на коэффициент теплопроводности. Так, при слоистом или волокнистом строении с определенным направлением волокон коэффициент теплопроводности зависит от направления потока тепла по отношению к волокнам. Например, у дерева, волокна которого вытянуты вдоль длинной оси ствола, козф-
14
Глава 7. Основные свойства строительных материалов
фкД^ент теплопроводности при направлении потока тепла вдоль волокон (перпендикулярно торцу) в 2 раза больше, чем при направлении его поперек волокон (соответственно А,=0,30 и А,=0,15). Поэтому торцовый деревянный пол имеет больший коэффициент теплопроводности, чем дощатый.
Величина пор материала также оказывает влияние на коэффициент его теплопроводности: мелкопористые материалы менее теплопроводны, чем крупнопористые, материалы с замкнутыми порами имеют меньшую теплопроводность, чем материалы с сообщающимися порами. Это объясняется тем, что при крупных и сообщающихся порах в них возникает движение воздуха, сопровождающееся переносом тепла (явление конвекции) и повышением суммарного коэффициента теплопроводности.
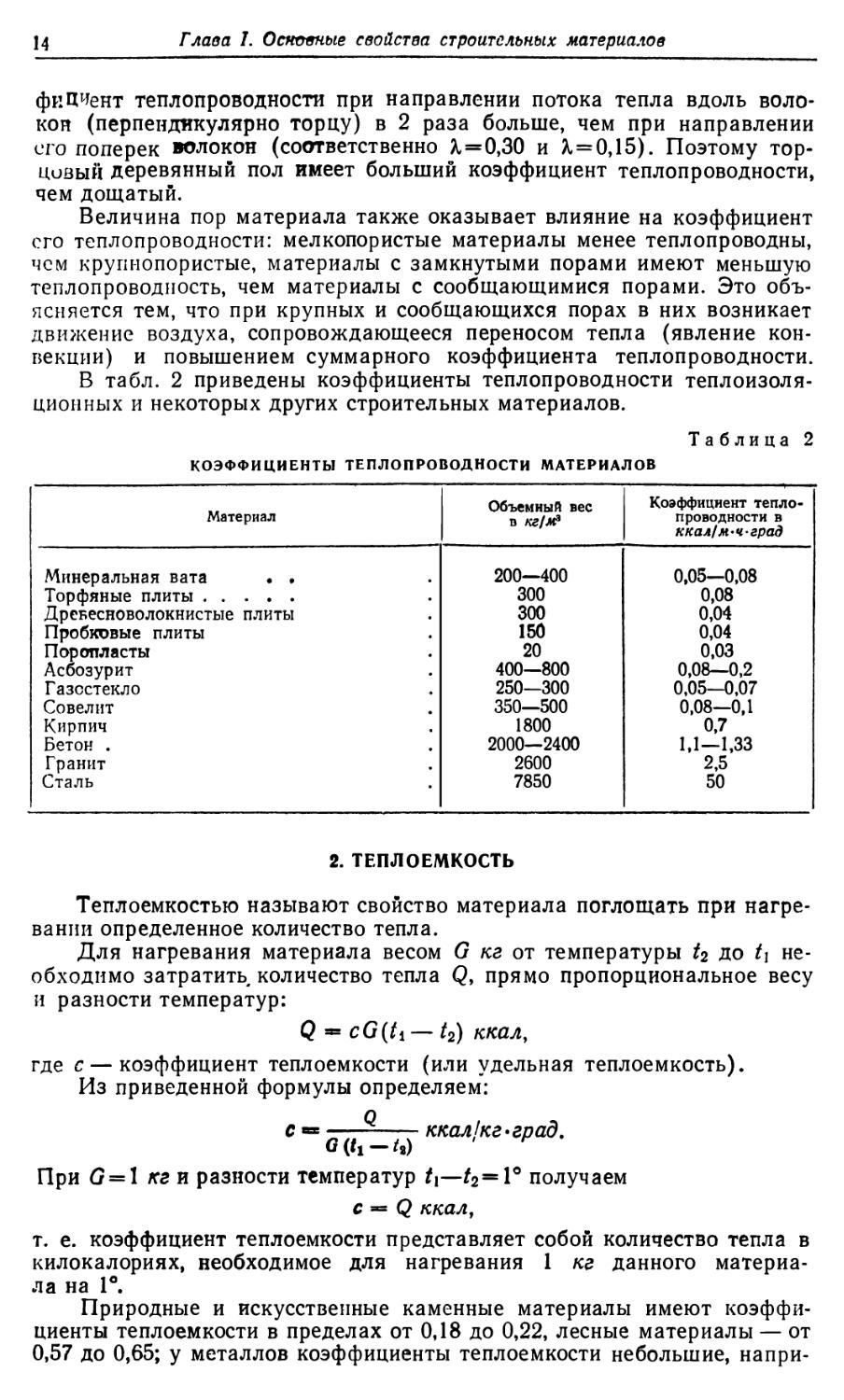
В табл. 2 приведены коэффициенты теплопроводности теплоизоляционных и некоторых других строительных материалов.
Таблица 2
КОЭФФИЦИЕНТЫ ТЕПЛОПРОВОДНОСТИ МАТЕРИАЛОВ
Материал
Объемный вес в /сг/ле3
Коэффициент теплопроводности в ккал/м-ч-град
Минеральная вата • •
о
§
1
о
о
<м
0,05—0,08
Торфяные плиты 300
0,08
Древесноволокнистые плиты
300
0,04
Пробковые плиты
150
0,04
Поропласты
20
0,03
Асбозурит
400—800
0,08—0,2
Г азсстекло
250—300
0,05—0,07
Совелит
350—500
о
1
00
о
о
Кирпич
1800
0,7
Бетон .
2000—2400
1,1—1,33
Гранит
Сталь
2600
2,5
7850
50
2. ТЕПЛОЕМКОСТЬ
Теплоемкостью называют свойство материала поглощать при нагревании определенное количество тепла.
Для нагревания материала весом G кг от температуры t2 до t\ необходимо затратить количество тепла Q, прямо пропорциональное весу и разности температур:
Q *■ cG(ti — t2) ккал,
где с — коэффициент теплоемкости (или удельная теплоемкость).
Из приведенной формулы определяем:
с в ? ккал/кг»град.
G (ti — i2)
При 0 = 1 кг и разности температур t\—t2=l° получаем
с = Q ккал,
т. е. коэффициент теплоемкости представляет собой количество тепла в килокалориях, необходимое для нагревания 1 кг данного материала на 1°.
Природные и искусственные каменные материалы имеют коэффициенты теплоемкости в пределах от 0,18 до 0,22, лесные материалы — от
0,57 до 0,65; у металлов коэффициенты теплоемкости небольшие, напри¬
Мтв по алюшепьт к дНЬстыпю таит
15
мер у стали — 0,11. Наибольший коэффициент теплоемкости имеет вода — с= 1 ккал/кг • град.
Теплоемкостью материалов пользуются для определения теплоустойчивости стен и перекрытий и расчета степени подогрева материалов для зимних бетонных и каменных работ, а также при расчете печен. Под теплоустойчивостью стен и перекрытий понпмают их способность сохранять на внутренней поверхности более или менее постоянную температуру, несмотря на колебания теплового потока вследствие неравномерной работы отопления. Суточные колебания температуры в жилых зданиях не должны превышать 6°.
В отапливаемых помещениях в частях стен или перекрытий, обращенных внутрь здания, аккумулируется запас тепла, благодаря чему в помещениях температура значительно не повышается. По окончании топки запас тепла, накопленный в стенах и перекрытиях, расходуется на подогрев воздуха, чем и выравниваются в помещениях колебания температуры воздуха. Для стен и перекрытий жилых и отапливаемых зданий желательно применять материалы с возможно более высоким коэффициентом теплоемкости. Такими являются лесные материалы, широко используемые для устройства стен и перекрытий небольших отапливаемых зданий.
3. ОГНЕСТОЙКОСТЬ
Под огнестойкостью понимают способность материалов выдерживать без разрушения действие высоких температур. По огнестойкости строительные материалы делятся на три группы: несгораемые, трудносгораемые и сгораемые.
Несгораемые материалы при воздействии огня или высокой температуры не воспламеняются, не тлеют и не обугливаются. Некоторые несгораемые материалы (например, кирпич, черепица, бетоны, асбестовые материалы) при воздействии высоких температур деформируются незначительно, другие же могут деформироваться сильно (сталь) или разрушаться (некоторые природные каменные материалы, например гранит, мрамор, известняк, гипс). Трудносгораемые материалы под воздействием огня или высокой температуры с трудом воспламеняются, тлеют и обугливаются. Горение (тление) таких материалов (фибролит, войлок, пропитанный глиняным раствором, и др.) происходит только при наличии источника огня, а после его удаления горение прекращается. Сгораемые материалы (дерево, рубероид, толь, пластмассы и др.) иод воздействием огня или высокой температуры воспламеняются или тлеют и продолжают гореть или тлеть после удаления источника огня.
4. ОГНЕУПОРНОСТЬ
Огнеупорностью называют свойство материала противостоять, не деформируясь, длительному воздействию высоких температур.
Для различных отопительных устройств (печей, труб, обмуровки котлов и др.) используют строительные материалы, которые могут не только выдерживать действие высоких температур, но и нести определенную нагрузку при постоянной высокой температуре. Такие материалы делят на три группы: огнеупорные, выдерживающие действие температур от 1580 С и выше (шамот, динас и др.); тугоплавкие, выдерживающие действие температур выше 1350 до 1580° С (гжельский кирпич); легкоплавкие — с огнеупорностью ниже 1350° С (обыкновенный глиняный кирпич).
16
Глава 7. Основные свойства строительных материалов
Г. МЕХАНИЧЕСКИЕ СВОЙСТВА
1. ПРОЧНОСТЬ
Прочностью называют свойство материала сопротивляться разрушениям под действием напряжений, возникающих от нагрузок, влияния температуры, атмосферных осадков и других факторов. Изучением прочности материалов — этого важнейшего свойства — занимается особая наука — сопротивление материалов. Поэтому здесь приведены лишь краткие сведения о прочности, необходимые для освоения курса строительных материалов.
В конструкциях строительные материалы, подвергаясь различным нагрузкам, испытывают напряжение сжатия, растяжения, изгиба, среза и удара. Чаще всего они работают на сжатие или на растяжение. Природные камни, а также бетоны и кирпич хорошо сопротивляются сжатию, значительно хуже — срезу, а еще слабее — растяжению. На растяжение они выдерживают нагрузку в 10— 15 раз меньшую, чем на сжатие. Поэтому указанные материалы следует применять главным образом в строительных конструкциях, работающих на сжатие. Другие строительные материалы (например, древесина, сталь) хорошо работают в конструкциях, подвергающихся как сжатию, так и растяжению (в балках, например).
По величине напряжение центрального сжатия или растяжения равно силе, приходящейся на 1 см2 поперечного сечения материала. Напряжение а центрального сжатия или растяжения вычисляют делением нагрузки Р на первоначальную площадь поперечного сечения F
а = кГ/см2.
Прочность строительных материалов характеризуется так называемым пределом прочности при сжатии или пределом прочности при растяжении, т. е. напряжением, соответствующим нагрузке, вызывающей разрушение образца материала. Предел прочности при сжатии или растяжении (плюс при растяжении и минус при сжатии) равен разрушающей силе Рр, деленной на первоначальную площадь сечения образца:
R±= -у- кГ/см2.
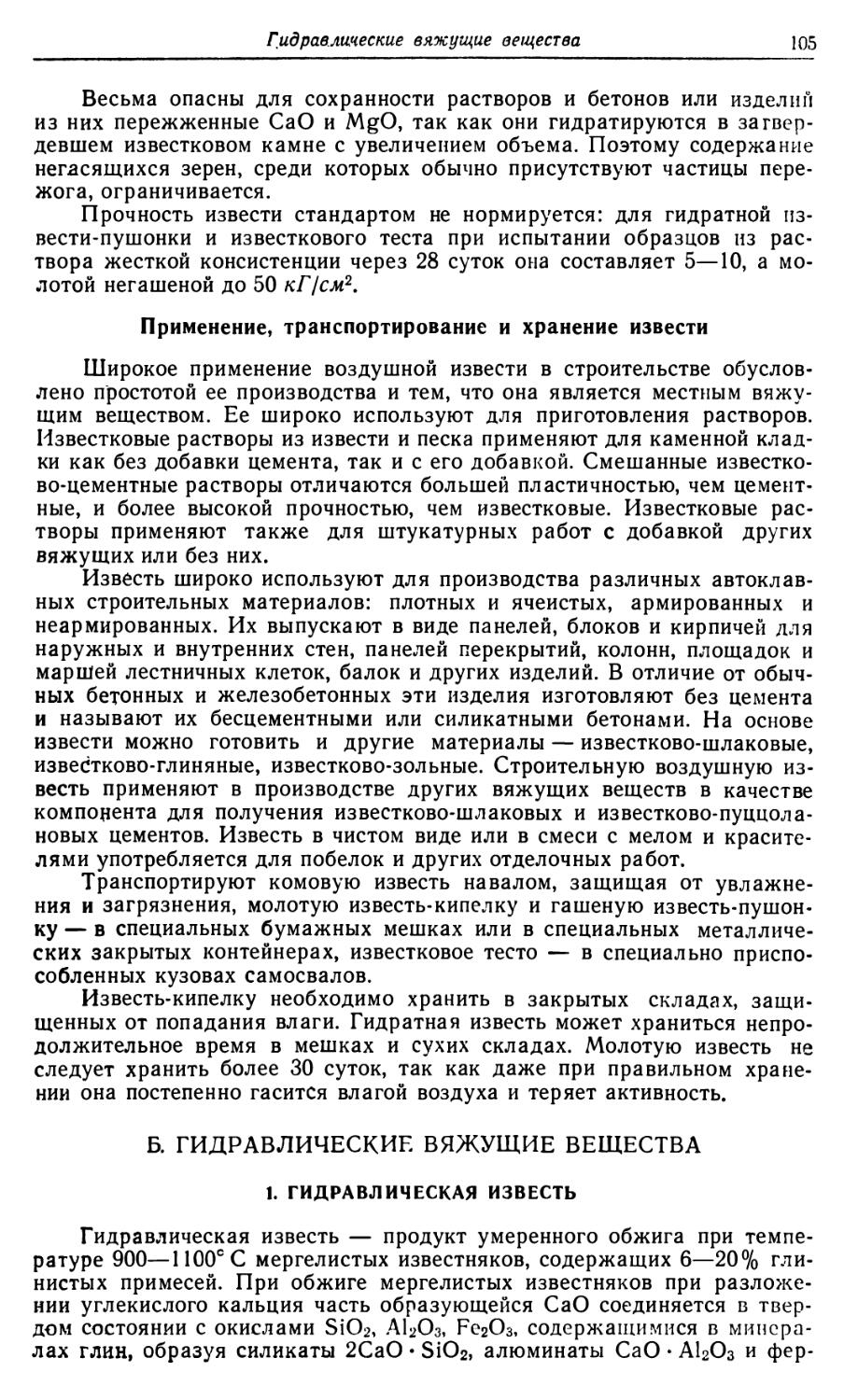
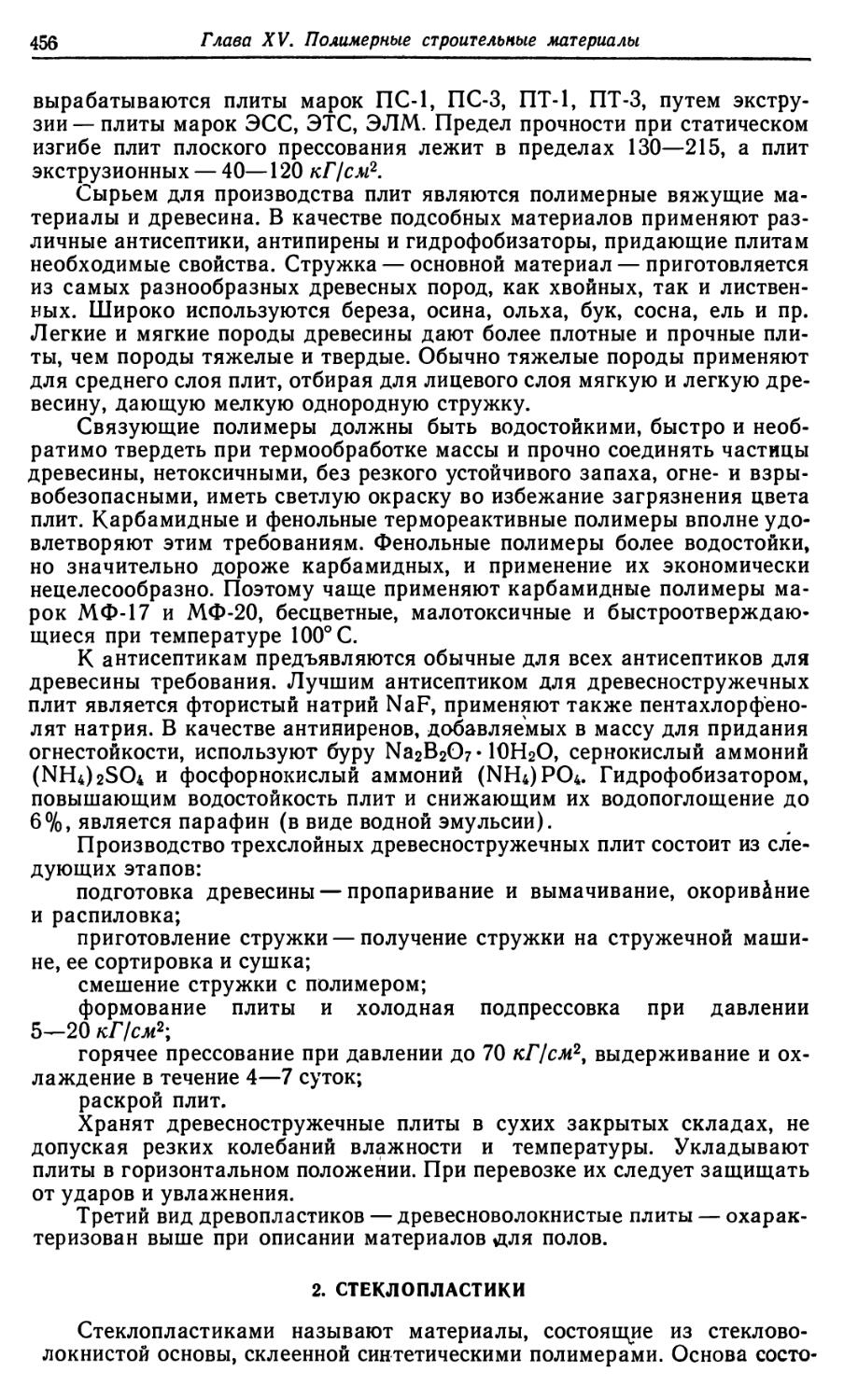
Предел прочности определяют нагружением испытуемых образцов материала до их разрушения (на прессах или разрывных машинах). Признаками разрушения являются появление трещин на образце, отслаивание и деформации. Образцы для испытания на сжатие обычно имеют форму кубиков со сторонами от 2 до 30 см. Чем неоднороднее строение материала, тем больше должны быть размеры образца. При испытании строительных растворов на растяжение образцы изготовляют в виде восьмерок стандартных размеров и формы (рис. 2). Иногда испытывают на сжатие образцы в виде цилиндра, так как цилиндры легче высверлить при помощи специальных крронок даже из твердых каменных пород, чем приготовить из них вручную образцы кубической формы.
Рис. 2. Образец-восьмсрка для испытания на растяжение
Механические свойства
17
Результаты испытания на прочность в известной мере зависят от формы и размеров образцов. При испытании удлиненных по оси цилиндров и призм получаются более низкие значения предела прочности при сжатии, чем при испытании кубиков. Это объясняется тем, что сжатие сопровождается поперечным расширением, а силы трения, возникающие между плоскостями образца и плитами пресса, удерживают нижние и верхние части образца от поперечного расширения.
Чем больше высота образцов, тем меньше влияют опорные плоскости на их прочность. При испытании малых кубиков показатели прочности более высоки, т. е. менее точны, чем при испытании больших.
При испытании необходимо точно соблюдать указания ГОСТов и ТУ в отношении формы и размеров образцов, характера обработки их поверхностей, скорости нарастания нагрузок и др.
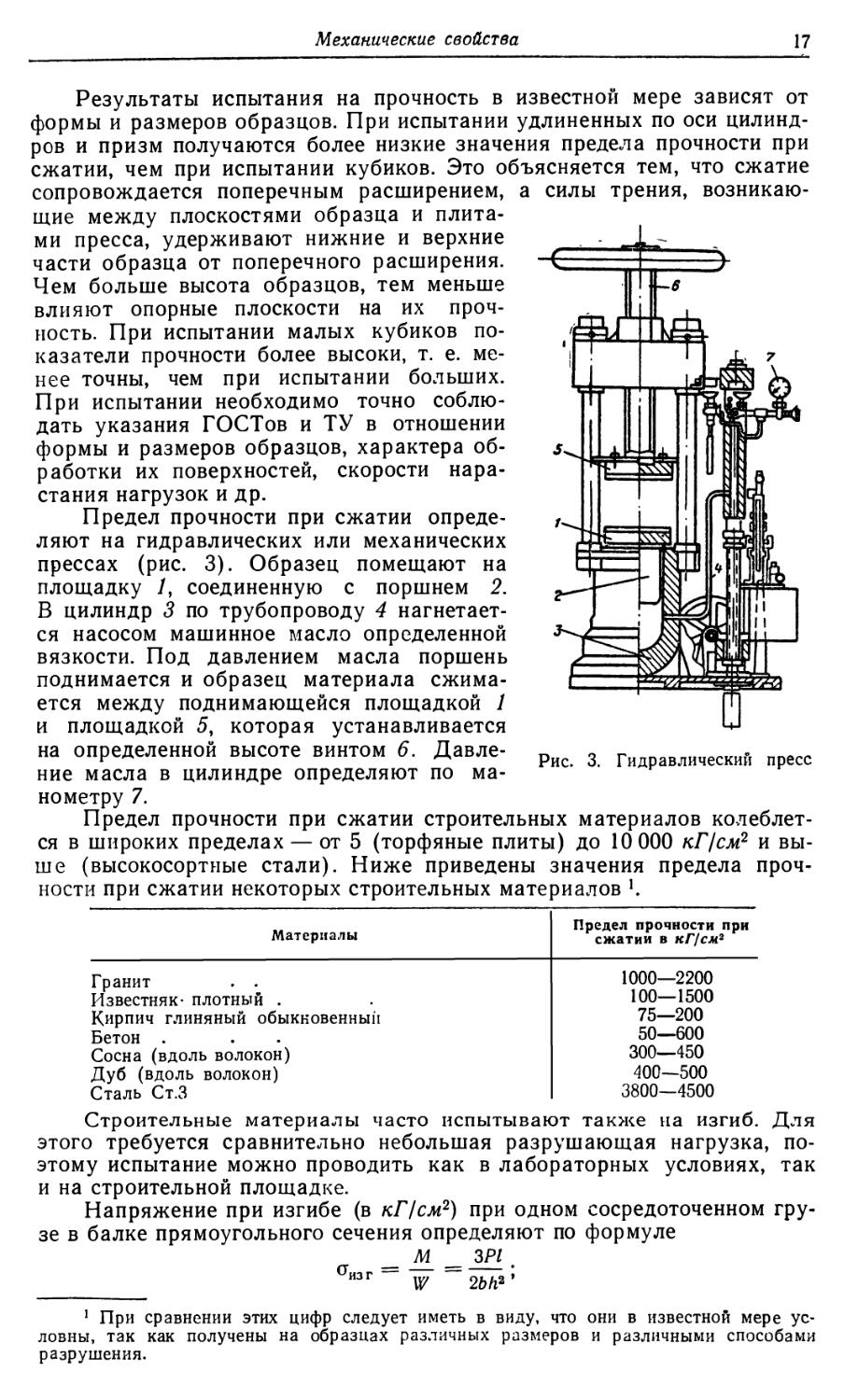
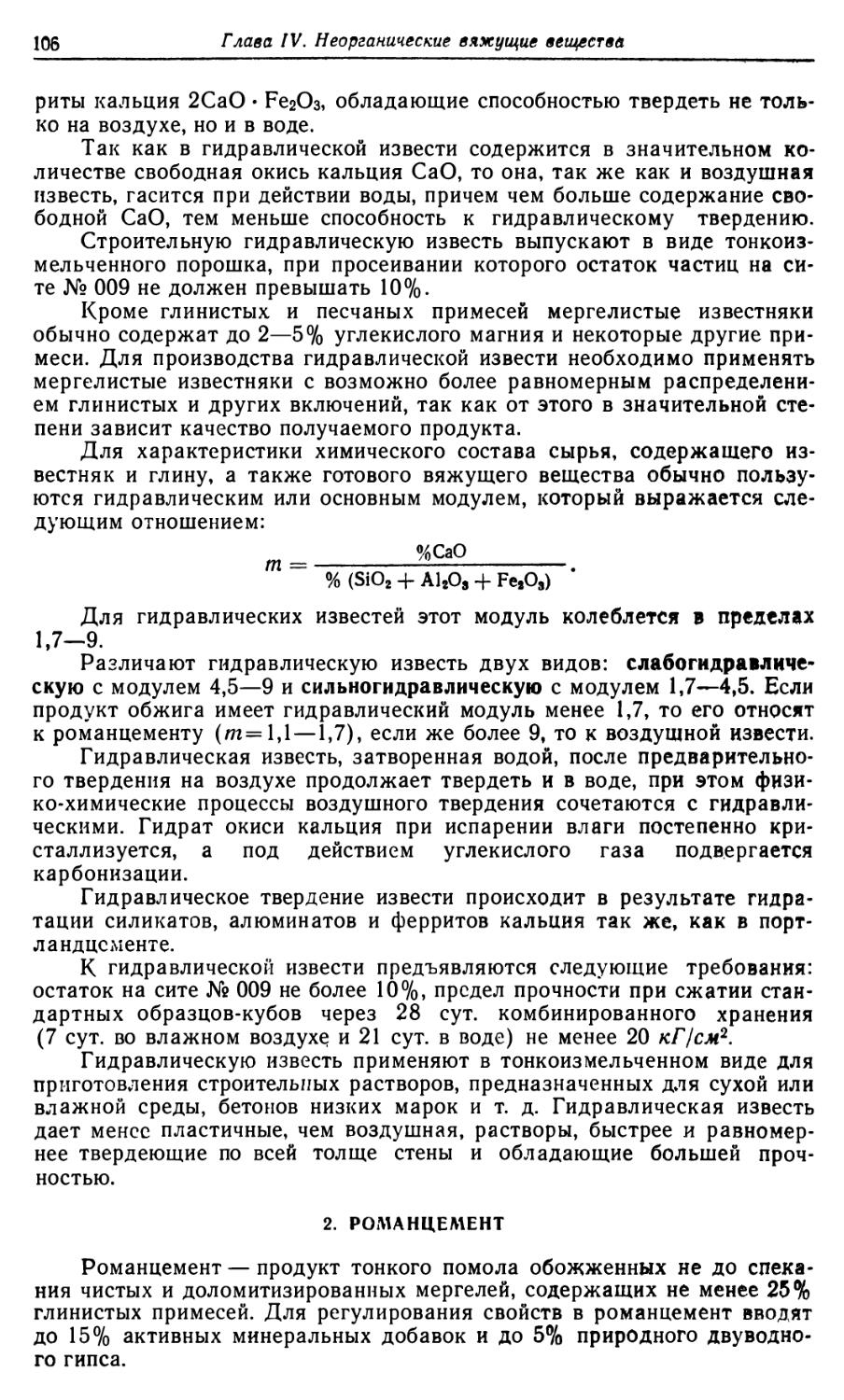
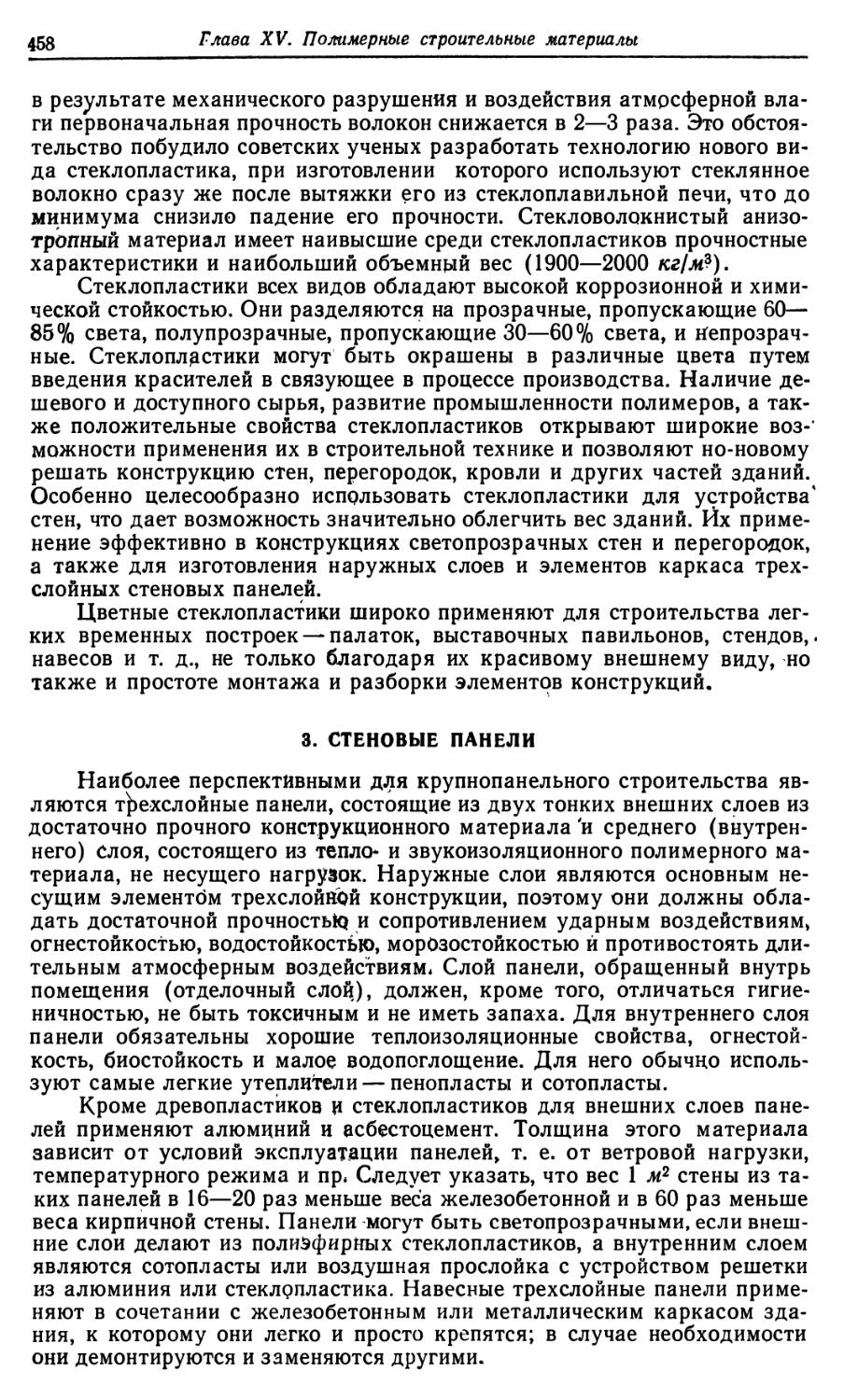
Предел прочности при сжатии определяют на гидравлических или механических прессах (рис. 3). Образец помещают на площадку /, соединенную с поршнем 2.
В цилиндр 3 по трубопроводу 4 нагнетается насосом машинное масло определенной вязкости. Под давлением масла поршень поднимается и образец материала сжимается между поднимающейся площадкой 1 и площадкой 5, которая устанавливается
на определенной высоте винтом 6. Давле- рис 3 Гидравлический пресс ние масла в цилиндре определяют по манометру 7.
Предел прочности при сжатии строительных материалов колеблется в широких пределах — от 5 (торфяные плиты) до 10 000 кГ/см2 и выше (высокосортные стали). Ниже приведены значения предела прочности при сжатии некоторых строительных материалов К
Материалы
Предел прочности при сжатии в кГ/см2
Гранит . .
1000—2200
Известняк- плотный .
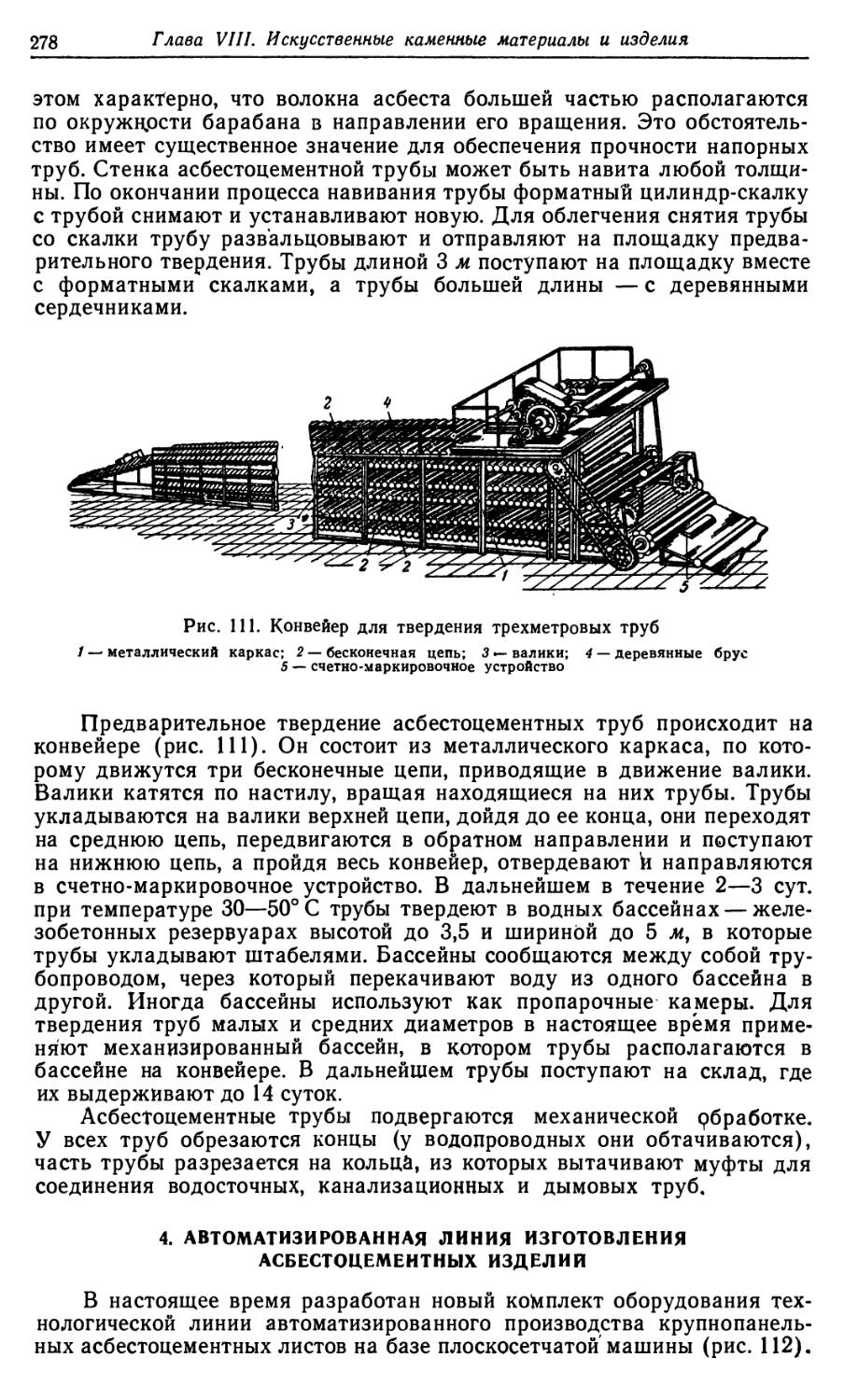
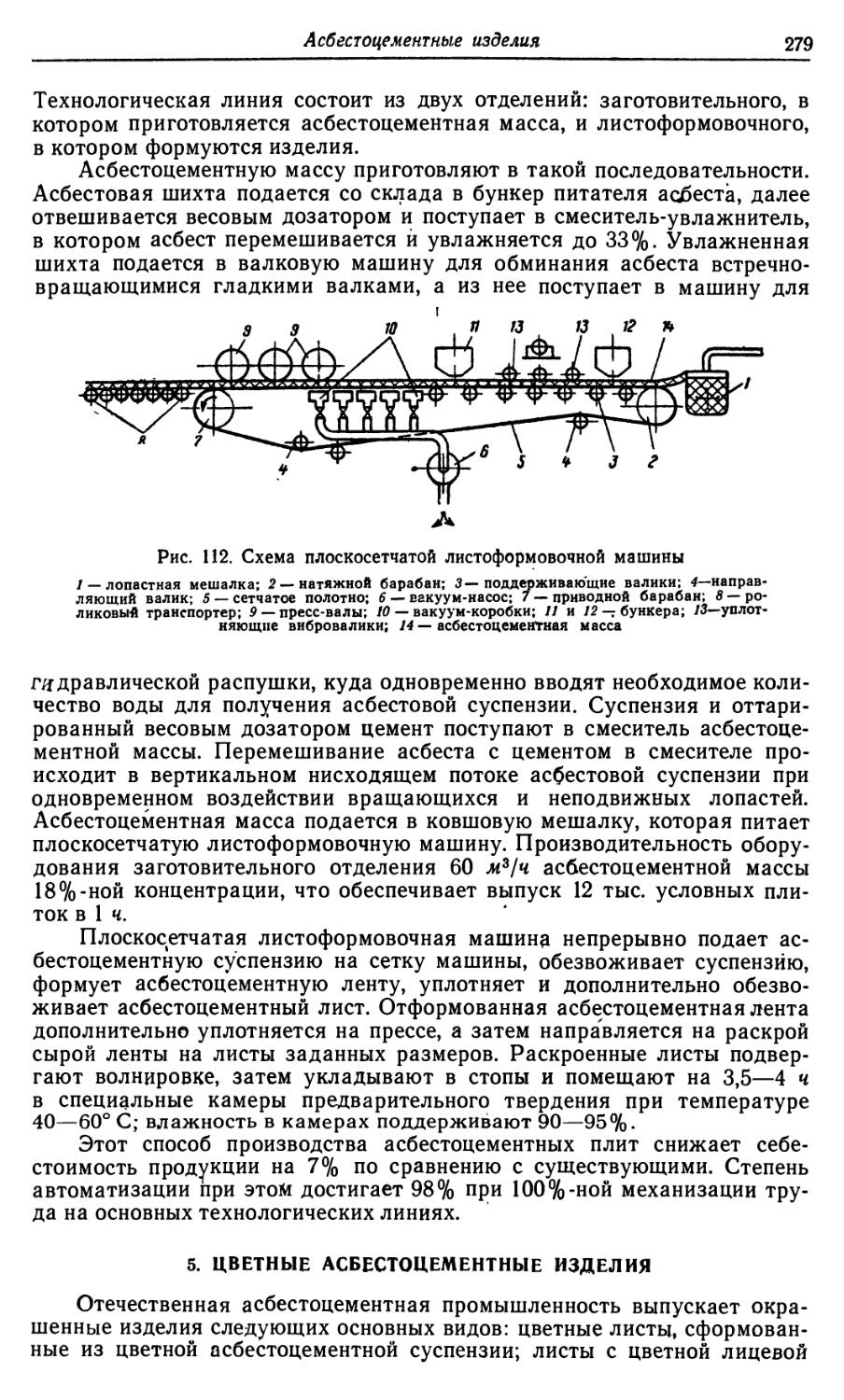
100—1500
Кирпич глиняный обыкновенный
75—200
Бетон .
50—600
Сосна (вдоль волокон)
300—450
Дуб (вдоль волокон)
400—500
Сталь Ст.З
3800—4500
Строительные материалы часто испытывают также на изгиб. Для этого требуется сравнительно небольшая разрушающая нагрузка, поэтому испытание можно проводить как в лабораторных условиях, так и на строительной площадке.
Напряжение при изгибе (в кГ/см2) при одном сосредоточенном грузе в балке прямоугольного сечения определяют по формуле
М __ ЗР1 °азг “ W " 2Ыг2'
1 При сравнении этих цифр следует иметь в виду, что они в известной мере условны, так как получены на образцах различных размеров и различными способами
разрушения.
18
Глава 1. Основные свойства стротггельпых матершят
при двух равных грузах, расположенных симметрично относительно оси балки:
Р — нагрузка в кГ; I — пролет балки между опорами в см; Ь и h — ширина и высота поперечного сечения образца в см; а— расстояние между осями приложения нагрузки в см.
Предел прочности при изгибе аПчизг приближенно вычисляют по приведенным формулам, заменяя в них изгибающую нагрузку разрушающей. При испытании на изгиб разрушение материалов обычно начинается в нижней растянутой зоне, потому что у большинства из них (за исключением стали и древесины) предел прочности при растяжении меньше предела прочности при сжатии.
В строительных материалах, работающих в сооружениях, допускается напряжение, составляющее лишь часть предела прочности аПч.из- Следовательно, допускаемое напряжение [а] равно
где z — запас прочности; эта величина больше единицы обычно в 2—3
Уменьшение величин допускаемого напряжения объясняется следующими факторами.
1. Полученные при испытаниях показатели дают представление только о среднем значении прочности материалов. Наиболее слабые части их разрушаются раньше, чем напряжение достигнет средней величины предела прочности. Многие материалы, нагруженные до напряжения, составляющего только часть предела прочности (50—70%), сильно деформируются. Следовательно, запас прочности надо принимать тем больше, чем менее однороден материал.
2. В каменных и других хрупких материалах образуются трещины раньше достижения напряжения, равного пределу прочности.
3. При многократной переменной нагрузке под влиянием так называемой усталости материала он может разрушаться при напряжении, равном только половине предела прочности.
4. Под действием атмосферы изменяются первоначальные свойства материала, со временем происходит его «старение», сопровождаемое понижением прочности.
Для обеспечения сооружениям достаточной прочности при действии перечисленных факторов, а также нагрузок, не учтенных в расчетах (или учтенных недостаточно точно вследствие несовершенства методов расчета), в нормах на строительное проектирование установлены определенные запасы прочности для различных материалов и конструкций.
Твердостью называется свойство материала сопротивляться прониканию в него постороннего более твердого тела. Это свойство не находится в прямой зависимости от прочности: материалы с разными значениями предела прочности (например, стали разных марок) могут обладать примерно одинаковой твердостью. Применяются различные способы испытания твердости материалов, сопоставлять же можно только показатели, полученные одним и тем же способом.
F/Le М — изгибающий момент в кГ • см; W — момент сопротивления поперечного сечения балки в см3 (для прямоугольного сечения
[(Т] = OBS&Kf/cM*,
Z
раза и выше.
2. ТВЕРДОСТЬ
Механические свойства
19
Твердость однородных каменных материалов определяют по шкале твердости, в которой десять специально подобранных минералов расположены в таком порядке, что на каждом из них все последующие могут оставлять черту (табл. 3).
Таблица 3
ШКАЛА ТВЕРДОСТИ МИНЕРАЛОВ
Показа те ль твердости
Минерал
Характеристики твердости
1
Тальк или мел
Легко чертится ногтем
2
Каменная соль или гипс
Чертится ногтем
3
Кальцит или ангидрит
Легко чертится стальным ножом
4
Плавиковый шпат
Чертится стальным ножом под небольшим давлением
5
Апатит
Чертится стальным ножом под большим нажимом, стекла не чертит
6
Ортоклаз
Слегка царапает, стекло, стальным ножом не чертится
7
Кварц |
Легко чертят стекло, стальным ножом
8
Топаз 1
9
Корунд |
не чертятся
10
Алмаз J
При испытании цифровой показатель твердости образца может оказаться между показателями двух соседних минералов, взятых по шкале твердости. Например, если испытываемый материал чертится ортоклазом, а сам не чертит апатит, то его твердость принимают равной 5,5.
Для определения твердости древесины, стали и бетона в образцы вдавливают стальной шарик под определенной нагрузкой и определяют глубину вдавливания.
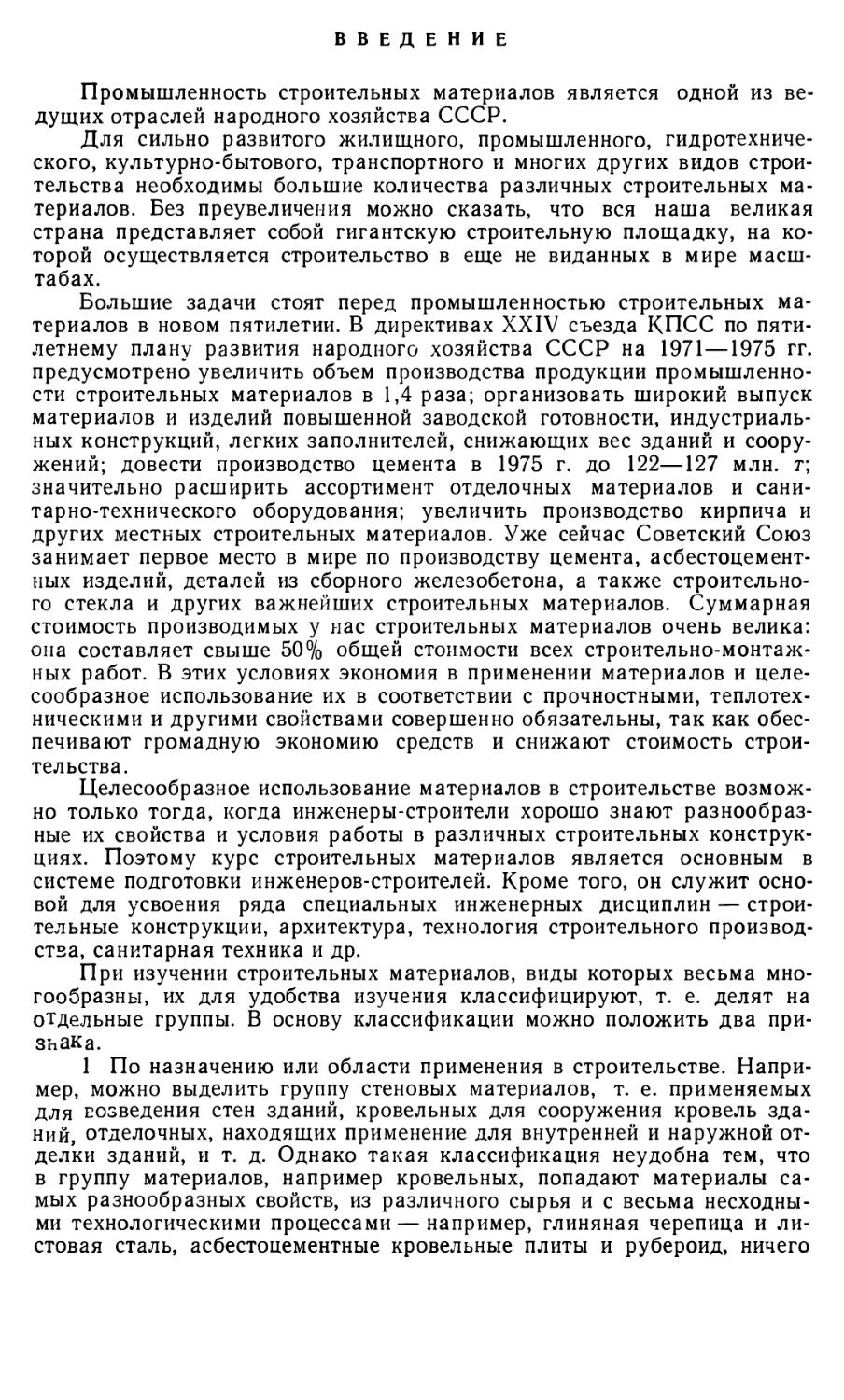
3. ИСТИРАЕМОСТЬ
Истираемостью называют способность материала уменьшаться в весе и объеме под действием истирающих усилий. Истираемость имеет большое значение для тех материалов, которые в условиях службы в строительных конструкциях подвергаются истирающему воздействию (например, материалы для полов, лестниц,
угольных и других бункеров).
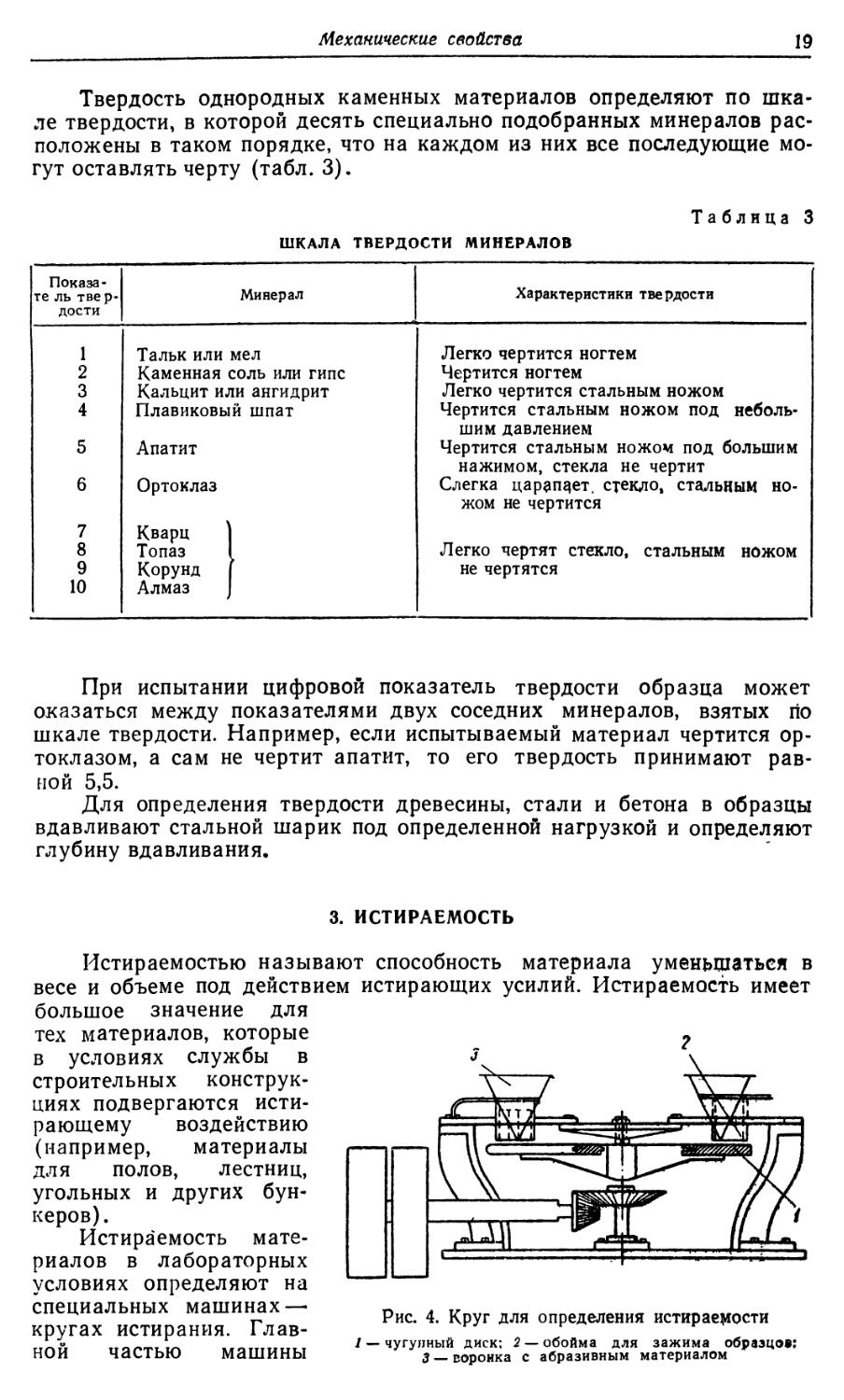
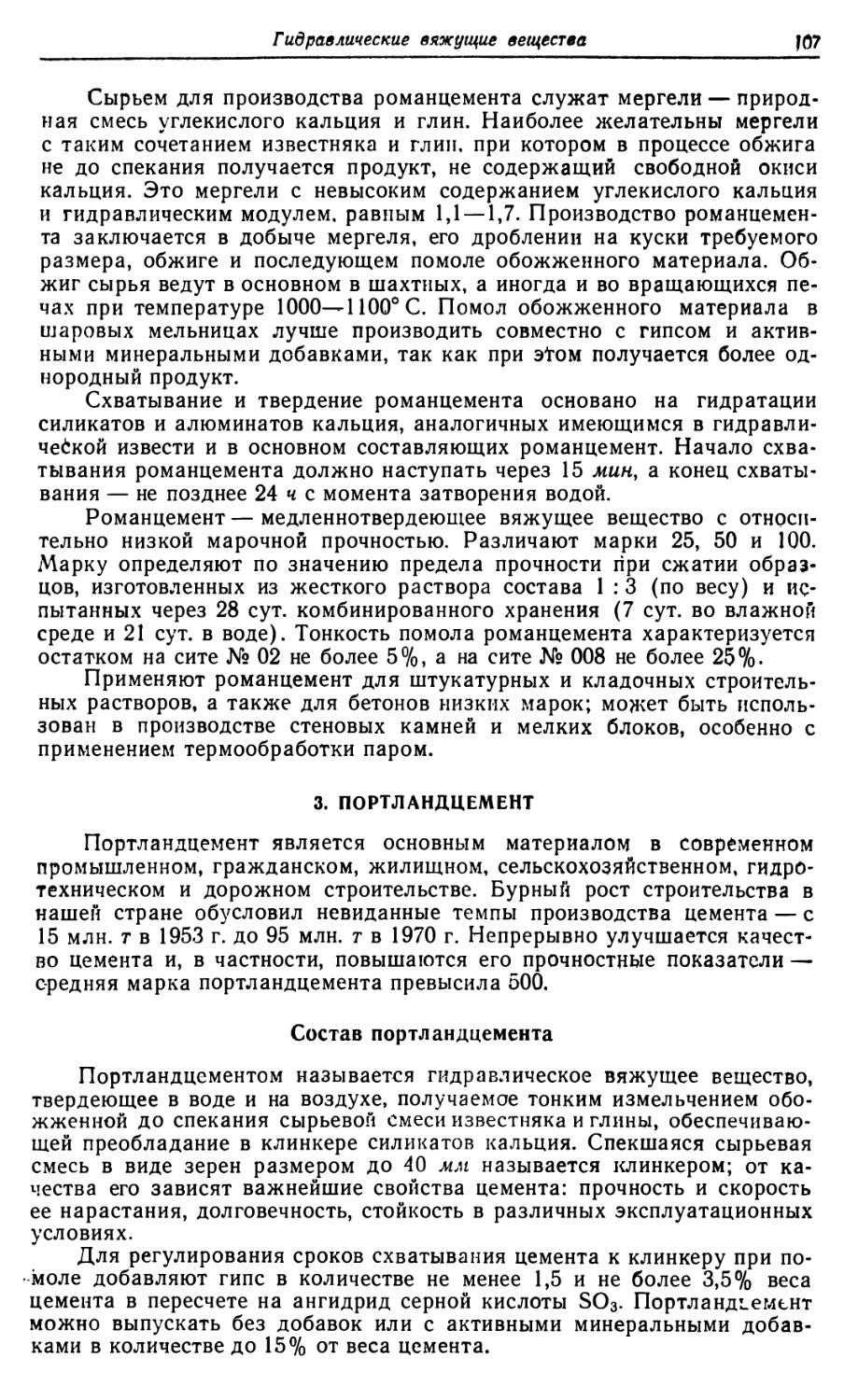
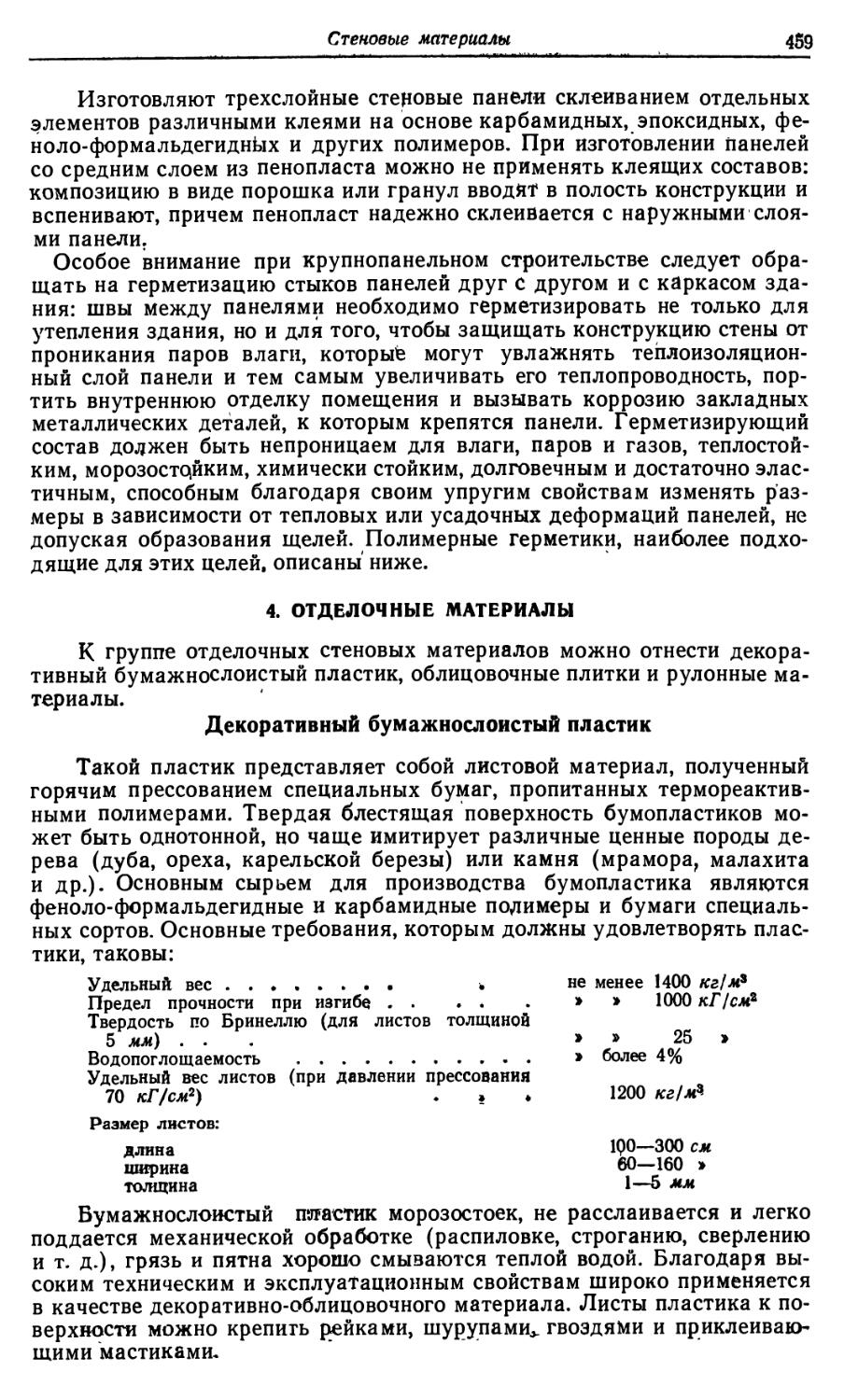
Истираемость материалов в лабораторных условиях определяют на специальных машинах — кругах истирания. Главной частью машины
Рис. 4. Круг для определения истираемости
/ — чугунный диск; 2 — обойма для зажима образцов: 3 воронка с абразивным материалом
20
Глава /. Основные свойства строительных материалов
(рис. 4) является чугунный вращающийся круг, к которому под определенным давлением прижимают кубики или цилиндры из испытуемого материала. На движущийся круг подсыпают истирающий материал (абразив) в определенном количестве. Для мягких материалов абразивом служит чистый кварцевый песок, а для твердых — наждак. При испытании число оборотов круга устанавливается таким, чтобы путь истирания имел определенную длину.
Если обозначить через G и G\ вес образца соответственно до и после истирания, а через F — площадь истирания, то истираемость будет равна:
И = —1 г/см2.
Средние показатели истираемости некоторых материалов имеют такое значение:
Материал
| Истираемость в г]см%
Гранит .
0,1—0,5
Кварцит . ,
.
0,06—0,12
Керамические плитки для полов
0,25—0,3
Известняк
0,3—0,8
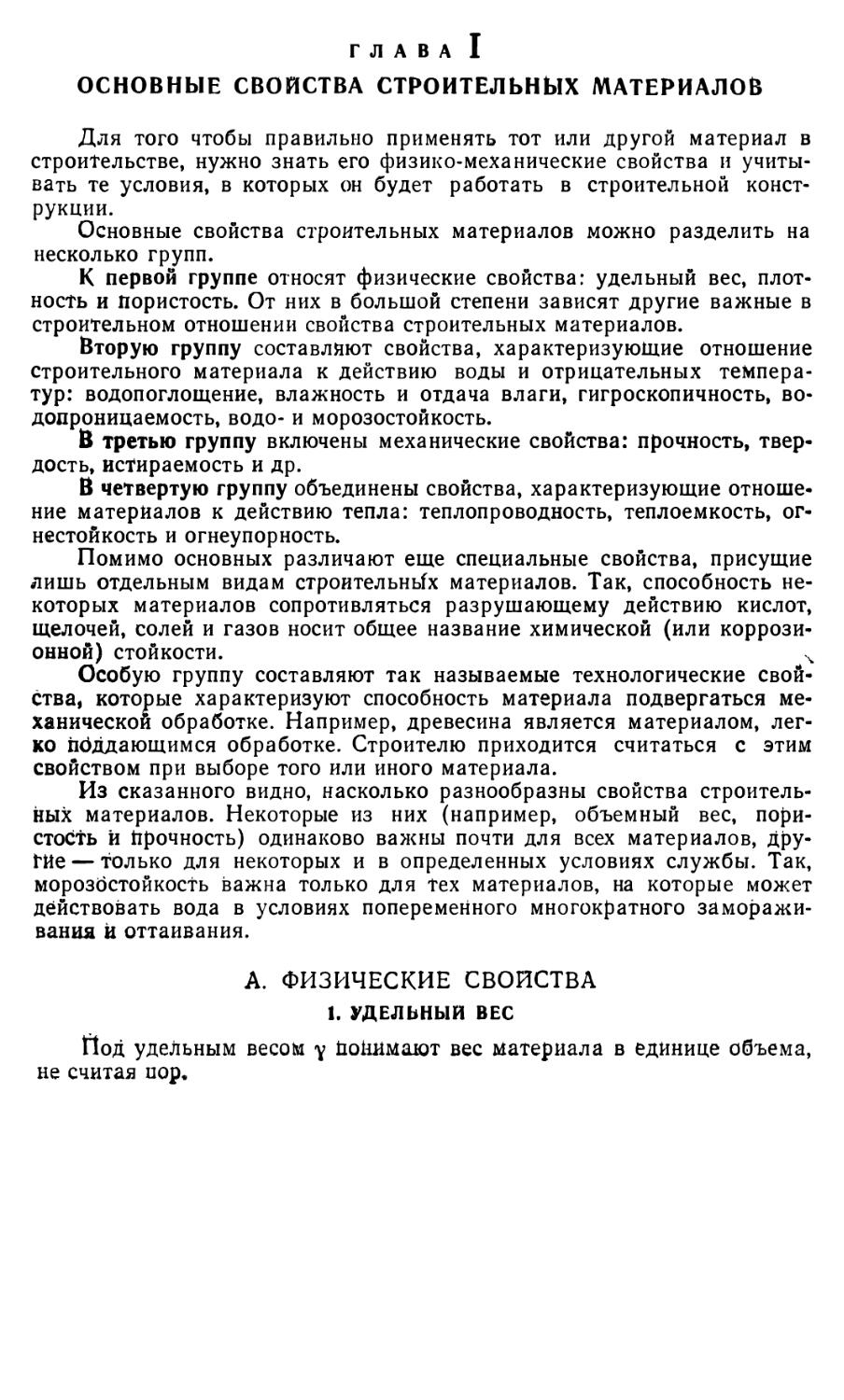
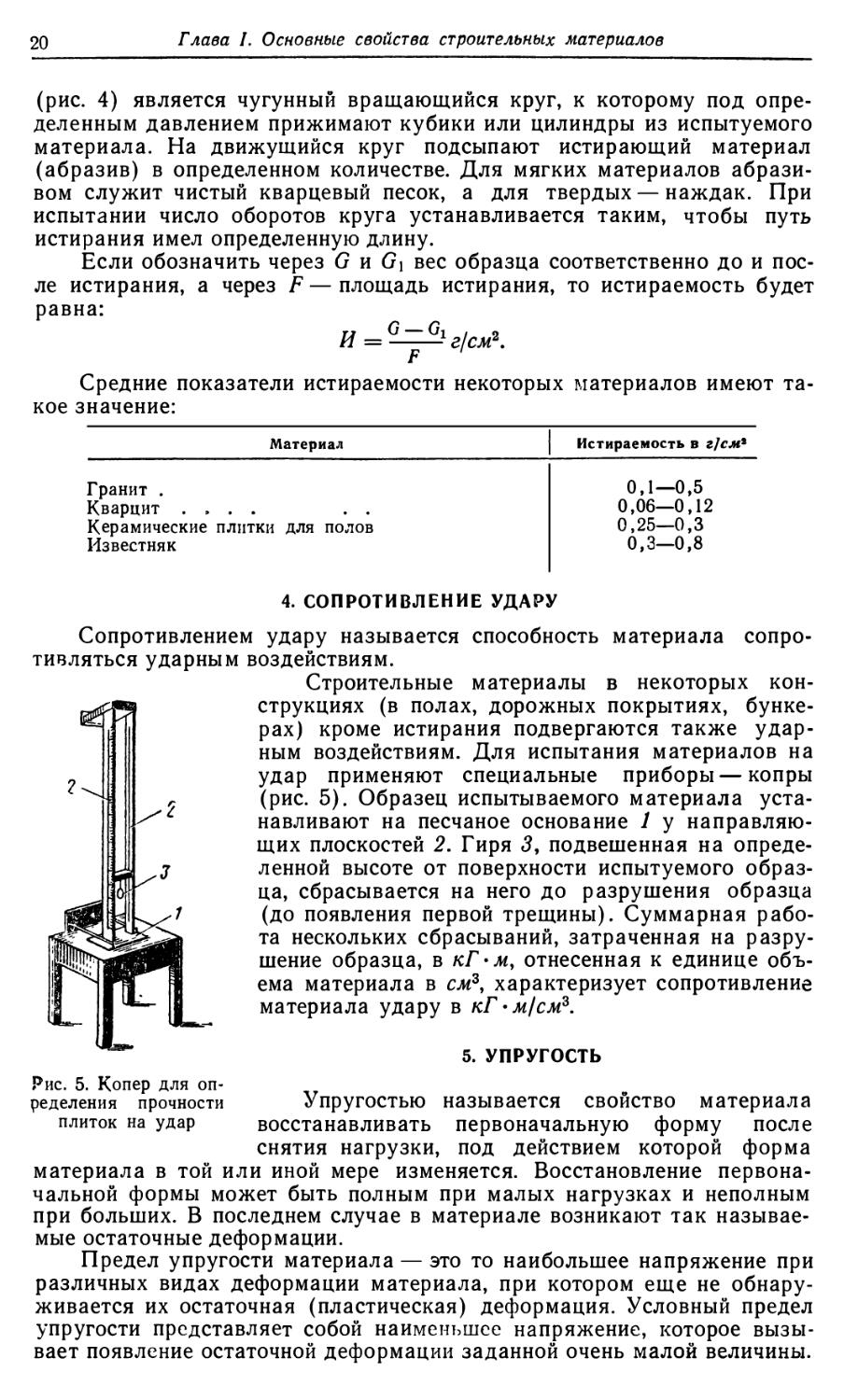
4. СОПРОТИВЛЕНИЕ УДАРУ
Сопротивлением удару называется способность материала сопротивляться ударным воздействиям.
Строительные материалы в некоторых конструкциях (в полах, дорожных покрытиях, бункерах) кроме истирания подвергаются также ударным воздействиям. Для испытания материалов на удар применяют специальные приборы — копры (рис. 5). Образец испытываемого материала устанавливают на песчаное основание 1 у направляющих плоскостей 2. Гиря 5, подвешенная на определенной высоте от поверхности испытуемого образца, сбрасывается на него до разрушения образца (до появления первой трещины). Суммарная работа нескольких сбрасываний, затраченная на разрушение образца, в кГ * м, отнесенная к единице объема материала в см3, характеризует сопротивление материала удару в кГ •м/см3.
5. УПРУГОСТЬ
Рис. 5. Копер для определения прочности Упругостью называется свойство материала
плиток на удар восстанавливать первоначальную форму после
снятия нагрузки, под действием которой форма материала в той или иной мере изменяется. Восстановление первоначальной формы может быть полным при малых нагрузках и неполным при больших. В последнем случае в материале возникают так называемые остаточные деформации.
Предел упругости материала — это то наибольшее напряжение при различных видах деформации материала, при котором еще не обнаруживается их остаточная (пластическая) деформация. Условный предел упругости представляет собой наименьшее напряжение, которое вызывает появление остаточной деформации заданной очень малой величины.
Механические свойства
21
6. ПЛАСТИЧНОСТЬ И ХРУПКОСТЬ
Пластичностью называют способность материала под влиянием действующих на него усилий изменять свои размеры и форму без образования трещин и сохранять ее после снятия нагрузки.
Помимо материалов пластичных (битумы, дерево, глиняное тесто и др.) имеются материалы хрупкие, которые разрушаются без предварительной деформации, как только действующие на них усилия достигают величины разрушающих нагрузок. Для хрупких материалов очень характерна значительная разница между пределами прочности при сжатии и растяжении. Например, у природных каменных материалов (гранит и др.) предел прочности при растяжении составляет всего V40—7бо предела прочности при сжатии. Хрупкие материалы плохо сопротивляются удару.
Пластичность и хрупкость материалов могут существенно изменяться в зависимости от таких факторов, как влажность, температура, скорость нарастания действующей нагрузки. Например, некоторые битумы хрупки при быстро нарастающей нагрузке и пластичны при медленно нарастающей, глины хрупки в сухом состоянии и весьма пластичны во влажном.
Г Л А В А II
ПРИРОДНЫЕ КАМЕННЫЕ МАТЕРИАЛЫ
А. КЛАССИФИКАЦИЯ ГОРНЫХ ПОРОД
Горной породой называется минеральная масса, состоящая 413-одного (мономинеральная порода) или нескольких (полиминеральная порода) минералов.
Минералом называют природное химически и структурно индивидуализированное тело, приблизительно однородное по химическому составу и физическим свойствам — продукт физико-химических процессов, совершающихся в земной коре. Минералы представляют собой составные части горных пород, руд и других минеральных тел, составляющих земную кору.
В зависимости от условий образования все горные породы делятся на три вида: первичные или изверженные, вторичные или осадочные и видоизмененные или метаморфические.
Первичные породы образовались из магмы — огненно-жидкой массы, излившейся из глубины земли и затвердевшей.
Вторичные (пластовые) породы образовались в результате разрушения изверженных и других пород под влиянием температурных колебаний, действия воды и ветра. Перемещаемые водными потоками на значительные расстояния, продукты разрушения осаждались в местах менее интенсивного течения воды и в водоемах (морях и озерах) в виде пластов. Воздействия ветра и движение ледников также влияли на перемещение разрушенных пород. Растворимые в воде минералы и продукты их разрушений впоследствии осаждались из водного раствора. В состав осадочных пород входят также минеральные вещества и продукты жизнедеятельности организмов, населявших водные бассейны.
Видоизмененные породы образовались в результате глубоких изменений изверженных и осадочных пород под воздействием высоких температур или больших давлений. Под влиянием протекающих в таких условиях физико-химических процессов изменялся химический и минералогический состав пород, происходила перекристаллизация минералов и видоизменялась их структура, в результате чего образовались новые породы, существенно отличающиеся от первоначальных.
Эта геологическая классификация горных пород составлена на основе работ академиков Ф. Ю. Левинсона-Лессинга, А. П. Карпинекого и других ученых.
Б. ПОРОДООБРАЗУЮЩИЕ МИНЕРАЛЫ
Среди большого разнообразия природных минералов только небольшая их часть участвует в образовании горных пород. К числу этих
Породообразующие минералы
23
минералов, называемых породообразующими, относятся кварц, полевые шпаты, слюды, карбонаты, сульфаты и железистомагнезиальные минералы. От минералогического состава горных пород в значительной степени зависят их строительные свойства. Одни минералы отличаются высокой прочностью, твердостью и химической прочностью, например кварц, другие имеют незначительную прочность, недостаточную химическую стойкость, способны значительно поглощать воду (гипс); отдельные минералы обладают способностью легко расщепляться по плоскостям (например, слюда), понижая этим прочность породы, в состав которой они входят. Эти свойства, а также химический состав минералов предопределяют назначение образованных ими пород в строительстве. Большая часть минералов находится в твердом состоянии и обладает преимущественно кристаллической формой.
Прежде чем перейти к изучению горных пород, необходимо ознакомиться с важнейшими породообразующими минералами.
1. ГРУППА КВАРЦА
В наибольшем количестве в земной коре (литосфере) содержится свободный кремниевый ангидрид или кремнезем ЭЮг. В состав большинства минералов он входит в виде силикатов — химических соединений с основными окислами. Свободный природный кристаллический кремнезем встречается в виде кварца — одного из наиболее распространенных в земной коре минералов. Его кристаллы имеют форму шестигранных призм с шестигранными же пирамидами на концах (основаниях). Кварц обычно непрозрачен, чаще он белого, молочного цвета. Спайность у кварца отсутствует, излом его раковистый, он имеет жирный блеск; с щелочами при обычной температуре не соединяется и под действием кислот (кроме плавиковой) не разрушается. Удельный вес кварца 2,65, твердость 7 по шкале твердости. Кварц имеет высокую прочность при сжатии (около 20 ООО кГ/см2) и хорошо сопротивляется действию истирания.
При нагревании до температуры 575° С кварц из (^модификации переходит в а-модификацию (высокотемпературную), скачкообразно увеличиваясь в объеме примерно на 1,5%. При температуре 870° С он начинает переходить в тридимит (удельный вес 2,26), значительно увеличиваясь в объеме (минерал тридимит кристаллизуется в виде тонких шестигранных пластинок). Эти изменения объема кварца при высоких температурах необходимо учитывать в производстве огнеупорных динасовых изделий. При температуре 1710° С кварц переходит в жидкое состояние. При быстром остывании расплавленной массы (расплава) образуется кварцевое стекло — аморфный кремнезем с удельным весом 2,3.
В природе встречается минерал опал аморфной структуры, представляющий собой гидрат кремнезема (Si02«пН20). Аморфный кремнезем активен, может соединяться с известью при нормальной температуре, тогда как кристаллический кремнезем (кварц) приобретает эту способность только под действием пара большого давления (в автоклаве) или при сплавлении.
2. ГРУППА АЛЮМОСИЛИКАТОВ
Второе место после кремнезема занимает в земной коре глинозем АЬОз. Свободный глинозем в природе встречается в виде минералов корунда и других глиноземистых минералов.
24
Глава II. Природные каменные материалы
Корунд — один из наиболее твердых минералов. Его используют для производства высокоогнеупорных материалов, он является ценным абразивом.
Другой глиноземистый материал—диаспор — представляет моногидрат глинозема А1203 • Н20 и содержит 85% А120з. Диаспор входит в состав бокситов — тонкодисперсных горных пород часто красного или фиолетового цвета, богатых глиноземом (от 40 до 80%) и используемых как сырье для производства глиноземистого цемента.
Глинозем обычно находится в виде химических соединений с кремнеземом и другими окислами, называемых алюмосиликатами. Наиболее распространенными в земной коре алюмосиликатами являются полевые шпаты, которые составляют по весу более половины всей массы литосферы. К этой же группе минералов относятся слюды и каолиниты.
Полевые шпаты. Характерная особенность всех полевых шпатов — хорошо выраженная спайность по двум направлениям. В зависимости от угла, под которым пересекаются направления спайности (прямой или близкий к нему), различают ортоклаз или калиевый полевой шпат К2О • А120з • 6Si02 и плагиоклазы. Последние подразделяются на альбит или натриевый полевой шпат Na20 • А1203 • 6Si02 и анортит или кальциевый полевой шпат СаО • А1203‘2Si02.
Полевые шпаты имеют цвет белый, розовый (до темно-красного), серый, желтоватый и др., удельный вес их 2,55—2,76, твердость по шкале твердости 6, прочность во много раз меньше прочности кварца (на сжатие от 1200 до 1700 кГ/см2). Стойкость полевых шпатов против механического и химического выветривания незначительна; плавятся они при температуре от 1170 до 1550° С.
Слюды представляют собой водные алюмосиликаты сложного и разнообразного состава. Характерной особенностью их является легкая расщепляемость на тонкие, гибкие и упругие листочки и пластинки. Твердость слюд находится в пределах 2—3 по шкале твердости. Наиболее часто встречаются следующие виды слюд: калиевая (мусковит) — светлая, прозрачная (в тонких листочках), тугоплавкая, химически стойкая; железистомагнезиальная (биотит) —непостоянного состава, очень темного цвета (черного, бурого), легче разрушающаяся, чем мусковит; вермикулит — гидрослюда золотисто-бурого цвета, образующаяся в результате окисления и гидратации биотита; при прокаливании вермикулит теряет воду и увличивается в объеме в 18—25 раз; обожженный вермикулит (зонолит) применяется как теплоизоляционный материал.
Каолинит или водный алюмосиликат А120з *2Si02 • 2Н20 представляет собой продукт выветривания изверженных и метаморфических горных пород. Каолинит обычно встречается в виде белых или окрашен* ных рыхлых землистых или плотных масс, является основной частью глин. Удельный вес каолинита 2,6, твердость 1.
3. ГРУППА железисто-магнезиальных СИЛИКАТОВ
Минералы, входящие в эту группу, имеют темную окраску, поэтому их часто называют темноокрашенными минералами. Удельный вес их больше, чем других силикатов, твердость находится в пределах 5,5— 7,5; они обладают значительной вязкостью. При большом содержании их в горных породах они придают последним темный цвет и большую вязкость, т. е. повышенную сопротивляемость удару. Наиболее распро¬
Породообразующие минералы
25
страненными породообразующими минералами железисто-магнезиальной группы являются пироксены, амфиболы и оливин.
Пироксены, из семейства которых наиболее часто встречаются авгиты (глиноземистые пироксены), имеют удельный вес 3,2—3,6.
К амфиболам относится роговая обманка — типичный минерал изверженных пород — с удельным весом 3,1—3,5.
Оливин — минерал зеленого цвета, отличающийся малой стойкостью: под воздействием различных реагентов (Н2О, Ог, С02 и др.) он изменяется и в результате присоединения воды увеличивается в объеме, переходя в змеевик или серпентин. Одна из разновидностей серпентина имеет волокнистое строение и называется хризотил асбестом, или горным льном. Хризотиласбест состоит из тонких и прочных волокон; его широко используют в асбестоцементной промышленности и в производстве теплоизоляционных материалов. Крупные месторождения хризотиласбеста находятся на Урале.
4. ГРУППА КАРБОНАТОВ
В осадочных горных породах наиболее часто встречаются породообразующие карбонатные минералы (карбонаты), важнейшие из них — кальцит, магнезит и доломит.
Кальцит, или кристаллический известковый шпат СаСОз один из самых распространенных минералов земной коры. Он легко раскалывается по плоскостям спайности по трем направлениям, имеет удельный вес 2,7 и твердость 3. Кальцит слабо растворим в чистой воде (0,03 г в 1 л), но растворимость его резко возрастает при содержании в воде агрессивной двуокиси углерода СОг, так как образуется кислый углекислый кальций Са(НСОз)2, растворимость которого почти в 100 раз больше, чем кальцита.
Магнезит MgC03 встречается большей частью в виде землистых или плотных агрегатов, обладающих скрыто-кристаллическим строением. Он тяжелее и тверже кальцита.
Доломит СаСОз-MgC03 по физическим свойствам близок к кальциту, но более тверд и прочен и еще меньше растворим в воде.
5. ГРУППА СУЛЬФАТОВ
Сульфатные минералы (сульфаты), так же как и карбонаты, часто встречаются в осадочных горных породах; важнейшие из них — гипс и ангидрит.
Гипс CaS04*2H20 типичный минерал осадочных пород. Строение его кристаллическое, иногда мелкозернистое, кристаллы пластинчатые, столбчатые, игольчатые и волокнистые. Встречается гипс преимущественно в виде сплошных зернистых, волокнистых и плотных пород вместе с глинами, сланцами, каменной солью и ангидритом. Гипс имеет белый цвет, иногда бывает прозрачен или окрашен примесями в различные цвета. Удельный вес его 2,3, твердость 2. В воде гипс растворяется сравнительно легко при температуре 32—41° С, растворимость его в 75 раз больше, чем кальцита (0,22 г в 1 л).
Ангидрит CaS04 имеет удельный вес 2,8—3, твердость 3—3,5; по внешнему виду похож на гипс. Залегает пластами и прожилками вместе с гипсом и каменной солью. Под действием воды ангидрит постепенно переходит в гипс, при этом объем его увеличивается.
26
Глава //. Природные каменные материалы
В, КАМЕННЫЕ МАТЕРИАЛЫ ИЗ ИЗВЕРЖЕННЫХ ГОРНЫХ ПОРОД
1. КЛАССИФИКАЦИЯ ИЗВЕРЖЕННЫХ ПОРОД
Первичные или изверженные горные породы в зависимости от того, где остывала магма, делятся на глубинные и излившиеся.
Глубинные породы (интрузивные) образовались в результате остывания магмы на большой глубине от поверхности земли в условиях высокой температуры и высокого давления. Остывание происходило
медленно, и при этом получались более или менее крупные зерна различных минералов, прочно сросшиеся между собой без всякого цементирующего вещества и различимые невооруженным глазом. Такая структура называется гранитной. При Испытании образцов глубинных пород на сжатие, разрушение происходит по самим зернам, а не по поверхности их соприкосновения.
Излившиеся породы (эффузивные) образовались в результате остывания магмы, излившейся в виде лавы, на поверхность земли (новейшие породы) или близко к
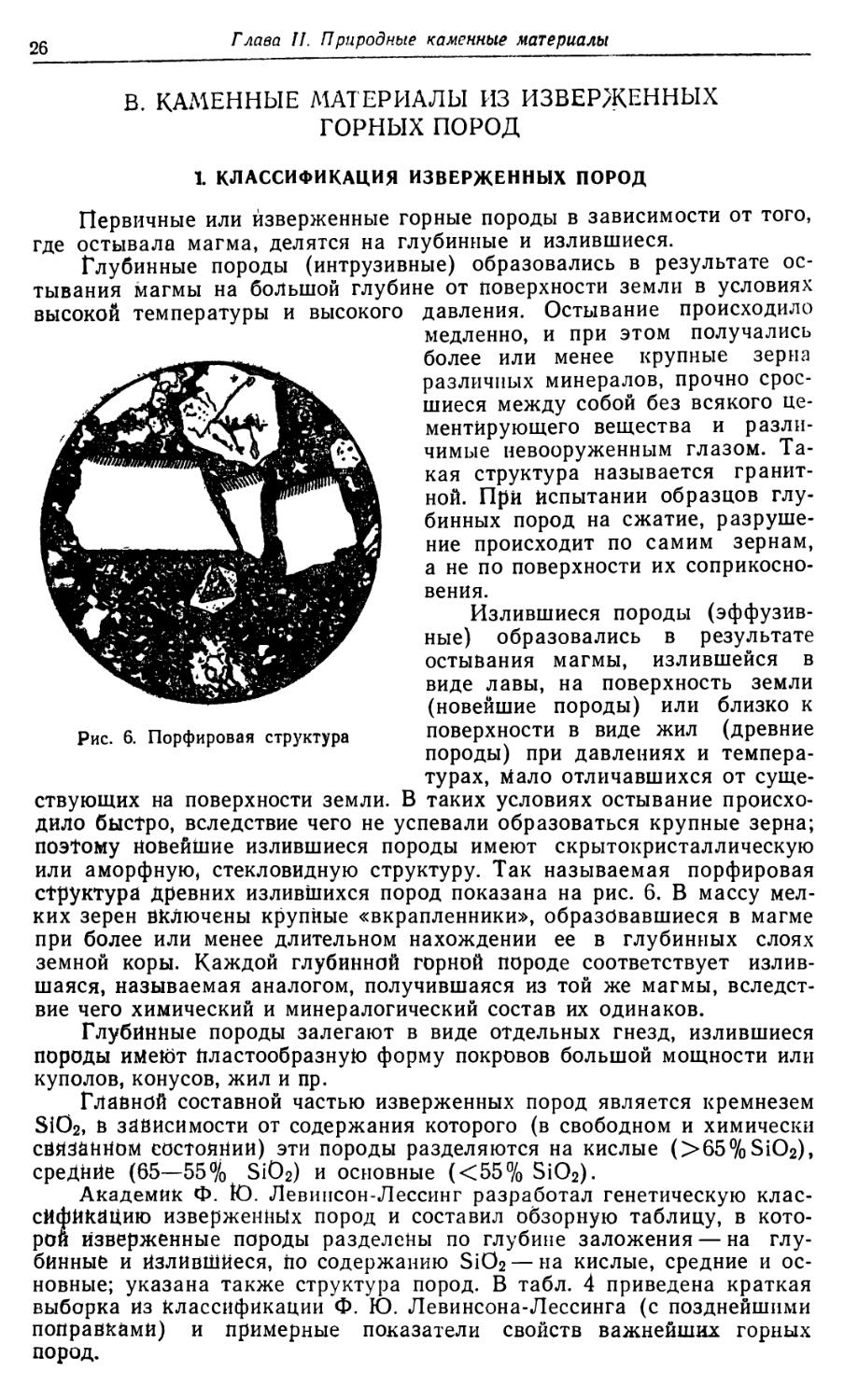
Рис. 6. Порфировая структура поверхности в виде жил (древние
породы) при давлениях и температурах, мало отличавшихся от существующих на поверхности земли. В таких условиях остывание происходило быстро, вследствие чего не успевали образоваться крупные зерна; поэтому Новейшие излившиеся породы имеют скрытокристаллическую или аморфную, стекловидную структуру. Так называемая порфировая структура Древних излившихся пород показана на рис. 6. В массу мелких зерен Включены крупные «вкрапленники», образовавшиеся в магме при более или менее длительном нахождении ее в глубинных слоях земной коры. Каждой глубинной горной породе соответствует излившаяся, называемая аналогом, получившаяся из той же магмы, вследствие чего химический и минералогический состав их одинаков.
Глубинные породы залегают в виде отдельных гнезд, излившиеся породы имеют ИластообразнуЮ форму покровов большой мощности или куполов, конусов, жил и пр.
Главной составной частью изверженных пород является кремнезем Si02, В зависимости от содержания которого (в свободном и химически связанном состоянии) эти породы разделяются на кислые (>65%Si02), среДнИе (85—55% Si02) и основные (<55% Si02).
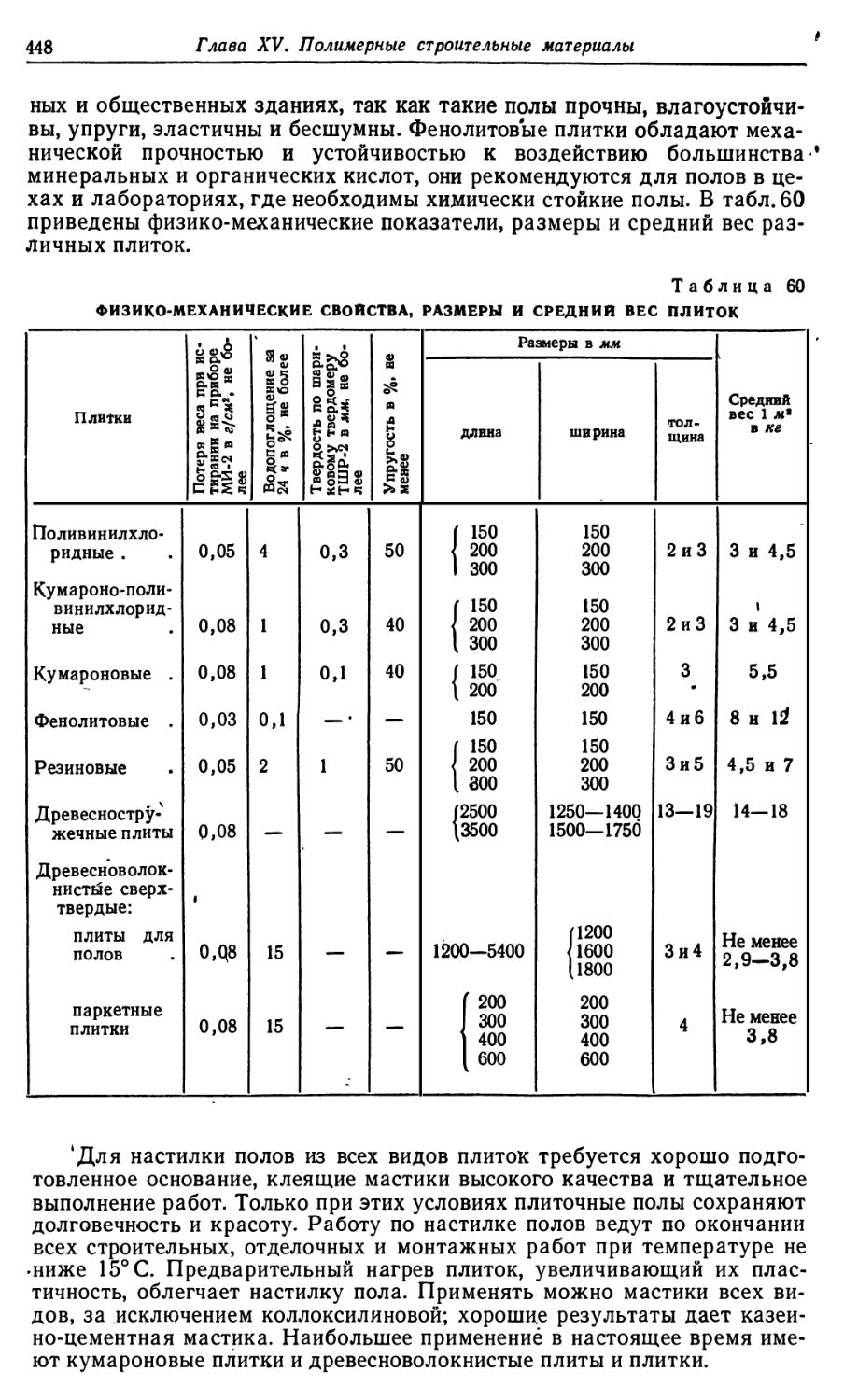
Академик Ф. Ю. Левинсон-Лессинг разработал генетическую классификацию изверженных пород и составил обзорную таблицу, в которой изверженные породы разделены по глубине заложения — на глубинные и излившиеся, по содержанию Si02 — на кислые, средние и основные; указана также структура пород. В табл. 4 приведена краткая выборка из классификации Ф. Ю. Левинсона-Лессинга (с позднейшими поправками) и примерные показатели свойств важнейших горных пород.
КЛАССИФИКАЦИЯ ИЗВЕРЖЕННЫХ ГОРНЫХ ПОРОД И ИХ ВАЖНЕЙШИЕ СВОЙСТВА
Таблица 4
Классы изверженных пород
Включения других минералod (темноокрашенных)
средние, без квар;а SiO*=65—56%
Порода и показатель качества
Структура
квелые с кварцем, ортоклазовые biOi>65%
ортоклазовые
с кислым и средним плагиоклазом
основные с оливином, с основным плагиоклазом SiO*<55%
Глубинные
Зернисто-кристал¬
лическая
Слюда, роговая обманка, пироксен (авгит)
Гранит
Роговообманковый гранит
Сиенит
Диорит
—
Авгитовый гранит
Авгитовый сиенит
Авгитовый диорит
Габбро
Излившиеся древние или измененные
Порфировая
—
Кварцевый порфир
Ортоклазовый порфир (без кварца)
Порфирит
Диабаз
Излившиеся новейшие
Аморфная, стекловатая, скрытокристаллическая
—
—
Трахит*
Андезит *
Базальт
Объемный вес в кг/м*
—
—
2600—2700
2600—2800
2800—3000
2900—3300
Предел прочности при сжатии в /еГ/ем2
1000—2500
1200—2500
1500—2800
2000—5000
* Перистые породы, имеют меньший объемный вес и пониженную прочность.
Каменные материалы из изверженных горных пород
28
Глава 11. Природные каменные материалы
2. ГЛАВНЕЙШИЕ ГЛУБИННЫЕ ПОРОДЫ
К числу главнейших глубинных пород, применяемых в строительстве, относятся гранит, сиенит, лабрадорит, габбро и диорит.
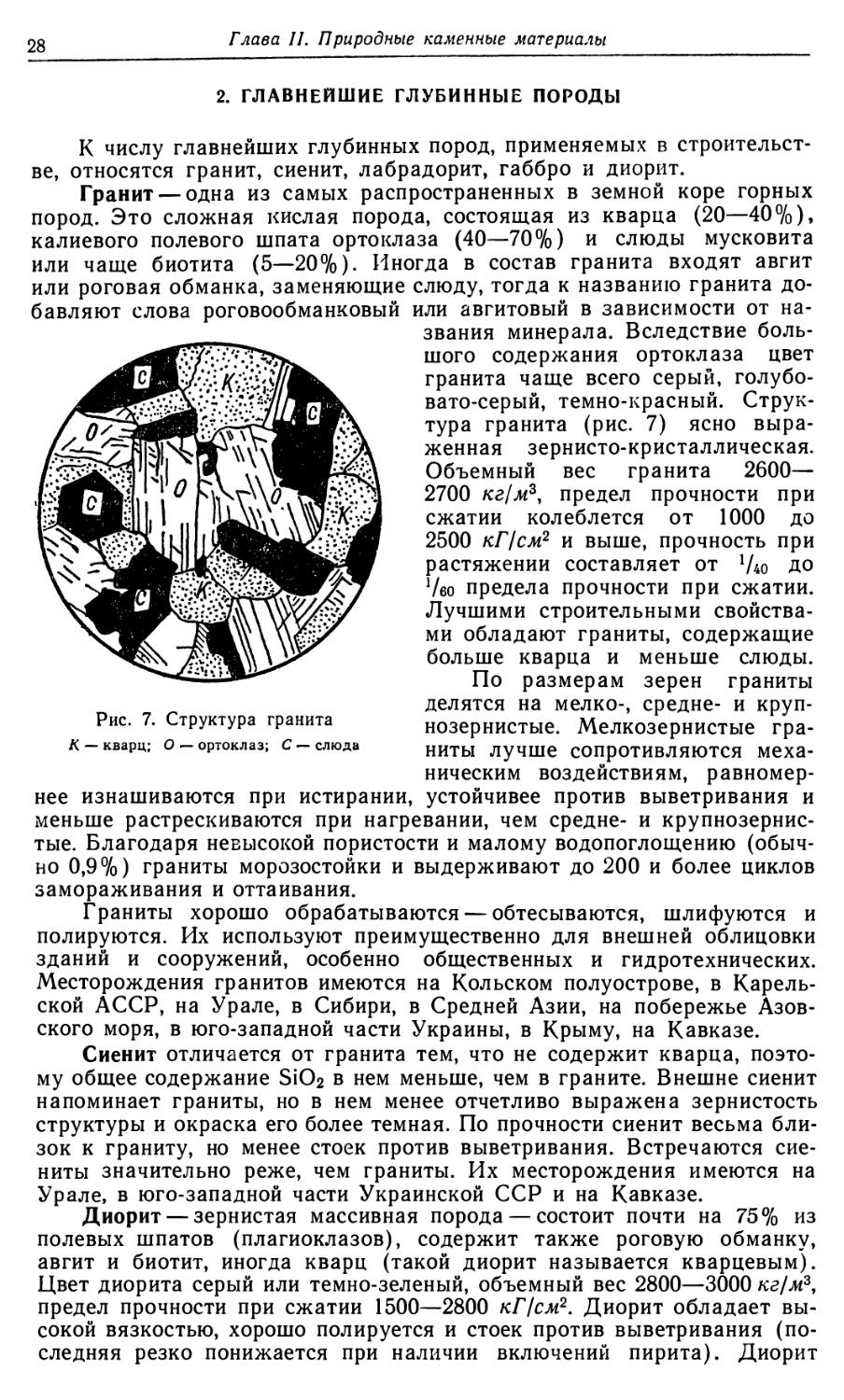
Гранит — одна из самых распространенных в земной коре горных пород. Это сложная кислая порода, состоящая из кварца (20—40%), калиевого полевого шпата ортоклаза (40—70%) и слюды мусковита
или чаще биотита (5—20%). Иногда в состав гранита входят авгит
или роговая обманка, заменяющие слюду, тогда к названию гранита добавляют слова роговообманковый или авгитовый в зависимости от на¬
звания минерала. Вследствие большого содержания ортоклаза цвет гранита чаще всего серый, голубовато-серый, темно-красный. Структура гранита (рис. 7) ясно выраженная зернисто-кристаллическая. Объемный вес гранита 2600— 2700 кг/мг, предел прочности при сжатии колеблется от 1000 до
2500 кГ/см2 и выше, прочность при
растяжении составляет от lU0 до
7ео предела прочности при сжатии. Лучшими строительными свойствами обладают граниты, содержащие больше кварца и меньше слюды.
По размерам зерен граниты
делятся на мелко-, средне- и круп¬
нозернистые. Мелкозернистые граниты лучше сопротивляются механическим воздействиям, равномернее изнашиваются при истирании, устойчивее против выветривания и
меньше растрескиваются при нагревании, чем средне- и крупнозернис¬
тые. Благодаря невысокой пористости и малому водопоглощению (обычно 0,9%) граниты морозостойки и выдерживают до 200 и более циклов замораживания и оттаивания.
Граниты хорошо обрабатываются — обтесываются, шлифуются и полируются. Их используют преимущественно для внешней облицовки зданий и сооружений, особенно общественных и гидротехнических. Месторождения гранитов имеются на Кольском полуострове, в Карельской АССР, на Урале, в Сибири, в Средней Азии, на побережье Азовского моря, в юго-западной части Украины, в Крыму, на Кавказе.
Сиенит отличается от гранита тем, что не содержит кварца, поэтому общее содержание SiC>2 в нем меньше, чем в граните. Внешне сиенит напоминает граниты, но в нем менее отчетливо выражена зернистость структуры и окраска его более темная. По прочности сиенит весьма близок к граниту, но менее стоек против выветривания. Встречаются сиениты значительно реже, чем граниты. Их месторождения имеются на Урале, в юго-западной части Украинской ССР и на Кавказе.
Диорит — зернистая массивная порода — состоит почти на 75% из полевых шпатов (плагиоклазов), содержит также роговую обманку, авгит и биотит, иногда кварц (такой диорит называется кварцевым). Цвет диорита серый или темно-зеленый, объемный вес 2800—3000 кг/м3, предел прочности при сжатии 1500—2800 кГ/см2. Диорит обладает высокой вязкостью, хорошо полируется и стоек против выветривания (последняя резко понижается при наличии включений пирита). Диорит
Каменные материалы из изверженных горных пород
29
применяют главным образом для покрытий дорог и для облицовки. Месторождения диорита известны в Карельской АССР, на Урале, в Сибири, на Украине, в Крыму и на Кавказе.
Габбро — основная горная порода — состоит из полевых шпатов (до 50%, преобладает анортит), авгита и оливина. Структура габбро гранитная преимущественно крупнозернистая, цвет серый, темно-зеленоватый, коричнево-зеленый или черный, объемный вес 2900—3300 кг/мъ, предел прочности при сжатии от 2000 до 3500 кГ/см2. Габбро применяют для покрытий дорог, облицовки и для приготовления щебня. Месторождения габбро имеются на Урале, Украине, Кавказе и в некоторых других районах Союза ССР.
Лабрадорит — порода из семейства габбро, существенной составной частью которой является минерал лабрадор, обладающий характерной для него иризацией — яркими переливами цветов: синего, голубого, зеленого, золотистого и др. Лабрадорит широко используют в строительстве в качестве облицовочного камня {Мавзолей В. И. Ленина, колонны Библиотеки имени Ленина и другие здания и сооружения). Богатые месторождения лабрадорита имеются в Украинской ССР.
3. ГЛАВНЕЙШИЕ ИЗЛИВШИЕСЯ ПОРОДЫ
К древним излившимся горным породам относятся порфиры и диабаз.
Порфиры подразделяются на кварцевый порфир — аналог гранита, бескварцевый порфир — аналог сиенита и порфирит — аналог диорита. Строительные свойства порфиров близки к свойствам глубинных пород, но вследствие неравномерности структуры и наличия «вкрапленников» (чаще крупные зерна полевого шпата) стойкость их против выветривания ниже и верхние слои в месторождениях часто бывают выветрившимися. Порфиры значительно слабее сопротивляются истиранию, чем глубинные породы.
Диабаз (аналог габбро)—горная порода с зернами разной крупности темно-серого или зеленовато-черного цвета, имеющая высокую прочность (до 4500 кГ/см2). Обладает большой вязкостью и сравнительно малой истираемостью и поэтому применяется в качестве материала для покрытия дорог различного вида, а также в качестве сырья для каменного литья.
К новейшим излившимся породам относятся трахит, андезит и базальт.
Трахит (аналог сиенита)—пористая горная порода: объемный вес около 2200 кг/м3, предел прочности при сжатии 500—900 кГ/см2, цвет чаще светло-желтоватый или серый. В строительстве применяется как стеновой материал и как заполнитель (щебень) для бетона. Трахит сильно изнашиватся при истирании, а его сопротивляемость выветриванию низка. На Кавказе имеется разновидность трахитов — бештаунит, часто используемый в качестве заполнителя для кислотостойких бетонов.
Андезит (аналог диорита) —порода серого цвета с объемным весом от 2200 до 2700 кг/м3 и пределом прочности при сжатии от 600 до 2400 кГ/см2. Более кислые и плотные андезиты применяют как кислотостойкий материал в виде облицовочных плит и щебня для кислотоупорного бетона. Некоторые андезиты пористы. От трахитов сильно отличаются большим содержанием темноокрашенных минералов. Встречается андезит на Кавказе и в других местах СССР.
Базальт (аналог габбро)—самая распространенная излившаяся
30
Глава II. Природные каменные материалы
(вулканическая лавовая) горная порода. В зависимости от условий остывания структура базальта стекловатая или скрытокристалличсская. Объемный вес его близок к удельному (2900—3300 кг/м3), предел прочности при сжатии достигает 5000 кГ/см2. При наличии трещин и пор прочность базальта сильно понижается, иногда до 1000 кГ/см2. Большая твердость и хрупкость базальтов затрудняет обработку, их используют главным образом как материал для дорожных покрытий, для мощения откосов набережных, в качестве щебня для бетона, а также как сырье для литья. Плавленый базальт имеет очень высокую прочность (до 8000 кГ/см2) и применяют его для изготовления кислотоупорной химической аппаратуры, труб, облицовочных материалов и др. Месторождения базальта имеются на Дальнем Востоке, на Кавказе и в других местах.
Кроме указанных выше массивных пород к изверженным горным породам относятся обломочные — продукт переотложения и цементации рыхлого материала, выбрасываемого вулканами; они разделяются на рыхлые — вулканические пеплы, песок, пемза и цементированные — вулканические туфы, трассы, туфовая лава.
Вулканическими пеплами называют неправильной формы порошкообразные частицы вулканической лавы, выброшенной в раздробленном состоянии; более крупные частицы называют вулканическими песками.
Пемза — весьма пористая порода (до 80% объема занимают поры). Это вулканическое стекло, которое образовалось при быстром охлаждении лавы на воздухе, сопровождавшемся бурным выделением из нее газов. Размер частиц пемзы от 5 до 30 мм, средний объемный вес (в россыпи) около 500 кг/м3. Вследствие наличия довольно крупных и замкнутых пор водопоглощение пемзы значительно ниже ее пористости. Пемза морозостойка и негигроскопична. Она имеет низкий коэффициент теплопроводности (0,12—0,2 ккал/м*ч- град), поэтому является хорошим теплоизоляционным материалом; предел прочности при сжатии 20—30 кГ/см2. Пемзу и пемзовые пески применяют в виде щебня и песка для приготовления легких бетонов и в виде порошка для теплоизоляции, а также в качестве шлифующего (абразивного) материала. Пемза и другие пористые вулканические породы добываются в Армении, а также на Северном Кавказе, на Камчатке и в других районах СССР.
Вулканические туфы — пористые породы, получившиеся в процессе уплотнения вулканического пепла; степень уплотнения их сильно колеблется' з зависимости от условия залегания. К наиболее уплотненным вулканическим туфам относятся трассы (например, карадагский трасс в Крыму). Туфы, трассы и пемзу используют в тонкоизмельченном виде, как и вулканический пепел, в качестве гидравлических добавок к минеральным вяжущим (извести, цементам).
Туфовая лава образовалась в результате попадания вулканического пепла и песка в расплавленную лаву до ее остывания. Крупное месторождение туфовой лавы находится в Армении у ст. Артик (близ Ленинакана). Эта лава, носящая название артикский туф, представляет собой стекловатую пористую породу. Артикский туф имеет объемный вес 750—1400 кг/м3, предел прочности при сжатии 60—100 кГ/см2 и выше, коэффициент теплопроводности (в среднем) 0,3 ккал/м» н»град, цвет розовато-фиолетовый различных оттенков. Туф обладает высокой морозостойкостью. Из туфовой породы выпиливают камни правильной формы для кладки стен, а щебень используют как крупный заполнит ель для легкого бетона.
Каменные материалы из осадочных горных пород
31
Г. КАМЕННЫЕ МАТЕРИАЛЫ ИЗ ОСАДОЧНЫХ ГОРНЫХ ПОРОД
Исходным материалом для образования осадочных пород являются продукты разрушения горных пород различного происхождения.
Горные породы разрушаются в результате выветривания. Важнейшими факторами выветривания являются вода, ветер и температурные изменения. Вода проникает в трещины, постепенно размывает и растворяет составные части горных пород, а при замерзании вследствие увеличения в объеме разрушает их. В результате резких температурных изменений монолитность пород нарушается, они растрескиваются и от них отделяются куски разной величины. Ветер выдувает и уносит частицы разрушенных пород, вытачивает в них углубления (ниши). Продукты разрушения переносятся ветром на большие расстояния.
Выветривание проявляется не только в виде физических процессов (механического разрушения), но и как результат взаимодействия составных частей горных пород с различными веществами, находящимися в атмосфере (химическое разрушение). Так, полевые шпаты (например, ортоклаз) под действием воды и углекислого газа разрушаются, образуя минерал каолинит (этот процесс называется каолинизацией):
К20.А1203. 6Si02 + 2НаО + С02 - К2С03 + 4Si02 + А1203 - 2Si02. 2Н20.
(ортоклаз) (поташ) (каолинит)
В результате физического выветривания горных пород образуются куски больших размеров (обломки) — глыбы, дресва, более мелкие (остроганные) куски — щебень (природный) и мелкие зерна — песок, главным образом кварцевый. Результатом химического разрушения полевошпатовых пород является образование каолинита, который, смешиваясь с песком и другими продуктами разрушения, дает разнообразные глины. Эти продукты разрушения остаются на месте, образуя горный песок и первичную глину, или переносятся водой, ледниками, ветром и откладываются в других местах (в виде вторичных глин).
Осаждение и накопление продуктов разрушения приводит к образованию осадочных пород, которые в зависимости от условий образования делятся на следующие основные группы: обломочные (механические осадки), химического происхождения (химические осадки) и органогенные, получающиеся в результате жизнедеятельности и отмирания организмов, населяющих водные бассейны. Особенностью осадочных пород является их слоистость — результат постепенного осаждения продуктов разрушения. Осадочные породы залегают в виде пластов, поэтому их называют также пластовыми.
1. ОБЛОМОЧНЫЕ ПОРОДЫ
Обломочные породы (рыхлые) разделяются по размерам обломков на крупнообломочные—размер кусков более 2 мм (гравий с окатанными зернами и крупные пески), среднеобломочные — размер кусков 2— 0,1 мм (пески), мелкообломочные — размер зерен 0,1—0,01 мм (пылеватые частицы) и тонкообломочные — размер зерен менее 0,01 мм (глины — землистые полиминеральные смеси, тончайший ил — отложения, нанесенные водой, лёсс — отложения, нанесенные ветром, состоящие из мельчайших зернышек кварца, известняка, глины).
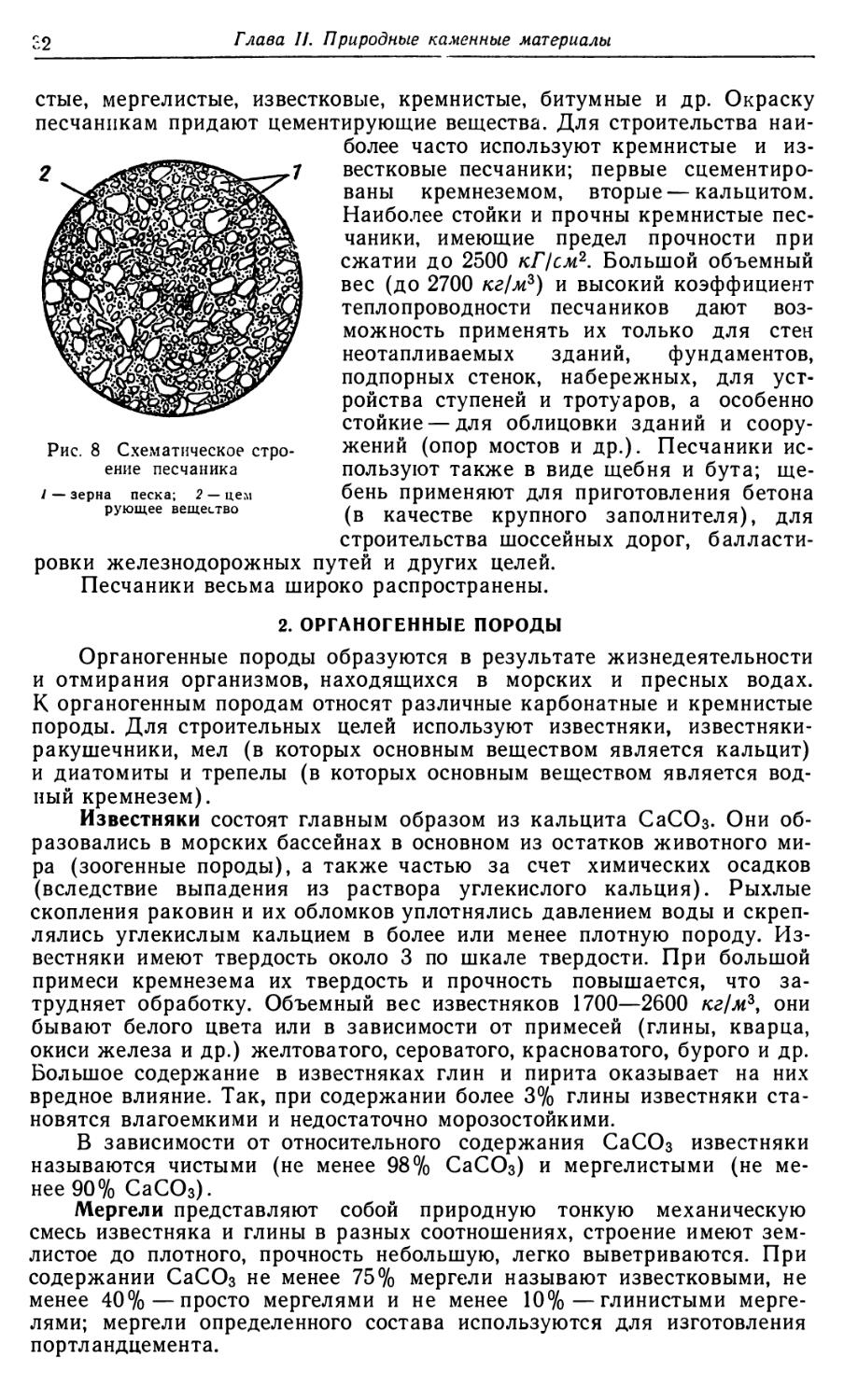
Обломочные породы, связанные между собой каким-либо веществом (глиной, кальцитом, кремнеземом и др.), называются цементированными породами. Из них наибольшее значение в строительстве имеют песчаники (рис. 8), т. е. цементированные кварцевые пески. В зависимости от цементирующего вещества различают песчаники глини¬
Глава II. Природные каменные материалы
стые, мергелистые, известковые, кремнистые, битумные и др. Окраску песчаникам придают цементирующие вещества. Для строительства наиболее часто используют кремнистые и известковые песчаники; первые сцементированы кремнеземом, вторые — кальцитом. Наиболее стойки и прочны кремнистые песчаники, имеющие предел прочности при сжатии до 2500 кГ/см2. Большой объемный вес (до 2700 кг/мъ) и высокий коэффициент теплопроводности песчаников дают возможность применять их только для стен неотапливаемых зданий, фундаментов, подпорных стенок, набережных, для устройства ступеней и тротуаров, а особенно стойкие — для облицовки зданий и сооружений (опор мостов и др.). Песчаники используют также в виде щебня и бута; щебень применяют для приготовления бетона (в качестве крупного заполнителя), для строительства шоссейных дорог, балластировки железнодорожных путей и других целей.
Песчаники весьма широко распространены.
2. ОРГАНОГЕННЫЕ ПОРОДЫ
Органогенные породы образуются в результате жизнедеятельности и отмирания организмов, находящихся в морских и пресных водах. К органогенным породам относят различные карбонатные и кремнистые породы. Для строительных целей используют известняки, известнякиракушечники, мел (в которых основным веществом является кальцит) и диатомиты и трепелы (в которых основным веществом является водный кремнезем).
Известняки состоят главным образом из кальцита СаСОз. Они образовались в морских бассейнах в основном из остатков животного мира (зоогенные породы), а также частью за счет химических осадков (вследствие выпадения из раствора углекислого кальция). Рыхлые скопления раковин и их обломков уплотнялись давлением воды и скреплялись углекислым кальцием в более или менее плотную породу. Известняки имеют твердость около 3 по шкале твердости. При большой примеси кремнезема их твердость и прочность повышается, что затрудняет обработку. Объемный вес известняков 1700—2600 кг/м3, они бывают белого цвета или в зависимости от примесей (глины, кварца, окиси железа и др.) желтоватого, сероватого, красноватого, бурого и др. Большое содержание в известняках глин и пирита оказывает на них вредное влияние. Так, при содержании более 3% глины известняки становятся влагоемкими и недостаточно морозостойкими.
В зависимости от относительного содержания СаСОз известняки называются чистыми (не менее 98% СаСОз) и мергелистыми (не менее 90% СаСОз).
Мергели представляют собой природную тонкую механическую смесь известняка и глины в разных соотношениях, строение имеют землистое до плотного, прочность небольшую, легко выветриваются. При содержании СаСОз не менее 75% мергели называют известковыми, не менее 40% — просто мергелями и не менее 10%—глинистыми мергелями; мергели определенного состава используются для изготовления портландцемента.
Рис. 8 Схематическое строение песчаника
У — зерна песка; 2 — цем рующее вещество
Каменные материалы из осадочных горных пород
33
Рис. 9.
Диатомит (сильное чение)
увели-
Предел прочности известняков при сжатии колеблется от 80 до 2000 кГ/см2, в зависимости от плотности и состава. Они залегают обычно пластами, разделенными прослойками глинисто-суглинистых и песчаных пород. Месторождения известняков имеются во многих республиках СССР.
Мраморовидные известняки представляют собой переходные породы от известняков к мраморам. В них под микроскопом среди массы равномерной плотности видны кристаллические зерна известкового шпата (кальцита).
Известняк плотный применяют в виде обработанных плит и фасонных деталей для облицовки стен, изготовления лестничных ступеней, подоконников, цоколей и карнизов; плиты неправильной формы используют для бутовой кладки. Известняк употребляют также для приготовления щебня для бетона, в производстве портландцемента, из него обжигом получают известь и др.
Пористые известняки и известняк-ракушечник легко поддаются распиловке на штучный камень определенных размеров и используются для кладки стен и перегоро¬
док. Известняк-ракушечник (в котором видны обломки раковин) широко распространен в Крыму, Одесской области, Молдавии и на Северном Кавказе. Здесь многие дома построены из этого материала. Объемный вес известняка-ракушечника составляет от 600 до 1500 кг/мъ, предел прочности при сжатии от 4 до 50 кГ/см2.
Мел имеет тот же химический состав, что и известняк СаСОз, состоит он из мелких частиц раковин простейших организмов; прочность его меньше, чем известняка. Используют мел для получения извести, приготовления красок, замазок и др., а также в производстве цемента.
Диатомиты (рис. 9) и трепелы представляют собой богатые аморфным кремнеземом, слабо или вовсе нецементированные, рыхлые или
землистые массы белого, желтого, серого, розового цвета. Диатомиты
образуются из панцирей диатомовых водорослей, живущих в пресной и соленой воде. После отмирания растений панцири опускаются на дно водоемов, уплотняются, между ними осаждаются тончайший ил и глина. Трепел — порода более раннего происхождения, в которой панцири превратились в мельчайшие шарики опала, сцементированные опаловым цементом. В СССР имеются многочисленные месторождения этих пород. В диатомите и трепеле высших сортов содержится от 75 до 96% Si02. Их химический состав и физические свойства очень близки: объемный вес от 350 до 950 кг/м3, коэффициент теплопроводности 0,15— 0,2 ккал/м • ч • град. Диатомит и трепел широко используют как теплоизоляционные материалы и в качестве активных гидравлических добавок к вяжущим.
С течением времени под давлением вышележащих слоев трепел превращается в плотную, прочную, трудно размокающую породу — опоку, почти полностью состоящую из аморфного кремнезема.
34
Глава II. Природные каменные материалы
3. ПОРОДЫ ХИМИЧЕСКОГО ПРОИСХОЖДЕНИЯ
Магнезит MgC03 используют для получения огнеупорных материалов и магнезиального вяжущего — каустического магнезита. Наиболее богатое месторождение магнезита имеется на Урале.
Доломит состоит в основном из минерала того же наззания СаСОз* •MgC03. По свойствам доломиты близки к плотным известнякам, а иногда обладают и более высокими качествами. Применяют их в качестве строительного камня и щебня для бетона, а также для получения огнеупорных материалов и вяжущего вещества (каустического доломита). Доломиты щироко распространены в СССР.
Гипс CaS04*2H2Q, состоящий из минерала того же названия, используют главным образом для изготовления гипсовых вяжущих веществ и в качестве добавки цри производстве портландцемента. Наиболее крупные месторождения гипса находятся ц Горьковской обл., на Урале, в Бащкирии, в Татарской АССР, на Украине и в других местах СССР.
Ангидрит CaS04, состоящий из минерала того же названия, применяют для получения вяжущих, а также для изготовления плит для внутренней облицовки. Внешне ангидрит заметно не отличается от гипса и залегает обычно вместе с ним.
Известковые туфы образовались в результате выпадения СаСОз из холодных и горячих подземных углекислых вод. Очень пористые известковые туфы используют как материал для декоративных построек (гроты и др.) и как сырье для приготовления извести, а плотные с мелкими равномерно расположенными порами и пределом прочности при сжатии до 800 кГ/см2 — для наружной облицовки зданий.
Д. КАМЕННЫЕ МАТЕРИАЛЫ ИЗ МЕТАМОРФИЧЕСКИХ ПОРОД
Из метаморфических пород в строительстве применяют гнейсы, мраморы, кварцит и глинистые сланцы.
Гнейсы по минералогическому составу сходны с гранитами, из которых они образовались в результате перекристаллизации под большим давлением. Гнейсы имеют так называемое сланцеватое строение, характерны тем, что составляющие минералы вытянуты в направлении, перпендикулярном направлению давления. По объемному весу и прочности в направлении, перпендикулярном сланцеватости, гнейсы мало отличаются от гранитор. Сланцеватость облегчает добычу и обработку гнейсов, но уменьшает их прочность вдоль слоев. Гнейсы сравнительно легко раскалываются по плоскостям сланцеватости и могут расслаиваться при попеременном замораживании и оттаивании. Сланцеватость понижает стойкость гнейсов против выветривания. Назначение гнейсов в строительстве в основном то же, что и гранитов, но используют их преимущественно в виде плит для облицовки каналов и набережных, кладки фундаментов, устройства тротуаров и др. Гнейсы встречаются на Кольском полуострове, в Карельской АССР, на Урале, в Восточной Сибири, в юго-западной части Украинской ССР и в других местах.
Глинистые сланцы — твердая глинистая порода сланцеватого сложения, получившаяся из глин, сильно уплотнившихся и частично перекристаллизовавшихся под влиянием большого давления. Глинистые сланцы значительно тверже глин, не размокают в воде и при смешивании с ней не переходят в пластическое состояние. Состоят они из очень мелких глинистых частиц, а также листочков слюды, мелкой пыли, полевых шпатов, зерен кварца и других минералов; цвет имеют преимуществен¬
Каменные материалы из метаморфических пород
35
но темно-серый; легко раскалываются на тонкие ровные плитки, применяемые как самый долговечный кровельный материал, известный под названием природный шифер. Месторождения глинистых сланцев имеются на Урале, Украине, Кавказе (в Грузинской ССР) и в других районах.
Мраморы состоят из более или менее крупных кристаллов известкового шпата (кальцита), иногда с примесью зерен доломита. Кристаллы часто видны невооруженным глазом и прочно соединены между собой без всякого цементирующего вещества. На рис. 10 схематически показана микроструктура мрамора.
Мраморы образовались из известняков (реже из доломитов) под влиянием высокой температуры и под действием огромных давлений в толще земной коры, вызвавших перекристаллизацию известняков. Мрамор бывает белоснежный или ^ис- 10, Схема микроструктуры
« г г о „ мрамора
розовый, желтый, красный, черный и к к
других цветов (в зависимости от примесей); в нем часто имеются прожилки и узоры. Предел прочности мрамора при сжатии около 1200 кГ/см2, но иногда он достигает 3000 кГ/см2. Мрамор легко пилится на тонкие плиты и вследствие высокой плотности хорошо шлифуется и полируется. Используют его для декоративных и облицовочных работ: из него делают плиты для внутренней отделки зданий, плитки для полов, а также лестничные ступени, подоконные доски и другие изделия. Мрамор в наружной отделке зданий и сооружений под влиянием атмосферных факторов (важнейший из них ^сернистый газ, содержащийся в воздухе промышленных центров и больших городов) быстро выветривается, теряет блеск полировки, цвет его изменяется.
Мраморы различных цветов добываются в Карельской АССР, на Урале, в Сибири, на Дальнем Востоке, в Средней Азии, на юго-западе Украинской ССР, в Крыму, на Кавказе и в других районах СССР.
Кварцит— метаморфическая разновидность кремнистых песчаников с перекристаллизованными зернами кварца, которые срослись между собой так, 4TQ цементирующее вещество неразличимо. Он имеет цвет белый или, в зависимодти от примесей, красный, фиолетовый, темновишневый. Кварцит хорошо противостоит выветриванию, его предел прочности при сжатии достигает 4QQ0 кГ/см2. Вследствие больщой твердости кварциты трудно обрабатываются. Применяют их обычно в особо ответственных местах зданий и сооружений, например для изготовления подферменных камней в мостах, для наружной облицовки в виде тесаного камня и облицовочных плит (если от них требуется повышенная стойкость); иногда из кварцита цзгртовляют ступени для лестниц. Кварциты используют также в виде бутового камня и щебня. Они являются сырьем для производства ргнеупорнцх (динасовых) изделий. Добывают квародт в Карельской ДССР.
Е. РАЗРАБОТКА МЕСТОРОЖДЕНИЙ И ОБРАБОТКА КАМЕННЫХ МАТЕРИАЛОВ
Весь комплекс работ по добыче каменных материалов называется горными работами. Разрабатываемые месторождения носят название
36
Глава II. Природные каменные материалы
карьеров, а выработанные пространства, образующиеся в процессе добычи ископаемых, — выработок. Обычно при добыче полезных ископаемых попутно получается более или менее значительное количество непригодной для строительства так называемой пустой породы.
Различают карьеры коренных месторождений, в которых разрабатывают сплошные массивы горных пород, например граниты, известняки и др., и карьеры рыхлых горных пород (разработка песка, гравия, валунного камня).
Карьеры делятся на два основных типа:
1) промышленные, с большими запасами полноценных пород, что гарантирует долголетнюю их эксплуатацию, возможность применения современных машин и оборудования и механизацию работ. Эти карьеры, территориально не связанные со строительными объектами, как правило, связаны с железнодорожным или водным путем для транспортирования готовой продукции;
2) притрассовые (расположенные у дорог), обслуживающие местные нужды и расположенные вблизи строительного объекта, с небольшим сроком эксплуатации.
Разработка горной породы, в зависимости от условий залегания, может быть открытая, подземная или, в редких случаях, подводная. При выборе метода разработки учитывают условия залегания породы, ее качество и количество, а также характер трещин, облегчающих разработку. Для открытых работ особенно удобны выходы горных пород в верхних зонах склонов долин, оврагов и берегов рек. В этом случае резко уменьшается объем вскрышных работ, облегчается отвод грунтовых и атмосферных вод и облегчается транспортирование готовой продукции к местам погрузки.
Последовательность операций по подготовке карьеров к разработке и собственно разработка полезного ископаемого такая:
1) планировка местности с обязательным отводом атмосферных осадков, грунтовых и паводковых вод;
2) обнажение породы и удаление пустой породы (вскрышные работы);
3) разработка и удаление на специальные площадки выветрившихся в верхнем слое пород;
4) отделение монолитов от массива и передача их к месту дополнительной обработки;
5) разделка монолитов на глыбы нужных размеров или переработка в определенный вид каменной продукции;
6) сортировка готовой продукции;
7) транспортирование продукции к местам отгрузки (или на склад).
За последний период горные работы в связи с резким и непрерывным увеличением их объема в значительной степени механизированы, что резко снизило стоимость продукции.
Вскрышные работы и связанные с ними перемещения больших объемов грунта производятся бульдозерами и экскаваторами большой производительности. Там, где горные породы имеют значительную трещиноватость, возможно применение экскаваторов для отделения горной породы от массива. Породы, не имеющие необходимой в этом случае трещиноватости, например массивные изверженные горные породы, как правило, разрабатывают с применением взрывчатых веществ. При этом в горной породе бурят ряд скважин (шпуров), в которые закладывают взрывчатые вещества, шпуры прочно заделывают и производят взрыв.
Разработка месторождений и обработка материалов
37
Для получения того или иного вида каменного материала применяют различные взрывчатые вещества. При необходимости получения монолитов больших размеров используют так называемые метательные взрывчатые вещества, имеющие небольшую скорость распространения взрыва (до 400 м/сек), вследствие чего объем газа увеличивается постепенно и сильного дробления горной породы не происходит. К этому виду взрывчатки относится черный порох. При добыче из монолита щебня или рваного камня применяют бризантные взрывчатые вещества (аммоналы и др.), имеющие скорость распространения взрыва от 4000 до 7000 м/сек, что вызывает дробление взрываемой породы на мелкие части. Этот вид добычи рваного камня и щебня особенно
Рис. 11. Разработка мягких пород Рис. 12. Пневматический молот (а) с набокамнерезной машиной системы инж. ром съемных инструментов (0)
А. М. Столярова а — схема камнерезной машины: 1 — пилы
для горизонтальной резки; 2 — пилы для ^
вертикальной резки; б — схема выпилива- Эффективен И К Нему Прибегают, ния камней в карьере ВЗрЫВая бОЛЬШуЮ МаССу ПОрОДЫ
крупными зарядами.
Очень широко практикуется добыча каменных материалов путем распиловки массива камнерезными машинами непосредственно на месте залегания породы. Машины особенно эффективны при подземных выработках слабых и мягких пород, например ракушечника, известковых туфов и др. В этом случае с минимальными отходами получается готовый каменный материал правильной формы, одинакового размера и объема, направляемый непосредственно на строительство. На рис. II показана камнерезная машина конструкции инж. А. М. Столярова. Более твердые породы (мраморы, некоторые разновидности гранитов и др.) на штучный камень, блоки и плиты распиливают пилами со стальными дисками, армированными пластинками твердых сплавов или с абразивными порошками. Особенно эффективны диски с абразивной массой, состоящей из мелкозернистого корунда, электрокорунда или шлифовального порошка. Еще более высокая производительность резания каменного материала достигается применением алмазного режущего инструмента.
Песок и гравий можно добывать также и гидромеханическим способом, когда вода, подаваемая гидромонитором под большим давле¬
38
Глава II. Природные каменные материалы
нием, разрыхляет грунт. Гравий со дна озер и прибрежной части морей добывают специальными плавучими механизмами — драгами и землечерпалками.
Как видно из сказанного, часть каменных материалов приобретает вид готового материала непосредственно на месторождении. Это — песок, гравий, щебень, пиленые камни разных назначений и др. Но значительная часть каменных материалов, добытых в карьерах, направляется на специализированные заводы для окончательной обработки, в результате которой камень приобретает заданные размеры и форму, а также фактуру лицевой стороны. Методы обработки камня весьма разнообразны, но, к сожалению, еще не везде достаточно механизированы. Так, при разделке крупных глыб на более мелкие до настоящего времени применяются стальные клинья и ручная кувалда весом до 15 кг, так как разделка взрывом не всегда возможна и дает дополнительный отход материала. Очень трудоемкая работа по отделке лицевых поверхностей камней также механизирована недостаточно. На рис. 12 показан пневматический молот и набор съемных инструментов для отделки камня. Весьма трудоемкая работа по шлифовке и полировке некоторых видов отделочных и декоративных камней (граниты, мраморы) с успехом стала выполняться специальными станками, применение которых свело к минимуму затраты ручного труда.
Ж. СВОЙСТВА И КЛАССИФИКАЦИЯ ПРИРОДНЫХ КАМЕННЫХ
МАТЕРИАЛОВ
Основные физико-механические свойства природных каменных материалов в пределах даже одного месторождения весьма различны. В связи с этим необходимо отбирать пробы камня для испытаний при разведке и эксплуатации месторождений каждого карьера.
При испытании проб природных каменных материалов в соответствии с ГОСТами или техническими условиями определяют следующие свойства: объемный и удельный вес, пористость, водопоглощение и предел прочности при сжатии. Последний устанавливают в направлении, перпендикулярном к слоистости в сухом и насыщенном водой состоянии на образцах цилиндрической или кубической формы. Кроме того, оценивают степень водостойкости материала по коэффициенту размягчения, определяют морозостойкость попеременным замораживанием образцов в насыщенном водой состоянии и оттаиванием их в воде.
В зависимость от результатов испытания природные каменные строительные материалы различают по следующим показателям:
по объемному весу (в сухом состоянии): легкие с Yo< 1880 кг/м3 (применяется главным образом для стен отапливаемых зданий) и тяжелые с yo>1880 кг/м3 (применяются для кладки фундаментов, цоколей, подпорных стен, гидротехнических сооружений, для облицовки
и др.);
по пределу прочности при сжатии (в кГ/см2): легкие материалы марок 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150 и 200 и тяжелые марок 100, 125, 150, 200, 300, 400, 500, 600, 800 и 1000;
по степени морозостойкости: Мрз 10, Мрз 15, Мрз 25, Мрз 35, Мрз 50, Мрз 100, Мрз 150 и Мрз 200. Если изверженная порода без следов выветривания имеет водопоглощение не больше 0,5% и предел прочности при сжатии более 1000 кГ/см2, то морозостойкость ее при* нимают равной 100 без испытания;
Виды каменных материалов и применение их в строительстве
39
по коэффициенту размягчения (/Ср) материалы разделяют на группы с показателями не ниже 0,6, 0,75, 0,9 и 1.
Каменные материалы для дорожных покрытий испытывают также на удар на копре и на износ в барабане. При испытании на копре груз весом 2 кг падает, начиная с высоты 1 см, последовательно увеличиваемой на 1 см до разрушения образца диаметром и высотой 2,5 см. Каменный материал считают удовлетворительно сопротивляющимся удару, если он разрушается, т. е. в нем появляется трещина, только после того числа ударов, которое указано в технических условиях или ГОСТ.
3. ВИДЫ ПРИРОДНЫХ КАМЕННЫХ МАТЕРИАЛОВ И ПРИМЕНЕНИЕ ИХ В СТРОИТЕЛЬСТВЕ
Относительно широкие разведки каменных строительных материалов и испытания их начались в России с 70-х годов XIX в. в связи с развитием строительства железных дюрог и мостов. Обширные исследования свойств природных каменных материалов проводили в конце прошлого века ученые испытательной станции под руководством проф. Н. А. Белелюбского при Петербургском институте инженеров путей сообщения, а затем в лаборатории, организованной проф. Н. К. Лахтииым, принадлежащей ныне Московскому архитектурному институту. Следует, однако, отметить, что масштабы изучения минеральных ресурсов страны в дореволюционной России были очень ограничены, а добывающая промышленность была развита первоначально слабо. В связи с этим даже граниты и мраморы, которыми очень богата наша Родина, ввозились Из-за границы.
Огромный толчок материаловедческому изучению природных каменных материалов и становлению его как научной дисциплины дала Великая Октябрьская революция. На основе трудов академиков Д. С. Белянкина, В. А. Обручева, А. Е. Ферсмана, Ф. Ю. ЛевинсонаЛессинга и других ученых выявлены и хорошо исследованы богатейшие запасы природных каменных материалов во многих районах страны для удовлетворения потребностей гигантского строительства.
Горные породы и минералы, используемые человеком для своих нужд, называются Полезными ископаемыми. Неиспользуемые слои и прослойки между полезными ископаемыми называют пустой породой. Горные породы, применяемые в виде природных строительных материалов и в качестве сырья для производства других материалов, относятся к нерудным (неметаллическим) ископаемым.
Природные каменные материалы в строительстве используют обычно после механической обработки (расколки и обтески, распиловки, шлифовки и полировки, дробления и рассева). Все каменные материалы, используемые в строительстве, можно разделить на две основные группы — материалы, применяемые в своем первоначальном виде, и материалы, пригодные для строительных целей лишь после соответствующей обработки.
В некоторых случаях один и тот же материал может применяться в первоначальном виде или после прохождения одной или нескольких стадий обработки. Так, песок можно употреблять непосредственно из карьера или после предварительной промывки, природный гравий — или в первоначальном виде или после измельчения и сортировки для получения зерен определенных фракций.
Рассмотрим основные каменные материалы, применяемые без обработки.
40
Глава II. Природные каменные материалы
Бутовый камень — крупные куски неправильной формы, размером 150—500 мм, весом 20—40 кг, получаемые разработкой известняков, доломитов и песчаников (реже гранита и других изверженных пород). Камень, получаемый при взрывных работах, носит общее название рваного камня. Бутовый камень должен быть однородным, без следов выветривания, расслоения и трещин, не содержать рыхлых и глинистых включений. Предел прочности при сжатии камня из осадочных пород не менее 100 кГ/см2, коэффициент размягчения не ниже 0,75, морозостойкость не ниже 15 циклов. Бутовый камень широко применяется для бутовой и бутобетонной кладки фундаментов, подземных стен и стен неотапливаемых зданий, подпорных стен, ледорезов, отстойников и резервуаров.
Для кладки лучшим считается бутовый камень в виде плит неправильной формы, так называемый плитняк или постелистный бут. Его получают выколкой из осадочных и метаморфических пород, имеющих слоистое или сланцеватое строение. Кладку ведут рядами, что повышает ее прочность, уменьшает расход вяжущего материала и повышает производительность труда. Кладка из рваного бутового камня более трудоемка и на нее расходуется больше раствора для заполнения пустот между камнями неправильной формы.
Мелкие куски бутового камня обычно перерабатывают на щебень, используемый в качестве заполнителя в бетоне, для щебеночной подготовки под бетонные фундаменты в санитарно-технических сооружениях и в качестве фильтрующего материала.
Валунный камень — крупные обломки (более 300 мм) горных пород ледникового происхождения, характеризующиеся окатанной, часто сильно выветрившейся поверхностью. Весьма разнообразен по петрографическому составу. Используется для получения булыжного камня и щебня.
Булыжный камень—небольшие валуны (до 300 мм) или расколотые валуны больших размеров. Применяется для покрытия мостовых, дворов и откосов, для каменной наброски при строительстве дамб. Крупный булыжный камень можно применять как бут, мелкий камень перерабатывается на щебень. Валунный булыжный камень может быть использован для изготовления (методом околки) специальных шашек для мощения дорог и оснований под дорожные покрытия.
Гравий — рыхлое скопление обломков горных пород, различно обкатанных. Величина отдельных зерен 5—70 мм. В зависимости от линейного размера частиц гравий подразделяют на фракции 5—10, 10— 20, 20—40 и 40—70 мм. Добывают гравий открытым способом экскаваторами различных типов, при добыче со дна рек, морей и озер применяют всасывающие механизмы, которые забирают гравий вместе с водой и транспортируют по трубам к местам отвалов, где происходит его естественное обезвоживание. Гравий применяется в строительстве в качестве крупного заполнителя в цементных и асфальтовых бетонах, а также как фильтрующий материал в водопроводных сооружениях.
Песок — рыхлая горная порода, состоящая из зерен минералов и пород размером 0,14—5 мм. В зависимости от минералогического состава различают пески кварцевые, полевошпатные и карбонатные. Способы добычи песка аналогичны способам добычи гравия.
Пески как строительный материал получают обширное применение в связи с колоссальным развитием цементной промышленности: большинство цементных растворов и бетонов содержат песок, иногда в весьма большом количестве. От качества применяемых песков зависит прочность многих строительных материалов, получаемых на основе це¬
Виды каменных материалов и применение их в строительстве
41
мента и песка в качестве заполнителя. Для получения некоторых строительных изделий необходимо применение обогащенных песков, т. е. промытых и отсортированных как по величине зерен, так и по минералогическому составу, или прошедших дополнительное измельчение (тонкомолотых). Кварцевые пески являются основным сырьем для стекольной промышленности.
Наиболее часто в строительстве применяют каменные материалы второй группы, т. е. прошедшие специальную Обработку в заводских условиях.
Плиты тесаные и пиленые (рис. 13) изготовляют из блоков, отделенных от массива пород.
Процесс изготовления тесаных плит состоит из развалки монолитов, грубой околки и получистой и чистой тески. Монолит на болванки разделывают взрывным способом, взрывая в пробуренных шпурах небольшие заряды пороха, чтобы не появились при взрыве тонкие побочные трещины, понижающие прочность камня. Часто развалку монолита ведут клиньями (рис. 14). Болванки подвергают грубой отеске долотами. Для чистой тески лицевых поверхностей применяют бучарду с мелкой насечкой. Механическая теска с применением пневматических инструментов резко повышает производительность труда.
Изготовление пиленых плит значительно проще и состоит из распиловки блоков из природного камня и обработки лицевой стороны плиты для получения определенной фактуры.
Согласно ГОСТ 9479—60 блоки из природного камня делятся на четыре группы: I — из гранитов; II — из мраморов; III — из известняков и IV—из вулканических туфов. Технические показатели этих блоков приведены в табл. 5.
Основным назначением тесаных и пиленых плит является облицовка зданий, поэтому для получения этих изделий используют однородные по строению горные породы, обладающие достаточной прочностью, устойчивостью к выветриванию и хорошей обрабатываемостью, без трещин, глинистых и других примесей. Плиты для наружной облицовки зданий и сооружений вырабатываются из породы с пределом прочности при сжатии не менее 1000 кГ/см2— гранита, сиенита, диорита, габбро, лабрадорита, кварцита. Для внутренней облицовки применяют мраморы, некоторые кристаллические сланцы, мягкие гипсы и ангидриты с пределом прочности не менее 200 кГ/см2.
Стоимость пиленых плит ниже стоимости тесаных: их можно получить меньшей толщины—25 мм для внутренней и 50 мм для внешней облицовки зданий; толщина тесаных плит соответственно 100 и 200 мм. Правильность плоскостей пиленых плит упрощает дальнейшую их обработку: плиты легче поддаются шлифовке, полировке, а также обработке для придания наружной их стороне требуемой фактуры. Наибо-
Рис. 13. Плиты тесаные (а) и пиленые (б)
Рис. 14. Развалка монолитов при помощи клиньев
42 Глава II. Природные каменные материалы
Таблица 5
ТЕХНИЧЕСКИЕ ПОКАЗАТЕЛИ БЛОКОВ
Группа
блоков
Горная порода
Предел прочности при сжатии в кГ/см2, не менее
Волопоглощение в % по весу, не более
Морозостойкость в циклах попеременного заморажива* ния и оттаивания, не менее \
1
II
III
IV
П р \ ко II груп 2. Ti
ЦОВКИ ВН}
Граниты
Мраморы:
белые и серые цветные
Известняки: плотные пористые .
Туфы
1 м е ч а н и я: 1. Предел проч пе блоков, должен быть не м* эебования по морозостойкост] ггренних стен и настилкй noj
1000
800
600
200
50
50
ности при сжатй: ?нее 200 к.Г/См2. к к горным nopoj пов помещении, i
Не нормируется
То же »
15
25
30
й гипсового к
laitf, предназ* не предъявля
35
25
Не предъявляется
25
15
15
амйя, относящегося
гёчаемым дла облиются.
лее эффективен способ обработки поверхности каменных плит резанием многорезцовыми фрезами, что дает возможность получать гладкие плоские поверхности и выполнять окантовку плит.
Плиты для наружной облицовки выпускают шириной 600 мм из твердых пород и 400 мм из пород средней твердости, для внутренней облицовки —300 мм. Длина плит не нормируется, что дает возможность полнее использовать природный камень.
Пиленые плиты обладают большей стойкостью, чем тесаные, так как при теске ударами выкалываются и дробятся зерна минералов, в результате чего в камне появляются микротрещины.
Плиты для облицовки цоколей зданий изготовляют из наиболее стойких и прочных пород.
При перевозке облицовочные плиты пиленые и тесаные устанавливаются на ребро с прокладками; полированные складывают лицевыми поверхностями, обязательно прокладывая между ними бумагу, в тару весом брутто не более 150 кг или перевозят в контейнерах.
Кровельные плитки, называемые Природным шифером, получают раскалыванием и обрезкой глинистого (кровельного) сланца. Плитки выпускаются размером от 250x150 до 600x350 мм при толщине 4— 8 мм. Прочность их при изгибе должна быть не ниже 150 кГ/см!2, они должны выдерживать не менее 25 циклов попеременного замораживания и оттаивания. Природный шифер является самым долговечным кровельным материалом, срок службы которого исчисляется сотнями лет.
Бортовые камни изготовляются обколкой и обтеской каменных пород. Выпускаются камни трех основных видов: прямой, лекальный и для оформления съездов (рис. 15). Длина камней 70—200 см, по высоте они имеют два размера — низкие 30 и высокие 40 см при ширине верхней части 10, 15 и 20 см. Верхняя часть бортового камня, выступающая над дорожным покрытием, обтесывается чисто, а нижняя часть грубо. Эти бортовые камни в настоящее время применяются меньше, так как стоимость их значительно выше стоимости бетонных бортовых камней. Однако последние уступают тесаным камням как по долговечности, так и по внешнему виду.
Виды каменных материалов и применение их в 'строительстве
43
Брусчатка — колотые и тесаные бруски камнй, по форме приближающиеся к параллелепипеду, с наружной стороной в форме прямоугольника. По высоте брусчатка делится на низкую — высота 10 см, среднюю — 11—13 см и высокую —
14—16 см] ширина у всех сортов 12—15 см и длина 15—25 см. Верхняя и нижняя плоскости брусчатки, т. е. «лицо» и «постель», параллельны, а боковые грани суживаются книзу, так что длина и ширина граней постели меньше, чем грани лица, на 5 мм у низкой брусчатки и на 10 мм у средней и высокой брусчатки. Брусчатку изготовляют из однородных морозостойких каменных пород, имеющих прочность на сжатие не ниже 1000 кГ/см2 и обладающих хорошей обрабатываемостью.
Щебень представляет собой смесь угловатых обломков камня различной конфигурации размером от 5 до 150 мм. Изготовляется щебень из горных пород различного качества, что определяет его марку. Качество щебня устанавливается показателем предела прочности при сжатии исходной горной породы в насыщенном водой состоянии, а также показателями ее истираемости и сопротивления удару. По пределу прочности при сжатии щебень подразделяют на марки: из изверженных горных пород —1200, 1000 и 800; из метаморфических горных пород—1200, 1000, 800 и 600; из осадочных горных пород—1200, 1000, 800, 600, 400, 300 и 200. Щебень должен состоять из однородных по качеству обломков породы, приближающихся по форме к кубу или тетраэдру, с содержанием вытянутых и плоских щебенок (лещадок) не более 25%.
Получают щебень дроблением камня в дробилках разных конструкций (щековых, конусных), а мелкий щебень (с величиной кусков менее 25 мм) — на молотковых или валковых дробилках. Технология производства щебня состоит из следующих операций: раскалывание камня на куски, размеры которых соответствуют типу дробилки; загрузка (Подача) камня в дробилки; дробление камня до получения зерен заданной величины; подача щебня на сортировку; сортировка щебня (По крупности зерен) на вращающихся грохотах и перемещение отсортированного щебня к месту хранения. При дроблении щебень в зависимости от характера горной породы принимает разную форму. Предварительно о качестве щебня судят визуально по его однородности, влажности и загрязненности. Окончательно качество щебня определяется на Ьсйовании лабораторных определений гранулометрического состава, формы и размера зерен и физико-механических свойств. Применяется щебень в строительстве очень широко для приготовления цементобетонных й асфальтобетоМнь!х смесей.
ПоМИмо опйсанных наиболее распространенных природных каменных материалов избавляются в обширном ассортименте каменные изделМ сйецИалького назначения. Это — камни и плИты для облицовки мос+овых Ьпсф, ус+рбйства ледорезов, плиты дЛй Иолов и тротуаров, блоки и плиты дЛя кЛаДки цоколёй, плиты для подоконников, лестничные ступени и др. В южных районах нашей страны большую роль в строительстве играет йиленый камень-ракушечник, применяемый в основном для кЛёдки стен малоэтажных зданий.
Рис. 15. Бортовые камни
а — прямой; б — лекальный; в — для оформления съездов
44
Глава //. Природные каменные материалы
И. ЗАЩИТА КАМЕННЫХ МАТЕРИАЛОВ
Каменные материалы в эксплуатации непрерывно подвергаются воздействию окружающей среды. Процесс выветривания камня в одинаковой степени действует на горные породы верхних слоев земной коры я на каменные материалы в строительных конструкциях. Вредное воздействие атмосферных осадков, газов и пыли, содержащихся в воздухе, попеременное увлажнение и высыхание, резкие перепады температур, сильные морозы и значительный солнечный нагрев — все эти факторы сокращают сроки службы каменных строительных материалов и резко ухудшают их декоративные качества. Особенно быстро ухудшаются свойства пористых белых каменных материалов, применяемых для наружной облицовки (пильных известняков, ракушечников).
Стойкость материала зависит не только от качества исходной горной породы, формы материала и условий эксплуатации, но и от интенсивности защитных мер в тех или иных условиях. Правильное и своевременное применение защитных мер увеличивает срок службы материала и сохраняет его декоративные качества и естественную окраску на долгое время. Выбор защитных мероприятий зависит от особенностей каменного материала и условий его работы. Чем больше пористость материала, тем сильнее на него воздействуют факторы разрушения. Поверхности мраморов и известняков интенсивно разрушаются сернистыми газами, находящимися в воздухе. Лишайники и мхи, растущие на камне, извлекают для своего питания щелочные соли и выделяют органические кислоты, вызывающие биологическое разрушение камня.
Защита строительных материалов от возможного проникновения воды — самый надежный способ защиты материала от разрушения. Осуществляется он конструктивными или химическими мероприятиями. К первым относят применение материалов с полированной поверхностью, обеспечивающей быстрый сток воды, а также таких, характер поверхности которых исключает скопление дождевых и снеговых вод. Способы химической защиты заключаются в уплотнении поверхности материала путем пропитки водным раствором веществ, вступающих в химическое взаимодействие с минералом камня. При этом растворимое вещество переходит в нерастворимое состояние. Применяют для этого соли кремнефтористоводородной кислоты. Такой метод защиты называется флюатированием. Взаимодействие солей с минералами, образующими известняковые породы, можно выразить уравнением
2СаСОз + MgSiFe = 2CaF2 + MgF2 + Si02 + 2C02.
В результате реакции в порах камня и на его поверхности выделяются нерастворимые вещества, состоящие из CaF2, MgF2 и Si02, повышающие не только прочность и морозостойкость камня, но и стойкость его по отношению к воздействию химических факторов. Кроме флюата магниевой соли применяют также алюминиевый флюат. Водопоглощаемость камня, обработанного химическим способом, значительно понижается.
Породы с крупными порами на поверхности или с малым содержанием углекислого кальция обрабатываются методом аванфлюатирования, т. е. предварительного пропитывания раствором хлористого каль¬
Значение каменных материалов в строительстве
45
ция и, после просушки, раствором соды. Образование карбоната кальция происходит по реакции
СаСЬ + Na2C03 = СаСОз + 2NaCl.
Последующее флюатирование, вызывая активную реакцию с карбонатом кальция, уплотняет поверхность камня. Реакция между гидратом окиси кальция и флюатом аналогична приведенной ранее
2Са (ОН)2 + MgSiFe = MgF2 Н- 2CaF2 Н- Si02 Н- 2Н20.
Идея кремнефторизации поверхности камней принадлежит великому русскому ученому Д. И. Менделееву, а способы применения ее в строительстве разработаны Н. А. Белелюбским.
Для предотвращения выветривания облицовочных материалов некоторых пород рекомендуется последовательно пропитывать их жидким стеклом и хлористым кальцием, в результате взаимодействия которых в порах камня образуются нерастворимые соединения силиката кальция и кремнекислоты, заполняющие поры поверхности. Уплотнение поверхности камня достигается также последовательной пропиткой спиртовым раствором калийного мыла и уксуснокислого глинозема. В этом случае в порах камня отлагается глиноземная соль жирной кислоты.
Прочный защитный слой создается полировкой, при которой поры заполняются мельчайшими частицами материала, делая их недоступными для влаги и газов.
В последний период получает распространение метод уплотнения поверхности каменных изделий путем пропитки их полимерными материалами, обладающими гидрофобными свойствами.
К. ЗНАЧЕНИЕ КАМЕННЫХ МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
В общем весе сооружаемых объектов вес материалов и конструкций, получаемых на основе минерального нерудного сырья, составляет в среднем 70%, достигая для некоторых объектов 90%. Из общего количества камня, добываемого в качестве технологического сырья, около 75% потребляется непосредственно в строительстве, преимущественно для изготовления бетонных конструкций, остальные 25% идут для производства цемента и других вяжущих веществ, металлургических флюсов, для нужд химической промышленности, а также для производства стеновых изделий из природного камня.
Нужно отметить, что стоимость нерудных ископаемых у нас еще высока. Так, доля стоимости заполнителей в стоимости железобетонных изделий составляет около 30%. Высокая стоимость щебня, гравия и песка обусловлена иногда недостаточным уровнем механизации производственных процессов и низким коэффициентом извлечения полезной породы из горной массы. За последний период достигнуто значительное снижение себестоимости нерудных ископаемых за счет внедрения комплексной механизации, ликвидации мелких карьеров, обусловливающих низкое использование основного оборудования (экскаваторов, самосвалов, автопогрузчиков) и сдерживающих внедрения прогрессивных технологических методов добычи, например гидромеханизации, которая в отдельных случаях дает 30—40% снижения стоимости материала. Достигнуто значительное уменьшение транспортных расходов, удельный вес которых в себестоимости нерудных ископаемых весьма велик, за счет улучшения взаимного расположения добы-
45
Глава II. Природные каменные материалы
вагощих карьеров и перерабатывающих заводов, а также в результате использования в качестве транспортных средств более эффективных автомашин грузоподъемностью свыше 5 г.
Важное место в общей стоимости нерудных материалов занимают работы по дроблению, фракционированию, организации процессов мойки и обогащения, что в значительной степени йовышает их качество. Низкое качество заполнителей для бетона (песка, гравия, щебня) влечет за собой значительный перерасход цемента, повышенный процент брака и увеличение трудоемкости производства железобетонных изделий и конструкций.
Большое влияние на уровень Технико-экономических показателей оказывают горногеологические условия разработки — мощность и глубина залегания пласта, величина запасов, объемйый йес и прочность породы, ее химический и минералогический состав. Так, при разработке открытых карьеров вскрьпНные работы, зависящие от глубины залегания породы, при увеличении их объема на 10% требуют увеличения капиталовложения на 30—50%. Снижение вьЬсода полезной породы из горной массы также дает резкое увеличение удельных капитальных вложеннй, а повышение выхода — их снижение. Поэтому правильный выбор месторождений с максимально благоприятными горногеологическими условиями является основой снижения стоимости добываемых материалов.
Г Л А В A III
КЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
А. ОСНОВНЫЕ СВЕДЕНИЯ
Керамические изделия изготовляют из природных глин, а также из их смесей с органическими и минеральными добавками. Производство керамических изделий состоит из трех технологических этапов — формования, сушки и обжига. Это производство одно из самых древних, возникло оно за многие тысячелетия до нашего времени. В России начало производства керамических изделий также относится к очень давним временам. Древние соборы во Владимире, Киеве и Новгороде украшены настенными деталями, могущими служить образцами древнерусского гончарного производства; состав белой эмалевой поливы был известен в России раньше, чем в других европейских странах.
Основоположники нашей науки — М. В. Ломоносов, Д. И. Менделеев, а также крупные ученые-керамики Д. И. Виноградов, акад. Е. И. Орлов, профессора Я- А. Соколов, Б. С. Швецов и многие другие внесли свой вклад в развитие керамической промышленности. С первых лет Советской власти большое внимание стало уделяться у нас изучению технологии керамических изделий: в 1919 г. были созданы Государственный научно-исследовательский керамический институт в Петрограде и Институт силикатов в Москве. Большая заслуга в разработке научных основ керамической технологии принадлежит Герою Социалистического Труда академику АН УССР П. П. Будникову.
Значительные достижения имеются у нас и в области массовой механизации процессов производства (формования кирпича, керамических блоков и плиток), в конструировании и постройке на основе новейших научных исследований экономичных и высокопроизводительных печей и сушилок, а также в разработке эффективных видов керамических изделий для нужд строительства.
Керамические строительные изделия делят на две группы — пористые и плотные. Первые характеризуются водопоглощением 5% и более, вторые — менее 5%. К пористым изделиям относят кирпич глиняный обыкновенный, пористый и пустотелый, пустотные стеновые камни, черепицу кровельную, облицовочные плитки и трубы; к плотным изделиям—плитки для полов и дорожный кирпич. Санитарно-техническая керамика включает как пористые (фаянс), так и плотные (санитарный фарфор) изделия.
Высокая прочность, долговечность и большой ассортимент изделий дают возможность широко использовать их при строительстве во всех частях зданий — от фундамента до кровли, в результате чего требования к керамической промышленности со стороны народного хо¬
48
Глава III. Керамические изделия
зяйства страны непрерывно возрастают. Керамические изделия, обладая рядом положительных качеств, имеют один существенный недостаток— повышенную по сравнению с другими строительными материалами хрупкость.
После обжига керамические изделия сразу получают требуемую поверхность как по цвету, так и по фактуре, которую можно сделать матовой (ангобированные изделия) или блестящей стекловидной (глазурованные изделия). Цветные керамические изделия можно получить добавлением в беложгущуюся глиняную массу окислов различных металлов, например железа, кобальта и др. При изготовлении облегченных керамических изделий с повышенной пористостью в сырую массу вводят порообразующие добавки (вещества, выделяющие при обжиге газ — углекислоту), а также вещества, выгорающие при обжиге.
Б. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИИ
Основным сырьем для производства керамических изделий являются различные глины, а также шамот, кварцевый песок, шлак и органические добавки (древесные опилки, угольная и торфяная пыль), выгорающие при обжиге.
1. ГЛИНЫ Общие сведения
Советский ученый проф. П. А. Земятченский, работы которого сыграли видную роль в изучении глин как исходного продукта для получения керамических изделий, дал следующее определение глины: «Глиной называются землистые минеральные массы, или землистые обломочные горные породы, способные с водой образовывать пластичное тесто, по высыхании сохраняющее приданную ему форму, а после обжига получающее твердость камня».
Глины образовались в результате выветривания изверженных полевошпатных горных пород. Процесс выветривания горной породы состоит из механического разрушения и химического разложения. Механическое разрушение происходит в результате воздействия переменной температуры, воды и ветра, химическое разложение—в результате воздействия различных реагентов, например воды и углекислоты на полевой шпат, когда образуется минерал каолинит А1203 • 2 Si02 • 2 Н20 (см. главу II).
Наиболее чистые глины, состоящие преимущественно из каолинита, называют каолинами. Обычные глины отличаются от каолинов химическим и минералогическим составом, так как помимо каолинита они содержат кварц, слюду, полевые шпаты, кальцит, магнезит и др.
Классификация глин
По условиям образования глины делят на остаточные и перенесенные.
Остаточные глины первичных отложений обычно засорены частицами горной породы, из которой они образовались.
Перенесенные или осадочные глины более дисперсны, свободны от крупных фракций материнских пород, но могут быть засорены песком, известняком, железистыми соединениями и т. п.
Сырье для производства керамических изделий
49
По отношению к высоким температурам различают глины трех групп: огнеупорные, тугоплавкие и легкоплавкие.
Огнеупорные глины обладают высокой огнеупорностью — не ниже 1580° С. Это чистые каолинитовые глины, содержащие мало механических примесей, в той или иной степени понижающих огнеупорность. Они обладают большой дисперсностью и очень высокой пластичностью. Глины, имеющие после обжига белый цвет, называются фарфоровыми, их применяют для производства фаянса и фарфора.
Тугоплавкие глины имеют огнеупорность от 1350 до 1580° С. Они содержат небольшое количество примесей кварца, полевого шпата, слюды, карбонатов кальция и магния; применяют их главным образом для производства облицовочного кирпича, плиток для полов, канализационных труб и т. д.
Легкоплавкие глины имеют огнеупорность ниже 1350° С. Эти глины наиболее разнообразны по составу: они имеют примеси песка, известняка, окислов железа, слюды, органических веществ и т.д. Их применяют для производства кирпича, блоков, черепицы и аналогичных изделий.
Химический состав глин
Глины состоят из различных окислов, свободной и химически связанной воды и органических примесей. В число окислов, составляющих глины, входят: глинозем AI2O3, кремнезем БЮг, окись железа Fe203, окись кальция СаО, окись натрия Na20, окись магния MgO и окись калия К2О. Глинозем оказывает наибольшее влияние на свойства керамических изделий и является важнейшей составной частью глины. Чем выше содержание глинозема, тем выше пластичность и огнеупорность глины. Кремнезем является основным (по количеству) окислом, образующим глины — количество его достигает 60—78%.
Помимо окиси железа в состав глин входят закись железа FeO, пирит FeS2 и другие модификации железа. От количества железа и его модификации зависит цвет керамических изделий и температура спекания черепка. Наиболее плотный черепок получается при наличии в глине закиси железа.
Содержание окиси кальция (в виде карбонатов и сульфатов кальция) в некоторых глинах достигает 25%. Эти соединения кальция сокращают период спекания глин, что ухудшает условия обжига керамических изделий. Такое же влияние на обжиг изделий оказывает и окись магния, находящаяся в глинах в виде карбоната MgC03 и доломита MgC03-СаС03. В незначительных количествах в глинах встречается в виде примесей сернистый ангидрид SO3. Однако если он находится в соединениях с магнием или натрием, то он может вредно влиять на прочность изделий. Полезными примесями можно считать окись калия и окись натрия КзО и Na20, которые служат плавнями, понижающими температуру обжига изделий и придающими им большую прочность. Окиси различных металлов, например марганца, титана и др., содержатся в очень небольших количествах и мало влияют на свойства глин. Вообще на свойства глин влияет не только количественное содержание тех или иных окислов, но и их соотношение.
Примеси оказывают большое влияние на свойства глин. Так, при повышенном содержании свободного кремнезема, не связанного с AI2O3 в глинистые минералы, уменьшается связующая способность глин, повышается пористость обожженных изделий и понижается их прочность. Из глин, содержащих Si02 более 80—85% и А1203 менее 6—8%, керамических материалов получить невозможно. Соединения
50
Глава III. Керамические изделия
железа, являясь сильными плавнями, понижают огнеупорность глины. Углекислый кальций СаС03 понижает огнеупорность, уменьшает интервал спекания и увеличивает усадку при обжиге, увеличивает пористость и этим понижает прочность и морозостойкость изделий.
Вода содержится в глинах как в виде свободной, так и химически связанной, т. е. входящей в состав глинообразующих минералов. Наличие в глине тех или иных минералов дает возможность судить о количестве химически связанной воды и, следовательно, о отношении к сушке и обжигу. От содержания органических веществ, находящихся в глине в виде остатков растений и гумусовых веществ, также зависят потери глин при обжиге и, следовательно, усадка изделий. Кроме того, повышенное количество органики снижает огнеупорность глин. Знание химического состава глин дает возможность определить степень пригодности их для производства тех или иных керамических изделий.
Основные свойства глин
Важнейшими свойствами глин являются следующие: пластич¬
ность, отношение к сушке (воздушная усадка) и отношение к высокой температуре.
Пластичность является важнейшим технологическим свойством глин, обусловливающим возможность формования из них различных керамических изделий. Степень пластичности зависит от минералогического и гранулометрического (зернового) состава, формы и характера поверхности зерен (шероховатая или окатанная), а также от содержания растворимых солей, органических примесей и воды.
Имеется много методов определения пластичности. Наиболее широкое распространение получил метод, характеризующий пластичность по величине воздушной усадки глиняного теста и количества воды затворения, необходимого для получения удобоформуемой массы. Глины более пластичные требуют большего количества воды и дают большую усадку, чем тощие малопластичные глины.
По степени пластичности глины делят на высокопластичные, имеющие водопотребность более 28% с воздушной усадкой от 10 до 15%* средней пластичности — водопотребность от 20 до 28%, воздушная усадка от 7 до 10% и малопластичные — водопотребность менее 20%, воздушная усадка от 5 до 7%.
Пластичность глины можно повышать добавлением более пластичной глины, а также путем отмучивания, т. е. освобождением глины от примесей песка. Механическая обработка и вылеживание также повышают пластичность глин. Понижение пластичности достигается добавлением отощающих добавок.
Пластичность глин зависит от гранулометрического состава: чем больше содержание глинистых частиц (мельче 0,001 мм), тем выше пластичность. В состав глины входят различные по крупности частицы: от 5 до 0,14 мм — песчаные фракции, от 0,14 до 0,005 мм — пылевидные фракции и менее 0,005 мм — глинистые фракции. Огнеупорные глины являются высокодисперсными — содержание фракций меньше
0,001 мм составляет 60—80%. В легкоплавких глинах преобладают фракции от 0,01 до 0,001 мм.
Воздушной усадкой глины называется уменьшение ее объема, происходящее при сушке отформованных изделий в условиях нормальной (комнатной) температуры воздуха, вследствие удаления из нее воДы и сближения глинистых частиц; величина усадки выражается в процентах и для кирпичных глин колеблется в пределах от 4 до 15%.
Сырье для производства керамических изделий
51
Отношение глин к высокой температуре. Наряду с пластичностью характерным свойством глин является их способность превращаться при обжиге в камневидную массу. Этот процесс сопровождается изменением цвета и удельного веса глин, потерей пластичности и уменьшением объема. При обжиге глин в начальной период повышения температуры удаляется химически несвязанная вода, затем выгорают органические добавки.
Потеря пластичности глины связана с дегидратацией водных алюмосиликатов, имеющихся в глинах: она происходит при температуре 450—750° С. Дальнейшее повышение температуры соответствует собственно обжигу. При этом начинает расплавляться некоторая легкоплавкая составная часть глины, которая, растекаясь, обволакивает нерасплавившиеся частицы глины. При охлаждении расплавленная часть глины затвердевает и цементирует нерасплавившиеся частицы. Так происходит процесс превращения глины в камневидное состояние. Частичное плавление глины и действие сил поверхностного натяжения расплавленной массы вызывают сближение ее частиц, происходит сокращение объема — огневая усадка. Совокупность процессов усадки, уплотнения и упрочнения глины при обжиге называют спеканием глины. При дальнейшем повышении температуры масса переходит в текучее состояние — наступает плавление глины.
На цвет обожженных глин оказывает влияние главным образом содержание окислов железа, которые окрашивают керамические изделия в красный цвет при избытке в газовой среде кислорода, в темно-коричневый или черный цвет — при недостатке кислорода. Если глина содержит известняк в тонкодисперсном состоянии, то интенсивность окраски изделий уменьшается.
Свойства глины, не расплавляясь противостоять воздействию высоких температур, называют огнеупорностью. Определяют ее керамическими пироскопами (конусами Зегера), имеющими форму трехгранной пирамиды высотой 30 мм и стороной у основания 8 мм, а у вершины
2 мм и характеризуют той температурой, при которой конус размягчается и оседает, касаясь своей вершиной подставки, на которой он введен в печь. Для определения огнеупорности глины из нее изготавливают образец, подобный конусу Зегера, устанавливают его вместе с несколькими конусами, имеющими разные температуры огнеупорности, и конусы нагревают. Огнеупорность глины соответствует огнеупорности того конуса, который коснулся своей вершиной подставки одновременно с испытуемым образцом. Разность между температурой начала спекания и огнеупорностью глины называется интервалом спекания, он находится в пределах 100—150° у чистых каолинитовых глин и 25—50° у глин, используемых для обыкновенного глиняного кирпича.
2. ДОБАВКИ К ГЛИНАМ
Для придания различных свойств как глинам, так и получаемым из них керамическим изделиям в глину вводят различные добавки. Кратко рассмотрим добавки, имеющие наиболее частое применение.
Отощающие добавки
В высокопластичные глины, требующие для затворения большого количества воды (до 28%) и поэтому дающие большую линейную усадку при сушке и обжиге (до 15%), необходимо вводить отощающие добавки, т. е. непластичные вещества. При этом значительно 4*
52
Глава III. Керамические изделия
уменьшается количество воды, необходимой для затворения глиняного теста, что сокращает размер усадки (до 2—6%).
В качестве отощающих добавок чаще всего применяют вещества неорганического происхождения — кварцевый песок, шамот (обожженная и измельченная глина) и бой изделий, молотый шлак и золу. Эти добавки не только уменьшают усадку изделий, но и улучшают формовочные свойства массы, облегчают технологический процесс производства и устраняют брак. В ряде случаев они улучшают физические свойства изделий, например термостойкость и теплопроводность.
Выгорающие добавки
Для получения изделий с меньшим объемным весом и увеличенной пористостью применяют органические выгорающие добавки. Наиболее часто используются древесные опилки, угольная мелочь и угольный порошок, торфяная пыль и др. Применяют также вещества, выделяющие при высокой температуре обжига углекислоту, что ведет к образованию пор — мел, доломит и глинистый мергель (в молотом виде). Все эти добавки обладают также и свойствами отощающих добавок.
Специальные добавки (
Для придания керамическим изделиям специальных свойств могут применяться соответствующие добавки. Так, например, при изготовлении кислотоупорных изделий и облицовочных плиток добавками к глинам являются песчаные смеси, затворенные жидким стеклом или щелочами. При необходимости понижения температуры обжига некоторых изделий в глину вводятся флюсы (плавни) — молотый полевой шпат, руды, содержащие железо, песчаник и др. В качестве добавок, повышающих пластичность формовочной массы, применяют в небольших дозах (.0,1—0,3%) поверхностно-активные вещества, например сульфитно-спиртовую барду. Для повышения качества кирпича в виде добавки употребляют пирофосфаты и полифосфаты натрия.
Как специальные добавки можно рассматривать и окислы некоторых металлов, добавляемые в массу беложгущихся глин для окраски ее в определенный цвет.
В. ГЛАЗУРИ И АНГОБЫ
Некоторые виды керамических изделий для повышения санитарно-гигиенических свойств, снижения водопроницаемости и улучшения внешнего вида покрывают декоративным слоем — глазурью или ангобом. Глазурь представляет собой стекловидное покрытие толщиной
0,1—0,2 мм, нанесенное на изделие и закрепленное обжигом при высокой температуре. Глазури весьма разнообразны по свойствам, внешнему виду и химическому составу.
В недавнем прошлом были весьма распространены очень прочные свинцовые глазури. Вследствие своей вредности как при производстве, так и применении они вытесняются другими, безвредными — стронциевыми, циркониевыми и др. Эти глазури не уступают свинцовым по качеству и полностью отвечают всем предъявляемым к ним требованиям. Цветные глазури получают путем введения в их состав окислов и солей различных металлов или специальных огнеупорных красок. Глазури могут быть прозрачными или непрозрачными (глухими), если в их состав добавляют 6% двуокиси олова.
Классификация керамических изделий
53
По способу приготовления глазури разделяются на сырые и фриттованные. Первые получают помолом и смешиванием всех компонентов, вторые — плавлением непластичных компонентов с последующим помолом сплавленной массы (фритты) с пластичными составляющими.
Тугоплавкие, богатые кремнеземом, полевошпатные глазури применяют для покрытия изделий с твердым черепком, например фарфора. Эти глазури состоят из полевого шпата, кварца, мела, мрамора, пегматита, каолина и глины с добавлением тонкомолотого фарфорового боя.
К глазурям всех видов и назначений предъявляется основное требование — согласованность коэффициента термического расширения глазури и керамического черепка покрываемого изделия.
Ангобом называют покрытие из тонкого слоя беложгущейся или цветной глины. Ангоб обжигают до полного спекания с изделием. Для ускорения спекания добавляют плавни, например стекольный бой. Связь ангоба с покрываемым изделием тем прочнее, чем тоньше его помол и чем ближе состав массы изделия и ангоба. Основное требование, предъявляемое к ангобу, — одинаковые величины усадки массы изделия и слоя ангоба при сушке и обжиге.
Г. КЛАССИФИКАЦИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Большой ассортимент керамических изделий, выпускаемых промышленностью для использования в строительстве, можно классифицировать на следующие группы в зависимости от их назначения: стеновые, облицовочные, кровельные, для полов, дорожные, теплоизоляционные, огнеупорные, кислотоупорные и санитарно-технические.
1. СТЕНОВЫЕ МАТЕРИАЛЫ
Основными в этой группе являются: кирпич глиняный обыкновенный и так называемый эффективный кирпич — глиняный пустотелый и пористый пластического формования, глиняный пустотелый полусухого прессования и строительный легкий. Камни керамические пустотелые пластического формования также применяются в качестве стенового материала.
В зависимости от объемного веса в высушенном до постоянного веса состоянии стеновые керамические материалы разделяются на четыре класса:
Класс
Объемный вес в кг/м*
А
700—1000
Б
1000—1300
В
1300—1450
Г
Более 1450
Находят применение в качестве стенового материала крупноразмерные виброкирпичные панели заводского изготовления.
2. ОБЛИЦОВОЧНЫЕ ИЗДЕЛИЯ
Керамические изделия, применяемые для облицовки зданий, делятся на две группы — для облицовки фасадов зданий и для внутренней облицовки помещений.
В настоящее время основными видами облицовочных керамических материалов для фасадов зданий являются лицевые кирпич, кам-
54
Глава III. Керамические изделия
пи, плиты и плитки. Кирпич и камни делают сплошными й пустотелыми. Плиты в зависимости от конструкции, способов изготовления и крепления подразделяют на закладные, устанавливаемые одновременно с кладкой стен, и прпслонные, устанавливаемые на растворе после возведения и осадки cfeH. Фасадные плиты изготовляют различной формы: плоские — для облицовки плоскости стен, угловые — длй облицовки наружных углов, откосов и проемов и перемычные — для облицовки перемычек над оконными и дверными проемами. Плитки фасадные малогабаритные выпускают с наружной гладкой и фактурной поверхностью, а на тыльной стороне делают углубления для лучшего сцепления с цементным раствором. Для ускорения отделочных {забот тонкие фасадные плитки наклеивают на бумажную основу в виде ковров с различным рисунком. Такие плитки носят название ковровой керамики.
Керамические материалы для внутренней облицовки помещейий не подвергаю!^ действию отрицательных температур и резких перемен погоды, поэтому они не должны отвечать всем требованиям, предъявляемым к материалам для внешней облицовки здайий. Однако точность размеров, правильность формы и одинаковая окраска приобретают особо важное значение. Вследствие этого для материалов внутренней облицовки поставлены более жесткие требования по внешнему виду, чем к материалам для наружных работ. Для внутренней облицовки помещений применяют в основном керамические плитки различной формы и толщины (28 типов по ГОСТ 6141—63).
Керамическими плитками для полов настилают полы в вестибюлях общественных зданий, банях, прачечных, санитарных узлах, Лечебных помещениях и на предприятиях химической промышленности. Эти плитки практически водонепроницаемы, т. е. надежно защищают несущие конструкции перекрытий от увлажнения, стойко сопротивляются истирающим воздействиям, не дают пыли, легко моются, не впитывают жидкостей и хорошо противостоят действию кислот й щелочей.
3. САНИТАРНО-ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ И КАНАЛИЗАЦИОННЫЕ ТРУБЫ
Различают три группы санитарно-технических изделий: из твердого фаянса, отличающиеся пористым черепком, из санитарного фарфора, обладающие спекшимся черепком, и из полуфарфора, имеющие полуспекшийся черепок.
Санитарно-технические изделия должны обладать высокой механической прочностью и теплостойкостью. Для их изготовления необходимо высококачественное сырье, строгое соответствие массы установленной рецептуре и точное соблюдение технологического режима производства.
К санитарно-техническим изделиям отнбсится оборудование санитарных узлов и кухонь жилых, общественных и промышленных зданий. Ассортимент изделий этой группы весьма разнообразен — ванны, умывальники, унитазы, радиаторы и др. Изделия должны ИМетЬ Правильную форму, без прогибов, искривлений и трещин, равномерный покров блестящей глазури (белой или цветной), устойчивой против образования мелких трещин (цека); при простукивании изделия должны издавать чистый (не дребезжащий) звук, указывающий на обжиг их До соответствующей температуры и отсутствие трещин.
Канализационные трубы, изготовляемые диаметром от 150 йд 600 мм, ймеют плотный спекшийся черепок. Они покрываются глазурьк? изнутри и снаружи и отличаются большой устойчивостью & ДбйСТвкю
Производство, свойства и применение керамических изделий
55
агрессивных вод и блуждающих электрических токов. Изготовляемые на основе местных материалов, они имеют невысокую стоимость сравнительно с трубами других видов.
4. ПРОЧИЕ КЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Здесь следует сказать о глиняной черепице, представляющей собой спекшееся изделие в виде прямоугольных плиток или желобов и широко (особенно на юге и западе страны) используемой как кровельный материал. Выпускается черепица четырех видов: штампованная пазовая и ленточная, плоская ленточная и коньковая.
В качестве теплоизоляционных материалов известны диатомовые (трепельные), пенотрёпельные изделия и Керамзитовый гравий. Из специальных керамических изделий, находящих применение при строительстве и оборудовании химических и других заводов, применяются огнеупорные и кислотоупорные изделия. Следует упомянуть и различные вмды специального кирпича — дорожный повышенной прочности, получаемый обжигом глины до полного спекания, но без остеклования поверхности; лекальный, огнеупорный, футеровочный, кислотоупорный и др.
Технология производства, технические показатели, строительные свойства и способы применения наиболее распространенных керамических изделий рассмотрен^ в этой главе ниже.
Д. ПРОИЗВОДСТВО, СВОЙСТВА И ПРИМЕНЕНИЕ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
1. ОБЩИЕ СВЕДЕНИЯ
Несмотря на то что керамические изделия отличаются большим разнообразием по назначению, форме и физико-механическим свойствам, производство их в основном примерно одинаково и состоит из следующих основных процессов:
добыча глины в карьерах;
подготовка массы, заключающаяся в дроблении глины и других компонентов смеси, увлажнении водой и перемешивании массы;
формование изделий из приготовленной массы;
сушка отформованных изделий;
обжиг предварительно высушенных изделий.
Для отдельных изделий могут быть различными технологические схемы этих процессов, например разные способы формования кирпича— пластичный и полусухой, разные способы сушки — естественная и искусственная, а также могут появляться дополнительные процессы, как, например, покрытие изделий глазурью. Более подробно такие производственные процессы будут изложены при описании основных видов керамических изделий.
Заводы по производству керамических изделий часто строятся вблизи месторождения глин, и тогда глиняный карьер является составной частью завода. Разработка сырья осуществляется на карьерах открытым способом экскаваторами. К карьерным работам относятся подготовительные, обеспечивающие вскрытие и подготовку месторождений, добычные, предназначенные для извлечения глины, и транспортные, т. е. доставка глины к месту переработки, а пустой породы в отвалы. Транспортные работы осуществляются автосамосвалами или мотовозами с вагонетками. К карьерным работам относят также есте¬
56
Глава III. Керамические изделия
ственную обработку глины (в необходимых случаях) путем вылеживания и вымораживания. Качество керамических изделий полностью зависит от состава и чистоты сырья, поэтому необходим постоянный контроль за производством карьерных работ и качеством добываемого сырья. Заводские лаборатории должны систематически анализировать поступающее сырье и в зависимости от его качества подбирать состав шихты, наиболее благоприятный для данного вида изделий.
ние двухвалковые дробилки делятся на две группы — вальцы грубого помола (рис. 16) и вальцы тонкого помола. Для мокрого помола глины применяются бегуны (рис. 17). Эта машина измельчает глину и включения, смешивает и уплотняет массу с одновременным увлажнением. Основными частями машины являются верхняя тарелка /, в средней части которой имеется кольцеобразная решетка с круглыми или прямоугольными отверстиями; два катка 2 для непосредственного измельчения глины; вращающаяся трубка 3, равномерно подающая воду для увлажнения массы; нижняя тарелка 4У принимающая измельченный материал.
Для лучшего перемешивания глиняной массы после помола и измельчения компонентов используют глиномялки (рис. 18), которые дают однородную пластичную массу, увлажненную до нужного предела.
Формуют керамические изделия в основном двумя способами — мокрым и полусухим. При мокром способе масса увлажняется до 20— 25% и формование производят на гидравлических или механических прессах; при полусухом масса увлажняется до 8—12% и изделия формуют прессованием. В зависимости от формы и размеров изделий используется формовочное оборудование, различное как по принципу действия, так и по мощности.
Сушка отформованных изделий является производственным процессом, необходимым лишь для изделий пластического формования. При полусухом способе производства сырцовые изделия имеют незначительную влажность, что при обжиге не вызывает растрескивания и необходимость в сушке отпадает.
Процесс сушки представляет собой комплекс явлений, связанных с испарением влаги с поверхности изделия, перемещением влаги из его внутренней части к поверхности и теплообменом между материалом
Подготовка массы заключается в обогащении, дроблении и тонком помоле материалов и последующем тщательном перемешивайии их до получения полностью однородной массы. При пластичном способе формования масса увлажняется до необходимой степени.
/—загрузочная воронка, 2— вальцы, 3— привод; 4— приводная шестерня
Рис. 16. Вальцы грубого помола глины
Для механической обработки сырья применяют различное оборудование. Сухое дробление глины осуществляется валковыми дробилками различных конструкций. Получившие наибольшее распростране-
Производство, свойства и применение керамических изделий
57
Рис. 17. Бегуны мокрого помола
и окружающей средой. Длительность сушки во многом зависит от скорости перемещения влаги в изделиях от внутренних к наружным слоям, а последнее определяется размерами капилляров и вязкостью воды. Одновременно с удалением влаги частицы материала сближаются силами поверхностного натяжения и происходит уменьшение объема глиняных изделий (усадка). Усадка каждой массы имеет определенный предел, после которого дальнейшее сокращение объема не происходит, несмотря на то, что физически связанная вода к этому моменту полностью еще не испаряется. Более пластичные глины дают большую усушку.
58
Глава III. Керамические изделия
Естественная сушка сырца зависит от погодных условий, поэтому она не всегда может обеспечить бесперебойную работу завода. На заводах с большой производительностью применяют искусственную сушку в сушилках периодического или непрерывного действия. В качестве источника тепла используют газы обжигательных печей или горячий воздух. Из сушилок периодического действия широкое распространение получили камерные (рис. 19), а непрерывного действия — туннельные (рис. 20).
Рис. 18. Двухвальная глиномялка
1 — валы; 2 — лопасти; 3 — корыто глиномялки; 4 — привод
Рис. 19. Камерная сушилка
1 — рельсовый путь; 2 — обогревающие элементы; 3 — полки для рамок; 4 — рамки с сырцом
Естественная сушка производится в специальных сушильных сараях (навесах), в которых на ровном, хорошо уплотненном поде или на стеллажах устанавливают сырые изделия. Длительность сушки целиком зависит от температуры, влажности и подвижности наружного воздуха и климатических условий района и составляет от 6 до 15 суток. Учитывая, что срок сушки изделий в искусственных сушилках не превышает 70 ч (а в большинстве случаев он значительно меньше),
Рис. 20. Туннельная сушилка
1 — сушильный туннель; 2 — каналы, подающие нагретый воздух; 3 — каналы, отводящие отработанный теплоноситель
естественная сушка изделии в настоящее время сохранилась только на мелких кирпичных заводах с сезонным циклом производства. Дополнительные расходы на искусственную сушку изделий полностью окупаются резким сокращением цикла производства.
Обжиг изделий является важнейшей и завершающей операцией технологического процесса производства керамических изделий. Этот процесс можно разделить на три периода: прогрев сырых изделий, собственно обжиг и регулируемое охлаждение изделий. В первом периоде из обжигаемых изделий удаляется гигроскопическая и гидратная вода, частично разлагаются карбонаты, сгорают органические при¬
Производство, свойства и применение керамических изделий
59
меси и равномерно прогревается вся масса изделия. В начале нагревания при температуре 100—120° С удаляется физически связанная вода, в температурном интервале 450—650° С — химически связанная вода, причем глинистые минералы разрушаются и глина переходит в аморфное состояние. Дальнейшее повышение температура обжига приводит к расплавлению части материала, в результате чего происходит спекание массы и образование керамического черепка. Этому соответствует температура 800—1000°С для легкоплавких глин и 1150—1200°С для тугоплавких. Температурный режим и длительность обжига зависят от состава применяемой,шихты. При повышении температуры обжига получают изделия с большей механической прочностью, однако чрезмерное повышение температуры может вызвать деформацию изделий.
После обжига изделия охлаждаются. Процесс охлаждения весьма ответственный, не допускающий резкой смены температур и доступа холодного воздуха, влекущих за собой образование трещин. В начальной стадии температуру снижают медленно и лишь после достижения 650° С процесс охлаждения можно ускорить.
2. ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ СТЕНОВЫХ ИЗДЕЛИЯ
К применяемым для кладки стен керамическим изделиям предъявляются определенные требования по прочности, теплопроводности, объемному весу, водопоглощению и морозостойкости.
К наиболее распространенным видам керамических стеновых изделий относят кирпич глиняный обыкновенный, эффективные керамические материалы и виброкирпичные панели.
Кирпич глиняный обыкновенный
Обыкновенный глиняный кирпич представляет собой искусственный камень в виде прямоугольного параллелепипеда с прямыми ребрами и ровными поверхностями размером 250X120X65 мм, изготов¬
ляемый путем формования, сушки и обжига из легкоплавкой глины с добавлением к ней отощающих добавок или без них.
Кирпич получают двумя способами — пластическим и полусухим, наиболее распространен первый. Глину измельчают сначала в вальцах, а затем в глиномялке, где масса увлажняется до 18—25% и перемешивается до получения вполне однородной пластичной массы, хорошо поддающейся формованию. Подготовленная масса подается на
60
Глава III. Керамические изделия
формование в приемную коробку 1 ленточного пресса (рис. 21) и проталкивается вдоль его оси цилиндрическим шнеком с лопастями 2 по направлению к входному отверстию мундштука 3. Площадь сечения его выходного отверстия в несколько раз меньше площади поперечного сечения цилиндра. Продвигающаяся через пресс под давлением шнека масса уплотняется и выходит из мундштука в виде четырехугольного бруса. Размеры сечения мундштука, а следовательно и бруса, соответствуют стандартной длине и ширине кирпича, увеличенных на величину воздушной и огневой усадки. Для получения кирпича-сырца заданной толщины движущийся брус разрезается поперек тонкими стальными проволоками резательного устройства. Производительность прессов достигает 10 тыс. шт. кирпичей в 1 ч.
В настоящее время в нашу промышленность внедрены более совершенные отечественные вакуум-прессы, в которых глиняная масса не только уплотняется, но и теряет часть воздуха, что повышает ее пластичность, плотность и способствует увеличению прочности изделий.
Кирпич-сырец сушат в искусственных сушилках при температуре до 90° С, реже — в естественных условиях. Круглогодичную работу кирпичных заводов обеспечивают искусственные сушилки.
Завершающей операцией процесса производства является обжиг. Печи для обжига кирпича бывают двух видов: периодического действия, в которых операции по загрузке, обжигу, охлаждению и разгрузке чередуются в зонах печи непрерывного действия, где эти процессы происходят в разных зонах печи одновременно. Печи периодического действия сооружают теперь редко, только на предприятиях небольшой производительности.
К непрерывно действующим печам относятся кольцевые и туннельные. В кольцевой печи при неподвижном обжигаемом материале перемещается зона горения топлива, а вслед за ней и другие зоны, тогда как в тунннельной печи обжигаемые изделия передвигаются на специальных вагонетках через неподвижные зоны тепловой обработки. Кольцевые печи в последнее время не строят в связи с трудностью механизации очень трудоемких загрузочно-разгрузочных работ, но на действующих кирпичных заводах они еще широко эксплуатируются.
Туннельная печь (рис. 22) представляет собой обжигательный канал, в котором по рельсам движутся вагонетки с кирпичом-сырцом. Длина туннеля в зависимости от рода обжигаемых изделий составляет 60—150 м, поперечное сечение в свету от 3,5 до 5,5 м2. Туннельная печь имеет три зоны: подогрева, обжига и охлаждения. Процесс обжига в ней протекает быстрее, чем в кольцевой. Туннельная печь является наиболее экономичной печью кирпичного производства. Благодаря улучшению условий труда, механизации процессов обжига она имеет
Топки
Рис. 22. Туннельная печь для обжига кирпича (продольный разрез)
Производство, свойства и применение керамических изделий
61
большие преимущества по сравнению с кольцевой печью, вследствие чего получает все большее распространение.
При полусухом способе производства кирпича подсушенная и мелкоизмельченная глина тщательно перемешивается и увлажняется до 8—12%. Прессуют кирпич-сырец на специальных прессах под давлением до 150 кГ/см2. К качеству кирпича полусухого прессования предъявляют те же требования, что и к кирпичу, изготовленному способом пластического формования. Полусухой способ производства кирпича имеет то преимущество перед пластическим, что дает возможность использовать для производства малопластичные глины, в результате чего расширяется сырьевая база производства. Кроме того, влажность порошка значительно меньше, вследствие чего сушка становится ненужной или значительно упрощается, а это уменьшает расход топлива и сокращается срок производства. Недостатками полусухого прессования являются более сложное прессовое оборудование, несколько больший объемный вес получаемого кирпича и меньший предел прочности его при изгибе.
ГОСТ 530—54 предусматривает выпуск модульного кирпича размером 250X120X88 мм с обязательными технологическими пустотами, весом не более 4 кг.
Вследствие неизбежной воздушной и огневой усадки трудно получить кирпич точно стандартного размера, поэтому допускают отклонения от размеров: они не должны превышать по длине ±6, по ширине ±4 и по толщине ±3 мм. Искривление поверхности и ребер допускается не более 4 мм по постели и 5 мм по ложку. В зависимости от предела прочности при сжатии кирпич подразделяют на пять марок: 200, 150, 125, 100 и 75. Характеристика прочности кирпича на сжатие и изгиб приведена в табл. 6.
Таблица 6
ПОКАЗАТЕЛИ ПРОЧНОСТИ КИРПИЧА
Предел прочности в кГ/смг, не менее
при сжатии
при изгибе
Марка
кирпича
пластического и полусухого прессования
пластического формования
полусухого прессования
средний для
наименьший
средний для
наименьший
средний для
наименьший
пяти образ¬
для отдель¬
пяти образ¬
для отдель¬
пяти образ¬
для отдель¬
цов
ного образца
цов
ного образца
цов
ного образца
200
200
150
34
17
26
13
150
150
125
28
14
20
10
125
125
100
25
12
18
9
100
100
75
22
11
16
8
75
75
50
18
9
14
7
Водопоглощение кирпича должно быть не менее 8%, при меньшем водопоглощении за счет большей плотности ухудшаются теплозащитные свойства. Объемный вес кирпича колеблется в пределах 1700— 1900 кг/мг. Кирпич, насыщенный водой, должен выдерживать не менее 15 циклов замораживания при температуре не выше —15° С и последующего оттаивания в воде при температуре 15±5°С. Отсутствие следов разрушения характеризует его морозостойкость.
Кирпич применяют для кладки наружных и внутренних стен жилых, общественных и промышленных зданий, внутренних столбов, печей и сводов, а также для несущих конструкций, в которых прочность
62
Глава III. Керамические изделия
кирпича используется полностью. В конструкциях, где прочность кирпича полностью не используется, применяют кирпич глиняный пустотелый пластичного формования и другие виды эффективного кирпича. Кирпич глиняный обыкновенный применяют для заводского изготовления крупных кирпичных блоков и панелей. Кирпич обыкновенный полусухого прессования не допускается для цоколей и фундаментов ниже гидроизоляционного слоя, а также для наружных стен помещений с повышенной влажностью.
Пока кирпич является у нас одним из основных стеновых материалор, что объясняется его хорошими строительными качествами. Но поскольку производство кирпича трудоемко, а стоимость его относительно высокая (в среднем 27 руб. за 1 тыс. шт.), обращаться с ним следует бережно: при хранении и перевозке укладывать в правильные ряды на поддоны или в контейнеры; погрузка кирпича навалом и выгрузка его сбрасыванием запрещаются.
Обыкновенный глиняный кирпич наряду со своими преимуществами обладает и отрицательными свойствами — высоким коэффициентом теплопроводности — 0,7 ккал/м • ч • град и большим объемным весом. Поэтому технологи создали новые виды кирпича с меньшим коэффициентом теплопроводности и объемным весом, нашедшие широкое применение в строительстве в качестве стенового материала. Кирпич таких видов получил общее название эффективных керамических материалов. Основные виды этих изделий рассмотрены ниже.
Кирпич глиняный пустотелый пластического формования
Кирпич глиняный пустотелый и пористо-пустотелый (рис. 23) изготовляется по способу пластического формования из глин с выгорающими добавками или без них. Массу, применяемую для выработки этого кирпича, обрабатывают более тщательно, чем для обыкновенного. Вакуумные прессы оборудованы специальными приспособлениями для получения в кирпиче отверстий, так называемыми кернами. Их устанавливают на металлической гребенке внутри мундштука у выхода глиняного бруса из пресса. Сквозные отверстия, количество которых может быть различным, располагают в кирпиче перпендикулярно постели. Поверхность граней кирпича может быть гладкой или рифленой.
Размеры вырабатываемого нашими заводами пустотелого кирпича пластического формования должны быть следующими (в мм): длина 250±6, ширина 120±4 и толщина (88 или 65) ±3.
Пустотелый кирпич в соответствии с техническими условиями (ГОСТ 6316—55) подразделяют на четыре марки в зависимости от предела прочности при сжатии по сечению брутто, т. е. без вычета площади отверстий. В табл. 7 приведены показатели пределов прочности при сжатии и изгибе.
Кирпич пустотелый пластического формования, высушенный до постоянного веса, разделяют по объемному весу брутто на два класса: класс А — с объемным весом до 1300 кг/м3 включительно и класс Б — с объемным ресом более 1300 (но не выше 1450) кг/м3. Водопоглощение кирпича должно быть не менее 6% от его веса в абсолютно су-
Рис. 23. Кирпич пустотелый пластичного формования
Производство, свойства и применение керамических изделий
63
Таблица 7
ПОКАЗАТЕЛИ ПРОЧНОСТИ ПУСТОТЕЛОГО КИРПИЧА ПЛАСТИЧЕСКОГО
ФОРМОВАНИЯ
Марка
/?Пр при сжатии в кГ/см*, не менее
при изгибе в кГ/см*, не менее
кирпича
средний для пяти образцов
наименьший для отдельного образца
средний для пяти образцов
наименьший для отдельного образца
150
150
125
20
10
125
125
100
18
9
100
100
75
15
8
75
75
50
14
7
хом состоянии. По морозостойкости этот вид кирпича должен отвечать всем требованиям, предъявляемым к обыкновенному кирпичу.
Применяют такой кирпич для кладки наружных и внутренних стен, а также для заполнения стен каркасных зданий. Для помещений с режимом повышенной влажности (бань, прачечных и др.) использование его не допускается.
Кирпич глиняный пустотелый полусухого прессования
Этот стеновой материал выпускается с несквозными пустотами, расположенными перпендикулярно постелям. Число пустот может быть четыре и больше, часто вырабатывается кирпич с 8 и 18 пустотами; в первом случае диаметр пустот равен 35—
45 мм, а во втором 17—18 мм (рис. 24).
Размеры этого кирпича: длина 250±4,
ширина 120±3 и толщина (88 или 65)
±3 мм. Качество кирпича, а также форма, количество и размеры пустот нормируются ГОСТ 6248—59.
Прочностные показатели этого кирпи- Рис. 24. Кирпич пустотелый ча такие же, как и пустотелого кирпича полусухого прессования пластического формования. Объемный вес а —с 8 пустотами; б-с 18 пустокирпича брутто в высушенном до постоян- тами
ного веса состоянии не должен превышать
1450 кг/м3, т. е. соответствовать классу В. Марки этого кирпича, устанавливаемые по пределу прочности при сжатии, аналогичны маркам пустотелого кирпича пластического формования. Водопоглощение должно быть не менее 8% от веса кирпича, высушенного до постоянного веса. Показатели морозостойкости аналогичны показателям обыкновенного кирпича. Применяется кирпич в строительстве наравне с пустотелым кирпичом пластического формования.
Камни керамические пустотелые пластического формования
Такие камни по основному назначению разделяются на два вида: для кладки несущих стен одноэтажных и многоэтажных зданий и для кладки внутренних ненесущих стен и перегородок. На рис. 25 показаны камни с различными по количеству, объему и конфигурации пустотами.
Изготовляются камни из легкоплавких глин с добавками или без них, со сквозными пустотами путем формования и последующего об¬
64
Глава III. Керамические изделия
жига. Глина предварительно сушится и тонко размалывается, масса тщательно перерабатывается и увлажняется. Формуют камни на вакуумных прессах при вакууме 700 мм рт. ст. и выше. Технология производства в общем аналогична технологии изготовления пустотелого кирпича. Камни изготовляют в форме прямоугольного параллелепипеда с прямыми ребрами и ровными или рифлеными поверхностями (для
усиления сцепления с вяжущими растворами и в декоративных целях); сквозные пустоты расположены перпендикулярно постелям.
Нашей промышленностью выпускаются камни следующих размеров: длина
(250, 190 и 290) ±6 мм, ширина (120, 70, 90 и 190) ±4 мм, толщина (138, 188 и 288)
±4 мм. Объемный вес камней (брутто) находится в пределах 1300—1450 кг/м3, т. е соответствует классу В. По мотребованиям, предъявляемым к обыкновенному кирпичу, водопоглощение их не менее 6% от веса камней, высушенных до постоянного веса.
Пустотелые камни поставляются на строительные объекты в комплекте с дополнительными отделочными камнями (для выкладки карнизов, поясов и т. п.). Не допускается применение пустотелых камней для кладки фундаментов и цоколей зданий, а также для наружных стен помещений с большой влажностью.
Кирпич строительный легкий
Легкий (пористый) кирпич изготовляется из обычных глин с введением в них выгорающих добавок, а также из диатомитов (трепелов) или из смесей диатомитов и глин. Кирпич легкий имеет следующие размеры: длина 250±8, ширина 120±6 и толщина 88±4 мм. Выпускается также пористый кирпич большего размера — 250x120x140 мм. Чем меньше объемный вес легкого кирпича, тем меньше его теплопроводность. В зависимости от объемного веса легкий строительный кирпич подразделяется на три класса — А, Б и В в соответствии с принятой классификацией стеновых материалов. В зависимости от предела прочности при сжатии — на марки 50, 75 и 100. Морозостойкость легкого кирпича (Мрз 10) значительно ниже, чем у кирпича других видов, рассмотренных выше. В табл. 8 приведены показатели пределов прочности кирпича при сжатии и изгибе.
Таблица 8
ПОКАЗАТЕЛИ ПРОЧНОСТИ ЛЕГКОГО СТРОИТЕЛЬНОГО КИРПИЧА
Марка
кирпича
i?np при сжатии
в к Г/см2, не менее
#Пр при изгибе
в кГ/см2. не менее
средний для пяти образцов
наименьший для отдельного образца
средний для пяти образцов
наименьший для отдельного образца
!00
100
75
6
8
75
75
50
14
7
50
50
35
12
6
Рис. 25. Камни керамические пустотелые розостойкости камни удовлетворяют
Производство, свойства и применение керамических изделий
65
Применение большемерного кирпича значительно выгоднее, чем обычного, так как уменьшается количество швов в кладке стен и, следовательно, сокращается расход вяжущего и повышается производительность труда. Использование пористого кирпича уменьшает толщину наружных стен и снижает их стоимость примерно на 10%. Однако вследствие пониженной прочности его не применяют для возведения стен, несущих большие нагрузки. Не применяют его и для фундаментов и цоколей зданий и для стен влажных помещений вследствие малой морозостойкости, а также потому, что в этих случаях не используются его теплоизоляционные свойства.
Виброкирпичные панели
Виброкирпичные панели представляют собой крупномерные строительные детали, изготовляемые из кирпича на цементном растворе с утеплителями. Для обеспечения необходимой прочности и монолитности между кирпичами закладывается арматурная сетка. В качестве утеплителя при сборке панелей применяют минераловатные плиты, пеностекло, фибролит и др. Для подъема панели на всю ее высоту закладывают петли.
Изготовляют панели двумя способами — горизонтальной и вертикальной кладкой, наиболее эффективна горизонтальная кладка. Технологический процесс состоит из следующих основных операций: приготовления материала — кирпича, раствора и металлического каркаса, формования (сборки) панелей, уплотнения вибрированием, отделки панелей и обработки их в пропарочных камерах в течение 8—12 ч при температуре 80° С (для ускорения процесса твердения). Прочность конструкции панели при монтаже и транспортировании обеспечивается прокладкой в гризонтальных швах армирующих сеток из проволоки, а по обе стороны проема устанавливаются вертикальные арматурные каркасы.
Панели выпускают двухслойными и однослой- Рис. 26. Стеновая виными. Двухслойные панели из кирпича и утеплите- брокирпичная панель ля могут быть облицованы керамическими плитками, что придает панели красивый вид. Стена, собранная из таких панелей, не нуждается в дополнительной отделке — облицовке, штукатурке и окраске. На рис. 26 показан общий вид виброкирцичной стеновой панели, облицованной плитками. Общая толщина двухслойной панели 260 мм, в том числе кирпича 120, утеплителя 100, облицовочных керамических плиток 4 и 36 мм трех слоев раствора. Размеры вырабатываемых панелей 2670x3180x260 мм.
Однослойные панели изготовляют из крупнопустотных керамических камней, размер их 2750x3190x300 мм, толщина их складывается из толщины керамического камня 250 мм, керамзитобетонного заполнителя 25 мм и раствора 25 мм. Однослойные панели делают и из специального многощелевого эффективного керамического камня, длина которого соответствует толщине панели.
Панели для внутренних стен и перегородок изготовляют также из кирпича (в половину кирпича) и армируют стальными проволочными каркасами. Толщина таких панелей 140 мм— 120 мм слой кирпича и
66
Глава III. Керамические изделия
20 мм два слоя раствора— по 10 мм с каждой стороны панели. Размер панели 2620x2270x140 мм, вес около 2 т.
Производство виброкирпичных стеновых панелей можно считать целесообразным в тех районах строительства, где не налажен массовый выпуск железобетонных панелей, но действуют кирпичные заводы. Преимущества применения виброкирпичных панелей по сравнению с кладкой стен из штучного кирпича заключаются в более высоком уровне механизации при монтаже стен и значительной экономии стеновых материалов. Недостаток виброкирпичных панелей — сложность конструкции и, следовательно, изготовления, а также расходование металла на армирование.
Наряду с виброкирпичными панелями изготовляются также кирпичные блоки. Делают их на установках-полуавтоматах, дающих возможность получать блоки различных размеров: толщиной 1,5, 2 и 2,5 кирпича, длиной до 2,8 и высотой до 2,65 м.
Технико-экономическая эффективность применения виброкирпичных панелей и кирпичных блоков хорошо характеризуется следующим примером: 1 м2 наружной стены толщиной 64 см (2,5 кирпича) из полнотелого кирпича весит около 1200 кг. При этом расход условного кирпича на 1 м2 стены составляет 259 шт., цемента для строительного раствора 35 кг, т. е. стоимость 1 м2 составляет 12,5 руб. На изготовление же 1 м2 панели толщиной 30 см из многопустотных камней расход условного кирпича составляет 128 шт. и цемента 13,8 кг при общем весе 300 кг и стоимости 6,8—8 руб.
3. ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ ОБЛИЦОВОЧНЫХ ИЗДЕЛИИ
Широкое и эффективное применение в современном строительстве керамических облицовочных материалов определяется качествами их, отвечающими всем требованиям, предъявляемым к облицовочным материалам.
Все керамические облицовочные изделия можно разбить на две группы: для облицовки фасадов и внешних стен зданий и для облицовки внутренних стен зданий. Поскольку условия эксплуатации этих материалов различны, то их физико-механические показатели также во многом могут быть различными. Так, например, изделия для внешней облицовки должны обладать высокими показателями водонепроницаемости и морозостойкости, что не обязательно для изделий внутренней облицовки.
Керамические изделия для внешней облицовки зданий
Внешние стены зданий под воздействием атмосферных осадков периодически увлажняются, вследствие чего увеличивается теплопроводность стен. Следовательно, облицовочные материалы должны обладать большой водонепроницаемостью и не допускать проникания воды к основному материалу стены. Очень опасно и разрушительно для наружной облицовки совместное действие воды и мороза. Поэтому облицовочные материалы должны быть морозостойкими и выдерживать без видимого разрушения многократное замораживание и оттаивание в насыщенном водой состоянии. Облицовка должна надежно противостоять механическим воздействиям — удару, сжатию, излому, т. е. обладать высокой прочностью. Кроме того, она должна иметь красивый внешний вид, правильную форму и хороший естественный
Производствоt свойства и применение керамических изделий
67
цвет, не меняющийся в течение длительного времени под воздействием различных факторов (солнечный свет, перепад температур, атмосферные осадки, газы, находящиеся в воздухе, и др.). Весьма важным качеством для облицовочных материалов является простота их укладки в конструкцию стены и надежность крепления.
Кирпич и камни лицевые, в настоящее время являющиеся основными облицовочными керамическими материалами, делают сплошными и пустотелыми. Лицевая поверхность их может быть гладкой, рифленой или офактуренной. Рельефное офактуривание поверхности достигается дополнительной обработкой влажного сырца специальными гребенками и рифлеными валиками. Изготовляются они из глин, с добавками или без них, формуются и обжигаются примерно в тех же условиях, как и другие керамические изделия. При облицовке фасадов зданий надежность крепления этих материалов достигается тем, что облицовка ведется одновременно с кладкой стен; таким образом, облицовочные кирпичи и камни служат и конструктивным несущим элементом наряду с обычным стеновым материалом.
В зависимости от формы и назначения лицевой керамический кирпич и камни подразделяют на рядовые и профильные. Наиболее часто применяемые материалы имеют размеры: кирпич лицевой рядовой и профильный 250X120X65 (90) мм, камень лицевой рядовой 250Х X 120x140 мм и камень трехчетвертной 185X120X140 мм. Допускаемые техническими условиями отклонения от размеров не должны превышать ±4 для размеров 185 и 250 мм и +3 —2 для размеров 65— 90 мм.
В зависимости от предела прочности при сжатии лицевой кирпич и камни подразделяются на четыре марки: 150, 125, 100 и 75. Морозостойкость изделий для внешней облицовки должна быть не менее 25 повторных циклов замораживания и оттаивания, водопоглощение не менее 6%. Не допускаются в кирпиче и камне трещины, а также пятна, выцветы и загрязнения на лицевой поверхности, видимые на расстоянии 10 м.
Промышленностью выпускается специальный водоупорный глазурованный кирпич с водопоглощением не более 5% для облицовки бассейнов, водоемов и других подобных сооружений.
Для облицовки зданий (карнизов, тяг, поясков) вырабатывают профильные изделия десяти типов, размеры которых указаны в ГОСТ 7484—55 (переизданном в 1959 г ).
Фасадные плиты предназначаются для облицовки фасадов зданий. В зависимости от конструкции, способов изготовления и методов крепления плиты подразделяются на закладные и прислонные. Закладные плиты устанавливаются одновременно с кладкой стен, а прислонные крепятся на растворе после возведения и осадки стен. Вырабатываются плиты различных размеров от 250x215 мм и более с допусками ±5 мм по длине и ±3 мм по ширине. Структура черепка плит должна быть однородной, без расслоений и пустот. По морозостойкости плиты должны выдерживать не менее 25 повторных циклов замораживания и оттаивания без каких-либо признаков видимых повреждений: расслоений, выкрашивания углов и ребер и т. п. Водопоглощение плит из светложгущихся глин должно быть не более 12%, из остальных глин не более 14%. Предел прочности при сжатии и изгибе по сечению брутто должен быть не менее указанного в табл. 9.
Цвет лицевых поверхностей плит должен соответствовать утвержденному эталону, видимая с расстояния 10 м разнотонность лицевой поверхности не допускается. Показатели внешнего вида, правила мар-
68
Глава III. Керамические изделия
Таблица 9
ПРЕДЕЛ ПРОЧНОСТИ ФАСАДНЫХ ПЛИТ в кГ/см*
При сжатии
При изгибе
Вид плит
средний для пяти образцов
наименьший для отдельного образца
средний для пяти образцов
наименьший для отдельного образца
Закладные прислонные пластического формования .
150
125
28
14
Прислонные полусухого прессо¬
Г 100
75
16
8
вания
1 75
50
12
6
кировки, хранения, транспортирования и приемки определяются ГОСТ 6664—59.
Плитки фасадные малогабаритные изготовляют с гладкой или фактурной наружной поверхностью. На тыльной стороне плитки делают углубления для лучшего сцепления с цементным раствором. Лицевая сторона может быть различного цвета, глазурованной или неглазурованной.
Выпускаются плитки прямые (рядовые) и угловые. Всего предусмотрено по 4 размера этих плиток (табл. 10). Отклонения по размерам плиток не должны превышать по длине ±3, по ширине (высоте) ±2 и по толщине ±2 мм.
Ковровая керамика — это керамические прямоугольные плитки, наклеенные на бумажную основу. Плитки бывают различных цветов, глазурованные и неглазурованные. Ковры набирают как из одноцветных плиток, так и из разноцветных с определенным рисунком. Лицевая поверхность плиток гладкая, трещины и расслоения не допускаются. Водопоглощение плиток не менее 6 и не более 12% от веса плиток, высушенных до постоянного веса, морозостойкость — не менее 25 циклов попеременного замораживания и оттаивания, вес 1 м2 6—8 кг * зависимости от толщины плиток. Размеры плиток для ковровой керамики указаны в табл. 11. Отклонение от линейных размеров плиток не должны превышать ±0,5 мм как по длине грани, так и по толщине плитки. Отклонения по ширине шва в ковре допускаются ± 1 мм.
Плитки наклеивают на плотную крафт-оберточную бумагу. Клей должен быть таким, чтобы плитки плотно приклеивались к бумаге, а после укладки в стену бумага легко смывалась с ковра.
Ковровую керамику применяют для облицовки крупных блоков и панелей, стен вестибюлей и лестничных клеток жилых и общественных зда¬
Таблица 10
РАЗМЕРЫ МАЛОГАБАРИТНЫХ ФАСАДНЫХ ПЛИТОК
Вид
плиток
Длина в мм
Высота в мм
Толщина в мм
по фасаду
по торцу
Прямые
240
140
15—16
(рядовые)
190
—
140
15—17
240
—
65
8—10
120
—
65
6—8
Угловые
190
160
140
15—17
90
160
140
15—17
115
115
65
8—10
65
115
65
8—10
Таблица 11
РАЗМЕРЫ КОВРОВОЙ КЕРАМИКИ
Размеры плиток в мм
Толщина плиток в мм
Ширина шва ь мм
46X46
4
4
23X23
2
2
48X48
4
2
48X23
4
2
20X20
2
0
Производство, свойства и применение керамических изделий
69
ний. Применение ковровой керамики снижает трудоемкость облицовочных работ, одновременно улучшая их качество.
Подоконные сливы также относят к керамическим изделиям, применяемым для облицовки и оформления фасадов зданий. Из них устраивают наружные подоконники зданий. Форма и размеры сливов бывают различными: длина от 300 до 500 мм, ширина в зависимости от конструкции стены 150, 225 и 250 мм, толщина 25, 65 и 71 мм. Допускаемые отклонения по этим размерам не должны превышать ±2 мм.
Водопоглощение подоконных сливов не более 8% от их постоянного веса, морозостойкость — не менее 35 циклов попеременного замораживания и оттаивания, т. е. значительно более высокая, чем для других видов керамических изделий, применяемых для наружной облицовки зданий. Повышенные требования обусловливаются специфическими особенностями эксплуатации подоконных сливов.
Керамические изделия для внутренней облицовки
Керамические изделия, применяемые для внутренней облицовки, делятся на две группы — для облицовки стен и для покрытия полов. Эти изделия весьма разнообразны по ассортименту и качественным показателям.
Для облицовки стен применяются два вида плиток — майоликовые и фаянсовые. Эги изделия не подвергаются в условиях эксплуатации действию отрицательных температур, поэтому требования морозостойкости к ним не предъявляются. Однако точность размеров, правильность формы, одинаковая окраска плиток приобретают особо важное значение, так как на внутренней облицовке стен хорошо различима каждая деталь. Плитки для облицовки стен должны быть водонепроницаемы, огнестойки, достаточно прочны, а плитки для настилки полов, кроме того, должны обладать повышенным сопротивлением ударным и истирающим воздействиям.
Плитки для облицовки стен ванных комнат, туалетных, кухонь, бань, прачечных, больничных и других помещений представляют собой квадратные или фигурные пластинки, изготовленные из глиняного порошка с добавками (или без них) и покрытые глазурью. Тыльная сторона плиток имеет рифленую поверхность, обеспечивающую при облицовке надежное сцепление с цементным раствором. Плитки подразделяются на квадратные, прямоугольные и фасонные (угловые, карнизные и плинтусные). ГОСТ 6141—63 предусматривает выпуск 28 типов плиток для внутренней облицовки стен. При всем разнообразии размеров плиток и других фасонных изделий толщина их должна быть не более 6 мм, а толщина плинтусных плиток не более 10 мм.
Плитки должны иметь правильную геометрическую форму, без выпуклостей, искривлений, выбоин и трещин. Допускаемые отклонения в размерах по длине грани плиток не более ±1,5 мм, отклонение стороны прямого угла не более 0,5 мм. Жесткие требования, предъявляемые к размерам и форме плиток, объясняются стремлением получить облицовку с одинаковой и по возможности минимальной толщиной швов, так как неравномерные швы снижают качество облицовки, ее долговечность и ухудшают внешний вид поверхности.
По показателям внешнего вида лицевой поверхности и качества плитки подразделяются на три сорта.
Водопоглощение плиток не превышает 16%. При испытании плиток на термическую стойкость на их глазурованной поверхности не дол¬
70
Глава III. Керамические изделия
жны появляться трещины и отколы глазури, а также поверхностные волосные трещины на глазури (цек).
Решающим фактором высокого качества плиток является однородная, плотная структура черепка, для чего массу сильно уплотняют при формовании. С этой целью порошок смеси прессуют в стальных прессформах при давлении 140—160 кГ/см2, что обеспечивает также наряду с плотностью изделия точность его размеров и правильную форму.
Майоликовые плитки изготовляют из легкоплавких глин с добавкой 20% углекислого кальция (обычно в виде мела). Пористый черепок этих плиток с лицевой стороны покрывается глазурью. Глиняная масса для изготовления майоликовых плиток требует тщательной обработки, обжигают их дважды: после сушки сырца и после покрытия обожженных плиток глазурью. Слой глазури обеспечивает плиткам полную водонепроницаемость и высокие декоративные качества.
Фаянсовые плитки изготовляют из тугоплавких глин с добавкой кварцевого песка, для понижения температуры плавления вводят плавни— полевой шпат, известняк или мел. Плитки имеют слабо окрашенный или чисто белый пористый черепок. Лицевая сторона плиток покрывается глазурью. Для производства плиток применяют механические пресс-автоматы, производительность которых достигает 2,5 тыс. шт/ч. После прессования плитки поступают в оправочную машину, а затем передаются в непрерывно действующую сушилку. Глазурь наносят на сырые плитки специальными автоматами. Обжигают плитки в печах периодического действия (горнах) или в печах непрерывного действия туннельного типа. Чтобы плитки при обжиге не подвергались резкому действию высоких температур, их вводят в печь в керамических капселях. Обожженные плитки сортируют по размерам, типу, сорту и цвету и упаковывают в прочные деревянные решетчатые ящики. Правила маркировки, упаковки, хранения и транспортирования этих плиток изложены в ГОСТ 6141 — 63.
Плитки для полов подразделяются на два вида: плитки керамические для полов и плитки керамические для мозаичных полов. Плитки вырабатываются 15 типов, различающихся формой и размерами. Плитки бывают квадратные, прямоугольные, треугольные, шести- и восьмигранные, а также половинки. Размеры керамических плиток для полов различной конфигурации приведены в табл. 12.
Плитки керамические для мозаичных полов делают квадратными и прямоугольными; выпускают их 6 типов, размерами 23x23, 48x48 и 48x23 мм при толщине 6 и 8 мм. Плитки толщиной 8 мм относятся к классу А, а толщиной 6 мм к классу Б. Отклонения в размерах плиток не должны превышать по всем измерениям ±0,5 мм. Цвет плиток для полов может быть самым разнообразным, чаще выпускают белые, желтые и красные (различных оттенков) плитки. Тыльная сторона плиток для полов имеет рифленую поверхность для более прочного сцепления с раствором. Плитки, применяемые для устройства полов в помещениях с повышенной влажностью, банях, прачечных и др., имеют рифленой и лицевую поверхность для уменьшения скольжения. Водопоглощение плиток для полов не должно быть более 4% и мозаичных 3% для класса А и 4% для класса Б. Сопротивление истиранию характеризуется потерей веса плиток после прохождения по ним истирающим кругом 150 м пути; при этом потеря веса не должна превышать: для керамических плиток 0,1 г/см2, для мозаичных класса А—
0,1 и класса Б—0,25 г/см2.
Производство, свойства и применение керамических изделий
71
Т а б л и ца 12
РАЗМЕРЫ КЕРАМИЧЕСКИХ ПЛИТОК РАЗНЫХ ТИПОВ
Вид плиток
Тип ПЛИТОК
Длина в мм
Ширина в мм
Толщина в мм
Квадратные
1
2
3
50
100
150
50
100
150
10
10
13
Прямоугольные
4
5
100
150
50
75
10
13
Треугольные
6
7
8
50
100
150
71
141
212
10
10
13
Шестигранные
9
10
100
150
115
173
10
13
Четырехгранные (половинки шестигранных)
11
12
50
75
115
173
10
13
Пятигранные (половинки восьмигранных)
13
14
57.5
86.5
100
150
10
13
Восьмигранные
15
150
50
13
Плитки для полов прессуют из порошкообразной массы на гидравлических или механических прессах при давлении 250—300 кГ/см2, затем сушат до влажности 3% и обжигают при 1200—1300° С. После тщательной сортировки по размерам, цвету и тону плитки упаковывают пачками в бумагу.
Мозаичные плитки должны быть прочно наклеены водорастворимым клеем на прямоугольные листы прочной крафт-бумаги (ковры размером 398X598 мм) по типовым заводским рисункам. Швы между плитками делают ровными и прямыми, шириной 2 мм; по ширине шва допускаются отклонения ±0,5 мм.
Керамические плитки применяют для настилки полов в банях, прачечных, санитарных узлах, в вестибюлях общественных зданий, в лечебных помещениях и на предприятиях химической промышленности, т. е. там, где полы подвергаются усиленному износу, постоянному увлажнению и воздействию агрессивных веществ. Эти плитки практически водонепроницаемы, надежно защищают несущие конструкции перекрытий от увлажнения, стойко сопротивляются истирающим воздействиям, не дают пыли, легко моются, не впитывают жидкостей, обладают устойчивостью по отношению к действию кислот и щелочей. К недостаткам полов из керамических плиток следует отнести их хрупкость и большую теплопроводность, что не позволяет применять их в жилых помещениях. Небольшие размеры плиток обусловливают повышенную трудоемкость при устройстве полов и требуют прочного, хорошо подготовленного основания. Однако эти недостатки не столь существенны и не препятствуют широкому применению керамических плиток в строительстве.
я
Глава 111. Керамические изделия
4. ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ ПРОЧИХ ВИДОВ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Санитарно-технические изделия
Производство изделий санитарно-технической керамики имеет свои особенности, специфическое оборудование, особые требования к качеству применяемых глин и рецептурам формовочных масс. В качестве глинистых материалов применяют беложгущиеся огнеупорные гяины и каолины, добавками служат кварц и полевой шпат. От состава массы зависят тип получаемого материала — твердый фаянс, полуфарфор и фарфор, а также его качества. В табл. 13 приведены примерные рецептуры смесей и основные физико-механические показатели подучаемых материалов.
Таблица 13
СОСТАВ МАССЫ И ФИЗИКО-МЕХАНИЧЕСКИЕ ПОКАЗАТЕЛИ ИЗДЕЛИИ
Показатели
Твердый фаянс
Полуфарфор
Фарфор
Содержание в %:
беложгущиеся огнеупорные глины и каолины кварц
полевой шпат . Водопоглощение в % Объемный вес в кг/м3 . . . Предел прочности в кГ/см2 при: сжатии изгибе
50—55
40—50
5—10
10—12
1920—1960
1000
150—300
48—50
40—45
7—12
3—5
2000—2200
1500—2000
380—430
45—50 30—35 18—22 0,2—0,5 2250—2300
5000
700—800
Изделия из твердого фаянса покрывают глухой или прозрачной глазурью, так как неглазурованный пористый черепок пропускает воду. В настоящее время в нашей стране санитарную керамику изготовляют преимущественно из твердого фаянса (унитазы, умывальники и смывные бачки). Полуфарфор обладает повышенными санитарногигиеническими и механическими свойствами, занимая промежуточное положение между твердым фаянсом и фарфором. Фарфор, имеющий белый, хорошо спекшийся остеклованный черепок, непроницаем для воды и газов, обладает высокой термической и химической стойкостью и наивысшей для всех материалов санитарной керамики механической прочностью.
Технология производства керамических изделий этой группы несколько сложнее, чем описанных выше, так как конфигурация изделий разнообразна, а также эксплуатационные требования, предъявляемые к ним, высоки. Сырье для изготовления санитарно-технических изделий подвергается более тщательной переработке — помолу, отмучиваиию, просеиванию и другим операциям, обеспечивающим его тонкое измельчение и однородность. Затем материалы смешивают с водой, получая однородную сметанообразную массу, называемую шликером. Санитарно-технические изделия изготовляют в настоящее время преимущественно способом литья в гипсовых формах. После того как гипс впитает избыток воды из шликера, отформованные изделия вынимают из форм, подсушивают в естественных условиях, оправляют и подают в искусственную сушилку, где сушат до влажности 1—2%. Высушенные изделия покрывают слоем глазури и обжигают в периодических
Производство, свойства и применение керамических изделий
73
или непрерывно действующих печах. Обжиг ведется в капселях при температуре 1250—1300° С.
Большое распространение получили ванны, изготовленные указанным выше способом из высокопрочного фаянса и покрытые глазурью различных оттенков. Ванны имеют прямоугольную форму и плоское дно, полые стенки переходят по контуру ниже дна в пустотелые ребра, которыми ванна опирается на пол. Эти ванны отличаются от чугунных монументальной формой, красотой и прочностью глазури, высокой гигиеничностью и малой теплопроводностью.
Трубы канализационные и дренажные
Керамические канализационные трубы обладают более высокой стойкостью к агрессивным средам, чем металлические (чугунные) и железобетонные, что обеспечивает им широкое применение для строительства канализационных сетей, особенно предназначенных для отвода промышленных сточных вод, содержащих большое количество агрессивных веществ.
Вырабатываются канализационные трубы цилиндрической формы длиной 800—1000 и 1200 мм с внутренним диаметром десяти размеров от 100 до 600 мм с интервалами в 50 мм, с раструбом на одном конце для соединений отдельных звеньев. Большой интерес представляет выпуск безраструбных труб с соединительными муфтами из пластамасс, что позволит резко увеличить производительность заводов, вырабатывающих эти изделия. В соответствии с внутренним диаметром толщина стенки трубы бывает от 19 до 41 мм с допуском ±3—4 мм. Раструбы делают глубиной от 60 до 70 dz5 мм с внутренним диаметром от 224 до 734 мм ±8—14 мм. Примерный вес 1 пог. м трубы в зависимости от диаметра составляет 26—200 кг, механическая прочность 2000— 3000 кГ/пог. м. Водопоглощение для труб I сорта не должно превышать 9%, а для II сорта—11%- Кислотостойкое:ь черепка не менее 90%. Трубы должны выдерживать гидравлическое давление не менее 2 атм.
Основным сырьем для производства канализационных труб являются пластичные спекающиеся тугоплавкие глины, дающие общую усадку изделий не более 7—8%. Для уменьшения усадки в массу добавляют 30—40% шамота. Большие размеры, сложные формы и относительно тонкие стенки канализационных труб требуют особенно тщательной подготовки и переработки исходного сырья. Применяют пластический и полусухой способы приготовления формовочной масссы; более эффективен полусухой, обеспечивающий точную дозировку и хорошее смешение компонентов, а также высокую однородность массы, что позволяет лучше механизировать технологический процесс производства. Первичное измельчение глины производится на зубчатых вальцах. После дробления глина поступает на сушку в барабаны, где подсушивается до влажности 9—11%, после чего в магнитном сепараторе очищается от металлических включений, затем тонко размалывается в дезинтеграторе и разделяется по фракциям на ситах разных конструкций.
Шамот приготовляют из огнеупорных глин. Для более удобного обжига ее брикетируют на пресс-вальцах, а брикеты смешивают с коксом и обжигают в шахтных печах. После обжига и охлаждения брикеты дробят в щековых дробилках и размалывают в шаровой мельнице. Просеянный шамот и подготовленная порошкообразная глина из бункеров поступают в смеситель, где перемешиваются в сухом состоянии, а затем увлажняются до 18—20% горячей водой. Для формования труб применяются вертикальные шнековые вакуум-прессы. Отформо¬
74
Глава III. Керамические изделия
ванные трубы снимают вручную и отвозят на тележках на специальную площадку для подсушки (подвялки), где устанавливают в вертикальном Положении раструбом вверх. После подвялки в течение 16—48 ч и обработки (съем фаски, заглаживание торцов, накатка нарезок и маркировка) трубы сушат в сушилках разных конструкций (камерных, туннельных и др.) при температуре 150° С; влажность труб в сушке снижается с 17—18 до 2—3%. Высушенные трубы покрывают снаружи и внутри глазурями, которые увеличивают химическую стойкость труб и, создавая внутри трубы гладкую поверхность, уменьшают гидравлическое сопротивление при прохождении жидкостей. Обжигают канализационные трубы в камерных или туннельных печах при температуре 1250—1300° С в течение 48—60 ч.
Керамические дренажные трубы изготовляют из пластичных глин с добавками или без них. Трубы формуются на горизонтальных вакуумных прессах. Технологический процесс изготовления имеет много общего с процессом изготовления канализационных труб.
Дренажные трубы имеют следующие технические характеристики: внутренний диаметр 25, 40, 50, 75, 100, 125, 150, 175, 200 и 250 мм при длине труб первых пяти диаметров 333 и остальных диаметров 333— 500 мм\ толщина стенок трубы от 8 до 24 мм\ морозостойкость 15 циклов попеременного замораживания и оттаивания, разрушающая нагрузка на 1 трубу почти пропорциональна толщине стенок и находится в диапазоне от 175 до 450 кГ. Черепок трубы должен иметь однородную структуру с водопоглощением не выше 18%.
Дренажные трубы изготовляют с раструбом или без него. Для соединения безраструбных труб применяют керамические муфты. Вода поступает в трубы через специальные отверстия, которые могут быть круглыми диаметром около 5 мм или щелевидными, а также через стыки труб (в безраструбных трубах). Внешняя сторона раструбных труб покрывается глазурью. Торцовые плоскости труб должны быть перпендикулярны продольной оси, с тем чтобы в сечении труба имела форму правильного круга.
Дренажные трубы применяют для дренажа строительных площадок при небольших глубинах заложения и при отсутствии больших нагрузок от транспортных средств.
Черепица глиняная
Глиняная кровельная черепица получается путем формования пластической легкоплавкой глиняной массы и последующего обжига. Широкое распространение получила черепица четырех типов: пазовая штампованная, пазовая ленточная, плоская ленточная и коньковая (рис. 27). Черепица применяется для устройства кровельных скатов и коньков. Этот вид кровельного материала может конкурировать с любым другим по долговечности, архитектурным качествам и по стоимости. По назначению черепица подразделяется на рядовую — для покрытия скатов кровли, коньковую — для покрытия коньков и ребер, разжелобочную — для покрытия разжелобков, концевую — для замыкания рядов (половинки и косяки) и черепицу специального назначения.
Черепица всех видов должна быть правильной формы, с ровными краями и гладкими поверхностями без трещин и короблений. При наличии на перекрываемых кромках черепицы двух трещин изделия относят ко второму сорту. Искривление поверхности и ребер допускается не более 4 мм, а отколы шипов для подвески — не более !/з их высоты. Фальцы (пазы) черепицы должны быть глубиной не менее 5 мм, высо¬
Производство, свойства и применение керамических изделий
75
та шипов не менее 10 мм у штампованной черепицы и не менее 20 мм у ленточной. На тыльной стороне черепицы имеется ушко с отверстием для привязки ее проволокой к обрешетке. Размеры и вес черепицы указаны в табл. 14.
Л - *
Г» А Л-Й
1
1 1 U
ъ
L
'ч
*
L
6
Рис. 27. Различные виды черепицы
а — пазовая штампованная; б — пазовая ленточная; в — плоская ленточная; г — коньковая а — кроющая длина; б — габаритная длина; в — кроющая ширина; г — габаритная ширина
РАЗМЕРЫ И ВЕС КРОВЕЛЬНОЙ ЧЕРЕПИЦЫ
Таблица 14
Тип черепицы
Размеры и допускаемые отклонения в мм
Вес 1 м8 покрытия в насыщенном водой состоянии в кг. не более
габаритные
кроющие (полезные)
длина
ширина
длина | ширина
Пазовая:
штампованная ленточная Плоская ленточная Коньковая
Не норм 400it 5 165=±=5 365
ируется
220=±=3
155=1=3
200:2=3
310+26 333=*= 5 160=1=5 333
190+в2 200=1=3 155 ±3 Не нормируется
50
50
65
8 на 1 пог. м
76
Глава III. Керамические изделия
Кровельная черепица должна быть хорошо обожженной, равномерно окрашенной и прочной, при легком ударе стальным молотком издавать чистый звук; глухой или дребезжащий звук свидетельствует о неудовлетворительном обжиге и наличии трещины. При испытании на изгиб стандартная черепица в воздушно-сухом состоянии должна выдерживать без следов разрушения нагрузку не менее 70 кГ; морозостой-
Рис. 28. Схема производства ленточной черепицы
Рис. 29. Револьверный пресс для Рис. 30. L-алазочный пресс для штам-
штампования черепицы пования черепицы
/ — барабан; 2 — штамп; 3 — звездочка / — форма; 2 —штанга; 3 — пуансон
кость ее не ниже 25 циклов попеременного замораживания и оттаивания. Черепица может быть покрыта глазурью.
Основным сырьем для производства черепицы является легкоплавкая пластичная глина, которую тщательно обрабатывают для разрушения природной структуры, удаления твердых включений и повышения пластичности. Глина должна обладать хорошими формовочными и сушильными свойствами и давать после обжига хорошо спекшийся прочный черепок. Целесообразно вводить в массу 10—15% шамота, что уменьшает усадку и коробление изделий при сушке и обжиге. Для получения высокого качества необходима естественная подготовка глин — вылеживание, вымораживание. Глину, пропущенную через бегуны и глиномялку, укладывают в хранилище для вылеживания на срок до 20 суток. Вылеживание массы во влажном состоянии способствует повышению ее пластических свойств, однородности состава и равномерному распреде¬
Производство, свойства и применение керамических изделий
77
лению в ней влаги. После вылеживания массу вторично пропускают через бегуны и глиномялку.
Схема производства ленточной черепицы показана на рис. 28. Глина из хранилища 1 подается грейфером 2 в ящичный подаватель 5, затем по конвейеру 4 в камневыделительные вальцы 5 и бегуны мокрого помола 6, куда одновременно поступают добавки. После этого масса передается через вальцы тонкого помола 7 в ленточный вакуум-пресс 8. Автомат 9 разрезает ленту на отдельные черепицы, которые на сушильных вагонетках 10 поступают в туннельную сушилку 11. После сушки черепицу на печной вагонетке 12 транспортируют в туннельную печь 13 для обжига.
Формуют ленточную черепицу в ленточных вакуумных прессах, а штампованную — в салазочных, револьверных и эксцентриковых прессах-автоматах и полуавтоматах. На рис. 29 показан револьверный пресс для штампования черепицы, а на рис. 30 — салазочный пресс.
Сушат черепицу в сушилках различного типа: широкое применение имеют туннельные сушилки, где в качестве теплоносителя применяется горячий воздух. В начальной стадии сушки, пока сырец не получил достаточной прочности, очень важно обеспечить правильный тепло-и влагообмен и обтекание теплоносителем изделий. Срок сушки 48—72 ч. При выработке глазурованной черепицы глазурь пистолетом-распылителем наносят на лицевую поверхность высушенного изделия. Последняя стадия производства — обжиг — ведется при температуре 950 — 1000° С в туннельных или кольцевых печах. Готовую черепицу сортируют, упаковывают в деревянную тару и хранят в закрытых помещениях.
Керамическая кровельная черепица применяется главным образом в сельском малоэтажном строительстве. Кровли из черепицы отличаются долговечностью, высокой огнестойкостью, устойчивостью к атмосферным воздействиям и высокими эксплуатационными качествами, не нуждаясь в периодических покрасках и не подвергаясь коррозии. Черепицу укладывают на деревянную обрешетку кровель, на которой она удерживается шипами тыльной стороны. Уклон черепичной кровли должен быть не менее 30°. К недостаткам керамической черепицы относятся необходимость большого уклона кровли и значительный вес 1 м2 кровли, что требует особой прочности конструкции стропил, а также высокая трудоемкость кровельных работ.
Керамзитовый гравий представляет собой пористый гранулированный материал ячеистого строения с закрытыми мелкими порами, получаемый путем обжига, сопровождающегося вспучиванием легкоплавкой глинистой массы. Он легкий, прочный, морозостойкий и низкотеплопроводный и является одним из лучших заполнителей для легких бетонов объемным весом 800—1200 кг/м3. Такие бетоны обладают хорошими теплоизоляционными свойствами.
По размеру зерен керамзитовый гравий делится на три фракции: от 5 до 10, от 10 до 20 и от 20 до 40 мм. Зерновой состав фракций находится в следующих пределах.
Керамзитовый гравий
Диаметр
Полный остаток на сите в % по объему
90—100
30—70
0—10
0
78
Глава III. Керамические изделия
Гранулы керамзитового гравия эллипсовидной или округлой формы с оплавленной поверхностью. Основной характеристикой гравия является объемный насыпной вес, в зависимости от которого он подразделяется на 6 марок с соответствующим пределом прочности при сжатии
(табл. 15).
Изготовляется специальный гравий марок 800 и 1000 (соответственно объемному весу), применяемый для конструктивных легких бетонов высокой прочности. Прочность этого гравия на сжатие должна быть не менее 40 кГ/см2.
Влажность гравия не превышает 2% по весу, морозостойкость соответствует не менее 15 циклам попеременного замораживания и оттаивания, причем потеря веса при этом не должна превышать 10%.
Сырьем для производства керамзитового гравия служат легкоплавкие глины, содержащие 6—12% окислов железа, 2—3% щелочных окислов и до 3% органических примесей, а также глинистые сланцы, способные вспучиваться в условиях термической обработки. Коэффициент вспучивания сырья должен быть выше 4. Температура обжига массы находится в пределах 1050—1300° С.
Способность глин вспучиваться зависит не только от их химического и минерального состава, но и от условий подготовки шихты и формования гранул (влажности, размера, формы), температуры и продолжительности нагревания гранул на различных стадиях термической обработки. При недостатке в глине органических примесей в нее вводят торфяную крошку, угольную пыль и прочие добавки, способствующие образованию пор. При обжиге глины происходит разрушение органических добавок с выделением газов и водяных паров, которые и вспучивают частично расплавленную массу, образуя в ней поры. Спекание глины и образование закрытых пор заканчивается в момент интенсивного газовыделения.
Технологический процесс производства керамзитового гравия можно разделить на четыре этапа: подготовка глиняной массы, формование гранул, тепловая обработка и охлаждение готового гравия.
Подготовку глиняной массы можно вести сухим или пластическим способом, большее распространение получил пластический способ, сухой способ применяют при наличии глин, которые можно дробить в состоянии естественной влажности (в карьерах). Дробят глины в щековых дробилках или зубчатых вальцах до получения крошки определенной величины. Применение дробилок СМ-739/740 позволяет получить крошку шарообразной формы, которая перед обжигом сортируется на фракции определенных размеров. Пластическим способом перерабатывают рыхлые глины, которые после обработки на зубчатых вальцах и в глиномешалке поступают на дырчатые вальцы, где формуются гранулы.
При обжиге керамзитового гравия происходят следующие процессы: испарение физически связанной воды; удаление химически связанной воды путем дальнейшего нагрева глинистого материала; вспучивание материала под давлением газов (С02 и др.), образующихся в результате разложения и взаимодействия компонентов массы. Обжигают керам¬
Таблица 15
ХАРАКТЕРИСТИКА КЕРАМЗИТОВОГО ГРАВИЯ
Марка
Объемный вес в кг/м9
Предел прочности при сжатии в кГ/см2
250
250
6
300
251—300
8
350
301—350
10
400
351—400
14
500
401—500
20
600
501—600
30
Производство, свойства и применение керамических изделий
79
зитовый гравий во вращающихся печах барабанного типа. Более эффективны двухбарабанные печи, имеющие два барабана с самостоятельным приводом: первый барабан (более длинный) предназначен для предварительной тепловой обработки гранул, а второй большего диаметра— для их вспучивания. Длина барабанов обычно 20—50, диаметр 1,5—3,5 му производительность печей до 15 м3/ч. Обжиг ведут при температуре до 1300° С в течение 30—60 мин.
Выходящий из печи вспученный керамзит имеет температуру в пределах 1000° С, его прочность и водопоглощение зависят от условий охлаждения, которое проводят в барабанных холодильниках. Процесс охлаждения весьма трудоемкий и продолжительный, так как коэффициент полезного действия холодильников невысок, а кроме того, холодильники громоздки и занимают большую площадь. Охлажденный до температуры 50—70° С гравий транспортируют на склад готовой продукции. На небольших слабо механизированных предприятиях керамзитовый гравий охлаждают в ямах, расположенных вблизи обжиговых печей; такое охлаждение требует длительного времени.
Охлажденный керамзит на складе сортируют по величине гранул на фракции. Гранулы, имеющие размеры больше 40 мм, дробят в молотковых или валковых дробилках и сортируют. Гравий, рассортированный по маркам, поступает в бункера, откуда погружается на транспортные средства. Хранение гравия в штабелях на открытых площадках не обеспечивает условий для поддержания стабильной влажности ниже 2%.
В течение всех процессов производства керамзитового гравия следует систематически контролировать качество сырья, полуфабриката, работу оборудования, температурный режим и, наконец, качество готовых изделий.
Специальный кирпич
Дорожный кирпич, называемый также клинкерным кирпичом, представляет собой искусственный камень, получаемый путем обжига глиняной массы до полного спекания, но без остеклования поверхности. Размеры кирпича 220X110X65 мм; в соответствии с пределом прочности при сжатии он подразделяется на 3 марки— 1000, 700 и 400. Кирпич должен быть прочным, морозоустойчивым, не хрупким. Показатели прочности кирпича приведены в табл. 16.
Таблица 16
ПРОЧНОСТЬ ДОРОЖНОГО КИРПИЧА
Марка кирпича
Предел прочности кубиков 5x5x5 см при сжатии в кГ/смг, не менее
Сопротивление удару (количество ударов до разрушения)
Сопротивление истиранию (коэффициент износа), не менее
средний для пяти образцов
наименьший
отдельного
образца
1 ООО
1000
700
15
18
700
700
400
12
16
400
400
300
8
14
Водопоглощение дорожного кирпича по маркам составляет не более 2, 4 и 6% (по весу), морозостойкость соответственно 100, 50 и 50 циклов попеременного замораживания и оттаивания, объемный вес не менее 1900 кг/мъ.
Для изготовления клинкерного кирпича применяются глины, имеющие тонкозернистое сложение, обладающие связностью в сухом состоя¬
80
Глава III. Керамические изделия
нии и хорошо формующиеся, спекающиеся без деформации при температуре в пределах не выше 1200—1300° С. Интервал плавкости глин должен быть возможно большим, что обеспечивает получение при обжиге хорошо спекшегося, плотного и прочного черепка.
Кирпич можно изготовлять способом пластического или полусухого прессования. Последний способ имеет ряд существенных преимуществ перед пластическим: сырец почти не требует предварительной сушки, обработка сухой массы проще и дешевле, усадка сырца значительно меньше и не влечет деформаций и трещин, выпускать кирпич можно круглый год, процесс производства значительно проще механизировать.
Обжигают кирпич в туннельных печах системы Артемкина. Весь цикл обжига клинкерного кирпича длится 36—48 ч. После обжига и охлаждения кирпич сортируется на следующие партии: хорошо обожженный кирпич правильной формы; кирпич с незначительными деформациями и частично недожженный; недожженный клинкер, который может быть использован как строительный кирпич; пережженный кирпич со значительными деформациями, который дробят на щебень.
Дорожный кирпич применяют для покрытия дорог и мостовых, обмуровки канализационных коллекторов и облицовки набережных, а также в химической промышленности как кислотостойкий материал.
Кирпич кислотоупорный нормальный по форме подразделяют на прямой и клинообразный. Размеры: прямого кирпича 230x113x65 мм; клина торцового двустороннего 230X113X65—55 мм\ клина ребрового двустороннего 230x113x65—55 мм. По физико-химическим и механическим показателям и внешнему виду кирпич подразделяется на три сорта: 1, 2 и 3. Характеристика их дана в табл. 17.
Кислотоупорный кирпич, а также другие керамические кислотоупорные изделия способны выдерживать длительное воздействие различных кислот (кроме фтористоводородной), а также щелочей и обладать высокой плотностью и прочностью.
Изготовляют кислотоупорный кирпич из тугоплавких и огнеупорных основных и полукислых глин высокой и средней пластичности, свободных от вредных примесей известняка, колчедана и др. Примерный состав глин (в %): Si02—55—65, А1203—20—
40, Fe203—3,5 и СаО — 1—2. Температура спекания в пределах 1100—1200° С.
Применяют кислотоупорный кирпич для фундаментов и футеровки химических аппаратов, газоходов, кладки колосников, а также для настилки полов в предприятиях химической промышленности.
Помимо кислотоупорного кирпича вырабатываются и другие виды кислотоупорных керамических изделий — кислотоупорные и термокислотоупорные плитки, используемые для футеровки различных аппаратов и газоходов предприятий химической промышленности, трубы кислотоупорные для транспортирования кислот и газов при давлении до 3 атм и пр. Кислотоупорные трубы и химически стойкую аппаратуру покрывают глазурью для снижения проницаемости.
Кирпич глиняный лекальный применяют для кладки дымовых труб, а также футеровки заводских труб в том случае, если температура нагрева их дымовыми газами не превышает 700° С. В зависимости от пре¬
Таблица 17
ХАРАКТЕРИСТИКА КИСЛОТОУПОРНОГО КИРПИЧА
Сорт
Кислотостойкость В %. не менее
Водопоглощенне в %. не более
Предел прочности при сжатии 3 кГ/см2, не менее
1
96
8
250
2
94
10
200
3
92
12
150
Производство, свойства и применение керамических изделий
81
дела прочности при сжатии по сечению брутто (без вычета пустот) кирпич подразделяют на три марки— 150, 125 и 100 (табл. 18).
В зависимости от размеров лекальный кирпич делится на 4 типа (табл. 19).
Таблица 18 Таблица 19
ПРЕДЕЛ ПРОЧНОСТИ ЛЕКАЛЬНОГО КИРПИЧА РАЗМЕРЫ ЛЕКАЛЬНОГО КИРПИЧА
Марка
кирпича
Предел прочности при сжатии в кГ1см2, не менее
Предел прочности при изгибе в кПсм2, не менее
средний для пяти образцов
наименьший для отдельного образца
средний для пяти образцов
наименьший для отдельного образца
150
150
125
28
22
125
125
100
25
20
100
100
85
22
18
Тип
Длина в мм
Радиус закругления в мм
1
80
850
2
210
850
3
100
1500
4
225
1500
Отклонения в размерах не должны превышать по длине ±6, по толщине ±3 и по ширине ±4 мм. Водопоглощение лекального кирпича должно быть не менее 8% от постоянного веса, морозостойкость — не менее 15 циклов попеременного замораживания и оттаивания.
Производственные процессы изготовления лекального кирпича аналогичны процессам изготовления кирпича других видов, отдельные детали производственного оборудования изменяются в соответствии с особенностями конфигурации кирпича. Так, прямоугольный мундштук пресса заменяется лекальным с требуемым радиусом кривизны.
Керамические детали перекрытий
Эти детали изготовляют в сравнительно небольшом ассортименте. Можно назвать следующие виды изделий: камни для часторебристых перекрытий; камни для армокерамических балок; камни для накатов (заполнители между балками). Все эти изделия делаются пустотелыми, что облегчает вес конструкций.
Технологические трудности, связанные с изготовлением крупногабаритных монолитных керамических изделий, заставили пойти на выпуск составных армированных конструкций для перекрытий, собираемых из отдельных керамических деталей. Так, армокерамические балки, имеющие длину до 6 м, состоят из 5—6 отдельных элементов. Камни для этих балок изготовляют объемным весом до 1300 кг/м3, марок 75—200, камни для накатов — объемным весом до 1000 кг/м3, марок 35, 50 и 70, камни для часторебристых перекрытий — объемным весом до 1000 кг/м3, марок 50—200. Марки камней устанавливаются в соответствии со средним пределом прочности при сжатии в кГ/см2.
Размеры выпускаемых камней:
Длина ... 195, 245, 295 мм
Ширина для:
часторебристых перекрытий 180, 195, 245, 295 мм
армокерамических балок 195 , 245 , 295 мм
Высота 120, 140, 180 , 200 , 240 мм
Толщина стенок камней всех видов должна быть не менее 10 мм.
Сырьем для изготовления пустотелых изделий для перекрытий
82
Глава III. Керамические изделия
является глина средней пластичности без комьев и включений, хорошо измельчаемая. Масса должна быть тщательно перемешана и обладать пластичностью, обеспечивающей формование изделий сложной конфигурации. Технология производства керамических изделий для перекрытий аналогична технологии производства обыкновенного глиняного кирпича способом пластического формования.
Применение керамических камней для перекрытий весьма ограничено. Камни для армокерамических балок применяются в основном в сельском строительстве, камни для часторебристых перекрытий — в зданиях и сооружениях городского типа. Оба вида камней не применяются в перекрытиях, подвергающихся вибрациям или действию больших сосредоточенных нагрузок. Камни для накатов используются для заполнения между балками армокерамических или железобетонных перекрытий.
Е. ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИИ
Керамические изделия находят большое применение в строительстве. Неограниченные запасы широко распространенного сырья (глин), простота технологии и многовековый опыт производства, а также высокая долговечность их способствовали многообразному применению.
Некоторые виды керамических материалов до сего времени являются незаменимыми и наиболее распространенными в строительстве. Так, несмотря на гигантское развитие в последний период стеновых материалов, особенно железобетонных, выпуск глиняного кирпича составляет очень большую долю в производстве всех стеновых материалов. Керамические облицовочные плитки, несмотря на развитие производства облицовочных плиток на основе полимеров, все еще остаются основным материалом для отделки санитарных узлов и других помещений с режимом повышенной влажности, химической агрессивности и высоких гигиенических требований. Для облицовки зданий керамические материалы также не потеряли своего значения, хотя появилось много новых видов облицовочных материалов. Особенно велик рост выпуска таких керамических материалов, как керамзит. Штучный не индустриальный кирпич пока остается основным стеновым материалом, составляя половину всех стеновых материалов, применяемых в настоящее время.
Кирпичные стены зданий в средней полосе СССР возводятся толщиной в 2,5 кирпича (64 см). Столь большая массивность стен вызывает непроизводительные затраты трудовых и материальных ресурсов, увеличивает сроки строительства и удорожает его по сравнению с индустриальным строительством путем механизированной сборки зданий из крупных стеновых железобетонных панелей. Но для увеличения производства сборного железобетона требуются большие капитальные затраты и длительные сроки для строительства и освоения новых предприятий. Представляется целесообразным резко увеличивать производство пустотелой стеновой керамики (пустотелый кирпич, камни я блоки из них). Производство этих материалов можно легко организовать на действующих кирпичных заводах при небольших капитальных затратах в основном на перестройку и переоборудование массозаготовительных и формовочных участков производства. Уже за последние годы производство пустотелой керамики составило около 4% общего объема выпуска кирпича и достигло 1 млрд. шт. условного кирпича. В зару¬
Перспективы развития производства керамических изделий
83
бежных странах пустотелая керамика по сравнению с обыкновенным кирпичом заняла ведущее положение.
Применение пустотелой керамики, обладающей высокими конструктивными свойствами и малой теплопроводностью, особенно при минусовых температурах, дает возможность уменьшить толщину наружных стен зданий на 20—30 и даже на 40%, вес стен при этом снижается в среднем на 35%, расход вяжущего раствора — до 45%- Применение в качестве стенового материала укрупненных камней дает еще большую экономию, позволяя уменьшить толщину стен на 47%, а вес их на 60%, снизить расход раствора на 55% и керамических материалов на 50%- Соответственно уменьшаются при кладке стен из пустотелой керамики и затраты труда. Необходимо также отметить, что при выпуске пористо-пустотелой керамики расход сырья уменьшается на 30—40%, производительность сушилок и печей кирпичных заводов возрастает на 20—25%, что дает экономию топлива до 20%. Подсчеты показали, что реконструированный для выпуска пустотелой стеновой керамики кирпичный завод увеличивает свою производительность на 70— 80% (в условном исчислении).
В настоящее время развитие нашей машиностроительной промышленности дает возможность непрерывно совершенствовать механическое оборудование заводов строительной керамики. Широко применяются новые виды дробильно-помольных, смесительных и формовочных машин. Предприятия оснащаются новейшим подъемно-транспортным оборудованием, особенно важным для керамического производства, нуждающегося в заготовке и перемещении больших масс сырья и тяжеловесной продукции. Перевод керамических предприятий на природный газ в качестве топлива не только повышает производительность труда и снижает себестоимость изделий, но и повышает качество вырабатываемой продукции. В ближайшее время помимо мероприятий общего технического прогресса — механизации и автоматизации, совершенствования технологии и улучшения организации труда — необходимо добиваться снижения себестоимости изделий и обратить особое внимание на организацию выпуска новых, высокоэффективных керамических строительных материалов и изделий.
ГЛАВА IV
НЕОРГАНИЧЕСКИЕ ВЯЖУЩИЕ ВЕЩЕСТВА
Строительными минеральными вяжущими веществами называются тонкоизмельченные порошки, образующие при смешивании с водой, а в отдельных случаях с растворами некоторых солей, пластичную массу, под влиянием физико-химических процессов постепенно затвердевающую и переходящую в камневидное состояние. Это свойство вяжущих веществ используют для приготовления на их основе растворов, бетонов (смеси вяжущего вещества, воды и заполнителей — песка, щебня или гравия), безобжиговых искусственных каменных материалов и изделий.
1. КРАТКИЙ ИСТОРИЧЕСКИЙ ОЧЕРК
Одним из первых вяжущих веществ, которым пользовался человек, была необожженная глина.
Примерно за 3000 лет до н.э. стали появляться более прочные вяжущие вещества, получаемые искусственно — путем обжига. Первым, по-видимому, был строительный гипс, вслед за гипсом появилась воздушная известь. Египтяне применяли глино-гипс при возведении пирамид и других монументальных сооружений, они изготовляли растворы также из смеси гипса с известью. Некоторые пирамиды построены с использованием известкового раствора. Позднее для получения водостойких вяжущих с повышенной прочностью к воздушной извести добавляли толченый кирпич или пуццолану.
В последующем обнаружили, что при обжиге известняка с повышенным содержанием глинистых веществ получается материал более водостойкий; так появилась гидравлическая известь. Применение в качестве сырья пород с еще более значительным содержанием глины (мергель) привело к получению романцемента. Вслед за романцементом появился портландцемент.
Вяжущие вещества на Руси применялись еще в глубокой древности: при сооружении Десятинной церкви в Киеве в 990 г. использовали известь; стены Софийского собора в Киеве, построенного в XI в., сложены на извести с добавкой измельченного кирпича. Дальнейшим толчком в производстве извести послужил «Каменный приказ», учрежденный в Москве в 1584 г.
Для получения гидравлических растворов русские строители кроме измельченного кирпича добавляли к извести некоторые естественные породы, а для строительства крупных сооружений — бычью кровь, творог, яичный белок и др.
В XVIII в. в России появляются первые книги, в которых в той или иной степени освещаются вопросы технологии производства вяжущих материалов и их использования, систематизируются опытные данные. Во второй половине XVIII в. разрабатываются и осваиваются спо¬
Краткий исторический очерк
85
собы изготовления вяжущих веществ из мергелей и искусственных смесей. В 1807 г. академик В М. Севергин дает описание свойств вяжущих веществ, получаемых обжигом мергеля с последующим помолом негасящегося продукта В 1822 г. в Петербурге профессором Шарлевилем был опубликован «Трактат об искусстве изготовлять хорошие строительные растворы». В нем обобщен опыт производства и применения вяжущих в России, в частности описаны способы изготовления гидравлических вяжущих веществ (цементов) из природных мергелей и искусственных смесей извести с глиной. В 1825 г. Егор Челиев опубликовал книгу «Полное наставление, как изготовлять дешевый и лучший мертель или цемент, весьма прочный для подводных строений, как-то: каналов, мостов, бассейнов, плотин, подвалов, погребов и штукатурки каменных и деревянных строений». Он описывает способ производства вяжущего из смеси извести с глиной при обжиге до белого каления с частичным расплавлением компонентов в стекло и последующим измельчением полученного продукта. Он рекомендует вводить небольшое количество гипса при затворении вяжущего водой. В 1824 г. Джозеф Аспдин получил патент на изготовление вяжущего вещества из смеси извести с глиной, обожженной до полного удаления углекислоты. Это вяжущее Аспдин назвал портландцементом, исходя из сходства его с портландским камнем. По свойствам это вяжущее являлось разновидностью романцемента.
В конце XIX и начале XX в. русские ученые во главе с Д. И. Менделеевым продолжали изучение вяжущих веществ. В 1881 г. А. Р. Шуляченко и И. Г. Малюга совместно с другими учеными разработали первые русские нормы на портландцемент, содержащие методы определения его свойств. Много работал над вопросами твердения цементов Н. Н. Лямин (1870—1912 гг.). С. А. Дружинин (1872—1935 гг.) показал влияние гидравлических добавок на стойкость портландцемента в минерализованных водах. В 1908 г. благодаря исследованиям французского ученого Бидо и американского ученого Шпекмана было получено новое вяжущее вещество — глиноземистый цемент, отличающийся быстрым нарастанием прочности. В результате работ В. В. Михайлова, П. П. Будникова, И. В. Кравченко, Б. Г. Скрамтаева и других исследователей на основе глиноземистого цемента стали получать расширяющийся цемент.
Быстрый рост производства минеральных вяжущих начинается после Октябрьской революции (табл. 20).
Таблица 20
РОСТ ВЫПУСКА ОСНОВНЫХ НЕОРГАНИЧЕСКИХ ВЯЖУЩИХ В МЛН. Т
Вяжущее
1913 г.
1928 г.
1940 г.
I960 г.
1958 г.
1965 г.
1968 г.
1970 г.
Цемент
1,78
1,85
5,7
10,2
33,3
72,4
87,5
95
Известь
0,15
0,53
3
4,2
8,4
7,3
8,7
9
Строительный гипс .
0,2
0,25
0,9
1,7
3,8
4,2
4,7
5
По выпуску цемента Советский Союз в 1962 г. вышел на первое место в мире, опередив США. В настоящее время в СССР выпускаются разнообразные цементы 35 наименований, в том числе портландце¬
86
Глава IV. Неорганические вяжущие вещества
мент, шлакопортландцемент, пуццолановый портландцемент, особо быстротвердеющий цемент (ОБТЦ) и др. Значительного уровня достигла промышленность известковых и гипсовых веществ.
Развитие промышленности строительных вяжущих веществ в СССР базируется на результатах всесторонних научных исследований. Труды А. А. Байкова посвящены теории твердения вяжущих веществ, В. А. Кинд разработал метод расчета минералогического состава клинкеров, В. Ф. Журавлев впервые установил периодичность вяжущих свойств силикатов, алюминатов и ферритов и других соединений металлов II группы системы Д. И. Менделеева. Серьезные работы провели советские исследователи В. А. Кинд, В. Н. Юнг, П. П. Будников,
В. М. Москвин, С. А. Дружинин, С. Ф. Окороков и др. по установлению основных причин, вызывающих разрушение затвердевшего портландцемента в гидротехнических сооружениях; для их строительства стали применять пуццолановый портландцемент.
Развитию различных видов вяжущих способствовали работы П. П. Будникова, П. И. Боженова, А. В. Волженского и других исследователей. Создан ряд новых вяжущих веществ (шлаковый бесклинкерный цемент, ангидритоглиноземистый, расширяющийся и др.). Сейчас обширные научные работы в области вяжущих веществ в СССР успешно ведут многочисленные коллективы советских исследователей, возглавляемые крупными учеными (Ю. М. Бутт, О. П. Мчедлов-Петросян и др.).
2. КЛАССИФИКАЦИЯ ВЯЖУЩИХ ВЕЩЕСТВ
Строительные неорганические вяжущие вещества в зависимости от состава, основных свойств и области применения делятся на три основные группы: воздушные, гидравлические и кислотостойкие.
Воздушные вяжущие вещества характеризуются тем, что, будучи смешаны с водой, способны твердеть, т. е. переходить в камневидное состояние, долго сохранять и повышать свою прочность только на воздухе. Представителями воздушных вяжущих веществ являются гипсовые и магнезиальные, а также воздушная известь.
Гидравлические вяжущие вещества после затворения их водой способны твердеть, а после предварительного твердения на воздухе продолжать сохранять и наращивать свою прочность в воде. В группу гидравлических вяжущих входят портландцемент и его разновидности, пуццолановые и шлаковые вяжущие, глиноземистый цемент и расширяющиеся цементы, гидравлическая известь и романцемент. Их используют как в надземных, так и в подземных и подводных конструкциях.^
Различают также вяжущие вещества автоклавного твердения, эффективно твердеющие только при автоклавной обработке под давлением насыщенного пара в 8—16 атм и более при температуре 170— 200° С и выше. В группу вяжущих веществ автоклавного твердения входят: известково-кремнеземистые, состоящие из извести и кварцевого песка, маршалита и других кремнеземистых материалов; известковонефелиновые, состоящие из извести и нефелинового шлама; песчаные портландцементы, которые хотя и могут твердеть в других условиях, но дают значительно более высокий прирост прочности при автоклавном режиме твердения.
К группе кислотоупорных вяжущих веществ относится кислотоупорный кварцевый кремнефтористый цемент, представляющий собой тонкоизмельченную смесь кварцевого песка и кремнефтористого натрия, затворяемый водным раствором силикатов натрия или калия. Эти вяжущие после затвердения на воздухе могут продолжительное время
Воздушные вяжущие вещества
87
сопротивляться агрессивному воздействию минеральных и других кислот.
А. ВОЗДУШНЫЕ ВЯЖУЩИЕ ВЕЩЕСТВА
1. ГИПСОВЫЕ ВЯЖУЩИЕ ВЕЩЕСТВА
Гипсовые вяжущие вещества делятся на две группы — низкообжиговые и высокообжиговые. Низкообжиговые вяжущие вещества получают при нагреве двуводного гипса CaS04-2H20 до температуры 150— 160° С; при этом происходит частичная дегидратация двуводного гипса с переходом его в полуводный гипс CaS04 • 0,5 Н2О.
Высокообжиговые (ангидритовые) вяжущие получают обжигом двуводного гипса при более высокой температуре — до 700—900° С — с полной потерей химически связанной воды и образованием безводного сульфата кальция — ангидрита CaS04. К низкообжиговым относится строительный и высокопрочный гипс, а к высокообжиговым — ангидритовый цемент и высокообжиговый гипс (эстрих-гипс).
Сырьем для производства гипсовых вяжущих являются природный гипсовый камень CaS04-2H20 и природный ангидрит CaS04, а также отходы химической промышленности, содержащие двуводный или безводный сернокислый кальций, например фосфогипс.
Строительный гипс
Строительным гипсом называется воздушное вяжущее вещество, состоящее преимущественно из полуводного гипса и получаемое путем термической обработки гипсового камня при температуре 150—160° С. При этом CaS04*2H20, содержащийся в гипсовом камне, дегидратируется по реакции:
CaS04 • 2Н20 CaSOi • 0,5Н20 + 1,5Н20 — q.
Производство строительного гипса складывается из дробления, помола и тепловой обработки (дегидратации) гипсового камня.
Имеется несколько технологических схем производства строительного гипса; по одним — предварительная сушка и помол сырья в порошок предшествует обжигу, по другим — помол производится после обжига, а по третьим помол и обжиг совмещаются в одном аппарате. Последний способ получил название обжига во взвешенном состоянии.
Тепловую обработку гипсового камня можно осуществлять в варочных котлах, сушильных барабанах, шахтных или других мельницах. Выбор того или иного обжигательного аппарата зависит от масштабов производства, сырья, требуемого качества готовой продукции и ряда других факторов. Наиболее распространена технологическая схема с применением варочных котлов (рис. 31).
Гипсовый камень, поступающий на завод в крупных кусках, сначала дробят в щековых, конусных или молотковых дробилках, затем с одновременным подсушиванием измельчают в мельнице. Процесс сушки и помола целесообразно совмещать в одном аппарате, например в шахтной, аэродробильной или шаровой мельнице. Наибольшее распространение получила шахтная мельница (рис. 32), состоящая из молотковой мельницы и расположенной над ней шахтой высотой 12—15 м. В нижней части шахты имеются каналы, подающие теплоноситель (горючие газы) с температурой 300—500° С из топок варочных котлов. Молотковая мельница размещена несколько ниже. Гипсовый камень в виде щебня размером 3—4 см подается в мельницу тарельчатым питателем через течку в
88
Глава IV. Неорганические вяжущие вещества
верхней части камеры, встречает на своем пути быстро вращающиеся била мельницы и измельчается в тонкий порошок. В мельнице из гипса удаляется и некоторая часть кристаллизационной воды. Поток газов увлекает измельченный и подсушенный материал из камеры измельчения
Рис. 31. Схема производства строительного гипса с применением варочных котлов
/ — мостовой грейферный кран; 2 — бункер гипсового камня; 3 — лотковый питатель, 4 — щековая дробилка; 5 — ленточные транспортеры; 6 — бункер гипсового щебня; 7 — тарельчатый питатель; 8 — шахтная мельница;
9 — сдвоенный циклон; 10 — батарея циклонов; // — вентилятор; 12 — pvкавные фильтры; 13 — пылеосадительная камера; 14 — шнеки; 15 — бункер сырого молотого гипса; 16—гипсоварочный котсл, 17 — камера томления; 18 — элеватор; 19 — бункер готового гипса; 20 — скребковый транспортер
Рис. 32. Шахтная мельница
1 — каналы горячих дымовых газов; 2 — боковые каналы горячих газов; 3 — вал мельницы; 4 — молотки (била) мельницы; 5 — шахта
в верх шахты; тонкие частицы вместе с газами поступают в пылеосадительные устройства, а грубые выпадают из потока и возвращаются в мельницу. Измельченный до порошкообразного вида гипсовый камень направляется в варочный котел. Различают котлы периодического и непрерывного действия.
Воздушные вяжущие вещества
89
Варочный котел периодического действия (рис. 33) представляет собой обмурованный кирпичом стальной барабан 1 со сферическим днищем 2, обращенным выпуклой стороной внутрь цилиндра. Для перемешивания гипса в котле имеется мешалка 3, приводимая в движение электродвигателем 4. Раскаленные топочные газы обогревают днище и стенки котла, а также проходят через жаровые трубы 5 внутри котла и в охлажденном состоянии удаляются по дымовой трубе. Продолжитель-
3
Рис. 33. Варочный котел
Рис. 34. Схема производства строительного гипса с применением вращающихся печей
/ — бункер гипсового камня, 2 — лотковый питатель; 3 — ленточный транспортер; 4— молотковая дробилка; 5 — элеваторы; 6 — шнеки; 7 — бункер гипсового щебня; 8 — тарельчатые питатели; 9 — бункер угля; 10 — топка;
// — вращающаяся печь типа сушильного барабана; 12 — бункер обожжен* ного щебня; 13 — пылеосадительная камера; 14 — вентилятор; 15 — шаровая мельница; 16 — бункер готового гипса
ность варки 90—180 мин, причем выдержка 3—4 ч при 140—150° С способствует уменьшению водопотребности гипса и повышению его прочности. Водопотребность значительно снижается при варке его с добавкой поваренной соли. Полученный полуводный гипс выпускают из котла через люк 6 в бункер выдерживания, где он охлаждается и несколько повышается его качество, а затем гипс поступает на склад готовой продукции.. При варке в котле гипс не соприкасается с топочными газами, что позволяет получать чистую продукцию, не загрязненную золой топлива._ В сушильных барабанах вращающихся печей (рис. 34) гипс получают обжигом гипсового камня в виде щебня с размером зерен до 20 мм.
90
Глава IV. Неорганические вяжущие вещества
Обжигательной частью сушильного барабана служит наклонный стальной цилиндр диаметром до 2,5 и длиной до 20 му установленный на роликовые опоры и непрерывно вращающийся. Гипсовый щебень подается в барабан с его приподнятой стороны и при вращении барабана перемещается вниз. Из топки в барабан поступают раскаленные дымовые газы с температурой 600—700° С, которые вентилятором удаляются с противоположной стороны барабана с температурой около 100° С. При движении вдоль барабана газы встречают гипсовый камень и обжигают его. Обожженный гипс измельчают в одно- или двухкамерных шаровых мельни-
Рис, 35. Схема производства строительного гипса с совмещенным помолом и обжигом
1 — приемный бункер; 2 — ленточный транспортер; 3 — щековая дробилка; 4 — молотковая дробилка; 5 — элеватор; 6 — весовой дозатор; 7 — шаровая мельница; 8 — воздушный сепаратор; 9 — шнек возврата материала; 10 — топка, // — система пылеосаждения I ступени; 12 — система пылеосаждения II ступени; 13 — вентилятор; 14 — бункер готовой продукции
цах, получая строительный гипс, который хранят обычно в круглых силосах диаметром 6—10 м.
При обжиге гипса во взвешенном состоянии совмещают две операции — измельчение и обжиг. По этой схеме (рис. 35) последовательность операций такая. Поступающий со склада гипсовый камень сначала дробят в щековой дробилке, а затем в молотковой до получения зерен размером 10—15 мм. Раздробленный материал элеватором через расходный бункер подается в шаровую мельницу, в которой осуществляется совместный помол и обжиг гипсового щебня. В шаровую мельницу из специальной топки поступают дымовые газы с температурой 600—700° С. Образующиеся в процессе измельчения частицы гипса увлекаются из мельницы потоком горячих дымовых газов, дегидратируются в этом потоке до полуводной модификации и попадают через сепаратор в пылеосадительные устройства. В сепараторе выделяются крупные зерна гипса, которые возвращаются в мельницу на дополнительное измельчение. В пылеосадительных устройствах обезвоженный гипс выделяется из газового потока и направляется в бункер готовой продукции, а очищенные газы выбрасываются в атмосферу. Получение гипса при совмещенном помоле и обжиге отличается главным образом типами мельниц и дробилок, а
Воздушные вяжущие вещества
91
также тем, что иногда мельницы работают с рециркуляцией газов, прошедших пылеосадительные аппараты.
Наибольшая производительность обеспечивается при совмещенном помоле и обжиге гипса, несколько меньшая — при обжиге в сушильном барабане и наименьшая при варке в котлах. Однако качество гипса в последнем случае значительно выше.
Схватывание и твердение строительного гипса
Схватывание и твердение вяжущего вещества заключается в том, что при смешивании с водой оно образует пластичное тесто, превращающееся впоследствии в твердое камневидное тело с определенной прочностью. Это превращение происходит не сразу, а постепенно и обусловливается рядом химических и физических процессов.
При схватывании и твердении гипса полугидрат переходит в кристаллический двуводный гипс. Ле Шателье объясняет твердение вяжущего возникновением кристаллического сростка гидратных новообразований, выпадающих из раствора. При затворении вяжущего водой оно начинает растворяться с образованием насыщенного по отношению к вяжущему раствора. В результате реакции в растворе между компонентами вяжущего и водой возникают новообразования менее растворимые, чем исходное вещество. По отношению к этим соединениям раствор оказывается пересыщенным, вследствие чего и происходит их выкристаллизовывание.
Растворимость полуводного гипса примерно в 3,5 раза выше растворимости двуводного, поэтому раствор, насыщенный по отношению к полуводному гипсу, становится пересыщенным по отношению к двуводному^ вследствие чего последний будет выделяться из раствора в виде кристаллов. Это в свою очередь вызывает уменьшение концентрации полуводного гипса в жидкой фазе и создает возможность для растворения его новых порций до образования пересыщенного раствора, из которого снова будут выделяться кристаллы двуводного гипса» Этот процесс продолжается до полной гидратации и кристаллизации всего полуводного гипса.
А. А. Байков считает, что при твердении полуводного гипса кроме процессов растворения и кристаллизации имеет значение и процесс коллоидации. По достижении насыщенного по отношению к полуводному гипсу раствора взаимодействие воды с твердым полуводным гипсом вследствие большого химического сродства между ними продолжается на поверхности (топохимически). Получающийся при этом двуводный гипс не способен растворяться, так как раствор по отношению к нему является пересыщенным и будет выделяться в неустойчивом коллоиднодисперсном состоянии. Этот двуводный гипс с течением времени кристаллизуется. Количество образующихся вытянутых кристаллов двугидрата все увеличивается, они располагаются в разных направлениях и переплетаются между собой, причем одновременно с этим продолжается рост выделившихся кристаллов.
По теории А. А. Байкова, процесс твердения строительного гипса и других минеральных вяжущих веществ, образующих гидратные соединения, делится на три периода.
Первый период, начинающийся с момента смешения гипса с водой,— растворяется полуводный гипс и образуется насыщенный раствор.
Второй период — взаимодействие воды с полуводным гипсом с прямым присоединением ее к твердому веществу. Это приводит к возникновению двуводного гипса в виде высокодисперсных кристаллических ча¬
92
Глава IV. Неорганические вяжущие вещества
стичек и к образованию коллоидной массы в виде геля, что сопровождается схватыванием массы.
Третий период (кристаллизация и твердение) характеризуется превращением студня в кристаллический сросток.
Эти периоды по А. А. Байкову наступают не в строгой последовательности один за другим. Так, еще до образования насыщенного раствора образуется коллоидальная масса, а превращение ее в кристаллы начинается ранее окончания процесса коллоидации во всей массе затворенного гипса. Образовавшиеся кристаллы CaS04*2H20 срастаются в единый кристаллический сросток, что и обусловливает рост прочности гипсового камня. В дальнейшем при высыхании прочность его увеличивается, так как потеря воды способствует более прочному сращиванию.
Изучение процесса твердения вяжущих веществ позволило глубже проникнуть в его сущность, однако полного представления об этих процессах еще нет. Теории твердения вяжущих веществ (Ле Шателье, Михаэлиса, Байкова) подверглись дальнейшему развитию. В СССР развитию теории твердения гипса в последние годы способствовали исследования П. П. Будникова, П. А. Ребиндера, В. Б. Ратинова и др. По теории П. А. Ребиндера и Е. Е. Сегаловой с сотрудниками, гидратация полуводного гипса идет по схеме Ле Шателье, но через коагуляционный и кристаллизационный периоды.
Современный уровень знаний позволяет резюмировать, что затвердевание и упрочнение гипса объясняется срастанием мельчайших (коллоидных размеров) малорастворимых кристалликов двугидрата гипса в процессе образования их из раствора при сильном его пересыщении, поддерживаемом (пока идет химическая реакция гидратации гипса) более высокой растворимостью исходного вещества. При этом рост прочности системы обычно заканчивается несколько раньше полного перехода полуводного гипса в двуводный. Последующее прекращение роста прочности или даже разупрочнение затвердевшего гипса объясняется частичным разрушением структуры под влиянием внутренних напряжений, возникающих в процессе направленного роста кристалликов, спаянных между собой контактами срастания и образующих сплошную кристаллизационную структуру затвердевшего гипса.
Гидратация основной массы полуводного гипса и кристаллизация двугидрата практически заканчиваются одновременно через 20—40 мин после затворения. К этому же времени достигается и максимальная прочность системы во влажном состоянии. По мере высыхания прочность затвердевшего гипса повышается, что объясняется уже не дальнейшими процессами гидратации, а испарением воды. При этом из водного раствора выделяется двуводный гипс, способствующий упрочнению контактов между кристаллическими сростками. Предполагается также, что при удалении воды, смачивающей поверхность кристаллов, устраняется их взаимное скольжение, что приводит к повышению прочности затвердевшего гипса. При полном высыхании дальнейший рост прочности прекращается.
Процесс твердения гипса можно ускорить сушкой, но при температуре не выше 65° С во избежание повторной дегидратации двуводного гипса.
Свойства строительного гипса
На свойства гипса большое влияние оказывает количество воды затворения и тонкость помола.
При затворении гипса количество воды всегда берется больше, чем это необходимо для химических реакций. Практически для получения
Воздушные вяжущие вещества
93
теста нормальной густоты требуется 50—70% воды от веса обычного строительного гипса. На химические же реакции нужно только 18,6% воды. Избыточная вода испаряется, образуя поры, поэтому гипсовые изделия имеют обычно высокую пористость (50—60%). С увеличением количества воды затворения плотность гипса уменьшается и, наоборот, с уменьшением плотность и прочность гипса увеличиваются.
Водопотребность гипса увеличивается с повышением тонкости помола. Последняя характеризуется остатком на сите № 02 (размер ячейки сита в свету 0,2 мм)\ для первого сорта этот остаток должен быть не более 15, а для второго не более 30%. Более тонкий помол гипса способствует увеличению его прочности даже при некотором увеличении водопотребности.
Весьма быстрое схватывание гипса затрудняет в ряде случаев его использование и вызывает необходимость в замедлителях схватывания (кератиновый и известково-клеевой замедлители, сульфитно-спиртовая барда и др.) в количестве 0,1—0,3% веса гипса. Их ввод снижает нормальную густоту гипсового теста на 10—15%, что способствует увеличению прочности гипсовых изделий.
Строительный гипс является быстросхватывающимся и быстротвердеющим вяжущим веществом: начало схватывания должно наступать не ранее 4 мин, а конец—не позднее 30, но не ранее 6 мин с момента затворения водой. Сроки схватывания гипса зависят от свойств сырья, условий изготовления, длительности хранения, количества вводимой воды температуры вяжущего и воды, наличия добавок и др. Ускоренную гидратацию полуводного гипса вызывают содержащиеся в нем неразложившиеся частицы двугидрата; при пониженном количестве воды схватывание гипса ускоряется, и наоборот. Повышение температуры гипсового теста до 40—45° С способствует ускорению его схватывания, а выше этого предела, наоборот, замедлению. При необходимости ускорить схватывание гипса к нему добавляют двуводный гипс, поваренную соль, серную кислоту. Замедлители схватывания уменьшают скорость растворения или растворимость полуводного гипса. Ускорители схватывания действуют по-иному: одни из них повышают растворимость полуводного гипса, другие (двуводный гипс) образуют центры кристаллизации, вокруг которых быстро закристаллизовывается вся масса.
Прочность гипса определяют испытанием образцов-кубов размером 7,07X7,07X7,07 см, приготовленных из гипсового теста нормальной густоты. В зависимости от тонкости помола предел прочности при сжатии образцов через 1,5 ч после их изготовления должен быть не менее 45 и 35 кГ/см2 соответственно для первого и второго сорта. Прочность образцов, высушенных до постоянного веса при температуре до 70° С, в 2— 2,5 раза больше прочности образцов в возрасте 1,5 суток. В сухом состоянии образцы строительного гипса могут достигать прочности при сжатии 180—200 кГ/см2.
Применяется строительный гипс для производства гипсовых и гипсобетонных строительных изделий для внутренних частей зданий: перегородочных плит, панелей, сухой штукатурки, для приготовления гипсовых и смешанных растворов, а также производства декоративных и отделочных материалов, например искусственного мрамора.
Высокопрочный гипс
Высокопрочный гипс является разновидностью полуводного гипса. При нагревании природного гипсового камня при нормальном давлении получается обычный строительный гипс. В этих условиях образуются
94
Глава IV. Неорганические вяжущие вещества
мелкие кристаллы полуводного сернокислого кальция р-модификации; такой гипс обладает повышенной водопотребностью (60—65% воды). Избыточная вода, т. е. сверх потребной на гидратацию гипса, испаряется, вследствие чего затвердевший строительный гипс имеет высокую пористость до 40% и, соответственно, небольшую прочность. При нагревании же природного гипса паром под давлением до 1,3 ат при 124° С в течение 5 ч с последующей сушкой при температуре 140—160° С получается полуводный гипс a-модификации. При этом образуются более крупные кристаллы, обусловливающие меньшую водопотребность гипса (45—40% воды), что позволяет получать гипсовый камень с большей плотностью и прочностью. Такой гипс называют высокопрочным — прочность его на 7-е сутки достигает 150—400 кГ/см2.
В зависимости от характера тепловой обработки все известные способы производства высокопрочного гипса разделяют на автоклавные и термообработку в жидких средах. Первые основаны на обезвоживании гипса в среде насыщенного пара при давлении выше атмосферного в герметических аппаратах; вторые — на обезвоживании гипса в процессе ки* пячения в водном растворе хлористого кальция или хлористого магния при атмосферном давлении с последующей сушкой и измельчением.
Высокопрочный гипс выпускается пока в небольшом количестве и расходуется в основном в металлургической промышленности для изготовления форм. Однако он успешно может заменить обыкновенный строительный гипс, обеспечив высокую прочность гипсовым изделиям.
Формовочный гипс
Формовочный гипс отличается от строительного более тонким помолом, большей прочностью и постоянством свойств. Получают его из гипсового камня, содержащего не менее 96% CaS04*2H20 в варочных котлах при определенной длительности цикла и заданной температуре. Он состоит в основном из p-полугидрата. Тонкость помола характеризуется остатком на сите № 02 не более 2,5%. Начало схватывания не ранее 5 мин, а конец не ранее 10 и не позднее 25 мин. Предел прочности при растяжении через 1 сут. не менее 14, а через 7 сут. не менее 25 кГ/см2.
Формовочный гипс применяют для изготовления форм, моделей и изделий в строительной, керамической, машиностроительной и других отраслях промышленности.
2. АНГИДРИТОВЫЕ ВЯЖУЩИЕ ВЕЩЕСТВА
Ангидритовый цемент получают обжигом природного двуводного гипса при температуре 600—700° С с последующим измельчением совместно с добавками — катализаторами твердения (известью, смесью сульфата натрия с медным или железный купоросом, обожженным доломитом, основным доменным гранулированным шлаком, золами горючих сланцев, золами ТЭЦ и др.)*
Ангидритовое вяжущее было предложено П. П. Будниковым, по данным которого оптимальные дозировки катализаторов были: из¬
весть 2—5%; смесь бисульфата или сульфата натрия с железным или медным купоросом по 0,5—1 % каждого; доломит, обожженный при 800— 900° С 3—8%; основной гранулированный доменный шлак 10—15%. Железный и медный купорос уплотняют поверхность затвердевшего ангидритового цемента, вследствие чего катализаторы не выделяются и не образуют выцветы на поверхности изделия. Действие катализаторов объясняется тем, что ангидрит обладает способностью образовывать
Воздушные вяжущие вещества
95
комплексные соединения с различными солями в виде неустойчивого сложного гидрата mCaS04 • мНгО, который в дальнейшем распадается, образуя CaS04 • 2НгО.
Ангидритовый цемент можно получить также путем помола природного ангидрита с указанными добавками. Ангидритовый цемент — медленно схватывающееся вяжущее: начало не ранее 30 мин, конец — не позднее 24 ч. По прочности на сжатие различают марки 50, 100, 150 и 200.
Применяют ангидритовые цементы для приготовления кладочных и штукатурных растворов, бетонов, производства теплоизоляционных материалов, искусственного мрамора и других декоративных изделий.
Разновидностью ангидритового цемента является высокообжиговый гипс (эстрих-гипс), получаемый обжигом природного гипса или ангидрита при температуре 800—1000° С с последующим тонким измельчением. При этом происходит не только полное обезвоживание, но и частичная диссоциация (разложение) ангидрита с образованием СаО (в количестве 3—5%) по реакции CaS04 = Ca0 + S03. При затворении эстрихгипса водой СаО действует как катализатор по схеме твердения ангидритового цемента, рассмотренной выше.
Согласно СНиП I-B.2-62 высокообжиговый гипс делят на три марки: 100, 150 и 200. Тонкость помола его соответствует остатку на сите № 06 (139 отв/см2) не более 2%, а на сите № 02 — не более 10%. Гипс медленно схватывается и твердеет: начало схватывания не ранее 2 чл конец — через 6—8 ч после затворения водой. Ускорить процесс схватывания можно повышением тонкости помола, а также добавкой квасцов и других солей. При твердении высокообжиговый гипс в отличие от строительного хотя и незначительно, но уменьшается в объеме. Объемный вес в рыхлом состоянии 900—1200, а в уплотненном— 1300— 1700 кг/мг.
Высокообжиговый гипс применяют для кладочных и штукатурных растворов, устройства мозаичных полов, выработки искусственного мрамора и др. Изделия из высокообжигового гипса мало тепло- и звукопроводны, они обладают по сравнению с изделиями из строительного гипса более высокой морозостойкостью, повышенной водостойкостью и меньшей склонностью к пластическим деформациям.
3. МАГНЕЗИАЛЬНЫЕ ВЯЖУЩИЕ ВЕЩЕСТВА
Разновидностями магнезиальных вяжущих веществ являются каустический магнезит и каустический доломит.
Каустический магнезит получают при обжиге горной породы магнезита MgC03 в шахтных или вращающихся печах при 700—800° С. В результате магнезит разлагается по реакции MgC03 ^MgOH-СОг. Реакция разложения fAgCOz обратимая, поэтому при обжиге магнезита необходимо интенсивно удалять из печи СОг при помощи естественной или искусственной тяги. Оставшееся твердое вещество — окись магния — измельчают в тонкий порошок и упаковывают в металлические барабаны. Обожженный магнезит целесообразно размалывать в шаровой мельнице с сепаратором.
Каустический магнезит твердеет сравнительно быстро: схватывание его должно наступать не ранее 20 мин, а конец — не позднее 6 ч от момента затворения. Марки каустического магнезита по СНиП I-B.2-62 по показаниям прочности при сжатии образцов-кубов из жесткого трамбованного раствора состава 1 : 3 по весу через 28 суток воздушного твердения установлены 400, 500 и 600.
96
Глава IV. Неорганические вяжущие вещества
Каустический доломит MgO • СаС03 получают путем обжига при 650—750° С природного доломита MgC03 • СаС03 с последующим тонким измельчением продукта. При температуре обжига СаСОз не разлагается и остается в инертном виде как балласт, что делает вяжущую активность каустического доломита ниже, чем каустического магнезита.
Каустический доломит содержит значительное количество углекислого кальция: в нем должно быть не менее 15% окиси магния и не более 2,5% окиси кальция, поэтому качество его ниже, чем каустического магнезита и марки его только 100—300.
Магнезиальные вяжущие затворяют не водой, а водными растворами солей сернокислого или хлористого магния. Наиболее распространенным затворителем является раствор хлористого магния MgCl2, так как он обеспечивает большую прочность. Магнезиальные вяжущие слабо сопротивляются действию воды, и их можно использовать только при твердении на воздухе с относительной влажностью не более 60%. Каустический магнезит легко поглощает влагу и углекислоту из воздуха, в результате чего образуются гидрат окиси магния и углекислый магний. Поэтому хранить его надо в плотной герметической таре.
На основе магнезиальных вяжущих изготовляют ксилолит (смесь вяжущего с опилками), используемый для устройства полов, фибролит и другие теплоизоляционные материалы. Применяют магнезиальные вяжущие и при производстве изделий для внутренней облицовки помещений, изготовления пенобетона, оснований под чистые полы, скульптурных изделий.
4. КИСЛОТОУПОРНЫЕ ЦЕМЕНТЫ
Кислотоупорные цементы применяют для футеровки химической аппаратуры, возведения башен, резервуаров и других сооружений химической промышленности. Эти цементы состоят из смеси водного раствора силиката натрия (растворимого стекла), кислотоупорного наполнителя и добавки — ускорителя твердения. В качестве микронаполнителя используют кварц, кварциты, андезит, диабаз и другие кислотоупорные материалы, ускорителя твердения — кремнефтористый натрий. Вяжущим материалом в кислотоупорном цементе является растворимое стекло— водный раствор силиката натрия Na20*nSi02 или силиката калия КгО'/гБЮг (величина п указывает отношение числа молекул кремнезема и щелочного окисла и называется модулем стекла; он колеблется в пределах от 2,5 до 3,5).
Растворимое стекло получают при сплавлении в стекловаренных печах при 1300—1400° С измельченного и тщательно смешанного кварцевого песка с кальцинированной содой, сульфатом натрия или с поташом К2СО3. Варка продолжается 7—10 ч, и полученная стекломасса поступает из печи в вагонетки, где быстро охлаждается и распадается на куски. Застывшие куски называют «силикат-глыба». Это стекло при обычных условиях практически нерастворимо в воде, поэтому его растворяют действием пара высокого давления (5—6 атм) при температуре около 150° С, оно сравнительно легко переходит в жидкое состояние, приобретая вяжущие свойства. Твердеет жидкое стекло на воздухе вследствие высыхания и выделения аморфного кремнезема под действием углекислоты воздуха по реакции
Na2Si03 4* С02 Н~ 2Н20->- Si(OH)4 + Na2C03.
Но этот процесс протекает на воздухе медленно и ускоряют его добавкой катализатора — кремнефтористого натрия Na2SiF6. Последний
Воздушные вяжущие вещества
97
вступает во взаимодействие с растворимым стеклом, в результате чего быстро образуется гель кремнекислоты
Na2SiF6 + 2Na2Si03 + 6H20 + 6NaF + 3Si(OH)4.
Добавка кремнефтористого натрия не только ускоряет процесс твердения, но и повышает водостойкость и кислотоупорность цемента.
Растворимое стекло применяют также для приготовления кислотостойких и жароупорных обмазок, растворов и бетонов; нельзя применять его для конструкций, подверженных длительному воздействию воды, щелочей, а также кислот: фосфорной, фтористоводородной или кремнефтористоводородной.
Силикат-глыбу можно транспортировать в таре или навалом, растворимое стекло, имеющее сиропообразную консистенцию, — в бочках или стеклянных баллонах. Отечественная промышленность выпускает кислотоупорный кварцевый кремнефтористый цемент, состоящий из смеси тонкомолотого чистого кварцевого песка и кремнефтористого натрия, которую затворяют водным раствором силиката натрия плотностью 1,345 в количестве 25—30% веса песка.
Кислотоупорный цемент не стоек против воздействия воды и слабых кислот. Для повышения водостойкости добавляют 0,5% льняного масла или 2% церезита. Полученный гидрофобизованный цемент называют кислотоупорным водостойким цементом КЦВ.
5. СТРОИТЕЛЬНАЯ ВОЗДУШНАЯ ИЗВЕСТЬ
Воздушной известью называется продукт, получаемый путем обжига до возможно более полного выделения углекислоты кальциево-магниевых карбонатных пород, содержащих не более 6% глины.
В зависимости от последующей обработки обожженного продукта различают следующие виды воздушной извести:
негашеную комовую известь-кипелку, состоящую главным образом из СаО;
негашеную молотую известь того же состава;
гидратную известь-пушонку в виде тонкого порошка, полученного гашением комовой извести определенным количеством воды и состоящего в основном из Са(ОН)2;
известковое тесто, полученное гашением комовой извести избыточным количеством воды и состоящим из Са(ОН)2 и механически примешанной воды.
На свойства извести большое влияние оказывает содержание в известняках примесей глины, углекислого магния, кварца и др.: чем больше глинистых и песчаных примесей, тем более тощей получается известь. Известь, свободная от примесей, быстро гасится, выделяя при этом много тепла, и дает высокопластичное тесто.
В зависимости от содержания окиси магния различают воздушную известь маломагнезиальную (MgO не более 5%), магнезиальную (MgO 5—20%) и доломитовую (MgO 20—40%). С увеличением содержания MgO известь гасится медленнее, так как Mg(OH)2 менее растворим в воде, чем Са(ОН)2.
В зависимости от температуры, развивающейся при гашении, различают низкоэкзотермическую (с температурой гашения ниже 70° С) и высокоэкзотермическую (с температурой гашения выше 70° С) известь. По скорости гашения известь бывает быстрогасящейся (со скоростью гашения до 20 мин) и медленногасящейся (со скоростью гашения свыше 20 мин). В зависимости от содержания в извести СаО и MgO из¬
98
Глава IV. Неорганические вяжущие вещества
весть делится на два сорта: в извести I сорта СаО и MgO должно быть не менее 85, а в извести II сорта — не менее 70% (от веса извести).
Известь применяют как в чистом виде, так и с добавками — молотыми доменными или топливными шлаками и золами, вулканическим пеплом, пемзой, туфом, кварцевым песком, гипсовым камнем, трепелом.
Порошкообразная смесь негашеной извести и карбонатных пород (известняка) называется карбонатной известью.
Негашеная известь
Исходным материалом для производства комовой негашеной извести являются преимущественно плотные известняки, мел; доломитизированные известняки, доломиты и т. д. Технологический процесс получения негашеной комовой извести состоит из добычи известняка, его подготовки (дробления и сортировки) и обжига. После обжига комовую известью размалывают, получая молотую негашеную известь.
Основным процессом при производстве извести является обжиг, прй котором известняк декарбонизируется и превращается в известь (СаО) по реакции:
СаСОз + 42,52 ккал СаО + СОг.
Из уравнения следует, что для разложения одной грамм-молекулы СаСОз на СаО и С02 необходимо затратить 42,52 ккал тепла, а для разложения 1 кг СаСОз — 425,2 ккал. В заводских условиях температура обжига известняка обычно составляет 1000—1200° С и устанавливается в зависимости от плотности известняка, наличия примесей, типа печи и ряда других факторов. При обжиге из известняка удаляется углекислый газ, составляющий до 44% его веса, объем же продукта уменьшается всего до 10%, поэтому куски комовой извести имеют пористую структуру.
Обжигают известняк в различных печах: шахтных, вращающихся и «кипящего» слоя; используют также установки для обжига известняка во взвешенном состоянии и т. ^Наибольшее распространение получили шахтные известеобжигательные печи. В зависимости от вида применяемого топлива и способа его сжигания различают шахтные печц, работающие:
1) на короткопламенном твердом топливе, вводимом обычно в шахту перемежающимися с известняком слоями; такой способ обжига называют «пересыпным», а сами печи — пересыпными (рис. 36);
2) на любом твердом топливе, газифицируемом или сжигаемом в выносных топках;
3) на жидком топливе;
4) на газовом топливе.
Применяют также печи» в которых известняк обжигается за счет сжигания короткопламенного топлива, вводимого в -шахту вместе с сырьем, и длиннопламенного топлива, одновременно сжигаемого в выносных топках.
По характеру процессов, протекающих в шахтной печи, по ее высоте различают три зоны. В верхней части печи зона подогрева (зона a на рис. 36); здесь материал подсушивается и подогревается раскаленными дымовыми газами и выгорают органические примеси. В средней части печи располагается зона обжига (зона б), где температура обжигаемого материала изменяется в пределах 850 -► 1200-► 900° С; здесь раз*лагается известняк и из него удаляется углекислый газ. В зоне охлаждения — нижняя часть печи (зона а) — известь охлаждается с 900 до
Воздушные вяжущие вещества
99
50—100° С поступающим снизу воздухом, который в свою очередь нагревается и попадает в зону обжига для поддержания горения.
Противоточное движение обжигаемого материала и горячих газов в шахтной печи позволяет хорошо использовать тепло отходящих газов на подогрев сырья, а тепло обожженного материала — на подогрев воздуха, переходящего в зону обжига. Поэтому пересыпные шахтные печи экономичны по расходу топлива, однако известь в них загрязняется золой топлива. Обжиг на природном газе или жидком топливе позволяет значительно улучшить качество извести, однако конструкции шахтных печей, использующих эти виды топлива, требуют усовершенствования, особенно в отношении подачи топлива в печь.
Вращающиеся печи позволяют получать известь высокого качества. В них можно механизировать и ав-
Рис. 36. Шахтная печь для обжига извести
/ — шахта; 2 — загрузочный механизм; 3 — дымосос; 4 — гребень для подачн воздуха; 5 — разгрузочный механизм
томатизировать процессы обжига, применять все виды топлива — пылевидное, твердое, жидкое и газообразное, но они отличаются большим расходом топлива, повышенными капиталовложениями и расходом элек-
Весьма эффективным является обжиг в «кипящем» слое, обеспечивающий быструю передачу большого количества тепла от газа к обжигаемому материалу. Такие установки отличаются высокой производительностью. Обжигают известь «в кипящем» слое (рис. 37) в реакторе, представляющем собой металлическую шахту, отфутерованную внутри и разделенную по высоте решетчатыми сводами на 3—5 зон. Материал из одной зоны в другую передается через трубки, имеющие ограничитель. Высота «кипящего» слоя определяется расстоянием от переливной трубки до решетки. По периферии реактора расположены горелки для газа или мазута. Многозонность реактора позволяет получать известь высокого качества при небольшом расходе топлиза. Применение в известковой промышленности установок для обжига карбонатных пород в «кипящем» слое позволяет рационально использовать большие количества мелких фракций сырья, образующихся обычно на карьерах и заводах, оборудованных шахтными и даже вращающимися печами. Недостатком этих установок является повышенный расход топлива и электроэнергии.
Рнс. 37. Схема установки для обжига извести в «кипящем» слое
1 — загрузка известняка; 2 — решетчатый свод; 3 — переливная труба, 4 — канал для выгрузки обожженной извести; 5 — подача сжатого воздуха; 6 — воздушная коробка с непредельной решеткой; 7 —горелки; <f — отвод отходящих газов на очястку; 9 — выгрузка извести
100
Глава IV. Неорганические вяжущие вещества
Обжиг измельченного известняка во взвешенном состоянии в опытном порядке осуществляется и на других установках, например в обжиговых трубах, в которых тонкоизмельченные частички карбонатного сырья увлекаются потоком раскаленных газов и обжигаются. Осаждается обожженная известь из газового потока в циклонах и фильтрах.
Выгружаемую из печей комовую известь транспортируют на склад в вагонетках или ленточными транспортерами со стальной лентой, для которой не опасна повышенная температура извести. Комовую известь хранят на складах бункерного или силосного типа. При этом необходимо обеспечивать надлежащую герметизацию и аспирацию мест возможного пылеобразования с последующей очисткой запыленного воздуха. Перевозить известь следует в специально оборудованных автомашинах, вагонах и т. п.
Гашеная известь
Известь воздушная отличается от других вяжущих веществ тем, что может превращаться в порошок не только при помоле, но и путем гашения — действием воды на куски комовой извести. Этот процесс протекает по реакции:
CaO + НгО-^Са(ОН)2 + 15,6 ккал.
При гашении извести выделяется значительное количество тепла, составляющее 15,6 ккал на 1 г*моль, или 277 ккал на 1 кг окиси кальция.
Теоретически для гашения извести в пушонку необходимо 32,13% воды от веса СаО. Практически в зависимости от состава извести, степени ее обжига и способа гашения количество воды берут в два, а иногда и в три раза больше, так как в результате выделения тепла при гашении происходит парообразование и часть воды удаляется с паром. На скорость гашения извести оказывают влияние температура и размеры кусков комовой извести: с повышением температуры ускоряется процесс гашения; особенно быстро он протекает при гашении паром при повышенном давлении в закрытых барабанах.
В пушонку известь гасят в специальных машинах-гидраторах* Для гашения извести-кипелки в известковое тесто применяют известегаситель ЮЗ, в котором комовая известь одновременно размалывается, перемешивается с водой до образования известкового молока и сливается в сепаратор-отстойник. После отстаивания молока образуется известковое тесто. Нельзя применять известковое тесто с большим содержанием непогасившихся полностью зерен извести, так как они могут погаситься в кладке, что приведет к растрескиванию затвердевшего известкового раствора. Измельчение извести в гасителе ЮЗ способствует практически полному гашению извести, тогда как в других машинах количество непогасившихся зерен (отходов) может достигать 30%.
Молотая негашеная известь
До недавнего времени воздушную известь применяли в строительстве только в гашеном виде. В 30-х годах И. В. Смирнов предложил применять известь в тонкоизмельченном негашеном виде. Он, а затем, и Б. В. Осин показали, что при определенных условиях возможно гидратное твердение извести, т. е. твердение при взаимодействии с водой с образованием гидрата окиси кальция, подобно тому, как твердеет портландцемент или гипс при реакции с водой с возникновением гидратных новообразований. Молотая негашеная известь имеет ряд ' преимуществ при изготовлении растворов и бетонов перед гндратной известью
Воздушные вяжущие вещества
101
в виде порошка или теста. Для приготовления растворов и бетонов используется вся тонкоизмельченная известь, включая отходы в виде непогасившихся зерен. При гидратном твердении молотой негашеной извести выделяется значительное количество тепла, что ускоряет процессы твердения извести.
Молотая негашеная известь характеризуется меньшей водопотребностью, чем гашеная известь. Удельная поверхность ее значительно меньше, чем гидратной извести, и требуемую удобоукладываемость бетонной или растворной смеси получают при пониженном расходе воды. Снижение же водопотребности бетонных и растворных смесей способствует увеличению прочности изделий. Кроме того, негашеная известь, гидратируясь в уже уложенных растворах и бетонах, связывает большое количество воды, переходящей в твердую фазу. Изделия на негашеной извести имеют повышенную плотность, прочность, водостойкость и долговечность по сравнению с полученными на гашеной извести.
Существенным недостатком негашеной извести является неудобство в работе — пыление, вредность и др.
Для ускорения твердения растворных и бетонных смесей на молотой негашеной извести в их состав вводят соляную кислоту, хлористый кальций, а также уменьшают водоизвестковое отношение. Для замедления твердения в начальный период (схватывания) добавляют гипс, сульфат натрия, сульфитно-спиртовую барду и др. или увеличивают водоизвестковое отношение и удлиняют сроки перемешивания смесей. Добавки гипса и хлористого кальция, кроме того, повышают прочность растворов и бетонов, а добавка замедлителей твердения предупреждает образование трещин.
Для производства негашеной извести пригодны известняки, содержащие значительное количество глинистых и магнезиальных примесей, так как при этом не образуются отходы, неизбежные при производстве гидратной извести.
Молотую негашеную известь получают в чистом виде или с активными минеральными добавками. Комовую известь, поступающую со склада, сначала дробят (в основном на ударно-центробежных дробилках) до зерен размером 5—10 мм. Затем известь тонко размалывают без добавок или с активной минеральной добавкой — гранулированным шлаком, золой от пылевидного сжигания топлива, горелой породой, пуццоланами вулканического или осадочного происхождения и др. При использовании извести для изделий автоклавного твердения возможен ее помол совместно с кварцевым песком. Получают молотую известь обычно в шаровых мельницах, однако для тонкого измельчения активной мягко обожженной извести без твердых включений (пережог, кварцевые примеси и т. п.) можно использовать и валковые, роликовые, бегунковые и другие мельницы, работающие по принципу раздавливания материала и трения.
Молотую негашеную известь хранят в закрытых складах не более 5—10 суток во избежание значительной гидратации и карбонизации окиси кальция, а в мешках не более 15 суток, так как и в мешках известь постепенно гидратируется. Транспортируют негашеную известь в битумизированных мешках, контейнерах либо в специально оборудованных загонах, а также в цементовозах.
Твердение извести
В зависимости от вида извести, а также условий, в которых протекает процесс ее твердения, различают три вида твердения: карбонатное, гидратноеи гидросиликатное.
102
Глава IV. Неорганические вяжущие вещества
Карбонатное твердение известковых растворов или бетонов на га~ шеной извести при обычных температурах складывается из двух одновременно протекающих процессов:
1) испарение механически примешанной воды и постепенная кристаллизация гидрата окиси кальция из насыщенного водного раствора;
2) образование карбоната кальция по реакции:
С а (ОН) 2 СО2 /2Н2О = СаСОз (/1 Н- 1) Н2О.
Процесс кристаллизации гидрата окиси кальция протекает весьма медленно. Испарение воды вызывает слипание мельчайших частиц Са(ОН)г в более крупные и их кристаллизацию. Растущие в растворе кристаллы Са(ОН)г срастаются друг с другом, образуя известковый каркас, окружающий частицы песка. Образование СаС03 протекает достаточно интенсивно только в присутствии влаги. Пленка углекислого кальция, образующаяся в первый период твердения на поверхности раствора, затрудняет попадание углекислоты во внутренние слои. В связи с этим процесс карбонизации, который может идти сравнительно интенсивно в присутствии достаточного количества углекислоты, почти приостанавливается. Гидрат окиси кальция кристаллизуется тем быстрее, чем интенсивнее испаряется вода, поэтому для твердения извести необходима положительная температура и низкая влажность окружающей среды.
Чистое известковое тесто вследствие сильной усадки при высыхании растрескивается и для устранения этого к нему добавляют от 3 до 5 объемных частей песка. Таким образом, введение надлежащего количества заполнителей целесообразно не только с экономической точки зрения, но и с технической, так как заполнители способствуют улучшению процессов твердения и уменьшению усадочных деформаций при высыхании.
Прочность известковых растворов на гашеной извести невысока: при твердении растворов в течение 1 мес. в обычных условиях прочность при сжатии составляет 5—10, а в возрасте нескольких десятков лет достигает 50—70 кГ/см2. Это объясняется не только большой степенью карбонизации раствора или бетона, но и некоторым взаимодействием кремнеземистых и карбонатных заполнителей с гидратом окиси кальция.
Искусственной карбонизацией бетонов и растворов возможно получение их высокой прочности (до 300—400 кГ/см2). Особенно эффективными оказываются бетоны на молотой негашеной извести, а также с добавкой мелассы до 0,2% веса извести, способствующей ускорению процесса карбонизации и увеличению прочности.
Гидратным твердением называют процесс постепенного превращения в твердое камневидное тело известковых растворных и бетонных смесей на молотой негашеной извести, являющийся результатом взаи-, модействия извести с водой и образования гидрата окиси кальция.
Б. В. Осин считает, что при твердении молотой негашеной извести вначале происходит ее растворение в воде с образованием насыщенного раствора, который быстро становится пересыщенным, а также вследствие отсасывания воды внутрь зерна еще не погасившейся его частью. При быстром и сильном перенасыщении раствора, приготовленного на негашеной извести, образуются коллоидные массы. Они появляются также и вследствие того, что получающийся (при затворении негашеной извести водой) гидрат окиси кальция состоит из частиц, приближающихся по своим размерам к коллоидным. Коллоидный гидрат окиси кальция быстро коагулирует в гидрогель, склеивающий зерна. По ме-. ре дальнейшего отсасывания воды внутренними слоями зерен, а также
Воздушные вяжущие вещества
103.
ее испарения, гидрогель уплотняется, что вызывает рост прочности твердеющей извести. Образующийся при твердении гашеной извести гидрогель содержит очень много воды, и его клеящая способность ослаблена, что не наблюдается при твердении негашеной извести. Кристаллизация гидрата окиси кальция в условиях схватывания гасящейся извести способствует дальнейшему росту ее прочности. Последующая карбонизация гидрата окиси кальция также повышает прочность затвердевшего раствора.
Таким образом, при затворении водой молотой негашеной извести происходит гидратационное твердение, характерное и для других вяжущих веществ, выражающееся в гидратации окиси кальция и последующей коллоидации и кристаллизации продукта гидратации. Для процесса твердения в обычных температурах имеет также значение испарение свободной воды при высыхании и естественная карбонизация.
Услрвиями, способствующими гидратационному твердению, являются быстрый и равномерный отвод выделяющегося при твердении тепла, использование форм, не допускающих увеличения объема твердеющей массы, и введение добавок типа с.с.б., замедляющих процесс гидратации извести. При этом возникающая в процессе гидратационного твердения\коагуляционная структура сохраняется и в ней выкристаллизовываются гидраты новообразований. Если же коагуляционная структура разрушается из-за повышения температуры или увеличения объема, то при большой скорости гидратации извести новая структура не успевает возникнуть, и процесс перекристаллизации заканчивается в отдельных несросшихся частицах извести. Для улучшения условий гидратационного твердения известь необходимо равномерно обжигать и возможно тоньше измельчать.
Гидросиликатное твердение. Изготовление изделий из известковопесчаных смесей длительное время не получало развития вследствие того, что при обычных температурах гашения известь твердеет очень медленно, а изделия на ее основе имеют небольшую прочность. Если же известково-песчаные силикатные изделия обрабатывать паром повышенного давления — 9—16 атм, — что соответствует температурам 174,5— 200° С, то в автоклаве происходит химическое взаимодействие между известью и кремнеземом песка с образованием гидросиликатов кальция, обеспечивающих высокую прочность и долговечность получаемых изделий.
Способ водотепловой обработки известково-песчаных смесей был предложен В. Михаэлисом в 1880 г. и был положен в основу производства силикатного кирпича, а в последнее время — крупноразмерных силикатных конструкций и изделии.
При автоклавном твердении известково-песчаных материалов известь в основном не представляет собой вяжущего, при гидратации и карбонизации которого возникает прочное камневидное тело требуемой прочности, как при обычных температурах. В данном случае известь является одним из двух компонентов, в результате взаимодействия которых образуется гидросиликат кальция — основное цементирующее вещество автоклавных известково-песчаных материалов. Необходимая прочность их достигается не путем физического сцепления гидратных новообразований вяжущего с зернами заполнителя, а вследствие химического взаимодействия между основными компонентами сырьевой смеси — известью и кварцевым песком.
Твердение известково-кремнеземистых материалов в условиях термообработки паром в автоклавах является следствием ряда сложных физико-химических процессов, проходящих в три стадии:
104
Глава IV. Неорганические вяжущие вещества
1) образование кристаллических зародышей гидросиликатов, некоторый рост кристаллов и увеличение их числа без срастания;
2) формирование кристаллического сростка;
3) разрушение (ослабление) сростка вследствие перекристаллизации контактов между кристаллами.
Твердеют новообразования, количество и состав которых непрерывно меняется, в течение гидротермальной обработки изделия.
Свойства воздушной извести
В зависимости от содержания активных СаО и MgO, а также непогасившихся частиц негашеная и гашеная известь, за исключением карбонатной, делится на два сорта I и II. Свойства извести приведены ниже. Содержание активных CaO+MgO: негашеная известь: без добавок 85 и 70%*
с добавками 64 и 52%
гашеная известь:
без добавок 67 н 55%
с добавками ... 50 и 40%
карбонатная известь . не менее 30%
Содержание непогасившихся зерен в тесте из негашеной извести . Ю—20%
Тонкость помола:
остаток на сите № 063 (130 отв/см2) не более 2%
» » » №009 (3900 отв/см2) » * Ю%
Удельный вес:
негашеная известь 3,1—3,3 г1сл&
гидратная » :
кристаллическая форма 2,23
аморфная » 2,08 ь
Объемный вес:
комовая известь 1,6—2,9 т/м9
молотая » ...
рыхлонасыпное состояние 0,9—1,1 »
уплотненное » 1*1 —1,3 »
гидратная известь: рыхлонасыпное состояние 0,4—0,5 »
уплотненное » 0,6—0,7 »
известковое тесто 1,3—1,4 »
* Соответственно для I и II сорта.
Пластичность извести связана с высокой водоудерживающей способностью. Тонкодисперсные частички гидрата окиси кальция, адсорбционно удерживая на своей поверхности значительное количество воды, создают своеобразную смазку, уменьшая трение между частицами. Чем известь активнее и полнее гасится, чем больше выход известкового теста из 1 кг комовой извести, тем диснерснее частички извести и больше ее пластичность.
Водопотребность и водоудерживающая способность строительной извести зависит от ее вида и дисперсности частиц. Для изготовления известковых кладочных растворов на 1 м3 обычно расходуется 300—500 л воды и более.
Повышенной водопотребностью и водоудерживающей способностью обладает гашеная известь в виде порошка или теста, пониженной — молотая негашеная. Поэтому из негашеной молотой извести можно приготовлять растворы и бетоны с пониженным водосодержанием, более высокой плотности и, следовательно, прочности и долговечности. Удобообрабатываемость же растворных смесей на молотой негашеной извести ниже, чем на гашеной.
Гидравлические вяжущие вещества
105
Весьма опасны для сохранности растворов и бетонов или изделий из них пережженные СаО и MgO, так как они гидратируются в затвердевшем известковом камне с увеличением объема. Поэтому содержание негасящихся зерен, среди которых обычно присутствуют частицы пережога, ограничивается.
Прочность извести стандартом не нормируется: для гидратной нзвести-пушонки и известкового теста при испытании образцов из раствора жесткой консистенции через 28 суток она составляет 5—10, а молотой негашеной до 50 кГ/см2.
Применение, транспортирование и хранение извести
Широкое применение воздушной извести в строительстве обусловлено простотой ее производства и тем, что она является местным вяжущим веществом. Ее широко используют для приготовления растворов. Известковые растворы из извести и песка применяют для каменной кладки как без добавки цемента, так и с его добавкой. Смешанные известково-цементные растворы отличаются большей пластичностью, чем цементные, и более высокой прочностью, чем известковые. Известковые растворы применяют также для штукатурных работ с добавкой других вяжущих или без них.
Известь широко используют для производства различных автоклавных строительных материалов: плотных и ячеистых, армированных и неармированных. Их выпускают в виде панелей, блоков и кирпичей для наружных и внутренних стен, панелей перекрытий, колонн, площадок и маршей лестничных клеток, балок и других изделий. В отличие от обычных бетонных и железобетонных эти изделия изготовляют без цемента и называют их бесцементными или силикатными бетонами. На основе извести можно готовить и другие материалы — известково-шлаковые, известково-глиняные, известково-зольные. Строительную воздушную известь применяют в производстве других вяжущих веществ в качестве компонента для получения известково-шлаковых и известково-пуццолановых цементов. Известь в чистом виде или в смеси с мелом и красителями употребляется для побелок и других отделочных работ.
Транспортируют комовую известь навалом, защищая от увлажнения и загрязнения, молотую известь-кипелку и гашеную известь-пушонку — в специальных бумажных мешках или в специальных металлических закрытых контейнерах, известковое тесто — в специально приспособленных кузовах самосвалов.
Известь-кипелку необходимо хранить в закрытых складах, защищенных от попадания влаги. Гидратная известь может храниться непродолжительное время в мешках и сухих складах. Молотую известь не следует хранить более 30 суток, так как даже при правильном хранении она постепенно гасится влагой воздуха и теряет активность.
Б. ГИДРАВЛИЧЕСКИЕ ВЯЖУЩИЕ ВЕЩЕСТВА
1. ГИДРАВЛИЧЕСКАЯ ИЗВЕСТЬ
Гидравлическая известь — продукт умеренного обжига при температуре 900—1100е С мергелистых известняков, содержащих 6—20% глинистых примесей. При обжиге мергелистых известняков при разложении углекислого кальция часть образующейся СаО соединяется в твердом состоянии с окислами Si02, А1203, Fe203, содержащимися в минералах глин, образуя силикаты 2СаО • БЮг, алюминаты СаО • А1203 и фер¬
106
Глава IV. Неорганические вяжущие вещества
риты кальция 2СаО • РегОз, обладающие способностью твердеть не только на воздухе, но и в воде.
Так как в гидравлической извести содержится в значительном количестве свободная окись кальция СаО, то она, так же как и воздушная известь, гасится при действии воды, причем чем больше содержание свободной СаО, тем меньше способность к гидравлическому твердению.
Строительную гидравлическую известь выпускают в виде тонкоизмельченного порошка, при просеивании которого остаток частиц на сите № 009 не должен превышать 10%.
Кроме глинистых и песчаных примесей мергелистые известняки обычно содержат до 2—5% углекислого магния и некоторые другие примеси. Для производства гидравлической извести необходимо применять мергелистые известняки с возможно более равномерным распределением глинистых и других включений, так как от этого в значительной степени зависит качество получаемого продукта.
Для характеристики химического состава сырья, содержащего известняк и глину, а также готового вяжущего вещества обычно пользуются гидравлическим или основным модулем, который выражается следующим отношением:
%СаО
m = .
% (Si02 + AI2O3 + Fca09)
Для гидравлических известей этот модуль колеблется в пределах 1,7—9.
Различают гидравлическую известь двух видов: слабогидравлическую с модулем 4,5—9 и сильногидравлическую с модулем 1,7—4,5. Если продукт обжига имеет гидравлический модуль менее 1,7, то его относят к романцементу (т=1,1 —1,7), если же более 9, то к воздушной извести.
Гидравлическая известь, затворенная водой, после предварительного твердения на воздухе продолжает твердеть и в воде, при этом физико-химические процессы воздушного твердения сочетаются с гидравлическими. Гидрат окиси кальция при испарении влаги постепенно кристаллизуется, а под действием углекислого газа подвергается карбонизации.
Гидравлическое твердение извести происходит в результате гидратации силикатов, алюминатов и ферритов кальция так же, как в портландцементе.
К гидравлической извести предъявляются следующие требования: остаток на сите № 009 не более 10%, предел прочности при сжатии стандартных образцов-кубов через 28 сут. комбинированного хранения (7 сут. во влажном воздухе и 21 сут. в воде) не менее 20 кГ/см2.
Гидравлическую известь применяют в тонкоизмельченном виде для приготовления строительных растворов, предназначенных для сухой или влажной среды, бетонов низких марок и т. д. Гидравлическая известь дает менее пластичные, чем воздушная, растворы, быстрее и равномернее твердеющие по всей толще стены и обладающие большей прочностью.
2. РОМАНЦЕМЕНТ
Романцемент — продукт тонкого помола обожженных не до спекания чистых и доломитизированных мергелей, содержащих не менее 25% глинистых примесей. Для регулирования свойств в романцемент вводят до 15% активных минеральных добавок и до 5% природного двуводного гипса.
Гидравлические вяжущие вещества
107
Сырьем для производства романцемента служат мергели — природная смесь углекислого кальция и глин. Наиболее желательны мергели с таким сочетанием известняка и глин, при котором в процессе обжига не до спекания получается продукт, не содержащий свободной окиси кальция. Это мергели с невысоким содержанием углекислого кальция и гидравлическим модулем, равным 1,1 —1,7. Производство романцемента заключается в добыче мергеля, его дроблении на куски требуемого размера, обжиге и последующем помоле обожженного материала. Обжиг сырья ведут в основном в шахтных, а иногда и во вращающихся печах при температуре 1000—1100° С. Помол обожженного материала в шаровых мельницах лучше производить совместно с гипсом и активными минеральными добавками, так как при atOM получается более однородный продукт.
Схватывание и твердение романцемента основано на гидратации силикатов и алюминатов кальция, аналогичных имеющимся в гидравлической извести и в основном составляющих романцемент. Начало схватывания романцемента должно наступать через 15 мин, а конец схватывания — не позднее 24 ч с момента затворения водой.
Романцемент — медленнотвердеющее вяжущее вещество с относительно низкой марочной прочностью. Различают марки 25, 50 и 100. Марку определяют по значению предела прочности при сжатии образцов, изготовленных из жесткого раствора состава 1 : 3 (по весу) и испытанных через 28 сут. комбинированного хранения (7 сут. во влажной среде и 21 сут. в воде). Тонкость помола романцемента характеризуется остатком на сите № 02 не более 5%, а на сите № 008 не более 25%.
Применяют романцемент для штукатурных и кладочных строительных растворов, а также для бетонов низких марок; может быть использован в производстве стеновых камней и мелких блоков, особенно с применением термообработки паром.
3. ПОРТЛАНДЦЕМЕНТ
Портландцемент является основным материалом в современном промышленном, гражданском, жилищном, сельскохозяйственном, гидротехническом и дорожном строительстве. Бурный рост строительства в нашей стране обусловил невиданные темпы производства цемента — с
15 млн. т в 1953 г. до 95 млн. т в 1970 г. Непрерывно улучшается качество цемента и, в частности, повышаются его прочностные показатели — средняя марка портландцемента превысила 500.
Состав портландцемента
Портландцементом называется гидравлическое вяжущее вещество, твердеющее в воде и на воздухе, получаемое тонким измельчением обожженной до спекания сырьевой Смеси известняка и глины, обеспечивающей преобладание в клинкере силикатов кальция. Спекшаяся сырьевая смесь в виде зерен размером до 40 мм называется клинкером; от качества его зависят важнейшие свойства цемента: прочность и скорость ее нарастания, долговечность, стойкость в различных эксплуатационных условиях.
Для регулирования сроков схватывания цемента к клинкеру при помоле добавляют гипс в количестве не менее 1,5 и не более 3,5% веса цемента в пересчете на ангидрид серной кислоты S03. Портланд:_емент можно выпускать без добавок или с активными минеральными добавками в количестве до 15% от веса цемента.
108
Г лава IV. Неорганические вяжущие вещества
Качество клинкера зависит от его химического и минералогического составов.
Известняк, используемый для производства портландцемента, в основном состоит из двух окислов — СаО и СОг, а глина — из различных минералов, содержащих в основном окислы Si02, AI2O3, Fe203- В процессе обжига сырьевой смеси СОг удаляется, а оставшиеся окислы СаО, Si02, А1203 и Fe203 образуют клинкерные минералы. Химический состав портландцементного клинкера характеризуется следующим процентным содержанием основных окислов:
окись кальция СаО 63—67
кремнезем Si02 21—24
глинозем AI2O3 . . 4—7
окись железа Fe203 2—5
Повышенное содержание окиси кальция (при условии обязательного связывания его в химическое соединение с кислотными окислами) свидетельствует о повышенной скорости твердения портландцемента, его высокой прочности и несколько пониженной водостойкости. Повышенное содержание кремнезема замедляет сроки твердения цемента в начальный период при достаточно интенсивном нарастании прочности в длительные сроки; такие цементы отличаются повышенной водостойкостью. Повышенное содержание А1203 способствует ускоренному твердению цемента в первые сроки, но цемент характеризуется пониженной водостойкостью, сульфатостойкостью и морозостойкостью. Окись железа способствует снижению температуры спекания клинкера и повышению стойкости цемента к действию сульфатных вод.
Кроме основных окислов в портландцементном клинкере могут присутствовать и другие окислы: окись магния MgO, щелочные окислы КгО и Na20, снижающие качество цемента. Окись магния, обожженная при температуре около 1500° С, при взаимодействии с водой очень медленно гасится и вызывает появление трещин в уже затвердевшем растворе или бетоне. Наличие в цементе свыше 1 % щелочных окислов может вызвать разрушение отвердевшего бетона на таком цементе.
Перечисленные окислы не находятся в клинкере в свободном виде, а образуют силикаты, алюминаты и алюмоферриты кальция в виде минералов кристаллической структуры и часть их входит в соединения стекловидной фазы. Основными минералами портландцемента являются:
трехкальциевый силикат ЗСаО • Si02 C3S (алит)
двухкальциевый силикат 2СаО • SiC>2 . C2S (белит)
трехкальциевый алюминат ЗСаО • А120з С3А (целит)
четырехкальциевый алюмоферрит 4СаО • АЬОз • Fe203 C4AF
Относительное содержание этих минералов в портландцементном клинкере находится в следующих пределах (в %):
ЗСаО - Si02 45—60
2СаО • Si02 15—35
ЗСаО • А1203 > . 4—14
4СаО • А1203 • Fe203 10—18
Суммарное содержание алита и белита обычно равно 70—80%, т. е. в портландцеменглом клинкере количественно преобладают силикаты кальция. Но кроме основных в нем также содержатся в небольших количествах другие минералы — алюминаты и алюмоферриты кальция 5Са0-А1203, 8СаО • ЗАЬОз • Ре20з, а также феррит кальция 2Ca0-Fe203. Наряду с кристаллическими фазами в клинкере присутствует аморфное вещество в виде незакристаллизованного стекла (6—10%), в небольших количествах (не Солее 5%) окись магния, а иногда встречается и окись кальция (до 1%)'как результат неполного обжига клинкера.
Гидравлические вяжущие вещества
109
При правильно рассчитанной и тщательно подготовленной и обожженной сырьевой смеси клинкер не должен содержать свободной окиси кальция СаО, так как пережженная (при температуре около 1500° С) известь, так же как и магнезия MgO, очень медленно гасится, увеличиваясь в объеме, что может привести к растрескиванию уже затвердевшего бетона.
Минералогический состав клинкера — одна из наиболее полных и надежных его характеристик. Исследованиями советских и зарубежных ученых установлено, что почти все строительные свойства портландцемента зависят от минералогического состава клинкера. Так, цементы с повышенным содержанием в клинкере C3S и С3А твердеют особо быстро и в первые сроки набирают высокую прочность; они используются для изготовления быстротвердеющих портландцементов. Цементы с высоким содержанием C2S и C4AF твердеют медленно и выделяют при твердении мало тепла; их используют для изготовления цементов с умеренной экзотермией. Цементы с большим количеством С3А быстро схватываются и твердеют в ранние сроки, но обладают пониженной морозостойкостью и стойкостью в минерализованных, в частности сульфатных, водах и т. д.
Портландцемент по минералогическому составу клинкера делится на несколько видов.
С. Д. Окороков в зависимости от содержания в клинкерах основных минералов и принимая сумму C3S + C2S = 75%, a C3A+C4AF=25%, предложил следующую классификацию портландцементов:
1) алитовый — C3S более 60% и C2S менее 15%;
2) нормальный — алитовый C3S 60—37,5% и C2S 15—37,5%;
3) белитовый — C3S менее 37,5% и C2S более 37,5%;
4) алюминатный — С3А более 15% и C4AF менее 10%;
5) нормальный — алюминатный С3А—15—7% и C4AF 10—18%;
6) целитовый — СзА менее 7% и C4AF более 18%.
Портландцемент, получаемый на заводах из различных видов природного сырья по неодинаковой технологии, отличается как по химикоминералогическому составу, так и по свойствам. Требования стандарта не отражают полностью целого ряда весьма важных для строительства свойств цемента: стойкости цементного камня в агрессивных средах, морозостойкости, интенсивности тепловыделения, деформативной способности и т.д. Однако минералогический состав клинкера имеет прямую связь с основными физико-механическими свойствами цемента: он дает возможность предопределить свойства портландцемента и спроектировать его состав для бетона конкретных эксплуатационных условий.
Производство портландцемента
Сырье для производства портландцемента должно содержать 75—78% СаС03 и 22—25% глинистого вещества. Это карбонатные породы с высоким содержанием углекислого кальция и глинистые породы, содержащие кремнезем, глинозем и окись железа. Очень широко используются известняки и мел. Ценным сырьем являются мергели, так как по содержанию СаО, Si02, R2O3 в расчете на прокаленное вещество они близки к клинкеру.
Горные породы, удовлетворяющие указанным требованиям, в природе встречаются редко. Поэтому наряду с известняком и глиной применяют так называемые корректирующие добавки, содержащие значительное количество одного и даже двух окислов, недостающих в сырьевой смеси. Так, недостаточное количество S1O2 компенсируется введением
по
Глава IV. Неорганические вяжущие вещества
рысококремнеземистых веществ (опоки, диатомитов, трепелов). Увеличить содержание окислов железа можно путем введения колчеданных огарков или руды. Повышение содержания глинозема AI2O3 достигается добавлением высокоглиноземистых глин.
Кроме того, цементная промышленность все шире начинает использовать побочные продукты (отходы разных отраслей промышленности, например доменные шлаки, нефелиновый шлам и др.)* Нефелиновый шлам получают в виде отхода при производстве глинозема, в нем содержится 25—30% Si02, 50—58% СаО, 2—5% А1203, 3—5% Fe203 и 3—8d/o других окислов. Если к сырью такого состава добавить 15—20% известняка, то состав смеси получается аналогичный используемому для получения портландцемента.
В качестве топлива применяют измельченный каменный уголь (или антрацит), мазут и природный газ. В настоящее время отечественная цементная промышленность в значительной мере работает на газообразном топливе как наиболее эффективном.
Технологический процесс производства портландцемента состоит из следующих основных операций: добычи известняка и глины и подготовки сырьевых материалов и корректирующих добавок и приготовления из них однородной смеси заданного состава, обжига смеси, измельчения клинкера в тонкий порошок совместно с гипсом, а иногда с добавками.
В зависимости от способа приготовления сырьевой смеси различают два основных способа производства портландцемента: мокрый и сухой. При мокром способе измельчают и смешивают сырьевые материалы в присутствии воды, и смесь обжигают в виде жидкого шлама во вращающихся печах; при сухом способе материалы измельчают, смешивают и обжигают в сухом виде. Наряду с этими основными способами все шире начинают применять комбинированный: сырьевую смесь подготовляют по мокрому способу, затем шлам обезвоживают, из него приготовляют гранулы и обжигают их по схеме сухого способа.
Каждый из способов имеет свои положительные и отрицательные стороны. В водной среде облегчается измельчение материалов и быстро достигается однородность смеси, но расход топлива на обжиг смеси в 1,5—2 раза больше, чем при сухом способе. Развитие сухого способа длительное время ограничивалось вследствие пониженного качества получаемого клинкера. Однако успехи в технике помола и гомогенизации сухих смесей обеспечили высокое качество портландцемента, и в последнее десятилетие этот способ получает все большее развитие. При комбинированном способе почти на 20—30% снижается расход топлива ис сравнению с мокрым, однако возрастает расход электроэнергии и трудоемкость производства. В СССР до 85% цемента выпускается по мокрому способу, в США — до 60%, он является преобладающим в Англии и Франции. В Японии, ФРГ, Италии и Швеции превалирует сухой способ.
Производство портландцемента мокрым способом осуществляется по следующей технологической схеме (рис. 38). Сырьевые материалы, доставляемые из карьера на завод в кусках, предварительно измельчают (до крупности не более 5 мм). Твердые породы дробят в дробилках, а более мягкие (глина, мел) измельчают перемешиванием с водой в глиноболтушках. Болтушка представляет собой круглый железобетонный резервуар диаметром 5—10 и высотой 2,5—3,5 м, футерованный чугунными плитами. В болтушке вокруг вертикальной оси вращается крестовина с подвешенными к ней на цепях стальными граблями для измельчения кусков глины. Полученный в глиноболтушке шлам с влажностью около 50% выпускается через отверстие с сеткой и перекачива¬
Гидравлические вяжущие вещества
111
ется в трубную мельницу, куда непрерывно подается дробленый вестняк.
Трубная мельница (рис. 39) —это стальной цилиндр длиной до 15 и диаметром до 3,2 м% вращающийся на полых цапфах, через которые
7
Рис. 38. Технологическая схема производства портландцемента по мокрому способу
/ — подача известняка из карьера; 2 — дробилка для известняка; 3 — подача мины из карьера; 4 — подача воды; 5 — бассейн для размешивания глины; 6 — сырьевая мельница. 7 — шламбассейны; 8 — вращающаяся печь; 9 — холодильник;
10 — склад угля; // — элеватор для подачи угля из дробилки в бункер; 12 — сушильный барабан для угля; 13 — мельница для угля; 14 — насос для подачи угольной пыли; 15 — склад гипса; 16 — элеватор для подачи гипса из дробилки в бункер; 17 — склад клинкера; 18 — шаровая мельница; 19 — силосы для цемента; 20 — упаковка цемента
мельницу с одной стороны загружают, а с другой разгружают. Внутри мельница разделена перегородками с отверстиями на три камеры: в пер-
0 ft
Рис. 39. Шаровая миогокамерная мельница
I — торцевое днище; 2 — подшипник; 3 — загрузочная воронка; 4 — пустотелая цапфа; 5 — междукамерные перегородки; 6 — корпус; 7 —крышка; в — диафрагменная перегородка; 9 — конус; 10 — торцевое днище;
II — лопасти; 12 — разгрузочный конус; 18 — кожух; 14 — сито;
15 — разгрузочный патрубок;
16 — разгрузочные отверстия;
17 — стальные шары
112
Глава IV. Неорганические вяжущие вещества
вой и второй помещены стальные или чугунные шары, а в третьей — небольшие цилиндрики. Через полую цапфу шлам поступает в первую камеру трубной мельницы. При вращении мельницы шары под действием центробежной силы и силы трения прижимаются к стенкам, поднимаются на некоторую высоту и падают, разбивая и растирая зерна материала. Трубные мельницы являются непрерывно действующими установками. Тонкоизмельченный материал в виде сметанообразной массы (шлама) подается насосом в коррекционные шлам-бассейны, представляющие собой железобетонные или стальные резервуары цилиндриче-
Рис. 40. Вращающаяся печь размером 5X185 м
1 — дымосос; 2 — питатель для подачи шлама; 3 — барабан; 4 — привод: 5 — вентилятор с форсункой для вдувания топлйва; 6 — холодильник
ской формы. В них окончательно корректируется химический состав шлама и создается некоторый запас для бесперебойной работы печей. Чтобы шлам в бассейне не отстаивался, его периодически перемешивают струей сжатого воздуха или механическими мешалками. Из бассейнов шлам поступает в баки, а затем равномерно подается во вращающуюся печь для обжига.
Вращающаяся печь (рис. 40) представляет собой длинный цилиндр, из листовой стали, внутри облицованный огнеупорным материалом. Длина печи 185, диаметр 5 м. Барабан Печи установлен с наклоном 3—4° и вращается вокруг своей оси со скоростью 0,5—1,4 об,/мин. Шлам загружается в верхней стороне печи и передвигается к нижнему ее концу. Топливо в виде газа, мазута или пыли каменного угля вдувается вместе с воздухом с противоположного нижнего конца печи и сгорает, создавая внутри печи температуру около 1500° С. Дымовые газы удаляются со стороны поднятого конца печи.
Перемещаясь вдоль барабана, шлам соприкасается со встречными горячими газами, постепенно нагревается и в нем начинаются физикохимические процессы. Вначале испаряется механически связанная вода, масса высыхает и образуются комья. Затем выгорают органические вещества и начинается дегидратация — удаление химически связанной гидратной воды.. При температуре 800—900° С разлагается карбонат кальция по реакции
СаСОз СаО + СОг»
Образовавшийся углекислый газ удаляется вместе с продуктами горения, а СаО при температуре около 1000° С вступает в химическую реакцию с окислами глины, образуя двухкальциевый силикат, трехкальциевый алюминат и четырехкальциевый алюглоферрит. При температуре 1300° С трехкальциевый алюминат и четырехкальциевый алюмоферрит расплавляются и образуют жидкость, в которой частично растворяется СаО и 2Ca0*Si02 до насыщения раствора; в растворенном состоянии они реагируют между собой, образуя -трехкальциевый силикат ЗСаО •
• Si02 — важнейший минерал портландцемента.
Получившийся раскаленный клинкер поступает в холодильник, где резко охлаждается движущимся навстречу холодным воздухом. Клин¬
Гидравлические вяжущие вещества
113
кер, выходящий из холодильников вращающихся печей с температурой около 100° С и более, поступает на склад для окончательного охлаждения и вылеживания (магазинирования) в течение 15—20 сут. В течение вылеживания влагой воздуха гасится СаО, если известь содержится в клинкере в свободном виде. Это приводит к уменьшению твердости клинкера, следствием чего является уменьшение расхода энергии при его помоле, и сокращение времени помола. На высокомеханизированных заводах с четко организованным технологическим процессом качество клинкера оказывается настолько высоким, что необходимость вылеживания отпадает.
Следующая за обжигом технологическая операция — помол. Клинкер размалывают совместно с гипсом и активными минеральными добавками в трубных многокамерных мельницах. Из мельниц готовый портландцемент (с температурой 100° С и более) пневматическим транспортом направляется в силосы для охлаждения. Через 7—14 сут. цемент упаковывают в многослойные бумажные мешки весом 50 кг или загружают в специально оборудованный автомобильный, железнодорожный или водный транспорт и направляют потребителю.
Сухой способ производства портландцемента применяется в том случае, когда сырьем являются мергели или смеси твердых известняков и глин небольшой влажности. Тонкоизмельченная сухая сырьевая смесь перед обжигом гранулируется в виде зерен размером 20—40 мм и обжигается во вращающихся или шахтных печах. При обжиге в шахтных печах в гранулы запрессовывается тонкоизмельченный уголь, приготовляемый в помольных установках.
При комбинированном способе сырьевые материалы, подготовленные по мокрому способу, и шлам, имеющий влажность около 40%, обезвоживаются на фильтрах до влажности 16—18%. Из полученного «сухаря» приготовляют гранулы и обжигают их по схеме сухого способа.
Твердение портландцемента
При затворении портландцемента водой образуется пластичное клейкое цементное тесто, постепенно густеющее и переходящее в камнеподобное состояние.
При твердении портландцемента происходит ряд весьма сложных химических и физических явлений. Каждый из минералов клинкера при затворении водой реагирует с ней и дает различные новообразования. Все процессы взаимодействия отдельных клинкерных минералов с водой протекают одновременно, налагаются один на другой и влияют друг на друга. Получающиеся новообразования могут в свою очередь взаимодействовать как между собой, так и с исходными клинкерными минералами и давать новые соединения. Все это создает трудности при изучении твердения портландцемента. Типичными реакциями, характерными для твердения портландцемента и других вяжущих веществ, являются реакции гидратации, протекающие с присоединением воды; они могут идти без распада основного вещества или сопровождаться его распадом (реакции гидролиза). Процесс твердения портландцемента в основном определяется гидратацией силикатов, алюминатов и алюмоферритов кальция.
Трехкальциевый силикат подвергается гидролизу и гидратации с конечным образованием двух новых соединений — гидросиликата кальция и гидроокиси кальция по реакции:
3Ca0*Si02 + (п + 1)Н20 = 2СаО* Si02* пНоО + Са(ОН)2.
Глава !V. 1!еорганические схж&щие вещества
Двухкальциевый силикат и трехкальциевый алюминат только гидратируются, образуя соответственно гидросиликаты и гидроалюминаты кальция:
2СаО • Si02 + /гН20 = 2СаО • Si02 • яН20.
ЗСаО • А120з + 6Н20 = ЗСаО • А1203 • 6Н20.
Четырехкальциевый алюмоферрит при действии на него воды Подвергается гидролизу с образованием в условиях среды, насыщенной известью, трехкальциевых гидроалюминатов и гидроферритов по реакции:
4СаО • А120з • Fe203 ~г ^хН20 = ЗСаО • А120з • 6Н20 +
+ СаО • Fe203 • ftН20.
Кроме описанных химических преобразований, протекающих при твердении цемента, большое значение имеют физические и физико-химические процессы, которые сопровождают химические реакции и приводят в своей совокупности к превращению цемента при затворении водой сначала в пластичное тесто, а затем в прочный затвердевший камень.
Изучению химических и физических преобразований твердеющего цементного теста было посвящено много работ. В этом отношении наибольший интерес представляют взгляды Ле Шателье, В. Михаэлиса и А. А. Байкова.
Ле Шателье предложил в 1882 г. так называемую кристаллизационную теорию твердения, согласно которой исходные безводные цементные минералы, обладая более высокой растворимостью в воде по сравнению с продуктами их гидратации, образуют растворы, пересыщенные* по отношению к гидратным новообразованиям. Последние выделяются из пересыщенного раствора в виде кристалликов, образующих по мере развития этого процесса кристаллический сросток, обладающий достаточной прочностью.
В. Михаэлис, выдвинувший в 1893 г. коллоидную теорию, не отрицал образования при твердении портландцемента кристаллических продуктов, но считал, что важным для цементов является не прочность, а «гидравличность». Основное значение в формировании прочности, водонепроницаемости и других свойств цементного камня он приписывал возникающим при твердении гидрогелям силикатов, алюминатов и ферритов кальция. По Михаэлису, гидросиликаты не кристаллизуются при затворении цемента; процесс твердения сводится к образованию студней (гелей) в результате набухания зерен цемента под влиянием воды и последующему затвердеванию и прорастанию этих студней кристаллическими образованиями.
Как уже отмечалось, А. А. Байков в 1923 г. выдвинул теорию твердения вяжущих веществ, в большой мере обобщающую взгляды Ле Шателье и В. Михаэлиса. Твердение цемента А. А. Байков объясняет совокупностью кристаллизационных и коллоидных процессов. Им было высказано положение о том, что всякое гидратационно твердеющее вещество обязательно проходит стадию коллоидного состояния, даже если оно в конечном результате дает явно кристаллический сросток (например, двуводный гипс). Напомним, что, по А. А. Байкову, твердение портландцемента включает три периода. В первый период вяжущее растворяется в воде до образования насыщенного раствора; второй период— коллоидации или схватывания — характеризуется прямым присоединением воды к твердой фазе вяжущего и возникновением гидратных соединений высокой коллоидной дисперсности без промежуточного рас¬
Гидравлические вяжущие вещества
115
творения исходного материала; одновременно происходит схватывание массы; третий период — период кристаллизации и твердения, когда гелеобразные новообразования перекристаллизовываются и превращаются в кристаллический сросток, что сопровождается твердением системы и нарастанием ее прочности.
В последующем теория твердения портландцемента при взаимодействии его с водой подверглась дальнейшему развитию; в этом направлении работали В. А. Кинд, В. Н. Юнг, В. Ф. Журавлев, П. П. Будников, П. А. Ребиндер, С. Д. Окороков, Н. А. Торопов, Ю. М. Бутт и др.
П. А. Ребиндер с учениками провели обстоятельные исследования, которые позволили значительно развить и расширить наши представления о твердении вяжущих веществ. Они считают, что при твердении растворяются неустойчивые исходные вещества и выкристаллизовываются термодинамически устойчивые гидратные новообразования из пересыщенных по отношению к ним растворов. Вначале из этих новообразований и непрогидратированных частиц возникает коагуляционная структура, для которой характерна небольшая прочность и тиксотропность, т. е. способность к обратимому восстановлению структуры после ее разрушения. Затем постепенно появляется более прочная кристаллизационная структура. Развивается она в два этапа:
1) формируется каркас структуры, появляются контакты между кристалликами новообразований;
2) возникший каркас обрастает. Это проявляется в росте кристалликов, что повышает прочность структуры, но при известных условиях может быть причиной появления нежелательных внутренних напряжений.
Возникновение кристалликов новообразований достаточной величины при минимальных напряжениях обусловливает наибольшую прочность твердеющих систем.
Таким образом, так же как и для строительного гипса, существуют две основные точки зрения на механизм гидратации портландцемента:
1) гидратация идет через раствор, из которого выпадают новообразования, менее растворимые, чем исходные вещества;
2) гидратация происходит в твердой фазе.
Наряду с этим ряд исследователей считает, что гидратация может идти и через раствор и топохимически — путем присоединения воды к твердому веществу и что в зависимости от состава и свойств вяжущего, а также условий его твердения тот или иной процесс может преобладать.
При гидратации цементных зерен реакции идут сначала на их поверхности, причем образующаяся вокруг зерен гелеобразная оболочка новообразований затрудняет дальнейшее проникновение в них воды. С течением времени и внутренняя часть зерен постепенно гидратируется, что ведет к уменьшению содержания воды в геле, а следовательно к его уплотнению. По мере распространения реакции гидратации на внутреннюю часть зерен гель все больше уплотняется, а прочность портландцемента возрастает.
В процессе твердения портландцемента основное значение имеет скорость схватывания и скорость твердения. Скорость взаимодействия клинкерных минералов с водой различна. Наиболее быстро взаимодействует с водой С3А, за ним следует C4AF, далее C3S и наиболее медленно гидратируется C2S. Скорость гидратации клинкерных минералов определяет и скорость их твердения: чем быстрее гидратируется минерал, тем быстрее нарастает его прочность. Таким образом, данные о скорости
116
Глава IV: Неорганические вяжущие вещества
гидратации клинкерных минералов могут быть использованы для проектирования минералогического состава клинкера портландцемента, к которому предъявляются особые требования в отношении скорости твердения.
Наличие в портландцементе наряду с клинкером гипса и гидравлических добавок существенно меняет ход твердения цементного теста и состав конечного продукта — цементного камня,
Тонкоизмельченный клинкер характеризуется весьма короткими сроками схватывания (3—5 мин), в результате чего в «чистом» виде он непригоден для практических целей. Главная роль в этом принадлежит трехкальциевому алюминату, который быстро гидратируется, а гидраты его быстро уплотняются и кристаллизуются. Следовательно, при замедлении схватывания цемента задача сводится к тому, чтобы связать гидроалюминаты кальция в другие соединения. Эту задачу успешно выполняет гипс, который энергично реагирует с трехкальциевым гидроалюминатом и образует нерастворимую соль — гидросульфоалюминат кальция ЗСаО*AI2O3• 3CaS04• ЗШгО. Количество введенного гипса должно находится в соответствии с содержанием в клинкере С3А. При недостаточном содержании гипс не сможет связать образующийся гидроалюминат и произойдет преждевременная коагуляция (схватывание) цементного теста. Излишнее содержание гипса также вредно, так как гипс в растворе способен диссоциировать и образовывать двухвалентные ионы кальция, которые также вызывают коагуляцию коллоидов. Кроме того, избыток гипса может вызвать в дальнейшем сульфатную коррозию цементного камня. Поэтому содержание гипса в портландцементе не должно быть менее 1,5 и более 3,5% в пересчете на S03. При таком содержании гипса парализуется действие гидроалюминатов кальция в начальный момент и исключается возможность сульфатной коррозии цементного камня, что возможно при высоком содержании гипса. Портландцемент с таким содержанием гипса удовлетворяет требованиям стандарта, а именно начало схватывания его наступает не ранее 45 мин и заканчивается не позднее 12 ч от момента затворения водой.
Роль гидравлических добавок заключается в следующем. По своему составу они представлены аморфным кремнеземом, активно реагирующим с Са(ОН)г. В результате растворимый гидрат окиси кальция, образующийся при гидратации C3S, химически связывается в практически нерастворимый гидросиликат кальция СаО • S1O2 • гсНгО. Водостойкость цемента при этом повышается.
Твердение портландцемента сопровождается изменением его объема. Если процесс протекает на воздухе, то за счет испарения влаги возможно уменьшение объема, а при твердении в воде идет обратный процесс — набухание. Особенно опасна усадка, в результате которой в отвердевшем бетоне могут появляться трещины. Для предупреждения усадочныххдеформаций твердение бетона, особенно в первое время, должно проходить во влажной среде. Если вода испарится, то твердение практически прекращается.
При взаимодействии портландцемента с водой выделяется тепло, вследствие чего внутри массивных сооружений могут развиваться значительные температуры (до 50—60° С), что нередко вызывает образование трещин. Поэтому для изготовления массивных сооружений высоко экзотермические цементы применять нельзя. Однако при зимних работах повышенное выделение тепла из цемента положительно сказывается на производстве строительных работ, препятствуя замораживанию бетона.
Гидравлические вяжущие вещества
117
Структура цементного камня
Отвердевший цементный камень представляет собой микроскопически неоднородную систему, состоящую из кристаллических сростков и гелеобразных масс, представленных частицами коллоидных размеров. Неоднородность структуры цементного камня усиливается и тем, что в нем имеется непрореагировавшая часть клинкерных зерен, содержание которых с течением времени уменьшается. По аналогии с обычным бетоном такую неоднородную систему цементного камня. В. Н. Юнг назвал «микробетоном».
Существенно влияют на структуру цементного камня гипс и гидравлические добавки, так как их зерновой состав разнообразен, и образуются новые продукты в результате их реакции с клинкерными компонентами цементного камня. Рационально подбирая минералогический состав клинкера и состав цемента с необходимым содержанием отдельных клинкерных минералов, дающих при твердении цементного камня то кристаллические сростки, то гелевую структурную составляющую, можно воздействовать на структуру и физико-механические свойства цементного камня и бетона в необходимом направлении.
Различие в физико-механических свойствах кристаллического и коллоидного гелеобразного вещества является одной из причин влияния минералогического состава клинкера на некоторые основные строительные свойства цемента: деформативность, стойкость при переменном замораживании и оттаивании, увлажнении и высушивании. Это позволяет путем рационального подбора минералогического состава клинкера регулировать свойства портландцемента и получать цемент, по качеству удовлетворяющий конкретным эксплуатационным условиям.
На структуру бетона оказывает значительное влияние пористость цементного камня, связанная с начальным содержанием воды в бетонной смеси и воздухововлечением при ее приготовлении. Для получения удобоукладываемой бетонной смеси в нее вводят в 2—3 раза больше воды, чем химически связывается цементом в процессе твердения. Количество воды, вступающее в химическую реакцию с цементом, при благоприятных условиях твердения составляет 15—20% веса цемента, а для получения удобоукладываемой смеси требуется 40—60% воды. Таким образом, большая часть боды затворения оказывается в свободном состоянии и образует в затвердевшем камне множество мелких пор. Поэтому всегда стремятся применять бетонные смеси с минимальным содержанием воды с целью получения наиболее плотной структуры цементного камня, что также повышает его прочность и морозостойкость.
Структура цементного камня, а именно наличие пор и гелеобразного вещества, обусловливает склонность его к влажностным деформациям: при увлажнении он разбухает, а при высушивании дает усадку. Знакопеременные сжимающие и растягивающие напряжения, вызываемые изменением влажности окружающей среды, расшатывают структуру цементного камня и понижают прочность бетона. Степень влажностных деформаций зависит от соотношения гелеобразных и кристаллических фаз в цементном камне: с увеличением последней стойкость камня в таких условиях (называемая воздухостойкостью) повышается. В отличие от рассмотренных далее пуццолановых портландцементов обыкновенный портландцемент отличается высокой воздухостойкостью.
Расширение и растрескивание цементного камня могут вызвать также свободные окислы кальция и магния, присутствующие в цементе при низком качестве обжига. Гашение их сопровождается значительным увеличением объема и продукты гашения разрывают цементный камень.
118
Глава IV. Неорганические вяжущие вещества
О таком цементе говорят, что он не отвечает требованиям стандарта в отношении равномерности изменения объема при твердении.
Прочность портландцемента
Прочность портландцемента характеризуется пределами прочности при сжатии и изгибе. Марка цемента устанавливается по пределу прочности при изгибе образцов балочек 40X40X160 мм и при сжатии их половинок, изготовленных из пластического раствора состава 1 : 3 (по весу) и испытанных через 28 сут.; образцы в течение этого срока хранят во влажных условиях при температуре 20±3°С. Предел прочности при сжатии в возрасте 28 сут. называется активностью цемента. Для приготовления образцов применяют чистый кварцевый песок постоянного зерно-
Таблица 21
МАРКИ ЦЕМЕНТА
ДГ Г/см1
Марка
Предел прочности в кГ!смг при
сжатии
изгибе
300
300
45
400
400
55
500
500
60
600
600
65
7 26 ПрМмхителтст,
сутки
Рис. 41. Нарастание прочности цемента
2Ш
1т
У50
вого и химического состава, что позволяет исключить влияние его качества на прочность цемента и получать сравнимые результаты. При отнесении портландцемента к той или другой марке предел прочности образцов при сжатии и изгибе в возрасте 28 сут. должен быть не ниже значений, приведенных в табл. 21.
Прочность нарастает неравномерно: на третьи сутки она достигает примерно 40—50% марки цемента, а на седьмые сутки — 60—70%. В последующий период рост прочности еще более замедляется и на 28-е сутки цемент набирает марочную прочность. Однако при благоприятных условиях твердение портландцемента может продолжаться месяцы и даже годы, в 2—3 раза превысив марочную (28-суточную) прочность. Можно считать, что в среднем прирост прочности портландцемента подчиняется логарифмическому закону (рис. 41).
Прочность цементного камня и скорость его твердения зависят от минералогического состава клинкера, тонкости помола цемента, содержания водьГ, влажности и температуры среды и продолжительности хранения.
Минералогический состав. Процесс нарастания прочности клинкерных минералов портландцемента различен (рис. 42). Наиболее быстро набирает прочность трехкальциевый силикат: за 7 сут. около 70% от 28-суточной прочности; дальнейшее нарастание прочности его значительно замедляется.
Картина твердения двухкальциевого силиката совершенно иная. В начальный период C2S набирает незначительную прочность,- составлй-
t
/
у
Jу
*
— .5,
^ . J8 ттт
Вреня осугтх
Рис, 42. Нарастание прочности минералов клинкера портландцемента
/ —СзS; 2 — CiAF;
3 — C2S; 4 — CjA
Гидравлические вяжущие вещества
119
ющую примерно 15% прочности трехкальциевого силиката, но в последующий период твердения его прочность быстро повышается и в какойто период достигает и даже может превысить прочность C3S. Это объясняется тем, что C3S гидратируется быстрее, чем C2S. К 28-суточному возрасту гидратация C3S почти заканчивается, а гидратация C2S только начинает интенсивно развиваться. Поэтому при необходимости получить бетон достаточной прочности в короткие сроки применяют цемент с большим содержанием трехкальциевого силиката, так называемый алитовый цемент, и наоборот, если требуется высокая прочность в более позднее время, например, для гидротехнических сооружений, то следует применять белитовый цемент.
Наиболее быстро гидратируется трехкальциевый алюминат, и казалось бы, что его прочность в начальный период должна быть наиболее высокой. Однако в связи с тем, что продукты гидратации трехкальциевого алюмината образуют пористую структуру, в отличие от плотной структуры новообразований при гидратации C3S и C2S, прочность его оказывается ничтожной по сравнению с прочностью силикатов. Образование пористой структуры цементного камня отрицательно влияет также и на морозостойкость.
Низкая прочность трехкальциевого алюмината характерна для мономинеральной смеси, т. е. состоящей из одного минерала С3А. В полиминеральных же смесях, каким является цемент, трехкальциевый алюминат способствует уплотнению коллоидных силикатных масс, а следовательно, повышению прочности цементного камня и скорости его твердения.
Быстротвердеющий цемент, обеспечивающий в короткие сроки высокую прочность, содержит в своем составе значительное количество C3S и С3А (около 60—70%, в том числе до 10% С3А).
Тонкость помола. С увеличением тонкости помола до определенного предела прочность цемента возрастает. Средний размер зерен портландцемента, выпускаемого отечественными заводами, составляет примерно 40 мк. Глубина гидратации зерен через 6—12 мес. твердения обычно не превышает 10—15 мк. Таким образом, при обычном помоле портландцемента 30--40% клинкерной части его не участвует в твердении и формировании структуры камня. С увеличением тонкости помола увеличивается степень гидратации цемента, возрастает содержание клеящих веществ (гидратов минералов) и повышается прочность цементного камня. Заводские цементы должны иметь тонкость помола, характеризуемую остатком на сите № 008 (размер ячейки в свету 0,08 мм) не более 15%, обычно она равна 8—12%.
Тонкость помола цемента оценивается также удельной поверхностью (см2/г) — суммарной поверхностью в см2 зерен в 1 г цемента. Для заводских цементов она составляет 2500—3000 см2/г.
В ряде случаев с целью повышения активности заводского цемента, а главное для получения бысчротвердеющего цемента тонкость помола повышают до 3500—4000 см2/г. Условно считают, что прирост каждой 1000 см2!г удельной поверхности цемента повышает его активность на 20—25%.
Влажность и температура среды. Твердение цементного камня и повышение его прочности может продолжаться только при наличии в нем воды, так как твердение в первую очередь есть процесс гидратации. Влажные условия при твердении цементного камня в практике обеспечиваются различными способами: поливают бетон водой, бетонные конструкции покрывают мокрыми опилками, песком, рогожей и периодически их поливают, а также покрывают битумными эмульсиями и другими
120
Глава IV. Неорганические вяжущие вещества
материалами, которые образуют паронепроницаемую пленку и предупреждают испарение воды из бетона.
Большое влияние на рост прочности цементного камня оказывает температура воды. Скорость химических реакций между клинкерными минералами и водой увеличивается с повышением температуры, а также значительно возрастает скорость уплотнения продуктов гидратации цемента.
Твердение цементного камня на практике может происходить в широком диапазоне температур: нормальное твердение при температуре 15—20° С, пропаривание при температуре 70—100° С и атмосферном давлении, автоклавная обработка под давлением насыщенного пара в 9—
16 атм и более при температурах от 174,5—200° С и выше и, наконец, твердение при отрицательной температуре. Наиболее быстро прочность цементного камня растет при пропаривании под давлением в автоклавах, — бетон через 4—6 ч приобретает марочную прочность. В условиях пропаривания при нормальном давлении твердение бетона происходит примерно в 2 раза медленнее, чем в автоклавах. Бетоны, подвергнутые тепловлажностной обработке при температуре до 100° С, в большинстве случаев приобретают только 70% марочной прочности и лишь в отдельных случаях достигают ее. Дальнейшего роста их прочности, как правило, не происходит.
По-разному ведет себя цемент при тепловлажностном режиме твердения в зависимости от минералогического состава клинкера. Белитовые цементы при автоклавной обработке твердеют наиболее быстро. Для алитовых цементов она не дает эффекта по сравнению с твердением при пропаривании. Однако эффект использования алитовых цементов при автоклавной обработке бетона возрастает, если добавкой является молотый кварцевый песок. При высокой температуре активность кварцевого песка по отношению к извести увеличивается. Образовавшаяся при гидролизе трехкальциевого силиката Са(ОН)г связывается с Si02 в прочное химическое соединение — гидросиликаты кальция.
Твердение портландцементного камня при температурах от 0 до 5—8° С происходит в 2—3 раза медленнее, чем при обычных температурах, а при отрицательных температурах почти полностью приостанавливается, так как вода превращается в лед. Однако оно все же возможно за счет добавки электролитов СаСЬ, NaCl или их смеси в количестве 5% и более веса цемента. Действие электролитов основано на том, что с повышением концентрации растворенных веществ в воде понижается температура ее замерзания. Кроме того, хлористые соли являются ускорителями твердения цемента. Однако добавка их более 2% для железобетонных конструкций не рекомендуется вследствие возможной коррозии арматуры.
Продолжительность хранения. Длительное хранение цемента даже в самых благоприятных условиях влечет за собой некоторую потерю его прочности: после 3 мес. хранения она может достигать 20%, а через год до 40%. Цементы более тонкого помола теряют больший процент прочности, так как влага воздуха, соприкасаясь с частицами, взаимодействует с ними, вызывая преждевременную гидратацию цемента. Кроме того, выделяющаяся при гидролизе известь реагирует с углекислотой воздуха, образуя на цементных зернах пленки труднорастворимого углекислого кальция, что препятствует проникновению воды к зернам цеменia при его твердении. Восстанавливать активность цемента можно вторичным помолом. Наиболее эффективен вибропомол, в процессе которого повышается тонкость помола цемента, а также с цементных зерен сдираются гидратные и инертные оболочки.
Гидравлические вяжущие вещества
121
Стойкость цементного камня
Бетон в инженерных сооружениях в процессе эксплуатации может быть подвержен агрессивному воздействию внешней среды: пресных и минерализованных вод, совместному действию воды и мороза, попеременному увлажнению и высушиванию. Среди компонентов бетона цементный камень наиболее подвержен развитию коррозионных процессов. Следовательно, для того чтобы бетон стойко сопротивлялся агрессивному воздействию внешней среды, цементный камень должен быть водостойким, морозостойким и атмосферостойким.
Водостойкость цементного камня. Коррозия цементного камня в водных условиях может быть подразделена на три вида.
I вид коррозии — разрушение цементного камня в результате растворения и вымывания некоторых его составных частей. Наиболее растворимой является гидроокись кальция, образующаяся при гидролизе трехкальциевого силиката. Хотя растворимость Са(ОН)2 невелика (1,3 г СаО на 1 л при 15°С), но в цементном камне бетона под воздействием проточных мягких вод количество растворенного и вымытого Са(ОН)2 непрерывно возрастает, цементный камень становится пористым и теряет прочность. Следует отметить, что Са(ОН)2 хорошо растворяется в водах, которые содержат в незначительном количестве катионы кальция и магния в виде бикарбонатов Са(НСОз)2 и Mg(HC03)2, придающих воде временную жесткость.
В то же время все минералы цементного клинкера могут длительное время находиться в водных условиях, но только при определенной концентрации извести в воде — не ниже так называемой равновесной концентрации. При понижении ее минералы растворяются с разложением и выделением в раствор извести. Равновесная концентрация тем выше, чем больше основность минерала. Так, для ЗСаО • Si02 • яН20 она равна 1,3 г/л СаО; для ЗСаО • А1203 • 6Н20 — 1,1 г/л СаО; для СаО • Si02 • •лН20— 0,05 г/л СаО. При снижении концентрации СаО менее чем на 0,05 г/л происходит полное растворение гидросиликатов с распадом их на Са(ОН)2 и Si02-nH20, сопровождающееся разрушением цементного камня.
Несколько предохраняет от данного вида коррозии защитная корка из углекислого кальция, образующаяся на поверхности бетона в результате реакции между гидроокисью кальция и углекислотой воздуха
Са(ОН)2 + С02 = СаСОз + Н20.
Растворимость СаСОз в воде почти в 100 раз меньше растворимости Са(ОН)2. Существенное повышение стойкости цементного камня в пресных водах достигается введением в цемент гидравлических добавок, связывающих Са(ОН)2 в малорастворимое соединение—гидросиликат кальция:
С а (ОН) 2 ■+■ Si02 + (п — 1) Н20 = СаО • Si02 • яН20.
Следующей мерой защиты бетона от коррозии этого вида является применение цемента, выделяющего при своем твердении минимальное количество свободной Са(ОН)2. Это белитовый цемент, содержащий небольшое количество трехкальциевого силиката.
II вид коррозии — разрушение цементного камня водой, содерж щей соли, способные вступать в обменные реакции с его составляющими. При этом образуются продукты, которые либо легко растворимы и уносятся фильтрующейся через бетон водой, либо выделяются в виде аморфной массы, не обладающей связующими свойствами. В результате
122
Глава IV. Неорганические вяжущие вещества
таких преобразований увеличивается пористость цементного камня и, следовательно, снижается его прочность.
Наиболее характерны среди этих обменных реакций те, которые протекают под действием хлористых и сернокислых солей. Сернокислый магний, взаимодействуя с Са(ОН)2 цементного камня, образует гипс и гидрат окиси магния — труднорастворимое аморфное вещество, не обладающее связностью и легко вымывающееся из бетона. Гипс имеет сравнительно высокую растворимость (до 2 г/л) и также вымывается. Схема этой реакции следующая:
Са(ОН)2 + MgS04 + 2Н20 = CaS04-2H20 + Mg(OH)2.
Между хлористым магнием и Са(ОН)2 протекает реакция
Са(ОН)2 + MgCl2 = СаС12 + Mg(OH)2.
Образовавшийся хлористый кальций хорошо растворяется в воде и уносится фильтрующейся водой.
Коррозия цементного камня водами, содержащими свободные углекислоту и ее соль Са(НС03)2, происходит в следующей последовательности. Вначале растворенная углекислота взаимодействует с Са(ОН)2 по реакции Са(0Н)2 + С02 = = СаСОз+ Н20 и образуется труднорастворимый углекислый кальций, что положительно сказывается на сохранности бетона. Однако при высоком содержании в воде углекислота действует разрушающе на цементный камень, образуя легко растворимый бикарбонат кальция:
СаСОз + С02 + Н20 = Са(НСОз)2.
Приведенные реакции, схематически характеризующие разрушение цементного камня под действием воды, содержащей растворенные солн, показывают, что основной причиной этого разрушения является содержание в цементном камне (бетоне) свободной гидроокиси кальция Са(ОН)2. Если же ее связать в другое, труднорастворимое соединение, сопротивление бетона коррозии этого вида должно возрасти, что наблюдается при использовании активных минеральных добавок.
К III виду коррозии относятся процессы, возникающие под действием сульфатов. В порах цементного камня происходит отложение ма* лорастворимых веществ, содержащихся в воде, или продуктов взаимодействия их с составляющими цементного камня. Их накопление и кристаллизация в порах вызывают значительные растягивающие напряжения в стенках пор и приводят к разрушению цементного камня.
Характерным видом сульфатной коррозии цементного камня является взаимодействие растворенного в воде гипса с трехкальциевым гидроалюминатом. При этом образуется труднорастворимый гидросульфоалюминат кальция, который, кристаллизуясь, поглощает большое количество воды и значительно увеличивается в объеме (примерно в 2,5 раза), что оказывает разрушающее действие на цементный камень. Реакция протекает по следующей схеме:
ЗСаО • А12Оз • 6Н20 + 3CaSOi + яН20 *
цш it75
II»
!!
/
7
/
У.
egg
9J5 / О
Кднцентрацая NafSd4 6 %
Рис. 43. Стойкость портландцемента в растворах различной концентрации
1 — портландцемент с 12 7% CjA;
2 — портландцемент с 10,3% СэА; 3 — портландцемент с 5,3% С*А
*= ЗСаО • А120з • 3CaS0; • 31Н20.
Гидравлические вяжущие вещества
123
В результате образуются кристаллы в виде длинных тонких игл, по внешнему виду напоминающие бациллы. Это внешнее сходство, а также разрушающее действие кристаллов на цементный камень дали основание назвать гидросульфоалюминат кальция «цементной бациллой». Вначале он уплотняет цементный камень, а дальнейшее действие сульфатных вод приводит к его разрушению и тем быстрее, чем большая концентрация сульфатов в воде. Содержание трехкальциевого алюмината понижает стойкость цемента против сульфатной коррозии. Зависимость сульфатостойкости цемента от концентрации сульфатов в воде, а также содержание СзА в клинкере представлены на рис. 43.
Мера защиты бетона от сульфатной коррозии логически вытекает из существа этого процесса, а именно, цемент с низким содержанием трехкальциевого алюмината должен обладать повышенной сульфатостойкостью.
Защита цементного камня от коррозии в водных условиях
Исключить или ослабить влияние коррозионных процессов при действии различных вод можно конструктивными мерами, улучшением технологии приготовления бетона, а также применением цементов определенного минералогического состава клинкера и состава по содержанию активных минеральных добавок.
Конструктивными мерами предотвратить действие воды на бетонную конструкцию можно путем устройства гидроизоляции, водоотводов и дренажей. Повышение водостойкости бетона технологическими средствами достигается интенсивным уплотнением бетона при укладке или формовании, использованием бетонных смесей с минимальным водоцементным отношением и тщательно подобранным зерновым составом заполнителей.
Увеличивается и водостойкость изделий, подвергнутых автоклавной обработке. Такие бетоны и растворы почти полностью устойчивы в водных растворах Na2S04 и CaS04 и несколько более устойчивы в растворах Mg'SO^ Гидросиликаты кальция, образующиеся в портландцементных бетонах автоклавного твердения, по отношению к сульфатам менее реакционноспособны, чем гидросиликаты, образующиеся при нормальном твердении.
Эффективным мероприятием является применение цементов определенного состава и качества. Получать коррозионностойкие цементы можно путем соответствующего подбора минералогического состава клинкера. Так, например, цемент, содержащий СзА не более 5%, оказывается стойким в сульфатных водах. Сульфатостойкость цемента, приготовленного на клинкере с низким содержанием C3S, увеличивается, так как в бетоне меньше содержится наиболее растворимого компонента — Са(ОН)2.
Увеличить стойкость бетона в агрессивной среде можно карбонизацией. При длительном выдерживании изделий из бетона на воздухе атмосферная углекислота вступает во взаимодействие с гидратом окисн кальция, образуя на поверхности изделия корку из углекислого кальция, который не выщелачивается пресной водой и не взаимодействует с сульфатами. Однако этот способ не достаточно совершенный, так как корка из углекислого кальция под влиянием различных механических воздействий (ударов волн или предметов, плавающих в воде) может разрушиться, а кроме того, она не является абсолютно водонепроницаемой, способной надежно предохранить цементный камень.
124
Глава IV. Неорганические вяжущие вещества
Более совершенной, чем карбонизация, является пуццоланизация — связывание гидрата окиси кальция активным кремнеземом кислых гидравлических добавок. Образующиеся гидросиликаты кальция практически не вступают в обменные реакции с сульфатами, и поэтому значительно повышается водостойкость цементного камня в отношении пресных и сульфатных вод. В отношении же кислых, углекислых и магнезиальных вод пуццоланизация не дает эффекта, так как эти воды разрушают не только гидрат окиси кальция, но и водные силикаты и алюминаты кальция.
Роль активных минеральных добавок (трепела, опоки, диатомита, доменных, гранулированных шлаков) в повышении водостойкости портландцемента будет рассмотрена ниже.
Морозостойкость цементного камня
Совместное попеременное действие воды и мороза влечет за собой разрушение бетонных сооружений. При отрицательных температурах вода, находящаяся в порах цементного камня, превращается в лед, который увеличивается в объеме примерно на 10%, давит на стенки пор и разрушает их.
Морозостойкость цементного камня зависит от минералогического состава клинкера, тонкости помола цемента и водоцементного отношения. До определенной тонкости помола (5000—6000 см2/г) морозостойкость цемента увеличивается, но затем заметно падает. Это объясняется пористой структурой новообразований цемента сверхтонкого измельчения. Присутствие в цементе в значительном количестве активных минеральных добавок отрицательно влияет на морозостойкость цементного камня вследствие высокой пористости их и низкой морозостойкости продуктов взаимодействия добавок с компонентами цементного камня. Среди минералов клинкера наименее морозостойким является С3А, поэтому его содержание в цементе для морозостойких бетонов не должно превышать 10%. Увеличение водоцементного отношения понижает морозостойкость цементного камня вследствие повышения его пористости.
Таким образом, для увеличения морозостойкости бетона необходимо применять цементы с низким содержанием СзА и минимальным содержанием активных минеральных добавок, а также использовать бетонные смеси с возможно меньшим водоцементным отношением, тщательно уплотняя смесь при укладке.
Значительно повышают морозостойкость бетона поверхностно-активные добавки (сульфитно-спиртовая барда, мылонафт). Пластифицирующие добавки (сульфитно-спиртовая барда) существенно снижают водопотребность бетонных смесей при сохранении заданной подвижности, т. е. уменьшают пористость цементного камня. Гидрофобизующие добавки (мылонафт) обладают воздухововлекающей способностью: они вовлекают воздух в бетонную смесь в виде мельчайших пузырьков, которые в бетоне амортизируют давление льда. Кроме того, они повышают однородность структуры цементного камня (придают водоотталкивающие свойства) и гидрофобизуют стенки пор и капилляров, увеличивая сопротивляемость цементного камня действию воды.
Следует иметь в виду, что замораживание цементного камня в начальный период твердения является наиболее опасным, так как он еще не обладает достаточной прочностью и не может энергично сопротивляться давлению льда.
Гидравлические вяжущие вещества
125
4. РАЗНОВИДНОСТИ ПОРТЛАНДЦЕМЕНТА
Пластифицированный портландцемент
Пластифицированный портландцемент отличается от обыкновенного содержанием поверхностно-активной пластифицирующей добавки, повышающей подвижность и удобоукладываемость бетонной смеси и придающей затвердевшим бетонам высокую морозостойкость. В качестве пластифицирующих добавок применяют сульфитно-спиртовую барду, которую можно вводить как при помоле цемента, так и непосредственно в бетонную смесь во время ее приготовления.
Активной частью сульфитно-спиртовой барды и ее производных являются лигносульфоновые кислоты и их соли — сульфолигнаты. Эти добавки образуют на поверхности цементных зерен адсорбционные пленки, которые, будучи гидрофильными, удерживают около поверхности цементных зерен большое количество молекул воды; часть их связана с поверхностью молекулярными силами, а часть заключена в адсорбционном слое между молекулами сульфолигнатов. Образующиеся адсорбционно-гидратные слои воды обеспечивают гидродинамическую смазку зерен, препятствуя их слипанию, уменьшают трение между ними, благодаря чему повышается пластичность цементного теста. Они повышают устойчивость цементно-водных смесей — замедляется процесс осаждения цементных зерен и в результате уменьшается водоотделение.
За счет пластифицирующего действия добавки появляется возможность снижения водоцементного отношения В/Ц. При оптимальной дозировке гипса и с.с.б. уменьшение расхода воды для большинства цементов составляет в среднем около 10—15%. Пластифицирующее действие добавки с. с. б. возрастает с тонкостью помола цемента.
Влияние сульфитно-спиртовой барды на отдельные минералы различное: наибольшее пластифицирующее действие она оказывает на C3S, наименьшее — на C2S. Поэтому неодинаковый характер влияния с.с.б. проявляется по-разному и в цементах различного минералогического состава; наиболее пластифицированные бетонные смеси получаются из алитовых цементов.
Пластифицирующие добавки повышают прочность бетона, так как они, снижая водопотребность бетонной смеси, сохраняют ее подвижность, а в результате возрастает плотность и соответственно растет прочность бетона. При сохранении заданной прочности бетона пластифицирующая добавка позволяет снизить расход цемента. Оптимальной величиной добавки с.с.б. можно считать ту, при которой прочность пластифицированного цемента будет не ниже прочности обыкновенного портландцемента.
Сульфитно-спиртовая барда является эффективной добавкой для повышения морозостойкости бетонов, что объясняется главным образом получением цементного камня большей плотности. Вместе с тем следует иметь в виду, что введение в цемент органических пластифицирующих добавок отрицательно отражается на скорости гидратации и твердении цемента, особенно в первые сроки, хотя к 28 сут. прочность бетонов на цементах с добавками и без них становится одинаковой. Это препятствует применению пластифицированного портландцемента в заводском производстве бетонных и железобетонных изделий.
Оптимальное количество добавки с.с.б. для увеличения морозостойкости составляет обычно от 0,15 до 0,25% веса цемента (в расчете на сухое вещество), но в каждом отдельном случае должно устанавливаться лабораторией.
126
Глава IV. Неорганические вяжущие вещества
Эффект от введения с.с.б. значительно повышается, если цементы имеют оптимальное количество гипса. Это объясняется более благоприятными условиями для образования в твердеющем цементном камне сульфоалюминатов кальция, уплотняющих бетон и более морозостойких, чем гидроалюминаты; морозостойкость бетона повышается также за счет некоторого воздухововлечения.
Введение пластифицирующих добавок не приводит к созданию новых видов цемента, а лишь придает исходному цементу дополнительные свойства (более высокую пластичность). Поэтому пластифицированные цементы могут применяться наряду с обыкновенными, обеспечивая получение более удобоукладываемых бетонных смесей и морозостойких бетонов. Особенно широко их используют в дорожном, аэродромном и гидротехническом строительстве.
Гидрофобный портландцемент
Гидрофобный портландцемент отличается от обыкновенного содержанием поверхностно-активной гидрофобизующей добавки — мылонафта, асидола, асидол-мылонафта, олеиновой кислоты или окисленного петролатума — в количестве 0,06^-0,3% веса цемента в расчете на сухое вещество добавки. Гидрофобизующие добавки образуют на зернах цемента тонкие (мономолекулярные) пленки, уменьшающие способность цемента смачиваться водой: находясь во влажных условиях, цемент со* храняет активность и не комкуется, В процессе перемешивания бетонной смеси адсорбционные пленки сдираются с поверхности цементных зерен и не препятствуют нормальному течению процессов твердения цемента.
При приготовлении бетонов гидрофобизующие добавки вовлекают в бетонную смесь большое количество мельчайших пузырьков воздуха — до 30—50 л на 1 мъ смеси (3—5% по объему). Вовлеченный воздух улучшает подвижность и удобоукладываемость смеси, а наличие в отвердевшем бетоне мельчайших замкнутых пустот способствует повышению его морозостойкости. Гидрофобный цемент характеризуется и более высокими, чем обычный цемент, водостойкостью и водонепроницаемостью.
К недостаткам гидрофобного портландцемента следует отнести замедленный рост прочности в начальный период, так как гидрофобные пленки на зернах цемента препятствуют его взаимодействию с водой. Но марочная 28-суточная прочность равна прочности обыкновенного портландцемента.
Гидрофобный портландцемент рекомендуется применять взамен обычного в тех случаях, когда необходимы его длительное хранение и перевозки на дальние расстояния. Этот цемент можно применять для тех же целей, что и пластифицированный портландцемент.
Быстротвердеющий портландцемент
Быстротвердеющий портландцемент (БТЦ) обладает более интенсивным, чем обычный, нарастанием прочности в начальный период твердения. Это достигается путем более тонкого помола цемента и регулирования его минералогического состава. При помоле быстротвердеющего портландцемента допускается введение активных минеральных добавок в количестве не более 10%, а доменных гранулированных шлаков не более 15% по весу.
Клинкер быстротвердеющего портландцемента обычно содержит 60—65% C3S и СзА и ограниченное (до 0,5%) количество свободной СаО. Гипс вводится в обычной дозировке: в пересчете на S03 не менее
Гидравлические вяжущие вещества
127
1,5 и не более 3,5% в зависимости от минералогического состава клинкера (содержания СзА) и от тонкости помола.
Быстротвердеющий цемент размалывают до удельной поверхности 3500—4000 см2/г (вместо 2800—3000 см2!г для обычного портландцемента). Образцы, изготовленные из пластичного цементного раствора состава 1 :3, через 3 сут. твердения должны показать прочность не менее 40 кГ/см2 на изгиб и не менее 250 кГ/см2 на сжатие. В остальном свойства БТЦ не отличаются от свойств обыкновенного портландцемента.
Быстротвердеющие портландцемента целесообразно применять при изготовлении высокопрочных, обычных и предварительно напряженных железобетонных изделий и конструкций, а также при возведении сооружений из монолитного бетона.
Разновидностью быстротвердеющего цемента является особобыстротвердеющий цемент (ОБТЦ), отличающийся не только большой скоростью твердения в начальный период, но и высокой активностью (600 кГ/'см2 и более). Прочность при сжатии образцов из пластичного раствора в суточном возрасте не менее 250, а в трехсуточном — не менее 350 кГ/см2.
Пути получения ОБТЦ и БТЦ аналогичны — высокая тонкость помола, оптимальный минералогический состав. Кроме этого, добавляют большее количество гипса, способствующего уплотнению цементного камня вначале и быстрому росту его прочности.
Сульфатостойкий портландцемент
Сульфатостойкий портландцемент применяют для получения бетонов, работающих в минерализованных и пресных водах. Изготовляют его из клинкера нормированного минералогического состава. Содержание в этом цементе должно быть не более (в %)«* C3S — 50, СзА — 5, C3Ah-C4AF — 22. Введение инертных и активных минеральных добавок не допускается. В связи с умеренным содержанием в клинкере C3S и малым СзА сульфатостойкий цемент является, по существу, белитовым и обладает несколько замедленным твердением в начальные сроки и низким тепловыделением. Цемент выпускают марок 300 и 400, остальные требования к нему такие же, как и к портландцементу.
Сульфатостойкий пуццолановый портландцемент получают совместным помолом клинкера, содержащего не более 8% С3А, с кислыми ак* тивными минеральными добавками. Количество их от веса цемента следующее: добавки вулканического происхождения или глиеж не менее 25 и не более 40%; добавки осадочного происхождения не менее 20 и не более 30%.
Цемент делится на марки — 200, 300 и 400, характеризуется пониженной морозостойкостью и поэтому предназначается для конструкций, работающих в подводных и подземных сооружениях в условиях сульфатной агресии.
Портландцемент с умеренной экзотермией
Портландцемент с умеренной экзотермией отличается от обычного тем, что его получают из клинкера с низким содержанием высокоэкзо* термичных минералов C3S и С3А и соответственно повышенным содержанием низкоэкзотермичных минералов C2S. В этом цементе содержание C3S не должно превышать 50, а СзА 8%. Активные минеральные добавки не допускаются. Цемент выпускают двух марок— 300 и 400.
128
Глава IV. Неорганические вяжущие вещества
По составу и прочности цемент аналогичен сульфатостойкому и применяется для возведения бетонных и железобетонных конструкций наружных стен гидротехнических и других сооружений, работающих в пресной или слабоминерализованной воде и подвергающихся систематическому замораживанию и оттаиванию, увлажнению и высыханию.
Дорожный портландцемент
Портландцемент, применяемый для бетонных покрытий автомобильных дорог, должен обладать рядом специфических свойств: высокими прочностью, сопротивлением износу, морозостойкостью, деформативной способностью и стойкостью при действии агрессивных сред. В наибольшей мере удовлетворяет указанным требованиям портландцемент с высоким содержанием алита и алюмоферритной фазы, тогда как содержание С3А в клинкере не должно быть более 10%. При помоле клинкера допускается введение в качестве гидравлической добавки только гранулированного доменного шлака в количестве не более 15%; другие минеральные добавки недопустимы, так как снижают морозостойкость.
Для дорожного бетона применяют портландцемент марки не ниже 300 при испытании в пластичных растворах. Для повышения морозостойкости дорожного бетона полезно введение воздухововлекающих добавок.
Белый и цветные портландцементы
Белый портландцемент получают из сырьевых материалов, имеющих минимальное содержание окрашивающих окислов (железа, марганца, хрома). В качестве сырьевых материалов используют «чистые» известняки или мраморы и белые каолиновые глины, а в качестве топлива — газ или мазут, не загрязняющие клинкер золой. Помол цемента более тонкий: остаток на сите № 008 должен быть не более 10%.
Основным свойством белого цемента, определяющим его качество как декоративного материала, является степень белизны, и по этому показателю цемент подразделяется на три сорта —БЦ-1, БЦ-2 и БЦ-3. По прочности белый цемент выпускают трех марок — 250, 300 и 400 (испытания в растворах жесткой консистенции). Начало схватывания должно наступать не ранее 30 мин. Транспортируют и хранят его только в закрытой таре. Вследствие особых требований к сырью и технологическому процессу стоимость белого портландцемента оказывается выше стоимости обычного цемента.
Цветные портландцементы получают путем совместного помола клинкера белого цемента со свето- и щелочестойкими минеральными красителями: охрой, железным суриком, ультрамарином, окисью хрома, сажей.
П. И. Боженов предложил для получения цветных цементов в процессе приготовления сырьевой смеси вводить окислы некоторых металлов (0,05—1%). Эффективное окрашивание дают окислы хрома (желтозеленый цвет), марганца (голубой и бархатно-черный), кобальта (коричневый). При этом получают окрашенные клинкеры редких цветов, трудно достигаемых при изготовлении цветных цементов смешиванием с пигментами. На различные цветовые оттенки оказывает также влияние минералогический состав клинкера.
Белые и цветные цементы применяют для отделочных работ, производства облицовочных плиток, лестничных ступеней, подоконных плит, фактурного слоя панелей, искусственного мрамора и т.д.
Гидравлические вяжущие вещества
129
5. ЦЕМЕНТЫ С АКТИВНЫМИ МИНЕРАЛЬНЫМИ ДОБАВКАМИ
К этой группе гидравлических вяжущих веществ принадлежат цементы, получаемые совместным помолом портландцементного клинкера или извести и активной минеральной добавки или тщательным смешиванием указанных компонентов после раздельного измельчения каждого из них. В зависимости от вида исходного вяжущего компонента и добавки цементы с активными минеральными добавками подразделяются на пуццолановые или шлакопортландцементы и известково-пуццолановые и известково-шлаковые вяжущие.
Активные минеральные добавки
Активными минеральными (гидравлическими) добавками называют природные или искусственные вещества, которые при смешивании в тонкоизмельченном виде с известью и затворении водой придают ей способность к гидравлическому твердению, а при смешивании с портландцементом повышают его стойкость в пресных и сульфатных водах. Гидравлические добавки в порошкообразном состоянии будучи смешаны с водой самостоятельно не затвердевают. Активные минеральные добавки по происхождению подразделяются на природные и искусственные (табл. 22). Они содержат в значительном количестве вещество, способное при обычных условиях вступать в химическое взаимодействие с гидратом окиси кальция и давать труднорастворимые продукты реакции. В диатомитах, трепелах и других добавках осадочного происхождения этим веществом является активный водный кремнезем, в вулканических и искусственных — преимущественно алюмосиликаты, а в добавках, содержащих обожженное глинистое вещество (глиниты, глиежи, золаунос и топливные шлаки), — метакаолинит и активный глинозем.
Таблица 22
АКТИВНЫЕ МИНЕРАЛЬНЫЕ ДСБАВКИ
Естественные
Искусственные
вулканического
происхождения
осадочного
происхождения
Вулканические пеплы
Вулканические туфы пемзы
Трассы — метаморфические разновидности вулканических туфов
Витрофиры — породы порфировой структуры, состоящие в основном из темного вулканического стекла
Диатомиты
Трепелы
Опоки
Глиежи (естественно обожженные глинистые породы)
Доменные гранулированные шлаки, топливные шлаки Белитовый (нефелиновый) шлам — отход глиноземного производства, содержащий в своем составе до 80% белита, частично гидратированного Зола-унос — отход, остающийся при сжигании некоторых видов твердого топлива. Горелые породы. Обожженные глинистые материалы (глиниты, цемянки и т. д.)
Минеральная добавка считается активной, если она обеспечивает конец схватывания теста, приготовленного на основе добавки и извести,
130
Глава IV. Неорганические вяжущие вещества
не позднее 7 сут. после затворения и обеспечивает водостойкость не позднее 3 сут. после конца его схватывания. Качество гидравлических добавок характеризуют также количеством в мг СаО, поглощенной из раствора 1 г добавки в течение 30 сут.
Активность минеральных добавок имеет следующее значение:
трепелы и диатомиты не менее 150—400
трассы . . . . 60—150
пемза, туфы, пеплы 50—150
глиежи .... . . 30—100
обожженные глины, топливные шлаки и золы 50—100
Добавки с меньшей активностью относятся к инертным. Помимо
активности качество добавки оценивают также по величине набухания и по водопотребности.
Пуццолановый портландцемент
Пуццолановый портландцемент — гидравлическое вяжущее вещество, твердеющее в воде и во влажных условиях, получаемое путем совместного тонкого измельчения клинкера, гипса (до 3,5%) и активной минеральной добавки или тщательным смешиванием раздельно измельченных тех же материалов. Добавок вулканического происхождения, обожженной глины, глиежа или топливной золы вводят не менее 25 и не более 40% веса цемента, а добавок осадочного происхождения (диатомитов, трепелов) —20—30%. В зависимости от активности гидравлической добавки и минерального состава клинкера устанавливаются их количества. Чем активнее добавка, тем больше она способна связать гидрата окиси кальция и тем меньшее ее количество необходимо, и наоборот.
Водопотребность пуццолановых портландцементов с плотными и твердыми добавками (трассы, туфы) почтитакаяже,каки портландцемента, а при использовании мягких пористых добавок (диатомиты и трепелы) значительно увеличивается. Поэтому необходимая подвижность бетонной смеси обеспечивается большей добавкой воды, а это вызывает увеличение расхода цемента, так как прочность бетона не должна понижаться.
Сроки схватывания и тонкость помола пуццоланового цемента такие же, как и обыкновенного портландцемента; однако пуццолановые портландцементы характеризуются замедленным нарастанием прочности в начальный период твердения по сравнению с портландцементом без добавок, изготовленным из того же клинкера. Пуццолановые портландцементы характеризуются обычно равномерным изменением объема и по значению прочности делятся на марки 200, 300, 400 и 500.
При твердении пуццоланового портландцемента происходят два процесса: гидратация минералов портландцементного клинкера и взаимодействие активной минеральной добавки с гидратом окиси кальция, выделяющимся при твердении клинкера. Са(ОН)2 при этом связывается в нерастворимый в воде гидросиликат кальция по реакции:
Са (ОН) 2 + Si02 + (п — 1) Н20 = СаО • Si02 • пН20.
В результате пуццолановый портландцемент оказывается более водостойким, чем обыкновенный портландцемент.
Пуццолановый портландцемент более стоек в сульфатных водах, так как в цементном камне почти отсутствуют окись кальция и высокоосновные четырех- и трехкальциевые гидроалюминаты.
Бетоны и растворы на пуццолановом портландцементе вследствие повышенной водопотребности менее морозостойки, чем бетоны на порт¬
Гидравлические вяжущие вещества
131
ландцементе. Воздухостойкость его удовлетворительна. Цемент имеет меньшую, чем портландцемент, водопроницаемость. Объясняется это набуханием гелеобразных составляющих цементного камня и гидравлической добавки в присутствии водного раствора гидрата окиси кальция, уплотняющей бетон.
Бетоны на пуццслановых цементах, особенно на цементах с гидравлическими добавками осадочного происхождения, характеризуются повышенными деформациями усадки и набухания. При твердении на воздухе для цементного камня характерны интенсивная усадка гелеобразных масс и развитие стягивающих напряжений в капиллярах вследствие неизбежного испарения воды. Наоборот, при твердении в воде объем значительно увеличивается вследствие адсорбции воды и набухания коллоидных новообразований. Влажностные деформации особенно значительны в начальный период твердения.
Пуццолановые портландцементы весьма чувствительны к температурным условиям твердения. Так, при 10—12° С процессы схватывания и твердения значительно замедляются, а при 5° С и менее почти полностью прекращаются. При повышенных температурах пуццолановые портландцементы схватываются и твердеют более интенсивно, чем портландцемент, поэтому изделия и конструкции из бетонов на этом цементе целесообразно подвергать термообработке. При схватывании и твердении пуццоланового цемента выделяется меньше тепла, что позволяет использовать этот цемент для массивных бетонных конструкций. Не пригоден пуццолановый портландцемент для изготовления элементов, эксплуатируемых в условиях попеременного систематического увлажнения и замораживания, или высушивания. Пуццолановые цементы целесообразно применять для подводных и подземных бетонных и железобетонных конструкций, особенно тогда, когда от бетонов требуются большая водонепроницаемость и высокая водостойкость.
При использовании портландцементного клинкера, содержащего не более 8% трехкальциевого алюмината, можно получить сульфатостойкий пуццолановый портландцемент. Он применяется для подводных конструкций наряду с сульфатостойким портландцементом, но отличающийся от него более высокой водостойкостью и несколько меньшей стоимостью. Получают такой цемент по технологии пуццоланового портландцемента марок 200, 300 и 400 с введением добавок вулканического (25—40%) или осадочного (20—30%) происхождения.
Не рекомендуется применять сульфатостойкий пуццолановый портландцемент в тех случаях, когда помимо сульфатостойкости сооружения необходимо обеспечить его высокую стойкость против попеременного замораживания и оттаивания, увлажнения и высыхания.
Известково-пуццолановый цемент
Известково-пуццолановым (вяжущим) цементом называется гидравлическое вяжущее вещество, получаемое совместным тонким помолом комовой извести и высушенной гидравлической добавки или тщательным смешиванием тех же материалов, измельченных раздельно. Для регулирования сроков схватывания при помоле или смешивании добавляется до 5% гипса. Содержание извести в этих вяжущих составляет 15—35%; для повышения воздухостойкости его увеличивают до 50% и более, но при этом наблюдается понижение водостойкости. В отдельных случаях, в частности, для повышения морозостойкости известковопуццолановых цементов добавляется также до 15—25% портландцемента (от общего веса смеси).
132
Глава IV. Неорганические вяжущие вещества
Для изготовления известково-пуццоланового вяжущего применяют все виды перечисленных выше добавок. В зависимости от вида добавки это вяжущее приобретает соответствующее название — известково-трепельное, известково-туфовое и т. д.
Тонкость помола цемента должна быть такой, чтобы через сито № 008 прошло не менее 75% веса просеиваемой пробы; водопотребность его в 2—3 раза больше водопотребности портландцемента; начало схватывания наступает через 3—6 чу а конец — через 8—12 ч; при твердении на воздухе цементы дают большую усадку. Известково-пуццолановые цементы выпускают трех марок— 50, 100 и 150. Интенсивное нарастание прочности наблюдается только при хранении в среде высокой влажности или в воде. При пониженных температурах цементы твердеют очень медленно, а при температуре +10° С твердение практически прекращается.
Известково-пуццолановый цемент имеет низкую воздухостойкость, что ограничивает его применение при возведении наземных конструкций, работающих в воздушно-сухой среде. Водостойкость известково-пуццолановых цементов высокая. Во влажной и водной среде цемент относительно быстро твердеет и набирает прочность, а благодаря набуханию гелевых масс возрастают плотность и водонепроницаемость бетонов на этом цементе. Известково-пуццолановые цементы имеют очень малую морозостойкость, поэтому их нельзя применять в конструкциях, подверженных систематическому замораживанию и оттаиванию в насыщенном водой состоянии.
Применяют известково-пуццолановые цементы для бетонов подземных или подводных конструкций, а не в надземных сооружениях, для приготовления кладочных и штукатурных растворов, а также для производства легкобетонных камней. Вследствие низкой прочности их нельзя использовать для получения железобетона.
6. ШЛАКОВЫЕ ЦЕМЕНТЫ
Шлаковые цементы являются разновидностью цементов с активными минеральными добавками, в которых последние представлены доменными гранулированными шлаками. Способность шлаков к самостоятельному водному твердению позволяет получать шлаковые цементы по качеству выше, чем пуццолановые цементы (с другими видами активных минеральных добавок).
Эта группа вяжущих является весьма эффективной в экономическом отношении. Издержки производства шлакопортландцемента ниже, чем обычного портландцемента, на 15—20%, а известково-шлакового вяжущего еще ниже. Весьма экономичным является производство высокомарочного (марка 500) шлакопортландцемента, полноценно заменяющего лучшие виды портландцемента, особенно в массивных конструкциях. Следует особо подчеркнуть высокую экономическую эффективность шлаковых бесклинкерных вяжущих, себестоимость которых даже при небольших мощностях установок по производству вяжущих не превышает 4,5—5 руб/т.
Шлаки и их свойства
Шлаками называют побочные продукты, получаемые при плавке черных и цветных металлов, сжигании твердых видов топлива, а также при электротермической возгонке фосфора. До последнего времени для производства вяжущих веществ применялись лишь гранулирован-
Гидравлические вяжущие вещества
133
ь’ые доменные шлаки, в последние годы начали использовать передельные шлаки черной металлургии, некоторые шлаки цветной металлургии, а также топливные гранулированные шлаки.
Доменные шлаки представляют собой вторичный продукт (отход), получаемый при выплавке чугуна из руд. По химическому составу они приближаются к портландцементу и состоят, в основном, из трех окислов: СаО, Si02, AI2O3 (90—95%). Для оценки качества шлаков как активной минеральной добавки вяжущих веществ пользуются двумя модулями — основности и активности: модуль основности
Мо- °/о Са° + °/о М^°
% S102 + % А1203
(при Мо>1 шлаки называются основными, а при Мо<1 — кислыми); модуль активности
Ма = %А1г°3.,
% Si02
Гидравлическая активность доменных шлаков возрастает с увеличением значений обоих модулей, при этом чем выше модуль активности, тем быстрее твердеет шлак в измельченном состоянии.
Надо иметь в виду, что шлаки одного и того же химического состава могут быть активными или почти совсем не обладать способностью образовывать гидравлическое вяжущее вещество, так как это зависит от того, какая структура получена при охлаждении шлака. При медленном охлаждении шлака значительная часть его успевает выкристаллизоваться в виде различных устойчивых минералов, которые не обладают вяжущими свойствами. При быстром охлаждении шлаков кристаллизация затруднена и они приобретают преимущественно стекловидную (аморфную) структуру, когда составляющие шлака находятся в неустойчивом неравновесном состоянии и активность их значительно выше, чем у закристаллизованных шлаков. Поэтому для повышения активности шлаков, применяемых для изготовления цементов, все огненно-жидкие шлаки подвергают резкому охлаждению. При этом их гранулируют, т. е. создают условия, когда образуются в виде мелких зерен гранулы очень пористой структуры.
Гранулированные доменные шлаки получают на установках мокрой, полусухой и сухой грануляции. При мокром способе граиуляции количество стекловидной фазы оказывается наибольшим — 40—95%, но шлак имеет высокую влажность (до 40%). Поэтому использование таких шлаков несколько удорожает цемент за счет большого расхода топлива на сушку шлака (до 80 кг условного топлива на 1 т сухого гранулята). Однако качество шлака мокрой грануляции пока выше, чем шлака, полученного другими способами.
Лучшие технико-экономические показатели дает полусухая грануляция шлаков, заключающаяся в первичном охлаждении жидкого шлака водой и окончательном охлаждении его воздухом. Влажность шлака составляет 5—10%. Для полусухой грануляции используются барабанные грануляторы, гидроударные установки и грануляционные мслышцы. При граиуляции на установке с барабаном (рис. 44) жидкий шлак из шлакового ковша сливается в приемную ванну и далее поступает на наклонный грануляционный желоб, в который через специальные сопла подается вода под давлением до 6 атм из расчета 0,7—1,5 м3 на 1 т топлива. Сильно охлажденный шлак вместе с водой попадает на грануля¬
134
Глава IV. Неорганические вяжущие вещества
ционный барабан, где дробится и отбрасывается на площадку склада. При этом частицы шлака интенсивно охлаждаются воздухом.
При сухой грануляции поток шлакового расплава разбивается сильной струей воздуха или пара на мелкие капли, охлаждающиеся далее воздухом. Влажность гранулированного таким образом шлака равна
0-5%.
Гранулированные доменные шлаки даже при наиболее благоприятном химическом составе и почти полном остекловании при грануляции, измельченные в тонкий порошок, не обладают дос+аточныМи гидравлическими свойствами, т. е. при затворении водой твердеют очень медленно. Для получения шлаковых цементов с высокими гидравлическими свойствами необходимо применять специальные добавки — возбудители гидравличности гранулированных шлаков. Ими являются некоторые щелочи и сульфа+ы. На основе этих возбудителей получают шлакопортландцемент, известково-шлаковый и сульфатно-шлаковый цементы.
Шлакопортландцемент
ШлакопЬртландцементом называется гидравлическое вяжущее вещество, получаемое совместным измельчением портландцементного клинкера, доменного гранулированного шлака и небольшого количества гипса (до 3,5% серного ангидрида от веса всей смеси) или путем тщательного смешения раздельно измельченных тех же компонентов. При совместном измельчении клинкера, шлака и гипса качество шлакопортландцеМента оказывается несколько выше, так как при раздельном измельчении и последующем смешивании исходных материалов не удается получить продукт такой же однородности, как В первом случае. Содержание доменного гранулированного шлака в шлакопортландцементе должно составлять не менее 30 и не более 60% веса готового продукта, причем допускается часть шлака — в количестве не более 15% —заменять природными гидравлическими добавками (трепелом, диатомитом и др.).
Наряду со шлакопортландцементом промышленность выпускает также быстротвердеющий шлакопортландцемент, отличающийся более интенсивным нарастанием прочности в начальный период (до 1 сут.); марочная 28-су1*очная прочность его равна марке обыкновенного шлакопортландцемента. Для получения быстротвердеющего шлакопортландцемента применяют клинкер быстротвердеющего цемента, доменные шлаки высокой активности, уменьшая их предельное содержание до 50% веса цемента.
Гидравлические вяжущие вещества
136
Твердение шлакопортландцемента может быть разделено на два периода: первичный — гидратация и твердение клинкерной части цемента— и вторичный — химическое взаимодействие продуктов гидратации клинкерной части с доменными гранулированными шлаками. При гидратации трехкальциевого силиката клинкера выделяется-гидрат окиси кальция, взаимодействующий с глиноземом и кремнеземом шлака с образованием гидросиликатов и гидроалюминатов кальция.
По сравнению с портландцементом шлакопортландцемент характеризуется замедленным нарастанием прочности в начальные сроки твердения, но марочная и последующая прочности их примерно одинаковы. С понижением температуры прирост прочности сильно снижается. Повышенная температура при достаточной влажности среды оказывает на твердение шлакопортландцемента более благоприятное влияние, чем на твердение портландцемента.
По пределу прочности при сжатии и изгибе шлакопортландцемент разделяется на марки 200, 300, 400 и 500. Быстротвердеющйй шлакопортландцемент должен иметь в трехсуточном возрасте предел прочности при сжатии не менее 200 и при изгибе не менее 35 кГ/см\ Водостойкость бетонов на шлакопор1У1андцементе выше, чем на портландцементе, из-за отсутствия в них свободного гидрата окиси кальция: в шлакопортландцементном бетоне она связана шлаком в труднорастворимые гидроалюминаты и низкоосновные гидросиликаты кальция, тогда как в портландцементном бетоне гидрат окиси кальция в значительном количестве содержится в свободном виде и может вымываться, ослабляя бетон.Шлакопортландцементный бетон обладает удовлетворительной морозостойкостью и воздухостойкостью. Однако он все же менее стоек, чем бетон на портландцементе. Это объясняется тем, что низкоосновные гидросиликаты более склонны к деформациям лри изменении состояния среды и менее способны сопротивляться совместному действию воды и мороза.
Применяют шлакопортландцемент для тех же целей, что и портландцемент, однако учитывая его повышенную водостойкость, наиболее целесообразно его использовать в гидротехнических сооружениях, а также для конструкций, находящихся в условиях влажной среды. Не следует применять его в конструкциях, подвергающихся частому замораживанию и OTfaHBaHHK), увлажнению и высыханию.
Известково-шлаковый цемент
Известково-шлаковое вяжущее получают совместным помолом сухого гранулированного доменного шлака и извести с добавкой небольшого количества гипса или тщательным смешением тех же материалов, раздельно измельченных в тонкий порошок. Содержание окиси кальция в вяжущем изменяется в зависимости от вида шлака (основной или кислый) и колеблется в пределах от 10 до 30% веса смеси.
Известкойо-шлаковое вяжущее медленно схватывается и медленно тйердеет: начало схватывания наступает через 1,5—4 ч, а конец — через
4—8 ч. Для регулирования сроков схватывания и твердения в него вводят до б% гипса. Это вяжущее выпускают трех марок — 50, 100 и 150; при высококачественных шлаках и извести-кипелке марка может быть повышена до 300.
Воздухостойкость известково-шлакового вяжущего низкая. При т&ердении на воздухе прочность понижается в результате разрушающего действия С02 воздуха на отдельные кристаллогидраты, а также вследствие больших усадочных деформаций. Морозостойкость это го вя¬
136
Глава IV. Неорганические вяжущие вещества
жущего ниже, чем шлакового портландцемента: она достигает обычно 25—50 циклов замораживания и оттаивания. Поэтому в отличие от известково-пуццолановых известково-шлаковый цемент можно применять для наружных стен и других ограждающих конструкций, а также тех частей гидротехнических сооружений, которые подвергаются нечастым периодическим воздействиям замораживания и оттаивания. Для повышения морозостойкости иногда вводят до 20% портландцемента (от веса смеси). Бетоны на этом вяжущем необходимо предохранять от преждевременного высыхания.
Применяют известково-шлаковое вяжущее в конструкциях, не подвергающихся систематическому попеременному замораживанию и оттаиванию, увлажнению и высыханию.
Сульфатно-шлаковые цементы
Имеется несколько видов сульфатно-шлаковых цементов, но наиболее широкое распрострайение получили гипсо-шлаковый и шлаковый бесклинкерный цемент.
Гипсо-шлаковый цемент — гидравлическое вяжущее вещество, получаемое путем совместного помола гранулированного доменного шлака, гипса и портландцементного клинкера. Состав цемента следующий (в %): шлака 75—85, двуводного гипса или ангидрита 15—20 и до
5 портландцементного клинкера или до 2 извести. Для этого цемента используют шлаки с повышенным содержанием глинозема, т. е с высоким модулем активности.
Сульфатно-шлаковый цемент является медленнотвердеющим вяжущим веществом. Он выпускается двух марок — 300 до 400 при испытании образцов из раствора жесткой консистенции (1 3) через 28 сут. Начало схватывания его должно наступать не ранее 30 мин, а конец — не позднее 12 ч после затворения водой. При гидратации цемента выделяется мало тепла (40—45 шал/кг в течение 7 сут.), поэтому его можно применять в массивных конструкциях. Подогрев до 40° С ускоряет твердение, но при более высоких температурах прочность падает вследствие дегидратации сульфата кальция. Изделия из гипсо-шлакового цемента имеют невысокие морозостойкость и воздухостойкость, но повышенную стойкость в пресной и некоторых минерализованных водах.
Применяют гипсо-шлаковый цемент для бетонных и железобетонных подземных и подводных конструкций и сооружений. Наиболее целесообразно его использовать в условиях выщелачивания и сульфатной агрессии. Не рекомендуется применять сульфатно-шлаковый цемент в конструкциях, подверженных попеременному замораживанию и оттаиванию или увлажнению и высыханию.
Шлаковым бесклинкерным цементом называют гидравлическое вяжущее вещество, получаемое совместным помолом гранулированного доменного шлака (85—90%), сульфата кальция (5—8%) и обожженного доломита (5—8%). Для основных шлаков доломит обжигают при 800—900° С, что сопровождается полным разложением MgC03 и частичным СаСОз, а для кислых шлаков — при 1000—1100° С с полным разложением также и СаСОз. Свойства и условия применения шлакового бесклинкерного цемента такие же, как и гипсо-шлакового.
7. ГЛИНОЗЕМИСТЫЙ ЦЕМЕНТ
Глиноземистый цемент представляет собой быстротвердеющее гидравлическое вяжущее вещество, получаемое тонким измельчением обожженной до плавления (или спекания) сырьевой смеси, составленной из
Гидравлические вяжущие вещества
137
бокситов и извести (известняка) с преобладанием в готовом продукте низкоосновных алюминатов кальция. Глиноземистые цементы выпускаются без добавок или с добавками различных минеральных веществ (до 2%), улучшающими некоторые свойства цемента и снижающими его стоимость.
Производство глиноземистого цемента. Этот цемент получают во многих странах разными методами из различного сырья, отчего химический состав его колеблется в широких пределах. Главнейшими окислами являются А1203 (30—50%), СаО (35—45%), Si02 (5—15%) и Fe203 (5—15%). Наиболее важными соединениями являются алюминаты кальция СаО • А1203(СА), 5СаО • ЗА12Оз(С5Аз) и СаО • 2А12Оз(СА2), причем главная составная часть — однокальциевый алюминат СаО •
• ai2o3.
Существуют два способа производства глиноземистого цемента: первый основан на спекании сырьевой смеси, а второй — на ее плавлении. По первому способу тонкоизмельченная и тщательно перемешанная смесь боксита и известняка обжигается до спекания при температуре 1150—1250° С во вращающихся, шахтных, кольцевых, камерных и туннельных печах или на спекательной решетке. При обжиге не во вращающиеся печах сырьевую шихту необходимо брикетировать, во вращающихся печах обжиг можно вести по сухому и мокрому способам производства. Полученный продукт обжига размалывается в тонкий порошок.
Глиноземистый цемент можно получать плавлением сырьевой смеси при температуре 1500—1700° С в вагранках, электрических или доменных печах, а также в конвертерах. Расплавленная лгасса охлаждается и подвергается дроблению, а затем измельчений в тонкий порошок. При получении глиноземистого цемента спекание/гтребуются более чистые бокситы с небольшим содержанием кремнезема (до 8%) и окиси железа (до 10%). При получении его плавлением можно использовать сырье с большим количеством примесей, что препятствует распространению метода спекания, несмотря на меньший расход топлива.
Твердение глиноземистого цемента. При затворении порошка глиноземистого цемента водой образование пластичного теста, последующее его уплотнение и твердение протекают так же, как н для обыкновенного портландцемента. Однокальциевый алюминат при взаимодействии с водой гидратируется, образуя, в конечном итоге, двухкальциевый восьмиводный гидроалюминат и гидрат окиси алюминия:
2(СаО • А120з) + 11Н20 = 2СаО-А120з-8Н20 + 2А1(ОН)з.
Восьмиводный гидроалюминат кальция выделяется в виде пластинчатых кристаллов гексагональной системы, а гидроокись алюминия — в виде гелевидной массы.
Другие алюминаты кальция — С2А, С5А3, а также алюмоферриты и ферриты кальция, входящие в состав цемента, взаимодействуя с водой, дают соответствующие гидраты. Происходит уплотнение геля двухкальциевого гидроалюмината и кристаллизация продуктов гидратации, протекающие очень интенсивно, что обеспечивает быстрое нарастание прочности. Примерно через 5—6 ч прочность глиноземистого цемента может достичь 30% и более марочной, через 1 сут. твердения — свыше 90%, а в трехсуточном возрасте — марочную прочность.
Свойства глиноземистого цемента. Глиноземистый цемент является быстротвердеющим, но не быстросхватывающимся вяжущим веществом: начало схватывания должно наступать не ранее 30 мин, а конец — не позднее 12 ч. По величине предела прочности при сжатии цемент де¬
138
Глава IV. Неорганические вяжущие вещества
лится на три марки — 400, 500 и 60Q. Марка цемента обозначается по пределу прочности при сжатии образцов, изготовленных в виде кубов размером 7,07X7,07X7,07 см из жесткого раствора состава 1 :3 (по весу) и испытанных в возрасте 3 сут. после твердения в нормальных условиях.
Наиболее благоприятными для твердения глиноземистого цемента являются влажные условия и нормальная температура (20±5°С), нарастание прочности при более высокой температуре уменьщается. Возможно даже падение достигнутой прочности и разрушение бетона в результате перекристаллизации двухкальциевого гидроалюмината в трехкальциевый гидроалюминцт. Это называют болезнью глиноземистого цемента, и поэтому пропаривание изделий на глиноземистом цементе не допускается. При температуре ниже нормальной и близкой нулю цемент твердеет удовлетворительно, что объясняется его высокой экзотермией. В течение 1—3 сут. глиноземистый цемент выделяет в 1,5—2 раза больше тепла, чем портландцемент. Это ограничивает применение глиноземистого цемента в массивных конструкциях, так как разогрев бетона внутри массива и охлаждение его снаружи вызывают растягивающее напряжения в наружных слоях и образование трещин.
Бетоны на глиноземистом цементе характеризуются высокой водостойкостью, воздухостойкостью, морозостойкостью и жаростойкостью; они стойки в условиях пресных и сульфатных вод, однако разрушаются щелочными водами. Высокая воздухостойкость глиноземистого цемента объясняется уплотнением и кристаллизацией продуктов гидратации цемента и их незначительной деформативной способностью при изменении влажности воздух^. Бетоны на глиноземистом цементе обладают значительной плотносты^примерно в 1,5 раза меньшей пористостью, чем на портландцементе, что^и определяет их высокую морозостойкость. Повышению плотности цементного камня способствует гель гидрата окиси алюминия, образующийся при гидратации однокальциевого алюмината, который имеет плотное строение.
Применение глиноземистого цемента существенно ограничивается его стоимостью (в 3—4 раза выше, чем портландцемента), хотя по своим физико-механическим свойствам (скорости твердения, стойкости в различных средах) он превосходит все другие вяжущие вещества, в том числе и портландцемент. Применяют глиноземистый цемент в тех случаях, когда наиболее рационально используются его специфические свойства, например при срочных восстановительных работах (ремонт плотин, труб, дорог, мостов, при срочном возведении фундаментов). Химическая стойкость глиноземистого цемента делает целесообразным его использование для тампонирования нефтяных и газовых скважин, на предприятиях пищевой промышленности, на травильных и красильных предприятиях, для футеровки шахтных колодцев и туннелей.
Глиноземистый цемент обладает большей, чем другие вяжущие, стойкостью к действию высокой температуры— 1200—1400° С и выше, что позволяет использовать его для изготовления жаростойких бетонов, применяемых в качестве футеровки тепловых аппаратов. Нельзя использовать глиноземистый цемент в тех случаях, когда температура бетона во время его твердения может подняться выше 25—30° С, а также в бетонных конструкциях, подвергающихся действию вод, содержащих щелочи.
8. РАСШИРЯЮЩИЙСЯ ЦЕМЕНТ
Цементный камень, полученный на основе всех гидравлических вяжущих веществ, испытывает усадочные деформации. Это может приве¬
Гидравлические вяжущие вещества
139
сти к появлению трещин в местах соединения бетонных и железобетонных элементов сооружения, что нарушает монолитность конструкции. В ряде случаев, когда усадочные деформации недопустимы, например для зачеканки и гидроизоляции швов тюбингов туннелей, раструбных труб, заделки фундаментных болтов, получения плотных стыков бетонных и железобетонных конструкций, заделки трещин и др., необходимо применять безусадочный или расширяющийся цемент.
К этой группе вяжущих относятся цементы, несколько увеличивающиеся в объеме при твердении во влджностных условиях или не дающие усадки при твердении на воздухе. Все расширяющиеся цементы являются смешанными и состоят из основного вяжущего вещества и расширяющейся добавки, в которую, в свою очередь, может входить несколько компонентов.
Известно несколько видов расширяющихся цементов: на основе глиноземистого цемента — водонепроницаемый расширяющийся цемент и гипсо-глиноземистый; на основе портландцемента — расширяющийся портландцемент, напрягающий цемент, гипсо-цементно-пуццолановые вяжущие и т. д.
Водонепроницаемый расширяющийся цемент представляет собой быстросхватывающееся и быстротвердеющее гидравлическое вяжущее вещество, получаемое помолом или смешением в шаровой мельнице тонкоизмельченных глиноземистого цемента, гипса и высокооснорного алюмината кальция 4СаО • А1203 • 12НгО. Последний получают гидротермальной обработкой в течение 5—6 ч при температуре 120—150° С смеси глиноземистого цемента с известью (1:1), затворенной 30% водь*. Полученный продукт высушивают и измельчают. Начало схватывания цемента не ранее 4, а конец не позднее 10 мин. Схватывание можно замедлить добавкой с.с.б., уксусной кислоты и буры. Предел прочности при сжатии образцов из цементного теста должен быть не ниже: через 6 ч — 75, 3 сут. — 300 и 28 сут. — 500 кГ/см2. Через 1 сут. твердения образцы должны быть полностью водонепроницаемы при давлении в
6 атм, а их линейное расширение— не менее 0,2 и не более 1%.
Применяют водонепроницаемый расширяющиеся цемент при восстановлении разрушенных бетонных и железобетонных конструкций, для гидроизоляции туннелей, стволов шахт, в подземном и подводном строительстве, при создании водонепроницаемых швов. Нельзя применять водонепроницаемый цемент при работах, выполняемых при температуре ниже 0°С, а также в конструкциях, эксплуатируемых при температурах выше 80° С.
Гипсо-глиноземистый расширяющийся цемент является быстротвердеющим гидравлическим вяжущим, получаемым путем совместного тонкого помола или смешения высокоглиноземистого шлака и природного двуводного гипса в соотношении 0,7 : 0,3 по весу. Это вяжущее характеризуется интенсивным твердением в водной и воздушной среде.
Цемент бывает трех марок — 300, 400 и 500, устанавливаемых испытанием на сжатие образцов размером 7,07X7,07X7,07 см, изготовленных трамбованием из жестких растворов 1 :3 и испытанных через 3 сут. твердения. Начало схватывания цемента не ранее 20 мин, а конец не позднее 4 ч после затворения водой.
Образцы из теста гипсо-глиноземистого цемента через 1 сут. должны быть водонепроницаемы при гидростатическом давлении в 10 атм с линейным расширением не менее 0,15%; через 28 сут. линейное расширение имеет значение не менее 0,3 и не более 1%. При твердении образцов на воздухе (после трехсуточного твердения в воде) расширение должно быть не менее 0,1%. Образцы из теста через 1 сут., а из раство¬
140
Глава IV. Неорганические вяжущие вещества
ра состава 1 : 3 через 3 сут. после изготовления должны пропускать воду под давлением 10 атм.
Для бетонов на гипсо-глиноземистом цементе характерна высокая прочность сцепления нового бетона со старым — в 20—25 раз выше, чем бетонов на портландцементе. Бетоны обладают высокой морозостойкостью и сульфатостойкостью.
Гипсо-глиноземистый расширяющийся цемент применяют для изготовления безусадочных и расширяющихся водонепроницаемых растворов и бетонов, заделки стыков бетонных и железобетонных конструкций, зачеканки швов и раструбов и т. п. Нельзя использовать его в конструкциях, работающих при температуре выше 80° С.
Расширяющийся портландцемент (РПЦ) — гидравлическое вяжущее вещество, получаемое совместным помолом портландцементного клинкера, высокоглиноземистого шлака, гипса и активной гидравлической добавки. Состав этого цемента следующий (в %)• портландцемент 60—65, глиноземистый шлак 5—7, двуводный гипс 7—10, гидравлическая добавка 20—25. Портландцемент должен содержать более 45% C3S и не менее 7% С3А. В качестве добавки применяют трепел, бентонит, опоку и др.
Расширяющийся портландцемент выпускают марок 400, 500 и 600, устанавливаемых по показателям прочности при сжатии образцов размером 7,07X7,07X7,07 см, изготовленных из жестких растворов (1:3) и испытанных через 28 сут. твердения в воде.
Образцы из теста расширяющегося портландцемента при твердении в воде в течение 1 сут. расширяются не менее чем на 0,15% и через 28 сут. на 0,3— 1%. Для этого цемента характерен интенсивный рост прочности в процессе пропаривания при температуре 70—80° С. Это позволяет при производстве бетонных и железобетонных изделий на этом цементе ограничиваться термообработкой в течение 4—6 ч. Для цемента характерна высокая водонепроницаемость — нет фильтрации воды при давлении 11 атм и выше.
Применяют расширяющийся портландцемент для тех же целей, что и другие расширяющиеся цементы, а также для производства бетонных и железобетонных изделий, если необходимо сократить время термообработки.
Напрягаемый портландцемент (НЦ) представляет собой быстросхватывающееся и быстротвердеющее вяжущее вещество, получаемое тонким помолом портландцементного клинкера (65%), высокоглиноземистого цемента или шлака (20%) и двуводного гипса (15%)* Начало схватывания цемента через 2—5 и конец через 7 мин. Замедляют схватывание добавки сульфитно-спиртовой барды. Предел прочности при сжатии через 1 сут. составляет 200—300 кГ/см2. Фильтрации для образцов из затвердевшего цемента толщиной 20 мм при давлении до 20 атм не наблюдается. Для этого вяжущего наиболее характерна энергия расширения, достигающая 30—40 кГ/см2 при твердении образцов из раствора 1 1. Это свойство позволяет использовать напрягаемый цемент
для изготовления железобетонных изделий, арматура которых должна быть напряжена в нескольких направлениях (двухосное и трехосное напряженное армирование). Такое напряжение арматуры механическим путем связано с большими затруднениями.
Напрягаемый цемент целесообразно применять для производства напорных железобетонных труб и некоторых тонкостенных железобетонных изделий.
ГЛАВА V
БЕТОНЫ
1. ОСНОВНЫЕ СВЕДЕНИЯ О БЕТОНЕ
Бетоном называется искусственный камень, получаемый в результате твердения рационально подобранной смеси, состоящей из вяжущего вещества, воды и заполнителей (песка и щебня или гравия). Смесь этих материалов до затвердевания называется бетонной смесью.
Зерна песка и щебня составляют каменный остов в бетоне. Цементное тесто, образующееся после затворения бетоннэй смеси водой, обволакивает зерна песка и щебня, заполняет промежутки между ними и играет вначале роль смазки заполнителей, придающей подвижность (текучесть) бетонной смеси, а впоследствии, затвердевая, связывает зерна заполнителей, образуя искусственный камень — бетон. Бетон в сочетании со стальной арматурой называется железобетоном.
Бетон как строительный материал применялся еще в глубокой древности. С течением времени использование его в строительстве почти прекратилось, и только с XIX столетия после изобретения новых гидравлических вяжущих, в первую очередь портландцемента, бетон снова стал широко применяться для строительства различных инженерных сооружений. Начиная с 60-х годов XIX в., после усовершенствования технологии и повышения марочной прочности цемента, он становится основным вяжущим для бетона и железобетона.
Русские ученые уже с конца XIX в. уделяли большое внимание созданию плотного бетона и правильному расчету его состава. Крупный вклад в науку о бетоне внесли военные инженеры, в особенности И. Сомович (1885—1890 гг.) и профессор военно-инженерной академии И. Малюга. В его труде «Состав и способ приготовления цементного раствора (бетона) для получения наибольшей крепости», вь шедшем в 1895 г., были изложены результаты исследований зависимости прочности бетона от содержания воды, уплотнения бетонной смеси, крупности песка и щебня или гравия.
Наибольшее развитие технология бетона nojучила после Великом Октябрьской социалистической революции начина i с 1924 г., со времени первого крупного гидротехнического строительства — Волховстроя.
Особое значение в развитии технологии бето та в СССР имели работы Н. М. Беляева и его школы. Начиная с 1927 г. Н. М. Беляев и И. П. Александрин и их ученики стали внедрять в практику научные методы подбора состава бетона, обеспгчившие значительное повышение его качества. С 30-х годов способы расчета составов бетона, предложенные академиком К. С. Завриевым и Б. Г. Скрамтаевым, совершенно вытеснили иностранные способы расчета. Заслугой совет¬
142
Глава V. Бетоны
ских ученых является создание способов производства зишгах бетонных работ и широкое внедрение их в практику.
Крупные успехи имеются также в создании легкого, кислотоупорно* го и жароупорного бетонов. Технология легких бетонов, разработанная Н. А. Поповым, в настоящее время получила широкое развитие. Все более широкое применение получают пенобетон и газобетон, обладающие малыми объемным весом и коэффициентом теплопроводности. Достижения советской технологии бетона наиболее полно реализуются на различных стройках нашей страны.
Вопросам общей технологии и теории бетонов, исследования физико-механических свойств их различных видов, методов подбора состава, защиты бетонов от коррозии и повышения долговечности, а также заводской технологии изделий посвящены работы ряда ученых — А. Е. Десова, С. А. Миронова, В. В. Михайлова, Н. В. Михайлова, В. М. Москвина, Н. А. Мощанского, О. П. Мчедлова-Петросяна, К. Д. Некрасова,
А. А. Саталкина, В. Н. Сизова, С. В. Шестоперова и многих других исследователей. Развитию отечественной технологии бетона, бетонных и железобетонных изделий способствовали исследовательские и практические работы многочисленных коллективов лабораторий и проектных организаций, научно-исследовательских институтов, в частности НИИЖБ, ВНИИЖелезобетона, ВНИИСтрома, ВНИИСтроммаша, проектных институтов Гипростройиндустрия, Гипростройматериалы и др., а также достижения передовых советских инженеров, технологов, конструкторов и новаторов производства.
Получение качественных бетонной смеси и бетона возможно только при глубоком знании технологии, умении выбирать составляющие материалы надлежащего качества и устанавливать их оптимальное соотношение, изыскивать режимы приготовления бетонной смеси, методы ее укладки, уплотнения и условий твердения, обеспечивающие получение бетонных конструкций высокой прочности и долговечности.
Бетон является одним из важнейших строительных материалов во всех областях современного строительства, его производство в СССР в 1970 г. превысило 200 млн. м3. Это объясняется:
разнообразием свойств бетона, получаемых путем использования соответствующего качества вяжущих и каменных материалов и применения специальных методов механической и физико-химической обработки;
легкой механической обработкой бетонной смеси, обладающей пластичностью и позволяющей без значительных затрат труда изготовлять самые разнообразные по форме и размерам долговечные строительные конструкции;
возможностью полной механизации бетонных работ;
экономичностью бетона (до 80—90% его объема составляют заполнители из местных каменных материалов).
2. КЛАССИФИКАЦИЯ БЕТОНОВ
Классифицируют бетоны по следующим главнейшим признакам: объемному весу, виду вяжущего вещества, прочности, морозостойкости и назначению.
Основной считается классификация по объемному весу. Бетон делят на особотяжелый объемным весом более 2500 к г/м3, тяжелый—■ объемным весом от 1800 до 2500 кг/м* включительно, легкий — объемным весом от 500 до 1800 кг/м3 включительно, особолегкий — объемным весом менее 500 кг/м3.
Материалы для тяжелого бетона
143
В зависимости от наибольшей крупности применяемых заполнителей различают бетоны мелкозернистые с заполнителем размером до 10 мм и крупнозернистые с заполнителем наибольшей крупности 10—150 мм.
Важнейшими показателями качества бетона являются его прочность и долговечность. По показателям прочности при сжатии бетоны подразделяются на марки R в кГ/см2. Тяжелые бетоны на цементах и обычных плотных заполнителях имеют марки 100—600, особотяжелые бетоны 100—200, легкие бетоны на пористых заполнителях 25—300, ячеистые бетоны 25—200, плотные силикатные бетоны 100—400 и жаростойкие бетоны 100—400.
Долговечность бетонов оценивается степенью морозостойкости. По этому показателю бетоны разделяют на марки морозостойкости Мрз: для тяжелых бетонов Мрз 50—300 и для легких бетонов Мрз 10—200. По виду вяжущего вещества различают бетоны: цементные, изготовленные на гидравлических вяжущих веществах — портландцементах и его разновидностях;
силикатные — на известковых вяжущих в сочетании с силикатными или алюминатными компонентами;
гипсовые — с применением гипсоангидритовых вяжущих; бетоны на органических вяжущих материалах.
В настоящей главе рассматриваются бетоны на минеральных вяжущих веществах.
Тяжелый бетон изготовляют на цементе и обычных плотных заполнителях, а легкий — на цементе с применением естественных или искусственных пористых заполнителей. Разновидностью легкого бетона является ячеистый бетон, представляющий собой отвердевшую смесь вяжущего вещества, воды, тонкодисперсного кремнеземистого компонента и порообразователя. Он отличается высокой пористостью (до 80—90%) при равномерно распределенных мелких порах. Силикатные бетоны получают из смеси извести и кварцевого песка с последующим твердением сформованных изделий в автоклаве при давлении 9—16 атм (изб.) и температуре 174,5—200° С.
По назначению бетон бывает следующих видов: обычный — для бетонных и железобетонных несущих конструкций зданий и сооружений (колонны, балки, плиты);
гидротехнический — для плотин, шлюзов, облицовки каналов и др.;
для зданий и легких перекрытий;
для полов и дорожных покрытий и оснований;
специального назначения: кислотоупорный, жароупорный, особотяжелый для биологической защиты. Последние изготовляют на цементе со специальными видами заполнителей высокого объемного веса.
3. МАТЕРИАЛЫ ДЛЯ ТЯЖЕЛОГО БЕТОНА
Тяжелый бетон, применяемый для сборных и монолитных бетонных и железобетонных конструкций и деталей промышленных, жилых и общественных зданий и сооружений, должен приобретать определенную прочность в заданный срок твердения, а бетонная смесь должна быть удобной в укладке и экономичной. При использовании в незащищенных от внешней среды конструкциях к бетону предъявляются требования повышенной плотности, морозостойкости и коррозиестойкости. В зависимости от назначения и условий эксплуатации бетона в сооружении составляющие его материалы отвечают определенным требованиям.
144
Глава V. Бетоны
Цемент
Для приготовления тяжелых бетонов применяют портландцемент обычный, пластифицированный и гидрофобный, портландцемент с гидравлическими добавками, шлакопортландцемент и др. Характеристика этих цементов и требования, предъявляемые к ним, изложены в четвертой главе.
Вода для затворения
Для затворения бетонных смесей и поливки бетона применяется вода, не содержащая вредных примесей, препятствующих нормальному твердению бетона, — кислот, сульфатов, жиров, растительных масел, сахара и т. п. Нельзя применять воды болотные и сточные, а также воды, загрязненные вредными примесями, имеющие водородный показатель pH менее 4 и содержащие сульфаты (в расчете на S03) более 0,27%. Морскую и другие воды, имеющие минеральные соли, можно использовать только, если общее количество солей в них не превышает 2%. Пригодность воды для бетона устанавливается химическим анализом и сравнительными испытаниями прочности бетонных образцов, изготовленных на данной и на чистой питьевой воде и испытанных в возрасте 28 сут. при хранении в нормальных условиях. Вода считается пригодной, если приготовленные на ней образцы имеют прочность, не меньшую, чем образцы на чистой питьевой воде.
Песок
Песком называется рыхлая смесь зерен крупностью от 0,14 до 5 мм, образовавшаяся в результате естественного разрушения массивных горных пород или их дробления (природные пески). Кроме природных песков применяют искусственные, получаемые при дроблении или грануляции металлургических и топливных шлаков или специально приготовленных материалов — керамзита, аглопорита и др. Можно использовать пески фракционированные и нефракционированные.
Для тяжелого бетона преимущественно идут природные пески, которые по минералогическому составу подразделяются на кварцевые, полевошпатовые, известняковые и доломитовые; наибольшее применение получили кварцевые пески. Дробленый песок изготовляют из невыветренных изверженных, метаморфических или плотных карбонатных осадочных пород с пределом прочности при сжатии в насыщенном водой состоянии не менее 400 кГ/см2. Форма зерен дробленого песка должна быть близка к кубической.
На качество бетона большое влияние оказывает зерновой (гранулометрический) состав песка и количественное содержание в нем различных примесей: пылевидных, илистых, глинистых и органических. Содержание их устанавливается отмучиванием и количественно не должно превышать 3% в природном песке и 5% в дробленом, в том числе не более 0,15% глины. Наиболее вредной в песке является примесь глины, которая обволакивает отдельные зерна песка и препятствует сцеплению их с цементным камнем, понижая прочность бетона. Глинистые и пылевидные примеси в песке повышают водопотребность бетонных смесей и приводят к понижению прочности и морозостойкости бетона. Очищать песок от этих частиц можно промыванием водой в специальных машинах — пескомойках.
В природных песках могут содержаться также в большом количе¬
Материалы для тяжелого бетона
145
стве органические примеси (гуминовые кислоты, остатки растений, перегной), которые вступают в реакцию с твердеющим цементом и понижают прочность бетона. Содержание органических примесей устанавливается колориметрическим методом — обработкой пробы песка 3%-ным раствором едкого натра. Если после обработки песка цвет раствора оказывается не темнее цвета эталона, то песок признается доброкачественным. Испытуемый песок можно также считать пригодным, если прочность образцов раствора из него оказывается не меньше прочности образцов на том же песке, но промытом сначала известковым молоком, а затем водой.
Зерновой (гранулометрический) состав песка имеет особое значение для получения качественного бетона. Песок должен состоять из зерен различной величины в пределах 0,14—5 мм и тогда объем пустот в нем будет минимальным; чем меньше объем пустот в песке, тем меньше требуется цемента для получения плотного бетона. Зерновой состав песка определяют просеиванием сухого песка через стандартный набор сит с отверстиями размером 10,5 и 2,5 и сетками № 1,25, 0,63, 0,315 и 0,14 мм. Высушенную до постоянного веса пробу песка просеивают через сита с круглыми отверстиями размерами 10 и 5 мм. Остатки на этих ситах взвешивают и вычисляют с точностью до 0,1% процентное содержание в песке зерен крупностью 5—10 мм и выше 10 мм.
Из пробы песка, прошедшего через указанные сита, отвешивают 1000 г (G) песка и просеивают последовательно через набор сит с отверстиями размерами 2,5, 1,25, 0,63, 0,315 и 0,14 мм. Остатки на каждом сите взвешивают (Gi) и вычисляют:
а) частный остаток на каждом сите — как отношение веса остатка на данном сите к весу просеиваемой навески а*. Частные остатки вычисляют с точностью до 0,1 % по формуле:
а, = f Ю0%;
б) полный остаток А{ на каждом сите — как сумму частных остатков на всех ситах с большим размером отверстий плюс остаток на данном сите. Полные остатки вычисляют с точностью до 0,1% по формуле:
А г = 622,5 + 01,25 + + Q>i %>
где а2>5, 01,25, я* — частные остатки на ситах с большим размером отверстий, начиная с сита с размером отверстий 2,5 мм в %; а* — частный остаток на данном сите в %;
в) модуль крупности песка Мк (без фракций гравия с размером зерен крупнее 5 мм) — как частное от деления на 100 суммы полных остатков на всех ситах, начиная с сита с размером отверстий 2,5 мм и кончая ситом с размером отверстий 0,14 мм. Модуль крупности песка вычисляют с точностью до 0,1 % по формуле:
Мк— ^2’5 i4l’2S ^Q’63 "У315
~ 100
где А2,5, ^1,25, Aofi3, ^4o,3i5 и Л0,14 — полные остатки на ситах в %.
Зерновой состав песка в бетоне должен соответствовать кривой просеивания, выбираемой при проектировании состава бетона в пределах, указанных ниже и на графике (рис. 45), с учетом свойств применяемых материалов и требований к бетону и бетонной смеси.
В зависимости от зернового состава песок разделяют на крупный, средний, мелкий и очень мелкий. Для каждой группы песка показатели должны соответствовать следующим величинам (табл. 23).
146
Глава V. Бетоны
Для бетона рекомендуется применять крупный и средний пески с модулем крупности 2—3,25.
Если песок не удовлетворяет требованиям ГОСТа, то его необходимо фракционировать, т. е. рассеивать на две фракции — крупную и мелкую, получаемые разделением исходного материала по граничному зерну, соответствующему размеру отверстий сит 1,25 или 0,63 мм, а затем смешивать эти фракции в соотношении, установленном лабораторией. Фракционированный песок можно поставлять в виде готовой смеси.
Таблица 23
КЛАССИФИКАЦИЯ ПЕСКОВ ПО КРУПНОСТИ
Группа
песков
Полный остаток на сите № 063 в % по весу
Модуль
крупности
Крупный , Средний » * Мелкий . . Очень мелкий
Более 50 30—50 10—30 Менее 10
Более 2,5
2.5-2 2—1,5
1.5—1
wmw и* у
Размеры тбератй антральных ею й т
Рис. 45. График зернового состава песка
Мелкие пески имеют очень большую суммарную поверхность зерен, и на их обволакивание требуется большое количество цемента при изготовлении бетонной смеси, поэтому применение мелкого песка должно
быть экономически обосновано. Песок, предназначенный для растворов, не должен содержать фракции зерен крупнее 5 мм, а в песке, предназначенном для бетонов, допускаются зерна гравия или щебня размером более 10 мм в количестве до 0,5% по весу; зерна размером 5—10 мм допускаются в количестве не более 5% по весу; содержание зерен, проходящих через сито № 014, не должно превышать 10%.
Объемный (насыпной) вес кварцевого песка зависит от степени уплотнения, влажности и пустотности. Сухой и рыхлонасыпанный кварцевый песок имеет объемный вес 1500— 1600 кг/м3. На рис. 46 приведены кривые изменения объема разных песков в зависимости от их влажности. Наименьший объемный вес кварцевых песков Соответствует влажности
5—7% (по весу). Поэтому при дозировке песка для бетона или приемке песка необходимо учитывать содержание в нем воды.
Крупный заполнитель
В качестве крупного заполнителя для тяжелого бетона применяется гравий или щебень из горных пород, реже шлаковый и кирпичный щебень.
Гравием называется скопление зерен размером 5—70 (150) мм, образовавшихся в результате естественного разрушения горных пород.
Рис. 46. Изменения объема песка в зависимости от влажности
Материалы для тяжелого бетона
147
Зерно гравия имеет окатанную форму и гладкую поверхность. Для-бетона наиболее выгодны зерна малоокатанные щебневидной формы, хуже яйцевидные (окатанные), еще хуже пластинчатые и игловатые зерна, понижающие прочность бетона. Содержание пластинчатых и игловатых зерен в гравии допускается не более 15%, а зерен слабых (пористых) пород—не более 10%. По крупности зерен гравий разделяется на следующие фракции: 5—10, 10—20, 20—40 и 40—70 мм.
Часто гравий залегает вместе с песком. При содержании в гра»ии 25—40% песка материал называют песчано-гравийной смесью.
Гравий, подобно песку, может содержать вредные примеси пыли, ила, глины, органических кислот и сернистых и сернокислых соединений. Количество в гравии глинистых, илистых и пылевидных примесей, определяемых отмучиванием, не должно превышать 1%. Содержание органических примесей устанавливается колориметрическим методом: гравий, предназначенный для бетона, при обработке его раствором едкого натрия не должен придавать раствору окраску темнее цвета эталона.
Предварительную оценку прочности гравия дают испытанием на дробимость в цилиндре, раздавливая пробу гравия в цилиндре статической нагрузкой. Затем пробу просеивают через сито с размером отверстия, соответствующим наименьшему размеру зерен в исходной пробе гравия, и устанавливают величину потери в весе. В зависимости от этой величины гравий ( щебень) подразделяется на марки: Др8 (при потере в весе 8%), Др12 (при потере 9—12%) и Др16 (при потере 13—16%). Для предварительной оценки пригодности гравия и щебня из гравия по их прочности (дробимости в цилиндре) для бетона различных марок пользуются следующими данными:
Марка бетона
300 и выше
200
Ниже 200
Марка гравия и щебня из гравия по дробимости в цилиндре
Др8
Др12
др16
Окончательная пригодность гравия для бетона требуемой марки устанавливается по результатам испытания образцов из бетона на этом гравии. При строительстве промышленных и гражданских зданий и сооружений прочность зерен гравия должна быть более чем в 1,5 раза выше прочности бетона марки ниже 300 и не менее чем в 2 раза выше прочности бетона марки 300 и выше. Для бетона марки 400 и выше можно использовать гравий только при соответствующем технико-экономическом обосновании.
Гравий для бетона характеризуется петрографическим составом, причем необходимо знать количество зерен слабых пород, а также механическую прочность на истирание и удар. Истираемость гравия определяется в полочном барабане. При этом определяется сопротивляемость каменного материала скалыванию кромок, удару и истиранию при падении и изнашивании, при трении зерен гравия друг о друга или при ударе падающих с полки шаров. Показателем истираемости И считают потерю гравия в весе от первоначального веса в %. По истираемости гравий делят на четыре марки — И20, ИЗО, И45 и И55. Потеря в весе при истирании соответственно равна 20, 21—30, 31—45 и 46—55%. В зависимости от сопротивления удару при испытании На копре ПМ гравий подразделяют на три марки — У75, У50 и У40,
148
Г лава V. Бетоны
Гравий, предназначенный для бетонных конструкций, подвергающихся совместному действию воды и низких температур, должен обладать определенной степенью морозостойкости. По этому признаку его подразделяют на шесть марок — Мрз 15, Мрз 25, Мрз 50, Мрз 100, Мрз 150, Мрз 200 и Мрз 300. Морозостойкость определяется непосредственным замораживанием и оттаиванием гравия. Для предварительной оценки морозостойкости гравия разрешается его испытание в растворе сернокислого натрия. Гравий считается морозостойким, если в насыщенном водой состоянии он выдерживает без разрушения многократное (15 и более циклов) попеременное замораживание при температуре —17° С и оттаивание; при этом потеря в весе после испытания составляет не более 10%.
Морозостойкость гравия можно определить не только непосредственным замораживанием и оттаиванием, но и ускоренным испытанием.
Сущность этого метода заключается в том, что вместо замораживания образцы погружают в насыщенный раствор сернокислого натрия и высушивают при температуре 105—110° С. Кристаллы сульфата натрия, образующиеся при этом в порах материала, давят на стенки пор сильнее, чем частицы льда. При таком испытании число циклов испытания меньше, чем при замораживании: 1 цикл испытания в растворе сернокислого натрия приравнивается 5—20 циклам испытания замораживанием в зависимости от степени морозостойкости гравия. В случае получения неудовлетворительных результатов при испытании сернокислым натрием проводят испытание непосредственным замораживанием, и результаты его являются окончательными.
Наиболее экономично для приготовления бетона применять крупный гравий, так как благодаря меньшей его суммарной поверхности требуется меньше цемента для получения прочного бетона. Допустимая крупность зерен гравия зависит от размеров бетонируемой конструкции: для хорошей укладки бетонной смеси размер гравия не должен превышать V4 минимального размера сечения конструкции и быть не больше наименьшего расстояния между стержнями арматуры; для плит, в которых бетонная смесь укладывается легче, допускается наибольшая крупность зерен, равная V2 толщины плиты; для бетонирования массивных гидротехнических сооружений применяют гравий крупностью зерен более 70 мм.
Хорошим зерновым составом гравия считается тот, в котором имеются зерна разной величины, так как при этом пустотность его оказывается наименьшей. Зерновой состав гравия определяется просеиванием сухой пробы в количестве 10 кг через стандартный набор сит с размерами отверстий 70, 40, 20, 10 и 5 мм. Зерновой (гранулометрический) состав каждой фракции или смеси нескольких фракций гравия должен находиться в пределах, указанных на графике (рис. 47). За наибольшую крупность зерен гравия (Атиб) принимается размер отверстий сит, на котором полный остаток не превышает 5% навески. Наименьшая крупность гравия фнаим) соответствует размеру отверстия первого из сит, через которое проходит не более 5% просеиваемой пробы.
520 |
j w ^ 80 §
Область
мелкого
гравия
Область
крупного
гравия
/ВО
во&
1
40 §.
20
1
ЗЬаим. №№нтм *Дтиб) Янаиб T25$mu6
Рис. 47. График зернового состава гравия (щебня)
Материалы для тяжелого бетона
149
Щебень получают путем дробления массивных горных пород, гравия, валунов или искусственных камней на куски размером 5—70 мм. Для приготовления бетона обычно используется щебень, полученный дроблением плотных горных пород, щебень из гравия и щебень из доменных и мартеновских шлаков.
Щебень из гравия и горных пород. Гравий или горные породы дробят на камнедробилках. При этом получают не только зерна щебня, но и более мелкие фракции, относящиеся по крупности к песку и пыли. Зерна щебня получаются неправильной формы, лучшей считается форма, приближающаяся к кубу и тетраэдру. Вследствие шероховатой поверхности зерна щебня лучше сцепляются с цементным камнем в бетоне, чем гравий, но бетонная смесь со щебнем менее подвижна, чем с гравием.
По дробимости, морозостойкости, зерновому составу, истираемости и сопротивлению удару к щебню предъявляются такие же требования, как и к гравию.
Марка щебня определяется пределом прочности горной породы при сжатии в кГ/см2 в водонасыщенном состоянии. Щебень разделяется на следующие марки— 1200, 1000, 800,
600, 400, 300 и 200. При этом щебень из изверженных горных пород должен иметь марку не ниже 800, из метаморфических — не ниже 600 и осадочных карбонатных пород — не ниже 300.
По прочности исходной горной породы марка щебня при сжатии в насыщенном водой состоянии должна быть выше марки бетона более чем в 1,5 раза для бетона марки ниже 300 и в 2 раза для бетона марки 300 и выше. В отдельных случаях допускается применение щебня марки ниже указанной, но в этом случае должна быть установлена марка бетона на этом щебне непосредственным испытанием бетона, а также дано технико-экономическое обоснование целесообразности использования щебня низких марок. Содержание зерен слабых пород в щебне не должно превышать 10, а зерен пластинчатой и игловатой форм—15%.
Количество глинистых и пылевидных частиц в щебне, определяемых отмучиванием, должно быть не больше величин, указанных в табл. 24.
В щебне не должно содержаться комков глины, суглинка и других засоряющих примесей.
Шлаковый щебень получают дроблением шлака, который образуется в процессе доменной плавки металлов (доменный шлак) или при сжигании минерального топлива (топливный шлак). Шлаки должны обладать кристаллической структурой и не иметь признаков распада. Шлаковый распад является результатом перехода одних соединений шлака в другие под действием газов, содержащихся в воздухе, и влаги. Этот переход сопровождается увеличением объема образующихся новых соединений, что вызывает растрескивание и распад кусков шлака.
Щебень должен иметь устойчивую структуру. Она считается устойчивой против силикатного и железистого распада, если потеря в весе щебня после соответствующих испытаний составит не более 5% в каждом случае. Он должен быть без засоряющих примесей: топливных шла¬
Таблица 24
ДОПУСКАЕМОЕ КОЛИЧЕСТВО ГЛИНИСТЫХ И ПЫЛЕВИДНЫХ ЧАСТИЦ В ЩЕБНЕ
Вид щебня
Допускаемое количество частиц в % по весу не более для бетона марок
ниже 300
300 и выше
Из извержен¬
ных и мета¬
морфических
пород .
2
1
Из карбонат¬
ных пород
3
2
150
Глава V. Бетоны
ков, золы, колошниковой пыли и т. п. Содержание пылевидных, илистых и глинистых частиц в щебне, определяемых отмучиванием, не превышает 2%. По физико-механическим свойствам шлаковый щебень должен удовлетворять тем же требованиям, что и щебень из природного камня.
4. ОСНОВНЫЕ СВОЙСТВА БЕТОННОЙ СМЕСИ И БЕТОНА
Тяжелый бетон чаще всего изготовляют на портландцементе, кварцевом песке и гравии или щебне из плотных горных пород. Бетон должен приобрести проектную прочность к определенному сроку и обладать другими качествами, соответствующими назначению изготовляемой конструкции (водостойкостью, морозостойкостью, плотностью и т. д.). Кроме того, требуется определенная степень подвижности бетонной смеси, которая соответствовала бы принятым способам ее укладки.
Прочность бетона
В конструкциях зданий и сооружений бетон может находиться в различных условиях работы, испытывая сжатие, растяжение, изгиб или скалывание. Тяжелый бетон, применяемый в промышленном, жилищном и гражданском строительстве, оценивается пределом прочности при сжатии и пределом прочности на растяжение при изгибе, являющимися основной характеристикой механических свойств бетона.
По величине предела прочности при сжатии образцов-кубов с ребром 20 см, изготовленных из рабочей бетонной смеси, после твердения их в течение 28 сут. в нормальных условиях, обозначается марка бетона. Допускается определение прочности бетона на образцах размерами 30X30X30, 15x15x15 и 10X10X10 см. Результаты испытаний таких образцов приводятся к нормальным путем умножения полученных значений на коэффициенты соответственно 1,1, 0,9 и 0,85.
Предел прочности бетона при сжатии /?Сж в кГ/см2 каждого образца-куба вычисляют как частное от деления зеличины разрушающей нагрузки G в цГ на рабочую площадь сечения образца S в см2. Предел прочности бетона на растяжение при изгибе определяют по схеме балки, свободно лежащей на двух опорах и нагруженной двумя равными и сосредоточенными силами, приложенными симметрично по отношению к опорам (рис. 48), по формулу
ои*т = К^кГ/см*, а8
где Р — разрушающая нагрузка в кГ; I—расстояние между опорами в см; а — сторона квадратного сечения балки в см; К—коэффициент приведения результатов испытаний к пределу прочности эталонного образца-балочки размером 150X150X600 мм.
Коэффициент К имеет следующие значения.
Размеры образца-балочки в мм
Коэффициент К
100X100X400
1,05
150X150X600
1
200X200X800
0,95
Предел прочности бетона при сжатии и растяжении при изгибе вычисляют с точностью до 1 кГ/см2 как среднее арифметическое пределов
Основные свойства бетонной смеси и бетона
151
прочности трех образцов одной серии. Если наименьший результат испытания одного из трех образцов отличается более чем на 20% от следующего большего показателя, то значение предела прочности устанавливают по двум наибольшим результатам. Отклонения от заданной проектной прочности допускаются только в сторону увеличения, но не более чем на 15%. Излишнее увеличение прочности бетона влечет за собой перерасход цемента и, следовательно, удорожание бетона.
Прочность бетона при сжатии зависит от активности цемента, водоцементного отношения, качества заполнителей, степени уплотнения бетонной смеси и условий твердения. Основными факторами, влияющими на прочность бетона, являются активность цемента и водоцементное отношение. Цементы высокой активности дают более прочные бетоны, однако при одной и той же активности цемента можно получить бетон различной прочности в зависимости от изменения количества воды в смеси. Эта зависимость была установлена в 1895 г.
И. Г Малюгой.
Для получения удобоукладываемой бетонной смеси отношение воды В к цементу Ц обычно принимают В/Ц =
= 0,4—0,7 (для химического взаимодействия цемента с водой требуется 15—
20% воды от веса цемента). Избыточная вода, не вступившая в химическое взаимодействие с цементом, испаряется из бетона, образуя в нем поры, а это ведет к снижению плотности и, соответственно, прочности бетона. Исходя из этого прочность бетона можно повысить путем уменьшения водоцементного отношения и усиленного уплотнения.
Глубокие всесторонние исследования советских ученых (Н. М. Беляев,
Б. Г. Скрамтаев и др.) расширили и уточнили выводы И. Г. Малюги
о влиянии различных факторов на свойства бетона и установили зависимости, графически изображенные на рис. 49.
Для ориентировочного определения возможного предела прочности бетона при сжатии в возрасте 28 сут. при твердении в нормальных температурно-влажностных условиях для бетонов из умеренно-жестких и малоподвижных бетонных смесей, уплотняемых вибрацией при коэффициенте уплотнения не ниже 0,98, рекомендуются следующие расчетные формулы.
В интервале водоцементных отношений 0,7—0,4 (Ц/В^2,5) существует прямолинейная зависимость между прочностью бетона, активностью цемента и цементоводным отношением, выражаемая формулой
Дб = ARn(WB — 0,5).
В интервале водоцементных отношений меньше 0,4 (Ц/В>2,5) эта зависимость может быть выражена формулой
Рис. 48. Схема испытания балки
Ля,*Г/смг
300
200
*
у
*
&
Рис. 49. График для определения прочности бетона при сжатии в 28-суточном возрасте в зависимости от цементоводного отношения и марки цемента (бетон на гравии)
марка цемента:
1 — 300; 2 — 400; 3 — 500; 4 — 600
152
Глава V. Бетоны
R6 = AlRn(WB -l- 0,5), где Rq — предел прочности бетона при сжатии в возрасте 28 сут. нормального твердения в кГ/см2; /?ц — активность цемента, т. е. предел прочности при сжатии образцов (половинок балочек) цементного раствора (по ГОСТ 810—60) в кГ/см2; Ц/В — цементоводное отношение в бетоне: отношение веса цемента к весу воды в единице объема бетонной смеси, за вычетом воды, поглощаемой заполнителями: Л, Ai — безразмерные
коэффициенты, принимаемые по табл. 25 в зависимости от свойств и качества применяемых материалов.
К высококачественным материалам относятся щебень из плотных горных пород высокой прочности, песок оптимальной крупности и портландцемент высокой активности без добавок или с минимальным количеством гидравлической добавки, а также заполнители чистые, промытые, фракционированные, с оптимальным зерновым составом смеси фракций; к рядовым материалам — заполнители среднего качества, в том числе гравий, портландцемент средней активности или высокомарочный шлакопортландцемент; к материалам пониженного качества — крупные заполнители низкой прочности и мелкие пески, отвечающие пониженным требованиям ГОСТ 10268—62, и цементы низкой активности.
Приведенные зависимости прочности бетона от различных факторов, выраженные в виде формул и графиков, позволяют заранее определить ориентировочную прочность бетона в 28-суточном возрасте при известном водоцементном отношении, марке цемента и виде заполнителя, а также величину водоцементного отношения, обеспечивающую получение бетона заданной прочности.
Наряду с приведенными выше факторами (активность и качество цемента, водоцементное отношение и качество заполнителей) на прочность бетона в значительной степени влияют степень уплотнения бетонной смеси, продолжительность и условия твердения бетона. Прочность заполнителей не оказывает значительного влияния на прочность бетона до тех пор, пока прочность их больше проектируемой марки бетона. Применение низкопрочных заполнителей прочностью ниже требуемой марки бетона может существенно снизить прочность последнего или потребует высокого расхода цемента. Шероховатость поверхности заполнителей также оказывает влияние на прочность бетона. В отличие от гравия, зерна щебня имеют развитую шероховатую поверхность, чем обеспечивается лучшее сцепление с цементным камнем, а бетон, приготовленный на щебне, при прочих равных условиях имеет прочность, большую, чем бетон на гравии.
На скорость твердения бетона влияют минералогический состав цемента и начальное количество воды в бетонной смеси. Последнее определяет ее подвижность (или жесткость). Жесткие бетонные смеси с низким содержанием воды обеспечивают более быстрое твердение бетона, чем подвижные.
Нарастание прочности тяжелого бетона в благоприятных условиях температуры и влажности непрерывно повышается. В первые 7—14 сут. прочность бетона быстро растет, затем рост прочности к 28 сут. замедляется и постепенно затухает; во влажной теплой среде прочность бето¬
Таблица 25
ЗНАЧЕНИЯ КОЭФФИЦИЕНТОВ А и Аг
Характеристика заполнителей и вяжущего
А
Ai
Высококачест¬
венные
0,65
0,43
Рядовые
0,6
0,4
Пониженного
качества
0,Г5
0,37
Основные свойства бетонной смеси и бетона
153
на может нарастать несколько лет. При нормальных условиях хранения бетонных образцов их средняя прочность в семисуточном возрасте составляет 0,6—0,7 прочности 28-суточных образцов. У трехмесячных образцов прочность примерно на 25%, а у 12-месячных на 75% оказывается выше, чем у образцов 28-суточного возраста.
Прочность бетона со временем изменяется по логарифмическому закону; исходя из этого при расчетах прочности бетона для разных сроков твердения пользуются приближенной эмпирической формулой:
где Rn — прочность бетона в возрасте п суток в кГ/см2\ R2s — то же, 28 сут.; п — число суток твердения бетона.
Эта формула применима только для ориентировочных расчетов прочности бетона на портландцементах средних марок в возрасте более 3 сут. Действительную прочность бетона в конструкции устанавливают только испытанием контрольных образцов, приготовленных из рабочей бетонной смеси.
Большое влияние на рост прочности бетона оказывает среда. Нормальными условиями твердения бетона считаются относительная влажность воздуха— 90—100% и температура — 20±2°С. Высокая влажность воздуха необходима, чтобы избежать испарения воды из бетона, которое может привести к прекращению твердения. Твердение бетона ускоряется с повышением температуры и замедляется с ее понижением. Так, за 10—14 ч твердения в атмосфере насыщенного пара (пропаривание) при температуре 80—90° С прочность бетона достигает 60—70% марочной 28-суточной прочности.
Для ускорения твердения бетона применяют также добавки (ускорители твердения) —хлористый кальций и хлористый натрий. Это имеет большое практическое значение при производстве бетонных работ в зимних условиях, так как добавки позволяют получать бетоны, твердеющие на морозе.
Свойства бетонной смеси
Прочный и долговечный бетон из материалов даже высокого качества может быть получен только при тщательном уплотнении бетонной смеси при формовании из нее конструкций. Формовочная способность бетонной смеси определяется двумя показателями — подвижностью и пластичностью.
Пластичность характеризует внутреннюю связность смеси, способность ее формоваться, приобретая заданную форму без разрывов и расслаивания на отдельные составляющие.
Подвижность бетонной смеси с максимальной крупностью зерен заполнителя до 70 мм оценивается величиной осадки (в сантиметрах) под собственным весом или при вибрации конуса, отформованного из бетонной смеси. Конфигурация массы получается при загрузке ее в форму — усеченный конус (рис. 50). Осадку конуса смеси определяют следующим образом. Сначала конус смачивают внутри водой, затем форму заполняют бетонной смесью послойно тремя слоями одинаковой высоты и каждый слой уплотняют, штыкуя 25 раз металлическим стержнем; при этом форму прижимают к листу, избыток смеси срезают вровень с краями формы; затем снимают форму и устанавливают ее рядом с отформованной бетонной смесью; образовавшийся конус бетонной смеси под действием собственного веса оседает. Величина осадки конуса служит оценкой подвижности бетонной смеси. По этому показателю различают смеси:
154
Глава V. Бетоны
Осадка конуса более
литые 15 см
подвижные 4—15 »
малоподвижные . 1—3 »
жесткие и особожесткие 0 »
Жесткость бетонной смеси в секундах устанавливается:
а) для бетонных смесей с максимальной крупностью зерен заполнителя 40 мм — с помощью технического вискозиметра;
б) для бетонных смесей с максимальной крупностью зерен заполнителя до 70 мм и при жесткости смеси не более 100 сек— упрощенным способом.
Технический вискозиметр для определения показателя жесткости бетонной смеси (рис. 51) имеет цилиндрический сосуд 1 высотой 200 мм и диаметром 300 мм с Плоским дном; цилиндрическое кольцо 2 диаметром 216 мм и высотой 130 мм с тремя опорными планками 5, при помощи которых кольцо можно помещать в цилиндрический сосуд и удерживать в цилиндре; форму конуса 4 с насадкой 5; штатив 6, закрепленный в петлях, приваренных к цилиндрическому сосуду; Плоский диск, перемещающийся вертикально на штанге 7 и укрепляемый зажимом. Жесткость бетонной смеси определяют следующим образом. На виброплощадку устанавливают цилиндрический сосуд, в который вставляют и закрепляют цилиндрическое кольцо, а затем в кольцо помещают форму-конус, заполняя ее смесью на полную высоту с насадкой и одновременно уплотняя смесь штыкованием. Окончательно бетонная смесь уплотняется вибрированием до момента, пока На ее поверхности и из-под нижнего основания конуса не начнется заметное выделение цементного клея. Время вибрирования должно быть не менее 5 и не более 30 сек. Затем насадку снимают, избыток смеси срезают вровень с краями конуса и строго вертикально поднимают конус. После этого освобождают зажимной вйнт штатива с диском и опускают диск на поверхность отформованного конуса бетонной смеси. Включают виброплощадку и секундомер и наблюдают за опусканием штанги; когда риска штанги совпадет с верхней плоскостью направляющей головкй штатива, выключают секундомер и вибратор и отмечают время, прошедшее df момента включения вибратора до его выключения. Это время в секундах характеризует жесткость бетонной смеси.
Упрощенным способом жесткость бетонной смеси определяют следующим образом. На виброплощадку устанавливают и закрепляют форму размером 200X200X200 мм, в нее вставляют полый конус от техни¬
Рис. 50. Стандартный конус для определения подвижности бетонной смеси
1г — конус; 2 — ручки; 3—упоры
Рис. 51. Технический вискозиметр
Проектирование состава бетона
155
ческого вискозиметра и заполняют его бетонной смесью тремя слоями одинаковой высоты и каждый слой уплотняют штыкованием (25 раз) металлическим стержнем диаметром 16 и длиной 650 мм. Затем конус осторожно снимают и одновременно включают виброплощадку и секундомер. Вибрирование производят до того момента, пока бетонная смесь не заполнит всех углов формы, а поверхность ее не станет горизонтальной. Время (в секундах), необходимое для выравнивания поверхности бетонной смеси в форме, умноженное на коэффициент 1,5, характеризует жесткость бетонной смеси. Литые и Подвижные смеси имеют жесткость 0, малоподвижные 15—25, жесткие 30—200 и особожесткие более 200 сек.
На подвижность бетонной смеси влияет ряд факторов: вид цемента, содержание воды, содержание цементного теста, крупность заполнителей и форма их зерен, содержание песка.
Бетонные смеси одного и того же состава, но на разных цементах обладают неодинаковой подвижностью. Это объясняется различной водопотребностью цемента: чем она выше, тем меньше подвижность или больше жесткость смеси. Подвижность бетонных смесей на портландцементах с гидравлическими добавками меньше, чем смесей на портландцементе при одном и том же количестве воды, взятой длй приготовления смеси. С увеличением содержания воды при неизменном расходе цемента подвижность бетонной смеси возрастает, но прочность бетона уменьшается. С увеличением содержания цементного теста подвижность бетонной смеси также повышается при сохранении практически той же прочности после затвердения. Это объясняется тем, что при более высоком содержании цементного теста оно не только заполняет пустоты И обволакивает зерна заполнителей, но и раздвигает их, создавая между ними обильные прослойки, уменьшающие трение между зернами, а это повышает подвижность смеси. При более крупных заполнителях суммарная поверхность зерен меньше, следовательно, при том же количестве цементного теста прослойки его Между зернами заполнителей оказываются толще, что увеличивает подвижность бе!онной смеси.
Увеличение количества песка сверх оптимального, установленного опытом, уменьшает подвижность бетонной смеси вследствие возрастания суммарной поверхности заполнителей.
Форма зерен проявляет свое влияние в том, 4to при округлой и гладкой поверхности суммарная поверхность зерен и трение между ними меньше, чем при острогранной форме и шероховатой поверхности. Поэтому бетонная смесь с гравием И обкатаНнЫм песком подвижнее, чем смесь со щебнем и горным песком.
Выбор степени подвижности бетонной смеси
Наиболее экономичными являются жесткие бетонные смеси, так как они требуют меньшего расход^ Цемента, чем подвижные. Подвижность смеси следует выбирать более низкую, однако она должна обеспечить удобную и качественную укладку. При выборе подвижности бетонной смеси учитывают размеры и характер конструкции, густоту армирования и способы укладки смеси. Ориентировочно выбирать подвижность бетонной смеси для бетонирования различных конструкций можно по данным табл. 26.
5. ПРОЕКТИРОВАНИЕ СОСТАВА БЕТОНА
Проектирование состава бетона имеет цель установить такой расход материалов на 1 м3 бетонной смеси, при котором наиболее экономично обеспечивается получение удобоукладываемой бетонной смеси и задан-
156
Глава V. Бетоны
Таблица 26
РЕКОМЕНДУЕМАЯ ПОДВИЖНОСТЬ БЕТОННОЙ СМЕСИ ДЛЯ РАЗЛИЧНЫХ КОНСТРУКЦИЙ
Вид конструкции, изделия и методы вх изготовление
Осадка конуса в см
Показатель жесткости в сек
Монолитные конструкции Подготовка под фундаменты и основания дорог . . .
0
50—60
Полы, покрытия дорог и аэродромов, массивные неармированные конструкции (подпорные стенки, блоки
массивов, фундаменты) Массивные армированные конструкции ...
0—2
25—35
2—4
15—25
Конструкции защиты из особотяжелых бетонов ....
2—4
15—25
Плиты, балки, колонны большого и среднего сечений, бетонируемые на месте 2—4
15—25
Тонкостенные конструкции, сильно насыщенные арматурой
4—6
10—15
Бетонные и железобетонные изделия Изделия, формуемые с немедленной распалубкой (частичной или полной) 0
80—100
Стеновые панели, формуемые в горизонтальном положении с вибропригрузом 0
60—80
Железобетонные элементы, формуемые на стендах вибропрокатом ....
0
50—60
ной прочности бетона, а в ряде случаев необходимой морозостойкости, водонепроницаемости и специальных свойств бетона.
Состав бетонной смеси выражают в виде весового (реже объемного, менее точного) соотношения между количествами цемента, песка и щебня (или гравия) с указанием водоцементного отношения. Количество цемента принимают за единицу. Поэтому в общем виде состав бетонной смеси выражается соотношением: цемент : песок : щебень = 1 :х:у при ВЩ=г (например, 1 :2,4: 4,5 при В/Ц = 0,45). На бетонных заводах материалы дозируют по весу и состав бетона выражают в виде расхода материалов на 1 м3 уплотненной бетонной смеси, например цемента 260, песка 700, щебня 1260 кг, воды 170 л.
Различают два состава бетона: номинальный (лабораторный), принимаемый для материалов в сухом состоянии, и производственный (полевой) — для материалов с естественной влажностью. К моменту расчета состава бетонной смеси нужно определить качество исходных материалов: цемента, воды, песка и щебня (гравия), согласно требованиям ГОСТов.
Состав тяжелого бетона удобно рассчитывать по методу «абсолютных объемов», разработанному проф. Б. Г. Скрамтаевым и его школой. В основу этого метода положено условие, что тяжелый бетон, уплотненный в свежем состоянии, приближается к абсолютной плотности, т. е. сумма абсолютных объемов исходных материалов в 1 м3 равна объему уплотненной бетонной смеси:
Тц Тв Тп Тщ
где Д, В, П, Щ — содержание цемента, воды, песка и щебня (гравия) в кг/м3; уц, yb, уп, Ущ — удельный вес этих материалов.
Неточность, допущенную в расчете, исправляют на основе уточнения опытным путем состава бетона по фактическому объемному весу пробного замеса.
Проектирование состава бетона
157
Исходными данными для расчета состава бетона являются: заданная марка бетона R& характеристика бетонной смеси по степени подвижности или жесткости, а также характеристика исходных материалов— активность /?ц и удельный вес цемента, объемные и удельные веса песка и щебня (или гравия) и пустотность щебня или гравия. В задании, в зависимости от условий, в которых будет находиться бетон в сооружении или конструкции, к бетону могут предъявляться также и другие требования, например степень морозостойкости, стойкость к воздействию агрессивных вод, водонепроницаемость.
Расчет состава бетона производят в следующем порядке:
определяют цементоводное отношение, обеспечивающее получение бетона заданной прочности;
определяют расход воды;
рассчитывают потребный расход цемента, а затем щебня (или гравия) и песка;
проверяется подвижность (жесткость) бетонной смеси; при отклонении этих показателей от проектных состав бетонной смеси корректируют;
приготавливают образцы для определения прочности и испытывают их в заданные сроки;
пересчитывают номинальный состав бетонной смеси на производственный.
Цементоводное отношение определяют по формулам, приведенным ранее:
а) для бетонов с цементоводным отношением, равным или большим 0,4 (Ц/В<2,5),
Ц/В= Н 0,5;
Л/\ц
б) для бетонов с цементоводным отношением меньше 0,4 (Д/В>2,5)
Ц1В-й~0'5-
Расход воды. Оптимальное количество воды в бетонной смеси (водосодержание в л/м3) должно обеспечить необходимую подвижность (или жесткость) бетонной смеси. Ориентировочно оно устанавливается по данным табл. 27, в которой учитывается также качество исходных материалов.
Расход цемента. По определенному из формулы значению Ц/В и принятой по табл. 27 водопотребности бетонной смеси В рассчитывают ориентировочный расход цемента в кг на 1 м3 бетона по формуле
ц = ±в. в
Расход цемента на 1 м3 бетона должен быть не менее минимального, допускаемого СНиП I-B.3-62. Если расход цемента окажется ниже допускаемого, то необходимо довести его до нормы или ввести тонкомолотую добавку.
Расход заполнителей. Для определения расхода песка и щебня (гравия) задаются двумя условиями:
1) сумма абсолютных объемов всех составных частей бетона в л равна 1 м3 (1000 л) уплотненной бетонной смеси:
JL + JL+Jm + B. 1000,
Yu Тп ^Щ(г)
158
Глава V. Бетоны
Таблица 27
ВОДОСОДБРЖАНИЕ БЕТОННОЙ СМЕСИ
Характеристика бетонной смеси
Водосодержание бетонной смеси в л/м'1 при крупности гравия в мм
осадка конуса в см
удобоу к ла дыва емость в сек
10
20
40
0
150-200
145
130
120
0
90—120
150
135
125
0
60—80
160
145
130
0
30—50
165
150
135
0
15—30
175
160
145
1
185
170
155
2
190
175
160
3
195
180
165
5
200
185
170
7
205
190
175
8
210
195
180
10
215
200
185
Примечание. Данные таблицы справедливы для бетона на портландцемен¬
те, песке средней крупности и при использовании в качестве крупного заполнителя
гравия. При других условиях водосодержание смеси, приведенное в таблице, увели¬
чивается: при применении пуццоланового портландцемента — на 15—20 л/м3, замене
гравия щебнем —
на 10 л/м3 и мелком песке — на 10 л/м3.
где Д, В, Я, Я((Г) —содержание цемента, воды, песка и щебня (гравия) в кг/м3; уц» Yn, Ущ(г), Yb — удельные веса этих материалов в кг/м3;
2) цементно-песчаный раствор заполнит пустоты в крупном заполнителе с некоторой раздвижкой зерен, т. е.
Ц I 77 1 R-V гг
"Г ~т и — "пуст.щ(г) ОС.
?ц Тп ?о.щ(г)
Решая совместно эти два уравнения, находим формулу для определения потребности в щебне (или гравии):
Щ{Г)= — ,
V,
пуст.щ(г) Yo щ(г) -Г Тщ(г)
где VnycT. щ(г) — пустотность щебня (или гравия) в стандартном рыхлом состоянии (в формулу Подставляется в виде относительной величины); Уо.щ(г) — объемный вес щебня (или гравия) в кг/л; уш(Г) — удельный вес щебня (или гравия) в г/см3; а — коэффициент раздвижки зерен щебня; для жестких смесей а =1,05—1,1; для подвижных смесей а =1,25—1,4 и более. Коэффициент а называют еще коэффициентом избытка раствора.
После определения расхода щебня (или гравия) рассчитывают расход песка в кг на 1 м3, как разность между проектируемым объемом бетонной смеси и суммой абсолютных объемов крупного заполнителя, цемента и воды:
/7 = Г1000 — (— + В + “41 ?п*
L \ 7ц Гщ / J
При применении воздухововлекающих добавок учитывают количество вовлеченного воздуха.
Проектирование состава бетона
159
Если гравий или щебень составляют из нескольких фракций, то необходимо заранее установить оптимальное соотношение между ними, пользуясь графиком наилучшего зернового состава или подбирая смесь с минимальным количеством пустот.
Проверка подвижности бетонной смеси. После предварительного расчета состава бетона делают пробный замес и определяют осадку конуса или жесткость. Если бетонная смесь получилась менее подвижной, чем требуется, то увеличивают количество цемента и воды без изменения цементоводного отношения. Если подвижность будет больше требуемой, то добавляют небольшими порциями песок и крупный заполнитель, сохраняя отношение их постоянным. Таким путем добиваются заданной подвижности бетонной смеси.
Уточнение расчетного состава бетона. Расчетный состав бетона уточняют на пробных замесах. Для этого производят опытные затворения бетона при трех значениях водоцементных отношений, из которых одно принимается расчетным, а два других соответственно больше и меньше на 10—20%. Количество цемента, воды, песка и щебня (или гравия) для бетона с водоцементным отношением, не равным расчетному, определяется по описанному выше методу. Из каждого замеса бетонной смеси готовят по три образца-куба размером 20X20X20 см, которые выдерживают в нормальных условиях и испытывают в возрасте 28 сут. при определении марки бетона (или в другие сроки). По результатам испытаний строят график зависимости прочности бетона от цементоводного отношения, с помощью которого выбирают величину Ц/В, обеспечивающую получение бетона заданной марки. При пробных замесах проверяют также подвижность или жесткость бетонной смеси (она должна удовлетворять проектной), определяют ее объемный вес и по результатам испытания пробных замесов вносят соответствующие коррективы в рассчитанный состав бетона, песка и щебня (гравия). При этом учитывается влажность заполнителей. Количество влажных заполнителей изменяется настолько, чтобы содержание в них сухого материала равнялось расчетному, а количество вводимой в замес воды уменьшалось на величину, равную содержанию воды в заполнителях.
При перемешивании бетонной смеси мелкие зерна компонентов ее располагаются в пустотах между более крупными зернами, песок располагается в пустотах между щебнем или гравием, а пустоты в песке заполняются цементным тестом. Объем бетонной смеси Vo.c поэтому будет всегда меньше, чем сумма насыпных объемов составляющих его сухих материалов. В связи с этим вводят понятие «коэффициент выхода бетона». Он равен отношению объема полученной бетонной смеси 1/б.с в уплотненном состоянии к сумме насыпных объемов сухих исходных компонентов:
р=
V6.C
щ(г)
где Vv Vn, Ущ(г)—насыпные объемы цемента, песка и щебня (гравия) в л.
Коэффициент выхода бетона является важной технико-экономической характеристикой качества заполнителей и бетона: чем он выше, тем экономичнее бетон. Обычно для крупнозернистых бетонов р = 0,67—0,7, а для мелкозернистых р = 0,7—0,8.
Пользуясь величиной (3, рассчитывают потребность материалов на
160
Глава V. Бетоны
замес бетономешалки определенной емкости (или для выполнения заданного объема строительно-монтажных работ):
Цу =
11
1000
Ви =
Ж
V
1000
nv =
V
1000J
Щум=№-Щ(Г)кг.
^(Г) 1000 v
где Цу,Ву, Пу. Щу(Гу)—соответственно количество цемента, воды, песка, щебня (гравия), требуемое на замес бетономешалки объемом V в кг\ р — коэффициент выхода бетона; Д, В, /7, Щ (Г) — расход соответственно цемента, воды, песка и щебня (гравия) на 1 м3 бетонной смеси в кг.
6. ПРИГОТОВЛЕНИЕ И ТРАНСПОРТИРОВАНИЕ БЕТОННОЙ СМЕСИ
Приготовление бетонной смеси
Основными технологическими операциями приготовления бетонной смеси являются дозирование исходных материалов и их перемешивание.
Важнейшим условием приготовления
Рис. 52. Автоматический весовой дозатор для цемента
1 — автоматические весы; 2 — бункер цемента; 3 — шнеки для подачи вяжущего
бетонной смеси с заданными показателями свойств, а также обеспечения постоянства этих показателей от замеса к замесу является точность дозирования составляющих материалов в соответствии с рабочим составом бетона. Материалы дозируют дозаторами (мерниками) периодического или непрерывного действия. Первые могут иметь ручное, полуавтоматическое или автоматическое управление. Наиболее совершенны автоматические весовые дозаторы, обладающие высокой точностью дозирования, малой продолжительностью цикла взвешивания и легкостью управления. Объемные дозаторы менее точны, их применяют на небольших бетоносмесительных установках, однако в этом случае цемент дозируют по весу. На крупных смесительных установках материалы дозируют только по весу. На рис. 52 показан автоматический весовой дозатор для цемента, а на рис. 53 — для заполнителей.
У полуавтоматических дозаторов загрузочные затворы от¬
Приготовление и транспортирование бетонной смеси
161
крываются и закрываются автоматически после наполнения весового мерника. Выгрузочное отверстие управляется вручную. Автоматические дозаторы управляются с центрального пульта. Требуемое количество материала отвешивается автоматически в два этапа: сначала примерно 90% количества, а затем — остаточное. Управлять автоматическими дозаторами можно также с помощью перфорированных карт, представляющих собой зашифрованный код, соответствующий заданному количеству дозируемых материалов. Эта система позволяет дозировать неограниченное количество составов смеси и повторять заданный режим дозирования любое число раз.
По существующим нормам допускаемое отклонение в дозировании должно быть не более ± 1 % по весу для цемента и воды и не более ±2% для заполнителей. Такая точность может быть обеспечена только при весовом дозировании.
Перемешивают бетонную смесь в бетоносмесителях (бетономешалках) периодического и непрерывного действия. В смесителях периодического действия рабочие циклы машины протекают с перерывами, т. е. в них периодически загружают отвешенные порции материалов, перемешивают и выгружают бетонную смесь (рис. 54); в смесителях непрерывного действия все три операции происходят непрерывно (рис. 55).
По способу перемешивания материалов бетоносмесители разделяются на машины с принудительным и машины с гравитационным (при свободном падении) перемешиванием материалов. В гравитационных бето^ носмесителях перемешивание достигается вращением барабана, на внутренней поверхности которого имеются лопасти. При вращении барабана лопасти захватывают составляющие бетонной смеси, поднимают их на некоторую высоту и они падают, перемешиваясь при этом. Гравитационные бетоносмесители выпускаются емкостью смесительного барабана 100, 250, 425, 1200, 2400 и 4500 л. Емкость бетономешалки определяется не выходом готового бетона, а суммой объемов загружаемых материалов (без воды).
В бетоносмесителях принудительного перемешивания (рис. 56) материалы перемешиваются в неподвижном смесительном барабане при помощи вращающихся лопастей, насаженных на вал. Такие смесители применяют для приготовления жестких бетонных смесей.
Продолжительность перемешивания бетонной смеси зависит от ее подвижности и емкости бетоносмесителя: чем меньше подвижность смеси и больше рабочая емкость смесителя, тем больше оптимальное время
Рис. 53. Автоматический весовой дозатор для заполнителей
1 — автси* аткческие весы, 2 — б>нкер заполннгелей
162
Глава V. Бетоны
Рис. 54. Цикличный бетоносмеситель принудительного действия С-773
а—.общий вид; б — конструктивная схема; 1 — чаша; 2 — рама; 3 — смесительное устройство; 4 — мотор-редуктор; 5 — электрооборудование; 6 — затвор
перемешивания. Так, для бетоносмесителя емкостью до 400 л она равна 1 мин, а емкостью 4500 л — около 3 мин. Время перемешивания жестких бетонных смесей должно быть увеличено примерно в 2 раза по сравнению с временем перемешивания подвижных смесей.
Для приготовления жестких и особожестких бетонных смесей созданы так называемые вибросмесители, в которых перемешивание составляющих материалов осуществляется в сочетании с вибрацией, а в некоторых конструкциях — только вибрацией.
605В
Рис. 55. Бетономешалка непрерывного действия СМ-314
/ — смесительный барабан; 2—винтовые манжеты; 3 — воронка для подачи воды; 4 — воронка для загрузки компонентов; 5 — электродвигатель с редуктором
Приготовление и транспортирование бетонной смеси
163
Э
8
Рис. 56. Бетономешалка принудительного перемешивания С-357 емкостью
1000 л
/ — рама; 2 — смесительная чаша; 3 — привод; 4 — неподвижные гребки; 5 — смесительные лопатки; 6 — станина; 7 — разгрузочное устройство; 8— очистной гребок
Транспортирование бетонной смеси
Способ доставки бетонной смеси от смесительной машины к месту укладки и необходимое для этой цели оборудование выбирают в зависимости от принятой технологической схемы производства, а также общего объема укладываемой смеси, суточной потребности в ней, высоты ее подъема и дальности перемещения.
К месту формования бетонную смесь доставляют, пользуясь различными транспортными средствами: ленточными конвейерами, бункерами и вагонетками по колейным путям, подвесными кюбелями и
164
Глава V. Бетоны
бадьями, которые электротельфер перемещает по кран-балкам или монорельсу, самоходными вибробункерами и бетононасосами; транспортируют смесь также и на автосамосвалах.
Способ доставки смеси должен обеспечивать сохранение ее однородности и степени подвижности. При длительной перевозке бетонная смесь загустевает вследствие гидратации цемента, поглощения воды заполнителями и испарения, однако подвижность смеси к моменту укладки ее должна быть не меньше проектной.
Завод-изготовитель на каждую партию бетонной смеси выдает паспорт с указанием своего наименования и адреса; номера и даты выдачи паспорта; количества смеси в мг\ расхода цемента на 1 мг бетонной смеси; крупности щебня или гравия; подвижности, жесткости и марки бетона, а также результатов испытания контрольных образцов бетона на прочность.
7. УКЛАДКА И УПЛОТНЕНИЕ БЕТОННОЙ СМЕСИ, УХОД ЗА БЕТОНОМ И КОНТРОЛЬ ЕГО КАЧЕСТВА
Укладка бетонной смеси
К числу наиболее трудоемких и энергоемких операций относятся укладка бетонной смеси и ее уплотнение в форме (или опалубке). Эти операции в настоящее время выполняются механизированно при помощи бетоноукладчиков или более простых машин — бетонораздатчиков. Бетоноукладчики позволяют в большей степени механизировать процесс распределения бетонной смеси в форме. Бетонная смесь должна быть уложена в форму так, чтобы в ней не оставались свободные места; особенно тщательно нужно заполнять углы и суженные места формы. После укладки бетонной смеси приступают к ее уплотнению.
Способы уплотнения бетонной смеси
Одно из важнейших свойств бетонной смеси — способность пластически растекаться под действием собственного веса или приложенной к ней нагрузки — определяет сравнительную легкость изготовления из бетонной смеси изделий самого разнообразного профиля и возможность применения для ее уплотнения разнообразных способов. При этом способ уплотнения и свойства смеси — ее подвижность (текучесть)— находятся в тесной связи. Так, жесткие нетекучие смеси требуют энергичного уплотнения и при формовании из них изделий следует применять интенсивную вибрацию или вибрацию с дополнительным прессованием (пригрузом). Возможны также и другие способы уплотнения жестких смесей — трамбование, прессование, прокат. Подвижные смеси легко и эффективно уплотняются вибрацией. Применение же сжимающих (прессующих) видов уплотнения — прессования, проката, а также трамбования — не пригодно: под действием значительных прессующих усилий или часто повторяющихся ударов трамбовки смесь легко вытекает из-под штампа или разбрызгивается. Литые смеси способны уплотняться под собственным весом. Для повышения эффекта уплотнения их иногда подвергают кратковременной вибрации.
Таким образом могут быть выделены следующие способы уплотнения бетонных смесей: вибрирование, прессование, прокат, трамбование и литье. Наиболее распространенным и эффективным как в тех¬
Укладка и уплотнение бетонной смеси
165
ническом, так и в экономическом отношении является способ вибрирования. Его успешно применяют также в сочетании с другими способами механического уплотнения: трамбованием (вибротрамбование), прессованием (вибропрессование) и прокатом (вибропрокат). Разновидностью механических способов уплотнения подвижных бетонных смесей является центрифугирование, используемое при формовании полых изделий трубчатого сечения. Хорошие результаты в отношении получения бетона высокого качества дает вакуумирование смеси в процессе ее механического уплотнения (преимущественно вибрированием), однако значительная продолжительность операции вакуумирования существенно снижает ее технико-экономический эффект и препятствует распространению применения в технологии сборного железобетона.
Рассмотрим кратко различные способы уплотнения бетонных смесей.
Вибрирование. Уплотнение бетонной смеси при вибрировании происходит в результате передачи ей часто повторяющихся вынужденных колебаний (толчков), в совокупности выражающихся встряхиванием. В каждый момент встряхивания частицы бетонной смеси находятся как бы в подвешенном состоянии и нарушается связь их с другими частицами. При последующем действии силы толчка частицы под собственным весом падают и занимают при этом более выгодное положение; при котором на них в меньшей степени могут воздействовать толчки. Это отвечает условию наиболее плотной их упаковки, что, в конечном итоге, приводит к получению плотной бетонной смеси. Второй причиной уплотнения бетонной смеси при вибрировании является свойство переходить во временно текучее состояние под действием приложенных к ней внешних сил, которое называется тиксотропностью. Будучи во временно жидком состоянии, бетонная смесь при вибрировании начинает растекаться, приобретая конфигурацию формы, и под действием собственного веса уплотняться. Это определяет высокие технические свойства вибрированного бетона и экономическую эффективность способа виброуплотнения. Высокая степень уплотнения бетонной смеси вибрированием достигается применением оборудования незначительной мощности, например бетонные массивы емкостью несколько кубометров уплотняют вибраторами мощностью всего 1 —1,5 кет.
Способность бетонных смесей переходить во временно текучее состояние под действием вибрации зависит от подвижности смеси и скорости перемещения при этом частиц ее одна относительно другой. Подвижные смеси легко переходят в текучее состояние и требуют небольшой скорости перемещения. С увеличением жесткости (уменьшением подвижности) смесь все более утрачивает это свойство или требует соответствующего увеличения скорости колебаний, т. е. более высокой затраты энергии.
Скорость колебаний при вибрировании v выражается произведением амплитуды А на частоту колебаний п:
v = Ап см/сек.
При постоянной частоте колебаний вибромеханизма для большинства виброплощадок она равна 3000 кол/мин, изменение скорости колебаний может быть достигнуто изменением величины амплитуды. Практика показала, что подвижные бетонные смеси эффективно уплотняются при амплитуде колебаний 0,3—0,35 мм, а жесткие при более высокой — 0,5—0,7 мм.
166
Глава V. Бетоны
Рис. 57. Электровибратор поверхностный
I — электродвигатель; ный провод; 3
2 — бронирован- площадка
На качество виброуплотнения оказывают влияние не только параметры работы вибромеханизма (частота и амплитуда), но также продолжительность вибрирования. Для каждой бетонной смеси в зависимости от ее подвижности существует своя оптимальная продолжительность виброуплотнения, до которой смесь уплотняется эффективно, а сверх которой затраты энергии возрастают в значительно большей степени, чем происходит уплотнение смеси; дальнейшее же уплотнение вообще не дает прироста плотности. Более того, чрезмерно продолжительное вибрирование может привести к расслаиванию смеси, разделению ее на отдельные компоненты — цементный раствор и крупные зерна заполнителя, что, в конечном итоге, обусловливает неравномерную плотность изделия по сечению и снижению прочности в отдельных частях его.
Виброуплотняют бетон- aj Q 61
ную смесь переносными и стационарными вибромеханизмами. Применение переносных вибромеханизмов в технологии сборного железобетона ограничено и они используются в основном при формовании крупноразмерных массивных изделий на стендах. По роду двигателя вибраторы разделяются на электромеханические, электромагнитные и пневматические. Наиболее распространены электромеханические.
В зависимости от вида, формы и размеров бетонируемой конструкции применяют вибраторы различных типов.
Для укладки бетона с большими открытыми поверхностями (полы, плиты, дороги) применяются поверхностные вибраторы (рис. 57), передающие колебания на бетонную смесь через металлическую площадку, к которой прикреплен вибратор. Глубина распространения колебаний в толщу бетонной смеси достигает 20—30 см, продолжительность вибрирования на одном месте около 1 мин, после чего вибратор переставляют на смежный участок.
Глубинные вибраторы применяют при уплотнении бетонной смеси в массивных конструкциях большой глубины (толщины). В качестве глубинных вибраторов применяют:
вибробулавы (рис. 58, а), в нижнем корпусе которых помещен электродвигатель с эксцентрическими грузами, возбуждающими колебания булавы;
высокочастотный (до 7000 кол/мин ) вибратор с гибким валом (рис. 58,6), заканчивающийся топкой цилиндрической рабочей частью (вибронасадкой), внутри которой расположен эксцентрик.
Рис. 58. Электровибраторы глубинные
а — вибробулава; б — высокочастотный И-21А; / — электродвигатель; 2 — гибкий вал; 3 — рабочий наконечник; 4—подставка
Укладка и уплотнение бетонной смеси
167
Основное применение в технологии сборного железобетона на заводах, работающих по поточно-агрегатной и конвейерной схемам, находят виброплощадки. Виброплощадка (рис. 59) представляет собой плоский стол, опирающийся через пружинные опоры на неподвижные опоры или раму (станину). Пружины гасят колебания стола и предупреждают этим их воздействие на опоры, так как в противном случае они могут разрушиться. В нижней части к столу жестко прикреплен вибровал с расположенными на нем эксцентриками. Вал получает вра-
Рис. 59. Виброплощадка СМ-600У
/ — вибростол; 2 — опорная пружина; 3 — карданный вал; 4 — опорная рама; 5 — клиновой зажим; 6 — вибратор; 7 — синхронизатор; 8 — электродвигатель
щение от электромотора, и при его вращении эксцентрики возбуждают вынужденные колебания стола виброплощадки, передающиеся затем форме с бетонной смесью, приводящие к ее уплотнению. Мощность виброплощадки оценивается ее грузоподъемностью (вес изделия вместе с формой) и составляет 2—24 г.
Прессование является малоприменяемым способом уплотнения бетонной смеси в технологии сборного железобетона, хотя по технологическим показателям отличается большой эффективностью — позволяет получать бетон особовысокой плотности и прочности при минимальном расходе цемента (100—150 кг/м3 бетона). Распространению способа препятствуют исключительно экономические причины: прессующая величина давления, при которой бетон начинает эффективно уплотняться—100—150 кГ/см2 и выше, т. е. для уплотнения изделия на каждый
1 м2 его следует приложить нагрузку, равную 1000 000—1500000 кГ или 1000—1500 Т. Прессы такой мощности в технике применяют*, например, для прессования корпусов судов, но стоимость их оказывается столь высокой, что полностью исключает экономическую целесообразность использования таких прессов для уплотнения бетона крупноразмерных железобетонных изделий. По этим причинам способ прессования широко применяется только при формовании штучных изделий небольшого размера, например силикатного кирпича.
В технологии сборного железобетона прессование используется как дополнительное приложение к бетонной смеси механической нагрузки при ее вибрировании. В этом случае потребная величина прессующего давления не выходит за пределы 50—100 Г/см2, т. е. 500— 1000 кГ]м2. Технически такое давление достигается сравнительно про¬
168
Глава V. Бетоны
сто. Уплотнение бетонной смеси при прессовании, т. е. под действием статически приложенной нагрузки, происходит в результате принудительного перемещения отдельных частиц бетонной смеси и их более компактного и плотного расположения при этом.
Различают прессование плоскими и профильными штампами. Последние передают свой профиль бетонной смеси, позволяя получать
изделия соответствующего очертания. Так формуют, например, лестничные марши, некоторые виды ребристых панелей. В последнем случае способ прессования называют еще штампованием.
Разновидностью прессования является прокат: прессующее давление передается бетонной смеси только через небольшую площадь катка, что понижает давление прессования. Но здесь особое значение приобретают пластические свойства бетонной смеси и ее связность: при недостаточной связности происходит сдвиг смеси прессующим валком и ее разрыв.
Центрифугирование. Уплотнение бетонной смеси центрифугированием происходит в результате центробежных сил, возникающих в ней при вращении. Для этой цели применяют центрифуги (рис. 60), представляющие собой форму трубчатого сечения, которой в процессе уплотнения придается вращение (до 600—1000 об/мин). Загруженная в форму бетонная смесь (обязательно подвижной консистенции) под действием центробежных сил, развивающихся при вращении, прижимается к внутренней поверхности формы и уплотняется. В результате различной массы твердых компонентов смеси и воды из смеси при центрифугировании удаляется до 20—30% воды, что существенно способствует получению бетона высокой плотности.
Способ центрифугирования сравнительно легко позволяет получать изделия с бетоном высокой плотности, а отсюда высокой прочности (400—600 кГ/см2) и долговечности. К недостаткам этого способа следует отнести значительную потребность в цементе (400— 450 кг/мъ) для получения бетонной смеси высокой связности. При недостаточном количестве цемента смесь расслаивается под действием центробежных сил на мелкие и крупные зерна, так как последние с большой силой будут стремиться прижаться к поверхности формы. Центрифугированием формуют трубы, опоры линий электропередач, стойки под светильники.
Вакууммирование. При приготовлении бетонной смеси, а также ее укладки в формы в смесь вовлекается воздух. В процессе вакуумирования, создаваемого разрежением до 0,7—0,8 атм, из бетонной смеси удаляются воздух и часть воды: освободившиеся при этом места занимают твердые частицы, и бетонная смесь приобретает повышенную плотность. Кроме того, вакуум оказывает прессующее действие на бетонную смесь, равное величине атмосферного давления.
Как правило, вакуумирование сочетается с вибрированием. В про¬
Рис. 60. Центрифуга для изготовления труб 1 — форма; 2 — опорные ролики
Укладка и уплотнение бетонной смеси
169
цессе вибрирования бетонной смеси, подвергнутой вакуумированию, происходит интенсивное заполнение твердыми компонентами пор, образовавшихся при вакуумировании на месте воздушных пузырьков и воды. Однако вакуумирование имеет важный технико-экономический недостаток, а именно большую продолжительность процесса — 1 —
2 мин на каждый 1 см толщины изделия в зависимости от свойств бетонной смеси и величины сечения. Толщина слоя, которая может быть подвергнута вакуумированию, не превышает 12—15 см. Вследствие этого вакуумируют преимущественно массивные конструкции для придания поверхностному слою их особовысокую плотность. В технологии сборного железобетона вакуумирование практически не находит применения.
Твердение бетона и уход за ним
Бетон набирает прочность постепенно, по мере твердения цементного камня. В начальный период нарастание прочности происходит интенсивно, а далее постепенно уменьшается.
В значительной степени скорость нарастания прочности зависит gt температуры и среды. Нормальными условиями для твердения бетона считаются: температура—20±2°С и относительная влажность окружающего воздуха—90—100%. При температуре, близкой нулю, нарастание прочности бетона прекращается, а при повышении температуры (до 70—90° С) и максимальной влажности прочность интенсивно нарастает. Важным условием твердения бетона является влажность: во влажной среде бетон приобретает большую прочность, чем на воздухе; при испарении влаги из бетона его твердение практически прекращается. Скорость нарастания прочности зависит от вида цемента, причем она может быть значительно увеличена за счет введения специальных добавок.
Сумма мероприятий, обеспечивающих благоприятные условия твердения уплотненной бетонной смеси, а также способы, предохраняющие бетон от повреждения его структуры в раннем возрасте, составляют уход за бетоном. Уход должен быть организован сразу после укладки и уплотнения бетонной смеси и прежде всего нужно защитить поверхность от высыхания.
Одним из эффективных методов ухода за свежеуложенным бетоном, например в дорожном строительстве, является покрытие его поверхности пленкообразующими веществами, в качестве которых применяют битумные эмульсии, латекс, синтетический каучук и др. Наряду с этим, горизонтальные поверхности после схватывания бетона покрывают песком или опилками и периодически увлажняют. Длительность срока увлажнения зависит от атмосферных условий: в жаркие дни — до двух недель, а в прохладную погоду—несколько дней. В холодные дни бетон следует предохранять от охлаждения, чтобы не замедлилось твердение, а тем более от замерзания.
Загрузка конструкций может производиться только после того, когда бетон достигнет прочности, установленной проектом. Это устанавливают по данным испытаний контрольных образцов бетона.
Контроль качества бетона
Правильно организованный контроль качества бетонных работ на всех стадиях технологического процесса изготовления бетонных конструкций— одно из важнейших условий получения прочного и долго¬
170
Глава V. Бетоны
вечного бетона и снижения стоимости конструкций. Контроль включает испытание и выбор материалов для бетона, их дозирование и перемешивание, укладку, уплотнение и уход за бетоном, а также определение прочности затвердевшего бетона испытанием пробных образцов.
Прочность и качество бетона в конструкции можно ориентировочно определить и без разрушения с помощью акустических приборов. Сущность их действия основана на скорости распространения ультразвукового импульса или волны удара в материале и зависит от его плотности и прочности. Прочность бетона в конструкциях без разрушения можно также установить и механическим способом, например прибором, действие которого основано на зависимости прочности от глубины лунки в бетоне, образованной шариком при его вдавливании, или величины отскока маятника от бетона.
8. ОСОБЫЕ СВОЙСТВА БЕТОНА Плотность и непроницаемость бетона для жидкостей и газов
Высокая плотность бетона достигается рациональным подбором зернового состава заполнителей (с минимальной пустотностью); применением бетонных смесей с низким водоцементным отношением; введением в бетонную смесь пластифицирующих и гидрофобизующих поверхностно-активных добавок; тщательным уплотнением бетонной смеси и уходом за твердеющим бетоном. Следует иметь в виду, что даже выполнение указанных мероприятий не дает возможности получить абсолютно плотный бетон. Поры в бетоне образуются в результате испарения воды, не вступившей в химическую реакцию с цементом при его твердении, а также вследствие неполного удаления воздушных пузырьков при уплотнении бетонной смеси. Поэтому бетон является материалом газопроницаемым. Для придания бетонным сооружениям газонепроницаемости на внутреннюю поверхность их наносят газонепроницаемые пленки, например из пластмасс.
Плотно приготовленный бетон при мелкопористой структуре и достаточной толщине конструкции оказывается практически водонепроницаем. Водонепроницаемость бетона характеризуется наибольшим давлением воды, при котором она еще не просачивается через образцы. По водонепроницаемости бетон делится на четыре марки—В-2, В-4, В-6 и В-8, выдерживающие соответственно давление 2, 4, 6 и 8 кГ/см2. В более тонких конструкциях высокую водонепроницаемость бетона можно достигнуть применением гидрофобного цемента. Кроме того, применяют водоизоляционные покрытия: на поверхность пневматически (торкретированием) наносят плотную штукатурку.
Плотный бетон может быть непроницаем не только для воды, но и для жидких нефтяных продуктов вязкой консистенции — мазута и тяжелой нефти. Легкие и средние нефтяные фракции, например бензин и керосин, проникают через бетон легче, чем вода. Для защиты бетонных и железобетонных сооружений, предназначенных для хранения тяжелых нефтепродуктов, поверхности их покрывают жидким стеклом, а от проникания легких и жидких нефтяных продуктов (бензина, керосина и др.) применяют специальные бензинонепроницаемые мембраны, специальные поверхностные покрытия — пленки из пластмасс или изготовляют бетон на непроницаемом для указанных жидкостей расширяющемся цементе.
Особые свойства бетона Морозостойкость
171
А, -«
Долговечность бетонных и желозобетонных конструкций, подвергающихся в условиях эксплуатации совместному действию воды и мороза, зависит от морозостойкости бетона. Морозостойкость является одним из главных требований, предъявляемых к бетону гидротехнических сооружений, дорожных покрытий, опор мостов и других подобных конструкций. Морозостойкость бетона характеризуется наибольшим числом циклов попеременного замораживания и оттаивания, которые способны выдерживать образцы 28-суточного возраста без снижения предела прочности при сжатии более чем на 25% и без потери в весе более чем на 5%.
ГОСТ на тяжелый бетон, в том числе и на гидротехнический, устанавливает на морозостойкость пять марок — Мрз 50, Мрз 100, Мрз 150, Мрз 200 и Мрз 300. Марка бетона по морозостойкости выбирается в зависимости от климатических условий, числа перемен уровня воды на омываемой поверхности бетона или числа смен замораживания и оттаивания за зимний период. Морозостойкими оказываются, как правило, бетоны высокой плотности. Не менее важную роль в морозостойкости бетона играет морозостойкость заполнителей; марка их по морозостойкости должна быть не ниже этого показателя для бетона. Морозостойкие бетоны получают путем применения морозостойких заполнителей, уменьшения водоцементного отношения, применения гидрофобных и гидрофильных пластифицирующих добавок, а также портландцемента высоких марок или глиноземистого цемента, которые при твердении связывают значительное количество воды затворения, образуя более плотный цементный камень.
Усадка и расширение бетона
В процессе твердения происходят объемные изменения бетона. Твердение бетона на воздухе, за исключением бетонов на безусадочном и расширяющемся цементах, сопровождается уменьшением объема, т. е. усадкой. При твердении бетона в воде вначале объем его несколько увеличивается. Большую усадку получают бетоны из жирных смесей (с большим расходом цемента) и с большим водоцементным отношением. Наибольшая усадка в бетоне происходит в начальный период твердения: за первые сутки она составляет до 60—70% величины месячной усадки. Объясняется это тем, что в указанный период особенно интенсивно обезвоживается тесто вследствие испарения и поглощения влаги гидратирующимися зернами цемента, в результате чего частицы сближаются и цементный камень дает усадку.
Объемные изменения в бетоне в первый период твердения вызываются расширением от нагревания теплом, выделяющимся при экзотермических реакциях цемента с водой. Под влиянием экзотермии цемента температура внутри массивных бетонных конструкций иногда достигает 50° С. Объемные изменения бетона могут вызвать значительные деформации конструкций и даже появление трещин. Для предотвращения их в массивных бетонных конструкциях устраивают специальные температурные швы. Чтобы уменьшить экзотермию бетона, применяют цементы с малым выделением тепла (низкоэкзотермичные).
Величина усадки бетона на портландцементе зависит от минералогического состава и тонкости помола цемента: усадка возрастает с увеличением тонкости помола. Для понижения усадки бетона, особенно при возведении массивных сооружений, следует применять белито-
172
Глава V. Бетоны
вые цементы или цементы более низких марок, избегать жирных бетонных смесей, уменьшать количество воды затворения, применять крупные заполнители из плотных пород рационального зернового состава, а также строго соблюдать влажностный режим твердения бетона.
Указанные требования очень важны при приготовлении бетона для гидротехнических сооружений.
Свойства бетона в агрессивной среде и меры его защиты
Практика эксплуатации водопроводно-канализационных бетонных сооружений показала, что в ряде случаев под влиянием физико-химического действия жидкостей и газов бетон может разрушаться. Коррозия бетона вызывается, главным образом, разрушением цементного камня, заполнители для бетона всегда могут быть подобраны стойкими. Физико-химические процессы, происходящие при коррозии цемента глубоко разработаны В. М. Москвиным (см. главу IV).
Коррозия бетона возникает в результате проникания агрессивного вещества в его толщу; она особенно интенсивна при постоянной фильтрации такого вещества через трещины или поры бетона. Поэтому основными мерами предохранения бетона от коррозии являются придание ему возможно большей плотности и правильное конструирование элементов сооружений, обеспечивающие равномерную (без образования трещин) деформацию бетона в процессе твердения.
Для предохранения бетона от коррозии следует применять цементы с минимальным выделением гидроокиси кальция и малым содержанием трехкальциевого алюмината. К таким цементам относятся портландцементы с гидравлическими добавками, шлакопортландцемент, глиноземистый цемент, сульфатостойкие цементы. С целью устранения пор в поверхностных слоях бетона применяют импрегнирование в бетон цементного раствора, силикатирование, флюатирование. Защитить бетон от проникновения агрессивных веществ можно с помощью поверхностных покрытий, например облицовывать их плотными керамическими плитками или камнями, выложенными на кислотоупорном цементе, создавать водонепроницаемую оболочку вокруг бетона из слоя жирной утрамбованной глины, покрывать гидроизоляционными битуминозными материалами и др.
Отношение бетона к действию высоких температур
Бетон — огнестойкий материал, выдерживающий воздействие высоких температур во время пожаров. Огнестойкость бетона позволяет применять его для устройства дымовых труб промышленных печей и их фундаментов; в последние годы бетон специального состава все смелее применяют для футеровки тепловых аппаратов, работающих при температуре 1000° С и выше.
Огнестойкость бетона зависит не только от вида цемента, но и от природы заполнителей. Если в качестве заполнителей применяется горная порода, в состав которой входит кристаллический кварц, то при температуре около 600° С в бетоне могут появиться трещины вследствие значительного увеличения объема кварца.
При проектировании бетонных конструкций, подвергающихся длительному воздействию температур, необходимо учитывать, что при т^мпеоатуре 150—250° С прочность бетона на портландцементе снижается на 25%. При нагревании бетона выше 500° С и последующем ув¬
Особенности бетонирования в зимнее время
173
лажнении он разрушается. Вначале происходит дегидратация гидроокиси кальция [Ca(OH)2-^CaO-f Н20], а затем при последующем увлажнении образовавшаяся СаО гасится с увеличением в объеме, что приводит к разрушению цементного камня и бетона.
Для строительства конструкций, подвергающихся длительному воздействию высоких температур (свыше 250°С), применяют специальный жароупорный бетон.
9. ОСОБЕННОСТИ БЕТОНИРОВАНИЯ В ЗИМНЕЕ ВРЕМЯ
На рост прочности бетона большое влияние оказывает температура среды. При температурах ниже нормальной (20° С) твердение бетона замедляется, а когда температура бетона падает ниже 0, его твердение прекращается. Бетон, замерзший до наступления полного отвердевания, при повышении температуры оттаивает, физико-химические процессы твердения возобновляются. Чем раньше бетон подвергся замораживанию, тем конечная прочность его будет ниже нормальной. Понижение прочности объясняется тем, что вода при замерзании переходит в лед, увеличивается в объеме, нарушает связь между зернами заполнителей и малозатвердевшим цементным камнем.
Бетон, укладываемый зимой, предохраняют от замерзания в течение срока твердения, необходимого для приобретения им 50% проектной прочности. Обеспечения нормальных условий твердения бетона зимой достигают двумя способами: использованием внутреннего тепла бетона и дополнительной подачей бетону тепла извне. В настоящее время зимнее бетонирование успешно внедрено в практику строительства СССР. Среди советских ученых, наиболее рационально решивших вопросы зимнего бетонирования, следует назвать С. А. Миронова,
В. Н. Сизова, И. Г. Совалова.
Для сокращения сроков твердения до 3—5 сут. применяют высокопрочные и быстротвердеющие цементы (портландцемента марок 400, 500 и глиноземистый цемент), понижают водоцементное отношение, интенсивно уплотняют бетонную смесь, а также вводят в бетонную смесь ускорители твердения (хлористый кальций и др.).
Внутренний запас тепла создают путем подогрева составляющих бетонной смеси (воды, песка и щебня или гравия). Их нагревают до такой степени, чтобы температура бетонной смеси, выходящей из бетономешалки, не превышала 30° С, так как при более высокой температуре смесь быстро густеет и теряет удобоукладываемость; воду для затворения можно подогревать до 80, заполнители — до 40° С. Кроме того, тепло, выделяющееся при химической реакции цемента с водой (экзотермия цемента), препятствует охлаждению конструкций.
Чтобы сохранить запас тепла в течение определенного срока, конструкции со свежеуложенной бетонной смесью покрывают теплоизоляционными материалами (опилками, шлаком, камышитом, шевелимом); толщина покрытия определяется теплотехническим расчетом. Этот способ носит название «термос» и применяется для массивных конструкций, имеющих модуль поверхности (отношение охлаждающейся поверхности бетона к его объему—F: V) не более 6. В тонких конструкциях, а иногда и в массивных свежеуложенную бетонную смесь подогревают снаружи паром или электрическим током (электропрогрев). Пар (температурой 50—80° С) обычно вводят в промежутки между стенками двойной опалубки или в каналы, вырезанные с ее внутренней стороны; иногда пар пропускают по трубам, уложенным внутри бетона. Такой способ дает возможность получить через
174
Глава V. Бетоны
1—2 сут. прочность, равную 60—70% марочной (28-суточного твердения).
Электропрогрев бетона производят переменным током. Ток передается электродами двух типов: поверхностными (в виде стальных пластинок, укладываемых на поверхность) и внутренними (в виде стальных стержней, уложенных в горизонтальном или вертикальном направлении). При изготовлении железобетонной конструкции в качестве одного из электродов используют арматуру. При прохождении через бетон электрического тока выделяется тепло, в результате чего бетон разогревается и быстро твердеет. Однако температура не должна превышать 60° С, так как возможна местная пересушка бетона.
10. СПЕЦИАЛЬНЫЕ ВИДЫ ТЯЖЕЛЫХ БЕТОНОВ Гидротехнический бетон
Гидротехническими называются бетоны, применяемые для возведения сооружений или их отдельных частей, постоянно или периодически омываемых водой, и обладающие свойствами, которые обеспечивают длительную нормальную службу (долговечность) в указанных условиях.
Гидротехнический бетон является разновидностью тяжелого бетона; он характеризуется повышенной водостойкостью, водонепроницаемостью, морозостойкостью, низким тепловыделением, а в ряде случаев и стойкостью к химически агрессивной среде. В зависимости от зоны расположения гидротехнических сооружений он делится на:
бетон подводный, находящийся постоянно в воде;
бетон в зоне переменного уровня воды;
бетон надводный, находящийся выше зоны переменного уровня воды.
Конструкции гидротехнических сооружений могут быть массивные и немассивные, напорные и безнапорные.
В зависимости от условий работы гидротехнических сооружений и их конструктивных элементов применяют бетон марок от 75 до 300, а те части сооружения, которые подвергаются истиранию водой, выполняют из бетона марок 400 и 500. По пределу прочности при сжатии гидротехнический бетон подразделяется на 8 марок — от 75 до 500, а при растяжении —от 11 до 35. Марку гидротехнического бетона определяют в 180-суточном возрасте.
По морозостойкости гидротехнический бетон делится на пять марок— Мрз 50, Мрз 100, Мрз 150, Мрз 200 и Мрз 300, по водонепроницаемости на четыре марки—В-2, В-4, В-6 и В-8, т. е. выдерживает давление воды 2, 4, 6 и 8 кГ/см2. Водонепроницаемость гидротехнического бетона характеризуется наибольшим давлением воды, при котором еще не наблюдается просачивания ее через образцы 180-суточного возраста.
Подводный бетон и бетон зоны переменного уровня, а также бетон, подвергающийся действию грунтовых вод, должен быть стойким против агрессивного действия воды данного состава. Марка водонепроницаемости бетона, для которого определяется его водостойкость, принимается не ниже В-4.
В связи с тем, что гидротехнический бетон находится в специфических эксплуатационных условиях, к материалам для его приготовления предъявляются особые требования. Цемент выбирают в соответствии с классификацией бетона с учетом агрессивности воды-среды;
Специальные виды тяжелых бетонов
175
необходимо учитывать условия производства бетона и особенности строительного периода, а также эксплуатационные условия; цемент должен обеспечивать долговечность бетона, его прочность, водостойкость, морозостойкость, водонепроницаемость и трещиностойкость при экзотермии и усадке.
Для приготовления гидротехнического бетона надо применять следующие виды цементов: портландцемент и его разновидности с умеренной экзотермией, пластифицированный, гидрофобный, сульфатостойкий, шлакопортландцемент, пуццолановый портландцемент. Для сборных железобетонных конструций, не подвергающихся сульфатной агрессии и не находящихся в зоне переменного уровня воды, преимущественно должен использоваться быстротвердеющий портландцемент. Для бетона отдельных зон гидротехнических сооружений могут быть применены следующие виды цементов:
для подводного бетона, постоянно находящегося в воде, бетона внутренней зоны и бетона подземных частей сооружений — преимущественно шлакопортландцемент и пуццолановый портландцемент, а также портландцемент с добавкой золы-уноса;
для бетона зоны переменного уровня воды — портландцемент с умеренной экзотермией, сульфатостойкий, пластифицированный и гидрофобный портландцементы;
для надводного бетона, находящегося выше зоны переменного уровня воды, — портландцемент, пластифицированный и гидрофобный портландцементы.
Положительное влияние на качество гидротехнического бетона оказывают вводимые в портландцемент активные минеральные добавки, которые при взаимодействии с гидратом окиси кальция уплотняют бетон, повышают его водостойкость, уменьшают экзотермию и понижают объемное расширение бетонной конструкции, могущие привести к опасным деформациям. Понизить экзотермию бетона и уменьшить усадку можно введением тонкомолотого кварцевого или полевошпатового песка, известняка, изверженных горных пород и других материалов. Наполняющие добавки не должны содержать более 3% сернокислых и сернистых соединений в пересчете на S03 и органических примесей больше количеств, установленных ГОСТ. Наполняющие добавки не должны вызывать повышения водопотребности бетонной смеси. Для уменьшения водопотребности бетонной смеси и расхода цемента, а также повышения плотности и морозостойкости гидротехнического бетона применяют поверхностно-активные добавки.
Природные заполнители (песок и гравий или щебень) для гидротехнического бетона удовлетворяют более высоким требованиям, чем заполнители для обычного бетона: содержание глины, ила и мелких пылевидных фракций не должно превышать 1—2%, заполнители необходимо проверить на содержание органических примесей; если они дают окраску темнее, чем эталон, то песок следует проверять испытанием в растворе, а крупный заполнитель — в бетоне; сернокислых и сернистых соединений в пересчете на SO3 допускается не более 1 % для песка и 0,5% для щебня (по весу).
Для гидротехнического бетона применяются пески крупностью до 5 мм, представляющие собой природные или обогащенные смеси зерен твердых и плотных каменных пород или искусственные смеси, полученные дроблением твердых и плотных каменных пород. Применение песков, состоящих из зерен плотных осадочных пород (известняков, доломитов и т.п.), а также рыхлых изверженных пород (туфа,
176
Глава V. Бетоны
пемзы, лавы), допускается после технико-экономического обоснования. Зерновой состав песка для приготовления гидротехнического бетона должен соответствовать величинам, указанным ниже.
Допускается применение крупных и средних песков; мелкие пески используют только после технико-экономического обоснования. Зерновой состав заполнителей должен обеспечивать минимальный объем пустот при возможно большем количестве крупных зерен. Это снижает расход цемента, в результате чего уменьшаются выделение тепла и деформативность при твердении бетона.
В качестве крупного заполнителя для гидротехнического бетона должны применяться гравий или щебень из гравия, или смесь гравия и щебня с объемным весом не менее 2,4 т/мгу пределом прочности при сжатии в насыщенном водой состоянии исходной горной породы не менее 250—300% требуемой марки
бетона, содержанием игловатых и лещадных зерен не более 15% по
весу; прочность крупного заполнителя (дробимость в цилиндре) размером от 40 мм не менее 8 для бетона конструкций, работающих при переменном горизонте воды, и не менее 12 для бетона подводных и надводных конструкций. Прочность изверженных горных пород, подлежащих дроблению на щебень, для бетона конструкций переменного уровня воды должна быть не менее 1000 кГ/см2.
Зерновой состав смеси крупного заполнителя надо определять экспериментально по наибольшей плотности и объемному весу. Крупный заполнитель, предназначенный для бетона зоны переменного уровня воды, испытывается на морозостойкость в бетоне; при этом после установленного числа циклов замораживания и оттаивания бетон должен иметь прочность не ниже 85% предела прочности бетона, не подвергающегося замораживанию и оттаиванию. Заполнитель, применяемый для подводного бетона, после испытания непосредственным замораживанием не должен иметь потерю в весе каждой фракции более 10%, а при испытании в бетоне потеря прочности не должна превышать 15%. Испытание бетона на морозостойкость проводят в соответствии с ГОСТ 4800—59.
Вода, применяемая для затворения бетонной смеси, не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Разрешается использовать морскую воду с содержанием солей не более 2% для затворения смеси, а также для поливки бетона массивных неармированных конструкций в тех случаях, когда на их поверхности может быть допущено' появление выцветов. Болотные и промышленные сточные воды, а также воды, загрязненные вредными примесями (кислоты, соли, масла и т.д.), имеющие водородный показатель pH менее 4 и содержащие сульфаты в расчете на ионы S03 более 0,27% веса воды, применять для затворения и поливки бетона нельзя.
Бетонную смесь следует укладывать с максимальным уплотнением. За твердеющим бетоном нужно обеспечить тщательный уход, а также создать необходимые влажностный и температурный режимы, предотвращающие объемные деформации конструкции.
Отверстия контрольных сит в мм
Полные остатки на контрольных ситах в % по весу
5
0
2,5
0—25
1,25
10—55
0,63
25—75
0,315
40—90
0,14
80—100
Специальные виды тяжелых бетонов
177
Кислотоупорный бетон
Этот вид бетона получают на кислотоупорных цементе и заполнителях. Затворяют бетонную смесь растворимым стеклом в количестве, обеспечивающем необходимую подвижность бетонной смеси.
Для изготовления кислотоупорного бетона, обладающего стойкостью против действия неорганических кислот (кроме плавиковой), применяют смесь растворимого стекла (силиката натрия) с 15% кремнефтористого натрия Na2SiF6 и плотных кислотостойких заполнителей — песка кварцевого, щебня из бештаунита, андезита или кварцита и пылевидной фракции (мельче 0,15 мм), приготовляемой из кислотостойких материалов. Ориентировочный состав кислотоупорного бетона в вес. ч.: жидкое стекло 1, каменная пыль 1, песок 1 и щебень 2. Количество кремнефтористого натрия равно 15% веса жидкого стекла.
Твердение кислотоупорного бетона должно проходить в теплой воздушно-сухой среде.
Кислотоупорный бетон характеризуется прочным сцеплением со стальной арматурой, стойкостью по отношению к действию таких кислот, как серная, соляная, азотная и др., за исключением плавиковой; предел прочности при сжатии через 3 сут. около 110—120, а через 28 сут.—150 кГ/см2. При действии воды и слабых кислот кислотоупорный бетон постепенно разрушается; действию концентрированных кислот этот бетон сопротивляется хорошо, но растворы щелочей легко разрушают его.
Кислотоупорный бетон используют для различных конструкций и облицовки аппаратуры в химической промышленности, заменяя им дорогие материалы: листовой свинец, кислотоупорную керамику, тесаный камень.
Жаростойкий бетон
Жаростойким называют бетон, предназначенный для промышленных агрегатов и строительных конструкций, подверженных нагреванию, и способный сохранять в заданных пределах свои физико-механические свойства при длительном воздействии высоких температур. В зависимости от применяемого вяжущего жаростойкие бетоны разделяются на следующие виды:
бетоны на портландцементе (шлакопортландцементе);
бетоны на высокоглиноземистом цементе;
бетоны на глиноземистом цементе;
бетоны на периклазовом цементе;
бетоны на жидком стекле.
Высокоглиноземистый цемент представляет собой гидравлическое вяжущее, содержащее не менее 75% окиси алюминия А1203 и не более 1% окиси железа РегОз- Периклазовый цемент—воздушное вяжущее, получаемое тонким измельчением высокообжигового рекристаллизованного магнезита, содержащее не менее 85% окиси магния MgO; затворяется этот цемент водным раствором сернокислого магния или некоторых других солей.
В зависимости от степени огнеупорности различают следующие группы жаростойких бетонов:
высокоогнеупорные бетоны огнеупорностью выше 1770° С; огнеупорные бетоны огнеупорностью 1580—1770° С; жароупорные бетоны огнеупорностью ниже 1580° С. Высокоогнеупорные бетоны приготовляют из следующих материа-
178
Глава V. Бетоны
лов: портландцемент с фосфорным ангидридом и тонкомолотой добавкой, песок и щебень из хромита; высокоглиноземистый цемент и песок и щебень из высокоглиноземистого кирпича и др Эти бетоны имеют минимальную прочность 250 кГ/см2 и минимальную остаточную прочность после нагревания до 800° С не менее 75 кГ/см2. Деформация бетона под нагрузкой 2 кГ/см2 наступает при температуре 1500° С, а при температуре, превышающей 1600° С, бетон разрушается. Бетоны стойкие против основного шлака.
Огнеупорные бетоны делают из глиноземистого цемента и песка и щебня из хромита, жидкого стекла с кремнефтористым натрием, тонкомолотой добавки, песка и щебня из боя магнезитового кирпича или хромита. Бетоны имеют минимальную допустимую прочность 250— 150 кГ/см2, в зависимости от вида используемых материалов. Деформация под нагрузкой 2 кГ/см2 наступает при температуре 1100—1350° С, а разрушение — при 1200—1450° С. Огнеупорность на глиноземистом цементе выше 1450° С, а на жидком стекле — выше 1700° С.
Жароупорные бетоны. В качестве вяжущих для жароупорных бетонов применяются: глиноземистый цемент, портландцемент, шлакопортландцемент и жидкое стекло с кремнефтористым натрием. При приготовлении бетона на портландцементе тонкомолотой добавкой являются шамот, лёсс, лёссовидный суглинок, цемянка, топливный шлак от сжигания бурых углей, пемза, зола-унос, гранулированный доменный шлак; в качестве песка и щебня применяют шамот, бой обыкновенного глиняного кирпича, топливный шлак от сжигания бурых углей, отвальный доменный шлак, базальт, диабаз, андезит, артикский туф. Для мелкого и крупного заполнителя жароупорного бетона на глиноземистом цементе используют шамот. Для жароупорного бетона на жидком стекле с кремнефтористым натрием тонкомолотой добавкой, крупным и мелким заполнителем являются тальк, шамот, андезит и диабаз. При правильно выбранных вяжущих и заполнителях бетон длительное время без разрушения выдерживает действие температуры до 1150° С. Из него можно изготовлять железобетонные дымовые трубы, фундаменты доменных, мартеновских и других промышленных печей.
Жароупорные бетоны имеют достаточно высокие показатели физико-механических свойств: минимально допустимая прочность их может быть от 100 до 250 кГ/см2. При нагрузке в 2 кГ/см2 деформация начинается при 950—1300° С, разрушение—при температуре 1150—1500° С в зависимости от вида исходных материалов. Термическая стойкость жароупорных бетонов соответствует термической стойкости обычных шамотных изделий. Коэффициент линейного расширения их равен (6—8) 10~6, пористость 20—35%, водопоглощение 10—20%, объемный вес 1,7—2 т/м3.
Правильный подбор состава того или иного вида жароупорного бетона обеспечивает большой срок службы в конкретных условиях эксплуатации.
Цветные бетоны
Из опыта отечественного строительства и зарубежной практики известно, что цветные растворы, особенно бетоны, обладают высокими декоративными качествами и долговечностью. Бетоны имеют разнообразные расцветку и фактуру, а также обладают способностью легко принимать необходимую форму при изготовлении деталей любой сложности. Окраска декоративных бетонов может создаваться различными способами — введением окрашенного заполнителя, цветного цемента или того и другого вместе.
Специальные виды тяжелых бетонов
179
Основными способами изготовления цветных цементов является совместный помол маложелезистого или обычного цементного клинкера с некоторыми щелочеустойчивыми пигментами и природными рудами металлов, а также помол цветных клинкеров, которые окрашиваются при добавке к сырьевой смеси соединений металлов. Важную роль в создании фактуры играет сочетание цветных цементов и заполнителей. В качестве последних применяют известняк, гранит, молотый или дробленый кирпич, мрамор, красные кварциты, слюдяную и стеклянную крошку, полевой шпат и др.
Цветные бетоны применяют для декоративных целей при строительстве зданий и сооружений, устройстве пешеходных переходов, разделительных полос на дорожных покрытиях, парковых дорожках, а также изготовлении элементов городского благоустройства.
Дорожный бетон
В зависимости от назначения различают бетон для однослойных и верхнего слоя двухслойных бетонных покрытий, для нижнего слоя двухслойных покрытий, а также для оснований капитальных усовершенствованных покрытий.
Бетон б дорожных покрытиях находится в тяжелых условиях эксплуатации. Он испытывает значительные напряжения вследствие интенсивного движения тяжелого транспорта, колебаний температур'ы, изменения влажности, усадки, агрессивных воздействий среды и т. д. Особенно разрушительными являются попеременное замораживание и оттаивание, а также чередующиеся процессы намокания и высыхания. К агрессивным факторам следует также причислить влияние солей, применяемых для облегчения очистки дорог от льда, а также действие минерализованных вод.
Разрушение бетона в дорожных покрытиях, наблюдающееся в некоторых случаях и выявляющееся постепенно в течение ряда лет, может быть устранено, а в ряде случаев может проходить весьма медленно, если строители будут не только соблюдать правильную технологию приготовления бетона, но и применять цементы и другие составляющие бетона, правильно выбранные для работы в конкретных условиях эксплуатации.
К дорожному бетону предъявляются повышенные требования по прочности, износостойкости, морозостойкости и воздухостойкости. Марка бетона по прочности принимается в зависимости от вида покрытия: для однослойных и верхнего слоя двухслойных покрытий она равна 300—500, для нижнего слоя двухслойных покрытий — 250—350 и для оснований усовершенствованных капитальных покрытий— 100—250. При этом важным показателем прочности дорожного бетона является предел прочности на растяжение при изгибе; различают восемь марок, от 20 до 55 кГ/см2. В зависимости от предела прочности при сжатии бетон делится также на восемь марок— 100, 150, 200, 250, 300, 350, 400 и 500. Степень морозостойкости бетона для однослойных и верхнего слоя двухслойных покрытий должна быть Мрз 100—200, а для оснований — не ниже Мрз 50.
Для приготовления дорожного бетона применяют дорожный портландцемент и его разновидности — пластифицированный и гидрофобный. Марка цемента для покрытий должна быть не менее 500, а для оснований — не ниже 300. Цемент не должен содержать в своем составе инертных и активных добавок; в качестве добавки допускается только гранулированный доменный шлак, не более 15%. Содержание в клин¬
180
Глава V. Бетоны
кере трехкальциевого алюмината не превышает 10%- Начало схватывания цемента должно наступать не ранее 2 ч после его затворения.
Как поверхностно-активные органические добавки применяют сульфитно-спиртовую барду, абиетат натрия, мылонафт, асидол-мылонафт. Их содержание зависит от объема вовлеченного воздуха в бетонную смесь, который, в свою очередь, зависит от размера зерен заполнителя: при наибольшей крупности щебня от 40 до 70 мм содержание воздуха допускается до 4,5%, а при крупности 10—20 мм — до 5,5% (по объему).
Ускорителями твердения, особенно в зимних условиях, являются хлористый кальций и хлористый натрий в количестве до 3% для неармированных покрытий и до 2% для армированных. В предварительно напряженных покрытиях эти добавки не допускаются.
Для приготовления дорожного бетона в качестве мелкого заполнителя применяют кварцевый или полевошпатовый песок или пески, получаемые дроблением твердых и плотных каменных пород, как крупный заполнитель — щебень и гравий, щебень из гравия плотных пород и щебень из доменного шлака. Для дорожных покрытий щебень из гравия и гравий необходимо промывать. Содержание глинистых фракций допускается не более 1%, а органических не допускается.
Морозостойкость щебня и гравия или щебня из гравия должна быть не ниже морозостойкости дорожного цементного бетона. Предельная крупность зерен щебня принимается 40 мм для однослойного и нижнего слоя двухслойных покрытий и 20 мм для верхнего слоя двухслойных покрытий; для оснований усовершенствованных покрытий допускается щебень с зернами 70 мм.
Обеспечение однородности бетонной смеси достигается применением двухфракционного состава щебня или гравия:
Янаиб в
Применяемые фракции в мм
40
5—20 и 20—40
20
5—10 и 10—20
70
5—40 и 40—70
Зерновой состав каждой фракции или смеси фракций должен находиться в пределах, указанных ниже.
Размеры отверстий контрольных сит в мм
^наим
°-5 °наим+ "^"^наиб
^наиб
1,25
^наиб
Полный остаток на ситах в % по весу
95—
40—70
0
1
сл
0
100
Высокие требования предъявляются к прочности крупного заполнителя: на растяжение прочность каменного материала должна быть выше прочности бетона в 1,5—2,5 раза, а на сжатие — в 2—4 раза. Для дорожных покрытий применяют щебень из изверженных пород прочностью не менее 1200 кГ/см2 и из осадочных пород прочностью не менее 800 кГ/см2. Содержание слабых фракций допускается не более 7%. На указанных материалах можно получить бетон с высоким пределом прочности на изгиб, высокой морозостойкости и деформативной способности и, следовательно, большой долговечности.
Специальные виды тяжелых бетонов
181
Бетон для защиты от радиоактивного воздействия
При использовании атомной энергии в мирных целях в нашей стране потребовались средства защиты обслуживающего персонала от радиоактивных воздействий ядерных реакторов, атомных электростанций, предприятий по выработке и переработке изотопов и др. Среди лучей ядерного распада наибольшую опасность для живых организмов представляют улучи и нейтронное излучение. Степень защиты от последних определяется толщиной ограждения и объемным весом его материала. Установлено, что от нейтронного излучения эффективнее защищает то вещество, которое содержит значительное количество водорода в своем химическом составе. Таким веществом является в первую очередь вода. Но последняя обладает небольшим удельным весом. При одновременном достижении защиты от нейтронного и уизлучения требуется очень большая толщина водяного ограждения, что сложно и дорого. Материалом, в котором сочетаются качества, необходимые для защиты от ядерного излучения, является бетон.
В качестве заполнителей для защитного бетона применяются тяжелые материалы: барит, магнетит, лимонит, а также металлический скрап в виде чугунной дроби, обрезков арматурного полосового и профильного металла, металлической стружки и др. Объемный вес защитных особотяжелых бетонов зависит от вида заполнителя и его объемного веса; значения его приведены ниже.
Бетон
Объемный вес в кг/м3
Лимонитовый
Магнетитовый
Баритовый ......
На чугунной дроби диаметром 0,8—2 мм С чугунным скрапом
2800—3000
2800—4000
3300—3600
3500—3900
3700—5000
Комбинированный с лимонитовым песком и крупным заполнителем:
обычным щебнем магнетитовым » баритовым » чугунным скрапом
2500—2600
2900—3800
3000—3200
3600—5000
Марки особотяжелых бетонов по пределу прочности при сжатии установлены 100, 150 и 200.
В качестве вяжущих для приготовления таких бетонов применяют портландцементы, шлакопортландцементы и глиноземистые цементы. В специальных бетонах наиболее эффективным вяжущим может быть такое вещество, которое в результате твердения присоединяет большое количество воды, так как при этом увеличивается содержание в бетоне водорода. Таким веществом является гидросульфоалюминат кальция, который образуется при взаимодействии трехкальциевого алюмината, содержащегося в портландцементе, с гипсом. Поэтому один из видов цемента специального назначения содержит повышенное количество трехкальциевого алюмината и гипса. Для предупреждения бетона от возможного самопроизвольного разрушения к нему добавляют гидравлические добавки (трепел, диатомит и др.). Наряду с портландцементом используют также глиноземистые, расширяющиеся и безусадочные цементы. Но последние вяжущие имеют высокую стоимость.
182
Глава V. Бетоны
Улучшение защитных свойств гидратных бетонов (такое название бетоны получили за большое содержание в них воды) достигается при введении добавок, повышающих содержание в бетоне водорода: карбида бора, хлористого лития, сернокислого кадмия и др., содержащих легкие элементы— водород, литий, кадмий и борсодержащие вещества.
11. ЛЕГКИЕ БЕТОНЫ Общие сведения и классификация легких бетонов
Бетоны объемным весом 500—1800 кг/м3 относятся к группе легких бетонов, отличающихся высокой пористостью.
По способу создания искусственной пористости различают следующие разновидности легких бетонов:
изготовляемые из вяжущего, воды и легких пористых заполнителей; крупнопористые (беспесчаные), изготавливаемые с применением однофракционного плотного или пористого крупного заполнителя без песка;
ячеистые, структура которых представлена искусственно созданными ячейками, заменяющими зерна заполнителей.
По назначению легкие бетоны подразделяются на: теплоизоляционные, основное назначение которых обеспечивать необходимое термическое сопротивление ограждающей конструкции; объемный вес их менее 500 кг/м3, коэффициент теплопроводности до 0,2 ккал/м • ч • град.
конструктивные, предназначенные воспринимать значительные нагрузки в зданиях и сооружениях; объемный вес их 1400—1800 кг/м3, марка по прочности не менее 50, морозостойкость не ниже Мрз 15;
конструктивно-теплоизоляционные, в которых совмещаются свойства предыдущих видов легких бетонов; объемный вес их 500— 1400 кг/м3, коэффициент теплопроводности не более 0,55 ккал/м • ч • град, марка по прочности не менее 35.
Здесь мы рассмотрим легкие бетоны на пористом заполнителе, а ячеистые легкие и теплоизоляционные бетоны рассмотрим ниже.
Легкие бетоны на пористых заполнителях имеют принципиальные отличия от обычных тяжелых бетонов, что обусловлено особенностями пористых заполнителей. Последние имеют меньший объемный вес, чем плотные, значительно меньшую прочность, зачастую ниже заданной марки бетона; обладают сильно развитой и шереховатой поверхностью. Эти качества легкого заполнителя влияют как на свойства легкобетонных смесей, так и на свойства бетона. В зависимости от заполнителя (плотного или пористого) резко меняются водопотребность и водосодержание бетонной смеси, меняются и основные свойства легкого бетона. Г * Одним из решающих факторов, от которых зависит прочность легкого бетона, является расход воды: при увеличении количества воды до оптимального прочность бетона растет. Оптимальный расход воды в легких бетонах соответствует наибольшей плотности смеси, уложенной в заданных условиях, и устанавливается по наибольшей прочности бетона или же по наибольшему объемному весу уплотненной смеси. Если же количество воды превышает оптимальное для данной смеси, то плотность цементного камня уменьшается, а с ней уменьшается и прочность бетона. Для легкого бетона оптимальный расход воды можно установить по наибольшему объемному весу уплотненной бетонной смеси или наименьшему выходу бетона. Следует иметь также в виду, что в легких бетонах, в отличие от тяжелых, некоторый избыток воды менее вреден, чем ее
Легкие бетоны
183
недостаток. Оптимальному расходу воды для бетона данного состава соответствует наилучшая удобоукладываемость, при которой наиболее компактно располагаются составляющие бетона.
Стремление максимально плотно уложить заполнитель объясняется тем, что наиболее легкий бетон заданной прочности получается при минимальном расходе вяжущего и наибольшем сближении зерен пористого заполнителя, т. е. при предельной степени уплотнения смеси. Хорошее уплотнение ее достигается вибрацией с применением равномерно распределенного пригруза на поверхности формуемой массы (вибропрессованием, виброштампованием).
Оптимальное количество воды для приготовления легких бетонов зависит главным образом от водопотребности заполнителя и вяжущего, интенсивности уплотнения смеси и состава бетона. Водопотребность же заполнителя, в свою очередь, зависит от зернового состава и пористости и обычно тем больше, чем больше суммарная поверхность и открытая пористость зерен. Отсос воды из цементного теста пористыми заполнителями в период приготовления и укладки бетонной смеси вызывает относительно быстрое ее загустевание, что делает смесь жесткой и труд* ноукладываемой. Это специфическое свойство усиливается шероховатой, развитой поверхностью пористого заполнителя. Для повышения подвижности смеси необходимо вводить в нее большее количество воды, чем в обычные (тяжелые) бетоны.
Объемный вес и прочность легкого бетона зависят главным образом от объемного веса и зернового состава заполнителя, расхода вяжущего и воды, а также от метода уплотнения легкобетонной смеси. По качеству пористого заполнителя можно ориентировочно судить, какая прочность легкого бетона может быть получена.
В строительной практике ограждающие и несущие конструкции получают из относительно плотных легких бетонов значительной прочности 50—150 кГ/см2. Снижение объемного веса их достигается тщательным подбором зернового состава заполнителя, а также минимальным расходом вяжущего для бетона заданной прочности, т. е- максимальным заполнением объема бетона пористым заполнителем. Наиболее насыщенный заполнителем объем бетона можно получить при правильном соотношении крупных и мелких фракций заполнителя. Для разных видов его имеется оптимальный зерновой состав, подбираемый опытным путем. Оптимальное содержание мелких фракций соответствует наименьшему объемному весу бетона и наименьшему расходу цемента. Однако следует учитывать, что с увеличением количества мелких фракций заполнителя сверх оптимального растет объемный вес бетона и ухудшается удобоукладываемость смеси. Для снижения объемного веса бетона без уменьшения его прочности выгодно применять высокоактивные вяжущие вещества. По данным исследований Н. А. Попова и других ученых, наиболее целесообразно вяжущее, активность которого в заданных условиях твердения в 4—б раз выше проектируемой марки бетона.
Особенностью легких бетонов является то, что их прочность зависит не только от качества цемента, но и от его количества. С увеличением расхода цемента растет не только прочность, но и объемный вес бетона. Это связано с тем, что с повышением количества цементного теста легкобетонные смеси лучше уплотняются, а также возрастает содержание в бетоне наиболее прочного и тяжелого компонента — цементного камня.
Теплоизоляционные свойства легких бетонов зависят от степени их пористости и характера пор. В легком бетоне тепло передается через твердый остов и воздушные пространства, заполняющие поры, а также
184
Глава V. Бетоны
в результате конвекционного движения воздуха в замкнутом объеме. Поэтому чем меньше объем пор, тем меньше подвижность воздуха в бетоне и лучшими теплоизолирующими свойствами он обладает.
Легкие бетоны вследствие высокой пористости менее морозостойки, чем тяжелые. Тем не менее их морозостойкость является достаточной для применения в стеновых и других конструкциях зданий и сооружений. Высокую морозостойкость легких бетонов обеспечивает применение искусственных пористых заполнителей, обладающих низким водопоглощением, например керамзита, а также путем поризации цементного камня. Повышают морозостойкость также путем введения гидрофобизующих добавок.
Легкие бетоны на пористых заполнителях ввиду универсальности своих свойств применимы в различных строительных элементах зданий и сооружений. Так, из них изготовляют панели для стен и перекрытий отапливаемых зданий, выполняют конструкции как с обычным армированием, так и с предварительным напряжением (балки, прогоны, лестничные марши и площадки), а из напряженно-армированного бетона — пролетные строения мостов, ферм, плит для проезжей части мостов; из легких бетонов строят плавучие средства.
Материалы для приготовления легких бетонов
Вяжущие вещества. Для приготовления легких бетонов применяют все виды неорганических вяжущих веществ, рассмотренных в предыдущей главе. Выбор вида вяжущего зависит от многих причин: требуемой прочности бетона, необходимой стойкости в данных условиях среды, режима твердения и других факторов. В соответствии с требованиями СНиП, в зависимости от прочности бетона рекомендуются вяжущие следующих марок:
Марка бетона
До 35 |
СЛ
0
1
СЛ
100—150
200 и более
Марка вяжущего
200—300
250—300
400—500
500 и более
Вяжущие, имеющие марки выше приведенных, должны применяться с тонкомолотыми гидравлическими добавками.
Для легких бетонов неавтоклавного твердения обычно используют портландцемент, быстротвердеющий портландцемент, пуццолановый портландцемент, шлакопортландцемент, портландцемент с поверхностно-активными добавками и местные вяжущие вещества с активностью не менее 200 кГ/см2. Лучшим считается вяжущее, которое дает бетон необходимой прочности при наименьшем расходе цемента. Применение быстротвердеющих цементов способствует сокращению расхода вяжущего и сокращению срока выдерживания бетона. Пуццолановый портландцемент обеспечивает высокую стойкость бетона в морской, пресных и грунтовых водах. Он обладает большей по сравнению с обычным портландцементом водопотребностью и водоудерживающей способностью, однако имеет и недостатки: медленнее набирает прочность как при пониженной, так и при нормальной температуре и обладает повышенными усадочными деформациями. Шлакопортландцемент твердеет медленнее, чем портландцемент, имеет пониженное тепловыделение и повышенную стойкость в агрессивной среде; при пропаривании дает лучшие результаты, чем обычный портландцемент. Пластифицированный и гидрофобный цементы повышают подвижность бетонной смеси, уменьшают расслаиваемость и повышают морозостойкость бетона. Местные вяжущие вещества (известково-шлаковые, известково-пуццолановые, известково¬
Легкие бетоны
185
зольные) используют в основном для изготовления изделий автоклавного твердения, и вяжущее выбирают с учетом условий твердения изделий из легкого бетона (естественное, пропаривание, автоклавная обработка и др.)* Однако общим критерием — снижение объемного веса — является применение вяжущих высоких марок.
Заполнители. В качестве заполнителей для легких бетонов применяют сыпучие пористые материалы объемным насыпным весом не более 1200 кг/м3 при крупности зерен до 5 мм (песок) и не более 1000 кг/м3 при крупности зерен от 5 до 40 мм (щебень, гравий).
По происхождению пористые неорганические заполнители подразделяются на природные и искусственные. Природные заполнители получают путем дробления и сортировки горных пород — пемзы, вулканических шлаков и туфов, пористых известняков, известняков-ракушечников, известковых туфов, опоки, трепела, диатомита и др. Искусственные заполнители— это пористые сыпучие материалы, полученные путем механической или термической обработки силикатного сырья, подвергнутые рассеву или дроблению и рассеву. Они делятся на отходы промышленности и специально изготовляемые.
Из отходов промышленности песок и щебень получают преимущественно из гранулированного или вспученного металлургического шлака; гранулированный шлак — мелкозернистый пористый материал, образующийся при быстром охлаждении расплавов металлургических шлаков. Шлаковая пемза (термозит) — пористый материал, получаемый из расплавленного металлургического шлака при особом режиме охлаждения расплавленного шлака. К специально изготовленным заполнителям относятся гравий и песок керамзитовый — материал округлой формы, который получают при обжиге глин, вспучивающихся от выделения газов. Керамзитовый песок получают дроблением и рассевом керамзитового гравия или щебня или как самостоятельную фракцию при обжиге. Гравий полый керамический — материал округлой формы, получаемый обжигом специально изготовленных пустотелых глиняных гранул; щебень и песок из перлита и других водосодержащих вулканических стекол получают вспучиванием при обжиге.
По форме и характеру поверхности пористые заполнители могут быть округлые относительно гладкие и угловатые шероховатые (ноздреватые). По крупности зерен заполнители делят на следующие фракции: песок — до 1,2 и от 1,2 до 5 мм; щебень (или гравий) —5—10, 10—20 и 20—40 мм. По показателям насыпного объемного веса в сухом состоянии (кг/м3) различают марки заполнителей от 100 до 1000 для щебня (гравия) и до 1200 для песка. Прочность заполнителей, устанавливаемая испытанием в цилиндре, может быть от 4 до 200 кГ/см2. Прочность исходной горной породы должна быть не менее 50% требуемой прочности бетона, а коэффициент размягчения — не менее 0,7. Необходима устойчивость щебня из шлаков или шлаковой пемзы от распада (железистого, силикатного и др.)* Содержание сернистых соединений в пересчете на S03 не должно превышать 2%.
Пористые заполнители должны обеспечить получение легкого бетона проектной марки по морозостойкости.
Добавки. В качестве добавок для легких бетонов применяют тонкомолотые доменные гранулированные шлаки (диатомит, трепел, опоку, туф, пемзу, трасс). Кроме того, вводятся добавки, являющиеся замедлителями или ускорителями твердения — хлористый кальций в количестве
1—2% веса цемента (для железобетонных изделий до 1%). В качестве порообразователей для снижения объемного веса добавляют алюминиевый порошок, пергидроль, смоло-сапониновый порообразователь и др.
186
Глава V. Бетоны
Вода. Для приготовления и увлажнения легкого бетона применяется чистая питьевая вода, отвечающая тем же требованиям, что и для тяжелых бетонов.
Защита стальной арматуры в легких бетонах. При армировании изделий и конструкций из легкого бетона важную роль играет защита арматуры от коррозии. Повышенная пористость легких бетонов способствует возникновению и развитию коррозии арматуры железобетонных изделий. В целях защиты арматуры от коррозии, особенно в агрессивной среде, легкий бетон должен быть плотным, как показывает практика, в таком бетоне содержание цемента должно быть не менее 250 кг/мг. Иногда арматуру для защиты от коррозии покрывают различными составами: цементно-казеиновой суспензией с нитритом натрия; битумной мастикой, состоящей из битума, молотого песка и золы и растворителя— толуола; битумоцементной мастикой.
Арматурная сталь, поступившая на завод, должна быть без ржавчины или окалины и покрыта маслом или краской.
Подбор состава легкого бетона, приготовление бетонной смеси и формование изделий
При подборе состава легкого бетона исходят из условия получения экономичного бетона на данных материалах, обеспечивающего не только удобоукладываемость бетонной смеси и прочность бетона, но и заданный объемный вес при наименьшем расходе цемента.
Задача подбора состава легкого бетона усложняется по сравнению с подбором состава тяжелого бетона. Подбирая состав тяжелого бетона, обычно находят отношение между щебнем и песком, требуемое В/Ц и расход цемента. В легком бетоне трудно установить расчетом В/Ц и определить требуемую удобоукладываемость, так как она сильно изменяется. Это связано с тем, что пористые заполнители обладают значительным водопоглощением, интенсивно отсасывая воду из цементного теста; шероховатая же поверхность их затрудняет получение точных показателей удобоукладываемости смеси. Эти обстоятельства приводят к тому, что состав легкобетонной смеси подбирают опытным путем, определяя оптимальный расход воды для каждого состава бетона и устанавливая зависимость прочности бетона от расхода цемента при оптимальных расходах воды.
Чтобы обеспечить минимальный расход цемента и получить требуемый объемный вес бетона, необходимо подобрать наилучший состав заполнителей — оптимальное соотношение между песком и щебнем. Существует несколько методов подбора состава легкого бетона, но чаще всего применяют метод подбора состава по оптимальному расходу воды. Это делают способом опытных затворений, который включает следующие операции:
выбор наибольшей крупности заполнителя и определение содержания крупного и мелкого заполнителей;
определение расхода вяжущих и добавок для пробного замеса; предварительный расчет расхода заполнителей на 1 мг смеси для приготовления пробных замесов;
уточнение расхода воды по заданной подвижности или установление оптимального содержания воды по наибольшему объемному весу уплотненной легкобетонной смеси;
установление зависимости между расходом вяжущего и прочностью бетона при заданной подвижности смеси. Одновременно определяется
Легкие бетоны
187
зависимость между расходом цемента и объемным весом бетона при принятых условиях уплотнения смеси.
Обычно для приготовления легкого бетона принимают наибольшую крупность гравия до 40, а щебня до 20 мм. При использовании пористого заполнителя с предельной крупностью до 20 мм бетон при прочих равных условиях получают более однородным, чем при заполнителях большей крупности. Зерновой состав заполнителей определяют по идеальным кривым просеивания и экспериментально.
В первом случае пользуются данными табл. 28 и зерновой состав заполнителя уточняется при изготовлении образцов. Наименьший расход вяжущего соответствует случаю, когда кривая просеивания заполнителя окажется в пределах заштрихованных площадей (рис. 61). Затем установленный по табл. 28 и графику зерновой состав заполнителя уточняют, приготовляя несколько серий образцов бетона с разными зерновыми составами заполнителя, расходами цемента и воды; последние определяют опытными затворениями.
Таблица 28
ЗЕРНОВЫЕ СОСТАВЫ ПОРИСТЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ВИБРОУПЛОТНЯЕМЫХ
ЛЕГКИХ БЕТОНОВ
Вид пористого заполнителя
Предельная крупность заполнителя в мм
Содержание фракций в % по объему
менее 1,2 мм
1,2—5 мм
более 5 мм
Щебень
10
45—65
0—20
25—55
20
30-50
0—20
50—70
40
20—35
0—20
65—80
Гравий
10
20-60
0—20
40—60
20
25—45
0—20
55—75
40
15—30
0—20
70—85
^ &5ЩЦП5 5 10
Размер отверстий сит в мм Размер отверстий сит в мм
Рис. 61. График зернового состава пористых заполнителей
а — щебня и песка; б — гравия и песка; 1 — предельная крупность заполнителя 10 мм; 2 — то же, 20 мм\ 3 — то же, 40 мм
Наименьший объемный вес имеют бетоны, не содержащие мелких фракций заполнителя, т. е. беспесчаные бетоны. Наименьший расход цемента получается при определенном соотношении мелких и крупных фракций заполнителя, а кроме того, при исключении средних фракций, т. е. при прерывистом зерновом составе заполнителя.
В связи с тем, что свойства материалов и условия изготовления бетона могут колебаться в значительных пределах, вначале изготовляют
188
Глава V. Бетоны
образцы с тремя значениями расхода цемента. При этом среднее значение назначают в зависимости от марки бетона, вида заполнителя и его предельной крупности по таблице, а два остальных значения берут на 25% меньше и на 35% больше среднего, взятого по табл. 29.
Таблица 29
ИСХОДНЫЙ РАСХОД ЦЕМЕНТА МАРКИ 400 НА 1 м3 ВИБРОУПЛОТНЕННОГО БЕТОНА
Пористый
запол¬
нитель
Предельная крупность заполнителя в мм
Расход цемента в кг при марке бетона
15
25
35
60
75
100
150
10
90—110
110—130
130—150
150—170
170—190
190—210
250—270
Щебень
20
100-120
120-140
140-160
160—180
180—220
220—240
290—320
40
110—130
140—160
160—180
180—200
210—260
260—280
340—380
10
80—90
90—100
100-115
115—130
130—145
145—160
175—190
Гравий
20
90—100
100-110
110—125
125—140
140—160
160—180
200—225
40
100—110
110—120
120—135
135—150
160—180
180—200
240—270
В табл. 29 указан расход цемента применительно к заполнителям объемным весом 1000 кг/м3; при использовании более легких заполнителей его значение необходимо умножать на следующий поправочный коэффициент:
Марка заполнителя по объемному весу в кг/мг
100
150
200
250
300
400
500
600
800
1000
Поправочный коэффициент
2
1,9
1,8
1,7
1,6
1,5
1,4
1,3
1,2
1
Если для приготовления легких бетонов применяют цемент марки не 400, а других, то приведенную выше величину нужно еще раз умножить на коэффициент:
Марка цемента
200
250
300
400
500
600
Поправочный
коэффициент
1,4
1,3
1,2
i
0,9
0,8
Если для изготовления легкого бетона применяют поверхностноактивные добавки или домалывают цемент, то полученные величины расхода цемента, с учетом соответствующих поправочных коэффициентов, нужно дополнительно умножить на поправочные коэффициенты, взятые по табл. 30.
Расход цемента в каждом случае должен быть не менее величин, приведенных в табл. 31.
Очень важным при подборе состава легкого бетона является установление оптимального расхода воды. Для каждого зернового состава и вида заполнителя, расхода вяжущего и добавок и способа уплотнения имеется единственное значение расхода воды, при котором бетон имеет наибольшую прочность. Этот оптимальный расход воды находят по наи-
Легкие бетоны
189
Таблица 30
КОЭФФИЦИЕНТЫ ИЗМЕНЕНИЯ РАСХОДА ЦЕМЕНТА ПРИ ДОБАВКЕ МЫЛОНАФТА И ДОМОЛЕ ЦЕМЕНТА
Способы уменьшения расхода цемента
Марка бетона
15
25
| 35
| 50
1 75
| 100
| 150
Мокрый домол цемента с добавками
0,65
0,66
0,68
0,7
0,72
0,74
0,77
Вибродомол цемента с добавками
0,69
0,71
0,74
0,77
0,8
0,83
0,87
Добавка мылонафта 500— 600 г на 1 ж3 бетона
0,77
0,8
0,83
0,87
0,91
0,95
1
Таблица 31
МИНИМАЛЬНО ДОПУСТИМЫЙ РАСХОД ВЯЖУЩЕГО
Вид бетона
Минимально допустимый расход вяжущего в кг/м3
общий
в том числе цемента
Теплоизоляционный ...
100
80
Конструктивно-теплоизоляционный неармирован-
ный
125
100
Конструктивно-теплоизоляционный и конструктив-
но-армироваикый . :
225
150
большей прочности бетона или пользуясь косвенным показателем по объемному весу уплотненной бетонной смеси. Для этого приготовляют и испытывают несколько (3—5) серий образцов бетона с разным содержанием воды. За оптимальный расход воды признается тот, при котором получается наибольшая прочность бетона при заданном зерновом составе заполнителя, расходе цемента и условиях уплотнения.
Бетонные смеси с легкими заполнителями готовят аналогично обыкновенным бетонным смесям, однако легкобетонную смесь следует более тщательно перемешивать. Уплотняют легкий бетон теми же методами, что и тяжелый, и формуют изделия теми же способами. Однако следует учитывать, что плотность легкого бетона можно повысить не только подбором соответствующего гранулометрического состава бетонной смеси, расходом воды и применением пластифицирующих добавок, но и интенсивным и длительным уплотнением.
Воздействие вибрирования на легкобетонные смеси отличается рядом особенностей. Большая разница в объемных весах заполнителя и цементного теста приводит при вибрировании к слабому уплотнению в нижней зоне изделия и разуплотнению смеси в верхней зоне. Поэтому легкобетонные смеси требуют вибрирования с пригрузкой, компенсирующей недостаток собственного веса заполнителей и препятствующей разуплотнению смеси. Чем меньше объемный вес заполнителя, тем большая требуется пригрузка. Свежеотформованные предельно уплотненные легкие бетоны обладают высокой структурной прочностью, позволяющей немедленную распалубку. Способы формования и ускоренного твердения изделий из легкого бетона аналогичны способам, применяемым при изготовлении изделий из тяжелого бетона.
190
Глава V. Бетоны
Для сокращения технологического цикла изготовления легкобетонных изделий их подвергают тепловой обработке, которую чаще всего осуществляют в камерах пропаривания непрерывного или периодического действия, на теплых обогреваемых стендах, под колпаками, термообработкой в пакетах форм с паровыми рубашками или в вертикально-кассетных установках; используют также электропрогрев и электрообогрев и автоклавную обработку изделий.
12. ЯЧЕИСТЫЕ БЕТОНЫ
Ячеистые бетоны — разновидность легких и особолегких бетонов, строение которых характеризуется наличием значительного количества искусственно созданных условно замкнутых пор в виде ячеек размером
0,5—2 мм, заполненных воздухом или газом. Мелкие воздушные ячейки, равномерно распределенные в теле бетона, разделены тонкими и прочными перегородками из отвердевшего цементного (или иного вяжущего вещества) камня, образующими несущий пространственный каркас материала.
Ячеистые бетоны по способу получения пористой структуры подразделяются на пенобетоны и газобетоны. Газобетоны получают путем введения газообразователя в смесь, состоящую из вяжущего, воды и кремнеземистого компонента, пенобетоны — смешиванием смеси, состоящей из вяжущего, воды и кремнеземистого наполнителя с пеной.
По виду применяемого вяжущего ячеистые бетоны делятся на следующие группы:
газобетоны и пенобетоны, получаемые на основе портландцемента, цементно-известкового и известково-нефелинового вяжущего;
газосиликаты и пеносиликаты, получаемые на основе молотой извести-кипелки;
газошлакобетоны и пеношлакобетоны, получаемые из смеси извести и тонкомолотых доменных гранулированных шлаков.
По виду кремнеземистого компонента различают группы ячеистых бетонов:
газосиликаты и пенобетоны, получаемые с применением молотого песка;
газозолобетоны и пенозолосиликаты, получаемые с применением золы-уноса ТЭЦ взамен песка.
В зависимости от способа твердения ячеистые бетоны разделяют на следующие виды:
естественного твердения;
твердения при атмосферном давлении в камерах пропаривания, термореактивных формах (контактный прогрев), специальных формах с электропрогревом и т. п.;
твердения в автоклавах при высоком давлении.
И, наконец, в зависимости от применения ячеистые бетоны делят на три вида:
теплоизоляционные объемным весом в высушенном состоянии 500 кг/м3 и менее;
конструктивно-теплоизоляционные объемным весом от 500 до 900 яг/л*3;
конструктивные объемным весом от 900 до 1200 кг/м3.
Марка ячеистых бетонов зависит от объемного веса: при объемном весе бетона 500, 600, 700, 900, 1000 и 1200 марка соответственно равна 25, 35, 50, 75, 100 и 150.
Ячеистые бетоны
191
Для приготовления ячеистых цементных бетонов применяют малоалюминатный портландцемент марки не ниже 400. Для получения газобетона на цементно-известковом вяжущем допускается использование шлакопортландцемента марки не ниже 400.
Широко применяются в нашей стране ячеистые бетоны автоклавного твердения которые приготовляют из следующих смесей:
цемента с кварцевым песком в отношении от 1:1 до 1:3 (часть песка при этом размалывается);
молотой негашеной извести и песка в отношении от 1 :3 до 1:5 (пеносиликат или газосиликат);
цемента, извести и песка в различных отношениях.
Ячеистые бетоны по сравнению с обычными обладают повышенной усадкой, и для ее уменьшения в состав бетона вводят некоторое количество легких пористых заполнителей, а также природный немолотый, но сравнительно мелкий песок (в количестве до 15% веса сухих составляющих). К недостаткам ячеистых бетонов следует также отнести их большую влагоемкость и плохую отдачу влаги при сушке. Несмотря на высокое (до 30%) водопоглощение, ячеистые бетоны обладают сравнительно хорошей морозостойкостью — выдерживают 15—25 и более циклов попеременного замораживания и оттаивания. Водопоглощение может быть понижено в известных пределах гидрофобизацией ячеистого бетона путем введения соответствующих добавок или нанесением на поверхность изделий гидрофобных покрытий.
Прочность и атмосферостойкость ячеистых бетонов могут быть повышены улучшением их структуры — получением более мелких и однородных по размеру пор. Это достигается применением вяжущих повышенной активности, более тонким помолом компонентов и улучшением режима автоклавной обработки.
Материалы для ячеистых бетонов
Вяжущие материалы. Для получения ячеистых бетонов автоклавного твердения применяется преимущественно маломагнезиальная молотая негашеная известь. Активной окиси кальция в ней должно быть не менее 70%, а окиси магния не более 5%, скорость гашения ее 10— 30 мин. При использовании такой извести добавляют гипс, сульфитноспиртовую барду, жидкое стекло и др. Для изготовления газобетона автоклавного твердения можно использовать портландцемент, пуццолановый портландцемент и шлакопортландцемент марок 300 и 400, причем для экономии рекомендуется их композиция с известью и кремнеземистыми веществами (песком, маршалитом, золой теплоэлектростанций, доменными и другими шлаками). Для ячеистых бетонов, твердеющих не в автоклавах, а в условиях естественного и тепловлажностного режима (в камерах пропаривания), при атмосферном давлении применяют преимущественно клинкерные цементы высоких марок 400 и 500 с введением в ячеистую массу гипса и ускорителей твердения. Применение цементов более высоких марок целесообразно только для ячеистых бетонов неавтоклавного твердения.
К цементам предъявляются требования не только в отношении их активности, но и тонкости помола и сроков схватывания. Для газобетона цемент должен иметь определенный химический состав, в частности содержание щелочей. Технические показатели и состав цемента и извести при этом должны быть достаточно постоянными для каждого предприятия, так как иначе трудно обеспечить стабильность технологических режимов и качество газобетонных изделий.
192
Глава V. Бетоны
Ячеистые бетоны получают также на нефелиновом цементе. При получении алюминия из бокситов образуются отходы производства в виде нефелинового шлама. П. И. Боженов предложил использовать Этот шлам для получения нефелинового цемента. Нефелиновый цемент марок 150—200 получают без обжига при содержании 20—25% клинкера и 80—75% нефелинового шлама (в пересчете на сухой вес), иногда вместо 4% шлама вводят гипс.
При изготовлении неармированных изделий для ускорения схватывания цементов применяют хлористый кальций и сернокислый глинозем, а при изготовлении армированных изделий — жидкое стекло. Для замедления гашения молотой извести-кипелки используют тонкомолотый двуводный гипс.
Пенообразователи. При изготовлении пенобетонов в качестве пенообразователя применяют клеи — канифольный, смоло-сапониновый, а также гидролизованную кровь ГК и др. Полученная пена осаждается через 1 ч не более чем на 10 мм, а отход жидкости составляет не более 80 см3. Примерный расход пенообразователя на 1 м3 пенобетона объемным весом 700—750 кг/м3 при использовании пенообразователей такой:
клееканифольного: 0,12—0,2 кг клея; 0,1—0,14 кг канифоли и
0,018—0,024 кг едкого натра;
смоло-сапонинового: 0,6—0,8 кг мыльного корня;
алюмо-сульфонафтенового: 1,2—1,7 кг керосинового контакта; 1,2— 1,7 кг сернокислого глинозема и 0,16—0,21 кг едкого натра;
гидролизованной крови ГК 2—2,5 кг и 0,05—0,1 кг сернокислого железа.
В качестве газообразователя применяют алюминиевую пудру и пергидроль.
Алюминиевая пудра должна удовлетворять требованиям ГОСТ 5940—50, тонкость помола ее должна быть такой, чтобы 1 см3 пудры покрывал площадь в 4600—6000 см2\ газовыделение при введении пудры в цементный или известковый раствор должно начинаться через
1—2 мин и продолжаться 12—20 мин. Пудру следует хранить в металлической герметической таре, она пожароопасна.
Пергидроль. Перекись водорода Н2О2 бесцветная прозрачная жидкость, смешивающаяся с водой в любых отношениях. Водный раствор перекиси водорода 80%-ной концентрации называют пергидролью.
Кремнеземистые компоненты вяжущих. Для получения ячеистых бетонов применяют молотый кварцевый песок с содержанием не менее 80% кремнезема и не более 5% глины тонкостью помола не менее 1700—2800 см2/г (немолотый песок имеет удельную поверхность 30— 190 см2/г).
В ряде случаев используют естественные высокодисперсные кремнеземистые горные породы — маршалит, каракумские барханные пески, золу ТЭЦ и ГРЭС от сжигания угля в пылевидном состоянии, золы горючих сланцев и торфа, а также молотые горелые породы, диатомиты, вулканический пепел и прочие материалы, содержащие в достаточном количестве Si02. Для газобетонов и пенобетонов объемным весом 1000 кг/м3 и более допускается замена 50% молотого песка немолотым природным, имеющим не менее 50% зерен размером до 1,2 мм, если такая замена не вызывает осадки ячеистой массы в формах и позволяет получить бетон заданной прочности. К кремнеземистым материалам предъявляются требования как в отношении тонкости помола, так и отсутствия посторонних примесей, снижающих прочность ячеистых бетонов.
Ячеистые бетоны
193
Приготовление смеси для ячеистых бетонов и формование изделий
Пенобетоны получают смешиванием цементного теста или раствора с устойчивой пеной. После затвердения пенобетонной смеси ячейки пены образуют бетон ячеистой структуры.
Пену получают взбиванием жидкой смеси канифольного мыла и животного клея или водного раствора сапонина (вытяжки из растительного мыльного корня). Такая пена имеет длительно устойчивую структуру, хорошо смешивается с цементным тестом и раствором, которые распределяются по пленкам, окружающим воздушные ячейки, и в этом положении затвердевают. Лучшими пенообразователями являются алюмосульфонафтеновые и препарат ГК (гидролизованная боенская кровь).
Пену, цементное тесто или раствор, а также их смесь приготовляют в специальных пенобетоносмесителях (рис. 62), имеющих три барабана, внутри которых вращаются валы с лопастями. Готовое тесто из одного верхнего барабана переливается в нижний, туда же из другого верхнего барабана поступает готовая пена, после чего „ со п *
r J ’ Рис. 62. Пенобетоносмеситель
тесто и пена тщательно перемешиваются в
течение 2—3 мин. Приготовленная пенобетонная смесь поступает в бункера, из которых разливается в формы для изделий.
В строительной практике наиболее распространена классификация ячеистого бетона по способу использования на теплоизоляционный, конструктивно-теплоизоляционный и конструктивный.
Теплоизоляционный пенобетон отливается в виде блоков размером 100X50X50 см и больше, которые после затвердевания распиливаются на плиты размером 100Х50Х(5—12) см. Он имеет прочность до
25 кГ/см2, коэффициент теплопроводности 0,1—0,2 ккал/м* ч>град. Применяется для теплоизоляции железобетонных покрытий, перегородок и др.
Конструктивно-теплоизоляционный пенобетон имеет прочность 25—75 кГ/см2, коэффициент теплопроводности 0,2—0,4 ккал/м • ч • град] применяют его для ограждающих конструкций.
Из конструктивного пенобетона изготовляют армированные изделия для покрытий, армируя их двумя сетками из проволоки толщиной 3—5 мм. Конструктивный пенобетон имеет прочность до 150 кГ/см2 и коэффициент теплопроводности 0,4—0,6 ккал/м • ч • град и широко используется в трехслойных ограждающих конструкциях отапливаемых зданий, покрытиях, а также для тепловой изоляции труб.
Газобетон получают вспучиванием теста вяжущего вещества с заполнителями или без них. Для вспучивания применяют газообразующие вещества, причем окончание процесса газообразования должно совпадать с началом схватывания смеси. Сроки схватывания цемента регулируются с помощью ускорителя — двуводного гипса или замедлителя— технического сахара (патоки); количество их равно 0,1—2,5 кг на 1 м3 бетона.
Известь для приготовления газосиликата нужно брать I сорта, быстрогасящуюся, маломагнезиальную. В песке содержание глинистых
194
Глава V. Бетоны
примесей не должно превышать 1*5%, так как они снижают прочность и замедляют процесс выделения газа и вспучивания. В качестве газообразователя применяют тонкоизмельченный алюминиевый порошок (пудру). Процесс газообразования происходит вследствие химической реакции между гидратом окиси кальция и алюминием по реакции:
ЗСа (ОН)2 + 2А1 + 6Н20 =* ЗСаО • А1203 • 6Н20 + ЗН2.
Выделяющийся водород вызывает вспучивание цементного теста, которое, затвердевая, сохраняет пористую структуру.
Примерное количество составляющих для газобетона следующее (в %): портландцемента 90, извести-пушонки 9,75, алюминиевого порошка (при ВЩ=0,55—0,65) 0,25; около 2/3 песка подвергают мокрому помолу.
Изделия из газобетона изготовляют следующим образом. Смесь мо* лотого песка и воды подают в мешалку и смешивают с цементом, алюь миниевым порошком* водой и немолотым песком. Затем смесь разливают в формы. После 4—5 ч твердения газобетон разрезают на плиты й подают в автоклав, где при температуре 175° С и давлении 8 атм (изб.) происходит окончательное твердение изделий. Такое твердение обеспечивает высокую прочность изделий и, кроме того, позволяет существенно уменьшать расход цемента путем частичной или полной замены его известью.
В производстве газобетона применяют и другой газообразователь^ пергидроль. Это крайне нестойкое* легко разлагающееся в щелочной среде соединение, интенсивно выделяющее при смешивании с цементным тестом кислород по реакции:
2Н2О2 *“► 2Н20 + 02.
Цементный раствор с добавкой пергидроля схватывается весьма быстро: начало выделения газа начинается немедленно, а конец наступает через 7—10 мин. Поэтому заливку раствора в формы нужно закончить не позднее чем через 3 мин с момента добавки пергидроля в растворную смесь. На основе пергидроля лучше получается конструктивный газобетон объемным весом 1100—1200 кг/мв и прочностью 100—120 КГ/см2. Пергидроль в пересчете на 30%-ную концентрацию водного раствора вводят в количестве от 1 до 1,3% веса сухих материалов (цемента и молотого песка), т. е. примерно 9—10 кг на 1 мъ газобетона. При хранении, дозировании и смешивании пергидроля с цементным раствором необходимо применять оборудование, стойкое к окисляющему действию кислорода, а также строго соблюдать правила техники безопасности.
По свойствам газобетон аналогичен пенобетону и применяется наряду с ним. Однако он проще в изготовлении и позволяет получать изделия с более мелкими порами и более устойчивого качества, чем пенобетониые, а также меньшего объемного веса. В этом главное достоинство газобетона перед пенобетоном.
ГЛАВА VI
СТРОИТЕЛЬНЫЕ РАСТВОРЫ
1. ОБЩИЕ СВЕДЕНИЯ О СТРОИТЕЛЬНЫХ РАСТВОРАХ
Строительным раствором называют искусственный каменный материал, получаемый в результате затвердения рационально подобранной смеси, состоящей из вяжущего вещества, воды и мелкого заполнителя— песка. Таким образом, раствор отличается от бетона тем, 4to в нем отсутствует крупный заполнитель (щебень или гравий). По своему составу строительный раствор является мелкозернистым бетоном, и ему свойственны закономерности* которые присущи бетонам.
Среди большого разнообразия растворов отдельные виды их имеют много общего, что позволяет подразделить все строительные растворы на отдельные группы. В основу такой групповой классификации положены следующие ведущие признаки: объемный вес, вид вяжущего вещества, назначение и физико-механические свойства растворов.
По объемному весу в сухом состоянии растворы подразделяются на:
тяжелые объемным весом 1500 кг/мъ и более; для их изготовления применяют тяжелые кварцевые или другие пески;
легкие, имеющие объемный вес менее 1500 кг/м3; заполнителями в них являются легкие пористые пески из пемзы, туфов, шлаков, керамзита и других легких мелких заполнителей.
По виду вяжущего вещества различают строительные растворы: цементные, приготовленные на портландцементе или его разновидностях;
известковые, вяжущим в которых является воздушная или гидравлическая известь;
гипсовые, получаемые на основе гипсовых вяжущих веществ — строительного гипса* ангидритовых вяжущих.
По техническим или экономическим соображениям в цементных растворах часть цемента заменяют известью или глиной, Такие растворы получили название смешанных — цементно-известковые, цементноглиняные. Смешанные растворы получают также» смешивая, например, известь и гипс для ускорения твердения известковых растворов; это дает известково-гипсовые растворы, применяемые для штукатурки. Вид вяжущего выбирают в зависимости от назначения раствора, предъявляемых к нему требований, температурно-влажностного режима твердения и условий эксЬлуатации здания или сооружения.
По назначению строительные растворы делят на: кладочные — для каменных кладок и кладки стен из крупных элементов;
отделочные — для штукатурки, изготовления архитектурных деталей, нанесения декоративных слоев на стеновые блоки и панели;
13*
196
Г лава VI. Строительные растворы
специальные, разновидности которых имеют узкое применение, но обладающие некоторыми ярко выраженными или особыми свойствами (акустические, рентгенозащитные, тампонажные и т. д.).
В основу общей классификации растворов по физико-механическим свойствам положены два важнейших показателя: прочность и морозостойкость, характеризующая долговечность раствора. По пределу прочности при сжатии в кГ/см2 строительные растворы подразделяются на девять марок — от 4 до 300, а по степени морозостойкости (в циклах замораживания и оттаивания) также на девять марок — с Мрз от 10 до 300.
Состав раствора выражают весовым или объемным количеством материалов, приходящихся на 1 мъ растворной смеси, или относительным соотношением, также весовым или объемным, исходных сухих материалов; при этом расход вяжущего принимается за 1. Для простых растворов, состоящих из одного вида вяжущего и не содержащих минеральных добавок (цементных или известковых растворов), состав будет обозначен, например, 1 :6, т. е. на 1 весовую или объемную часть вяжущего приходится 6 частей песка. Смешанные растворы, состоящие из двух вяжущих или содержащие минеральные добавки, обозначаются тремя цифрами, например 1 : 0,4 : 5 (цемент : известь или глина : песок). Однако следует учитывать, что в цементных смешанных растворах за вяжущее принимается цемент совместно с глиной или известью.
В качестве мелкого заполнителя для тяжелых растворов применяют: кварцевые и полевошпатовые природные пески, а также пески, полученные дроблением плотных горных пород, а для легких растворов — пемзовые, туфовые, ракушечные и шлаковые пески. Для обычной кладки кирпича, камней правильной формы, в том числе блоков, наибольший размер зерен песка не должен превышать 2,5 мм; для бутовой кладки, обмоноличивания стыков сборных железобетонных конструкций и для песчаного бетона — не более 5 мм; для отделочного слоя штукатурки — не более 1,2 мм.
Для получения удобоукладываемой растворной смеси при использовании портландцементов используют минеральные и органические добавки. В качестве эффективных минеральных добавок в цементные растворы вводят глину или известь в виде теста в таком количестве, чтобы соотношение цемент: тесто не превышало 1 : 1 для зданий I и II степени долговечности и 1 :0,75 для зданий III степени долговечностиДобавка глины и извести в цементных растворах повышает водоудерживающую способность, улучшает удобоукладываемость и дает экономию раствора. В качестве неорганических дисперсных добавок применяют также активные минеральные добавки: диатомит, трепел, молотые шлаки и т. д.
Поверхностно-активные добавки вводят для повышения пластичности растворной смеси и уменьшения расхода вяжущего; количество их составляет десятые доли процента количества вяжущих. Такой органической добавкой являются сульфитно-спиртовая барда, гидролизованная кровь, мылонафт и др.
Требования к качеству вяжущих, заполнителей, добавок и воды такие же, как и при приготовлении бетонов.
2. ОБЩИЕ СВОЙСТВА СТРОИТЕЛЬНЫХ РАСТВОРОВ
Важнейшими свойствами строительных растворов являются прочность, а растворных смесей — подвижность и водоудерживающая способность.
Общие свойства строительных растворов
197
Прочность
Прочность затвердевшего раствора, так же как и бетона, зависит от двух основных факторов: активности вяжущего вещества и величины цементоводного отношения.
Н. А. Попов предложил определять прочность растворов на портландцементе по следующей формуле:
/?р = 0,25/?ц(Д/Я-0,4),
где /?р — предел прочности при сжатии раствора в возрасте 28 сут. в кГ/см2; У?ц — активность цемента в кГ/см2\ Ц/В — цементоводное отношение.
Эта формула верна для растворов, уложенных на плотное основание; при пористом основании, которое отсасывает из раствора воду и уплотняет этим раствор, прочность увеличивается примерно в 1,5 раза.
Прочность растворов зависит от активности цемента, его количества в растворе и качества песка. Эти зависимости выражаются следующей формулой:
Лр = КЯц(Ц — 0,05) + 4 кГ/см2,
где Ц — расход цемента в т на 1 м3 песка; К — коэффициент: для мелкого песка /С=0,5—0,7; для среднего /С = 0,8 и для крупного /С=1.
Прочность смешанных растворов зависит также от вводимых в них тонкомолотых добавок. Каждый состав цементного раствора имеет свою оптимальную величину добавки, при которой смесь обладает наилучшей удобоукладываемостыо и наибольшей прочностью. Прочность раствора характеризуется маркой, определяемой пределом прочности при сжатии образцов в виде кубов размером 70,7X70,7X70,7 мм, изготовленных из рабочей растворной смеси и испытанных после 28-суточного твердения при температуре 15—25° С.
Средняя относительная прочность цементных, цементно-известковых и цементно-глиняных растворов, твердеющих в условиях нормального влажностного режима при температуре 15—25° С, составляет:
Время твердения в сут.
Прочность (от марочной 28-суточной)
3
0,25
7
0,5
14
0,75
60
1,2
90
1,3
Если цементные и смешанные растворы твердеют при температуре, отличной от 15° С, то величину относительной прочности их следует принимать по специальным таблицам.
При применении растворов, изготовленных на шлакопортландцементе и пуццолановом портландцементе, учитывают замедление нарастания прочности при температуре твердения ниже 10° С. При приготовлении растворов на цементах высоких марок для экономии вяжущего необходимо вводить минеральные тонкомолотые добавки.
Подвижность растворной смеси
Одним из существенных качеств растворной смеси является удобоукладываемость, под которой понимают способность ее легко с минимальной затратой энергии укладываться на основание тонким, равно-
198
Глава VI. Строительные растворы
Рис. 63. Прибор для определения подвижности растворной
смеси
/ — конус на подвижном стержне; S — сосуд с раствором; 3 — циферблат со шкалой; 4 — пружинная кнопка для освобождения стержня
мерным по толщине и однородным по плотности слоем, прочно сцепляющимся с поверхностью. Удобоукладываемость растворной смеси зависит от степени ее подвижности и водоудерживающей способности, предохраняющей смесь от расслоения при быстром отделении воды и оседании песка.
Подвижностью растворной смеси называют ее способность растекаться под действием собственного веса или приложенных к ней внешних сил. Растворная смесь / Л в зависимости от состава может иметь различную конси-
ьд ■■■ стенцию — от жесткой до литой. Степень подвижности
растворной смеси определяют глубиной погружения в смесь металлического конуса (конуса СтройЦНИЛ) (рис. 63) весом 300 г, высотой 145 мм, диаметром основания 75 мм с углом при вершине 30°. Величина подвижности растворных смесей в см характеризуется погружением конуса в раствор. Строительные растворы для каменной кладки, отделки зданий и других работ изготовляются достаточно подвижными: подвижность растворов для кирпичной кладки равна
6—10 см, растворов для бутовой кладки 4—6 см, а штукатурных растворов 6—10 см.
Подвижность растворной смеси находится в прямой зависимости от содержания в ней воды, однако оно не должно превышать определенного предела, выше которого происходит расслаивание растворной смеси. Этот предел определяется цементоводным отношением, а в смешанных растворах — цементовяжущим отношением, т. е. отношение веса вяжущего к весу воды, причем за вес вяжущего принимается вес цемента с добавкой.
Для растворов небольшой прочности требуется незначительное количество вяжущего, особенно при использовании портландцемента высокой марки, причем вследствие большого содержания воды растворная смесь расслаивается. Для предупреждения этого применяют различные пластифицирующие добавки. Высокие пластифицирующие свойства имеет известковое тесто, которое добавляют к растворам на портландцементе. Активные минеральные добавки (трепел, опока, трассы) способствуют повышению стойкости цементного камня, так как они не обладают вяжущими свойствами, а как бы разбавляют цемент и снижают его прочность; количество их устанавливают опытным путем, чтобы не снизилась прочность раствора. Наряду с минеральными тонкомолотыми добавками высокими пластифицирующими свойствами характеризуются некоторые органические поверхностно-активные вещества, вводимые в смесь от 0,1 до 0,2% веса цемента.
Водоудерживающая способность смеси
Важным свойством растворных смесей является их способность удерживать в себе воду. Это объясняется тем, что растворы обычно укладывают на пористое основание (кирпичное, бетонное), которое жадно впитывает воду. В результате степень обезвоживания раствора мо¬
Растворы для каменных кладок
199
жет оказаться столь значительной, что воды будет недостаточно для твердения раствора и он не достигнет необходимой прочности. С другой стороны, отсасывание части воды из раствора несколько уплотняет растворную смесь в кладке, чем повышается прочность раствора.
Пределом водоудерживающей способности считают такую эеличину ее, когда не менее чем на 15% прочность при сжатии стандартных образцов, приготовленных в формах без дна, помещаемых на кирпич, увеличивается, по сравнению с прочностью образцов, приготовленных в формах с металлическим поддоном. Предел водоудерживающей способности определяют при подвижности растворной смеси от 3 до 6 см. Водоудерживающая способность характеризуется свойством раствора не расслаиваться при транспортировании и сохранять достаточную влажность в тонком слое на пористом основании. Растворы с низкой водоудерживающей способностью расслаиваются в период транспортирования, особенно при перекачивании по трубам. Водоудерживающую способность раствора можно повысить введением в него тонкодисперсных минеральных веществ (извести, глины, активных минеральных добавок) ; особенно эффективна добавка извести.
3. РАСТВОРЫ ДЛЯ КАМЕННЫХ КЛАДОК
Растворы для кладки должны иметь заданную прочность, подвижность и обладать водоудерживающей способностью. Составы растворов и вид исходного вяжущего зависят от характера конструкции и условий их эксплуатации. Растворы для каменных кладок и для изготовления крупных элементов стен и их монтажа приготавливают на следующих видах вяжущих:
на портландцементе и шлакопортландцементе для монтажа стен из панелей и крупных бетонных и кирпичных блоков, изготовления виброкирпичных панелей и крупных блоков, обычной кладки на растворах высоких марок, а также кладки, выполняемой способом замораживания;
на основе извести и местных вяжущих (известково-шлаковых, известково-пуццолановых) —для малоэтажного строительства и в тех случаях, когда не требуются растворы высоких марок. Растворы на местных вяжущих не следует применять при температуре ниже 10° С;
на пуццолановом портландцементе и сульфатостойком портландцементе— для конструкций, работающих в условиях воздействия агрессивных и сточных вод.
Строительные кладочные растворы изготовляют четырех видов: цементные, цементно-известковые, цементно-глиняные и известковые.
Цементные растворы, состоящие из цемента, воды и песка, применяют для подземной кладки и кладки ниже гидроизоляционного слоя, когда грунт насыщен водой (при заполнении водой более 80% всего объема пор), т. е. в тех случаях, когда необходимо получить раствор высокой прочности и химической стойкости.
Цементно-известковые растворы представляют собой смесь цемента, известкового теста, песка и воды. Они обладают хорошей удобоукладываемостью, высокой прочностью и морозостойкостью; применяются для возведения подземных и наземных частей зданий.
Цементно~глнняные растворы — смесь цемента, глиняного теста, песка и воды. Обладают хорошей удобоукладываемостью, прочностью и достаточной морозостойкостью; как и цементно-известковые, применяются для кладки стен подземных и надземных частей зданий.
Известковые растворы изготовляют из известкового теста, песка и воды. Они обладают высокой пластичностью и удобоукладываемостью,
200
Г лава VI. Строительные растворы
хорошо сцепляются с поверхностью, имеют малую усадку, отличаются довольно высокой долговечностью и удовлетворительной морозостойкостью, но являются воздушными и медленно твердеют. Твердение известковых растворов сопровождается высыханием и карбонизацией извести с образованием СаС03. Известковые растворы применяют для конструкций, работающих в надземных частях зданий, испытывающих небольшое напряжение. Состав известковых растворов зависит от качества применяемой извести.
Для приготовления легких растворов, повышающих теплоизоляцию каменной кладки, применяют в качестве заполнителя шлаки, пемзу, туфы и другие пористые материалы. Подвижность кладочных растворов принимается в зависимости от назначения и способа укладки; она должна быть в следующих пределах:
для заполнения горизонтальных швов при монтаже стен из бетонных и виброкирпичных панелей и для расшивки вертикальных и горизонтальных швов — 5—7 см\
для изготовления крупных блоков из кирпича, заполнения горизонтальных швов при монтаже стен из бетонных блоков, блоков из кирпича, бетонных камней и камней из легких пород (туф и др.) —
9—13 см;
для бутовой кладки — 4—6 см, а для заливки пустот в ней— 13— 15 см.
Расход цемента на 1 мг песка при подборе состава раствора устанавливают в зависимости от требуемой долговечности и условий, в которых будет находиться здание или сооружение во время эксплуатации. Для надземной кладки стен зданий I, II и III степени долговечности с относительной влажностью воздуха помещений до 60% и кладки фундаментов в маловлажных грунтах расход цемента должен быть не менее 75 кг в цементно-известковых растворах и не менее 100 кг в цементноглинистых растворах для зданий I и II степени долговечности. Для надземной кладки зданий с относительной влажностью воздуха помещений выше 60% и кладки фундаментов в очень влажных и насыщенных водой грунтах расход цемента в цементно-известковых растворах должен составлять не менее 100 кг и в цементно-глиняных растворах для зданий
I и II степени долговечности — не менее 125 кг на 1 м3 песка. Указанные расходы цемента относятся к песку в рыхлонасыпном состоянии при естественной влажности 1—3%; при использовании сухого песка расход цемента повышается на 5%, а при влажности песка более 3% снижается на 10%.
Кладочные растворы приготовляют на песке крупностью до 2,5 мм для кладки стен из камней правильной формы и до 5 мм для кладки из бутовых камней.
Для получения растворов необходимой подвижности и водоудерживающей способности Ъ их состав вводят пластификаторы — неорганические (известь или глина) или органические.
При надземной кладке стен помещений с относительной влажностью воздуха до 60% и для кладки фундаментов в маловлажных грунтах в цементно-глиняных растворах отношение объема вводимого глиняного теста к объему цемента должно быть: в зданиях I и II степени долговечности — не более 1:1; в зданиях III степени долговечности— не более 1,5: 1. Для надземной кладки стен помещений с относительной влажностью воздуха выше 60% и для кладки фундаментов в очень влажных и насыщенных водой грунтах в цементно-глиняных и цементно-известковых растворах отношение объема вводимого известкового или глиняного теста к объему цемента принимают: для зданий
Отделочные растворы
201
I и II степени долговечности — не более 0,7:1, зданий III степени долговечности— не более 1 1.
Объемные отношения неорганических пластификаторов к цементу указаны для глиняного теста с глубиной погружения в него стандартного конуса на 13—14 см и для известкового теста объемным весом 1400 кг/м3. Добавки к растворам, применяемым для кладки ниже наивысшего уровня грунтовых вод, не допускаются.
Для каменной кладки наружных стен используют цементно-известковые и цементно-глиняные растворы марок не ниже 10 для зданий при относительной влажности воздуха помещений 60% и менее и при I и
II степени долговечности конструкций; при повышении влажности до 75% марка раствора должна быть не менее 25, а при влажности 75% и более — не менее 50. Для каменной кладки наружных стен зданий
III степени долговечности марка раствора составляет соответственно не менее 4, 10 и 25. Для каменной кладки наружных стен зданий I и III степени долговечности и относительной влажности воздуха до 60% применяют известковые растворы марки не ниже 4.
Для подземной каменной кладки и кладки цоколей ниже гидроизоляционного слоя берут цементные, цементно-известковые и цементно-глиняные растворы марок не ниже 25—50. При армированной кладке стен марка растворов по прочности должна быть: в сухих условиях эксплуатации (относительная влажность воздуха помещений до 60%) не менее 25, а во влажных условиях (относительная влажность воздуха помещений выше 60%) не менее 50. Для кладки столбов, простенков, карнизов, перемычек, сводов и других частей зданий применяют растворы марок 25—50. Горизонтальные швы при монтаже стен из бетонных панелей заполняют раствором марки не ниже 100 — для панелей из тяжелого бетона и не ниже 50 — для панелей из легкого бетона. Крупные блоки из кирпича изготовляют на растворе марки не ниже 25, а виброкирпичные панели — марок 75 — 150.
При кладке стен из панелей, крупных блоков и обычной каменной кладки в зимних условиях марка раствора по прочности назначается в зависимости от температуры наружного воздуха и с учетом несущей способности конструкции. Марка раствора по прочности в зимних условиях должна быть не ниже:
для кладки из кирпича и камней правильной формы: стен и фундаментов— 10; столбов — 25; карнизов и рядовых перемычек — 50; для кладки из бута: стен и фундаментов — 25; столбов — 50; для кладки, возводимой с искусственным обогревом в тепляках или при применении химических добавок, — 25;
для заполнения горизонтальных швов при монтаже стен из бетонных и виброкирпичных панелей—100.
В растворы, применяемые при монтаже стен из бетонных и виброкирпичных панелей и крупных блоков, в зимних условиях при температуре от 11° С и выше вводят поташ в количестве 10—15% веса воды затворения или нитрит натрия — 5—10%.
4. ОТДЕЛОЧНЫЕ РАСТВОРЫ
Отделочные растворы подразделяются на растворы для обычных штукатурок и декоративные. Первые приготовляют на цементных, цементно-известковых, известковых, известково-гипсовых и гипсовых вяжущих.
В зависимости от области применения отделочные растворы подразделяют на растворы для наружных и внутренних штукатурок. Со¬
202
Глава VI. Строительные растворы
ставы штукатурных растворов устанавливаются с учетом их назначения и условий эксплуатации зданий и сооружений. Штукатурные растворы должны обладать необходимой степенью подвижности, иметь хорошее сцепление с основанием и мало изменяться в объеме при твердении, чтобы не вызывать образования трещин. Подвижность штукатурных растворов выбирают в зависимости от способа нанесения штукатурки (ручная или механизированная) и от вида штукатурного слоя (подготовительный или отделочный).
Подвижность штукатурных растворов и предельная крупность применяемого песка для каждого слоя штукатурки различна: для подготовительного слоя при механизированном нанесении она равна 6—10 см, а при ручном нанесении 8—12 см\ наибольшая крупность песка при этом не должна превышать 2,5 мм. Подвижность отделочных слоев из растворов, содержащих гипс, составляет 9—12 см, а растворов без гипса—7—8 см\ наибольшая крупность песка отделочных слоев не должна превышать 1,2 мм.
Штукатурные растворы должны иметь высокую подвижность, которую можно повысить введением органических пластификаторов. Растворы, содержащие гипс, быстро схватываются и твердеют и для регулирования сроков схватывания в них вводят замедлители твердения.
Для наружных штукатурок каменных и монолитных бетонных стен зданий с относительной влажностью воздуха помещений до 60% применяют цементно-известковые растворы, а для наружных штукатурок деревянных и гипсовых поверхностей в районах с устойчиво-сухим климатом— известково-гипсовые. Для наружной штукатурки цоколей, поясков, карнизов и других участков стен, подвергающихся систематическому увлажнению, следует использовать цементные и цементно-известковые растворы на портландцементах; для внутренней штукатурки стен и перекрытий зданий при относительной влажности воздуха помещений до 60% применяются известковые, гипсовые, известково-гипсовые и цементно-известковые растворы.
Декоративные цветные растворы все шире употребляют для заводской отделки лицевых поверхностей стеновых панелей и крупных блоков, цветных штукатурок фасадов зданий и элементов городского благоустройства, а также цветных штукатурок внутри общественных зданий. Наружная отделка из цветного раствора в наибольшей степени отвечает духу современной архитектуры и одновременно наилучшим образом вписывается в технологию заводского изготовления изделий и деталей. Такая отделка позволяет достигнуть не только значительного разнообразия в цветовом решении фасадов, но и имитировать другие виды более благородных фактур, например облицовки естественным камнем и керамикой.
Декоративные растворы, применяемые для отделки железобетонных панелей, имеют марку не менее 150, а для отделки панелей из легких бетонов — не менее 50- Марка по прочности на сжатие растворов для штукатурки фасадов зданий не должна быть менее 50. По морозостойкости марка отделочных растворов не ниже 35. Водопоглощение растворов с заполнителями из кварцевого песка не более 8%, а растворов с заполнителями из пористых пород с пределом прочности ниже 400 кГ/см2— не более 12%.
Для приготовления декоративных растворов в качестве вяжущих применяют:
портландцементы (обычный, белый и цветной)—для отделки слоистых железобетонных панелей и панелей из бетонов на легких пористых заполнителях;
Специальные растворы
203
известь или портландцемент (обычный, белый и цветной) —для лицевой отделки панелей из силикатного бетона и для цветных штукатурок фасадов зданий;
известь и гипс —для цветных штукатурок внутри зданий. Заполнителем для цветных декоративных растворов является промытый кварцевый песок и песок, получаемый дроблением гранита, мрамора, доломита, туфа, известняка, кирпича и других белых или цветных каменных материалов. Для придания отделочному слою блеска в состав раствора вводят до 1% слюды или до 10% дробленого стекла. В качестве красящих добавок вводят щелочестойкие и светостойкие природные и искусственные пигменты (охру, сурик железный, мумию, окись хрома, ультрамарин и др.).
Состав декоративного раствора подбирают опытным путем. Ориентировочный расход цемента для раствора, идущего на отделку панелей и крупных блоков, принимается по табл. 32.
Таблица 32
ОРИЕНТИРОВОЧНЫЙ РАСХОД ЦЕМЕНТА ДЛЯ ОТДЕЛКИ ЛИЦЕВЫХ ПОВЕРХНОСТЕЙ СТЕНОВЫХ ПАНЕЛЕЙ И КРУПНЫХ БЛОКОВ
Вид раствора
Марка
раствора
Расход цемента в кг на 1 ж8 раствора при марке
300
400 |
500
С заполнителем из песка или дроб¬
75
320
270
240
леных горных пород
100
370
310
280
150
470
390
350
Подвижность декоративных растворов принимается такой же, как и растворов для обычной штукатурки. Для растворов, применяемых для отделки панелей и крупных блоков, она устанавливается техническими условиями на изготовление этих изделий.
Подвижность, водоудерживающая способность и атмосферостойкость декоративных цветных растворов могут быть повышены введением гидрофобизующих добавок (мылонафт), ГКЖ-94 или пластифицирующей добавки (сульфитно-спиртовая барда).
5. СПЕЦИАЛЬНЫЕ РАСТВОРЫ
К специальным растворам относятся растворы для заполнения швов между элементами сборных железобетонных конструкций, инъекционные для полов, гидроизоляционные, тампонажные, акустические и рентгенозащитные.
Растворы для заполнения швов между элементами сборных железобетонных констукций приготовляют на портландцементе и кварцевом песке. Подвижность раствора 7—8 см. Растворы, применяемые для заполнения швов, воспринимающих расчетную нагрузку, должны иметь марку, равную марке бетона соединяемых конструкций, а растворы, применяемые для заполнения швов, не воспринимающих расчетную нагрузку, должны иметь марку не менее 100. В тех случаях, когда в швах имеется арматура или закладные детали, растворы не должны содержать добавок, вызывающих коррозию металла, в частности хлористый кальций и другие хлористые ускорители твердения.
204
Глава VI. Строительные растворы
Инъекционные растворы представляют собой цементно-песчаные растворы или цементное тесто, применяемые для заполнения каналов предварительно напряженных конструкций. К растворам предъявляются повышенные требования по прочности (марка не менее 300), водоудерживающей способности; они должны быть с минимальным водоотделением и морозостойкими. Для уменьшения вязкости применяют добавки типа сульфитно-спиртовой барды или мылонафта в количестве до 0,2% веса цемента. Цемент применяют марки 400 и выше, расход цемента для цементного теста составляет от 1300 до 1600 кг на 1 м3 и для цементно-песчаных растворов от 1100 до 1400 кг на 1 мг.
Растворы для полов подразделяются на цементно-песчаные, металлоцементные, цементно-опилочные и полимерцементные.
Цементно-песчаные растворы, применяемые для стяжки полов, должны обладать необходимой прочностью и хорошей подвижностью (11—13 см). Растворы для полов из брусчатки, клинкерного кирпича, бетонных плит, мозаичных и керамических плиток, а также чугунных дырчатых плит и ксилолитовых плиток должны иметь необходимую прочность и повышенную вязкость (глубина погружения конуса 1,5— 3,5 см). Металлоцементные растворы изготовляют из обезжиренной стальной стружки крупностью от 1 до 3 мм, цемента и воды. Они имеют высокую марку — 500 и выше и повышенную вязкость (глубина погружения конуса не более 1 см). Цементно-опилочные смеси состоят из портландцемента или ангидритового вяжущего, песка и мелких древесных опилок. Применяют их для устройства основания под полы.
В строительной практике за последние годы все шире для полов используют полимерцементные растворы, которые позволяют повысить непроницаемость пола для воды или других жидкостей (масел, нефтепродуктов и др.), а также обеспечить его высокую стойкость против действия различных агрессивных сред. Полимерцементные растворы получают путем смешения цемента с водной дисперсией полимера и заполнителей. Для качественной структуры полимерцементного камня необходимо, чтобы полимер коагулировал и твердел в уже сформированной структуре цементного камня. Однако в ряде случаев вяжущее оказывает сильное коагулирующее действие на полимер, вызывая преждевременное выпадение его из водной дисперсии. Для замедления коагуляции полимера применяют стабилизаторы (карбонаты, бикарбонаты и фосфаты натрия и калия, гидраты окисей этих металлов, желатину, казеин, эфиры целлюлозы и др.). При выборе стабилизатора необходимо учитывать не только стабилизирующее действие его на полимер, но и влияние на твердение цемента и конечные свойства цементного камня. Полы на этих растворах обладают достаточной прочностью, коррозионной стойкостью и гигиеничностью.
Гидроизоляционные растворы приготовляют на цементах повышенных марок (400 и выше) и кварцевом песке или искусственно полученном песке из прочных горных пород. Для устройства гидроизоляционного слоя, подвергающегося воздействию агрессивных вод, в качестве вяжущих для раствора применяют сульфатостойкий портландцемент и сульфатостойкий пуццолановый портландцемент Ориентировочный состав растворов для гидроизоляционной штукатурки 1 :2,5 или 1 :3,5 (цемент : песок, по весу). Для заделки трещин и каверн в бетоне и для устройства штукатурки по бетону или каменной кладке путем торкретирования или обычным способом используют цементные растворы с добавками алюмината натрия, полимеров или битумных эмульсий. При необходимости обеспечить водонепроницаемость швов и стыков в соору¬
Приготовление растворов
205
жении применяют гидроизоляционные растворы, приготовленные на водонепроницаемом расширяющемся цементе.
Тампонажные растворы подразделяют на цементно-песчаные, цементно-песчано-суглинистые и цементно-суглинистые. Растворы должны обладать высокой однородностью, водостойкостью и подвижностью; сроки схватывания их обеспечивают соответствующие условия технологического процесса приготовления и нагнетания раствора в скважину; они имеют достаточную водоотдачу под давлением и образовывают в трещинах и пустотах горных пород плотные водонепроницаемые тампоны. Тампонажные растворы должны обладать прочностью, противостоящей напору подземных вод, и стойкостью в агрессивной среде. Изготовляют растворы четырех марок — от 25 до 100 кГ/см2, объемным весом в пределах от 1650 до 2000 кг/м3. В качестве вяжущих применяют портландцемент, при агрессивных водах — шлакопортландцемент, пуццолановый портландцемент и сульфатостойкий портландцемент, а при наличии напорных вод — тампонажный портландцемент. Состав тампонажных растворов назначается в зависимости от гидрогеологических условий, типа крепи и способа ведения тампонажных работ. При проходке горных выработок с замораживанием и креплением бетонов применяют цементно-песчано-суглинистые растворы с добавкой до 5% хлористого кальция.
Акустические растворы. Акустическими называют растворы объемным весом от 600 до 1200 кг/м3, применяемые в качестве звукопоглощающей штукатурки для снижения уровня шумов. Вяжущими в них являются портландцемент, шлакопортландцемент, известь, гипс или их смеси и каустический магнезит; заполнителями служат однофракционные пески крупностью от 3 до 5 мм из легких пористых материалов — пемзы, перлита, шлаков, керамзита и др. Количество вяжущего и зерновой состав заполнителя в растворах должны обеспечивать открытую незамкнутую пористость раствора.
Рентгенозащитные растворы. Рентгенозащитными называются тяжелые растворы объемным весом более 2200 кг/м3, применяемые для штукатурки стен и потолков рентгеновских кабинетов. Вяжущими являются портландцемент и шлакопортландцемент, а заполнителями — барит и другие тяжелые породы в виде песка крупностью до 1,25 мм и пыли. Для улучшения защитных свойств в растворные смеси вводят добавки, содержащие легкие элементы: водород, литий, кадмий и борсодержащие вещества.
6. ПРИГОТОВЛЕНИЕ РАСТВОРОВ
Строительные растворы приготовляют двух видов: в виде готовых растворных смесей необходимой подвижности, пригодных для употребления и в виде сухих растворных смесей, требующих перед употреблением смешивания с водой и в необходимых случаях введения специальных добавок.
Строительные растворы готовят централизованно на бетонно-растворных заводах или растворосмесительных узлах. На механизированных приобъектных или передвижных установках растворы приготовляют лишь при малых объемах работ и отдаленности централизованного производства раствора. Целесообразность изготовления и поставки сухих растворных смесей устанавливают с учетом условий их перевозки и производства работ.
Составы растворов для получения заданной марки следует подбирать любым обоснованным способом, обеспечивающим получение за¬
206
Глава VI. Строительные растворы
данной прочности раствора к определенному сроку твердения при наименьшем расходе цемента. При этом необходимо обеспечивать подвижность и водоудерживающую способность растворной смеси, соответствующие условиям применения раствора. Подобранный состав раствора уточняется контрольными испытаниями. Вяжущие материалы до^ зируют по весу.
в 7 ВидЛ
Рис. 64. Растворомешалка емкостью 750 л
/ — приводной вал; 2 — электродвигатель; 3 — клиноременная передача; 4 — лопастп: 5 зубчатая передача; 6 — смесительный барабан; 7 —лопастной вал
Сухие растворные смеси с известью-пушонкой без цемента и активных минеральных добавок можно приготовлять на песке с естественной влажностью, а при введении цемента или активных минеральных добавок — только на просушенном песке (влажностью не более 1%) и при просушенных добавках.
Для приготовления строительных растворов применяются смесительные машины — растворомешалки с принудительным перемешивание ем материалов в неподвижном барабане. Основными показателями их
является емкость смесительных барабанов, определяемая суммарным объемом сухих составляющих смеси, которые загружаются в барабан в количествах, необходимых для приготовления одного замеса. Обычно емкость растворомешалок равна 150, 375, 750 и 1500 л. Применяют растворомешалки периодического непрерывного действия, стационарные и передвижные. Растворомешалки емкостью свыше 325 л выполняются только стационарными.
Растворомешалка стационарного действия со смесительным барабаном емкостью 750 л показана на рис. 64. Внутри открытого сверху
Приготовление растворов
207
барабана вращается вал с двумя винтообразными лопастями, обеспечивающими не только круговое в вертикальной плоскости, но и боковое перемещение составляющих раствора при их перемешивании.
На рис. 65 изображена передвижная растворосмесительная установка непрерывного действия. Цемент, песок и известь из бункеров элеваторами подаются в соответствующие отсеки питательного бункера, откуда они равномерно поступают в непрерывно перемешивающий механизм; туда же подается вода. Готовая растворная смесь по лотку направляется в растворный ящик-контейнер, а оттуда — к потребителю. Продолжительность перемешивания обычных растворов 1,5—2,5 мин, легких растворов 2,5—3,5 мин и до 5 мин растворов с гидравлическими и другими добавками.
Растворы перевозят в специально оборудованных автоцистернах с автоматической разгрузкой или автосамосвалах; на строительных площадках раствор транспортирует растворонасосами. Для предохранения растворов от расслаивания автомобили оборудуют мешалками.
Контроль качества раствора заключается в проверке качества исходных материалов, их дозирования и времени перемешивания; кроме того, определяются удобоукладываемость растворной смеси и прочность раствора в определенные сроки твердения.
ГЛАВА VII
ЖЕЛЕЗОБЕТОННЫЕ ИЗДЕЛИЯ
А. КЛАССИФИКАЦИЯ И НОМЕНКЛАТУРА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Сборные железобетонные изделия — относительно новый вид конструктивных элементов зданий и сооружений. Начало практического применения их относят к концу прошлого столетия. В конце двадцатых и в начале тридцатых годов текущего столетия появляются первые здания, в основной своей части выполненные из сборных железобетонных изделий. Однако широкому и всестороннему применению сборного железобетона в то время препятствовал низкий уровень механизации строительства, отсутствие мощных монтажных кранов и оборудования для производства железобетонных изделий. Исключительно большую роль в организации массового выпуска сборных железобетонных изделий сыграло Постановление ЦК КПСС и Совета Министров ССсР от 19 августа 1954 г. «О развитии производства сборных железобетонных конструкций и деталей для строительства». За прошедшие после этого постановления годы в нашей стране создана самая крупная в мире индустриальная промышленность сборного железобетона. Если в 1954 г. было выпущено около 2 млн. м3 сборных железобетонных изделий, то в 1970 г. общий выпуск сборного железобетона составил около 84 млн. м3. Наряду с увеличением выпуска, расширяется номенклатура железобетонных изделий, увеличиваются их размеры. Накоплен некоторый опыт строительства зданий из объемных элементов.
Основными факторами, обеспечивающими столь быстрый подъем производства сборного железобетона в Советском Союзе, являются следующие:
применение крупноразмерных железобетонных элементов позволяет основную часть работ по сооружению зданий перенести со строительной площадки на завод с высокоорганизованным технологическим процессом производства изделий, что, в конечном итоге, дает определенный технико-экономический эффект;
универсальность свойств железобетонных изделий. Путем определенных технологических приемов изготовления и выбора материалов железобетонные изделия могут быть получены с различными механическими и физическими свойствами — высокопрочные, водонепроницаемые, жаростойкие, с низкой теплопроводностью и т. д.;
долговечность железобетона;
возможность в ряде конструкций в 2—4 раза сократить расход стали в строительстве. Это важнейшее преимущество железобетона имеет огромное народнохозяйственное значение.
Классификация и номенклатура железобетонных изделий
209
Наряду с достоинствами железобетонные конструкции обладают и недостатками — они имеют значительный вес. Это в первую очередь относится к крупноразмерным элементам покрытий больших пролетов (фермы пролетом 24 м и более, настилы длиной более 6 м и др.)- Высокой все еще остается себестоимость изделий на заводах сборного железобетона, а также значительны транспортные расходы. Все это снижает общую технико-экономическую эффективность строительства из сборных железобетонных изделий.
1. ОБЩИЕ СВЕДЕНИЯ О ЖЕЛЕЗОБЕТОНЕ
Железобетон представляет собой строительный материал, в котором выгодно сочетается совместная работа бетона и стали.
Идея сочетания в железобетоне этих двух крайне отличающихся механическими свойствами материалов базируются на следующем. Бетон, как и всякий каменный материал, хорошо сопротивляется сжимающим нагрузкам, но слабо противодействует растягивающим напряжениям: прочность бетона при растяжении примерно в 10—15 раз меньше прочности при сжатии. В результате этого бетон невыгодно использовать для изготовления конструкций, в которых возникают растягивающие напряжения. Сталь же, обладая очень высоким пределом прочности при растяжении, способна воспринимать растягивающие напряжения, возникающие в железобетонном элементе. Наиболее выгодно применять железобетон для строительных элементов, подверженных изгибу. При работе таких элементов возникают два противоположных напряжения — растягивающие и сжимающие. При этом сталь воспринимает первые, а бетон — вторые напряжения и железобетонный элемент в целом успешно противостоит изгибающим нагрузкам. Таким образом, сочетается работа бетона и стали в одном материале — железобетоне.
Возможность совместной работы в железобетоне двух резко различных по своим свойствам материалов определяется следующими важнейшими факторами:
бетон прочно сцепляется со стальной арматурой, вследствие чего при возникновении напряжений в железобетонной конструкции оба материала работают совместно;
сталь и бетон обладают почти одинаковым коэффициентом температурного расширения, что обеспечивает полную монолитность железобетона;
бетон не только не оказывает разрушающего влияния на заключенную в нем сталь, но предохраняет ее от коррозии.
В зависимости от способа армирования и состояния арматуры различают железобетонные изделия с обычным армированием и с предварительно напряженной арматурой.
К обыкновенно армированным железобетонным изделиям относятся такие, усиление прочности которых достигается путем укладки стальных стержней, сеток или каркасов при изготовлении изделий. Однако такой способ армирования не предохраняет полностью изделия, работающие на изгиб, от образования трещин в бетоне в растянутой зоне, так как бетон обладает незначительной растяжимостью (1—2 мм на 1 пог. ж), тогда как сталь при таких же нагрузках растягивается $ 5—6 раз больше бетона. Появление трещин отрицательно влияет на работу железобетонного элемента: увеличиваются прогибы, в трещины проникают влага и газы, что создает опасность коррозии стальной арматуры.
210
Глава VII. Железобетонные изделия
Избежать образования трещин в железобетонной конструкции можно предварительным сжатием бетона в местах, подверженных растяжению. В таком бетоне трещины появляются только в том случае, если растягивающие напряжения превзойдут напряжения предварительного сжатия. Сжатие бетона достигается предварительным напряжением (растяжением) арматуры. По способу изготовления различают два вида предварительно напряженных конструкций: первый — предварительное напряжение арматуры производится до затвердения бетона, второй — после приобретения бетоном определенной прочности.
Ес;ли напрягать арматуру до бетонирования, то уложенная в форму арматура с одного конца закрепляется к упору, а с другого натягивается специальным приспособлением. После заполнения формы бетонной смесью и затвердения бетона арматура освобождается от натяжения. Стремясь прийти в первоначальное ненапряженное состояние, она сокращается и увлекает за собой окружающий ее бетон, обжимая железобетонный элемент в целом. Если же арматуру напрягают после отвердения бетона, то ее располагают в специально оставленном в бетоне канале. После затвердения бетона арматуру натягивают и закрепляют на концах конструкций анкерными устройствами, затем заполняют канал бетоном, который после затвердения сцепляется с арматурой.
Предварительное напряжение арматуры не только предупреждает появление трещин в растянутом бетоне, но и позволяет снизить вес железобетонных конструкций, увеличить их жесткость, повысить долговечность и сократить расход арматуры. Поэтому дальнейшее развитие строительной техники направлено на значительное увеличение выпуска предварительно напряженных железобетонных конструкций.
2. КЛАССИФИКАЦИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИП
В основу классификации сборных железобетонных изделий положены следующие отличительные признаки: вид армирования, объемный вес и вид бетона, внутреннее строение и назначение.
По виду армирования железобетонные изделия подразделяются на предварительно напряженные и с обычным армированием, т. е. без предварительного напряжения.
По объемному весу применяемых бетонов различают изделия, изготовленные: из особотяжелых бетонов объемным весом более 2500 кг/м3\ из тяжелых бетонов объемным весом от 1800 до 2500 кг/м3\ из легких бетонов объемным весом от 500 до 1800 кг/м3\ из особолегких (теплоизоляционных) бетонов объемным весом менее 500 кг/м3.
По виду бетонов и применяемых в бетоне вяжущих получают изделия: из цементных бетонов — тяжелых на обычных плотных заполнителях, из особотяжелых бетонов и легких бетонов на пористых заполнителях; из силикатных бетонов — плотных (тяжелых) или легких на пористых заполнителях на основе извести или смешанном вяжущем; из ячеистых бетонов — на цементе, извести или смешанном вяжущем; из специальных бетонов — жаростойких, химически стойких, декоративных, гидратных.
По внутреннему строению изделия могут быть сплошными и пустотелыми, изготовленными из бетона одного вида — однослойные или двухслойные и многослойные, изготовленными из бетона разных видов или с применением различных материалов, например теплоизоляционных.
Железобетонные изделия одного вида могут различаться также типоразмерами, например стеновой блок угловой, стеновой блок подокон-
Классификация и номенклатура железобетонных изделий
211
ный. Изделия одного типоразмера могут подразделяться по маркам. В основу этого деления положено различное армирование, наличие монтажных отверстий или различие в закладных деталях.
В зависимости от назначения разнообразные сборные железобетон* ные изделия подразделяют на четыре основные группы изделий: для жилых и общественных зданий, для промышленных зданий, для сооружений и общего назначения.
Железобетонные изделия должны отвечать требованиям действующих государственных стандартов, а изделия, на которые отсутствуют стандарты, — требованиям рабочих чертежей и технических условий на них. Изделия массового производства делают типовыми и унифицированными, что обеспечивает возможность применения их при строительстве зданий и сооружений различного назначения.
Составные или комплексные изделия должны поставляться потребителю, как правило, в законченном, собранном и полностью укомплектованном деталями виде, а изделия с проемами, заполняемыми столярными изделиями, — со вставленными оконными или дверными блоками, проолифленными или загрунтованными. На лицевых поверхностях изделий не допускаются трещины, раковины, околы, пятна, наплывы или обнажения арматуры. Изделия должны иметь максимальную степень заводской готовности, а качество их поверхности должно быть таким, чтобы на месте строительства не требовалось дополнительной отделки (если такая отделка не предусмотрена проектом).
3. НОМЕНКЛАТУРА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Изделия для жилых и гражданских зданий
Изделия для фундаментов и подземных частей зданий. В качестве изделий этого назначения применяют фундаментные плиты и блоки, сваи и панели, а также элементы проходных и непроходных каналов в пределах здания, железобетонные и бетонные изделия для сборных конструкций фундаментов и частей здания ниже уровня пола первого этажа. Эти изделия изготовляют из тяжелого бетона марки не менее 150, а для свай и фундаментных балок—не менее 200.
Фундаментные плиты (рис. 66) представляют собой массивные железобетонные элементы, армированные стальной сеткой. Плиты изготовляют шириной от 120 до 320, длиной 80, 100 и 120 и высотой 40—50 см.
Фундаментные блоки (рис. 66) изготовляют обычно прямоугольной формы, длиной до 3 ж, толщиной 40—60 и высотой 60 см. На торцовых сторонах блоков делают пазы для лучшего заполнения раствором или бетоном вертикального шва между ними при монтаже фундаментов. Блоки армируют только для удобства монтажа. Вес элементов сборных фундаментов до 3 т. Фундаментные блоки применяют при кладке стен фундаментов и подвальных помещений, поэтому их называют также блоками стен подвалов. Использование сборных фундаментов из железобетона взамен бутовой кладки позволяет не только широко механизировать процесс монтажа, но исключать трудности строи¬
Рис. 66. Элементы фундамента 1 — плиты; 2 — блоки
212
Глава VII. Железобетонные изделия
тельства в зимних условиях и снижать стоимость строительства на 10—15%.
Изделия для конструкций каркасов зданий. К ним относят колонны одноэтажных и многоэтажных зданий, балки покрытий, подстропильные балки и фермы, ригели и прогоны. Изготовляются они из армированного тяжелого бетона марки не ниже 200. Фермы покрытий, подстропильные фермы, двухветвенные колонны и подкрановые балки делают из бетона марки не ниже 300.
Стеновые панели и блоки. Различают стеновые панели: наружных стен неотапливаемых зданий, изготовляемые из тяжелых и легких бетонов, а также крупнопористого бетона;
Рис. 67. Стеновая панель
Рис. 68. Стеновые блоки
1 — простеночный; 2 — угловой; 3 — подоконный; 4 — перемычный
наружных стен отапливаемых зданий; их делают слоистыми из тяжелого бетона с теплоизоляционным слоем и однослойными из ячеистого бетона, легкого бетона на пористых заполнителях и крупнопористого бетона;
внутренних стен, изготовляемые из тяжелого или легкого бетона на пористых заполнителях, а также из ячеистого бетона;
перегородок (армированные и неармированные), для которых пригоден бетон всех видов. В качестве межкомнатных и ненесущих перегородок широко применяются гипсовые прокатные перегородки на всю ширину и высоту комнаты.
Тяжелый бетон для панелей наружных стен должен иметь марку не ниже 200, а для внутренних — не ниже 150. Легкие бетоны на пористых заполнителях, ячеистые и крупнопористые бетоны используют марки не ниже 50. Марка бетона неармированных перегородок в сплошных плитах не менее 50 и в пустотелых — не менее 75.
Панели наружных стен из тяжелого бетона изготовляют с утеплителем (рис. 67) и сплошными. Первые имеют железобетонную оболочку 7, которая заполняется теплоизоляционным бетоном 2 (газо- или пенобетоном); фасадную сторону панелей 3 облицовывают обычно керамическими плитками. В качестве облицовки используют также стеклянные или пластмассовые плитки, поверхность покрывают фактурным слоем из декоративного бетона, окрашивают атмосферостойкими красками и т. д. Облицовочный слой должен быть прочно связан с бетоном и не иметь выколов, трещин, пятен и других дефектов на поверхности. Внутренние поверхности панелей и перегородок полностью подготавли¬
Классификация и номенклатура железобетонных изделий
213
вают под окраску или наклейку обоев. Шероховатость поверхности не превышает 0,6—1,2 мм. Известны и другие виды панелей этого типа, например панели, состоящие из двух железобетонных оболочек с уложенным между ними слоем высококачественного утеплителя — шлаковой ваты, ячеистых бетонов, пенокералита и др.
Панели однослойные готовят из железобетона на легком заполнителе (шлаке, керамзите) или из ячеистых железобетонов и покрывают с наружной стороны декоративным слоем из раствора на цветном портландцементе. Широко используются для облицовки панелей керамические плитки. Толщина несущих панелей наружных стен в зависимости от вида бетона и климатических условий составляет от 16 до 40 см, площадь панели по фасаду достигает 12 м2. Большинство панелей имеют в середине проемы, заполняемые на заводе оконными или балконными дверными блоками. Вес панелей достигает 5 г.
Рис. 69 Настилы а — с овальными пустотами, б — с круглыми пустотами
В технико-экономическом отношении наиболее высокими достоинствами обладают вибропрокатные крупноразмерные керамзитобетонные стеновые панели.
Стеновые блоки (рис. 68) изготовляют из легкого бетона. Объемный вес бетона блоков не должен превышать 1600 кг/м3. По пределу прочности при сжатии блоки выпускают четырех марок — от 50 до 200. По своему строению блоки могут быть пустотелыми и сплошными, одно-, двух- или трехслойными. Снаружи блоки имеют декоративный слой, а с внутренней стороны покрываются слоем штукатурного раствора. По своему назначению блоки выпускаются для наружных и внутренних стен. Блоки наружных стен подразделяются по конструктивным элементам стены на простеночные, угловые, подоконные, перемычечные, карнизные, цокольные.
Элементы междуэтажных перекрытий. К элементам перекрытий относятся панели и настилы перекрытий, панели полов и потолка при раздельных перекрытиях. Панели и плиты перекрытий по конструкции могут быть плоские, сплошные, ребристые и пустотелые. Составные перекрытия состоят из панелей перекрытий, совмещенных с панелями пола или потолка с необходимыми звукоизоляционными, теплоизоляционными и другими прослойками.
Настилы. Устройство перекрытий раньше проходило в два этапа: сначала укладывались балки, а затем по ним настилались плиты. В результате стремления объединить эти операции, упростив и ускорив сооружение перекрытий, появились настилы. В настоящее время их выпускают с круглыми и овальными пустотами (рис. 69). Пустоты снижают вес настилов и уменьшают расход бетона. Длина настилов рассчитана на пролет в свету до 6 м, толщина их составляет 200—220 мм,
214
Глава VII. Железобетонные изделия
ширина изменяется от 0,8 до 1,5 м. Настилы изготовляют из бетона марки не ниже 200 с обыкновенным или предварительно напряженным
анели перекрытий. Конструкция панелей перекрытий сходна с конструкцией настилов: они также имеют прямоугольную форму и выпускаются с круглыми и овальными пустотами, плоскими и ребристыми. Панели подразделяются на панели перекрытий «на комнату», панели потолков и полов при раздельных перекрытиях; в последнем случае
между панелями укладывают слой звукоизоляционного материала. Армирование и марка бетона панелей те же, что и для настилов.
Перекрытия являются наиболее дорогостоящей конструктивной частью здания, и их сметная стоимость достигает 20% общей стоимости жилого дома. Внедрение прогрессивных типов железобетонных перекрытий из длинномерных настилов и панелей позволяет не только сократить сроки строительства, но и снизить стоимость их несущих конструкций.
Панели и плиты перекрытий выпускают ребристыми, плоскими и пустотелыми. В ребристых плитах выгоднее используется совместная работа арматуры и бетона, что приводит к экономии материала и снижает вес изделия.
Панели и плиты покрытий изготовляют однослойными из тяжелого и легкого бетонов на пористых заполнителях; слоистыми с несущей конструкцией из тяжелого бетона и теплоизоляционными слоем из ячеистого бетона или другого утеплителя; комбинированными с ребрами из тяжелого бетона и плитой из ячеистого или легкого бетона. Марка тяжелого бетона панелей и плит должна быть не менее 200, легкого на пористых заполнителях — не менее 150 и ячеистого — не менее 50.
Панели совмещенных покрытий должны удовлетворять требованиям тепло-, гидро- и пароизоляции.
Элементы сборных лестниц. Изделиями этого назначения являются лестничные марши и площадки (рис. 70), ступени и проступи.
юванием.
Рис. 70. Элементы и узлы крупноразмерных лестниц
а — лестничный марш с накладными мозаичными проступями; б — лестничная площадка с мозаичным слоем; в — монтажные узлы лестниц с мозаичной отделкой; г — ленточные узлы лестниц без мозаичной отделки
Классификация и номенклатура железобетонных изделий
215
Лестничные марши изготовляются в формах, которые позволяют получать изделия заданного ступенчатого профиля. Проступи ступеней марша отделывают цементным раствором с мраморной крошкой или другой фактурой. Длина маршей может быть до 3,6, ширина до 1,8 ли Лестничные площадки готовят в виде прямоугольной плиты из бетона марки 200, армированной стальной сеткой и облицованной мозаичными керамическими плитками или декоративным раствором. Облицовочный слой должен обладать высокой износостойкостью. Аналогичны по конструкции лестничным площадкам балконные плиты. Элементы
Рис. 71. Объемные элементы блоков- Рис. 72. Санитарно-техническая кабина
комнат
Объемные элементы. Стремление максимально снизить трудовые затраты и ускорить строительство вызвало появление новых конструктивных решений зданий — из объемных элементов. В настоящее время уже имеется опыт строительства жилых зданий из целых квартирных блоков, которые полностью делают на заводе, со всеми санитарно-техническими и электротехническими устройствами, оснащают встроенной мебелью и кухонным оборудованием (рис. 71). Такие объемные блоки или собираются на заводе из отдельных плоских элементов, либо изготовляются монолитными в специальных объемных формах. Монолитные блоки предпочтительны, так как они отличаются большей жесткостью и меньшей трудоемкостью изготовления.
В зависимости от планировки блоки квартиры делятся на три типа: две жилые комнаты; жилая комната, кухня и санитарный узел; лестничная клетка, кухня и санитарный узел. Такая номенклатура блоков позволяет при различных их сочетаниях получать квартиры в одну, две и три комнаты. Монтаж домов из объемных элементов является новой, более высокой ступенью индустриального строительства.
Изделия санитарно-технические. В сборном домостроении санитарно*технические устройства (сети водопровода, канализации, отопления, мусоропровода и вентиляционные каналы) также выполняются из сборйых элементов заводского изготовления. Все разводки сетей — металлические трубы водопровода, отопления и канализации — в процессе изготовления замоноличиваются в теле панелей или специальных блоков. В готовом виде такие конструкции доставляют на строительную площадку, где, соединяя стыки, их монтируют в общую систему.
Отопительные панели представляют собой прямоугольную бетонную плиту толщиной 60 мм, в которую заложены металлические или стеклянные трубы, присоединяемые к системе отопления. Кроме отопи¬
216
Глава VII. Железобетонные изделия
тельных панелей в последнее время выпускают панели междуэтажных перекрытий с заложенными в них отопительными трубами.
Санитарно-технические блоки — это сборные железобетонные стеновые элементы с вмонтированными в них трубами и соединительными деталями для водопроводной, канализационной и газопроводной систем. Различают блоки вертикальные и горизонтальные.
Блоки вентиляционные и мусоропроводов. В качестве элементов вытяжной вентиляции в зданиях применяют бетонные вентиляционные блоки, представляющие собой прямоугольные бетонные плиты с круглыми или квадратными отверстиями. Высоту вентиляционного блока назначают в зависимости от высоты помещения, где он будет установлен, ширина блока зависит от числа каналов в нем. В верхней части плоскости блока, выходящей в помещение, устраивают квадратное отверстие, предназначенное для отбора воздуха и соединяемое с одним из вертикальных каналов. Вентиляционные блоки устанавливают в гнездах, специально для этой цели оставляемых в стене здания.
Блок мусоропровода по внешнему виду представляет собой железобетонный вертикальный элемент с круглым внутренним отверстием диаметром от 350 до 500 мм. Оно облицовывается асбестовой оболочкой для предохранения бетона от биологической коррозии и разрушения при падении мусора. Блоки мусоропровода изготовляют на высоту
1 или 2 этажей. На высоте 0,8—1 м от низа пола устанавливается отверстие для сброса мусора. Блоки мусоропровода монтируют в стенах лестничной клетки.
Санитарно-технические кабины. Существенным достижением строительной техники является применение объемных элементов кабин санитарных узлов (рис. 72). Такое конструктивное решение оборудования жилых зданий санитарно-техническими устройствами вызвано значительными трудовыми затратами на установку санитарно-технических деталей даже при использовании блоков. Санитарно-технические кабины оборудуются ванной, смесителем горячей и холодной воды с душем на гибком шланге, фаянсовым умывальником, унитазом с низкорасположенным бачком, полочкой для мыла, крючками для одежды, регистром для сушки полотенца и зеркалом.
Кабины выпускают двух видов, различающихся конструкцией оболочки: из металлического каркаса с облицовкой асбестоцементными листами и в виде монолитной железобетонной объемной скорлупы, изготовленной в специальных формах. Пол кабины облицовывают керамическими плитками или настилают линолеумом или релином, уложенным по двум слоям асбестоцементных листов с гидроизоляцией на мастике. На строительную площадку кабины доставляют в совершенно законченном виде, устанавливают в проектное положение и присоединяют (стыкованием) к общей системе отопления, вентиляции, канализации, горячего водоснабжения и электроснабжения.
Архитектурные детали и ограды. Сборные железобетонные изделия довольно широко применяют для изготовления архитектурных элементов и оград. Используют бетоны повышенной прочности (не ниже 300— 400) и морозостойкости. Изделия для элементов оград делают с предварительным напряжением арматуры. Из бетона можно получать бетонные элементы оград и другие изделия самого разнообразного профиля и рельефного рисунка. Это позволяет изготовлять различные декоративные детали и изделия—от плоских облицовочных плит до деталей сложных профилей: карнизов, барельефов, пилястр, капителей колонн, розеток и др. Делают их из обыкновенного или декоративного бетона на цветном цементе с использованием цветных заполнителей. Для пре¬
Классификация и номенклатура железобетонных изделий
217
дупреждения быстрого загрязнения пылью поверхность не должна иметь шероховатостей. Архитектурные детали для наружной облицовки должны обладать высокой морозостойкостью (Мрз не менее 25) и атмосферостойкостью.
Изделия для промышленных зданий
Для промышленных зданий применяют изделия из бетона и железобетона, аналогичные по своей номенклатуре перечисленным выше. Отличными являются фермы и балки больших пролетов, колонны, арки и подкрановые балки. Основные конструктивные элементы промышленного здания показаны на рис. 73.
Рис. 73. Элементы одноэтажного промышленного здания
1 — фундаменты; 2 — колонны наружного ряда; 3— фундаментная балка; 4 — элементы стены; 5 — подкрановая балка; 6 — консоли колонн; 7 — панели покрытий; 8 — балки покрытий; 9— торцовые колонны; 10 — колонны внутреннего ряда
Элементы фундаментов и подземных частей зданий промышленного назначения по номенклатуре и принципиальным конструктивным решениям такие же, как аналогичные элементы для жилых и общественных зданий. Сборные ленточные фундаменты сооружаются из фундаментных плит и блоков, для свайных фундаментов используют железобетонные сваи, соединяемые фундаментными балками и образующие ленту фундамента.
Панели и блоки наружных стен промышленных зданий тоже аналогичны этим деталям жилых зданий, однако они имеют более строгую архитектурную отделку. Элементы перекрытий те же, что и для жилищного строительства — настилы и панели, а также ребристые плиты, используемые для перекрытий, а в отдельных случаях и для покрытий зданий. Все шире начинают применяться для покрытий зданий больших пролетов оболочки. Для покрытия промышленных зданий используют железобетонные и армопенобетонные плиты. Крупнопанельные железобетонные плиты являются одновременно несущими и ограждающими элементами покрытий неотапливаемых и отапливаемых зданий. Плиты изготовляют размером ЗХби 1,5x6 л* из бетона марки 200 с обычной арматурой и напряженно-армированные; в последнем случае длина плит может достигать 12 м. Несущая способность плит от 350 до 800 кГ/м2, вес 1 м2 плиты 170 кг. Крупнопанельные армопенобетонные плиты (КАП) также являются одновременно несущими и теплоизоляционными элементами покрытий. Плиты состоят из армированной полки и двух продольных железобетонных ребер, которые жестко связаны специальными стальными стержнями. Размер плит 1,6X6 м> толщина
218
Глава VII. Железобетонные изделия
полок от 100 до 160 мм, несущая способность плит до 800 кГ/м2, вес 1 м2 плиты 160—200 кг.
Наряду с плитами в качестве покрытий промышленных зданий используют оболочки, армированные криволинейные плиты толщиной 3—4 см, окаймленные по периметру ребрами жесткости. Размер оболочек до 10x10 м. Благодаря небольшому расходу материалов при значительной полезной площади каждого элемента оболочки (до 100 м2) последние имеют значительное преимущество перед другими видами
конструктивных элементов покрытий.
Сравнительно недавно появился новый вид железобетона — армоцемент. Он представляет собой мелкозернистый бетон (строительный раствор), армированный несколькими рядами сеток из тонкой стальной проволоки. Армоцементные конструкции изготовляются толщиной 1—
2 см, они имеют прочность, приближающуюся к прочности обыкновенной стали. Полная водонепроницаемость армоцемента позволяет исРис. 74. Железобетонная ферма пользовать его для покрытий про¬
мышленных и гражданских зданий.
Элементы каркаса — это колонны, фермы (рис. 74), балки покрытий, подкрановые и фундаментные ригели и другие изделия.
Колонны. При строительстве промышленных зданий и сооружений из сборного железобетона применяют колонны одно- и двухконсольные, бесконсольные, сплошные прямоугольного или таврового сечения и решетчатые двухветвевые. Последние имеют более высокие технико-экономические показатели: при равной несущей способности вес их значительно меньше, что дает возможность увеличить высоту колонн до 35 м. Колонны изготовляют из бетона марок 300—400 с обыкновенным и предварительно напряженным армированием, цельными на всю длину или составными из отдельных элементов, собираемых на месте строительства.
Балки в зависимости от перекрываемого пролета применяют таврового и двутаврового сечекий; изготовляют их с обыкновенным или предварительно напряженным армированием из бетона марок 300—400. По форме различают балки трапецеидальные и сегментные. Для облегчения в вертикальной стенке балки устраивают отверстия. Длина балок устанавливается в соответствии с унифицированной сеткой колонн промышленных зданий — 12, 18 и 24 м.
Фермы и арки. В качестве несущих элементов покрытий пролетом свыше 18 м применяют предварительно напряженные железобетонные фермы и арки. Фермы могут иметь трапецеидальную, треугольную или криволинейную сегментную форму. Изготовляют их цельными и составными, состоящими из отдельных элементов. Пролет железобетонных ферм может быть более 30 м. Пролеты длиной около 100 м перекрываются железобетонными арками, которые выпускают со сплошной или решетчатой стенкой и, как правило, собирают из двух полуарок, так как вес только одной полуарки может достигать 30—40 т. Арки применяют преимущественно в складских помещениях сыпучих материалов.
Классификация и номенклатура железобетонных изделий
219
Изделия для инженерных сооружений
Конструкции для пролетных строений мостов изготовляют из тяжелого цементного бетона марки не менее 400, для стоек опор мостов — не менее 300 и для блоков фундаментов, свай, элементов ростверка и других железобетонных изделий — марки не менее 200. Марка железобетонных изделий для мостов по морозостойкости должна быть не менее 200. Отпускная прочность бетона предварительно напряженных изделий пролетных строений мостое не менее 80% проектной, а для свай равна проектной.
Изделия для метрополитенов, железнодорожных, автодорожных и гидротехнических туннелей изготовляют из тяжелого цементного бетона. Марка бетона для блоков и тюбингов, обделки туннелей, блоков стен, колонн и перекрытий станций метрополитена — не менее 400, для остальных изделий—не менее 200. При сильном потоке грунтовых вод, а также при наличии агрессивной среды для железобетонных изделий туннельных обделок применяют бетоны специальных составов. Повышенные требования к бетонам для изделий метрополитенов и туннелей предъявляются по морозостойкости и водонепроницаемости.
К изделиям транспортного строительства относятся плиты покры* тий автомобильных дорог и аэродромов, изготавливаемые из бетона марки не ниже 300, армированные и предварительно напряженные; аэродромные плиты должны быть, как правило, предварительно напряженными. Морозостойкость бетона плит не менее 100—150 в зависимости от климатических условий. Размер плит до 3X1,76 м при толщине 13—17 см. Плиты могут быть сплошной и решетчатой конструкции, по* следние более выгодны, так как на изготовление их расходуется меньше железобетона.
Специфическими изделиями железнодорожного строительства являются шпалы и опоры контактной сети электрифицированных дорог. Опоры сети электрифицированных линий железных дорог представляют собой вертикальную стойку высотой 10—15 му к которой крепится кон* соль, служащая подвеской для провода. Первые железобетонные опоры имели сплошное прямоугольное сечение. В дальнейшем перешли на изготовление трубчатых, двутавровых и швеллерных опор со сквозны* ми и решетчатыми стенками. Марка бетона опор — не ниже 400, морозостойкость 100—150 в зависимости от климатических условий. Для повышения долговечности и жесткости опоры изготовляют преднапряженными.
Из разнообразных шпал основное применение получили брусковые, изготовляемые из предварительно напряженного железобетона марки не менее 500, с высокой трещиностойкостью и морозостойкостью (Мрз 100— 200).
Изделия для гидротехнического строительства
Для гидротехнических сооружений большинство изделий делают из бетона марки 300 и выше, Это балки и балочные плиты перекрытий пролетов более 6 м между быками и для образования водосливных поверхностей плотин, сваи, плиты растверков и кордонных балок эстакад морских портов, фундаментные плиты, подпорные элементы речных набережных. Некоторые сборные элементы гидротехнических и мелиоративных сооружений, например для изготовления дренажных блоков и труб, блоков для волноломов и молов, изделий, применяемых в сетевых сооружениях мелиоративных систем и др„ изготовляют из бетона марки 200.
220
Глава VII. Железобетонные изделия
К бетону для гидротехнических сооружений предъявляются повышенные требования в отношении морозостойкости, водонепроницаемости, а к изделиям, подвергающимся воздействию потоков с большими скоростями,— износоустойчивости. Бетон гидротехнических сооружений, находящихся в условиях сульфатных и проточных вод, должен иметь высокую водостойкость.
Изделия для сельскохозяйственного строительства
Из сборных железобетонных конструкций и деталей в сельских местностях возводят жилые дома, здания машинотракторных станций, животноводческие помещения, силосные сооружения, склады, теплицы и другие постройки. Изделия для сельскохозяйственных сооружений изготовляют из бетона марки не ниже 200; при использовании для силосных траншей, ям и башен они должны иметь защитный слой, предохраняющий от действия органических кислот.
Сборные железобетонные конструкции и детали для сельского строительства не отличаются от применяемых для строительства гражданских и промышленных зданий, но некоторые сооружения, например силосные башни, бункера элеваторов, выполняются из деталей несколько другой конструкции: наиболее распространены сборные железобетонные кольца, диаметр которых равен диаметру будущего сооружения; при возведении башен большого диаметра кольца заменяют криволинейными плитами. В последние годы все большее развитие получают железобетонные изделия в виде лотков, труб, столбов и других элементов, используемых для мелиорации.
Изделия общего назначения
К этим изделиям относят трубы, ограды, стойки под светильники, плиты, блоки и подпорные стенки пешеходных переходов и др.
Трубы железобетонные по назначению подразделяются на безнапорные и напорные, предназначенные выдерживать определенное гидростатическое давление.
Безнапорные трубы применяют для устройства канализационных наружных сетей и напорных водоводов. Изготовляют их центрифугированием, вибрированием, прессованием. Диаметр труб 1200 мм и более. Для них используют бетон марки 200—300 с особыми требованиями в отношении водонепроницаемости и коррозионной стойкости при действии агрессивной среды.
В железобетонных трубах с обычным армированием невозможно создать достаточное гидростатическое давление, так как в бетоне стенок труб появляются мельчайшие трещины и труба дает течь. Для устранения этого применяют предварительное напряжение арматуры, благодаря чему бетон обжимается, и для того чтобы в нем появились растягивающие напряжения от внутреннего гидростатического давления, нужно превзойти напряжение предварительного сжатия. Таким образом, применение предварительного напряжения арматуры дает возможность устраивать напорные водоводы из железобетонных напорных труб. Это позволяет в 5—10 раз уменьшить расход металла и в 1,5—2 раза снизить стоимость водоводов.
Стойки под светильники представляют собой изделия, аналогичные по конструкции и физико-механическим показателям опорам для подвески проводов на железнодорожных линиях. Плиты, блоки, балки и другие элементы пешеходных переходов выполняют из бетона марки 200, повышенной морозостойкости и водостойкости.
Производство железобетонных изделий
221
Б. ПРОИЗВОДСТВО ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
1. ПРИНЦИПИАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА
Бетонные и железобетонные изделия и конструкции изготовляют на специальных заводах или полигонах. Технологический процесс складывается из следующих последовательно выполняемых операций: приготовления бетонной смеси, изготовления арматуры и арматурных каркасов, армирования железобетонных изделий, формования, температурно-влажностной обработки и декоративной отделкой лицевой поверхности изделий. Панели наружных стен в зависимости от конструкций могут подвергаться дополнительной операции — укладке в панель теплоизоляционного материала при сборке отдельных скорлуп или формовании изделий.
Организация выполнения этих основных технологических операций и их техническое оформление в современной технологии сборного железобетона осуществляются по трем принципиальным схемам, причем ведущим признаком служит способ формования изделий. По методам формования различают также и предприятия, например завод «кассетный», конвейерный или с поточно-агрегатной технологией. При выборе технологии производства следует учитывать возможность получения наилучшего управления структурообразованием бетонной смеси.
По способу и организации процесса формования могут быть выделены три схемы производства железобетонных изделий.
1. Изготовление изделий в неперемещаемых формах. Все технологические операции — от подготовки форм до распалубки готовых отвердевших изделий — осуществляются на одном месте. К этому способу относятся формование изделий на плоских стендах или в матрицах, формование изделий в кассетах.
2. Изготовление изделий в перемещаемых формах. Отдельные технологические операции формования или отдельный комплекс их осуществляются на специализированных постах. Форма, а затем изделие вместе с формой перемещаются от поста к посту по мере выполнения отдельных операций.
В зависимости от степени расчлененности общего технологического комплекса формования изделий по отдельным постам различают конвейерный, имеющий наибольшую расчлененность, и поточно-агрегатный способы. Последний отличается тем, что ряд операций (укладка арматуры и бетонной смеси, уплотнение смеси, а в некоторых случаях и ряд других) выполняется на одном посту. При конвейерном способе большинство операций формования проводят на определенном посту; они составляют технологическую линию.
3. Непрерывное формование, возникшее сравнительно недавно, но весьма зарекомендовавшее себя как способ, отличающийся наиболее высокой производительностью труда, минимальной металлоемкостью и несравнимо высоким объемом продукции на единицу производственной площади предприятия. Способ непрерывного формования изделий осуществляется на вибропрокатном стане.
2. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
В заводском производстве стоимость арматуры составляет около 20% себестоимости железобетонных изделий, поэтому вопросы организации арматурных работ на завод сборного железобетона являются важнейшими и в техническом и в экономическом отношениях. Различают армирование железобетонных изделий ненапряженное (обыкновенное) и
222
Глава VII. Железобетонные изделия
предварительно напряженное. Операции армирования и виды арматуры для каждого из этих способов имеют ряд принципиальных различий.
Ненапряженнсе армирование
Армирование железобетонных изделий ненапряженной арматурой осуществляется при помощи плоских сеток и пространственных (объемных) каркасов, изготовленных из стальных стержней различного диаметра, сваренных между собой в местах пересечений. Различают арматуру рабочую (основную) и монтажную (вспомогательную). Рабочая армату* ра располагается в тех местах изделий, в которых под нагрузкой возникают растягивающие напряжения; арматура воспринимает их. Монтажная арматура располагается в сжатых или ненапряженных участках изделия. Кроме такой арматуры применяют петли и крюки, необходимые при погрузочных работах, а также закладные части, крепления и связи сборных элементов. Наименьшие трудовые затраты на армирование изделий и конструкций при применении арматурных каркасов наибольшей степени готовности, т. е. имеющих не только основную арматуру, нО И вспомогательную с приваренными петлями, крюками, закладными Дета* ляМи. В этом случае операции по армированию сводятся к установке готового арматурного каркаса в форму и его закреплению.
Арматурные сетки и каркасы изготовляют в арматурном Цехе, об о* рудованном резательными, гибочными и сварочными аппаратами. Процесс изготовления строится по принципу единого технологического потО* ка — от подготовки арматурной стали до получения готового изделия.
Арматурные сетки и каркасы делают по рабочим чертежам, в которых указаны длина и диаметр стержней, их количество, расстояний между ними, места приварки закладных частей, расположения монтаж* ных петель. Устанавливать и раскреплять каркас в форме надо очень точно, так как от его положения зависит толщина защитного слоя бетона в изделии. При недостаточной толщине этого слоя может возникнуть коррозия арматурной стали.
Стержневая арматурная сталь диаметром до 10 мм Поставляется на завод в мотках (бунтах), а большим диаметром — в прутках длиной 6^
12 м или мерной длины, оговариваемой в заказах; арматурная проволока поступает в мотках, причем каждый моток состоит из одного отрезка проволоки.
Операции по изготовлению арматуры следующие: подготовка Проволочной и прутковой стали — чистка, правка, резка, стыкование, гнутье;
сборка стальных стержней в виде плоских сеток и каркасов; изготовление объемных арматурных каркасов, включая приварку монтажных петель, закладных частей и фиксаторов.
Подготовка арматуры, Поступающей на завод в мотках и бунтах, заключается в их размотке, выпрямлении (правке), очистке и разрезке на отдельные стержни заданной длины. Правят и разрезают арматурную сталь На правйльно-отрезных станках-автоматах.
Прутковую арматурную сталь разрезают на стержни заданной длины, а также стыкуют сваркой (для уменьшения отходов арматуры, если длина арматурных элементов не соответствует длине товарной продукции). Стыкуют стержни контактной стыковой электросваркой и тОлько в отдельных случаях (при использовании стержней больших диаметров) дуговой сваркой. Контактная стыковая Сварка осуществляется методом оплавления электрическим током торцов стержней в местах их будущего стыка, когда стержни сильно сжимаются и свариваются.
Производство же лезоб единых изделий
223
При Изготовлении монтажных петель, хомутов и других фигурных элементов арматуры прутковая и проволочная арматурная сталь после разрезки подвергается гнутью.
Сетки и каркасы из стальных арматурных стержней соединяют точечной контактной электросваркой. Сущность ее заключается в следующем. При прохождении электрического тока через два пересекающихся стержня в местах их контакта электрическое сопротивление оказывается наибольшим, стержни разогреваются и, достигнув пластического состояния, свариваются. Прочности сварки способствует также сильное сжатие стержней. Процесс точечной сварки может длиться доли секунд при при-
Рис. 75. Автоматизированная линия для сварки широких сеток
1 — передвижной приемный стол сеток; 2 — устройство для приварки и иза иба фиксаторов; 3 — агрегат для приварки закладных деталей; 4 — устройства для вырубки отверстий; 5 — пневматические ножницы; 6 — сварочная машина МТМ.С 18X75; 7 — механизм подачи продольной арматуры; 4 — бухтодержатели с консольным краном; 9 —стыковая сварочная машина; 10— танок для правки и резки арматуры; И — бухтОдержа-Гель для поперечной арматуры
менении тока силой в несколько десятков тысяч ампер. Точечную сварку осуществляют специальными сварочными аппаратами. Они различаются мощностью трансформатора, количеством одновременно свариваемых точек (одно- и многоточечные аппараты), характером используемых устройств для сжатия свариваемых стержней.
Сварочные машины позволяют создавать в комплексе с другими машинами и установками поточные автоматические линии изготовления плоских сеток как готового арматурного элемента, так и полуфабриката для пространственных каркасов. На рис. 75 показана автоматическая линия для сварки широких сеток. В состав линии входят групповые бунтодержатели продольной и поперечной подач, правильные устройства, сварочная машина МТМС с отрезным устройством, пневматические ножницы для поперечной резки сетки, посты для приварки закладных деталей и устройства для фиксаторов; предусмотрена электромагнитная система программирования подачи поперечных и дополнительных продольных стержней. Поточное выполнение всех операций по изготовлению арматурных сеток на одной технологической линии значительно
224
Глава VII. Железобетонные изделия
снижает трудоемкость процесса по сравнению с доработкой сеток на кондукторах, выполняемой обычно вручную.
Пространственные арматурные каркасы изготовляют в основном из плоских сеток, соединяемых между собой на специальных сварочных машинах. Собирать каркасы можно в горизонтальном и вертикальном положении. Для удобства соединения узлов клещами для точечной сварки применяют вертикальный кондуктор (рис. 76). Плоские элементы арматуры укладывают между штырями кондуктора, которыми они удерживаются в требуемом положении. Сварочные клещи подвешены на поворотной консоли; кондуктор с арматурой можно лебедкой перемещать
Рис. 76. Кондуктор для сварки пространственных каркасов
1 — противовес; 2 — пульт управления; 3 — сварочные клещи; 4 — кондуктор;
5 — блок; 6 — свариваемый каркас; 7 — лебедка
взерх и вниз. Некоторые узлы кондуктора соединены между собой болтами. Это позволяет применять один и тот же кондуктор для сборки различных арматурных каркасов, закрепляя его элементы в соответствии с размером собираемого каркаса. При необходимости (например, для ребристых плит) плоские сетки и каркасы можно гнуть по размеру на специальных гибочных станках.
Напряженное армирование
При изготовлении предварительно напряженных изделий необходимо создать в бетоне по всему сечению или только в зоне растягивающих напряжений предварительное обжатие, величина которого превышает напряжение растяжения, возникающее в бетоне при эксплуатации. Величина предварительного обжатия обычно достигает 50—60 кГ/см2, а при изготовлении железобетонных напорных труб— 100—120 кГ/см2. Обжатие бетона осуществляется силами упругого последействия натянутой арматуры. Это достигается силами сцепления арматуры с бетоном или при помощи анкерных устройств. Для обеспечения обжатия бетона применяемая арматурная сталь должна находиться в пределах упругих деформаций и не превышать 85—90% предела текучести стали, а для углеродистых сталей, не имеющих четко выраженного предела текучести,— 65—70% предела прочности на разрыв.
В качестве основной напрягаемой арматуры применяют высокопрочную проволочную и прутковую арматурные стали, горячекатаную ар¬
Производство железобетонных изделий
225
матурную сталь класса A-IV и арматурную сталь класса А-Шв, упрочненную вытяжкой. Выбор типа арматуры зависит от вида изделий и оборудования, применяемого для натяжения арматуры. В качестве вспомогательной, ненапрягаемой арматуры, если она необходима в напряженных изделиях, применяют, как и для обычного железобетона, сварные сетки и каркасы.
При изготовлении предварительно напряженных изделий используют одноосное обжатие бетона отдельными стержнями или пучками проволок, располагаемых в изделии вдоль его продольной оси, и объемное обжатие, обеспечиваемое навивкой напряженной проволоки в двух или нескольких направлениях. Проволоку можно навивать и на готовое изделие с последующей защитой арматуры слоем бетона.
Арматурные элементы, применяемые в конструкциях, состоят из собственно арматуры, устройства для ее закрепления при натяжении и приспособлений для обеспечения проектного расположения отдельных стержней и проволок, из которых комплектуется арматурный элемент. Конструкция устройств для закрепления арматуры связана с технологией изготовления арматурного элемента, типом натяжных машин и приспособлений. Применяют два вида таких устройств — зажимы и анкеры. В свою очередь, зажимы и анкеры подразделяются по способу закрепления арматуры на клиновые, плоские, конические, волновые, петлевые, резьбовые, шпоночные и глухие, в которых концы арматурных пучков опрессовываются в обойме из мягкой стали или бетонируются в металлических стаканах. Все эти устройства, за исключением резьбовых, применяют для закрепления стержней как круглых, так и периодического профиля.
Для захвата и закрепления стержневой арматуры употребляют наконечники с винтовой нарезкой или различные клиновые сухари с профилем, обратным профилю натягиваемой арматуры. Прогрессивной конструкцией зажимных устройств являются групповые зажимы, применяемые при предварительной механизированной сборке проволочных пакетов. Зажимами закрепляют каждый стержень, нити проволоки или группы их. Анкеры для проволочных пучков различают по способу натяжения и закрепления концов. Для закрепления пучков применяют анкеры двух типов — конический с натяжением арматуры домкратом двойного действия и гильзовый с натяжением арматуры стержневым домкратом.
Передача предварительного напряжения арматуры на бетон осуществляется тремя способами:
посредством сцепления арматуры диаметром 2,5—3 мм с бетоном; при большем диаметре арматуры сцепление обеспечивается устройством вмятин на поверхности проволоки, свивкой прядей из 2—3 проволок либо применением арматуры периодического профиля;
посредством сцепления арматуры с бетоном, усиленного дополнительно анкерными устройствами;
посредством передачи усилий натяжения на бетон через анкерные устройства на концах арматурного элемента без учета сцепления арматуры и бетона.
Натяжение арматуры производят различными способами: механическим, электротермическим, непрерывным механическим и электромеханическим натяжением, а также химическим при применении расширяющегося цемента.
При механическом способе натяжения арматура растягивается осевой нагрузкой, создаваемой домкратами или другими натяжными машинами. Натяжение арматуры производят в следующем порядке. Сна¬
226
Гласа VII. Железобетонные изделия
чала арматуру натягивают до усилия, равного 50% проектного напряжения, причем осматривают зажимные устройства и расположение арматуры. Затем натяжение арматуры доводят до величины, превышающей на 10% проектное натяжение, но не более 0,75 предела прочности проволоки при растяжении, и в таком состоянии выдерживают в течение 5 мин, после чего натяжение снижают до проектной величины.
Отпуск напряженной арматуры (обжатие бетона) производят после достижения бетоном изделия необходимой прочности и проверки заанкеривания концов проволоки в бетоне. Фактическая прочность бетона определяется испытанием контрольных образцов. Прочность бетона ко времени отпуска арматуры составляет обычно 70% проектной прочности. Отпуск натяжения на стендах осуществляют постепенно в
Рис. 77. Установка для электронагрева стержневой арматуры вне формы
1 — неподвижная onopafc 2 -* пневмоцилиндр; 3 — прижимная губка; 4 — токоподводя* щая губка; 5 — средняя опора; 6 — нагреваемые стержни; 7 — подвижная опора; 8 — кнопочный выключатель
2—3 этапа. Если постепенный отпуск натяжения невозможен, то натянутые проволоки разрезают симметрично относительно оси поперечного сечения, причем число одновременно разрезаемых проволок составляет не более 10—15% общего числа.
Сущность электротермического способа натяжения заключается в том, что удлинение арматуры достигается электрическим нагревом ее до определенной температуры, после чего нагретый стержень заанкеривается с двух сторон в упорах формы или стенда, которые препятствуют укорочению стержня при его охлаждении. После бетонирования конструкции и отвердения бетона арматура освобождается от упоров и усилие натяжения арматуры передается на бетон. Этот метод, по сравнению с силовым, имеет преимущества как по простоте оборудования, так и по трудоемкости.
Электротермический способ натяжения арматуры не требует дорогостоящего оборудования (домкратов) и менее трудоемок. Его применяют для натяжения стержневой арматурной стали класса A-IV, а также упрочненной вытяжной стали класса А-Шв, проволочной и прядевой арматуры из высокопрочной стальной проволоки, холоднотянутой, периодического профиля диаметром 4—5 мм и семипроволочных стальных прядей. Для электротермического натяжения арматуры применяют установки с последовательным и одновременным натяжением нескольких .стержней. Кроме того, установки могут быть с нагревом стержней вне формы или непосредственно в ней. На рис. 77 показала установка для электронагрева стержневой арматуры вне формы. На установке можно одновременно нагревать 3—4 арматурных стержня диаметром 12—14 мм, что соответствует числу стержней в изделии.
Производство железобетонных изделий
227
Установка состоит из двух контактных опор (неподвижной и подвижной) и средней поддерживающей. Каждый контакт имеет две губки — токоподводящую и прижимную. Нагрев стержней автоматически контролируется по их удлинению. Нагретые стержни с установки снимаются и укладываются в упоры форм.
Непрерывное механическое и электромеханическое натяжение арматуры. Сущность напряженного армирования непрерывной навивкой проволочной арматуры сводится к тому, что проволока, предварительно напряженная до заданной величины, укладывается по поддону формы в соответствии с принятой схемой армирования. Натянутую проволоку
Рйс. 78. Схема машины ДН-7 для электротермомеханического натяжения арматуры
1 — бухта проволоки; 2 — натяжная станция; 3 — пиноль; 4 — штырь на стенде;
5 — роликовый контакт; 6 — трансформатор с блоком усилителей тока
фиксируют навивкой вокруг штырей, расставленных по периметру поддона или стенда. Усилие от натяжения арматуры передается через штыри на стенд или форму впредь до отвердения бетона в изделии. После достижения бетоном необходимой прочности проволоку обрезают и усилие натяжения передается с арматуры на бетон. Арматура может располагаться в продольном Или поперечном направлении по отношению к оси изделия, перекрестно или диагонально. Бетон в изделии получает двух- и трехосное и даже объемное предварительное обжатие.
Преимуществом непрерывного армирований является возможность комплексной механизации и автоматизаций технологического процесса. Непрерывная навивка и натяжение проволоки осуществляются на машинах нескольких типов: с noBopotHbiM столом-платформой, с поворотной траверсой, с продольно-поперечным перемещением каретки и неподвижным поддоном (контуром), с возвратно-поступательным движением каретки и вращающимся сердечником или контуром. Основными узлами каждой из этих машин являются: узел для размотки бунтов и подачи проволоки с заданным натяжением; узел для перемещения поддона или подающего ролика; узел для укЛаДки проволоки на штыри или на сердечник по заданной схеме.
На рис. 78 представлена схема машины ДН-7 с продольно-Ноперечным движением Каретки для непрерывной навивки проволочной арматуры при стендовом изготовлении напряжеНно-армйрованных конструкций. Арматуру навивают при возвратНо-йоС'Гуйательном движении навивочной машины, перемещающейся по рельсовым путям стенда, вдоль
228
Глава VII. Железобетонные изделия
линии формования со скоростью 30—40 м/мин, и возвратно-поступательном перемещении в поперечном направлении к оси стенда примерно с такой же скоростью каретки со шпинделем. Шпиндель имеет на конце полноповоротную пиноль, через которую проволока выдается на стенд. Натянутая проволока анкеруется на штырях, расположенных по периметру стенда (вне зоны бетонирования). В навивальных машинах от усилий натяжения происходят частые обрывы проволоки и для предупреждения их на определенном участке проволока нагревается электрическим током, для чего машина снабжается трансформатором. При этом не только предупреждается обрыв проволоки, но и уменьшается работа на натяжение арматуры.
3. ФОРМОВАНИЕ ЖЕЛЕЗОБЕГОННЫХ ИЗДЕЛИИ
Общие вопросы организации формования
Задача технологического комплекса операций по формованию состоит в получении плотных изделий заданных формы и размеров. Это обеспечивается применением соответствующих форм, а высокая плотность достигается уплотнением бетонной смеси. Операции процесса формования можно условно разделить на две группы: первая включает операции по изготовлению и подготовке форм (очистке, смазке, сборке), вторая — уплотнение бетона изделий и получение их заданной формы. Не менее важны при этом и транспортные операции, стоимость которых в общих затратах может достигать 10—15%. В отдельных случаях технико-экономический анализ транспортных операций определяет организацию технологического процесса в целом. Наиболее характерным в этом отношении является изготовление крупноразмерных особотяжелых изделий — балок, ферм, пролетных строений мостов, когда вследствие значительных затрат на перемещение изготовление изделий организуют на одном месте, т. е. принимают стендовую схему организации процесса.
В общем технологическом комплексе изготовления железобетонных изделий операции формования занимают центральное и определяющее место. Все другие операции — приготовление бетонной смеси, подготовка арматуры — являются в какой-то степени подготовительными и могут выполняться вне площадки данного предприятия железобетонных изделий; бетонная смесь может быть получена централизованно с бетонного завода, арматурные изделия — из центральной арматурной мастерской района. Такая организация завода железобетонных изделий чрезвычайно выгодна в технико-экономическом отношении: стоимость и бетонной смеси и арматуры значительно ниже, чем при изготовлении их на заводе железобетонных изделий, так как мощность бетоносмесительных и арматурных цехов централизованного назначения во много раз выше, чем этих же цехов завода железобетонных изделий. А если выше мощность, то и более совершенной может быть организация технологического процесса: оказывается выгодным применение автоматических линий и высокопроизводительного оборудования, существенно повышающих производительность труда, снижающих стоимость продукции и улучшающих ее качество. Однако подавляющее большинство заводов железобетонных изделий отказывается от такой рациональной организации технологического процесса, так как возможны нарушения в доставке необходимых полуфабрикатов; это тем более важно, если учесть, что создать запас бетонной смеси более чем на 1,5—2 ч работы формовочных линий невозможно — смесь начнет твердеть.
Производство железобетонных изделий
229
Формы и смазочные материалы
Для изготовления железобетонных изделий применяют деревянные, стальные и железобетонные, а иногда металложелезобетонные формы. Следует отметить, что вопрос выбора материала форм весьма принципиален как в техническом, так и в экономическом отношении. Потребность в формах завода сборного железобетона огромна. Объем форм на большинстве заводов должен быть не менее объема выпускаемых заводом изделий в течение суток при искусственном твердении и в 5—7 раз больше при естественном их вызревании. В ряде случаев потребность в формах определяет общую металлоемкость производства (вес единицы металла к единице выпускаемой продукции), существенно влияющую на технико-экономические показатели предприятия в целом. При этом надо учитывать также то, что формы работают в наиболее тяжелых условиях: систематически они подвергаются сборке и разборке, очистке приставшего к ним бетона, динамическим нагрузкам при уплотнении бетонной смеси и транспортировании, действию влажной (пар) среды в период твердения изделий. Все это неизбежно отражается на продолжительности их службы и требует систематического пополнения парка форм.
Если иметь в виду единовременные затраты на организацию завода железобетонных изделий, то деревянные формы оказываются наиболее выгодными, однако срок службы их и качество изделий, получаемых в таких формах, невысоки: оборачиваемость деревянных форм в производстве не превышает десяти, после чего формы теряют необходимую жесткость, нарушаются их размеры и конфигурация формовочной емкости. Срок службы металлических форм в несколько раз выше деревянных и, таким образом, эксплуатационные затраты при использовании металлических форм в конечном итоге оказываются ниже, чем при использовании деревянных, хотя и высоки были первоначальные затраты. Но это справедливо для организации массового выпуска однотипных железобетонных изделий. При изготовлении же изделий одного типоразмера в небольшом объеме целесообразным может оказаться применение именно деревянных форм как более дешевых: изготовление их возможно непосредственно на заводе железобетонных изделий. Таким образом, и в данном случае необходим технико-экономический анализ производства, результаты которого позволят выбрать рациональное решение.
Металлические формы наиболее характерны для специализированных предприятий сборного железобетона. Долговечность, длительное сохранение своих размеров, простота сборки и разборки, высокая жесткость, исключающая деформацию изделий в процессе изготовления и транспортирования, — вот достоинства металлических форм, определившие их широкое применение. Недостатки металлических форм заключаются в том, что они существенно повышают металлоемкость предприятия, ухудшая этим технико-экономические показатели проекта.
Удельная металлоемкость форм зависит от вида формуемых в них изделий и схемы организации процесса формования. Наименьшая металлоемкость при стендовом способе. При формовании изделий на плоских стендах удельная металлоемкость составляет 300—500 кг веса металла форм на каждый 1 м3 объема изделий. При изготовлении изделий в перемещаемых формах по поточно-агрегатной технологии металлоемкость составляет в среднем 1000 кг/м3 для плоских изделий (панели, настилы) и 2000—3000 кг/мг для изделий сложного профиля (лестничные марши и площадки, балки и прогоны таврового сечения, ребристые панели). Наибольшая металлоемкость форм характерна для формова¬
230
Глава VII. Железобетонные изделия
ния по конвейерной схеме, когда изделия формуются на вагонетках-поддонах: она достигает 7000—8000 кг металла на каждый 1 мг формуемого в них изделия, т. е. вес формы в 3 раза и более превышает вес изделия в форме. Этот технико-экономический показатель и явился причиной отказа от дальнейшего развития конвейерной технологии и прекращения строительства заводов с такой технологической схемой.
Металложелезобетонные формы, мало еще распространенные, занимают промежуточное место в технико-экономических показателях: первоначальные затраты на их изготовление оказываются не ниже, чем металлических, но они отличаются в 1,5—2 раза большим весом, что сказывается на транспортных расходах. Достоинство металложелезобетонных форм заключается в том, что они позволяют сократить в 2—3 раза затраты металла на изготовление формы: металл расходуется только на бортовую оснастку формы, тогда как поддон, отличающийся наибольшей металлоемкостью (он должен иметь высокую жесткость), изготовляется железобетонным.
Независимо от материала к формам предъявляются следующие общие требования:
обеспечение изделиям необходимых форм и размеров и сохранение их в процессе всех технологических операций;
минимальный вес по отношению к единице веса изделия, что достигается рациональной конструкцией форм;
простота и минимальная трудоемкость сборки и разборки форм; высокая жесткость и способность сохранить свои форму и размеры прй динамических нагрузках, неизбежно возникающих прй транспортировании, распалубке изделий и сборке форм.
Особое значение для качества изделий и сохранности форм имеют качество и правильный выбор смазочных материалов, предназна*1ённых препятствовать сцеплению бетона с материалом формы. Смазка должна хорошо удерживаться на поверхности формы в процессе всех технологических операций, обеспечивать возможность ее мехайизйровакиого нанесения (распылением), полностью исключать сцепленИе бетона изделия с формой и не портить внешнего вида изделий. Этим треббваниям в значительной степени удовлетворяют смазочные материалы следующих составов:
масляные эмульсии с добавкой кальцинированной соды; масляные смазки — смесь солярового (75%) и веретенного (25%) масел или 50% машинного маСла и 50% керосина;
мыльно-глиняНые, мыльно-цементные и другие водные сусйензии Тонкодйсперсных материалов, например мела, графита.
Особенности формования и изготовления изделий различными способами
Стендовый способ. Формование изделий при стендовом спЬсобе, т. е. в неперемещаемых формах, осуществляется на плоЬких стендах, в Matpn^x и в кассетах.
Формование на плоских стендах. Плоский стенд пред<стйвЛяет Ыбой бетонную гладкую отшлифованную площадку, разделенную на отдельные формовочные Линии. В теле бе+Ьна площадки Закладывают отопительные приборы в виде труб, по которым пропускаю* пар, горячую воду, или же в них располагают электроспирали. Перед формованием на стенде собирают переносные формы, в которые после Ьмазки укладывают арматуру и подают бетонную смесь из бетоноукладчика, перемещающегося по рельсам над каждой линией. По citoCody Органй-
Производство железобетонных изделий
231
зации работы плоские стенды подразделяются на протяжные, пакетные и короткие.
Протяжные стенды получили такое название потому, что стальная проволока, сматываемая с бунтов, расположенных в торце стенда, с помощью крана или специальной тележки протягивается по линии формо-
Рис. 79. Протяжный стенд для изготовления предварительно напряженных струнобетонных балок / — бухтодержатель с проволокой; 2 — натяжное устройство; 3 — тележка для передачи арматуры; 4 — бетоноукладчик; 5 — установка для натяжения арматуры; 6 — траверсная тележка
Рис. 80. Пакетный стенд типа 6248
/ — катушка бухтодержателя; 2 — направляющий ролик; 3 — тормозное устройство; 4 — гидравлический пресс; 5 — конвейер протягивания: 6 — тележка для транспортирования пакетов; 7 — упорные конструкции стенда; 8 — натяжные устройства (захваты); 9 — распределительная диафрагма; 10 — натяжная машина; 11 ■— насосная стаиция; 12 — напрягаемая арматура; 13 — формы с изделиями
вания к противоположному торцу стенда, где Закрепляется на упорах (рис. 79). Эти стенды используют для изготовления длинномерных изделий с большими поперечным сечением и высотой, а также для изготовления изделий, армированных стержневой арматурой. В настоящее время наиболее механизированным является стенд тийа ГСИ (6242), расположенный в неглубоком лотке. Изделия на этом стенде изготовляют следующим образом. Бунты с проволокой размещаются в створе формуемых изделий, а концы проволок с помощью клиньев закрепляются в захватах, установленных на специальных тележках. Затем краном или лебедкой, установленными на противоположном конЦе стенда, тележка
232
Глава 17/. Железобетонные изделия
перемещается, увлекая за собой разматывающуюся с бунта проволоку. В конце стенда захват вместе с арматурными проволоками снимают и закрепляют на упорах. Натяжение арматуры (от 2 до 10 проволок одновременно) осуществляют домкратами, после чего укладывают и уплотняют бетонную смесь. Способ уплотнения выбирают в зависимости от вида формуемых изделий — поверхностными, глубинными и навесными вибраторами. После уплотнения бетонной смеси изделие укрывают,
Рис. 81. Стендовая силовая форма для изготовления железобетонных балок длиной 18 м
а—-разрез по основанию стенда; б — план; в — поперечный разрез: 1 — железобетонный стенд; 2 — торцовые упоры; 3 — поддон с коробами для образования проемов в полке балок; 4 — разделительный съемный вкладыш между двумя балками; 5 — бортовая опалубка; 6 — винты для передвижки и раскреплений бортоснастки; 7 — торцовые борта формы; 8 — шарнирные съемные рамки (ваймы); 9 — вкладыши для образования проемов; 10 — стенд для электронагрева арматурных стержней
подают пар и проводят термовлажностную обработку по заданному режиму.
Пакетные стенды (рис. 80) отличаются от протяжных тем, что проволочная арматура собирается в пакеты (пучки) на специальных пакетных столах или установках. После сборки пакета из необходимого количества проволок, которые закрепляют по концам специальными зажимами, пакет переносят на линию стенда и закрепляют на упорах. Дальнейшие операции изготовления изделий на пакетных стендах те же, что и на протяжных стендах. Пакетные стенды используют для получения изделий с небольшим поперечным сечением, а также изделий, изготовляемых из отдельных элементов с последующим натяжением арматуры на затвердевший бетон.
Короткий стенд состоит из отдельных стационарных формовочных постов в виде силовых форм (рис. 81), предназначенных для изготовления предварительно напряженных железобетонных ферм, балок и других конструкций для промышленного строительства. Стенды могут быть одноярусными, когда формование изделий осуществляется по высоте в один ряд, и многоярусными (пакетными), когда изделия формуют в несколько рядов по высоте. Вся технология изготовления изделий — подготовка стенда, натяжение арматуры, укладка и уплотнение бетонной смеси, тепловая обработка и, наконец, распалубка изделий — осуществляется теми же методами, что и при изготовлении изделий на длинных стендах. Однако преимуществом короткого пакетного стенда по сравне¬
Производство железобетонных изделий
233
нию с длинным является более полное использование производственной площади цеха.
Формование в кассетах. При кассетном способе формование и твердение изделий осуществляются в неподвижной вертикальной форме-кассете (рис. 82). Кассета представляет собой ряд отсеков, образованных стальными или железобетонными вертикальными стенками, в каждом из которых формуется одно изделие. Таким образом, количество изде-
Рис. 82. Кассетно-формовочная машина
/ — опорная рама; 2 = вертикальные разделительные стенки кассеты: 3 — цепь распалубочного устройства; 4 — гидроцилиндр для привода распорных рычагов; 5 — упоры для обжатия кассеты; 6 — роликовые опоры разделительных стенок; 7«— навесной вибратор; 8 — гасител^(циклон) для бетонной смеси при ее пневмотранспорте; 9 — гибкий шланг для загрузки смеси в формы; 10 — подводка пара в тепловые отсеки; 11 — бетонопровод
лий, одновременно формуемых в кассете, соответствует числу отсеков. Это существенно повышает производительность труда, а изготовление изделий в вертикальном положении резко сокращает производственные площади, что является важнейшим преимуществом кассетного способа. Бетонную смесь подают к кассетной установке насосом по бетоноводу, а затем через гаситель по гибкому шлангу она поступает в отсек, в который заранее укладывается арматура. Уплотняют смесь навесными и глубинными вибраторами. Кассета имеет специальные паровые рубашки для обогрева изделий в период их температурно-влажностной обработки. Для этой цели можно использовать и отдельные отсеки, а также электропрогрев изделий. По достижении бетоном заданной прочности стенки отсеков кассеты несколько раздвигаются механизмом, и изделие краном извлекается из кассеты.
При поточно-агрегатном способе укладку арматуры и бетонной смеси в форму и уплотнение смеси производят на одном технологическом посту, а твердение изделий — в специальных тепловых аппаратах (пропарочных камерах или автоклавах), т. е. общий технологический процесс расчленяется по операциям (рис. 83). Собранная и смазанная форма с уложенной в нее арматурой устанавливается на виброплощадку, бетоноукладчиком заполняется бетонной смесью, и включается виброплощадка. Отформованное изделие вместе с формой краном переносят в пропарочную камеру, а затем, после осмотра ОТК, на тележке вывозят на склад. Бетонная смесь из бетоносмесительного отделения к бетоноукладчикам поступает по эстакаде. На каждой линии дополнительно предусмотрены посты отделки изделий, укладки арматуры, рас-
Рис. 83. Схема агрегатно-поточного метода производства сборных железобетонных изделий
1 — раскрытие бортов формы с пропаренной панелью; 2 — съем прижимного щита кантования панелей; 3 — чистка н смазка формы; 4— заполнение формы арматурным каркасом, закладными деталями, столярным блоком и установка прижимного щита; $ — заполнение формы легким бетоном и уплотнение на виброплощадке с пригрузом; в — передача формы с панелью на траверсную гележку; 7 — самоходные тележки цля раздачи бетонной и растворной смесей; 8 — кран-укосина с прижимным щитом; 9 — нанесение декоративного слоя; 10 — осмотр фактуры цветного раствора; 11 — панель, направляемая на доводку н комплектацию; 12 — пост технического контроля и строповки формы для отправки в пропарочную камеру; 13 — мостовой кран; 14 — ямные пропарочные камеры
Рис. 84. Схема конвейерного способа производства панелей наружных стен
1 — передаточная тележка;
2 — чистка и смазка форм;
3— укладка фактурного слоя;
4—укладка арматурного кар¬
каса, закладных деталей и столярных блоков; 5—вибронасадка; 5— вибрирование с пригрузом; 7 — укладка бетона; 8 — технический «контроль; 9 — подъемник многоэтажных камер пропаривания; 10 — камеры термоо(фаботки; 11 — снижатель;
12 — кантователь; 13 — отделение комплектации
Производство железобетонных изделий
235
палубки фррм, их очистки и смазки. Отдельные посты могут быть объедвдены, а пост отделкц изделий перенесен к месту распалубки.
Коцвецерцый способ от поточно-агрегатного отличается большой расчлененностью технологических операций по отдельным специализированным постам. Цсего таких постов на конвейерной лини^ др девяти: распалубка изделир, чистка и смазка форм, осмотр форм, укладкц арматуры и зд^ладцых деталей, укладка бетонной смеси, уплотнение бетонной ciyiecH, выдержка изделий перед тепловой обработкой (рис. 84). Изделия формуют на вагонетках-поддонах, оснащенных специальной ос-
Рис. 85. Вибропрокатный стан
а — общий вид; б — технологическая схема: 1 — кантователь; 2 — обгонный конвейер;
3 — накрывной транспортер; 4 — прокатный стан; 5 — калибрующая секция; 6— 'бетономешалку; 7 — приемная (головная) секция; # —прижимные валки с пневмоцнлнидрами;
9 — вибробалка; 10 — виброрбйка; // — фреза; 12 — шнек предварительного перемешивания; 13 — дозаторы
насткой, образующей стенки формы. Размер поддона 7X4,5 м, что позволяет одновременно формовать одно изделие площадью 6,8X4,4 л или несколько изделий равновеликой площади, если установить на поддоне разделительные детали. В процессе выполнения операций формовочного комплекса вагонетка толкателем ритмично через каждые 12—15 мин перемещается от поста к посту по специально проложенньщ путям. Сформованное изделие подвергают затем пропариэанию в камере непрерывного действЩ, имеющей несколько ярусов по высоте. Подъем изделий с формой на верхние ярусы и спуск их после окончания тепловой о0работки осуществляется специальными подъемникамц (рнижателями), установленными со стороны загрузки и разгрузки камер. Перемещением вагонеток управляет оператор дистанциоцно с пульта управления. При этом способе предусматривается также то, что большинство операций формования выполняется и управляется дистанционно. С этой целью процесс формования максимально расчленен на отдельные операции и организованы соответствующие специализированные посты, что является необходимым фактором автоматизации производства.
Способ непрерывного формования осуществляется на вибропррратНОм стане (ррс. 85). Он имеет непрерывно движущуюся ленту, сортРЯщу^о из отдельных объемных или плоских пластин; первые обеспечивают цдлученре ребристой поверхности панелей, а вторые — гладкой. На непрерывно движущуюся ленту в начале стана укладывается арматура, затем на следующем участке подается бетонная смесь и уплотняется
236
Глава VII. Железобетонные изделия
вибрированием и частично прокатом калибрующими валками; последние позволяют получать изделия строго постоянной толщины и с гладкой поверхностью. Сформованное изделие по мере движения ленты поступает в зону тепловлажностной обработки и после двухчасового пропаривания в готовом виде сходит с ленты и направляется на склад. Скорость движения ленты стана до 25 м/ч. При наибольшей ширине изделия 3,2 м производительность достигает 80 м2/ч. Это самый производительный и автоматизированный способ производства панелей.
4. ТВЕРДЕНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Твердение отформованных изделий — заключительная операция технологии сборного железобетона, когда изделия приобретают требуемую прочность. Последняя может быть равна марке бетона для одних изделий или быть меньше ее для других. Так, прочность бетона изделий при отгрузке их потребителю должна быть равна: не менее 70% марочной (28-суточной) прочности для изделий из бетона на портландцементе или его разновидностях и 100%-ной для изделий из силикатного (известково-песчаного) или ячеистого бетона. Однако для некоторых изделий из портландцементного бетона отпускная прочность должна превышать 70%. Например, прочность бетона шпал для железных дорог должна быть равна марке пролетных строений мостов—не менее 80% от марки. Допускаемое снижение отпускной прочности изделий определяется исключительно экономическими соображениями, так как в этом случае сокращается продолжительность производственного цикла и соответственно повышается оборачиваемость средств. При этом имеется в виду, что прочность, недостающую до марочной, изделия наберут в процессе их транспортирования и монтажа и к моменту загружения эксплуатационной нагрузкой прочность их будет не ниже проектной (марочной).
В зависимости от температуры среды различают следующие три принципиально различных режима твердения изделий:
нормальный — температура 15—20° С;
тепловая обработка при температуре до 100° С при нормальном давлении;
автоклавная обработка — пропаривание при повышенном давлении пара и температуре среды выше 100° С.
Независимо от режима твердения относительная влажность среды должна быть близкой 100%, иначе изделия сохнут, а это приводит к замедлению или прекращению роста их прочности, так как твердение бетона есть в первую очередь гидратация цемента, т. е. взаимодействие цемента с водой.
Нормальные условия твердения достигаются в естественных условиях без использования каких-либо тепловых аппаратов и затрат тепла. Это важнейшее технико-экономическое преимущество естественного способа твердения, отличающегося простотой в организации и минимальными капитальными затратами. В то же время способ экономически оправдан может быть только в исключительных случаях. В естественных условиях изделия достигают отпускной 70%-ной марочной прочности в течение 7—10 сут., тогда как при искусственном твердении (пропаривании или автоклавной обработке) эта прочность достигается в 15—20 раз быстрее — за 10—16 ч. Соответственно снижается потребность в производственных площадях, объеме парка форм, сокращается продолжительность оборачиваемости средств. Это и является причиной применения на большинстве заводов искусственного твердения.
Производство железобетонных изделий
237
В то же время стремление отказаться от последнего является актуальной проблемой современной технологии бетона. Уже имеются бетоны, которые в течение 1 сут. нормальных условий твердения приобретают до 40—50% марочной прочности. Это достигается применением высокомарочных быстротвердеющих цементов, жестких бетонных смесей, интенсивного уплотнения вибрацией с дополнительным пригрузом, применением добавок — ускорителей твердения, виброактивацией бетонной смеси перед формованием, применением горячих бетонных смесей. Дальнейшее развитие работ в этом направлении позволит, по-видимому, в ближайшие годы отказаться в ряде случаев от искусственного тверде¬
ния. Однако в настоящее время искусственный способ твердения изделий по своим технико-экономическим показателям превосходит естественный.
Тепловая обработка при нормальном давлении. Различают несколько способов тепловой обработки железобетонных изделий при нормальном давлении: пропаривание в камерах, электропрогрев, контактный обогрев, выдержка в теплобассейнах (в горячей воде). Технико-экономическое преимущество пока еще остается за пропариванием в камерах, и этот способ применяется на подавляющем большинстве предприятий сборного железобетона.
Пропаривание осуществляют в камерах периодического и непрерывного действия. В последних свежесформованные изделия непрерывно поступают на вагонетках, и также непрерывно с противоположного конца туннеля камеры выходят готовые изделия. В процессе твердения изделия в камере проходят зоны подогрева, изотермического прогрева (с постоянной максимальной температурой пропаривания) и охлаждения. В принципе камеры непрерывного действия, как и вообще всякое непрерывно действующее оборудование, обеспечивают наиболее высокий съем продукции с единицы объема. Однако в данном случае необходимость применения вагонеток и механизмов для перемещения изделия, а также ряд конструктивных сложностей и неполадок в теплотехническом отношении туннельных камер не позволяют широко применять этот вид пропарочных камер. Применяются они только при конвейерном способе производства и вряд ли получат дальнейшее развитие. Перспективными являются вертикальные камеры непрерывного действия.
Среди камер периодического действия основное применение находят камеры ямного типа (рис. 86) глубиной примерно 2 м и на 0,5—0,7 м выступающие над уровнем пола цеха. Размер камеры в плане соответствует размеру изделий или кратен им. Наиболее выгодным является размер камеры, соответствующий размеру одного изделия в плане, так
7— паропровод из котельной; 2 и 3 — нижняя и верхняя перфорированные трубы подводки пара; 4 — уплотнение;
5 — водопроводная труба;
6 — трубопровод подогретой
Рис. 86. Пропарочная камера системы Л. А. Семенова
воды
J A" aj> S® %•"* *** \
238
Глава VII. Железобетонные изделия
как загрузочная емкость камеры наименьшая и минимальным оказывается непроизводительный простой камеры под загрузкой. Однако при этом возрастает количество камер. Технико-экономическим анализом этих двух показателей (положительного и отрицательного) установлено* что наиболее выгодным оказывается размер камеры в плане, соответствующий размеру двух изделий.
Стенки камеры выкладывают из кирпича или делают бетонными. Сверху камеру закрывают массивной крышкой с теплоизоляционным слоем, предупреждающим потери тепла. Для предупреждения выбивания пара в стенках камеры сверху ее предусмотрена канавка, засыпаемая песком или заливаемая водой, в которую входят соответствующие выступы на крышке камеры. Это создает затвор, препятствующий выбиванию пара из камеры. Изделия в камеру загружают сверху краном в несколько рядов по высоте. Если изделия загружаются в форме, то каждый верхний ряд устанавливается на стенки нижележащей формы (через деревянные прокладки). Если изделия формуют с частичной немедленной распалубкой, то они поступают в камеру только на поддоне. В этом случае поддон с изделием устанавливается на специальные откидывающиеся выступы, предусмотренные на стенках каМеры.
Режим пропаривания в камерах характеризуется продолжительностью подъема температуры, выдержкой при максимальной температуре и продолжительностью охлаждения, а также наибольшей температурой в период изотермического прогрева. Применяют самые разнообразные режимы твердения в зависимости от свойств цемента и его вида, свойств бетонной смеси (жесткая или подвижная), вида бетона (тяжелый или легкий), размеров изделий (тонкие или массивные). В качестве усредненного можно привести следующий режим: подъем температуры со скоростью 25—35 град/ч, снижение температуры со скоростью 30— 40 град/ч, изотермическая выдержка в течение 6—8 ч и максимальная температура нагрева 80—90° С. Таким образом, общая продолжительность пропаривания для изделий на обыкновенном портландцементе в среднем составляет 12—15 ч. Как видно, твердение изделий — наиболее продолжительная операция, в десятки раз превышающая все другие (например, формование одного настила длится 12—15 мин, а стеновой панели, ймеющей отделочный слой, не превышает 20—25 мин). Это делает необходимым изыскание путей для снижения продолжительности пропаривания, для чего необходимо знать факторы, его определяющие.
В первую очередь на режим твердения оказывает влияние вид цемента. Применение быстротвердеющих цементов (алитовых и алитоалюминатных портландцементов) позволяет примерно в 2 раза сократить Продолжительность изотермической выдержки. Кроме того, оптимальная температура прогрева изделий на этих цементах оказывается в пределах 70—80° С, что также существенно сокращает время, потребное на нагрев и охлаждение. В совокупности общая продолжительность тепловой обработки изделий на алитовых и алитоалюминатных быстротвердеюЩйх портландцементах снижается до Й—10 ч, а прочность бетона достигает 70—80% марочной.
Медленнотвердеющие цементы (пуццолановые и шлакопортландцементы) требуют более продолжительной изотермической выдержки (до
10—14 ч) и более высокой температуры изотермического прогрева (до 95—100°С), а общая продолжительность пропаривания изделий, приготовленных из бетонов на этих цементах, составляет 16—20 ч. Применение жестких бетонных смесей, имеющих низкое начальное водосодержанйе, позволяет на 15—20% уменьшить продолжительность пропаривания. Если учесть, что дополнительные затраты энергии и труда на
Производство железобетонных изделий
239
формование жестких смесей не превышают 10—15% и компенсируются снижением расхода цемента, то экономическая целесообразность применения жестких смесей становится очевидной и в данном случае. Изделия из легких бетонов, как медленно прогревающиеся вследствие повышенных теплоизоляционных качеств, требуют и более продолжительного режима тепловой обработки.
Наряду с отмеченными выше путями ускорения твердения бетона при пропаривании, сравнительно недавно предложен еще один способ — применять для формования предварительно подогретые до 75—85° С бетонные смеси. Нагревают их электрическим током Ь течение 8—12 мин. Способ получил название горячего формования. Таким образом, изделия поступают в камеру в подбгретом виде и не требуют времени на их подогрев до максимальной температуры пропаривания. Способ предусматривает вообще отказ От пропаривания, и свежесформованные Горячие изделия укрывают для предотвращения потери Тепла (способ термоса) и оставляют в таком виде в течение 4—6 н; за это время бетон набирает необходимую прочность.
Электропрогрев изделий. По своей технологии и санитарно-гигиеническим условия^ производства электропрогрев изделий имеет несравнимое преимущество перед всеми другими способами нагрева. Развитие его тормозит недостаток и все еще высокая стоимость электроэнергии: расход электроэнергии при электротермической обработке бетона в среднем составляет 80—100 квт*ч на 1 м3 изделий.
Электропрогрев изделий достигается при прохождении переменного тока через бетон. Последний, обладая электрическим сопротивлёнием большим, чем подводящие к нему ток электроды, но в то же время имеющий некоторую электропроводность, разогревается в результате преобразования электрической энергии в тепловую. Количество тепла, выделяющегося в бетоне при прохождении через него электрического тока* в соответствии с законом Джоуля — Ленца прямо пропорционально затраченной электроэнергии в единицу времени (времени прохождения тока) и тепловому эквиваленту работы. Это количество теплё может быть вычислёно по формуле
Q = 0,864 I2Rt ккал,
где / — сила тока в a; R — сопротивление бетона в ом\ t— время в ч.
Так как произведение IR равно напряжению, & произведение напряжения на силу тока характеризует электрическую мощность Р (ет), то количество тепла, .выделяемого при прохождении тока через бетон, может быть выражено более простой формулой
Q = 0,864 Pt ккал,
т. е. 1 вт*ч электроэнергии выделяет 0,864 ккал тепла, а 1 квт*ч даст 864 Ккал тепла.
Электропрогреву в открытых формах подвергают йзделия массивные, так как тонкостенные изделия (тонкостенное перегородки, панели) при этом могут пересыхать и их целесообразно прогревать электрическим током в кассетах. Напряжение тока в начале электропрогрева принимают равным 65—90, а в конце — до 150—220 в. По мере отвердения электропроводность бетона понижается, и для прохождения электрического тока требуется большее напряжение.
Контактный обогрев изделий достигается путем непосредственного контакта их с нагревательными приборами, например обогреваемыми стенками формы, основанием стенда. При этом изделие плотно укрывают, чтобы предупредить потери испаряющейся из него влаги в окру¬
241
Глава VII. Железобетонные изделия
жающую среду. Необходимая влажность вокруг изделия достигается за счет избыточно введенной в бетон воды, т. е. сверх потребной на твердение цемента; она всегда присутствует в бетоне и вводится, как говорилось ранее, для получения удобоукладываемой смеси. В качестве теплоносителя применяют острый пар, горячую воду, нагретое масло. Наиболее эффективно применение контактного обогрева для тепловой обработки тонкостенных изделий при достаточной их герметизации, например в кассетах, в которых изделие заключено в узкие, но глубокие отсеки.-В этом случае возможен очень быстрый подъем температуры до максимальной (за 15—30 мин) без нарушения структуры бетона. Кроме того, образуется насыщенная паровая среда с давлением пара, несколько большим, чем атмосферное, что весьма благоприятно сказывается на процессах твердения бетона.
Температурная обработка в термобассейнах применяется в том случае, когда требуется получить изделие высокой плотности и водонепроницаемости (трубы, кровельные материалы). Твердение в горячей воде создает наиболее благоприятный режим. Предварительно отвердевшие изделия помещаются в бассейн с горячей водой и выдерживаются в нем до приобретения необходимой прочности. По своим техникоэкономическим показателям этот способ имеет ряд преимуществ: низкий расход тепла обеспечивает наиболее благоприятные условия твердения бетона. Но весьма важный недостаток способа — необходимость последующей сушки изделий — является причиной практического отказа от обработки изделий в термобассейнах.
Автоклавная обработка. Скорость большинства химических реакций, в том числе и взаимодействия цемента с водой, обеспечивающая твердение бетона, возрастает с повышением температуры и в тем большей степени, чем выше температура; кроме того, для твердения бетона необходима влажная среда. Сочетание этих двух факторов успешно достигается при обработке изделий паром высокого давления. С повышением давления соответственно возрастает температура насыщенного пара. При нормальном давлении температуру насыщенного пара (100%-ная относительная влажность среды) выше 100°С получить нельзя. Сверх этой температуры относительная влажность среды будет меньше 100% и помещенные в нее бетонные изделия начнут высыхать. Наиболее распространенный режим автоклавной обработки при давлении пара 8—12 атм. Температура насыщенного пара при этом примерно равна 170—200°С. При такой температуре получают изделия с марочной прочностью бетона в течение 8—10 ч, что дает большой техникоэкономический эффект.
Важным достоинством автоклавной обработки бетона является то, что при таких высокотемпературных условиях песок, будучи инертным при нормальной температуре и пропаривании, становится активным, энергично взаимодействуя с известью, и обеспечивает получение бетона прочностью 200 кГ/см2 и более. Это позволяет широко использовать дешевые бесцементные известково-песчаные бетоны для изготовления способом автоклавной обработки прочных, водостойких и долговечных изделий. Оборудование, применяемое для этой цели, не отличается от рассмотренного в главе V — основным агрегатом служит автоклав.
При использовании портландцементов обычно применяют медленнотвердеющие цементы. Их преимущество в данном случае не только в несколько пониженной стоимости, но и в большом приросте прочности, получаемом при автоклавной обработке, по сравнению с другими видами портландцементов. Кроме того, в автоклавных портландЦементных бетонах часть цемента (до 30—40%) может быть успешно заменена
Производство железобетонных изделий
241
молотым песком. При этом прочность бетона не только не снижается, но даже наблюдается повышение его физико-механических показателей, что имеет большое технико-экономическое значение.
5. ОТДЕЛКА ПОВЕРХНОСТИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ
Способ отделки поверхностей железобетонных изделий надо выбирать с учетом целого ряда требований, которые могут быть продиктованы климатическими, архитектурными и другими условиями его службы. Отделка должна быть долговечной и защищать бетон изделия от атмосферных и агрессивных воздействий, а также отвечать архитектурно-декоративным требованиям.
В настоящее время поверхности можно отделывать с использованием окрасочных составов, облицовочных материалов и цветных бетонов. Окрасочные составы должны быть водостойкими, долговечными и устойчивыми против выцветания. Это силикатные, цементные и полимерные краски. Силикатные краски приготовляют из жидкого стекла, минеральных красящих веществ (пигментов) и наполнителей, цементные краски — из белого цемента с минеральными красящими веществами, перхлорвиниловые (полимерные) краски — из минеральных красящих веществ, разбавленных перхлорвиниловым лаком. Краски на поверхность железобетонных изделий наносят пистолетом-распылителем за 2 или 3 приема, в зависимости от цвета используемого красящего вещества и консистенции раствора. Окрашивать поверхности надо при положительных температурах.
К облицовочным материалам, предназначенным для отделки бетонных и железобетонных изделий, наряду с архитектурно-декоративными требованиями предъявляются требования высокой прочности и долговечности в условиях переменных атмосферных воздействий. В настоящее время в качестве облицовочных материалов используют плитки из природных каменных материалов, керамические, асбестоцементные, стеклянные, плиты и блоки из цветного бетона, гофрированные листы из алюминия.
Плитки из природных каменных материалов — наиболее долговечный, обеспечивающий разнообразную гамму цветов материал, получаемый в результате распиловки мраморов, гранитов, лабрадоритов, кварцитов, известняков и других окрашенных горных пород. Бетонные плитки изготовляют на специальных гидравлических прессах из цветного бетона. Большое распространение при отделке железобетонных панелей получили керамические облицовочные плитки, обладающие высокими декоративными свойствами; кроме того, они хорошо сцепляются с бетоном и отличаются индустриальностью производства. Плитки выпускаются различных размеров: крупноразмерные (10X10 и 10>< Х20 см) и мелкоразмерные (ковровые, 48x48 мм). При производстве крупноразмерных железобетонных панелей облицовка из ковровых плиток оказывается менее трудоемкой и более производительной, чем облицовка крупноразмерными плитками, укладываемыми поштучно вручную. На ленинградском ДСК-2 для облицовки панелей используются стеклянные облицовочные плитки размером 2x2 см,, которые наклеиваются на картон заданных размеров. Для увеличения сцепления стеклянной поверхности плитки с раствором или бетоном ее тыльная поверхность покрывается кремнийорганическими составами типа ВН-30, обладающими хорошей адгезией к стеклу. Стеклянные плитки выпускаются различных цветов — от белого до черного.
В качестве облицовочных материалов для отделки железобетонных
242
Глава VII. Железобетонные изделия
стеновых панелей могут использоваться также цветные цементные плитки и алюминиевые листы, последние обладают высокой атмосфероустойчивостью и прочностью и хорошими архитектурно-декоративными свойствами. Для этих же целей пригоден и цветной бетон. Для его получения используют неорганические минеральные краски, обладающие высокой щелочестойкостыо и атмосферостойкостью. Красную, желтую и коричневую окраску бетона получают добавлением пигментов из окислов железа, зеленую — введением зеленой окиси или гидроокиси хрома.
в. ПРИЕМКА и ИСПЫТАНИЕ ЖЁЛЁЗОВЕТОННЫх ЙЗДЕЛИЙ
Железобетонные изделия принимают партиями, состоящими из однотипных изделий, изготовленных по одной технологии в течение не более 10 сут. В зависимости от объема изделий количество их в партии устанавливается техническими условиями и не должно превышать следующих размеров:
В процессе приемки наружным осмотром проверяют внешний вид изделий, отмечают наличие трещин, раковин и других дефектов. Затем с помощью измерительных линеек и шаблонов проверяют правильность формы и габаритные размеры изделий. Если при контрольных замерах изделия обнаруживаются отклонения по длине или ширине, превышающие допускаемые, изделие бракуется.
При приемке изделий определяется и прочность бетона, которая устанавливается по результатам испытания контрольных образцов и готовых изделий. Контрольные образцы с ребром 10, 15 и 20 см должны изготовляться в металлических разъемных формах в количестве не менее 3 шт. не реже 1 раза в смену, а также для каждого нового состава бетонной смеси.
Бетонную смесь в образцах уплотняют на стандартной виброплощадке с амплитудой 0,35 мм и частотой 3000 кол/мин. Образцы должны твердеть в тех же условиях, что и изделия. Предел прочности бетона определяется после испытания образцов на гидравлических прессах и вычисляется как среднее арифметическое значение результатов испытания трех образцов.
Испытание готовых железобетонных изделий на прочность, жесткость и трещиностойкость производят согласно ГОСТам и техническим условиям. Изделия для испытаний отбирают в количестве 1 % от каждой партии, но не менее 2 шт., если в партии менее 200 шт. изделий. Испытание проводят на специальных испытательных стендах, нагружая конструкцию гидродомкратами, штучными грузами или рычажными приспособлениями. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается). В последнее время для определения прочности бетона в конструкциях Пользуются физическими и механическими методами, не разрушающими изделия.
К физическим методам относятся ультразвуковые и радиометрические. Механические методы базируются на определении величины упругой или пластической деформации. Приборы для этих методов подразделяются на приборы, основанные на принципе упругого oTckdка, и приборы, основанные на принципе внедрения наконечника в бетон. В первом случае прочность бетона оценивается по величине упругого
до 0,1 мв
1000 шт. 700 » 300 » J50 > 100 »
0,1—0,3 ».
0,3—1 » .
1,0—2 ».
свыше 2 » .
0,3—1
Производство ясслеэобетонных изделий
243
отскока бойка от поверхности бетона, во втором характеризуется величиной отпечатка на поверхности бетона. Приборы этой группы получили широкое применение в строительстве.
7. ПУТИ ДАЛЬНЕЙШЕГО ПРОЙЗЙОДСТ&А СВОРНОГО ЖЕЛЕЗОБЕТОНА
В последнее время выпуск сборного железобетона в СССР растет особенно быстрыми темпами. В 1970 г. его выпуск составил 85 млн. м3, т. е. на 70% больше, чем в 1964 г. В текущем пятилетии сборный железобетон, как основа индустриализации строительства, получает дальнейшее развитие. На развитие производства сборного железобетона выделяется в общей сложности более 800 млн. руб. и очень важно правильно использовать эти большие средства при проектировании новых и реконструкции действующих предприятий. Исключительно большое значение при этом имеет выбор рациональной технологической схемы производства железобетонных изделий в зависимости от мощности проектируемого завода, номенклатуры выпускаемой продукции, вида армирования, габаритов изделий и других факторов.
При выборе технологической схемы производства цеха формования и пропаривания необходимо учитывать номенклатуру выпускаемых изделий и объемы производства, определяемые рациональным радиусом перевозки готовой продукции. Для мелкосерийного производства железобетонных изделий на заводах малой и средней мощности наиболее выгодным оказывается агрегатный способ производства. При несложном технологическом оборудовании, небольших производственных площадях и небольших затратах на строительство этот способ дает возможность получать высокий съем готовой продукции с 1 м2 производственной площади цеха. Метод также позволяет оперативно осуществлять переналадку оборудования и переходить от формования одного вида изделий к другому без существенных затрат. Производительность формовочного агрегата зависит от вида и размеров формуемых изделий и изменяется при таком переходе, что вызвано изменением продолжительности цикла формования изделий, который может колебаться в большом диапазоне — 5—40 мин.
Поточно-агрегатный способ наиболее распространен в современной технологии сборного железобетона.
По капитальным затратам преимущество остается за стендовым способом при формовании изделий на горизонтальных стендах. Простота оборудования, незначительная его энергоемкость, возможность легкого перехода на выпуск изделий самых разнообразных типоразмеров, минимальное количество транспортных операций — основные достоинства этого способа. Однако при горизонтальном формовании изделия на стендах оказывается значительной потребность в производственных площадях. Низкий уровень механизации обусловливает высокую трудоемкость, в 2—3 раза превышающую, например, трудоемкость изготовления изделий по поточно-агрегатной технологии. Применение маломощных переносных вибраторов возможно для уплотнения бетонной смеси с высокой подвижностью, что вызывает перерасход цемента. Все эти факторы исключили целесообразность организации производства изделий массового выпуска (плиты и панели перекрытий, панели и блоки стей, фундаментные блоки и плиты) по стендовой технологии. Однако при небольшом среднегодовом объеме таких изделий стендовый способ может оказаться наиболее рациональным; целесообразен он и при организации производства железобетонных изделий на временных полигонных установках.
244
Глава VII. Железобетонные изделия
Рациональность применения стендового способа возрастает с увеличением веса и размера изделий, перемещение которых по отдельным технологическим постам обусловливает большие затраты или практически трудно осуществимо. Это относится к фермам и балкам длиной 18 м и более, пролетным строениям мостов весом до 100 т и выше, аркам и другим уникальным элементам сборного железобетона значительного веса. Этим определяются технико-экономические преимущества стендового способа при изготовлении указанных изделий. Стендовая технология наиболее широко применяется на открытых полигонах мощностью до 10—15 тыс. м3/год. Важно, что при стендовом методе производства оборудование может быть легко демонтировано и также легко собрано на любом участке строительства. Производительность стенда зависит от продолжительности выдерживания изделия. В зависимости от вида изделий время, необходимое для выдерживания изделий на стенде, колеблется от 20 ч до 5 сут.
Конвейерный метод производства железобетонных изделий позволяет добиться комплексной механизации и автоматизации технологических процессов их изготовления. Организация производства по конвейерному методу обеспечивает значительное повышение производительности труда и увеличение выпуска готовой продукции при наиболее полном и эффективном использовании технологического оборудования. Однако следует отметить, что конвейерная технология требует больших капитальных вложений. Применение ее рационально на заводах с массовым выпуском изделий по ограниченной номенклатуре и минимальным количеством типоразмеров.
Изделия в кассетах изготовляют в вертикальном положении (на ребро), что оказывается весьма целесообразным при изготовлении тонких плоских изделий значительной площади (перегородки стен, панели перекрытий). Удельная потребность в площадях производственного цеха при кассетном способе самая минимальная и на небольшом участке, занимаемом кассетой, одновременно формуется до 12 изделий площадью до 12 м2 каждая. Отсутствие виброплощадок и камер пропаривания является важным достоинством способа. И все же он имеет весьма существенные недостатки. Эффективно уплотнить в кассете, имеющей глубокие отсеки, можно только смесь достаточно подвижную, а это достигается при получении бетона заданной прочности с повышенным расходом цемента. Ограниченность номенклатуры — также недостаток кассетного способа: в кассетах многосекционной конструкции можно формовать только плоские изделия сплошного сечения. Аналогичные достоинства и недостатки имеет способ изготовления изделий на вибропрокатном стане: он отличается высокой степенью механизации технологического процесса, но требует очень больших капитальных затрат.
Выбор технологической схемы и организация формования изделия определяются многими факторами, ведущими среди которых являются производственная мощность предприятия, вид и размеры изделия, техническая возможность и экономическая целесообразность механизации и автоматизации процессов, характер применяемых бетонных смесей при том или ином способе. Правильная оценка перечисленных факторов определяет, в конечном счете, рациональную технологию, наиболее выгодную для конкретных условий. При строительстве заводов сборного железобетона необходимо стремиться к максимально возможной концентрации производства, так как это позволяет шире проводить специализацию отдельных производственных линий и обеспечить наилучшее использование капиталовложений.
ГЛАВА VIII
ИСКУССТВЕННЫЕ КАМЕННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ НА ОСНОВЕ НЕОРГАНИЧЕСКИХ (МИНЕРАЛЬНЫХ) ВЯЖУЩИХ
В эту группу входят искусственные каменные необожженные изделия, которые получают из растворных или бетонных смесей на основе минеральных вяжущих веществ в процессе их формования и последующего затвердевания. В качестве заполнителей применяют кварцевый песок, пемзу, шлак, золу, древесные опилки. Для повышения прочности изделий на изгиб их армируют, используя для этой цели волокнистые материалы — асбест, древесину (в виде шерсти, дробленых отходов), бумажную макулатуру, листовую бумагу и др.
Искусственные каменные изделия можно разделить на следующие четыре группы по виду минерального вяжущего:
1) гипсовые и гипсобетонные;
2) силикатные, получаемые на основе извести с кремнеземистыми заполнителями;
3) на основе магнезиальных вяжущих;
4) асбестоцементные, изготовляемые на основе портландцемента с добавкой асбеста.
А. ГИПСОВЫЕ И ГИПСОБЕТОННЫЕ ИЗДЕЛИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Изделия на основе гипса можно получать как из гипсового теста, т. е. из смеси гипса и воды, так и из смеси гипса, воды и заполнителей. В первом случае изделия называют гипсовыми, а во втором — гипсобетонными.
Вяжущими для изготовления гипсовых и гипсобетонных изделий в зависимости от их назначения служат строительный или высокопрочный гипс, водостойкие гипсо-цементно-пуццолановые смеси, а также ангидритовые цементы. В качестве заполнителей в гипсобетоне применяют кварцевый песок, пемзу, туф, топливпые и металлургические шлаки, а также легкие пористые заполнители промышленного изготовления (шлаковая пемза, керамзитовый гравий, агломерат и др.). Органическими заполнителями (их называют еще наполнителями) являются древесные опилки, стружка или шерсть, бумажная макулатура, стебли или волокно камыша, льняная костра и др.
Для получения высокопористых теплоизоляционных гипсовых изделий (газогипса) в состав гипсовой массы вводят газообразующие добавки— разбавленную серную кислоту, углекислый кальций, едкий натр и перекись водорода?, при взаимодействии которых с гипсом выделяется газ, вспучивающий гипсовую массу.
246
Глава VIII. Искусственные каменные материалы и изделия
Основное назначение наполнителей — сократить расход вяжущих материалов при изготовлении изделий, т. е. снизить их себестоимость. Наполнители вводят также для снижения или увеличения веса изделий, улучшения гвоздимости, уменьшения хрупкости, повышения тепло- и звукоизоляционных свойств. На основные виды заполнителей установлены государственные стандарты и технические условия, в которых приведены нормы требований и важнейшие качественные показатели материалов.
Наряду с рядом положительных технических свойств гипс обладает значительной хрупкостью, что особенно сказывается при использовании тонкостенных листовых материалов и изделий (гипсовая сухая штукатурка). Для устранения хрупкости изделия искусственно упрочняют армирующими материалами (волокнистыми), вводимыми в состав фррмовочной массы или являющимися частями конструкции самого изделия. Например, в гипсовой сухор штукатурке роль арматуры выполняет внешняя картонная оболочка, в прокатных перегородрчных гипсрбетонных панелях — каркас из деревянных реек. Арматурой могут также являться металлические стержни, проволока или сетка, однако при этом следует иметь в виду, что стальная арматура в гипсовых изделиях подвергается коррозии, поэтому ее нельзя применять без защитного слоя. Кроме такого способа армирования существует и другой, при котором армирующий материал в виде органического волокна равномерно распределяется в самоц формовочной массе.
Гипсовые и гипсобетонные изделия цо своему назначению подразделяются на следующие виды: панели и плиты перегородочные, панели для основания пола, листы обшивочные (гипсовая сухая штукатурка), плиты теплоизоляционные, камни для наружных стен, изделия для перекрытий, изделия огнезащитные, архитектурные детали. Изделия из гицса могут быть сплошными и пустотелыми, армированными и неармированными.
Гипсовые изделия имеют сравнительно небольшой объемный вес, они несгораемы и обладают рядом других ценных свойств, например звукоизоляционными. К числу недостатков их следует отнести: значительное понижение прочности при увлажнении, высокую ползучесть под нагрузкой, особенно при увлажнении. Поэтому изделия на основе гипса можно применять только в условиях, исключающих систематическое увлажнение, и в помещениях с относительной влажностью воздуха не более 60%. Для повышения влаго- и водостойкости изделий их покрывают водонепроницаемыми защитными красками или пастами (масляными, казеиновыми), а также добавляют к гипсу молотый доменный гранулированный шлак, пуццолановый портландцемент. В последнем случае получают довольно водостойкие гипсовые изделия на вяжущем, называемом гипсо-цементно-пуццолановым.
Гипсовые и гипсобетонные изделия формуются различными способами: литьем, вибрированием, прессованием, прокатом, в процессе которых изделия быстро приобретают значительную прочность. Технологический процесс производства изделий из гипсовых или гипсобетонных смесей принципиально не отличается от рассмотренного в главе VII процесса производства железобетонных изделий для сборного строительства. Основными операциями являются:
дозирование всех компонентов формовочной массы (вяжущего, заполнителей, воды и материалов, регулирующих сроки схватывания гипса);
приготовление растворной или бетонной смеси;
формование изделий;
Гипсовые и гипсобетонные изделия
247
твердение изделий — сушка до воздушцо-сухого состояния.
Среди гипсовых строительных изделий наибольшее распространение получили панели и плиты для перегородок, сухая штукатурка, вентиляционные блоки и др.
2. ГИПСОБЕТОНЦЬЛЕ ПАНЕЛИ ДЛЯ ПЕРЕГОРОДОК
Гипсобетонные панели применяют для устройства ненесущих перегородок в жилых, общественных и производственных зданиях с относительной влажностью воздуха, не превышающей 60%. Для жилищного строительства панели изготовляют как сплошными, так и с проемами
Рис. 87. Схема технологоемкого процесса производства гипсобетонных панелей методом проката
/ — прокатный згрегат; 2 — растворомешалка; 3, 4 и 5 — бункера гипса, песке и опилок; 6 — дозатор-питатель; 7 — обгонный рольганг; 8 — кантователь
для дверей и фрамуг размером на комнзггу, высотой до 3 и длиной до 6 м и толщиной 80 и 100 мм. Прочность при сжатии гицсобетонных панелей должна быть не менее 35 кГ/см2, влажность панелей в поверхностных слоях на глубине до 2 см при отпуске потребителю— не более 8%.
К гипсовым крупноразмерным изделиям относятся перегородочные плиты и панели, получаемые из гипсобетонных и гипсоволокнистых масс, панели для санитарных узлов и кабин, получаемые на основе водостойкого гипсо-цементно-пуццоланового вяжущего, плиты для настила полов под линолеум, вентиляционные блоки и др.
К перегородочным панелям предъявляются в основном требования звукоизоляции и прочности. Им отвечает гипсобетон с объемным весом 1250—1400 кг/м3, получаемый при равных соотношениях по объему гипса, песка и опилок (1 1 1). Заполнителями также могут явиться шлак, зола, сечка соломы, камыш и другие материалы. Панели из гипсобетона изготовляют методом непрерывного формования на прокатных станах и в кассетах. При горизонтальном способе формования гипсобетонные плиты и панели делают на прокатных станах и поворотных стендах. Производство крупноразмерных гипсобетонных перегородочных панелей методом непрерывного проката получило особо широкое применение, так как этот способ имеет самые высокие технико-экономические показатели. Схема производства по этому методу представлена на рис. 87. Гипсобетонную смесь непрерывно приготовляют в дозировочно-смесительном отделении формовочного цеха, где имеется четыре бункера: два для гипса и по одному для песка и опилок. Получение высококачественных изделий из гипсобетона достигается тщательным смешиванием всех его компонентов, для чего в производстве перегородочных панелей применяют двухступенчатое смешение материалов,
248
Глава VI!I. Искусственные каменные материалы и изделия
причем первое (сухое) смешение отдозированных материалов осуществляется в приемном лотке. Корпус его имеет конусообразную суживающуюся книзу форму, металлическая крышка плотно закрывается. Внутри корпуса вращается вертикальная лопастная мешалка, смешивающая гипс, опилки и песок и одновременно транспортирующая сухую смесь в гипсобетономешалку непрерывного действия для вторичного перемешивания смеси с водой и замедлителем схватывания. Приготовленная гипсобетонная масса поступает для формования на прокатную установку.
Процесс изготовления панелей включает следующие операции. Заранее приготовленные из деревянных реек арматурные каркасы укла-
Рис. 88. Установка для производства крупноразмерных гипсошлаковых панелей в вертикальной форме
/ — элеватор для шлака; 2 — элеватор для гипса; 3 — бетономешалка; 4 — площадка; 5 — неподвижная стенка; 6 — подвижная стенка; 7 — электролебедка; 8 — склад-тележка с готовыми панелями
дывают на ленту прокатного стана и подают ее к шнеку-укладчику бетонной смеси, равномерно распределяющему по ширине панели гипсобетонную массу. Под шнеком-укладчиком лента опирается на балку с двумя периодически включающимися вибраторами, что обеспечивает лучшее распределение массы. На прокатном стане гипсобетонной массе придается форма готовой панели. Принцип действия стана основан на том, что гипсобетонная масса, равномерно распределенная между резиновыми лентами двух движущихся в одном направлении с одинаковой скоростью транспортеров (нижнего, несущего реечный каркас, и верхнего, уплотняющего и сглаживающего массу), проходит через щель между прокатными (калибрующими) валками, которые прессуют массу и придают панели окончательные размеры по толщине. Калибрующие валки не соприкасаются с гипсобетоном, так как находятся под нижней и под верхней лентами транспортера. При дальнейшем движении панели между нижней и верхней лентами, а затем на одной нижней ленте гипсобетонная масса схватывается. Сформованная панель поступает на обгонный рольганг, движущийся со скоростью, большей, чем панель на стане. Рольганг транспортирует панель на опрокидыватель (кантователь), который поворачивается на угол 85° Панель снимается и устанавливается в кассетную сушильную вагонетку и на ней поступает в туннельные сушилки. Сушат панели дымовыми газами или нагретым воздухом, температура теплоносителя при входе 110—130° С, длительность сушки 20—26 ч. Высушенные панели сразу же отправляют
Гипсовые и гипсобетонные изделия
249
автопанелевозами на строительные площадки или устанавливают в вертикальном положении для хранения в специальном кассетном складе.
Можно готовить панели также и в вертикальных формах-кассетах. Технологический процесс состоит из тех же основных операций, что и при прокатном способе: приготовление бетонной смеси, изготовление реечных каркасов, формовка и сушка изделий. Отличие заключается в применяемом формовочном оборудовании и организации производства. Установка для производства крупноразмерных панелей вертикальным формованием показана на рис. 88. Процесс изготовления панелей периодический, что связано с использованием разборных форм, в которых панель находится с момента отливки до полного схватывания массы и приобретения достаточной прочности для дальнейшего транспортирования в сушилки. Производственная установка состоит из кассетной формы, гипсомешалки непрерывного действия и поддона-тележки. Кассетные формы бывают двух типов: для одновременной отливки одной или двух панелей.
Гипсобетонную смесь приготовляют в гипсобетономешалке непрерывного действия, которая расположена над кассетной формой. Во время приготовления смеси гипсобетономешалка перемещается над формой и одновременно заполняет ее массой. Предварительно в кассету устанавливают необходимые закладные детали — коробки для проемов, реечный каркас и крайние торцовые бруски, служащие торцовыми стенками форм. Для более плотной укладки гипсобетона и предотвращения возможности образования пустот и каверн формы заполняют массой при вибрации щитов. Отформованную панель выдерживают 8—10 мин в форме до схватывания массы, затем стенки кассеты отделяют и свежеотформованную панель толкателем направляют в один из десяти отсеков склада кассеты.
Общий цикл изготовления панели в кассетных формах составляет около 1 ч, а на прокатном стане— 15—20 мин.
3. ГИПСОВЫЕ ПЛИТЫ ДЛЯ ПЕРЕГОРОДОК
Гипсовые и гипсобетонные плиты для перегородок (рис. 89) предназначаются для устройства ненесущих перегородок в жилых, общественных и промышленных зданиях. Их выпускают размером 800X Х400 мм,, толщиной 80—10 мм, сплошными и пустотелыми с объемным весом 1000—
1400 кг/м?. Гипсовые плиты поддаются механической обработке, огнестойки, обладают звукоизоляционными свойствами; влажность их не должна превышать 8% по весу.
Они гигроскопичны — водопоглощение составляет около 20%. Свойства плит при повышенной влажности ухудшаются, и использование их разрешается при относительной влажности воздуха, не превышающей 70%.
При небольшом объеме производства гипсовые перегородочные плиты изготовляют в разборных формах-вагонетках. Технологический процесс включает следующие основные процессы: дозирование вяжущего, заполнителей и воды, затворение смеси, раздельное или выполняемое одновременно со смешением, формование изделий и их высушивание в искусственных сушилках.
Рис. 89. Перегородочные плиты на основе гипса
а — сплошная; б — пустотелая; в — армированная камышом
250
Глава VIII. Искусственные каменные материалы и изделия
Изготовление мелкоразмерных плит в разборных формах является периодическим процессом, поэтому гипсобетонную массу приготовляют таким образом, чтобы одного замеса было достаточно для заполнения всех расположенных на вагонетке форм.
При изготовлении пустотелых плит применяют формы, основные стороны которых имеют несколько рядов расположенных друг против друга отверстий, в них вставляют керны. Подготовленные формы заполняют гипсобетонной массой и оставляют в формах до полного отвердения, после чего формы распалубливают, разбирают, очиЩают, смазывают и направляют на очередное заполнение массой, а изделия устанавливают на сушильные вагонетки и отправляют в сушилки.
Рис. 90. Схема производства перегородочных плит на карусельной машине
1 — элеватор; 2 — промежуточный бункер;
3— дозатор гипса; 4— дозатор опилок; 5 — подача воды; 6 — быстроходная горизонтальная гипсомешалка; 7 — карусельная формовф^ная машина; 8 — приемный транспортер; 9 — сушильная вагонетка; )0 — туннельная сушилка
Для поддержания постоянного ритма производства необходимо, чтобы формовочная масса обладала определенными сроками схватывания, для достижения которых применяют ускорители или замедлители твердения.
Перегородочные плиты могут изготовляться также из более жестких масс. Тогда формы-вагонетки в момент заполнения массой закрепляются на виброплощадке и смесь уплотняется вибрированием. Перегородочные плиты можно готовить также в горизонтальных разборных многоячейковых формах, устанавливаемых на вйбророльганге.
На крупных механизированных заводах для изготовления гипсобетонных перегородочных плит применяют высокопроизводительные карусельные формовочные машины. Технологическая схема такого производства представлена на рис. 90. При формовании плит на карусельной машине необходимо быстрое твердение массы, конец схватывания гипса должен наступать не позднее, чем через 5—6 мин. Поэтому в состав гипсовой массы вводят ускорители схватывания — двуводный гипс (2—3%), а воду подогревают до 35—40°С, что ускоряет схватывание гипса и сокращает длительность сушки изделий.
Исходные материалы (гипс, древесные опилки, замедлитель схватывания) со склада поступают в бункера, из них через дозирующие устройства в винтовой смеситель, затем в быстроходную горизонтальную гипсомешалку, где перемешиваются сначала сухие компоненты, а затем с водой до получения массы необходимой консистенции. Йз гипсомешалки готовая масса через воронку равномерно распределяется в ячейки сдвоенной формы. Предварительно формы внутри покрывают масляной эмульсией. Карусель имеет 28 сдвоенных форм. Формы одна за другой заполняются гипсовым тестом и движутся до полного поворота формовочного стола. За это время гипс схватывается, приобретая достаточную для распалубки прочность, что позволяет выталкивать плиту из формы. Для облегчения выталкивания стенки формы раскры¬
Гипсовые и гипсобетонные изделия
251
ваются. После освобождения формы выталкиватель принимает первоначальное положение, стенки формы закрываются, форму очищают, смазывают и цикл снова повторяется. Производительность карусельной машины до 600 плит в 1 ч. Существующие карусельные машины имеют сменные формы, позволяющие производить не только сплошные, но и пустотелые перегородочные плиты и блоки.
Отформованные плиты укладывают ребром на сушильные вагонетки и направляют в сушилку. Сушат плиты дымовыми газами или нагретым в калориферах горячим воздухом; более экономична сушка дымовыми газами. Температура газов, поступающих в сушилку, составляет 110—130° С, а отработанных при выходе из сушилки — 40—50° С. Обычно прйменяют туннельные сушилки с рециркуляцией: вагонетки с плитами передвигаются по камере из зоны с меньшей температурой окружающей среды в зону с более высокой температурой, а затем снова попадают в зону с меньшей температурой. Этим достигается более свободное перемещение влаги на поверхность изделия и ее испарение, и на плитах не образуются трещины. Первая зона сушилки работает по принципу противотока, вторая — прямотока. Время сушки изделия зависит от толхЦйны плйт и их начальной влажности: при толщине 100 мм и начальной влажности 28—32% оно составляет 20—28 ч. Высушенные плиты поступают на склад готовой продукции.
4. ГИПСОВОЛОКНИСТЫЕ ПАНЕЛИ
Нарйду с изготовлением панелей и плит для перегородок из гипсобёФона отечественная промышленность производит также плиты и панели из гипсоволокнистых масс. Здесь арматурой является равномерно
Рис. 91. Схема производства гипсоволокнистых перегородочных панелей
1 — гидроразбиватель; 2 — массный бассейн; 3 — сдвоенный бассейн; 4, 5 — массные насосы; 6 — центробежные насосы; 7 — бункер гипса, S—аппарат для обработки гипса паром; 9 — формовочный агрегат; 10 — вакуум-насос; 11 — ресивер; 12—гидрогрузовой аккумулятор; 13 — насос; 14 — бачок для воды; 15 — дозатор с мешалкой; 16 — бункер для гипса; 17 — мерник гипса, 18 — вагонетка; 19 — сушилка; 20 — обрезной станок;
21 — штабелеукладчик; 22 — склад готовой продукции
распределенное в гипсовой массе растительное волокно. Состав гипсоволокнистбй массы (в %) следующий: гипс строительный 85—95, волокнистое вещество (в пересчете на сухое вещество) 6—15, проклеивающие добавки в виде жидкого стекла, декстрина и др. от 0,25 до 2. Технологический процесс производства гипсоволокнистых панелей (рис. 91) состоит из следующих операций: подготовки сырья — строительного гипса и волокнистой массы, смешения массы, отливка изделия на сетке
252
Глава VIII. Искусственные каменные материалы и изделия
с последующим удалением из него избытка воды, уплотнения гипсоволокнистых панелей под прессом с доведением их толщины до заданной, сушки, обрезки и укладки панелей в штабеля.
Обычный строительный гипс мало пригоден для приготовления изделий, так как он быстро прилипает к сетке, закрывает отверстия и затрудняет вакуумирование массы. Более пригоден гипс, который вылежался продолжительное время на воздухе. Для ускорения процесса «старения» гипс в течение 10 мин обрабатывают водяным паром низкого давления; при этом водогипсовый фактор снижается на 25%, а прочность отливок повышается более чем на 30% и одновременно уменьшается прилипание гипса к металлу.
При изготовлении гипсоволокнистых изделий применяют бумажную макулатуру, солому, камыш и др. Подготовка волокна заключается в размоле и расщеплении волокнистых материалов в тонкие волокна, сплетение которых впоследствии, в формовочной массе, создает арматурный каркас. Для расщепления материалов на волокна применяют роллы и гидроразбиватсли. Приготовленная измельчением волокнистая пульпа поступает в массные бассейны.
Формуют гипсоволокнистые перегородочные плиты и панели на специальных вакуумформующих агрегатах в следующей последовательности. Сначала в смеситель через объемный дозатор поступает волокнистая пульпа, а затем при постоянном перемешивании подается отдозированное количество гипса. Приготовленная гипсоволокнистая масса подается в отливной короб, имеющий форму плиты. Внизу под коробом находится металлическая перфорированная плита-сеточный стол, являющийся опорой для бронзовой сетки конвейера в момент отливки гипсоволокнистой массы, и подсеточная вакуум-камера. Перед заполнением отливного короба гипсоволокнистой массой вакуум-камеру заполняют водой, так чтобы уровень воды был выше сетки сеточного стола на 4—5 мм. Этот слой воды содействует равномерному распределению формуемой массы, сверху поступающей в короб, и препятствует преждевременному ее обезвоживанию. После наполнения короба формуемой массой ее обезвоживают вакуум-насосом. Наименьшее время вакуумирования обеспечивается при температуре массы 20° С. Влажность плиты после вакуумирования составляет 65—70%. Далее плиту калибруют по заданной толщине прессованием на гидравлическом прессе. Режим прессования панелей двухстадийный: в первом периоде масса подвергается сжатию до заданной толщины плиты, причем изделие уплотняется и из него удаляется некоторое количество избыточной воды; второй период составляет время, в течение которого плита остается в относительном покое между прессующей и опорной плитами пресса. В это время происходит схватывание массы и изделие приобретает прочность, необходимую не только для обеспечения нормальной кристаллизации гипса, но и для преодоления упругих сил волокон, стремящихся восстановить свое положение до прессования. Влажность гипсоволокнистых панелей после прессования составляет 35—40%.
Отпрессованная панель передается на сушку, обезвоживается до 2—3% и поступает на склад готовой продукции.
Гипсоволокнистые панели изготовляют объемным весом от 0,5 до 1 т/мъ, предел прочности их при изгибе составляет соответственно от 25 до 90 кГ/см2. Эти панели обладают лучшими, чем гипсобетонные, звукои теплоизоляционными качествами, их используют в виде перегородок в жилых и общественных зданиях.
Гипсовые и гипсобегонные изделия
253
5. ВЕНТИЛЯЦИОННЫЕ БЛОКИ
Вентиляционные блоки, применяемые в жилых домах, изготовляют на гипсо-цементно-пуццолановом вяжущем размером «на этаж». Блоки устраивают со сквозными круглыми пустотами диаметром 140 мм и толщиной стенок до 20 мм.
Технологическая схема производства вентиляционных блоков представлена на рис. 92. Сухие компоненты дозируют объемными дозаторами, и ленточными питателями отдозированные материалы подаются в сборную воронку, а затем в горизонтальную растворомешалку непрерывного действия. Смесь тщательно перемешивается, и через форсунки в нее подается вода. Приготовленная до заданной консистенции масса направляется в подготовленную форму с пустотообразователями-пуансонами.
Заполнение формы гипсобетоном происходит в процессе ее перемещения под растворомешалкой, заполненная форма проходит под ленточным транспортером шириной до 2 м, который выравнивает поверхность блока. Для более легкого извлечения пуансонов из блока их протачивают- на конус и смазывают петролатумом или парафином, разбавленным соляровым маслом. Отформованные блоки устанавливают на кассетную сушильную вагонетку и выдерживают в течение 3—4 ч в нормальных условиях (до полной гидратации вяжущего), а затем 12—13 ч держат в туннельной сушилке с температурой поступающих газов до 120° С. Высушенные изделия подают на склад готовой продукции.
Расход материалов на приготовление 1 мъ гипсобетона следующий:
Рис. 92. Схема производства вентиляционных блоков
/—объемные дозаторы; 2— ленточные питатели; 3 — сборная воронка; 4 — растворомешалка непрерывного действия; 5 — ленточный транспортер; 6 — приводная тележка; 7 — пустотообразователи-пуансоны
Строительный гипс марки 120—130
Пуццолановый цемент
Зола ТЭЦ
Песок
Опилки
700 кг 100 »
200 »
300 *
3% веса вяжущего
Гипс используют строительный марки 120—130, полученный в гипсоварочных котлах с добавкой поваренной соли NaCl.
6. САНИТАРНО-ТЕХНИЧЕСКИЕ КАБИНЫ
Санитарно-технические кабины представляют собой готовые элементы зданий заводского изготовления. Кабины собирают из гипсобетонных панелей, изготовленных на прокатном стане или в горизонтальных и вертикальных формах. В качестве вяжущего для изготовления панелей для стен и потолков кабин применяют гипсо-цементно-пуццолановые смеси следующего состава: строительный гипс 60—75, портландцемент 15—25, активная минеральная кремнеземистая добавка 10— 25%; вместо портландцемента рекомендуется применять пуццолановый портландцемент. Полы в кабинах изготовляют из железобетона и облицовывают керамическими плитками или релином (линолеумом). Полы могут быть выполнены также и из других материалов, в том числе и из
254
Глава VIII. Искусственные каменные материалы и изделия
гипсо-цементно-пуццоланового бетона. При сборке стен, потолка и пола используется сварка закладных деталей. В заводских условиях в кабине устанавливают все санитарно-техническое оборудование, и в готовом виде кабины поступают на строительные площадки.
7. ГИПСОВЫЕ И ГИПСОВОЛОКНИСТЫЕ ОБШИВОЧНЫЕ ЛИСТЫ
Гипсовые обшивочные листы (гипсовая сухая штукатурка) представляют собой листовой отделочный материал, изготовленный из строительного гипса и армированный путем оклейки с обеих сторон карто-
Рис. 93. Схема производства гипсовых облицовочных листов
/ — бункер гипса; 2 — бункер ускорителей; 3 — узел приготовления раствора декстрина; 4 — узел приготовления пеноэмульсии; 5 — конвейер; 6 — барабан с картоном; 7 — пропеллерная мешалка; S — формовочный стол; 9 — главный конвейер:
10 — приспособление для разрезки плит; // — передаточный роликовый стол;
12 — подъемный стол; 13 — ярусная сушилка; 14 — приемочный стол; ^^пакетирование листов; 16 — автопогрузчик
ном или армированный растительным волокном. Кроме оклеечного картона и строительного гипса в производстве сухой щтукатурки применяют вещества, регулирующие сроки схватывания (гипс-двугидрат, поваренную соль, сульфитно-спиртовую барду), добавки, снижающие вес листов и расход вяжущего (древесные опилки, фибра), пенообразователи (казеин, канифоль, каустическая сода), клеящие вещества, содействующие сцеплению картона с гипсовым сердечником (декстрин, казеиновый клей, жидкое стекло), и клеи для приклеивания кромок картона. Листы сухой штукатурки выпускают шириной 1,2 и длиной от
2,5 до 3,3 м при толщине 10—12 мм.
Листы обшивочные плохо сопротивляются изгибу и разрушаются под действием влаги. В связи с этим влажность их не должна превышать 2% по весу, а предел прочности при изгибе (испытание сосредоточенной нагрузкой по середине пролета в 350 мм) должен быть не менее 32 и 25 кГ соответственно при толщине листа 12 и 10 мм. Объемный вес штукатурки с гипсовым сердечником 1000—1110 кг/м3 Сухая штукатурка не горит, легко режется и пробивается гвоздями.
Технология производства гипсовой сухой штукатурки (рис. 93) включает приготовление* формовочной массы, подготовку картона, формование непрерывной ленты штукатурки, ее твердение и резку на
Изделия на основе извести
255
листы, сушку листов в многоярусных туннельных сушилках и складирование.
Применяют сухую штукатурку для внутренней отделки стен и потолков путем приклейки специальными мастиками, швы между листами заделывают безусадочной шпаклевкой.
Наряду с сухой гипсовой производят гипсоволокнистую сухую штукатурку, в которой арматурой является не картонная оболочка, а равномерно распределенное в гипсовой массе растительное волокно. Состав такой штукатурки следующий: 90—95 строительного гипса, 5—10 волокнистых материалов и 0,25—2% проклеивающих добавок (жидкое стекло, декстрин и др.). В качестве армирующего материала применяют бумажную макулатуру, льняную костру и другие органические волокнистые материалы.
Изготовление гипсоволокнистой штукатурки заключается в приготовлении жидкой расщепленной волокнистой массы (гидропульпы), смешении этой массы с проклеивающими добавками и строительным гипсом, отливки плит на вакуум-формовочной машине с последующей их допрессовкой. Отформованные плиты высушивают, обрезают и передают на склад готовой продукции.
В районах, где гипс является местным материалом и где отсутствуют другие эффективные стеновые материалы, из гипсобетона изготовляют камни для наружных стен зданий III и IV категорий. По пределу прочности при сжатии камни выпускают трех марок — 35, 50 и 75 с морозостойкостью не менее Мрз 15.
Из гипса и гипсобетона с легкими заполнителями производят также огнезащитные изделия, предназначенные для огнезащитной облицовки металлических конструкций, шахт для лифтов и т. п.
Б. ИЗДЕЛИЯ НА ОСНОВЕ ИЗВЕСТИ
Долгое время известь не использовали для получения прочных и водостойких искусственных каменных изделий, так как в естественных условиях известь твердеет очень медленно и изделия получаются небольшой прочности (10—20 кГ/см2), легко размокающими при действии воды. Однако в 1880 г. было установлено, что при автоклавной обработке известково-песчаных смесей (твердении в паровой среде при давлении пара 8 атм и более при температуре выше 170° С) могут быть получены очень прочные, водостойкие и долговечные изделия.
Сущность превращения известково-песчаной смеси из легкоразмокающего и малопрочного материала в прочный и водостойкий камень заключается в следующем. При естественных условиях песок в известково-песчаных смесях инертен и не способен химически взаимодействовать с известью. Поэтому приобретение прочности известково-песчаных растворов в естественных условиях достигается только за счет твердения извести. Однако в среде насыщенного пара (100%-ной влажности) при температуре 170° С и выше кремнезем песка приобретает химическую активность и начинает взаимодействовать с известью по реакции
Са (ОН)2 + Si02 + (п— 1)Н20 = СаО - Si02* яН20,
образуя гидросиликаты кальция — прочное и водостойкое вещество. Свойства таких бетонов близки к свойствам цементных бетонов, но они требуют меньшего расхода вяжущего, позволяют шире использовать местные материалы, стоимость же изделий ниже.
Из известково-песчаных смесей производят крупноразмерные изделия для сборного строительства — блоки и панели ддя стен и перекры¬
256
Г лава VIII. Искусственные каменные материалы и изделия
тий, а также штучные изделия — силикатный кирпич и камни для стен, силикатные плиты для облицовки фасадов.
1. СЫРЬЕВЫЕ МАТЕРИАЛЫ
Известь. В производстве силикатобетонных автоклавных изделий применяют известь в виде молотой кипелки, пушонки, а также частично загашенного материала. Известь должна характеризоваться средней скоростью гидратации, умеренным экзотермическим эффектом, быть равномерно обожженной и отличаться постоянством своих свойств, не содержать более 5% MgO, а время ее гашения не должно превышать 20 мин. По другим показателям известь должна удовлетворять требованиям технических условий. Недожог извести влечет повышенный ее расход, однако частичное присутствие известняка не только не ухудшает качества изделий, но даже повышает их прочность. Пережог замедляет скорость гидратации извести и вызывает появление в изделиях трещин, вспучиваний и других дефектов, поэтому для производства автоклавных силикатных изделий его содержание недопустимо.
Кварцевый песок в производстве силикатных изделий применяют немолотый, в виде смеси немолотого и тонкомолотого, а также грубомолотый. Песок для силикатных автоклавных изделий должен содержать кремнезема SiC>2 не менее 70%; наличие примесей отрицательно влияет на качество изделий: слюда понижает прочность изделий, ее содержание в песке не должно превышать 0,5%; органические примеси вызывают вспучивание и также понижают прочность; ограничивается содержание в песке и сернистых примесей — не более 1% в пересчете на SO3. Равномерно распределенные глинистые примеси допускаются в количестве не более 10% —они не только не понижают качество силикатных изделий, но и повышают удобоукладываемость сырьевой смеси; крупные включения глины снижают качество изделий. Зерновой состав, форма и характер поверхности зерен также оказывают большое влияние на качество изделий: лучшее сцепление обеспечивают зерна с шероховатой поверхностью и предпочтительными являются горные пески. Прочность изделий зависит от их плотности, т. е. от количества пустот в песке. Максимальная плотность достигается при смешивании зерен песка различных размеров.
Вода должна быть чистой, н;е содержать вредных примесей.
Для производства автоклавных изделий используют различные шлаки, золы от сжигания сланцев и( углей, горелые породы. При твердении автоклавных изделий ряд шлакОв и зол может частично и даже полностью заменить известь (шлакопесчаные и золопесчаные автоклавные изделия). Разнообразные шлаки и золы могут быть заполнителями в автоклавных изделиях, что практикуется обычно в производстве ячеистых материалов (газосиликат и др.). Для получения газошлакозолобетонных изделий используют шлаки и золы частично в виде вяжущих, частично— в виде заполнителей. Шлаки и золы не должны содержать посторонних примесей (мусора, отходов древесины и т. д.), они должны противостоять железистому распаду.
2. СИЛИКАТНЫЙ КИРПИЧ
Силикатный известково-песчаный кирпич по своей форме, размерам и основному назначению не отличается от глиняного кирпича, рассмотренного в главе III. Кирпич изготовляют из известково-песчаной смеси следующего состава: 92—95% чистого кварцевого песка, 5—8% воздушной извести и примерно 7% воды.
Изделия на основе извести
257
Рис. 94. Схема производства силикатного кирпича по барабанному способу
1 — барабанный грохот для сортировки песка; 2 — гасильный барабан; 3 — склад извести; 4 — дробилка; 5—мельницы; 6 — сепаратор; 7 — бункер молотой извести; 8 — весы; 9 — шнек, 10 — бегуны для перемешивания и измельчения массы; //—прессы; 12— автоклав
Рис. 95. Автоклав
/ — кронштейн; 2 — тележка; 3 — стойка; 4 — манометр; 5 — предохранительный клапан; 6 — металлический цилиндр; 7 — штуцер с краном; 8 — крышка; 9 — ле бедка; 10 — торцевые кольца; 11 — рельсовый мостик; 12 — паропровод;
13 — рельсы
Кирпич производится двумя способами: барабанным и силосным, различающимися приготовлением известково-песчаной смеси.
При барабанном способе (рис. 94) песок и тонкомолотая негашеная известь, получаемая измельчением в шаровой мельнице комовой извести, поступают в отдельные бункера над гасильным барабаном. Из бункеров песок, дозируемый по объему, а известь — по весу, периодически загружают во вращающийся гасильный барабан, который закрывают герметически, и в течение 3—5 мин в нем перемешивают сухие материалы, затем подают острый пар под давлением 1,5—2 атм, и в течение 40 мин пройсходит гашение извести.
При силосном способе предварительно перемешанная и* увлажненная масса направляется в силосы для гашения, которое продолжается
Глава VIII. Искусственные каменные материалы и изделия
7—12 ч, т. е. в 10—15 раз дольше, чем в барабанах. Это является существенным технико-экономическим недостатком силосного способа. Хорошо загашенная в барабане или силосе известково-песчаная масса направляется в лопастную мешалку или на бегуны для дополнительного увлажнения и перемешивания, после чего поступает в пресс.
Прессуют кирпич на механических прессах под давлением до 150—200 кГ/см2. Такое высокое давление обеспечивает получение плотного и прочного кирпича. Отформованный сырец укладывают на вагонетку, которую направляют в автоклав для твердения.
Автоклав представляет собой стальной цилиндр Диаметром 2 м и более, длиной до 20 м, с торцов герметически закрывающийся крышками (рис. 95). С повышением температуры ускоряется реакция между известью и песком, ri при температуре 170° С ойа протекает в течение
8—10 ч. Быстрое твердение происходит не только при высокой температуре, но и при высокой влажности, для чего в автоклав пускают пар давлением до 8 атм, которое выдерживают 6—8 ч. Давление пара поднимают и снижают в течение 1,5 ч. Цикл запаривания продолжается
10—14 ч. Под действием высокой температуры и влажности происходит химическая реакция между известью и кремнеземом песка, рассмотренная ранее. Образующиеся в результате реакции гидросиликаты срастаются с зернами песка в прочный камень. Однако твердение силикатного кирпича на этом не останавливается. Прочность его продолжает повышаться после запаривания. Часть извести, не вступившая в химическое взаимодействие с кремнеземом песка, реагирует с углекислотой воздуха, образуя прочный углекислый кальций по реакции
Са (ОН)2 “Ь С02 = СаСОз -Ь Н2О.
Силикатный кирпич изготовляется размером 250X120X65 мм. По механической прочности различают марки кирпича 75, 100 и 150. Водопоглощение кирпича составляет 8—16%; коэффициент теплопроводности 0,7—0,75 ккал/м-град'Ч\ объемный вес 1800—1900 кг/м3, т. е. несколько выше, чем глиняного кирпича; морозостойкость Мрз 15. Однако теплоизоляционные качества стен из силикатного и глиняного кирпича практически р&вны.
Применяют силикатный кирпич там же, где и обыкновенный глиняный кирпич, но с некоторыми ограничениями: .нельзя его использовать для кладки фундаментов и цоколей, так как он менее водостоек, чем глиняный; непригоден он также для кладки печей, так как при длительном воздействии высокой температуры происходит дегидратация гидросиликата кальция и гидрата окисй калЬЦия* которые связывают зерна песка, и кирпич разрушается. Однако по технико-экономическим показателям силикатный кирпич превосходит глиняный: на его производство требуется в 2 раза меньше топлива, в 3 раза меньше электроэнергии, в 2,5 раза ниже трудоемкость производства; в конечном итоге себестоимость силикатного кирпича оказывается на 25—35% ниже, чем глиняного кирпича.
3. ИЗЬЁСТКОВО-ШЛАКОВЫЙ И ИЗВЕС1жйВО-ЗОЛЬНЫЙ КИРПИЧ
Эти стеновые изделия Являются разновидностью силикатного кирпича, но отличаются меньшим объемным вёсом и лучшими теплоизоляционными свойствами, так как в них тяжелый кварцевый песок заменен пористым легким шлаком в известкойо-ШлакоЙом йлй золбй в Йзвестково-зольнОм кирпиче.
Изделия на 'основе извести
m
Для приготовления известково-шлакового кирпича берут 3—12% извести и 88—97% шлака, а для известково-зольного 20—25% извести и 75—80% золы. Так же, как и шлак, зола является дешевым сырьевым материалом, образующимся при сжигании каменного или бурого угля и другого топлива в котельных ТЭС, ГРЭС и т. д. В процессе сгорания пылевидного топлива часть очаговых остатков остается в топке (зола-шлак), а наиболее мелкие частицы уносятся отходящими газами й дымоходы. Здесь большая часть мелких частиц улавливается и задерживается золоуловителями, а затем направляется в золоотвалы. Такая зола называется золой-уносОм; по сравнению с остаточной она имеет большую дисперсность, и ее не нужно измельчать. Золы содержат малое количество СаО (до 5%) и при смешивании с водой не твердеют. Но при добавлении извести или портландцемента они активизируются, а последующее запаривание смеси в автоклавах дает возможность получать изделия достаточной прочности.
При сжигании некоторых горючих сланцев образуются золы, содержащие окиси кальция до 15% и более и поэтому способные твердеть без добавок извести. Кирпич из этйх зол называют сланце-зольным.
Использование шлаков и зол экономически выгодно, так как расширяется сырьевая база силикатных и других строительных материалов и снижается их стоимость.
Производство известково-шлакового и известкобо-зольного кирпича аналогично производству силикатного. Формуют его на тех же прессах, что и силикатный, а затем запаривают в автоклавах. Размер кирпича 250x120x140 мм и больше, объемный вес 1400—1600 кг/м3у коэффициент теплопроводности 0,5—0,6 ккал/м • ч • град. По пределу прочности при сжатии кирпич подразделяют на три марки — 25, 50 и 75; морозостойкость такая же, как и силикатного кирпича.
Применяют известково-шлаковый и известково-зольный кирпич для кладки стен зданий малбй этажности (до трех этажей), а также для кладки стен верхних этажей многоэтажных зданий.
4. КРУПНОРАЗМЕРНЫЕ ИЗДЕЛИЯ ИЗ СИЛЙКАТНОГО БЕТОНА
Наряду с силикатным кирйичом в настоящее время в большой номенклатуре вЬшускаютсй крупйЬразмерНые изделия из силикатного бетона. Силикатным бетоном называют затвердейшущ в автоклаве уплотненную смесь, сОстбяйхую из кварцевого песка (70—80%), молотого песка (8—15%) й мЬлОтой негашеной извести (6—10%). Плотный силикатный бетон является разновидностью тяжелого бетона.
Из силикатного бегона марки не ниже 150 с применением тепловой обработки в автоклаве изготовляют крупные СтейЬвые блоки внутренних несущих стен, панели перекрытий й несущих перегородок, стуйени, плиты, балки. Элементы, работающие на изгиб, армируют статными стержнями и сетками.
Технология изготовления силикатобетонных йзДелий (рис. 96) состоит из следующих основных операций: добычи Неска и отделения eft) крупных фракций; добычи и обжига известняка (если известь йроизводят на силикатном завЬде); дробления извести; приготовления известково-песчаного вяжущего путем дозирования иЗвестй, песка и гипса и помола их в шаровых мельницах; приготовления силикатобетойной смеси путем смешения немолотого песка с тонкомолотой известково-песчаной смесью и водой в бетоносмесителях с принудительным перемешиванием; формования изделий и их выдерживания; твердения отформованных изделий в автоклавах при температуре до 180° С и
260
Глава VIII. Искусственные каменные материалы и изделия
давлении насыщенного пара до 8 атм и более. Для получения плотных силикатных изделий применяют известь с удельной поверхностью 4000—5000 см2!г, а песок — 2000—2500 см2!г.
Изделия на молотой негашеной извести можно получать повышенной прочности и морозостойкости, для чего регулируют сроки гидратации извести путем введения гипса, поверхностно-активных веществ и т. д. Молотую негашеную известь целесообразно применять для изде-
Рис. 96. Технологическая схема производства изделий из силикатного бетона
1 — крытый склад извести; 2 — питатель; 3 — ленточный транспортер; 4 — щековая дробилка; 5 —элеваторы 6 — склад песка; 7 — расходный бункер песка;
8 — виброгрохот; 9 — склад гипса; 10 — расходный бункер извести; 11 — рас¬
ходный бункер песка; 12— расходьый бункер гипса; 13 — бетономешалка С-371;
14 — бункер смеси; /5 —шаровая мег.ьница СМ-14; 16 — шнековый питатель;
/7 —бункер вгяжущего; 18 — склад песка; 19— расходный бункер песка;
20 — мерник воды; 21 — бегономешалка С-355; 22 — расходный бункер силикатобетонной смеси; 23 — бетоноукладчик; 24 — пост формования; 25 — пост выдержки; 26 — автоклав
лий, изготовленных из пластичной бетонной смеси. В таких свежесформованных изделиях гашение молотой извести не вызывает образования трещин. Кроме того, при последующей гидратации негашеной извести гидрат окиси кальция, образующийся в уже отформованных изделиях, более активно взаимодействуют с кремнеземом, чем ранее образовавшийся в гашеной извести гидрат окиси кальция.
Для силикатных изделий с прочностью до 100—150 кГ/см2 весь песок
можно применять в немолотом виде с 6—10% извести в расчете на ак¬
тивную СаО. Для изготовления автоклавных силикатных изделий расход извести составляет 175—250 кг на 1 мъ изделия.
Крупноразмерные изделия формуют на виброплощадках иногда с пригрузом или с вибропригрузом. Отформованные изделия подвергают запариванию в автоклавах диаметром 2,6 и 3,6 м. Режим запаривания изделия из плотного силикатного бетона следующий: подъем давле¬
Изделия на основе извести
261
ния пара до 8 атм 1,5—2 ч, выдерживание при этом давлении 8—9 ч и спуск давления 2—3 ч.
Вибрированные крупноразмерные силикатные изделия имеют прочность при сжатии 150—400 кГ/см2, объемный вес 1800—2100 кг/м3, морозостойкость 50 циклов и более. При силовом вибропрокате силикатные изделия получают прочностью до 600 кГ/м* и объемным весом до 2300 кг/м3.
Применяют плотные силикатобетонные изделия для строительства жилых, промышленных и общественных зданий; не рекомендуется использовать их для фундаментов и других конструкций, работающих в условиях высокой влажности.
5. СИЛИКАТНЫЕ ПЛИТЫ ДЛЯ ОБЛИЦОВКИ ФАСАДОВ
К облицовочным материалам предъявляются два основных требования — они должны быть долговечными и отличаться высокими декоративными качествами, не утрачивая их со временем. Этим требованиям
1 — карьер песка, 2 — экскаватор; 3 — автосамосвалы; 4 — приемный бункер песка; 5—внброснто; 6 — ленточные транспортеры; 7 — элеваторы; 8 — бункер запаса песка; 9— весовой дозатор ДИ-100 для песка; 10 — бункер молотой смеси извести с песком; 11 — приемный бункер молотой смеси извести с песком; 12— шнекн; 13 — бункер запаса молотой смеси извести с песком; 14 — весовой дозатор смеси; 15 — склад цемента; 16 — пневмотранспорт; 17 — приемный бункер цемента; 18 — бункер запаса цемента; 19 — весовой дозатор цемента;
20 — мешалка СМ-290; 21 — массоукладчик; 22 — форма; 23 — виброплощадка;
24 — электротельфер; 25 — запарочные вагонетки с формами; 26 — автоклав;
27 — пост распалубки, очистки и смазки форм
отвечают силикатные плиты: они имеют чистый белый цвет или могут легко окрашиваться в любые цвета минеральными щелоч-естойкими пигментами; легко формуются любой формы и рельефной поверхности.
Плиты изготовляют из смеси молотой негашеной извести и кварцевого песка, для повышения прочности и долговечности к извести добавляют молотый песок. Прочность и долговечность плит повышается с увеличением тонкости помола материалов. Технология облицовочных силикатных плит такая же, как и других силикатных изделий (рис. 97). На Оршанском силикатном заводе песок разрабатывают в карьере экс-* каватором и автосамосвалами доставляют на завод в приемный бункер. Над бункером уложены колосники из уголковой стали на расстоянии до 50 мм для отделения крупных камней, смерзшихся комьев песка и посторонних примесей. Из приемного бункера песок поступает на вибросито для отсеивания крупных фракций (гравия и щебня). Очищенный песок* подается в раздаточный бункер, а из него отдельными порциями через весовой дозатор в смеситель для приготовления силикатной смеси. Мрлотый песок добавляют двумя способами: в виде шлама, получаемого мокрым помолом песка, и в виде смеси песка с известью при совмест¬
262
Глава VIII. И скусственньш каменные материалы и изделия
ном сухом помоле. Содержание воды в шламе обычно находится в пределах 30—35%, количество шлама по отношению к немолотому песку составляет 10—15%. При сухом способе негашеную известь с добавкой 20—30% песка размалывают в шаровой мельнице. Приготовленная сухая смесь подается в расходный бункер извести, а оттуда через весовой дозатор в растворосмеситель для получения тщательно перемешанной массы с влажностью 14—18%. Для повышения механической прочности облицовочных плит в массу добавляют портландцемент марки 300—400. Таким образом, в мешалку загружают отвешенные количества песка, молотой смеси извести и песка и цемент. Сначала перемешивают сухую массу в течение 2—3 мин, а затем добавляют воду и снова перемешивают 3—4 мин до получения массы однородной консистенции — полупластичной с влажностью 14—18%.
Ориентировочный расход материалов для получения 1 м3 массы следующий:
Песок немолотый 1200—1300 кг
» молотый 30—40 »
Известь 100—150 »
Цемент 60—90 »
Вода 120—140 л
Формуют силикатные облицовочные плиты на виброплощадке в формах кассетных или одиночных. В кассетных формах изготавливают плоские плиты в вертикальном положении (на ребро), в одиночных формах — плиты с рельефной поверхностью. Отформованные изделия выдерживают при температуре 20—25° С в течение 4—8 ч до полного схватывания массы, затем, в случае необходимости, обрабатывают поверхность изделий и направляют их в автоклав для твердения, где они за 12—14 ч достигают прочности на сжатие 200 кГ/см2 и более. Режим запаривания облицовочных плит следующий: подъем давления пара до
8 атм 4 ч, выдержка при этом давлении 8 ч, снижение давления пара до
0 атм 2—3 ч. Весь процесс твердения силикатных изделий составляет 18—22 ч.
Распалубку плит производят после охлаждения ,их до 20—25° С. Извлеченные из форм плиты устанавливают р специальные контейнеры и транспортируют на склад готовой продукции. Хранят плиты уложенными на ребро в штабелях на деревянных прокладках в несколько рядов по высоте, но пе более 1,5 м. Транспортируют плиты в контейнерах или без них, но с укладкой на ребрр вплотную одна к другой с мягкими прокладками между ними (опилки, стружка и т. д.).
Облицовочные силикатные плиты характеризуются следующими физико-механическими показателями:
Объемный вес ...... 19Q0—1950 кг/м3
Предел прочности при сжатии 200—300 кГ/см2
Водопоглощение по весу не более 16%
Морозостойкость не менее Мрз 25
Силикатные облицовочные плиты подразделяются в зависимости от назначения ца прямые (рядовые) и угловые. Установленная номенклатура плит позволяет облицовывать иМи гладкие поверхности, углы, откосы, карнизные свесы.
Рядовые плиты цмеют L-образную форму и состоят из облицовочной части размером от 219x194 до 294x394 мм и толщиной 30 мм и опорной пяты толщиной 65 и шириной 160 мм. Опорная часть плиты заделывается в кладку стены. Угловые плиты име*от две сходящиеся под прямым углом лицевые стороны и одну общую опорную пяту, входящую в кладку стены. Размеры плит обеспечивают возможность отделки кир-
Изделия на основе извести
263
пичных зданий при высоте этажа 2,8 м без рубки плит, а также возможность перевязки с горизонтальными и вертикальными швами кирпичной кладки стен.
Силикатные облицовочные плиты применяют для отделки кирпичных стен жилых, гражданских и промышленных зданий, за исключением зданий с повышенной относительной влажностью (бани, прачечные и т. д.); не допускается их применение без защиты водонепроницаемыми покрытиями для облицовки цоколей, парапетов, наружных подоконников, поясков и других выступающих частей зданий, подвергающихся увлажнению дождем и тающим снегом.
6. ЯЧЕИСТЫЕ СИЛИКАТНЫЕ ИЗДЕЛИЯ
Силикатные изделия ячеистой структуры отличаются малым объемным весом и низкой теплопроводностью. Различают изделия двух видов — пеносиликатные и газосиликатные.
Рис. 98. Технологическая схема производства пеноблоков на смешанном вяжущем
1 — склад песка; 2 — сушильный барабан СМ-45: /3 — бункера рухого песка:
4 — бункер извести; 5 — шаррв&я мельница для помола песка; 6 — шаровая мельцица для совместного помола извести и песка; 7 — система шне^в; в—бункер для известково-песчаной смеси; 9 — бункер для молотого песка; 10 — элеватор подачи цемента; // — элеватор подачи молотой изресуи; 12 — бункер цемента; 13 — бункер молотой извести; 14^ весовые дозаторы; 75 —дозатор воды; 16 — дозатор пенообразователя; 17 — пенобетоцогцешалка; 18 — подъемник для разлива массы в формы; /i? — вагонетки с формами;
20 — автоклав
Пеносиликатов изделия изготовляют из смеси, состоящей из извести в количестве до 25%, и золотого песка (иногда часть цес^р немолотая). Молотый песок можно заменять измельченными шлаками, зрлой. Производство пеносиликатных изделий отличаетря от производства других известково-песчэных смесей тем, чтр в> смерь* добавляет пецррб* разователь: клеекрнифольный, состоящий из костно^р или мездррзрго клея, канифоли, едкого натра и воды; смоло-сапрцинрвый— цз растительного мыльного корня и воды; пенообразователь ГК—Тидролизовац-
2G4
Глава VIII. Искусственные каменные материалы и изделия
ная боенская кровь. В газосиликатных изделиях образование ячеистой структуры происходит при введении в смесь алюминиевой пудры.
Технологический процесс производства ячеистых силикатных изделий (рис. 98) состоит из следующих основных операций: приготовления известково-песчаного вяжущего совместным помолом извести и части песка (количество песка от веса извести составляет 20—50%); измельчения песка по сухому или мокрому способу; приготовления пено-.или газобетонной массы; формования изделия. Приготовленную м^ссу заливают в металлические формы с уложенными арматурными каркасами и закладными деталями. В формах газосиликатная масса вспучивается, образуя горбушку, которая затем срезается. Конец вспучивания должен совпадать с началом схватывания вяжущего. В настоящее время стали применять вибровспучивание массы — кратковременную обработку на виброплощадке. Это позволяет получать изделия устойчивого качества и исключает образование горбушки.
щЯчеистые силикатные изделия изготовляют как армированными, так и неармированными. В армированных силикатных бетонах стальная арматура, а также закладные детали больше подвержены коррозии, чем в цементных бетонах, поэтому стальную арматуру покрывают защитными составами (цементно-казеиновыми, полимерцементными), а также применяют металлизацию арматурной стали.
Силикатные изделия из ячеистого бетона подразделяются на: теплоизоляционные объемным весом до 500 кг/м3 и прочностью на сжатие до 25 кГ/см2\
конструктивно-теплоизоляционные объемным весом 500—800 кг/мъ и прочностью на сжатие 25—75 кГ/см2\
конструктивные объемным весом выше 850 кг/м3 и прочностью на сжатие 75—150 кГ/см2.
Коэффициент теплопроводности их 0,1—0,2 ккал/м» наград, они довольно морозостойки.
Применяются ячеистые силикатные изделия для наружных стен зданий, перегородок, а также для покрытий промышленных зданий; при этом эффективно используются несущие и теплоизоляционные качества ячеистых бетонов.
7. СБОРНЫЕ ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ НА ИЗВЕСТКОВО-ШЛАКОВОМ ВЯЖУЩЕМ
В районах расположения металлургических заводов дополнительным вяжущим ^веществом при изготовлении индустриальных изделий является местный материал — известково-шлаковое бесклинкерное вяжущее. Из бетона на известково-шлаковом вяжущем при условии применения тепловлажностной обработки изготовляют следующие изделия и конструкции для крупнопанельных и крупноблочных домов: элементы фундаментов, блоки подвалов и панели несущих внутренних стен, панели перекрытий, лестничные марши и площадки и другие изделия, работающие в нормальных температурно-влажностных условиях.
Основным сырьем для производства изделий является известковошлаковое вяжущее, песок и щебень из горных пород или доменного шлака.
Известково-шлаковое вяжущее состоит из тонкоизмельченных гранулированного доменйого шлака, извести и двуводного природного гипса. Соотношение извести и шлака зависит от содержания в шлаке активных АЬ03 и СаО. При содержании А1г03 менее 15% и СаО более 40% количество шлака в смеси вяжущего находится в пределах от 85
Изделия на основе извести
265
до 95% и извести от 15 до 5%; двуводный природный гипс вводится в количестве от 3 до 5% веса вяжущего.
Сырьевые материалы для производства известково-шлакового вяжущего должны удовлетворять следующим условиям. Гранулированные доменные шлаки должны иметь модуль основности не менее 0,7 и модуль активности не менее 0,3, содержать СаО не менее 35%, а А120з не менее 10%. Известь применяется комовая, свежего обжига с .содержанием активных СаО+MgO не менее 70% и удовлетворяющая всем другим требованиям ГОСТ. Природный двуводный гипс должен содержать основного вещества CaS04*2H20 не менее 90%. В качестве заполнителей для бетона применяют щебень из естественного камня или из доменного шлака и песок. Для улучшения подвижности смеси вводят поверхностно-активную добавку — сульфитно-спиртовую барду в количестве 0,15—0,2%.
Бетономешалка
I
I
Рис. 99. Технологическая схема производства изделий на известково-шлаковом вяжущем
266
Глава VIII. Искусственные каменные материалы и изделия
Расход вяжущего принимается на основании лабораторного подбора состава бетона: в армированных конструкциях для обеспечения достаточной плотности бетона и предотвращения коррозии арматуры он составляет не менее 300 кг/м3. Водовяжущее отношение в бетонных смесях равно 0,4—0,6.
1 Смесь приготовляют в бетономешалках свободного или принудительного действия. Формуют изделия в вертикальных или горизонтальных формах с помощью вибрирования. Отформованные изделия в течение Первых 4 ч выдерживают при температуре 20° С, а затем подвергают тепловлажностной обработке по следующему режиму: подъем тем-, пературы с 20 до 90° С 3—5 чу изотермический прогрев при 85—95° С
11—12 ч, охлаждение до 30—40° С 6—7 ч/Пропаривание при температуре ниже 85° С не рекомендуется. Скорость подъема и снижения температуры должна составлять 25—30 град/ч.
Арматуру изделий и конструкций на известково-шлаковом вяжущем при тепловлажностной обработке следует защищать от коррозии обмазками, например цементно-казеиновой, или вводить в бетонную смесь с водой затворения нитрит натрия в количестве 1—2% веса вяжущего.
Технологическая схема производства железобетонных изделий на известково-шлаковом вяжущем (рис. 99) такая. Песок и щебень, поступающие из карьера, подсушиваются и транспортируются в расходные бункера смесительного отделения. Одновременно из силоса в расходный бункер поступает известково-шлаковое вяжущее. Из расходных бункеров через весовые дозаторы известково-шлаковое вяжущее и заполнители поступают в бетономешалку, в которую подают определенное количество воды и водного раствора сульфитно-спиртовой барды. Приготовленная смесь подается в бетоноукладчик для формования изделий в горизонтальных или вертикальных формах. Изделия в горизонтальных формах уплотняют на вибростолах, после чего формы с изделиями поступают в пропарочные камеры, а оттуда — на склад готовой продукции. При кассетном способе бетонную смесь из бетоноукладчика выгружают в бадью, а из нее — в кассеты. В вертикальных кассетах смесь уплотняется с помощью вибраторов. После тепловой обработки изделия направляются на склад готовой продукции.
В. МАТЕРИАЛЫ И ИЗДЕЛИЯ НА МАГНЕЗИАЛЬНЫХ ВЯЖУЩИХ
Материалы и изделия на основе магнезиальных вяжущих получают путем формования и последующего высушивания смеси каустического магнезита или доломита и органического заполнителя, затворенного раствором хлористого магния. В качестве органических заполнителей применяют древесные опилки, получая ксилолит, или древесные шерсть и стружку, получая фибролит. Возможность использования органических заполнителей в смеси с магнезиальными вяжущими определяется полной сохранностью их в результате минерализации оксихлоридом магния, образующимся при твердении вяжущих. Наряду с этим органические заполнители, отличаясь небольшим объемным весом, придают фибролиту и ксилолиту высокие тепло- и звукоизоляционные свойства, а также легкость обработки: материал пилится, режется, имеет хорошую гвоздимость.
1. ФИБРОЛИТ МАГНЕЗИАЛЬНЫЙ
Фибролит магнезиальный представляет собой искусственный камень, изготовленный из древесной шерсти или "стружки, связанных маг¬
Асбестоцементные изделия
267
незиальным вяжущим. Технология фибролитовых плит следующая. Каустический магнезит затворяют раствором хлористого или сернокислого магния и тщательно смешивают с дозированной частью древесной шерсти. Приготовленную фибролитовую массу загружают в металлические или деревянные формы, прессуют под давлением 0,4—0,5 кГ/см2 и направляют в камеры сушки.
В зависимости от объемного веса различают фибролит теплоизоляционный, конструктивный и фибролитовую фанеру. Применяют теплоизоляционный фибролит для утепления стен, полов и перекрытий, конструктивный — для заполнения стен, перегородок и перекрытий каркасных зданий, а фибролитовую фанеру используют в качестве штукатурки.
2. КСИЛОЛИТ
Ксилолит представляет собой затвердевшую смесь древесных опилок и магнезиального вяжущего, затворенного раствором хлористого магния. В ксилолит можно вводить также добавки асбеста, трепела, кварцевого песка и красители. Ксилолитовую массу получают тщательным перемешиванием сухих каустического магнезита, заполнителей и красителей с последующим затворением раствором хлористого магния. Если ксилолитовая масса предназначается для полов, то смесь должна иметь пластичную консистенцию. Уложенную на осйование ксилолитовую массу выравнивают и уплотняют' вибрацией или трамбованием.
При изготовлении ксилолитовых плиток на заводе приготовляют массу жесткой консистенции, которую прессуют в горячем состоянии под давлением 300 кГ/см2. Состав массы для производства ксилолитовых плиток 1:4 (1 объемная часть вяжущего и 4 объемных части опилок). Ксилолитовые плитки выпускают квадратной или шестиугольной формы размером 20X20 или 15X15 см и толщиной 12—15 мм.
На основе магнезиальных вяжущих приготавливают также пенои газомагнезиты — высокоэффективные теплоизоляционные материалы. Их получают путем смешивания каустического магнезита, затворенного раствором хлористого магния, с устойчивой пеной или с газообразователем.
Теплоизоляционный магнезиальный материал получают также из смеси каустического магнезита или каустического доломита и асбеста, затворенных раствором хлористого магния. Количество асбеста составляет 15%. Из массы на каустическом магнезите вырабатывают теплоизоляционные асбестомагнезиальные материалы, а на каустическом доломите — совелит.
Г. АСБЕСТОЦЕМЕНТНЫЕ ИЗДЕЛИЯ
1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ
Асбестоцемент представляет собой искусственный каменный материал, получаемый в результате затвердевания смеси, состоящей из- цемента, асбеста и воды. Асбест армирует цементный камень, обеспечивая высокую прочность изделий на растяжение и изгиб.
Асбестоцементные изделия обладают рядом ценных технических свойств: они имеют высокую механическую прочность при изгибе, небольшой объемный вес, малую теплопроводность, малую водопроницаемость, высокую морозостойкость и огнестойкость, стойки против выщелачивания минерализрванными водами. Эти свойства асбестоцемента
268
Глава VIII. Искусственные каменные материалы и изделия
позволяют изготовлять из него материалы и изделия в широком ассортименте. Недостатками асбестоцемента являются пониженная прочность при насыщении водой, хрупкость и коробление при изменении влажности.
Основным сырьем для производства асбестоцементных изделий являются хризотил-асбест и портландцемент.
В зависимости от вида вырабатываемого изделия, а также от качества (сорта) используемого асбеста процентное содержание его в изделиях меняется, но обычно оно не бывает менее 10 и более 20%. Портландцемента в изделиях* содержится 90—80%. Иногда применяют не
Рис. 100. Волнистый лист обыкновен- Рис. 101. Асбестоцементные
ного профиля ВО полуволнистые листы
1 — накрывающая кромка; 2— накры кромка
чистый портландцемент, а с добавками, например с гранулированным доменным шлаком и трепелом и т. -п. За последнее десятилетие некоторые отечественные и зарубежные заводы стали использовать при .производстве асбестоцементных листовых изделий, и особенно асбестоцементных труб, портландцемент с добавкой до 30—45% тонкомолотого песка (песчанистый портландцемент). Такие изделия дешевле, чем на обычном портландцементе. При производстве цветных асбестоцементных изделий наряду с асбестом и цементом применяют красители, а также цветные лаки, эмали и смолы. Некоторыми смолами покрывают внутренние поверхности асбестоцементных газопроводных труб для снижения утечки газа.
Асбестоцементные изделия в зависимости от применения разделяют на кровельные, стеновые, трубы и короба, электроизоляционные доски и изделия специального назначения.
Кровельные асбестоцементные изделия подразделяются на изделия промышленного и жилищно-гражданского строительства.
Для промышленного строительства они бывает двух видов — для неутепленных и утепленных покрытий. Для неутеплённых покрытий применяются волнистые (рис. 100) и полуволнистые (рис. 101) большеразмерные листы с фасонными деталями; их используют для горячих цехов и неотапливаемых складских зданий. Для устройства утепленных покрытий применяются полые и лотковые плиты с утеплителями. Полые плиты представляют собой два профилированных асбестоцементных листа, соединенных алюминиевыми заклепками и имеющих внутри прокладку из минеральной в^ты или другого теплоизоляционного мате¬
Асбестоцементные изделия
269
риала. Лотковые плиты — это асбестоцементные лотки, заполненные теплоизоляционным материалом.
Стеновые асбестоцементные изделия разделяют на следующие виды: изделия для наружной облицовки стен, внутренней облицовки стен, стеновые панели и перегородки. Для наружной облицовки применяют се-
Рис. 102. Асбестоцементная стеновая панель
1 — асбестоцементный лист; 2 — утеплитель; 3 — бруски; 4 — подоконник и слив
Рис. 103. Вентиляционные асбестоцементные короба
Рис. 104. Сводчатое покрытие из асбестоцементных листов
рые и цветные тисненые изделия и цветные .прессованные плитки, для внутренней облицовки используют листы, в которых лицевая сторона окрашена водонепроницаемыми цветными эмалям^ и лаками. Стеновые асбестоцементные панели й перегородки изготовляют обычно трехслдйными; внутренней частью панели является пористый материал, обладающий высокими тепло- и звукоизолирующими свойствами, а внешними— асбестоцементные листы с заданной декоративной отделкой. Асбестоцементные листы скрепляются деревянным реечным каркасом, образуя панель. Панели и перегородки могут быть сплошные и с дверными или с оконными проемами (рис. 102).
Асбестоцементные трубы выпускают напорными, безнапорными и вентиляционными. Напорные трубы применяют для сетей водопровода и теплофикации, нефтепровода и газопровода, безнапорные — для подземной прокладки телефонных и телеграфных кабелей, водостоков, ка¬
270
Глава VIII. Искусственные каменные материалы и изделия
нализации, а та^же для устройства дымоходов, мусоропроводов, вытяжных каналов и вентиляционных коробов (рис. 103).
К специальным асбестоцементным изделиям можно отнести крупногабаритное фигурные листы, применяемые для сводчатых покрытий, градирен, зерносушилок и пр. (рис. 104).
2. МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИИ
Портландцемент, применяемый в качестве вяжущего для производства асбестоцементных изделий, должен отвечать следующим требованиям: достаточно быстро гидратироваться для образования гелевидного слоя на зернах клинкера и адсорбции цемента на волокнах асбеста; начало схватывания должно быть таким, чтобы можно было успеть придать листам волнистую форму или произвести уход за трубами; нарастание прочности после изготовления изделий происходит тоже достаточно быстро для перехода полуфабриката в готовую продукцию.
Схватывание и твердение цемента требуют специфических условий. Начальная гидратация происходит при очень большом водоцементном отношении, в процессе отсоса жидкой, фазы отфильтровывается часть новообразований и мелких зерен клинкера и, кроме того, асбест физикохимически воздействует на процессы твердения цемента в композиции. Все эти особенности технологии асбестоцементных изделий учтены при выпуске специального портландцемента для производства асбестоцементных изделий. Он должен удовлетворять следующим требованиям: тонкость помола — через сито № 008 проходит не менее 85 и не более 94% веса пробы, количество добавок устанавливается согласием потребителя, но не должно превышать 3%, за исключением гипса. Для регулирования сроков схватывания гипс добавляют в количестве не менее
1,5 и не более 3,5%, считая на SO3. Излишне высокое содержание гипса в портландцементе вредно, так как оно может вызвать снижение прочности бетонов и расслаивание изделий.
Марки портландцемента для асбестоцементных изделий — 300, 400 и 500; по минералогическому составу он должен быть алитовым (содержание трехкальциевого силиката не менее 50%), как обеспечивающий высбкую производительность формовочных машин и интенсивное наpacfaHne прочности асбестоцемента. Содержание трехкальциевого алюмината в портландцементе ограничивается и не должно превышать 8%, так как он дает малую прочность и низкую морозостойкость асбестоцементных изделий; количество свободной о^иси кальция в цементе не превышает 1, а окиси магния — 5%.
Формование асбестоцементных изделий продолжается дольше, чем изделий из бетона. В связи с этим начало схватывания у цемента, применяемого для асбестоцементных изделий, должно наступать несколько позже, чем у обычного портландцемента, — не ранее 1,5 ч с момента затворения водой.
Асбестоцементные изделия возможно получать и на песчанистом портландцементе с содержанием песка от 47 до 58% и тонкостью его помола такой же, как и портландцемента. Если такие изделия твердеют при нормальной температуре или в пропарочных камерах, то механическая прочность их ниже прочности изделий, изготовленных на портландцементе, не содержащем песка, так как песок не вступает в химическое взаимодействие с цементом и в основном выполняет роль заполнителя. При автоклавной обработке изделий песок вступает в химическое взаимодействие с гидратом окиси кальция Са(ОН)г, выделяемым трехкальциевым силикатом, и образует гидросилнкаты кальция, повышаю¬
Асбестоцементные изделия
271
щие прочность изделия. В связи с этим асбестоцементные изделия, приготовленные на песчанистом портландцементе, должны подвергаться автоклавной обработке, в процессе которой под влиянием пара, высокой температуры и давления протекает достаточро быстро процесс взаимодействия кварцевого песка с гидратом окиси кальция, выделяющегося при гидратации портландцемента, и образование гидросиликатов кальция. Как показала практика, лучшие результаты дают песчанистые цементы, изготовленные из клинкера, содержащего больше 50% трехкальциевого силиката и песка и имеющего не менее 85% окиси кремния и не более 6% глинистых примесей.
Применение песчанистого портландцемента дает большой экономический эффект вследствие экономии цемента.
Асбест. Минерал асбест в природе встречается среди горных пород определенного химического состава, располагаясь большей частью жилами. Асбестовые минералы имеют волокнистое строение и при механическом воздействии способны распадаться на тончайшие волокна. Встречающиеся в природе виды асбеста можно разделить на две группы — кислотостойкие и некиелотостойкие. В группу кислотостойких асбестов входят крокидолит-асбест, антофиллит-асбест, амозит-асбест, актинолит-асбест и тремолит-асбест, а в группу некислотостойких лишь один хризотил-асбест, имеющий большое значение в промышленности. Мировая добыча ‘его составляет 95%, а всей* группы кислотостойких асбестов — не более 5%.
Химический состав хризотил-асбеста Теоретический) выражается формулой 3MgO • 2Si02 ? 2НгО, т. е. он является гидросиликатом магния. Молекулы асбеста прочно связаны между собой лишь в одном направлении, боковая же связь с соседними молекулами крайне слаба. Этим свойством объясняется очень высокая прочность асбеста на растяжение вдоль волокон и хорошая распушиваемость — расщепление поперек волокон. Диаметр волокна хризотил-асбеста колеблемся от 0,00001 до 0,000003 мм, практически хризотил-асбест распушивают до среднего диаметра волокон 0,02 мм, следовательно, даже тонко распушенное волокно является пучком огромного количества элементарных волокон. В среднем предел прочности при растяжении волокон асбеста равен 30000 кГ/см2. Но так как при распушке волокна асбеста подвергаются сжимающим, ударным и другим воздействиям, то прочность их после распущки снижается до 6000—8000 кГ/см2, что соответствует прочности высококачественной стальной проволоки.
Асбест обладает большой адсорбционной способностью. При смешивании с портландцементом и водой он адсорбирует и прочно удерживает на своей поверхности продукты гидратации цемента, которые прочно связывают волокна асбеста. Поэтому асбестоцемент является как бы тонкоармираванным цементным камнем.
Асбестоцементные изделия, применяемые в строительных конструкциях, обычно не подвергаются действию высоких температур; иногда асбестоцементные трубы используют в качестве дымовых, а асбестоцементные листы — для облицовки печей. Асбест в чистом виде или в смеси с другими материалами используют для теплоизоляции горячих поверхностей тепловых установок.
Хризотил-асбест несгораем, одйако при температуре 110° С он начинает терять адсорбционную воду, предел прочности при растяжении снижается на 10%, а при 368° С испаряется вся адсорбционная вода, что приводит к снижению прочности на 25—30%. После охлаждения асбест берет из воздуха потерянную влагу и восстанавливает свои свойства. При нагревании асбеста до температуры более 550° С удаляется хими¬
272
Глава VIII. Искусственные каменные материалы и изделия
чески связанная вода, теряется эластичность и прочность, асбест становится хрупким и после охлаждения свойства его не восстанавливаются; при температуре около 1550° С асбест плавится. Хризотил-асбест имеет малую тепло- и электропроводность, высокую щелочестойкость и слабую кислотостойкость.
Качество асбестоцементных изделий во многом зависит от качества асбеста и от тонкости помола цемента. В соответствии с ГОСТ качество хризотил-асбеста характеризуется следующими показателями: текстурой (степенью распущенности волокон), средней длиной волокна, эластичностью, влажностью, степенью засоренности галью и пылью.
Наибольшее влияние на качество продукции оказывает длина волокон асбеста, поэтому она является основным признаком, по которому асбест делят на сорта и марки. В зависимости от длины волокон установлено восемь сортов хризотил-асбеста. Асбест с наиболее длинными волокнами (более 18 мм) относят к нулевому и 1-му сортам, а с наиболее короткими (менее 1 мм) — к последнему, 7-му сорту. Для производства асбестоцементных изделий применяют 3, 4, 5 и 6-й сорта; асбест 7-го и 8-го сортов не используют, так как он содержит много гали и пыли, снижающих армирующее качество изделий.
Из группы кислотостойких асбестов наибольшее значение в промышленности имеет крокидоллит-асбест: его волокна очень прочны и длиннее волокон хризотил-асбеста. Как и амозит-асбест его используют в качестве добавки к хризотил-асбесту. Наиболее кислотостойким является антофиллит-асбест.'Отечественная промышленность использует в производстве асбестоцементных изделий только хризотил-асбест, так как его месторождения наибольшие.
Вода. При изготовлении асбестоцементных изделий потребляется большое количество воды, которая идет не только на приготовление асбестоцементной смеси, но и на промывку сукон и сетчатых цилиндров формовочной машины. Вода не должна содержать глинистых примесей, органических веществ и минеральных солей. Наиболее благоприятной -является температура воды 20—25° С, при температуре ниже 10° С снижается производительность формовочных агрегатов и замедляется твердение изделий, слишком высокая температура может вызвать быстрое схватывание цемента, что приведет к браку изделий.
Краски. Асбестоцементные стеновые плитки и листы окрашивают цветными цементами или минеральными щелочестойкими красками, добавляемыми к смеси. Краски обладают высокой красящей способностью, свето- и атмосфероустойчивостью и не взаимодействуют с продуктами гидратации цемента. Это редоксаид (искусственный железоокисный), сурик железный, природная мумия, охра, окись хрома, ультрамарин, перекись марганца, графит аморфный и др. Листы, предназначенные для облицовки стен и панелей санитарных узлов и кухонь, покрывают водонепроницаемыми эмалями и лаками, полученными на основе полимеров (глифталевых, перхлорвиниловых, нитроцеллюлозных).
3. ПРОИЗВОДСТВО АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИИ
Асбестоцементные изделия в настоящее время производят тремя способами: мокрым, полусухим и сухим. По мокрому способу изделия получают из асбестоцементной суспензии, по полусухому — из асбестоцементной массы и по сухому — из сухой асбестоцементной смеси. Наиболее широкое распространение получил1 мокрый способ, другие применяют лишь на опытных установках. Поэтому в настоящем учебнике рассмотрен только мокрый способ производства асбестоцементных изделий.
Асбестоцементные изделия
273
Технологическая схема производства включает следующие основные процессы:
складирование и хранение основных сырьевых материалов (асбеста и цемента);
составление «смески» асбеста из нескольких сортов и марок; обминание и распушка составленной смески асбеста;
приготовление асбестоцементной массы; силосование (складирование) асбестоцементной массы;
формование асбестоцементных изделий (облицовочные листы и кровельные плитки дополнительно прессуются);
предварительное твердение сформованных изделий;
механическая обработка изделий; складирование и твердение изделий.
На заводах асбестоцементных изделий цемент хранится в силосах, которые снабжены аппаратами для загрузки и разгрузки, а также аэрационной установкой, установкой, предохраняющей цемент от слежизания и обеспечивающей его большую подвижность при разгрузке силосов. Асбест доставляется на заводы в бумажных мешках или навалом в железнодорожных вагонах. На заводском складе его хранят в закрытом помещении на деревянном полу в отдельных отсеках для разных марок и сортов. Если асбест поступил на склад в таре, то его можно хранить в штабелях. Над каждым отсеком или штабелем* должна быть доска с указанием сорта и марки асбеста.
Для изготовления каждого вида изделий устанавливается смеска асбеста определенного состава, но не используется асбест какого-либо одного сорта. Так, для асбестоцементных волнистых листов, применяемых для покрытия кровель жилых зданий, смеска асбеста включает: 50% асбеста 5-го сорта и 50% асбеста 6-го сорта, причем общее содержание мягкой текстуры не должно превышать 50%, в том числе содержание в смеске асбеста марки М-6-40 не более 15%. Сорта асбеста и их процентное содержание в смесках нормируются специальными технологическими картами. Марки асбеста устанавливаются по наличию на складе завода асбеста различных сортов. Содержание асбеста в асбестоцементной массе устанавливают в зависимости от качества (технологической ценности) этих марок. При лучших марках содержание асбеста понижают и, наоборот, при использовании худших марок повышают.
Распушка асбеста — важная операция, она определяет в значительной мере качество продукции. Различают три вида распушки: сухой, мокрый и полусухой. Асбест обрабатывают в две стадии.
При мокром способе распушки (рис. 105, а) асбест замачивают в воде на 3—5 суток, затем разминают смеску на бегунах в воде. Вода проникает в микрощели и расклинивает волокна* вследствие чего они
* г
Рис. 105. Схемы распушки асбеста
а — мокрым способом:
/ — склад асбеста; 2 — участок для составления смесок асбеста; 3 — весовой дозатор; 4 — бегуны с увлажнением асбеста; 5— голлеидер; б— сухим способом; /—склад асбеста; 2 — участок для составления . смесок асбеста; 3 — бегуны; 4 — дезинтегратор (пушитель); 5 — эксгаустер; 6— камеры распушенного асбеста; 7 — весовой дозатор; 8 — голлендер
274
Глава VIII. Искусственные каменные материалы и изделия
распушиваются легче и более полно, чем при сухом способе. Увлажнение асбеста повышает эластичность волокон, что увеличивает их сопротивление излому при обработке на бегуна#. Предварительно распушенный асбест на бегунах окончательно распушивается в голлендере, в который добавляют цемент и воду; перемешивают до получения однородной асбестоцементной массу.
При сухом способе (рис. 105,6) распушку производят сначала на бегунах, а затем в дезинтеграторах (пушителях). В бегунах обминаются
Рис. 107. Голлендер периодического действия 1— ванна; 2 — перегородка; 3 — вал барабана; 4 — ножевой барабан, 5 — шкив; 6 и 7 — каналы; 8—съемный кожух; 9 — горка; 10 — рамка
а в пушителе происходит дальнейшее расщейление размятых пучков на отдельные волокна. Дезинтеграторы, применяемые для распушки асбеста, работают по принципу ударного воздействия на волокна быстровращающимися билами. Волокна асбеста воздушным потоком выносятся через разгрузочное окно в эксгаустер и далее в камеры, где создается запас асбеста. Окончательно же распушиваются волокна асбеста в аппарате для приготовления асбестоцементнрй массы — голлендере.
В настоящее время д.ця обминания асбеста получает все большее распространение валковая машина. Схема механизированной установки для увлажнения и обминания смески валковой машиной приведена на рис. 106. В отличие от бегунов эта машина дает высококачественный обмятый асбест непрерывным потоком.
Рис. 106. Механизированная установка для смешивация, увлажнения и обминания смески асбеста
1 — бункер асбеста; 2 — питатель; 3— дозатор; 4—смеситель-увлажнитель; 5—разравнивающее устройство; 6— валковая машина; 7 — приводные валки; 8 — свободно вращающиеся ралики; 9— пневматическое устройство; 10 — разравнивающий валик
7
Z
81)3“
гг j *
4
а а
с ножами; 11 — клапан; 12 — цатрубок; 13 — цожи
пучки асбеста и «при этом ослабляются связи между волокнами асбеста,
Асбестоцементные изделия
275
Голлендер (рис. 107) представляет собой металлическую или железобетонную ванну, разделенную посередине продольной перегородкой, не доходящей до краев. В одной половине ванны расположен барабан, снабженный стальными ножами, а под ним на дне ванны помещена чугунная коробка, в которой находится гребенка. Гребенка установлена под углом 1,5—2,5° к оси барабана, что обеспечивает лучшее распушивание волокон асбеста. Ванну наполовину заполняют водой, затем подают предварительно распушенный асбест. При вращении барабана (180—240 об/мин) смесь увлекается в зазор между ножами барабана и гребенкой, перебрасывается через горку, проходит по ванне и вновь попадает под барабан. Циркуляция смеси продолжается около 10 мин, степень распушки волокна при этом должна достигнуть 90—95%. Затем загружают цемент, добавляют воду и смесь дополнительно перемешивают. К концу перемешивания почти весь цемент адсорбируется на волокнах асбеста. Состав массы: 10—18% асбеста и 82—90% цемента. Количество воды в массе для производства асбестоцементных труб составляет около 97%, а для производства листовых асбестоцементных материалов — около 95%.
Голлендер — аппарат периодического действия, а формовочные машины являются непрерывно действующими. Для непрерывного питания формовочной машины необходимо создать запас асбестоцементной массы, который бы периодически пополнялся из голлендера. Такой запас создается в ковшовой мешалке (чане). Масса в ней перемешивается крестовиной с лопастями. На одном/валу с крестовиной находится каркасный круг — «ковшовый элеватор». Его ковши зачерпывают массу из чана и подают ее в приемную коробку листоформовочнрй или трубоформовочной машины.
В настоящее время на предприятиях отечественной промышленности начинают внедряться голлеядеры непрерывного действия (рис. 108), имеющие значительно большую производительность. В голлендере вода и асбест непрерывно загружается в ванну с одного конца, а готовая асбестовая суспензия вылявается с другого конца. Производительность голлендера соответствует производительности валкового обминателя.
При использовании голлендера и валковой машины непрерывного действия асбестоцементную массу приготовляют непрерырным потоком (рис. №9^. Смешивают непрерывно поступающую асбестоцементную суспензию с цементной суспензией в винтоврм смесителе, а из него асбестоцементная масса поступает в ковщоэую мещалку цли непосредственно в ванны формовочной машины.
Формование является наиболее важным процессом в производстве асбестоцементных изделий. Формуют изделия на листоформовочных и трубоформовочных машинах. Схематически работа машин представлена на рис. 110. Машина состоит из металлической ванны, в которую непрерывно по желобу подается жидкая асбестоцементная масса. В ванну помещен полый каркасный барабан (сетчатый цилиндр), обтянутый металлической сеткой. К поверхности цилиндра Е^алом прижимается лентаконвейер. Ведущий опорный вал приводит в движение ленту, которая вращает сетчатый цилиндр. Асбестоцементная масса тонким слоем осаждается на поверхности металлической сетки барабана, частично на ней обезвоживается за счет фильтрации воды через сетку и при вращении снимается с барабана, равномерно размещаясь на движущейся ленте. Перемещаясь на ленте, масса проходит через вакуум-коробку, где обезвоживается дополнительно, затем переходит на зращающийся форматный барабан, навивается на нем концентрическими слоями и уплотняется.
276
Глава VIII. Искусственные каменные материалы и изделия
При изготовлении листовых материалов навитая на форматный барабан определенной толщины масса разрезается и снимается с барабана. Эти листы дополнительно разрезаются на листы установленного размера, после чего плоские листы без дополнительного уплотнения подаются в пропарочные камеры. Листы, предназначенные для волни-
$ 2
Рис. 108. Голлендер не- рис> Ю9. Схема непрерывного приго-
прерывного действия товления асбестоцементной суспензии
1 — поступление асбеста; / — расходный бункер цемента; 2 — ротор-
2— поступление воды; 3— вы- Ный питатель; 3 — весовой дозатор; 4— ап-
ход асбестовой суспензии парат для приготовления цементной сус¬
пензии; 5 — электродвигатель; 6— винтовой смеситель; 7 — голлендер непрерывного действия
ровки, после снятия с форматного барабана разрезаются на форматы и укладываются на металлические волнистые прокладки, верхняя поверхность которых определяет форму волнируемого листа. В настоящее время на ряде заводов листы волнируют на автоматизированных линиях без прокладок.
В целях повышения механической прочности и плотности асбестоцементных листовых изделий и плиток их прессуют на гидравлических
Рис. 110. Схема формовочной машины
1 — мешалки; 2 — ванна; 3 — перегородка; 4 — сетчатый цилиндр; 5, 13 и 14—промывные трубки; 6 — прижимной вал; 7 — сукно; 8 — верхняя вакуум-коробка; 9 — металлический форматный цилиндр; 10 — опорный (ведущий) вал; 11 — направляющие валики; 12—нижняя вакуум-коробка; 15 — отбойный валик; 16 — отжимные валы; Qu С?2. — давления, соз¬
даваемые грузами, пружинами или гидравлическими цилиндрами
Асбестоцементные изделия
277
прессах. При прессовании плиток после достижения максимального давления пресса прессуемые листы необходимо выдерживать под давлением до тех пор, пока из них не перестанет выделяться вода, — тогда все давление пресса будет расходоваться на уплотнение листа. Практически продолжительность прессования плиток размером 40X40 см не превышает 10 мин, большие же асбестоцементные листы прессуют в течение
1 ч и более.
Для того чтобы изделия в кратчайший срок приобрели необходимую прочность, их пропаривают или выдерживают сначала на воздухе при нормальной температуре, а затем помещают в бассейны с теплой водой. Температура пропаривания обычно не превышает 50—60° С.
Твердение асбестоцементных листовых изделий, изготовленных на портландцементе, происходит в две стадии. Первая — предварительное твердение в пропарочных камерах при повышенной температуре в течение 12—16 ч. Для листовых изделий используют пропарочные камеры периодического действия (ямные или туннельные). После пропаривания листовые изделия освобождают от металлических прокладок и подвергают механической обработке (обрезке кромок, пробивке отверстий и т. п.). Окончательно отформованные листы направляются в утепленный склад, где проходит вторая стадия твердения в течение не менее 7 суток, и затем изделия отправляют потребителю.
Твердение асбестоцементных изделий, приготовленных на песчанистом портландцементе, протекает в среде насыщенного пара, находящегося под давлением. Перед загрузкой в автоклав изделия необходимо выдерживать некоторое время при нормальной температуре с тем, чтобы они приобрели прочность, достаточную для противодействия давлению расширяющегося в их порах воздуха. Если же сформованные изделия немедленно погрузить в автоклав и поднять в нем температуру, то воздух, заключенный в порах, расширяется, что может вызвать расслоение изделий по первичным слоям, связь между которыми в сформованных изделиях невелика.
Листовые асбестоцементные изделия после формования выдерживают 6—8 ч при нормальной температуре, затем подвергают кратковременному (4—5 ч) пропариванию, после чего направляют в автоклав. Процесс запаривания ё автоклаве с рабочим давлением 8 атм производится по следующему режиму: 1) изотермический прогрев с подъемом температуры до 174° С в течение 1 ч\ 2) выдержка при давлении 8 атм и температуре 174° С 6 ч\ 3) равномерный спуск давления до атмосферного
2 ч. Выгруженные из автоклава изделия направляют в отделение механической обработки, а затем на склад готовой продукции или потребителю.
Асбестоцементные листы, применяемые для стен кухонь и санитарных узлов, покрываются водонепроницаемыми эмалями и лаками на основе полимеров (перхлорвиниловые и пр.).
При производстве асбестоцементных труб технологические процессы распушки асбеста и приготовления асбестоцементной массы аналогичны этим процессам при производстве листовых материалов. Конструкция трубоформовочной машины сходна с конструкцией листоформовочной машины. Отличие заключается в том, что трубоформовочная машина имеет один сетчатый цилиндр, так как количество прокатываний формуемой трубы (от которых зависит её плотность, и прочность) уменьшается с увеличением количества цилиндров. Чем больше цилиндров, тем интенсивнее подается масса для формования трубы и тем меньше продолжительность формования. Вместо форматного барабана применяется форматная скалка, на которую навивается масса. При
278
Глава VIII. Иску ест венные каменные материалы и изделия
этом характерно, что волокна асбеста большей частью располагаются по окружнрети барабана в направлении его вращения. Это обстоятельство имеет существенное значение для обеспечения прочности напорных труб. Стенка асбестоцементной трубы может быть навита любой толщины. По окончании процесса навивания трубы форматный цилиндр-скалку с трубой снимают и устанавливают новую. Для облегчения снятия трубы со скалки трубу развальцовывают и отправляют на площадку предварительного твердения. Трубы длиной 3 м поступают на площадку вместе с форматными скалками, а трубы большей длины — с деревянными сердечниками.
Рис. 111. Конвейер для твердения трехметровых труб
/ — металлический каркас; 2 — бесконечная цепь; 3 — валики; 4 — деревянные брус 5 — счетно-маркировочное устройство
Предварительное твердение асбестоцементных труб происходит на конвейере (рис. 111). Он состоит из металлического каркаса, по которому движутся три бесконечные цепи, приводящие в движение валики. Валики катятся по настилу, вращая находящиеся на них трубы. Трубы укладываются на валики верхней цепи, дойдя до ее конца, они переходят на среднюю цепь, передвигаются в обратном направлении и поступают на нижнюю цепь, а пройдя весь конвейер, отвердевают к направляются в счетно-маркировочное устройство. В дальнейшем в течение 2—3 сут. при температуре 30—50° С трубы твердеют в водных бассейнах — железобетонных резервуарах высотой до 3,5 и шириной до 5 му в которые трубы укладывают штабелями. Бассейны сообщаются между собой трубопроводом, через который перекачивают воду из одного бассейна в другой. Иногда бассейны используют как пропарочные камеры. Для твердения труб малых и средних диаметров в настоящее время приме* няют механизированный бассейн, в котором трубы располагаются в бассейне на конвейере. В дальнейшем трубы поступают на склад, где их выдерживают до 14 суток.
Асбестоцементные трубы подвергаются механической рбработке, У всех труб обрезаются концы (у водопроводных они обтачиваются), часть трубы разрезается на кольца, из которых вытачивают муфты для соединения водосточных, канализационных и дымовых труб,
4. АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИИ
В настоящее время разработан новый комплект оборудования технологической линии автоматизированного производства крупнопанельных асбестоцементных листов на базе плоскосетчатой машины (рис. 112).
Асбестоцементные изделия
279
Технологическая линия состоит из двух отделений: заготовительного, в котором приготовляется асбестоцементная масса, и листоформовочного, в котором формуются изделия.
Асбестоцементную массу приготовляют в такой последовательности. Асбестовая шихта подается со склада в бункер питателя асбеста, далее отвешивается весовым дозатором и поступает в смеситель-увлажнитель, в котором асбест перемешивается й увлажняется до 33%. Увлажненная шихта подается в валковую машину для обминания асбеста встречновращающимися гладкими валками, а из нее поступает в машину для
I
Рис. 112. Схема плоскосетчатой листоформовочной машины
/ — лопастная мешалка; 2 — натяжной барабан; 3— поддерживающие валики; 4—направляющий валик; 5 — сетчатое полотно; 6 — вакуум-насос; 7 — приводной барабан; 8 — роликовый транспортер; 9 — пресс-валы; 10 — вакуум-коробки; И и 12 — бункера; /3—уплотняющие вибровалики; 14 — асбестоцементная масса
гидравлической распушки, куда одновременно вводят необходимое количество воды для получения асбестовой суспензии. Суспензия и оттарированный весовым дозатором цемент поступают в смеситель асбестоцементной массы. Перемешивание асбеста с цементом в смесителе происходит в вертикальном нисходящем потоке асбестовой суспензии при одновременном воздействии вращающихся и неподвижных лопастей. Асбестоцементная масса подается в ковшовую мешалку, которая питает плоскосетчатую листоформовочную машину. Производительность оборудования заготовительного отделения 60 м3/ч асбестоцементной массы 18%-ной концентрации, что обеспечивает выпуск 12 тыс. условных плиток в 1 ч.
Плоскосетчатая листоформовочная машину непрерывно подает асбестоцементную суспензию на сетку машины, обезвоживает суспензию, формует асбестоцементную ленту, уплотняет и дополнительно обезвоживает асбестоцементный лист. Отформованная асбестоцементная лента дополнительно уплотняется на прессе, а затем направляется на раскрой сырой ленты на листы заданных размеров. Раскроенные листы подвергают волнировке, затем укладывают в стопы и помещают на 3,5—4 ч в специальные камеры предварительного твердения при температуре 40—60° С; влажность в камерах поддерживают 90—95%-
Этот способ производства асбестоцементных плит снижает себестоимость продукции на 7% по сравнению с существующими. Степень автоматизации при этом достигает 98% при 100%-ной механизации труда на основных технологических линиях.
5. ЦВЕТНЫЕ асбестоцементные изделия
Отечественная асбестоцементная промышленность выпускает окрашенные изделия следующих основных видов: цветные листы, сформованные из цветной асбестоцементной суспензии; листы с цветной лицевой
280
Глава VIII. Искусственные каменные материалы и изделия
поверхностью, получаемой в процессе формования на листоформовочной машине; офактуренные листы и плитки, лицевая поверхность которых покрыта цветными эмалями.
Окраску изделий по всей толщине изделия получают при использовании цветного портландцемента заводского изготовления. При использовании обычных цементов пигмент загружают непосредственно в аппарат для приготовления массы одновременно с цементом. Этот способ требует большего расхода пигмента, и, следовательно, стоимость продукции повышается. Уступают окрашенные изделия изделиям, изготовленным на цветном цементе, я в декоративном отношении. В результате введения красящего порошка изделия получают также пониженную механическую прочность.
Асбестоцементные изделия с цветной лицевой поверхностью можно получать также путем непосредственной их окраски в процессе формования. Для нанесения на лицевую поверхность свежесформованных листов слоя цветного асбестоцемента на листоформовочной машине устанавливают дополнительно сетчатый цилиндр, в ванне которого находится окрашенная асбестоцементная суспензия, или на первичный слой асбестоцемента насыпают цветной цемент, перед тем как слой подходит к вакуум-коробке (посыпной метод). Таким способом получить интенсивно окрашенную поверхность не удается, так как через тонкий цветной слой просвечивает серая основная масса листа. Метод посыпки используют только при отделке плоских листов, так как при изгибе на цветном не армированном волокнами асбеста слое-образуется сеть мельчайших трещин с просвечиванием неокрашенной поверхности изделия. У плоских же листов получается гладкая интенсивно окрашенная лицевая поверхность. Покрасочный слой можно также наносить пульверизатором или офактуриванием и прокаткой на валках, на поверхности одного из которых выгравирован соответствующий рисунок.
Для предохранения облицовочных листов от коробления их лицевую поверхность окрашивают красками или цветными эмалями. Эти листы должны прессоваться и иметь гладкую поверхность. Окрашивают листы через 3—4 недели после формования. Если их влажность более 7%, то их подсушивают при температуре 50—60° С. Лицевую поверхность предварительно покрывают глифталевой грунтовкой, а затем окрашивают нитроэмалями, перхлорвиниловыми и аналогичными эмалями. Для повышения стойкости облицовочных листов против коробления при увлажнении их тыльную сторону также покрывают грунтовкой. Температуростойкость эмалей невысока (70° С), все они водонепроницаемы и щелочестойки’. Асбестоцементные листы, покрытые эмалями, применяют для облицовки стен кухонь, санитарных узлов, вестибюлей магазинов и т. д.
6. ОСНОВНЫЕ СВОЙСТВА АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИИ
Свойства асбестоцементных изделий определяются следующими основными факторами: качеством цемента, маркой асбеста, а также количественным их соотношением в массе; технологией обработки — степенью распушки и расположением волокон асбеста в изделии, степенью уплотнения массы, условиями и продолжительностью твердения, а также влажностью асбестоцемента. Прочность асбестоцементных изделий при увлажнении падает, и наоборот, при высушивании возрастает.
Асбестоцементные изделия обладают высокой сопротивляемостью разрыву, изгибу и сжатию. Предел прочности при растяжении непрессованных изделий 100—170, а при изгибе 160—270 кГ/см2. Прессованные асбестоцементные изделия имеют предел прочности при растяжении
Асбестоцементные изделия
281
200—250, при изгибе 270—420 и при сжатии до 450 кГ/см2; с возрастом механическая прочность и плотность изделий возрастают. Изделия из асбестоцемента обладают высокой морозостойкостью и водонепроницаемостью, под влиянием влаги не корродируют, поэтому могут применяться без окраски; по сравнению со сталью и чугуном имеют в несколько раз меньший коэффициент теплопроводности и в 3,5—4 раза меньший объемный вес. Асбестоцемент обладает высокими электроизоляционными свойствами, легко пилится, сверлится и ’шлифуется. При соответствующей технологии производства асбестоцементные трубы становятся почти непроницаемы для транспортируемого газа, особенно если газопровод проложен во влажных грунтах. Недостатком асбестоцементных изделий является коробление и слабое сопротивление воздействию удара.
ГЛАВА IX
МАТЕРИАЛЫ И ИЗДЕЛИЯ ИЗ МИНЕРАЛЬНЫХ РАСПЛАВОВ
Бурное развитие промышленного и гражданского строительства требует увеличения выпуска все новых и новых материалов и изделий, обладающих повышенными физико-механическими свойствами, высокой твердостью и кислотостойкостью, водонепроницаемостью, сопротивляемостью истиранию и декоративно-облицовочными свойствами. Такими новыми материалами являются материалы и изделия, получаемые из минеральных расплавов. Минеральные расплавы в зависимости от вида исходного сырья можно разделить на следующие группы: стеклянные расплавы, каменные расплавы, шлаковые расплавы, ситаллы и шлакоситаллы. /
1. МАТЕРИАЛЫ И ИЗДЕЛИЯ НА ОСНОВЕ СТЕКЛЯННЫХ РАСПЛАВОВ
Большое распространение среди материалов, получаемых из минеральных расплавов, получили материалы и изделия из стеклянных расплавленных масс. Эти материалы в виде стекла со всеми его разновидностями, а также в виде стеклянных изделий нашли широкое применение в строительстве, архитектуре, санитарной технике, пищевой, химической и других отраслях промышленности.
Стекло как строительный материал обладает рядом положительных технических свойств'. Физико-механические свойства стекла характеризуются следующими показателями:
Удельный вес . 2,2—6,8 г/сж3
Предел прочности:
при растяжении 3—9 кГ/мМ2
» изгибе 3,6—17 »
» сжатии . 30—120 »
Модуль упругости 50 000—100 000
Твердость по Моосу 5—7
Показатель хрупкости стекла —, характеризуемый отношением
модуля упругости к прочности при растяжении, колеблется от 1330 до 1500. Светопреломление оконного стекла принимают равным 1,5, свётопропускаемость в зависимости от длины волны видимого спектра колеблется от 0 до 97%.
По оптическим* свойствам различают стекло прозрачное, окрашенное, бесцветное и рассеивающее свет.
Листовое стекло
Листовое оконное стекло является наиболее распространенным видом плоского стекла. Стекло выпускается толщиной от 2 до 6 мм, светопропускаемость его в зависимости от толщины колеблется от 90 до 85% и понижается с увеличением толщины.
Материалы и изделия на основе стеклянных расплавов
283
Исходным сырьем для получения строительного листового стекла служат кварцевые пески, сульфат натрия или кальцинированная сода, известняк, доломит, уголь и некоторые другие вещества. Для получения светлого, прозрачного стекла применяют чистые кварцевые пески, не
Рис. 113. Схема производства строительного стекла
/ — сушильный барабан; 2 — вентилятор; 3 — циклон; 4 — элеватор; 5 —ситобурат; 6— бункер; 7 — транспортер; 8 — секционный бункер (склад сырья: мела, угля, соды н пр.); 0 — дезинтегратор; 10 —бегуны; И — молотковая дробилка; 12 — щековая дробилка; 13 — вагонетка-весы; 14 — смесители шахты;
15, 16 — стекловаренйая печь; 17 — машины для вытягивания стекла
содержащие окрашивающих окислов (окись железа, окись титана и др.). Листовое стекло получают двумя способами: путем вертикального или горизонтального вытягивания ленты из вязкой расплавленной стеклянной массы.
Технологическая схема производства строительного стекла (рис. 113) в основных чертах следующая. Исходные составляющие материалы тщательно подготовляют — сушат и очищают песок от посторонних примесей, а также отделяют крупные фракции щебня или гравия, дробят и сушат мел и доломит, размалывают уголь. Подготовленные материалы направляют в расходные бункера, а из них — в дозировочное отделение, где дозируют по весу и направляют в смеситель для приготовления шихты. Подготовленная шихта расплавляется в специальных печах непрерывного (ванные печи) или периодического (горшковые печи) действия. Шихту варят при температуре 1100—1200° С и затем выдерживают при этой температуре до полного отделения всех примесей, которые собираются на поверхности расплара в виде пены. В этог период
284
Глава IX. Материалы и изделия из минеральных расплавов
происходит и обесцвечивание стекла путем введения специальных добавок, а также удаление пузырьков воздуха и газа. Затем из расплавленной массы с помощью машин вертикального (рис. 114) или горизонтального типа вытягивают ленту стекла, которая проходит между валками машины, охлаждается и отжигается для снижения хрупкости.
Листовое стекло можно получить также способом литья с последующей прокаткой. Для этого стеклянную массу выливают на гладкую поверхность и прокатывают валками с гладкой или узорчатой поверхностью.
Разновидностями листового оконного стекла являются:
орнаментное, получаемое способом литья; одна сторона стекла гладкая, а другая тисненая, узорчатая;
с проволочной сеткой, получаемое способом литья или прокатом; при растрескивании не дает осколков и обладает высокой огнестойкостью;
защитное, получаемое специальной термической обработкой (для повышения прочности и упругости); предназначено для остекления автотранспорта;
«витрасил» — стекло, обладающее способностью рассеивать свет по всему помещению; не оказывает слепящего действия и не вызывает утомления зрения; является также хорошим тепло- и звукоизолятором;
облицовочное, применяемое для облицовки панелей стен жилых и общественных зданий; устойчиво против атмосферных влияний и гигиенично; выпускается прозрачным и окрашенным, с гладкой полированной поверхностью с одной стороны и с поверхностью, имеющей рисунок или орнамент с другой стороны.
За рубежом производят строительное стекло новых видов^ уменьшающих нагрев помещений от солнечных лучей. В США выпускают серое и бледно-голубое теплопоглощающее стекло, а также звукопоглощающее стекло с промежуточным слоем, поглощающим до 66% звука. Широкое распространение в США получило стекло, покрытое тонкими окиснометаллическими пленками, отражающими до 30% и более солнечных лучей.
Изделия из стекла
Профильное строительное стекло представляет собой элементы швеллерного и коробчатого сечения, формуемые на горизонтальных прокатных установках в виде бесконечной ленты, которую разрезают затем на отрезки длиной до 6000 мм. Стекло может быть бесцветным или окрашенным. Стеклодетали коробчатого сечения имеют ширину 110—250, высоту 50—55 и толщину 5—6 мм, а профильное стекло швеллерного сечения— ширину 250—500, высоту полки 35—40 и толщину 5—6 мм. Физико-механические свойства профильного стекла характеризуются следующими показателями:
Удельный вес 2,5 г/см3
Линейный коэффициент термического расширения .... 50*10—7 ед/град
Термическая стойкость . . . 100° С
Предел прочности при изгибе 900 кГ/см2
Модуль упругости , . 8000 »
Рис. 114. Схема работы машины вертикального вытягивания стекла
1—лента стекла; 2 — стеклянный расплав; 3 — валики; 4—секция машины; 5 — камера; 6 — горелка для поддержания высокой температуры в камере; 7 — холодильники
Материалы и изделия на основе стеклянных расплавов
285
При изготовлении конструкций из стеклодеталей между ними необходимо прокладывать различные герметики — мастики или специально изготовленные профилированные детали из губчатой резины или синтетических материалов.
Ограждения из профильного стекла в виде остекленных поверхностей дают мягкий рассеивающий свет, светопропускание их находится в пределах от 40 до 70%. Стена из коробчатых (в один ряд) или швеллерных (в два ряда) стеклодеталей по своим акустическим свойствам не уступает глухим межкомнатным оштукатуренным перегородкам из кирпйча и других материалов. Звукоизоляция таких конструкций составляет 23—31 дб, а коэффициент теплопередачи — 2,1—2,8 ккал/м2 • ч • град, в то время как для окон с двойным остеклением он равен 2,8—
4,5 ккал/м2 град. Предел прочности при изгибе конструкции из профильного стекла швеллерного сечения составляет 175, а из коробчатого— 90 кГ/см2\ огнестойкость конструкции равна 15—30 мин. Стекло устойчиво против воздействия концентрированных кислот, щелочей и влаги.
Профильное стекло используется для светопрозрачных ограждений и самонесущих стен в промышленном, гражданском и сельскохозяйственном строительстве, для устройства внутренних перегородок и прозрачных плоских кровель в зданиях различных типов. Можно его применять в виде крупноразмерных панелей только из стекла или в сочетании с металлическими, бетонными, кирпичными или деревянными элементами зданий.
Стеклянные блоки (стеклоблоки) представляют собой изделия, состоящие из двух прессованных полублоков, сваренных по периметру. Внутренняя полость блоков заполнена разреженным воздухом. Блоки изготовляют с разнообразной фактурой внутренней или наружной поверхности. В зависимости от профиля и размера стенок блока изменяется интенсивность и направленность световых лучей, а также создается равномерное освещение отдельных участков и больших площадей в зданиях. Светопропускание стеклоблоков составляет 35—40%.
В связи с тем, что в сваренных блоках внутри остается разреженный воздух, значительно уменьшается их коэффициент теплопроводности, который составляет в среднем 0,4 ккал/м» наград. Стеклянные блоки обладают также высокими звукоизоляционными свойствами: звукоизолирующая спосЬбность составляет 38—40 дб. Они хорошо сопротивляются действию высоких температур: огнестойкость вертикальных ограждений из блоков составляет 2,4 ч. Стеклянные блоки производят двух видов — прямоугольные и угловые. Прямоугольные стеклоблоки изготовляют пяти .типоразмеров: от 194X194X98 (или 60) до 300Х300Х Х60 мм, а угловые— 194X209X98 мм.
Стеклоблоки применяются для заполнения световых проемов и устройства наружных и внутренних светопрозрачных ограждений в жилых домах, учебных, торговых, административных и санитарно-лечебных зданиях, промышленных, сельскохозяйственных и спортивных сооружениях. Используют их для фасадов промышленных зданий, освещения лестничных клеток гражданских зданий, разного рода складских помещений и помещений, требующих верхнего света, а также в архитектурно-декоративных целях. Стеклянные блоки с успехом применяются в цехах с агрессивной средой и требующих хорошего освещения, а также в цехах, где характер производства требует создания постоянных климатических условий.
Стеклопакеты представляют собой два или несколько листов стекла, герметично соединенных между собой по периметру. Между стеклами
286
Глава IX. Материалы и изделия из минеральных расплавов
Имеется полость, заполненная сухим воздухом. Стеклопакеты изготовляют из оконного, витринного, армированного, узорчатого и других стекол толщиной от 2 до 8 мм, площадью до 5 м2\ расстояние между стеклами может быть, от 15 до 20 мм. Стеклопакеты выдерживают большую ветровую нагрузку, чем отдельные стекла такой же толщины. При остеклении стеклопакетами упрощается конструкция оконных проемов, увеличивается световая площадь и снижаются теплопотери: коэффициент теплопередачи стеклопакетов составляет 2,4—2*8 ккал/м2•наград. Светопропускание в зависимости от примененного вида стекла меняется в больших пределах — от 30 до 80%. Стеклопакеты обладают достаточной звукоизолирующей способностью — от 21 дЬ 31 дб.
Стеклопакеты применяются для остекления промышленных, гражданских и общественных зданий.
Стемалит представляет собой листовое стекло различной фактуры, покрытое с Одйой бороны глухими керамическими красками различных цветов (желтый, синий, красный, серый, черный и др.) Стемалит изготовляется из неполированного витринного или прокатного стекла толщиной 6—12 мм, площадью до 3 м2. Удельный вес стемалита 2,45—
2,5 г/см3, предел прочности при сжатии 80, а при изгибе 25 кГ/мм2. Материал отличается высокой устойчивостью против атмосферных воздействий, постоянством цвета, прочностью, термической стойкостью.
Стемалит предназначен для наружной и внутренней облицовки зданий; испрльзуется'также для изготовления многослойных навесных панелей.
Дверные полотна из стекла. Дверные полотна изготовляются из лйстового стекла, подвергнутого специальной термической обработке (закалке). Выпускаются из полированного, узорчатого и сырого прокатного стекла, бесцветного или окрашенного; толщиной 9—12 мм, размером до 2600X1040 мм. Отличаются большой прочностью: выдерживают удар стального шара весом 800 г, свободно падающего с высоты 2,5 м; предел прочности при сжатии 80—90, а при изгибе 23—27 кГ/мм2у объемный вес 2,45—2,47 г/см3.
Витринное стекло изготовляют из полированного и неполированного стекла толщиной 6—12 мм, площадью полотен от 4 до 12 м2. Стекло характеризуется высоким пределом прочности при сжатии — до 120 кГ/мм2, может бы1ъ плоским или гнутым. Применяют витринное стекло для остекления внутренних и наружных витрин и проемов в магазинах, ресторанах, клубах, кинотеатрах, выставочных залах, вокзалах, аэропортах И т. д.
Стеклянные коврово-узорчатые плитки получают в форме квадратов из непрозрачного прессованного или прокатного стекла различного цвета с глянцевой или матовой поверхностью. Размеры плиток 18X18X4, 22X22X4 и 23X23X4 мм. Плитка характеризуется высокой долговечностью и постоянством цвета. Применение ее позволяет обеспечить индустриальную отделку железобетонных панелей. Используется для наружной облицовки стеновых панелей и внутренней отделки помещений.
Стеклянные трубы получили широкое распространение в пищевой, фармацевтической, химической и других отраслях промышленности для удаления или транспортирования агрессивных жидкостей. Трубопроводы из стекла прозрачны, гигиеничны и имеют гладкую поверхность, что уменьшает сопротивление перемещаемым в них жидкостям. Стеклянные трубы изготовляют способами вертикального или горизонтального вытягивания и центробежным. Соединяют стеклянные трубы с помощью соединительных и уплотняющих устройств — муфт, резиновых манжет с затяжкой металлическими поясами. Коррозионностойкие трубы выпуска¬
Материалы и изделия из каменного расплава
287
ются диаметром 15—65 и длиной 100—3000 мм для жидкостёй с температурой до 120° С и давлением 3 атм.
Стеклобетонные конструкции в зависимости от несущей способности, свето- и звукоизоляции, а также других свойств подразделяются на стеновые, конструкции перекрытий и конструкции сводов и куполов. Несущей частью является железобетонный каркас, а стеклянные блоки заполняют световоё пространство каркаса. Конструкции можно успешно использовать для производственных и культурно-бытовых помещений, вокзалов, выставочных павидьонов. Стеновые конструкции (панели, блоки и др.) обладают необходимыми тёпло- и звукоизоляционными свойствами, хорошо освещают помещение, гигиеничны, не нуждаются в специальной отделке.
2. ма+ериаЛы и изделия из каменного РАСПЛАВА
Материалы из каменного расплава обладают высокими прочностью, износостойкостью и стойкостью в химически агрессивных средах. Это позволяет применять изделия для облицовки технологических аппаратов и узлов, работающих в наиболее тяжелых условиях, заменяя другие дорогостоящие материалы, в частности металлы.
Сырьем для получения каменного литья служат горные породы магматического происхождения, преимущественно базальты и диабазы, обладающие пониженной вязкостью в расплавах. По своему химическому составу базальты более постоянны, а каменное литье из них обладает высокой химической стойкостью и прочностью на истирание. Температура плавления базальта 1100—1450° С. Расплав обладает хорошими литейными качествами и кристаллизуется в течение 5—15 мин. В качестве сырья для получения светлого каменного литья используется кварцевый песок в количестве 45%, доломит 34%, мел илй мрамор 21%. Кроме основных материалов в шихту для снижения температуры плавления добавляе'Гся плавиковый шпат в количестве 3%, а для отбеливания расплава — 0,8% окиси цинка. Перед загрузкой в печь сырьевые материалы измельчают, просеивают и дозируют в заданном соотношении.
Для плавки Шихты используют шахтные, ванные, вращающиеся и электрические печи. Наиболее распространены ванные печи, работающие на шихте с небольшим количеством измельченных материалов. Плавка базальта в ваннных печах производится при температуре 1450° С. Готовый расплав из ванны стекает в разливочный копильник, где охлаждается до температуры 1250° С. Охлаждение расплава перед разливкой благоприятно сказывается на структуре отливаемых изделий и уменьшает количество усадочных дефектов (трещин, раковин).
Для разливки расплава применяют формы (кокили) из чугуна или жароупорной стали (постоянные формы), из силикатных материалов (временные формы) и земляные (одноразовые формы). Для уменьшения внутренних напряжений, возникающих при охлаждении, отливки подвергают кристаллизации и отЖигу. Степень кристаллизации расплава Изменяется в зависймости от свойств расплава и размеров изделий. Кристаллизацию и отжиг проводят в специальных печах (муфельных, туннельных, камерных) при температуре 800—900° С, затем изделия перемещают в зойу отжйга, а оттуда на склад готовой продукции.
Изделия из каменного лйтья находят широкое применение в угольной, горно-обогатительной и металлургической промышленности для футеровки бункеров, гечёк, корпусов флотационных машйн и т. д.
288
Глава IX. Материалы и изделия из минеральных расплавов
Плитки из каменного литья с успехом заменяют металл; их используют для полов в цехах с агрессивными средами и для футеровки аппаратов, подверженных сильному истирающему воздействию. Изделия из каменного литья применяются на химических заводах в качестве футеровки травильных ванн, всевозможных отстойников и пр.
3. МАТЕРИАЛЫ И ИЗДЕЛИЯ ИЗ ШЛАКОВЫХ РАСПЛАВОВ
Материалы и изделия из шлаковых расплавов являются разновидностью изделий, получаемых из расплавленных горных пород. Огненно-жидкие шлаки металлургической промышленности являются ценным сырьем для получения различных материалов и изделий. Про-
Рис. 115. Технологическая схема производства термозита (шлаковой пемзы)
/ — ковш с жидким шлаком; 2 — бункер; 3 — центробежная машина; 4 — крыльчатка; 5 — привод крыльчатки; 6 — насос для подачи воды; 7 — охлаждающий экран; 8 — бункер для вспученного шлака; 9 — транспортер
Рис. 116. Схема каскадного лотка
1 — боковая стенка лотка; 2 — перфорированные трубы; 3 —магистральный водопровод; 4—каскады;
5 — металлический корпус
изводство изделий из шлаковых расплавов выгодно и экономически, поскольку для их получения не требуется дополнительных затрат топлива, отпадает необходимость в специальных плавильных печах, значительно снижаются удельные капитальные вложения и себестоимость единицы продукции. Однако для надлежащего качества выпускаемых изделий шлаковые расплавы нуждаютря в обогащении специальными добавками, что несколько усложняет производство изделий. Из огненножидких шлаков получают изделия для покрытий полов промышленных предприятий, облицовочные плитки, используемые в коррозионных средах, тюбинги для крепления горных выработок, легкие материалы — термозит, шлаковую вату и др.
Термозит представляет собой ячеистый материал, получаемый в результате вспучивания расплавленного шлака при быстром его охлаждении. Вспучивание шлака осуществляется на специальных машинах центробежным способом, на каскадных лотках или в бассейнах. При центробежном способе (рис. 115) расплавленный шлак сливается в приемный бункер, из которого затем поступает в центробежную машину, в которую одновременно подается и вода. Расплавленный шлак под действием вращающейся крыльчатки распыляется, вспучивается парами воды и. под действием центробежной силы отбрасывается на охлаждающий экран. Под ним устанавливается приемный бункер и транспортер для удаления готового термозита.
Ситаллы и шлакоситаллы
289
Производство термозита на каскадных лотках основано на том, что струя шлакового расплава, стекая с полки на полку, оказывается между двумя струями воды, которая, испаряясь, вспучивает расплав. Каскадный лоток представляет собой металлическую четырехступенчатую конструкцию с наклонными полками, перед которыми расположены перфорированные трубы для подачи воды (рис. 116).
Сущность бассейнового способа заключается в том, что в металлический ящик размером 6X6 м поступает шлаковый расплав. В днище ящика имеются отверстия, а под ящиком — специальные карманы, в которые под давлением поступает вода. Струи воды, поступающие снизу, пронизывают слой расплавленного шлака и вспучивают его под действием образующегося пара и выделяющихся газов.
Объемный вес термозита колеблется от 300 до 1100 кг/м3 в зависимости от размера кусков и степени вспучивания. Щебень из термозита является хорошим заполнителем для получения легких термозитобетонов. -При заливке расплавленного шлака в специальные формы можно получать изделия различного* профиля и конфигурации. Для уменьшения напряжений и предотвращения образования трещин в период кристаллизации и последующего охлаждения изделий в формы перед заливкой укладывается стальная арматурная сетка.
Проведенные исследования показывают, что в местах размещения металлургических заводов и близлежащих районах преимущественное применение в ограждающих и несущих легкобетонных конструкциях должна найти шлаковая пемза, как весьма эффективный в экономическом отношении материал. Себестоимость шлаковой пемзы составляет 1,5—1,7, а керамзита 2—6 руб/м3.
Шлаковая вата —это материал, состоящий из тончайших волокон, получаемых из расплавленных огненно-жидких доменных шлаков или других минеральных расплавов с модулем кислотности больше единицы. Технологический процесс производства шлаковой ваты заключается в следующем. В вагранку загружают доменный шлак соответствующего состава и определенной крупности (до 50—70 мм) и топливо, обладающее высокой механической и термической прочностью, — кокс, термоантрацит, древесный уголь. При температуре 1200—1400° С образуется шлаковый расплав, он вытекает через летку вагранки, раздувается струей пара и осаждается в виде тонких нитей в камере осаждения. Отсюда минеральная вата с помощью транспортера перемещается в камеру охлаждения и поступает на пост изготовления матов. Здесь перемещаемый слой шлаковой ваты выравнивают, обклеивают бумагой или картоном, режут на куски заданной длины и отправляют на склад готовой продукции. Объемный вес матов колеблется от 250 до 300 кг/м3, средний коэффициент теплопроводности равен 0,05 ккал/м • ч • град.
4. СИТАЛЛЫ И ШЛАКОСИТАЛЛЫ
Ситаллы представляют собой стеклокристаллические материалы, получаемые из стекла в результате его полной или частичной кристаллизации. По внешнему виду ситаллы могут быть темного, коричневого, серого и кремового цветов, глухие (непрозрачные) и прозрачные. Материал обладает большой прочностью (до 5000 кГ/см2) и высокой стойкостью к химическим и тепловым воздействиям, хорошими диэлектрическими свойствами и может широко использоваться для производства различных электро- и термостойких изоляторов.
Ситаллы получают методом вытягивания, выдувания, прокатки и
290
Глава IX. Материалы и изделия из минеральных расплавов
прессования, добавляя к стеклянным расплавам специальные вещества (минерализующие катализаторы), улучшающие кристаллизацию: соединения фторидов или фосфатов щелочных или щелочноземельных металлов, способных легко кристаллизоваться из расплавов. По сравнению с производством изделий из стекла технология ситаллов несколько сложнее — требуется дополнительная термическая обработка, в процессе которой происходит превращение стекла в стеклокристаллическое состояние.
На основе ситаллов получают различные клеи для склеивания металла, стекла, керамики. Ситаллы могут использоваться и в виде конструктивного и отделочного материала в промышленном и гражданском строительстве.
Ситаллопласты — материалы, получаемые на базе пластических масс (фторопластов) и ситаллов. Они обладают высокой износоустойчивостью и химической стойкостью. Для изготовления ситаллопластов ситаллы измельчаются до получения порошка заданного гранулометрического состава. В дальнейшем процесс не отличается от технологии изготовления пластмасс, с той, однако, разницей, что с добавкой ситалла усадка пластмассы меньше. Ситаллопласты находят применение в качестве антифрикционных и конструктивных материалов, а также могут использоваться в промышленности, где ни ситаллы, ни пластмассы, отдельно взятые, не удовлетворяют требованиям высокой пластичности, износоустойчивости и химической стойкости.
Шлакоситаллы и изделия из них. Большое внимание в производстве строительных материалов уделяется использованию местного сырья и отходов других отраслей, промышленности. Одним из новых микрокристаллических материалов, получаемых из огненно-жидких металлургических шлаков, являются шлакоситаллы. В настоящее время освоен выпуск листового и прессованного шлакоситалла и изоляторов на основе холодных гранулированных металлургических доменных шлаков. у Шлакоситалловые изделия характеризуются высокими физико-техническими свойствами, обладают высокой износоустойчивостью, прочностью, стойки к химической агрессии, хорошо сопротивляются атмосферным воздействиям, не обладают токсичностью.
Сочетание физико-механических свойств шлакоситаллов обуславливают возможность их Широкого использования в строительстве: для полов промышленных и гражданских зданий, декоративной и защитной облицовки наружных и внутренних стен, перегородок, цоколей, футеровки строительных конструкций, подверженных химической агрессии или абразивному износу, кровельных покрытий отапливаемых и неотапливаемых промышленных зданий, облицовки слоистых панелей навесных стен зданий повышенной этажности; все большее развитие получают пеношлакоситалловые конструкции, трубы и другие изделия. Экономический эффект использования изделий из шлакоситаллов обуславливает, дальнейшее расширение номенклатуры изделий.
ГЛАВА X ЛЕСНЫЕ МАТЕРИАЛЫ
А. ОБЩИЕ СВЕДЕНИЯ
Наша страна по запасам древесины является самой богатой в мире: около 30% всей территории Советского Союза занимают леса, что составляет более !/з общей площади лесов земного шара. Лесные богатства распределены по территории Союза неравномерно; большая часть лесов расположена на севере европейской части Союза, в Карелии, на севере Сибири и на Урале. Большинство южных районов бедны лесом, и древесина в этих районах не является местным строительным материалом. Особенно велики у нас запасы хвойных лесов, дающих наиболее ценную древесину, применяемую в строительстве.
1. СВОЙСТВА ДРЕВЕСИНЫ КАК СТРОИТЕЛЬНОГО МАТЕРИАЛА
Как строительный материал древесина обладает рядом положительных свойств: сравнительно высокой прочностью при небольшом объемном весе, достаточной упругостью и малой теплопроводностью. В благоприятных условиях эксплуатации деревянные постройки и строительные детали сохраняются очень долго, несколько сотен лет. Благодаря этим качествам и относительно невысокой стоимости древесина широко применяется в строительстве.
К недостаткам древесины как строительного материала можно отнести следующие свойства:
анизотропность, т. е. неоднородность строения, обуславливающую различие показателей прочности и теплопроводности вдоль и поперек волокон, что создает некоторые затруднения при применении древесины в строительстве;
гигроскопичность — способность поглощать и отдавать влагу в весьма значительном количестве при изменении влажности и температуры окружающего воздуха, что ведет к набуханию (при возрастании влажности) или усушке (при уменьшении влажности) древесины с изменением ее объема. Так как вследствие анизотропности древесины эти изменения размеров в различных направлениях неодинаковы, то они вызывают внутренние напряжения, приводящие к образованию трещин и короблению материалов;
загниваемость, выражающаяся в способности древесины разрушаться под действием микроорганизмов, особенно при нахождении в неблагоприятных условиях эксплуатации;
сгораемость и легкая воспламеняемость, делающие деревянные постройки и конструкции огнеопасными, особенно если не приняты специальные меры для защиты их от возгорания;
L9*
292
Тлава X. Лесные материала
изменение прочности даже в пределах одной и той же породы в зависимости от условий роста дерева или наличия тех или иных пороков. Это изменение может быть довольно большим, что обусловливает значительные колебания прочности и, следовательно, затрудняет и осложняет расчеты деревянных конструкций.
Строители должны хорошо знать как положительные, так и отрицательные свойства древесины, чтобы уметь, применяя ее в качестве строительного материала, смягчить и ослабить влияние отрицательных качеств и в максимальной степени использовать положительные, тем более что современная технология обработки древесины позволяет в значительной степени снизить указанные недостатки.
2. СТРУКТУРА ДРЕВЕСИНЫ
Строение древесины изучают при увеличении различной силы или в некоторых случаях невооруженным глазом. Строение, достаточно хорошо видимое невооруженным глазом или при слабом увеличении (через лупу), называется макроструктурой, а видимое лишь при сильном увеличении (в микроскоп) — микроструктурой.
Макроструктура древесины
Достаточно полное знакомство с макроскопической структурой древесины можно получить при изучении разрезов ствола дерева по трем направлениям: тангентальный разрез, проходящий плоскостью по хор-
Рис. 117. Разрезы ствола Рис. 118. Торцовый разрез ствола
дерева / — кора, 2 — луб; 3— камбий; 4 — забо-
/ — торцовый; 2 — радиаль- лонь; 5— ядро; 6 — сердцевина
ный; 3—тангентальный
де поперечного сечения на некотором расстоянии от оси ствола; торцовый, или поперечный, разрез, проходящий плоскостью, перпендикулярной оси ствола, и радиальный разрез, проходящий плоскостью через ось ствола (рис. 117).
Хорошо различаются особенности строения ствола дерева при детальном рассмотрении торцового (поперечного) разреза, показанного на рис. 118. Кора, защищающая дерево от механических повреждений, состоит из двух слоев — наружного (корки) и внутреннего (луба). Лубяной слой в растущем дереве служит для доставки питательных веществ, необходимых для развития, из кроны дерева вниз; в нем и от¬
Общие сведения
293
кладываются запасы этих веществ. Находящийся под лубом тонкий слой камбия состоит из живых клеток. Слой камбия откладывает в сторону луба лубяные клетки, а к центру дерева — клетки древесины, причем количество откладываемых клеток древесины больше, чем число клеток луба, и размеры клеток древесины значительно крупнее лубяных, вследствие чего древесина растет значительно быстрее, чем лубяной слой коры.
Толстый слой древесины, находящийся за камбием, состоит из ряда тонких концентрических слоев; наружная часть их называется заболонью и внутренняя часть — ядром. Ядро состоит из полностью отмерших клеток, заболонь — из более молодых, растущих клеток, поэтому влажность заболони свежесрубленного дерева хвойных пород значительно выше влажности ядра. Эти два слоя древесины хорошо различаются на торцовом разрезе ствола некоторых древесных пород, так как окраска ядра, например у дуба, сосны и кедра, темнее заболони. У других пород дерева, например у бука, ели и пихты, центральная часть древесины, имеющая все свойства ядра, неразличима по цвету с периферийной частью (заболонью). Такая древесина носит название спелой древесины. -Существуют породы дерева, например береза, клен, ольха, не имеющие ядра.
Таким образом, все древесные породы можно разделить на ядровые, имеющие ядро и заболонь, заболонные, лишенные ядра и имеющие только заболонную древесину, и спелодревесные, имеющие заболонь и спелую древесину.
В центральной части ствола на всем его протяжении расположена сердцевина, состоящая из клеток с тонкими стенками, слабо связанными между собой. Сердцевина и вырастающие в первый год существования дерева побеги образуют сердцевинную трубку диаметром 1 — 10 мм в зависимости от породы и возраста дерева. Эта часть ствола является самой слабой, так как легко -крошится и легче других загнивает.
На торцовом разрезе ствола при небольшом увеличении можно заметить значительное количество концентрически расположенных слоев. Каждый такой слой образуется в течение вегетационного периода и соответствует одному году жизни дерева; почему и носит название годового слоя или годичного кольца. В зависимости от условий роста годовые слои бывают различной ширины даже у деревьев одной и той же породы. Весной образуются тонкостенные клетки ранней древесины годового слоя, летом — прочные толстостенные клетки поздней древесины. Различие в тканях ранней и поздней древесины сосны показано на рис. 119 по всем трем разрезам. На свойствах древесины не так существенно отражается ширина годовых слоев, как процентное содержание в ней наиболее ценной и прочной поздней древесины, которое колеблется в значительных пределах.
В древесине лиственных пород движение влаги происходит по сосудам (трубочкам), расположенным вдоль ствола и на поперечном разрезе ствола, имеющим вид округленных отверстий. В древесине некоторых лиственных пород (дуб, ясень, вяз) расположены крупные и мелкие сосуды; крупные находятся в ранней части годового слоя, а мелкие собраны в группы или распределены равномерно по площади поздней части. Такие породы называются кольцесосудистыми. На рис. 120 показано строение дуба при различных разрезах древесины. В древесине таких лиственных пород, как береза, осина, клен, липа и др., крупных сосудов нет и резкого различия между ранней и поздней частью годового слоя не наблюдается. Эти породы называют рассеяннососудистыми.
294
Глава X. Лесные материалы
Ториодый
Рис. 119. Разрезы древесины сосны
ГС — годовой слой; СЛ — сердцевинный луч; СХ — вертикальный смоляной ход; 0/7 — окаймленные поры; MJ1 «— многорядный луч
Ториодый
Рис. l!20. Разрезы древесины дуба (кольцесосудистая порода)
Торцовый разрез
У
Рис. 122.
Сердцевинные разрезах дуба
лучи на
Рис. 121. Разрез древесины клена (рассеянно-сосудистая порода)
На рис. 121 видно строение древесины клена, относящегося к рассеянно-сосудистой породе.
В отличие от лиственных пород, хвойные деревья не имеют сосудов, а состоят в основном из замкнутых удлиненных клеток, носящих название трахеид, причем у большинства хвойных пород между трахеидами преимущественно в поздней части годового слоя находятся смоляные ходы — межклеточные пространства, заполненные смолой. Они видны на торцовом разрезе лишь при некотором увеличении, но на продоль¬
Общие сведения
295
ном (радиальном) разрезе обозначаются значительно лучше — в виде темных линий.
На торцовом разрезе дерева кроме годичных колец можно видеть невооруженным глазом узкие полосы, направленные по радиусам и называемые сердцевинными лучами. На радиальном разрезе дуба они особенно хорошо заметны и имеют вид довольно широких лент (рис. 122). Многие древесные породы легко различаются именно по форме и расположению сердцевинных лучей и образуемому их сечением узору.
Микроструктура древесины
При изучении микроструктуры древесины при сильном увеличении под микроскопом можно видеть, что она состоит из очень большого числа живых и отмерших клеток, имеющих различную форму и величину. Каждая живая клетка имеет оболочку и находящиеся внутри нее протоплазму, клеточный сок и ядро.
Протоплазма представляет собой растительный белок, состоящий из углерода, водорода, кислорода, азота и серы.
Ядро по химическому составу очень близко к протоплазме и отличается от нее лишь содержанием фосфора. Ядра встречаются различных форм, но преобладает овальная форма. Оболочку клеток образует в основном природное высокомолекулярное полимерное вещество, называемое целлюлозой или клетчаткой (C6Hio05)n. В процессе роста клетки происходит весьма важное изменение оболочки — ее одревеснение, которое обуславливается появлением в веществе стенок лигнина.
Клетки древесины весьма разнообразны по форме; по функции в живом дереве различают проводящие, механические и запасающие клетки.
Проводящие клетки служат главным образом для передачи питательных веществ от корней к ветвям и листьям. Это упомянутые выше сосуды и некоторые трахеиды. Вид сосудов и трахеид при сильном увеличении под микроскопом дан на рис. 123.
Механические клетки вытянуты в длину, имеют толстые стенки и узкие внутренние полости. Они плотно соединены между собой и в лиственных породах, равномерно распределены по годовому слою, что и придает древесине большую прочность. В древесине лиственных пород функции механических, (опорных) клеток выполняют либриформ-клетки веретенообразной формы длиной 0,3—2 и диаметром 0,2 мм, которые составляют основную массу ствола, а в древесине хвойных пород — трахеиды поздней древесины. Прочность древесины бывает тем выше, чем большую часть ствола занимает летняя (поздняя) древесина, состоящая из механических клеток с более толстыми стенками, чем клетки весенней (ранней) древесины.
Запасающие клетки находятся главным образом в сердцевинных лучах. Служат они для хранения питательных веществ и передачи их живым клеткам в горизонтальном направлении.
Рис. 123. Сосуды и трахеиды древесины
а — сосуды липы (/), бука (2) и дуба (3); б— трахеиды ранней (4) и поздней (5) древесины
296
Глава X. Лесные материалы
3. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ ДРЕВЕСИНЫ
Несмотря на бурное развитие промышленности новых полимерных строительных материалов, обладающих прекрасными строительными качествами, древесина все же остается основным органическим материалом как для строительства зданий, так и для изготовления многочисленных и разнообразных строительных деталей. Древесина разных видов широко применяется в современном строительстве в качестве элементов конструкций стен и перекрытий зданий, а также для заводского изготовления сборных стандартных деревянных домов. Очень большое количество древесины расходуется в процессе строительства в качестве подсобного и вспомогательного материала на устройство временных сооружений, строительных лесов, опалубки при бетонных работах, свай, столбов, ограждений и пр. Большой ассортимент столярных изделий, изготовляемых, как правило, из древесины лучшего качества, и многочисленные отделочные материалы также требуют громадного количества древесины ценных пород.
Применение древесины в строительстве должно быть экономически обосновано с учетом всех возможностей ее использования или замены новыми материалами--сборным железобетоном, гипсовыми, асбестоцементными, пластмассовыми и др. Большой экономический эффект дает также использование древесных отходов, из которых вырабатывают древесностружечные и древесноволокнистые плиты и другие материалы и изделия.
Основными путями экономии древесины в народном хозяйстве являются:
бережное применение древесины в строительстве;
рациональный выбор технологических процессов и режимов переработки древесины и уменьшение отходов;
полное использование всех отходов древесины;
правильное хранение на складах и перевалочных базах;
правильная эксплуатация;
соответствующая обработка антисептиками и антипиренами.
Б. ФИЗИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
1. ОТНОШЕНИЕ К ВЛАГЕ Влажность древесины
Влажность древесины оказывает очень большое влияние на ее свойства. Определяется она по формуле
w = °х 100%
G 8
где w,— влажность; G\ — вес образца до высушивания; G2 — вес образца после высушивания до постоянного веса.
Условно нормальной считается влажность 15%, и при определении физических свойств древесины результаты их следует приводить для сравнения к этой влажности.
Различают влагу, находящуюся в древесине в свободном состоянии, т. е. когда она заполняет полости клеток, сосудов и межклеточные пространства, и влагу гигроскопическую, находящуюся в стенках клеток и сосудов в виде ультра микроскопических тонких слоев. При высыхании древесина сначала теряет свободную влагу и только после полного ее
Физические и механические свойства древесины
297
удаления начинает выделять гигроскопическую влагу. Влажность древесины, соответствующая предельному количеству гигроскопической влаги, называется точкой насыщения волокон; у различных пород древесины она колеблется в сравнительно узких пределах — 23—31%. Процесс высыхания древесины начинается с испарения влаги с поверхности наружных слоев, а влага внутренних слоев постепенно продвигается к наружным.
По степени влажности различают древесину свежесрубленную, имеющую влажность 35% и выше; воздушно-сухую с влажностью 15—20%; комнатно-сухую с влажностью 8—13%, а также мокрую, влажность которой больше, чем у свежесрубленной древесины, и может быть больше 100%.
Влажность, которую приобретает древесина, находясь долгое время на воздухе с постоянной относительной влажностью и температурой, называется равновесной. Древесина достигает ее в момент, когда упругость паров воды окружающего воздуха становится одинаковой с упругостью паров воды на поверхности древесины. Для определения влажности древесины, находящейся в помещении с различной температурой и влажностью окружающего воздуха, служит диаграмма, составленная Н. Н. Чулицким. На этой
диаграмме (рис. 124) по ординате отложена влажность воздуха, по абсциссе — температура воздуха; наклонные линии характеризуют соответствующую влажность древесины. Диаграмма дает возможность установить влажность с точностью до 0,75%.
Гигроскопичность и водопроницаемость древесины
Гигроскопичностью древесины называется свойство поглощать из воздуха пары воды; степень поглощения зависит от температуры воздуха и его относительной влажности. Каждому сочетанию влажности воздуха и его температуры соответствует определенная гигроскопическая влажность древесины данной породы. Так как влажность воздуха непостоянна, то влажность древесины колеблется. Влажная древесина отдает влагу окружающему воздуху, сухая древесина поглощает ее. Изменение влажности древесины в интервале от 0% до точки насыщения волокон вызывает изменение объема древесины, что ведет к ее короблению в строительных конструкциях- и может вызывать появление трещин.
В целях уменьшения гигроскопичности древесины и предохранения деревянных конструкций от усушки или разбухания разработаны меры ее защиты. Наиболее простым способом уменьшений гигроскопичности древесины является покрытие ее поверхности красками и лаками, дающими водо- и паронепроницаемую пленку, которая механически препятствует прониканию влаги в древесину: Однако подобные покрытия предохраняют древесину лишь на короткое время, особенно при тяжелых условиях эксплуатации и при низком качестве защитных красок и лаков.
-20Ю 0 1020 Ш 5060 706090100 Температура воздуха t, °С
Рис. 124. Диаграмма для определения влажности древесины
298
Глава X. Лесные материалы
Лучшая стабилизация влажности древесины достигается путем .ее термической или химической обработки.
Колебания влажности древесины в результате гигроскопичности могут быть весьма значительными как по времени года, так и по условиям эксплуатации. Так, наибольшая влажность древесины мебели (до 11,6%) наблюдается осенью в августе — октябре, а наименьшая — в марте, т. е. по окончании зимнего отопительного сезона (в условиях Ленинграда). Установлено, что система отопления может влиять на влажность мебели: мебель, находящаяся в комнатах с местным печным отоплением, имеет влажность, на 2—3% большую, чем в помещениях с центральным отоплением. Это в одинаковой степени относится к древесине полов, дверей и прочих внутрикомнатных конструкций.
Водопроницаемость древесины зависит от породы дерева, первоначальной влажности, характера плоскости разреза (торцовый, радиальный, тангентальный), возраста древесины, ширины годичных слоев и других причин. Водопроницаемость характеризуется количеством воды, профильтровавшейся через поверхность образца в определенный отрезок времени, в г/см2. Как правило, у хвойных пород она значительно меньше, чем у лиственных. Водопроницаемость через торцовую поверхность среза древесины значительно больше, чем через радиальную и тангентальную.
Усушка и разбухание древесины
Свежесрубленная древесина может поглотить некоторое количество воды, причем количество гигроскопической влаги остается неизменным. Поэтому линейные размеры и объем древесины не изменяются, хотя вес ее увеличивается. Такое постоянство размеров сохраняется и при высыхании древесины вплоть до точки насыщения волокон. При уменьшении влажности ниже этой точки начинается усушка древесины — уменьшаются ее линейные размеры и, следовательно, объем. При увлажнении сухой древесины до точки насыщения волокон стенки клеток утолщаются (набухают), что приводит к частичному уменьшению внутренних размеров клеток и, главным образом, к увеличению их наружных размеров. В результате возрастают и наружные размеры увлажняемого куска древесины. Вследствие неоднородности строения древесина усыхает или разбухает в различных направлениях неодинаково: вдоль волокон полная линейная усушка не превышает 0,1—0,3%, в радиальном направлении она составляет от 3 до 6%, а в тангентальном — от 7 до 12%.
Ввиду того что усушка вызывается уменьшением толщины клеточных стенок, древесина с толстостенными клетками усыхает сильнее древесины с тонкостенными клетками, поэтому усушка плотных (тяжелых) пород больше усушки древесины рыхлых (легких) пород. Степень усушки характеризуется коэффициентом объемной усушки — величиной уменьшения объема древесины, соответствующего понижению влажности на 1 % в пределах от точки насыщения волокон до абсолютно сухого состояния. Объемная усущка вычисляется с точностью до 0,1% по формуле
у0 = Vl~ v* 100%,
vt
где Vi и Уг — объем образца до высушивания и после.
Коэффициент объемной усушки Ко определяют с точностью до 0,01 % по формуле
Физические и механические свойства древесины
299
од
где w влажность образца в %; она не должна превышать точки насыщения волокна.
Усушка древесины вызывает образование щелей в местах соединения отдельных деревянных конструктивных элементов, а при увлажнении отдельные элементы конструкций увеличиваются в объеме. Поэтому целесообразно применять древесину с такой влажностью, которая соответствовала бы условиям ее службы в конструкциях.
В результате неодинаковой усушки в различных направлениях и неравномерности высыхания возникает коробление древесины. Так как усадка древесины в тангентальном направлении больше, чем в радиальном, боковые края досок стремятся выгнуться в сторону выпуклости годовых слоев (рис. 125). Наибольшему короблению подвержены доски, выпиленные ближе к поверхности бревна, так как здесь усушка в тангентальном направлении больше, чем в средних слоях. Доска, выпиленная из середины бревна, вследствие симметричного распределения напряжений не коробится, но получает в сечении слегка клинообразную форму, потому что усушка у краев больше, чем посередине.
Если высыхание с поверхности происходит быстро, то наружный слой древесины уменьшается в объеме и оказывает давление на внутренние слои. В результате в наружных слоях появляются растягивающие напряжения, вызывающие растрескивание. Оно возникает также вследствие неравномерной усушки в различных направлениях. В бревнах при сушке получается ряд трещин, которые располагаются по радиусам. Если температура по всей длине бревна одинакова, в первую очередь трескаются торцы вследствие более быстрого испарения влаги через них. Для уменьшения растрескивания торцов их окрашивают смесью извести и клея или дегтем. J
Рис. 125. Коробление досок при высыхании
2. ФИЗИЧЕСКИЕ СВОЙСТВА Объемный вес древесины
Объемный вес древесины зависит от ее влажности и объема пор. Обычно его приводят к нормальной 15%-ной влажности, пользуясь ф'ормулой
ТУ-Т? [1+0,01 {I - К 0) (15-w)} г/см*,
где Vo5—объемный вес образца при влажности 15% в г/см3; — то же, при той влажности, которую имеет образец в момент использования, в г/см3; Ко — коэффициент объемной усушки (для древесины березы, бука и лиственницы /Со=0,6, для древесины прочих пород /Со=0,5); w — влажность древесины в момент определения объемного веса в %.
Объемный вес зависит от плотности и влажности древесины, и у большинства древесных пород он меньше единицы. Удельный вес самого древесного вещества в среднем равен 1,55 г/см3.
300
Глава X. Лесные материалы
Теплопроводность и тепловое расширение древесины
Теплопроводность древесины зависит от влажности, температуры, направления волокон, объемного веса и породы дерева. Коэффициент теплопроводности К зависит от направления, в котором передается тепло через древесину. Можно считать, что вдоль волокон он примерно в 1,8 раза больше, чем поперек волокон, и в среднем равен 0,15— 0,27 ккал/м • ч • град. Зависимость теплопроводности поперек волокон от температуры различна для сухой и влажной древесины; для влажной
древесины — степенная, а для сухой.— линейная. Это объясняется различием в изменении теплопроводности от температуры воды и воздуха: у воды оно подчинено закону кривой, а у воздуха— закону прямой.
Тепловое расширение древесины а характеризуется коэффициентом линейного расширения, который представляет собой изменение единицы длины при нагревании на 1°. Значение а у древесины в разных направлениях различно: по длине волокон (продольное) оно меньше, чем в поперечном направлении. Значения коэффициента линейного расширения древесины приведены в табл. 33, в которой для сравнения показаны коэффициенты линейного расширения основных строительных материалов — стали и. бетона. Данные таблицы показывают, что коэффициент линейного расширения древесины вдоль волокон значительно меньше, чем стали и бетона. В этом отношении деревянные конструкции выгодно отличаются от стальных и бетонных, при устройстве которых необходимы дополнительные мероприятия, например устройство температурных швов для компенсации увеличения размеров конструкции при повышении температуры. В поперечном же направлении коэффициент линейного расширения древесины значительно больше, чем стали и бетона.
Звукопроводность и звукопроницаемость древесины
Древесина является хорошим проводником звука, который распространяется в ней в 3—17 раз быстрее, чем в воздухе. Скорость распространения звука больше всего вдоль волокон и меньше всего в поперечном направлении. В древесине сосны вдоль волокон она равна приблизительно 5000, поперек волокон в радиальном направлении— 1450 и в тангентальком направлении — 850 м/сек. В среднем, учитывая значения скорости распространения звука в древесине других пород, можно считать, что звукопроводность вдоль волокон относится к звукопроводности в радиальном и тангентальном направлении как 14:5:3.
Способность древесины пропускать звук называется звукопроницаемостью. Это свойство имеет весьма существенное значение в жилищном строительстве, так как древесина широко применяемся для устройства стен, перегородок и полов. Звукопроницаемость древесины весьма высока, характеризуется она коэффициентом звукопроницаемости, представляющим собой отношения количества звуковой энергии, прошедшей че¬
Таблица 33
КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Материал
а 10“® 8 направлении
вдоль волокон
поперек
волокон
Дуб
3,6
Береза
2,5
—
Вяз
5,6
44,3
Липа
5,4
44,4
Ель .
5,4
34,1
Пихта
3,7
58,4
Сталь
11
—
Бетон
14
—
Физические а механические свойства древесины
301
рез перегородку из испытываемого материала, к количеству звуковой энергии, действующей на перегородку. Для примера укажем, что коэффициент звукопроницаемости бетонной перегородки толщиной 2,5 см составляет 0,11, а деревянной — приблизительно 0,65.
Стойкость древесины к действию воды и агрессивных жидкостей
Стойкость древесины к действию воды изучена еще недостаточно. Установлено (исследование И. Д. Грачева), что у древесины ели, сосны, березы и осины, в течение длительного времени находящихся в воде (до 30 лет), несколько изменились механические свойства по сравнению со свойствами свежей древесины. В морской воде древесина сохраняется значительно хуже, чем в речной'или озерной пресной воде. Исследования образцов древесины сосновых свай из сооружений Бакинского порта, пробывших в воде около 30 лет, показали, что ее механические свойства сильно понижены по сравнению со свойствами нормальной древесины. В воде большой биологической агрессивности стойкость древесины низка, поэтому применение ее в канализационных сооружениях не допускается.
Длительное воздействие агрессивных жидкостей (кислот и щелочей) разрушает древесину и степень этого разрушения тем больше, чем выше концентрация растворов и продолжительнее их действие. Она также зависит от рода действующих на древесину кислот и щелочей. Как показали исследования проф. С. И.. Ванина, степень разрушения обусловливается количеством свободных водородных и гидроксильных ионов в растворе; слабощелочные растворы разрушают древесину в очень малой степени. В кислой среде древесина начинает разрушаться при pH^2. Для сравнения укажем, что разрушение бетона и стали начинается лишь при pH^5. Поэтому кислоты, обладающие слабо выраженной диссоциацией (например, уксусная и молочная), могут вызывать лишь незначительное разрушение древесины даже при больших концентрациях. Проф. С. И. Ванин, исследуя стойкость различных пород древесины к действию серной, азотной, соляной и уксусной кислот, а также едкого натра, пришел к заключению, что древесина хвойных пород (сосны, ели, лиственницы) более стойка к действию этих реагентов, чем древесина лиственных пород (березы и бука). Установлено также, что из хвойных пород наибольшей стойкостью отличается древесина лиственницы. У всех хвойных пород ядровая и спелая древесина обладает большей стойкостью, чем заболонная.
3. ПРОЧНОСТЬ ДРЕВЕСИНЫ
Прочность древесины характеризуется способностью сопротивляться внешним механическим воздействиям; она не одинакова в различных направлениях вследствие особенностей строения древесины. Эту особенность — анизотропность — необходимо учитывать при использовании древесины в строительных конструкциях. Все прочностные показатели для древесины принято приводить к 15%-ной влажности.
Сопротивление сжатию
Испытание древесины на сжатие производят в двух направлениях — вдоль и поперек волокон. На сжатие вдоль волокон древесина работает в таких конструкциях, как колонны, стойки и сваи. При испытании дре¬
302
Глава X. Лесные материалы
весины на сжатие поперек волокон часто наблюдаются значительные деформации образцов без видимого разрушения структуры древесины, поэтому разрушающей считают нагрузку, при которой приращение деформации начинает идти быстрее приращения напряжения, т. е. нагрузку, соответствующую пределу пропорциональности. Сопротивление древесины сжатию снижается в тех случаях, когда сжимающее усилие направлено под углом к волокнам. Предел прочности древесины, даже при сжатии ее в одном направлении, колеблется очень широко в зависимо* сти от породы дерева, его плотности и влажности, условий роста и наличия пороков (суков, трещин и пр.).
Предел прочности при сжатии вдоль волокон aw кГ/см2 образца, имеющего в момент испытания влажность w %, определяется с точностью до 1 кГ/см2 по формуле
где Рмакс — максимальная нагрузка б кГ\ а и b — размеры роперечного сечения испытуемого образца в см.
Образец для испытаний имеет форму прямоугольной призмы с основанием 20X20 и высотой 30 мм (вдоль волокон). Полученный при испытании предел прочности при сжатии надо пересчитать на влажность 15% с точностью до 1 кГ/см2 по формуле
СГш = OwKw + Р(^ — 20), где <Ti51 — предел прочности при сжатии вдоль волокон древесины с влажностью 15% ПРИ температуре 20° С; Kw — пересчетный коэффициент на влажность, показывающий изменение (в %) предела прочности при сжатии при изменении влажности на 1 % для различных пород древесины; Ow — предел прочности при сжатии вдоль волокон* при влажности образца в момент испытаний w\ t — температура, при которой определяется значение прочности, в °С; р — поправочное число на температуру, имеющее следующие значения:
Древесина:
Р, кГ/см2
ели, пихты, сосны кедровой
2,5
сосны обыкновенной . , .
3,5
лиственницы и лиственных пород
4,5
Сопротивление древесины сжатию в значительной степени зависит от плотности, которая характеризуется объемным весом; плотность же непосредственно зависит от процентного содержания в дереве поздней древесины. Отсюда и возникает практически очень ценная возможность приближенной оценки качества лесных материалов по процентному содержанию поздней древесины:
m = ^+a? + a*+—±am 100%,
где аи 02, Дз, ~ — ширина поздних зон каждого годового слоя с точностью до 0,1 мм; / — расстояние между границами годовых слоев в мм.
Схема определения содержания поздней древесины показана на рис. 126.
Прочность при сжатии различных пород древесины вдоль волокон находится в пределах 350—700 кГ/см2\ для сосны, например, она составляет около 400 кГ/см2.
Некоторые случаи деформации древесины при сжатии поперек волокон в строительной технике называют смятием. При деформации смя¬
Физические и механические свойства древесины
303
тия возможен отрыв слоев древесины у торца образца, если он находится близко от кромки нажимающего тела. Эту особенность необходимо учитывать в нормах на деревянные конструйции, оставляя в сминаемых элементах свободные участки достаточной длины, которая должна быть не менее толщины элемента конструкции, длины площади смятия, но во всяком случае.не менее 10 см.
Испытывать древесину на сжатие поперек волокон можно по радиальной или тангентальной плоскости на отдельных образцах. Испытуемый образец нагружается равномерно со средней скоростью 100 кГ/мин. Деформацию образца измеряют при помощи индикатора с точностью до 0,005 мм после каждого увеличения нагрузки на 20 кГ для древесины мягких пород и 40 кГ для древесины твердых пород. Продолжают испытание до явного перехода деформации образца через точку предела пропорциональности. На основании парных отсчетов нагрузки и деформации вычерчивают диаграмму сжатия, причем по оси абсцисс откладывают деформации, а по оси ординат—нагрузки. На этой диаграмме определяют с точностью до 5 кГ нагрузку при условном пределе прочности как ординату перехода прямолинейного или близкого к прямолинейному участка диаграммы в явно криволинейный. На рис. 127 показана диаграмма сжатия древесины поперек волокон.
Условный предел прочности при сжатии поперек, волокон (ТюуПри влажности w подсчитывают с точностью 1 кГ/см2 по формуле
где Р — нагрузка при условном пределе прочности в кГ; а — ширина образца в см; I — длина образца в см.
Условный предел прочности должен быть приведем к влажности 15% с точностью 1 кГ/см? по формуле
<*1ЬУ = Gw vKw,
где <Ti5y — условный предел прочности при влажности 15% при тангентальном или радиальном сжатии в кГ/см2; oWy — условный предел прочности при влажности w в момент испытаний в кГ/см2; /(«>'— пересчетный коэффициент на влажность, среднее значение которого установлено для разных пород древесины при разных направлениях сжатия.
При ориентировочных испытаниях можно определять условный предел прочности при сжатии как вдоль, так и поперек волокон без определения влажности в момент испытаний. В этом случае древесина образцов обязательно должен иметь влажность не менее 30%,
Сопротивление растяжению
Прочность древесины на растяжение определяют так же, как на сжатие, по двум направлениям — вдоль> и поперек волокон.
Величину сопротивления древесины вдоль волокон устанавливают
Рис. 126. Определение содержания поздней древесины
Условный
предел
прочности
V V Аоформаииявмм
Рис. 127. Диаграмма сжатия древесины поперек волокон
304
Глава X. Лесные материалы
на специальных точно приготовленных образцах, показанных на рис. 128. Заготовки для образцов получают путем выкалывания во избежание перерезания волокон. Предел прочности образца при растяжении вдоль волокон (5W при влажности образца в момент испытаний w вычисляют
с точностью до 10 кГ/см2 по формуле
шш
m
“/7 •” —г\
L_
И
350 ^
□
ab
где Рмакс — максимальная нагрузка в кГ; а — средняя ширина рабочей части образца в см; b — средняя толщина рабочей части образца в см.
Предел прочности cw должен быть приведен к влажности древесины 15% с точностью до 10 кГ/см2 по формуле
СГ15 = OwKwi
где a is — предел прочности при растяжении вдоль волокон в кГ/см2 при 15% влажности древесины; ow—предел прочности при растяжении вдоль волокон в кГ/см2 при влажности образца в момент испытаний w; Kw — пересчетный коэффициент на влажность находят по таблице.
Рис. 128. Форма и размеры образца древесины для испытания на растяжение вдоль волокон
Рис. 129. Форма и размеры образца древесины для испытания на растяжение поперек волокон
а — в тангентальном направлении; б — в радиальном направлении
При испытании прочности древесины на растяжение поперек волокон изготовляются образцы другого типа (рис. 129). Предел прочности вычисляют с точностью до 1 кГ/см2 по той же формуле, что и при испытаниях вдоль волокон. Полученное значение приводят к влажности 15% с точностью до 1 кГ/см2 также по формуле, используемой для определения результатов вдоль волокон.
Предел прочности ' древесины при растяжении чистых образцов вдоль волокон колеблется от 800 до 1900 кГ/см2, а поперек волокон — от 15 до 100 кГ/см2.
Предел прочности при статическом изгибе
Значение предела прочности древесины при статическом изгибе весьма велико, поэтому ее широко применяют в конструкциях, работающих на изгиб, — в балках, настилах, подмостях и пр. Испытание образцов древесины на прочность при изгибе производят по схеме, указанной на рис. 130.
Предел прочности при изгибе образца при влажности w в момент испытания определяют с точностью до 5 кГ/см2 по формуле
Физические и механические свойства древесины
305
— ^макс ^
® U1'9 9
bh2
где Рманс — разрушйющая нагрузка в кГ; I — расстояние между опорами, равное 24 см; Ь — ширина образца в см; h — высота образца в см.
Полученный результат должен быть приведен к влажности 15% и температуре 20° С с точностью до 10 кГ/см2 по формуле
0ш = OwKw 4“ Р (t 20),
где oris/ — предел прочности при статическом изгибе в кГ/см2 при влажности 15% и при температуре 20° С; Kw—.пересчетный коэффициент на влажность; ow — предел прочности при статическом изгибе в кГ/см2 при влажности образца в момент испытания w; t — температура в момент испытания в °С; Р— поправочное число на температуру, имеющее следующее значение:
Древесина:
Р. кГ/см2
ели, пихты, сосны кедровой
3
сосны обыкновенной, лиственницы
4,5
лиственных пород
6
ti
L fdSBL J
рЦ
Г
и
~-60 —
Мттг,
30L
Li
i—-1
1
Рис. 130. Схема приложения сил при испытании древесины на статический изгиб
Рис. 131. Деформация древесины
а — скалывание вдоль волокон; б — перерезание поперек волокон; в — скалывание поперек волокон
Сопротивление статическому изгибу образцов различных пород находится в пределах 500—1000 кГ/ем2, однако следует помнить, что предел прочности крупных строительных деталей значительно меньше, чем стандартных образцов, применяемых для испытаний.
Предел прочности при раскалывании и перерезании
В зависимости от плоскости, по которой происходит скалывание, различают следующие деформации древесины: скалывание вдоль волокон, когда силы, действующие параллельно волокнам, сдвигают одну часть образца относительно другой (рис. 131, а);
перерезание поперек волокон, когда внешние силы направлены перпендикулярно волокнам и стремятся перерезать их в направлении, перпендикулярном длине (рис. 131, б);
скалывание поперек волокон (рис. 131,в).
На скалывание работают, например, промежутки между пластинчатыми нагелями Деревягина в составных деревянных балках (рис.
I 1
(-нмнН
Рис. 132. Примеры скалывание и срез
работы древесины на ) строительных конст-
306
Глава X. Лесные материалы
132,а), на перерезание—нагели (рис. 132,6) и шипы (рис. 132,в). Сопротивление древесины перерезанию в 3—4 раза выше сопротивления скалыванию вдоль волокон, но чистый срез обычно не бывает, так как одновременно происходят смятие и изгиб волокон.
Предел прочности древесины на скалывание tw вдоль волокон определяют с точностью до 1 кГ/см2 по формуле
где Рмакс — максимальная нагрузка в кГ\ Ъ — толщина образца в см;
I — высота площади скалывания в см.
Таблица 34 Найденный предел прочности при-
предел 'прочности водится к влажности 15% с точностью
РАЗНЫХ ПОРОД ДРЕВЕСИНЫ д0 \ кГ/CM2\
ПРИ СКАЛЫВАНИИ
Tis == %w^w$
где Ti5 — предел прочности при скалывании вдоль волокон в кГ/см2. при влажности 15%, Kw — пересчетный коэффициент на влажность; xw—предел прочности при скалывании вдоль волокон в кГ/см2 при влажности образца в момент испытания w.
К стандартной температуре предел прочности Ti5 не приводят.
В табл. 34 даны значения предела прочности разных пород древесины при скалывании вдоль волокон в радиальном и тангентальном направлении при влажности 15% Прочность древесины на скалывание вдоль волокон может сильно изменяться в одной породе древесины при малейших отклонениях от правильного расположения волокон (свилеватость, искривление волокон и др.)*
Значение xw поперек волокон вычисляют с точностью до 1 кГ/см2 по той же формуле, что и для определения предела прочности на скалывание вдоль волокон, но при некотором изменении значений Ъ (толщина выступа в см) и I (длина выступа в см). Полученные результаты на нормальную влажность 15% перерасчитывают по формуле, полностью аналогичной формуле, используемой для определения результатов испытаний древесины на скалывание вдоль волокон, и результат к стандартной температуре не приводят.
Предел прочности древесины на перерезание поперек волокон %w вычисляют с точностью до 1 кГ/см2 по формуле
где Ямакс — максимальная нагрузка в кГ; а — толщина образца в см; Ь — ширина образца в см.
Порода древесины
Предел прочности при скалывании вдоль волокон в кГ/см* в направлении
радиаль¬
ном
ф
танген¬
тальном
Сосна ......
65
66
Ель обыкновенная Лиственница си¬
53
52
бирская . . .
85
78
Кедр сибирский .
53
57
Пихта сибирская
50
58
Береза
85
110
Дуб .
85
104
Ясень
138
133
Осина 57
77
Лнпа мелколист¬
ная ...
73
80
Бук восточный .
99
131
Граб 166
210
Клен остролистый
87
124
Физические и механические свойства древесины
307
Полученный результат приводят к нормальной влажности 15% по формуле, данной при описании определения предела прочности древесины при скалывании вдоль волокон.
Сопротивление раскалыванию
Сопротивление древесины раскалыванию является весьма важным свойством, имеющим большое значение при изготовлении колотых сортиментов — клепки, обода, спицы и пр. Раскалывание вызывается действием сил, растягивающих древесину поперек волокон. На раскалывание образцы древесины испытывают по радиальной или тангентальной плоскости. Усилие должно быть направлено перпендикулярно плоскости раскалывания.
Сопротивление раскалыванию Sw при влажности образца w вычисляют с точностью до 0,01 кГ/см по формуле
Рмакс
w — »
а
где Рмакс — разрушающая сила в кГ\ а — толщина образца в см.
Полученные результаты должны быть приведены к нормальной влажности 15% с точностью до 0,1 кГ/см:
Si5 = SwKwi
где S15 — сопротивление раскалыванию в кГ/см при 15% влажности; Kw — пересчетный коэффициент на влажность; Sw — сопротивление раскалыванию в кГ/см при влажности образца в момент испытаний w.
Поправка на температуру в момент испытаний не производят.
Твердость древесины
Твердость древесины имеет очень большое значение как при эксплуатации деревянных конструкций, так и при обработке их режущим инструментом. В процессе эксплуатации древесина может подвергаться истирающим и ударным воздействиям, при которых срок ее службы в значительной степени зависит от твердости. Различают твердость статическую и ударную. Твердость различных поверхностей древесины, даже в пределах одной породы, неодинакова, поэтому измеряется она обычно в трех плоскостях — торцовой, радиальной и тангентальной.
Статическая твердость древесины определяется на испытательной машине с точностью измерения величины нагрузки 5 кГ. При испытании пуансон вдавливается поочередно в середину испытываемых поверхностей на глубину радиуса полусферы (5,64 мм) с равномерной скоростью в течение 2diO,5 мин. По достижении указанной глубины вдавливания пуансона в образец по силоизмерителю машины отсчитывают нагрузку Hw с точностью до 5 кГ; она является характеристикой статической твердости древесины при влажности в момент испытаний. Твердость Hw в кГ^.м2 при влажности образца w должна быть приведена к нормальной влажности 15% с точностью до 5 кГ/см2 по формуле
//i5 = Н yjhСю,
где Н\ъ — статическая твердость в кГ/см2 при влажности 15%; Kw— пересчетный коэффициент на влажность; Hw — статическая твердость в кГ/см2 при влажности образца в момент испытаний w.
Поправку на температуру в момент испытаний не производят.
308
Глава X. Лесные материалы
В. ПОРОКИ ДРЕВЕСИНЫ
Древесина является материалом неоднородным, имеющим различные отклонения от нормы и повреждения. Все, что существенно снижает качество древесины, — неправильность ее строения, повреждения, различные заболевания — называют пороками. В отличие от других строительных материалов сорт древесины устанавливают не только по величине показателей прочности, но главным образом на основании тщательной оценки имеющихся в ней пороков. Чем точнее производится учет пороков при сортировке древесины, тем выше ее использование, но тем труднее процесс ее сортировки, особенно механизированной. Поскольку пороки оказывают большое влияние на механические свойства древесины, образцы для испытаний приготовляют из древесины, не имеющей дефектов.
Влияние пороков на степень пригодности древесины для строительных целей зависит от их вида, места расположения, размеров поражения, а также характера и назначения сортимента, так как один и тот же порок в некоторых сортиментах недопустим, а в других только понижает сортность или вовсе не имеет значения. Поэтому каждый стандарт на сортимент древесины имеет указания о допустимых пороках, на основании которых и производится оценка и.сортировка лесоматериалов в зависимости от назначения.
Сучком называется заключенное в древесине ствола основание ветвей, живых или отмерших при жизни дерева. Сучки являются наиболее распространенным пороком древесины; особенно они вредны потому, что нарушают однородность строения дерева: около них волокна искривляются, что понижает прочность древесины. Также затрудняют
они чистую обработку древесины и уменьшают рабочее сечение пиломатериалов— досок и брусков. Степень ослабления древесины сучками зависит от их числа, размеров и расположения.
Прочность древесины при наличии сучков может снижаться в несколько раз; особенно вредны и опасны сучки для элементов строительных конструкций, работающих на растяжение, — растянутых поясов ферм, растягивающих зон балок и пр. На поверхности древесины сучки имеют вид участков овальной или круглой формы с самостоятельными концентрическими годичными слоями. Такие сучки называют округлоовальными в отличие от сшивных (рис. 133), встречающихся в пиленых, тесаных и колотых сортиментах и имеющих вид вклинивающихся к середине полос, образуемых самостоятельными годичными слоями.
1. СУЧКИ
Рис. 133. Сшивной сучок в древесине ели
Рис. 134. Лапчатый сучок в древесине сосны
Пороки древесины
309
Лапчатые сучки (рис. 134) встречаются в пиломатериалах хвойных пород (особенно часто у сосны). Они имеют вид двух симметрично расположенных относительно середины и вклинивающихся в нее полос или сильно растянутых овалов.
Сучки бывают сквозные и несквозные. Первые выходят на обе противоположные плоскости пиломатериала, вторые — только на одну сторону.
По состоянию древесины сучка и степени' срастания ее с древесиной ствола сучки бывают трех основных видов: твердые сросшиеся, частично сросшиеся и несросшиеся.
Сросшийся твердый сучок характеризуется тем, что его годовые слои составляют одно целое с окружающей древесиной на всем протяжении по длине и окружности. Различают сросшиеся твердые сучки здоровые, роговые и окрашенные. Здоровый сучок не имеет признаков гнили; по цвету он одинаков с окружающей древесиной или слегка темнее ее, что объясняется мелкослойностью древесины сучка и тем, что направление годовых слоев в нем иное, чем в основной древесине. Роговой сучок имеет здоровую древесину, но обильно пропитан смолой или дубильными веществами. По цвету он значительно темнее окружающей древесины и обладает повышен- 0 D •
г ^. о Рис. 135. Выпадающий сучок
нои твердостью. Окрашенный сучок *
может быть окружен здоровой древесиной, но сам находиться в начальной стадии загнивания, при которой его древесина сохраняет еще структуру и твердость, но по окраске местами или на всем протяжении отличается от нормальной.
Частично сросшийся твердый сучок — это ветвь, отмершая при жизни дерева и обросшая затем древесиной, но не полностью с ней сросшаяся. Сучки, не выходящие, на поверхность круглого сортимента, называют заросшими.
Несросшийся твердый сучок образует в древесине ослабляющие ее отверстия илц гнилые участки. Эти сучки разделяют на выпадающие, рыхлые и табачные. Выпадающие несросшиеся сучки встречаются только в пиленых сортиментах и в фанере. Они имеют твердую древесину, но с окружающими клетками дерева непосредственно не связаны и при высыхании легко выпадают. Выпадающий сучок показан на рис. 135.
Рыхлые несросшиеся сучки окружены здоровой древесиной, но сами находятся в такой стадии гниения, при которой древесина их полностью или частично утратила первоначальную структуру и размягчилась, хотя и сохраняет еще свою форму.
Табачные несросшиеся сучки имеют совершенно разложившуюся древесину, превратившуюся в бурую, коричневую или пеструю массу, распадающуюся в порошок при растирании пальцами.
Толстый сук, образующий очень малый угол с осью ствола, пронизывающий ствол на значительном протяжении, называется пасынком. В большинстве случаев это отставшая в росте или отмершая вторая вершина. На боковой поверхности круглого леса пасынок имеет форму сильно вытянутого овала, а в пиломатериалах — вид полосы. Наличие пасынка резко понижает механические свойства древесины, а сортность
310
Глава X. Лесные материалы
ее снижается, вплоть до перевода в разряд дров. Степень понижения сортности зависит от размеров пасынка и загнивания его и примыкающих слоев древесины.
Деревянные несущие строительные конструкции, как правило, изготовляются из полноценной древесины или древесины с здоровыми сросшимися твердыми сучками, число и размеры которых ограничены для каждого сорта материала в зависимости от их расположения. Древесина, имеющая сучки, находящиеся в той или иной стадии загнивания, для производства несущих конструкций не применяется.
2. ТРЕЩИНЫ И ДЕФОРМАЦИИ
Трещины и деформации древесины являются обычным ее пороком. Образуются они не только при высыхании срубленного дерева, но также и при его жизни от различных причин — неравномерного усыхания
ядра, сильного раскачивания ветром, повреждения сильными морозами и пр. Различают трещины растущего дерева, в зависимости от времени их появления и характера повреждения в круглом лесе, и трещины, возникающие в срубленном дереве. К первым относятся метик (простой и сложный), отлуп и морозобоины, вторые называются трещинами усушки.
При оценке качества мелкого сортимента трещины рассматриваются как единый порок независимо от их образования. Наличие трещин нарушает целостность древесины и снижает выход высокосортных пиломатериалов и фанеры. В зависимости от глубины проникания в пиломатериалах различают трещины односторонние и сквозные: первые выходят на одну боковую сторону материала, вторые выходят на обе боковые стороны или на оба торца. Отлупные трещины считаются сквозными; когда выходят в двух местах на одну сторону сортимента.
Рис. 136. Схемы метиковых трещин в бревне а — простой метик; б, в — сложный метик
Метик
Метик представляет собой одну или несколько широких внутренних направленных радиально продольных трещин,' проходящих через сердцевину ствола, но не доходящих до его периферии. Метик бывает простой и сложный; простой метик состоит из одной или двух трещин на торце, расположенных по одному диаметру, сложный образуется двумя или несколькими трещинами на торце, расположенными под углом одна к другой или расположенными по одному диаметру, но идущими по длине сортимента не в одной плоскости. На рис. 136 показаны схемы этих пороков древесины. Простой метик не понижает сортности бревна,
Пороки древесины
311
идущего на распиловку; при наличии же сложного метика бревна переводят в низший сорт. В других сортиментах древесины (кроме круглого леса и крупных пиленых материалов) метики понижают сортность в зависимости от глубины и длины трещин и их расположения. Метик увеличивается в размерах при сушке древесины.
Отлуп
Отлуп представляет собой внутреннюю не заполненную смолой трещину, идущую по годовому слою и распространяющуюся на некотором протяжении вдоль бревна. Возникает отлуп-в стволе растущего дерева в основном под действием мороза. В круглых лесоматериалах отлуп наблюдается в виде дугообразных и кольцевых трещин, а в пиломатериалах он просматривается на торцах в виде продольных трещин серпообразной формы, а на боковых поверхностях — в виде продольных трещин. Отлуп поражает чаще комлевую часть бревна. Наличие отлупа нарушает цельность древесины, портит пиленый материал и понижает его сортность. Степень влияния отлупа на качество древесины зависит от большей или меньшей его протяженности по окружности и длине материала. Расстояние отлупа от центра дерева имеет также значение для крупных сортиментов древесины.
Морозные трещины
Морозной трещиной или морозобоиной называется наружная продольная трещина, более широкая на периферии ствола и постепенно суживающаяся к центру. Она может распространяться на значительную часть ствола, почти до его сердцевины. Морозобоина на поверхности ствола имеет вид открытой трещины с вздутиями или гребнями по краям, возникающими вследствие разрастания древесины и коры. Морозная трещина образуется на растущем дереве вследствие того, что при резком и значительном понижении температуры воздуха наружные слои ствола уменьшаются в объеме довольно значительно, а внутренние слои этих изменений почти не испытывают вследствие малой теплопроводности древесины. Морозные трещины нарушают целостность древесины и уродуют форму ствола, снижая сортность древесины; кроме того, они могут способствовать появлению в древесине гнили. Чаще они поражают лиственные породы древесины и реже — хвойные. В пиломатериалах морозобоины имеют вид длинных радиальных трещин с расширенными около них годовыми слоями и темными на лиственнщх породах стенками, на хвойных породах стенки засмолены.
Трещины усушки
Трещинами усушки называют наружные радиальные трещины, возникающие при сушке лесоматериалов. На растущих деревьях трещины этого вида не образуются. Они встречаются очень часто в древесине почти всех пород при высыхании ее ниже точки насыщения волокна и распространяются от поверхности вглубь. От других видов трещин (метиковых и морозных) отличаются меньшей длиной (обычно не более 1 м) и меньшей глубиной. Размеры трещин усушки могут изменяться в зависимости от степени влажности древесины, а также от влажности и температуры окружающего воздуха.
По положению трещин в сортименте они делятся на торцовые, рас-
312
Глава X. Лесные материалы
положенные на торцах и не выходящие на боковые стороны сортимента, боковые, расположенные на боковых сторонах сортимента, и кромочные, расположенные на кромке; трещины последних двух видов иногда могут выходить и на торцовую поверхность сортимента. При определении качества древесины трещины всех видов измеряют по глубине
(в мм) и по длине (в см) или соответственно в долях толщины и длины
сортимента.
Покоробленность
Покоробленностью называется деформация сортимента древесины при распиловке или сушке. Характер искривления может быть разным. Различаются три вида покоробленности: поперечная — изгиб сортимента по ширине, продольная — изгиб по длине и винтовая — спиральная изогнутость сортимента по длине (рис. 137). Покоробленность древесинй изменяет форму пиломатериалов и затрудняет их применение; при увеличении иди уменьшении влажности древесины величина покоробленности может изменяться.
Поперечная покоробленность измеряется отношением наибольшей величины стрелы прогиба по ширине доски к ее ширине и выражается в процентах, продольная покоробленность — отношением наибольшей величины стрелы прогиба по длине доски к ее длине и выражается также в процентах; винтовая покоробленность определяется наибольшим отклонением поверхности доски от прямолинейной ее плоскости и выражается в миллиметрах или сантиметрах.
3. ПОРОКИ ФОРМЫ СТВОЛА
Пороки ствола — отклонения его от нормальной формы — можно отнести к весьма распространенным порокам древесины. Они легко выявляются, и в зависимости от степени пораженности стволы выбраковываются.
Сбежистость
Сбежистость ствола заключается в резком уменьшении толщины бревна (или ширины необрезной Доски) на всем его протяжении от комля до вершины; это серьезный порок древесины, так как из сбежистого бревна пиломатериал получается со многими перерезанными волокнами и, следовательно, с пониженными показателями механических свойств; значительно увеличивается отход древесины при распиловке и лущении. Сбежистость выражается в сантиметрах .на 1 пог. м или в процентах.
Закомелистость
Резкое увеличение диаметра комлевой части дерева по сравнению с остальной его частью называется закомелистостью; утолщенная комлевая часть дерева простирается по длине в пределах 1 м. В зависимо-
Рис. 137. Покоробленность доски
а —винтовая; б — продольная; в — по' перечная
Пороки древесины
313
сти от формы комлевой части брёвна различают закомелистость округлую и ребристую. Первая имеет в поперечном сечении форму круга или близкую к ней, вторая — неправильную звездно-лопастную форму (рис. 138). Наличие этого порока затрудняет применение круглых материалов по назначению и увеличивает количество отходов. В пило- °)
материалах и фанере закомелистость вызывает появление радиального наклона волокон.
Кривизна
Кривизной называется искривление ствола дерева по длине. В зависимости от направления изгиба бывает односторонняя и разносторонняя кривизна. Односторонняя Рис- 138, Закомелистость бревна
имеет искривление ТОЛЬКО в ОДНОЙ а-округлая; б-ребристая
плоскости, разносторонняя — в разных плоскостях или в одной плоскости, но в нескольких местах. Этот порок сильно уменьшает выход пиломатериалов при распиловке бревна, понижает сортность крупных сортиментов вплоть до перевода их в разряд дровяной древесины. Степень кривизны определяется отношением стрелы прогиба (в месте наибольшего искривления) в сантиметрах к общей длине кривизны в метрах и выражается в процентах.
Нарост
Наростом называется местное утолщение ствола, имеющее различные формы и размеры. Наличие нароста сопровождается большой свилеватостью древесины. Наросты встречаются у всех пород деревьев, но чаще у лиственных. Наросты больших размеров затрудняют применение круглых материалов в строительстве и осложняют их переработку. Наросты некоторых пород древесины, обладающие большой прочностью вследствие свилеватости древесины и красивым рисунком (текстурой) в разрезе (береза, орех), используют для производства токарных^ изделий и декоративной фанеры. В круглых материалах и необрезных пиломатериалах величина нароста определяется в сантиметрах или долях длины сортимента.
4. ПОРОКИ СТРОЕНИЯ ДРЕВЕСИНЫ
Этот вид пороков древесины вызывается различными отклонениями от нормального строения, они могут выражаться в неправильном расположении волокон, неравномерном развитии годовых слоев или неправильном расположении частей ствола. Сердцевинная часть ствола, хотя она и является вполне нормальной частью дерева, также рассматривается в ряде сортиментов (главным образом в пиломатериалах) как порок, так как прилегающая к ней древесина обладает повышенной склонностью к растрескиванию.
Ненормальный наклон волокон
Отклонение направления волокон от продольной оси сортимента называется наклоном волокон (косослой). В зависимости от направле¬
314
Глава XЛесные материалы
ния волокон наклон бывает тангентальным и радиальным. Тангентальный наклон (отклонение волокон в тангентальной плоскости) обнаруживается на боковой поверхности круглых лесоматериалов и на тангентальной поверхности пиломатериалов хвойных пород по непараллельное™ смоляных ходов, трещин и следов грибных поражений к продольной оси или ребрам сортимента. Радиальный наклон — это отклонение волокон в годовых слоях в радиальном направлении в результате закомелистости или кривизны ствола.
В зависимости от Ьтепени наклона волокон, а также годовых слоев снижается механическая прочность пиломатериалов и фанеры, особенно сопротивлению растяжения вдоль вблокон и статическому изгибу, но увеличивается сопротивление раскалыванию. Кроме того, этот порок затрудняет обработку древесины (строгание и теску) и понижает ее способность к загибу. Пиломатериалы с тангентальным наклоном волокон отличаются повышенной усушкой и легко коробятся.
Величину наклона волокон определяют по отклонению их от прямого направления на протяжении 1 м длины ствола, причем в круглом сортименте отклонение выражают в долях диаметра верхнего отреза ствола или в сантиметрах, а в пиломатериалах и фанере только в сантиметрах.
Свилеватость
Свилеватостью называется ненормальность строения древесины, выражающаяся в извилистом или путаном расположении волокон. Обнаруживается она по строению коры или по волнистому рисунку древесины (в круглом лесе) и по извилистому расположению годовых слоев (в пиломатериалах и фанере). Свилеватость встречается на деревьях всех пород, но чаще на лиственных; она может распространяться по всему стволу или на отдельных его участках, особенно часто развиваясь на комлевой части ствола вблизи корневой шейки. В зависимости от характера расположения волокон свилеватость различается двух видов — волнистая и путаная. Первая имеет более или менее правильное расположение волокон древесины, вторая характеризуется их беспорядочным расположением. Свилеватость снижает прочность древесины на изгиб, растяжение и сжатие и, наоборот, повышает сопротивление древесины раскалыванию и скалыванию в продольном направлении; обработку свилеватой древесины, особенно стружку и теску, она затрудняет, а сортность пиломатериалов и лущеной фанеры снижает.
Свилеватость некоторых пород древесины (орех, клен, береза, ясень), используемых для изготовления ножевой фанеры и некоторых поделок, является положительным показателем, поскольку путаное расположение волокон древесины придает ей красивую текстуру и большую прочность на раскалывание, что очень важно при изготовлении мелких токарных изделий.
При измерении этого порока древесины определяется его разновидность, а также ширина и длина свилеватой части поверхности в сантиметрах или долях ширины и длины сортимента.
Завиток
Завитком называется местное искривление годовых слоев древесины, вызванное наличием сучков или проростей. На разрезах завиток имеет вид частично перерезанных, изогнутых или замкнутых, концентрических линий, образованных искривленными годовыми слоями. В зависимости от выхода на поверхность завиток подразделяется на одно¬
Пороки древесины
315
сторонний, выходящий на одну (или две смежные) сторону сортимента, и сквозной, выходящий на две противоположные стороны сортимента. Завиток, особенно сквозной, снижает прочность древесины при сжатии вдоль волокон, а также при статическом и ударном изгибе, особенно сильно снижается прочность при расположении завитков в растянутой зоне сортимента.
Завиток учитывается в пиломатериалах и фанере на боковых поверхностях; здесь определяется его разновидность, ширина й длина зоны с перерезанными годовыми слоями в сантиметрах или долях ширины и длины поверхности. Подсчитывается также количество завитков на 1 пог. м (или на всю длину) пиломатериала и на 1 м2 (или на всю поверхность листа) фанеры. Завитки, окружающие допустимые и сортиментные сучйи, при этом не учитываются.
Крень
Кренью называют местное изменение строения древесины с ненормальным утолщением летней древесины годового слоя при значительном повышении ее твердости на более узкой стороне и смещении сердцевины. Крень является следствием неравномерного распределения внутренних напряжений в стволе растущего дерева и свойственна кривым и наклонно растущим деревьям. Встречается в сжатой зоне ствола у деревьев всех хвойных пород, особенно у ели.
Просматривается крень на сторонах пиломатериалов в виде полос темноокрашенной древесины и на торцах круглого леса в виде дугообразных и кольцевых участков разных размеров с резко выраженным смещением сердцевины от центра. Крень, в зависимости от размещения в стволе, различают сплошную и прожилковую (рис. 139). Сплошная крень просматривается в торцовом разрезе в виде значительных сплошных участков, захватывающих половину и более площади торцового разреза ствола, прожилковая — в виде отдельных полуколец, захватывающих один или несколько годовых слоев.
Наличие крени понижает сопротивляемость древесины на растяжение и ударный изгиб, изменяет равномерность усушки древесины, придавая пиломатериалам повышенную склонность к короблению и растрескиванию, существенно уменьшает водопоглощение древесины, затрудняя ее пропитку, и ухудшает внешний вид. К положительным сторонам наличия крени можно отнести увеличение твердости и сопротивляемости древесины при сжатии и статическом изгибе. При определении этого порока устанавливается разновидность крени, а также ширина и длина креневой древесины в сантиметрах или долях ширины и длины пиленого сортимента; в фанере она определяется в процентах пораженного участка от общей площади листа.
Сердцевина
Обязательное наличие в дереве любой породы сердцевины может рассматриваться как порок древесины, поскольку этот центральный участок ствола состоит из рыхлой и непрочной паренхимной ткани, при¬
в)
Рис. 139. Крень древесины (торцовый разрез)
а — сплошная; б — прожилковая
316
Глава X. Лесные материалы
чем прилегающая к ней древесина обладает повышенной склонностью к растрескиванию. В торце круглого леса сердцевина просматривается в виде центрального пятнышка различной формы размером 2—5 мм, а на радиальной поверхности пиломатериалов — в виде узкой более или менее прямой полоски бурого или более светлого, чем у окружающей древесины, цвета. Наличие сердцевины как порока в круглых материалах не учитывается, а в пиломатериалах определяется глубина ее
залегания на торцах, считая от ближайшей кромки, в миллиметрах или долях толщины сортимента. В особо ответственных видах специальных сортиментов наличие сердцевины не допускается.
Наличие в стволе двойной сердцевины уже в значительно большей степени снижает ценность древесины и ее качества. Двойная сердцевина в одном торцоРис. 140. Двойная сердцевина вом разрезе ствола наблю¬
дается в тех случаях, когда распил прошел близко к месту раздвоения дерева в виде двух систем концентрических слоев древесины при общей системе годовых слоев на периферии ствола, который в этом месте в поперечном сечении имеет обычно не круглую, а овальную форму (рис. 140). Этот дефект затрудняет переработку (особенно распиловку и лущение) древесины и увеличивает количество отходов, причем значительно большая масса окру1 жающей древесины приобретает повышенную склонность к растрескиванию.
При оценке пиломатериалов измеряется длина участка с двойной сердцевиной в сантиметрах, а в круглых материалах — расстояние между сердцевинами в сантиметрах или в долях диаметра торца.
Прочие виды пороков
Эти виды пороков в меньшей степени влияют на качество древесины и реже встречаются. Поэтому мы ограничимся кратким их перечислением и описанием основных их признаков.
Внутренняя заболонь представляет собой смежные годовые слои в зоне ядра, сходные с заболонью по цвету и другим свойствам; по механическим свойствам не отличается от ядра, имеет пониженную стойкость к загниванию.
Ложное ядро — темноокрашенная древесина на внутренней части ствола лиственных безъядровых пород; от настоящего ядра отличается неоднородным строением и менее правильной формой; по механическим свойствам не отличается от заболони.
Пятнистость древесины встречается в лиственцых породах, в зависимости от расположения в стволе различается тангентальная и радиальная пятнистость и сердцевинные повторения; на механические свойства древесины влияния не оказывает и в круглых лесоматериалах не учитывается.
Сухобокость древесины — одностороннее омертвление ствола, которое может возникать от ненормальных условий роста дерева или его
Пороки древесины
317
повреждения (например, удаление коры); вызывает местное искривление годовых слоев и нарушает правильность формы круглых материалов.
Проростью называют заросший участок коры или мертвой древесины. В круглых материалах различается прорость открытая и закрытая, а у пиломатериалов — односторонняя и сквозная. Наличие прорости нарушает целостность древесины и сопровождается искривлением годовых слоев.
Засмолок является ненормальным отложенцем смолы в древесине; при этом участок ствола обильно пропитывается смолой и уменьшается водопроницаемость древесины и затрудняется ее лицевая отделка и склейка; повышает стойкость древесины к гниению; на механические свойства древесины существенного влияния не оказывает, за исключением понижения удельной работы при ударном изгибе.
Кармашки смоляные — полость между годовыми слоями, заполненные смолой; встречаются только у хвойных пород, чаще всего у ели; существенного влияния на свойства древесины не оказывают; могут понижать прочность в мелких деталях и препятствовать лицевой отделке изделий.
Водослой представляет собой участок ядра или спелой древесины с повышенной влажностью и более темной окраской; встречается в комлевой части всех пород, но чаще у хвойных; на механическую прочность древесины ощутимого влияния не оказывает, но вызывает повышенную склонность к растрескиванию сортимента.
5. ПОВРЕЖДЕНИЯ НАСЕКОМЫМИ И ГРИБАМИ Червоточина
Червоточиной называют повреждения, причиняемые древесине насекомыми. Они обычно имеют вид бороздок, расположенных непосредственно под корой, а также круглых или овальных отверстий, идущих в глубь древесины. Червоточина встречается во всех древесных породах; поражает она преимущественно свежезаготовленную древесину, но в некоторых случаях и здоровый растущий лес. В значительной степени поражаются также сухостойные и ослабленные деревья на корню.
Червоточина понижает сортность древесины в зависимости от размеров повреждения. Поверхностная червоточина на механические свойства древесины не оказывает влияния, глубокая червоточина нарушает целостность древесины и при большом количестве ходов может резко снижать ее механические свойства. У древесины, пораженной червоточиной, снижается не только механическая прочность, но и стойкость против загнивания, так как насекомые могут заносить споры грибов, вызывающих гниение. Такую древесину нельзя применять для изготовления строительных деревянных конструкций, несущих нагрузки.
Поверхностная червоточина причиняется жуками-короедами, глубокая червоточина — жуками-усачами. Вредят главным образом личинки этих насекомых. В большинстве случаев насекомые, развившись в непросохшей древесине, вторично после ее просыхания не появляются. Однако другие виды насекомых могут развиваться и в сухой древесине. Так, например, домовые жуки-точильщики могут повреждать деревянные элементы зданий и сооружений.
Размеры поражения червоточиной определяют количеством отверстий на 1 пог.м лесоматериала, а в фанере — на лист.
318
Глава X. Лесные материалы
Повреждения грибами
Нормальный цвет древесины, пораженной грибами, обычно изменяется: она окрашивается в бурый, красноватый или коричневатый цвет., Вначале грибы изменяют только окраску древесины (начальная стадия гнили), а в дальнейшем и структуру, постепенно разрушая ее (конечная стадия гнили). Некоторые грибы, изменяя цвет древесины, не разрушают ее. Окраска древесины иногда изменяется под влиянием различных физико-механических факторов, влияющих на живые клетки или вещество уже мертвой древесины.
Окраски древесины разделяют на внутренние — ядровые и сердцевинные— и наружные — заболонные и периферические. Внутренняя окраска и гниль появляются, как правило, при жизни дерева в ядре, спелой древесине или сердцевинной части ствола, куда инфекция проникает' нерез обломанные сучки и раны ствола и корней. Грибы, деятельность которых приводит к образованию этих пороков, в срубленной древесине хвойных и лиственных ядровых пород обычно не развиваются, если древесина не находится в состоянии повышенной влажности. В древесине же безъядровых лиственных пород разрастание внутренней окраски и гнили после рубки древесины происходит весьма часто. Гнилью называют разложившееся вещество древесины вследствие развития в ней низших растений — грибов.
Дереворазрушающие грибы, вызывающие деструктивную гниль, выделяют так называемые ферменты, которые превращают главную составную часть древесины — целлюлозу — в глюкозу — легко растворимое в воде вещество, служащее для питания и дальнейшего развития грибов. Вес древесины, пораженной грибом, уменьшается, она покрывается поперечными и продольными трещинами, теряет прочность и разрушается. Грибы развиваются при наличии кислорода, влаги и благоприятной температуры. Древесина с влажностью 20% и меньше не гниет. Наиболее способствует развитию процесса гниения температура 25—40°С. Древесина, погруженная в воду (сваи), также может долго сохраняться, потому что развитию грибов препятствует отсутствие воздуха; не загнивает древесина и на, морозе, так как грибы развиваются только при температуре выше нуля.
Некоторые грибы могут развиваться лишь на растущем дереве, другие — только на срубленном, отдельные виды грибов — и на растущем и на срубленном дереве. Гниль на растущем дереве в зависимости от степени распространения и стадии развития понижает качество древесины до полной утраты технической ценности. Разрушительная деятельность грибов, поражающих как растущее, так и срубленное дерево, часто начинается на живой и продолжается на мертвой древесине. Такие грибы разрушают древесину быстрее грибов других видов. По мере развития гриба начинается изменение окраски древесины, затем она становится более рыхлой, в ней образуются щели, в которых развиваются клетки грибницы и древесина распадается. В конечной стадии разрушения древесина легко растирается пальцами. Дерево, зараженное такими грибами, продолжает разрушаться и в строительных конструкциях, особенно в местах с повышенной влажностью.
К особенно вредной группе грибов относятся гниль дуба белая, гниль дуба бурая, гниль лиственных пород белая и пр. Некоторые грибы, развивающиеся на срубленном дереве, разрушают древесину сравнительно медленно, вызывая в начальной стадии развития лишь изменение окраски. К этой группе относят так называемые биржевые грибы, плесени, цветные окраски и синеву.
Древесные породы и применение их в строительстве
319
Грибы, развивающиеся преимущественно на мертвой древесине в зданиях и сооружениях, носят название домовых грибов. Они наиболее опасны, так как в благоприятных для своего развития условиях могут совершенно разрушить древесину в очень короткий срок (в течение нескольких месяцев). Чаще всего в деревянных конструкциях и материалах встречаются грибы — настоящий домовой — самый опасный из всех грибов-дереворазрушителей, белый домовой и домовой пленчатый. Другие грибы-дереворазрушители хотя и многочисленны, но встречаются реже названных. При высыхании древесины все грибы погибают и процесс гниения прекращается.
Сырую древесину при хранении лесоматериалов могут поражать плесневые грибы, грибница и плодоношение которых вызывает сине-зеленую, голубую, черную и другую окраску поверхности в зависимости от выделяемого грибами пигмента. Плесень может быть в виде сплошного налета или отдельных пятен. Наличие плесени механических свойств древесины не изменяет, но ухудшает внешний вид. Поражение плесенью измеряется в процентах к площади материала.
Г. ДРЕВЕСНЫЕ ПОРОДЫ И ПРИМЕНЕНИЕ ИХ В СТРОИТЕЛЬСТВЕ
Не все хвойные и лиственные породы древесины одинаково применяются в строительстве: явное преимущество имеют хвойные породы ввиду их значительно большей распространенности, лучшего качества древесины, большей длины и прямизны стволов. В настоящее время принимаются меры к увеличению использования древесины лиственных пород: перед строителями поставлены задачи использовать осину, березу, ольху, липу и тополь в количестве не менее 10% общего расхода древесины. Эти породы должны найти особенно широкое применение при постройке временных подсобных зданий, оград, подмостей разового применения, а также для изготовления деревянных строительных деталей— дверей, наличников, плинтусов, перегородок и пр. Действующими строительными правилами древесину названных лиственных пород разрешается применять и для рубленых стен, за исключением нижних венцов, а также для устройства опалубки при бетонных работах.
1. ХВОЙНЫЕ породы
Леса Советского Союза почти на % состоят из хвойных пород; в них произрастают основные виды древесныхk пород, применяемых в строительстве, — сосна, ель, лиственница, пихта и кедр. По масштабам применения наибольшее значение имеют сосна и ель, затем лиственница, пихта и кедр.
Сосна занимает примерно четверть площади всех лесов Советского Союза и вследствие своей распространенности и доступности, а также высоких строительных качеств наиболее широко применяется в строительстве. Древесина ее мягкая, прочная и лёгкая, хорошо поддается всем видам механической обработки.
Применяют сосну очень широко: для стен и полов жилых домов, мостов, столбов, подмостей, эстакад, крепления откосов и траншей, а также для изготовления столярного сортимента — дверей, оконных рам и пр.
Сосна, растущая на сухих песчаных почвах, дает плотную, смолистую, мелкослойную древесину желто-красного цвета. Называется такая сосна рудовой. Растущая на низменных глинистых почвах сосна
320
Глава X. Лесные материалы
имеет менее прочную крупнослойную древесину с сильно развитой заболонью и носит название мяндовой.
Ель — одна из распространенных пород, занимающая второе место после сосны как по своим запасам, так и по хозяйственному значению. Хотя по качеству еловая древесина несколько уступает сосновой, использование ее в строительстве очень велико. Спелая древесина ели белого цвета, мягкая, легкая и менее смолистая, чем у сосны, поэтому она.легко загнивает. Ствол ели ровный и прямой, хорошо поддающийся механической обработке — распиловке, измельчению. Однако большая сучковатость и твердость сучков (особенно роговых) несколько затрудняет обработку древесины, преимущественно в мелком сортименте (кровельная дрань и пр.).
Лиственница обладает более тяжелой, твердой и прочной, чем сосна и ель, древесиной; она отличается повышенной стойкостью против загнивания и поэтому особенно ценится в гидростроительстве и мостостроении. По распространенности лиственница стоит на третьем месте после сосны и ели и занимает примерно 15% площади всех хвойных лесов Союза. К отрицательным характеристикам древесины лиственницы нужно отнести склонность к растрескиванию, возникающей вследствие большой разницы в радиальной и тангентальной усушке. Большой вес древесины лиственницы затрудняет ее сплав, что в связи с отдаленностью основных районов ее произрастания делает ее малодоступным материалом для центральной зоны Союза. Поэтому применение ее в строительстве ограничено и носит преимущественно местный характер.
Другие виды хвойных пород — пихта и кедр — вследствие своей малочисленности и отдаленности районов произрастания используются в строительстве только в качестве местного материала. Прочностные характеристики древесины пихты и кедра близки к характеристикам древесины других хвойных пород.
2. ЛИСТВЕННЫЕ ПОРОДЫ
Дуб имеет плотную 'прочную и упругую древесину с заболонью желтоватого цвета и хорошо развитыми сердцевинными лучам^. Дубовая древесина является весьма ценной; она хорошо сохраняется как на воздухе, так и под водой, обладая высокой стойкостью против гниения. Отрицательным свойством ее является повышенная склонность к растрескиванию вследствие значительной усадки при высыхании.
Дубовую древесину применяют для ответственных конструкций, в особенности для деталей, работающих под воздействием нагрузок, направленных поперек волокон, как, например, опорные подушки, прокладки, шпонки, нагели и др. Благодаря красивой текстуре и окраске ее часто употребляют в качестве отделочного материала и при изготовлении мебели; дубовый паркет является самым прочным и красивым видом полов; столярные изделия из дуба (оконные рамы, двери и др.) отличаются красотой и долговечностью. Дубовая древесина играет важную роль в нашем экспорте лесоматериалов, занимая первое место среди экспортируемых лиственных пород.
Береза является самой распространенной лиственной породой, составляя около 65% всей площади лиственных лесов Союза. Древесина березы обладает высокой прочностью, особенно при ударных нагрузках, имеет однородное строение и значительную твердость. К недостаткам ее надо отнести малую сопротивляемость действию грибов-разрушителей, а также кривизну ствола. Эти недостатки существенно ограничива¬
Древесные породы и применение их в строительстве
321
ют ее использование в строительстве. Большее применение древесина березы находит в фанерном производстве, а также для изготовления токарных изделий, ручек инструментов и прочих поделок.
Осина также принадлежит к одной из самых распространенных древесных пород нашей страны. Она имеет мягкую и легкую древесину белого цвета, значительно менее прочную, чем березовая. В современном строительстве осина почти не применяется; в сельском хозяйстве из осины возводят небольшие подсобные постройки (сараи), а учитывая ее мягкость, хорошую раскалываемость и легкость лущения, довольно широко применяют для изготовления кровельной дранки.
Другие породы лиственной древесины, как, например бук, клен, липа, ольха, используются в строительстве лишь в небольшом количестве, несмотря на их довольно значительное распространение. Применяются они главным образом как местный материал для неответственных сельскохозяйственных и бытовых построек и в качестве подсобновспомогательного сортимента. Причинами этого являются меньшая гнилостойкость, сучковатость, кривизна ствола, его меньшие размеры.
3. СУШКА И ХРАНЕНИЕ ЛЕСНЫХ МАТЕРИАЛОВ
Свежесрубленное дерево сушат равномерно во избежание коробления или растрескивания древесины. Применяют сушку естественную и искусственную.
Длительность и эффективность естественной (воздушной) сушки зависит от породы древесины, толщины материала, а также от климата и погоды в период сушки. Под лесной склад для естественной сушки выбирают ровное, высокое, сухое место с небольшим уклоном для стока дождевой воды. Древесину укладывают в штабеля, расположенные на расстоянии 4—5 м друг от друга, с обязательным учетом господствующих в данной местности ветров, что необходимо для лучшего продувания древесины. Под каждый штабель устраивают основание, с тем чтобы оставалось свободное пространство между грунтом и древесиной. Каждый ряд лесного материала в штабеле должен быть отделен прокладками, уложенными поперек направлению господствующих ветров, так чтобы продувание шло в основном вдоль волокон уложенного материала. Над штабелями делают временную кровлю с навесами во избежание как резкого увлажнения осадками, так и неравномерного и сильного нагрева солнечными лучами. В течение естественной сушки древесины влажность ее уменьшается медленно и равномерно, вызывая минимальные последствия усушки и коробления. Естественная сушка древесины — процесс весьма продолжительный и очень неопределенный по времени, создающий условия, особенно при плохой погоде, для заражения древесины грибами. •
В настоящее время начинает все более широко применяться искусственная сушка в специальных камерах-сушилках. Сушильные камеры оборудованы герметически закрывающимися дверями и аппаратурой, позволяющей регулировать температуру и влажность воздуха в камере и удалять из нее влагу, испаряющуюся из древесины. Лесные материалы подаются в сушильные камеры на специальных вагонетках, которые являются стеллажами для материала на все время сушки. Искусственная сушка протекает во много раз быстрее, чем сушка естественная, и при правильном режиме дает хорошие результаты, не снижая качества древесины.
Применяют также способ сушки древесины токами высокой частоты. При этом на подготовленный сортимент устанавливают 2—4 сетча¬
322
Глава X. Лесные материалы
тых электрода, которым подводят ток от генератора. Переменный ток, проходя через древесину, превращается в тепловую энергию, которая равномерно распространяется во всей толще древесины и высушивает ее. Сушка токами высокой частоты имеет существенные преимущества перед другими способами как по сроку, так и по качеству сушки (отсутствие коробления и растрескивания древесины).
Очень эффективный способ сушки древесины, ускоряющий ее в 15 раз по сравнению с сушкой в сушилках, предложил проф. А. И. Фоломин: древесину сушат в ваннах с петролатумом. Петролатум — вазелинообразный (при нормальной температуре) нефтепродукт светлокоричневого цэета, представляющий собой смесь парафинов и церезинов с высоковязким очищенным нефтяным маслом. Влажную древесину погружают в ванну, где она при постепенном подогреве петролатума до 120° С выделяет влагу; при этом древесина не подвергается короблению и растрескиванию.
Лесные материалы, изделия и конструкции из древесины должны храниться в сухих закрытых помещениях в условиях, не допускающих их порчи. При укладке на длительное хранение их сортируют по породам и укладывают в следующем порядке:
бревна, применяемые в круглом виде с ограниченной влажностью, укладывают в штабеля, обеспечивающие естественную сущку древесины;
пиломатериалы, поступающие с влажностью не более 25%, кладут в штабеля плотной укладкой, а с влажностью более 25% — в штабеля, обеспечивающие естественную дополнительную сушку материала.
Над штабелями обязательно должна быть плотная крыша. Лесоматериалы для полов, штукатурная дрань и погонажные деревянные детали должны храниться в закрытых складах. Деревянные конструкции следует укладывать на прокладки для предохранения от грунтовой влаги, поломок и искривлений. При перевозках автотранспортом конструкции и изделия накрывают брезентом во избежание увлажнения.
4. ЗАЩИТА ДРЕВЕСИНЫ В ЭКСПЛУАТАЦИИ Защита древесины от гниения
Принято считать, что сухая древесина с влажностью ниже 20% надежно защищена от гниения, поскольку грибы, вызывающие гниение, при такой влажности не развиваются. Там, где нельзя гарантировать стабильность такой влажности, для защиты древесины применяют меры конструктивного характера, а также обрабатывают ее антисептиками, предохраняющими древесину от гниения и при более высоком содержании влаги.
К конструктивным мерам относятся все виды, покрытий древесины влагостойкими и влагонепроницаемыми пленками путем нанесения их на поверхность конструкций и изделий в виде масляных, лаковых и других покрытий. Подобные методы защиты очень надежны, но, как правило, в тяжелых условиях эксплуатации не долговечны и требуют периодического восстановления. От проникания водяных паров деревянные конструкции следует защищать пароизоляционными материалами, рубероидом или пергамином в виде прокладок со стороны более влажного и более теплого воздуха. Подвалы и подполья, где обычно наблюдается повышенная влажность воздуха, обеспечивают хорошей естественной вентиляцией с обязательным устройством продушин в цоколе для удаления избыточной влаги. От непосредственного соприкосновения де¬
Древесные породы и применение их в строительстве
323
ревянных элементов зданий и сооружений с каменными и другими теплопроводными и влагопроводными материалами их изолируют прокладками толя, пергамина и других водонепроницаемых материалов.
Антисептиками называют вещества, отравляющие и убивающие грибы, которые вызывают гниение древесины. Применяемые антисептики можно разделить на две группы: водорастворимые и нерастворимые в воде. Антисептики всех видов должны обладать высокой токсичностью (ядовитостью) по отношению к дереворазрушающим грибам, но бы^ь безвредными для человека и животных; обладать стойкостью, т. е. долго не терять свои свойства, хорошо проникать в древесину и не иметь неприятного запаха; иметь невысокую стоимость и не являться дефицитными материалами; это особенно важно, учитывая массовость применения антисептиков и значительный их расход при обработке древесины. у
Обработка антисептиками древесины, находящейся в условиях повышенной влажности, является надежным и широко распространенным способом предохранения от гниения. Без специальной обработки антисептиками не допускается применять многие строительные детали, например столбы, закапываемые’в землю, нижние бревна (венцы) рубленых стен, деревянные конструкции в помещениях с большой и постоянной влажностью воздуха — в банях и прачечных и т. п.
Из группы водорастворимых антисептиков в строительстве применяют фтористый и кремнефтористый натрий, динитрофенолят натрия, парофазную фенольную смолу и др.
Фтористый натрий NaF наиболее часто используют для антисептирования древесины в строительном деле. Он представляет собой белый порошок, мало растворимый в воде, не имеющий запаха и не препятствующий последующей окраске древесины. Применяется в сочетании с другими антисептиками для покрытия внутренних конструкций, не подвергающихся воздействию проточной воды; нельзя применять в сочетании с известью, мелом, цементом и гипсом, так как под воздействием этих материалов NaF переходит в нерастворимый фтористый кальций, не обладающий токсичностью по отношению к грибам, и теряет свои антисептирующие свойства.
Кремнефтористый натрий Na2SiF6 представляет собой порошок, еще менее растворимый в воде. Применяют его в смеси с фтористым натрием, а также в качестве компонента в силикатных пастах или после обработки щелочью; в чистом виде не применяется.
Динитрофенолят натрия СвНз^ОгЬОЫа — порошок желто-оранжейого цвета, получаемый из динитрофенола под действием углекислой соды. Он нелетуч, обладает растворимостью около 4%, негигроскопичен и не разрушает металлов. Применяют его в виде водных растворов для пропитки древесины и поверхностной обработки деревянных деталей, не предназначенных под окраску. Токсичность его весьма высока — в 2 раза выше, чем фтористого натрия.
Парофазная фенольная смола является отходом фенольного производства; это вязкая масса темно-коричневого цвета, дающая присоединении с водой однородный раствор, окрашивающий древебшу в темный цвет. Применяют 15—20%-ный водный раствор парофазной смолы.
Из группы водонерастворимых маслянистых антисептиков наиболее широко применяют каменноугольное антраценовое и сланцевое масло.
Антраценовое масло представляет собой темную довольно густую жидкость, обладающую сильным антисептическим действием; оно мед-
324
Глава X. Лесные материалы
L
ленно улетучивается, слабо выщелачивается водой, не разрушает дерева и металлов. Активно действующим компонентом в нем является фенол. К недостаткам антраценового масла как антисептика следует отнести его резкий, неприятный запах, а также темный цвет, сильно окрашивающий древесину при обработке, что делает невозможной последующую окраску деревянных конструкций. Поэтому для защиты древесины в жилых и общественных помещениях антраценовое масло не применяют. Также вследствие горючести не следует его применять для обработки деревянных деталей, находящихся около печных труб и горячих элементов оборудования.
Сланцевое масло — темно-коричневая жидкость с резким запахом фенола, получаемая путем перегонки горючих сланцев. Токсичность его несколько меньше, чем антраценового масла.
Наиболее широко применяют в настоящее время следующие способы обработки древесины антисептиками; нанесение раствора антисептика на поверхности древесины, обжиг древесины с последующим погружением в антисептик, последовательная пропитка антисептиком в горячей и холодной ваннах, пропитка под давлением и обработка пастами.
На поверхность древесины раствор антисептика наносят малярными кистями или краскопультами в 2—3 приема. Недостатком способа является небольшая глубина проникания антисептика в древесину, и поэтому он применяется лишь для защиты тонких досок или сырых лесоматериалов, если им обеспечена возможность быстрого высыхания.
Обжиг древесины с последующей пропиткой ее антраценовым маслом применяют главным образом для обработки столбов из сырой древесины. Часть столба, закапываемую в грунт, обжигают на слабом огне до обугливания на глубину 1 —1,5 см, после чего обожженный конец погружают в антраценовое масло на 3—4 ч. Для лучшего впитывания масла столбы сушат в течение 3—4 сут. Перед закапыванием столба всю обугленную поверхность, начиная с торца, покрывают каменноугольным дегтем.
Последовательная пропитка в горячей и холодной ваннах заключается в том, что древесину сначала погружают в раствор антисептика, нагретого до 90° С, и выдерживают в нем 3—4 ч. Вследствие нагревания древесины воздух, заключенный в ее порах и сосудах, расширяется и частично удаляется. При погружении древесины в ванну с холодным или слегка теплым раствором антисептик всасывается в полости клеток охлаждающейся древесины. Этот способ дает значительно больший эффект; лучшие результаты получаются, когда влажность пропитываемой древесины не превышает 30%, при большей влажности древесину необходимо дольше выдерживать в горячей ванне.
Другой способ антисептической обработки сырой древесины в высокотемпературной, а затем в холодной масляной ванне предложил проф. А. И. Фоломин. Сущность его сводится к следующему: горячую ванну наполняют петролатумом, нагретым до 80° С. При этой температуре из обрабатываемой древесины равномерно испаряется вода, что обеспечивает лучшее проникание в нее антисептика — теплого антраценового масла, находящегося во второй ванне. Обработка по этому способу значительно более продолжительна и длится 1—2 сут. в зависимости от влажности древесины и размеров поперечного сечения пропитываемых элементов. ,
Применяется также антисептическая пропитка под давлением, но она сложна и требует специального заводского оборудования. Мате¬
Древесные породы и применение их в строительстве
325
риал пропитывается антисептиком в автоклаве под давлением 6— 15 атм, затем в аппарате создается вакуум, в результате чего воздух, находящийся в полостях клеток древесины, вытесняет избыточное количество антисептика, который лишь покрывает внутренние поверхности стенок клеток. При этом способе расход антисептика значительно уменьшается.
Для антисептической обработки древесины пастами применяют пасты экстрактные, битумные, силикатные и глиняные. Пасты разделяются на марки 100 и 200. Первые содержат антисептиков не менее 100 г на 1 м2 обрабатываемой поверхности древесины, вторые — не менее 200 г/м2. Пасты марки 100 применяют для антисептирования тонких сортиментов древесины, марки 200 — для массивных. В состав паст входит фтористый натрий или другой водорастворимый антисептик. Пасту наносят кистью или гидропультом на поверхность древесины, влажность которой должна быть не менее 35—40% (более сухую древесину увлажняют). Растворяясь в воде, антисептик постепенно проникает в древесину.
Защита древесины от возгорания
Существенным недостатком древесины является легкая воспламеняемость. Для предохранения древесины от возгорания применяют конструктивные меры или защищают древесину различными составами.
Конструктивные меры заключаются в следующем: удаляют деревянные элементы от источников нагревания, через определенные расстояния возводят несгораемые стены (брандмауэры) и огнестойкие перегородки.
Способы покрытия перечислены ниже:
деревянные части покрывают штукатуркой или малотеплопроводными несгораемыми материалами, например асбестоцементными листами;
древесину окрашивают жидкими огнезащитными составами, образующими на ее поверхности несгораемую пленку;
поверхности древесины обмазывают специальными составами густой консистенции, дающими корку толщиной до 3 мм;
деревянные изделия пропитывают огнезащитными составами, носящими общее название антипиренов.
Огнезащитные краски состоят из заполнителя и связующего вещества. В силикатных красках заполнителем является тонкомолотый кварцевый песок, тяжелый шпат, мел, магнезит, а связующим — растворимое стекло. Для придания краске желаемого цвета прибавляют дешевые минеральные пигменты: мумию, железный сурик, охру. Кроме составов на жидком стекле в качестве огнезащитных красок применяют казеиновые (неводостойкие), масляные с добавлением антипиренов и хлорвиниловые краски. Последние два вида красок являются водостойкими. Расход огнезащитных красок составляет от 0,5 до 0,7 кг/м2 окрашиваемой поверхности. Наносятся они на поверхность краскопультом или кистью.
Огнезащитные обмазки наносят на поверхности малярной кистью в два приема. Расход обмазки составляет около 1 —1,2 кг на 1 м2 покрываемой поверхности. Огнезащитный эффект обмазки состоит в том, что составные части красок при нагревании размягчаются с образованием стекловидных пленок, которые цементируют образовавшийся на поверхности древесный уголь. Последний, обладая малой теплопроводностью, защищает от нагревания нижележащие слои древесины. При
326
Глава X. Лесные материалы
обмазках огнезащитный эффект достигается благодаря значительной толщине и теплоемкости слоя покрытия. Этот слой изолирует древеси* му от нагревания.
Обмазки приготовляют на месте работы. Используют их для защиты от огня скрытых деревянных элементов зданий и сооружений — стропил, обрешетки и др., защищенных от попадания на них воды. Для обмазок часто применяют суперфосфат — сульфитную глиняную обмазку, представляющую собой смесь суперфосфата 25%, сульфит* ного щелока 15%, глины 25% и воды с пигментом 35%. Обмазки на основе глины, извести, гипса и пр. являются простейшим и общедоступ* ным средством защиты древесины.
Пропитка древесины антипиренами. Наиболее часто применяют следующие антипирены: диаммонийфосфат, аммофос — белый кристал* лический порошок, содержащий диаммоний и моноаммонийфосфат, сернокислый аммоний. Они хорошо растворяются в воде и нелетучи. Древесину также обрабатывают водными растворами антипиренов —* нанесением их кистью, пропиткой в растворе при нормальном давле* нии и температуре, а также последовательной пропиткой в горячей и холодной ваннах или пропиткой под давлением.
Д. ОСНОВНЫЕ ВИДЫ ЛЕСОМАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ В СТРОИТЕЛЬСТВЕ
Применяемые в строительстве лесоматериалы можно разбить на три основные группы — круглые лесоматериалы, пиленый сортимент и изделия (и полуфабрикаты) из древесины.
I. КРУГЛЫЕ ЛЕСОМАТЕРИАЛЫ
Применяемые в строительстве отрезки древесного ствола разных пород и размеров, очищенные от коры и сучьев, называют круглыми лесоматериалами. Отрезки ствола с толщиной (диаметром) верхнего отруба не менее 14 см называют бревнами. Менее толстые отрезки ство* ла носят название подтоварника (от 8 до 13 см) и жердей (от 3 до 7 см); длина их может быть в пределах 3—9 м. Круглые лесоматериалы должны быть очищены от сучьев заподлицо с поверхностью, оййлены под прямым углом к продольной оси и иметь припуск по длине в разме* ре 3 см.
В строительстве применяют бревна главным образом хвойных пород — сосны, ели, лиственницы, реже бревна лиственных пород — березы, дуба, осины и ольхи, используемых для подсобных и вспомогатель* ных работ. Установлены следующие группы бревен по толщине верхне* го отруба:
Мелкие от 8 до 13 см с градацией 1 см
Средние » 14» 24 »» » 2 »
Крупные. » 26 c^i и более » » 2 »
Длина бревен 4—6,5 м с градацией через 0,5 м, причем по особым звказам допускается поставка бревен и другой длины. Для специальных строительств установлена длина бревна в соответствии с назначением; например, для гидротехнических сооружений 6,5 и 8,5 м, для опор линий электропередач 11, 13, 16 и 18 м в соответствии с увеличением толщины бревна.
По качеству древесины бревна для элементов несущих конструкций постоянного назначения подразделяются на три категории. К пер¬
Основные виды лесоматериалов, применяемых в строительстве
327
вой категории относят бревна высокого качества с минимальным допуском пороков; вторая категория допускает несколько большее количество пороков. Для этих категорий гниль и червоточина не допускаются. Третья категория допускает многие пороки древесины (кроме гнили); некоторые пороки не нормируются, как, например, пасынки, косослой, трещины. Червоточина допускается только поверхностная, причиненная короедом.
Бревна лучшего качества применяют для изготовления ответственных элементов несущих конструкций — стропил и ферм, имеющих большие пролеты; бревна среднего качества используют для изготовления балок в конструкциях с небольшими пролетами; бревна строительные низшего качества находят применение для неответственных конструкций — настилов, стен мелких деревянных зданий, для крепления откосов и траншей и т. п.
2. ПИЛОМАТЕРИАЛЫ
В строительстве применяют пиломатериалы главным образом хвойных пород. Пиломатериалы лиственных пород, хотя и допускаются в производстве строительных работ, но применяются в весьма ограниченном количестве для менее ответственных работ. Пиломатериалы получают продольной распиловкой специальных пиловочных бревен, качество которых обусловлено стандартом. В зависимости от качества древесины, наличия пороков и качества распиловки пиломатериалы хвойных пород древесины делятся на 5 сортов: отборный, 1, 2, 3 и 4-й; брусья отборного сорта не имеют. Пиломатериалы лиственных пород делятся на три сорта — 1, 2 и 3-й.
По характеру обработки пиломатериалы подразделяют на обрезные и необрезные. При получении обрезных материалов пропиливаются все четыре стороны, а величина обзолов на пластях (широкие стороны досок) и кромках не должна превышать допускаемые сортами пиломатериалов размеры. При получении необрезных пиломатериалов пропиливаются только пласти, а кромки не пропиливаются вовсе или пропиливаются частично, причем величина обзолов превышает допускаемые для обрезных пиломатериалов размеры.
По размерам поперечного сечения пиломатериалы разделяются на доски, бруски и брусья. Досками называют пиломатериал, имеющий ширину более двойной толщины, брусками — пиломатериал, ширина которого не более двойной толщины; брусья имеют толщину и ширину более 100 мм. При толщине материалов до 32 мм включительно их называют тонкими и при толщине 40 мм и более — толстыми. Тонкий сортимент называют тесом.
При распиловке пиловочных бревен на обрезные пиломатериалы,
& также при распиловке неполноценных по внешнему строению бревен получают в качестве отходов горбыль, пластины и четвертины, которые находят применение в строительстве в качестве вспомогательных и подсобных материалов.
Пиломатериалы как хвойных, так и лиственных пород вырабатываются длиной от 1 до 6,5 м с градацией через 25 см. Толщина пиломатериалов хвойных пород от 13 до 45 (доски), от 50 до 100 (бруски) й от 130 до 250 мм (брусья). Ширина досок в пределах 80—250, брусков — 80—200 и брусьев— 130—250 мм. Пиломатериалы лиственных пород при толщине 13—75 мм имеют ширину (обрезные) от 80 до 200 мм. Размеры пиломатериалов по толщине и ширине установлены для древесины абсолютной (15%) влажности. При большей влажности дре¬
328
Глава X. Лесные материалы
весины при распиловке необходимо, давать припуск на усушку, неизбежную при нормальном хранении пиломатериалов.
Хвойные пиломатериалы изготовляют из древесины сосны, ели, лиственницы, кедра и пихты; для выработки лиственных пиломатериалов применяются как твердые, так и легкие породы — дуб, ясень, бук, береза, ольха, осина, липа и др. Буковые пиломатериалы должны быть пропарены.
3. ИЗДЕЛИЯ И ПОЛУФАБРИКАТЫ
Из хвойных и лиственных пород древесины изготовляют строганые доски и бруски, подразделяемые на собственно строганые и шпунтованные— имеющие на одной кромке выемку (шпунт), а на другой кромке
выступ (гребень), входящий в шпунт соседней доски. Размеры шпунта и гребня строго согласованы, форма их может быть прямоугольной, треугольной, трапецеидальной и сегментной (рис. 141).
Шпунтованные доски применяют для устройства перегородок, настилки полов и других работ, требующих повышенной
продольной плотности и жесткости.
К профильным изделиям из древесины, имеющим широкое применение, относятся плинтусы и галтели, служащие для заделки углов между полом и стенами; наличники, применяемые для оформления дверных и оконных коробок; поручни для лестничных перил.
Наиболее ответственном и широко распространенным изделием из
древесины является паркет для лицевого покрытия полов. Паркет дол¬
жен быть прочным и красивым, поэтому его изготовляют из первосортной древесины дуба, бука, вяза, клена, ясеня, лиственницы и других прочных пород, имеющих красивую текстуру. Паркет выпускается в виде следующих изделий: паркетных досок, наборного паркета, наклеенного на бумагу (мозаичный паркет), и штучного паркета. Паркетные доски состоят из нижнего реечного основания и верхнего (лицевого) покрытия из паркетных планок, наклеенных на основание. Кромки паркетных досок должны быть прямыми и иметь паз и гребень, служащие для более прочного соединения. Рейки основания имеют продольные пропилы при ширине более 30 мм. Форма и размеры вырабатываемых паркетных досок указаны на рис. 142, а; возможные варианты расположения планок на паркетных досках показаны на рис. 142, б, ву г. Основание для паркетных досок делается из древесийы сосны, ели, лиственницы, кедра, пихты, а также из антисептированной древесины березы, ольхи и других лиственных пород.
Наборный или мозаичный паркет состоит из планок с прямыми кромками, наклеенных лицевой поверхностью на плотную бумагу, которую снимают вместе с клеем после настилки паркета на основание. Клей, применяемый для наклейки планок на бумагу, должен быть достаточно прочным и легко смываться водой. Штучный паркет состоит из отдельных планок, имеющих на кромках паз и гребень. Планки имеют длину 15, 20, 25, 30 и 40 см при ширине от 3 до 6 см. Влажность древесины всех видов паркета должна быть 8±2%. Планки всех видов паркета, а также готовые паркетные доски и наборный паркет имеют правильную геометрическую форму с параллельными и взаимно перпен¬
Основные виды лесоматериалов, применяемых в строительстве
329
дикулярными сторонами. Лицевые их поверхности должны быть ровными и гладкими; в некоторых случаях лицевая поверхность паркета покрывается специальным лаком.
Планки лицевого покрытия паркетных досок склеивают с основанием водостойкими синтетическими клеями, например феноло-формальдегидным типа КБ-3 и СП-2, меламиновым типа ММФ или резорциновым типа ФР-12. Склейка должна быть плотной: предел прочности клеевого шва при испытании образцов на склеивание вдоль волокон должен быть не ниже 60 кГ/см2.
о)
*)
Строительная фанера также занимает значительное место среди изделий из древесины для нужд строительства. Фанера представляет собой лист, склеенный из нескольких древесных шпонов, получаемых лущением распаренных кряжей на специальных лущильных станках, изобретенных в России еще в 1819 г. Для изготовления фанеры применяют древесину лиственных и хвойных пород. Склеивают шпоны так, чтобы направления волокон двух соседних шпонов были взаимно перпендикулярны. Число шпонов при изготовлении фанеры — от 3 до 13, а толщина получаемой фанеры — в пределах от 2 до 15 мм. Ширина листов фанеры достигает 2, а длина до 3 м. Для склеивания шпона применяют феноло-формальдегидные, казеино-цементные и другие клеи. Фанера различается по сортам в зависимости от применяемой древесины, количества слоев и внешнего вида.
Применяют фанеру в строительстве главным образом для обшивки стен, а также при устройстве временных и вспомогательных сооружений (тепляков и т. п.).
330
Глава X. Лесные материалы
Деревянные детали и элементы конструкций заводского изготовления поступают на строительство в готовом виде и носят общее название индустриальных строительных деталей. Номенклатура этих изделий весьма значительна и постоянно увеличивается за счет клееного сортимента в связи с растущим производством клеев с высокой клеящей способностью на основе полимерных материалов. Она включает такие распространенные изделия, как балки с черепными брусками на гвоздях, клееные и на пластинчатых нагелях; щиты дощатые на гвоздях для перегородок и накатов. К группе столярных изделий относятся комплекты оконных переплетов и дверей со всеми необходимыми соединениями, столярные перегородки, брусья для стен, детали кровель, щитовой паркет и т. д.
Щиты и клееные балки изготовляют из досок толщиной менее 50 мм с влажностью н&выше 15%- Для этих изделий обычно используют короткие доски низших сортов, из которых удалены поврежденные места. Доски соединяют встык по длине и ширине при помощи полимерных клеев. Высокая прочность клея гарантирует необходимую прочность изделий. Применение клееных балок и щитов снижает расход лесоматериалов и исключает использование дорогостоящего длинномерного леса.
Щиты дощатые для перегородок и накатов в сборных деревянных домах делают из двух или трех слоев досок, скрепленных гвоздями. Для этих йзделий также применяются короткие низкосортные доски.
Столярная плита представляет собой деревянный щит, состоящий из внутреннего слоя, набранного из реек и окленного с обеих сторон шпоном в один или два слоя. Для этой цели применяют лущеный шпон — ольховый, березовый или сосновый. Иногда столярные плиты оклеивают с одной или двух сторон шпоном ножевой фанеры древесины твердых пород (дуба, бука, ореха). Такие плиты называют облицованными, их широко применяют для устройства перегородок и дверей.
К наиболее распространенным видам столярных изделий относятся сортименты для устройства окон и дверей. Комплект таких изделий состоит из коробки и дверного полотна или оконного переплета. Коробки изготовляются из брусков и досок хвойных и лиственных пород толщиной 60 мму шириной 180 мм и длиной от 2,5 до 6,5 м. Обычно применяют материал второго и третьего сорта. Для дверных полотен и оконных переплетов применяют пиломатериалы не ниже второго сорта таких же размеров. Готовый блок внутренних дверей состоит из дверной коробки и двери с комплектом скобяных изделий. При установке на место рекомендуется делать толевую прокладку между древесиной и стеновым материалом, а места неплотного прилегания проконопатить просмоленной паклей. Весь блок должен быть окрашен масляной краской.
ГЛАВА XI
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
А. ОБЩИЕ СВЕДЕНИЯ
Теплоизоляционными называют строительные изделия и материалы, обладающие малой теплопроводностью и предназначенные для тепловой защиты жилых, производственных и прочих зданий, а также для изоляции различных тепловых агрегатов (теплопроводов, котлов и пр.) во избежание потерь тепла. Эти материалы используются также для защиты от нагревания, например для теплоизоляции холодильных камер.
Основным показателем теплоизоляционных материалов, определяющим их технические свойства, является пористость. Пористость материала и его теплоизоляционные свойства связаны прямой зависимостью, что определяется малой теплопроводностью воздуха (или газов), содержащегося в порах материала. Используя различную технологию производства, можно регулировать пористость -материала, придавая ему нужные качества. Пористость должна обеспечивать материалу необходимые свойства — коэффициент теплопроводности меньше 0,18 ккал/м' град и объемный вес не более 700 кг/мг. По величине объемного веса теплоизоляционные материалы делят на марки 15, 25, 35, 50, 75, 100, 125, 150, 175, 200, 225, 250, 300, 350, 400, 450, 500, 600 и 700. Материал, имеющий промежуточный объемный вес, относится к ближайшей большей марке.
Основные требования, предъявляемые ко всем теплоизоляционным материалам, следующие: а) механическая прочность, достаточная для того, чтобы обеспечить надежность материала при монтаже и в процессе эксплуатации; б) высокая биостойкость, т. е, материал не должен легко подвергаться гниению и порче грызунами; в) химическая стойкость, т. е. неразрушаемость под действием жидкостей и газов; г) материал должен быть сухим и негигроскопичным, так как увлажнение его повышает коэффициент теплопроводности и способствует загниванию (для органических материалов).
Тепловая изоляция промышленного оборудования является важнейшим мероприятием по технике безопасности; в горячих цехах и на электростанциях она является надежной профилактикой против травматизма от ожогов. Кроме того, некоторые теплоизоляционные материалы используются в качестве акустических, так как обладают достаточно хорошими звукоизоляционными свойствами. Строительные нормы и правила (СНиП) допускают использование в качестве звукоизоляционных следующих видов теплоизоляционных материалов: маты и плиты полужесткие на синтетической связке, плиты стекловатные на синтетической связке, плиты древесноволокнистые и некоторые другие.
332
Глава XI. Теплоизоляционные материалы и изделия
Производство теплоизоляционных материалов является молодой отраслью нашей промышленности. В дореволюционной России, несмотря на наличие значительных ресурсов сырья (асбеста, доломита, шлаков и др.), теплоизоляционные материалы почти не выпускались, кроме самых примитивных видов — камышита, соломита и т. п. Производство новых для того времени теплоизоляционных материалов возникло у нас лишь в годы первой пятилетки (1928—1932 гг.), когда появились предприятия, производящие стеклянное волокйо, шлаковую вату, совелит, пенобетон, торфоплиты и др. Лишь к концу второй пятилетки образовалась новая, самостоятельная отрасль — промышленность теплоизоляционных материалов. Тогда же развернулись научно-исследовательские и проектно-изыскательские работы по созданию и промышленному выпуску новых, эффективных теплоизоляционных материалов — минеральной ваты, ячеис'Шх бетонов, пеностекла, вспученного вермикулита и пр. Сократившееся за период Отечественной войны производство теплоизоляционных материалов в последний период стало быстро развиваться, особенно значительное развитие получило производство минеральной ваты и изделий из нее. Характерными особенностями развития промышленности теплоизоляционных материалов являются: увеличение мощности по производству изделий из минеральной ваты, рост производства газобетонных изделий и начало выпуска изделий из вспученного перлита. Также увеличился выпуск древесноволокнистых, древесностружечных и фибролитовых плит, высокопористых изделий из полимерных материалов и других видов эффективных и прогрессивных теплоизоляционных материалов.
Перспективы развития промышленности теплоизоляционных материалов весьма благоприятны. Основными задачами на ближайшие годы нужно считать увеличение выпуска и улучшение качества выпускаемых изделий на основе совершенствования технологических процессов производства, оснащение предприятий новым, высбкопроизводительным оборудованием и механизацию всех процессов производства, улучшающую также и условия труда.
Б. ХАРАКТЕРИСТИКА ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
1. КЛАССИФИКАЦИЯ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Номенклатура теплоизоляционных материалов и изделий, применяемых в строительстве, весьма обширна. В настоящее время Строительные нормы и правила регламентируют качественные и размерные показатели более 100 видов теплоизоляционных строительных и монтажных изделий, не считая их разновидностей, т. е. марок, форм, размерных вариантов и т. п. Здесь мы рассмотрим лишь наиболее часто применяемые теплоизоляционные изделия и материалы и дадим общие сведения по теплоизоляционным материалам, реже применяемым.
Классифицировать теплоизоляционные изделия и материалы, поскольку нет единой, так сказать, официальной классификации, можно по разным признакам: по основному исходному сырью, назначению и области применения, форме и внешнему виду и объемному весу.
Все теплоизоляционные материалы по виду исходного сырья разделяются на две большие группы — органические и неорганические. К первым относятся древесноволокнистые, древесностружечные, торфяные и камышитовые плиты, а также изделия из пластмасс. Вторая, значительно более обширная группа материалов — из неорганического сырья. Основными в этой группе являются минеральная вата и изделия
Характеристика теплоизоляционных материалов
333
из нее, стеклянная вата и изделия из нее, пеностекло, трепельные керамические изделия, асбестсодержащие изделия (асбестоцементные, асбестодоломитовые, асбестомагнезиальньге и т. д.), а также сыпучие теплоизоляционные материалы — керамзитовый ‘гравий, вспученные вермикулит и перлит. Органические материалы менее прочны и менее надежны в эксплуатации, так как они более гигроскопичны и легко загнивают при увлажнении, а также не выдерживают действия температур выше 100° С. Неорганические материалы не имеют этих недостатков и могут работать при весьма высоких температурах.
Это деление не является достаточно четким, поскольку существуют теплоизоляционные материалы комбинированные, т. е. содержащие как органическое, так и неорганическое сырье. Примерами могут служить фибролит, изготовляемый из древесной шерсти и цемента, а также изделия из неорганического сырья, но с органическим (например, полимерным) материалом в качестве связующего. Эти материалы называют минерально-органическими и условно относят или к органическим (фибролит), или к неорганическим (минераловатные изделия на битумных вяжущих) по преобладанию в них того или иного сырья.
По внешнему виду и способам применения теплоизоляционные материалы делят на штучные и сыпучие. Первые получают формованием материала и приданием ему определенных форм и размеров — плиты, маты, скорлупы, сегменты и пр., они носят название теплоизоляционных изделий, так как имеют определенные форму и размеры. Сыпучие материалы получают в виде бесформенных масс волокнистого строения или порошкообразных масс зернистого строения, а также в виде их смесей. Это керамзитовый гравий, вспученный вермикулит, необработанная (комковатая) или гранулированная минеральная вата (неорганические), торфяная крошка, древесная шерсть и др. (органические). Применяют сыпучие материалы для утепления путем засыпки чердачных перекрытий и пустот в стенах зданий облегченного типа, а также для изоляции промышленного оборудования.
Порошкообразные смеси, применяемые в виде мастик для теплоизоляции трубопроводов и горячих аппаратов, также относятся к сыпучим материалам. Наиболее часто используется для этих целей асбестотрепельный порошок — асбозурит.
Штучные формованные изделия подразделяют на жесткие и гибкие. К первым относятся плиты, блоки, кирпич, скорлупы и пр., ко вторым — маты, войлоки, шнуры и др. Наибольшее распространение среди материалов жесткого типа получили плиты, выпускаемые в очень широком ассортименте; из гибких изделий широко распространены маты (главным образом минераловатные) и войлоки. Штучные теплоизоляционные изделия являются наиболее прогрессивными. Изготовляются они на специальных хорошо механизированных заводах по строго определенной рецептуре и технологии, на всех этапах производства проверяется их качество, что гарантирует полное соответствие изделий всем требованиям государственного стандарта. Применение штучных изделий для теплоизоляции дает значительную экономию трудовых затрат при более высоком качестве изоляции.
По характеру^ применения материалы разделяются на две группы— для тепловой изоляции холодных поверхностей в зданиях (стен, кровель) и для изоляции горячих поверхностей тепловых установок и трубопроводов. Первые носят название строительных изоляционных материалов, вторые — монтажных изоляционных материалов. По внешнему виду различают теплоизоляционные материалы и изделия. На марки подразделяют по значению их объемного веса в сухом состоянии.
334
Глава XI. Теплоизоляционные материалы и изделия
Деление теплоизоляционных материалов по области применения и назначения можно считать условным, поскольку многие материалы, особенно неорганические, используются для теплоизоляции как строительных конструкций, так и промышленного оборудования. К таким материалам относятся минеральная и стеклянная вата, пеностекло, ячеистые бетоны и пр. Как правило, для теплоизоляции промышленного оборудования, работающего при более высоких температурах, чем строительные объекты, применяют более эффективные материалы с менъшим коэффициентом теплопроводности и, следовательно, с меньшим объемным весом (не выше 400 кг/мг). Высокоэффективные материалы также необходимы при теплоизоляции холодильников и холодильных установок.
2. СТРОЕНИЁ'ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Теплоизоляционные материалы по своему строению разделяются на несколько групп — ячеистые, зернистые, волокнистые, пластинчатые и смешанные.
Для ячеистого строения характерны однородные, обычно сферические поры, равномерно распределенные в материале. Таким строением обладают ячеистые бетоны, пеностекло, газонаполненные пластмассы и некоторые другие. Сыпучие материалы имеют зернистое строение и величину пористости их определяет гранулометрический состав: чем однороднее по форме и размерам зерна, тем выше пористость материала. Материалы из органического или минерального волокна (растительных волокон, асбеста, минеральной и стеклянной ваты) — волокнистого строения. Пластинчатое строение свойственно материалам, имеющим в своем составе слюду, например вспученному вермикулиту. Асбестодиатомитовые, совелитовые и некоторые другие изделия, содержащие как волокна, так и зернистые порошки, характеризуются смешанным строением.
Строение материала влияет не только на теплоизоляционные свойства, но и на- прочность, объемный вес и прочие физико-механические показатели; На теплоизоляционные свойства материалов оказывает влияние и его структура-, особенно для материалов волокнистого строения, так как теплопроводность поперек волокон значительно меньше, чем вдоль волокон (древесины, например, в 2 раза).
3. СВОЙСТВА ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Основным свойством теплоизоляционных материалов, определяющим их качество, является пористость.
Теплоизолирующую способность материала определяет не только общая пористость, но также и характер, размер и расположение пор. Поры в теплоизоляционном материале создаются введением при изготовлении в сырьевую массу газообразующих добавок, вспениванием массы, склеиванием или спеканием отдельных зерен материала, взаимоположением волокон и пр. Различают поры замкнутые и открытые, крупные и мелкие. Более высокими теплоизоляционными свойствами обладают материалы, имеющие мелкие замкнутые поры (при равной пористости), заполненные воздухом, который в неподвижном состоянии обладает очень малым коэффициентом теплопроводности — 0,022 ккал/м • ч • град при температуре 20° С. Неподвижное состояние воздуха в мелких замкнутых порах обеспечивает лучшее использование этого его свойства, так как воздух, находящийся в движении, содей-
Характеристика теплоизоляционных материалов
335
ствует переносу тепла (конвекция). Вот почему крупнопористые, раковистые материалы с вытянутыми открытыми порами, создающими условия для возникновения конвекционных потоков воздуха, более теплопроводны, чем материалы с мелкими замкнутыми порами. Чем меньше объем воздуха, заключенного в отдельных порах, тем меньше его подвижность и тем лучше его теплоизолирующие свойства.
Соотношение объемов воздуха, находящегося в порах, и твердого вещества, образующего материал, также влияет на теплоизоляционные свойства материала: чем меньше объемный вес теплоизоляционного материала, тем. меньше его теплопроводность. Можно сказать, что коэффициент теплопроводности пропорционален объемному весу материала, т. е. содержанию в нем твердого вещества. Для высокопористых материалов, в которых вес твердого вещества очень мал (например, мипора)* коэффициент теплопроводности приближается к коэффициенту теплопроводности воздуха.
Ниже приведены значения пористости теплоизоляционных материалов и для сравнения некоторых конструктивных строительных материалов.
Материал
Пористость в %
Материал
Пористость ■ %
Ячеистые бетоны . Трепельный кирпич Пеностекло .... Древесноволокнистые пористые плиты Пористые пластмассы
50—90
60—75
85—90
82—87
90—98
Сталь ...
Г ранит, мрамор Бетон тяжелый . . Киопич глиняный . Древесина сосны
0
0,2—0,8 9—17 24—33 67—73
Объемный вес теплоизоляционных материалов также является главнейшим показателем их теплоизолирующих качеств — чем меньше объемный вес, тем выше качество материала. В целях улучшения качества применяемых в строительстве теплоизоляционных материалов Строительными нормами и правилами в 1962 г. резко снижен верхний предел объемного веса всех теплоизоляционных материалов — до 700 кг/м3 (вместо 1000 кг/м3). Как ун^е говорилось, объемный вес выпускаемых нашей промышленностью теплоизоляционных материалов имеет диапазон от 15 до 700 кг/м3. Самыми легкими материалами являются пористые газонаполненные пластмассы с минимальным весом 15—25 кг/м3. Как правило, с повышением объемного веса увеличивается теплопроводность (отрицательный показатель), но увеличивается также и прочность (положительный показатель).
Большинство теплоизоляционных материалов, имеющих высокопористое строение, обладает очень небольшой прочностью. Как и для всех материалов она характеризуется тремя показателями — на сжатие, изгиб и растяжение. Обычно прочность высокопористых материалов характеризуется только прочностью на сжатие, изделий волокнистого строения—на изгиб, гибких теплоизоляционных изделий (войлок, маты минераловатные и др.) — на растяжение. Предел прочности конструктивно-теплоизоляционных материалов независимо от их строения характеризуется двумя показателями — прочностью на сжатие и изгиб. Прочность теплоизоляционных материалов на сжатие колеблется от I до 15 кГ/см2, для некоторых повышаясь до 50 кГ/см2 и лишь теплоизоляционно-конструктивные материалы имеют прочность выше 50 кГ/см2.
336
Глава XI. Теплоизоляционные материалы и изделия
Прочность материалов можно в известных пределах изменять путем подбора состава шихты или применения определенных способов обработки материалов. Так, добавление к основному виду сырья (например, диатомиту) асбеста, волокна которого армируют материал, повышает прочность готовых изделий, автоклавная обработка ячеистых бетонов с объемным весом 500 кГ/мг в 1,5 раза увеличивает их прочность на сжатие. Тот же эффект достигается при твердении бетона во влажной среде при температуре не ниже 175° С благодаря образованию ячеистого каркаса, повышающего прочность бетона.
Значительное влияние на качество теплоизоляционных материалов оказывает их влажность: высокопористое строение способствует увлажнению материалов, а это ухудшает основные свойства — теплопроводность, прочность, биостойкость и морозостойкость.
Не менее важным показателем теплоизоляционных материалов является водопоглощение. Более высокое водопоглощение свойственно изделиям с сообщающимися порами, а более .низкое — изделиям с замкнутыми порами. Водопоглощение можно снижать обработкой сырья различными способами. Например, если торф подвергается специальной пропитке, то водопоглощение изготовленных из него плит снижается до 50% против допускаемых 180%. Изготовляемые такими способами изделия называют водоустойчивыми. Для многих теплоизоляционных изделий, если они не увлажняются в условиях эксплуатации, большое водопоглощение не является отрицательным свойством, но для изделий, могущих увлажняться, оно значительно снижает теплозащитные и прочностные свойства. Теплоизоляционные материалы, имеющие высокопористое строение и сообщающиеся поры, особенно склонны к значительному увлажнению, но это компенсируется и благоприятным качеством их — возможностью расширения воды при.замерзании без разрушения материала.
Биологическая стойкость для органических теплоизоляционных материалов тесно связана с водостойкостью, т. е. способностью сохранять прочность при увлажнении. Биостойкость — способность материала сопротивляться разрушающему действию микроорганизмов, бактерий, грибов и некоторых видов насекомых — необходима только для органических материалов или материалов, имеющих в своем составе органические вещества (например, клеящие). Биостойкость может быть повышена специальной обработкой органического сырья антисептиками и ядовитыми веществами, уничтожающими бактерии.
Морозостойкость, т. е. способность насыщенного водой материала выдерживать без значительного уменьшений прочности многократные замораживания и оттаивания, необходима лишь для теплоизоляционных материалов, используемых в наружных стенах зданий и при строительстве холодильников.
Конструктивно-теплоизоляционные материалы должны обладать достаточной огнестойкостью, чтобы сохранять свои прочностные свойства в условиях пожара. Обычно предел огнестойкости теплоизоляционных материалов благодаря их высокой пористости и малой теплопроводности выше предела огнестойкости родственных им изделий из плотных материалов.
Сгораемость — свойство, присущее лишь органическим теплоизоляционным материалам, например древесноволокнистым, древесностружечным и торфяным плитам, камышиту и некоторым видам пенопластов. Неорганические теплоизоляционные материалы относятся к группе несгораемых. К трудносгораемым относятся плиты камышита оштукатуренные, минераловатные и стекловатные с битумами и синтетически¬
Характеристика теплоизоляционных материалов
337
ми вяжущими, пробковые и некоторые фйбролитовые, к трудновоспламеняемым — пенопласты поливинилхлоридные и фенолформальдегидные.
Температуростойкость — свойство, особенно важное для теплоизоляционных материалов, применяемых для изоляции агрегатов и трубопроводов, работающих при высоких температурах. Для каждого теплоизоляционного материала установлена предельная температура его применения. Показатели предельной температуры применения материалов даны ниже при описании важнейших теплоизоляционных материалов и изделий.
Основным показателем, определяющим качество теплоизоляционных материалов, является теплопроводность. С повышением окружающей температуры теплопроводность большинства материалов возрастает и только в редких случаях она понижается (магнезитовые огнеупоры).
Поскольку в официальных изданиях (СНиП, ГОСТ) коэффициент теплопроводности указывается при определенной температуре (20—25°С), в расчетах тепловой изоляциц необходимо учитывать рабочую температуру изолируемого объекта. Это особенно важно при изоляции нагреваемых до высоких температур аппаратов и трубопроводов. Зависимость коэффициента теплопроводности от температуры эксплуатации некоторых теплоизоляционных материалов показана на рис. 143.
4. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ЗНАЧЕНИЕ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Использование теплоизоляционных материалов в строительстве и промышленности дает большой экономический эффект за счет возможности уменьшения толщины стен и перекрытий, что снижает общий вес здания и ведет к большой экономии строительных материалов, трудовых затрат и транспортных расходов при строительстве. Хорошая теплоизоляция зданий и сооружений, невозможная без применения теплоизоляционных материалов, сокращает потери тепла при эксплуатации, что обеспечивает экономию топлива. Надежная тепловая изоляция промышленных зданий является основным фактором сокращения потерь тепла и экономии топлива. Применяемая во всех важнейших отраслях промышленности, она помимо уменьшения потерь тепла во многих случаях интенсифицирует технологические процессы. Экономическая эффективность от применения тепловой изоляции настолько велика, что все затраты на ее устройство окупаются за счет сбереженного тепла в течение 1 —1,5 лет работы изолированного теплового агрегата или трубопровода. Теплоизоляция, применяемая для снижения потерь холода в холодильниках, особенно эффективна и устройство ее еще быстрее окупается, так как получение единвды холода по стоимости
1 о i
§-*> ОМ
I
1
Г
г"
\
>7*
}
3
1
li
1-
W
п
Г\
0 и
21
500 400 50
Температура в °С
Рис. 143. Зависимость теплопроводности от температуры
1 — минеральная вата; 2 — минераловатные плиты; 3 — совелитовые плиты; 4 — диатомовый кирпич
338
Глава XI. Теплоизоляционные материалы 'и изделия
значительно выше получения эквивалентной ей единицы тепла. Принято считать, что каждая тонна рационально использованного материала способна сохранить 30 г и более условного топлива в год. Теплоизоляционные изделия, имеющие объемный вес более 400 кг/м3 и повышенную прочность, можно использовать как конструктивные материалы, выполняющие одновременно теплоизоляционные и несущие функции.
Наиболее эффективны в строительстве теплоизоляционные изделия из минеральной ваты, выработка которой в настоящее время составляет 75% общей выработки теплоизоляционных изделий. Особенно эффективны минераловатные изделия на синтетической связке марок 75—100. Применение в строительстве необработанной минеральной ваты менее эффективно и должно всемерно сокращаться. Следует увеличивать производство древесноволокнистых, камышитовых и фибролитовых *плит, учитывая неограниченные запасы дешевого сырья для их изготовления. Надо сказать, что применение теплоизоляционных материалов на основе полимеров, несмотря на высокое качество, ограничивается их сравнительно высокой стоимостью и дефицитом полимеров.
Значительное снижение затрат на устройство теплоизоляции аппаратов и трубопроводов при одновременном улучшении^ее качества дает использование сборных изделий — цилиндров, скорлуп, сегментов, заменяющих мастичную изоляцию (в виде штукатурки). По данным треста Стройтермоизоляция, такая замена позволяет снижать трудовые затраты на 35—75%. Замена неиндустриальной минераловатной изоляции индустриальными минералобатными матами на синтетических связках снижает общие затраты на 15—35%, а при высокотемпературной изоляции с применением совелита и вулканита в виде изделий достигается еще большая экономия.
Эффективность производства теплоизоляционных рабЬт и их стоимость зависят от степени механизации рабочих процессов и четкости организации работ. Трудовые затраты при теплоизоляционных работах резко снижаются при предварительной теплоизоляции технологического оборудования до установки его на рабочее место. Этот метод, широко применяемый в настоящее время, сокращает также общие сроки строительства, улучшает качество изоляции и уменьшает ее стоимость на 10—15%.
Основным направлением в дальнейшем развитии производства теплоизоляционных материалов является всемерное увеличение выпуска крупноразмерных изделий высокого качества. Применение щ является одним из главнейших условий успешной индустриализации строительных и теплоизоляционных монтажных работ в промышленном строительстве.
В. ОРГАНИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Теплоизоляционные материалы этой группы вырабатываются из различного растительного сырья и отходов: горбылей, древесных стружек, рейки, опилок, камыша, торфа, очесов льна, конопли, костры, а также из шерсти животных (войлок). Материалы, вырабатываемые из полимеров, рассмотрены в главе XV.
Материалы, используемые в качестве теплоизоляционных засыпок (опилки, торф, стружки), не следует применять в их естественном виде, так как, неантисептированные и несвязанные, они, подвергаясь увлажнению, быстро загнивают и могут являться источникам заражения деревянных конструкций. Кроме того, такая засыпка дает неизбежную осадку, вследствие чего верхняя часть стен оказывается лишенной теп¬
Органические материалы а изделия
339
лоизоляционного слоя, что резко снижает эффективность теплоизоляции. Сырье этих видов целесообразнее использовать для производства плит с применением каких-либо вяжущих веществ. В таких плитах основной материал почти полностью защищен от увлажнения и, следовательно, приобретает большую гнилостойкость; кроме того, в процессе производства плит он подвергается антисептированию и делается более огнестойким при введении специальных антипиреновых добавок. Для уменьшения гигроскопичности вводится парафиновая эмульсия. Малый объемный вес материалов дает возможность изготовлять большие и в то же время легкие плиты, применение которых ускоряет и удешевляет строительство.
Все теплоизоляционные материалы из органического сырья следует хранить в сухих помещениях, укладывая их на специальные подкладки, предохраняющие от увлажнения.
1. ДРЕВЕСНОВОЛОКНИСТЫЕ И ДРЕВЕСНОСТРУЖЕЧНЫЕ ПЛИТЫ
За последний период в Советском Союзе создано и получило широкое развитие производство новых теплоизоляционных материалов, выпускаемых в виде плит из отходов древесины и других волокнистых растительных материалов, которые в процессе производства подвергаются измельчению, прессованию и термической обработке.
Древесноволокнистые плиты получили значительное распространение. Для их производства используются древесные отходы (горбыль, рейка, опилки) с добавлением бумажной макулатуры, льняной и конопляной костры, стеблей кукурузы, подсолнечника и т. п. Плиты представляют собой листовой материал, обладающий большой упругостью, полученный формованием и последующим высушивание^ древесноволокнистой массы, пропитанной синтетическими полимерами. Размеры и основные физикр-механические показатели плит даны ниже.
Размеры в мм:
длина 3000, 2700; 2500, 1800
ширина 1600, 1200
толщина .... 25, 16, 12,5
Объемный вес в кг/м3 . ... До 260
Предел прочности при изгибе в кГ/см? ... . Не менее 12
Водопоглощение за 2 ч в % . . . » более 30
Коэффициент теплопроводности
в ккал/м град . » * 0,06
В последнее время в соответствии с ГОСТ 8904—66 вырабатыва-г ются изоляционно-отделочные твердые древесноволокнистые плиты с окрашенной поверхностью. Применение их снижает трудоемкость строительства, так как отпадает необходимость отделочных работ по лицевым поверхностям.
Процесс производства древесноволокнистых плит состоит из следующих основных операций: последовательное измельчение древесины: снятие коры с древесины, распиловка долготья, колка чураков, превращение в щепу, размол щепы; получение волокнистой однородной массы, введение в нее наполнителей (макулатуры, растительных волокон), необходимых химикатов и небольшого количества связующего полимерного вещества; формование волокнистой массы в листы на специальных отливочных машинах; сушка отформованных листов в сушилках и, наконец, механическая обработка на форматных станках.
Древесноволокнистые плиты легко поддаются механической обр.а-
340
Глава XI. Теплоизоляционные материалы и изделия
ботке — их можно пилить, резать, сверлить; они обладают хорошей гвоздимостью, т. е. не трескаются при пробивании и хорошо держат забитые гвозди. Помимо тепловой изоляции плиты используют также и для звуковой изоляции в междуэтажных перекрытиях. К утепляемым поверхностям плиты крепятся гвоздями или приклеиваются битумными мастиками. Плиты толщиной 9—10 мм, применяемые для внутренней отделки помещений, называют сухой органической штукатуркой. Использование их взамен обычной мокрой штукатурки удешевляет и ускоряет наиболее трудоемкие отделочные работы. Сухую штукатурку крепят к стенам и потолкам гвоздями (по планкам) или приклеивают.
Древесностружечные плиты изготовляют из древесины путем горячего прессования древесных стружек, пропитанных полимерным связующим. При этом жидкий полимер отверждается, склеивая стружку в монолитную массу. Древесностружечные плиты выпускаются толщиной от 13 до 25 мм, длиной 250—360 и шириной 120—180 см. Предел прочности при изгибе должен быть не менее 50 кГ/см2, водопоглощение не более 80%, а коэффициент теплопроводности 0,05 ккал/м -ч- град. В качестве теплоизоляционного материала используют легкие плиты с объемным весом 250—400 кг/м3. Виды этих плит, методы их производства и свойства рассмотрены в главе XV «Полимерные строительные материалы».
2. ТОРФЯНЫЕ ПЛИТЫ
Хорошим сырьем для производства теплоизоляционных материалов является торф, имеющий волокнистую структуру. Для выработки плит, а также других видов торфяных изоляционных изделий (скорлуп, сегментов, блоков) применяют молодой, еще не перегнивший мох-сфагнум, залегающий на поверхности торфяных болот и неиспользуемый в качестве топлива. Таким образом, добыча сфагнума для теплоизоляционных материалов удачно сочетается с добычей торфа, залегающего глубже, что позволяет полностью использовать ресурсы торфяных болот. Запасы торфяного сырья в Советском Союзе огромны и имеются во многих районах.
В начальном периоде развития производства торфяных теплоизоляционных изделий (в 20-х годах нашего столетия) для скрепления торфяных волокон в массу добавляли нефтяной битум и каменноугольный пек, что увеличивало объемный вес и теплопроводность изделий. В дальнейшем от применения вяжущий материалов отказались: волокна сфагнума, образующие изделие, склеиваются под влиянием термической обработки, во время которой из них выделяются собственные клеящие вещества в результате перехода содержащихся в волокнах сфагнума коллоидов в нерастворимую форму. Сырье, применяемое для изготовления плит, должно подбираться особенно тщательно, так как свойства изделий предопределяются свойствами торфа.
Теплоизоляционные торфяные плиты, изготовляемые мокрым способом, имеют прямоугольную форму с длиной 100, шириной 100 или 50 и толщиной 3 см. Отклонение от установленных размеров не должны превышать ± 1 %. Искривление плоскости плиты допускается не более 0,5% размера плиты, в направлении которого имеется искривление. Плиты подразделяются на обыкновенные и специальные, к числу последних относятся водостойкие, биостойкие и трудносгораемые._ Плиты повышенной водостойкости мало поглощают воду и влагу воздуха. Биостойкие плиты в процессе изготовления пропитываются противогнилостным составом, препятствующим появлению и росту разрушаю¬
Органические материалы и изделия
341
щего гриба, а трудносгораемые плиты обрабатываются огнестойкими составами — антипиренами.
Торфяные теплоизоляционные плиты всех видов можно выпускать в виде блоков, склеенных по толщине из двух или нескольких плит. Поверхности плит должны быть гладкими, допускаются следы сетки и маркировки. В изломе плиты должны иметь однородную структуру без пустот, трещин, расслоений и посторонних включений. Не допускается наличие в плитах трещин, надломов, отбитых на всю толщину плиты углов и заусенцев длиной более 2 мм. Допускаются: древесные включения длиной до 50 и диаметром не более 3 мм, но в количестве не более трех на одну сторону плиты; притупленность граней и ребер длиной не более 15 мм для плит обыкновенных и не более 5 мм — для специальных; частичная притупленность углов по направлению диагоналей длиной не более 20 мм для обыкновенных плит и 10 мм для специальных плит.
Трудносгораемые плиты'под воздействием огня или высокой температуры не должны воспламеняться и гореть пламенем, а после удаления огня — тлеть в течение не более 5 мин. Биостойкие плиты при действии на них в течение 4 мес. гнилостного гриба могут терять не более 3 % своего веса.
Физико-механические показатели, которым должны соответствовать торфяные плиты, приведены в табл. 35.
Таблица 35 ФИЗИКО-МЕХАНИЧЕСКИЕ ПОКАЗАТЕЛИ ТОРФЯНЫХ ПЛИТ
Показатели
Плиты обыкновенные, биостойкие и трудносгораемые
Плиты повышенной водостойкости
Объемный вес при влажности
15% в кг/м3, не более
170
220
Влажность в %, не более .
15
15
Водопоглощение в % за 24 ч,
не более 180
50
Предел прочности при изгибе
в кГ/см2, не менее ....
3
3
Коэффициент теплопроводности
0,05
0,055
В промышленности применяются два способа производства теплоизоляционных торфяных плит — мокрый и сухой. При мокром способе начальная влажность торфяной массы составляет 90—95%, а при сухом— около 35%. Мокрый способ более распространен, так как обеспечивает лучшее качество плит.
Процесс производства торфяных плит мокрым способом состоит из следующих операций: добыча торфа в карьере, дробление кусков торфа; варка массы и введение в нее необходимых добавок — антисептиков, гидрофобизаторов и антипиренов; формование плит; термическая обработка плит; охлаждение и выдерживание; отделка плит (обрезка и обработка на строгальном станке). При изготовлении блоков добавляется процесс склеивания двух или нескольких плит. Поскольку при изготовлении торфяных плит расходуется много тепла (затраты на топливо составляют 50—60% общей стоимости плит), целесообразно их производство организовывать вблизи залежей торфа, пригодного для использования в качестве топлива. При хранении торфяные плиты необходимо надёжно защищать от действия влаги.
Глава XI. Теплоизоляционные материалы и изделия
Торфяные теплоизоляционные плиты применяют для изоляции стен, междуэтажных и чердачных перекрытий, часто — для утепления тонких кирпичных стен и железобетонных перекрытий; их широко применяют также для изоляции холодильников. Их необходимо оштукатуривать и защищать от действия влаги. Объем плит изменяется в зависимрсти от влажности и от резких колебаний температуры, вследствие чего плиты коробятся и швы между ними расходятся. Поэтому плиты надо хорощо крепить к изолируемой поверхности. К каменным стенам ШСЬМЗ эффективно крепление проволокой, натягиваемой по шляпкам гроздей, которыми плита прибивается к стене. Проволока образует сетку, обеспечивающую прочное сцепление штукатурки с поверхностью плиты, Можно также к изолируемым поверхностям приклеивать плиты расплавленным нефтяным битумом. Торфяные плиты, а также скорлупы и сегменты могут быть использованы для теплоизоляции трубопроводов, котлов и промышленного оборудования, если температура зксплу* атании их не превышает 100° С.
з. ФИБРОЛИТ
Фибролитом называется теплоизоляционный материал* получаемый в виде плит в результате затвердевания спрессованной массы, состоящей из древесной шерсти, смешанной с цементным тестом. Фибро* литовые плиты помимо хороших теплоизоляционных качеств обладают повышенной прочностью. Основная составная часть фибролита — древесная шерсть, представляющая собой длинную и тонкую древесную стружку длиной 400—500, шириной 4—7 и толщиной 0,25—0,5 мм. Вырабатывают древесную шерсть на специальных станках из отходов древесины ели, липы, сосны и осины.
Рассмотрим свойства, схему производства и область применения фибролитовых плит на портландцементе. 'Вырабатываются плиты двух размеров: 200X50 см (при толщине 25, 50, /5 и 200 мм) и 240x55 см (при толщине 50, 75 и 100 мм). Технические условия допускают выработку плит и других размеров, но только по согласованию с потребителем. Отклонения, допускаемые от установленных размеров плит, не должны превышать по длине и ширине ±5 и по толщине ±3 мм. Плиты должны иметь прямоугольную форму; отклонение от прямого угла не должно превышать 3 мм на 50 см длины грани. Не допускаются трещины и расслоения, значительные впадины или выпуклости, отколы ребер и углов. Не должно быть не покрытой цементным раствором древесины и комков непромешанного цемента. Поверхностный слой плит должен не осыпаться и не иметь белых пятен от высолов.
По объемному весу, который зависит от степени прессования, плиты делятся на четыре марки — 300, 350, 400 и 500. Плиты с объемным весом 300 и 350 кг/м3 называют теплоизоляционными, а с объемным весом 400 и 500 кг/м3—конструктивными. Влажность цементного фибролита всех марок не должна превышать 20%, а водопоглощение должно быть в пределах 60—70%. При влажности выше 35% фибролит может поражаться домовым грибом, поэтому его надо защищать от увлажнения как при хранении, так и в конструкциях. Водостойкость цементного фибролита низка, магнезиального фибролита значительно ниже, поскольку магнезиальные соли имеют повышенную гигроскопичность. Предел прочности при изгибе и коэффициент теплопроводности очень тесно связаны с объемным весом фибролита (табл. 36).
Фибролит хорощо поддается механической обработке — пилению, сверлению, а также обладает хорошей гвоздимостью; шероховатая по¬
Органические материалы. и изделия
343
Таблица ПРОЧНОСТЬ ЦЕМЕНТНОГО ФИБРОЛИТА И ЕГО ТЕПЛОПРОВОДНОСТЬ
36
Объемный вес в кг/м3 не более
Предел прочности при изгибе в кГЛсм*, не менее
Коэффициент теплопроводности в ккал/мч град, ♦не более
300
4
0,085
350
5
0,095
400
7
0,105
500
12
0,13
верхность плит способствует прочному сцеплению их со штукатуркой. Будучи сгораемым материалом, цементный фибролит не горит открытым пламенем, а только тлеет.
Производство цементных фибролитовых плит состоит из следующих операций: приготовление древесной
шерсти на специальном древесношерстном станке; отсеивание мелочи и пыли, сушка древесной шерсти; пропитка шерсти добавками (минерализаторами) — хлористым кальцием, жидким стеклом, сернокислым глиноземом и др.; приготовление цементного теста из портландцемента марки 400; смешивание шерсти с цементным тестом при мокром способе производства или с цементом при сухом способе; формование и прессование плит под давлением около 0,5 кГ/см2\ твердение плит в пропарочных камерах; сушка плит в туннельных (или других) сушилках; оправка, сортировка и маркировка плит. Готовые плиты надо хранить и транспортировать
уложенными плашмя в условиях, не допускающих их увлажнения.
Наибольшее применение фибролитовые плиты нашли в жилищном строительстве. Тяжелые плиты с повышенной прочностью (конструктивный фибролит) используют в качестве несущего стенового материала, а также заполнителя деревянного каркаса стен (рис. 144), легкие плиты (изоляционный фибролит)—для утепления стен и чердачных перекрытий. К деревянным конструкциям фибролитовые плиты крепятся гвоздями, к кирпичным и бетон-ным стенам, а также к плитам перекрытий — обычно известково-цементным раствором. В подвальных помещениях целесообразно крепить их к каменным стенам расплавленным битумом, который одновременно обеспечивает и гидроизоляцию стен. Фибролитовые плиты, используемые в качестве стенового материала, во избежание увлажнения и продувания необходимо оштукатуривать. Продуванию способствует крупнопористое с сообщающимися порами строение фибролита, что определяет его воздухопроницаемость, а также хорошее звукор поглощение. Последнее свойство позволяет попользовать легкие фибролитовые плиты и в качестве звукоизоляционного материала. В частя* зданий, находящихся в условиях повышенной влажности (бани, прачечные), и в тех местах, где фибролит может оказаться под воздействием температуры выше 70° С, применять его не следует. Фибролитовые плиты применяют и для утепления бесчердачных крыШ производственных зданий. К сборным железобетонным плитам его, крепят битумной мастикой, затем устраивают цементную стяжку и покрывают рулонными кровельными материалами.
Рис. 144. Деревянный каркас стены с двумя слоями фибролитовых пл^т в качестве заполнителя
1 — первый слой фибролита; 2 —второй слой фибролита; 3—штукатурка
344
Глава XI. Теплоизоляционные материалы и изделия
4. плиты камышитовые
Таблица 37
ОТКЛОНЕНИЯ ОТ РАЗМЕРОВ ПЛИТ
Камышитовые плиты представляют собой прямоугольные плиты спрессованного и прошитого проволокой камыша. Плиты бывают двух типов: типа А с поперечным расположением стеблей камыша и типа Б
с продольным расположением стеблей (рис. 145). Камышитовые плиты
имеют следующие размеры (в см): длина 240, 260 и 28Й, ширина 55, 95,
115 и 150 и толщина 3, 5, 7 и 10. Допускаемые отклонения от размеров плит даны в табл. 37.
Плиты должны иметь правильную прямоугольную форму и ровные торцовые срезы, расположенные под прямым углом к основным плоскостям.
В зависимости от степени прессования объемный вес плит бывает в пределах: для плит толщиной 3 и 5 см 200—250 кг/м3 и для плит толщиной 7—10 см 175—200 кг/м3. По соглашению с потребителем допускается изготовление сильнопрессованных плит с объемным весом до 350 кг/м3. В зависимости от объемного веса коэффициент теплопроводности камышитовых плит колеблется в пределах 0,05— 0,08 ккал/м • ч • град. Влажность плиты не должна превышать 18% веса плиты, высушенной до постоянного веса. Предел прочности камышитовых плит при изгибе также зависит от объемного веса (степени прессования) и должен составлять не менее;
Размер
Отклонения в мм
тип А | тип Б
Длина
Ширина
Толщина
+30
+10
:f-5
+ю
+30
±5
Тип А
Тип 5
Объемный вес в жг/лс3
Прочность
В KtjCM2
175
1.8
200
3
250
5
Рис. 145. Камышитовые плиты
Камышитовые плиты под действием огня не горят открытым пламенем, но тлеют; чем сильнее спрессована плита, тем выше ее огнестойкость. Положительными свойствами камышитовых плит является легкость механической обработки, хорошее сцепление со штукатуркой без применения дранки, что значительно облегчает отделочные работы и удешевляет строительство. Существенный недостаток камышитовых плит—малая гнилостойкость и подверженность порче грызунами; кроме того, они плохо держат гвозди.
Сырьем для производства камышитовых плит служат стебли камыша. Заросли тростника в Советском Союзе исключительно велики, особенно в южных и юго-восточных районах, и общая площадь их (по приблизительным подсчетам) составляет 5 млн. га,, поэтому сырьевые запасы тростника для производства камышитовых плит являются неограниченными. Заготовки тростника следует проводить в осенне-зимний период, так как стебли, перестоявшие зиму на корню, становятся трухлявыми и теряют гибкость. Заготовки ведутся механизированным спо¬
Органические материалы и изделия
345
собом — на незамерзающих водоемах применяются плавучие камышекосилки, на водоемах, покрытых прочным льдом, — специальные камышеуборочные машины.
Из всех разновидностей камыша (озерный, рогоз, тростник, ситник и др.) наиболее пригоден тростник обыкновенный, имеющий высокие гибкие стебли с воздушными продольными каналами и пористую ткань, что обеспечивает упругость и малую теплопроводность изделия. Для изготовления плит применяется зрелый здоровый однолетний тростник желтого цвета, без плесени и гнили. Длина стеблей должна быть не менее ширины плиты (в плитах типа А толщиной 3 и 5 см). Для более толстых плит типа А (7 и 10 см) допускается применение стеблей длиной не менее 75% ширины плиты в количестве, не превышающем 25% общего количеству стеблей в плите.
Процесс производства камышитовых плит несложен и состоит из следующих операций: подготовки и сортировки тростника, прессования стеблей в плиты заданной толщины и прошивки плиты стальной проволокой. Подготовка стеблей тростника заключается в обрезке и удалении метелок и листьев и сортировки его по длине с учетом допусков. Прессуют плиты на прессах разного типа, имеющих специальное устройство для прошивания стальной проволокой спрессованной плиты. Плотность прессовки должна быть одинаковой по всей площади плиты. Прошивка плит проволокой является ответственной операцией производства, от которой в значительной степени зависит качество плит, и должна производиться в соответствии с’требованиями ГОСТ. Прошиваются плиты стальной оцинкованной „проволокой диаметром 1,6—
2 мм. При прошивке плит непрерывным швом применяют менее толстую проволоку диаметром не менее 0,7 мм* Расход проволоки для прошивки 1 м2 камышитовой плиты составляет около 0,7 кг .(при толщине. 1,6 мм).
Для защиты от гниения и повреждения, грызунами камышитовые плиты пропитывают антисептиком, обычно 5%‘ным раствором.железного купороса. Хранятся камышитовые олиты обязательно под. навесами, защищающими их от атмосферных осадков, уложенными в штабеля. При укладке плит на землю под нижний ряд следует класть деревянные подкладки. Укладывают плиты правильными рядами вразбежку, расстояние между штабелями 0,5—0,8 м. Транспортируют плиты по железной дороге в крытых вагонах, при перевозке автотранспортом их укладывают плашмя, так чтобы концы не свешивались.
Камышвтовые плиты применяются при строительстве малоэтажных сельскохозяйственных, жилых, гражданских и промышленных зданий4 Ш класса в качестве заполнителя наружных каркасных стен, каркасных перегородок, в перекрытиях, покрытиях и в качестве теплоизоляционного материала. Не допускается применение камышитовых плит в капитальных зданиях с относительной влажностью воздуха свыше 70% и в конструкциях зданий, которые при эксплуатации могут увлажняться. Для защиты от возгорания, увлажнения, продувания и порчи грызунами камышитовые стены и перегородки необходимо оштукатуривать с обеих сторон. Благодаря характерному строению плит и наличию проволоки штукатурка держится на стене очень прочно *и-.в значительной степени улучшает ее внешний вид. Камышитовые плиты — самый дешевый теплоизоляционный материал. Камышит дешевле и легче фибролита, но менее огнестоек.
5. МАТЕРИАЛЫ ДРУГИХ ВИДОВ
Строительный войлок изготовляют в виде прямоугольных полотнищ длиной 100—200 и шириной 50—200 см при толщине 12 мм. Допу¬
346
Глава XI. Теплоизоляционные материалы и изделия
скаются отклонения от указанных размеров: не более 5% по длине и ширине и по толщине не более ±2 мм. Сырьем для производства войлока служит грубая шерсть (коровья, конская и др.) с добавкой не более 10% льняной пакли. Используются также отходы шерстяного и мехового произйодства. При валке войлока для лучшего скрепления полотна добавляют клеящие вещества.
В соответствии с техническими условиями войлок должен быть однородным по составу массы, иметь равномерную толщину без тонких просвечивающих мест и резких утолщений, не иметь дыр, а также кислого или прелого запаха. Войлок марки 150 (объемный, вес 150 кг/мг) имеет влажность не более 20% по весу в сухом состоянии. Коэффициент теплопроводности его при температуре 25±5°С должен быть не более
0,045* ккал/м-ч-град. Строительный войлок устойчив npotHB гниения и не горит, но может тлеть, издавая удушливый запах. Недостатками войлока является его высокое водопоглощение и то, что он служит Средой, благоприятной для размножения моли. Первый недостаток устраняется путем хорошей изоляции войлока в условиях эксплуатации от воздействия влаги (штукатурка, окраска и пр.), второй — в значительной мере путем пропитывания войлока 3%-ным раствором фтористого натрия с последующей сушкой войлочного полотна. Хранить войлок следует в прохладном, сухом помещении с деревянным полом, защищающим войлок от увлажнения.
Применяется строительный войлок довольно широко — для теплоизоляции' стен и потолков, под штукатурку, которую наносят по дранкам, для утепления оконных и дверных коробок, наружных дверей и наружных углов в деревянных рубленых домах, для изоляции концов деревянных балок при закладке их в кирпичные стены и пр. Как теплоизоляционный материал войлок применяется также для изоляции поверхностей промышленного оборудования и трубопроводов, работающих при температуре до 100° С.
Простейший теплоизоляционный материал шевелин изготовляется из льняной пакли, помещаемой между двумя листами толя или пергамина или листами плотной бумаги, пропитанной нефтяным битумом. Волокна льняной пакли по*всей длине полотна толя разделяют двумя промежуточными листами бумаги и прошивают по длине крепкими кручеными нитками с расстоянием между швами 15—20 см. Полотнища шевелина изготовляют длиной до 25 м, шириной 100 см и толщиной 12,5 и 25 мм. Готовые полотнища скатывают в рулоны. Объемный бес шевелйна 100—150 кг/м3, коэффициент теплопроводности при нормальной влажности 15% 0,04 ккал/м-ч-град. Шевелин малогигроскопичен и обладает небольшой воздухопроницаемостью, горит открытым пламенем и подвергается порче грызунами, что необходимо учитывать при применении его в строительных конструкциях.
Применяют шевелин для утепления стен и перекрытий в облегченном деревянном строительстве и на постройках временного характера, например для утепления опалубки при бетонных работах в зимний период, также для теплоизоляции трубопроводов, работающих при темпее не выше 100° С.
акля представляет собой спутанное льняное волокно, являющееся отходом при обработке льна. Пакля для строительных целей должна быть мягкой, с .небольшим содержанием костры, без посторонних включений, сухой, без прелого и гнилостного запаха. Пакля применяется для конопатки в целях утепления бревенчатых стен, оконных и дверных колод. Просмоленную паклю используют для уплотнения пазов гидротехнических сооружений, заделки раструбных соединений труб и пр.
Неорганические материалы и изделия
347
Пробковые плиты, изготовляемые из отходов пробкового производства, являются одним из самых старых теплоизоляционных материалов. Они обладают большой стойкостью против гниения, низким водопоглогцением, малым объемным весом и достаточной огнестойкостью (не горят открытым пламенем, а лишь медленно тлеют), не поражаются домовым грибом и не повреждаются грызунами. Прочность плит сравнительно с другими теплоизоляционными материалами довольно высока — предел прочности при изгибе 2—4 кГ/см2. Объемный вед пробко* вых плит рт 150 до 250 кг/м3, коэффициент теплопроводности в пределах 0,04—'0,08 ккал/м • н • град, водопоглощение 120% веса в сухом состоянии. Вырабатываются плиты размером 100x50 см, толщиной от 25 до 125 ли*.
Производство пробковых плит достаточно просто и не требует сложного оборудования. Отходы пробки измельчают, смешивают с раствором клея и прессуют ц стальных формах при небольшом давлении. После прессования плиты, не вынимая из форм, сушат в течение 3 сут. в сушилке при температуре 80° С. Изготовляются также ПЛИТы без клея, но с термической обработкой, в процессе которой пробка ВЫДе* ляет дегтевые вещества, обладающие достаточной клеящей способно* стью для образования прочной плиты.
Ввиду высокой стоимости пробковых плит и дефицитности сырь* (натуральная пробка — кора пробкового дуба) плиты имеют ограни* ченное применение, почти исключительно для теплоизоляции хоЛоДиЛь* ников.
Г. НЕОРГАНИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Для выработки теплоизоляционных материалов и изделий из иеор* ганического сырья в настоящее время применяют горные породы, ШЛА* ки, стекло и асбест.
1. МИНЕРАЛЬНАЯ ВАТА И ИЗДЕЛИЯ ИЗ НЕЕ
Минеральной ватой называют теплоизоляционный материал, полу* чаемый путем расплава горных пород или металлургических шлакОэ, со* стоящий из тонких и гибких стекловидных волокон. Вата, получаемая из расплава горных пород, называется горной ватой, а из расплава ШЛА* ков — шлаковой ватой.
Высокая пористость ваты, содержащей воздушных пустот до 95% своего объема, обуславливает ее хорошие теплоизоляционные свойства. Длина волокон минеральной ваты в зависимости от способа производства бывает от 2 до 60 мм. Вата должна содержать не менее 80—90% тонкого волокна диаметром менее 7 мк, более толстые волокна, дна® метром не выше 50 мк, допускаются в пределах 10—20%. Слишком той* кие волокна нежелательны, так как вата легко слеживается и уплот» йяется, причем теплоизоляционные свойства ее ухудшаются. Ухудшает их также примесь «корольков» — затвердевших частиц шлака или гор* ной породы, не превращенных в волокна. В зависимости от величины объемного веса минеральная Bata подразделяется на три марки • 75, 100 и 125. В табл. 38 даны физико-механические показатели, которым должна удовлетворять минеральная вата.
Сырьем для производства минеральной ваты служат мергели, сланцы, смеси известняков и доломитов с глинистыми и кремнеземистыми породами, Производство ваты состоит из двух основных процессов: расплавления сырьевой смеси и превращения расплава в волокна. Расплав
348
Глава XI. Теплоизоляционные материалы и изделия
Таблица 38
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МИНЕРАЛЬНОЙ ВАТЫ
Показатели
Нормы для марки
75
100
125
Объемный вес под удельной нагрузкой
75
100
125
0,02 кГ/см2 в кг/м3, не более
Содержание «корольков» размером свыше
12
20
25
0,25 мм в %, не более
Коэффициент теплопроводности в ккал/мУ, У^Ч'град, не более при средней температуре в °С:
25±5
0,036
0,038
^ 0,01
100
0,05
0,05
0/052
300
0,092
0,088
0,09
Средний диаметр волокон в мк, не более
6
8
8
Влажность в %, не более .
2
2
2
Содержание серы в %, не более
1
1
1
сырья получают в шахтных печал (вагранках), имеющих высоту 3—6 и внутренний диаметр 0,75—1,5 м при температуре 1500—1800° С (зона плавления). Вытекающий из .нижней части печи через отверстия размером 20—30 мм расплав разбрызгивается давлением струи пара или сжатого воздуха на отдельные капли, которые, пролетая вдоль камеры волокнообразователя, вытягиваются в волокна, затвердевают и падают на пол камеры, представляющий хсобой движущийся с определенной скоростью транспортер. На транспортере образуется qjiqh ват;ы я виде ленты; при выходе из камеры лента проходит через вальцы и уплотняется до нужной степени., На рис. 146 показана схема установки для получения минеральной ваты. Для предотвращения пылеобразования при раздувке расплава в него можно вводить добавки в виде минерального масла или битума, количество которых не должно превышать 1 % веса ваты. Готовую минеральную вату свертывают в рулоны с прокладкой бумаги по всей ширине и длине рулона. Свернутую в рулоны вату упаковывают в картонную тару или в водонепроницаемую бумагу, причем вес одного места не должен превышать 50 кг. Хранить и транспортировать минеральную вату следует в условиях, предохраняющих ее от увлажнения и уплотнения. Высота штабеля ваты, упакованной в мягкую тару, не должна превышать 2 м.
Минеральная вата как теплоизоляционный материал находит все более широкое применение и в настоящее время прочно занимает ведущее положение среди теплоизоляционных материалов из неорганического сырья. Помимо неограниченности сырьевых ресурсов, простоты производства и невысокой стоимости минеральная вата обладает рядом положительных качеств: не горит, мало гигроскопична и достаточно морозостойка; ее можно применять в качестве теплоизоляционного материала при температуре изолируемой поверхности, до 600° С. Используют ее также для изготовления теплоизоляционной мастики, для чего смешивают с асбестом и вяжущими веществами — жидким стеклом, портландцементом и др.
В связи с тем что комовая минеральная вата очень хрупка и при ее укладке образуется много пыли, в строительстве ее почти не применяют Этого недостатка не имеет гранулированная минеральная вата, т. е. вата, превращенная в рыхлые комочки — гранулы. Такую вату при-.
Неорганические материалы и изделия
349
меняют для теплоизоляционной засыпки пустотелых стен и перекрытий. Получают гранулированную вату в специальных грануляторах, состоящих из двух зубчатых валков, ниже которых расположены барабанные сита. Проходя между вращающимися валками, вата разрывается на кут сочки размером 15—25 мм,, которые, попадая на сита, скатываются в комки. При процессе гранулирования из минеральной цаты отсеиваются корольки, что улучшает ее качество.
1 7 3 4 5 3
Рис. 146. Технологическая схема производства минеральной ваты
щековая дробилка для сырья; 2 — сито для просеивания дробленого щебня;
3 — транспортер; 4 — грохот; 5 — бункера щебня; 6 — вагонетки, транспортирующие смесь сырья и топлива на склад; 7 — весы; 8 — вагранка; 9 — вентилятор для подачи воздуха б вагранку; 10 — бак с водой; 11 — сспло подачи пара; 12 — бак с парафиновым маслом; 13 — камера охлаждения; 14 — вентилятор; 15 — емкость для полимера
Ниже рассматриваются теплоизоляционные изделия из минеральной ваты, получившие наиболее широкое распространение.
Плиты минераловатные на битумной связке
Этот вид изделий из минеральной ваты представляет собой теплоизоляционный материал, получаемый в результате обработки волокон ваты битумом. В зависимости от величины уплотнения под удельной нагрузкой 0,02 кГ/см2 плиты подразделяются на мягкие (войлок) и полужесткие. В соответствии с ГОСТ 12394—66 мягкие плиты вырабатываются следующих размеров (в см): длина 100, 150 и 200, ширина 45, 50 и 100 и толщина 5, 6, 7, 8, 9 и 10. Полужесткие плиты имеют длину 50 и
100, ширину 45 и 50 и толщину 5, 6, 7, 8, 9 и 10 см. Допускаются откло¬
нения от установленных размеров: до длине ±20, по ширине ±10 и по толщине +7 и —2 мм. 1
Структура плит должна быть однородной, без посторонних включений, с равномерным распределением битума между волокнами, без расслоений. Форма плит прямоугольная с ровно обрезанными кромками.
350
Глава XI. Теплоизоляционные материалы и изделия
Разность между длинами диагоналей .не должна превышать 20 мм, а притупленность углрв плиты— 15 мм.
Мягкие плиты должны иметь предел прочности при разрыве вдоль волокон не менее 0,075 кГ/см2, коэффициент восстанавливаемости первоначального объема после удаления сжимающей нагрузки 0,1 кГ/см2 Этих плит не менее 0,6.
В соответствий с объемным весом плиты подразделяются на марки. По физико-механическим показателям плиты должны удовлетворять требованиям, указанным в табл. 39.
Таблица 39
ФИЗИКО-МЕХАНИЧЕСКАЯ ХАРАКТЕРИСТИКА МИНЕРАЛОВАТНЫХ ПЛИТ НА БИТУМНОЙ СВЯЗКЕ
Мягкие
| Полужесткие
Показатели
Марка плит
100
150
200 |
250
300
Уплотнение под удельной на¬
грузкой 0,02 кГ/см2 в %, не
более . ...
55
27
24
17
12
Объемный вес в /са/л*3, не более
100
150
200
300
—
Коэффициент теплопроводности при температуре 20° С
. в ккал/м • ч • град, не более Содержание битума в %, не бо¬
0,04
0,045
0,05
0,055
0,06
лее 5
20
20
20
20
Влажность в %, не более .
2
5
5
5
5
Производство мягких и полужестких плит на битумной связке слагается из следующих процессов: смешивание минерального волокна с битумной эмульсией в камере волокноосаждения; образование ковра в камере волокноосаждения; сушка ковра в конвейерной сушилке; охлаждение ковра на конвейере; раскрой ковра ножами продольной и поперечной резки; упаковка плит. Вата и битум, применяемые для производства плит, должны соответствовать требованиям ГОСТов. Готовые плиты упаковывают в картонные ящики, деревянную решетчатую тару или в водонепроницаемую бумагу. Вес одного места не должен превышать 50 кг. Упакованные плиты хранятся в закрытых складах или под навесом, тогда их необходимо укладывать на подставки. Плиты в мягкой упаковке укладывают в штабеля, высота которых во избежание уплотнения и деформации плит не должна превышать 1 м. Транспортируют упакованные плиты в крытых вагонах или закрытых автомашинах. При погрузке и разгрузке плит необходимо охранять плиты oY механических повреждений и увлажнения.
Применяются мягкие и полужесткие минераловатные плиты на битумной связке для теплоизоляции в ограждающих конструкциях зданий, а также для теплоизоляции промышленных установок, трубопроводов и оборудования при температуре изолируемых поверхностей не выше 60° С. При изоляции оборудования и трубопроводов, находящихся вне помещений (за исключением объектов, опасных в пожарном отношений), допускается применение мягких плйг при температуре изолируемых поверхностей до 200° С.
Плиты жесткие минераловатные на битумной связке
Жесткие теплоизоляционные минераловатные плиты подразделяются на два видаобыкновенные (О) и специальные (С). По применяе¬
Неорганические материалы и изделия
351
мому сырью они аналогичны описанным выше мягким и полужестким плитам. Плиты типа О предназначаются для теплоизоляции строительных конструкций и промышленного оборудования при температуре изолируемой поверхности не выше 70° С, плиты типа С — конструкций и оборудования холодильников и охлаждаемых зданий и сооружений.
Эти плиты от полужестких отличаются большим объемным весом и, следовательно, большим коэффициентом теплопроводности и лучшими прочностными показателями. Выпускаются плиты четырех марок — 250, 300, 350 и 400, размерами: длина 100, ширина 50 и толщина 4, 5 и 6 см. Допускаемые отклонения от размерив: по дцине ±10, по ширине ±5 и по толщине ±3 мм. Плиты имеют прямоугольную форму с ровной поверхностью и правильными ребрами. Допускаются отбитость и притупленность ребер по длине и углов по диагонали на протяжении не более 15 мм; отклонения плит от плоскости не более 0,6% соответствующего размера плиты. Надломы и сквозные трещины в них не допускаются.
Структура плит должна быть однородной, без пустот, расслоений, посторонних включений и неравномерных скоплений битума. Допускаются тонкие поверхностные трещинки, впадины и отпечатки сетки иЛ^и поддона с углублениями не более 3 мм, а также выпуклости высотой не более 3 мм. Общая площадь впадин и углублений может быть не более 40 см2 на 1 плите. Цвет плит в изломе коричневый, разрешается на поверхности белый налет толщиной не более 0,5 мм. По физико-механическиМ показателям плиты должны соответствовать требованиям, указанным в табл. 40.
Таблица 40
ФИЗИКО-МЕХАНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ
Обыкновенные
1
Специальные
Показатели
Марка плнт
250
ЗОЭ
350
| 400
250
300
| 350
400
Объемный вес в сухом состоянии в хг/jn3, не более
250
300
350
400
250
300
350
40Q
Коэффициент теплопроводности в сухом состоянии при температуре 25 ±5° С в ккал/м • ч • град, не более
0,055
0,06
0,065
0,07
0,055
0,06
0,065
0,07
Предел прочности при изгибе в кГ/см2, не менее
1,1
1,2
1,3
1,4
1,1
1,2
1,6
1,8
Уплотнение под удельной нагрузкой 0,017 кГ/см2 при температуре от 18 до 20° С в %, не более .
Влажность в % по весу, не более . ...
Содержание битумной связки по весу в %, не более
6
5
4
3
6
5
4
3
20
2,
,5
15
Процесс производства жестких теплоизоляционных плит в основном аналогичен процессу производства полужестких плит, имеются только некоторые специфические особенности подготовки формовочной массы и формования изделий. Условия упаковки,, хранения и транспортировали* аналогичны условиям, принятым для полужестких плит.
Плиты минераловатные на синтетическом связующем
По мере развития промышленности полимерных синтетических материалов увеличивается применение их в качестве связующего при на-
352
Глава XI. Теплоизоляционные материалы и изделия
Таблица 41
РАЗМЕРЫ в см МИНЕРАЛОВАТНЫХ ПЛИТ НА СИНТЕТИЧЕСКОМ СВЯЗУЮЩЕМ
Вид ПЛИТЫ
Длина
Ширина
Толщина
Мягкие
100
45, 50, 100
4, 5, 6, 7, 8, 9, 10
Полужесткие
50,:100
45, 50
3, 4, 5, 6, 7, 8, 9, 10
Жесткие
50, 100
45, 50
3, 4, 5, 6,7
готовлении минераловатных изделий, в частности минераловатных теплоизоляционных плит. Использование синтетического связующего, как правило, повышает стоимость минераловатных плит, однако они получают новые положительные качества. Особенно важно то, что материал становится пригодным для теплоизоляции поверхностей строительных конструкций и промышленного оборудования с рабочей температурой до 300° С внутри помещения и до 400° С вне помещения.
ГОСТ 9573—66 предусматривает выработку теплоизоляционных плит трех видов в зависимости от величины их уплотнения под удельной нагрузкой 0,07 кГ/см2: мягких ПМ, полужестких ПП и жестких ПЖ. В табл. 41 приведены размеры вырабатываемых плит. Допускаются отклонения от указанных размеров по длине и ширине ±10 и по толщине ±5 мм. Для мягких плит отклонение по длине допускается до ±20 мм.
Плиты должны иметь прямоугольную форму и ровно обрезанные края с разностью диагоналей не более 20 мм. В изломе плиты должны (5ыть однородной структуры без расслоений, пустот и посторонних включений. Влажность плит — не выше 1% по весу. Некоторая характеристика плит дана в табл. 42.
Таблица 42
ХАРАКТЕРИСТИКА ПЛИТ
Показатели
Плиты
пм
ПП
пж
Содержание связующего в % (по сухому
остатку), не более ...
4
5
6
Уплотнение в % под удельной нагрузкой
35
15
0,017 кГ/см2, не более .
5
Коэффициент теплопроводности при 25± ±5°С в ккал/м-ч-град, не более
0,04
0,044
0,046
Объемный вес в кг/м3, не более
100
150
175
Плиты ПМ имеют предел прочности при разрыве кратковременно действующей (вдоль волокон) нагрузкой не менее 0,06 кГ/см2 и обладают коэффициентом возвратимости к первоначальному объему после удаления уплотняющей нагрузки 0,017 кГ/см2 не менее 0,75.
Производственные процессы изготовления плит на синтетическом связующем и плит на битумной связке во многом аналогичны. Синтетическое связующее должно обладать следующими свойствами: хорошей растворимостью в воде, высокой адгезией к минеральному волокну, высокой дисперсностью, обеспечивающей покрытие волокна тонкой пленкой. Кроме того, оно не должно размягчаться при повторном нагревании (т. е, быть термореактивным) и не подвергаться быстрому старению.
Неорганические материалы и изделия
353
Всеми этими свойствами обладают феноло-формальдегидные и карбамидо-формальдегидные полимеры.
Условия упаковки, хранения и транспортирования плит на синтетическом связующем аналогичны условиям, принятым для плит на битумной связке. Учитывая несколько большую прочность, высота штабеля при укладке плит, упакованных в мягкую тару, допускается до 2 м.
Помимо плит разных видов и назначения из минеральной ваты изготовляются и другие теплоизоляционные изделия — скорлупы, сегменты, маты, шнуры и пр.
2. СТЕКЛЯННАЯ ВАТА И ИЗДЕЛИЯ ИЗ НЕЕ
Стеклянная вата, являющаяся разновидностью искусственного минерального волокна, представляет собой волокнистый материал, состоящий из тонких и гибких стеклянных нитей, получаемых из расплавленной стекломассы. Для изготовления ваты используют стеклянный бой или сырье, служащее для производства стекла, — кварцевый песок, известняк, кальцинированную соду и сульфат натрия. Стеклянная вата имеет волокна, значительно более длинные, чем минеральная вата, отличается от нее большей химической стойкостью, теплопроводности их (не выше 0,045 ккал/м • ч • град при температуре +25° С) практически одинаковы. Стеклянная вата не горит и не тлеет, не подвергается гниению независимо от условий эксплуатации. Объемный вес ее в рыхлом состоянии должен быть не более 130 кг/м3. Диаметр волокон стеклянной ваты, применяемой для теплоизоляции, не превышает 21 мк. Допускаются единичные включения более толстых волокон, посторонние включения не допускаются. Структура ваты должна быть рыхлой — количество прядей, состоящих из параллельных, плотно расположенных волокон, — не более 20% по весу.
Вата изготовляется тремя способами — фильерным, дутьевым и штабиковым. Первый способ получения волокна состоит в том, что из расплава стекла через небольшие отверстия (фильеры) вытягиваются тонкие нити, которые, несколько охлаждаясь, затвердевают и наматываются на быстро вращающийся барабан. Способ дает возможность получать очень тонкие и длинйые нити. Такое волокно при толщине 3—
7 мк носит название текстильного волокна и для целей теплоизоляции не применяется. Дутьевой способ дает более толстое волокно небольшой длины путем распыления стеклянного расплава струей пара или горячего газа высокого давления (6—10 атм). Получение стекловолокна в основных чертах аналогично процессу волокнообразования в производстве минеральной ваты. Так как стеклянный расплав имеет иные свойства, чем расплав минеральный (вязкость, поверхностное натяжение), *то при производстве стеклянной ваты образуется меньше корольков. Штабиковый способ получения стекловолокна заключается в том, что стеклянные палочки (штабики) подогревают до расплавления специальными горелками, причем капля стекла, падая вниз, тянет за собой тонкие стеклянные волокна, которые наматываются на вращающийся барабан. Наиболее перспективным способом получения стеклянного волокна для целей теплоизоляции является дутьевой, достаточно дешевый и высокопроизводительный. Готовую стеклянную вату упаковывают в трехслойные бумажные мешки, а также хлопчатобумажную ткань или рогожу. Вес одного места не должен превышать 60 кг. Хранят стеклянную вату и изделия из нее в крытых сухих помещениях, транспортируют в крытых вагонах или автомашинах.
Для целей теплоизоляции стеклянную вату применяют главным образом в виде матов, полос, плит, скорлуп и других изделий.
354
Глава XI. Теплоизоляционные материалы и изделия
Маты и полосы из стеклянной ваты
Наибольшее применение из всех теплоизоляционных изделий из стеклянного волокна получили маты и полосы, изготовляемые путем прошивки стеклянной ваты, покрытой сверху и снизу слоем проклеенных стеклянных волокон толщиной 1,5 мм. Эта «корочка» скрепляет волокна наружных слоев изделия и предохраняет его от повреждений при транспортировании и монтажных работах. Маты (рис. 147) выпускаются в видё широких пластин прямоугольной формы следующих размеров: длина от 100 до 300, ширина от 20 до 75 и толщина 1, 1,5, 2, 3 и 5 см. Полосы имеют вид узких пластин прямоугольной формы длиной от 50
до 500 (с интервалами через 50 см), шириной 3, 5, 7,5, 10, 15, 20 и 25 и толщиной 1, 1,5, 2 и 3 см. Объемный вес матов и полос не должен превышать 170 кг/л*3, теплопроводность должна быть в пределах теплопроводности стеклянной ваты, из которой они изготовлены.
Маты и полосы изготовляются пуРис. 147. AW ИЗ стеклянной Тем наложения друг на друга и скреп-
ваты в рулоне ления посредством прошивки тонких
слоев стеклянных волокон, пересекающихся под различными углами. Корочка, покрывающая изделия сверху и снизу, должна быть проклеена 2—5%-ным раствором декстрина или
другого клея. Прошивают маты и полосы в продольном направлении
асбестовыми или кручеными из стеклянного волокна нитями.
Стекловатные полосы изготовляют двух типов: а) покрытыми со всех сторон корочкой и прошитыми вдоль краев корочки швами через край, а также поперечными сплошными двусторонними швами с интервалами 50гмм\ б) покрытыми сверху и снизу корочкой и прошитыми в продольном направлении двумя сплошными двусторонними швами с шагом шва 35—50 мм.
Готовые маты и полосы упаковывают в тару — деревянные щиты, изготовленные из досок толщиной не менее 10 мм, скрепленные по краям стальной лентой. Каждое место должно содержать изделие одного вида и размера и не превышать по весу 50 кг. Условия хранения и транспортирования изделий такие же, как и для стеклянной ваты.
Маты применяются длй: тейлоизоляции плоских и цилиндрических поверхностей с большим радиусом кривизны, полосы, как более эластичный материал, — для теплоизоляции цилиндрических поверхностей с малым радиусом, кривизны. Оба вида изделий можно использовать при температуре поверхностей до 450° С.
Маты и плиты полужесткие из стеклянной ваты
Стекловатные маты и полужесткие плиты изготовляют на связке из феноло-формальдегидных полимеров. В табл. 43 дана характеристика выпускаемых нашей промышленностью изделий.
Маты и плиты должны иметь прямоугольную форму, ровно отрезанные края и одинаковую толщину, однородную структуру без расслоений в разрезе и равномерное распределение связующего полимера. На поверхности матов и плит допускаются ссустки полимера, покрывающие не более 1 % площади изделия. Коэффициент теплопроводности их в сухом состоянии при температуре 15±5°С не превышает 0,04 ккал/м • ч • град, влажность — не более 1 %.
Неорганические материалы и изделия
355
Таблица 43
ХАРАКТЕРИСТИКА ПОЛУЖЕСТКИХ МАТОВ И ПЛИТ
Показатели
Маты марки
Плиты марки
35
50
50
1 75
Объемный вес в кг/мг .
35
50 1
50
75
Размеры в см:
длина
От 100 до 150
11
оо
ширина .
50, 100 и 150
50 и
100
толщина
3, 4,
5 и 6
3, 4,
5л 6
Содержание связующего в %
-8
8—
10
по весу . 5—
Предел прочности при разрыве
в кГ/см2, не менее . . . .
0,06
0,1
0,12
0,15
Уплотнение в % под нагрузкой
в 0,17 кГ/см2у не менее .
50
40
20
10
Изготовляют маты и плиты из стеклянной ваты со средним диаметром волокна не более ГЗ мк. Включения неволокнистого стекла не должны превышать 5% но весу массы. Производство матов и плит слагается из следующих основных этапов: смешивание стеклянного волокна со связующим; формование ковра нужных размеров; тепловая обработка ковра; раскрой ковра и рулонирование матов; сортировка и упаковка. Маты и плиты упаковывают в жесткую тару или в пакеты из водонепроницаемой бумаги. Маты, выпускаемые в рулонах, упаковывают в прочную бумагу и завязывают. Маты и плиты, упакованные в мягкую тару, укладывают в штабеля высотой не более 1,5 м во избежание деформации. Хранят и транспортируют изделия в условиях, не допускающих их увлажнения и повреждения.
Применяются маты и полужесткие плиты в качестве теплоизоляционного материала для строительных конструкций и промышленного оборудования при температуре изолируемых поверхностей до +200° С, а также в качестве звукоизоляционного материала.
3. ЯЧЕИСТОЕ СТЕКЛО
Ячеистым стеклом или пеностеклом называют стекло, имеющее пористую (ячеистую) структуру. Пористость различных, видов ячеистого стекла составляет 80—95%. Столь большая пористость придает материалу высокие теплоизоляционные качества: коэффициент теплопроводности в зависимости от объемного веса колеблется в пределах от 0,05 и до 0,11 ккал/м • ч • град. Помимо этого ячеистое стекло обладает рядом ценных для строительства свойств — высокой прочностью, водостойкостью, полной несгораемостью, морозостойкостью и легкостью механической обработки: легко пилится, режется, сверлится, в него можно вбивать гвозди, которые крепко держатся. Особенно высоки по сравнению с аналогичными материалами его прочностные характеристики; предел прочности при сжатии ячеистого стекла с объемным весом от 200 до 400 кг/м? равен 20—60 кГ/смг, а автоклавного пенобетона с тем же объемным весом лишь 10—20 кГ/см2. Температуростойкость ячеистого стекла определяется началом размягчения исходного стекла и зависит от его химического состава; для стекла обычного состава она составляет 300—400° С, для бесщелочного стекла — 800—1000° С.
356
Глава XL Теплоизоляционные материалы и изделия
Изменяя режим процесса порообразования ячеистого стекла, можно получать замкнутые или открытые сообщающиеся между собой поры. Замкнутые поры предпочтительнее иметь в материале, применяемом для теплоизоляционных целей, тогда как сообщающиеся поры, увеличивающие звукопоглощение, желательны в материале, используемом в качестве звукоизолирующего. Размеры отдельных пор в ячеистом стекле заводского производства колеблются от десятых долей миллиметра до
3 мм. Возможность регулирования пористости, а следовательно, и свойства ячеистого стекла является одним из важных факторов его производства. Вырабатываемые строительные теплоизоляционные плиты из пеностекла имеют объемный вес 100 и 200 кг/мг. Водостойкость ячеистого стекла, а следовательно, и изделий из него весьма высока: стекло с замкнутыми порами адсорбирует влагу только на поверхности и водопоглощение его ничтожно, такое стекло не тонет в воде и называется плавающим пеностеклом.
Ячеистое стекло изготовляют из тонкоизмельченного боя стекла с добавками порообразующих материалов (газообразователя), например молотого известняка, угля, антрацита. Полученная смесь нагревается, и при температуре 800—900° С частицы боя стекла начинают сплавляться, а газы, выделяемые газообразователями, вспучивают стекломассу, образуя в ней большое количество замкнутых пор. При охлаждении массы получается прочный материал ячеистой структуры.
Основные изделия из ячеистого стекла — блоки и плиты, получаемые в формах. Этот высокоэффективный теплоизоляционный материал применяют для изоляции стен и перекрытий, утёпления полов и кровель промышленных и гражданских зданий, а также изоляции камер холодильников и горячих поверхностей тепловых установок.
4. ДИАТОМИТОВЫЕ И ТРЕПЕЛЬНЫЕ ИЗДЕЛИЯ
Теплоизоляционные изделия диатомитовые Д и трепельные Т изготовляются в виде кирпичей, блоков, скорлуп и сегментов путем формования диатомита или трепела с выгорающими или порообразующими добавками и последующего обжига. Выпускаются также диатомитовые изделия марки ПД — пенодиатомитовые, являющиеся самыми легкими из этой группы благодаря пенистой структуре. В зависимости от объемного веса изделия подразделяются на марки ПД 350, ПД 400, Д 500, Т 600 и Т 700. Основными видами изделий являются кирпичи и блоки. Кирпичи выпускаются двух размеров — 250X123X65 и 230x113x65 мм, блоки трех размеров — при одинаковой длине и ширине (500X250 мм) они имеют толщину 65, 100 и 125 мм. Скорлупы и сегменты, предназначенные для теплоизоляции труб, вырабатывают нескольких типоразмеров, что обеспечивает возможность плотной изоляции труб наружным диаметром от 32 до 219 мм. Толщина стенок скорлуп и сегментов 50 и 60, длина 330 и 500 мм.
Все изделия этой группы должны иметь правильную геометрическую форму: кирпичи и блоки — прямоугольного параллелепипеда, скорлупы и сегменты — полого цилиндра. Структура изделий в изломе должна быть однородной, без пустот и раковин. Не допускаются дефекты внешнего вида: пустоты и включения шириной и глубиной более 10 мм, искривления граней и ребер более 3 мм, отбитость и притупление углов и ребер глубиной более 12 и длиной 25 мм, сквозные трещины длиной свыше 30 мм в количестве более одной на изделии; количество половняка в партии не более 5%. В табл, 44 приводятся физико-механические показатели изделий по маркам
Неорганические материалы и изделия
357
Таблица 44
ХАРАКТЕРИСТИКА ПЕНОДИАТОМИТОВЫХ, ДИАТСМИТОВЫХ И ТРЕПЕЛЬНЫХ ИЗДЕЛИЙ
Показатели,
Марка
ПД 350
ПД 400
Д 500
Д 600. T 600
T 700
Объемный вес в кг/мг Коэффициент теплопроводности в ккал/м«ч X X -рад при средней температуре в °С не более:
До 365
365—420
421—525
526—630
631—735
50
0,075
0,085
0,1
0,12
0,15
350 Предел прочности при сжатии в кГ/см2, не ме¬
0,11
0,12
0,16
0,18
0,23
нее 6
8
6
8
10
Производство изделий этой группы состоит из следующих операций: диатомит или трепел сушат и измельчают до тонкого порошка (иногда для увеличения объема и лучшей связи массы добавляют немного сухой измельченной глины); в качестве выгорающих добавок вводят обычно опилки или молотый древесный уголь, массу хорошо перемешивают, затворяют водой до пластичного состояния и формуют; отформованные изделия сушат и обжигают. Во время обжига древесные опилки или другие порообразователи выгорают, вследствие чего обожженный материал получает пористую структуру.
Технология производства пенодиатомитовых изделий иная. Сухой тонкоразмолотый диатомит смешивают с водой и получают сметанообразную массу. Одновременно приготовляют пену из отвара мыльного корня или клееканифольной эмульсии. Оба раствора при интенсивном взбалтывании дают тонкую прочную пену. Смешиванием этой пены со сметанообразной диатомитовой массой (шликером) получают пеномассу, из которой вручную отливают изделия в формы или формуют их на специальной формовочной машине конструкции Пирогова. Сушат изделия при постепенном подъеме температуры в течение 2—4 сут., обжигают при 900—1000° С. Обожженные изделия подвергаются механической правке, так как вследствие значительной влажности сырца и небольшой прочности они несколько деформированы. На складе изделия хранят уложенными в штабеля раздельно по маркам, видам и размерам в условиях, не допускающих увлажнения и повреждения. Транспортируют их в крытых вагонах, а изделия марок ПД 350, ПД 400 и Д 500 надо перевозить в специальных возвратных контейнерах или же в решетчатых или картонных ящиках. Вес одного места не должен превышать 50 кг. Транспортирование-изделий всех марок навалом воспрещается.
Теплоизоляционные диатомитовые и трепельные изделия находят все возрастающее применение в строительстве, и особенно в теплоизоляции промышленного оборудования, работающего при высоких температурах, их можно применять при температуре изолируемых поверхностей до 900° С.
5. ПЛИТЫ ИЗ ЯЧЕИСТОГО БЕТОНА
Теплоизоляционные плиты из ячеистого бетона представляют собой искусственные камневидные изделия с равномерно распределенными в них мелкими порами. По методу производства они могут быть автоклавного и безавтоклавного твердения. Основным сырьем для их изготовле¬
358
Глава XI. Теплоизоляционные материалы и изделия
ния является портландцемент, известь, песок, вода и порообразователи. Плиты выпускаются длиной 100, шириной 50 и толщиной от 8 до 20 см с градацией через 2 см. Отклонения по всем размерам не должны превышать ±5 мм. Плиты должны иметь правильную прямоугольную форму: отклонение от прямого угла допускается не более 1 мм на каждый метр длины грани. Разрешаются небольшие отбитости или притупленности ребер и углов размером до 10 мм, а также впадины и выпуклости поверхностей глубиной до 5 мм. В изломе плиты должны иметь однородную структуру с равномерно распределенными мелкими порами.
В зависимости от объемного веса плиты делятся на мар^и А и Б. Объемный вес в высушенном до постоянного веса состоянии составляет не выше 400 кг/м3 для марки А и не выше 500 кг/мъ для марки Б. Предел прочности при сжатии находится в прямой зависимости от объемного веса и составляет соответственно не менее 8 и 12 кГ/см2. Коэффициент теплопроводности таких плит при температуре 25 ±5° С должен быть соответственно не более 0,095. и 0,110 ккал/м* ч* град. С увеличением влажности плит теплопроводность возрастает: при влажности 15% (по весу) при той же температуре коэффициент теплопроводности увеличивается до 0,13 и до 0,16 ккал/м • ч • град. Влажность товарных плит по весу более 15% не допускается.
Теплоизоляционные плиты из ячеистого бетона применяются для теплоизоляции строительных конструкций и поверхностей промышленного оборудования при темйературе изолируемых поверхностей до 400° С. В конструкциях, которые при эксплуатации подвергаются .увлажнению, плиты надо надёжно защищать от воздействия влаги, а при наличии агрессивной среды — и от ее воздействия.
Кроме плит указанных размеров и качеств из ячеистого бетона вырабатываются и другие виды теплоизоляционных изделий, прочностные свойства которых могут повышаться путем армирования изделий сталью.
6. ПЕРЛИТ И ВЕРМИКУЛИТ ВСПУЧЕННЫЕ
Вспученным вермикулитом называют сыпучий теплоизоляционный материал, получаемый путем измельчения и кратковременного обжига в течение 3—5 мин природного вермикулита. Вермикулйт — сложный алюмосиликат магния, продукт изменения слюд, преимущественно биотита. В процессе обжига при температуре 800—1000° С вермикулит вспучивается, увеличиваясь в объеме в 20 раз и более. Вспученный вермут кулит обладает высокой пористостьйэ, малым объемные весом, низкой теплопроводностью и значительной температуростойкостью. Насыпной объемный вес его зависит от условий обжига и размеров зерен. В зависимости от размеров зерен вермикулит делится на три фракции:
Фракция
Размер зерен в мм
Крупная
От 5 до 10
Средняя
От 0,6 до 5
Мелкая
До 0,6
В крупном и среднем вермикулите допускается наличие зерен большей или меньшей крупности в количестве не более 15%, но не крупнее 20 мм; в мелкой фракции — зерен крупнее 0,6 мм в количестве до 20% по весу. Вермикулит вырабатывается трех марок— 100, 150 и 200; по требованию заказчика допускается производство более тяжелого вер¬
Неорганические материалы и изделия
359
микулита марок 250 и 300. Физико-механические свойства вспученного вермикулита приведены в табл. 45.
Таблица 45
ФИЗИКО-МЕХАНИЧЕСКАЯ ХАРАКТЕРИСТИКА ВСПУЧЕННОГО ВЕРМИКУЛИТА
Показатели
Марка
100
150
| 200
Объемный насыпной вес в /ег/л3, не более .
100
150
200
Коэффициент теплопроводности в ккал/м• • ч • град, не более, при средней температуре в °С:
25±5 ••«•••!
0,055
0,06
0,065
325±5 0,13
0,135
0,14
Влажность в % по весу, не более .
3
3
3
Обжигается вермикулит в шахтных или вращающихся печах. Наиболее эффективный способ вспучивания вермикулита — обжиг его во взвешенном состоянии. Вспученный вермикулит сортируется на фракции по крупности зерен и по объемному весу и упаковывается в плотные бумажные четырехслойные мешки. Хранится вермикулит в крытых помещениях в условиях, не допускающих его увлажнения, распыления, загрязнения и уплотнения. Высота штабеля вермикулита (в мягкой таре) не должна превышать 1,5 м. Транспортируется он в крытых вагонах и автомашинах.
Вспученный вермикулит является прекрасным теплоизоляционным материалом. Применяют его в качестве засыпки при температуре изолируемых поверхностей от —260 до +1100° С. Используют вермикулит также и для изготовления теплоизоляционных изделий — при добавке вяжущих веществ из него формуют плиты, скорлупы и сегменты. Температуростойкость изделий из вспученного вермикулита зависит от применяемого вяжущего вещества; изделия на основе портландцемента имеют температуростойкость до 1000° С, на основе глины с добавкой крахмала — до 900° С и на основе полимерных связующих — не выше 200° С. Применяется вспученный вермикулит также в качестве заполнителя для легких бетонов и для приготовления штукатурных теплоизоляционных растворов.
Перлит является кремнеземистой горной породой вулканического происхождения. При кратковременном обжиге измельченного перлита при температуре 700—1200° С получается пористый материал в виде песка или щебня — вспученный перлит. Помимо перлита сырьем могут служить и другие вулканические породы, относящиеся к группе вулканических стекол. Общим свойством сырья всех видов, определяющим пригодность его для вспучивания, является содержание воды. Показатель увеличения объема при вспучивании перлита называют кратностью вспучивания. Для перлитов лучших месторождений она достигает 20. В зависимости от размера зерен вспученный перлит делится на следующие фракции:
Материал
Размер зерна в мм
Песок мелкий .
До 1,2
» крупный
1,2—5
Щебень мелкий
5—10
» крупный
10—20
360
Глава XI. Теплоизоляционные материалы и изделия
В зависимости от объемного насыпного веса перлитовый песок выпускается четырех марок (100, 150, 200 и 250), а перлитовый щебень — трех марок (300, 400 и 500). Щебень должен быть устойчивым против распада и обеспечивать равномерность изменения объема бетона. Коэффициент теплопроводности вспученного перлитового песка от 0,045 до 0,06 ккал/м-ч-град, влажность не более 2%.
Обжиг перлита ведут в шахтных или вращающихся печах. Условия упаковки, хранения и транспортирования вспученного перлита такие же, как и для вспученного вермикулита. Допускается поставка перлитового щебня навалом (без упаковки).
Перлитовый щебень применяется в качестве заполнителя в теплоизоляционных и конструктивно-теплоизоляционных бетонах, перлитовый песок — как заполнитель в бетонах и растворах для изготовления теплоизоляционных изделий, а также для огнезащитных штукатурок. Для теплоизоляционных засыпок песок применяется при температуре изолируемых поверхностей от —200 до +800° С.
Теплоизоляционные изделия из вспученного перлита можно получать при добавлении к нему в качестве связующего портландцемента, жидкого стекла, диатомита и других материалов. В зависимости от вида вяжущего изделия будут иметь различные показатели объемного веса, прочности, теплопроводности и теплостойкости.
7. АСБЕСТОВЫЕ МАТЕРИАЛЫ
Асбест является основным сырьем для производства теплоизоляционных материалов, которые эффективно защищают поверхности с высокой температурой: котлы, автоклавы, трубопроводы и другое оборудование.
Для производства теплоизоляционных материалов используют главным образом хризотил-асбест. Это объясняется тем, что его волокна более прочны и эластичны, чем другие виды асбеста. Однако они слабее связаны между собой и легче распушиваются на отдельные волокна. Кроме того, природные запасы хризотил-асбеста значительно превышают запасы асбеста других видов, вместе взятых. На завод теплоизоляционных изделий поступает обогащенный асбест, т. е. отделенный от горных пород (асбестовых руд) и частично распушенный. Обогащенный асбест представляет собой смесь мелких пучков и отдельных волокон различной длины. Распушка асбеста является первой стадией технологического процесса при производстве всех материалов с применением асбеста и производится на бегунах, состоящих из двух тяжелых катков, движущихся по кругу в неподвижной чаше. На основе асбеста изготовляют сыпучие (порошкообразные) материалы, рулонные и штучные изделия (плиты, скорлупы и сегменты).
В зависимости от состава материалы подразделяют на две группы: асбестовые, состоящие только из асбестового волокна, и асбестсодержащие, в состав которых кроме асбеста входят другие компоненты, обладающие вяжущими свойствами.
Асбестовая бумага
Это листовой или рулонный материал, изготовленный из асбеста с небольшой добавкой склеивающих веществ (обычно крахмала в количестве до 5% веса асбеста). Асбест подвергают мокрой распушке, а затем из приготовленной массы изготовляют листы на листоформовочной машине. В зависимости от степени распушки асбеста и уплотнения мае-
Неорганические материалы и изделия
361
сы на листоформовочной машине объемный вес асбестовой бумаги составляет от 450 до 950 кг/м3, коэффициент теплопроводности ее 0,11 — 0,15 при 0°С и 0,12—0,17 ккал/м • ч•град при 100° С. При нагревании выше 200° С объемный вес и прочность асбестовой бумаги уменьшаются (вследствие выгорания органических склеивающих веществ), при температуре выше 500° С волокна разрушаются в результате дегидратации асбеста (удаления кристаллизационной воды). Поэтому температура 500° С является предельной, до которой можно применять асбестовую бумагу. Толщина асбестовой бумаги от 0,3 до 1,5 мм, вес 1 м2 650— 1900 г, нормальная влажность не выше 3%. Размеры вырабатываемой листовой бумаги: длина 100 и ширина 95 см с допусками ±1 см.
Кроме гладкой выпускают гофрированную, бумагу, для чего гладкую бумагу пропускают между двумя обогреваемыми рифлеными барабанами. Гофрированная бумага служит для изготовления асбестового картона.
Это также листовой материал, который изготовляют из асбестовой бумаги или асбестового волокна, смешанного с наполнителем (каолин) и связующим веществом (крахмал). Выпускают ячеистый асбестовый картон, состоящий из чередующихся слоев гладкой и гофрированной бумаги, склеенных между собой растворимым стеклом или клеем. Размер листов его 100X100 см при толщине от 5 до 50 мм. В зависимости от толщины бумаги и размеров воздушных прослоек его объемный вес составляет 250—600 кг/м3, коэффициент теплопроводности 0,045— 0,08 ккал/м • ч • град при 50° С. Асбестовый картон из асбестового волокна и наполнителя изготовляют на листоформовочных машинах. Размер листов картона 100X100 см, толщина от 2 до 12 мм, объемный вес 900—1000 кг/м3, коэффициент теплопроводности 0,1^5 ккал/м* ч> град при 0° С и 0,157 ккал/м • ч • град при 100° С.
Асбестовый картон в виде плит применяют для теплоизоляции плоских поверхностей, в виде цилиндрических и полуцилиндрических покрышек — для изоляции трубопроводов.
Асбесто-кремнеземистые материалы представляют собой порошкообразные смеси, состоящие в основном из распушенного асбеста и кремнеземистых горных пород с добавками некоторых веществ или без них. Наиболее распространенным видом этих материалов является асбозурит — смесь асбеста (15—30% от веса сухой смеси) с трепелом или диатомитом. Диатомит и трепел имеют небольшой объемный вес, при смешивании с водой в тонкоизмельченном состоянии они образуют пластичное легко формуемое тесто, которое затвердевает при высыхании. Асбест выполняет роль армирующего материала и способствует прочности затвердевшей асбесто-трепельной (диатомитовой) масс*л. Порошкообразный асбозурит затворяют водой и в виде мастики наносят на теплоизолируемую поверхность.
Основные физико-механические свойства асбозурита в мастичных конструкциях следующие: ^
Объемный вес 650—850 кг/ м3
Асбестовый картон
Асбесто-кремнеземистые материалы
Коэффициент теплопроводности
Предел прочности при изгибе Т емпературостойкость
0,16—0,22 ккал/м-ч-град при 100°С не менее 10 кГ/см2 до+600 °С
362
Глава Xi. Теплоизоляционные материалы и изделия
Мастику наносят на горячие изолируемые поверхности тонкими слоями вручную. Металлические поверхности для лучшего сцепления материала с металлом нужно предварительно обложить асбестовой прокладкой. Во избежание появления трещин при высыхании каждый последующий слой мастики накладывают только после того, как высохнет предыдущий. После получения необходимой толщины слоя мастики ее поверхность оштукатуривают для защиты от механических повреждений, а затем оклеивают мешковиной и окрашивают.
Эти материалы состоят в основном из смеси асбеста с солями магния и кальция. К ним относят ньювель и совелит.
Ньювель — теплоизоляционный материал, состоящий из смеси асбеста и водной углекислой соли магния. Для получения ньювеля магнезию размалывают, смешивают с 15% асбеста и для повторного помола пропускают через дезинтегратор. Ньювель выпускают в виде порошка, который используется для мастичной изоляции или в виде плит и скорлуп. Отформованные и высушенные образцы из ньювеля имеют следующие показатели:
Объемный вес . до 360 кг/м8
Ввиду высокой стоимости и нестойкости при высоких температурах (не свыше 250° С) ньювель вытесняется более дешевыми и не менее эффективными теплоизоляционными материалами, и в первую очередь совелитом.
Совелит состоит из смеси асбеста (15%) с углекислыми солями магния и кальция. Для изготовления совелита используют асбест и доломит MgC03 • СаСОз. В результате обжига доломита образуется легкий порошок, состоящий из смеси MgC03 и(СаС03. При дальнейшем подъеме температуры образуется смесь Mg0 + CaC03. Вследствие содержания в смеси углекальциевой соли этот порошок имеет больший объемный вес, однако он более температуростоек, чем ньювель. Порошкообразный совелит затворяют водой (гасят) и в виде мастики наносят на теплоизолируемую поверхность.
Более целесообразно изготовлять из совелита изделия в заводских условиях — для изоляции плоских поверхностей плиты, для изоляции криволинейных поверхностей — сегменты и скорлупы. Такие изделия изготовляют следующим образом. Сначала порошкообразный совелит затворяют водой (гасят) и смешивают с предварительно распушенным асбестом. Затем смесь заливают в металлические формы, в которых она подвергается прессованию при небольшом давлении (до 2 кГ/см2). После формования изделия высушивают и обрезают. Отходы от обрезки изделий измельчают и совелитовый порошок в смеси с водой применяют для теплоизоляции поверхностей. Совелитовые плиты имеют длину 50 и ширину 17 см при толщине 30, 40 и 50 мм. Объемный вес их не более 400 кг/м3, коэффициент теплопроводности не выше 0,08 ккал/м • ч • град при 100° С, предел прочности при изгибе не менее 1,5 кГ/см2, предельная температура применения +.500° С.
При изоляции поверхностей совелитовыми плитами последние укладывают на асбестовой прокладке и подмазке из мастичного совелита и прикрепляют к изолируемой поверхности туго натянутым проволоч¬
Асбесто-магнезиальные материалы
Коэффициент теплопроводности Предел прочности при изгибе
0,07 ккал/м ч*град при 50°G не менее 1,5 кГ/см2
Неорганические материалы и изделия
363
ным каркасом, а швы между плитами промазывают мастикой. Вся поверхность изоляционного слоя оштукатуривается.
Асбестоизвестково-кремнеземистые материалы
Из материалов этого вида больше других применяют вулканит, представляющий собой теплоизоляционный материал, получаемый формованием и автоклавной обработкой смеси асбеста с гашеной известью и кремнеземистой горной породой (трепел илй диатомит). Примерный состав вулканита (в %): асбеста 20, извести 20, трепела или диатомита 60.
Вулканитовые изделия выпускают в основном в виде плит. Производство плит состоит из следующих операций: приготовление сухой смеси, затворение ее водой, формование и автоклавная обработка изделий. Формуют плиты в металлических формах на гидравлических прессах при давлении до 1 кГ/см2. При последующей автоклавнрй обработке отформованной массы гидроокись кальция взаимодействует с активным кремнеземом трепела или диатомита аналогично взаимодействию извести и кварцевого песка при производстве автоклавных ячеистых бетонов и силикатного кирпича.. При этом образуется гидросиликат кальция СаО • Si02eH20, который повышает прочность вулканита.
Вулканитовые плиты изготовляют двух видов — плоские и лекальные. Длина плоских плит 50 и ширина 17 см, толщина от 20 до 50 мм. Объемный вес в сухом состоянии не более 400 кг/м2, коэффициент теплопроводности не выше 0,78 ккал/м-ч-град при 50°С, предел прочности при изгибе не менее 3 кГ/см2, влажность не более 20%. Предельная температура применения вулканитовых плит +600° С.
Теплоизоляцию из таких плит выполняют так же, как из совелитовых.
ГЛАВА XII
БИТУМНЫЕ И ДЕГТЕВЫЕ МАТЕРИАЛЫ
А. ОПРЕДЕЛЕНИЕ И КЛАССИФИКАЦИЯ
Строительные материалы, в состав которых входят битумы или дегти и пеки, называются битумными или дегтевыми. Они образуют довольно большую группу материалов различного назначения. Применяются битумы, дегти и пеки в виде битумных и дегтевых эмульсий, асфальтовых и дегтевых растворов и бетонов, антикоррозионных лаков; особенно широко их применение в производстве кровельных, гидроизоляционных и пароизоляционных материалов.
Различаются битумы двух видов — природные и нефтяные. Они представляют собой сложные смеси высокомолекулярных углеводородов и их неметаллических производных, т. е. соединение углеводородов с кислородом, азотом, серой. Оба вида битумов растворимы в сероуглероде, хлороформе, бензоле и других органических растворителях. Природные битумы — это густые жидкости (или твердые вещества), встречающиеся в природе в чистом виде или в виде асфальтовых пород, т. е. пропитанных природным битумом горных пород — битумных песчаников и известняков. Из этих пород извлекают чистый природный битум или используют их в размолотом виде в качестве асфальтового порошка. Нефтяные битумы — жидкие, полутвердые и твердые при нормальной температуре вещества, получаемые путем переработки нефти.
К группе дегтевых материалов относятся сырые дегти, дегтевые масла и пеки. Сырые дегти — это жидкие продукты разложения органического вещества — каменного и бурого угля, торфа, древесины и т. п. Разложение происходит при высокой температуре без доступа воздуха при получении кокса или искусственных горючих газов (коксование или газификация). Сырые дегти, как правило, разгоняются на фракции, более тяжелые фракции называют дегтевыми маслами, а твердые остатки — пеками.
Наиболее широкое применение в строительстве и производстве строительных материалов получили нефтяные битумы и каменноугольные дегти и пеки. Эти материалы имеют некоторые общие свойства. Все они представляют собой сложные смеси углеводородов и их производных, при нагревании размягчаются, а при охлаждении становятся вязкими или даже твердыми; почти нерастворимы в воде, но хорошо растворяются в органических растворителях; обладают вяжущими свойствами и имеют черный или темно-коричневый цвет, почему их называют черными вяжущими; содержат летучие вещества, которые при нагревании улетучиваются, что изменяет их первоначальные свойства; изменяются они и под воздействием окружающих условий — кислорода воздуха, влаги, интенсивного света и др. Это естественное изменение свойств
Битумы, дегти и пеки
365
битумных и дегтевых материалов носит название старения. Природные и нефтяные битумы меньше подвержены старению, чем дегти и пеки, поэтому битумные строительные материалы долговечнее дегтевых.
К особенно ценным в строительстве свойствам битумных и дегтевых материалов следует отнести высокую водонепроницаемость, стойкость против действия кислот, щелочей, агрессивных жидкостей и газов, а также способность прочного сцепления с деревом, металлом и камнем. Быстрое нарастание вязкости при остывании и пластичность при положительных температурах также являются положительными качествами этих материалов.
Б. БИТУМЫ, ДЕГТИ И ПЕКИ
1. ПРИРОДНЫЕ БИТУМЫ
Природный битум в чистом виде встречается сравнительно редко, чаще он пропитывает горные породы — известняки и песчаники. Природный битум образовался в верхних слоях земной коры из нефти в результате чрезвычайно медленного удаления из нее легких и средних фракций, а также под влиянием процессов полимеризации и окисления. Проникание нефти в верхние слои земной коры происходит в результате миграции ее, т. е. процесса перемещения внутри земной коры, при котором нефть заполняет пустоты и пропитывает пористые горные породы.
Природный битум — органическое вещество черного или темно-коричневого цвета, почти лишенное запаха, весьма пластичное в нагретом состоянии. При дальнейшем нагревании битум переходит ъ жидкое состояние, а при охлаждении снова затвердевает. Добывается природный битум путем извлечения его из битумных пород водной вываркой или реже — экстрагированием органическими растворителями. Для водной выварки используют битумный песчаник. Битумный известняк экономически целесообразнее применять для получения асфальтового порошка путем тонкого помола в шаровых мельницах. Такой порошок применяют как самую мелкую составную часть для получения асфальтовых бетонов и растворов.
Природные битумы используют в строительстве весьма ограниченно вследствие их высокой стоимости.
2. НЕФТЯНЫЕ БИТУМЫ
Нефтяные битумы по способу производства разделяют на три вида — остаточные, окисленные и крекинговые.
Остаточные битумы образуются в атмосферно-вакуумных трубчатых печах непрерывного действия после отгонки от нефти более легких фракций — бензина, керосина и части масел. Это вещества черного цвета почти твердые при нормальной температуре.
Окисленные битумы получают продувкой воздуха через нефтяные остатки, поэтому их называют также продутыми битумами. При продувке под воздействием кислорода воздуха нефтяные остатки окисляются и уплотняются, приобретая новые качества.
Крекинговые битумы представляют собой нефтяные остатки, получающиеся при крекинге (разложение при высокой температуре) нефти и нефтяных масел с целью достижения большего выхода бензина. При продувке воздуха через эти остатки получают окисленные крекинговые битумы.
В нефтяных битумах различают следующие составные части: мас.ла,
366
Глава XII. Битумные и дегтевые материалы
смолистые составляющие, асфальтены, карбены и карбоиды. Масла, имеющие удельный вес меньше единицы, сообщают битумам подвижность, так как они являются средой, в которой растворены твердые частицы битума. Содержание масел в битумах достигает 60%. Смолистые вещества — это твердые или полутвердые частицы, полностью растворяющиеся в бензине. Содержание их в битумах достигает 30%. Асфальтены, как твердые вещества, являются носителями твердости битумов. Карбены и карбоиды — твердые углеродистые вещества; карбены растворимы в сероуглероде, карбоиды нерастворимы в органических растворителях.
Нефтяные битумы, вырабатываемые нашей промышленностью, делятся на марки. В основу деления положена пенетрация, т. е. глубина проникания в битумы иглы стандартного прибора — пенетрометра (рис. 148) под действием груза в 100 г в течение 5 сек при температуре 25° С. Глубина проникания иглы определяется в градусах пенетрометра, причем 1° равен Q,1 мм.
Помимо пенетрации важнейшим свойством битумов являются температура размягчения и степень растяжимости. Все три показателя связаны между собой некоторой зависимостью. Так, твердые битумы с малой глубиной цроникания иглы имеют высокую температуру размягчения и малую растяжимость, т. е. являются хрупкими, а битумы с Низкой температурой размягчения, имеющие большую пенетрацию, могут сильно растягиваться, т. е. имеют меньщую хрупкость. Показатель температуры размягчения битумов (выражаемый в градусах) определяется на приборе, называемом «кольцо и шар» (рис. 149).
Для определения растяжимости битумов применяется прибор дуктилометр, разрывающий специальные образцы-восьмерки из испытуемого битума. Образец битума в начале испытания начинает вытягиваться в тонкую нить. Момент разрыва нити фиксируется прибором, и на специальной линейке отмеряется длина нити до момента разрыва. Эта длина, выраженная в сантиметрах, и служит мерой растяжимости битума.
Рис. 148. Пенетрометр
Рис. 149. Прибор «кольцо и шар»
1 — штатив; 2 — диск с циферблатом; 3 — зажим* Ное устройство; 4 — зеркало; 5 — игла; й[ — испытуемый битум; 7 — сосуд с водой; 8 —' столик
/ — кольцо; 2 — шар; 3 — битум; 4 — битум, выдавливаемый из кольца; 5 — термометр
Битумы, дегти и пеки 1 367
В строительстве применяются битумы двух видов — нефтяной строительный (ГОСТ 6617—56) и нефтяной кровельный (ГОСТ 9548—60). В табл. 45 приведены показатели их важнейших физико-химических свойств.
Таблица 46
ХАРАКТЕРИСТИКА БИТУМОВ
Показатели
Битумы строительные
Битумы кровельные
PH-IV
БН-V
БН-VK
БНК-2
БНК-5
Глубина проникания иглы при
25° С в градусах пенетро¬
5—20
Не ниже
Не ниже
Не ниже
метра 21—40
Растяжение при 25° С в см, не
20
140
20
менее
3
1
Не нормируется
Температура рээм.ягч^ния в °С,
90
90
40
90
не ниже . 70
Растворимость ’в хлороформе
99
99
99
99
или бензоле в не менее .
99
Потеря в весе при 160° С за 5 н в %, не более .
1
1
1
1
1
Глубина ПрОНШЩВДЯ ЛГДЫ В QC:
таток4 после определейия потери в весе в % от первона¬
.60
60
80
80
чальной величины, не менее
ао
Температура всвдшки в °С, не
230
230
240
240
ниже ,
230
Содержание водорастворимых
0,3
0,3
0,3
0,3
0,3
соединений вч%, не более .
Удельный вес битумов.всех марок должен быть равен 1 г/см\ Битумы не должны содержать водорастворимых кислот и щелочей, в них^ допускаются следы воды.,При изготовлении кровельных битумов запре-" щается применять крекинговые битумы.
Помимо строительных и кровельных битумов наша промышленность выпускает в довольно большом ассортименте битумы специального назначения — дорожные, изоляционные и пр. Специальные жидкие битумы подразделяются на два класса: класс А — сред негустеющие и класс Б — медленногустеющие. Каждый класс делится на 6 марок в зависимости от вязкости. В отличие от твердых и полутвердых жидкие битумы получаются не только в результате переработки нефти, но и путем разбавления твердых и полутвердых битумов жидкими нефтепродуктами. Твердые нефтяные битумы, нагретые до жидкого состояния, разливают в стальные или деревянные бочки и после остывания и .затвердения отправляет потребителю. При большом потреблении битум доставляют на стройки в специальных цистернах-термосах в разогретом состоянии или в контейнерах с паровой рубашкой. Твердый битум можно отправлять в вагонах без тары, навалом. Целесообразно применение плотной бумажной тары (крафт-мешков).
3. ДЕГТИ И ПЕКИ
Сырые дегти лредставляют собой густые, вязкие жидкости черного или темно-бурого цвета. Состоят они из углеводородов и их сернистых, азотистых и кислородных производных, получаемых в процессе сухой деструктивной перегонки органических веществ, при которой химическая
368
Глава XII. Битумные и дегтевые материалы
структура перегоняемого вещества полностью изменяется. В зависимости от исходного сырья дегти подразделяются на древесные, торфяные, сланцевые и каменноугольные. Наиболее широкое применение в строительстве имеет каменноугольный деготь, получаемый в больших количествах как побочный ^продукт процессов коксования и газификации каменного угля. Широкое применение каменноугольного дегтя и продуктов его переработки объясняется его более высокими строительными свойствами, чем дегтей других видов. Сырой каменноугольный деготь представляет собой черную маслянистую жидкость сложного химического состава с удельным весом 1,12 и выше. Присутствие в нем фенолов, крезолов и нафталина придает ему характерный резкий запах. Содержащиеся в нем летучие составные части даже при слабом нагревании (например, под воздействием солнца) испаряются, что приводит к изменению первоначальных свойств строительных материалов на его основе — они становятся хруцкими и растрескиваются. Поэтому сырой деготь непосредственно для производства строительных материалов не применяется. Сначала из него отгоняют воду, все легкие и часть средних фракций и только полученный так называемый отогнанный деготь употребляют в качестве сырья для производства строительных материалов.
Составные части дегтя кипят при различных температурах: при 100° С удаляется вода, при 170° С отделяется легкое масло, при повышении температуры до 270° С — среднее масло, при 270—300° С — тяжелое так называемое шпалопропиточное масло и при температуре до 360°С — самое тяжелое — антраценовое масло. По окончании процесса отгонки масел получают твердое (после остывания) аморфное вещество черного цвета с удельным весом 1,25—1,28, называемое пеком. Пек часто сплавляют с малолетучим антраценовым маслом или отогнанным дегтем, в результате получается составленный деготь, наиболее пригодный для строительных целей, так как он обладает высокими вяжущими и приклеивающими свойствами, малой хрупкостью и слабо размягчается под действием солнечных лучей.
Каменноугольный пек, получаемый путем переработки каменноугольного дегтя, вырабатывается двух марок — средний и высокотемпературный, причем средний пек подразделяется на два вида — А и Б. Марки и виды пека отличаются в основном температурой размягчения, а также зольностью и содержанием влаги. Твердость и температура размягчения пека зависят от полноты отгонки масел; при повышении содержания последних твердость пека и температура его размягчения понижается. Физико-химические показатели выпускаемых пеков следующие:-
Температура размягчения:
средний А
65—75° С
средний Б . . . .
75—83 »
высокотемпературный
135—150 »
Зольность не более:
средний А и Б. . «
6%
высокотемпературный
0,2»
Содержание влаги не более:
средний А и Б. . .
5 »
высокотемпературный
3»
Каменноугольный пек поставляется потребителям партиями, состоящими из однородного по своим качественным показателям цека. Транс¬
Битумы, дегти и пеки
369
портируют пек навалом в чистых железнодорожных вагонах, крытых или открытых.
Антраценовое масло имеет вид жидкой маслоподобной зеленоватожелтой массы. Наличие в нем фенолов и сернистых соединений придает ему характерный запах. Оно может содержать осадок — антрацен, не полностью удаленный из масла при разгонке дегтя.
Смеси дегтя и пека, а также пека с антраценовым маслом используют для производства дегтебетона, применяемого для дорожных покрытий, кровельного толя, приклеивающих и покрасочных дегтевых мастик и пр.
4. БИТУМНЫЕ И ДЕГТЕВЫЕ ЭМУЛЬСИИ
Эти эмульсии представляют собой водобитумные или вододегтевые дисперсии, состоящие из мелких (размером от 0,001 до 0,1 мм) частиц битума или дегтя, равномерно распределенных в! воде. Для уменьшения поверхностного натяжения на границе битум — вода в состав эмульсии вводят различные добавки (эмульгаторы), чаще всего мыло, казеин, крахмал, клей и др. Это предохраняет эмульсии от свертывания (коагуляции). Обычно в эмульсиях содержится около 50% воды, 45% битума или дегтя и от 0,01 до 5% эмульгатора.
Основное преимущество эмульсий — возможность использования в холодном виде. Битумы, дегти и пеки применяются главным образом в разогретом состоянии, так как в холодном виде они имеют большую вязкость и не обладают необходимой степенью подвижности и удобонаносимости. Кроме того, даже в таком состоянии употреблять их можно только в сухую погоду и при сухих заполнителях.
Помимо изготовления водных эмульсий для придания битумно-дегтевым материалам свойств, дающих возможность применения их в холодном виде, практикуется растворение их в органических растворителях. Так, растворением каменноугольного пека в сольвентнафте (легкие погоны каменноугольного дегтя) получают жидкость, легко наносимую на окрашиваемые поверхности, так называемый кузбасский лак. В дорожном строительстве широко применяют жидкие нефтяные битумы, пригодные к употреблению в холодном виде. Они также могут быть получены путем растворения твердых битумов в более легких нефтепродуктах. Жидкие битумные и дегтевые эмульсии готовят в мешалках и гомогенизаторах. Так как число оборотов вала мешалки невелико, то эмульсии получают с невысокой степенью дисперсности, т. е. частицы их недостаточно мелки.
Приготовляют водные эмульсии из низкоплавких битумов следующим образом. В котел цилиндрической формы с лопастной мешалкой заливают воду с температурой 90° С и добавляют эмульгатор. Затем вводят тонкой струей расплавленный битум, нагретый до 115—120° С при непрерывной работе мешалки (115—120 об/мин). Мешалка работает до получения однородной массы (эмульсии). Необходимо помнить, что в процессе перемешивания образуется большое количество пены, вследствие чего мешалка не должна загружаться более чем на 30% емкости.
Высококачественные эмульсии с повышенной стойкостью, состоящие из более мелких и равномерно распределенных частиц вяжущего вещества, получают в гомогенизаторах. Смесь расплавленного битума (или дегтя) и воды с эмульгатором поступает в щель аппарата между дисками и кожухом. При вращении дисков со скоростью до 3000 об/мин под влиянием центробежной силы вяжущее разбивается на мельчайшие
370
Глава XII. Битумные и дегтевые материалы
частицы, равномерно распределяется в водной среде и обволакивается эмульгатором, что придает эмульсий необходимую стойкость. При этом способе производства можно применять менее активный эмульгатор. На рис. 150 приведен снимок под микроскопом грубой эмульсии, полученной в мешалках, и тонкодисперсной эмульсии, полученной в гомогенизаторе.
Качество битумно-дегтевых эмульсий характеризуется скоростью распада и зависит от свойств эмульгатора и дисперсности вяжущего. Эмульсия, удовлетворяющая техническим требованиям, должна обладать малой вязкостью, допускающей разлив и нанесение ее на поверхность в холодном состоянии, однородностью, небольшой скоростью распада и достаточной стойкостью, обеспечивающей хранение на складе
Рис. 150. Вид эмульсии под, микроскопом
а — грубой с невысокой степенью дисйерсности; б — тонкодисперсно&, полученной в гомогенизаторе
и перевозку без распада. Готовую эмульсию хранят в закрытых помещениях при температуре не ниже 0°С в металлической таре. На чистоту тары следует обращать особое внимание, так как некоторые случайные примеси могут вызвать быстрый распад эмульсии. Транспортируют эмульсию Биметаллических бочках или цистернах.
Применяемые для смешивания с мелкими материалами эмульсии не должны распадаться до полного объединения с ними, а при обработке сырых поверхностей должны быть устойчивыми при разведении водой. После нанесения на поверхность эмульсии должны достаточно быстро и полно выделять связующее в виде тонкой плотной необратимой пленки, которая не должна снова переходить в эмульсию при воз* действии воды.
Битумные и дегтевые эмульсии применяют для холодной обработки дорожных покрытий, включая и покрытия в увлажненном состоянии, окраски кровель, устройства гидро- р йароизоляционного покрытия, подготовки (грунтовки) основания при гидроизоляции, приклейки штуч* ных и рулонных материалов, а также для покрытия поверхностей с целью их гидрофобизации. К недостаткам эмульсии относится склонность к распаду при хранении.
Разновидностью битумных эмульсий являются битумные парты, приготовляемые из битума, воды и эмульгатора, в качестве которого используют неорганические тонкодисперсные минеральные порошки, содержащие активные коллоидные частицы размером менее 0,005 мм%—* известковые, глиняные, трепельные. Высоководоустойчиэые пасты получают при применении известковых эмульгаторов. Наибольшее применение битумные пасты получили в гидроизоляционных работах, для которых рекомендуется применять составы, приведенные в табл. 47.
Битумыг дегти и пеки
371
Таблица 47
СОСТАВЫ ПАСТ
Эмульгатор
Содержание компонентов в
% по весу
битум
вода
эмульгатор
Известь:
негашеная
45—50
47—38
8—12
гашеная
40—45
50—40
10—15
Глина:
высокопластичная
50—55
42—45
8—10
пластичная .
45—50
45—38
10—12
Трепел молотый
50—55
40—30
10—15
5. АСФАЛЬТОВЫЕ И ДЕГТЕВЫЕ РАСТВОРЫ И БЕТОНЫ
Асфальтовым раствором называют уплотненную смесь битума, минерального порошка и песка, а дегтевым раствором — уплотненную смесь дегтя (или дегтя и пека) с тонкодисперсными наполнителями и песком. Асфальтовыми и дегтевыми бетонами называют уплотненные смеси минеральных составляющих (щебня, гравия, песка и минерального порошка) с битумами или дегтями и пеками.
Асфальтовые растворы широко применяются в строительстве для гидроизоляции, в виде слоев штукатурки на изолируемых поверхностях и для устройства асфальтовых полов. После затвердевания асфальтовый раствор должен» иметь достаточную прочность, плотность, водонепроницаемость и теплостойкость, не должен размягчаться под действием солнечных лучей или повышенных (до известного предела) температур. При введении в асфальтовый раствор битумов с низкой температурой размягчения или в чрезмерно большом количестве теплостойкость раствора понижается.
Для асфальтовых растворов применяют чистый и сухой песок с наибольшей крупностью зерен до'5 мм, по возможности правильной сферической формы, что гарантирует меньший объем пустот и больший объемный вес песка. Как правило, асфальтовые бетоны делают на специализированных заводах, но при небольших объемах работ можно изготовлять непосредственно на стройках. Для его получения битум и смесь сухих подогретых минеральных заполнителей загружают в варочный котел и при постоянном перемешивании нагревают до 180° С. По достижении полной однородности раствора его в горячем состоянии подают на место укладки. Укладывают раствор на сухое хорошо уплотненное .основание слоем толщиной 20—25 мм, уплотняют и заглаживают его механическими катками или при небольших работах — ручными гладилками. '
Асфальтовые (и дегтевые) бетоны различают по степени подвижности, крупности зерен минеральных заполнителей и способу применения. По степени подвижности бетоны могут быть (в рабочем состоянии) жесткими или пластичными. Пластичные бетоны уплотняются легко, а жесткие трудно, только тяжелыми катками или вибрацией. По максимальной крупности зерен минеральных заполнителей бетоны делятся на крупнозернистые (диаметр зерен 35 мм), среднезернистые (25 мм), мелкозернистые (15 мм) и песчаные (5 мм). Крупнозернистый бетон применяют обычно для устройства нижнего слоя дорожного покрытия, среднезернистый — для устройства однослойных покрытий и верхнего слоя двухслойного покрытия. Мелкозернистый бетон обладает доста¬
372
Глава XII. Битумные и дегтевые материалы
точно высокой сопротивляемостью механическим и атмосферным воздействиям, поэтому его можно использовать для верхнего слоя покрытий с интенсивным движением. Песчаный асфальтовый бетон обладает повышенной пластичностью и легко уплотняется, применяется он для покрытия тротуаров и полов в промышленных зданиях. По способу применения бетоны разделяются на укладываемые в горячем или холодном состоянии. По плотности различают плотный асфальтовый бетон, имеющий суммарную пористость 3—5% объема, и. крупнозернистый с пористостью от 5 до 10% объема. Асфальтобетоны долговечнее дегтебетонов, так как природные битумы — более стойкие вяжущие, чем дегти, поэтому асфальтобетоны более широко применяют в строительстве. Дегтебетоны преимущественно используют для устройства дорог III категории и для ремонта.
Повышение качества бетонов и широкое их применение в строительстве стало возможным благодаря научно-исследовательским работам, выполненным за последние 40 лет советскими учеными — профессорами П. В. Сахаровым, Н. Н. Ивановым, В. В. Охотиным, И. А. Рыбьевым и др., во многом опередившим зарубежные исследования в этой области. Ими созданы основы теории структуры и прочности асфальтовых бетонов, необходимые для разработки методов проектирования их составов.
На заводах асфальтовые бетонные смеси обычно готовят по циклической схеме приготовления. Особенность этой схемы состоит в том, что все технологические процессы для одного замеса выполняются в те-1 чение определенного времени (цикла). В работе одновременно находятся три порции (замеса) материалов весом до 3,5 т каждый; одна — на дозировании, вторая — на сушке и нагревании в сушильном барабане до температуры 170—190°С и*третья — в мешалке барабанного типа на перемешивании компонентов. По окончании процесса замесы по перепускным лоткам перемещают на следующий технологический этап. Продолжительность одного цикла работы 12—15 мин.
Температурные режимы приготовления и укладки асфальтовых бетонов следующие: горячие бетоны приготовляют при температуре 140—180° С и укладывают при 130—160° С, горячие дегтебетоны соответственно при 100—130 и 80—110° С, теплые бетоны (изготовляемые на битумах пониженной вязкости) —соответственно при 90—160 и 30— 100° С. Холодные бетоны, приготовляемые на жидких битумах при температуре 80—120° С, можно укладывать после полного их остывания. К холодным относят также асфальтобетонные смеси на битумных эмульсиях, укладываемые при нормальной температуре.
Формирование структуры уложенного горячего и теплого бетона происходит быстро и в основном заканчивается вскоре после уплотнения. Холодный бетон затвердевает в результате окисления, испарения и частичного поглощения основанием вяжущего вещества, и поэтому формирование его структуры происходит значительно медленнее и может продолжаться 20—30 сут. в зависимости от условий (температуры, влажности).
Холодные бетоны применяют для дорожных покрытий. Преимущество их перед асфальтовыми заключается в том, что их, проще изготовлять и можно укладывать в сырую и холодную погоду в течение всего года. Кроме того, их можно длительное время хранить на складах без существенной потери качества. Готовую асфальтовую смесь транспортируют в самосвалах, доставляя на место работ в разогретом состоянии (до необходимой при укладке температуры).
Кровельные и гидроизоляционные материалы
373
В. КРОВЕЛЬНЫЕ И ГИДРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
В зависимости от применяемого вяжущего кровельные и гидроизоляционные материалы делятся на битумные и дегтевые: битумные состоят из нефтяных битумов или смеси нефтяных и природных битумов, дегтевые — из смеси каменноугольных и сланцевых дегтей или смеси пеков с каменноугольными дегтями или дегтевыми маслами.
Производство кровельных и гидроизоляционных материалов на основе битумов, дегтей, дегтевых масел и пеков в нашей стране имеет почти вековую давность. Эти материалы, получившие столь широкое распространение в наше время, были впервые изготовлены в России в 1877 г. на Сызранском заводе инж. А. А. Летним с учетом данных исследований Д. И. Менделеева.
Кровельные и гидроизоляционные материалы на основе битума в условиях прямого воздействия атмосферных факторов долговечнее дегтевых. Поэтому последние используют только для устройства кровель некапитальных зданий и временных построек. Между кровельными и гидроизоляционными материалами нельзя провести резкой грани, и часто один и тот же материал может быть использован и как кровельный, и как гидроизоляционный (или иароизоляционный). Например, рулонные кровельные материалы часто применяют и как гидроизоляционные; различные гидроизоляционные пасты и мастики находят применение и при устройстве кровель как клеящие прослойки между отдельными слоями толя или рубероида.
По внешнему виду выпускаемые материалы подразделяются на рулонные и листовые, мастики, пасты и эмульсии.
1. РУЛОННЫЕ КРОВЕЛЬНЫЕ И ГИДРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Производство рулонных кровельных и гидроизол*ущонных битумных и дегтевых материалов (иначе называемых мягкими материалами) непрерывно развивается. Выработка рубероида, толя и пергамина в Советском Союзе в настоящее время превышает 1 млрд. м2 ежегодно при непрерывном улучшении качества и увеличении ассортимента изделий. Столь значительный выпуск обусловлен требованиями нашего гигантского строительства, где достоинства этих материалов получили высокую оценку. Рулонные кровельные материалы легки* водонепроницаемы, погодоустойчивы, обладают малой теплопроводностью, стойки к действию агрессивных веществ — кислот, щелочей и промышленных газов; они незаменимы для кровель промышленных зданий, очень удобны для устройства плоских кровель и широко применяются для покрытия жилых и общественных зданий.
Технико-экономические показатели производства мягких материалов — размер капиталовложений, производительность труда, дешевизна и большая доступность основного сырья — более благоприятны, чем показатели производства других кровельных материалов. По данным НИИАсбестцемента, комплексные капитальные вложения для строительства заводов мягкой кровли (в расчете на 1 м2 выпускаемой кровли) в 3—4 раза меньше, чем для строительства заводов шифера и черепицы.
Однако мягкие кровельные материалы имеют и существенные недостатки: меньшую долговечность (особенно материалы на основе дегтевых вяжущих) по сравнению с асбестоцементными или черепицей, необходимость хорошо подготовленной сплошной опалубки кровли и сгораемость. Некоторое увеличение огнестойкости дает минеральная
374
Глава XII. Битумные и дегтевые материалы
посыпка рулонных материалов, но все же их следует признать наименее огнестойкими из всех современных кровельных материалов.
Для производства всех видов рулонных кровельных битумных и дегтевых материалов как основа применяется специальный кровельный картон, изготовляемый из смеси растительных волокон, размолотого тряпья* макулатуры и целлюлозы; в ёго состав могут входить и волокна асбеста. Картон выпускается 6 марок соответственно весу в граммах на 1 м2 картона. Ширина полотна картона 750, 1000 и 1025 мм, длина рулона не нормируется при условии, что вес 1 рулона должен быть не менее 80 кг. Прочность картона определяют по пределу прочности при разрыве полоски картона шириной 50 мм и выражают в кГ.
В табл. 48 приведена физико-механическая характеристика кровельного картона по маркам.
Таблица 48
ХАРАКТЕРИСТИКА КРОВЕЛЬНОГО КАРТОНА
Показатели
Марка картона
А-420
| А-350
| А-250
Б-420
Б-350
Б-260
Вес 1 м2 при стандарт¬
ной влажности в г* . .
420
350
250
420
350
250
Влажность в %, не более
5
5
8
5
5
8 5
Впитываемость в %, не
>
менее 145
145
145
135
135
135
Время пропитки в сек, не
более 45
45
45
55
55
55
Разрывной груз в кГ, не
мен^е
22
19
16
22
20
17
* Допускаются отклонения от +10 до —£
)% для всех марок.
Картон не должен иметь трещин, дыр, разрывов, складок и продавленных мест, посторонних включений, бугорков'и крупинок неразмолотой массы, выступающих на поверхности более чем на 1 мм. Края полотна картона должны быть ровно обрезаны и не иметь надрывов.
Рулонные кровельные материалы на картонной основе подразделяются на два вида: покровные и беспокровные. Первые получаются путем пропитки основы битумным или дегтевым вяжущим и нанесением на пропитанную основу с двух сторон покровного слоя из дегтевого или битумного вяжущего с минеральным наполнителем; вторые — путем только пропитки картона вяжущим (дегтевым или битумным). К первому виду относится, например, рубероид, ко второму — пергамин; толь выпускается как покровный, так а .беспокровный.
Рубероид
Рубероидом, называют рулонный кровельный и изоляционный материал, изготовленный путем пропитки кровельного картона мягкими нефтяными битумами и последующего покрытия тугоплавкими нефтяными битумами с обеих старой. По назначению рубероид подразделяют на кровельный (для верхнего слоя кровельного ковра) и подкладочный (для нижнего слоя кровельного ковра). В зависимости от посыпки на лицевой поверхности различают два вида рубероида — с крупноэерни-
Кровельные а гидроизоляционные материалы
375
стой посыпкой и с чешуйчатой посыпкой. Нижняя поверхность рубероида (наружная в рулоне) имеет мелкую или пылевидную минеральную посыпку. На подкладочном рубероиде такая посыпка должна быть на обеих сторонах. Кровельный рубероид должен иметь в покровном слое наполнитель. В зависимости от веса 1 м2 основы (кровельного картона) и вида посыпки рубероид разделяют на четыре марки: РК — рубероид с крупнозернистой посыпкой, РЧ — рубероид с .чешуйчатой посыпкой, РМ — рубероид с мелкой минеральной посыпкой, РП — рубероид подкладочный (табл. 49).
Покровная масса наносится на обе стороны рубероида равномерным слоем по всей поверхности полотна так, чтоб не было пузырей, рифлений и просветов. Лицевая поверхность равномерно покрывается сплошным слоем посыпки, чтоб не оставались непосыпанные участки.
Таблица 49
ХАРАКТЕРИСТИКА РУБЕРОИДА
Показатели
Марки
РК-420
РЧ-350
| РМ-360
РП-250
Вес 1 м2 основы в г при
стандартной влажности* .
420
350
350
250
Общая площадь рулона
в м2** .
10
15
15
20
Вес рулона в кг .
27
26
26
22
Вид посыпки
Крупнозерни¬
Чешуйчатая с
Мелкая минераль¬
стая с одной
одной сторо¬
ная с
двух сто-
стороны
ны
рон
* Допуск для всех марок от +1.0 до —5%.
** Допуск для всех марок ±0,5 м2.
Крупнозернистая посыпка втапливается в покровный слой рубероида не менее чем на половину размера ее зерен, причем между картоном и зернами остается слой битума. Крупнозернистая посыпка должна иметь в своем составе не менее 80% зерен размером 0,8—1,2 мм и не более 20% зерен размером от 0,6 до 0,8 мм. Наибольший размер зерен мелкой минеральной посыпки для нижней стороны кровельного рубероида и для подкладочного рубероида 0,5 мм. Рубероид марок РК-420 и РЧ-350 должен иметь с одного края лицевой поверхности вдоль всего полотна чистую непосыпанную кромку шириной 70—100 мм.
Цвет рубероида в разрезе черный и черно-коричневый без светлых прослоек непропитанного картона; не допускаются посторонние включения. Полотно не должно иметь трещин, дыр? разрывов и складок, а также слипаться. Торцы его в рулоне делают ровными; в одном рулоне допускается соединение не более двух кусков полотен, причем составных рулонов в партии до’лжно быть не более 5%. Рубероид всех марок должен быть теплостойким, температуроустойчивым и гибким.
Пропиточная и покровная массы для рубероида изготовляются из нефтяных кровельных битумов; применение каменноугольных, древесных, сланцевых, торфяных и прочих дегтей и пеков не допускается. Материал посыпки, а также материалы, применяемые для ее окраски, должны быть стойкими против атмосферных воздействий, окраска должна быть не смываемой водой.
376
Глава XII. Бктумные и дегтевые материалы
Минеральный наполнитель для покровного слоя (асбест, тальк и пр.) используют с удельным весом не более 3 г/смъ и влажностью не более 1%. Содержание в минеральном наполнителе свободных кислот и щелочей не допускается. Асбест должен соответствовать требованиям ГОСТ 12871—67, а тальк — ГОСТ 879—52. В табл. 50 даны основные технические требования к рубероиду разных марок.
На рис. 151 показана схема установки для производства рубероида с непрерывным ходом полотна по всему агрегату. Предназначенную для пропитки бобину картона 1 устанавливают на размоточный станок 2, откуда полотно картона поступает в магазин запаса 3, обеспечивающий непрерывную работу рубероидной установки. Для создания
Рис. 151. Схема установки для производства рубероида
непрерывного полотна картона между размоточным станком и магазином запаса устанавливается сшивальный станок 4> сшивающий внахлестку полотна картона при размотке новой бобины. Перед насыщением картона битумом его необходимо просушить, так как нормальная влажность картона (5—8%) легко может увеличиться в период хранения его на складах или при перевозке. Понижение влажности картона важно не только с технологической точки зрения (чем меньше влажность, тем равномернее и больше битума впитывает картон), но и с точки зрения прочности полученного кровельного материала при эксплуатации: основной причиной разрушения мягких кровель является влага, как внешняя, так и находящаяся в рулонных материалах: под действием солнечного нагрева внутренняя влага начинает испаряться, что приводит к образованию вздутий в кровельном материале, а также к резкому возрастанию давления, приводящему к отрыву кровельного ковра от основания или к расслаиванию его. Для просушки картона служат сушильные цилиндры 5, обогреваемые паром, нагревающие картон до температуры 90°С и понижающие его влажность до 3—4%. Применяется также весьма эффективный метод предварительного обезвоживания картона путем поливки его горячей битумной массой с одной стороны, для чего полотно картона проходит камеру предварительного полива. На нашей схеме эта камера не показана, устанавливается она перед пропиточной ванной. В ней полотно картона несколькими вертикальными петлями проходит через систему валиков камеры и поливается на каждой петле с одной стороны горячим битумом, имеющим температуру 490^210° С. При этом с другой стороны полотна интенсивно испаряется содержащаяся в нем влага и картон поступает в пропиточную ванну достаточно обезвоженным и частично пропитанным. Применять для предварительного полива и пропитки битум с температурой выше 210° С не рекомендуется, так как при 220—230° С могут быть вспышки содержащихся в картоне легковоспламеняющихся веществ — целлулоида и других искусственных волокон. Также не следует приме-
Кровельные и гидроизоляционные материалы
377
Таблица 50
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К РУБЕРОИДУ
Марка
Показатели
РЧ-350 и
РП-250
РК-420
РМ-350
Температура размягчения пропиточной мас¬
сы по методу «кольцо и шар» в °С, не
40
40
ниже . ... . . .
40
Температура размягчения покровной массы по методу «кольцо и шар» в °С
85—90
85—90
85—90
Отношение веса пропиточной массы к весу
1,25:1
1,25:1
в
абсолютно сухого картона, не менее
1,25:1
Количество покровной массы в г/ж2, не ме¬
800
800
450
нее . . .
В том числе:
с нижней стороны .
200
200
200
» верхней » . . ...
600
600
250
Содержание наполнителя по отношению к
общему весу гкжровной массы в %, не
менее:
20
20 )
пылевидного
Не нормируется
комбинированного
волокнистого ... . . .
15
10
15
10 J
Общее количество растворимого битума
в г/м2, не менее:
при наличии в покровной массе напол¬
нителя . . . ...
1075
1000
615
при отсутствии в покровной массе на¬
715
полнителя ....
—
—
Водопоглощение под вакуумом за 5 мин
при температуре воды 35° С или при за¬
25
22
мачивании в воде за 24 ч в г/м2, не более
40
Разрывной груз при растяжении полоски
32
рубероида шириной 50 мм в кГ, не менее
34
18
Водонепроницаемость образца площадью 78,5 см2 (диаметром 100 мм) при гидро¬
0,7
0,7
0,4
статическом давлении в атм . .
Время, в течение которого рубероид дол¬
10
ю
жен быть водонепроницаемым, в мин
5
нять для пропитки битум с температурой ниже 180° С, так как вязкость битума резко возрастает и процесс пропитки замедляется.
Пропитывание картона горячим битумом является важнейшей операцией изготовления рулонных материалов, от полноты проведения которой в значительной мере зависит качество получаемых материалов, особенно их водостойкость. Сущность процесса пропитывания заключается в том, что горячий битум в жидком состоянии проникает в картон, заполняя его поры и обволакивая волокна, защищает его от увлажнения и атмосферных воздействий. Чем меньше в картоне влаги и чем больше впитал он в себя пропиточной массы, тем выше его водоустойчивость и долговечность. Если картон поступает в пропиточную ванну 6 без предварительного обезвоживания и сразу обволакивается битумом с обеих сторон, то полного испарения влаги не происходит, поскольку она оказывается замкнутой в картоне в виде пара. При охлаждении материала эти пары конденсируются и, уменьшаясь в объеме, вновь создают в материале поры, ухудшающие его водостойкость. В предварительно обезвоженном картоне процесс пропитывания значительно ускоряется, так как происходит быстрое проникание в картон горячего битума, испаре¬
378
Глава XII. Битумные и дегтевые материалы
ние из него остатков воды и наступает полное насыщение пор картона битумом. Длительность процесса пропитки 0,5—1,5 мин.
В пропиточных ваннах полотно картона может продвигаться горизонтально и вертикально. В первом' случае оно полностью погружено в битум на все время пропитки, во втором — периодически выходит из битума, так как направляющие валки расположены по вертикали. Этот способ нужно признать более перспективным: устраняется возможность сильного вспенивания массы при повышенной влажности картона, так как значительное количество влаги свободно испаряется из картона при
Рис. 152. Схема пропиточной ванны с вертикальным ходом
полотна
выходе его из массы на воздух; устраняется возможность вредного перегрева картона, что трудно избежать при горизонтальном движении полотна. Во избежание охлаждения картонного полотна при выходе из пропиточной массы верхние направляющие валки обогреваются паром. Вертикальный ход’полотна получил широкое применение на наших заводах. На рис. 152 показана схема пропиточной ванны с вертикальным ходом полотна. Степень насыщения определяется отношением веса пропиточной массы к весу абсолютно сухого картона.
Заключительный процесс пропитки картона, так называемая допропитка, происходит в камере доЬропитки 7 (см. рис. 151), в которую картрнное полотно попадает непосредственно после пропиточной ванны, пройдя через отжимные вальцы 8, снимающие с него внешние излищки битума. Вальцы должны оказывать очень слабое давление на картон во избежание выдавливания из него пропиточной массы. Процесс допропитки происходит в воздушной среде за счет всасывания в самые мелкие поры картона горячей битумной массы, оставшейся в виде тонкой пленки на поверхности. Характерным признаком окончания процесса допропитки является изменение поверхности картона — из блестящей она делается матовой, что означает полное поглощение картоном тонкой поверхностной пленки битума, придающей ей блеск. ^
Следующим этапом производства рубероида является нанесение на пропитанный картон покровной массы, которая приготовляется в турбосмесителях из битума соответствующей марки и минеральных наполнителей, взятых в установленной пропорции Готовая покровная масса с температурой 180—200° С подается в покровную ванну 9. Нано¬
Кровельные и гидроизоляционные материалы
379
сить массу на полотно можно погружением в нее полотна или поливом ею проходящего полотна картона. Первый способ имеет более широкое применение. Толщина покровного слоя регулируется температурой самой покровной массы (чем выше температура, тем тоньше остающийся на полотне слой), а также вальцами покровной ванны, имеющими регулируемый обогрев. Движение рубероидного полотна осуществляется здесь работой тянущих вальцоз 10, могущих выполнять и отжимающие функции.
Прочное сцепление покровного слоя достигается нанесением его на неостывший пропитанный ,картон благодаря тому, что покровная масса частично проникает в незаполненные поры картона. Толщина покровного слоя, от которой в значительной степени зависит долговечность рубероида, должна быть не менее 0,4 мм. Лучшим в эксплуатации оказывается рубероид с покровным слоем толщиной 0,8—1 мм. Эта толщина должна быть в соответствии с размером зерен крупнозернистой посыпки: необходимо избегать непосредственного воздействия минеральных зерен на картон, для чего покровный слой делают толщиной более половины диаметра зерен.
Поверх покровного слоя на полотно рубероида наносят минеральную посыпку, находящуюся в двух или тре* посыпочных бункерах (11, 12, 13). Третий бункер устанавливают, если посыпка имеет различные крупность, вид или цвет. Хорошее прилипание крупнозернистой посыпки к покровному слою достигается подогревом ее до 100—120° С и нанесением на горячее полотно рубероида, для чего посыпочные бункера должны помещаться по возможности ближе к покровной ванне. Назначение минеральной посыпки рубероида заключается в предохранении битумного покровного слоя от непосредственного воздействия факторов, ускоряющих старение и разрушение битума: солнечного света, влаги и кислорода воздуха, суточных и сезонных колебаний температуры, вредных газов промышленных установок, выветривания и пр. Чем большую поверхность битума закрывает посыпка, тем медленнее протекает процесс старения битумного слоя и тем долговечнее кровельный материал. •Помимо этого минеральная посыпка делает рулонные материалы более огнестойкими и предохраняет их от слипания при свертывании в рулоны.
Посыпочные .материалы должны иметь хорошую сцепляемость с битумом, светлую окраску, отражающую солнечный свет от поверхности кровли, а также однородный гранулометрический состав. Разделяются посыпочные материалы по своему виду на пылевидные (мелкозернистые), чешуйчатые и крупнозернистые. Пылевидные посыпки наносят на обе стороны двустороннего рубероида и на одну (лицевую) сторону одностороннего; их наносят на нижнюю сторону рубероида с крупнозернистой посыпкой верхней стороны. Крупнозернистые и чешуйчатые посыпки наносят только на лицевую сторону кровельных материалов. Крупнозернистые, почти сплошные посыпки обеспечивают рубероиду наибольшую долговечность; меньшей долговечностью обладает рубероид с пылевидной посыпкой, так как она практически не защищает битумный покровный слой от атмосферных воздействий и быстро смывается осадками и сдувается ветром. Можно считать, что такая посыпка предохраняет рубероид только от слипания в рулонах. В качестве пылевидного посыпочного материала чаще всего применяют тальк, в качестве чешуйчатого — сЛюдяную чешуйку, представляющую собой пластинки произвольной формы, получаемые при измельчении (дроблении) отхода производства при добыче и переработке слюды, так называемого слюдяного скрапа. Эта посыпка помимо защитных свойств придает рубероиду красивый серебристый внешний вид. Она не получила еще достаточно
380
Глава XII. Битумные и дегтевые материалы
широкого распространения в промышленности кровельных материалов, но следует расширять применение этого материала, так как он по своим защитным свойствам значительно выше пылевидных посыпок. Кроме того, его применение улучшает условия труда на рубероидных заводах, так как загрязнение им воздуха при распылении значительно меньше, чем, например, тальком. В качестве крупнозернистых посыпочных материалов применяют пески с размером зерен от 0,5 до 3 мм и дробленую минеральную крошку той же крупности. Всякий посыпочный материал должен обладать высокой огнестойкостью и термической стойкостью, поскольку он является защитным огнестойким покровом изделий, не содержать свободных окислов железа и растворимых солей, вымываемых водой, иметь малую пористость и водопоглощение (не более 1 %).
Заключительной фазой производства рубероида перед его свертыванием в рулоны является охлаждение полотна, осуществляемое на холодильных барабанах 14 (см. рис. 151), имеющих водяное охлаждение. При прохождении системы холодильных барабанов полотно рубероида не только охлаждается до нужной температуры, но и получает окончательную прикатку и впрессовку крупнозернистой посыпки в покровный сЛой битума. Для этой цели первые холодильные барабаны (по ходу полотна) оборудованы прижимными валиками. После полного охлаждения полотно рубероида поступает на намоточный станок 15, где одновременно со свертыванием полотна в рулоны проводится механизированная резка полотна на куски, длина которых предусмотрена стандартом. Средняя производительность рубероидного агрегата составляет 2,5—3,2 тыс. м2/ч рубероида с крупнозернистой посыпкой.
Кроме рубероида на этих агрегатах можно вырабатывать фасонные битумные листы с крупнозернистой посыпкой, для чего дополнительно устанавливают за магазином петельного запаса рубероидного полотна резательную машину, вырезающую из полотна листы прямоугольной и шестигранной формы.
Каждый рулон рубероида упаковывают в плотную оберточную бумагу, вес которой должен быть не менее 120 г/м2, и наклеивают на него этикетку, содержащую все сведения, предусмотренные ГОСТ. Для кровельного рубероида этикетка должна быть красного цвета, для подкладочного — черного. Рулоны рубероида, рассортированные по маркам, следует хранить в сухом закрытом помещении в вертикальном положении не более чем в два ряда по высоте. При транспортировании рубероида в закрытых железнодорожных вагонах допускается укладка сверх двух вертикальных рядов одного ряда в горизонтальном положении.
Применяется рубероид в основном для устройства кровельного покрытия пологих и почти плоских кровель с уклоном 7—15°. Полотно рубероида укладывают в кровлю перпендикулярно или параллельно коньку крыши в зависимости от уклона. Каждая полоса должна перекрывать соседнюю на 5—7 см (на ширину непосыпанной части полотна). Кровля повышенной прочности делается в два слоя; слои укладывают так, чтобы швы нижнего слоя были смещены относительно швов верхнего. Двусторонний рубероид кладут на холодных мастиках, а односторонний — на горячих. Укладывают рубероид на хорошо подготовленное, ровное и достаточно жесткое основание. Для того чтобы обеспечить прочное наклеивание рубероида к основанию, предварительно надо тщательно удалить с нижней поверхности рубероида тальк, так как его крупинки, обволакиваясь битумом, препятствуют сцеплению клеящей массы с материалом. Наружные швы рубероидного кровельного покрытия необходимо промазать сверху битумной мастикой.
Кровельные и гидроизоляционные материалы
381
Пергамин кровельный
Пергамин представляет собой кровельный и гидроизоляционный материал из кровельного картона, пропитанного нефтяными битумами. Масса для пропитки пергамина должна состоять только из смеси нефтяных битумов, применение и добавка к пропитывающей смеси каменноугольных, древесных, торфяных и прочих дегтей и пеков, полученных на основе этих дегтей, не допускается.
В отличие от рубероида пергамин не имеет на поверхности (верхней и нижней) покровного слоя и какой-либо посыпки. Изготовляется пергамин из стандартного кровельного картона, вес которого должен быть 350 г/ж2, с допуском от +10 до —5%. Как и рубериод, пергамин вырабатывается шириной, соответствующей ширине стандартного картона, т. е. 750, 1000 и 1025 мм. Поверхность пергамина должна быть матовой, без неровностей и бугорков. Полотно пергамина свертывают в рулоны общей площадью 20±0,5 м2 при весе одного рулона около 15 кг. Полотно пергамина в рулоне не должно слипаться, рулон должен состоять не более чем из двух полотен, причем составных рулонов в партии может быть не более 5%. При температуре выше +5° С рулон должен легко раскатываться без образования трещин, торцы его должны быть ровными, без надрывов. В полотне пергамина не допускаются дыры, разрывы, складки и трещины, в разрезе оно должно быть черного или черного с коричневым оттенком цвета, без светлых прослоек непропитанного картона и видимых включений.
Температура размягчения пропиточной массы пергамина (по методу «кольцо и шар») устанавливается в пределах 40—53° С. Вес пропиточной массы по отношению к весу абсолютно сухого картона не превышает 125% (1,25 1) При растяжении полоски пергамина шириной 50 мм разрывной груз составляет не менее 27 кГ. Пергамин должен обладать достаточной гибкостью: при изгибании полосы пергамина на полуокружности цилиндра диаметром 10 мм при температуре 18±2°С не должно появляться трещин. Водопоглощение пергамина при атмосферном давлении через 24 ч или под вакуумом при температуре воды 35° С в течение 5 мин не превышает 22% по весу. Водонепроницаемость под давлением столба воды высотой 5 см должно быть не менее 5 суток.
Пергамин можно изготовлять на рубероидных агрегатах, однако не используются покровная ванна, посыпочные бункера, а также большая часть холодильного оборудования. Поэтому на заводах, выпускающих преимущественно пергамин, имеются пергаминовые установки, созданные по типу рубероидных, но не имеющие ненужных для производства пергамина аппаратов. Условия упаковки, маркировки, хранения и транспортирования пергамина аналогичны условиям, принятым для рубероида.
Пергамин применяют главным образом для нижних слоев многослойных кровельных покрытий при укладке на горячих мастиках, а также для пароизоляции.
Гидроизол
Битумные гидроизоляционные материалы, применяемые в строительстве, весьма многочисленны и разнообразны. По виду основного сырья они подразделяются на битумно-резиновые, битумно-полимерные, дегте-резиновые, дегте-полимерные, гудрокамовые и др. Вырабатываются они в виде рулонных материалов как безосновных, так и имеющих основу, а также в виде плиток и мастик. Поскольку полимерное сырье
382
Глава XII. Битумные и дегтевые материалы
играет доминирующую роль в производстве этих материалов, они описаны в главе XV, здесь же мы рассмотрим, чисто битумный материал, получивший название гидроизола.
Установлено, что для ответственных гидроизоляционных работ не следует применять битумные материалы на основе органического кар* тона (рубероид, пергамин), так как они имеют ряд существенных недостатков: вследствие высокой водопоглощающей способности картона они набухают, что способствует развитию гнилостных процессов, уменьшает прочность и снижает диэлектрические свойства. Поэтому для Целей гидроизоляции значительно более пригодны битумные материалы, изготовленные на неорганической (асбестовой) основе. Таким материалом' является гидроизол — беспокровный рулонный материал, изготовленный пропиткой асбестовой бумаги нефтяными окисленными битумами. В зависимости от качественных показателей гидроизол вырабатывается двух марок Ги*1 и Ги-2. Общими свойствами для обоих видов гидроизола являются:
температура размягчения пропиточной массы после экстрагирования по методу «кольцо и шар» — 50—60° С;
гибкость при температуре 18±2°С, определяемая числом двойных перегибов при изгибании образцов на 180° до появления сквозной трещины, — не менее 10;
разрывной груз при растяжений полоски гидроизола шириной 50 мм — не менее 30 кГ.
Характеризуют гидроизол марок Ги-1 и Ги-2 следующие показатели:
отношение веса пропиточной массы к весу абсолютно сухой асбестовой бумаги должно быть соответственно 60 и 55%; этот показатель имеет большое значение: чем больше в материале битума, тем выше его водоизоляционные свойства;
водонепроницаемость под давлением столба воды высотой 5 см должна составлять не менее 30 и 20 суток;
водонасыщение через 24 ч — не более 10 и 13% по весу; потеря прочности'водонасыщенвых образцов — не более 25 и 32%; расслаиваемость гидроизола в водонасыщенном состоянии по площади расслоения — не более 10 и 15 см2.
Вырабатываемый в СССР гидроизол имеет ширину полотна 95± ±0,5 см, длина рулона 20 ±0,4 м. Накатка рулона должна быть плотной и \ровной> На полотне гидроизола не допускаются трещины, дыры, разрывы и складки. Поверхность полотна должна быть без бугорков, матовой и гладкой. Допускаются отдельные жирные, блестящие пятна на поверхности, не вызывающие склеивания рулона. В разрезе полотно гидроизола имеет равномерный черный или черно-коричневый цвет, без светлых прослоек непропитанной бумаги; посторонние включения не разрешаются. В партии гидроизола может быть до 5% Составных рулонов, состоящих из двух полотен, причем длина куска должна быть не менее 3 м.
Производство рулонного гидроизола аналогично производству пергамина. Сырьем является нефтяной окисленный битум с температурой размягчения не ниже 50° С и асбестовая бумага марок Бг-1 и Бг-2, удовлетворяющая следующим требованиям: вес 1 м2 при влажности 3% не менее 400 г; влажность не более 3%; потеря в весе при прокаливании не более 30%; разрывной груз при растяжении полоски бумаги шириной 50 мм (вырезанной в прюдольном направлении) не менее 15 кГ для марки Бг-1 и 13 кГ для марки Бг-2; впитываемость керосина на 100 г бумаги не менее 72 мл для Бг-1 и 65 мл для Бг-2. Ширина полотна асбес¬
Кровельныё и гидроизоляционные материалы
38,3
товой бумаги 95 см при толщине 0,65 мм± 10%- Применять для пропитки каменноугольные, нефтегазовые, древесные и прочие дегти и пеки нельзя. Упаковка, хранение на складах и транспортирование гидроизола должны соответствовать условиям ГОСТ 2551—64.
Применяется гидроизол для устройства гидроизоляционного слоя в подземных и других сооружениях, защитного 'противокоррозионного покрытия на металлических трубопроводах, работающих при температуре до 40° С и гидроизоляции плоских кровель. Гидроизол как гнилостойкий материал эффективен’ для оклеечной гидроизоляции с использованием битумных приклеивающих мастик в сооружениях I и II класса.
Толь кровельный
Кровельный толь, в отличие от других рулонных кровельных материалов, относится к'группе дегтевых, так как картонное основание толя пропитывается не нефтяными битумами, а каменноугольными или сланцевыми дегтевыми продуктами. Несмотря на то что кровельный толь значительно уступает по своим качествам рубероиду и не может конкурировать с ним по прочности и долговечности, производство его непрерывно увеличивается, так как дешевизна и доступность сырья и большая простота технологии производства делают его самым дешевым кровельным материалом, незаменимым на временных и неответственных объектах строительства. Поэтому выпуск кровельного толя в Советском Союзе составляет более 50% выработки всех других видов рулонных кровельных материалов.
Толь вырабатывается четырех марок: толь-кожа — беспокровный толь, не имеющий посыпки, марки ТК-350, предназначающийся для устройства кровли и пароизоляции; толь гидроизоляционный — тоже беспокровный толь без посыпки, но повышенной прочности на разрыв и более температуроустойчивый, марки ТГ*350, применяемый для гидроизоляции; толь с песочной посыпкой, имеющий на обеих сторонах полотна поверхностную пленку пропиточной массы с посыпкой кварцевым пес* ком, марки ТП*350, предназначаемый для верхнего и нижнего слоев кровли; толь с крупнозернистой посыпкой, имеющий на обеих сторонах слой более тугоплавких дегтевых продуктов с введенными в них минеральными наполнителями и нанесенной на лицевую поверхность крупнозернистой минеральной посыпкой, марки ТВК-4Й0, предназначенный для верхнего слоя кровли. Цифровой показатель марок (350 и 420) соответствует весу в граммах 1.мi2 применяемого в качестве основания картона при влажности 5%.
Толь выпускается в рулонах шириной полотна 750, 1000 л 1025 мм> в соответствии со стандартной шириной картона» Площадь каждого рулона должна быть для марок ТК-350 и ТГ-350 30 ±0,5 м2 при весе рулона 20 кг; для марки ТП-350— 15±0,5 м2 при весе 18 кг и для марки ТВК-420 — 10±0,5 м2 при весе 25 кг. Рулоны трля должны иметь ровные торцы, полотно толя должно быть без трещин, дыр, разрывов и складок; в разрезе толь не должен иметь светлых прослоек непропитанного картона и посторонних включений. В одном рулоне допускается не более двух полотен толя, причем составных рулонов в партии допускается не более 5 %.
Толь в рулонах не должен слипаться, рулоны должны легко раскатываться без появления трёщин при температуре от +3 до +40° С для марок ТК-350 и ТГ-350 и температуре от +10 до i+42°C для марок ТП-350 и ТВК-420. В табл. 51 приведены требования, предъявляемые к различным маркам кровельного толя. Толь всех марок должен быть
384
Глава XII. Битумные и дегтевые материалы
Таблица 51
ФИЗИКО-МЕХАНИЧЕСКАЯ ХАРАКТЕРИСТИКА КРОВЕЛЬНОГО ТОЛЯ
Показатели
Беспокровный марки
С песочной
С крупнозер¬
ТК-350
| ТГ-350
посыпкой
ТП-350
нистой посыпкой ТВК-420
Температура размягчения пропиточной массы по методу «кольцо и шар» в °С, не ниже 34
45
34
28
Отношение веса пропиточной массы к весу абсолютно сухого картона, не менее . . .
1,2:1
1,2:1
2,1:1
1,2:1
Количество покровной массы в г/ж2, не менее _
600
В том числе с нижней стороны
—
100
Температура размягчения покровной массы по методу «кольцо и шар» в ®С (без наполнителя) , ре ниже....
46
Потеря в весе при нагреве до 70° С в течение 5 ч в %, не более 3,5
3,5
4
Разрывной груз при растяжении полоски образца толя шириной 50 мм в кГ, не менее
30
40
28
30
Водонепроницаемость в %: под давлением столба воды высотой 5 см в сутки, не менее \
6
5
под давлением 0,4 атм в 1 мин, не менее .
Должен быт
ь водонепро-
__
Водопоглощение в % по весу: под вакуумом за 5 мин, не более . ..«.••••
ницаемым
5
5
5
10
при температуре воды 25° С
25
—
20
—
то же, 35° С —
24
—
—
при атмосферном давлении через 24 ч, не более .
25
—
—
12
гибким: при изгибании полоски толя марок ТК-350 и ТГ-350 на стержне диаметром 10 мм при температуре 20±2°С не допускается появления трещин; при изгибании njm той же температуре полоски толя марки ТП-350 на стержне диаметром-20 мм, й толя марки ТВК-420 на стержне диаметром 30 мм не должно быть трещин и участков с непосыпанным покровным слоем в результате отслаивания посыпочного материала. К толю марки ТВК-420 предъявляется требование температуроустойчивости; при нагревании его в вертикальном положении до температуры 45° С в течение 2 ч не должно наблюдаться сползания посыпки, образования вздутий и других признаков разрушения покровного слоя.
Производство покровного с посыпкой толя по существу своему не отличается от производства рубероида, но имеет свои особенности, характерные для каждой марки выпускаемого изделия. Толь беспокровный марок ТК-350 и ТГ-350 получается так же, как и пергамин,,— в технологической линии нет агрегатов для нанесения покровной массы и посыпки. Так как дегтевые продукты, применяемые для производства толя, имеют меньшую вязкость, чем битумные, и обладают менее высокой температурой размягчения (менее теплоустойчивы), то пропитка картона при производстве толя ведется при более низких температурах.
Кресельные и гидроизоляционные материалы
385
Так, массу для полива и пропитки картона нагревают лишь до 110— 120° С вместо 190—200° С для битумной массы. Соответственно снижается и рабочая температура в производственных узлах — камерах предварительного полива и камерах допропитки, здесь рабочая температура воздуха поддерживается в пределах 50—60° С.
Неприятной особенностью при работе с дегтепродуктами является выделение значительно большего количества испарений, чем при работе с битумами. Эти испарения являются токсичными и вызывают раздражение слизистых оболочек носа и горла, поэтому необходимы дополнительные устройства, обеспечивающие надежную изоляцию ванн и поливных агрегатов толевых производств, а также усиленная вентиляция производственных помещений. Не рекомендуется повышать температуру применяемых дегтепродуктов сверх 135° С, так как при этом возрастает температура размягчения и, следовательно, вязкость материала и эффект подъема температуры сводится на нет, а масса становится более хрупкой, что снижает качество изделий.
Для повышения тейлостойкости и снижения хрупкости дегтевых масс в них вводят различные наполнители, чаще всего известковую или сланцевую муку, микроасбест и золу. Так, покровная масса, применяемая для изготовления покровного толя, с температурой размягчения 48—53° С, содержит до 30% наполнителя; наносится она в покровной ванне с рабочей температурой 115—135° С. Содержание наполнителя в покровной массе обязательно. Минимальное его количество составляет к общему весу покровной массы 20% для пылевидного, 10% для волокнистого и 15% для комбинированного.
В производстве толя марки ТП-350 камера допропитки не нужна, так как на поверхности картонного основания должен оставаться слой пропиточной массы для фиксирования песочной посыпки. Этот слой создается в результате наличия зазора в отжимных вальцах, через которые проходит полотно картона при выходе из пропиточной ванны. Поверхность толя с обеих сторон должна быть равномерно и прочно покрыта слоем кварцевого песка. Допускается также применять в качестве посыпки каменные высевки. Величина зерен кварцевого песка или каменных высевок для посыпки толя должна быть в пределах 0,15—2 мм при влажности не выше 3%. Картон для производства толя должен соответствовать требованиям ГОСТ 3135—64.
Пропиточная и покровная масса изготовляется только из каменноугольных или сланцевых дегтевых продуктов. Применение торфяных и древесных дегтей и пеков не допускается. Пропиточную массу нужно нагревать до необходимой температуры, так как она не должна содержать летучих веществ, отгоняющихся при температуре до 130° С.
Толь марки ТВ{<-420 с лицевой стороны должен быть равномерно и без просветов покрыт сплошным слоем крупнозернистой минеральной посыпки, которая по крупности зерен подразделяется на три группы: первая от 0,5 до 1, вторая от 1 до 2 и третья от 2 до 3 мм. Посыпают зернами одной из групп, смесь зерен разных групп не допускается. Зерна втапливаются в покровный слой материала, не нарушая целости основы — картона. Нижняя сторона толя должна иметь посыпку из тонкоизмельченного минерального вещества, исключающую слипание полотна в рулоне. Полотно толя с одного края лицевой поверхности* имеет чистую, непосыпанную кромку шириной 70—100 мм. Все посыпочные материалы, а также материалы для их окраски должны быть стойкими против атмосферных: воздействий и не смываться водой.
Рулоны толя, рассортированные по маркам, хранят в сухом, закрытом помещении, в вертикальном положении, не более чем в два ряда
386
Глава XII. Битумные и дегтевые материалы
по высоте. В железнодорожных вагонах транспортируют их также в вертикальном положении.
Кровельный толь всех марок имеет широкое применение в строительстве. Достаточная прочность, легкость, биологическая стойкость и дешевизна делают этот материал незаменимым при устройстве кровель различного Типа и назначений, а также для гидроизоляций фундаментов, подваЛбВ и прочих подземных сооружений. При правильной укладке толя в кровлю в несколько слоев на хорошо подготовленное основание с использованием Специальных .мастик получают прочную водонепроницаемую кровлю, которая при нормальной эксплуатации может прослужить 10—12 лет.
2. ЛИСТОВЫЕ И ШТУЧНЫЕ МАТЕРИАЛЫ
Листовые и шТучНЫе биТуМно-дегтевые кровельные и гидроизоляционные материалы, являясь материалами узкоспецйфического Применения, не получили столь широкого распространения, как Материалы рулонные. Поэтому качественные и физико-механйческйе свойства их не определяются ГОСТ и выпускают их по ведомственным техническим условиям (ТУ). Рассмотрим два вида этих изделий, имеющих наибольшее применение в строительстве.
Листы кровельные битумные
Этот материал, вырабатываемый путем пропитки картонной основы битумом и нанесением покровного слоя, предназначен для лицевых покрытий кровли с уклоном не менее 30°. В соответствии с весом применяемого картона выпускаются листы двух марок — ЛБ-500 и ЛБ-650. Пропиточная битумная масса должна иметь температуру размягчения не ниже 60°С, причем вес пропиточной массы составляет не менее 125% веса сухого картона (основы). Покровный слой битумной массы наносят в количестве не менее 7Й0 г/л*2 для марки ЛБ-500 и не менее 800 г/ж2 для марки ЛБ-6Й0. Содержание наполнителя в покровном слое обязательно и должно составлять не менее 30% веса массы. Общий вес 1 м2 кровельных листов составляет 2800 г для марки ЛБ-500 и 3400 г для марки ЛБ-650. Лицевая сторона листов покрывается крупнозернистой цветной посыпкой.
Производить фасонные битумные кровельные листы можно на руОероидном агрегате, в конце которого, непосредственно за холодильными барабанами, вместо намоточного станка в этом случае устанавливается резательная машина, разрезающая движущееся полотно на листы различной формы. Листы прямоугольной и шестигранной формы вырезают в продольном направлении полотна, так как при этом не получается неиспользованных обрезков, которые неизбежны при резке полотна в поперечном направлении. Резка полотна в продольном направлении облегчает также съем и укладку листов в стопы. Готовые листы складывают в пачки в определенном количестве по сортам и формам листа и упаковывают между деревянными щитками, которые обвязывают железнбй проволокой. При хранении и транспортировании пачки надо помещать в горизонтальном положении и укладывать не более чем в 4 ряда по высоте.
Плиты гйдроизоляционные асфальтовые
Гидроизоляционные пЛиты подразделяются на армированные и неармированные. Первые изготовляют путем покрытия металлической сетки (или стеклоткани) слоем горячей гидроизоляционной мастики или
Кровельные и гидроизоляционные материалы
387
песчаной асфальтобетонной смеси, вторые — из этих же кбмпонентов путем простого прессования в формах.
Гидроизоляционные плиты должны быть прямоугольными и иметь ровные боковые грани, перпендикулярные боковой поверхности. Плиты вырабатываются размерами (в см): армированные — длина 100—200, ширина 75—120 и толщина 2—4; неармированные— соответственно 80—100, 50—60 и 1—2. Предусмотрен также выпуск облегченных армированных плит с односторонней внешней арматурой длиной 100—150, шириной 75—100 и толщиной 1—2 см.
Предназначаются гидроизоляционные пЛ'и+ы для устройства оклё-: ечной гидроизоляции и заполнения деформационных швов; применять их в зимнее время не рекомендуется.
3. БИТУМНЫЕ И ДЕГТЕВЫЕ МАСТЙКИ
Кровельные и гидроизоляционное мастики по виду применяемых вяжущих подразделяют на битумные, состоящие из нефтяных битумов или сплавов нефтяных и природных битумов* и Дегтевые, состоящие из каменноугольных и сланцевых дегтей или сплавов пеков с каменноугольными дегтями или дегтевыми маслами. Из смесей битумов с каменноугольными дегтёпродуктами или сланцевыми дегтями получают дегте-битумные мастики. Продукты совместного окисления каменноугольных масел и Нефтяного гудрона или каменноугольных масел,- пека и нефтяного гудрона (гудрокам) дают мастики гудрокамовые.
По способу применения все мастики делятся ра горячие й холодные. Горячие мастики применяю!' с предварительным подогревом: битумные до температурь! 160—180° С, дегтевые и гудрокамовые до 130—150° С; холодные — без подогрева при температуре на месте работ не менее 5° С, а при более низкйх темйературах подогревают до 60—70° С.
Мастики всех видов обязательно имеют в своем составе наполнители, главным образом минерального происхождения. Наполнители подразделяют на пылевидные, волокнистые и комбинированные, являющиеся смесью пылевидного и волокнистого наполнителя. В качестве пылевидных наполнителей применяют тонкомолотый порошок из известняка, мрамора, кварца, мела, Доломита и кирпича, а также тальк, трепел, угольную пыль, газовую сажу й золы минеральных видов топлива. Волокнистыми видами наполнителей являются хризотиловый асбест VII— VIII сорта, асбестовая пыль, коротковолокнйстая минеральная вата и пр. Все наполнители доЛжНы удовлетворять следующим основным требованиям: влажность пылевидных наполнителей не’ должна превышать 3%, а асбеста 5%; удельный вес не более 3; гранулометрия: остаток на сите 918 отв/см2 не допускается, остаток на сите 5100 отв/сМ? — не более 70% по весу.
Горячие мастики
По роду применения горячие мастики подразделяют на приклеивающие, кровельно-гидроизоляционные и гидроизоляционные асфальтовые. Приклеивающие мастики предназначены для склеивания рулонных материалов при устройстве многослойных кровельных и гидроизоляционных покрытий, кровельные и гидроизоляционные применяют в качестве приклеивающих, а также для устройства кровель и гидроизоляции без применения рулонных материалов. Бйтумная кровельная горячая мастика используется для приклеивания к основанию кровельного ковра из битумных рулонных материалов, склеивания из них кровельного ковра, устройства покровного слоя кровель из беспокровных битумных
388
Глава XII. Битумные и дегтевые материалы
рулонных * материалов и устройства мастичных кровель, армированных волокнистыми стекломатериалами.
В соответствии с температурой теплоустойчивости мастика вырабатывается пяти марок. Для приготовления мастики применяются нефтяные кровельные битумы марок БНК-2 и БНК-5, а также битумы БН-Н и БН-V или их сплавы. Для мастик разных марок используются битумы со следующей температурой размягчения, определенной по методу «кольцо и шар»: Марка мастики
Температура в °С, не выше
МБК-Г-55
45
МБК-Г-65
50
МБК-Г-75
60
МБК-Г-85
70
МБК-Г-100
85
*
Мастика всех марок должна быть достаточно гибкой: слой ее толщиной 2 мм, нанесенный на пергамин, при огибании полуокружности стержня не должен давать трещин. Для каждой марки мастики установлен определенный диаметр стержня — соответственно 10, 15, 20, 30 и 40 мм. Все марки мастики содержат в своем составе 15—25% (к общему .весу) волокнистого наполнителя. При применении комбинированного наполнителя (50% волокнистого и 50% пылевидного) содержание его в мастике должно быть в пределах 20—30% для марки МБК-Г-55 и 25—35% для остальных марок. При изготовлении мастик МБК-Г-75-85 и МБК-Г-100 вместо волокнистого и комбинированного наполнителя можно применять пылевидный. Для марок МБК-Г-55 и МБК-Г-65 пылевидный наполнитель допускается только при использовании этой мастики для кровли с малым уклоном (до 2,5%), во избежание сползания мастичного слоя. Содержание воды во всех мастиках не допускается, разрешается лишь наличие следов воды.
Дегтевая кровельная горячая мастика предназначается для приклеивания к основанию кровельного ковра из дегтевых рулонных материалов (толь кровельный), склеивания из дегтевых материалов кровельного ковра и устройства покровного слоя кровель из беспокровных дегтевых рулонных материалов. Она представляет собой многокомпонентную однородную массу, состоящую из дегтевого вяжущего (сплав каменноугольных пеков с антраценовым маслом) и' наполнителей. Помимо минеральных можно применять органические наполнители — древесную муку, опилки и торфяную крошку. В соответствии с температурой теплоустойчивости дегтевые мастики вырабатываются трех марок. Для приготовления мастики применяют в качестве вяжущего сплав каменноугольного пека с антраценовым маслом, который может быть получен с коксохимических заводов.
Для изготовления мастик разных марок используют дегтевые вяжущие, с соответствующей температурой размягчения:
Марка мастики
Температура размягчения вяжущего в °С, не выше
МДК-Г-50
40
МДК-Г-60
49
МДК-Г-70
55
Кровельные и гидроизоляционные материалы
389
Мастики марок МДК-Г-50 и МДК-Г-60 должны содержать в своей составе 5—15%, а мастика марки МДК-Г-70— 5—10% (к общему весу) волокнистого наполнителя. Комбинированный наполнитель (50% волокнистого и 50% пылевидного) применяется только для марок МДК-Г-50 и МДК-Г-60 в количестве 15—20%. При применении органического наполнителя влажность его должна быть не более 12%. Гранулометрический состав древесной муки, опилок и торфяной крошки принимают таким, чтобы наполнитель полностью проходил через сито с диаметром отверстия в свету 0,5 мм. Для мастик марок МДК-Г-70, МДК-Г-60 и МДК-Г-50, используемых при уклоне кровли до 2,5%, можно вместо волокнистого и комбинированного вводить пылевидный наполнитель.
Оба вида кровельных горячих мастик (битумная и дегтевая) должны быть однородными, без посторонних включений, твердыми при температуре 18±2°С и не содержать частиц наполнителя, не покрытых связующими. Мастики должны обладать хорошими клеящими качествами и прочно склеивать рулонные кровельные материалы. При расщеплении двух склеенных мастикой образцов пергамина (для битумных мастик) или беспокровного толя (для дегтевых мастик) расслоение должно происходить по основанию (картону) материала не менее чем на половине склеенной поверхности. При нагревании до 100° С мастики не должны вспениваться и изменять однородность состава. Битумная мастика при нагревании до 160—180° С, а дегтевая до 130° С легко растекаются по ровной поверхности слоем толщиной до 2 мм.
Асфальтовая гидроизоляционная горячая мастика предназначается для гидроизоляционных работ путем устройства литой и штукатурной гидроизоляции, а также для изготовления асфальтовых материалов и изделий. Эта мастика состоит из битума и минерального наполнителя и в зависимости от теплоустойчивости изготовляется трех категорий — 1, 2 и 3-й. Мастика вырабатывается со значительным количеством минерального наполнителя — порошкообразного 65—70% и волокнистого 15—25%. В табл. 52 приведена физико-механическая характеристика гидроизоляционной асфальтовой мастики.
Гудрокамовая горячая мастика вырабатывается из гудрокама, «нефтяного битума и наполнителей. Выпускается мастика марки МГ-Г-70, что соответствует температуре теплоустойчивости ее 70° С. Гибкость этой мастики характеризуется следующим показателем: не должно появляться трещин при изгибании слоя мастики толщиной 1 мм, нанесенного на полоску беспокровного рулонного материала, на стержне диаметром 30 мм при температуре —10° С. Мастика используется как приклеивающая.
Таблица 52
ХАРАКТЕРИСТИКА АСФАЛЬТОВОЙ МАСТИКИ
Показатели
Категория теплоустойчивости
1-я
2-я
3-я
Температура размягчения по методу «кольцо и шар» в °С . . . . .... Глубина проникания иглы (вязкость) при 25° С в мму не менее . . . Растяжимость при 25° С в см, не менее . . Водонасыщение под вакуумом в % по весу,
не более . .... Набухание под вакуумом в % по объему Динамическая прочность по шкале Пэджа при 25° С в см, не менее .
90—105
1,3
1
0,5
0
15
75—90
1,5
2
0,3
0
20
60—75
1,7
4
0
0
20
390
Глава Xfl. Битумные и дегтевые материалы
Холодные мастики
Изготовляются холодные мастики на разбавленном вяжущем и на битумных пастах (асфальтовые мастики). В качестве разбавителя применяют жидкие органические вещества, которые подразделяются на летучие и нелетучие. Летучие разбавители делятся на три группы: легкие, средние и тяжелые. К первым относятся три вида бензина — авиационный, автомобильный и экстракционный, ко вторым — бензинрастворитель, лигроин тракторный и уайт-спирит, к группе тяжелых растворителей — керосины (тракторный и осветительный) и зеленое масло. Нелетучими растворителями являются нефтяные масла — машинное* трансформаторное, смазочное, цилиндровое, соляровое, жидкие нефтяные битумы, масляный гудрой и др. Разбавителем для холодных асфальтовых мастик на пастах служит вода. К холодным мастикам, изготовляемым на разбавленном вйжущем, относятся битумные и гудрокамовые мастики. Применяются они для приклейки рулонных материалов и устройства защитного покрытия, а также для гидроизоляции и пароизоляции. Асфальтовые холодные мастики, изготовляемые на битумных пастах, применяют для литой и штукатурной гидроизоляции, а также (специальный сорт) для заполнения деформационных швов. Допускается их применение в качестве кровельного покрытия в южных районах страны.
Все виды холодных мастик при температуре 18±2° С должны быть подвижными и однородными без видимых включений. По физико-механическим показателям холодные мастики на разбавленном вяжущем должны удовлетворять требованиям, указанным в табл. 53. В табл. 54 даны физико-механические свойства холодных асфальтовых мастик.
Таблица 53
ХАРАКТЕРИСТИКА МАСТИК
Мастика
Состав
Марка
Теплостойкость на уклоне 45°
Гибкость1
диаметр стержня в мм
температура испытания в °С, не более
время затвердевания вч, не, более
Битумная
Гудрокамо-
вая
1 Недо) риала, покрь
Нефтяной битум; разбавитель, пластификатор и антисептик
Гудрокам, нефтяной битум, разбавитель,) наполнитель
пустимы трещины при изги< лтого слоем мастики толщш
МБК-Х-1
МГ-Х-70
эании o6pj 1ой 1 мм.
70
70
азца бесг
Не нор 30
1бКр0ВН01
»мируется
—10
го рулоннс
48
24
>го мате-
Холодные мастики удобны в работе особенно в холодное время года. Они отвердевают вследствие проникания растворителей в толщу покровного или пропиточного слоя рулонного материала и испарения легких фракций растворителя. Применение холодных мастик сокращает расход битумов на 1,5—1,7 кг на 1 м2 поверхности материала по сравнению с горячими мастиками. Эта экономия достигается в результате уменьшения толщины наносимого слоя холодных мастик, которые сохраняют пластичность и при низких температурах. Применение холодных мастик су-
Кровельные и гидроизоляционные материалы
391
Таблица 54
ХАРАКТЕРИСТИКА МАСТИКИ
Показатели
Мастика для штукатурной гидроизоляции
Мастика для заполнения деформационных швов
Подвижность по конусу СтройЦНИЛ
в см
10—12
8—10
Объемный вес в г/сж3 в состоянии:
1,2—1,25
влажном .
1,35—1,4
сухом 1,15—1*2
1,25—1,3
Теплостойкость в °С 130
4 130
Водонепроницаемость при давлении
10
Не нормируется
в атм> не менее . . ... Водонасыщение в % после вакуУми-
рования, не болеё 3—5
20—25
Набухание по объему после вакуумирования в %, не более . . .
0,5—1
3—5
Деформационная способность при температуре 20° С в см2/кГ . . .
Не нормируется
0,1—0,05
Сцепление с бетоном g кГ/см2> не ме¬
1
нее
2
щественно снижает стоимость работ по устройству кровель и гидроизоляции.
Кровельные и гидроизоляционные мастики ьсех видов надо хранит* раздельно по сортам и маркам.в закрытом складском помещении. При транспортировании мастика должна быть защищейа от увлажнения и воздействия солнечных лучей.
Как правило, в настоящее время на строительные объекты, расположенные вблизи мест массового изготовления мастики, горячую мастику, разогретую до 180 (битумная мастика) или до ,130—140° С (дегтевая мастика), транспортируют в автомашинах, оборудованных мешалками. Горячие мастики мелкими партиями или на далеко расположенные строительные объекты доставляются в холодном состоянии в бумажных мешках.
ГЛАВА XIII
ЛАКОКРАСОЧНЫЕ И ОКЛЕЕЧНЫЕ МАТЕРИАЛЫ
J
Лакокрасочными материалами называются составы, наносимые на окрашиваемую или лакируемую поверхность в жидком виде тонким слоем (или несколькими слоями) и образующие после высыхания твердую пленку, прочно сцепляющуюся с поверхностью. Лакокрасочные материалы состоят из двух основных групп — сухого вещества и связующего. В состав первой группы входят пигменты и наполнители, в состав второй — разнообразные виды связующего и растворители.
По роду связующего лакокрасочные материалы подразделяются на краски масляные, эмалевые, полимерные, известковые и клеевые. В связи с большим развитием промышленности полимерных материалов, в частности полимерного связующего для лакокрасочного производства, теперь нельзя провести резкой грани при указанном подразделении красок, поскольку часто применяется комбинированное связующее, содержащее как растительные масла, так и полимерные материалы. В состав лаков, используемых для выработки эмалевых, а также клеевых красок, полимерные материалы входят все в большем количестве, с успехом заменяя растительные смолы (канифоль, сандарак, копал и др.), масла и клеящие вещества животного и растительного происхождения.
А. ПИГМЕНТЫ И НАПОЛНИТЕЛИ
Пигменты это тонк;оизмельченные цветные порошки минерального или органическогЪ происхождения, не растворимые в воде и в органических растворителях (масло, скипидар, спирты), но способные равномерно смешиваться с ними, образуя красочные составы. В строительстве применяют главным образом минеральные пигменты, обладающие большей стойкостью к атмосферным, химическим и световым воздействиям, что особенно важно при наружных покрасках и покрасках санитарно-технических помещений и устройств. Для внутренних и, в меньшей степени, для наружных покрасок применяют органические пигменты, обладающие достаточной светостойкостью, т. е. не выгорающие и не меняющие цвета под воздействием солнечных лучей.
Органические красители относятся к большой группе растворимых в воде анилиновых красителей, вырабатываемых из анилина, нафталина, антрацена, и других углеводородов, которые превращают в пигменты, переводя их методом осаждения в нерастворимое состояние. Наибольшее применение из органических пигментов находят алый, оранжевый, желтый светопрочный и бордо. Они отличаются ярким, красивым цветом и обладают достаточной степенью светоустойчивости, а также устойчивостью к действию извести, что дает возможность применять их в известково-красочных растворах.
По происхождению пигменты разделяют на природные и искусственные. Природные пигменты получают путем несложной механической
Пигменты и наполнители
393
обработки (размола, просева) глинистых пород, содержащих окислы железа, например сурика железного, мумии, охры и др. Искусственные пигменты вырабатывают на заводах путем иногда весьма сложных химических процессов; это разные виды белил, кронов, зелени и др. Наряду с природными и искусственными пигментами в строительном производстве применяют металлические порошки. За последний период большое распространение получила алюминиевая пудра — тонкий порошок металлического алюминия красивого серебристого цвета. Применяют ее для наружной окраски металлических конструкций на масляном или лаковом связующем. Тонкий бронзовый порошок, имеющий вид золотистой пудры, используют для декоративной окраски по металлу на лаковом связующем.
Качества всех пигментов характеризуются следующими основными # свойствами: красящей способностью, укрывистостью, тонкостью помола, светостойкостью, атмосферостойкостью, огнестойкостью, стойкостью против химических воздействий, антикоррозионной стойкостью и маслоемкостью.
Красящая способность или интенсивность пигмента характеризуется его способностью передавать свой цвет при смешивании с пигментами других цветов. Как пример высокоинтенсивного пигмента можно назвать синий пигмент лазурь, которая даже в минимальных дозах (0,1%) способна придавать мелу или белилам голубой оттенок.
Укрывистость или кроющая способность пигмента характеризуется расходом его на 1 м2 окрашиваемой поверхности; для определения ее применяют краски рабочей консистенции, т. е. имеющие вязкость, с которой их используют на практике. Укрывистость определяется путем затирания пигмента на олифе по установленной норме и нанесения полученной краски на стеклянную пластинку, на оборотной стороне которой имеются контрольные полосы. При полном закрывании этих полос в отраженном свете (пластинку кладут на лист белой бумаги) по разности веса стеклянной пластинки до и после нанесения краски определяют расход краски. Он и характеризует кроющую способность пигмента, которая колеблется в очень широких пределах.— от 10 до 200 г/м2. Не следует понятие укрывистости отождествлять с понятием интенсивности пигмента. Так, высокоинтенсивный пигмент лазурь обладает очень {невысокой степенью укрывистости, а высокоукрывистый пигмент свинцовый сурик — сравнительно небольшой красящей способностью. Степень укрывистости зависит от разности показателей оптического преломления пигмента и связующего вещества: чем больше эта разность, тем выше укрывистость. Высокоукрывистыми является большинство органических пигментов, а также некоторые минеральные — сурик свинцовый, сурик железный, сажа, мумия и др.
Тонкость помола оказывает сильное влияние как на интенсивность, так и на укрывистость пигмента. Она определяется мокрым и сухим просеиванием через сита, номера которых установлены для каждого вида пигмента соответствующим стандартом. Как правило, можно считать, что интенсивность и укрывистость пигмента тем выше, чем мельче его частицы; однако чрезмерная тонкость помола может снижать кроющую способность пигмента.
Светостойкостью пигмента называют способность его сохранять свой цвет под действием света. Это очень важное свойство, особенно для пигментов, применяемых для наружных покрасок — стен, кровель и фасадов зданий. Определяется светостойкость в лабораторных условиях на специальных аппаратах или на так называемых крышных станциях в естественных условиях эксплуатации. В первом случае образцы испы¬
Глава XIII. Лакокрасочные и оклеечные материалы
тывают путем воздействия светового потока от специальных ламп, наблюдая за степенью и временем изменения первоначального цвета пигмента, во втором образцы покрасок подвергаются действию солнечного света, после чего сравниваются с образцами, хранившимися в темноте. Степень изменения окраскр характеризует светостойкость пигмента. Цвет пигмента изменяется в результате химических реакций, протекающих под воздействием световых потоков или вследствие изменения кристаллического строения его частиц. К светостойким пигментам относятся природные минеральные пигменты — сурик, охра, мумия и др.; некоторые органические пигменты быстро выцветают (обесцвечиваются) ; некоторые пигменты на свету изменяют свой тон — например, белила литопонные желтеют, свинцовые кроны темнеют и т. д.
Атмосферостойкостью пигментов называют их способность сопротивляться совместному действию изменений температуры, влаги, углекислоты воздуха и пр. Как и светостойкость, это свойство приобретает особое значение для пигментов, применяемых для наружных покрасок зданий и сооружений. Особенно высокой атмосферостойкостью обладают металлосодержащие пигменты — сурик свинцовый, сурик железный, белила свинцовые, хромовая зелень и ряд других.
Огнестойкость пигментов понимается как способность их выдерживать действие высоких температур без изменения цвета и разрушения. Пигменты обладают весьма различной степенью огнестойкости: органические совершенно лишены огнестойкости, они теряют свой цвет и разрушаются даже под воздействием сравнительно невысоких температур в течение короткого периода; минеральные значительно более огнестойки, но по-разному реагируют на действие высокой температуры; так, ультрамарин и хромовая зелень почти не изменяют цвета и не разрушаются, а лазурь полностью разрушается в короткий срок. Огнестойкость пигментов следует иметь в виду при использовании их для покрасок тепловых установок и отопительных устройств.
Стойкостью против химических воздействий называют способность пигментов противостоять действию кислотной или щелочной среды без видимых разрушений и изменения цвета. Для различных покрасок в зависимости от условий эксплуатации подбирают кислотостойкие или щелочестойкие пигменты. Нельзя, например, применять пигменты, не обладающие достаточной стойкостью против щелочей при окраске свежей известковой штукатурки или срежего бетона, поскольку в цих всегда содержится свободная известь, которая может привести к полной порче красочного состава; нельзя применять их также в покрасочных составах на основе силикатного или известкового связующего. Для покрасок ванных комнат, бань и прачечных необходимо подбирать пигменты, стойкие к действию соды и едкого натра. Некоторые пигменты под действием хцмически агрессивной среды не разрушаются, но меняют цвет. Так, например, желтый свинцовый крон под воздействием щелочной среды приобретает несвойственную ему оранжевую окраску.
Антикоррозионная стойкость — способность пигмента в сочетании со связующим образовывать красочный состав, защищающий металлы от окисления. Эта свойство очень важно при изготовлении красок, применяемых для окраски металлических конструкций и деталей — труб, отопительных радиаторов, вентиляционных коробов и т. п. Пигменты для этих составов не должны содержать веществ, вызывающих коррозию черных металлов, например сажи или мумии искусственной. Высокими антикоррозионными свойствами обладают свинцовосодержащие пигменты — белила и сурик, а также сурик железный, крон и зелень цинковые и алюминиевая пудра.
Пигменты и наполнители
395
Л/Цслоемкость пигмента характеризуется количеством масла, которое необходимо добавить к пигменту для получения красочной пасты. Маслоемкость пигментов различна: для одних пигментов, например свинцовых белил, масла нужно очень немного, для других (сажа), наоборот,— много. Чем^ меньше масла • требуется для получения красочной пасты, тем больше стойкость покрытия, так как красочный слой повреждается главным образом вследствие разрушения масляной пленки.
Долговечность красочного состава в значительной степени зависит не только от пигментов, но и от свойств применяемых связующих и их качества. В приведенной ниже краткой характеристике пигментов, наиболее часто применяемых в строительстве, они сгруппированы по цвету.
1. БЕЛЫЕ ПИГМЕНТЫ
Белые пигменты имеют наиболее широкое применение в строительстве. Они используются в первую очередь для внутренних покрасок, так как, отражая свет, повышают освещенность помещений. Во многих случаях окраска в белый цвет требуется санитарно-гигиеническими правилами (лечебные учреждения, предприятия пищевой промышленности и т. п.). Все покраски весьма распространенных светлых тонов — розовые, голубые, серые — содержат в своем составе в основном белые пигменты.
По происхождению белые пигменты разделяют на природные и искусственные. К первым можно отнести мел', который для повышения его малярных качеств подвергается несложной обработке — размолу, просеву и отмучиванию. Последняя стадия обработки полностью освобождает мел от примесей песка и придает частицам большую дисперсность. Мел как пигмент применяется только для приготовления водных и клеевых красок, так как с масЛом он дает грязно-желтую полупрозрачную пленку, пригодную лишь для грунтовочных и шпаклевочных работ. Для некоторых видов красок мел служит наполнителем. Меловые покрасочные составы употребляют в основном для внутренних работ. Для наружных работ применяют известково-водную суспензию, т. е. взвесь искусственного пигмента (извести) в воде. Наиболее широкое применение из искусственных белых пигментов получили известь, белила цинковые, титановые и свинцовые, а также литопон.
Цинковые белила по составу являются описью цинка ZnO. Вырабатывают их из металлического цинка или непосредственно из цинковых руд путем перевода металла при высокой температуре, в парообразное состояние, с последующим окислением паров кислородом воздуха в специальных печах. Качество цинковых белил определяется содержанием в них окиси цинка, которое должно быть не менее 92%. Присутствие окислов железа в количестве больше установленной нормы не допускается, так как пигмент получает желтый оттенок. Цинковые белила растворимы в кислотах и щелочах, под действием сернистых соединений они не изменяют цвета, так как образующийся в результате реакции сернистый цинк ZnS также имеет белый цвет. Кроющая способность их 100—110 г/м2. Цинковые белила обладают невысокой атмосферостойкостью, поэтому применение их для внешних покрасок ограничено, для внутренние же покрасок по дереву, металлу и штукатурке их используют очень широко.
Свинцовые белила — это основной карбонат свинца 2РЬСОз* •РЬ(ОН)г. Получают их путем пропускания углекислого газа через, раствор основного уксуснокислого свинца.
396
Глава XJII. Лакокрасочные и оклеечные материалы
Свинцовые белила растворяются в кислотах с выделением углекислоты; желтеют от сероводорода, поэтому их нельзя применять в смеси с серосодержащими пигментами, а также не рекомендуется применять в качестве краски для конструкций и деталей, работающих в среде, содержащей соединение серы; обладают большой укрывистостью, высокой светостойкостью и атмосферостойкостью, поэтому йх с успехом употребляют для наружных покрасок. Для внутренних покрасок помещений их обычно применяют в качестве первого слоя при многослойной покраске; при этом полностью используется их большая прочность и укрывистость, а последующие слои краски предохраняют их от вредного воздействия сернистых газов и пожелтения. Свинцовые белила хорошо защищают металл, обладая высокими антикоррозионными свойствами. Большим недостатком их является высокая токсичность, особенно в стадии производства, благодаря чему в настоящее время они редко применяются в строительстве.
Титановые белила представляют собой двуокись титана ТЮ2. Добывают ее из руд, содержащих титан, путем разложения серной кислотой. Растворы сернокислых солей титана после сложной химической обработки (очистки) подвергают гидролизу, в результате которого выпадает метатитановая кислота и при ее прокаливании получается двуокись титана. Применяют этот пигмент обычно в виде смеси с окисью цинка и наполнителями, причем содержание двуокиси титана в смеси колеблется от 25 до 75%. Титановые белила обладают высокой светостойкостью и атмосферостойкостью, в щелочах и кислотах нерастворимы и под действием сернистых соединений не изменяются. Они выгодно отличаются от свинцовых белил тем, что совершенно нетоксичны, поэтому широко применяются как для внутренних, так и для наружных покрасок. Чистые титановые белила рекомендуется применять для изготовления кислотостойких покрасочных составов.
Литопон — химическое соединение сернистого цинка и сернокислого бария ZnS * BaS04. Изготовляется литопон путем обменной реакции раствора сернокислого цинка и сернистого бария с последующим прокаливанием осадка; не обладает высокой атмосферостойкостью, не защищает металл от коррозии, растворим в кислотах с выделением сероводорода, темнеет на свету. По этим причинам литопон применяется преимущественно для внутренних работ в виде масляной или эмалевой краски.
2. ЖЕЛТЫЕ ПИГМЕНТЫ
Для покрасочных работ в строительстве в качестве желтых пигментов применяют главным образом природный пигмент — охру и искусственные пигменты — крон свинцовый и крон цинковый.
Охра представляет собой природный пигмент, состоящий из глины, окрашенной в желтый цвет различных оттенков окислами железа, содержание которых колеблется в пределах 11 —18%. Содержание в охре окислов марганца придает ей более темный цвет. Охра является прочным и одним из самых распространенных и дешевых пигментов, обладающих высокой светостойкостью и щелочестойкостью. Добыча и обработка охры (измельчение и просеивание) отличается простотой и доступностью. Эти свойства охры обеспечили ее очень шйрокое применение в строительстве в качестве масляных, эмалевых, клеевых и других красок как для внутренних (покраска полов), так и для внешних (покраска стен) работ.
В зависимости от назначения сухую охру выпускают трех марок:
А, В и В. Первая предназначается для приготовления художественных
Пигменты и наполнители
397
красок, вторая — малярных масляных и эмалевых красок и третья — клеевых малярных красок. Охра всех трех марок должна иметь нейтральную реакцию водной вытяжки, содержать влаги не более 5% и солей, растворимых в воде, не более 1%. Наибольшей укрывистостью в пересчете на сухой пигмент обладаёт охра марки А — 65 г/л*2; укрывистость охры марки Б 85 г/м2, а для охры марки В она не нормируется. Тонкость помола охры характеризуется остатком после мокрого просева на сите с сеткой № 0056 не более 0,1, 0,5 и 3% совтветственно для марок.
Крон свинцовый желтый по химическому составу является хромовокислым свинцом РЬСгС>4. Получают его на красочных заводах в результате взаимодействия хромпика с солями свинца. Содержание в кроне сернокислого свинца (до 20%) дает возможность придавать ему разные оттенки — от светло-лимонного до темно-желтого. Кроющая способность крона весьма велика, обладает он также высокими антикоррозионными свойствами. Под действием сероводорода он темнеет, а под действием щелочей краснеет. Свинцовые кроны широко применяют для масляной и лаковой окраски по металлу и дереву.
Крон цинковый желтый это хромовокислый цинк в смеси с небольшим количеством хромового ангидрида. Цинковые кроны обладают большей светопрочностью, чем кроны свинцовые, и не изменяют своего оттенка (не темнеют) от воздействия сероводорода и сернистых газов. Они растворимы в кислотах и щелочах и незначительно в воде. Обладают высокими антикоррозионными свойствами и надежно защищают окрашенные имц металлы и другие материалы. При шпаклевке и окраске стали крон надежно защищает ее от коррозии в условиях атмосферных воздействий в течение 10—15 лет. Укрывистость цинковых кронов невелика, в пределах 120—170 г/м2. Степень измельчения кронов должна быть такой, чтобы остаток на сите 4900 отв/см2 не превышал 1%. Применяют цинковые кроны главным образом в масляных красках для покрытия металлических конструкций, работающих в агрессивной среде. В целях удешевления кронсодержащих красок к ним добавляют в качестве наполнителя сернокислый барий BaS04, называемый тяжелым шпатом.
3. СИНИЕ ПИГМЕНТЫ
В качестве синих пигментов для приготовления малярных красок широко применяют ультрамарин и лазурь.
Ультрамарин является продуктом обжига смеси каолина, серы, глауберовой соли, угля и трепела и представляет собой алюмосиликат натрия, содержащий серу в коллоидном состоянии. Оттенок ультрамарина в зависимости от входящих в него компонентов может быть от светло-лазурного до темно-синего. Ультрамарин обладает средней светостойкостью, высокой огнеупорностью и хорошей щелочестойкостью, но легко разрушается кислотами, причем выделяется сероводород; по этому признаку ультрамарин легко отличается от других синих пигментов, в частности от лазури. Наша промышленность вырабатывает ультрамарин пяти марок: УХК, УС, УМ-1, УМ-2 и УМ-3, различающихся оттенками и интенсивностью синего цвета, а также тонкостью помола и количеством растворимых в воде веществ. В малярном деле ультрамарин применяется в основном для подцветки белых масляных и побелочных клеевых покрасок, для устранения их желтоватого оттенка. Благодаря щелочестойкости его можно вводить в известковые покрасочные составы.
398
Глава XIIL Лакокрасочные и оклеенные материалы
Лазурь представляет собой железную соль железистосинерддистой кислоты Fe4[Fe(CN6]3, получаемую в результате взаимодействуя растворов желтой кровяной соли и железного купороса, с последующим окислением белого осадка бертолетовой солью или хромциком. Лазурь обладает высокой интенсивностью, удовлетворительными антикоррозионными свойствами и малой укрывистостью; в чистом виде она светоустойчива, но в смесях с цинковыми и особенно титановыми белилами выцветает. Лазу^рь не ядовита, промышленность выпускает ее в кусках или в порошке. Она не выдерживает высокой температуры: при прокаливании разлагается и превращается в коричневый порошок. По этому признаку ее можно легко отличить от ультрамарина. Поскольку щелочестойкость лазури очень незначительна, ее нельзя применять для клеевой окраски по штукатурке и цементным растворам, так как под действием извести и щелочей она быстро разрушается, давая коричневый осадок, что также помогает отличить ее от ультрамарина. Применяют лазурь в основном с масляными и лаковыми связующими при составлении синих и голубых колеров, различной интенсивности для окраски деревянных и металлических деталей и конструкций.
4. ЗЕЛЕНЫЕ ПИГМЕНТЫ
Известные в строительстве зеленые пигменты весьма многочисленны и разнообразны по номенклатуре, но наибольшее применение получили зелень свинцовая хромовая, зелень цинковая и окись хрома. /
Зелень свинцовая хромовая является механической смесью желтого свинцового крона с лазурью и наполнителями. По составу и цвету она подразделяется на три сорта с двумя оттенками (светлым и темным) ® каждом сорте. Так как большую часть свинцовой хромовой зелени составляют желтые свинцовые кроны, особенно в светлых тонах, то технические свойства ее можно считать аналогичными свойствам свинцового крона, т. е. зелень также обладает высокой красящей способностью, укрывистостью и хорошими антикоррозионными свойствами. Светостойкость ее также достаточно высока, но, как и другие свинцовосодержащие пигменты, она быстро темнеет под воздействием сернистых газов и кислот. Щелочестойкостью свинцовая хромовая зелень не обладает, поэтому ее нельзя применять для известковых* покрасок, а также для покрасок по штукатурке. Для водно-клеевых покрасок ее также не используют, так как ее удельный вес высок, что затрудняет приготовление однородного красочного состава, кроме того, высока ее стоимость. В качестве масляной краски как для металла, так и для дерева свинцовая хромовая зелень применяется весьма широко.
Зелень цинковая представляет собой механическую смесь цинкового желтого крона с лазурью и наполнителями; вырабатывается в большом диапазоне оттенков — от светлого, желтовато-зеленого до сине-зеленого. Кислотостойкостью и щелочестойкостью не обладает и под воздействием агрессивных сред быстро разрушается; применять ее в известковых растворах, а также для окраски щелочных штукатурок нельзя. Отличается высокой атмосферостойкостью и хорошо защищает металлы от коррозии; от воздействия серосодержащих газов цвета не меняет. Применяют цинковую зелень в масляных покрасках по металлу и дереву.
Окись хрома—химически инертный минеральной пигмент зеленого цвета. В результате нагревания измельченной смеси хромпика К2СГ2О7 с восстановителем, в качестве которого применяют обычно порошок
\
V
Пигменты и наполнители
399
^ Я гг-?-: - ~ - " " ' '
дре^сного угля или серы, получается окись хрома СГ2О3. Этот пигмент обладает абсолютной стойкостью к действию света и большой стойкостью ''к действию высоких температур; не измеряется под действием кислот^ щелочей и сернистых соединений, поэтому его можно смешивать с любыми другими пигментами независимо от их химического состава и применять в сочетании со всеми видами связующих — маеляными, лаковыми, эмульсионными, клеевыми и известкорыми. Учитывая все эти положительные качества, окись хрома целесообразно применять для окраски помещений химических заводов с агрессивной средой, а также торячих прверхностей аппаратов и трубопроводов.
б. красные пигменты
Красные пигменты, применяемые в покрасочной технике, весьма многочисленны и разнообразны по свойствам; наибольшее распространение в строительстве имеют мумия природная, мумия искусственная, крон красный и сурик свинцовый.
Природная мумия является земляной красной краской разных оттенков. По составу это тонкодисперсный порошок глины, окрашенный окислами железа, от содержания которых (не менее 35%) зависит оттенок и интенсивность окраски порошка. Это рдин из самых дешевых пигментов, обладающий в то же время большой светостойкостью и высокой укрывистостью (30—60 г/м2). Поэтому ее широко используют в строительных работах для внутренних и внешних покрасок. Применяется она одинаково часто как для масляных, так и для клеевых покрасок по металлу, дереву и штукатурке. Природную мумию наряду с охрой и железным суриком можно считать самым распространенным пигментом.
Мумия искусственная представляет собой смесь обожженного сернокислого кальция и окиси железа. Изготовляют ее путем прокаливания железного купороса FeS04 с мелом или известняком. По цвету различают мумйю светлую и темную. Является светостойким пигментом с высокой красящей способностью и большой укрывистостью. Применяют ее для масляных, клеевых и других покрасок по дереву и штукатурке. Для покрасок по металлу она не пригодна, так как вызывает коррозию черных металлов.
Крон красный представляет собой основной хромовокислый свинец РЬСг204 • РЬ(ОН)2, получаемый действием хромпика на уксуснокислый свинец в щелочной среде. Цвет этого пигмента ярко-красно-оранжевый. Крон красный обладает хорошей светостойкостью, но изменяет окраску (темнеет) под воздействием серосодержащих газов; обладает высокими антикоррозионными свойствами, вследствие чего масляные покраски красным кроном надежно защищают" черные металлы от окисления.
Сурик свинцовый Ph304 являеФся продуктом окисления свинцового глета при температуре 450° С. Цвет его — от ярко-оранжевого до красного. Он обладает высокой щелочестойкостью и пониженной кислотостойкостью. Особенно высоки его антикоррозионные свойства, делающие его незаменимым пигментом для покрасок и грунтовок по стали, подвергающейся продолжительному воздействию воды. Применяют его исключительно как масляную краску, главным образом для окраски подводных частей стальных судов; он находит также применение в качестве уплотняющего материала при соединении труб на резьбе и во фланцевых соединениях. Свинцовый сурик является самым тяжелым пигментом с удельным весом 8,32—9,16.
400
Глава XIII. Лакокрасочные и оклеечные материалы
6. КОРИЧНЕВЫЕ ПИГМЕНТЫ
Из пигментов коричневого цвета наибольшее применение в строительстве имеет железный сурик; в меньшей степени применяется умбра.
Сурик железный Fe203*Fe0 является природным пигментом, получаемым путем тонкого помола гематита, железняка и других железных руд. Его главной составной частью является окись железа, содержание которой должно быть не менее 75%. Цвет коричневый или красно-коричневый. Железный сурик обладает высокой стойкостью ко всем воздействиям, большой интенсивностью цвета и хорошей кроющей способностью (20 г/м2). Особенно широко применяется железный сурик для масляных покрасок стальных кровель, надежно защищая черный металл от коррозии, мало изменяясь под воздействием солнечных лучей и являясь одним из самых дешевых пигментов; также достаточно широко используется для приготовления цветных растворов, клеевых и изрестковых красок.
Умбра представляет собой природный пцгмент, получаемый из глины, окрашенной окислами железа, содержание которых должно быть в умбре не менее 48%, и окислами марганца, содержание которых должно быть в пределах 7—14%. Цвет натуральной умбры зеленовато-коричневый; после прокаливания она приобретает красно-коричневый тон и носит название жженой умбры. Оба вида умбры имеют достаточно широкое применение, особенно в клеевых красках. При употреблении умбры в качестве масляных красок положительную роль играет содержание в ней окислов марганца, которые ускоряют высыхание масляной пленки. Стойкость умбры во времени, а также ее интенсивность и укрывистость достаточно высоки; эти качества, а также невысокая стоимость умбры делают ее весьма полезным в строительстве пигментом.
7. ЧЕРНЫЕ ПИГМЕНТЫ
В качестве черных пигментов в строительстве наиболее часто применяют различные сажи, графит и перекись марганца. В окрасочной технике их используют как в чистом виде, так и в смеси с белыми пигментами для получения серых красок разных тонов и интенсивности.
Сажа является продуктом неполного сгорания органических веществ, в зависимости от состава которых различают сажу пламенную, ламповую и газовую. Пламенную сажу получают путем сжигания при недостаточном доступе воздуха твердого органического вещества — антрацена, дерева, нафталина и т. п., ламповую сажу — при сжигании жидкого вещества — нефтяных и каменноугольных масел, а газовую сажу — при сжигании газов — ацетилена и некоторых других. Сажа всех видов является самым легким пигментом с удельным весом 1,7— 2,25 и с очень малым насыпным весом; она обладает хорошей укрывистостью и высокой красящей способностью, а также устойчивостью к действию кислот и щелочей. Применяют сажу в масляных, лаковых, клеевых и известковых красочных составах. При приготовлении водных красочных составов для лучшей смачиваемости и распределения частиц сажи рекомендуется предварительно слегка смачивать ее спиртом. Нельзя применять сажу для покрасок по черному металлу, так как это стимулирует развитие коррозии.
Графит—природный пигмент черного цвета с сероватым оттенком и характерный жирным металлическим блеском. Содержание в нем углерода достигает 92% (в лучших сортах). Обладает высокой температуро- и кислотостойкостью, причем отличается большой устойчивостью
Связующие вещества
401
не только к действию собственно кислот, но и к действию различных химических реагентов, сообщая это свойство красочным составам, в которые он вводится. Используется графит главным образом в масляных красках.
Перекись марганца МпОг при тонком размоле дает пигмент черного цвета различной кроющей способности. Получают ее из природной марганцевой руды. Этот пигмент широко используют для малярных работ как в клеевых, так и в масляных красках. Имея большой удельный вес, близкий к весу земляных пигментов, перекись марганца хорошо смешивается с ними в составных колерах. В масляных составах применяется для окрасок чугунных решеток и оград, так как не оказывает вредного действия (в отличие от сажи) на черный металл.
8. НАПОЛНИТЕЛИ
Наполнителями называются нерастворимые минеральные вещества, добавляемые в красочные составы для экономии пигментов, а также для придания составам дополнительных свойств — повышенной прочности, огнестойкости, кислотостойкости и т. п., в зависимости от которых и применяют тот или иной вид наполнителя. Наполнители также входят в состав выравнивающих (шпаклевочных) составов, используемых при подготовке поверхностей к окраске. При выборе наполнителя учитывается цвет красочного состава и применяемое связующее. Так, например, для клеевых покрасочных составов светлых тонов рекомендуется применять в качестве йаполнителя тонкодисперсный каолин; для приготовления шпаклевочных составов для выравнивания наружных поверхностей, подготовляемых под окраску в светлые тона, применяют тонкомолотый тальк, для приготовления кислотостойких растворов и шпаклевок — тонкомолотый кварц, песок и каменные породы (андезит, диабаз и др.). Повышенную огнестойкость придает красочным и выравнивающим составам добавление асбестовой пыли и асбестового волокна. В красочные растворы на извести в качестве наполнителя вводится тонкомолотый диатомит, обладающий повышенной щелочестойкостью. В клеевых красочных растворах в качестве наполнителя, улучшающего их качества, рекомендуется молотая слюда.
Б. СВЯЗУЮЩИЕ ВЕЩЕСТВА
В красочных составах связующие вещества служат для. сцепления частиц пигмента и наполнителя между собой и с окрашиваемой поверхностью. Применяемые связующие можно подразделить на три основные группы:
масляные — олифы и масляные лаки; клеевые — водные растворы различных клеев; эмульсионные — содержащие масло, воду и эмульгаторы.
В отдельную группу относят известковые красочные составы, в которых известь одновременно выполняет две функции — белого пигмента и связующего (водный раствор).
Для получения красочных составов удобонаносимой консистенции к ним прибавляют разбавители: для масляных и лаковых составов ими служат олифы, лаки, скипидар, уайт-спирит, сольвент и другие летучие органические растворители, для клеевых составов — вода.
402
Глава XIII. Лакокрасочные и оклеенные материалы
1. ОЛИФЫ
Олифы являются основным связующим веществом для приготовления4 масляных красочных составов, наиболее распространенных в строительных работах. Различают олифы натуральные, полунатуральные и искусственные.
Олифы натуральные
Натуральные олифы являются продуктом обработки (варки) растительных высыхающих масел путем нагревания их до 200° С. По виду применяемого растительного масла олифа носит название льняной, конопляной, тунговой и пр. Наибольшее распространение получили первые два вида натуральной олифы. Применяются также смеси различных видов натуральных олиф. При варке в олифу для ускорения ее высыхания и образования пленки добавляют различные стимулирующие вещества, носящие общее название сиккативов. Наиболее часто в качестве сиккативов применяют окиси, перекиси и соли свинца, кобальта, марганца и др. Сцккативы вводят в олифу в строго ограниченном количестве, так кзк избыток их вызывает повышенную хрупкость и ускоренное разрушение покрасочной пленки. При применении различных видов сиккативов следует учитывать назначение вырабатываемой олифы; так, в олифы, предназначенные для окраски резервуаров для воды и подводных деталей, следует вводить свинцовые сиккативы, которые обладают свойством уменьшать набухание покрасочной пленки и, следовательно, повышают ее водостойкость и делают более долговечной.
Несмотря на то что плерки натуральных олиф, образующиеся после высыхания, обладают максимальной прочностью, пластичностью и стойкостью против атмосферных воздействий, применение натуральных олиф в строительстве ограничено, так как для них требуются дорогие и дефицитные растительные масла. Их применяют лишь для окраски кровель из листовой стали в зданиях I класса и металлических переплетов зданий I и II класса, для грунтовки металлических конструкций и окраски наружных оконных переплетов в зданиях с отделкой повышенного качества. Натуральные олифы имеют преимущественное применение в санитарной технике, где их употребляют для грунтовки и окраски новых баков, водоразборных колонок, металлических воздуховодов, а также для приготовления замазки на свинцовом сурике для соединения труб на резьбе. Они не должны содержать смоляных кислот, содержание в нйх неомыляемых веществ должно быть не выше 1,8%, зольность— не выше 0,5%.
Для приготовления белых красок и красок светлых тонов следует применять льняную олифу, поскольку конопляная олифа значительно темнее и может загрязнить белую окраску. Цветовые качества о^иф характеризуются показателями йодометрической шкалы. Для льняной олифы этот показатель должен быть не менее 489, а для конопляной — не менее 1820. Отстой их за 24 ч не должен превышать 1% (по объему), причем прозрачность олифы должна быть полной. Кислотное число для льняной олифы допускается не выше 7, а для конопляной не выше 8, йодное число не ниже 160 для льняной и не ниже 150 для конопляной олифы. Число омыления должно быть не ниже 185 ллц олцфы юбоих видев.
Важным качеством олифы является ее вязкость, так как с ней связана ее удобонаносимость. При большой вязкости олифы красочный состав трудно распределить тонким слоем по окрашиваемой поверхности, при малой вязкости он может стекать с наклонных и вертикальных
Связующие оещестеа
403
поверхностей. Для каждого, вида олифы степень вязкости устанавливается стандартом, а вязкость определяется специальным прибором — воронкой НИЛК (Научно-исследовательский институт лакркрасочной промышленности). Вязкость натуральных олиф по воронке НИЛКа должна быть в пределах 4—5 сек.
Скорость высыхания олифы также является важным показателем ее качества. Высыханием называется процесс, при котором жидкая олифа, нанесенная тонким слоем на поверхность при испытаниях (стеклянная поверхность), еатвердевает и превращается в пленку. Различают две стадии выдыхания: высыхание «от пыли», т. е. момент образования тончайшей поверхностной пленки, и высыхание полное, т. е. момент образования сплошной, достаточно прочной пленки, по всей толще нанесенной олифы. Такая пленка способна противостоять механическим воздействиям; при соскабливании ее острым ножом получаются прозрачные эластичные стружки. Нужно сказать, что термин «высыхание» здесь применен не совсем правильно, правильнее было бы сказать «отвердевание», так как пленка олифы отвердевает вследствие окисления ее кислородом воздуха, сопровождаемого полимеризацией, причем вес ее не уменьшается (как при всяком высыхании), а наоборот, ^несколько увеличивается вследствие окисления. Срок высыхания натуральных олиф «от пыли» — 12 ч> а полного высыхания 24 ч при температуре 20 ±2° С.
Олифы полунатуральные
Полунатуральные олифы* получают путем обрабртки растительных масел — нагревание их до полимеризации (вэрки в вакууме при температуре 280—300°С) или окисление (продуванием воздуха при варке); в некоторых случаях масла дополнительно обрабатывают серой. Для придания полученным вязким продуктам необходимой жидкой консистенции их разбавляют органическими растворителями (скипидар, уайт-спирит, сольвент и др.), содержание которых не должно превышать 45%. Пленки полунатуральных олиф, затвердевающие после высыхания, отличаются от пленок натуральных олиф меньшей толщиной, большей, твердостью, менее сильным глянцем и большей водостойкостью. Однако долговечность пленок полунатуральных олиф значительно меньше, чем натуральных, так как они быстрее теряют пластичность при испарении легколетучих растворителей.
Наибольшее применение получили полунатуральные олифы трех видов: олифа полимеризованная ИМС (Институт минерального сырья) — продукт уплотнения льняного или конопляного масла нагреванием; олифа оксоль—продукт уплотнения льняного или конопляного масла продуванием воздуха при нагревании в присутствии сиккатива; олифа оксоль-смесь, отличающаяся от олифы оксоль тем, что помимо льняного и конопляного масла содержит до 30% подсолнечного полурысыхающего масла. Применяют полунатуральные олифы для всех видов малярных работ в зданиях и сооружениях I и II класса в тех случаях, когда применение натуральных олиф запрещено, например при грунтовке, шпаклевке и окраске поверхностей штукатурки. Нельзя их применять для приготовления тертых масляных красок, так как такие краски быстро густеют и делаются непригодными вследствие улетучивания содержащегося в них в большом количестве (до 45%) органического растворителя. Полунатуральные олифы в настоящее время более широко применяются в строительстве, чем олифы других видов.
404
Глава XIII. Лакокрасочные и оклеечные материалы
Олифы искусственные
Искусственные, или синтетические, олифы, в отличие от натуральных и полунатуральных, не содержат растительных масел или содержат их не более 35%. Ассортимент этих олиф достаточно велик; в йастоящее время рекомендуется применять в строительстве следующие виды искусственных олиф.
Олифа глифталевая представляет собой продукт, полученный при взаимодействии растительных масел (до 35%), глицерина и фталевого ангидрида с добавлением сиккатива и последующим разбавлением органическим растворителем (уайт-спиритом) до малярной консистенции (не более 50% растворителя от общего веса олифы). Применяется для приготовления красочных составов для отделки наружной и внутренней, по металлу, дереву и штукатурке. Не рекомендуется применять по свежим штукатуркам и бетонам и для отделки сырых помещений.
Олифа синтоловая является продуктом окисления керосина кислородом воздуха и последующим растворением его в органическом растворителе при повышенной температуре. Используется для изготовления красок и шпаклевочных материалов для неответственных внутренних работ; для наружных работ не применяется.
Олифа сланцевая изготовляется из продуктов окисления сланцевых мас^ёл, растворенных в органических растворителях. Обладает резким неприятным запахом, что ограничивает ее применение для внутренней отделки жилых помещений. Пленочное покрытие,, образуемое этой оли-, фой, недостаточно стойко к действию растворителей, что также сокращает область ее применения. Не допускается использование сланцевой олифы для окраски полов и предметов бытового назначения. После работ со сланцевой олифой внутренние помещения зданий должны быть хорошо проветрены до полного удаления запаха.
Олифа солевая, называемая также карбоноль, представляет собой раствор алюминиевых и кальциевых солей органических кислот в уайтспирите или других органических растворителях. Применяется только для внутренних окрасок по металлу, дереву и штукатурке.
2. ЛАКИ МАСЛЯНЫЕ
Масляные лаки представляют собой растворы природных смол (канифоль, копал и др.) или* полимеров в высыхающих растительных маслах, содержащих растворители и сиккативы. Смолы и полимеры придают пленкам лака твердость и блеск, сиккативы увеличивают способность к быстрому высыханию, а растворители придают лаку необходимую малярную консистенцию и пластичность, а также усиливают сцепление пленки с окрашиваемой поверхностью. Важнейшими техническими характеристиками масляных лаков являются: вязкость, прозрачность, цвет по йодометрической шкале, содержание примесей, скорость высыхания, прозрачность, твердость и пластичность высохшей пленки. Применяются масляные лаки как отделочный материал для придания глянца и повышенной механической прочности отделываемым поверхностям деревянных полов, панелей, дверей и пр., а также в качестве связующего для производства эмалевых красок. Номенклатура изготовляемых у нас масляных лаков очень велика.
Содержание масел в различных видах лаков может быть разным; лаки с высоким содержанием мдсел называют жирными, а с низким — тощими. Жирные лаки более прочны и устойчивы к атмосферным воздействиям, поэтому они находят большее применение для наружных
Связующие вещества
405
окрасок. Для изготовления масляных лаков из природных смол применяют канифоль, копал, а из синтетических полимеров*—глифталь, полиперхлорвинил, поливинилхлорид, полифеноло-формальдегид и др., в зависимости от которых масляный лак и получает свое название. В настоящее время природные смолы используются все в меньшем количестве, так как их вытесняют полимерные вещества, обладающие целым рядом преимуществ. Некоторые виды масляных лаков имеют специальное назначение. Так, для защиты от коррозии применяют кислотостойкие и щелочестойкие перхлорвиниловые лаки, для окраски горячих металлических поверхностей — глифталевые и маслоасфальтовые лаки.
3. РАСТВОРИТЕЛИ
Растворителями называют жидкости, применяемые для доведения малярных составов до необходимой (рабочей) консистенции. Они предназначены для разбавления загустевших масляных красок, лаков и грунтовок. Растворители должны быть инертными, т. е. не вступать в химическое взаимодействие с лакокрасочными материалами или с окрашиваемой поверхностью, достаточно летучими для полного испарения из лакокрасочного слоя в процессе его высыхания. По степени активности (растворяющей способности) растворители разделяются на три группы: высшая, средняя и малая. По назначению различают растворители для: а) масляных красок и лаков; б) глифталевых, пентафталевых и битумных лаков и красок; в) эпоксидных, перхлорвиниловых и нитроцеллюлозных лаков и красок.
Наиболее распространенными растворителями, применяемыми в строительстве, являются скипидар, уайт-спирит и сольвент каменноугольный.
Скипидар получают путем сухой перегонки сосновой древесины (древесный скипидар) или путем разгонки смолы хвойных деревьев — живицы (живичный скипидар). Древесный скипидар должен проходить дополнительную очистку, в процессе которой удаляются содержащиеся в нем окрашивающие вещества. Скипидар представляет собой бесцветную или слабоокрашенную прозрачную жидкость с характерным запахом. Живичный скипидар (терпентинное масло) отличается большей чистотой, легкостью и менее резким запахом. Удельный вес скипидара находится в пределах 0,86—0,875, температура кипения около 153— 160° С, температура вспышки 30—32° С. Скипидар является растворителем средней активности; применяется для разведения масляных, алкидных, алкидностирольных и других лаков и красок. Скипидар нетоксичен, что делает его пригодным для внутренних отделочных работ. Скипидар — наиболее дорогой растворитель, это ограничивает его применение в строительстве.
Уайт-спирит, называемый также бензин-растворитель, является продуктом перегонки нефти, средней фракцией между тяжелым бензином и тракторным керосином. Удельный вес его не больше 0,795, начало кипения не выше 165° С. Уайт-спирит — растворитель малой активности; благодаря своей дешевизне, доступности и нетоксичности широко применяется при малярных наружных и внутренних работах. При разведении олиф, масляных красок и лаков, эмалевых красок на природных смолах и т. п. не следует добавлять его более 10% общего веса красочного состава. Применяется также для разрушения (смывки) старых покрытий (отвердевших пленок) масляных красок и лаков. Для разведения зфирцеллюлозных и некоторых эпоксидных составов не пригоден.
406
Глава XIII. Лакокрасочные и оклеечные материалы
Сольвент каменноугольный технический представляет собой смесь ароматических углеводородов, получаемых в коксохимическом производстве в процессе ректификации очищенных фракций сырого бензола. Это — бесцветная прозрачная жидкость с плотностью при 20° С 0,865—
0,885 г/смг в зависимости от марки. Наша промышленность выпускает сольвент трех марок: А, Б и В, различающихся плотностью, температурой кйпения, а также небольшими колебаниями содержания фенолов и серы. Все три марки обладают нейтральной реакцией водной вытяжки. Сольвент является растворителем высокой активности. Токсичность сольвента суживает сферу его применения, так как его нед^зя использовать в помещениях без вентиляции. Применяется сольвент каменноугольный для разведения перхлорвиниловых красок, а в смеси с уайтспиритом для разведения глифталейых и пентафталевых лаков и красок, а также битумных и асфальтовых лаков.
Кроме этих, наиболее распространенных, растворителей наша промышленность выпускает растворители разных марок (Р-4, РС-1, РДВ и др.)» представляющие собой различные смеси органических растворителей — ацетона, бутилацетата, сольвента каменноугольного, ксилола И др. Эти растворители особенно эффективны для сложных лакокрасочных составов.
4. КЛЕИ
Для получения водных связующих применяют различные клеи, наи^ более часто мездровый (малярный), костный (столярный), казеин кислотный и декстрин.
Клей мездровый изготовляют развариванием в воде кожных покровов животных с последующей сушкой раствора. Клей мездровый выпускают плиточный, дробленый и чешуйчатый.
Клей костный — продукт переработки клеящего вещества, извлекаемого из обезжиренных костей. По техническим свойствам он близок к клею малярному. К качеству малярного и столярного клеев предъявляют определенные требования в отношении внешнего вида, отсутствия посторонних примесей, гнилостного запаха; реакция клея должна быть нейтральной, влажность не,выше 17%. Клеевой водный раствор должен иметь определенную вязкость и противостоять загниванию не менее трех суток.
Казеин кислотный получают воздействием кислот (минеральных и органических) на снятое молоко с последующей сушкой продукта. Различают казеин молотый и немолотый. Он характеризуется следующими техническими показателями: цвет от белого до темно-бурого, влажность не выше 12%, содержание золы не более 4%, жира не более 3%; раствор казеина в 3%-ном водном растворе буры должен быть однородным, просвечивающим в тонком слое. Кроме того, казеин должен удовлетворять следующим требованиям: не содержать посторонних включений, личинок насекомых и следов плесени, не иметь гнилостного запаха; при размешивании 1 зес. ч. его с 2,1 вес. ч. воды в течение 1 ч при температуре 18±2°С давать однородный растэор, не содержащий комков. Для образования нормальной красочной пленки должно расходоваться не более 45 г казеинового клея на 1 кг сухого мела. Казеин применяют в качестве связующего для клеевых грунтовок, шпаклевок и красочных составов со щелочеустойчивыми пигментами.
Декстрин образуется в результате обработки крахмала кислотой или нагреванием до 150—200° С. Различают белый и желтый декстрин. Первый легко растворяется в, холодной воде, оставаясь жидким на холоду в концентрированных растворах; второй полностью растворяется
Красочные составы
407
в воде при нагревании, образуя после охлаждения желатинообразную массу. Декстрин используют для клеевых красочных составов, клеевых грунтовок, шпаклевок, а также для наклейки обоев.
Помимо клеев животных и растительных в настоящее время в строительстве широко применяют клеи искусственные и синтетические. Клеи искусственные представляют собой растворы природных модифицированных полимеров в воде. В покрасочной технике в качестве искусственных клеев применяют карбоксилметилцеллюлозу и метилцеллюлозу.
Карбоксилметилцеллюлоза — продукт химической переработки древесной целлюлозы; она желтоватого цвета, мало подвержена гниению, способна набухать и растворяться в воде. Ее применяют в клеевых и минеральных красках и при оклейке обоями. Клеевую краску на карбоксилметилцеллюлозе готовят по технологии, принятой для красок на животном клее. Расход краски зависит от марки применяемой карбоксил метилцеллюлозы и составляет от 30 до 50 г на 1 мг поверхности.
Метилцеллюлоза по своим свойствам отличается от карбоксилметилцеллюлозы большей стойкостью к действию химических реагентов (кислот, щелочей).
Клеи синтетические являются синтетическими полимерами, обладающими высокой клеящей способностью. Применяют их в^виде эмульсий, водных или спиртовых растворов. Для приготовления синтетических клеев используют преимущественно поливиннлацетат и другие полимеры.
Поливинилацетатный клей в виде спирто-^водных растворов низкомолекулярного поливинилацетата и в виде разбавленных водой эмульсий используют для приклеивания пленочных отделочных материалов и моющихся обоев.
В. КРАСОЧНЫЕ СОСТАВЫ
1. МАСЛЯНЫЕ КРАСКИ
Масляные краски представляют собой пасту, содержащую смесь пигментов, наполнителей и связующих. Хорошее смешивание всех компонентов и полная однородность пасты достигаются путем обработки ее на трехвальных краскотерочных машинах. Разная скорость вращения валов обеспечивает красочному составу не только смешивание компонентов, но и измельчение (перетир) частиц пигмента и наполнителя.
Масляные краски вырабатываются двух видов: густотертые и готовые к употреблению. Густотертые краски содержат минимальное количество олифы, необходимой длй получения пасты, и их перед использованием необходимо разводить олифами до рабочей консистенции. Содержание олифы в наиболее распространенных земляных густотертых масляных красках должно быть не менее (в % по весу):
для сурика железного , 18
» мумии темной и светлой . . . 18—21
для охры желтой 28
Олифа не должна содержать растворителя более 30% к общему весу Количество олифы, которое необходимо добавлять к.густотертой краске, различно для каждого пигмента и может колебаться в пределах 15—40%, достигая в отдельных случаях 50% (в черном красочном составе, где пигментом является легкая сажа). Готовые к упо¬
408 Глава XIII. Лакокрасочные и оклеечные материалы
треблению масляные краски применяют без дополнительного добавления олифы, так как необходимое количество ее уже введено в красочный состав в процессе перетирки.
Диапазон применения масляных красок очень широк — от наружных до внутренних покрасок по металлу, дереву и сухой штукатурке. Наносить масляные краски на свежую (влажную) штукатурку и влажный бетон нельзя. В основном область применения масляных красок зависит от свойств пигмента и в меньшей степени от свойств олифы. Так, например, запрещается внутренняя окраска цинковыми белилами промышленных зданий с коррозионной атмосферой, поскольку этот пигмент не обладает необходимой коррозионной стойкостью. Масляные краски, содержащие нещелочесгойкие пигменты (зелень цинковая), нельзя использовать для окраски штукатурки, бетона и других материалов, содержащих активные щелочи. Качество тёртых масляных красок оценивается по содержанию пигмента, наполнителя и олифы. При определении олифу из красочного состава экстрагируют растворителями. Степень измельчения пигмента и наполнителя для разных красок должна быть в пределах 10—40 мк. Полное высыхание пленки масляных красок при температуре 8±2° С должно наступать в течение 24 ч.
Тертые масляные краски упаковывают в стальную тару с плотно закрывающимися крышками или в прочные деревянные бочки, устраняющие утечку и высыхание красок.
2. ЭМАЛЕВЫЕ КРАСКИ
В отличие от масляных эмалевые краски (эмали) изготовляют на специальных лаках.'Они представляют собой готовые к употреблению суспензии органических или минеральных пигментов с масляными или синтетическими лаками. Эмалевые краски должны удовлетворять основным общим требованиям: обладать светостойкостью, достаточной прочностью и устойчивостью к влияниям эксплуатационной среды; высыхать в тонких окрасочных слоях в течение 15—30 ч при температуре 20±2°С. образуя прочную, ровную, гладкую пленку с хорошим глянцем, похожую на эмаль. По виду применяемого связующего эмалевые краски подразделяют на алкидные, эпоксидные и карбамидные. Загустевшие краски доводятся до малярной консистенции путем разведения их соответствующим растворителем.
Алкидные эмалевые краски представляют собой суспензии тонкоизмельченных пигментов в глифталевом, пентафталевом или других алкидных лаках с добавлением растворителей и сиккативов. Номенклатура алкидных эмалевых красок и область их применения достаточно широки. Эмали вырабатываются весьма разнообразными по цветам и оттенкам па Строительным нормам и правилам в 36 цветовых вариантах. Растворителями для алкидных эмалей являются скипидар, уайтспирит, сольвент, ксилол или их смеси. Расход этих эмалей для окраски 1 м2 при получении красочной пленки оптимальной толщины составляет 220—280 г. Окрашивают поверхности кистью, валиком или краскораспылителем, получившим в последнее время широкое применение (рис. 153).
Ниже дана краткая характеристика наиболее распространенных алкидных эмалевых красок.
Глифталевая марки ФО (общего потребления) применяется для внутренних окрасок по дереву, металлу и достаточно сухим бетонам и штукатурке. Ввиду пониженной водостойкости не применяется для окраски влажных помещений, полов и для наружных покрасок.
Красочные составы
409
Глифталевая марки ФСХ обладает повышенной водостойкостью и атмосферостойкостью, но не устойчива к щелочам, поэтому не применяется для окраски помещений предприятий химической и, металлургической промышленности.
Эмаль пентафталевая марки ПФ обладает большей прочностью и водостойкостью, чем глифталевая ФСХ; условия применения такие же. Для наружных покрасок по дереву, металлу и сухой штукатурке вырабатывается специальная пентафталевая эмаль для наружных покрытий.
Алкидностирольные марок МС-226 и МС-17 обладают повышенной водостойкостью и химической стойкостью, поэтому их используют для окраски металлов с целью защиты от воздействия агрессивных сред; не рекомендуются для окраски пористых поверхностей (дерева, штукатурки).
Алкидные эмали марок П-6 и П-8 обладают повышенной износостойкостью и хорошей водостойкостью, поэтому применяются в основном для окраски деревянных полов и твердых древесноволокнистых плит; для окраски бетонных полов не рекомендуются.
Эпоксидные и карбамидные эмалевые краски представляют собой суспензию пигментов в растворах эпоксидного полимера; в карбамидных красках связующим является мочевино-формальдегидный полимер.
Краски вырабатываются в меньшем цветовом ассортименте, чем алкидные, — всего девяти цветов и оттенков. Окраска эпоксидными эмалями производится так же, как и алкидными. Наиболее распространены из них следующие.
Эпоксидная эмаль марки ОЭП обладает повышенной химической стойкостью, в том числе стойкостью к горячим щелочам. Применяется для ответственных антикоррозионных покрасок химических установок и аппаратов, работающих на открытом воздухе. Растворителем является ацетон. Расход краски составляет 260 г/м2.
Эпоксидная эмаль марки. ЭП-51 обладает высокой водостойкостью, поэтому используется для ответственной окраски металлических поверхностей в помещениях с повышенной влажностью; а также для наружных окрасок по дереву и металлу. Расход краски составляет 220 г/м2.
Карбамидная эмаль марки МГ-213 обладает высокой водостойкостью. Перед применением в нее добавляют кислотный отвердитель. Расход этой эмали значительно больше, чем эпоксидных эмалей, ^составляет 400 г/м2. Применяется для окраски встроенного оборудования и кухонной мебели. Окраску следует производить в хорошо проветриваемых помещениях.
3. ВОДНЫЕ КРАСКИ
Водные малярные краски для строительства бывают двух видов: водно-клеевые' и водно-известковые.
Водно-клеевые краски представляют собой механическую смесь пигмента и наполнителя с водно-клеевым связующем — коллоидныл;
Рис. 153. Краскораспылитель
1 — штуцер для воздуха: 2 — пусковой крючок; 3— штуцер питания краской; 4 — форсунка для распыления краски; 5 — бачок для краски
410
Глава XIII. Лакокрасочные и оклеечные материалы
раствором клея, чаще всего малярного. Эти краски приготовляются обычно из мела, окрашенного пигментами в различные цвета, или без пигментов (побелочные составы), когда тонкая взвесь мела лишь подсинивается синькой для придания краске большей белизны. В качестве связующего употребляют клей мездровый (для темных красок) и клей костный (для светлых красок).
Водно-клетевые краски приготовляются на месте производства работ непосредственно перед применением. Для этого пигмент размешивают в небольшом количестве воды и добавляют к предварительно замоченному мелу, после чего вводят 10%-ный раствор клея и остальное количество воды и тщательно перемешивают. Красочный состав пропускают через сито с 1600 отв/см2. Приблизительное количество составляющих следующее: мел с пигментом 6 кг, 10%-ный раствор плиточного клея 2 л и воды до общего объема 10 л. Количество воды может меняться в зависимости от рабочей вязкости, а также от насыпного веса пигмента.
Образование красочной пленки водно-клеевых составов происходит по мере удаления из них воды nyteM испарения и впитывания окрашиваемым основанием. При окрасках поверхностей, обладающих большой впитывающей способностью, например штукатурки, рекомендуется предварительно наносить слой грунта или шпаклевки, которые, закрывая часть пор, уменьшают его впитывающую способность и Делают поверхность более гладкой. Этим достигается экономия красочного раствора, а также улучшается качество покраски. Грунтуют поверхности составом из медного купороса, клея и мыла с добавлением мела и воды до получения удобонаносимой консистенции. Шпаклевочные составы отличаются большим содержанием клея и мела и меньшим содержанием воды, что делает их пастообразными.
Эти краски неводостойки, так как высохший клей при увлажнении снова набухает, теряя прочность и приобретая способность к загниванию; поэтому применяют их лишь для внутренних окрасок сухих помещений. Прочность Пленки водно-клеевых красок на истирание незначительна, поэтому нижнюю часть стен жилых и производственных помещений обычно красят более стойкими красками (масляными, эмалевыми), нанося водно-клеевое покрытие лишь на верхнюю часть стены, не подверженную истирающим и ударкым воздействиям.
Клеевые казеиновые краски составляют отдельную группу водноклеевых покрасочных составов, обладающую своими специфическими особенностями. В них в качестве связующего применяют казеин; выпускают их в сухом Виде и перед употреблением разводят водой. Готовые сухие казеиновые краски состоят из смеси пигментов, казеина, щелочи, извести и антисептика—фейола; имеют различные цвета и оттенки. При высыхании на известковых штукатурках и сухих каменных поверхностях они образуют прочные, матовые, нерастворимые в воде пленки. Сухую казеиновук) краску разводят водой в соотношении 1 1 (по весу); во избежание образования комков воДу добавляют постепенно, при постоянном размешивании. Если комки все же образуются, то красочный состав протирают через сито с 100 отв/см2. Замешенная водой краска должна быть выдержана в течение 1 ч, после гчего ее процеживают через сито с 1600 отв,/см2. Готовый красочный состав можно использовать в течение 2 суток.
Казеиновые краски более прочны и водостойки, чем обычные клеевые, поэтому их применяют для внутренних отделочных работ повышенного типа, а также для покрытия наружных поверхностей оштукатуренных и бетонных стен. Краски нельзя наносить на грунтовку или на
Красочные составы
411
шпаклевку, содержащую медный купорос; их наносят на известковые грунты или на огрунтовку, выполненную жидкой казеиновой краской (с большим количеством воды).
Водно-известковые краски, в которых связующим является водноизвестковая суспензия, применяются для окраски кирпичных, оштукатуренных и бетонных наружных поверхностей,1 внутренней окраски зданий общественного назначения, а также для временной окраски недостаточно просушенных оштукатуренных поверхностей, окраски деревянных фасадов, временных павильонов, бараков, складов и других неответственных покрасочных работ. Краски готовят на месте производства работ,1 используя воздушную и гидравлическую известь, последнюю в тех случаях, когда покраска должна обладать повышенной механической прочностью и водостойкостью — для окраски поверхностей в банях, душевых, прачечных и т. п. В качестве наполнителя можно ‘ использовать известковое тесто или известь-кипелку. Примерный состав красочного раствора (на 10 л, в кг): пигмент не более 0,3, известковое тесто 3, соль поваренная 0,1, остальное вода. Приготовляют краску так: известковое тесто разбавляют небольшим количеством воды и приливают раствор поваренной солц; затем при постоянном и хорошем перемешивании добавляют пигмент и остальное количество воды. Перед использованием красочный состав пропускают через мелкое сито. Для огрунтовки окрашиваемой поверхности применяется известь-кипелка (1000 г) в смеси с хозяйственным мылом (100 г) и натуральной олифой (15 г). В краски вводят щелочестойкие пигменты, количество которых не превышает 10% веса извести, так как обычно эти растворы бывают светлых, малоинтенсивных тонов. Красочный слой наносится'кистью или краскопультом на увлажненную поверхность, которая предварительно очищается от старой краски и огрунтовывается. Для окраски металла и пластмасс водно-известковые растворы не пригодны.
Помимо краски на основе извести в меньшем количестве применяются краски на основе жидкого калийного стекла, получившие название силикатных. Краски заводского производства выпускаются в двух^гарной упаковке. Смешивают сухую краску с жидким стеклом на месте работы, причем краска сохраняет свою пригодность в течение 12 ч. Окраска производится по огрунтованной жидким стеклом поверхноЬш в два слоя. Красочный слой наносится кистью, валиком или пистолетом-распылителем; для окраски дерева, гипса и глины не применяется. Расход краски при окраске фасадов зданий составляет 700 г/ж2, причем на долю пигмента приходится 200 г, а на связующее — 500 г. Применяют силикатные краски как для окраски фасадов зданий, так и для внутренних отделочных работ по штукатурке.
Также ограниченное применение имеют водно-цементные краски, изготовляемые на основе пигментированных цементов. Это — краски заводского производства; на месте работы их разбавляют водой, причем они сохраняют свою пригодность в течение 4 ч. Окраска производится в два слоя по увлажненной поверхности. Для получения покрытия нормальной толщины расход сухой краооГ составляет 200—250 г/ле2 для ровной поверхности и значительно возрастает при окраске ячеистого бетона и при рельефной отделке. Красочный слой наносят кистью, валиком или пистолетом-распылителем, при применении которого красочный раствор приготовляется менее вязким. Применяются водно-цементные красочные растворы для наружной окраски по бетонным, кирпичным, штукатурным и другим пористым поверхностям, а также для окраски внутренних помещений с повышенной влажностью и при заводской отделке железобетонных панелей; не рекомендуются для окраски дере*
412
Глава XIII. Лакокрасочные и оклеечные материалы
ва и других органических материалов, а также материалов с малой пористостью (меньше 5%) —металла, стекла, плотного бетона и пр.
4. ЭМУЛЬСИОННЫЕ КРАСКИ
Эмульсионные краски представляют собой суспензии пигментов, получаемые перетиранием тонкодисперсных пигментов на водных эмульсиях различных пленкообразователей. В эмульсионных красках достигается большая экономия растворителя, так как он частично или полностью заменяется водой. Эмульсии делят на два типа: 1) масло в воде — эмульсия, у которой внешней фазой является вода, обволакивающая частицу масла, что дает возможность разбавлять ее водой, а также возможность окрашивания сырых поверхностей; 2) вода в масле — эмульсия, у которой внешней фазой является масло; такие эмульсии водой* не разбавляют и для окрашивания сырых поверхностей не применяют. Большее распространение получили эмульсионные краски первого тица. В качестве эмульгаторов при их приготовлении применяют калиевые, натриевые и аммониевые мыла, а для приготовления эмульсий второго типа — гидрофобные эмульгаторы в виде металлических мыл магния, цинка и др. Покрытие эмульсионными красками полностью устраняет пожарную опасность при производстве работ, поскольку в красочном составе отсутствует органический легкогорючий растворитель.
В последний период кроме масляных эмульсионных красок стали применять краски, в которых в качестве связующих используют различные полимеры. Эти краски, получившие название латексных, дают прочную пленку, хорошо защищающую окрашенную поверхность. Применение их дает большую экономию дефицитных и дорогих растительных масел, поэтому производство их непрерывно увеличивается, а разнообразие выпускаемого ассортимента расширяет сферу применения в строительстве. Наибольшее применение получили поливинилацетатные, сти.ролбутадиеновые, глифталевые и акрилатные краски, краткое описание свойств и названий которых дано ниже. Все эти краски заводского производства, выпускаются в пастообразном состоянии и на месте работ разбавляются до малярной консистенции водой. При минусовых температурах пользоваться ими нельзя, так как они свертываются и приходят в негодность. На окрашиваемую'поверхность их наносят кистью, валиком или распылителем. Для получения рельефной окраски применяются составы повышенной вязкости. Расход красок составляет 250— 350 г)м2 для нормальных покрытий и 1000—1200 г/м2 для рельефных покрасок.
Латексная поливинилацетатная краска марки ПВА применяется для внутренней и наружной окраски штукатурки, бетона и дерева, а также для окраски листовых отделочных материалов — линкруста, картона и т. п.; не рекомендуется для окраски полов и наружных окрасок деревянных оконных переплетов; ее нельзя наносить по квасцово-купоросному грунту. Эти ограничения в одинаковой степени относятся ко всем видам латексных красок.
Стиролбутадиеновая краска марки СКС-65 применяется для внутренней и неответственной наружной покраски различных поверхностей.
Краска эмульсионная марки СТЭМ-45 используется для внутренней окраски дерева, штукатурки, бетона и кирпича, а также окрасок по старой масляной краске.
Краска глифталевая эмульсионная марки ЭМА применяется для наружных и внутренних работ по штукатурке, бетону, камню и кирпичу. *
Красочные составы
413
Краска эмульсионная акрилатовая пригодна для наружных и внутренних работ по дереву, штукатурке, бетону и другим материалам; образует водостойкое пленочное покрытие, поэтому применяется для окраски помещений, эксплуатируемых в условиях повышенной влажности.
5. ЛАКИ СПИРТОВЫЕ И* СПЕЦИАЛЬНЫЕ
Спиртовые лаки представляют собой раствор в спирте или в смеси спирта с другими легколетучими растворителями синтетических полимеров или твердых растительных смол, например шеллака. ‘Спиртовые растворы менее вязкой консистенции, содержащие значительно меньшее количество полимеров или смол, называются политурами. Спиртовые лаки применяют для покрытия деревянных деталей и изделий, находящихся внутри помещений, а политуры — для полировки их, с целью получения более блестящей поверхности.
К лакам специального назначения относятся нитролаки, состоящие из нитроцеллюлозы, растворенной в органических легколетучих растворителях при добавлении пластификаторов. Эти лаки высыхают очень быстро, давая достаточно прочную блестящую поверхность. Применяют их только для внутренних работ. При работе с нитролаками следует соблюдать меры предосторожности, так как они очень огнеопасны и токсичны.
Наиболее распространенным лаком этой группы является цапонлак, имеющий примерно следующий состав (з %): нитроцеллюлозы 7, пластификатора (дибутилфталат) 1, бутил ацетата 30, этил ацетата 35, бутанола 7 и толуола 20. Для получения цветных цапонлаков в них добавляют органические красители. Выпускаются цапонлаки пяти основных цветов — черного, красного, зеленого, фиолетового, синего, а также бесцветный (без красителя). Предназначаются они для4 покрытия поверхности черных и цветных металлов, стекла, бумаги и т. д. При необходимости получения тонкой пленки, не маскирующей поверхности металла, применяют бесцветный цапонлак. Скорость высыхания пленки цапонлака не должна превышать 20 мин.
В числе специальных лаков, применяемых в строительстве для покрытий санитарно-технического оборудования, можно выделить три группы: масляные лаки для горячих поверхностей, асфальтовые лаки и лаки пековые.
Из лаков, входящих в первую группу, следует отметить лак масляный печной, представляющий собой жирный лаковый раствор следующего состава (в %): масло растительное 23, цолимер светлый 5, битум 37, растворитель 34 и сиккатив 1, а также лак глифталевый для горячих поверхностей — лаковый раствор средней жирности на глифталевых полимерах. Применяется печной лак для двухслойного покрытия горячих металлических поверхностей или изделий с последующей сушкой при температуре 120° С. Окрашивает в черный цвет стальные печи, газовые плиты и т. п., причем печи можно окрашивать на месте, так как лак высыхает и отвердевает во время топки печи. Глифталевым лаком для горячих поверхностей покрывают радиаторы й трубы центрального отопления, газовые колонки и прочие металлические приборы, подвергающиеся нагреванию после их окраски масляными красками. Из этих лаков приготовляют тэкже эмалевые краски аналогичного назначения.
Асфальтовый безмасляный лак представляет собой смесь следующего состава (в %): битума 45, полимера светлого 20, растворителя 35. Для придания лаковому покрытию лучшего внешнего вида в лаки мож¬
414
Глава XIII. Лакокрасочные и оклеечные материалы
но вводить 10—20% алюминиевой пудры. При нанесении лакового слоя пудра всплывает на поверхность и придает покрытию металлический блеск. Асфальтовый лак отличается высокими антикоррозионными свойствами, стойкостью против действия влаги, кислот и растворов щелочей слабой концентрации. Лак не должен содержать механических примесей, укрывистость его 35 ё/м2. Лаковай пленка должна высыхать в течение 2—3 ч «от пыли» и в течение 24 ч до полного высыхания.
Каменноугольный лак, называемый также пековым лаком или кузбасслаком, представляет собой раствбр каменноугольного пека в сольвенте. Этот лак впервые был предложен в Кузнецком каменноугольном районе, откуда и получйл свое названйе. Пленка кузбасслака отличается высоким качеством: она полностью Высыхает, не дает отлипа, не теряет глянца, не подвержена деформациям (не растрескивается, не пузырится, не отслаивается), водонепроницаема, хорошо сопротивляется действию кислот; поверхность ее черного цвета, гладкая и блестящая. К недостаткам пленки можйо Отнести Малую пластичность и слабую сопротивляемость резким температурным, изменениям. Каменноугольный лак является хорошим антикоррозионным покрытием дДй металлических частей санйтарно-технииеского оборудования, работающего при нормальных температурах. Его следует применять для покрытия приборов водопровода и канализации и для окраски металлических поверхностей подземных и подводных сооружений. Защитные покрытий выполняются из двух слоев. Как и асфальтовый лак, его можно вырабатывать с алюмйниевой пудрой, применяя для окраски наружных и внутренних трубопроводов и Других металлических конструкций.
Г. ОКЛЕЕЧНЫЕ МАТЕРИАЛЫ
К оклеечным материалам, применяемым в строительстве при отделке внутренних помещений зданий, относятся обои и линкруст, последний описан в главе XV.
Обоями называют рулонную бумагу с красочным однотонным или рисуночным покрытием, предназначенную для оклейки внутренних стен и потолков помещений в целях декоративной отделки, а таюке в гигиенических целях — обои закрывают поры в строительном материале оклеиваемых поверхностей. Цвет обоев влияет на освещенность помещений: чем светлее обои, тем меньше света поглощают стены и тем больше они его отражают. Вырабатываемые нашей промышленностью обои подразделяются на негрунтованные й грунтованные.
Негрунтованные обои Изготовляются двух видов: Печатное с покрытием большей части бумаги-основы краской, лепковые й с рельефной печатью А и тисненые Б.
Грунтованные обои выпускаются очень разнообразным^ что расширяет области их применения. Изготовляют грунтованйые обои: фоновые и потолочные В; Грунтованные с одновременной печатью Г; печатные по одноцветному и мнОгОцве!ному фону Д; с рельефной печатью Е; печатные влагостойкие Ж; печатные влагостойкие с высокой прочностью красочного слоя к истиранию Ж-1; печатные водостойкие с пленочным покрытием Э; тисненые без печати й с печатью И; тисненые влагостойкие К; металлизированные* сатинированные, сатинированные с рельефной печатью и под шелк Л; влагостойкие для специальной отделки М; ворсовые Н; декоративные с дополнительным нанесением печати штампами О. Некоторые виды обоев изготовляются гофрированными (грунтованные В, Г и Д и негрунтовайные А, за исключением обоев с рельефной печатью).
Оклеенные материалы
415
Для производства обоев применяют специальную бумагу шириной 50, 60 и 75 см и весом 70, 80, 90, 100, 120, 140 и 150 г}м2. Для марки К применяется бумага до .170, а для марки М до 200 г./м2. В качестве красок для обоев используют анилиновые красители, приведенные в нерастворимое состояние и смешанные с мелом, на клеевом или масляном связующем, а также и минеральные пигменты — охру, мумию, умбру и алюминиевый и бронзовый порошки. Ко всем видам красок предъявляются основные требования — светостойкость и нетоксичность.
Негрунтованные обои имеют рисунок в одну или несколько красок, нанесенных непосредственно на обойную бумагу. Такие обои вырабатывают с мелкой или крупной печатью. Грунтованные обои изготовляют путем предварительного нанесения сплошного сЛоя светлой краски — грунта, на который наносят рисунок, однокрасочный или многокрасочный. Этот вид обоев вырабатывается с применением металлической пудры — алюминиевой и бронзовой. Тисненые обои Б изготовляют из грунтованной обойной бумаги, с нанесением рисунка масляными красками с одновременным тиснением. Такие обои прочйее негрунтованных и срок их службы значительно больше. Влагостойкие печатные обои с пленочным покрытием 3 готовят путем нанесения на грунтованную бумагу рисунка масляными красками с пбследующим покрытием слоем лака, образующего водс)устойчивую пЛенку. Эти обои долговечны и негигроскОпичны, в условиях эксплуатации их можно мыть водой.
Обои всех видов по эксплуатационным признакам можно подразделять на три вида: обычные, влагостойкие (моющиеся) и звукопоглощающие (ворсовые Н). Вырабатываются обои шириной, соответствующей ширине применяемой бумаги, рулонами длиной 7 и 12 м. По согласованию со строительными организациями Допускается изготовление обоев в рулонах длиной до 750 м. Отклонение по ширине обоев не должно превышать db3 мм. Обои Имеют по обеим сторонам полотна кромку шириной от 10 до 15 мм, удаляемую при оклеёчных работах. Кромка должна иметь одинаковую ширину по всей длине рулона. Таким образом, полезная ширина обоев составляет:
Для лучшего оформления стен, оклеенных Ьбоями, вырабатываются соответствующие сортам обоев фризы и бордюры. Фризы изготовляются в рулонах длиной 12 м и с полезной шириной 24, 29 и 48 смч бордюры — в бобинах длиной 25 м при ширине от 15 до 160 мм. Допускается изготовление трех-, четырех- и пятиполосных бордюров в рулонах длиной 6 м.
Каждый рулон обоев, фризов и бордюров должен иМеть плотную намотку напечатанной стороной внутрь и заклеиваться буМажйой бандеролью. Хранят обои в сухих закрытых складских помещениях, надежно защищенных от атмосферных осадков и увлажнений. Транспортные средства для перевозки обоев должны быть чистыми и закрытыми.
Йрймейение обоев в строительстве очень велико. Обычные обои всех Видов используют для отделки жилых комнат и помещений общественных зданий, влагостойкие моющиеся обои — для отделки детских учреждений, гостиниц, ресторанов, санаториев, больниц, лабораторий я т. п. Звукопоглощающие обой применяют для отделки помещений с повышенными звукоизоляционными требованиями — радио- и телестудии. машинописные бюро и пр. При оклеечных работах на обратную сторону обоев широкой плоской кистью наносят тонким и равномерным слоем мутной или крахмальный клейстер или казеиновый клей.,
Ширина буМ'агй в см
Ширина обоев в см
50
48—47
60
58—57
75
73—72
ГЛАВА XIV
ПЛАСТИЧЕСКИЕ МАССЫ И ПОЛИМЕРЫ
А. ОБЩИЕ СВЕДЕНИЯ
Пластическими массами называют материалы, в состав которых входят полимеры — органические вещества с высоким молекулярным весом. Эти вещества придают пластическим массам на определенной стадии их переработки пластичнрсть, т. е. способность принимать требуемую форму и сохранять ее после снятия давления. Природные полимеры, а также синтетические полимеры, которые часто не совсем правильно называют смолами, являются основой пластических масс. Их применяют в сочетании с пластификаторами, наполнителями, стабилизаторами и некоторыми другими веществами.
Пластификаторы вводят в пластмассу для сообщения ей большей пластичности, если это является необходимым для изделия. Они должны растворять связующее вещество, быть химически инертными и малолетучими. В качестве пластификаторов чаще всего применяют диоктилфталат, хлорпарафин, дибутилфталат и др. Наполнители придают пластмассам требуемые технические свойства, а также снижают их стоимость. Добавление стабилизаторов делает устойчивыми свойства пластмасс или изделий из них на длительный период, в частности препятствуют разложению их как в процессе обработки, так и при воздействии атмосферных условий, тепла, света и пр. Катализаторы ускоряют химические процессы твердения пластмасс; для различных пластмасс применяют различные катализаторы. Красители или пигменты придают пластмассам определенный цвет. Красители должны обладать живыми тонами, не давать грязноватого цвета, не изменяться с течением времени, а также не выцветать под действием солнечного или электрического света, что особенно важно для отделочных строительных материалов. В качестве красителей применяют как органические (нигрозин, хризоидин и др.)» так и минеральные (охру, мумию, сурик, умбру, ультрамарин, белила и др.) пигменты.
Таким образом, пластические массы представляют собой сложную смесь различных веществ, главными из которых являются полимеры, получаемые в основном методами полимеризации или поликонденсации (синтетические полимеры), или, значительно реже, модифицированные природные полимеры. Пластические массы на основе полимеров появились сравнительно недавно, но в силу присущих им ценных и разнообразных свойств получили широкое применение во многих областях техники. В строительстве пластические массы не заняли еще подобающего им места, хотя в последние годы их используют все шире. Основным препятствием для широкого внедрения пластмасс в строительстве остается дефицитность и высокая стоимость полимеров.
Общие сведения
417
Все пластические массы в зависимости от физико-механических свойств подразделяют на пластики (жесткие, полужесткие и мягкие) и эластики.
Жесткие пластики — твердые упругие материалы с высоким модулем упругости (выше 1 • 104 кГ/см2), малым удлинением при разрыве, сохраняющие свою форму при внешних напряжениях в условиях нормальной или повышенной (до определенного для каждого пластика предела) температуры.
Полужесткие пластики — твердые упругие материалы со средним модулем упругости (выше 4• 103 кГ/см2), высоким относительным и остаточным удлинением при разрыве, причем остаточное удлинение обратимо и полностью исчезает при температуре плавления кристаллитов.
Мягкие пластики — мягкие и эластичные материалы с низким модулем упругости (не выше 2 -102 кГ/см2) с высоким относительным удлинением, причем деформация исчезает с'замедленной скоростью.
Эластики — мягкие и эластичные материалы с низким модулем упругости (ниже 2• 102 кГ/см2), поддающиеся значительным деформациям при растяжении, причем вся деформация или большая ее часть исчезает с большой скоростью при нормальной температуре.
В качестве начолнителей в пластмассах применяют вещества порошкообразные, волокнистые и в виде листов.
Порошкообразными наполнителями являются вещества минерального происхождения — мел, тальк, песок, известняк и другие измельченные материалы. Они не только сообщают пластмассам некоторые новые свойства, но и повышают их твердость, снижают стоимость и увеличивают долговечность, что особенно важно для пластмасс, применяемых в строительстве.
Волокнистые наполнители, к которым относятся асбестовое волокно, хлопковые очесы, древесное волокно и др., имеют широкое применение, так как они увеличивают прочностные характеристики пластмасс и снижают их хрупкость. Особенно часто применяется стеклянное волокно — оно придает пластмассам высокие механические свойства, что имеет большое значение при изготовлении строительных конструкций.
Листовыми наполнителями пластических масс является бумага, хлопчатобумажная и стеклянная ткань, асбестовый картон и древесный шпон. Отдельные листы наполнителя, пропитанные или покрытые полимером, складывают в пакеты и спрессовывают в ллиту или реже в изделие другой формы. На основе феноло-формальдегидных и других полимеров в сочетании с бумагой получают материал бумопласт с высокими прочностными показателями. При применении хлопчатобумажной ткани в качестве наполнителя получают материал, называемый текстолитом. Используя в качестве наполнителя полимера минеральный порошок или древесную муку, получают так называемые пресспорошки, из которых методом прессования в формах получают различные изделия.
Прессованием изготовляют и так называемые волокниты, в которых наполнителем полимера является волокно (например, асбестовое).
Для получения пористых пластических масс в полимеры вводят специальные вещества — порообразователи (порофоры), обеспечивающие создание в материале пор. Для смазки форм при получении изделий из пластических масс в них вводят олеиновую кислоту, стеарин и др.
Пластические материалы органического происхождения были из¬
418
Глава XIV. Пластические марсы и полимеры
вестны в дррвнейщие времена, Так, еще за 700 лет до н. э. в Вавилоне природный битум применяли как цементирующий и водостойкий материал при строительстве канала под рекой Евфрат, Асфальт цшр^Ко' применяли во времена Римской империи. В древности помимо асфальта использовались некоторые виды ископаемых смол, в частности копал. Однако в течение средних веков органические пластические материалы почти не применялись. Лишь со второй половины XIX в. началось кассовое использование органических пластических материалов. Это развитие можно разделить на два периода. В первый период— Ёторая половина XIX в. — широко применялись в основном природные и нефтяные битумы и модифицированные высокомолекулярные природные полимеры — целлюлоза, каучук и белок. Второй период—с начала XX в. — характеризуется быстрым развитием искусственного получения (синтеза) полимерных высокомолекулярных веществ и широким использованием их в технике (синтетические полимеры). Важнейшим достижением первого периода было открытие процесса вулканизации природного каучука путем нагревания его с серой. В 1872 г, путем обработки нитроцеллюлозы камфорой был получен целлулоид (который явился первым видок пластической массы на основе производных целлюлозы), а в. 1897 г. — галалит (первая пластмасса на основе измененного белка — казеина).
С начала XX в. искусственным путем научились получать навые высокомолекулярные вещества реакциями синтеза из простых по химическому составу веществ— мономеров. Для развития синтеза новых веществ исключительное значение имели работы творца теории строения органических веществ А. М. Бутлерова и многих других выдающихся русских химикоэ.
Первыми синтетическими пластмассами, которые начали применять в промышленности, были фенопласты. В 1902 г. в полузаводских условиях путем конденсации фенола с формальдегидом был получен первый синтетический полимер лаккоин. В период 1907—1914 гг. осуществлялось промышленной производство синтетических твердых полимеров на основе феноло-альдегидной конденсации. Здесь огромное значение имели выдающиеся работы русского химика проф. Г. С. Петрова. В 20-х и 30-х годах XX в, получили промышленное применение мочевино-формаАьдегидные, полиэфирные и другие прлимеры. В 30-х годах методами полимеризации начали получать полистирол, поливинилацетат, поливинилхлорид, полиметилметакрилат и др. 40-е годы текущего столетия характеризуются весьма быстрым развитием полимеризационных пластиков, появляются также новые виды поликонденсационных пластиков — полиамидные, полиуретановые, кремнийорганические и др. Для современного периода характерно бурное развитие как мировой, так и отечественной промышленности пластических масс на основе полимеров. Советская промышленность, имеющая большое количество хорошо оснащенных производственных предприятий, перешла к массовому выпуску пластических масс и изделий из них.
Одним из весьма ценных свойств пластических масс является малый вес: объемный вес применяемых в строительстве пластиков колеблется от 15 до 2200 кг/м3 (включая и пористые пластмассы — так называемые поропласты). Следующий положительный показатель свойств пластмасс — прочностные характеристики. Особенно высока прочность пластмасс с листообразными наполнителями. Например, у текстолита предел прочности при разрыве достигает 1500 кГ/см$9 тогда как сталь марки Ст. 3 выдерживает 3800—4500 кГ/см\ дельта-древесина—3500 'кГ/см2 и СВАМ (стекловолокнистый анизо1$юшши ма¬
Общие сведения
419
териал) — от 4800 до 9500 кГ/см2. Это делает возможным применение слоистых пластиков для несущих конструктивных элементов зданий. Пределы прочности при сжатии этих материалов также достаточно высоки: дельта-древесина 2000, текстолит 1600 н СВАМ 4200 кГ/см2. Для пластмасс q наполнителями (как порошкообразными, так и волокнистыми) этот показатель находится в пределах от 1200 до 1600 кГ/см2. Таким образом, основные прочностные характеристики пластмасс по пределу прочности при сжатии и растяжении достаточно высоки и превосходят в этом отношении многие из старых традиционные строительных материалов, широко применяющихся сейчас в строительстве.
Коэффициент конструктивного качества пластмасс (получаемый в результате деления прочности материала на его объемный вес) у слоистых пластиков очень высок. В табл. 55 приведены его значения для. различных материалов.
Таблица 55
КОЭФФИЦИЕНТЫ КОНСТРУКТИВНОГО КАЧЕСТВА
'
Коэффициент
Материал
конструктиэ-
ного
Примечание
качества
9
Кирпич в кладке
1
0,02
1
Самое низкое значение
Бетон марки 150
0,06
В 3 раза выше, чем для кирпичной кладки
Сталь марки Ст.З .
0,5
Почти в 9 раз выше, чем для бетона
Древесина сосновая
0,7
Значительно вънце, чем для стали
Дюралюминий
1,6
Более чем в 2 раза выще, чем для сосновой
СВАМ ....
2,2
древесину
В 100 раз выше, чем для кирпичной кладки
Дельта-древесина
2,5
В 5 раз выше, чем для стали t
Низкая теплопроводность пластических масс является также положительным свойством их как строительного материала. Учитывая большое разнообразие пластмасс, диапазон теплопроводности их для плотных пластмасс следует определять от 0,2 до 0,6 ккал/м • ч • град. Наиболее легкие пористые пластмассы имеют коэффициент теплопроводности всего лишь 0,026 ккал/М' «• град, т. е., близкий к коэффициенту теплопроводности воздуха.
Ценным свойством пластических масс для строительства является их высокая химическая стойкость. Этот термин следует понимать в широком смысле, включая стойкость к воде, растворам солей и в целом ряде случаев к органическим растворителям (бензин, бензол и др.). Особенно стойкими к воздействию Кислот и растворов солей являются пластмассы на основе полиэтилена, полиизобутилена, полистирола, поливинилхлорида.
Положительным свойством пластмасс является способность окрашиваться в различные цвета, причем хорошая окрашиваемость и* по всей толще изделия дает возможность избегать периодических покрасок. Высокая устойчивость пластмасс к коррозионным воздействиям также исключает необходимость периодических покрасок. Этому способствует и техническая возможность при формовании изделий из пластмасс придавать их поверхности значительную плотность и ровность.
Большой интерес для строителей представляет малая ' истирае* мость пластмасс, т. е. их способность сопротивляться истирающим уси¬
420
Глава XIV. Пластические массы и полимеры
лиям. В связи с этим пластмассы целесообразно внедрять^как материал для полов.
Очень ценным свойством некоторых пластических масс (без наполнителя) является прозрачность и высокие оптические свойства. Эти прозрачные пластмассы при условии снижения их стоимости можно применять взамен оконного стекла. Органические стекла можно легко окрашивать в различные цвета. Они имеют значительно меньший, чем стекло, объемный вес. Так, объемный вес стекла из полистирола 1060 против 2500 кг/м3 для обычного оконного стекла. Коэффициент преломления полистирола и полиметилметакрилата примерно такой же, как у обычного оконного стекла,—1,52. Органические стекла отличаются от обычного легкостью формования, тац как полимеры не требуется нагревать до высокой температуры. Кроме того, достаточная их прочность, отсутствие хрупкости указывают на широкие перспективы применения их в строительстве.
Ценнейшим свойством пластмасс является легкость обработки, что позволяет придавать им разнообразные, сложные формы и очертания. Бесстружечная обработка этих материалов (литье, прессование, экструзия) значительно снижает стоимость изготовляемых изделий. Простота станочной обработки пластмасс (пиление, сверление, фрезерование,. строгание, обточка и др.) в сочетании с возможностью целиком использовать стружку и отходы делают этот вид обработки пластмассовых изделий весьма эффективным по технологическим и экономическим соображениям.
Пластмассовые изделия легко склеиваются как друг с другом, так и с другими материалами (например, с металлом, деревом и др.). Поэтому из пластмасс можно изготовлять различные комбинированные клееные строительные изделия и конструкции. Легкая свариваемость материалов из пластмасс (например, труб в струе горячего воздуха) позволяет механизировать работы по монтажу санитарно-технического оборудования из этих материалов.
Несложность операций пр герметизации мест соединений и сопряжений изделий из пластмасс позволяет широко применять их в качестве гидро-и газоизоляционных конструкций. Это свойство особенно ценно в сочетании со способностью пластмасс давать тонкие и прочные газо- и водонепроницаемые пленки, которые можно использовать как надежный, недорогой и удобный материал в гидро- и газоизоляционных конструкциях. Кроме того, способность пластмасс образовывать тонкие пленки в сочетании с их высокой адгезией к ряду материалов делает пластмассы незаменимым сырьем для производства лаков и красок. Эти материалы весьма перспективны как наименее полимероемкие. Понятие полимероемкость является важным для перспективного планирования развития производства строительных материалов на основе полимеров. Здесь следует учитывать два его значения: количественное содержание полимера в данном материале и абсолютный вес данного материала, приходящегося на единицу площади конструкции (стены, пола, кровли). Полимероемкость выражается в граммах на I м2.
К положительным свойствам пластических масс как строительного материала относятся также неограниченность и доступность сырьевой базы для производства полимеров.
К отрицательным характеристикам пластмасс следует отнести:
1) низкий уровень теплостойкости большинства пластмасс (от 70 ДЬ 200°С), правда, этот недостаток в строительстве может проявляться лишь при нижнем пределе теплоустойчивости; особенно это важно
Полимеры
421
для кровельных материалов на основе пластмасс, где за счет радиации температура на поверхности кровли в некоторых географических районах может достигать 85° С;
2) малая поверхностная твердость (по Бринеллю) — волокниты 25, полистирольные и акриловые пластики 15 кГ/мм2; наиболее низкой твердостью отличаются целлюлозные пластики 4—5 кГ/мм2, а наиболее высокой — асботекстолиты до 50 кГ/мм2\ для сравнения следует иметь в виду, что у стали этот показатель достигает 450 кГ/мм2;
3) высокий коэффициент термического расширения —(25—120) X ■ХЮ“6, т. е. в 2,5—10 раз выше, чем у стали; значение этого коэффициента необходимо учитывать при проектировании строительных конструкций, особенно крупноразмерных элементов из пластмасс (например, стеновых панел'ей);
4) повышенная ползучесть; даже жесткие типы пластмасс с минеральными порошкообразными наполнителями обладают медленно развивающимся пластическим течением — ползучестью, которая сильно возрастает даже при сравнительно незначительных изменениях температуры;
5) горючесть; следует отметить, что синтезируемые новые виды полимеров — гетероцепные, основная цепь которых наряду с углеродами содержит и другие атомы (в первую очередь, кремния), относятся к трудносгораемым пластмассам;
6) токсичность некоторых пластмасс; это свойство в ряде случаев зависит от токсичности не только самих полимеров, но и тех компонентов, которые входят в пластмассы (стабилизаторы, пластификаторы, красители); знание свойств токсичности полимерных строительных материалов особенно важно для пластмасс, применяемых при внутренней отделке жилых помещений и в системах водоснабжения; при правильно поставленных технологических процессах полимерные строительные материалы токсичностью не обладают.
К неизученным свойствам пластмасс следует отнестй их долговечность. Вопросы же долговечности материалов, изменяемости свойств во времени определяют целесообразность их применения в строительстве в качестве конструктивных материалов.
Б. ПОЛИМЕРЫ
Количество видов полимеров очень велико, и оно непрерывно увеличивается благодаря получению новых. Однако для производства строительных материалов используют лишь немногие из них.
Все высокомолекулярные вещества, применяемые для получения пластмасс, согласно имеющейся классификации делят на следующие классы в зависимости от способа получения:
класс А — полимеризация;
» Б — поликонденсация;
» В — модификация природных полимеров;
» Г — простая и деструктивная перегонка органических ве¬
ществ.
Высокомолекулярные вещества класса Г — это природные и нефтяные битумы, каменноугольные дегти, пеки и масла, служащие исходным сырьем для изготовления битумных и дегтевых строительных материалов; они не являются полимерами, и здесь мы их рассматривать не будем, поскольку в развитии современной промышленности пластических масс о-ни играют небольшую роль и о них сказано в гла¬
422
Глаба XIV. Пластические массы и полимеры
ве XII. Полимеры класса В, т. е. полученные модификацией природных полимеров (целлюлозы и белков), например этилцеллюлоза, метилцеллюлоза, галалит, альбумин и немногие другие полимеры, практического значения для строительной промышленности почти не имеют в силу своих невысоких строительных свойств и в данном учебнике не рассматриваются.
Развитие современной промышленности строительных материалов на основе пластмасс базируется на применении полимеров синтетических, т. е. классов А и Б, получаемых методом полимеризации и поликонденсации.
При реакции полимеризации происходит объединение ненасыщенных молекул (мономеров) одного и того же вещества; в результате образуется бе'з выделения побочных продуктов реакции новое вещество— полимер, молекулярный вес которого равен сумме молекулярных весов реагирующих молекул. Элементный состав полимеров, полученных при реакции поликонденсации, отличается от состава исходных веществ, так как реакция поликонденсации сопровождается выделением простейших побочных продуктов (воды, аммиака ,и др.)«
Полимеры различно ведут себя при нагревании. Молекулы, имеющие линейное строение, способны при нагревании размягчаться, при охлаждении — затвердевать (термопластичные полимеры]). Полимеры, имеющие пространственное строение молекул после затвердевания, не могут обратимо расплавляться и затвердевать. Они носят название термореактивных.
Главнейшие из этих синтетических полимеров, применяемых в строительстве, кратко рассмотрены ниже.
1 ПОЛИМЕРИЗАЦИОННЫЕ ПОЛИМЕРЫ Полиэтилен
Полиэтилен имеет формулу [—СНг—СНг—]п. Получают его путем полимеризации этилена. Этю сравнительно новый полимер. Он был синтезирован в 1937 г. в Англии и получил техническое применение лишь в 40-х годах. Число п называется коэффициентом полимеризации и показывает, какое число молекул мономера, приняло участие в его полимеризации. Удачное сочетание в полиэтилене химической стойкости, механической прочности, морозостойкости, низких газопроницаемости и водопоглощения» малого объемного веса (0,92—0,96 т/м3) делают е^о незаменимым материалом в ряде отраслей техники, в том числе в строительной. »
Исходный продукт для производства полиэтилена (этилен СН2= =*СНг) бесцветный газ со слабым эфирным запахом, горящий светящимся пламенем. Получается полиэтилен при крекинге нефти. Дог 1954 г. его получали только при высоком давлении "(д° 1500 атм) и температуре до 200° С с использованием кислорода в качестве инициатора процесса полимеризации. В последние годы полиэтилен стали производить тремя методами: старым — при высоком давлении и новыми— при низком давлении (1—7 атм) и температуре до 70° С с применением металлоорганических катализаторов и при среднем давлении (35—40 ,атм) и TeMhepaType 12$—150° С с использованием в качестве катализатора окислов металлов. Полиэтилен, полученный при низких давлениях, отличается от синтезированного при высоком давлении большей плотностью, прочностью, жесткостью и повышенной
Полимеры
423
теплостойкостью. Полиэтилен высокого давления — материал более мягкий и эластичный.
Для выпуска полиэтилена способом низкого давления не требуется сложной аппаратуры и большого компрессорного хозяйства. Технология полиэтилена высокого давления отличается сложностью (рис. 154) аппаратурного оформления. Однако она имеет то преимущество, что не нуждается в синтезе катализатора, необходимости очистки полученного полимера от остатков катализатора и регенерировании
Рис. 154. Схема процесса получения полиэтилена при высоком давлении по непрерывному методу
1 — газгольдер; 2 — насос;
3 — газовый счетчик; 4—компрессор; 5, 7 — смазкоотделитель; 6 — компрессор высокого давления; 8 — трубчатый реактор; 9 — приемник высокого давления;
10 — приемник низкого давления; И — ловушка;
12 — скруббер; 13 — сборник щелочного раствора
растворителей. Для непрерывных* процессов полимеризации прйменяют трубчатые реакторы, в которых этилен подают непрерывно под давлением.
Физические свойства полиэтилена, как и других полимеров, зависят от степени его полимеризации. Низкомолекулярный полиэтилен имеет температуру плавления 100° С и представляет собой воскоподобное вещество. Высокрмолекулярный полиэтилен плавится при температуре около 115° С, нерастворим* на холоде почти ни в одном из известных растворителей и лишь при температуре 80° С заметно растворяется в четыреххлористом углероде, трихлорэтилене, бензоле и толуоле. Предел прочности полиэтилена при разрыве в зависимости от его молекулярного веса колеблется от 100 до 200 кГ/см2. При термической обработке полиэтилена (вальцевание, экструзия) происходят его частичное разрушение и окисление, ведущие к снижению механических свойств изделий. Поэтому перед такими процессами обработки в полиэтилен добавляют антиокислители (стабилизаторы). В зависимости от относительного удлинения при растяжении полиэ.тилен делят на четыре марки: ПЭ-150, ПЭ-300, ПЭ-450 и ПЭ-500.
Полиэтилен широко применяют в производстве водопроводных, канализационных, газовых труб. Пленки из полиэтилена различной толщины можно использовать для гидро-, паро- и газоизоляции различных строительных конструкций.
Полипропилен
Полипропилен получают полимеризацией пропилена СНз—СН=СНг; он представляет собой газ, образующийся при крекинге нефтепродуктов. Инициатором реакции является смесь триэтилалюминия с треххлористым титаном. Полимеризация пропилена продолжается 5—6 ч при 65—70° С и давлении 10—12 атм. В результате полимеризации*, выпадает белый порошок — полипропилен, который после разложения катализаторного комплекса промывают спиртом, затем ютжимают и сушат.
424
Глава XIV. Пластические массы и полимеры
Изделия из полипропилена обладают высокой теплостойкостью, жесткостью и прочностью, без нагрузки их можно применять при температуре до 150° С. По химической стойкости полипропилен аналогичен полиэтилену, но отличается значительно большей механической прочностью и жесткостью прй повышенных температурах, что позволяет применять его для изготовления труб для горячего водоснабжения, центробежных насосов, деталей химической аппаратуры, а также в качестве антикоррозионного облицовочного материала. Пленки из полипропилена отличаются прозрачность^, паро- и газонепроницаемостью. Высокие технические свойства с сочетании с низкой стоимостью и доступностью сырья делают полипропилен весьма перспективным для строительного применения.
Поливинилхлорид
Поливинилхлорид — один из распространенных полимеров, применяемых в технологии строительных пластмасс. Получают его полимеризацией винилхлорида СНг = СНС1. В промышленности винилхлорид можно получить присоединением хлористого водорода к ацетилену по формуле '
СН = СН + НС1->СН2 = СНС1 + 477 кал.
Основным методам полимеризации винилхлорида является непрерывный водоэмульсионный с использованием одного или двух последовательно включенных полимеризационных автоклавов, представляющих собой котлы диаметром 1,5—1,8 м и высотой 7—8 му выдерживающие давление до 10 атм. Автоклав изготовляют из нержавеющей или общчной углеродистой стали, изнутри облицовывают стеклянными плитками и снабжают рубашкой для нагревания горячей водой (50—60°С) 'и охлаждения холодной водой или при необходимости рассолом с температурой —20° С. В верхней части автоклава имеется лопастная мешалка (рис. 155). Раствор инициатора (пе-
Рнс, 155. Схема автоклава для эмульсионной РСКИСЬ водорода Н2О2) ИЗ располимеризации винилхлорида ходного мерника 1 насосом 2
нагнетается в автоклав 3. Превращаемые в жидкость вини л ^ хлорид и раствор эмульгатора (различные мыла) проходят автоматические весы 4. Воду или охлаждающий рассол в рубашку автоклава подают центробежным насосом 5. Полученный полимер в виде тонкой и устойчивой эмульсии (латекса) непрерывно вытекает из авФоклава снизу и* пройдя дроссельный вентиль, поступает в горизонтальный фильтр 6, где из эмульсии удаляются крупные частицы полимера. Полученный латекс поступает нъ коагуляцию (осаждение), промывку, фильтрацию и сушку.
Полимеры
425
Поливинилхлорид обычно выпускают в виде белого аморфного порошка. Его удельный вес 1,4, уже при температуре выше 160° С он заметно разлагается с выделением хлористого водорода, причем образующаяся соляная кислота ускоряет разложение полимера, сопровождающееся его потемнением. Изделия из поливинилхлорида обладают достаточно высокой прочностью: предел прочности при растяжении до 500 кГ/см2, удельная ударная вязкость до 100 кГ •см/см2, а теплостойкость по Мартенсу до 65° С.
В производстве строительных материалов поливинилхлорид применяют для изготовления линолеума для полов, линкруста для внутренней отделки стен, гидро- и газоизоляционных пленок, вентиляционных коробов, поропластов для тепловой изоляции, а также погонажных изделий (плинтусов, поручней, раскладок, карнизов), изготовляемых методом экструзии, т. е. выдавливанием через мундштуки. Из него можно делать водопроводные трубы и желоба, которые не подвергаются. коррозии и не требуют покраски.
Полиизобутилен
Полиизобутилен представляет собой каучукоподобный эластичный материал — высокомолекулярный продукт полимеризации изобутилена СН2=С(СНз)2, бесцветного газа, получаемого из побочных продуктов при крекинге нефти. Для образования высокомолекулярного полиизобутилена реакцию проводят при температурах около —100° С в присутствии растворителя (жидкого этилена с температурой —104° С) и катализаторов (галоидных соединений — трехфтористого бора, треххлористого алюминия, четыреххлористого титана и др.). Особенно сильно ускоряет реакцию трехфтористый бор. После введения всего лишь 0,5% катализатора скорость полимеризации изобутилена становится близкой к скорости взрыва. Эта реакция является одной из самых быстрых в химии полимеров и сопровождается выделением большого количества тепла, которое нужно быстро отводить. Поэтому процесс полимеризации ведут в растворителях. Трехфтористый бор имеет перед другими катализаторами еще и то преимущество, что как газ он легко дозируется, а из готового полимера удаляется сравнительно несложно— простым нагреванием. Полученный при низкой температуре полиизобутилен весьма неустойчив: при нагревании или под действием солнечного света он может разрушаться с образованием липкого продукта. Во избежание этого его необходимо стабилизировать. Но так как стабилизаторы снижают скорость полимеризации, их следует вводить в полиизобутилен после полимеризации.
Полиизобутилен представляет собой каучукоподобный эластичный материал. В строительной технике применяют главным образом высокомолекулярные твердые полимеры со средним молекулярным весом от 100 000 до 500 000. Полимеры с молекулярным весом ниже 50000 представляют собой вязкие жидкости. Полиизобутилен обладает хорошей стойкостью против агрессивных сред — кислот, щелочей и солей галоидбв. В строительстве’ используется такое ценное его свойство, как водостойкость. Важным качеством полиизобутилена является также способность воспринимать всякого рода наполнители, которые можцо вводить до 90% веса пластмассы.
Важнейшей областью применения полиизобутилена является химическая промышленность—его используют в виде футеровочных лиgtob и защитных пленок. В строительстве возможно применение -его в виде гидроизоляционных пленок, прокладочных материалов для фун¬
426 Глава XIV. Пластические массы и полимеры
даментов, для создания гидроизоляционных мембран, а также для получения кровельных и герметизирующих материалов.
Полистирол
ПолистирЪл, получаемый полимеризацией стирола, является одним из наиболее известных и наиболее полно изученных полимеризационных полимеров. Он обладает почти абсолютной водостойкостью, высокой химической стойкостью и прозрачностью.
Стирол С6Н5СН = СН2 — бесцветная жидкость, нерастворимая в воде, растворимай в спирте, эфире и других органических растворителях. В обычных условиях стирол медленно самопроизвольно полимеризуется, при нагревании полимеризация протекает быстро. В промышленности стирол получают главным образом дегидрированием паров этилбензола. Для предупреждения полимеризации в стирол^ добавляют замедлитель реакции — ингибитор (обычно гидрохинон).
Полистирол получают тремя методами — полимеризацией чистого мономера (блочный метод), полимеризацией в растворителе и водоэмульсионной полимеризацией. Наибольшее распространение получили методы блочной полимеризации и водоэмульсионный.
При блочной полимеризации в подогреваемые формы заливают чистый стирол, который с течением! времени постепенно густеет и превращается в твердый прозрачный материал, принимающий форму сосуда, в котором протекал процесс (метод потому и назван блочным/ что мономер получают в виде блоков). Полимеризация обычно проис-. ходит при температуре 60—90° С и в присутствии инициатора (перекиси бензоила), ускоряющего процесс.
По водоэмульсионному методу получения очищенный от ингибитора стирол смешивают с дистиллированной водой в определенном соотношении. Для облегчения образования эмульсии применяют эмульгаторы (мыла). Эмульгирование производится в чугунном эмалированном реакторе, снабженном мешалкой. После перемешивания стирола, эмульгатора и щелочи в реактор вводят инициатор (надсернокислый кйлий), затем смесь в течение 1,5—2*ч нагревают до 70°С, повышают температуру до 95° С и при этой температуре продолжают реакцию еще 2—3 ч.
Продукт полимеризации представляет собой мелкозернистую стойкую суспензию, из которой необходимо удалить эмульгатор, ,для чего в реакционную смесь вводят кислоты. Полистирол выделяют (коагулируют) в аппаратах из нержавеющей стали или 1 эмалированного чугуна. Смесь суспензии и кислоты продувают паром и перемешивают. После отстаивания масса разделяется на два слоя — нижний, содержащий полимер; и верхний, являющийся водным раствором эмульгатора, щелочей и инициатора. Этот раствор удаляют, полимер промывают водой и подают на центрифугу. После центрифугирования полистирол высушивают и измельчают в шаровых мельницах или дезинтеграторах. Эмульсионный метод получения полистирола имеет значительные преимущества по сравнению с блочным: процесс полимеризации идет быстрее, полимер не содержит мономера и получается в виде, тонкого порошка.
В соответствии с описанными методами производства различают блочный и эмульсионный полистиролы. Блочный полистирол отличается большой чистотой, молекулярный вес его от 50 000 до 300000 (эмульсионного от 70000 до 200000). Полистирол бесцветен, прозрачен, механические свойства его зависят от степени полимеризации:
Полимеры
427
низкомолекулярные полистиролы очень хрупки й имеют низкую прочность. При молекулярном весе выше 100 000 механические свойства полистирола изменяются мало.
Основным методом переработки полистирола, отличающегося высокой текучестью в разогретом состоянии, является литье под давлением 500—20001 кГ/см2 при температуре 180—230е С. Для этого применяют полистирол в виде порошка или гранул. Также широко используют метод экструзии (выдавливания), например для получения пленок.
Из полистирола изготовляют цветное плитки для облицовки стен санитарных узлов, кухонь и больниц, пористые плиты для тепло- и звукоизоляции, латексные краски и эмали СТЭМ для внутренней отделки. К недостатка^ полистирола как строительного материала относятся большая хрупкость, низкая удельная ударная вязкость, невысокая, атмосферостойкость. Путем сополимеризации его с нитрильньш каучуком получают ударопрочный полистирол.
Поливинилацетат
Поливинил ацетат является основным полимером^ сложных эфиров винилового спирта. Химическая формула винилацетата СН2= = СНОСОСНз; он представляет собой бесцветную, легкоподвижную жидкость с характерным запахом. Получают его из ацетилена и уксусной кислоты.
Полимеризацию винилацетата ведут в присутствии инициаторов — органических и неорганических перекисей. Применяют три основных метода полимеризации: в растворителях, эмульсионную и блочную. Наиболее распространена полимеризация в растворителях, но для изготовления строительных материалов имеет значение также эмульсионный метод. Эмульсионную полимеризацию винилацетата можно осуществлять лц<5о с применением водорастворимых Инициаторов, что ведет к получению устойчивой суспензии (эмульсии), либо с помощью инициаторов, растворимых в мономере, что дает полимер в виде гранул. Для получения твердого поливинилацетата применяют метод, который дает возможность изготовить полимер молекулярного веса до 200 000. Для этого используют инициаторы, растворимые в винилацетате, например перекись бензоила.
Поливинилацетат представляет собой прозрачный бесцветный полимер, он слабо набухает в воде и неустойчив к действию кислот и щелочей, при нагревании выше 130°С разлагается с выделением уксусной кислоты. Поливинилацетат применяется главным образом в производстве лакрв, где ценится благодаря высокой адгезии, пластичности, светостойкости и бесцветности. Высокие показатели адгезионных свойств дают возможность использовать его для склеивания древесины. В виде эмульсий его применяют для изготовления, мастичных полов, не подвергающихся увлажнению, а также полимерных растворов при внутренней отделке зданий. Вследствие малой теплопроводности, низкой морозостойкости и недостаточной водостойкости поливинилацетат пригоден для производства лишь тех материалов, которые используют внутри помещений (моющихся обоев, окрасочных составов и т.п.).
Полиакрилаты
Полиакрилаты — бесцветные, светостойкие, прозрачные полимеры. Для получения их в качестве мономеров используют эфиры *акри¬
428
Глава XIV. Пластические массы и полимеры
ловой и метакриловой кислот. Применяют три основных метода полимеризации полиакрилатов: блочный, водоэмульсионный и в растворителях. Блочный метод полимеризации используют при производстве полиметилметакрилата, который вырабатывают в виде прозрачных бесцветных пластин и блоков (органическое стекло) путем заливки смеси инициатора (перекиси бензоила) с мономером в стеклянные формы. Полимеризацию проводят путем последовательного передвижения залитых смесью форм через ряд печей с различной температурой. По окончании полимеризации каждую форму погружают в воду, в результате чего листы легко отделяются от формы. Готовые листы направляют на обрезку краев и на полировку. Полиметилметакрилатные стекла изготовляют различной толщины — от 0,5 до 50 мм и больше.
Метакриловые полимеры имеют более высокую тепловую и химическую стойкость по сравнению с акриловыми, поэтому их применяют в качестве прочного строительного материала, например труб. Ценными химическими свойствами полиакрилатов являются их прозрачность и бесцветность. Так, полиметилметакрилат пропускает свыше 99% солнечного света. Органические стекла пропускают ультрафиолетовую часть спектра в широком диапазоне волн, превосходя в этом отношении в десятки раз другие стекла. Например, кварцевое стекло пропускает ультрафиолетовых лучей 100%, полиметилметакрилатное — 73,5%, зеркальное силикатное — 3% и4 обычнее силикатное — 0,6%. При этом полиметилметакрилатные стекла по сравнению с минеральными имеют меньшие поверхностную твердость и стойкость к истиранию. Они могут быть легко окрашены в различные цвета. Весьма перспективно применение полиметилметакрилата в Строительстве для остекления различных зданий, особенно парников и теплиц, в качестве материала для изготовления декоративных ограждений, дверных и оконных приборов, моющихся обоев, эмульсий для красок и грунтовок.
Акриловые дисперсии используют для придания водонепроницаемости бетону, в качестве грунтовки при внутренней окраске стен и для пропитки пористых строительных материалов.
Кумароно-инденовые полимеры
Кумароно-инденовые полимеры получают сополимеризацией кумарона и индена, содержащихся в каменноугольном дегте, а также в некоторых фракциях, получаемых при переработке нефтепродуктов. Каменноугольный деготь очищают от фенолов, смоляных кислот, нафталина и других примесей и затем обрабатывают серной кислотой, вызывающей полимеризацию кумарона и индена. Температура размягчения кумароно-инденовых полимеров находится в пределах от 60 до 150° С, онй хорошо растворимы в бензоле, толуоле, скипидаре, ацетоне, растительных и животных маслах и мало растворимы в спиртах; удельный вес от 1,08 до 1,4. В строительстве их применяют для производства асбестосмоляных плиток и для приготовления лаков.
2. ПОЛИКОНДЕНСАЦИОННЫЕ ПОЛИМЕРЫ
Феноло-альдегидные полимеры
Эти полимеры могут быть получены как продукт реакции поликонденсации фенолов и альдегидов (например, формальдегид, фурфурол,
Полимеры
429
лигнин). В соответствии с видом альдегида полимер получает соответствующее наименование (например, феноло-формальдегидный, феноло-фурфурольный, феноло-лигниновый). В зависимости от исходного фенольного сырья, характера альдегидного компонента, количественного соотношения альдегида и фенола и характера катализатора образуются продукты поликонденсации фенолов с альдегидами двух типов — термореактивные и термопластичные полимеры.
Термореактивные феноло-альдегидные полимеры, способные к плавлению, в растворимом состоянии называют резолами, или полимерами в стадии А. Резолы с большей или меньшей скоростью в зависимости от температуры переходят в неплавкое и нерастворимое состояние. Скорость этого перехода (скорость образования пространственных связей) называют скоростью отверждения полимера.
Переходу в состояние полного отверждения и нерастворимости предшествует стадия промежуточного состояния, которое характеризуется уменьшением плавкости и растворимости. Однако полимеры в этом состоянии способны еще набухать в растворителях. В такой промежуточной стадии полимеры называют резитолами или полимерами в стадии В.
Для конечной стадии поликонденсации характерны неплавкость и нерастворимость полимера, неспособность его размягчаться при нагревании и набухать в растворителях. В этой конечной стадии полимеры называют резитами или полимерами в стадии С. Термопластичные низкомолекулярные феноло-альдегидные полимеры называют новолачными.
Наиболее развито производство феноло-формальдегидных полимеров. Исходным сырьем для них является фенол СбНэОН и формалин СН20. Фенол представляет собой бесцветные игольчатые кристаллы со специфическим запахом. Фенол очень ядовит: вдыхание его вызывает хроническое общее отравление, а попадание на кожу — ожоги. Транспортируется фенол в герметически закрытых барабанах или бочках из оцинкованной стали. Формалином называют водный раствор газа формальдегида. Он обладает резким удушливым запахом. Р.еакция поликонденсации и образования новолака ускоряется катализаторами. Наиболее энергичный из них — соляная кислота; концентрация ее в реакционной среде должна быть от 0,1 до 0,3% веса фенола. >
Технологический процесс получения феноло-формальдегидных полимеров состоит из операций подготовки сырья, загрузки его в варочный котел, варки, обезвоживания и слива полимера. Для поликонденсации берут 26,5—27,5 г формалина на 100 г фенола, который предварительно расплавляют ^поддерживают в жидком состоянии, подогревая или разбавляя нагретой водой. Поликонденсация исходных продуктов осуществляется в вакуум-варочном котле под разрежением. Котел (рис. 156) представляет собой сталъной цилиндр 1 со сферическими крышкой и днищем. Он'снабжен паровой рубашкой и имеет мешалку 2, приводимую в движение от электродвигателя 3В нижней
430
Глава XIV. Пластические массы и полимеры
части котла вмонтирован кран 4 для слива полимера. На крышке и на цилиндрической части котла расположены штуцера для подачи сырья, отвода паров в холодильник, стока конденсата и взятий проб. Емкость таких котлов от 1,5 до 10 м3. Подготовленное сырье подают насосами в варочный котел, туда же вводят небольшое количество катализаторов. После перемешивания смеси в рубаШку котла t подают пар, нагревают и кипятят смесь. Образующиеся при этом пары отводят в холодильник. Варка продолжается 2—3,5 ч. Вначале образуется эмульсия, состоящая йз «надсмольной воды», полимера й остатков непрореагировавших фенола и формалина, затем смесь при, .отстаивании разделяется на два слоя: нижний полимерный й верхний Водяной. Иногда процесс приостанавливают на стадии эмульсии, и полймер в таком виде используют для получения пресспорошков или водостойкого клея. В большинстве случаев полимер сушат в том же котле под вакуумом и в обезвоженном, но расплавленном виде выпускают на металлические противни, в которых он при остывании отвердевает.
В зависимости от соотношения компонентов, характера катализатора и режима суШкй конечный продукт конденсации может быть жид^ ким или твердым. Получение твердых резольных полимеров значительно сложнее, чем вязко-жидких, вследствие их склонности переходить в резитольное состояние. Жидкие (безводные) резольные полимеры довольно широко применяют для пропитки ткани, волокна и получения формовочных масс. Феноло-формальдегидные полимёры в строительной технике используют для производства клеев, древесноволокнистых и древесностружечных Плит, древеснослоистых пластиков (ДСП), водостойкой фанеры, бумажнослоистых пластиков, сотопластов, минераловатных и стекловатных матов и спиртовых лаков.
Вторым представителем полимеров этой группы являются крезолоформальдегидные полимеры, для получения которых вместо фенола используют крезол СбН4СНзОН — жидкость красновато-коричневого цвеta, получаемую из каменноугольного, сланцевого й торфяного, дегтя. В зависимости от количественного соотношения крезола и альдегида синтезируют новолачные или резольные полимеры, отличающиеся водо- И кислотостойкостью. Применяют их для изготовления разнообразных литых изделий, Слоистых пластиков на основе ткани и бумаги.
Третьим представителем феноло-альдегидных полимеров является феноло-фурфурольный, образующийся конденсацией фенолов и фурфурола, который в данной рейкции является заменителем формальдегида. Фурфурол С5П4О2 — бесцветная, темнеющая на воздухе жидкость, получаемая из початков кукурузы, скорлупы земляного ореха, соломы, каМыша и прочих отходов сельского хозяйства. Фурфурольные полимеры имеют некоторые преимущества перед феноло-формальдегидными: они лучШе пропитывают наполнитель, и изделия, Изготовляемые на йх основе, имеют бол^е, одйородный цвет и Лучший внешний вид. Их преимущество особенно выявляется при прессований изделий сложного профиля (розетки, капители, карнизы), когда требуется высокая подвижность Массы и сохранение ее текучести в процессе прессования.
Резорцино-формальдегидные полимеры
Эти полимеры получают путем конденсаций резорцина и формальдегида. Резорцин С6Н4(ОН)2—бесцветные кристаллы, легко растворимые в воде, спирте и жирных маслах^ Благодаря наличию трех реактивных атомов водорода бензольного ядра при конденсации резорщша с формальдегидом образуются пространственные молекулы, т.е.
Полимеры
431
термореактивные полимеры. Резорциновые полймеры в отвержденном состоянии обладают значительно большей тепЛостойкбстью* и твердостью, чем феноло-альДегйдные. Учитывая способность первых при низких температурах переходить в резйТОЛьное состояние, из резорциновых конденсатов изготовляют водные дисперсии, замазки и клеи, отвердевающие без нагревания в нейтральной среде.
Карбамидные полимеры
Третью группу поликонденсационных полимеров составляют полимеры, получаемые путем амйдо-формальдегидйой поликонденсации. К амидо-формальдегидным полймерйм относят мочевйно-формальдегидные (карбамидные) и меламино-формальдегидные, широко применяемые в технике, в том числе'в строительной. В результате взаимодействия мочевины с формальдегидом можно получить как термопластические, т^к и термореактивные полимеры. Одна из составных частей этих полимеров — мочевина (карбамид) СО(МН2Ь, представляет собой бесцветные кристаллы, хорошо растворимые В воде. Ее получают нагреванием под давлением смеси аммиака й углекислого газа и другими способами.
Карбамидные полимеры широко применяют в промышленности строительных материалов. Объясняется это тем, что изделия на их основе бесцветйы или имеют светлую окраску, что очень важно, например, для изготовления отделочных строительных материалов. Карбамидные полимеры обладают и другими преимуществами П9 сравнению с феноло-формдльдегадными: они светостойки, более тверды и не имеют запаха. На основе карбамидных полимеров получают и слоистые пластики с применением ткани, бумаги и стеклоткани; их используют также для производства древесностружечных плит. Из термореактивных карбамидных полимеров изготовЛШот пенопласты, которые более теплостойки, чем пенопласты из термопластйчных полимеров, и с успехом используются в качестве теплоизоляционных материалов. К числу таких материалов относится, например, мипора — вспененный карбамидный полимер. N
Полиэфиры
Из полиэфиров в строительной технике больше других используют глифталевые полимерь!, полиэфирмалеинатЬг и полиэфиракрилаты. Полиэфирные полимеры получают поликонденсацйей двухосновных кислот и многоатомных спиртов.
Для строительных целей достаточно широко йрименяется ,глифталевый полимер, синтезируемый путем взаимодействий глицерина и фталевого ангидрида. Глицерин — простейший трехатомный спирт С3Н5(ОН)3. Фталевый ангидрид [СбН4(С0)20] — ЙрбДукт отщепления молекулы воды от ортофталевой кислоты. В результате рзаимодействия глицерина и фталевого ангидрида получают, трехмерный сетчатый полимер. Чистые глифталевые полимеры часто не годны в качестве лаков, вследствие хрупкости пленок, малой водостойкости и низкой погодоустойчивости. Кроме того, они нерастворимы в масле. Путем модификации с маслами и смбляными жирнЬшй кислотами получают эластичные мало растворимые полимеры с хорошими показателями водо- и погодоустойчивости. В промышленности строительных материалов глифталевые полимеры используют главным образом для изготовления лаков, эмалей, грунтовок и шпаклевок для внутренней отделки помещений, а также для производства алкидного линолеума.
432
Глава XIV. Пластические массы и полимеры
Полиэфирмалеинаты являются продуктами поликонденсации непредельных многоосновных кислот и многоатомны* спиртов, чаще всего малеинового ангидрида и диэтиленгликоля. Малеиновый ангидрид представляет собой кристаллические иглы; получают его окислением бензола или фурфурола. Этиленгликоль СН2ОН—СН2ОН — бесцветная густая жидкость. Применяют этот полимер в основном для производства стеклопластиков.
Полиэфиракрилатные полимеры (полиэфиракрилаты) получают конденсацией метакриловой кислоты и триэтиленгликоля, Метакриловая кислота — жидкость, триэтиленгликоль также прозрачная жидкость, бесцветная или слабо окрашенная в желтый цвет. Наиболее часто применяют полиэфиракрилаты в производстве стеклопластиков.
Полиуретаны
Полиуретанами называют синтетические полимеры — продукты взаимодействия диизоцианатов с многоатомными (чаще двухатомными) спиртами. Название полиуретаны объясняется содержанием в отдельном звене полимера группы NH = COO = R — так называемых уретанов. Важнейшим исходным сырьем для получения технических полиуретанов являются гексаметилендиизоцианат OCN(CH2)eNCO и бутандиол НО(СН2)4ОН. Для строительных целей? из полиуретанов изготовляют антикоррозионные лаки. Кроме того, их применяют для склейки фанеры, получения газонепроницаемых защитных покрытий, а также при изготовлении тепло- и звукоизоляционных материалов.
Кремнийорганические полимеры
По характеру строения основной цепи макромолекулы различают два класса полимеров — органические и минеральные. В отличие от органических полимеров минеральные не содержат углерода. Важнейшими представителями последних являются силикатные полимеры, для которых характерна кремнийкислородная (силоксановая) связь. Полимеры обоих классов резко различны по сводим свойствам: органические полимеры неустойчивы при температурах выше 100—140° С, в то время как минеральные (силикатные), как правило, не разрушаются даже при температуре 400—500° С. Силоксановые связи, характерные для силикатных полимеров, придают им твердость и жесткость, в то время как углеродные группы органических полимеров способствуют получению гибких и эластичных веществ.
В техническом отношении большую ценность имеют такие материалы, которые наряду с комплексом физико-механических свойств, характерных для органических полимерных веществ (эластичность и др.), обладают тепловой и химической стойкостью, присущей силикатам. Структура этих материалов характеризуется содержанием элементов, типичных для полимеров обоих классов. Полимеры, основная цепь которых содержит силоксановые связи, а боковые группы — углеродистые связи, называют кремнийорганическими. Наиболее характерные свойства этих полимеров — более высокая по сравнению с органическими теплостойкость и гидрофобность. Ведущая роль в развитии химии технологии кремнийорганических соединений, в том числе кремнийорганических полимеров, принадлежит советским ученым, в частности К. А. Андрианову.
На основе кремнийорганических полимеров создано много видов лаков и эмалей, применяющихся в качестве жаростойких и атмосферо¬
Полимеры
433
стойких покрытий, защищающих черные и цветные металлы от коррозии. В настоящее время наша промышленность выпускает кремнийорганические пластмассы с минеральными наполнителями — асбестом, кварцевой мукой и стекловолокном; на их основе получены пенопласты, выдерживающие температуру до 400° С. Составы на основе кремнийорганических соединений, нанесенные тонким слоем, предохраняют наружную окраску зданий и лепные изделия от разрушения водой. Введение 0,02% водной эмульсии гидрофобизующей кремнийорганической жидкости в асбестоцементные листы вдвое снижает их водопоглощаемость и увеличивает морозостойкость. Кремнийорганические полимеры, добавленные в строительные растворы, придают' водостойкость кирпичной кладке.
Специальные полиорганосилоксаны наносят на поверхность готовых строительных конструкций в виде 5%-ного раствора, который проникает на глубину 3—6 мм и после высыхания образует прочную гидрофобную поверхность, сохраняющуюся в течение 5—10 лет.
Эпоксидные полимеры (полиэпоксиды)
Полиэпоксиды образуются при поликонденсации эпихлоргидрина с фенолами, спиртами, аминами. Типичным представителем этих полимеров может служить полиэпоксид, получаемый из эпихлоргидрина и диоксидифенолпропана. Полиэпоксиды являются новым видом синтетических полимеров, широко применяющимся в различных отраслях промыфленности'благодаря ценным свойствам: они прочны, обладают высокой адгезией к металлам, малой усадкой при отверждении, стойкостью к действию многих химических реагентов, хорошо сочетаются с другими полимерами.
В большинстве случаев эпоксидные полимеры представляют собой жидкости небольшого молекулярного веса различной вязкости, растворяющиеся в спирте или ацетоне. Введение в полимер полиаминов как отвердителей вызывает его переход в нерастворимое и неплавкое состояние. Прй отверждении эпоксидных полимеров не выделяются побочные летучие вещества, что облегчает изготовление изделий и повышает их качество. Некоторые полимеры отверждаются при нагревании от 150 до 200° С, другие — при комнатной температуре. Отвердевшие эпоксидные полимеры отличаются, например, от феноло-формальдегидных более высокими показателями удельной ударной вязкости и прочности при изгибе. Отечественная промышленность выпускает эпоксидные полимеры следующих марок: ЭД-5, ЭД-6 (жидкие), ЭД-13 и ЭД-15 (твердые) с молекулярным весом от 400 до 2000.
ГЛАВА XV
ПОЛИМЕРНЫЕ СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
Все более широкое применение в современном жилищном, гражданском и промышленном строительстве находят полимерные материалы самых различных назначений — конструкционного, тепло- и звукоизоляционного, кровельного и гидроизоляционного, отделочного и санитарно-технического. Номенклатура полимерных материалов, изделий и деталей, применяемых в строительстве, уже теперь весьма велика. Здесь мы ограничимся кратким описанием главнейших материалов на основе полимеров, Получивших наибольшее применение в строительной технике.
В зависимости! от назначения материалов и изделий применяемые для их изготовленйя полимеры должны обладать целым рядом специфических свойств и качеств, необходимых для данного материала. Так, например, для изготовления материалов для полов полимеры дЬлжны быть высокой износоустойчивости и эластичности; полимеры, применяемые для изготовления теплоизоляционных материалов, должны быть тейлостойкиМи; ко всем полимерам, используемым для получения материалов для внутреййей Отделки жилых и общественных зданий, предъявляется основное требование — полное отсутствие токсичности как в самом полимере, так и в сопутствующих компонентах — пластификаторах, растворителях, наполнителях И др., во избежание выделений газообразных, парообразных и пылевидных вредных веществ в помещение. Полимерные отделочные материалы и покрытия должны легко очищаться от загрязнения и допускать возможность влажной уборки и дезинфекции помещения.
Выработка полимерных строительных .материалов И изделий неуклонно возрастает, расширяются их ассортимент и области применения. В результате непрерывного совершенствования технологии, механизации и автоматизации производства и использования наиболее дешевых видов недефицитного сырья стоимость этих материалов снижается, они становятся более доступными для массового применения в строительстве. В табл. 56 приведены данные по увеличению производства основных групп прлимерных строительных материалов.
Таблица 56
ПРОИЗВОДСТВО ПОЛИМЕРНЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ В СССР
Группа изделий
1971 г. (план)
1975 р. (план)
Линолеум и плитки в млн. м2 22
38
Погонажные профильные изделия в млн. м
3
15
Теплоизоляционные изделия в млн. м3
0,15
0,55
Материалы для Нолов
435
Наиболее удобной классификацией полймерных строительных материалов мы считаем группировку их по назначению. В этой главе мы рассмотрим пйть групп полймерйых материалов и изделий: материалы для полов; стеновые материалы; кровельные й гидроизоляционные материалы; тепло- и звукоизолйцйонные матерйалй; трубы, санитарнотехнические и погонажные изделия.
А. МАТЕРИАЛЫ ДЛЯ ПОЛОВ
В настоящее время для устройЬтва полов применяют материалы трех видов: рулонные и плиточные материалы и монолитные (бесшовные) покрытий. Полимерные материалы для полов, независимо от вйда покрытия, должны быть достаточно прочными как на истирание, так и на ударные воздействие, мало поглощать воДу и не набухать при увлажнении, не* содержать токсичных примесей и иметь прочную, красивую окраску. Стоимости таких покрытий длй полов уже ц настоящее время, несмотря на весьма высокую стоимость полимерного сырья, находится на уровне стоимости дощатых полов и значительно ниже, чем паркетных, причем по мере развития производства полимеров стоимость этих покрытий неуклонно снижается.
1. ру]гонные МАТЕРИАЛЫ
Уже в конце прошлого столетия рулонные, материалы начали применяться для устройства полов в жилищном строительстве. Высокая стоимость nepfeoro рулонного материала — линолеума, вырабатываемого тогда исключительно на основе дорогих натуральных растительных масел, ограничивала сферу его применения, несМотрй на явные преимущества перед другими. Лишь в наше вр.емй в связи с развитием химии и промышленности полимеров стал возможен массовый выпуск рулонных материалов для полов, сохранивших Старое, теперь уже условное название линолеума. Синтетические полимеры й их соче!,айия почти полностью вытеснили в производстве линолеума дорогостоящие и дефицитные растительные масла, что резко снизило, стоимость изделий и в значительной мере расширило сырьевую базу. *
Линолеумные покрытия, бесшовные или с минимальным количеством Швов, очень гигиеничны, легко мо*отся, износоустойчивы, эластичны и долговечны. При правильной настилке и эксплуатации лннЪлеума срок его службы достигает 20—25 ле!\ Применение линолеумных покрытий для полов способствует Повышению производительности труда строителей по сравнению с дощатыми, например, в 5—6, а паркетными— в ю—12 раз. Линолеумы используют в жилых, общественных и производственных зданиях. Наибольшее 'Применение имеют линолеумы на поливинилхлориде. Нашей промышленностью вырабатывается линолеум трех видов — безосновный, на тканевой основе и специальный теплоизоляционный. Вторым по степени распространенности является алкидный линолеум; ограниченное применение ймеют резиновый линолеум (релин) и коллоксилиновый линолеум на основе нитроцеллюлозы.
Эти различные по полимерному сырью л^йолеумы подразделяются на сорта и марки, которые обладают особыми свойствами и качествами в соответствии с применяемым сырьем, технологией производства и назначением. Так, безосновный поливинилхлоридный линолеум может быть однослойным, двухслойным и- многослойным; линолеум на
436
Глава XV. Полимерные строительные материалы
тканевой основе при замене тканевой основы волокнистой или синтетической пористой приобретает новые теплоизоляционные качества и т. д. Технология производства линолеума каждого вида различна и для нее необходимы особые машины и оборудование. Для производства линолеумов применяется весьма разнообразное сырье — полимерное связующее, и большое количество наполнителей — тальк, мел, барит, каолин, асбест, пробка, древесная мука и др. Большая грулпа химикатов используется в качестве пластификаторов, стабилизаторов, мягчителей, катализаторов, антипиренов, антисептиков и водоотталкивающих средств, а также многочисленных красителей (пигментов), как минеральных, так и органических, для окраски.
Укладывают линолеум на жесткое, хорошо подготовленное, ровное, чистое и обязательно сухое основание, к которому его приклеивают различными мастиками в зависимости от^ сорта линрлеума и материала основания. Чаще всего для укладки линолеума применяют битумные, кумароно-каучуковые и казеино-цементные мцстики. В некоторых случаях линолеумы можно укладывать без приклеивающих мастик— насухо, с зажимом плинтусами у стен. Линолеумные полы следует предохранять от ударных воздействий и местных перегрузок, а во избежание появления вмятин рекомендуется ставить прокладки под ножки тяжелой мебели, роялей, холодильников и пр.
Поливинилхлоридный линолеум
\
Поливинилхлоридный линолеум изготовляется из пластической массы, основным компонентом которой является поливинилхлорид. Этот вид линолеума выпускают на тканевой основе или безосновным. Последний может быть одно-, двух- и многослойным. Кроме того, вырабатывается тепло- и звукоизоляционный линолеум на войлочной или пористой основе. Поливинилхлоридный линолеум всех видов обладает большой прочностью при истирании, гнилостоек, малотеплопроводен и гигиеничен. Характеристика и физико-механические показатели поливинилхлоридных линолеумов приведены в табл. 57-
Таблица 57 ХАРАКТЕРИСТИКА ПОЛИВИНИЛХЛОРИДНЫХ ЛИНОЛЕУМОВ
Линолеум
Длина куска в м, не менее
Ширина полотна в мм
Толщина полотна в мм
Вес 1 м2 в кг
-Потери иеса при истирании в г/см2, не более
Водопоглощение за 24 ч в %, не более
Твердость по твердомеру ТШР-2 в мм, не более
Упругость в %, не менее
На тканевой основе 12
1600 ±3%'
(2—2,5) ±0,2
2,5—3
0,06
5
0,5
45
Безосновный (однослойный и многослойный) .
' 12
(1400—1600)
±3%
(1,5-2,5) ±0,1
2,8—4,5
0,05
4
0,3
45
На таплозвукоизолидающей основе (войлочной ияи пористой) .
12
f (1400—1600)
(4—6) ±0,2
1,5—2
0,03
4
45
±Зо/о
•
Производят линолеум обычно тремя способами: вальцово-каландровым, экструзионным (безосновный линолеум) и промазным (лино¬
Материалы для полов
437
леум на тканевой или войлочной основе). Многослойный линолеум является самым экономичным и самым прочным линолеумом этой группы. Он может быть двухслойным или многослойным. Нижние слои его изготовляют с максимальным содержанием наполнителей, что дает значительную экономию дорогостоящих компонентов (полимеров и красителей), лицевой слой — с минимальным количеством наполнителей или совсем без наполнителей, что повышает его прочность, особенно на истирание. Расход красителей в многослойном линолеуме также невелик, поскольку окрашивается лишь лицевой слой, толщина которого, как правило, составляет 0,6—0,8 мм. Нижнюю сторону линолеума рекомендуется делать тисненой для усиления сцепления с основанием при наклейке.
Весьма перспективным видом поливинилхлоридного линолеума является теплозвукоизоляционный линолеум. Применяемые в настоящее время для устройства полов рулонные, плиточные и мастичные материалы сами по себе не являются теплозвукоизоляционными. Междуэтажные перекрытий в виде сплошной несущей панели из тяжелого бетона требуют создания дополнительного теплозвукоизоляционного слоя различных видов: из древесностружечных плит, уложенных на основание из легкого бетона, шлаковых засыпок или шлаковых матов в различных комбинациях. Таким образом, имеется несоответствие между прогрессивным решением конструкций междуэтажных перекрытий и отсталыми методами устройства полов. Вот почему при устройстве полов стали все шире применяться рулонные материалы, обладающие всеми необходимыми теплозвукоизоляционными и физико-механическими свойствами. Особенно перспективным является линолеум на теплозвукоизолирующей основе в виде цельного ковра на комнату, изготовленного непосредственно на линолеумном заводе. Современная типизация строительства домов, а также размеров комнат и их^ конфигурации позволяют стандартизировать и размеры линолеумных ковров, выпускаемых без швов или с их минимальным количеством, заделываемых на’месте.
В дополнение к общим требованиям, предъявляемым к поливинилхлоридным линолеумам, волокнистая или пенопористая их основа должна быть достаточно ,упругой для сопротивления сосредоточенным нагрузкам. Специальным требованием к этому виду линолеума является его тепловая характеристика, которая должна соответствовать существующим санитарным нормам и обеспечивать коэффициент теплоусвоения не более 5 ккал/м2 град. В соответствии с существующими нормами должна быть обеспечена также звукоизоляция междуэтажных перекрытий.
Поскольку промазной способ производства линолеума на тканевой основе является в настоящее время весьма распространенным, рассмотрим схему этого производства (рис. 157). Весь процесс изготовления линолеума можно разбить на пять основных операций: подготовка сырья и материалов; изготовление поливинилхлоридной пасты; \
приготовление линолеумной массы;
нанесение массы на тканевую или войлочную основу с термообработкой и охлаждением;
обрезка, сортировка и упаковка линолеума.
Прр подготовке сырья особое внимание обращается на качество тканевой основы: она должна быть без пороков — узлов, ниток, посторонних включений и одинаковой ширины. Все замеченные дефекты устраняются или вручную или на специальном механизированном столе. Ткань необходимо прогладить на гладильных машинах (каланд¬
438
Глава XV. Полимерные строительные материалы
рах). Правильное дозирование сырья имеет решающее влияние на качество линолеумной массы: все компоненты должны находиться в определенном весовом соответствии, для чего необходимы современные дозирующие весовые аппараты, облегчающие работу и гарантирующие правильность дозировки.
Вначале приготовляется в турбинном или планетарном смесителе поливинилхлоридная паста, т. е. смесь поливинилхлорида, пластификатора (диоктилфталата) и разбавителя (минерального масла). Затем
Рис. 157. Схема производства поливинилхлоридного линолеума на тканевой основе промазным способом
I 1 — стол для измерения и контроля ткани; 2 — счетчик метража; 3 — стол
для ручной очистки ткани; 4 — гладильный Каландр для ткани; 5 — бункер для поливинилхлорида; 6—емкость для пластификатора; 7 — емкость для разбавителя; 8 — бункер для наполнителя; 9 — бункер, для пигмента;
10 — смеситель для приготовления пасты; It — камера для вызредания пасты; 12 — Z-образная мешалка; 13 — трехвальная краскотерка; 14 — емкость для грунтомассы; 15 — катушка с тканью; 16 — грунтовальная машина;
17'— желировочиая камера; 18 — охлаждающие вальцы; 19 — магазин запаса; 20 — готовая продукция; 21 — кромкорезальная установка
готовится линолеумная масса, имеющая приблизительно следующее соотношение компонентов (в вес. %): паста из поливинилхлоридного полимера и пластификаторы 45, порошок поливинилхлорида 9, пигмент,, тертый на пластификаторе 3, и наполнитель (барит, тальк, мел) 43. Масса приготовляется в смесителе в течение 2 ч при определенном температурном режиме/Из смесителя линолеумная масса идет на трехвальную вальцовку для окончательного перегара, после чего подается на грунтовальный агрегат с одно- или многоразовым нанесением слоя, причем желирование (.термическая обработка) каждого слоя происходит в отдельности. Многоразовое нанесение поливинилхлоридной массы является более прогрессивным и дает линолеум лучшего качества. Грунтовальный агрегат состоит из трех основных частей: грунтовальной установки, сушильно-желировочной камеры и охлаждающего устройства.
Процесс нанесения массы заключается в следующем: линолеумная масса через бункер подается на движущуюся тканевую основу и ножами (раклями) распределяется равномерным слоем заданной толщины по всей ткани. Непосредственно после этого ткань поступает в сушильно-желировочную камеру. Здесь происходит самый ответственный процесс изготовления линолеума — образование пленки линолеумной массы. От правильности технологического процесса именно этого этапа производства' в значительной степени зависит ^чество линолеума. Желатинизация пленок происходит при температуре 160— 190° С. При неполной желатинизации образуется рыхлая пленка с неудовлетворительными физико-механическими свойствами. Желировочную камеру чаще всего обогревают электроплитами, между которыми
Материалы для полов
439
проходит ткань с нанесенным покрытием. Применяется и комбинированный пароэлектрический обогрев камеры, а также наиболее прогрессивный обогрев инфракрасными лучами. После каландирования на валках с рабочей температурой 140—145° С линолеум поступает на холодильные валки, которые охлаждают его до 25° С. При этом происходит усадка пленки и снимаются ее внутреннее напряжения, что гарантирует линолеум от возможной деформации.
Заключительным процессом производства является обрезка продольных кромок, поперечная разрезка линолеума на куски нужного размера, разбраковка, сматывание кусков в рулоны и упаковка рулонов в плотную бумагу или в ткань. Эти операции проводят на столе с приспособлениями для продольной и поперечной резки линолеумного полотна. Хранится и транспортируется поливинилхлоридный линолеум в рулонах, в которые полотнища сматываются лицевой стороной внутрь. Внутренний диаметр рулона должен быть не менее 10 см. Каждый рулон линол.еума обертывается крафт-бумагой в два слоя и перевязывается шпагатом. Линолеум следует хранить в сухих складских помещениях при температуре не ниже 10° С. При более низкой температуре понижается его эластичность, а при температуре ниже 0°С он становится хрупким. При укладке линолеума в склад или в вагон нельзя бросать рулоны во избежание появления трещин и поломки линолеума. Рулоны хранят обязательно в вертикально^ положении и толька в один ряд.
Поливинилхлоридные линолеумы всех видов должны удовлетворять следующим общим требованиям: ровный, одинаковый тон окраски по всей поверхности; цвет не должен изменяться под влиянием света, воздуха и в(оды; гладкая, глянцевая или полуматовая лицевая поверхность, без пятён, царапин, вмятин, раковин и бугров.
Алкидный линолеум
Алкидный линолеум (старое название глифталевый) представляет собой рулонный материал, изготовленный из модифицированного глифталевого полимера и наполнителей, нанесенных на основание из, джутовой ткани. Длина куска линолеума 20 м и ширина 1,8—2 м (±3%) при толщине (2,'5—5) ±0,2 мм. Длина отдельного куска в рулоне не должна быть мен^е 3 м, вес 1 м2 2,6—5,2 кг. Кромки линолеума должны быть параллельны, без заусенцев. Алкидный линолеум имеет следующие физико-механические показатели:
Потеря в весе при истирании . . . 0,06 г/см2
Твердость по шариковому твердомеру . не более 0,7 мм
Водопоглощение за 24 ч~ .не 6cyiee 6%
Упругость > не менее 50%’
Сырьем являются натуральные растительные масла, общее количество которых в весе линолеумной массы составляет 22—23%. Столь высокое содержание остродефицитного и дорогостоящего сырья делает производство линолеума этого видач недостаточно перспективным, несмотря на ряд положительных качеств его. В результате проведения больших научно-исследовательских работ по полной и частичной замене натуральных растительных масел окисленными кубовыми остатками, полученными при переработке парафина на синтетические жирные кислоты, наша промышленность переходит на производство алкидного линолеума с минимальным содержанием натуральных растительных масел, без ухудшения основных его .качеств.
Рис. 158. Схема производства алкидного линолеума
Глава XV. Полимерные строительные материалы
Материалы для полов
441
Основой алкидного линолеума является джутокенафная*ткань,, изготовляемая иногда с добавлением льняного волокна. Влажность ткани должна быть не менее 14%, так как при пониженной влажности ткань теряет необходимую эластичность ихпри обработке рвется. Недопустимы на ткани узлы и неравномерная толщина нитей, так как эти пороки ясно видны на поверхности линолеума.
Производство алкидного линолеума сложнее, чедо производство линолеума других видов, как по разнообразию производственных процессов, так и по количеству применяемого оборудования, требующего для своего размещения значительных производственных площадей. Процесс производства слагается из следующих основных операций: оксиполимеризация (окисление и полимеризация) растительных лгасел;
приготовление линолеумного цемента; приготовление линолеумной м-ассы; каландрирование линолеума; промазка нижней стороны линолеума; вызревание линолеума в сушильных камерах; раскрой, разбраковка и упаковка линолеума.
Схема производства алкидного линолеума и перечень применяемого сырья даны на рис. 158. Производственный процесс очень продолжителен; только вызревание и сушка линолеума в сушильных камерах продолжается около 5 суток.
Дополнительные процессы производства возникают при изготовлении так называемого печатного линолеума, имеющего на лицевой стороне одноцветный или многоцветный рисунок, выполненный масляными красками и лаками.
Релии
Релин, или резиновый линолеум, представляет собой двухслойный рулонный материал, верхний слой которого толщиной 1 мм изготовляется из цветной резины на синтетических каучуках с наполнителями, а нижний подкладочный слой толщиной 2 мм — из смеси старой дробленой резины и битума. Каждый слой делается отдельно, а затем они соединяются (дублируются) с одновременной вулканизацией сырой резины. Вырабатывается также релин на теплозвукоизоляционной пористой основе. Технология производства релина в Советском Союзе разработана еще в 1955 г. Научно-исследовательским институтом шинной промышленности. Использование в качестве основного сырья утильной резины (в основном, автомобильных покрышек), запасы которых практически неисчерпаемы, делает производство релина весьма перспективным и экономич^ски-целесообразным.
Физико-механические свойства релина и размеры* рулона следующие:
Истираемость . .. . . 0,05 г!см2
Водопоглощение за 24 ч не более 2%
Твердость по шариковому твердомеру ТШР-2 » » 1,5 мм
Упругость . . » менее 50%
Длина рулона . 12 м
Ширина полотна 140—160 см
Толщина » . 3—5 мм
-То же, на пористой основе 4—6 »
Вес 1 м2 (двухслойный) 3,6—6 кг
Дробленая резина получается путем измельчения старой резины на специальных машинах до частиц величиной не более 1 мм. Обычно* заводы, вырабатывающие релин, имеют свои установки для измельче¬
442
Глава XV. Полимерные строительные материалы
ния старой резины, но дробленая резйна может поступать также с других заводов, занимающихся регенерацией старой резины. Основные требования, предъявляемые к дробленой резине, сводятся к степеннее измельчения и отсутствию посторонних включений. Так как старая резина, прошедшая в свое время процесс вулканизации, полностью утратила свои пластические свойства, необходимые для выработки релина, то для их восстановления резина обрабатывается, (регенерируется) и смешивается с необходимыми химикатами, носящими общее название мягчителей.
Технология производства релина значительно проще, чем технология линолеума других видов, и не требует столь разнообразного оборудования. Все, процессы производства хорошо механизированы и протекают в короткий срок. Если дробленая резина поступает от заводапоставщика, то производство упрощается еще больше, так как отпадает трудоемкая операция по измельчению старой резины. Весь производственный процесс можно разбить ка четыре основных цикла: изготовление нижнего слоя релина; изготовление верхнего слоя релина; дублирование слоев и вулканизация релина; обрезка, разбраковка и упаковка релина.
Старые автопокрышки дробят на специальных машинах; смесь дробленой резины и кордного волокна подают на сито и просеивают, после чего пропускают через магнитный сепаратор для удаления случайных включений металла. Процесс регенерации проходит в смесителе, нагретом до 150° С, в который засыпают дробленую резину и загружают пластификаторы, разогретые до расплавления, а также добавляют остальные компоненты смеси. После непрерывного перемешивания при температуре 150° С в течение 1 ч массу подают на смесительные вальцы, где она'перерабатывается в течение 12—15 мин. При этом в смесь вводят вулканизатор — серу и ускоритель вулканизации — тиурам. Цветную резиновую смесь для верхнего слоя релина готовят в закрытых резиносмесителях или на смесительных вальцах. Разогретую подготовленную массу для нижнего и верхнего слоев раздельно направляют в каландр, где она формуется в полотно требуемой ширины и толщины. С каландра готовое полотно сматывается в рулоны с обязательным применением тканевых прокладок, предохраняющих материал от склеивания. Нижний и верхний слои релина каландрируются при разных температурных режимах. Дублирование слоев происходит одновременно с процессом вулканизации резины на непрерывно действующем вулканизаторе барабанного типа с натяжным транспортерным устройством. Изготовленный релин поступает на ленточный транспортер и после охлаждения, обрезки и разбраковки сматывается в рулоны и упаковывается в плотную бумагу.
Коллоксилиновый линолеум
Коллоксилиновый, или нитроцеллюлозный, линолеум представляет собой безосновный однослойный рулонный материал, состоящий из коллоксилина (нитроцеллюлозы), пластификаторов, наполнителей, красителей и антипиренов. Основным связующим компонентом является коллоксилин. Длина рул<?на линолеума 12 м, ширина полотна 100— 120 см, толщина полотна 2—4 мм, вес 1 м2 3,4—6,8 кг. Коллоксилиновый линолеум вырабатывается пяти марок: НЛ-1, НЛ-5, НЛП, НЛГП и НЛ-П; обычный цвет его — красный и коричневый различных оттенков, но может быть и другой. Линолеум марок НЛ-1 и‘НЛ-5, изготов¬
Материалы для полов
443
ляемый без дешевых наполнителей — гипса, пиритных огарков и гли'нозема, имеет весьма высокие показатели, но он очень дорог. Физикомеханические показатели таковы:
Истираемость . . .
Водопоглощение за 24 ч . . . . Твердость по твердомеру ТШР-2 Упругость
не болзе 0,06 г/см* » > 6%
» » 0,3 мм
» менее 50%
Применение в качестве наполнителей гипса (15—28%) или пиритнЫх огарков (14—15%) и увеличение количества асбеста с 14 до 30% резко снижает себестоимость линолеума, но отрицательно влияет на качество. Так, например, высокое содержание гипса делает линолеум менее эластичным и даже хрупким, особенно при низких температурах, и значительно ухудшает водопоглощение.
Линолеум марок НЛП, НЛГП и НЛ-П* в 2 раза дешевле линолеума, не содержащего гипса и пиритных огарков, он находит более широкое применение. В табл. 58 приведены некоторые свойства такого* линолеума. Основным сырьем для производства линолеума этого вида является коллоксилин — продукт нитрации древеснойг или хлопковой целлюлозы. Последняя дает коллоксилин значительно более высокого качества, поэтому лучшим коллоксилином для производства линолеума является специальный хлопковый коллоксилин марки «линолеумный». Коллоксйлин взрывоопасен (взрывается от удара), но только в абсолютно сухом состоянии. При влажности 8—15% он горит медленно и ровно, а при повышении влажности до 25% становится негорючим; в этом состоянии его и применяют при изготовлении линолеума. В качестве пластификаторов используют дибутилфталат, диоктилфталат и пластификатор марки ВСФ или их смеси. В качестве наполнителей применяют гипс, глинозем, пиритные огарки и хризотиловый коротковолокнистый асбест 7-го сорта. Пиритные огарки, содержащие •до 60% окислов железа, могут служить одновременно и как краситель.
Таблица 5&
СВОЙСТВА КОЛЛрКСИЛИНОВОГО ЛИНОЛЕУМА
Показатели
Марка линолеума
НЛП
НЛГП
НЛ-П
Объемный вес в г/сл8. .
1,75—1,85
1,8-1,9
1,8—1,9
Цвет . ...
Темно-коричневый
Темно-красный
Светло-коричневый
Предел прочности при разрыве в кГ/сма, не менее .[ 25
25
/
25
Относительное удлинение в % 12—20
12—16
12—20
Водопоглощение в % (по весу), не более
15
15
15
Горючесть .
Морозостойкость при —20° С . ,
Стойкий
Трудногорючие
'Среднестойкий
| Стойкий
Светостойкость ....
Абсолютно стойкий
Стойкий k
Производство коллоксилинового линолеума можно разбить наследующие этапы:
дозировка сыр^я;
* Значения букв в марках: НЛ — нитролинолеум; П — с пиритом; Г — с гипсом.
444
Глава XV. Полимерные строительные материалы
приготовление линолеумной массы;
вальцевание линолеумной массы до полного созревания;
формование линолеумного полотна;
каландрирование, отделка и охлаждение линолеумного полотна;
вылеживание полотна в течение 24 ч\
обрезка кромок, раскрой по длине, разбраковка и упаковка линолеума.
Вылеживание линолеумного полотна после охлаждения необходимо, потому что Материал дает значительную усадку как по длине, так и по ширине полотна.
Применение рулонных материалов
Несмотря на большое разнообразие видов линолеумов, вырабатываемых в Советском Союзе, методы их применения при устройстве покрытий для полов во многих случаях аналогичны и в одинаковой степени пригодны для любого линолеума. Рассматривая их в целом, мы отметим и специфические (для определенных сортов) методы, наиболее целесообразное и полное использование их индивидуальных качеств, а также необходимость известных ограничений применения для некоторых сортов.
При настилке линолеума необходимо уделять, особое внимание качеству основания, на которое настилается линолеум. Основания могут быть в виде стяжек, сплошного дощатого настила и подстилающего слоя из картона или древесностружечных плит; оно должно быть ровным (не бугристым), прочным, без трещин и загрязнений и обязательно сухик, с прочностью на сжатие не менее 50 кГ/см2.
Основание при устройстве теплых полов (жилые помещения и т. п.) должно иметь объемный вес не более 1400 кг/м3 и перед настилом его надо хорошо просушить, выровнять и тщательно очистить от пыли, мелких камешков и песка. Все, даже небольшие, бугры и вмятины быстро деформируют линолеум и ускоряют его износ. Практически доказано, что настил линолеума* на плохо подготовленное, неровное основание ускоряет его износ в 4—5 раз. Влажность основания также резко снижает долговечность линолеума, поскольку линолеум является влагонепроницаемым материалом и влага, оставшаяся на плохо просушенном основании, не испаряется, а вызывает образование вздутий и пузырей, нарушающих прочность приклейки. Кроме того, излишняя влага способствует загниванию древесностружечный подстилающих плит, а также тканевого основания линолеума. Влажность оснований, подготовленных для настила линолеума, не должна превышать 10% для бетонных и 12% для деревянных.
Особенно вредными для линолеума являются непросушенные дощатые настилы, которые вследствие усыхания досок могут вызывать разрыв линолеума. Вот почему необходимо соблюдать сроки выдержки оснований перед покрытием, выработанные практикой: на дощатый настил не рекомендуется наклеивать линолеум ранее года после окончания строительства здания и то лишь после вторичного сплачивания досок, на основания цементно-песчаные и бетонные — не ранее 3 м^с., на гипсовые—1,5 мес. и на ксилолитовые — 1 мес. Указанные сроки выдержки различных стяжек продолжительны и потому не всегда возможны; целесообразно эти стяжки покрывать прокатными гипсоцементными панелями перекрытий*, вырабатываемыми размером на комнату,- а на них надосить л«нолеум. Наклеивать его даже после исте¬
Материалы для полов
445
чения указанных сроков не рекомендуется без предварительной проверки оснований на влажность.
Настилка линолеума является последним этапом всех отделочных работ дома после выполнения всех штукатурных, малярных, санитарно-технических и прочих работ. Температура помещений при этом рекомендуется не ниже 10° С, а относительная влажность воздуха — не более 60%. При настилке линолеум приклеивают к основанию или .укладывают насухо. Укладка насухо разрешается лишь для помещений с нормальным температурно-влажностным режимом эксплуатации и малоинтенсивным движением, поэтому чаще используют первый способ, применяя в качестве приклеивающего состава различные мастики (казеино-цементную, битумные, смоляные и др.)* При укладке линолеума на асфальтовое основание нельзя применять приклеивающие составы, содержащие растворители битума. Наиболее дешевыми и достаточно эффективными по прочности приклеивания и скорости схватывания являются битумные ц кумароновые мастики, которые можно приготовить непосредственно на строительной площадке.
Независимо от состава все приклеивающие мастики должны удовлетворять следующим общим требованиям: обладать хорошими клеящими свойствами как к линолеуму, так и к материалам оснований; быть устойчивыми к действию температуры в пределах до 60°С; легко распределяться тонким слоем толщиной 0,7—1 мм для битумных мастик и толщиной 0,3—0,5 мм для мастик остальных видов; сохранять свои рабочие свойства в период укладки линолеума и обеспечивать быстрое нарастание прочности склейки; быть однородными и биостойкими; не выделять резких запахов; не требовать обязательной пригрузки приклеиваемых материалов. Для лучшей приклейки мастика наносится как на основание, так и на нижнюю сторону линолеума, толщиной общего слоя не более 1 мм. Эту операцию рекомендуется выполнять при помощи шпателя с зубчатыми краями. Образующиеся при этом углубления в слое мастики1 ускоряет испарение растворителя из приклеивающего состава, что обеспечивает быстрое схватывание мастики. Как только мастика несколько схватилась, укладывают линолеум, тщательно притирая его (от середины к краям) к основанию ручным катком. Следующее полотнище линолеума укладывают внахлестку, перекрывая кромки на 10—15 мм, а для того чтобы кромки полотнищ не склеивались, между ними прокладывают полотняную ленту. Для получения ровного, плотного и незаметного шва в стыках- полотнищ перекрытые кромки линолеума прирезают одновременно острым ножом по металлической линейке. После прирезки кромок вынимают подложенную ленту и заглаживают шов валиком. В холодное время года, при температуре ниже 0°С линолеум становится хрупким и легко ломается. Поэтому перед настилкой его надо выдержать в теплом помещении до приобретения им комнатной температуры и нормальной эластичности. Рулоны линолеума после длительного хранения на складах даже в теплое время года становятся хрупкими и раскатывать их нужно очень осторожно. Перед сдачей в эксплуатацию линолеумное покрытие промывают теплой водой, и натирают до блеска восковой мастикой для натирки паркетных полов.
Линолеумный пол необходимо содержать в чистоте, так как грязные полы быстро темнеют. Це следует мыть линолеум содой, щелочами и горячей водой, так как это портит внешний вид линолеума. Ремонт линолеумных полов обычно сводится к исправлению изношенных участков в местах наиболее интенсивной эксплуатации, подклейки отставшего линолеума и устранения образовавшихся, пузырей.
446
Глава XV. Полцмернщв стррительные материалы
Для каждого вида линолеума следует применять определенный вид мастики, которая в сочетании с материалом линолеума дает наибольший эффект прочностных И эксплуатационных показателей. Для поливинилхлоридных линолеумов это мастики: кумароно-каучуковая для безосновного; битумная холодная, резино-битумная и казеино-цементная для линолеума.на тканевой основе; последнюю мастику разрешается применять лишь в помещениях с сухим режимом эксплуатации, причем с обязательным добавлением антисептиков — фтористых и кремнефтористых солей; кумароно-каучуковая и дифенольная для линолеума на теплозвукоизоляционной основе. Для настилки алкидного линолеума можно применять мастики всех видов, кроме кумароно-каучуковой. Для настилки редина особенно рекомендуется резинобитумная мастика типа изол, но годны также и другие битумные и кумароно-каучуковые мастики.
Коллоксцлиновый линолеум обычно настилают на кумароно-каучуковой или коллоксшшновой мастике, представляющей собой коллоксилиновую массу, растворенную в ацетоне в соотношений 4:6. Эта мастика применяется только для наклейки коллоксилинового линолеума. В табл. 59 приведены физико-механические свойства мастик, наиболее часто применяемых для наклейки линолеумов.
Таблица 59
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МАСТИКИ ДЛЯ ЛИНОЛЕУМА
ЭДастикз
Прочность крепления на ртрдо пбсле 10 суток в кГ/см9
Водостойкость
Сохранность клеящих свойств
Кумароно-каучуковая
5-6
Водостойкая
До 2 мес. в герметической упаковке.
Битумная холодная
0,8-1,2
»
Не ограничена
Резино-битумная типа изол
1,5—2
1
То же
Канифольная
0,5—0,8
»
До 2 мес. в герметической упаковке
Казеино-цементная
1,5—2
Ограниченно
водостойкая
3—4 ч после изготовления
1
Теперь следует сказать о специфических особенностях укладки линолеума разных видов, и наиболее рациональном использовании свойств линолеума при применении, а также об особенностях, ограничивающих сферу применения некоторых видов линолеума.
Наиболее широкие области применения имеют поливинилхлоридные и алкидные линрлеумы, методы настилки каторы* аналогичны. При определении эксплуатационных качеств разных видов линолеума следует помнить, что печатный алкидный линолеум, будучи очень красивым по рисунку, все же имеет существенный недостаток — недолговечность Рисунок н^ нем выполнен 'тонким слоем краски на поверхности и быстро стирается, особенно в местах интенсивной эксплуатации, и линолеум теряет вид. При замене изношенных участков возникают дополнительные трудности — подгонка рисунка, цвета и узора заменяемого участка. В связи с этим печатный линолеум (к тому же более трудоемкий и дорогой) вытесняется одноцветным или многоцветным линолеумом, равномерно окрашенным по всей толще. Такой линолеум обычно сохраняет хопоитий вип и япкую паспветку ло конца своей службы.
Материалы для полов
447
Теплозвукоизоляционные линолеумы на войлочной или полимерной пористой основе укладываются обычно без мастики, насухо. В таких случаях по периметру всего помещения необходимо уложить деревянные 'рейки, углубив их в бетонную или цементную стяжку заподлицо с основанием;, к этим рейкам, уложенным насухо, линолеум крепится при помощи плинтусов гвоздями. При укладке теплоизоляционных линолеумов следует обращать особое внимание на влажность основания, которая должна быть в пределах 5—8%, так как в противном случае произойдет увлажнение основы, что снизит антисептические свойства и повысит теплопроводность покрытия. Укладывают линолеум при температуре 15—20° С. Затраты труда на укладку пода из теплоизоляционного линолеума ниже, чем из линолеума других видов, на 50%. '
В помещениях с влажным режимом эксплуатации применение линолеумов на тканевой и войлочной основе не разрешается, а следует настилать релин, который хорошо зарекомендовиал себя даже в условиях повышенной влажности, например в банях, душевых и прачечных помещениях. Настилают релин как путем наклейки мастикой, так и насухо. В этом случае заклеивают мастикой только швы (стыки) соседних полотнищ, а весь линолеумный ковер закрепляют плинтусом вдоль стен. При настилке1 релина насухо стыки сначала прирезают, а затем заклеирают полотняной прорезиненной лентой с тыльной стороны релина. Кромки склеиваемых полотнищ предварительно очищают бензином.
’ Коллоксилиновый линолеум относительно огнеопасен, поэтому его запрещается применять для устройства полов театрально-зрелищных предприятий, детских учреждений, больниц, а также там, где ведутся работы с агрессивными веществами.
Z ПЛИТОЧНЫЕ МАТЕРИАЛЫ
Для устройства полов широко применяют также и плиточные материалы, изготовленные на оснрве синтетических цолимеров, наполнителей, пигментов и пластификаторов. Наибольшее распространенйе получили поливинилхлоридные, кумароновые, кумароно-поливинилхлориднке, фенолитоцые и резиновые плитки. В отдельную группу можно выделить древесноволокнистые сверхтвердые плиты и плитки и древесностружечные плиты, в которых связующими являются карбамидные и фенольные полимеры, а основным наполнителем — древесина и другие растительные волокна.
Плитки вырабатывают в достаточно большом ассортименте, различными по конструкции; форме, цвету и фактуре. В зависимости от, конструкции различают плитки однослойные и многослойные, ц прямоугольными гранями и со шпуатом и гребнем, обеспечивающими особенно прочное покрытие. По форме плитки могут быть квадратными, прямоугольными и фигурными, по фактуре лицевой поверхности — гладкими и рифлеными. Плитки выпускают самых разнообразных цветов и оттенков, как одноцветные, так и многоцветные. Варьируя сочетания этих плиток, г^ожно получить очень красивые и разнообразные по цвету и рисунку полы.
Применение плиток для полов по сравнению с рулонными материалами дает следующйе преимущества: простота приклейки к основанию, легкость замены поврежденных или изношенных участков пола любой площади, возможность достижения большего разнообразия рисунка. Недостатком плиточных покрытий является большое количество' швов, что снижает долговечность и гигиеничность пола. Плиточное покрытие полов применяют в жилых, ббщественных и промышленных зданиях. Резиновые плитки особенно целесообразны для устройства полов в промышлен¬
448
Глава XV. Полимерные строительные материалы
ных и общественных зданиях, так как такие полы прочны, влагоустойчивы, упруги, эластичны и бесшумны. Фенолитовые плитки обладают механической прочностью и устойчивостью к воздействию большинства минеральных и органических кислот, они рекомендуются для полов в цехах и лабораториях, где необходимы химически стойкие полы. В табл. 60 приведены физико-механические показатели, размеры и средний вес различных плиток.
Таблица 60
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА, РАЗМЕРЫ И СРЕДНИЙ ВЕС ПЛИТОК
Потеря веса при истирании на приборе МИ-2 в г/см9, не более
Водопоглощение эа 24 ч в %, не более
В о
Размеры в мм
Плитки
Твердость по шар] ковому твердомеру ТШР-2 в мм, не 6 лее
о
й
я
А
у t в> 1*
длина
ширина
тол¬
щина
Средний вес 1 мг в кг
Поливинилхлоридные .
Кумароно-поли-
винилхлорид-
ные
0,05
0,08
4
1
0,3
0,3
50
40
1
{
150
200
300
150
200
300
150
200
300
150
200
300
2 и 3 2 и 3
3 и 4,5
1
3 и 4,5
Кумароновые .
0,08
1
0,1
40
(
150
200
150
200
3
5,5
Фенолитовые .
0,03
0,1
— •
—
150
150
4 иб
8 и 1 i
Резиновые
0,05
2
1
50
I
150
200
зоо
150
200
300
3 и5
4,5 и 7
Древесностружечные плиты
0,08
—
—
—
/2500
\3500
1250—1400
1500—1750
13—19
14—18
Древесноволокнистое сверхтвердые:
I
плиты для полов
0.Q8
15
—
—
1200—5400
(1200
П600
(1800
3 и4
Не менее 2,9—3,8
паркетные
плитки
0,08
15
—
—
Г 200 300 400 600
200
300
400
600
4
Не менее 3,8
‘Для настилки полов из всех видов плиток требуется хорошо подготовленное основание, клеящие мастики высокого качества и тщательное выполнение работ. Только при этих условиях плиточные полы сохраняют долговечность и красоту. Работу по настилке полов ведут по окончании всех строительных, отделочных и монтажных работ при температуре не •ниже 15° С. Предварительный нагрев плиток, увеличивающий их пластичность, облегчает настилку пола. Применять можно мастики всех видов, за исключением коллоксилиновой; хорошие результаты дает казеино-цементная мастика. Наибольшее применение в настоящее время имеют кумароновые плитки и древесноволокнистые плиты и плитки.
Материалы для полов
449
Плитки на основе кумаронового полимера
Кумароновые плитки являются одним из прогрессивных и дешевых полимерных материалов для покрытия полов. В настоящее время кумароновые плитки вырабатываются Киевским комбинатом «Стройиндустрия», Канашским заводом полимерных материалов, Кемеровским заводом кровельных материалов и др. Проектируются новые предприятия по выработке кумароновых плиток. Выработка этих плиток в 1968 г. составила около 1,2 млн. м2, а к 1975 г. объем производства их планируется довести до 20 млн. м2. Уже в настоящее время стоимость 1 м2 кумароновых плиток (1 р. 70 к.) в 1,5—1,7 раза ниже стоимости поливинилхлоридных.
Кумароновые плитки, будучи самыми дешевыми, при правильной технологии применения показали хорошие эксплуатационные данные в полах коридоров, кухонь, санитарных узлов и лестничных площадок жилых зданий и ряда помещений общественных и промышленных зданий. Установлено, что их нерационально применять в помещениях с интенсивным движением при воздействии абразивных материалов (песка, металлической стружки), масел, жиров, кислот и щелочей, а также в помещениях с постоянным повышенным температурно-влажностным режимом — банях, душевых, прачечных и т. п.
Сырьем для получения кумароновых плиток является кумароновый полимер, представляющий собой смесь продуктов полимеризации кумарона и индена; основной наполнитель — хризотиловый асбест, составляющий 48% веса плиточной массы. Асбест применяют марок К-5 и К-6 с объемным весом 320 г/л и содержанием пыли и гали не более 25%- Установлено, что такой распространенный наполнитель, как асбест 7-го сорта, применять не следует, так как он в 10—15 раз понижает сопротивление плиток на удар. Другой вид наполнителя — древесная мука — добавляется лишь в незначительном количестве (не более 6%), так как она резко снижает водостойкость плиток, очень чувствительна к термическим воздействиям и не выдерживает при обработке массы температуры выше 140° С.
В качестве красителей употребляют минеральные и органические пигменты, причем вес минеральных пигментов может достигать 15% веса массы. Наибольшее применение имеют неорганические пигменты — мумия, охра, железный сурик, кроны свинцовый и цинковый, ультрамарин и белила. Последние применяются для плиток всех светлых тонов путем подкраски белил органическими пигментами, наибольшее использование из которых получили жировой красный, жировой темно-красный, лак бордо, рубин и бирюзовый, желтый жировой, желтый светопрочный и др.
Пластификатором является льняное масло, обеспечивающее наиболее высокое качество плиток. Однако применение его значительно сокращается ввиду дефицитности и высокой стоимости; к тому же разработаны и внедрены достаточно эффективные заменители — талловое масло и кубовые остатки синтетических жирных кислот (СЖК). Замена льняного масла кубовыми остатками снижает стоимость кумароновых плиток на 40—50%. Можно применять также горные воски — озокерит и монтан (до 10%), которые не только пластифицируют массу, но и улучшают внешний вид плиток.
Производство кумароновых плиток с применением в качестве пластификатора кубовых остатков СЖК, обработанных известью, складывается из следующих основных процессов: подготовка и дозировка сырья; приготовление связующего; приготовление плиточной массы; вальце¬
450
Глава XV. Полимерные строительные материалы
вание массы; каландрирование массы; высечка плиток на прессе; разбраковка и упаковка плиток.
Дополнительными пррцессами производства являются: приготовление известкового молока и омыление кубовых остатков СЖК; измельчение отходов и бракованных плиток для повторного использования; изготовление цветной крошки для выработки мраморовидных плиток* Готовые плитки упаковывают в пачки из плотной бумаги или в картонные коробки. Хранят плитки в сухом, закрытом помещении при температуре не ниже 5 и не выше 40° С штабелями высотой не более 1,5 л* во избежав ние деформации. При транспортировании пачки и коробки требуют' бережного обращения.
Древесноволокнистые плиты и плитки
Древесноволокнистыми плитами называют листовые материалы, получаемые путем горячего прессования волокнистой массы, состоящей из органических волокнистых наполнителей и синтетических полимеров, сырьем для производства плит является-неделовая древесина и древесные отходы (щепа, горбыль, рейки, стружки). Кроме древесного сырья для изготовления плит можно использовать камыш, кенаф и некоторые другие волокнистые растения.
В зависимости от назначения древесноволокнистые плиты выпускают с объемным весом от 200 до 1100. кг/м3. Изоляционные плиты, применяемые для теплоизоляции, имеют объемный вес до 250 кг/м3. Для устройства и облицовки стен и перегородок используют полутвердые (400— 850 кг/м3), а также твердые и сверхтвердые плиты (850—1100 кг/м3). Для устройства полов применяются только твердые и сверхтвердые плиты и плитки.
Изделия с размером сторон не более 600 мм принято называть плитками, а с большим размером — плитами. Плиты выпускаются заводами как в неофактуренном виде, так и облицованные полимерными пленками или текстурной бумагой, размерами: длина 120—540 см, ширина 120— 180 см, толщина 3—4 мм.
Сверхтвердые плиты для полов характеризуются следующими данными:
Объемный вес . . I к . . . не менее 950 кг/м3
Предел прочности при изгибе » » 500 кГ/см8
Водопоглощение за 24 ч . « » более 15%
Влажность б—10%
Вырабатываются также твердые плиты с окрашенной поверхностью — в заводских условиях их лицевая поверхность покрывается эмалями марок ПФ-115 и МГ-13 или водно-эмульсионной краской ВА, а нелицевая сторона — масляным или полимерным грунтом. Эти плиты применяются при отделке стен, перегородок, дверных полотен, встроенной мебели и пр. Размеры их такие же, как обычных древесноволокнистых плит.
Технология древесноволокнистых плит складывается из следующих шести основных операций:
разделка древесины и древесных отходов в рубильных машинах на щепу, которая после сепараций пропаривается и размалывается на волокна; ’
получение водноволокнистой массы и смешение ее с феноло-формальдегидным полимером и различными добавками, гидрофобными, антисептиками и антипиренами; количество полимера составляет 4—5% веса сухого наполнителя;
Материалы для полов
451
формование массы в длинносетчатой отливочной машине, где путем отжима излишней воды масса приобретает необходимую консистенцию и формуется в непрерывную ленту заданной толщины; при выходе из машины лента разрезается на отрезном станке на плиты требуемой длины;
горячее прессование отформованных плит на многоэтажном гидравлическом прессе;
выдерживание в камере акклиматизации при температуре 110— 120° С в течение 4—7 ч для повышения механических свойств и последующее увлажнение до 7—8%;
обрезка, кромок на форматном станке.
На этом заканчивается производство неофактуренных и неокрашенных плит. Дополнительными процессами производства при изготовлении паркетных плиток может быть облицовка (одновременно с горячим прессованием) плит шпоном, который обычно изготовляют из древесины, обладающей красивой текстурой, раскрой материала на плитки заданных размеров и устройство шпунта и гребня для увеличения прочности настилаемых полов.
Хранятся плиты в закрытых помещениях при отсутствии резких колебаний температуры и влажности. Укладывают йх горизонтально на деревянные подставки на высоте 15—'20 см от нола. Хранить плиты в вертикальном положении не рекомендуется. Транспортируют плиты в крытых вагонах и автомобилях. Древесноволокнистые плиты и плитки нельзя применять в помещениях с повышенно-влажностным режимом.
Древесностружечные плиты
Для устройства полов применяют только твердые древесностружечные плиты, которые характеризуются наибольшим объемным весом— 800 кг/мг. Высокая плотность этих плит достигается особым режимом прессования при увеличенном давлении и усиленном нагреве. При этом понижается их звуко- и теплоизоляционная способность, которая весьма высока у легких плит, используемых в качестве стенового и отделочного материала. Древесностружечные плиты запрещается применять в помещениях с влажным режимом эксплуатации. Настилка плит допускается по стяжкам, имеющим влажность не более 10%.
Для устройства полов применяют трехслойные древесностружечные плиты. Для изготовления среднего слоя, составляющего примерно две трети общей толщины плиты, употребляют грубую стружку, так называемую дробленку, а для наружных слоев — тонкую стружку, которая улучшает качество поверхности и повышает прочнос1ъ плит. При таком строении плиты для нее используются любые.древесные породы, различные по цвету и форме стружки, и экономится связующее, количество которого в среднем слое значительно меньше, чем в наружных. Эти плиты применяют для устройства верхнего (лицевого) слоя пола.
Однослойные плиты, имеющие большое применение как строительный и отделочный .материал, можно использовать для устройства полов, по которым настилают линолеум или монолитные бесшовные покрытия. Настилка полов из древесностружечных плит требует хорошо подготовленных, сухих и гладких оснований. Для настилки применяют почти все виды мастик, за исключением коллоксилиновой и кумароно-каучуковой Более подробная характеристика древесностружечных «плит дана ниже при рассмотрении стеновых материалов.
3. МОНОЛИТНЫЕ ПОКРЫТИЯ для полов
Третьим видом покрытий для полов, изготовляемых на основе полимерных материалов, являются так называемые монолитные или бесшов¬
452
Глава XV. Полимерные строительные материалы
ные полы. Они отличаются высокой прочностью на истирание (0,004— 0,005 г/см2), превосходящей прочность линолеумных и плиточных покрытий; полное отсутствие швов и стыков делает такие полы наиболее гигиеничными й удобными в эксплуатации. Технология настилки монолитных полов достаточно проста, не требует сложных машин и инструментов, а также применения для крепления к основанию клеящих мастик, подобных используемым при настилке линолеума и плиток.
В зависимости от сырья монолитные полы подразделяют на три основные группы: поливинилацетатные, полимерцементные и пластобетоны. По методу укладки различают пластичные и наливные монолитные полы; первые наносят укладочными механизмами и виброприспособлениями, вторые — методом разлива или распыления. Монолитные полы могут быть однослойные или двухслойные в зависимости от качества оснований и условий эксплуатации, а также различно окрашенными. Толщина покрытий полов разных типов и области их применения, рекомендуемые Строительными нормами и правилами, приведены в табл. 61.
Таблица 61
ОБЛАСТИ ПРИМЕНЕНИЯ БЕСШОВНЫХ ПОЛОВ
Покрытие
Толщина покрытия в мм
/
Область применения
Поливинилацетатные мастики:
однослойное
1,5—2
В помещениях жилых и общественных зданий с малым движением
двухслойное наливное, в том числе нижний шпаклевочный выравнивающий слой 2 мм
3—4
В помещениях жилых и общественных зданий с интенсивным движением и помещениях без ударных нагрузок на пол и с движением транспорта на мягком ходу
Полимерцементные составы: однослойное наливное
3—4
В помещениях общественных и промышленных зданий без ударных нагрузок; в ванных комнатах, санитарных узлах и на лестничных пло^ щадках
однослойное пластичное
7—10
В помещениях, где возможны нагрузки и движение транспорта на мягком и жестком ходу
двухслойное наливное, в том числе выравнивающий' слой 7—10 мм
10—14
В помещениях, где возможны ударные нагрузки и движение транспорта на мягком и жестком ходу с повышенными эксплуатационными нагрузками
Пластобетон однослойный пластичный
30—4Q
В помещениях промышленных зданий с повышенной стойкостью полов к нагрузкам и химическим реагентам
Составы для всех видов монолитных полов должны обеспечивать следующие качества: ровное покрытие пола без швов, стыков, шероховатостей, наплывов, раковин и загрязнений; однородный цвет по всей площади пола и по всей толщине лицевого слоя, соответствующий утвержденным эталонам; отсутствие отслаивания покрытия от оснований и растрескивания при затвердевании и эксплуатации. Под монолитные полы требуются тщательно выполненные основания, подготовка которых аналогична подготовке оснований для настилки линолеумных и плиточ-
Материалы для полов
453
иых полов. При неудовлетворительном состоянии оснований рекомендуется наносить стяжку или выравнивающий слой из удешевленных и неокрашенных мастик. К устройству монолитных полов следует приступать лишь по окончании всех строительных, санитарно-технических и отделочных работ при температуре помещения не ниже 10° С»
Поливинилацетатные мастики
Поливинилацетатная мастика для настилки монолитных полов состоит из поливинилацетатной эмульсии, мелкого песка и минеральных пигментов. Мастику применяют для устройства полов в жилых, общественных и промышленных зданиях. Не допускается настилать поливинилацетатные полы в помещениях с повышенным влажностным режимом, с температурой выше 50° С, а также там, где возможно движение транспорта на металлических шинах, перекатывание металлических и других твердых царапающих пол предметов, попадание на пол кислот и щелочей. Покрытие может состоять из двух слоев различного состава. Нижний шпаклевочный слой необходим при неудовлетворительном состоянии основания, при хорошем его состоянии можно ограничиться однослойным лицевым покрытием толщиной 1,5—2 мм, которое наносят путем однократного или двукратного распыления массы.
Поливинилацетатные мастики обладают хорошими адгезионными свойствами — дают прочное и долговечное сцепление с основанием. Г]редел прочности подготовленного основания при сжатии должен быть не менее 75 кГ/см2. В качестве связующего применяют поливинилацетатную водную эмульсию (ПВАЭ) заводского изготовления, содержащую 50% сухого лоливинилацетатного полимера и 7,5% (в сухом состоянии) пластификатора— дибутилфталата. Окрашивают покрытия в различные цвета кислотоустойчивыми и светоустойчивыми минеральными пигментами — суриком железным, мумией, охрой, ультрамарином, кобальтом, окисью хрома и др.
Покрытие толщиной 3 мм выполняют обычно за два приема: сначала наносят нижний слой мастики толщиной 2,2—2,5 мм, затем лицевой слой толщиной 1,2—1,3 мм. Мастику наносят с излишком, учитывая усадку ее при высыхании. Покрытие толщиной 4 мм получают в три приема: в первый и второй наносят нижний слой (толщиной по 1,8—1,9 мм), а в третий — лицевой слой (толщиной 1,2—1,3 мм).' После дующий слой мастики укладывают только по затвердевшему слою.
Готовый поливинилацетатный пол после его высыхания и затвердевания покрывают за один или два раза лаком № 170. Это покрытие заполняет мельчайшие трещины и царапины пола, делает его более красивым и значительно увеличивает срок эксплуатации. Ровность пола проверяют во всех направлениях двухметровой рейкой.
Полимерцементные мастики
Полимерцементная мастика для настила монолитных полов состоит из поливинилацетатной эмульсии или эмульсии дивинилстирольного каучука (латекса), портландцемента, песка, мраморной или гранитной крошки и минеральных пигментов. Применяют мастику для устройства бесшовных монолитных полов в общественных и промышленных зданиях, а также в помещениях-с повышенным влажностным режимом эксплуатации (санитарные узлы, ванные, лестничные клетки и т. п.). В зависимости от эксплуатационных и архитектурных требований полы могут быть однослойными и двухслойными, одноцветными и многоцветными.
454
Глава XV* Полимерные? строительные материалы
Полимеры в комбинации с минеральным вяжущим веществом — цементом— дают новые высокопрочные материалы, обладающие большим разнообразием структурно-механических свойств, характерных как для полимера, так и для цемента. Высокие адгезионные свойства полимерцементной мастики обеспечивают особо прочное сцепление с основанием, благодаря чему полимерцементные полы имеют высокую прочность, водонепроницаемость и гигиеничны в эксплуатации.
Полимерцементные полы подразделяют на два типа — наливные и пластичные. В качестве полимерного связующего применяют поливинилацетатную эмульсию или дивинилстирольный латекс, в качестве минерального вяжущего — серый или белый (для светлых полов) портландцемент марки 400. Наполнителями, помимо применяемых для поливинилацетатных мастик, служат гранитная и мраморная крошка различных расцветок (полы типа терраццо). Для окраски используют минеральные пигменты.
Полимерцементные бесшовные полы настилают в основном так же, как и поливинилацетатные. Приготовленные полимерцементные составы используют в течение 2—3 ч во избежание потери качеств, необходимых для создания прочного покрытия. Грунтовочные подготовительные и лицевые составы наносят при помощи пневматических распылителей разных конструкций. Для уплотнения сло^в применяют механические вибраторы. Полимерцементные составы при устройстве полов рекомендуется наносить параллельными полосами шириной 1 —1,5 м. Работы ведут в направлении к выходной двери. Ходить по свежеуложенному полу запрещается. После полного отвердевания покрытия (через 24—48 ч) его зачищают и шлифуют шлифовальной машиной. Полимерцементные полы рекомендуется периодически натирать восковыми мастиками.
Б. СТЕНОВЫЕ МАТЕРИАЛЫ
Стеновые полимерные материалы можно разбить на две группы — конструкционные и отделочные. Такие материалы, как древесностружечные, древесноволокнистые и древеснослоистые плиты, в зависимости от технологии их изготовления могут быть конструкционными и отделочными, а иногда и совмещать эти функции. К группе,конструкционных материалов; кроме указанных трех сортов древопластов относят также стеклопластики, имеющие более ограниченное применение в строительстве в качестве стенового материала вследствие высокой /стоимости и возможности более эффективного применения в других областях техники. Применение полимерных матёриалов дало возможность разработать и внедрить в производство трехслойную конструкцию стены, причем роль защитного и несущего нагрузку слоя выполняют древопластики или стеклопластики, а заполнителем между наружным и внутренним слоями являются теплоизоляционные полимерные материалы пористой или ячеистой структуры.
К отделочным стеновым материалам относятся: декоративный бумажнослоистый пластик, полистирольные и фенолитовые плиты, а также рулонные отделочные материалы (линкруст, павинол, моющиеся обои и отделочные пленки),
1. ДРЕВОПЛАСТИКИ
Группа древопластиков имеет наибольшее применение в качестве стенового материала как конструкционного, так и отделочногч назначения.
Стеновые материалы
455
Древесные слоистые пластики
Древесные слоистые пластики (ДСП) представляют собой листовые материалы, получаемые горячим прессованием листов древесного шпона, пропитанных полимером. Древесный шпон — это листы древесины толщиной 0,3—1,5 мм, образующиеся при лущении распаренных кряжей березы, ольхи, бука и других пород дерева. В качестве связующего применяют резольные феноло-формальдегидные, карбамидные и смешанные феноло-карбамидные полимеры.
Процесс производства древеснослоистых пластиков слагается из шести основных операций: подготовка шпона, пропитка его связующим полимером, сушка шпона, укладка листов шпона в пакеты, горячее прессование пакетов при 150—160° С и обрезка кромок. Содержание полимера в ДСП составляет 16—24% по весу. Меньшее количество полимера не обеспечивает прочной связи между отдельными листами шпона, а повышенное приводит к снижению предела прочности при изгибе и растяжении древесных слоистых пластиков.
Размеры листов выпускаемого древесногр слоистого пластика: длина 70, 110, 150, 230, 480 и 560 см,, ширина 80, 90, 100, 110 и 120 см, толщина 1—60 мм. При толщине до 15 мм ДСП называют тонколистовым, а при большей толщине — толстолистовым. Показатели физико-механических свойств ДСП зависят от качества шпона и его толщины, состава и количества связующего, качества пропитки и способа укладки шпона в пакеты. В среднем для различных марок они составляют:
Объемный вес ...... 1230—1330 кг!
Предел прочности при изгибе 1500—2800 кГ/см?
Твердость по Бринеллю . не менее 25 кГ/мм2
Водопоглощение за 24 ч » более 5%
Влажность » » 7%
Древеснослоистые пластики характеризуются достаточно высокой теплостойкостью (до 150°С по Мартенсу), низкой теплопроводностью (0,15—0,25 ккал/м» ч* град), высокой стойкостью к органическим растворителям и маслам, атмосферостойкостью, легкостью различных видов механической обработки. Их можно использовать для обшивки стен с наружной стороны и для изготовления трехслойнЫх стеновых панелей.
/ Древесностружечные плиты
Древесностружечные плиты легко поддаются механической обработке — распиловке, сверлению, а также отличается хорошей гвоздимостью. Благодаря сочетанию целого ряда положительных качеств — легкости, достаточной прочности, красивого внешнего вида, конструкционности, теплозвукоизоляционности — они находят широкое применение в строительстве как в качестве стеновых материалов, так и для других целей. Многопустотные и сплошные древесностружечные плиты, облицованные и неофактуренные, применяют для устройства каркасных и щитовых стен и перегородок, встроенной мебели, а также для облицовки панелей и потолков.
В зависимости от степени уплотнения при прессовании можно получить плиты с различным объемным весом, который и определяет области их применения в строительстве. Легкие плиты с объемным весом 350 кг/м3 являются теплоизоляционными, среднего веса с объемным весом 500—660 кг/м3 используют для стен и перегородок, а тяжелые (объемный вес 800 кг/м3) — для устройства стен и полов. Древесностружечные плиты вырабатываются семи марок: Путем плоского прессования
456
Глава XV. Полимерные строительные материалы
вырабатываются плиты марок ПС-1, ПС-3, ПТ-1, ПТ-3, путем экструзии — плиты марок ЭСС, ЭТС, ЭЛМ. Предел прочности при статическом изгибе плит плоского прессования лежит в пределах 130—215, а плит экструзионных — 40—120 кГ/см2.
Сырьем для производства плит являются полимерные вяжущие материалы и древесина. В качестве подсобных материалов применяют различные антисептики, антипирены и гидрофобизаторы, придающие плитам необходимые свойства. Стружка — основной материал — приготовляется из самых разнообразных древесных пород, как хвойных, так и лиственных. Широко используются береза, осина, ольха, бук, сосна, ель и пр. Легкие и мягкие породы древесины дают более плотные и прочные плиты, чем породы тяжелые и твердые. Обычно тяжелые породы применяют для среднего слоя плит, отбирая для лицевого слоя мягкую и легкую древесину, дающую мелкую однородную стружку.
Связующие полимеры должны быть водостойкими, быстро и необратимо твердеть при термообработке массы и прочно соединять частицы древесины, нетоксичными, без резкого устойчивого запаха, огне- и взрывобезопасными, иметь светлую окраску во избежание загрязнения цвета плит. Карбамидные и фенольные термореактивные полимеры вполне удовлетворяют этим требованиям. Фенольные полимеры более водостойки, но значительно дороже карбамидных, и применение их экономически нецелесообразно. Поэтому чаще применяют карбамидные полимеры марок МФ-17 и МФ-20, бесцветные, малотоксичные и быстроотверждающиеся при температуре 100° С.
К антисептикам предъявляются обычные для всех антисептиков для древесины требования. Лучшим антисептиком для древесностружечных плит является фтористый натрий NaF, применяют также пентахлорфенолят натрия. В качестве антиниренов, добавляемых в массу для придания огнестойкости, используют буру Na2B207* ЮН2О, сернокислый аммоний (NH4)2S04 и фосфорнокислый аммоний (NH4)P04. Гидрофобизатором, повышающим водостойкость плит и снижающим их водопоглощение до 6%, является парафин (в виде водной эмульсии).
Производство трехслойных древесностружечных плит состоит из следующих этапов:
подготовка древесины — пропаривание и вымачивание, окорив&ние и распиловка;
приготовление стружки — получение стружки на стружечной машине, ее сортировка и сушка;
смешение стружки с полимером;
формование плиты и холодная подпрессовка при давлении 5—20 кГ/см2\
горячее прессование при давлении до 70 кГ/см2, выдерживание и охлаждение в течение 4—7 суток;
раскрой плит.
Хранят древесностружечные плиты в сухих закрытых складах, не допуская резких колебаний влажности и температуры. Укладывают плиты в горизонтальном положении. При перевозке их следует защищать от ударов и увлажнения.
Третий вид древопластиков — древесноволокнистые плиты — охарактеризован выше при описании материалов для полов.
2. СТЕКЛОПЛАСТИКИ
Стеклопластиками называют материалы, состоящие из стекловолокнистой основы, склеенной синтетическими полимерами. Основа состо-
Стеновые материалы
457
ит из цельного или рубленого стекловолокна, стеклянной ткани или стеклошпона, в зависимости от назначения стеклопластиков. Применяя тот или иной вид стеклянного наполнителя, можно в значительной степени изменять физико-механические показатели вырабатываемого материала. Целесообразность применения стеклянных волокон объясняется их преимуществом перед волокнами других видов и в первую очередь большой прочностью на разрыв и повышенным модулем упругости. Кроме того, стекловолокно не горит, не гниет, имеет ничтожную гигроскопичность и обладает высокой химической стойкостью.
Стеклянный наполнитель в отличие от других наполнителей — бумаги, ткани, древесины — не пропитывается полимером, который только обволакивает его поверхность. Поэтому полимерное связующее, применяемое для изготовления стеклопластиков, обязательно должно обладать адгезией к стеклянному волокну и хорошей смачивающей способностью. Таким связующим являются ненасыщенные полиэфиры, эпоксидные, кремнийорганические и феноло-формальдегидные полимеры. Используемые полимеры определяют качества изделий; так, полиэфирные и эпоксидные полимеры позволяют при комнатной температуре формовать изделия, обладающие высокой светоиропускной способностью; изделия из кремнийорганических связующих хорошо противостоят высоким температурам. Полимерное связующее не только склеивает волокна и распределяет между ними напряжение, обеспечивая их совместную работу при нагрузках изделий, но и полностью защищает наполнитель от вредного воздействия агрессивной среды.
В зависимости от расположения в материале стеклянных волокон различают три группы стеклопластиков.
Стеклопластики на основе рубленого стекловолокна, расположенного хаотично. Их получают методом напыления или прессования стекломатов. Листы этого стеклопластика выпускают длиной 100—600 и шириной до 150 см при толщине 1—2,5 мм. Пределы прочности такого стеклопластика достаточно высоки: при сжатии 900, при растяжении 600 и при изгибе 1300 кГ/см2, объемный вес 1400 кг/м3, светопрозрачность до 85%. Недостатком этого стеклопластика является большой расход полимера, достигающий 65—70% веса всей массы, что и предопределяет высокую стоимость изделий.
Стеклотекстолит, изготовляемый из стеклянных тканей различных переплетений. Стеклянную ткань, смоченную связующим (модифицированный феноло-формальдегидный полимер резольного типа), а затем высушенную и разрезанную на полотнища, собирают в пакеты, обертывают целофановой пленкой и подвергают горячему прессованию между двумя металлическими листами на многоэтажном гидравлическом прессе. Стеклотекстолиты вырабатывают нескольких марок, различающихся толщиной листа, видом ткани, характером и количеством полимера. Как стеновой материал чаще всего применяют стеклотекстолиты марок КАСТ и КАСТ-В, в которых армирующим наполнителем является стеклянная ткань из бесщелочного стекловолокна. Вырабатывают стеклотекстолит в виде листов и плит длиной 240 см, шириной от 60 до 120 см и толщиной от 0,5 до 35 мм.
Стекловолокнистый анизотропный материал (СВАМ) отличается от стеклотекстолита тем, что основой для него служит не стеклоткань, а стеклошпон, волокна в котором расположены слоями параллельно друг другу, а в различных слоях шпона — под углом, что делает этот материал анизотропным. Установлено, что стеклянные волокна имеют наибольшую прочность непосредственно после изготовления, т. е. после вытяжки из расплава стекломассы. В процессе дальнейшей их переработки
458
Глава XV. Полимерные строительные материалы
в результате механического разрушения и воздействия атмрсферной влаги первоначальная прочность волокон снижается в 2—3 раза. Это обстоятельство побудило советских ученых разработать технологию нового вида стеклопластика, при изготовлении которого используют стеклянное волокно сразу же после вытяжки его из стеклоплавильной печи, что до минимума снизило падение его прочности. Стекловолокнистый анизотропный материал имеет наивысшие среди стеклопластиков прочностные характеристики и наибольший объемный вес (1900—2000 кг/м?).
Стеклопластики всех видов обладают высокой коррозионной и химической стойкостью. Они разделяются на прозрачные, пропускающие 60— 85% света, полупрозрачные, пропускающие 30—60% света, и непрозрачные. Стеклопластики могут быть окрашены в различные цвета путем введения красителей в связующее в процессе производства. Наличие дешевого и доступного сырья, развитие промышленности полимеров, а также положительные свойства стеклопластиков открывают широкие воз-' можности применения их в строительной технике и позволяют но-новому решать конструкцию стен, перегородок, кровли и других частей зданий. Особенно целесообразно испрльзовать стеклопластики для устройства' стен, что дает возможность значительно облегчить вес зданий. Йх применение эффективно в конструкциях светопрозрачных стен и перегородок, а также для изготовления наружных слоев и элементов каркаса трехслойных стеновых панелей.
Цветные стеклопластики широко применяют для строительства легких временных построек — палаток, выставочных павильонов, стендов,, навесов и т. д., не только благодаря их красивому внешнему виду, но также и простоте монтажа и разборки элементов конструкций,
3. СТЕНОВЫЕ ПАНЕЛИ
Наиболее перспективными для крупнопанельного строительства являются т^ехслойные панели, состоящие из двух тонких внешних слоев из достаточно прочного конструкционного материала 'и среднего (внутреннего) Слоя, состоящего из тепло* и звукоизоляционного полимерного материала, не несущего нагрузок. Наружные слои являются основным несущим элементом трехслойной конструкции, поэтому они должны обладать достаточной прочность^ и сопротивлением ударным воздействиям, огнестойкостью, водостойкостью, морозостойкостью й противостоять длительным атмосферным воздействиям, Слой панели, обращенный внутрь помещения (отделочный слой,), должен, кроме того, отличаться гигиеничностью, не быть токсичным и не иметь запаха. Для внутреннего слоя панели обязательны хорошие теплоизоляционные свойства, огнестойкость, биостойкость и малое водопоглощение. Для него обычно используют самые легкие утеплители — пенопласты и сотопласты.
Кроме древопластйков ц стеклопластиков для внешних слоев панелей применяют алюминий и асбестоцемент. Толщина этого материала зависит от условий эксплуатации панелей, т. е. от ветровой нагрузки, температурного режима и пр* Следует указать, что вес 1 м2 стены из таких панелей в 16—20 раз меньше веса железобетонной и в 60 раз меньше веса кирпичной стены. Панели могут быть светопрозрачными, если внешние слои делают из полиэфирных стеклопластиков, а внутренним слоем являются сотопласты или воздушная прослойка с устройством решетки из алюминия или стеклдпластика. Навесные трехслойные панели применяют в сочетании с железобетонным или металлическим каркасом здания, к которому они легко и просто крепятся; в случае необходимости они демонтируются и заменяются другими.
Стеновые материалы
4S9
Изготовляют трехслойные стеновые панели склеиванием отдельных элементов различными клеями на основе карбамидных, эпоксидных, феноло-формальдегиднкх и других полимеров. При изготовлении панелей со средним слоем из пенопласта можно не применять клеящих составов: композицию в виде порошка или гранул вводйТ в полость конструкции и вспенивают, причем пенопласт надежно склеивается с наружными слоями панели.
Особое внимание при крупнопанельном строительстве следует обращать на герметизацию стыков панелей друг с другом и с каркасом здания: швы между панелями необходимо герметизировать не только для утепления здания, но и для того, чтобы защищать конструкцию стены от проникания паров влаги, которые могут увлажнять теплоизоляционный слой панели и тем самым увеличивать его теплопроводность, портить внутреннюю отделку помещения и вызывать коррозию закладных металлических деталей, к которым крепятся панели. Герметизирующий состав должен быть непроницаем для влаги, паров и газов, теплостойким, морозостсцйким, химически стойким, долговечным и достаточно эластичным, способным благодаря своим упругим свойствам изменять размеры в зависимости от тепловых или усадочных деформаций панелей, не допуская образования щелей. Полимерные герметики, наиболее подходящие для этих целей, описаны' ниже.
4. ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ
К группе отделочных стеновых материалов можно отнести декоративный бумажнослоистый пластик, облицовочные плитки и рулонные материалы.
Декоративный бумажнослоистый пластик
Такой пластик представляет собой листовой материал, полученный горячим прессованием специальных бумаг, пропитанных термореактивными полимерами. Твердая блестящая поверхность бумопластиков может быть однотонной, но чаще имитирует различные ценные породы дерева (дуба, ореха, карельской березы) или камня (мрамора, малахита и др.). Основным сырьем для производства бумопластика являются феноло-формальдегидные и карбамидные полимеры и бумаги специальных сортов. Основные требования, которым должны удовлетворять пластики, таковы:
Удельный вес * не менее 1400 кг/м2
Предел прочности при изгибе • . . * . * * 1000 кГ/см2
Твердость по Бринеллю (для листов толщиной 5 мм) ... > > 25 »
Водопоглощаемость » более 4%
Удельный вес листов (при давлении прессования 70 кГ/см2) . t * 1200 кг/м?
Размер листов:
длина 1Q0—300 см
ширина 60—160 »
толщина
1—5
Бумажнослоистый шгастик морозостоек, не расслаивается и легко поддается механической обработке (распиловке, строганию, сверлению и т. д.), грязь и пятна хорошо смываются теплой водой. Благодаря высоким техническим и эксплуатационным свойствам широко применяется в качестве декоративно-облицовочного материала. Листы пластика к поверхности можно крепить рейками, шурупами^ гвоздями и приклеивающими мастиками-
460
Глава XV. Полимерные строительные материалы
Облицовочные плитки
Наибольшее распространение как облицовочный стеновой материал получили полистирольные и фенолитовые плитки.
Полистирольные облицовочные плитки это литые пластинки прямоугольной формы, изготовленные из полистирола. Замечательные свойства полистирола — высокая прочность, легкая окрашиваемо(;ть, водонепроницаемость и легкость — позволяют считать плитки из него хорошим материалом для облицовки стен душевых кабин, санузлов, кухонь, торговых, лечебных и детских учреждений. Плитки крепят к стене канифольными мастиками. Размеры плиток 100X100 и 150X150 мм, толщина 1,25
и 1,35 мм; тыльная сторона имеет бортик шириной 6—8 мм и рельефную поверхность.
Облицовочные плитки изготовляют из полистирола способом литья под давлением. На рис. 159 показана схема литьевой машины. Полистирол в виде гранул засыпают в бункер 1. Через дозирующее устройство 2 порция прессматериала попадает в левую холодную часть цилиндра 3, когда поршень 4 находится в крайнем левом положении. Когда материал засыпан, поршень начинает двигаться, проталкивая прессматериал в правую, нагреваемую электроустройством 5, часть цилиндра с температурой 220—250° С, контролируемой термометром 6. При возвратно-поступательном движении поршня в нагреваемую часть цилиндра поступает новая порция полимера, а уже разогретый материал, переходя в пластичное состояние, проталкивается сердечником 7 в сопло 8. В этот момент механизм (на схеме не показан) сдвигает подвижные плиты 10 и 11, которые сжимают обе половины прессформы (пуансон 12 и матрицу'/3), а затем и пружины 9. После этого следует очередной рабочий ход поршня, под давлением которого пластичная масса, проходя по литниковым каналам, заполняет оформляющую полость охлаждаемой прессформы и быстро отверждается. По окончании выдержки, необходимой для охлаждения и отверждения отформованного изделия, происходит разъем прессформы, и готовое изделие выталкивается из матрицы толкателем 14. На этой машине изделия отливают под давлением 600—800 кГ/см2.
Фенолитовые плитки получают из фенолита, который представляет собой пресспорошок, состоящий из новолачного феноло-формальдегидного полимера, отвердителя и порошкообразных наполнителей минерального или органического происхождения (каолин, тальк, слюда, древесная мука и пр.)..Плитки из фенолита вырабатывают размерами 100X100 и 150X150 мм толщиной 1,5 мм. В настоящее время осваивается производство фенолитовых плиток 600X600 мм, которые значительно выгоднее
Стеновые материалы
461
N
плиток стандартного размера, так как уменьшаются затраты на их изготовление и на производство облицовочных работ, а также сокращается количество швов и повышается стойкость облицованных конструкций.
Плитки из фенолита обладают хорошей водостойкостью, кислотостойкостью и морозостойкостью, они не адсорбируют ртуть и ее пары; теплостойкость плиток до 120° С по Мартенсу. Плиткам можно придавать разнообразные расцветки, вводя пигменты в состав пресспорошка. Укладывают плитки по жесткому основанию на холодной битумной или резино-битумной мастике. Фенолитовые плитки наиболее рационально использовать для облицовки стен в цехах, лабораториях и других помещениях, подверженных воздействию агрессивной химической среды. Применяются они также для облицовки санитарных узлов, вестибюлей и лестничных клеток.
Рулонные материалы
Из рулонных материалов наибольшее распространение получили линкруст, павинол, моющиеся обои и пленочные материалы.
Линкруст изготовляют путем нанесения на одну сторону плотной бумажной основы тонкого слоя пасты, состоящей из синтетического полимера (чаще всего поливинилхлорида), наполнителя (пробковой или древесной муки), пластификатора и красителя. Лицевая сторона линкруста может быть гладкой или с рельефным рисунком. Выпускают линкруст двух видов: стеновой и бордюрный. Стеновой линкруст имеет ширину 50, 60 и 75 см, толщину 0,6 и 1,2 мм, бордюрный — ширину 10 и 35 см, толщину 0,6 и 1,2 мм\ длина рулонов 12 м. Линкруст во до- и гнилостоек, не коробится, хорошо сопротивляется механическим воздействиям, не выцветает на солнце. Применяют его для отделки стен, перегородок и встроенной мебели в жилых, общественных и промышленных зданиях. Для наклеивания линкруста применяют крахмальный клейстер или мастики на основе синтетических полимеров.
Павинол — высококачественный материал для отделки стен, лицевая поверхность которого обладает богатой гаммой цветов и имеет рельефный рисунок. Технология производства павинола состоит в нанесении на тканевую основу (молескин или башмачная ткань) пасты, приготовленной из поливинилхлорида, пластификатора и красителя. Так как в пасте отсутствует наполнитель, то этот рулонный материал имеет высокую эластичность, прочность и водостойкость. Применяется при ответственных отделочных работах.
Моющиеся обои — это обычные бумажные обои, покрытые с лицевой стороны слоем поливинилацетатной эмульсии.
Пленочные материалы делят на основные и безосновные. Основные материалы состоят из цветной поливинилхлоридной пленки, наклеенной на бумажную, тканевую или звукоизолирующую эластичную основу. Лицевая поверхность может быть гладкой или рельефной. Пленочные материалы с бумажной основой выпускают шириной 50, 60, 75 см, толщиной 0,1 и 0,8 мм, а с тканевой основой — соответственно 50, 60, 75, 100 см и
0,2—0,4 мм. Длина рулонов 40 м. Пленочные материалы с звукоизолирующей эластичной основой имеют ширину 75 см, толщину 3—4 мм; длина рулона 12 м. Водопоглощение не более 2% за 24 ч для пленок с бумажной и тканевой основой. Пленочные материалы этих разновидностей рекомендуется наклеивать на оштукатуренную и огрунтованную поверхность нитроцеллюлозным клеем.
Безосновный пленочный материал представляет собой тонкую поливинилхлоридную пленку с гладкой или рельефной поверхностью, окрашенной в любой цвет. На внутреннюю сторону пленки наносят клеевой
462
Глава XV. Полимерные строительные материалы
состав, который прикрыт легкоснимающейся бумагой для сохранения клея и предотвращения склеивания слоев пленки, свернутой в рулон. Поливинилхлоридные пленки с клеевым: слоем выпускают шириной 50, 60, 75 см, толщиной 0,1 —0,2 мм в рулонах длиной 12 м; водопоглощение чистой пленки не более 1 % за 24 ч> Наклеивать мягкие поливинилхлорид-: ные пленки необходимо на тщательно выровненную поверхность стен.
Применяют пленочные материалы для отделки стен, перегородок и встроенной мебели в жилых зданиях, местах общёго пользования и .санитарных узлах, а также в помещениях с повышенным влажностным режимом эксплуатации и высокими гигиеническими требованиями. Материалы на звукоизолирующей эластичной основе целесообразно использовать для отделки помещений с повышенными акустическими требованиями (кинотеатры, машинописные бюро и пр.)*
В. КРОВЕЛЬНЫЕ И ГИДРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Полимеры находят все более широкое применение в производстве кровельных и гидроизоляционных материалов. К этим материалам предъявляются требования, вызываемые специфическими условиями их эксплуатации: прежде всего они должны обладать полной водонепроницаемостью, возможно меньшим весом при достаточной механической прочности; огнестойкость, морозостойкость, стойкость против атмосферных воздействий также являются обязательными качествами этих материалов.
Как общее правило, листовые материалы, например стеклопластики на основе полиэфиров, находят применение только в качестве кровельных, пленочные материалы — в основном как гидроизоляционные, а рулонные материалы (изол)—и как кровельные, и как гидроизоляционные. Резкой границы между материалами кровельными и гидроизоляционными в ряде случаев провести нельзя. Широкое распространение в современном строительстве плоских крыш еще более объединяет эти две группы материалов и стирает грань между ними. Кровли, выполненные из полимерных материалов, це требуют периодических покрасок дорогостоящими масляными красками, широкие возможности механизации производства кровельных и гидроизоляционных материалов на основе полимеров, в том числе получивший больщое распространение экструзионный метод производства пленочных изделий, являются надежной гарантий дальнейшего увеличения выпуска и применения в строительстве указанных материалов.
Кровельные и гидроизоляционные материалы подразделяют по их внешнему виду на рулонное, листовые и мастичные. Однако это разделение не является общим. Так, распространенный материал — изол — вырабатывается в трех различных видах — рулонным, плиточным и мастичным.
1. РУЛОННЫЕ ГИДРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Пленка полиэтиленовая
Пленка полиэтиленовая совершенно не пропускает влагу и пары и поэтому является прекрасным строительным материалом, пригодным для гидро- и пароизоляции. Для этих работ обычно применяется пленка толщиной 0,2, 0,085 и 0,06 мм. Полиэтиленовые пленки имеют перед ранее употреблявшимися битумными материалами то* преимущество, что они
Кровельные и гидроизоляционные материалы
463
являются гнилостойкими и не разрушаются бактериями. Кроме того, они значительно эластичнее и тоньше применявшихся раньше гидроизоляционных материалов (толя, рубероида, пергамина, гидроизола), а потому гидроизоляция из них хорошо сочетается с основным материалом конструкций. Легкая свариваемость полиэтиленовых пленок упрощает стыкование полотен. Соединяют швы пленки через бумажную ленту металлическим гладилом при температуре 90—130° С. Пленки наклеивают на изолируемую поверхность битумными или полимерными мастиками.
Покрытие пленкой свежеуложенного бетона улучшает его механические свойства. В производстве железобетонных изделий полиэтиленовыми пленками изолйруют изделия для предотвращения испарения влаги при твердении бетона. Это обеспечивает резкое повышение прочности изделий и исключает потребность в дополнительном увлажнении, особенно в летний период при естественном твердении бетона. Полиэтиленовые пленки широко применяются для изоляции фундаментов от проникания грунтовых вод, Известен успешный опыт применения в Средней Азии полиэтиленовой пленки для изоляции дна и стенок оросительных каналов в целях уменьшения фильтрации воды через грунт.
Значительное развитие получает применение полиэтиленовых пленок при производстве строительных работ, где ими накрывают подмости и леса, что дает возможность вести наружные работы в дождливые и холодные дни. Почти полная прозрачность пленок позволяет применять их вместо стекла при строительстве теплиц, причем для лучшей теплоизоляции рекомендуется обшивать рамы пленкой с двух сторон. Слой воздуха, находящийся между пленками, хорошо изолирует помещение теплицы от внешней среды. Помимо этого, полиэтиленовая пленка во много раз лучше, чем силикатное стекло, пропускает ультрафиолетовые лучи, а это способствует интенсивному развитию растений. Пленка обладает высокой морозостойкостью и может работать при температуре до —60° С. Полиэтиленовая пленка вырабатывается прозрачной или окрашенной в разные цвета органическими красителями. Интенсивность окраски ведет к потере прозрачности.
Недостатками полиэтиленовой плёнки являются ее повышенная, по сравнению с другими гидроизоляционными материалами, склонность к старению, при воздействии света особенно, а также возможность повреждения грызунами. Оба эти недостатка могут быть в значительной степени ослаблены путем добавления в пленочную массу небольшого количества тонкоизмельченного каменноугольного пека.
Полиэтиленовая пленка для нужд строительства выпускается длиной не менее 25 м и шириной полотна 140 см при толщине 0,06 мм\ 120 см при толщине 0,085 мм и 80—90 см при 0,2 мм. Вырабатывается пленка из полиэтилена низкой плотности методом непрерывной экструзии с одновременным пневматическим растяжением. Пленка подразделяется на две марки А и Б, которые характеризуются следующими показателями: предел прочности при разрыве для марок А и Б соответственно не менее 120 и 100 кГ/см2; '
Относительное удлинение при разрыве соответственно не менее 300 и 200%;
морозостойкость для обеих марок не выше —60°С.
Готовую пленку сматывают в рулоны на бобины, обертывают в плотную упаковочную бумагу и упаковывают в ящики или в другой вид тары, обеспечивающий сохранность пленки при хранении и перевозках. Хранят пленку в темном и сухом помещении на расстоянии не менее 1 м от нагревательных приборов.
464
Глава XV. Полимерные строительные материалы»
И зол
Раньше в гидроизоляционной практике применялись различные рулонные и мастичные материалы на основе битума, дегтей и каменноугольного пека. Эти материалы имеют ряд недостатков, снижающих их эксплуатационные достоинства: малая морозостойкость, хладотекучесть, склонность к образованию трещин при небольших деформациях сооружения, следствием чего является нарушение изоляции и т. п. Введение в состав этих дешевых и недефицитных защитных материалов синтетических полимеров позволило резко улучшить их свойства и получить кровельные и гидроизоляционные материалы высокого качества. Одним из таких материалов является изол.
Изолом называется безосновный гидроизоляционный и кровельный материал, изготовленный на основе резины и битума с введением в него различных наполнителей. Резино-битумное вяжущее получается в результате девулканизации изношенной резины и представляет собой новый вид сырья, отличающийся по своим физико-механическим свойствам и от резины и от битума. В зависимости от состава резино-битумного вяжущего, а также от количества наполнителей изол может быть изготовлен в виде рулонного матерйала для гидроизоляции и устройства кровли, кровельных плиток или гидроизоляционной мастики. Рулонный изол, имеющий наибольшее применение, вырабатывается из резино-битумного вяжущего, асбеста, пластификатора и антисептика. Полотно изола имеет ширину 80 и 100 см, толщину 2±0,2 мм, площадь одного рулона 10± ±0,5 м2. Во избежание слипания полотно с внутренней стороны посыпается минеральной посыпкой (тальк, мел). Изол, вырабатываемый нашей промышленностью, имеет следующие физико-механические показатели:
Предел прочности при растяжении Растяжимость ... . .
Остаточное удлинение . • . . . • •
Водопоглощение за 1 сут При температуре до 150 С не должно быть дефсфмаций матерйала, а при температуре до ~15° С при изгибе не должны появляться трещины.
Производство рулонного изола во многом аналогично производству релина. Края полотна изола ровно обрезаются без надрывов. Полотно должно быть однородным по внешнему виду, без трещин, дыр, складок, посторонних включений и жестких частиц резины. Полотно наматывается на сердечники диаметром не менее 6 см. Хранится изол в закрытых помещениях, защищенных от атмосферных осадков, только в горизонтальном положении рулонов, уложенных в ряды не более пяти по высоте.-При использовании изола длй гидроизоляции больших площадей (бассейнов, резервуаров, кровли) полотнища в сплошное покрытие соединяются на месте укладки с помощью сварки кромок и разравнивания шва гладилкой.
Кровельные плитки из изола, имеющие повышенную плотность и твердость за счет увеличенного количества минеральных наполнителей, изготовляют штамповкой из листа изола. Плитки выпускаются толщиной 4—6 мм; используют их для устройства чешуйчатой кровли, приклеивая к основанию мастикой или укрепляя на гвоздях к деревянной опалубке. Поверхность плиток может быть окрашена масляной краской в разные цвета. При введении в состав плиток^ качестве наполнителя волокнистых материалов, например отходов от переработки хлопка, их прочность
не менее 4 кГ/см2 » » 60%
» более 25%
» » 1 % по весу
Кровельные и гидроизоляционные материалы
465
значительно возрастает. В эксплуатации плитки значительно долговечнее рубероида.
Мастика из изола обладает высокими клеящими свойствами по отношению к металлу, стеклу, керамике, бетону. Основное назначение мастики— гидроизоляция. Особенно полезно ее применение в тех случаях, когда требуется гидроизоляция поверхностей сложной формы.
2. ЛИСТОВЫЕ КРОВЕЛЬНЫЕ МАТЕРИАЛЫ
Наиболее широкое применение в качестве полимерного кровельного материала получил волнистый стеклопластик, изготовляемый на основе полиэфиров — очень светостойких полимеров, армированных стеклянным волокном. Листы стеклопластиков могут быть и плоскими, в этом случае технология изготовления их несколько проще. Покрытия из полиэфирных стеклопластиков очень стойки против атмосферных воздействий и пропускают до 85% световых лучей. Правда, со временем они несколько теряют свою прозрачность. Эксплуатационные температуры, при которых их можно применять в кровлях, колеблются в очень широких пределах — от —50 до +90°С. Высокая светопропускная способность этого материала особенно ценна тем, что дает возможность отказаться при возведении промышленных зданий от устройства фонарей, которые усложняют конструкцию кровли, увеличивают ее стоимость и удорожают эксплуатацию. В тех случаях когда фонари на кровле необходимы по эксплуатационным условиям, они также могут быть устроены из листовых стеклопластиков, со значительным упрощением и удешевлением их конструкции против обычно устраиваемых фонарей.
Длина листов до 5 и ширина до 0,9 м при толщине от 1,5 до 4 мм, шаг волны различен, вес 1 м2 2,8—8,8 кг. Листы склеивают синтетическими клеями внахлестку с перекрытием на 3—7 см или крепят к обрешетке кровли винтами с прокладками из полиэтилена. Если по условиям эксплуатации от кровли требуется повышенная теплоизоляционная способность при сохранении светопроницаемости, то применяют панели из трех листов стеклопластика — два наружных гладкого профиля и внутренний волнистого профиля. Теплоизоляция достигается наличием воздушной прослойки между листами. Панели из стеклопластика укладывают в кровельное покрытие по прогонам или стропилам, а швы м:ежду ними заполняют гидроизоляционными мастиками. Кровельные стеклопластики могут быть окрашены в любой цвет органическими красителями, подбор которых должен обеспечить минимальную потерю светопроницаемости, если не требуется по каким-либо соображениям ее понижение. В этом случае рекомендуются неорганические красители, применение которых может снизить светопроницаемость материала до 5%.
Волнистые стеклопластики при устройстве кровли целесообразно использовать в комбинациях с другим волнистым кровельным материалом — асбестоцементными листами; для этой цели предусмотрены четыре марки волнистых стеклопластиков, профили которых соответствуют профилям обыкновенных и усиленных асбестоцементных листов. Листы стеклопластика упаковывают на заводе в плотную бумагу и обшивают металлическими обручами, хранят их в штабелях при горизонтальном положении листа.
3. ГЕРМЕТИЗИРУЮЩИЕ МАТЕРИАЛЫ
В заключении главы о кровельных и гидроизоляционных материалах необходимо сказать о герметизирующих материалах, т. е. о тех материалах, которые делают непроницаемыми стыки панелей сборных
466
Глава XV. Полимерные строительные материалы
зданий и сооружений. В сборных зданиях эти материалы выполняют функции не только гидроизоляции, но и теплоизоляции, звукоизоляции и воздухонепроницаемости. Среди уплотняющих материалов главную родь играют эластичные пленки и прокладки.
Пленки наносят на стыки двумя способами: приклеивают ленту пленки на кротки панелей и таким образом перекрывают стык или наносят на стык тонкий слой жидкой герметизирующей массы, которая, отверждаясь, образует пленку. Целесообразно наклеивать пленку и с внутренней стороны стыка, так как в^этом случае пленка не подвергается прямому атмосферному воздействию и резким колебаниям температуры. Пленки, образующиеся за счет отверждения жидкой массы, должны обладать хорошей адгезией как к сухому, так и к блажному и холодному бетону и иметь относительное удлинение не менее 200%.
Эластичные прокладки, изготовляемые в виде пористых жгутов различной конфигурации, укладываются в зазоры между сборными конструкциями зданий насухо или на приклеивающих мастиках, которые прочно соединяют прокладки с поверхностями конструкций, а также предохраняют прокладки от вредного воздействия окружающей среды.
Из герметиков имеют наибольшее применение в строительстве полиизобутиленовые пленки, тиоколовые пленки и пасты и пороиаол,
L
Полиизобутиленовая пленка УП-50
Пленку УП-50 изготовляют из высокомолекулярного полиизобутилена (19—20%), полиэтилена высокого давления (5—6%), парафина (5—6%), наполнителя — сажи (10—12%) и измельченного до зерен 40—60 мк каменного угля (остальное). Компоненты смешивают на смесительных вальцах при температуре 100—110° С в течение 25—30 мин до получения однородной массы. Готовую массу подают на каландр и прокатывают в пленку толщиной 0,5 мм. Для того чтобы избежать случайных проколов, трещин и т. д., пленку дублируют на том же каландре, в результате чего получают двухслойную пленку толщиной 1 мм. Каландрирование и дублирование производят при температуре 60—70° С. Дублированную пленку обрезают по размеру, посыпают тальком и скатывают в рулоны. Физико-механические свойства пленки УП-50:
Объемный вес .... ; ,1300 кг/м3
Относительное удлинение . 200 %
Предел прочности при разрыве 10 кГ/см2
Водопоглощение .... 0,1 %
Влагопроницаемость 0 %
Воздухопроницаемость . . 0 %
•Температура эксплуатации до 100° С
Пленка пластична, не имеет остаточных деформаций и поэтому свободно следует за деформациями панелей.
Для приклеивания уплотненной пленки применяют клей КДГ-50, представляющий собой вязкую невысыхающую массу, обладающую высокой адгезией к бетону и пленке. Химический состав клея и пленки почти одинаков, поэтому они с течением времени сливаются, растворяясь друг в друге, и образуют однородную массу, прочно приклеенную к поверхности панелей. Конструктивные особенности большинства стыков не позволяют использовать уплотнительную пленку для герметизации горизонтальных стыков и поэтому основное назначение пленки УП-50 — герметизация вертикальных стыков, подвергающихся постоянным деформациям.
Кровельные и гидроизоляционные материалы
I'l'-v ■ i ■ ув— ■ . р
467
Тцоколовые пленки и пасты
Основой для изготовления тиоколовых пленок служит полисульфидный каучук — тиокол, который при действии вулканизующих агентов переходит в нерастворимое резиноподобное вещество. Наиболее перспективным является тиоколовый герметик У-ЗОМ. Готовят его на основе пасты У-30, представляющей собой вязкую жидкость черного цвета из тиокола, для вулканизации которой применяют также пасту № 9 (на основе двуокиси марганца). Пасты У-30 и № 9, а. также ускоритель (дифенилгуанидин) хранят в складских условиях при температуре от О до 25° С и относительной влажности воздуха 50—70%.
Пастообразные герметики наносят на поверхность стыков шпателем или кистью. Вертикальные и горизонтальные стыки подготовляются под герметизацию поэтажно в процессе монтажа здания. Прочное сцепление слоя герметика толщиной 1,5—2 мм с поверхностью панелей по обе стороны стыка гарантирует надежность герметизации. Ширина участков сцепления должна быть не менее 20 мм на каждой панели. Поверхность панелей в местах герметизации обрабатывают металлическими щетками для придания им шероховатости и промывают ацетоном, что обеспечивает особо прочное сцепление с герметиком. Работы по герметизации стыков выполняют только в сухую погоду и цо сухим поверхностям. При герметизации стыков в зимних условиях следует учитывать понижение прочности сцепления герметика с поверхностью панели, поэтому надо увеличивать ширину площади сцепления до 25—30 мм с каждой стороны стыка. При температуре ниже —10° С герметизация тиоколовыми герметиками не рекомендуется.
Пороизол
Пороизол представляет собой пластическую -прокладку из пористой резины. Изготовляют его путем вулканизации газонаполненной резины старых автопокрышек, модифицированной нефтяными дистиллятами с монолитной оболочкой или без нее в зависимости от назначения пороизола. Наиболее полно герметизирующие качества пороизол<а проявляются при предварительном сжатйи его на 40—60% первоначального объема и укладке в таком виде в шов на специальной мастике. Выпускаемый у нас пороизол должен иметь следующие показатели:
Температуроустойчивость в пределах от —40
до+70° С
Растяжимость . ^ . не менее 20*%
Восстановление первоначального объема прокладок, сжатых на 50% . в течение 24п не менее
70%
Объемный вес . < 250—400 кг/м*
Для крепления пороизояа применяется мастика, выпускаемая под маркой МРБ-Х-П-2, имеющая следующие физико-механические показатели^
Температура размягчения 100° С
Теплостойкость 70° С
Гибкость ^ . на стержне диаметром
2Q мм не давать трещцн при температуре—10°С
Время затвердения не более 48 ч
Плотность . * 1 *07 г/см*
Жгуты пороизола пакуются в связки по 40 шт., которые &трех местах обертываются бумагой и завязываются веревкой. При хранении и
468
Глава XV. Полимерные строительные материалы
транспортировании жгуты не должны подвергаться продолжительному сдавливанию. Учитывая температуроустойчивость пороизола, хранение его допускается в любых складских помещениях при условии изоляции от прямого воздействия солнечных лучей и увлажнения.
Г. ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Применение теплоизоляционных материалов на основе полимеров в конструкциях позволяет повысить степень индустриализации строительства, значительно уменьшить вес здания и улучшить качество работ. Весьма перспективны эти материалы для создания большепролетных панелей покрытий, оболочек, стеновых панелей и других конструкций. Теплоизоляционные материалы на основе полимеров обладают такими ценными свойствами, как легкость, прочность, гнилостойкость, малая теплопроводность, незначительная гигроскопичность. В СССР находят применение пенопласты, получаемые на основе термопластичных и термореактивных полимеров, жесткие и эластичные, пенистой и пористой структуры.
Тепло- и звукоизоляционные материалы применяют в виде газонаполненных пластмасс и изделий из древесной массы или минерального волокна на синтетическом связующем. Газонаполненные пластмассы по физической структуре могут быть разделены на три группы: ячеистые и пенистые (пенопласты), пористые (поропласты) и сотовые (сотопласты).
Пенопластами считаются материалы с системой изолированных, не сообщающихся между собой ячеек, содержащих газ или смесь газов и разделенных тонкими стенками. К поропластам относятся материалы с системой мелких сообщающихся ячеек или полостей, заполненных газом. Это разграничение газонаполненных материалов условно, так как во многих случаях образуются пластмассы, обладающие смешанной структурой. Сотопласты характеризуются регулярно повторяющимися полостями, имеющими правильную геометрическую форму. Полости возникают при формовании или литье исходного пластического материала без его вспенивания.
Пено- и поропласты могут быть получены различными методами и на основе разных полимеров. В зависимости от исходного полимера, его структуры и объемного веса они обладают разнообразными свойствами: низким объемным весом (ют 20 кг/м*), достаточной прочностью, высокими теплоизоляционными, звукоизоляционными и диэлектрическими свойствами, стойкостью к действию влаги и агрессивных сред. Прочность поризованных пластмасс возрастает с повышением объемного веса и снижается с увеличением температуры. Водопоглощение пенопластов уменьшается с ростом их объемного веса. Теплоизоляционные свойства пенопластов различных сортов и марок при близких объемных весах различаются сравнительно мало. Низкий объемный вес обусловливает меньшую теплопроводность пенопластов по сравнению с другими теплоизоляционными материалами. По теплоизоляционным свойствам пенопласты превосходят большинство известных теплоизоляционных материалов.
В качестве теплоизоляционного материала пенопласты применяют в плитах перекрытий и ограждающих панелях, для устройства совмещенных плоских кровель, утепления междуэтажных и чердачных перекрытий, полов первого этажа, а также для теплоизоляции инженерных коммуникаций, трубопроводов, холодильников и т. д. Жесткие и эластичные пенопласты малопроницаемы для звуковых колебаний. Применяя указанные-материалы для звукоизоляции, следует иметь в виду, что
Тепло- и звукоизоляционные материалы
469
наличие на их поверхности тонкой сплошной пленки полимера обусловливает способность не гтоглощать, а отражать звуковые волны. Если удалить эту внешнюю пленку, звукопоглощающие свойства пенопластов повышаются, поэтому наибольшей способностью поглощать звук обладают пористые материалы, открытая система пор которых благоприятствует созданию «звукового лабиринта». Как правило, пенопласты как материалы с закрытыми порами обладают невысокой звукопоглощающей способностью, но практически звуконепроницаемы. Поэтому их больше применяют как звукоизоляционные материалы в междуэтажных перекрытиях, внутрикомнатных стенах и перегородках.
Наибольшее распространение в строительстве получил пенополистирол. Перспективны также пенополиуретаны и пенопласты на основе феноло-формальдегидных и мочевино-формальдегидных полимеров, особенно композиции на их основе, вспениваемые на месте применения.
Пенополистирол
Пенополистирол выпускается трех марок ПС-1, ПС-4 и nG-Б в виде плит разных размеров. Он нашел широкое применение для устройства среднего слоя трехслойных панелей, а также изготовления скорлуп для изоляции труб. Пенополистирол марки ПС-Б служит в основном для тепло- и звукоизоляции, а марок ПС-1 и ПС-4 является еще и конструкционным. Сырьем для получения пенополистирола служат эмульсионный полистирол и порофор ЧХЗ.
Технология производства следующая: измельченный в шаровой мельнице полистирол смешивают с порообразующим материалом (количество порофора 1—7%) и полученную массу вспенивают в кассетах и подают на пресс, где она слабо прессуется и охлаждается. Применяется также способ беспрессового получения пенополистирола, имеющий свои преимущества.
Физико-механические показатели пенополистирола марки ПС-1:
Объемный вес 60—200 кг! м?
Предел прочности при сжатии (соответственно объемному весу) . . . 3—30 кГ/см2
Водопоглощение за 24 ч не более 0,3%
Рабочая температура до 65°С
При определении областей применения пенополистирола необходимо учитывать его свойства: гнилостойкость, хорошую гвоздимость и способность прочно склеиваться со многими строительными материалами; горючесть пенополистирола несколько ограничивает сферу его использования. Пенополистирол применяют как теплоизоляционный материал в конструкциях совмещенных кровель, перекрытий, стен и перегородок жилых зданий; особенно широко его использование при строительстве холодильников, а как звукоизоляционного материала — при строительстве театров, концертных залов и пр.
Пенополивинилхлорид
Пенополивинилхлорид представляет собой пластмассу в виде твердой пены с равномерно замкнуто-пористой структурой, заполненной газом; получают ее на основе поливинилхлорида. Выпускается трех марок: жесткий ПХВ-1 и ПХВ-2 и эластичный ПХВ:Э. Технология и методы применения такие же, как и пенополистирола. Физико-механические показатели пенополивинилхлорида марки ПХВ-1:
470
Глава XV. Полимерные строительные материалы
Объемный вес ......
Предел прочности при сжатии Водопоглощение за 24 ч Рабочая температура
60—100 кг/м3 2,3—9 кГ/см2 не более 0,3—0,25% до 60° С
Пенополивинилхлорид не поддерживает горения, что несколько расширяет область его применения по сравнению с пенополистиролом.
Газонаполненные полиуретаны получают в результате сложных реакций, протекающих при смешивании исходных компонентов — полиэфира, диизоцианата и воды, в присутствии соответствующих поризаторов, катализаторов и эмульгаторов.
Жесткие и эластичные пенополиуретаны изготовляют по беспрессовому методу — непрерывному или периодическому. Производство пенополиуретанов непрерывным методом состоит из операций подготовки сырья, смешения, вспенивания, формования и выдержки блоков, обрезки кромок и разрезки блока на плиты. Вспененные композиций обладают очень ограниченной жизнеспособностью, поэтому смешивать массы надо в кратчайший срок и при условии достижения полной гомогенизации всех компонентов. Производство пенополиуретана может быть организовано не только в условиях завода, но и непосредственно на строительной площадке. Жесткий пенополиуретан в виде плит применяют как теплоизоляционный заполнитель трехслойных конструкций, в виде скорлуп и сегментов — для изоляции сетей холодного и горячего водоснабжения, магистральных трубопроводов. Эластичный пенополиуретан применяют для герметизации стыков панелей.
Разработаны рецептуры заливочных композиций, которые могут вспениваться даже на 'холоде, заполняя все углубления формы самой сложной конфигурации. Это позволяет получать трехслойные панели со средним слоем из пенополиуретана непосредственно на строительстве.
Пенополиуретан целесообразно применять для устройства звукоизоляции зданий и сооружений, поскольку он обладает хорошими звукоизоляционными свойствами.
Мипора — пенопласт на основе мочевино-формальдегидного полимера, представляющий собой отвердевшую пену. Мипору выпускают в виде блоков толщиной 20 и 10 см и объемом не менее 0,005 м3. Технология производства мипоры следующая: в аппарат с мешалкой загружают водный раствор мочевино-формальдегидного полимера и пенообразователь, которые энергично перемешивают. Образующуюся пену помещают в металлические формы, которые поступают в камеры, где в течение нескольких часов смесь отвердевает при температуре 20—25° С Полученные блоки сушат при температуре 50° С в течение 3 сух* Физико-механические показатели мипоры:
Объемный вес 20—30 кг/ м3
Предел прочности при сжатии 4,2—4кГ/см2
Пенополиуретан
Мипора
Температура эксплуатации Эластичность
Влажность . .
Коэффициент теплопроводности
не более 12%
0,028—0,030 ккал /м-чХ Хград 100° С
при сжатии на 20% материал не должен разрушаться
Тепло- и звукоизоляционные материалы
4?1
Мипора не загорается при воздействии открытого пламени, при температуре 200° С обугливается.
Пенопласты на основе феноло-формальдегидных полимеров
В СССР выпускают следующие марки пенопластов: на основе новолачного полимера — пенопласт ФФ; при введении в полимер стекловолокна— пенопласт ФС-7; при сочетании новолачного феноло-формальдегидного полимера с акрило-нитрильным каучуком — пенопласт ФК. При введении в исходную композицию пенопласта ФК-20 алюминиевой пудры марки ПАК-3 получают пенопласт ФК-20-А20. В зависимости от содержания каучука в композиции и количества газообразователя можно получать пенопласты ФФ и ФК объемным весом от 50 до 500 кг/мъ. Свойства этих пенопластов определяются структурой и объемным весом.
Пенопласты на основе феноло-формальдегидных полимеров применяют в основном как тепло- и звукоизоляционный материал для трехслойных панелей. Вырабатывается пенопласт ФФ в виде плит объемным весом 190—230 кг/м3. Материал обладает большой теплоустойчивостью. В условиях хорошей изоляции от непосредственного контакта с окружающим воздухом, например в качестве заполнителя трехслойной конструкции, он выдерживает длительную эксплуатацию при температуре до 250° С, при контакте с воздухом рабочая температура не должна превышать 150° С.
Пенопласт ФК-20 выпускается в виде плит объемным весом 190— 230 кг/м3. Теплостойкость его на 15—20% ниже теплостойкости пенопласта марки ФФ. Несколько видоизмененный пенопласт ФК-20-А20 обладает значительно большей теплостойкостью и может длительно выдерживать рабочую температуру до 250° С и кратковременно до 350° С.
Изготовляют феноло-формальдегидные пенопласты беспрессовым способом, состоящим из двух основных этапов — приготовления смеси компонентов и загрузки ее в форму с последующим вспениванием и отверждением.
Сотопласты
Сотопласты по своим свойствам приближаются к пенопластам, но отличаются от них высокой теплостойкостью и прочностью. Этот материал, имеющий вид пчелиных сот, обладает лучшим отношением веса к прочности (коэффициент конструктивного качества).
Сотопласты вырабатывают методом горячего формования листов бумаги, шпона, ткани и т. д. с предварительной их пропиткой термореактивным поли'мером. Гофрированные листы покрывают полимером, укладывают в пакеты, а затем склеивают в блоки при нормальной или повышенной температуре и давлении 0,25—5 кГ/см2 (рис. 160). Разработана технология получения сотопластов путем приготовления блока из бумаги с Одновременным нанесением клея на те участки бумаги, которые склеивают для образования сот. Блоки изготовляют на станке, причем бумага наматывается на вращающуюся металлическую пластину и проходит через батарею клееканосящих роликов. Расстояние между смежными роликами определяет размер сот.
Рис. 160, Сотопласт
472
Глава XV. Полимерные строительные материалы
После каждого оборота пластины с наматываемой на нее бумагой батарея роликов смещается по ширине на расстояние полушага сот. Таким путем получается чередование клееных полос на бумаге. По окончании перемотки рулона блок снимают с пластины, разрезают на полосы нужной толщины, растягивают их и пропитывают полимером. После пропитки и сушки бумажные сотоблоки становятся прочными и жесткими, их объемный вес 60—140 кг/м3 в зависимости от материала сот, размера ячеек, вида и количества пропитывающего полимера.
Обычно используют соты из крафт-бумаги, пропитанные фенолоформальдегидным полимером, с размером ячеек 11 и 25 мм. Для совместной работы всех элементов трехслойных конструкций необходимо надежно склеивать торцы ячеек с обоими облицовочными слоями панели. Это достигается тем, что при приклейке всю конструкцию подвергают умеренному давлению; при этом торцы несколько сминаются, увеличивая площадь склейки. Заполнение ячеек сотопластов мипорой (в виде крошки) улучшает их теплотехнические показатели, так как ограничивает конвекцию. Предельная температура эксплуатации таких сотопластов 120° С. Сотопласт крафт-бумажный не допускается к применению в условиях длительного увлажнения материала. Сотопласты применяют в основном как заполнитель трехслойных панелей. Такие панели 'имеют малый объемный вес и теплопроводность 0,04—0,05 ккал/м- ч*град.
Д. ТРУБЫ, САНИТАРНО-ТЕХНИЧЕСКИЕ И ПОГОНАЖНЫЕ ИЗДЕЛИЯ
1. ТРУБЫ
Трубы из пластических масс получили широкое распространение. Ряд неоспоримых преимуществ перед металлическими обеспечивает дальнейшее увеличение производства пластмассовых труб, потребность в которых растет очень быстро по мере того, как они находят все более широкое применение во всех отраслях промышленности и строительства. По мере увеличения производства пластических масс, применяемых для выработки труб, снижения стоимости пластмасс, а также совершенствования и упрощения технологического процесса производства труб, неуклонно растет их количество и ассортимент. Пока еще стоимость пластмассовых труб весьма высока. Однако уже сейчас можно считать равными затраты на изготовление пластмассовых и металлических трубопроводов, если относить затраты не к единице веса, а к пропускной способности и протяженности трубопроводов. Экономическая эффективность внедрения пластмассовых трубопроводов становится совершенно очевидной, если учесть экономию на транспортирование труб, увеличение срока службы трубопровода, отсутствие расходов на систематическую, сложную и дорогую окраску труб с целью защиты их от коррозии и атмосферных воздействий' а также расходов на ремонт и замену вышедших из строя труб.
Какие же свойства пластмассовых труб дают им преимущество перед металлическими? В первую очередь это стойкость к действию кислот и щелочей, благодаря которой пластмассовые трубопроводы особенно широко применяются на химических предприятиях, вытесняя трубопроводы из дорогостоящих металлов — серебра, меди, свинца, нержавеющей стали и пр. Пластмассовые подземные трубопроводы более долговечны, чем металлические, так как не подвержены электрохимической коррозии. За счет очень гладкой внутренней поверхности пластмассовых .труб потеря давления .при прохождении по ним жидкости при¬
Трубы, санитарно-технические и погонажные изделия
473
мерно на 10—30% меньше, чем в новых стальных трубах, а это дает большую экономию электроэнергии. Вес пластмассовых труб значительно меньше, чем металлических, при достаточной прочности. Благодаря большой эластичности пластмассовых труб они не повреждаются при замерзании транспортируемой жидкости, тем более что теплопроводность пластмасс во много раз меньше теплопроводности металла, что до известной степени предохраняет жидкость от переохлаждения. Высокая влагостойкость позволяет применять пластмассовые трубы без каких-либо антикоррозионных покрытий в среде любой влажности. Возможность производства длинномерных пластмассовых труб ведет к сокращению количества соединений, что значительно упрощает и удешевляет монтаж и снижает его трудоемкость.
Отрицательным свойством пластмассовых труб является малая теплостойкость. Так, например, поливинилхлоридные трубы, обладая очень невысокой температурой размягчения, не пригодны для транспортиррвания жидкостей с температурой выше 60°С. Другие виды пластмассовых труб могут выдерживать и более высокую температуру, но все же нельзя монтировать пластмассовые трубопроводы рядом с отопительной системой, горячими трубопроводами и аппаратами, работающими при температурах, близких к температуре размягчения пластмассы, из которой изготовлены трубопроводы.
Помимо труб, изготовленных целиком из пластмассы, применяется внутренняя футеровка металлических труб пластмассой. В этом случае благодаря наличию прочной и жесткой оболочки пластмасса почти полностью освобождается от механических нагрузок, а металл защищен от воздействия транспортируемых по трубам агрессивных веществ. Такие трубы могут хорошо работать при больших давлениях, с большим диапазоном температур и надежно защищены от случайных повреждений. В 1958 г. Первоуральский старотрубный завод начал выпуск таких труб по оригинальной отечественной технологии. Изготовленные трубы были испытаны на промышленных предприятиях в тяжелых условиях работы с агрессивными средами и в течение длительного периода положительно зарекомендовали себя при эксплуатации.
Наибольшее распространение получили у нас полиэтиленовые, поливинилхлоридные и стеклопластиковые трубы. Они имеют свои достоинства и недостатки и применяются в соответствии с требованиями, предъявляемыми к данному трубопроводу. Меньше развито производство труб из органического стекла, полипропилена и фаолита, несмотря на ряд положительных качеств этих труб. Полипропиленовые трубы изготовляются из дешевого и доступного сырья и хорошо работают при высоких температурах (до 100°С). Фаолитовые трубы делают из пресспорошков на основе феноло-формальдегидного полимера с асбестовой крошкой. Эти трубы очень устойчивы против воздействия кислот и выдерживают длительную эксплуатацию в условиях агрессивных химических производств.
Полиэтиленовые трубы
Для изготовления полиэтиленовых труб применяют полиэтилен высокого и низкого давления. Получают их методом непрерывного выдавливания размягченного полиэтилена (экструзия). Трубы отличаются большой морозостойкостью — не утрачивают гибкости до температуры —80° С, а также высокой пластичностью. Вырабатываются они диаметром от 13 до 150 мм и рассчитаны на рабочее давление до 12 атм. Они в 9 раз легче стальных труб.
Глава XV. Полимерные строительные материалы Полиэтилен обладает высокими диэлектрическими свойствами, стойкостью к воздействию кислот и щелочей больших концентраций, к среде различных масел и растворителей, незначительным влагопоглощением (до 0,01% привеса после 24 ч). и хорошим сопрртивлением прониканию водяных паров. Трубы, соединительные фланцы и другие детали трубопроводов из полиэтилена легко поддаются механической обработке: их можно резать, строгать, точить, сверлить, фрезеровать и сваривать. Склеивать полиэтиленовые трубы между собой и с фасонными частями нельзя, так как к поверхности полиэтилена клей не пристает. Для монтажа полиэтиленовых трубопроводов широко применяются фитинги из легких металлов, не подвергающихся коррозии (различные сплавы алюминия).
Полиэтиленовые трубы хранятся в закрытых складских помещениях, которые, учитывая стойкость полиэтилена к отрицательным темпе-* ратурам, могут не отапливаться в зимний период. Не следует, однако, подвергать трубы большой нагрузке, особенно при длительном хранении. Трубы из чистого полиэтилена без защитной окраски сажей необходимо предохранять от воздействия солнечного света.
Поливинилхлоридные трубы
Для производства поливинилхлоридных (винипластовых) труб применяется термически пластифицированный поливинилхлорид (винипласт) с добавлением стабилизатора. Стабилизация поливинилхлорида необходима во избежание отщепления хлористого водорода, наблюдающегося при воздействии тепла, света и других факторов, неизбежных при изготовлении и эксплуатаций многих изделий из поливинилхлорида. Наиболее прогрессивным методом производства этих труб является метод непрерывной экструзии.
Винипласт, предназначенный для производства труб, стабилизированный меламином (марка А), имеет следующий состав (в кг): поливинилхлорид 100, меламин 2, трансформаторное масло 2 и стеарин 1. Винипласт, стабилизированный свинцовым глетом (марка Б), на 100 кг поливинилхлорида содержит (в кг) свинцового глета 1, стеарата кальция 2 и трансформаторного масла 0,2. Стойкость винипласта против химических воздействий, высокие антикоррозионные и электроизоляционные свойства делают его особенно ценным в качестве материала для трубопроводов. Степень химической стойкости винипласта зависит от концентрации агрессивного вещества. Винипласт условно можно считать стойким, если максимальное набухание материала под действием реагента не превышает 1 %,
При применении винипластовых труб необходимо учитывать ряд ограничений и некоторые особенности монтажа трубопроводов, вытекающие из свойств материала. Прочность винипласта в большой степени зависит от температуры. Так, удельная ударная вязкость винипласта при 20° С, равная 150 кГ -см! см2, падает с понижением температуры и при —20° С составляет 30 кГ-см/см2. Поэтому эксплуатационные достоинства винипластовых трубопроводов при отрицательных температурах резко снижаются. Сопротивление при ударе также резко уменьшается при -наличии на труба* царапин и надрезов. Винипластовые трубы могут транспортировать под напором жидкости, нагретые до 40° С, а самотеком — до 50° С. При 60° С винипласт размягчается. Жидкости, проходящие через винипластовые трубы, испытывают меньшее гидравлическое сопротивление, чем в чугунных или стальных трубопроводах, поэтому пропускная способность этих труб на 10% больше, чем новых металлических.
Трубы, санитарно-технические и погонажные изделия
475
При монтаже трубопроводов необходимо учитывать весьма значительный коэффициент линейного расширения винипластовых труб (в 7 раз больший, чем стальных труб) и создавать конструкцию трубопровода, компенсирующую изменения линейных размеров при колебаниях температуры (рис. 161). Радиусы изгиба труб должны превышать диаметр трубы в 4—5 раз. Винипластовые трубопроводы не следует нагружать дополнительными усилиями, возникающими при пользовании водоразборной и запорной арматурой, которая поэтому должна иметь самостоятельное крепление к стенам или щиткам. Качество монтажных работ играет очень большую роль в надежности и продолжительности эксплуатации трубопровода.
Учитывая «текучесть» ринипласта (как и некоторых других полимеров), во избежание провисания труб опорщ трубопроводов необходимо располагать достаточно часто (на расстоянии от 80 до 215 см) в зависимости от диаметра труб. В качестве опор применяют хомутовое крепление с изоляцией поверхности трубы эластичной резиновой прокладкой.
Трубы, рассчитанные на рабочее давление до 6 атм, изготовляются внутренним диаметром (условный проход) 6—150 мм, толщиной стенок 2*—8 мм н длиной 1,5—3 м. Вес 1 пог. м труб колеблется от 0,07 до 5,6 кг. Благодаря очень низкой теплопроводности (в 400 раз меньшей, чем у стали), на наружных стенках труб не образуется конденсата, что создает лучшие гигиенические условия эксплуатации винипластовых трубопроводов.
В отличие от полиэтиленовых, винипластовые трубы обладают способностью прочно склеиваться. Это ценное свойство широко использу.ют при соединении частей винипластового трубопровода между t собой и с фасонными деталями. Прочность склеенных соединений примерно в 5 раз больше, чем сварных. Склеивают винипласт различными клеями, чаще всего используют 15—20%-ный раствор перхлорвинила в ацетоне или метиленхлориде. Винипластовые трубопроводы можно также соединять при помощи фланцев и накидных гаек. Резьбовые соединения на винипластовых трубах делать не рекомендуется, так как резьба сильно ослабляет прочность на удар нарезанного участка.
Стеклопластиковые трубы
Стеклопластиковые' трубы изготовляются из полиэфирного поли* мера, армированного стекловолокном. Этот анизотропный материал, получивший у нас название СВАМ, обладает рядом ценнейших качеств. Применяемое стеклянное волокно по сравнению с органическими волокнами имеет ряд технических преимуществ: большунэ прочность на разрыв, высокий модуль упругости, химическую устойчивость, малую гигроскопичность, незагниваемость и огнестойкость. Трубы из СВАМ предп9чтительнее металлических и других видов пластмассовых труб. Главными преимуществами их по сравнению с металлическими являют¬
аГ л
Рис. 161. Компенсаторы винипластовых труб а и б — лирообразные; в — П-образные
476.
Глава XV. Полимерные строительные материалы
ся высокая коррозионная стойкость и малый вес, что особенно важно при проведении монтажных работ с трубами больших диаметров.
По сравнению со всеми другими пластмассовыми трубами трубы из СВАМ обладают наибольшей прочностью и способностью выдерживать рабочие температуры до 150° С. Напомним, что трубы из полиэтилена нормально работают лишь при температуре не выше 80° С, а из винипласта— до температуры не выше 60° С, причем лишь при давлении не выше 1 атм. Особенно широкое применение стеклопластиковые трубы получили в нефтяной промышленности, так как они не реагируют на действие нефтепродуктов. Однако высокая стоимость этих труб ограничивает их применение.
Изготовляются также стеклопластиковые трубы с армированием стекловолокном вдоль оси трубы. Эти трубы вырабатываются Мытищинским комбинатом «Стройпластмасс» со следующей технической характеристикой:
Толщина стенки трубы ъ 4 мм
Наружный диаметр трубы ... 43 »
Содержание стекловолокна в массе . 65%
Предел прочности при сжатии вдоль оси до 3000 кГ/см2
То же, при изгибе » 6000 »
Необходимо отметить, что прочность стеклопластиковых труб уменьшается со временем под влиянием воздействия внешней среды, переменных нагрузок и других факторов. Вопрос длительной эксплуатации труб изучается, и в настоящее время проводятся опытные работы по внедрению, их результатов в различные отрасли промышленности и строительства*
Фитинги
Фитингами называются различные соединительные детали для монтажа трубопроводов. Обычно это — короткое звено трубопровода, помещаемое в местах поворотов, переходов и разветвлений, а также служащее для соединения прямолинейных звеньев труб. К фитингам относят и различные вспомогательные детали, применяемые при монтаже трубопроводов, — заглушки, футорки, колпачки, седелки, сгоны и пр. Фитинги, применяемые для соединений трубы одного размера, называются прямыми, а для соединения труб разного диаметра — переходными.
В зависимости от характера монтажа трубопровода фитинги разделяются на несколько основных видов: так называемые муфты служат для прямых соединений труб; угольники ставятся в местах поворота трубы, там где по каким-либо причинам гнутье трубы нежелательно;' тройники служат для отвода боковой линии одной трубы; кресты применяются для отвода одновременно двух боковых линий; специальные детали ставятся для присоединения водоразборного крана и т. д. Все эти детали можно разделить на два основных вида по методу соединения— на резьбовые и фланцевые. На рис. 162 показаны металлические фитинги этих типов, применяемые при монтаже полиэтиленовых труб. Если при монтаже металлических трубопроводов применяются главным образом металлические фитинги резьбового соединения, то при монтаже пластмассовых трубопроводов необходимо учитывать свойства материала, из которого изготовлена труба. Здесь можно использовать помимо резьбовых и фланцевых соединения сварные и на специальных клеях. Вообще применение металлических фитингов при монтаже пластмассовых трубопроводов нежелательно, так как высокие антикоррозионное свойства этих трубопроводов в значительной степени
Трубы, санитарно-технические и погонажные изделия
477
будут утрачены недолговечностью металлической соединительной арматуры.
В настоящее время литьем под давлением успешно изготовляются пластмассовые (например, винипластовые) фитинги и другая арматура для монтажа трубопроводов, причем полностью исключаются фланцевые соединения, требующие металлических болтов и гаек. Применять тот или иной метод соединения пластмассовых трубопроводов нужно с учетом всех свойств полимерного материала трубы. Так, например, метод склеивания, дающий прекрасные результаты при монтаже винипла-
Ю 46 Ю Й® j&
’=5° ,{Б* 'ЧР '°3*
V п О п §\
°§° fe
Рис. 162. Металлические фитинги для монтажа полиэтиленовых труб
1—3 — муфты; 4—6 — угольники; 7—11 — тройники; 12 — крест; 13 — деталь для присоединения водоразборного крана; 14 — фланцевгя муфта; 15 — фланцевый тройник;
16, 17 — фланцевые колена (угольники); 18, 19 — фланцевые патрубки
стовых трубопроводов, неприменим к трубопроводам из полиэтилена. Нарезка (механическая) труб в местах соединений (например, винипластовых) резко ослабляет прочность на удар нарезанного участка и потому не может быть рекомендована. Резьба, полученная при изготовлении трубы путем выдавливания, значительно прочнее нарезной, так как при выдавливании сохраняется ориентация материала вдоль оси трубы, в то время как при нарезании волокна материала перерезываются.
Сварка соединяемых частей пластмассовых трубопроводов применяется двух типов — прутковая и компрессионная. ГТрутковая сварка резко снижает прочность трубы: прочность на удар сваренной части в 10—15 раз меньше прочности основного материала. Компрессионная сварка дает лучшие результаты, но является более сложной и не всегда может быть применена в условиях монтажа трубопроводов.
Как сварка, так и склеивание являются методом неразъемных соединений трубопроводов, что в значительной мере усложняет уход за трубопроводом и его ремонт. Удобнее применять разъемное соединение, там где это позволяет материал трубопровода. К таким соединениям относятся резьбовые, фланцевые и с накидной гайкой.
2. САНИТАРНО-ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ
Пластмассы, обладая целым рядом положительных свойств, являются весьма ценным материалом также и для многих изделий, приме¬
478
Глава XV. Полимерные строительные материалы
няемЫх для оборудования санитарных узлов, особенно в условиях жилищного строительства. Всеми своими качествами, внешним видом, способностью хорошо и прочно окрашиваться в различные яркие цвета пластмассы как бы созданы для производства изделий, призванных йе только выполнять определенные функции, но и украшать жилище, делать его наиболее гигиеничным и в то же время простым и удобным в эксплуатации. Кроме того, пластмассовые изделия имеют значительные преимущества перед металлическими: они отличаются высокой прочностью при небольшом весе* устойчивы против коррозии и не нуждаются в систематической окраске. К таким изделиям относятся ванны, умывальники, раковины, душевые кабины, вентиляционные и радиаторные решетки и множество мелких деталей оборудования ванных комнат, туалетов, моечных помещений, кухонь. Все что раньше делалось из тяжелого металла, непрочного фаянса и недолговечного стекла, вырабатывается из соответствующих пластических масс высокопроизводительными индустриальными методами. Замена только одной чугунной эмалированной ванны на ванну из стеклопластика дает экономию 80 кг чугуна и значительно уменьшает затраты труда на ее изготовление, транспортирование, монтаж и эксплуатацию.
Методы изготовления изделий различны, они зависят от вида используемой пластмассы и размеров изделия. Крупногабаритные изделия прессуют методом эластичного пуансона, отличающегося от обычного прессования тем, что давление при прессовании передается на прессуемый материал не жестким, а эластичным пуансоном. Благодаря этому достигается равномерное распределение давления по всей поверхности прессуемой детали. Метод широко применяется при изготовлении ванн, раковин и других крупногабаритный изделий из термореактивных слоистых и волокнистых материалов. При изготовлении мелких деталей из полистирола и полиметилметакрилата используется метод литья под давлением. Этим же методом или штампованием изготовляются решетки вентиляционные и для ограждения радиаторов. Для их производства используются феноло-формальдегидные, карбамидные, полистирольные и другие полимеры с соответствующими наполнителями. Решетки могут быть окрашены в различные цвета путем ввода пигментов в массу, а методы литья и прессования дают возможность выполнять на них весьма сложные и разнообразные красивые рисунки. Легкие приборы и изделия, например мыльницы, крючки, плафоны и т. п., можно делать из феноло-формальдегщцюго полимера с различными наполнителями, формуют изделия на гидравлических прессах в горячих матрицах.
3. ПОГОНАЖНЫЕ ИЗДЕЛИЯ
К погонажным относят такие изделия, которые вырабатывают методом экструзии, т. е. непрерывного выдавливания пластической массы из экструдера. Наиболее часто применяемые в строительстве изделия— плинтусы для полов, поручни для лестниц и накладки на проступи для защиты ступеней каменных и бетонных лестниц от истирания.
Преимуществом профилированных погонажных изделий из пластмасс являются высокие физико-механические, эксплуатационные и декоративные свойства. В отечественной строительной практике погонажные изделия из поливинилхлорида находят все более широкое применение. Кроме упомянутых изготовляют еще и раскладки для крепления и обработки швов листовых и рулонных отделочных материалов, а также стыков в крупнопанельных зданиях размером 1, 2, 3 и 4 наличники дверные и оконные, порожки, применяемые при покрытии по¬
Трубы, санитарно-технические и погонажные изделия
479
лов синтетическими материалами, нащельники и уголки для обработки примыканий санйтарно-технических приборов к стенам и др. Ко всем этим изделиям предъявляют следующие общие требования: равномерно глянцевая или матовая без раковин, царапин, трещин й расслоений лицевая сторона, неизменяемость цвета под влиянием воздуха, света и воды, единый профиль по всей длине Изделия, прямолинейность граней, однородное строение и цвет.
Плинтусы
Плинтусами называют строительные изделия, предназначенные для прикрытия стыков щелей между полом и стеками. Плинтусы позволяют улучшить звуковую и тепловую изоляцию помещения и предохранить его стены от случайных ударов при перестановке мебели. Плинтус является также элементом архитектурного оформления помещения.
Применение плинтусов из поливинилхлорида взамен деревянных имеет ряд преимуществ. Деревянные Плинтусы требуют большого количества деловой древесины и масляной краски. Их крепят с помощью гвоздей и шурупов, что при стенах, смонтированных из железобетонных панелей, трудно осуществлять. Для крепления пластмассового плинтуса применяют приклеивающие мастики, с его гладкой поверхности легко удаляется грязь, ой не требует периодических покрасок. На основе поливинилхлорида изготовляют плинтусы двух видов: тйп 1— с прямой стенкой и тип 2— с устройством для скрытой радиотелефонной проводки (рис. 163). Лицевая сторона плинтусов должна быть глянцевитой или матовой, без раковин, царапин и видимых неравномерных включений наполнителя, тыльная сторона- может быть матовой и равномерно шероховатой. Плинтусы имеют однородную сплошную окраску без пятен, разводов и загрязнений, цвет их не изменяется под влиянием света, воздуха и воды. Физико-механические св<}йства плинтусов следующие:
Водопоглощение * . . . не более 0,5%
Твердость по шариковому твердомеру ТШР-2 » » 0,3 мм
Упругость ..... » менее 60%
Усадка . . » более 0,5%'
Перед испытанием плинтус выдерживают не менее суток при нормальной температуре.
Крепят плинтусы к стене и к полу специальными «леями, например клеем № 88 или кумароно-каучуковой мастикой. Поверхности пола и стены тщательно очищают от загрязнений маслом и пылью, а тыльную сторону плинтуса при помощи наждачной бумаги делают шероховатой для лучшего сцепления с приклеиваемой поверхностью. 'После такой подготовки склеиваемые поверхности смазывают тонким слоем клёя и дают йм просохнуть в течение,5—10 мин, после чего наносят второй
слой клея и сушат его в течение 30 мин. Затем плинтус плотно прижи¬
мают к поверхностям стены и пола.
Поручни
До недавнего времени поручни выполняли из дерева, главным образом сосны й дуба. На их изготовление расходовалось много ценной дре¬
Тип / Тип 2
Рис. 163. Плинтусы поливинилхлоридные
480
Глава XV. Полимерные строительные материалы
весины, они требовали периодической покраски масляной краской или полировки; изготовление, установка и отделка деревянного поручня — трудоемкая работа. Поэтому в настоящее время применяют поручни из пластмасс главным образом на основе поливинилхлорида, не требующие дополнительной отделки, простые в установке и креплении.
Пластмассовые поручни вырабатываются также методом экструзии и могут быть самых разнообразных расцветок. Размеры и сечения поручней приведены на рис. 164, веб 1 пог. м около 0,7 кг. Вырабатывают поручни длиной 12 м и свертывают их в бухты, предварительно обернув плотной бумагой в два слоя. Разворачивать бухты надо в помещении при температуре не ниже 10° С после двухсуточного пребывания в теплом помещении, если их хранение и транспортирование происходило при температуре ниже 10° С.
К внешнему виду поручней, их лицевой и тыльной стороне предъявляют те же требования, что и к плинтусам. Совпадают также показатели их физико-механических свойств — водопоглощение, твердость, упругость и усадка. Объясняется это тем, что поливинилхлоридные композиции, из которых приготовлены плинтусы и поручни, очень близки по своему составу.
Применяют поручни в жилых домах, общественных и промышленных зданиях массового строительства. На ограждение лестницы их крепят следующим образом. Размотанный из бухты и распрямленный поручень прогревают переносным электроутюгом. При температуре около 70—80° С он размягчается и очень легко надевается при помощи рычага на стальную полосу перил и при охлаждении за счет сжатия и отвердевания прочно закрепляется на месте. В соединениях под острым углом поручни сваривают в стык.
При стыкований поручней и других профильных погонажных пластмассовых изделий торцы их сваривают струей горячего воздуха или применяют присадочные жгутики. Концевые элементы поручня также приваривают.
Накладки для ступеней лестниц
В строительстве очень широко применяют бетонные лестничные марши, ступени которых легко подвергаются механическим повреждениям и истиранию. Кроме того, бетонные марши имеют весьма низкие декоративные качества. В связи с этим возникла необходимость защиты наиболее уязвимой части ступени, а именно ее грани. Эту задачу хорошо решают накладки из пластических масс, являющиеся хорошими амортизаторами ударов и износоустойчивым материалом. Уголковые накладки можно применять в сочетании с покрытием проступи лестницы, в этом слу¬
ZS6 7
Тип Т
1
Тип 3 Лля лростцпи ЗОЗ
ТиШ
±
Рис. 165. Накладки для стуггеней
Тил 1
'50—-
п
а,
Рис. 164. Поручни поливинилхлоридные
Трубы, санитарно-технические и погонажные изделия
481
чае стык между уголком и проступью заваривают. Пластмассовые лестничные уголки и проступи улучшают внешний вид бетонных лестничных маршей. Технологический процесс получения накладок для ступеней лестниц и составы композиций такие же, как для плинтусов и поручней.
Изготовляют накладки трех типов (рис. 165): тип 1 — полосовые, тип 2 — уголковые и тип 3 — для покрытия углов и проступей. Накладки типа 1 выпускают в бухтах длиной 12 му типов 2 и 3 — в виде прямолинейных длинномерных изделий длиной 1, 1,1, 1,3 и 1,7 м в зависимости от длины ступеней. Накладки для ступеней, как и другие погонажные изделия, могут иметь различные цвета* к внешнему виду их предъявляют те же требования, что и к плинтусам и поручням, их физико-механические свойства также совпадают, за исключением специального требования по сопротивлению истиранию, которое предъявляется только к накладкам, работающим в очень жестких условиях: истираемость не должна превышать 0,03 г/см2 при испытании на приборе МИ-2.
При применении накладок для ступеней следует соблюдать следующие правила. Старые изношенные или поврежденные ступени железобетонных маршей предварительно выравнивают шлифовальной машиной. После удаления пыли на них наклеивают защитный уголок и проступи. Уголок крепится к ступеням клеем № 88 или кумароно-каучуковой мастикой. Тыльную сторону накладки обрабатывают наждачной бумагой, чтобы поверхность стала шероховатой. Затем ее смазывают тонким слоем клея и через 20—30 мин, когда клей подсохнет, покрывают вторым слоем клея, плотно прижимая к ступени. Для крепления проступей можно применять и резино-битумную мастику.
ПРИЛОЖЕН ИЕ
Перечень ГОСТов на основные строительные материалы, сырье для их производства и методы испытаний
Название ГОСТа
N9 ГОСТа
Активные минеральные добавки к вяжущим веществам . . . Арматура и закладные детали сварные для железобетонных конструкций Технические требования и методы испытаний
Балки деревянные с чертежными брусками Белила литопонные густотертые ?
Белила литопонные густотертые 5
Белила цинковые густотертые Белила цинковые сухие Бетон легкий на пористых заполнителях. Методы определения
прочности и объемного веса Бетон легкий на пористых заполнителях. Методы испытаний
бетонной смеси Бетон дорожный Бетон гидротехнический. Технические требования . .
Бетон гидротехнический. Материалы для его приготовления
Технические требования Битумы нефтяные (рубракс) Битумы нефтяные дорожные . .
Битумы нефтяные дорожные вязкие улучшенные Битумы нефтяные дорожные жидкие Битумы нефтяные дорожные жидкие улучшенные ....
Битумы нефтяные кровельные Битумы нефтяные строительные Блоки из природного камня для распиливания на облицовоч
ные плиты Блоки стеклянные пустотелые Вата минеральная Вата стеклянная из непрерывного волокна Вермикулит вспученный Вяжущие вещества: известково-шлаковое, известково-пуццола новое, известково-глинитное, известково-зольное .
Гидроизол Гипс строительный Гравий керамзитовый Гравий для строительных работ. Общие требования . Декоративный бумажнослоистый пластик ....
Древесина Антисептики. Методы испытаний на токсичность
и вымываемость Древесина. Методы определения твердости ....
Древесина. Методы определения предела прочности при рас
тяжении Древесина. Методы определения предела прочности при вании и перерезании 6269—63
10922—64 4981—49 6075—67 12287—66 482—67 202—62
11050—64
11051—64 8424—63 4795—68
4797—64
781—68
1544—52
11954—66 1972—52
11955—66 9548—60 6617—56
9479—60
9272—66
4640—66
5174—49
12865—67
2544—44
7415—55
125—57
9759—65
8268—62
9590—61
11540—65 11498—65
11493—65
11496—65
Приложение
483
Продолжение приложения
Название ГОСТа
№ ГОСТа
Древесина. Методы определения предела прочности при сжатии
Древесина. Пороки Детали деревянные строганые погонажные ....
Зелень свинцовая густотертая Заполнители пористые неорганические для легких бетонов
Классификация Заполнители для тяжелого бетона. Технические требования . Заполнители пористые неорганические для легкого бетона
Методы испытаний . . Известь строительная * Изделия асбестовермикулитовые теплоизоляционные
Изделия вулканитовые • •
Изделия деревянные для паркетных покрытий . . .
Изделия железобетонные и бетонные. Общие технические тре
бования Изделия из стекла. Классификация Изделия огнеупорные магнезиальные для футеровки вращаю
щихся цементных печей Изделия совелитовые - Изделия теплоизоляционные пескодиатомитовые, диатомитовые
и трепельные Изделия теплоизоляционные из стеклянного штапельного во локна . ... . ...
Изол Изразцы печные. Технические условия Изразцы печные. Типы и основные размеры ..... Камни бетонные с щелевыми пустотами. Типы и размеры Камни керамические пустотелые стеновые пластического прес
сования КалАш стеновые из известняков я 1уфов Камни шлакобетонные и бетонные обыкновенные . .
Картон кровельный Кирпич глиняный обыкновенный . . * Кирпич и камни керамические лицевые Кирпич глиняный лекальный Кирпич глиняный пустотелый пластического прессования Кирпич глиняный пустотелый полусухого прессования
Кирпич силикатный Кирпич строительный легковесный Краски водноэмульсионные Краски масляные и алкидные, готовые к употреблению Краски масляные и алкидные цветные густотертые для внут
ренних работ ; •
Краски масляные земляные густотертые, сурик железный, му
мия, охра Краски масляные цветные густотертые для наружных работ
Крон свинцовый сухой • Крон цинковый малярный сухой Лазурь железная сухая Лесоматериалы круглые лиственных пород Лесоматериалы круглые хвойных пород Лестничные марши и площадки железобетонные для жилых
и общественных зданий Линкруст ’
Линолеум поливинилхлоридный, на тканевой основе .
Листы асбестоцементные волнистые обыкновенного профиля
и детали к ним * *
Листы асбестоцементные волнистые усиленного профиля
и детали к ним Листы гипсовые обшивочные (штукатурка гипсовая сухая)
Литопон сухой . Маты и полосы из стеклянного волокна 11492—65
2140—61
8242—63
12286—66
9757—61 10268—62
9758—61 9179—59 13450—68 10179—62
862—60
13015—67
10135—62
10380—63
6788—62
2694—67
10499—67
10296—62
3742—47
4690—49
6133—52
6328—55
4001—66
6928—54
3135—64
530—54
7484—55
8426—57
6316—55
6248—59
379—53
648—41
11000—64
10503—63
695—67
8866—58
8292—57
478—62
10937—40
10960—64
9462—60
9463—60
9818—67
5724—51
7251—66
378—60
8423—57
6266—67
907—53
2245—43
484
Приложение
Продолжение приложения
На:вание ГОСТа
Ма ГОСТа
Мастика битумная кровельная (горячая) . . . . .
Мастика дегтевая кровельная (горячая) Мумия природная сухая Охра сухая Панели бетонные и железобетонные для внутренних стен крупнопанельных зданий. Технические требования Панели гипсобетонные для перегородок Панели железобетонные многопустотные для перекрытий жилых и общественных зданий Панели из автоклавных ячеистых бетонов для наружных стен
производственных зданий Панели из автоклавного ячеистого бетона для наружных стен жилых и общественных зданий. Технические требования . . Панели из легких бетонов на пористых заполнителях для наружных стен производственных зданий. Технические требо-
Панели керамзитобетонные для наружных стен жилых и общественных зданий. Технические требования Пергамин кровельный Перлит вспученный Песок для строительных работ. Методы испытаний Песок для строительных работ. Общие требования Песок кварцевый как добавка к портландцементу Песок нормальный для испытания цементов Пластики древесные слоистые Плинтусы, поручни и накладки на проступи поливинилхлоридные . . .
Плитки керамические для внутренней облицовки стен ....
Плитки керамические для полов Плитки керамические для мозаичных полов Плитки керамические фасадные полусухого прессования . . .
Плитки облицовочные полистирольные Плиты асбестоцементные плоские облицовочные Плиты асбестоцементные полые утепленные для покрытий промышленных зданий Плиты армированные из автоклавного ячеистого бетона для
покрытий производственных зданий Плиты бетонные фасадные. Технические условия Плиты гипсовые для перегородок Плиты гипсокамышитовые «дкферент» для перегородок . . . Плиты гипсокамышитовые «диферент» для подшивного потолка
Плиты древесноволокнистые Плиты древесноволокнистые для покрытия полов Плиты древесноволокнистые твердые с окрашенной поверхностью Плиты железобетонные для ленточных фундаментов .... Плиты жесткие из минеральной ваты на битумной связке . . Плиты керамические фасадные. Технические условия .... Плиты крупнопанельные железобетонные ребристые предварительно напряженные размером 1,5X6 м для покрытий производственных зданий Плиты минераловатные на синтетическом связующем .... Плиты мягкие и полужесткие минераловатные на битумном
связующем Плиты облицовочные пиленые из природного камня Плиты ребристые армированные из ячеистого бетона для покрытий производственных зданий. Технические требования .
Плиты торфяные теплоизоляционные Плиты фибролитовые магнезиальные и магнезиально-доломитовые Плиты фибролитовые на портландцементе Порошок каустический из магнезита 2889—67
3580—67
12236—66
8019—56
12504—67
9574—60
9561—66
11690—66
11118—65
13578—68
11024—64
2697—64
10832—64
8735—65
8736—67 НКТП 3055
6139—52 13913—68
9739—61
6141—63
6787—53
6140—52 13996—68 9589—61
929—59
7285—54
1781—55
6927—54
6428—52
1007—41
1008—41 4598—60 9460-60
8904—66
13580—68
10140—62
6664—59
9491—60
9573—66
12394—66
9480—60
7741—66 4861—65
НКТП 8435/1488 8928—58 1216—41
Приложение
485
Продолжение приложений
Название ГОСТа
JSTe ГОСТа
Портландцемент белый Портландцемент для производства асбестоцементных изделий
Портландцемент тампонажный Портландцемент, шлакопортландцемент, пуццолановый портландцемент и их разновидности Поручни поливинилхлоридные Прокладки уплотняющие полиуретановые для окон и дверей
Рубероид Сваи забивные железобетонные предварительно напряженные
сплошные квадратного сечения Смеси бетонные заводского приготовления Стекло армированное листовое Стекло витринное полированное Стекло витринное неполированное ... Стекло листовое солнцезащитное Стекло листовое узорчатое Стекло оконное листовое Сурик железный сухой для лакокрасочной промышленности .
Сурик свинцовый . Титана двуокись пигментная . Толь кровельный Трубы и муфты асбестоцементные для безнапорных трубопроводов .
Трубы и муфты асбестоцементные водопроводные. Технические требования Трубы железобетонные и бетонные безнапорные Трубы железобетонные и напорные виброгидропрессованные .
Ультрамарин синий сухой Цемент глиноземистый .... Цемент гипсоглиноземистый расширяющийся .......
Цемент кислотоупорный, кварцевый, кремнефтористый . . .
Шлаки доменные гранулированные для производства цементов
Щебень аглопоритовый Щебень из доменного шлака для бетона Щебень из гравия для строительных работ. Общие требования Щебень из естественного камня, гравий и щебень из гравия
для строительных работ. Методы испытаний Щебень и песок из пористого металлургического шлака (шла-
965—66
9835—66
1581—63
10178—62
13725—68
10174—62
10923—64
12587—67
7473—61
7481—67
13454—68
7380—68
11587—65
5533—67
111—65
8135—62
1787—50
9808—65
10999—64
1839—48
539—65
6482—63
12586—67
13483—68
969—66
11052—64
5050—49
1808—54
3476—60
11991—66
5578—65
10260—62
8269—64
9760-6!
ЛИТЕРАТУРА
Аваков А. И. Назначение состава бетонов и растворов. М., Госстройиздат, 1955. Б о ж е н о в Г1. И. Высокопрочный гипс. Л., Лениздат, 1957.
Буров Ю. С., Колокольников В. С. Практикум по курсу минеральных вяжущих веществ. М., Стройиздат, 1967.
Будников П. П. и др. Технология керамики и огнеупоров. М., Госстройиздат,
1955.
Будников П. П. Химия и технология силикатов. Киев, «Наукова думка», 1964. Бурлаков Г. С., К о м а р А. Г. Технология изделий из легкого бетона. М., «Высшая школа», 1966.
Б у т т Ю. М., О к о р о к о в С. Д. и др. Технология вяжущих веществ. М., «Высшая школа», 1965.
Ванин С. И. Древесиноведение. М., Гослесбумиздат, 1949.
Волженский А. В., Буров Ю. С., Колокольников В. С. Минеральные вяжущие вещества. М., Стройиздат, 1966.
Воробьев В. А.. Колокольников В. С. Производство минеральных вяжущих. М., Госстройиздат, 1960.
Воробьев В. А. Строительные материалы. М., «Высшая школа», 1967. Воробьев В. А. Основы технологии строительных материалов из пластических масс. М., «Высшая школа», 1965.
Горчаков Г. И., Капкин М. М., Скрамтаев Б. Г. Повышение морозостойкости бетона. М., Стройиздат, 1966.
Гершберг О. А. Технология бетонных и железобетонных изделий. М., Стройиздат, 1965.
Гук Р. Б., ГуревичИ. Л. Производство нефтяных битумов. М., ГОСИНТИ,
1960.
Десов А. Е. Вибрированный бетон. М., Госстройиздат, 1956.
Дидюков 3. С. Лакокрасочные покрытия. М., Машгиз, 1962.
Засов И. А., П и к о в с к и й Е. М. Асфальтобетонные заводы. М., МКХ РСФСР,
1958.
Карасев К И. Синтетические лаки и краски, применяемые в строительстве, М., Стройиздат, 1962.
Кашкаев И. С. Состояние производства пустотелой керамики и кирпича, применение их в крупноразмерных конструкциях в СССР и зарубежных странах (обзор). М., ЦНИИТЭСтром, 1965.
Китайцев В. А. Технология теплоизоляционных материалов. М., Стройиздат,
1970.
Колокольников В. С. Производство цемента. М., «Высшая школа», 1967. Комар А. Г., Глыбин В. С. Технология дорожного цементобетона. М., Автотрансиздат, 1963.
Комар А. Г. Строительные материалы и изделия. М., «Высшая школа», 1967. Кошкин В. Г. и др. Поливинилхлоридный линолеум на тепло- и звукоизоляционной войлочной основе. М., Стройиздат, 1964.
Кунашевич В. И. Силикатные плиты для облицовки фасадов. М., Госстройиздат, 1960.
Л и Ф М. Химия цемента и бетона. М., Госстройиздат, 1961.
Москвин В. М. Коррозия бетона. М., Госстройиздат, 1952.
Миронов С. А. Теория и методы зимнего бетонирования. М., Госстройиздат,
1956.
Михайлов К. В. Проволочная арматура для предварительного напряжения железобетона. М., Стройиздат, 1964.
Миронов С. А., Малинина Л. А. Ускорение твердения бетона. М., Стройиздат. 1964.
Мощанский Н. А. Защитные пластики в строительстве. М., «Знание», 1966. П е ч у р о С. С. Производство гипсовых плит, блоков и панелей. М.. Профтехиздат, 1963.
Литература
487
Рыбьев И. А. Технология гидроизоляционных материалов. М.. «Высшая школа», 1964.
Руденская И. М. Нефтяные битумы. М., Росвузиздат, 1963.
Рыбьев И. А. Асфальтовые бетоны. М., «Высшая школа», 1969.
Стефанов Б. В. Технология бетонных и железобетонных изделий. Киев, Буд1вельник. 1965.
Соколов П. Н. Производство асбестоцементных листовых изделий и труб. М., сВысшая школа», 1965.
С о р о к е р В. И., Д о в ж и к В. Г. Жесткие бетонные смеси в производстве сборного железобетона. М., Стройиздат, 1964.
X и г е р о в и ч М. И., Горчаков Г. И., Рыбьев И. А. и др. Строительные материалы. М., Стройиздат, 1970.
X р у л е в В. М. Синтетические клеи и мастики. М., «Высшая школа», 1970.
Цветков В. П., Богданов В. В. Производство конструкций из плотного силикатного бетона. М., Стройиздат, 1963.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алкидные краски
Алкидный линолеум
Активные минеральные добавки
Алюмосиликаты
Амфиболы
Ангидрит
Ангидритовые вяжущие
Ангобы
Андезит
Анизотропность
Антисептики
Антраценовое масло
Армирование железобетонных изделий
Асбест
Асбестовая бумага Асбестовый картон
Асбесто-кремнеземистые материалы Асбестоцементные изделия Асфальтовые породы Асфальтовый лак Атмосферостойкость пигментов
Базальт
Береза
Бетон дорожный » жаростойкий » легкий » кислотоупорный » гидротехнический Биостойкость теплоизоляционных материалов Битумы
Битумные мастики Бруски и брусья Брусчатка
Быстротвердеющий портландцемент
Вермикулит * вспученный Вес объемный » удельный Виброкирпичные панели Влагоотдача Влажность древесины Внутренняя заболонь Вода для бетона Водопоглощение Водно-клеевые краски Водно-цементные краски Водные краски Водопроницаемость Водослой
Воздушные вяжущие вещества Войлок строительный Вулканитовые изделия
Габро Г азобетоны
Газонаполненные пластмассы Герметики
Гидравлические вяжущие Гидроизол
Гидротехнический бетон Гидрофобный портландцемент Гигроскопичность древесины Гипс
Гипсобетонные панели Гипсоволокнистые листы
> панели
Гипсовые вяжущие Гипсовые и гипсобетонные изделия
408
439
129
23
25
25
94
52
29
291
323
368
222
271
360
361 361 267
364 413 394
29
320
179
177
182
177
174
336
365 387 327
43
126
358
7
6
65
10
296
316 144
9
409
411
409
10
317 87
345
363
29
193
468
465
86
381
174
126
297 25
247
254
251
87
245
Гипсоцементно-пуццолановые вяжущие 264 Гипс строительный 87
» высокопрочный 93
» формовочный 94
Глазури 52
Глины 48
Глифталевый лак 413
Гнейсы 34
Годовой слой древесины 293
Горячие мастики 387
Гравий 40
Гранит 28
Графит 400
Дегтевые мастики 387
» эмульсии 369
Дегти 367
Декоративный бумажиослоистый пластик 459 Декстрин 406
Деформация и трещины древесины 310
Деформации остаточные 20
Диабаз 29
Диатомиты 33
Диатомитовые изделия 356
Динитрофенолят натрия 323
Диорит 28
Добавка к глинам 51
Доломит 25
Доменные шлаки 133
Доски 327
Древесноволокнистые плиты 450, 339
Древесностружечные » 455, 340
Древеснослоистые пластики 455
Дуб 320
Ель 320
Железобетонные изделия 208
Заболонь 316
Завиток 314
Закомелистость ствола 312
Запас прочности 18
Засмолок 317
Защита древесины 322
» » от огня 325
» каменных материалов 44
» цементного камня 123
Звукопроводность древесины 300
Зелень цинковая 398
» хромовая 398
Известковые краски 411
Известняки 32
Известняки мраморовидные 33
Известняк-ракушечник 33
Известь воздушная 97
» гидравлическая 105
» гашеная 100
» молотая 100
Изделия из каменного расплава 287
» » силикатного бетона 259
» » стекла 282
» на основе извести 255
Изол 464
Испытание железобетонных изделий 242
Истираемость 19
Казеин кислотный 406
Казеиновые краски 410
Камбий 293
Каменноугольный лак 414
Камень булыжный 40
Предметный указатель
489
Камень бутовый Камнн бортовые » лицевые » керамические Камышитовые плиты Каолинит
Карбамидные полимеры
Карбоксилметилцеллюлоза
Карбонаты
Каустический магнезит » доломит
Кварц
Кварцит
Кедр
Керамзитовый гравий Керамические изделия облицовочные Керамические трубы канализационные » » дренажные
» изделия
Кирпич глиняный обыкновенный » дорожный » известково-зольный » известково-шлаковый » кислотоупорный » легкий » лекальный » лицевой » пустотелый » силикатный Клей костный » мездровый Клеи искусственные » синтетические Клетки древесины Ковровая керамика Коллокснлиновый линолеум Кольцесосудистые породы Контроль качества бетона Кора древесины Коэффициент теплопроводности Красящая способность Крезоло-форм альдегидные полимеры Кремнефтористый натрий Кремнийорганические полимеры Крень ствола Кривизна ствола Кровельный картон Крон свинцовый » цинковый » красный Круглые лесоматериалы Крупный заполнитель для бетона Ксилолит
Кумароно-инденовые полимеры
Лабрадорит Лава туфовая Лазурь
Лаки масляные
Линкруст
Лиственница
Листы кровельные битумные Литопон Ложное ядро Лубяной слой
Магнезит
Магнезиальные вяжущие Макроструктура древесины Маслоемкость пигментов Маты из стеклянного волокна Масляные краски Машины камнерезные Майоликовые плитки Мел
Меламино-формальдегидные полимеры
Мергели
Метик
Микроструктура древесины Минеральные вяжущие вещества Минеральные расплавы Минеральная вата Минералы породообразующие Мипора
Монолитные покрытия полов Морозные трещины Морозостойкость
* цементного камня
Моющиеся обои Мраморы Мумия
40
42
67
63
344
24
431 407
25
95
96 23 35
320
77
66
73
74 47 59
79 258 258
80 61 80
67 62
256
406
406
407 407 295
68 442 293 169 292
13
393
430 323
432
315 313 374 397
397 399 326 146 267 428
29
30
398 404 461 320 386 396
316 292
25
95
292
395
354
407
37
69
33
431 32
310 295
84
282
347
22
470
451
311 11
124
461
35
399
Накладки для ступеней 480
Наполнители для красок 401
Наполнители порошковые, волокнисты листовые для пластмасс 417
Напрягаемый портландцемент 140
Напряжение допускаемое 18
Нарост ствола 213
Ненормальный наклон волокон древесины 313 Непроницаемость бетона 170
Нефтяные битумы 365
Нитролаки 413
Ньювель 362
Обжиг в кипящем слое 99
» древесины 324
Обои бумажные 414
Облицовочные плитки полимерные 460
Обманка роговая 25
Объемный вес древесины 299
Огнестойкость 15
» пигментов 394
Огнеупорность 15
Огнеупорный бетон 178
Окись хрома 398
Оливин 25
Олифы 402
Органические теплоизоляционные материалы 338
Осина 321
Особенности бетонирования в зимнее время 173
Отделочные растворы 201
Отлуп 311
Охра 396
Павинол 461
Пакля 346
Парофазная смола 323
Паркет 328
Пекн 367
Пемза 30
Пенетрация 366
Пенобетоны 190
Пенопласты 468
Пенопласты феноло-формальдегидные 471
Пенополивинилхлорнд 469
Пенополистирол 469
Пенополиуретан 470
Пеплы вулканические 30
Пергамин кровельный 381
Перекись марганца (пигмент) 401
Перлит вспученный 358
Песок 40
* для бетона 144
Песчаники 31
Печной лак 413
Пигменты 393
* белые 395
» желтые 396
* зеленые 398
» коричневые 400
» красные 399
» синие 397
Пиломатериалы 327
Пироксены 25
Пихта 320
Пластики жесткие и полужесткие 417
» мягкие 417
Пластичность 21
Плинтусы 470
Плита столярная ззо
Плитки для полов керамические 70
» кумароновые 449
Плитки фасадные 68
Плиты гидроизоляционные асфальтовые 386 для наружной облицовки 67
из ячеистого бетона 357
минераловатные 349
пробковые 347
стекловатные 354
фасадные 67
Пленка полиэтиленовая 462
Пленочные материалы 461
Плотность g
Повреждения грибами 318
Покоробленность древесины 312
Полиакрилаты 427
Поливинилацетат 427
Поливинилацетатные мастики 453
Поливинилхлорид 424
Поливинилхлоридный линолеум 436
Полиизобутилен 425
490
Предметный указатель
Полиизобутиленовая пленка
Полимеры Полимерные тепломзоляцвоииые материалы
Полимерцементные мастики
Полипропилен
Полистирол
Полиэтилен
Полиэфиры
Полиэфирные стеклопластики Полиуретаны Погонажные изделия Пористость Породы глубинные » горные » изверженные » излившиеся » метаморфические » обломочные » органогенные » осадочные » цементированные Пороизол
Пороки древесины Поропласты Поручни Порфиры
Приготовление бетонной смеси
* раотводов
Проектирование состава 'бетона Пропаривание железобетонных изделий Прорость древесины Протоплазма
Профильные изделия из древесины Прочность
» бетона
» древесины
» портландцемента
» теплоизоляционных материалов
Пятнистость древесины
Разбухание древесины Разновидности листового стекла Разрезы ствола древесины Рассеянно-сосудистые породы Растворы для каменных кладок » специальные
Растворители Растяжимость битумов Расширяющийся портландцемент Реакция полимеризации и поликонденсации Резитолы Резиты Резолы
Резорцино-формальдегкдные полимеры Релин
Романцемент
Рубероид
Рулонные кровельные материалы Сажа
Санитарно-технические изделия полимерные
Санитарно-техническве кабины
Сбежистость ствола
СВАМ
Светостойкость пигментов Свилеватость древесины Свинцовые белила Свойства бетона
» бетонной смеси
> строительных растворов
» асбестоцементных изделий
Связующие вещества Сердцевина ствола Сердцевинные лучи Сиенит
Силикатные облицовочные плиты
Силикаты железисто-магнезиальные
Ситаллопласты
Ситаллы
Скипидар
Сланцевое маспо
Сланцы глинистые
Слюда
Смоляные кармашки » ходы Сольвент каменноугольный Сопротивление древесины раскалыванию Сопротивление удару
Сосна 319
Состав легкого бетона, 186
Сотопласты 471
Спелая древесина 293
Специальные бетоны 174
Спиртовые лаки 413
Стекло оконное листовое 282
Стеклопластики 456
Стеклотекстолит 457
Стеклянная вата 353
Стеклянные расплавы 282
Стеновые панелн полимерные 458
Стойкость древесины 301
Стойкость пигментов антикоррозионная 394 » химическая 12
Строение теплоизоляционных материалов 334 Строительные растворы 195
Структура древесины 292
Сульфатно-шлаковые цементы 136
Сурик свинцовый 399
* железный 400
Сушка древесины 321
Сухобокость древесины 316
Сучки 308
Твердение бетона 169
» железобетонных изделий 236
» взвести 101
Твердость 18
Твердость древесины 307
Тиоколовая пленка 467
Титановые белила 396
Температура размягчения битумов 366
Теплоемкость 14
Теплоизоляционные материалы 331
Теплопроводность 12
» древесины 300
Температуростойкость теплоизоляционных материалов 337
Термопластичные полимеры 422
Термореактивные * 422
Тес 327
Толь кровельный 383
Тонкость помола 393
Торфяные плиты 340
Трахеиды 294
Трахит 29
Трепелы 33
Трепельные изделия 356
Трещины древесины зю
Трещины усушки 311
Трубы железобетонные 220
» пластмассовые 472
» поливинилхлоридны 474
» полиэтиленовые 473
» стеклопластиковые 475
» стеклянные 286
Туф атикский зо
Туфы вулканические зо
Уайт-спирит 405
Укладка бетонной смеси 164
Укрывистость зов
Ультрамарин 397
Умбра 4оо
Уплотнение бетонной смеси 164
Упругость 20
Усушка древесины 298
Фанера строительная 329
Фаянсовые плитки 69
Фенол итовые » 460
Феноло-альдегидные полимеры 428
Феноло-фурфурольные » 43,0
Фибролит магнезиальный 266
» цементный 342
Фитинги 476
Флюатирование 44
Формование железобетонных изделий 228
Формула проф. Некрасова 13
Фтористый натрий 323
Холодные мастики 390
Хрупкость 21
Цапон-лак 413
Цветные асбестоцементные изделия 279
Цветные бетоны 178
» портландцементы 128
Цементный камень 1?1
Цемент водонепроницаемый 139
» глиноземистый 136
468
421
368
453
423
426
422
431
465
432
478
8
26
22
26
26
34
31
32
31
31
467
308
468
479
29
160
205
155
237
317
295
328
16
150
301
118
335
316
298
284
292
293
199
203
405
366
140
422
429
429
429
430
441
106
374
373
400
477
216
312
457
393
314
395
150
153
196
280
401
315
295
28
261
24
290
289
405
324
34
24
317
294
406
305
20
Предметный указатель
m
Цемент гипсошлаковый
136
» дорожный
128
» кислотоупорный
96
* портландский
107
» пуццолановый
130
» шлаковый
132
» бесклинкерный
136
Цинковые белила
395
Червоточина
317
Черепица глиняная
74
Черные пигменты
400
Шевелин
346
Шифер природный
35
Шкала твердости
19
Шлаки
132
Шлаковый щебень 149
Шлакопортландцемент 134
Шлакоситаллы 290
Шпаты полевые 24
Шпунтованные доски 328
Щебень 43
Щиты 330
Эмалевые краски 408
Эмульсии битумные и дегтевые 369
Эмульсионные краски 412
Эпоксидные » 409
Эпоксидные полимеры 433
Ядро древесины 293
Ячеистое стекло 353
Ячеистые бетоны 190
» силикатные изделия 263
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 4
Глава 1 Основные свойства строительных материалов
A. Физические свойства 6
1. Удельный вес 6
2. Объемный вес 7
3. Плотность 8
4. Пористость . . . 8
Б. Свойства по отношению к действию воды и растворов 9
1. Водопоглощение 9
2. Влагоотдача 10
3. Водопроницаемость 10
4. Морозостойкость 11
5. Химическая стойкость . . . 11
B. Свойства по отношению к действию тепла 12
1. Теплопроводность 12
2. Теплоемкость 14
3. Огнестойкость 15
4. Огнеупорность 15
Г. Механические свойства 16
1. Прочность 16
2. Твердость 18
3. Истираемость 19
4. Сопротивление удару 20
5. Упругость 20
6. Пластичность и хрупкость 21
Глава II. Природные каменные материалы
A. Классификация горных пород 22
Б. Породообразующие минералы 22
1. Группа кварца 23
2. Группа алюмосиликатов 23
3. Группа железисто-магнезиальных силикатов : : 24
4. Группа карбонатов 25
5. Группа сульфатов 25
B. Каменные материалы из изверженных горных пород 26
1. Классификация изверженных пород 26
2. Главнейшие глубинные породы 28
3. Главнейшие излившиеся породы 29
Г. Каменные материалы из осадочных горных пород 31
1. Обломочные породы 31
2. Органогенные породы 32
3. Породы химического происхождения 34
Д. Каменные материалы из метаморфических пород 34
Е. Разработка месторождений и обработка каменных материалов 35
Ж. Свойства и классификация природных каменных материалов 38
3. Виды природных каменных материалов и применение их в строительстве . . 39
И. Защита каменных материалов 44
К. Значение каменных материалов в строительстве 45
Оглавление
493
Глава III. Керамические изделия
A. Основные сведения 47
Б. Сырье для производства керамических изделий 48
1. Глины 48
2. Добавки к глинам 51
B. Глазури и ангобы 52
Г. Классификация керамических изделий 53
1. Стеновые материалы 53
2. Облицовочные изделия 53
3. Санитарно-технические изделия и канализационные трубы 54
4. Прочие керамические изделия 55
Д. Производство, свойства и применение керамических изделий 55
1. Общие сведения 55
2. Производство и применение стеновых изделий 59
3. Производство и применение облицовочных изделий 66
4. Производство и применение прочих видов керамических изделий 72
Е. Перспективы развития производства керамических строительных изделий . . 82
Глава IV. Неорганические вяжущие вещества
1. Краткий исторический очерк 84
2. Классификация вяжущих веществ 86
А. Воздушные вяжущие вещества 87
1. Гипсовые вяжущие вещества ... - 87
2. Ангидритовые вяжущие вещества 94
3. Магнезиальные вяжущие вещества 95
4. Кислотоупорные цементы 96
5. Строительная воздушная известь : . .' 97
Б. Гидравлические вяжущие вещества 105
1. Гидравлическая известь 105
2. Романцемент 106
3. Портландцемент 107
4. Разновидности портландцемента 125
5. Цементы с активными минеральными добавками 129
6. Шлаковые цементы 132
7. Глиноземистый цемент 136
8. Расширяющийся цемент 138
Глава V. Бетоны
1. Основные сведения о бетоне 141
2. Классификация бетонов 142
3. Материалы для тяжелого бетона 143
4. Основные свойства бетонной смеси и бетона I5C
5. Проектирование состава бетона 155
6. Приготовление и транспортирование бетонной смеси 160
7. Укладка и уплотнение бетонной смеси, уход за бетоном и контроль его качества 164
8. Особые свойства бетона 170
9. Особенности бетонирования в зимнее время 173
10. Специальные виды тяжелых бетонов 174
11. Легкие бетоны 182
12. Ячеистые бетоны 190
Глава VI. Строительные растворы
1. Общие сведения о строительных растворах 195
2. Общие свойства строительных растворов 196
3. Растворы для каменных кладок 199
4. Отделочные растворы . 201
5. Специальные растворы 203
6. Приготовление растворов 205
Глава VII. Железобетонные изделия
А. Классификация и номенклатура железобетонных изделий 208
494
Оглавление
1. Общие сведения о железобетоне 209
2. Классификация железобетонных изделий 210
3. Номенклатура железобетонных изделий 211
Б. Производство железобетонных изделий 221
1. Принципиальные технологические схемы производства 221
2. Армирование железобетонных изделий 221
3. Формование железобетонных изделий 228
4. Твердение железобетонных изделий 236
5. Отделка поверхности железобетонных изделий 241
6. Приемка и испытание железобетонных изделий 242
7. Пути дальнейшего производства сборного железобетона 243
Глава VIII. Искусственные каменные материалы и изделия на основе неорганических (минеральных) вяжущих
A. Гипсовые и гипсобетонные изделия 245
1. Общие сведения . , , , 245
2. Гипсобетонные панели для перегородок 247
3. Гипсовые плиты для перегородок 249
4. Гипсоволокнистые панели 251
5. Вентиляционные блоки 253
6. Санитарно-технические кабины 253
7. Гипсовые и гипсоволокнистые обшивочные листы 254
Б. Изделия на основе извести 255
1. Сырьевые материалы * 256
2. Силикатный кирпич 256
3. Известково-шлаковый и известково-зольный кирпич 258
4. Крупноразмерные изделия из силикатного бетона 259
5. Силикатные плиты для облицовки фасадов * 261
6. Ячеистые силикатные изделия 263
7. Сборные железобетонные конструкции на известково-шлаковых вяжущих . . 264
B. Материалы и изделия на магнезиальных вяжущих 266
1. Фибролит магнезиальный 266
2. Ксилолит 267
Г. Асбестоцементные изделия ... 267
1. Общие сведения и классификация асбестоцементных изделий 267
2. Материалы для производства асбестоцементных изделий 270
3. Производство асбестоцементных изделий 272
4. Автоматизированная линия изготовления асбестоцементных изделий .... 278
5. Цветные асбестоцементные изделия 279
6. Основные свойства асбестоцементных изделий 280
Глава IX. Материалы и изделия из минеральных расплавов
1. Материалы и изделия на основе стеклянных расплавов в 282
2. Материалы и изделия из каменного расплава 287
3. Материалы и изделия из шлаковых расплавов 288
4. Ситаллы и шлакоситаллы 289
Глава X. Лесные материалы
A. Общие сведения 291
1. Свойства древесины как строительного материала 291
2. Структура древесины .... ... 292
3. Экономическая эффективность применения древесины 296
Б. Физические и механические свойства древесины 296
1. Отношение к влаге 296
2. Физические свойства 299
3. Прочность древесины 301
B. Пороки древесины 30s
1. Сучки 30 8
2. Трещины и деформации 31 0
3. Пороки формы ствола 31 2
4. Пороки строения древесины 31 3
5. Повреждения насекомыми и грибами 31 7
Г. Древесные породы и применение их в строительстве 3] g
1, Хвойные породы 31 9
Оглавление
495
2. Лиственные породы 320
3. Сушка и хранение лесных материалов 321
4. Защита древесины в эксплуатации * 322
Д. Основные виды лесоматериалов, применяемых в строительстве 326
1. Круглые лесоматериалы 326
2. Пиломатериалы * 327
3. Изделия и полуфабрикаты 328
Глава XL Теплоизоляционные материалы и изделия
A. Общие сведения 331
Б. Характеристика теплоизоляционных материалов 332
1. Классификация теплоизоляционных материалов 332
2. Строение теплоизоляционных материалов 334
3. Свойства теплоизоляционных материалов 334
4. Технико-экономическое значение теплоизоляционных материалов 337
B. Органические материалы и изделия 338
1. Древесноволокнистые и древесностружечные плиты 339
2. Торфяные плиты 340
3. Фибролит 342
4. Плиты камышитовые 344
5. Материалы других видов 345
Г. Неорганические материалы и изделия 347
1. Минеральная вата и изделия из нее 347
2 Стеклянная вата и изделия из нее 353
3. Ячеистое стекло в . . . 355
4. Диатомитовые и трепельные изделия *. . * 356
5. Плиты из ячеистого бетона 357
6. Перлит и вермикулит вспучиванные 358
7. Асбестовые материалы 360
Глава XIL Битумные дегтевые материалы
A. Определение ■ классификация 364
Б. Битумы, дегти и пеки 365
1. Природные битумы 365
2. Нефтяные битумы 365
3. Дегти и пеки 367
4. Битумные и дегтевые эмульсии 369
5. Асфальтовые и дегтевые растворы н бетоны 371
B. Кровельные и гидроизоляционные материалы 373
1. Рулонные кровельные н гидроизоляционные мазгриалы 373
2. Листовые и пггучн* материалы 386
3. Битумные и дегтевые мастики 387
Глава Х1П. Лакокрасочные н оклеечные материалы
A. Пигменты и наполнители 392
1. Белые пигменты 395
2. Желтые пигменты 396
3. Синие пигменты 397
4. Зеленые пигменты 398
5. Красные пигменты 399
6. Коричневые пигменты 400
7. Черные пигменты 400
8 Наполнители 401
Б. Связующие вещества 401
1. Олифы 402
2. Лаки масляные * 404
3. Растворители 405
4. Клеи 406
B. Красочные составы 407
1. Масляные краски 407
2. Эмалевые краски 408
3. Водные краски 409
4. Эмульсионные краски 412
5. Лаки спиртовые и специальные 413
Г. Оклеечные матержаш 414
496
Оглавление
Глава XIV. Пластические массы и полймеры
А. Общие сведения 416
Б. Полимеры 421
1. Полимеризационные полимеры 422
2. Поликонденсационные полимеры 428
Глава XV. Полимерные строительные материалы
A. Материалы для полов 435
1. Рулонные материалы 435
2. Плиточные материалы 447
3. Монолитные покрытия для полов 451
Б. Стеновые материалы 454
1. Древопластики 454
2. Стеклопластики 456
3. Стеновые панели 458
4. Отделочные материалы 459
B. Кровельные и гидроизоляционные материалы 462
1. Рулонные гидроизоляционные материалы 462
2. Листовые кровельные материалы 465
3. Герметизирующие материалы 465
Г. Тепло- и звукоизоляционные материалы 468
Д. Трубы, санитарно-технические и погонажные изделия 472
1. Трубы 472
2. Санитарно-технические изделия ....... 477
3. Погонажные изделия 478
Приложение 482
Литература 486
Предметный указатель 489
Василий Александрович Воробьев,
Алексей Георгиевич Комар
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ * * *
Стройиздат Москва, К-31, Кузнецкий мост, 9 * * *
Редактор издательства 3. К. Косякина Внешнее оформление художника И. А. Дутова Технический редактор Т. М. К а н Корректоры Л. П. Бирюкова, С. Г. Левашова
Сдано в набор 28/XII 1970 г. Подписано к печати 4/V 1971 г. Т-Э7841 Бумага 70xl03l/ie д . л.—15,5 бум. л. 43,4 уел. печ. л (уч.-изд. 42,43 л.) Тираж 100ОЭЭ экз. Изд. № AI-1374. Зэк. № 12.
Цена в переплете № 5— 1 р. 63 к.; № 7—1 р. 84 к.
Владимирская типография Главполиграфпрома Комитета по печати при Совете Министров СССР Гор. Владимир, ул. Победы, д. 18-6