/











































Tags: слесарное дело
Year: 1980




Text
19 8 0
1 8 8 9
ЛЕНИНГРАДСКИЙ
ОПЫТНЫЙ
ЭЛЕКТРОТЕХНИЧЕСКИЙ
ЗАВОД
ЧАСТЬ I
Технический контроль в производстве
Схема организации технического контроля
машиностроительного объединения
Планировка центрального контрольного пункта
в крупносерийном и массовом производствах
•
< | | 7
обработки > Линия 1 обработки Г1 г. Линия 1 обработки И Вход 1 р L_UE И L_l_IE h I-
Схема расположения контрольных пунктов
на линии конвейера сборки электроприборов
ЕЕИИИИИИННЕ
ф*
НЕОИИОЕЕОЫЕ
1... 16 —рабочие места сборщиков
К — рабочее место контролера
КП — контрольный пункт окончательного контроля
Примерные формы контрольных клейм
Для клеймения окончательно принятых год-
ных деталей
Для клеймения годных деталей на поопера-
ционном контроле
Для клеймения годных деталей, принятых ад-
министративно-техническим персоналом ОТК
Для клеймения окончательно принятых год-
ных сборочных единиц
Для клеймения брака на всех операциях и
участках
Классификатор брака
Прнрнри браки Оаамажныа причины Шифр Воаможиые аииоаииии Шифр ииовимка
Не выдержа- ны размеры (HP) Небрежность рабо- чего 1 Рабочий 01
Нарушение техно- логии 3 Рабочий, админи страция цеха 01 02
Неисправность обо- рудования 4 Администрация цеха 02
Брак из-за непра- вильной наладки оборудования 14 Наладчик 08
Овальность и конусность Небрежность рабо- чего 1 Рабочий 01
(ОК) Недостатки при- способлений 5 Технолог 04
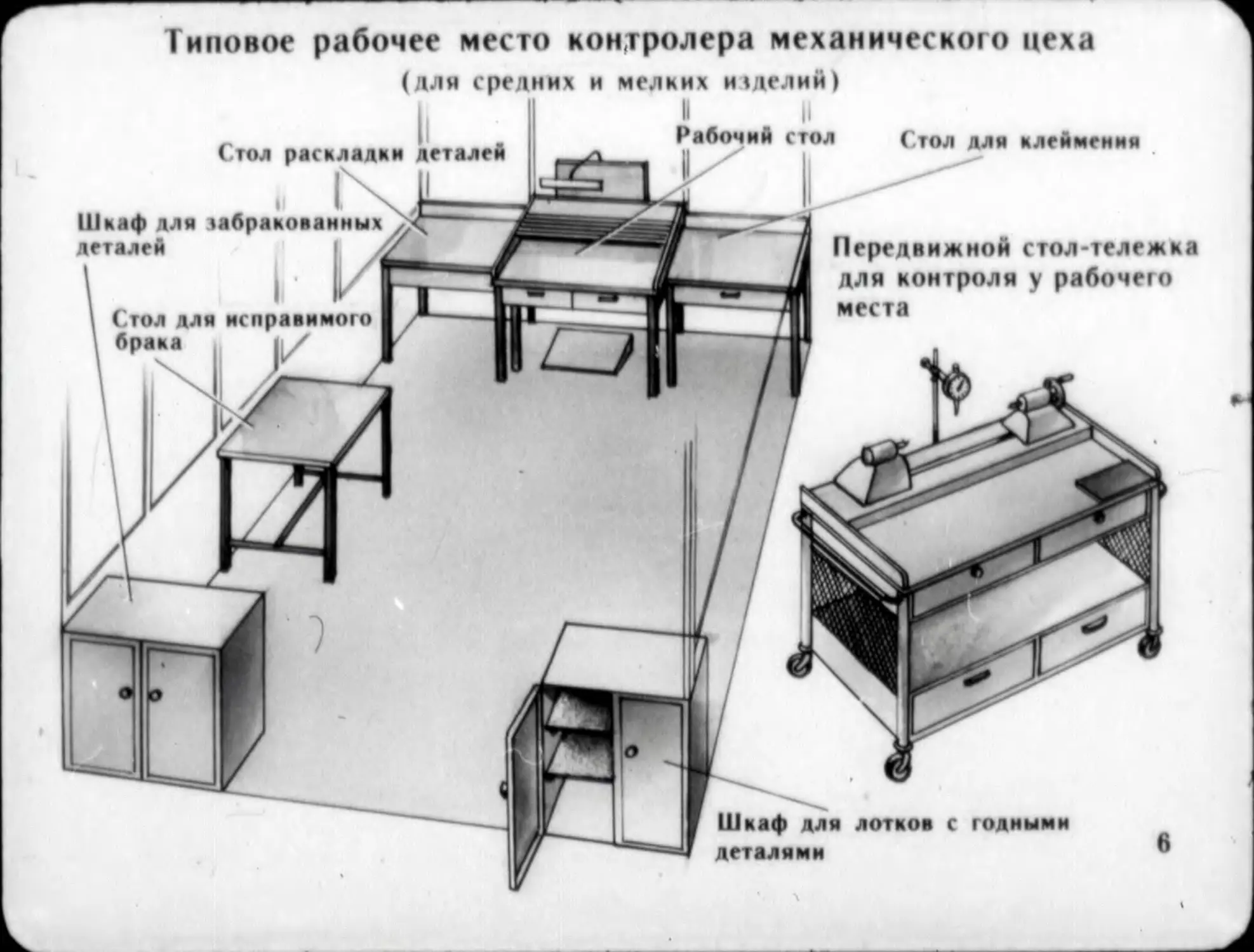
ТЕХНИЧЕСКИЙ КОНТРОЛЬ R МЕХАНИЧЕСКИХ ЦЕХАХ
Отклонение обработанных поверхностей
от правильных геометрических форм
^Контроль шероховатости поверхностей ]
Сравнение с образцами
Контроль шероховатости поверхностей
Профилографом
II рофилог рафом -профилометром
| Контроль валов ]
Контроль линейных размеров и радиусов
Контроль диаметра предельными скобами
Нгпрохолная скоба
Проверка биения индикатором
Радиального биения
Призма
| Контроль отверстий |
Измерение диаметра штангенциркулем
Измерение диаметров микрометрическим
нутромером
0 свыше КЗ мм
Нутромер с удлинителем
18
Установка нутромера по микрометру на размер
Контроль диаметра предельными калибрами
Контроль углов
Проверка угольником
Наружного угла
Внутреннего угла
В нескольких местах
L
Проверка углов
угловыми мерами
Державка
Изделие
Измерение углов угломерами
Контроль конусов
Контроль конусов конусными калибрами
Измерение угла конуса угломером
Измерение конусной летали синусной
линейкой
Н — размер блока концевых мер, мм,
/. — расстояние между осями роликов, мм 25
Измерение конусов при помощи шариков,
роликов и микрометра
Наружного конуса Внутреннего конуса
Измерение конусов конусомерами
Конусного нала
Конусного отверстия
Центрирующее устройство Индикаторный нутромер
с направляющей насадкой
Валовый упор с
высокой ди
Индикаторная скоба с направляющей насадкой
| Контроль плоских поверхностей |
Проверка прямолинейности на просвет
лекальными линейками
С двусторонним скосом (ЛД) Трехгранная (ЛТ)
Четырехгранная (ЛЧ)
Проверка прямолинейности «на краску»
Проверка прямолинейности
Линейкой и щупом
Линейкой и полосками папиросной бум:
Методом линейных отклонений
Контроль корпусных деталей
Контроль перпендикулярности торца основанию
, Установка индикатора
Индикаторным приспособлением в нулевое положение
Угольником и щупом
Контроль соосности
отверстия оправкой
И»мерение глубины пала
штанг ен! лубиномером
Измерение размера 4 глубиномерами
Комплекс измерений корпусной детали
| Контроль цилиндрических резьб |
Резьбовыми шаблонами (резьбомерами)
Измерение диаметров резьбЬ резьбовым
микрометром
Среднего диаметра
Внутреннего диаметра Наружного диаметра
Измерение внутренних резьб большого диаметра
Индикатор Индикатор
Микрометрический штихмас с индикатором
3»
КОНЕЦ I ЧАСТИ
40