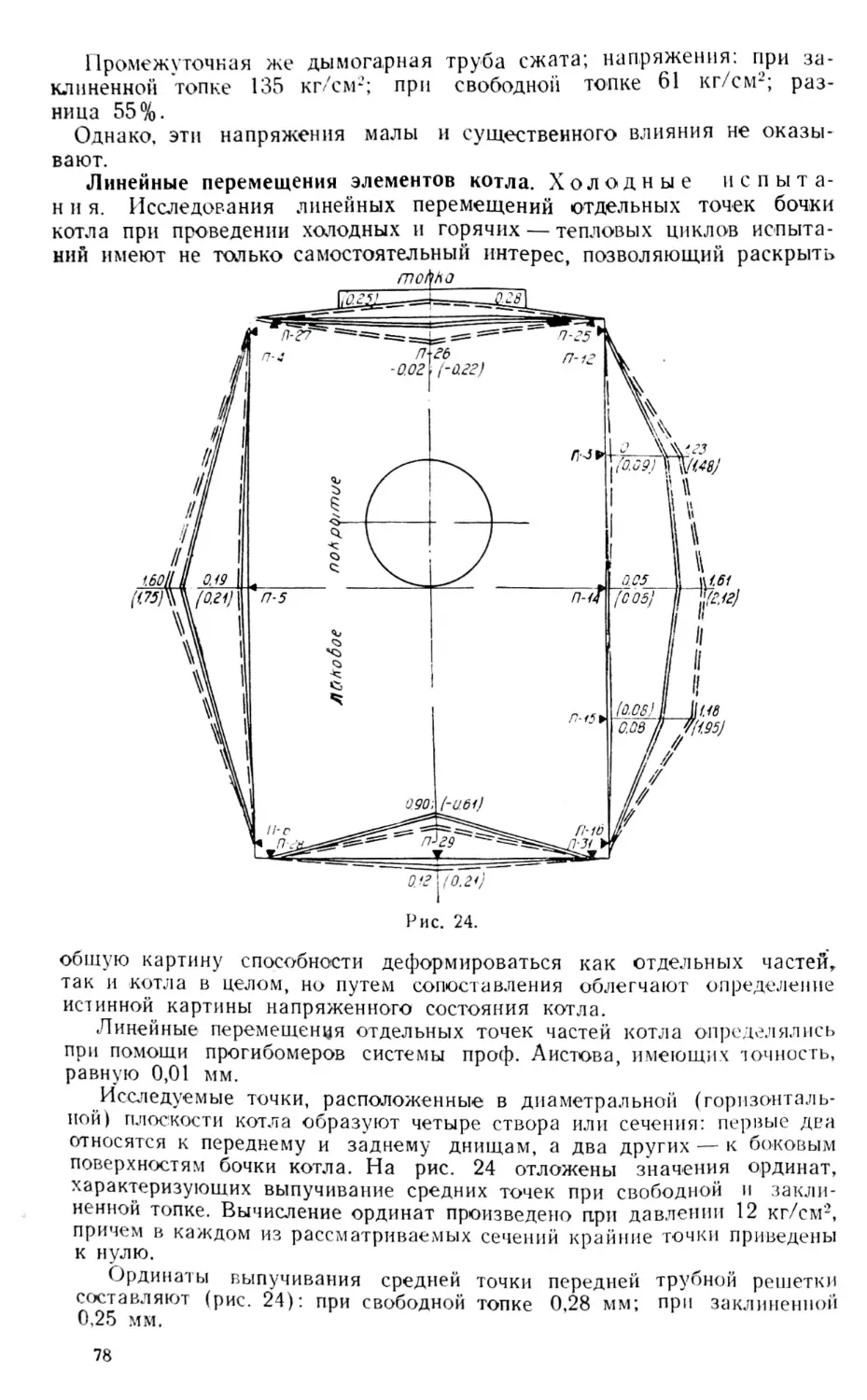
/

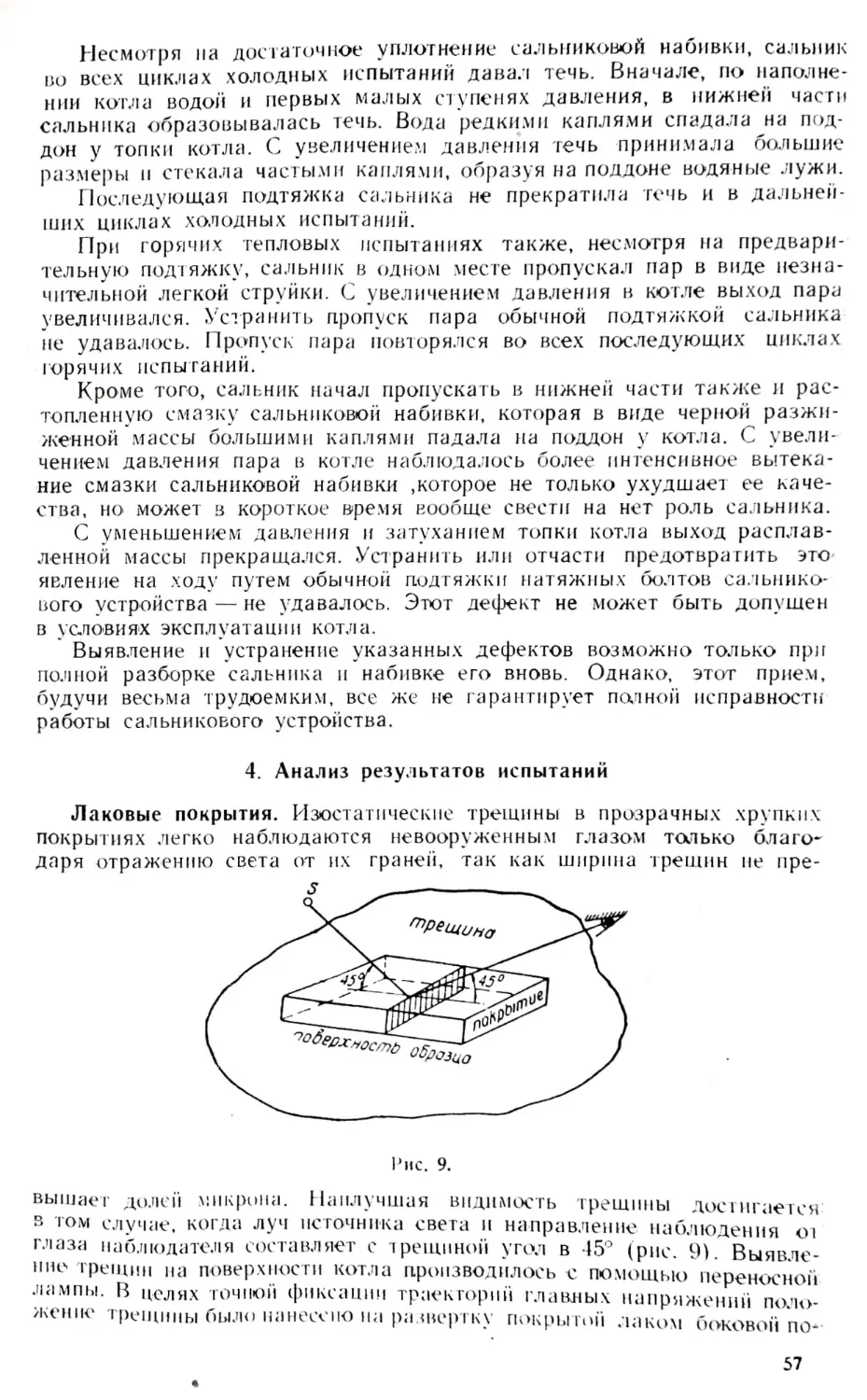
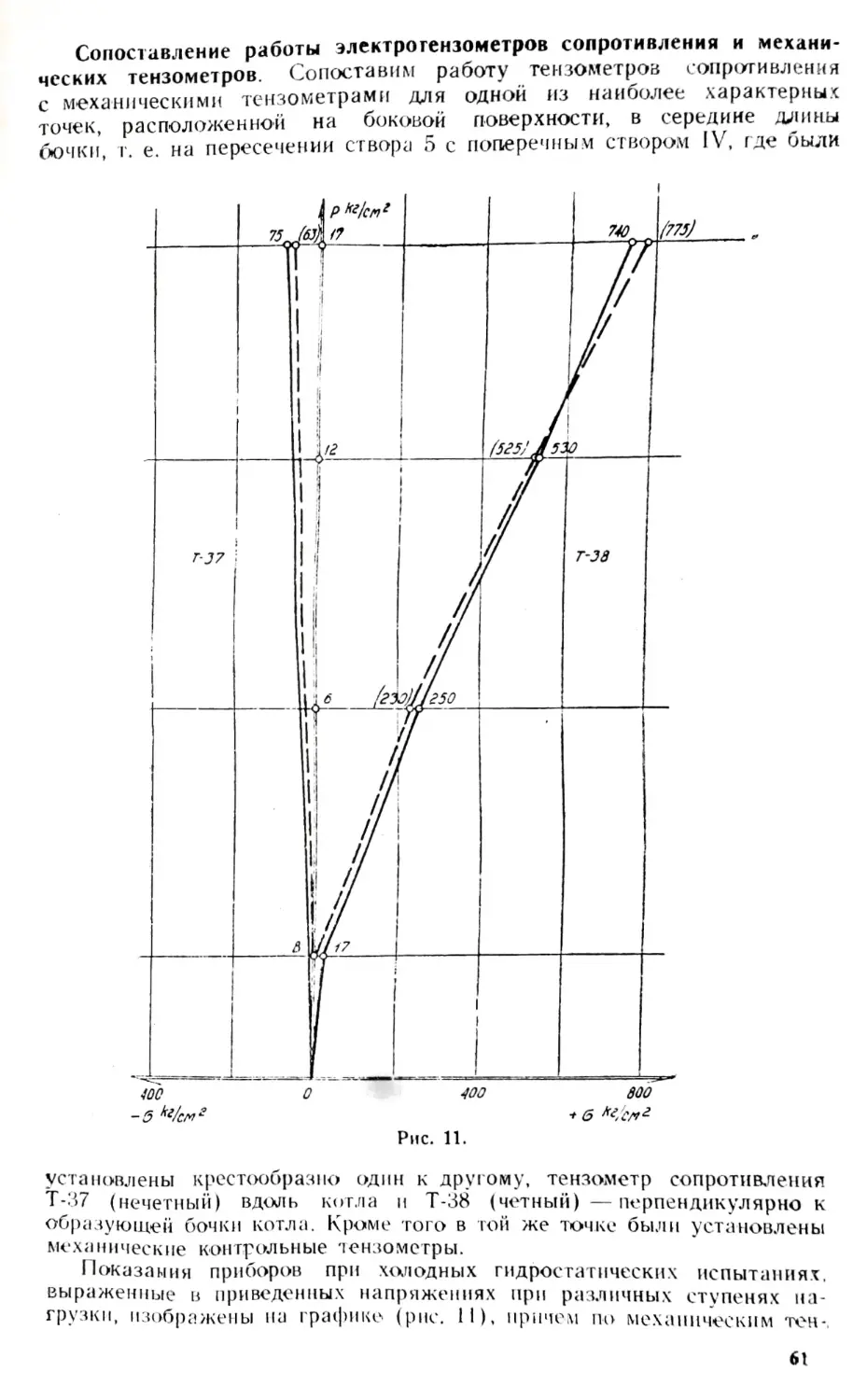
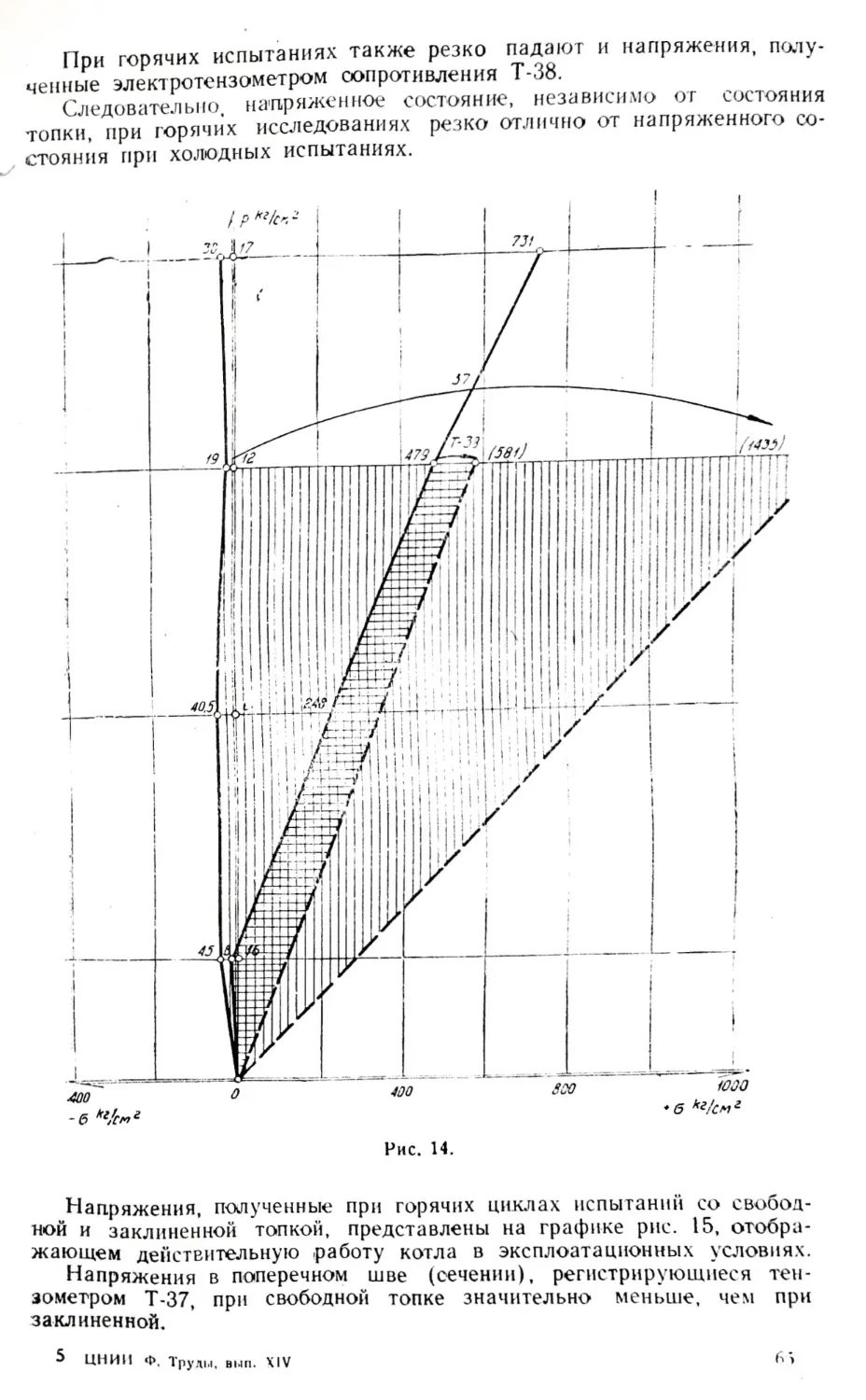
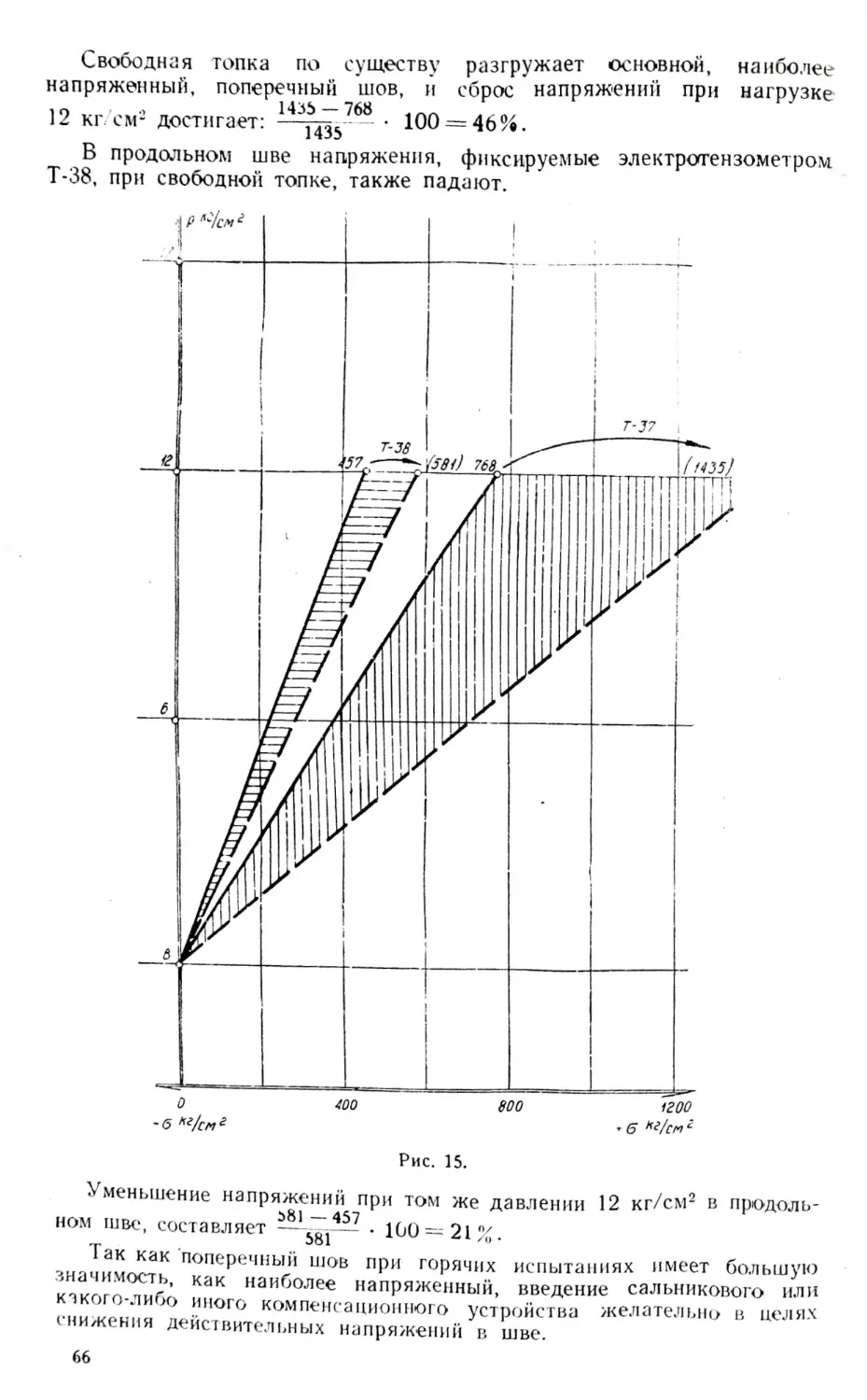
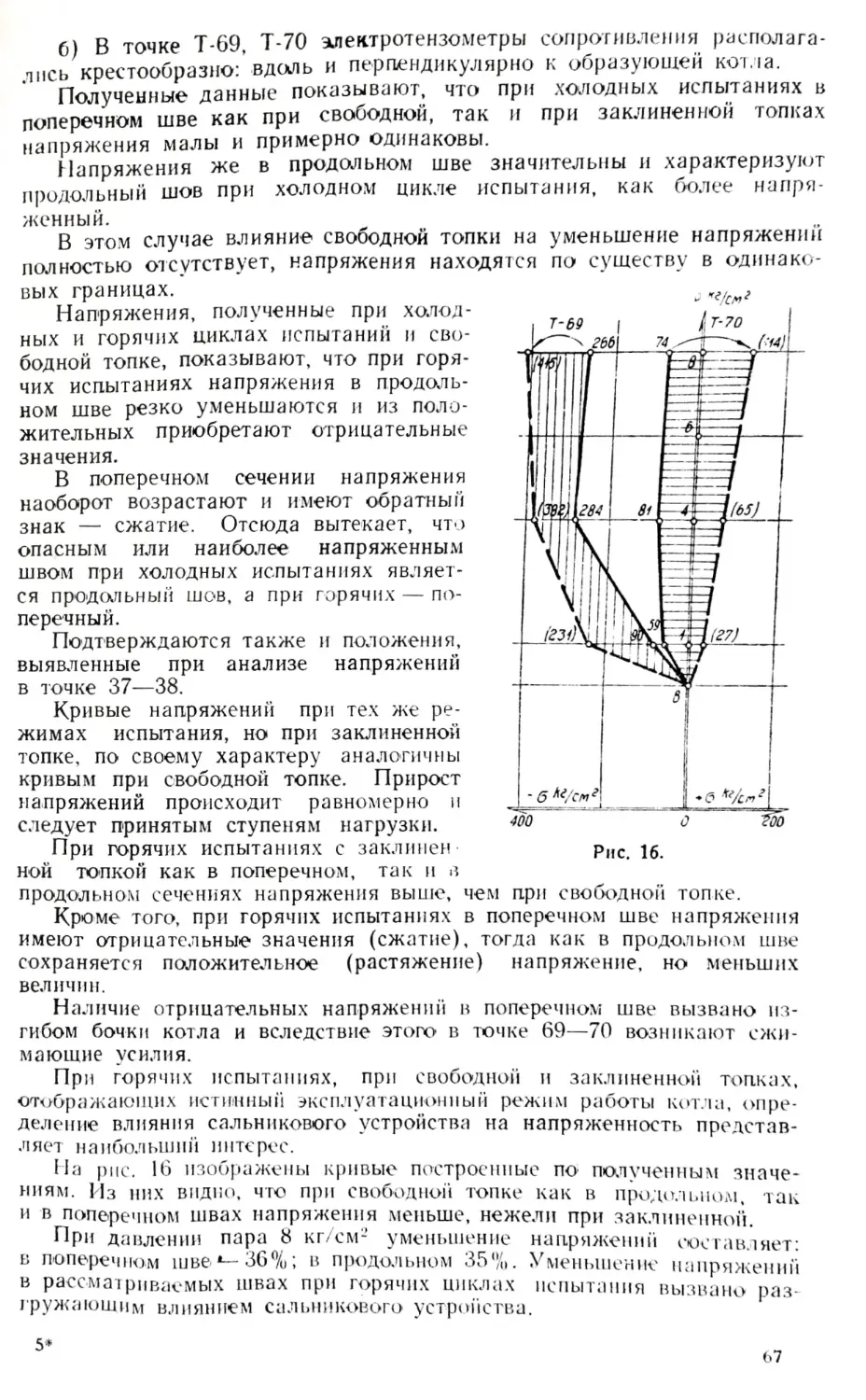
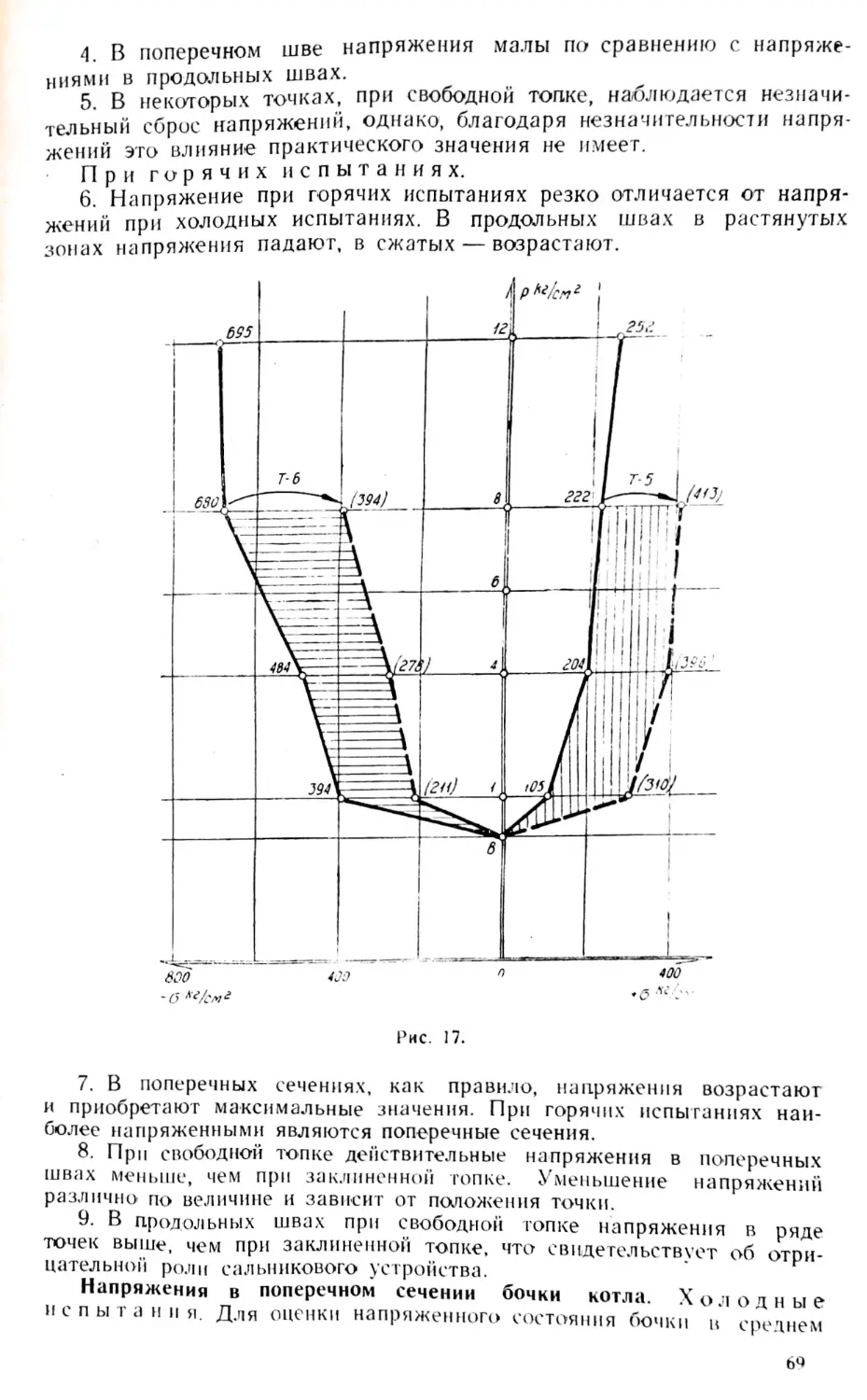
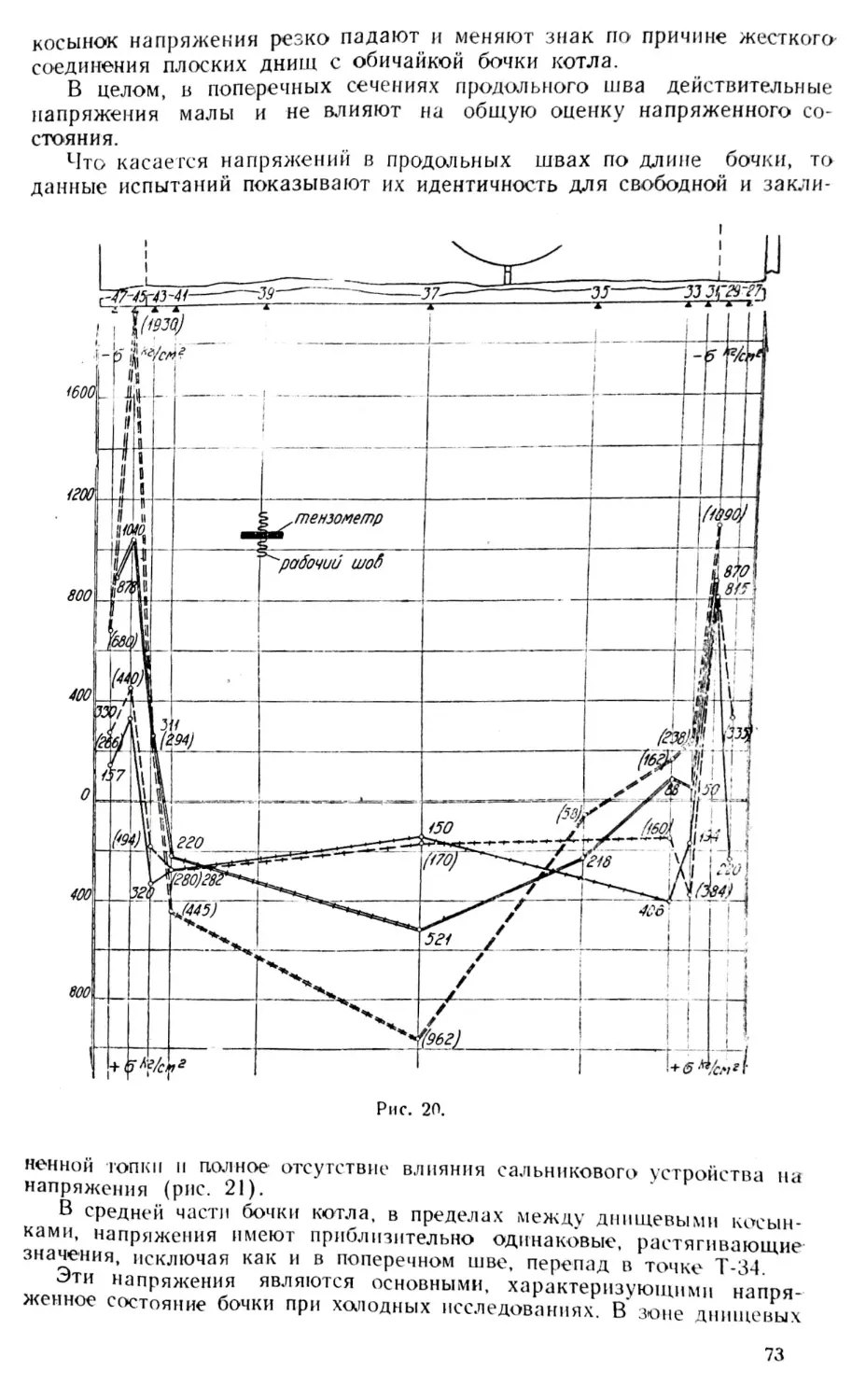
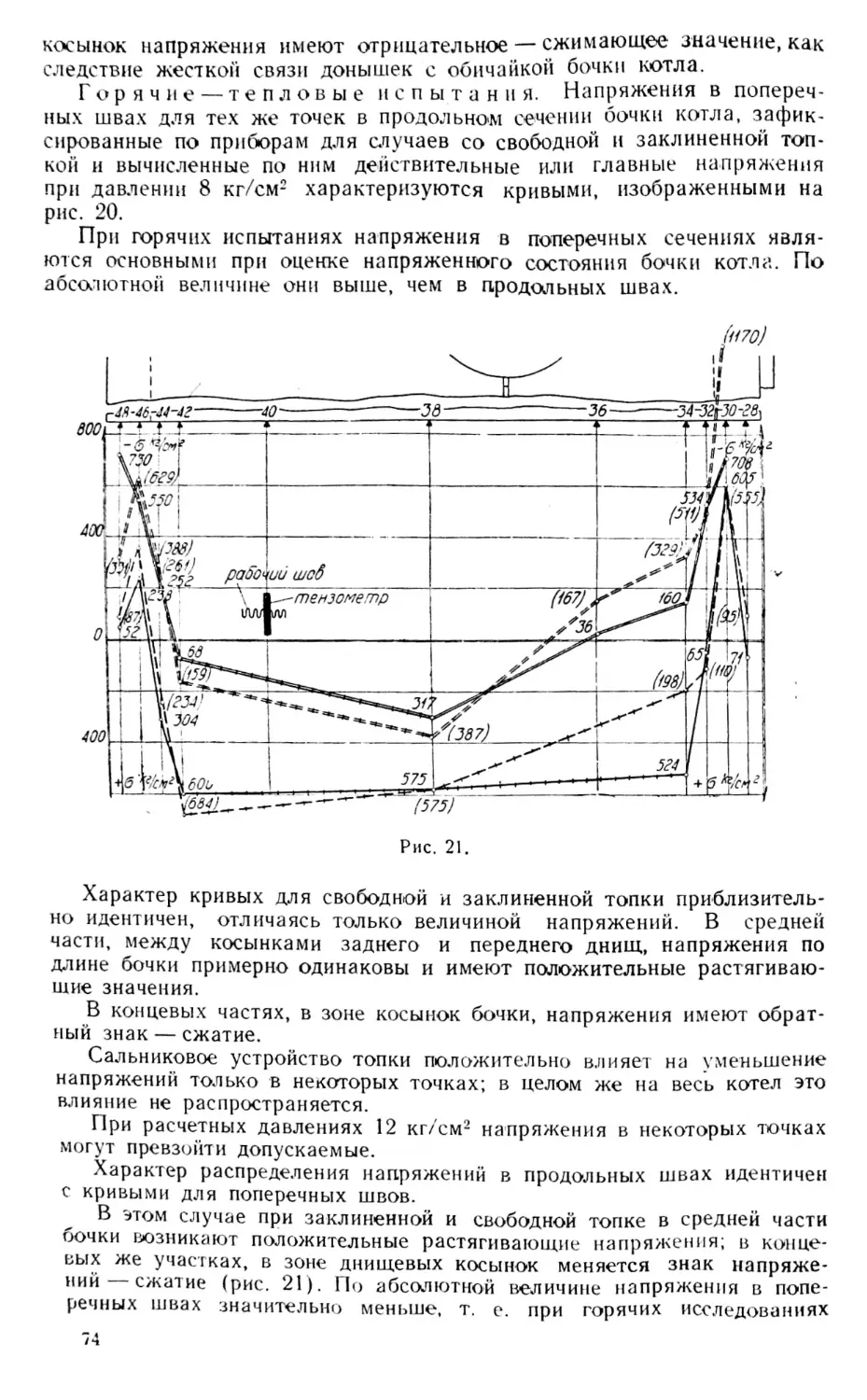
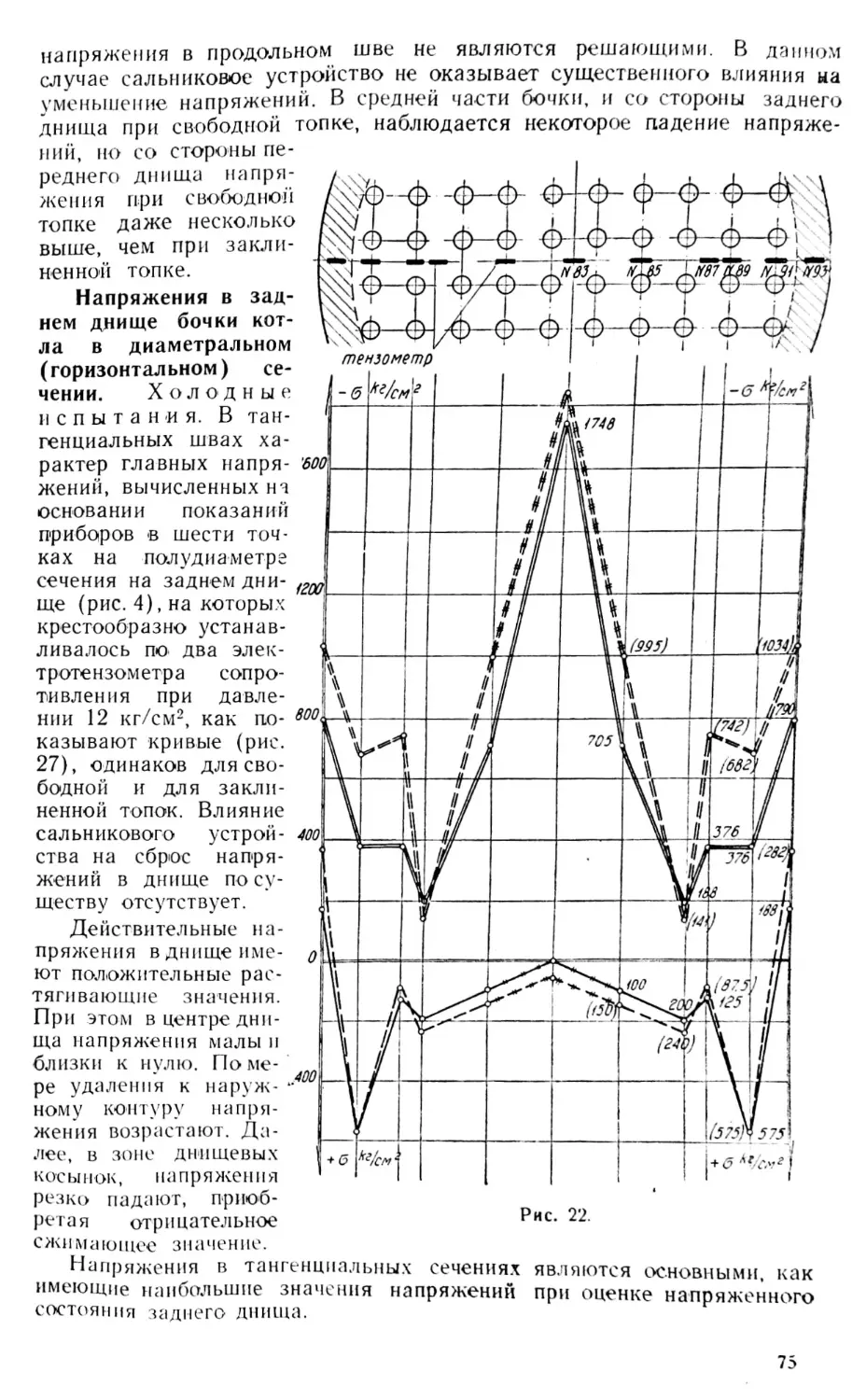
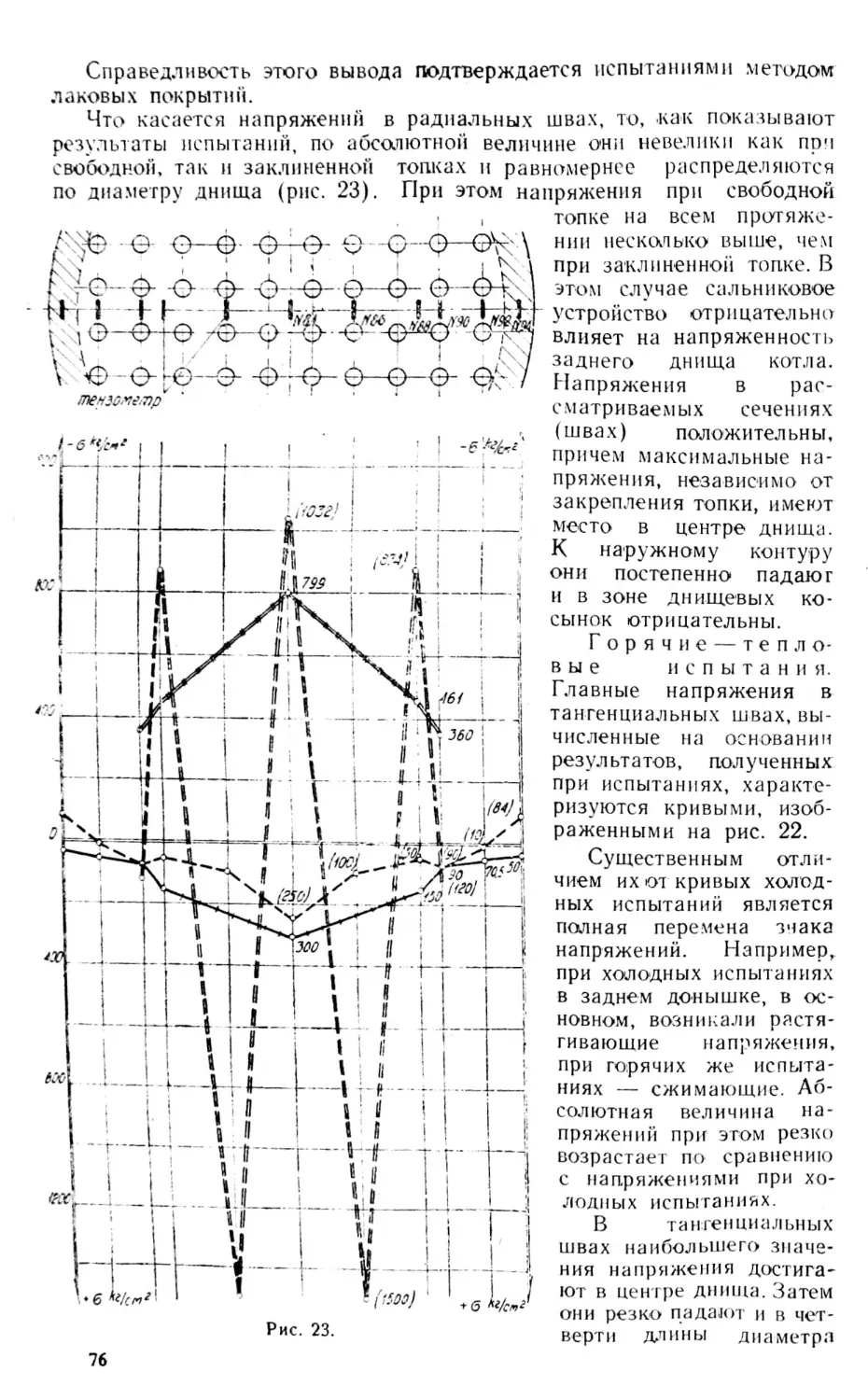
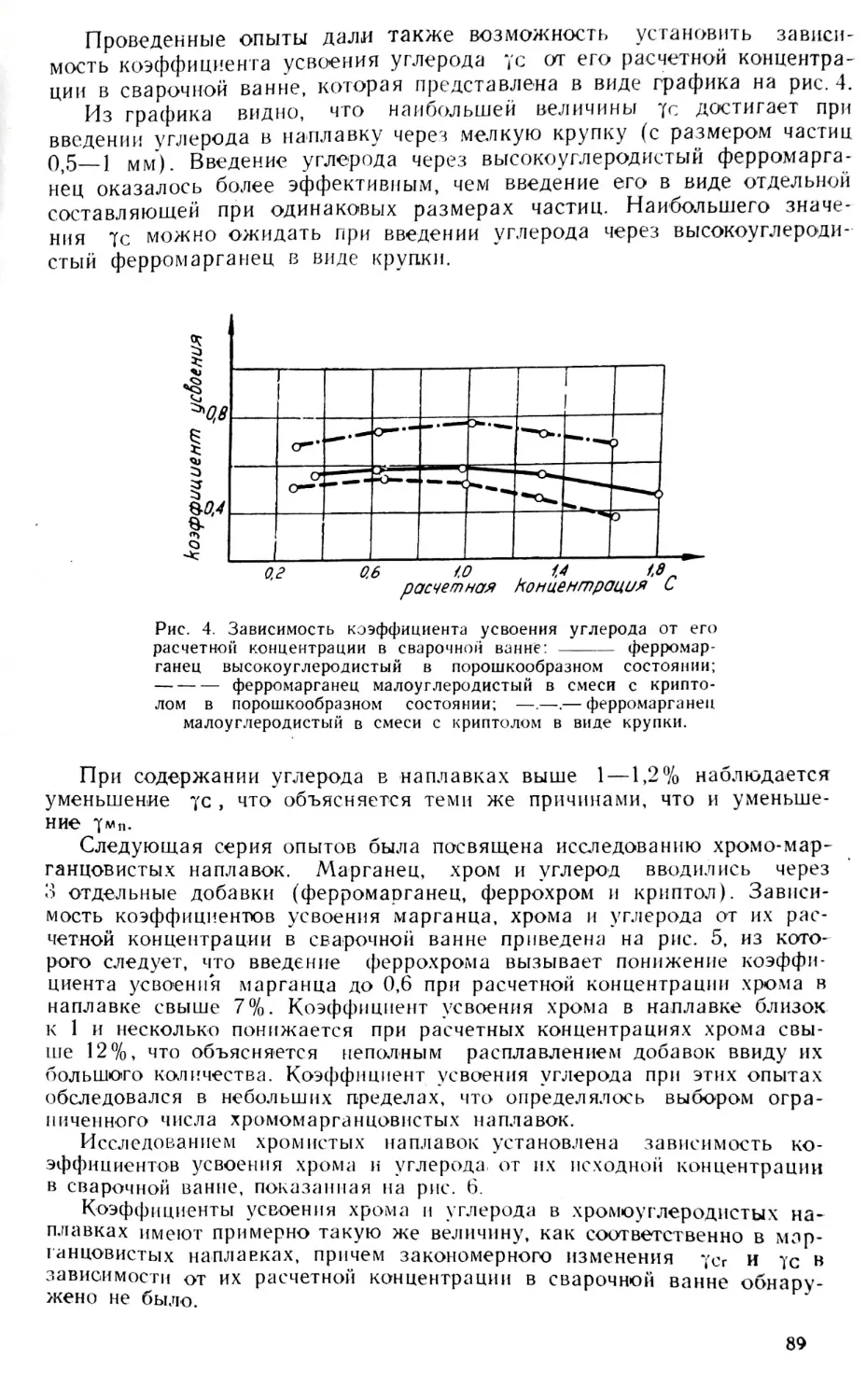
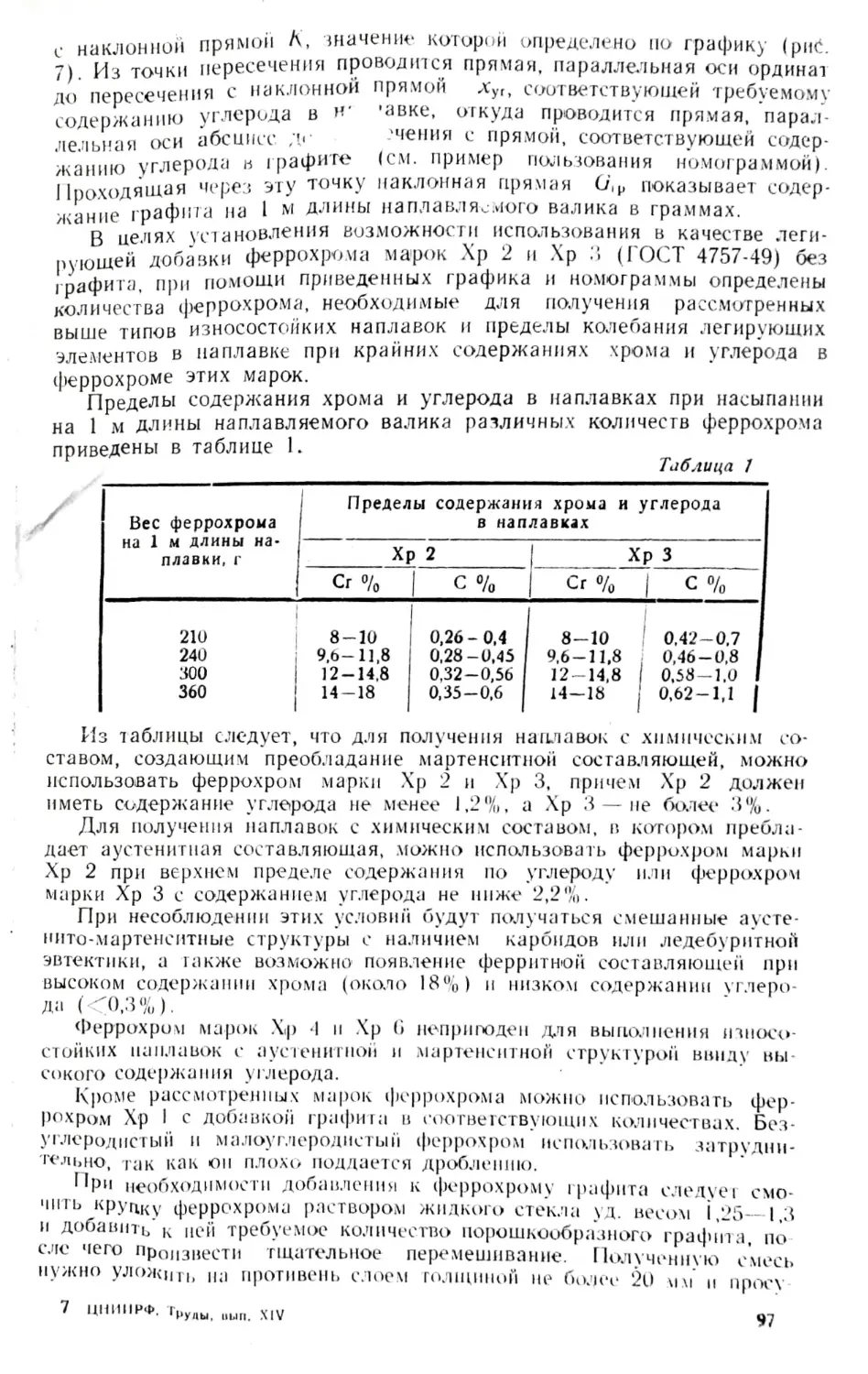




Text
МИНИСТЕРСТВО РЕЧНОГО ФЛОТА СССР
1’J
ТРУДЫ
ЦЕНТРАЛЬНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА
РЕЧНОГО ФЛОТА
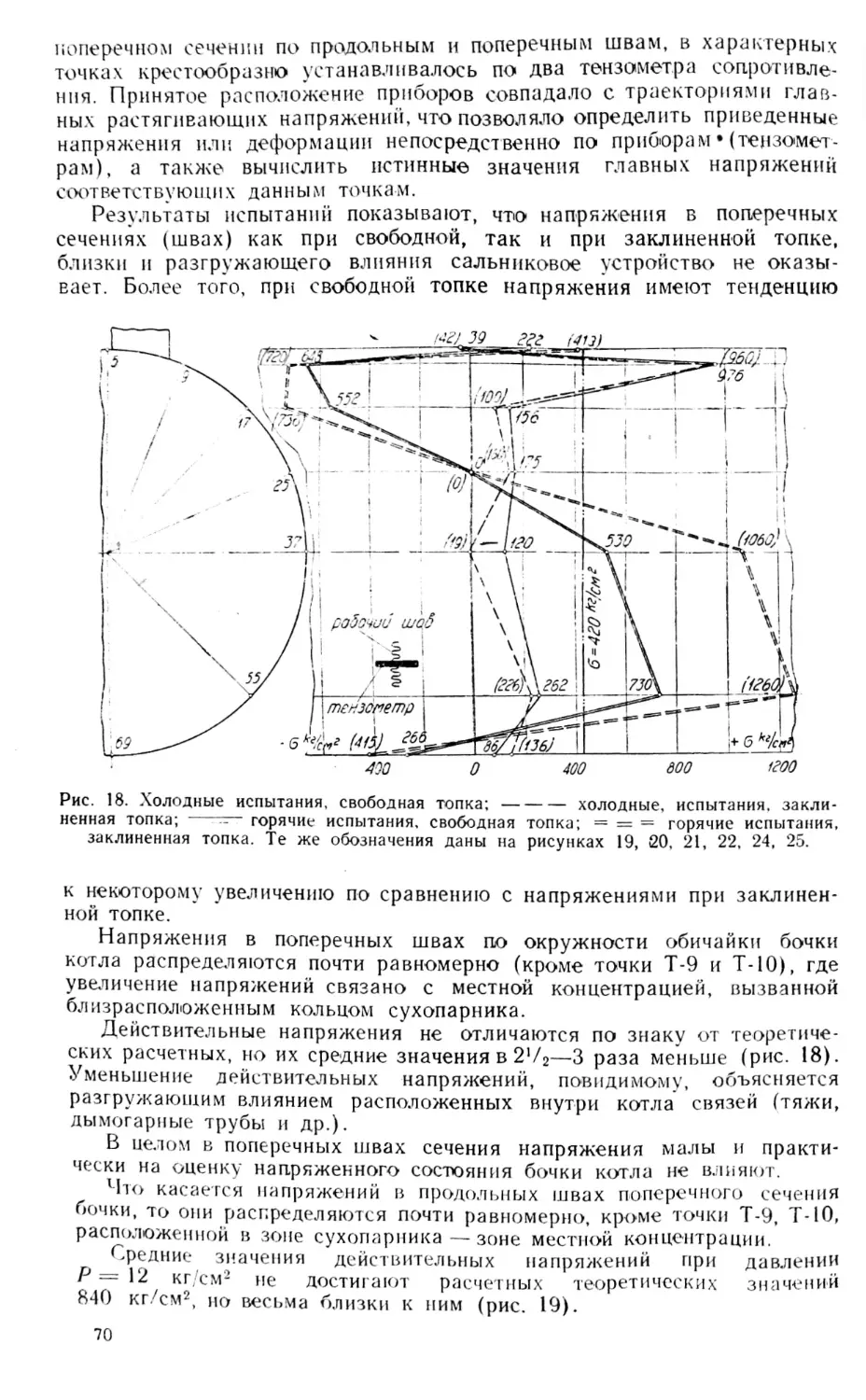
ВЫПУСК XIV
СУДОВЫЕ
СИЛОВЫЕ УСТАНОВКИ
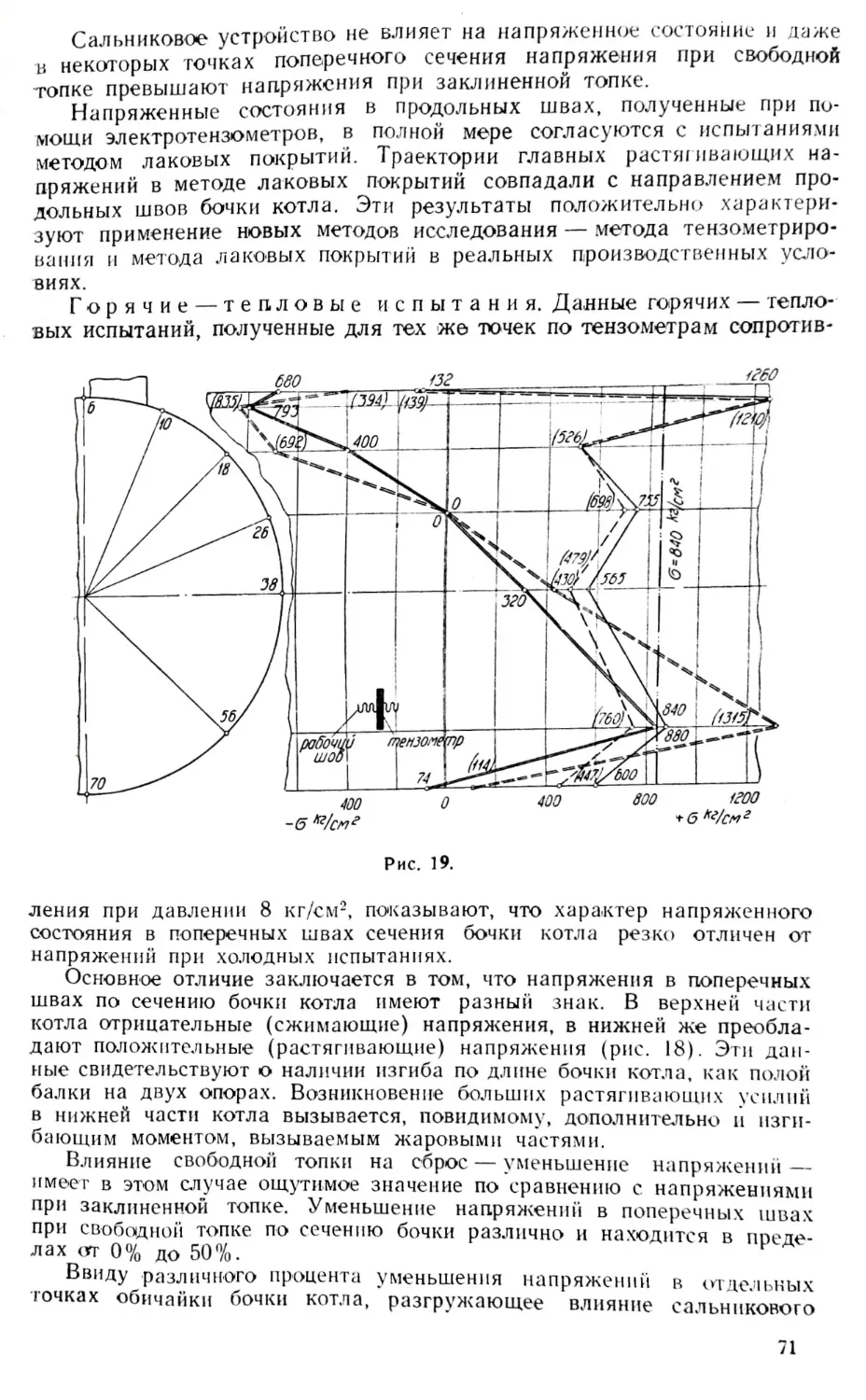
И СУДОРЕМОНТ
1951
МИНИСТЕРСТВО РЕЧНОГО ФЛОТА СССР
ТРУДЫ
ЦЕНТРАЛЬНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА
РЕЧНОГО ФЛОТА
ВЫПУСК XIV
СУДОВЫЕ
СИЛОВЫЕ УСТАНОВКИ
И СУДОРЕМОНТ
ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА РЕЧНОГО ФЛОТА СССР
Ленинград 1951 Москва
ОГЛАВЛЕНИЕ
Стр,
Ф. Д . Урланг — Замена авиамасла дизельным в дви
гателях ........................................................................
2. А. С. Чернов
—
Экспериментальные исследования
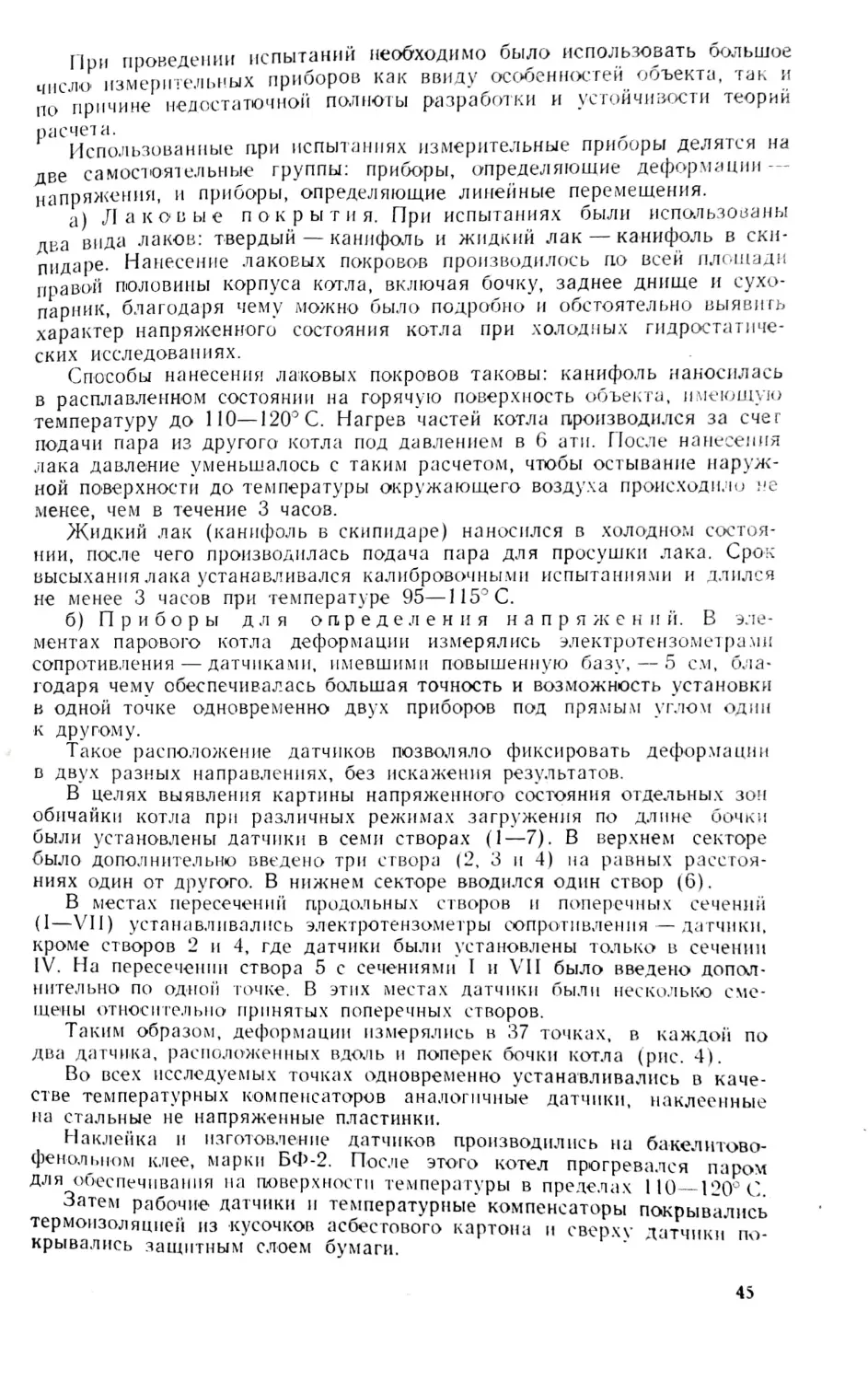
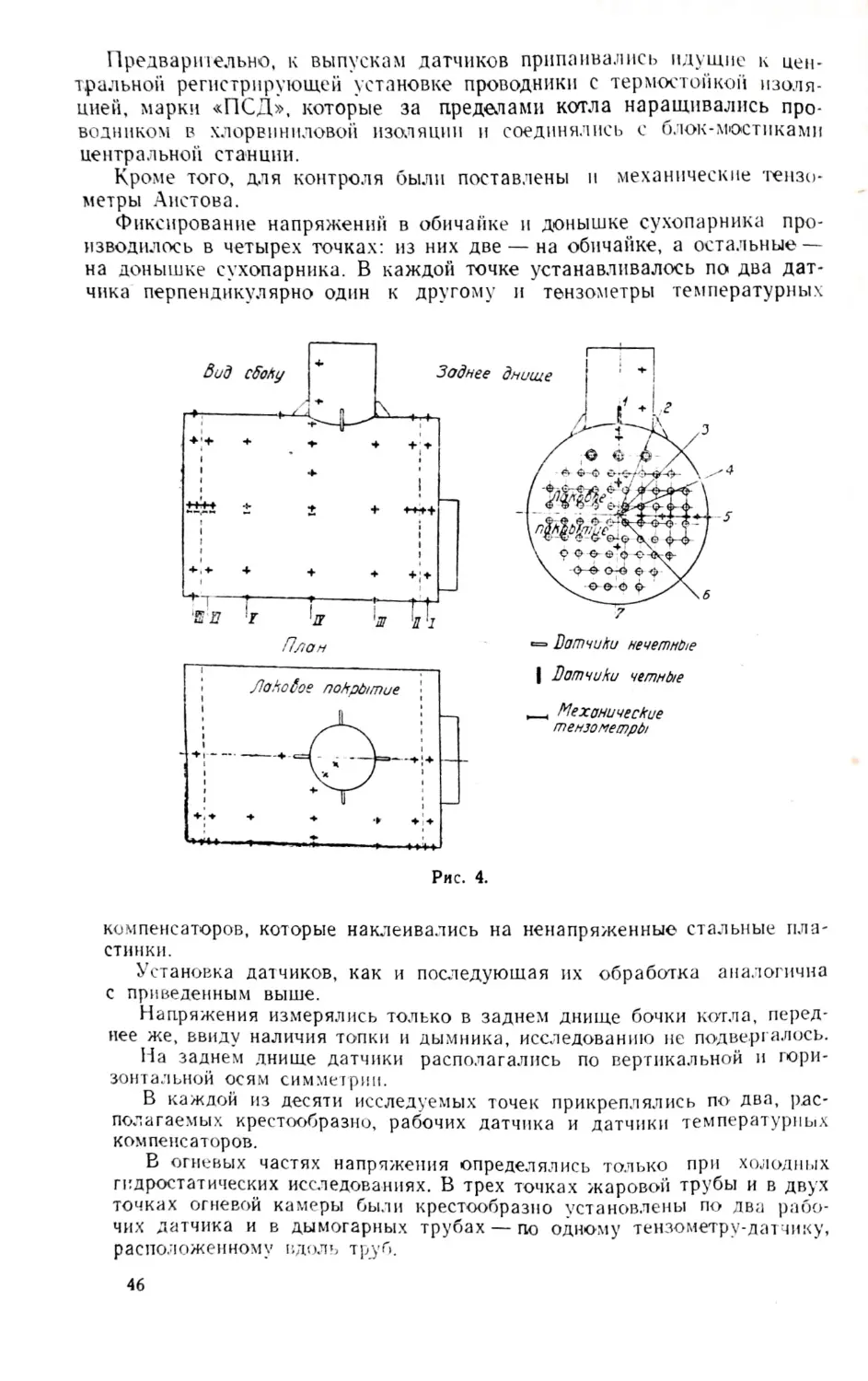
прочности паровых огнетрубных котлов .... 36
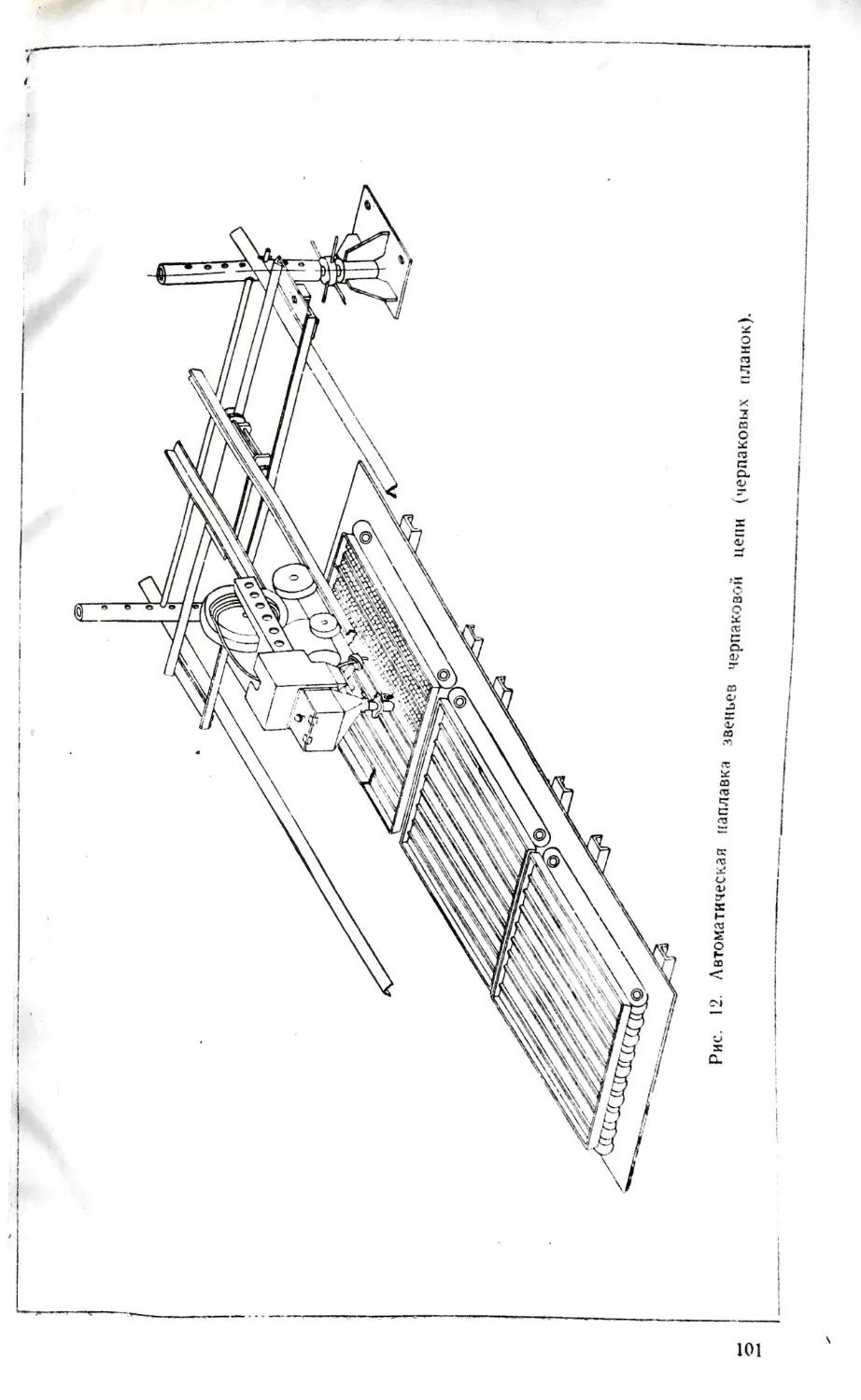
3. С. Р . Фрумин — Наращивание износостойкого слоя
на поверхности деталей................................................ 33-
ии"’1“’51нН
1 HU в.и. ЛЕ.НИНМ
Отв. за выпуск Е. М. Болотина.
Техн, редактор К. М. Волчок.
М-37623
Подписано к печ. 6/ІХ 1951 г. Печ. л. 8 9. Заказ 746.
Изд. No Н-ЛО-313.
Тираж 500 экз. Уч-изд. л. 8.6
2-я фабрика детской книги Детгиза Министерства просвещения РСФСР
Ленинград, 2-я Советская, 7.
ІІІІІІІІІІІІІІМІІІІ
Канд. техн, наук Ф. Д, УРДАНГ
ЗАМЕНА АВИАЦИОННОГО МАСЛА ДИЗЕЛЬНЫМ
В ДВИГАТЕЛЯХ ЗД 6
Постановка вопроса
Для усовершенствования судовых двигателей внутреннего сгорания,
для повышения их быстроходности, литровой мощности и напряженно
сти требуется разрешение ряда сложных проблем и, в свою очередь,
разрешение недостаточно изученной проблемы износа, на который на
ряду с другими факторами влияет качество смазочных материалов.
Сорт масла в значительной степени определяет себестоимость эксплоа-
тации. Поэтому следует выбирать тот сорт масла, при котором затраты
на ремонт и на приобретение масла будут минимальными.
В процессе эксплоатации первоначально залитое в систему свежее
масло с течением времени изменяет свои физико-химические свойства
под влиянием:
1) высокотемпературного газового потока, непрерывно изменяюще
гося в цилиндре и различно воздействующего на структуру масла;
2) высокой температуры смазываемых трущихся поверхностей;
3) металло-органических реакций при динамических контактах не
ровностей в условиях высоких температур;
4) ударных поршневых нагрузок и пульсаций масляных пленок;
5) корродирующего воздействия масла на металлы подшипников и»
в первую очередь, на свинцовистую бронзу;
6) загрязнения посторонними частицами и продуктами износа.
Результаты перечисленных воздействий еще мало изучены и, как
правило, конструктору, создающему двигатель, они известны в недоста
точной степени. В частности, существуют различные толкования по во
просу влияния«присадок и качества масла на подшипники из свинцо
вистой бронзы. Быстроходные напряженные двигатели с подшипниками
из свинцовистой бронзы иностранных марок, как правило, работают на
высококачественных маслах с антикислотными присадками. Между тем
аналогичные и даже еще более напряженные отечественные двигатели
работают на тех же маслах, но без присадок.
Присадки, обладающие антикоррозийными функциями, несомненно
должны снижать коррозийную агрессивность масла. Применяемые же
пока присадки мало влияют на коррозийную агрессивность масла
и почти не влияют на его стабильность. Все масла сернистых нефтей
столь же мало коррозийны, как и масла, содержащие антикоррозийные
присадки. Это свидетельствует о том, что существующим присадкам
иногда приписывается явно преувеличенная роль.
Учитывая разноречивость указаний при выооре сорта масла для
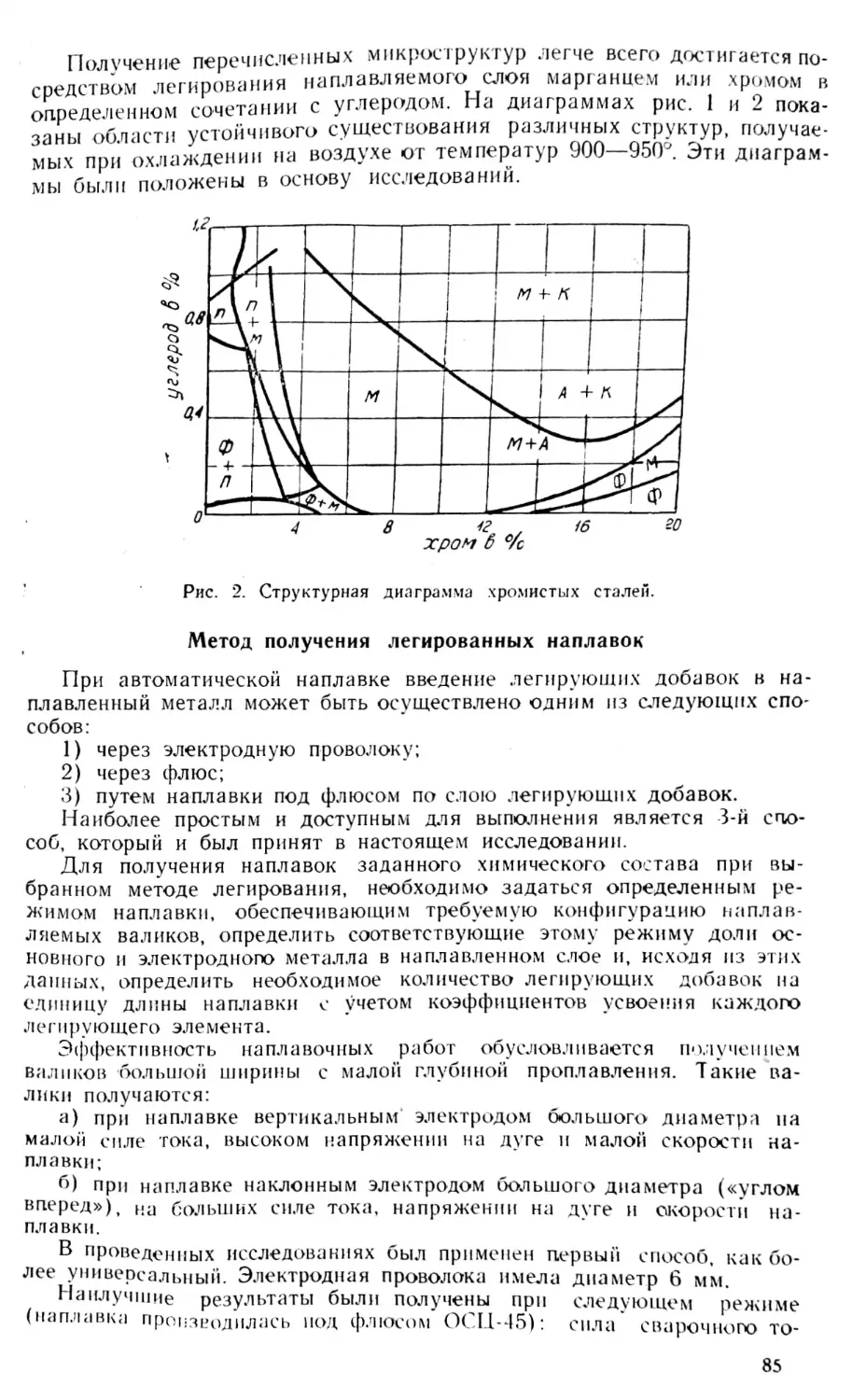
создаваемого двигателя, конструкторы иногда вынуждены ориентиро
ваться на масла более качественные и дорогостоящие, вследствие чего
удорожается себестоимость эксплоагацип двигателей.
'
За последние 3 года на судах речного флота устанавливаются бы
строходные судовые двигатели ЗД6, которые работают на дизельном
топливе и в качестве смазочного материала применяется авиамасло
«МС». При этом стоимость смазки составляет 25% стоимости топлива,
достигая 7—10% полной себестоимости эксплоатации судов.
Столь высокая цена масла вызывает необходимость проверить обо
снованность и целесообразность применения в двигателях ЗД6 ави-
масла «МС» и исследовать возможность замены авиамасла другим
более дешевым и менее дефицитным.
В результате сопоставления физико-химических свойств свежих ди
зельных и автотракторных масел и сравнения их с авиамаслом «МС»
автором было установлено, что наилучшим заменителем для двигателей
ЗД6 может оказаться дизельное масло ГОСТ No 1600—46 г., стоимость
которого в два раза ниже авиационного «МС» и на 10% выше
автола «10».
В соответствии с поставленной проблемой надлежало путем экспе
риментального исследования выявить технико-экономическую целе
сообразность замены авиамасла — дизельным, определить режим ра
боты двигателя на дизельном масле и разработать указания по его
эксплуатации, для чего необходимо было решить следующие задачи:
1. Определить опытным путем в функции от числа часов работы
двигателя ЗД6 изменение физико-химических свойств дизельного и
авиационного масел: вязкости, удельного веса, кислотного числа, кок
суемости, зольности, температуры вспышки и наличие механических
примесей.
2. Проанализировать корродирующее действие указанных масел на
материал (свинцовистую бронзу) вкладышей подшипников.
3. Установить влияние масел на износы элементов движения и ци
линдро-поршневой группы двигателя, определяя абсолютные износы
микрометражем всех деталей до и после испытания, а суммарный износ
и его интенсивность в функции от времени по накоплению железа в масле.
4. Проанализировать влияние масел на нагарообразование на по
верхностях поршней, поршневых колец и клапанов.
5. Установить оптимальный температурный режим в масляной
системе двигателя при работе на дизельном масле.
6. Определить угар масла в функции от числа часов его работы
в системе двигателя.
7. Сравнить результаты работы двигателя ЗД6 на авиационном
и дизельном маслах и определить технико-экономическую целесообраз
ность замены в них авиамасла дизельным.
Методика испытаний
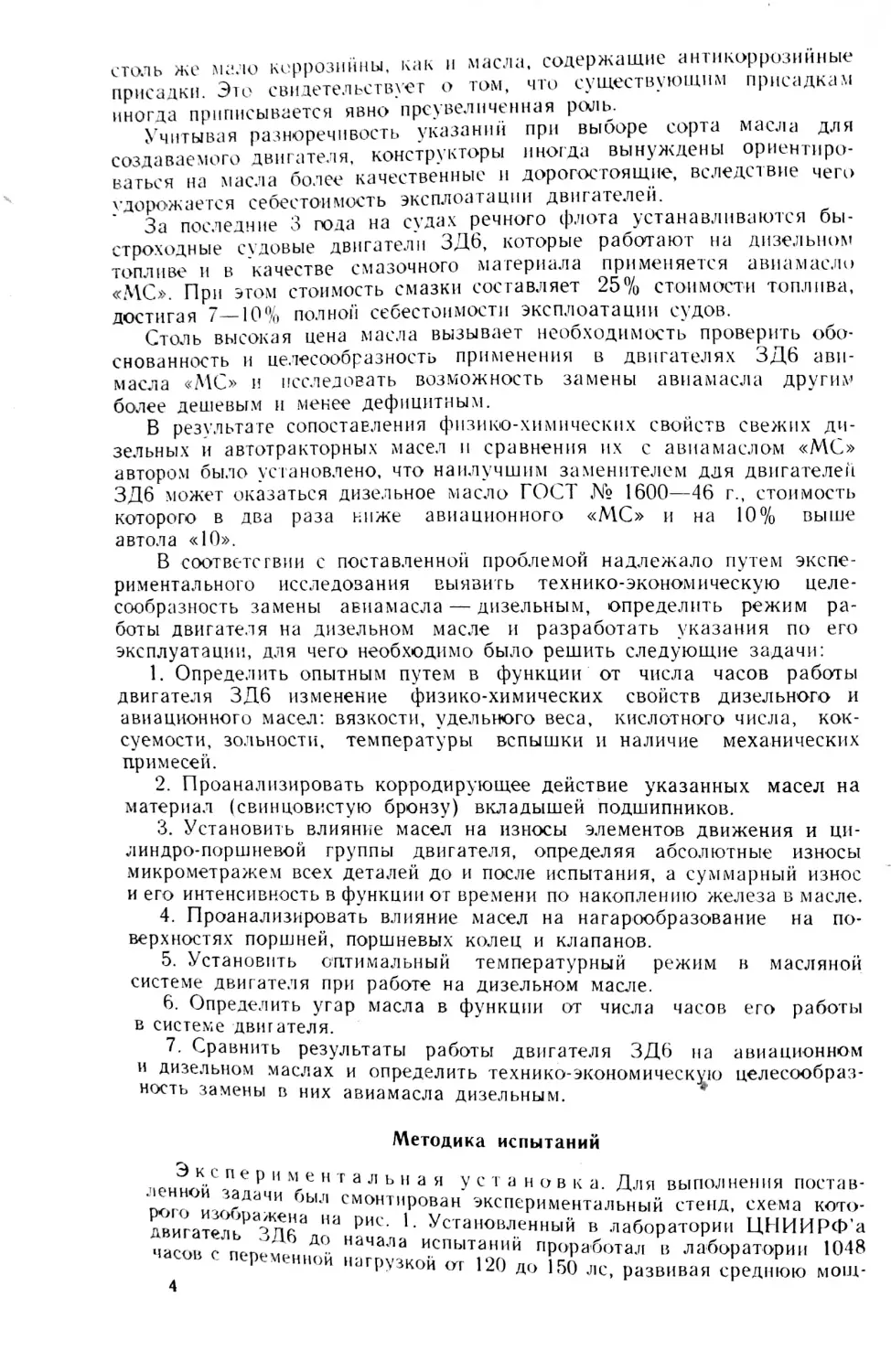
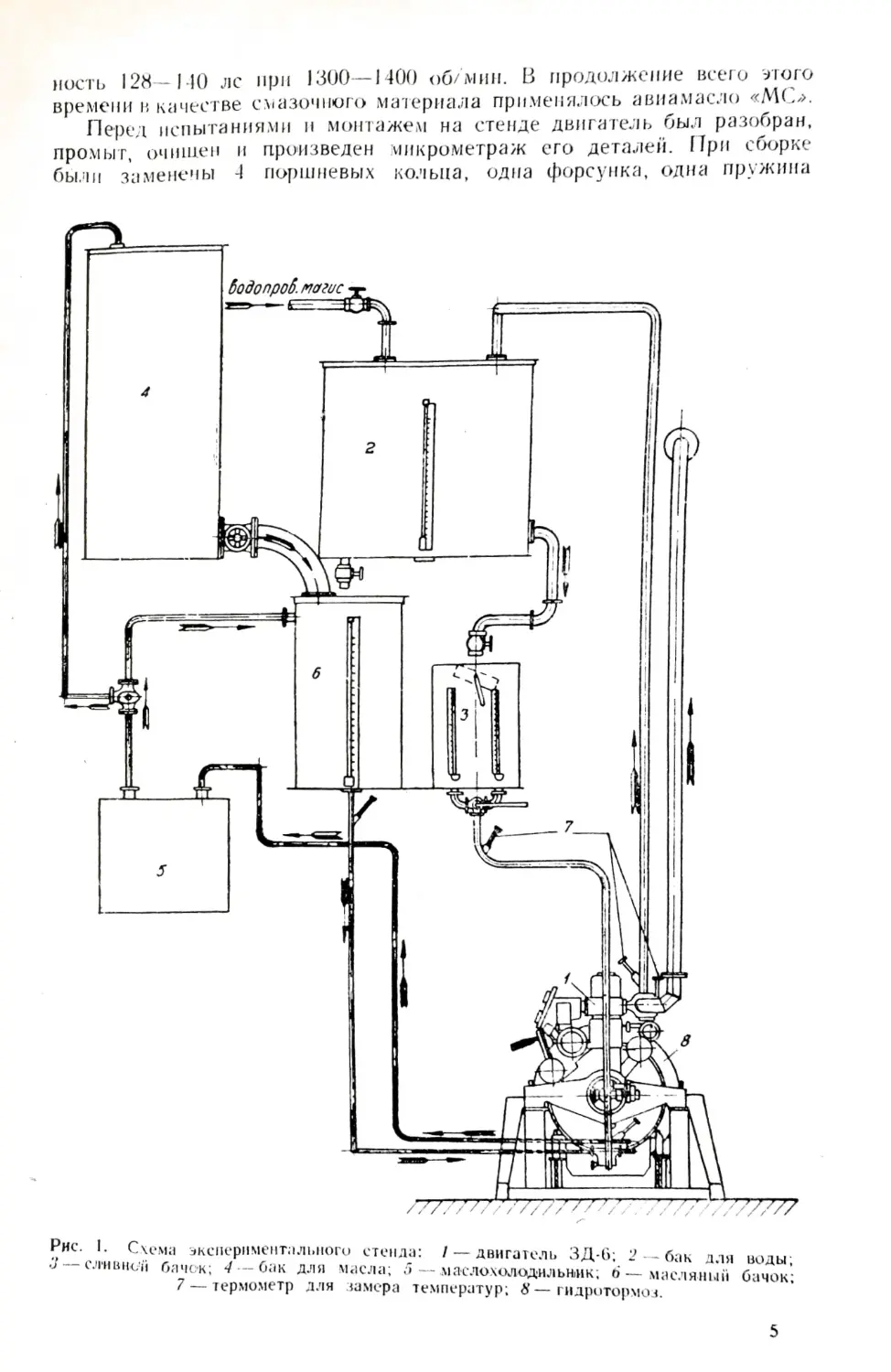
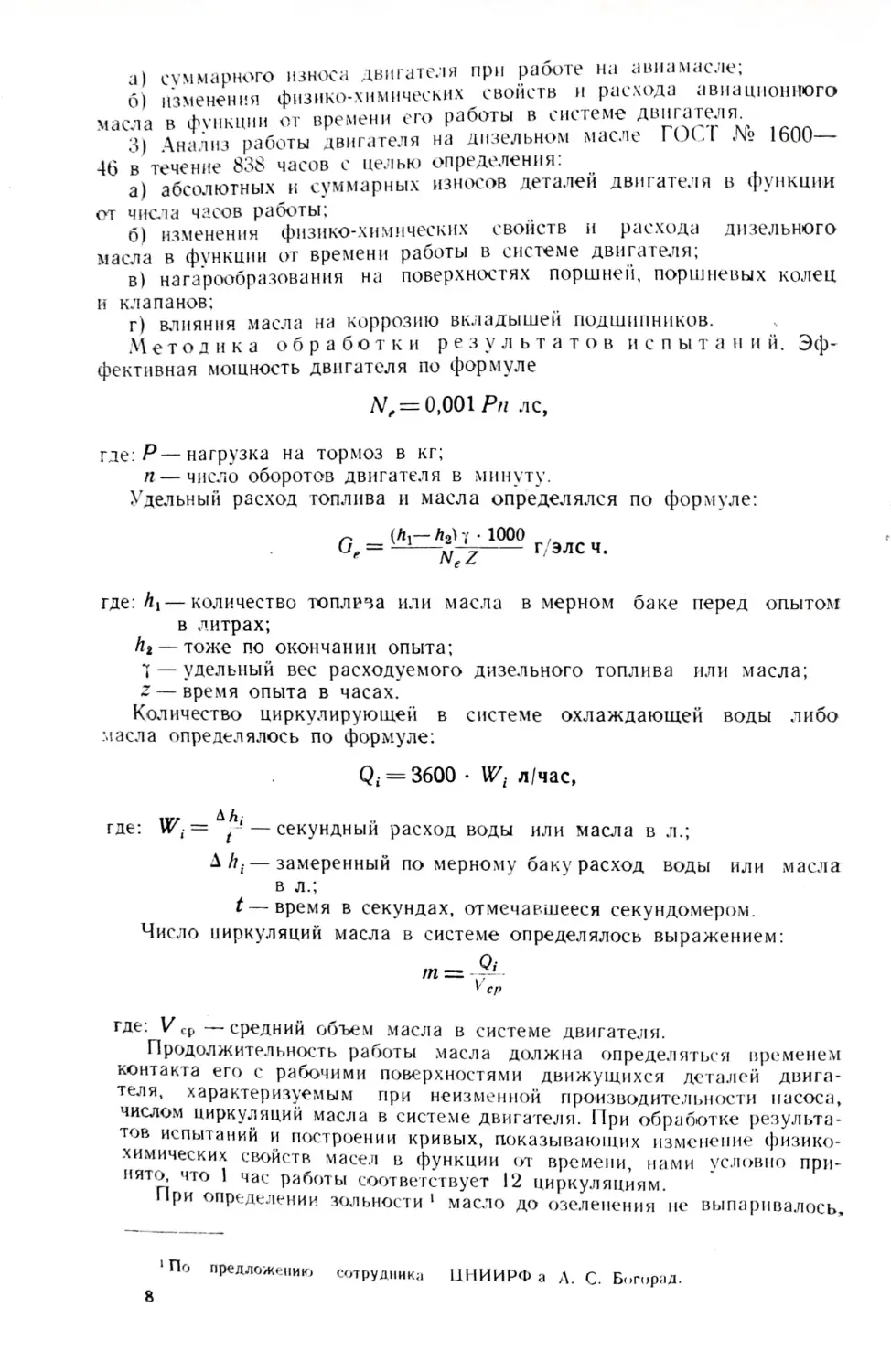
црннДСЛе Р нментальная установка. Для выполнения постав -
мѵ/и?ЧИ был смонтнР°ван экспериментальный стенд, схема кото-
двигательР 3JlRa На рис' L Установл.енный в лаборатории ЦНИИРФ’а
часов с пепемрнм^г начала ИСПЬ1таний проработал в лаборатории 1048
часов с переменной нагрузкой ог 120 до 150 .„с, развивая среднюю мощ-
4
ность 128—140 лс при 1300—1400 об/мин. В продолжение всего этого
времени в качестве смазочного материала применялось авиамасло «МО.
Перед испытаниями и монтажем на стенде двигатель был разобран,
промыт, очищен и произведен микрометраж его деталей. При сборке
были заменены 4 поршневых кольца, одна форсунка, одна пружина
Рис. 1. Схема экспериментального стенда: / — двигатель ЗД-6; 2 — бак дтя волы-
J —сливнои бачек; 4 —бак для масла; 5 — маслохолодильник; 6—масляный бачок’
7 —термометр для замера температур; Я — гидротормоз.
5
и тарелка всасывающего клапана. Всасывающие и выхлопные клапаны
и седла были вновь притерты. Двигатель на стенде был смонтирован
без реверс-редуктора и непосредственно соединен с гидротормозом,
который перед установкой был протарирован. Помпа забортной воды
с двигателя была снята, так как водная схема стенда позволяла обои-
тисъ без нее.
..
.
Объекты измерений. Объектами измерении были следующие
параметры:
а) расход топлива и масла;
б) число оборотов двигателя в минуту;
в) нагрузка на тормоз и эффективная мощность, развиваемая
двигателем;
г) температура воды и масла на входе и выходе из двигателя;
д) циркулирующее количество охлаждающей воды и масла;
е) изменение физико-химических свойств циркулирующего в системе
двигателя масла в функции от времени его работы;
ж) состав и температуры выхлопных газов;
з) износы элементов движения и цилиндро-поршневой группы дви
гателя;
и) нагарообразование на поверхностях поршней, поршневых колец
и клапанов;
к) корродирующее действие масла на поверхность материала вкла
дышей подшипников;
л) наличие масла в системе.
Методика измерений. Расход дизельного топлива и масла
определялся по мерному баку и взвешиванием на весах. Состав топлива
определялся анализом по ОСТ’у.
Состав выхлопных газов определялся объемным анализом на при
боре ВТИ. Забор газов осуществлялся в аспираторы через приемную
трубу» установленную на выхлопном коллекторе двигателя. Темпера
туры выхлопных газов, входящей и выходящей из двигателя воды, вхо
дящего и выходящего из двигателя масла измерялись дистанционными
термометрами, установленными в термометровые гильзы на соответ
ствующих трубопроводах.
Количество циркулирующей охлаждающей воды и масла замерялось
в мерных баках, включенных в водяную и масляную системы двига
теля. Число оборотов двигателя определялось по показаниям тахомет
ров, установленных на двигателе и на тормозе.
Физико-химические свойства масла до и после двигателя определя
лись анализом их на:
а) кислотность по ОСТ’у НКТП 7872—39 г. МИ 25 г —36;
б) наличие механических примесей по ОСТ’у 7872—39 г. МИ 19 в;
в) наличие железа в масле по ГОСТ’у 1955—47 г. — ка лор и ме три
ческим методом;
г) зольность по ОСТ’у НКТП 7872—39 г. МИ — 24 м;
д) вязкость по ГСГСТ’у 33—40 г.;
е) коксуемость по ОСТ’у НКТП 7872—39 г. МИ — 24 м;
ж)удельныйвеспоОСТ’ѵВНС7872—МИ3г—35;
з) температуру вспышки по ОСТ’у ВНС 7872 МИ 12 в — 35 г;
и) содержание воды по ГОСТ’у 2477—44 г.
.
rz
масла брались до двигателя, за фильтром и после двигателя
за картером.
ляетсяТяГ^”TM движения и Цилиндро-поршневой группы опреде -
тания двигатепя^п5 геометРических размеров деталей до и после испы-
’ я. для этого были произведены следующие обмеры:
6
1) цилиндровые гильзы — замерялся индикатором диаметр в 4-х поя
сах и 2-х взаимноперпендикулярных направлениях;
2) поршни — микрометром замерялись:
а) диаметр головки в 2-х поясах и 2-х направлениях;
б) диаметр тронка в 2-х поясах и 2-х направлениях;
в) высота канавки поршневого кольца в 4-х точках;
г) зазор между головкой поршня и стенкой цилиндра при положе
нии поршня в ВМТ;
д) зазор между тронком и стенкой цилиндра при положении поршня
ів НМТ и ВМТ:
3) поршневые кольца — микрометром замерялись:
а) высота кольца в 5 точках;
б) толщина кольца в 5 точках;
в) зазор между кольцом и канавкой поршня в 5 точках;
г) зазор в стыке замка каждого кольца по всем цилиндрам;
д) зазор в стыке замка каждого кольца в свободном состоянии;
4) поршневые пальцы микрометром замерялись:
а) диаметр пальца в 4-х поясах и 2-х направлениях;
б) зазор между пальцем и втулкой верхней головки шатуна;
5) втулки шатуна — индикатором замерялись:
а) диаметр верхней втулки шатуна в 2-х поясах и 2-х направ
лениях;
6) диаметр нижней втулки шатуна в 3-х поясах и 3-х направлениях;
б) мотылевые шейки вала — микрометром замерялись;
а) диаметр шейки вала в 3-х поясах и 3-х направлениях;
б) зазор между шейкой вала и втулкой.
Суммарный износ двигателя и его интенсивность по времени опре
делялись по наличию железа в масле. Износ поршневых колец допол
нительно определялся взвешиванием на аналитических весах.
Нагарообразование на поверхностях поршней определялось визуаль
но и замером толщин нагара:
а) на днище поршня в 6 точках;
б) на боковой поверхности поршня в 2 точках.
Корродирующее действие масла на поверхность вкладышей подшип
ников, топлива и выхлопных газов на клапана устанавливалось внеш
ним осмотром указанных деталей. Развиваемая двигателем мощность
на различных режимах определялась показаниями гидротормоза. За
зоры в элементах движения определялись непосредственным замером
и как разность геометрических размеров сопрягаемых деталей.
Р е ж и м ы испыта н и й. Экспериментальная проверка работы
двигателя проводилась по следующим этапам:
1) Анализ работы двигателя на авиамасле «МС» за 1048 часов с
целью установления:
а) износов деталей элементов движения и цилиндро-поршневой
группы двигателя путем обмера и сравнения результатов обмера с сред
ними геометрическими размерами, допускаемыми заводом-изготовите
лем для новых двигателей;
б) нагарообразования на поверхностях поршней, поршневых колец
и клапанов;
в) коррозии клапанов, седел клапанов и вкладышей подшипников;
г) деталей двигателя, подлежащих замене.
2) Анализ работы двигателя на авиамасле «МС» в течение 100 ча
сов, из которых 25 часов в начале испытаний и 75 часов после того,
как двигатель проработал 557 часов на дизельном масле, с целью
определения:
7
а) суммарного износа двигателя при работе на авиамасле;
б) изменения физико-химических свойств и расхода авиационного
масла в функции от времени его работы в системе двигателя
3) Анализ работы двигателя на дизельном масле IOC1 No 1600—
46 в течение 838 часов с целью определения:
а) абсолютных и суммарных износов деталей двигателя в функции
от чиста часов работы;
б) изменения физико-химических свойств и расхода дизельного
масла в функции от времени работы в системе двигателя;
в) нагарообразования на поверхностях поршней, поршневых колец
и клапанов;
г) влияния масла на коррозию вкладышей подшипников.
Методика обработки результатов испытаний. Эф
фективная мощность двигателя по формуле
= 0,001 Рп лс,
где: Р—нагрузка на тормоз в кг;
п—число оборотов двигателя в минуту.
Удельный расход топлива и масла определялся по формуле:
п (Л,—Л2Ь . 1000 .
G,=
-- -- --- г/элс ч.
где: Aj — количество топлива или масла в мерном баке перед опытом
в литрах;
hi — тоже по окончании опыта;
1 — удельный вес расходуемого дизельного топлива или масла;
z — время опыта в часах.
Количество циркулирующей в системе охлаждающей воды либо
масла определялось по формуле:
Qt.=3600•
л/час,
\ѵг __ ДА;
о
где: МКі= *-----секундный расход воды или масла в л.;
ДА.— замеренный
по мерному баку расход воды или масла
в л.;
t—время в секундах, отмечавшееся секундомером.
Число циркуляций масла в системе определялось выражением:
т=
'ср
где: V Ср —средний объем масла в системе двигателя.
Продолжительность работы масла должна определяться временем
контакта его с рабочими поверхностями движущихся деталей двига
теля, характеризуемым при неизменной производительности насоса,
числом циркуляций масла в системе двигателя. При обработке результа
тов испытаний и построении кривых, показывающих изменение физико-
химических свойств масел в функции от времени, нами условно при
нято, что 1 час работы соответствует 12 циркуляциям.
ри определении зольности 1 масло до озеленения не выпаривалось,
’По
предложению сотрудника ЦНИИРФ а А. С. Богорад.
8
как это указано в ОСТ’е, а сжигалось при помощи фитиля из беззоль
ной бумаги, благодаря чему время анализа сокращалось в 4—6 раз.
Ввиду того, что содержание Fe в масле предполагалось очень не
значительным (около 10—60.10~4 г), для количественного определе
ния содержания железа в масле был выбран наиболее точный, колори
метрический, метод, основанный на том, что в аммиачной среде железо
с сульфосалицилювой кислотой дает желтое окрашивание раствора.
Интенсивность окраски раствора зависит от содержания железа в нем.
Определение интенсивности раствора велось на фотоколориметре (цве-
томере типа «ЦЗ—А»).
Работа двигателя
За время испытаний двигатель проработал 938,75 часов, а всесо
с момента его изготовления — 1986,75 часов, развивая в среднем мощ
ность 140 лс при 1400 об/мин.
Физико-химические свойства свежего авиационного и дизельного
масел, использованных в испытаниях, указаны в табл. 1 .
Таблица 7
Физико-химические свойства свежих масел
Показатели
'
Авиамасло
,МС‘
Дизельное
масло ГОСТ
No 1600-46 г.
Удельный вес..........................................................................
0 895
0,884
Условная вязкость в °Энглера: при 100° Ц. .
.
.
2,85
2,4
50°Ц..
.
'
18,7
13,5
Коксуемость яо Конрадсону в °/0...............................
0,3
0,35
КислотноечисловмгКОНна1гмасла.. . .
0,07
0,14
Зола в °/0..................................................................................
0,0035
0,005
Температура вспышки по Мартенс Пенскому и 0 Ц
227
210
Содержание воды................................................................. отсутствие отсутствие
Содержание механич. примесей...............................
отсутствие отсутствие
Содержание водорастворимых кислот и щелочей отсутствие отсутствие
В процессе испытаний двигатель работа»1 нормально; посторонние
стуки не наблюдались. Водяной насос двигателя работал не вполне
удовлетворительно — с резко переменной производительностью, что от
ражалось на разности; температур охлаждающей воды, которая колеба
лась в пределах от 11 до 30° Ц. После 1321 часов испытаний водяной
насос был снят и заменен запасным, так как за это время валик насоса
полностью износился и стал непригоден для дальнейшей эксплуатации.
После 1668 часов испытаний слив топлива из форсунок начал по
степенно' увеличиваться и выхлоп двигателя заметно ухудшился. Увели
чением угла опережения подачи топлива с 24° до 29° до ВМТ удалось
ликвидировать дымность в выхлопе.
После 1700 часов работы двигатель был остановлен по причине
появления газов в сливной топливной трубке. Проверка и испытание
форсунок показало, что форсунка 4-го цилиндра вышла из строя.
В остальных форсунках давление распыла топлива снизилось с 200 до
180 атм. После регулировки форсунок с доведением давления распыла
топлива до 200 атм. и замены форсунки 4-го цилиндра, а также смены
лопнувшей пружины всасывающего клапана 4-го цилиндра, двигатель
вновь был пущен в эксплуатацию.
Дистанционные термометры и тахометр часто выходили из строя
и за время испытаний заменялись трижды. Масляная система двига-
течя работала безотказно. Через каждые двести часов снимались гре
бенки определяющие давление конца процесса сжатия ге и макси
мальное давление в цилиндр Рг которые колебались в пределах.
ре=зі —33 кг/см“; Р, = 50—55 кг/см2
Замеры производились через каждые 2 часа. За время испытаний
было взято 15 проб авиамасла «МС» и 56 проб дизельного масла через
10—25 часов работы.
Изменение физико-химических свойств масел
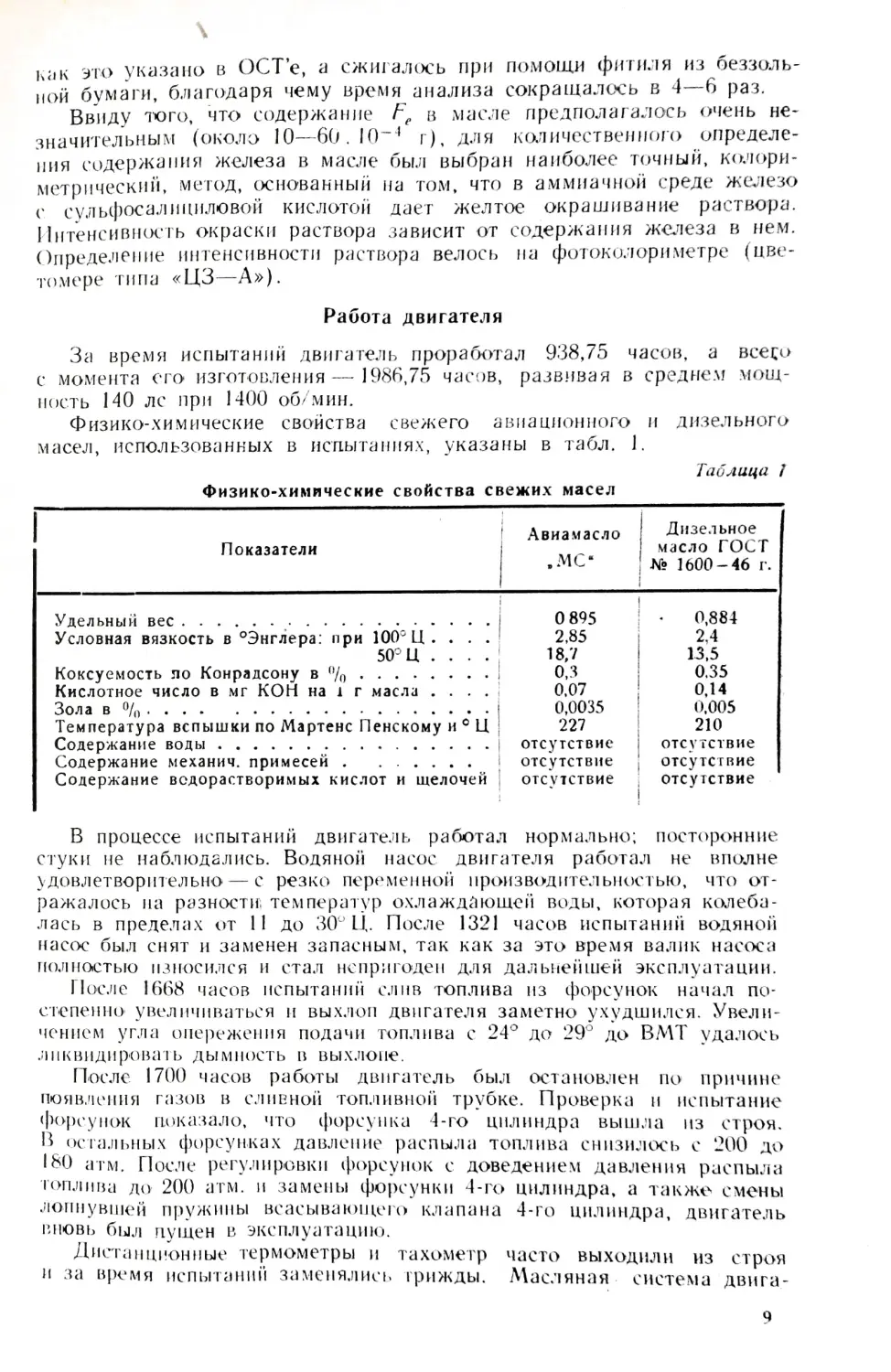
Вязкость является одной из важнейших качественных характери-
изменением температуры, возрастая с ее
понижением и падая с ее повышением.
Функциональная зависимость вязко
сти от температуры является индиви
дуальной особенностью масла и опре
деляется его природой и структурой.
Рис. 2. Зависимость вязкости авиа
ционного масла «МС» от темпера
туры при различном числе часов его
работы в системе двигателя ЗД6:
/ — чистое авиамасло «МС»; 2 — мас
ло проработав. 21 час.; 3— масло
проработав. 48 час.; 4 — масло про
работав. 72 час.
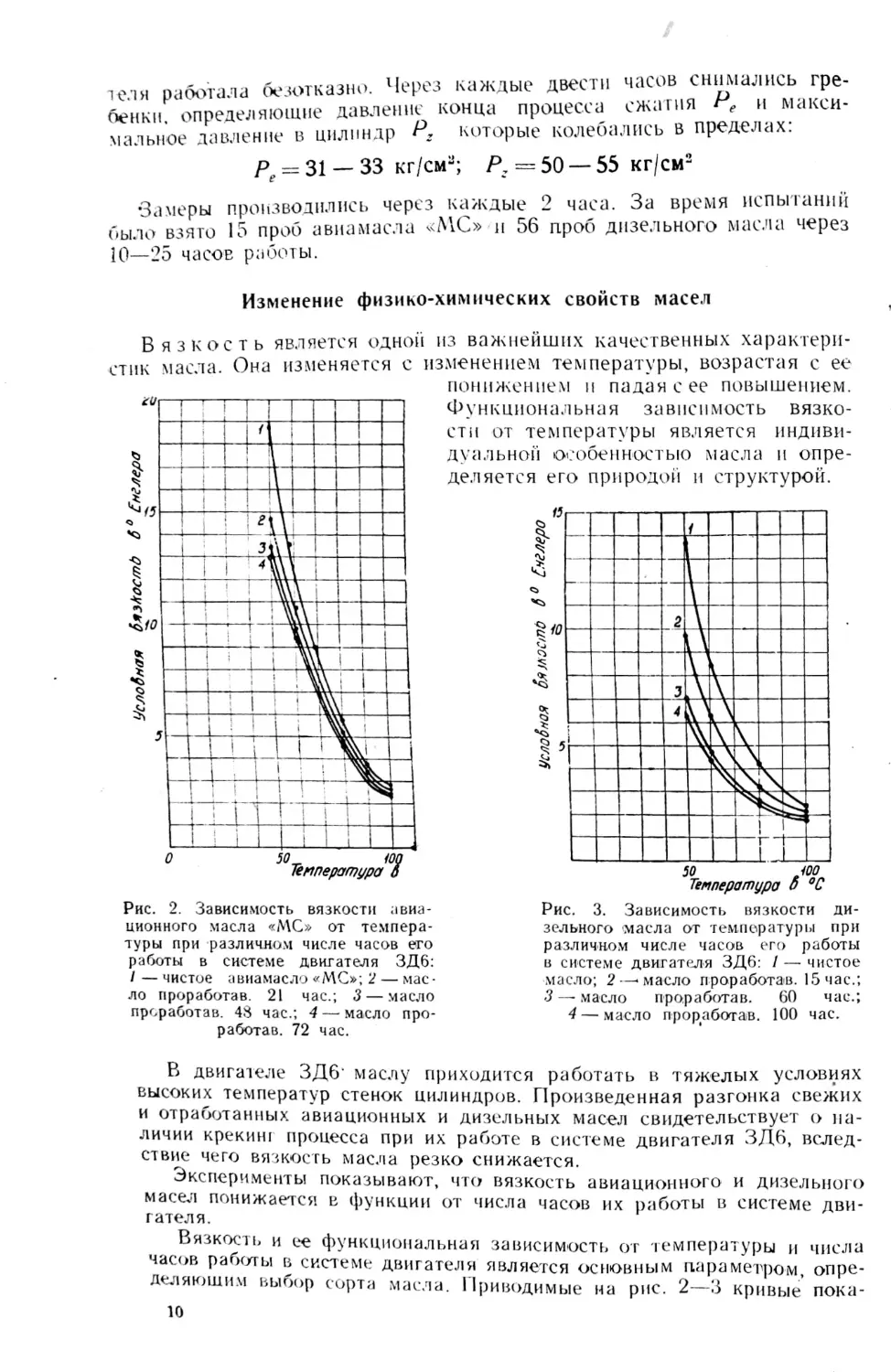
Рис. 3. Зависимость вязкости ди
зельного 'масла от температуры при
различном числе часов его работы
в системе двигателя ЗД6: / — чистое
масло; 2—масло проработав. 15 час.;
3 — масло проработав. 60 час.;
4— масло проработав. 100 час.
В двигателе ЗД6‘ маслу приходится работать в тяжелых условиях
высоких температур стенок цилиндров. Произведенная разгонка свежих
и отработанных авиационных и дизельных масел свидетельствует о на
личии крекинг процесса при их работе в системе двигателя ЗД6, вслед
ствие чего вязкость масла резко снижается.
Эксперименты показывают, что вязкость авиационного и дизельного
масел понижается в функции от числа часов их работы в системе дви
гателя.
Вязкость и ее функциональная зависимость от температуры и числа
часов работы в системе двигателя является основным параметром, опре
деляющим выбор сорта масла. Приводимые на рис . 2—3 кривые пока
10
зывают зависимость вязкости масел авиационного «МС» и дизельного
ГОСТ No 1600—46 в функции от температуры и числа часов работы.
Оптимальная температура авиамасла, рекомендуемая инструкцией
по эксплуатации двигателей ЗД6, 80° Ц, причем смена масла должна
производиться через каждые 100 часов работы двигателя. Для этих
условий рабочая вязкость авиамасла «МС» колеблется в пределах
4,5—5,8° Энглера.
Как видно из рис. 3 вязкость дизельного масла 4,5° Е через 100 ча
сов его работы в системе двигателя будет соответствовать температуре
60° Ц, при которой рабочая вязкость дизельного масла колеблется в
пределах 4,5—8,5° Е. Из рис . 2 и 3 следует, что при замене авиамасла
«МС» — дизельным при неизменных значениях рабочей вязкости, тем
пературный режим в масляной системе двигателя должен быть по
нижен.
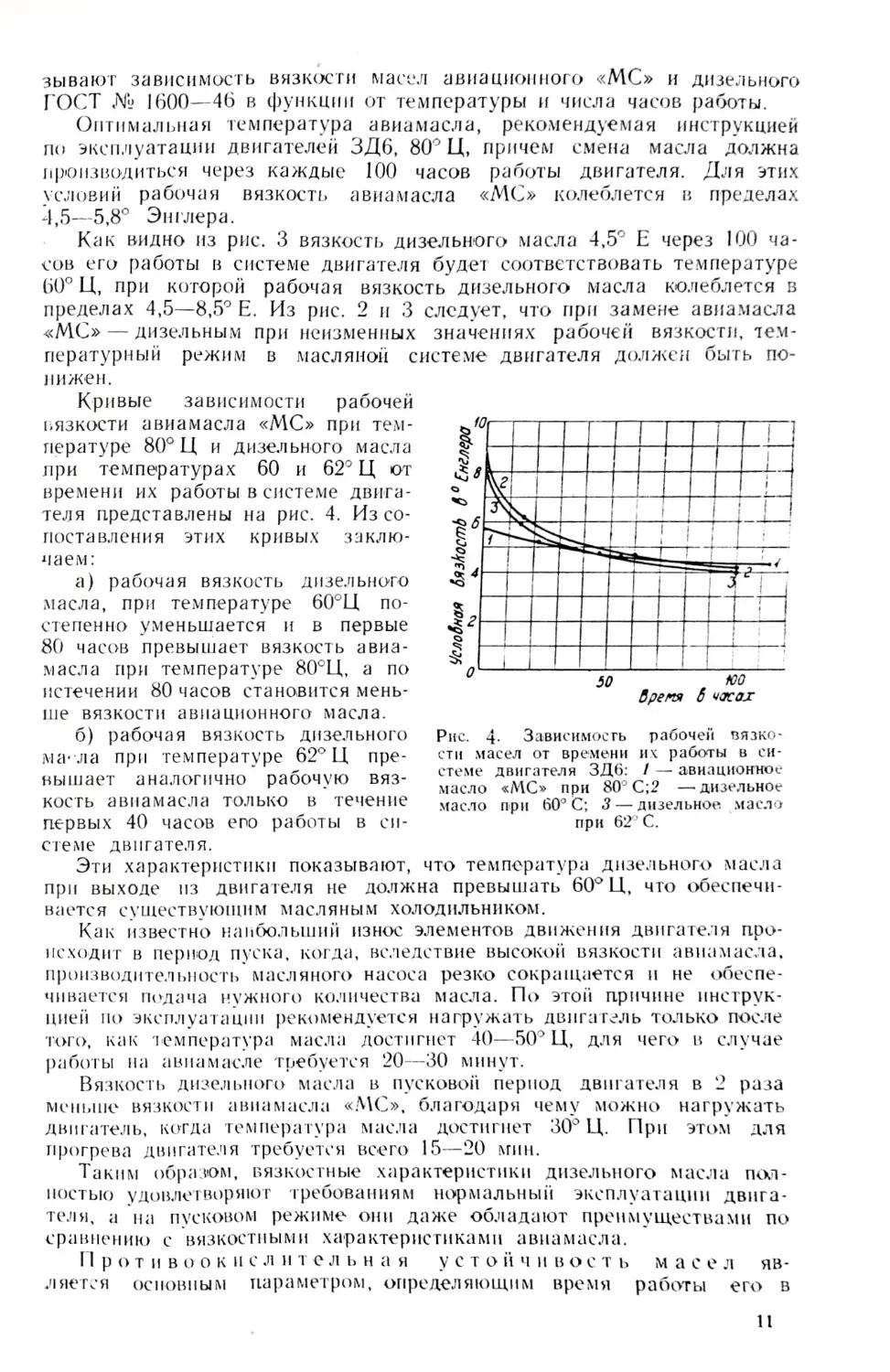
Кривые зависимости рабочей
вязкости авиамасла «МС» при тем
пературе 80° Ц и дизельного масла
при температурах 60 и 62° Ц ют
времени их работы в системе двига
теля представлены на рис. 4. Из со
поставления этих кривых заклю
чаем:
а) рабочая вязкость дизельного
масла, при температуре 60°Ц по
степенно уменьшается и в первые
80 часов превышает вязкость авиа
масла при температуре 80°Ц, а по
истечении 80 часов становится мень
ше вязкости авиационного масла.
б) рабочая вязкость дизельного
ма-ла при температуре 62° Ц пре
вышает аналогично рабочую вяз
кость авиамасла только в течение
первых 40 часов епо работы в си
Рис. 4- Зависимость рабочей вязко
сти масел от времени их работы в си
стеме двигателя ЗД6: / — авиационное
масло «МС» при 80°С;2 —дизельное
масло при 60° С; 3 — дизельное масло
при 62° С.
стеме двигателя.
Эти характеристики показывают, что температура дизельного масла
при выходе из двигателя не должна превышать 60° Ц, что обеспечи
вается существующим масляным холодильником.
Как известно наибольший износ элементов движения двигателя про
исходит в период пуска, когда, вследствие высокой вязкости авиамасла,
производительность масляного насоса резко сокращается и не обеспе
чивается подача нужного количества масла. По этой причине инструк
цией по эксплуатации рекомендуется нагружать двигатель только после
того, как температура масла достигнет 40—50° Ц, для чего в случае
работы на авиа масле требуется 20—30 минут.
Вязкость дизельного масла в пусковой период двигателя в 2 раза
меньше вязкости авиамасла «МС», благодаря чему можно нагружать
двигатель, когда температура масла достигнет 30° Ц. При этом для
прогрева двигателя требуется всего 15—20 мин.
Таким образом, вязкостные характеристики дизельного масла пол
ностью удовлетворяют требованиям нормальный эксплуатации двига
теля, а на пусковом режиме они даже обладают преимуществами по
сравнению с вязкостными характеристиками авиамасла.
Прот и book пс л и тельная устойчивость масел яв
ляется основным параметром, определяющим время работы его в
11
системе двигателя, т, е. фактически определяет условия экономного
расходования масла.
Как известно, устойчивость масла против окисления зависит от его
химического состава. В результате окисления масел получается группа
низкомолекулярных летучих кислот и продукты полимеризации. Ско
рость окисления масел зависит в первую очередь от температуры, дав
ления кислорода и величины поверхности соприкосновения масла
с кислородом.
При сопоставлении авиационного и дизельного масел в системе дви
гателя ЗД6, ввиду идентичности условий работы, главное влияние на
скорость окисления масла оказывает температура. По условиям сохране
ния вязкостных характеристик при замене авиамасла дизельным, тем-
К
и
с
л
о
т
н
о
е
ч
и
с
л
о
м
г
К
О
Н
Юго3040506070ѲО90<00
Условное бремя 6 часах
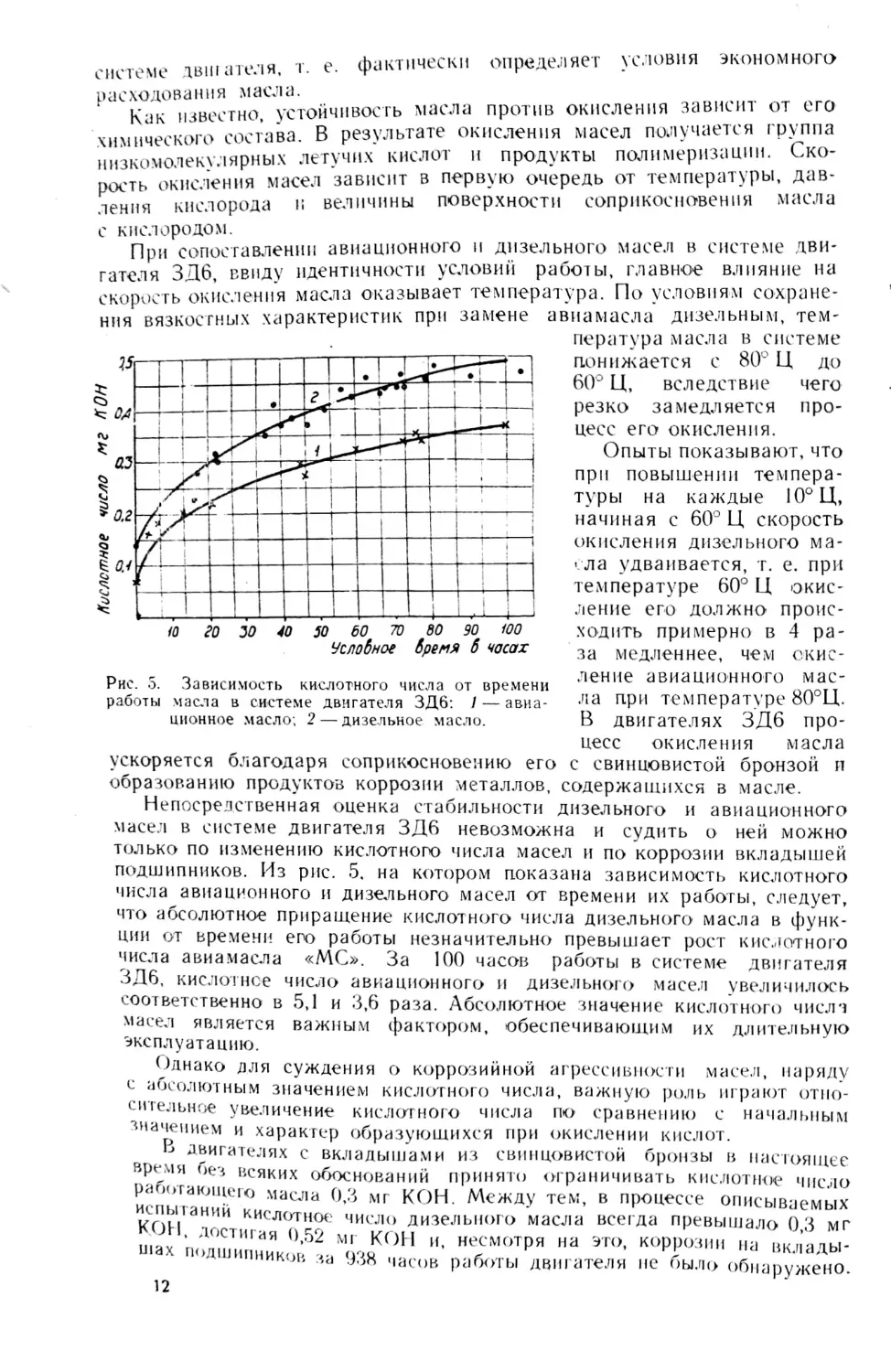
Рис. 5. Зависимость кислотного числа от времени
работы масла в системе двигателя ЗД6: / — авиа
ционное масло; 2 — дизельное масло.
пература масла в системе
понижается с 80° Ц до
60° Ц, вследствие чего
резко замедляется про
цесс его окисления.
Опыты показывают, что
при повышении темпера
туры на каждые 10° Ц,
начиная с 60° Ц скорость
окисления дизельного ма
сла удваивается, т. е . при
температуре 60° Ц окис
ление его должно проис
ходить примерно в 4 ра
за медленнее, чем о-кис -
лен не авиационного мас
ла при температуре 80°Ц.
В двигателях ЗД6 про
цесс окисления масла
ускоряется благодаря соприкосновению его с свинцовистой бронзой и
образованию продуктов коррозии металлов, содержащихся в масле.
Непосредственная оценка стабильности дизельного и авиационного
масел в системе двигателя ЗД6 невозможна и судить о ней можно
только по изменению кислотного числа масел и по коррозии вкладышей
подшипников. Из рис. 5, на котором показана зависимость кислотного
числа авиационного и дизельного масел от времени их работы, следует,
что абсолютное приращение кислотного числа дизельного масла в функ
ции от времени его работы незначительно превышает рост кислотного
числа авиа масла «МС». За 100 часов работы в системе двигателя
ЗД6, кислотное число авиационного и дизельного масел увеличилось
соответственно в 5,1 и 3,6 раза. Абсолютное значение кислотного числа
масел является важным фактором, обеспечивающим их длительную
эксплуатацию.
Однако для суждения о коррозийной агрессивности масел, наряду
с абсолютным значением кислотного числа, важную роль играют отно
сительное увеличение кислотного числа по сравнению с начальным
значением и характер образующихся при окислении кислот.
Ь двигателях с вкладышами из свинцовистой бронзы в настоящее
ремя без всяких обоснований принято ограничивать кислотное число
испытаний МаСЛа 0,3 МГ КОН МеЖДу теМ’ В пР°цессе описываемых
ипи ИИ кислотн°е число дизельного масла всегда превышало 0 3 мг
S!■ .XI^Л'38КОН "■ Т’”” “ когм“ "а
ников за 938 часов работы двигателя не было обнаружено.
12
Более того, анализ пробы, взятой с наружной поверхности вкла
дыша, прилегающей к шейке вала, показал наличие в сплаве свинца
в количестве 52%. Это свидетельствует, что, несмотря на повышенное
по сравнению с авиамаслом кислотное число, дизельное масло за 100
часов работы не проявляет коррозийной агрессивности и, следователь
но, по этим показателям, может полностью заменить авиамасло «МС»
без ущерба для двигателя.
Коксуемость и зольность масел. В результате окисления
масла смолистые вещества служат источником образования твердых,
не растворимых в масле продуктов окислительной полимеризации, ко
торые в значительной мере способствуют износу двигателя. Одним из
параметров, характеризующих
мости масла.
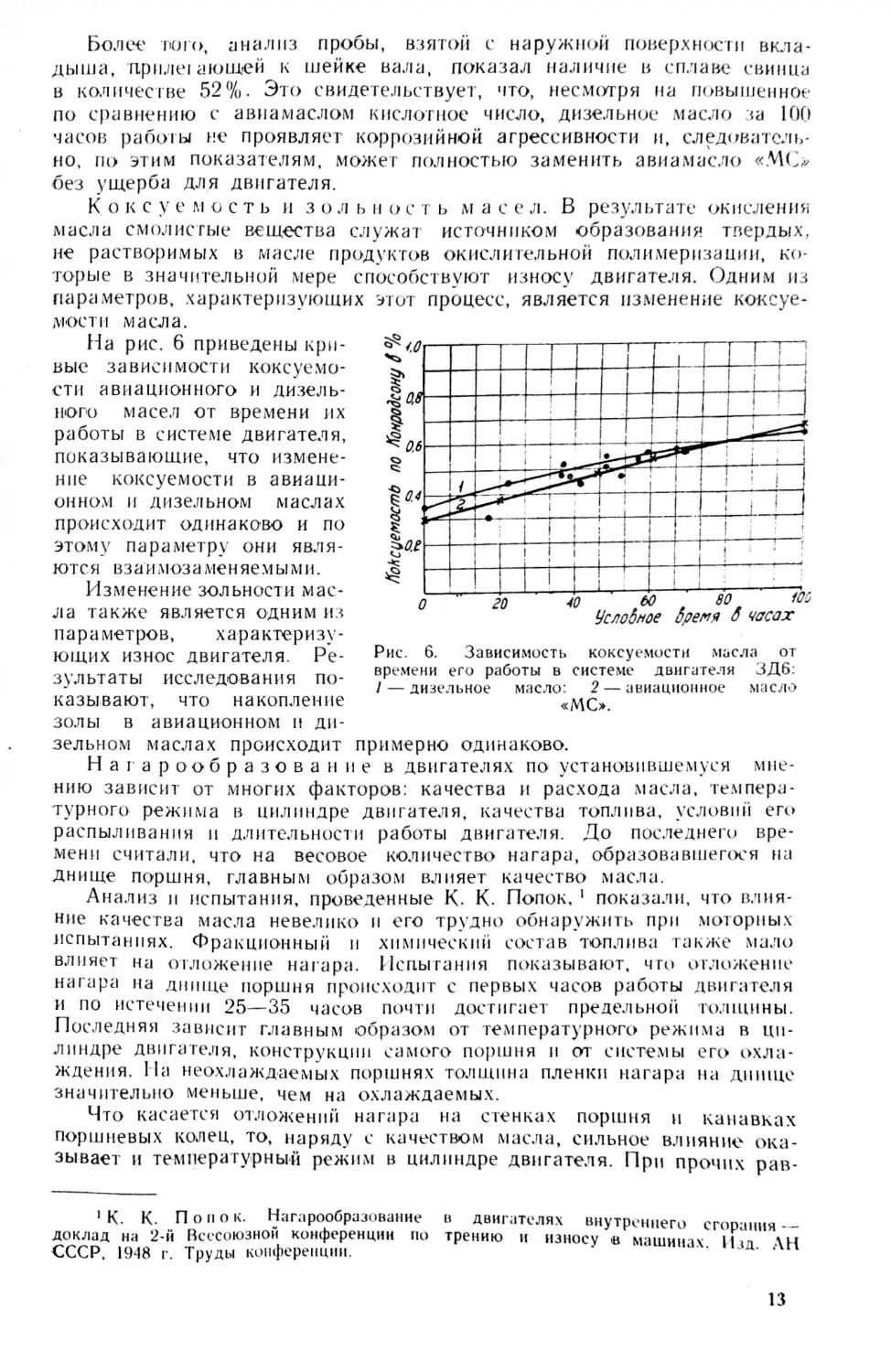
На рис. 6 приведены кри
вые зависимости коксуемо
сти авиационного и дизель
ного масел от времени их
работы в системе двигателя,
показывающие, что измене
ние коксуемости в авиаци
онном и дизельном маслах
происходит одинаково и по
этому параметру они явля
ются взаимозаменяемыми.
Изменение зольности мас
ла также является одним из
параметров, характеризу
ющих износ двигателя. Ре
зультаты исследования по
казывают, что накопление
золы в авиационном и ди
этот процесс, является изменение коксуе-
Рис. 6. Зависимость коксуемости масла от
времени его работы в системе двигателя ЗД6.
/ — дизельное масло: 2— авиационное масло
«МС».
зельном маслах происходит примерно одинаково.
Нагарообразован не в двигателях по установившемуся мне
нию зависит от многих факторов: качества и расхода масла, темпера
турного режима в цилиндре двигателя, качества топлива, условий его
распыливання и длительности работы двигателя. До последнего вре
мени считали, что на весовое количество нагара, образовавшегося на
днище поршня, главным образом влияет качество масла.
Анализ и испытания, проведенные К. К. Попок, * показали, что влия
ние качества масла невелико и его трудно обнаружить при моторных
испытаниях. Фракционный и химический состав топлива также мало
влияет на отложение нагара. Испытания показывают, что отложение
нагара на днище поршня происходит с первых часов работы двигателя
и по истечении 25—35 часов почти достигает предельной толщины.
Последняя зависит главным образом от температурного режима в ци
линдре двигателя, конструкции самого поршня и от системы его охла
ждения. На неохлаждаемых поршнях толщина пленки нагара на днище
значительно меньше, чем на охлаждаемых.
Что касается отложений нагара на стенках поршня и канавках
поршневых колец, то, наряду с качеством масла, сильное влияние ока
зывает и температурный режим в цилиндре двигателя. При прочих рав-
1 К. К. Попо к. Нагарообразование в двигателях внутреннего сгорания -
доклад на 2-й Всесоюзной конференции по трению и износу «в машинах iL \u
СССР, 1948 г. Труды конференции.
’
’?
13
ных условиях (качества масла, колец и зазоров) пригорание поршне
вых колец происходит в большей степени в тех цилиндрах, которые
работают с большим тепловым напряжением.
Н Таким образом, изменяя тепловой режим работы двигателя, можно
влиять на интенсивность нагарообразования при различных сортах
масла. Образование лаков и нагаров на поверхности поршня и втулки
цилиндра и в замках колец, является основной причиной ускоренного
износа этих деталей.
Отложение нагаров на поверхности и в замках колец уменьшает их
пружинность, в результате чего возможны повреждения втулки ци
линдра (задиры), приводящие к выходу из строя двигателя. В зоне
поршневых колеи нагар образуется исключительно за счет масла
и качество его имеет решающее влияние на состояние поршневых
колец в эксплуатируемом двигателе.
Приводимые в технической литературе результаты некоторых иссле
дований отложений нагара с поршневых колец дизелей показывают,
что они состоят из 40% продуктов, обладающих кислотными функциями
и 60%—нерастворимого в обычных растворителях остатка, который
представляет собой продукт дальнейшего превращения тех же окси
кислот в направлении карбонизации и дегидрогенизации. 1 Таким обра
зом, нагарообразование в двигателях способствует еще и окислению
масла.
Для борьбы с нагарообразованием применяются различного рода
моющие присадки, которые препятствуют отложению нагара на поверх
ности поршня и колец двигателя и- переводят его во взвешенное
в масле состояние. Однако некоторые моющие присадки повышают
кислотность масла. Поэтому в двигателях рекомендуется применять
комбинированные присадки, обладающие антинагарными и антиокисли
тельными свойствами. Такие присадки образуют прочную защитную
пленку из поверхности металла и этим предохраняют его от коррозии.
К сожалению, до настоящего времени нефтяная промышленность
не выпускает комбинированных присадок, а эффект от использования
существующих моющих присадок явно преувеличен. Это подтверж
дается опытом применения моющей присадки «Сантолюб» при эксплу
атации двигателей, так как сопоставление износов двигателей, работав
ших с присадкой и без нее, не выявило преимуществ применения
моющих присадок.
Нагарообразование на донышке поршня не влияет на износ двига
теля. Износ цилиндро -поршневой группы двигателя, наряду с другими
факторами, является функцией и нагарообразования на поршневых
кольцах и в этом случае качество масла играет решающую роль.
В табл. 2 приведены толщины нагара на донышке и боковых по
верхностях поршней двигателя ЗД6, проработавшего 1048 часов на
авиамасле «МС» и 938 часов на дизельном масле ГОСТ 1600-46.
Из таблицы видно, что нагар на боковой поверхности поршней в зоне
поршневых колец при работе на авиа масле больше, чем при работе на
дизельном масле.
Кроме количественной стороны нагарообразования в зоне поршне
вых колец, важное значение приобретает характер самого нагара и со-
м5*гяпИе ^OJleu и канавок-поршней. Вскрытие двигателя показало, что
Р, образованный при работе на дизельном масле — более рыхлый
линдре двигателя
Борьба с износами, связанными с нагарообразованием в ци-
Труды конференции.^
1 применения присадок к маслам. Изд. Ак. Наук 1948 г.-
14
и легче снимается с поверхности, нежели нагар, образованный при
работе на авиамасле. Состояние рабочих поверхностей колец и канавок
при работе как на авиационном, так и на дизельном маслах хорошее.
В обоих случаях закоксованных колец, потерявших свою пружинность, не
обнаружено. На торцовых рабочих поверхностях колец нагар отсутство
вал и полированная их поверхность свидетельствует о равномерном
прилегании колец к гильзам цилиндров. Нагар на кольцах был обна
ружен только на внутренних радиальных поверхностях, обращенных
внутрь канавок поршня.
Изложенное свидетельствует, что замена авиамасла дизельным
в двигателе ЗД6 уменьшила нагарообразование и тем способствовала
уменьшению скорости износов цилиндро-поршневой группы двигателя.
Средняя толщина нагарообразования в поршнях двигателя ЗД6 при работе
на авиамасле »МС“ и дизельном масле ГОСТ 1600-46 в мм
Таблица 2
NoNo
поршней
Авиамасло ,МС*
Дизельное масло
і
днище поршня боковая по-
верхн. поршня днище поршня боковая по-
верхн. поршня
1
0,39
0,25
0,56
0,10
2
0,39
0,2
0,42
0.17
3
0,22
0,14
0,56
0.30
4
0,20
0,15
0,52
0,20
!
5
0,22
0,22
0,34
0,14
6
0,58
0,24
0,45
,
0,17
Средняя по
двигателю
0,34
0,2
0,47
0,18
Износ элементов движения и цилиндро-поршневой группы
двигателя
В результате обмера получены следующие данные, характеризую
щие износ элементов движения и цилиндро-поршневой группы двига
теля.
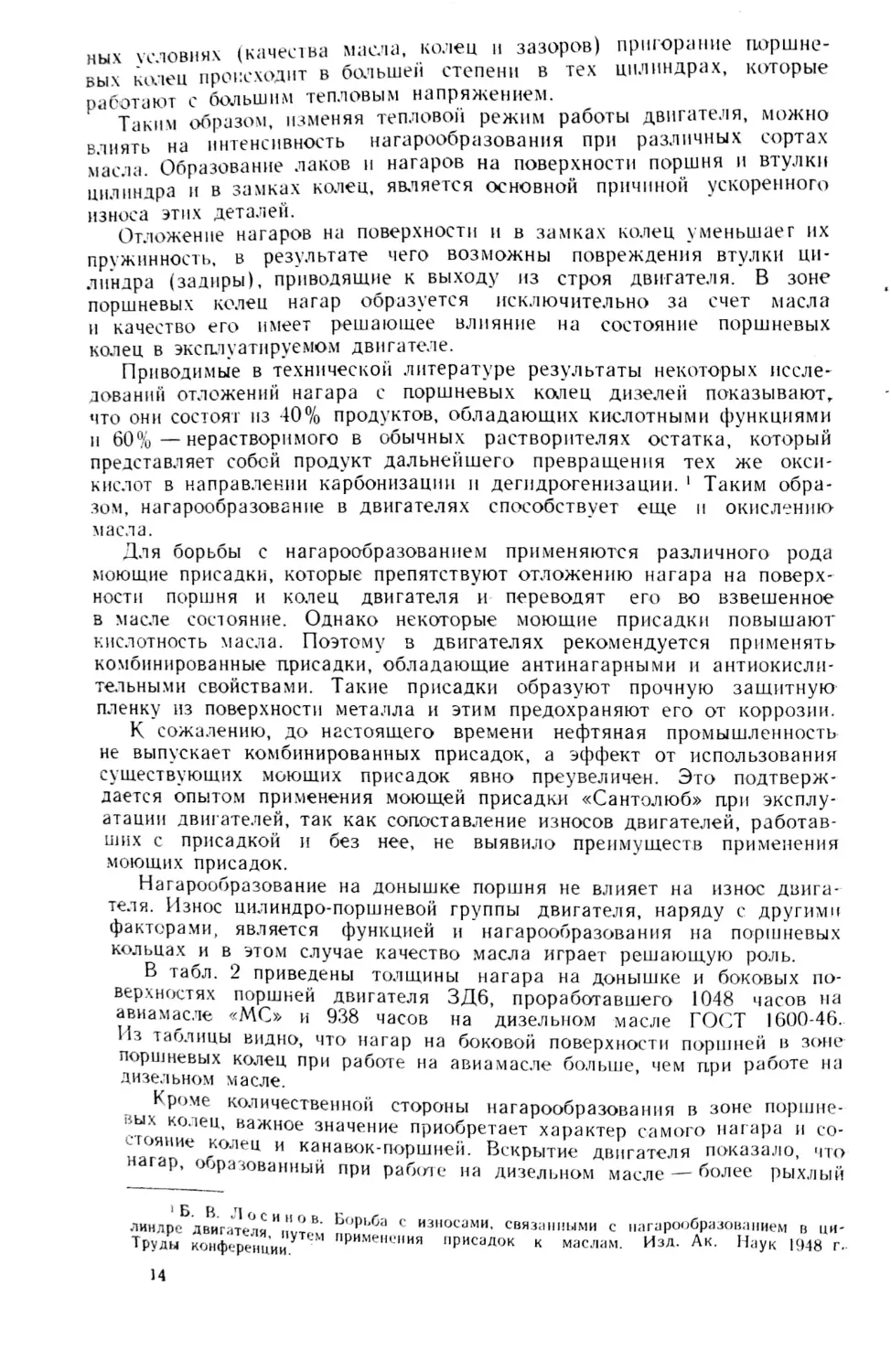
Рис. 7. Шейки коленчатого вала.
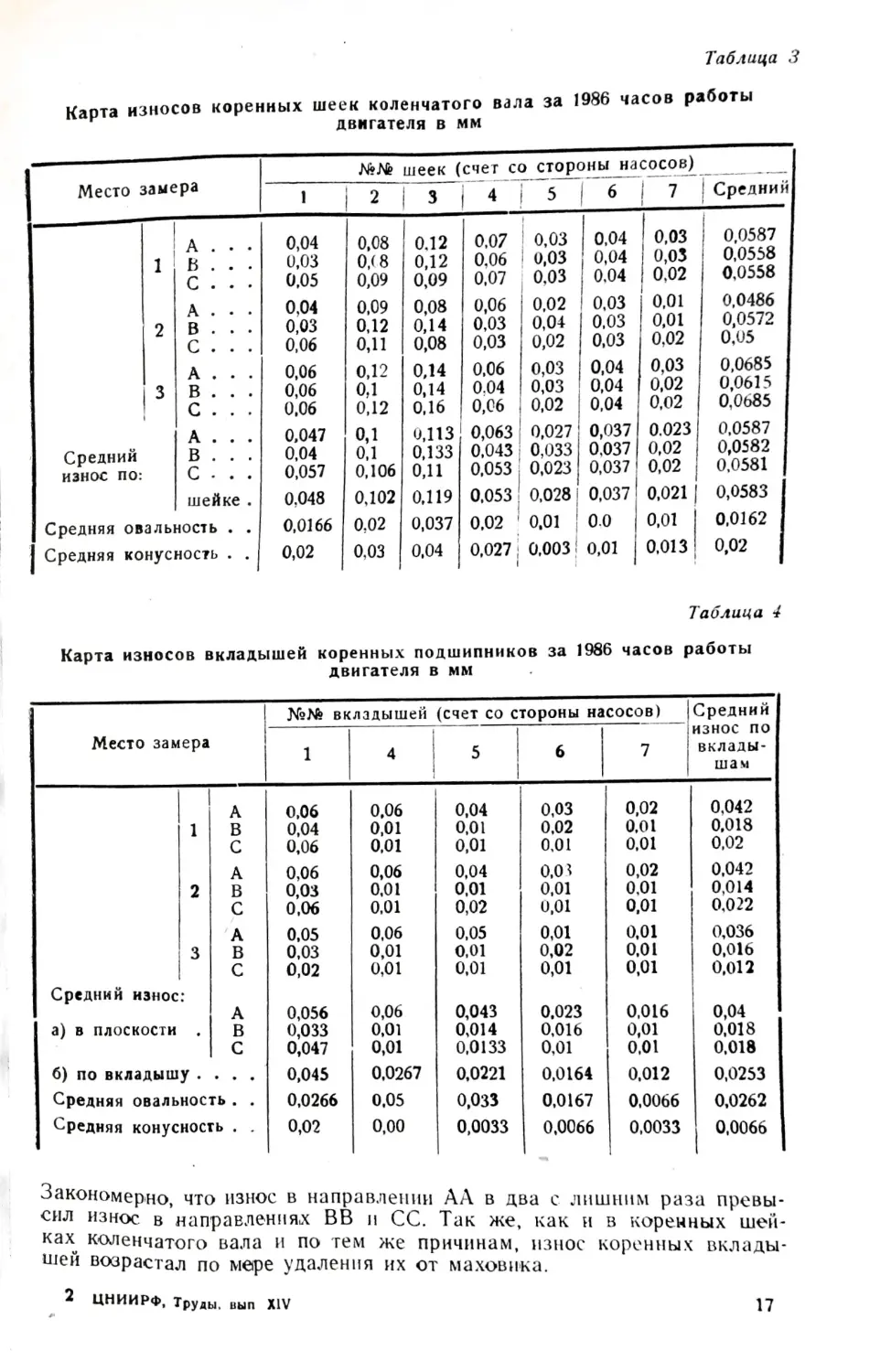
Коренные шейки коленчатого в а л а. Обмер коренных
шеек производился один раз после 1986 часов работы двигателя. Из
носы шеек приведены в табл. 3. При определении износа первоначаль
ный диаметр шеек принят 94,92 мм. Средний износ шеек, равномерный
по трем направлениям: А—Л; В—В и С—С рис . 7, составил 0,0583 мм.
Чрезмерный износ 2-й и 3-й шеек объясняется тем, что вал лопнул по
15
шеке между этими шейками и в этом состоянии сделал около 100 обо-
оотов Е^и исключить из рассмотрения шейки 2 и 3, то средний износ
рогов, если иск
н гпставлЯет 0,037 мм, примерно совпадая
по остальным пято
с0гласно кагорым за 2050 часов ра-
С6оГа\ТогХто7ви?аХ. износ коренных шеек определен в 0.03 мм.
Таким образом, замена авиамасла «МС» дизельным не повлияла на
повышенный износ коренных шеек коленчатого вала.
Анализ износа каждой шейки в отдельности показывает, что гю мере
удаления шеек от маховика двигателя, их износ возрастал вследствие
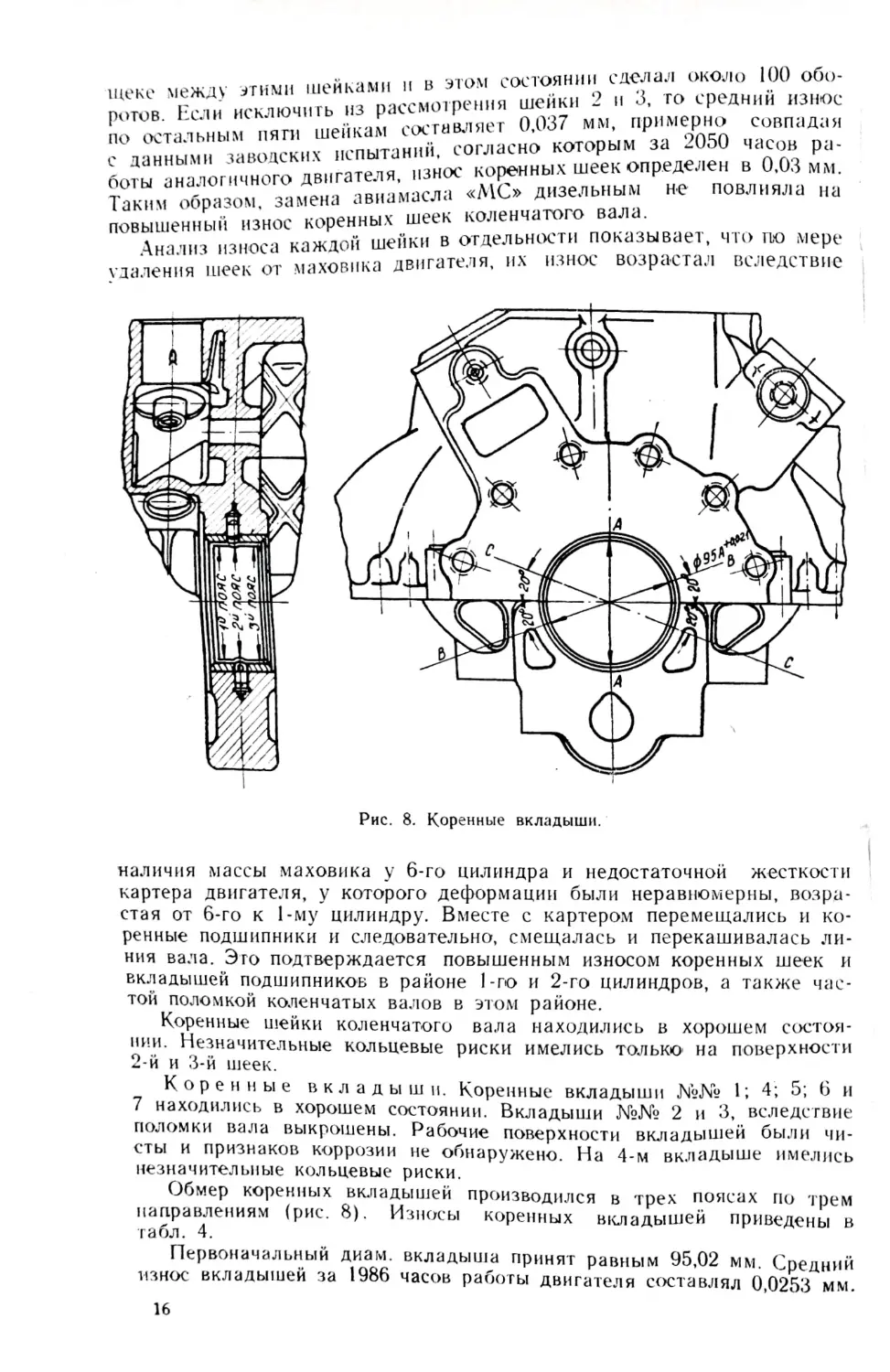
Рис. 8. Коренные вкладыши.
наличия массы маховика у 6-го цилиндра и недостаточной жесткости
картера двигателя, у которого деформации были неравномерны, возра
стая от 6-го к 1-му цилиндру. Вместе с картером перемещались и ко
ренные подшипники и следовательно, смещалась и перекашивалась ли
ния вала. Это подтверждается повышенным износом коренных шеек и
вкладышей подшипников в районе І-го и 2-го цилиндров, а также час
той поломкой коленчатых валов в этом районе.
Коренные шейки коленчатого вала находились в хорошем состоя
нии. Незначительные кольцевые риски имелись только на поверхности
2-и и 3-й шеек.
Коренные вкладыши. Коренные вкладыши NoNo 1; 4; 5; 6 и
7 находились в хорошем состоянии. Вкладыши NoNo 2 и 3, вследствие
поломки вала выкрошены. Рабочие поверхности вкладышей были чи
сты и признаков коррозии не обнаружено. На 4-м вкладыше имелись
незначительные кольцевые риски.
Обмер коренных вкладышей производился в трех поясах по трем
направлениям (рис. 8). Износы коренных вкладышей приведены в
табл. 4 .
Первоначальный диам. вкладыша принят равным 95,02 мм. Средний
износ вкладышей за 1986 часов работы двигателя составлял 0,0253 мм.
16
Таблица 3
Карта износов коренных шеек коленчатого вала за 1986 часов работы
н
двигателя в мм
Место замера
1
NoNo шеек (счет со ciopoHUjiacocoB)______
6 I 7 ІСредний
5
4
Средник
износ ПО:
Средняя
Средняя
А.
В.
С.
А.
В.
С.
А.
В.
шейке
овальность .
конусность .
0,04
0,03
0,05
0,04
0,03
0,06
0,06
0,06
0,06
0,047
0,04
0,057
0,048
0,0166
0,02
0,08
0,(8
0,09
0,09
0,12
0,11
0,12
0,1
0,12
0,1
0,1
0,106
0,102
0,02
0,03
0,12
0,12
0,09
0,08
0,14
0,08
0,14
0,14
0,16
0,113
0,133
0,11
0,119
0,037
0,04
0,07
0,06
0,07
0,06
0,03
0,03
0,06
0,04
0,06
0,063
0,043 і
0.053 і
0,053!
0,02 '
0,027!
0,03
0,03
0,03
0,02
0,04
0,02
0,03
0,03
0,02
0,027
0,033
0,023
0,028
0.01
0,003
0,04
0,04
0,04
0,03
0,03
0,03
0,04
0,04
0,04
0,037
0,037
0,037
0,037
00
0,01
0,03
0,03
0,02
0,01
0,01
0,02
0,03
0,02
0,02
0.023
0,02
0,02
0,021
0,01
0,013
0,0587
0,0558
0,0558
0,0486
0,0572
0,05
0,0685
0,0615
0,0685
0,0587
0,0582
0,0581
0,0583
0.0162
0.02
А.
В.
2
3
Таблица 4
износов вкладышей коренных подшипников за 1986 часов работы
двигателя в мм
Карта
Место замера
NoNo вкладышей (счет со стороны насосов) Средний
износ по
вклады
шам
1
4
1
1
5
6
7
А 0,06
0,06
0,04
0,03
0,02
0,042
1В
0,04
0,01
0,01
0,02
0,01
0.018
С 0,06
0.01
0,01
0,01
0,01
0,02
А 0,06
0,06
0,04
0,03
0,02
0,042
2В
0,03
0,01
0,01
0,01
0,01
0,014
С 0,06
0,01
0,02
0,01
0,01
0,022
'А
0,05
0,06
0,05
0,01
0,01
0,036
3В
0,03
0,01
0,01
0,02
0,01
0,016
С 0,02
0,01
0,01
0,01
0,01
0,012
Средний износ:
А 0,056
0,06
0,043
0.023
0,016
0,04
а) в плоскости • В
0,033
0,01
0,014
0,016
0,01
0,018
С 0,047
0,01
0,0133
0,01
0,01
0,018
б) по вкладышу .
•••
0,045
0,0267 0,0221
0,0164
0,012
0,0253
Средняя овальность . . 0,0266 0,05
0,033
0,0167
0,0066
0,0262
Средняя конусность . . 0,02
0,00
0,0033
0,0066
0,0033 0,0066
Закономерно, что износ в направлении АА в два с лишним раза превы-
износ в направлениях ВВ и СС. Так же, как и в коренных шей-
коленчатого вала и по тем же причинам, износ коренных вклады-
возрастал по мере удаления их от маховика.
сил
ках
шей
в направлении АА в два с лишним раза превы-
2 ЦНИИРф, Труды, выл XIV
17
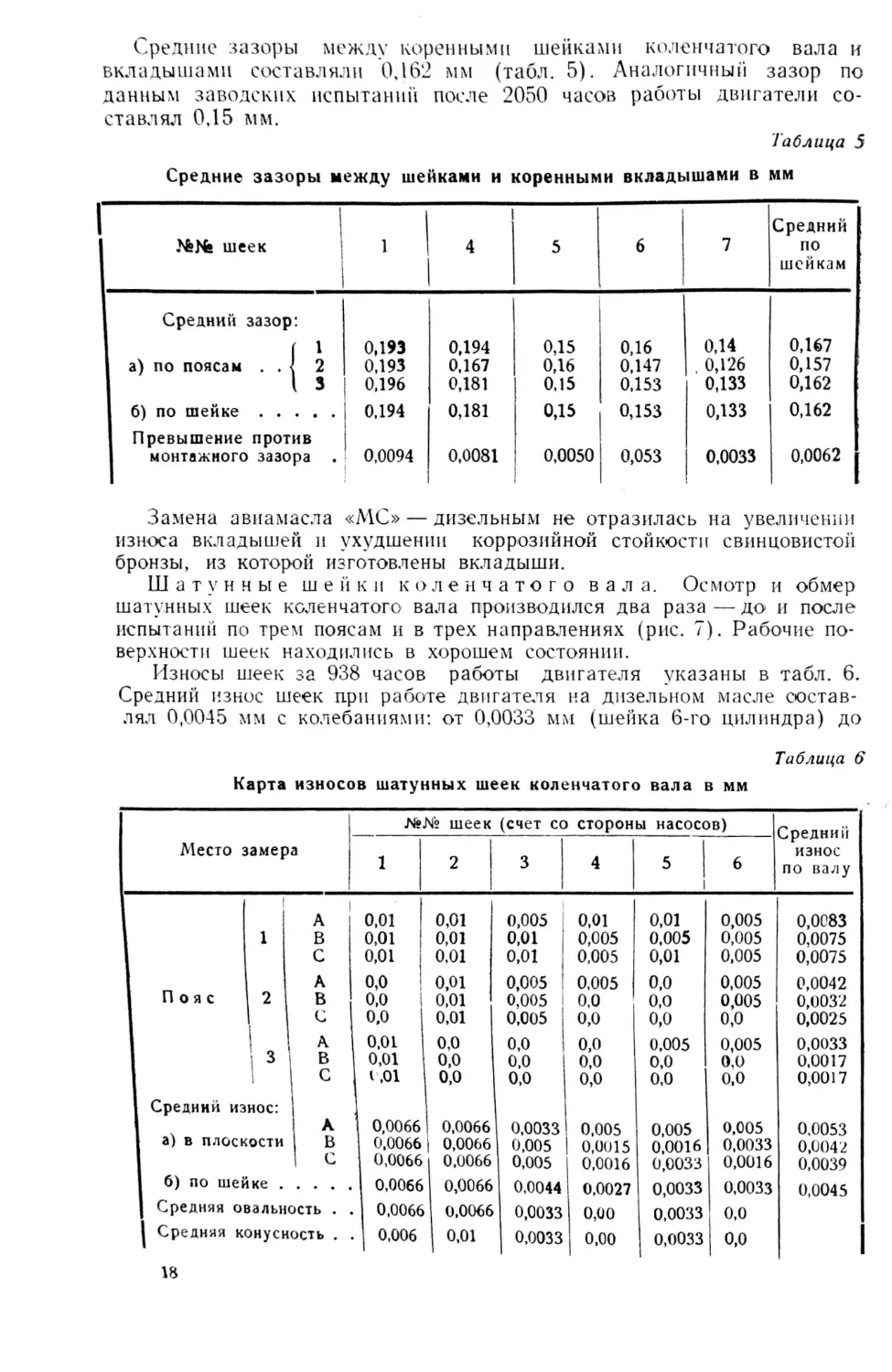
Средние зазоры между коренными шейками коленчатого вала и
вкладышами составляли 0,162 мм (табл. 5). Аналогичный зазор по
данным заводских испытаний после 2050 часов работы двигатели со
ставлял 0,15 мм.
Таблица 5
Средние зазоры между шейками и коренными вкладышами в мм
1 NoNo шеек
1
4
5
6
7
Средний
по
шейкам
Средний зазор:
[1
0,193
0,194
0,15
0,16
0,14
0,167
а)попоясам..< 2
13
0,193
0,196
0,167
0,181
0,16
0,15
0,147
0.153
0,126
0,133
0,157
0,162
б) по шейке..................
Превышение против
0,194
0,181
0,15
0,153
0,133
0,162
монтажного зазора
0,0094 0,0081
0,0050 0,053
0,0033
0,0062
Замена авиамасла «МС» — дизельным не отразилась на увеличении
износа вкладышей и ухудшении коррозийной стойкости свинцовистой
бронзы, из которой изготовлены вкладыши.
Шатунные шейки коленчатого вала. Осмотр и обмер
шатунных шеек коленчатого вала производился два раза — до и после
испытаний по трем поясам и в трех направлениях (рис. 7). Рабочие по
верхности шеек находились в хорошем состоянии.
Износы шеек за 938 часов работы двигателя указаны в табл. 6.
Средний износ шеек при работе двигателя на дизельном масле состав
лял 0,0045 мм с колебаниями: от 0,0033 мм (шейка 6-го цилиндра) до
Карта взносов шатунных шеек коленчатого вала в мм
Таблица 6
Место з амера
NoNo шеек (счет со стороны насосов)
Средний
износ
по валу
1
2
3
4
5
6
А 0,01
0,01
0,005 0,01
0,01
0,005
0,0083
1
В 0,01
0,01
0,01
0,005 0,005 0,005
0,0075
С 0,01
0,01
0,01
0,005 0,01
0,005 0,0075
А 0,0
0,01
0,005 0,005 0,0
0,005
0,0042
Пояс2В
0,0
0,01
0,005 0,0
0,0
0,005
0,0032
С
1
0,0
0,01
0,005 0,0
0,0
0,0
0,0025
А 0,01
0,0
0,0
0,0
0,005 0,005
0,0033
3
в 0,01
0,0
0,0
0,0
0,0
0,0
0,0017
С V.01
0,0
0,0
0,0
0,0
0,0
0,0017
Средний износ:
А 0,0066 0,0066 0,0033 0,005 0,005 0,005 0,0053
а) в плоскости В 0,0066 1 0,0066 0,005 0,0015 0,0016 0,0033 0,0042
С 0,0066 0,0066 0,005 0,0016 0,0033 0,0016 0,0039
6) по шейке................. 0,0066 0,0066 0,0044 0,0027 0,0033 0,0033 0,0045
Средняя овальность . . 0,0066 0,0066 0,0033 0,00
0,0033 0,0
Средняя конусность . . 1 0,006 0,01
0,0033 0,00
0,0033 0,0
18
0,0066 мм (шейка 1-го цилиндра). Если принять начальный диаметр
новых шеек 84,93 мм, то за 1048 часов работы двигателя на авиа масле
«МС», средний износ шатунных шеек составил 0,0125 мм с колеба
ниями’: от 0,0067 мм (шейка 6-го цилиндра) до 0,02 мм (шейка 1-го
цилиндра). В обоих случаях износ шатунных шеек возрастал по мере
удаления их от маховика.
Из приведенных данных следует, что удельный износ шатунных шеек
при работе двигателя на авиамасле «МС» в два раза больше, чем при
работе на дизельном масле.
Незначительный суммарный средний износ шатунных шеек за 1986
часов работы двигателя на авиационном и дизельном маслах, 0,017 мм,
свидетельствует о том, что шатунные шейки коленчатого вала пригод
ны для дальнейшей эксплуатации и их моторесурс значительно превос
ходит гарантию завода-изготовителя.
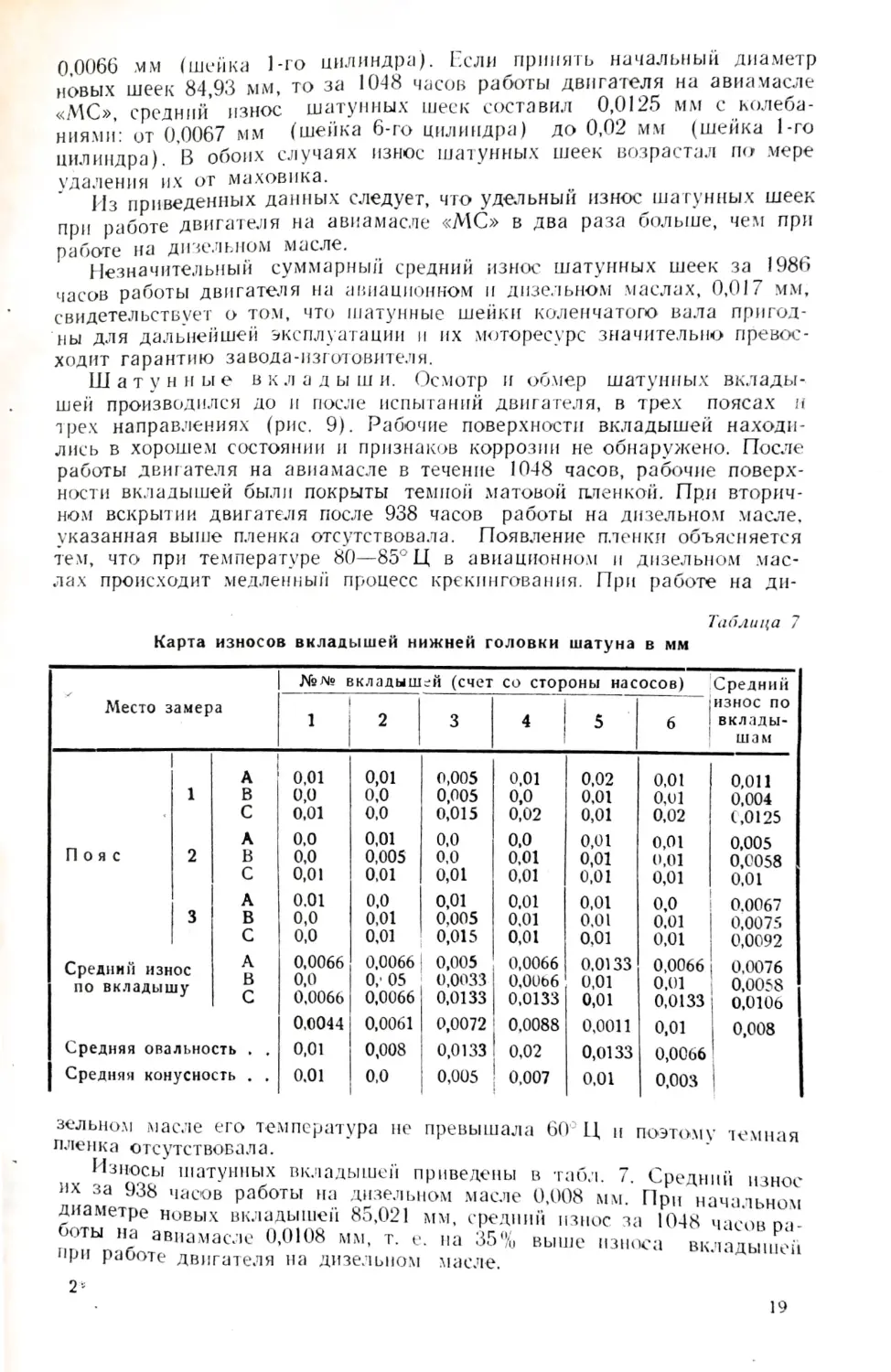
Шатунные вкладыши. Осмотр и обмер шатунных вклады
шей производился до и после испытаний двигателя, в трех поясах и
трех направлениях (рис. 9). Рабочие поверхности вкладышей находи
лись в хорошем состоянии и признаков коррозии не обнаружено. После
работы двигателя на авиамасле в течение 1048 часов, рабочие поверх
ности вкладышей были покрыты темной матовой пленкой. При вторич
ном вскрытии двигателя после 938 часов работы на дизельном масле,
указанная выше пленка отсутствовала. Появление пленки объясняется
тем, что при температуре 80—85° Ц в авиационном и дизельном мас
лах происходит медленный процесс крекингования. При работе на ди -
Карта износов вкладышей нижней головки шатуна в мм
масле его температура не
Место замера
NoNo Iгкладыш
1
2
А 0,01
0,01
1
В 0,0
0,0
С 0,01
0,0
А 0,0
0,01
Пояс
2
В 0,0
0,005
С 0,01
0,01
А 0.01
0,0
3
В 0,0
0,01
С 0,0
0,01
Средний износ
А
R
0,0066
00
0,0066
0105
по вкладышу
С 0,0066
Ѵ> Ѵ*-'
0,0066
0,0044 0,0061
Средняя овальность . . 0,01
0,008
Средняя конусность . . 0,01
0,0
Таблица 7
й (счет со стороны насосов) Средний
износ по
3
4
1
5
6
вклады
шам
0,005 0,01
0,02
0,01
0,011
0,005 0,0
0,01
о,иі
0,004
0,015 0,02
0,01
0,02
(,0125
0,0
0,0
0,01
0,01
0,005
0,0
0,01
0,01
0,01
0,0058
0,01
0,01
0,01
0,01
0,01
0,01
0,01
0,01
0,0
0.0067
0,005 0,01
0,01
0,01
0,0075
0,015 0,01
0,01
0,01
0,0092
0,005 0,0066 0,0133 0,0066 0,0076
0,0033 0,0066 0,01
0,01
0,0058
0,0133 0,0133 0,01
0,0133 0,0106
0,0072 0,0088 0,0011 0,01
0,008
0,0133 0,02
0,0133 0,0066
0,005 0,007 0,01
0,003
превышала 60° Ц н поэтому
зельном
пленка отсутствовала.
и„ tl3HaoCob! шатУннь'х вкладышей приведены в табл. 7. Средний износ
ИХ за yjs часов работы на дизельном масле 0,008 мм. При начальном
диаметре новых вкладышей 85,021 мм, средний износ за 1048 часов па
^ЫраНітеВИлаМаСЛе 0’0108 ММ> Т' е‘ ”а 35% ВЫШе ИЗН0Са вкладышей
раооте двигателя на дизельном масле.
темная
19
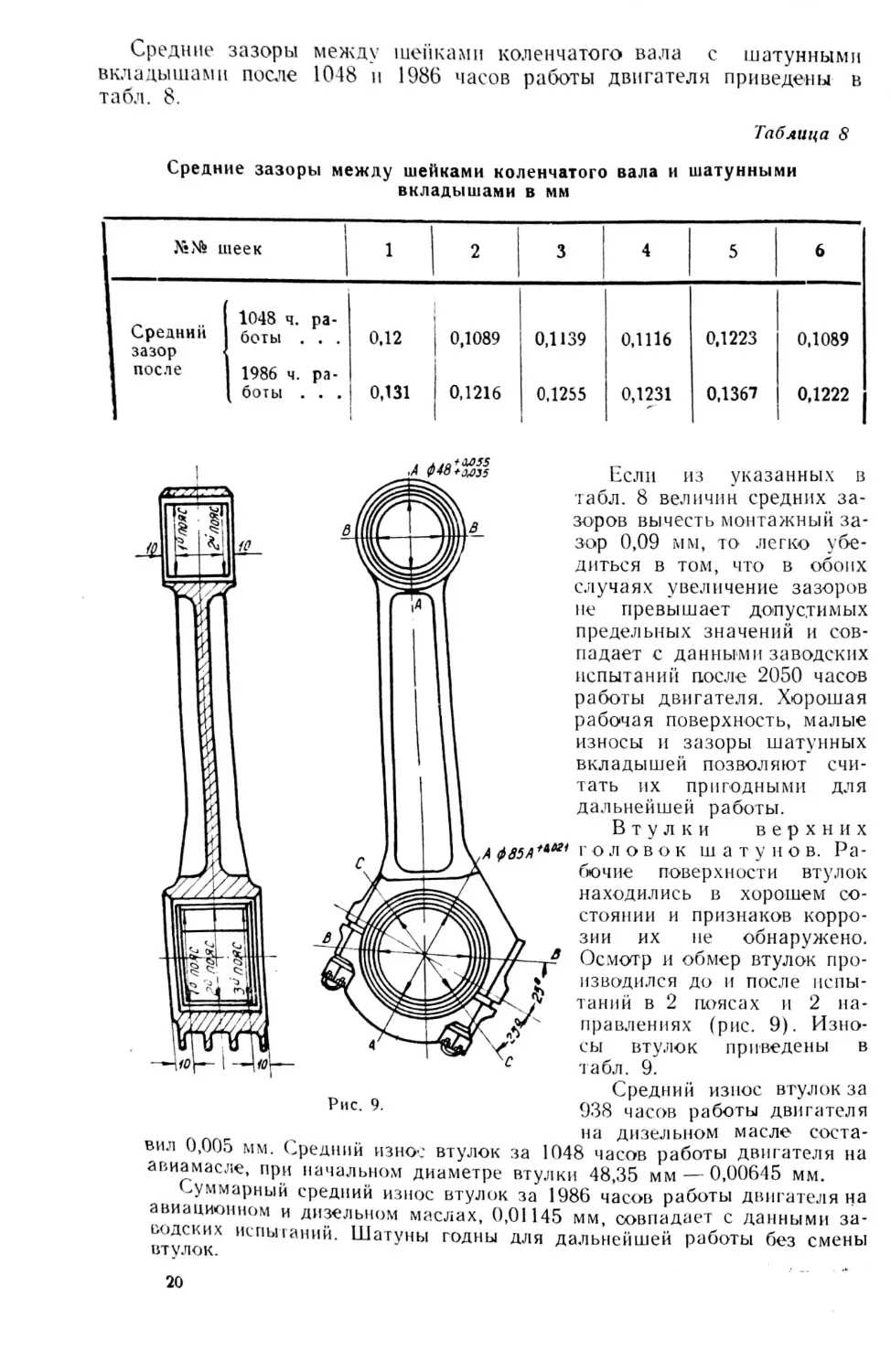
Средние зазоры между шейками коленчатого вала с шатунными
вкладышами после 1048 и 1986 часов работы двигателя приведены в
табл. 8.
Средние зазоры между шейками коленчатого вала и шатунными
вкладышами в мм
Таблица 8
1
NoNo иіеек
1
2
3
4
5
6
I Средний ' 1048 ч. ра
боты,, .
0,12
0,1089
0,1139
0,1116
0,1223
0,1089
1 зазор
J
1 после
1986 ч. ра-
[боты... 0,131
1
0,1216
0,1255
0,1231
и***
0,1367
0,1222
,А ф4о+Л035
Рис. 9.
Если из указанных в
табл. 8 величин средних за
зоров вычесть монтажный за
зор 0,09 мм, то легко убе
диться в том, что в обоих
случаях увеличение зазоров
не превышает допустимых
предельных значений и сов
падает с данными заводских
испытаний после 2050 часов
работы двигателя. Хорошая
рабочая поверхность, малые
износы и зазоры шатунных
вкладышей позволяют счи
тать их пригодными для
дальнейшей работы.
Втулки верхних
головок шатунов. Ра
бочие поверхности втулок
находились в хорошем со
стоянии и признаков корро
зии их не обнаружено.
Осмотр и обмер втулок про
изводился до и после испы
танийв2поясахи 2на
правлениях (рис. 9). Изно
сы втулок приведены в
табл. 9.
Средний износ втулок за
938 часов работы двигателя
п
_
на дизельном масле соста
вил 0,005 мм. Средний износ втулок за 1048 часов работы двигателя на
авиамасле, при начальном диаметре втулки 48,35 мм —0,00645 мм.
уммарный средний износ втулок за 1986 часов работы двигателя на
авиационном и дизельном маслах, 0,01145 мм, совпадает с данными за-
испыганий- Шатуны годны для дальнейшей работы без смены
20
Гиблица 9
Карта износов втулки верхней головки шатуна в мм
Место замера
NoNo втулок (счет со стороны насосов) Средний
износ по
втулкам
1
2
3
41516
Пояс 1 (в
0,01
0,005
0,005
0,005
1
0,01
0,0
0,005
0,005
0,005
0,005
0,01
0,0
0,0075
0,0025
2 J А.......................
2 1 В.......................
0,01
0,0
0,005
0,005
0,005
0,005
0,005
0,005
0,01
0,0
0,01
0,0
0,0075
0,0025
а) по
Средний износ:
/А...................... 0,01 0,С05 0,0075 0,005 0,0075 0,01
0.0075
б) по
1 В.......................
втулке ...............................
0,0025
0,0063
0,005
0,005 і
0,0025
0,005
0,005
0,005
0,0
0,0038
0,0
0.005 1
0,0025
0,005
Средн яя овальность .................. 0,015 0,005 1 0,005 0,0025 0,015 0,02
*
1
Средняя конусность ..................
0,005 0,0
0,0
0,0025
і
0,005 0,0
і
—22—
50----
--- --
50
__
!—22—
7//Л7//Л7Л
£
Cj
I
‘а
7777Х/77
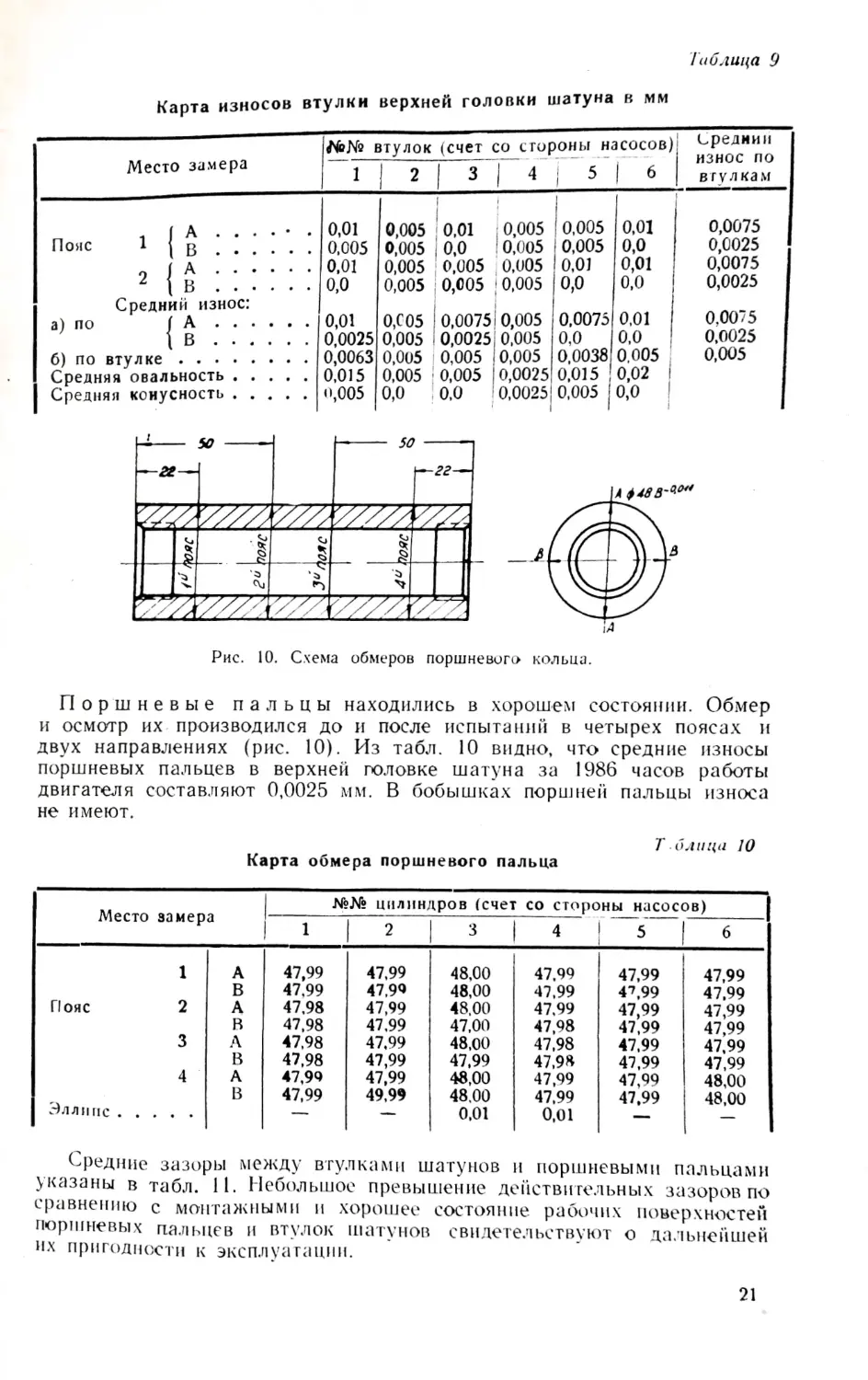
Рис. 10. Схема обмеров поршневого кольца.
Поршневые пальцы находились в хорошем состоянии. Обмер
и осмотр их производился до и после испытаний в четырех поясах и
двух направлениях (рис. 10). Из табл. 10 видно, что средние износы
поршневых пальцев в верхней головке шатуна за 1986 часов работы
двигателя составляют 0,0025 мм. В бобышках поршней пальцы износа
не имеют.
Т блица 10
Карта обмера поршневого пальца
1
Место замера
NoNo цилиндров (счет со стороны насосов)
|
1
2
3
4
5
6
1
А 47,99
47,99
48,00
47,99
47,99
47,99
В 47,99
47,99
48,00
47,99
47,99
47,99
Пояс
2
А 47.98
47,99
48,00
47,99
47,99
47,99
В 47,98
47,99
47,00
47,98
47,99
47,99
3
А 47,98
47,99
48,00
47,98
47,99
47,99
В 47.98
47,99
47,99
47,98
47,99
47,99
4
А 47,99
47,99
48,00
47,99
47,99
48,00
Эллипс . .
В 47,99
49,99
48.00
47,99
47.99
48,00
—
—-
0,01
0,01
—
Средние зазоры между втулками шатунов и поршневыми пальцами
Указаны в табл. 11. Небольшое превышение действительных зазоров по
сравнению с монтажными и хорошее состояние рабочих поверхностей
поршневых пальцев и втулок шатунов свидетельствуют о дальнейшей
их пригодности к эксплуатации.
21
Таблица 1J
Средние зазоры между втулками шатунов и поршневыми пальцами в мм
Средний зазор после:
а) 1048 часов работы .
б) 1986 часов работы .
пальцев
1
1
2
3
4
5
6
0,06125
0,0675
0,0475
0,0525
0,05
0,055
0,0537
0,0575
0,054
0,0575
0,055
0,06
*
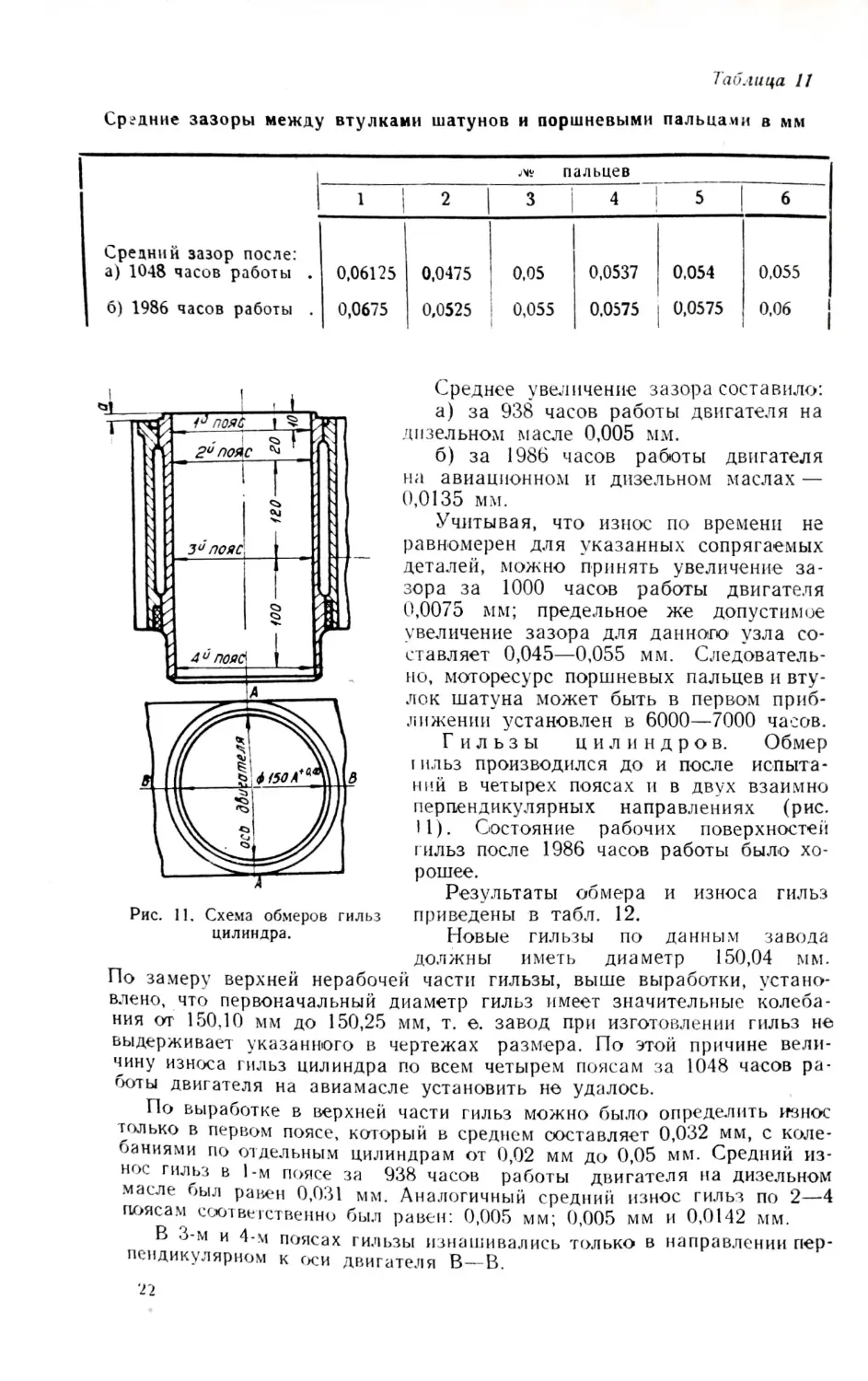
Рис. 11. Схема обмеров гильз
цилиндра.
Среднее увеличение зазора составило:
а) за 938 часов работы двигателя на
дизельном масле 0,005 мм.
б) за 1986 часов работы двигателя
на авиационном и дизельном маслах —
0,0135 мм.
Учитывая, что износ по времени не
равномерен для указанных сопрягаемых
деталей, можно принять увеличение за
зора за 1000 часов работы двигателя
0,0075 мм; предельное же допустимое
увеличение зазора для данного узла со
ставляет 0,045—0,055 мм. Следователь
но, моторесурс поршневых пальцев и вту
лок шатуна может быть в первом приб
лижении установлен в 6000—7000 часов.
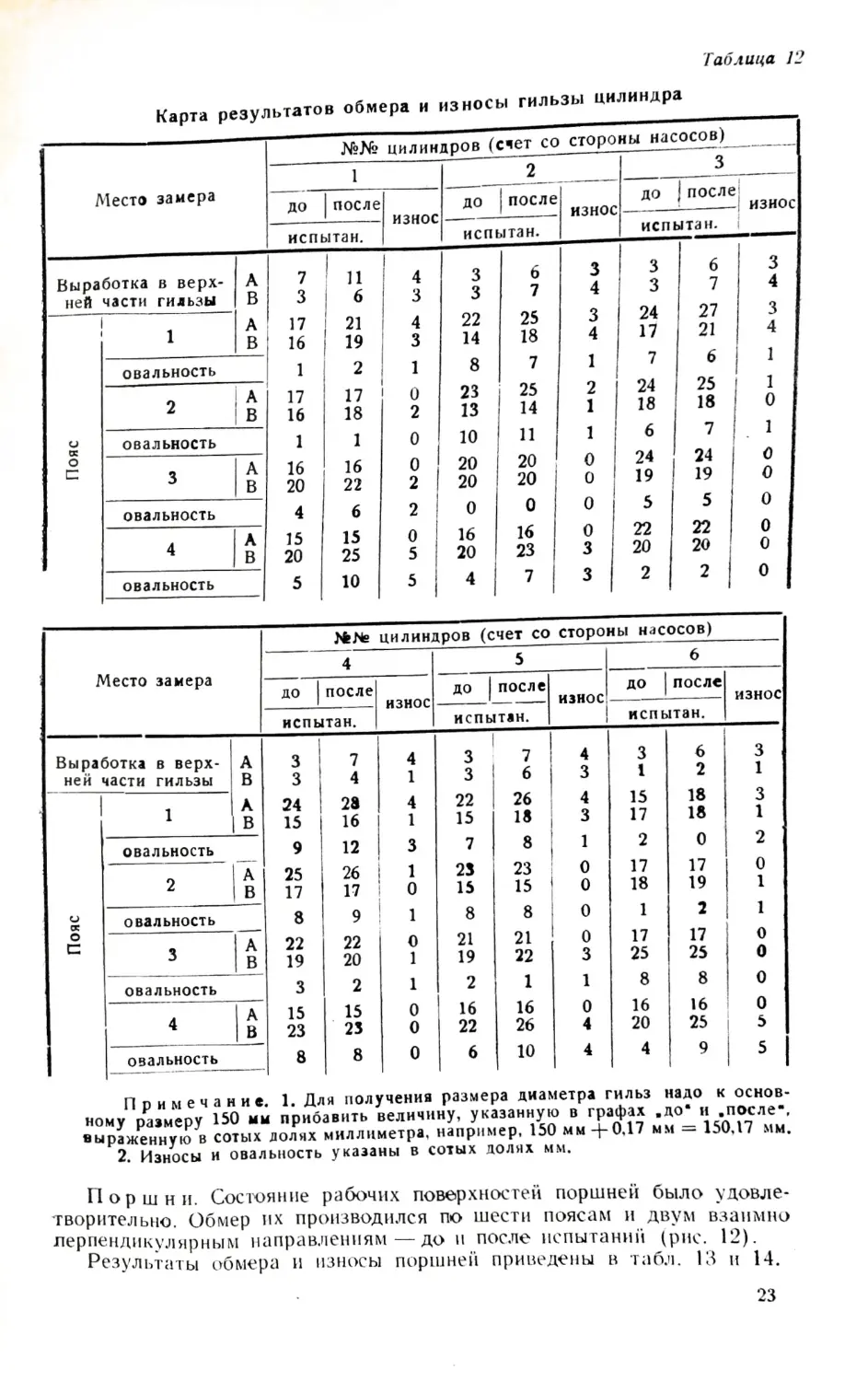
Гильзы цилиндров. Обмер
1 ильз производился до и после испыта
ний в четырех поясах и в двух взаимно
перпендикулярных направлениях (рис.
II). Состояние рабочих поверхностей
гильз после 1986 часов работы было хо
рошее.
Результаты обмера и износа гильз
приведены в табл. 12 .
Новые гильзы по данным завода
должны иметь диаметр 150,04 мм.
По замеру верхней нерабочей части гильзы, выше выработки, устано
влено, что первоначальный диаметр гильз имеет значительные колеба
ния от 150.10 мм до 150,25 мм, т. е. завод при изготовлении гильз не
выдерживает указанного в чертежах размера. По этой причине вели
чину износа гильз цилиндра по всем четырем поясам за 1048 часов ра
боты двигателя на авиамасле установить не удалось.
По выработке в верхней части гильз можно было определить износ
только в первом поясе, который в среднем составляет 0,032 мм, с коле
баниями по отдельным цилиндрам от 0,02 мм до 0,05 мм. Средний из
нос гильз в 1-м поясе за 938 часов работы двигателя на дизельном
масле был равен 0,031 мм. Аналогичный средний износ гильз по 2—4
поясам соответственно был равен: 0,005 мм; 0,005 мм и 0,0142 мм.
В 3-м и 4-м поясах гильзы изнашивались только в направлении пер
пендикулярном к оси двигателя В—В.
Таблица 12
Карта результатов обмера и взносы гильзы цилиндра
NoNo цил индров (счет со стороны насосов)
1
2
Место замера
после
до
износ
исп
Выработка в верх
ней части гильзы
7
В
А
В
17
16
1
CJ
СК
о
С
овальность
2
А
В
овальность
3
А
В
овальность
4
А
В^
овальность_____
17
16
1
16
20
4
15
20
5
после
до
после
износ
износ
испытан.
до
Ы Гап.
гг
6
4
3
3
3
6
7
3
4
3
3
6
7
,
21
19
4
3
22
14
25
18
3
4
24
17
27
21
2
1
8
7
1
7
61
17
18
0
2
23
13
25
14
2
1
24
18
25I
18
1
0
10
11
1
6
7J
16
0
20
20
0
24
241
22
2
20
20
0
19
19
6
2
0
0
0
5
5
15
0
16
16
0
22
22
25
5
20
23
3
20
20
10
5
4
7
3
2
2
3
4
3
4
1
1
О
1
О
О
О
О
О
Место замера
Выработка в верх
ней части гильзы
Iв
Q
СК
О
1
овальность
2
А
В
овальность
3
А
В^
овальность
4
А
В_
овальность_____
А
В
О
NoМе цилиндров (счет со стороны насосов)_______
4
5
6
до после износ
до после износ
до после износ
испытан.
испытан.
испытан.
з74
3
7
4
3
6
3
3
4
1
3
6
3
1
2
1
24
28
4
22
26
4
15
18
3
15
16
1
15
18
3
17
18
1
9
12
3
7
8
1
2
0
2
25
26
1
23
23
0
17
17
0
17
17
0
15
15
0
18
19
1
8
9
1
8
8
0
1
2
1
22
22
0
21
21
0
17
17
0
19
20
1
19
22
3
25
25
0
3
2
1
2
1
1
8
8
0
15
15
0
16
16
0
16
16
0-
AW
23
23
0
22
26
4
20
25
5
8
8
0
6
10
4
4
9
51
надо
і прибавить величину, указанную в графах .до* и
долях миллиметра, например, 150 мм -f-0,17 мм —
_
1. Для получения размера диаметра
Примечание,
ному размеру 150 мм
выраженную в сотых .
....
2. Износы и овальность указаны в сотых долях мм.
гильз
к основ-
[ .после-,
150,17 мм.
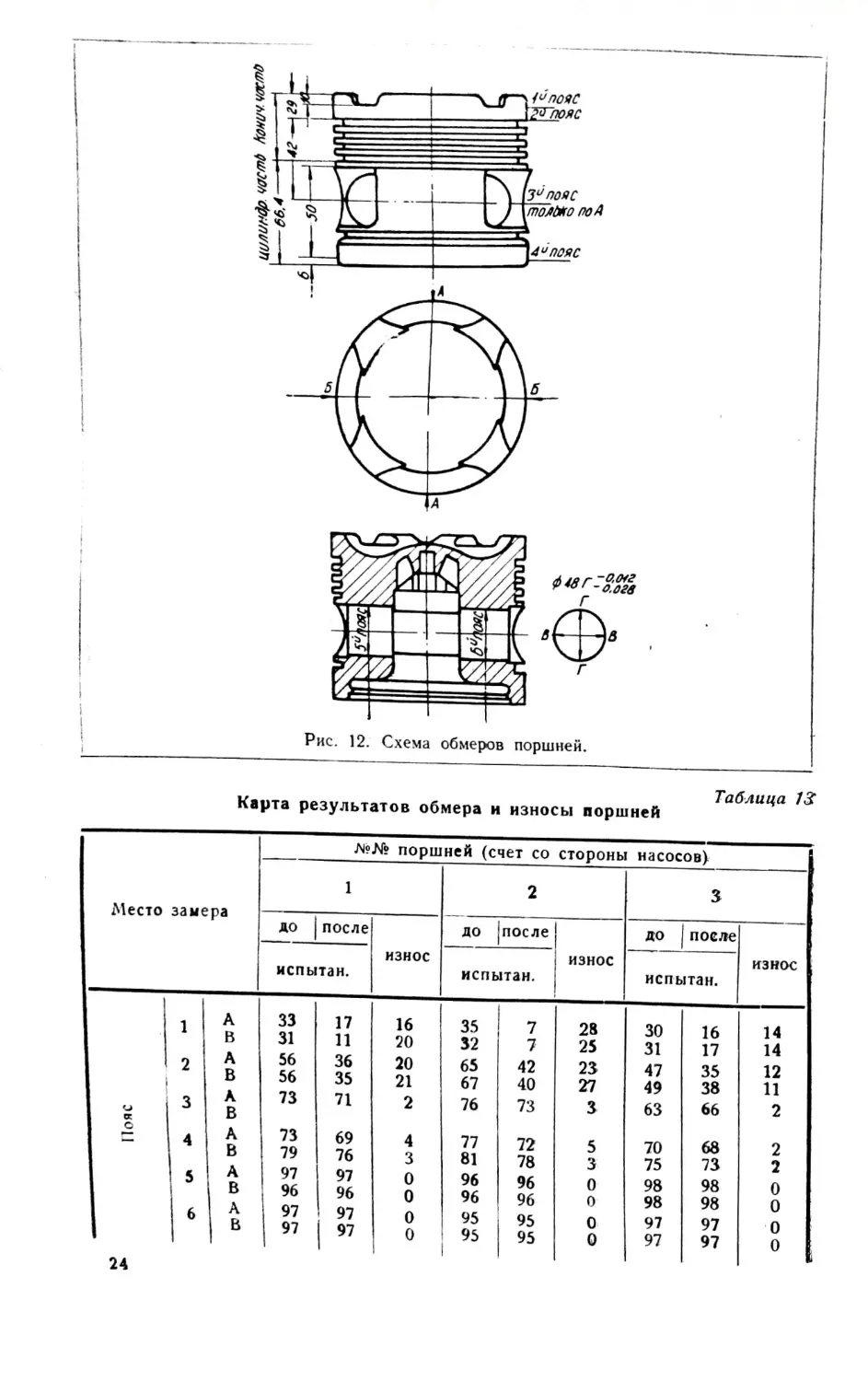
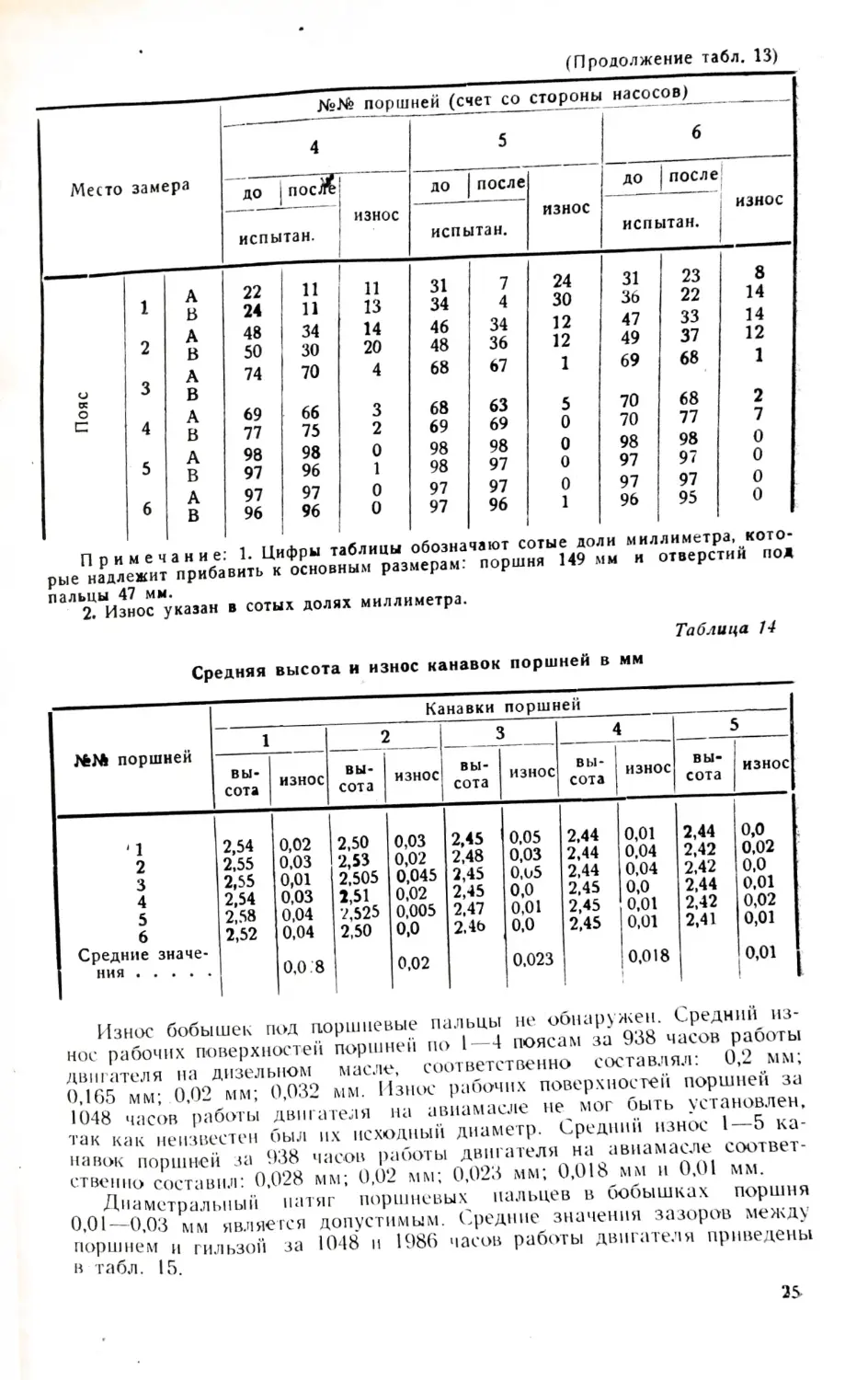
Поршни. Состояние рабочих поверхностей поршней было удовле
творительно. Обмер их производился по шести поясам и двум взаимно
перпендикулярным направлениям—до и после испытаний (рис. 12).
Результаты обмера и износы поршней приведены в табл. 13 и 14.
23
Рис. 12. Схема обмеров поршней.
Карта результатов обмера и взносы поршней
13
___________ п о рш н ей (счет со
сторонъ насосов}
Место замеса
1
2
3
до после
до после
ДО после
--—
испытан.
износ
________
испытан.
износ
испытан.
износ
1
А
ВА
33
31
17
11
16
20
35
32
7
7
28
25
30
31
16
17
14
14
і
2
А
В
ж
56
56
36
35
20
21
65
67
42
40
23
27
47
49
35
38
12
11
ок
3А
В
73
71
2
76
73
3
63
66
2
о
4
5
6
А
В
А
В
А
В
73
79
97
96
97
97
69
76
97
96
97
197
4
3
0
0
0
0
77
81
96
96
95
95
72
78
96
96
95
95
5
3
0
0
0
0
70
75
98
98
97
97
68
73
98
98
97
97
2
2
0
0
0
0
24
(Продолжение табл. 13)
NoNo попшней (счет со стороны_насосов)_
6
5
4
Место замера
ДО I ПОсЖІ
до после
до после
износ
износ
износ
испытан
испытан.
испытан.
А
В
А
В
А
В
А
В
А
В
А
В
22
24
48
50
74
69
77
98
97
97
96
11
11
34
30
70
66
75
98
96
97
96
11
13
14
20
4
3
2
0
1
0
0
31
34
46
48
68
68
69
98
98
97
97
7
4
34
36
67
63
69
98
97
97
96
обозначают
Ппимечаиие: 1. Цифры таблицы обозна
рые надлежит прибавить к основным размерам.
ПаЛ г“износ“указан в сотых долях миллиметра.
24
30
12
12
5
0
0
О
О
1
31
36
47
49
69
70
70
98
97
97
96
23
22
33
37
68
68
77
98
97
97
95
8
14
14
12
2
7
0
0
0
О
— • сотые доли миллиметра,кото-
поршня 149 мм и <отверстии под
Таблица 14
Средняя высота н износ канавок поршней в мм
1
2
3
4
NoNo поршней
вы
сота износ вы
сота износ вы
сота износ вы
сота износ вы
сота
Ч
2
3
4
5
6
2,54
2,55
2,55
2,54
2,58
2,52
0,02
0,03
0,01
0,03
0,04
0,04
2,50
2,53
2,505
2,51
2,525
2,50
0,03
0,02
0,045
0,02
0,005
0,0
2,45
2,48
2,45
2,45
2,47
2.4Ь
0,05
0,03
0.U5
0,0
0,01
0,0
2,44
2,44
2,44
2,45
2,45
2,45
0,01
0,04
0,04
0,0
0,01
0,01
2,44
2,42
2,42
2,44
2,42
2,41
Средние значе
ния ............. 0,0.8
0,02
1 0,023
0,018
износ
0,0
0,02
0,0
0,01
0,02
0,01
0,01
о
к
о
1
2
3
4
5
6
Износ бобышек
нос і
двигателя на дизельном
1—4 поясам за 938 часов раооты
соответственно составлял: 0,2 мм;
......
—__
; ПОД поршневые пальцы не обнаружен. Средний^ не
рабочих поверхностей поршней по 1
0'165ТммЯ 0 02ПммЛ0 032 мТизнTMрабочих'поверхностей поршней за
работы двигателя »« авіамасле не мог
так как неизвестен был их исходный диаметр^
соответ-
навок поршней за 938 часов Работы двиіателя на авиамаьпе соотв
ственно составил- 0,028 мм; 0,02 мм; 0,023 мм; 0,018 мм и 0,01 мм.
ДиамХльнын натяг поршневых пальцев в бобышках поршня
0,01—0,03 мм является допустимым. Средние значения зазоров мен'Д>
поршнем и гильзой за 1048 и 1986 часов работы двигателя приведены
в табл. 15.
25
Таблица 15
Средние значения зазоров между поршнем и гильзой цилиндра в мм
1
NoNo поршней____________________
1
2
3‘1
4
5
6
1 Между головкой пор- '
1
шня и гильзой в ВМТ:
I а) после 1048 часов ра-
1
боты ... .................
1 6) после 1986 часов ра-
0,525
0,53
0,725
0,67
0,72
0,68
0,99
0,79
0,775
0,79
0,865
0,79
I Между тройном и гиль-
1
зой в ВМГ после:
1 а) 1048 часов работы . 0,43
0,41
0,51
0,475
0,5
0,48
I б) 1986 часов работы .
1 Между трояком и гиль-
0,475
0,455
0,5325
0,505
0,5325 0,53
зой в ВМТ после:
I а) 1048 часов работы . 0,425
0.42
0,5
0,46
0,5
0,45
6) 1986 часов работы . 0,485
0,475
0,52
0,485
0,545
0,52
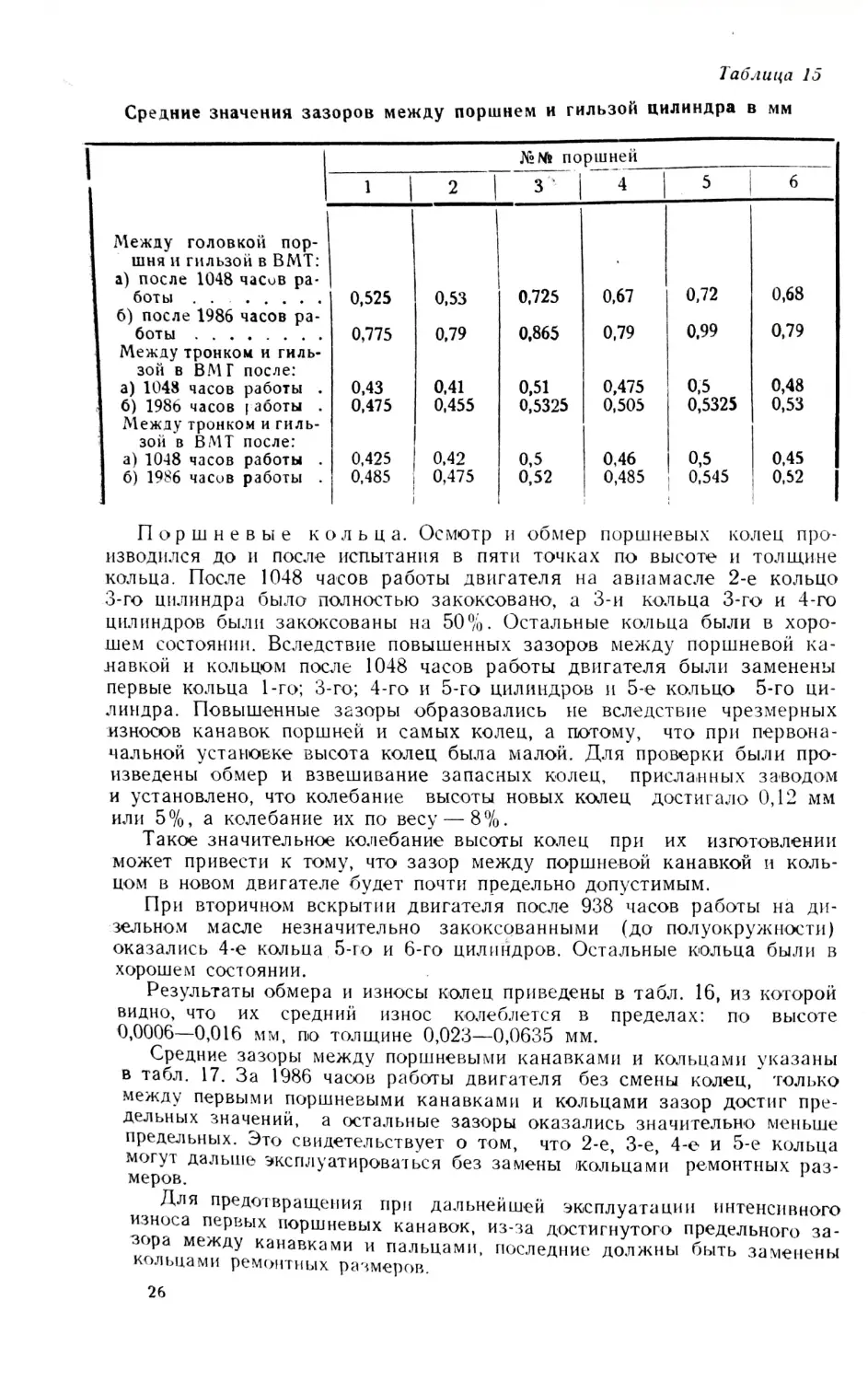
Поршневые кольца. Осмотр и обмер поршневых колец про
изводился до и после испытания в пяти точках по высоте и толщине
кольца. После 1048 часов работы двигателя на авиа масле 2-е кольцо
3-го цилиндра было полностью закоксовано, а 3-и кольца 3-го и 4-го
цилиндров были закоксованы на 50%. Остальные кольца были в хоро
шем состоянии. Вследствие повышенных зазоров между поршневой ка
навкой и кольцом после 1048 часов работы двигателя были заменены
первые кольца 1-го; 3-го; 4-го и 5-го цилиндров и 5-е кольцо 5-го ци
линдра. Повышенные зазоры образовались не вследствие чрезмерных
мзносов канавок поршней и самых колец, а потому, что при первона
чальной установке высота колец была малой. Для проверки были про
изведены обмер и взвешивание запасных колец, присланных заводом
и установлено, что колебание высоты новых колец достигало 0,12 мм
или 5%, а колебание их по весу — 8% .
Такое значительное колебание высоты колец при их изготовлении
может привести к тому, что зазор между поршневой канавкой и коль
цом в новом двигателе будет почти предельно допустимым.
При вторичном вскрытии двигателя после 938 часов работы на ди
зельном масле незначительно закоксованными (до полуокружности)
оказались 4-е кольца 5-го и 6-го цилиндров. Остальные кольца были в
хорошем состоянии.
Результаты обмера и износы колец приведены в табл. 16, из которой
видно, что их средний износ колеблется в пределах: по высоте
0,0006—0,016 мм, по толщине 0,023—0,0635 мм.
Средние зазоры между поршневыми канавками и кольцами указаны
в табл. 17. За 1986 часов работы двигателя без смены колец, только
между первыми поршневыми канавками и кольцами зазор достиг пре
дельных значений, а остальные зазоры оказались значительно меньше
предельных. Это свидетельствует о том, что 2-е, 3-е, 4-е и 5-е кольца
могут дальше эксплуатироваться без замены (кольцами ремонтных раз
меров.
1
Для предотвращения при дальнейшей эксплуатации интенсивного
износа первых поршневых канавок, из-за достигнутого предельного за
ора между канавками и пальцами, последние должны быть заменены
кольцами ремонтных размеров.
26
Таблица 16
Средняя высота, толщина и износ поршневых колец в мм
NoNo поршней
и место замера
NoNo колец
1
1
2
3
4
5______
После
испыт. Износ
, После
' испыт
• Износ После
испыт Изно(_ После
с испыт
•L
• 1 Износ, После
' испыт. Износ!
2,38 0,0
А.
2,365
Выс
0,005
ота
2,37 0,005 2,365 ,0,0 I 2,36 0,0 !
1
2,39 0,015 2,37 0,0
2,37 0,0
2.37 0,002 2,37 0,005 I
2о
2,36 0,015 2,36 0,005 2.375 0,007 2,375 0,0
2,38 0,0 ;
3А
2,35 0,02 2,365 0,013 , 2,37 0,005 2,38 0,0
2,37 0.005 I
4
2,34 0,04 2,36 0,005 2,365 0,005 2.375 0,0
2,37 0,0 j
5
2,35 0,01 2,36 0,01 2,37 0,005 2.375 0,0
2,37 0,015 1
6
-
0,016
1
0,0063
0,0045 __ 0,0006,
«и* 0,00421
Средние значения
1
5,256 0,047 1
Б.1
5,148
олш
0,034
ина
5,244 0,014 5,32
1
0,06
5,272
0,014 1
2
5,216 0,082 5,2 0,014 5,2 0,003 5,23 0,03
5,294 0,018 I
3
5,385 0,065 5,154 0,016 5,158 0,024 5,145 0,025 5,31 , 0,02 1
4
5,204 0,082 5,32 0,04 5,314 0,046 5,156 0,05
5,33 0,02 1
5
5,25 0,056 5,246 0,02 5,224 0,048 5,108 0,018 5,225 0,05
6
5,05 0,05 5,146 0,014 5,192 0,022 5,236 0,02
5,114 0,208
Средние значения — (1,0635/ — 0,023
0,026
0,0338
—
0,055
Таблица 17
кольцом в мм
Средние зазоры между канавкой поршня и поршневым
NoNo колец
NoNo поршней
1
2
3
4
5
Работа двигателя в часах
1048 1986 1048 1986 1048 1986 1048 1986 1048 1986
1 0,14 0,16 0,1
0,135 0,025 0,08 0,065
’1
0.075 0.08 0,08
Средний зазор 2 0,115 0.16 0,14 0,16 0.08 0,11 0,028 0,07 0,025 0,05
между канав- 3 0,165 0,21 0,095 0,15 0,018 0,07 0,025 0,065 0,04 0,04
кой поршня и 4 0,14 0,19 0,112 0,145 0,085 0,09 0,07 0,07 0,055 0,07
кольцом 5 0,16 0,24 0,155 0,165 0,09 0,105 0,065 0,075 0,03 0,05
І6 0,12 0,17 0,13 0,14 0,085 0,09 0.065 0,075 0,015 0,04
Средние значения
Среднее значение
0,14
В 0,1
0,188
39
0,122 0,149 0,064 0,091 0,0364 0,072 0,041 0,055
монтажногозазора
0.08
0,06
0.05
ч 0,04
Превышение фак
тического зазора
над монтажным . 0,05 .0,098 0,042 0,089 0,004 0,031
0,022 0.001 0.015
Предельно допу-
стимыи зазор .
•
0,18
0,16
0.12
0,12
ол
Превышение фак
тического зазора
і
над предельно до-
пустимым . .
•
—
0.008
—
—
—
—
—
—
—
I
27
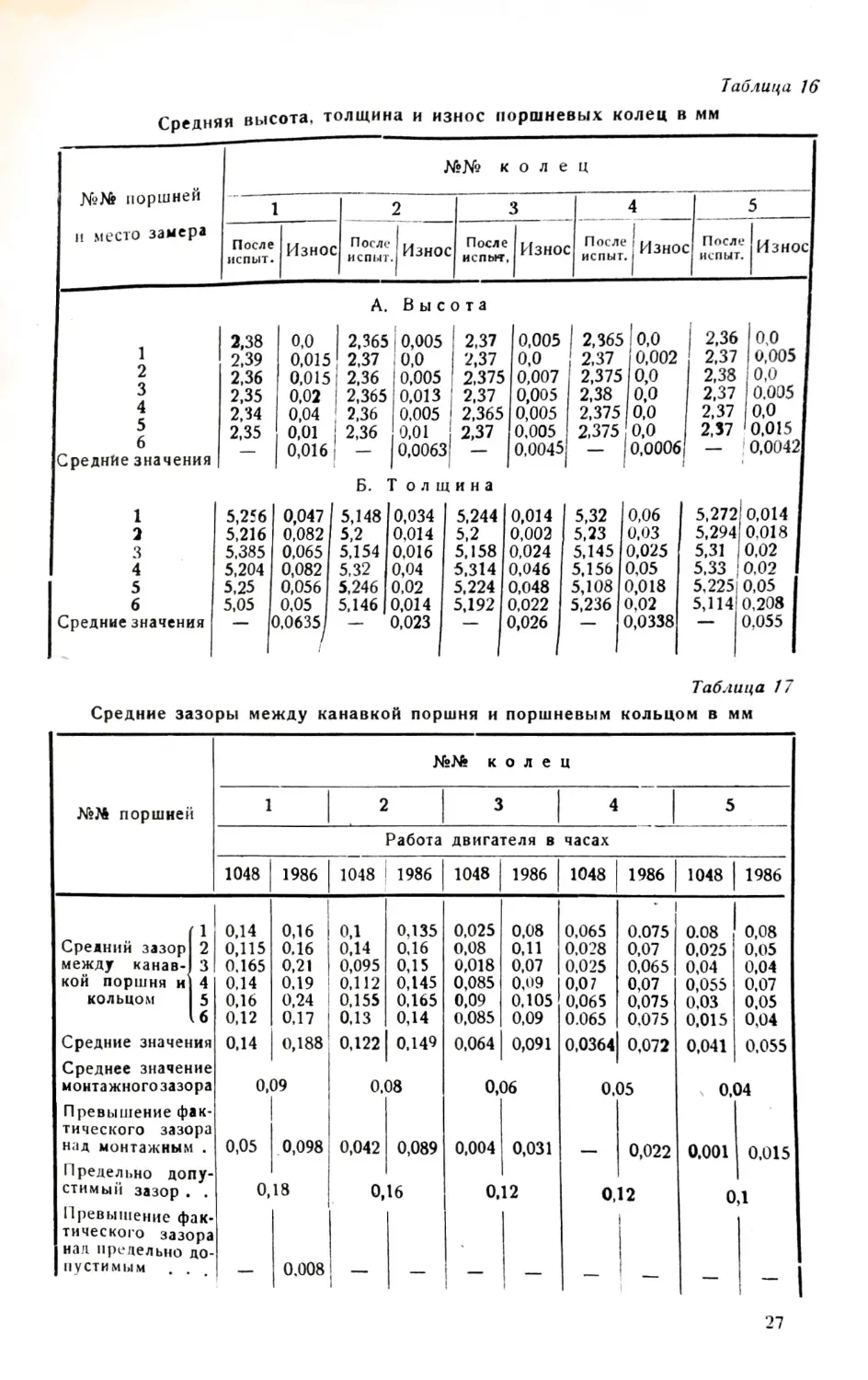
Изменение пружинностн колец может быть охарактеризовано расхо
ждением стыков колец в свободном их состоянии до и после испытаний,
результаты которых приведены в табл. 18.
Таблица 18
Расхождение стыков колец в свободном состоянии до и после испытаний в мм
1
і
No No колец
I NoNo поршней
1
2
1
3
4
5
Работа двигателей в часах
1048 1986 1048 1986 1048 1986 1048 1986 1048 1986
1
І 20,2
18,35 21,85 20,3 22,2 21,0 21,25 20,9 21,9 21,8
2
і 15,7 14,2 21,55 19,7 19,5 18,75 20,25 19,9 22,1 21,6
3
І 20,2 18,8 20,0 19.55 20,6 20,55 20,5 20,4 22.4 20,3
4
20,85 17,4 22,2 22,0 22,25 22,2 21,2 20,8 21,9 21,9
3
20,6 19,1 20,5 19,9 22,1 20,75 21,5 20,15 20,4 19,9
6
17,45 17,1 21,2 17,55 22,6 20,95 20,7 20,3 22,8 21,6
ІСредние значения 19,20 17,5 21,2 19,9 21,5 20,7 20,9 20,4 21,9 21,2
Анализ табл. 18 показывает, что пружинность колец почти не изме
нилась. Хорошее состояние колец подтверждается также снятием гре
бенки по определению давления конца сжатия «РС» в цилиндре дви
гателя. За 938 часов работы двигателя «РС» практически осталось без
изменения. Изложенное свидетельствует, что замена авиамасла дизель
ным не ухудшила условия работы поршневых колец и всей цилиндро
поршневой группы двигателя.
Распределительные валы. Всасывающий и выхлопной рас
пределительные валы замерялись до и после испытаний в двух поясах
Место замера
Карта результатов обмера и износы
NoNo шеек (счет
1
2
3
после до
износ
после до
износ
после до
износ
испытания
испытания
испытания
Пояс .... 1
Пояс ... 2
Пояс....
Пояс....
Всасывающий
А 29,90 I 29,91 0,01 29,90 29,91 0,01 29,90 29.91 0,01
В 29,90 і 29,90 0,01 29,92 29,92 0,0 29,91 29,91 0,0
А 29,92 29.92 0,0 29,90 29,90 0,0 29,90 29,91 0,01
В 29,93 29,93 0,0 29,91 29,91 0.0 29,91 29,91 0,0
Выхлопной
А 1 29,89 29,89 0,0 29,92 29,92 0,0 29,93 29,93 0,0
В 29,90 29,90 0,0
1
29,91 29,92 0,01 29,92 29,93 0,01
А 29.90 29,90 0,0 29,92 29,92 0,0 29,92 29,93 0,01
В 29,91 29,91 ' 0,0 29,92 29,92 0,0 29,92 29,93 0,01
28
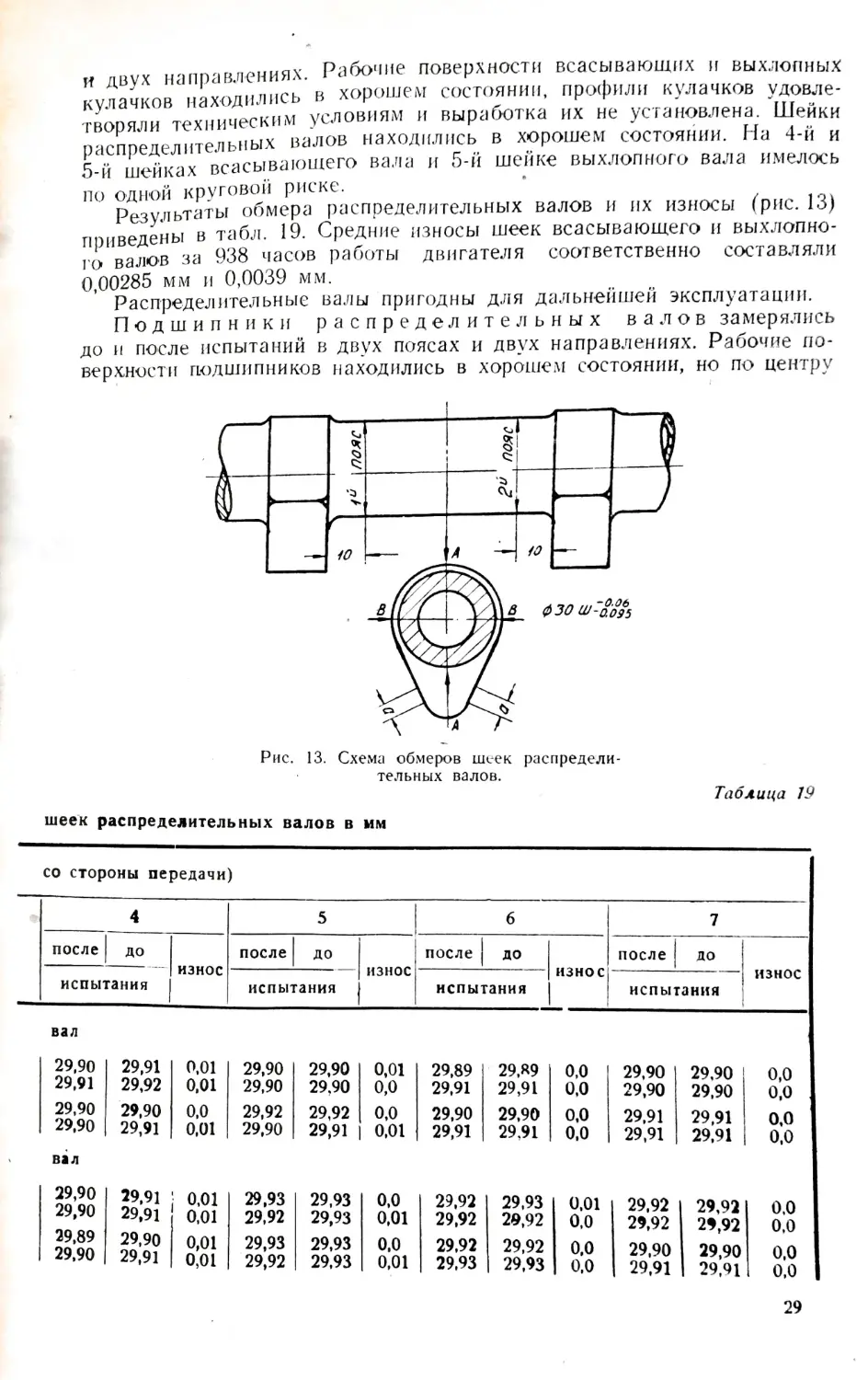
„ двѵх направлениях. Рабочие поверхности всасывающих и выхлопных
кулачков находились в хорошем состоянии, профили кулачков удовле
творяли техническим условиям и выработка их не установлена. Шенки
распределительных валов находились в хорошем состоянии. На 4-и и
5-й шейках всасывающего вала и 5-й шейке выхлопного вала имелось
по одной круговой риске.
Результаты обмера распределительных валов и их износы (рис. 13)
приведены в табл. 19. Средние износы шеек всасывающего и выхлопно
го валов за 938 часов работы двигателя соответственно составляли
0 00285 мм и 0,0039 мм.
ѵ
Распределительные валы пригодны для дальнейшей эксплуатации.
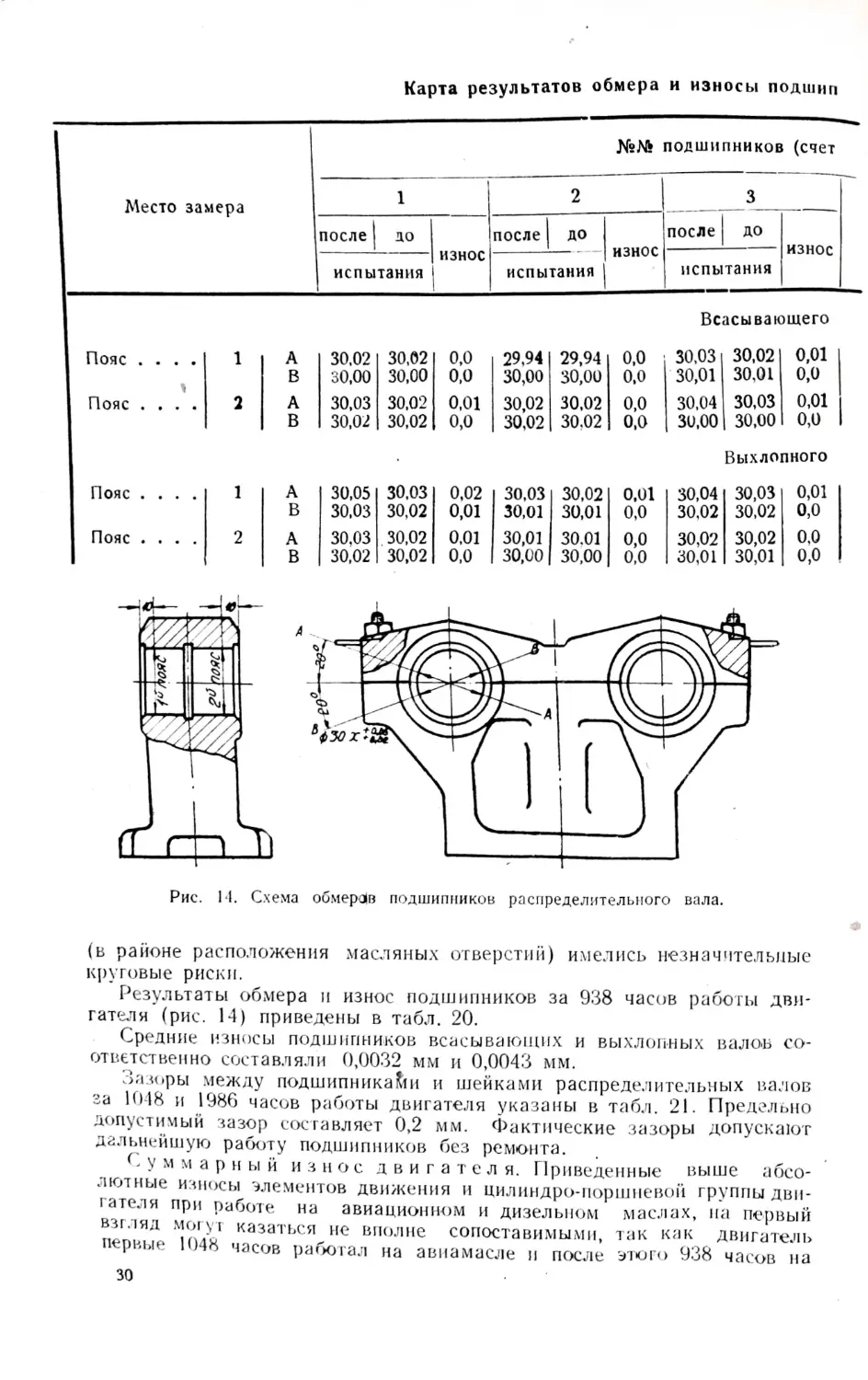
Подшипники распределительных валов замерялись
до и после испытаний в двух поясах и двух направлениях. Рабочие по
верхности подшипников находились в хорошем состоянии, но по центру
Рис. 13. Схема обмеров шеек распредели
тельных валов.
шеек распределительных валов в мм
со стороны передачи)
Таблица 19
________ _
4
5
6
7
после до
износ
после до
износ
после до
износ
после до
износ
испытания
испытания
испытания
испытания
вал
29,90 29,91 0,01 29,90
29,91 29,92 0,01 29,90
29,90 29,90 0,0
29,92
29,90 29,91 0,01 29,90
вал
29,90 29,91 0,01 29,93
29,90 29,91 0,01 29,92
29,89 29,90 0,01 29,93
29,90 29,91 0,01 29,92
29,90 0,01 29,89 29.R9
29,90 0,0
29.91 29,91
29,92 0,0
29,90 29,90
29,91 0,01 29,91 29,91
29,93 0,0
29,92 29,93
29,93 0,01 29,92 29,92
29,93 0,0
29,92 29,92
29,93 0,01 29,93 29,93
0,0
29,90 I 29,90
0,0
0,0
29,90 29,90
0,0
0,0
29.91 29,91
0,0
0,0
29,91 29,91
0,0
0,01 29,92 29,92 0.0
0.0
29,92 29,92 0.0
0,0
29,90 29,90 0,0
0,0
29,91 29,91 0,0
29
Карта результатов обмера и взносы подшип
КвNo подшипников (счет
1
Место замера
_________
1
1
3__________
после до
после до
после до
ичнпг
ИЗНОС ■
износ
испытания
испытания
испытания
Всасывающего
1 Пояс ....
1
А 30,02 30,02 0,0 29,94 29,94 0,0 30,03 30,02 0,01
в
I
і
30,00 30,00 0,0 30,00 30,00 0,0 30,01 30,01 0,0
1 Пояс ....
2
А 30,03 30,02 0,01 30,02 30,02 0,0 30,04 30,03 0,01
В 30,02 30,02 0,0 30,02 30,02 0,0 3U.001 30,00 0,0
Выхлопного
1 Пояс ....
1
А 30,05 30,03 0,02 30,03 30,02 0.01 30,04 30,03 0,01
В 30,03 30,02 0,01 30,01 30,01 0,0 30,02 30,02 0,0
1 Пояс ....
2
А 30,03 30,02 0,01 30,01 30.01 0,0 30,02 30,02 0,0
1
В 30,02 30,02 0,0 30,00 30,00 0,0 30,01 30,01 0,0
Рис. 14. Схема обмерев подшипников распределительного вала.
(в районе расположения масляных отверстий) имелись незначительные
круговые риски.
Результаты обмера и износ подшипников за 938 часов работы дви
гателя (рис. 14) приведены в табл. 20.
Средние взносы подшипников всасывающих и выхлопных валов со
ответственно составляли 0,0032 мм и 0,0043 мм.
оазоры между подшипниками и шейками распределительных валов
за 1048 и 1986 часов работы двигателя указаны в табл. 21 . Предельно
допустимый зазор составляет 0,2 мм. Фактические зазоры допускают
дальнейшую работу подшипников без ремонта.
Суммарный износ двигателя. Приведенные выше абсо
лютные износы элементов движения и цилиндро-поршневой группы дви-
ателя при работе на авиационном и дизельном маслах, на первый
казаться вполне сопоставимыми, так как двигатель
Р
часов работал на авиамасле и после этого 938 часов на
30
Таблица 2(Т
ников распределительных валов в мм
со стороны передачи)
4
5
после до
испытания
износ
после до
испытания
износ
вала
30,02 30,02
30,02 30,02
30,01 30,01
30,04 30,03
вала
30,03 30,02
30,01 30,01
30,02 30,02
30,01 30,01
0,0
30,04
0,0
30,03
0,0
30,03
0,01 30,02
0,01 30,03
0,0
30,02
0,0 30,03
0,0 30,03
30,03 0,01
30,03 0,0
30,03 0,01
30,02 0,0
30,03 0,0
30,01 0,01
30,03 0,0
30,02 0,01
после до
испытания
30,03 30,03
30,03 зо.оз
30,03 30,02
30,01 30,01
0,0
0,0
0,01
0,0
износ
7
после до
износ
испытания
30,01
30,03
30,02
30,03
30,01 / 0,0
30,02
0,01
30,02 I 0,0
30,02 I 0.01
30,01
30,03
30,00
30,02
1 0,01
0,01
30,01
30,03
30,01
30,03
1
1
0,0 1
30,02 30,02 0,0
30,02 30,02
0,0 1
30,03 30,02 0,01 30,01 30,01
0,0 1
6
дизельном масле, а износи двигателя по времени неравномерны. Есте
ственно, что в первый период работы двигателя износ его элементов
движения должен превышать износ во второй период испытаний. В
действительности же, после того, как по истечении 1048 часов работы
на авиамасле, двигатель был разобран, при последующей его работе
на дизельном масле также потребовался некоторый промежуток вре
мени на приработку элементов движения и цилиндро-поршневой группы
двигателя. Это обстоятельство дает некоторые основания считать абсо
лютные износы сопоставимыми.
Таблица 21
Средние зазоры между подшипниками и шейками распреде
лительных валов в мм
NoNo под-
шипни ков
Всасывающий вал
Выхлопной вал
1048
1986
1048
1986
1
0,10
0,10
0,125
0,132
2
0,10
0,10
0,09
0,» 85
3
0,105
0,115
0,09
0,10
4
0,11
0.117
0,107
0,117
5
0,117
0.125
0.092
0,102
6
0,12
0,122
0,09
0,102
7
Средние зна-
0,11
0,115
0,105
0,105
чения...
0,109
0,113
0,1
0,108
Для более полного анализа взносов деталей двигателя при работе
на авиационном и дизельном маслах, нами в период испытаний допол
нительно определялся относительный суммарный износ двигателя по
накоплению металла в масле.
31
На рис. 15 изображены кривые зависимости накопления металла в
авиационном и дизельном маслах ог времени их работы в системе дви
гателя ЗД6. Из сопоставления этих кривых можно сделать вывод, что
суммарный износ двигателя ЗДбиего интенсивность повремени при ра
боте на авиационном и дизельном маслах приблизительно одинаковы
«, следовательно, замена авиамасла — дизельным не отразится на ха
рактере и интенсивности износа двигателя.
Рис. 15. Зависимость накопления железа в масле от времени его
работы в системе двигателя ЗД6: 1 — авиационное масло; 2—^ди
зельное масло.
Угар и расход масла
Одним из основных параметров, характеризующих расход масла,
■является его угар. Как известно, в двигателях угар масла обратно
пропорционален значениям рабочей вязкости. На рис . 16 показана кри-
Рис. 16. Зависимость угара масла от времени его
работы в системе двигателя ЗД6: / — дизельное
масло; 2 — авиационное масло.
вая зависимости угара
масла от времени его ра
боты в системе двигате
ля ЗД6.
Как и следовало ожи
дать, в первый период ра
боты двигателя угар ди
зельного масла был мень
ше авиационного' и только
после 70 часов работы
стал превышать его.
Средние удельные зна
чения угара авиационно
го и дизельного масел за
100 часов работы соответ
ственно составляли: 6,3 и
6,0 г/элсч, т. е . угар ма
сел был примерно одина-
В Инструкции по эксплоатации судовых двигателей ЗД6 преду-
смена авиамасла через каждые 100 часов работы. На судах
мас'пянои системы двигателя ЗД6 равна 75 л или 66 кг. Во
гатила ^сплоатации, для компенсации угара, в масляную систему дви-
ателя периодически добавляется свежее масло.
словимся, что добавление масла осуществляется в течение 90 ча-
32
сов работы двигателя. Тогда, за 100 часов расход авиамасла соста
вит: 0,0063. 150,90 + 65= 151 кг или 1,5 кг/час, а удельный расход его
будет равен 10 г/элсч.
Согласно Инструкции по эксплуатации двигателей ЗДЬ, завод-изго
товитель гарантирует удельный расход авиамасла до 14 г/элсч. На ли
нии для судов, оборудованных двигателями ЗД6, удельный расход
авиамасла планируется в 10 г/элсч, что соответствует полученным
опытным данным. Для установления расхода дизельного масла обра
тимся к результатам испытаний. За 800 ч. 50 м. работы двигателя ЗД6
на дизельном масле в масляную систему было залито 1028 кг дизель
ного масла и смена производилась через каждые 85—150 часов. При
этом за последний 281 час количество масла в системе соответствовало
эксплуатационным судовым условиям и не превышало 70 л. Это дает
основание рекомендовать результаты стендовых испытаний для прак
тического использования на судах.
Как уже отмечалось, за время испытаний двигатель в среднем раз
вивал 140 лс. Таким образом, за время испытаний удельный расход
дизельного масла в среднем составил:
1028
11і
SOl-40^9-1 ФЛСЧ-
При таком удельном расходе изменение физико-химических свойств
дизельного масла не вызывало повышенного износа элементов движе
ния двигателя по сравнению с авиамаслом и, следовательно, нормаль
ная эксплуатация двигателя не нарушится от замены авиамасла ди
зельным.
Для судовых условий удельный расход дизельного масла следует
увеличить на 10% по сравнению с данными стендовых испытаний,
тогда он будет соответствовать удельному расходу авиамасла, т. е .
10 г/элсч. Смену дизельного масла следует производить аналогично
смене авиамасла через каждые 100 часов работы двигателя.
Выводы и технико-экономические соображения по замене
авиамасла «МС» — дизельным в двигателях ЗД6.
Эффективность замены авиамасла дизельным в двигателях ЗД6
определяется сопоставлением удельных и суммарных расходов масел,
затратами на их приобретение и влиянием каждого сорта масла на мо
торесурс двигателя.
Приведенный выше анализ работы двигателя ЗД6 на авиационном
и дизельном маслах позволяет сделать следующие выводы:
1. Работа двигателя ЗД6 на дизельном масле ГОСТ 4600-46 техни
чески возможна.
2. Изменение физико -химических свойств дизельного масла в функ
ции от времени его работы в системе двигателя ЗД6 не вызывает по
вышенной по сравнению с авиамаслом коррозии вкладышей подшип
ника, изготовленных из свинцовистой бронзы.
3. При замене в двигателях ЗД6 авиамасла «МС» — дизельным
остаются неизменными:
1) износ элементов движения и цилиндро-поршневой группы двига
теля, а также моторесурс двигателя;
удельный и суммарный расход масла;
3) время работы масла в системе двигателя;
4) масляная система двигателя и масляный холодильник.
ЦНИИРФ, Труды, вып. XIV
4. При работе двигателя ЗД6 на дизельном масле:
1) изменяется температурный режим в масляной системе двига
теля: температура уходящего из двигателя масла не должна превы
шать 60° Ц;
2) сокращается время прогрева и остывания двигателя на 5—
10 минут;
3) уменьшается температура масла с 50° Ц до 30—35° Ц, при кото
рой двигатель может принимать нагрузку.
5. Перевод работы судового двигателя ЗД6 с авиационного масла на
дизельное не требует никаких затрат.
В соответствии с указанными выводами, эффективность замены
авиамасла «МС» — дизельным в двигателях ЗД6 будет определяться
только сопоставлением затрат на приобретение авиационного и ди
зельного масел.
Определим эффективность в годовом разрезе для одного двигателя.
В условиях речных бассейнов СССР, в среднем за навигацию ходовое
время судов, оборудованных двигателями ЗД6, может быть принято в
3000 часов.
Навигационный расход масла одним двигателем составит
1,5.3000 = 4500 кг.
Если принять цены авиамасла «МС» — 2000 руб. за т и дизельного
масла ГОСТ 1600-46— 1030 руб. за т, то годовая экономия в за
тратах при замене авиамасла дизельным для одного двигателя составит:
4,5 (2000—1030) =4365 руб.
Основные указания по применению дизельного масла ГОСТ
1600-46 в двигателях ЗД6.
1. Масляная система двигателя не меняется и вместо авиационного
масла в нее заливается дизельное: масло ГОСТ 1600-46 без
присадки.
2. В соответствии с ГОСТ 1600-46 при приемке и заливе в систему
двигателя, свежее дизельное масло должно отвечать физикохимическим
свойствам, приведенным в табл. 1 .
3. Температура масла, входящего в двигатель:
а) рекомендуемая — 35° — 40° Ц,
б) максимально допустимая — 50° Ц,
в) минимально допустимая — 30° Ц.
Выходящего из двигателя:
а) рекомендуемая — 55° — 60° Ц,
б) максимальная — 65° Ц.
4. Давление масла на эксплуатационных режимах:
а) в главной магистрали после масляного фильтра — 5,8—9 кг/см1234*67,
б) в распределительных валиках не менее 1 кг/см2,
в) в приводе к электрогенератору не менее 1 кг/см2.
При установившихся минимальных оборотах не менее — 2 кг/см2.
5- Удельный расход масла на номинальной мощности не более
—
10—14 г/элсч.
6. Охлаждение масла в системе — забортной водой в масляном хо
лодильнике.
7. Система смазки реверс-редуктора
—
не меняется:
л а Сі€/?т *,асла яля смазки редуктора — дизельное ГОСТ 1600-46.
Автол 10 и 18 ГОСТ 1862-42.
б) смазка передних подшипников валов, фрикционной муфты и муф
ты включения — консистентной мазью «Консталин» ГОСТ 1957-43;
в) смазка шестерни и валов редуктора — барботажная из ванны
редуктора.
8. Смазка сальника помпы прессой воды и подшипника помпы за
бортной воды—от автоштауфера консистентной мазью
«Солидол»
ГОСТ 1033-42
.
9. Периодичность смены масла:
а) масляная система в процессе эксплуатации двигателя всегда
должна быть полностью заполнена маслом;
■б) в циркулирующую масляную систему через каждые 8—10 часов
работы двигателя добавляется свежее дизельное масло в количестве,
компенсирующем угар;
в) полная смена дизельного масла из циркулирующей системы про
водится через каждые 90—100 часов работы двигателя на кратковре
менных стоянках судна, без вывода последнего из эксплуатации;
г) указания по периодичности и нормам смазки реверс-редуктора и
помпы забортной воды, предусмотренные существующей инструкцией
по эксплуатации двигателей ЗД6 не меняются и остаются в силе.
Канд. техн, наук А. С. ЧЕРНОВ
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ПРОЧНОСТИ
ПАРОВЫХ ОГНЕТРУБНЫХ КОТЛОВ
1. Введение
В связи с задачей определения напряженного состояния основных
частей котла при различных режимах его работы автором была разра
ботана методика натурных испытаний, которые в 1949 г. были прове
дены на стенде Гомельского судоремонтного завода.
Объектом испытаний явился оборотный паровой котел с сальнико
вым устройством топки системы проф. М . И. Волскопо, обеспечивающим
свободное перемещение жаровой трубы, вызываемое перепадом темпе
ратур огневых частей и бочки котла.
Разрешение поставленной задачи представляло большие трудности
как по специфике самого объекта, работающего в особых и необычных
для подобных исследований режимах, так и ввиду отсутствия измери
тельной аппаратуры, приспособленной к этим условиям и позволяющей
с большой точностью фиксировать поведение отдельных точек котла
при различных стадиях нагружения.
Описываемые в настоящей работе натурные испытания прочности
котла проводились впервые в истории котлостроеиия. Они позволили
всесторонне выявить напряженное состояние отдельных частей котла как
при холодных гидростатических нагрузках, так и при горячих режимах
ело работы. Помимо представляемого ими непосредственного интереса,
они могут явиться руководящим материалом при проведении аналогич
ных экспериментов, поскольку для испытания котла были применены
новейшие методы и высокочувствительная измерительная аппаратура.
2. Методы исследования
Для определения напряжений были применены два самостоятельных
метода: для качественной оценки — метод лаковых покрытий, для ко
личественной — электротензометры сопротивления
—
датчики. Кроме
того, для определения линейных перемещений отдельных точек котла —
механические приборы высокого класса точности.
а) Метод лаковых покрытий1. Ввиду того, что для опреде
ления траекторий главных непряжений и их величин с помощью тензо
метров потребовалось бы установить чрезвычайно большое число этих
1 Исследования методом лаковых покрытий проведены научи, сотр. О. А. Рома-
щук при участии автора.
36
ппибооов было решено применить метод лаковых покрытий, несмотря
на то что он был пригоден только для «холодных» циклов гидроста
тической опрессовки, поскольку при высоких температурах покрытие
*)а3МетодТ лаковых покрытий заключается в нанесении на поверхность
конструкции* или образца специального лака, при высыхании которого
образуется хрупкая пленка. Эта пленка при загружении конструкции
или образца дает трещины (линии разрыва), перпендикулярные к на
правлению максимальных главных удлинений, возникающих на поверх
ности образца или элементов конструкции при деформации. Например,
при простом растяжении образца хрупкая лаковая пленка на его по
верхности покроется трещинами, перпендикулярными к оси образца.
Постоянство механических свойств пленки, т. е . относительных де
формаций, при которых появляются в пленке первые трещины, позво
ляет судить о количественном значении деформаций, а следовательно и
напряжений в местах появления трещин.
Метод лаковых покрытий впервые зародился в Советском Союзе в
30-х годах. В последующие годы благодаря трудам советских ученых
Шихобалова, Фишера, Прокофьева, Пригоровского, инж. Андриевского,
Гончарова и др., а также благодаря практическому применению его на
крупнейших предприятиях Союза, метод лаковых покрытий получил ши
рокое теоретическое и практическое развитие.
В основе образования трещин, т. е . разрушения лакового покрытия
лежат два закона, позволяющие использовать это разрушение для ис
следования напряжений.
1) Закон постоянства деформаций (удлинений), соответствующих
появлению первых трещин, или закон постоянства чувствительности.
2) Закон перпендикулярности трещин покрытия к направлению
главных удлинений, которые вызывают появление трещин. Подтвер
ждением этого закона является вполне установленный факт, что хруп
кое лаковое покрытие всегда трескается перпендикулярно к максималь
ным удлинениям, которые вызывают разрушение покрытия.
Это наглядно подтверждается исследованием напряженных состоя
ний при растяжении, кручении, изгибе, где ясно видны трещины, перпен
дикулярные к главным удлинениям.
Таким образом трещины будут показывать распределение главных
деформаций, а следовательно и главных напряжений на поверхности
детали, т. е. трещины будут являться изостатическими линиями или
траекториями главных напряжений. Трещины могут быть получены
тремя способами:
1) непосредственно прямым загруженнем,
2) разгружением, когда лак просыхает на загруженной детали и
при разгрузке последней дает трещины,
3) замораживанием, когда на просохшую поверхность напряженной
детали направляется струя холодного воздуха.
Постоянство чувствительности покрытия позволяет также осуще
ствить и количественное определение напряжений, которое при стати
ческом загружении производится следующим образом:
С помощью тарировочных испытаний определяется деформация,
вызвавшая разрушение покрытия. Последнее одновременно наносится
на испытуемую деталь и тарировочную пластинку, находящиеся в одних
И тех же условиях температуры и влажности. После того, как лак вы
сох и образовалась хрупкая пленка, деталь загружается. Одновремен
но загружается как консольная балка и тарировочная пластинка. Тре
щины на пластинке показывают чувствительность покрытия. Зная чув
37
ствительность покрытия и следя за развитием трещин на испытуемой
детали при ее загруженин, можно найти наибольшие главные удли
нения Si в различных частях поверхности конструкции при заданном
значении нагрузки.
Для вычисления главных напряжений необходимо получить кроме
того траектории и величины наименьших главных деформаций
Для получения значений главных деформаций укорочения доста
точно проделать разгружение детали, поверхность которой покрыта
лаком, который просох, пока деталь находилась под нагрузкой. Полу
ченные трещины будут траекториями наименьших главных деформаций
(укорочений) б2. Значение г* найдется таким же способом, как и
Главные наибольшие и наименьшие напряжения в этом случае можно
вычислить по формулам:
зі=(115^ (®і+н ез)
32 = (і^-|р)(гз + 1161)-
Если меньшие главные напряжения не вызывают разрушения покры
тия при разгружении, или являются растягивающими, то значения
и з2 вычисляются по приближенным формулам в зависимости от соот
ношений чувствительности покрытия и возникающих деформаций.
При динамических испытаниях количественная оценка напряжений
производится также при определении чувствительности покрытия с по
мощью тарировочного испытания. Однако, в этом случае выявление на
пряженных областей на детали производится уже не за счет наблюде
ния за развитием областей растрескивания при изменении нагрузки,
а за счет применения нескольких лаков различной чувствительности,
поскольку изменять нагрузку в данном случае нельзя.
Однако, основной задачей метода является качественное решение —
получение направлений главных напряжений по следующим соображе
ниям:
1) Хотя современная измерительная аппаратура позволяет доста
точно точно, быстро и просто определять величину действующих
напряжений, однако, получение направления главных напряжений
делает измерения очень громоздкими.
Методом же лаковых покрытий можно без вычислительной работы
получить на всей поверхности траектории наибольших растягивающих
или сжимающих напряжений. Траектории наименьших главных напря
жений могут быть графически построены, как система ортогональных
к трещинам линий.
Измерение величин главных напряжений производится сразу в ме
стах, определяющих прочность конструкции, причем в каждой точке
достаточно установить 2 тензометра по двум взаимноперпендикулярным
направлениям, соответствующим направлению изостат.
2) Методика количественного определения напряжений еще недо
статочно четко разработана.
3) Применяемые на практике лаковые составы несовершенны. Они
должны удовлетворять следующим обязательным требованиям:
а) хорошо сцепляться с материалом образца;
б) давать трещины в покрытии при напряжениях, не достигающих
предела упругости испытуемого материала;
в) обладать устойчивой чувствительностью, не зависящей от формы
поверхности и вида напряженного состояния;
38
я носиться и не требовать сложно-температурного режима
сѵшк./для0 поучения однородного хрупкого покрытия.
у Л исследования прочности конструкции в эксплуатации и для воз
можности применения способа разгружения необходимо, чтобы покры
тие образовывало хрупкую пленку при сушке на открытом воздухе при
естественных температурах.
По всем опубликованным в печати данным о составах, наиболее
годными для исследования напряженного состояния являются сосно
вая канифоль и раствор этой канифоли в очищенном скипидаре.
Преимуществом канифольно-скипидарного лака является возмож
ность получить хрупкое покрытие при сравнительно высоких летних
температурах. Недостаток — большая чувствительность к 'неравномер
ности в режиме сушки.
Канифоль является более стойким составом и дает однородное
покрытие с чувствительностью, колеблющейся в пределах 20—30% .
Достоинство канифоли — возможность сушки при естественных тем
пературах; недостаток — появление трещин при больших значениях
относительной деформации, а также при высоких температурах.
Канифоль наносится в расплавленном состоянии кистью на предва
рительно разогретую (до І00—120°) поверхность. Жидкий лак может
наноситься кистью или пульверизатором. Перед нанесением лака по
верхность исследуемой конструкции должна быть очищена от грязи,
ржавчины и окалины, после чего промыта уайт-спиритом.
б) Метод измерения деформаций электротензо
метрами сопротивления — датчикам и. Применение уни
версальных клеев, обладающих огромной прочностью клеевого шва, поз
волило разработать технологию изготовления и применения совершенно
новых типов тензометров для измерения деформаций на металлах, дере
ве и пр. — проволочных
электротензометров, обладающих рядом ценных
качеств, к числу которых относятся:
1) простота устройства и установки на испытываемый элемент;
2) возможность измерения деформаций в любых труднодоступных
местах и в случае сложно-напряженного состояния элемента;
3) практически полная автоматическая компенсация температурных
влияний;
4) большая чувствительность, точность и простота измерения дефор
маций;
5) несложность электрической части схемы измерительной уста
новки;
6) возможность массового дистанционного измерения во многих
точках конструкции.
В силу этих качеств новый метод измерения деформаций был при
менен при испытании судовых котлов.
Электротензометр сопротивления — датчик, являющийся главным
элементом устройства для измерения деформаций, представляет собой
плоскую решетку из тончайшей проволоки высокого сопротивления, при
клеенную к подложке из тонкой бумаги, в свою очередь наклеенной на
испытываемый элемент. «Связующим» звеном является клей, от каче
ства которого зависит качество измерения.
Установлено, что если клей не смачивает поверхности, то он и не
клеит ее. Растекание капли клея по поверхности материала указывает
на смачиваемость его испытуемым клеем.
В тонком слое частицы клея правильно ориентируются по отношению
к склеиваемой поверхности. Поэтому для склеивания необходимо нано
сить клей очень тонким слоем. Избыток клея снижает прочность склейки.
39
Экспериментальные исследования клеев дали возможность подобрать
рецептуру и разработать технологию изготовления на клеях электро
тензометров— датчиков для двух видов испытаний: 1) для металла
и дерева при температурах в диапазоне от —10° до +30° С и 2) для
металла при температуре до +200° С.
Для первого случая можно рекомендовать клей из нитроклетчатки
(целлулоидная пленка), растворенной в ацетоне без примесей масел,
жиров или иных пластификаторов, так как последние, даже при не
большом количестве, смягчают клеевой шов, проволока в тензометре
течет и точность измерения падает. По этой же причине не должен при
меняться целлулоид вязкий или мягкий. Лучшим целлулоидом является
негативная кинопленка, отмытая от эмульсии.
Для второго случая: при температурах до -|-50оС следует приме
нять карбинольный клей и при температурах до 4-200° С и выше —
бакелитово-фенольный клей, марки БФ-2 . Клей термореактивен и тре
бует горячей сушки горячим воздухом в термостате при t=-\ -140° С
в течение 15—20 минут или путем покрытия термоутюгом через мягкую
асбестовую прокладку. Температура сушки должна быть выдержана
та же. В обоих случаях тензометр должен сохнуть под небольшим дав
лением 0,5—1 кг/см2.
Изготовленный описанным способом датчик представляет собой тон
кую (0,2—0,3 мм) пачку, состоящую из пропитанной клеем бумаги
и слоя клея, в котором заармирована проволока константан 00,05 мм.
Такая система позволяет производить измерения сжатия и растяжения
материалов. Для этого датчик наклеивается на испытуемую поверх
ность, предварительно выравненную и очищенную напильником, на
ждачной бумагой и щеткой и промытую спиртом или ацетоном.
Принцип измерения деформаций датчиками основан на свойстве
некоторых проволок высокого сопротивления изменять свое сопротивле
ние в зависимости от воспринимаемой ими деформации. Эта зависи
мость может бытъ выведена аналитически следующим способом:
Как известно, сопротивление проводника:
где: р—удельное сопротивление,
I — длина проволоки,
q — поперечное сечение проволоки .
Взяв полный дифференциал от выражения (1), получим
dR = ^dl-^dq+~qd?,
(2)
г. £2
таккак: q= -
то
где: D — диаметр провода.
Считая, что уплотняемость материала проволоки под действием при
ложенной силы определяется уравнением Пуассона, имеем:
(4)
Из (3) и (4) находим, что:
и подставляя в (2) получим: dR — (1 4- 2|i)df/4" 4
(5)
40
Чувствительность проволоки к деформациям тогда выразится:
5=
(6>
ПринимаяSi=1+2и и Sn=|^, получим:
S^S + Sn.
Величина 5і определяется изменением геометрических размеров
и уплотняемостью проволоки. Считая p. = con>t, не зависящей от отно
сительных деформаций, диаметра и материала проволоки, получим:
Si = c-nst.
Для проволок малого диаметра можно принять р-— 0,3—0,4.
Если принять среднее р = 0,35, то:
$, = 1 4-2|х=1,7.
Величина 5ц определяется только изменением физических свойств
материала проволоки при деформации.
Постоянство величины 5ц для большинства металлов показывает,
что отношение является линейной функцией относительной дефор
мации, т. е.
aZ?,,М
R^K -
,
(7)
где: А/?—изменение сопротивления проволоки под действием дефор
мации;
R—начальное сопротивление проволоки;
а/
'
----- относительная
деформация и
—
коэффициент, зависящий от материала проволоки.
Для константана К ~ 2,0.
Формула (7) позволяет определить величину изменения сопротивле
ния от деформации. Допустим, что датчик имеет R— 100 ом.
Примем, что деформация материала достигает 0,01%, т. е . 0,0001
и что измерение надо производить с точностью до 1%. Тогда регистри
рующий прибор должен с достаточной наглядностью показывать при
ращение деформации в 0,0001%, т. е. е = 10 6. При е = 10 6 датчик
изменит свое сопротивление согласно (7) на величину:
AR=-RKs=100•2 •106=2•104ома.
Таким образом аппаратура должна обеспечить возможность отсчета
изменения сопротивления в 0,0002 ома.
Непосредственное измерение столь малых величин сопротивления
является задачей достаточно сложной, поэтому измерение их произво
дят косвенным способом. К датчику, помещенному на испытуемом эле
менте, подключают последовательно еще три датчика или, иначе, сопро
тивления, равные по величине.
Такая схема, называемая мостиком, показана на рис. 1. Если в однѵ
диагональ мостика, собранного из одинаковых сопротивлений, включить
чувствительный гальванометр, а в другую источник тюка, то в силу
равенства падения напряжений на всех участках цепей мостика, тока
в гальванометре не будет. Это называется: мост сбалансирован. Если
41
теперь в одном из плеч мостика (в датчике) произойдет изменение
сопротивления, баланс моста нарушится и через гальванометр пойдет
ток разбаланса, отображающий изменение сопротивления и. следова
тельно, деформацию измеряемую датчиком.
Анализ работы мостиков показывает многочисленность вариантов
работы датчиков, включенных по схеме моста. На рис. 1 показаны все
основные виды вариантов, из которых видны общая чувствительность
,Г =2 /?+Яг' ;5/=2
" =U ^+₽7:S/=4
Рис. I.
схемы при работе одного датчика, двух (наклеенных по обе стороны
изгибающейся пластины), или четырех (случай измерения крутящего
момента или сложного изгиба).
Для достижения автоматической температурной компенсации необ
ходимо ставить измерительный и температурный датчики в одинаковые
условия, но температурный датчик не должен нести нагрузки.
Из анализа работы мостиков можно вывести зависимость между
изменением сопротивления в одном из плеч моста и током в гальвано
метре, при постоянном источнике тока:
і =___ U К___лі
_____
UK*
г 41'(Rr+R)
4 (R)
42
(8)
где: ir — ток в гальванометре, в амперах,
(J_ напряжение питания моста, в вольтах,
р _ внутреннее сопротивление гальванометра, в омах.
По' формуле (8) можно рассчитать чувствительность измерительной
установки.
Датчики, как и в первом примере, /? = 100 ом, база о0 мм.
Проволока константан, 0 0,05 мм.
Пропустим ток через проволоку = 80 миллиампер (0,08 ампер).
Отсюда общее напряжение питания мостика:
U=/R^0fiS • JOO=8 волы.
Внутреннее сопротивление гальванометра должно
к сопротивлению датчиков, г. е . Rr= 100 ом, тогда,
имеем, для данных первого примера (г = 10~6):
быть близким
согласно (8),
8 2*10
п
1'~4 ■100+100—2 ’10 амп'
Это будет минимальный ток в р,
I
гальванометре, определяющий чув-
ствительность устройства.
'
Если применять в устройстве і аль-
|
ванометр типа М-91, имеющий чув-
ствительность^-0,7 . 10 ампер/мм, $$---------^4
то чувствительность устройства соот- ■<
ветственно повысится еще в 3 раза.
На основе вышеизложенного
|
была разработана и осуществлена
|
нейтральная регистрирующая уста- Д/
новка (станция) для тензометров со
противления — датчиков. Она была
Рис. 2.
портативна и в полевых условиях
вполне удовлетворительна.
в) Механические приборы для определения линей
ных перемещений. Для выявления общего напряженного состоя
ния отдельных элементов котла большое значение имеет не только
определение напряжений, но и определение линейных перемещений.
Регистрация линейных перемещений осуществлялась главным обра
зом прогибомерами системы проф. Н . Н . Аистова, обладающими боль
шой точностью и четкой большой шкалой. Удалив их на некоторое рас
стояние от испытуемого объекта, их можно поставить в одинаковые
условия работы, что упрощает обслуживание и исключает возможность
их повреждений при взятии отсчетов.
В труднодоступных местах применялись индикаторы, имеющие точ
ность 0,01 мм. Теми же прогибомерами и индикаторами определялись
абсолютные значения вертикальных и горизонтальных перемещений
огневых частей котла. Для передачи этих перемещений непосредственно
на регистрирующий прибор было разработано и применено специальное
приспособление, идея которого заключалась в использовании подвижно
го штифта или штока, проходящего через мягкую сальниковую набивку,
приваренного к бочке котла штуцера.
Линейные перемещения передаются на прогибомер при помощи
стальной нити — струны (рис. 2), на конце которой подвешивается гиря.
Положение прибора на каркасе определяется углом нити — струны
у рабочего ролика, который должен быть равным 90°.
43
При горячих — тепловых исследованиях котла рабочая нить
—
струна прогибомера будет подвержена влиянию высоких температур
и может претерпевать удлинение, фиксируемое прибором.
Для устранения погрешностей в отсчетах по приборам при горячих
исследованиях, вследствие удлинения нити — струны от высоких темпе
ратур, был разработан и применен температурный компенсатор (рис. 3).
Прибор температурного компенсатора имеет перемещения, аналогич
ные с исследуемой точкой и отсчет по шкале прибора может быть
только за счет удлинения нити — струны. При одинаковой длине нитей
в рабочем приборе и приборе температурного компенсатора, разность
отсчетов по приборам и определит истинную величину линейного пере
мещения исследуемой точки.
Устройство стенда для испытания
котла: а) Помещение стенда.
Исследование работы парового котла
проводилось на стенде завода-изгото
вителя — Гомельского судорементного
завода. Испытание на стенде созда
вало более благоприятные условия
проведения экспериментального иссле
дования по сравнению с испытаниями
в корпусе судна и обеспечивало со
хранность приборов и защиту их от
переменных воздействий атмосферных
УСЛОВИЙ.
Рис. 3.
Помещение стенда представляло
собою крытый сарай квадратной фор
мы с пристройками для кладовой измерительной аппаратуры, поме
щения регистрирующей центральной станции и лаборатории лаковых
покрытий.
Так как в случае установки и крепления приборов на элементах
котла или в непосредственной близости к котлу они подвергались бы
влиянию резких и значительных температурных перепадов, а также для
удобства обслуживания измерительных приборов, вокруг котла, на не
котором удалении от него (на расстоянии 60 см от бочки котла) был
устроен металлический каркас, к которому крепились приборы.
В случае необходимости с внутренней стороны каркаса можно было
образовать временный экран из листового асбеста, предохраняющий
приборы от влияния высоких температур.
Для защиты приборов и самого каркаса от случайных толчков
и ударов посетителей и обслуживающего персонала, на расстоянии
30 см от каркаса, по всему периметру были предусмотрены ограждения.
Внутри каркаса был расположен паровой опытный котел, покоя
щийся на самостоятельных фундаментах. Фундаментные седла котла
были выше отметок пола, что обеспечивало свободное пространство
под низом бочки, необходимое для установки измерительных приборов
(аппаратуры).
3. Условия проведения испытаний
Расположение и крепление приборов. При проведении натурных
испытаний котла использовались два самостоятельных метода: количе
ственной оценки при помощи измерительной аппаратуры и качествен
ной оценки при помощи лаковых покрытий. С этой целью правая
часть котла (при взгляде на топку) была использована под лаковые
покрытия, а левая — под установку измерительной аппаратуры.
44
При проведении испытаний необходимо было использовать большое
число измерительных приборов как ввиду особенностей объекта, так и
по причине недостаточной полноты разработки и устойчивости теории
расчета.
Использованные при испытаниях измерительные приооры делятся на
две самостоятельные группы: приборы, определяющие деформации —
напряжения, и приборы, определяющие линейные перемещения.
Лаковые покрытия. При испытаниях были использованы
два вида лаков: твердый — канифоль и жидкий лак
—
канифоль в ски
пидаре. Нанесение лаковых покровов производилось по всей площади
правой половины корпуса котла, включая бочку, заднее днище и сухо
парник, благодаря чему можно было подробно и обстоятельно выявить
характер напряженного состояния котла при холодных гидростатиче
ских исследованиях.
Способы нанесения лаковых покровов таковы: канифоль наносилась
в расплавленном состоянии на горячую поверхность объекта, имеющую
температуру до НО—120°С. Нагрев частей котла производился за счет
подачи пара из другого котла под давлением в 6 ати. После нанесения
лака давление уменьшалось с таким расчетом, чтобы остывание наруж
ной поверхности до температуры окружающего воздуха происходило не
менее, чем в течение 3 часов.
Жидкий лак (канифоль в скипидаре) наносился в холодном состоя
нии, после чего производилась подача пара для просушки лака. Срок
высыхания лака устанавливался калибровочными испытаниями и длился
не менее 3 часов при температуре 95—115° С.
б) Приборы для определения напряжений. В эле
ментах парового котла деформации измерялись электротензометрами
сопротивления — датчиками, имевшими повышенную базу, — 5 см, бла
годаря чему обеспечивалась большая точность и возможность установки
в одной точке одновременно двух приборов под прямым углом один
к другому.
Такое расположение датчиков позволяло фиксировать деформации
в двух разных направлениях, без искажения результатов.
В целях выявления картины напряженного состояния отдельных зон
обичайки котла при различных режимах загружения по длине бочки
были установлены датчики в семи створах (1—7). В верхнем секторе
было дополнительно введено три створа (2, 3 и 4) на равных расстоя
ниях один от другого. В нижнем секторе вводился один створ (6).
В местах пересечений продольных створов и поперечных сечений
(I—VII) устанавливались электротензометры сопротивления — датчики,
кроме створов 2 и 4, где датчики были установлены только в сечении
IV. На пересечении створа 5 с сечениями I и VII было введено допол
нительно по одной точке. В этих местах датчики были несколько сме
щены относительно принятых поперечных створов.
Таким образом, деформации измерялись в 37 точках, в каждой по
два датчика, расположенных вдоль и поперек бочки котла (рис. 4).
Во всех исследуемых точках одновременно устанавливались в каче
стве температурных компенсаторов аналогичные датчики, наклеенные
на стальные не напряженные пластинки.
Наклейка и изготовление датчиков производились на бакелитово-
фенольном клее, марки БФ-2. После этого котел прогревался паром
для обеспечивания на поверхности температуры в пределах НО_ 120° С
Затем рабочие датчики и температурные компенсаторы покрывались
термоизоляцией из кусочков асбестового картона и сверху датчики по-
крывались защитным слоем бумаги.
45
Предварительно, к выпускам датчиков припаивались идущие к цен
тральной регистрирующей установке проводники с термостойкой изоля
цией, марки «ПСД», которые за пределами котла наращивались про
водником в хлорвиниловой изоляции и соединялись с блок-мостиками
центральной станции.
Кроме того, для контроля были поставлены и механические тензо
метры Аистова.
Фиксирование напряжений в обичайке и донышке сухопарника про
изводилось в четырех точках: из них две — на обичайке, а остальные —
на донышке сухопарника. В каждой точке устанавливалось по два дат
чика перпендикулярно один к другому и тензометры температурных
«= Ватчики нечетное
I Вот чики четнЬіе
Механические
тензометріи
компенсаторов, которые наклеивались на ненапряженные стальные пла
стинки.
Установка датчиков, как и последующая их обработка аналогична
с приведенным выше.
Напряжения измерялись только в заднем днище бочки котла, перед
нее же, ввиду наличия топки и дымника, исследованию не подвергалось.
На заднем днище датчики располагались по вертикальной и гори
зонтальной осям симметрии.
В каждой из десяти исследуемых точек прикреплялись по два, рас
полагаемых крестообразно, рабочих датчика и датчики температурных
компенсаторов.
В огневых частях напряжения определялись только при холодных
гидростатических исследованиях. В трех точках жаровой трубы и в двух
точках огневой камеры были крестообразно установлены по два рабо
чих датчика и в дымогарных трубах — по одному тензометру-датчику,
расположенному вдоль труб.
46
в) приборы ДЛЯ определения линейных переме
те н и й. Перемещение точек бочки когла в поперечных сечениях изме
рялось в четырех створах на главных диаметральных осях котла. По
верху и боковой поверхности котла со стороны лаковых покрытий было
принято по три точки измерения перемещений (рис. 5).
В каждом из этих створов приборы располагались в зонах заднего
и переднего днищ и по середине дайны бочки. В противоположных
створах, по низу бочки и другой боковой поверхности приборы устанав
ливались аналогично и сверх того в каждом из них — по два прибора
в четвертях длины бочки котла.
Измерение перемещений точек обичайки котла производилось при
помощи прогибомеров Аистова. Для этого в указанных точках к бочке
Переднее днище
Зид сбоку
Заднее днише
-4
<Ъ~ 3
0-
*
Рис 5.
і
5лЧі
План
и!______
kptwnye
і8
-©ч-ч
о6- ®іф-4
&ф4ефф-<£
- Ф 4>-й>-
Разрез по Зв
Ѳ ПрогибомерЬ!
ф L/ндикаторб
J ГПедмометрОг
Жч*
!э
>0
-- I®
котла приваривались проволочные крючочки, к которым прикреплялась
струна, идущая к измерительному прибору. Пцогибомеры крепились при
помощи струбцинок к промежуточным горизонтальным связям каркаса
из уголкового профиля.
Удлинение бочки котла измерялось в четырех створах, на двух
взаимно перпендикулярных осях, смещенных на 45° относительно глав
ных осей симметрии.
На линиях каждого из створов фиксирование перемещения произво
дилось в двух точках в зоне переднего и заднего днищ. Перемещение
каждой точки обичайки производилось прогибомерами Аистова.
Выпучивание днищ котла фиксировалось также прогибомерами
Аистова.
На переднем днище три исследуемые точки располагались в одном
горизонтальном створе, удаленном на 24 см от диаметральной оси:
в средине трубной решетки и в зоне обичайки.
47
На заднем днище перемещения измерялись в восьми точках в двух
створах на главных осях симметрии. Кроме того, приборы располага
лись в зоне заделки днищ.
Величины перемещений жаровой трубы в зоне сальникового устрой
ства определялись в двух точках прогибомерами Аистова.
Для выявления абсолютных значений вертикальных и горизонталь
ных перемещений огневых частей котла также использовались прогибо-
меры Аистова и частично индикаторы. Вертикальные перемещения
жаровой трубы измерялись в трех точках; в огневой камере: вертикаль
ные перемещения — в одной точке и горизонтальные
—
в трех точках.
Тарирование тензометров сопротивления. Тензометры сопротивле
ния— датчики требуют по их изготовлении обязательного тарирова
ния — паспорта, прежде чем они будут использованы при испытании
конструкций и сооружений. Ввиду того, что датчик наклеивается на
испытуемую деталь и потому не может быть снят без повреждений
и использован в последующих испытаниях, обычно тарируется только
ягх тензометр
Ъ—10% датчиков и по их показаниям судят о возможности использо
вания всей партии, полученные же поправочные коэффициенты распро
страняют на все датчики данного изготовления.
Датчики тарируются: либо с помощью стационарных испытательных
машин, на которых производится испытание, на растяжение, сжатие
или изгиб образцов с прикрепленными к ним датчиками, либо с по
мощью консольных или свободно опертых на две опоры балочек при
работе их на поперечный изгиб.
Опытная балочка или образец загружаются равными ступенями
и одновременно по приборам снимаются отсчеты, на основании которых
строится тарировочный график и определяется значение поправочного
коэффициента*.
Наиболее простым и точным способом является применение консоль
ной балочки в виде металлического стержня с расчетным пролетом
50 см прямоугольного сечения размерами ЗХ 1,41 см, один конец кото
рого заделан в кирпичной стене, а на другом — располагается груз
(рис. 6).
Тарируемые приборы могут располагаться в любых сечениях кон
сольной балочки, но не далее 40 см от свободного конца, во избежание
возможных возмущений в зоне заделки. Тарируемые приборы можно
устанавливать как на верхней, так и на нижней плоскостях балочки
для выявления работы приборов на растяжение и на сжатие.
При принятых размерах консольной балочки и груза в 25 кг значе
ния изгибающего момента и прогиба составят:
а==-^г ==
==1250 кг/см2 <1400 кг/см2
48
f==p!L =
J 3EJ
25•50я
л
з.14Н=°’7СМ-
Эта величина прогиба конца балочки допустима; она не вызовет
значительной кривизны, влияющей на работу дублированных измери
тельных приборов (датчика и контрольного механического тензометра),
расположенных в плоскости сечения.
Центральная регистрирующая установка к датчикам была снабжена
гальванометром типа М-91 заводского изготовления, обладающим необ
ходимой чувствительностью, портативностью и допускающим пользова
ние им в полевых условиях.
Электротензометры сопротивления имели омическое сопротивление
в пределах от 125,8 до 128,6 ом; на эти значения и была произведена
тарировка центральной регистрирующей установки.
Определение цены деления шкалы гальванометра станции произвол
дилось при помощи консольной балочки с одновременным использова
нием электротензометров и механических тензометров, имеющих
паспорт.
При тарировке электротензометры сопротивления — датчики на клее
марки БФ-2 наклеивались на верхнюю и нижнюю плоскости консоль
ной балочки, что позволило выявить работу датчиков на растяжение
и сжатие. Наклеенные датчики подвергались температурной обработке
при условиях, близко отвечающих режиму обработки датчиков при уста
новке их на исследуемом котле.
Рядом, в том же сечении, укреплялись механические тензометры
/Аистова, служившие эталоном для сравнения по шкале гальванометра
показаний тензометров сопротивления.
База механических тензометров была принята 5 см, т. е . равной базе
датчиков, а цена деления шкалы механического тензометра равнялась
0,001 мм.
Установка приборов при тарировочных испытаниях производилась
в сечениях на расстоянии 30 и 40 см от свободного конца балочки.
Рабочие напряжения в этих сечениях получались от 60 до 800 кг/см3.
Минимальное значение напряжений отвечает чувствительности как
механических тензометров, так и шкале гальванометра станции. После
каждой ступени загруженпя определялись приращения как по механи
ческим тензометрам, так и по шкале гальванометра станции.
При тарировании гальванометра было проведено свыше 40 отдель
ных испытаний датчиков, работающих на растяжение и сжатие.
В результате обработки данных тарировочных испытаний цена деле
ния шкалы гальванометра получалась на растяжение — 50 кг/см2 и на
сжатие — 47 кг/см2.
Для упрощения пользования станцией и последующей обработки
материалов, шкала гальванометра тарировалась не в деформациях
а в напряжениях.
Время испытаний, ступени нагрузки и время выдержки под нагруз
кой. Испытания проводились при двух различных состояниях сальнико
вого устройства топки: 1) топка свободная и 2) топка заклиненная,
исключающая ее выход. Заклинивание топки позволяло создать на том
же объекте условный эталон, с которым сравнивалось поведение саль
никового устройства.
При холодных исследованиях было проведено несколько никпов
испытании.
ииллѵіі
4 ЦНИИРФ, Труды, нып. XIV
»
49
В большинстве циклов принималось давление Рпр = 17 кг/см2 и в
одном из циклов 21,5 кг/см2 с выдержкой в течение 5-— 7 минут. Подъем
давления осуществлялся ручным насосом. Величина давления определя
лась по рабочему и контрольному манометрам на 25 кг/см2, установ
ленным на котле и насосе.
Отсчеты по всем измерительным приборам производились при сле
дующих ступенях загружения: 1) без нагрузки — вода отсутствует;
2) полный объем воды; 3) то же плюс давление 6 атм; 4) то же плюс
12 атм; 5) то же плюс 17 атм; 6) то же плюс 21,5 атм (только в одном
случае); 7) то же —давление отсутствует; 8) без нагрузки — вода
отсутствует.
Продолжительность выдержки под нагрузкой определялась време
нем взятия отсчетов по приборам, в среднем 25—30 минут. На налив
котла водою требовалось 60—75 минут, на подъем давления 10—
15 минут. Весь цикл испытания в холодном состоянии длился 5—6
часов.
Исследование котла в горячем состоянии было произведено также
в нескольких циклах, отображавших различное состояние сальникового
устройства топки (свободная и заклиненная). Во всех случаях розжиг
и последующая топка котла производились дровами, причем с момента
розжига котла до момента подъема пара в среднем проходило
7’/2—8 часов.
При горячих испытаниях максимальное рабочее давление составляло
12 кг/см2, но в некоторых циклах, в целях предосторожности, отсчеты
по приборам брались при давлении 8 кг/см2.
Отсюда ступени нагрузки в этих циклах исследований принимались:
1) без нагрузки — вода отсутствует; 2) полный объем воды; 3) то же
плюс давление пара 1 атм; 4) то же плюс 4 атм; 5) то же плюс 8 атм;
6) то же плюс 12 атм; 7) то же плюс 1 атм; 8) то же—давление
отсутствует; 9) без нагрузки — вода отсутствует .
Продолжительность выдерживания каждой ступени нагрузки колеба
лась в пределах 30—50 мин. Подъем пара занимал время от 10 до 40
минут. Остывание котла происходило в течение 18—20 часов. Весь
цикл горячих испытаний длился в среднем 35—37 часов.
Исследование напряженного состояния методом лаковых покрытий.
Исследование напряжений в котле с помощью метода лаковых по
крытий заключало в себе следующие этапы: 1) тарирование лакового
покрытия, нахождение оптимального режима сушки и нанесение покры
тия; 2) подготовка поверхности котла для нанесения лака; 3) нанесение
и сушка лакового состава; 4) опрессовка котла.
В соответствии с результатами исследований механической лабора
тории в качестве основного состава была принята сосновая канифоль.
Дополнительным лаковым составом, применявшимся при темпера
туре испытаний выше 17—20°, служил раствор канифоли в скипидаре.
Испытуемыми образцами служили: Г) тарировочные пластинки раз
мером 7 X 25 X 350 мм, работавшие как консольные балочки, нагру
жаемые с помощью винта; 2) плоские диски диаметром 70 мм, толщи
ной 7 мм и 3) плоские кольца с наружным диаметром 70 мм и внутрен
ним диаметром 35 мм.
Диски и кольца испытывались на сжатие в ручных слесарных тисках.
Поверхности образцов обрабатывались после удаления грязи и ржав
чины шкуркой и уайт-спиритом . Лаки и расплавленная канифоль нано
сились с помощью кисти. Нагрев образцов, сушка лакового покрытия
и расплавление канифоли производились в термостате.
50
Канифольно-скипидарный лак, применявшийся при исследованиях,
представлял собой раствор сосновой канифоли в очищенном скипидаре
в соотношении 1:1. Было проведено 6 испытаний механических свойств
покрытий на тарировочных пластинках и на дисках. Всего было испы
тано 22 образца. Испытания на сцепление с поверхностью металла
и чувствительность лучше всего производить с помощью диска, рабо
тающего на сжатие в направлении диаметра. В этом случае образуются
трещины, наиболее соответствующие общему случаю плоского напря
женного состояния.
Лак наносился кистью одним и двумя слоями в нормальных темпе
ратурных условиях котельной. Второй слой наносился в сушильном
шкафу. Сушка лака производилась при температурах в сушильном
шкафу 105—115° С в течение 1—2 часов. В случае нанесения двух
слоев, режимы сушки обоих слоев были одинаковыми. Испытание на
тарировочных пластинках позволяло установить чувствительность по
крытия. Испытание на дисках давало толь
ко качественные характеристики. Опреде
ление чувствительности просушенного по
крытия заключалось в установлении вели
чин относительных удлинений верхних во
локон консольной балочки в том месте, где
появлялась последняя трещина. Положение
трещин уточнялось легким постукиванием
поверхности покрытия.
Схема работы пластинки показана
рис. 7. Удлинения верхних волокон пластинки определялись при прогибе
/'=10 мм по формуле:
на
о
'
h
/
Замечая, что при прямоугольном сечении
= 2 и п°Дставляя: " ==
=0,7;£=28и/=0,1,находиме=0,48I-ІО"6.
В результате проведенных тарировочных испытаний канифольно
скипидарного лака установлено:
1) Для температуры испытаний свыше 20° С (20° С — 23° С) опти
мальным режимом является сушка при температуре 110—115° С в тече
ние 1 часа 30 минут. При этом чувствительность покрытия была
0,00021—0.00019. Понижение температуры сушки понижает чувстви
тельность до 0,00029—0,00037.
2) Если один и тот же образец по длине находился в разных тем
пературных условиях, то чувствительность на различных участках
длины будет различная: максимальная (0,00019) на одном конце и ми
нимальная (0,00048) на другом, несмотря на то, что температура сушки
будет отличаться всего на 5—6° С. Если температура испытания будет
ниже оптимальной (20°С), то следует изменить и режим сушки. Так,
при температуре испытания 13—15° покрытие нужно сушить 1 час
30 мин. при t — 105°.
3) Испытание на сжатие диска дает ясно видимую систему трещин
в лаковом покрытии.
Незначительность толщины лакового слоя (30ц—50 ц) в данном
случае ухудшает видимость трещин, особенно на крупных элементах
конструкций.
4) Увеличение толщины слоя за счет нанесения второго слоя дает
отрицательные результаты. Трещины в покрытии на сжатом диске не
5*
51
появляются. При повышении температуры сушки свыше 115—120°С,
двухслойное лаковое покрытие разрушается при охлаждении.
Для исследования механических свойств канифольных покрытий
было проведено три испытания на тарировочных пластинках и на ди
сках. Всего было испытано 27 образцов. Наилучшпм методом этих
испытаний также является применение диска, работающего на сжатие
двумя силами в направлении диаметра.
Если хрупкое покрытие на поверхности диска при напряжениях, не
выходящих за предел упругости, равномерно покрывается меридио
нальными трещинами, то лаковый состав, образующий это покрытие,
следует считать вполне удовлетворительным для целей механических
испытаний.
Канифоль наносилась кистью в расплавленном виде на предвари
тельно разогретую поверхность. Расплавление канифоли и нагрев
образцов производились в сушильном шкафу. Просушивание (затверде
вание) покрытия после нанесения происходило либо на открытом
воздухе при естественных температурах, либо в сушильном шкафу.
В сушильном шкафу образцы охлаждались медленнее, чем на открытом
воздухе. Испытаниями установлено, что при прочих равных условиях
трещиноватость покрытия при охлаждении образца на воздухе или
в термостате остается одинаковой. Она не зависит от режима времени
и температуры процесса охлаждения, а только от конечной темпера
туры охлаждения. Время охлаждения, так же как и время выдержки
уже остывшего образца, сказывается лишь на чувствительности покры
тия. Лаковое покрытие испытывалось при естественных температурах
12—21° С. Испытание на тарировочных пластинках позволило устано
вить числовое выражение чувствительности покрытия.
Испытание покрытий с помощью дисков показывало только каче
ственные характеристики. Чувствительность просушенного покрытия
характеризовалась относительным» удлинением верхних волокон кон
сольной балочки в месте появления последней трещины.
В результате испытаний хрупких покрытий установлен следующий
оптимальный режим.
Канифоль для нанесения покрытия должна расплавляться при тем
пературе 115—120° С. Поверхность образца перед нанесением канифоли
должна нагреваться до 110—120° С. Охлаждение покрытия для полу
чения максимальной чувствительности должно происходить в течение
1’/2 часов. Испытания следует производить непосредственно или не
более, чем через 1—1’/2 часа после полного охлаждения образца.
Оптимальная температура испытания—12 —15° С. При температуре
ниже 12° С в покрытии возникают температурные (усадочные) тре
щины. При температуре выше 18—20°С происходит резкое падение
чувствительности до 0,001007.
Тарировочные испытания подтвердили основное достоинство кани
фоли — возможность затвердевания покрытия в условиях естественных
температур, что позволяет получить однородное по своим свойствам
покрытие.
Первоначальная очистка поверхности котла от ржавчины, окалины
и грязи производилась вручную продраиванием мокрым песком и ша
брением металла.
Оставшаяся окалина и ржавчина были удалены промывкой соляной
кислотой и едким калием. Затем поверхность котла была промыта
горячей водой с мылом и смазана толстым слоем тавота. Оставшиеся
раковины не повлияли на показания покрытия. Перед каждым испыта
нием, непосредственно перед нанесением лака, производилась вторичная
52
очистка поверхности котла, которая заключалась в удалении тавота
ветошью или соскабливании использованного- покрытия, ошкуривании
поверхности наждачной бумагой и промывке уайт-спиритом .
При испытании котла с применением канифольно-скипидарного
лака состава 1 : 1 в соответствии с данными тарировочных испытаний
при температуре воздуха 13—14° С сушка покрытия проводилась при
температуре 100—110° С в течение 1 часа, для чего был применен про
грев котла с помощью пара с давлением 1,8 ати, подаваемого с судо
вого котла через кран нижнего продувания. Несмотря на это, верхняя
часть котла имела температуру на 10—15° выше нижней.
Затем, по истечении трех часов охлаждения поверхность котла
охладилась до 36—40° С. Лаковый слой имел вид твердой прозрачной
бесцветной пленки. Толщина пленки не превышала 20 р —30
Цвет покрытия показал, что температура и время сушки были не
достаточны для получения на большей части котла изостатических
трещин, что и подтвердилось на просушенном в дымогарной трубе
котла тарировочном образце, на поверхности которого после охлажде
ния до 15°С трещин в лаковом покрытии при его изгибе не образова
лось. Несмотря на обнаруженную в этих условиях непригодность этого
лака для исследования напряжений, оно было продолжено для выявле
ния возможностей применения этого состава при производственных
испытаниях.
Полученное покрытие могло служить для определения траекторий
напряжений при величине максимального давления в том случае, если
наибольшие главные удлинения металла во всех точках поверхности
будут превосходить чувствительность покрытия. Для этого котел был
вторично прогрет паром с давлением 1,5—3 ати в течение 1 */2 часов
с доведением температуры в нижней части котла до 110—115° С. При
этом для возможности обнаружить трещины толщина лакового слоя
была увеличена.
После охлаждения котла до температуры 15° С лаковое покрытие
было прозрачное, желтого цвета; усадочных трещин в покрытии не
было.
При испытании температура воздуха была 17° С, температура
поверхности котла 15° С. Повышение давления производилось с по
мощью ручного гидравлического пресса. При давлении 16 атм изостати
ческих трещин на поверхности котла не наблюдалось.
Проведенные испытания подтвердили полностью данные тарировоч-
ных испытаний.
Для натурных исследований конструкций канифольно-скипидарный
лак оказался непригодным по следующим причинам:
1) Более сильно прогретые при сушке, но менее напряженные места
покрываются трещинами ранее, чем более напряженные, но менее про
гретые места, что может ввести в заблуждение исследователя.
Получение равномерности нагрева большой поверхности с точ
ностью до 5—6° представляет большую практическую трудность при
натурных испытаниях.
Действительно, даже при регулировании подачи пара перепад
температур между сухопарником и нижними точками бочки достигает
15° С. Кроме того, продолжительность сушки, которая должна изме
ряться с точностью до 5—10 мин., также не выдерживается, поскольку
установление режима подачи пара, необходимого для равномерного
нагревания поверхности требует не менее одного часа.
2) Малая толщина слоя не позволяет наблюдать трещины увеличе
ние же толщины покрытия за счет нанесения второго слоя значительно
53
усложняет испытания и практически не позволяет получить необходи
мое покрытие.
Двухслойное покрытие негодно. Оно получается почти всегда либо
трещиноватым, либо излишне пластичным.
При испытании котла с применением канифольного покрытия
сперва была произведена очистка, заключавшаяся в удалении сухого
слоя канифольно-скипидарного лака с помощью металлических щеток
с последующей протиркой поверхности наждачной бумагой и промыв
кой уайт-спиритом и протиркой насухо чистой ветошью. Затем для воз
можности нанесения канифоли поверхность котла была прогрета в
течение часа с помощью пара при давлении 1,5 ати, подаваемого с судо
вого котла, что давало нагрев в верхней части 115° С, в нижней 95° С,
после чего в течение часа происходило расплавление канифоли при
f=120°C и нанесение ее на верхнюю половину котла. На нижнюю
половину котла канифоль не наносилась ввиду низкой температуры
этой части поверхности котла (95° С), повышение же ее могло вызвать
выгорание канифоли в верхней части котла. Покрытие имело толщину
100—150 р- с оплывами . Одновременно канифоль, имевшая температуру
120° С, была нанесена на 4 тарировочные пластинки, уложенные на
верх котла и на головки связей заднего днища, после чего температура
пластинок повысилась до 110° С. После охлаждения котла до 20° С
при температуре воздуха 13,5° С котел был наполнен водой и темпера
тура его поверхности упала до 15° С.
Покрытие представляло собой ровный толстый слой, прозрачный,
бесцветный. В местах утолщения слоя образовались температурные
трещины. Испытание на тарировочной пластинке, просушенной у зад
него днища, дало s. = 0,00022. Охлаждение пластинки до£=14оС
происходило одновременно с котлом в течение 12 часов.
Для получения полной картины изостатических линий на покрытой
лаком боковой поверхности и днище была произведена опрессовка
котла, заключавшаяся в непрерывном повышении гидростатического
давления в котле с помощью ручного пресса до его максимального зна
чения— 17 атм., по достижении которого на всей покрытой лаком по
верхности котла появились четкие трещины, дающие траектории глав
ных напряжений на бочке, сухопарнике и днище.
В процессе наблюдения было установлено, что первые трещины
возникли в области А (рис. 8), симметричной положению тензометров
25 и 26 при давлении Р=7 атм, параллельно продольной оси котла
(горизонтально).
По данным тензометров чувствительность покрытия в направлении
наименьших удлинений г» = 0,00025 и перпендикулярно траекториям
главных напряжений е, = 0,00029, что и является чувствительностью
покрытия, которая близка к данным испытания тарировочной пластинки
2 = 0,00022.
Вторичное испытание котла происходило аналогично вышеописан
ному. Нижняя часть котла была прогрета до t — 105—110° С, верх
няя—до # = 125—130°С.
Расплавленная канифоль наносилась сначала в нижней части
котла, а потом в верхней, т. е. удалось полностью покрыть боковую
поверхность котла и избежать выгорания канифоли, так как при этом
верхняя часть успевала остыть до температуры 105—110° С, не вызы
вающей выгорания канифоли. Толщина слоя покрытия составляла
89 Н 109 р.. Одновременно канифоль была нанесена на 4 пластинки,
уложенные для высыхания на головки связей заднего днища. После
охлаждения котла до 18° С при температуре воздуха 14° С покрытие
54
представляло ровный, местами слегка трещиноватый (усадочные тре
щины), прозрачный желтоватый слой.
Чувствительность покрытия была предварительно проверена с по
мощью тарировочных испытаний трех пластинок, охлажденных вместе
с котлом у его заднего днища. При этом было получено среднее значе
ние 81 = 0,00029. Покрытие на пластинке, давшей
= 0,00019, было
трещиноватым.
Пластинки испытывались при t — 14° С.
После наполнения котла водой температура поверхности котла
упала до 13° С и число усадочных трещин увеличилось.
Рис. 8.
После опрессовки до 17 ати на всей покрытой лаком поверхности
котла появились четкие трещины, дающие траектории главных растяги
вающих напряжений на бочке, сухопарнике и днище.
Направление изостатических трещин полностью совпадало с направ
лением трещин, полученных при первом испытании.
В нижней части бочки, где при первом испытании не было лака,
получилась такая же система изостат, что и на вышележащих участках
котла.
В процессе наблюдения было установлено, что первые трещины воз
никли в области А (рис. 8), симметричной положению тензометров 25
и 26 при давлении Р = 4,5 атм. параллельно продольной оси котла.
Величина главного удлинения, вызвавшего появление этих трещин, при
показании тензометра Oj — 450 кг/см2, ej = 0,00023, т. е . близко к поле
ченному значению чувствительности покрытия при тарировочных
испытаниях = 0,00029.
Описанные испытания показали, что покрытие из канифоли при-
юдно для количественного анализа напряженного состояния конструк
ций при параллельном проведении тарировочных испытаний.
55
Точность получаемых при этом значений деформаций составляет
20—25%. Необходимым условием является нанесение, сушка и испы
тание тарировочных образцов в тех же условиях и при той же темпе
ратуре, что и самого объекта.
Определение усилия (реакции), вызываемой выходом топки. Труд
ность определения усилия (реакции), вызываемого выходом жаровой
трубы в зоне сальникового устройства, состоит не только в отсутствии не
обходимой аппаратуры, но и в креплении ее в зоне топочного отверстия.
При стендовых испытаниях была сделана попытка разрешить эту
задачу приближенно простейшими средствами. Примененный при этом
прием, по своей идее сходный с методом Бринелля, основан на вдавли
вании стального шарика в металлическую плашку-образец, на котором
остается след в виде отпечатка или лунки.
Зная диаметр отпечатка и сравнивая его размер с отпечатками на
эталонах-образцах можно с достаточной точностью судить об усилии .
С этой целью к передней трубной решетке и, частично, к обичайке
котла были приварены кронштейны из котельной стали толщиной
20 мм, расположенные с двух сторон топки на уровне горизонтального*
диаметра жаровой трубы. Концы кронштейнов, в зоне кольца сальни
кового устройства, утолщались и в месте утолщения предусматривалось
отверстие, сквозь которое пропускался натяжной болт диам. 19 мм.
Конец болта со стороны сальника снабжался сферической насадкой —
плашкой, куда в свою очередь вставлялся стальной шарик диам. 10 мм.
Между шариком и телом кольца сальникового устройства вводился
металлический образец — плашка с зашлифованной поверхностью, обра
щенной к стальному шарику. Таким образом кронштейны представляли
собой как бы ограничители, предотвращающие выход топки.
Опыт определения усилия при выходе топки определялся только при
холодных гидростатических испытаниях.
Котел наполнялся водой; затем при помощи насоса медленно под
нималось давление и в то же время подтягивались болты кронштейнов.
Повороты болтов производились одновременно и постепенно' с тем, что-
бы стрелки приборов, регистрирующие перемещение топки, оставались
в прежнем, начальном положении. Таким образом, на металлических
образцах — плашках были получены от стального шарика отпечатки-
или лунки.
При давлении 10 кг/см2 опыт был прекращен. Средние размеры
диаметров полученных отпечатков: левого 8,63 мм; правого 8,67 мм.
В результате тарировочных испытаний по вдавливанию на универ
сальной машине Амслера стального шарика диам. 10 мм в плашку полу
чена кривая зависимости диаметра отпечатка от нагрузки, на основании
которой возникающая в двух кронштейнах суммарная сила реакции-
выхода топки составляла около 13000 кг.
Примененный метод позволяет с некоторой степенью приближения
судить о величине усилия, передающегося на переднее днище (трубную
решетку) от огневых частей котла.
Поведение сальникового устройства при холодных и горячих иссле
дованиях. Сальниковое устройство топки было выполнено в полном
соответствии с рабочими чертежами. Тем не менее поведение сальника
при всех циклах холодных и горячих испытаний нельзя признать удов-
летворительным.
Перед каждым циклом холодных гидростатических испытаний наг
тяжные банты подтягивались торцовым ключом в несколько приемов
с соблюдением последовательности для предотвращения возможного-
перекоса.
56
Несмотря на достаточное уплотнение сальниковой набивки, сальник
во всех циклах холодных испытаний давал течь. Вначале, по наполне
нии котла водой и первых малых ступенях давления, в нижней части
сальника образовывалась течь. Вода редкими каплями спадала на под
дон у топки котла. С увеличением давления течь принимала большие
размеры п стекала частыми каплями, образуя на поддоне водяные лужи.
Последующая подтяжка сальника не прекратила течь и в дальней
ших циклах холодных испытаний.
При горячих тепловых испытаниях также, несмотря на предвари
тельную подтяжку, сальник в одном месте пропускал пар в виде незна
чительной легкой струйки. С увеличением давления в котле выход пара
увеличивался. Устранить пропуск пара обычной подтяжкой сальника
не удавалось. Пропуск пара повторялся во всех последующих циклах
горячих испытаний.
Кроме того, сальник начал пропускать в нижней части также и рас
топленную смазку сальниковой набивки, которая в виде черной разжи
женной массы большими каплями падала на поддон у котла. С увели
чением давления пара в котле наблюдалось более интенсивное вытека
ние смазки сальниковой набивки ,которое не только ухудшает ее каче
ства, но может в короткое время вообще свести на нет роль сальника.
С уменьшением давления и затуханием топки котла выход расплав
ленной массы прекращался. Устранить или отчасти предотвратить это*
явление на ходу путем обычной подтяжки натяжных болтов сальнико
вого устройства — не удавалось. Этот дефект не может быть допущен
в условиях эксплуатации котла.
Выявление и устранение указанных дефектов возможно только при
полной разборке сальника и набивке его вновь. Однако, этот прием,
будучи весьма трудоемким, все же не гарантирует полной исправности
работы сальникового устройства.
4. Анализ результатов испытаний
Лаковые покрытия. Изюстатические трещины в прозрачных хрупких
покрытиях легко наблюдаются невооруженным глазом только благо
даря отражению света от их граней, так как ширина трещин не пре
вышает долей микрона. Наилучшая видимость трещины достигается
в том случае, когда луч источника света и направление наблюдения оі
глаза наблюдателя составляет с трещиной угол в 45° (рис. 9). Выявле
ние трещин на поверхности котла производилось с помощью переносной
лампы. В целях точной фиксации траекторий главных напряжений поло
жение трещины было нанесено на развертку покрытой лаком боковой по*
57
верхности котла, для чего были предварительно переведены на кальку
обработанные тушью трещины непосредственно с поверхности котла.
Трещины в соответственном масштабе (1 ’ 10), по снимаемым
с кальки размерам, были перенесены на развертку котла.
Полученные траектории главных напряжений позволяют дать четкий
качественный анализ напряженного состояния элементов конструкций
котла, покрытых лаком.
а) Бочка котла и сухопарник вдали от мест за
креплений. Бочка котла и сухопарник при гидростатическом давле
нии работают как стенки цилиндрического сосуда, т. е. наибольшие
главные растягивающие напряжения направлены перпендикулярно об
разующим этих поверхностей.
Траектории главных напряжений в этом случае направлены строго
по образующим котла. Сварной шов бочки котла влияния на напряже
ния при этом не оказывает.
б) Бочка котла и стенка сухопарника в местах
крепления к днищам. Днища котла и донышко сухопарника кре
пятся с обичайками сплошным фланговым швом с дополнительной
установкой косынок, приваренных к стенкам бочек и донышкам.
Способ сопряжения элементов конструкций находит соответствую
щее отражение в траекториях главных напряжений. В районе крепления
косынок траектории напряжений искривляются, огибая косынки. В рай
оне косынки изостатических трещин нет. Отсутствие трещин в местах
крепления косынок показывает, что в этих областях при опрессовке
действовали большие сжимающие напряжения. Растягивающие напря
жения, а соответственно и удлинения были меньше чувствительности
покрытия Sj и трещины в местах крепления косынок в покрытии воз
никнуть не могли.
Искривление траекторий главных растягивающих напряжений в об
ластях косынок показывает, что величина напряжений в этих местах
резко меняется. Тенденция траекторий к охватыванию мест крепления
косынки показывает, что главные напряжения вблизи области косынки
имеют разные знаки, причем главные сжимающие напряжения возра
стают. В вершине разветвления траекторий имеют место особые точки
= 32«
Следовательно, в районе крепления косынок на растяжение бочки
накладывается ее местный изгиб от действия косынок, воспринимаю
щих нагрузку от днища. В результате изгиба возникают сжимающие
напряжения. Деформации изгиба обусловлены жесткостью косынок и
выгиб цилиндрической стенки бочки происходит в этом месте внутрь
котла.
в) Днище котла в средней части. Траектории главных
растягивающих напряжений получают в основном тангенциальное на
правление и трещины располагаются уже не по радиусам, как в цилин
дрическом сосуде, а в виде концентрических окружностей. В районе
связей направления трещин резко ломаются и трещина на небольшом
участке может менять несколько раз тангенциальное направление на
радиальное и обратно.
г) Днище котла в местах прикрепления к бочке. В
кольцевом участке днища, равном по ширине длине ребра косынки и
примыкающем к бочке, траектории главных напряжений теряют свое
концентрическое начертание.
В местах крепления косынок траектории напряжений распадаются
на группы трещин, огибающих эти места, за исключением места креп-
,ления косынок, лежащих выше трех верхних сквозных связей, где ра-
58
бота дншиа с помощью лаков осталась не выясненной. Отсутствие тре
щин в местах крепления косынок показывает, что в этих областях при
опрессовке котла действовали сжимающие напряжения.
Растягивающие напряжения, а соответственно и удлинения были
меньше чувствительности покрытия и трещины в местах крепления
косынок в покрытии не могли возникнуть.
В расчетном отношении заднее днище котла можно рассматривать
как систему упруго-заделанных плит, нагруженных гидростатическим
давлением и реакциями связен.
В этой системе следует различать два вида пластинок: одну цент
ральную, ограниченную крайними связями (ближайшими к контуру) и
группу пластинок в пределах кольца, примыкающего непосредственно
к бочке и по ширине равного длине стороны косынки. Эти пластинки
образованы участками днища в местах примыкания косынок и в районе
крепления трех верхних сквозных глухих связей.
Изостатические трещины, образовавшиеся в покрытии, позволяют не
только получить направление главных напряжений, но и определить
положение наиболее напряженных участков по густоте образовавшихся
в покрытии трещин.
Таким способом удалось установить на бочке котла следующие наи
более напряженные области (рис. 8):
1) верхняя часть бочки (область Б);
2) участок в местах крепления штуцеров (область В);
3) участок стенки бочки в месте присоединения водомерной колонки
и питательного клапана (область Г);
4) участок стенки бочки в нижней части (область Д).
Направление траекторий напряжений в средней части бочки котла и
сухопарника полностью соответствует показаниям тензометров, которые
установлены по направлениям главных напряжений. Для бочки котла
нечетные тензометры, расположенные горизонтально, совпадают с на
правлениями трещины, а вертикальные — перпендикулярны этим тре
щинам.
Как и следовало ожидать, на бочке котла четные тензометры пока
зывают максимальные значения главных удлинений, вызывающих раз
рыв покрытия.
Нечетные, поставленные вдоль траекторий напряжений, — минималь
ные значения удлинений, которые не могут вызвать разрушения покры
тия.
Точно так же подтверждаются данные метода лаковых покрытий в
местах крепления бочки и днища. Действительно, тензометры, установ
ленные на бочке в местах крепления косынок, ориентированные верти
кально и горизонтально, дают показания, резко отличные по своему ха
рактеру ют тензометров в средней части бочки. Это происходит потому,
что здесь такая ориентация тензометров не соответствует направле
ниям главных удлинений или напряжений, т. е. трещин.
Поскольку трещины в лаковом покрытии бочки над местами крепле
ния косынки отсутствуют, то направление главных напряжений и удли
нений, а также их величины могут быть найдены только с помощью ро
зетки.
С этой целью в области крепления косынки была составлена розетка
ИЗ четырех тензометров (рис. 8)., Для розетки, поставленной в области
косынки, при давлении 17 атм. получены следующие значения деформа
ций. В тензометре, расположенном по образующей бочки_ 423; пер
пендикулярно к первому 88; и под углом 456—0; пользуясь формулой
для определения главных удлинений и их направлений с помощью
59
прямоугольной розетки, можно на основании вышеприведенных пока
заний тензометров получить величину и направление главных удли
нений:
е.= —0,000423=— 423•ІО"6
•с = 0,000088 = 88 ■ 10~6
ъ=0
«1 = '-Ц2-* + у- Лев-«>)г-Н<-^)2
е,=
')ІО"6+10-6 ѵ(—423—О)24-88а =
= (—168+306) • 10-6 =138• 10-6 =0,00014
ег=(_168—306) • 10'8 = — 0,000474~ — 0,00047.
Угол напоавления с алгебраическим наибольшим удлинением
(рис. 10) sc = 0,000088:
♦„ой
^гь (ал"4"-с)
423 88
л гсс
tg2Ѳ--------- -
2^3^88 ~ ~0’655
20=38°.
Полученные значения главных удлинений gj и г2 подтверждают, что
в этом месте действительно не могло появиться изостатических трещин,
поскольку = 0,00014 < 5 = 0,00029.
Рис. 10.
Выводы: 1. Метод определения на
пряжений с помощью хрупких лаковых по
крытий является надежным и полным на
турным и лабораторным методом экспери
ментального исследования напряженного
состояния конструкций. Главная задача ме
тода— качественное исследование напря
жений в конструкции, заключающееся в
определении по возникающим в покрытии
трещинам траекторий главных напряже
ний и положения наиболее напряженных
(опасных) мест в конструкции.
2. Метод лаковых покрытий может слу
жить также для грубой количественной
оценки напряжений при соответствующем
использовании тарировочных приспособлений с точностью 25—30%.
3. Лучшим составом для определения напряжений является под
сосная светлая сосновая канифоль, наносимая в расплавленном состоя
нии на предварительно разогретую поверхность конструкции. Все жид
кие лаки, требующие для образования хрупкого покрытия искусствен
ной сушки неприменимы, ввиду сложности создания однородного
температурного режима сушки.
4. Основной ценностью метода лаковых покрытий является возмож
ность применения его для натурных исследований.
5. Метод лаковых покрытий вполне может быть применен при иссле
довании в производственных условиях прочности котлов и тех конструк
ций, которые допускают предварительный нагрев поверхности, необхо
димый для нанесения канифоли.
6. Отсутствие лаковых составов, дающих хрупкое покрытие без при
менения искусственных температурных режимов, является серьезным
препятствием для широкого внедрения метода лаковых покрытий в
практику конструирования. Создание этих лаковых составов является
неотложной задачей конструкторов и химиков.
60
Сопоставление работы электротензометров сопротивления и механи
ческих тензометров. Сопоставим работу тензометров сопротивления
с механическими тензометрами для одной из наиболее характерных
точек, расположенной на боковой поверхности, в середине длины
бочки', т. е. на пересечении створа 5 с поперечным створом IV, где были
Рис. 11.
установлены крестообразно один к другому, тензометр сопротивления
Т-37 (нечетный) вдоль котла и Т-38 (четный) —перпендикулярно к
образующей бочки котла. Кроме того в той же точке были установлены
механические контрольные тензометры.
Показания приборов при холодных гидростатических испытаниях,
выраженные в приведенных напряжениях при различных ступенях на
грузки, изображены на графике- (рис. 11), причем по механическим тен-,
61
зометрам первые нулевые отсчеты брались при нагрузке водой — пол*
ный объем.
На графике по оси ординат отложены нагрузки, а по оси абсцисс
напряжения, причем вправо от оси ординат положительные (знак плюс),
а влево — отрицательные (знак минус). Кривые напряжений, получен
ные по тензометрам сопротивления обозначены сплошной линией, а по
механическим тензометрам — пунктирной .
Кривые для Т-38 показывают, что работа приборов была вполне
удовлетворительна; максимальное расхождение их не превышало
4,5—5,0%. Для приборов Т -37 расхождение было более значительным
(свыше 10%), но благодаря малым величинам напряжений практически
оно вполне допустимо.
Близкая к прямолинейной форма кривых (Т-38) с достаточной пол
нотой отображает пропорциональность прироста деформаций (напряже
ний) в зависимости от ступеней нагрузки (давления). При нагрузке —
полный объем воды — кривая имеет перелом, показывающий, что на
грузка водой не вызывает больших напряжений, поэтому практически
брать отсчеты при этой ступени загружения не следует.
В целом работу тензометров сопротивления — датчиков следует счи
тать вполне удовлетворительной, а определенную при тарировках испы
таний цену деления гальванометра станции достаточной для практиче
ских целей.
Напряжения в отдельных точках бочки котла.
а) Точка Т-37, Т-38 является наиболее характерной по деформациям
бочки.
Значения приведенных напряжений при холодных гидростатических
испытаниях для свободной и заклиненной топки для тензометров Т-37
и Т-38 приведены на графике рис. 12, на котором по оси ординат отло
жены нагрузки и по оси абсцисс — приведенные напряжения .
Напряжения по тензометру Т-37 малы по своим значениям, причем
при заклиненной топке они имеют отрицательное значение (сжатие),
а при свободной — положительное (растяжение).
Расчетные напряжения для данного сечения при давлении 17 кг/см2
равны 420 кг/см2.
Полученные действительные напряжения значительно расходятся
с расчетными. Сопоставление напряжений показывает, что при закли
ненной топке напряжения меньше, чем при свободной топке.
Влияние сальникового устройства на сброс напряжений в этом
сечении отсутствует. Оно не может иметь практического значения ввиду
малых значений напряжений.
Электротензометр сопротивления Т-38 расположен в той же точке,
перпендикулярно к первому, и фиксирует напряжение в продоль
ном шве.
Характер кривых свидетельствует также о пропорциональности при
роста деформаций в зависимости от нагрузки. Истинные напряжения
как при свободной, так и при заклиненной топках, близки, причем при
заклиненной топке они даже несколько меньше.
Цифровые значения в этом случае значительно превышают напря
жения для Т-37 и являются решающими в определении наиболее
напряженного шва, к которому следует отнести продольный шов.
Расчетные напряжения при давлении 17 кг/см2 составляют
840 кг/см2 и близки к напряжениям, полученным опытным путем.
Истинные напряжения, полученные при холодных и горячих испыта
ниях для свободной топки, характеризуются кривыми (рис. 13), из ко
торых видно, что напряжения при горячих испытаниях резко и суще-
62
л'гпиияются от напряжений при холодных гидростатических
ствеН“°
TM" электротензометр Т-37, фиксировавший при холодных
>"я „ш^ж^елыіьі ііапряжеіі»я[ пр» горячем цикле пока-
зывал значительные напряжения. Участок изменения напряжении пока-
зан на графике вертикальной штриховкой.
Наоборот, датчик Т-38 при горячих испытаниях имеет меньшие на
пряжения, чем при холодных. Границы уменьшения — спада напряже
ний показаны горизонтальной штриховкой.
Кривые показывают, что при горячих испытаниях опасным швом
является поперечный шов. При холодных же испытаниях наиболее
напряжен продольный шов.
63
Изменения напряжений при заклиненной топке в тех же режимах
испытания показаны на графике рис. 14 .
Изменение напряжений по своему характеру аналогично случаю со
свободной топкой. Существенным отличием является оолее резкий
перепад действительных напряжений.
Рис. 13.------ Холодные испытания;----------- горячие испытания.
Те же обозначения даны на рисунках 14, 15, 16, 17.
Напряжения, измеренные электротензометром сопротивления Т-37,
достигают при горячих испытаниях 1435 кг/см2. Следует оговориться,
что этот отсчет взят по механическому тензометру, не учитывающему
влияния температуры. С учетом поправки на температуру истинные
назначения напряжений должны быть близки к этим значениям.
64
При горячих испытаниях также резко падают и напряжения, полу
ченные электротензометром сопротивления Т-38.
Следовательно напряженное состояние, независимо от состояния
топки, при горячих исследованиях резко отлично от напряженного со-
стояния при холодных испытаниях.
Рис. 14.
Напряжения, полученные при горячих циклах испытаний со свобод
ной и заклиненной топкой, представлены на графике рис. 15, отобра
жающем действительную работу котла в эксплоатационных условиях.
Напряжения в поперечном шве (сечении), регистрирующиеся тен
зометром Т-37, при свободной топке значительно меньше, чем при
заклиненной.
5 ЦНИИ Ф, Труды, вып. XIV
Свободная топка по существу разгружает основной, наиболее
напряженный, поперечный шов, и сброс напряжений при нагрузке
12 кг/см2 достигает:
• 100=46%.
В продольном шве напряжения, фиксируемые электротензометром.
Т-38, при свободной топке, также падают.
Рис. 15.
Уменьшение напряжений при том же давлении 12 кг/см2 в продоль
ном шве, составляет —-^ -^2 . Ю0=21У
чияиимTM? поперечный шов при горячих испытаниях имеет большую
кяипгп-пы^ КЗК наи^олее напряженный, введение сальникового или
снижения лейгтн0 КОМП€Нсациониог<> устройства желательно в целях
ижения действительных напряжений в шве.
66
6) В точке Т-69, Т-70 электротензометры сопротивления располага
лись крестообразно:’вдаль и перпендикулярно к образующей котла.
Полученные данные показывают, что при холодных испытаниях в
поперечном шве как при свободной, так и при заклиненной топках
напряжения малы и примерно одинаковы.
Напряжения же в продольном шве значительны и характеризуют
продольный шов при холодном цикле испытания, как более напря
женный.
В этом случае влияние свободной топки на уменьшение напряжении
полностью отсутствует, напряжения находятся по существу в одинако
вых границах.
Напряжения, полученные при холод
ных и горячих циклах испытаний и сво
бодной топке, показывают, что при горя
чих испытаниях напряжения в продоль
ном шве резко уменьшаются и из поло
жительных приобретают отрицательные
значения.
В поперечном сечении напряжения
наоборот возрастают и имеют обратный
знак — сжатие . Отсюда вытекает, что
опасным или наиболее напряженным
швом при холодных испытаниях являет
ся продольный шов, а при горячих — по
перечный.
Подтверждаются также и положения,
выявленные при анализе напряжений
в точке 37—38 .
Кривые напряжений при тех же ре
жимах испытания, но при заклиненной
топке, по своему характеру аналогичны
кривым при свободной топке. Прирост
напряжений происходит равномерно и
следует принятым ступеням нагрузки.
При горячих испытаниях с заклинен
ной топкой как в поперечном, так и в
продольном сечениях напряжения выше, чем
Рис. 16.
при свободной топке.
Кроме того, при горячих испытаниях в поперечном шве напряжения
имеют отрицательные значения (сжатие), тогда как в продольном шве
сохраняется положительное (растяжение) напряжение, но меньших
величин.
Наличие отрицательных напряжений в поперечном шве вызвано из
гибом бочки котла и вследствие этого в точке 69—70 возникают сжи
мающие усилия.
При горячих испытаниях, при свободной и заклиненной топках,
отображающих истинный эксплуатационный режим работы котла, опре
деление влияния сальникового устройства на напряженность представ
ляет наибольший интерес.
На рис. 16 изображены кривые построенные по полученным значе
ниям. Из них видно, что при свободной топке как в продольном, так
и в поперечном швах напряжения меньше, нежели при заклиненной.
При давлении пара 8 кг/см2 уменьшение напряжений составляет:
в поперечном шве1—36%; в продольном 35%. Уменьшение напряжений
в рассматриваемых швах при горячих циклах испытания вызвано раз
гружающим влиянием сальникового устройства.
в) В точке Т-5, Т-6 электротензометры — датчики были располо
жены вдоль и перпендикулярно к образующей котла.
Согласно полученным при холодных испытаниях данным напряже
ния малы и имеют отрицательное значение, при горячих же циклах
исследования напряжения достигают ощутимых значений.
В продольном" шве напряжения, в противоположность разобранным
выше примерам, меняют знак и получают отрицательные значения
(сжатие).
Данные, полученные при холодных испытаниях при свободной и за
клиненной топках, показывают, что напряжения при свободной и закли
ненной топках имеют по существу одни и те же и притом отрицатель
ные значения. Приращение напряжений происходит пропорционально
нагрузкам — почти по прямой линии .
Влияние сальникового устройства на уменьшение напряжений совер
шенно не сказывается.
Результаты холодных и горячих испытаний при свободной топке
показывают, что горячие испытания резко меняют картину напряжен
ного состояния в точке Т-5, Т-6 .
Напряжения в поперечном шве имеют значительные растягивающие
значения, тогда как при холодных испытаниях они отрицательны
(сжатие).
Напряжения в продольном шве при горячих циклах испытаний
также возрастают и имеют отрицательные (сжимающие) значения. При
этом возрастание напряжений в продольном шве идет более интенсивно
по сравнению с напряжением, возникающим в поперечном сечении.
Приращение напряжений в первой стадии горячих испытаний про
исходит интенсивнее, чем при последующих ступенях давления.
Результаты холодных и горячих испытаний при заклиненной топке
показывают аналогию в приращении напряжений, полученных в пред
шествующем цикле.
Единственным существенным отличием является увеличение напря
жений в поперечном шве и уменьшение напряжений в продольном шве.
Результаты горячих испытаний при свободной и заклиненной топках
приведены графически на рис. 17.
Кривые показывают, что при свободной топке напряжения в по
перечном сечении уменьшаются. Это уменьшение при давлении пара
8 кг/см2 составляет 46%.
В продольном шве напряжения при свободной топке увеличиваются
и при том же давлении это увеличение составляет 73%.
В этом случае сальниковое устройство топки отрицательно влияет
на напряженное состояние в точке Т-5, Т-6.
Характер изменения действительных напряжений с достаточной пол
нотой отображен рассмотрением трех характерных точек. При это-м
выявлено и определено влияние работы сальникового устройства на
напряжения как при холодных, так и при горячих испытаниях.
Сопоставляя напряженное состояние в указанных точках, можно
сделать следующие выводы:
При холодных испытаниях:
1. Наиболее напряженным швом является продольный шов бочки
котла, где развиваются наибольшие по своим значениям напряжения.
2. Сальниковое устройство на напряженность в продольных швах не
влияет. Действительные напряжения в этих случаях почти одинаковы .
3. В зависимости от положения исследуемой точки знак напряжений
(сжатие — растяжение) — различен .
68
4 В поперечном шве напряжения малы по сравнению с напряже
ниями в продольных швах.
5. В некоторых точках, при свободной топке, наблюдается незначи
тельный сброс напряжений, однако, благодаря незначительности напря
жений это влияние практического значения не имеет.
При горячих испытаниях.
6. Напряжение при горячих испытаниях резко отличается от напря
жений при холодных испытаниях. В продольных швах в растянутых
зонах напряжения падают, в сжатых — возрастают.
Рис. 17.
7. В поперечных сечениях, как правило, напряжения возрастают
и приобретают максимальные значения. При горячих испытаниях наи
более напряженными являются поперечные сечения.
8. При свободной топке действительные напряжения в поперечных
швах меньше, чем при заклиненной топке. Уменьшение напряжений
различно- по величине и зависит от положения точки .
9. В продольных швах при свободной топке напряжения в ряде
точек выше, чем при заклиненной топке, что свидетельствует об отри
цательной роли сальникового устройства.
’
н
Напряжения в поперечном сечении бочки котла Холодные
и с п ы т а н и я. Для оценки напряженного состояния бочки в среднем
69
поперечном сечении по продольным и поперечным швам, в характерных
точках крестообразно устанавливалось по два тензометра сопротивле
ния. Принятое расположение приборов совпадало с траекториями глав
ных растягивающих напряжений, что позволяло определить приведенные
напряжения или деформации непосредственно по приборам• (тензомет
рам), а также вычислить истинные значения главных напряжений
соответствующих данным точкам.
Результаты испытаний показывают, что напряжения в поперечных
сечениях (швах) как при свободной, так и при заклиненной топке,
близки и разгружающего влияния сальниковое устройство не оказы
вает. Более того, при свободной топке напряжения имеют тенденцию
Рис. 18. Холодные испытания, свободная топка;----------- холодные, испытания, закли
ненная топка;
горячие испытания, свободная топка; = = = горячие испытания,
заклиненная топка. Те же обозначения даны на рисунках 19, 20, 21, 22, 24, 25.
к некоторому увеличению по сравнению с напряжениями при заклинен
ной топке.
Напряжения в поперечных швах по окружности обичайки бочки
котла распределяютея почти равномерно (кроме точки Т-9 и Т-10), где
увеличение напряжений связано с местной концентрацией, вызванной
близрасположенным кольцом сухопарника.
Действительные напряжения не отличаются по знаку от теоретиче
ских расчетных, но их средние значения в 242—3 раза меньше (рис. 18).
Уменьшение действительных напряжений, повидимому, объясняется
разгружающим влиянием расположенных внутри котла связей (тяжи,
дымогарные трубы и др.) .
В целом в поперечных швах сечения напряжения малы и практи
чески на оценку напряженного состояния бочки котла не влияют.
Іто касается напряжений в продольных швах поперечного сечения
бочки, то они распределяются почти равномерно, кроме точки Т-9, Т-10,
расположенной в зоне сухопарника — зоне местной концентрации .
^Средние значения
действительных напряжений при давлении
—
12 кг/см2 не достигают расчетных теоретических значений
840 кг/см2, но весьма близки к ним (рис. 19).
70
Сальниковое устройство не влияет на напряженное состояние и даже
в некоторых точках поперечного сечения напряжения при свободной
топке превышают напряжения при заклиненной топке.
Напряженные состояния в продольных швах, полученные при по
мощи электротензометров, в полной мере согласуются с испытаниями
методом лаковых покрытий. Траектории главных растягивающих на
пряжений в методе лаковых покрытий совпадали с направлением про
дольных швов бочки котла. Эти результаты положительно характери
зуют применение новых методов исследования — метода тензометриро-
вания и метода лаковых покрытий в реальных производственных усло
виях.
Горячие — тепловые испытания. Данные горячих — тепло
вых испытаний, полученные для тех же точек по тензометрам сопрогив-
Рис. 19.
ления при давлении 8 кг/см2, показывают, что характер напряженного
состояния в поперечных швах сечения бочки котла резко отличен от
напряжений при холодных испытаниях.
Основное отличие заключается в том, что напряжения в поперечных
швах по сечению бочки котла имеют разный знак. В верхней части
котла отрицательные (сжимающие) напряжения, в нижней же преобла
дают положительные (растягивающие) напряжения (рис. 18). Эти дан
ные свидетельствуют о наличии изгиба по длине бочки котла, как полой
балки на двух опорах. Возникновение больших растягивающих усилий
в нижней части котла вызывается, повидимому, дополнительно и изги
бающим моментом, вызываемым жаровыми частями.
Влияние свободной топки на сброс — уменьшение напряжений _
имеет в этом случае ощутимое значение по сравнению с напряжениями
при заклиненной топке. Уменьшение напряжений в поперечных швах
при свободной топке по сечению бочки различно и находится в ппетте-
лах ст 0% до 50%.
Ввиду различного процента уменьшения напряжений в отдельных
точках обичайки бочки котла, разгружающее влияние сальникового
71
устройства практически мало ощутимо. Наличие сальникового устрой
ства практически не позволяет уменьшить толщину листа обичайки на
30—50% и тем самым облегчить вес бочки и выравнить рабочие
напряжения.
Действительные напряжения при давлении пара 8 кг/см2 в некото
рых точках уже достигали допускаемых по нормам пределов. При
рабочем давлении в 12 кг/см2 эти значения будут еще больше и могут
превысить допускаемые пределы.
Кривые действительных напряжений в продольных швах по среднему
поперечному сечению (рис. 19) по своему характеру несколько сходны
с кривыми напряжений для поперечных швов. В этом случае также
имеет место перемена знака напряжений по сечению бочки котла.
В верхней части преобладают сжимающие, а в нижней — растягиваю
щие усилия, что свидетельствует об изменении формы поперечного
сечения под нагрузкой при горячих циклах исследования.
Напряжения при свободной топке такие же, как и при заклиненной
топке. Уменьшение напряжения составляет 0%—54%, кроме одной
точки, в которой напряжение при свободной топке увеличилось на
74% по сравнению с напряжениями при заклиненной топке.
Таким образом, хотя в котле с сальниковым устройством напряже
ния могут быть ниже, чем при заклиненной топке, однако, сальниковое
устройство не может существенно уменьшить толщину обичайки, а сле
довательно облегчить вес котла.
Следует также отметить, что в некоторых точках продольных
и поперечных швов в поперечном сечении бочки котла напряжения
равны нулю.
Напряжения в продольном боковом шве бочки котла. Холодные
испытания. Для определения напряжений в поперечных швах рас
смотрим сечение, расположенное в продольном створе 5 на боковой
поверхности котла, на уровне горизонтального диаметра.
В продольном сечении напряжения определялись в одиннадцати
точках, расположенных симметрично по длине шва котла: по две
точки — в зоне днищевых косынок, по две — симметрично за пределами
днищевых косынок и по одной точке в четвертях и по середине длины
бочки.
В каждой исследуемой точке устанавливалось по два тензометра
сопротивления под прямым углом один к другому.
Приборы в средней части совпадали с траекториями главных растя
гивающих напряжений, однако, приборы в зоне днищевых косынок были
несколько смещены.
При проведении испытаний по всем электрогензометрам сопротивле
ния определялись приведенные напряжения или деформации и по полу
ченным значениям вычислялись истинные или главные напряжения
в исследуемых точках продольного шва бочки котла при давлении
Р = 12 кг/см2.
Изображенный на рис. 20 график характеризует распределение дей
ствительных напряжений в поперечных швах по длине бочки котла при
двух состояниях топки — свободной и заклиненной.
Идентичный характер кривых свидетельствует об отсутствии влия
ния сальникового устройства. Некоторый перепад в напряжениях в
точке Т-33 объясняется возмущениями, вызванными приваркой бочки
котла к фундаментному седлу.
В поперечных швах, по длине бочки, напряжения в пределах между
днищевыми косынками имеют приблизительно одинаковые положитель
ные (растягивающие) значения. В зоне передних и задних днищевых
72
косынок напряжения резко падают и меняют знак по причине жесткого
соединения плоских днищ с обичайкой бочки котла.
В целом, в поперечных сечениях продольного шва действительные
напряжения малы и не влияют на общую оценку напряженного со
стояния.
Что касается напряжений в продольных швах по длине бочки, то
данные испытаний показывают их идентичность для свободной и закли-
Рис. 20.
ненной топки и полное отсутствие влияния сальникового устройства на
напряжения (рис. 21).
в средней части бочки когда, в пределах между днищевыми косын
ками, напряжения имеют приблизительно одинаковые, растягивающие
значения, исключая как и в поперечном шве, перепад в точке Т-34
женное Я®пРяжения явля,отся основными, характеризующими напря
женное состояние бочки при холодных исследованиях. В зоне днищевых
73
косынок напряжения имеют отрицательное — сжимающее значение, как
следствие жесткой связи донышек с обичайкой бочки котла.
Горячие — тепловые испытания . Напряжения в попереч
ных швах для тех же точек в продольном сечении бочки котла, зафик
сированные по приборам для случаев со свободной и заклиненной топ
кой и вычисленные по ним действительные или главные напряжения
при давлении 8 кг/см2 характеризуются кривыми, изображенными на
рис. 20.
При горячих испытаниях напряжения в поперечных сечениях явля
ются основными при оценке напряженного состояния бочки котла. По
абсолютной величине они выше, чем в продольных швах.
Рис. 21.
Характер кривых для свободной и заклиненной топки приблизитель
но идентичен, отличаясь только величиной напряжений. В средней
части, между косынками заднего и переднего днищ, напряжения по
длине бочки примерно одинаковы и имеют положительные растягиваю
щие значения.
В концевых частях, в зоне косынок бочки, напряжения имеют обрат
ный знак — сжатие.
Сальниковое устройство топки положительно влияет на уменьшение
напряжений только в некоторых точках; в целом же на весь котел это
влияние не распространяется.
При расчетных давлениях 12 кг/см2 напряжения в некоторых точках
могут превзойти допускаемые.
Характер распределения напряжений в продольных швах идентичен
с кривыми для поперечных швов.
В этом случае при заклиненной и свободной топке в средней части
оочки возникают положительные растягивающие напряжения; в конце
вых же участках, в зоне днищевых косынок меняется знак напряже
ний сжатие (рис. 21). По абсолютной величине напряжения в попе
речных швах значительно меньше, т. е. при горячих исследованиях
напряжения в продольном шве не являются решающими. В данном
случае сальниковое устройство не оказывает существенного влияния на
уменьшение напряжений. В средней части бочки, и со стороны заднего
днища при свободной топке, наблюдается некоторое падение напряже
ний, но со стороны пе-
реднего днища напря-
жеиия при свободноіі
топке даже несколько
выше, чем при закли
ненной топке.
Напряжения в зад
нем днище бочки кот
ла в диаметральном
(горизонтальном) се
чении. Холодные
испытания. В тан
генциальных швах ха
рактер главных напря
жений, вычисленных на
основании показаний
приборов в шести точ
ках на полудиаметре
сечения на заднем дни
ще (рис. 4), на которых
крестообразно устанав
ливалось по два элек-
тротензометра
тивления при
нии 12 кг/см2,
называют кривые (рис.
27), одинаков для сво
бодной и для закли
ненной топок. Влияние
сальникового устрой
ства на сброс напря
жений в днище по су
ществу отсутствует.
Действительные на
пряжения в днище име
ют положительные рас
тягивающие значения.
При этом в центре дни
ща напряжения малы и
близки к нулю. По ме
ре удаления к наруж-
ному контуру напря
жения возрастают. Да
лее, в зоне днищевых
косынок, напряжения
резко падают, приоб
ретая отрицательное
сопро
давле-
как по-
600
800
400
-6 **/спг\
(2вг}
18В
188
(575)^575
Рис. 22.
(8751 !
125
ft
I
ft
ft
+<5*УсмгI
705
тензометр
400
—I
(995)
II (682,
376
376
сжимающее значение.
Напряжения в тангенциальных сечениях являются основными, как
имеющие наибольшие значения напряжений при оценке напряженного
состояния заднего днища.
75
Справедливость этого вывода подтверждается испытаниями методом
лаковых покрытий.
Что касается напряжений в радиальных швах, то, как показывают
результаты испытаний, по абсолютной величине они невелики как при
свободной, так и заклиненной топках и равномернее распределяются
по диаметру днища (рис. 23). При этом напряжения при свободной
Рис. 23.
топке на всем протяже
нии несколько выше, чем
при заклиненной топке. В
этом случае сальниковое
устройство отрицательно
влияет на напряженность
заднего днища котла.
Напряжения в рас
сматриваемых сечениях
(швах) положительны,
причем максимальные на
пряжения, независимо от
закрепления топки, имеют
место в центре днища.
К наружному контуру
они постепенно падаю г
и в зоне днищевых ко
сынок отрицательны.
Г орячие — тепло
вые испытания.
Главные напряжения в
тангенциальных швах, вы
численные на основании
результатов, полученных
при испытаниях, характе
ризуются кривыми, изоб
раженными на рис. 22.
Существенным отли
чием их от кривых холод
ных испытаний является
полная перемена знака
напряжений. Например,,
при холодных испытаниях
в заднем донышке, в ос
новном, возникали растя
гивающие напряжения,
при горячих же испыта
ниях — сжимающие . Аб
солютная величина на
пряжений при этом резко
возрастает по сравнению
с напряжениями при хо
лодных испытаниях.
В тангенциальных
швах наибольшего значе
ния напряжения достига
ют в центре днища. Затем
они резко падают и в чет
верти длины диаметра
76
имеют минимальные значения. К наружному контуру днища напряже
ния снова возрастают, сохраняя прежний знак — сжатие .
В центре днища, при давлении 8 кг/см2 напряжения настолько
высоки, что при рабочем давлении могут превысить допускаемые.
Сальниковое устройство существенного влияния на уменьшение на
пряжений в днище не оказывает, но все же при свободной топке напря
жения несколько меньше, нежели при закрепленной, при общем иден
тичном характере кривых.
Напряжения в радиальных швах, полученные на основании резуль
татов горячих испытаний, при свободной топке резко отличаются от
напряжений при заклиненной топке. В средней части донышка, при
свободной топке, возникают сжимающие напряжения, не превосходя
щие допускаемых. Наибольшие напряжения находятся в радиальном
шве, в центре, и падают, приближаясь к наружному контуру днища.
При заклиненной топке, в средней части донышка, в радиальных
швах, напряжения имеют совершенно иной характер. *В этом случае
сжимающие напряжения в исследованных точках резко чередуются
с растягивающими, причем абсолютные их значения приблизительно
одинаковы (рис. 23).
Отрицательные напряжения возникают в точках, расположенных
между связями, в точках же, расположенных в створах днищевых свя
зей, действуют растягивающие напряжения. В этом случае имеет место
сложное напряженное состояние заднего» донышка котла, где отдель
ные участки, заключенные между связями, претерпевают сжатие, тогда
как концевые части этих участков имеют реакции положительных —
растягивающих значений. Заклиненная топка значительно повышает
напряжения в радиальных швах заднего донышка, которые при давле
нии 8 кг/см2 близки к допускаемым.
Напряжения в дымогарных трубах. При холодных испытаниях была
сделана попытка определения действительных напряжений в дымогар
ных трубах котла. Для этого служили три дымогарные трубы, располо
женные в первом горизонтальном ряду над топкой со стороны передней
трубной решетки: одна — крайняя в зоне днищевых косынок; вторая —
в середине трубной решетки и третья — между ними.
Напряжения определялись при помощи электротензометров сопро
тивления — датчиков, которые располагались вдоль дымогарных труб,
на расстоянии 10 см со стороны передней трубной решетки. Напряже
ния, соответствующие давлению 17 кг/см2, оказались различными в за
висимости от местоположения труб.
При свободной топке напряжения в трубах во всех случаях меньше,
чем при заклиненной топке, причем уменьшение напряжений также
зависит ют местоположения трубы.
Крайняя труба у конца трубной решетки растянута; напряжения
невелики: при заклиненной топке 400 кг/см2; при свободной топке
375 кг/см2. Уменьшение напряжений 6%.
Эти результаты объясняются жесткостью трубной решетки в зоне
днищевых косынок.
Средняя дымогарная труба — в центре трубной решетки также рас
тянута; напряжения при заклиненной топке 725 кг/см2; при свободной
топке 325 кг/см2.
Уменьшение напряжений, связанное с состоянием заделки топки
составляет 55%.
в этом случае трубная решетка оказывает большое влияние не
только на величину напряжений, но и способствует их уменьшению
в случае свободной топки.
3
уменьшению
77
Промежуточная же дымогарная труба сжата; напряжения: при за
клиненной топке 135 кг/см2; при свободной топке 61 кг/см2; раз
ница 55%.
Однако, эти напряжения малы и существенного влияния не оказы
вают.
Линейные перемещения элементов котла. Холодные испыта-
н и я. Исследования линейных перемещений отдельных точек бочки
котла при проведении холодных и горячих — тепловых циклов испыта
ний имеют не только самостоятельный интерес, позволяющий раскрыть
общую картину способности деформироваться как отдельных частей’,
так и котла в целом, но путем сопоставления облегчают определение
истинной картины напряженного состояния котла.
Линейные перемещения отдельных точек частей котла определялись
при помощи прогибомеров системы проф. Аистова, имеющих точность,
равную 0,01 мм.
Исследуемые точки, расположенные в диаметральной (горизонталь
ной) плоскости котла образуют четыре створа или сечения: первые два
относятся к переднему и заднему днищам, а два других — к боковым
поверхностям бочки котла. На рис. 24 отложены значения ординат,
характеризующих выпучивание средних точек при свободной и закли
ненной топке. Вычисление ординат произведено при давлении 12 кг/см2,
причем в каждом из рассматриваемых сечений крайние точки приведены
к нулю.
Ординаты выпучивания средней точки передней трубной решетки
составляют (рис. 24): при свободной топке 0,28 мм; при заклиненной
0,25 мм.
78
Перемещения средней точки переднего донышка мало ощутимы, но
выпучивание при свободной топке несколько больше, чем при заклинен
ной топке на выпучивание же заднего донышка свободная топка ока
зывает меньшее влияние. В этом случае ординаты: при свободной топке
О 12 мм, при заклиненной 0,21 мм.
Створы боковых поверхностей вдоль котла в зоне диаметральной
плоскости, при холодных гидростатических испытаниях также имеют
выпучивание в наружную сторону, но по абсолютной величине выпучи
вание для средних точек различно.
Для створа со стороны лакового покрытия ординаты имеют наиболь
шие значения при свободной топке 0,19 мм, при заклиненной 0,21 мм.
В противоположном боковом створе перемещения малы и различны
по направлению. Наибольшие ординаты, равные 0,08 мм как при за
клиненной, так и при свободной топке, соответствуют точке П-15, рас
положенной ближе к заднему днищу котла. В середине длины створа
ординаты выпучивания имеют меньшие значения и еще больше умень
шаются, приобретая нулевые значения в точке П-13, расположенной
со стороны переднего днища.
В точке П-13 кривая прогибов образует перелом, вызванный глав
ным образом приваркой бочки котла к фундаментному седлу. Таким
образом, в данном случае сальниковое устройство топки существенного
влияния на изменение перемещений не оказывает.
Горячие — тепловые испытания. Характер кривых выпу
чивания при свободной и заклиненной топке, при давлении 8 кг/см2,
представлен графически на рис. 24.
При определении абсолютных значений ординат учтены поправки на
влияние высоких температур на работу приборов.
Эти кривые резко отличаются от кривых, соответствующих холодным
испытаниям, не только более высокими абсолютными величинами орди
нат перемещения точек, но и иной работой заднего и переднего днищ,
которые при горячих испытаниях имеют вогнутость внутрь бочки котла.
Средняя точка передней трубной решетки при заклиненной топке
имеет незначительное перемещение внутрь бочки.
Средняя точка заднего днища также имеет перемещение внутрь
бочки котла.
По абсолютным значениям ординаты в несколько раз превышают
перемещения той же точки при холодных исследованиях.
Характер кривых перемещений точек, расположенных на боковых
поверхностях бочки котла, идентичен характеру кривых холодных иссле
дований. В этом случае имеет место более резкое увеличение выпук
лости.
Абсолютные значения ординат в несколько раз превышают ординаты
этих точек при холодных испытаниях.
В заключение отметим, что форма бочки котла по диаметральному
сечению, характеризуемая кривыми перемещений, при горячих испыта
ниях резко отличается от формы при холодных испытаниях, причем по
характеру изменения формы можно до некоторой степени качественно
судить о напряженном состоянии котла.
Линейные перемещения огневых частей. Независимо от закрепления
топки (свободная —заклиненная), линейные перемещения топки котла
при холодных испытаниях возрастают пропорционально нагрузке
Максимальный выход топки, при давлении 17 кг/см2
0,235—0,245 мм. При нагрузке водой, линейные перемещения имеют
отрицательные значения (0,06 мм) (рис. 25). В этом случае жаровая
труба перемещается внутрь бочки котла. С увеличением давления
79
лен.ие 1 кг/см2. При по-
перемещения принимают положительные значения, свидетельствующие
о выходе топки.
При горячих — тепловых циклах испытаний кривые перемещения
топки при свободном и заклиненном состоянии резко отличаются по
своему характеру от кривых холодных исследований. При нагрузке
водой перемещения, так же как и при холодных испытаниях имеют
отрицательное значе
ние, равное 0,02 мм.
Затем перемещения
топки резко возраста
ют, принимая положи
тельные значения, ха
рактеризующие вели
чину выхода топки. На
ибольший прирост пе
ремещений соответ
ствует нагрузке между
ступенями: вода — дав -
вышении давления па
ра приращения сохра
няют пропорциональ
ность, но имеют мень
шие абсолютные зна
чения. Линейные пере
мещения (выход) топ
ки при давлении пара
8 кг/см2 в 10—12 раз
превосходят перемеще
ния при холодных ис
пытаниях. Выход жа
ровой трубы при сво
бодной топке больше,
чем при заклиненной
топке. При давлении
пара 8 кг/см2 выход
топки при свободном
ее состоянии на 0,39 мм
больше, чем при за
крепленной топке.
Принимая во вни
мание незначительную
разность перемещений,
можно полагать, что она будет воспринята компенсационными устрой
ствами, применяемыми в обычных котлах (без сальникового устрой
ства), без существенного изменения напряженного состояния основных
частей котла.
Перемещения задней стенки огневой камеры, обусловливаемые на
личием в зоне задней стенки шарнирных, допускающих перемещения,,
связей «Тэта», при холодных испытаниях, при нагрузке водой, в нижней
точке огневой камеры были незначительны (—0,07 мм). Отрицательные
значения свидетельствовали о перемещении указанной точки в сторону,
противоположную заднему днищу. С увеличением нагрузки перемеще
ния этой точки происходили в сторону заднего днища, т. е. приобретали
положительные значения.
80
Как при свободной, так и при заклиненной топке перемещения воз
растали пропорционально по мере возрастания ступеней нагрузки.
Абсолютные значения перемещений при свободной топке, при всех слу
чаях загружения, несколько выше, чем при заклиненной топке. При
давлении 17 кг/см2 перемещения нижней точки огневой камеры в сто
рону заднего днища составляли 0,45—0,51 мм в зависимости от состоя-
НИЯ топки.
При горячих испытаниях, при таком же характере кривых аосолют-
ные величины перемещений нижней точки огневой камеры несколько
больше.
При первых ступенях нагрузки нижняя точка камеры незначительно
перемещается внутрь котла. С увеличением давления перемещение
исследуемой точки происходит в противоположную сторону к заднему
днищу. При давлении пара 8 кг/см2 точка огневой камеры переме
щается на 0,47—0,95 мм, причем большая цифра относится к переме
щениям точки камеры при свободной топке.
Таким образом, деформации по перемещению нижней точки огневой
камеры мало ощутимы и свидетельствуют о наличии изгиба огневых
частей котла.
Вертикальное перемещение жаровой трубы представляет для общей
оценки работы парового котла не меньший интерес. Исследование наи
более характерной по своим деформациям точки в середине жаровой
трубы показывает идентичность характера вертикальных перемещений
при свободной и закрепленной топке.
Прогибы жаровой трубы в этих случаях уже при нагрузке водой
достигают значительных величин (0,24—0,29 мм). С увеличением дав
ления приращение вертикальных перемещений замедляется, подчиняясь
закону пропорциональности. При холодных испытаниях, при давлении
17 кг/см2 вертикальное перемещение жаровой трубы составляет 0,40—
0,48 мм. При свободной топке прогибы при всех ступенях загружения
меньше, чем при заклиненной топке.
При горячих циклах исследования вертикальные перемещения жаро
вой трубы достигают больших значений. Независимо от состояния топки
(свободная — заклиненная), абсолютные значения вертикальных пере
мещений близки и кривые сохраняют идентичный характер.
При давлении пара 8 кг/см2 прогибы жаровой трубы в средней точ
ке 1,31 — 1,45 мм, т. е . в 3—5 раз боЛыие перемещений при холодных
испытаниях при той же нагрузке.
Выводы
На основании анализа материалов, полученных при проведения стен
довых испытаний, можно сделать следующие выводы:
1. Примененные впервые новые методы исследования — электротен
зометры сопротивления и лаковые покрытия полностью оправдали себя
в натурных испытаниях.
2. При холодных гидростатических испытаниях опасными являются
продольные швы (сечения), в которых развиваются наибольшие растя
гивающие напряжения.
При горячих — тепловых исследованиях наиболее напряженными
являются поперечные сечения.
4. Приемочные испытания котлов по правилам Регистра, основанным
на холодных испытаниях, не отвечают истинной работе котла в усло
виях эксплоатации. Правила с этих позиций требуют пеоесмотпа и
введения соответствующих корректив.
’
’
б ЦНИИ РФ, Труды, 8ЫП, ХІу
81
5. Расчет котлов также требует уточнения и корректив с учетом на
пряжении, возникающих при горячих режимах его работы.
6. Выход топки (жаровая труба) при холодных гидростатических
испытаниях, независимо от ее закрепления, ничтожен и практически не
имеет значения.
7. При горячих испытаниях горизонтальное перемещение топки имеет
некоторую незначительную размерность. Однако, разность выхода сво
бодной и заклиненной топки чрезмерно1 мала (0,39 мм) и легко может
быть воспринята донышками обычного котла без существенного увели
чения напряжений в бочке.
8. Напряжения в бочке котла при холодных исследованиях как при
свободной, так и при заклиненной топке, независимо от шва (сечения)
практически одинаковы. Сальниковое устройство на сброс напряжений
в бочке не влияет.
9. При горячих испытаниях, в ряде точек бочки котла имеет место
уменьшение напряжений при свободной топке по сравнению с заклинен
ной. Однако наряду с этим имеются точки, преимущественно в сжатых
зонах, где при свободной топке напряжения возрастают. В целом саль
никовое устройство не дает преимуществ, позволяющих уменьшить се
чения (толщину) отдельных элементов котла и тем самым облегчить
вес его основных частей.
10. Слабым местом котла являются — заднее донышко и сжатые
зоны обичайки, где напряжения при горячих исследованиях, независимо
от состояния топки, превышают допускаемые.
11. Сальниковое устройство по своей конструкции несовершенно,
так как несмотря на тщательную и неоднократную подтяжку, при хо
лодных испытаниях пропускает воду, при горячих же режимах работы
слегка парит и растопленная смазка набивки вытекает в виде черной
массы на поддон котла, сводя этим на нет роль сальника, как компен
сирующего устройства.
12. Шарнирные связки «Тэта» также обладают недостатками, так
как в зоне их расположения внутри котла, при испытаниях (на
грузка — разгрузка) возникали частые и значительные по силе звуки —
удары, недопустимые при работе котла в эксплоатационных условиях.
Применение сальникового устройства в котлах малых габаритных
размеров и имеющих податливые шарнирные связи «Тэта», с точки
зрения механической прочности (опуская технологические, экономиче
ские и эксплоатационные факторы) нецелесообразно.
Инж. С . Р. ФРУМИН
НАРАЩИВАНИЕ ИЗНОСОСТОЙКОГО СЛОЯ
НА ПОВЕРХНОСТИ ДЕТАЛЕЙ
Повышение износостойкости деталей, работающих в условиях тре
ния и удара частей одна о другую и о. твердые породы, может быть до
стигнуто путем ручной или автоматической наплавки, обеспечивающей
получение в наплавленном слое сплава с высокими износостойкими
свойствами.
В настоящей статье приводятся результаты исследования по автома
тической наплавке синтетических износостойких сплавов на детали из
углеродистой стали, проведенного автором в сварочной лаборатории
Центрального Научно-Исследовательского Института Речного Флота .
Эти результаты могут быть использованы при работах по повыше
нию износостойкости деталей с большими плоскими или цилиндриче
скими поверхностями, а также для восстановления изношенных дета
лей с одновременным повышением их износостойкости.
Задачи исследования
В задачи исследования входило:
а) выбор типов износостойких наплавок;
б) разработка способа получения посредством автоматической на
плавки требуемых типов износостойких сплавов;
в) исследование легированных наплавок (химический состав, мик
роструктура, твердость) и отбор износостойких сплавов, пригодных для
промышленного использования;
г) разработка практического метода выполнения автоматической
наплавки износостойких сплавов на различные детали;
д) определение технико-экономического эффекта от внедрения раз
работанного метода в промышленность.
В основу выбора типов износостойких наплавок были положены
условия работы изнашиваемых деталей, причем в качестве критерия из
носостойкости приняты микроструктура и твердость наплавок.
Исследование легированных наплавок потребовало разработки спе
циальной методики, позволяющей плавно изменять химический состав
исследуемых наплавок. Для этой цели необходимо было ввести поня
тие коэффициента усвоения, определить его численные значения для
различных легирующих элементов и установить, какие технологические
факторы влияют на его величину.
6*
83
Выбор типов износостойких наплавок
Основные требования, определяющие выбор типа износостойкого
сплава, сводятся к обеспечению высокой стойкости его против механи
ческого износа и против коррозии. Последнее требование имеет суще
ственное значение для деталей, соприкасающихся в процессе работы
с водой, например, детали дноуглубительных .снарядов.
Механический износ, как известно [1], может происходить в следую
щих условиях:
1) грубый механический износ, сопровождаемый неравномерными
ударами и толчками;
Содержание углерода б °/о
Рис. 1. Структурная диаграмма
марганцевых сталей.
2) износ при ударно-нстирающем воздействии, сохраняющем свой
характер в течение всего процесса работы;
3) износ при воздействии абра
зивной среды.
Различный характер механиче
ского износа разных деталей обу
словливает необходимость выбора
для каждой детали такого типа
сплава, который для данных условий
работы оказался бы наиболее изно
состойким. Естественно, что износо
стойкий слой деталей, подвергаю
щихся в процессе эксплуатации уда
рам и толчкам, не должен быть
очень твердым во избежание воз
можности выкрашивания. С другой
стороны известно [2], что высоко
марганцовистая сталь, закаленная
на аустенит, обладая прекрасной
стойкостью при воздействии на
грузки, создающей наклеп поверх
ности этих деталей, не дает суще
ственных преимуществ по сравнению с углеродистой сталью при воз
действии на нее абразивной среды (испытание опескоструиванием).
На основании многочисленных исследований [3], можно заключить,
что сопротивляемость абразивному износу возрастает по мере увеличе
ния твердости материала.
Высокая сопротивляемость коррозии может быть достигнута приме
нением сплава, имеющего однородную структуру и не растворимого в
слабых кислотах и основаниях. Такими свойствами в большей степени
обладает аустенитная, в меньшей степени — мартенситная структура .
Худшей сопротивляемостью коррозии обладает карбидная структура.
Таким образом, критерием износостойкости различных сплавов в за
висимости от характера износа может служить их твердость и микро
структура.
Из приведенных соображений следует, что для деталей, подвержен
ных грубому механическому износу, целесообразно использовать стали
с аустенитной структурой, а для деталей, подвергаемых воздействию
абразивной среды, следует применять стали, характеризуемые мартен
ситной или карбидной структурой. Для всех остальных случаев может
быть использована смешанная аустенито-мартенситная или аустенито
карбидная структура. Для деталей, подверженных в процессе эксплоа
тации также воздействию коррозионной среды, предпочтение остается
за аустенитной структурой.
84
Получение перечисленных микроструктур легче всего достигается по
средством легирования наплавляемого слоя марганцем или хромом в
определенном сочетании с углеродом. На диаграммах рис . 1 и 2 пока
заны области устойчивого существования различных структур, получае
мых при охлаждении на воздухе от температур 900—950°. Эти диаграм
мы’были положены в основу исследований.
Рис. 2. Структурная диаграмма хромистых сталей.
Метод получения легированных наплавок
При автоматической наплавке введение легирующих добавок в на
плавленный металл может быть осуществлено одним из следующих спо-
собов:
1) через электродную проволоку;
2) через флюс;
3) путем наплавки под флюсом по слою легирующих добавок.
Наиболее простым и доступным для выполнения является 3-й спо
соб, который и был принят в настоящем исследовании.
Для получения наплавок заданного химического состава при вы
бранном методе легирования, необходимо задаться определенным ре
жимом наплавки, обеспечивающим требуемую конфигурацию наплав
ляемых валиков, определить соответствующие этому режиму доли ос
новного и электродного металла в наплавленном слое и, исходя из этих
данных, определить необходимое количество легирующих добавок на
единицу длины наплавки с учетом коэффициентов усвоения каждого
легирующего элемента.
Эффективность наплавочных работ обусловливается получением
валиков большой ширины с малой глубиной проплавления. Такие ва
лики получаются:
а) при наплавке вертикальным* электродом большого диаметра на
малой силе тока, высоком напряжении на дуге и малой скорости на
плавки;
б) при наплавке наклонным электродом большого диаметра («углом
вперед»), на больших силе тока, напряжении на дѵге и скорости на
плавки.
В проведенных исследованиях был применен первый способ, как бо
лее универсальный. Электродная проволока имела диаметр 6 мм.
Наилучшие результаты были получены при следующем режиме
(наплавка производилась иод флюсом ОСЦ-45): сила сварочного то
85
ка / = 650—750 ампер: напряжение па дуге Ѵд = 38—40 вольт; ско
рость наплавки = 16,8—19,2 м/час.
Этому режиму соответствуют валики шириной 28—30 мм при высоте
наплавки 4—6 мм и глубине проплавления 3,5—4 мм. Доля электрод
ного металла в наплавленном слое составляла 40%, а вес 1 погонного
метра наплавленного валика — 1500 г.
На основании полученных данных была принята следующая мето
дика расчета легированных наплавок.
Поскольку легирующие добавки насыпаются на наплавляемую по
верхность, их можно рассматривать как часть основного металла. Так
как 1 погонный метр наплавки весит 1500 г, 1% добавок на 1 м на
плавки составляет 15 г.
Содержание легирующего элемента в наплавке, если он вводился
только через добавку, определялось по формуле:
тэ7эо/
----------- /О
100
где: ак— количество вводимого компонента в процентах;
тэ — содержание определяемого элемента в компоненте;
—
коэффициент усвоения определяемого элемента сварочной ван-
м
ѵ
|ХЭ1Я
нои, определяемый отношением:
=
где: [л'э]а — содержание элемента в наплавке в процентах, определен
ное химическим анализом (аналитическая концентрация);
—
содержание элемента в наплавке, определенное расчетом
(расчетная концентрация).
г\
100 х3
Отсюда ак= —---- , а
количество вводимого легирующего компо-
тэ Тэ
нента в граммах
~
іс
100•15х,
1500 х3
GK = 15 ак =----------- - =-- ------ -
.
К
К
'(э
тэ Тэ
Если рассматриваемый элемент может перейти в наплавку не только
из данного, но и из других компонентов, а также из электродной про
волоки и основного металла, то
ѵ—2
Тэ
5■“
100
Практически расчетная концентрация искомого элемента в этом слу
чае определялась по формуле
(хэ1р = а 1хэ1о + k [лэ]п + ах [хэ]д1
#2l-KJdi+•••+ап1Хэ1дл
где: [хэ]0 — содержание рассматриваемого элемента в основном металле
в%;
Іхэ]>7 — содержание рассматриваемого элемента в электродной про
волоке в %;
—
содержание рассматриваемого элемента в вводимых леги
рующих добавках в %.
а, к, ait аг.. ап — доли основного металла, электродного металла и
легирующих добавок в металле наплавленного слоя.
На основе приведенных формул производился расчет количества ле
гирующих добавок, которые требовалось ввести в наплавку, чтобы обе
спечить необходимое содержание заданного элемента в наплавленном
слое при различных значениях коэффициента усвоения.
86
Исследование легированных наплавок
При проведении первоначальных опытов с введением легирующих
добавок необходимо было выявить:
1) технологическую возможность наплавки по слою легирующей до
бавки (устойчивость горения дуги, правильное формирование валика);
2) приемлемость подобранных ранее режимов для наплавки по
слою легирующей добавки с точки зрения получения валиков требуемой
конфигурации;
3) численные значения коэффициентов усвоения легирующих эле
ментов (углерод, марганец, хром) в зависимости от количества добавки,
степени ее измельчения, способа введения и сочетания различных доба
вок;
4) пригодность применяемых промышленностью флюсов при авто
матической сварке углеродистых сталей для легированных наплавок.
Опыты производились при помощи сварочного автомата «Крот»
с автоматически регулируемой скоростью подачи электродной проволо
ки и сварочного трактора ТС-17 с постоянной скоростью подачи элект
родной проволоки на переменном токе. Наплавка осуществлялась на
планки из низкоуглеродистой стали (около 0,1% С) толщиной 25 и
30 мм.
Для проведения наплавок были использованы следующие мате
риалы:
а) электродная проволока марки ГОСТ 2246—43 диаметром 5 и
6 мм;
б) ферромарганец высокоуглеродистый в порошке;
в) ферромарганец малоуглеродистый в порошке и в виде частиц
различной грануляции;
г) уголь (криптол) в порошке и в виде частиц различной грануля
ции;
д) феррохром малоуглеродистый в виде частиц различной грануля
ции;
е) флюс марки ОСЦ-45 и АН-348.
Первоначально исследованию подверглись марганцовистые наплавки
в диапазоне содержаний марганца и углерода, соответствующих обла
стям аустенита и мартенсита на структурной диаграмме марганцови
стых сталей (рис. 1). Легирующие добавки вводились по расчетной
концентрации, т. е . при т = 1. Каждая наплавка подвергалась хими
ческому анализу, что давало возможность определить численное зна
чение коэффициента усвоения.
Проведенные опыты позволили установить технологическую прием
лемость выбранного метода наплавки. Дуга в большинстве случаев го
рела устойчиво и установленные режимы (напряжение и сила тока) в
процессе наплавки изменялись незначительно.
Наплавляемые валики при введении легирующих добавок имели
примерно такую же конфигурацию, как и при наплавке без добавок.
Выбранные ранее режимы наплавки оказались вполне пригодными для
наплавки по насыпанному слою легирующих добавок.
Определение коэффициентов усвоения легирующих элементов и их
зависимости от различных факторов
Для определения величины коэффициента усвоения различных лепи
рующих элементов и ее зависимости от различных факторов было по
ставлено несколько серий опытов.
87
Первая серия опытов имела целью установить зависимость коэффи
циента усвоения марганца от его расчетной концентрации в сварочной
ванне, а также от типа вводимого ферромарганца (высокоуглероди
стый, малоуглеродистый) и размера его частиц. Выоокоуглеродистый
ферромарганец вводился в виде порошка по расчетной концентрации
марганца от 3 до 20%; малоуглеродистый ферромарганец вводился в
тех же пределах, но в трех вариантах: а) в порошкообразном виде;
6) в виде частиц размером 0,5—2 мм; в) в виде частиц размером
2—4 мм.
Для устранения влияния углерода на величину коэффициента усвое
ния марганца при введении малоуглеродистого ферромарганца, недо
статок углерода восполнялся введением криптола в количествах, соот
ветствующих содержа
Рис. 3. Зависимость коэффициента усвоения марганца
от его расчетной концентрации в сваренной ванне:
--------
ферромарганец, высокоуглеродистый в порошко
образном состоянии;-----------ферромарганец малоугле-'
родистый и криптол в порошкообразном состоянии;
-- -- - - ‘—ферромарганец малоуглеродистый и криптол в
виде крупки.
нию углерода в высо
коуглеродистом ферро
марганце. Грануляция
криптола соответство
вала грануляции вво
димого ферромарганца.
При введении двух
добавок (ферромар
ганца и криптола) на
наплавляемую поверх
ность насыпался сна
чала слой криптола, а
поверх него — слой
ферромарганца. Шири
на суммарного слоя со
ставляла 25—30 мм.
Результаты проведен
ных опытов представ
лены графически на
рис. 3, из которого вид
но, что величина коэффициента усвоения марганца 7 мп в зависимости от
Количества введенного ферромарганца изменяется незначительно. За
метное уменьшение ?мп при расчетных концентрациях марганца в сва
рочной ванне свыше 15% объясняется неполным расплавлением леги
рующих добавок дугой ввиду их большого объема.
Из графика видно также, что при одинаковых размерах частиц 7мп
не зависит от типа вводимого ферромарганца. Увеличение размеров
частиц до 0,5—2 мм ведет к повышению ?мп. так как при этом вся ле
гирующая добавка расплавляется дугой, в то время как при порошко
образных добавках последние частично выдуваются дугой. Это явление
удалось обнаружить по расположению частиц нерасплавившегося фер
ромарганца по обеим сторонам наплавки.
При низких расчетных концентрациях ферромарганца, вводимого в
виде крупки с размером частиц 0,5—2мм, наблюдалось повышение 7мп
выше 1. Это можно объяснить имеющим место восстановлением мар
ганца из флюса вследствие низкой концентрации Мп и высокой концен
трации МпО в сварочной ванне.
Применение частиц ферромарганца размерами более 2 мм положи
тельных результатов не дало. При этом наблюдалось застревание нерас-
тілавившихся частиц в наплавке и неравномерность ее по химическому
составу. Ввиду этого указанные наплавки на графике не пред
ставлены.
88
Проведенные опыты дали также возможность установить зависи
мость коэффициента усвоения углерода ус от его расчетной концентра
ции в сварочной ванне, которая представлена в виде графика на рис. 4.
Из графика видно, что наибольшей величины ус достигает при
введении углерода в наплавку через мелкую крупку (с размером частиц
0,5_ 1 мм). Введение углерода через высокоуглеродистый ферромарга
нец оказалось более эффективным, чем введение его в виде отдельной
составляющей при одинаковых размерах частиц. Наибольшего значе
ния Тс можно ожидать при введении углерода через высокоуглероди
стый ферромарганец в виде крупки.
Рис. 4. Зависимость коэффициента усвоения углерода от его
расчетной концентрации в сварочной ванне: --------- ферромар
ганец высокоуглеродистый в порошкообразном состоянии;
----------- ферромарганец малоуглеродистый в смеси с крипто
лом в порошкообразном состоянии; —. —.— ферромарганец
малоуглеродистый в смеси с криптолом в виде крупки.
При содержании углерода в наплавках выше 1—1,2% наблюдается
уменьшение ус , что объясняется теми же причинами, что и уменьше
ние Тмп.
Следующая серия опытов была посвящена исследованию хромо-мар
ганцовистых наплавок. Марганец, хром и углерод вводились через
3 отдельные добавки (ферромарганец, феррохром и криптол). Зависи
мость коэффициентов усвоения марганца, хрома и углерода от их рас
четной концентрации в сварочной ванне приведена на рис. 5, из кото
рого следует, что введение феррохрома вызывает понижение коэффи
циента усвоения марганца до 0,6 при расчетной концентрации хрома в
наплавке свыше 7%. Коэффициент усвоения хрома в наплавке близок
к 1 и несколько понижается при расчетных концентрациях хрома свы
ше 12%, что объясняется неполным расплавлением добавок ввиду их
большого количества. Коэффициент усвоения углерода при этих опытах
обследовался в небольших пределах, что определялось выбором огра
ниченного числа хромомарганцовистых наплавок.
Исследованием хромистых наплавок установлена зависимость ко
эффициентов усвоения хрома и углерода, от их исходной концентрации
в сварочной ванне, показанная на рис. 6.
Коэффициенты усвоения хрома и углерода в хромоуглеродистых на
плавках имеют примерно такую же величину, как соответственно в мар
ганцовистых наплавках, причем закономерного изменения ?сг и ?с в
зависимости от их расчетной концентрации в сварочной ванне обнару
жено не было.
89
Таким образом, из приведенных опытов следует:
1. Коэффициенты усвоения легирующих элементов (марганца, хро
ма и ѵглерода) при наплавке под флюсами типа ОСЦ-45 и АН-348 из-
Рис. 5. Зависимость коэффициентов усвоения марганца, хрома
и углерода от их расчетной концентрации в сварочной ван
не: --------- марганец (введен через порошкообразный высоко-
утлерсДистый ферромарганец);----------- углерод (віведен час
тично через ферромарганец, частично через криптол в виде
крупки); —. — .—
хром («введен через малоуглеродистый
феррохром в виде крупки).
меняются незначительно с изменением их расчетной концентрации в
сварочной ванне для марганцовистых и хромистых наплавок в интер
вале содержания хрома и марганца 5—18% и углерода 0,2—1,6%.
Рис. 6. Зависимость коэффициентов усвоения хрома и угле
рода от их расчетной концентрации в сварочной ванне:
—• —•— хром (введен через малоуглеродистый феррохром в
виде крупки); ---------- углерод (введен через криптол в виде
крупки).
2. Для хромомарганцовистых наплавок величина коэффициента
усвоения хрома несколько выше и изменяется незначительно с измене
нием его расчетной концентрации в сварочной ванне. Величина коэффи
циента усвоения марганца в этих наплавках несколько ниже и остается
90
неизменней при расчетной концентрации марганца в наплавленном ме
талле 7% и выше. При более низких расчетных концентрациях мар
ганца 7мп возрастает и становится выше 1 (наличие марганцевосстано
вительного процесса).
3. Коэффициенты усвоения легирующих элементов зависят от грану
ляции вводимых компонентов. Наибольшие значения коэффициенты
усвоения приобретают при введении легирующих компонентов через
крупку с размером частиц 0,5—2 мм.
4. Коэффициенты усвоения углерода увеличиваются при введении
углерода не в виде отдельной добавки, а через ферросплавы, исполь
зуемые для легирования наплавок марганцем или хромом.
Зная величины коэффициентов усвоения легирующих элементов,
можно получать наплавки заданных химического состава, микрострук
туры и физических свойств.
Исследование микроструктуры, твердости и других характеристик
легированных наплавок, выполненных под флюсами ОСЦ-45 и АН-348
Все высокомарганцовистые наплавки, независимо от содержания в
них марганца и углерода, имели большое количество поперечных тре
щин, а в ряде случаев и продольные трещины.
Исследование ряда наплавок на микроструктуру показало наличие
почти чистого аустенита или аустенита с небольшим количеством рас
положенных по сетке карбидов. Об аустенитной структуре неисследо
ванных на микроструктуру наплавок свидетельствовала их немагнит-
ность и низкая твердость (28—30 единиц по Rc).
Наличие трещин в мягкой аустенитной структуре, обладающей
большой вязкостью, можно объяснить значительным различием физиче
ских свойств марганцовистых сталей и обычных углеродистых сталей.
Марганцовистые стали характеризуются высокими значениями ко
эффициентов литейной усадки и теплового расширения, склонностью
к перегреву, чувствительностью к скорости охлаждения и к содержа
нию примесей. Все эти свойства неблагоприятно влияют на остывание
наплавленных валиков марганцовистой стали и приводят к образова
нию трещин (преимущественно «горячих»). Ввиду этого решено было
отказаться от построения наплавок на марганцовистой основе.
Введение в состав наплавок хрома при одновременном уменьшении
марганца уменьшило количество трещин, но не устранило их полностью.
В наплавках, в состав которых вводились только феррохром и углерод
(без ферромарганца), появлялись 1—2 поперечные трещины на длине
300—400 мм, а некоторые валики вовсе не имели трещин. Устойчивых
результатов в смысле полного отсутствия трещин получить не удалось.
Химический анализ наплавок показал, что даже при отсутствии фер
ромарганца содержание марганца в наплавленном металле составляло
2—3% вследствие марганцевосстановительного процесса, определяюще
гося высоким содержанием закиси марганца во флюсе.
Однако причину появления трещин в наплавках следовало искать
не в этом незначительном содержании марганца, которое не изменяет
свойств хромистых наплавок, обладающих малой чувствительностью
к образованию трещин. Анализ этих наплавок обнаружил повышенное
содержание в них кремния и фосфора по сравнению с расчетной кон
центрацией этих элементов в сварочной ванне, что обусловлено кислот
ной характеристикой флюсов ОСЦ-45 и АН-348. Высокое содержание в
этих флюсах кремнезема привело к интенсивному кремневосстанови
тельному процессу, а отсутствие сильных основных окнелов способство-
91
вало загрязнению металла наплавки фосфором, присутствующим во
флюсе в качестве примеси.
Отрицательные свойства кремния и фосфора как элементов, способ
ствующих образованию трещин в сварных швах подтверждены много
численными работами [4, 5, 6, 7j. Для уменьшения содержания этих не
желательных примесей в наплавленном металле, необходимо было от
казаться от применения кислых флюсов типа ОСЦ-45 и АН-348 для
наплавки хромистых сталей и перейти на основные флюсы.
Исследование хромистых наплавок, выполненных под
основным флюсом
Низкая чувствительность хромистых наплавок к образованию тре
щин определила их окончательный выбор в качестве объектов иссле
дования под основным флюсом. Для проведения этих исследований был
выбран основной флюс АН-10, разработанный Институтом Электро
сварки АН УССР им. академика Е. О. Патона . Этот флюс отличается
пониженным содержанием кремнезема и повышенным содержанием и
основных окислов (СаО и MgO). Уже первые испытания наплавок,
выполненных под этим флюсом, показали устойчивые результаты
в смысле отсутствия трещин в наплавленном металле.
Как и следовало ожидать, содержание кремния и фосфора оказа
лось значительно ниже, чем в наплавках, выполненных под кислыми
флюсами. Содержание кремния в наплавках не превышало 0,5% (про
тив 2,5% при наплавке под кислыми флюсами), а содержание фосфора
не выходило за пределы 0,035% (против 0,12% при наплавке под кис
лыми флюсами).
Удовлетворительные результаты по предварительному получению
хромистых наплавок без трещин позволили остановиться на флюсе
АН-10, как пригодном для получения износостойких наплавок. В связи
с этим встала задача определения коэффициентов усвоения хрома и
углерода при выполнении наплавок под флюсом АН-10.
Перед определением коэффициентов усвоения хрома и углерода
при наплавке под флюсом АН-10, были проверены разработанные ранее
режимы наплавки и соответствующие им параметры наплавляемых ва
ликов, а также соотношения между долями основного и наплавленного
металла в слое наплавки.
Проделанные опыты показали, что наилучшее формирование вали
ков имеет место при тех же режимах наплавки, которые были выбра
ны при использовании кислых флюсов. Однако коэффициент наплавки
под флюсом АН-10 оказался ниже, чем при использовании флюсов
ОСЦ-45 и АН-348 и составлял 10 г/ампер-час, а вес электродного ме
талла на 1 м длины валика составлял 400 г (против 600 г при исполь
зовании флюсов ОСЦ-45 и АН-348). Вес слоя наплавки длиной 1 м,
вычисленный по средней площади сечения валика при использовании
флюса АН-10, равен 1200 г; следовательно 1% добавок на 1 м наплавки
соответствует 12 г.
В соответствии с этими данными были определены коэффициенты
усвоения хрома и углерода в большой серии наплавок, где расчетная;
концентрация хрома изменялась от 4 до 18%, а расчетная концентра
ция углерода от 0,2 до 2,0%.
Зависимость коэффициентов усвоения хрома и углерода от их рас
четной концентрации в сварочной ванне получилась такой же, как при
флюсах ОСЦ-45 и АН-348, т. е. значение усг в большинстве случаев
приближалось к 0,8, а значение 7с — 0,6. Совпадение указанных ко -
92
эффициентов можно объяснить тем, что флюс АН-10, как и флюсы
ОСЦ-45 и АН-348 имеют высокую концентрацию закиси марганца и
кремнезема, за счет которых происходит частичное окисление хрома.
Для проверки этого положения было произведено сравнение хими
ческого состава примененного флюса АН-10 и шлаков, полученных по
сле наплавки по слою крупки феррохрома. Расчетная концентрация
хрома в рассматриваемых наплавках составляла 16,5%, а расчетная
концентрация углерода изменялась от 0,7 до 2,0%. Результаты химиче
ского анализа исходного флюса АН-10 и шлаков соответствующих на
плавок показали некоторую убыль МпО и SiO2 в шлаках по сравне
нию с содержанием этих окислов во флюсе и наличие в шлаках не
большого количества Сг20з, что подтвердило сделанные предположения
о химическом взаимодействии МпО и SiO2 с хромом. Ввиду этого
наплавленный металл, как и следовало ожидать, имел во всех случаях
повышенную по сравнению с расчетной концентрацию марганца и крем
ния. Содержание марганца в большинстве наплавок составляло 2—2,5%,
а содержание кремния — 0,3—0,5%. Поскольку флюс АН -10 имеет
меньшее количество SiO2 и большее количество основных окислов по
сравнению с флюсами ОСЦ-45 и АН-348, реакция восстановления крем
ния была в значительной мере подавлена и не получила большого раз
вития.
Основной характер флюса АН-10 способствует также связыванию
Р20з и переводу его в шлак, вследствие чего содержание фосфора в
наплавках, выполненных под этим флюсом, оказалось значительно
ниже, чем в наплавках, выполненных под флюсами ОСЦ-45 if АН-348.
Исследование микроструктуры хромистых наплавок
Поскольку критериями износостойкости наплавок, определяющих их
пригодность для различных условий эксплоатации, являются их твер
дость и микроструктура, наплавки с различным содержанием хрома и
углерода, имевшие удовлетворительные очертания, были подвергнуты
исследованиям на микроструктуру и твердость.
Анализ результатов м.икроисследования показал, что микроструктуры
полученных наплавок примерно соответствуют данным структурной ди
аграммы хромистых сталей при охлаждении на воздухе (рис. 2). Все
полученные наплавки по структурной характеристике можно разбить на
2 группы.
1- я группа
—
наплавки, у которых основной структурной составляю
щей является аустенит и характеризуемые небольшой твердостью (28—
35 единиц по Rc) за исключением некоторых точек с твердостью до
40 единиц по Rc.
2- я группа
—
наплавки, у которых основной структурной составляю
щей является мартенсит и характеризуемые повышенной твердостью
(45—52 единиц по Rc), за исключением некоторых точек с твердостью
42—44 единиц по Rc.
Наплавки с аустенитной структурой имели следующий химический
состав в процентах
С
Мп
Сг
Si
Р
S
0,6 —2,2 2,0-2,5 10,7 — 18,5 0,2 — 0,5 <0,04 <0,04
Наплавки, содержавшие углерод в количестве более 1,0%, имели
ледебуритную структурную составляющую, которая, как известно, отли
чается хрупкостью и низкой сопротивляемостью коррозии. Ледебурит
ная составляющая появилась также в наплавках с меньшим содержа-
93
ннем углерода, но с повышенным содержанием хрома. Наплавки с со
держанием углерода 0,6—1,0% и хрома 11—15% имели наряду с аусте
нитом некоторое количество ориентированных по сетке карбидов. Струк
туру чистого аустенита получить не удалось ни при каких сочетаниях
хрома и углерода. Повидимому, скорости охлаждения, имеющие место
при остывании наплавленных валиков, являются недостаточными для
фиксации аустенита, в связи с чем происходит частичный его распад.
Наплавки с мартенситной структурой имели содержание хрома в
пределах 8,5—16,0% и содержание углерода менее 0,6%. Остальные
элементы содержались в тех же пределах, как в наплавках с аустенит
ной структурой. Некоторые наплавки имели структуру остаточного
аустенита и верхнего бейнита при содержании углерода свыше 0,6%.
Эти валики наплавлялись на планки, подогретые тремя, ранее наложен
ными, валиками, ввиду чего условия охлаждения этих планок были не
достаточно резкими, и произошел распад аустенита. Этот факт доказы
вает необходимость соблюдения резких условий охлаждения при на
плавке сплавов заданного химического состава для фиксации требуе
мой микроструктуры.
Анализируя наплавки 1-й группы, можно отметить, что чем ближе
содержание хрома к своему верхнему пределу и чем ближе содержание
углерода к своему нижнему пределу (0,6%), тем ниже твердость на
плавок вследствие меньшего выделения карбидов, но при этом появляет
ся опасность выпадения ледебуритной составляющей, так как хром
вызывает смещение эвтектической точки на диаграмме железо — угле
род.
Анализируя наплавки 2-й группы, можно заключить, что чем ближе
содержание углерода к своему нижнему пределу (0,2%), тем больше
вероятность появления ферритной составляющей в наплавках и пони
жения вследствие этого их твердости и износостойкости.
Таким образом, можно установить следующие рациональные пре
делы содержания элементов для износостойких наплавок, при которых
можно при естественных условиях охлаждения получить преобладание
аустенитной и мартенситной составляющих.
С
Мп
Сг
Si
Р
S
0,3 —1,ОН до 2/,% 8,0 —18,0% до 0,5% до 0,04% до 0,04%
При содержании углерода 0,3—0,6% и содержании хрома 8—12%
в наплавках будет преобладать мартенситная составляющая.
При содержании углерода 0,6—1,0% и содержании хрома 10—
18%, в наплавках будет преобладать аустенитная составляющая.
Расчет и приготовление легирующей крупки
Получение наплавок заданного химического состава по хрому и
углероду (в некоторых пределах) при использовании низкоуглероди
стой электродной проволоки и флюса АН-10 может быть осуществлено
путем введения в наплавленный металл определенных количеств фер
рохрома и углеродистой добавки в виде графита, угля, криптола и др.
В отдельных случаях при соответствующем содержании углерода в фер
рохроме, требуемый химический состав может быть получен введением
в наплавку только одного феррохрома.
Количества легирующих добавок, потребные для получения напла
вок заданного химического состава, могут быть определены по форму
лам.
94
бфх= -°11-хр=
= 1500
₽
/Ихр • 7хр
,Лхр . 0,8
тхр
~
__
*200 * лУг (гр> __ 1200 • *уг (Гр) __ 2000 —г (гр)
Гр Wyrfrp) ’ Gr
,ZZyr(rp) *
Wyr(rp)
Офх __вес феррохрома на 1 м длины наплавляемого валика в грам
мах;
Grp — вес графита на 1 м длины наплавляемого валика в граммах;
ххр — процентное содержание хрома в наплавке;
/гхр — процентное содержание хрома в феррохроме;
Хуг(гр)— процентное содержание углерода в наплавке за счет гра
фита;
/иуГ(гр)—процентное содержание углерода в графите;
7 — коэффициент усвоения.
Величина хуГ(гР) в свою очередь может быть определена как раз
ность между потребным содержанием углерода в наплавке хуг и его
содержанием за счет других составляющих наплавки (феррохром>
основной металл, электродная проволока), обозначаемым л'уг, то есть
% уг = Д^уг(фх) “f“ ^yr(O.M.) ”j~ *^У' (э.п.)
Каждая из этих составляющих может быть определена по формуле:
•АГуг(с) — ^уг(с> * kc ’ Туг»
где /Пуг(с)—процентное содержание углерода в рассматриваемой со
ставляющей;
kc—доля рассматриваемой составляющей в наплавке;
Туг — коэффициент усвоения углерода .
Так как суммарное процентное содержание углерода в наплавке за
счет основного металла и электродной проволоки изменяется незначи
тельно, если учесть небольшие колебания по углероду в основном ме
талле и применение стандартной электродной проволоки, содержащей
0,1—0,2% С, то можно без большой погрешности принять:
Тогда
-^уг(о.м .) I- -*уг(э.п.) — 0,1%
Луг Хуг(фх) “|“ 0,17о
В целях упрощения определения потребных количеств феррохрома
и графита для получения наплавок заданного химического состава, на
основании указанных формул построены кривые для определения коли
честв феррохрома (рис. 7) и номограмма для определения количеств
графита (рис. 8) на 1 м длины наплавляемого валика.
Порядок пользования кривыми и номограммой — следующий.
По графику (рис. 7) по оси /ихр (фх) откладывается процентное со
держание хрома в феррохроме, и от этой точки восстанавливается пер
пендикуляр до пересечения с кривой, соответствующей заданному со
держанию хрома в наплавке. Ордината этой точки на оси ОфХ указы
вает число граммов феррохрома на 1 м длины наплавляемого валика;
эта же ордината на оси К показывает число, соответствующее доле
феррохрома в наплавке.
Определение количества графита на 1 м длины наплавляемого вали
ка производится по номограмме (рис. 8), Для этой цели на оси /иуГ(фх)
откладывается процентное содержание углерода в феррохроме. От этой
точки проводится прямая, параллельная оси абсцисс до пересечения
95
0.4
0.4
дОО
500,
400.
о.з
. -300.
о.г
гоо
400
90 ffb* faxj
40
50
60
70
Рис. 7. Кривые зависимости количеств феррохрома на 1 м наплав
ки от процентного содержания хрома в наплавке и феррохроме.
I (гр)
' уПуг /фх)
^ИС 8' Номограмма для определения количеств графита на 1 м наплавки.
"о
наплавляемого валика в граммах.
е наклонной прямой Л, значение которой определено по графику (риС.
7) Из точки пересечения проводится прямая, параллельная оси ординат
до пересечения с наклонной прямой - -------------------- -
содержанию углерода в н- ццц
лельная оси абсцисс дг
жанию углерода в графите
Проходящая через эту точку наклонная прямая
показывает содер-
жание графита на 1 м длины наплавляемого валика в граммах.
В целях установления возможности использования в качестве леги-
руюідей добавки феррохрома марок Хр 2 и Хр 3 (ГОСТ 4757-49) без
графита, при помощи приведенных графика и номограммы определены
количества феррохрома, необходимые для получения рассмотренных
выше типов износостойких наплавок и пределы колебания легирующих
элементов в наплавке при крайних содержаниях хрома и углерода в
феррохроме этих марок.
Пределы содержания хрома и углерода в наплавках при насыпании
на 1 м длины наплавляемого валика различных количеств феррохрома
приведены в таблице 1.
і *уг, соответствующей требуемому
•авке, откуда проводится прямая, парал-
зчения с прямой, соответствующей содер-
(см. пример пользования номограммой).
Таблица 7
Вес феррохрома
на1мдлинына
плавки, г
Пределы содержания хрома и углерода
в наплавках
Хр2
Хр3
Сг%
С%
Сг%1С%
210
8-10
0,26-0,4
8-10
0,42—0,7
240
9,6-11,8
0,28—0,45 і 9,6-11,8
0,46-0,8
300
12-14,8
0,32-0,56
12-14,8
0,58-1.0
360
14-18
0,35-0,6
14-18
0,62-1,1 I
Из таблицы следует, что для получения наплавок с химическим со
ставом, создающим преобладание мартенситной составляющей, можно
использовать феррохром марки Хр 2 и Хр 3, причем Хр 2 должен
иметь содержание углерода не менее 1,2%, а Хр 3 — не более 3%.
Для получения наплавок с химическим составом, в котором пребла-
дает аустенитная составляющая, можно использовать феррохром марки
Хр 2 при верхнем пределе содержания по углероду или феррохром
марки Хр 3 с содержанием углерода не ниже 2,2%.
При несоблюдении этих условий будут получаться смешанные аусте
нито-мартенситные структуры с наличием карбидов или ледебуритной
эвтектики, а также возможно появление ферритной составляющей при
высоком содержании хрома (около 18%) и низком содержании углеро
да (<0,3%),
Феррохром марок Хр 4 и Хр G непригоден для выполнения износо
стойких наплавок с аустенитной и мартенситной структурой ввиду вы
сокого содержания углерода.
Кроме рассмотренных марок феррохрома можно использовать фер
рохром Хр 1 с добавкой графита в соответствующих количествах. Без-
углеродистый и малоуглеродистый феррохром использовать затрудни
тельно, так как он плохо поддается дроблению.
При необходимости добавления к феррохрому графита следует смо
чить круцКу феррохрома раствором жидкого стекла уд. весом 1,25—1,3
и добавить’к ней требуемое количество порошкообразного графита, по
сле чего проИЗвесТи тщательное перемешивание. Полученную смесь
нужно уложить на противень слоем толщиной не бодее 20 мм’ и просу-
7 цниирФ, тРудЫ( вып< ХІѴ
97
шить при температуре 100—150°. В процессе просушки смесь следует
перемешивать во избежание образования твердых комков и прилипания
смеси к противню. Просушенную смесь нужно слегка перетереть для
разделения слипшихся частиц, после чего крупка может быть использо
вана. Аналогичным образом можно использовать и другие углеродистые
добавки.
Приспособление для насыпания легирующей крупки
В соответствии с разработанной технологией получения износостой
ких наплавок, легирующая крупка должна насыпаться на наплавляе
мую поверхность в дозированном количестве на единицу длины наплав-
•
.
б
Рис. 9. Дозатор к сварочному трактору ТС-17.
ляемого валика. Насыпание может быть осуществлено при помощи спе
циального приспособления (дозатора), укрепленного на корпусе свароч
ного автомата и перемещающегося впереди него.
К дозатору предъявляются следующие требования:
1) обеспечение точного и равномерного насыпания легирующей сме
си на заданную длину наплавляемого валика;
2) возможность регулирования количества насыпаемой смеси в преде
лах, определяемых химическими составом различных типов наплавок;
3) совпадение линии, вдоль которой насыпаются легирующие добав
ки, с линией движения электрода;
4) предотвращение разбрасывания легирующих добавок на боль
шую ширину в процессе их насыпания;
5) электрическая изоляция дозатора от корпуса сварочного авто
мата.
В соответствии с этими требованиями спроектирован дозатор приме
нительно к сварочному трактору ТС-17, показанный на рис. 9.
98
10. Зависимость
зазор мм
количества насыпаемой ле-
величины зазора между до
наплавляемой поверхностью.
Рис.
тирующей крупки от
зирующей трубкой и
Дозатор состоит из бункера (1), к нижней части которого приварен
фланец (2) с трубкой (3). Во фланце имеется прорезь, в которую вста
влена заслонка (4). На наружной поверхности трубки (3) профрезеро
ваны три продольные канавки, расположенные под углами 120° по
окружности трубки. На трубку (3) надевается подвижная трубка (5),
на внутренней поверхности которой также имеются продольные канавки,
расположенные под углами 120° по окружности. Наружная трубка (5)
надевается на трубку (3) таким образом, чтобы канавки на обеих труб
ках располагались друг против друга. В образующиеся между труб
ками цилиндрические отверстия заводятся шарики (6) (по 7 шариков
в каждое отверстие), благодаря чему трубка (5) имеет возможность
плавно переметаться в продольном направлении относительно трубки (3).
Канавки на трубке (3)
профрезерованы не до кон
ца, благодаря чему шарики
не выпадают из отверстий.
Для предотвращения спада
ния трубки (5) с трубки (3)
на конец трубки (5) навин
чена гайка (7).
На трубку (5) надевает
ся хомут (8), в котором за
крепляется палец (9) обой
мы (10) с колесиком (11),
которое перемещается по
н а пл а вл яемой поверхности,
фиксируя расстояние обреза
трубки (5) относительно по
следней. За счет фиксации
этого расстояния и осуще
ствляется дозирование леги
рующей крупки, причем количество насыпаемой крупки на единицу дли
ны не зависит от скорости перемещения дозирующего устройства относи
тельно наплавляемой поверхности. Имеющиеся на наплавляемой поверх
ности неровности копируются колесиком, что позволяет поддерживать
постоянной величину зазора между трубкой и поверхностью наплавки.
Описанная конструкция позволяет устанавливать колесико как сбоку
(с любой стороны), так и впереди дозирующей трубки. Количество на
сыпаемой легируюшей крупки регулируется изменением высоты уста
новки дозирующей трубки (5) над уровнем наплавляемой поверхности.
Для этой цели па нижней части пальца нанесены деления, позволяющие
закрепить обойму с колесиком в положении, соответствующем заданной
величине зазора.
Описанный дозатор проверен в лабораторных условиях и показал
удовлетвор11тельную работу.
Определенная опытным путем зависимость количества легирующей
крупки от величины зазора между дозирующей трубкой и наплавляемой
поверхностью представлена на рис. 10.
Применение автоматической наплавки для восстановления изношенных
деталей дноуглубительных снарядов и повышения их износостойкости.
Проведенное исследование выполнено с целью практического исполь
зования его результатов для повышения износостойкости деталей дно
углубительных снарядов, работающих в условиях грубого механиче
ского, абразивного и коррозийного износа. Практически описанный ме
7*
99
тод можно применить при наплавке плоских поверхностен и поверхно
стей, имеющих незначительную кривизну любых деталей, изготовленных
из низко и средне углеродистой стали. Автоматическая наплавка может
быть выполнена с помощью простого переносного приспособления, по-
казанного на рис. 11.
На рис. 12 показан способ выполнения автоматической наплавки
звеньев черпаковой цепи (черпаковых планок). Этот способ внедряется
в настоящее время на одном из судоремонтных предприятий МРФ.
Автоматическая наплавка износостойкого слоя может осуще
ствляться как на вновь устанавливаемые детали, так и на детали, на
ходившиеся в эксплоатации и имеющие некоторую степень износа. Де
тали, имеющие незначительный износ, глубина которого позволяет вос-
Рис. 11. Типовое приспособление для автоматической наплавки деталей дноуглуби-
.
тельных снарядов.
становить рабочие размеры детали путем наплавки одного слоя, напла
вляются непосредственно износостойким слоем.
Детали, имеющие большую глубину износа, должны быть наплавле
ны в несколько слоев. Однако1 нижележащие слои нецелесообразно на
плавлять износостойким слоем, так как свойства износостойкости ни
жележащих слоев в этом случае не будут использованы. Ввиду этого
наплавки нижележащих слоев следует производить без применения ле
гирующей крупки.
Если поверхность, требующая наложения примежуточных слоев,
имеет большие размеры, их следует выполнять автоматом с использова
нием обычного флюса ОСЦ-45 или АН-348, так как флюс АН-10 при
наплавке низкоуглеродистой стали не обеспечивает требуемого каче
ства наплавленного металла и производительности наплавки. При боль
ших местных износах, не распространенных на большую площадь, вы
полнение промежуточных слоев может осуществляться вручную с при
менением качественных электродов. Применять для этой цели электро
ды с меловой обмазкой не следует, так как при этом не обеспечивается
удовлетворительная сплавляемость износостойкого слоя с нижележащим
слоем.
100
I
101
Выполненная таким образом постель в виде промежуточных слоев не
должна иметь резких выступов и впадин, превышающих 4 мм. Перед
наплавкой износостойкого слоя поверхность постели должна быть хо
рошо очищена от шлака, ржавчины и грязи.
Опытная проверка наплавленных по описанному способу звеньев
черпаковой цепи одного из снарядов Балттехфлота показала повышение
износостойкости наплавленных деталей по сравнению с ненаплавлен
ными в 4 раза.
Технико-экономические показатели автоматической наплавки
износостойких сплавов
При автоматической наплавке износостойкого слоя под флюсом
АН-10 с применением легирующей крупки коэффициент плавления
электродной проволоки составляет 10 г/ач. Поскольку в вес наплавки
входит также легирующая крупка, вес которой составляет в среднем
75% веса электродной проволоки, коэффициент наплавки а составит
17,5 г/ач. Тогда при средней силе тока / — 700 ампер производитель-
ность наплавки Л=а/ = 17,5 • 700— 12 250 г/час.
При наплавке без легирующих добавок под флюсом ОСЦ-45 или
АН-348 коэффициент плавления электродной проволоки равен коэффи
циенту наплавки а! и составляет 15 г/ач. При силе тока /= 700 ампер
производительность наплавки А = «і 1= 15 • 700=10500 г/ач.
При восстановлении изношенных деталей дноуглубительных снаря
дов удельный вес вспомогательных наплавок (до нанесения износостой
кого слоя) может составлять до 60% всех наплавочных работ. При этом
средняя производительность наплавочных работ
Ар = 0,4 Д 4-0,6 А = 0,4 • 122504-0,6 • 10500 = 11200 г/ач
Коэффициент использования автосварочной установки при правиль
ной организации работ может быть принят 0,4. Тогда будем иметь сле
дующие значения фактической производительности.
Дф = 12250 • 0,4 = 4900 г/час или 4,9 кг/час
Аф — 10500 • 0,4 = 4200 г/час или 4,2 кг/час
Арф = 11200 • 0,4 = 4500 г/час или 4,5 кг/час
Сравнивая эти показатели с показателями производительности руч
ной наплавки электродами с меловой обмазкой (0,75 кг/час), получаем
следующие коэффициенты повышения производительности:
а) для автоматической наплавки износостойкого слоя
4’9 -£ <ѵ
0,75 “ о,э’
б) для автоматической наплавки обыкновенного слоя
0,75 “ 5,6
в) в среднем при наплавочных работах, выполняемых на автомате
15 -б
0,75 ~6*
Таким образом, автоматическая наплавка, по сравнению с ручной
наплавкой электродами с меловой обмазкой повышает производитель'
ность в 5,5 — 6,5 раз.
Поскольку показатели производительности ручной наплавки каче
ственными электродами и электродами с износостойкими покрытиями
102
незначительно отличаются от показателей при наплавке электродами
с меловой обмазкой, можно считать, что применение автоматической
наплавки износостойких сплавов дает по сравнению с ручной наплавкой
износостойких сплавов, повышение производительности наплавочных
работ в такое же число раз.
Так как автосварочная установка при наплавочных работах требует
для своего обслуживания автосварщика и подсобного рабочего, трудо
емкость при автоматической наплавке будет ниже трудоемкости ручной
наплавки в среднем в три раза.
Расход электроэнергии при автоматической наплавке может быть
определен по формуле:
/Г
700*40
.
а==10U0• •г/н•7
1000 • 0,85-16 • 0,7 2,9 квч/кг*
Где; / — сила сварочного тока в амперах;
у— напряжение на дуге в вольтах;
_
коэффициент полезного действия автосварочной установки;
ѵ —скорость наплавки м/час;
Y — вес 1 м наплавленного валика кг.
Расход электроэнергии при ручной наплавке электродами с меловой
обмазкой составляет 3,4 квч/кг.
При наплавке качественными электродами расход электроэнергии на
1 кг наплавленного металла возрастает и колеблется в пределах 5—
7 квч/кг [8].
Следовательно, при автоматической наплавке расход электроэнергии
на 1 кг наплавленного металла снижается на 15% по сравнению с на
плавкой электродами с меловой обмазкой и в 1,5—2 раза по сравнению
с наплавкой качественными электродами.
Если сравнить стоимость наплавки 1 кг металла вручную и автома
тически по статьям расхода, исключая стоимость ремонта оборудования
(примерно одинаковую в обоих случаях) и амортизационные отчисле
ния, получим следующие цифры (см. табл . 2).
Таблица 2
j
Составляющие
Стоимость наплавки 1 кг металла в рублях
і
стоимости
Ручная мело
выми электро
дами
Ручная качест
венными электро
дами
Автоматическая
под слоем
флюса
Рабочая сила ......................
Электроды ..............................
Электродная проволока .
Легирующие добавки (фер
рохром и графит) . . .
Флюс.......................................
Электроэнергия ..................
2,94
2,66
0,51
2,94
4,СО
0,9
0,82
1,05
0,86
2,00
0,44
Всего:
6.11
7,84
5,17
При калькуляции принято, что стоимость качественных электродов
Для получения износостойких наплавок в полтора раза выше стоимо
сти электрод0В с меловой обмазкой и составляет 3 р. за I кг.
При автоматической наплавке используется автосварщик 3—4 раз
ряда и подручный 1—2 разряда, в то время как ручная наплавка осу
103
ществляется сварщиком 5 разряда. В соответствии с этим средняя сто .
нмость 1 ч/часа при автоматической наплавке получена путем деления
I ч/часа 5 разряда на коэффициент 1,2.
Остальные статьи затрат (стоимость электродной проволоки, леги-
рующих добавок и флюса) приняты в соответствии с нормативными
данными по расходу указанных составляющих на единицу веса наплав
ки по результатам проведенных исследований.
Стоимость 1 кг флюса принята 1 р. 75 к. в соответствии с установ-
ленными отпускными ценами на флюс, изготовляемый заводом «Авто-
стекло».
Как видно из таблицы 2, стоимость автоматической наплавки на
16% ниже стоимости ручной наплавки электродами с меловой обмазкой
и на 55—50% ниже стоимости ручной наплавки качественными элек
тродами.
Внедрение автоматической наплавки требует, однако, первоначаль
ных затрат на приобретение и монтаж автосварочной установки. При
мерные затраты на эту установку с использованием сварочного трак
тора ТС-17 составляют:
1. Сварочный трактор ТС-17
...............................
10000 р.
2. Сварочный трансформатор СТ-1000 или
ТСД-1000 ......................................................................... 4000 р.
3. Монтаж установки.................................................... 2000р.
4. Изготовление приспособлений......................... 1000 р»
Итого.................. •
.
. 17000 р.
Экономическая эффективность автоматической наплавки может был
определена в зависимости от объема наплавочных работ, который поз
волит определить, за какой срок может быть окуплена стоимость авто
сварочной установки. Сравнение должно производиться с ручной на .
плавкой качественными электродами, обеспечивающими такую же изно
состойкость, так как по сравнению с ручной наплавкой электродам!
с меловой обмазкой, эффективность автоматической наплавки совер
шенно очевидна, хотя бы по признаку повышения износостойкости на
плавленных деталей в 3—4 раза.
Каждый завод, производящий наплавку изношенных деталей дне
углубительных снарядов, может подсчитать, за какой срок будут окуг
лены затраты по приобретению и монтажу автосварочной установки
тем самым решить целесообразность применения у себя автоматическоі
наплавки.
ПЕРЕЧЕНЬ ЛИТЕРАТУРЫ
1. В. С. Раковский и И. И. Крю
ков. «Наплавочные
твердые спла
вы». Машгиз. 1948 г.
2. В. П. Свечников.
«Сталь Гад-
фильда, исследование ее физических
свойств в связи с микроструктурой
и термообработкой».
Журнал Рус
ского Металлургического общества
No1.1929г.
3. Д. В. Кон вис аров.
«Трение
и
износ металлов». Машгиз. 1947 г.
4. В. В. Шеверницкий и Т. М.
Слуцкая. Горячие и холодные тре
щины в сварочных швах при электро
дуговой сварке малоуглеродистой
стали. АН УССР. Институт Элек
тросварки. Киев. 1940 г.
5. И И.ФрумиииД.М. Рабкин.
«К вопросу о флюсах для автомати
ческой сварки малоуглеродистой ста
ли». Труды по автоматической сварке
под флюсом. Сборник No 3 АН УССР.
1948 г.
6. К. В- Любавский. Металлургия
автоматической сварки малоуглеро
дистой стали под флюсом».
Сборн.
ЦНИИТМАШ. Вопросы теории сва
рочных процессов. Книга 14. Маш
гиз. 1948 г.
7. К- В. Любавский и М-М. Ти
мофеев. «К вопросу реакции фос
фора и серы при автоматической
сварке под высокомарганцовистыми
флюсами».
Автогенное дело No 3.
1950 г.
8. А. А. Ерохин. Напряжение на
дуге, как характеристика типа
ки) электрода. Автогенное д*
1949 г.
Замеченные опечатки
Стр. Строка
Напечатано
Должно быть
По чьей вине
10
14
28
2и4св.
3 сн.
19и20
св.
„
р'
Лосинов
„РС-
Рс
Лосиков
РС
Автора
Автора
Корректора
48
2 сн.
1
изгибающего
момента
напряжения
1
Автора
ЦНИИРФ, Труды, выл. XIV .