/


























































Similar




Text
широкоуниверсальный 6Р81Ш
Руководство по эксплуатации
Ь6Р81Г.00.000.РЭ
6Р81.00.000.РЭ
6РП.00.000.РЭ
6Р81Ш.00.000.РЭ
л,
• х #
СОДЕРЖАНИЕ
1
♦Техническое описание .......................
ДЛ. Н^наченив ~и область применения.............
К I??.^Состав ставка .. Д;......................<
!.£. Устройство и работу станков и их составных
- у-частей .......................................
I.4. : Электророорудование......................
•1;5. Система смазки ..........................
2. Инструкция по эксплуатации...................
2.1. Указания мер безопасности.................
2.2. Порядок установки ........................
2.3. Настройка и наладка станков ..............
4 2.4. Регулирование станков .................
2.5. Особенности разборки станков..............
2.6. Схемы расположение подшипников ...........
3. Паспорт.....................................
3.1. Общие сведения............................
3.2. Основные
3.3. Сведения
3.4. Сведения
3.5. Комплект
3.6. Свидетельство о приемке консольно-фрезерных
станков................................
3.7. Свидетельство о консервации........
3.8. Свидетельство об упаковке...................
технические данные и характеристики
о ремонте ................
об изменениях в станке ...
поставки................../........?
3
3
3
5
36
39
39
39
40
41
42
42
48
48
48
53
54
55
56
59
59
В настоящем руководстве приведены все необ-
ходимые сведения по устройству и эксплуатации
четырех моделей консольно-фрезерных станков: го-
ризонтального - 6Р81Г, универсального - 6P8I,
вертикального - 6PII и широкоуниверсального -
6Р81Ш. Все эти станки унифицированы между
собой, поэтому здесь приводится общее описание
их устройства и порядка обслуживания. По некото-
рым элементам отдельных станков не приведены те
или иные рисунки или обозначения, поскольку
эти же элементы имеются на рисунках других моде-
лей.
ВНИМАНИЕ!
При подключении станка необходимо обеспе-
чить правильное направление вращения ротора эле-
ктродвигателя механизма подачи, в противном слу-
чае не будет работать механизм подачи и возможна
поломка деталей.
Ротор электродвигателя должен вращаться в
направлении стрелки, нанесенной на кожухе.
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение и область применения
Консольно-фрезерные станки общего назначения
моделей 6Р81Г, 6P8I, 6PII, 6P8HD предназначены
к использованию в условиях индивидуального и
мелкосерийного производства.
На станках возможна обработка плоских и фа-
сонных поверхностей цилиндрическими, торцовыми,
и концевыми фрезами. Техническая характеристика
станков обеспечивает производительную обработку
черных и цветных металлов с применением быстро-
режущего и твердосплавного инструмента.
Технологические возможности станков могут
быть расширены применением делительной головки,
накладного круглого стола, накладных фрезерных;
и долбежной головок.
1.2. Состав станка
1.2.I. Общий вид станков с обозначением
составных частей (рис.1 и 2)
1.2.2. Перечень составных частей станков
(табл.1)
Таблица I
Номер позиции на рис.1 и 2 Наименование Обозначение Наличие (+) на станке Примечание
6Р81Г 6P8I 6PII 6Р81П1
I Станина 6Р81Г-П.001 + + 4-
2 Станина 6PII-II.000 +
3 6Р81Г-П.000 + + 4-
4 Ограждение 6PII -12.000 4-
5 Привод шпинделя 6P8IT-2I.0I + + 4-
6 Привод шпинделя 6PII -21.01 4-
7 Коробка скоростей 6Р81Г-31.02 + + + 4-
8 Переключение коробки скоростей 6Р81Г-33.01 + + 4- 4-
9 Коробка подач 6Н81Г-51.02А + + 4- 4-
10 Редуктор 6Н81Г-52.01 + + 4- 4-
II Коробка реверса 6H8IT-53.0IA + 4- 4- 4-
12 Переключение подач 6Н81Г-55.02 + 4- 4- 4-
13 Консоль 6Н81Г-80.05 + 4- 4- 4-
14 Стол • 6Н81Г-70.01А 4- 4-
15 Стол 6H8I -70.01 4-
- 3 - ‘
Продолжение табл. I
Номер позиции на рис.1 и 2 Наименование Обозначение i Наличие (+) на станке Примечание
6Р81Г 6P8I 6PII 6Р81Ш
16 Система смазки стола и
консоли 6Н81Г-83.02 + + + На рисунке не
17 То хе 6H8I -83.02 + показано
Система охлаждения 6Р81Г-84.01 + +
Система охлаждения 6PII -84.01 +
Система охлаждения 6Р81Ш-84.01 +
18 Электрошкаф 6Р81Г-95.02А + + +
Электрошкаф 6Р8Ш-95.02А +
19 Электрооборудование 6Р81Г-99.05А + +
20 Электрооборудование 6РП -99.06А +
21 Электрооборудование 6Р81Ш-99.001А +
Принадлежности 6Р8ГГ.0П + + На рисунке не
показано
Принадлежности 6РП.0П +
Принадлежности 6Р8ПП.0П 4- На рисунке не
показано
22 Фрезерная головка ' 6PII-32.000 +
23 Поворотная головка 6Т8ВП-31
24 Ползун 6Т8ПП-44
Рис.1. Расположение составных частей на станках Рис.2. Расположение составных частей на
6Р81Г, 6P8I и 6Р81Ш станке 6РП
- 4 —
1.3. Устройство я работа станков и их Продолжение табл. 2
составных частей I.3.I. Общий вид станков с обозначением органов управления (рис.З, 4, 5) 1.3.2. Перечень органов управления (табл.2) Таблица 2 Номер позиции на рис. 3,4,5 Органы управления и их назначение i
III Рукоятка включения ускоренной подачи
Нормер 112 во всех направлениях Рукоятка закрепления стола от верти-
позиции Органы управления и их назначение кального перемещения
рис. 3,4,5 ИЗ Рукоятка закрепления стола от про- дольного перемещения
94 95 96 97 Автоматический выключатель электро- сети Выключатель электронасоса охлаждения Переключатель направления вращения шпинделя Кнопка "Пуск шпинделя" 114 115 116 Рукоятка закрепления стола от попе- речного перемещения Упоры выключения продольного механи- ческого перемещения стола Упоры выключения поперечного пере- мещения стола
98 99 Кнопка "Пуск подачи" Кнопка “Общий стоп" 117 1 Упоры выключения вертикального перемещения стола
100 101 Кнопка "Толчок шпинделя" Рукоятка переключения скоростей шпинделя 118 119 Рукоятка привода ручного насоса смазки Выключатель местного освещения
102 Рукоятка переключения перебора шпинделя 120 121 Квадрат перемещения хобота Квадрат для закрепления хобота
103 104 Рукоятка переключения подач стола Рукоятка переключения перебора короб- ки подач 122 123 Винты и гайки закрепления верхних са- лазок от поворота (для станка 6P8I) Гайка закрепления серьги
105 Рукоятка включения механической вер- тикальной подачи 124 125 Маховичок перемещения пиноли Рукоятка зажима пиноли
106 107 Рукоятка включения механической попе- речной подачи Рукоятка включения механической про- дольной подачи 126 127 128 Квадрат поворота головки Рукоятка переключения скоростей пово- ротного шпинделя ползуна Переключатель направления вращения
108 109 Маховик ручного продольного переме- щения стола Рукоятка ручного вертикального пере- мещения стола 129 поворотного шпинделя Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
ПО Маховичок ручного поперечного переме- щения стола 130 Маховичок включения и регулирования । подачи охлаждающей жидкости
Рис.З. Расположение органов управления на станке 6Р81Г, 6P8I
- 5 -
1.3.3. Перечень графических символов, ука-
зываемых в табличках (табл.З)
Таблица 3
Символ Наименование
Вводной выклю- чатель I
Шпиндель «5 1
Направляющи- вращения шпин- деля
Отключено
Включено ф
Импульс
Подача '.7Л
Залив масла
Слив масла
Уровень масла г
Смазка
Насос смазки
Контроль работы смазки
1.3.4. Кинематические схемы станков
(рис.6, 7, 8)
Ввиду простоты кинематики здесь поясняется
только разделение в механизме подачи цепей рабо-
чего и ускоренного перемещений стола.
Движение рабочей подачи передается от зубча-
того колеса 33 коробки подач через промежуточный
вал XI на червячное колесо редуктора 43. Червяч-
ное колесо установлено на валу ХШ на подшипниках
и заклинивается на нем с помощью муфты обгона
131.
Ускоренное вращение передается от электро-
двигателя к валу ХШ через передачу зубчатых ко-
лес 23-44. Зубчатое колесо 44 установлено на ва-
лу ХШ свободно на подшипниках и может вращать вал
только при включении фрикционной муфты 132. При
включении муфты 132 обгонная муфта 131 срабатыва-
ет и отключается червячное колесо 43 от вала ХШ.
1.3.5. Станины станков
Станина представляет собой отливку, разделен-
ную на две полости. В верхней частично заполнен-
ной маслом полости расположены коробка скоростей
и механизм привода шпинделя. В нижней полости
размещен электронасос. С левой стороны станины
размещены механизм переключения перебора шпинделя
и переключения скоростей шпинделя.
В направляющих сверху станины помещается хо-
бот с серьгами. Перемещение хобота осуществляется
с помощью съемной рукоятки, надеваемой на квад-
рат 120 вала (см.рис.3-5). В нужном положении хо-
бот закрепляется винтом 121.
- 7 -
Рис.6. Схема коническая станков 6Р81Г, 6P8I
Рис.7. Схема кинематическая привода шпинделя
станка 6PII
Рис.8. Схема кинематическая привода шпинделя
станка 6Р81Ш
На хоботе для поддержки фрезерной оправки
устанавливаются поочередно или одновременно две
серьги. В одной из них вращается на шариковых
подшипниках втулка, служащая опорой фрезерной
оправки, в другой для этой хе цели закреплен ре-
гулируемый подшипник скольжения.
Нижняя часть станины вертикально-фрезерного
станка одинакова со станиной горизонтально-фре-
зерного станка. Верхняя часть станины имеет при-
лив с расточкой для установки фрезерной головки»
Основание станины имеет внутреннюю полость,
заполняемую охлаждающей жидкостью.
Перечень к кинематическим схемам дан в табл. 4
Таблица 4
Узел Номер вала по схеме Номер ПОЗИЦИИ по схеме Число зубьев или заходов Модуль или шаг,мм Угол винтовой линии ,т*ряд Ширина обода, мм Материал Терми- ческая обработ- ка Твер- дость НРС Примечание
Коробка скоростей I I 35 2,5 15 Сталь 40Х твч 45-50
I 2 21 2,5 — 15 Сталь 40Х твч 45-50
П 3 41 2,5 — 15 Сталь 401 твч 45-50
П 4 24 2,5 18 Сталь 40Х твч 45-50
п 5 27 2,5 — 15 Сталь 40Х твч 45-50
п 6 31 2,5 — 15 Сталь 40Х твч 45-50
п 7 34 2,5 — 15 Сталь 40Х твч 45-50
ш 8 38 2,5 — 15 Сталь 40Х твч 45-50
ш 9 34 2,5 — 15 Сталь 40Х твч 45-50
ш 10 31 2,5 — 15 Сталь 40Х твч 45-50
ш II 27 2,5 — 15 Сталь 40Х твч 45-50
ш 12 24 2,5 — 20 Сталь 40Х твч 45-50
1У 13 24 2,5 — 20 Сталь 40Х твч 45-50 «ч
I 14 21 2 -> 12 Сталь 40Х твч 45-50
— 15 46 2 — 8 Сталь 40Х твч 45-50
Привод У 16 30 3 — 25 Сталь 40Х твч 45-50
УП;
XXX 17 71 3 — 25 Сталь 40Х твч 45-50
У1;
ХНУ 18 66 3 — 25 Сталь 40Х твч 45-50
• Л;
XXIX 19 25 3 25 Сталь 40Х твч 45-50
— 20 20 2,5 — 20 Чугун СЧ. 15-32 — —
Коробка УШ 21 34 2 — 9 Сталь 40Х твч 45-50
подач УШ 22 20 2 — 9 Сталь 40Х твч 45-50
Редуктор УШ 23 12 2 45 40 Сталь 40Х ТВЧГ 45-50 Левое
Коробка IX 24 31 2 — 9 Сталь 40Х твч 45-50
подач п 25 24 2 — 9 Сталь 40Х твч 45-50
ix 26 34 2 — 9 Сталь 401 твч 45-50
IX 27 28 2 — 12 Сталь 401 твч 45-50
IX 28 42 2 — 9 Сталь 401 твч 45-50
X 29 31 2 — 9 Сталь 40Х твч 45-50
X 30 38 2 —. 9 Сталь 40Х твч 45-50
X 31 28 2 — 9 Сталь 40Х твч 45-50
X 32 34 2 " — 9 Сталь 40Х твч 45-50
X 33 18 2 — 37 Сталь 40Х твч 45-50
Механизм переключени подач I 34 35 2 — 15 Сталь 45 * —
Коробка — 35 37 2 — 8 Сталь 45 твч 40-45
подач — 36 19 2 — 8 Сталь 45 твч 40-45
— 37 10 2 — 20 Сталь 45 твч 40-45
- 10 -
i Продолжение табл.4
Узел Номер вала по схеме Номер позиции по схеме Число зубьев или заходов Модуль или шаг,мл Угол винтовой линии, град Ширина обода, мм Материал Терми- ческая обработ- ка Твер- дость , HRC Примечание
Редуктор л л хп хп хп ХШ ХШ ХШ хш ху ЛУ 38 39 40 41 42 43 44 45 46 47 48 37 15 37 15 3 30 24 43 22 42 42 2 2 2 2 3 3 2 2 2 2 2 П°18‘ 36" П°18' 36" 45 10 10 10 25 40 40 40 20 12 12 10 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 Бронза Бр. ОЦС 5-5-5 Бронза Бр. ОЦС 5-5-5 Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х твч ТВЧ ТВЧ твч твч Улучше- ние ТВЧ ТВЧ ТВЧ 45-50 45-50 45-50 45-50 45-50 28 45-50 45-50 45-50 Правое и Левое
1 1
Коробка реверса ХУ1 ш ХУЛ ХУЛ ХУШ ХУШ ХУШ ХУШ XIX XIX 49 50 51 52 53 54 55 56 57 42 42 30 30 42 42 I I 42 42 2. 2 2 2 2 2 6 6 2 2 - 15 28 13 13 10 10 55 10 10 Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Бронза Бр. ОЦС 5-5-5 Сталь 40Х Сталь 40Х ТВЧ ТВЧ ТВЧ ТВЧ ТВЧ ТВЧ Улучше- ние ТВЧ ТВЧ 45-50 45-50 45-50 45-50 45-50 45-50 26 45-50 45-50 Левое
Консоль XIX хх л л хл хл ххп 58 59 60 61 62 63 12 24 I I 30 35 27 2,5 2,5 6 6 2 2 2 — 20 20 78 13 15 15 Сталь 20Х Сталь 40Х Сталь 40Х Бронза Бр. ОЦС 5-5-5 Сталь 40Х Сталь 40Х Сталь 40Х ЦМ ТВЧ Улучше- ние ТВЧ ТВЧ ТВЧ 55-62 45-50 26 45-50 45-50 45-50 Спиральная
Стол ТПП ХНУ ХХУ ХХУ ХХУ1 ХХ1У ПУП ХХУП ХХУП ХХУП ХХУП 64 65 66 67 68 69 70 71 72 73 19 19 19 14 28 19 19 19 23 23 I 2 2 2 2,5 2,5 4 4 4 2 2 6 • - 232 15 16 9 9 10 35 35 Сталь 40Х Сталь 20Х Сталь 40Х Сталь 20Х Сталь 40Х Сталь 40Х Сталь 20Х Сталь 20Х Сталь 35 Сталь 35 Сталь 45 ТВЧ ЦМ ТВЧ ЦМ твч твч , пм\< I Улучше- ние 45 J 55-62 45-50 55-62 45-50 45-50 55-62 5S-62 — 26 1 ’-Я J ““ Прая»
И I 1 ' • . “Л" 1|Г> Ув, t '*« . i
Продолжение табл.4
Номер Номер Число Модуль Угол винтовой Ширина Терми- Твер-
Узел вала по позиции зубьев или линии. град обода, Материал ческая дость , Примечание
схеме по или шаг,мм мм обработ- НРС
схеме заходов ка
т Стол -г ХХУПх 74 I 6 — 140 Бронза Бр. — —
ОЦС 5-5-5
— 75 р 2 — 18 Сталь 45 твч 45-50
* • XXXI:
XL 78 23 4 - 25 Сталь 25ХГТ им 56-60 Правое
Фрезерная ХХХЛ1 23 4 25 Сталь 25ХГТ цм 56-60 Левое
головка ж. XXXIX 86 8 2,5 — 25 КЧ 37-12 т.о. 42-48
Ползун’ * XXXD 301 45 2 — 10 Сталь 40Х твч 45-50
ХХХ1У 302 24 2 — 10 Сталь 40Х твч 45-50
ХХХУ 303 42 2 — 10 Сталь 40Х твч 45-50
ХХХУ 304 63 2 — 10 Сталь 40Х твч 45-50
ХХХУ 305 34 2 — 10 Сталь 40Х твч 45-50
ХХХУ 306 41 2 — 12 Сталь 40Х твч 45-50
ХХХУ 307 49 2 — 10 Сталь 40Х твч 45-50
ХХХ1У 308 53 2 — 10 Сталь 40Х твч 45-50
ХХХ1У 309 45 2 — 12 Сталь 40Х твч 45-50
ХХХ1У 310 38’ 2 — 10 Сталь 40Х ТВч 45-50
ХХХ1У 311 23 2 — 12 Сталь 40Х 1ВЧ 45-50
ХХХУП 312 63 2 — 12 Сталь 40л 45-50
ХХХУП 313 22 2 - 19 Сталь 40Х твч 45-50
ХХХУШ 314 23 2 — 11 Сталь 40Х твч 45-50
ХХХУШ 315 63 2 — 19 Сталь 40Х твч 45-50
Поворотная XI 316 21 3 — 18 Сталь 25ХГТ цм 56-60
головка хп 317 21 о — 18 Сталь 25ХГТ цм 56-60
318 I 2,5 4°05' Сталь 40Х твч 45-50
319 63 2,5 4°05‘ 26 Ж-32 —
* 320 I 1,907 3°2' - Сталь 40Х т.о. 40-45 Правое
321 18 1,907 3°2' 35 Сталь 40Х твч 40-45 Правое
J 322 18 ! 1,907 3°2' — Сталь 45 НВ 230-280 Правое
ТТ3.6. Привод-шпинделя
Вращение шпинделю передается от коробки
скоростей йвшоременной передачей,которая разме-
щается в задней полости станины под крышкой. От
шкива, соосного со шпинделем, вращение последне-
му обобьется или прямым соединением их кулачко-
вой муфтой или через две зубчатые передачи 16-18
и 19-17 (рис.9). _
Опорами шпинделя служат подшипники качения:
два радиально-упорных впереди и один шариковый, в
задней опоре. х ~ ‘ I
"Регулирование зазора в подшипниках передаей
^ч оооямеамокно только при полной разборке шпий-
делящем.раздел "Регулирование станков").
Коробка скоростей
R КорЪбка скоростей с электродвигателем на
корпусе крепится к станине фланцем. Корпус ее
*
при этом входит в полость станины, залитую сма-
зочным маслом. На корпусе установлен сгг/д0Йнй
/ смазочный цасос, приводимый в действие от
} *центрика^Для доступа к насосу на правой стороне
станины имеется окно с крышкой.
♦ Переключение скоростей в коробке производит-
ся Вт кулачка 129 (см.рис.6) с криволинейными
пазами на торцах. Вал кулачка муфтой соединяет-
ся с валом шкалы и рукояток переключения 101,
расположенных снаружи станины. Соединительная
мтота свободно снимается с вала кулачка, когда
кр^ппка переключения открепляется от станины. При
разборке коробки скоростей следует отметить по-
ложение кулачка и положение шкалы частоты враще-
ния, чтобы восстановить правильную их взаимо-
- 12 -
1.3.8. Коробка подач. Редуктор
Корпуса коробки подач и редуктора соединя-
ются винтами в единый узел, после чего устанав-
ливаются в полость консоли слева. Справа консо-
ли, через окно с крышкой, выступает вал редукто-
ра с рукояткой, включающей муфту ускоренного хо-
да.
Выходная шестерня редуктора 47 (рис. 10,11)
сцепляется с шестерней’49 (см.рис.II) коробки
реверса.
Переключение скользящих шестерен в коробке
подач осуществляется так же,как и в коробке
скоростей кулачком 130 (см.рис.6). Вал его сцеп-
лен со шкалой и рукояткой переключения 103
(см.рис.6) узла 55 (см.рис.П), укрепленного
спереди консоли. Узел 55 свободно снимается
после удаления крепежных винтов. Не следует за-
бывать отметить взаимосвязь шкалы подач и поло-
жения кулачка в коробке при разборке, чтобы за-
тем правильно собрать переключение.
1.3.9. Коробка реверса
Механизм коробки реверса получает вращение
от редуктора и через предохранительную муфту пе-
редает вращение к ходовым винтам продольного, по-
перечного и вертикального перемещений стола.
Включение вращения того или иного ходового винта,
в прямом и обратном направлении, производится ку-
лачковыми муфтами с помощью рукояток 105, 106,
107 (см.рис.6 и II).
Для ручных перемещений стола служат рукоятка
109 и маховичок НО, которые установлены на валах
свободно, а в момент использования сцепляются с
валами с помощью кулачковых муфт.
В коробке реверса предусмотрена блокировка,
предупреждающая включение механической подачи,
если не расцеплены с валами рукоятка 109 и махо-
вичок НО. Блокировка обеспечивается шариками,
вложенными в радиальные отверстия валов под сту-
пицами рукоятки 109 и маховичка НО.
При снятии последних шарики могут выпасть,
необходимо установить их при сборке на место.
При установке коробки реверса в консоль сле-
дует соединить следующие элементы:
а) ввести конец вала ХП (см.рис.6) со шпон-
кой в отверстие коническим зубчатым колесом 58;
б) сцепить зубчатые колеса 57 и 49 с колеса-
ми 61 и 47;
в) ввернуть влит ХУШ в гайку 55 поперечного
перемещения.
1.3.10. Консоль
В консоли размещены узлы механизма подачи,
описанные выше.
Винт поперечного перемещения стола имеет
опоры в коробке реверса и выходит из консоли на-
ружу через отверстие.
Непосредственно, в отверстиях корпуса консоли
установлены конические зубчатые колеса и винт
вертикального перемещения стола.
Движение к винту продольного перемещения
стола сообщается от зубчатого колеса 57 (см.
рис.6) коробки реверса через вал XXI (см.рис.6 и
12) и паразитное зубчатое колесо 63. Вал XXI
смонтирован в гильзе, установленной в отверстии
корпуса консоли.
Зубчатое колесо 63 помещено в окне специаль-
ной пробки, посаженной в отверстие сверху консо-
ли так, что зубья выступают над поверхностью на-
правляющих.
1.3.II. Стол
В нижней части салазок стола установлено
зубчатое колесо 64 (см.рис.6 и 13), сцепленное
с зубчатым колесом консоли 63. Благодаря большой
длине зубчатого колеса 64 в течение всего попе-
речного перемещения стола сохраняется зацепление
и обеспечивается передача вращения к продольному
винту стола.
Вращение винта продольного перемещения осу-
ществляется коническими зубчатыми колесами 70 и
71 с кулачками на торцах. Между коническими ко-
лесами находится втулка со шпонкой внутри и ку-
лачковой муфтой 143 снаружи. Включение кулачко-
вой муфты в ту или иную сторону производится ру-
кояткой 107,чем и обеспечивается движение стола
вправо и влево.
Гайка винта продольного перемещения стола
снабжена устройством автоматической выборки за-
зора. Гайка состоит из двух частей, опирающихся-
буртами (через шариковые подпятники) на торцы
несущего их кронштейна.
На наружной цилиндрической поверхности обе-
их полугаек нарезаны зубья, сцепленные с рейками
145.
Рейки с свою очередь связаны между собой
зубчатым колесом 75 и ограничиваются в своем пе-
ремещении в направлении от станины винтами, jth
винты с контргайками видны спереди салазок.
Во время попутного фрезерования усилие по-
дачи на винте направлено в сторону, противополож-
ную движению стола. Оно вызывает трение в витках
той гайки, которая при этом прижимается к крон-
штейну. За счет усилия трения гайка поворачива-
ется вместе с винтом на некоторый угол. Такой же
поворот благодаря связи их реечной системой
делает вторая полугайка, но в обратном направле-
нии.
Таким образом, обе полугайки навинчиваются
на винт и, упираясь буртами в подпятники, как бы
растягивают винт, зазор в витках в это время вы-
бирается. При фрезеровании против подачи направ-
ление усилия на витке не вызывает описанного вы-
ше эффекта и зазор в витках сохраняется.
14 -
РисЛО. Коробка подач и редуктор
- 15 -
V------ * *~IL
Рис.12. Консоль
- 17 -
145
70
108
Рис.13. Стол
145
75
71
- 18 -
Описанное устройство, в случае необходимо-
1.3,12. Фрезерная головка станка 6PII
сти, можно отрегулировать следующим образом:
освободите оба винта спереди салазок, кото-
рые ограничивают ход реек (см.выше);
затяните левый винт до достижения желаемо-
го зазора в витках ходового винта. Этот зазор
определяется путем вращения винта за махови-
чок 108;
затяните до отказа правый винт и зафиксируй-
те его контргайкой. Это ограничит наименьший
зазор в резьбе при автоматической работе уст-
ройства;
отпустите на 1,5 - 2 оборота левый винт и
затяните контргайку. Это ограничит наибольший
зазор в резьбе.
гис. 14. фрезерная головка станка оги
Корпус поворотной головки имеет центрирую-
щую шейку, которая при установке на станок входит
в расточку станины. Вращение от шлицевого вала
XXX (см.рис.7 и 14) привода передается на кони-
ческую пару колес 78, 79, далее - на вал XXXI и
через пару цилиндрических колес 80, 81 на шпин-
дель ХХХП.
Шпиндель смонтирован в гильзе на радиально-
упорных подшипниках.
- 19 - ‘
1.3.13. Поворотная головка станка 6Р8П11
Корпус поворотной головки имеет центрирующую
шейку, которая при установке входит в расточку
ползуна. Вращение от вала ХХХУШ (см.рис.8 и 15)
ползуна передается через упругую муфту на вал
XXXIX поворотной головки. С последнего через две
пары конических колес 78, 79 и 316, 317 вращение
передается на шпиндель Хъ1. Шпиндель смонтирован
в гильзе на подшипниках качения.
Зажим гильзы осуществляется рукояткой.
Перемещение гильзы осуществляется маховичком 124
через червячную передачу 320, 321. Поворот голов-
ки производится вращением вала червяка.
да
1.3.14. Ползун станка 6Р8Ш1
Ползун установлен на горизонтальных направ-
ляющих станины (вместо хобота). Установочное пере
мещение ползуна выполняется с помощью реечной пе-
редачи за квадрат 120 вала (см.рис.5) с отсчетом
величины перемещения по линейке.
В расточках корпуса ползуна смонтированы
пять валов коробки скоростей поворотного шпинде-
ля. Вал ХХХ1У (см.рис.8) соединен упругой муфтой
с валом фланцевого элек^одвигателя, укрепленного
на торце ползуна. От вала XXX1У вращение передает
ся последовательно валам ХХХУ, ХХХУ1 и далее ва-
лу ХХХУШ (рис.16) либо непосредственно сцеплени-
ем зубчатой муфты 3II-3I4, либо через перебор
3II-3I2 и 313-314.
Переключение скоростей достигается при по-
мощи трех рукояток, смонтированных в крышке пол-
зуна.
1.4. Электрооборудование
I.4.I. Общие сведения
На станках могут применяться следующие вели-
чины напряжений переменного и постоянного тока:
силовая цепь 3^50, 60 Гц - 220, 380, 400,
415, 440 В;
цепь управления — 50, 60 Гц - НО В;
цепь местного освещения ~50, 60 Гц - 24 В
(лампа Л1);
Рис. 17. Схема принципиальная электрическая
станков 6Р81Г, 6P8I, 6PII
цепь сигнальной лампы Л2 ~ 5 В;
цепь питания тормозных электромагнитных
мупгг ЭМ1 и ЭМ2 - 24 В.
Напряжение питающей сети, на которое рас-
считан конкретный станок,указывается в техничес-
кой документации, отправляемой потребителю.
Электрошкаф укреплен на левой стороне стани-
ны станков, его корпус соединен с основанием
станков заземляющей шиной.
Ввод питающих проводов выполняется через
отверстие сзади внизу электрошкафа.
Питающий кабель необходимо присоединить к
клеммам А,В,С вводного клеммного набора. При
этом следует обеспечить вращение ротора электро-
двигателя подачи М3 в направлении, указанном
стрелкой на его кожухе (по часовой стрелке, ес-
ли смотреть со стороны крыльчатки).
ВНИМАНИЕ!
При несоблюдении этого указания, т.е. при
неправильном направлении вращения ротора элект-
родвигателя М3,на станках не будет осуществлять-
ся рабочая подача стола, а при включении уско-
ренного хода возможна поломка зубьев червячного
или косозубого бронзовых колес в редукторе.
После подключения питающего кабеля вводный
клеммный набор должен быть закрыт изолирующей
крышкой.
/11
- 22 -
Дверка электрощкафа закрывается поворотом
рукоятки, связанной в цепях блокировки с ры-
чажком вводного автоматического выключателя.
При открытии дверки электросхема станков авто-
матически отключается от питающей электросети.
Для осмотра и наладки электроаппаратуры под
напряжением электросхема может быть подключена
рукояткой при открытой дверке электрошкафа.
ВНИМАНИЕ!
Осмотр и наладку электроаппаратуры в эле-
ктрошкафу должны производить только лица, до-
пущенные к производству подобных работ.
На дверках электрошкафов установлены сле-
дующие органы управления:
кнопка "Толчок шпинделя" КкТ;
выключатель электронасоса ВЗ;
переключатель направления вращения шпин-
деля В4.
На станке 6Р8Ш1 кроме перечисленных имеется
еще два аппарата:
переключатель выбора работающего шпинде-
ля В7;
переключатель направления вращения поворот-
ного шпинделя В6.
1.4.2. Работа электросхемы
Принципиальные электросхемы одношпиндельных
станков 6Р81Г, 6P8I, 6PII (рис.17) и двухшпин-
дельного - GP8UU (рис. 18) по режиму работы ана-
логичны, но на станке 6Р81Ш дополнительно уста-
новлены электродвигатель привода поворотного
шпинделя и аппаратура для его управления и за-
щиты.
Ниже приводится общее описание электросхемы
для всех станков.
Подключение станков к электросети произво-
дится вводным автоматическим выключателем В1.
На станке 6P8II11 имеется переключатель В7,
который устанавливается в три положения, соответ-
ствующие работе одного горизонтального шпинделя,
одного поворотного шпинделя и обоих шпинделей
одновременно. Выбор направления вращения шпинде-
лей осуществляется реверсивными переключателями
В4 и В6. В случае использования в работе охлажда-
ющей жидкости электронасос MI подготавливается
выключателем ВЗ, после чего он включается одно-
временно с электродвигателями шпинделей М2 и М4.
Включение электродвигателей привода шпинде-
лей М2 и М4 и привода подачи М3 производится
Л
Рис.18. Схема принципиальная электрическая
станка 6Р81Ш
- 23 -
отдельными кнопками КнШ и КнП2 при помощи маг-
нитных пускателей PI, Р8 и Р2 в следующей после-
довательности: сначала электродвигатели М2 и М4,
затем электродвигатель М3. При неработающих эле-
ктродвигателях М2 и М4 электродвигатель М3 не
включается.
Кнопка КнТ "Толчок шпинделя" предназначена
для кратковременного включения электродвигателей
М2 и М4 с целью облегчения переключения скорос-
тей. При нажатии на кнопку КнТ включаются маг-
нитные пускатели PI и Р8 (один из них или оба
вместе) по цепи: КнТ(8-П) - РВ(И-Ю) - катушки
PI и Р8. Магнитные пускатели PI и Р8 н.о. кон-
тактами (8-9) включат реле РВ, которое отключит
своим н.з. контактом (10—II) пускатели PI и Р8.
Таким образом, длительность работы электро-
двигателей М2 и М4 не зависит от продолжительно-
сти нажатия кнопки КнТ.
Остановка всех двигателей происходит как
при нажатии кнопки КнС "Общий стоп" так и при
срабатывании кнопочного выключателя В5.
Торможение привода шпинделя после отключе-
ния питания электродвигателей М2 и М4 осущест-
вляется тормозными электромагнитными муфтами
ЭМ1 и ЭМ2. Питание к катушкам муфт поступает от
селенового выпрямителя ВП по цепи: н.з. контакты
магнитных пускателей Р1(24-25), Р8(25-28) и н.о.
контакт реле РВ(23-24). Время нахождения тормоз-
ных муфт ЭМ1 и ЭМ2 под напряжением определяется
настройкой реле времени Рв.
। 1.4.3. Защита
Нулевая защита электродвигателей станка
обеспечивается магнитными пускателями. Защита
элементов электрооборудования от повреждений в
случае короткого замыкания осуществляется авто-
матически выключателем BI, а также плавкими пре-
дохранителями Пр1 и Пр2.
Защита электродвигателей от перегрева при
длительных перегрузках обеспечивается тепловыми
реле РЗ-Р6.
1.4.4. Указания по эксплуатации электро-
оборудования
ВНИМАНИЕ!
При установке станки должны быть надежно
заземлены в соответствии с требованиями ГОСТ
12.2.009-80 "Станки металлообрабатывающие. Общие
требования безопасности".
Для этой цели на основании станков слева
предусмотрен винт заземления.
При установке станков и в процессе их экс-
плуатации необходимо:
строго соблюдать все правила техники безо-
пасности и технической эксплуатации электроуста-
новок потребителем, выпущенные Министерством
энергетики и электрификации СССР;
регулярно проводить профилактические ос-
мотры и ремонты электрооборудования. При этом
очищать аппараты и двигатели от загрязнения,
подтягивать контактные винты и винты заземле-
ния;
заменять смазку подшипников электродвига-
телей после 4000 часов их работы в нормальных
условиях. При работе электродвигателей в пыль-
ной и влажной среде смазку следует менять чаще
- по мере необходимости.
Перед набивкой свежей смазкой подшипники
должны быть промыты бензином. Полость камеры
с подшипниками следует заполнять смазкой на 2/3
ее объема.
Рекомендуемые марки смазки для подшипников
приведены в табл.5.
Таблица 5
Страна, фирма Марка смазочного материала Примечание
СССР БЬеПДЗелико- британия Socony Vacuum Со., США Смазка I-I3 жиро- вая,ГОСТ I63I-6I Температура под- .шинников от 0 до 80 °C
Shell Retinax RB,-A -С, -Н
Gargoyle Grease АА, -В, SKF-I, SO-28
СССР Смазка ЦИАТИМ-203 ГОСТ 8773-73 Для тропических условий темпера- тура подшипников от 50 до 120 °C
Texas Oil Со.. США Phodiua-4305 SKF-65 -OG, -06М
Toho Shokai Япония Texaco RCX-169 Id- max I, -2. -3
Длительные перегрузки электродвигателей
станка во время работы вызывают срабатывание теп-
ловых реле и отключение электродвигателей. Для
пуска их вновь необходимо вернуть в исходное по-
ложение толкатели тепловых реле и нажать соответ-
ствующие пусковые кнопки. Возврат толкателей
тепловых реле в исходное положение возможен толь-
ко после остывания тепловых реле, примерно, через
2 мин после его срабатывания.
При срабатывании конечного выключателя В5
электродвигатели станка отключаются и пуск их
станет возможным только после освобождения роли-
ка конечного выключателя ручным перемещением са-
лазок или консоли.
Спецификации электродвигателей станков даны
в табл. 6, 7.
- 24 -
I
го
чл
I
КнМ
КнП2
014
812iA13.013.A14.814.014
МР№1 Ф15
А14-.В14.С14
014
tf) тр №2 014
8&од
№10 Xb. тр 0 10
Хб. тр №014
А16. 816.016
Хо тр N'6 014
6, 8. 9, 13 13ОП
КлЗ
А
В
0
А22
822
Рис.19. Схема монтажная станков 6Р81Г, 6P8I,
6PII (см.также стр. 26)
Х6 тр Ns 6Ф12
ЭМ
812
013
12
10
8
6
А14
814
Alb
В16
016
2
л л
9 . 10
А15
812
015
К/И
А14
814
014
812
А13
013
8 КнС
Кл4
-?г
хЬтр №-9Ф25
В12 ,А13.013.А14.814.014.
812. А15. 015.816.816,016
8,9.10 1U 1рез
А16
тр Ф10
10
11
8
9
А16
816
016
А15
015
21
22
Кл2
13
822
6
022
А22
26
31
Рис,19. Окончание
индекс проЬода Аппаррты Клем- мные наборы
1 Пр1 ~Тр1
2 ПР2-ВП-Р1-РВ-Р2
J Пр1~РЗ
4 РЗ~Р<+
5 Р9-Р5
6 Р5 Кл2
8 Pt КЛ1
9 Р1;Р8~РВ Кл1
10 РВ~Р1 Кл1
11 РВ-РВ КЛ1
13 Р2~Р2 Кл2
21 П^Т£1 КЛ1
22 TR1 КЛ1
23 Тр1~РВ
24 РВ-Р1
25 Р1-ВП
26 с-вл КЛ1
30 Тр1'ПрЗ
31 Пр-з КЛ1
... С-ВП-КЛ1 КЛ1
А В1 КлЗ
В В1 КлЗ
с В1 КлЗ
А11 Р1-В1-Р
В11 P1-B1-PZ
С11 Р1-В1-Р2
611 Р2-Тр1
С11 Р2~Тр1
А12 Р1-Р<г РЗ
В12 Р1 КЛ1
012 Р1-РЧ-РЗ
А13 Р9 КЛ1
С13 Р9 КЛ1
А15 РЗ КЛ1
С15 РЗ кл1
А21 Р2-Р5
С21 Р2-Р5
А22 Р5 Кл2
В22 Р2 Кл2
022 Р5 Кл2
гЪ
А 22
КнП?
КнС
АЗЗ
ВЗЗ
L______
Воод
ХВ.трМ 22025 7
Рис.20. Схема монтажная станка 6Р81Ш
(см.также сАр. 28, 29)
4 XЬ. rp.N° 13 019
8.9, 21, 22
КлЗ
А
8
С
019
.033
822
ВЗЗ
Хбтр№16 012
М9 >
V_J
А19
019
HPN6 0 15
А 33. ВЗЗ. 033
96
[Ш
АЗЗ
ХА гр №12 019
31 29
Зн2
ХЬ тр N°2103
В12.А13.С13
A11t 811,011
23,9,8,9,10,11,16,25.28
Кл7
А19
819
019
013
А13
812
Кл1
28
26
22
21
А11
811
С11
16
25
9
2
8
Кл2
13
822
6
МР Ы°1Ф15 А19.819.019
А19. ЫЧ .С1Ч
АЗЗ. 833.033
А16; 816; С18
29, 90
XA.TpN^I Ф19
А 16.816.016
016
НР^3012
А22,622.022
9
812
А13
013
10_
11
31
С22 р
ТгГМ
Рис.20. Продолжение
индекс прохо- да Аппараты Клем- мные наборы
1 Пр1~Тр1
2 Тр1-РВ-Р1-Р2 кл1
J Пр1 КЛ1
4 Р4 КЛ1
5 РЧ-Р5
~Ъ— Р5 КР2
8 Р1 Кл1
9 Р1-Р8-РВ Р2 КЛ1
10 РВ КЛ1
11 РВ'РВ
13 Р2-Р2 клг
16 Р1 КЛ1
20 Пр2-Тр2
21 Тр2-ВП КЛ1
22 Тр2 КЛ1
23 Пр2-РВ
24 РВ-Р1
25 Р1 КЛ1
26 вп КЛ1
26 вп КЛ1
30 Тр1-Пр 3
31 ПеЗ_ М1
-Л— ТрПКлШ. КЛ1
А 81 клз
В 81 КлЗ
С В1 КЛЗ
А11 Р2-В1-Р1 КЛ1
В11 Р2-В1-Р1 Кл1
С11 Р2-В1-Р1 КЛ1
811 Тр2-Тр1 КЛ1
СИ TpMpj Кл1
А12 Р1-Р4
B1Z Р1 КЛ1
С12 Р1-РЧ
А13 Р4 КЛ1
С13 Р4 КЛ1
А2[ Р2-Р5
С21 ~Р2^
А22 PS КЛ2
В22 Р2 КЛ2
С22 Р5 Кл2
_КнТ_
По ?1
I Q±2 I
о ° I
L5___"J
15 816 2
А11 I
О О о о
*г?г!
О О 6 6
А15
8 А31 2 831031 28 J
индекс прово- да Аппараты Клем мные на5орь
2 Р7-Р8 J кл8
J Р6 Ш
4 Р5 Кл8
б КнТ-Р8 j Кл8
3 KhFP8 1 Кл8
10 ^67-87-87-85 Кл8
11 КнТ Кл8
85-Р7
15 87-В7-Р8
16 87 Кл8
17 Р6-Р5
25 Р8 Кл8
28 Р8 Кл8
26 87-87-87 Кл8
1Г~ 87 Кл8
40 67-87 Кл8
А11 Р7-Р8 Кл8
811 Р7-Р8 J Кл8
С11 Р7-Р6 Кл8
612 64-84 Кл7
А13 84-84 Кл7
С15 64-84 J Кл1
А14 ^4 J Кл7
614 64 Кл7
С14 64 Кл7
А15 Р5’Р7 ZZ
С15 Р^~Р7 J
А16 Р5 Кл8
816 Р7 Кл8
~0iT^ Р5 Кл8
А51 Р8-Р6
851 Р8-В6-86
С51 Р8-Р6
А52 Р6-В6-В6
032 Р6-В6-В6
А55 Р6 Кл8
833 86 Кл8
С55 86 Кл8
Рис.20. Окончание
Рис.21. Расположение электрооборудования на
станках 6Р81Г, 6Р81, 6PII
Рис.22. Расположение электрооборудования на
станке 6Р81Ш
- 30 -
Таблица 6
Спецификация элек-хрообэ^удоз алия
Обозначение Назначение Наименование Тил Количество на станок Примечание
на рис.17-22 6Р81Г.6Р81 6PII 6Р81Ш
при рабочем напряже- нии, В
380 220 380 220
BI Вводный выклю- чатель Выключатель автомати- ческий трехполюсный пе- ременного тока с перед- ним присоединением проводов и дополнитель- ными изолирующими крыш- ками, отсечка 12 Тн номинальный ток рас- цепителя: I6A 32А 20А 40А AK63-3M I I I I
ВЗ Выключатель электронасоса Переключатель с креп- лением со стороны ру- коятки с задним присое- динением проводов ПКУЗ-ПИ2037 I I
электросхема 12, исполнение П ПКП-10-1-12 ПКУЗ-ПС016 I I I I
В4 Направление вращения эле- ктродвигате- ля М2 Электросхема 116 ПКИ-25-2-П6 I I I I
В7 • Выбор работа- ющего шпинде- ля ПКУЗ-ПСЗО58 I I
В6 Направление вращения эле- ктродвигате- ля М4 ПКУЗ-ИСЗО92 I I
В5 Ограничение перемещений стола Выключатель путевой, исполнение I, сту- пень I, ход влево,ос- нование широкое ВК-2ООГБ I I I I
ВП Питание посто- янным током ЭМ1 и ЭМ2 Выпрямитель селеновый однофазный мостовой ЗОГМВЯ 40ГМ8Я 1 I I I I
- 31
Продолжение табл.6
Обозначение на рис.17-22 Назначение Наименование Тип Количество на станок Примечание
6Р81Г.6Р81 6PII 6P8IU1
при рабочем НИИ , напряже- В
380 220 380 220
КнП1 Пуск шпинделей Кнопка с цилиндрическим прямоходным толкателем черного цвета КЕ-011,исп.4 1 I 1 I
КнП2 Пуск подачи То же КЕ-0П,исп.4 I I I I
КнТ Толчок шпинде- п я
ля KE-OII ,исп.2 I I I I
КнС Общий стоп Кнопка с грибовидным прямоходным толкателем красного цвета КЕ-021,исп.5 I I I I
Л1 Местное осве- Лампа накаливания
щение 40 Вт, 24 В с цоко- лем 1127 М024-40 I I I I
Местное осве- Светильник местного
щение освещения с выключате- лем и фланцем ИКС 01х100/П20-01 I I I I
Л2 Сигнальная Лампа накаливания мини-
лампа "Станок атюрная 6,3 В, 0,3 А с МН 6,3-0,3
под напряже- цоколем PI0/I3-I ГОСТ 2204-74 I I i I I
нием" Арматура сигнальная с АС-0
• плафоном белого цвета СТУ18-203-61 I I , I I
MI Подача охлаж- Электронасос для охлаж-
дающей жидко- дающей жидкости 0,12
сти кВт, 2800 об/мин, 220/380 В, 22 л/мин XI4-22M I I I I
То же ПА-22 I I I I
М2 Привод шпин- Электродвигатель асин-
деля хронный трехфазный с короткозамкнутым рото- ром 5,5 кВт, 1450 об/мин,фланцевый, с 4AII2M4 МЗОО I I I I
коробкой выводов К-3-1 ГОСТ 19523-74
То же 220/380 В 4AII2M4 КЗОО ГОСТ 19523-74 I I I I
М3 Привод подачи То же 1,5 кВт 4АХ80В4 KGOO I I I I
1400 об/мин ГОСТ 19523-74
То же 220/380 В 4АХ80В4 ИЗОО ГОСТ 19523-74 I I I I
- 32 -
1
Продолжение табл.6
Зозначение 4 1 с.17-22 Назначение Наименование Тип Количество на станок Примечание
6Р81Г,6Р81 6PII 6Р81Ш
при рабочем НИИ, г напряже- В
380 220 380 220
Привод поворот- ного шпинделя "Электродвигатель асин- хронный трехфазный с короткозамкнутым рото- ром 2,2 кбт 1420 об/мин,фланцевый, с ко- робкой выводов К-3-1 4A90L4 М300 ГОСТ 19523-74 I 1
То же 220/380 В 4A90L4 М300 ГОСТ 19523-74 I I 1
, Лр2 * * » Защита от коротких за- мыканий Предохранитель резьбо- вой на номинальный ток 6 А с передним присое- динением проводов с плавкой вставкой на ток I А ПРС—6—П ,1ЩД-1 2 2 2 2 1'
)3 То же с плавкой встав- кой на ток 2 А прс-6-ц, пвд-1 I I I I И
I Пуск электро- двигателя М2 Пускатель магнитный с катушкой на НО В пе- ременного тока 50 Гц, 2з, 2р блок-контактов 11МЕ-2П I I I I || И,
7 Пуск электро- насоса То же НО В, 50 Гц ИМЕ-071 I I
Пуск электро- двигателя М4 То же НО В, 50 Гц ПМЕ-Н1 I I
> , Р5 • Пуск подачи и защита элект- родвигателя М3 Пускатель магнитный с тепловым реле с катуш- кой на ПО В перемен- ного тока 50 Гц с теп- ловыми элементами на ток 3,2 А То же с тепловыми эле- ментами на ток 6,3 А ПМЕ-П2 ПМЕ-П2 I I I I Установка ре- гулятора ”+2" Установка регулятора ”0" • 1
3 Защита элект- ронасоса Реле тепловое с нагре- вательными элементами на ток 0,32 А ТРН-10"А" I I Установка регулятора "+5"
То же с нагревательны- ми элементами на ток 0,5 А ТРН-Ю"АИ I I Установка регулятора "+5" 1 :
- 33 -
Продолжение табл.6
Обозначение на рис.17-22 Назначение Наименование Тип Количество на станок Примечание
6Р81Г.6Р81 6PII 6Р81Ш
при рабочем нии, 5 напряже-
380 : 220 _22С_. 23L.
Р4 Защита элект- родвигателя шпинделя М2 Реле тепловое с нагре- вательными элементами на ток 10 А ТРН-25 I I Установка регулятора ”+2,5”
То же с нагревательны- ми элементами на ток 20 А ТРН-25 I I Установка регулятора ”0"
Р6 Защита элект- родвигателя поворотного шпинделя М4 То же с нагревательны- ми элементами на ток 5 А То же с нагревательны- ми элементами на ток 8 А TPH-IO ТРН-Ю I I I I Установка регулятора ”0" Установка регулятора ”+2”
Тр1 Питание цепи управления и местного ос- вещения Трансформатор однофаз- ный 160 ВА,380/5-22- -110/24 В, 50 Гц То же 220/5-22-П0/24 В ОСМ-0,16 ОСМ-0,16 I I I I
Тр2 Питание тор- мозных электра муфт -То же 63 ВА, 50 Гц, 380/5-29 В То же 220/5-29 В ОСМ-0,063 ГОСТ 16710-76 ОСМ-0,063 ГОСТ 16710-76 I I
РВ Отключение торможения шпинделей Реле времени пневмати- ческое с катушкой на НО В переменного то- ка 50 Гц РВП-72-3222-00 I I I I
С эиг Конденсатор фильтрующий Торможение шпинделя Конденсатор 25 В, 2000 мкФ Муфта фрикционная мно- годисковая электромаг- нитная с магнитопрово- дящими дисками тормоз- ная с катушкой на 24 В постоянного тока К50-20 ЭТМ-086-ЗА I I I I т I
ЭМ2 Торможение шпинделя Муфта фрикционная многс дисковая электромагнит- ная с магнитопроводящи- ми дисками с катушкой на 24 В постоянного тока > । ЭТМ-064 ' I I
- 34 -
Продолжение табл.6
)бозначение Количество на станок Примечание
ia зис. 17-22 Назначение Наименование Тип 6Р81Г, 6P8I 6PII 6Р81Ш
при рабочем напряже- нии, В
380 220 380 220
Гл1 Клеммные наборы 15 клемм на ток 10 А 6 клемм на ток 25 А КБ1015 КБ2506 I I I I
Клеммный набор состав- ной 20 клемм на ток 10 А 3 клеммы на ток 25 А КБ1020 КБ2503 I I
VU Клеммный набор (5 клемм на ток 10 А) КБ1005 I ’ I I I
<лЗ Клеммный набор (4 клеммы на ток 25 А) То же (4 клеммы на ток 60 А) КБ2504 КБ6004 I I I I
Кл4,Кл9 Клеммная колодка (2 клеммы на ток 10 А) СОВ-2-2,5/250 ГОСТ 17557-72 I I 2 2
Кл7 Клеммный набор (6 клемм на ток 25 А) КБ2506 I I
Кл8 Клеммный набор (22 клеммы на ток 10 А) КБ1022 I 1 I
j? Присоединение электродвига- теля М4 Штепсельный разъем на 7 штырей Колодка прямая агре- гатная Вставка угловая ШР28П7ЭГ9 ШР28У7НГ9 I/ I I I
Таблица 7
Спецификация к монтажным схемам (рис. 19,20)
Номер трассы Номер провода Тип провода 6Р81Г, 6P8I, 6PII 6Р81Ш
при напряжении, В
380 220 380 220
1,19 AI4, В14, CI4 ПГВЗх!,5° черный X X
ПГВЗх2,5° черный X X
2 6 ПГВ 1x1° красный X X X X
3 А22, В22, С22 ПГВ 3x1° черный X X X X
5 6, 7 ПГВ 2x1° красный X X X X
6,7,20 АЗЗ, ВЗЗ, СЗЗ ПГВ 3x1° черный X
6,7,20 АЗЗ, ВЗЗ, СЗЗ ПГВ 3x1,5° черный X
Продолжение табл.
Номер трассы Номер провода Тип провода 6Р61Г, 6Р61, 6PII 6Р6ТП1
при напряжении, В
380 2^0 ЗЕО ээр
6,20 40 НТВ 1x1° голубой X X
6,20 40 ПГВ 1x1° зеленый X X
11,19 AI6, BI6, CI6 ПГВ 3x1° черный х X X X
12 31 ПГВ 1x1° красный X X X X
12 26 ПГВ 1x1° голубой X X X X
12 26 ПГВ 1x1° зеленый X X X X
12 29 ПГВ 1x1° голубой X X
13 26, 29 ПГВ 1x1° голубой X X X X
ПГВ 1x1° зеленый X X х х
15, 16 31 ПГВ 1x1° красный X X х ; 1 1 х 1
15, 16 31 ПГВ 1x1° зеленый X X X X
^18 8, 9, 21, 22 ПГВ 4x1° красный X X X X
фг9 AI3, BI2, CI3 ПГВ 3x1° черный X X
19 А13, BI2, CI3 ПГВ 3x2,5° черный X 1 1 х
19 BI2, AI5, CI5 ПГВ 3x1° черный X X X X
19 8, 9, 10, II ПГВ 4x1° красный X X X X
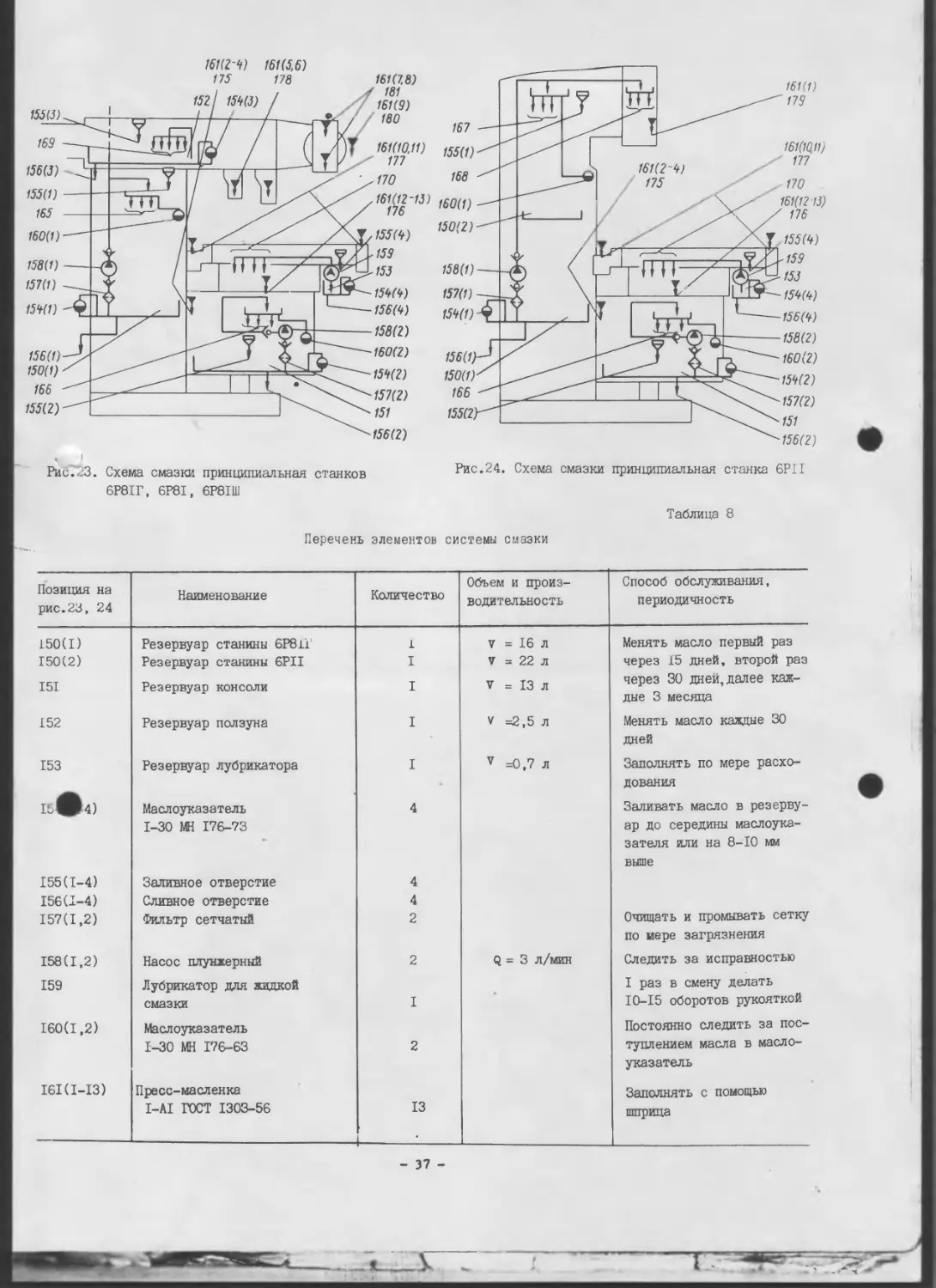
1.5. Система смазки
I.5.I. Принципиальная схема смазки станков
указана на рис.23.
В табл.8 и 9 приведен перечень элементов си-
стемы смазки и точек смазки.
1.5.2. Описание работы системы смазки
Нормальная работа системы смазки является
непременным условием для эксплуатации станка. В
случае, если масло перестало поступать в контроль-
ный маслоуказ атель 160 (рис.23), станок должен
быть немедленно выключен и неисправность системы
.смазки устранена.
' На станке имеются две самостоятельные систе-
мы централизованной смазки: механизма привода
шпинделя и механизма подачи.
Смазка механизма привода шпинделя осущест-
вляется плунжерным насосом из резервуара станины.
Насос укреплен на корпусе коробки скоростей, дос-
туп к нему открывается снятием крышки справа ста-
нины. Насос подает масло в лоток, расположенный
под хоботом, из которого оно самотеком направля-
ется в опоры шпинделя и коробку скоростей.
Смазка механизма подачи ведется насосом из
резервуара консоли. Насос установлен на корпусе
редуктора и доступен для обслуживания при снятой
коробке реверса. Масло подается в лоток сверху
консоли, откуда самотеком поступает ко всем точ-
кам механизма подачи.
Насосы засасывают масло через сетчатые
фильтры,-укрепленные на всасывающих трубках.
Фильтры нуждаются в периодической очистке, для
чего доступ к ним обеспечивается через те же
окна, что и к насосам.
- 36
Направляющие и механизмы стола смазываются
жидким маслом с помощью ручного насоса. Каждую
смену следует сделать 10-15 оборотов рукояткой
насоса. Достаточность подачи смазки оценивается
по наличию масла на направляющих стола после
нескольких его ходов вправо и влево.
Механизм привода поворотного шпинделя
станка 6Р81Ш смазывается путем разбрызгивания
масла из резервуара вращающимися зубчатыми коле-
сами.
Места недоступные для централизованной
смазки и опоры вертикальных шпинделей смазывают-
ся с помощью пре с с-масденок, указанных на рис.23
и в табл. 9.
Перед первоначальным пуском следует прове-
сти смазку станка особенно тщательно, руководст-
вуясь схемой (рис.23) и табл.8 и 9.
В первый период работы рекомендуется дваж-
ды сменить масло в резервуарах станины и консоли
(через полмесяца и месяц с момента пуска станка
в эксплуатацию).
1.5.3. Нарушения работы централизованных
систем смазки станков могут быть вызваны одной
из следующих неисправностей:
выход из строя насоса (поломка пружины, по-
вреждение поверхности плунжера или втулки);
самопроизвольное открепление насоса и отход
его от эксцентрика привода;
выход из строя одного из клапанов; всасываю-
щего, нагнетательного, предохранительного;
загрязнение фильтра;
нарушение трубопроводов.
Неисправности легко обнаруживаются при ос-
мотре системы смазки, способы их устранения не
требуют особых пояснений.
i6i(z-9) f6i(5,6i
155(3)
169
156(3)
160(1)
159(1)
158(1)
157(1)
156(1)
150(1)
166
155(2)
155(1)
165
161(7.8)
У 181
161(9)
180
161(10,11)
177
170
161(12-13)
176
155(9)
159
153
159(9)
156(9)
158(2)
160(2)
159(2)
157(2)
151
156(2)
167
155(1)
168
158(1)
157(1)
160(1)
150(2)
150(1)
166
155(2
161(1)
179
. 170
161(12-13)
176
153
159(9)
-156(9)
-158(2)
160(2)
159(2)
157(2)
151
156(2)
161(10.11)
177
Рис.24. Схема смазки принципиальная станка 6PII
161(2-9)
175
I 155М
« >
Рис713. Схема смазки принципиальная станков
6Р81Г, 6P8I, 6Р81Ш
Таблица 8
Перечень элементов системы смазки
Позиция на рис.23, 24 Наименование Количество Объем и произ- водительность Способ обслуживания, периодичность
150(1) Резервуар станины 6Р81Г 1 V = 16 л Менять масло первый раз
150(2) Резервуар станины 6PII I V = 22 Л через 15 дней, второй раз
151 Резервуар консоли I V = 13 л через 30 дней, далее каж- дые 3 месяца
152 Резервуар ползуна I v =2,5 л Менять масло каждые 30 дней
153 Резервуар лубрикатора I v =0,7 л Заполнять по мере расхо- дования
15^4) Маслоуказатель 4 Заливать масло в резерву-
1-30 МН 176-73 ар до середины масл©ука-
* зателя или на 8-10 мм
выше
155(1-4) Заливное отверстие 4
156(1-4) Сливное отверстие 4
157(1,2) Фильтр сетчатый 2 Очищать и промывать сетку по мере загрязнения
158(1,2) Насос плунжерный 2 Q = 3 л/мин Следить за исправностью
159 Лубрикатор для жидкой I раз в смену делать
смазки I 10-15 оборотов рукояткой
160(1,2) Маслоуказатель Постоянно следить за пос-
1-30 МН 176-63 2 туплением масла в масло- указатель
161(1-13) Пресс-масленка Заполнять с помощью
I-AI ГОСТ 1303-56 13 L : шприца
- 37 -
j*
Таблица 9
Перечень точек смазки
Позиция на рис.23-24 Периодичность смазки Смазываемые точки Куда входит Смазочный мате - риал
165 167 Непрерывная Зубчатые колеса, подшипники, вилки переключения скользящих зубчатых колес Привод шпинделя, коробка скоростей Масло И-ЗОА ГОСТ 20799-75
166 Непрерывная- Подшипники, шестерни вилки переключения зубчатых колес Коробка подач, редуктор, коробка реверса Масло И-ЗОА ГОСТ 20799-75
168 Непрерывная Подшипники и зубчатые колеса Фрезерная голов- ка 6PII Масло И-ЗОА ГОСТ 20799-75
169 Непрерывная Подшипники и зубчатые колеса Привод поворотного шпинделя Масло И-ЗОА ГОСТ 20799-75
170 Периодическая I раз в смену Шестерни, гайка ходового винта, направляющие Стол Масло И-ЗОА ГОСТ 20799-75
175 Ежедневно Направляющие Консоль Смазка I—13 ГОСТ I63I-6I
176 Ежедневно Подшипники Салазки стола Смазка I-I3 ГОСТ 1631-61
177 Ежедневно Подшипники ходового винта Стол Смазка 1-ГЗ ГОСТ I63I-6I
178 Ежедневно Подшипники поддержки оправок Серьги Смазка I—13 ГОСТ I63I-6I
179 I раз в смену Подшипники шпинделя Фрезерная головка 6PII Смазка I—13 ГОСТ I63I-6I
180 I раз в смену Подшипники вала Поворотная голов- ка 6Р8П1! Смазка I-I3 ГОСТ I63I-6I
181 I раз в смену Подшипники шпинделя Поворотная голов- ка 6Р81Ш Смазка I-I3 ГОСТ I63I-6I
ПРИМЕЧАНИЕ. Для заполнения пресс-масленок кроме смазки жировой I—13 ГОСТ 1631-61 во всех точках
смазки за исключением 179 и 181 (см. рис. 23,24) может использоваться смазка ЦИАТИ М-201
ГОСТ 6267-74 и солидол С ГОСТ 4366-76.
Смазка ЦИАТИМ-2О1, введенная в опоры шпинделей (точки 179 рис.24, 181 рис.23), при
разогреве шпинделя во время работы может вытечь наружу.
Продолжение табл. 10
1.5.4. Перечень применяемых смазочных ма- териалов и их аналогов указан в табл.10 Рекомендованные марки смазок, их характеристики Заменяющие м смазок i арки Страна
Таблица 10
Рекомендованные марки смазок,их характеристики Заменяющие марки смазок
Страна Вязкость 3,81-4,59 в условных гра- Shell Vitrea Shell Vitred Shell Tellus oil 29 oil oil 29 Великобри- тания
Масло И-ЗОА ГОСТ 20799-75 И-20А ГОСТ 20799-75 СССР Shell дусах Энглера при 50 °C Shell Turbo oil 29 Shell Tonna oil 29 R-32 TGL II871 T-JO MNSZ 527747-63 ГДР ВНР
38 -
Продолжение табл. 10
2.2. Порядок установки
щомендованные
ьоки смазок, их
ьрактеристики
ззка жировая
13
СТ I63I-6I
□кость при
°C и среднем
адиенте ско-
сти деформа-
и 1СГ1 в
индусах Энг-
ра не более
Ю0.
ипература
ишшл.-ения не
ок • °C
газка ЦИАТИМ-201
)СТ 6267-74
Заменяющие марки
смазок
Страна
2.2.1. При распаковке станков первым сни-
мается верхний щит, затем боковые шиты. Это пре-
дохраняет станок от повреждений упаковочным инст-
рументом.
При распаковке станка необходимо проверить
наличие всех предусмотренных принадлежностей.
2.2.2. Зачаливание станков канатом при транс-
портировании в упакованном и распакованном виде пока-
зано на рис. 2 5. Для предохранения поверхностей деталей
и выступающих частей станков необходимо установить
под канат подкладки.
Aeroshell Grease
I DTD-866
Aeroshell Grease
4 DTD-829 A
M11-G-3278A
Shell,
Великобри-
тания
США
Texaco Low Temperatu*
Crease 189O-RCX-169
Gargoyle Grease AA
Texaco Oil
Co., США
Vacuum Co.,
Sacony США
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания мер безопасности
бходимо
1. При работе на фрезерных станках не-
соблюдать все общие правила техники
езопасности.
2.1.2. Перед первоначальным пуском рабо-
fl, обслуживающий станок, должен изучить устрой-
гво станка и управление им по настоящему руко-
>дству и строго соблюдать данные в нем указа-
на.
2.1.3. Перед началом обработки изделий
-едует тщательно проверить:
надежность закрепления инструмента в шпин-
Рис.25. Схема транспортировки
надежность закрепления изделия на столе
станка
исправность инструмента.
2.1.4. Уборка, чистка и какие-либо ремонты
танка должны производиться только при отключен-
ом вводном выключателе (рукоятка 94 см.рис.3-5)
погашенной сигнальной лампе.
2.2.3. Перед установкой станки должны быть
очищены от антикоррозионных покрытий, нанесенных
на обработанные поверхности. Антикоррозионная
смазка снимается ветошью,смоченной в уайт-спири-
те после чего насухо протертые поверхности сма-
зываются маслом И-ЗОА.
2.2.4. Установка станков производится сог-
ласно рис.38 и 39. На бетонном полу толщиной
220-250 мм станки могут устанавливаться без фун-
дамента. В остальных случаях для нормальной работы
станков необходимо заложить фундамент, глубина
которого выбирается в зависимости от грунта.
- 39 -
2.2.5. Первоначальный пуск станка
Перед первоначальным пуском станка необходи-
мо проделать следующее:
внимательно ознакомьтесь с руководством по
эксплуатации станка;
залейте масло И-ЗОА ГОСТ 20799-75 в полость
станины станков 6Р81Г, 6P8I, 6Р81Ш 16 л, в по-
лость станины станка 6PII - 22 л, в полость кон-
соли-13 л, в полость ползуна станка 6P8IU1 -
2,5 л;
в резервуар основания станка залейте 30 л
охлаждающей жидкости;
произведите смазку станка;
усвойте действие органов управления;
проверьте правильность подключения и надеж-
ность заземления станка;
учтите, что иногда при переключении скоро-
стей и подач зубчатые колеса упираются зубом в зуб.
В этих случаях следует не повышать усилие, а про-
вернуть механизмы кратковременным включением со-
ответствующего электродвигателя;
учтите, что в любой момент движения стола
с рабочей подачей можно включить ускоренный ход
поднятием рукоятки III (см.рис.3-5). После освобо-
ждения рукоятки III стол продолжит движение с ра-
бочей подачей;
Необходимо иметь в виду, что включение руко-
яток 105 и 109, а также рукоятки 106 и маховичка
НО сблокировано. При включенных для работы вруч-
ную рукоятке 109 или маховичке НО механическая
подача не включается и наоборот.
В крайних положениях стола при поперечном
и вертикальном движениях отключается электродви-
гатель конечным включателем. Чтобы вновь пустить
станок вручную сдвиньте стол с крайнего положения.
Выполнив все вышеуказанное, можно присту-
пить к обкатке станка и проверке всех его механиз-
мов в действии.
2.3. Настройка и наладка станков
Режимы резания
2.3.1. Режимы резания на станках назначают-
ся по технологическим справочникам. При этом не-
обходимо учесть:
работа на скоростных режимах инструментов,
оснащенных твердым сплавом, выгоднее, чем фре-
зерование на нормальных режимах инструментом из
быстрорежущей стали. При этом, помимо более вы-
сокой производительности, менее изнашиваются ме-
ханизмы и направляющие стола;
станки не рассчитаны на использование полной
мощности электродвигателя шпинделя при частоте
вращения шпинделя до 100 об/мин. Допустимо при
частоте 50-100 об/мин нагружение электродвигате-
ля не более 3 кВт;
не следует работать на станке в случае
возникшей вибрации, сильного, необычного шума
приводов и подобных явлений ненормальной работы
станков. Эти явления свидетельствуют о неудачном
выборе режима для данных конкретных условий.
Следует изменить режим резания (подачу на зуб)
или инструмент (применить фрезу с неравномерным
шагом зубьев).
2.3.2. Установка на станках необходимой
частоты вращения шпинделя производится поворотом
рукояток 101 (см.рис.3-5) до совмещения нужной
цифры шкалы с указателем на крышке. Затем руко-
яткой 102 устанавливается высокий (315-1600
об/мин) или низкий (50-250 об/мин) ряд частот
вращения.
Частота вращения поворотного шпинделя
станка 6Р81Ш устанавливается с помощью трех ру-
кояток 127, имеющих следующее назначение:
рукоятка В на два положения включает один
из двух рядов частоты вращения шпинделя: 45-250
или 355-2000 об/мин;
рукоятка А на два положения связана со
шкалой и устанавливает нужную цифру шкалы в
сектор Д (но не всегда под стрелку Г);
рукоятка Б на три положения связана со
стрелкой Г, показывает в секторе Д нужную циф;^Р
При работе рукоятками следует доводить их
всегда до фиксированного положения.
ВНИМАНИЕ!
Во избежание ошибочного включения аварийных
для станка и инструмента режимов резания будьте
особенно внимательны при установке рукояток 102
и I27-B, т.к. они изменяют частоту вращения шпин-
делей соответственно в 6,3 и 8 раз.
2.3.3. Установка требуемой величины подачи
достигается вращением рукояток 103 до совмещения
с указателем необходимой цифры шкалы. Рукояткой
104 устанавливается один из двух рядов рабочей
подачи стола: 35-170 мм/мин или 210-1020 мм/мин.
ВНИМАНИЕ!
Будьте внимательны при установке рукоятки
104, т.к. ошибочное ее включение резко изменяет
величину рабочей подачи.
2.3.4. Установка инструмента на станка^^
Цилиндрические фрезы устанавливаются общеиз-
вестным порядком на оправках, поддерживаемых од-
ной или двумя поддержками (серьгами). При этом
следует учитывать, что для нормального фрезерова-
ния и высокого качества поверхности необходимо
обеспечить:
достаточную жесткость оправки, поэтому стре-
митесь по возможности сократить расстояние от
торца шпинделя до фрезы и до серьги;
точность вращения инструмента - наименьшее
биение его зубьев. Для этого помимо правильной
заточки фрез очень важна прямолинейность оправок,
точность и чистота торцев проставных колец. Бе-
режно храните оправки.
Торцевые фрезы закрепляются в шпинделях с
помощью оправок с поводками, которые пазами оде-
ваются на шпонки шпинделя,а выступами ведут фре-
зу. Возможно также крепление фрез большого диа-
W -
метра непосредственно к шпинделю винтами, для ко-
торых в головке шпинделя имеются четыре отверстия.
репление концевых фрез в поворотном шли
ка 6Р81Ш имеет ряд особенностей (рис.26/:
ле ст
ввертывается
шо
ходится
при выв
са шпинд
фрезы
н; вливаются
и 3
ста-
мпол
ну—
ол закреплен в осевом направлении и
шпинделе постоянно. Благодаря это
ании шомпола он выталкивает из
находящийся там инструмент;
хвостовиком конус Морзе 4
епосредственно в шпиндель,
тело фрезы;
фрезы с хдрстовиками конус Морзе 2
шпиндель с помощью
Втулки имеют лыс
устанавливаются
переходных втуло
ждающие поворот относительно шпинд
стовой части - паз,
специального винта с
В конус втулки вводит
ся на
«го
за
ловку
вании станков электронасосом, который вместе
трубопроводом находится в нише сзади станины
под крышкой. Наружная часть трубопровода снабже-
на металлическим наконечником с соплом и краном
регулирования потока жидкости.
Использованная жидкость возвращается в ре-
зервуар основания, проходя через отстойники,
задерживающие металлические частицы.
Резервуар следует промывать и освобождать
отстойники по мере необходимости.
ециальных
, предупре-
, а в хво-
который входи/ головка
езьбовым отв/рстием в ней
инструмен7 и навинчивавт-
ручную б
ом ста
м
в шпинделеХстанка
затяжки. После
тся в шпиндель и
чивающимся в го-
специальный винт
втулка с инструме
закрепляется шомп
специального винта
2.3.5. Обработка спиральных поверхностей с
применением делительной головки
Плавность подачи при фрезеровании спираль-
ных поверхностей находится в прямой зависимости
от количества оборотов‘ходового винта, приходя-
щихся на один оборот изделия: чем оно больше,
тем более спокойно резание и наоборот. Исходя из
этого, рекомендуется не превышать следующих вели-
2.4. Регулирование станков
2.4.1. В процессе эксплуатации может воз-
никнуть необходимость в регулировании некоторых
составных частей станков и их элементов с целью
восстановления их нормальной работы. Ниже при-
водятся способы регулирования или указания на
разделы руководства, где они описаны.
2.4.2. Клиноременная передача от коробки
скоростей к шпинделю помещается в нише сзади
станин под крышкой (рис.28). При вытяжке ремней
следует ослабить гайки 181 и вращением гайки
182 повернуть фланец,несущий шкив. Ремни натя-
нутся, после чего нужно затянуть гайки 181.
чин угла наклона спирали:
при диаметре изделия 6-10 мм........10°;
при диаметре изделия 10-15 мм.......25°:
при диаметре изделия 15-150 мм ....45°,
2.3.6. Охлаждение фрез при резании (рис.27)
Охлаждение применяется только к фрезам из
быстрорежущей стали и при обработке стали. Охла-
ждающая жидкость подается из резервуара в осно-
Рис.28. Схема регулирования клиноременной пере-
дачи
- 41 -
2.4.3. Если наблюдаются ’’подрывы” стола
при попутпом фрезеровании, необходимо уменьшить
зазор в резьбе ходового винта. Способ регули-
ровки механизма выборки зазора описан в разде-
ле "Стол” (см.рис.13).
2.4.4. Регулировка подшипников шпинделя
может потребоваться только после длительной ра-
боты, так как радиально-упорные подшипники в пе-
редней опоре устанавливаются с предварительным
натягом. Уменьшение зазора в подшипниках возмож-
но только путем подшлифовки кольца
и затяжки гайки, фиксируемой винтами. Для
этой операции потребуется полная разборка шпин-
деля.
2.4.5. Регулирование клиньев стола и сала-
зок осуществляется одинаково подтягиванием вин-
тов 187 (рис.29). После того, как установлен нор-
мальный зазор в направляющих, клинья подпираются
с тонкого конца винтами 188. Затяжку винтов 188
не следует производить с силой, чтобы не дефор-
мировать клин 186.
Предохранительная муфта отрегулирована на
заводе-изготовителе так,чтобы она проскальзыва-
ла при фрезеровании чугунного образца цилиндри-
ческой фрезой со вставными ножами из быстрорежу-
щей стали диаметром 100 мм, с числом зубьев 12
на режиме:
частота вращения шпинделя - 100 об/мин;
подача стола - 270 мм/мин;
ширина фрезерования - 60 мм;
глубина фрезерования - 9-10 мм.
Без крайней нужды потребитель не должен на-
рушать регулировки предохранительной муфты, вы-
полненной заводом-изготовителем. При необходимо-
сти регулировки муфты следует выдержать указан-
ный выше предельный режим резания.
2.5. Особенности разборки станков
На станках затруднен демонтаж коробки по-
дач и редуктора из
консоли.Для
демонтажа
неоОходи
ма полная разборка консоли, которая должна о
ществляться в следующем порядке:
открепите планки салазок и кронштейн гайки
поперечного хода стола, снимите стол;
поднимите консоль до отказа вверх и под-
ставьте под нее надежную опору;
откройте крышку и снимите гайку с верхнего
конца винта вертикального перемещения; открепи-
те снизу консоли фланец кожуха винта; открепите
от основания колонку и наверните ее на винт;
выньте винт с кожухом и конической шестерней из
Рис.29. Схема регулирования клиньев стола, сала-
зок и консоли
2.4.6. Регулировка верхнего и нижнего клинь-
ев консоли производится подтягиванием винтов 189.
2.4.7. Регулировка предохранительной муфты
механизма подачи осуществляется подтягиванием
гайки, для чего необходимо вынуть узел из
консоли (см.рис.II).
консоли;
открепите и удалите механизм переключения
подачи;
открепите и удалите из консоли коробку
реверса;
отсоедините от насоса трубопроводы смазки;
снимите рукоятку ускоренного хода и крышку
консоли;
слейте масло из полости консоли;
выньте коробку подач вместе с редукторЯГ
2.6. Схемы расположения подшипников
(рис.30, 31, Jz)
2.6.1. Перечень
в табл.II.
подшипников качения приведен
2.7. Перечень быстроизнашивающихся деталей
приведен в табл. 12.
- 42 -
Рис.30. Схема расположения подшипников в станках
6Р81Г, 6P8I
Рис.31. Схема расположения подшипников в приводе
станка 6PII
Рис.32. Схема расположения подшипников в ползуне
и поворотной головке станка 6Р8Ш1
Таблица II
Перечень подшипников качения
Номер под- шипника Государ- ственный стандарт Тип подшипника Габарит, мм Число на станок Место установки, номер группы, вал
d D н 6Р81Г 6P8I 6PII 6Р81Ш
1000904 1000907 8338-75 Шариковый радиальный 20 35 37 55 9 10 2 2 2 2 I 70/ХХУ । 44/ХХХУП
44 -
Продолжение табл. II
Номер под- шипника —— 1 Государ- ственный стандарт Тип под ши пн лк а Габарит, мм Число на станок Место установки, номер группы, вала
а D н 6Р61Г 6P8I 6PII 6Р81Ш
I000916 80 110 16 I I I I 21/У
7000108 40 68 9 — - - 3 44/ХХХУ1; ХХХ1У
104 20 42 12 2 2 2 2 53/ХУП; 7/ХХУ
6-II3 65 100 18 2 2 - 2 П/У
117 85 130 22 2 2 2 2 21/У
201 12 32 10 2 2 2 2 52/XI
202 15 35 II 4 4 4 5 52/Х1У; 60/ХХП; 70; 44
203 17 40 12 4 4 4 5 31; 52/Х1У; 44; 53/ХУП; 70/ХХШ
204 20 47 14 8 8 8 8 31; 5I/IX; 51Д; 52/ХУ; 53/ХУ1; 70/ХХУ1; 70ДХУП
Waos 25 52 15 4 4 4 5 31/П; 51Д; 60/XXI; 44/ХХХУ1
В205 25 52 15 — — - I 44/ХХХУ1
206 • 30 «2 16 5 5 । । 5 5 31/1У; 51/УШ; 70/ХХУ1
207 35 72 17 I I I I 31/Ш
208 40 80 18 — — 2 - 21/XXIX
209 45 85 19 2 2 2 2 21/У1; 21/XXIX; 31
211 55 100 21 — - - 2 31/ XL
5-213 । 65 120 23 I I - I 21/УП
6-213 65 120 23 — - I - 21/XXX
6-215 1 75 130 25 — - I - 21/XXX
5-216 । 1 80 140 26 — — I - 32/XXXII
302 1 1 15 42 13 I I I I 70/ХХШ
304 1 1 1 20 52 15 2 2 2 3 51/IX; 53 ДУ I; 44/ХХХ1У
305 25 62 17 3 3 3 5 31Д; 31/П; 31/Ш; 44/ХХХУ; 44/ХХХУП
Асе ^о09 40 90 23 I I - I 21Д1
45 100 25 — — - I 31/XXXIX
4-3182П0 7634-75 Роликовый двухрядный- 50 80 23 — — — — 31/ ХЫ
5-46109 831-75 Шариковый 45 75 16 - — — 2 32/ ХЫ
46II6 радиально- 80 125 22 — I I 32/XXX; 32/ХЫ
46208 упорный однорядный 40 80 18 — — — 4 32/ХХХ1У; 32 ДЬ
46212 60 но 22 — — I I 32/XXX; 32/XLI
4-46216Л 80 140 52 I I I I 21/УП
941/20 4060-78 Игольчатый 20 26 14 — — 2 44
942/20 20 26 20 2 2 2 2 70/ХХ1У
60205 7242-70 Париковый радиальный с защитной 25 52 15 — — - I 44ДХХ1У
лайбой
45 -
Продолжение табл.II
Номер под- шипника Государ- ственный стандарт Тип подшипника Габарит, мм Число на станок Место установки; номер группы, вала
d D Н 6Р81Г 6P8I 6PII 6P8I111
60305 25 62 17 — — - I 44/ХХХУП
6-60210 50 90 20 — — >- I 44ДШШ
80212 60 НО 22 - - — — I 44/ХХХУШ
7204 333-71 Роликовый конический 20 47 15,5 2 2 2 2 52 ДП; 52/УШ
7205 25 52 16,5 5 5 5 5 51/УШ; 52/УШ; 52 ДП
7206 30 62 17,5 3 3 3 3 53/ХУШ; 53/XIX
7304 20 52 16,5 4 4 4 4 52ДП; 52/УШ
7306 30 72 21 2 2 2 2 70ДХУП
8104 6874-75 Шариковый 20 35 10 — — — 2 31
8106 упорный 30 47 II — - - 2 44
8110 50 70 14 2 2 2 2 70/ХХУП
8207 35 62 18 т I I I 52 ДШ
8306 30 60 21 I I I I 60/ХХ
6870-72 Игольчатые — 3 24 81 81 81 81 б/н
«- ролики — 5 50 3 3 3 3 б/н
— — 4 40 30 30 30 30 б/н
Таблица 12
Перечень быстроизнашивающихся деталей
Пози- ция на рис. 6 Обозначение Наименование Коли- чест- во Куда входит Материал Термообра- ботка Примечание
- 6МВ1Г-10106 Подшипник I Станина 6Р81Г Бронза Бр,ОЦС5-5-5 В станке 6PII
серьги ГОСТ 613-79 детали нет
- 6Р81Г-2121 Вилка I Привод Чугун СЧ 15-32
ГОСТ 1412-79
- 6P8U-2I22 Вилка I Привод Чугун СЧ 15-32
• ГОСТ 1412-79
- 6Р81Г-3121 Вилка I Коробка Чугун КЧ 37-12
скоростей ГОСТ 1215-79
— 6Р81Г-3122 Вилка I Коробка Чугун КЧ 37-12
скоростей ГОСТ 1215-79
- 6Р81Г-3123 Вилка I Коробка Чугун КЧ 37-12
скоростей ГОСТ 1215-79
12 6P8IT-3II63 Зубчатое I Коробка Сталь 40Х ТВЧ (зубьев)
колесо скоростей ГОСТ 4543-71 НРС45...50
13 6Р81Г-ЗП64 Зубчатое I Коробка Сталь 40Х ТВЧ (зубьев)
колесо скоростей ГОСТ 4543-71 HRC45...50
6Н81Г-5171 Ползушка I Коробка подач Чугун КЧ 37-12
ГОСТ 1215-79
6Н81Г-5172А Ползушка I Коробка подач Чугун КЧ 37-12
• ГОСТ 1215-79
- 46 -
продолжение табл. 12
Пози- ция на рис, 6 Обозначение Г Наименование Коли- чест- во Куда входит Материал Термообра- ботка Примечание
23 43 44 44 * 55 • 58 60 143 70.71 6В81Г-5173Б 6В81Г-5231А 6Н81Г-5240 6Н81Г-5252 6Н81Г-5253 6Н81Г-5281В 6Н81Г-5282А 6В81Г-5231Б 6Н81Г-5335 6Н8ГГ-5381 6Н81Г-5382 6Н81Г-6035К 6Н81Г-6037К 6В81Г-6071 6Н81Г-6072В 6Н81Г-7037А 6H8IГ-7038 6Н81Г-7049А Ползушка Зубчатое ко- лесо спи- ральное Червяк Муфта Ролик Червячное колесо Шестерня Втулка Втулка Втулка Гайка Коническое зубчатое колесо Коническое зубчатое колесо Втулка Гайка Кулачковая муфта Коническая шестерня Вилка I I I I I I I I 1 3 I I I I I I 2 I Коробка подач Редуктор Редуктор Редуктор Редуктор Редуктор Редуктор Коробка реверса Коробка реверса Коробка реверса Коробка реверса Консоль Консоль Консоль Консоль Стол Стол Стол Чут-ун КЧ 37-12 ГОСТ 1215-79 Сталь 40Х ГОСТ 4543-71 Сталь ШХ-15 ГОСТ 801-78 Сталь ШХ-15 ГОСТ 801-78 Сталь ШХ-15 ГОСТ 801-78 Бронза Бр.ОЦС5-5-5 ГОСТ 613-79 Бронза Бр. ОЦС5-5-5 ГОСТ 613-79 Сталь 20Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Бронза Бр. ОЦС 5-5-5 ГОСТ 613-79 Бронза Бр. ОЦС5-5-5 ГОСТ 613-79 Сталь 40Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Бронза Бр.0ЦС5-5-5 ГОСТ 613-79 Бронза Бр. ОЦС 5-5-5 ГОСТ 613-79 Сталь 20Х ГОСТ 4543-71 Сталь 20Х ГОСТ 4543-71 Чугун КЧ 37-12 ГОСТ 1215-79 ТВЧ (зубьев) ВВС48...53 Т.О. ВВС60...64 Т.О. НРС60...64 Т.О. ВВС60...64 1 Т.О. НЦМ 0,5...0,7 НВС56...60 ИБО 48... 53 ТВЧ (зубьев) HRC45...50 Т.О. НЦМ 0,4...0,6 НРС56...60 Т.О. НЦМ 0,5...0,7 HRC56...60 Т.О. ВЦМ 0,5...0,7 НРС56...60 Зацепляется с де- талью № 6Н81Г-5282А Зацепляется с деталью № 6Н81Г-5281В Зацепляется с деталью # 6Н81Г-5281В Зацепляется с деталью № 6В81Г-5240 Зацепляется с деталью № 6Н81Г-5231А К детали 57 (см.рис.6) К деталям 56. 51 и 52 (на рис.6) Зацепляется с деталью 6Н81Г-6037К Зацепляется с деталью № 6В81Г-6035К К детали XX (см.рис.6)
- 47 -
Продолжение табл.12
Пози- ция на рис.€ Обозначение Наименование Коли- чест- во Куда входит Материал Термообра- ботка Примечание
6Н81Г-7094А Втулка I Стол Бронза Б р. ОЦС 5-5-5 ГОСТ 613-79 К детали 70 (см.рис.6
74 6Н81Г-7095 Гайка I Стол Бронза Б р. ОЦС 5-5-5 ГОСТ 613-79
74 6Н81Г-7096 Гайка I Стол Бронза Брс ОЦС 5-5-5 ГОСТ 613-79
3. ПАСПОРТ
3.1. Общие сведения
Тип станка ......................
Модель ..........................
Инвентарный
номер ...........................
Завод............................
Цех..............................
Дата пуска в эксплуатацию........
3.2. Основные технические данные и характеристики
6Р81Г 6P8I 6PII 6P8II11
3.2.1. Класс точности станков по ГОСТ 8-71 Н Н н П
3.2.2.Техническая характеристика (основ-
ные параметры и размеры согласно ГОСТ 165-72)
Размеры рабочей поверхности стола, мм:
длина 1000 1000 1000 1000^
ширина 250 250 250 250^
Число Т-образных пазов стола 3 3 3 3
Размеры Т-образных пазов стола, мм рис.33 рис. 33 рис.33 рис.33
Расстояние от оси шпинделя до рабочей поверхности стола, мм:
наименьшее (не более) 50 50 - 50
наибольшее (не менее) 400 370 — 400
Расстояние от торца шпинделя до рабочей поверхности стола, мм:
наименьшее (не более) - - 50 -
наибольшее (не менее) — — 400 —
Наибольшие перемещения стола, мм:
продольное 630 630 630 630
поперечное 200 200 200 200
вертикальное 350 320 350 350
Наибольший угол поворота стола, град .... — +45 — —
Цена одного деления шкалы поворота
стола, град — I — —
6Р81Г 6P8I 6PII 6Р8П11
Перемещение стола на один оборот лимба,мм: продольное и поперечное 6 6 6 6
вертикальное 3 3 3 3
Перемещение стола на одно деление лимба,мм: продольное и поперечное 0,05 0,05 0,05 0,05
вертикальное 0,025 0,025 0,025 0,025
Расстояние от задней кромки стола, мм: до вертикальных направляющих станины 45 45 45 45
до торца шпинделя II II - II
Расстояние от оси вертикального и поворот- ного шпинделей до вертикальных направляю- щих станины, мм; наименьшее 285 245
наибольшее — — — 845
Наибольшее выдвижение гильзы шпинделя,мм — — — 60
Наибольший угол поворота шпинделя,град ; в продольной плоскости — — 360
поперечной плоскости: от станины — 90
к станине — — - 45
Расстояние от оси шпинделя до хобота (ползуна), мм .... 142 142 — 142
Наибольшее расстояние от торца шпинделя до подшипника поддержки, мм, не менее ... 490 490 485
Передний конец шпинделя (рис.34) 45 45 45 45
ГОСТ 836-72 ГОСТ 836-72 ГОСТ 836-72 ГОСТ 836-72
Передний конец поворотного шпинделя (рис.35)
Торможение шпинделя (муфта) есть есть есть есть
направляющие станины рис.36 рис.36 рис.36 рис.36
Габарит рабочего пространства станков рис.37 рис.37 рис.37 рис.37
Механика станка Лех^^ а привода шпинделя табл.13 табл.13 табл.13
Механика привода поворотного шпин- деля табл.14
Механика подачи табл. 19 табл.19 табл.19 табл.19
Выключающие упоры механической про- дольной, поперечной и вертикальной подач есть есть есть есть
Блокировка включения ручной и меха- нической подач: продольной нет нет нет нет
поперечной и вертикальной есть есть есть есть
Предохранение от перегрузки (шариковая пара) есть есть есть есть
Привод Привод шпинделей: электродвигатель 4AII2 М4 М300 мощность, кВт 5,5 5,5 5,5 5,5
частота вращения, об/мин 1450 1450 1450 1450
- *9 -
3L
6Р81Г
6РЫ
GPU
6Р81Ш
электродвигатель 4A90L4; — — 2,2 1430
мощность, кВт частота вращения, об/мин —
Привод подачи:
электродвигатель 4АХ80В4:
мощность, кВт 1,5 1.5 1,5 1,5
частота вращения, об/мин 1450 1450 1450 1450
Электронасос подачи охлаждающей
жидкости XI4-22M:
мощность, кВт 0,12 0,12 0,12 0,12
частота вращения, об/мин 2800 2800 2800 2800
подача, л/мин 22 22 22 22
Тормозная электромагнитная муфта
тип ЭТМ-086-ЗА есть есть есть есть
Габарит, масса
Габарит станка, мм:
длина 1480 1480 1480 1480 А
ппгпиня 1990 1990 1990 2045 “
1630 1630 2360 1890
Масса, кг 2210 2280 2360 2530
SOW 50-0,4
Рис.33. Эскиз Т-образных пазов стола
Рис.34. Эскиз конца шпинделя
300
Рис.36. Эскиз пазов направляющих станины
- 50 -
Рис.37. Габарит рабочего пространства
Рис.38. Установочный чертеж станков 6Р81Г,6Р81И1,
6PII
Рис.39. Установочный чертеж станка 6PII
1480
- 51
3.2.3. механика станка
Механика привода шпинделей
Частота вращения, об/мин Наибольший допустимый крутящий момент на* шпинделе, Н*м Мощность на шпинделе по приводу, кВт
6Р81Г , 6P8I, 6P8IU1 6PII 6Р81Г. 6P8I, 6Р81Ш 6PII
50 430 420 4,6 4,4
63 430 420 4,6 4,4
80 430 420 4,5 4,4
100 430 420 4,5 4,3
125 330 330 4,2 4,2
160 250 240 4,2 4
200 200 190 4 3,9
250 150 140 3,9 3,6
315 150 135 4,8 4,5
400 115 105 4,7 4,4
500 90 85 4,6 4,2
630 65 63 4,3 4,1
800 55 47 4,3 3,8
1000 40 45 4,1 3,6
1250 30 25 3,8 3,2
1600 25 28 3,5 3
Механика привода поворотного шпинделя
станка 6P8IUI
Механика подачи
ГТ/"\ТТ О ТУ О ЪЖЪЯ /kZTJTU
пимер подача стола. мм/мин
Частота Наибольший допустимый Мощность на /Ч ЛЧ Т Г ГТ ЛТТ
вращения, крутящий момент на шпинделе по ступеней продольная поперечная вертикальная
об/мин шпинделе, Н-м приводу, кВт
— I 35 28 W
45 200 1,87 2 45 35 18
63 200 1,87 3 55 40 20
90 200 1,84 4 65 60 30
125 135 1,72 5 85 70 35
180 95 1,72 6 II5 90 45
250 65 1,68 7 135 НО 55
355 52 1,89 8 170 130 65
500 36 1,85 9 210 160 80
710 25 1,8 10 270 210 105
1000 16 1,61 II 330 260 130
1400 10 1,44 12 400 310 155
2000 5 1,0 13 530 410 205
14 690 535 270
15 835 650 325
16 1020 790 390
Ускорен-
ная 2900 2300 1150
- 52 -
3.3. Сведения о ремонте
Наименование и обозначение составных частей станков Основание для сдачи в ремонт Дата Категория сложности ремонта Ремонтный цикл ра- боты станка в часах Вид ремонта Должность, фамилия и подпись ответственного лица
поступле- ния в ремонт выхода из ремонта
производив- шего ремонт принявшего ремонт
• • • • •
- 53
3.4. Сведения об изменениях в станке
Наименование и обозначение составных частей станка Основание (наименование документа) Дата произведенных изменений Характеристика работы станка после проведен- ных изменений Должность, фамилия и подпись ответст- венного
t 1 •
- 54 -
3.5. Комплект поставки
Обозначение Наименование число на станок
6Р81Г 6P8I 6PII 6Р8П11
Станок в сборе
Входит в комплект и стоимость
станка
Принадлежности и инструмент
6Р81Г-0П-0Ю Оправка для цилиндрических фрез в сборе 0 32 I I - I
6Р81Г-ОП-020 То же 0 27 I I - 1
6PII -0П-010 Оправка для торцевых фрез в сборе 0 40 — - I —
6PII -0П-020 То же 0 32 - - I -
6Р81Г-0П-040 Шомпол в сборе I I — 1
-0П-050 Wr8ir-0II-030 То же - - I -
Рукоятка в сборе I I I I
30 СТП И22-72 Ключ для торцевых оправок - - 1 —
ЗЬ СТП И22-72 го же - - I -
7811-0021 Ключ 12x14 I I I I
CI Хим. оке. ГОСТ 2839-71 7811-0023 CI Хим. оке. ГОСТ 2839-71 Ключ 17x19 I 1 1 I
7811-0025 CI Хим.оке. ГОСТ 2839-71 Ключ 22x24 I I I I
78II-004I CI Хим.оке. ГОСТ 2839-71 Ключ 27x30 I I I I
7811-0043 CI Хим.оке. Ключ 32x36 I I I I
2839-71 W12-0375 40Х Ключ S = 6 I I I I
Хим.окс^ггрм ГОСТ 11737-74
3812-0377 40Х Хим.окс.прм ГОСТ 11737-74 Ключ S = 8 I I I I
3812-0378 40Х Хим. окс.прм ГОСТ 11737-74 Ключ S = 10 I I I I
7810-0394 Хим. оке. Отвертка L = 200 I I I I
ГОСТ I7I99-7I ГОСТ 3643-75 Шприц смазочный штоковый I I I. I
Техническая документация Руководство по эксплуатации I I I I
- 55 -
3.6. Свидетельство о приемке
консольно-фрезерных станков
Тип станка Модель Класс точности
Горизонтальный кон- сольно-фрезерный 6Р81Г Н
Универсальный кон- сольно-фрезерный 6P8I н
Тип станка 'одель Класс точности
Вертикальный кон- сольно-фрезерный 6PII Н
Широкоуниверсальный консольно-фрезерный 6P8IH1 П
Модель ___________________________
Заводской номер __________________
3.6.1. Испытание станка на соответствие
нормам точности по ГОСТ 17734-72
Номер проверки Что проверяется Отклонение, мм Применяемый инструмент
допускаемое факти- ческое /
6P8I 6Р81Г 6PII 6Р81Ш
I 2 3 1 4 5 6 7 8 9 10 II I. Проверка точности станка Плоскостность рабочей поверхно- сти стола Перпендикулярность продольного перемещения стола к его попереч- ному перемещению в горизонталь- • ной плоскости (для станков с неповоротным столом) Параллельность рабочей поверх- ности стола направлению его продольного перемещения Параллельность рабочей поверх- ности стола направлению его поперечного перемещения Параллельность боковых сторон среднего паза стола направлению его продольного перемещения Осевое биение шпинделя Торцевое биение опорного торца шпинделя Радиальное биение конического отверстия шпинделя: у торца шпинделя на расстоянии 150 мм Радиальное биение центрирующей шейки шпинделя Перпендикулярность оси вращения горизонтального шпинделя к сред- нему пазу стола (для станков с неповоротным столом) Параллельность оси вращения горизонтального шпинделя рабо- чей поверхности стола ОЮЗ на ищине I > \ 0,025 > на длине > 0,02 на длине 0,025 ’ на длине 0,01 0,02 0,01 0,012 у 0,01 / /на д д] o/oi2 ! на дл] 0,03 000 мм 0,02 на длине 0,025 ада стола о\о2 5 хода стол 1 0,02Э< ? хода ото& 0,01 /\ 0,02 /о,01 ' 0,012 0,01 0,02 дне 300 мм 0,012 дне 150 мм 0,03 0,02 300 мм 0,025/ 0JD2 ta / /о,О25 ia 0,01 0.02 0,01k 0,012k 0,01 0,02/ 0,/l2 0,016 0,012 0,016 0,006 0,012 0,006 0,008 \ 0,006 0.012 0,008 Линейка.плит- ка, щуп Индикатор, угольник Индикатор Индикатор Индикатор Индикатор, оправка Индикатор I Индикатор, I оправка 1 Индикатор 1 Индикатор, 1 оправка, 1 комбинирован-В ный сухарь В Индикатор, В линейка В
- 56 -
помер провер- ки Что проверяется Отклонение, мм • Применяемый инструмент
допускаемое факти- ческое
6P8I 6Р81Г 6PII 6P8IU1
12 Перпендикулярность оси вращения вертикального шпинделя к рабочей поверхности стола:
а) в продольном направлении —\ — 0,025 - / Индикатор,
б) в поперечном направлении - \ — 0,025 оправка
на длине 30( ) мм /
13 Перпендикулярность направления вертикального перемещения консо- ли к рабочей поверхности стола:
а) в продольном направлении 0,025 \ 0,025 0,025 J0.0I6 Индикатор,
б) в поперечном направлении 0,025 \ 0,025 0,025 /о,016 угольник
на дли не 300 мм
Параллельность направляющих хобота оси вращения шпинделя: •
а) в вертикальной плоскости 0,012 у,012 — / 0,008 Индикатор,
б) в горизонтальной плоско- оправка
сти 0,012 о\о12 — 7 0,008
на длин е 150 мм
16 Соосность отверстия серьги и 0,03 О,СЖ 0,02 Индикатор,
шпинделя на длине 800 мм оправка
17 Параллельность рабочей поверх- 0,08 — \ /— — Уровень
ности стола плоскости его на длине
поворота 1000 мм
18 Пересечение оси вращения шпин- деля с осью поворота 0,08 — / \ — —
19 Параллельность перемещения го- — — / ' — 0,03
ловки с хоботом рабочей поверх- \ на длине
ности стола 300 мм
ЛЬ 2. Проверка станка в работе
20 I. Плоскостность поверхности 0,025 0/025 0,0255 0,016 Индикатор
К, обработанной на станке с горизонтальным шпинделем, и поверхности И на станке с вертикальным шпинделем на до тиие 400 м м \
2.^Параллельность верхней обра- 0,025 / 0,025 0,025 . 0,016 Угольник,
ботанной поверхности И основанию Н на/до тине 400 м м плитки, индикатор
3. Перпендикулярность поверхно-
стей на длине св.100 до 160 мм:
К к И 0,020 0,020 0,020 0,012 Угольник,
Л к И 0,020 0,020 0,020 o,oia плитки,
М к И 0,020 0,020 0,020 0,011 индикатор
К к Л 0/020 0,020 0,020 0,012\
К к М у, 020 0,020 0,020 0,012 \
- 57 -
Номер провер- Что проверяется ки Отклонение, мм Применяемый инструмент
допускаемое факти- ческое
6P8I 6Р81Г 6PII 6Р81Ш
22
I. Точность цилиндрических по-
верхностей образца:
а) постоянство диаметра
в продольном сечении
б) постоянство диаметра
в поперечном сечении
2. Перпендикулярность оси от-
верстия к обработанной по-
верхности основания
Проверка жесткости станка
Относительное перемещение под
нагрузкой стола и оправки,
закрепленной на шпинделе, при-
лагаемая сила Р=800
Индикатор
внутреннего
измерения
Шлифовальный
валик, угольник,
щуп
Индикатор,
оправка
3.6.2. Испытание станка на соответствие остальным требованиям Станок отвечает всем предъявленным требова- ниям по ГОСТ 7599-73. Уровень звука на рабочем месте не превышает 80 дБ по шкале А. 3.6.3. Проверка комплектации станка Станок укомплектован согласно ведомости, имеющейся в паспорте станка. 3.6.4. Электрооборудование Электрошкаф Завод-изготовитель Питающая сеть Напряжение J^6?B Род тока 3 - Часто- та432Рц
Цепь управ- ления Напряжение В Род тока-
Местное освещение Напряжение В
Электре •оборудование выполнено по:
Принципиальной схеме, чер- теж № 92.002. З>3 Схеме соединений шкафа управления, чертеж 99.603. 23 Схеме со един е-^^ ний станка. чертеж № 00 .
п 99.009 499
Электродвигатели
Обозначение по схеме Назначение Тип Мощность, кВт Номинальный ток Ток. А
при ненагру- женном станке при макси- мальной нагрузке
М2 М4 Привод шпинделя Привод поворотного шпинделя 4AII2 М4 М300 4A90L4 5,5 2,2 SfZ ЗУ //У 3
М3 Привод подачи Привод электрона- соса охлаждающей жидк ости 4АХ80В4 XI4-22M 1,5 0,12 3,£ 43 ЗУ 4 3 /
Испытание повышенным напряжением промышлен- ной частоты проведено напряжением В. Максимальное сопротивление изоляции проводов относительно земли _ Силовые цепи МОм Цепи управления^МОм Электрическое сопротивление между винтом заземления и металлическими частями, которые мо- гут оказаться под напряжением 50 В и выше, не превышает 0,1 Ом , ВЫВОД: Электродвигатели, аппараты,монтаж электрооборудования и его испытания соответствуют общим техническим тре- бованиям к электрооборудованию стан- ков. Дата /z 3.6.5. Общее заключение На основании осмотра и проведенных испыта- ний станок признан годным к эксплуатации Дата выпуска £ Подпись ответстЕ \ лица - А 3.7. Свидетельство о консервации Станок Модель Класс'точности /7 Заводской номер z^jy Подвергнут консервации согласно установленным требованиям. Дата консервации Срок консервации S1 * , Подпись ответственного L 1/ // лица 3.8. Свидетельство об упаковке Станок Модель /6/€^<4/ ^Класс точности /7 Заводской номер /УУУ упакован согласно установленным требованиям. Дата упаковки Подпись ответственного лица —