












































































































































































































































































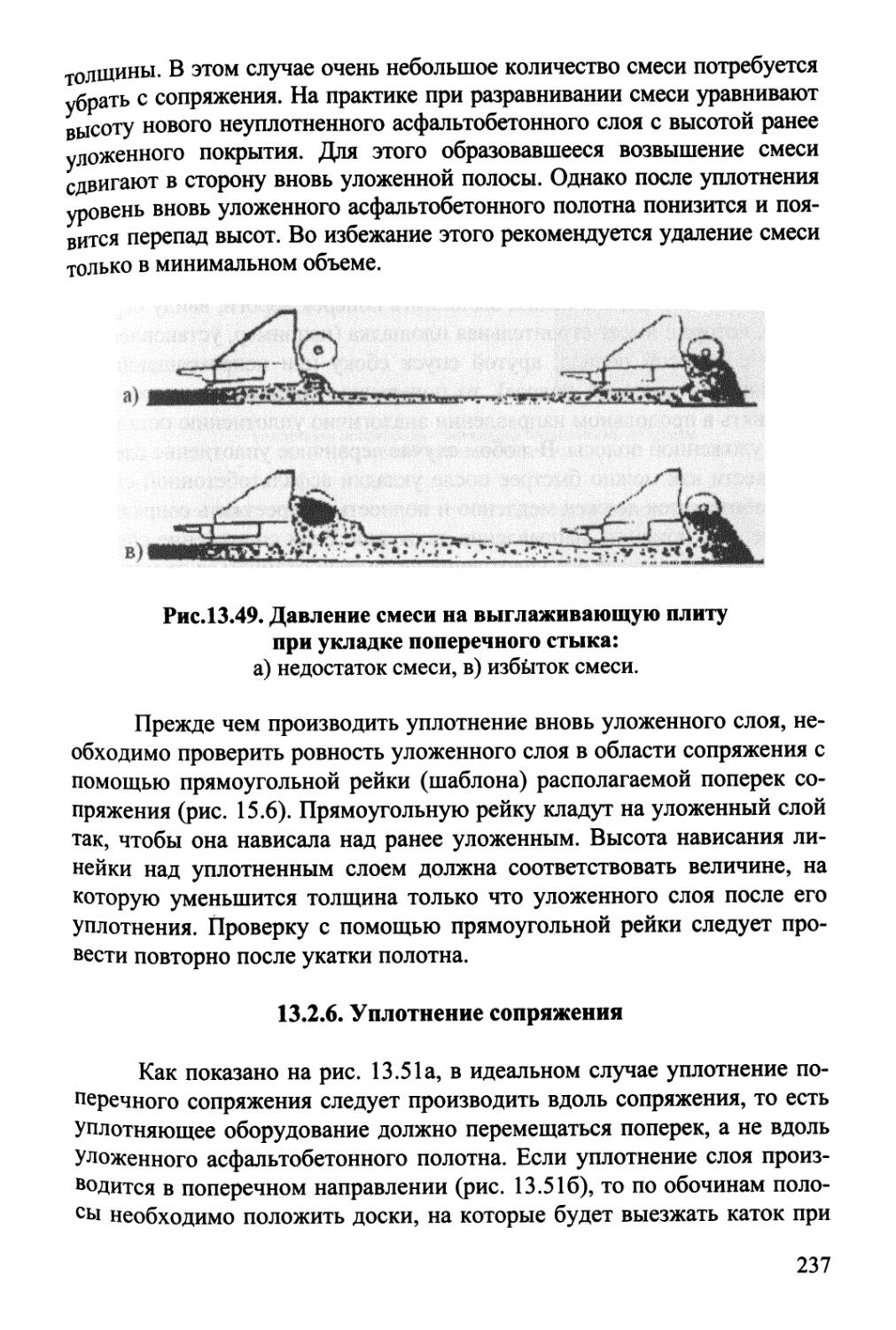






























































































































Author: Калашникова Т.Н. Сокальская М.Б
Tags: дорожные покрытия дороги из плит мостовые щебеночные и другие покрытия приготовление и использование дорожно-строительных материалов дороги по типу покрытия автодорожный транспорт строительство асфальт бетон
ISBN: 978-5-9506-0492-8
Year: 2010



Экономико-консультационный центр «Экон»
Т.Н. КАЛАШНИКОВА, М.Б. СОКАЛЬСКАЯ
СТРОИТЕЛЬСТВО И РЕМОНТ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Учебное пособие
Рекомендуется УМО ВУЗов РФ по специальности «Автомобильные дороги» и «Городское строительство и хозяйство», для студентов высших и средних учебных заведений, слушателей системы дополнительного профессионального образования, а также для руководящих работников и специалистов, занятых в сфере дорожного строительства.
Москва
2010
УДК 625.8
ББК 39.311
К17
Рецензенты:
зав. кафедрой «Дорожно-строительные материалы» МАДИ (ТУ), канд. техн, наук Быстров Н.В.',
зав. кафедрой «Инновационные технологии» ГОУ ДПО «ГАСИС», докт. техн, наук, профессор Абелев М.Ю.\
зав. лабораторией «Нежесткие дорожные одежды» РосдорНИИ, канд. техн, наук Поздняева Л,В,, инж. Штромберг А.А.
К17 Калашникова Т.Н., Сокальская М.Б. Строительство и ремонт асфальтобетонных покрытий: Учебное пособие. - М.: Экон-Информ, 2010. - 344 с., 60 с. илл.
В учебном пособии изложены особенности технологии производства асфальтобетонных смесей в современных смесительных установках принудительного и свободного перемешивания, а также особенности технологии устройства асфальтобетонных покрытий, включая все основные этапы технологического процесса, из уплотняемых асфальтобетонных смесей, в том числе щебеночно-мастичных.
Рассмотрены вопросы правильного выбора исходных материалов, проектирования состава, складирования и подачи каменных материалов, просушивания и нагрева, разгрохотки горячих материалов, способов загрузки готовой смесью накопительных бункеров и транспортных средств, позволяющих предотвращать расслоение асфальтобетонных смесей.
Обращено внимание на способы дозирования битума и на необходимость соблюдения температурного режима нагрева вяжущего и приготовления смесей, а также других факторов, определяющих качество и стабильность свойств получаемых асфальтобетонных смесей.
Отмечена необходимость соблюдения правил транспортирования смесей и выгрузки их в асфальтоукладчик, а также применения перегрузчиков смесей для лучшей организации работ и ликвидации зерновой и температурной сегрегации асфальтобетонных смесей.
Приведены современные технологии, рекомендуемые для ремонта повреждений покрытий с использованием горячих литых и холодных битумоминеральных смесей, отечественное и зарубежное оборудование. Большое внимание уделено осуществлению контроля качества дорожных работ.
Учебное пособие предназначено для работников и специалистов, занятых в сфере дорожного строительства, студентов высших и средних учебных заведений, обучающихся по специальности «Автомобильные дороги» и «Городское строительство и хозяйство», а также для слушателей системы дополнительного профессионального образования.
ISBN 978-5-9506-0492-8
© Калашникова Т.Н., 2010
© Сокальская М.Б., 2010
© “ЭКОН”, 2010
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ.................................................6
ВВЕДЕНИЕ....................................................7
Глава 1. ТРЕБОВАНИЯ К ЭКСПЛУАТАЦИОННОМУ СОСТОЯНИЮ ДОРОЖНЫХ ПОКРЫТИЙ И ОБЩИЕ СВЕД ЕНИЯ ОБ АСФАЛЬТОБЕТОНЕ..............................................9
1.1. Типичные разрушения дорожных покрытий...............10
1.2. Общие сведения об асфальтобетоне....................18
Глава 2. МАТЕРИАЛЫ ДЛЯ АСФАЛЬТОБЕТОНА....................29
2.1. Щебень..............................................29
2.2. Песок...............................................33
2.3. Минеральный порошок.................................36
2.4. Битумы..............................................38
2.5. Битумные эмульсии...................................42
Глава 3. ВЫБОР ТИПА И ВИДА АСФАЛЬТОБЕТОНА И ПОДБОР СОСТАВА АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ......................48
3.1. Пример подбора состава.................................56
3.2. Особенности подбора состава щебеночно-мастичной асфальтобетонной смеси.....................................65
Глава 4. АСФАЛЬТОБЕТОННЫЕ ЗАВОДЫ.........................67
4.1. Общие сведения об асфальтобетонных заводах..........67
4.2. Эффективность работы асфальтосмесительных установок.69
4.3. Подготовка асфальтобетонного завода.................71
Глава 5. СКЛАДИРОВАНИЕ МАТЕРИАЛОВ........................74
5.1. Битум...............................................74
5.2. Щебень, песок.......................................76
5.3. Минеральный порошок.................................78
Глава 6. ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ.............................................79
6.1. Предварительное дозирование минеральных материалов..79
6.2. Асфальтосмесительные установки периодического действия.85
6.3. Асфальтосмесительные установки непрерывного действия...108
Глава 7. БУНКЕРЫ-НАКОПИТЕЛИ ДЛЯ ХРАНЕНИЯ ГОТОВОЙ СМЕСИ................................................128
3
Глава 8. ОБЕСПЕЧЕНИЕ ЗАЩИТЫ РАБОЧЕЙ ЗОНЫ ОТ ЗАГРЯЗНЕНИЙ..........................................134
8.1. Очистка дымовых газов.........................135
8.2. Первичный сухой пылеуловитель.................136
8.3. Мокрый скруббер...............................136
8.4. Пылеуловитель с рукавными фильтрами...........138
Глава 9. ОРГАНИЗАЦИЯ РАБОТ НА АСФАЛЬТОБЕТОННОМ ЗАВОДЕ...........................................142
9.1. Организация движения автотранспорта по АБЗ...142
9.2. Указания по технике безопасности.............142
9.3. Указания по действию персонала в случае отклонения от установленного хода выполнения процесса............142
9.4. Организация работы асфальтобетонного завода при неблагоприятных погодных условиях........................143
Глава 10. ТРАНСПОРТИРОВАНИЕ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ..............................................144
10.1. Термоизоляция...............................145
10.2. Время транспортирования.....................146
10.3. Разгрузка...................................148
Глава 11. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА РАБОТ ПО УСТРОЙСТВУ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ.................150
11.1. Условия производства работ и комплектация оборудованием.... 150
11.2. Подготовительные работы.....................158
Глава 12. УКЛАДКА АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ..........168
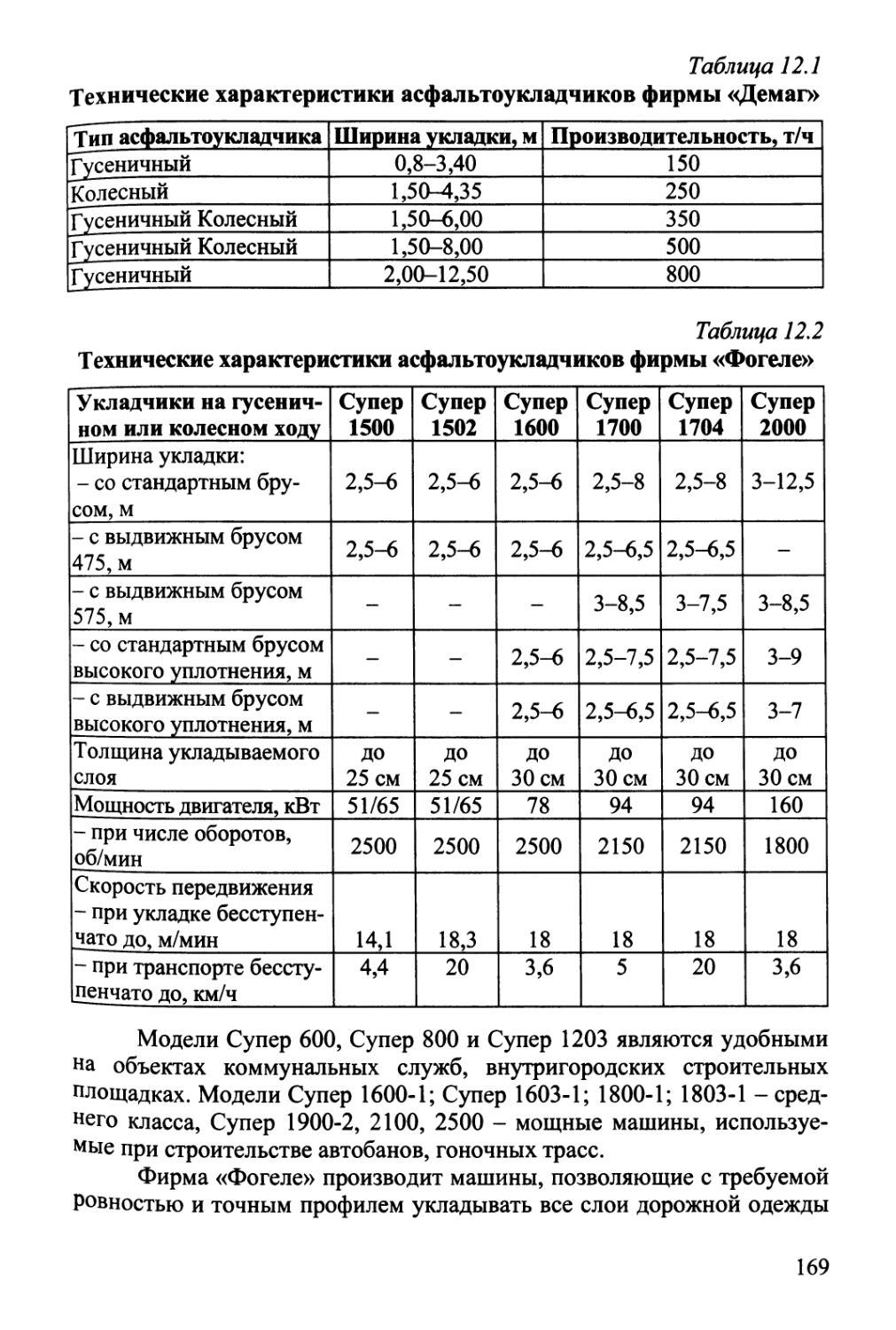
12.1. Современные асфальтоукладчики...............168
12.2. Преимущества использования современных асфальтоукладчиков ..........................................178
12.3. Распределение смесей.........................181
12.4. Перегрузчики асфальтобетонных смесей.........182
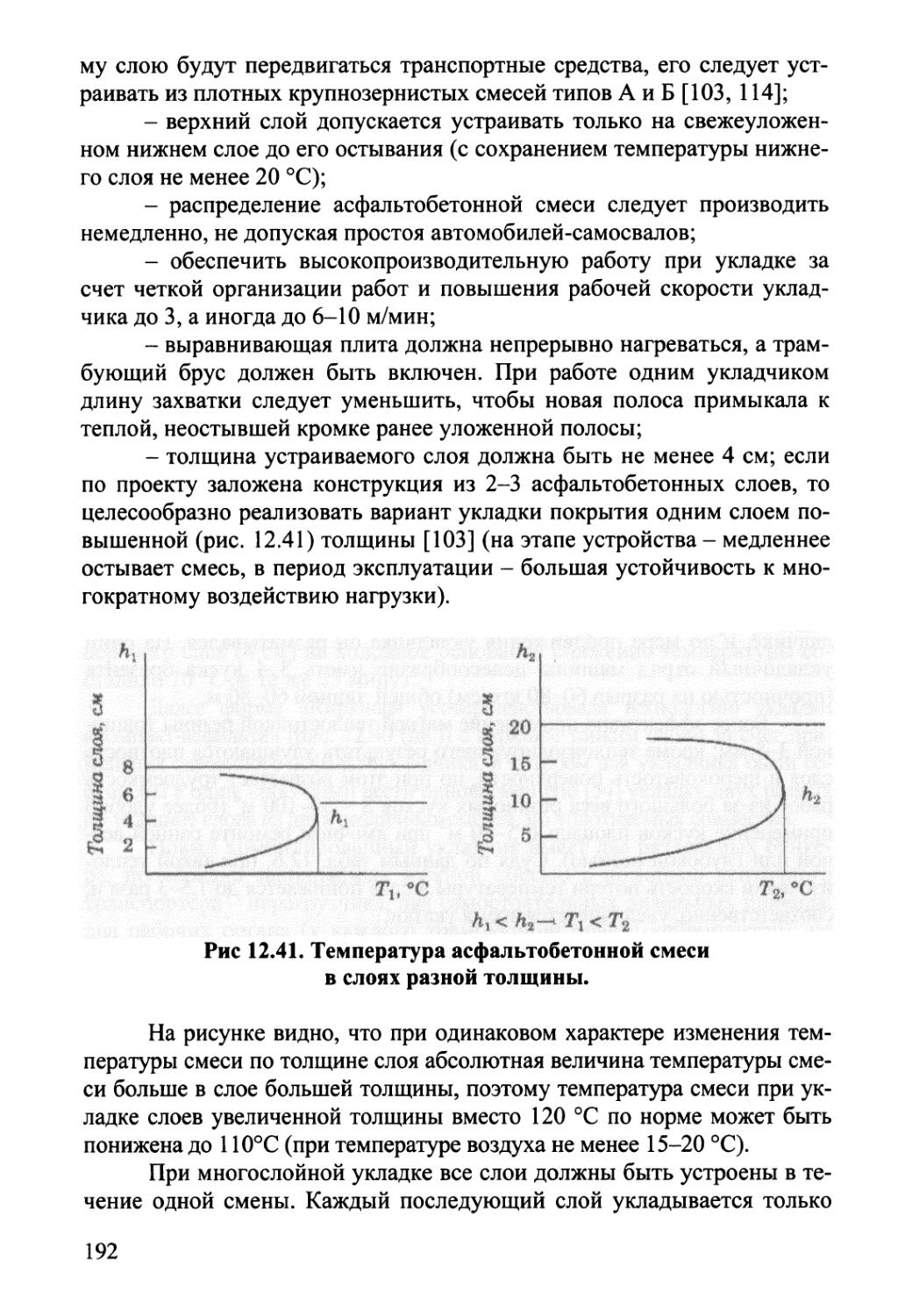
12.5. Особенности укладки асфальтобетонных смесей при неблагоприятных условиях.............................187
Глава 13. УПЛОТНЕНИЕ АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ .................................................194
13.1. Механизм уплотнения.........................194
13.2. Сопряжение асфальтобетонных полос...........228
13.3. Температурный режим и число проходов........248
13.4. Уплотнение слоев БМО........................264
13.5. Особенности уплотнения щебеночно-мастичного асфальтобетона............................................265
13.6. Возможные дефекты, причины их возникновения и способы устранения.......................................266
4
Глава 14. РЕМОНТ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ 292
14.1. Ямочный ремонт.................................292
14.2. Ремонт трещин..................................300
14.3. Ремонтные пропиточные составы..................305
Глава 15. КОНТРОЛЬ КАЧЕСТВА .........................307
15.1. Контроль приготовления асфальтобетонных смесей.307
15.2. Контроль качества при устройстве асфальтобетонных покрытий...............................................318
ЗАКЛЮЧЕНИЕ...........................................327
КОНТРОЛЬНЫЕ ВОПРОСЫ..................................328
ЛИТЕРАТУРА...........................................338
5
ПРЕДИСЛОВИЕ
Настоящее учебное пособие объединило ранее изданные учебные пособия: «Производство асфальтобетонных смесей» и «Технология устройства и ремонта асфальтобетонных покрытий» с расширением и обновлением материала, включением новых технологий, опробованных в отечественных условиях в последние 10 лет.
Более подробно освещены вопросы применения и улучшения качества исходных материалов в зависимости от выполняемых ими функций и учет работы асфальтобетонных смесей в зависимости от уровня транспортной нагрузки, шире рассмотрены подбор составов, т.ч. лабораторный этап и корректировка с учетом перехода от круглых лабораторных сит к квадратным ячейкам грохотов, пересчет содержания каменных материалов при значительной разнице их истинной плотности.
Кроме известных в России европейских смесительных установок приведены примеры «новинок» на нашем рынке, например заводы производства Южной Кореи.
Большое место в ряду применяемых горячих уплотняемых смесей отведено щебеночно-мастичным смесям, разновидностям используемых в них стабилизирующих добавок, особенностям подбора состава, а также режимам укладки и уплотнения.
В разделах, касающихся работ по устройству покрытий, дано обоснование выбора современных асфальтоукладчиков, представлены сведения о мало применяемых у нас американских асфальтоукладчиках, например фирмы «ЬееВоу», немецких виброкатках, работающих по принципу осцилляции, современных технологиях и оборудовании, используемых на этапе подготовительных работ при устройстве и капитальном ремонте покрытий или при техническом содержании дорог, включающем ликвидацию мелких повреждений.
Отдельно выделен раздел контроля качества работ с примерами современных приборов, в т.ч. неразрушающего действия, позволяющих определять плотность и толщину слоев, профиль и ровность покрытий.
Особое значение уделено качеству работ, в связи с чем важно своевременно в процессе производства работ выявлять причины, приводящие к образованию различных дефектов. Данная информация собрана в специальном разделе. Способы предупреждения или устранения сегрегации многощебенистых смесей описаны в разделах производства смесей, транспортирования и их укладки.
В знак уважения к памяти отечественных исследователей, результаты деятельности которых до сих пор значимы (отражены в действующих нормативных документах и регулярно используются при ежегодной подготовке к дорожному сезону, отладке технологических режимов и контроле качества) в соответствующих разделах даны ссылки на их имена и труды. Авторы признательны рецензентам за полезные замечания, сделанные при рассмотрении представленного учебного пособия.
6
ВВЕДЕНИЕ
Правительство Российской Федерации последние годы уделяет большое внимание проблемам дорожного хозяйства и состоянию сети дорог.
Основным выводом по обсуждавшимся на совещаниях вопросам является несоответствие протяженности и состояния дорожно-транспортной системы современной интенсивности и грузонапряженности движения, с чем связаны колоссальные ежегодные потери народного хозяйства страны в целом, и, в частности, в сферах здравоохранения, образования, численности населения, уровня культуры, сельскохозяйственных, промышленных межгосударственных перевозок.
В соответствии с поставленными целями постоянно принимаются нормативно-правовые документы, регулирующие технический уровень строительства и эксплуатации автомобильных дорог.
Следует заметить, что более жестко, чем ранее, обращено внимание на необходимость разработки технологических регламентов, в т.ч. на производство асфальтобетонных смесей (или другой продукции асфальтобетонных заводов), на устройство или ремонт дорожных одежд.
Появление новых асфальтобетонных смесей, технологий их укладки, а также новых уплотняющих средств и отмена действия технологической части СНиП 3.06.03-85 требуют разработки режимов работы применительно к конкретным условиям (температура, оптимальные характеристики асфальтоукладчика, требуемый набор катков, организация их работы), утверждаемых технологическими регламентами.
Дорожникам понятно, что долгое «недофинансирование» эксплуатационных работ привело к огромному отставанию с ремонтными работами, к разрушению многих дорог. Утверждение нормативов денежных затрат должно не только гарантировать уровень финансирования, но и повысить ответственность за результаты работ. Естественным результатом завершения перехода на финансирование по нормативам, будет требование соответствия состояния дорог этим нормативам.
Одной из мер, направленных на обеспечение такого соответствии, является принцип предупреждения нарушений. Залог этого - знание и грамотное выполнение технологических режимов на всех этапах дорожных работ: от заготовки материалов, подбора состава, производства смеси до устройства покрытия и постоянного его содержания.
Анализ работы АБЗ и подрядных организаций показывает, что некоторые недостатки, отмеченные в предыдущем издании, отошли на задний план. Так, например, значительно сократилось применение щебня пластинчатой и игольчатой (лещадной) формы, устаревшее лабораторное и смесительное оборудование заменяется более современ
7
ным, сократились случаи длительного нахождения готовой смеси (особенно ЩМА) в накопительном бункере, реже отмечается отсутствие сцепления между слоями. При этом наиболее часто наблюдаются следующие нарушения:
- несоблюдение температурного режима приготовления смесей;
- отклонение фактического состава смеси от рецепта и требований стандарта;
- загрузка автомобилей смесью из смесителя, и особенно, из бункера-накопителя, приводящая к расслоению;
- нарушение температурного режима укладки и уплотнения асфальтобетонных смесей;
- недоуплотнение;
- некачественное устройство сопряжений укладываемых полос.
Предлагаемое учебное пособие акцентирует внимание специалистов дорожного хозяйства на всех важных моментах, направленных на предотвращение указанных недостатков.
8
Глава 1. ТРЕБОВАНИЯ К ЭКСПЛУАТАЦИОННОМУ СОСТОЯНИЮ ДОРОЖНЫХ ПОКРЫТИЙ
И ОБЩИЕ СВЕДЕНИЯ ОБ АСФАЛЬТОБЕТОНЕ
Улично-дорожная сеть должна обеспечивать безопасность, непрерывность движения, скорость и пропускную способность, что напрямую связано, в частности, с качеством дорожного покрытия. Основными факторами, определяющими качество асфальтобетонных покрытий, являются следующие факторы:
- несущая способность слоя;
- характеристики поверхности - ровность, текстура поверхности, степень сцепления колеса автомобиля с поверхностью дороги;
- эксплуатационное состояние покрытия (наличие повреждений и деформаций).
Состояние покрытия подвержено постоянному изменению под воздействием как природно-климатических факторов, так и транспортных нагрузок, которые значительно возросли за последние 10-15 лет. Предполагается, что численность парка грузовых автомобилей в России к 2010 году возрастет до 5 миллионов, парк автобусов вырастет на 12%, а легковых автомобилей - на 55-60%. Такая численность автотранспорта значительно превышает возможности существующей дорожной инфраструктуры. Если рассматривать наиболее благополучную федеральную дорожную сеть, то отмечено, что 27% всего объема перевозок по федеральным дорогам уже на сегодняшний день осуществляется в режиме перегрузки, а 28% перевозок осуществляется в условиях превышения нормативного уровня развития дорог. Все это приводит к росту транспортных издержек на 20-40%. Сегодня уже 56% протяженности федеральных дорог не выполняют требований по прочности дорожных одежд, а 37% - по ровности дорожных покрытий.
На сети территориальных и местных дорог положение еще хуже: удельный вес протяженности, соответствующей нормативным требованиям составляет 24%, а на уличной дорожной сети населенных пунктов -не более 14%.
При этом следует иметь в виду, что условия эксплуатации дорог в городах разительно отличаются от условий эксплуатации внегородских автомобильных дорог: в городах, как правило, выше интенсивность движения, несмотря на то, что средняя скорость порой ниже. Так, в соответствии со СНиП 2.05.02 [95] интенсивность движения на дорогах категории 1а составляет > 7 тысяч автомобилей в сутки, на дорогах категорий 16 или II - > 3 тысячи автомобилей в сутки, фактически на основных магистралях
9
г. Москвы интенсивность движения в 2005 году составляла 10-12 тысяч автомобилей в час, а на ряде магистралей (МКАД, III транспортное кольцо и др.) доходила до 20 тысяч автомобилей в час.
Кроме того, движение автомобилей в городе идет строго по полосам движения, т.е. колонной, при значительном количестве остановок (на светофорах, поворотах, в заторах).
Все вышеперечисленные факторы оказывают существенное влияние на сроки сохранения эксплуатационного состояния покрытия, обеспечивающего безопасность движения.
1.1. Типичные разрушения дорожных покрытий
Высокая интенсивность и скорость движения вызывает износ (истирание) поверхности дорожного покрытия от шлифующего действия шин автомобилей. Что характерно, в частности, для МКАД, где на двух левых (скоростных) полосах наблюдается значительный износ слоя и практически за 3-5 лет эксплуатации слой изнашивается на половину и более своей толщины.
Многократное динамическое воздействие от проезжающего транспорта вызывает отслаивание частиц асфальтобетона на поверхности и расшатывает саму структуру асфальтобетона, что является причиной последовательного развития таких дефектов, как шелушение, выкрашивание и выбоины.
Выбоины это местные разрушения покрытий глубиной от 20 до 100 мм и более с резко очерченными краями. Они возникают, прежде всего, из-за недостаточной связи между минеральными и органическими материалами, недоуплотнения покрытия, использования некачественных материалов (например, с высоким содержанием глинистых примесей), несоблюдения технологического режима приготовления асфальтобетонной смеси (плохое перемешивание, «пережог» смеси) и т.п. Особенно активно процесс образования выбоин происходит в весенний период из-за частого чередования положительных и отрицательных температур и наличия воды в порах асфальтобетона, которая оказывает расклинивающее действие, особенно при замерзании. Под действием вышеприведенных факторов связь между частицами асфальтобетона ослабевает, и под влиянием движения образуются выбоины. Наезжая на выбоину, колесо получает толчок, что приводит к последующему динамическому воздействию за уже образовавшейся выбоиной, что приводит к увеличению площади повреждения (рис. 1.1,1.2 (цв)).
Рисунки в тексте, имеющие индекс (цв.), выполненные в виде цветных фотографий и схем, приведены в отдельных вклейках.
10
Рис. 1.1. Динамика развития повреждения:
1,2 - трещины или раковины при выкрашивании;
3 - расклинивающее действие воды и льда и образование трещины в зоне повторного удара; 4 - вторичный удар колеса;
5, 6 - объединение смежных выбоин.
Трещины являются деформациями в результате хрупкого разрушения и различаются причинами возникновения:
В зависимости от причины образования трещины на асфальтобетонных покрытиях автомобильных дорог и аэродромов подразделяются на:
- температурные;
- отраженные;
- силовые или усталостные;
- технологические.
Основной причиной образования температурных трещин на асфальтобетонных покрытиях являются недостающие прочность на растяжение и недостаточная деформативность асфальтобетона при пониженных температурах. Интервал между температурными трещинами в начальный момент их образования на покрытии составляет обычно 24-25 м; впоследствии, по мере старения вяжущего в асфальтобетоне, интервал между трещинами сокращается до 12 м и окончательный интервал между температурными трещинами обычно составляет 6 м.
И
Внешними признаками температурных трещин являются, кроме четко выраженного интервала между ними, изменение ширины раскрытия трещины в зависимости от изменения температуры окружающего воздуха (в том числе при суточном перепаде температур), слегка искривленный профиль с кромками, расположенными под прямым углом к устью трещины. В начальный период образования кромки температурных трещин не имеют разрушений, но действием касательных напряжений по контакту слоев и нагрузкой от транспортных средств по приведенной схеме на рис. 1.3. Кромки сближаются, материал откалывается и заполняет трещину.
а) б)
Рис. 1.3. Технологические трещины:
а) трещины, возникшие в результате неправильного уплотнения асфальтобетона; б) трещины на сопряжении слоев.
Основной причиной образования отраженных трещин является различие физических характеристик материалов, используемых в основании, и асфальтобетона покрытия, между которыми существует достаточно хорошее сцепление (например, бетонные плиты или укрепленные цементом грунты, старый асфальтобетон с трещинами и т.п.), с колебанием или без колебания плит при нагрузке из-за неоднородных условий опирания. Отраженные трещины возникают, как правило, вблизи от источника прямо над швами или трещинами и растут постепенно снизу вверх.
Появление отраженных трещин на поверхности асфальтобетонных покрытий обычно является вопросом времени, зависящим от общей толщины покрытия.
Внешними признаками отраженных трещин являются интервалы между трещинами, равные интервалам между швами или трещинами в основании, большая извилистость и ширина раскрытия. В устье отраженных трещин, где наблюдается перемещение плит под воздействием транс-12
портной нагрузки, накапливается несвязанный материал из основания. Кромки отраженных трещин разрушаются достаточно быстро, особенно при наличии вертикальных перемещений плит или блоков основания, и имеют частные сколы и разрушения на кромках. Возможные схемы образования и развития отраженных трещин приведены на рис. 1.4.
Причиной образования силовых и усталостных трещин являются недостаточная несущая способность оснований или конструкции дорожной одежды в целом, а также неоднородность материалов, залегающих в основании (наличие пучинистых грунтов, песка с низким коэффициентом фильтрации и т.п.).
а) б)
Рис. 1.4. Отраженные трещины:
а) отраженная трещина при наличии горизонтальных перемещений;
б) отраженная трещина при наличии горизонтальных и вертикальных перемещений.
Проникающая по трещинам в основание вода способствует интенсивному образованию новых трещин и увеличивает площадь поврежденных участков.
В зависимости от конкретных местных условий трещины могут быть единичными и в виде сетки.
Во II и III дорожно-климатических зонах единичные трещины возникают в период перехода от зимы к весне, когда нижние слои в связи с оттаиванием грунта и насыщением их водой, а верхний слой - при невысоких температурах (±), сохраняют довольно высокий модуль упругости и прочность. Трещины возникают в результате изгиба нижней плоскости верхнего слоя асфальтобетона.
Одиночные трещины имеют интервал, как правило, меньше 6 м. Профиль одиночных трещин не прямолинейный, а расположение на покрытии не обязательно перпендикулярно оси проезжей части. У одиночных трещин часто наблюдаются ответвления и искривления под разными углами, вплоть до прямого угла. Кромки таких трещин имеют закругления. При прохождении нагрузки на покрытиях над трещинами ощущается вибрация отдельных плит и блоков покрытия.
13
Трещины в виде сетки трещин встречаются чаще и могут иметь серповидный профиль, который обычно приурочен к кромкам проезжей части и местам сопряжений с конструктивными элементами (бордюры, тротуары и т.п.), где проходит единичная, не часто повторяющаяся нагрузка.
Примером силовых трещин в виде сетки являются усталостные трещины, которые называют крокодиловой (аллигаторовой) кожей.
Подобные трещины развиваются, начиная с низа покрытия, и по мере воздействия нагрузки и накопления остаточных деформаций в массиве асфальтобетона проявляются на поверхности. Виды трещин изображены на рис. 1.5 и рис. 1.6.
а) б)
Рис. 1.5. Силовые трещины:
а) сетка силовых трещин; б) серповидные силовые трещины.
Рис.1.6. Одиночная трещина.
Технологические трещины образуются в основном по причинам, связанным с нарушением технологии производства работ при устройстве асфальтобетонных покрытий. К основным видам технологических трещин следует относить: трещины на сопряжении смежных полос уложенного покрытия; трещины на сопряжении асфальтобетонного покрытия с укрепительными полосами или укрепленными обочинами, колодцами, или слоя и асфальтобетона с другим свойствами; поперечные трещины, образующиеся при уплотнении асфальтобетонной смеси трещины, вызванные недостаточным сцеплением поперечных рабочих швов и т.п. (такие трещины возникают часто при уплотнении песчаной смеси при температуре выше оптимальной).
14
Внешними признаками технологических трещин является их малая глубина распространения и малая ширина раскрытия в начальный период зарождения трещин. Развитие трещин, как правило, начинается от поверхности покрытия и связано с разрушением кромок. Основной причиной разрушения кромок является недостаточная плотность асфальтобетона вследствие свободного раскатывания при уплотнении или невозможности уплотнения его в стесненных условиях. При длительной эксплуатации покрытий с технологическими трещинами в местах их расположения образуются выбоины или наблюдается отрыв по контакту слоев.
В городских условиях наличие люков, водоприемных колодцев, вынужденные многочисленные разрытия проезжей части (особенно на исторически сложившейся сети улиц) создают повышенные динамические воздействия на дорожные одежды, что усугубляет опасность возникновения указанных выше деформаций и дефектов.
Пластические деформации в слое асфальтобетона связаны со «смещением» материала:
сдвиги, наплывы, волны образуются при многократном торможении и в местах частых торможений и остановок транспорта (светофоры, повороты и т.п.) за счет возникновения касательных напряжений в слое асфальтобетона:
колеи возникают при выдавливании, выжимании материала в стороны от полосы наката под действием вертикального воздействия от веса автомобилей и значительного износа по полосе наката. Так, например, в Москве в последние годы явление колейности, связанной с износом, характерно для крупных магистралей (Ленинский проспект, Ленинградское шоссе, Варшавское шоссе, МКАД, III транспортное кольцо и др.), в основном в левых скоростных полосах движения.
В настоящее время существуют три основных документа, регламентирующих требования к эксплуатационным характеристикам дорожных покрытий:
В СНиП 2.05 [95] приведены требования к сцеплению колеса автомобиля с поверхностью дороги, которое определяется как отношение реактивной силы, действующей на колесо автомобиля в плоскости контакта его с покрытием, к вертикальной нагрузке, передаваемой колесом на покрытие. Эти требования ранжированы в зависимости от характера движения:
В СНиП 3.06.03 [96] приведены требования к ровности, поперечным уклонам и коэффициенту сцепления при приемке объектов в эксплуатацию (табл. 1.1);
В ГОСТ Р 50597 [24] приведены требования к эксплуатационному состоянию, допускаемому по условиям обеспечения безопасности дорожного движения».
15
Таблица 1.1
Требования к характеристике поверхности покрытий при приемке в эксплуатацию
Коэффициент сцепления Минимальная средняя глубина впадин шероховатости по методу «песчаного пятна», мм
Для асфальтобетонных покрытий Для цементобетонных покрытий
0,28-0,30 1 0,5
0,35 1,8
Указанные документы не совпадают по отдельным нормативам, но из-за отсутствия более точных требований, соответствующих современным условиям движения, следует руководствоваться ими совокупно, что, как правило, и учитывается в проектной документации или в специальных требованиях заказчика.
Так, например, коэффициент сцепления колеса автомобиля с поверхностью дороги в момент сдачи дороги в эксплуатацию должен обеспечивать безопасные условия движения при разрешенной Правилами движения скорости при величине не менее 0,3 при измерении гладкой шиной и не менее 0,4 - при измерении шиной, имеющей рисунок протектора. При этом предусмотрено измерения коэффициента сцепления прибором ПКРС-2 или другими приборами, показания которых приведены к показаниям ПКРС-2. Измерение сцепления следует осуществлять не ранее, чем через 2 недели после окончания устройства покрытия.
Коэффициент сцепления измеряют, соблюдая следующие нормативные условия (в соответствии с Государственным реестром Госстандарта № 10912-87 и 10913-87):
- скорость скольжения полностью заблокированного измерительного колеса должна быть (60±3) км/час;
- вертикальная нагрузка на измерительное колесо должна быть (2943±50)Н;
В соответствии с распоряжением Росавтодора требования к величине коэффициента сцепления при капитальном ремонте дорог федерального определяют следующим образом:
- при сдаче комиссии - по СНиП 3.06.03;
- при приемке в эксплуатацию - по ГОСТ Р 50597.
Последние значения заносят в банк данных.
Дорожное покрытие должно быть искусственно увлажнено с расчетом обеспечения на покрытии пленки воды толщиной 1 мм.
Ровность покрытия проезжей части должна соответствовать требованиям, приведенным в табл. 1.2
16
Таблица 1.2
Показатели ровности дорожных покрытий
Группа дорог и улиц по интенсивности движения Состояние покрытия по ровности
Показатель ровности по прибору ПКРС-2, см/км, не более Число просветов под 3-метровой рейкой, %, не более
А 600 7
Б 860 9
В 1200 14
Примечание. Число просветов подсчитываются по значениям, превышающим указанные в СНиП 3.06.03.
В соответствии с ГОСТ Р 50593 все эксплуатационные показатели нормируются с учетом отнесения улиц и дорог к группам А, Б и В в зависимости от интенсивности движения: А - более 3 тыс. автомобилей в сутки, Б - от 1 тыс. до 3 тыс. автомобилей в сутки, В - менее 1 тыс. автомобилей в сутки.
Предельно допустимые повреждения покрытий и сроки их ликвидации приведены в табл. 1.3
Таблица 1.3
Предельно допустимые повреждения покрытий и сроки их ликвидации
Группа дорог и улиц по интенсивности движения Повреждения на 1000 м2 покрытия, м2, не более Сроки ликвидации, сут. не более
А 0,3(1,5) 5
Б 1,5(3,5) 7
В 2,5(7,0) 10
Примечание. В скобках приведены значения повреждений для весеннего периода.
Предельно допустимые размеры отдельных просадок, выбоин и т.п. не должны превышать по длине 15 см, ширине - 60 см и глубине - 5 см.
Приведенные выше установленные ГОСТ Р 50593 требования должны быть обеспечены силами организаций, которым поручена эксплуатация улиц и дорог. В случае, когда требуемое эксплуатационное состояние дорог и улиц по каким-либо причинам не может быть обеспечено, на них следует вводить временные ограничения по скорости движения и нагрузкам
17
1.2. Общие сведения об асфальтобетоне
Асфальтобетон - это материал, полученный в результате уплотнения специально приготовленной смеси, состоящей из щебня (гравия), песка, минерального порошка и органического вяжущего (битума или поли-мерно-битумного вяжущего), взятых в определенных соотношениях.
Требования к свойствам асфальтобетона и составляющих материалов были разработаны в 1932 г. [15]. Первые технические условия на асфальтобетон были разработаны Центральным институтом автомобильного транспорта, а затем были переработаны в Технические правила ГУШОСДОРА. Первый государственный стандарт (ГОСТ 9128-59) был утвержден в 1959 г.
Если проанализировать требования к зерновому составу, которые менялись, начиная с 1932 г, то можно наблюдать, что содержание щебня в асфальтобетоне до начала 60-х годов было невысоким - не превышало 37%. В связи с этим основными деформациями покрытий были сдвиги, наплывы, волны.
В настоящее время действует ГОСТ 9128-97 «Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия» [18].
1.2.1. Горячие асфальтобетонные смеси по ГОСТ 9128
Готовятся на основе битумов вязких по ГОСТ 22245 [20], жидких по ГОСТ 11955 [12], а также полимерно-битумных вяжущих и модифицированных битумов по ГОСТ Р 52056-2003 [25].
В зависимости от вида наиболее крупной минеральной оставляющей асфальтобетона могут быть:
- щебеночные - на основе дробленого щебня (в том числе щебня из гравия);
- гравийные - на основе недробленого гравия;
- песчаные - на основе природного или дробленого песка.
В зависимости от наибольшей крупности зерен асфальтобетоны могут быть:
- песчаные - с наибольшей крупностью 5 мм;
- мелкозернистые - с наибольшей крупностью 20 мм, 15 мм и 10 мм;
- крупнозернистые с наибольшей крупностью 40 мм.
В зависимости от величины остаточной пористости асфальтобетоны подразделяются на:
- высокоплотные с остаточной пористостью от 1,0 до 2,5%
- плотные с остаточной пористостью от 2,5% до 5,%;
- пористые с остаточной пористостью от5,0% до 10,0%;
- высокопористые с остаточной пористостью от 10,0% до 18%.
18
Высокоплотные и плотные мелкозернистые асфальтобетоны применяют для устройства верхних слоев покрытия, а крупнозернистые плотные - для нижних слоев; пористые и высокопористые асфальтобетоны используются для устройства нижних слоев покрытий и слоев оснований.
В зависимости от качества применяемых материалов и показателей физико-механических свойств подразделяются на марки (табл. 1.4)
Таблица 1.4
Классификация асфальтобетонов по маркам
Виды и типы смесей Марки
Горячие:
1 Высокоплотные I
Плотные типов:
А 1,П d
Б, Г I, II, III
II, III
Пористые и высокопористые I, II
[ Холодные типов:
Бх, Вх I, II
I1*- I, II
,Дх II
Высокоплотный асфальтобетон отличается как высоким содержанием щебня, так и значительным содержанием минерального порошка, а также тем, что в его составе используются достаточно мелкие и одномерные пески, которые вместе с минеральным порошком образуют «мастичное вяжущее», в которое прочно связывает щебень, создавая каркасную структуру.
Высокоплотный асфальтобетон предназначен для устройства верхних слоев покрытий на дорогах с тяжелым интенсивным движением.
Асфальтобетоны типов А и Б предназначены для дорог высоких технических категорий (I и II), а асфальтобетон типа В - для дорог не выше III категории.
В зависимости от вида применяемого песка различаются два вида песчаного асфальтобетона:
- тип Г-на основе песка из отсевов дробления или смесей отсевов дробления с природным песком при содержании последнего не более 30% по массе;
- тип Д - на основе природного песка или смесей природных песков с отсевами дробления при содержании последних менее 70% по массе.
19
Асфальтобетон типа Д используется главным образом на дорогах не выше IV технической категории, а также при благоустройстве территорий (дворов, местных проездов и т.п.) в городах.
Асфальтобетон типа Г допускается использовать на дорогах не выше III категории.
1.2.2. Щебеночно-мастичный асфальтобетон
ЩМА является разновидностью горячих асфальтобетонов и был разработан в 60-х годах в Германии в центральной лаборатории компании «Strabag-Bau AG» с целью предотвращения повреждений, вызываемых автотранспортом с шипованными шинами. В то же время данная разработка должна была обеспечивать устойчивость покрытия в условиях интенсивного дорожного движения и при высоких температурах [76, 86].
Изначально этот материал использовался для ремонта поврежденного и изношенного дорожного покрытия, т.е. для устройства достаточно тонких слоев износа. Асфальтобетонная смесь - комбинация дробленого песка, минерального порошка и битума, в горячем состоянии имеющая пластичную консистенцию, укладывалась на поверхность дороги и посыпалась высококачественным мелким щебнем [46,47].
Поскольку этот метод не был экономичным для значительных объемов работ, предпринимались попытки оптимизировать процессы изготовления и укладки, и создать асфальтобетон, состоящий приблизительно из 70% прочного щебня и 30 % растворной части (мастики), который мог бы укладываться за один проход. Волокна использовались для предотвращения расслоения асфальтобетонной смеси с высоким содержанием битума в процессе транспортировки и укладки (рис. 1.7а (цв.)).
В 1968 г. такой асфальтобетон был впервые уложен на государственных автодорогах. В 1984 г. хорошие результаты использования привели к тому, что ЩМА был признан официально материалом для дорожного строительства.
Будучи устойчивым и долговечным верхним слоем дорожного покрытия, ЩМА приобрел большое значение для всех видов дорожного покрытия, подверженных воздействиям интенсивного дорожного движения и неблагоприятным климатическим условиям. Технические нормативы на ЩМА имеются во всех странах мира, где такой асфальт находит все большее применение. За последние 5-6 лет ЩМА нашел широкое применение в России.
Основная идея ЩМА заключается в следующем:
Зерновой состав минеральной части, запроектированный в соответствии с принципом прерывистого зернового состава, обеспечивает плотность и прочность каркаса из дробленых материалов. Состав щебе-
20
ночно-мастичного асфальтобетона существенно отличается от стандартных асфальтобетонов как по содержанию щебня, так и по содержанию минерального порошка и битума (рис. 1.76 (цв.)).
Нагрузки от транспорта воспринимаются щебнем, благодаря чему покрытие работает в зоне упругих деформаций, при этом всегда имеется достаточное пространство для большого количества растворной части асфальтобетона, состоящей из битума, минерального порошка и стабилизирующей добавки. Эти факторы способствуют связыванию каркаса в долговечный, прочный слой, а также ограничению пористости до уровня требуемой остаточной пористости. Структура щебеночно-мастичного асфальтобетона приведена на рис. 1.8а (цв.). Поверхность покрытия из ШМА имеет однородную шероховатую структуру (рис. 1.86 (цв.))
Из вышесказанного вытекают следующие преимущества:
Высокое содержание щебня + прерывистый зерновой состав предопределяют стабильность прочного каркаса из щебня, воспринимающего основную нагрузку, хорошую восстанавливаемость после снятия нагрузки, а также возможность содержания большого количества асфальтовяжущего.
Толстые пленки из битума и растворной части асфальтобетона + стабилизирующие добавки предопределяют следующие преимущества ЩМА:
- высокая жесткость и способность к связыванию растворной части асфальтобетона повышают сдвигоустойчивость покрытия и предотвращают дробимость щебня под воздействием транспорта;
- надежная связь минеральных составляющих, даже в условиях повышенной влажности;
- предотвращение преждевременного старения битума;
- в процессе изготовления, транспортировки и укладки смеси не происходит вытекание битума;
- высокая сопротивляемость усталости;
- высокая износостойкость.
В щебеночно-мастичном асфальтобетоне используется щебень улучшенной (кубовидной) формы, что в сочетании с его высоким содержанием обеспечивает высокую сдвигоустойчивость.
Высокое содержание фракционированного щебня позволяет получить шероховатую поверхность и обеспечить требуемое сцепление колеса автомобиля с поверхностью покрытия (рис. 1.9 (цв.))
Высокая сдвигоустойчивость ЩМА, связанная, в основном, с повышением угла внутреннего трения, характеризует устойчивость к ко-лееобразованию. Примечательно, что требования к величине коэффициента угла внутреннего трения существенно выше, по сравнению с асфальтобетоном типа А, который считается наиболее сдвигоустойчивым из стандартных видов асфальтобетона (рис. 1.10).
21
ЩМА
ЩМА
Рис. 1.10. Сдвигоустойчивость щебеночно-мастичного асфальтобетона.
22
Повышенное (по сравнению со стандартными асфальтобетонами) содержание битума препятствует прониканию влаги внутрь слоя, что, в конечном итоге, повышает устойчивость к старению, водо- и морозостойкость и трещиностойкость (рис. 1.11).
В конечном счете, значительно увеличивается долговечность покрытия. В некоторых зарубежных странах срок службы покрытий из ЩМА составляет более 10 лет, а в нашей стране опыт устройства покрытий из ЩМА насчитывает 6 лет.
Спецификой ЩМА является укладка его более тонким слоем, а предварительная обработка нижележащего слоя перед укладкой смесей ЩМА требует значительно меньшего количества битума или битумной эмульсии.
В соответствии с ГОСТ 31015-2002 «Смеси асфальтобетонные и асфальтобетон щебеночно-мастичные. Технические условия» [15] в зависимости от максимальной крупности применяемого щебня щебеночно-мастичные асфальтобетонные смеси делятся на виды:
ЩМА-10 - максимальная крупность щебня 10 мм;
ЩМА-15- « « « 15 мм;
ЩМА-20 - « « « 20 мм.
1.2.3. Литые асфальтобетонные смеси
Литой асфальтобетон - искусственный строительный конгломерат, образующийся в результате достижения определенной плотности литой асфальтобетонной смеси, уложенной в конструкцию. Литую асфальтобетонную смесь готовят в асфальтосмесительных установках принудительного действия смешением нагретых минеральных материалов и битума в определенных соотношениях.
Исследования литых смесей и производственные работы проводили институты СоюздорНИИ, НИИМосстрой, АО «Асфальттехмаш», АО «Инженерный центр» [105].
Типы литых смесей и основные их классификационные особенности приведены в таблице 1.5.
При выборе битума для смесей I, II и III типов предпочтение отдается нефтяным вязким теплостойким битумам, удовлетворяющим требованиям ГОСТ 22245-90 [20], с узкими пределами колебаний по показателям глубины проникания:
П25, глубина проникания иглы при +25 °C, 0,1 мм - 50-60;
Тр, температура размягчения по методу КиШ, °C, не менее - 52;
Тхр, температура хрупкости, °C, не менее, минус - 12.
23
Таблица 1.5
Классификация литых смесей
Основные классификационные особенности смеси Назначение
Тип смеси Д,мм Массовая доля, % Б* МП
Фракций крупнее 5 мм Асфальтовяжущего вещества
I 15 45-55 25-30 0,35-0,45 Новое строи-
II 20 35-50 20-25 0,45-0,55 тельство и капи-
III 40 45-65 15-20 0,50-0,65 тальный ремонт
IV 5 — 17-23 0,40-0,65 Тротуары
V 20 35-50 22-28 0,55-0,75 Текущий ремонт
Примечание. Б* - количество битума - сверх 100%, МП - содержание зерен <0,071 мм.
Работу по устройству и ремонту (капитальному и текущему) дорожных покрытий с применением литых смесей осуществляют в соответствии с инструкцией ВСН 60-97 [38]. В таблице 1.4 даны рекомендации по выбору определенных литых смесей при новом строительстве, капитальном и текущем ремонтах. Литые асфальтобетонные смеси применяются при устройстве и ремонте:
- покрытий и слоев монолитных дорожных конструкций, исходя из условия работы асфальтобетонного покрытия как упругой плиты, лежащей на упругом основании;
- покрытий на мостах, эстакадах, путепроводах и тротуаров.
При приготовлении смеси, т.е. при объединении минеральных материалов с органическим вяжущим, происходят сложные физико-химические процессы, которые связаны со свойствами составляющих материалов, их природой, особенностями структуры и т.п.
Окончательно все необходимые эксплуатационные свойства дорожного покрытия из асфальтобетона обеспечиваются только после надлежащей укладки и уплотнения асфальтобетонных смесей.
В ряду дорожно-строительных материалов асфальтобетон является одним из наиболее сложных. Основным и наиболее существенным фактором, определяющим его сложность, является тот факт, что этот материал заметно меняет свои свойства в зависимости от температуры при эксплуатации, т.е. является упруго-вязко-пластичным материалом: при положительных температурах он обладает вязкопластичными свойствами, а при отрицательных - упругими.
Это обстоятельство влияет на выбор материалов (особенно органического вяжущего) и проектирование его состава (определение соотношения составляющих материалов).
24
1.2.4. Холодные асфальтобетоны
В соответствии с ГОСТ 9128-97 холодные асфальтобетонные смеси готовятся на основе жидких дорожных битумов с вязкостью, определяемой временем истечения из отверстия стандартного вискозиметра.
Температура приготовления холодных смесей не превышает 110 °C.
Основная особенность холодных смесей - возможность хранения их после приготовления в штабелях в течение достаточно длительного времени и возможность укладки в холодном состоянии при температуре не ниже 5 °C.
В зависимости от содержания щебня холодные асфальтобетона делятся на типы:
- тип Бх - содержание щебня от 40% до 50%;
- тип Вх - содержание щебня от 30% до 40%.
В зависимости от вида применяемого песка различаются два вида песчаного холодного асфальтобетона:
- тип Гх - на основе песка из отсевов дробления или смесей отсевов дробления с природным песком при содержании последнего не более 30% по массе;
- тип Дх - на основе природного песка или смесей природных песков с отсевами дробления при содержании последних менее 70% по массе.
В зависимости от качества применяемых материалов и показателей физико-механических свойств холодные асфальтобетоны подразделяются на марки (табл. 1.4).
Холодный асфальтобетон отличается высокой сдвигоустойчиво-стью и трещиностойкостью, что связано с малым содержанием битума и его невысокой вязкостью.
Однако наряду с вышеперечисленными преимуществами холодный асфальтобетон отличает ряд существенных недостатков, которые сужают область его применения, ограничивая дорогами невысоких (не выше III) технических категорий, в основном в теплых регионах (III, IV и V дорожно-климатические зоны).
Это, в первую очередь, растянутые во времени и достаточно длительные сроки формирования покрытий из холодного асфальтобетона, при этом, чем теплее, тем скорее формируется покрытие. Кроме того, из-за невысокой вязкости битума для покрытий из холодного асфальтобетона характерны разрушения типа «выбоин» и «выкрашивания», в связи с чем не рекомендуется использовать этот материал на дорогах с тяжелым интенсивным движением.
В настоящее время достаточно широко применяются специальные холодные асфальтобетонные смеси для ямочного ремонта. Особенностью этого материала является достаточно высокое (до 80%) содержание мелкого щебня, отсевов дробления, а также специфического вяжущего, позволяющего обеспечить быстрое формирование, даже при невысоких температурах.
25
1.2.5. Открытые битумоминеральные смеси
Материал для макрошероховатых покрытий с использованием открытых битумоминеральных смесей был разработан и опробован на ряде объектов Московской обл., Краснодарского края, Прибалтики Л.Г. Паниной [88].
Содержание щебня 5-20 мм в открытых битумоминеральных смесях (БМО) представлено в табл. 1.6.
Макрошероховатые слои износа из БМО смесей (рис. 1.12) предусмотрены для устройства покрытий:
- на крутых уклонах, участках дорог грузонапряженным и скоростным движением;
- в весенне-осенний период или в других условиях на внегородских дорогах (в том числе на участках дорог с небольшой интенсивностью движения), когда поверхностная обработка не может сформироваться;
- в условиях, когда с точки зрения организации работ, а также технических и экономических факторов, само покрытие и шероховатый слой целесообразно устраивать с помощью одного и того же оборудования (это относится и к слоям усиления).
Таблица 1.6
Содержание щебня в БМО смеси
Показатели Условия движения
Легкие Затрудненные Опасные
Содержание щебня % по массе, для дорог категорий 1,П, III 65-70 55-65 70-75 65-70 75-85 70-75
Коэффициент расхода битума для обработки щебня для дорог категорий I, П, III 0,04-0,05 0,03-0,04 0,04-0,05 0,03-0,04 0,04-0,05 0,03-0,04
Примечание. 1. Соотношение щебня размером 10(15)—20 мм или 10(15)-25 мм и размером 5-10(15) мм, равное 2:1, применяют при устройстве слоев повышенной шероховатости (с макрошероховатой текстурой), 1:1 - повышенной износостойкости (с шероховато-шипованной текстурой) [ТУ 902].
2. При содержании щебня более 65% вместо битума рекомендуется применять асфальтовяжущее с соотношением битума к порошку 1:1 при неизменном коэффициенте расхода вяжущего.
26
Макрошероховатые тонкие слои применяют (наряду с использованием слоев износа) на участках, где необходимо гарантированно обеспечить приживаемость щебня в слое под действием движения повышенной интенсивности и грузонапряженности с целью получения поверхностей, сохраняющих сцепные качества не менее 6 лет, а также при необходимости стадийного усиления дорожной одежды одновременно с возобновлением сцепных качеств ее поверхности в течение всего срока службы (см. рис. 1.12 2а, б, в).
Рис. 1.12. Типы макрошероховатных дорожных покрытий:
I и Г - макрошероховатый слой износа соответственно с макрошероховатой и шероховато-шипованной поверхностью до (а) и после (б) эксплуатации;
2 - макрошероховатый тонкий слой до (а) после первого срока эксплуатации и истирания выступов с новым тонким слоем (б), с новым третьим тонким слоем (в); 3 - макрошероховатое тонкослойное покрытие до (а), после истирания выступов с новым тонким слоем (б).
Макрошероховатые тонкие слои применяют (наряду с использованием слоев износа) на участках, где необходимо гарантированно обеспечить приживаемость щебня в слое под действием движения по-
27
вишенной интенсивности и грузонапряженности с целью получения поверхностей, сохраняющих сцепные качества не менее 6 лет, а также при необходимости стадийного усиления дорожной одежды одновременно с возобновлением сцепных качеств ее поверхности в течение всего срока службы (см. рис. 1.12 2а, б, в).
Макрошероховатые тонкослойные покрытия (см. рис. 1.12 За и 36) применяют как расчетный слой дорожной одежды преимущественно на участках дорог с высокой интенсивностью и грузонапряженностью движения, а также в качестве выравнивающих слоев или слоев усиления, когда одновременно необходимо обеспечить и высокие сцепные свойства поверхности покрытия. Данный прогрессивный отечественный способ устройства или ремонта дорожных покрытий с шероховатой поверхностью используют в настоящее время [36], тем более что практическое воплощение данной технологии может быть обеспечено наличием современных асфальтоукладчиков, пневмо- и комбинированных катков.
28
Глава 2. МАТЕРИАЛЫ ДЛЯ АСФАЛЬТОБЕТОНА
2.1. Щебень
Для приготовления асфальтобетонных и других органоминеральных смесей используют щебень из изверженных, метаморфических и осадочных горных пород, а также щебень из шлаков по ГОСТ 8287 [16].
Основными требованиями, предъявляемыми к щебню для асфальтобетона, являются: прочность, форма зерен, морозостойкость и содержание вредных примесей. Требования к щебню для асфальтобетона приведены в табл. 2.1 и табл. 2.2.
Избежать ряда недостатков (см. ниже) возможно при использовании узких фракций щебня 5-10 мм, 10-15 мм и 15-20 мм. Это одновременно исключает опасность расслоения щебня в штабеле при хранении и обеспечивает более стабильный зерновой состав. Что касается обеспечения требуемого содержания зерен пластинчатой (лещадной) и игольчатой формы, то для получения положительного эффекта требуется специальное камнедробильное оборудование. Применение кубовидного щебня с содержанием зерен пластинчатой (лещадной) и игольчатой формы не более 10-15% способствует повышению качества и долговечности асфальтобетонных покрытий за счет следующих факторов:
- создания более плотного скелета, что приводит к повышению сдвигоустойчивости и снижению расхода битума на 15-20%;
- увеличения степени уплотнения асфальтобетонной смеси, что влияет на повышение долговечности покрытия;
- уменьшения дробимости щебня в процессе уплотнения, что уменьшает риск образования выбоин и выкрашивания;
- повышения шероховатости, т.е. показателей сцепления колеса автомобиля с поверхностью покрытия.
В связи с этим последние годы работы в области производства строительных материалов как в нашей стране, так и за рубежом способствовали производству оборудования, позволяющего получать высококачественный щебень [44, 110, 113].
При этом следует иметь в виду, что стоимость производства кубовидного щебня несколько повышается (в среднем на 15%).
Так, на камнедробильной установке фирмы «Сведала» (Швеция) дополненной гранулятором, можно получать щебень с содержанием зерен пластинчатой (лещадной) и игольчатой формы до 10%. При этом именно действие гранулятора, основанное на эффекте падающих грузов, позволяет «обламывать» зерна пластинчатой (лещадной) и игольчатой формы и уменьшать их количество.
29
Таблица 2.1
Требования к щебню (гравию) для плотных и пористых асфальтобетонов (извлечение из ГОСТ 9128)
Наименование показателя Значения для смесей марок
I п ш
горячих типа холодных типа Пористых и высокопористых горячих типа ХОЛОДНЫХ типа Пористых и высокопористых горячих типа
А, высокоплотных Б Бу вх А Б в Бх вх Б В
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Марка, не ниже
по дробимости:
щебня из изверженных и метаморфических горных пород 1200 1200 1000 800 800 1000 1000 800 800 600 600 800 600
щебня из осадочных горных пород 1200 1000 800 600 600 1000 800 600 600 400 400 600 400
щебня из металлургического шлака - 1200 1000 1000 800 1200 1000 800 800 600 600 800 600
щебня из гравия — 100 1000 800 600 1000 800 600 800 600 400 600 400
гравия — — — - — — — 600 800 600 400 600 400
по истираемости
Окончание таблицы 2.1
1 2 3 4 5 6 7 8 9 10 11 12 13 14
щебня из изверженных и метаморфических горных пород И1 И1 И2 из Не нормируется И2 И2 из ИЗ И4 Не нормируется Не нормируется из
щебня из осадочных горных пород И1 И2 И2 из И1 И2 из из И4 из
щебня из гравия и гравия - И1 И1 И2 И1 И2 из И2 из из
по морозостойкости
Для всех видов щебня и гравия:
Для дорожно-климатических зон 1,2иЗ F50 F50 F50 F50 F25 F50 F50 F25 F25 F25 F15 F25 F25
Для дорожно-климатических зон 4 и 5 1<; и <; F50 F50 F25 F25 F25 F50 F25 F15 F15 F15 F 15 F15 F15
Таблица 2.2
Требования к щебню для щебеночно-мастичного асфальтобетона
Наименование показателя Величина показателя
Марка, не ниже
по дробимости:
щебня из изверженных и метаморфических горных пород 1200
щебня из осадочных горных пород 1000
щебня из металлургического шлака 1000
щебня из гравия 1000
по износу
Для всех видов щебня И1
по морозостойкости
Для всех видов щебня F50
Содержание зерен пластинчатой (лещадной) и игловатой формы не более, % 15
Содержание дробленых зерен в щебне из гравия, % не менее 85
Следует обратить внимание на то, что часто отмечаются следующие недостатки в качестве щебня, поставляемого щебзаводами и карье-роуправлениями:
- избыток зерен крупнее 15 мм в щебне фракции 5-15 мм и крупнее 20 мм в щебне фракции 5-20 мм;
- значительной содержание зерен пластинчатой (лещадной) и игольчатой формы.
Так, содержание зерен крупнее 15 (20) мм часто доходит до 30% при норме - не более 10%, а содержание зерен пластинчатой (лещадной) и игольчатой формы доходит до 50-60%. Представляет интерес камнедробильное оборудование компании «Sandvik Rock Processing» (Швеция). Это оборудование позволяет организовать одно-, двух- и трехстадийное дробление даже непосредственно на карьере, при этом вторая и третья стадии дробления при необходимости могут производиться в замкнутом цикле, что позволяет получать кубовидный щебень различных фракций.
Дробильные агрегаты Barmac VSI серии В (фирма «Nordberg») используют запатентованную систему каскадного питания, которая образует дополнительный поток материала, направляемый в дозированном количестве в зону турбулентности дробильной камеры для создания перенасыщенности частиц, и, как следствие, происходит улучшение передачи энергии между ними. Это позволяет регулировать зерновой состав продуктов дробления и получать превосходную кубовидную форму.
32
Достаточно широкий ассортимент оборудования выпускают и отечественные производители, такие как машиностроительный концерн «Ормето-ЮУМЗ» (Южноуральск), Уралмаш и ЗАО «Урал-Омега» (Екатеринбург), «Дробмаш» (Выкса Нижегородской обл.), «Кибернетика» (Москва), ЗАО «Новокраматорский машиностроительный завод», компания «Новые технологии» (Санкт-Петербург). Как правило, они выпускают дробилки центробежно-ударного типа.
Опыт использования современного дробильного оборудования показал ряд преимуществ от использования качественного щебня:
- повышается прочность щебня за счет снижения трещиноватости, а также механоактивации щебня под действием ударных нагрузок;
- использование кубовидного щебня повышает долговечность асфальтобетонных покрытий в 2 раза;
- снижается расход вяжущих (битума);
- коэффициент уплотнения асфальтобетонных смесей приближается или превышает 1,0 при снижении трудозатрат по уплотнению до 50%;
- повышение плотности обеспечивает водо- и морозостойкость асфальтобетонных покрытий;
- коэффициент уплотнения асфальтобетонных смесей приближается или превышает 1,0 при снижении трудозатрат по уплотнению до 50%.
- повышение плотности обеспечивает водо- и морозостойкость асфальтобетонных покрытий;
- современные дробильные машины позволяют получать кубовидный щебень даже из материалов с пластинчатой структурой и из гравия, что особенно актуально для ряда регионов России.
Кроме того, одним из преимуществ центробежно-ударного способа дробления является независимость качества получаемого материала от степени износа рабочих органов дробилки.
2.2. Песок
Для асфальтобетонных смесей используют как природные пески, так и пески из отсевов дробления.
Пески должны соответствовать ГОСТ 8736 [17].
Пески в зависимости от значений нормируемых показателей качества (зернового состава, содержания пылевидных и глинистых частиц) подразделяют на два класса, а в зависимости от зернового состава песок подразделяют на группы по крупности:
I класс - очень крупный, повышенной крупности, крупный, средний и мелкий;
33
II класс - очень крупный, повышенной крупности, крупный, средний, мелкий, очень мелкий, тонкий и очень тонкий.
Каждую группу песка характеризуют значением модуля крупности, указанным в табл. 2.3
Таблица 2.3
Требования к пескам по крупности
Группа песка Модуль крупности Мк Полный остаток на сите № 063, % по массе
Очень крупный Св. 3,5 Св. 75
Повышенной крупности От 3,0 до 3,5 От 65 до 75
Крупный » 2,5 » 3,0 » 45 » 65
Средний » 2,0 » 2,5 » 30 » 45
Мелкий » 1,5» 2,0 » 10» 30
Очень мелкий » 1,0» 1,5 До ю
Тонкий »0,7» 1,0 Не нормируется
Очень тонкий До 0,7 » »
Полный остаток песка на сите с сеткой № 063 для природных песков, используемых в асфальтобетоне, должен соответствовать значениям, указанным в табл. 2.4. Содержание зерен крупностью св. 10, 5 и менее 0,16 мм в природном песке не должно превышать значений, указанных в табл. 2.4
Таблица 2.4
Содержание зерен крупностью св. 10, 5 и менее 0,16 мм
Класс и группа песка Содержание, % по массе зерен крупностью, не более
Св. 10 мм Св. 5 мм Менее 0,16 мм
I класс
Повышенной крупности, крупный и средний 0,5 5 5
Мелкий 0,5 5 10
II класс
Очень крупный и повышенной крупности 5 20 10
Крупный и средний 5 15 15
Мелкий и очень мелкий 0,5 10 20
Тонкий и очень тонкий Не допускается Не нормируется
34
Таблица 2.5
Содержание пылевидных и глинистых частиц в природном песке
Класс и группа песка Содержание пылевидных и глинистых частиц, % по массе не более
I класс
Очень крупный —
Повышенной крупности, крупный и средний 2
Мелкий 3
II класс
Очень крупный —
Повышенной крупности, крупный и средний 3
Мелкий и очень мелкий 5
Тонкий и очень тонкий 10
Таблица 2.6
Требования к пескам из отсевов дробления
Наименование показателя Значение для смесей и асфальтобетонов марки
I II III
горячих и холодных типа пористых и высокопористых горячих и холодных пористых и высокопористых горячих типа
А, Б, Бх, Вх высокоплотных Г, Гх А, Б, Бх, В, £ t=t uT Б, В иГ
Марка по прочности песка из отсевов дробления горных пород и гравия 800 1000 600 600 800 400 400 600
Содержание глинистых частиц, определяемое методом набухания, % по массе, не более 0,5 0,5 0,5 0,5 0,5 1,0 1,0 1,0
Примечание. Для смесей типа Г марки I необходимо использовать пески из отсевов дробления изверженных горных пород по ГОСТ 8736 с содержанием зерен менее 0,16 мм не более 5,0% по массе.
35
Предпочтительно использовать для приготовления асфальтобетонных смесей природные пески повышенной крупности, крупные или средние. В тех случаях, когда используются мелкие и очень мелкие, пески, в состав асфальтобетонных смесей необходимо добавлять пески из отсевов дробления в количестве 10-30% (в зависимости от крупности природного песка).
Содержание пылевидных и глинистых частиц в природном песке не должно превышать значений, указанных в табл. 2.5.
Пески из отсевов дробления, используемые в асфальтобетоне, должны отвечать требованиям ГОСТ 8736 [17], при этом марка по прочности песка из отсевов дробления и содержание глинистых частиц, определяемых методом набухания, для смесей и асфальтобетонов конкретных марок и типов должны соответствовать указанным в табл. 2.6, а общее содержание зерен менее 0,16 мм (в том числе пылевидных и глинистых частиц) в песке из отсевов дробления не нормируется.
2.3. Минеральный порошок
Минеральный порошок - это тонкодисперсный материал, как правило, молотый известняк, а в некоторых случаях - твердые порошковые техногенные отходы. На долю минерального порошка приходится 80-85% суммарной поверхности всех минеральных составляющих асфальтобетонной смеси.
Минеральный порошок в асфальтобетонной смеси играет не только роль заполнителя мелких пор, образованных более крупными частицами, но благодаря своей развитой поверхности является важнейшим структурообразующим компонентом. В смеси с битумом минеральный порошок образует двухкомпонентную систему, которую принято называть «асфальтовяжущим веществом». По существу «асфальтовяжущее вещество», а не один битум, выполняет роль вяжущего в асфальтобетоне.
В соответствии с ГОСТ Р 52129 [27] минеральные порошки в зависимости от показателей свойств и применяемых исходных материалов подразделяют на марки:
МП-1 - порошки из осадочных (карбонатных) горных пород неактивированные и активированные.
МП-2 - порошки из некарбонатных горных пород, твердых и порошковых отходов промышленного производства.
Активированные минеральные порошки отличаются от неактивированных тем, что в процессе помола известняка на поверхность минерального порошка вводится активирующая смесь, состоящая, из битума и, как правило, анионного поверхностно-активного вещества. 36
Достоинством активированных минеральных порошков является тот факт, что присутствие на их поверхности активирующей смеси сообщает им свойство «гидрофобности», т.е. активированные порошки не смачиваются водой, и хорошо обволакиваются битумом [12]. Это обстоятельство позволяет уменьшить содержание битума в асфальтобетонной смеси, а высокая дисперсность активированного порошка создает предпосылки к уменьшению его содержания в составе смеси.
Действующий ГОСТ Р 52129 предъявляет требования к минеральным порошкам, которые приведены в табл. 2.7
Таблица 2.7
Требования к минеральным порошкам
Наименование показателя Значение для марки
МП-1 МП-2
неактивированный активированный
1. Зерновой состав, % по массе: мельче 1,25 мм « 0,315 мм « 0,071 мм не менее 100 не менее 90 от 70 до 80 не менее 100 не менее 90 не менее 80 не менее. 95 от 80 до 95 не менее 60
2. Пористость, % не более 35 30 40
3. Набухание образцов из смеси порошка с битумом, %, не более 2,5 1,8 3,0
4. Водостойкость образцов из смеси порошка с битумом, % не более Не нормируется 0,7
5. Показатель битумоемкости, г не более Не нормируется 80
6. Влажность, % по массе, не более 1,0 Не нормируется 2,5
Примечание. В минеральном порошке, получаемом из горной породы, прочность, на сжатие которой выше 40 МПа, количество зерен мельче 0,071 мм допускается на 5% меньше указанного.
Важнейшим фактором, определяющим качество минеральных порошков, являются свойства материалов (как правило, известняков), которые используются для их производства. Так, очень опасным является содержание в известняке глинистых примесей, в связи с чем ГОСТ Р 52129 количественно ограничивает их присутствие: содержа
37
ние глинистых примесей, которое определяется содержанием полуторных окислов (А^Оз+РегОз) в горных породах и промышленных отходах производства, используемых при приготовлении порошков, и в порошковых отходах промышленного производства, используемых в качестве порошков, не должно превышать, % по массе:
7,0 - для активированных порошков;
1,7 - для неактивированных порошков.
Кроме того, техногенные отходы промышленности, которые могут быть использованы в качестве минеральных порошков (пыль уноса цементных заводов, золы уноса ТЭЦ, молотые шлаки и т.п.) могут содержать в своем составе некоторые вредные примеси, поэтому ГОСТ Р 52129 ограничивает содержание таких соединений. Так, содержание активных СаО + MgO должно быть не более 3% по массе, а содержание водорастворимых соединений - не более 6% по массе. В таких материалах, как золы уноса ТЭЦ, ограничивается содержание несгоревших частиц угля, что характеризуется ограничением потерь при прокаливании не более 20%.
В качестве части минерального порошка или для его замены при приготовлении асфальтобетонной смеси используют мелкие частицы отсевов дробления и песков [42, 65], которые могут быть в определенной степени отнесены к порошку марки МП-2.
2.4. Битумы
Вид и качество вяжущего существенно влияет на качество получаемой асфальтобетонной смеси, в связи с чем правильная оценка применяемого битума чрезвычайно важна [30, 31, 90]. Для приготовления смесей применяют битумы нефтяные дорожные вязкие по ГОСТ 22245 [20], жидкие по ГОСТ 11955 [12], а также полимерно-битумные вяжущие и модифицированные битумы по ГОСТ Р 52056-2003 [25].
Важнейшим фактором, который должен учитываться при выборе марки битума, является его консистенция (вязкость), которая характеризуется показателем величины пенетрации для вязких битумов, и показателем вязкости - для жидких битумов. Эти показатели и определяют и марку битума в соответствии с ГОСТ 22245 и ГОСТ 11955. Требования к вязким битумам приведены в табл. 2.8, к жидким - в табл. 2.9. Для приготовления асфальтобетонных смесей используют также полимернобитумные вяжущие, и в этом случае материал может называться поли-мер-асфальтобетоном. Требования к полимерно-битумным вяжущим приведены в табл. 2.10.
38
Таблица 2.8
Требования к вязким битумам
Наименование показателя Норма для битума марки Метод испытаний
БНД 200/300 БВД 130/200 БНД 90/130 БНД 60/90 БНД 40/60 БН 200/300 БН 130/200 БН 90/130 БН 60/90
1. Глубина проникания иглы, 0,1 мм: ПоГОСТ 11501
при 25 °C 201-300 131-200 91-130 61-90 40-60 201-300 131-200 91-130 60-90
при 0 °C, не менее 45 35 28 20 13 24 18 15 10
2. Температура размягчения по кольцу и шару, °C, не ниже 35 40 43 47 51 33 38 41 45 ПоГОСТ 11506
3. Растяжимость, см, не менее: ПоГОСТ 11505
при 25 °C — 70 65 55 45 — 80 80 70
при 0°С 20 6,0 4,0 3,5 - — — — —
4. Температура хрупкости, °C, не выше -20 -18 -17 -15 -12 -14 -12 -10 -6 По ГОСТ 11507 с дополнением по п. 3.2
5. Температура вспышки, °C, не ниже 220 220 230 230 230 220 230 240 240 По ГОСТ 4333
6. Изменение температуры размягчения после прогрева °C, не более 7 6 5 5 5 8 7 6 6 По ГОСТ 18180, ГОСТ 11506 с дополнением по п.3.3
7. Индекс пенетрации От-1,0 до+1,0 От-1,5 до +1,0 По приложению 2
чо
Таблица 2.9
Требования к жидким битумам
Наименование показателя Норма для марки Метод испытаний
сг 40/70 сг 70/130 СГ 130/200 мг 40/70 мг 70/130 мг 130/200 мго 40/70 мго 70/130 мго 130/200
1. Условная вязкость по вискозиметру с отверстием 5 мм при 60°С, с 40-70 71-130 131-200 40-70 71-130 131-200 40-70 71-130 131-200 ПоГОСТ 11503
2. Количество испарившегося разжижителя, %, не менее 10 8 7 8 7 5 - - - По ГОСТ 11504
3. Температура размягчения остатка после определения количества испарившегося разжижителя, °C, не ниже 37 39 39 28 29 30 - - - ПоГОСТ 11506
4. Температура вспышки, определяемая в открытом тигле, °C, не ниже 45 50 60 100 110 ПО 120 160 180 По ГОСТ 4333
5. Испытание на сцепление с мрамором или с песком Выдерживает в соответствии с контрольным образцом № 2 По ГОСТ 11508 и п. 5.2 настоящего стандарта
Таблица 2.10
Требования к полимерно-битумным вяжущим
Наименование показателя Норма для вяжущего марки Метод испытания
ПБВ300 ПБВ200 ПБВ130 ПБВ90 ПБВ60 ПБВ40
1 2 3 4 5 6 7 8
1. Глубина проникания иглы, 0,1 мм, не менее при температуре: 25 °C о°с 300 90 200 70 130 50 90 40 60 32 70 25 ПоГОСТ 11501
2. Растяжимость, см, не менее, при температуре: 25 °C о°с 30 25 30 25 30 20 30 15 25 11 15 8 ПоГОСТ 11505
3. Температура размягчения по кольцу и шару, °C, не ниже 45 47 49 51 54 56 По ГОСТ 11506
4. Температура хрупкости по Фраасу, °C не выше -40 -35 -30 -25 -20 -15 ПоГОСТ 11507
5. Эластичность, %, не менее, при температуре: 25 °C 0°С 85 75 85 75 85 75 85 75 80 70 80 70 По п. 6.2 ГОСТ Р 52056
6. Изменение температуры размягчения после прогрева, °C, не более (по абсолютной величине) 7 7 6 6 5 5 ПоГОСТ18180, ГОСТ 11506
7. Температура вспышки, °C, не ниже 220 220 220 220 230 230 По ГОСТ 4333
8. Сцепление с мрамором или песком Выдерживает по контрольному образцу № 2 По ГОСТ 11508, метод А
9. Однородность Однородно ГОСТ Р 52056
2.5. Битумные эмульсии
Битумные эмульсии это дисперсные системы, состоящие из двух жидкостей - битума и воды. Вода в эмульсии является непрерывной дисперсионной средой, а битум (дисперсионная фаза) представлен в виде очень мелких капелек. Для существования двух жидкостей в виде эмульсии необходимо стабилизировать капли битума с помощью специальных поверхностно-активных веществ (ПАВ) - эмульгаторов [33,37,64].
По природе дисперсионной фазы и среды эмульсии делятся на прямые и обратные:
- прямые: среда - вода, фаза - битум;
- обратные: среда - битум, фаза - вода.
Битумные эмульсии могут классифицироваться как макроэмульсии, поскольку размер частиц (капелек) близок к размеру 1 мкм.
Битумные эмульсии подразделяются в зависимости от содержания битума на:
- 10% битума - разбавленные;
- 65-70% битума - концентрированные;
- выше 70% битума - высококонцентрированные.
Как правило, для подгрунтовки используют эмульсии с концентрацией 50-55%, а для приготовления эмульсионно-минеральных смесей - не менее 60%.
По типу заряда эмульгаторов (ПАВ) битумные эмульсии подразделяются на:
- анионные - образующие отрицательно заряженные органические ионы (рис. 2.1 (цв.));
- катионные - образующие положительно заряженные органические ионы (рис. 2.2 (цв.));
- неиногенные - не ионизируются в водной среде (рис. 2.3 (цв.)).
Эмульгаторами для анионных эмульсий служат, как правило, жирные кислоты, способные омыляться в щелочной среде.
Для катионных эмульсий используют диамины, амидоамины, четвертичные амины и полиамины, омыленные кислотой, как правило, соляной.
Катионные эмульсии в отличие от анионных обладают высокой адгезией как к кислой (отрицательно заряженной), так и к основной (положительно заряженной) поверхности каменных материалов (рис. 2.4 (цв.)), поэтому их применение наиболее целесообразно для всех видов работ. Кроме того, катионные эмульсии более устойчивы при хранении.
42
Таблица 2.11
Требования к анионным эмульсиям
Наименование показателя Значение для класса эмульсии Метод испытания
ЭБА-1 ЭБА-2 ЭБА-3 ЭБПА-1 ЭБПА-2 ЭБПА-3
1. Устойчивость при перемешивании со смесями минеральных материалов: пористого зернового состава плотного зернового состава Распадается Распадается Смешивается Распадается Смешивается Смешивается Распадается Распадается Смешивается Распадается Смешивается Смешивается По п. 7.3
2. Концентрация (содержание вяжущего с эмульгатором), % От 40 до 55 От 50 до 55 От 50 до 55 От 50 до 65 От 55 до 60 От 55 до 60 По п.7.2
3. Условная вязкость при 20 °C, с От 8 до 15 От 10 до 15 От 10 до 15 От 10 до 40 От 15 до 25 От 15 до 25 По п.7.5
4. Сцепление с минеральными материалами, балл, не ниже 4 4 3 4 4 3 По п.п. 7.7 и 7.8
5. Остаток на сите с сеткой № 014 , %, не более 0,5 0,5 0,5 0,6 0,6 0,6 По п.7.4
6. Устойчивость при хранении (остаток на сите с сеткой № 014), % не более: через 7 суток через 30 суток 0,6 1,0 0,6 1,0 0,6 1,0 0,8 1,2 0,8 0,8 1,2 По п.7.6
7. Устойчивость при транспортировании ВЫДЕРЖИВАЕТ По п. 7.10
£ Окончание таблицы 2.11
Наименование показателя Значение для класса эмульсии Метод испытания
ЭБА-1 ЭБА-2 ЭБА-3 ЭБПА-1 ЭБПА-2 ЭБПА-З
8. Свойства остатка после испарения воды из эмульсии: глубина проникания иглы, 0,1 мм, не менее: при 25 °C 60 90 90 60 90 90
при 0 °C 20 28 28 32 40 40
температура размягчения по кольцу и шару, °C, не ниже 47 43 43 54 51 51 По п. 7.9
растяжимость, см, не менее: при 25 °C 55 65 65 25 30 30
при 0 °C 3,5 4 4 И 15 15
эластичность при 25 °C, %, не менее Не норм. Не норм. Не норм. 40 40 40
Таблица 2.12
Требования к катионным эмульсиям
Наименование показателя Значение для класса эмульсии Метод испытания
ЭБК-1 ЭБК-2 ЭБК-3 ЭБПК-1 ЭБПК-2 ЭБПК-3
1. Устойчивость при перемешивании со смесями минеральных материалов: пористого зернового состава плотного зернового состава Распадается Распадается Смешивается Распадается Смешивается Смешивается Распадается Распадается Смешивается Распадается Смешивается Смешивается По п. 7.3
2. Концентрация (содержание вяжущего с эмульгатором), % От 50 до 70 От 50 до 60 От 55 до 60 От 55 до 70 От 55 до 65 От 55 до 60 По п.7.2
3. Условная вязкость при 20 °C, с От 10 до 65 От 10 до 25 От 15 до 25 От 15 до 65 От 15 до 40 От 15 до 25 По п.7.5
4. Сцепление с минеральными материалами, балл, не ниже 5 5 4 5 5 4 По п.п. 7.7 и 7.8
5. Остаток на сите с сеткой № 014 , %, не более 0,25 0,25 0,25 0,3 0,3 0,3 По п.7.4
6. Устойчивость при хранении (остаток на сите с сеткой № 014), %, не более: через 7 суток через 30 суток 0,3 0,5 0,3 0,5 0,3 0,5 0,5 0,8 0,5 0,8 0,5 0,8 По п.7.6
7. Устойчивость при транспортировании ВЫДЕРЖИВАЕТ Поп. 7.10
Окончание таблицы 2.12
Наименование показателя Значение для класса эмульсии Метод испытания
ЭБК-1 ЭБК-2 ЭБК-3 ЭБПК-1 ЭБПК-2 ЭБПК-З
8. Свойства остатка после испарения воды из эмульсии: глубина проникания иглы, 0,1 мм, не менее: при 25 °C 60 90 90 60 90 90
при 0 °C 20 28 28 32 40 40
температура размягчения по кольцу и шару, °C, не ниже 47 43 43 54 51 51 По п. 7.9
растяжимость, см, не менее: при 25 °C 55 65 65 25 30 30
при 0 °C 3,5 4,0 4,0 11 15 15
эластичность при 25 °C, %, не менее Не норм. Не норм. Не норм. 80 85 85
Битумные эмульсии должны отвечать требованиям ГОСТ Р 52128 [26], который предусматривает следующие виды эмульсий:
- битумная эмульсия прямого типа - однородная, маловязкая жидкость темно-коричневого цвета, рационально подобранного состава, получаемая путем диспергирования битума в водном растворе эмульгатора;
- битумно-полимерная эмульсия - отличается от битумной эмульсии тем, что в ее состав введен полимер в виде добавки к битуму или к раствору эмульгатора, либо другим способом.
Дорожные битумные и битумно-полимерные эмульсии в зависимости от химической природы используемых эмульгаторов подразделяют на виды:
- анионные - ЭБА, ЭБПА;
- катионные - ЭБК, ЭБПК.
Каждый вид эмульсии по устойчивости при перемешивании с минеральными материалами подразделяют на классы:
1 класс (быстрораспадающиеся) - ЭБА-1, ЭБПА-1, ЭБК-1 и ЭБПК-1;
2 класс (среднераспадающиеся) - ЭБА-2, ЭБПА-2, ЭБК-2 и ЭБПК-2;
3 класс (медленнораспадающиеся) - ЭБА-3, ЭБПА-З, ЭБК-3 и ЭБПК-3.
Требования к битумным эмульсиям приведены в табл. 2.11 и 2.12.
47
Глава 3. ВЫБОР ТИПА И ВИДА АСФАЛЬТОБЕТОНА И ПОДБОР СОСТАВА АСФАЛЬТОБЕТОННЫХ
СМЕСЕЙ
На стадии разработки проекта строительства, реконструкции или ремонта автомобильной дороги или улицы выбирают асфальтобетон определенной разновидности конкретно для каждого слоя дорожной одежды в зависимости от интенсивности движения, климатических условий, характеристики участков дорог и т.п.
В верхних слоях дорожных одежд используют исключительно плотные, высокоплотные и щебеночно-мастичные асфальтобетоны, а нижние слои покрытий и слои оснований устраивают как из плотного, так из пористого и высокопористого асфальтобетонов.
Вид и тип асфальтобетона для определенных слоев дорожных одежд назначают в соответствии с условиями и интенсивностью движения на дороге или улице. Состав асфальтобетонной смеси подбирают по заданию, составленному на основании проекта автомобильной дороги. В задании указывается вид, тип и марка асфальтобетонной смеси, а также конструктивный слой дорожной одежды, для которого она предназначена.
Подбор состава смеси включает в себя следующие этапы:
- испытание исходных материалов;
- выбор материалов по результатам испытания исходных материалов;
- установление оптимального соотношения минеральных материалов в соответствии с требованиями нормативных документов;
- назначение примерного содержания вяжущего;
- приготовление и испытание пробной смеси;
- при необходимости корректировка состава смеси;
- приготовление смеси скорректированного состава;
- испытание смеси с определением всех показателей, предусмотренных нормативно-техническими документами.
Одним из важнейших факторов, обеспечивающих требуемое качество асфальтобетона, является зерновой состав минеральной части. Правильно подобранный зерновой состав обеспечивает оптимальную плотность асфальтобетона, а отсюда и его долговечность.
На рис. 3.1-3.17 и в табл. 3.1, 3.2 и 3.3 приведены зерновые составы минеральной части асфальтобетонных смесей в соответствии с ГОСТ 9128 [14] и ГОСТ 31015 [15].
48
Рис. 3.1. Высокоплотный асфальтобетон.
Рис. 33. Тип А крупнозернистая непрерывный зерновой состав.
8 8 8 8 8 2 § 8 8 ° ° 888828888
Рис. 3.2. Тип А мелкозернистая непрерывный зерновой состав.
Рис. 3.4. Тип А крупнозернистая прерывистый зерновой состав.
LA О
Рис. 3.5. Тип А крупнозернистая прерывистый зерновой состав.
Рис. 3.7. Тип Б крупнозернистая непрерывный зерновой состав.
Рис. 3.6. Тип Б мелкозернистая непрерывный зерновой состав.
Рис. 3.8. Тип Б мелкозернистая прерывистый зерновой состав.
Рис. 3.9. Тип Б крупнозернистая прерывистый зерновой состав.
мм
Рис. 3.11. Тип Г песчаная.
88S883888
Рис. 3.10. Тип В мелкозернистая непрерывный зерновой состав.
Рис. 3.12. Тип Д песчаная.
Рис. 3.13. Щебеночно-мастичная ЩМА-20.
Рис. 3.14. Щебеночно-мастичная ЩМА-15
Рис. 3.15. Щебеночно-мастичная ЩМА-10.
Рис. 3.16. Пористые и высокопо- Рис. 3.17. Высокопористые ристые крупнозернистые смеси. песчаные смеси.
В тех случаях, когда имеются соответствующие материалы (главным образом, крупные и средние пески или отсевы дробления) минеральную часть асфальтобетонных смесей рекомендуется подбирать по принципу непрерывного зернового состава. И только при их отсутствии допускается использовать принцип прерывистого зернового состава.
Соотношение минеральных материалов в асфальтобетонной смеси должно быть таким, чтобы кривая зернового состава располагалась в зоне, ограниченной предельными кривыми, и, по возможности, была плавной, без рывков и изломов.
Асфальтобетонная смесь в зависимости от содержания щебня может быть «каркасной» (при содержании щебня более 45%) или «бескаркасной» [16].
При использовании в песчаном асфальтобетоне отсевов дробления также может быть образован каркас, хотя и менее жесткий, который формируется из дробленых зерен, содержащихся в отсеве дробления. Каркасный асфальтобетон обладает повышенной сдвигоустойчивостью и используется на дорогах с достаточно тяжелым и напряженным движением.
При подборе зернового состава асфальтобетонной смеси с отсевами дробления следует учитывать содержащиеся в нем зерна мельче 0,071 мм, которые могут быть использованы в качестве минерального порошка.
Минеральный порошок в асфальтобетоне выполняет следующие Функции:
- способствует созданию плотного минерального остова;
- структурирует (наполняет) битум;
- обеспечивает адгезионные связи в асфальтобетоне;
Чтобы обеспечить прочность и сдвигоустойчивость «бескаркасного» и песчаного асфальтобетона рекомендуется повышать вязкость применяемого битума и увеличивать (в допускаемых пределах) содержание минерального порошка.
53
При подборе составов асфальтобетонных смесей для высокопористого асфальтобетона необходимо, чтобы содержание зерен мельче 0,071 мм было не менее 4% от массы минеральной части, поэтому в состав этих смесей необходимо вводить минеральный порошок, тогда как для пористого асфальтобетона это условие необязательно.
Таблица 3.1
Зерновые составы минеральной части мелкозернистых асфальтобетонных смесей
Вид и тип сме-сей и асфальтобетонов Размер зерен, мм, мельче, %
20 15 10 5 2,5 1,25 0,63 0,315 0,14 0,071
Горячие
высоко-плотные 90-100 70-100 56-100 30-50 24-50 18-50 13-50 12-50 11-28 10-16
(90-100) (90-100)
Плотные типов Непрерывные зерновые составы
А 90-100 75-100 62-100 40-50 28-38 20-28 14-20 10-16 6-12 4-10
(90-100) (90-100)
Б 90-100 80-100 70-100 50-60 38-48 28-37 20-28 14-22 10-16 6-12
В 90-100 85-100 75-100 60-70 48-6- 37-50 28-40 20-30 13-20 8-14
Г — — 80-100 65-82 45-65 30-50 20-36 15-25 8-16
3 — — 80-100 60-93 45-85 30-75 20-55 15-33 10-16
Прерывистые зерновые составы
А 90-100 75-100 62-100 40-50 28- 500 20-50 20-50 10-28 6-16 4-10
Б 90-100 80-100 70-100 50-60 38-60 28-60 28-60 14-34 10-20 6-12
Холодные типов
Бх 90-100 85-100 70-100 50-60 33-46 21-38 15-30 10-22 9-16 8-12
Вх 90-100 85-100 75-100 60-70 48-60 38-50 30-40 23-32 17-24 12-17
Гхи Дх - - - 80-100 62-82 40-68 25-55 18-43 14-30 12-20
Примечания. 1. В скобках даны требования к зерновым составам минеральной части асфальтобетонных смесей при ограничении в проектной документации крупности применяемого щебня.
2. При приемосдаточных испытаниях допускается определять зерновые составы смесей по контрольным ситам в соответствии с данными, выделенными жирным шрифтом.
54
Таблица 3.2
Зерновые составы минеральной части крупнозернистых смесей для нижних слоев покрытий, в процентах по массе
Вид, тип смесей и асфальтобетона Размер зерен, мм , мельче
40 20 1 15 10 5 1 2,5 1 1,25 1 0,63 | 0,315 1 0,14 ГО,071
Плотные типов Непрерывные зерновые составы
А 90-100 66-90 56-70 48-62 40-50 26-38 17-28 12-20 9-15 6-11 4-10
Б 90-100 76-90 68-50 60-72 50-60 38-52 28-39 20-29 14-22 9-16 6-12
П] рерывистые зерновые составы
А 90-100 66-90 56-70 48-62 40-50 28-50 22-50 22-50 14-28 8-15 4-10
Б 90-100 76-90 68-80 60-72 50-60 40-60 34-60 34-60 20-40 14-23 6-12
Пористые и высокопористые щебеночные и гравийные 90-100 75-100 64-100 52-88 40-60 28-60 16-60 10-60 8-37 5-20 1-8
Высокопористые песчаные — — — — 90-100 64-100 41-100 25-85 17-72 10-45 4-10
Таблица 3.3
Зерновые составы минеральной части щебеночно-мастичных смесей, в процентах по массе__
Вид смесей и асфальтобетонов Размер зерен, мм, мельче, % по массе:
20 15 10 5 2,5 1,25 0,63 0,315 0,16 0,071
ЩМА-Ю — — 100-90 40-30 29-19 26-16 22-13 20-11 17-10 15-10
ЩМА-15 — 100-90 60-40 35-25 28-18 25-15 22-12 20-10 16-9 14-9
ЩМА-20 100-90 70-50 42-25 30-20 25-15 24-13 21-11 19-9 15-8 13-8
При подборе состава щебеночно-мастичного асфальтобетона необходимо вводить стабилизирующую добавку - целлюлозное волокно. При этом определяющим для ее количества является содержание целлюлозы в грануле: чем больше содержание целлюлозы в грануле, тем меньше содержание добавки в составе смеси.
Качество песка также оказывает влияние на свойства асфальтобетона: асфальтобетон на дробленых песках и отсевах дробления более сдвигоустойчив и дольше сохраняет шероховатость покрытия. Особое внимание следует уделять содержанию глины в песках: при содержании глины выше допускаемых пределов резко падает водо- и морозостойкость асфальтобетона. То же самое относится и к минеральным порошкам.
Прочность водо- и морозостойкость асфальтобетона в значительной степени зависят от качества применяемого битума, который должен обладать комплексом структурно-механических свойств, таких как эластичность и пластичность при низкой температуре, прочность и теплостойкость при высокой температуре, стойкость против старения как в процессе приготовления смеси, так и в процессе эксплуатации покрытия, прочное сцепление с поверхностью минеральной части асфальтобетона.
Количество битума в смеси должно быть оптимальным, обеспечивающим максимальную прочность асфальтобетона и заданную остаточную пористость. Избыток битума снижает сдвигоустойчивость и повышает пластичность асфальтобетона при высоких летних температурах, а его недостаток снижает коррозионную стойкость.
Для щебеночно-мастичного асфальтобетона содержание битума должно быть таким, чтобы присутствующее в смеси волокно обеспечило удерживание битума в асфальтобетоне и не позволяло бы выход его на поверхность покрытия. Это контролируется показателем стекания, который определяется в процессе подбора состава.
Для подбора состава существует много вариантов компьютерных программ для расчета зернового состава, но при их отсутствии можно подбирать состав способом, изложенным в приведенном примере.
3.1. Пример подбора состава
В нашем случае необходимо подобрать состав мелкозернистой асфальтобетонной смеси типа Б марки 1.
На первом этапе испытывают все минеральные материалы с целью установления их пригодности для данного вида смеси в соответствии с требованиями стандартов.
56
Полученные при испытании показатели свойств материалов:
Щебень гранитный: марка по прочности при дробимости - 1200, марка по износу - И-1, марка по морозостойкости F 100, истинная плотность - 2,72 г/см3, содержание зерен пластинчатой и игольчатой (лещадной) формы - 18%.
Песок природный, содержание пылеватых и глинистых частиц -1,5%, содержание глины - 0,2%, истинная плотность - 2,68 г/см3.
Песок из отсевов дробления: марка исходной горной породы (гранита) - Ю00, содержание глины - 0,3%, истинная плотность - 2,71 г/см3.
Минеральный порошок неактивированный М-1: пористость -34% объема, набухание образцов из смеси минерального порошка с битумом - 1,9% объема, влажность - 0,2% объема, истинная плотность -2,74 г/см3.
Зерновые составы составляющих материалов приведены в табл. 3.4
Битум: глубина проникания иглы при 25 °C - 95 единиц пенетра-ции, при 0 °C - 26 единиц пенетрации, температура размягчения по КиШ - 48 °C, растяжимость при 25 °C - более 100 см, растяжимость при 0 °C - 8 см, температура хрупкости по Фраасу - минус 21 °C, температура вспышки - 280 °C, сцепление с минеральной частью асфальтобетонной смеси - выдерживает испытание, индекс пенетрации - 1.
Расчет количества щебня
В соответствии с ГОСТ 9128 (табл. 3.1) и рис. 3.6 и 3.8 содержание щебня, т.е. частиц крупнее 5 мм в асфальтобетонной смеси типа Б составляет от 40% до 50% по массе. Для данного случая (состав № 1 табл. 3.4) принимаем содержание щебня Щ = 46%. Поскольку зерен крупнее 5 мм в щебне содержится 94%, а в песке отсутствуют зерна крупнее 5 мм, щебня потребуется:
46
Щ = — хЮО = 49 % •
94
В том случае (состав 2), когда в составе смеси используется не только природный песок, но и отсевы дробления, следует учитывать, что в отсевах дробления присутствует 8% зерен крупнее 5мм, поэтому возможно снизить содержание щебня до 46%.
Полученные значения вносят в таблицу и рассчитывают процентное содержание в смеси каждой фракции щебня.
57
Расчет количества минерального порошка
В соответствии с ГОСТ 9128 (табл. 3.1) содержание частиц мельче 0,071 мм в минеральной части асфальтобетонной смеси типа Б должно быть в пределах 6-12%. Для расчета принимаем содержание зерен мельче 0,071 мм 8%. Поскольку количество частиц этого размера в используемом минеральном порошке составляет 74%, содержание минерального порошка в смеси должно быть:
МП = — х100 = 11%
74
В том случае, когда используется песок из отсевов дробления, содержание минерального порошка принимаем 8%, поскольку в отсеве дробления содержится значительное количество зерен мельче 0,071 мм.
Полученные значения вносим в таблицу и рассчитываем процентное содержание в смеси каждой фракции минерального порошка.
Шероховатость поверхности, от которой зависит сцепление колеса автомобиля с покрытием, достигается высоким содержанием щебня из трудно полируемых горных пород, а также применением отсевов дробления.
Кубовидная форма щебня обеспечивает его оптимальную упаковку и уменьшает дробимость щебня в процессе уплотнения и эксплуатации покрытия.
Щебень из кислых горных пород (гранит, сиенит, кварцит и т.п.), как правило, имеет плохое сцепление с битумом, поэтому при использовании такого щебня следует вводить в битум добавки поверхностноактивных веществ катионного типа.
Расчет количества песка
Количество песка П в смеси составит:
П = 100 - (Щ+МП) = 100 - (49+11) = 40%
При использовании только природного песка (состав № 1) принимаем содержание этого песка 40%, а если используется еще и песок из отсевов дробления, то необходимо установить соотношения между этими видами песка, которое обеспечивает получение непрерывного зернового состава минеральной части (состав № 2). В этом случае содержание песка составляет:
П= 100-(46+8) = 46%.
58
Соотношение между содержанием природного песка и отсева дробления можно установить по содержанию в них зерен мельче 1,25 мм, которых в соответствии с ГОСТ 9128 в асфальтобетонной смеси типа, должно быть от 28% до 37%. Принимаем 35%, а из них 8% (как было рассчитано выше) приходится на минеральный порошок, а на долю песка остается: 35 - 8 = 27% зерен мельче 1,25 мм. Учитывая, что доля этих зерен в природном песке составляет 80%, а в отсеве дробления -48%, составляем пропорцию для определения доли природного песка в минеральной части асфальтобетонной смеси:
8077 (46-771x48
100 + 100
= 27%.
Содержание природного песка П = 15%.
Количество отсева дробления составит ОД = 46-15 = 31 %.
Полученные значения вносим в таблицу и рассчитываем процентное содержание в смеси каждой фракции песка.
Суммируя в каждой вертикальной графе количество частиц определенного размера, получаем общий зерновой состав минеральной части асфальтобетонной смеси типа Б (табл. 3.4, 3.5, рис. 3.18, 3.19).
В том случае, когда материалы, из которых производится асфальтобетона смесь, существенно отличаются по величине истинной плотности, необходимо ввести поправку, учитывающую это обстоятельство. Например, в составе асфальтобетонной смеси содержится 50% щебня с истинной плотностью 2,98 г/см3,40% песка с истинной плотностью 2,68 г/см3 и 10% минерального порошка с истинной плотностью 2,74 г/см3. В этом случае истинная плотность минеральной части:
рм=---------—-----------=2,83 г/см3.
50 40 10
2.98 + 2,68 + 2,74
Производим следующие расчеты: истинную плотность каждого компонента делим на истинную плотность минеральной части, в результате чего получаем повышающие или понижающие коэффициенты для весового соотношения компонентов.
2,98:2,83=1,052; 2,68:2,83=0,945; 2,74:2,83=0,96.
В результате, умножая количество каждого компонента на соответствующий коэффициент, получаем весовое соотношение компонентов:
Щебень 50 х 1,052 = 52,6% (вместо 50%).
Песок 40 х 0,946 = 37,8% (вместо 30%).
Минеральный порошок 10 х 0,96 = 9,6% (вместо 10%).
59
g __________________________________________________________________________________________Таблица 3.4
Содержание % Материал Истинная плотность, г/см3 Содержание, % зерен мельче, мм
40 20 15 10 5 2,5 1Д5 0,63 0,315 0,14 0,071
49 Щебень фр. 5-20 2,72 100 100,0 85,0 51,0 6,0
40 Песок речной 2,68 100 100 100 100 100 92 80 71 45 24 2
0 Песок из отсевов 2,71 100 100 100 100 92,0 80,0 48 30 24 18 10,0
11,0 Минеральный пор. 2,74 100 100 100 100 100 100 100 98 95 80 76
Истинная.пл.м.ч. 2,71 20 15 10 5 2,5 1,25 0,63 0,315 0,14 0,071
100 100,0 100,0 92,7 76,0 53,9 47,8 43,0 39,2 28,5 18,4 9,2
6,3 Битум Бм 1 100 100 100 60 60 60 60 34 20 12
90 80 70 50 38 28 20 14 10 6
Рис. 3.18. Зерновой состав асфальтобетонной смеси прерывистого состава.
Таблица 3.5
Содержание % Материал Истинная плотность г/см3 Содержание, % зерен мельче, мм
40 20 15 10 5 2,5 1,25 0,63 0,315 0,14 0,071
47 Щебень фр. 5-20 2,72 100 100,0 85,0 51,0 6,0
15 Песок речной 2,68 100 100 100 100 100 92 80 71 45 24 2
31 Песок из отсевов 2,71 100 100 100 100 92,0 80,0 48 30 24 18 10,0
7 Минеральный пор. 2,74 100 100 100 100 100 100 100 98 95 80 76
Истинная.пл.м.ч. 2,71 20 15 10 5 2,5 1,25 0,63 0,315 0,14 0,071
100 100,0 100,0 93,0 77,0 53,3 45,6 33,9 26,8 20,8 14,8 8,7
5,8 Битум Бм 1 100 100 100 60 48 37 28 22 16 12
90 80 70 50 38 28 20 14 10 6
9
100 90' 80 70 60 50
40
30
20
10 0
20 15 10 5 2,5 1,25 0,63 0,315 0,14 0,071
мм
Рис. 3.19. Зерновой состав минеральной части смеси непрерывного состава.
Определение содержания битума
Щебень, песок и минеральный порошок смешиваем с 6% битума для состава № 1 и 5,5% битума - для состава № 2 (количество битума назначается из условий рекомендаций ГОСТ 9128).
Из полученной смеси изготавливаем 3 образца диаметром и высотой 71,4 мм. Поскольку содержание щебня составляет менее 50%, то в соответствии с ГОСТ 12801 [12] смесь уплотняем прессованием под нагрузкой 40 МПа. Не ранее, чем через 12 часов определяем среднюю плотность асфальтобетона рат, истинную плотность минеральной части рм и истинную плотность асфальтобетонной смеси рт, и на основании этих данных вычисляем среднюю плотность минеральной части рмт и пористость VMnop минеральной части асфальтобетона, а также остаточную пористость Vnop асфальтобетона.
Назначив по проекту остаточную пористость асфальтобетона V°nOp= 4%, рассчитываем ориентировочное количество битума.
В нашем случае средняя плотность асфальтобетона рат в асфальтобетоне состав № 1 при содержании битума 6% - 2,35 г/см3, а в асфальтобетоне состава № 2 при содержании битума 5,5% - 2,37 г/см3.
Состав № 1
рм
49 2,72 40 + + 2,68 :
пм = 2,35x100
Р m 100 + 6,0
m _ 100 + 6,0
= 2,22 г/см3
100 з
— = 2,71 г/см3
!J4
2,47 г/см3
100 6,0
2,71 + 1,0
2 22
УМпор = (1"^7Т)Х100 = 18,10/0
2 35 Vonop=(l--^—)х100=4,9%
/
18,1-4,0
Содержание битума: Б = —222— =
62
Состав № 2
рм
100 , 3
—------—-----—--------— = 2,71 г/см3
46 15 31 8
2,68 + 2,71+ 2J4
2,72
лм —
Р m
2,37x100 3
—--------=2,25 г/см3
100 + 5,5
т_ 100 + 5,5
100
2,71
5 5 =2,49 г/см3
L0
Р
гМ
пор
2 25
)х100 = 17,0% 2,71
2 37
'°п°р= (1-у—)х100=4,8%
у
17,0-4,0
Содержание битума: Б = ——= 5,8%
Из контрольной смеси с определенным количеством битума изготавливаем 3 образца и определяем остаточную пористость V°nOp- Если она будет в пределах 4,0-4,5% (как нами было принято), то готовим новую смесь с таким же количеством битума, изготавливаем образцы и испытываем их в соответствии с требованиями ГОСТ 9128.
Если показатели свойств испытанных образцов имеют отклонения от требований стандарта, то необходимо провести корректировку состава смеси и вновь провести испытания.
Следующий этап - разработка рецепта для определенной асфальтосмесительной установки.
1. Поскольку весь расчет содержания битума в % от массы минеральной части, для рецепта на приготовление смеси следует ввести его в 100% состава по следующей формуле:
содержание каждого компонента в % : (100+Б)х100.
Пример для непрерывного зернового состава (табл. 3.5):
- щебень (47 : 105,80) х 100 = 44,4%;
- песок речной 15 : 105,8 х 100 = 14,1%;
63
- песок из отсева дробления 31 : 105,8 х 100 = 29,3%;
- минеральный порошок 7 : 105,8 х 100 = 6,7%;
- битум: 5,8 : 105,8 х 100 = 5,5%.
2. Поскольку подбор зернового состава проводили с учетом круглых сит, а на современных смесителях установлены квадратные, не обходимо разработать рецепт с учетом размеров сит на горячем грохоте, применительно к конкретному смесителю. Например: размер квадратных сит на горячем грохоте 18 мм, 12 мм, 8 мм и 6 мм. Выделяем на кривой зернового состав границы бункеров
.... ..
1 2 3 4 5 № бункеров
Рис. 3.20. Расчет рецепта по бункерам.
Анализ кривой позволяет рассчитать дозируемое количество из каждого бункера:
1 бункер: 0%;
2 бункер - 7%;
3 бункер-20-7 = 13%;
4 бункер44-7- 13 = 24%;
5 бункер 100-7- 13-24-6,7 (мин. пор.) - 5,5 (битум) = 43,8%.
Из песка в систему пылеочистки будет отобрано около 3% частиц размера минерального порока, которые можно отдельно отдозировать. Количество пыли следует вычесть из дозировки 5 бункера.
64
3.2. Особенности подбора состава щебеночно-мастичной асфальтобетонной смеси
На первом этапе подбор состава щебеночно-мастичной асфальтобетонной смеси не отличается от методики, принятой для других видов асфальтобетонных смесей и включает в себя следующие этапы:
- испытание исходных материалов;
- выбор материалов по результатам испытания исходных материалов;
- установление оптимального соотношения минеральных материалов в соответствии с требованиями ГОСТ 31015.
Следующий этап - определение соотношения между битумом и стабилизирующей добавкой. Как показал опыт, содержание стабилизирующей добавки в смеси зависит от содержания волокна в грануле: чем больше эта характеристика, чем меньше содержание добавки в смеси. Так, например, гранула Виатоп-66 содержит 66% волокна, а остальное - это материал, используемый при обработке гранулы. Гранула Топсел содержит около 90% волокна. Таким образом, расход добавки Виатоп-66 в полтора раза выше, чем в случае применения добавки Топсел.
Вначале подбирается содержание битума, которое обеспечивает получение остаточной пористости в пределах 2-3% по объему, а затем определяется соответствующее ему содержание стабилизирующей добавки, по показателю устойчивости смеси к расслаиванию, т.е. получения показателя стекания битума в пределах 0,1-0,15%.
Смеси для щебеночно-мастичного асфальтобетона в лаборатории готовят следующим образом:
Щебень и песок, взятые в определенных соотношениях, нагревают до температуры 180-190 °C.
Гранулы стабилизирующей добавки рекомендуется предварительно растереть (можно даже ложкой).
В нагретую смесь щебня и песка вводят подготовленные гранулы добавки и минеральный порошок, взятые в определенных соотношениях. После этого смесь тщательно перемешивают (желательно в лабораторной мешалке). Первым испытанием является определение стекания.
Затем из приготовленной смеси изготавливают образцы диаметром и высотой 71,4 мм.
Уплотнение образцов осуществляется комбинированным методом: вибрированием с последующим доуплотнением прессованием в
65
соответствии с п. 6.1.4 ГОСТ 12801-98. Температура изготовлена образцов 150-160 °C.
Через 12-48 часов проводят испытание образцов с определение всех показателей, предусмотренных ГОСТ 31015-2002.
Особое внимание следует обратить на показатели сдвиги устойчивости и трещиностойкости. Для их определения допускаете использовать только пресс с механическим приводом. При проведи нии испытаний на гидравлических прессах, результаты нельзя счи тать корректными.
66
Глава 4. АСФАЛЬТОБЕТОННЫЕ ЗАВОДЫ
4.1. Общие сведения об асфальтобетонных заводах
Современный асфальтобетонный завод - это сложное промышленное предприятие с подъездными железнодорожными путями, с цехом заготовки (дробления) минеральных материалов, битумным хозяйством, обеспеченным устройствами для введения в битум поверхностноактивных веществ и других добавок, складами минеральных материалов и т.д. Асфальтосмесительные установки оснащены накопительными бункерами, установками для введения в асфальтобетонную смесь волокон, старого асфальта и других подобных добавок. При использовании в составе смеси старого асфальта часто возникает необходимость иметь в наличии также специальное оборудование (дробилку) для дробления значительных по размеру кусков старого асфальта.
Назначение асфальтосмесительной установки состоит в перемешивании взятых в определенном соотношении нагретых до определенных температур минеральных материалов и органических вяжущих с целью получения однородной асфальтобетонной смеси.
Для приготовления смеси используют фракционированный щебень, песок, отсевы дробления и минеральный порошок. Допускается применение щебня в виде смеси нескольких фракций.
В качестве вяжущего используется, как правило, битум или би-тумно-полимерное вяжущее.
Асфальтобетонную смесь можно приготовить одним из следующих способов:
1. В асфальтосмесительных установках периодического действия со смесителями принудительного перемешивания производятся предварительное просушивание и нагрев щебня и песка (отсевов дробления), после чего осуществляется дозирование горячих щебня, песка и холодного минерального порока и перемешивание их с нагретым и отдозиро-ванным битумом.
Такая технология названа традиционной.
2. В смесителях свободного перемешивания барабанного типа производится дозирование влажных холодных минеральных материалов и последующий их нагрев, просушивание и смешение с битумом.
3. В смесителях принудительного действия с предварительным дозированием холодных влажных минеральных материалов, производятся перемешивание их с нагретым битумом в лопастной мешалке и последующий нагрев до заданной температуры и перемешивание в смесителе со свободным перемешиванием барабанного типа.
Такая технология названа беспыльной.
67
Более 90% асфальтобетонных смесей в нашей стране производится по традиционной технологии. В асфальтосмесительных установках этого типа все основные операции (дозирование компонентов, время перемер шивания, выгрузка готовой смеси и т.д.) могут быть полностью автоматизированы. В этом случае за процессом приготовления смеси оператор наблюдает из закрытой кабины, оборудованной пультом управления.
К недостаткам асфальтосмесительных установок, работающих по! традиционной технологии, в первую очередь следует отнести загрязне* ние окружающей среды пылью и отходящими газами. Для минимизации этого недостатка асфальтосмесительные установки оборудуют мощной системой пыле- и газоочистки, что существенно влияет на энергоемкость процесса приготовления смесей.
Беспыльная технология, о которой упоминалось выше, направлена на радикальное уменьшение образования и выбросов пыли в атмосферу. При этой технологии влажные минеральные материалы, отдозированныё на порцию смеси (замес), подают по транспортеру в лопастную мешалку, куда под давлением впрыскивают горячий отдозированный битум. После перемешивания битум каплями распределяется по поверхности влажных минеральных материалов. Эта смесь подается по транспортеру в сушильно-смесительный барабан, где происходит ее нагревание до требуемых температур и окончательное перемешивание, при этом влага испаряется, а битум равномерно обволакивает минеральные зерна. Допускается применять эту технологию как двухстадийную, при этом влажные минеральные материалы с каплями битума на поверхности могут храниться в штабеле, и, по мере необходимости, из этого полуфабриката готовят асфальтобетонную смесь.
Асфальтосмесительные установки такого типа практически не загрязняют окружающую среду, а в связи с отсутствием систем пылеочи-стки они менее металлоемки.
Подобные асфальтосмесительные установки выпускаются только финской фирмы «МАШИНЕРИ».
Широкого распространения эта технология не получила, что связано, в первую очередь, с невысокой производительностью. Кроме того, имеется опасение, связанное с ускоренным старением наших отечественных битумов, которые изначально склонны к быстрому старению. Кроме того, значительное колебание влажности исходных материалов затрудняет точное дозирование компонентов, что, в свою очередь, приводит к нестабильности свойств выпускаемой асфальтобетонной смеси.
За рубежом, а в последние годы и в нашей стране, нашли широкое применение смесители свободного перемешивания непрерывного действия барабанного типа. Такие смесители выпускают американские и некоторые европейские фирмы. При этой технологии нагрев и пере-68
мешивание происходят в одном агрегате - барабане-смесителе. Достоинство этой технологии заключается в высокой производительности (до 600 т/час), более низкой энергоемкости и металлоемкости: потребление энергии снижается на 20-30%, по сравнению с традиционной технологией. Выпуск качественных асфальтобетонных смесей на установках непрерывного действия возможен только при условии использования узкофракционированных минеральных материалов.
В последние 10 лет американская фирма «Ацтек» производит новые смесители барабанного типа, в которых нагрев и перемешивание производятся в разных барабанах, что исключает соприкосновения битума с горячими газами, и тем самым уменьшается риск ускоренного старения битума.
4.2. Эффективность работы асфальтосмесительных установок
Эффективность работы асфальтобетонного завода оценивается, главным образом, по его производительности. Немаловажное значение имеет также фактор снижения энергоемкости технологического процесса приготовления смесей (11, 98], который, в свою очередь, складывается из комплекса технических, технологических и конструктивных решений, охватывающих много факторов: правильный выбор места расположения АБЗ, подготовка материалов, выбор оптимального режима приготовления смеси и обеспечение стабильности технологического процесса на основе постоянного контроля всех параметров процесса, варьирование последовательностью подачи компонентов смеси, включение в технологических цикл и грамотное применение накопительных бункеров и т.п.
Производительность асфальтосмесительных установок определяется массой смеси, приготовленной за один час. Этот показатель указывается, как правило, для определенной влажности (не более 5%) и температуры нагрева минеральных материалов. На производительность асфальтосмесительной установки оказывают влияние и другие факторы, такие как диаметр сушильного барабана, вид топлива, скорость потоков продуктов сгорания, мощность дымососа, объем воздуха, подаваемый в горелку, наличие подсоса воздуха в систему, атмосферные условия и т.п.
Одним из факторов, оказывающих большое влияние на производительность асфальтосмесительной установки, является влажность минеральных материалов. Следует иметь в виду, что влажность более мелкого материала, как правило, выше, чем влажность более крупного. Таким образом, средняя влажность минеральных материалов является 69
функцией всех материалов и соотношения их в смеси. Например, еслия смеси содержится 60% щебня с влажностью 3% и 40% песка с влажностью 8%, то средняя влажность материала вычисляется следующим образом: (60% х 3%) + (40% х 8%) = 1,8% + 3,2% = 5%.
По мере увеличения влажности материалов производительность асфальтосмесительной установки снижается.
Производительность асфальтосмесительной установки растет па мере увеличения диаметра сушильного барабана.
На примере, приведенном в табл. 4.1, можно рассмотреть теоретическую зависимость между средней влажностью минеральных материалов и производительностью асфальтосмесительной установки, при этом рассматриваются различные модификации одной и той же асфальтосмесительной установки. Подобные сведения можно получить у про -изводителей асфалЬтосмесительных установок.
Таблица 4Л
Зависимость производительности асфальтосмесительной установки от диаметра сушильного барабана и влажности материалов
Диаметр и длина сушильносмесительного барабана, мм Значение производительности асфальтосмесительныя установок (т/ч) при влажности минеральных материалов, % массы
2 3 4 5 6 7 8 9 10
1524x6705 178 140 116 100 84 79 74 63 58
1830x7315 278 220 178 158 137 121 116 100 89
2134x9144 420 336 273 236 205 184 163 147 137
2438x9754 541 430 352 305 263 236 210 194 173
2743x10973 719 578 478 410 357 315 284 257 236
3050x12192 956 761 630 541 473 430 378 341 31Г
Заданная рабочая температура готовой асфальтобетонной смеси также оказывает влияние на производительность асфальтосмесительнои установки: при повышении температуры смеси производительности установки может падать.
Производительность асфальтосмесительной установки зависит также от мощности дымососа: при уменьшении объема и скорости про ходящего через сушильный барабан газа она уменьшается.
При идеальном теплообмене внутри сушильного барабана температура готовой смеси должна соответствовать температуре газов в точке выгрузки материла из сушильного барабана. Нормальным можна считать разницу в этих температурах, не превышающую 20 °C. Если эта разница больше, то теплообмен внутри сушильного барабана проходит
70
недостаточно эффективно (в первую очередь, из-за недостаточной плотности потока материалов в сушильном барабане).
Если температурная разница доходит до 50 °C, это уже может свидетельствовать о серьезных сбоях в работе асфальтосмесительной установки, а, кроме того, при этом серьезно встает проблема загрязнения окружающей среды.
Таким образом, эффективность нагрева и сушки минеральных материалов может оцениваться разницей температур между поступающим в пылеуловитель газом и нагретым минеральным материалом на выходе из сушильного барабана. Этот метод легко реализуется на практике, поскольку обе температуры фиксируются непрерывно, и их значения выводятся на пульт управления асфальтосмесительной установкой.
За последние 10-20 лет в нашей стране существенно изменилась оснащенность асфальтобетонных заводов: практически не используются асфальтосмесительные установки с низкой производительностью, а также установки, которые, кроме того, загрязняют окружающую среду. При организации новых или реконструкции действующих асфальтобетонных заводов предпочтение отдается установкам, оснащенным мощными системами пыле- и газоочистки, автоматической системой управления через современные компьютеры. Это позволяет существенно повысить качество выпускаемых асфальтобетонных смесей и экологическую ситуацию.
4.3. Подготовка асфальтобетонного завода
Асфальтобетонный завод должен работать в соответствии с технологическим регламентом, разработанным применительно к данному заводу.
Технологический регламент должен содержать сведения об асфальтосмесительной установке: тип и марку установки, производительность, тип топлива, количество дозируемых компонентов и дозируемых фракций и т.п. Кроме того, в регламенте должна быть приведена технологическая схема работы АБЗ, данные о способах доставки на завод исходных материалов (железнодорожный или автомобильный транспорт), схема размещения материалов на территории завода и способы их транспортирования к асфальтосмесительной установке. Технологический регламент должен содержать примерные составы асфальтобетонных смесей, которые предполагается выпускать, а в приложении к Регламенту приводятся подборы составов смесей с использованием конкретных исходных материалов. Приложения могут меняться в течение сезона в связи с изменением исходных материалов. Обязательным
71
составляющим технологического регламента является описание контроля качества приготавливаемых на АБЗ смесей с указанием объема и видов контроля, периодичности, а также с указанием ответственных за проведение отдельных видов контроля на всех этапах технологии.
Перед началом работы асфальтобетонного завода необходимо провести комплекс мероприятий, которые обеспечат стабильную качественную работу в течение длительного времени.
К таким мероприятиям, в первую очередь, относится тщательный осмотр всех узлов и агрегатов АБЗ с целью определения необходимого объема ремонтных работ. При проведении таких работ следует особое внимание обратить на состояние сит «горячего» грохота: необходимо проверить целостность всех сит, а поврежденные заменить. Одновременно следует проверить размер ячеек на ситах и зафиксировать полученные сведения в технологическом регламенте. При каждой замене сит следует вносить изменения в технологический регламент.
Один раз в год, а также после каждого проведения значительного объема ремонтных работ необходимо осуществлять метрологическую аттестацию (поверку) всех средств измерений, которыми оборудован асфальтобетонный завод. К таким средствам измерения в первую очередь относятся весовые дозаторы минеральных материалов и битума, а также объемные или весовые дозаторы битума. Аттестацию осуществляют специальные организации, имеющие лицензии на проведение подобных видов работ в соответствии с утвержденными регламентами проведения аттестации для каждого прибора или устройства. В ходе проведения поверки при необходимости осуществляется ремонт дозаторов, а по результатам выдается свидетельство, дающее право работать с использованием «поверенного» оборудования. Подобная работа должна быть проведена также и применительно к средствам измерения, имеющимся в лаборатории.
При осмотре асфальтобетонного завода следует обратить внимание на уплотнения затворов весового бункера и мешалки: после полного закрытия затвора недопустимо высыпание материалов через имеющиеся в уплотнении затворов щели.
Следующим этапом подготовки производства является отработка составов асфальтобетонных смесей. Подобранные в лаборатории составы смесей, как правило, требуют корректировки, особенно по содержанию битума. Поэтому перед началом серийного производства необходимо выпустить пробные замесы асфальтобетонных смесей, отобрать от них пробы, испытать в лаборатории с определением всех показателей свойств, предусмотренных при подборе составов, при этом особое внимание следует обратить на точность составов, полученных при производстве пробных замесов. Полученные в результате испытаний составы и показатели физи-72
Ко-механических свойств следует сравнить с аналогичными показателями, полученными при подборе, и, при необходимости, внести коррективы в соотношение компонентов смесей в заданном рецепте.
Следует отметить, что нередко несоответствие между заданными и полученными в результате приготовления составами смеси связано с тем обстоятельством, что в результате просеивания через «горячие» грохоты наблюдается некоторый «заброс» более мелких фракций в бункеры, предназначенные для более крупных фракций. Это может быть связано с рядом причин, например с увеличенным напором материалов на грохоты, а также с положением самих грохотов (углом наклона).
Для того чтобы учесть вышеприведенные обстоятельства рекомендуется провести контрольную проверку заполнения «горячих» бункеров. С этой целью подаются все применяемые минеральные материалы (щебень разных фракций и песок) через сушильный барабан на «горячие» грохоты, а затем в «горячие» бункеры. После наполнения бункеров материалы из каждого бункера отдельно перемещают в кузов автомобиля-самосвала, а затем отбирают пробу материала из каждого бункера для испытания. Пробу рассеивают на контрольных ситах. Например, проба из бункера, в котором должен быть материал фракции 10-20 мм, содержит в своем составе 10% материала мельче 10 мм, т.е. отмечен частичный «заброс» более мелкой фракции в бункер, предназначенный для более крупной фракции. Это обстоятельство следует учитывать при назначении рецепта смеси, т.е. уменьшить дозировку из бункера, предназначенного для фракции 5-10 мм, за счет увеличения дозировки из бункера, в котором должен быть материал фракции 10-20 мм.
Такую контрольную операцию рекомендуется проводить как в начале сезона, так и при каждом ремонте «горячих» грохотов, а также при сбоях в работе асфальтосмесительной установки.
В лаборатории должны быть подготовлены все журналы, в которых фиксируются результаты, полученные на всех этапах проведения контроля качества (формы журналов приведены в приложении). Кроме того, необходимо провести ревизию всех нормативно-технических документов и, при необходимости, заменить отмененные документы и внести изменения в действующие.
73
Глава 5. СКЛАДИРОВАНИЕ МАТЕРИАЛОВ
5.1. Битум
Время и температура хранения битума, а также порядок подготовки его к использованию для приготовления смеси должен быть строго регламентирован.
Битумы следует хранить в герметичных металлических емкостях или в бетонных битумохранилищах закрытого типа.
Самое распространенное нарушение при хранении битума - это его обводнение в процессе хранения. Наличие в битуме воды существенно ухудшает его свойства - способствует ускоренному окислению (старению), В результате уменьшается эластичность, ухудшается «клеящая» способность и возрастает хрупкость битума.
Наиболее прогрессивным следует считать хранение битума в металлических емкостях (цистернах).
Все емкости для хранения битума (рис 5.1 (цв.), 5.2 (цв.)) должны быть оборудованы системами обогрева для создания или поддержания требуемой температуры, при этом рабочая температура битума должна обеспечить консистенцию, требуемую для возможности перекачки насосом и перемешивания с минеральными материалами. Это обеспечивается в том случае, когда абсолютная вязкость битума оценивается величиной 3-7 пуаз.
Как правило, емкости для хранения битума обогреваются с помощью жидкого теплоносителя (рис.5.3 (цв.), 5.4 (цв.)), который циркулирует по системе труб и теплообменников, расположенных внутри емкости, вследствие чего тепло передается от теплоносителя к битуму. Поскольку по мере нагрева вязкость битума уменьшается и он перемещается вверх, а менее нагретый битум начинает контактировать с поверхностью горячих труб. Заданную температуру нагрева битума поддерживают с помощью термопар и электромагнитных клапанов.
Менее распространенным и нежелательным является нагрев битума с помощью пламени горелки. В этом случае нагрев труб осуществляется за счет сгорания нефтепродуктов внутри трубы. При использовании этого способа нагрева следует тщательно следить за процессом, поскольку возможен перегрев и коксование битума, находящегося непосредственно в контакте с поверхности жаровых труб.
Все емкости и магистрали для подачи битума должны быть тщательно теплоизолированы.
74
Магистраль, по которой производится закачка битума из битумовоза в емкость для хранения, а также в магистраль, предназначенная для подачи битума в асфальтосмесительную установку, следует располагать ближе ко дну цистерны, тогда как магистраль, предназначенную для возврата битума от насоса в цистерну, следует располагать на уровне, не превышающем уровень битума в емкости. Такое расположение магистрали предотвращает контакт возвращаемого в цистерну битума с воздухом, что уменьшает его окисление и пенообразование в процессе циркуляции.
Если на заводе имеется более одной емкости для хранения битума, целесообразно предусмотреть возможность перекачивания битума из одной емкости в другие, а одну из емкостей считать рабочей.
Следует иметь в виду, что циркуляция нижнего слоя битума затруднена, поскольку этот слой расположен ниже теплообменников. Замечено, что часто определенная часть битума практически остается на дне. При заливке свежей порции битума в емкость, ее свойства могут меняться, а зачастую и ухудшаться при смешивании с остатками ранее слитого битума.
В том случае, когда битум заливается в абсолютно пустую емкость, предварительно следует проверить ее на наличие водного конденсата. С особой тщательностью следует проверить работу всех предохранительных клапанов в магистралях, поскольку неконтролируемое повышение давления может привести к взрыву.
Следует тщательно следить за неконтролируемым смешением в емкости битумов разных марок или полученных от разных производителей. В этом случае вполне возможно расслоение битума в емкости. В тех случаях, когда ситуация вынуждает помещать в одну емкость разные битумы, следует тщательно перемешать битум перед подачей в смеситель, можно использовать для этой цели систему циркуляции. Перед употреблением перемешенного битума необходимо провести его испытания, с целью установления марки, а, отсюда, и температуры нагрева битума и приготовления асфальтобетонной смеси.
Максимальное нахождение битума в емкости при рабочей температуре, с которой он используется для приготовления смеси, не должно превышать 5-6 часов. Это временное ограничение связано со склонностью отечественных окисленных битумов к ускоренному старению, которое усугубляется воздействием высокой температуры. В тех случаях, к°гда требуется более длительное хранение битума, его температуру следует снижать до 70-80 °C, и в этом случае допускается хранение в течение 12 часов. Если предполагается более длительное хранение, температура битума должна быть снижена до 40-50 °C.
75
5.2. Щебень, песок
Порядок погрузо-разгрузочных работ и складирования щебня и песка практически одинаковы при использовании всех асфальтосмесительных установок. В значительной степени качество и однородность асфальтобетонных смесей определяются тем, как происходит накопление и хранение используемых материалов.
Материалы различных видов и крупности (щебень и песок с разных карьеров или разной крупности) следует хранить раздельно, не допуская их перемешивания. Для этого могут быть использованы бетонные или каменные перегородки, создающие так называемые «карманы».
Все минеральные материалы следует хранить на чистой, сухой и ровной поверхности желательно с твердым покрытием, с обязательным обеспечением водостока. Это исключает попадание в материалы воды, пыли, грязи, травы и прочих загрязняющих примесей. В тех случаях, когда водосток не обеспечен, наблюдается существенное накопление влаги в штабеле, а отсюда и повышенная влажность материалов. Использование излишне влажных материалов приводит к снижению производительности асфальтосмесительных установок и увеличивает расход топлива: по данным Б.Н. Соловьева [19] уменьшение влажности исходных минеральных материалов на 1% позволяет уменьшить расход топлива на 10%. Влажность материалов, особенно для установок непрерывного действия, следует проверять как минимум два раза в день и вводить поправки в дозирование компонентов смеси.
При заготовке и хранении минеральных материалов возникает опасность расслоения, т.е. разделения по крупности, что особенно заметно при хранении щебня широких фракций в штабелях большой высоты: частицы щебня более крупных размеров за счет большей массы скатываются вниз и собираются в нижней части штабеля (рис. 5.5). Если позволяют условия, чтобы предотвратить расслоение материалов в штабеле, следует создавать штабели небольшой высоты.
Использование определенных способов укладки материалов в штабель позволяет уменьшить, а в некоторых случаях и исключить эффект расслоения. Один из таких способов - укладка материала горизонтальными или слегка наклонными рядами (рис. 5.6), при этом следует иметь в виду, что самосвалы и погрузчики должны находиться на достаточном расстоянии от уложенного материала, чтобы не допускать наезд на уложенный материал (рис. 5.7)
Расслоение в штабеле возможно и тогда, когда для укладки используется конвейер, при этом в нижней части штабеля будут скапливаться более крупные зерна, а непосредственно под конвейером - более мелкие. И в этом случае расслоения можно избежать, производя укладку слоями.
76
Рис. 5.5. Расслоение каменных Рис. 5.6. Складирование каменных
••уЬЛл.-,• .; •}
материалов.
материалов слоями.
Рис. 5.7. Выгрузка каменных материалов самосвалами.
Для предотвращения расслоения должна быть правильно организована работа погрузчиков. Во избежание расслоения машинист погрузчика должен отбирать материал в направлении поверхности штабеля, для чего необходимо устанавливать ковш погрузчика на уровне нижнего слоя, после чего вести его к верхнему слою, поворачивая ковш в процессе подъема, а не вести его через весь штабель. Таким образом, материал отбирается из каждого слоя, а в результате происходит дополнительное перемешивание (усреднение) материала. Забор материала только из нижней части штабеля приводит к скатыванию более крупных частиц, которые будут скапливаться в нижней части штабеля.
При заборе материала с краев и со дна штабеля в материал можно занести посторонние примеси и грунт.
В случае расслоения материала в штабеле можно перемешать его с помощью погрузчика.
77
5.3. Минеральный порошок
Для хранения минерального порошка следует использовать герметичные, как правило, металлические емкости силосного типа (рис. 5.8 (цв.)). Использование таких емкостей предотвращает попадание влаги в минеральный порошок. Использование сухого порошка яв-< ляется существенным и практически обязательным условием хорошего перемешивания асфальтобетонной смеси.
Во избежание комкования и слеживания минерального порошка при хранении емкости следует оснащать системами аэрации.
Хранение минерального порошка в складах «навалом» недопустимо, поскольку в процессе хранения минеральный порошок будет увлажняться, слеживаться и загрязняться.
78
Глава 6. ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
6.1. Предварительное дозирование минеральных материалов
6.1.1. Агрегаты питания для щебня и песка
Агрегат питания служит для предварительного дозирования щебня, песка или отсевов дробления во влажном состоянии и подачи материалов в сушильный барабан. Агрегат питания состоит из бункеров с дозирующими устройствами и ленточного транспортера, по которому материалы перемещаются к сушильному барабану.
Конструкции агрегатов питания для асфальтосмесительных установок периодического и непрерывного действия схожи и состоят, как правило, из бункеров-питателей, сборного конвейера и загрузочного транспортера. На асфальтосмесительных установках непрерывного действия, а иногда и на установках периодического действия в состав агрегатов питания входит также грохот. При использовании в составе смеси старого асфальтобетона, устанавливаются специальные бункеры и транспортеры для этого составляющего.
В состав агрегатов питания входят несколько бункеров, что позволяет, во-первых, использовать несколько фракций минеральных материалов, а, кроме того, подавать однородные материалы сразу из нескольких бункеров и, тем самым, повысить производительность работы асфальтосмесительных установок. Рекомендуется устанавливать не менее 5 бункеров (рис. 6.1 (цв.)).
Большинство бункеров имеют прямоугольное сечение, сужающееся внизу, а в нижней части бункеров имеются прямоугольные или трапецеидальные отверстия (рис. 6.2 и 6.3).
Между бункерами целесообразно устанавливать перегородки для исключения попадания материалов из одного бункера в другой. Это особенно существенно для асфальтосмесительных установок непрерывного действия, поскольку при использовании сушильно-смесительного барабана не предусмотрено фракционирование и дозирование просушенных горячих материалов.
Бункеры оборудованы заслонками, которые расположены в нижней части бункеров и служат для регулирования подачи материалов на ленточный питатель. В тех случаях, когда ленточные транспортеры работают с постоянной скоростью, количество подаваемого материала °пределяется степенью открытия заслонки. Заслонка может переме
79
щаться как вручную, так и с помощью электропривода. В последнее время на современных заводах ленточные питатели работают с пере-менной скоростью, и в этом случае предварительная регулировка пода* чи осуществляется с помощью заслонки, после чего установленная скорость движения питателя устанавливает точный расход материала., В этих случаях уменьшение или увеличение количества подаваемого материала осуществляется за счет регулирования скорости движение питателя. Теоретически скорость питателя может изменяться от О до 100%. Однако на практике для регулирования подачи материалов следует рассчитывать на 20-80%-ную скорость подачи (в идеале 50%), что предоставляет оператору определенную свободу действия в варьировав нии расхода материала без изменения положения заслонки. При значительных изменениях расхода материала необходимо регулировать также и положение заслонки. Поскольку скорость работы ленточного питателя (% от максимально возможной скорости) обычно выводится на пульт управления, оператор может оперативно принимать решение об изменении положения заслонки. Скорость каждого ленточного питателя регулируется отдельно, что позволяет осуществлять независимую подачу из каждого бункера. На практике скорости всех ленточных питателей синхронизируются для того, чтобы при изменении скорости одного из питателей происходило бы изменение скорости остальных. Например, при изменении производительности асфальтосмесительной установки с 200 до 240 т/час установка соответствующих параметров на пульте управления обеспечивает пропорциональное изменение скоростей работы всех ленточных питателей.
Рис. 6.2. Бункер агрегата питания с прямоугольным отверстием: 1 - эффективно используемая зона; 2 - форма отверстия в нижней части бункера; 3 - неиспользуемая зона.
Рис. 6.3. Бункер агрегата питания с трапецеидальным отверстием: 1 - форма отверстия в нижней части бункера; 2 - эффективно используемая зона.
80
Каждый бункер совместно с ленточным питателем, как правило, оборуДУется сигнальным устройством, сообщающим об отсутствии материала в данном бункере: если бункер пуст и материал не поступает на питатель, срабатывает датчик, представляющий собой концевой выключатель, в результате чего через определенный интервал времени происходит выключение асфальтосмесительной установки.
На некоторых асфальтосмесительных установках (в основном непрерывного действия) бункеры агрегатов питания оборудуются отдельными весовыми устройствами (рис. 6.4 (цв.)), расположенными на ленточных питателях этих бункеров. Лента питателя в таком случае должна быть длиннее. Как правило, если бункеры оборудованы весовыми устройствами, то на питатель ближайшего к барабану агрегата питания весовое устройство не устанавливают, а его функции выполняет весовое устройство, установленное на загрузочном транспортере. Система управления асфальтосмесительной установкой показывает количество материала, отгружаемое из каждого бункера. В случае присутствия весовых дозаторов оно вычисляется непосредственно путем вычитания из общей массы влаги, содержащейся в данном материале, а определение массы материала из последнего бункера осуществляется вычитанием массы материалов, измеренной весовыми устройствами, из общей массы поступившего материала
С ленточных питателей материалы поступают на сборный конвейер-транспортер, который движется с постоянной скоростью. В первую очередь, на сборный конвейер поступает крупный материал (щебень), что предотвращает налипание на ленту транспортера более мелкого материала (песка), особенно если этот материал влажный.
Рекомендуется использовать в агрегатах питания грохоты, предотвращающие попадание в смесь недопустимо крупных зерен щебня или посторонних предметов. Как правило, грохот устанавливается между сборным конвейером и сушильным барабаном или сушильносмесительным агрегатом. Установка грохота на агрегат питания менее эффективна, поскольку он представляет собой обычное сито и через него затруднительно пропустить большой объем материала.
Некоторые сита оборудуют перепускными лотками, что позволяет, при необходимости, подавать материал, минуя грохот, непосредственно на загрузочный конвейер.
Используемые для приготовления асфальтобетонной смеси материалы со складов хранения загружаются в бункеры, как правило, с помощью автопогрузчиков (рис. 6.5 (цв.)).
Допускается также загрузка бункеров бульдозерами, но при этом Должна быть устроена высокая эстакада, а склады минеральных материалов должны быть расположены в непосредственной близости от ас-
81
фальтосмесительной установки. Кроме того, при загрузке бульдозерами не гарантировано точное попадание требуемого материала в определенный бункер.
Дозирующие устройства, установленные на бункерах, могут быть нескольких видов. Простейшим устройством для дозирования является установленная в нижней части бункера заслонка, которая может подниматься или опускаться на определенную высоту, тем самым регулируется объем подаваемого из бункера на ленточный транспортер материала.
В современных асфальтосмесительных установках применяются дозирующие устройства, регулирующие скорость ленточного транспортера. Все вышеперечисленные устройства осуществляют дозирование минеральных материалов по объему.
Современные асфальтосмесительные установки, как правило, оснащаются весовыми дозаторами, установленными под бункерами предварительного дозирования.
По ленточному транспортеру все минеральные материалы подаются в специальный приемный бункер, а из него - в сушильный барабан.
Для того чтобы посторонние включения или негабаритные куски не попадали в смеситель, над приемным бункером рекомендуется устанавливать решетки, через которые материал «подается» в бункер.
6.1.2. Загрузочный транспортер
На асфальтобетонных установках периодического действия минеральные материалы по сборному конвейеру (рис. 6.6 (цв.)) подаются на загрузочный транспортер, с которого материал поступает на наклонный лоток, расположенный в верхней части сушильного барабана.
Основным элементом загрузочного транспортера является транспортерная лента, которая движется с постоянной скоростью и перемещает переменное количество материалов в зависимости от степени загрузки бункеров питания. Для очистки транспортера от налипших мелких частиц его оборудуют устройством в виде скребка или щетки.
На асфальтосмесительных установках непрерывного действия барабанного типа с параллельной подачей материала транспортер перемещает материал к загрузочному лотку, расположенному над горелкой или под горелкой с пылезащитным кожухом. Скорость ленты транспортера постоянна и не зависит от скорости других транспортеров.
Как правило, на асфальтосмесительных установках такого типа транспортер оборудован весовым устройством (рис. 6.7), которое фиксирует количество материала, подаваемого в барабан. Главным фиксирующим устройством является весовой ролик, расположенный примерно в центре транспортера и отличающийся от опорных роликов, установленных на ра-82
ме, тем, что он соединен с динамометрическим датчиком и может свободно перемещаться. Таким образом, в процессе прохождения материала над весовым роликом вес материала фиксируется электрическим сигналом, поступающим в систему управления установкой.
Рис. 6.7. Весовое устройство и устройство для создания натяжения ленты транспортера:
1 - опорные ролики, 2 - весовой ролик, 3 - ограждение от ветра,
4 - динамометрический датчик, 5 - груз для натяжения ленты транспортера,
6 - датчик, регистрирующий скорость движения ленты транспортера.
Для фиксирования подаваемого материала транспортер оборудуют датчиком, регистрирующим скорость перемещения ленты, устанавливаемым, как правило, на натяжном ролике транспортера. Оно представляет собой тахометр, который фиксирует фактическую скорость перемещения ленты. Лента должна плотно прилегать к натяжному ролику, т.к. любое проскальзывание приводит к искажению показателей тахометра и отклонению в заданном составе смеси. В ряде случаев транспортеры оборудуют специальным устройством с пневмоприводом Для натяжения ленты, которое располагается на заднем барабане.
Для определения расхода материалов используют как сигналы, поступающие с весового устройства, так и показатели тахометра. В любом случае полученное значение представляет собой вес влажного материала, который пересчитывается в системе управления компьютером в вес сухого материала. Основанием для этого пересчета служит введенное в компьютер значение средней влажности минеральных материалов. Для точного дозирования битума следует проверять влажность компонентов каждый раз после дождя или, по крайней мере, дважды в течение суток.
Если влажность материала достаточно высокая, то он может налипать на ленту загрузочного транспортера, не попадая в сушильно
83
смесительный барабан. Если налипший материал не удалить, то он будет постоянно фиксироваться весовым устройством, а на пульте управления будет информация о том, что в барабан поступает больше материала, чем на самом деле. В результате этого компьютер даст команду подать большее количество битума, чем это нужно. Для исключения налипания материалов на ленту следует установить скребок или щетку, которые будут непрерывно счищать с ленты налипший материал.
6.1.3. Контроль предварительного дозирования
Следует осуществлять определение расхода материала, поступающего из каждого бункера, для чего каждый бункер следует оттари-ровать на определенный расход материал, требуемый для нормальной работы установки для каждого типа смеси. В идеальном случае бункер тарируют на 20, 50, и 80%-ную подачу материалов. Для этого в случае бункеров с ленточными транспортерами, работающими с постоянной скоростью, расход регулируется положением заслонки, расположенной в нижней части бункера. Если требуется изменить производительность асфальтосмесительной установки, то необходимо увеличить или уменьшить положение заслонки пропорционально соотношению минеральных материалов.
В тех случаях, когда агрегаты питания оборудованы ленточными питателями, работающими с переменной скоростью, заслонка устанавливается в положение, соответствующее требуемой производительности установки при разных скоростях (20, 50 и 80% от максимально возможной). Рационально осуществлять регулировку при 50%-ной скорости, что дает возможность оператору при необходимости увеличивать или уменьшать скорость подачи, тем самым менять производительность без изменения положения заслонки.
Тарирование агрегатов питания осуществляется следующим образом: в течение определенного промежутка времени материал подается из бункера, после чего определяется общий вес поданного материала, для чего устанавливается под подачу минеральных материалов специальное инвентарное устройство, в котором собирается подаваемый материал, засекается время подачи, после чего материал, собранный в инвентарное устройство, взвешивают.
Весовые устройства тарируют следующим образом: материал подается через весовой ролик, перегружается в инвентарную емкость, и по истечении определенного промежутка времени подачу прекращают, а материал, поступивший в инвентарную емкость, взвешивают. Фактически полученный вес сравнивают со значением, полученным системой управления установкой. Разница между этими значениями не должна
84
превышать величину допускаемой погрешности, допускаемой стандартами, и составляет 1% при точности работы весового устройства 0,5%.
Для большинства асфальтосмесительных установок тарировка проводится с учетом требуемой производительности установки. Если необходимо, чтобы установка работала на 90% производительности, то весовое устройство следует тарировать на 75, 85 и 100%-ную производительность. В том случае, когда установка будет работать с 60%-ной производительностью, следует провести тарирование на эту производительность, а также на чуть большую и чуть меньшую.
В процессе работы асфальтосмесительных установок следует следить и контролировать следующее:
1. Складирование материалов на чистой и сухой поверхности и создание условий предотвращающих перемешивание между собой различных материалов или различных фракций.
2. Правильность складирования материалов в штабель и забора из штабеля.
3. При работе асфальтосмесительных установок непрерывного действия необходимо проверять влажность, как минимум, два раза в день, а при изменении погоды и чаще. Контроль влажности на установках периодического действия может служить информацией для определения расхода топлива и электроэнергии.
4. Следить за тем, чтобы в сушильный барабан не поступали негабаритные частицы минеральных материалов.
5. Правильность подачи материалов в бункеры с целью исключения попадания разных материалов в один бункер.
6.2. Асфальтосмесительные установки периодического действия
Асфальтосмесительная установка (рис. 6.8) периодического действия состоит из следующих основных узлов:
- агрегаты питания (предварительное дозирования);
- сушильный агрегат (барабан);
- система дозирования и подачи битума;
- система дозирования и подачи минерального порошка;
- смесительный агрегат;
- система пыле- и газоочистки.
85
Рис. 6.8. Схема асфальтосмесительной установки периодического действия:
1 - склады минеральных материалов; 2 - автопогрузчик;
3 - приемные бункеры минеральных материалов (предварительное дозирование); 4 - транспортеры; 5 - сушильный барабан;
6 - горячий элеватор; 7 - силосы для хранения минерального порошка; 8 - емкости для хранения битума;
9 - система пылеулавливания; 10 - бункер для собранной пыли; 11 - асфальтосмеситель; 12 - горячие бункеры;
13 - виброгрохоты; 14 - весовой бункер с дозаторами; 15 - пульт управления; 16 - скиповый подъемник;
17 - бункер-накопитель; 18 - отгрузка смеси в автомобиль-самосвал.
Нагретые минеральные материалы поступают в верхнюю часть смесительного агрегата с помощью ковшового элеватора. Материал попадает в систему виброгрохотов в верхней части установки, которая часто называется «горячим» грохотом. Рассеянный на фракции минеральный материал распределяется по соответствующим бункерам, а мелкие частицы, соответствующие размерам частиц минерального порошка, удаляются в специальную емкость, как правило, силосного типа. Размеры фракций частиц минерального материала в каждом из бункеров, называемых «горячими», зависят от размера ячеек сит на «горячем» грохоте.
Из «горячих» бункеров, в которых накапливаются нагретые материалы, последние поступают в весовой бункер-дозатор. Дозирование фракционированных горячих материалов осуществляется по весу. Минеральный порошок дозируется в холодном состоянии, или с помощью общего весового дозатора, или, как правило, с помощью отдельных весов, точность взвешивания на которых выше, чем на основном весовом дозаторе минеральных материалов.
Одновременно с дозированием минеральных материалов осуществляется подача битума из битумной емкости в дозирующее устройство, расположенное над смесительным агрегатом. Битум находится в дозирующем устройстве до тех пор, пока не возникнет необходимость подачи его в смесительный агрегат.
Из весового бункера-дозатора минеральные материалы поступают в смесительный агрегат, где происходит перемешивание минеральных материалов между собой, которое называется «сухим» перемешиванием. Кроме перемешивания фракций минеральных материалов в этот период происходит нагрев холодного минерального порошка, за счет теплообмена между холодным порошком и горячими минеральными материалами. После «сухого» перемешивания в смесительный агрегат подается отдозированный битум и осуществляется окончательное перемешивание, которое называется «мокрым» перемешиванием.
После окончания перемешивания открывается заслонка в нижней части смесителя, и готовая смесь выгружается в кузов автомобиля или в скиповый ковш (тележку), в котором готовая асфальтобетонная смесь перемещается в бункер-накопитель. Из бункера-накопителя смесь перегружается в кузова автомобилей.
На рис. 6.9 (цв.) - 6.12 (цв.) приведены асфальтобетонные заводы периодического действия.
87
6.2.1. Нагрев и сушка минеральных материалов
Сушильные агрегаты - барабаны (рис. 6.13 (цв.)) асфальтосмесительных установок периодического действия работают по принципу противопоточной подачи материалов, при которой материалы подаются в верхнюю часть сушильного барабана и перемещаются по нему под действием силы тяжести и в результате наличия лопастей, расположенных внутри барабана (рис. 6.14 (цв.)). Образующиеся в результате сгорания топлива газы двигаются снизу вверх навстречу минеральному материалу (см. рис. 6.15).
Подача холодного каменного материала
Лоток для горячего минерального материала
Рис. 6.15. Сушка материалов в сушильном барабане.
Размеры сушильного барабана могут быть разными в зависимости от производительности асфальтосмесительной установки, связанной с объемом смесительного агрегата (мешалки).
Сушильный барабан (рис. 6.13 (цв.)) должен обеспечить сушку и нагрев минеральных материалов до требуемой температуры, которая обеспечивает оптимальное перемешивание их с битумом. Температуры минеральных материалов при выходе из сушильного барабана для случаев применения битумов разных марок приведены в табл. 6.1. Влажность материалов на выходе из сушильного барабана не должна превышать 0,5% (рекомендуется 0,2%).
Подача материалов в сушильный барабан с подающего транспортера осуществляется либо через загрузочный лоток в верхней части барабана, либо с помощью специального транспортера под барабаном. Расположенные внутри барабана лопасти пропускают материал через барабан по его длине.
Факел горелки, имеющий более длинную и тонкую форму по сравнению с коротким и широким факелом горелок на установках непрерывного действия, глубоко проникает в минеральные материалы. Генерируемый горелкой (рис. 6.17 (цв.)) дымовой газ нагревает материалы за счет конвекции, теплопроводности и излучения. Сушильные барабаны с противопоточной подачей более эффективны, чем подобные агрегаты с параллельной подачей, поэтому и расход топлива в них гораздо меньше.
88
Таблица 6.1
Температура минеральных материалов при выходе из сушильного барабана
—' Наименование материалов Температура нагрева, °C, в зависимости от показателей вяжущего
Глубина проникания иглы при 25 °C, ОД мм Условная вязкость по вискозиметру с отверстием 5 мм, с
40-60 61-90 91-130 131-200 201-300 70-130 131-200
Минеральные материалы 170-180 165-175 160-170 150-160 140-150 100-120 120-140
Вяжущее 150-160 140-150 130-140 110-120 100-110 80-90 90-100
Смесь 150-160 145-155 140-150 130-140 120-130 80-100 100-120
Время нахождения материалов внутри сушильного барабана зависит от длины барабана, конструкции и числа лопастей, частоты вращения барабана и угла его наклона (обычно 2,5-6%, что обеспечивает скорость прохождения материала 25-64 мм/мин соответственно). Если на выходе из сушильного барабана влажность материала превышает 0,5%, необходимо увеличить плотность потока материала в барабане, что достигается уменьшением угла его наклона, а также заменой лопастей на лопасти другой конструкции.
Осевая горелка оснащена автоматическим, зависящим от температуры каменных материалов, регулированием подачи топлива и воздуха. Существенные удобства в управлении, экономичной и надежной эксплуатации обеспечивает дистанционный контроль, управление и зажигание горелки с пульта управления, а также электронное наблюдение за пламенем, связанное с механизмом для подачи топлива.
Поскольку минеральные материалы составляют основную часть асфальтобетонной смеси, температура их нагрева в значительной степени определяет температуру готовой смеси. Если температура нагрева материалов слишком высокая, то при смешивании их с битумом, последний подвергается ускоренному старению, а при определенных условиях может даже «закоксоваться».
Контроль температуры горячих минеральных материалов осуществляется на выходе из сушильного барабана.
Система измерения обычно включает в себя прибор, например, милливольтметр определенной градуировки, установленный на пульте Управления, соответствующий датчик в ссыпном лотке сушильного барабана и соединяющий их кабель. Для этой же цели может быть ис
89
пользован преобразователь сопротивления или термопара. Для обеспечения достоверного измерения температуры необходимо установить термопару в лотке таким образом, чтобы термодатчик одновременно и выдерживал абразивное воздействие потока горячего материала, и не терял термочуствительности, т.е. не повышал тепловую инерционность измерительной системы.
Предложено использовать для этой цели короткую термопару (рис. 6.16) с рабочей длиной порядка 80 мм, врезать ее снизу в днище (перпендикулярно плоскости днища), а для ее защиты используют массивный клин, при этом зазор между клином и датчиком не должен пре-
Рис. 6.16. Схема установки термопары в ссыпном лотке сушильного барабана.
90
При нарушении стационарности процесса приготовления смеси
/переход на выпуск другого вида смеси, технические неполадки, изменение крупности и влажности минеральных материалов и т.п.) может произойти нарушение температурного режима работы сушильного барабана. Для восстановления стационарного процесса или отладки необходимой температуры нагрева материалов изменяют подачу топлива и
воздуха на горелку. Через 6-8 минут температура материалов на выходе из сушильного барабана меняется в нужную сторону. Для своевременного проведения регулирующих действий оператор асфальтосмеси-
тельной установки должен отслеживать не только температуру материалов на выходе из барабана, но и температуру отходящих из барабана газов, которая на 1-2 минуты быстрее реагирует на изменение теплового режима в барабане.
В холодное время года (весной или осенью) особенно внимательно следует следить за температурой нагрева минеральных материалов, не допуская их перегрева. Это часто наблюдается, особенно в тех случаях, когда используются минеральные материалы с высокой степенью влажности, при этом ошибочно полагают, что возможно обеспечить требуемую температуру готовой смеси за счет повышения нагрева щебня и песка. В этом случае, битум, попадая на перегретую поверхность, растекается тонким слоем, что приводит к изменению его свойств (старению), а в конечном итоге, к образованию выбоин на покрытии из-за выкрашивания «постаревшей» асфальтобетонной смеси.
По мере прохождения через сушильный барабан и смеситель зерновой состав минеральных материалов несколько изменяется. Степень изменения (а это касается, в первую очередь, увеличения количества мелких фракций) зависит от многих факторов, но, прежде всего, она связна с прочностью материалов. Для достаточно прочного и износостойкого материала содержание фракции мельче 0,071 мм может возрасти не более чем на 0,2%. При использовании менее прочных материалов их количество может увеличиться на 1-2%.
Как правило, при подборе составов асфальтобетонных смесей в лаборатории в расчет принимаются зерновые составы материалов, взятых из штабелей на складе, т.е. не учитываются изменения, которым подвергается материал в процессе приготовления смеси. Кроме того, Для приготовления смесей в лаборатории используется абсолютно сухой материал, т.е. с полным отсутствием влаги, что не наблюдается в производственных условиях. Существенным является также то обстоятельство, что в лабораторных условиях все фракции минерального материала подвергаются равномерному нагреву, при этом и крупные, и мелкие фракции имеют практически одинаковую температуру. В су
91
шильном барабане наблюдается заметная разница степени нагрева разных фракций материала: крупные фракции нагреваются меньше, чем мелкие. Во время перемешивания температура несколько выравнивается, однако тепловой баланс достигается не всегда.
Пылеулавливающие устройства, установленные на асфальтосмесительных установках, улавливают до 80% пылевидных фракций. Если для очистки газов и пыли используется скруббер (мокрое удаление), то все уловленные пылевидные частицы удаляются в виде шлама и должны быть исключены из состава смеси. Если же для пылеочистки используются рукавные фильтры (сухое удаление), то удаленные пылевидные частицы можно вернуть в смесь в качестве минерального порошка, для чего на современных установках имеется специальная система дозирования пыли.
Таким образом, возникает определенная разница в составах между смесями, приготовленными в лаборатории и в производственных условиях, что и должно учитываться при корректировке составов смесей.
6.2.2. Разгрохотка горячих каменных материалов
Нагретые и просушенные минеральные материалы выгружаются из сушильного барабана через разгрузочный лоток и поступают в нижнюю часть ковшового элеватора, который подает горячие материалы на систему виброгрохотов, где и производится разделение материалов по фракциям [81].
Как правило, используют не менее 4 грохотов (см. рис. 6.18 (цв.), 6.19 (цв.)). Верхний грохот представляет собой решетку, с помощью которой наиболее крупные частицы (т.н. негабарит) удаляются и сбрасываются через специальный лоток. Остальные грохоты служат для разделения минеральных материалов на группы по зерновому составу. Количество материала каждой из групп зависит от размера и формы отверстий в грохоте. Каждый из грохотов имеет отверстия разной величины.
Отверстия грохотов могут иметь круглую, квадратную, прямоугольную или продолговатую форму. Например, квадратные отверстия на грохотах могут иметь следующие размеры: 31,5 мм - для верхнего грохота, 16,0 мм - второго грохота, 8,0 мм - третьего грохота и 4,0 мм -для четвертого, нижнего грохота.
Поскольку на современных асфальтобетонных заводах используются грохоты с квадратными отверстиями, а требования к зерновому составу минеральной части в соответствии с ГОСТ 9128 даны применительно к ситам с круглыми отверстиями, следует использовать приводимую ниже переводную таблицу 6.2 и рис. 6.20.
92
Таблица 6.2
Соотношение размеров круглых и квадратных отверстий грохотов
— Размеры отверстий, мм
Круглые Квадратные
— 40,0 31,5
35,0 28,0
30,0 24,0
25,0 20,0
— 20,0 16,0
15,0 12,0
10,0 8,0
5,0 4,0
Круглые отверстия
Рис. 6.20 Графическое изображение соотношения круглых и квадратных грохотов.
Для оптимального разделения на фракции материалов, используемых для приготовления определенных видов асфальтобетонных сме-сей, следует использовать грохоты с определенными размерами отвергни. Кроме того, могут быть использованы грохоты с различными Размерами отверстий на одной сетке. Например, грохот может иметь отверстия размером 8 мм в той части, которая ближе к подающему ковровому элеватору, а отверстия размером 32 мм - в той части сетки, ко-т°рая располагается непосредственно над бункерами.
93
Однако не весь материал, который по своему зерновому составу должен находиться в определенном бункере в конечном итоге попадает именно в этот бункер (рис. 6.21). Например, часть мелких фракций (песка), которые должны проходить через все грохоты и попадать в бункер № 1, но вместо этого попадает в бункер № 2. Это явление называется «вынос». Небольшой вынос - менее 10% - из одного бункера в соседний наблюдается довольно часто. Вынос объясняется особенностью движения материалов по грохотам и зависит от многих факторов, таких как количество подаваемого на грохот материала («напор на грохот»), засорение или повреждение отверстий на грохотах, угол наклона грохотов и т.п. Постоянно изменение количества выноса является серьезной проблемой, поскольку в результате постоянно меняется зерновой состав в каждом из горячих бункеров. Чаще всего это связано с неравномерной подачей минеральных материалов.
Рис. 6.21. Рассеивание материалов по «горячим» бункерам.
При приготовлении крупнозернистых асфальтобетонных смесей бывают задействованы все бункеры, а при приготовлении мелкозернистых смесей - на один меньше. Для того, чтобы правильно назначить рецепт приготовления смесей, необходимо пересчитать состав с учетом размеров установленных сит в соответствии с табл. 6.2 и рис. 6.20.
Для стабильной работы системы грохотов требуется постоянное наблюдение за ее состоянием, при этом основным является проверка грохотов на наличие повреждений и засоренных отверстий.
Бывают случаи, когда на установках периодического действия не используют систему разгрохотки материалов на фракции, а весь подаваемый из сушильного барабана материал подают в один бункер. В таком случае точность получаемого зернового состава зависит только от параметров работы агрегатов питания на предварительном дозировании. В таком случае добиться приемлемой точности соблюдения зернового состава воз-94
можно лишь при условии наличия на агрегатах питания весовых дозаторов и при постоянном учете влажности минеральных материалов.
В настоящее время наиболее распространены асфальтосмесительные установки как отечественных, так и зарубежных фирм, у которых предусмотрено центральное расположение вибратора на системе грохотов, т.е. в горячей зоне. В связи с этим требуются специальная смазка, надежное закрепление сит с устройством, компенсирующим температурное расширение. В противном случае наблюдается провисание сит и «подпрыгивание» их опорах, в результате чего зерна минерального материала высоко подбрасываются и выходят из контакта с отверстиями сит.
К недостаткам системы разгрохотки, которая часто встречается в практике, можно отнести неправильное расположение сит в соответствии с величиной отверстий: если материал вначале попадает, например, на сито с отверстиями 10 мм, а затем последовательно на сита с большими отверстиями, образуется слой, в котором крупные частицы препятствуют попаданию в отверстия более мелких частиц. Кроме того, в этом случае процесс разгрохотки сопровождается повышенным пылением и износом мелких сит под воздействием крупных зерен.
На некоторых смесителях, в основном старого образца, установлены барабанные грохоты, которые, на первый взгляд, представляются более простыми и надежными. В ряде случаев после того, как стандартно установленные виброгрохоты приходят в негодность, их заменяют на барабанные грохоты, не учитывая очевидных недостатков последних.
Барабанный грохот представляет собой цилиндрическое решето с отверстиями определенных размеров, которое установлено с некоторым наклоном и вращается. Например, рассеиваемый материал поступает внутрь цилиндра на сито с отверстиями 10 мм. Далее следует транспортирующий участок без отверстий, а затем, последовательно, сита с отверстиями 20 и 40 мм. Начальная часть охвачена осесимметричным цилиндрическим решетом с отверстиями диаметром 5 мм.
Добиться полного разделения частиц можно только при существенно большей длине барабана (в 2-3 раза), однако габариты верхнего блока смесительной установки этого не допускают.
Таким образом, основными признаками эффективности системы разгрохотки следует считать следующие факторы:
1. Обязательное вибровоздействие.
2. Рассев должен происходит от крупного материала к мелкому, а не наоборот, т.е. каменные материалы должны подаваться на сита с более крупными ячейками. В этом случае крупные частицы не мешают мелким, на ситах нет большого слоя материалов, уменьшается пыление, а качество разделения и производительность увеличиваются. Для этого конструкция должна быть многоярусной, а сита - располагаться одно
95
под другим, что в действительности наблюдается при рассеве материалов в лаборатории.
3. Вместо дырчатых решет, следует применять плетеные сетки из высокоуглеродистой износостойкой стали, которые имеют большую суммарную площадь на единицу поверхности.
4. Сита должны быть натянуты так, чтобы температурное удлинение и вытяжка компенсировались. Натяжка по дуге гарантирует прижатие сетки к опорам и отсутствие «подхлестывания».
5. Вибратор должен быть вынесен из горячей зоны, чтобы вал и подшипники не перегревались.
6. Параметры вибрации - частота и амплитуда - должны быть оптимальными. Вектор скоростей сит должен способствовать эффективному разделению частиц по размерам: в начале он должен быть направлен вперед, что способствует ускорению продвижения материала от места загрузки, а на конце сита - в обратную сторону, чтобы придерживать материалы и несколько увеличивать время их пребывания на сите. Все это достигается оптимальным расположением вибратора, геометрией дебалансов, их массой и частотой вращения вала.
7. Опоры сит должны крепиться к коробу высокопрочными болтами, а не сваркой.
Для того чтобы правильно назначить рецепт приготовления смесей, необходимо пересчитать состав с учетом размеров установленных сит. Следует также иметь в виду, что зерновой состав минеральной части асфальтобетонных смесей по ГОСТ 9128 приведен к ситам с круглыми отверстиями, тогда как асфальтобетонные установки, как правило, оборудованы ситами с квадратными отверстиями. Для точного пересчета и назначения рецепта целесообразно пользоваться трафаретом, приведенным на рис. 6.20.
6.2.3. Бункеры для хранения горячих материалов
Общий объем бункеров для хранения горячих материалов должен быть пропорционален размеру смесительного агрегата (мешалки), при этом бункеры должны иметь разные размеры (рис. 6.22 (цв.)).
Самым большим должен быть бункер для фракций минерального материала мельче 5 мм, т.е. песка, поскольку в этот бункер попадает примерно около 40% материала. Распределение материала по остальным бункерам выглядит следующим образом: 30% - бункер для фракций 10 мм, 20% - бункер для фракций 15 мм, и 10% - для фракций 40 мм, В каждом бункере, особенно в первом бункере, наблюдается расслоение материалов. Это обстоятельство обусловлено тем, что более мелкие частицы движутся через грохоты по прямой, в то время как бо-96
a)
Рис. 1.2 (цв.). Типичная схема развития трещин на асфальтобетонном покрытии:
а - отраженная трещина; б - развитие выбоины в зоне трещины.
Рис. 1.7 (цв.). Состав щебеночно-мастичного асфальтобетона и асфальтобетона типа А:
а) волокна нет, битум вытек; б) с волокном;
с) сравнительные составы асфальтобетона типа А и ЩМА.
Плотная многоуровневая структура
Iрадиционная
Каркасно-щелевая структура
Щебеночно-мастичная (ЩМА)
Механизм
удержания битума
б)
Рис. 1.8 (цв.). Структура и фактура поверхности покрытия из ЩМА: а) структура асфальтобетонной смеси;
б) фактура поверхности ЩМА.
Сцепление колеса с традиционным асфальтобетоном
б)
Рис. 1.9 (цв.). Сцепление с покрытием:
а) сцепление колеса с асфальтобетонным покрытием; б) показатель коэффициента сцепления.
a)
Рис. 2.1 (цв.). Анионная эмульсия:
а) схематическое представление анионного ПАВ; б) вид капли битума.
Рис. 2.2 (цв.). Катионная эмульсия:
а) схематическое представление катионного ПАВ; б) вид капли битума.
Рис. 2.3 (цв.). Неиногенная эмульсия.
▼
нбра hhuhiiw tu pav i воримьп гикиI«и
Ни . Нд'ИЯ ЛIIИ «I! JI о я
Рис. 2.4 (цв.). Механизм адгезии эмульсии к поверхности минеральных материалов.
Рис. 5.1 (цв.). Хранилище битума с вертикальными цистернами.
Рис. 5.2 (цв.). Хранилище битума с горизонтальными цистернами.
Рис. 5.3 (цв.). Установки для нагрева битума.
Рис. 5.4 (цв.). Схема нагрева теплоносителя.
Рис. 5.8 (цв.). Силосы для хранения минерального порошка.
Рис. 6.1 (цв.). Бункера предварительного дозирования.
Рис. 6.4 (цв.). Весовые устройства предварительной системы дозирования.
Рис. 6.5 (цв.). Загрузка бункеров предварительного дозирования автопогрузчиками.
Рис. 6.6 (цв.). Сборный транспортер.
Рис. 6.9 (цв.). Асфальтобетонный завод периодического действия фирмы «Амман».
ИМИ
Рис. 6.10 (цв.). Асфальтобетонный завод периодического действия фирмы «Бернарди».
Рис. 6.11 (цв.). Асфальтобетонный завод периодического действия DWIC DAEWOO «Roadstar» (Южная Корея).
Рис. 6.12 (цв.). Асфальтосмесительная установка периодического действия фирмы «Кредмаш».
Рис. 6.13 (цв.). Сушильный барабан.
Рис. 6.14 (цв.). Внутренняя часть сушильного барабана.
Рис. 6.17 (цв.). Бесшумная горелка.
Рис. 6.18 (цв.). Виброгрохот.
Рис. 6.19 (цв.). Схема работы системы разгрохотки.
И
Горячие
Рис. 6.22 (цв.). Горячие бункера.
Рис. 6.23 (цв.). Дозаторы
горячих материалов.
Бункер для волокна
Датчик уровня
В смеситель
Пневмоподача
Рис. 6.29 (цв.). Объемный способ дозирования гранулированной добавки.
Бункер для волокна х
Пневмоподача
Рис. 6.30 (цв.). Весовой способ дозирования гранулированной добавки/
Рис. 6.31 (цв.). Комбинированный способ дозирования гранулированной добавки.
lyeiep
Рис. 6.32 (цв.). Объемное дозирование и подача свободного волокна.
Рис. 6.36 (цв.). Заслонки, регулирующие подачу материалов.
Рис. 6.38 (цв.). Лопасти сушильно-смесительного барабана.
лее крупные частицы имеют более изогнутую траекторию. Таким образом, в той части бункера, которая расположена ближе к подающему ковшовому элеватору, мелких частиц может быть больше, чем в противоположной части бункера.
Необходимо регулярно проверять перегородки между бункерами: в них не должно быть отверстий, через которые материал из одного бункера может попадать в соседний. Крышки, расположенные в верхней части бункера и предохраняющие их от переполнения, не должны быть засорены.
Мелкие фракции материала иногда скапливаются в углах первого бункера. Когда уровень заполнения этого бункера низкий, образовавшиеся скопления могут отделяться от стенок бункера и попадать в весовой бункер-дозатор. Если это наблюдается регулярно, целесообразно углы этого бункера сделать закругленными и установить в верхней части бункера пластину, которая сможет направлять мелкие фракции в центр бункера.
6.2.4. Весовой бункер-дозатор
Загрузка материала в весовой бункер-дозатор (рис. 6.23 (цв.)) может осуществляться в различной последовательности - обычно вначале загружают более крупный материал, а затем более мелкий. Например, открывают заслонку, расположенную в нижней части бункера, и требуемое количество материала из этого бункера выгружается в бункер-дозатор. После этого заслонка этого бункера закрывается, и открывается заслонка бункера с более мелким материалом, после чего процесс отгрузки материала в бункер-дозатор продолжается. Аналогично последовательно осуществляются отгрузка и дозирование материала из других бункеров. Взвешивание каждой порции материала происходит примерно за 5 секунд. Материал должен отгружаться в центр бункера-дозатора, что обеспечивает правильное взвешивание и исключает потери.
Минеральный порошок, как правило, подается со склада в небольшой промежуточный бункер. Если асфальтосмесительная установка оборудована отдельным дозирующим устройством для минерального порошка, то отвешенная с помощью этого устройства порция минерального порошка поступает в весовой бункер-дозатор, где уже находятся остальные предварительно взвешенные минеральные материалы. Если отдельное Дозирующее устройство для порошка не предусмотрено, то он подается и Дозируется в бункере-дозаторе в последнюю очередь.
97
6.2.5. Системы подачи битума
На современных асфальтобетонных заводах нефтяные битумы, применяемые для приготовления асфальтобетонных смесей, хранятся в специальных битумных емкостях - котлах или цистерна^. Температура нагрева битумов зависит от их марки (консистенции) по вязкости.
Непрерывно работающий битумный насос выкачивает битум из емкости и, либо подает его в дозирующее устройство, либо возвращает обратно в емкость (рис. 6.24).
Рис. 6.24. Подача битума в смесительный агрегат:
1 - трубопроводы подачи битума в смесительном агрегате, 2 - шкала весов, 3 - трубопровод для закачки битума, 4 - весовое устройство, 5 - дозатор, 6 - насос, 7 - смесительный агрегат, 8 - дозирование битума в специальной емкости.
Дозирование битума может быть как весовое, так и объемное, при этом предпочтительно, как более точное, весовое дозирование.
Отдозированный битум под давлением поступает в смесительный агрегат. На старых советских асфальтосмесительных установках битум подавался или самотеком, или под давлением 3-4 атмосферы. На современных асфальтосмесительных установках производится фактический «впрыск» битума под давлением: например на установках фирмы «ВИ-БАУ» давление составляет 20 атмосфер, что, по мнению многих исследователей, приводит к «взвешенности» частиц битума, а это, в свою очередь, улучшает обволакивание минеральных зерен битумом и обеспечивает более эффективное перемешивание. Однако в последнее время эта технология подвергнута серьезной критике с точки зрения изменения свойств битума, а именно его старения из-за значительного насыщения битума воздухом при создании высокого давления. В настоящее время ввод битума под таким высоким давлением не практикуется.
98
На асфальтобетонном заводе необходимо иметь устройства для введения в битум различных добавок. Как правило, это добавки поверхностно-активных веществ (ПАВ), которые вводятся в битум в очень малых количествах: анионные ПАВ - 3-5% от массы битума, а катионные ПАВ - 0,15-0,8% от массы битума. Наиболее эффективными являются катионные ПАВ.
Если введение добавок ПАВ осуществляется в битумную емкость, необходимо наряду с дозирующим устройством иметь также и установку для перемешивания битума с добавкой.
Другой, более прогрессивный способ заключается во введении добавки непосредственно в поток битума, подающегося в смеситель.
6.2.6. Смесительные агрегаты
Эффективность процесса приготовления смесей и достижение требуемых показателей физико-механических свойств обеспечиваются при соблюдении следующих условий:
- определенная последовательность подачи компонентов;
- точная дозировка компонентов;
- оптимальное заполнение емкости смесительного агрегата (смесителя);
- обеспечение требуемой температуры минеральных материалов;
- обеспечение требуемого времени перемешивания.
При оптимальных режимах обеспечивается наилучшее взаимодействие компонентов смеси, в полном объеме протекают физико-химические процессы взаимодействия между компонентами смеси, что способствует получению асфальтобетона с требуемой структурой.
На асфальтосмесительных установках периодического действия смеси готовят в смесителях принудительного перемешивания, которые обеспечивают высокую степень однородности.
Смешение битума с минеральными материалами происходит в смесителях, оборудованных, как правило, двумя валами. На этих валах, вращающихся в противоположных направлениях, укреплены лопасти (рис. 6.25).
Количество приготовленной За один цикл смеси зависит от емкости смесителя. Емкости смесителей могут быть разными и колеблются от 600 кг до 3 тонн.
Рис. 6.25. Двухвальная мешалка.
99
Номинальная емкость смесителя определяется его размерами, при этом следует иметь в виду, что загрузка в смеситель излишнего количества материала приводит к тому, что минеральный материал, расположенный над лопастями, не переместится в нижнюю часть мешалки, а останется сверху. Эта часть материала не перемешается с битумом. Если же в смеситель загружается слишком мало материала, то он разбрасывается лопастями по смесителю, а не перемешивается с битумом (рис. 6.26).
Эффективная емкость смесительного агрегата.
Материалов слишком много.
Материалов очень мало.
Рис. 6.26. Загрузка смесителя.
100
Постоянно изменять количество материала, подаваемого в смеситель, не рекомендуется. Следует определить оптимальный объем замеса (количества смеси, приготавливаемой за 1 цикл), который должен быть немного меньше номинальной емкости смесителя. В тех случаях, когда отсутствует бункер-накопитель для готовой асфальтобетонной смеси, оптимальная величина замеса принимается в зависимости от объема кузова автомобиля, транспортирующего смесь к месту укладки. Например, номинальная емкость смесителя составляет 3 тонны, а средняя вместимость кузова имеющихся автомобилей-самосвалов - 14 тонн. В этом случае объем замеса целесообразно установить в 2,8 тонны, чтобы загрузка автомобиля осуществлялась 5 замесами (2,8 х 5 = 14).
Постоянный объем замеса является важным фактором обеспечения стабильности характеристик выпускаемой смеси.
6.2.7. Подача компонентов в смеситель
Последовательность подачи компонентов смеси в смеситель может быть принята по различным схемам.
При использовании для приготовления смеси минеральных материалов преимущественно кислых пород (гранит, диорит, сиенит и т.п.) рекомендуется следующая последовательность цикла приготовления смеси: введение в смеситель щебня, песка, а затем минерального порошка, перемешивание этих компонентов между собой (сухое перемешивание), затем введение битума и окончательное перемешивание (мокрое перемешивание). В результате такой последовательности процесса перемешивания вокруг зерен материала кислых пород образуется тонкая оболочка из зерен минерального порошка, представляющего собой основную породу (известняк). Через этот слой и происходит взаимодействие всех компонентов с битумом.
Если для приготовления смесей используются материалы из основных горных пород (в основном, известняки), то последовательность Цикла приготовления смеси может быть, например, следующей: на первом этапе перемешиваются между собой щебень и песок, а затем вводится минеральный порошок и происходит окончательное перемешивание.
Минеральный порошок, изготовленный путем помола известняка, используется как обязательный компонент в смесях для плотных и высокопористых асфальтобетонов; приготовление смесей для пористого асфальтобетона возможно и без использования минерального порошка при условии достижения требуемых показателей физикомеханических свойств.
Технологический процесс приготовления асфальтобетонных смесей на установках, работающих по традиционной схеме, предусматри
101
вает возможность применения в составе смесей циклонной пыли, полученной в процессе пылеочистки. На современных смесителях, оснащенных рукавными фильтрами, пыль отбирается в специальные емкости, откуда подается в смеситель по общей системе дозирования.
Как правило, на асфальтобетонных заводах используют циклонную пыль в качестве части минерального порошка. Однако есть завода, на которых циклонная пыль не используется, а удаляется в отвалы, В случае возвращения дисперсной части отсевов или щебня, более крупные фракции циклонной пыли поступают после горячей разгрохотки в бункер песка, а более мелкие используются как слагаемое зерен мельче 0,071 мм вместе с кондиционным минеральным порошком [10]. В связи с этим в процессе приготовления смеси необходимо строго следить за дозированием установленного при подборе состава соотношения компонентой порошка - карбонатного кондиционного и кислой циклонной пыли.
При совместном использовании карбонатного минерального порошка и циклонной пыли подача их осуществляется следующим образом: тонкую пыль из силоса винтовым шнеком, а затем ковшовым элеватором подают на дозирование после дозирования минерального порошка. Схема подачи циклонной пыли на установке БЕНИНГХО-ФЕН представлены на рис. 6.27.
Рис. 6.27. Схема подачи циклонной пыли на установке БЕНИНГХОФЕН
1 - сушильный барабан; 2 - пылеулавливающая установка; 3 - сборочный шнеК;
4 - шнек подачи в элеватор; 5 - элеватор циклонной пыли; 6 - склад циклонной пыли
7 - шнек подачи на весы; 8 - весы минерального порошка и циклонной пыли;
9 - шнек подачи в смеситель; 10 - смеситель.
102
Рис. 6.28. Отдельная дозировка
На установке ТЕЛЬТОМАТ V-S производительностью 100 т/ч силосы минерального порошка и циклонной пыли соединяются через круто наклонные винтовые конвейеры с устройством для двухкомпонентного заполнителя, которые оснащены дозирующим стопором с электрическим прибором и весовым дозатором до 200 кг с электронным сельсином, позволяющим осуществлять управление с основного пульта. Возможна и отдельная дозировка
минерального порошка минерального порока и циклонной и циклонной пыли. пыли (рИС< 6.28).
При приготовлении щебеночно-мастичных асфальтобетонных
смесей в смеситель дополнительно подается добавка целлюлозного во-
локна в свободном или гранулированном виде.
Схемы дозирования и подачи целлюлозной добавки приведены на рис. 6.29 (цв.)-6.32 (цв.).
Целлюлозная добавка подается в смеситель одновременно с подачей минерального порошка.
6.2.8. Температурный режим приготовления смесей
Необходимым условием приготовления качественных асфальтобетонных смесей является соблюдение оптимального температурного режима.
Температура поступающих в смеситель битума, щебня и песка, а также готовых асфальтобетонных смесей в зависимости от марки применяемого битума должна строго соответствовать указанной в табл. 1 ГОСТ 12801 или табл. 8 ГОСТ 9128.
При применении активированных минеральных порошков или битумов с добавками ПАВ допускается снижать температуру приготовления смесей на 20 °C. При применении битумо-полимерных вяжущих, а также при приготовлении смесей для высокоплотного асфальтобетона Допускается увеличивать температуру готовых смесей на 10-20 °C, что необходимо для достижения нормальной удобоукладываемости асфальтобетонной смеси. При этом должны быть соблюдены требования ГОСТ 12.1.005 к воздуху рабочей зоны (табл. 8 ГОСТ 9128)
Оптимальный температурный режим обеспечивает возможность Равномерного распределения битума по поверхности минерального ма-
103
териала с образованием тонких пленок ориентированного по поверхности минеральных зерен битума. Повышение температур приводит к ускоренному старению битума, а снижение их ниже оптимальных ухуд-шает условия распределения битума по поверхности минеральных зерен и делает смесь неоднородной и не достигается ее нормальная удобоукладываемость.
6.2.9. Время перемешивания
При подборе состава смеси в лаборатории процесс перемешивания, в частности, время перемешивания, принципиально отличается ох условий производства, отсюда и результаты испытания смесей, приготовленных в лаборатории и в производственных смесителях, могут быть разными.
В лаборатории перемешивание смеси осуществляется вручную или в лабораторной мешалке, а время перемешивания зависит от способа перемешивания. Обычно в лаборатории смесь перемешивают в тече-ние 5-10 мин, а окончание перемешивание определяют визуально по однородности покрытия минеральных зерен битумом.
В производственных асфальтосмесителях время приготовления смесей значительно меньше, в первую очередь, за счет более эффективного принудительного перемешивания, а также под воздействием объемного фактора, закрытой емкости, в которой происходить перемешивание, в связи с чем отсутствует контакт битума с воздухом.
Продолжительность перемешивания асфальтобетонных смесей устанавливают в соответствии с техническими данными асфальтосмесительной установки, но при этом следует иметь в виду, что существует оптимальное время перемешивания для каждого вида смесей. Его определяют, как правило, визуально, имея в виду, что смесь должна казаться равномерной, а также по достижению оптимальных показателей свойств для смеси данного состава.
Процесс перемешивания асфальтобетонной смеси делится на два этапа: «сухое» перемешивание и «мокрое» перемешивание.
Время сухого перемешивания определяется как время между началом перемешивания между собой минеральных материалов и моментом подачи битума. Время «сухого» перемешивания незначительно (5-15 сек), поскольку, несмотря на то, что минеральные материалы располагаются в весовом бункере слоями, они достаточно хорошо могут быть перемешаны в дальнейшем в процессе «мокрого» перемешивания. Основным назначением этапа «сухого» перемешивания является заполнение смесителя минеральными материалами, прежде чем туда будет подан битум, в противном случае битум может вытечь через располо-104
женные в нижней части смесителя заслонки. Кроме того, этап «сухого» перемешивания необходим для того, чтобы произошел теплообмен между нагретыми щебнем и песком и холодным минеральным порошком, а при приготовлении щебеночно-мастичных асфальтобетонных смесей -и с целлюлозной добавкой. Таким образом, время «сухого» перемешивания в определенной степени зависит от содержания в смеси минерального порошка и целлюлозной добавки. Так, приготовление песчаных асфальтобетонных смесей требует большего времени перемешивания по сравнению с со смесями типов А и Б. Практика показала, что для щебеночно-мастичных асфальтобетонных смесей, принимая во внимание большой объем целлюлозной добавки и необходимость не только нагрева, но и распределения целлюлозной добавки по смесителю, следует увеличивать время сухого перемешивания на 5-15 сек.
«Мокрое» перемешивание начинается с момента подачи в смеситель битума. Битум поступает в смеситель через специальное устройство и попадает в центр смесителя, а при использовании двух подающих устройств каждое располагается над соответствующим валом смесителя. Как правило, для подачи всей порции битума в смеситель требуется 5-10 секунд, при этом большее время соответствует подаче битума самотеком, а меньшее - насосом.
Время «мокрого» перемешивания не должно превышать времени, необходимого для того, чтобы частицы минеральных материалов были покрыты битумом. Для современных асфальтосмесителей это время не превышает 20-30 секунд при условии, что смеситель заполнен до требуемого уровня, а лопасти не изношены. При значительном износе лопастей время перемешивания увеличивается, но даже в этом случае оно не превышает 35 секунд.
Для предотвращения коксования битума вследствие его контакта с горячей поверхностью минеральных зерен, следует свести время «мокрого» перемешивания до минимума, необходимого для получения однородной смеси. После равномерного распределения битума дальнейшее перемешивание теряет смысл, и даже может привести к ухудшению качества введенного битума и самой асфальтобетонной смеси.
В США определяли оптимальное время перемешивания по методу ROSS COUNT, который заключается в определении степени покрытия зерен минеральных материалов битумом на различных этапах перемешивания [91].
Было установлено, что в первую очередь, примерно за 10 секунд, в смесительном агрегате покрываются битумом только мелкие частицы (мельче 0,63 мм), остальной же минеральный материал будет обработан только частично. В дальнейшем во время «мокрого» перемешивания
105
битумом покроются частицы размером до 5 мм, а далее - более круп* ные частицы.
В нашей практике оптимальное время перемешивания устанавливали путем испытания проб смеси, отобранных после разного времени перемешивания. Характер изменения средней плотности смеси в зави* симости От времени перемешивания приведен на рис. 6.33.
Средняя плотность асфальтобетона г/см3
2Л S ' 1
2.35 ! |
2.30 I ’ 1“
Время перемешивания, сек
Рис. 6.33. Влияние времени перемешивания на среднюю плотность асфальтобетона.
Из приведенных данных видно, что если время перемешивания смеси больше оптимального, то снижается величина средней плотности асфальтобетона, что может быть связано с агрегацией («закатыванием») мелких зерен в гранулы, в связи с чем уплотняемость ухудшается и плотность падает. Снижение плотности приводит к ухудшению всех остальных показателей физико-механических свойств.
В табл. 6.3 приведено ориентировочное время перемешивания различных видов смесей.
Из приведенных в таблице данных видно, что увеличение времени перемешивания происходит при уменьшении крупности смеси.
При приготовлении щебеночно-мастичных асфальтобетонных смесей время «мокрого» перемешивания также увеличивается на 20-30%.
Более интенсивного перемешивания и уменьшения необходимого для него времени (на 15-30%) можно достичь от применения активированных минеральных порошков и битумов с добавками ПАВ.
106
Таблица 6.3
Ориентировочное время перемешивания смеси
Вид смеси Продолжительность перемешивания смеси, секунд
«сухое» перемешивание «мокрое» перемешивание
Песчаная 15/10 45-60/30-40
Мелкозернистая 15/10 30-45/20-30
Крупнозернистые для пористого асфальтобетона - 20-30/15-20
Примечание. В знаменателе - для современных отечественных и зарубежных смесителей.
Время перемешивания крупнозернистых смесей для высокопористого асфальтобетона увеличивается на 10-20 секунд, по сравнению со временем, необходимым для перемешивания смесей для пористого асфальтобетона. Готовая смесь для высокопористого асфальтобетона может содержать отдельные не покрытые битумом частицы.
Визуально цвет смесей, приготовленных на основе осадочных горных пород коричневый, без характерного блеска, а при использовании изверженных пород - черный с блеском.
Общее время перемешивания оказывает непосредственное влияние на производительность асфальтосмесительной установки. Так, например, если время «сухого» перемешивания составляет 5-7 секунд, а время «мокрого» перемешивания - 20-21 секунды, то общее время перемешивания составит максимально 28 секунд. Около 7 секунд занимают открытие заслонок в нижней части смесителя, выгрузка смеси и закрытие заслонок. Таким образом, общее время цикла приготовления смеси составит 35 секунд. Это время не зависит от емкости смесителя. Теоретически асфальтосмесительная установка со смесителем объемом 3 тонны за час может приготовить порядка 300 тонн смеси в час.
Если общее время перемешивания (как за счет «сухого», так и «мокрого» перемешивания) увеличивается до 45 секунд, то, при условии, что на открытие-закрытие заслонок и выгрузку смеси время остается неизменным, производительность смесителя составит порядка 240 т/час.
Если асфальтосмесительная установка не оборудована бункером-термосом для асфальтобетонных смесей, то часто приходится останавливать работу из-за отсутствия транспортных средств для вывоза смесей с завода. Во избежание простоев часто увеличивают время «мокрого» перемешивания, что категорически не допускается. Работу установки следует приостановить, при этом смеситель должен быть полностью освобожден от смеси, а смесительные лопасти могут работать вхолостую. Допускается увеличение цикла «сухого» перемешивания (т.е. задержка подачи битума в
107
смеситель). Однако при значительном увеличении времени этого цикли может наблюдаться расслоение минеральных материалов.
Если поступающий в сушильный барабан минеральный материал имеет высокую влажность, то мощности сушильного барабана может нш хватить для полного просушивания материалов. Бывает также, что сет-? ки грохотов засорены и не обеспечивают полного разделения материала по зерновому составу. Следствием этого будет недостаточно быстро© заполнение бункеров для горячих минеральных материалов, и произво* дительность асфальтосмесительной установки будет снижаться за счет увеличения времени цикла приготовления смеси. Не допускается увеличивать время цикла за счет увеличения времени перемешивания, особенно «мокрого». Допускается задерживать материал в весовом бункере, а в это время лопасти смесителя могут работать вхолостую.
6.2.10. Контроль технологии приготовления асфальтобетонных смесей
1. Точность дозирования компонентов. Обычно при использовании весовых дозаторов на весы ставят грузы, масса которых известна, а показания весов сравнивают с действительными значениями. Если эти значения совпадают с относительной погрешностью не более 0,5% точность дозирования можно считать допустимой.
2. Влажность материалов, выгружаемых из сушильного барабана, которая должна быть не выше 0,5%.
3. В материале одной фракции в «горячем» бункере не должно содержаться более 10% материала другой фракции.
4. Необходимо постоянно проверять состояние «горячих» грохотов.
5. Количество смеси, производимой за цикл перемешивания, должно быть постоянным.
6. Необходимо постоянно следить за состоянием лопастей.
7. Следует осуществлять постоянный контроль соблюдения установленного времени перемешивания.
8. Не следует приостанавливать работу в процессе приготовления смеси, т.е. при остановке смесителя он должен быть пуст.
6.3. Асфальтосмесительные установки непрерывного действия
Асфальтосмесительные установки непрерывного действия отличаются от традиционных установок тем, что сушка, нагрев и перемешивание происходят в одном агрегате - барабане, и они называются установками «барабанного» типа.
108
В смесительных установках барабанного типа осуществляется свободное перемешивание смеси. Такие установки могут быть оборудованы как параллельной, так и противопоточной системой подачи материала. Установки обоих типов выполняют одну и ту же функцию, однако принципы работы и схемы подачи материалов в том и другом случае различны.
6.3.1. Асфальтосмесительные установки с параллельной подачей материала
Асфальтосмесительные установки непрерывного действия с параллельной подачей материала (рис. 6.34 и 6.35) состоят из следующих пяти основных узлов:
- агрегат питания;
- система подачи битума;
- сушильно-смесительный барабан;
- бункер для накопления готовой смеси;
- система пыле- и газоочистки.
Рис. 6.34. Асфальтосмесительная установка с параллельной подачей материала: 1 - каменные материалы;
2 - продукты сгорания топлива;
3 - битум;
4 - готовая асфальтобетонная смесь.
Рис. 6.35. Асфальтосмесительная установка с параллельной подачей материала с раздельными сушильным и смесительными агрегатами:
1 - каменные материалы;
2 - старый асфальтобетон;
3 - продукты сгорания топлива;
4 - битум.
Агрегат питания используется для подачи исходных минеральных материалов. Под каждым бункером агрегата питания расположены ленточные транспортеры (питатели), работающие с переменной скоростью. Таким образом, количество поступающего из каждого бункера материала регулируется величиной щели, на которую открывается заслонка питающего бункера, и скоростью движения ленточного питателя (рис. 6.36 (цв.), 6.37).
109
PCF-1012-5 - передвижная система дозирования из 5 секций
Рис. 6.37. Система дозирования.
Из бункеров агрегата питания материал попадает на сборный конвейер, расположенный под бункерами. После этого материал подается с помощью загрузочного транспортера в сушильно-смесительный барабан.
Загрузочный транспортер оборудован специальным устройством, которое используется для определения массы поступающего в барабан материала (рис. 6.37). Это устройство расположено под лентой питающего транспортера и состоит из весового датчика, фиксирующего вес материала, проходящего в данный момент по ленте, и датчика, измеряющего скорость перемещения ленты транспортера. С помощью этого устройства определяется вес влажного материала (т/ч), поступающего в барабан.
С помощью управляющего компьютера, в который вводится величина влажности поступающего материала, переводится вес влажного материала в сухой вес, что необходимо для правильного определения количества битума в соответствии с подбором состава.
В таких установках перемещение материала по барабану совпадает с направлением перемещения потока газов. Горелка располагается в верхней части барабана, т.е. там же, где вводится минеральный материал. В этом случае для подачи материала в барабан используется либо загрузочный лоток, расположенный над горелкой, либо расположенный под горелкой специальный транспортер. В первом случае материал ссыпается в лоток и по нему поступает в барабан. При этом лоток изогнут таким образом, чтобы материал при поступлении в барабан не проходил через факел горелки.
При втором способе подачи материала в барабан, он попадает на расположенный под горелкой транспортер. На некоторых установках предусмотрено изменение скорости перемещения транспортера: при более высокой скорости транспортера материалы подаются дальше по длине барабана и не касаются пламени горелки.
Перемещение материала из верхней части барабана в нижнюю происходит под действием силы тяжести, а также благодаря специальной форме лопастей, установленных на стенках барабана (рис. 6.38 (цв.)).
При движении по барабану материал нагревается и просушивается. Для обеспечения теплообмена средняя часть барабана перекрывается завесой большого количества материала.
Минеральные материалы перемещаются в нижнюю часть барабана. Туда же из битумной емкости по трубопроводу битум подается к смесительной установке, а затем насосом - в барабан, при этом дозировка битума осуществляется расходомером. Минеральный порошок и циклонная пыль подаются в барабан незадолго до подачи битума, чтобы произошел теплообмен между холодным порошком и остальными горячими материалами. В том случае, когда в составе смеси не исполь
111
зуется кондиционный минеральный порошок (например, смеси для пористого асфальтобетона), циклонную пыль можно подавать в барабан одновременно с подачей битума, поскольку она поступает в барабан уже нагретой. Перемешивание минеральных материалов с битумом осуществляется в процессе перемещения материалов к разгрузочной секции сушильно-смесительного барабана. На асфальтосмесительных установках барабанного типа для пыле- и газоочистки, как правило* используется такое же оборудование, как и на установках периодичен ского действия (первичный пылесборник совместно со скруберром или пылеуловитель с рукавными фильтрами). При первом способе пыле* газоочистки пыль не может быть использована в составе смеси, тогда как во втором - она может быть возвращена (полностью или частично) в качестве минерального порошка. Готовая асфальтобетонная смесь выгружается на транспортирующее устройство (скребковый конвейеру ленточный транспортер, ковшовый элеватор и т.п.) и перемещается в бункер-термос, предназначенный для накопления готовой смеси и выгрузки ее в кузов автомобиля.
6.3.2. Асфальтосмесительные установки с противопоточной подачей материалов
Наиболее прогрессивными в области конструирования асфальтосмесительных установок непрерывного действия являются установки с про* тивопоточной системой подачи материала, при этом улучшается теплообмен внутри барабана и уменьшается количество вредных выбросов
(рис. 6.39, 6.40 (цв.) и 6.41 (цв.)). Материал поступает в верхнюю часть барабана (рис. 6.39), а горелка расположена в его нижней части (подобно установкам периодического действия). Материал движется вниз навстречу потоку горячего газа, а подача битума производится не в главной секции сушильного барабана. Для смешения материалов с битумом предназначена дополнительная секция, при этом смешение происходит за горелкой в отдельной изолированной камере, защищенной от воздействия горя
Рис. 6.39. Установка с противопоточным движением материала:
1 - битум; 2 - воздух;
3 - горячая асфальтобетонная смесь;
4 - старый асфальтобетон;
5 - продукты сгорания топлива;
6 - каменные материалы.
чих газов.
112
6.3.3. Нагрев и сушка материалов
Нагрев осуществляется с помощью горелки (рис. 6.42 (цв.)), которая генерирует тепловую энергию.
Горелки классифицируются по ряду критериев:
- коэффициент избытка воздуха;
- процент утечки воздуха;
- относительные потери в корпусе;
- температура подаваемого вентилятором воздуха;
- процент удаленной из минерального материала влаги;
- температура готовой смеси;
- использование топлива;
- степень нагрева материалов.
Максимальная производительность горелки при конкретных характеристиках указана в паспорте, однако реальные рабочие характеристики могут отличаться от заявленных.
Одной из основных функций горелки является смешивание топлива с воздухом в соотношении, требуемом для полного сгорания топлива. Как правило, используются горелки двух типов. Большинство асфальтосмесительных установок оснащены горелками, в которые нагнетающим вентилятором, расположенным на самой горелке, подается от 30 до 45% необходимого для полного сгорания топлива воздуха. Подача в топочную зону вторичного потока воздуха (70-75%) обеспечивается дымососом (рис. 6.43). Некоторые горелки устроены таким образом, что весь воздух, необходимый для сгорания топлива, подается в корень факела нагнетающим вентилятором. Горелки такого типа (рис. 6.44) называют горелками со 100%-ной подачей воздуха. Они работают, как правило, намного чище и эффективнее, чем горелки с раздельной подачей воздуха.
Рис. 6.43. Горелка с раздельной Рис. 6.44. Горелка с подачей всего подачей воздуха и газа: воздуха в корень факела:
1 - нагнетающий вентилятор горелки; 1 - топливо;
2 - дымосос; 3 - 30% воздуха подается 2 - нагнетающий вентилятор, нагнетающим вентилятором, 70% - дымососом.
113
Оператор асфальтосмесительной установки должен регулировать работу горелки в зависимости от влажности и количества подаваемого минерального материала, а также в связи с необходимостью измененм! температуры нагрева. Большинство горелок имеет автоматическое устройство управления подачей топлива для поддержания относительно постоянной температуры находящихся в барабане материалов.
При нарушении правильного соотношения между воздухом и топливом (коэффициент избытка воздуха) эффективность работы горелки резко падает. Обычно это наблюдается при недостатке воздуха. Дымосос, помимо создания потока воздуха для горелки, также отводит влагу, возникающую в результате просушивания материалов, а также выводи^ через вытяжку продукты сгорания топлива. Мощность дымососа является определяющим фактором при сушке и нагреве материалов. Объем перекачиваемого дымососом газа (воздух, влага, продукты сгорания| постоянен и определяется положением заслонки.
На эффективность работы горелки большое влияние оказывает также подсос воздуха в магистрали дымососа. Поскольку при определенном положении заслонки дымосос создает постоянный поток воздуха, то, попадая между горелкой и дымососом, он уменьшает количество воздуха, используемого для сгорания топлива. Для подачи к горелке необходимого для полного сгорания топлива количества воздуха следует устранять все неплотности магистрали, а для управления потоком воздуха в вытяжку устанавливают заслонку с ручным или автоматическим управлением.
Большинство горелок сконструировано таким образом, что переход с одного вида топлива на другой может производиться путем небольших регулировок
Известны три вида топлива: газообразное, жидкое и твердое. Газообразное топливо включает в себя как природный газ, так и пары нефтяного топлива. К жидким топливам относятся нефтяные топлива, а также сжиженные пропан и бутан. Твердые виды топлива - это уголь и различные гранулированные углеводороды.
В отечественных условиях до недавнего времени работали, в основном, на жидком топливе - мазуте и соляровом топливе. Для обеспечения наиболее благоприятных экологических условий, особенно в городах, в качестве топлива в настоящее время используют природный газ.
Консистенция выбранного жидкого топлива должна быть такой, чтобы в процессе сгорания происходило его тонкое (мелкодисперсное) распыление. Более легкие топлива будут нормально сгорать без предварительного нагрева, тогда как более тяжелые необходимо предварительно нагреть до такой температуры, которая обеспечила бы вязкость топлива менее 20 сСт. Некоторые обезвоженные и очищенные продукты переработки нефти горят хорошо. Другие, загрязненные тяжелыми 114
металлами, токсичными отходами или водой горят плохо и сгорают не полностью. При использовании газообразного топлива неполное сгорание, как правило, не возникает.
Неполное сгорание топлива приводит к сбоям в работе горелки: горелка засоряется, и возникают трудности при ее зажигании. В результате неполного сгорания топлива последнее может попасть в воздухоочистительное оборудование и загрязнить рукавные фильтры пылеуловителя или, если используется «мокрый» пылеуловитель, создать масляную пленку на поверхности воды. При неполном сгорании топлива также уменьшается количество теплоты, что приводит к увеличению расхода топлива. Кроме того, уменьшение в этом случае температуры газов приводит к появлению конденсата в пылеуловителе.
При неполном сгорании топлива также могут ухудшаться свойства готовой асфальтобетонной смеси. Во-первых, остатки топлива могут понизить вязкость битума, а также топливо может осаждаться на крупных частицах заполнителя, а это, в свою очередь, приводит к образованию на этих частицах пленки, препятствующей смачиванию частиц битумом. Все вышеприведенные обстоятельства приводят к снижению показателей физико-механических свойств асфальтобетонных смесей.
Неполное сгорание топлива может быть обнаружено несколькими способами. Для этого может быть использовано электронное устройство контроля пламени, которое фиксирует изменение цвета пламени и, в случае если этот цвет не соответствует требуемому цвету, свидетельствующему о полном сгорании топлива, горелка гаснет. Если работа горелки сопровождается ровным гулом, это, как правило, свидетельствует о ее исправной работе. Если же звук при работе горелки имеет прерывистый, «кашляющий» характер, это свидетельствует о неполном сгорании топлива.
Температура факела горелки превышает 370 °C. Температура газа при его входе в оборудование для очистки воздуха должна лежать в интервале 120-150 °C, в зависимости от температуры готовой смеси. Разница в температурах газа и выгружаемой смеси отражает эффективность теплообмена и количество теплоты, используемое для нагрева и сушки материалов. При хорошем теплообмене температура смеси должна соответствовать температуре газа в точке выгрузки смеси из барабана. Так на практике осуществляется контроль эффективности теплообмена. Однако зачастую бывает трудно определить температуру газа в этой точке. Обычно температура газа определяется в вытяжной трубе, расположенной между барабаном и системой очистки дымовых газов. Для измерения температуры используется термопара: эффективность теплообмена считается хорошей, если температура газа в вытяжной трубе отличается от температуры готовой смеси не более чем на 10-20 °C.
115
Некорректным является сравнение температуры готовой смеси с температурой газа при выходе его из вытяжной трубы. Если в качестве оборудования для очистки воздуха используется «мокрый» скруббер, вода будет охлаждать очищаемый газ. При попадании воздуха в вытяжку температура газа также будет уменьшаться при любом способе его очистки. Например, если температура газа в вытяжке составляет 180 °C, а температура готовой смеси 130 °C (при использовании битума марки БНД 40/60), можно сделать вывод о том, что в барабане мало материала и он используется неэффективно. Это определяет появление следующих отрицательных моментов: чрезмерный расход топлива, расслоение материала внутри барабана.
Необходимо также контролировать температуру газа в точке подачи в барабан битума. Известно, что возгонка легких фракций из битума происходит при температуре 315 °C. Если температура газа в точке подачи битума не превышает указанную выше, можно избежать возгонки легких фракций.
По мере продвижения материалов по длине сушильно-смесительного барабана их температура возрастает, а температура газов падает, т.е. происходит теплообмен. Существуют три типа теплообмена. Первый - это конвекция. Посредством конвекции теплота передается от горячего газа к материалам. Второй тип - это излучение. Излучением теплота передается от одной нагретой частицы к другой, а также и от обечайки и лопастей барабана частицам материала. Третий тип теплообмена - это теплопроводность. Посредством теплопроводности теплота передается по объему частиц минерального материала.
При подаче в барабан материал, имея температуру окружающей среды, начинает нагреваться, и его температура возрастает до тех пор, пока он не достигнет середины барабана. После этого температура материалов стабилизируется, поскольку содержащаяся в газах теплота расходуется на испарение влаги. Время, в течение которого температура материала не меняется, зависит от влажности последнего. На это время оказывает влияние также и пористость материалов: чем выше пористость материалов, тем больше времени потребуется на его просушку. Мелкие фракции (например, песок), как правило, нагреваются быстрее, чем крупные из-за меньшей массы и большей удельной поверхности на единицу массы.
После подачи в барабан битума воздействие горячих газов не прекращается. Около разгрузочного конца барабана температура готовой смеси достигает требуемой величины. Таким образом, процесс перемещения материалов по барабану можно условно разбить на 3 стадии: нагрев, сушка и окончательный нагрев. Влажность материалов уменьшается сначала плавно, а потом более резко (когда их температу-116
ра достигает температуры кипения воды). Если материал находится в центральной части барабана достаточно долгое время, его влажность может быть снижена до величины менее 0,2%. Влажность выгружаемой смеси почти всегда ниже 0,5%.
6.3.4. Дозирование битума и подача его в смеситель
На асфальтосмесительных установках непрерывного действия существуют три различные системы перекачки битума из котла, его дозирования и подачи в смеситель. Упомянутые системы классифицируются следующим образом:
1 тип - насос постоянного объема с электродвигателем, работающим с переменной скоростью;
2 тип - насос постоянного объема с электродвигателем, работающим с постоянной скоростью;
3 тип - насос переменного объема с электродвигателем, работающим с постоянной скоростью.
Использование той или иной системы обусловлено компоновкой, моделью и индивидуальными требованиями пользователей установки.
Для систем 1 типа, в которых используется насос переменного объема, приводимый в движение электродвигателем, работающим с постоянной скоростью, количество откачиваемого из емкости битума регулируется производительностью (изменением объема насоса). Величина, на которую изменяется объем насоса, определяется автоматически с центрального пульта управления в зависимости от количества подаваемого в смеситель минерального материала. При увеличении или уменьшении количества подаваемого материала изменяется объем перекачиваемого насосом битума. Если не требуется подача битума в смеситель, то битум непрерывно циркулирует в системе насос - расходомер - клапан. Клапан используется для возврата битума в емкость или для подачи его в смеситель. Схема данного процесса приведена на рис. 6.45 (цв.).
К системам 2 типа относятся системы с насосом постоянного объема, приводимым в движение электродвигателем, работающим с переменной скоростью. Количество поступающего битума в этом случае изменяется путем варьирования числа оборотов электродвигателя. Количество подаваемого в смеситель битума пропорционально подаче минеральных материалов. Имеющийся в системе клапан позволяет возвращать битум в емкость, в том случае, когда не требуется подавать его в смеситель.
Система 3 типа включает в себя насос постоянного объема, приводимый в движение электродвигателем, работающим с постоянной скоростью. При этой системе расход битума емкости одинаков в любой момент времени. В магистраль между насосом и расходомером устанавливается
117
дозирующий клапан, который и определяет расход битума. Дозирующий клапан пропускает определенное количество битума через расходомер, а оставшаяся часть битума возвращается в емкость. В этой системе необходимо установить еще один клапан за расходомером, который позволяет возвращать прошедший через расходомер битум обратно в емкость. Этот клапан может быть использован при прогреве расходомера или при тарировании. Что касается дозирующего клапана, то его положение определяется расходом минеральных материалов и контролируется автоматически с пульта управления смесительной установкой.
При изменении температуры состояние битума резко меняется: с повышением температуры вязкость битума снижается, а объем увеличивается [31]. Так при температуре 160 °C объем определенной массы битума будет больше, чем при температуре 135 °C, а этот объем, в свою очередь, будет больше чем при 50 °C.
За рубежом, в частности в США, стандартной температурой считается 60° по Фаренгейту или 15° по Цельсию, а в нашей стране - 20° по Цельсию. Если известны температура и плотность (удельный вес) битума, то объем, установленный при определенной температуре, с помощью специальных таблиц можно преобразовать в объем при стандартной температуре.
При переводе из объемных единиц в весовые (например, кг) плотность битума можно вычислить по формуле:
dT = d420 - а (Т - 20),
где dT-плотность битума при данной температуре г/см3;
d20 - плотность битума при стандартной температуре, г/см3 (фактическую плотность битума при стандартной температуре определяют в пикнометре или ареометром в водной среде);
а - коэффициент, характеризующий изменение плотности битума при нагреве на 1 °C (в среднем для всех битумов приблизительно равен 0,0006 г/см3).
Плотность используемых в нашей стране окисленных битумов незначительно меняется с увеличением их консистенции, что видно из данных, приведенных в табл. 6.3.
Объем проходящего через расходомер битума изменяется с изменением температуры. Современные расходомеры измеряют температуру проходящего через них битума и направляют эту информацию вместе с информацией о проходящем объеме в систему управления асфальтосмесительной установкой, при этом плотность битума должна быть введена в
118
компьютер системы управления. После этого компьютер вычисляет объем поступающего в смеситель битума и преобразует это значение в вес, вводимый на дисплей.
Таблица 6.3
Плотность битума в зависимости от величины глубины проникания иглы
Глубина проникания иглы при 25 °C, ОД мм Плотность, г/см3
300 1,02±0,02
200 1,02±0,02
100 1,03±0,02
50 1,03±0,02
25 1,04±0,02
В некоторых системах устройство для компенсации температурного расширения битума устанавливается непосредственно в расходомере. При изменении температуры битума расходомер фиксирует это изменение и, в зависимости от значения плотности, вычисляет проходящий через расходомер объем битума для стандартной температуры. После этого скорректированное значение объема выводится на пульт управления установкой.
Вне зависимости от типа используемой системы битумный насос должен всегда соответствующим образом изменять объем проходящего через расходомер битума при изменении количества подаваемого в смеситель минерального материала. Работа битумного насоса должна быть напрямую связана с количеством материала, проходящего через весовой дозатор агрегата питания. Кроме того, объем битума, измеряемый при данной температуре, должен преобразовываться в объем битума при температуре 20 °C. При этой стандартной температуре расход битума определяется в тоннах в час, т.е. так же как расход минеральных материалов, а производительность асфальтосмесительной установки определяется суммарным расходом минеральных материалов и битума. В системе подачи битума обычно устанавливается таймер задержки, Для того, чтобы необходимое количество битума попадало в смеситель в соответствии с объемом поданного в него минерального материала.
С течением времени в процессе эксплуатации асфальтосмесительной установки возникает ситуация, когда количество битума, подаваемого в смеситель, и фиксируемого на пульте управления различаются между собой. Причиной может быть сбой программы в системе Управления. По опыту работы асфальтосмесительных установок наблюдается, что наиболее часто такие отклонения происходят летом,
119
т.е. в жаркое время года; можно полагать при высокой температуре окружающего воздуха компьютер как бы «отстает», показывая на дисплее меньшее количество битума, чем на самом деле проходит через расходомер. Однако наиболее реально это явление связано с нагаром и коксованием битума в системе подачи. Во избежание таких случаев следует регулярно чистить битумную систему (выжиганием, механическим путем, промыванием и т.п.).
На некоторых смесительных установках старого типа магистраль подачи битума подключается к барабану в том месте, где расположена горелка. Диаметр магистрали зависит от производительности асфальтосмесительной установки и обычно составляет от 50 до 102 мм. На конце магистрали подачи битума, как правило, не устанавливают никаких дополнительных устройств (например, распылителей). Точка подачи битума может варьироваться, но чаще всего она располагается в центре барабана.
Преимуществом подачи битума ближе к горелке является хорошее смачивание битумом мелких фракций минерального материала, что уменьшает содержание пыли в отходящих газах и, следовательно, степень загрязненности пылеуловителя. Однако такое расположение места подачи битума имеет следующие основные недостатки: в результате контакта с горячим газом битум может закоксоваться, а содержание летучих углеводородов в газе увеличивается (о чем свидетельствует голубой цвет дыма, выходящего из вытяжной трубы). Кроме того, возникает риск повышения влажности минеральных материалов, поскольку битум попадает на частицы минерального материала, не успевшие просохнуть.
На большинстве асфальтосмесительных установок с параллельной подачей материалов битум подается по трубопроводу (рис. 6.45 (цв.)). Местом подачи битума в барабан обычно выбирается точка, удаленная от разгрузочного устройства на расстояние в 40-30% общей длины барабана. На этом участке незначительное количество влаги, оставшейся в минеральных материалах, приводит к некоторому увеличению объема битума, в основном за счет вспенивания, что способствует хорошему распределению по поверхности минеральных материалов. Если же влажность минеральных зерен в точке подачи битума достаточно высокая, распределение битума по их поверхности произойдет позже. Если же влажность минеральных материалов менее 1% - минеральные частицы могут быть покрыты битумом не полностью.
Если битум содержит значительное количество легких углеводородов, необходимо переместить точку подачи битума ближе к разгрузочному устройству барабана. В этом случае битум не будет контактировать с горячими газами, и выделение легких углеводородов уменьшится. Однако если обеспечено достаточное заполнение барабана, необходимость в изменении места подачи битума не возникает.
120
Следует иметь в виду, что подача битума слишком близко к разгрузочному устройству может привести к неоднородности готовой асфальтобетонной смеси.
63.5. Подача минерального порошка
Минеральные порошки, которые хранятся в специальных емкостях (силосного типа), подаются в барабан с помощью питателя или специального весового дозатора, расположенного в нижней части емкости (рис. 6.46).
Рис. 6.46. Магистрали подачи битума и минерального порошка в сушильно-смесительный агрегат:
1 - зона смешивания материалов (зона конвективного обмена);
2 - со склада минерального порошка; 3 - подача порошкового материала;
4 - подача битума; 5 - устройство, сигнализирующее о заполнении барабана;
6 - устройство, сигнализирующее об отсутствии материала в барабане;
7 - питатель, работающий с переменной скоростью;
8 - от битумного насоса и расходомера;
9 - нагнетательный вентилятор для подачи пыли из пылеуловителя.
Скорость работы питателя пропорциональна количеству минеральных материалов поступающих в барабан. Как правило, емкости для хранения минерального порошка оснащают системой аэрации, которая предотвращает слеживаемость порошков и засорение отверстия, через которое питатель забирает минеральный порошок из емкости.
Минеральные порошки могут подаваться на сборный конвейер агрегата питания и поступать в барабан вместе с остальными минеральными материалами. Однако по ряду причин этот способ подачи не может быть признан оптимальным. Во-первых, для получения качественного перемешивания необходимо распыление минерального порошка при его объединением с остальными материалами. Во-вторых, самые
121
мелкие частицы минерального порошка могут быть захвачены потоком горячего газа и унесены в пылеуловитель, и, таким образом, будет потеряна значительная часть минерального порошка.
Обычно минеральный порошок по питателю попадает в специальную магистраль и по ней поступает непосредственно в барабан. Загрузка минерального порошка в барабан может осуществляться разными способами:
- минеральный порошок может быть подан в заднюю часть барабана или в отдельный сушильно-смесительный агрегат, где происходит его перемешивание с битумом, после чего полученная смесь поступает в барабан;
- минеральный порошок может поступать в барабан до или после точки подачи битума.
В первом случае минеральный порошок просто высыпается на находящийся в барабане минеральный материал. Поскольку минеральный порошок обычно сухой, его мелкие частицы могут быть легко захвачены потоком горячего газа, и определенная часть их попадет в устройство для очистки дымовых газов.
Если минеральный порошок подается в барабан после подачи туда битума, большая часть порошка остается в барабане, поскольку минеральный порошок быстро смачивается битумом и вероятность его попадания в поток горячего газа значительно уменьшается.
Если минеральный порошок смешивается с битумом в отдельном агрегате, потерь практически не наблюдается.
При работе упомянутой выше установки фирмы «ADM» на просушенные и нагретые минеральные материалы в нижней части барабана подавали смесь битума с минеральным порошком, при этом порошок «напыляли» на битум (рис. 6.47). После этого смесь домешивали и выпускали из барабана. На этом же заводе были предприняты мероприятия по улучшению технологической схемы подачи минерального порошка, за счет изменения места расположения силосного хранилища и длины подающего порошок трубопровода. Тем не менее, такой способ приготовления смеси очень сложен для климатических условий на значительной части территории России: частое изменение влажности каменных материалов отражается на нарушении точности дозирования и соотношения компонентов смеси. При использовании в качестве оборудования для очистки дымовых газов пылеуловителя с рукавными фильтрами вся или большая часть улавливаемой им пыли может быть возвращена в барабан. Собранная в пылеуловителе пыль, как правило, подается шнековым конвейером в питатель, а оттуда поступает в барабан (рис. 6.48).
122
Рис. 6.47. Смеситель порошка и битума:
1 - магистраль подачи битума; 2 - магистраль подачи минерального порошка;
3 -смесительный конус.
Рис. 6.48. Система возврата пыли из пылеуловителя в сушильно-смесительный барабан:
1 - зона конвективного обмена; 2 - пыль из рукавных фильтров;
3 - питатель, работающий с постоянной скоростью; 4 - вентилятор питателя;
5 - от битумного насоса и расходомера; 6 - подача пыли; 7 - подача битума.
Если дозирование собранной в пылеуловителе пыли не производится, вся собранная пыль непрерывно поступает в барабан. Иногда может происходить резкое увеличение количества возвращаемой в барабан пыли, что может сказаться на качестве выпускаемой в данный момент смеси. Если при работе асфальтосмесительной установки в определенном режиме наблюдается периодическое увеличение количества пыли, необходимо собирать пыль в промежуточный бункер, а оттуда Дозированно подавать ее в барабан с помощью питателя.
123
Поскольку возвращенная в барабан пыль должна попадать в смесь, а не повторно в пылеуловитель, необходимо, чтобы пыль не попадала в поток горячего газа, идущего от горелки, а быстро смешивалась с битумом. В противном случае через определенный промежуток времени пылеуловитель будет переполнен, засорится и не сможет работать должным образом.
Количество и зерновой состав возвращаемой в барабан пыли могут оказывать значительное влияние на свойства асфальтобетонной смеси, поэтому необходимо определить ее химический состав и свойства, что поможет прогнозировать изменение свойств готовой асфальтобетонной смеси при добавлении в не пыли.
В том случае, когда не предусмотрено использование пыли в составе смеси, ее можно не подавать в барабан, а отправлять в отходы.
6.3.6. Лопасти сушильно-смесительного барабана
Материал, подаваемый в барабан со стороны горелки, перемещается вперед как под действием силы тяжести, так и благодаря особой конструкции лопастей, воздействующих на материал при вращении барабана. Время прохождения материалов через барабан определяется следующими факторами: длиной и диаметром барабана, углом его наклона, числом и типом расположенных внутри барабана лопастей, скоростью вращения барабана и размером частиц минеральных материалов. Обычно время прохождения материалов через сушильный барабан составляет от 4 до 8 минут.
Каждый изготовитель асфальтосмесительных установок барабанного типа использует собственную конструкцию лопастей, их количество и схему их расстановки в барабане. Несмотря на различные конструкции, все лопасти, расположенные внутри барабана, имеют одно назначение: обеспечение нагрева материала в горячих газах без приведения его в контакт с пламенем, обеспечение сушки и температуры, требуемой для перемешивания, и, наконец, перемешивание минеральных материалов с битумом.
Подаваемый в барабан материал не должен попадать непосредственно в пламя горелки, поскольку в этом случае горелка может погаснуть. Таким образом, лопасти, расположенные в верхнем конце барабана, используются для подачи материала в барабан и ограждения его от контакта с пламенем горелки.
Более удаленные от верхнего конца агрегата лопасти поднимают материал с нижней части барабана и сбрасывают его через поток горячего газа, идущего от горелки. В процессе движения материала через барабан количество захватываемого и сбрасываемого материала увели-124
чивается. Примерно, в средней части барабана движение материалов осуществляется по всему поперечному сечению агрегата. Это необходимо для хорошего теплообмена между горячим газом и материалом, в результате чего и происходит высушивание и нагревание. Чем равномернее распределяется материал по поперечному сечению барабана, тем более эффективно осуществляется теплообмен, уменьшается потребление топлива и количество вредных выбросов в атмосферу.
В центральной части некоторых барабанов устанавливаются устройства, замедляющие движение материалов. Например, внутри барабана может быть установлено кольцо, уменьшающее его диаметр в данной точке. В этом случае перед кольцом скапливается избыточное количество материала, что позволяет ему распределиться по всему поперечному сечению барабана. В других случаях лопасти в центральной части барабана устанавливаются под отрицательным углом, что также способствует скоплению материала в данной части барабана. Для создания избыточного объема материала предпочтительно уменьшить внутренний диаметр барабана, однако при этом следует не допускать увеличения скорости нагретых газов, увеличивающих количество вредных выбросов.
После поступления в барабан битума происходит перемешивание между собой всех составляющих. На этом этапе используются смесительные лопасти. Эти лопасти также служат и для нагрева покрытых битумом частиц, и для повышения температуры смеси до требуемой.
Расположенные в задней части барабана лопасти служат для разгрузки смеси в разгрузочный лоток, после чего смесь перемещают в бункер-накопитель для готовой смеси.
Поскольку в результате движения материалов через барабан лопасти подвергаются сильному абразивному износу, на определенном этапе эффективность нагрева, сушки и перемешивания начинает падать. Следовательно, необходимо регулярно проверять состояние лопастей, имея ввиду, что степень износа лопастей зависит от режима работы асфальтосмесительной установки и прочности используемого каменного материала. Поврежденные и изношенные лопасти должны заменяться по мере необходимости. Кроме того, если наблюдается недостаточный теплообмен, то для улучшения распределения материала по поперечному сечению барабана в его центральной части можно заменить тип лопастей или изменить расположение их внутри барабана. Износ лопастей может вызывать необходимость увеличения времени нахождения материалов в барабане.
Для увеличения плотности потока материала в барабане и для замедления его продвижения обычно используют развернутые лопасти, различные заслонки и препятствия. Другим способом достижения того же эффекта является снижение угла наклона барабана: при уменьшении
125
наклона барабана с 6% (максимум) до 2,5% (минимум), т.е. от 6,6 до 2,6 см/м, увеличивается время нахождения материала в барабане и, следовательно, улучшается теплообмен. Комплексное использование обоих методов приводит к лучшему распределению материалов по поперечному сечению барабана и к более интенсивному теплообмену.
Уменьшение угла наклона барабана, как правило, не оказывает влияния на производительность асфальтосмесительной установки. Несмотря на то, что при уменьшении угла наклона барабана увеличивается время прохождения через него материала, фактическая производительность установки (т/ч) не изменяется. В этом случае повышаются требования к мощности используемых для вращения барабана электродвигателей, поскольку в каждый момент времени в нем находится больше материалов. Однако положительным результатом, в этом случае, является лучшее распределение материала по поперечному сечению барабана, а отсюда более полный теплообмен и уменьшение температуры отходящих газов.
6.3.7. Особенности асфальтосмесителей с двойным барабаном (Double Barrel)
В последние годы ряд фирм, и, в первую очередь фирма «Astec» (США) производит асфальтосмесители непрерывного действия с двойным барабаном (рис. 6.49 (цв.)).
Процесс сушки начинается, когда материалы поступают во внутренний барабан (рис. 6.50 (цв.)) через воздухонепроницаемый клапанный затвор, который не пропускает воздух в барабан, в то же время позволяя проходить материалам. Вибрационный впускной желоб помогает материалам свободно протекать в барабан. Вибратор впускного желоба смонтирован на резиновых изоляторах и осуществляет вибрацию только содержимого желоба, не затрагивая другие механизмы. Материал проходит через стойку сушильной камеры, или, наоборот, через газовый поток, производимый горелкой и вытяжным вентилятором.
Три различных типа пластин перемещают материал через сушильную камеру (рис. 6.51 (цв.)):
- обрабатывающие - разбивают комки и слипшийся материал при первоначальной загрузке;
- орошающие - обеспечивают равномерное покрытие материалов потоком горячего газа;
- пластины зоны нагрева - предотвращают падение материала на пламя по мере распространения материала для обеспечения максимального теплообмена.
126
Нагретый и высушенный материал покидает сушильную камеру и переходит в смесительную камеру. С этого момента инфракрасный датчик (рис. 6.52 (цв.)) измеряет температуру горячего материала и автоматически регулирует работу горелки для поддержания необходимой температуры.
Высушенный материал покидает внутренний барабан и вводится во внешний барабан (рис. 6.53 (цв.) и 6.54 (цв.)).
Внешний барабан служит как смесительная камера и, благодаря своей длине, позволяет достаточно длительно смешивать материалы. Тепло от сушки подается из внутреннего барабана. Для создания хорошей смеси составляющие подаются к горячим сухим материалам в том порядке, который обеспечивает выравнивание температуры, и распределение всего материала по смеси.
Затем в смесительную камеру впрыскивается битум (рис. 6.55 (цв.)) через специальное дозирующее устройство, и по мере продвижения по барабану смесь перемешивается с помощью лопастей.
Затем вводятся мелкодисперсные материалы (минеральный порошок и пыль из фильтров), которые попадают на достаточно толстый слой битума, покрывающий каменные материалы (рис. 6.56 (цв.)).
После окончательного перемешивания смесь выгружается из барабана и подается в бункер-накопитель (рис. 6.57 (цв.))
127
Глава 7. БУНКЕРЫ-НАКОПИТЕЛИ ДЛЯ ХРАНЕНИЯ ГОТОВОЙ СМЕСИ
Бункеры-накопители для готовой смеси предназначены для обеспечения ритмичности выпуска асфальтобетонных смесей независимо от
наличия транспортных средств, изменения режимов укладки и погодных условий. Они позволяют сократить время загрузки автомобилей и повысить производительность АБЗ [11].
Часто в рекламных предложениях иностранных компаний содер-
жится заманчивое предложение о возможности очень продолжительного времени нахождения смесей в бункере-накопителе [91]. Однако сле-
дует иметь в виду, что в России используются т.н. окисленные битумы
(в отличие от других стран, где используют, в основном, остаточные битумы), склонные к интенсивному старению. В связи с этим обстоятельством в наших условиях бункера-накопители используются для
хранения смесей в течение ограниченного срока, поскольку длительное
пребывание смесей в бункере приводит к их преждевременному старению и ухудшению свойств (рис. 7.1).
\гилЛ
? 4 г
&
ж
о
Рис. 7.1. Изменение свойств смесей в зависимости от времени нахождения в бункере-накопителе при температуре приготовления (хранения): а), б), в) - 160 °C, г), д), е) - 140 °C.
128
Как видно из приведенных данных, в смесях, приготовленных при температуре 160 °C, из-за снижения пластичности и повышения хрупкости за счет старения битума, в процессе хранения в бункере-накопителе происходит интенсивный рост прочности при 0 °C и падение водо- и морозостойкости за пределы требований стандарта. Если смесь готовят при температуре 140 °C, процесс старения несколько замедляется. Кроме того, у асфальтобетонных смесей, длительное время находящихся в бункере-накопителе, ухудшается удобоукладываемость, что вызывает трудности при их укладке. Этим и объясняется ограничение времени нахождения смесей в бункере-накопителе в соответствии сб СНиП 3.06.03 (2): для разных видов смесей оно колеблется от 0,5 до 1,5 часа. Использование ПАВ или активированных минеральных порошков позволяет допустить увеличение этого времени в 1,5-2 раза.
Вместимость накопительного бункера должна составлять не менее объема часовой производительности АБЗ.
Устанавливаются бункеры, как правило, недалеко от смесителя, а количество бункеров связано с их вместимостью и производительностью АБЗ. На рис. 7.2 (цв.) представлены бункеры-накопители, которыми оснащаются АБЗ производства «Кремдормаш», на рис 7.3 (цв.) -АБЗ фирмы «Бернарди». Наличие нескольких бункеров позволяет одновременно накапливать несколько видов смесей.
В последнее время как европейские, так и азиатские и американские фирмы предлагают накопительные бункеры круглой формы (рис 7.4 (цв.), 7.5 (цв.) и 7.6 (цв.))
Форма бункера оказывает влияние на степень расслоения смеси при ее загрузке в бункер и выгрузке из бункера. Опыт использования различных бункеров показал [17], что наиболее благоприятной формой является круглая. В цилиндрических бункерах вероятность расслоения асфальтобетонной смеси, содержащей крупные зерна каменного материала, возрастает пропорционально увеличению диаметра бункера.
Для транспортирования смеси из смесителя в бункер-накопитель используют различные устройства для смесителей периодического или непрерывного действия:
- скиповые подъемники или тележки для смесителей периодического действия;
- скребковые и ленточные транспортеры для смесителей непрерывного действия:
Скребковый транспортер представляет ряд металлических пластин, скрепленных единой цепью, и при помощи лопастей смесь перемещается вверх по транспортеру. Некоторые скребковые транспортеры имеют возможность регулирования скорости движения, что позволяет синхронизировать скорость конвейера с производительностью завода.
129
Рис. 7.7. Подача смеси в верхнюю часть бункера (промежуточный бункер).
Для подачи готовой смеси в накопительный бункер может быть использован также ленточный транспортер, при этом лента рассчитана на транспортирование горячего материала.
Вид и конструкция устройства для транспортирования смеси из смесителя в бункер-накопитель практически не влияет на однородность смеси. Основополагающим $ этом отношении являются процесс сы загрузки смеси в бункер-накопитель.
Меры по предотвращению расслоения смеси следует принимать, в первую очередь, в верхней части накопительного бункера: по
даваемая в верхнюю часть бункера смесь под воздействием естественной центробежной силы будет отбрасываться к его противоположной стенке (рис. 7.7), в то время как следует подать смесь в центр.
Предпринимается ряд мер по уменьшению степени расслоения смеси: используются специальные щитки, изменяющие направление движения смеси, разделительные системы, позволяющие одновременно подавать смесь в разные части бункера (рассекатели).
Но лучшего эффекта можно добиться путем использования промежуточных бункеров: сначала смесь поступает в промежуточный бункер, и после его наполнения открываются расположенные в нижней части промежуточного бункера заслонки и смесь выгружается в накопительный бункер. Смесь падает сквозь грейферную заслонку и от удара выравнивается, и формируется плоская поверхность, предотвращающая расслоение. Если используется заслонка радиального типа, смесь может загрузиться не по центру бункера (рис. 7.8 (цв.)). Заслонка дозатора работает автоматически: смесь разгружается и заслонка закрывается перед полным опустошением дозатора (рис. 7.9 (цв.)).
Большинство бункеров имеют теплоизоляцию, позволяющую предотвратить остывание смеси, находящейся в накопительном бункере. Для этой цели используются теплоизолирующие материалы различной толщины. Пример теплоизоляции накопительного бункера асфальтобетонного завода фирмы «ADM» приведен на рис. 7.10 (цв.).
Воронка, расположенная в нижней части бункера, как правило, обогревается всегда с помощью электорообогрева или масляного теп-130
доносителя. Угол при вершине воронки должен быть в пределах от 55° до 70° для обеспечения беспрепятственной отгрузки асфальтобетонной смеси в автосамосвалы. Чем выше наклон воронки, тем меньше риск расслоения смеси при отгрузке. Из воронки смесь может подаваться воронкой, что приводит к расслоению, или потоком (рис. 7.11 (цв.)).
В тех случаях когда уровень асфальтобетонной смеси выше верхнего уровня воронки, расслоение смеси сводится к минимуму.
Главное правило - в конце рабочего дня накопительный бункер должен полностью очищаться.
Расположенные в нижней части бункера-накопителя заслонки должны быстро и полностью открываться и закрываться, не создавая препятствий для выгрузки смеси.
Правильная выгрузка асфальтобетонной смеси в автомобиль-савмосвал также очень важна для предотвращения расслоения смеси. Правильная процедура загрузки кузова самосвала предусматривает его заполнение несколькими порциями смеси вместо непрерывной полной загрузки кузова. Порционная процедура загрузки позволяет сократить расстояние, на которое могут перекатываться крупные частицы смеси, и таким образом сохранить однородность ее зернового состава.
Если самосвал загружается непосредственно из асфальтосмесительной установки периодического действия, то необходимо соблюдать правило порционной загрузки, при этом выгрузку прерывают в тех случаях, когда смесь необходимо выгружать в разные части кузова автомобиля-самосвала: отгрузка смеси единовременно в одну точку кузова приведет к ее расслоению. В этом случае в центре кузова образуется конус (рис. 7.12), и в результате крупные частицы щебня будут скатываться с конуса и собираться у бортов. Расслоение можно значимо уменьшить, если смесь загружать в автомобили самосвалы в несколько приемов и в разные места кузова.
Рис. 7.12. Неправильная загрузка автомобиля-самосвала.
131
Если для транспортирования используются двухосные или трехосные автомобили, 40% смеси следует погрузить в центр первой или второй половины кузова, после чего подать самосвал вперед или назад и погрузить следующие 40% смеси в центр второй или первой половины кузова. После этого подав самосвал непосредственно в центр, следует загрузить 20% смеси между двумя имеющимися конусами. Схема загрузки самосвалов приведена на рис. 7.13
Рис. 7.13. Правильная загрузка автомобиля-самосвала.
Если для транспортирования смесей используются большегрузные самосвалы, необходимо увеличить число порций смеси для равномерного распределения по площади кузова. Схема загрузки приведена на рис. 7.14. Не рекомендуется выгружать смесь в кузов непрерывным потоком при медленном продвижении самосвала вперед, поскольку это приводит к значительному расслоению смеси.
Рис. 7.14. Загрузка большегрузного автомобиля: а) правильная загрузка кузова; б) неправильная загрузка кузова.
Никогда не следует применять метод загрузки за один прием с одновременным продвижением самосвала под бункером для равномерного заполнения кузова. В этом случае крупные частицы смеси будут
132
постоянно скатываться по боковой поверхности образующегося конуса загружаемой смеси в направлении заднего борта, где и будут скапливаться. В результате на уложенном асфальтобетонном покрытии будут появляться участки из расслоившейся смеси каждый раз, когда будет заканчиваться смесь, завезенная одним самосвалом.
Следует иметь ввиду, что несмотря на экономическую выгоду загрузки самосвала до его номинальной грузоподъемности, никогда не следует досыпать смесь мелкими порциями в уже загруженный самосвал.
Оператор асфальтосмесительной установки должен определять время, необходимое для выгрузки каждой порции смеси, исходя из номинальной грузоподъемности самосвала, что позволит не допускать дозагрузку малыми порциями: загрузка малых порций существенно повышает риск расслоения смеси, так как крупные частицы будут скатываться по бокам конусов ранее загруженной смеси. Это определяется сравнением времени выгрузки и массы смеси, выгруженной за промежуток времени. После этого процесс отгрузки можно контролировать визуально.
Для уменьшения расслоения смеси при транспортировании целесообразно использовать автомобили, имеющие конструкцию подвески, которая создавала бы минимальную вибрацию при движении.
133
Глава 8. ОБЕСПЕЧЕНИЕ ЗАЩИТЫ РАБОЧЕЙ ЗОНЫ ОТ ЗАГРЯЗНЕНИЙ
На территории асфальтобетонных заводов выделение загрязняющих веществ [22, 28, 29, 39, 69, 70, 71, 75, 83] происходит на следую^ щих этапах:
- при подготовке битума, приготовлении битумной эмульсии а асфальтобетонной смеси;
- при подготовке и изготовлении минеральных материалов (камнедробильные установки, грохоты, склады щебня, песка и минеральна го порошка).
В воздух рабочей зоны могут выделяться, в основном, следую* щие вещества: пыль с разным содержанием диоксида кремния SiQg, углеводороды, оксиды углерода, диоксид серы SO3, мазутная зола (при использовании мазута в качестве топлива), оксид серы (при использовании дизельного топлива).
В соответствии с разработанными методиками [69, 70, 71] для АБЗ устанавливают нормативы предельно-допустимых концентраций (ПДК): ПДВ - предельно-допустимых выбросов в воздух, ПДС - пре* дельно-допустимых выбросов в воду, согласованные с соответствующими органами, отвечающими за охрану окружающей среды.
ПДВ выбросов замеряют в пробах, отобранных из трубы смесительной установки, на складе щебня, песка, у транспортеров и т.п.
В табл. 8.1 приведены ПДК содержания вредных веществ, выделяемых в процессе производства асфальтобетонных смесей.
Таблица 8.1
Нормативы загрязняющих веществ
Наименование веществ ПДК, мг/м3
Оксид углерода 5,0
Углеводороды 1,0
Диоксид серы 0,5
Пыль известняковая (SiO2<20%) 0,5
Пыль гранитная (SiO2>20%) 0,15
Для того чтобы избежать превышения указанных ПДК, следует соблюдать технологические регламенты, требования нормативных и технических документов (в первую очередь - по температурному режиму), регулярно осуществлять профилактические осмотры, ремонт оборудования и его метрологическую аттестацию.
134
Проходящий через сушильный или сушильно-смесительный агрегат воздух загрязняется пылью. В соответствии с санитарными нормами и законами об охране окружающей среды [29, 75, 39] необходимо устанавливать оборудование для очистки дымовых газов (рис. 8.1 (цв.))
Для защиты окружающей среды от загрязнений в процессе работы асфальтосмесительной установки предусмотрено очистное оборудование. Традиционная схема состоит из трех ступеней:
- предварительной ступени очистки, к которой относится блок циклонов (рис. 8.2 (цв.));
- второй ступени очистки, к которой относится блок циклонов (рис. 8.3 (цв.));
- третьей ступени очистки, включающий в себя агрегат мокрой очистки, в состав которой входит система водоснабжения и скруббер «Вентури» (рис. 8.4 (цв.))
В случае установки рукавного фильтра роль газоочистного оборудования выполняют предварительная ступень очистки, установленная на сушильном барабане, и непосредственно рукавный фильтр, предназначенный для очистки отходящих из сушильного барабана дымовых газов от пыли перед выбросом их в атмосферу.
8.1. Очистка дымовых газов
Скорость горячего газа внутри сушильного или сушильносмесительного барабана зависит от диаметра барабана, а также от мощности и производительности дымососа. Воздух, необходимый для работы горелки, вместе с продуктами сгорания топлива и влагой, выпаренной из минеральных материалов, перемещается через сушильный или сушильно-смесительный барабан со скоростью, зависящей от режима работы асфальтосмесительной установки, при этом возрастание производительности дымососа пропорционально увеличивает содержание пыли в дымовых газах.
На асфальтосмесительных установках непрерывного действия уменьшение содержания пыли в дымовых газах может быть достигнуто путем ускорения подачи битума в сушильно-смесительный агрегат: чем раньше осуществляется подача битума, тем меньше пыли захватывается потоком дымовых газов. Кроме того, загрязненность дымовых газов зависит от содержания мелких фракций в минеральных материалах, их размера и влажности, а также от степени загрузки сушильного барабана и скорости движения дымовых газов. Таким образом, эффективность работы оборудования, очищающего дымовые газы, характеризуется отношением количества пыли, оставшейся в пылеуловителе, к количе
135
ству пыли, содержащейся в дымовых газах, до их прохождения черед пылеуловитель. Например, эффективность пылеуловителя можно оцед нить по количеству частиц, выбрасываемых из вытяжной трубы, котя^ рое можно определить по цвету газов, выходящих из трубы.
8.2. Первичный сухой пылеуловитель
Рис. 8.6. Схема работы
циклона.
Первичные сухие пылеуловители ранее представляли собой циклон, внутри которого очищаемые дымовые газы двигались по окружности, а частицы пыли отбрасывались к стенкам под действием центробежной силы (рис. 8.5 (цв.), 8.6).
Большинство используемых в ши стоящее время систем очистки сухого типи оснащены расширительной камерой и пылеуловителем с рукавными фильтрами» Расширительная камера, играющая роль пылеотделителя, имеет поперечное сече^ ние, у которого диаметр больше, чем диаметр трубопровода, по которому поступают загрязненные дымовые газы. После попадания газа в сухой пылеуловитель его скорость существенно снижается, при этом крупные и тяжелые частицы выпадают из потока газа, падают на дно пылеуловителе и могут быть удалены и использованы далее в составе смесей.
Эффективность первичных пылеуловителей от 50% (для обычного пылеотделения) до 70-90% (для сухого циклона). Таким образом, в первичном пылеуловителе производится лишь частичная чистка дымовых газов, что снимает нагрузку с мокрого скруббера или пылеуловителя с рукавным фильтром.
8.3. Мокрый скруббер
После прохождения через первичный пылеуловитель газ проходит через сужающееся отверстие - трубу Вентури (рис. 8.7) Когда газ проходит через сужающееся отверстие, туда впрыскивается вода, и частицы пыли смачиваются, а загрязненные газы с влажной пылью попадают в сепараторную секцию пылеуловительной системы.
136
В сепараторной секции (рис. 8.8) дымовые газы движутся по окружности, при этом относительно тяжелые влажные частицы пыли удаляются из дымовых газов под действием центробежных сил и собираются в нижней части секции, а очищенные дымовые газы выбрасываются через вытяжную трубу в атмосферу.
Рис. 8.7. Труба Вентури:
1 - регулировочные винты;
2 - входящие дымовые газы;
3 - форсунки;
4 - выходящие дымовые газы.
Рис. 8.8. Сепаратор (скруббер) Вентури.
Как правило, эффективность скрубберов составляет 90-99% и зависит от чистоты и количества пропускаемой через дымовые газы воды и состояния форсунок, что, в свою очередь, связано с размером резервуара-отстойника, в который собирается вода, проходящая через скруббер. Жидкая смесь воды и пыли поступает из нижней части системы очистки в первую секцию резервуара-отстойника, где происходит отделение от воды наиболее тяжелых частиц пыли. Чистая вода из верхней части первой секции резервуара-отстойника откачивается через трубопровод. В каждой последующей секции резервуара-отстойника происходит дальнейшая очистка воды.
По мере заполнения резервуара-отстойника частицами пыли время нахождения в резервуаре воды и степень ее очистки уменьшаются, а как только пыли становится слишком много, в скруббер поступает грязная вода. Для очистки воды следует периодически удалять скапливающийся на дне резервуара-отстойника осадок и компенсировать испарение и утечку воды.
137
Пыль, удаленная из скруббера, не может быть в дальнейшем использована для приготовления асфальтобетонной смеси, что следуем учитывать при назначении рецепта, выдаваемого для работы асфальто смесительной установки. Корректировку состава следует осуществлять по результатам определения зернового состава (в том числе, содержа* ние мелких частиц) в пробных замесах.
8.4. Пылеуловитель с рукавными фильтрами
После прохождения через первичный пылеуловитель загрязненные дымовые газы могут подаваться в пылеуловитель с рукавными фильтрами (рис. 8.9 (цв.)). В тех случаях когда не используется первичный пылеуловитель, эффективность воздухоочистительной системы снижается.
В качестве материала для рукавных фильтров используется синтетическая ткань с высокой эластичностью, устойчивая к абразивному воз* действию, значительной влажности и температуре. Ткань должна облаг дать высокой плотностью, что позволяет задерживать частицы пыли, содержащиеся в дымовых газах, при этом пропуская сами дымовые газы. В тех случаях когда температура проходящих через фильтры газов в течение длительного периода выше 200 °C, ткань начнет разрушаться.
Рукавные фильтры имеют цилиндрическую форму (рис. 8.10) на* деваются на проволочные каркасы и располагаются рядами внутри пыле* уловителя (рис. 8.11). Число рукавных фильтров, необходимое для очистки дымовых газов, зависит от размера сушильного или сушильносмесительного барабана, размера каждого фильтра, а также от потока дымовых газов через единицу поверхности каждого фильтра для требуемой степени очистки. Следует иметь в виду, что через 0,09 кв. м поверхности фильтр за 1 мин проходит от 0,14 до 0,2 куб. м дымовых газов.
Каждый пылеуловитель имеет грязную и чистую сторону (рис. 8.12). Под воздействием вентилятора-дымососа загрязненные дымовые газы проходят через рукавный фильтр с внешней стороны и попадают внутрь фильтра (рис. 8.13), при этом частицы пыли остаются на внешней поверхности фильтра, а очищенные от пыли дымовые газы проходят через рукавный фильтр и выходят в дымовую трубу. Со временем на внешней поверхности рукавного фильтра образуется слой пыли, толщина которого зависит от эффективности работы рукавного фильтра. Если этот слой слишком тонкий, мелкие частицы пыли будут проходить через фильтр; если этот слой слишком толстый, дымовые газы не смогут пройти через фильтр, и работа пылеуловителя будет нарушена. Толщина слоя пыли определяется частотой цикла очистки рукавных фильтров. 138
Рис. 8.10. Схема работы пылеуловителя с рукавными фильтрами:
1 - рукавный фильтр;
2 - очищенные дымовые газы;
3 - вентилятор-дымосос;
4 - загрязненные дымовые газы.
Рис. 8.11. Расположение рукавных фильтров в пылеуловителе.
Рис. 8.12. Чистая и грязная стороны рукавного фильтра:
1 - загрязненные дымовые газы;
2 - рукавный фильтр;
3 - очищенные дымовые газы.
Рис. 8.13. Чистые и грязные стороны рукавного фильтра:
1 - чистая сторона;
2 - грязная сторона; 3 - очищенные дымовые газы.
139
Для уменьшения слоя пыли на рукавных фильтрах необходим® производить их периодическую очистку. Очистка рукавных фильтре» производится рядами или группами так, чтобы это не отражалось нш общей работе пылеуловителя. Для очистки рукавных фильтров их, у я» правило, встряхивают. Также применяется обратная продувка рукавиц фильтров (импульсная или обычная) или комбинация этих двух методов (рис. 8.14).
При импульсной очистке продолжительность цикла очистки составляет 0,1 сек с интервалом 3 мин. Сбитые с рукавного фильтра частая цы пыли падают на дно пылеуловителя, после чего собираются, подаются в специальные емкости, а оттуда - через дозировочное устройства асфальтосмеситель.
изгиба и встряхивания.
4-230 °C; 5-260 °C.
С помощью рукавного пылеуловителя можно удалить практически 100% пыли, содержащейся в дымовых газах. Эффективность пылеуловителя может определяться по перепаду давления: обычно 50,8-152,4 мм водяного столба между грязной и чистой сторонами рукавного фильтра. Если перепад давления меньше указанного выше (например, 25,4-50,8 мм водяного столба), то это значит, что рукавные фильтры слишком чистые, и мелкие частицы пыли будут проходить через них в вытяжную трубу. Если же перепад давления слишком высок (более 152,4 мм водяного столба), то можно сделать вывод о том, что на рукавных фильтрах скопилось много пыли, что препятствует прохождению через них дымовых газов и снижает производительность сушильного или сушильно-смесительного барабана.
Эффективность работы пылеуловителя с рукавными фильтрами может падать, если температура попадающих на фильтры дымовых газов ниже точки росы - температуры при которой начинается конденсация паров воды (рис. 8.15). Образовавшийся при этом конденсат сме-140
шивается с пылью, и образует на поверхности рукавных фильтров твердую корку, которую невозможно удалить в процессе обычного цикла очистки, и в таком случае заметно увеличивается перепад давления в рукавных фильтрах, а эффективность пылеуловителя падает, при этом иногда даже гаснет горелка. Для предотвращения этого явления в начале каждого рабочего дня перед подачей минеральных материалов в барабан необходимо предварительно прогревать пылеуловитель, установив горелку на слабое пламя
Если синтетическая ткань рукавных фильтров долгое время подвергается воздействию температур выше 230 °C, может произойти ее разрушение и сгорание. Для предотвращения этого необходимо установить в трубопровод перед пылеуловителем датчик температуры, отрегулированный на 205 °C, при превышении которой датчик посылает оператору звуковой или световой сигнал или автоматически перекрывает подачу топлива к горелке. В ряде случаев рукавные фильтры оборудуются огнетушителями на случай возникновения пожара.
Кроме того, для предотвращения пыления в процессе производства асфальтобетонных смесей рекомендуется использовать навесы над всеми «пылящими» узлами.
На рис. 8.16 (цв.) и 8.17 (цв.) показаны пылезащитные навесы, предлагаемые фирмой «DAEWOO» (Южная Корея).
141
Глава 9. ОРГАНИЗАЦИЯ РАБОТ НА АСФАЛЬТОБЕТОННОМ ЗАВОДЕ
9.1. Организация движения автотранспорта по АБЗ
Движение автотранспорта по территории асфальтобетонного завода должно быть организовано по кольцевой схеме, т.е. таким образом, чтобы маршруты подъезжающих на погрузку автомобилей не пересекались с маршрутами автомашин, отъезжающих от смесителя.
Рассчитывается необходимое количество материалов, необходимых для приготовления заказанного объема асфальтобетонной смеси.
Для бесперебойной работы АБЗ рассчитывается необходимое количество автомобилей-самосвалов.
9.2. Указания по технике безопасности
К работе должны допускаться лица, прошедшие курс обучения и инструктаж: общий и на рабочем месте. Операторы асфальтосмесительной установки, машинисты, обслуживающие битумные емкости И погрузчики должны иметь удостоверение, подтверждающее право на управление соответствующей техникой.
На территории АБЗ не должно быть посторонних лиц.
Запрещено находиться или проходить под бункером-накопителем и транспортерами.
Запрещается производить работы по очистке, регулировке и устранению неисправностей при работающих механизмах.
На АБЗ категорически запрещается работать в промасленной одежде, а также курить вблизи агрегатов, представляющих повышенную пожароопасность (битумные емкости, емкости с топливом и т.п.).
При возникновении возгорания битума его следует тушить только углекислотными огнетушителями, засыпать песком и закрывать кошмами из асбестовой ткани.
В целях обеспечения безопасных условий труда при приготовлении асфальтобетонных смесей на АБЗ следует руководствоваться действующими нормами [28, 39, 71, 83].
9.3. Указания по действию персонала в случае отклонения от установленного хода выполнения процесса
В процессе приготовления асфальтобетонных смесей могут возникнуть следующие нештатные ситуации:
- поломка асфальтобетонного завода;
- нарушение температурного режима;
142
- отсутствие требуемого количества исходных материалов;
- отсутствие автомобилей для отгрузки смеси;
- прекращение приема смеси на укладке из-за дождя или иных осадков.
При возникновении той или иной ситуации действия персонала должны быть следующими:
- при неисправности асфальтобетонного завода или отдельных его агрегатов работа останавливается, смесь, находящаяся в бункере-накопителе, отгружается, о чем подается сообщение на место укладки;
- при нарушении температурного режима полностью освобождаются все “горячие” бункеры, а затем возобновляется работа;
- при отсутствии требуемого количества исходных материалов производится расчет объема асфальтобетонных смесей, который может быть выпущен, о чем подается сообщение на место укладки;
- при отсутствии автомобилей для отгрузки асфальтобетонной смеси в течение более 1 часа заполняются бункеры-накопители, после чего работа АБЗ останавливается;
- при получении сообщения о прекращении приема смеси на укладке из-за осадков или иных причин работа АБЗ останавливается, а вся смесь, находящаяся в бункерах-накопителях, отгружается.
9.4. Организация работы асфальтобетонного завода при неблагоприятных погодных условиях
Чтобы доставить смесь на линию при неблагоприятных погодных условиях с требуемой температурой нужно грамотно организовать работу АБЗ. Как правило, каменные материалы складируются на открытых площадках, что затрудняет их использование, особенно мелких песков и тем более отсевов дробления. Эти материалы, содержащие значительные количество мелочи, намокая, долго сохраняют влагу, что способствует их смерзанию при понижении температуры. Смерзшиеся глыбы без предварительной обработки подать на агрегат питания и в сушильный барабан невозможно. Требуется утепление всех битумопро-водов, транспортеров, шнеков, бункеров.
Имеется опыт создания подземных хранилищ, откуда материалы подавались на технологические линии по наклонным закрытым транспортерам. Также известен опыт, когда для нагрева весовых дозаторов, узлов мешалки установки «LINTEC» использовали газовые «тепловые пушки» с укрытием установки тканью.
143
Глава 10. ТРАНСПОРТИРОВАНИЕ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ
Для транспортировки асфальтобетонной смеси от асфальтобетонного завода к асфальтоукладчику используют грузовые автомобили-самосвалы: самосвал с задней разгрузкой (рис. 10.1), самосвал с донной разгрузкой (рис. 10.2) и самосвал с донным транспортером (конвейерный самосвал). Эти грузовые автомобили загружаются из смесительного агрегата асфальтосмесительной установки периодического действия, или бункера-накопителя асфальтосмесительной установки периодического или непрерывного действия и отличаются лишь способом выгрузки асфальтобетонной смеси в асфальтоукладчик.
Рис. 10.1. Самосвал Рис. 10.2. Самосвал с донным
с задней разгрузкой. транспортером.
В отечественной практике при строительстве магистралей используют автомобили-самосвалы с задней разгрузкой. Самосвал с задней разгрузкой выгружает смесь непосредственно в загрузочный бункер асфальтоукладчика. В последние годы, особенно при реконструкции и строительстве дорог общегосударственного федерального значения, сойровождающихся большим объемом работ, используются тяжелые самосвалы, например производства Швеции, Германии («VOLVO», «MAN») грузоподъемностью 30-40 т. Смесь выгружается за счет подъема кузова самосвала, при этом она соскальзывает по дну кузова в бункер асфальтоукладчика. При использовании самосвалов небольшой грузоподъемности обычно не возникает трудностей из-за соприкосновения его кузова с асфальтоукладчиком. Однако при использовании автомобилей большой грузоподъемности вертикальное усилие от кузова на асфальтоукладчик нередко вызывает серьезные осложнения, особенно если это происходит при максимальном подъеме кузова. В этом случае самосвал может давить на асфальтоукладчик всем кузовом, поэтому водитель самосвала должен строго соблюдать порядок работы.
144
10.1. Термоизоляция
Самосвалы, используемые для транспортирования смеси, рекомендуется оборудовать устройством для подогрева кузова отходящими газами и устройством по укрытию смеси.
Для предотвращения остывания асфальтобетонной смеси целесообразно борта и дно кузова покрывать изоляционным материалом. Изоляционное покрытие должно плотно прилегать к корпусу кузова так, чтобы не было зазоров, через которые кузов может обдуваться ветром.
Покрытие должно быть изготовлено из водоотталкивающего материала, иметь достаточный вес, быть прочным и стойким к разрывам, быть в хорошем состоянии. Тканое покрытие должно быть таким, чтобы его края закрывали боковые и задний борта кузова. Это требование обусловлено тем, что смесь должна быть адекватно защищена от воды и ветра. Тканое покрытие должно иметь достаточное количество крепежных приспособлений, не допускающих откидывание покрытия во время доставки смеси (рис. 10.3).
Рис.10.3. Изоляционное покрытие для защиты транспортируемой смеси от погодных воздействий.
Рис. 10.4. Визуальный контроль смеси перед выгрузкой в асфальтоукладчик.
Но даже если покрытие хорошо защищает груз во время транспортировки, следует иметь в виду, что сверху на нем может скапливаться вода, которая при опрокидывании кузова для выгрузки смеси неминуемо попадает в бункер асфальтоукладчика. Поэтому перед выгрузкой следует вначале удалить воду с покрытия, приподняв для этого кузов, и только потом произвести выгрузку смеси в асфальтоукладчик.
По причинам безопасности предпочтительно использовать тканое покрытие, натягиваемое на кузов с помощью каких-либо механических
145
средств, что освобождает водителя от необходимости самому подниматься в кузов, чтобы развернуть и закрепить его.
Тканые покрытия обычно не применяют в хорошую погоду и при относительно небольших расстояниях от асфальтосмесительной установки до места укладки. Если покрытие применяется, то его необходимо снять с кузова перед выгрузкой смеси в бункер асфальтоукладчика. Это обеспечивает возможность визуального контроля с целью предупредить попадание дефектного материала в асфальтоукладчик (рис. 10.4).
10.2. Время транспортирования
Время на перевозку горячих смесей от места производства до места укладки зависит от удаленности асфальтосмесительных установок, а в городских условиях, кроме того, от интенсивности движения потоков автотранспорта, количества дорожных заторов на пути движения самосвала. В нормативной литературе нет каких-либо установленных пределов для дальности транспортировки горячей асфальтобетонной смеси. Тем не менее, существует ряд факторов, от которых зависит максимально возможное расстояние транспортировки. Основными являются: пригодность смеси к использованию асфальтоукладчиком и пригодность к уплотнению после укладки смеси асфальтоукладчиком. Эти оба фактора находятся в значительной зависимости от температуры смеси.
Горячая асфальтобетонная смесь ограниченной массы, например, масса смеси в самосвале, может сохранять приемлемую температуру в течение 2-3 часов. Скорость охлаждения смеси зависит от следующих переменных величин: температура смеси на момент ее изготовления, температура окружающей среды, скорость ветра, обдувающего смесь, а также эффективность теплоизоляции, защищающей борта самосвала. При транспортировке горячей асфальтобетонной смеси на большие расстояния без использования термоизолирующего покрытия смесь покрывается сверху коркой, которая остывает и начинает затвердевать. Образование корки создает защитный слой для остальной массы смеси и уменьшает скорость ее дальнейшего охлаждения. Таким образом, образование корки в определенных обстоятельствах выгодно, так как она позволяет сохранить приемлемую температуру остальной массы материала в кузове самосвала.
Если транспортируемая смесь укрывается сверху, например, тканым покрытием, то образование корки бывает минимальным, так как покрытие защищает смесь от охлаждения под воздействием ветра. Тонкая корка, образующаяся при транспортировке, полностью разрушается при выгрузке горячей асфальтобетонной смеси в бункер асфальтоук-146
ладчика и последующем перемещении пластинчатым и винтовым конвейерами к рабочим органам асфальтоукладчика. Пока комки асфальтобетонной смеси не оказывают отрицательного влияния на качество слоя, создаваемого асфальтоукладчиком, корка, образующаяся на горячей смеси во время транспортировки, не считается опасной для эксплуатационных характеристик дороги. Если же комки смеси становятся заметными в устраиваемом слое за выглаживающей плитой, то необходимо изменить соответствующие параметры: повысить температуру приготовляемой смеси, улучшить качество теплоизоляции самосвала, укрыть смесь или изменить график укладки (приостановить строительство до повышения температуры окружающей среды).
Те же самые факторы необходимо учитывать и для случаев дождливой погоды на строительной площадке, когда горячая асфальтобетонная смесь находится в самосвалах, ожидающих разгрузку. При этом возможны различные варианты. Первый вариант предполагает приостановку укладки, возврат смеси на завод для вторичной переработки и последующего использования в более поздний срок на менее ответственных объектах. Если же дождь относительно слабый и затяжной, поверхность дороги обработана вяжущим материалом и не имеет луж, то строительство можно продолжить. При этом самосвалы следует разгружать по возможности быстро, и сразу же после укладки вести уплотнение уложенного слоя до того, как смесь остынет окончательно. Если же дождь по прогнозу должен быстро закончиться (например, быстро проходящий ливень), то лучше не разгружать смесь в асфальтоукладчик, а оставить в самосвалах на время дождя, и производить укладку после того, как поверхность дороги высохнет. И обязательно следует позаботиться о надлежащей изоляции бортов и хорошо укрыть смесь тканевым покрытием. Сразу же после прекращения дождя и удаления всех луж с поверхности дороги следует разгрузить стоящие в ожидании самосвалы и приступить к укладке смеси. Если комки смеси не появляются в асфальтобетонном полотне, создаваемом выглаживающей плитой, и катки в состоянии эффективно уплотнять асфальтовую смесь, можно считать, что смесь не теряет своих качеств при выдерживании в самосвалах в течение 2-3 часов ввиду плохих погодных условий.
Кроме того, процесс остывания смеси во время транспортирования сопровождается и расслоением ее зернового состава: более крупные, а, следовательно, более тяжелые агрегаты смеси (щебень) скатываются к боковым стенкам кузова, его задней и передней части. В дальнейшем при укладке смеси фракционная сегрегация определяется визуально: чередование мест скопления щебня и участков, более богатых растворной частью, что формирует неоднородную текстуру поверхности с разной степенью шероховатости.
147
При использовании инфракрасного тестирования было установлено, что [88] фракционное расслоение сопровождается температурным перепадом смеси в различных местах кузова (не выявляемым визуально, рис. 10.5 (цв.)). На рис. 10.6 (цв.) показаны цветом различные участки в кузове по температуре при транспортировании, а на рис. 10.7 (цв.) - цифрами.
Из-за общего охлаждения смеси и разделения всей массы на отдельные участки с различной теплоемкостью, теплопроводностью исходных материалов видно, что максимальное остывание смеси происходит в верхней части кузова и по его периметру - в местах максимального теплообмена.
Температурная сегрегация смеси имеет очень большие последствия при выполнении укладки и уплотнений и дальнейшей эксплуатации участка.
Более холодные куски смеси, попадая из кузова самосвала в бункер асфальтоукладчика и далее - под его плиту, не выравниваются до температуры основной массы. Они образуют «холодные пятна», имеющие температуру, на 15-30 °C меньшую, чем температура основной площади покрытия. В связи с этим такое дорожное покрытие уплотняется неравномерно. «Холодные пятна» оказываются недоуплотненны-ми, склонными к повышенному накоплению влаги и характеризуются пониженной прочностью и сдвигоустойчивостью. При переходе температуры окружающего воздуха через 0 °C такие участки разрушаются значительно быстрее, чем основная часть покрытия, т.к. влага, находящаяся в слое асфальтобетона, переходит в твердое состояние - лед, что сопровождается увеличением занимаемого объема и разрушением слоя изнутри. При интенсивном движении автотранспорта под воздействием нагрузок быстрее разрушаются именно эти участки. Отсюда образование выбоин и локальных трещин, проявляющихся зачастую через 1-2 года эксплуатации и существенно понижающих общую долговечность слоя.
10.3. Разгрузка
Когда смесь загружается в асфальтоукладчик самосвалами с задней разгрузкой или самосвалами с донным транспортером, водитель самосвала должен подавать машину назад к асфальтоукладчику и останавливать ее в непосредственной близости от упорных роликов асфальтоукладчика (рис. 10.8). Как только самосвал останавливается, водитель нажимает тормоз, а машинист асфальтоукладчика начинает вести асфальтоукладчик вперед и толкает стоящий впереди самосвал. Главное в этом процессе то, что асфальтоукладчик должен толкать самосвал, а не наоборот. Если это будет соблюдаться, то вероятность появления на 148
асфальтобетонном полотне неровностей будет сведена к минимуму. Автомобили-самосвалы должны иметь подъемное устройство кузовов, обеспечивающее постепенное увеличение угла наклона кузова, с фиксацией его в нескольких положениях.
Рис. 10.8. Подача задним ходом прибывшего самосвала к асфальтоукладчику.
Рис. 10.9. Схема подъема кузова.
Когда самосвал задним ходом подъехал к асфальтоукладчику (особенно, если смесь имеет тенденцию к расслоению), необходимо слегка приподнять кузов, чтобы смесь переместилась к заднему откидному борту еще до того (рис. 10.9, 10.10 (цв.)), как он будет открыт. Такой прием позволяет выгрузить смесь из самосвала в виде единой массы в загрузочный бункер асфальтоукладчика, что снижает вероятность расслоения смеси в создаваемом асфальтобетонном полотне.
Перед загрузкой смеси стенки приемного бункера укладчика должны быть тщательно очищены и смазаны, иначе прилипшая смесь, относительно остывшая, отваливаясь, будет неравномерно смешиваться с горячей смесью, находящейся в бункере.
149
Глава И. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА РАБОТ ПО УСТРОЙСТВУ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Необходимым условием для достижения требуемого качества устраиваемого слоя наряду с обязательным соблюдением технологических режимов является грамотная организация работ.
11.1. Условия производства работ и комплектация оборудованием
В соответствии с действующими техническими документами укладку:
- смесей на битумах марок 40/60, 60/90, 90/130 следует осуществлять весной и летом при температуре воздуха не ниже +5°С, осенью -не ниже +10°С;
Эти же смеси допускается использовать и при температуре воздуха от +5°C до 0°С при соблюдении следующих требований:
- устраивать, как правило, только нижний слой двухслойного асфальтобетонного покрытия; если зимой или весной по этому слою предусмотрено движение транспортных средств, то его следует устраивать из плотных асфальтобетонных смесей (тип А, Б);
- в редких случаях допускается устраивать верхний слой при соблюдении следующих требований - укладки смеси только по неостывшему (>20 °C) нижнему слою при использовании современных асфальтоукладчиков, теплоизоляции смеси при транспортировании, приготовлении смеси с ПАВ, толщине слоя не менее 5 см [103];
- смесей на битумах вязких марок 130/120 и 200/300 и жидких битумах марок СГ 130/200, МГ 130/200, МГО 130/200 - при температуре воздуха не ниже минус 10 °C.
Покрытия и основания из асфальтобетонных смесей устраивают в сухую погоду.
При новом строительстве, реконструкции или капитальном ремонте работу по укладке смесей целесообразно организовать в две смены: верхний слой устраивать в первую смену (днем), нижний слой - во вторую (накануне вечером).
Для укладки смесей должны быть сформированы механизированные звенья, включающие асфальтоукладчик (в количестве один, два или три в зависимости от ширины проезжей части), моторные катки, 150
вспомогательные машины и приспособления (в труднодоступных местах допускается укладка смеси вручную). Ведущей машиной при строительстве и ремонте асфальтобетонных покрытий является асфальтоукладчик. Для правильной организации работ следует рассматривать три важных параметра асфальтоукладчика: ширина укладываемого им слоя покрытия, его производительность, которая должна обеспечивать требуемый сменный темп укладки (практически реальная производительность асфальтоукладчиков равна производительности обеспечивающего строительство АБЗ) и стоимость работ. В табл. 11.1 представлена требуемая производительность асфальтоукладчика (и АБЗ, выпускающего смесь) при укладке верхнего слоя покрытия шириной от 6 до 13 м и толщиной Н—6 см и нижнего слоя толщиной Н-12 см для обеспечения сменного темпа укладки в пределах от 400 до 1400 п. м в смену при коэффициенте использования машин 0,8 [61, 62].
Таблица 11.1
Зависимость требуемой производительности асфальтоукладчика от ширины покрытия и темпа укладки
Ширина покрытия, м Требуемая производительность асфальтоукладчика (т/ч при толщине укладываемого слоя 6/12 см для обеспечения темпа укладки), п. м. / см
400 600 800 1000 1200 1400
6 50 100 75 150 100 200 - - -
7(IVt. к.) 60 120 90 180 120 240 150 300 - -
8 (III т. к.) 65 130 100 180 130 260 165 330 200 400 -
9 (И т. к.) 75 ПО 150 185 220 260
150 220 300 370 440 520
9,25 (I т. к.) 80 120 160 200 240 280
160 240 320 400 480 560
13,0 (I т. к.) 108 162 216 270 324 378
216 324 432 540 648 756
Примечание, т. к. - техническая категория дороги.
В настоящее время в отечественной практике строительства автомобильных дорог сменный темп в основном составляет 400-^-800 п. м в смену, но в перспективе может достигнуть 10004400 п.м в смену (очевидно, высокий темп работ на дорогах с небольшой шириной покрытия не будет реализован).
151
Таблица 11.2
Подбор типоразмеров асфальтоукладчиков
Ширина покрытия, м Количество (минимальный типоразмер) асфальтоукладчиков при укладке в (две-одну) полосы слоев толщиной 6/12 см для обеспечения темпа, п. м / смену
400 600 800 1000 1200 1400
6 1 (3 м) -1 (6 м) 2(3м- 1 (6 м) 1 (3 м) -1 (6 м) 2 (3 м) -1 (6 м) 2 (3 м) -1 (6 м) 3 (3 м) -1 (6 м) - - -
7 (IV т. к.**) 1 (4,5 м) - 1 (8 м) 1 (4,5 м) - 1 (8 м) 1 (4.5 м) - 1 (8 м) 1 (4,5 м) - 1 (8 м) 1 (4.5 м) -1 (8 м) 2 (4,5 м) - 1 (8 м) 1 (4.5 м) - 1 (8 м) 2 (4,5 м) - 1 (8 м) - -
8 (III т. к.) 1 (4.5 м) - 1 (8 м) 1 (4,5 м) - 1 (8 м) 1 (4,5 м) -1 (8 м) 1 (4,5 м) - 1 (8 м) 1 (4.5 м) - 1 (8 м) 2 (4,5 м) - 1 (8 м) 1 (4.5 м) -1 (8 м) 2 (4,5 м) - 1 (8 м) 1 (4,5 м) - 1 (8 м) 2 (4,5 м) - 1 (8 м) -
9 (II т. к.) 1 (4,5 м) -1 (Юм) 1 (4,5 м) -1 (Юм) 1 (4.5 м) -1 (Юм) 2 (4,5 м) -1 (Юм) 1 (4.5 м) -1(10м) 2 (4,5 м) -1 (Юм) 1 (4.5 м) -1(10м) 2 (4,5 м) -1 (10 м) 1 (4.5 м) -1 (Юм) 2 (4,5 м)* -1 (10 м) 1 (6 м) -1 (Юм) 2 (6 м)-1 (Юм)
9,25 (II т. к.) 1 (6 м) -1 (Юм) 1 (6 м) — 1 (Юм) 1 (6 м) -1 (Юм) 1 (6 м)- 1 (Юм) 1 (6 м) -1 (Юм) 1 (6 м)— 1 (Юм) 1 (6 м) -1 (Юм) 2 (6 м) -1 (10 м) 1 (6 м) — 1 (Юм) 2 (6 м) -1 (Юм) 1 (6 м) — 1 (Юм) 2 (6 м) - 1 (Юм)
13 (1т. к.) 1 (8 м) -1 (13 м) 1 (8 м) -1 (13 м) 1 (8 м) -1 (13 м) 1 (8 м) -1 (13 м) 1 (8 м) — 1 (13 м) 2 (8 м) - 1 (13 м) 1 (8 м) — 1 (13 м) 2 (8 м) - 1 (13 м) 1 (8 м) -1 (13 м) 2 (8 м) - 1 (13 м) 1 (8 м) — 1 (13 м) 2 (8 м)- 1 (13 м)
Примечание. * При производительности 220 т/ч; **т. к. - техническая категория дороги.
На основе требуемых ширины укладки и минимальной обеспеченной производительности для указанных выше толщин (Н) производится подбор типоразмера асфальтоукладчика в двух вариантах: первый - при укладке покрытия в две полосы по ширине и второй - при укладке покрытия в одну полосу (обязательное условие - применение на укладке верхнего и нижнего слоя укладчика одного типоразмера). Результаты подбора типоразмера укладчика для различной ширины покрытия и темпов укладки приведены в табл 11.2. Опыт работы свидетельствует о
152
том, что наибольшую применимость при ширине покрытия до 9 м (дороги II т. к.) и темпе укладки до 1000 п. м в смену имеют асфальтоукладчики с максимальной шириной укладки 4,5 м (но при условии укладки покрытия в две полосы по ширине).
Только при темпе укладки покрытия 1400 п. м в смену и ширине покрытия 9 м минимальная производительность должна быть не менее 220 т/ч. Укладчики с шириной укладки до 3 м применимы практически только при ширине покрытия до 6 м и темпе укладки до 700 п. м в смену, так как при темпе укладки 800 п. м в смену уже необходимо использовать 3 машины при укладке нижнего слоя, что практически возможно только при минимальной производительности не менее 100 т/ч.
Для укладки асфальтобетонных слоев с шириной покрытия 9,25 м (две полосы движения 7,5 м плюс полосы уширения 1±0,75 м) и 13 м (три полосы движения 11,25 м плюс полосы уширения 1±0,75 м) минимальные типоразмеры асфальтоукладчика с шириной укладки до 6 и 8 м обеспечивают темпы строительства от 400 до 1400 п. м в смену при укладке покрытия в две полосы. Во всех случаях использование асфальтоукладчика с шириной укладки 4,5 м (в две полосы) его альтернативой являются машины 8 и Юм, обеспечивающие укладку покрытия в 1 полосу. Для сравнения укладчиков 3 м и альтернативных 6м и 13 м в табл. 11.3 приведены их технико-экономические показатели.
Данные таблицы 11.3 и рис. 11.1 показывают, что увеличение минимальной производительности укладчика до типоразмера 10 м требует значительного увеличения мощности двигателя машин, а для укладчиков типоразмеров 13 и 16 м эта разница увеличивается. Следовательно, на этапе проработки вариантов организации работ следует учитывать вышеприведенные сведения, а также качество устраиваемых покрытий, внешний вид поверхности, ее однородность, количество и состояние продольных и поперечных сопряжений.
Таблица 11.3
Технико-экономические показатели асфальтоукладчиков
Наименование показателей Величины показателей асфальтоукладчиков с шириной укладки, м
3 4,5 6 8 10 13 16
Усредненная мощность двигателя кВт 30 47 72 112 445 176 215
Соотношение мощностей 1 1,56 2,4 3,7 4,8 5,8 7,2
Минимальная производительность, т/ч 80 200 350 450 600 800 1100
Соотношение минимальных производительностей 1 2,5 4,4 5,6 7,5 10 13,7
153
,-rt: пр.,,. s
W'mpr C -
3 4,5 6 8 10 13 16
Рис. 11.1. Изменение соотношений производительности, мощности двигателя и стоимости асфальтоукладчика.
Наиболее эффективно применение современных широкозахватных асфальтоукладчиков с активными рабочими органами - трамбующим брусом и виброплитой, позволяющих за один проход укладывать смесь на всю ширину [63] проезжей части, что исключает продольные сопряжения, являющиеся уязвимым местом при устройстве и эксплуатации асфальтобетонного покрытия (рис. 11.2).
Рис 11.2. Технологическая схема устройства двухслойного асфальтобетонного покрытия на проектную ширину при работе в одну смену:
1 - автомобиль-самосвал; 2 - асфальтоукладчик;
3 - каток на пневматических шинах;
4 - каток тяжелый гладковальцовый массой 11-18 т;
5 - поливочно-моечная машина.
154
На современных магистралях при ширине проезжей части 15,0-22,0 м работы ведут сопряженными полосами двумя или несколькими укладчиками одновременно (рис. 11.3). Ширину полосы укладки назначают кратной ширине конструктивного слоя, а разрыв между укладчиками по продольной оси назначают 10-30 м, при этом работу организуют так, чтобы к концу смены слой был уложен на всю ширину.
При работе в городе вперед выдвигается укладчик, распределяющий смесь непосредственно у бортового камня в лотке проезжей части. Этот укладчик, двигается на расстоянии 10 см от бортового камня, а образующийся зазор и места, недоступные для механизированной укладки смеси (колодцы и резкие закругления), заделывают вручную одновременно с работой укладчика [103].
Рис. 11.3. Укладка верхнего слоя тремя асфальтоукладчиками:
1 - асфальтоукладчик, 2 - копирная струна, 3,4- лыжа.
При невысоких темпах и объемах допускается осуществлять работу сопряженными полосами одним асфальтоукладчиком. В этом случае длина полосы укладки (в пределах сменной захватки), позволяющая обеспечить хорошее сопряжение смежных полос, зависит от погодных Условий (температуры воздуха и наличия или отсутствия ветра), а также от температуры самой смеси и от рабочей и транспортной скорости асфальтоукладчика [80].
Возможные пределы изменения длины полосы приведены в таблице 11.4.
155
Таблица 11.4
Зависимость длины полосы от условий укладки
Температура воздуха, °C Длина укладываемой полосы, м
Одним асфальтоукладчиком Двумя асфальтоукладчиками
На защищенных от ветра, застроенных и лесных участках, в глубоких выемках На открытых участках
5-10 30-40 25-30 60-70
10-15 40-60 30-50 70-80
15-20 60-80 50-70 80-100
20-25 80-100 70-80 100-150
Более 25 100-150 80-100 150-200
При определении количества асфальтоукладчиков учитывают необходимое для укладки количество асфальтобетонной смеси, исходя из геометрических параметров устраиваемого слоя, а также вида и типа используемой смеси и скорости движения асфальтоукладчика.
При любых вариантах организации работ доставка асфальтобетонной смеси должна быть ритмичной. Количество остановок асфальтоукладчика должно быть сокращено до минимума.
При непродолжительных перерывах в доставке смеси ее не рекомендуют полностью вырабатывать из бункера асфальтоукладчика (во избежание остывания питателя и затвердевания на нем смеси), бункер с оставшейся смесью закрывают до возобновления доставки смеси.
В конце смены и при продолжительных перерывах (летом при перерыве более 30-60 мин, при пониженных температурах воздуха - более 15 мин) необходимо расходовать всю смесь, находящуюся в бункере, шнековой камере и под плитой, во избежание поломки асфальтоукладчика. Асфальтоукладчик при этом должен выдвигаться вперед, чтобы обеспечить возможность уплотнения всей уложенной смеси до ее остывания.
Состав звена катков зависит от скорости потока, вида асфальтоукладчиков, вида и типа асфальтобетонной смеси, характеристик катков.
При использовании современных асфальтоукладчиков с рабочим органом, состоящим из трамбующего бруса и вибрационной плиты (в основном импортные машины), укатку мелко- или крупнозернистых горячих смесей осуществляют звеном из средних и тяжелых катков, легкий каток необходим только при укатке песчаных смесей.
Исходя из производительности каждого типа катка с учетом требуемого количества проходов по одному следу и по всей ширине проезжей части, уточняют общее количество катков, необходимых для работ на сменной захватке (рис. 11.4 (цв.)).
156
Ориентировочное количество проходов каждого катка по одному следу с учетом толщины покрытия и температурных режимов [67] смеси можно рассчитать по приведенной формуле:
Количество проходов п09 рассчитанное по формуле, соответствует температуре 100-120 °C, при температуре смеси 120-140 °C п0 уменьшается в 0,6 раза, при температуре 80-100 °C увеличивается в 1,8 раза.
8х/
где Ауд - удельная работа, которая по рекомендациям Союздорнии принимается равной:
при h < 8 см 204-30 кгс/см3 (10 Н/м);
при h > 10 см 12ч-18 кгс/см3 (10 Н/м);
h - толщина уплотняемого слоя в плотном теле, см (м);
g = — - удельное линейное давление катка, кгс/см (10 Н/м); в
в - ширина уплотняемой катком полосы, см;
р - вес катка, кгс;
/- коэффициент сопротивления движению катка (первые 2-4 прохода /= 0,18; последующие 5-10 проходов/= 0,10; конец укатки f = 0,06).
Число проходов катка по ширине покрытия п рассчитывают по следующей формуле:
(1,14-1,3) х В
в
где В - ширина покрытия;
в - ширина уплотняемой катком полосы (ширина вальцов).
Рекомендуемое количество проходов катков при уплотнении различных горячих асфальтобетонных смесей будет указано в разделе «Уплотнение». В любом случае перед началом работ целесообразно организовать пробную укатку.
Кроме основных ведущих машин, бригада, работающая на укладке асфальтобетонных смесей, укомплектовывается следующим дополнительным оборудованием, выполняющим вспомогательные операции: компрессорами с пневмомолотками или лопатками для обрубки краев ранее устроенных полос покрытия и для очистки основания от пыли сжатым воздухом; поливомоечными машинами со щеткой для очистки и промывки
157
основания, а также для обеспечения катков водой для орошения пневматических шин и металлических вальцов; автогудронаторами для доставки и распределения по основанию битумной эмульсии; разогревателями, использующими тепловую энергию инфракрасного излучения для разогрева мест сопряжений полос и исправления дефектных мест.
Кроме того, бригаде выдают следующие основные приборы, приспособления и инвентарь: нивелир и набор визирок для геодезической разбивки и переноса высотных отметок к месту укладки смеси; вибротрамбовки и ручные трамбовки (рис. 11.5 (цв.)) для уплотнения смеси вручную в недоступных для работы катков местах; металлические рейки с уровнем, шаблоны для контроля ровности устраиваемого покрытия.
11.2. Подготовительные работы
Перед началом работ по укладке асфальтобетонной смеси проводятся подготовительные работы, включающие подготовку поверхности, оборудования, наладку режимов работ.
В любом случае - при новом строительстве, реконструкции или капитальном ремонте - конструктивный слой, на который предстоит укладывать асфальтобетонную смесь, должен иметь нормативные плотность и ровность поверхности, быть чистым, сухим без повреждений (трещин, выбоин, сдвигов).
Там, где предусмотрено проектом, перед подготовительными работами устанавливают бортовой камень, после чего оформляют акт на скрытые работы и на приемку нижележащих слоев.
При новом строительстве подготовительные работы включают:
- очистку основания (рис. 11.6);
- подгрунтовку поверхности основания битумной эмульсией, а также жидким или вязким битумом равномерным слоем (рис. 11.7) не менее чем за 1-6 часов до укладки смеси.
Рис. 11.6. Очистка нижележащего Рис. 11.7. Обработка асфальтобе-
слоя.
тонного покрытия равномерным слоем вяжущего.
158
Использование битумных дорожных эмульсий для подгрунтовки имеет ряд преимуществ по сравнению с битумом, главное - высокое качество работ.
При возможности лучше использовать катионную эмульсию. Это связано с достижением лучшего сцепления слоев, а также с меньшей продолжительностью технологических операций. Катионная эмульсия распадается приблизительно через 30 минут после ее распределения, при использовании анионной эмульсии лучше перекрывать движение на одни сутки, по крайней мере - не менее 3-4 часов. Значительное время в случае анионной эмульсии объясняется необходимостью более длительного формирования пленки и длительностью испарения воды. Анионную эмульсию целесообразно применять в условиях теплого климата и при каменных материалах основной горной породы. Расход составляет: при обработке жидким битумом - 0,5-0,8 л/м2, при обработке 50%-ной битумной эмульсией - 0,4-0,7 л/м2. Обработку нижнего слоя вяжущим можно не производить в случае, если интервал времени между устройством верхнего и нижнего слоев составляет не более 2 суток и отсутствует движение построечного транспорта. Распределяют подгрунтовочный материал равномерно на всю ширину, у применяемого для этой цели автогудронатора должны быть открыты и установлены под правильным углом все сопла, а распределительная труба должна находиться на требуемой высоте над поверхностью. Недостаточное количество подгрунтовочного материала (рис. 11.8а) обусловит слабую связь между нижним и верхним слоем покрытия, избыточное количество (рис. 11.86) может стать причиной пластических деформаций верхнего слоя или проникания вяжущего сквозь верхний слой на его поверхность; при обработке поверхности перед укладкой щебеночно-мастичной асфальтобетонной смеси норма расхода битумной эмульсии составляет 0,3-0,5 л/м2. При соблюдении данной нормы расхода через слой подгрунтовочного материала должна быть видна поверхность, на которую этот слой нанесен.
- геодезическую разбивку с установкой контрольных «маяков» и выноской отметок за проезжую часть (верх маяка или отметка должны соответствовать верху покрытия после уплотнения). Нанесение отметок по бортовому камню производится намелованным шнуром. Асфальтобетонные или деревянные «маяки» устанавливаются по визиркам вдоль Дороги на бетонном основании или на технологическом слое (или уплотненном нижнем слое);
- проверку соответствия высотных отметок крышек колодцев требованиям проекта и исправление в случае несоответствия.
159
а) б)
Рис. 11.8. Подгрунтовка перед укладкой асфальтобетонной смеси: а) недостаток вяжущего, б) избыток вяжущего.
При ремонте асфальтобетонного покрытия подготовительные работы включают:
- установку предусмотренных проектом бортовых камней до укладки смеси соответственно заданным высотным отметкам по нивелиру;
- очистку основания от пыли, грязи поливомоечными машинами или сжатым воздухом от передвижного компрессора [74];
- просушку влажного основания, при этом особое внимание должно уделяться очистке лотка проезжей части;
- подгрунтовку поверхности покрытия битумом или битумной эмульсией. При нанесении подгрунтовки не следует допускать ее концентрации в пониженных местах;
- обработку вертикального края ранее уложенных полос асфальтобетона, в том числе при ремонте люков колодцев, трамвайных путей, рельсов и других выступающих элементов на покрытии;
- при наличии трещин на ремонтируемой поверхности следует осуществлять их санацию (разделку с последующей заливкой мастикой). Работы целесообразно проводить в весеннее время при температурах воздуха не ниже +5 °C в период наибольшего их раскрытия при сухом состоянии поверхности;
- на тех участках, где отмечены места выкрашивания и выбоины, перед укладкой асфальтобетонного слоя необходимо обеспечить их заделку.
При образовании неровностей, волн или наплывов при повышенной пластичности асфальтобетона (рис. 11.9 (цв.) и 11.10 (цв.)), колейности, связанной с низкой износостойкостью или сдвигоустойчивостью слоев (рис. 11.11 (цв.)), неровностей вблизи дождеприемных решеток, колодцев (рис. 11.12 (цв.)) в некоторых случаях осуществляют исправление существующего асфальтобетонного покрытия на месте путем его 160
Рис. 6.40 (цв.). Общий вид (а) и схема (б) асфальтосмесительной установки непрерывного действия фирмы ADM:
1 - бункеры-дозаторы; 2 - сборный конвейер; 3 - конвейер с контролем влажности;
4 - сушильно-смесительный барабан; 5 - дозатор и подача старого асфальтобетона;
6 - смесительная зона; 7 - бункер ожидания скипа; 8 - пылесос-вентилятор;
9 - накопительный бункер; 10 - кабина управления;
11 - силос минерального порошка; 12 - бункер старого асфальтобетона;
13 - конвейер для старого асфальтобетона с контролем влажности;
15 - пылеуловитель и силос пыли; 16 - битумный бак-цистерна;
17 - нагреватель масла; 18 - конвейер сушильного барабана.
a)
б)
Рис. 6.41 (цв.). Общий вид (а) и схема (б) передвижного завода непрерывного действия фирмы CEI Enterhrises, Inc.
Рис. 6.42 (цв.). Горелка ECO Star с низким уровнем выброса.
Рис. 6.45 (цв.). Битумный насос (а) и схема подачи битума (б):
1 - насос с переменным рабочим объемом; 2 - счетчик; 3 - датчик числа оборотов;
4 - клапан подачи/рециркуляции; 5 - расходомер;
6 - регулятор рабочего объема насоса; 7, 8 - имеется связь с расходом заполнителя и осуществляется контроль количества возвращаемого в цистерну битума.
Рис. 6.49 (цв.). Асфальтосмеситель Double Barrel фирмы Astec.
Рис. 6.50 (цв.). Двойной барабан: а) общий вид; б) схема работы.
Пластины зоны нагрева Орошающие Обрабатывающие
Рис. 6.51 (цв.). Схема перемещения материала по внутреннему барабану.
Рис. 6.52 (цв.). Инфракрасный датчик для измерения температуры каменных материалов.
Рис. 6.54 (цв.). Перемещение материала из внутреннего барабана во внешний.
Рис. 6.55 (цв.). Введение старого асфальтобетона во внешний барабан.
Рис. 6.56 (цв.). Внешний барабан.
Рис. 6.57 (цв.). Подача вяжущего и обработка материалов.
Рис. 6.58 (цв.). Подача минерального порошка и перемешивание.
Рис. 6.59 (цв.). Выгрузка смеси из внешнего барабана.
Рис. 7.3 (цв.). Двухсекционный бункер-накопитель «Бернарди».
Рис. 7.4 (цв.). Накопительные бункера фирмы SPECO (Южная Корея).
Рис. 7.5 (цв.). Накопительные бункера фирмы Astec (США).
Рис. 7.6 (цв.). Накопительные бункера фирмы ADM.
а)
Рис. 7.8 (цв.). Выгрузка смеси из промежуточного бункера: а) неправильная; б) правильная.
Рис. 7.10 (цв.). Термоизоляция накопительного бункера.
Рис. 7.11 (цв.). Подача материала из бункера-накопителя.
Рис. 8.1 (цв.). Пылеулавливающий агрегат фирмы SPECO.
Рис. 8.2 (цв.). Первая ступень очистки.
Рис. 8.3 (цв.). Вторая ступень очистки.
Рис. 8.4 (цв.). Третья ступень очистки.
Рис. 8.9 (цв.). Пылеуловители с рукавными фильтрами фирмы Ацтек: а) общий вид; б) схема устройства.
i\ 8.16 (цв.). Навесы над бункерами предварительного дотирования.
Рис. 8.17 (цв.). Навес над транспортером.
Рис. 10.5 (цв.). Вид смеси (черный цвет) в самосвале.
Рис. 10.7 (цв.). Температурный перепад смеси в кузове самосвала (съемка инфракрасной камерой в июле 2004 г. в СПб).
Рис. 10.6 (цв.). Потери тепла при транспортировании.
Рис. 10.10 (цв.). Подъем кузова перед выгрузкой смеси.
Рис. 11.4 (нв.). Ibcho катков на yii.ioriieiiiiii Рис. 11.5 (hbJ. Иснольв слоя. ванне виброi рамбовкт
для yii 101 нения емесн ни тротуаре.
Рис. 11.9 (цв.). Наплывы типа «стиральная доска».
Рис.11.10 (цв.). Фрезерование волн.
Рис. 11.12 (цв.). Фрезерование вблизи колодцев.
Рис. 11.11 (цв.). Фрезерование колейных следов на покрытии.
Рис. 11.17 (цв.). «Плавающая балка» с большим количеством башмачков.
Рис. 12.1 (цв.). Асфальтоукладчик Супер 1800 SF.
Рис. 12.2 (цв.). Асфальтоукладчик Рис. 12.3 (цв.). Асфальтоукладчик Супер 2000 S. Супер 1804.
Рис. 12.4 (цв.). Использование бесконтактной системы «Niveltronic» для фиксации профиля поверхности.
Рис. 12.8 (цв.). Укладка асфальтобетонной смеси 4-мя асфальтоукладчиками фирмы «Марини».
Рис. 12.10 (цв.). Обеспечение высокой ровности укладываемого покрытия при значительной неровности основания.
ис. 12.9 (цв.). Гнутые борта vнкера асфальтоукладчика фирмы «ROADTEC».
Рис. 12.11 (цв.). Полоса сегрегированной смеси.
Рис. 12.12 (цв.). Различие конструктивных особенностей асфальтоукладчиков фирмы Roadtec и других фирм.
разогрева, выравнивания и повторного использования. Для этой цели могут использоваться механизмы типа репейверов или ремиксеров; верхнюю часть ремонтируемого покрытия (растрескавшегося, в выбоинах) при капитальном ремонте или реконструкции удаляют фрезерованием. В России широко используют фрезерующее оборудование фирмы «Виртген» (табл. 11.1). Малые фрезы позволяют фрезеровать и удалять материал из колеи и срезать избыток асфальтобетона в боковых наплывах (рис. 11.10 (цв.) - 11.12 (цв.)). На рис. 11.13 представлен планировщик холодного типа «Катерпиллер» с бесконтактной системой контроля поперечного и продольного профилей;
- проверку (с помощью геодезических инструментов) ровности ремонтируемого асфальтобетонного покрытия, продольных и поперечных уклонов, ширины проезжей части улицы (дороги) и правильности установки люков колодцев подземных сооружений. Выравнивание поверхности покрытия производится путем укладки асфальтобетонной смеси - крупнозернистой при толщине более 60 мм и мелкозернистой при меньших толщинах.
Таблица 11.1
Технические характеристики малых дорожных фрез, выпускаемых фирмой «WIRTGEN»
Технические характеристики Марка холодной ( >резы
W350 W500 500DC 1000С W1000
Удаление покрытия на всю толщину:
- ширина фрезерования, мм 350 500 500 1000 1000
- глубина фрезерования, мм 100 160 280 100-180 250
Выравнивание поверхности:
- ширина фрезерования, мм 350 500 — 1000 —
- глубина фрезерования, мм 10 10 — 20 —
Рекомендуемые для фрезе-рования колейных следов мало пригодна удобна удобна удобна удобна
Рекомендуемые для выравнивания деформированных участков применение на небольших площадях удобна условно пригодна удобна удобна
Категорически запрещается выравнивание профиля производить методом устройства нижнего слоя покрытия переменной толщины. Устройство выравнивающего слоя на больших площадях производится с использованием асфальтоукладчиков, а при малых - асфальторасклад-чиков;
161
- регулировку уровня установки люков колодцев подземных коммуникаций и приведение их в соответствие с проектной отметкой покрытия; в случае необходимости наращивание колодцев с использованием металлических вкладышей или железобетонных сегментов. При установке дождеприемной решетки учитывается следующее: края решетки должны быть ниже проектной отметки лотка с верховой стороны на 30 мм, а с низовой - на 20 мм; подход к решетке с верховой стороны должен иметь увеличение уклона на протяжении 2-3 м, а с низовой - на протяжении 0,5 м.
Рис. 11.13. Планировщик типа Катерпиллер, используемый для выравнивания ремонтируемых участков.
Ровность устраиваемых асфальтобетонных слоев может быть достигнута только асфальтоукладчиком с автоматическими системами обеспечения ровности, которыми в настоящее время оснащены все отечественные и зарубежные машины.
Для обеспечения ровности используют неподвижные и подвижные контрольные уровни [34, 41]:
-струну (трос) натягивают на специальных стойках, установленных на обочинах по нивелиру в соответствии с проектными вертикальными отметками (рис. 11.14). Длина троса должна быть равна длине сменной захватки. Если укладку ведут широкозахватным укладчиком (В > 7 м), то натягивают два троса - по одному с каждой стороны. При установке струна должна быть натянута очень сильно, без провисаний,
162
йначе щуп датчика контрольного уровня при фиксации воплотит их в колебания профиля укладываемого слоя.
Если струна натянута правильно и положение ее не меняется во время работы, то асфальтоукладчик, имеющий автоматическую систему управления выглаживающей плитой, может формировать ровное покрытие с требуемым продольным уклоном;
- лыжу, которая крепится на асфальтоукладчике (рис. 11.15) и перемещается по основанию (нижележащему слою покрытия) или смежной уплотненной полосе. Данный тип контрольного уровня применяют в тех случаях, когда нижележащий (контролируемый) слой имеет ровную поверхность. Лыжа может быть короткой (около 30 см) и длинной (подвижная лыжа около 9 м). Последняя обеспечивает одинаковый уровень обеих сопрягаемых полос;
- полужесткую трубчатую конструкцию длиной 6, 9 или 12 м (рис. 11.16). Такой уровень скользит непосредственно по поверхности существующей дороги, а струна, натянутая поверх трубы сглаживает неровности ремонтируемого (строящегося) участка;
- «плавающие балки» с многочисленными башмачками (рис. 11.17 (цв.)) или только по концам балки (рис. 11.18).
Для обеспечения ровности верхнего слоя покрытия можно использовать комбинацию струны и лыж. За рубежом, в большинстве случаев, при устройстве асфальтобетонных покрытий на дорогах натянутую струну не применяют. В то же время, при строительстве взлетно-посадочных полос применение натянутых струн оправдывает все затраты на их установку и обслуживание, так как позволяет создавать очень ровное полотно, правильный боковой дренаж и идеальную стыковку к прилегающим покрытиям.
Рис. 11.14. Использование струны Рис. 11.15. Движение закрепленной для обеспечения ровности лыжи по смежной полосе,
устраиваемого слоя.
163
Рис. 11.16. Подвижная трубчатая конструкция.
Рис. 11.18. Подвижная плавающая балка.
164
Также перед началом укладки необходимо провести работы по подготовке асфальтоукладчика:
-установить его в исходное положение, если после перерыва продолжают работать на данной полосе от места сопряжения с ранее устроенным участком, то рабочий орган (выглаживающую виброплиту) устанавливают на колодки (обычно деревянные рейки), размещенные равномерно (>3 шт.) по ширине ранее уложенного слоя (рис. 11.19). Толщина реек компенсирует требуемое увеличение толщины за счет уплотнения смеси.
Рис. 11.19. Установка стартовых колодок на поперечном сопряжении с ранее уложенным участком:
а) схема установки;
б) стартовые колодки на месте устройства поперечного шва.
Если асфальтоукладчик должен начать укладку смеси на участке, где нет ранее уложенного слоя, толщина колодок должна также компенсировать толщину отсутствующего асфальтобетонного покрытия. Толщина укладываемого слоя в рыхлом теле должна быть на 10-20% больше ранее уплотненного слоя в зависимости от типа уплотняющих органов асфальтоукладчика;
- проверить параметры шнековой камеры - расстояние от конца шнека до бортов шнековой камеры должно быть не более 60 см (во избежание сегрегации смеси при укладке);
- установить требуемый угол атаки выглаживающей плиты -2—3%; поворотом рукояток регулятора толщины приподнимают переднюю кромку плиты, за счет чего образуется угол между плитой и поверхностью ремонтируемого (строящегося) участка (рис. 11.20);
- настроить автоматическую систему обеспечения ровности;
- включить двигатель и приборы разогрева плиты и бункера;
165
- включить систему подачи материала и заполнить шнековую камеру перед выглаживающей плитой. Смесь должна закрывать шнеки приблизительно до середины их валов, конвейеры и шнековые питатели так (рис. 11.21, 11.22), чтобы они могли работать практически все 100% времени. Главным фактором получения слоя постоянной толщины является поддержание стабильного давления материала на выглаживающую плиту;
- установить рабочую скорость асфальтоукладчика в зависимости от вида и типа смеси, ее температуры, толщины слоя и количества поставляемой смеси; скорость движения асфальтоукладчика должна быть постоянной. При укладке смесей высокоплотных и плотных типа А и Б, а также пористых и высокопористых с содержанием щебня более 40% скорость укладки должна составлять 2-3 м/мин [96]. В экстренных случаях, если смесь доставляют после длительного перерыва большим количеством самосвалов, можно на непродолжительное время увеличить скорость укладчика до 5 м/мин;
Гтч Н 20. 5 шшио м.ш днУчИ выглидашдиниен н.ини
Рис. 11.21. Смесь закрывает шнеки Рис. 11.22. Оптимальный (2) до середины валов. и неправильные уровни смеси
в шнековой камере (1) асфальтоукладчика.
166
При укладке смесей типа В, Г и Д, а также пористых и высокопористых с содержанием щебня менее 40% и высокопористых песчаных скорость укладки может составлять 4-5 м/мин;
- в зависимости от типа укладываемой смеси необходимо выбрать и установить режимы работы трамбующего бруса и виброплиты (амплитуда и частота).
Режимы работы уплотняющих рабочих органов должны быть следующими: частота оборотов валов трамбующего бруса 1000-1400 об/мин; вала вибратора плиты - 2500-3000 об/мин; амплитуда колебаний трамбующего бруса - 4-9 мм, виброплиты - 1,0-1,5 мм.
-начинают движение асфальтоукладчика, сдвигают выглаживающую плиту со стартовых колодок и по возможности быстро доводят скорость укладчика до рабочей.
При укладке щебеночно-мастичных асфальтобетонных смесей не рекомендуется использовать виброплиту, а параметры работы трамбующего бруса должны быть следующими: ход трамбующего бруса 4-5 мм, частота ударов трамбующего бруса 800-1000 в минуту.
167
Глава 12. УКЛАДКА АСФАЛЬТОБЕННЫХ СМЕСЕЙ
12.1. Современные асфальтоукладчики
Основной тенденцией развития технологии строительства и ремонта асфальтобетонных покрытий в отечественной и зарубежной практике последних лет является применение современных высокопроизводительных асфальтоукладчиков [61]. Высокая производительность укладчиков американского производства обеспечивается высокой рабочей скоростью и большой шириной укладки [92].
Европейские асфальтоукладчики, работающие на более медленных скоростях, обладают возможностью более высокого предварительного уплотнения смеси активными рабочими органами - трамбующим брусом и виброплитой (в отличие от американских асфальтоукладчиков, оснащенных только мощной виброплитой). Различные модели, в зависимости от уплотняющих устройств и режимов работы бруса и плиты, могут осуществлять уплотнение в широком интервале, приближаясь к нормативной величине коэффициента уплотнения [3].
В Европе на выпуске асфальтоукладчиков специализируются фирмы Германии, Англии, Швеции: «Фогеле», «АБГ», «Динапак», «СведалаДемаг». Они выпускают гусеничные асфальтоукладчики с шириной укладываемой полосы от 0,80 до 12,5 ми производительностью от 50 до 800 т/ч; колесные с шириной укладываемой полосы от 1,50 м до 8,0 м, производительностью до 600 т/ч; (табл. 12.1). Увеличение ширины рабочих органов достигается раздвижкой с помощью гидравлики либо применением навесных уширителей.
Применение асфальтоукладчиков с шириной укладки до 12,5 м эффективно при асфальтировании площадей, магистралей, треков.
Траки гусеничных укладчиков имеют резиновые башмаки, исключающие дробление щебня в укладываемом слое.
Из зарубежных именно укладчики типа Супер фирмы «Фогеле» (табл. 12.2) раньше других стали эксплуатироваться на объектах бывшего Советского Союза, причем как старые модели типа Супер-204, так и более поздние - Супер 1800 (рис. 12.1 (цв.)), Супер 2000, Супер 2500.
Асфальтоукладчик Супер 600 заменил известную модель «Су-пербой». Гидравлически отклоняемые ассиметрично расположенные боковые стенки бункера позволяют свободно загружать смесь даже в самых стесненных условиях, компактные габариты машины позволяют распределять смесь непосредственно от бортового камня, стен тоннелей, ограждений.
168
Таблица 12.1
Технические характеристики асфальтоукладчиков фирмы «Демаг»
Тип асфальтоукладчика Ширина укладки, м Производительность, т/ч
Гусеничный 0,8-3,40 150
Колесный 1,50-4,35 250
Гусеничный Колесный 1,50-6,00 350
Гусеничный Колесный 1,50-8,00 500
Гусеничный 2,00-12,50 800
Таблица 12.2
Технические характеристики асфальтоукладчиков фирмы «Фогеле»
Укладчики на гусеничном или колесном ходу Супер 1500 Супер 1502 Супер 1600 Супер 1700 Супер 1704 Супер 2000
Ширина укладки: - со стандартным брусом, м 2,5-6 2,5-6 2,5-6 2,5-8 2,5-8 3-12,5
- с выдвижным брусом 475, м 2,5-6 2,5-6 2,5-6 2,5-6,5 2,5-6,5 -
- с выдвижным брусом 575, м - - - 3-8,5 3-7,5 3-8,5
- со стандартным брусом высокого уплотнения, м - - 2,5-6 2,5-7,5 2,5-7,5 3-9
- с выдвижным брусом высокого уплотнения, м - - 2,5-6 2,5-6,5 2,5-6,5 3-7
Толщина укладываемого слоя ДО 25 см ДО 25 см ДО 30 см ДО 30 см до 30 см до 30 см
Мощность двигателя, кВт 51/65 51/65 78 94 94 160
- при числе оборотов, об/мин 2500 2500 2500 2150 2150 1800
Скорость передвижения - при укладке бесступен-чато до, м/мин 14,1 18,3 18 18 18 18
- при транспорте бессту-пенчато до, км/ч 4,4 20 3,6 5 20 3,6
Модели Супер 600, Супер 800 и Супер 1203 являются удобными на объектах коммунальных служб, внутригородских строительных площадках. Модели Супер 1600-1; Супер 1603-1; 1800-1; 1803-1 - среднего класса, Супер 1900-2, 2100, 2500 - мощные машины, используемые при строительстве автобанов, гоночных трасс.
Фирма «Фогеле» производит машины, позволяющие с требуемой ровностью и точным профилем укладывать все слои дорожной одежды
169
для всевозможных видов дорог, от взлетно-посадочных полос аэродромов и автомобильных стоянок до полов производственных цехов.
Такие укладчики применимы везде. На рис. 12.2 (цв.) - 12.3 (цв.) представлены модели Супер 2000 S и Супер 1804, способные вести укладку покрытий в специфических условиях.
Последняя разработка фирмы - современная бесконтактная система навигации и нивелирования «NIVELTRONIC». Лазерный луч сканирует обрабатываемую поверхность, отражается и регистрируется приемником, замеренные данные передаются со сканера на компьютер. Информация о профиле поверхности при помощи программного обеспечения обрабатывается компьютером сканера (рис. 12.4 (цв.)).
Хорошо себя зарекомендовали асфальтоукладчики на колесном и гусеничном ходу типа Титан, выпускаемые фирмой «АБГ» (рис. 12.5).
Рис. 12.5. Асфальтоукладчик фирмы «ABG».
Изменение ширины укладки на асфальтоукладчиках Титан-335 и Титан-260 обеспечивается путем гидравлической раздвижки рабочих органов. Максимальная ширина укладки 12 м укладчиком Титан-410 достигается с помощью навесных уширителей.
Рабочие скорости асфальтоукладчиков регулируются в широких пределах переключением передач и изменением числа оборотов двигателя. Так, например, Титан-410 имеет 11 рабочих скоростей от 0 до 13,8 м/мин.
Характеристики уплотняющих рабочих органов - трамбующего бруса и виброплиты - устанавливают на основе паспортных данных и уточняют непосредственными замерами.
На рис. 12.6 показана одна из моделей асфальтоукладчика S-850 фирмы «Баукема», на рис. 12.7 - фирмы «Динапак» производства Швеции.
Интересен опыт устройства кольцевой магистрали для автогонок Формулы-1 в Шанхае. Скорость гонок, достигающая 320 км/ч, постоянно
ное ускорение и торможение болидов, их вхождение в виражи вызывают в дорожном покрытии чрезвычайные напряжения. Экстремальные ударные нагрузки и существенные термические деформации могут выдержать только ровные поверхности с хорошим сцеплением, прочные и износостойкие.
Рис. 12.6. Асфальтоукладчик фирмы «Баукема».
Рис. 12.7. Асфальтоукладчик фирмы «Динапак».
Компания «Динапак» предложила подрядчику задействовать четыре асфальтоукладчика F141C на гусеничном ходу с увеличенной [35] Длиной привода шнека и размещением приводных агрегатов на внешних концах шнекового транспортера. Эти конструктивные особенности позволяют распределять асфальтобетонную смесь равномерно, при этом подавая ее под выглаживающую плиту непрерывно. Приводы, расположенные на концах транспортера, не препятствуют свободному движению материала, создавая оптимальные условия для работы выглаживающей плиты, предохраняя, в конечном итоге, смесь от расслоения и гарантируя более высокую и однородную степень ее предварительного уплотнения.
171
Замыкающий слой износа на модифицированном полимерами битуме (с крупностью гранитных зерен до 13 мм) после прохода асфальтоукладчиков имел однородную текстуру поверхности, а неровности составили менее 2 мм на длине 4 м (сравним по СНиП 3.06.03-85 - на базе 3-метровой рейки допускаются не менее 95% результатов просветы до 5 (3) мм). Международной федерацией автоспорта летом 2004 г. объект был принят в эксплуатацию.
Научные исследования шведской фирмы «Динапак» привели к тому, что она стала единственным производителем, у которого трамбующий брус имеет не вертикальный ход, а наклонный под углом 45°. В случае неровного профиля, тонкого слоя, и устройства уклона с соотношением 1:2 или 1:1 при ходе трамбующего бруса под углом 45° исключается эффект «дробилки», смесь как бы прокатывается и формируется необходимая текстура.
На рис. 12.8 (цв.) представлен общий вид полотна, устраиваемого одновременно работающими 4 укладчиками фирмы «Марини» (Италия).
Специалисты считают, что современные европейские укладчики ведущих компаний по качеству и эксплуатационным характеристикам достаточно схожи, во всех использован одинаковый принцип конструкции. Ситуация выглядит так: Vogele - традиционность, практичность, конструктивизм, Titan - технологичность, инновативность, надежность, Svedala Demag - эффективность, основательность, простота, Dynapac -научный опыт, поиск нестандартного решения.
На последних моделях Titan два трамбующих бруса стоят сразу один за другим перед плитой, на Vogele - брус расположен впереди, за ним плита, а сзади еще установлена прессующая планка (одна или не-скоько). Считают, что [3, 62] двойной трамбующий брус нужен при укладке исключительно толстых слоев асфальтобетона - свыше 20 см (по инструкции «граница» применения второго бруса - 6 см, если по ошибке пойдет более тонкий слой усиленное воздействие второго бруса может «разбить» плиту).
Считается, что принципиальное и решающее преимущество двух трамбователей перед пресс-планками в том, что первые находятся в непосредственной зоне поступления смеси. Тут происходит дозирование материала: в случае неровности профиля нижележащего слоя (например, любого небольшого углубления - в России это дело обычное) вторым трамбующим брусом уплотняется дополнительное количество смеси, и плотность уложенного слоя получается одинаковое по всей высоте и по площади (по отношению к соседним участкам с меньшей толщиной). Затем работают катки, и производится окончательное доуп-лотнение, при этом смесь, естественно, оседает, но равномерно, и ровность покрытия сохраняется. В случае с прессующей планкой, расположенной после плиты, вся смесь уже уложена трамбователем, а в зону 172
действия планки свежая смесь не поступает. Планка дополнительно уплотняет тот слой, что уплотнен до нее. Если при этом оставались неровности профиля, то есть опасность, что полотно получается хоть и ровное, но плотность материала над углублением меньше, чем над выступом, и после осадки материала в результате уплотнения катком неровности основания фактически копируются.
Американская техника асфальтовой группы мало знакома большинству отечественных заказчиков.
Технология строительства асфальтобетонных покрытий в США осуществляется в скоростном режиме: средняя рабочая скорость укладчиков, достигает 10-15 м/мин (в Европе - 5-6 м/мин, в России 2-3 м/мин). Максимальная скорость укладки американских асфальтоукладчиков до бОм/мин. Этому способствует развитая сеть дорог и высокая производительность АБЗ, а также наличие современной укладочной и уплотняющей техники. Высокопроизводительные, мощные катки играют ведущую роль в достижении нормативной плотности.
Высокая рабочая скорость укладки в США объясняется отличием конструкций укладчиков от европейских машин, а именно отсутствием трамбующего бруса. Известны такие американские фирмы, производящие асфальтоукладчики: «Caterpillar», «Roadtec», «Terex Cedarapids», «LeeBoy», «Bitelli» (Италия-США).
Фирма «Caterpillar» ведет работы по устройству конструкций с асфальтобетонными слоями следующим образом:
1. Укладка асфальтобетонной смеси в продольный валик с использованием большегрузных асфальтовозов с донной разгрузкой или большегрузных автомобилей-самосвалов и прицепляемого к ним обра-зователя валика
2. Погрузка асфальтобетонной смеси из валика в бункер асфальтоукладчика с использованием элеваторного подборщика смеси BG-650 и одновременное распределение и предварительное уплотнение смеси в слое с использованием высокопроизводительных асфальтоукладчиков, в том числе первого мире асфальтоукладчика с резиновыми гусеницами АР-1055В. Использование высокоэффективной уплотняющей техники позволяет обеспечивать высокий темп укладки при высокой рабочей скорости асфальтоукладчика, но в связи с этим незначительную степень предварительного уплотнения.
3. Быстрое (что обеспечивает минимальные потери тепла) основное уплотнение смеси двухвальцовыми вибрационными и комбинированными катками различной массы.
4. Быстрое окончательное уплотнение смеси высокопроизводительными пневмоколесными катками, исключающими случаи местного недоуплотнения смеси, а также устраняющими возникшие в случае переуплотнения смеси поперечные микротрещины.
173
Данная технология обеспечивает высокие (до 60 м/мин), не превзойденные в мире темпы (максимальная скорость укладки достигает бОм/мин) строительства и ремонта (с использованием уширителей BG-730), что привело к появлению и применению асфальтосмесителей производительностью до 1 тыс. т/час. В таблице 12.3 авторы технологии Caterpillar [92], рассматривая две первые операции строительства, дают следующую ее оценку в сравнении с общепринятой в Европе и России.
Компания Roadtec, расположенная в г. Чаттануга штата Теннесси, производит полный набор дорожной техники [34] для укладки асфальтобетонных смесей, в том числе асфальтоукладчики. Например, колесные RP-150 и RP-190, гусеничные RP-155 и RP-145 с базовой шириной укладки 2,5 и 3 м.
Укладчики Roadtec отличает от укладчиков других производителей более прочная и жесткая рама. Передняя траверса рамы укладчика выполнена из неразрезного листа толщиной более 50 мм. Продольные элементы рамы выполнены из цельного листового проката, и для повышения жесткости всей конструкции соединены между собой дополнительными поперечинами. Увеличенная жесткость рамы способствует повышению ровности укладываемого полотна, повышению долговечности укладчика, так как динамические нагрузки от контакта с грузовиком, и высокие статические нагрузки при использовании вставки-бункера не приводят к ее деформации. Борта бункера выполнены из гнутого монолитного листового проката толщиной более 20 мм, что способствует повышению их жесткости, а, следовательно, и увеличению срока службы по отношению к сварным конструкциям. Гнутый листовой прокат борта бункера имеет плавный переход от вертикальной стенки к горизонтальной, что исключает скопление материала и его дальнейшую сегрегацию (рис. 12.9 (цв.)).
На укладчиках Roadtec дозирование материала на шнеки осуществляется не только за счет изменения скорости питающих конвейеров, работающих независимо друг от друга, но и гидравлически управляемых питающих заслонок с величиной хода 330 мм. Вдоль питающих конвейеров установлены направляющие планки из износостойкой стали. Гусеничная система спроектирована из условия равномерного распределения массы укладчика по линии контакта гусениц с дорожным полотном и обеспечения при этом максимального тягового усилия. Колесные укладчики Roadtec обладают прекрасной маневренностью, отличными ходовыми качествами и высоким тяговым усилием. Движителями укладчика являются задние колеса, расположенные под сиденьем оператора. Рулевое управление осуществляется через передние тандемные тележки. В дополнение к гидравлическому торможению и стояночным тормозам, оба приводных колеса оснащены дисковыми тормозами, обеспечивающими точный контроль в процессе укладки - это уникальное отличие укладчиков Roadtec.
174
Оценка европейской технологии укладки смеси и технологии Caterpillar
Таблица 12.3
Технология укладки слоев асфальтобетонного покрытия Максимальный темп укладки м/смена (верхний слой -6 см/нижний слой -12 см) Максимальная производительность укладки смеси, т/час Оценка технологии по:
непрерывности процесса укладки равномерности загрузки бункера и шнековой камеры однородности смеси сохранению температуры смеси стоимости комплекта машин
Технология, общепринятая в Европе и России (самосвал-укладчик) 1200/600 240 низкая низкая низкая высокая высокая
Возможна остановка укладчика при выработке смеси из бункера Уровень смеси в бункере снижается при отходе самосвала от укладчика Возможно зависание смеси на открылках бункера Смесь до выгрузки находится в обогреваемом кузове самосвала Минимальная стоимость комплекта
Технология Caterpillar (са-мосвал-валик-подборщик-укладчик) 1000/5000 1800 высокая высокая высокая средняя средняя
Всегда есть запас смеси в валике Уровень смеси в бункере постоянен, шнековая камера заполнена Открылки не используются, смесь дополнительно перемешивается подборщиком Потери тепла в валике не высоки при его минимальной поверхности Стоимость образова-теля валика и подборщика не высока
Эти укладчики как в гусеничном, так и в колесном исполнении, позволяют достичь высокой ровности укладываемого покрытия, даже если нижние слои имеют значительную неровность (рис. 12.10 (цв.)).
Полоса сегрегированного материала (рис. 12.11 (цв.)) возникает в том случае, если расстояние между питающими конвейерами сравнительно велико, и привод шнеков мешает подаче материала на центр полосы укладки. Это приводит к образованию зоны с недостатком смеси по центру уложенного асфальтобетонного слоя, что негативно сказывается на процессе уплотнения и, следовательно, на сроке его службы.
Конструкция асфальтоукладчиков Roadtec исключает или сводит к минимуму образование полос сегрегированного материала. Это достигается благодаря ряду факторов: во-первых, благодаря оптимальному расположению привода конвейеров и тяговых звездочек шнеков, которое позволило минимизировать межконвейерное расстояние; во-вторых, благодаря возможности регулирования положения шнеков по высоте, которая исключает жесткую связь центральной опоры шнеков с рамой укладчика, таким образом, образуя свободное пространство (зазор) для подачи материала по центру укладываемой полосы (рис. 12.12 (цв.)). На укладчиках Roadtec используются система Moba-Matik™ и TOPCON , содержащие в сенсорном блоке ультразвуковые датчики поверхности; на лыже Big-Sonic-Ski™ - три датчика по длине, на лыже Smothtrac - четыре датчика, показания которых усредняются. Наиболее прогрессивные системы автонивелирования производятся компаниями «МоЬа» и «Quante» [3, 8]. Это бесконтактные системы на основе лазерных нивелиров и ультразвуковых датчиков (рис. 12.13).
Рис. 12.13. Принципиальная схема работы ультразвуковых датчиков.
Электрообогрев зеркала плиты на этих укладчиках обеспечивает (в отличие от дизельных или пропановых горелок) ее равномерный нагрев, устраняя традиционные «горячие точки».
176
В стандартном исполнении все асфальтоукладчики Roadtec снабжаются системой отвода вредных испарений от горячей смеси и от рабочих мест операторов FXS. Вытяжные элементы расположены над распределяющими материал шнеками, и таким образом обеспечиваются благоприятные условия труда оператора укладчика с точки зрения экологии и сохранения здоровья (рис. 12.14 (цв.)).
Компания «Roadtec Inc.» разработала принципиально новый вид асфальтоукладчиков под торговой маркой Stealth™ (рис. 12.15 (цв.)) [88]. Считают, что Roadtec SP-100B Stealth™ конструктивно отличается от традиционных асфальтоукладчиков в такой же степени, как самолет-невидимка «стеле» - от обычных самолетов. В Roadtec SP-100B смесь под действием силы тяжести поступает из бункера прямо на шнеки, тем самым устраняется необходимость в пластинчатых конвейерах, крыльях бункера, толкающих роликах и двухосной тележке переднего моста.
Отсутствие этих агрегатов обеспечивает более низкую цену и существенно уменьшает стоимость ремонта и технического обслуживания. Из-за того, что асфальтоукладчик Stealth работает вместе с машиной для перегрузки материала Шаттл-Багги, достигается непрерывная укладка смеси, при этом устраняется температурная и фракционная сегрегация смеси. Бункер асфальтоукладчика расположен непосредственно над центром тяжести машины. Благодаря этому, независимо от количества материала, находящегося в бункере, центр тяжести машины не меняет своего положения по длине. Отсутствие дополнительных моментов сил при погрузке и расходовании смеси из бункера обеспечивает максимальную ровность дорожного полотна (до 40 мм на километр, что на порядок улучшает ровность, обеспечиваемую традиционным асфальтоукладчиками).
Одной из моделей асфальтоукладчиков, используемых в США как на федеральных дорогах, дорогах «Highway» и местных штатных, даже в горных условиях (мощные, мобильные) является TEREX-Cedarapids. Они пользуются большой популярностью у подрядчиков и составляют 20% в объеме продаж в США [55]. Фирма «TEREX» была первой, кто стал использовать резиновые гусеницы, а также лидером перехода на работу с электронной системой полностью гидравлического регулирования плиты.
Фирма «ЬееВоу» [5] конструирует и производит асфальтоукладчики с 1964 г. (рис. 12.16 (цв.)). Фирма получила мировую известность благодаря высокому качеству и современному дизайну своей продукции. Все модели, начиная с тротуарного, имеют запатентованные пластины удаления лишнего материала, что положительно оказывается на текстуре и ровности поверхности. Асфальтоукладчик ЬееВоу модели 8816, имеет ширину укладки 2,4—5,0 м, выдвижные мостики для опера-
177
торов, уширители для устройства уклона до 10%, обогреваемую (6 шт. пропановых горелок) виброплиту, автономное управление, ультразвуковые регуляторы работы шнека и конвейера.
Конвейерные асфальтоукладчики серии 8500 оборудованы автоматическими конвейерами шириной 0,91 м, обеспечивающими равномерную подачу материала. Основание конвейера имеет специальный гидропривод для подъема относительно шасси для облегчения чистки и обслуживании машины. Уширители вибробруса с гидравлическим приводом легко устанавливаются перед основным вибробрусом в требуемое положение, чем обеспечивается отсутствие швов на укладываемом покрытии шириной до 4,57 м (High deck) и до 5,57 м (Long deck). Скорость укладки 42,7 м/мин. Эта модель LeeBoy имеет дополнительный электронный пропорциональный EZ-регулятор для автоматического управления скоростью и направлением движения, что позволяет оператору полностью сосредоточиться на процессе укладки смеси.
Как правило, за счет большей базы из рассмотренных выше моделей, асфальтоукладчики на гусеничном ходу более устойчивы, поэтому, например, на МКАД при устройстве полос шириной более 6 м для обеспечения ровности поверхности использовали гусеничные асфальтоукладчики Супер 1800, Супер 2500, Титан-323, Титан-423, Титан-511, а при устройстве полос менее 6м- колесные Супер 1804 или F18W фирмы «Динапак». Колесные укладчики более маневренны, они перемещаются к месту укладки своим ходом.
В настоящее время получили распространение специальные виды асфальтоукладчиков, известные под термином «уширители» [5] (рис. 12.17 (цв.)). Это машины, которые двигаются по существующему дорожному покрытию, а укладывают материал вправо или влево, тем самым появляется возможность расширения проезжей части или устройство укрепленной обочины. Стоит обратить внимание на то обстоятельство, что с помощью таких машин можно как укладывать асфальтобетонную смесь, так и устраивать слоя основания и укрепительные слои на обочинах.
12.2. Преимущества использования современных асфальтоукладчиков
Применение современных асфальтоукладчиков обеспечивает возможность устройства бесшовных в продольном направлении покрытий или сокращения количества продольных сопряжений за счет большой ширины укладываемой полосы, и поперечных за счет высокой рабочей скорости.
Так при укладке выравнивающего и верхнего слоя покрытия общей шириной 22,5 м при реконструкции МКАД использовали один колесный и 178
три гусеничных укладчика европейского производства (рис. 12.17). Если бы работали старыми асфальтоукладчиками с максимальной шириной укладываемой полосы не более 4 м, то их потребовалось бы 7 шт. и продольных сопряжений было бы пять вместо трех [107].
Ж
S
Рис. 12.17. Укладка выравнивающего и верхнего слоя одним колесным и тремя гусеничными укладчиками (В = 22,5м, 1 < 5 +10 м):
1 - копирная струна; 2 - лыжа; I - колесный укладчик;
II, III, IV - гусеничные укладчики.
За счет возможности укладки полос большой ширины и при значительной рабочей скорости может быть обеспечен высокий темп дорожных работ (это потребует использования АБЗ большой мощности и четкой организации работы автотранспорта).
Оснащение асфальтоукладчиков автоматической системой обеспечения ровности исключает необходимость ручной регулировки толщины укладываемого слоя в процессе укладки, что наряду с уменьшением количества продольных и поперечных швов повышает ровность поверхности; кроме того, ровность поверхности улучшается благодаря наличию блокировки работы трамбующего бруса и виброплиты при каждой остановке асфальтоукладчика, вследствие чего исключается появление следов (ступеней) на поверхности свежеуложенного слоя от задней рамки рабочего органа.
Варьирование режимов работы асфальтоукладчика (скорость движения, параметры работы плиты и бруса) значительно сказывается на степени предварительного уплотнения различных асфальтобетонных смесей.
179
В наибольшей степени эти параметры изменяются для многощебенистых (каркасных) смесей типа Айв меньшей степени - для пластичных типов В, Д и Г (при минимальном содержании щебня).
Наилучшей уплотняемостью при работе асфальтоукладчика характеризуются смеси типа А, несколько меньшей - смеси типа Б, а затем более пластичные смеси - типов В, Г и Д.
Большая степень уплотнения достигается при оптимально установленных режимах частоты и амплитуды вибрации, скорости асфальтоукладчика. Чрезмерная частота приводит к расслоению смеси и ее разуплотнению, и, в результате, к появлению на поверхности укладываемого слоя трещин и разрывов.
Рост скорости передвижения укладчика, как правило, снижает величину коэффициента уплотнения смеси, что связано с уменьшением времени воздействия - уменьшением числа ударов по одному следу, поэтому смеси типа А и Б целесообразно укладывать при низких скоростях передвижения укладчика, но в условиях высокого темпа работ скорость 1 м/мин неэффективна, поэтому укладку, как указано далее, рекомендуют вести при рабочей скорости укладчика 2-3 м/мин, при которой коэффициент уплотнения Ку мелко- и крупнозернистых смесей типа А и Б составляет соответственно 0,92-0,94 и 0,90-0,92.
Степень уплотнения пластичных смесей типов В, Г и Д ниже, чем у многощебенистых смесей (Ку имеет значение 0,9 и меньше), она не так резко зависит от режима работы асфальтоукладчика, что позволяет проводить укладку таких смесей при более высоких скоростях - 4-5 м/мин.
Различную уплотняемость каркасных (многощебенистых) и пластичных асфальтобетонных смесей можно объяснить особенностями процессов их структурообразования. В каркасных смесях, с менее развитой удельной поверхностью минеральных материалов меньше вязкость битумных пленок; напротив, в пластичных смесях и смесях на основе дробленого песка высокое содержание минерального порошка обусловливает высокую степень структурирования битума, а, следовательно, большую вязкость системы. Очевидно, что меньшая вязкость вяжущего способствует более быстрому достижению плотности каркасных смесей.
Вибрационное воздействие уплотняющих органов асфальтоукладчика на смеси всех типов приводит к т.н. псевдоразжижению, что облегчает процесс уплотнения. При этом высокая степень плотности смеси за асфальтоукладчиком сопровождается такими положительными факторами, как уменьшение количества катков, получение улучшенной структуры уплотненного материала.
Возможность достижения определенной величины предварительного уплотнения связана с разным оснащением укладчиков активными уплотняющими органами.
180
12.3. Распределение смесей
В России и в Европе устройство слоев из асфальтобетонных смесей осуществляется асфальтоукладчиками, загружаемыми самосвалами с задней разгрузкой. Распределение смеси - это основная функция укладчиков, дополнительная, как указывалось выше, - предварительное уплотнение, первоначально обеспеченное конструктивными особенностями европейских укладчиков, а позднее - американских. При невысоком темпе укладки степень предварительного уплотнения может составлять 0,90-0,99 от нормативной. В соответствии с отечественными нормативными документами распределение горячих высокоплотных, плотных, пористых и высокопористых смесей на вязких битумах марок 40/60, 60/90, 90/130, находящихся в бункере асфальтоукладчика, следует осуществлять при температуре смесей не ниже 120 °C; смесей, приготовленных с применением поверхностно-активных веществ, - не ниже 100 °C; горячих смесей на вязких битумах марок 130/200 и 200/300 и жидких битумах марки 130/200 - не ниже 100 °C; высокоплотных смесей и смесей на полимерно-битумных вяжущих - на 20 °C выше [96].
Таблица 12.4
Минимально допустимая температура при укладке
Толщина слоя, см Марка битума Температура воздуха, °C
30 20 15 10 5 0 -5 -10
До 5 БНД 40/60, БНД (БН) 60/90,90/130 115 120 125 135 130 140 135 145 140 150 145 155 - -
5-10 То же 105 по 115 120 120 125 125 130 130 135 135 140 - -
До 5 БНД (БН) 130/200,200/300 СГ 130/200, МГ 130/200 МГО 130/200 90 100 95 105 100 по 105 115 ПО 120 115 125 120 130 125 135
5-10 То же 90 95 95 100 95 105 100 по 105 115 по 115 115 125 120 130
Примечание. Над чертой - при скорости ветра 6 м/с, под чертой - 6-13 м/с.
Минимально допустимая температура смеси при укладке в зависимости от температуры воздуха, вязкости битума и толщины слоя Должна соответствовать данным, приведенным в табл. 12.4 [96].
Открытые битумоминеральные смеси (БМО) укладывают как на Цементобетонные, так и на асфальтобетонные покрытия
В отличие от традиционных асфальтобетонных смесей БМО следует распределять асфальтоукладчиком с выключенными рабочими
181
органами (трамбующий брус и виброплита), т.е. асфальтоукладчик используется в качестве распределителя.
Смеси укладывают в сухую теплую погоду при температуре воздуха не ниже +5 °C. Нижележащий слой должен быть тщательно очищен от грязи и пыли и обработан жидким битумом с расходом 0,2-0,3 л/м2 или вязким битумом с расходом 0,3-0,4 л/м или 50%-ной битумной эмульсией с расходом 0,15-0,20 л/м2.
Для сокращения количества и улучшения качества поперечных сопряжений необходимо обеспечивать непрерывную в течение смены или циклическую загрузку смеси в асфальтоукладчик, ее распределение и уплотнение. Циклическая загрузка смеси состоит в одновременной доставке смеси 5-10 и более самосвалами, что обеспечивает непреыв-наую загрузку ее в асфальтоукладчик продолжительное время. В первом случае удается избежать устройства поперечных сопряжений на участке, равном сменной производительности по устройству слоя, а во втором - количество поперечных сопряжений будет определяться количеством циклов, что позволит иметь четко определенное время для качественного выполнения поперечного сопряжения.
Наилучший вариант устройства покрытий с минимальным количеством поперечных сопряжений - использование перегрузчиков Шаттл-Багги.
12.4. Перегрузчики асфальтобетонных смесей
Известно, что в технологической цепочке: производство асфальтобетонной смеси, ее хранение, транспортирование и выгрузка есть узкие места, являющиеся причиной расслоения (сегрегации) смеси. Явление расслоения явно заметно на щебеночных смесях (в сравнении с песчаными), тем более - при большом содержании щебня и использовании щебня широкой фракции (5-20 мм, 5-40 мм).
Как было упомянуто ранее, факторами, влияющими на расслоение смеси являются: заготовка щебня, его хранение в штабелях и подача на агрегат питания, недостатки рабочего узла разгрохотки горячего материала, выгрузка готовой смеси непосредственно из смесителя в транспортное средство или загрузка бункера-накопителя, а из него в транспортное средство, транспортирование и неправильная выгрузка смеси из самосвалов в бункер асфальтоукладчика.
Результатом всего перечисленного является неоднородная текстура поверхности, неравнозначные плотность, ровность и работоспособность слоя, что в первую очередь проявляется в шелушении и образовании выбоин на участках скопления щебня.
182
Расслоение по зерновому составу сопровождается температурной сегрегацией, поскольку разные минеральные материалы (гранитный щебень, кварцевый песок, известняковый минеральный порошок) из-за различия химического и минералогического состава, а также их крупности, обладая различной теплоемкостью и теплопроводностью, имеют на момент укладки и уплотнения различную температуру.
На рис. 12.18 (цв.) видно, что при выгрузке смеси из самосвала в бункер асфальтоукладчика попадает значительно сегрегированная по температуре смесь (перепад - до 50 °C), а на рис. 12.19 (цв.) явно видно различие температур смеси в нескольких местах бункера асфальтоукладчика.
Более холодные компоненты смеси (расположенные на поверхности выгруженного замеса и у бортов самосвала при транспортировании) (рис. 12.20 (цв.)) выдавливаются к краям бункера укладчика и падают, накрывая оставшуюся от предыдущего самосвала смесь на конвейере. Когда подходит следующий самосвал и разгружается в асфальтоукладчик, эта холодная смесь подается в шнековую камеру и затем укладывается в покрытие. При этом в бункере асфальтоукладчика перепад температур местами достигает 70 °C (рис. 12.21 (цв.)).
Виброплита не может уплотнить холодную смесь, поэтому на поверхности образуются «открытые» (недоуплотненные) участки. В результате того, что такой процесс происходит при каждой загрузке укладчика, сегрегационный цикл становится очевидным (рис. 12.22 (цв.) а), б), в)).
На термограмме уложенного слоя (рис. 12.23а (цв.)) обозначены области пониженной температуры, на обычных снимках (рис. 12.236 (цв.)) они ничем не выделяются, но эти участки являются местами образования выбоин, которые могут проявить себя уже через год.
Улучшения качества устраиваемых покрытий можно добиться, используя перегрузчики смеси, исключающие непосредственный контакт автосамосвала и укладчика.
Впервые такие перегрузчики с целью исключить температурную и зерновую сегрегацию доставляемой смеси, а также устранить неблагоприятный контакт автосамосвала с укладчиком создала американская компания «Roadtec» [55, 88]. В начале 1990-х годов разработка уникальной технологии была завершена.
Самоходная машина для перегрузки материала Shuttle-Buggy производства «Roadtec» оказалась единственной тестируемой машиной, которая действительно устраняет эффект сегрегации.
Для этого в разработанной конструкции машины перегрузки Шаттл-Багги (рис. 12.24 (цв.)) есть приемный ковш и накопительный бункер. В приемном ковше, куда автосамосвал выгружает смесь, установлен запатентованный трехшаговый перемешивающий шнек. С помощью шнека смесь с неравномерно распределенными частицами щебня и
183
с неравномерной температурой превращается в более гомогенную по зерновому составу и температуре массу. Из накопительного бункера с помощью ленточных транспортеров и, что не менее важно для ровности покрытия, без контакта с укладчиком смесь равномерно перегружается в бункер укладчика. В итоге на дороге появляется одинаково ровный и плотный, по всей площади прочный и долговечный слой асфальтобетонного покрытия.
На рис. 12.25 (цв.) представлен внешний вид самосвала (б) и реальная температура смеси в самосвале (а) при его подготовке к выгрузке в перегрузчик.
Фотография, сделанная с применением инфракрасной камеры (тепловизора) сразу после укладчика, принимающего смесь из Шаттл-Багги, представлена на рис. 12.26 (цв.), а рис. 12.27 (цв.) представлен трехшаговый обычный шнек (а) и шнек с переменным шагом витков (б).
Если применять шнек с постоянным шагом витков (рис. 12.27а), то объем материала, занимаемого на каждом из шагов витка в пределах лопасти конвейера, будет одинаков, и поэтому при вращении шнека материал, забранный по краям бункера, будет поступать к середине перемешивания. Применение шнека с переменным шагом (рис. 12.276), приводит к тому, что объем материала на каждом из шагов будет разный, при этом достигается качественное перемешивание более холодных крупных агрегатов и мелкой горячей массы и устранение зерновой и температурной сегрегации.
Достижение равномерной температуры уложенных участков из асфальтобетонных смесей показано на рис. 12.28 (цв.).
Фирма «Roadtec» выпускает три модели колесных перегрузчиков. Наиболее крупная из них Шаттл-Багги SB-2500. Его бункер имеет емкость 25 т. Общий запас смеси - около 45 т, включая смесь на конвейерах перегрузчика и во вставке-бункере укладчика.
Модель SB-2500C обеспечивает экономию на стоимости перевозки асфальтобетонной смеси до 25%, позволяет подбирать смесь из валиков.
Модель SB-1500 устроена аналогично, но имеет меньшие габариты, вес, мощность и вмещает в свой бункер смесь из самосвала грузоподъемностью 15 т.
Есть также несколько упрощенный вариант перегрузчика LTV-1000, у которого нет накопительного бункера.
В Европе первые собственные перегрузчики появились в Германии, и сделаны они были на базе имеющихся гусеничных укладчиков. Отличало их отсутствие перемешивающего устройства и накопительного бункера, они служили только для бесконтактной перегрузки смеси.
Сегодня аналогичный гусеничный перегрузчик МТ-1000 (рис. 12.29 (цв.)) выпускает известная в России немецкая фирма «Vogele». Задуман 184
оН как дополнительный агрегат к выпускаемым этой фирмой укладчикам, дооснащаемым 20-тонным бункерами, и имеет производительность до 700 т/час. Главное его достоинство перед Шаттл-Багги - более низкая стоимость.
Фирма «Dynapac» (Швеция) тоже освоила выпуск на заводе в Германии колесного перегрузчика или передвижного питателя (Mobile feeder) MF 250 (рис. 12.30 (цв.)), емкость бункера - 6 м3, а производительность транспортера - до 1440 м3/ч. Расчеты показывают, что этот перегрузчик при двухминутной смене на разгрузке 15-20 т автосамосвалов, может обеспечить подачу асфальтоукладчику 500-600 т/ч смеси.
Возможные варианты организации работ с использованием пере-грузчиков Шаттл-Багги и связанные с ними преимущества описаны ниже.
В связи с тем, что перегрузчик Шаттл-Багги оборудован поворотным разгрузочным конвейером, он способен производить выгрузку смеси в случае необходимости в укладчик, движущийся по соседней полосе (рис. 12.31 (цв.) а, б, в). Использование перегрузчика, как показано на рис. 12.31а (цв.), применимо для случая, когда при укладке дорожного полотна нет необходимости двигаться по полосе укладчика, на которой распределен битум после прохода гудронатора. Схема работы в соответствии с рис. 12.316 (цв.) может быть применима для случая, когда можно осуществить подъезд самосвала к месту разгрузки по уложенному дорожному полотну, а соседняя полоса только обустраивается. Работа по схеме на рис 12.31 в (цв.) применима, когда необходимо уложить асфальтобетонное покрытие на обочинах или склонах, расположенных под углом к проезжей части.
Пример подачи смеси в труднодоступные места приведен на рис. 12.32 (цв.). Здесь запечатлен момент, когда подача смеси в бункер укладчика ведется с соседней полосы, приподнятой относительно обустраиваемой.
При разгрузке самосвала под контактными сетями общественного электротранспорта (см. рис. 12.33 (цв.)) велика вероятность касания их поднимающимся кузовом, что крайне опасно и не допустимо.
Самосвал приходится разгружать не полностью, и выполнять окончательную разгрузку в момент, когда укладчик будет находиться в Удобном для разгрузки месте. При этом увеличивается число соударений укладчика с самосвалом, что приводит к ухудшению ровности укладываемого покрытия. Увеличивается время простоя грузовика при ожидании разгрузки и нарушается цикл движения грузовиков: АБЗ -место укладки - АБЗ.
Применение Шаттл-Багги (рис. 12.34 (цв.)) позволяет производить Разгрузку в любом удобном для самосвала месте. Проблем с выгрузкой смеси из перегружателя в бункер укладчика не возникает, т.к. положение
185
окна разгрузочного конвейера регулируется оператором в диапазоне от 1,78 до 3,71 м от уровня дороги, и угол поворота конвейера относительно продольной оси машины составляет 55° в обе стороны. Похожие проблемы с разгрузкой возникают при укладке дорожного покрытия под мостами и в тоннелях, т.е. в тех местах, где имеются препятствия для разгрузки самосвала, обусловленные стесненными условиями.
При укладке асфальтобетонного покрытия в городах возникает проблема обустройства канализационных, водосточных и прочих люков, для этого требуется точечная подача небольшого количества смеси (рис. 12.35 (цв.)).
Использование для этих целей самосвала приводит к выгрузке излишнего количества материала, для уборки которого требуется снимать рабочих и технику с основного процесса.
При использовании Шаттл-Багги обустройство люков, установка бордюрного камня, производство работ малых объемов не вызовут проблем, поскольку регулирование скорости конвейерной ленты позволит подать требуемое количество смеси.
Например, необходимо наполнить ковш погрузчика смесью. Традиционно этот процесс с участием самосвала происходит следующим образом: погрузчик подъезжает к самосвалу, подставляет ковш под разгрузочную створку кузова и из переполненного ковша смесь высыпается на дорогу. Убирать приходится вручную. Шаттл-Багги подает материал без излишка в емкости малого объема (рис. 12.36 (цв.)).
Если укладка дорожного покрытия производится одновременно несколькими укладчиками, идущими по соседним полосам, Шаттл-Багги может подавать смесь в два или три укладчика за счет высоких маневренности, скорости передвижения (рабочая до 4,8 км/ч, транспортная до 14,5 км/ч) и наличии поворотного конвейера (рис. 12.37 (цв.)). Таким образом, используя одну машину для ликвидации фракционной и температурной сегрегации смеси, можно уложить однородную по составу и температуре смесь несколькими укладчиками.
В процессе эксплуатации перегрузчиков в большинстве штатов США запрещены работы по асфальтированию дорог без их применения. Американский опыт (свыше 10 лет), а также опыт Германии, России и других стран выявил реальную эффективность применения этих машин:
- исключение таких дефектов как шелушение, выкрашивание, ямочность;
- реальное улучшение ровности [63] с 473 до 158 мм/км (по счетчику Мейсона) и показателя качества с 127 до 25 мм (по калифорнийскому профилометру);
- увеличение срока службы в 1,5-2 раза, благодаря однородности состава уложенной смеси и высокой ровности покрытия.
186
В целом применение перегрузчиков Шаттл-Багги позволяет не только исключить ошибки, допущенные при производстве асфальтобетонной смеси на заводе, транспортировке и при укладке смеси, но и рационально использовать денежные средства, предусматриваемые на текущий ремонт и обслуживание автомобильных дорог.
12.5. Особенности укладки асфальтобетонных смесей при неблагоприятных условиях
Большие проблемы на месте производства работ (при температуре воздуха 0 + -10 °C) связаны с охлаждением самой смеси. Наиболее сложными и ответственными в таких условиях являются две операции -укладка смеси и ее уплотнение. Технология выполнения этих операций не может быть такой же, как, например, при +25°С или +10°С. Она должна быть изменена применительно к реальной температуре воздуха и другим условиям на объекте, тщательно продумана и отражена в технологическом регламенте выполнения работ или в ППР, т.е. должна быть проведена предварительная инженерная и организационная подготовка с принятием конкретного решения по технологии выполнения указанных операций. Связано это с довольно быстрым охлаждением смеси после укладки и невозможностью по этой причине качественно его уплотнить. Специально проводившиеся в России и за рубежом исследования, в том числе на строительстве дорог и в лабораторных условиях, показали, что на характер и скорость остывания, а соответственно, и на время от момента появления смеси в покрытии и до момента завершения уплотнения (при температурах 60-70 °C) влияют в основном три фактора - толщина слоя, погода (температура воздуха, ветер) и состояние основания.
Значительные потери тепла укладываемой смеси происходят на границе сопряжения ее с основанием и окружающим воздухом.
Целесообразно в состав отряда машин по устройству покрытий из горячих асфальтобетонных смесей в плохих погодных условиях дополнительно включать специальную нагревательную машину (рис. 12.38) с газовыми горелками инфракрасного излучения [54]. Она используется Для удаления с поверхности основания тонких слоев воды, снега и льда (после механической чистки дорожными щетками), а также подогрева основания до 20-30 °C непосредственно перед укладчиком в целях обеспечения сцепления и укладываемых слоев (RcJ.
187
о
Рис. 12.38. Схемы нагрева основания при устройстве покрытия (а) и дополнительного подогрева уложенного слоя смеси в процессе его укатки (б):
1 - автомобиль-самосвал; 2 - асфальтоукладчик; 3 - каток; 4 - тепловая машина;
5 - каток на пневматических шинах.
Исследования величины сцепления между слоями при проведении работ при различных температурах основания, его состояния и использовании для подгрунтовки органических вяжущих различной вязкости (от вязкого битума до эмульсии) показали что:
- величина сцепления (Rcu) значительно больше при сухом «теплом» (15-49 °C) основании (RCII > 5 кг/см2), чем при сухом «холодном» (-2 -ь -3 °C) основании (RcU = 0-1 кг/см2).
- преимущество использования для подгрунтовки дорожной эмульсии, обеспечивающей большую величину сцепление между слоями, чем при использовании вязких битумов.
Толщина слоя и погодные условия. На тонких слоях (2-3 см) и при отрицательных температурах (минус 5-40 °C) время, отводимое на укатку, может составить не более 10 минут, которых будет явно недостаточно для полного и качественного уплотнения. В таких же условиях более толстый слой (9-10 см) может сохранить необходимую для укатки температуру почти в 4 раза дольше (табл. 12.5), поэтому потребность в технологических приемах и средствах быстрого и эффективного уплотнения важнее для тонких слоев, чем для толстых.
Данные таблицы 12.5 хорошо коррелируются с требованиями СНиП 2.05.02-85, в соответствии с которыми в России не допускается устройство асфальтобетонных покрытий толщиной менее 3^4 см.
При разрешенных [96] для укладки горячих смесей температурах воздуха (5-40 °C) время охлаждения тонких слоев составляет 22-24 мин, что почти совпадает (при грамотной организации работы) с минимально возможным временем их уплотнения катками статического действия за установленные практикой 20-24 суммарных прохода.
188
Таблица 12.5
Максимально допустимое время укладки и уплотнения смеси по условию остывания
^Толщина горячего слоя в покрытии, см Ориентировочное максимально допустимое время (мин) укладки и уплотнения слоя смеси по условию его остывания от 140 до 60 °C при скорости ветра 4-5 м/с и температуре воздуха и основания
-10...-8 °C -5...-3°С +1...+3°С +12...+14 °C +23...+25 °C
3-4 8-10 12-15 17-20 25-30 35—40
6-7 22-25 28-31 36—40 50-55 60-70
9-10 35-40 50-55 65-70 80-90 100-120
12-14 — — — — 130-150
18-20 — — — — 210-240
30 - — — — 350-400
Примечание. При скорости ветра 5-10 м/с указанное время уменьшается на треть, в солнечную безветренную погоду - увеличивается на треть.
При меньшем времени на уплотнение (при более быстром остывании смеси) катки не успеют сделать положенные 20-24 прохода, в результате чего плотность асфальтобетона, как правило, окажется ниже требуемой.
При решении проблемы устройства качественных асфальтобетонных покрытий при пониженных и отрицательных температурах воздуха можно использовать два направления: продление времени остывания смеси и ускорение технологического процесса укладки и уплотнения (см. раздел «Уплотнение»).
Продление времени остывания смеси. Большое значение для решения этой проблемы играет грамотная организация работ на АБЗ и технологических режимов на линии.
Опыт укладки горячих асфальтобетонных смесей при отрицательных температурах воздуха показал, что при транспортировании смеси в большегрузных обогреваемых автомобилях с укрытием ее пологами теплопотери невелики [54].
Способы продления времени остывания смеси на объекте:
- укладка слоя повышенной толщины (способ простой, но требующий согласия заказчика на возможное удорожание работ).
Экспериментальные работы, проведенные К.Я. Лобзовой [60], и опыт ряда отечественных и зарубежных организаций показали преимущества устройства вместо двух или трех слоев покрытия из разных видов (типов) смесей - одного более толстого слоя из смеси, предназначенной для верхнего слоя покрытия (иногда на 1-2 см меньше сУммарной толщины);
189
- увеличение примерно в 1,5-2 раза продолжительности остывания смеси за счет замедления теплопотерь при большой массе одновременно уложенной смеси;
- уменьшение затрат по укладке и уплотнению, в том числе за счет экономии топлива и большей производительности работ;
- одновременная укладка нижнего и верхнего слоев покрытия при совместном их уплотнении.
Немецкая фирма «Кирхнер» провела удачные эксперименты по новой технологии укладки верхнего тонкого слоя сразу же (рис. 12.39 (цв.)) на только что уложенный более толстый горячий и еще не уплотненный катками нижний слой покрытия. Для этого использовали два укладчика, идущие следом друг за другом. Первый раскладывал нижний слой, второй тонкий верхний. Загрузка смеси во второй укладчик производилась сбоку с помощью ленточного транспортера специального укладчика. Совместное уплотнение двух слоев вели обычными катками.
Благодаря теплу нижнего толстого слоя остывание верхнего тонкого слоя было более продолжительным, что обеспечило лучшие условия уплотнения.
Снижение температуры смеси в самой верхней части совместно устроенной комбинации двух слоев (10+2 см) при температуре воздуха 10-Н5 °C составило всего 10 °C за 25 мин. Для сравнения - при укладке верхнего слоя (4 см) на холодное основание снижение температуры составило 70 °C за те же 25 минут.
Далее фирма «Кирхнер» усовершенствовала технологию укладки «компакт-асфальта» (рис. 12.40 (цв.)) с верхним тонким слоем за счет применения сдвоенного асфальтоукладчика, в котором два укладчика были соединены в один, способный вести одновременную [54] укладку двух разных по толщине слоев из двух различных смесей, но уплотняемых совместно.
Новый комбинированный укладчик имеет два раздельных бункера, поочередно заполняемых нужной смесью с помощью ленточного транспортера - перегрузчика, два самостоятельных дизельных привода, два рабочих органа (у каждого трамбующий брус с виброплитой), но одно общее гусеничное ходовое устройство и единую систему управления всеми агрегатами и органами.
В России впервые применили в ноябре 2001 г. технологию, обеспечивающую укладку тонкого защитного (3 см песчаной смеси) слоя на мосту. Сразу же на этот теплый предварительно уплотненный тонкий слой укладывали смесь типа «Б» толщиной 10 см. Этот верхний слой в процессе своего охлаждения нагревал нижний тонкий слой, который за счет этого эффективно доуплотнялся во время укатки верхнего слоя;
- использование временного теплоизоляционного укрытия поверхности горячего слоя и его уплотнение катками через это укрытие [54].
190
В процессе экспериментальных работ по укрытию уложенной асфальтобетонной смеси, проведенных у нас в стране, Германии и США, получены данные, представленные в таблице 12.6.
Таблица 12,6
Результаты использования теплоизоляционного укрытия
Толщина горячего слоя, см 3 4 5 6-7 9 10
""Теплоизоляционное укрытие - - - резина брезент - перга мин брезент - -
Температура воздуха, °C -8 ветер -8 ветер до 11 м/с -5 -7 -5 -10 -10 -10 -5 -5
Средняя скорость охлаждения, °С/мин 6,0 5,0 2,8- 3 0,9- 1,1 1,8-1,9 2,6-2,8 2,0-2,1 1,6- 1,7 1,7- 1,8 1,3- 1,5
Использовали брезентовое полотно толщиной 1-2 мм, длиной 15-25 м и шириной, равной ширине укладки полосы покрытия. Брезент наматывали на ось, устанавливали в специальные кронштейны на укладчике, и по мере продвижения укладчика он разматывался. На один укладочный отряд машины целесообразно иметь 3-4 куска брезента (прочностью на разрыв 60-80 кгс/см) общей длиной 60-80 м.
Более эффективно применение мягкой теплостойкой резины толщиной 3-5 мм: кроме теплоизолирующего результата улучшаются плотность слоя и шероховатость поверхности, но при этом возрастает трудоемкость работ из-за большого веса резиновых кусков S = 50-100 м2 (более удобно применение кусков площадью 5-10 м2 при ямочном ремонте ранней весной или глубокой осенью). Судя по данным табл. 12.6, при такой теплоизоляции скорость потери температуры в слое понижается до 1,5-3 раза и, соответственно, увеличивается время укатки;
- использование нагревательной машины для повторного нагрева поверхности укладываемого слоя покрытия аналогично нагреву основания.
Обобщая вышесказанное, становится очевидным, что распределение горячих асфальтобетонных смесей в условиях быстрой потери тепла следует производить с соблюдением дополнительных правил:
- температура асфальтобетонной смеси при распределении Должна быть не ниже 150 °C;
- необходимо применять асфальтобетонные смеси с ПАВ или активированными минеральными порошками;
- устраивать следует, как правило, только нижний слой двухтонного асфальтобетонного покрытия; если зимой или весной по это
191
му слою будут передвигаться транспортные средства, его следует устраивать из плотных крупнозернистых смесей типов А и Б [103, 114];
- верхний слой допускается устраивать только на свежеуложен-ном нижнем слое до его остывания (с сохранением температуры нижнего слоя не менее 20 °C);
- распределение асфальтобетонной смеси следует производить немедленно, не допуская простоя автомобилей-самосвалов;
- обеспечить высокопроизводительную работу при укладке за счет четкой организации работ и повышения рабочей скорости укладчика до 3, а иногда до 6-10 м/мин;
- выравнивающая плита должна непрерывно нагреваться, а трамбующий брус должен быть включен. При работе одним укладчиком длину захватки следует уменьшить, чтобы новая полоса примыкала к теплой, неостывшей кромке ранее уложенной полосы;
- толщина устраиваемого слоя должна быть не менее 4 см; если по проекту заложена конструкция из 2-3 асфальтобетонных слоев, то целесообразно реализовать вариант укладки покрытия одним слоем повышенной (рис. 12.41) толщины [103] (на этапе устройства - медленнее остывает смесь, в период эксплуатации - большая устойчивость к многократному воздействию нагрузки).
Рис 12.41. Температура асфальтобетонной смеси в слоях разной толщины.
На рисунке видно, что при одинаковом характере изменения температуры смеси по толщине слоя абсолютная величина температуры смеси больше в слое большей толщины, поэтому температура смеси при укладке слоев увеличенной толщины вместо 120 °C по норме может быть понижена до 110°С (при температуре воздуха не менее 15-20 °C).
При многослойной укладке все слои должны быть устроены в течение одной смены. Каждый последующий слой укладывается только
192
после остывания нижнего до 5°С при температуре воздуха ниже +10 °C и до 20-30 °C - при температуре воздуха выше +10 °C.
Устройство слоев толщиной 10-22 см [103] осуществляют с учетом следующих рекомендаций:
- укладку смесей следует вести, как правило, одновременно на всю ширину проезжей части;
- ровность слоя повышенной (более 10 см) толщины достигается, в частности за счет стабильности состава смеси (рекомендуется использовать мелко- или крупнозернистые смеси с содержанием зерен крупнее 5 мм в количестве, необходимом для создания в слое пространственного каркаса - более 40%) [13]);
- для предотвращения раскатывания и разрушения кромки укладываемых слоев повышенной толщины должны быть установлены боковые упоры, высота которых равна толщине уплотненного слоя. Упоры создаются рельсформами или деревянными брусьями прямоугольного сечения, а в городских условиях - образуются бортовыми камнями. Брусья устанавливают непосредственно на технологический слой (основание) и фиксируют их положение с внешней стороны штырями (2 шт. на брус длиной 4-5 м). Чтобы не ограничивать скорость движения машин механизированного отряда, упоры следует устанавливать по ходу движения укладчиков на 0,4-0,5 длины сменной захватки.
В любом случае после распределения смеси асфальтоукладчиком на поверхности уложенного слоя не должно быть трещин, раковин, разрывов и т.п., что связано с неточной регулировкой рабочих органов по высоте, недостаточной температурой нагрева плиты, неравномерным заполнением смесью шнековой камеры. Замеченные дефекты необходимо исправить вручную до начала уплотнения слоя катками [96].
193
Глава 13. УПЛОТНЕНИЕ АСФАЛЬТОБЕТОННОГО ПОКРЫТИЯ
13.1. Механизм уплотнения
Уплотнение - завершающий и очень важный этап в технологии устройства асфальтобетонных покрытий.
Известно, что физико-механические свойства асфальтобетона (пористость, прочность, деформативная способность, сдвигоустойчивость, водо- и морозостойкость), а также ровность и шероховатость покрытий при прочих равных условиях в значительной степени обусловливаются их плотностью. Чем выше степень уплотнения асфальтобетонного слоя, тем меньше возможность последующего деформирования под воздействием колес автомобилей, то есть покрытие дольше сохраняет свою ровность и высокий уровень удобства движения [58].
На рис. 13.1 показано, что по мере достижения более высокой плотности асфальтобетона, а, следовательно, снижения пористости, его деформативная устойчивость против разрушающих внешних факторов растет. Опыт показывает, что недоуплотнение асфальтобетонных покрытий в период строительства приводит к сокращению сроков службы и увеличению затрат на их ремонт.
10 15 20
Рис. 13.1. Зависимости деформативной устойчивости покрытия от пористости асфальтобетона:
1 - обычная смесь (большое количество крупнозернистого щебня, дробленного песка, более вязкие битумы);
2 - удобоукладываемая смесь (незначительное количество крупнозернистого щебня, большое количество природного песка, жидкий битум).
194
В процессе уплотнения смеси происходит перераспределение (упаковка) ее зерен, их сближение, а также выдавливание воздуха, вовлеченного в смесь при ее перемешивании.
Упаковка зерен щебня в покрытии, т.е. наиболее удобное их взаиморасположение, происходит при первых проходах катка. Сближение зерен при уплотнении сопровождается выжиманием битума из точек контакта зерен в межзерновые пустоты. Поскольку асфальтобетонная смесь - сложный упруго-вязко-пластичный материал, свойства которого изменяются во времени (с момента ее приготовления), поэтому одноразовое приложение нагрузки, даже очень большой, не может уплотнить смесь до требуемого предела.
Процесс уплотнения, т.е. изменение объема (формы), происходит в результате постепенного течения вязкого реологического тела, что может быть достигнуто многократными силовыми воздействиями (многократные проходы катка по одному следу) или длительным давлением постоянной нагрузки (изготовление лабораторных образцов в металлической форме под статической нагрузкой в течение 3 минут).
При уплотнении любой асфальтобетонной смеси различными уплотняющими средствами процесс уплотнения происходит следующим образом [14]:
- первый проход катка уменьшает толщину уплотняемого слоя на величину Zi (рис. 13.7а), плотность и прочность слоя за вальцом становится больше, чем перед вальцом; удельное давление вальца на слой равно массе вальца, деленной на площадь контакта F, рассчитываемую по формуле:
Fi = bixl (см2),
где bi - длина полухорды,
1 - ширина вальца.
- второй проход катка по тому же следу уменьшает толщину слоя на величину Z2, меньшую, чем Zi; площадь контакта вальца с уплотняемым слоем уменьшается, а удельное давление увеличивается.
- третий проход катка уменьшает толщину слоя еще на величину Z3, которая меньше, чем Z2, и удельное давление вальца на уплотняемый слой становится еще больше, при этом и прочность асфальтобетона также увеличивается.
Через 5-6 проходов катка его удельное давление становится равным величине сопротивления сжатию асфальтобетона при данной температуре, а дальнейшие проходы этого катка плотность не увеличивают. Для установления этого факта можно использовать современные прибо
195
ры, такой как PQI (фирмы «TransTech»), изображенный на рис. 13.2 (цв.) [5], а также современные катки оборудованы сигнализацией - цифровой, цветовой. После этого потребуется включить в работу более тяжелый каток. По мере роста уплотняющей нагрузки и (или) времени ее действия контактирование зерен становится все более плотным, и более прочными становятся зоны битумного слоя, вследствие чего увеличивается прочность асфальтобетона.
Предельно возможная плотность достигается при таком давлении, превышение которого приводит к дроблению зерен щебня.
По мере уплотнения укатываемый слой становится все более прочным как вследствие уплотнения, так и остывания, поэтому сложность данного этапа заключается в том, чтобы успеть сделать необходимое количество проходов катка до остывания слоя.
13.1.1. Факторы, влияющие на уплотняемость асфальтобетонных смесей
Плотность асфальтобетона зависит от величины и вида уплотняющей нагрузки и уплотняемости смеси.
Под термином «уплотняемость» понимается способность уложенного слоя изменять первоначальный объем (или форму) под воздействием уплотняющей нагрузки.
Уплотняемость асфальтобетонных смесей обусловливается: температурой смеси при уплотнении, зерновым и петрографическим составом минеральной части, количеством и формой зерен, вязкостью битума и его содержанием, присутствием поверхностно-активных веществ, характером воздействия средств уплотнения.
Уплотнение следует начинать при максимально (в пределах норм) возможной температуре. Максимальное давление вальца не должно превосходить сопротивления сжатию и сопротивления сдвигу асфальтобетона при данной температуре, поскольку при более высокой температуре каток «тонет» и на поверхности слоя появляются трещины, наплывы, волны.
Чем раньше (т.е. при той максимально возможной температуре, при которой не образуется деформации укатки) начат процесс уплотнения, тем более вероятно успешное достижение требуемой плотности асфальтобетона. Кроме качественной стороны, уплотнение смеси при более высокой температуре требует и меньшей работы по уплотнению.
На рис. 13.3 показана зависимость усилия при уплотнении от температуры смеси. Видно, что высокая температура облегчает уплотнение смеси. Это связано с тем, что при малой вязкости битум действует как смазка и снижает трение минеральных зерен между собой [111].
196
40 tit)КО 100 120.140 160 140 200
Темпера гура смеси, С
Рис. 13.3. Зависимость усилия уплотнения от температуры смеси (для битумов марок от В 65 до В 200): 1 - окончание уплотнения;
2 - оптимальная температура для уплотнения; 3 - начало уплотнения.
Рис. 13.4. Зависимость уплотняющей нагрузки от содержания щебня в смеси.
При снижении температуры смеси с возрастанием вязкости битума резко увеличивается усилие уплотнения. Приходится преодолевать, кроме трения минеральных зерен, еще и сцепление их с битумом.
Зерновой состав и форма зерен минеральной части асфальтобетонной смеси являются главными факторами, определяющими величину угла внутреннего трения (<р) и внутреннего сцепления (С), которые существенно влияют на уплотняемость смесей.
Асфальтобетонные смеси, в которых применяется минеральный материал окатанной формы (гравий, речной песок), обладают лучшей удобоукладываемостью и более высокой уплотняемостью по сравнению со смесями из дробленых материалов.
При идентичном зерновом составе уплотняемость смеси понижается с увеличением крупности применяемого щебня.
Смеси, содержащие избыток минерального порошка и, следовательно, характеризующиеся высокой вязкостью асфальтовяжущего вещества ABB (АВВ - минеральный порошок + битум), имеют более низкую уплотняемость.
С увеличением содержания щебня и уменьшением концентрации АВВ уплотняемость смесей повышается (рис. 13.4). В лабораторных условиях было установлено, что стабилизация высоты образцов (в процессе ее уменьшения при уплотнении) из многощебенистых смесей происходит при меньшей величине уплотняющей нагрузки, чем для
197
образцов из малощебенистых смесей. Далее будет показано, что для уплотнения многощебенистых смесей по сравнению с малощебенистыми требуется меньшее количество проходов катков.
Уплотняемость смесей улучшается с повышением содержания битума до оптимального количества. Смеси с избытком битума («жирные») невозможно уплотнить до предельно возможного состояния.
В результате введения поверхностно-активных веществ (ПАВ) в асфальтобетонную смесь ее уплотняемость улучшается, так как ПАВ уменьшает вязкость битума и, следовательно, уменьшает трение и сопротивление перемещению минеральных зерен.
На уплотняемость смесей существенное влияние оказывает также метод уплотнения, выбор которого предопределяется типом зернового состава смеси.
При устройстве асфальтобетонных слоев из высокоплотных смесей и смесей типа «А» и «Б», а также пористых и высокопористых требуемую [61] плотность рекомендуют достигать совмещением воздействия трамбующего бруса и виброплиты с доуплотнением катками, а смесей типа «В», «Г», «Д» - при меньшем влиянии вибровоздействия -с использованием легких, средних и тяжелых катков.
13.1.2. Классификация дорожных катков
Дорожные катки занимают значительное место в технологическом процессе ремонта и строительства дорог [32].
История возникновения и совершенствования катков начата еще 2-3 тысячи лет до нашей эры с каменных катков на ручной тяге, продолжена во второй половине XIX века металлическими катками с балластными ящиками на конной тяге и паровыми самоходными катками, а в XX веке - катками с двигателем внутреннего сгорания и производительными самоходными катками гладковальцовыми пневмо-, вибро- и комбинированными [73].
В 2006 г. исполнилось 75 лет с момента выпуска Рыбинским заводом [72] первого отечественного моторного катка (рис. 13.5). На рис 13.6 дана классификация дорожных катков.
При новом строительстве, ремонте и реконструкции дорог и улиц используются катки как отечественного, так и импортного производства.
К основным техническим характеристикам катков относятся: масса, рабочая скорость, ширина вальца (уплотняемой полосы), диаметр вальца, линейное давление, частота вибрации (для катков вибрационного действия), мощность двигателя. Значения технических характеристик приводятся в паспорте, инструкции по эксплуатации дорожного катка или в справочной литературе.
198
Рис. 13.5. Первый отечественный моторный каток.
Рис. 13.6. Классификация дорожных катков.
199
Для катков с гладкими вальцами эффективность уплотнения асфальтобетонного слоя определяют такие параметры, как: общая масса Р, кг; диаметр вальца Д, см; ширина вальца В, см; давление на единицу ширины вальца, Па/см; скорость V, км/час; число проходов, No.
На рис. 13.7 представлена схема механизма уплотнения гладковальцовом катком (а, б, в, г).
а) Осадка слоя смеси (Zj, Z2, ...) при повторном проходе катка и диаметр следа площади (Ьь Ь2,...) контакта.
б) Площадь контакта при проходах катка 1,2, 3.
о, ок
Р.пуЬмна осадки
в) График зависимости контактного давления от глубины осадки 1 - диаметр вальца 104 см;
2 - диаметр вальца 175 см.
г) Смещение агрегатов смеси под действием вертикальных сил ЖАД.
Рис. 13.7. Особенности работы гладковальцовых катков статического действия.
200
Таблица 13.1
Параметры уплотнения гладковальцового катка
Тип катка Диаметр площади контакта, см Толщина уплотнения слоя, см
легкий 6-4 6-7
средний 7-5 8-9
тяжелый 10-6 10-12
Уплотнение катками статического действия осуществляется в основном в результате воздействия вертикальных сил (массы катка). При этом происходит преодоление внутреннего трения между зернами смеси, зерна смещаются, сближаясь и образуя все более плотный слой. Его пористость уменьшается, а несущая способность увеличивается. Эффект уплотнения осуществляется от слоя к слою сверху вниз.
Установлено, что уплотнение ровной поверхности материала гладким металлическим вальцом характеризуется относительно неравномерным распределением напряжений [53] как в продольной (рис. 13.8), так и в поперечной плоскостях. Напряжения под гладким металлическим вальцом концентрируются у краев вальца, а в средней части они меньше. Это позволяет сделать вывод, что степень уплотнения материала под гладким вальцом в районе оси вальца будет меньше.
Рис.13.8. Распределение напряжений в уплотняемом материале при работе дорожных катков.
По массе гладковальцовые катки делятся на: легкие (6-8 т), средние (10-13 т) и тяжелые (11-18 т).
До 1990-х годов, дорожные организации использовали, в основном, отечественную технику, а примером самых распространенных катков были ДУ-50 - легкий каток, ДУ-48А и ДУ-48Б - средние и ДУ-49А (триплекс -3x3) - тяжелый. Если легкий и тяжелый катки хорошо зарекомендовали себя в дорожном строительстве, то средний каток ДУ-48А (двухосный трехвальцовый 2x3), преобладающий в составе парка гладковальцовых катков, имеет ряд недостатков по сравнению с зарубежными катками среднего класса - двухосными двухвальцовыми (2x2 - «тандем»).
201
У катков 2x3 ширина уплотнения больше в 1,5 раза, чем у катков 2x2, однако вследствие того, что их передний и задние вальцы идут при уплотнении не по одному следу, число проходов этих катков необходимо увеличивать в два раза по сравнению с катками 2x2, но при этом добиться равномерной плотности практически невозможно.
Рис. 13.9. Уплотнение асфальтобетона двухосным трехвальцовым катком:
1,5- полосы, уплотняемые задними вальцами;
2, 4 - полосы, уплотняемые задними и передним вальцами; 3 - полоса, уплотняемая передним вальцом.
При движении двухосных трехвальцовых катков образуются полосы, различные по степени уплотнения (рис. 13.9). Средняя полоса 3 имеет наименьшее уплотнение, так как она уплотнена только одним передним вальцом. Две крайние полосы (1, 5) уплотнены расположенными сзади вальцами. Две внутренние полосы (2, 4) имеют наибольшее уплотнение, так как они подверглись воздействию переднего и заднего вальцов. Равномерное уплотнение всей полосы при укатке катками такого типа может быть достигнуто только в том случае, если каток будет смещаться в поперечном направлении каждый раз не более чем на половину ширины вальца. Однако температура асфальтобетонной смеси при этом снижается, что сказывается на неравномерности уплотнения (40).
Распространенность же катков с формулой 2x3 в городских условиях объясняется возможностью подхода вплотную к стенкам, высоким бордюрам и другим препятствиям благодаря выступающим за габарит самого катка ведущим вальцам.
Ширина вальцов катков статического действия, эксплуатировавшихся до 1990-х годов, составляла от 500 до 1400 мм, поэтому даже при 202
максимальном размере они плохо вписывались в технологические режимы уплотнения полос шириной 3,5-3,75 м. При ремонте магистральных улиц и дорог с большой шириной проезжей части предпочтение стали иметь зарубежные катки производства Германии, Японии с шириной уплотнения 1800-2000 мм и больше.
Не менее важным параметром катков является диаметр вальца D- 600-1600 мм. С его уменьшением не только снижается площадь контакта вальца с поверхностью качения, что само по себе ухудшает механику уплотнения, но и растет опасность сдвига смеси, а вследствие этого ухудшается качество уплотнения и ровность поверхности.
Так как у вальца большого диаметра меньше сопротивление качению и колееобразованию, следует отдавать предпочтение таким каткам, поскольку при их использовании повышается ровность уплотняемого покрытия.
Недостатком катков 2x3 является также различия в способе передачи нагрузки ведущими и ведомым вальцами. У ведомого вальца, не связанного с приводом катка, горизонтальная составляющая массы действует в направлении движения, продвигая смесь впереди катка, тогда как у ведущего вальца горизонтальная сила действует против направления движения катка, пытаясь подмять смесь под валец, затем вытолкнуть ее позади него (рис. 13.10).
Рис. 13.10. Воздействие ведущего и ведомого вальцов на уплотняемый слой:
1 - направление движения катка; 2 - воздействие ведомого вальца. 3 - воздействие ведущего вальца.
203
При использовании такого катка обязательное правило - свеже-уложенный слой асфальтобетонного покрытия сначала уплотняют ведущим вальцом, т.е. при первых проходах каток должен двигаться ведущими вальцами вперед. Это правило следует выполнять при уплотнении смеси легкими катками как двухосными трехвальцовыми, так и двухосными двухвальцовыми, в том числе и при небольшом диаметре D барабана (особенно при Д < 2 м).
Катки статического действия вследствие жесткости вальцов развивают на контакте с покрытием очень высокие давления (до 2,5-3,0 МПа, а каток ДУ-48А - 5-7 МПа), что способствует не только получению требуемой плотности, но и может привести к образованию на его поверхности макро- и микротрещин; они служат причиной дробления каменных материалов в асфальтобетонных смесях с большим содержанием щебня и дробленого песка (тип А, Б, Г) и ухудшения текстуры шероховатой поверхности.
Скорость гладковальцовых катков при старых моделях асфальтоукладчиков в начале укатки должна быть не более 1,5-2 км/ч, после 5-6 проходов может быть увеличена до 3-5 км/ч, при современных асфальтоукладчиках скорость в начале укатки не должна превышать 5 км/ч.
На рис. 13.11 (цв.) показана система разбрызгивания воды, смонтированная на гладковальцовом катке для предотвращения прилипания асфальтобетонной смеси к вальцам катка. Известны также способы применения смеси воды и керосина (1:1) или водного 1%-ного раствора отходов соапстока. Не разрешается применять для этих целей соляровое масло и топочный мазут.
13.1.3. Особенности работы виброкатков
Первоначально вибрационное уплотнение считали подходящим для скально-крупнообломочного грунта, песка и гравия, но с развитием вибрационной техники этот метод стал пригоден и для глинистых грунтов, а впоследствии - и для уплотнения асфальтобетонных смесей.
Первоначально (и до недавнего времени) принцип динамического уплотнения был задуман и воплощен в конструкции катков за счет:
- круговой вибрации (один дебаланс) создаваемой вращающимися силами, изменяющими направление (рис. 13.12а); этот способ используется чаще всего благодаря своей простоте;
- направленной вибрации (вибратор с двумя дебалансными валами), создающей вертикальную уплотняющую силу (рис. 13.126).
Известно, что вибрация снижает внутреннее трение минеральных материалов (рис. 13.13а), и высокая степень уплотнения достигается совместным воздействием массы катка и динамической нагрузки (рис. 13.136). 204
Рис. 13.12. Способы создания вибровоздействия в уплотняемом материале за счет:
а) круговой вибрации; б) направленной вибрации; в) осцилляции.
205
а) б)
Рис. 13.13. Механизм вибровоздействия на смесь:
а) снижение трения минеральных материалов;
б) совместное действие массы катка и динамической нагрузки.
Уплотняемая смесь при вибрации подвергается действию сил, изменяющихся с определенной частотой. Отдельные зерна смеси приходят в движение, вследствие чего их взаимное трение снижается, они перестраиваются, образуя более плотную структуру. За счет действия вибрации работа среднего по массе (10-13 т) виброкатка приравнивается к работе тяжелого гладковальцового катка или один средний виброкаток может заменить два средних катка статического действия.
Для вибрационных вальцов (рис. 13.136) по сравнению с гладковальцовыми статического действия при одинаковой площади контакта со смесью глубина распределения напряжений увеличивается за счет передачи частицам уплотняемой смеси вибрационной нагрузки. Сравнивать вибрационное воздействие катков можно, в частности, по частоте и по минимальной амплитуде, являющихся функцией массы вальца и характеристик эксцентрика [56, 91].
Обычно амплитуда вибрации бывает в пределах 0,025-0,102 см, но некоторые катки предназначены для работы только с одной номинальной амплитудой, а другие могут иметь два режима работы - с минимальной и максимальной амплитудами. Реальная амплитуда при работе катка отличается от номинальной вследствие различия свойств уплотняемого материала. Увеличение амплитуды вибрации повышает уплотняющее усилие, пропорционально изменяя динамическую силу.
206
Для относительно тонких слоев смеси (около 3 см в уплотненном состоянии) каток вибрационного действия обычно используется в статическом режиме (без вибрации). Это объясняется тем, что после нескольких проходов вибрирующий валец начнет «отскакивать» от таких тонких слоев вследствие высокой жесткости нижнего слоя, на который уложен этот тонкий слой, поэтому и скорее будет разрушать, а не уплотнять слой покрытия.
В общем случае для слоев толщиной от 3 до 10 см катки вибрационного действия должны работать с малой амплитудой. По мере повышения толщины слоя часто бывает выгодным повысить номинальную амплитуду вибрации.
Изменение частоты вибрации при заданной амплитуде вызывает рост динамического воздействия пропорционально квадрату окружной скорости вращения эксцентрика на валу. Некоторые виброкатки предназначены для работы только с одной частотой или имеют ограниченный выбор частот. Другие катки могут менять частоту вибрации в интервале от 1600 до 3000 мин'1. Частоты менее 2000 мин . (33 Герц) обычно неприемлемы для уплотнения асфальтобетонных слоев.
Снижение частоты вибрации и увеличение скорости катка приводят к увеличению расстояния между точками приложения динамической силы (между ударами) на поверхности слоя. И наоборот, повышение частоты вибрации и снижение скорости катка обусловливают увеличение числа ударов на единицу расстояния укатки и, соответственно, увеличение уплотняющего усилия катка (рис. 13.14).
Рис. 13.14. Зависимость числа ударов на единицу расстояния укатки от частоты вибрации.
Таким образом, предпочтительно иметь минимальные промежутки между ударами (большее число ударов на единицу расстояния уплотнения). Однако при этом следует учитывать, что снижение скорости катка ведет к снижению производительности.
207
Выбор скорости катка зависит от пластичности асфальтобетонной смеси: пластичные смеси склонны «расползаться» в горизонтальном направлении. Если смесь начинает «ползти» под катком, то скорость последнего необходимо снизить. Кроме того, от скорости виброкатков зависит длина промежутков между ударами, что проиллюстрировано на рис. 13.15. Как уже ранее упоминалось, длина этого промежутка является важным параметром для контроля величины динамического воздействия, оказываемого на смесь, и получения ровной поверхности асфальтобетонного покрытия
Рис. 13.15. Влияние скорости виброкатка на длину промежутков между ударами.
Создание вибрационных отечественных катков предусматривало наряду с улучшением условий уплотнения повысить производительность процесса, снизить металлоемкость и число типоразмеров катков в комплексе.
Первые вибрационные катки имели массу 3-4 т. До недавнего времени эффективными отечественными катками, предназначенными для уплотнения асфальтобетонных покрытий, являются ДУ-47А, ДУ-47Б массой 6-8 т и более новые модели ДУ-47БМ - 7,5 т и ДУ-98 - 11,5 т.
Каток дорожный вибрационный ДУ-95-2 производства «ИРМАШ» (г. Брянск), предназначен для эффективного уплотнения асфальтобетонной смеси при ямочном ремонте дорожных покрытий, а также для асфальтирования тротуаров, велосипедных дорожек, других малых площадок (рис. 13.16).
Использование такого катка тем более важно, что широко рекламируемые виброплощадки и вибротрамбовки не обеспечивают требуемой плотности при устройстве тротуаров, ямочном ремонте, а могут быть рекомендованы только для устройства отмосток и при временных работах.
Целую серию катков для уплотнения асфальтобетонных смесей выпускает фирма «Динапак» (Швеция). Гладковальцовые катки (вибрационные марки СС 21, СС 41, СС 50А) имеют соответственно массу 6,6; 10,3; 14,1 т; частоту колебаний вибратора - 50, 41-50, 33-40 Гц. Линейное давление вальцов составляет соответственно 23,31,33 кгс/см.
208
Рис. 13.16. Каток дорожный вибрационный ДУ-95-2 (эксплуатационная масса 1350 ± 12%, кг; ширина уплотняемой полосы 750 мм).
У последних моделей тандемных виброкатков «Динапак» новой серии «СС» - модели СС222, СС232, СС422, СС522 - валец большего диаметра, чем у большинства аналогичных моделей катков такого же класса. Кроме того, эти катки обладают уникальной комбинацией характеристик уплотнения - более высокая частота вибрации при более низкой амплитуде. Сочетание этих особенностей дает возможность достигать требуемой плотности всего за несколько проходов катка, что важно для получения качественного результата, особенно при уплотнении быстроостывающих тонких слоев асфальтобетонных смесей. Катки серии «СС» обладают и другими особенностями, которые способствуют более эффективной работе. Так, шарнирное сочленение рамы катков и заднего вальца делает машины маневренными, легко управляемыми. На рис. 13.17 (а и б) показан обрезчик кромок, как дополнительное оборудование смонтированный на катке СС232.
Средние вибрационные катки тандемного типа используются, главным образом, для производства работ по асфальтированию. Модель СС232 имеет разделенные вальцы, оснащается двигателем DEUTZ.
Последние модели виброкатков «СС» обеспечивают частоту вибрации 54-70 (см. табл. 13.2)
209
а) б)
Рис. 13.17. Внешний вид и дополнительное оборудование виброкатка Динапак модели СС232:
а) внешний вид и характеристика виброкатка Динапак модели СС232; б) обрезчик кромок (дополнительное оборудование) виброкатка СС232.
Таблица 13.2
Характеристики катков серии «СС»
Марка машины Масса, кг Ширина вальца, мм Статическая линейная нагрузка пе-ред./задн., кг/см Амплитуда, мм Частота, Гц
СС222 7200 1450 24,5/25,2 0,3/0,7 54/70
СС232 7900 1450 26,8/27,6 0,22/0,5 54/70
На рисунке 13.18 представлен вибрационный тротуарный каток фирмы «Динапак» СС92.
Фирма «АБГ» (Германия) выпускает гладковальцовый вибрационный каток Александр-128Г, он имеет массу 10,2-11,3 т. Вибратор вальца имеет две ступени частоты вибрации - 33 и 50 Гц. Линейное давление заднего вальца составляет 34,7; переднего - 26,8 кгс/см. Ширина уплотняемой полосы - 1600 мм. Гладко вальцовый вибрационный каток Александр-126Г массой 6,5-7,5 т имеет вибратор с двумя ступенями частоты 33 и 50 Гц.
Широкую номенклатуру катков выпускает фира «Бомаг» (Германия). Среди них катки вибрационные массой до 8 т, которые наиболее эффективны на уплотнении асфальтобетона (BW 170, BW ПОД, BW 170РД, BW212).
210
«яг
Рис.13.18. Вибрационный тротуар- Рис. 13.20. Тандемный виброкаток ный каток фирмы «Оупарас» DV 08V SUPER.
Динапак СС92.
Фирма «Bomag» (Amman и др.) осуществила возможность дискретно или плавно изменять центробежную силу вибровальца в большую или в меньшую сторону, а также контроль в процессе уплотнения. Следует отметить, что автоматизированная система ВАМ (Bomag asphalt Manager) позволяет непрерывно контролировать качество уплотнения смеси, правда, в косвенных показателях (вибрационный или динамический модуль деформации). Фактически впервые оказалось возможным следить за относительным результатом уплотнения асфальтобетона и заблаговременно выявлять недоуплотненные места на покрытии. При этом непременным условием эффективного функционирования системы является непрерывное измерение температуры слоя. При этом машинист катка имеет возможность вмешиваться в автоматический процесс уплотнения, если температура смеси окажется очень высокой или низкой. Как автоматика, так и машинист в подобных случаях могут изменять силовое вибровоздействие катка, регулируя величину вертикальной составляющей центробежной силы путем поворота ее вектора или даже отключать вибрацию.
На рисунке 13.19 (цв.) изображен виброкаток фирмы «Бомаг». Практика показала, что при уплотнении асфальтобетонных смесей типа А Целесообразно использовать вибрационные катки 9-12 т типа BW 161 АД, BW 164АД, BW 202АД или типа BW 144АД-2, BW 151 АД-2, а также СС 221 и СС 421 массой 7-10 т.
Фирма «WIRTGEN GROUP» широко реализует весь диапазон катков НАММ: гладковальцовые статического действия модели HD, пневматические GRW, динамического действия тандемного типа DV.
211
На рис. 13.20 представлен тандемный виброкаток DV 08V SUPER (Германия, НАММ) массой 8400 кг (с кабиной 9340 кг), рабочей шириной 1680 мм. Это современный каток, имеющий:
- оба ведущих моста с гидростатическим приводом;
- 3 режима рулевого управления;
- дополнительную систему орошения самотеком;
- автоматическую систему управления вибрацией;
- значительное снижение расхода воды благодаря процессорному управлению системой орошения;
- систему регулирования частоты Ecomatic с цифровым дисплеем, 2 амплитуды;
- выбор скорости и др.
На рисунке 13.21 (цв.) показан виброкаток DTV 3105 итальянской фирмы «Bittelli» (112). Данная фирма выпускает 8 моделей асфальтовых вибрационных катков с рабочей массой от 0,95 до 11 тонн. На рисунке 13.22 (цв.) представлен виброкаток фирмы «Lee Воу» (США).
Скорость виброкатков в соответствии должна быть в начале укладки не должна превышать 3 км/ч; после 2-3 проходов в процессе уплотнения тонких слоев скорость может быть от 3 до 6 км/ч, более толстых слоев - до 4 км/ч.
Обобщая вышесказанное, следует обращать внимание на то, что тонкие слои или удобоукладываемую (пластичную) смесь рекомендуют уплотнять с меньшей амплитудой и высокой частотой вибрации, толстые слои - комбинацией большей амплитуды с низкой частотой.
Уплотнение асфальтобетонных смесей виброкатками средней массы эффективно на среднем (промежуточном) этапе уплотнения при повышенных температурах - 140-160 °C. Более мощные, виброкатки используют для окончательного уплотнения при более низких температурах-80-100 °C.
Необходимо избегать лишних проходов, в результате чего могут возникать продольные и поперечные трещины на уплотняемой поверхности. Виброуплотнение охлажденного или уже остывшего слоя также влечет за собой повреждение покрытия: разрыхление, разуплотнение структуры, разрушение зерен щебня.
Виброкаток является более универсальной машиной в сравнении с катками статического действия. Машинист виброкатка должен контролировать несколько переменных параметров при укатке, поэтому ему следует пройти специальное обучение, чтобы правильно выбирать наиболее оптимальные режимы работы. Кроме таких факторов, как скорость катка, расположение катка на уплотняемом асфальтобетонном покрытии и требуемое количество проходов катка, на качество укатки влияют амплитуда и частота вибрации. Кроме того, машинист вибро-212
катка с двумя вальцами может работать в режиме одного или двух вибрирующих вальцов. Это дает возможность варьировать в большей мере уплотняющее усилие, прилагаемое к смеси. Однако до применения на практике виброкатков необходимо произвести пробную укатку контрольной полосы для того, чтобы выбрать оптимальный тип катка, правильно подобрать скорость укатки и режим вибрации для конкретных условий. Если не удается получить требуемое уплотняющее усилие, то необходимо снижать скорость катка и менять амплитуду.
При использовании виброкатков следует учитывать наличие зданий вблизи строительной площадки. Безопасным расстоянием от зданий считается 90 см в расчете на каждую тонну веса катка. Кроме того, при выборе виброкатка необходимо принимать во внимание наличие подземных коммуникаций и дренажных сооружений под дорогой, на которой предполагается производить укатку.
Виброкатки НАММ последнего поколения создают динамические воздействия за счет осцилляции (рис. 13.1 Зв и рис. 13.22), вызывающей тангенциальные силы в уплотняемом материале, равнодействующая центральных сил обеих масс вызывает вращение бандажа в ту или другую сторону.
Рис. 13.22. Механизм воздействия виброкатков за счет осцилляции.
Использование виброкатков, работающих по принципу осцилляции, выявляет следующие их преимущества:
- меньшее число проходов при достижении большей степени уплотнения (рис. 13.23);
- больший диапазон температур табл. 13.3, при этом нет опасности нарушения структуры слоя (разрыхления) при охлаждении, в том числе тонких слоев;
- отсутствие разрушения зерен (из-за отсутствия вертикальных сил), достижение высоких сцепных качеств при высокой плотности;
- меньше вибрация (меньше шума) - нет опасности для соседних сооружений, при работах на мостах.
213
Рис. 13.23. Достижение различной степени уплотнения при различных способах.
Таблица 13.3
Температурный интервал динамического уплотнения смесей катками, работающими по принципу вибрации и осцилляции
Наименования материала Осцилляция, С° Вибрация, сек"1 (Гц)
Асфальтобетон 140-80 140-100
Мастичные слои 160-115 160-130
Полимермодифицированный асфальтобетон 150-120 150-130
Рис. 13.24.12-тонный тандемный шарнирно-сочлененный каток с осцилляцией НАММ HD 0120V.
214
В номенклатуре катков НАММ есть тандемные виброкатки, у которых один валец осуществляет вибрацию, а второй - осцилляцию (DV 90). На рис. 13.24 изображен 12-тонный тандемный шарнирно-сочлененный каток с осцилляцией НАММ HD 0120V.
13.1.4. Особенности работы пневмокатков
Взаимодействие колес катка на пневматических шинах с уплотняемой поверхностью изучалось многими исследователями. Разработан метод определения возможной толщины уплотняемых слоев, выбор нагрузок на колесо и давление воздуха в шинах. Создано также представление об изменении характера распределения давлений по контактной поверхности [14].
В 1980-е годы в связи с дефицитом пневмоколесных катков была проведена работа по «обрезиниванию» (напрессовкой резины) гладковальцовых катков и намечалось серийное их производство.
Различие результата уплотнения асфальтобетонной смеси гладковальцовым катком и обрезиненным катком той же массы приведено в таблице 13.4. Видно, что применение резиновых бандажей обеспечивает не только более эффективное уплотнение, что проявляется в достижении большей величины коэффициента уплотнения, меньшей величины водонасыщения покрытия, нулевой водопроницаемости, но и обеспечивает лучшую текстуру поверхности, что проявляется в достижении большей величины глубины шероховатости.
Таблица 13.4
Сравнение результатов уплотнения гладковальцовыми и обрезиненными катками
Режимы уплотнения Коэффициент уплотнения Водонасыщение, % Средняя глубина впадин шероховатости, мм Водопроницаемость см3/секУм2
вырубки переформованный образец
Гладковальцовые катки -8 т и 10 т, 145-100 °C 0,98 3,42 1,68 0,45 7
тоже при 145-75 °C 0,962 5,28 2,53 0,67 103
1 ладковальцовый каток 10 т + 8 т с обрезиненными вальсами 145-110 °C 0,991 1,58 1,40 0,92 0
Каток обрезиненный 8 т 145-100°С 0,998 1,72 1,62 1,10 0
215
Если перенести эти данные по обрезиненным вальцам на пневмокатки, то понятно, что катки на пневматиках предпочтительнее гладковальцовых, особенно при уплотнении многощебенистых смесей, поскольку создают более плотную структуру, сохраняя при этом выступы щебня.
Эффективность уплотнения пневмокатками зависит от: давления воздуха в шинах, диаметра следа, массы, приходящейся на одно колесо, скорости, числа проходов.
Чем выше давление в шине (при постоянной массе), тем меньше площадь контакта шины (ПКШ) и выше контактное давление на поверхность (КДП) (табл. 13.5).
Таблица 13.5
Параметры уплотнения пневмокатками
Нагрузка на ’ колесо, т Давление воздуха в шинах, МПа
0,25 0,49 0,74 0,85
1,22 361 246 212 199 ПКШ, см2
0,30 0,40 0,50 0,52 КДП, МПа
2,27 670 483 374 348 ПКШ, см2
0,33 0,47 0,60 0,65 КДП, МПа
2,73 761 554 438 406 ПКШ, см2
0,35 0,49 0,61 0,66 КДП, МПа
ПКШ - площадь контакта шины; КДП - контактное давление на поверхность.
Стандартные шины могут быть использованы при различном давлении от 0,3 до 0,9 МПа в зависимости от зазора между шинами.
Поскольку пневмовалец (рис. 13.25) в отличие от гладкого металлического вальца деформируется под влиянием нагрузки и с увеличением нагрузки растет контактное давление на укатываемый слой, а диаметр площади контакта пневмовальца с уплотняемым материалом (после нескольких первых проходов) постоянен и составляет -30 см, то в продольной плоскости напряжение в материале - более равномерное и глубина проработки смеси - больше (табл. 13.6). Поэтому слои повышенной толщины рекомендуют уплотнять с пневмокатками.
Таблица 13.6
Зависимость глубины уплотнения от нагрузки на ось
Толщина слоя, см Нагрузка на ось, т
до 8 1,5
до 13 2,5
до 20 4,0
216
а) б)
Рис. 13.25. Деформирование пневмоколеса:
а) схема; б) в реальных условиях.
В поперечной же плоскости напряжение характеризуется значительной концентрацией, что обусловлено сравнительно небольшой шириной пневмовальцов. Даже принимая во внимание, что частицы смеси сдвигаются в основном в стороны, при одиночном проходе нескольких стандартных пневмоколес, все же образуются неуплотненные зоны и зоны глубинного уплотнения.
Для достижения равноценного уплотнения в поперечном направлении и для избежания неровностей необходимо пробной укаткой установить схему уплотнения и требуемое количество проходов по ширине. С этой целью передние и задние колеса должны перекрывать следы ДРУГ друга (рис. 13.26) не менее чем на 30-50 мм (при нормальном давлении), однако для получения равномерного уплотняющего эффекта и но избежание появления следов на поверхности асфальтобетонного покрытия, более существенно - перекрытие давлений по контактным площадкам (рис. 13.27).
Благодаря такому распределению напряжений механизм действия пневмошины следующий: смесь вминается и перемещается в зоны ме-W колесами, с чем связаны повышенная ушютняемость смеси и Меньшая вероятность дробления щебня.
Как показали исследования, движение пневмокатка может сопро-в°Ждаться колебаниями массы, причиной чего является неравномерная Четкость шин в радиальных направлениях. При таких колебаниях ши-
217
ны играют роль упругого элемента и поэтому, во избежание появления резонансных колебаний катка, скорость его движения должна соответствовать жесткости шин.
Рнс. О.Ж 1।не 1МГДШ шин.
Рис. 13.27. Перекрытие эпюр контактного давления (в отличие от единой «луковицы» давления имеется и общая результирующая «луковица», что обеспечивает улучшение глубинного эффекта).
Для обеспечения одинаковой жесткости все шины на катке должны быть одного размера, иметь одинаковое число слоев корда и давление. В общем случае зависимость следующая: шина с 6 слоями корда может иметь давление до 4,2 кг/см2, с 10 слоями корда - до 6,3 кг/см2. Шина, имеющая 12 слоев корда, предназначена для больших катков, и давление в ней может быть поднято до 8,4 кг/см2.
Для обеспечения большей эффективности при уплотнении асфальтобетонных смесей пневмокатки должны иметь подворачивающиеся полюса, по крайней мере, на одной из осей (обычно только передняя ось поворотная). Наличие уравнительных систем с шарниром на 218
>ычагах (рис. 13.28) обеспечивает контакт колес с уплотняемой поверхностью (в отличие от гладковальцовых катков), их равномерное нагружение, а, следовательно, равномерное уплотнение и лучшую ровность.
Рис. 13.28. Уравнительная система с шарниром.
Качественное уплотнение слоев асфальтобетонных смесей обес-ючивают катки, оборудованные специальными шинами, отличающимся плоским и гладким протектором и рабочим диапазоном изменения давления воздуха в шине (0,3-1,0 МПа), что дает возможность уплот-сять смеси при температуре до 160 °C. Применение спецшин повышает [роизводительность катка на 25-30% [10] и обеспечивает более высо-ую ровность поверхности уплотняемого слоя.
Минимальная масса катка на пневмошинах составляет 15 т. Оте-ественные катки на пневмошинах массой 16-30 т уплотняют смеси сех типов, при этом их производительность больше, чем у гладковаль-;овых. Работая при высокой температуре, они обеспечивают достиже-ие коэффициента уплотнения до 0,96 и выше и не дробят каменный гатериал.
Самоходный пневмоколесный 20-тонный каток ДУ-55 имеет ряд реимуществ по сравнению с другими моделями: смачивание колес аспыленной жидкостью с малым расходом, централизованное регули-ование давления воздуха в шинах, движение колес на криволинейных частках «след в след» и др.
На дорожных работах в условиях города, особенно в последние °Ды используют и импортные пневмокатки: СР22 и СР27 массой 7,6 и >8 т шведской фирмы «Динапак», Александр и Пума немецкой фирмы АБГ», 9-13-тонные BW 16R и BW 20R фирмы «Бомаг» и др.
На рис. 13.29. а, б представлен пневмокаток производства США с аадким протектором и специальными щетками.
Большинство катков на пневмошинах применяется для работы на гадии промежуточной укатки, т.е. после катка статического или виб-ДЦионного действия, осуществляющего первоначальную укатку, и пе-еД катком статического воздействия, выполняющим конечную укатку.
219
а) б)
Рис. 13.29. Пневмокаток производства США с гладким протектором и специальными щетками:
а) общий вид; б) щетка.
При использовании пневмокатков для работы на стадии промежуточной укатки следует применять шины с минимальным числом слоев корда, равным 10, и давлением до 6,3 кг/см2.
Однако иногда пневмокатки применяют для первоначального и конечного уплотнения. Для эффективного использования катка при первоначальном уплотнении следует выбрать каток и шинами большого размера. Катки, имеющие шины размером 7,50x15 или меньше, обычно не могут эффективно осуществить первоначальное уплотнение; для этой цели следует использовать катки с пневматическими шинами большего размера: 9,00x20, 11,00x20, 12,00x20. Например, каток GRWjoi (Чехия) с размером шин 11,00x20, с плоским протектором и расположением колес по схеме 4x4 или каток Пума 168А (Германия) с размером шин 11,00x20 с гладким протектором, которые позволяют качественно вести уплотнение и обеспечивать хорошую устойчивость.
При работе пневмокатков на конечном этапе их дополнительное (кроме уплотнения) действие - это герметизация поверхности.
На рис. 13.30 представлен пневмокаток фирмы «Марини».
На рис. 13.31 представлен современный пневмокаток марки НАММ со следующими характеристиками:
- рабочая масса с кабиной 14500 кг;
- максимальная допустимая масса 28000 кг;
- равномерное распределение давления на все колеса 3500 кг;
- по четыре колеса спереди и сзади размером 11,00x2012 PR;
- колеи колес с каждой стороны перекрываются на 50 мм;
- сдвоенное управление, обеспечивающее надежную устойчивость;
- автоматическая система подкачки шин: в процессе укатки давление может быть быстро изменено из кабины в пределах от 1,5 до 8 бар.
220
Рис. 13.31. Нневмокаток
GRW 18 НАММ.
Рис. 13.30. Пневмокаток
фирмы «Марини».
Эффективность уплотнения асфальтобетонных смесей пневмокатками зависит не только от характеристик катков, но и от особенностей смесей.
Если смесь пластичная, то она будет меньше «расползаться» под шинами с низким давлением, чем под шинами с высоким давлением. Для жесткой смеси можно применять шины с высоким давлением, так как в этом случае смесь достаточно стабильна, чтобы выдержать вес катка без смещения в горизонтальном направлении.
Ранее упоминалось, что некоторые пневмокатки способны менять давление в шинах в процессе укатки посредством системы централизованной подкачки воздуха. Теоретически, данная возможность позволяет машинисту катка менять давление в шинах по мере того, как смесь становится жестче. Таким образом, следует начинать работу (первоначальная укатка) на «мягких» шинах и повышать давление по мере того, как жесткость смеси возрастает, поскольку плотность смеси становится больше на промежуточной и конечной стадиях. Однако на практике этой способностью катка пользуются редко, так как машинист не в состоянии выполнять заданную схему укатки и непрерывно менять давление в шинах по мере того, как меняется состояние укладываемой смеси. Обычно давление в шинах катка поддерживается постоянным в течение всего периода работы при условии, что данное давление выбрано с учетом характеристик укладываемой смеси и расположения катка на асфальтобетонном покрытии по отношению к асфальтоукладчику.
К шинам катка при укатке может прилипать асфальтобетонная смесь. Для устранения этого недостатка предпринимались разные меры, включая смачивание шин водой из разбрызгивающей системы или специальным раствором, а также очищение скребками (рис. 13.296), креплением щеток, предотвращающим прилипание смеси. Однако это не
221
всегда помогает. Есть сведения, что для ограждения шин от воздействия ветра и охлаждения их закрывают защитным экраном (фартуком) из фанеры или прорезиненной ткани, однако преимущества данного способа сохранения тепла пока нигде документально не подтверждены [91]. Лучшим решением данной проблемы является прогрев шин до температуры укатываемой смеси [107]. Если температура шин и уплотняемой смеси одинакова, то прилипание смеси будет минимальным или совсем отсутствовать.
Лучшим решением данной проблемы является прогрев шин (~10 мин.) до температуры укатываемой смеси.
Если пневмокаток применяют утром в начале рабочего дня для первоначальной укатки, т.е. на первой позиции в эшелоне катков, рекомендуется, чтобы во избежание налипания смеси каток перед уплотнением поработал для прогрева шин в течение 10 минут вне свежеуло-женного покрытия. После этого каток на пневматических шинах должен еще 10 минут работать в промежуточной позиции за катком статического действия с гладкими вальцами с целью полного прогрева шин до уровня температуры укатываемой смеси. Во время прогрева шин может произойти некоторое налипание смеси. По окончании прогрева каток можно поставить на первую позицию, где он сможет успешно работать без налипания смеси на шины. Если уплотнение прерывается на длительный период, то процесс прогрева шин должен быть повторен перед началом укатки. Ни в коем случае нельзя оставлять каток на «горячем» слое до возобновления укатки.
Целесообразно шины пневмо- и комбинированного катка прогревать на первых 30-50 метрах одновременно с работающими в начальный период уплотнения слоя гладковальцовыми катками (без вибрации), после чего пневмокатки производили уплотнение покрытия непосредственно за асфальтоукладчиком.
После того, как будет произведен выбор типа пневмокатка исходя из размера и давления в шинах, следует обратить внимание на следующие факторы, воздействующие на качество укатки: скорость укатки, место катка на асфальтобетонном уложенном слое по отношению к асфальтоукладчику и количество проходов, которое должен выполнить каток над каждой точкой поверхности. Если уплотняющее воздействие катка будет недостаточным, то машинист катка должен изменить нагрузку на колесо и/или давление в шинах.
Скорость пневмокатков при уплотнении тонких слоев и заделке пористых (раковистых) мест - от 6 до 10 км/ч, при уплотнении толстых слоев - 3-5 км/ч.
222
13.1.5. Особенности работы катков комбинированного действия
Комбинированные катки оборудованы гладким вибровальцом и гладкими пневматическими шинами. Они очень эффективны при уплотнении асфальтобетонных смесей, поскольку сочетают преимущество й возможности пневмо- и виброкатков: вибровоздействие, приводящее к быстрой упаковке зерен, и «вминающее» воздействие пневматиков, способствующее сближению зерен и выжиманию воздуха из пор и перераспределению битумных пленок.
Высокая производительность комбинированных катков связана с большой шириной вальцов, большим размером шин. Ширина вальцов некоторых зарубежных катков увеличена до 1700-2100 мм. Так, например ширина вибробарабана катка SV91 (Япония) - 2150 мм. В катках комбинированного типа предпочтение отдается шинам с размером 11,00x20 с плоским протектором.
Различные модели таких катков имеют массу 2-18 т.
На рис. 13.32 представлен комбинированный сочлененный тандемный каток двух модификаций: НД 90К и НД 1 ЮК (Германия, НАММ) со следующими характеристиками:
- рабочая масса с кабиной 9300 кг;
- рабочая ширина 1680 мм;
- оба ведущих моста;
- 4 пневмоколеса 11,00x2012 PR;
- диаметр бандажа 1200 мм;
- устройство для прикатки и обрезки края полосы;
- индикатор температуры уплотняемой смеси;
- система орошения под давлением, состоящая из 2 насосов и разбрызгивателя эмульсии для смачивания колес с баком 22 л.
Известна серия катков JCB----------------------------------
Vibromax немецкого производства, в том числе комбинированного типа. Каток комбинированного Действия «Александр-128Г» фирмы «АБГ» имеет вибровалец и Две пары колес с пневматическими шинами размером 11,00x20, каждая из которых имеет собственный гидропривод. Масса кат-ка- 9,9т. На рис. 13.33 представ- Рис. 13.32. Комбинированный Лен комбинированный каток сочлененный тандемный каток W 854.2К (Германия). HD 90К/110К.
223
К3 1Ш.: М Кл4..*К U'< |шпж>.
Йк. LVH. КймГштфшвншьш |.л иш: Shr.oMroj ркмиф
Рис. 13.35. Каток комбинированного действия ДУ-57А.
Рис. 13.36. Каток комбинированного действия ДУ-62.
Рис. 13.37. Каток комбинированного действия ДУ 486.
Рис. 13.38. Каток комбинированного действия производства Германии К-12.
224
Комбинированные катки фирмы «Динапак» (Швеция) CAIS А, СА25А имеют вибрационные вальцы с частотой 35-40 Гц и пневматические. Масса катков составляет соответственно 6,8 и 10,4 т.
Самый тяжелый комбинированный каток из имеющихся на рынке -СС501С ДИНАПАК имеет массу в рабочем состоянии 20715 кг, ширину вальца 2130 мм, нагрузку на колесо 3095 кг, амплитуду 0,4-0,7 мм, обеспечивает уплотнение слоя толщиной до 20 см.
На рис. 13.34 показан комбинированный каток Stavostroj (Чехия) -VV910D массой 8,9 т.
Для обеспечения рационального использования комбинированные катки должны двигаться пневмовальцами вперед.
В настоящее время при ремонте и реконструкции асфальтобетонных покрытий в России работают несколько марок европейских катков комбинированного действия: массой 9-10 типа BW 161 АС или BW 164АС фирмы «Бомаг», К-12, W-170, RW-15, КМ-123Д.
Практика использования катков комбинированного действия показала, что при первых 3-4 проходах скорость катка должна быть до 2 км/ч, при последующих - до 5 км/ч.
Результаты уплотнения в любом случае зависят от квалификации машиниста катка и выбранной схемы уплотнения.
3.1.6. Особенности уплотнения при неблагоприятных погодных условиях
В условиях быстрого остывания слоя горячей смеси и обеспечения требуемой для уплотнения температуры целесообразно ускорить сам процесс укладки слоя и его укатки.
М.П. Костельовым на практике было установлено [54], что рабочую скорость укладчика при низких температурах воздуха следует повышать до 3 (4-5) м/мин., с тем, чтобы к началу работы катков на уложенном участке (минимальная протяженность для работы среднего тандемного катка - не менее 13-15 м) температура слоя в начальной и конечной зонах захватки отличалась не более чем на 10-15 °C. В противном случае работа катка в начальной точке может оказаться уже запоздалой, а в конечной - преждевременной.
Процесс уплотнения в подобных условиях должен быть производительным, для что следует предусмотреть кроме подбора типа и размеров катков оптимальное соотношение ширины полосы укладки, ширины вальца и величины перекрытия уплотняемых полос.
225
Производительность работы катков определяется следующей зависимостью:
Пч = 1000 (Вк - а) * VK * ки/п, м2/ч,
где Вк - ширина вальца, м, а - среднее реальное перекрытие, м, Vr - средняя рабочая скорость катка, км/ч, п - количество проходов по одному следу, Ки - коэффициент использования (-0,83).
Росту производительности катка (Пч) способствует увеличение значений Вк, Vk и снижение п.
Учитывая вышеприведенную зависимость
I = Вукл - а/Вк - а или а = Вукл - а/i (),
где I = 1, 2, 3 - количество проходов по ширине укладываемой полосы.
Получаем Пч = 1000 (Вукл - a) VKKu/in
Из опыта следует, что производительность катка определяется не только параметрами самого катка, но и шириной полосы укладки Вукл и величиной перекрытия уплотняемых полос катка а.
Принято считать, что оптимальная величина a - 15-25 см. Реально же на ее величину влияет соотношение Вукл и Вк, и поэтому а может быть и 30 и 80 см и даже более 100 см.
Известно, что большей производительностью отличаются катки с широкими вальцами. Используя один каток (например, тандемный виброкаток НД 130 фирмы НАММ с весом 14,2 т Вк = 2140 мм, VK = 4 км/ч), общее количество проходов в статике и с вибрацией равно 8 [(2-М) + (4Ч'6)]. При уплотнении полос с разной шириной укладки, установили, что его производительность может меняться до 1,5-2 раз (табл. 13.7), а максимальная производительность может быть достигнута при наиболее выгодной для него ширине укладки -4 м. Для катков с Вк = 1450 и 1680 мм определили, что при Вукл = 3,5; 3,75; 4,0 м большую производительность имеет каток с Вк = 1450 мм, а при Вукл = 3,0 и 4,5 м - более производителен каток с Вк = 1680 мм.
Таким образом, для каждого катка существует определенная ширина укладываемой полосы, при уплотнении которой он развивает наибольшую производительность. Не всегда максимальную производительность можно достичь за счет большой ширины вальца, не менее важна величина ширины укладываемой полосы.
226
’ Таблица 13.7
Зависимость производительности от ширины укладки
Ширина укладки, м 3 3,5 3,75 4 4,5
Величина перекрытия соседних полос катка а, см 128 78 53 28 96
Количество продольных полос катка на ширине укладки i 2 2 2 2 3
Часовая производительность виброкатка НД 130, % 46 73 87 100 (770м2/ч) 64
Например, при укладке нижнего слоя покрытия из горячей смеси при температуре -13 + -18 °C задача повышения производительности и качества уплотнения решалась не за счет подбора крупных катков, а за счет уменьшения ширины укладки до оптимального, доведения ширины укладки до оптимального значения для катков BW154AD, HD 85, DY93 (1400 и 1680 мм). Для этого общая ширина покрытия 11 м была разделена на 4 уменьшенных полосы по 2,75 м. Асфальтобетонная смесь и продольные швы были уплотнены в допустимое время и достаточно качественно (отсутствие деформаций, трещин, выкраиваний и др.)
Для обеспечения требуемого качества уплотнения могут быть приняты следующие решения:
- замена режима статического уплотнения ударно-вибрационно-статическим или комбинированным воздействием систем. На рис. 13.39 показана возможность повышения производительности уплотнения на 45-50% при использовании виброкатка (10 проходов) по сравнению с использованием 2 катков - пневмоколесного и гладковальцового статического (20-22 проходов) для достижения одинаковой степени уплотнения.
- введение в отряд машин вместо обычного укладчика с трамбующим брусом и выглаживающей виброплитой, обеспечивающего коэффициент предварительного уплотнения не более 0,92-0,93, укладчика с двойным трамбующим брусом, сдвоенными уплотняющими планками, обеспечивающими более высокую степень предварительного уплотнения До 0,96-0,98. Доуплотнения слоя в этом случае можно достичь тяжелым статическим катком за 6-8 проходов.
Для устройства асфальтобетонных покрытий могут быть сформированы [55] постоянные отряды машин, в каждом из которых обоснованно, с учетом уплотняющей способности, производительности и технологического соответствия закреплены определенные укладчики и катки данных типов и размеров. С переходом на осенний период к рекомендуемому выше применяют следующие решения: доукомплекто-Вание тяжелым катком, увеличение доли проходов тяжелых катков, почтение скорости укладки.
227
Рис. 13.39. Результаты уплотнения асфальтобетонного слоя толщиной 4 (см) катками:
1 - вибрационный тандем, 10 т; 2 - пневмоколесный, 12 т;
3 - гладковальцовый статический 18 т.
В тех случаях, когда возникает необходимость в неотложном проведении работы по устройству или ремонту асфальтобетонных покрытий в неблагоприятных условиях, следует четко проработать возможность наилучшей комплектации отряда машин и грамотную организацию работ.
13.2. Сопряжение асфальтобетонных полос
При строительстве и ремонте дорог встречаются два типа сопряжения асфальтобетонных полос. Первым типом является поперечное сопряжение. Его приходится выполнять каждый раз, когда укладку асфальтобетонного полотна прерывают более чем на 1 час. К сопряжениям второго типа относится так называемое продольное сопряжение асфальтобетонных полос, который выполняется при укладке асфальтобетонной полосы рядом с ранее уложенной.
13.2.1. Поперечное сопряжение
При прекращении укладки асфальтобетонной смеси на длительный период необходимо подготовить конец уложенной полосы к созданию поперечного сопряжения перпендикулярно к оси дороги с последующим ее продолжением. Его можно сделать несколькими способами. Выбор способа соединения зависит от того, будет или нет осуществляться движение транспорта по уложенной полосе в период между окончанием и возобновлением строительства [91, 107].
228
Если транспорт не будет проезжать через конец уложенной асфальтобетонной полосы, то его можно подготовить к простому соединению с новой полосой. Если транспорту будет разрешено пересекать конец уложенной асфальтобетонной полосы, то необходимо выполнить клиновое соединение. В обоих случаях операции, выполняемые асфальтоукладчиком, будут во многом одинаковыми. Создание же самих сопряжений разного типа будет проводиться различными методами.
Очень важно, чтобы асфальтоукладчик работал в обычном режиме до той отметки, где предполагается делать сопряжение. Это означает, что давление смеси на выглаживающую плиту должно поддерживаться по возможности постоянным до линии сопряжения. Соблюдение этого требования обеспечивает постоянство сил, действующих на выглаживающую плиту, и поддержание соответствующего угла атаки. В результате этого в конце уложенной асфальтобетонной полосы ее толщина будет идентична толщине всего уложенного слоя.
Часто встречающейся, но является ошибочной, выработка всей смеси из загрузочного бункера асфальтоукладчика к моменту окончания укладки асфальтобетонной полосы и подготовки ее к последующему поперечному сопряжению. Машинист асфальтоукладчика визуально предопределяет место окончания полосы (рис. 13.40), выложив на дорогу всю смесь из бункера. При этом в конце укладки в шнековую камеру поступает малое количество смеси. Вследствие этого ее давление на выглаживающую плиту уменьшается, плита опускается, а толщина укладываемого асфальтобетонного слоя снижается. Более правильным является создание поперечного сопряжения в том месте, где давление смеси на выглаживающую плиту было еще нормальным.
13.2.2. Простое сопряжение
Для создания простого сопряжения по всей ширине уложенного слоя вручную делают вертикальный срез в конце полосы (рис. 13.40). Данная операция включает срезание края (рис. 13.41), удаление асфальтобетонной смеси (рис. 13.42), находящейся за намеченной линией сопряжения, как показано на рисунке, и, если необходимо, промазку линии сопряжения (рис. 13.43). Ни в коем случае нельзя повредить асфальтобетонную смесь, остающуюся до линии сопряжения. Излишки смеси сгребают и убирают (рис. 13.44)
Уплотнение уложенной асфальтобетонной полосы до линии сопряжения производят обычным способом. При этом необходимо, чтобы катки уплотняли смесь непосредственно до линии сопряжения. Чтобы правильно выполнить эту операцию, рядом с концом полосы необходимо положить опорные доски для схода катка. Толщина досок должна
229
быть приблизительно равна предполагаемой толщине уплотненного асфальтобетонного слоя. Кроме того, доски должны быть достаточно широкими и длинными, чтобы на них мог полностью уместиться валец катка. При работе каток пересекает подготовленное сопряжение и въезжает на уложенные доски прежде, чем сменить направление уплотнения. Это обеспечивает адекватное уплотнение смеси по соединительной кромке полосы.
Рис. 13.40. Место намеченного Рис. 13.41. Срезание края полосы, поперечного сопряжения
Рис. 13.43. Промазка линии сопряжения.
Рис. 13.42. Удаление асфальтобетонной смеси за намеченной линией поперечного сопряжения.
Очень важно применять доски для ската, так как в противном случае каток будет доезжать до конца полосы и там менять направление движения. В этом случае велика вероятность того, что валец или пневмошины продвинутся за конец полосы и скруглят подготовленный к соединению край. Степень округления будет зависеть от количества таких наездов на кромку и толщины создаваемого покрытия.
230
Рис. 13.44. Сгребание излишка смеси при устройстве поперечного сопряжения.
В таком случае возникают два фактора, мешающие созданию правильного шва. Во-первых, округление кромки не позволит создать правильное вертикальное соединение полос, когда будет продолжена укладка асфальтобетонной смеси. Во-вторых, в данном случае, как правило, уплотнение смеси вблизи линии соединения бывает недостаточным, что обусловит большую пористость в слое вблизи сопряжения и, соответственно, слабые места и неоднородность в структуре асфальтобетонного покрытия. Таким образом, применение досок для схода катков является необходимым условием для создания правильного сопряжения. Решить данную проблему можно только путем срезания (с помощью режущего диска или отбойного молотка) и удаления уложенного асфальтобетонного слоя до участка постоянной толщины и плотности, как проиллюстрировано на рисунке 13.41.
13.2.3. Клиновое сопряжение
Если по уложенному полотну будет осуществляться движение транспорта, то его кромку необходимо подготовить к поперечному клиновому сопряжению. Для подготовки данного типа сопряжения, так же, как и простого, необходимо, чтобы машинист асфальтоукладчика поддерживал по возможности постоянным давление смеси на выглаживающую плиту до предполагаемой линии поперечного соединения полос. Такая работа обеспечивает получение равномерного по толщине асфальтобетонного слоя до линии соединения.
231
Эту операцию проще выполнить на практике при создании клинового сопряжения, чем простого, так как смесь, оставшаяся в загрузочном бункере может быть использована для формирования «клина».
По линии поперечного соединения временно отгребают асфальтобетонную смесь в сторону от уложенного слоя. Затем формируют вертикальную кромку уложенной полосы. Если предполагается сделать временное клиновое сопряжение, то на существующую дорогу вдоль линии соединения полос укладывают специально обработанную бумагу [91] или аналогичный рулонный материал (рис. 13.45 и рис. 13.46). Бумага используется потому, что к ней не прилипает асфальтобетонная смесь. Ширина бумаги зависит от толщины уложенного слоя, обычно применяют бумагу шириной 90 см или 120 см. Если размеры бумаги будут недостаточными, то каток может сдвинуть смесь с бумаги и повредить кромку уложенной полосы.
Как только бумага будет уложена, на нее лопатой набрасывают отодвинутую ранее смесь и формируют из нее клин с помощью шаблона и граблей. Всю оставшуюся смесь, не потребовавшуюся для создания клина, удаляют. Если предполагается, что данное сопряжение будет постоянным, то клин создают таким же способом, только не применяя бумагу.
Рис. 13.45. Укладка специальной бумаги.
Иногда вместо специально обработанной бумаги применяют песок или пыль с обочины, которые разравнивают на поверхности существующей дороги. Это нецелесообразно и даже вредно: действительно, песок или пыль не позволяют асфальтобетонной смеси прилипнуть к 232
нижнему слою, но когда асфальтобетонный клин будет удален, будет очень трудно полностью удалить песок или пыль с нижнего слоя. В результате получают «скользкую» поверхность, с которой будут отслаиваться куски вновь уложенного асфальтобетонного покрытия при интенсивном движении транспорта.
Рис. 13.46. Устройство клинового сопряжения с использованием бумаги.
Рис. 13.47 и 13.48 иллюстрирует альтернативный способ создания поперечного клинового сопряжения с помощью доски, имеющей такую же толщину, что и уплотненный асфальтобетонный слой [91]. Асфальтоукладчик проходит по месту окончания полосы, а затем лопатой удаляют смесь по линии поперечного сопряжения. Со стороны уложенной полосы формируется вертикальная кромка. При этом принимаются все меры, чтобы не повредить асфальтобетонную смесь до кромки. После этого укладывают доску вплотную (как бы в продолжение уложенной полосы) к сформированной вертикальной кромке. Затем удаленную ранее смесь насыпают лопатой вплотную к доске (в продолжение доски) и формируют из нее клиновой скат от верхней кромки доски к существующей дороге. Таким образом, транспорт будет наезжать на кромку конца полосы, затем ехать по доске и спускаться по клиновому скату. Чтобы движущийся транспорт не выбивал доску из соединения, она должна иметь ту же толщину, что и уплотненное асфальтобетонное покрытие, должна быть прямой и не иметь продольного изгиба вверх, за который будут задевать колеса проезжающих машин, расшатывая доску. Именно потому на практике данный метод применяют редко.
233
Рис.13.47. Клиновой шов с использованием досок в реальном покрытии.
Рис. 13.48. Схема использования досок для устройства поперечного сопряжения.
Третий тип клинового сопряжения получают без формирования и выпиливания асфальтобетона. Чтобы создать сопряжение такого типа, ма-234
шинист асфальтоукладчика производит укладку до тех пор, пока в загрузочном бункере или в шнековой камере больше не останется асфальтобетонной смеси. Поперечное сопряжение делают в том месте, где в уложенном асфальтобетонном слое появилось понижение. От намеченной линии сопряжения делают скат в сторону существующей дороги из уложенной асфальтобетонной смеси. В данном случае не формируют вертикальной кромки конца полосы, а просто сводят на нет высоту уложенного слоя от линии сопряжения до уровня существующей дороги.
Преимуществом такого клинового соединения является то, что каток в этом случае может наезжать на линию сопряжения и спускаться со ската, не скругляя при этом кромки конца полосы. Кроме того, так как каток может свободно переезжать конец полосы, он уплотняет область рядом с кромкой так же хорошо, как и остальной слой, т.е. качество слоя рядом с кромкой будет выше, чем в случае простого сопряжения. Вторым преимуществом является то, что в этом случае приходится убирать лопатой меньшее количество смеси, так как ее большая часть уходит на создание ската или клина. Недостатком данного сопряжения является то, что в конечном итоге построенный клин надо будет удалить, чтобы продолжить уложенную асфальтобетонную полосу.
13.2.4. Устройство сопряжения вручную
В случаях, когда вновь уложенный асфальтобетонный слой примыкает к какому-либо существующему сооружению, например, к мосту, присоединение полосы следует делать вручную. Горячую асфальтобетонную смесь, требуемую для работы, асфальтоукладчик или самосвал выгружает рядом с данным участком. Во избежание лишних операций со смесью, которые могут обусловить ее расслоение, смесь необходимо выгрузить по возможности ближе к месту применения. Затем смесь вручную разравнивают, применяя обычно грабли или шаблон. Смесь должна быть уложена более толстым слоем, чем это делает асфальтоукладчик, так как при ручной укладке смесь уплотняется меньше, чем при укладке асфальтоукладчиком. Практический опыт показывает, что уложенная вручную смесь должна быть выше на 25-35% проектной толщины [96]. Смесь, уложенная вручную, должна быть уплотнена как можно более быстро после ее укладки. Так как ручная работа занимает много времени, горячая асфальтобетонная смесь может сильно остыть, если произойдет задержка с уплотнением. В некоторых случаях требуется особое уплотнение, чтобы получить необходимую степень плотности в области соединения.
235
13.2.5. Укладка новой полосы после сопряжения
Если на месте поперечного соединения построено клиновое сопряжение, то до начала укладки новой полосы необходимо удалить созданный скат. Если клиновое сопряжение было сделано с помощью специальной бумаги, то соединения между асфальтобетонным клином и нижним слоем не образуется. Бумагу и асфальтобетонный клин легко удаляют с поверхности дороги. На сопряжении остается вертикальная уплотненная кромка уложенной полосы.
Если клиновое сопряжение было сделано с помощью доски и асфальтобетонного ската, то происходит частичное соединение асфальтобетонного клина с поверхностью существующей дороги. Чтобы вскрыть клиновой слой, обычно применяют одноковшовый фронтальный погрузчик. Трудоемкость данной работы зависит от количества транспорта, проехавшего по данному скату, и от погодных условий. После удаления асфальтобетонного ската, доску снимают, и на сопряжении остается вертикальная уплотненная кромка уложенной полосы.
Перед тем, как приступить к укладке новой полосы, проверяют состояние вертикальной кромки будущего сопряжения с помощью прямоугольной рейки. Если слой в области кромки ровный, то считают, что место соединения подготовлено правильно. Если проверка с помощью рейки выявит неровность ранее уложенного полотна, то линию соединения полос следует перенести в место, где полотно ровное и одинаковой толщины. В этом случае следует удалить асфальтобетонный слой до новой линии соединения полос.
Как было указано в разделе «Подготовительные работы», укладку новой асфальтобетонной смеси в месте поперечного шва начинает асфальтоукладчик со стартовых колодок, размещенных равномерно по ширине ранее уложенной полосы и компенсирующих требуемое увеличение толщины вновь укладываемого слоя. Прежде чем начать движение и быстро довести скорость до рабочей, устанавливают угол атаки плиты, проверяют заполнение шнековой камеры смесью.
При необходимости, регулируют угол атаки выглаживающей плиты для получения слоя требуемой толщины (рис. 13.49а, в). Если выглаживающая плита (и ее угол атаки) была правильно установлена в исходное положение, когда она находилась на стартовых колодках, последующая регулировка ее положения должна быть минимальной.
Если поперечное соединение полос выполнялось до данного этапа правильно, то объем работ по разравниванию смеси должен быть минимальным. Если асфальтоукладчик начинает работать со стартовых колодок и давление материала на выглаживающую плиту поддерживается постоянным, то асфальтоукладчик будет укладывать слой требуемой 236
толщины. В этом случае очень небольшое количество смеси потребуется убрать с сопряжения. На практике при разравнивании смеси уравнивают высоту нового неуплотненного асфальтобетонного слоя с высотой ранее уложенного покрытия. Для этого образовавшееся возвышение смеси сдвигают в сторону вновь уложенной полосы. Однако после уплотнения уровень вновь уложенного асфальтобетонного полотна понизится и появится перепад высот. Во избежание этого рекомендуется удаление смеси только в минимальном объеме.
Рис. 13.49. Давление смеси на выглаживающую плиту при укладке поперечного стыка:
а) недостаток смеси, в) избыток смеси.
Прежде чем производить уплотнение вновь уложенного слоя, необходимо проверить ровность уложенного слоя в области сопряжения с помощью прямоугольной рейки (шаблона) располагаемой поперек сопряжения (рис. 15.6). Прямоугольную рейку кладут на уложенный слой так, чтобы она нависала над ранее уложенным. Высота нависания линейки над уплотненным слоем должна соответствовать величине, на которую уменьшится толщина только что уложенного слоя после его уплотнения. Проверку с помощью прямоугольной рейки следует провести повторно после укатки полотна.
13.2.6. Уплотнение сопряжения
Как показано на рис. 13.51а, в идеальном случае уплотнение поперечного сопряжения следует производить вдоль сопряжения, то есть Уплотняющее оборудование должно перемещаться поперек, а не вдоль Уложенного асфальтобетонного полотна. Если уплотнение слоя производится в поперечном направлении (рис. 13.516), то по обочинам полосы необходимо положить доски, на которые будет выезжать каток при
237
пересечении продольной кромки полосы. Каток должен уплотнять слой таким образом, чтобы вся площадь вокруг сопряжения уплотнялась одинаково. Это будет очень трудно сделать, если по обочинам уложенной полосы с обеих сторон не будут положены достаточно длинные доски, чтобы каток мог полностью съезжать с асфальтобетонного полотна. В этом случае наиболее удобен малогабаритный каток. При отсутствии малогабаритного катка уплотнение можно осуществлять, направляя каток под углом 45° к линии сопряжения (рис. 13.51 в)
Если уплотнение нельзя выполнить поперек дороги, ввиду ограничений, которые имеет строительная площадка (например, установленные рядом с полосой перила, крутой спуск сбоку или непрекращающееся движение по соседней полосе), то поперечное сопряжение приходится уплотнять в продольном направлении аналогично уплотнению остальной части уложенной полосы. В любом случае первичное уплотнение следует произвести как можно быстрее после укладки асфальтобетонной смеси. При работе каток должен медленно и полностью переезжать сопряжение прежде, чем поменять направление движения. Если сопряжение сделано правильно, то процесс его уплотнения не должен отличаться от уплотнения остальной части асфальтобетонного слоя.
При устройстве асфальтобетонного покрытия тремя или более полосами (рис. 13.52) поперечные сопряжения, для большей сдвиго-устойчивости конструкции, делают в разных створах (в разбежку).
13.2.7. Продольные швы
В случаях, когда покрытие нельзя устраивать сразу на всю ширину и распределение смеси производится одним асфальтоукладчиком, (длина укладываемой полосы устанавливается по главе «Укладка асфальтобетонных смесей»), технология работ включает обязательное устройство продольных сопряжений.
В некоторых случаях до создания продольного шва необходимо предварительно срезать кромку существующей асфальтобетонной полосы на расстоянии 2,5-5,0 см. Эту операцию выполняют с помощью фрезы или режущего диска. Кромку необходимо срезать для того, чтобы удалить ту часть ранее уложенной полосы, которая может иметь меньшую плотность, ввиду расползания смеси при ее укатке. После срезания кромки на освободившуюся поверхность необходимо обработать вяжущим (битумом или битумной эмульсией).
238
\ п ни л ни»
,1. ШЛ
4 !; :<>’ ня< М! г ;>,>,р .i ;W
а)
HHoHIHIllHIUIIHVilllll О Л ШРЯЖ1 НИЯ пл/нилыми > -\piicu 'ярид, ч опрнлмит
б)
\ II ЧЧНЖ'МЫН Хрчд ejwjr х и
Рис. 13.51. Уплотнение поперечного сопряжения.
239
Рис. 13.52. Поперечные швы в разбежку.
В результате срезания формируется вертикальная кромка продольного сопряжения (вместо наклонной кромки приблизительно под углом 60°). Такая кромка обычно позволяет повысить плотность в сопряжении с вновь уложенной асфальтобетонной полосой. Впрочем, адекватную плотность часто получают и без срезания кромки соседней полосы: путем использования инфракрасного излучения (рис. 13.53) или правильного перекрытия слоя, разравнивания и уплотнения смеси вдоль продольного сопряжения. Если срезание кромки не производилось и асфальтобетонная смесь вдоль продольного сопряжения не загрязнена, то обработка вяжущим вдоль сопряжения не требуется.
а) б)
Рис. 13.53. Разогрев кромки инфракрасным разогревателем: а) внешний вид инфракрасного разогревателя; б) продольный шов устроен с использованием инфракрасного разогревателя.
Часто, при работах в городских условиях, если температура, ранее уложенной смежной полосы ниже требуемой, ее край на ширину до 150 мм прогревают с помощью линейки-разогревателя, использующей тепловую энергию инфракрасного излучения.
240
Линейка-разогреватель позволяет разогревать асфальтобетон слоем 30-40 мм за 2-3 мин. до температуры 80-100 °C. При сопряжении смежных полос линейку-разогреватель перемещают со скоростью, обеспечивающей нагрев асфальтобетона до температуры 70-80 °C по краю ранее уложенной полосы асфальтобетона, который на ширину 100-150 мм не подвергался уплотнению. Вновь устраиваемая полоса соприкасается в этом случае с разогретым краем ранее устроенной полосы, которая подвергается уплотнению одновременно с новой полосой [91].
Фирма «Коррус-Тех, Инк» предлагает модели разогревателей как для применения в ручном режиме, так и с использованием автоматического решения, при этом дооснащает любой асфальтоукладчик автоматикой запуска и остановки работы горелок. Оборудование (рис. 13.53а) представляет собой несколько инфракрасных излучателей (от 6 до 11) на общей раме, с газовым обеспечением, колесами и ручками управления. Разогреватель изготовлен из высококачественной нержавеющей стали. На специальной площадке устанавливаются два газовых баллона по 27 л. Все колеса поворотные, обеспечены стояночным тормозом и фиксаторами прямолинейного движения. На рис. 13.536 хорошо виден результат укладки полос с использованием разогревателя. Справа уложенный накануне слой, слева - свежий. Отсутствует характерный стык. Полосы имеют взаимное проникновение.
До начала укладки новой полосы вертикальный край ранее уложенного асфальтобетона обрабатывается битумом или битумной эмульсией.
Рис. 13.54. Правильно устроенное продольное сопряжение.
241
При отсутствии инфракрасных излучателей главным фактором, определяющим создание хорошего продольного сопряжения между асфальтобетонными полосами при работе одного асфальтоукладчика, является правильное перекрытие новой горячей смесью ранее уложенной полосы. Удерживающий щит асфальтоукладчика должен заходить на соседнюю полосу так, чтобы на ней образовывалась полоса горячей смеси шириной не более 10-20 см. Такое перекрытие обеспечивает укладку достаточного количества асфальтобетонной смеси по линии сопряжения, чтобы можно было произвести правильное уплотнение без разравнивания избыточного количества смеси. Высота нового слоя асфальтобетонной смеси над уровнем уплотненной соседней полосы должна быть больше с учетом коэффициента уплотнения.
Одним из основных затруднений при создании продольного сопряжения полос является избыточный заход выглаживающей плиты на соседнюю полосу. (В частности, это может быть обусловлено неровной или волнистой кромкой соседней полосы.) Это обстоятельство существенно упрощается путем укладки первой полосы с ровной кромкой. Для этого машинист асфальтоукладчика может использовать натянутую струну в качестве ориентира для направления движения. Так как избыточную асфальтобетонную смесь нельзя сдвинуть на ранее уплотненное полотно, этот материал приходится перераспределять на свежеуложен-ный слой. Если же продольная кромка первой полосы прямая и асфальтоукладчик делает правильное перекрытие полосы, то объем ручных работ будет минимальным (рис. 13.54).
Разравнивание смеси на сопряжении
Если перекрытие новой асфальтобетонной смесью соседней полосы составляет не более 5 см, то разравнивание смеси на сопряжении заключается в создании «валика» путем сдвигания смеси с ранее уложенной полосы на новую в область сопряжения. В результате над сопряжением будет несколько большее количество смеси, которое впоследствии будет уплотнено катком. Если перекрытие соседней полосы будет сделано на большую ширину и на укатанной поверхности окажется слишком большое количество асфальтобетонной смеси, то ее избыточное количество придется убирать с укатанного полотна, вместо того, чтобы сдвинуть смесь на сопряжение. Снятую смесь нельзя разбрасывать по поверхности только что уложенного слоя. Избыточное количество смеси следует удалить, как показано на рисунке 13.55в) и рисунке 13.56.
242
а Г
Рис. 13.55. Разравнивание смеси на сопряжении.
Рис. 13.56. Сгребание излишка смеси с продольного сопряжения.
243
Некачественность продольного сопряжения также может быть обусловлена тем, что при разравнивании удаляют слишком много смеси с сопряжения, практически выравнивая уровни вновь уложенной и уже уплотненной полосы. В некоторых случаях удаляют так много смеси, что по линии продольного сопряжения образуется впадина даже до уплотнения сопряжения. В любом из описанных случаев невозможно получить необходимую плотность смеси в сопряжении.
Если смесь, удаленную с продольного сопряжения, перебрасывают на только что уложенное полотно (рис. 13.57), то в ре-Рис. 13.57. Некачественно зультате поверхность нового слоя выполненное сопряжение. меняется на тех участках, где лежит дополнительное количество смеси. В зависимости от своего зернового состава смесь, переброшенная на только что уложенный слой, может обусловить значительные различия в текстуре соседних полос.
Уплотнение продольного сопряжения
Если уровень нового неуплотненного слоя находится вровень или ниже уровня уплотненного покрытия соседней полосы, то каток не сможет уплотнить надлежащим образом смесь, расположенную на сопряжении. Независимо от того, производит ли каток первый проход по «холодной» или «горячей» стороне сопряжения, часть веса катка будет распределяться на поверхность уплотненного слоя (рис. 13.58). Таким образом, каток образует «мост» над сопряжением, в результате чего смесь, находящаяся в сопряжении, останется неуплотненной или только частично уплотненной. (Применение катков на пневмошинах позволяет частично решить этот вопрос). Чтобы получить требуемое уплотнение смеси, ее уровень в сопряжении должен быть выше уровня соседней укатанной полосы с учетом коэффициента уплотнения.
244
4
5. i 5* U ™ ... ... ' -Л: u '
i\ |] 'J J 2! ।1 ! ; *
Fiux 1X58. Схема x h.ioi пенни продольно!о шва на еилке iорячеко II колодHOI о слоев:
а) «холодная»: б) «горячая».
Уплотнение со стороны «горячей» полосы
Наиболее эффективный способ уплотнения продольного сопряжения предусматривает движение катка по только что уложенному «горячему» полотну [91] с небольшим наездом на «холодную» полосу на расстояние приблизительно 15 см (рис. 13.59). В этом случае основная часть веса катка давит на смесь в сопряжении. Под таким воздействием смесь подается внутрь сопряжения до тех пор, пока уровень только что уложенной полосы не сравняется с уровнем соседней полосы. Если уровень уплотняемой смеси над продольным сопряжением выше уровня холодной полосы и если смесь не остыла к моменту уплотнения, то для уплотнения можно применять катки любого типа.
Иногда первый проход катка делают таким образом, чтобы край катка не доходил 15 см до продольного сопряжения. Такой метод основан на теории, заключающейся в том, что смесь будет смещаться под действием катка внутрь сопряжения и в результате будет получено лучшее уплотнение. Если укладываемая смесь достаточно стабильна, то каток не может существенно сместить смесь в горизонтальном направлении. В таком случае такой способ уплотнения продольного сопряжения не дает каких-либо преимуществ над описанным выше способом. Обычно уплотнение про-
Рис. 13.59. Уплотнение продольного шва со стороны «горячей» полосы.
245
дольного сопряжения, при котором каток заходит только на 15 см на «холодную» сторону, обеспечивает большую эффективность уплотнения по всей ширине асфальтобетонной полосы. При осуществлении этого способа уплотнения движение транспортных средств на уплотненной (отремонтированной) полосе не затруднено.
Уплотнение со стороны «холодной» полосы
За рубежом [91] до недавнего времени было принято производить первоначальное уплотнение продольного сопряжения с «холодной» стороны (ранее уложенной полосы). В этом случае основная часть веса катка распределяется на ранее уплотненную поверхность дороги (рис. 13.60) При уплотнении каток надвигается на область сопряжения только на ширину, равную приблизительно 15 см. При таком способе большая часть уплотняющего воздействия теряется даром, так как оно направлено на уже уплотненную асфальтобетонную поверхность. К тому же, за время первого прохода катка по «холодной» стороне сопряжения только что уложенная смесь «горячей» стороны сопряжения будет остывать, и соответственно будет остывать все только что уложенное асфальтобетонное покрытие. В условиях неблагоприятной погоды и малой толщины уложенного слоя задержка уплотнения вследствие выполнения первого прохода по «холодной» стороне сопряжения может оказать отрицательное воздействие на качество получаемого асфальтобетонного покрытия.
Уплотнение продольного сопряжения со стороны «холодной» полосы часто оправдывают тем, что она позволяет «сжать» сопряжение и таким образом повысить степень уплотнения в нем смеси, однако нет подтверждения этой теории. В реальных условиях, независимо от применяемого способа уплотнения, достигаемая плотность смеси в сопряжении обычно на 0,1-0,2 ниже средней плотности остального полотна. Это обусловлено, в первую очередь, тем, что практически невозможно уплотнить не имеющую
Рис.13.60. Уплотнение ОПОРЫ кромку ранее уложенной
продольного шва (предыдущей) полосы. Недостаточ-
со стороны холодной полосы. ное уплотнение именно этой сторо-
246
нь1 сопряжения влияет на уровень плотности, достигаемой в контакте с вновь укладываемой асфальтобетонной полосой (рис. 13.61 (цв.)).
Следует заметить, что в США иной подход к обеспечению продольного сопряжения полос в случае проведения работ с использованием одного асфальтоукладчика [77, 91]: примыкание второй (и последующих полос) осуществляют к срезанной под косым углом (для лучшего соединения и более безопасного проезда техники в процессе работ) уплотненной и остывшей (не обработанной) первой полосе. Считается, что это обеспечивает надежное соединение.
Параллельная (эшелонная) укладка полос или укладка сопряженными полосами
При эшелонной укладке полос (когда одновременно два и более асфальтоукладчика работают рядом) способ создания продольного соединения аналогичен способу продольного соединения «холодной» и «горячей» полос. В этом случае, также большое значение имеет величина перекрытия полос. Удерживающий щит работающего сзади асфальтоукладчика должен быть установлен так, чтобы неуплотненная асфальтобетонная полоса, устраиваемая первым асфальтоукладчиком, перекрывалась бы не более чем на 5 см. При этом удерживающий щит второго асфальтоукладчика должен быть установлен на том же уровне, на котором находится основание выглаживающей плиты первого асфальтоукладчика. Это необходимо для того, чтобы удерживающий щит второго асфальтоукладчика не захватывал и не тащил бы за собой смесь, уложенную первым (ведущим) асфальтоукладчиком.
При данном способе работы не следует (и не требуется) выполнять разравнивание смеси на сопряжении. Процесс укатки в данном случае имеет свои характерные особенности. Катки, которые уплотняют асфальтобетонное полотно, производимое первым асфальтоукладчиком, не должны приближаться более чем на 10-15 см к кромке полосы со стороны, где работает второй асфальтоукладчик. После того, как второй (ведомый) асфальтоукладчик уложит свою полосу внахлест на первую, катки, работающие на второй полосе, уплотнят продольное сопряжение с обеих сторон. Если перекрытие и укатка полос сделаны правильно, то обычно бывает очень трудно рассмотреть линию продольного сопряжения асфальтобетонных полос, уложенных посредством эшелонной укладки. Кроме того, эшелонная укладка позволяет получить асфальтобетонное полотно с равной плотностью по всей ширине покрытия.
При укладке асфальтобетонных смесей в два и более слоя продольные швы слоев следует смещать на 10-20 см, причем продольный Шов на верхнем слое должен совпадать с осью дороги.
247
13.3. Температурный режим и число проходов
Сложность технологии укладки и уплотнения горячей смеси заключается в том, что качество устраиваемого слоя зависит от многих факторов: типа асфальтобетона и входящих в его состав материалов; применяемых машин; состояния основания и земляного полотна; погодно-климатических условий; организации работ; квалификации производителей работ.
В конечном итоге необходимо получить покрытие не только с высокой плотностью, но и с требуемыми эксплуатационными характеристиками. Высококачественного уплотнения покрытия можно добиться только в том случае, когда при организации процесса укладки и уплотнения будут соблюдаться температурный режим, очередность смены катков и требуемое количество их проходов.
Распределенная горячая асфальтобетонная смесь начинает достаточно быстро остывать, особенно при неблагоприятных погодных условиях. Потери тепла происходят вследствие теплообмена с основанием и испарения имеющейся в основании влаги, а также теплообмена поверхности смеси с воздухом и испарения воды, которая оказалась на покрытии в результате выпадения осадков.
Продолжительность остывания асфальтобетонной смеси после ее укладки зависит от толщины слоя, начальной температуры смеси и погодно-климатических условий. Чем тоньше слой, тем быстрее он остывает и тем меньше времени отводится для работы каждого катка в указанном интервале температур. На рисунке 13.62 показаны графики остывания асфальтобетонной смеси: а) - при температуре воздуха 10 °C, б) - при температуре воздуха 23-25 °C.
Рис. 13.62. Графики остывания асфальтобетонной смеси в слоях разной толщины:
а) при 10 °C; б) при 23-25°С.
248
Как было указано выше, начинать уплотнение следует как можно раньше - при той максимальной температуре, когда не образуются деформации укатки.
Чем выше температура начала укатки и ниже температура на конечном этапе, тем шире интервал времени, в течение которого можно осуществлять процесс уплотнения. Разделение катков по температурным интервалам обусловлено непрерывным возрастанием прочности и модуля деформации асфальтобетона по мере его остывания и уплотнения (табл. 13.8).
Таблица 13.8
Изменение прочности и модуля деформации в процессе распределения и уплотнения
Показатели асфальтобетона Значение показателей при различной температуре, °C
150 140 120 100 80 60
Предел прочности при сжатии, МПа 0,2-0,3 0,4-0,5 0,7-0,9 1,0-1,3 1,6-2,0 2,5-3,3
Эквивалентный модуль деформации, МПа 3-5 9-12 18-23 28-32 40-60 70-100
Для обеспечения оптимального температурного режима при уплотнении горячих асфальтобетонных смесей рекомендуется начинать уплотнение при температурах, приведенных в таблице 13.9.
Есть мнение [53], что за счет совершенствования организации технологии и оптимизации зернового состава возможно допустить снижение температуры начала уплотнения. В таблице 13.10 приведены предлагаемые рациональные температурные интервалы с уточнением нижнего предела температуры, до которой уплотнение смеси целесообразно.
Если уплотняющие органы асфальтоукладчика не работают или малоэффективны, то укатку должен начинать легкий каток, причем при температуре не ниже 125-120 °C, а заканчивать - при температуре 110-105 °C. Средний каток наиболее эффективен при температуре укатки от 105 до 85 °C, а тяжелый - от 85 до 65-70°С. Увеличение содержания щебня и использование более вязкого битума ведет к росту жесткости смеси даже в горячем состоянии. Смесь становится менее удобоукладываемой, вследствие чего температуры начала и окончания уплотнения будут смещаться в большую сторону.
По результатам исследований процесса остывания смесей (рис. 13.62) были установлены исходные параметры технологии устройства покрытий из горячих асфальтобетонных смесей [57, 114] и, прежде всего, максимально возможное время, отводимое для работы каждой из машин, Участвующих в операциях раскладки и уплотнения (табл. 13.11-13.13).
249
Рекомендуемая температура смесей
Таблица 13.9
Вид смеси Марка битума Температура смеси в начале уплотнения, °C для
высокоплотного, плотного асфальтобетона типов А и Б, пористого и высокопористого асфальтобетонов с содержанием щебня (гравия) более 40% массы плотного асфальтобетона типов В, Г и Д, пористого и высокопористого асфальтобетонов с содержанием щебня (гравия) менее 40% массы и высокопористого песчаного
Горячая БНД 40/60, БНД 60/90, БНД 90/130, БН 60/90, БН 90/130 120-160 100-130
БНД 130/200, БНД 200/300, БН 130/200, БН 200/300 100-140 80-110
СГ 130/200, МГ 130/200, МГО 130/200 70-100
Примечание. При использовании смесей с ПАВ температуру снижают на 10-20 °C.
Таблица 13.10
Дифференцированные температуры уплотнения смесей для плотных асфальтобетонов
Тип асфальтобетона Рациональные интервалы температуры уплотнения покрытия на этапах, °C
предварительном ОСНОВНОМ окончательном
начало конец начало конец начало конец
А 140-145 120-125 120-125 95-100 95-100 80-85
Б 125-130 105-110 105-110 85-90 85-90 70-75
в 115-120 100-105 106-105 80-85 80-85 60-65
г 125-130 105-110 105-110 85-90 85-90 70-75
Д 105-110 85-90 85-90 70-75 70-75 55-60
250
Таблица 13.11
Распределение катков по температурным интервалам
Толщина слоя, см Температура воздуха и основания, °C Время остывания смеси от 140 до 55-70 °C, мин. Среднее время работы, мин.
Укладчика (от 140 до 125-120 °C) Легкого катка (от 125-120 до 110-105 °C) Среднего катка (от 105 до 85 °C) Тяжелого катка (от 85 до 70-55 °C)
3-4 1-3 15-17 1,5-2,0 1,5-2,0 5-6 7-8
3^ 12-14 28-30 2-3 3-4 8-9 13-15
3-4 23-25 40-43 3^1 5-7 11-13 18-20
6-8 1-3 33-35 3^1 4-6 9-11 16-18
6-8 12-14 48-50 4-6 8-9 15-17 20-22
6-8 23-25 60-64 6-8 10-12 18-20 24-27
Таблица 13.12
Влияние температуры воздуха и толщины укладываемого слоя на процесс остывания смеси
Толщина слоя асфальтобетона Максимальное время укладки и уплотнения при скорости ветра не более 3-4 м/с и температуре воздуха, мин.*
0-2 °C 4-5 °C 8-10 °C 13-15 °C 18-20 °C 23-25 °C
3^1 13-15 16-18 19-21 22-24 25-27 30-32
5-6 18-22 24-27 28-30 32-35 37-40 42^15
8-10 43^16 52-58 63-68 71-77 80-90 95-110
* При скорости ветра 7-8 м/с указанное время уменьшается на 1/3, в солнечную безветренную погоду увеличивается на 1/3.
Таблица 13.13
Зависимость времени уплотнения смеси от условий работы
Факторы, влияющие на продолжительность уплотнения Диапазон величин Изменение времени уплотнения, %
Скорость ветра, км/ч 0-20 -26
Температура воздуха, °C 0-20 +19
Солнечная погода, °C 0±10* +15
Толщина слоя, мм 35-45 +57
Температура укладываемой смеси, °C 140-160 +40
Минимальная температура уплотнения**, °C 100-90 +30
* Разница температур между поверхностью покрытия и воздухом.
** При температуре укладки 150 °C.
251
По зарубежным данным, при условии повышения температуры воздуха, солнечной погоды [111], увеличения толщины слоя, высокой начальной температуры смеси и более низкой конечной температуры уплотнения расширяется отрезок времени, в течение которого можно уплотнять смесь (табл, знак +), а при увеличении скорости ветра и скорости охлаждения смеси технологические условия ужесточаются, т.е. отрезок времени, в которое нужно уложить и уплотнить смесь, должно быть сокращено. Из данных, приведенных в таблицах, видно, что время распределения смеси и ее уплотнения в зависимости от толщины слоя и погодных условий может существенно изменяться.
Возникает вопрос, как построить технологию уплотнения и организовать работу всех машин, входящих в отряд по устройству покрытия, чтобы обеспечивать температурные интервалы работы катков разного веса, обязательное их чередование после выполнения необходимого числа проходов, непрерывность движения отряда катков вперед при челночной схеме работы и, наконец, обеспечить отсутствие заторов и помех при движении катков по уплотняемой полосе.
Первое - правильный расчет захватки. Это возможно только в том случае, если легкий, средний и тяжелый катки будут иметь для работы определенную длину захватки: 1л, 1с или 1т, которую каждый каток должен уплотнить требуемым числом проходов за установленный отрезок времени и немедленно ее освободить для укатки следующим, более тяжелым катком (рис. 13.63).
Рис. 13.63. Технологическая схема укладки и уплотнения асфальтобетонного покрытия.
252
При плохо работающих или совсем не работающих уплотняющих органах укладчика и при наличии в составе отряда легкого катка общее время уплотнения распределяется следующим образом: укладчик -10%, легкий каток - 15%, средний каток - 30% и тяжелый каток - 45% Это затрудняет решение организационных и технологических задач производства работ [53].
Каждая из захваток (1л, 1с, 1т) легкого, среднего и тяжелого катка должна состоять из целого числа отрезков покрытия 1у, проходимых укладчиком за время (остывания смеси) от момента ее укладки до начала укатки легким катком (средним или тяжелым).
После того, как укладчик подготовит полосу покрытия 1у, сразу начинают ее уплотнение легким катком, затем уступают эту полосу для работы среднего катка. Средний и тяжелый катки, в свою очередь, также смещаются вперед на такую же величину, и в итоге за отрядом остается участок полностью уплотненного покрытия длиной Ly. (рис. 13.63).
Пока каждый из катков на своей захватке сделает п0 проходов по одному следу и пл, пс и пт по ширине, укладчик подготовит для уплотнения очередной участок покрытия Ly, и сдвижка всех катков вперед снова повторится.
При такой организации устройства покрытия соблюдается принцип непрерывности технологических операций при движении отряда машин вперед со скоростью перемещения укладчика и при челночной схеме работы катков в отведенном интервале температур смеси. В основу этого принципа положено равенство времени укладки смеси на полосе длиной Ly и ее уплотнения каждым катком за пол, ПоС и ПоТ проходов. Общая захватка работы всего отряда машин равна:
Lq6iu — Vy * 10бщ,
где Vy - средняя рабочая скорость укладчика;
t06iu ~ время остывания смеси от начала ее укладки в покрытие до нижнего предела температуры укатки, например 55-70 °C.
Участок разбивается на ряд указанных захваток работы каждой машины. Длина этих захваток пропорциональна отрезкам времени работы машин, найденным из условия остывания асфальтобетона.
Ь0бщ = 1у+ 1Л + 1с + к = 1У (I + а + р + j) =
1У (10% + 15% + 30% + 45%)
253
Отрезки времени работы катков всегда можно назначить так, чтобы они содержали целое число отрезков времени работы укладчика и в сумме не превышали общего времени укладки и уплотнения смеси, т.е.
^общ ty + tn + tc + tr ty (1 + a + P + j)j ty (10% + 15% + 30% + 45%),
где ty, 1л, tc, tr - время работы на захватке укладчика, легкого, среднего и тяжелого катков.
Например, при устройстве покрытия толщиной 3-4 см, температуре воздуха и основания 23-25 °C (см. рис. 13.626), время работы укладчика ty можно принять равным трем (или четырем минутам). В этом случае время уплотнения составит:
= 6 (a = 2), tc = 12 (Р = 4), tr = 18 (j = 6) и t06m = 39 мин.
Длина захваток для отряда и отдельных машин определяется временем их работы на захватке и средней рабочей скоростью, которая у старых моделей находится в пределах 1,5-1,7 м/мин., у новых - диапазон шире, но чаще используется скорость в пределах 2-7 м/мин.
С другой стороны, длина рабочей захватки любого катка равна:
где VK _ средняя скорость катка на захватке;
tK - время, отводимое по условию остывания асфальтобетона -время работы катка на захватке;
п0— необходимое число проходов катка по одному следу;
Ьк- целое число полос по ширине покрытия, уплотняемых катком = например, 1,2,3, которое можно найти с учетом перекрытия по формуле:
D
-= (1,1+ 1,3).
D
Из равенства длины захваток, определенных в зависимости от скорости укладчика и катка, получается вполне определенная технологическая зависимость рабочих параметров катка от скорости укладчика (рис. 13.64):
VK = Vy*n0*bK.
254
Тогда длина рабочей захватки любого катка определяется скоростью укладчика и временем, в течение которого данный каток может производить укатку до нижней (для него) границы температуры.
Lk = vy * tk.
Рис. 13.64. Зависимость скорости и числа проходов катка от скорости укладчика (цифры на кривых - число проходов катка): а) при вк = 3; б) при вк = 2.
Наиболее ответственным моментом в правильной организации и технологии уплотнения асфальтобетона следует считать выбор скорости передвижения Vy и длины рабочей захватки 1у асфальтоукладчика. Здесь нужно исходить из следующего. Во-первых, максимальная скорость укладчика Vy назначается исходя из требуемой производительности строительства и возможности обеспечения укладчика смесью, а минимальная 1у выбирается такой, чтобы длина рабочей захватки легкого, среднего и тяжелого катков была (по условию разгона и торможения) не менее трех-пяти длин самих катков. Так, минимальная длина захватки (зоны укатки) среднего тандемного катка (из условий безопасности работы) - не менее 13-15 м (рис. 13.65 (цв.)).
У современных укладчиков скорость Vy назначается еще и с учетом достижения максимального предварительного уплотнения смеси. Во-вторых, скорость укладчика должна соответствовать возможной скорости катков и требуемому числу проходов по одному следу.
Если катки не будут успевать за укладчиком и вынуждены делать меньшее число проходов или вести уплотнение покрытия, остывшего ниже нормы, можно увеличить общее количество катков, но не более нем на одну машину, иначе на полосе покрытия возникнут заторы и помехи, особенно на коротких захватках.
255
Если ширина уплотнения гладковальцовых катков составляет 1,2-1,4 м, то при ширине полосы 3,5 м Ьк = 3 (3,5 : 1,2 = 3). При сопоставлении возможностей укладчиков и катков (скорость, ширина) оказывается, что слои толщиной 3-4 см при температуре воздуха и основания 1-3 °C требуют условий (скорость, длина захватки), которые практически невозможно реализовать. Увеличение ширины вальцов катка до 1,9-2,0 мЬк = 2 (3,5 : 1,9 = 2) облегчает организацию уплотнения. Следует заметить, что чем ниже температуры воздуха и основания и чем тоньше укладываемый слой, тем быстрее должен двигаться укладчик, а соответственно выше рабочая скорость катков. В связи с этим погодные условия, требуют четкой организации работы автотранспорта, подающего смесь к укладчику, для обеспечения качественного уплотнения и ровности покрытия.
Заметно упрощается и облегчается организация уплотнения при наличии на укладчике эффективно работающих уплотняющих органов, позволяющих отказаться от легкого катка и вести уплотнение по схеме «укладчик - средний каток - тяжелый каток». При такой схеме появляется реальная возможность перераспределять общее время, отводимое по условию остывания смеси на укладку и уплотнение покрытия, следующим образом: укладчик - 25%, средний каток - 25%, тяжелый каток - 50%.
При обеспечении предварительного уплотнения как минимум до 0,90-0,92 за счет работы уплотняющих органов укладчика начинать уплотнение можно средним катком при температуре смеси около 105-110 °C, что является предпосылкой высокой степени уплотнения [53].
Определение требуемого числа проходов катков по одному следу
Плотность асфальтобетонных смесей различных составов можно обеспечить определенным количеством проходов катков определенного типа и массы.
При использовании современных асфальтоукладчиков с трамбующим брусом и виброплитой рекомендуется уплотнять:
- смеси для высокоплотного и плотного асфальтобетона типов А и Б, а также для пористого и высокопористого асфальтобетона с содержанием щебня свыше 40% - или сначала катком на пневматических шинах массой 16 т, или вибрационным катком массой 6-8 т, или гладковальцовым катком 10-13 т (4-6 проходов), а затем - гладковальцовым катком массой 11-18 т (4-6 проходов);
- смеси для плотного асфальтобетона типов В, Г и Д, а также для высокопористого песчаного, пористого и высокопористого с содержанием щебня менее 40% - сначала гладковальцовым катком массой 6-8 т
256
или вибрационным катком 6-8 т с выключенным вибратором (2-3 прохода), а затем - гладковальцовым катком массой 10-13 т (6-8 проходов), катком на пневматических шинах массой 16 т или вибрационным катком 5^8 т с включенным вибратором (4-6 проходов) и окончательно - гладковальцовым катком массой 11-18 т (4 прохода).
Уплотнение многощебенистых смесей типа А сначала катками на пневматических шинах, а затем гладковальцовым катком массой 11-18 т обеспечивает получение шероховатой поверхности покрытия
Уплотнение асфальтобетонных смесей толщиной 10-18 см следует выполнять сначала самоходным катком на пневматических шинах (6-8 проходов), затем гладковальцовым катком массой 11-18 т (4-6 проходов).
Хотя, как было указано выше, технически возможно устройство слоев толщиной 20 см и более одним слоем, однако в ряде случаев условия дорожных работ показывают, что укладку и уплотнение смеси в некоторых случаях следует производить в 2 слоя.
Так, при устройстве нижней части нижнего слоя асфальтобетонного покрытия [107] при реконструкции Московской кольцевой дороги (МКАД) толщиной 12 см из пористой асфальтобетонной смеси уплотнение осуществляли следующим образом: пневмоколесные и комбинированные катки (после прогрева шин во время уплотнения начального участка гладковальцовыми катками 8-10 т) - не менее 6-8 проходов по одному следу (причем первые 3-4 прохода катки комбинированного действия осуществляют без вибрации), затем с вибрацией - не менее 6-8 проходов, причем первые 3-4 прохода с вибрацией 30-35 Гц и максимальной амплитудой на скорости 2 км/ч, а последующие - с вибрацией 40-50 Гц и минимальной амплитудой с увеличением скорости движения до 4 км/ч [107].
При температурах воздуха до минус 10°С увеличивают долю проходов тяжелых катков и ведут уплотнение в интервале от 150 до 70 °C [26].
При уплотнении за каждым асфальтоукладчиком должны работать сразу два гладковальцовых (тандемных) катка по схеме «бок о бок», за которыми по той же схеме работают два пневмоколесных катка, пригруженных до максимальной массы (20-24 т), с давлением в шинах до 0,8 МПа. Вместо гладковальцовых катков могут быть использованы катки комбинированного действия.
После первого двойного прохода катки должны сместиться таким образом, чтобы при втором проходе была полностью охвачена вся ширина уплотняемой полосы.
Первые 2-4 прохода гладковальцовые катки должны совершать в статическом режиме, последующие 10-12 проходов - с вибрацией 45 Гц и минимальной амплитудой. Вибрационные проходы должны выполняться при движении катков как вперед, так и назад.
257
Каждый каток должен выполнить 12-16 проходов по одному следу.
Скорость движения гладковальцового катка в статическом режиме должна быть в пределах 2-3 км/ч, вибрационном - 3—4 км/ч, катка комбинированного действия в статическом режиме 3—4 км/ч, вибрационном - 5-6 км/ч, пневмоколесного - 6-11 км/ч.
Захватки для уплотнения при минусовой температуре должны быть не более 30 м.
Уплотнение смесей на полимерно-битумных вяжущих производится в температурном интервале 130-80 °C, захватками не менее 25 м и не более 50 м по одному из двух вариантов:
1-й вариант - сначала за 1-2 прохода осуществляют «прикатку» смеси гладковальцовым катком массой 9-11 т без вибрации, затем уплотняют смесь катками комбинированного действия массой 9-10 т (пневмошинами вперед). Первые 3-4 прохода осуществляются с включенной вибрацией 30—40 Гц и максимальной амплитудой, а 6-8 последующих - без вибрации. Для выравнивания покрытия необходимо осуществлять 2-3 прохода гладковальцовым катком.
При использовании асфальтоукладчиков, оснащенных брусом высокого уплотнения, количество проходов катков можно сократить в 1,5 раза.
2-й вариант - сначала гладковальцовым катком массой 7-10 т производят «прикатку» смеси за 1-2 прохода без вибрации, затем уплотняют смесь пневмоколесными катками массой 9-13 т. После первого прохода пневмокатка по этому же следу осуществляют проход гладковальцового катка массой 7-10 т с вибрацией 30-40 Гц и максимальной амплитудой. Пневмоколесные и гладковальцовые катки должны совершить 6-8 проходов по одному следу каждый. Завершающие 3-4 прохода гладковальцового катка совершают при вибрации 45-50 Гц.
В любом случае для обеспечения грамотного проведения работ по укладке и уплотнению асфальтобетонных смесей необходима привязка рекомендаций к конкретным условиям, для чего должен быть разработан технологический регламент, в котором, в частности, следует указать вид и тип укладываемой смеси, режимы работы асфальтоукладчиков, состав отряда катков и количество проходов по ширине и по одному следу. На рис. 13.66 (цв.) приведен пример уточнения количества проходов катка по одному следу в процессе пробной укатки. Для этого целесообразно использовать неразрушающие методы контроля по мере уплотнения слоя, коррелируемые со стандартными методами.
При уплотнении необходимо соблюдать следующие правила [108].
1. Уплотнение начинать как можно раньше. Это правило действительно и при использовании катков легких или средней массы, следующих непосредственно за асфальтоукладчиком (при этом не должна 258
нарушаться созданная им ровность), и тяжелых катков. Как правило, каток должен держаться как можно ближе к укладчику. При всех схемах укатки необходимо сохранять постоянную длину захватки (зоны укатки). Для этого используют вехи и конуса.
2. Во избежание образования волн каток должен двигаться параллельно оси дороги. Как правило, запрещается его движение под углом к ней.
3. На участках улиц и дорог с продольным уклоном более 30% -уплотнение производить снизу вверх.
4. При устройстве покрытий с односкатным профилем (значительный поперечный уклон) уплотнение начинают снизу вверх.
5. При первых проходах гладковальцовых катков во избежание образования волн и трещин следует двигаться ведущими вальцами вперед. Исключение составляет условие работ п. 3: на участках с большим продольным уклоном при движении потока вверх ведущий валец должен быть сзади, (при использовании современных катков с обоими ведущими вальцами этой проблемы не существует).
6. Во время уплотнения катки должны быть в непрерывном и равномерном движении.
7. Запрещается останавливать катки или резко менять направление движения на неуплотненном и неостывшем слое.
8. Переезд катка с одной полосы на другую должен осуществляться только на ранее уплотненной захватке.
9. Виброуплотнение проводить только в процессе движения катка. Включать и отключать вибрацию необходимо за пределами уплотняемой полосы на двигающемся катке.
10. На площадях и перекрестках улиц уплотнение следует производить по взаимно перпендикулярным направлениям или по диагонали.
11. Перед уплотнением вальцы катков необходимо смачивать (водой, водным 1-процентным раствором отходов мыловаренной промышленности или смесью воды с керосином 1:1), пневмомашины необходимо прогревать во избежание налипания на них смеси (рис. 13.67).
Рис. 13.67. Налипание смеси на вальцы в процессе уплотнения.
259
12. Для исключения образования волны каждый последующий след катка должен быть смещен в направлении уплотнения относительно предыдущего на величину, примерно равную диаметру вальца или пневмоколес (рис. 13.68).
Ъ! рзэ. н-шн-
Рис. 13.68. Уплотнение трех смежных полос, укладываемых одновременно тремя укладчиками:
1-7 - проходы катка (пронумерованы только проходы вперед).
Главная цель завершения уплотнения - это обеспечить требуемую плотность смеси по толщине слоя и устранить следы от катка и другие поверхностные изъяны.
Схемы уплотнения
При ремонтных работах на небольших улицах, местных проездах, когда ширина проезжей части перекрывается за один проход асфальтоукладчика, при наличии бокового упора, если установлен бортовой камень (или есть краевая полоса), уплотнение начинают непосредственно
260
от краев к середине (рис. 13.69). Каток всегда должен возвращаться по той же полосе на уже остывший участок покрытия и только там производить маневрирование (рис. 13.70 (цв.)).
Рис. 13.69. Схема уплотнения при наличии бокового упора.
При отсутствии бокового упора, тем более при укладке подвижной смеси или слоя небольшой толщины с каждой стороны оставляют неуплотненными края не менее 15-25 см, чтобы не подвергать деформации еще горячую неуплотненную смесь (рис. 13.71). Эти края уплотняют после первого прохода по всей ширине укладываемой полосы. Лучше всего эти участки уплотнять катком, оборудованным специальным устройством для уплотнения кромок, или пневмокатком.
При ступенчатом движении асфальтоукладчика в процессе укладки уплотнение смеси выполняют, начиная с внешнего края к середине, полосу вокруг сопряжения шириной 20-30 см оставляют неуплотненной. Ее уплотняют на заключительном этапе, чтобы достичь соединения обеих полос укладки (рис. 13.72).
Рис. 13.71. Схема уплотнения при опасности деформации сбоку.
Рис. 13.72. Схема уплотнения при укладке смеси укладчиком, двигающимся ступенчато.
261
Уплотнение участка на повороте улицы или дороги нужно начинать с вогнутой стороны кривой и двигаться как можно дальше по прямой (рис. 13.73), на уже укатанном участке следует перемещать каток по касательной. Скорость маневра катка и его рабочая скорость должны быть одинаковыми. На таких участках рекомендуется использовать катки с шарнирно-сочлененной рамой.
Это связано с тем обстоятельством, что у шарнирно-сочлененного статического катка линейная нагрузка одинакова под всеми вальцами, и это обеспечивает однородные уплотнения по всей ширине укатки. Кроме того, шарнирное сочленение обеспечивает необходимое перекрытие следа вальцов и одинаковое усилие по всей ширине, даже на поворотах и при переезде на соседнюю полосу (рис. 13.73’)-
Рис. 13.73. Схема уплотнения Рис. 13.73'. Использование
на участке поворота дороги. шарнирно-сочлененного катка.
В любом случае укатку производят с перекрытием (по ширине полосы уплотнения) на 20-30 см. При этом нужно следить за тем, чтобы каждая полоса уплотнения была обработана катком практически одинаковое количество раз для обеспечения равных плотности и прочности асфальтобетона по ширине проезжей части. При назначении схемы уплотнения нужно грамотно сочетать ширину укладки, ширину вальца катка и требуемое количество проходов катка по ширине полотна с необходимым перекрытием. На рисунке 13.74 и 13.75 показаны варианты организации работ по уплотнению асфальтобетонного покрытия: «след в след» и «в разбежку».
На рисунке 13.76 представлена неправильная схема уплотнения уложенного слоя шириной В = 3,5 м катком с шириной вальца б = 1,37 м. В данном случае машинист сделал 1-й проход катка, укатывая 1,37 м по левой стороне полосы. Догнав асфальтоукладчик, он изменил направление (чего делать нельзя), слегка переместил каток направо и стал двигаться (2-й проход) в обратном направлении по середине полосы, при этом с каждой стороны оставалось расстояние до краев по 1,06 м. Третий проход он выполнил опять вперед (в сторону укладчика) впритык к правому краю полосы. Четвертый проход (назад) был выполнен снова по середине полосы и последний пятый проход (вперед) - аналогично
262
четвертому. В результате мы видим неправильное и неэффективное использование катка (лишние проходы 4-й и 5-й приведут к большей степени плотности в средней части полосы).
Рис. 13.74. Уплотнение покрытия по схеме «след в след».
Рис. 13.75. Уплотнение покрытия по схеме «в разбежку».
На рисунке 13.77 представлена правильная схема уплотнения, когда при ширине полосы 3,5 м и ширине вальца 1,37 м сделаны по полосе 3 прохода (с маневрированием за пределами захватки) с перекрытием каждого предыдущего прохода катка (в направлении вперед), равным 30 см.
263
фШ1И11И1ИИОВ1119Ю^^^
I *Х> V, . 4 M> . I ,-^v ' ' « i ' -
Рис. 13.76. Неправильная схема Рис. 13.77. Правильная схема уплотнения по ширине уплотнения.
уплотняемой полосы.
В качестве примера рассмотрим схему уплотнения верхнего слоя покрытия шириной 22,5 м при реконструкции МКАД. Устройство осуществляли сопряженными полосами одновременно тремя или четырьмя асфальтоукладчиками (эшелонная укладка) на всю ширину без образования холодных продольных сопряжений [107]. Схема движения катков при устройстве покрытия одновременно тремя асфальтоукладчиками показано на рисунке 11.3. Уплотнение начинали полосами от краев (обочина и ограждение «Нью-Джерси») к середине. Сопряжения (2 продольных сопряжения) уплотняли катками средней массы 10-13 т ДУ-48 из отряда асфальтоукладчика, идущего сзади.
13.4. Уплотнение слоев БМО
Открытые битумоминеральные смеси (БМО) незамедлительно уплотняют пневмокатками, обеспечивающими необходимую глубину уплотнения, требуемую шероховатость поверхности, а также снижающие дробимость щебня при уплотнении. Порядок уплотнения следующий:
При температуре воздуха не ниже 5 °C и скорости ветра не более 5 м/сек: 10-14 проходов пневмокатков по одному следу при температуре смеси 120-140 °C (меньшее число проходов относится к смеси пластичной консистенции, большее - к смесям сыпучей консистенции), а затем 6-10 проходов пневмокатка с повышенным давлением в шинах 264
по одному следу при температуре смеси 90-120 °C (меньшее число проходов относится к смеси пластичной консистенции, большее - к смесям сыпучей консистенции). После первого этапа уплотнения параметры шероховатости составляют 0,8-0,9 от требуемых, а после второго - макрошероховатость, а также плотность и водостойкость слоя достигает требуемых значений. Минимальная температура уплотнения слоев 40-50 °C (в зависимости от вязкости применяемого битума).
При температуре воздуха 5-15 °C и скорости ветра не более 10 м/сек: 5-8 проходов пневмокатков по одному следу при температуре смеси 130-150 °C, а затем 14-18 проходов пневмокатков с повышенным давлением в шинах по одному следу при температуре смеси 100-130 °C. После первого этапа уплотнения и половины проходов катков второго этапа параметры шероховатости составляют 0,8-0,9 от требуемых, а после второго - макрошероховатость, а также плотность и водостойкость слоя достигает требуемых значений.
При использовании щебня с максимальным размером 15(20) мм толщина свежеуплотненного слоя составляет 1,8-2,0 (2,3-2,5) см, а окончательно уплотненный - 1,4-1,5 (1,8-2,0) см при расходе 33-35 (45-52) кг/кв. м.
13.5. Особенности уплотнения щебеночно-мастичного асфальтобетона
Щебеночно-мастичную асфальтобетонную смесь необходимо начинать уплотнять сразу же после укладки, начиная с уплотнения поперечного сопряжения. Уплотнение асфальтобетонной смеси необходимо завершить до температуры смеси 90-100 °C.
За каждым асфальтоукладчиком, должны работать два гладковальцовых катка массой 8-11 т, работающие в статическом режиме. В щебеночно-мастичном асфальтобетоне содержание т.н. «свободного битума» очень высокое, поэтому воздействие при уплотнении пневмокатков способствует «вытягиванию» этого битума на поверхность, что приводит к образованию битумных пятен.
В процессе уплотнения катки как можно ближе должны подходить к асфальтоукладчику. Расстояние между катками должно составлять 2-3 м. При этом необходимо исключить резкое торможение и реверс при движении катков.
Первые 4-5 проходов катки должны выполнять на скорости 2-3 км/час, а последующие на скорости 5-6 км/час. Общее количество проходов - 6-8.
265
Длина захватки уплотнения (т.е. длина участка, на котором уплотнение должно быть завершено до остывания смеси не ниже 90-100 °C.) должно составлять 50-60 м при температуре окружающего воздуха 20 °C и более и 30-40 м при температуре 10 °C.
Во время уплотнения смеси катки должны быть в непрерывном и равномерном движении. Запрещается останавливать катки на неуплотненном и неостывшем слое. Для исключения образования волны каждый последующий след катка должен быть дальше предыдущего в направлении укатки на величину диаметра вальца.
13.6. Возможные дефекты, причины их возникновения и способы устранения
Дефекты, возникающие в процессе устройства асфальтобетонных слоев, можно разделить на две основные категории:
- дефекты, связанные с техническим состоянием, регулировкой и технологией применения оборудования;
- дефекты, связанные с состоянием асфальтобетонной смеси во время ее укладки.
В настоящем разделе рассмотрены различные типы дефектов покрытия, причем сначала дается подробное их описание, затем определяются причины их возникновения и, далее, предлагаются решения по устранению дефектов и прогнозируется их влияние на эксплуатационные характеристики дороги.
В таблице 13.14 приведены все возможные дефекты асфальтобетонных покрытий, возникающие в процессе устройства покрытий. В ней перечислены типы характерных дефектов асфальтобетонного покрытия, а также указаны возможные причины их возникновения.
Если причиной дефекта является асфальтобетонная смесь, то для его устранения вносят определенные изменения в процесс приготовления, хранения и транспортирования смеси. В таблице 13.14 также перечислены проблемы, возникающие в результате взаимодействия нескольких-причин, т.е. они могут быть одновременно связаны и с оборудованием, и с состоянием смеси.
На поверхности асфальтобетонного покрытия могут появляться волнообразные неровности двух типов: короткие и длинные. Короткие волны в общем случае отстоят друг от друга на расстоянии от 30 см до 90 см, наиболее часто от 45 см до 60 см. Длинные волны отстоят друг от друга на гораздо большее расстояние и могут появляться с периодичностью подачи самосвалов к асфальтоукладчику. Появление длинных волн также может быть обусловлено резким изменением направления движения катка, особенно при уплотнении толстых слоев.
266
Возможные дефекты асфальтобетонных покрытий в процессе устройства
Таблица 13.14
Виды дес гектов
Причины возникновения* Короткие волны 1 Длинные волны Разрыв на всю ширину Разрыв в середине Разрыв по краям Неоднородная текстура Следы от выглаживания плиты Плита не реагирует на регулирование I «Поверхностные тени» Недостат. предв. уплотн. Некачеств. поперечн. шов Некачеств. продольн. шов Попереч. растрескивание Сдвиг под воздейст. катка "Жирные" пятна на поверх.» 1 Следы катка Недостат. уплот. смеси
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
1. Низкая температура смеси + + + + + + + + +
2. Вариация температуры смеси + + + + + + + + + +
3. Смесь содержит влагу + + + + +
4. Расслоение смеси + + + + +
5. Неоптимальное содержание битума + + + + + + + +
6. Неоптимальный зерновой состав + + + + 4- + + +
7. Остановка катка на горячем покрытии — — -
Продолжение таблицы 13.14
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
8. Быстрое изменение направления движения катка — — — —
9. Неправильный процесс укатки — — — — — — —
10. Некачественная подготовка основания — — — — — — — —
11. Неправильное взаимодействие асфальтоукладчика с самосвалами - -
12. Самосвал толкает асфальтоукладчик — —
13. Несоответствие толщины слоя крупности материала — — — —
14. Дефект выполнения перекрытия сопряжения — —
15. Простой оборудования из-за задержки подачи смеси — —
16. Неправильная настройка продольного уклона — —
17. Щуп датчика продольного уклона «подпрыгивает» — —
18. Неправильная настройка контроля продольного уклона — —
19. Неправильно смонтирован контрольный уровень продольного уклона - - - -
20. Вибрация малой частоты — —
21. Неправильно установлены уширители — —
22. Короткие стартовые колодки —
23. Неправильная установка створок питателя —
24. Ролики толкателя изношены, неправильно установлены —
25. Неправильная установка створок питателя — — —
26. Пустой бункер при подъезде самосвала — —
27. Низко установлена кромка отражающего щита —
28. Не прогрета выглаживающая плита - - — —
29. Неплотно закрыты опорные пластины плиты к каркасу — — — —
Окончание таблицы 13.14
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
30. Износ, коробление опорных пластин — — — —
31. Цилиндры подъема плиты не установлены в плавающем положении - - - - - - -
32. Люфты в соединениях плиты — — — — —
33. Неправильное регулирование механизма контроля толщины — —
34. Малый радиус закругления передней части плиты —
35. Увеличенный радиус закругления передней части плиты —
36. Большая скорость асфальтоукладчика - — - — -
37. Перегружен шнек питателя — — - - — —
38. Нестабильное давления смеси - - - -
Примечание. Знаком «-» помечены дефекты, связанные с состоянием оборудования и технологическими режимами укладки и уплотнения смеси, а знаком «+» - дефекты, обусловленные характеристиками смеси.
13.6.1. Поверхностные волны
Волнистая поверхность асфальтобетонного покрытия может иметь внешний вид, напоминающий стиральную доску. Обычно это является результатом нарушения режима работы виброкатка. Расстояние между волнами на такой поверхности, как правило, очень небольшое - обычно менее 7 см или 10 см.
13.6.2. Короткие волны
Основной причиной появления коротких волн на асфальтобетонной поверхности является неравномерное давление смеси на выглаживающую плиту. В результате неравномерной подачи материала пластинчатыми конвейерами к шнековым питателям выглаживающая плита то поднимается, то опускается под воздействием меняющегося давления смеси. Если смесь подается в шнековую камеру периодически то в избыточном (шнеки полностью закрыты), то в недостаточном количестве (видна нижняя часть лопастей шнека), соответственно будет меняться давление на выглаживающую плиту и вследствие этого формироваться волнистый слой.
Другой причиной появления коротких волн может быть изношенность шарнирных сочленений выглаживающей плиты, например, повышенный люфт в механизме регулировки положения плиты. Помимо этого, короткие волны могут быть обусловлены дефектом монтажа или настройки чувствительности датчика автоматического контроля продольного уклона, а также контроля нарушения в выборе уровня продольного уклона. Причина может также быть связана с использованием подвижного контрольного уровня (типа «плавающая балка»), который «подпрыгивает» при движении асфальтоукладчика, или тем, что самосвал стоит на тормозе в то время, когда асфальтоукладчик толкает самосвал.
Короткие волны могут быть также вызваны нестабильным составом смеси, особенно, если жесткость смеси варьируется из-за изменений ее температуры. При изменении жесткости смеси соответственно меняются и силы, действующие на выглаживающую плиту, в результате чего плита то приподнимается, то опускается, формируя при этом волнистую поверхность. И, наконец, если при приготовлении смеси нарушены зерновой состав, содержание битума, температура смеси и/или содержание влаги, то катки будут смещать или сдвигать такую смесь в процессе уплотнения. Однако наиболее часто короткие волны на асфальтобетонном покрытии появляются не в процессе уплотнения, а в результате нарушения работы асфальтоукладчика или изменяющейся жесткости асфальтобетонной смеси.
270
13.6.3. Длинные волны
Длинные волны могут появляться на асфальтобетонном покрытии по тем же причинам, что и короткие. Например, изменение количества смеси, подаваемого к выглаживающей плите, или подача смеси с изменяющейся жесткостью приводят к изменению давления на выглаживающую плиту, в результате чего она создает «волну» в формируемом покрытии. Если появление очередной длинной волны можно соотнести с разгрузкой следующего самосвала, то причиной волны может быть нарушение в установке заслонки питателя асфальтоукладчика в загрузочном бункере или полное освобождение загрузочного бункера и пластинчатого конвейера к моменту разгрузки очередного самосвала. Кроме того, причиной появления длинных волн могут быть неудовлетворительное техническое состояние и нарушения в работе выглаживающей плиты (например, в результате частой ручной регулировки толщины слоя), а также неточно смонтированные устройства автоматического контроля продольного уклона. Длинная волна может появляться и в случае использования для контроля уровня продольного уклона струны, имеющей провисание между опорами. Нарушения в работе самосвалов также являются одной из причин возникновения длинных волн, например, если самосвал давит кузовом на загрузочный бункер или если самосвал стоит на тормозе, когда асфальтоукладчик толкает самосвал.
Причиной также может быть волнообразная поверхность, повторяющая состояние нижележащего слоя, на который производится укладка нового покрытия. Длинные волны могут появиться в тех местах, где было недостаточное предварительное уплотнение асфальтоукладчиком, а масса уплотняющего катка велика или он работает под углом к направлению укладки. Дефекты могут возникать при уплотнении асфальтобетонных слоев толщиной более 10 см из песчаных смесей или если в случае применения такой щебеночной смеси, в которой максимальный размер частиц относительно мал в сравнении с толщиной слоя. В этом случае появление длинной волны на поверхности обусловлено ядром уплотнения, создаваемым впереди катка.
Длинные волны, причиной появления которых является качество смеси, могут возникать вследствие расслоения смеси, проявляющегося при каждой новой загрузке асфальтоукладчика очередным самосвалом, или вследствие высокой температуры смеси. В результате этих причин силы, действующие на выглаживающую плиту, меняются и выглаживающая плита формирует волнистую поверхность. Уплотняющее оборудование также может создавать волнистую поверхность, в случае, если оператор катка будет резко поворачивать каток или резко менять направление движения на противоположное.
271
Такие волны могут быть связаны с применением статических гладковальцовых катков с малым диаметром D вальца при движении ведомым вальцом вперед (рис. 13.77).
Рис. 13.77. Образование волны Рис. 13.78. Волнистая поверхность при уплотнении гладковальцовым типа «стиральной доски», катком с малым диаметром вальца.
Неровный внешний вид асфальтобетонного покрытия, напоминающий стиральную доску, обычно обусловлен нарушением в работе виброкатка. Данный тип уплотняющего оборудования следует применять с максимально возможной частотой вибрации и амплитудой, выбранной соответственно толщине уплотняемого слоя. Обычно для более толстых слоев применяют большую амплитуду, а для тонких - малую. Дефект «стиральной доски» (рис. 13.78) проявляется в большей мере, если каток производит уплотнение на высокой скорости при частоте вибрации менее 2400 оборотов в минуту.
13.6.4. Волнообразные неровности за счет сдвига (смещения)
Такие дефекты возникают в случае сдвига смеси в продольном направлении, и образуются как во время уплотнения, так и под действием движущегося транспорта. Чаще сдвигу подвержены песчаные смеси в случае когда уплотнение осуществляется относительно тяжелым катком при повышенной температуре в форсированном режиме. Причиной этого может быть также избыток вяжущего, распределенного в качестве подгрунтовки, или наличие грязи, пыли на нижележащем слое (эффект «скольжения» слоя).
Избавиться от коротких волн на поверхности асфальтобетонного покрытия можно только путем предупреждения их появления. Самым важным показателем, который следует контролировать во избежание появления волн, является поддержание равномерной подачи смеси к выглаживающей плите (обеспечение стабильности давления смеси на 272
выглаживающую плиту). Кроме того, необходимо, чтобы жесткость смеси, которая зависит от ее состава и температуры, поддерживалась по возможности равномерной. Количество смеси, подаваемой к выглаживающей плите, контролируется путем регулировки положения заслонок питателей в загрузочном бункере и посредством поддержания пластинчатых конвейеров и шнековых питателей в постоянной работе практически все время (близко к 100%), пока асфальтоукладчик продвигается вперед. Жесткость смеси контролируется в процессе ее приготовления на асфальтобетонном заводе путем поддержания в установленных пределах температуры смеси, зернового состава и содержания битума.
Чтобы проверить, не являются ли причиной появления волнистой поверхности неполадки в устройстве автоматического контроля продольного уклона, необходимо отключить его и посмотреть, будут ли после этого снова появляться волны. Если это устройство неисправно, то необходимо посмотреть инструкции по его эксплуатации и обслуживанию для того, чтобы устранить неисправность. Следует также проверить наличие провисания натянутой струны (если она применяется) между опорами посредством обратного визирования в то время, когда щуп датчика скользит по струне. Возникновение коротких или длинных волн вследствие механического износа соединений или самой выглаживающей плиты обычно проверяют путем внимательного наблюдения за выглаживающей плитой во время укладки. Возникновение коротких или длинных волн по причине неправильной работы самосвалов и/или уплотняющего оборудования также очень легко проверить, потратив несколько минут на внимательное наблюдение за их работой.
Если дефект «стиральной доски» (рис. 13.78) обусловлен неправильной работой катка вибрационного действия, необходимо установить требуемых для данного случая амплитуду и частоту колебаний и/или изменить скорость движения катка.
Дефекты укладки и уплотнения существенно влияют на эксплуатационные характеристики покрытия. Длинные и короткие волны, а также сдвиги на поверхности асфальтобетонного покрытия оказывают влияние на его эксплуатационных характеристики в двух аспектах. Во-первых, волны уменьшают ровность дороги, что соответственно снижает ее пригодность для движения. Если волны настолько сильно выражены, что повышают динамическую или ударную нагрузку при движении тяжелых грузовых автомобилей, то появляется необходимость ограничения скорости движения, иначе это может привести к разрушению поверхности покрытия и увеличению ДТП. Во-вторых, наличие волн и сдвигов может привести к снижению плотности покрытия, что, в свою очередь, уменьшает срок их службы. Кроме того, из-за проявления этого дефекта будет повышаться износ шин транспортных средств, движущихся по данной дороге.
273
13.6.5. Разрывы
Существует три типа разрывов асфальтобетонного покрытия (или сдвигов слоя смеси выглаживающей плитой асфальтоукладчика). Классификация разрывов производится по расположению разрыва: в центре полосы, по внешним кромкам и по всей ширине. Разрывы покрытия обычно обусловлены плохим техническим состоянием или нарушением работы асфальтоукладчика, пониженной температурой смеси, а также неправильно выбранным ее зерновым составом, не соответствующим требованиям укладки слоя данной толщины (толщина слоя менее чем в два раза превышает максимальный размер частиц).
Причин появления этого дефекта несколько. Во-первых - выглаживающая плита асфальтоукладчика имеет неправильный поперечный профиль, который необходимо отрегулировать. Одновременно появление разрывов позади выглаживающей плиты чаще всего обусловлено неправильным соотношением поперечного профиля передней и задней части выглаживающей плиты.
Разрыв в центре полосы на ширину около 30 см может быть следствием нарушением регулировки профиля передней части выглаживающей плиты. Для большинства смесей поперечный профиль передней части выглаживающей плиты асфальтоукладчика должен быть слегка больше задней. Если соотношение подобрано правильно, то выглаживающая плита будет формировать ровное полотно по всей ширине. Разрыв покрытия по центру шириной от 15 до 20 см может быть обусловлен недостатком количества асфальтобетонной смеси в шнековой камере (ниже центра вала шнека). Это может произойти в результате нарушения в установке питателей, приводящего к тому, что к выглаживающей плите подается недостаточное количество смеси. Причиной появления такого дефекта могут быть также и отсутствие, износ или нарушения в установке шнека или лопастей на конце вала шнека, которые предназначены для подачи смеси под передаточный механизм, расположенный в центре.
Боковые разрывы могут быть обусловлены как нарушением в установке заслонок питателя бункера, так и нарушением в монтаже уширителей выглаживающей плиты.
Разрыв покрытия по всей ширине полосы может появиться вследствие нескольких причин. Он может произойти в результате искривления или износа опорных пластин выглаживающей плиты. Кроме того, разрыв может произойти в том случае, если скорость движения асфальтоукладчика слишком велика для данной конкретной смеси. В том случае когда велик максимальный размер частиц заполнителя по
274
отношению к толщине укладываемого слоя, это также может стать причиной разрыва покрытия по всей ширине. Существенное влияние может оказать и недостаточно высокая температура смеси, особенно если при этом выглаживающая плита также не нагрета.
Постоянные разрывы в центре или по краям полосы могут быть устранены с помощью регулировки соотношения поперечных профилей передней и задней частей выглаживающей плиты. Если данная регулировка не поможет устранить разрывы, то необходимо изменить ее положение. Разрыв полосы по всей ширине, вызванный использованием холодной выглаживающей плиты, холодной смеси, износом пластин выглаживающей плиты, или неправильным соотношением толщины формируемого слоя и максимальным размером зерен, можно предупредить прогреванием выглаживающей плиты перед началом укладки, повышением температуры смеси, заменой изношенных или покоробившихся опорных пластин выглаживающей плиты или соответствующим увеличением толщины слоя покрытия.
Разрыв покрытия влияет на его эксплуатационные характеристики, так как в местах разрывов происходит нарушение сплошности слоя, в связи с чем могут происходить разрушение кромок, ухудшение ровности, снижение плотности, увеличение водонасыщения асфальтобетона.
13.6.6. Неоднородность текстуры поверхности
Неоднородность текстуры покрытия можно определить как неоднородный внешний вид поверхности в продольном и поперечном направлении после укладки и уплотнения верхнего слоя. Часто отличие внешнего вида поверхности обусловлено скоплением крупных частиц щебня в поверхностном слое (рис. 13.79) при формировании выглаживающей плитой. Обычно, песчаные смеси позволяют получить полотно с более однородной текстурой, чем смеси щебеночные.
Многие факторы влияют на укладку асфальтоукладчиком слоя с однородной текстурой. Неравномерность процесса подачи смеси к выглаживающей плите в результате перегрузки шнековых питателей или уменьшение содержимого за- рис. 13>79> Неоднородность грузочного бункера перед разгруз- текстуры.
275
кой очередного самосвала могут обусловить вариации в количестве смеси, попадающей под выглаживающую плиту и, соответственно, способствовать формированию слоя с неоднородной текстурой. Причиной может явиться и неудовлетворительное техническое состояние выглаживающей плиты, включая работу изношенных или ослабленных в местах крепления опорных пластин выглаживающей плиты, нарушения монтажа уширителей выглаживающей плиты или снижение частоты ее вибрации. Кроме того, неоднородная поверхность может быть обусловлена низкой температурой смеси (по вине асфальтобетонного завода или из-за долгого простоя асфальтоукладчика в ожидании прибытия самосвалов), особенно если это усугубляется низкой температурой самой выглаживающей плиты. Расслоение смеси, т.е. разделение крупных и мелких зерен минерального материала вследствие нарушения в составе или в обращении со смесью при ее изготовлении, а именно при загрузке, транспортировке, разгрузке или укладке, также оказывают влияние на неоднородность поверхности дорожного покрытия. На появление этого дефекта также оказывают влияние все те факторы, которые вызывают неоднородность самой смеси, например, отклонения в зерновом составе смеси или в содержании битума, а также температура смеси.
Множественность причин неоднородной поверхности покрытия обуславливает вариантность устранения этого дефекта. В первую очередь, необходимо контролировать работу асфальтоукладчика в части равномерности подачи смеси к выглаживающей плите. Следует проводить надлежащим образом техническое обслуживание асфальтоукладчика и выглаживающей плиты в целях поддержания их должного рабочего состояния. Толщина укладываемого слоя в уплотненном виде должна задаваться исходя из того, чтобы она минимум в два раза превышала максимальный размер частиц в асфальтобетонной смеси. И, наконец, необходимо на стадии приготовления скорректировать смесь, уточнив гранулометрический состав или содержание битума, чтобы ликвидировать расслаивание.
Влияние дефекта на эксплуатационные характеристики покрытия. Неоднородная текстура поверхности обычно сопровождается неравномерностью плотности асфальтобетонного покрытия. Участки поверхности, на которых выглаживающая плита вырывала крупные частицы заполнителя или в которых произошло расслоение смеси, обычно имеют меньшую плотность после укатки, чем на остальных участках. Из-за снижения плотности и повышения выкрашивания срок службы и пригодность к эксплуатации такого асфальтобетонного покрытия заметно сокращаются.
276
13.6.7. Следы от выглаживающей плиты
Следы от выглаживающей плиты - это поперечные вмятины в асфальтобетонном покрытии. Они возникают при остановке асфальтоукладчика для разгрузки очередного самосвала (рис. 13.80). В зависимости от свойств смеси следы могут быть иногда едва заметными, а иногда и очень глубокими.
Следы от выглаживающей плиты могут также возникать и в продольном направлении в случае применения жестких уширителей или раздвижных секций выглаживающей плиты (рис. 13.81).
а) б)
Рис. 13.80. Следы на слое в процессе укладки:
а) поперечные следы от выглаживающей плиты при разгрузке очередного самосвала; б) продольные следы от воздействия уширителя.
Существует несколько причин возникновения следов от выглаживающей плиты.
Первой причиной является недопустимый зазор в соединении выглаживающей плиты с шасси. Если причина в этом, то следы от выглаживающей плиты будут появляться каждый раз, когда останавливается асфальтоукладчик. Другой причиной появления этого дефекта является недопустимая регулировка положения выглаживающей плиты, когда она движется, опираясь на свою заднюю кромку. Еще одной причиной возникновения следов от выглаживающей плиты могут быть толчки асфальтоукладчика самосвалом, когда тот подъезжает на разгрузку, и/или вследствие того, что самосвал стоит на тормозе, когда асфальтоукладчик его толкает. В этом случае следы от выглаживающей плиты появляются только при нарушении взаимодействия самосвала и асфальтоукладчика. На более мягкой смеси следы могут быть более заметными, особенно в случаях, когда применяется тяжелая выглаживающая плита с выдвижными секциями или с несколькими жесткими уширителями.
277
Продольные следы от выглаживающей плиты обусловлены нарушением в монтаже уширителей. Когда применяются уширители, их угол атаки и высота монтажа должны быть такими же, как и у основной выглаживающей плиты. Если применяются выдвижные секции, то при нарушениях в монтаже на асфальтобетонном покрытии могут появиться две продольные полосы по концам основной выглаживающей плиты и/или у внутренней кромки уширителей, расположенных с каждой стороны основной выглаживающей плиты.
Если поперечные следы появляются вследствие изношенности механического соединения выглаживающей плиты и асфальтоукладчика или в нарушении в установке самой выглаживающей плиты, то необходимо произвести ремонт. Если следы от выглаживающей плиты обусловлены тем, что самосвал толкает асфальтоукладчик, то операцию укладки асфальтобетонной смеси необходимо изменить таким образом, чтобы при движении асфальтоукладчик толкал самосвал. Кроме того, как только асфальтоукладчик коснется самосвала, водитель должен пользоваться тормозами, только для удержания самосвала в контакте с асфальтоукладчиком.
Появление следов от выглаживающей плиты на асфальтобетонном покрытии можно предотвратить, особенно при укладке очень пластичной смеси, путем работы асфальтоукладчика без остановок на разгрузку самосвалов. Безостановочная работа асфальтоукладчика обеспечивается посредством загрузки бункера с помощью устройства для подъема асфальтобетонного валика с поверхности покрытия или с помощью асфальто-перегрузчика. Однако при загрузке асфальтоукладчика непосредственно самосвалами рекомендуется останавливать асфальтоукладчик при смене самосвалов, при этом остановку и возобновление движения асфальтоукладчика необходимо производить по возможности быстро. В противном случае машинист асфальтоукладчика может использовать содержимое загрузочного бункера в период смены самосвалов, в результате чего снизится давление смеси на выглаживающую плиту и повысится вероятность расслоения смеси при каждой смене самосвалов. Продольные следы, обусловленные неправильной высотой подъема уширительной сглаживающей плиты, можно устранить путем регулировки положения каждого уширителя по отношению к основной выглаживающей плите. При этом следует отрегулировать и высоту, и угол атаки уширителей.
Влияние дефекта на эксплуатационные характеристики покрытия: поперечные следы от выглаживающей плиты обычно не снижают срока службы асфальтобетонного покрытия, однако они могут вызвать повышенную динамику движения транспорта на выступах, которые могут остаться на дороге, даже после укатки.
278
Если эти следы глубокие, то с разных сторон этого «стыка» каток может осуществлять неадекватное уплотнение смеси (когда он делает первоначальный проход по более высокому слою). Если в процессе уплотнения не удается устранить продольные следы от выглаживающей плиты, то на полотне останутся неровности.
13.6.8. Растрескивание
Растрескивание асфальтобетонного покрытия заключается в появлении коротких поперечных трещин, обычно имеющих длину от 2,5 до 10 см и отстоящих друг от друга на 2,5-7,5 см, как показано на рисунках 13.81 и 13.82. Эти поверхностные трещины обычно незаметны во время укладки асфальтобетонного слоя. Они могут появляться только после второго-третьего прохода или после нескольких проходов катка, когда плотность слоя приближается к заданному значению. Наиболее часто появление трещин происходит в случае применения катка статического действия для первичного уплотнения. Крайне редко трещины появляются при использовании катка на пневматических шинах для первичного уплотнения. Однако если для первичного уплотнения применяют пневмокаток, промежуточное уплотнение выполняет каток статического действия, а температура слоя еще высокая, то в случае «мягких» смесей под действием стального вальца на поверхности могут появляться трещины. Иногда появление трещин связано с т.н. «переуплотнением» слоя. Как правило, трещины не распространяются на всю глубину слоя, их обычная глубина составляет от 1,3 до 0,95 см.
Рис. 13.81. Образование трещин в процессе уплотнения при высокой температуре асфальтобетонной смеси.
279
Рис. 13.82. Схема образования трещин в процессе уплотнения асфальтобетонного слоя.
Частой причиной появления поперечных трещин является неправильный состав смеси:
- избыточное содержание в смеси текучих веществ (слишком много битума или влаги),
- неправильный зерновой состав песка - слишком много частиц среднего размера (1,25 мм и 0,63) мм, и слишком мало песка мелких фракций (0,315 мм и 0,14 мм)
- зерновой состав подобран с низкой остаточной пористостью асфальтобетона. При избыточном количестве текучих веществ смесь «ползет» под уплотняющим оборудованием. Увеличение количества мелких фракций заполнителя в смеси также делает смесь текучей. Смеси, состав которых характеризуется низкой пористостью, обычно бывают более пластичны и «ползут» под действием усилия, оказываемого катками вибрационного или статического действия. Кроме того, причиной появления трещин могут быть такие особенности минеральных зерен, как пористая (капиллярная) поверхность или наличие пыли, покрывающей частицы. Такая смесь будет смещаться под вальцами или шинами уплотняющего оборудования в продольном направлении вместо вертикального уплотнения. Причиной растрескивания является образование головного ядра уплотнения перед движущимися вальцами катка. Растрескивание поверхности будет еще более значительным, если в дополнение к неправильному составу смеси укатка будет производиться при температуре, слишком высокой для конкретной марки битума. По мере повышения температуры смеси вязкость битума снижается и смесь становится более мягкой. Кроме того, на склонность к растрескиванию влияет температурная чувствительность самого битума.
Иногда растрескивание может быть обусловлено разностью температур горячей смеси и переохлаждением поверхности асфальтобетонного покрытия (тепловое растрескивание). В холодные дни при ветреной погоде вполне возможно, что температура поверхности существующей дороги, на которую укладывается новый слой, будет быстро понижаться. Кроме того, будет быстро остывать поверхность только что уложенного
280
a)
б)
Рис. 12.14 (цв.). Система отвода вредных испарений: а) система FXS выключена; б) система FXS включена.
Рис. 12.15 (цв.). Асфальтоукладчик SP-100B Stealth™.
б)
в)
Рис. 12.16 (цв.). Асфальтоукладчики фирмы LeeBoy: a) LeeBoy 5000; б) LeeBoy 8816; в) LeeBoy 9000.
а) б) в)
Рис. 12.17 (цв.). Уширитель фирмы MIDLAND (США):
а) устройство песчаного подстилающего слоя;
б) устройство щебеночного основания;
в) устройство асфальтобетонного слоя.
Рис. 12.18 (цв.). Фиксация температуры смеси в момент выгрузки.
Рис. 12.19 (цв.). Температурный дифференциал смеси в бункере асфальтоукладчика.
Рис. 12.20 (цв.). Корка на поверхности замеса, образовавшаяся из кусков слипшейся «застывшей» части смеси.
a)
Рис. 12.21 (цв.). Перепад температуры смеси в бункере асфальтоукладчика:
а) снятый инфракрасной камерой; б) обычный снимок.
в)
Рис.12.22 (цв.). Дорожное покрытие после укладчиков:
a) CEDARAPIDS 551: б) BLAW-KNOX PF 510; в) CATERPILLAR 1055В.
Рис.12.23 (цв.). Неоднородность температуры слоя после прохода асфальтоукладчика: а) термограмма; б) обычный снимок.
Рис. 12.24 (цв.). Конструктивное устройство перегрузчика «Шаттл-Багги» (Shuttle Buggy).
Рис. 12.25 (цв.). Подготовка к выгрузке смеси из самосвала в перегрузчик.
Рис. 12.26 (цв.). Вид уложенного слоя, при загрузке асфальтоукладчика из перегрузчика «Шаттл-Багги», с термограммой.
Рис. 12.27 (цв.). Шнек с постоянным (а) и перемеренным (б) шагом витков.
Рис. 12.28 (цв.). Устранение температурной сегрегации уложенной смеси при использовании перегрузчика «Шаттл-Багги».
Рис. 12.29 (цв.). Перегрузчик МТ-1000 фирмы «Vogele».
Рис. 12.30 (цв.). Перегрузчик MF-250 фирмы «Dynapac».
1В111Ш
б)
в)
Рис. 12.31 (цв.). Схемы организации работ с использованием перегрузчика «Шаттл-Багги»:
а) боковое расположение перегрузчика по отношению к рабочей полосе; б) расположение перегрузчика на обочине;
в) перегрузка смеси в асфальтоукладчик при работе на обочине.
Рис. 12.32 (цв.). Перегрузка смеси бункер асфальтоукладчика из перегрузчика расположенного, на соседней приподнятой полосе.
Рис.12.33 (цв.). Выгрузка смеси из самосвала в асфальтоукладчик на участке под контактными сетями.
Рис.12.34 (цв.). Выгрузка смеси из перегрузчика в асфальтоукладчик в стесненных условиях.
Рис. 12.36 (цв.). Возможность подачи смеси малого объема перегрузчиком «Шаттл-Багги».
Рис. 12.35 (цв.). Работы по обустройству водосточного люка.
Рис. 12.37 (цв.). Использование поворотного конвейера.
Рис. 12.39 (цв.). Различие в устройстве «компактасфальта» и обычных слоев покрытия.
Рис. 12.40 (цв.). Одновременная укладка двух различных слоев асфальтобетонного покрытия с помощью комбинированного укладчика.
Рис. 13.2 (цв.). Измерение плотности прибором PQI.
Рис. 13.11 (цв.). Система разбрызгивания воды.
Рис. 13.19 (цв.). Виброкаток фирмы «Бомаг».
Рис.13.21 (цв.). Виброкаток «DTV 3105» производства фирмы Bittelli (Италия).
Рис.13.22 (цв.). Виброкаток фирмы LeeBoy.
Рис.13.61 (цв.). Схема установки катка при уплотнении по холодной
Рис. 13.65 (цв.). Схема расчета длины захватки.
полосе.
Рис. 13.66 (цв.). Пример проведения работ по уточнению количества проходов катков (пробная укатка).
Рис.13.70 (цв.). Проходы производятся вперед-наЗЗД по одной и той же полосе. Переход катка на другую полосу должно всегда производиться в ранее уплотненной зоне, во избежание появления следов.
Рис. 14.1 (цв.). Термобокс Рис. 14.2 (цв.). Установка
производства фирмы Massenza. SSG 25 в работе.
Рис. 14.3 (цв.). Подготовка карты.
а) пылесос с отстойником; б) битуморазбрызгиватель.
Рис. 14.4 (цв.). Последовательность проведения ямочного ремонта методом пневмонабрызга.
Рис.14.5 (цв.). Ремонт выбоины машиной «МАГНУМ».
Рис. 14.9 (цв.). Холодная ремонтная смесь фирмы CRAFCO.
Рис. 14.10 (цв.). Производство ямочного ремонта холодной ремонтной смесью.
Рис. 14.12 (цв.). Технологические Рис. 14.13 (цв.). Заливка трещины, трещины.
Рис. 14.14 (цв.). Посыпка Рис. 14.15 (цв.). Отремонтирован-фракционированным песком. пая температурная трещина.
Рис. 14.17 (цв.). Нарезчик с набором фрез.
Рис. 14.18 (цв.). Агрегат Super Shot.
Рис. 14.19 (цв.). Просушка трещины тепловым копьем.
Рис. 14.20 (цв.). Заливка трещины.
Рис. 14.21 (цв.). Распределение пропиточного состава.
Рис. 14.22 (цв.). Распределение отсева.
«Шумовая» полоса, предотвращающая неконтролируемый съезд на обочину
слоя, а температура смеси внутри будет при этом достаточно высокой. Такая разность температур и обусловит растрескивание покрытия под воздействием уплотняющего оборудования.
Существует и ряд второстепенных факторов, вызывающих поверхностное растрескивание. Под весом катка может создаваться избыточный прогиб предыдущих слоев и перенапряжение в данном слое. Растрескивание может быть связано с неправильной организацией уплотнения: поздно начато уплотнение толстых слоев, укатка на высоких скоростях, быстрая остановка катков, резкие повороты катков на горячем слое, излишнее количество проходов для окончательного уплотнения или проведение окончательного уплотнения в то время, когда уложенный слой все еще имеет высокую температуру. И, наконец, растрескиванию способствует слабая связь между новым слоем и поверхностью существующего нижележащего слоя вследствие его загрязнения или недостаточной обработки вяжущим материалом.
Так как растрескивание главным образом связано с состоянием смеси, то радикальным решением является изменение свойств асфальтобетонной смеси. Быстрым способом изменения характеристик смеси является уменьшение содержания битума или уменьшение содержания влаги с помощью надлежащего просушивания заполнителя. Но это касается в основном песчаных смесей. Другие изменения характеристик смеси требуют большего времени и затрат, например, изменение зернового состава с целью уменьшения содержания мелких фракций или с целью увеличения пористости смеси. Однако изменение состава смеси следует производить очень осторожно, чтобы не ухудшить прочностные и эксплуатационные характеристики смеси.
Также быстро можно принять корректирующие меры и в случае, когда растрескивание вызвано режимом уплотнения. Если смесь является пластичной из-за избыточного содержания текучих веществ, неправильного зернового состава или малой пористости, то можно применить способ укладки смеси при пониженной температуре, позволяющей избежать растрескивания поверхности укатанного слоя. В этом случае укатку задерживают во времени для снижения температуры смеси, соответственно вязкость битума при этом повысится, в результате смесь станет более жесткой и перестанет «ползти» под катками. Однако задержка с уплотнением может соответственно уменьшить вероятность достижения заданного уровня плотности покрытия. Таким образом, проблема заключается в том, как уплотнить смесь, которая «ползет» под воздействием уплотняющего оборудования. Для пластичных смесей сложнее достичь обе цели одновременно (уплотнить смесь без поверхностного растрескивания и получить заданную плотность). Понизить температурный режим уплотнения можно за счет того, что зона укатки (расстояние между асфальтоукладчиком и кат
ком, производящим первоначальное уплотнение) увеличивается и таким образом выделяется дополнительное время на остывание смеси перед первоначальным уплотнением. Применимость данного способа предупреждения появления трещин определяется двумя факторами: действительное исчезновение трещин или значительное снижение их количества и получение требуемой плотности при уплотнении. Для определения зоны уплотнения в таком случае, необходимо проверить плотность с помощью прибора неразрушающего действия и по образцам, вырезанным из уложенного слоя. Если измерения покажут, что надлежащая плотность достигнута, а растрескивание значительно снижено, то задержку по времени для уплотнения пластичных смесей применить можно.
Еще одним возможным решением является замена типа или массы катка и изменение схемы уплотнения. Если для начального уплотнения применялся каток статического действия со стальными вальцами, то его следует заменить катком на пневматических шинах или катком вибрационного действия. На некоторых очень пластичных смесях растрескивание может происходить даже в том случае, когда первоначальное уплотнение производит пневмокаток или каток вибрационного действия, а промежуточное - каток статического действия с гладкими вальцами. Однако в общем случае большую эффективность и производительность получают, применяя каток на пневматических шинах для первоначального уплотнения, поскольку каток данного типа редко вызывает растрескивание поверхности укатываемого слоя.
Может оказаться, что ни одно из предложенных решений не может устранить растрескивание. Каждая смесь имеет свою собственную способность к уплотнению. Некоторые пластичные смеси дают растрескивание в очень широком диапазоне температур, даже при такой низкой температуре как 65 °C, другие смеси будут растрескиваться только при более высоких температурах уплотнения. В общем случае все смеси, имеющие нестабильную структуру, будут растрескиваться под катком с гладкими вальцами. Поэтому основным решением является отказ от применения таких смесей: их состав должен быть изменен.
Влияние дефекта на эксплуатационные характеристики покрытия: несмотря на то, что трещины проникают вглубь слоя на небольшую глубину, они существенно снижают эксплуатационные характеристики покрытия. Если при увеличении зоны уплотнения в целях снижения растрескивания снижается плотность, то результатом такой борьбы с растрескиванием будет существенное снижение срока службы асфальтобетонного покрытия, т.к. в нем возрастает открытая пористость. Асфальтобетонное полотно, имеющее трещины, по всей вероятности, быстро придет в негодность под воздействием движущегося транспорта и климатического воздействия.
282
13.6.9. «Жирные» пятна на поверхности покрытия
«Жирные» пятна на асфальтобетонном полотне представляют собой участки поверхности, на которую просочился битум в процессе укладки и укатки асфальтобетонного покрытия (рис. 13.83). Такие пятна могут располагаться на поверхности как в произвольном порядке, так и в виде довольно правильного рисунка. Просачивание битума на поверхность происходит под воздействием движущегося транспорта. Оно обычно появляется в виде двух продольных полос (полосы накаты), позже могут образоваться колеи (рис. 13.84).
Рис. 13.83. Жирное пятно Рис. 13.84. Образование колейно-на поверхности покрытия сти на участках с использованием из-за излишка битума в смеси. жирной смеси.
«Жирные» пятна, в первую очередь, могут быть обусловлены избыточной пластичностью смеси. Если влага не будет удалена из материала (особенно пористого) в процессе сушки и приготовления смеси на асфальтобетонном заводе, то, испаряясь и поднимаясь на поверхность, она потянет за собой битум, когда асфальтоукладчик будет укладывать слой этой смеси. Если асфальтоукладчик укладывает расслоившуюся смесь, то может получиться так, что битум будет находиться на поверхности той части расслоившейся смеси, которая имеет его избыточное содержание.
Обычно просачивание жидкости обусловлено двумя причинами. Во-первых, это избыточное содержание текучих веществ в составе смеси (битума и воды). Под действием транспорта избыточная влага и битум будут подниматься на поверхность дороги. Явление просачивания обычно наблюдается в жаркую погоду, когда вязкость битума наименьшая. Просачивание происходит в первые дни эксплуатации дороги, когда в смеси все еще может содержаться влага, (в непросушенном материале) или вязкость битума относительно низкая. Во-вторых, просачивание битума также может быть связано с недостаточным объемом пор в минеральном остове для заполнения его битумом. В этом случае в результате уплотняющего воздействия движущегося транспорта выдав-
283
ливание битума будет происходить как непосредственно после сдачи дороги в эксплуатацию, так и в более поздний период.
Еще одной возможной причиной «жирных» пятен является состояние ремонтируемой поверхности, на которую укладывают слой но* вой смеси. Если при подготовке поверхности существующей дороги распределено избыточное количество битума или битумной эмульсии, а также мастики, используемой для заполнения трещин и сопряжений, то часть этих материалов может впоследствии просочиться на поверхность нового слоя.
Чтобы исключить появление «жирных» пятен на поверхности уложенного слоя, важно применять для изготовления смеси только сухой заполнитель и обеспечить производство смеси на асфальтобетонном заводе с наименьшим содержанием влаги (не превышающим 0,5%). Просачивание избыточного битума на поверхность дороги можно предотвратить путем снижения содержания битума с учетом других характеристик смеси, таких как пористость минерального остова и остаточная пористость. Однако проблему просачивания битума, усложненную образованием колеи, можно решить только посредством полного изменения состава смеси.
«Жирные» пятна на поверхности дороги, если их немного, не оказывают существенного влияния на срок службы дороги. «Жирные» пятна в большом количестве и просачивание по следу движения транспорта снижают эксплуатационные характеристики дороги, так как они являются показателем неравномерности содержания битума и пор в смеси на различных участках дороги. Кроме того, дорожное покрытие с жирными пятнами по следу движения транспорта обычно имеет и другие дефекты, например, сдвиг покрытия, образование колеи и снижение коэффициента сцепления. Для обеспечения нормальной эксплуатации дороги необходимо проверить и изменить состав смеси.
13.6.10. Следы от катка
В процессе первоначального и промежуточного уплотнения асфальтобетонного покрытия катками любого типа на поверхности слоя остаются продольные следы в виде вмятин или валиков (рис. 13.85, 13.86). Такие следы обычно удается устранить в процессе окончательного уплотнения. Если же технологический режим нарушен, то продольные отпечатки, не устраненные в процессе окончательного уплотнения, могут остаться на поверхности слоя. Следы от катка возникают и в тех случаях, когда каток оставляют на «горячем» полотне, или когда каток вибрационного действия работает на одном месте в режиме вибрации. Катки на пневматических шинах (при использовании их для на-284
Мкжьной укатки) могут оставлять заметные продольные следы, которые Вргаются на полотне и после окончательной укатки. Эффект «стираль-ОЙ доски» возникает на полотне в том случае, когда каток вибрационного действия работает с неправильно подобранной амплитудой или частотой колебаний (как указано выше).
Рис. 13.85. Образование следов Рис.13.86. Следы от катка в виде на горячем покрытии валиков за счет бокового
от гладковальцового катка. выдавливания смеси.
Следы от катков на дороге являются показателем недостаточного количества проходов при уплотнении. Если процесс уплотнения прекращают до выполнения требуемого количества проходов или если смесь остывает прежде, чем будет закончен процесс уплотнения, то на поверхности дороги остаются продольные вмятины или морщины. Следы от катков могут также быть показателем применения очень горячей, предварительно недоуплотненной асфальтоукладчиком или пластичной смеси. Водитель катка обычно не в состоянии удалить вмятины, появившиеся на текучей или нестабильной смеси. Обычно «мягкая» смесь не выдерживает веса катка до тех пор, пока ее температура не снизится до уровня, при котором повысится вязкость битума, и соответственно жесткость смеси. Однако снижение температуры смеси может не позволить достичь при укатке требуемой плотности асфальтобетонного покрытия, т.к. еще до окончания укатки смесь потеряет свою способность к уплотнению. По этой причине следы от катков, производящих начальную и промежуточную укатку, бывает невозможно устранить в процессе окончательной укатки. Свойства битумов, минеральных материалов и смеси в целом являются факторами, не позволяющими в ряде случаев устранить следы от катков в процессе окончательной укатки.
Если причиной следов катков на поверхности дороги является недостаточное уплотнение, то для правильного уплотнения смеси необходимо выполнить больше проходов при начальном, промежуточном и окончательном уплотнении. Устранение вмятин от катков, обусловленных состоянием смеси, связано с улучшением состава смеси и работы 285
асфальтобетонного завода. Качество и содержание битума в смеси, свойства заполнителя, и температура смеси оказывают большое влияние на уплотняемость и стабильность смеси в процессе уплотнения. Как правило, бывает невозможно удалить следы от катков, если температура начала уплотнения не понизится до относительно низкого уровня, составляющего обычно 70 °C.
Иногда возможно (в зависимости от условий окружающей среды и свойств смеси) удалить следы от катков посредством применения катка на пневматических шинах. Если поверхность смеси достаточно горячая (+60 °C или выше), то несколько проходов катка на пневматических шинах позволят «отутюжить» поверхность. Грубую поверхность с внешним видом «стиральной доски», образующуюся в результате неправильной работы катка вибрационного действия, следует предупреждать путем правильного использования катка данного типа. Такой дефект, если он появился, невозможно устранить в процессе уплотнения.
Следы от катка на поверхности дороги являются показателем недостаточного уплотнения асфальтобетонного покрытия, Так как величина пористости или плотность покрытия являются главными факторами, влияющими на эксплуатационные характеристики дороги, то при слишком высокой или, наоборот, слишком низкой плотности смеси асфальтобетонное покрытие не может длительно выдерживать транспортные нагрузки.
Уложенную открытую битумоминеральную (БМО) смесь незамедлительно уплотняют пневмокатками, обеспечивающими необходимую глубину уплотнения, требуемую шероховатость поверхности, а также снижающими дробимость щебня при уплотнении. Порядок уплотнения следующий:
При температуре воздуха не ниже 15 °C и скорости ветра не более 5 м/сек: 10-14 проходов пневмокатков по одному следу при температуре смеси 120-140 °C (меньшее число проходов относится к смеси пластичной консистенции, большее - к смесям сыпучей консистенции), а затем 6-10 проходов пневмокатка с повышенным давлением в шинах по одному следу при температуре смеси 90-120 °C (меньшее число проходов относится к смеси пластичной консистенции, большее - к смесям сыпучей консистенции). После первого этапа уплотнения параметры шероховатости составляют 0,8-0,9 от требуемых, а после второго - макрошероховатость, а также плотность и водостойкость слоя достигают требуемых значений. Минимальная температура уплотнения слоев -40-50°С (в зависимости от вязкости применяемого битума);
При температуре воздуха 5-15 °C и скорости ветра не более 10 м/сек: 5-8 проходов пневмокатков по одному следу при температуре смеси 130-150 °C, а затем 14-18 проходов пневмокатков с повышенным дав
286
лением в шинах по одному следу при температуре смеси 100-130 °C. После первого этапа уплотнения и половины проходов катков второго этапа параметры шероховатости составляют 0,8-0,9 от требуемых, а после завершения второго - макрошероховатость, а также плотность и водостойкость слоя достигают требуемых значений.
При использовании щебня с максимальным размером 15(20) мм толщина свежеуложенного слоя составляет 1,8-2,0 (2,3-2,5) см, а окончательно уплотненного - 1,4-1,5 (1,8-2,0) см при расходе 33-35 (45-52) кг/кв.м.
13.6.11. Дефекты сопряжений
При неправильном поперечном соединении полос на поверхности сопряжения появляется бугор или впадина (либо то и другое). Некачественные продольные сопряжения соседних полос, уложенных асфальтоукладчиком, могут иметь разность уровней полос и расслоение смеси.
Причины дефекта и их устранение. Как описано в разделе, посвященном соединению асфальтобетонных полос, основным фактором получения хорошего поперечного сопряжения является применение стартовых колодок для выглаживающей плиты, устанавливаемых с «холодной» стороны сопряжения, при возобновлении укладки новой полосы. Толщина стартовых колодок должна соответствовать толщине вновь укладываемого слоя.
Уплотнение поперечного сопряжения следует производить вдоль него, если это возможно. Важным фактором, обеспечивающим правильное продольное соединение, является минимальное разравнивание смеси в области сопряжения, выполняемое только в целях его формирования. Это выполнимо при условии, что ширина наложения новой полосы на ранее уплотненную не превышает 5 см, и в этом случае разравнивание смеси будет минимальным, и уплотняющее оборудование сможет уплотнить сопряжение надлежащим образом.
Некачественные поперечные сопряжения не обусловят существенного снижения эксплуатационных характеристик дороги, еслй в процессе укатки будет получена надлежащая плотность. В этом случае отрицательным результатом будет ухудшение условий для движения транспорта. Однако дефектное продольное сопряжение может существенно снизить эксплуатационные характеристики асфальтобетонного покрытия. Неправильно сделанное и укатанное продольное соединение полос будет расходиться, и в результате одна сторона соединения будет ниже другой. Если плотность покрытия недостаточна, то вполне возможно, что под воздействием транспорта произойдет быстрый износ в области сопряжения на всю глубину слоя. Кроме того, соединение получится рыхлым, и, как следствие, будет пропускать воду в нижние слои дорожной одежды.
287
13.6.12. Неправильная реакция выглаживающей плиты, неравномерность толщины слоя
При регулировке толщины формируемого слоя с помощью рукояток устройства контроля толщины увеличивается или уменьшается угол атаки выглаживающей плиты. По мере продвижения асфальтоукладчика вперед выглаживающая плита соответственно перемещается вверх или вниз до тех пор, пока не будет достигнуто равновесие сил для формирования слоя новой толщины. Если выглаживающая плита не будет реагировать на регулировку, то машинист асфальтоукладчика не сможет изменить толщину укладываемого слоя.
Таким образом, асфальтоукладчик потеряет свою основную функцию (исходя из принципа «плавающей» выглаживающей плиты -способствовать самовыравниванию выглаживающей плиты, необходимому для получения ровного асфальтобетонного слоя).
Причиной неправильной реакции выглаживающей плиты может явиться повышенная скорость асфальтоукладчика, более 24 м/мин. при укладке тонких слоев или более 15 м/мин. при укладке слоя толщиной более 6 см. Исключение составляют асфальтоукладчики производства фирм США, которые допускают более высокие скорости укладки. Механическое состояние выглаживающей плиты также может влиять на ее реакцию. Отсутствие реакции выглаживающей плиты может быть обусловлено тем, что она опирается на цилиндры подъема, которые не были установлены в плавающее положение, или тем, что ослабло механическое соединение в устройстве регулировки толщины формируемого слоя. Кроме того, если используется устройство автоматического контроля продольного уклона, причиной отсутствия реакции выглаживающей плиты может быть неправильное расположение датчика. Если максимальный размер частиц в смеси слишком велик в сравнении с толщиной укладываемого слоя, то выглаживающая плита будет опираться и/или тащить за собой самые крупные частицы. В результате выглаживающая плита будет не в состоянии изменить свой угол атаки, и, следовательно, реагировать на регулировку с помощью рукоятки устройства контроля толщины слоя. Вариации в температуре смеси могут также привести к этому дефекту, так как изменение жесткости смеси будет постоянно менять баланс сил, действующих на выглаживающую плиту, которая в свою очередь будет стремиться восстановить их равновесие.
Чтобы устранить этот дефект, необходимо, чтобы асфальтоукладчик и выглаживающая плита поддерживались в хорошем рабочем состоянии. Датчик устройства автоматического контроля продольного уклона должен быть расположен или у точки подвески тягового бруса, или за точкой оси поворота выглаживающей плиты. Датчик должен 288
быть смонтирован на расстоянии 1/3 длины тягового бруса. Если выдержали правильное соотношение между толщиной слоя и максимальным размером частиц заполнителя, то выглаживающая плита будет в состоянии реагировать на регулировку с помощью рукоятки устройства контроля толщины слоя.
Выглаживающая плита, не реагирующая на регулировку толщины, формирует неровное асфальтобетонное покрытие, при этом она теряет свою способность самовыравнивающего действия. Она не может ни уменьшить количество смеси, укладываемое на возвышенные участки существующей дороги, ни увеличить количество смеси на пониженных участках. В результате эксплуатационные характеристики дороги значительно снижаются.
13.6.13. Продольные трещины вдоль полотна при работе гладковальцовых катков
Причины возникновения. Неравномерно уплотнено или непрочное основание. Сдвиг от тяжелого катка при резком повороте, уплотнение слишком горячей смеси и/или нестабильной смеси или смеси «жирной» с большим содержанием вяжущего, некачественное сцепление с ремонтируемым слоем.
Влияние дефекта на эксплуатационные характеристики покрытия. В результате нарушения ровности, сплошности поверхности покрытие будет насыщаться водой. Из-за неровностей будет возрастать динамическое воздействие нагрузки, что ведет к сокращению срока службы.
13.6.14. «Шнековые тени»
«Шнековые (поверхностные) тени» это темные участки, появляющиеся на поверхности асфальтобетонного покрытия (рис. 13.87). В большинстве случаев поверхностные тени не видны до тех пор, пока по дороге не начнется интенсивное движение транспорта, и часть битумной пленки не будет стерта колесами машин.
«Шнековые тени» можно увидеть при определенном солнечном освещении, например, когда солнце находится низко над горизонтом, только под определенным углом зрения к покрытию, а если смотреть прямо вперед, обычно их не заметно. Однако в некоторых случаях тени заметны сразу же во время укладки асфальтобетонной смеси. Но даже такие тени, как правило, исчезают после уплотнения покрытия катками. «Шнековые тени» могут идти по всей ширине укладываемого слоя или занимать часть полосы.
289
Рис. 13.87. Шнековые тени на поверхности уплотненного покрытия.
Причины возникновения дефекта. Основной причиной появления «шнековых теней» является перегрузка шнековой камеры асфальтоукладчика. Если количество материала, подаваемого шнековой камерой, полностью закрывает шнеки, то на выглаживающую плиту будут действовать постоянно меняющиеся силы. Промежутки между тенями на поверхности обычно соответствуют циклам включения-выключения шнековых питателей при избыточной подаче смеси. Каждый раз, когда шнековая камера переполняется смесью, на поверхности укладываемого слоя начинают образовываться «тени», которые впоследствии появятся и на поверхности покрытия.
На большинстве асфальтоукладчиков можно регулировать расстояние между выглаживающей плитой и самоходным шасси. Для этого разъединяют болтовое крепление на тяговом брусе и продвигают шасси вперед, выглаживающая плита при этом занимает неподвижное положение на асфальтобетонном слое. В зависимости от типа и модели асфальтоукладчика расстояние между самоходным шасси и выглаживающей плитой можно изменять в пределах 10 см. Обычно, количество теней увеличивается, когда выглаживающая плита расположена на самом большом расстоянии от шасси, а в шнековую камеру поступает избыточное количество смеси и камера ею переполняется.
Считается, что темные области на поверхности (поверхностные тени) появляются в результате небольшого повышения плотности смеси, обусловленного пуском шнековых питателей (работающих в режиме пуск-остановка), когда происходит увеличение подачи смеси под выглаживающую плиту. С тенями не связано какое-либо изменение в текстуре поверхности укладываемого слоя. Интенсивность теней обычно повышается при увеличении пластичности асфальтобетонной смеси. 290
Устранение дефекта
Асфальтобетонная смесь должна подаваться в шнековую камеру таким образом, чтобы уровень смеси доходил приблизительно до середины шнекового вала. Это означает, что питатели загрузочного бункера должны быть устроены таким образом, чтобы шнеки работали непрерывно практически все время (близко к 100%), пока асфальтоукладчик движется вперед, чтобы свести к минимуму необходимость выключений последующего включения шнековых питателей. Ни в коем случае нельзя допускать переполнения смесью шнековых камер. Кроме того, расстояние между выглаживающей плитой и самоходным шасси асфальтоукладчика следует несколько сократить для того, чтобы количество смеси в шнековой камере уменьшилось и давление материала на выглаживающую плиту снизилось.
13.6.15. Дефекты при устройстве покрытий из щебеночно-мастичного асфальтобетона (ЩМА)
Дефекты получаемые при устройстве покрытий из ЩМА могут быть связаны с качеством смеси, а именно: избыток вяжущего, недостаточное количество стабилизирующей добавки, неоптимальный зерновой состав.
Избыток вяжущего или недостаточное содержание стабилизирующей добавки может привести к образованию битумных пятен на уложенном слое. Следует заметить, что практика показала, что на визуально лоснящейся поверхности коэффициент сцепления колеса автомобиля с покрытием составляет примерно 0,25, тогда как на поверхности с качественной структурой этот показатель достигает величины 0,40 и более.
Нарушение зернового состава минеральной части может привести к расслоению смеси, что приведет к неоднородности структуры покрытия.
Кроме того дефекты могут возникать из-за нарушения технологии устройства покрытия. Основной ошибкой, которую допускают производителя работ - уплотнение слоя ЩМА пневмокатками. Замечено при температуре уложенного слоя выше 70-80 °C воздействие пневма-тиков приводит к «вытягиванию» битума на поверхность, и, в конечном итоге, к образованию «лоснящейся» поверхности. Замечено также, что в тех случаях, когда движение автотранспорта открывается раньше, чем уложенный и уплотненный слой остынет до температуры 50 °C, наблюдается такой же эффект.
291
Глава 14. РЕМОНТ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Как было упомянуто в первой главе, в период эксплуатации на асфальтобетонном покрытии образуются местные отдельные разрушения, требующие ремонта в достаточно короткий период, для того, чтобы обеспечить безопасность движения. Кроме того, опыт показал, что своевременная ликвидация таких разрушений позволяет существенно увеличить сроки службы покрытий между капитальными ремонтами.
Ремонтные работы подразделяются на:
- аварийные, предусматривающие ликвидацию как значительных поверхностных разрушений покрытий, так и всей дорожной одежды в целом (пучины, просадки, проломы, колеи и разрушения кромок дорожных одежд).
- планово-профилактические, выполняемые постоянно и предотвращающие снижение эксплуатационного состояния дороги, а также обеспечивающие поддержание требуемых транспортно-эксплуатационных характеристик.
Самые распространенные виды ремонтных работ:
- ремонт покрытий картами размером до 100 кв.м;
- заделка мелких выбоин (ямочный ремонт);
- заделка трещин;
14.1. Ямочный ремонт
14.1.1. Ремонт с применением горячих уплотняемых асфальтобетонных смесей
Обычно работы по заделке мелких (до 5 кв. м) выбоин выполняют следующим образом:
- разметка контуров карт в местах разрушений - карта должна быть ограничена прямыми линиями (параллельными и перпендикулярными оси дороги), а края карты должны захватывать неповрежденное покрытие, с каждой стороны, не менее чем на 5 см;
- вырубка карт осуществляется на всю толщину слоя (но не менее 6 см) по всей зоне ремонта перфоратором (с наконечником в виде лопатки), затем разрушенный слой покрытия должен быть удален. Стенки вырубки должны быть вертикальными. Подготовленные карты очищают от пыли и грязи сжатым воздухом.
- дно и стенки карты следует обработать битумной эмульсией с расходом 0,8-1 л/кв. м.
- подготовленную карту заполняют, как правило, горячими мелкозернистыми и песчаными асфальтобетонными смесями (состав и 292
свойства применяемой для ремонта асфальтобетонной смеси должны быть аналогичны тем, из которых сделано покрытие) и уплотняют малогабаритными катками или вибротрамбовками.
При глубине выбоин до 6 см смесь укладывают в один слой, более 6 см - в два слоя. Уплотнение производят от краев к середине ремонтируемых участков.
Для обеспечения качества сопряжения уложенного асфальтобетонного слоя в картах со старым покрытием края карт заделывают вручную с помощью гладилок.
При выполнении работ с использованием горячих уплотняемых смесей рекомендуется использовать такой комплект оборудования как «дорожный ремонтер».
На рис. 14.1 (цв.) представлен Термобокс (фирма «Massenza»). Эта специальная установка, предназначенная для хранения и транспортировки горячей асфальтобетонной смеси с поддержанием ее [64] оптимальной температуры, а также для распределения на месте производства работ. Смесь с помощью разгрузочного шнека подается в зону ремонта. Преимущество данного оборудования перед аналогичным, выпускаемым другими фирмами-производителями (которые используют метод открытого пламени для поддержания температуры смеси) заключается в применении масляного обогревателя, предотвращающего выгорание битума.
Конструкция установки SSG 25 (рис. 14.2 (цв.)) представляет собой сменную насадку с собственным электроснабжением. Установка рассчитана для монтажа на одном грузовом автомобиле с полезной грузовой мощностью от 8 т и открытой платформой минимальной длиной 4,2 м.
TELTOMAL SSG 25 (основное устройство) включает:
- термоизолированный бак емкостью 2,5 т с электронагревом, электровыдачей, и электровтяжкой;
- пылесос с отстойником;
- битуморазбрызгиватель с отсосом из цистерны емкостью 200 л;
- дизельный генератор;
- пульт управления.
Установка позволяет выполнять следующие операции:
- выравнивание и вырезку краев, устранение остаточных материалов;
- очищение от пыли и осколков асфальта из обработанных краев, а также от уличного мусора и воды;
- обрызгивание вяжущим материалом;
- выкладывание краев связующими лентами;
- выгрузку горячих смесей температурой не ниже 130 °C;
- уплотнение смеси, особенно по краям вырубки.
На рисунке 14.3 (цв.) показано использование пылесоса с отстойником (а) и битуморазбрызгивателя (б). Установку обслуживают 2 человека.
293
1.4.1.2. Ремонт методом пневмонабрызга
В качестве прогрессивного вида ямочного ремонта рекомендуется проведение его с использованием холодных эмульсионноминеральных смесей методом пневмонабрызга. Последовательность работ такова:
- очистка выбоины струей воздуха от воды, пыли и грязи;
- обработка (подгрунтовка) битумной эмульсией,
- заполнение под давлением смесью битумной эмульсии и щебня.
Преимущество этой технологии в том, что не требуется ни фрезерования краев выбоины, ни уплотнения отремонтированного участка; все операции выполняет один человек.
В России в последние годы достаточно широко используется технология ямочного ремонта с использованием машины Магнум и ремонтного материала фирмы «CRAFCO» [5]. При помощи одной машины Магнум поврежденное покрытие очищается, укрепляется и заполняется ремонтным материалом в течение нескольких минут одним оператором (рис. 14.4 (цв.)).
Воздушная струя под высоким давлением (скорость струи 116 км/час) очищает ремонтный участок покрытия и распыляет подгрунтовку из битумной эмульсии. Затем машина впрыскивает гомогенную смесь каменного материала с битумной эмульсией: смесь перемешивается непосредственно в т.н. кавитаторе, расположенном на конце подающего шланга. Во время укладки материал полностью уплотняется до получения необходимого профиля отремонтированного участка. Сразу после произведенного ремонта дорога может быть открыта для транспортного и пешеходного движения. На рис. 14.5 (цв.) показано впрыскивание ремонтной смеси в выбоину.
14.1.3. Ремонт с применением литых смесей
Из вышеперечисленных литых смесей (см. п. 1.2.3) наибольшее применение в Москве нашли смеси V типа, предназначенные для проведения текущего ремонта. В течение последних шести лет до 25% объемов работ при текущем ремонте выполняются с использованием литых асфальтобетонных смесей [93], а в осенне-зимний период работы по текущему ремонту дорожных покрытий выполняются только литыми асфальтобетонными смесями.
В состав подготовительных работ входят:
- разметка мест ремонта (карт) - мелом или шнуром, натертым мелом.
- разломка или фрезерование участков покрытия с уборкой материала.
294
- очистка основания больших карт (>200 м2) погрузчиками, поливомоечными или подметально-уборочными машинами, малых - лопатами, метлами, сжатым воздухом).
На рисунке 14.6 представлена технологическая схема подготовительных работ при текущем ремонте. Технологическая схема проведения работ при текущем ремонте литой смесью, представлена на рисунке 14.7. В основном распределение литой смеси в карты осуществляется вручную. При укладке литых асфальтобетонных смесей вручную в состав работ входят операции:
- доставка литой смеси в котлах типа «Кохер».
- распределение смеси в вырубке (допускается на влажное основание).
- россыпь щебня.
- прикатка распределенного щебня.
- сметание невтопившегося щебня.
! Он.'рИ' ! j р.; ;м,. чсиш.р, i ЛИ' (''4 нан.мнфрсчсро j
] 1 . ! .....• , . iV! 50 Фр;‘;(>i! М . . \ 1'M.'uquMJu
. чиииьч ; '* ’J* , i г<ччни, <
Рис. 14.6. Технологическая схема подготовки карты на асфальтобетонном покрытии.
||||||
liiiillllii
lliillilil
lllllilllii
iflliil
ijiillli
llllllll
I iqn, ьпгд.лом
Рис. 14.7. Технологическая схема проведения работ при текущем ремонте литой смесью.
295
Транспортирование смеси к месту производства работ производится в специальных самоходных установках с котлом-термосом или бункером, оборудованных обогревом и мешалкой, с самоходным приводом (рис. 14.8). При транспортировании должны обеспечиваться непрерывное перемешивание и температура смеси 180-240 °C, а в необходимых случаях - порционная выгрузка с варьированием скорости выдачи смеси. Наиболее распространенными в использовании можно считать котлы-термосы отечественного производства (УРД-2М, КДМ 150, КДМ 1501 и др.), совместного (ОРД - 1023) и зарубежного (Германия, Словакия).
Рис. 14.8. Термос-бункер ОРД-1023.
Перед началом загрузки литой смеси в котел зажигают форсунки, котел-термос (бункер) прогревается в течение 10 минут двумя подогревателями или форсункой до Т = 180-190 °C. Запрещается включать сцепление привода мешалки перед запуском двигателя, а также привод мешалки до прогрева бункера и при наличии в нем остатков затвердевшей (не разогретой) смеси, препятствующей движению лопастей мешалки. Крышка загрузочного отверстия передвижного котла должна быть открыта непосредственно перед подачей автомобиля под погрузку.
В процессе транспортирования общее время перемешивания смеси в передвижной установке должны быть не менее 20 мин. При транспортировании литых смесей должно обеспечиваться непрерывное перемещение и температура смеси 140-150 °C, а при температуре воздуха ниже +10 °C возможно повышение до 155 °C.
Температура в котле поддерживается путем периодического включения форсунок и контролируется водителем по установленному в кабине водителя прибору.
296
Практика применения литых смесей для ямочного ремонта выявляет следующие дефекты в процессе работы:
наплывы застывшей смеси в картах: отмечаются при проведении текущего ремонта на участках с большим продольным уклоном. Кроме того, стеканию смеси способствует высокая температура смеси, особенно если смесь выгружается неравномерно - отдельно растворная часть, отдельно щебень. Для предотвращения этого явления, приводящего к образованию неровностей на проезжей части, следует обеспечивать: равномерное перемешивание смеси, регулярный контроль температуры загружаемой и выгружаемой массы, проведение работ при температуре воздуха не выше +10 °C, учет геометрических параметров ремонтируемых участков.
Скользкость поверхности, при этом значительным дефектом является гладкая блестящая поверхность, что особенно заметно на картах средних размеров. Этот дефект может способствовать большому тормозному пути, созданию аварийных ситуаций. Для предотвращения этого явления необходимо четкое соблюдение технологии работ: использование смеси с нормативной величиной глубины вдавливания штампа, рекомендуемой рабочей температуры смеси, распределение чистого щебня (лучше черного) требуемой фракции (не допускать использования щебня лещадной формы).
Выкрашивание, что особенно часто проявляется, если работы проводили в осеннее или зимнее время при значительной влажности дорожных покрытий. В связи с тем, что карты плохо обработаны (иногда выгружают горячую дымящуюся смесь в воду), не обеспечивается хорошего сцепления литой смеси с кромками существующего покрытия, образуются каверны, пузыри. Именно в зонах контакта двух материалов создаются напряжения, превышающие величину их сцепления, происходит выкрашивание, что является причиной необходимости повторного ремонта. Для предотвращения этого явления необходимо соблюдение технологии в зависимости от сезона из проведения. В сырое осенне-зимнее время необходимо обязательно высушивать карту и смазывать стенки карт вяжущим для обеспечения лучшего сцепления литого асфальтобетона и существующего покрытия.
14.1.4. Ремонт с применением холодных битумоминеральных смесей
При выполнении оперативного, аварийного восстановления мелких разрушений дорожных покрытий площадью до 1-3 м2 могут быть использованы холодные битумоминеральные смеси как отечественного, так и зарубежного производства (рис. 14.9 (цв.)).
297
Специальные ремонтные холодные смеси представляют собой смесь, состоящую из мелкого щебня и отсева дробления со специальным вяжущим, позволяющим смеси сохранять подвижность длительное время, даже при отрицательных температурах.
Работы по заделке выбоин на поврежденном участке дорожного покрытия выполняют одним из следующих способов [7, 100, 101]:
- с вырубкой и удалением материла;
- без вырубки и удаления материала.
Порядок проведения ремонта приведен в табл. 14.1
Таблица 14.1
Перечень технологических операций
№ п/п Перечень технологических операций С вырубкой карт Без вырубки
1 Очистка поверхности ремонтируемого участка от пыли и грязи + +
2 Разметка границ выбоин +
3 Вырубка по очерченному контуру материала покрытия с удалением его с ремонтируемого участка +
4 Раскладка ремонтной смеси на ремонтируемый участок + +
5 Уплотнение ремонтной смеси с обеспечением сопряжения нового материала со старым покрытием + +
На рис. 14.10 (цв.) показан процесс подготовки и заполнения карты холодной битумоминеральной смесью.
Для обеспечения ровности отремонтированного покрытия ремонтную смесь укладывают с учетом ее уплотняемости, для чего слой неуплотненной ремонтной смеси должен быть на 25-30% больше толщины ремонтируемого слоя (рис. 14.11 и таблица 14.2).
При работе с холодной ремонтной смесью обработка ремонтируемой поверхности битумом или битумной эмульсией не требуется.
Холодную ремонтную смесь при ремонте покрытия уплотняют виброплощадкой, ручным виброкатком, механической, а при малых объемах работ - ручной трамбовкой. При размере выбоины более 0,5 м2 уплотнение должно осуществляться виброплощадкой. Уплотнение осуществляют от краев ремонтируемого места к середине. Критерием окончания уплотнения служит отсутствие следов от уплотняющего средства.
Для предотвращения налипания холодной ремонтной смеси к уплотняющим средствам и колесам автомобилей поверхность уложенной смеси перед началом уплотнения рекомендуется присыпать сухим песком или отсевом дробления.
298
Рис. 14.11. Заполнение выбоины ремонтным материалом с запасом на уплотнение:
а) с обрубкой; б) без обрубки.
Таблица 14.2
Рекомендации по заполнению выбоин холодной ремонтной смесью
Глубина, см Ориентировочная толщина слоя ремонтной смеси в неуплотненном состоянии, см
3 3,8-4
4 5-5,2
5 6,2-6,5
6 7,5-7,8
7 Рекомендуется укладка в два слоя
8
9
10
Движение транспорта по отремонтированному участку открывают непосредственно по окончании работ по уплотнению и демонтажа временных средств организации движения.
299
14.2. Ремонт трещин
Ремонт трещин на покрытии выполняют с целью предотвращения дальнейшего развития трещины и восстановления сплошности покрытия.
Наиболее распространенным способом предотвращения дальнейшего распространения трещин является обработка и заполнение трещин органическим вяжущим. При заделке трещин вяжущее должно плотно и упруго заполнять образовавшийся разрыв в слое асфальтобетона, препятствуя дальнейшему его разрушению от воздействия транспортной нагрузки, осадков и перепадов температур.
Работы выполняют следующим образом:
- разделка (раскрытие) трещин, которая состоит в прорези канавок вдоль трещины на глубину до 5 см и шириной до 30 мм фрезой или дисковой пилой; в отдельных случаях допускается разделывать трещину не на всю глубину;
- удаление пыли, грязи разрушенного материала из трещин;
- продувка разделанной трещины сжатым воздухом;
- высушивание или разогрев трещины;
- обработка стенок трещины вяжущим;
- заполнение трещин герметизирующим материалом, которое необходимо производить немедленно после очистки.
Для производства вышеуказанных работ существует набор оборудования как отечественных, так и зарубежных производителей.
Существуют различные технологии по ремонту трещин в асфальтобетоне в зависимости от причин их образования.
Температурные трещины восстанавливают с разделкой и без их разделки (создания камеры).
В технологию работ входят следующие операции: разделка трещины с созданием камеры определенного размера, очистка трещины щеточными машинами, продувка, сушка и разогрев трещины, герметизация, посыпка загерметизированной поверхности фракционированным песком. Щеточные машины мощностью 16 л. с. укомплектованы износостойкими дисками с металлическим ворсом. Для очистки разных по ширине трещин применяются диски различных диаметров и толщин. На рис. 4.12 (цв.) -14.15 (цв.) приведено оборудование и технология ремонта трещин, предлагаемые российской фирмой «ИРМАСТ-ХОЛДИНГ».
Продувка и сушка выполняется специальными газодинамическими установками струей разогретого до температуры 600-800 градусов воздуха под давлением 6 бар.
Разогрев мастики и герметизация осуществляются с помощью специальных котлов с непрямым нагревом (посредством «масляной рубашки») и принудительным перемешиванием заливочной массы.
300
Система автоматического контроля позволяет сохранять высокие качества герметика, вести контроль за температурой смеси и не пережигать ее.
В результате ремонтных мероприятий надежно герметизируется трещина, укрепляются ее кромки, и над трещиной создается своеобразный «пластырь», выполняющий дополнительную защитную роль, работающий как слой износа и местная поверхностная обработка.
Посыпка, выполняемая фракционированным песком в завершение технологического процесса, предотвращает прилипание герметика к колесам автотранспорта.
Срок службы герметизации отремонтированных трещин при текущем уходе составляет 3-4 года.
При ремонте отраженных и силовых трещин принимается во внимание постоянная подвижка их кромок. В связи с этим перед герметизацией фирмой «ИРМАСТ» применяются трещинопрерывающие прослойки из уплотнительного шнура, битуминизированного песка, резиновой крошки и др. Шнуры имеют практически нулевое водонасыщение и выпускаются различных диаметров для трещин разных размеров.
Отраженные и усталостные трещины разделываются (расширяются). Для этой операции используются специальные машины для разделки трещин с алмазными дисками. Алмазный инструмент, в отличие от холодных фрез, не нарушает структуру ремонтируемого материала, не создает микротрещин, не ослабляет «здоровый» асфальтобетон. Малый диаметр и переменная ширина рабочего органа делают возможным точное повторение контура трещины при ее обработке.
Для отраженных и усталостных трещин рекомендуется следующая технология: разделка трещины, очистка щеточными машинами, продувка и сушка горячим воздухом, укладка трещинопрерывающей прослойки, обработка вяжущим (праймером), герметизация, посыпка фракционированным песком.
По предложенным схемам можно герметизировать трещины сразу после их образования на сопряжениях полос укладки, примыкания старого и нового покрытий, местах фрезерования и ремонта асфальтобетонными смесями и пр.
При значительном раскрытии трещин и разрушении их кромок (более 25 мм) устраивают минераломастичные вставки по следующей технологии: оконтуривание трещин и дефектных мест нарезчиком швов на всю толщину слоя асфальтобетона, выборка разрушенного материала, устройство трещинопрерывающей прослойки, послойная укладка минераломастичной смеси подобранного состава, заключительное распределение мастики, посыпка минеральным материалом.
Технологические трещины подлежат ремонту путем удаления разрушенного асфальтобетона на ширину более 50 мм от границ разрушения
301
кромок фрезерованием или обрезкой алмазными дисками по контуру с последующим удалением асфальтобетона отбойными молотками и грунтовкой стенок. Заполнение трещин при большой ширине повреждений производится литой асфальтобетонной смесью, при ширине разрушения до 50 мм - минерально-мастичной смесью и при ширине до 15 мм специальным битумно-минеральным герметиком. Поверхность заполненных пазов должна быть посыпана дробленым песком 2-5 мм.
Работы по заделке трещин различного характера эта фирма проводит в соответствии с «инструкцией по ремонту трещин на асфальтобетонных покрытиях автомобильных дорог и аэродромов».
На рис.4.16 показаны два варианта заделки трещин с трещинопрерывающей прослойкой (в виде шнура-уплотнителя) и без нее.
Вариант 1 Вариант 2
Рис 4.16. Схемы герметизации трещин.
Оборудование для ремонта трещин зарубежного производства представлено фирмой «CRAFCO» (США). На рис. 14.17 (цв.) представлен нарезчик, оснащенный набором фрез, позволяющих осуществлять разделку трещин разной глубины и формы.
Для продувки, просушки и заливки трещин фирма «CRAFCO» предлагает агрегат Super Shot (рис. 14.18 (цв.)), который оснащен:
- электроподогреваемым шлангом до самого наконечника;
- аппликатором;
- автоматическим контролем поддержания температуры нагрева и регулируемой подачей материала;
- компрессором для продувки трещин и подключения «теплового копья».
Используется один вид топлива горелки и двигателя (дизель), и отсутствуют краны и клапаны в линии подачи мастики
Просушка трещин осуществляется с использованием запатентованной системы беспламенного горячего потока - «тепловое копье» (рис. 14.19 (цв.))
Работу по ремонту трещин осуществляет один человек.
302
Во всех случаях работы по ремонту трещин должны быть выполнены в возможно более короткие сроки для предотвращения доступа воды в основание, разрушения его и других конструктивных слоев, нарушения сцепления между слоями, которое вызывает появление новых трещин с разрушением существующих кромок. Наиболее целесообразно проводить работы по ремонту трещин весной при температурах воздуха выше +5 °C в состоянии наибольшего их раскрытия на сухом покрытии. Кроме того, дополнительные аналогичные работы следует проводить в конце сезона перед наступлением неблагоприятного осеннего периода.
Материал для заделки трещин выбирают с учетом климатических условий, ширины и глубины трещины. Для этих целей могут быть использованы битумная, полимербитумная или резинобитумная мастика.
Таблица 14.3
Показатели свойств дорожных мастик
Показатели Нормативные значаивя для мастик Аэродор-МГД битумно-полимерная «Аэродор» Метод определения
Битужки полимерной (каучу-комой) Поли-Мерно-АпфМной
Температура размягчения, °C, не ниже 70 70 80 ГОСТ 11506-73
Глубина проникания мглы, мм, не менее, при температуре 25 °C 20 20 20 ГОСТ 11501-78
о°с 7 — — ГОСТ 11501-78
Температура хрупкости, не выше, °C -25 •20 -25 ГОСТ 11501-78
Технологичность (текучесть) при температуре 160 °C, не более, с 100 100 100 ТУ
Показатель однородности, % 5 «МВ 5 ТУ
Температура прилипания к пневматикам, °C 50 , ям 50 ТУ
Растяжимость, см, не менее, при температуре 25 °C 15 ГОСТ 11505-75
о°с 5 — — ГОСТ 11505-75
303
Основные свойства мастик Новомаст
Таблица 14.4
№ п/п Наименование показателей Норма для НОВОМАСТ марки:
65 75 90
1 Температура размягчения по КИШ, °C, не ниже 65 75 90
2 Температура хрупкости по Фраасу, °C, не выше минус 25 45 40
3 Относительное удлинение при растяжении в момент разрыва, %, не менее: при температуре 20 °C при температуре -20 °C 100 50 450 150 450 100
4 Предел прочности при растяжении, МПа, не более, при температуре 20 °C 0,08 0,09 0,11
5 Водопоглощение, %, не более 0,2 0,2 0,2
6 Пенетрация (глубина проникания иглы при температуре 25 °C), градус пенетрации, не более 160 100 90
Таблица 14.5
Номенклатура и область использования для аэродромных и дорожных покрытий герметиков горячего применения фирмы «CRAFCO»
Показатели Марки герметиков ROADSAVER SEALANT POLYFLEX AR+ 34241
RS 34522 RS 34231 RS 34221 RS 34515 34516
Температура хрупкости, °C -50 -40 -30 -25 -25 -20
Деформативность, %, при -20 °C 200 200 50 40 5 0
Дорожно-климатические зоны СНГ СНиП 32-03-96 1-V I-V II-II1 II-IV IV-V V
Основное применение по виду покрытия Асфальтобетон цементобетон
Срок службы, лет 5-7 | 1 5-7 1 5-7 1 5-7 1 5-7 1 10
Трещины заполняют ремонтным материалом с избытком. После охлаждения мастики избыток материала удаляют и разглаживают края трещины специальным нагретым «утюжком» (башмаком).
Трещины шириной до 30 мм заполняют резинобитумной мастикой, нагретой до 150. ..170 °C или полимерно-битумным вяжущим.
В таблицах 14.3-14.5 приведены технические характеристики наиболее применяемых в нашей стране мастик для заливки трещин.
304
14.3. Ремонтные пропиточные составы
14.3.1. «Омолаживающий» состав Reclamite
Reclamite - это катионная эмульсия нефтяных масел и смол в воде.
Асфальтобетонные покрытия, имеющие признаки старения, могут быть «омоложены» до нового состояния с помощью состава Reclamite. Состав Reclamite® восстанавливает эластичность и повышает упругость покрытия из асфальтобетона. Состав комбинируется с битумом, восстанавливая его исходные требуемые свойства. В ряде случаев битум улучшается даже по сравнению с исходным.
Поверхность покрытия необходимо очистить с помощью дорожной машины с механической щеткой или промыть водой для удаления пыли, грязи или мусора. Покрытие должно быть чистым и сухим перед нанесением состава Reclamite. Если требуется промывка водой, ее следует произвести за 24 часа до применения состава Reclamite для обеспечения надлежащего высыхания.
Reclamite обычно разбавляется водой в соотношении Reclamite: вода - 2:1 или 1:1. Это соотношение меняется в зависимости от температуры окружающей среды и пористости покрытия. Так, при жаркой погоде или при высокой пористости покрытия содержание Reclamite в разбавленном продукте выше, т.е. соотношение Reclamite: вода составляет 2:1.
Типичная норма расхода Reclamite составляет 0,23-0,45 л/кв. м при разбавлении 1:1 или 0,17-0,34 л/кв. м при разбавлении 2:1.
При проведении работ следует ориентироваться на количество эмульсии Reclamite, которое будет проникать в покрытие не позже чем через 20-30 минут при температуре окружающей среды выше 10 °C.
После распределения состава Reclamite (рис. 14.21 (цв.)) необходимо время для «распада» эмульсии. Если поверхность обработанного покрытия потемнела и не оставляет жирных следов при прикосновении, то этот этап можно считать завершенным.
После того, как произошло проникание состава Reclamite, участок должен быть обработан песком или отсевом дробления (рис. 14.22 (цв.)) с нормой расхода 0,5-0,8 кг/кв.м, после чего участок может быть открыт для движения транспорта. Излишки песка можно удалить щетками на следующий день или оставить для удаления под действием движения транспорта.
305
14.3.2. Состав CRF
Состав CRF - это эмульсия нефтяных масел и смол.
Состав CRF восстанавливает покрытия, которые имеют разрушения, но все еще являются прочными, а также предназначен для покрытий, имеющих волосяные трещины, мелкие разрушения, выкрашивания или сетку трещин: состав заполняет трещины и пустоты, восстанавливая эластичность и упругость покрытия, а комбинация песок/эмульсия вдавливается под действием движущегося транспорта и с течением времени и под действием температуры обеспечивает постоянную герметизацию.
Технология производства работ по применению состава CRF сходна с технологией применения состава Reclamite, но отличается как по расходу, так и по его концентрации. Состав CRF разводится водой в соотношении 2 части состава и одна часть воды, а расход разбавленной эмульсии составляет 0,4-0,5 л/кв.м.
14.3.3. Состав ASP - битумный герметик
Материал ASP имеет низкую вязкость по сравнению с существующими битумными герметиками и даже с разжиженным битумом. В нем содержатся активные вещества, которые способствуют глубокому прониканию материала в поры и пустоты. ASP придает обработанным поверхностям гидрофобные свойства, что препятствует прониканию воды в асфальтобетонное покрытие. Обработанная поверхность приобретает стойкость к солям, кислотам и щелочам.
Состав ASP распределяют на асфальтобетонное покрытие с нормой расхода 0,3-0,4 л/кв.м. Примерно через 30 мин после визуального фиксирования впитывания можно открывать движение.
306
Глава 15. КОНТРОЛЬ КАЧЕСТВА
15.1. Контроль приготовления асфальтобетонных смесей
При приготовлении асфальтобетонных смесей контролируют: качество всех компонентов, температурный режим подготовки битума, температуру нагрева минеральных материалов, температуру готовой асфальтобетонной смеси, качество готовой асфальтобетонной смеси [97].
Контроль делится на 3 этапа: входной, операционный и приемочный.
15.1.1. Входной контроль
Входной контроль осуществляется непосредственно на асфальтобетонном заводе силами заводской лаборатории. В лаборатории асфальтобетонного завода в обязательном порядке должны быть все необходимое оборудование и стандарты на все используемые материалы.
Примерный список лабораторного оборудования приведен в табл. 15.1
Таблица 15.1
Перечень лабораторного оборудования
Оборудование Применение
1 2
Пресс гидравлический с нагрузкой 50-100 тс. Изготовление (формование) образцов
Устройство выпрессовочное с электроприводом для извлечения асфальтобетонных образцов из стандартных цилиндрических форм
Виброплощадка лабораторная
Формы для изготовления образцов диаметром 101 мм, 71,4 мм, 50,5 мм - по 3 шт. каждого размера.
Пресс механический с нагрузкой 5-10 тс с обжимным устройством в комплекте с индикатором часового типа ИЧ-10 Испытание образцов для определения прочностно-сти, сдвиго- и трещино-стойкости
Сушильный шкаф с температурой до 200 °C -2 шт. Технологическое оборудование
Весы лабораторные 4 класса точности Взвешивание образцов
Установка вакуумная с вакуумным насосом Для водонасыщения асфальтобетонных образцов
307
Окончание таблицы 15.1
1 2
Печь муфельная с автоматическим регулированием температуры от 450 до 500 °C или экстрактор Для определения состава смеси
Набор сит для грохота 300 мм с поддоном и крышкой из оцинкованной стали. Размеры ячеек: 0,071 мм 0,16,0,315,0,63,1,25,2,5, 5,0, 7,5, 10, 12,5,15,20, 25 Для определения зернового состава
Комплект форм для испытания щебня на дро-бимость (75 мм, 150 мм) Испытание щебня
Полочный барабан для определения марки щебня по износу.
Шаблон передвижной для определения лещад-ности щебня
Прибор для определения содержания пылевидных и глинистых частиц в щебне и песке. (Сосуд для отмучивания песка, сосуд для отмучивания щебня и гравия)
Пенетрометр Испытание битума и битумных эмульсий
Дуктилометр
Прибор Кольцо и Шар.
Стандартный вискозиметр
Устройство для встряхивания жидкостей в сосудах
Прибор для определения глубины вдавливания штампа при испытании литых асфальтобетонных смесей Испытание литых смесей
Стеклянная лабораторная посуда (цилиндры, стаканы, пикнометры, мерные колбы и т.п.), посуда металлическая (противни, кастрюли и т.п.) Технологическое оборудование
При проведении входного контроля устанавливают соответствие качества исходных материалов в каждой поступившей на асфальтобетонный завод партии требованиям действующих нормативно-технических документов.
Объем партии, порядок отбора проб минеральных материалов и испытания осуществляются в соответствии с ГОСТ 8267, ГОСТ 8269.0 ГОСТ 8735, ГОСТ 8736, ГОСТ Р 52129
Порядок отбора проб - в соответствии с вышеприведенными стандартами.
308
При входном контроле качества щебня определяют зерновой состав, влажность, марку щебня по дробимости, содержание пылеватых и глинистых частиц (методом отмучивания), содержание зерен игольчатой и пластинчатой формы.
При входном контроле качества песка определяют зерновой состав, влажность, содержание пылеватых и глинистых примесей (методом отмучивания), содержание глинистых примесей, рассчитывают модуль крупности.
При входном контроле качества минерального порошка определяют зерновой состав, влажность, пористость, набухание образцов из смеси минерального порошка с битумом. В тех случаях, когда минеральный порошок поступает с одного и того же предприятия, пористость, набухание образцов из смеси минерального порошка с битумом допускается определять с периодичностью в один месяц.
Входной контроль качества битума и полимерно-битумного вяжущего по требованию заказчика может осуществляться по всему комплексу показателей, предусмотренных ГОСТ 22245 [20] и ГОСТ Р 52056 [25], а также по другим нормативно-техническим документам, согласованным и утвержденным в установленном порядке.
15.1.2. Операционный контроль
Операционный контроль осуществляется непосредственно на асфальтобетонном заводе силами заводской лаборатории.
Операционный контроль составляющих минеральных материалов осуществляют не реже 1 раза в 10 смен с определением следующих показателей:
- зерновой состав для щебня, песка, отсевов дробления и минерального порошка;
- содержание пылевидных и глинистых частиц для щебня и песка;
- влажность для щебня, песка и минерального порошка;
Для проведения испытаний пробы щебня и песка отбирают со склада (из штабеля) или с транспортерной ленты при подаче материалов в сушильный барабан.
Отбор проб минерального порошка осуществляется из склада хранения порошка.
Операционный контроль качества битума, полимерно-битумного вяжущего включает в себя определение глубины проникания иглы при 25 °C и температуры размягчения по Кольцу и Шару. По требованию заказчика перечень контролируемых показателей может быть расширен, при этом эти условия должны быть оговорены в контракте. При невозможности определения каких-либо показателей в лаборатории АБЗ или по требованию заказчика, испытания проводятся в независимой аттестованной лаборатории.
309
Для проведения испытаний отбирают пробы битума или полимернобитумного вяжущего из каждой рабочей емкости (котла) 1 раз в смену, в тех случаях, когда не было поступлений новых партий в течение смены.
В процессе приготовления асфальтобетонных смесей постоянно осуществляют контроль температурного режима. Контролируют как температуру нагрева исходных материалов, так и температуру готовой смеси. При наличии приборов, фиксирующих указанные параметры, показания снимаются с приборов, а при отсутствии последних производится измерение температур с помощью термометров.
Кроме того, в процессе приготовления следует контролировать установленное для каждого вида смеси время перемешивания.
Для оперативной оценки показателя водонасыщения с целью быстрой корректировки состава смеси может быть использован экспресс-метод: из смеси, отобранной на асфальтобетонном заводе, изготавливают 2-3 образца, которые сразу после изготовления помещают в морозильную камеру холодильника; через 20-25 мин образцы извлекают из холодильника, обтирают и взвешивают на воздухе и в воде; взвешенные образцы помещают в вакуумную установку, выдерживают под вакуумом 10-15 мин, после чего давление доводят до атмосферного, и выдерживают образцы в том же сосуде в течение 10 мин; образцы извлекают из вакуумной установки и взвешивают на воздухе.
Величина водонасыщения рассчитается по формуле:
G2-G W=--------,
G-Gi
где G - вес образца на воздухе, г;
Gi - вес образца в воде, г;
G2 - вес образца на воздухе после водонасыщения, г.
Использование экпресс-метода не исключает дальнейшего опре? деления показателя водонасыщения в соответствии с ГОСТ 12801 [19] при приемочном контроле.
Результаты проведения операционного контроля заносят в журналы.
15.1.3. Приемочный контроль
Приемочный контроль осуществляется непосредственно на ас*-фальтобетонном заводе силами заводской лаборатории. В лаборатории в обязательном порядке должны быть стандарты, регламентирующие требования к асфальтобетонным смесям и методам их испытания.
310
При приемочном контроле качества готовой асфальтобетонной смеси контролируют температуру выпускаемой смеси в кузове каждого автомобиля непосредственно после выпуска смеси из смесителя.
В том случае, когда АБЗ оборудован бункером-накопителем, температуру смеси измеряют после выгрузки смеси из бункера в кузов автомобиля.
Для контроля качества отбирают одну пробу от каждой выпущенной партии, при этом партией считается количество асфальтобетонной смеси одного состава, выпущенной на одной асфальтосмесительной установке в течение одной смены, но не более 600 тонн.
Отбор проб следует начинать не ранее, чем через 30 минут после начала выпуска смесей. Для испытаний следует отобрать одну объединенную пробу, которая составляется из трех-четырех точечных проб, тщательно перемешанных между собой. Точечные пробы отбирают с интервалом 20-30 мин, в зависимости от производительности асфальтосмесительной установки, В зависимости от планируемого объема выпускаемых смесей разных типов и марок асфальтобетонный завод вправе устанавливать порядок отбора проб в соответствии с конкретными условиями и обстоятельствами.
При приемочном контроле асфальтобетонной смеси, осуществляемом в лаборатории, расположенной непосредственно на асфальтобетонном заводе, определяют следующие показатели:
- состав смеси (зерновой состав минеральной части и содержание битума);
- водонасыщение;
- предел прочности при сжатии при температурах 20 °C и 50 °C (для горячих смесей);
- водостойкость;
- слеживаемость (для холодных смесей).
Для щебеночно-мастичных асфальтобетонных смесей определяют следующие показатели:
- водонасыщение;
- предел прочности при сжатии при температурах 50 °C и 20 °C;
- устойчивость к расслаиванию по показателю стекания вяжущего.
Для литых асфальтобетонных смесей определяют следующие показатели:
- водонасыщение;
- подвижность;
- глубина вдавливания штампа.
311
Если в результате приемочного контроля обнаружено несоответствие показателей свойств смеси требованиям стандарта или значительное расхождение между показателями свойств асфальтобетонных смесей и показателями, полученными при подборе состава, то в таких случаях проверяют свойства всех исходных материалов, состав смеси, технологии ческий процесс ее приготовления и производят корректировку состава смеси или вводят изменения в технологический режим приготовлений смесей (температурный режим, дозирование компонентов и т.п.).
Кроме указанных испытаний приемочного контроля не реже 1 раза в месяц осуществляется также и периодический контроль, при проведе* нии которого дополнительно к вышеперечисленным определяют следующие показатели:
- пористость минеральной части;
- остаточная пористость;
- предел прочности при сжатии при температуре О °C (для горячих смесей);
- водостойкость при длительном водонасыщении;
- сцепление битума с минеральной частью смеси;
- однородность смесей;
- показатели сдвигоустойчивости (коэффициент внутреннего трения и внутреннее сцепление);
- показатель трещиностойкости.
Для более точного определения показателя длительной водостойкости можно рекомендовать следующую методику:
При изготовлении образцов, формуют 2-3 лишних образца, которые выдерживают в течение 15 суток в сухом состоянии, после чего для них определяют показатель прочности при 20 °C. Именно этот показатель (а не первоначальный, полученный при испытании через сутки после изготовления образцов) используется при определении длительной водостойкости
Испытания, предусмотренные периодическим контролем, осуществляют также и в случае существенной корректировки состава или изменения исходных материалов.
В тех случаях, когда заводские лаборатории не оснащены оборудованием для определения показателей сдвигоустойчивости и трещиностойкости, следует заключать договоры на определение этих показате* лей со специализированными независимыми лабораториями.
Результаты всех проведенных испытаний заносят в лабораторные журналы;
Схема проведения контроля приведена в табл. 15.2
312
Таблица 15.2
Схема проведения контроля качества при приготовлении асфальтобетонной смеси
Технологическая операция Предмет контроля Цель контроля Место отбора проб Периодичность Контролирующий орган Метод контроля
1 2 3 4 5 6 7
Приемка битума Наличие паспорта на партию битума Установление вида и марки поступившей партии Каждая автомашина При поступлении Ответственный за АБЗ По документам
Количество поступившего битума Определение количества Каждая автомашина -«- Ответственный за разгрузку Взвешивание, по документам
Разгрузка битума Соблюдение правил разгрузки Предупреждение травматизма Место разгрузки Каждая автомашина или цистерна -«- Осмотр и наблюдение
Соответствие вида и марки битума паспортным данным Проверка качества Из каждой транспортной единицы для получения средней пробы. От каждой партии Лаборатория Испытания по ГОСТ 11501-глубина проникания иглы при 25 °C, ГОСТ 11506-температура размягчения по кольцу и шару
Хранение битума Исправность склада (емкостей для хранения) Поддержание рабочей температуры, предупреждение потерь Емкости для хранения, битумные котлы 1 раз в смену Ответственный за АБЗ Осмотр и наблюдение
U0
Продолжение табл. 15.2
1 _ 2 3 4 1 5 1 6 1 1
Минеральный порошок
Поступление Наличие паспорта на поступившую партию Установление вида и марки поступившего порошка Каждая транспортная единица При поступлении Ответственный за разгрузку По документам
Разгрузка Количество поступившего порошка Определение количества Каждая транспортная единица -«- -«- Взвешивание и проверка по документам
Соблюдение правил разгрузки Предупреждение потерь Место разгрузки и транспортирования -«- -«- Осмотр и наблюдение
Соответствие вида и марки поступившего порошка паспортным данным Проверка качества Из каждой транспортной единицы для составления средней пробы От каждой партии Лаборатория Испытания по ГОСТ Р 52129 -определение зернового состава и влажности
Хранение Исправность складов Сохранение свойств Склад Постоянно Ответственный за АБЗ Осмотр и оценка состояния склада
Периодический контроль порошка при хранении Соответствие ГОСТ Р 52129 Склад 1 раз в 10 смен Лаборатория Испытания по ГОСТ Р 52129 с определением показателя пористости и битумоем-кости
Продолжение табл. 15.2
1 . 2 3 4 1 5 1 6 1 2
Щебень, песок, отсев дробления
Поступление материалов Наличие паспорта, Установление вида и марки поступившего материала Каждая транспортная единица При поступлении Ответственный за разгрузку По документам
Разгрузка Количество поступившего материала Определение количества -«- -«- -«- По документам и взвешивание
Соблюдение правил разгрузки Предупреждение потерь Место разгрузки и транспортирования -«- -«- Осмотр и наблюдение
Проверка качества поступившего материала Соответствие паспортным данным Каждая транспортная единица для получения средней пробы Каждая партия Лаборатория Проведение испытаний по ГОСТ 8735 и ГОСТ 8269
Хранение Отсутствие загрязнения при хранении Сохранение качества Склад Постоянно Ответственный за АБЗ Осмотр и наблюдение
Отбор проб 1 раз в 10 смен Лаборатория Проведение испытаний по ГОСТ 8735 и ГОСТ 8269
Подача материалов в при-емные бункеры АБЗ Наличие требуемого запаса Обеспечение бесперебойной работы АБЗ - Постоянно в течение смены Ответственный за АБЗ Наблюдение
Правильность подачи в соответствующий бункер Правильная загрузка бункеров Бункеры предварительного дозирования При подаче Ответственный за АБЗ Наблюдение
I—к
Окончание табл, 15,2
1 1 2 _ 3 4 5 1 6 1 7
Асфальтобетонная смесь
Приготовление смеси Контроль технологического режима приготовления смесей Обеспечение качества По всему технологическому циклу Постоянно Ответственный за АБЗ Измерение температуры смеси или осуществление контроля за температурой по приборам, контроль соблюдения состава и времени перемешивания по приборам, контроль времени нахождения смеси в бункере-накопителе.
Приемочный контроль Проба асфальтобетонной смеси Установление качества Асфальтосмесительная установка или автомобиль 1 проба от каждой партии для каждого вида асфальтобетонной смеси Лаборатория Испытания по ГОСТ 12801 с определением температуры смеси, состава смеси, водонасыщения, прочности при 20 °C и 50 °C, водостойкости, показателя стекания (для ЩМА), показателя слеживае-мости (для холодных смесей), подвижность и глубина вдавливания штампа (для литых смесей).
Периодический контроль Проба смеси Установление качества Асфальтосмесительная установка и автомобиль 1 раз в месяц для каждого вида асфальтобетонной смеси Лаборатория Испытания по ГОСТ 12801 с определением: водонасыщение; прочность при сжатии при температурах 20 °C, 50 °C и 0 °C; водостойкость и водостойкость после длительного водонасыщения; пористость минеральной части; остаточная пористость; состав смеси; однородность, показатель стекания (для ЩМА), показатель слеживаемости (для холодных смесей), подвижность и глубина вдавливания штампа (для литых смесей).
15.1.4. Инспекционный контроль
Инспекционный контроль может осуществляться различными организациями (городскими, республиканскими, ведомственными или иными инспекциями, а также привлеченными организациями по заявке заказчика).
В зависимости от цели инспекционного контроля осуществляются испытания как в объеме приемочного, так и периодического контроля.
Отбор проб для проведения испытаний может осуществляться как на асфальтобетонном заводе, соблюдая при этом правила, изложенные выше, так и на месте укладки в соответствии с требованиями ГОСТ 12801. При отборе проб смесей непосредственно на месте их укладки в покрытие отбор можно осуществлять как из кузовов автомобилей, так и из асфальтоукладчика. При отборе проб из кузовов автомобилей точечные пробы отбирают из разных автомобилей, при этом рекомендуется отбирать пробу не ранее чем после прихода из второго-третьего автомобиля, вышедшего с асфальтобетонного завода. При отборе проб из асфальтоукладчика точечные пробы отбирают или из середины бункера асфальтоукладчика (при полном наполнении бункера), или из шнековой камеры (не ближе, чем за 50 см от края шнековой камеры). При отборе проб контролируется соответствие типа или вида асфальтобетона проектному заданию для данного участка. Примерные формы протоколов испытаний приведены в табл. 15.3 и 15.4.
Таблица 15.3
Протокол испытания в объеме периодического контроля
Наименование показателей Величины Требования ГОСТ
1 2 3
Содержание зерен мельче 20 (15) мм, % массы
Содержание зерен мельче 5 мм, % массы
Содержание зерен мельче 0,63 мм % массы
Содержание зерен мельче 0,071 мм, % массы
Содержание вяжущего, % по массе сверх 100%
Средняя плотность, г/куб.см
Водонасыщение, % по объему
Предел прочности при сжатии, МПа:
при температуре 20 °C
при температуре 50 °C
при температуре 0 °C
317
Окончание таблицы 15.3
1 2 3
Коэффициент внутреннего трения
Сцепление, МПа
Трещиностойкость по пределу прочности на растяжение при расколе, МПа
Водостойкость
Водостойкость при длительном водонасыщении
Показатель стекания (для ЩМА)
Показатель слеживаемости (для холодных смесей)
Таблица 15.4
Протокол испытания в объеме приемочного контроля
Наименование показателей Величины Требования ГОСТ
Содержание зерен мельче 20 (15) мм, % массы
Содержание зерен мельче 5 мм, % массы
Содержание зерен мельче 0,63 мм % массы
Содержание зерен мельче 0,071 мм, % массы
Содержание вяжущего, % по массе сверх 100%
Средняя плотность, г/куб.см
Водонасыщение, % по объему
Предел прочности при сжатии, МПа:
при температуре 20 °C
при температуре 50 °C
Водостойкость
Показатель стекания (для ЩМА)
Показатель слеживаемости (для холодных смесей)
15.2. Контроль качества при устройстве асфальтобетонных покрытий
Технический контроль устройства асфальтобетонных покрытий автомобильных дорог и городских улиц осуществляется в полном соответствии с требованиями утвержденных проектов и действующих нормативнотехнических документов. Технический контроль включает визуальную оценку, инструментальные измерения на строящемся (ремонтируемом) объекте и лабораторные испытания отобранных проб асфальтобетона.
318
В процессе устройства и капитального ремонта асфальтобетонного покрытия, а также ремонта городских улиц и дорог т.н. «большими картами» необходимо осуществлять следующие виды контроля:
- качество восстановления разрытий;
- входной контроль;
- операционный контроль;
- контроль качества готового покрытия;
При устройстве асфальтобетонных слоев могут возникнуть различные виды дефектов, причины которых связаны как с качеством самой смеси, так и с состоянием технологического оборудования и правильным выполнением технологических режимов укладки и уплотнения
При входном контроле перед непосредственным проведением дорожных работ следует проверять качество смесей, предусматриваемых проектной документацией, и правильность выбранных режимов работ в зависимости от вида и типа асфальтобетонных смесей.
При операционном контроле в процессе устройства слоя следует контролировать:
- качество восстановления разрытий;
- ровность, плотность и состояние (чистоту и обработку вяжущим) основания (нижележащего слоя), правильность установки бортовых камней, решеток и крышек люков колодцев подземных сетей;
- температуру смеси на всех стадиях устройства покрытия (в каждом автомобиле, прибывающем к месту укладки, перед распределением и в процессе уплотнения) согласно виду и типу смеси, указанной в транспортной документации.
Не реже, чем через каждые 100 м определяют:
- высотные отметки по оси дороги;
- ровность и толщину устраиваемого неуплотненного слоя;
- ширину устраиваемой проезжей части;
- соответствие поперечного и продольного уклонов проекту;
- постоянно контролируют:
- режим уплотнения;
- качество сопряжения полос асфальтобетонного покрытия.
При приемке готового покрытия проверяют:
- ширину устроенного слоя;
- толщину;
- сцепление с нижележащими слоями;
— ровность;
- уклоны;
- коэффициент уплотнения;
- показатели свойств асфальтобетона и параметры сцепных свойств.
319
Для отбора проб из конструктивных слоев дорожных одежд выбирают участок покрытия из середины полосы движения:
- при новом строительстве - на расстоянии не менее 0,5 м от края покрытия бортового камня или оси дороги;
- при капитальном ремонте - на расстоянии 0,8 м от кромки, 0,2 -от сопряжения, 1 м - от колодцев.
Отбор проб производят в виде высверленных цилиндрических кернов или вырубки прямоугольной формы размером не более 0,5x0,5 м. Цилиндрические керны высверливают на всю толщину покрытия (верхний и нижний слои вместе) и разделяют слои в лаборатории. Контролируется также соответствие поперечного и продольного уклонов проекту.
При приемке готового покрытия проверяют: ширину, толщину и сцепление с нижележащими слоями, ровность, уклоны, коэффициент уплотнения; показатели свойств асфальтобетона и параметры сцепных свойств, а также ширину и поперечный профиль покрытий (через 100 п. м.). Ровность покрытия в продольном направлении проверяют через 30-50 м. Замеры производят параллельно оси дороги на расстоянии 1-1,5 м от бортового камня.
Для контроля качества готового асфальтобетонного покрытия пробы (вырубки и керны) берут из середины полосы движения: при новом строительстве - на расстоянии не менее 0,5 м от края покрытия и бортового камня или оси дороги; при капитальном ремонте - на расстоянии 0,8 м от кромки, 0,2 м - от сопряжений, и 1,0 м - от колодцев. Отбор проб производят в виде вырубки прямоугольной формы размером не более 0,5x0,5 м или высверленных цилиндрических кернов, которые высверливают на всю толщину покрытия (верхний и нижний слой вместе) и разделяют слои в лаборатории
Пробы отбирают через 1-3 суток (после окончания уплотнения и открытия по нему движения автомобильного транспорта) из расчета: три пробы с каждых 7000 кв. м покрытия.
Высотные отметки устанавливают с помощью нивелира и нивелирной рейки (рис. 15.1).
Толщину уложенного слоя в процессе укладки контролируют металлическим щупом с делениями.
При контроле режима уплотнения оценивают температуру на момент уплотнения фактически
Рис. 15.1. Нивелир и рейка для определения высотных отметок и уклонов.
320
задействованным катком (рис. 15.2 (цв.)), соответствие схеме уплотнения, количество проходов. Машинист некоторых моделей катков может ориентироваться по показателям приборов, например, фирмы «Troxler», монтируемых на каток, о необходимости продолжать или прекращать уплотнение данным катком (рис. 15.3) Для оперативного контроля плотности в процессе уплотнения рекомендуется использовать различные экспресс-методы (электромагнитный, радиоизотопный, порометрический, акустический), для которых разработаны специальные приборы и методики корреляции показаний прибора с величиной плотности асфальтобетона [43]. На рисунке 15.4 показаны момент разметки полосы для установки прибора «Troxler» (а), тарировка его на материале с известной величиной плотности (листах стекла, металла) (б).
Рис.15.4. Использование прибора фирмы «Troxler» для неразрушающего контроля плотности:
а) разметка полосы для установки;
б) тарировка прибора на листах материала прибора «Troxler» с известной величиной плотности.
Рис. 15.3. Прибор фирмы «Troxler» для контроля плотности.
321
На рис. 15.5 (цв.) показан электронный прибор контроля плотности PQI-301 фирмы «TransTech» (США), отличающийся высокой точностью (прибор III поколения), скоростью измерения (при постановке на одну точку 4-5 измерений по 3 сек). Прибор позволяет контролировать плотность на больших площадях покрытия за короткое время как в процессе производства работ, так и при проведении последующего контроля качества.
Качество сопряженных полос оценивают визуально, а также используя рейку или специальный шаблон (рис. 15.6).
1. Соответствие поперечного и продольного уклонов проверяют с помощью уровня и линейки (рис. 15.7, 15.8), 3-метровых реек или нивелира (рис. 15.1).
Рис. 15.6. Оценка качества поперечных сопряжений с помощью специального шаблона.
Рис. 15.7. Проверка поперечного уклона с помощью уровня и линейки.
Рис.15.8. Трехметровая складная рейка для контроля ровности в продольном направлении.
Рис.15.9. Курвиметр для определения линейных параметров.
322
2. Линейные параметры проверяют с помощью рулетки или курвиметра (рис. 15.9).
Рис. 15.10. Профилограф для контроля ровности и продольного профиля.
Рис. 15.11. Прибор ПКРС.
Рис. 15.12. Портативный прибор для контроля сцепления колеса автомобиля с поверхностью покрытия (ППК-МАДИ-ВНИИБД).
ИМи
Рис. 15.13. Ручной прибор контроля сцепления (ППК-МАДИ-ВНИИБД).
Рис. 15.14. Прибор «песчаное пятно».
Рис. 15.15. Схема прибора для замера параметров шероховатости (Нср, R„ Кш). 323
3. Ровность покрытия (просвет под рейкой на расстоянии 0,75-1 м от каждой кромки покрытия (основания) в пяти контрольных точках, расположенных на расстоянии 0,5 м от концов рейки и друг от друга) в продольном направлении проверяют с помощью универсальных 3-метровых реек - складных (рис. 7) с клином или неразрезных (последняя модель Со-юздорнии), а также толчкомеров. За рубежом для замера ровности в продольном направлении применяют профилографы (рис. 15.10).
4. Сцепление колеса автомобиля с поверхностью покрытия оценивают эталонным прибором-лабораторией (прибор контроля ровности и сцепления) ПКРС (рис. 15.11), (прибор контроля ровности, сцепления) а также ручным прибором ППК-МАДИ-ВНИИБД (рис. 15.12 и рис. 15.13).
5. Шероховатость поверхности оценивают по средней величине глубины впадин [106], используя прибор «Песчаное пятно» (рис. 15.14). Как было указано выше, более полную характеристику макрошероховатости покрытия было предложено оценивать тремя основными параметрами: средней высотой Rz, средней глубиной впадин Н^, коэффициентом шага шероховатости Кш. На рис. 15.15 представлена схема прибора, макет которого был разработан Паниной Л.Г. [87].
6. Контроль качества уложенной смеси, плотности асфальтобетона, толщины слоя и наличие сцепления между слоями осуществляют на пробах - вырубках или кернах, отобранных из конструктивных слоев. Для отбора вырубок используют нарезчики швов с алмазными или абразивными дисками (2). На рисунке 15.16 (цв.) показан бензорез шведской фирмы «Хускварна» с диаметром диска 35 см.
7. Отбор кернов различного диаметра осуществляют с помощью ручных, размещаемых в передвижных лабораториях, или прицепных керноотборников. На рисунке 15.17 (цв.) представлены: керноотборник фирмы «GOLZ» с диаметром коронки 160 мм (а), процесс бурения (б) и извлечения высверленного керна из покрытия (в). На рисунке 15.18 (цв.) представлен универсальный сверлильный станок GOLZ с бензиновым приводом и гидравлической подачей, оборудованный на прицепе.
8. Плотность уложенного слоя оценивают по величине водона-сыщения вырубок или кернов (табл. 15.5) и коэффициента уплотнения.
9. Коэффициент уплотнения Ку асфальтобетонных слоев определяется по результатам лабораторных испытаний как отношение средней плотности керна (вырубки) к средней плотности переформованного лабораторного образца. Коэффициент уплотнения слоев из смесей горячих высокоплотных, а также плотных типа А и Б должен быть не ниже 0,99; из смесей типа В, Г, Д - не ниже 0,98; из пористых и высокопористых смесей - не ниже 0,98, литых IV типа и смесей плотных по ТУ 400-24-107-91* - не ниже 0,98 (103)
324
Следует отметить, что за рубежом степень плотности асфальтобетонного слоя оценивают по коэффициенту заполнения пор битумом -близкому по физическому смыслу к величине остаточной пористости, определяемой у нас при подборе состава и периодическом контроле качества смесей. Поскольку определение остаточной пористости - довольно сложное, требующее высокой точности, достижение которой невозможно из-за искажения первоначального состава в процессе укладки и уплотнения, в нашей стране, как указано выше, эффективность уплотнения в последние годы оценивается не только по одной величине коэффициента уплотнения, но и по величине водонасыщения слоя. Это связано с тем, например, что поступившая на объект «сухая» смесь будет одинаково плохо уплотняться как на месте работ, так и в лаборатории. При одинаковых близких величинах средней плотности кернов и образцов ркм и рм коэффициент уплотнения Ку может быть равным 1,0, но при этом водонасыщение, полученное по результатам испытания кернов (так же как и смесей), будет завышенным.
Этот пример подтверждает необходимость определения величин водонасыщения уложенного слоя асфальтобетона (по кернам) и установления причины недоуплотнения.
Таблица 15.5
Требования к величине водонасыщения готового покрытия
Вид и тип асфальтобетона Водонасыщение вырубок (кернов) готового покрытия, не более, %
Высокоплотные 3,0
Плотные типов:
А 5,0
Б, ВиГ 4,5
д 4,0
Смеси литые IV типа для тротуаров (ТР103-00) 3,0-8,0
Щебеночно-мастичные не более 3,5
Практика работ, в частности, при реконструкции МКАД показала, что при соблюдении требуемого качества доставленной смеси, технологических режимов укладки, у, особенно толстых слоев, величина Ку может достигать 1,03. Это связано с использованием совершенной укладочной и уплотняющей техники, намного более эффективной, чем в 80-е годы, когда на основании теоретических, лабораторных и опытных работ были сформированы действующие до сих пор нормативные требования.
325
В городах при контроле работ по текущему ремонту небольших, например, дворовых территорий допускается предъявлять требования СНИП 3-10-75, в соответствии с которыми отклонения не должны превышать:
• толщина слоя - ±10%, но не более 20 мм;
• просвет под трехметровой рейкой - не более 5 мм;
• ширина покрытия - не более 10 см;
• коэффициент уплотнения (для всех видов смесей) - не менее 0,93;
• величина водонасыщения асфальтобетона - не более 5%.
При капитальном ремонте подобных территорий качество уложенного асфальтобетонного покрытия оценивают в соответствии со СНиП 3.06.03 (96).
Для определения физико-механических свойств уложенного асфальтобетонного покрытия должны отбираться керны или вырубки, которые в дальнейшем разогреваются, и из них формуют лабораторные образцы.
Допускается по требованию заказчика в соответствии с п. 4.2 ГОСТ 12801(19) определять показатели свойств асфальтобетона, используя образцы, переформованные из кернов и вырубок. Однако следует иметь в виду, что доверительная вероятность оценки этих показателей значительно ниже, чем на образцах, изготовленных из смесей, в связи с чем результаты испытания переформованных образцов не могут дать объективную оценку, которая могла бы служить браковочным признаком.
В связи с этим количество образцов, отбираемых из покрытия, и количество повторных испытаний для каждого конкретного случая следует рассматривать отдельно, при этом для обоснования брака следует привлекать методы статистики.
Что касается оценки зернового состава минеральной части асфальтобетонных смесей по результатам испытания образцов из покрытия (вырубок или кернов), то результаты его нельзя считать достаточно достоверными по ряду причин. Во-первых, при транспортировании различных типов смесей, а также при укладке их в покрытие наблюдается сегрегация щебня, а отсюда и определенная неоднородность распределения его в уложенном слое. Для получения достоверных данных, позволяющих с высокой степенью вероятности оценить состав уложенной асфальтобетонной смеси, необходимо отобрать образцы из покрытия в количестве, необходимом для статистической оценки.
Кроме того, при уплотнении покрытия может дробиться щебень, а также при отборе образцов бурильной установкой происходит измельчение щебня в зоне опиленных граней. По имеющемуся опыту, в зависимости от ряда причин, таких как тип смеси, размер кернов и т.п., содержание щебня в кернах может быть до 20% ниже, чем содержание щебня в смесях.
326
ЗАКЛЮЧЕНИЕ
Дорожное строительство - важная составляющая экономики страны.
В связи с острой необходимостью поддержания существующей дорожной сети и увеличения ее протяженности грамотное выполнение профессиональных обязанностей всех, кто занят в дорожной сфере, включающих заготовку материалов, подбор составов, производство, транспортирование, укладку и уплотнение асфальтобетонных смесей, отчего зависит качественное функционирование дорог, имеет первостепенное значение.
В связи с этим в данном учебном пособии авторы рассмотрели асфальтобетонные смеси, реально доказавшие свою востребованность в нашей стране:
- горячие уплотняемые смеси, применяемые с конца 1960-х годов, в том числе типа «А» и «Б» для устройства и восстановления покрытий с шероховатой поверхностью (разработаны институтом «Союздорнии»),
- открытые битумоминеральные смеси, прошедшие большую опытно-производственную проверку в 1980-е годы в различных регионах страны и предназначавшиеся для укладки на всех вылетных магистралях Москвы (разработаны институтом «Росдорнии»),
- щебеночно-мастичные смеси, известные из опыта дорожных работ в Германии с 1960-х годов, широко применяются в России на дорожных объектах с высокой интенсивностью движения.
Возможность использования в настоящее время кубовидного щебня группы габбро узких фракций, а также широкого ряда катков, в том числе на пневматических шинах и с гладкими вальцами, а также комбинированного типа может быть гарантией достижения высоких параметров шероховатости и сдвигоустойчивости покрытий.
Для ликвидации дефектов покрытий авторы обращают внимание читателей в первую очередь на зарекомендовавшие себя технологии -литые смеси для ямочного ремонта в неблагоприятный период (осень-зима-весна) и внедряемые у нас в стране в последние годы метод «пневмонабрызга», холодные битумоминеральные смеси для аварийного ремонта выбоин, в современном исполнении ремонт трещин, защитные методы пропитки поверхности покрытий.
В любом случае положительные результаты любой технологии связаны с точным выполнением всех операций, должным образом разработанных и утвержденных соответствующими технологическими регламентами.
Авторы выражают благодарность специалистам-рецензентам, а также всем оказавшим помощь в оформлении учебного пособия, и убеждены в востребованности книги, в первую очередь студентами, в связи с большой наглядностью материала, а, кроме того, работниками АБЗ, подрядных организаций и служб заказчиков.
327
КОНТРОЛЬНЫЕ ВОПРОСЫ
Глава 1
1. Каким воздействиям подвергается дорожная одежда?
2. На какие слои дорожной одежды (верхние или нижние) оказывают основное отрицательное воздействие природные факторы?
3. Как сказывается на состоянии дорожной одежды возросшая интенсивность движения?
4. Как влияет скорость движения автомобилей на состояние покрытия?
5. Чем отличается характер автомобильного движения в городах?
6. С чем связано образование выкрашивания и выбоин на покрытиях?
7. Какие виды трещин образуются на покрытиях?
8. Какова общая причина образования трещин различного происхождения?
9. Что является основной причиной образования колеи в левом скоростной полосе магистралей (например, МКАД)?
10. По какой причине образуется колейность в правой полосе движения?
11. Что следует предпринимать для увеличения сдвигоустойчиво-сти покрытий?
12. Какие параметры определяют понятие «шероховатость» покрытий?
13. За счет чего можно увеличить «макрошероховатость» покрытий?
14. Чему способствуют впадины шероховатости?
Глава 2
1. Какие минеральные материалы и органические вяжущие применяют для производства асфальтобетонных смесей?
2. Основные требования к щебню. Роль в обеспечении свойств асфальтобетона?
3. Кубовидный щебень. Способы производства. Преимущества использования.
4. Фракционирование щебня. Преимущества использования узких фракций.
5. Основные требования к природному песку и отсевам дробления.
6. Функции минерального порошка.
7. Материалы, применяемые для производства минерального порошка.
8. Основные требования к минеральному порошку.
9. В чем состоит технологическое различие подготовки и использования вязкого и жидкого битума?
328
10. На каких битумах предпочтительнее асфальтобетонные смеси для дорожных работ в южных регионах?
11. С чем связана необходимость применения полимернобитумных вяжущих?
12. Классификация дорожных эмульсий. Особенности их применения.
13. Основные требования к материалам для щебеночно-мастичных смесей.
14. Роль структурообразующей добавки для ЩМА. Разновидность СДБ, расход.
15. В чем заключается разница применения различных марок ЩМА.
16. Как следует учитывать значительную разницу в истинной плотности минеральных материалов при подборе составов асфальтобетонных смесей?
17. Какие меры должна предпринять лаборатория АБЗ при нестабильности помола минерального порошка?
Глава 3
1. Какой крупности смеси предусмотрены для устройства верхних покрытий?
2. Какой крупности смеси целесообразнее применять для устройства нижних слоев покрытий или оснований?
3. При какой величине остаточной пористости рекомендованы смеси для устройства верхних слоев покрытий?
4. В каких условиях предпочтительнее использование холодных асфальтобетонных смесей?
5. Какого состава смеси следует применять для обеспечения сдви-гоустойчивости покрытий?
6. По каким лабораторным показателям оценивают сдвигоустой-чивость асфальтобетона?
7. Для какой дорожно-климатической зоны в ГОСТ 9128-97 сформулировано более жесткое требование к сдвигоустойчивости асфальтобетона?
8. Для какой дорожно-климатической зоны в ГОСТ 9128-97 сформулировано более жесткое требование к водостойкости асфальтобетона?
9. По каким показателям структуры подбирают состав асфальтобетонных смесей?
10. Что служит признаком подбора оптимального количества битума?
11. Как рекомендовано использовать открытые битумно-минеральные смеси для различных условий?
12. Какую марку щебеночно-мастичных смесей следует выбирать для грузонапряженных участков?
329
Глава 4
1. Назовите составляющие хозяйства АБЗ.
2. В чем назначение асфальтосмесительной установки?
3. От каких факторов зависит эффективность работы асфальтосмесительной установки?
4. Какой крупности щебень получают при работе дробильных установок? Как организуют его хранение?
5. Какие способы используют при предварительном дозировании каменных материалов?
6. Каково назначение сушильного барабана? За счет каких процессов происходит просушивание минеральных материалов?
7. Как контролируют температуру нагреваемых минеральных материалов? С чем связана допускаемая температуру их нагрева?
8. Какие известны способы дозирования битума?
9. В чем заключается разгрохотка горячих минеральных материалов?
10. При какой температуре и когда подается минеральный порошок для приготовления смеси?
11. В чем отличие лабораторных сит и реальных грохотов? Как нивелируют эту разницу?
12. В какой последовательности подают в смесительную установку?
13. В чем заключается подготовка АБЗ к сезону?
14. Что должен включать в себя технологический регламент производства асфальтобетонных смесей?
15.Что целесообразно предпринимать на АБЗ при производстве смесей при пониженных температурах воздуха?
Глава 5
1. С чем связана строгая регламентация времени и температуры хранения битума?
2. Какова закономерность нормирования рабочей температуры битума с изменением вязкости (марки)?
3. Как следует хранить битумы на АБЗ?
4. Почему опасно обводнение битума?
5. Почему опасно неконтролируемое смешение разных битумов?
6. Какие известны способы нагрева битума?
7. Как вычислить количество битума, находящегося в емкости?
8. В каком случае следует вносить поправку на температурное расширение битума?
330
9. Каковы правила хранения каменных материалов различных размеров и вида? Что такое «карман»?
10. Как следует содержать площадки для размещения каменных материалов?
11. Почему важно не допускать переувлажнения каменных материалов?
12. К чему приводит организация штабелей большой высоты для щебня широких фракций?
13.Что можно предпринимать на площадках АБЗ для ликвидации или уменьшения сегрегации каменных материалов?
14. Что предусмотрено на АБЗ для хранения минерального порошка?
15. Как следует организовывать хранение и подачу циклонной пыли?
Глава 6
1. Разновидности технологии производства асфальтобетонных смесей.
2. Преимущества и недостатки «традиционной» технологии производства смесей для российских условий?
3. Преимущества и недостатки технологии производства асфальтобетонной смеси в установках свободного перемешивания?
4. Особенности производства асфальтобетонных смесей по так называемой экологически чистой технологии?
5. Способы подготовки и обеспечения рабочей температуры битумов?
6. С чем связана необходимость обеспечения оптимального температурного режима битумов?
7. Какие особенности связаны с введением поверхностно-активных добавок (ПАВ) при производстве асфальтобетонных смесей?
8. Каким образом работа агрегатов предварительного дозирования способствует стабильности состава выпускаемых смесей?
9. Что следует предпринимать на АБЗ для уменьшения расслоения каменных материалов?
10. С чем связано ограничение содержания циклонной пыли в асфальтобетонной смеси?
11. Какие этапы в технологии производства асфальтобетонных смесей являются причиной неоднородности их состава?
12. Способы дозирования стабилизирующей добавки?
13. Какова последовательность подачи компонентов в смеситель при производстве ЩМА?
14. Как правильно осуществлять выгрузку готовых горячих асфальтобетонных смесей?
331
Глава 7
1. Каково назначение бункеров-накопителей?
2. К чему может привести длительное пребывание готовой смеси в бункере-накопителе?
3. По какому принципу сконструированы бункеры-накопители?
4. Как могут вести себя горячие асфальтобетонные смеси на линии, подвергшиеся длительному нахождению в бункере-накопителе?
5. С чем связано различное ограничение времени нахождения в бункере-накопителе различного вида и типа смеси?
6. Как может сказаться загрузка бункера-накопителя смесью на нижнем и верхнем температурном пределе?
7. Какую вместимость бункера-накопителя рекомендуют использовать в отечественных условиях?
8. Какая известна компоновка бункеров-накопителей?
9. Какие транспортные устройства используют для загрузки готовых смесей в бункеры-накопители установок непрерывного и периодического действия?
10. С чем связано явления расслоения смесей при загрузке бункера-накопителя?
11. Как правильно организовать выгрузку смесей из бункера-накопителя?
Глава 8
1. В каких местах рабочей зоны АБЗ происходит воздействие загрязняющих веществ?
2. Какие вещества могут выделяться в воздух рабочей зоны?
3. Какие нормативы разрабатывают для АБЗ по содержанию загрязняющих веществ?
4. Какие условия следует соблюдать на АБЗ во избежание превышения содержания загрязняющих веществ?
5. Как визуально можно оценить эффективность работы пылеуловителя?
6. Какие этапы очистки дымовых газов могут быть внедрены на АБЗ?
7. Какой материал используют для изготовления рукавных фильтров? Каковы его свойства?
8. Каков порядок эксплуатации рукавных фильтров?
9. Как влияет на эффективность работы пылеуловителя с рукавными фильтрами температура попадающих дымовых газов?
10. Каковы основные источники утечки мелкодисперсной пыли?
11. Что предпринимают для предотвращения выбросов мелкодисперсной пыли в атмосферу?
332
Глава 9
1. Составление генплана АБЗ.
2. Разработка технологических регламентов на производимую продукцию.
3. Как устанавливается время приготовления асфальтобетонных смесей?
4. Различаются ли продолжительности перемешивания одного вида и типа смеси в установках принудительного и свободного перемешивания?
5. Различаются ли продолжительности перемешивания плотной и высокопористой смеси в одной и той же смесительной установке?
6. Как должно быть организовано движение автотранспорта на АБЗ?
7. Что должно быть отражено в указаниях по технике безопасности работ на АБЗ?
8. Какие вопросы должны быть рассмотрены в указаниях по действию персонала для обеспечения работы АБЗ?
9. Какие мероприятия следует предусмотреть для уменьшения отрицательного воздействия осадков на состояние минеральных материалов и битума?
10.Что может быть предусмотрено для продления работы АБЗ в осеннее-зимнее время?
Глава 10
1. Как различаются применяемые для транспортирования асфальтобетонных смесей грузовые автомобили-самосвалы?
2. Как готовят внутреннюю часть кузова самосвала перед его загрузкой асфальтобетонной смесью?
3. Какие средства используют для обработки кузова в целях исключения прилипания смеси?
4. Как должна быть обеспечена термоизоляция кузова?
5. Каковы правила загрузки кузова самосвала из асфальтосмесительной установки?
6. Каковы правила загрузки кузова самосвала из бункера готовой смеси?
7. Какие факторы влияют на продолжительность транспортирования смеси?
8. Как влияют погодные условия на возможность выгрузки смеси из транспортного средства сразу после доставки (или после приостановки укладки)?
333
9. Каков порядок действия водителя самосвала при доставке смеси на дорожный объект?
10. Кому принадлежит главная роль в процессе выгрузки смеси -водителю самосвала или оператору асфальтоукладчика?
Глава 11
1. При какой температуре воздуха открывают дорожно-строительный сезон по работам с горячими асфальтобетонными смесями?
2. При какой температуре воздуха осенью рекомендуют заканчивать дорожные работы по укладке горячих асфальтобетонных смесей?
3. Устройство каких конструктивных слоев из горячих асфальтобетонных смесей целесообразнее устраивать при температурах ниже +5 °C?
4. Как следует организовывать работы по укладке асфальтобетонной смеси при температурах ниже +5 °C?
5. Как нужно подходить к формированию звена укладки на дорогах с большой шириной проезжей части, больших объемах работ, устройстве двухслойного покрытия?
6. На что следует обращать внимание при организации работ сопряженными полосами одним асфальтоукладчиком?
7. Как следует организовать работу асфальтоукладчика (объем доставляемой смеси, количество транспортных средств, погодные условия)?
8. С чем связано формирование звена катков?
9. Одинаково ли формируются звенья катков для уплотнения песчаных и многощебенистых асфальтобетонных смесей (легкий, средний, тяжелый)?
10. В чем заключается подготовка поверхности асфальтобетонного слоя при новом строительстве?
11. В чем заключается подготовка ремонтируемого асфальтобетонного слоя?
12. Как устраняют деформации пластического характера перед началом работ?
13. Какие приемы используют для обеспечения ровности укладываемого асфальтоукладчиком слоя?
14. Как готовят асфальтоукладчик к началу (или продолжению после перерыва) работ по укладке асфальтобетонной смеси?
15. Одинаково ли используют активные рабочие органы современных асфальтоукладчиков при укладке многощебенистых смесей типа «А» и ЩМА.
334
Глава 12
1. В чем преимущество использования современных асфальтоукладчиков?
2. Какие асфальтоукладчики целесообразно использовать при асфальтировании площадок, магистралей, треков?
3. Как обосновывают выбор гусеничных или колесных асфальтоукладчиков?
4. Для каких асфальтобетонных смесей более показано вибровоздействие рабочих органов асфальтоукладчика?
5. Какая существует зависимость между температурой воздуха и температурой укладываемых горячих смесей?
6. Какая существует зависимость между температурой воздуха и вязкостью битума, выбираемого для производства асфальтобетонных смесей?
7. Какая существует зависимость между минимально допустимой температурой смеси и толщиной укладываемого слоя?
8. Какие известны способы укладки смесей при значительной ширине проезжей части?
9. В чем преимущество «эшелонной» укладки смесей?
10. Особенности укладки асфальтобетонных смесей при неблагоприятных погодных условиях.
11. Какова специфика устройства тонких макрошероховатых слоев?
12. Какова специфика укладки щебеночно-мастичных смесей?
13. С чем связаны дефекты, образующиеся при укладке асфальтобетонных смесей?
14. Как может отразиться некачественность доставляемой на дорожный объект смеси?
15. С чем связана сегрегация распределяемой традиционными асфальтоукладчиками асфальтобетонной смеси?
16. Что обеспечивает применение перегрузчиков асфальтобетонных смесей типа Шаттл-Багги?
Глава 13
1. Какие факторы влияют на уплотняемость асфальтобетонных смесей?
2. Что вам известно о классификации катков?
3. В чем особенности уплотнения асфальтобетонных смесей гладковальцовыми катками статического действия?
335
4. В чем особенности уплотнения асфальтобетонных смесей виброкатками, в том числе с осцилляцией?
5. В чем особенности уплотнения пневмокатками?
6. В чем особенности уплотнения катками комбинированного действия?
7. Что такое пробная укатка?
8. Различается ли процесс уплотнения песчаных асфальтобетонных смесей и многощебенистых, например, типа «Д» и «А»?
9. Как следует организовывать процесс укатки асфальтобетонного слоя для достижения равномерной степени уплотнения?
10. Чем отличается организация работ по уплотнению асфальтобетонного слоя при неблагоприятных погодных условиях?
11. Какие дефекты могут возникать в уплотняемом слое при нарушении режима уплотнения?
12. В чем особенности уплотнения щебеночно-мастичных смесей?
13. В чем особенность уплотнения открытых битумно-минеральных смесей?
Глава 14
1. Какие асфальтобетонные смеси применяют при ремонте выбоин в летнее время и почему?
2. Какие асфальтобетонные смеси применяют в осеннее-зимнее время, и почему?
3. Какова последовательность технологических операций при ремонте выбоин уплотняемыми горячими асфальтобетонными смесями?
4. В чем заключается технология ремонта выбоин с использованием холодных битумоминеральных смесей?
5. Каковы особенности применения литых асфальтобетонных смесей ямочного ремонта?
6. Какими свойствами должны обладать дорожные мастики?
7. Какое оборудование рекомендуют применять в современных технологиях ремонта трещин? Каково его назначение?
8. В чем заключается технология ремонта методом «пневмонаб-рызга»?
9. Каким способом устраняют на покрытии деформации пластического характера?
10. Какие материалы предусмотрены согласно технологии «пропитки»? В чем механизм их действия?
336
Глава 15
1. Какие виды контроля осуществляют в процессе производства асфальтобетонных смесей?
2. Какие виды контроля осуществляют на объектах при устройстве или ремонте асфальтобетонных покрытий?
3. Какие сведения должны быть включены в транспортную документацию на каждый автомобиль при отгрузке асфальтобетонной смеси потребителям?
4. Каким образом оценивают качество продольных и поперечных сопряжений?
5. Что следует делать для проверки качества уложенной смеси?
6. По каким показателям оценивают эффективность уплотнения смесей, используемых в соответствии с ГОСТ 9128-97 и ГОСТ 31015-2002?
7. Как контролируют прочность сцепления слоев покрытия?
8. Какое оборудование можно использовать для отбора образцов из готового покрытия?
9. Почему важно для подрядной организации использование приборов экспресс-контроля в процессе устройства слоев из асфальтобетонных смесей?
10. Какие известны средства для проверки ровности покрытий?
11. Какое оборудование используют при оценке величины коэффициента сцепления?
12. Какое оборудование используют для установления отметок устроенного слоя?
13. Назовите метод, применяемый при оценке макрошероховатости поверхности покрытия.
337
ЛИТЕРАТУРА
1. Авласова Н.М. Составление плотных дорожных смесей прерывистой гранулометрии методом расчета. Труды Союздорнии, выпуск 21. Балашиха, 1967 г.
2. Алмазные инструменты для строительства. Каталог 2002. Гельц Гез М.Б.Х. 8КоКт — представительство в России
3. Асфальтоукладчики — машины для горячего асфальта. Ж. «Автомобильные дороги» № 4,2006 г.
4. Белозеров О.В. Дорожное хозяйство: задачи и перспективы. Научно-практическая конференция Астрахани, октябрь 2007 г. М.; Автомобильные дороги № 1 2008 г.
5. БиЭйВи Компания. Технологии, оборудование и материалы для строительства, ремонта и содержания автодорог и покрытий аэродромов, благоустройства территорий. Каталог продукции. М. 2009 г.
6. Быстров Н.В. К вопросу о гармонизации российских и зарубежных стандартов. Тексты докладов и сообщений на пленарном заседании Ассоциации иследователей асфальтобетона МАДИ (ТУ), М.; 2000 г.
7. Васильев Ю.Э. Макунин Н.В. Юмалев В.М. Органические вяжущие для холодных складируемых битумоминеральных смесей. Сборник докладов Ассоциации исследователей асфальтобетона. МАДИ (ТУ), М.; 2008 г.
8. Writgen Group. Программа поставок. Мощные дорожно-строительные машины 46 типов. Германия. 2005.
9. Вооружись для победы над трещиной. Ж.: Автомобильные дороги № 2,2006.
10. Гегелия Д.И., Богуславская Т.С. Влияние дисперсных частиц кислых пород на свойства асфальтобетона. Труды Союздорнии, М., 1984 г.
11. Гегелия Д.И., Гаврин В.С., Богуславская Т.С. Об оптимальном сочетании понижения энергоемкости приготовления смесей и долговечности асфальтобетонных покрытий. Труды Союздонии. Повышение качества строительства асфальтобетонных и черных покрытий. М., 1988 г.
12. Гезенцвей Л.Б. Асфальтобетоны из активированных минеральных материалов. М., Стройздат, 1971 г.
13. Горелышев Н.В. Основы структурообразования каркасного асфальтобетона и его работа в дорожных покрытиях. Докторская диссертация. М., Союздорнии, 1974 г.
14. Горелышев Н.В. Асфальтобетон и другие битумоминеральные материалы. Учебное пособие. Можайск-Терра, 1995 г.
15. Горелышев Н.В., Быстров Н.В. Пути повышения долговечности дорожных асфальтобетонных покрытий. Сборник научных трудов «70 лет отраслевой дорожной науке 1926-1996» Издательская фирма «КРУК», М., 1996.
16. ГОСТ 8236-93. Щебень и гравий из плотных горных пород для строительных работ. Технические условия. Издательство стандартов. 1995 г.
17. ГОСТ 8736097. Песок для строительных работ. Технические условия. Издательство стандартов, 1995.
18. ГОСТ 9128-97 Смеси асфальтобетонные дорожные, аэродромные и асфальтобетонные. Технические условия. Минземстрой России, ГУП Ц1Ш, 1998 г.
338
19. ГОСТ 12801-98 Материалы на основе органических вяжущих для дорожного и аэродромного строительства. Методы испытаний. Госстрой России ГУП ЦПП, 1999.
20. ГОСТ 22245-90 Битумы нефтяные дорожные вязкие. Технические условия. Издательство стандартов, 1990.
21. ГОСТ 24619-81 Весовые дозаторы дискретного действия, весы и весовые дозаторы непрерывного действия. Пределы взвешивая. Метрологические параметры.
22. ГОСТ 3008-94 Материалы и изделия строительные. Определение удельной эффективности естественных радионуклидов.
23. ГОСТ 31015-2002 Смеси асфальтобетонные и асфальтобетон щебеночномастичные. Технические условия. Госстрой России ГУП ПЦЦ, 2003 г.
24. ГОСТ Р 50597 Автомобильные дороги и улицы, Требования к эксплуатационному состоянию, допустимому по условиям обеспечения безопасности дорожного движения. Издательство стандартов, 1993.
25. ГОСТ Р 52056-2003. Вяжущие полимерно-битумные дорожные на основе блок-сополимеров типа стирол-бутадиен-стирол. Технические условия Госстандарт России. ФГУП ЦПП 2003.
26. ГОСТ Р 52128-2003 Эмульсии битумные дорожные. Технические условия. Госстандарт России. ФГУП ЦПП 2003
27. ГОСТ Р 52129-2003 Порошок минеральный для асфальтобетонных и органоминеральный смесей. Технические условия. Госстрой России, ФГУП ЦПП, 2004 г.
28. ГОСТ 12.01.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
29. ГОСТ 17.2.302-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями. М. Издательство стандартов, 1979 г.
30. Гохман Л.М., Давыдова А.Р. Применение органических вяжущих в дорожном строительстве. Сборник научных трудов ФГУП «Союздорнии» 2001 г.
31. Гун Р.Б. Нефтяные битумы М., издательство «Химия», 1973 г.
32. Дворянинов И.А., Рубойлов А.В. «Дорожные катки», М., Транспорт, 1992.
33. Донник А.С. Битумно-эмульсионные установки в России. Ж.: Автомобильные дороги № 2 2007г.
34. Дорожная техника. Ассоцация. Каталог-справочник. М.: 2002.
35. Динапак потрудился для формулы 1 Ж. : Строительно-дорожная индустрия № 17, 2004.
36. ЗАО «ВАД» - высококачественные автомобильные работы: Ж,: Автомобильные дороги № 12,2005.
37. Золотарев В. А. Физико-химические основы и свойства битумных эмульсий. Ж.: Автомобильные дороги № 2,2009.
38. Инструкция по устройству и ремонту дорожных покрытий с применением литого асфальтобетона. ВСН 60-97, М.: НИИМострой, 1997 г.
39. Инструкция по охране природной среды при строительстве, ремонте и содержании автомобильных дорог ВСН8-89 Минавтодор РСФСР. М., 1999 г.
339
40. Истомин В.С. Практическое руководство по текущему ремонту асфальтобетонных покрытий городской дорожной сети Ж.: Прима-Пресс-М, 2001 ГОСТ Р. 50597-93
41. Как добиться исключительной ровности дорожного покрытия. Ж.: Автомобильные дороги № 9 2004 г.
42. Калашникова Т.Н. Исследование возможности и спользования отходов дробления изверженных горных пород Урала в асфальтобетоне. Труды Гипро-дорнии. Выпуск 43. М., Ратапринт ЦБ НТИ Минавтодора РСФСР, 1984 г.
43. Калашникова Т.Н. Выбор отряда современных машин для устройства конструктивных слоев дорожных одежд из асфальтобетона. Учебное пособие. М.: ИПК Минавтодора РСФСР, 1988 г.
44. Калашникова Т.Н. К вопросу о совершенствовании системы контроля качества дорожных работ. Темы докладов и сообщений на пленарном заседании Ассоциации исследователей асфальтобетона. МАДИ (ТУ) М., 2000 г.
45. Кирюхин Т.Н. Проектирование асфальтобетона по показателям сдвиго-устойчивости и трещиностойкости в покрытии. Сборник научных трудов ФГУП «Союздорнии» 2001.
46. Кирюхин Г.Н., Балашов С.Ф., Сокальская М.Б. Устройство слоев износа из горячих щебеночно-мастичных асфальтобетонных смесей. Сборник научных трудов ФГУП «Союздорнии» 2001.
47. Кирюхин Г.Н., Сокальская М.Б., Плотникова И.А., Рвачева Э.М., Медведев Н.В., Балашов С.Ф. Совершенствование материалов для черных покрытий и оснований. Сборник научных исследований и разработок. ОАО «Союздорнии», 2006
48. Кирюхин Г.Н., Смирнов Е.А., Покрытия из щебеночно-мастичного асфальтобетона. М.: ООО «Издательство “Элит”», 2009.
49. Козлова Е.Н. Холодный асфальтобетон. Под редакцией проф. Иванова Н.Н. Автотрансиздат, 1938 г.
50. Козлова Е.Н., Сокальская М.Б. Повышение внутреннего сцепления в холодном асфальтобетоне. Труды Союздорнии вып. 52. М. 1972 г.
51. Кононов В.Н. К уточнению некоторых положений по расчету и конструированию дорожных одежд с асфальтобетонными покрытиями. В книге «5-е Всесоюзное научно-техническое совещание по основным проблемам прогресса в дорожном строительстве. Материалы сборника М. 1971 г.
52. Королев И.В. Перспективы развития технологии приготовления асфальтобетонной смеси. Ж.: Автомобильные дороги № 12, 1987 г.
53. Костельов П.П., Посадский А.М. Технологические особенности и параметры уплотнения горячего асфальтобетона гладковальцовыми катками. Сборник трудов Союздорнии, М., 1980.
54. Костельов М.П. Технологические возможности и особенности устройства асфальтобетонных покрытий в неблагоприятных погодно-климатических условиях. С-П. Каталог-справочник. Дорожная техника. Технология строительства, реконструкции, ремонта и содержания автомобильных дорог. 2002.
55. Костельов М.П. Возможности увеличения выпуска асфальтобетонных смесей и темпов укладки из них дорожных покрытий. С-П. Каталог-справочник. Дорожная техника. Технология строительства, реконструкции, ремонта и содержания автомобильных дорог 2002.
340
56. Костельов М. П. Умные виброкатки для дорожников (обзор с оценкой новинок последнего времени) Каталог-справочник. Дорожная техника. С-П, 2006.
57. Котлярский Э.В. Строительно-технические свойства дорожного асфальтового бетона. МАДИ. М.: изд-во ООО «Техполиграфцентр» 2004 г.
58. Кокарев Е. Основа долговечности дорог. Ж.: Автомобильные дороги № 1 2006.
59. Кузнецов В.К. Содержание и текущий ремонт городских дорог. ЗАО «Альфа-Принт», М., 1998 г.
бО. Лобзова К.Я. Исследование уплотняемости горячих асфальтобетонных смесей. Автореферат диссертации на соискание ученой степени кандидата технических наук. М., 1972.
61. Марышев Б.С., Слепая Б.И. и др. Скоростное строительство асфальтобетонных покрытий. ОИ ВПТИ Трансстрой, 1983.
62. Марышев Б.С. Главная машина на дороге. Ж.: Автомобильные дороги № 1, 2006.
63. Марышев Б.С. Технико-экономического подходы к выбору типоразмера асфальтоукладчика. Ж.: Строительная техника и технология. № 2 2007.
64. MASSENZA - лидер продаж битумных технологий. Ж.: Автомобильные дороги № 2, 2007 г.
65. Методические рекомендации по применению в асфальтобетоне отсевов дробления. М.: Союздорнии 1981 г.
66. Методические рекомендации по применению в асфальтобетоне мелких песков. М., Союздорнии, 1982 г.
67. Методические рекомендации по устройству дорожных одежд с основаниями из битумоминеральных смесей. Союздорнии М., 1976.
68. Методические рекомендации по применению высокопористого асфальтобетона с уменьшенным расходом битума в конструкциях дорожных одежд. Союздорнии М.: 1978 г.
69. Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для асфальтобетонных заводов (расчетным методом). НИИАТ. М., 1998 г.
70. Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для автотранспортных предприятий (расчетным методом). НИИАТ М., 1998 г.
71. Методика проведения инвентаризации загрязняющих веществ в атмосферу для баз дорожной техники (расчетным методом). НИИАТ. М. 1998 г.
72. Моторному катку - 75! Ж.: Автомобильные дороги № 5, 2006.
73. Мощная и маневренная. Строительная техника и технология. 2006 г.
74. Неиспользованные возможности. Рабочее оборудование для содержания автодорог и улиц на пневмоколесных тракторах Ж.: Строительная техника и технология дорог, № 1, 20065.
75. Об охране окружающей природной среды. Закон РФ.
76. Парад идей и технологий Ж.: Автомобильные дороги № 6, 2006.
77. Петрова Елена. Строительство дороги в Колорадо, США. Ж.: Строительная техника и технологии № 6, 2005.
78. Победи трещину на дороге. Ж. Автомобильные дороги № 4 2007.
341
79. Поздняева Л.В., Штромберг А.А., Лернер М.И. Асфальтобетонные покрытия с повышенным сроком службы. Ж.: Автомобильные дороги № 2,2009-06-16.
80. Пособие по строительству асфальтобетонных покрытий и оснований автомобильных дорог. Союздорнии. М., 1991 г.
81. Порадек С.В. Каким должен быть грохот для асфальтосмесительной установки. Наука и техника в дорожной отрасли № 4 М., 1998 г.
82. Порадек С.В. Асфальт под градусом. Автомобильные дороги.
83. Правила охраны труда при строительстве, ремонте и содержании автомобильных дорог. Минстрой России 1993 г.
84. Радовский Б.С. Методы проектирования состава асфальтобетонных смесей в США Ж.: Дорожная техника, 2006 г.
85. Радовский Б.С. Проблема повышения долговечности дорожных одежд и методы ее решения в США. Ж.: Дорожная техника, 2006 г.
86. РАСТОМ - Производственно-торговая фирма. Совершенная техника -совершенные дороги. Проспект фирмы М.: 2005.
87. Рекомендации по строительству макрошероховатых дорожных покрытий из открытых битумоминеральных смесей. М.:1992 г.
88. Roadtec и Astec company. Проспект. C-П., 2006 г.
89. Руденский А.В. Дифференцирование требований к прочности и дефор-мативности асфальтобетона для различных условий применения при строительстве покрытий автореферат диссертации на соискания учетной степени доктора технических наук. Томск, 2000 г.
90. Руденский А.В. Как продлить жизнь дорожного полотна. Повышение качества дорожных битумов - путь к продлению сроков службы асфальтобетонных покрытий Ж.: Автомобильные дороги № 2, 2009-06-16.
91. Руководство по строительству дорожных покрытий из горячего асфальтобетона. Американская ассоциация государственных дорожных и транспортных служащих. Федеральная дорожная администрация. Национальная асфальтобетонная ассоциация. ЦИНЦИННАТИ, ОГАЙО, 1993 г.
92. Caterpiller уменьшает себестоимость дорожного строительства. Ж.: Автомобильные дороги, № 4, 2007 г.
93. Сборник технологических карт на текущий ремонт городских дорог и улиц с асфальтобетонным покрытием М.: ГУП Доринвест Ротапринт МАДИ 2001 г.
94. СНиП 2.05.02.
95. СНиП 2.06.03.
96. СНиП 12-03-2001 «Безопасность труда в строительстве». Часть 1. Общие требования.
97. Сокальская М.Б. Соблюдение требований стандартов - гарантия качества асфальтобетонных смесей. Автомобильные дороги № 5, 1987 г.
98. Соловьев Б.Н. Силкин В. В. Основные направления снижения энергозатрат при производстве асфальтобетонных смесей. Труды Союздорнии «Совершенствование производственно-эксплуатационой базы скоростного строительства автомобильных дорог» М. 1984.
99. Соломенцев А.Б. Двухступенчатая вибрационная технология асфальтобетонных смесей. Диссертация МАДИ, 1990 г.
342
100. Стандарт организации. Смеси битумо-минеральные холодные для ремонта дорожных покрытий. Технические условия (временные). СТО ТУ-5718-001-53737504-05 М.:2005 г.
101. Стандарт организации. Временные технические рекомендации по ремонту объектов улично-дорожной сети с использованием смесей битумоминеральных холодных. СТО ТР-002-53737504-05. М.:2005 г.
102. Строительная, дорожная и специальная техника. Краткий справочник. АО Профтехника, М., 1998.
103. Технические рекомендации по устройству дорожных конструкций с применением асфальтобетона. ТР 103-00 М.:ГУП «НИИМОССТРОЙ».
104. Технические правила ремонта и содержания автомобильных дорог. ВСН 24-88, М.: Транспорт, 1989.
105. Технические условия. Смеси асфальтобетонные литые и литой асфальтобетон ТУ 5718-002-04000633-2006 М.: ГУП НИИ МОССТРОЙ 2007 г.
106. Технические указания по устройству дорожных покрытий с шероховатой поверхностью ВСН 38-90. Транспорт 1990.
107. Технологический регламент на устройство верхнего слоя асфальтобетонного покрытия толщиной 6 см из горячей асфальтобетонной смеси типа АI марки с применением полимерно-битумного вяжущего (ПБВ) на основе блоксополимеров бутадиена и стирола типа СБС и индустриального масла при реконструкции МКАД. Союздорнии, М.: 1997 г.
108. Технологический регламент устройства асфальтобетонного покрытия на пролетных строениях с железобетонной плитой проезжей части мостовых сооружений 3-го транспортного кольца при температурах наружного воздуха до минус 10 С. М.: Союздорнии, 2000.
109. Технологическое обеспечение качества строительства асфальтобетонных покрытий. Методические рекомендации. Омск: Издательство Сибирь, 1999.
110. Титан. Издание ЗАО «Новые технологии» № 7, Спб. 2006.
111. Уплотнение асфальтобетонных смесей в дорожном строительстве, ЭН Зарубежный опыт, М.;ЦБНТИ, 1989.
112. Что мы знаем о Bitelli? Ж.: Дорожно-строительная индустрия № 3,2003.
113. Юмашев В.М. Исаев В.С. Каменные материалы и слои дорожных одежд из них. Сборник научных трудов. ФГУП Союздорнии, 2001.
114. Якунин О.А. Горелышев Н.В. «Исследование, процесса охлаждения слоев асфальтобетонной смеси». Сборник научных трудов Союздорнии, М., 1972 г.
115. Силкин В.В., Лупанов А.П. Асфальтобетонные заводы: Учебное пособие. - М.: Экон-Информ, 2008.
116. Дорожная техника: Каталог-справочник. / Под общ. Ред. Б.С. Марыше-ва, Ю.Ф. Устинова. - М.: Изд. Ассоциации «РАДОР», ч. 1 - 2002. - 64 с., ч. 2 -2004.-96 с.
117. Шестаков В.Н., Пермяков В.Б., Ворожейкин В.М., Старков Г.Б. Технологическое обеспечение качества строительства асфальтобетонных покрытий. -Омск: ОАО «Омский дом печати», 2004. - 256 с.
118. Мелик-Багдасаров М.С., Гиоев К.А., Мелик-Багдасарова Н.А. Строительство и ремонт дорожных асфальтобетонных покрытий: Учебное пособие. -Белгород: Издательство «КОНСТАНТА», 2007. - 159 с.
343
УЧЕБНОЕ ИЗДАНИЕ
Т.Н. КАЛАШНИКОВА, М.Б. СОКАЛЬСКАЯ
СТРОИТЕЛЬСТВО И РЕМОНТ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Учебное пособие
Подписано в печать 19.01.2010 г. Формат 60x90 1/16. Бумага офсетная. Печать офсетная.
Усл. печ. л. 21,5. Заказ 1395. Тираж 1000 экз.
Отпечатано ЗАО «Экон-Информ» 129329, Москва, ул. Ивовая 2. Тел. (499) 180-9305