/






























































































































































































































































































































































































































































































































































































































































































Text
ПОРОШКОВАЯ
МЕТАЛЛУРГИЯ
И НАПЫЛЕННЫЕ
ПОКРЫТИЯ
Под редакцией докт. техн. наук проф.
Б. С. МИТИНА
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебника для студентов
высших технических учебных заведений
МОСКВА «МЕТАЛЛУРГИЯ», 1987
УДК 621.762
В. Н. АНЦИФЕРОВ, Г. В. БОБРОВ, Л. К, ДРУЖИНИН, С. С. КИПА¬
РИСОВ, В. И. КОСТИКОВ, А. В. КРУПИН, В. В. КУДИНОВ, Г. А. ли-
БЕНСОН, Б. С. МИТИН, О. В. РОМАН.
Рецензенты: кафедра порошковой металлургии Томского политехниче¬
ского института и проф. А- К. Григорьев
>ДК 621.762
Порошковая металлургия и напыленные покрытия: Учебник для вузов. В. Н. А н*
пнферов, Г. В. Бобров, Л. К. Дружинин и др. М.: Металлургия,
1987. 792 с.
Рассмотрены общие и специальные вопросы порошковой металлургии и
создания напыленных покрытий. Изложены теория и технология процессов полу¬
чения металлических порошков, материалов и изделий аз них, а также методов
получения напыленных покрытий.
Приведены сведения по охране труда и технике безопасности.
Учебник предназначен для студентов, обучающихся по специальности 0414
«Порошковая металлургия и напыленные покрытия» либо специализирующихся
в области порошковой металлургии, и может быть полезен инжеиерво-техвиче-
ским работникам соответствующих металлургических или машиностроительных!
производств. Ил. 337. Табл. 86. Библиогр. список: 83 назв.
2604000000—125
И' 04-0(01)-8— 5°~87
УЧЕБНИК
Владимир Никитович АНЦИФЕРОВ, Геннадий Васильевич БОБРОВ,
Лель Константинович ДРУЖИНИН, Сергей Сергеевич КИПАРИСОВ,
Валерий Иванович КОСТИКОВ, Александр Васильевич КРУПИН,
Владимир Владимирович КУДИНОВ, Герман Абрамович Л И БЕНСОН,
Борис Сергеевич МИТИН, Олег Владиславович РОМАН
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ
И НАПЫЛЕННЫЕ ПОКРЫТИЯ
Редактор издательства Э. М. Щербинина
Художественный редактор Ю. И. Смурыгин
Технический редактор Г. Б. Жарова
Корректоры Ю, И. Королева, Е. В. Якиманская
ИБ № 2646
Сдано в набор 17.11.86. Подписано в печать 19.03.87. Т-08877. Формат бумаги 60X90*/,,.
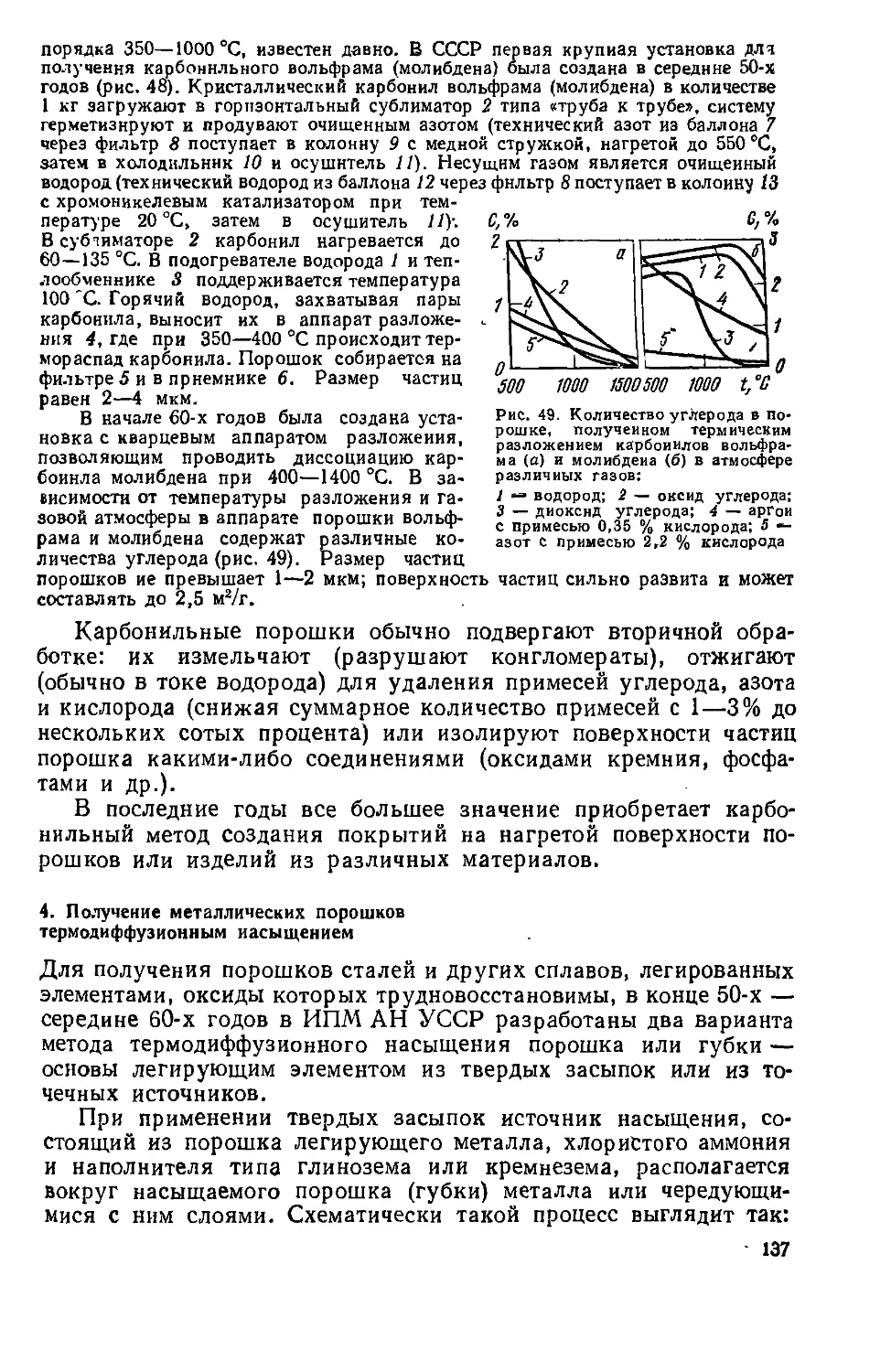
Бумага книжно-журнальная. Гарнитура литературная. Печать высокая. Уел. печ. л. 49,5.
Уел. кр.-отт. 49,5. Уч.-изд. л. 55,39. Тираж 9950 акэ. Заказ 248. Цена 2 р. 30к.
Иэд. № 1091
Ордена Трудового Красного Знамени издательство «Металлургия»,
119857, ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союэполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
©
Издательство «Металлургия», 1987
ОГЛАВЛЕНИЕ
П,редисловие . . . . 7
Часть 1. ПРОЦЕССЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ 9
Раздел первый. ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ ПО¬
РОШКОВ 10
Глава 1. Механические методы получения порошков 10
1. Измельчение твердых материалов 10
2. Диспергирование расплавов 25
Глава И. Физико-химические методы получении металлических
порошков 46
1. Получение металлических порошков восстановлением химических
соединений . . . . 46
2. Производство металлических порошков электролизом. 102
3 Получение порошков методом термической диссоциации карбонилов
металлов 126
4. Получение металлических порошков термодиффузиоиным насыщением 137
5. Получение металлических порошков методом испарения — конденсации 140
6. Получение металлических порошков С использованием межкристал-
литной коррозии 141
7. Получение порошков металлоподобиых соединений . . 142
Глава Ш. Свойства металлических порошков 151
1. Химические свойства 151
2. Физические свойства . 154
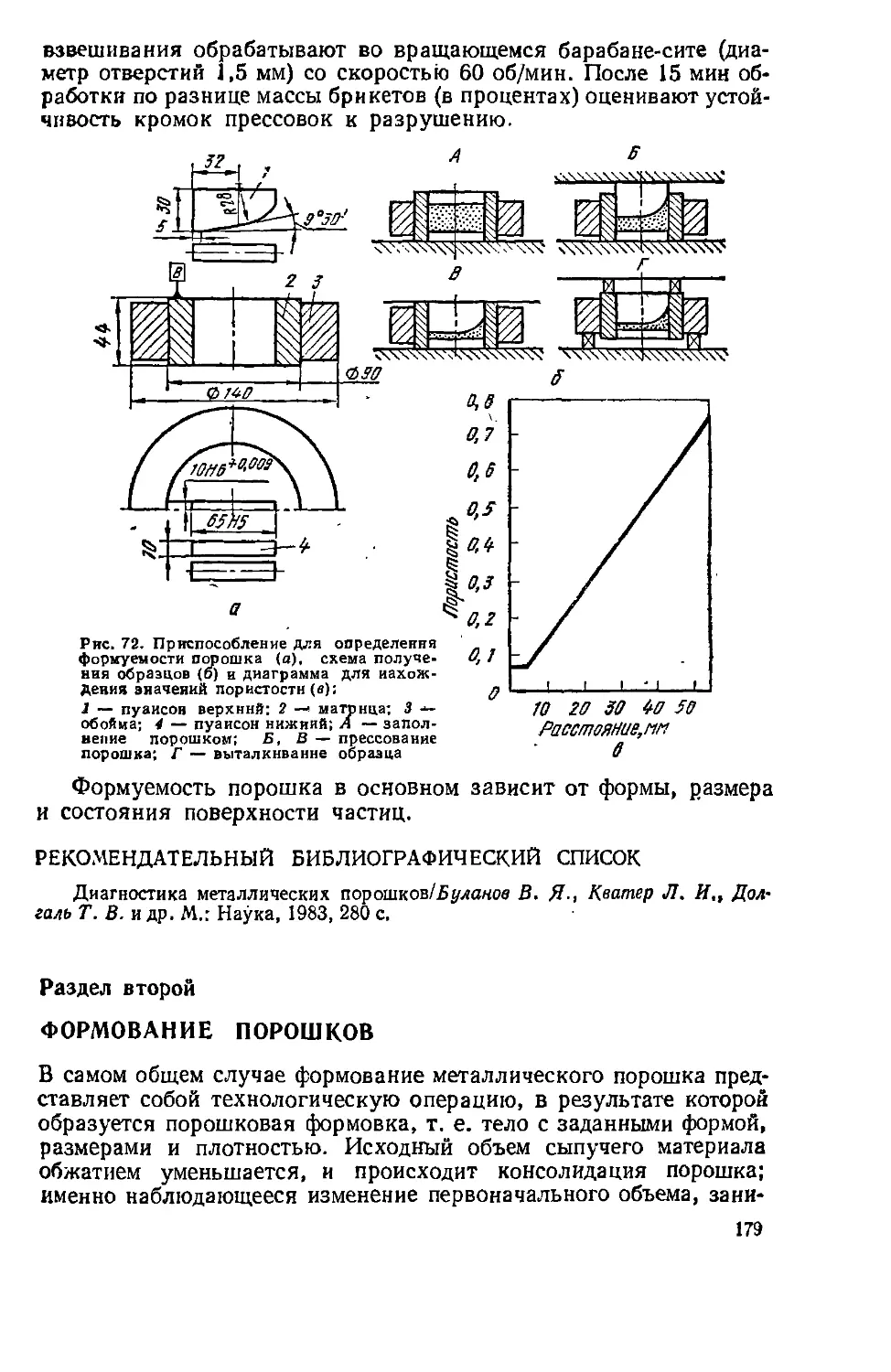
3. Технологические свойства 173
Раздел второй. ФОРМОВАНИЕ ПОРОШКОВ 173
Глава IV. Подготовка металлических порошков к формованию . . . 180
Глава V. Уплотнение порошков в пресс-форме 187
1. Процессы, происходящие при прессовании 187
2. Зависимость плотности брикета от давления прессования ....... 191
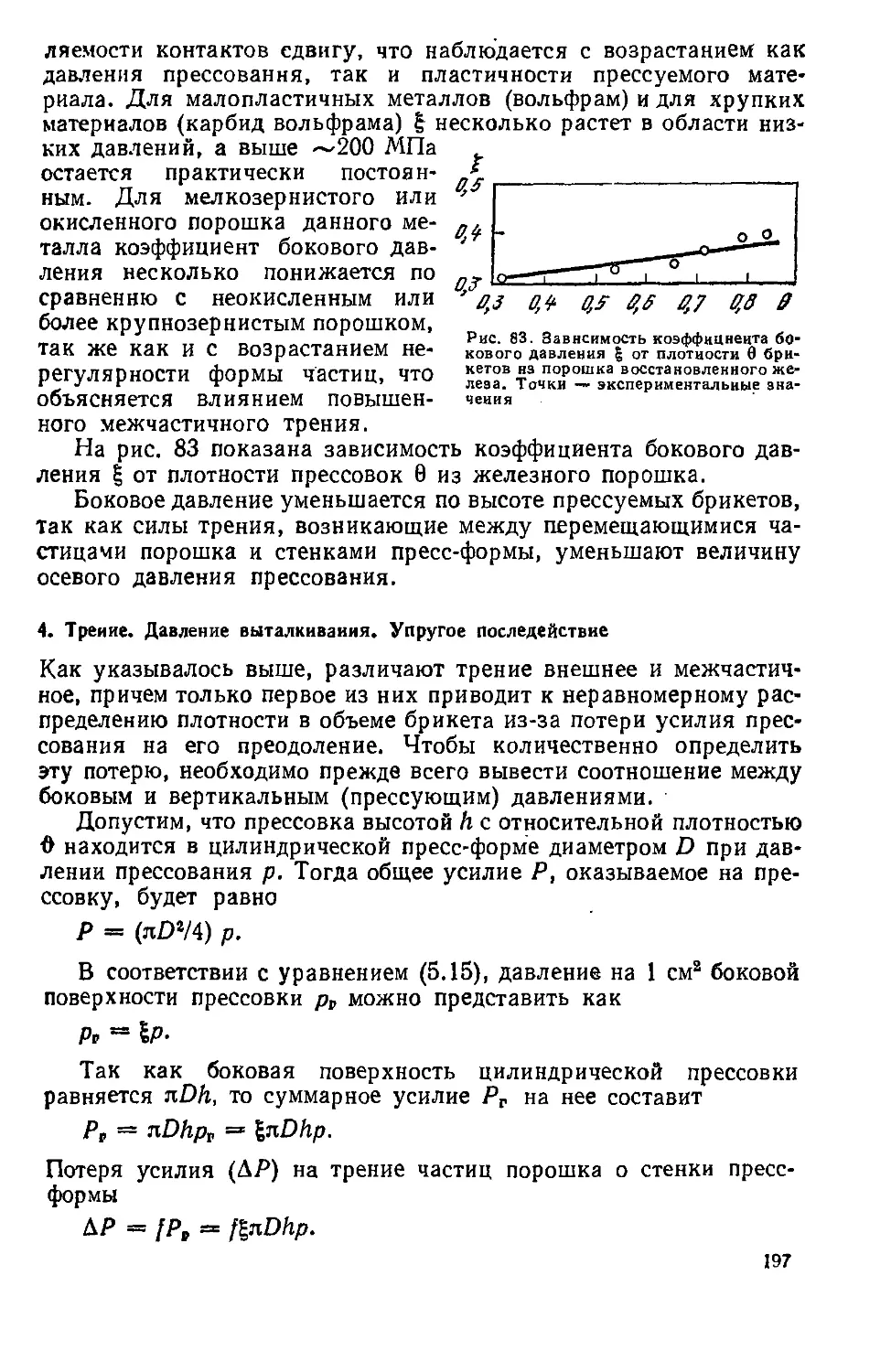
3. Боковое давление . 195
4. Трение. Давление выталкивания. Упругое последействие 197
5. Прессование со смазкой 202
6. Прочность прессовок . . . 203
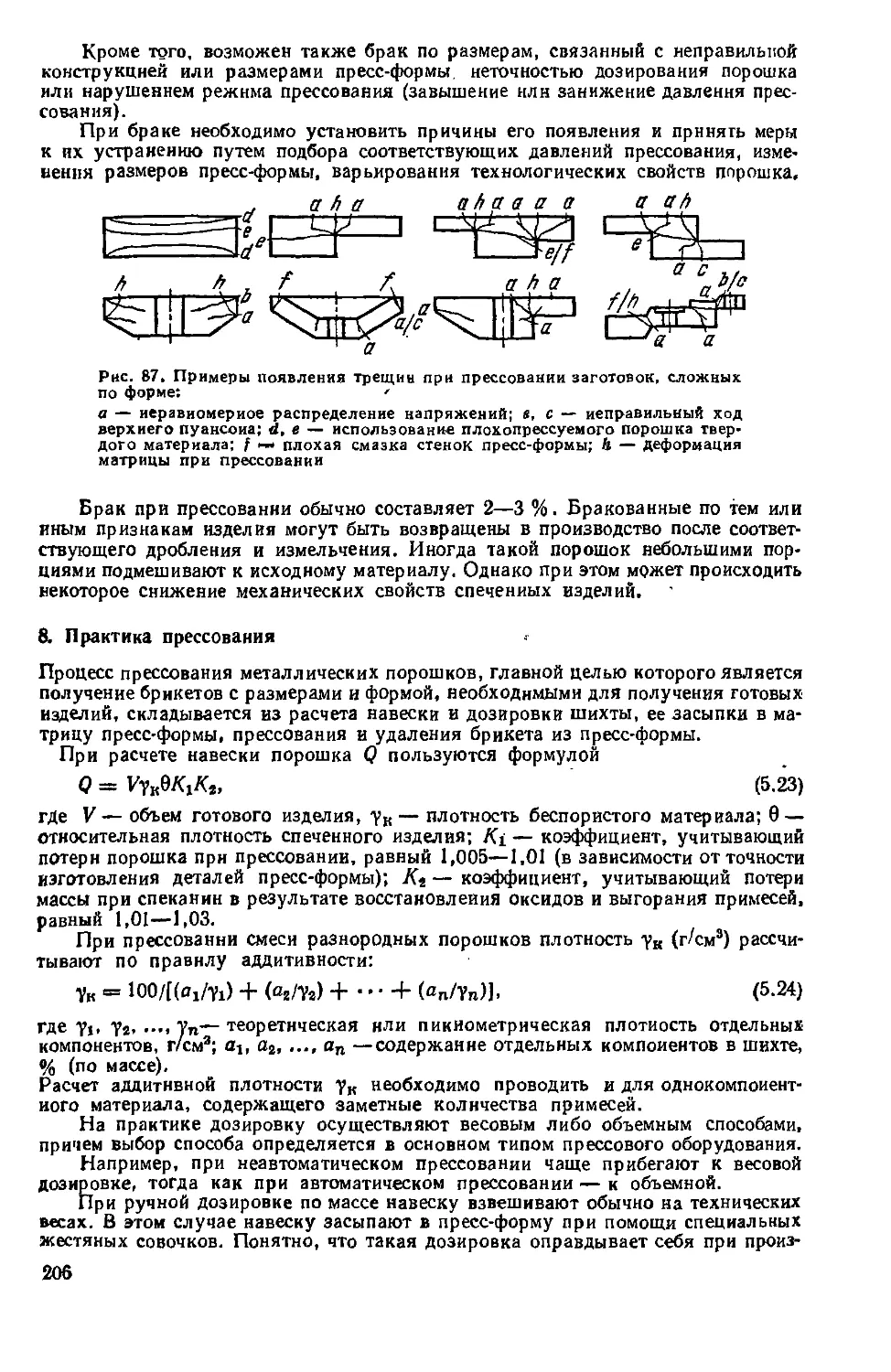
7. Брак при прессовании и факторы, способствующие его появлению . . . 205
8. Практика прессования 206
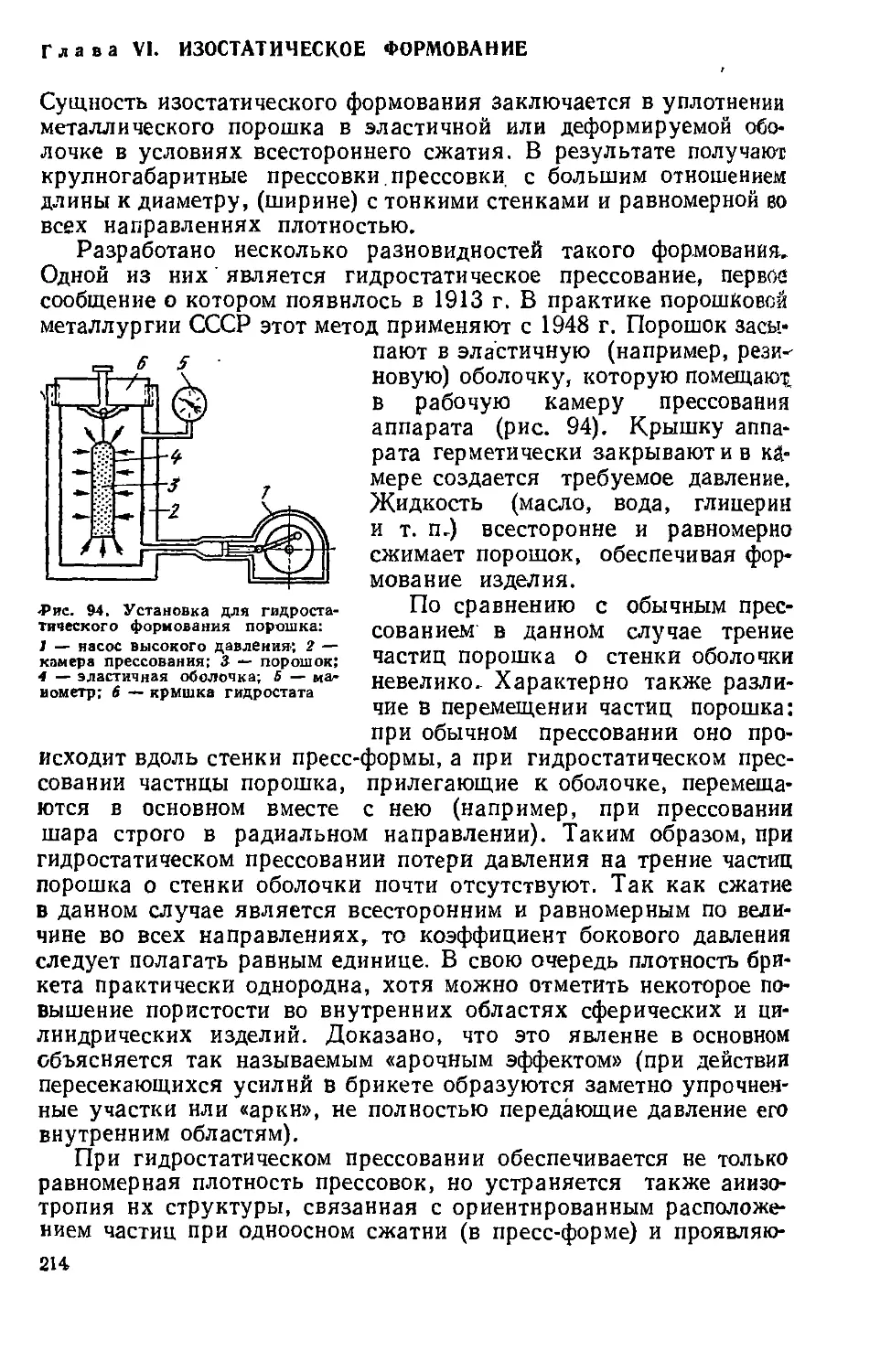
Глава VI. Изостатическое формование 214
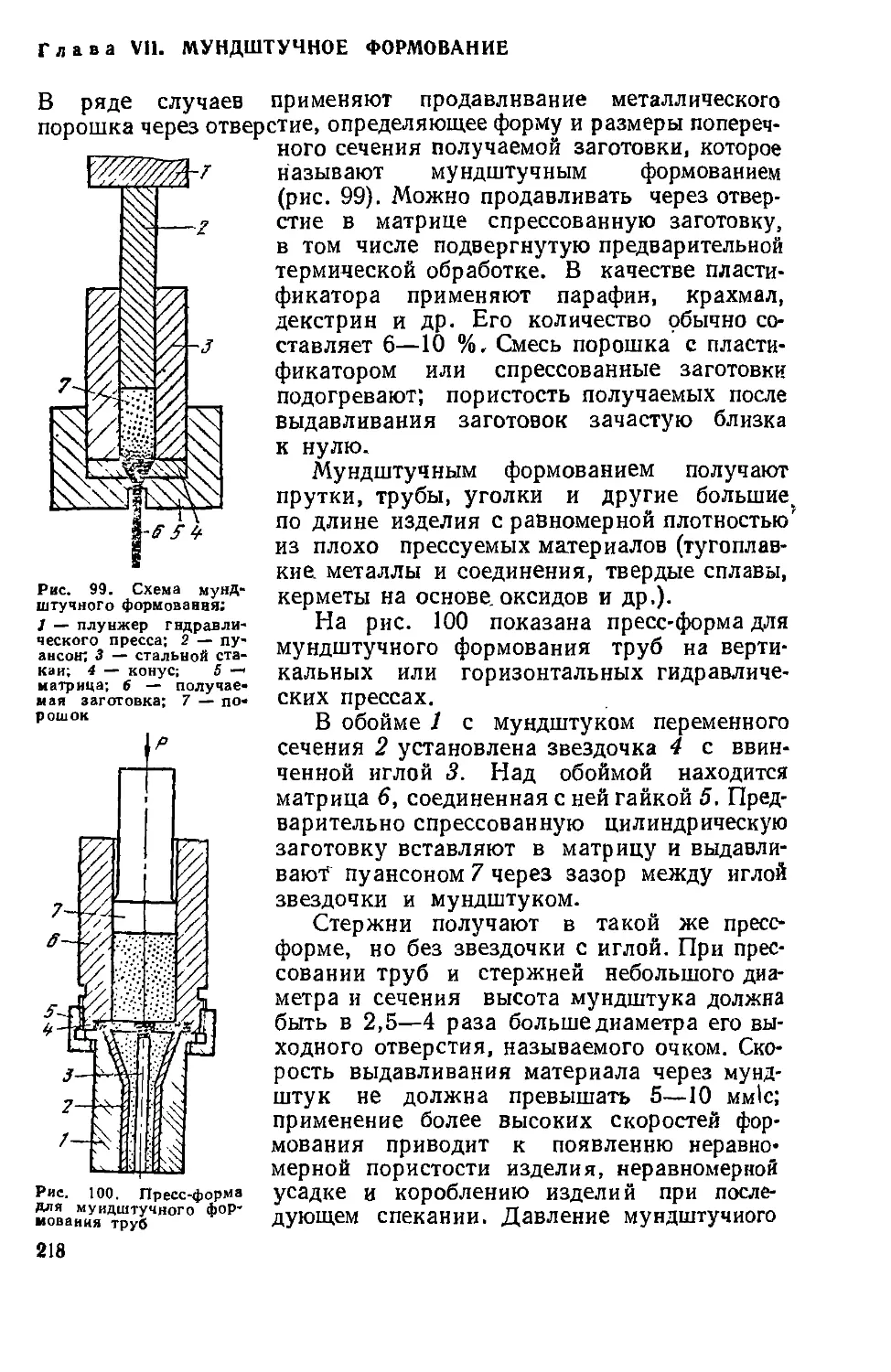
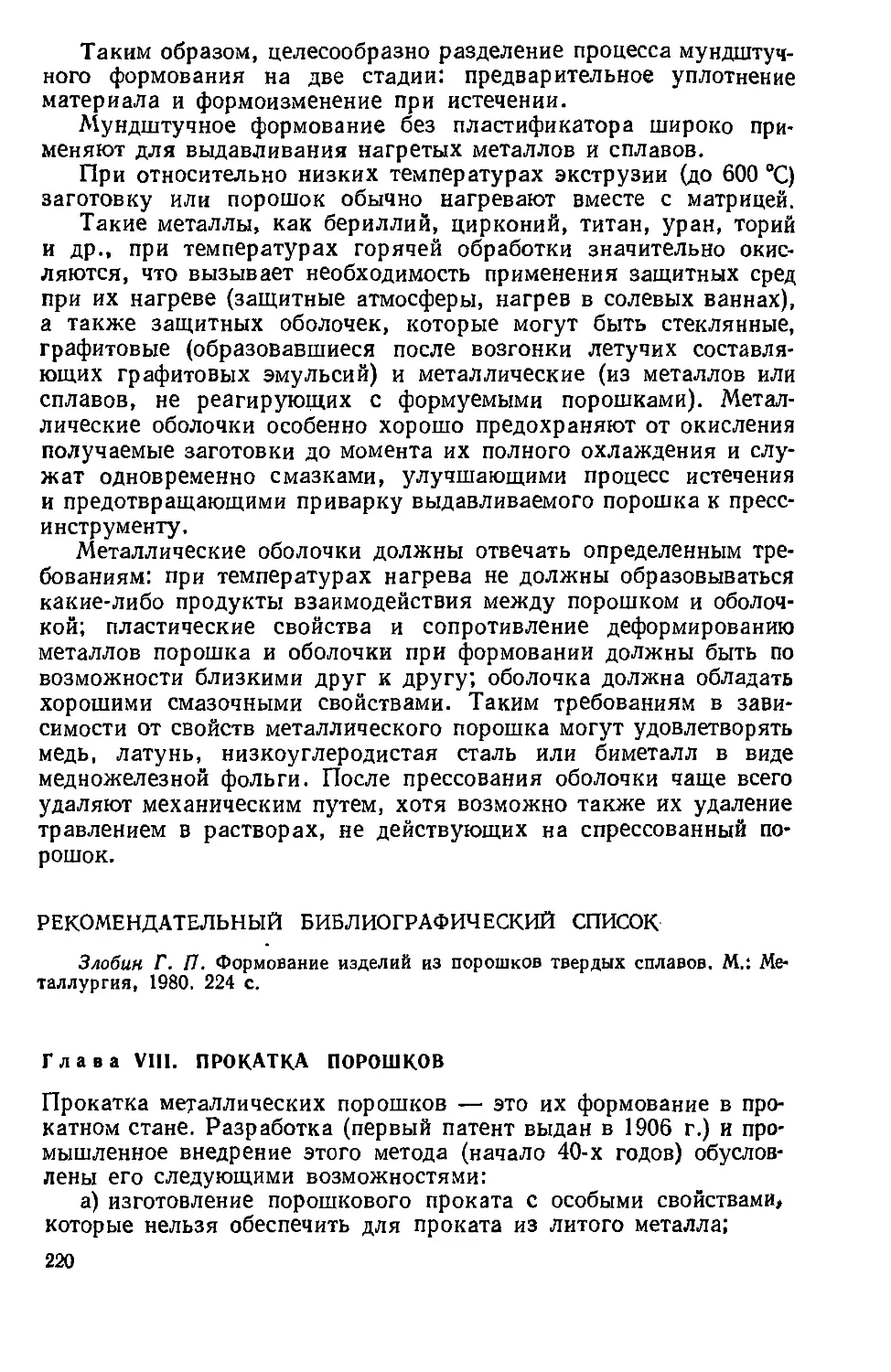
Глава VII. Мундштучное формование . .... . 218
Глава VIII. Прокатка порошков 220
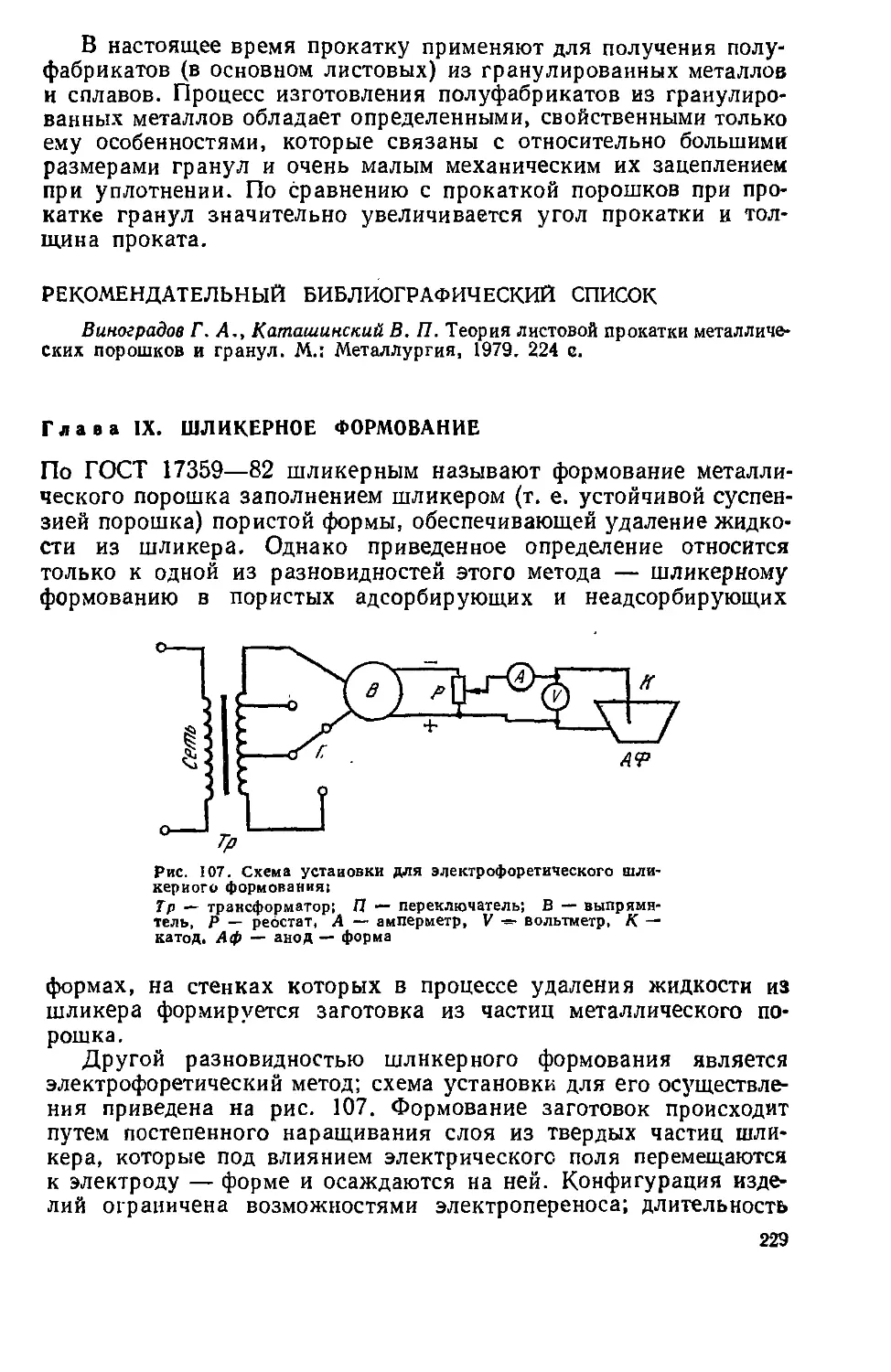
Глава IX. Шликерное формование , . . 229
1. Основные свойства шликеров 230
2. Технология шликерного формования 231
Глава X. Вибрационное формование ...... 235
Глава XI. Импульсное формование . 242
Раздел третий. СПЕКАНИЕ 250
Глава XII. Твердофазное спекание 250
1. Спекание однокомпонентных систем . . . . 250
2. Спекание многокомпонентных систем . . 273
|« 3
Глава XIII. Жидкофазное спекание ....... . 277
1. Процессы, протекающие при жидкофазном спекании . 278
2. Системы с нерастворимыми компонентами 280
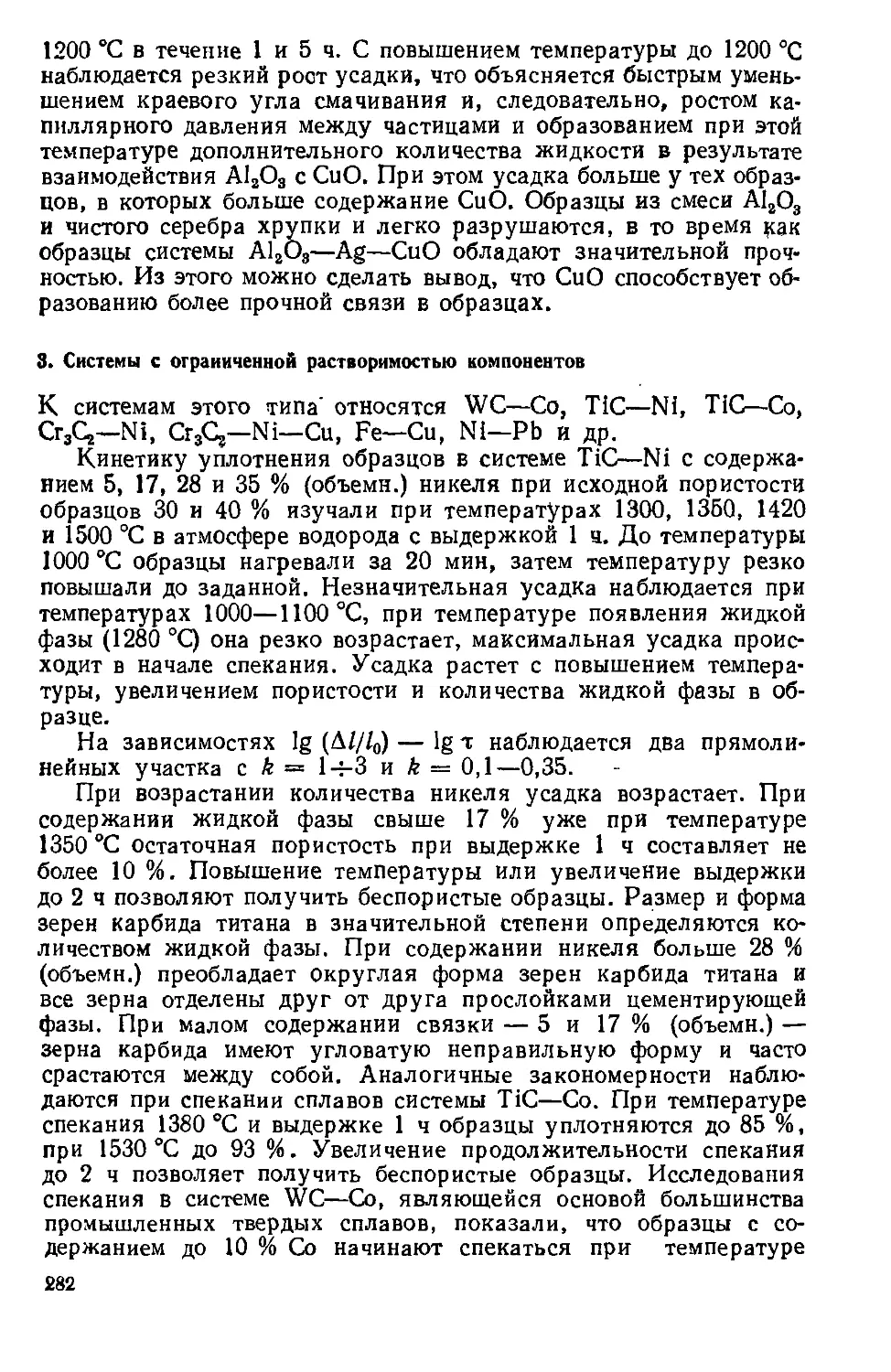
3. Системы с ограниченной растворимостью компонентов . . 282
4. Системы со значительной взаимной растворимостью компонентов . . 283
5. Инфильтрация . . 284
Глава XIV. Практика спекания .... ....... 285
1. Атмосферы спекания и защитные засыпки ................. 285
2. Брак при спекании и меры по его предупреждению 288
Глава XV. Горячее прессование 289
1. Теория процесса . . . . 289
2. Закономерности горячего прессования 292
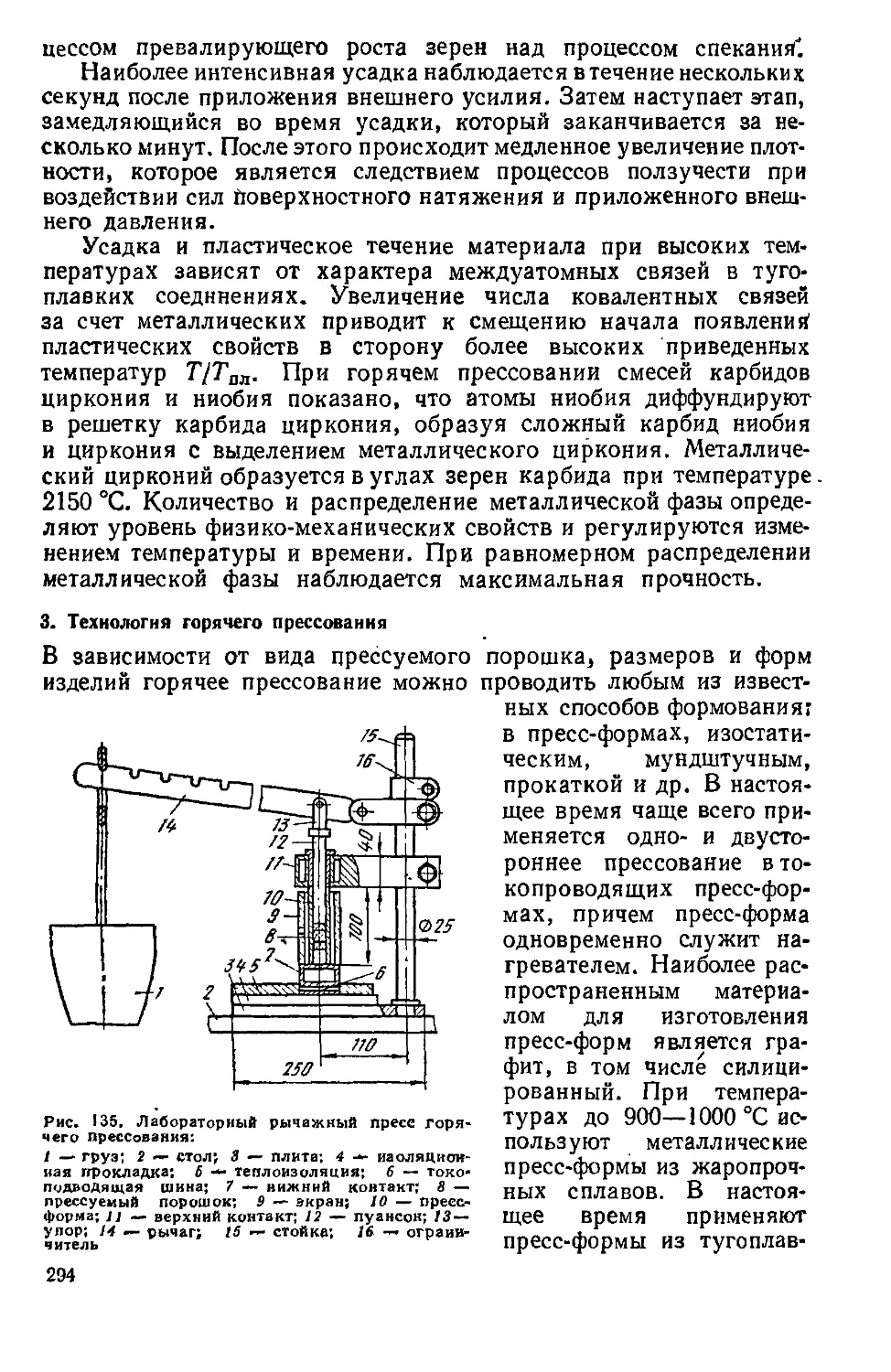
3. Технология горячего прессования .......... .... . 294
Часть II. ТЕХНОЛОГИЯ, СТРУКТУРА И СВОЙСТВА ПОРОШКОВЫХ
МАТЕРИАЛОВ . 297
Глава I. Спеченные антифрикционные материалы ...... 297
1. Материалы на основе железа ... 298
2. Материалы с твердыми смазками . . 305
3. Материалы на основе меди . 312
4. Материалы на основе углерода 315
Глава II. Пористые порошковые материалы ........... 321
Глава III. Фрикционные материалы . 332
Глава IV. Электротехнические материалы . . . ... ... ... . 339
1. Материалы электротехнических контактов . . 339
2. Магнитные материалы 345
Глава V. Спеченные конструкционные материалы . ...... 358
1. Спеченные конструкционные стали ....... .......... . 358
2. Спеченные титановые сплавы 379
3. Порошковые алюминиевые сплавы 386
Глава VI. Жаропрочные, жаростойкие и композиционные материалы 389
1. Тугоплавкие металлы 390
2. Спеченные сплавы тугоплавких металлов 396
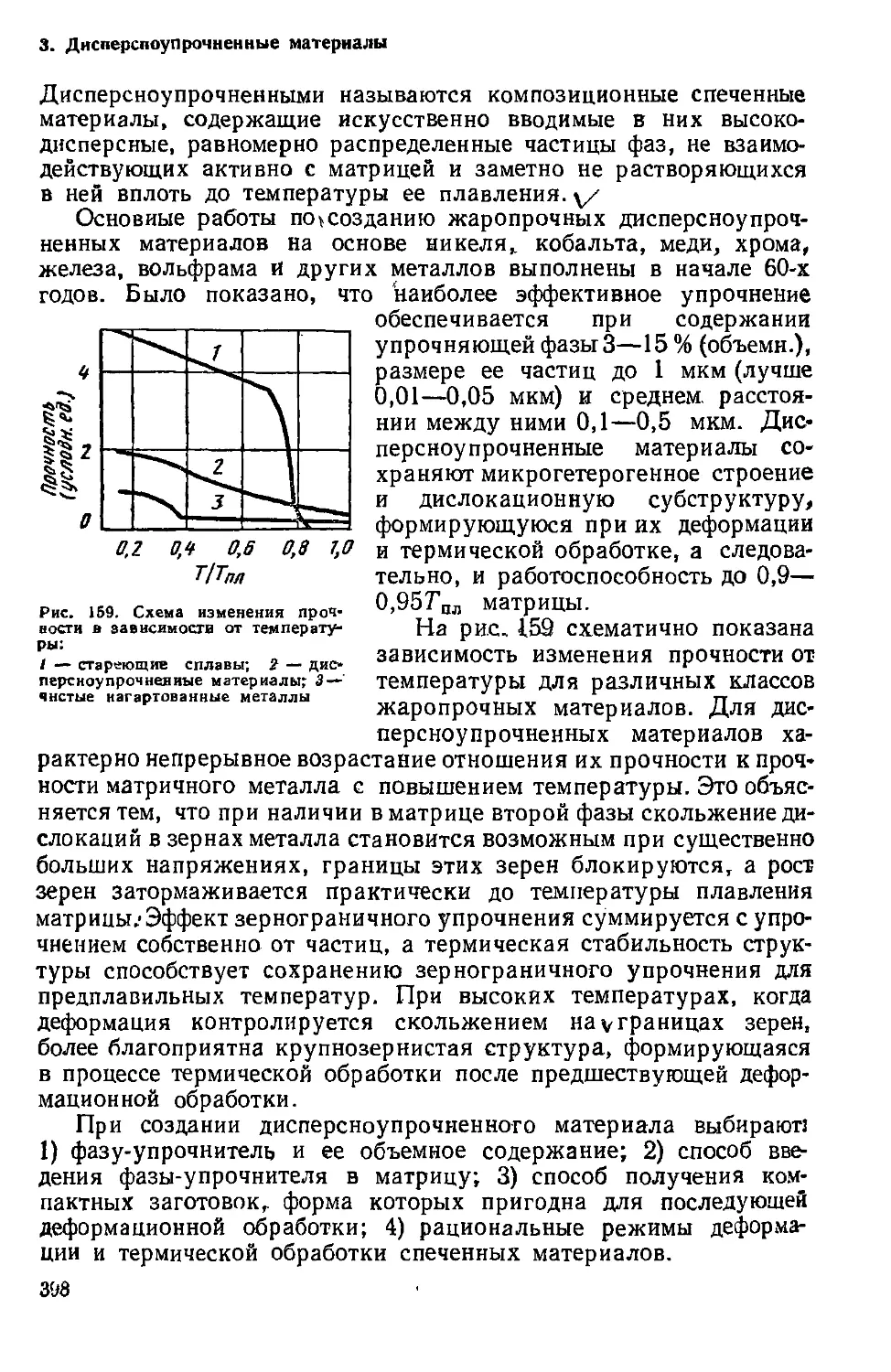
3. Дисперсноупрочненные материалы 398
4. Волокнистые композиционные материалы . 405
Глава VII. Тугоплавкие и твердые бескислородные соединения и
материалы иа их основе 410
Глава VIII. Твердые сплавы 428
1. Назначение твердых сплавов 428
2. Основные принципы конструирования структуры твердых сплавов . . 429
3. Получение и использование специальных марок твердых сплавов . 455
4. Технологическая схема производства твердых сплавов 456
5. Минералокерамические твердые сплавы 459
6. Сверхтвердые композиционные материалы . . 462
7. Порошковая быстрорежущая сталь ................ 464
Глава IX. Материалы для современной энергетики . 467
Глава X. Эрозионностойкие материалы 473
Часть III. НАПЫЛЕННЫЕ ПОКРЫТИЯ 482
4
Раздел первый. ТЕОРИЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА¬
ПЫЛЕНИЕМ 482
Глава I. Нанесение н структура газотермических покрытий ..... 482
1. Методы нанесения 482
2. Строение покрытия 489
3. Механизм и кинетика физико-химических процессов, ведущих к проч¬
ному сцеплению напыляемых частиц . 497
Глава II. Строение и свойства напыляемой поверхности .... 504
1. Поверхность твердого тела 504
2. Физическая неоднородность 506
3. Химическая неоднородность 508
4. Поверхностная энергии 508
5. Адсорбция 512
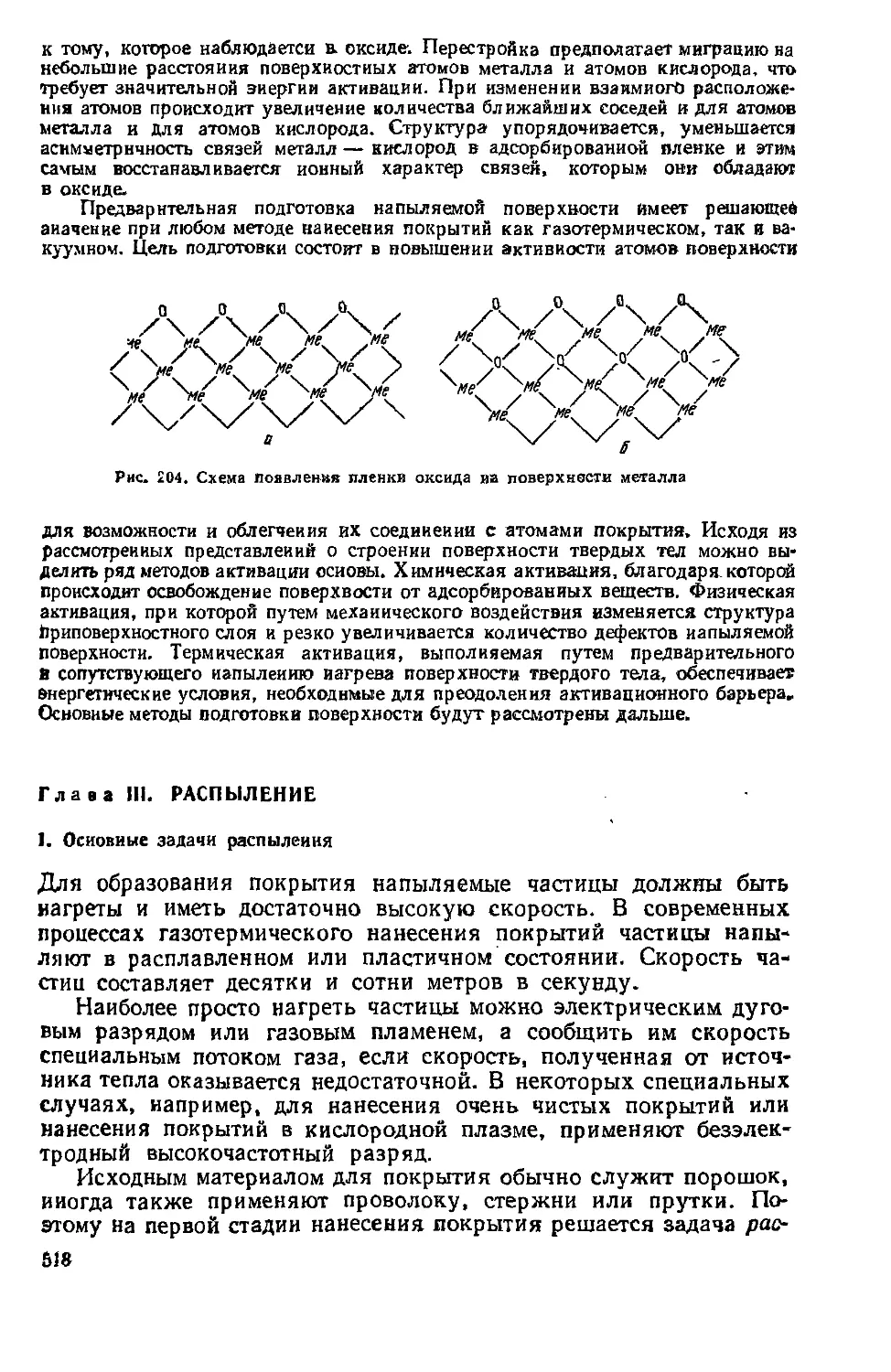
6. Окисление 516
Глава III. Распыление 518
1. Основные задачи распыления 518
2. Дуговой разряд 519
3. Плазменное напыление 523
Глава IV. Термические и гидродинамические параметры взаимодей¬
ствия частиц с поверхностью изделия ......... 531
1. Тепловые процессы иа поверхности основы 531
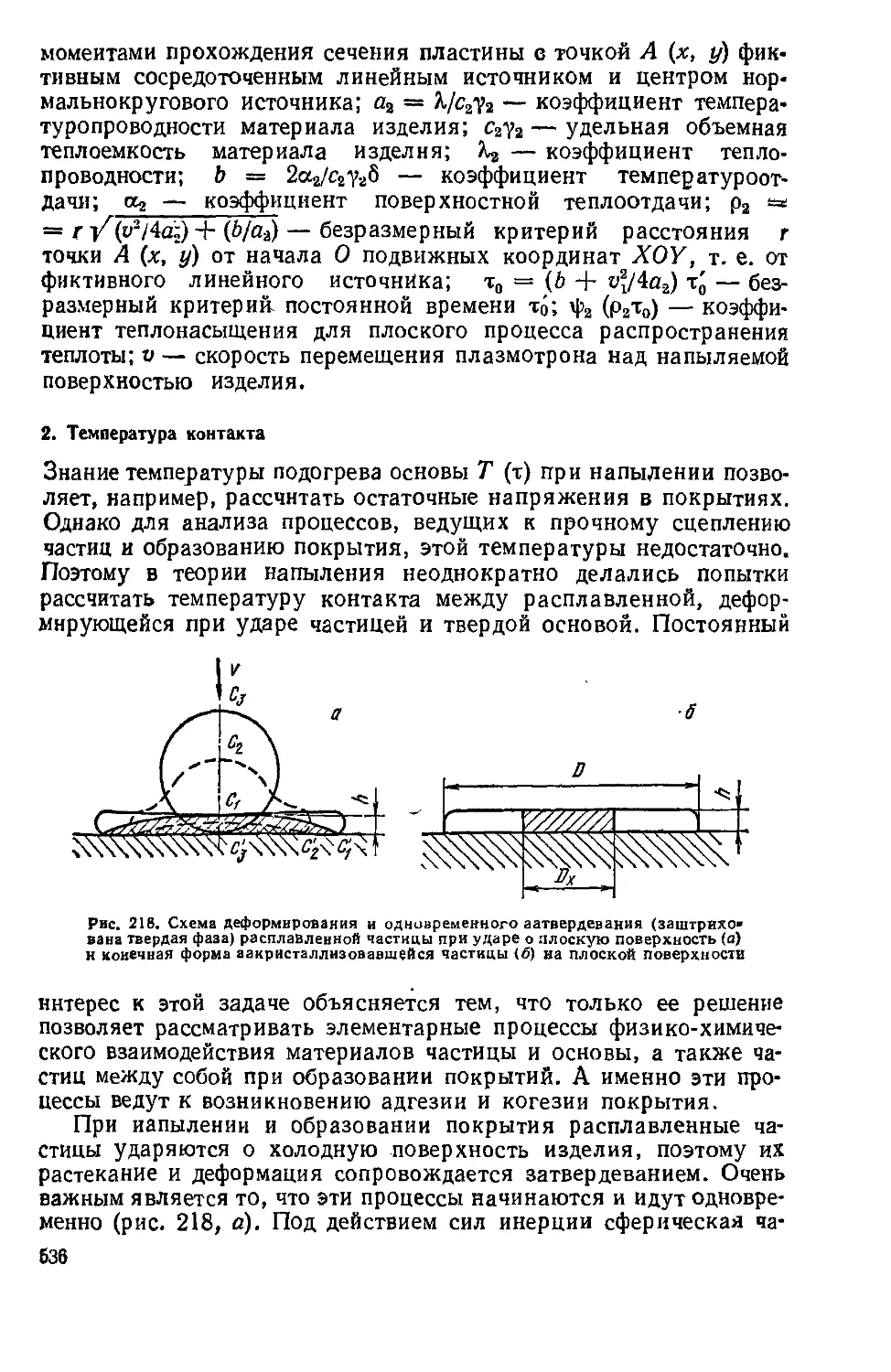
2. Температура контакта 536
3. Удар частиц 543
Глава V. Образование покрытия 547
1. Пространственно-временные условия 547
2. Энергия активации 550
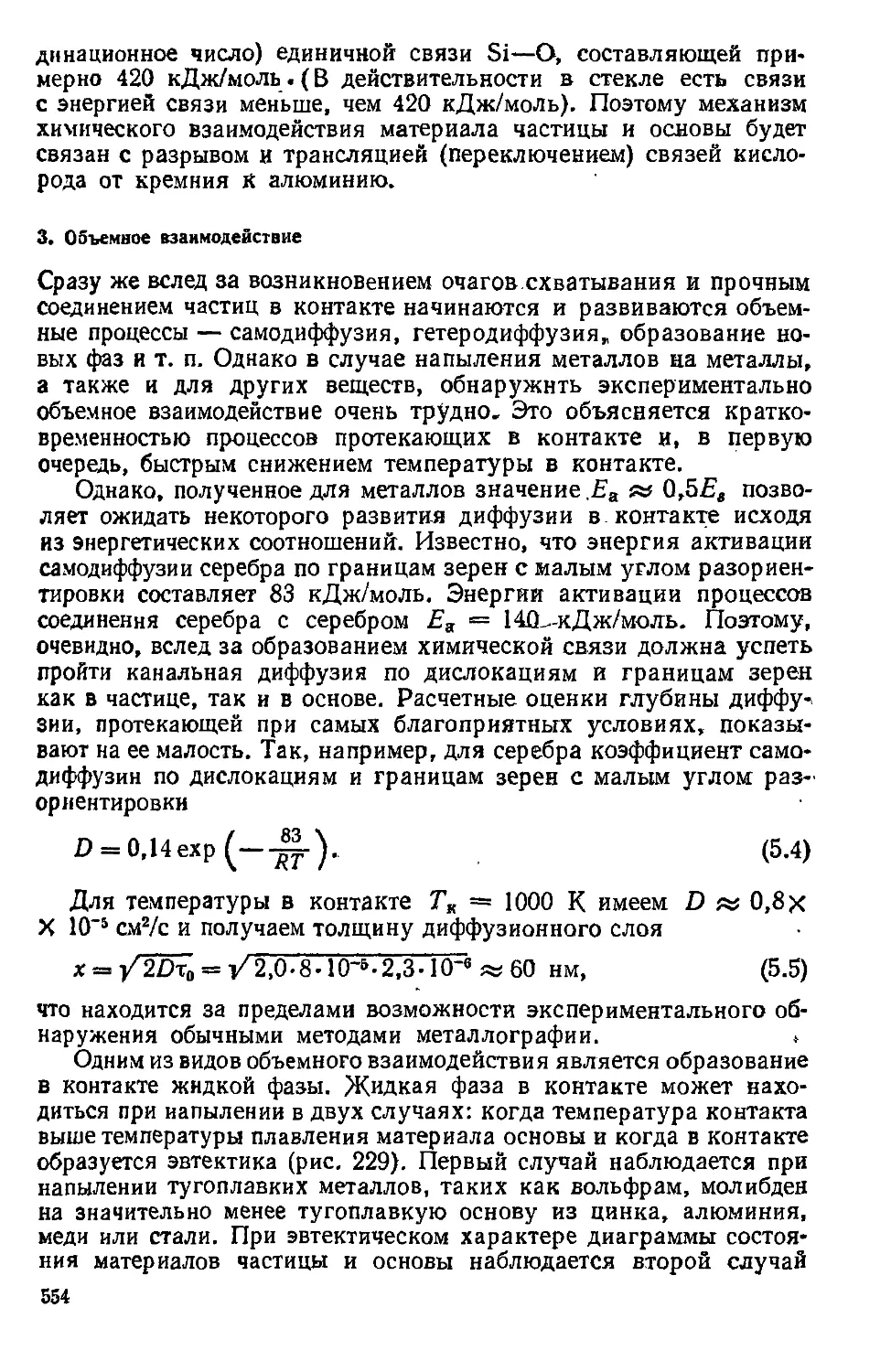
3. Объемное взаимодействие 554
4. Формирование слоя покрытия и его свойства 555
5. Регулирование свойств покрытий 564
Глава VI. Нанесение покрытий конденсацией в вакууме ...... 575
1. Испарение 575
2. Распыление 581
3. Конденсация 584
4. Образование покрытия 589
Раздел второй. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ
НАПЫЛЕНИЯ ПОКРЫТИЙ 592
Глава VII. Общие вопросы технологии газотермического и вакуум¬
ного конденсационного напыления покрытий 592
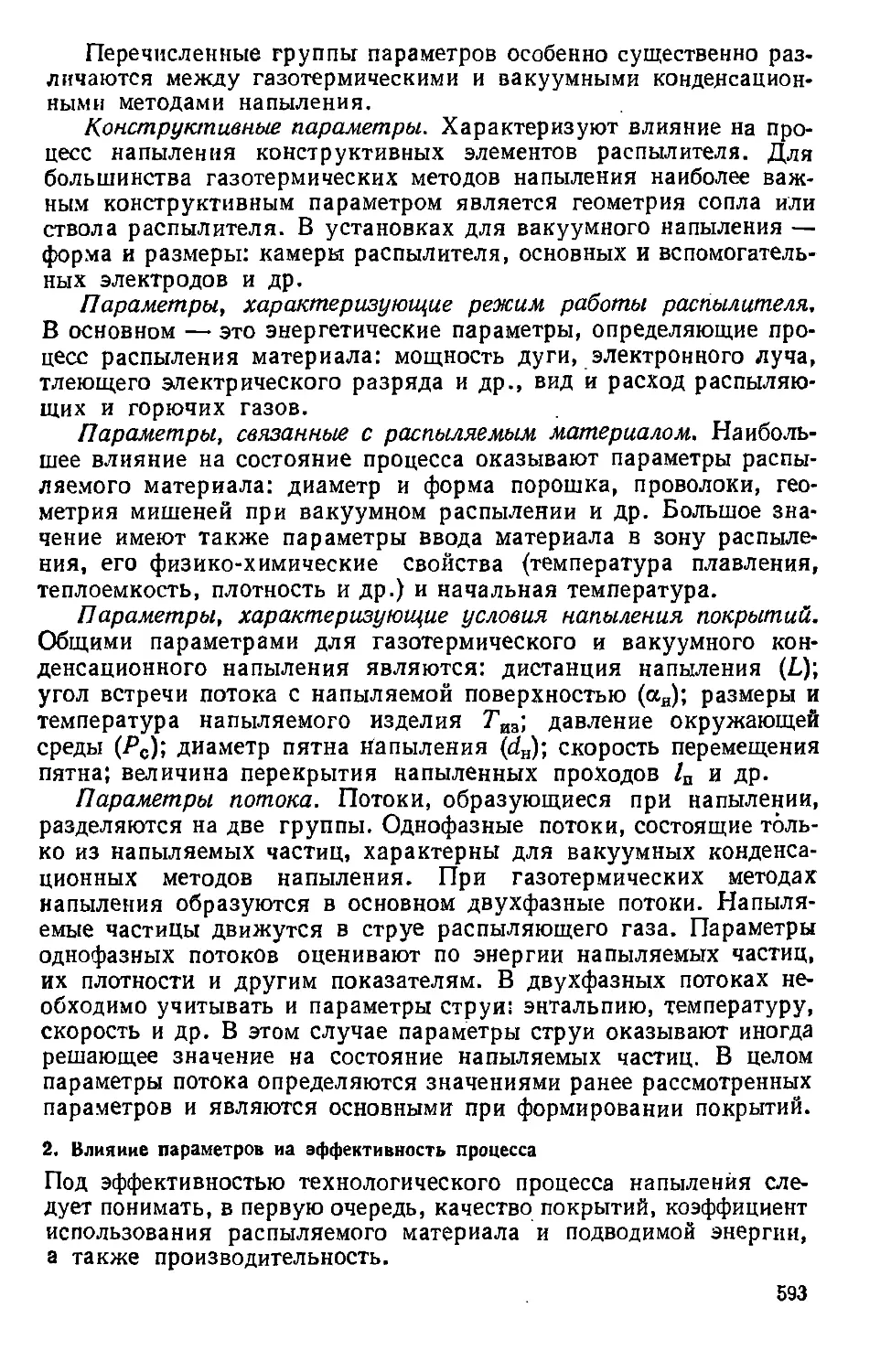
1. Схема процесса и основные параметры напыления ......... 593
2. Влияние параметров иа эффективность процесса ......... 593
Глава VIII. Технологические особенности газотермических методов
напыления покрытий 595
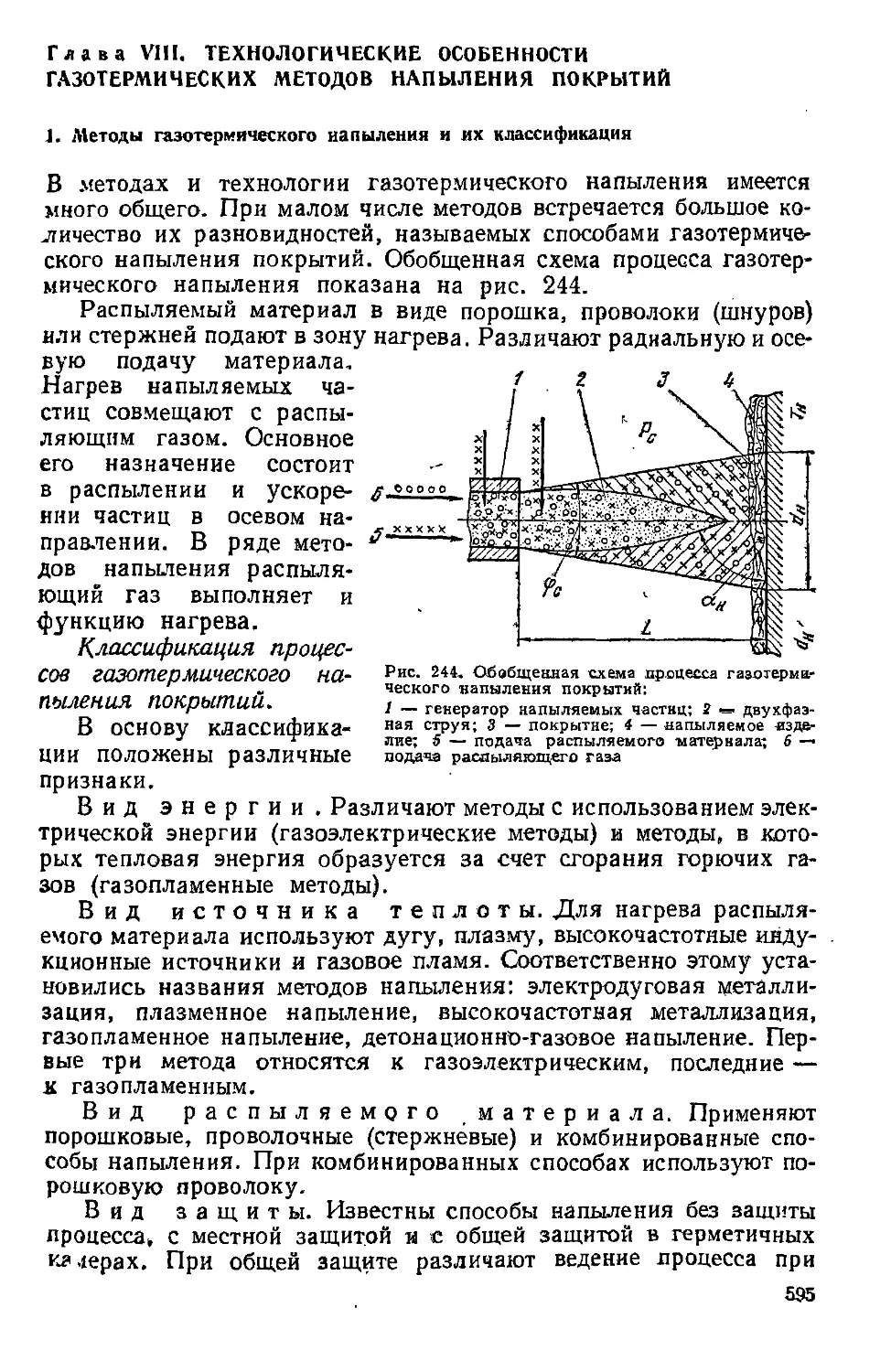
1. Методы газотермического напыления и их классификация. . . . 595
2. Основные общие параметры газотермического напыления и их влияние
на эффективность процесса 596
3. Способы и технологические особенности плазменного напыления . . . 600
4. Способы и технологические особенности газопламенного напыления (ЦЗ
5. Способы и технологические особенности детонационно-газового напы¬
ления ....... 617
5
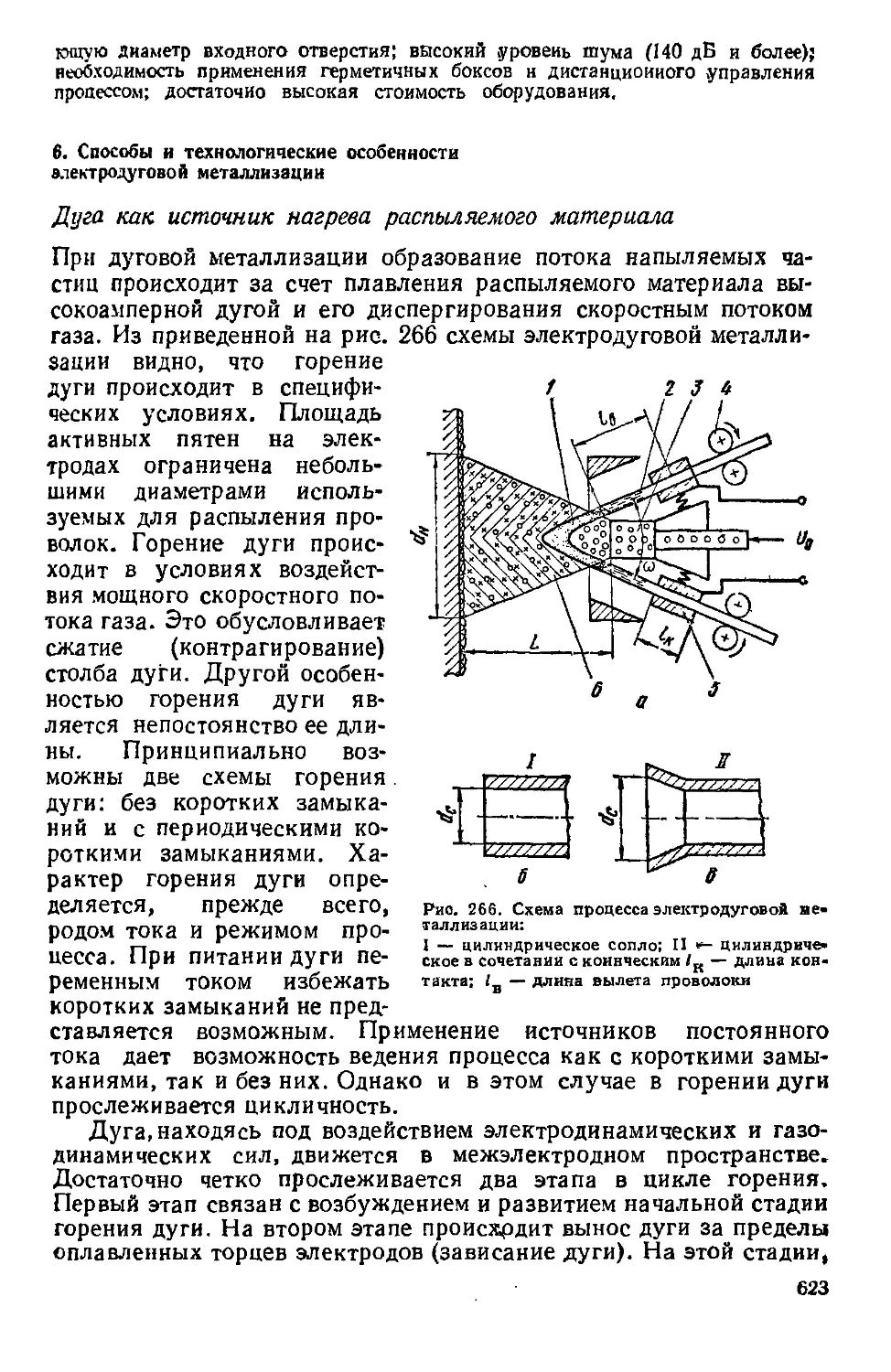
6. Способы я технологические особенности электродуговой металлизации 623
7. Высокочастотная металлизации (ВЧМ) и ее технологические особенности 628
Г л а а а IX. Оборудование для газотермического напыления покрытий 630
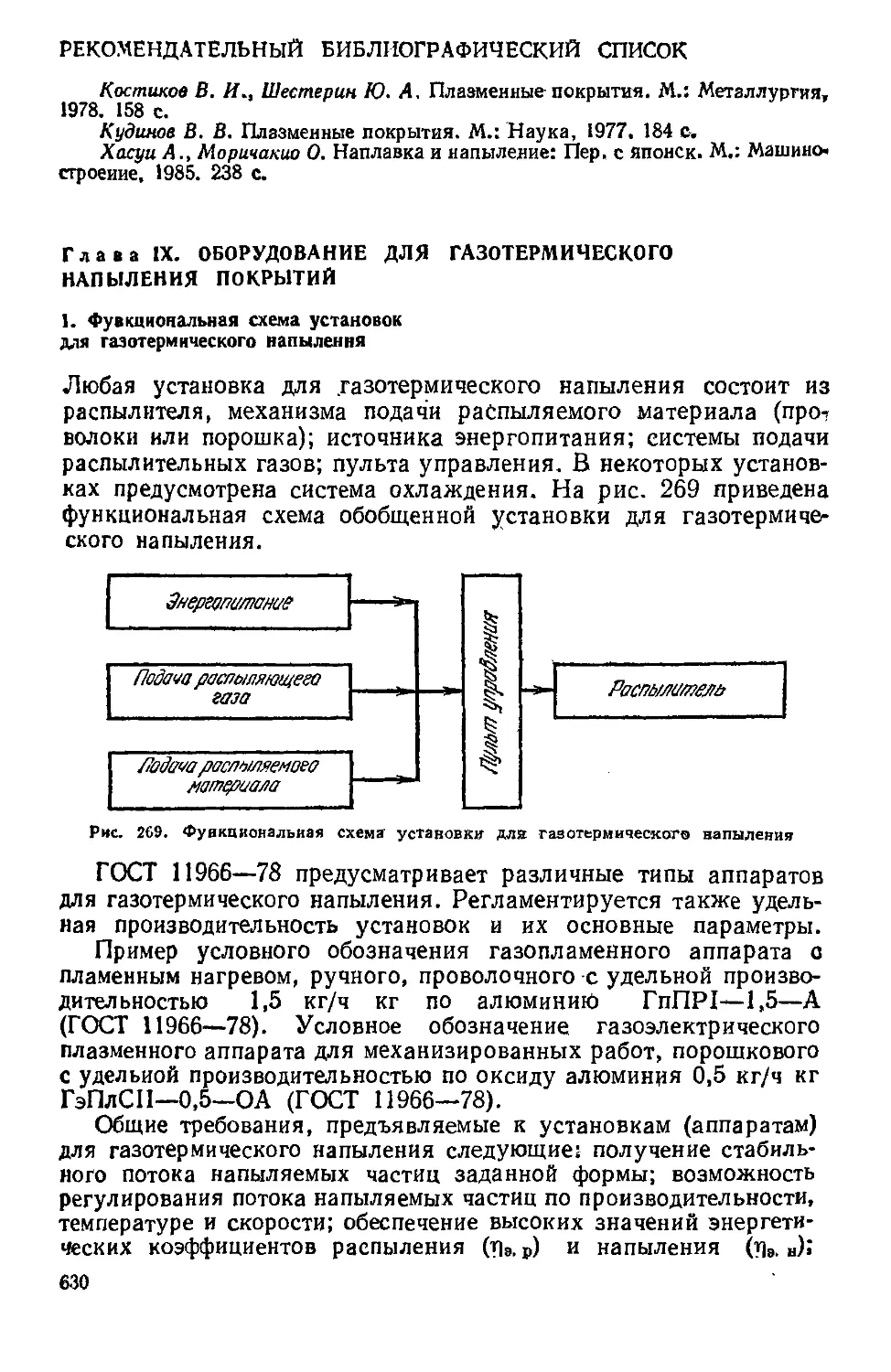
1. Функциональная схема установок для газотермического напыления 630
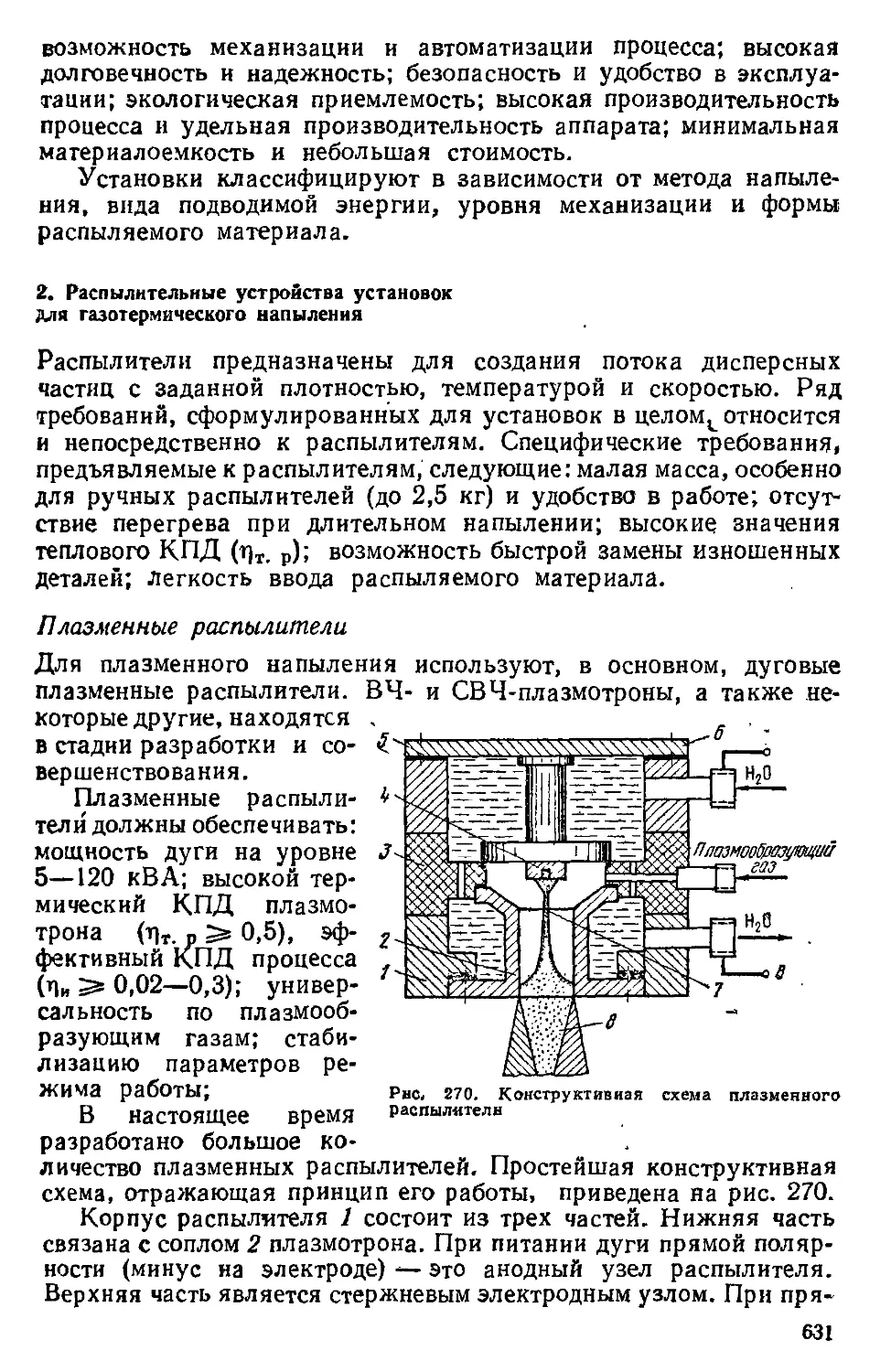
2. Распылительные устройства установок для газотермического напыления 631
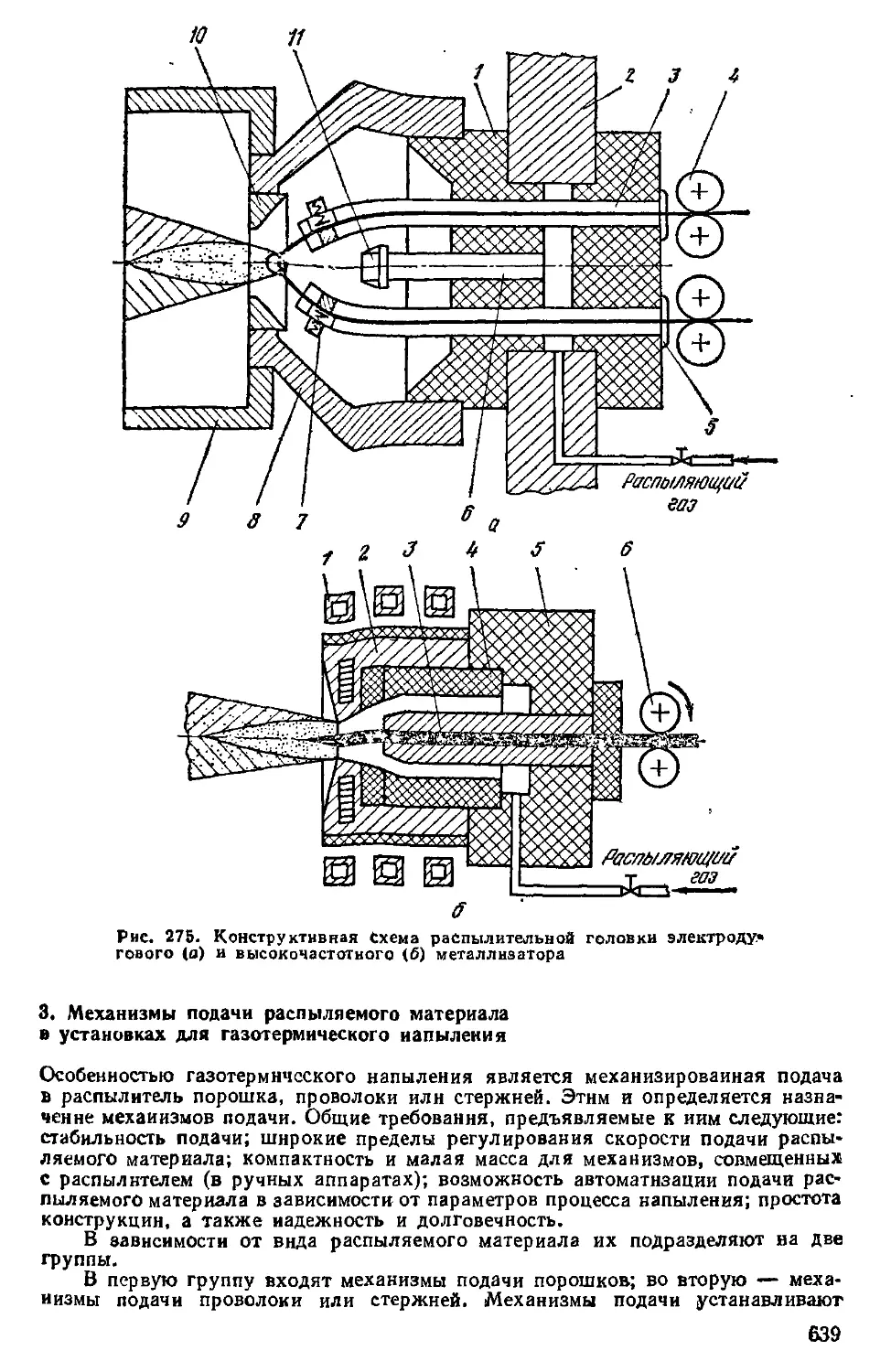
3. Механизмы подачи распыляемого материала в установках для газо¬
термического напыления . . 639
4. Системы газопитания в установках для газотермического напыления 645
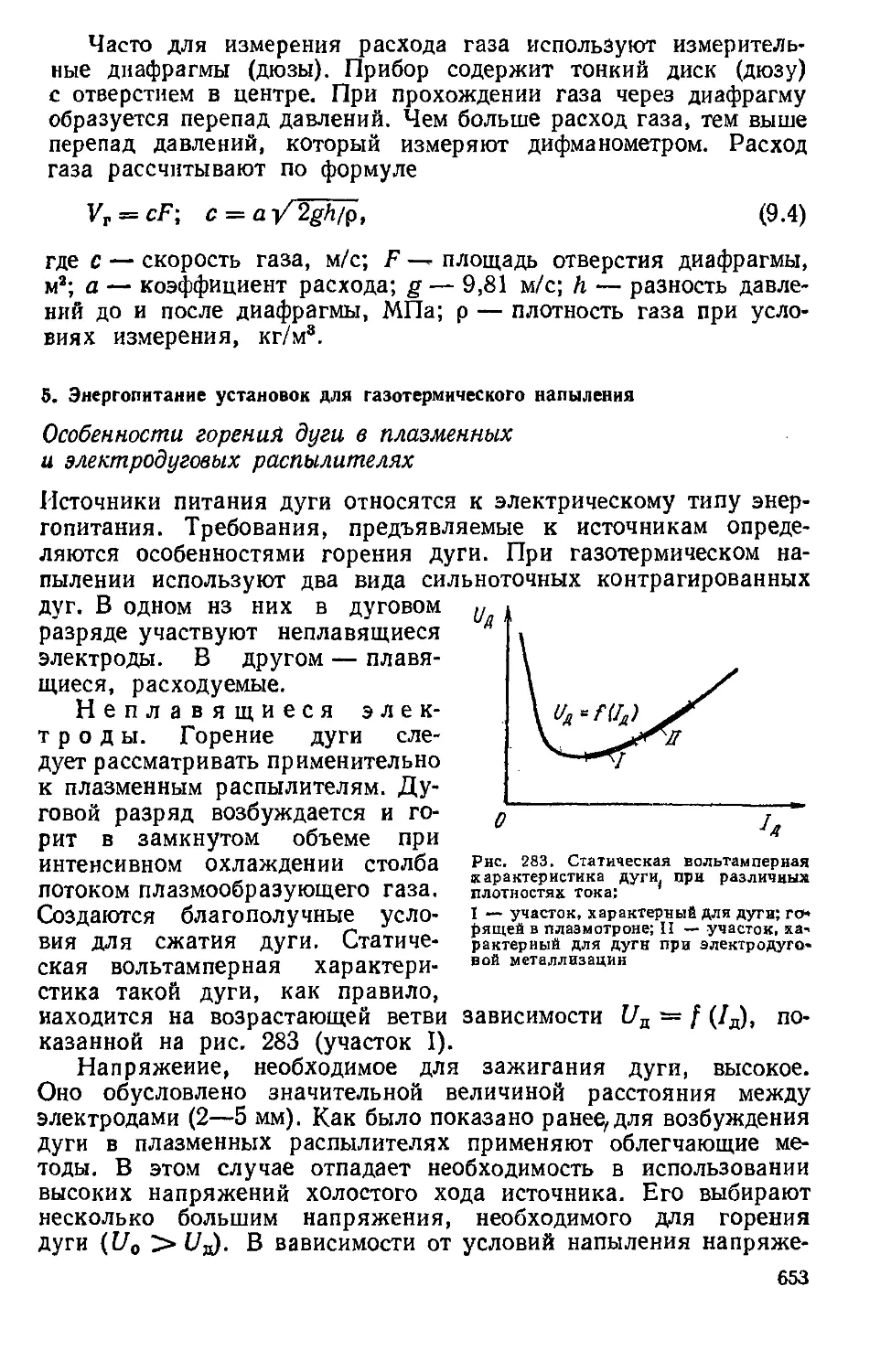
5. Энергопитание установок для газотермического напыления 653
6. Установки для газотермического напыления 663
Глава X. Технологические особенности вакуумных конденсационных
методов напыления покрытий 674
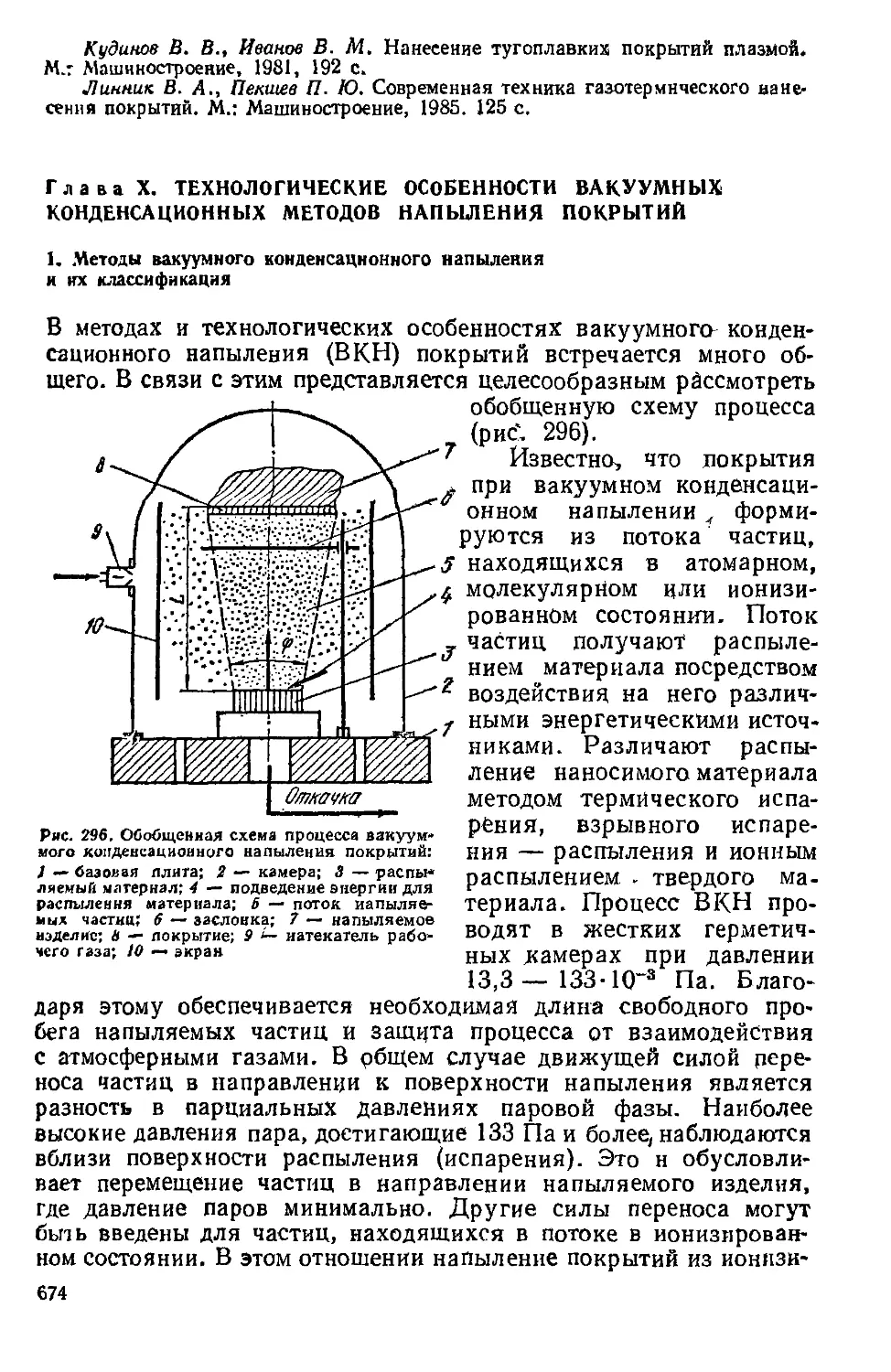
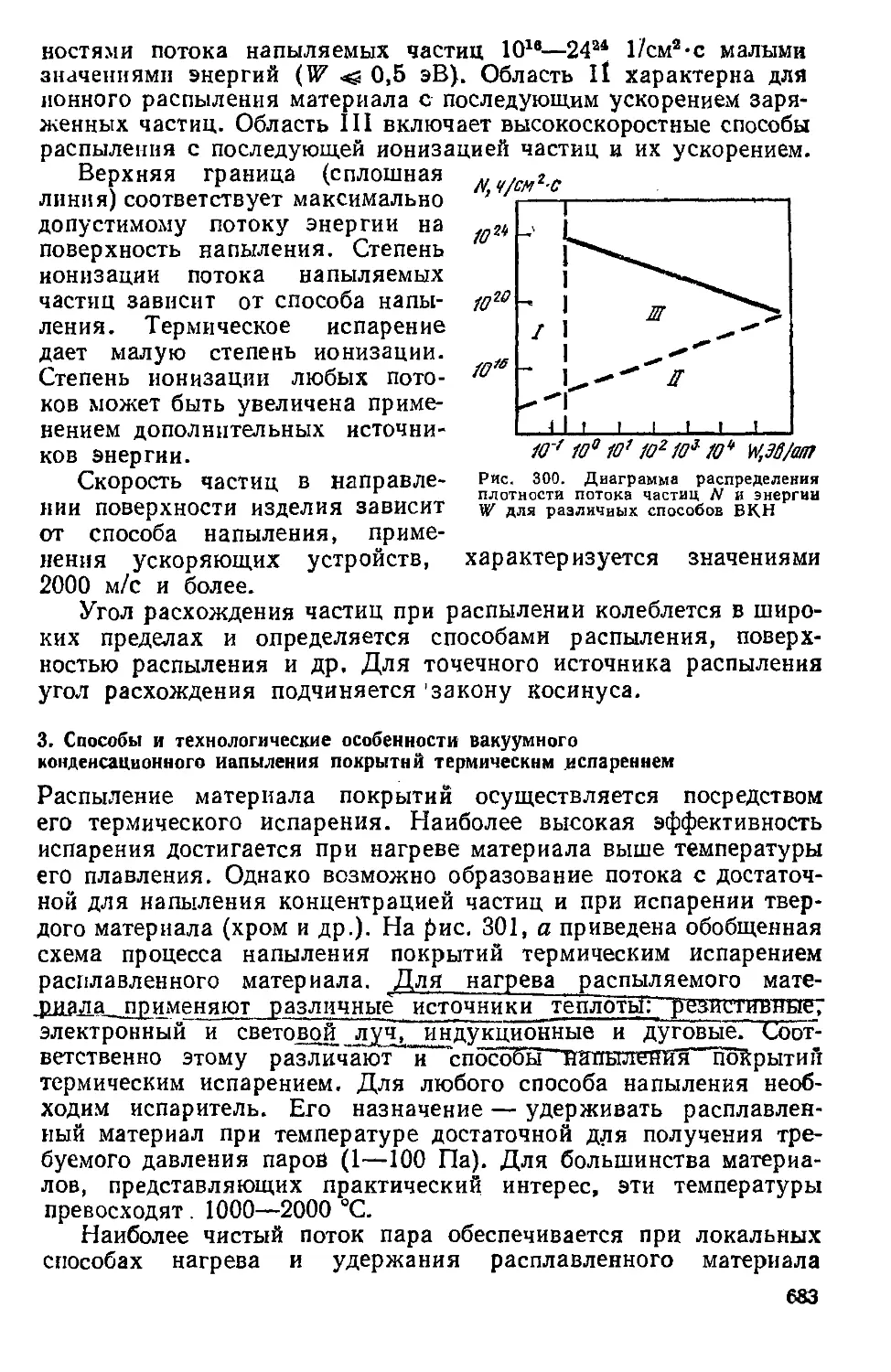
1. Методы вакуумного конденсационного напыления и их классификация 674
2. Основные общие параметры вакуумного конденсационного напыления
и их влияние на эффективность процесса . . . . . 677
3. Способы и технологические особенности вакуумного конденсационного
напыления покрытий термическим испарением 683
4. Способы и технологические особенности вакуумного конденсацион¬
ного напыления покрытий взрывным распылением материала 693
5. Способы и технологические особенности вакуумного конденсационного
напыления покрытий ионным распылением 697
6. Вакуумное конденсационное реакционное напыление покрытий . . . 706
Глава XI. Оборудование для вакуумного конденсационного напыления
покрытий ....... ........ ..... . . 708
1. Основные элементы установок и их классификация ........ 708
2. Вакуумная система установок 710
3. Устройства для испарения и распыления материала. Распылители 711
4. Системы электропитания в установках для вакуумного конденсацион¬
ного напыления . 716
5. Установки для вакуумного конденсационного напыления покрытий 721
Глава XII. Технология газотермического и вакуумного конденсацион¬
ного напыления покрытий ..... 726
1. Выбор типа покрытий 726
2. Выбор состава покрытия и его толщины . . . 727
3. Применение промежуточных слоев 729
4. Выбор методов и способов напыления покрытий 731
5. Порошки для газотермического напыления и способы их подготовки 731
6. Проволока и стержни для газотермического напыления покрытий.
Способы их подготовки 735
7. Распыляемые материалы Для вакуумного конденсационного напыле¬
ния покрытий . 736
8. Подготовка поверхности напыляемых изделий 737
9. Последующая обработка напыленных покрытий . 743
10. Контроль напыленных покрытий . 746
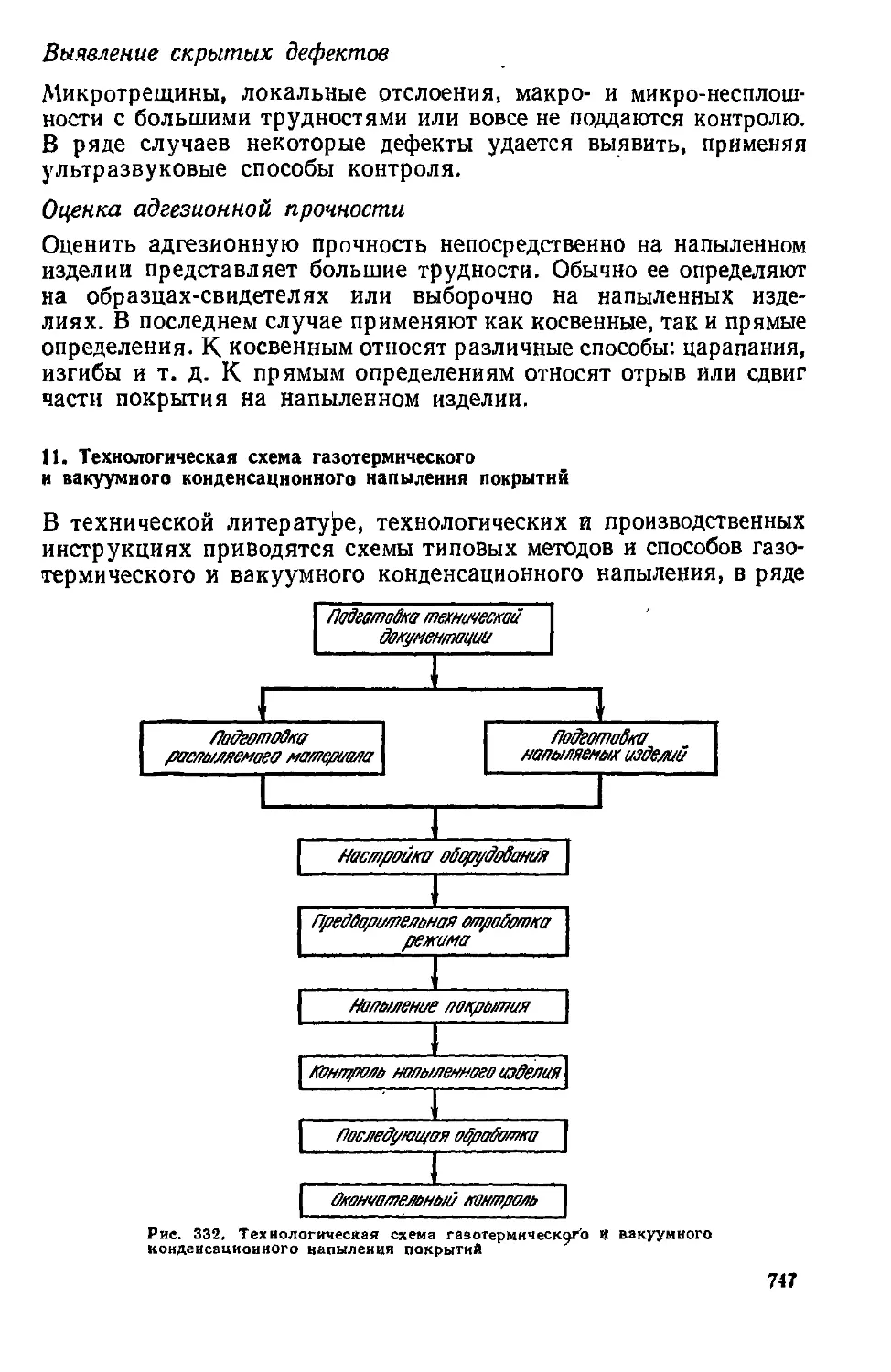
11. Технологическая схема газотермического и вакуумного конденсацион¬
ного напыления покрытий . 747
Главе XIII. Напыление покрытий из различных материалов газо¬
термическими и вакуумными конденсационными методами 748
1. Напыление чистых металлов 749
2. Напыление металлических сплавов 752
3. Напыление соединений металлидного типа и сплавов на их основе . . 757
4. Напыление соединений металлоидного типа 762
5. Напыление оксидных покрытий , . 781
Предметный указатель . . . .. .... .. ... .. ........... . 791
6
ПРЕДИСЛОВИЕ
Основными направлениями экономического и социального раз¬
вития СССР на 1986—1990 годы и на период до 2000 года преду¬
сматривается интенсификация работ по созданию высокоэффек¬
тивного оборудования и материалов, а также новых технологиче¬
ских процессов.
В этом направлении значительное место занимает порошковая
металлургия, позволяющая получать материалы и изделия из
них, которые нецелесообразно или невозможно изготовить дру¬
гими методами. В первую очередь это тугоплавкие материалы,
сложнолегированные жаропрочные сплавы, псевдосплавы, ком¬
позиции из металлов с неметаллами, пористые материалы и из¬
делия из них. При использовании метода порошковой металлур¬
гии существенно уменьшается материалоемкость изделий, увели¬
чивается коэффициент использования материала, повышается
производительность труда, снижаются энергозатраты.
Кроме того, в последние два десятилетия порошкообразные
материалы широко применяют в качестве исходного сырья для
нанесения покрытий.
Напыление покрытий газотермическими и вакуумными кон¬
денсационными методами позволяет изготавливать изделия с ши¬
роким диапазоном свойств поверхности. Использование напылен¬
ных покрытий многоцелевого назначения позволяет резко сокра¬
тить расход металлов за счет повышения надежности и долговеч¬
ности в эксплуатации деталей машин, оборудования и сооруже¬
ний. Важным является использование газотермических порошко¬
вых покрытий для восстановления изношенных деталей, что обус¬
ловило быстрое развитие этих методов и применение их во многих
отраслях народного хозяйства.
В учебнике на основе единого методического подхода изложены
теоретические и практические вопросы порошковой металлур¬
гии, композиционных материалов и напыленных покрытий.
При изложении материала учтены особенности, характеризую¬
щиеся большим разнообразием процессов порошковой металлур¬
гии и методов нанесения напыленных покрытий.
Представленный материал написан в соответствии с типовыми
учебными программами по следующим дисциплинам учебного
плана специальности 0414 «Порошковая металлургия и напылен¬
ные покрытия»:
теория процессов порошковой металлургии;
технология и оборудование порошковой металлургии;
теория процессов напыления покрытий;
технология и оборудование напыления покрытий.
Учебник создан ведущими специалистами вузовских коллекти¬
вов, а также научно-исследовательских институтов и институтов
АН СССР. В нем обобщен передовой опыт отраслевых институтов
и заводов по порошковой металлургии и напыленным покры-
7
тням, нашли отражение действующие и перспективные техноло¬
гии, рассмотрено современное отечественное типовое оборудование
и технологическая оснастка. Он состоит из трех частей: «Про¬
цессы порошковой металлургии», «Технология, структура и
свойства порошковых материалов» и «Напыленные покрытия».
В первой части учебника с единых позиций изложены вопросы
теории получения порошков, их формования и спекания.
Сформулированы требования, предъявляемые к технологическим
процессам порошковой металлургии.
Во второй части рассмотрены технологические процессы полу¬
чения порошковых изделий различного назначения.
Третья часть состоит из двух самостоятельных взаимосвязан¬
ных разделов: «Теория процессов напыления покрытий», «Техно¬
логия и оборудование напыления покрытий».
Авторы выражают благодарность сотрудникам кафедры порош¬
ковой металлургии Томского политехнического института, руко¬
водимой чл. корр. АН СССР В. Е. Паниным, и докт. техн. наук
проф. А. К. Григорьеву за внимательное рассмотрение рукописи,
замечания и пожелания, которые позволили улучшить изложение
материала в учебнике.
ПРОЦЕССЫ ПОРОШКОВОЙ
Часть I МЕТАЛЛУРГИИ
Сущность порошковой металлургии заключается в производстве
порошков и изготовлении изделий из них или их смесей с неме¬
таллическими порошками-.
История метода, связанного с применением порошков металлов,
сплавов и тугоплавких соединений, началась в глубокой древ¬
ности. Уже тогда, как свидетельствуют находки археологов,
порошки золота, меди и бронз применяли как краску и использо¬
вали для декоративных целей в керамике и живописи.
Используя методы порошковой металлургии, можно изготав¬
ливать изделия из тугоплавких металлов, создавать материалы
либо с особыми, часто уникальными составами, структурой и
свойствами, иногда вообще недостижимыми при применении дру¬
гих методов производства, либо с обычным уровнем свойств,
но при существенно лучших экономических показателях полу¬
чения изделий из металлических порошков.
Опыт показывает, что при изготовлении 1000 т порошковых
изделий взамен получаемых из литых металлов экономический эф¬
фект может составить 1—4 млн. руб. прежде всего за счет сокра¬
щения потерь материалов до 5—10 % (при металлообработке литья
и даже проката в стружку теряется до 60—70 % металла, а иногда
и более) и увеличения коэффициента их использования в 2—
3 раза.
Наряду с традиционными методами порошковой металлургии
все большее развитие находят методы штамповки порошковых
заготовок, газостатическое прессование порошков, формовка их
впрыскиванием в матрицу, уплотнение порошков при атмосфер¬
ном давлении, получение порошков в условиях сверхбыстрого
охлаждения (скорость охлаждения 10е—107 °С/с), получение ме¬
таллических порошков из вторичного сырья и другие процессы,
расширяющие возможности порошковой металлургии.
Технологический процесс производства материалов и изделий
методом порошковой металлургии включает получение металли¬
ческих порошков, формование из них заготовок, спекание (на¬
грев) и окончательную обработку (доводка, калибровка, уплотняю¬
щее обжатие, термообработка).
Раздел первый
ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Получение металлического порошка — первая из основных тех¬
нологических операций, характерных для порошковой метал¬
лургии. Состав, структура и другие свойства порошков зависят
как от способа их получения, так и от природы соответствующего
металла. Принято металлические порошки характеризовать по
химическим (содержание основного металла, примесей и загрязне¬
ний, пирофорность и токсичность), физическим (форма, размер,
удельная поверхность, истинная плотность и микротвердость
частиц) и технологическим (насыпная ~плотность, текучесть, уп-
лотняемость, формуемость и прессуемость порошка) свойствам.
Эти свойства зависят от метода получения порошка.
Все имеющиеся способы производства металлических порош¬
ков можно условно разделить на две большие группы. К первой
группе относятся так называемые механические методы (при пре¬
вращении в порошок химический состав исходного материала су¬
щественно не изменяется), а ко второй — физико-химические ме¬
тоды. Иногда с целью улучшения характеристик получаемого
порошка применяют комбинированные методы.
Следует отметить, что в практике порошковой металлургии
нет резкой границы между двумя указанными основными груп¬
пами.
Глава I. МЕХАНИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ ПОРОШКОВ
1. Измельчение твердых материалов
В порошковой металлургии широко распространено механиче¬
ское измельчение компактных материалов. Практически этим
способом можно превратить в порошок любой металл или сплав.
Под измельчением понимают уменьшение начального размера
частиц материала путем разрушения их под действием внешних
усилий, преодолевающих внутренние силы сцепления. Измельче¬
ние дроблением, размолом или истиранием — старейший метод
перевода твердых веществ в порошкообразное состояние. Он мо¬
жет быть или самостоятельным способом получения металличе¬
ских порошков, или дополнительной операцией при других
способах их изготовления. Наиболее целесообразно применять
механическое измельчение при производстве порошков хрупких
металлов и сплавов, таких как кремний, бериллий, сурьма, хром,
марганец, ферросплавы, сплавы алюминия с магнием и др. Раз¬
мол вязких пластичных металлов (цинк, медь, алюминий и т. п.)
затруднен, так как они в большей степени расплющиваются, а
не разрушаются. Наибольшая экономическая эффективность до-
10
стигается при использовании в качестве сырья стружковых и дру-
гих отходов, образующихся при обработке металлов.
При измельчении комбинируются те или иные усилия, на*
пример раздавливание и удар (при получении крупных частиц),
истирание и удар (при тонком измельчении). При дроблении
твердых тел затрачиваемая энергия расходуется на упругие и пла¬
стические деформации, выделение теплоты и образование новых
поверхностей, которое и является конечной целью размола. Про¬
цесс деформации твердых тел выражается в том, что под дейст¬
вием внешних сил в наиболее слабых местах тела образуются зам¬
кнутые или начинающиеся на поверхности мельчайшие трещины.
При прекращении внешнего воздействия трещины под действием
молекулярных (межатомных) сил могут смыкаться («самозажив-
ляться») и тело подвергается лишь упругой деформации. Разру¬
шение происходит в том случае, если трещины настолько увеличи¬
ваются, что пересекают твердое тело по всему его сечению в одном
или нескольких направлениях.
В момент разрушения напряжение в деформирующемся теле
превышает некоторое предельное значение (предел прочности
материала), упругая деформация сменяется деформацией разру¬
шения и происходит измельчение. Согласно теории дробления,
предложенной акад. П. А. Ребиндером, работа А, затрачиваемая
на измельчение, в общем случае является суммой двух энергий:
А = Ер + £д,
где £р = gAS и £д = КAV. Здесь £р — энергия, расходуемая
на образование новых поверхностей раздела при разрушении
твердого тела; о — удельная поверхностная энергия; AS — при¬
ращение поверхности при измельчении; £д — энергия деформа¬
ции; К —- работа упругой (и пластической) деформации единицы
объема твердого тела; AV — объем тела, подвергшегося деформа¬
ции.
При крупном дроблении величина вновь образующейся поверх¬
ности невелика, так как получаемые частицы значительны по
размеру. В связи с этим oAS <С £А1/ и расход энергии на дроб¬
ление приблизительно пропорционален объему разрушаемого
тела. При тонком измельчении вновь образующаяся поверхность
очень велика и a AS /СА V. Поэтому расход энергии на измель¬
чение приблизительно пропорционален вновь образующейся по¬
верхности. К сожалению, сама величина полезной работы диспер¬
гирования всегда исчезающе мала, так как почти вся энергия
измельчающего устройства затрачивается на деформацию разру¬
шаемого тела и превращается в теплоту.
Операция механического измельчения часто совмещается с опе¬
рацией приготовления смесей порошков.
Среди механических методов получения порошков наиболь¬
шее распространение получили следующие; 1) обработка металлов
И
резанием с превращением их в мелкую стружку или опилк^
2) измельчение металла в шаровых, молотковых, вихревых И
других типах мельниц; 3) ультразвуковое диспергирование.
Обработка металлов резанием
Специальное получение стружки или опилок для последующего
изготовления из них изделий невыгодно, и поэтому на практике
используют крайне редко, хотя этот метод становится целесо¬
образным для получения порошков металлов, которые весьма ак¬
тивны по отношению к кислороду, особенно в состоянии высокой
Д!к:персности. Иллюстрацией может служить получение магние¬
вого порошка, например царапанием компактного магния сталь¬
ными щетками. Применяемая для этих целей так называемая
«кратцмашина» представляет собой металлический вращающийся
барабан, на поверхности которого укреплена царапающая лента.
Пластину магния подают в установку через специальное отвер¬
стие и прижимают к царапающей ленте. Равномерность истира¬
ния достигается применением непрерывного возвратно-поступа¬
тельного движения пластины. Крупность порошка можно регули¬
ровать диаметром щетки, числом и толщиной зубьев на ней, а
также скоростью подачи магниевой пластины. Крупность полу¬
чаемого порошка ^220 мкм; если требуется более тонкий поро¬
шок, то применяют дополнительное измельчение в специальных
шаровых мельницах в среде углекислого газа.
Порошок магния можно получить обработкой компактного
магния на фрезерных станках специальной конструкции. Основ¬
ной операцией технологического цикла является снятие мелкой
стружки сразу двумя фрезами — вертикальной и горизонтальной.
Фрезерование ведут при больших скоростях (порядка 30—40 м/с),
что обеспечивает получение порошка с частицами размером
<90 мкм в зависимости от режима работы станка. Порошок,
полученный после фрезерования, не требует дополнительного
измельчения в шаровой мельнице. Сырьем для производства по¬
рошка служит чушковой магний марок МГ-1 и МГ-2, содержащий
соответственно 99,9 и 99,8 % магния. Отфрезерованный порошок
отсасывается в циклон и через шлюзовой затвор поступает на
вибрационный грохот для разделения на фракции. Мелкие ча¬
стицы порошка, не осевшие в циклоне, проходят через сепаратор
и улавливаются самоочищающимся масляным фильтром, а очи¬
щенный от пыли воздух отводится наружу. Отходы от фрезеро¬
вания прессуют в брикеты и подвергают переплавке.
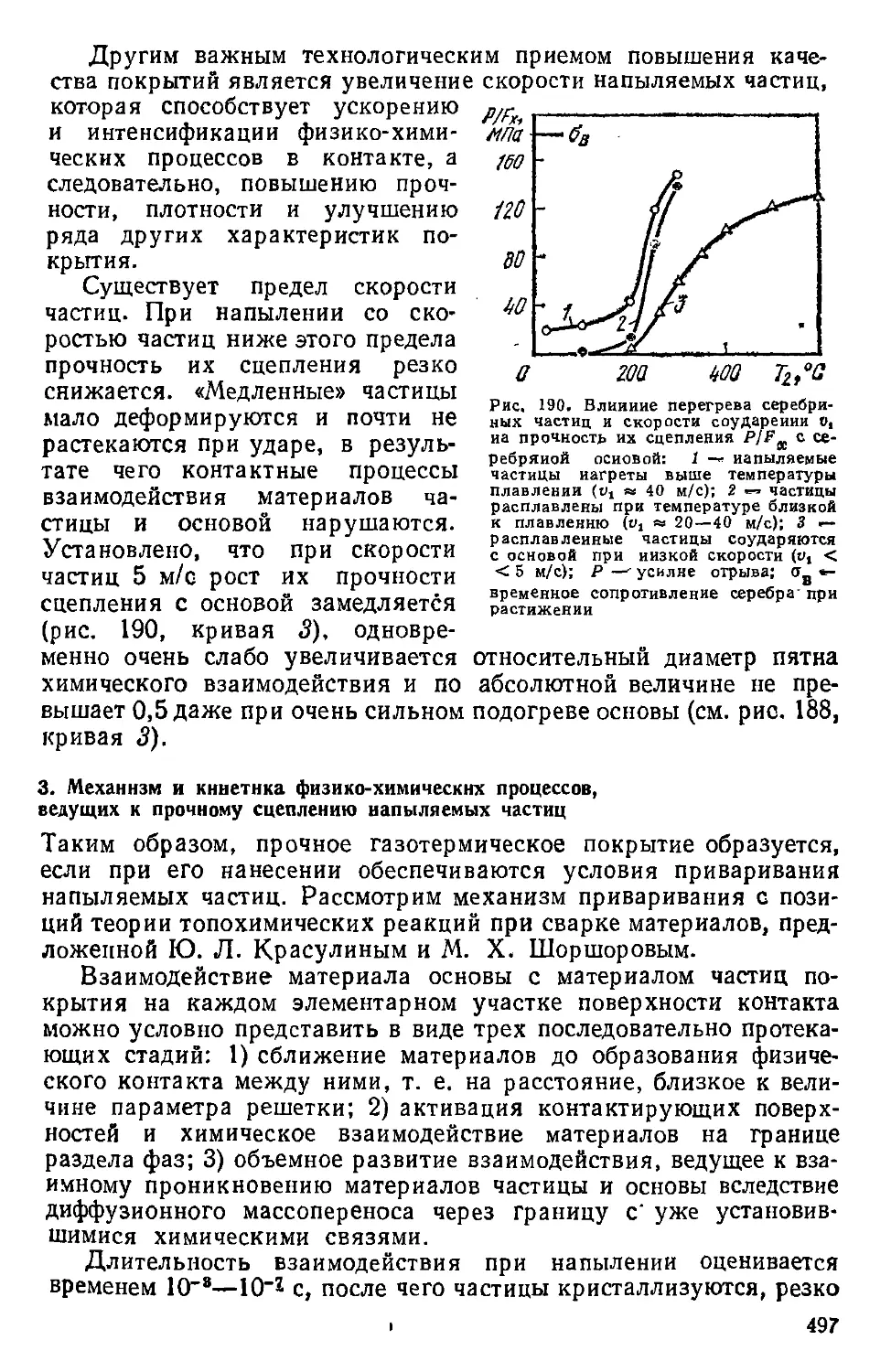
Измельчение в шаровых вращающихся мельницах
Измельчение дроблением,' размолом и истиранием может быть или
самостоятельным способом превращения материала в порошок,
или дополнительной операцией при других способах получения
порошков. Выбор аппаратуры и режим ее работы определяются
12
как свойствами и исходным состоянием измельчаемого металла,
так и требуемой формой и размером получаемых частиц.
Простейшим аппаратом для измельчения является шаровая
вращающаяся мельница, которая представляет собой стальной
цилиндрический барабан, внутри которого находятся размольные
тела, чаще всего стальные или твердосплавные шары. При враще¬
нии мельницы размольные тела поднимаются с барабаном (вслед¬
ствие трения о его стенки) в направлении вращения до тех пор,
пока угол подъема не превысит угол естественного откоса. За¬
тем размольные тела скатываются или падают вниз и измельчают
материал, истирая его между внутренней поверхностью барабана
мельницы и внешней поверхностью шарового сегмента либо между
шарами, либо дробя материал уда¬
рами. Соотношение между дробящим
и истирающим действием шаров
в мельнице в значительной степени
определяется отношением диаметра
(D) барабана к его длине (L). При
отношении Z) : L > 3 преобладает
дробящее действие шаров, при
Z) : L с 3 — истирающее. Поэтому
для измельчения твердых и хрупких
материалов отношение D : L должно
быть больше трех, а для измельче¬
ния пластичных материалов — су¬
щественно меньше трех.
Но не только конструкция мельницы оказывает влияние на
интенсивность и механизм размола. Важную роль играют скорость
вращения мельницы, количество размольных тел и их форма, масса
материала, загруженного на измельчение, продолжительность
и среда размола.
С увеличением скорости вращения мельницы в связи с ростом
центробежной силы угол подъема шаров возрастает, и они будут па¬
дать вниз с большей высоты, производя главным образом дробя¬
щее действие. Однако при достаточно большой скорости вращения
центробежная сила может настолько возрасти, что шары будут
вращаться вместе с мельницей и интенсивность измельчения ма¬
териала резко уменьшится. Такая скорость, при которой раз¬
мольные тела под действием центробежных сил будут вращаться
вместе с барабаном, называется критической скоростью. Рассмо¬
трим поведение одного шара (рис. 1).
Одиночный шар весом Р в мельнице на поверхности барабана,
вращающегося со скоростью V, м/с, в точке т будет находиться
под действием центробежной силы инерции, равной Pv2/gR,
где g — ускорение силы тяжести, м/с2, R — внутренний радиус
барабана мельницы, м. При угле подъема а сила собственного
веса шара может быть разложена на силу, направленную по
радиусу, Р sin а, и на касательную Р cos а.
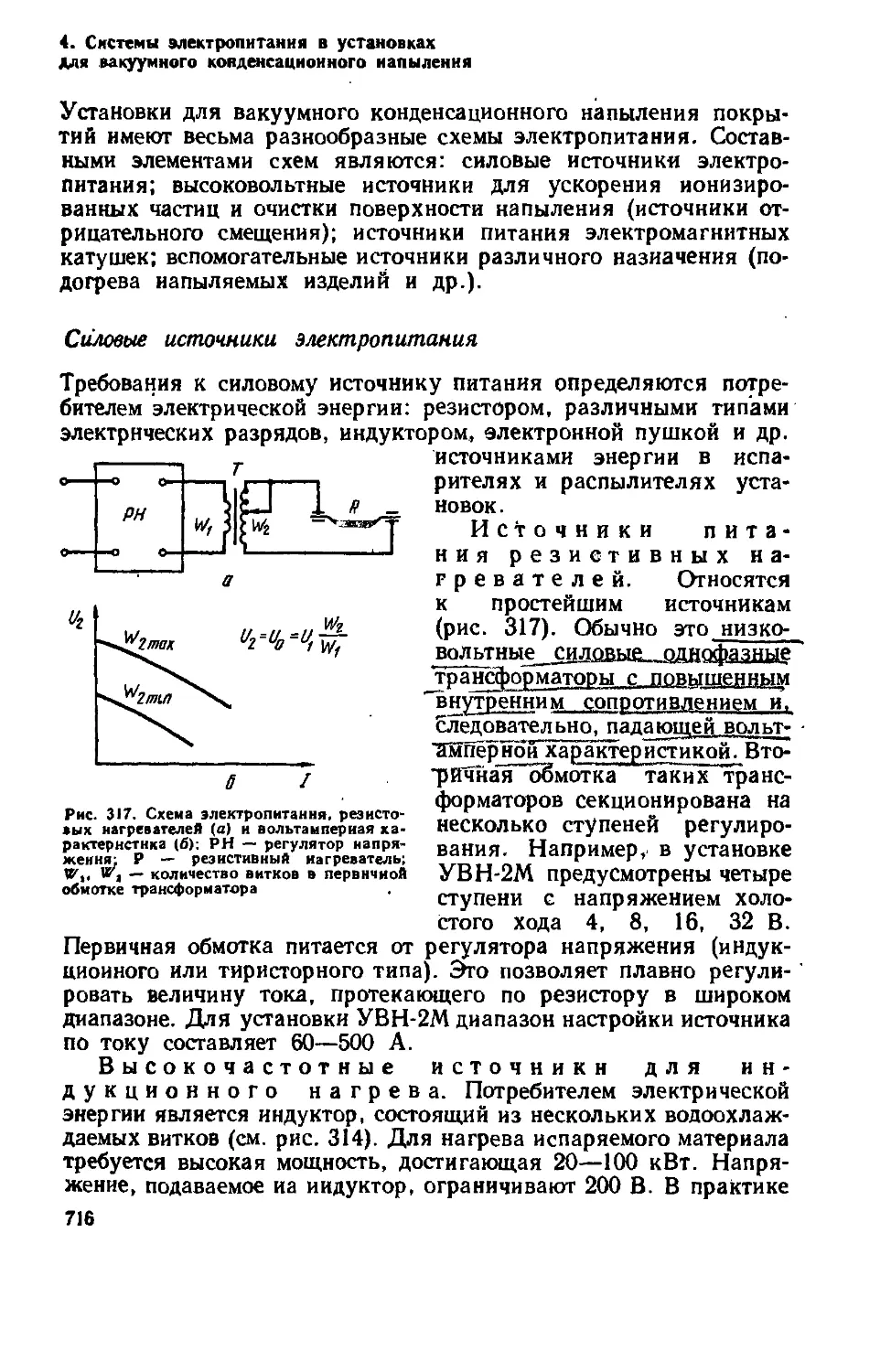
Рис. 1. Схема к расчету критиче¬
ской скорости вращения барабана
шаровой мельницы
13
Не принимая во внимание трение, можно установить, что оди¬
ночный шар будет удерживаться на стенке барабана до тех пор,
пока
(Pv^tgR) Р sin ос или {vVgR) ^ sin а.
Если скорость вращения такова, что в момент прохождения
шара через зенит, при котором угол а — 90°, шар останется на
стенке барабана, то sin 90° = (v2/gR) = 1 или у2 = gR. При числе
оборотов барабана мельницы п (об/мин):
v = я£>я/60, поэтому л2£>2/г2/602 = gD!2,
где D —- внутренний диаметр барабана мельницы, м.
Отсюда находим:
п = 60}/^gj2z^l-\f D = 42,4/y^D = лкр.
Здесь пкр — условная величина, в долях которой удобно выражать
число оборотов мельницы, характеризующее принятый режим"
размола.
Фактически при этом числе оборотов пкр шар еще не будет
двигаться вместе с барабаном мельницы вследствие своего сколь-*
жен и я относительно стенки и - проскальзывания - одного ряд^
шаров относительно другого.
На практике для повышения эффективности измельчения
обычно скорость вращения барабана мельницы принимают рав¬
ной 75—80 % от критической. В определенных условиях возможно
осуществить измельчение с наибольшей эффективностью при ско¬
рости вращения барабана мельницы гакр.
На процесс измельчения большое влияние оказывает также
масса шаров и соотношение между размерами шаров и частиц из¬
мельчаемого материала.
Из практики известно, что при скорости вращения бара¬
бана 0,75пкр оптимальная масса стальных шаров составляет 1,7—
1,9 кг/л объема мельницы. Количество материала, загружаемого
на размол, должно быть таково, чтобы после начала измельчения
его объем не превышал объем пустот (зазоров) между размольными
телами. Если материала будет больше, то часть его, не вмещаю¬
щаяся в зазоры, измельчается менее интенсивно, так как в каж¬
дый данный момент она не подвергается истирающему воздейст¬
вию размольных тел. Кроме того, уменьшается объем свободного
пространства в барабане и затрудняется свободное падение раз¬
мольных тел, что также снижает интенсивность измельчения.
Обычно соотношение между массами размольных тел и измельчае¬
мого материала составляет 2,5—3. При интенсивном измельче¬
нии это соотношение увеличивается до 6—=-12 и даже большей
величины. В случае, когда плотности измельчаемого материала
и размольных тел близки (например, размол стальной стружки
стальными шарами), указанное соотношение должно составлять
5—6.
И
Коэффициент заполнения ф мельницы не должен превышать
0,4—0,5, так как при его больших значениях шары сталкиваются
друг с другом, теряя энергию, и не производят достаточно эф¬
фективного измельчающего действия. При меньшей загрузке
резко снижается эффективность работы измельчающего устрой¬
ства.
Размер шаров также оказывает влияние на процесс размола
и, по весьма приближенной оценке, его максимальная величина
должна находиться в пределах dm < (1/18^-1/24) D. Интенсив¬
ность измельчения с уменьшением размера шаров возрастает
до тех пор, пока усилие от воздействия каждого из них оказы¬
вается достаточным для разрушения частиц размалываемого ма¬
териала или нарушения целостности их поверхности. Лучше, если
есть набор размольных тел по размерам (например, используют
шары трех размеров с соотношением 4:2:1).
Производительность мельниц во многом зависит от их разме¬
ров и конструктивных особенностей, а также от природы измель¬
чаемого материала.
Чтобы интенсифицировать процесс размола, особенно в случае
измельчения хрупких материалов, размол проводят в жидкой
среде, которая препятствует распылению материала и обратному
слипанию тонких частиц за счет диэлектрических свойств. Кроме
того, проникая в микротрещины, жидкость создает большое ка¬
пиллярное давление, что способствует измельчению. Жидкость
также уменьшает трение как между шарами, так и между части¬
цами размалываемого материала, благодаря чему интенсифици¬
руется их перемещение относительно друг друга. Жидкой средой,
которая не должна взаимодействовать с измельчаемым материа¬
лом и должна легко отделяться от него после размола, обычно
служат спирт, ацетон, жидкие масла, вода, некоторые углеводо¬
роды и т. д. Полезный эффект от размола в жидкости усиливается
при добавке к ней поверхностно-активных веществ (ПАВ). Коли¬
чество жидкости должно быть таким, чтобы она смогла закрыть
верхний уровень шаров в мельнице, и обычно составляет 0,15—■
0,25 л жидкости на 1 кг размольных тел.
Длительность размола колеблется от нескольких часов до
нескольких суток. Для предотвращения быстрого износа стенок
барабана и загрязнения в результате этого размалываемого ма¬
териала применяют футеровку внутренних поверхностей мель¬
ниц износостойким материалом: марганцовистыми сталями, тве¬
рдыми сплавами, наплавочными материалами и т. п.
В практике порошковой металлургии в большинстве случаев
используют шаровые мельницы с периодической загрузкой и раз¬
грузкой, вращение которых осуществляется либо непосредственно
от электродвигателя, либо путем установки барабанов на валки.
Мельницы могут быть с центральной разгрузкой через полую
цапфу, с торцовой разгрузкой через диафрагму — поперечную
решетку, установленную у разгрузочного конца барабана, или
15
с периферической разгрузкой через щели в барабане и окружаю¬
щее его цилиндрическое сито. В последнем случае мельницы, для
которых отношение D : L = 0,5-г-1, часто работают по замкнутому
циклу совместно с классификатором, отделяющим недоизмельчен-
иый продукт после выхода из мельницы и возвращающим его на
повторное измельчение. Производительность мельницы при этом
увеличивается, а расход электроэнергии на измельчение умень¬
шается.
Для шаровых вращающихся мельниц соотношение средних
размеров частиц порошка до и после измельчения, называемое
степенью измельчения, составляет 50—100.
Рис. Схема движения размольных тел в барабане мельннцы:
а — режим скольжения; 6 — режим перекатывания; в — режим интен¬
сивного измельчения; г — режим при пкр
Форма частиц, получаемая в результате размола в таких мель¬
ницах, обычно осколочная, т. е. неправильная, причем шерохо-*
ватость поверхности частиц мала.
При получении измельченных материалов с величиной частиц
порядка 1 мкм размол путем дробления частиц падающими
шарами становится малоэффективным. В таких случаях (напри¬
мер, в производстве графитовой массы для карандашей и в про¬
изводстве некоторых видов керамики) применяют режим перека¬
тывания шаров (сектор АВС), при котором они не падают, а под¬
нимаются вместе с вращающейся стенкой мельницы и затем
Скатываются по наклонной поверхности массы шаров (риш.2).
Измельчение материала здесь происходит в основном в результате
его истирания между перекатывающимися шарами, которые к то¬
му же вращаются вокруг собственного центра тяжести. Такой ре¬
жим размола наблюдается при числе оборотов барабана мельницы,
не превышающем 60 % от пкр.
Наконец, может быть создан еще один вариант режима раз¬
мола, получивший название режима скольжения. При использо¬
вании мельниц с гладкой внутренней поверхностью барабана и
и при небольшой относительной загрузке размольные тела не
совершают циркуляции внутри барабана мельницы. Вся масса
шаров скользит на поверхности вращающегося барабана, и вза¬
имное перемещение шаров почти отсутствует, что делает размол
малоэффективным, так как материал истирается, лишь проходя
16
между внешней поверхностью массы загруженных шаров и стен¬
кой барабана.
Измельчение в режиме перекатывания или скольжения зависит
(при равных прочих условиях) от относительной загрузки бара¬
бана размалывающими телами: при загрузке их большого коли¬
чества происходит перекатывание, а при малой загрузке — сколь¬
жение, причем, в практике размола величина загрузки размалы¬
вающих тел иногда определяется местными условиями (например,
наличием загрузочного люка в торцовой стенке мельницы или не¬
обходимостью размола малого количества
материала).
Для управления процессом размола необхо¬
димо знать условия перехода режима скольже¬
ния в режим перекатывания и обратно.
Рассмотрим поведение массы шаров в мельнице,
работающей в режиме скольжения. В неподвижной
мельнице в состоянии покоя шары занимают поло¬
жение внизу барабана (рис. 2, а).
При вращении барабана масса шаров под влия¬
нием силы трения продвигается в направлении вра-
| щения барабана. Для последующих расчетов удобно
считать, что масса шаров ограничена плоской по¬
верхностью. Тогда при постоянной и не слишком
высокой скорости вращения барабана поверхность
массы шаров займет наклонное положение (рис. 3).
Угол наклона поверхности массы шаров опре¬
деляется равенством моментов двух сил: силы
трения, перемещающей массу шаров из поло¬
жения покоя в направлении вращения барабана,
и силы тяжести, 1фепятствующей подъему шаров
вместе со стенкой барабана. Вращающий момент силы трення равен произведе¬
нию силы трения на радиус цилиндрической стенки барабана мельницы (влия¬
нием трения шаров о торцевые стенки барабана пренебрегаем). Сила трения в пер¬
вом приближении не зависит от площади скольжения и определяется лишь об¬
щей нагоузкой и коэффициентом трения. Если вес шаров равен Р, коэффициент
трения / и радиус внутренней поверхности барабана мельницы R, то момент сил,
увлекающих шары во вращательное движение, равен Mi = fPR.
Поскольку при скольжении взаимное перемещение шаров отсутствует,
мы можем рассматривать всю совокупность шаров как жесткое тело и считать,
что сила тяжести приложена к центру тяжести всей массы шаров. Момент сил,
препятствующих вращению шаров вместе с барабаном мельницы, равен произве¬
дению составляющей силы тяжести (Pi), направленной перпендикулярно радиусу,
проходящему через центр тяжести шаров, на длину отрезка ОА, равного расстоя¬
нию от центра тяжести до оси вращения барабана мельницы.
При иеподв’ижном барабане мельницы поверхность массы шаров горизон¬
тальна и центр тяжести шаров лежит на вертикали, проходящей через гори¬
зонтальную ось вращения барабана мельницы. После пуска мельницы по мере
увеличения наклона поверхности массы шаров и отдаления центра тяжести массы
шаров от вертикали, проходящей через ось вращения, возрастает составляющая
силы тяжести Рг (при отсутствии вращения барабана мельницы она равна нулю).
Таким образом, с увеличением наклона поверхности массы шаров растет момент
сил, препятствующих вращению шаров вместе с барабаном. Наклон будет увели¬
чиваться до тех пор, пока момент сил, препятствующих вращению шаров, не ста¬
нет равным моменту сил трення. Наклон поверхности массы шаров, соответствую¬
щий равенству моментов сил, будет оставаться постоянным ной непрерывном вра¬
щении барабана с постоянной скоростыбГ^акт^ческц'орн режиме скольжения
шары совершают колебания около подожения равв<т*еси*я, а наклон поверхности
Рнс. 3. Направление силы
тяжести Р н ее составляю¬
щих Pi н Р, при наклонном
положении поверхности мас¬
сы размольных тел во вра¬
щающемся барабане мель¬
ницы
17
общей массы шаров колеблется около среднего положения, определяемого равен¬
ством моментов сил.
Момент сил, препятствующий вращению массы шаров вместе с мельницей,
согласно сказанному, равен Мг = Pit, где I — длина отрезка ОА.
Длина отрезка ОА может быть выражена через величину радиуса барабана
мельницы и угол оц (рис. 4). Сегмент BFC соответствует доле объема мельницы,
заполненного шарами. Если через центр тяжести шаровой аагрузки провести
лорду DE, параллельную хорде ВС и делящую площадь сегмента BFC пополам,
то угол а, будет равен углу половины дуги, отсекаемой хордой, проходящей че¬
рез этот центр тяжести. Из построения, показанного на рис. 3 и 4, следует: 1 =
= R cos ос*, Рг = Р sin р и М2 = PR cos sin р.
При установившемся наклоне шаров моменты
Mf и Л4а равны, или fPR = PR cos otj, sin Р, откуда
sin Р = //cos «i. (1.Ц
Таким образом, устанавливающийся при вра-
щении барабана мельницы наклон поверхности
массы шаров зависит только от двух величии: ко¬
эффициента трения / и угла ai, который в свою оче¬
редь зависит только от относительной загрузки
барабана мельницы шарами. По мере увеличения
загрузки шаров угол ах увеличивается от 0 до 90°,
a cos а уменьшается от I до 0.
Отсюда следует, что sin Р и Р возрастают по
мере увеличения загрузки шаров. Поскольку из-за
формального требования sin р не может быть
больше единицы, угол ос* определяется величиной /
ИЗ УСЛОВИЯ //COS ОСх ^ 1.
Формула (1.1) свидетельствует о том, что
наклон поверхности массы скользящих шаров*
должен непрерывно возрастать по мере увеличения относительной загрузки
барабана мельницы. Практически же наклон поверхности массы шаров
не может возрастать беспредельно. При некотором наклоне шары уже не будут
удерживаться иа наклонной поверхности, они будут срываться и скатываться
вниз. Способность сыпучего материала удерживаться на наклонных поверхностям
определяется углом естественного откоса данного материала, равным наиболь¬
шему углу наклона, при котором еще не происходит осыпание материала. Увели¬
чение наклона поверхности массы шаров прн вращении барабана мельницы,
связанное с возрастанием загрузки, сможет происходить лишь до тех пор, пока
угол наклона не достигнет угла естественного откоса для имеющейся массы шаров.
При дальнейшем увеличении загрузки шаров наклон не будет возрастать, так как
скатывающиеся шары обеспечивают сохранение наклона, соответствующего углу
естественного откоса загрузки. Основное условие сохранения скольжения массы
шаров при этом будет нарушено. Из-за недостаточной величины наклона поверх¬
ности массы шаров (угла р) момент силы тяжести в этих условиях не может быть
равным моменту сил трения, а будет меньше последнего. Вследствие этого сколь¬
жение шаров полностью прекратиться, вся масса шаров поднимается вместе со
стенкой барабана мельницы я происходит скатывание шаров вниз по наклонной
поверхности их массы, т. е. возникнет режим перекатывания.
Из сказанного следует, что режим скольжения или режим перекатывания
размалывающих тел в мельнице установится в зависимости от того, будет ля
угол наклона поверхности массы размалывающих тел, соответствующий равно¬
весию моментов сил (трения и тяжести), меньше или больше угла естественного
откоса массы размалывающих тел.
В первом случае устанавливается наклон поверхности их общей массы,
соответствующий равенству моментов сил, и происходит скольжение размалы¬
вающих тел.
Во втором случае равновесие не может быть достигнуто, благодаря чему будет
происходить перекатывание размалывающих тел. Если известны угол естествен¬
ного откоса и коэффициент трения шаров о стенку барабана мельницы, то можно
18
Рис. 4. Схема к определению
аависимости режима движе¬
ния размольных тел от угла
загрузки а, в барабане мель¬
ницы
рассчитать ту их критическую загрузку, при превышении которой начинается
перекатывание размалывающих тел.
Коэффициент трения удобнее всего находить экспериментально для данных
размалывающих тел и материала барабана мельницы. Для этого сначала экспери¬
ментально находят угол наклона поверхности массы размалывающих тел при не¬
большой относительной загрузке барабана (<р < 0,2), заведомо обеспечивающей
скольжение размалывающих тел. Затем рассчитывают коэффициент трения и,
используя его значение, определяют наклон поверхности массы размольных тел
при любой относительной загрузке мельницы или по углу естественного откоса
размалывающих тел определяют величину критической загрузки мельницы.
Применение режима перекатывания вместо режима скольже¬
ния позволяет резко увеличить загрузку мельницы размалывае¬
мым материалом и ускорить процесс размола. Преимущество та¬
кого режима представляется естественным, поскольку при пере¬
катывании в работе истирания участвует большинство шаров,
в то время как при режиме скольжения работают Лишь шары,
соприкасающиеся со стенкой барабана мельницы, доля которых
в общей массе загрузки невелика. В режиме перекатывания раз¬
личимы четыре зоны движения шаровой загрузки: зона подъема
шаров по стенке барабана с некоторой не очень высокой скоростью,
зона скатывания их с наибольшей скоростью, зона встречи ска¬
тившихся шаров со стенкой барабана и центральная застойная
зона, в которой шары почти неподвижны. Увеличивая скорость
вращения барабана мельницы, можно повысить эффективность
режима перекатывания за счет сужения или полной ликвидации
застойной зоны в шаровой загрузке.
В США разработана высокоскоростная шаровая мельница,
внутри барабана которой установлен ряд лопастей. При вра¬
щении барабана со скоростью :>пкр шары оказываются прижа¬
тыми к его цилиндрической поверхности, а лопасти перемешивают
шары, возвращая их в рабочую зону. В такой мельнице осуществ¬
ляют получение композитных порошков методом механического
легирования путем совмещенного размола двух и более металлов.
Отношение массы шаров к массе смеси порошков составляет 6:1.
Процесс механического легирования во времени можно условно
разделить на пять стадий. В течение 1-й стадии (с 12 мин) проис¬
ходит расплющивание и размол отдельных частиц, 2-я стадия
(12—30 мин) представляет собой чередование актов разрушения
и перестройки структуры за счет холодного сваривания разно¬
родных частиц с образованием частиц с характерной слоистой
структурой. На 3-й стадии (30—60 мин) разрушаются исходные
сложные «склепанные» частицы и исчезают частицы исходных по¬
рошков, превращающиеся в композиционные частицы со слоистой
структурой. В ходе 4-й стадии (60—100 мин) нарушается парал¬
лельность в расположении слоев в структуре композиционных ча¬
стиц, а на 5-й стадии (>100 мин) происходит рост внутренней од¬
нородности (гомогенности) частиц, причем слои разнородных
компонентов истончаются, а их количество растет. Механическое
легирование перспективно для получения порошков дисперсно¬
19
упрочненных материалов или таких композиций, компоненты
которых обладают малой взаимной растворимостью либо резко
различаются температурами плав¬
ления.
Одной из разновидностей шаро¬
вых мельниц являются так назы¬
ваемые аттриторные , устройства
(рис> 5). Размольные, тела загру¬
жают в расположенный вертикально
неподвижный барабан, внутри кото¬
рого со скоростью 100 об/мин и бо¬
лее вращается вертикальная лопа¬
стная мешалка. Гребки, наклонно
укрепленные на лопастях мешалки,
обеспечивают циркуляцию размоль¬
ных тел и истирание измельчаемого
материала. Аттриторные мельницы
конструктивно просты, удобны в экс¬
плуатации и позволяют вести процесс
измельчения непрерывно. В резуль¬
тате размола получают материал с более равномерным распреде¬
лением частиц по размерам, и нужная дисперсность достигается
в несколько раз быстрее, чем в обычных шаровых вращающихся
мельницах. Аттриторы весьма эффективны в случае приготовле¬
ния-ультратонкой порошковой смеси разнородных компонентов.
Измельчение е шаровых вибрационных мельницах
Шаровые вибрационные мельницы обеспечивают- быстрое и тонкое
измельчение различных материалов, например карбидов титана,
вольфрама, кремния, хрома, ванадия, бора и др.
Вибрационным измельчением могут быть получены тонкодис¬
персные бронза и алюминий, причем размол алюминия следует
вести в жидкой среде во избежание взрыва. Принципиальная
схема вибрационной мельницы показана на рис. 6. Неуравнове¬
шенные массы вала — дебалансы — при его вращении вызывают
круговые колебания корпуса мельницы с амплитудой 2—4 мм,
траектория любой точки которого лежит в плоскости, перпенди¬
кулярной оси вибратора. Загрузка мельницы (размольные тела
и измельчаемый материал) получает частые импульсы от стенок
корпуса, в результате чего размольные тела подбрасываются,
соударяются, вращаются и скользят по стенкам мельницы. Такое
их сложное движение и большое число воспринимаемых импульсов
в единицу времени приводят к тому, что на частицы измельчаемого
материала во всех зонах мельницы действуют в различных направ¬
лениях ударные, сжимающие и срезывающие усилия переменной
величины. Ударный импульс отдельного размольного тела по
сравнению с таковым в шаровой вращающейся мельнице относи¬
тельно невелик. Однако большое число размольных тел в единице
Рис. 5. Схема а^тритора:
/ — размольная емкость; i — ру¬
башка охлаждения; 3 — вал мешал¬
ки; 4 — измельчаемый материал;
5 — размольные тела; 6 — лопасти
мешалки
20
объема и Ьысокая частота вибраций обеспечивают интенсивное
измельчение обрабатываемого материала.
Суммарное число импульсов i, сообщаемых размольным те¬
лам в единицу времени, можно определить по формуле i =
= VKTqmZB, где V — емкость мельницы, дм3; Кт — количество
размольных тел, которые могут разместиться в 1 дм3 объема;
<р — коэффициент заполнения мельницы размольными телами;
п — число оборотов вала в 1 мин (обычно составляет 1000—
3000 об/мин); Z — количество импульсов, сообщаемых каждому
из размольных тел корпусом мельницы за одно круговое кача-
Рис. 6. Вибрационная мельница:
/ — электродвигатель; 2 — упругая (эластичная) соединитель-»
ная муфта; 3 — стальной корпус; 4 — загрузочный люк; 5 —
вал с дебалансами; 6 — спиральные пружины; 7 — неподвижная
рама
ние; В — коэффициент, учитывающий дополнительное число им¬
пульсов, сообщаемых за один оборот вала каждому размольному
телу соседними размольными телами.
Если условно принято, что /Ст » 1250 шт/дм3 (при среднем диа¬
метре размольных тел 10 мм), «р = 0,8, п = 1500 об/мин, Z = 1
(за один оборот вала вибратора каждому из размольных тел сооб¬
щается только один импульс), В = 1 (т. е. не учитывается увели¬
чение частоты воздействий за счет импульсов, дополнительно со¬
общаемых каждому шару соседними телами), то число импульсов
в 1 мин, сообщаемых размольным телам в мельнице объемом 200 дм3,
составит I = 200- 1250-0,8-1500 = 300 000 0G0. Ясно, что частное
от деления этой цифры на число частиц измельчаемого материала
дает частоту воздействия в 1 мин на каждую частицу.
Результаты микроскопического анализа продуктов размола
свидетельствуют о наличии большого числа округлых частиц,
что подтверждает существенную роль истирающего действия раз¬
мольных тел при виброразмоле. Предположительно можно счи¬
тать, что благодаря высокой частоте воздействий размольных тел
на измельчаемый материал релаксация (самозаживание) трещин
в нем под действием сил молекулярного (атомного) сцепления про¬
является в значительно меньшей мере, чем в других размольных
аппаратах, создается режим усталостного разрушения обрабаты-
?(
ваемого материала и процесс его измельчения протекает поэтому
значительно быстрее. Эффективное участие всех размольных тел
в измельчении в сочетании с~круговым перемещением обрабаты¬
ваемого материала обеспечивает полное использование рабочего
объема мельницы.
Основные показатели режима виброразмола, такие как коэф¬
фициент заполнения объема мельницы размольными телами й
измельчаемым материалом, соотношение между ними по массе,
род помола (сухой или мокрый), обычно устанавливают экспери¬
ментально с учетом свойств измельчаемого материала и требуемой
тонины помола.
Наиболее рациональной формой размольных тел для целей по¬
рошковой металлургии являются шары или цилиндрики неболь-'-’
шой длины. Материалом для размольных тел служат чаще всего
сталь или твердые сплавы. Ба¬
рабан мельницы заполняют раа-"
мольными телами обычно ид1
75—85 %. Объем измельчаемого
материала не должен превы-“
шать объема пространств^
между шарами.
Измельчение в вихревых
мельницах
Для превращения в порошок
ковких металлов предложи!
способ, В котором OCHOBHbfs
Ударные и истирающие усилив
возникают при соударении ча%
стиц измельчаемого материал^
При этом существенно уменьг
шается загрязнение порошка
материалом рабочего органа а
стенок мельницы, а также устра¬
няются явления, связанные
с привариванием вхолодную
к стейкам мельницы обкован-
ных, но не измельченных частиц.
В рабочей камере вихревой
мельницы (рис. 7) друг против
друга расположены пропеллеры
или билы, вращающиеся в
противоположных направле¬
ниях при высоких (порядка
3000 об/мии), но обязательно равных скоростях. Мерные отрезки
металлической проволоки из бункера поступают в вихревой поток,
создаваемый пропеллерами, сталкиваются друг с другом и измель¬
чаются. Насосом в рабочую камеру нагнетается газ, например воз*
22
Рис. 7. Бихревая мельница;
I — рабочая камера; 2 — пропеллеры; 3 —
бункер; 4 — насос; б — приемная камера;
6 — отсадочная камера
дух, с помощью которого уже измельченные частицы удаляются из
рабочего пространства и направляются в приемную камеру.
Скорость газового потока регулируют с таким расчетом, чтобы из
рабочей камеры удалялись частицы определенных размеров,
чаще всего в пределах от 50 до 350 мкм. В приемной камере более
крупные частицы оседают на дно и затем вновь возвращаются в ра¬
бочую камеру, где подвергаются повторному измельчению. Мел¬
кие же частицы направляются в большую отсадочную камеру,
откуда периодически выгружаются в бачки. Частицы могут быть
получены осколочной, хлопьевидной или шарообразной формы.
Во многих случаях получаются характерные углубления на по¬
верхности частиц, отчего форма частиц напоминает тарелку и
получила название тарельчатой.
Для обеспечения возможности измельчения стружковых от¬
ходов металлообрабатывающей промышленности предложено про¬
пеллеры заменить одним центральным валом со специальными
билами.
В результате вихревого измельчения могут получаться весьма
тонкие и пирофорные порошки, например железные. В таких слу¬
чаях в целях предохранения порошка от самовозгорания в рабо¬
чую камеру вместо воздуха вводят инертный газ, к которому ДО'-
бавляют до 5 % 02 для создания на образующихся частицах
порошка защитных окисных пленок.
Часовая производительность вихревых мельниц мощностью
30 кВт составляет 7—15 кг, расход электроэнергии 2,5—3 кВтХ
Хч'кг порошка.
Более эффективны и производительны струйные мельницы,
обеспечивающие сверхтонкое измельчение материала за счет энер¬
гии, сообщаемой его частицам струями сжатого газа (воздуха,
азота и т. п.) или перегретого пара, поступающими в рабочукЗ ка¬
меру из сопел со звуковой и даже сверхзвуковой скоростью. .При
вихревом движении внутри камеры измельчаемые частицы испы¬
тывают многократные соударения, приводящие к их интенсивному
истиранию, вплоть до размера в 1—5 мкм. Когда сила струи пре¬
высит инерционные силы, действующие на частицу, она будет вы¬
несена из рабочей камеры в классификатор.
Измельчение в планетарных центробежных и гироскопических
мельницах
Планетарные центробежные мельницы (ПЦМ) позволяют осуществ¬
лять тонкое измельчение трудноразмалываемых материалов во
много раз быстрее, чем в обычных шаровых, вихревых и вибра¬
ционных мельницах. В ПЦМ каждый из 3—б расположенных
вертикально барабанов с измельчаемым материалом вращается
как вокруг собственной продольной оси, так и вокруг оси, общей
для диска, на котором они укреплены. Направления вращений
противоположны.
23
Во врем» вращения барабана размольные шары в нем распо¬
лагаются по сегменту, форма и положение которого не меняются
во времени. По достижении «зоны отрыва» шары начинают пере¬
катываться в сегменте и вращаться вокруг собственных центров
тяжести, что вызывает интенсивное измельчение загруженного
в барабан материала за счет его истирания.
«Отрыв» в ПЦМ наблюдается при неравенстве
№г>га>г+ё (1.2)
или
R/r> (1 ± АГд)2 -f g!rQ\ (1.3)
где R — расстояние от оси ведущего вала до оси рабочего барабана; г — радиус
рабочего барабана; Q — угловая скорость ведущего вала; ю — угловая скорость
вращения барабана; К.п — передаточное отношение; g —- ускорение силы тяжести.
В-приближенном виде неравенство (1.3) имеет вид
/?//■>( 1±/Сп)2. (1-4)
Следовательно, определяющими параметрами В неравенстве являются R,
г и Кв. Однако изменение R и /-приводит к изменению ускорения центров бараба¬
нов, объема заполнения и массы загрузки, поэтому для определенной конструк¬
ции экспериментально подбирают оптимальное передаточное отношение Кп.
Наиболее интенсивное измельчение происходит при условии, когда наблю¬
дается противоположно направленное вращение. В этом случае неравенство (1.4)
примет вид;
(\-K^=R!r. (1.5)
При постоянных параметрах барабана и площади сегмента мощность иа ведущем
валу W пропорциональна массе загрузки, приходящейся на единицу площади
сечения.
При увеличении угловой скорости вала Q и постоянных остальных параметрах
мельницы и загрузки мощность иа валу W пропорциональна Q3.
Таким образом, при правильном подборе R, г и Кп можно проводить размол
В ПЦМ при любых значениях Q, что позволяет в 100 и более раз ускорить процесс
размола и уменьшить удельные затраты энергии при тонком измельчении.
В носледние годы созданы устройства, получившие название гироскопических
мельниц. Размольный барабан вращается одновременно относительно как гори-
зонтальной, так и вертикальной оси. Мелющие тела, находящиеся внутри бара¬
бана, приобретают сложное движение, аналогичное движению в ПЦМ. Оптималь¬
ное отношение скоростей вращения барабана относительно вертикальной и гори¬
зонтальной осей составляют от 1 : 1 до 1 : 5.
Одним из существенных недостатков размола в ПЦМ и гироскопических
мельницах является значительное натирание на частицы измельчаемого материала
примесей от стенок барабанов и размольных тел.
Он может быть устранен, если барабан и размольные тела сделать из мате¬
риала, подлежащего измельчению (например, размол цннка в цинковых бараба¬
нах цинковыми шарами).
Измельчение ультразвуком
Как известно, ультразвук представляет собой распространяющиеся в какой-либо
среде (например, жидкость или газ) упругие волны, образующиеся при периоди¬
ческом чередовании сжатия и разрежения частиц этой среды с частотой выше
16 000 колебаний в секунду. Прн этом в среде, где распространяются ультразву¬
ковые колебания, возникает давление звуковой волны, избыточное по отношению
к атмосферному давлению. Такое звуковое давление достигает десятков атмосфер.
24
В жидкой среде разрежение, создаваемое звуковой волной, приводит к воз¬
никновению кавитации, т, е. образованию разрывов из-за действия на жидкость
растягивающих усилий.
Реальные жидкости разрываются уже при давлениях, раииых или1 близких
давлению упругости их паров, что объяснено наличием в них примесей, в том
числе газовых пузырьков и твердых частичек. Если радиус газового пузырька
(/?, см) меньше частного от деления 0,328 на частоту звука (кГц), то в момент ра¬
стяжения жидкости он будет стремительно расти, а затем мгновенно захлопнется
(сомкнется) в фазе сжатия звуковой волны. При таком захлопывании будут гене¬
рироваться ударные волны, создающие давление до 1000 МПа, что вполне доста¬
точно дли механического разрушения близлежащих твердых поверхностей.
Таким образом, механизм ультразвукового диспергирования состоит в раскли¬
нивающем действии кавитационных ударов. В первые 5 мин ультразвукового воз¬
действия срабатываются все оголенные стыки между зернами, что и приводит
к максимальному разрушению материала. Определенный вклад в измель¬
чение твердых частиц вносит и их соударение друг с другом и трение
о жидкость, так как под воздействием ударной волны они приобретают весьма
значительное ускорение, начиная двигаться в жидкости со сверхзвуковой
скоростью.
Диспергирование ведут в воде, спирте, ацетоне и других жидкостях. Полу¬
ченные порошки достаточно химически чистые, но частицы содержат больше микро¬
искажений, чем после измельчения в шаровой мельнице.
2. Диспергирование расплавов
Свойства литых металлов и сплавов в значительной степени за¬
кладываются при кристаллизации их расплавов. Дальнейшая,
после получения слитка, обработка металлов (термообработка,
обработка давлением, термомеханическая обработка) призвана
в значительной степени уменьшить влияние отрицательных осо¬
бенностей строения, состава и структуры, сформировавшихся
в литом слитке. Основные из них — это ликвационная химиче¬
ская неоднородность состава слитка, крупное и неравномерное
по размеру зерно, контрастный фазовый состав, обусловленный
выделением тугоплавких составляющих сплава по границам ра¬
стущих дендритов, и рассеянная междендритная микропористость.
Распыленные порошки лишены этих негативных особенностей:
расплав перед диспергированием перегревают с обеспечением вы¬
сокой степени его однородности на атомарном уровне за счет
полного разрушения наследственной структуры твердого состоя¬
ния и интенсивного перемешивания, а дисперсные частицы кри¬
сталлизуются с очень высокими скоростями охлаждения вплоть
до нескольких десятков миллионов градусов в секунду. Классифи¬
кацию методов диспергирования расплавов удобно проводить
на основе трех признаков: вид энергии, используемой для созда¬
ния расплава, вид силового воздействия на расплав при диспер¬
гировании, среда реализации процесса плавления и диспергиро¬
вания. К первому признаку — вид энергии — относятся электри¬
ческая дуга, плазма, лазерный, электронный или индукционный
нагрев и т. д.
Ко второму — силы гравитации, энергия газовых и водяных
струй, центробежные силы, энергия газов и паров, выделяющихся
25
из расплава, силы механического воздействия, магнитогидроди-
намические силы, воздействие ультразвука и т. д.
К третьему — окислительная, восстановительная, инертная,
реакционная среда заданного состава, вакуум и т. д.
Основы теории диспергирования расплавов
Широкое применение в технике процессов диспергирования в жид¬
ком состоянии заключается прежде всего в трех обстоятельствах:
резкой интенсификации процессов тепло- имассообмена при умень¬
шении размеров и объемов реагирующих материалов, значитель¬
ном уменьшении энергии, необходимой для диспергирования
в случае осуществления этого процесса в жидком состоянии, ц
в возможности получения конечного продукта в форме и состоя*
нни, перспективных для последующего применения в порошко¬
вой металлургии и по прямому назначению (фильтры, абразив¬
ные порошки, отражатели и т. д.)-
Любая струя, вытекающая самопроизвольно из отверстия
сосуда и находящаяся вне прямого и видимого воздействия на
нее внешней среды, подвергается, тем не менее, действию малых
возмущений, порожденных шероховатостью стенок канала, от*-
клонением формы выходного отверстия канала от идеальной, не¬
однородностью трения на границе газ—жидкость. Каждое из
малых возмущений порождает в жидкости пульсацию, вызываю¬
щую флуктуации плотности, вязкости, скорости истечения струи
и т. д. Множество малых возмущений в итоге вызывают в струе
расплава волновой характер перемещения жидкости с растущей
амплитудой колебания волны, скорость роста которой имеет
максимум. Эта волна и представляет собой по сути будущую каплю,
размер которой определяется ее длиной. Оптимальная длина
волны (Яопт) зависит по Релею от радиуса отверстия сопла (jR0):
X0DT = 4,5082tf0. (1.6)
Физически механизм распада может быть представлен следую¬
щим образом: струя, вытекающая из круглого отверстия, стре¬
мится сохранить равновесную цилиндрическую форму. Вслед¬
ствие влияния малых возмущений вытекающая струя приобретает
несколько деформированную форму. Под действием сил поверх¬
ностного натяжения проявляется стремление системы возвра¬
титься к своему первоначальному состоянию — цилиндрической
форме, т. е. возникают условия для рождения волновых колеба¬
ний, что приводит затем к делению струи на капли.
При относительно малой скорости истечения струи и невысо¬
кой скорости обдува ее газом (IFX < 25 м/с) появление волно¬
вого характера перемещения в струе начинает проявляться лишь
на значительном (до 0,5—0,8 м) расстоянии от выходного отвер¬
стия сопла. Характер и степень деформации расплава опреде¬
ляются только осесимметричными колебаниями струи, амплитуда
которых возрастает по мере удаления от выходного отверстия.
26
Распад струи сопровождается образованием капель, довольно
близких по размеру и массе (рис. 8, а).
При увеличении скорости истечения струи и возрастании ско¬
рости обдува ее газом до значений W3 = 25-нЮО м/с (W2 > Wlf
рис. 8, 6) определяющими стано¬
вятся волнообразные осенесимме¬
тричные колебания, как резуль¬
тат повышения влияния окружаю¬
щей атмосферы, которые искрив¬
ляют ось струи, приводя ее к раз¬
рушению. Зона начала деформа¬
ции струи и диспергирования при
этом смещается еще ближе к вы¬
ходному отверстию.
При дальнейшем увеличении
скорости истечения струи и ско¬
рости обдува ее газом до W9 >
> 100 м/с (W3 > lFa, рис. 8, в)
процесс распада струи под дей¬
ствием волнового перемещения
жидкости заменяется объемным
процессом распыления, в котором
определяющую роль начинают
играть процессы прямого взаимо¬
действия вытекающей струи со
средой. При быстром истечении
с такими высокими скоростями обдува газом зона диспергирова¬
ния струи сдвигается непосредственно к срезу сопла и сопровож¬
дается образованием факела из распыленных капель жидкости
широкого диапазона раз¬
меров, перемещающихся
в виде конуса распыла.
Частным, но очень рас¬
пространенным в технике
способом диспергирования
жидкости является распы¬
ление при ее истечении
из центробежной форсунки
(рис. 9). По конструкции
центробежная форсунка
небольшая цилиндриче¬
ская камера с малым
(несколько миллиметров в диаметре) выходным отверстием сопла
и тангенциальным (по касательной) подводом жидкости к нему.
Диспергируемая жидкость, поступающая в камеру под давле¬
нием, закручивается, создает в сопле кольцевую зону течения
и образует на выходе из него тонкую расходящуюся пленку,
в которой, в результате возникновения волнового характера пере¬
27
Рис. 9. Схема центробежной форсунки:
1 — ввод жидкости; 2 — корпус; 3 — кольцевое
расширяющееся сопло; 4 — кольцевой поток ка¬
пель после распыления
Рис, 8. Схема самораспада струй в зааи«
симости от скорости их истечения:
а — аа счет осесимметричных колеба¬
ний при скорости истечения до 25 м/еа
6 — за счет осенесимметричиых коле¬
баний при скорости истечения от 25
до 100 м/с; в — распыл струн при ско¬
рости истечения более 100 м/с
мещения жидкости, и происходит нарушение сплошности с образо¬
ванием жидких нитей, распадающихся затем на частицы — капли.
Отделенные от струи жидкие капли продолжают сохранять
волновой характер своего образования: поверхность и объем их
пульсируют. В случае значительного усиления пульсации за счет
аэродинамических сил взаимодействия с окружающей атмосферой
процесс деления таких капель может продолжаться, тогда как
при недостаточном усилении пульсация затихает и капли стре¬
мятся под действием сил поверхностного натяжения о,к приобрести
в полете сферическую форму. Период колебаний капли и время
их затухания зависят от величины поверхностного натяжения
и вязкости расплава. Время, необходимое для сфероидизации жид¬
кой капли (тсф), должно быть меньше времени ее затвердевания:
ТСф ^ ^1 "i" ^2t
где тг — время охлаждения капли расплава до температуры его
кристаллизации; т2 — время выделения скрытой теплоты кристал¬
лизации.
Значения тх и т2 могут быть рассчитаны по уравнениям
*1 ~d (с„,.уж/6 ■ a) In [(7,0В — ТГ)/(Тпл — Тг)] и т2 = ml./qS,
где ст — теплоемкость расплава; а — коэффициент теплоотдачи
от расплава к энергоносителю; 7ПОв, Тал, Тг — соответственно
температуры поверхности расплава, плавления диспергируемого
материала и газа, окружающего расплав; m — масса капли;
S — поверхность капли; L — удельная теплота кристаллизации
расплава; q — тепловой поток.
Время сфероидизации частицы цилиндрической формы с от¬
ношением длины к диаметру, равным 10, может быть рассчитано
по уравнению
тсф = (ЗлТhh/Q>u) г)<
где R — радиус частицы после затвердевания; г — радиус исход¬
ной цилиндрической частицы; тЬк — вязкость расплава.
Исходя из условий равенства объемов шара и цилиндра, время
сфероидизации можно оценить также выражением
тСф = 0,82т]ж^/ож.
Расчеты времени охлаждения и сфероидизации капель, про¬
веденные для алюминия и меди, показывают возможность сферо-
идязации капель этих металлов при разных значениях перегрева
(рис. 10).
Во всех случаях, как это следует из графиков, время сфероиди¬
зации на 2—3 порядка меньше, чем время охлаждения частиц
капель до температуры кристаллизации. Сферическая форма есте¬
ственна для распыленных частиц в том случае, если распыление н
последующее охлаждение частиц происходят в инертной или вос¬
становительной атмосфере. В случае, когда процесс сфероидиза-
28
ции происходит в окислительной атмосфере или при наличии
ва поверхности капли оксидов, форма получаемых частиц будет
определяться уже свойствами оксидов. Наличие на поверхности
капли легкоплавких или газообразных оксидов не препятствует
ее сфероидизации до затвердевания. При наличии на поверхнос¬
ти капель тугоплавких оксидов или других продуктов взаимо¬
действия с атмосферой преимущественная масса получаемых час¬
тиц будет обладать несферической формой.
Т-КТ* Т‘70~^
Рис. 10. Зависимость времени охлаждения и сфероидизации
капель меди (а) и алюминии (6) при распылении (/ — полное
охлаждение, II —- охлаждение до температуры плавления; ///—
сфероидизации) от их размера и температуры расплава:
а - 1100°С (/); 1150 (2); 1200(3); 1250 (4) и 1300 (5); б — 660 °С
О); 800 (2) и 1000 (3)
Распыление металлической струи газовым потоком. Методы
распыления металлической струи газовыми потоками широко при¬
меняют в технике для получения порошков железа, титана, жаро¬
прочных сплавов, меди и ее сплавов и т. д. Принципиально воз¬
можны три схемы осуществления этого процесса (рис. 11): распы¬
ление струи расплава соосно обтекающим потоком газа
(рис. 11, а), обтекающим потоком газа, направленным под не¬
которым углом к оси струи (рис. 11, б) и газовым потоком, на¬
правленным к оси струи под прямым углом (рис. 11, в). Наиболь¬
шее применение получили схемы распыления, основанные на рас¬
пылении струи расплава действием газового потока, направлен¬
ного под углом от 30 до 90° к ее оси.
Распад струи жидкости в результате воздействия на нее газо¬
вого потока — это сложный физический процесс, в котором веду¬
щую роль играют аэродинамические силы, определяемые в основ¬
ном относительной скоростью перемещения диспергирующего
газа и его плотностью. Этим силам в начальной стадии противо¬
стоят, удерживая струю от распада, силы поверхностного натяже¬
ния и вязкость расплава. Диспергирование струи расплава начи¬
нается при скоростях газового потока, превышающих критическое
значение для струи данного расплава. Механизм диспергирова-
29
нпя струи расплава потоком газа-энергоносителя заключается
в ее последовательном дроблении сначала на первичные капли,
а затем в дроблении этих капель на вторичные, более дисперсные
частицы — капли.
При распылении струи расплава потоком газа на основе ана¬
лиза кинограмм выявлены три структурные зоны. Первая — не»
Рис. П. Схемы (д—*) распыления струи расплава газовым потоком и скорость (г) пере¬
мещения частиц по мере их удаления от торца сопла при расПылеиии воздухом:
а — распыление соосным газовым потоком; б — газовый поток под острым углом к струе
расплава; 9 — газовый поток под прямым углом к струе расплава; /. — газовый поток;
2 — струя металла; 3 — форсунка; 4 — попутный поток газа для охлаждения; 5 — зона
ьозмущеиия; € — зона распыления; 7 — зона формирования частиц; 8 — зона охлаждения
и кристаллизации частиц
распавшаяся сплошная часть струи, включающая цилиндриче-
ский столбик металла, полностью сохраняющий форму и направлен
ние перемещения струи расплава после выхода его из сопла;
длина этого участка определяется конструкцией газовых сопел
и их расположением и может колебаться от 1—2 до 8—10 мм;
эта зона соответствует величине удаления фокуса распыления от
выходного среза сопла форсунки. Во второй зоне собственно и на¬
чинается процесс разрушения струи расплава с отслаиванием и
разделением ее на отдельные волокна, пряди, нити, которые дро¬
бятся на отдельные частицы — капли; в этой зоне протяженностью
10—20 мм протекают основные первичные процессы диспергиро¬
вания жидкой струи расплава. Вследствие большой разницы отно¬
сительных скоростей перемещения металла струи и массы газового
30
“ФКГ
потока высокой энергии в зоне их контакта в струе расплава воз¬
никают напряжения, превышающие ее прочность* Газ-энергоно¬
ситель начинает проникать в массу расплава, нарушая его сплош¬
ность и создавая объемы металла с повышенными напряжениями
сжатия. При выходе этих частично диспергированных объемов
металла из зоны максимальных напряжений сжатия они как бы
взрываются, завершая первичный процесс диспергирования и соз¬
дания потока дисперсных частиц различного размера и формы.
В третьей зоне процесс дробления прядей, нитей и крупных
капель на частицы конечных размеров завершается. Вторичное
распыление крупных частиц — капель также определяется соот¬
ношением сил, действующих на каплю в полете: скоростного на¬
пора потока газа yrlFr/2 (с учетом аэродинамического сопротив¬
ления газового потока движению частицы) и сил Лапласа.
Условие дробления: cfyrWl/2 > om/d, где cf — коэффициент
аэродинамического сопротивления газового потока движению
капли; с} « 1; d — диаметр образующейся капли.
В итоге размер частиц, образовавшихся в результате распыле¬
ния струи расплава, оцененный на основе эмпирически устаноВ»
ленных зависимостей, определяется уравнением
d = (585/Wr) (аж/уж)0'5 + 597 (Ю3Сж/Ог), (1.7)
где Gr — расход газа; — расход расплава.
Основными факторами, определяющими дисперсность порошка»
будут вязкость и поверхностное натяжение расплава, а также энер¬
гия газового потока.
Критическая относительная скорость газового потока, ниже
которой процессы дробления струи и частиц диаметром более d„p
не реализуются, оценивается уравнением
№кр = (8аж/угсгКр)0’5.
В третьей зоне интенсивно (удельная поверхность максимальна)
протекают теплообменные процессы между образующимися жид¬
кими частицами — каплями и диспергирующей газовой струей.
По структуре газо-металлический поток в этой зоне представляет
собой трехфазную непрерывно пульсирующую смесь газа и ме¬
талла, находящегося в жидком и газообразном состояниях. Ско¬
рость перемещения частиц-капель резко увеличивается. Скорость
же газового потока, совершившего работу диспергирования и
частично разбавленного окружающей газовой средой, снижается.
В конечных участках третьей зоны взвешенные в газовом потоке
металлические частицы-капли, отдав часть тепла за счет излуче¬
ния и конвективных потоков газовой струе, приобретают конеч¬
ную форму и кристаллизуются со скоростями охлаждения до 103—
10* °С/с.
Рассмотренный выше механизм и основные закономерности
процессов распыления существенно упрощены. В них не учтено
неизбежное химическое взаимодействие струи расплава с газом-
at
энергоносителем, а также изменение температуры расплава и жид¬
ких частиц-капель, происходящее в результате такого взаимодей¬
ствия. Кроме того, не учтено влияние взаимодействия расплав-
газ на деформационную способность расплава и крупных частиц-
капель и т. д. Все это необходимо иметь в виду при анализе резуль¬
татов и при отработке конкретных технологических процессов
получения порошков распылением струи расплава газовыми по¬
токами.
Ориентировочный расход газа при распылении струи расплава
составляет обычно 0,7—1,2 м3/кг распыленного металла.
Распыление металлической струй потоком воды. Распыление
струи расплава водой широко применяют в промышленности,
в частности при получении порошков железа. Этот процесс отли¬
чается от распыления расплавов газом прежде всего значительно
более высокой плотностью воды (примерно в 1000 раз выше плот¬
ности воздуха), что влияет на увеличение импульса движения
(М — mW) и кинетической энергии (Е - mW*l2) потока воды.
Высокая плотность воды обеспечивает также сохранение высоких,
скоростей энергоносителя на существенно больших расстояниях
от среза сопла (до 200—250 мм), чем в случае Использования газа*
вых потоков. Последняя особенность позволяет, в широких пре¬
делах изменять взаимное расположение струй расплава и воды,
облегчая конструирование устройств для распыления.
При контакте водяной струи с расплавом в связи с высокой его
температурой, неизбежен процесс интенсивного парообразова¬
ния как вокруг струи расплава, так и вокруг каждой распыленной
частицы — капли. По этой причине диспергирование струи рас¬
плава осуществляется фактически не водой, а перегретым сжатым
паром, образующимся в зоне контакта поверхностей воды и ра*
сплава.
Процесс парообразования в зоне контакта воды с расплавом,
нагретым выше 373 °С (критическая температура для воды),
неизбежен. Уже при температурах расплава выше 550—600 °С
в зоне контакта воды с расплавом возникает так называемое пле¬
ночное кипение воды, т. е. кипение локальных объемов воды,
прилегающих непосредственно к поверхности расплава, при сохра¬
нении в основной массе воды исходного агрегатного состояния.
Плотность пара, образовавшегося в таких условиях, составляет
около 0,0105 г/см3.
На размер образующихся при распылении расплава частиц,
как н в случае распыления расплава газом, влияют поверхност¬
ное натяжение расплава и скорость диспергирующего потока
(воды):
№кр = 7,7а°ж75/4Р25.
Например, для получения частиц с максимальным диаме¬
тром dKP = 100 мкм критическая скорость воды, ниже которой бу¬
32
дут образовываться частицы большего размера, составит 112 м/с.
Эта скорость обеспечивается при давлении воды 6,4 МПа.
Образование паровой рубашки при распылении водой сопровож¬
дается также значительным изменением теплофизических характе¬
ристик процесса. Сплошная паровая оболочка резко снижает ско¬
рость охлаждения распыленных частиц-капель из-за ухудшения
теплопередачи через пар по сравнению с теплопередачей через
воду.
Возможные схемы распыления струи расплава водой анало¬
гичны используемым для распыления газами. Распыляющий узел
форсунки должен обеспечивать возможность использования мак¬
симальной силы удара водяной
струи.
Формирование струи воды, вы¬
текающей под давлением, происходит
на переходном участке сопловой
насадки (рис. 12).
Сформированная струя воды после
истечения из насадки в атмосферу
постепенно расширяется. Ее диа¬
метр d-i в сечении на расстоянии I
От выходного среза насадки опре¬
деляется уравнением dt = d0 +
-f 2/ tg a, a tg а = ^40/[2 (//cf0)1_* 1» где A0 — безразмерный ко¬
эффициент; A0 » 0,03do; k — константа, определяемая условиями
формирования струи воды; k — 0,65.
Практическое использование разрушающей силы водяной струи
связано с длиной ее начального участка 1Я, величина которого
определяется выходным диаметром насадки (d0), давлением воды
перед насадкой (р) и степенью поджатия струи d/d0.
В диапазоне давлений 10—50 МПа и диаметров отверстий на¬
садки 1,0—3,5 мм длина начального участка струи изменяется
от 75 до 225 мм.
Максимальная сила удара Pmsx струи жидкости о преграду
составляет
Р max — YjkSjk^
Рис. 12. Схема сопловой насадки
форсунки:
1 — подводящий канал; 2 — пере¬
ходный участок; 8 — выходная
часть насадкн; 4 — начальный уча¬
сток струн
П
Ж|
где Уж. S,K и — соответственно плотность, сечение и скорость
струи в зоне удара.
В современных распылительных устройствах струя расплава
дробится струями воды, направленными с двух или с четырех сто¬
рон при их встрече под углом, близким к 60—70°; расход воды
находится в пределах до нескольких десятков литров на 1 кило¬
грамм распыленного металла.
Распыление расплава действием центробежных сил. Одна из
важных отличительных особенностей процесса распыления рас¬
плава под действием центробежных сил по сравнению с про¬
цессом распыления энергоносителем — возможность реализации
2 В. Н. Анциферов я др. 33
диспергирования в инертной безобменной атмосфере или в вы¬
соком вакууме. Возможны две принципиальные схемы распыле¬
ния (рис. 13) и множество их вариантов. В соответствии с первой
из них (рис. 13, а) распыление расплава производится в процессе
одновременного формирования его на торце вращающегося элек¬
трода действием зависимого (электрическая дуга) или независимого
источника нагрева (плазменная струя, электронный луч, индук¬
ционный нагрев и т. д.). По второй схеме (рис. 13, б) расплавле¬
ние металла производится автономно, вне зоны распыления, а
Источник
Вне. 13. Схема распыления расплава действием центробежных енл:
а — метод вращающегося электрода; б — слив расплава
распыление производится при сливе струи расплава во вращаю¬
щийся тигель или на дисковое устройство.
При первой схеме электрическая дуга, горящая между не-
ллавящимся и вращающимся электродами, оплавляет торец вто¬
рого из них. В связи со значительной скоростью вращения рас¬
ходуемого стержня (обычно более 2000 об/мин) действие анодного
пятна на поверхности торца осредняется, она оплавляется и при¬
обретает вид вогнутой чаши. Расплавляемый на торце стержня
металл под действием центробежных сил перемещается к перифе¬
рии торца, где образует по его периметру тороидальный валик,
удерживаемый силами поверхностного натяжения.
Толщина пленки расплава на оплавляемой поверхности не за¬
висит от расстояния от оси вращения и определяется уравнением
Ь = р 60т)ж/то2£)2уж,
34
(1-8)
где G — удельный расход жидкости; ю — угловая скорость вра¬
щения расходуемого стержня; D — диаметр зоны распыления
(радиус расходуемого стержня).
Экспериментально определенная толщина пленки расплава
на поверхности оплавляемого торца составляет 10—30 мкм.
По мере накопления расплава в тороидальном валике (рис. 14)
центробежные силы, действующие на расплав, превышают удер¬
живающие его силы поверхностного натяжения, происходит на¬
рушение сплошности и распыление расплава по одному из меха¬
низмов:
при малых расходах образующегося
расплава отдельные частицы-капли
отрываются непосредственно от кромки
торца вращающегося электрода;
при увеличении расхода расплава
начинают образовываться нити, распа¬
дающиеся на отдельные капли на не¬
котором расстоянии от кромки распы¬
лителя;
при значительных расходах рас¬
плава вокруг распылителя образуется
тонкая круговая жидкая пленка, уже
не связанная с твердой поверхностью
распылителя; жидкая пленка разру¬
шается на отдельные капли на неко¬
тором расстоянии от края распыли¬
теля или на отдельные пряди с их последующим диспергированием
на частицы-капли.
При распылении по первому механизму жидкая капля-ча¬
стица отрывается от кромки торца (рис. 14) в момент, когда центро¬
бежная сила Fn — тыЮа/2 будет равна или превышать удержива¬
ющую силу поверхностного натяжения Fy = ажлс(0, где т —
масса частицы-капли, равная для сферической частицы тРу1К/6;
Dс — диаметр расходуемого стержня; 0 — доля диаметра пере¬
мычки от капли к валику жидкого металла.
Преобразуя уравнение равенства сил, получаем зависимость,
определяющую величину частиц-капель:
d = (i/120/со) (aJDcym)0-6. (1 -9)
В связи со сложностью определения 0 и его близостью к еди¬
нице уравнение приобретает более общий вид:
d = (КчН/^ аж/Осуж, (1.10)
где Кч — коэффициент, оценивающий условия формирования
частицы-капли в момент, предшествующий отделению ее от ва¬
лика.
При реализации схемы «вращающийся электрод» необходимо
иметь в виду, что незначительный перегрев расплавленного ме-
35
Рис. 14. Схемы формирования
капель при распылении распла¬
ва действием центробежных сил
на торце вращающегося электро¬
да:
1 — образующаяся капля; 2 —
кромка анода; 3 — жидкий ме¬
талл; 4 — протуберанец
2*
талла, обусловленный ограниченным временем пребывания ме¬
талла в расплавленном состоянии (тысячные доли секунды),
может отрицательно сказаться при распылении гетерогенных ис¬
ходных материалов, так как из-за малого времени их пребывания
в расплаве и отсутствия перегрева, не будет обеспечено получение
гомогенного расплава перед его распылением. Тугоплавкие фазы,
имевшиеся в исходном металле, могут переходить в распыленные
частицы без изменения своего состояния.
р
Рис. 15. Принципиальная схема установки для получения порошка
взрывом проволоки;
В — высоковольтный выпрямитель; Р — разрядник; С кондсн*
сатор; П — проволока; УУ «=- улавливающее устройство
Методы распыления расплава под действием центробежных
сил относительно просты и высокопроизводительны. Они позво¬
ляют получать широкую гамму размеров порошков практически
любых металлов и сплавов.
Распыление расплава бесконтактными методами. Использо¬
вание газовых и жидкостных струй как способа силового воздей¬
ствия на струю расплава неизбежно в большей или меньшей сте¬
пени сопровождается изменением состава частиц распыленного
металла. Эти изменения происходят как в результате химического
взаимодействия с газами или паром, так и из-за адсорбции их -на
поверхности частиц или захвата расплавом газов с образованием
внутренней изолированной пористости.
Значительный интерес представляют методы бесконтактного
диспергирования с использованием мощных импульсов тока, про¬
пускаемых по твердому или жидкому проводнику, или электро¬
магнитных полей, воздействующих на расплав.
Если через.тонкую металлическую проволоку пропустить мощ¬
ный импульс тока, то она мгновенно нагреется и распылится,
а расплавленные частицы будут перемещаться по радиусам в про¬
странстве со скоростями до 1000 м/с. Этот процесс, схема уста¬
новки для реализации которого представлена на рис. 15, может
36
быть осуществлен в любой газовой среде или в вакууме- Распыле¬
ние происходит только в случае, когда удельная величина про¬
пекаемого по проволоке тока превышает критическое значение.
АВС р
о wn/i
I
20 00 60 Г, пкс
6
Рис, 16. Основные стадии (а) и изменение силы тока (б)
при распылении проволоки пропусканием по ней элек¬
трического тока
При недостаточных удельных токах проволока хоть и будет пла¬
виться, но распыления расплава не произойдет, расплав будет
стекать каплями. При оптимальных режимах процесс распыле¬
ния протекает в несколько стадий
(рис. 16): стадии А—В относятся к на¬
чальному периоду, для которого харак¬
терно испарение металла с поверхности;
стадии С—D — образование быстрорас-
ширяющегося облака пара металла и
мелких частиц распыленного расплава.
Размер образующихся при распыле¬
нии частиц определяется (для проводника
данного металла и размеров) подводимой
энергией импульса.
При получении порошков методом
взрыва проволок кристаллизация частиц
происходит в свободном полете.
Аналогично взрыву проволок процесс
распыления может быть осуществлен при
пропускании электрического тока по
струе расплава (рис. 17). При этом рас¬
плав из тигля 1, находящегося под потен¬
циалом, сливается через донное отверстие
на электрод 2. В момент контакта струи с поверхностью элек¬
трода в ней возникает нарастающий электрический ток.
При пропускании тока на жидкий проводник будет действо¬
вать магнитное давление, направленное по радиусам к центру
37
Рис. 17. Принципиальная
схема распыления струн
расплава пропусканием по
ней электрического тока;
/ — тигель с расплавом; 2—
электрод; 3 — индуктор; 4 —
камера; б — сборник порош¬
ка; 6 — стопор-токопрово д
струи и обусловленное взаимодействием электрического тока,
протекающего по струе, с собственным концентрическим магнит*
ным полем.
Величина этого давления для цилиндрической струи опреде¬
ляется уравнением
Pw = WVJ/4) (1 - /W), (1.11)
где р„ — магнитная проницаемость; J — плотность тока; R —
радиус невозмущенной струи; г — радиус зоны, где оцени¬
вается Р„.
Действие магнитных сил совпадает по направлению с действием
сил поверхностного натяжения, но по величине превышает их
на несколько порядков.
Существенную роль в распылении играют силы, обусловлен¬
ные вскипанием расплава в местах перемычек, что обусловлено
быстрым их нагревом проходящим током до температур, сущест¬
венно превышающих температуру кипения. Этому процессу со¬
путствует процесс образования электрических микродуг в местах
разрыва струи, усиливающих нагрев как металла, так и окружаю¬
щих газов. Кратковременность процесса выделения тепла в ог¬
раниченном объеме обусловливает взрывной характер расшире¬
ния перегретого газа (плазмы) со сверхзвуковыми скоростями.
Образующийся при этом значительный напор газа оказывает газо¬
динамическое воздействие на частицы расплава, приводящее к их
дроблению.
В результате воздействия перечисленных выше факторов жид¬
кая струя расплава диспергируется на частицы размером 10—
500 мкм, перемещающиеся по радиусам от струи со скоростями
до 300—500 м/с.
При получении порошков с размером частиц более 0,5 мм очень
интересны методы диспергирования струи расплава в МГД-гене-
раторах (рис. 18). При первой схеме (рис. 18, а) электромагнит*
ные силы, инициируемые в катушке 3, окружающей вытекаю¬
щую из корпуса 1 струю расплава 2, действуют на нее, вызывая
при пульсации тока в катушке появление сжимающих струю сил.
38
^гн силы обусловлены взаимодействием пульсирующих магнит¬
ных полей в катушке и полей, возникающих под действием ин¬
дуцированного тока в струе расплава.
По второй схеме (рис. 18, б) электромагнитные силы, индуци¬
руемые в катушке 4, воздействуют на расплав 2 до его истечения
из отверстия канала 1, создавая модуляцию скорости истечения
расплава из отверстия канала. Обе эти схемы обеспечивают за¬
кономерное, обусловленное частотой подаваемых импульсов, пе¬
риодическое нарушение сплошности струи и образование потока
свободно падающих частиц.
Распыление расплава и быстрая
закыка. Рассмотренные выше
схемы распыления расплава завер¬
шаются формированием твердых
частиц порошка в условиях сво¬
бодного полета капли со скоро¬
стями охлаждения металла до
103—104 °С/с. Вместе с тем наличие
потока распыленных частиц рас¬
плава, перемещающихся в про¬
странстве направленно, обусло¬
вливает возможность получения
порошков нового типа. При этом
кристаллизация и приобретение
формы частицами происходят в мо¬
мент их удара о водоохлаждае¬
мую полированную поверхность
экрана, который интенсивно от¬
водит тепло, т. е. фактически осуществляется закалка металла
частиц. Такие порошки получили название РИБЗ-порошки (рас¬
пыленные и быстрозакаленные). Схема распыления и формирова¬
ния частицы порошка при ударе об экран приведена на
рис. 19.
При соприкосновении с экраном 1, обычно располагаемым
под углом 15—45° к направлению полета расплавленных частиц 2,
жидкая частица под действием силовой составляющей, направлен¬
ной вдоль поверхности экрана,перемещается по его поверхности.
При этом она последовательно кристаллизуется и оголяет закри¬
сталлизовавшуюся ранее поверхность. Скорость охлаждения рас¬
плавленного металла в момент кристаллизации может достигать
107—108 °С/с. Образующиеся частицы 3 имеют длину 3—10 мм,
ширину 1—5 мм и толщину 10—50 мкм.
Отличительная технологическая особенность РИБЗ-порошков
по сравнению с порошками сферической формы — более высокая
метастабильность состояния и высокая формуемость. Особенно
интересны РИБЗ-порошки, полученные распылением расплава
в высоком вакууме, который обеспечивает полное исключение
в порошках внутренней пористости, заполненной воздухом или
энергии
Рис. 19. Принципиальная схема paG-
пыленин и формирования частиц по¬
рошка
39
инертными газами, и высокую чистоту металла и поверхности
частиц.
Высокоскоростное затвердевание расплава (ВЗР). Суть метода
ВЗР заключается в извлечении (экстракции) из расплава огранн-
ченных объемов металла, мгновенно затвердевшего на быстро пере¬
мещающейся прерывистой кромке медного диска, приходящего
в контакт с поверхностью расплава (рис. 20). Придавая рабочей
кромке диска различную форму, можно извлекать из расплава
частицы чешуйчатой формы, волокна, игольчатые частицы и т. Д.
Рис. 20. Принципиальные схемы получения волокон (а) и порошков (б) методом ВЗР в
механизм (а. г) формирования частиц
При формировании частицы различают три стадии процесса;
1) затвердевание металла на кромке быстровращающегося диска;
2) охлаждение слоя металла, включая кристаллизацию микро¬
объема расплава, увлеченного поверхностью затвердевшей ча¬
стицы из ванны; 3) отделение частицы от кромки диска и ее ох¬
лаждение.
Скорость охлаждения на первых двух стадиях равна 10е—
108 °С/с, а на третьей составляет до 10® °С/с. Толщина металла h,
извлекаемого из расплава (рис. 20), определяется глубиной за¬
твердевания расплава на кромке за время пребывания ее в рас¬
плаве hi и толщиной пограничного слоя расплава Л2, увлекаемого
затвердевшим слоем:
hi = ап (Д77ДЯ) (RQ/v), (1.12)
40
где а„ — коэффициент теплопередачи; АТ — перепад температур
между диском и затвердевшим расплавом; АН — теплота кристал¬
лизации; R — радиус диска; 0 — угол контакта диска с распла¬
вом; v — линейная скорость перемещения кромки диска относи¬
тельно поверхности расплава; v — кинематическая вязкость рас¬
плава;
Ла = (v/?0/o)O.«. (1.13)
В общем случае h — hx + h2 — Kv~0-5, где К — коэффициент,
определяемый природой металла и конструкцией быстровращаю-
щегося диска. Процесс экстракции из расплава может осуществ¬
ляться на воздухе, например, при получении порошков алюминия,
когда извлечение затвердевшего металла осуществляется из-под
защитной пленки оксидов, образовавшихся на поверхности ванны
расплава, а также в инертной атмосфере или в вакууме.
Эмпирически для случая получения порошков алюминия h =
= 3150 Yт> где т — время контакта кромки диска с расплавом.
Технология распыленных порошков
Получение порошков железа и его сплавов. Железные, порошки по
составу можно разделить на две группы—собственно железные,
содержащие углерод, и легированные порошки на основе железа.
В порошках первой группы, кроме небольших количеств угле¬
рода, содержатся примеси, неизбежно попадающие в них из ис¬
ходных материалов, а также из-за взаимодействия железа с ок¬
ружающей атмосферой и сопутствующими материалами при
плавке. Обычно содержание примесей находится в пределах, %:
0,15—0,7 Мп; 0,1—0,5 Si; 0,015—0,05 Р; 0,015—0,05 S; 0,2—
2,0 О. Требования к порошкам первой группы регламентирует
ГОСТ 9849—74.
В порошках второй группы присутствуют специально вводимые
элементы, например никель, хром, кобальт, молибден и др., сум¬
марное содержание которых обычно колеблется от 10 до 20 %.
Требования к таким порошкам определяются ГОСТ 14086—68,
ГОСТ 13084—67 и различными техническими условиями.
Распыление расплава водой — один из основных промышлен¬
ных методов производства порошков железа, легированных ста¬
лей и ферросплавов. Типовая технологическая схема приведена
на рис. 21.
Переплавленный исходный металл, нагретый до температур
1670—1720 °С, сливают либо прямо в металлоприемник установки
распыления, либо в промежуточную транспортную емкость, а уже
затем в металлоприемник. Из металлоприемника расплав через
калиброванное отверстие истекает в виде струи в зону дисперги¬
рования от 1—5 кг/мин (лабораторные и исследовательские уста¬
новки) до 200—1000 кг/мин (промышленные установки). В этой
зоне струя расплава дробится струями воды, подаваемой с по¬
мощью насосов высокого давления со скоростью до 80 м/с при дав-
41
ленни 4—10 МПа; удельный расход воды 6—10 л/кг распыленного
металла. Струи воды направлены на струю жидкого металла под
углом 15—35 а их число может колебаться от 4 до 30. Процесс
ведут так, чтобы количество частиц размерами менее 160 мкм
составляло 70—90 %. Регулируя температуру распыляемого
металла, температуру и давление энергоносителя, можно полу¬
чать порошки заданной формы, крупности и насыпной плотности.
Образовавшиеся при распы¬
лении частицы направленно
перемещаются в паровоздуш¬
ной атмосфере и попадают в во¬
дяную ванну, расположенную
в нижней части установки. На
промышленных установках ме*
талловодяная пульпа удаляется
из сборника порошка автома¬
тически. После обезвоживания
и подсушки порошок поступает
на восстановительный отжиг,
который чащё всего проводят
в печах с газообразным восста¬
новителем по одному из трех
основных технологических ва¬
риантов; 1) отжиг в закрытых
контейнерах в среде, создавае¬
мой за счет взаимодействия
кислорода с углеродом порош¬
ка-сырца (самоотжиг); 2) отжиг
в среде конвертированного при¬
родного газа; 3) отжиг в во¬
дороде.
Отжиг проводят при темпера¬
турах 900—1050 °С в течение 3—
4 ч. Однако при этом нельзя до¬
стичь низкого содержания кис¬
лорода и углерода одновременно. Поэтому наиболее часто обра¬
ботку порошков проводят в трехзонных печах в условиях непре¬
рывной подачи конвертированного природного газа. Порошки раз¬
мешают на металлических поддонах с толщиной слоя насыпки
до 35—40 мм (удельная навеска И —12 г/см2 площади поддона).
Поддоны ленточным транспортером перемещаются последова¬
тельно через все три зоны печи. При такой схеме обработки тем¬
пература повышается от 400—1050 °С в первой зоне до 1150—
1200 °С в третьей.
Для производства железных порошков с минимальным содер¬
жанием кислорода и углерода отжиг необходимо проводить в водо¬
роде. Спеки порошка после отжига подвергают дроблению и рас¬
севу на фракции.
42
Рве. 21. Типовая технологическая схема
получения порошков железа распылением
расплава водой
Метод распыления расплава струями воды позволяет получать
качественные порошки из низко- и высоколегированных сталей,
используемые для массового производства изделий. Однако, когда
к таким порошкам предъявляют повышенные требования по со¬
держанию кислорода, основными способами их получения яв¬
ляются распыление газом (воздух, азот) и центробежное распыле¬
ние в инертной атмосфере (аргоне) или вакууме.
Принципиальная схема технологического процесса и конструк¬
ции установок для распыления воздухом аналогичны схемам,
используемым для распыления водой.
Исходным материалом для плавки служат рафинированный
чугун с содержанием углерода 3,5—4,0 %, скрап и обрезь прокат¬
ной стали. Выбор оптимального химического состава железо¬
углеродистого сплава определяется исходя из необходимости до¬
стижения в порошке-сырце отношения кислорода к углероду на
уровне 1,7—2,0. Крайне важно проведение максимального раскис¬
ления металла расплава в ванне до его слива в металлоприемник,
так как окисленность расплава существенно ухудшает текучесть
металла и отрицательно влияет на степень диспергирования.
Температура расплава перед сливом 1650 —1700 °С. Давление
воздуха, подаваемого на распыление, 0,5—2 МПа, а его расход
0,6—1,0 м3/кг расплава; производительность установок 5—
40 кг/мин.
При распылении расплав активно взаимодействует с кислоро¬
дом воздуха с окислением железа, углерода и других содержа¬
щихся в нем примесей. Содержание кислорода и отношение содер¬
жания кислорода и углерода в порошке повышаются по мере роста
дисперсности, а также зависят от удельного расхода газа-энерго¬
носителя.
Технология распыления газами находит все более широкое при¬
менение при получении порошков быстрорежущей стали. Известно,
что литые быстрорежущие стали имеют неоднородность струк¬
туры и состава, неравномерное распределение упрочняющей
карбидной фазы, что отрицательно влияет на их свойства. Эти
недостатки отсутствуют у частиц распыленных порошков. Для
диспергирования расплава используют герметичные камеры. Пи¬
тание установок азотом может осуществляться из «танков» —
баков с жидким азотом или из баллонов. Химический состав полу¬
чаемых порошков, %: 1,25—1,7 С; 0,2—0,4 Мп; 0,3—0,6 Si;
3,75—4,5 Сг; 3,0—5,2 V; 5,5—18,0 W; 4,75—5,25 Мо; 5,0—12 Со.
Срок службы и стойкость инструмента, полученного из распы¬
ленных порошков, повышаются по сравнению с инструментом,
полученным из литой быстрорежущей стали, в 2,5—10 раз.
Получение порошков титана и его сплавов. Основным способом
получения порошков с низким содержанием кислорода и азота
в металле является центробежное распыление в инертной атмо¬
сфере (аргон, гелий) или высоком вакууме. Минимальное содер¬
жание кислорода (до 0,01 % и ниже) в порошках возможно только
43
Таблица 1. Химический состав (%) до и после распыления сплавов
на основе титана
Состояние
О
N
Н
А1
V
Zr
Ре
Исходные заготовки
0,10—0,11
0,02—0,03
0,007
6,6
4,2
5,0
0,11
Распыленные порош¬
ки
0,09—0,14
0,02—0,03
0,005
6,4
4,1
5,1
0,10
Примечание Исходные заготовки и распыленные порошки содержат 0,5 % Мо.
в случае использования инертных газов с его содержанием не
более 0,005 %.
Прн распылении в промышленности используют в основном
две схемы: распыление расплава с оплавляемого торца быстро
вращающейся цилиндрической заготовки и распыление расплава,
стекающего на вращающийся водоохлаждаемый диск после оп¬
лавления цилиндрической медленно вращающейся заготовки.
По первому способу цилиндрические заготовки диаметром 50—
70 мм распыляют в установке типа УЦР по режиму: сила тока
320—450 А; напряжение 18—20 В; расход инертного газа при зам¬
кнутом цикле питания 2,5 м3/ч. Производительность распыления
0,8—1,5 кг/мин. Выход годного (сферический порошок) состав¬
ляет 80—85 %. Размер частиц распыленных порошков опреде¬
ляется диаметром распыляемой заготовки, числом оборотов и под¬
водимой мощностью. Химический состав обрабатываемого сплава,
в том числе по газовым примесям, практически не изменяется
(табл. 1), чему способствует кратковременность пребывания сплава
в расплавленном состоянии из-за его непрерывного вывода из
зоны плавления под действием центробежных сил, а также высо¬
кая чистота инертной атмосферы внутри установки.
Распыленные частицы охлаждаются с высокой скоростью при
перемещении в инертном газе. При этом в металлических части¬
цах порошка образуются структуры закалки мартенситного типа.
При отжиге распыленных порошков титана в вакууме образуются
мелкодисперсные структуры.
Получение порошков алюминия и магния, Такие порошки мо¬
гут быть получены многими методами распыления расплава.
Широкое распространение получил метод распыления газом
(воздухом, азотом, инертным газом) с использованием эжекцион-
ных форсунок. Металл поступает в форсунку за счет разрежения,
возникающего у выхода из сопла при истечении газа из кольцевой
щели форсунки. Давление газа-энергоносителя составляет 0,4—
0,6 МПа. Температура расплава в печи поддерживается на уровне
750—800 °С при температуре его струи не ниже 740 ± 20 °С.
Для предупреждения окисления металла в печи при плавке ис¬
пользуют флюсы на основе КС1 + NaCl + CaF2. Полученный рас¬
пыленный порошок пневмотранспортом подается на рассев. Пыле-
44
видные фракции после выноса с выходящими газами улавливаются
фильтрами. В случае использования порошков алюминия для при¬
готовления красящей пудры их дополнительно обрабатывают в ша¬
ровой мельнице в атмосфере Na -f- 5 % Ог с добавкой жировой
смазки (75 % стеарина + 25 % парафина). Смазка, создавая на
частицах порошка адсорбированный слой толщиной 2,5—3,0 нм,
препятствует сковыванию и сцеплению частиц.
При центробежных методах распыления наибольшее распро¬
странение получило распыление расплава из цилиндрических
перфорированных графитовых стаканов, вращающихся со скоро¬
стью 4000—5000 об/мин. Размер отверстий в стенке цилиндра
наряду со скоростью вращения влияет на размер получаемых
частиц. Так, частицы размером менее 50 мкм образуются при
отверстиях диаметром 0,7—0,8 мм, а размером более 160 мкм —
при отверстиях диаметром 1,5—1,6 мм.
Наиболее чистые порошки алюминия и магния получают при
центробежном распылении оплавляемых вращающихся цилин¬
дрических заготовок в инертной среде или высоком вакууме.
Получение порошков меди и ее сплавов. Чаще всего применяют
распыление расплава водой или воздухом, причем защитные ат¬
мосферы применяют редко, так как образующиеся на поверхности
частиц оксиды легко удаляются нагревом в восстановительной
атмосфере.
Для получения порошков латуней и бронз исходный материал
(медь или сплав) плавят в индукционных печах при температуре
1150—1180 °С, вводя в расплав медно-фосфорную лигатуру (Си3Р)
и легирующие компоненты, последовательность подачи которых
определяется сродством их к кислороду. Более активные вводят
непосредственно перед сливом. При плавке латуней необходимо
избегать значительного перегрева расплава из-за большой лету¬
чести цинка (белые хлопья).
Распыление расплава проводят воздухом или азотом с расхо¬
дом 0,4—0,8 м3/кг расплава при давлениях до 1 МПа. Получае¬
мые частицы имеют в основном размер менее 60 мкм. Для полу¬
чения порошков сферической формы фосфор с лигатурой вводят
из расчета его содержания 0,1 % от массы шихты: образуя на
поверхности частиц сплава легкоплавкую пленку оксидов, фосфор
способствует их сфероидизации. Отжиг в водороде при 650 °С
в течение 2 ч повышает пластичные свойства порошков.
Получение порошков жаропрочных сплавов и коррозионностой¬
ких (нержавеющих) сталей. Порошки этих сплавов и сталей полу¬
чают распылением высокоперегретых расплавов в инертной атмо¬
сфере с использованием газовых потоков (аргона или гелия)
цли действием центробежных сил. Расплавы приготавливают по
литейной технологии, обычной для этих сплавов. Перегрев при
плавке не менее 250—260 °С (над линией ликвидус), т. е. расплав
нагревают до 1800—1850 °С. Расплав из металлоприемника сли¬
вают через стаканчик с донным отверстием диаметром 6—8 мм.
45
Расход аргона 0,6—0,8 м3/кг распыляемого расплава. Основную
долю порошка (до 80 %) составляют частицы с размером 100-—.
400 мкм. Содержание кислорода и азота такое же, как и в исход,
ном металле. Микроструктура частиц имеет ^етко выраженное
дендритное строение.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Акименко В. Б., Буланов В. Я., Рукин В. В. и др. Железные порошки. М.;
Наука, 1982. 264 с.
Ничипоренко О. С., Найда Ю. И., Медеедоеский А. Б. Распыленные металли¬
ческие порошки. Киев: Наукова думка, 1980. 240 с.
Силаев А. Ф., Фишман Б. Д. Диспергирование жидких металлов и сплавов,
М.: Металлургия, 1983. 144 с.
Глава II. ФИЗИКО-ХИМИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ
МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Физико-химические методы — это такие технологические про¬
цессы, при использовании которых получение порошка связано
с существенным изменением химического состава исходного .ма¬
териала в результате происходящих в нем глубоких физико¬
химических превращений. По сравнению с механическими мето¬
дами физико-химические более универсальны, причем некоторые
требования, предъявляемые к металлическим порошкам, можно
удовлетворить только используя эти методы для их получения.
1. Получение металлических порошков восстановлением
химических соединений
Восстановлением различных соединений могут быть получены
практически все металлы. С технико-экономической точки зре¬
ния этот способ наиболее целесообразно применять при исполь¬
зовании в качестве исходного материала хорошо обогащенных руд¬
ных концентратов, отходов производства (например, прокатной
окалнны), продуктов химической переработки природного сырья.
В промышленной практике металлические порошки чаще всего
получают восстановлением оксидов (как природных, так и искус¬
ственных), галогенидов и других соединений водородом, углеро¬
дом или некоторыми из металлов.
В общем случае простейшую реакцию восстановления можно
представить как
МеА + X zr* Me + ХА ± Q, (2.1J
где Me — любой металл, порошок которого требуется получить;
А — неметаллическая составляющая (кислород, хлор, фтор, соле¬
вой остаток и др.) восстанавливаемого химического соединения
МеА; X — восстановитель; Q — тепловой эффект реакции.
46
Восстановителем может быть только то вещество, которое при
выбранной температуре процесса обладает большим химическим
сродством к неметаллической составляющей восстанавливаемого
соединения, чем получаемый металл. Для оценки возможности
протекания реакции восстановления необходимо сопоставить
величины, характеризующие прочность химических связей в со¬
единении металла (МеА) и образующемся соединении восстанови¬
теля {ХА). Количественной мерой указанных величин (принято
говорить «мерой химического сродства») служит величина свобод¬
ной энергии, высвобождающейся при образовании соответствую¬
щего химического соединения: чем больше высвобождается энер¬
гии, тем прочнее химическое соединение. Поэтому реакция вос¬
становления (2.1) возможна лишь в случае, если при образовании
соединения восстановителя ХА выделяется энергии больше, чем
при образовании соединения металла МеА по реакции Me -f- А -*■
-*-МеА. Например, при 1000 °С свободная энергия образования
диоксида циркония по реакции Zr -(- Оа = Zr02 составляет около
420 кДж/г-атом кислорода, а оксида кальция по реакции С а +
+ = СаО — порядка 525 кДж/г-атом кислорода. В соответ¬
ствии с этим кальций весьма активно восстанавливает диоксид
циркония до металла по реакции ZrOa +2Са = Zr -)-2СаО. Очень
важно помнить, что сродство любого металла к неметаллической
составляющей химического соединения изменяется с температут
рой (с ростом температуры уменьшается) и с валентностью ме¬
талла (соединения металла термодинамически тем прочнее, чем
ниже его валентность; например, оксид титана ТЮ значительно
прочнее диоксида титана ТЮ2). Поэтому при оценке возможности
протекания реакции (2.1) сравнивают сродство восстановителя X
к неметаллической составляющей А с величиной свободной энер¬
гии образования самого прочного из возможных соединений ме¬
талла МеА. Чтобы реакция (2.1) была направлена в сторону вос¬
становления (т. е. слева направо), разница энергий образования
соответственно ХА и МеА должна быть отрицательной величи¬
ной (в процессе восстановления энергия должна выделяться).
Кроме того, в реакционном пространстве следует поддерживать
соответствующую температуру и определенный состав атмо¬
сферы.
Наряду с термодинамикой большое значение имеет скорость
протекания реакции (кинетика процесса), характеризуемая коли¬
чеством вещества, прореагировавшего в единицу времени. В каж¬
дый момент времени в реакции участвуют не все имеющиеся в си¬
стеме атомы или молекулы, а только те из них, энергия которых
достаточна для преодоления энергетического барьера при пере¬
ходе от МеА к Me (или, что то же самое, от X к ХА.). В соответствии
с этим скорость процесса пропорциональна числу атомов или моле¬
кул, обладающих требуемой активностью. Энергия, необходимая
реагирующим атомам или молекулам для достижения соответ¬
ствующей активности, называется энергией активации. Вполне
47
понятно, что для практического применения нужны быстро про¬
текающие процессы.
Важное влияние на кинетику процесса восстановления с уча¬
стием твердых реагентов оказывают поверхностные явления в связи
с большой удельной поверхностью исходных веществ и образую¬
щихся порошков: адсорбция, хемосорбция, химические взаимодей¬
ствия в адсорбированных слоях, каталитическое действие развитых
и контактных поверхностей, десорбция газообразных продуктов
реакции, диффузионные процессы и т. д.
Механизм восстановления большинства твердых соединений
металлов газообразными восстановителями основывается на ад-
еорбционно-автокаталитической теории. Эта теория предусматри¬
вает следующую последовательность основных элементарных
актов гетерогенной топохимической реакции (т. е. реакции, сопро¬
вождающейся превращениями в твердом состоянии, в течение
которой твердое вещество с одной кристаллической решеткой
исчезает и образуется твердый продукт с другой кристаллической
решеткой):
1) адсорбция газа-восстановителя X на поверхности частицы
соединения МеА, что приводит сначала к активированию адсор¬
бированных молекул газа-восстановителя за счет воздействия
на них силового поля кристаллической решетки МеА, а затем
к деформации молекул адсорбированного газа, созданию актив¬
ных комплексов, отрыву от них отдельных атомов или их групп
и т. д.;
2) отдача электронов атомов адсорбированного восстановителя
в решетку МеА путем заполнения в ней электронных вакансий
с образованием положительных ионов восстановителя: X — е =
=
3) отрыв анионов А~ с энергетически наиболее выгодных (де¬
фектных) поверхностей с образованием ХА;
4) десорбция образующихся молекул ХА;
5) расход ионов металла, образующихся при отнятии с поверх¬
ности МеА аниона /-Ь, на образование и достройку кристаллов
металлов с присоединением электронов, а также их диффузия
в глубь решетки МеА. При этом восстанавливаются высшие или
промежуточные соединения металла до его низшего соединения;
одновременно происходит встречная диффузия ионов А~ внутри
решетки фазы МеА к ее наружным поверхностям.
Процесс зарождения кристаллов новой фазы в результате кри¬
сталлохимической перестройки исходной фазы МеА по мере пере¬
сыщения ее ионами металла требует преодоления определенного
энергетического барьера, что проявляется в замедленном развитии
начального периода. Образование достаточного количества ме¬
таллической фазы действует автокаталитически и процесс уско¬
ряется. Когда внешняя диффузия газов, адсорбция восстанови¬
теля, десорбция газовых продуктов реакции проходят с достаточ¬
ной скоростью (что наблюдается при повышенных температурах),
48
диффузия ионов через слои твердых продуктов реакции и внутри
кристаллов фазы МеА может лимитировать суммарную скорость
всего процесса.
В зависимости от температуры, характера пористости и газо¬
проницаемости шихты суммарный процесс может лимитироваться
диффузней газов (как восстановителя, так и продуктов реакции)
через слой образовавшегося металла и его исходного соединения.
На скорость процесса восстановления МеА газообразными вос¬
становителями важное влияние оказывает концентрация паров ХА
в реакционной зоне, так как ее увеличение препятствует развитию
реакций из-за адсорбции молекул ХА на поверхности частиц МеА.
Следует стремиться к снижению концентрации ХА в реакционной
зоне для увеличения скорости процесса восстановления.
При восстановлении металлами (процесс называют металлотер-
мнческим) реакция (2.1) имеет вид
где Me' — металл-восстановитель.
Для ее успешного протекания слева направо необходима су¬
щественная разность теплот образования соединений Me'А и МеА,
т. е. определенный положительный тепловой эффект Q. Чтобы
обеспечить самопроизвольное поддержание протекания реакции
(2.2), величина Q должна быть достаточно большой. Количество
тепла (q), приходящееся на единицу массы шихты, называют
термичностью процесса:
где ММед — молекулярная масса восстанавливаемого соединения
МеА; Амс — атомная масса металла-восстановителя Me'.
Для эффективного протекания большинства процессов металло¬
термического восстановления требуется термичность 2,3—
2,5 кДж на 1 г шихты. Расчетная термичность процесса q макси¬
мальна при стехиометрическом соотношении компонентов МеА
и Me', так как при избытке любого из них она снижается из-за
расхода тепла на нагрев некоторой массы' вещества, не участвую¬
щего в реакции. При наличии в шихте шлакообразующих приса¬
док q также уменьшается.
Следует иметь в виду, что величина термичности процесса вос¬
становления, кроме теплового эффекта реакции и абсолютной массы
шихты, зависит также от ряда дополнительных факторов и, в
частности, от размера частиц реагирующих компонентов, степени
Окисленности восстанавливающего металла, качества смешивания
шихты, относительной поверхности теплоотдачи реагирующей
шихты.
Для приближенного расчета температур (°С) металлотермиче¬
ских процессов можно применять уравнение
МеА + Me’ ** Me + Me’ А ± Q.
(2.2)
q — Q/{MMeA -j- AMe-),
(2.3)
t “ l(Q. - Qi)l(31 + Э») 1 K,
(2.4)
49
где Qj — теплота образования восстанавливаемого соединения
МеА, Дж/г-экв; Q2 — теплота образования соединения металла-
восстановителя Me'А, Дж/г-экв; Эх — эквивалентная масса вос¬
станавливаемого соединения МеА, г; Э2 — эквивалентная масса
образующегося соединения восстановителя Me'А, г; К — коэф¬
фициент, учитывающий тепло, идущее на нагрев реакционной мае-,
сы до температуры плавления и на ее расплавление, а также по¬
тери тепла за время от начала реакции до начала отделения металла
от шлака; например, когда оксиды восстанавливают алюминием,
коэффициент К = 0,75.
Часто тепловой эффект реакции очень велик и она идет настоль¬
ко бурно, что может привести к выбросу части шихты из реактора
(если он не герметичен) или к разрушению реактора (если он гер¬
метичен). Чтобы в таких случаях замедлить процесс, в исходную
шихту .добавляют флюсы, которые поглощают часть выделяю¬
щегося тепла. Иногда флюсы добавляют с целью получения легко¬
плавкого шлака для защиты образующегося металла от окисления
при высоких температурах, с одной стороны, и, с другой стороны,
для частичного или полного растворения в легкоплавком флюсе
образующихся тугоплавких соединений металла—восстановителя,
препятствующих образованию крупных частиц порошка восстанав¬
ливаемого металла. Это особенно важно в тех случаях, когда
дисперсный порошок заметно окисляется при его 'последующей
отмывке от побочных продуктов восстановления водой или вод¬
ными растворами кислот.
Иногда теплового эффекта реакции недостаточно для поддер¬
жания ее самопроизвольного протекания. В таких случаях либо
применяют печной подогрев контейнера с шихтой, либо в шихту
вводят подогревающие добавки, состоящие из комбинаций актив¬
ных окислителей с металлами (обычно основным металлом — вос¬
становителем). В качестве окислителей используют: нитраты —
Ba(N03)2, KN03, Sr(N03)2, NaN03; хлораты — КС103, Ва(С103)2;
перхлораты — КС104, NH4C104; перекиси — ВаОг, Na202; суль¬
фаты— CaS04, Na2S04 и др.
Для металлотермического процесса выбирают восстановитель,
который должен: обеспечивать наиболее полное восстановление
при возможно меньшем подводе тепла извне; обеспечивать легкое
отделение образующегося шлака, а также избытка восстановителя
от получаемого металла (путем отмывки, отгонки в вакууме,
отшлаковывания); обладать высокой чистотой, чтобы избежать
загрязнения получаемого металла примесями; мало растворяться
в получаемом металле и не образовывать с ним устойчивых хи¬
мических соединений; быть относительно дешевым и не дефи¬
цитным.
Как правило, восстановителем X служат газы (водород, оксид углерода и
газы, содержащие Н2 и СО, например, генераторный, природный конвертирован¬
ный, водяной, коксовый или доменный, а также некоторые диссоциированные
газы, иапример аммиак), твердый углерод (сажа, кокс, термоштыб и др.) и ме-
60
талы (кальций, натрий или магний) или их соединения (например, гидрид или
ьарбид кальция).
В каждом конкретном случае выбирают исходное соединение металла МеА
и восстановитель X, руководствуясь как соображениями экономики и техники без¬
опасности, так и требованиями, предъявляемыми к получаемому порошку.
Ниже приведены краткие сведения о методах получения и свойствах некото¬
рых из восстановителей.
Водород. Наиболее важным источником чистого водорода служит вода,
запасы которой в природе фактически неисчерпаемы. Практическое значение имеют
так называемый железо-паровой способ получения водорода и электролиз воды.
М газгольдеру
Рис, 22. Схема производства водорода железо-паровым способом:
1 — горловика; 2 — воздуходувка; 3 — подогреватель: 4 — подача водяного
пара; 5 *- генератор водорода; 6 — подача водяного газа; 7 — скруббер
В железо-паровом процессе водород получают при обработке раскаленного
докрасна (температура порядка 800 °С) железа водяным паром. На рис. 22 пока¬
зана промышленная схема осуществления такого способа. Установка состоит из
генератора водорода и подогревателя, выложенных изнутри шамотом и соединен¬
ных между собой горловиной. Генератор разделен шамотным сводом на две
неравные части. В верхнем отделении помещена насадка из огнеупора, служащая
для подогрева водяного газа. В нижнюю часть генератора загружают исходное
железосодержащее сырье (окисленная руда, шпатовый и магнитный железняк
и др.) — в основном оксиды железа. Подогреватель заполнен насадкой из огне¬
упорного кирпича и служит для перегрева водяного пара. Процесс образования
водорода периодический. Генератор диаметром 3 м и высотой 9 м дает примерно
водорода 500 м3/ч. Периодичность процесса связана с двухступенчатой схемой
его проведения. Сначала (в период восстановления) оксид железа в генераторе
восстанавливается газообразным или твердым восстановителем при температуре
800—900 °С до оксида железа (II) или металлического железа. Отходящие газы
используют для разогрева насадки подогревателя. В следующий период (выра¬
ботка водорода) в аппараты подается водяной пар, который проходит через подо¬
греватель, нагревается до 900 °С и поступает в генератор, где разлагается на вос¬
становленной железной руде с выделением водорода по реакциям Fe + Н20 -*■
-*FeO+ H2, FeO + Н20 -*■ Fe304 + Н2. Смесь водорода и неразложившегося
пара охлаждается в верхней части генератора до 300—400 °С и направляется
в скруббер и далее в газгольдер. Получаемый газ содержит до 98 % водорода
(примеси — оксид углерода, метан, азот) и имеет высокую стоимость, ограничи¬
вающую его применение для целей порошковой металлургии.
При электролитическом прюизводстве водорода (промышленное значение
метод получил с 90-х годов прошлого столетия) в качестве электролита исполь-
51
зуют слабые водные растворы щелочей (NaOH, КОН) или кислот (H2S04), так кая
чистая вода плохо проводит электрический ток. Пропускание постоянного элек¬
трического тока через такие растворы ведут в моно- или биполярных электроли¬
зерах.
Теоретически иа производство 1 м3 водорода и 0,5 м3 кислорода (Н20 -» Н2 +
■+- 0,5 02) требуется затратить 2,95 кВт-ч электрической энергии. Практически
затрачивают 4,5—6 кВт-ч, так как к электролизной ванне приходится подавать
напряжение больше расчетного в 1,5—2 раза для преодоления ряда вредных со¬
противлений (электролита, электродов, иоитактов и т. п.). При электролизе
иа 1 м3 водорода затрачивается 805 г воды, которая перед подачей в электролити¬
ческую ванну должна быть очищена (например, с использованием иониообменных
смол или перегонкой) от загрязняющих примесей. Ванны работают при темпера¬
туре 60—80 СС, токе силой 1000—1500 А и напряжением 400—500 В. Катодная
плотность тока составляет 400—600 А/м2. По ГОСТ 3022—80 в получаемом газе
содержание водорода не менее 99,8 %, кислорода не более 0,2 %, а влаги не бо¬
лее 25 г/м3 для несжатого газа. Для уменьшения количества кислорода и влаги
газ пропускают через сложную систему осушки и очистки. Сначала водород по¬
ступает в очистительную колонну, где в присутствии палладиевого или другого
катализатора примесь кислорода реагирует с водородом, образуя воду. Затем
влажный газ подают иа осушку в колонну с веществом (силикагель, алюмогель,
титановая губка и др.), адсорбирующим влагу. После такой обработки водород
содержит не более 0,001 % кислорода и имеет точку росы (характеризующую ко¬
личество воды в газе) порядка —60 °С. Производительность таких очистных уста¬
новок составляет 6—60 м3/ч. Стоимость водорода высока (порядка 20 коп. за 1 м3).
Предприятии порошковой металлургии либо пользуются водородом, полу¬
чаемым на собственных водородных станциях с электролизерами производитель¬
ностью от нескольких десятков до нескольких сотен кубометров водорода в час,
либо используют сжатый до 15 МПа газ, доставляемый в баллонах емкостью 6 м3.
Необходимо помнить о взрывоопасности водорода [в смеси с воздухом тем¬
пература воспламенения 550-т—590 °С, а пределы взрываемости 4,1—75 %
(объеми.)] и неукоснительно соблюдать при работе с ним правила пожарной без¬
опасности и техники безопасности.
Водородным восстановлением получают порошки вольфрама, молибдена,
кобальта, меди, железа, никеля в их сплавов, а также коррозионностойкнх
(нержавеющих) сталей.
Оксид углерода. Технический оксид углерода обычно получают газификацией
малосернистого кокса или древесного угля с применением кислородного дутья
по реакциям С + 02 = С02, С02 + С = 2СО.
Стоимость очищенного оксида углерода (содержит до 0,2 % 02, ^1 % С02.
6—7 % Nj и ие менее 92 % СО при полном отсутствии сероводорода) высока,
в связи с чем для производства металлических порошков восстановлением его
практически ие применяют.
Существует перспективная возможность использовать для целей восстанов¬
ления химических соединений промышленные газы, являющиеся отходами ряда
производств. Например, газ фосфорного завода, содержащий 80 % СО, 0,5 % Н2,
18 % С02 и 1 % N2, по реакционной способности мало отличается от чистого ок¬
сида углерода.
Оксид углерода ядовит и взрывоопасен. В связи с этим его предельно допу¬
стимая концентрация в воздухе рабочих помещений составляет 0,02 мг/м3. Тем¬
пература воспламенения оксида углерода в смеси с воздухом равна 610—658 °С,
а предел взрываемости 12,5—75 %.
Диссоциированный аммиак. Такой аммиак является хорошим заменителем
водорода при стоимости 1 м3 после Диссоциации аммиака (75 % Н2 + 25 % NJ
около 6 коп. Разложение (диссоциацию) газообразного NHS (получаемого испаре¬
нием жидкого аммиака) по реакции 2NH3 = ЗН2 + N2 осуществляют при 600—
650 °С в специальных ретортах диссоциатора в присутствии катализатора (мел¬
кая железная стружка, оксиды железа и др.). Горячая азото-водородная смесь
поступает в теплообменник, где отдает часть тепла газообразному аммиаку.
Осушку азото-водородной смеси проводят в блоке силикагелевых осушителей
до точки росы не выше —40 °С. Из баллона жидкого аммиака можно получить
52
около 240 ms газовой смеси, содержащей до 0,03—0,05 % неразложившегося
аммиака. При обращении £ аммиаком соблюдают меры предосторожности: не
применяют ртутных манометров или затворов (аммиак образует со ртутью взрыв¬
чатую смесь), остерегаются ожогов жидким аммиаком и отравлеиия им при вды¬
хании (предельно допустимая концентрация в воздухе 0,02 мг/м3). Высокое со¬
держание водорода (75 %) в диссоциированном аммиаке делает его легко воспла¬
меняющимся и взрывоопасным (пределы взрываемости в смеси с воздухом 4—
74,2 °о). Диссоциированный -аммиак применяют в качестве восстановителя при
производстве порошков кобальта, железа, никеля, вольфрама.
Конвертированный природный газ. Основной составляющей природного газа
является метай (СН4), содержание которого обычно 93—98 % (остальное — азот,
СО., различные углеводороды, сернистые газы). Процесс конверсии может за¬
ключаться в осуществлении при температуре 900—1100 °С и в присутствии катаЛи-
ззтора взаимодействия метана с водяным паром по реакции СН4 + Н20 = ЗН2 +
+ СО, т. е. из 1 м3 природного газа получают 4 м3 газа-восстановителя.
По одному из вариантов газ и пар смешивают в турбулентном режиме в от¬
ношении СН4 : HjO = 1 : 1,3. Затем паро-газовую смесь подогревают до 400 —
500 °С, после чего она поступает в реактор печи на конверсию при температуре
1000 СС. Промышленные печи конверсии производительностью 1000 м*/ч в топоч¬
ном пространстве с газовым обогревом содержат 8—10 реакторов, расположенных
горизонтально или вертикально. Каждый реактор представляет собой две жаро¬
прочные стальные трубы, установленные одна в другой с кольцевым промежут¬
ком, заполненным керамическими цилиндриками стандартного никелевого ката¬
лизатора ГИАП-3. Вертикальное расположение реакторов в печи является более
благоприятным как в технологическом отношении (более плотная, без зазоров
упаковка катализатора ГИАП-3 в кольцевом промежутке реактора), так и в кон¬
структивном (печь более компактна, занимает мало места, характеризуется боль¬
шим резервом наращивания производительности). Получаемый в промышленных
печах конвертированный газ содержит довольно много газов-окислителей: 7—
8 % СОг и до 3 % Н20 (точка росы +40 °С). Это связано с тем, что трубчатые ре¬
акторы изготавливают из стали, которая не позволяет проводить конверсию при
температуре выше 1000—1050 °С. Из-за этого для обеспечения полного протекания
реакции конверсии приходится в реактор подавать паро-газовую смесь с указан¬
ным высоким избытком влаги.
Конвертированный природный газ лучшего качества (75—76 % Н2, 22—
23 % СО, 1—2 % С02, 1—1,5 % Н20, менее 0,5 % N2 и 0,4 % СН4; точка росы
+20 °С) может быть получен в герметичной печи конверсии конструкции ИПМ
АН УССР. Паро-газовую смесь для конвертирования готовят насыщением при
84—84,5 °С природного газа паром в специальном скруббере, орошаемом горячей
(93—98 °С) водой. В смеси обеспечивают отношение СН4 : Н20 = 1:1, которое
соответствует стехиометрическому соотношению компонентов реакции конверсии.
Из скруббера паро-газовая смесь направляется в подогреватель, нагревается
в нем до 120—125 °С и поступает в реактор печи конверсии — внутрь пористого
сердечника с никелевым катализатором. Печь конверсии обогреваетси двумя
горелками бесфакельного типа. Оптимальная температура реакционного про¬
странства составляет 1100°С, что соответствует 1200—1250 °С в топочном про¬
странстве.
Конвертированный природный газ в 8—10 раз дешевле водорода. Его при¬
меняют для восстановления оксидов при производстве железного порошка (газ
с точкой росы не хуже +40 °С) либо порошков низко-, среднеуглеродистых и ле¬
гированных сталей, а также других сплавов железа (газ с точкой росы +20 °С
и лучше).
Еще более дешевый эндогаз, который получают в результате сжигания в уста¬
новках типа ЭН природного или другого углеводородного газа в условиях суще¬
ственного недостатка воздуха (всего 0,25—0,35 от теоретического количества воз¬
духа, требуемого для полного сжигания горючих составляющих газа) с дополни¬
тельным подводом тепла извне. Процесс ведут в присутствии никелевого катали¬
затора при температуре 1050 °С в две стадии.
На первой стадии кислород газо-воздушной смеси взаимодействует с метаном
по реакции СН4 + 2 02 = С02 + 2Н20, причем происходит выделение тепла.
53
Во второй стадии процесса оставшийся (избыточный) метан реагирует с об¬
разовавшимися по этой реакции С02 и Н20 : СН4 + С02 = 2СО + 2Н2 и СН4 +
4- Н20 = СО + ЗН2, поглощая тепло. Суммарный тепловой эффект этих реакций
отрицательный. Выходящий из газогенератора газ с давлением 20—30 гПа ох¬
лаждается в трубчатых водяных холодильниках до комнатной температуры и
поступает к потребителю. Эндогаз, получаемый из природного газа, содержит
18—20 % СО, 38—40 % Н2, ^1 % С02, ^1 % СН4, остальное N2 и имеет точку
росы от —20 до +20 °С, а его стоимость составляет 0,9—1,9 коп. за 1 м3 (в зависи¬
мости от типа установки ЭН).
С применением эндогаза производят порошки железа, низко- и среднеугле¬
родистых сталей.
Получение порошков углеродистых сталей возможно с использованием в ка¬
честве восстановителя генераторного или водяного газов, каждый из которых об¬
разуется при взаимодействии раскаленного (температура 1000 °С и выше) кокса,
древесного или каменного угля соответственно с воздухом (С + 02 = С02,
С02 + С = 2СО) или водяным паром (С + Н20 = СО + Н2).
Генераторный газ содержит 28—34 % СО, 12—16 % Н2, 4—5 % Н20, 4—
8 % СО*, до 4 % углеводородов и кислорода, остальное азот. Точка росы после
осушхи составляет —40 °С
Теоретически в водяном газе должно содержаться 50 % водорода и 50 %
оксида углерода, но практически в нем, кроме водорода (48—49 %) и оксида угле¬
рода (примерно 36 %), содержится до 16 % азота, углекислоты, метана и воды.
Кокс, термоштыб и древесный уголь. Получаемый коксованием нефти и ее
продуктов, углей или пеков кокс является сильным восстановителем, так как со¬
держит 93—98 % углерода и до 3 % водорода в виде углеводородов в зависимости
от исходного сырья и метода его переработки. Кроме того, в состав кокса входят
н нежелательные примеси серы (2—4 %) и золы (0,5—1 %).
Термоштыб представляет собой мелкие отходы при производстве термоантра¬
цита. Содержит 6—11 % золы, до 3—3,5 % серы, 5—6 % летучих и до 0,5 %
влаги (после сушки термоштыба).
Древесный уголь, получаемый при сжигании древесины с недостатком воз¬
духа, чище нефтяного кокса по сере, но хуже по количеству зольного остатка
(2—2,5 %) и содержит 17—20 % Летучих, 3—5 % влаги.
Сажа. В качестве восстановителя используют ламповую или газовую сажу,
представляющую собой продукт соответственно неполного сгорания или терми¬
ческого разложения углеводородов. Сажа — весьма тонкий черный порошок,
состоящий из высокодисперсных частиц почти чистого углерода. Высокая хими¬
ческая активность сажи связана с огромной величиной поверхности ее частиц
(15—18 м2/г). Ламповую сажу приготовляют сжиганием при 1200 °С нефтепро¬
дуктов (соляровый дистиллят, лигроин и др.) в фитильных горелках — лампах,
расположенных в камерах, с недостатком воздуха. Образующаяся копоть (сажа)
осаждается на более холодных движущихся металлических поверхностях и уда¬
ляется специальными приспособлениями, а неосевшая, оставшаяся во взвешенном
состоянии в воздухе, улавливается фильтрами. Собранную ламповую сажу упа¬
ковывают в плотные четырехслойные бумажные мешки, в которых ее урзнспорти-
руют к потребителям. Применяемая ламповая сажа содержит влаги не более 0,5 %,
имеет зольность не более 0,1 % и остаток не более 0,005 % после просева через
сито № 015К.
Газовую сажу Приготавливают сжиганием природного газа в горелках, по¬
мещенных в камеры с недостатком воздуха. Получающаяся при этом копоть и
есть газовая сажа, более чистая и состоящая из кристаллитов меньшего размера,
чем ламповая сажа. Газовая сажа должна содержать влаги не более 2,5 %, иметь
зольность не более 0,06 % и остаток не более 0,01 % после просева через сито
№ 0I5K-
Металлы. Наибольшим выделением свободной энергии сопровождается
образование оксидных и галоидных соединений кальция, магния, алюминия,
натрия, калия, циркония и бериллия. Как Правило, для осуществления металло¬
термических реакций восстановления используют кальций, магний, алюминий
и натрий. В этом случае процесс восстановления называется соответственно каль¬
циетермическим, магинетермическим, алюмотермическим и натрнетермнческим.
54
Таблица 2. Температуры плавления и кипения
металлов—восстановителей и ик соединений, °С
Элементы
Металлы
Оксиды
Хлориды
Фториды
*пл
*кип
*пл
!пл
^кип
*пл
*кип
Na
97,7
914
1000
800
1465
992
1704
Са
851
1480
2570
782
2027
1418
2507
Mg
650
1126
2800
714
1418
1262
2227
А!
659
2330
2045
192,4
447
1040
1272
Реакции металлотермического восстановления в основном экзотермические.
Выбор восстановителя зависит не только от термодинамических оценок, но и от
его летучести, которая при проведении металлотермнческого процесса при атмо¬
сферном давлении должна быть минимальной. При использовании низкокипя-
щих (т. е. с невысокой температурой кипения) восстановителей процесс часто
приходится проводить прн повышенном давлении, создаваемом аргоном или дру¬
гими инертными газами. Это приводит к некоторому усложнению annapt/j-уры для
восстановления и условий выполнения металлотермического процесса. При вы¬
боре металла-восстановителя и исходного соединения получаемого металла учи¬
тывают технико-экономические характеристики процесса: степень извлечения вос¬
станавливаемого металла в готовый продукт, качество последнего, стоимость
восстановителя и другие расходы в пересчете на единицу готового продукта.
В табл. 2 приведены температуры плавления и кипения наиболее распространен¬
ных металлов-восстановителей и их соединений.
В ряде случаев в качестве восстановителей используют не сами металлы,
а их гидриды (например, гидрид кальция) и карбиды (тогда процесс восстановле¬
ния называют карботермическим).
Технология восстановленных металлических порошков
Восстановление твердых соединений га¬
зами и углеродом
Получение порошка железа. Железный порошок — основа много¬
тоннажной порошковой металлургии. Для его получения приме¬
няют разнообразные методы восстановления (которыми в настоя¬
щее время производят примерно половину всего потребляемого
порошка), что объясняется продолжающимися поисками методов
изготовления дешевых порошков различных марок, отличающихся
по гранулометрическому составу, содержанию примесей и техно¬
логическим свойствам.
Наиболее распространенным и дешевым сырьем для производ¬
ства железного порошка является прокатная окалина (образуется
в больших количествах на металлургических заводах при на¬
греве и охлаждении стальных и чугунных слитков в процессе их
обработки), которая состоит в основном из смеси Fe304 с неболь¬
шим количеством Fe2Oa (общее содержание железа примерно
72 %).
Другим крупным и дешевым источником сырья являются вы¬
сокообогащенные концентраты природных окисленных железных
55
руд (общее содержание железа примерно 71 %), в которых железо
находится в виде гематита Fe2Oa, магнетита Fe304, лимонита
HFeOs, сидерита FeCOa и других химических соединений.
В указанных источниках сырья содержится значительное ко¬
личество примесей, загрязняющих получаемый порошок. Так,
в прокатной окалине присутствуют оксид марганца («0,4 %)
Восгтсновсение онсидов железа
Твердая углерзйнг
Сыпучая шихта
Тазоп Копвинировоннын слосовоя
I
вринетированная шихта
фи упереянвя
давлении
восстановительного
та, />= а,орта
фи повышенных
1,пеплературах
г=ш.мо°с
Лри ловышенноп
давлении
восстановительного
газа, р= 2,0... чрта
/2ри уперенных
теялературох
t=500..J00°C
Рри норпальнан
давлении
васстановилзельноеи
газа
Лри вд/СОНиХ
тетературах
tSb/000°C
Рис. 23. Классификация методов получения порошка железа восстановлением
окисного сырья
и диоксид кремния (0,2—0,3 %), которые существенно влияют на
качество получаемого железного порошка.
Перспективным сырьевым источником являются отработанные
сернокислые травильные растворы: сначала выделяют в осадок
FeS04-7H20, а затем его сушат и разлагают в окислительной ат¬
мосфере при 600—800 °С (2FeS04 —Fe203 + SOa + S03), полу¬
чая чистый Fe203.
Классификация методов получения порошка железа восстанов¬
лением оксидного сырья приведена на рис. 23.
Существуют методы получения железного порошка из хлори¬
стого (FeCl2) соединения.
66
Восстановление оксидов железа водородом
В соответствии с диаграммой состояния системы Fe—О сущест¬
вуют три оксида железа: Fe203 — гематит (30,06 % О), Fe304—
магнетит (27,64 % О) и FeO — оксид железа (II). При этом
FeO должен содержать 22,27 % кислорода, однако соединения
такого состава не существует: на диаграмме равновесия системы
Fe—О имеется широкая область гомогенности на основе FeO,
обогащенная кислородом и называемая «вюстит», которую ус¬
ловно можно представить как твердый раствор FeO—Fe304 и за¬
писать Fe*0 при х < 1. При температурах ниже 572 °С вюстит
(23,26 % О) неустойчив и распадается: Fe^O -► a-Fe + Fe304.
В области высоких температур (по линии солидус) границы
гомогенности вюстита соответствуют содержанию кислорода
23,18о°6 (51,26 ат. %) при 1371 °С и 25,6 % (54,57 ат. %) при
1424 °С. При 1000 °С границы гомогенности вюстита соответствуют
23,1 % (51,13 ат. %) и 24,3 % (52,85 ат. %) кислорода.
Необходимо отметить наличие определенной переменной раст¬
воримости (%) кислорода в железе: 0,18 при 1550 °С, <0,08 при
1300 °С, 0,03 при 900 °С и ничтожно малая при 20 °С. Это важно, так
как при охлаждении нагретого железа наблюдается эффект ста¬
рения и охрупчивания, связанный с выделением субмикроскопиче¬
ских частиц Fe^O или Fe304.
Процесс восстановления Fe203 до железа происходит по трех¬
ступенчатой (выше 572 °С) Fe203 -> Fe304 -> FexO -> Fe или
двухступенчатой (ниже 572 °С) Fe203 -> Fe304 -> Fe схемам, что
соответствует принципу последовательности восстановления
А. А. Байкова:
3Fe203 (ТВ) + Н2 <г> = 2Fe304 (ТВ) + Н20(г) + 7,14 кДж, (2.5)
xFe304 (тв) + Н2 (г) = 3Fe.*0(TB) + Н20(Г) 63,0 кДж, (2-6)
Fe*0(TB) + Н2 (г) = xFe(TB) + Н20(г) — 30,24 кДж, (2.7)
Fe304 (Тв) + 4Н2 (Г) = 3Fe(TB) + 4Н20(Г> — 153,66 кДж. (2.8)
Принимая неизменными упругости паров твердых фаз постоян¬
ного состава, константы равновесия первых трех из этих реакций
можно выразить уравнением Кр — Рнго/Рнг, а для четвертой
реакции Кр = Рн2о/Рш-
В отличие от других реакция (2.5) является экзотермической,
в силу чего с ростом температуры равновесная газовая фаза дол¬
жна обедняться парами воды и обогащаться водородом. Однако
значения констант равновесия этой реакции настолько велики,
что можно без особых погрешностей говорить о необратимости
восстановления оксида железа (III) до магнетита.
По реакции (2.6) сначала образуется обогащенный кислородом
вюстит, который затем в процессе восстановления обедняется ки¬
слородом до нижней границы своей области гомогенности при
57
данной температуре, а уже затем по реакции (2.7) образуется
железо.
На рис. 24, изображающем равновесный состав газовой фазы
в системе Fe—О—Н в зависимости от температуры, имеются че¬
тыре кривые и четыре области, соответствующие существованию
определенных фаз. Кривая 1 соответствует равновесию Fe203—
Fe304, кривая 2 — равновесию Fe304—Fe„.0, кривая 3 — равно¬
весию FesO—Fe и кривая 4 — равновесию Fe304—Fe. Область А
соответствует существованию FeaOg, область В — существованию
Fe304, область С — существованию вюстита и область D — су¬
ществованию а- и у-железа. В точке а сосуществуют Feg04, Fe^O
и железо.
Так как реакции (2.6), (2.7) и (2.8) эндотермические, то их
константы равновесия увеличиваются с температурой, т. е. вое;
становительная активность водорода повышается, его равновесная
концентрация в газовой фазе Н2 + Н20 понижается. Для завер¬
шающей реакции (превращение вюстита в железо) равновесный
состав газовой фазы следующим
образом зависит от температуры:
t, °с
н*. %
Н,0, %
600
71,1
28,9
700
67,3
32,7
800
64,0
36,0
900
60,6
39,4
1000
57,7
42,3
Рис. 24. Кривые равновесия реакций
восстановления оксидов железа водо¬
родом
На значения констант равно¬
весия реакций восстановления
оксидов железа водородом в ре¬
альных условиях оказывают влия¬
ние переменность состава Fe304 и
FeK0 в связи с наличием области
гомогенности (ее ширина зависит от температуры) и дисперсность
фаз. Например, для реакции (2.6) уравнение для Кр должно при¬
нять вид: Кр = рн,о [Ре„.0]а/(рнг [FeaOj*), а для реакции 3Fe -f
4- 4Н20 = ге304 + 4Н2 при 444 °С с участием мелкодисперсного
железного порошка, обладающего значительным избытком свобод¬
ной энергии, КР = 1875, тогда как для компактного металла Кр~5.
Железный порошок, восстановленный водородом из окисного
сырья, имеет высокую чистоту и повышенную стоимость из-за
значительной цены 1 м3 водорода. Такой процесс восстановления
становится целесообразным лишь при наличии источника дешевргс|
водорода, например являющегося отходом химического (или дру¬
гого) производства.
В перспективе возможно использование водорода, образую¬
щегося в ядерных реакторах атомных электростанций.
Восстановление в кипящем слое. Исходным сырьем для полу¬
чения железного порошка по так называемому Н-Iron процессу
53
служат рудные концентраты. Измельченная до крупности 3 мм
руда подвергается магнитногравитационному обогащению с полу¬
чением рядового концентрата, содержащего 67 % Fe, из которого
выделяют тонкие классы крупностью менее 0,5 мм; из них по¬
вторным гравитационным обогащением готовят богатый концен¬
трат (71 % Fe). Путем дальнейшего измельчения материала в ша-,
ровых мельницах до крупности 0,15 мм и магнитной сепарации
получают концентрат высшего качества с 99,7 % Fe304, что со¬
ответствует содержанию 72 % Fe. Этот концентрат предварительно
нагревают до 480 °С во вращающейся печи и затем с помощью
азота переправляют в загрузочный бункер, куда под давлением
3,5 МПа подают водород, с помощью которого концентрат тран¬
спортируется в реактор (вертикальный металлический цилиндр
высотой 29 м и диаметром 1,7 м). Восстановление протекает при
540 °С на трех горизонтальных подовых решетках. Загрузка
свежих порций руды в верхнюю часть реактора, а также пересы¬
пание частично восстановленного материала с решетки на решетку
и разгрузка восстановленного железа в нижней части реактора
происходят периодически.
Осушенный водород, подогретый до 540 °С, под давлением
2,8 МПа нагнетают в нижнюю часть реактора. Скорость его подачи
регулируют из расчета поддержания частиц руды в кипящем слое
на всех трех подовых решетках; при пересыпании с решетки на
решетку они находятся во взвешенном состоянии. Влажный водо¬
род после реакции подвергается очистке, осушке и затем возвраща¬
ется в процесс вместе со свежими порциями водорода.
Восстановленный порошок железа выходит из реактора в раз¬
грузочный шлюз, откуда с помощью азота под давлением посту¬
пает для дальнейшей переработки.
Поскольку восстановление происходит при низких темпера¬
турах, конечная продукция обладает повышенной пирофорностью;
для предохранения полученного порошка от последующего окис¬
ления его нагревают до 800 °С в среде защитного газа при атмо¬
сферном давлении, в результате чего он теряет свою пирофор¬
ность.
Восстановление в стационарном слое. Большее распространение,
чем Н-Iron процесс, имеет восстановление водородом в проходных
муфельных или трубчатых печах с внешним обогревом. Оксиды
помещают в поддоны или лодочки, которые непрерывно продвига¬
ются через горячую зону печи. Водород подают со стороны хо¬
лодильника, и принцип противотока обеспечивает наиболее пол¬
ное восстановление. Время, необходимое для полного восстановле¬
ния оксидов, зависит от их вида, размера частиц, толщины слоя,
температуры, давления и влажности водорода, а также других
факторов. Как правило, температура восстановления 700—1000 °С,
а время от 30 мин до нескольких часов.
По одному из вариантов восстановление осуществляют в труб¬
чатой двухзонной печи при 650—700 °С' (1-я зона) и при 700—
59
800 °С (2-я зона). Общая длина зон 1500 мм, диаметр трубы 70 мм,
навеска 100 г, скорость движения лодочки 25—30 мм/мин, рас¬
ход водорода 600—1000 л/ч. По другому варианту восстановление
проводят в непрерывно действующей конвейерной печи при тем¬
пературе 980 °С. Слой окалины толщиной 15—25 мм перемещается
через печь роликовым транспортером, ширина ленты которого
составляет 600 мм. Время восстановления составляет около 5 ч
при производительности печи 90 кг/ч. При этом применяют трех¬
кратный избыток водорода. В такой печи получают сравнительно
чистый порошок при относительно небольшой стоимости передела.
Наиболее существенным недостатком восстановления окси¬
дов железа водородом в муфельных (трубчатых) печах является
их низкая производительность, так как для равномерного восста¬
новления требуется небольшой слой шихты. Процесс не может
быть ускорен за счет существенного увеличения температуры вос¬
становления (>1000 °С), так как порошок спекается в брикет,
который трудно затем измельчить в порошок.
Восстановление во вращающейся печи. В ЦНИИЧМ им.
И. П. Бардина приведены работы по получению железного по¬
рошка восстановлением оксидов водородом во вращающейся печи
с трубой, изготовленной из коррозионностойкой стали. Исходное
окисное сырье подается шнеком в трубу, по которой перемещается
навстречу движению потока газа—восстановителя. При пересы¬
пании по трубе восстанавливаемый материал в отдельные моменты
времени находится во взвешенном состоянии, что обеспечивает
хороший контакт частиц оксидов железа с водородом. Оптимальной
является температура восстановления 1000 ± 25 °С: ниже этой
температуры процесс резко замедляется, а повышение температуры
приводит к снижению стойкости вращающейся трубы печи. По
такой технологии на некоторых заводах готовят порошкообразную
активную отрицательную массу железоникелевых щелочных ак¬
кумуляторов.
Восстановление оксидов железа оксидом углерода
и твердым углеродом
На практике восстановление оксидов железа углеродом проводят
при температурах выше 1000 °С. В этих условиях преобладающий
механизм реакций восстановления заключается в образовании
в реакционном пространстве оксида углерода и восстановлении
оксидов железа с регенерацией оксида углерода по одновременно
протекающим реакциям:
MeO -f* СЮ = Me -f* СОг,
С + COjj = 2СО
MeO + С = Me + СО.
(2.9)
(2.Ю)
(2.П)
60
Как было отмечено раньше, процесс развивается на основе
адсорбционно-каталитического механизма. Непосредственное вза¬
имодействие твердых оксидов с углеродом развивается слабо в свя¬
зи с ничтожно малой поверхностью соприкосновения твердых ве¬
ществ в шихте.
Реакции для случая использования в качестве восстановителя
оксида углерода имеют вид
3Fe203 (тв) + СО(г) = 2Fe304 (тв) + С02 (г) + 48,3 кДж, (2.12)
xFe304 (тв) + СО(Г) = SFe^OjTB) -[- С02 (г) — 21,84 кДж, (2.13)
Fe^O(TB) + CO(r) = xFe(TB) + C02<r) -f- 10,92 кДж, (2.14)
Fe304 (тв) + 4СО(г) = 3Fe(TB) + 4С02 (г) +17,22 кДж. (2.15)
Реакция (2.15) возможна лишь при условии искусственного
поддержания в реакционном пространстве повышенной концентра¬
ции СО, например продуванием ее
через печь.
Восстановление оксида железа до
магнетита происходит легко, а кон¬
станта равновесия этой реакции
Кр = PcoJPco с увеличением темпе¬
ратуры уменьшается (рис. 25, кри¬
вая /). При восстановлении по ре¬
акции (2.13) (кривая 2) образуется
не FeO, а твердый раствор FeO—
Fe304, т. е. вюстит; система двух¬
фазная (вюстит и газовая фаза), и
величина константы равновесия ре¬
акции зависит ие только от темпе¬
ратуры, но и от состава твердого
раствора. Реакция (2.14) восстанов¬
ления FeO, точнее твердого раствора
на его основе (кривая 3), с ростом
температуры требует большей концентрации оксида углерода.
Реакция (2.15) восстановления магнетита до железа (кривая 4)
возможна лишь при температурах ниже 572 °С, когда FeO тер¬
модинамически неустойчив, и выполняется указанное выше усло¬
вие поддержания в газовой фазе избыточной концентрации СО
за счет внешнего его источника.
Приведенные рассуждения полностью исключили реакцию
2СО(г) С02 (г) + С(ТВ). (2.16)
Практически оксиды металлов не восстанавливают чистым СО;
последний обычно образуется как продукт реакции горения твер¬
дою углерода, вводимого в состав шихты:
С + 02 ** СОг, СО, + С 2СО.
Рис. 25. Зависимость реакций
восстановления оксида железа ок¬
сидом углерода от температуры
61
Содержание оксида углерода в газовой фазе определяется при
этом только равновесием реакции С02 + С зр* 2СО (рис. 26),
Из графика видно, что с увеличением температуры содержание COj
в равновесной смеси СО + С02 снижается и при температурах
выше 900 °С становится исчезающе малым.
Реакции восстановления оксидов железа твердым углеродом
можно записать следующим образом:
3Fea03 + С = 2Fe304 + СО,
6Fe203 + С = 4Fa04 + С02,
xFe304 + С = 3Fe*0 + СО,
2*Fe304 + С = 6FexO + С02,
Fe^O + С = xFe + СО,
2FexO + С = 2xFe + С02,
Fe304 + 4С = 3Fe + 4СО,
Fe304 -f 2С = 3Fe + 2СОа.
72Ж,°С
Тис. 26. Кривые равновесия реакций
восстановления оксида железа оксидом
углерода (при Р — 0,1 МПа)
Обычно оксиды восстанавливают твердым углеродом при 900—
1000 °С или выше, в связи с чем в реакционном пространстве почти
не наблюдается наличия диоксида
углерода. Кривая равновесия ре¬
акции (2.14) пересекает кривую
равновесия реакции 2CG **
С02 + С при 690 °С, а кривую
равновесия реакции (2.13) при
650 °С. Эти точки пересечения яв¬
ляются единственными равновес¬
ными точками для указанных ре¬
акций.
Процесс восстановления Fe3Q4
' при температуре выше 650 °С
и FexO при температуре выше 690 °С идет до конца, т. е. до исчез¬
новения углерода или соответствующего оксида. Практически
производство железного порошка возможно только при температу¬
ре выше 690 °С (при рсо + Рсо2 = 0,1 МПа) и концентрации СО
в пределах 60—100 %.
До сих пор предполагалось, что твердый углерод присутствует
в системе в виде самостоятельной фазы. В действительности он об¬
разует с железом твердые растворы переменной концентрации, а
также карбиды, в частности Fe3C.
В условиях металлургических процессов карбид Fe3C термоди¬
намически неустойчив. Однако в результате медленного распада
при температуре ниже 1100 °С следует учитывать возможное обра¬
зование Fe3C как соединения, изменяющего равновесный состав
газовой фазы.
62
Образование твердых растворов углерода в железе при восста¬
новлении оксидов с участием СО затрудняет производство желез¬
ных порошков, так как загрязнение порошков углеродом ослож¬
няет проведение последующих операций их прессования и спе¬
кания.
Восстановление твердым углеродом. Восстановление окалины
или богатой железной руды «твердым углеродом» является наи¬
более распространенным и эффективным способом получения желез¬
ного порошка. Впервые он был применен в промышленной прак¬
тике шведской фирмой «Xоганес», а в СССР осуществлен в 1951 г.
на Сулинском металлургическом заводе (рис. 27). Сырьем служит
чистая от примесей окалина проката низкоуглеродистых сталей,
восстановителем — термоштыб; для связывания серы термоштыба
используют известняк.
Оксидное сырье и восстановительную смесь (термоштыб +
-f известняк) засыпают несмешивающимися вертикальными концен¬
трическими кольцевыми слоями в тигли (капсели) диаметром 350
и высотой 1500—1560 мм, изготовленные из карбида кремния.
Сырье (~200 кг) имеет форму трубчатого слоя. Внутри и снаружи
этот слой засыпают восстановительной смесью (120 кг). Пример¬
ный состав шихты в капселе: оксидное сырье 60—69 %, термо¬
штыб 33—25 %, известняк 7—6 %. Капсели закрывают крышками
и по 16 штук загружают на вагонетки, которые продвигаются при
помощи конвейера илй толкателями вдоль горизонтальной тун¬
нельной печи, обогреваемой сжигаемым природным газом. Тун¬
нель может иметь различные размеры, например длину около
120 м и поперечный размер 3,25 м. В этом случае протяженность
зоны максимальной температуры около 55 м, протяженность вход¬
ной зоны подогрева и выходной зоны охлаждения примерно 65 м.
В высокотемпературной зоне температура поддерживается в пре¬
делах 1150—1180 °С; внутри капселя температура ниже на 100—
150 °С. В горячей зоне вагонетки с капселями находятся 44 ч.
Общая продолжительность пребывания тиглей в печи 89 ч, в том
числе время охлаждения до 100 °С 25 ч.
Если разрезать капсель, который не прошел полного цикла вос¬
становления в горячей зоне туннельной печи, то в вертикальном
разрезе спекшегося материала можно обнаружить слои различ¬
ного состава: к слою термоштыба прилегает восстановленное же¬
лезо, далее идет слой вюстита, содержание кислорода в котором
повышается от границы, прилегающей к железному слою, к гра¬
нице с внешним слоем, состоящим из Fe304.
Исследование кинетики перемещения границ между слоями при
заданной температуре показало, что она удовлетворяет уравнению
gn = Ат, где g — толщина нарастающего восстановленного слоя
железа; т — время восстановления. Параболический закон ки¬
нетики перемещения границ между слоями свидетельствует, что
лимитирующей стадией, определяющей скорость восстановления,
являются диффузионные процессы. Восстановление происходит
63
Ояаяина ТергюангпрацитодыН Мэдестня/{
Рис. 27. Технологическая схема производства восстановленного железиого по¬
рошка на Сулииском металлургическом заводе
оксидом углерода, образующимся по реакции СОг + С — 2СО.
Суммарная скорость процесса восстановления зависит от скорости
диффузионного проникновения молекул СО и в обратном направ¬
лении молекул образующейся СОа через поры и каналы в шихте,
которые особенно мелки в формирующемся спеченном слое же¬
лезной губки. По мере нарастания этого слоя его диффузионное
сопротивление возрастает, что и обусловливает параболическое
замедление скорости процесса.
Из изложенного видно, что механизм рассматриваемого спо¬
соба основан на восстановлении оксидов генерируемого термошты¬
бом СО, а не «твердым углеродом». Таким образом термин «вос¬
становление твердым углеродом» не соответствует сущности про¬
цесса, а чисто формально фиксирует то, что в качестве одного из
исходных материалов в тигель (капсель) загружают твердый
углерод (термоштыб).
После выгрузки из печи капсели без крышек поступают на са-
мообезуглероживающий отжиг, который проводят в туннельной
печи в окислительной атмосфере при 770—850 °С в течение 22 ч
(общее время пребывания в печи 44 ч, в том числе нагрев до 800 °С
10 ч и охлаждение До 100 °С 12 ч). При этом значительная часть
содержащегося в губчатом железе избыточного углерода взаимо¬
действует с кислородом атмосферы и удаляется в виде смеси СО +
+ С02- После довосстановления трубу из губчатого железа извле¬
кают из капселя, очищают от остатков восстановителя, разрезают
на части и подвергают четырехстадийному дроблению, а затем
измельчению в порошок и рассеву его на крупную (К), среднюю
(С), мелкую (М) и весьма мелкую (ВМ) фракции по крупности.
Каждая из фракций порошка проходит магнитную сепарацию
с целью выделения неметаллических включений. Порошки мел¬
кой фракции усредняются по химическому и гранулометрическому
составам, средней и крупной фракции не усредняются.
По ГОСТ 9849—74 предусмотрен выпуск девяти марок поро¬
шка железа по .химическому составу (ПЖ0, ПЖ1, ПЖ2 и т. д.),
из которых для целей порошковой металлургии применяют только
пять первых. Лучший из порошков марки ПЖ0 содержит, %:
Fe 5s 99,0, С « 0,02, Si с 0,10, Mn « 0,015, S < 0,015, P c
< 0,015, О « 0,20, а порошок марки ПЖ4 содержит, %: Fe 5*
5* 98,0, С < 0,12, Si с 0,25, Mn « 0,50, S « 0,03, Ос 1,0,
P с 0,03.
Принятое полное обозначение выпускаемых железных порош¬
ков включает марку по химическому составу, затем класс по гра¬
нулометрическому составу и подгруппу по насыпной плотности
(1,2 или 3), например ПЖ1КЗ, ПЖ4М2 и т. д.
С целью повышения качества железных порошков (рафини¬
рование по углероду и кислороду, снятие наклепа) на Сулинском
металлургическом заводе внедрен их восстановительный отжиг
в водороде при 700—850 °С, что позволило организовать массовый
выпуск высших марок (ПЖ0, ЦЖ1. ПЖ2).
3 В. Н. Анциферов и др.
€5
Восстановление «сажистым железом». Высокоактивный углеро¬
дистый восстановитель — «сажистое железо», получают из угле¬
водородных газов либо путем их термокаталитического разложе¬
ния на поверхности и в порах железной губки при 700—900 °С,
либо при восстановлении ими окалины или магнетитового концен¬
трата. При получении сажистого железа по первому способу од¬
новременно высвобождается водород, который после очистки при¬
годен для восстановительного отжига железных порошков или спе¬
кания различных изделий: так, из 1 м3 метана в составе природного
газа образуется 0,5 кг сажистого углерода и 2 м3 водорода.
При получении сажистого железа восстановлением окислен¬
ного сырья отходящий газ содержит Н2, СО, примеси С02, СН4,
НгО и его можно использовать как топливо. Оптимальное содержа¬
ние углерода в сажистом железе составляет 20—50 %: наиболь¬
шая активность восстановителя наблюдается при содержании в
нем 20—25 % углерода, а максимум удельной поверхности (по¬
рядка 7 м2/г) достигается при 50 % углерода. Сажистый тонко¬
дисперсный углерод (частицы трубчатой формы диаметром 0,1
и длиной 0,2 мкм), выпадая в порах и на поверхности частиц же¬
леза при термической диссоциации метана, внедряется в них
и отделить его механическим или магнитным способом практиче¬
ски невозможно. Основная масса углерода в сажистом железе
(85—90 %) находится в свободном состоянии. В качестве восста¬
новителя сажистое железо используют после измельчения.
Оптимальное сочетание технической и экономической эффек¬
тивности в промышленном производстве обеспечивается при
применении сажистого железа е содержанием 40—50 % углерода.
Использование сажистого железа ускоряет процесс восстанов¬
ления, повышает производительность печи в полтора раза и од¬
новременно позволяет снизить температуру процесса на 100—-
200 °С.
Такое действие сажистого железа предположительно можно
объяснить весьма высокой активностью выделившихся из газа ча¬
стиц сажи, благодаря чему ускоряется процесс регенерации ок¬
сида углерода, а также и водорода, если он входит в состав восста¬
новительного газа. Кроме того, поверхность частиц железа, ве¬
роятно, активируется при взаимодействии е метаном за счет низ¬
котемпературного восстановления оксидных пленок, а также воз¬
можного диффузионного неравномерного поверхностного наугле¬
роживания. При этом поверхность частиц железа является эф¬
фективным катализатором реакции взаимодействия окисленного
сырья с газообразными восстановителями (Н2, СО).
Принимая во внимание изложенные соображения, можно пред¬
полагать, что сажистое железо, полученное низкотемпературным
восстановлением метаном окисного сырья, должно быть более ак¬
тивным катализатором, чем полученное разложением метана над
губкой железа. К тому же, сажистое железо, полученное из окис¬
ленного сырья, дешевле полученного из железной губки.
66
Предварительные технико-экономические расчеты показывают,
что применение сажистого железа в качестве восстановителя поз¬
воляет на 20—30 % снизить себестоимость железного порошка при
существенном снижении капитальных затрат и повышении про¬
изводительности труда.
Комбинированное восстановление. Сущность этого метода за¬
ключается в одновременном воздействии на исходное оксидное
сырье твердого (сажа, нефтяной кокс, древесный уголь, сажистое"
железо) и газообразного (конвертированный природный газ)
восстановителей. Количество твердого восстановителя в шихте
эквивалентиб примерно 60 % содержания кислорода в окисном
сырье (окалине), остальные 40 % кислорода удаляются за счет
действия газа-восстановителя, поступающего в печь. Комбини¬
рованное восстановление позволяет получать железный порошок
с пониженным содержанием (<0,1 %) углерода (так как практи¬
чески полностью исключено науглероживание образующегося
губчатого железа) и кислорода, так как на заключительной стадии
процесса на низшие оксиды железа-воздействует активный вос¬
становительный газ с преобладающим содержанием водорода,
в котором и происходит остывание железной губки.
Другим преимуществом рассматриваемого способа является
ускорение процесса восстановления за счет улучшения газопро¬
ницаемости слоя шихты или брикета из нее и регенерации газов-
восстановителей Н2 и СО: образующиеся в результате взаимо¬
действия дисперсных частиц твердого углерода и оксидов железа
СОг и Н20 разлагаются в ’ порах шихты с регенерацией оксида
углерода и водорода (С + СОа ■= 2СО, С + НгО = СО + Н2).
Газификация твердого углерода обеспечивает сохранение пори¬
стости шихты, что создает благоприятные условия для проникно¬
вения в глубь нее газа-восстановителя, подаваемого в печь. Та¬
ким образом, увеличивается суммарная площадь поверхности
частиц окалины, соприкасающихся с газами-восстановителями.
Методом комбинированного восстановления железный порошок
в промышленных масштабах производят на Броварском заводе
порошковой металлургии, Днепровском алюминиевом заводе и
в НПО «Тулачермет».
Впервые комбинированное восстановление, разработанное
ИПМ АН УССР в середине 50-х годов, было осуществлено на
БЗПМ (рис. 28). В качестве твердого восстановителя применяли
печную гранулированную сажу марки ТГМ-33. Для брикетирова¬
ния шихты с целью повышения теплопроводности, что ускоряет
ее нагрев в печи и одновременно уменьшает занимаемый ею объем
(увеличивая производительность печи), используют каменноуголь¬
ный пек с температурой размягчения 65—75 °С. Возвратный же¬
лезный порошок вводят в шихту как катализатор процесса вос¬
становления: устраняется «инкубационный» период зародышеобра-
зования и возрастает скорость процесса восстановления. Пор¬
ция шихтовых материалов (-—-1500 кг, в том числе окалина 76,8 %,
3*
67
Онвлина
Сажа
НапеннвугольныЗ
та .
Первое грохочение на
грохоте с сетной 20нп
Сушна при 1,S0...220V
• Г
второе грохочение на
грохоте е сетной Sm
Разное в двухнапернай
травой пельнице
до 0,45 нп
Франция-20т
железный
лррошан
Дозирование на, элентродесавой тележке|
Спешивание
I
Грохочение на грохоте с с'етной 2о пп
Т
вондертировонный
Йосстоновление в двухнуфелшй леча
лриродный газ
ЛрЦ 7!00...7750°С
♦
■ Выйивна гудчитого железа из лоддонав \
ДрОдление в палатнавой дройилнё да 4 пн |
1
Разное в шахтной аэрационной /юло/лновой
I
пелйнице дв Ц5П31
1
\
Франция + QSm
Магнитная селарация железного ларашна
I
Рассев на вийрагрохате
Франция
—ОДОпп
Усреднение в вертинальноп усреднителе
Унановна в петалличесние данни Ы.. 42нг
Готовая лрадунция
Рис, 28. Технологическая схема производства восстаиовлеииого железного
Порошка на Броварском заводе порошковой металлургии
сажа 7,4 %, пек 7,4 %, железный порошок 8,4 %) перемешива¬
ется в смесителе при 80—100 °С (для размягчения пека), куда
через 10—15 мин после начала смешивания подают воду (улуч¬
шает формуемость шихты при ее последующем брикетировании).
Брикеты яйцевидной формы с размерами 40x45x60 мм загружают
в перфорированные стальные поддоны (800х650X 120 мм), причем
для предотвращения просыпания брикетов через отверстия в под¬
дон вставляют либо сплошной стальной противень с уложенной
на него асбестовой бумагой (препятствует припеканию образую¬
щейся губки железа к противню), либо пористый (~50 %) желез¬
ный противень толщиной 0,5 мм. Второй вариант лучше: газ-
восстановитель проникает к шихте не только сверху, но и снизу
через поры противня, что ускоряет восстановление в 1,5 раза;
губка железа размалывается вместе с пористым противнем.
Процесс восстановления проводят в горизонтальных двухму¬
фельных печах толкательного типа с газовым обогревом при тем¬
пературе 1100—1150 °С в течение 8 ч (в горячей зоне 4,5 ч, в хо¬
лодильнике 3,5 ч); подача холодного газа-восстановителя в печь
происходит противотоком или его нагревают до 700—750 °С и
подают по схеме совпадающих потоков (газ подогревается в специ¬
ально оборудованных каналах топочного пространства самой печи
восстановления и поступает в муфель этой же печи по ходу под¬
донов с восстанавливаемой шихтой), что предпочтительнее.
После выбивки из поддонов губчатое железо подвергают двух¬
стадийному дроблению и размолу до крупности частиц менее
0,5 мм. Затем полученный порошок проходит магнитную сепара¬
цию, его рассеивают на фракции, усредняют до требуемого гра¬
нулометрического состава и упаковывают.
На Днепровском алюминиевом заводе железный порошок
производят из брикетированной шихты в вертикальных муфель¬
ных электропечах непрерывного действия (рис. 29). Компоненты
шихты (окалина 76—80 %, древесный уголь 7—8 %, каменно¬
угольный пек 7—8 % и возвратный железный порошок <10 %)
суммарной массой 1350—1450 кг загружают в лопастной смеси¬
тель и перемешивают при 100—ПО °С в течение 45—55 мин. При¬
готовленную шихту брикетируют, как указано выше. Брикеты
загружают в простые или кольцевые перфорированные стаканы
(по 110—115 кг в каждый), которые затем помещают в вертикаль¬
ную двух- или четырехмуфельную печь (рис. 30). Кольцевые
стаканы эффективнее, так как наличие у них центральной перфо¬
рированной трубы создает благоприятные условия для более рав¬
номерного восстановления окалины: брикеты прогреваются не
только от внешней стенки стакана, но и от стенки центральной
трубы, обогреваемой потоком горячего конвертированного при¬
родного газа. Муфельная печь работает по принципу противотока:
сверху вниз движется шихта в стаканах, а снизу вверх подается
газ-восстановитель. Температура в печи 1000—1100 °С, общее
время восстановления 9—10 ч. После охлаждения в холодиль-
69
Рис. 29, Технологическая схема производства восстановленного железного по-*
рошка на Днепровском алюминиевом заводе
нике печи до 60—80 °С губчатое железо измельчают (дробят и
размалывают) и рассеивают на среднюю и мелкую фракции.
Железный порошок средней фракции упаковывают, а мелкий
S
Рис, 30. Схема размещения брикетированной шихты а муфеле шахтной печи восстановле¬
ния при использовании простых (а) н кольцевых (б) перфорированных стаканов (стрел¬
ками показаны пути движения газа-восстановителя)
подвергают магнитной сепарации, усреднению по химическому и
гранулометрическому составам, после чего также упаковывают.
В НПО «Тулачермет» сырьем для производства железного по¬
рошка служит гематитовая руда (рио. 31). Шихту (90 % руды,
6 % твердого восстановителя, 4 % возврата железного порошка)
71
готовят в шаровой мельнице, совмещая размол и смешивание ком¬
понентов. После окомкования шихты в тарельчатом грануляторе
окатыши поступают на восстановление, которое проводят на кон¬
вейерной обжиговой машине типа «Аглолента»: температура вос¬
становления 980—1150 °С; скорость движения ленты конвейерной
Рис. 31. Технологическая схема производства железного порошка комбайн*
рованиым восстановлением в НПО «Тулачермет»
машины 0,05—0,1 м/мин; время нахождения шихты в зоне сушки
10—15 мин, в зоне подогрева 10—15 мин, в зоне восстановления
50—75 мин, в зоне охлаждения 25—30 мин; высота слоя окаты¬
шей <300 мм; температура губки железа на выходе из зоны ох¬
лаждения не выше 60 ЙС.
Полученное губчатое железо дробят, затем размалывают и рас¬
сеивают, отделяя фракции более 0,16 мм. Железный порошок
с крупностью частиц менее 0,16 мм упаковывают.
72
Проведенные исследования показали, что после 96 %-ной сте¬
пени восстановления скорость процесса резко замедляется, в
связи с чем более экономично прервать процесс в этот момент, из¬
мельчить маталлизированные окатыши, подвергнуть измельченный
продукт магнитной сепарации для отделения немагнитных при¬
месей и провести вторую стадию восстановления до содержания
железа не менее 98,5—99 %. Такое второе восстановление пройдет
с достаточно большой скоростью, поскольку удельная поверхность
измельченного продукта велика и доступ газа-восстановителя к ос¬
таточным оксидным включениям свободен.
«Содовый» способ. Для получения железного порошка повышен¬
ной чистоты восстановлением окалины или рудного концентрата
твердым углеродом или комбинированным способом предложено
в исходную шихту добавлять 10—20 % соды NazC03. Содержащи¬
еся в исходном сырье кислородные соединения примесей кремния,
алюминия, кальция, магния, марганца, хрома, ванадия, титана,
вольфрама, молибдена, мышьяка и фосфора при восстановлении
взаимодействуют с Na2C03. При этом образуются растворимые
в воде и разбавленных кислотах натриевые алюминаты, силикаты,
фосфаты и другие соединения типа NaAIOz, NazSi03, Na3P04,
Naz0.3Ti0z.2,5Hz0, NaCrOz, NazW04, NazMo04, Na3As04 (на¬
пример, A1Z03 + NazC03 -> Naz0.Alz03 + COz, Si02 -f- Na2C03 ->
-*■ Na20-Si02 + COz и т. п.), а также промежуточные углекислые
соли CaC03, MgC03, МпС03, которые уже при 500 °С будут раз¬
лагаться, образуя оксиды, легко растворимые в разбавленных
кислотах. При достаточно высоких температурах возможно обра¬
зование натриевого алюмосиликата NazO. Alz03-2Si0z. Отделение
вышеуказанных соединений, образованных примесями, осущест¬
вляют гидрометаллургической обработкой измельченного вос¬
становленного продукта.
Взаимодействие карбоната натрия с оксидом железа (III)
могло бы происходить достаточно быстро начиная уже с 700 °С:
Fez03 -f- NazC03 -*■ Na20-Fez03 + COz. Однако в восстановитель¬
ной атмосфере (создаваемой твердым углеродом или его сочетанием
с газом-восстановителем) при температуре 500—600 °С оксид
железа (III) восстанавливается до низших оксидов, а при более
высоких температурах — До металлического железа,' что исклю¬
чает в этих условиях образование феррита натрия по указанной
реакции.
Сода при восстановлении действует каталитически, ускоряя
как процесс газификации углерода за счет внедрения ионов натрия
в межбазисные пространства его кристаллической решетки, так
и кристаллохимические превращения в исходных оксидах железа
за счет взаимодействия ионов натрия с поверхностью их ча¬
стиц.
При восстановлении твердым углеродом (нефтяной кокс) соду
целесообразно вводить в шихту в виде водного раствора на опе¬
рации ее окомкования. Это позволяет равномерно распределить
73
сверхтонкие частицы соды практически на все поверхности ча¬
стиц окалины и нефтяного кокса, вследствие чего активность ее
существенно возрастает. После сушки (300—400 °С) окатыши при¬
обретают достаточную прочность на раздавливание. Восстанов¬
ление проводят при 1050—1100 °С в течение 5—6 ч.
Мокрое измельчение продукта восстановления сочетают с маг¬
нитной мокрой сепарацией, что позволяет отделить не только раст¬
воримые, но и образовавшиеся нерастворимые соединения и дру¬
гие неметаллические примеси. Отмытый и высушенный порошок
железа затем подвергают довосстановлению в водороде при 700—
750 °С в течение 2—3 ч.
При комбинированном восстановлении (малотоннажное произ¬
водство порошка железа осуществляют в НПО «Тулачермет»)
используют высокосортный рудный концентрат или прокатную ока¬
лину, соду, нефтяной кокс и очищенный от СОз доменный газ
(можно применять и конвертированный природный газ). Исходный
железосодержащий материал дробят, а затем измельчают до
крупности порядка 100—200 мкм. Шихту готовят смешиванием
в смесителе с шарами в течение 5—6 ч рудного концентрата, неф¬
тяного кокса и соды в соотношении 75 : 10 : 15, а при применении
окалины в соотношении 80; 10 : 10. Восстановление шихты про¬
водят в муфельной лечи при 950 °С в течение 10 ч. Губку железа
дробят до 5—10 мм на молотковой мельнице, после чего кусковой
материал подвергают мокрому размолу до —200 мкм.. Пульпу
обрабатывают водой и елабокислыми растворами, после чего поро¬
шок железа отфильтровывают, сушат и проводят восстановительный
отжиг при 1100 °С в течение 6—7 ч. Отожженный железный горб*
шок измельчают в молотковой дробилке и рассеивают на электро¬
магнитном виброгрохоте. Получаемый порошок содержит, %:
99,6—99,8 Fe, <0,01 С, <0,03 S, <0,015 Si, <0,01 JVtn, <0,GIP,
<0,3 О и имеет насыпную плотность 2—2,2 г/см3.
Получение порошка вольфрама
Порошкообразный вольфрам является основным материалом для
производства компактного вольфрама и твердых сплавов.
Исходным материалом для производства вольфрамового по¬
рошка чаще всего служит вольфрамовый ангидрид W03, а в ка¬
честве восстанойителя используют водород либо сажу. При вос¬
становлении сажей возможно загрязнение порошка углеродом,
что приводит к образованию примесей карбидов, придающих хруп¬
кость компактному вольфраму и препятствующих его последую¬
щей обработке давлением или ухудшающих качество твердых
сплавов.
Достоверно установлено существование следующих четырех
оксидов вольфрама: WOB (а-оксид) — желтого цвета; W02,№
ял и W20O58 (Р-оксид) — синего цвета; WOai52 или W18049 (у-ок-
сид) — фиолетового цвета; WOa (6-оксид) — коричневого цвета.
74
Кроме того, WQg имеет три кристаллических модификации:
моноклинную, устойчивую ниже 720 °С, тетрагональную, устой-
чивую в интервале 720—1100 °С, и кубическую, устойчивую выше
1100 °С.
Восстановление вольфрамового ангидрида водородом
Суммарная реакция восстановления
W03 + ЗНа = W + ЗНаО (2.17)
складывается из четырех реакций:
W03 + 0,1Н2 = WO2.90 + 0,1Н2О,
WO2>90 + 0,18Нг = W02l72 + 0,18Н2О,
W02,72 -f- 0,72На = W02 + 0,72Н2О,
WOa + 2Н2 = W + 2Н20.
Эти реакции обратимы и условия протекания их определяются
значениями константы равновесия Кр, зависимости логарифмов
которых от \/Т графически изо¬
бражены на рис. 32.
Прямые, соответствующие вто¬
рой и третьей ступеням восстанов¬
ления, пересекаются при 585 °С:
ниже этой температуры восстанов¬
ление WOz,9o идет сразу до WOa,
минуя образование W02i72. С по¬
вышением температуры равновесие
для каждой из рассматриваемых
реакций сдвигается в сторону вос¬
становления, что согласуется
с принципом Ле-Шателье, так как
реакции восстановления эндотер¬
мические, например W02 + 2Н3 =
= W + 2НаО — 66,4 кДж.
Для того чтобы в производ¬
ственных условиях обеспечить
наибольшие скорости процессов,
следует проводить восстановле¬
ние при возможно более высокой
температуре и наименьшей кон¬
центрации паров воды в реакционном пространстве. Восстановле¬
ние вольфрама ведут в основном в муфельных или трубчатых
печах путем непрерывного проталкивания лодочек, содержащих
вольфрамовый ангидрид, с определенной скоростью вдоль му¬
феля (трубы) печи; температура вдоль муфеля (трубы) печи по¬
степенно повышается в направлении продвижения лодочек.
Навстречу лодочкам с ангидридом пропускают водород. Таким
образом, лодочки с вольфрамовым ангидридом перемещаются в сто¬
Рис. 32. Зависимость К^ реакций вос-
становлення оксидов вольфрама в до
родом от температуры:
' - WOs - WOj 90; 2 - WOM0 ->
-► W02i,a; 3 - WOai7J - WOs; 4-ff-
WOa -* W (по данным различных ав¬
торов)
75
рону более высоких температур и уменьшающихся концентра¬
ций паров воды, что создает наиболее благоприятные условия
для последовательных превращений в ряду W03 -*■ WO2l80 -*■
-> W2,72 -> WOa -> W. Сильное влияние на механизм процесса
восстановления н качество получающегося порошка оказывает
влажность водорода. Наличие в газе-восстановителе водяного пара
значительно увеличивает летучесть оксидов вольфрама.
В зависимости от условий восстановления как из крупнокри¬
сталлического, так и из мелкого порошка W03 можно получать
мелкие, а также крупные порошки вольфрама. Установлено, что
решающее влияние на размеры частиц вольфрама оказывают раз¬
меры зерен образующегося диоксида вольфрама, так как из одного
зерна W02, как правило, получается одно зерно вольфрама.
Изучение механизма образования зерен W02 и соответственно
вольфрама разной величины позволило установить две основных
группы явлений — перенос через газовую фазу, а также кристалли¬
ческие превращения в твердых фазах.
Так, при определенных условиях восстановление мелкозерни¬
стого вольфрамого ангидрида может приводить к образованию
крупных порошков W02 и вольфрама, что объясняется переносом
оксидов через газовую фазу: оксиды W03, W02)9o, особенно в при¬
сутствии паров воды, заметно сублимируют уже при температур
рах около 600 °С, в том числе с образованием соединений типа
VV0*-nH20, которые обладают высоким давлением паров. В связи
с этим часть загруженного W03, не успевая полностью восстано¬
виться в низкотемпературных зонах печи, попадает в зону высокой
температуры и улетучивается в основном в форме соединения"5*-
WO2(B0.nH2O, которое при наличии избытка водорода восстанав¬
ливается на поверхностях первично образовавшихся зерен W02
(действуют как катализатор), увеличивая их размеры.
В ряде случаев для специальных марок твердых сплавов требу¬
ется крупнозернистый порошок вольфрама с насыпной плотно¬
стью 9—10 г/см8. Его получают одностадийным высокотемператур¬
ным восстановлением при 1100—1200 °С, при этом пары WOs
и W02 могут восстанавливаться и непосредственно на поверхно¬
стях образовавшихся кристаллов вольфрама, увеличивая их раз¬
меры.
Получению более крупных частиц вольфрама способствуют
следующие технологические факторы:
1) высокая температура восстановления и быстрый ее подъем
по длине печи;
2) высокий слой W08 в лодочках;
3) повышенная влажность водорода;
4) малая скорость подачи водорода;
5) большая скорость продвижения лодочек с WOg через печное
пространство.
Высокий слой ангидрида в лодочках, а также повышенная
влажность водорода и малая скорость его подачи в печь задержи¬
76
вают процесс восстановления WOB в низкотемпературных зонах
и увеличивают его количество, попадающее в высокотемператур¬
ные зоны, что повышает концентрацию образующихся паров
\V03, WO2)90 и WO*. nH20.
Рост частиц W02 возможен также за счет окислительно-вос¬
становительного переноса паров оксидов в порах порошка. Ско¬
рость восстановления вольфрамового ангидрида лимитируется
диффузией газов (Н2 и Н20) в порах порошка. Быстрое развитие
реакции восстановления на разветвленных поверхностях частиц
оксидов в слое порошка создает в значительной части пор концен¬
трацию влаги, близкую к равновесной для реакции: WO2 90 +
+ 0,9Н2 ** W02 + 0,9Н2О.
Однако для самых мелких, первично образовавшихся частиц
W02, обладающих более высокой поверхностной химической ак¬
тивностью по сравнению с более крупными частицами, концентра¬
ция паров воды в некоторых порах может оказаться выше равно¬
весной, отчего мелкие частицы W02 будут окисляться с образова¬
нием летучих паров WO2,90./гН20 и W03.nH20. На поверхностях
более крупных частиц W02, для которых константы равновесия Кр
указанной реакции имеют несколько большее значение, чем для
мелких частиц W02, пары высших оксидов будут восстанавлива¬
ться, увеличивая размеры частиц W02.
При нагреве порошка металлического вольфрама в сухом
водороде заметного укрупнения зерен не наблюдается вплоть
до 1200 °С. Однако если прокаливание проводят в водороде с при¬
месью паров воды, концентрация которых несколько ниже рав¬
новесной для реакции WOz + 2Н2 W + 2НаО, то при темпера¬
туре выше 1000—1050 °С происходит заметное укрупнение зерен
порошка вольфрама. Это явление объясняется тем, что в некоторых
порах порошка создается достаточная концентрация влаги для
окисления самых мелких частиц вольфрама, поскольку они обла¬
дают более высокой поверхностной энергией, чем крупные части¬
цы. Образующаяся WOz при температуре порядка 1200 °С возго¬
няется (в том числе в виде W02. пН20) и восстанавливается водоро¬
дом на поверхностях крупных кристаллов вольфрама, увеличивая
их размеры.
Таким образом, перенос через газовую фазу, уменьшая удель¬
ную поверхность образующихся частиц W02 и вольфрама, пони¬
жает общий запас свободной поверхностной энергии системы, что
и направляет процесс в сторону укрупнения частйЦ.
Исследования условий восстановления крупнозернистого W03,
полученного прокаливанием крупных кристаллов паравольфра¬
мата аммония, показали, что по мере удаления атомов кислорода
из W08 происходит'деформация кристаллической решетки с пре¬
образованием ее в моноклинную решетку синего оксида WO2>90,
и из одного кристалла W08 образуется один кристалл W02l9o,
сохраняющий форму первого. Дальнейшее удаление атомов ки¬
слорода увеличивает количество кислородных вакансий в крис¬
77
таллической решетке, что создает дефектную решетку неустой¬
чивого твердого раствора «вычитания» на основе WO2)90. При
температуре ниже 585 °С в равновесных условиях н вплоть до
650 °С в кинетических условиях реального процесса из WO2i90
непосредственно образуется W02.
Восстановление крупного кристалла синего оксида начинается
в нескольких, наиболее активных дефектных местах его поверх¬
ности, где образуются зародыши W02, и далее формируется конгло¬
мерат ее зерен. Повышение концентрации влаги, адсорбируемой
на наиболее активных участках поверхности, уменьшает число де¬
фектных мест у кристаллов WOz,9o> имеющих запас энергии, до¬
статочный для образования зародыша W02, поэтому количество
зародышей уменьшается и тем самым размеры образующихся зе¬
рен W02 увеличиваются.
Концентрация паров воды, образующихся в порах порошка,
зависит от температуры и скорости ее подъема на первой стадии
восстановления, скорости подачи водорода в печь, толщины слоя
порошка, его газопроницаемости, что связано с удельной поверх¬
ностью и насыпной плотностью, химической активностью исход¬
ного W03, зависящей от условий его получения.
Повышение температуры восстановления или быстрый ее подъем
на стадии образования синего оксида приводят к ускоренному уда¬
лению из него атомов кислорода, т. е. к повышению концентрации
дефектов в кристалле и увеличению числа возможных центров
образования W02. Поэтому при достаточной скорости противоточ-
ной подачи водорода и невысоком слое порошка, т. е. при ограни¬
чении концентрации влаги в его порах, повышение температуры
или увеличение скорости ее подъема на первых стадиях восстанем
вления могут привести к измельчению образующихся кристаллов
W02.
Зная влияние перечисленных факторов, можно разработать
режим восстановления, позволяющий, например, из W03 с раз¬
мером кристаллов 10—15 мкм и выше получать порошки W02
и вольфрама со средним размером частиц 2—3,5 мкм и мельче.
Размер частиц восстановленного порошка вольфрама весьма
чувствителен к примесям. Некоторые из них, такие как железо,
молибден, ванадий и алюминий, повышают дисперсность порошка
вольфрама, в то время как примесь натрия сильно ее сни¬
жает.
Таким образом, изменяя перечисленные факторы, можно регу¬
лировать как среднюю величину зерен порошка вольфрама, так
и набор зерен по величине.
В процессе восстановления\\Ю3 до вольфрама объем загрузка
лодочки уменьшается более чем в два раза. Поэтому на практике
с целью лучшего использования объема лодочек восстановление
проводят в две стадии: в печах первой группы вольфрамовый ангид¬
рид восстанавливают до оксида W02, который затем в печах вто¬
рой группы восстанавливают до металлического вольфрама. Двух-
78
стадийное восстановление облегчает также получение порошка
с нужным набором зерен.
Приведем примерный режим получения мелкозернистого по¬
рошка вольфрама:
Стадия I II
Температура зоны, °С:
первой 700—720 800—820
второй 750—770 800—820
Скорость продвижки лодочек, мм/мин 25 12,5
Время восстановления, ч 2,5 5,0
Количество подаваемого водорода на 1 трубу, л/ч . . 1650—2000 1650—2000
Количество шихты в лодочке, г . 500 450
Насыпная плотность вольфрама, г/см3 — 2,5
Адсорбция паров метанола порошком вольфрама, мг/г — 0,12—0,25
Восстановление W03 водородом относится к гетерогенным ре¬
акциям типа
Лтв -f- Вг -*■ Ств -f- DT.
Именно это обстоятельство ограничивает высоту насыпки ан¬
гидрида в лодочки при восстановлении в трубчах или муфельных
печах и тем самым снижает производительность печей.
Уже многие годы в различных странах для производства по¬
рошкообразного вольфрама с высокой производительностью испы¬
тывают различные типы печей непрерывного действия. Одним из
вариантов такого типа агрегатов являются барабанные вращаю¬
щиеся электропечи, обладающие большой производительностью и
высокой степенью автоматизации.
В последние годы освоен метод восстановления вольфрама
из W03 в одну стадию при «прямоточной» подаче водорода в печь
(т. е. в направлении продвижки лодочек с W03 через печь). При
этом достигается понижение концентрации паров воды на первых
стадиях восстановления от WOs до W02, что ускоряет прохожде¬
ние этих стадий в низкотемпературных зонах печи и способствует
получению более мелких частиц W02, а следовательно, и более
дисперсного порошка вольфрама.
Восстановление вольфрамового ангидрида углеродом
Метод восстановления вольфрамового ангидрида сажей применим
лишь в том случае, если в вольфраме допускается примесь угле¬
рода, например, при производстве твердых сплавов. Если смесь
вольфрамового ангидрида со стехиометрическим количеством
сажи подвергнуть прокаливанию при температуре выше 1000 °С,
то происходит восстановление ангидрида до металла по суммарной
реакции
WOa + ЗС = W + ЗСО. (2.18)
79
В действительности восстановление протекает с участием газо¬
вой фазы по схеме
W03 + ЗСО = W + зсо2,
3 (С + С02 = 2СО)
WOa + ЗС = W + ЗСО
Реакция восстановления углеродом, как и в случае восстанов¬
ления водородом, проходит через ряд стадий, соответствующих
существованию нескольких оксидов вольфрама, причем послед¬
ней стадией является восстановление низшего оксида:
W02 + 2СО ^ W + 2СОг.
(2.19)
Из рис. 33 следует, что ниже
730 “С оксид WOa не может быть
восстановлен до металла угле¬
родом, так как происходит'
распад СО по реакции 2СО->
-»- С02 + С и, следовательно,
невозможно достижение такой
концентрации СО, которая не¬
обходима для сосуществования
металлического вольфрама вг
оксида W02.
Для того чтобы обеспечить высокую концентрацию СО в газо¬
вой среде, сдвигающую реакцию (2.19) в сторону образования
вольфрама, а также для ускорения восстановления, необходимо
проводить процесс при высоких температурах (выше 1000 °С),
когда газовая фаза практически состоит почти целиком из оксида
углерода.
Потребители вольфрамового порошка предъявляют строгие
требования к его зернистости, которая зависит от технологических
режимов восстановления W03.
Как показали исследования и производственная практика,
в отличие от условий восстановления водородом при углеродном
восстановлении мелкозернистые порошки получаются даже при
температуре порядка 1400—1500 °С. При этом возможна быстрая
продвижка лодочек с шихтой (W03 + С) в высокотемпературную
зону печи. Длительное пребывание шихты в горячей зоне печи
не допускается, так как при этом наблюдается спекание и рост
соприкасающихся частиц восстановленного вольфрама.
При получении мелкозернистого вольфрама в исходную шихту
вводят небольшой избыток сажи по сравнению с количеством, не¬
обходимым по реакции, с целью исключения спекания и роста ча¬
стиц лри таких высоких температурах, как 1500 °С и выше. Об¬
разование мелкозернистого порошка в таких условиях объясня¬
ло
Рио. 33- Кривые равновесии реакций С +
+ СО, 2СО (/) и WO, + 2СО ч* W +
+ 2СО, (2)
ется наличием мелкодисперсных частиц сажи, являющихся весьма
хорошим адсорбентом и служащих центрами восстановления.
Поэтому пары WOs и других оксидов вольфрама, образующиеся
при высоких температурах, восстанавливаются в первую очередь
на поверхностях частиц сажи, а не на поверхностях первичных
кристаллов восстановленного вольфрама или его низших оксидов.
Хотя при температурах порядка 1500 °С концентрация СОг в ре¬
акционном пространстве вообще мала, минимальной она будет
у частиц сажи; в то же время концентрация СО здесь наибольшая,
что также способствует восстановлению паров оксидов вольфрама
именно на дисперсных частицах сажи. Так как количество час¬
тиц сажи очень велико, то кристаллы вольфрама, восстанавливае¬
мые из газообразных оксидов, выделяются в большом числе и
небольших размеров.
Когда требуется получить крупнозернистый порошок, в шихту
не вводят избыточное количество сажи и процесс ведут при еще
более высокой температуре, порядка 1700—1900 °С.
Восстановление вольфрамового ангидрида углеродом удобнее
всего проводить в угольно-трубчатых печах, производительность
которых по порошку вольфрама достигает 200 кг в сутки. Разра¬
ботаны и используются автоматические угольно-трубчатые печи.
Порошки вольфрама, получающиеся при температурах до
1500 °С, имеют зернистость 1—4 мкм при насыпной плотности бо¬
лее 3 г/см®. Крупнозернистый порошок вольфрама, полученный при
температурах 1700—1900 °С, имеет насыпную плотность 5—7 г/см*
и зернистость 4—10 мкм.
Если для получения порошка используют шихту без избытка
сажи, то содержание остатка углерода удается снизить до 0,5 %,
а кислорода — в форме оксидов до 0,1—0,15 %.
В тех случаях, когда не предъявляют жесткие требования по
зернистости (например, при выплавке специальных сортов стали),
порошкообразный вольфрам получают из технически чистого
вольфрамового ангидрида восстановлением сажей в больших гра¬
фитовых или шамотных тиглях при производительности до 20 т
порошка в сутки.
Получение порошка молибдена
Для получения порошка молибдена исходным материалом служит
чистый Мо03, получаемый прокаливанием при 450—500 °С. пара¬
молибдата аммония в муфельных печах или печах с вращающейся
трубой. Промышленный способ производства порошка молибдена
предусматривает восстановление Мо03 хорошо осушенным водоро¬
дом. Этот процесс реально протекает по схеме Мо03 -*• Мо02 -*■
-*■ Мо, хотя молибден образует и промежуточные оксиды Мо4Оп,
Мо8023 и др. Прочность связи металл—кислород в Мо03 меньше,
чем в W03, а в МоОг больше, чем в W02. В соответствии с этим
первую стадию восстановления Мо03 -*• МоОа проводят при бо¬
лее низкой температуре (450—600 °С), чем восстановление WQj
81
до WOjj. Приходится создавать пологую кривую подъема темпера¬
туры по длине печи, чтобы образование Мо02 закончилось в ос¬
новном до достижения температуры 550 °С* Иначе произойдет рас-
птавление материала из-за образования плавящейся при 550—•
600 °С эвтектики, состоящей из высшего (Мо03) и промежуточных
(например, Мо4Ои) оксидов. На второй стадии восстановления
(’1о02 -> Мо) температуру вдоль печи изменяют от 650 до 950 °С.
После второго восстановления порошок молибдена содержит
0,7—2 % кислорода. Поэтому обычно применяют дополнительное
третье восстановление при 1000—1100 °С, после которого содержа¬
ние кислорода в порошке не превышает 0,3 %. Условия восстанов¬
ления не благоприятствуют образованию заметных концентраций
паров Мо03 в более высокотемпературных зонах печи, в связи
с чем молибденовый порошок получается обычно более мелко¬
зернистый (до 2—3 мкм), чем вольфрамовый. Первые две стадии
восстановления проводят в тех же условиях и на том же оборудо¬
вании, что и получение вольфрамового порошка. Третью стадию
восстановления проводят в печах, стальные трубы которых по*
мещены в герметичный кожух, заполненный водородом (хромош(|
келевые стали не выдерживают длительной эксплуатации на воз¬
духе прн температуре 1000—1Ю0°С). Защитная среда предо¬
храняет от окисления также и нихромовые нагреватели. Для на¬
гревателей можно использовать жаростойкие железохромалюмини-
евые сплавы (фехраль и др.) или молибден в сочетании с алундо-
вой трубой, которые работают в водородной среде.
Вместимость лодочек на втором восстановлении примерно
в два раза выше, а на третьем — в пять раз выше, чем на первом,
что связано с различием в насыпной плотности: 0,4—0,5 г/см3
Мо03, 1—1,5 г/см3 МоОг и порядка 2,5 г/см3 Мо.
Порошок молибдена содержит примесей не более 0,8 %,
Получение легированных порошков
Легированные железные порошки могут быть получены из окалины
проката природно-легированных сталей (например, марок ХСНД
и ГС) или искусственно-легированной стали (например, марки
ГН). Исходную окалину высушивают, подвергают размолу и
магнитной сепарации, после чего смешивают с сажей и возвратом
железного порошка в соотношении 80 :10 :10 в течение 1 ч. Шихту
восстанавливают при 1100—1150 °С конвертированным природным
газом или водородом в течение 8 ч. Губчатое железо дробят до
крупности менее 5 мм и размалывают до размера частиц не более
0,4 мм. Восстановительный отжиг проводят в водороде с точкой
росы не хуже —40 °С при 300—600 °С в течение 1—2 ч. Порошок
содержит порядка 96 % Fe и 2 % легирующих компонентов.
Порошки сплавов, содержащих металлы, обладающие сравни¬
тельно невысоким сродством к кислороду (железо, никель, ко¬
бальт, молибден, вольфрам и др.), можно получать совместным
восстановлением хорошо приготовленной смеси оксидов водоро-
82
дом (в том числе диссоциированным аммиаком) или конвертиро¬
ванным природным газом прн температуре, лежащей в интервале
между температурами восстановления наиболее и наименее стой¬
ких оксидов. В процессе восстановления происходит взаимная
диффузия образующихся металлов и формируются частицы порош¬
ка сплава заданного состава.
Например, из смеси NiO, Fe203 и Мо03 восстановлением водо¬
родом при 600—900 °С получают порошки никелевых сплавов
НИМО-20 (60 % Ni, 20 % Fe, 20 % Мо) и НИМО-35 (65 % Ni,
5 % Fe, 30 % Мо) или сплавов Fe—Со, Mo—Fe и др. Из механиче¬
ской смеси оксидов NiO и Fe2Q3 при 500—800 °С можно получать
механическую смесь порошков никеля и железа без заметного
образования твердого раствора, тогда как из высокодисперсной
смеси этих же оксидов, полученной химическим методом (совмест¬
ное выпаривание и прокаливание азотнокислых солей никеля и
железа), в процессе восстановления при 500—800 °С образуются
гомогенные порошки соответствующих сплавов благодаря интен¬
сивной взаимодиффузии компонентов.
При получении композитных порошков металл или оксид ос¬
новного компонента смешивают с водным раствором соли металла—
добавки, затем раствор выпаривают, а полученную шихту восста¬
навливают. На каждой частице основного компонента располага¬
ется слой металла-добавки.
Металлотермия
Получение порошка титана
Восстановление диоксида титана кальцием. Титан отличается
высоким сродством к кислороду, поэтому для восстановления ди¬
оксида титана применяют наиболее активный восстановитель —
кальций, который должен быть химически чистым прежде всего
по азоту (допустимое содержание <0,15 %) из-за возможности
азотирования порошка титана.
Восстановление проходит по суммарной реакции Ti02 -f- 2Са =
= Ti -f- 2СаО -f- 360 кДж. Для обеспечения достаточной полноты
восстановления применяют избыток кальция (25—100 %) по
сравнению с требуемым по реакции, термичность которой равна
примерно 2,2 кДж/г (для ее успешного проведения необходим
внешний подогрев). На практике используют температуры по¬
рядка 1000—1100 °С, при которых кальций находится в достаточно
жидкоподвижном состоянии, что обеспечивает его хороший контакт
с частицами восстанавливаемого оксида. Этому также способствует
и большая упругость паров кальция при указанных температурах
процесса (при 1000 °С рса » 15 гПа).
Во время реакции вместе с частицами титана образуется оксид
кальция, препятствующий их укрупнению, в результате чего полу¬
чается мелкий порошок титана с размерами зерен 2—3 мкм.
83
При последующей отмывке водой или слабой кислотой от ок¬
сида кальция и избыточного кальция такой мелкозернистый поро¬
шок заметно окисляется и содержание титана в нем не превышает
96—98 %. Исходя из этих соображений, стараются вести процесс
таким образом, чтобы в результате восстановления получился
крупнозернистый порошок, который значительно более стоек
против окисления. Для этих целей в исходную шихту в качестве
флюса чаще всего добавляют хлористый кальций, который при
температуре реакции расплавляется и растворяет окись кальция,
частично или полностью переводя последнюю в расплав. Получа¬
емый порошок титана с размерами зерен 10—15 мкм и более при
отмывке от продуктов реакции окисляется значительно меньше^
Действие СаС12 не ограничивается растворением оксида каль¬
ция. Оказывается, при температурах реакции возможно частичное
растворение диоксида титана с образованием небольших количеств
Т1С14 и низших хлоридов титана, например ТЮ2 + 2СаС12 =
= TiCl4 -f- 2СаО. Причем, как бы ни мала была равновесная кон¬
центрация образующегося в расплаве TiCl4, эта реакция может
все время сдвигаться вправо, так как TiCl4, встречаясь в расплаве
с кальцием, непрерывно восстанавливается: TiCl4 2Са = Ti -j-
-f- 2СаС12.
Чтобы избежать возможного окисления и нитрирования образу¬
ющегося титана, восстановление осуществляют в герметичном ре¬
акторе (бомбе) из коррозионностойкой жароупорной стали, кото¬
рый после загрузки шихты и откачки воздуха заполняют аргоном.
Если вести процесс в вакууме, то разрежение будет способствовать
частичному (а при наличии холодной верхней крышки реактора и
значительному) удалению газообразного кальция из сферы реак¬
ции. Кроме того, при наличии вакуума усложняется конструктив¬
ная задача герметизации крышки реактора.
Шихту в реактор Загружают обычно в брикетированном виде,
что улучшает контакт между реагентами и увеличивает вместимость
реактора. Для нагрева чаще используют тигельные печи с силн-
товыми нагревателями.
После выдержки при температуре 1000—1100 °С в течение 1 ч
реактор выгружают из печи и после остывания из него вынимают
застывший плав с вкраплениями металла. Плав измельчают и
обрабатывают большим избытком холодной воды во избежание
сильного разогрева в процесса «гашения» оксида кальция и затем
его промывают разбавленной кислотой (уксусной, соляной или
азотной) до полного растворения СаС12, Са(ОН)2 и избытка метал¬
лического кальция. После отмывки порошок подвергают сушке
в вакуумном шкафу при температуре 40—50 °С.
С целью снижения расхода дорогостоящего восстановителя
предложен комбинированный процесс: первоначально восстанов¬
ление ТЮ2 осуществляется магнием, а затем, после отмывки об¬
разовавшегося оксида магния, полученный продукт восстанав¬
ливают кальцием. Если восстановление магнием проводить при
84
1000—1Ю0°С при атмосферном давлении в инертной среде, то
восстановление протекает в основном до получения титана с со¬
держанием растворенного в нем кислорода порядка 2—2,3 %i
Ti02 -f Mg Ti [О] +MgO.
Дальнейшее восстановление ТЦО] до титана проводят каль¬
цием. Это позволяет сократить расход кальция примерно в два
раза.
Кальциетермический порошок титана обычно содержит, %i
3*98,5 Ti, <0,15 N, <0,3 О, <0,2 Si, <0,25 Fe, <0,15 Al,
<0,3 Ca, <0,05 C.
Восстановление диоксида титана гидридом кальция. Разновид¬
ностью кальциетермического метода получения титана является
восстановление его диоксида гидридом кальция. Особенностью
этого метода является возможность получения порошка как ти¬
тана, так и его гидрида, который при водной и кислотной обработ¬
ках окисляется меньше, чем чистый металл. Спекание в вакууме
брикета, спрессованного из порошка гидрида титана, идет более
активно, чем спекание брикета из порошка металлического ти¬
тана, так как при диссоциации ТЩ2 создаются контакты между
частицами по свежим, активным металлическим поверхностям.
В некоторых случаях гидрид титана находит и непосредственное
техническое применение, например для раскисления при изго¬
товлении некоторых сплавов, при пайке неметаллических материа¬
лов друг с другом и g металлами (в частности, при пайке кремни¬
евых деталей в полупроводниковой технике), в качестве источ¬
ников чистейшего водорода в некоторых приборах электроваку¬
умной техники и т. д.
Однако чаще восстановление проводят с получением порошка
титана (рис. 34).
Гидрид кальция получают при действии сухого и чистого водо¬
рода на кальций при температуре 400—600 °С; он представляет
собой хрупкое солеподобное соединение ионного типа, легко из¬
мельчающееся в порошок.
При температурах выше 800 °С гидрид полностью разлагается
на кальций и водород: СаН2 -> Ca + 2Н. Образующийся атомар¬
ный водород тотчас же соединяется в молекулы водорода. Равно¬
весное давление молекулярного водорода при 970 °С достигает
0,1 МПа.
Суммарную реакцию восстановления диоксида титана гидри¬
дом кальция можно написать как TiOs + 2СаН2 = TiH2 +
+ 2СаО + Н2 либо TiQj + 2СаН2 — Ti + 2СаО + 2Н2.
Первая из этих реакций протекает при проведении процесса
восстановления в водороде. Исследования химизма процесса пока¬
зали, что в любом случае основным восстанавливающим агентом
служат кальций, а не атомарный водород, образующийся в первый
момент при диссоциации гидрида кальция. Сопоставление вос¬
становительной активности гидрида кальция и выделяющихся при
его термической диссоциации кальция и атомарного водорода, вы-
85
Тс(?2
!ВМхг
С&М8/Л
2WQ «г
Гидриродаме
Са+Н2 “ СаН2
пг
1200 П*
пг.
т...800°а
Ар 0,25мэ
I
Са(ОН)2
И
CaCl;
■ Смешивание-размол ~ ■■■ СаН2
(в соотношении 7LQ2: СаН2 = 2,0:1,2)
\
——— Восстановление Р/7в°с
UB2+2СаНя=Т1+2Сао+2Н2-*-№г
1
Слеи (TL+CaO)
~~Г~
Гашение Сао+Н2о=Еа.Сон)2 К20
Отделение Са(0Н)2 на
еидроцинлонных аппаратах
Выщелачивание воине
Са(0Н)2+2НС1 = СаС12 + Н20 1 -1
Г
/7ромб/вна водой [венанотация)
J 1
центрифугирование и промывна
I
Сушна50...70°С
!
Просеивание (0,2 мм)
Т Л
Титановый порошок тон г
Рис. 34. Технологическая схема производства порошка титана из его диоксида металло*
термических восстановлением
полненное Г. А. Меерсоном и О. П. Колчиным, показало, что
убыль свободной энергии при взаимодействии атомарного водо¬
рода с оксидами титана меньше, чем при восстановлении их каль¬
цием.
Восстановление диоксида -титана гидридом кальция произво¬
дится примерно при тех же температурах, что и восстановление
кальцием, с использованием аналогичных аппаратуры и приемов
последующей обработки спека. Оба этих способа обеспечивают
производство большей части порошков титана, применяемых в на¬
стоящее время в различных отраслях техники.
Восстановление хлорида титана натрием- Среди галоидных
солей титана наибольшее значение имеет тетрахлорид (TiCl4),
яыяющийся дешевым и недефицитным продуктом. Четырех¬
хлористый титан получается хлорированием рудных концентратов
рутила, ильменита или продуктов их первичной обработки {на¬
пример, шлаков, карбидов).
Чистый четыреххлористый титан представляет собой при ком¬
натной температуре бесцветную жидкость. При загрязнении низ¬
шими хлоридами он приобретает желтую окраску. Для получения
чистого четыреххлористого титана из технического продукта, из¬
готовленного прямым хлорированием природных титановых руд,
необходима его химическая очистка и фракционная дистилляция.
Тетрахлорид титана — весьма устойчивое соединенней поэтому
его разложение по реакции TiCJ4->-Ti+ 2С1а возможно только
при достаточно высоких температурах.
Металлический титан был впервые получен в 1910 г. путем
восстановления его тетрахлорида натрием. Так как порошок ти¬
тана, получающийся в результате натриетермического восстановле¬
ния, недостаточно чистый, его используют главным образом для
зажигательных и запальных смесей, .для приборов вакуумной
электротехники и т. п. По схеме, применявшейся одной из фирм
Германии в 40-е годы, смесь равных частей, свободных от кисло¬
рода, хлористого натрия и хлористого калия (tnn = 660 °С), по¬
крывалась слоем металлического натрия и нагревалась в закры¬
том тнгле в инертной атмосфере при 700—800 °С. Для разо¬
грева реактора применяли тигельную печь. Пары тетрахлорида
титана пропускали через слой расплавленных хлоридов щелочных
металлов вблизи дна тигля. Пузырьки паров четыреххлористого
титана, пробулькивая через солевой расплав, поднимались до
соприкосновения с плавающим сверху слоем расплавленного на¬
трия и реагировали с ним. Реакция между тетрахлоридом титана
н натрием экзотермическая:
TiCU (г) -f- 4Na(}K) = Тi(ТВ) -f- 4NaCl(H{) -f- 723,3 кДж.
Поэтому скорость поступления тетрахлорида в реакционную ка¬
меру для поддержания температуры на нужном уровне должна
Строго контролироваться. Если процесс идет при атмосферном
Давлении, то температура не должна превышать точку кипения на-
87
трия. По окончании реакции хлориды щелочных металлов вы¬
щелачиваются водой, подкисленной соляной кислотой, а чистый
титан остается. Его отфильтровывают и сушат в вакуумном
шкафу. Порошок с размером частиц 0,02—1 мм содержит около
98 “о TI, основными примесями являются кислород в форме
пленок оксидов и небольшое количество железа.
Применяют и другую аппаратуру для процесса, при котором
жидкий TiCl* и расплавленный натрий подают в реактор с темпе¬
ратурой 850—900 °С после разогрева и расплавления эвтектиче¬
ской смеси (NaCl -f КС1). Из 85 кг TiCl4 и 46 кг Na (10 % избытка
против теоретически необходимого) получается около 30—35 хг
порошка титана.
Существуют и некоторые другие разновидности натриетерми¬
ческого метода получения титана. В частности, в Англии разра¬
ботан производственный процесс, позволяющий получать натрие¬
термическим методом титан в форме гранул довольно высокой сте¬
пени чистоты. По другому английскому патенту, тетрахлорид
титана восстанавливается пленкой жидкого натрия на поверх¬
ности твердого хлорида натрия. При этом титан получается в форме
тонкого порошка.
Восстановление четыреххлористого титана магнием. Если
сопоставлять различные методы получения титана, то более эконо¬
мичным будет признано восстановление TiCl4 магнием. Этот способ
был изучен Кроллем и описан в ряде работ,
Реакция восстановления интенсивно протекает при 800—900 °С;
TiClj (Г) -f- 2Mg(3K) = 2MgCb (ж) + Ti(TB) —J— 514,3 кДж.
Восстановление хлорида титана магнием обычно осуществляют
в стальных герметичных аппаратах, заполненных аргоном или
гелием. После тщательной очистки аппарата его заполняют слит¬
ками магния, откачивают воздух и заполняют инертным газом.
Медленным подъемом температуры тигель разогревают до полного
расплавления магния, после чего через впускную трубу в верхней
крышке начинают вводить тетрахлорид титана. Так как реакция
взаимодействия тетрахлорида титана с магнием идет с большим
выделением тепла, скорость подачи тетрахлорида строго контроли¬
руют, обеспечивая температуру процесса в интервале 800—900 °С.
Во избежание возможного образования низших хлоридов титана
в реактор вводят на 10—15 % меньше тетрахлорида, чем требуется
по реакции восстановления в расчете на связывание всего введен¬
ного магния. Если повысить температуру до 1050 °С, то время,
необходимое для процесса, можно сократить, однако титановая
губка при этом содержит повышенное количество железа.
Накапливающийся в реакторе хлористый магний периодиче¬
ски выпускают через отверстие в нижней части аппарата (так
как по мере накопления MgCl2 расплавленный магний поднима¬
ется и может впитываться в образовавшуюся титановую губку)
и направляют на электролитическое получение металлического
88
магния. Продукты реакции после охлаждения удаляют из тигля
механическим путем и передают на гидрометаллургическую обра¬
ботку вначале разбавленной соляной кислотой для растворения
остатков магния, а затем водой для растворения хлористого маг¬
ния. Обработанный таким образом продукт поступает на мокрое
измельчение в шаровых мельницах, после чего опять отмывается
раствором соляной кислоты от железа, попавшего во время раз¬
мола. Получаемый порошок титана содержит, % : 0,4—0,5 Mg,
0,01—0,15 Cl, около 0,1 Fe, около 0,1 Н, 0,05—0,1 % О, ос¬
тальное — титан. Если этот порошок подвергнуть вакуумной ди¬
стилляции при 1000 °С, то содержание титана удается повысить до
99,5—99,7 %, однако стоимость порошка при.этом увеличивается.
В настоящее время восстановление тетрахлорида титана про¬
водят жидким магнием в герметичных стальных реакторах, охла¬
ждаемых в период наибольших тепловыделений обдувом воздухом
и нагреваемых под конец процесса. Количество тетрахлорида ти¬
тана на 30—40 % меньше требуемого по реакции для взаимодей¬
ствия со всем введенным в реактор жидким магнием.
В одной из работ предложено заменить магний эвтектическим
сплавом Са—Mg, содержащим 82 % Mg и 18 % Са и имеющим тем¬
пературу плавления около 500 °С. Указанный сплав в виде поро¬
шка или дроби подается в верхнюю часть продолговатой камеры,
содержащей пары тетрахлорида титана. В дисперсном состоянии
сплав бурно реагирует с тетрахлоридом титана и при этом разви¬
вается высокая температура. Реакция протекает настолько бы¬
стро, что за время опускания сплава на дно камеры она заканчи¬
вается и ее продукты успевают охладиться. Титан образуется в
форме тонкого порошка высокой чистоты, так как при охлаждении
он не соприкасается со стенками реактора.
По другому методу восстановление титана проводят из газовой
фазы в результате взаимодействия паров четыреххлористого ти¬
тана с парами магния, разбавленными инертным газом, пропуска¬
емым через перегретый магний. Продукты реакции переносятся
потоком аргона из реактора в зону быстрого охлаждения, откуда
они выходят в виде свободно текущего порошка. Если при спо¬
собе Кролля считалось необходимым избегать реакции в газовой
фазе в связи с невозможностью управлять ходом этой реакции,
в результате которой получался чрезвычайно пирофорный тон¬
кий порошок титана, то в данном случае эта опасность устраняет¬
ся ведением реакции в атмосфере аргона. Это дает возмож¬
ность контролировать температуру в реакционной зоне и, что
особенно важно, вести процесс непрерывно, удаляя при помощи
аргона продукты реакции.
Получение порошков тантала и ниобия
Восстановление фторотанталата калия
натрием. Восстановление фторотанталата калия (K2TaF;)
натрием является одним из распространенных и одним из первых
промышленных методов получения порошка тантала. Распростра¬
ненность этого метода в известной степени объясняется тем, что
при отделении тантала от других элементов и примесей, сопут¬
ствующих ему в рудном сырье, применяют плавиково-кислотную
переработку смеси Та208 и Nba05 с последующим осаждением и
перекристаллизацией фторотанталата калия K2TaF7.
Реакция восстановления K2TaF7 + 5Na = Та + 5NaF +
4- 2KF сопровождается выделением около 1500 кДж/моль K2TaF,,
что соответствует 3 кДж/г смеси этой соли с восстановителем.
Если такую смесь K2TaF7 + 5Na подогреть в одном месте, то на¬
чавшаяся реакция быстро распространяется по всей шихте.
Восстановление проводят в стальном тигле, куда послойно за¬
гружают указанную фтористую соль и натрий. Для обеспечения
полноты восстановления необходим 50 %-ный избыток натрия по
сравнению с теоретическим необходимым. Поверх шихты насы¬
пают слой хлористого натрия, который с фтористым натрием и
фтористым калием, получающимися в результате реакции, обра¬
зует низкоплавкую смесь, предохраняющую танталовый порошок
от взаимодействия е газами. Это обстоятельство делает возможным
проводить восстановление в железном тигле без герметизаций и
без применения защитного газа. После окончания реакции й ос¬
тывания шихты восстановленный металлический тантал находи¬
тся в форме мелких кристалликов размерами примерно 3 мкм.
Эти кристаллики вкраплены в застывший солевой расплав, в ко¬
тором находится также оставшийся неиспользованным избыток
металлического натрия. Всю эту массу подвергают измельчению
до мелких кусочков и затем небольшими порциями при перемеши¬
вании загружают в реактор с большим избытком холодной воды.
Избыток металлического натрия, взаимодействуя с водой, пре¬
вращается в раствор едкого натра с выделением водорода. После
этой операции следует промывка горячей водой и разбавленной
соляной кислотой, затем порошок промывают опять водой, но
уже дистиллированной, и сушат в сушильном шкафу при 110—
120 °С.
Получаемые по этому методу порошки весьма мелкозернисты.
Зерен величиной до 1 мкм в этих порошках содержится около
85 %, в результате чего при отмывке происходит частичное окис¬
ление порошка. Содержание кислорода в танталовом порошке
составляет 2—5 %. Вследствие выделения водорода при взаимо¬
действии натрия с водой во время отмывки мелкозернистый поро¬
шок тантала поглощает заметное количество водорода {до 0,15 %),
Содержание щелочных металлов в порошке составляет около 0,1—
0,15%, а извлечение тантала в отмытый порошок 90—94 %.
Такой сравнительно низкий процент извлечения связан с тем, что
часть наиболее тонких фракций порошка уносится с промывными
водами в процессе отмывки.
Качество порошка тантала можно улучшить, если проводить
процесс восстановления при нагреве тигля g шихтой в печи, давая
90
некоторую выдержку по завершении процесса при 1000°С. Частицы
тантала укрупняются и меньше окисляются при последующей
обработке.
Восстановление хлоридов тантала маг-,
кием. Технология такого процесса подобна описанным выше
ц основана на реакции.
2TaCI5 + 5Mg = 2Та + 5MgCl2 + 159 кДж.
Тигель со смесью ТаС15, магниевой стружки и флюса (хлориды
натрия и калия) загружают в шахтную печь, разогретую до
750 °С. Порошок тантала отмывают от хлористых солей и избытка
магния, обрабатывая сначала водой, а затем разбавленной соля¬
ной кислотой.
По-видимому, имеется возможность восстанавливать хлорид
тантала расплавленным магнием, подавая в реактор пары ТаС18.
Аналогично описанному можно получать порошок ниобия из
NbCl5.
Восстановление фторониобата калия на¬
трием. Реакция K2NbF7 + 5Na = Nb -f- 2KF + 5NaF идет
с термичностью 2,14 кДж/г шихты. Для полноты процесса восста¬
новления в объеме стальной тигель с послойно расположенной
в нем шихтой, содержащей 15—20 %-ный избыток натрия, засы¬
панной сверху слоем хлористого натрия, загружают в разогретую
до 600 °С тигельную (шахтную) печь и выдерживают 1—1,5 ч
при 900—1000 °С. Порошок, отмытый водой (сначала холодной,
а затем горячей), разбавленной азотной кислотой и 2,5 ~%^нои
холодной плавиковой кислотой, содержит, %: 99—99,4 Nb(+Ta);
0,02—0,06 Ti, Si, Fe; <0,5 О; <0,1 N и 0,1—0,15 С
Получение порошка циркония
Восстановление диоксида циркония каль¬
цием или гидридом кальция. Реакцию Zr02 +
-Ь 2Са = Zr + 2СаО проводят в герметичном реакторе при 950—
1100 °С. Для снижения содержания кислорода применяют избы¬
ток кальция (50—100 %) и длительные выдержки при восстанов¬
лении. Для регулирования зернистости получающегося порошка
циркония в шихту может быть добавлен хлористый кальций.
После охлаждения спек извлекают из реактора, измельчают и
обрабатывают в избытке дистиллированной воды, отмывая избы¬
точный кальций и его образовавшийся оксид, а также СаС12
(если его вводили в шихту).
Восстановление гидридом кальция проводят при 1100—1200 °С.
При остывании спека в атмосфере водорода получают порошок
гидрида циркония. Продувая реактор аргоном (в конце восста¬
новления и при последующем остывании спека) получают порошок
Циркония с минимальным содержанием водорода.
Восстановление фтороцирконата ка¬
лия натрием. Если порошок циркония предназначен не
91
для производства ковкого металла, а для непосредственного ис¬
пользования в пиротехнике или в качестве геттера в электрова¬
куумной технике, его можно получать восстановлением K2ZrFe
натрием.
Фтороцирконат калия не гигроскопичен и поэтому устойчив
на воздухе.
Термичность процесса восстановления по реакции K2ZrF„ -(-
-Ь 4Na = Zr + 4NaF + 2KF составляет около 1,1 кДж/г шихты,
поэтому требуется дополнительный подогрев.
Обычно восстановление проводят при 20—30 %-ном избытке
натрия в герметичных стальных реакторах в вакууме или в аргоне
при 800—900 °С. После охлаждения массу выбивают из реактора
пневматическим молотком, обрабатывают водой или раствором
NH4C1 для растворения остатков натрия, измельчают в воде
в шаровых мельницах и выщелачивают KF и NaF водой в реакто¬
рах с мешалкой.
Во избежание возгорания остатков натрия и образующегося
при отмывке водорода обрабатываемый материал подают в воду
или в раствор хлористого аммония небольшими порциями.
Для отмывки железа порошок обрабатывают разбавленной со*_
ляной кислотой, промывают водой, фильтруют и сушат в вакууме
при 60 °С. Порошок циркония склонен к самовозгоранию, поэтому
его хранят под слоем дистиллированной воды.
Получение порошков железа и сплавов
Карбидотермический метод. Железные порошки
высокой чистоты могут быть получены разработанным в Еревану
ском политехническом институте методом восстановления про¬
катной окалины или богатой железной руды карбидом кальция.
Исходные железосодержащий материал и карбид кальция разма¬
лывают в шаровой мельнице до крупности частиц не более 100 мкм,
после чего смешивают их в барабанном смесителе в течение 3 ч
(количество карбида кальция определяют расчетом из условия
полного восстановления оксидов железа; железосодержащий ком¬
понент шихты перед смешиванием тщательно просушивают, так
как влага может привести к взрыву из-за взаимодействия с CaQ).
Шихту восстанавливают при 1100—1150 °С в течение 2—3 ч.~
В процессе нагрева (при 800—900 °С) карбид кальция диссоции¬
рует с образованием металлического кальция и свободного угле¬
рода. Восстановительные процессы протекают по следующим сум¬
марным реакциям: Fe2Os + ЗСа 2Fe + ЗСаО, Fe2Os + ЗС ч=ь
=Pt2Fe + ЗСО.
Образующийся оксид кальция в свою очередь взаимодействует
с неметаллическими примесями: СаО + Si02 = CaOSi02; CaO -f-
+ МпО = CaO-MnO; CaO + AlaOs = CaO-Al2Os; CaO + C +
+ FeS = Fe + CaS -f- CO.
Полученную при восстановлении спеченную губку измель¬
чают в шаровой мельнице в жидкой среде (Т : Ж = 4 : 1) в тече-
92
ние 2 ч до крупности частиц менее 100 мкм, после чего проводят
мокрую магнитную сепарацию (Т : Ж = 1 : 4). Обогащенный
железный порошок обезвоживают на вакуум-фильтрах и высуши¬
вают при 50—60 °С. Без довосстановления такой порошок в за¬
висимости от вида исходного сырья содержит 98,7—99,1 % Fe.
Его качество может быть улучшено отмывкой примесей при
обработке порошка соляной кислотой.
Гидридно-кальциевый метод. В ЦНИИЧМ
им. И. П. Бардина разработан метод получения порошков сталей
и сплавов сложного состава совместным восстановлением смеси
оксидов (или смеси оксидов и металлических порошков) гидридом
кальция (рис. 35), которое в общем виде можно выразить следу¬
ющей суммарной реакцией:
к к
£ Ап < Me" Оьп > + 2 АпЬп < СаН2 > =
п=1 п П /1=1
к к к
= £ АпЬп < СаО > + £ АпЬп (Н2) + £ [АпапМе"\, (2.20)
я=1 n=i /1=1
где п — порядковый номер (от 1 до k) компонента шихты (оксида)
и соответствующего ему металла в готовом продукте (порошке
сплава); k — максимальное число оксидов в шихте; ап — число
атомов металла в молекуле соответствующего оксида (от 1 до 3);
Ьп — число атомов кислорода в молекуле соответствующего
оксида (&„ = 1-^5; для компонента, вводимого в виде металли¬
ческого порошка, Ьп = 0); Ап — количество грамм-молекул в со¬
ответствии с заданным составом сплава; скобки < > обозначают
твердую фазу, () — газовую фазу, [ ] — твердый раствор (сплав).
Компоненты получаемого сплава, оксиды которых легковос¬
становимы, целесообразно вводить в шихту в виде порошков
соответствующих металлов (например, железа, меди, никеля,
вольфрама, молибдена и др.), так как при этом сокращается расход
дорогостоящего гидрида кальция.
Трудновосстановимые оксиды, входящие в шихту, восстанав¬
ливаются гидридом кальция практически при одной и той же
температуре 1150—1200 °С, причем в реакторе из коррозионно-
стойкой стали начиная G 400 и вплоть до 1200 °С поддерживается
атмосфера сухого и чистого водорода (при 400 °С гидрид кальция
диссоциирует, выделяя водород, а при более высоких темпера¬
турах кальций взаимодействует с образующейся при восстанов¬
лении водой). Когда шихта содержит мало трудновосстановимых
оксидов, в нее рекомендуется вводить «разъединитель» (СаО,
NaCl и др.), что облегчает последующую обработку спека.
В процессе восстановления происходит агломерация металли¬
ческих частиц. Оксид кальция препятствует, а хлористый натрий
способствует агломерации частиц.
Выдержка при температуре восстановления зависит от ско¬
рости процесса диффузионного образования сплава и должна
93
быть установлена экспериментально; обычно она составляет не¬
сколько часов, например 6—8 ч.
Разгрузку спека из реактора осуществляют либо струей воды
под давлением 0,15—0,2 МПа (причем одновременно происходит
его гашение), либо механически; в последнем случае выгружен¬
ный спек дробят, размалывают и гасят большим избытком воды.
Рис. 35. Технологическая схема производства легированных порошков гидриднокадь^
циеьыи методом
Пульпу, полученную после гашения и содержащую порошок
сплава и Са(ОН2), подвергают обогащению в гидроциклонах,
позволяющих удалить 60—70 % Са(ОН)2. Затем пульпу обраба¬
тывают разбавленной соляной кислотой для перевода оставше¬
гося в ней Са(ОН)2 в хорошо растворимый в воде хлористый
кальций, который отмывают. После отмывки порошок обрабаты¬
94
вают на центрифугах и высушивают в вакуумных сушильных
шкафах при 60—70 °С.
Получаемые порошки высоколегированных сталей и спла¬
вов марок ПХ17Н2, ПХ18Н15, ПХ23Н18, ПХ18Н9Т, ПХЗО,
ПХ18Н12М2Т, ПХ20Н80 должны удовлетворять ГОСТ 13084—67.
Они могут быть трех групп по содержанию примесей, крупные,
средние и мелкие по зернистости и имеют насыпную плотность
1,3—3 г/см3.
Восстановление из растворов
В настоящее время все более широкое распространение получает
производство никелевого, медного и кобальтового порошков
осаждением соответствующего металла, вытесняемого в растворе
из его соединения водородом под давлением. Исходным сырьем
служат рудные концентраты (никель-кобальтовый, медно-цинко¬
вый, медно-свинцово-цинковый), медно-цинковый скрап или от¬
ходы металлообработки. Соответствующий металл извлекают
окислительным аммиачно-карбонатным выщелачиванием, которое
часто проводят при повышенном давлении в автоклавах. Получен¬
ный раствор комплексной аммиачной соли металла очищают от
примесей и подают в автоклав на обработку водородом.
Возможность восстановления ионов металлов водородом из
водных растворов была установлена Н. Н. Бекетовым в 60-х
годах прошлого столетия; термодинамика и кинетика такого
процесса изучались многими русскими, советскими и зарубеж¬
ными учеными.
Реакция восстановления катиона металла Мг+ + (г/2) Н2 ~*
Мей 4- гН+ может протекать в случае, если потенциал водорода
меньше (электроотрицательнее), чем электродный потенциал ме¬
талла: <рн, < Фме- В момент равновесия фн2 = Флге накапливание
в реакторе осадка металла прекратится.
Водород переходит в раствор, содержащий катионы по
реакции ионизации 0,5На -* Н+ + с, константа равновесия кото¬
рой Кр = an+lpU^ гДе йн+ — активность (концентрация) водо¬
родных ионов, г-ион/л; рн2 — парциальное давление Н2. Отсюда
Фн, * (2,3RT/F) Ig (ан+/Рн*)» т- к’Фн. = °> 2 = 1
или фН1 = —(2,3/?7’/F)(pH + 0,51g/JHJ,
где F — число Фарадея.
Таким образом, сдвигать потенциал водорода в отрицательную
сторону можно, повышая pH и (илн) увеличивая давление водо¬
рода; более эффективно изменять pH, повышение которого на
единицу эквивалентно изменению давления водорода в 100 раз.
Для металлического электрода
Ф*«“ Ф^ + ^ЗЯВД1) lg ашг+>
где aMtt+ — активность (концентрация) катионов Ме*+, г-ион/л.
95
При равновесии
+ (2,3RT/zF) lg aMeZ+ = - (2,3RT/F) (pH +0,5 lg pH),
откуда
lg aMet+ = — 2 pH - (z/2) lg рНг —zFq>°Me/2,3RT,
что позволяет рассчитать минимальную (равновесную) концен¬
трацию катионов металла в конце процесса восстановления в за¬
висимости от pH раствора при данном давлении водорода. Эта
зависимость при pHl = 0,1 МПа (температура раствора 25 °С)
приведена на рис. 36, из которого
видно, что в сильнокислых сре¬
дах полно осадит^ из растворов
можно достаточно электрополо¬
жительные металлы (напрймер,
серебро и медь). Для полного
выделения металлов со значе¬
ниями потенциала лишь немного
более положительными в сравне¬
нии с фНг, необходимо поддержи¬
вать определенную величину pH,
нейтрализуя образующуюся 'Чпри
восстановлении кислоту (напри¬
мер, по реакции Мег+ -j- На^т
+ SO4-* -*■ Me0 -J- H2S04) щелочью.
С увеличением давления, водо¬
рода несколько снижаются значения pH, при которых возможно
сравнительно полное выделение металла из раствора. Хотя из
рис. 36 следует, что некоторые тяжелые металлы (свинец, олово,
никель и кобальт) можно полно осадить из растворов в интервале
pH = 4-i-10, практически в слабокислых или щелочных средах
это неосуществимо из-за выделения их гидрооксидов. Для сни¬
жения потенциала водорода до нужных отрицательных значений
и предотвращения выпадения гидрооксидов металлов восста¬
новление целесообразно проводить в аммиачных растворах. Не¬
смотря на то что концентрация свободных ионов металла в. рас¬
творе при этом низкая (NHS — сильный комплексующий лиганд)
и <РМе2+ сдвигается в электроотрицательную сторону, восстановле¬
ние водородом возможно, если потенциал металла остается более
положительным, чем потенциал водорода в аммиачной среде.
При восстановлении водородом из аммиачных растворов необ¬
ходимо выдерживать оптимальными молярное отношение кон¬
центраций NH3 и Me (Сnh, ! СМе), pH раствора и давление во¬
дорода.
Термодинамические расчеты показывают, что многие металлы,
в том числе медь, никель и кобальт, могут быть осаждены восста-
96
Рис. 36. Зависимость равновесной
активности ионов металлов от pH для
реакции их восстановлении водородом
в водных растворах
новлением водородом из растворов при температуре 25 °С и дав¬
лении водорода 0,1 МПа. Однако практическое получение по¬
рошка в этих условиях невозможно из-за низкой скорости осаж¬
дения металла.
В общем случае первой стадией рассматриваемого процесса
восстановления является образование зародыша твердой фазы,
которое может быть как гомогенным (т. е. самопроизвольным без
наличия в растворе посторонних твердых включений), так и ге¬
терогенным (т. е. на зародышах, уже имеющихся в растворе,
которыми могут являться не только специально вводимые ча¬
стицы, но и твердые примеси или даже ионы). Большей частью
гомогенное образование зародышей не реализуется вследствие
энергетических затруднений, связанных с большой величиной
энергии диссоциации молекулы водорода, равной 425 кДж/моль.
Энергия активации рассматриваемых реакций восстановления
водородом существенно снижается в присутствии твердых ката¬
лизаторов, например металлов никеля, кобальта, железа, кол¬
лоидного графита, некоторых оксидов, и происходит гетерогенное
зародышеобразование. Иногда вначале происходит медленное,
гомогенное зародышеобразование, а затем скорость выделения
металла из раствора быстро возрастает вследствие его кристалли¬
зации на возникших зародышах твердой фазы; в этом случае
процесс зародышеобразования носит автокаталитический ха¬
рактер.
Ниже рассмотрены некоторые вопросы теории и технологии
автоклавных порошков меди, никеля и кобальта.
Порошок меди. Медь можно выделить восстановлени¬
ем водородом как из кислых, так и из щелочных растворов.
Практически в качестве исходного используют раствор сульфата
меди или медноаммиачной комплексной соли: CuS04 + Н2 =
= Cu + H2S04, или [Cu(NH3)4]S04 + Н2 + 2Н30 = Си +
+ (NH4)2S04 + 2NH4OH.
Обе реакции проводят при суммарном давлении газа в реак¬
торе 3,5—4,5 МПа (в том числе рцг = 1,5-f-2,5 МПа) и темпера¬
туре порядка 150 и 180—200 °С соответственно; более высокая
температура проведения второй реакции связана с большей
прочностью комплексной соли меди.
В сернокислом растворе меди вероятны следующие стадии
протекания восстановления: Cu2+ + Н2 =f± СцН+ + Н+; СиН++
+ Си2+ -*■ 2Cu+ + Н+; 2Cu+-* Cu+ -Ь Си2+. Последняя реакция дис¬
пропорционирования ионов Си+ с выделением меди протекает
очень быстро по механизму гомогенного зародышеобразования
и скорость осаждения не зависит от поверхности твердой фазы,
суспендированной в растворе. Извлечение меди в осадок состав¬
ляет около 99 % (в растворе CuS04 с концентрацией 80—90 г/л
меди после восстановления ее остается около 1 г/л).
При осаждении меди из аммиачных растворов в условиях их
интенсивного перемешивания наряду с указанными выше проте-
4 В. H. Анциферов и др. 97
кают еще две реакции: Cu(NH3)?+ + Си 2Cu(NH3)^; Cu(NH3)^ -f.
+ 0,5Н3 ->Си -f NH* + NH3.
Скорость процесса восстановления возрастает с увеличением
количества суспендированной меди, тогда как происходит и не¬
прерывное образование новых зародышей, т. е. наблюдается и
гетерогенный, и гомогенный механизм зародышеобразования.
По зарубежным данным, для восстановления применяют гори¬
зонтальные автоклавы с паровыми рубашками емкостью около
25 м3, с несколькими вертикальными мешалками; производитель¬
ность одного автоклава около 3 тыс. т порошка в год.
Размер частиц порошка можно регулировать в пределах от
2—3 до 15—20 мкм, вводя в раствор либо некоторое количество
мелкого порошка мели, либо частицы полиакриламида (0,1—0,5 г
на 1 л раствора). После восстановления пульпа из автоклава
перекачивается черев дроссель, сбрасывающий давление, в реак-
тор, где раствор «вскипает», выделяя растворенный газ; затем
пульпа перекачивается через фильтр и промывной аппарате реак¬
тор для обработки мыльным раствором и в осушающую камеру.
Химическая чистота автоклавных порошков высока (99,7—
99,95 % Си, <0,01 %Fe), а себестоимость примерно в два раза
меньше себестоимости электролитических порошков меди.
Порошки никеля и кобальта. Полное выделение
никеля и кобальта возможно лишь при pH выше 4, в связи с чем
водородное восстановление ведут из растворов, содержащих ам¬
миачные комплексы Ni(NH3)|+ и Co(NH3)2+, а также (NH4)2SO*
(для предотвращения гидролиза аммиакатов). Гомогенное зароды-
шеобразование протекает весьма медленно, поэтому прибегают
к гетерогенному, вводя в раствор затравку, например соответ-*
ственно порошок никеля или кобальта. Последовательные стадии
восстановления никеля и кобальта следующие: 1) растворение
водорода в водном растворе (быстрая стадия); 2) транспорт во¬
дорода к поверхности твердой частички затравки (зависит от
интенсивности перемешивания); 3) активированная адсорбция
водорода на поверхности частички-металла — затравки (быстрая
стадия); реакция восстановления сорбированных комплексных
ионов металла с водородом на поверхности твердой частички за¬
травки (медленная стадия); 5) отвод растворимых продуктов
реакции в объем раствора (быстрая стадия).
Реакцию восстановления катионов одного из указанных метал¬
лов водородом проводят при температуре 180—200 °С и давлении
водорода 2,5—3,5 МПа в автоклавах аналогично указанному
выше для получения порошка меди.
При pH = 2,5 возможно селективное осаждение никеля до его
содержания ~0,2г/л в присутствии <10 г/л Со. Так, из раствора,
содержащего 50 г/л Ni и 10 г/л Со, осаждается около 99,5 % Ni
без заметного осаждения кобальта; в фильтрате отношение Со : М
возрастает до 50 и при pH 4,5 из него выделяют кобальт.
Автоклавные порошки никеля содержат, %: 99,7—99,9 Ni;
0,1—0,2 Со; <0,03 Fe; <0,01 S, а порошки кобальта (%): 99,5—
99,8 Со; 0,1—0,5 Ni; <0,2 Fe; <0,03 S.
Восстановление газообразных соединений водородом
Получение порошков в кипящем слое
Порошки металлов высокой чистоты можно получить из низко-
кипящих хлоридов и фторидов вольфрама, молибдена, рения,
ниобия и тантала по реакциям
МеГх + 0,5л:Н2 = Me +
+ х НЛ (2.21)
где Г — хлор или фтор.
Константа равновесия в тех
случаях, когда галогенид Me Гя
находится в парообразном
состоянии, выражается как
Кр ~ Р иг Ip4i^xР МеГгде PUF}
р н, и рмегх — парциальные
давления паров соответству¬
ющих компонентов.
Значение Кр и ее зависи¬
мость от температуры можно
рассчитать ' из термодинамиче¬
ских параметров реакции; при
проведении расчетов необхо¬
димо уточнять, из какого именно
галогенида, высшего или какого-либо из низших, непосредственно
получается металл.
На рис. 37 представлена принципиальная схема установки для
восстановления газообразных хлоридов или фторидов в кипящем
слое из порошка металла, который необходимо получить. В ниж¬
ней части реактора 4 расположена металлическая сетка из ма¬
териала, стойкого к реагентам, или слой мелких осколков тол¬
щиной 3—5 мм данного тугоплавкого металла, или пористая по¬
дина, спеченная из крупного порошка металла.
На пористую подину через вводную трубку подают в виде
«затравки» мелкий порошок металла, который предварительно
получают, например, измельчением крупного порошка в вихре¬
вой мельнице. Под подину вводят водород или смесь водорода
с инертным газом с линейной скоростью газового потока, необ¬
ходимой для приведения порошка в псевдоожиженное состояние
(например, 5—10 см/с и выше в зависимости от соотношения
Аг ; Н2 в газе, плотности восстанавливаемого металла и зада¬
ваемой предельной крупности его частиц). После этого реактор
Рис. 37. Установка для восстановления
галогенидов вольфрама и молибдена ^во¬
дородом в кипящем слое:
I — испаритель галогенида; 2 — трубка
Для выгрузки порошка металла; S — насо¬
сы; 4 — реактор кипящего слоя; 5 —
фильтр; 6 — теплообменник; 7 — осуши¬
тельные колонки; 8 — скруббер; 9 — холо¬
дильник
4*
99
разогревают до заданной температуры. Можно, кроме того, нагре¬
вать и смесь аргона с водородом. Из испарителя 1 в нижнюю
часть реактора подаются пары галогенидов металла. Скорость
подачи паров галогенидов регулируют пропусканием смеси аргона
с водородом через испаритель. В ряде аппаратов подача паров
хлорида из испарителя в реактор осуществляется током аргона.
Образующийся хлористый (или фтористый) водород улавливается
в адсорбере, отходящая смесь водорода и аргона проходит осуши¬
тель и разделяется пропусканием через нагретую титановую
губку, которая поглощает водород. Аргон возвращается в систему.
Насыщенную водородом титановую губку периодически дегидри¬
руют с выделением чистого водорода. Таким образом достигаегся
регенерация и использование всех отходящих газов.
Через патрубок 2 образующиеся крупнозернистые металличе¬
ские гранулы периодически или непрерывно выгружают. Темпе¬
ратуру в испарителе устанавливают в соответствии с температур¬
ной зависимостью давления паров данного галогенида.
Так, температуру пентахлорида молибдена (температура плав¬
ления МоС15 194 °С и кипения 268 °С) поддерживают равной 200—
300 °С, так как при более высокой температуре происходит за¬
метная термическая диссоциация пентахлорида молибдена с об¬
разованием трихлорида молибдена G небольшим давлением его
пара.
Гексахлорид вольфрама (температура плавления WC1* 272
и кипения 348 °С) испаряют при 300—350 °С.
Удобно работать с гексафторидом вольфрама (температура
плавления WFe 3 °С и tKm = 17 °С), находящимся в баллонет-
испарителе в жидком состоянии.
При восстановлении вольфрама л молибдена обычно исполь¬
зуют порошки крупностью 40—60 мкм. Более мелкие частицы
(2—3 мкм) не пригодны, так как их трудно перевести в псевдо¬
ожиженное состояние из-за уноса потоком газа.
Реакция восстановления может проходить на поверхности
частиц, а также в объеме газа. Энергия активации взаимодействия
веществ в адсорбированном состоянии на поверхности частиц
меньше, чем в газовой фазе, а это значит, что на степень осаждения
металла на частицы порошка должна сильно влиять температура.
При восстановлении вольфрама из его гексахлорида при тем¬
пературе 800—850 °С Общая степень восстановления достигает
98—99 %, а степень осаждения вольфрама на порошок 96—97 %.
Небольшая часть мелких кристаллов вольфрама образуется в объ¬
еме реактора и выносится с отходящими газами. При повышении
температуры процесса до 900 °С прекращается «кипение» частиц
вольфрама, что объясняется развивающимся процессом спекания
частиц. Оптимальный состав паро-газовой смеси, обеспечивающий
максимальный выход вольфрама в порошок, составляет Н2: WC16 =
= ЗО-г-40, Н2 : Аг « 1,75, Содержание кислорода в получаемом
порошке вольфрама меньше 0,01 %.
100
Пары гексафторида вольфрама восстанавливают в кипящем
слое порошка вольфрама с начальными размерами частиц 10—
50 мкм при 550—660 ЪС. При молярном отношении в паро-газовой
смеси Н2 : WFe = 15ч-18 (в 5—6 раз больше теоретически необ¬
ходимого) обеспечивается практически полное восстановление
гексафторида. Для поддержания псевдоожиженного состояния
порошка вплоть до образования частиц размерами 400—500 мкм
требуется дополнительно подавать аргон при молярном отноше¬
нии Аг : WF6 50. Порошок получается в виде плотных и глад¬
ких сферических частиц вольфрама; общее содержание примесей
меньше 0,01 %, в том числе фтора 0,002—0,005 %.
При восстановлении пентахлорида молибдена водородом в ки¬
пящем слое при 550—600 °С достигается степень осаждения около
85 % при общей степени восстановления до 98 %. Выше 600 “С
происходит частичное спекание, а при 780—800 °С — прекраще¬
ние кипения порошков. Оптимальные условия проведения про¬
цесса со степенью осаждения металла до 88 %: температура
600 “С, концентрация пентахлорида молибдена в паро-газовой
смеси 4—5 % (объемн.), молярное отношение Н2 : МоС15 30.
Получение порошков в плазме
Плазмохимические методы, объединяющие возможности быстрого
протекания процессов восстановления и закалки продуктов реак¬
ции, перспективны для получения высокодисперсных порошков
металлов или их соединений (карбиды, нитриды и др.). Восстано¬
вителем могут служить водород или углеводороды и конвертиро¬
ванный природный газ, получаемый плазменной конверсией, об¬
ладающий весьма высокой температурой и не содержащий в своем
составе окислителей.
Низкотемпературную (4000—10 000 °С) плазму создают в плаз-
матроне электрической дугой высокой интенсивности, через ко¬
торую пропускают какой-либо газ или смесь газов.
Восстановительная переработка исходных материалов в плаз¬
менной струе, в результате которой целевой продукт получается
в виде конденсированной дисперсной фазы, представляет собой
сочетание сложных физико-химических процессов, протекающих
в плазмохимическом реакторе: пары исходного материала (тем¬
пература плазмы всегда существенно больше температуры его
кипения) химически взаимодействуют с компонентами плазмы,
образуя целевой продукт в парообразном состоянии, а затем про¬
исходит формирование его в виде твердой фазы за счет процессов
конденсации, коагуляции, кристаллизации и полиморфных пре¬
вращений; в реальных условиях эти стадии сложного процесса
могут протекать со значительным перекрытием во времени.
Порошок вольфрама. Плазменное восстановление
вольфрама из его кислородсодержащих соединений и аммонийных
солей можно осуществить водородом или продуктами конверсии
углеводородов.
101
Так, обрабатывая W03 в аргоно-водородной плазме при 4000—
5000 °С, получают ультратонкие порошки со средним размером
частиц около 0,05 мкм и удельной поверхностью 6—8 мг/г.
Используя конвертированный газ, состоящий только из оксида
углерода и водорода, обеспечивают полное восстановление оксидов
вольфрама до металла при избытке восстановителя не ниже дву¬
кратного и температурах 4000—5000 °С. '
Для пассивации образующихся высокодисперсных порошков
вольфрама, их рафинирования (удаление оксидов, повторно обра¬
зующихся при охлаждении) и улучшения технологических свойств
применяют отжиг в атмосфере осушенного водорода при 700—
1000 °с.
Порошок никеля. Восстановление оксида никеля (II)
осуществляют в плазменной струе из аргоно-водородной смеси
или смеси аргон—оксид углерода. Процесс проводят таким обра¬
зом, что тепловая обстановка в реакционном объеме задается
теплофизическими свойствами аргона, а восстановитель подается
в количествах, близких к стехиометрическому, т. е. так, чтобы
избежать его влияния на теплообмен между плазмообразующим
газом и перерабатываемыми частицами, вводимыми в струю.
Реакция восстановления происходит в объеме струи и лимити¬
руется диссоциацией NiO и, следовательно, скоростью прогрева
частиц в реакционном объеме. Полнота восстановления никеля
из NiO достигает близкого к 100 % значения при температура
аргоновой струи около 7000 °С.
2. Производство металлических порошков электролизом
Электролитические металлические порошки получают электро¬
лизом растворов или расплавов соединений металлов, который
представляет собой своеобразный процесс восстановления: пере¬
распределение электронов и передача их металлу с одновремен¬
ной перестройкой структуры происходят' не с помощью восста¬
новителей, а за счет использования энергии электрического тока.
К преимуществам электролиза следует отнести его универсаль¬
ность, высокую чистоту получаемых порошков металлов и спла¬
вов (процессы восстановления и окисления идут в различных
частях электролизера — соответственно на катоде и аноде, бла¬
годаря чему выделенный металл и отходы не соприкасаются
между собой), расходование на процесс только электроэнергии,
что исключает потребление ограниченных по запасам органиче¬
ских энергоносителей (угля, нефти, природного газа). В то же
время электровыделение порошков достаточно энергоемко и не¬
достаточно производительно.
Электролиз — один из наиболее сложных физико-химических
процессов получения порошков. В самом общем виде ему при¬
сущи: диффузия твердого в твердом, газа в твердом и жидкости
в твердом, проходящая в электродах; диффузия или массопередача
102
электролита в объеме электродов, если они пористые; массопере-
дача электролита между частицами насыпных или суспендиро¬
ванных анодных материалов; массопередача в межэлектродном
пространстве; электромиграция в электролите; кристаллохимиче¬
ские превращения в материалах анода и катода; химические пре¬
вращения на поверхностях анода и катода; комплексообразование
и диспропорционирование в электролите; теплоперенос в мате¬
риалах электродов, электролите и футеровочных материалах
электролизера.
Электролитическое получение порошков заключается в раз¬
ложении водных растворов соединений выделяемого металла или
его солей в расплавленных средах при пропускании через них
постоянного электрического тока и последующей разрядке соот¬
ветствующих ионов металла на катоде: Mez+ + ze -*Ме°. Такие
водные или расплавленные электролиты относятся к проводни¬
кам второго рода, передача электричества в которых осуществ¬
ляется движением положительных и отрицательных ионов, обра¬
зующихся в результате диссоциации молекул химических соеди¬
нений металлов.
Источником ионов выделяемого металла служат анод и элек¬
тролит или только электролит (в случае нерастворимого анода).
Так как восстановление иона металла на катоде связано с расхо¬
дом некоторого количества энергии., то в первую очередь проте¬
кает тот процесс разрядки, который требует меньших энерго¬
затрат. Поэтому электролиз всегда есть одновременно и рафини¬
рование, поскольку при данном напряжении не все имеющиеся
в электролите катионы различных металлов могут выделиться.
Металл, располагающийся в ряду напряжений левее, является
более электроотрицательным (или менее благородным), более ак¬
тивным, и на катоде требуется большее напряжение для его выде¬
ления.
В равновесных условиях, пока при соответствующем напряже¬
нии выделяется данный металл, ионы других более электроотри¬
цательных элементов не будут разряжаться на катоде. Однако
всегда можно Создать такую плотность тока на катоде, которая
не может быть обеспечена переносом зарядов ионами выделяемого
металла. В этом случае в электроперенос вовлекаются имеющиеся
в электролите ионы более электроотрицательных элементов, и на
катоде происходит совместное выделение нескольких элементов,
что необходимо учитывать.
При электролитическом выделении металла количество катод¬
ного осадка в соответствии с законом Фарадея прямо пропор¬
ционально силе тока, времени прохождения его через электролит
и электрохимическому эквиваленту. Однако реально получаемые
при электролизе количества осадка на катоде всегда меньше
рассчитанного: происходит отмеченная выше совместная раз¬
рядка нескольких (двух-трех) элементов, а не одного, протекают
побочные процессы (например, выделенный металл растворяется
103
в электролите), происходит утечка тока в системе электропитания
электролизера.
Степень несовпадения расчетных и реально получаемых коли¬
честв осадка выражают через показатель, называемый выходом
по току:
А = (qp/qT)<100 %, (2.22)
где А — выход по току, %; qp— реально полученная масса веще¬
ства на катоде; qT — масса вещества, которая должна была бы
выделиться на катоде теоретически.
Чем больше сродство металла к кислороду, тем труднее его
выделить из водного раствора. Поэтому с помощью электролиза
многие металлы из водных растворов и не выделяют.
Электролиз водных растворов
В настоящее время электровыделение порошков меди, серебра,
железа, никеля, кобальта, хрома, олова и некоторых других
металлов, а также сплавов конкурентноспособно по отношению
к другим методам их получения. Характер катодных осадков
зависит как от индивидуальных особенностей металлов, так и от
состава раствора и условий электролиза. Некоторые металлы,
например никель, цинк или кобальт, образуют равномерные плот¬
ные мелкозернистые осадки почти независимо от природы элек¬
тролита. Другие, например серебро или кадмий, растут в виде
отдельных сильно разветвляющихся кристаллов при электролизе
простых солей, в то время как из растворов комплексных циани¬
стых солей эти металлы выделяются в виде совершенно ровного
гладкого слоя. Большое влияние на качество получаемых осадков
оказывают катодная плотность тока, концентрация, температура
и способ перемешивания электролита.
В зависимости от условий электролиза получаемые катодные
осадки, пригодные для производства порошков, можно подразде¬
лить на три группы: 1) твердые хрупкие осадки в виде плотных
слоев, чешуек или кристаллов, которые затем подвергают раз¬
молу; 2) губчатые мягкие осадки; 3) рыхлые (черные) осадки.
Твердые хрупкие плотные осадки полу¬
чаются, как правило, в тех случаях, когда электролиз ведут при
незначительных концентрациях водородных ионов (поглоща¬
ющихся электровыделяемыми металлами) в электролите, повы¬
шенных содержаниях в нем ионов выделяемого металла и низких
плотностях тока. При соблюдении этих условий легко получаются
хрупкие плотные осадки никеля, кобальта, железа и хрома.
Для целей получения хрупкого осадка пользуются еще смазкой
катода различными веществами или введением в раствор спе¬
циальных добавок.
Губчатые мягкие осадки представляют собой
скопления отдельных мелких кристалликов, легко поддающихся
растиранию. Получению губчатых катодных осадков способствуют
104
сравнительно низкие плотности тока, а также повышение pH
раствора, уменьшение в нем концентрации ионов выделяемого
металла, наличие примесей ионов более электроположительных
металлов и присутствие некоторых окислителей (перекиси во¬
дорода, кислородсодержащего скипидара, нитратов и др.).
Рыхлые или так называемые черные
осадки являются высокодисперсными порошками, получа¬
ющимися в готовом виде непосредственно в процессе электролиза.
Получению рыхлых осадков способствует применение высоких
плотностей тока и низких концентраций катионов выделяемого
металла, а также наличие некоторых примесей в электролитах
или осаждаемого металла в составе
комплексного аниона.
Данные практики и экспери¬
ментальные работы свидетельствуют
о том, что размер частиц порошков
определяется в первую очередь (при
прочих равных условиях) плот¬
ностью тока, при этом, как правило,
повышение плотности тока способ¬
ствует выделению на катоде мелко¬
зернистых осадков. Однако это по¬
ложение не является общим. На¬
пример, при электролизе комплекс¬
ных цианистых растворов, в кото¬
рых концентрация катионов выде¬
ляемого металла ничтожно мала,
следовало бы ожидать выделения
на самом же деле из цианистых ванн порошкообразные осадки
не получаются даже при очень высоких плотностях тока и при
одновременном выделении водорода с осаждаемыми металлами.
При графическом изображении соотношения между плот¬
ностью i и концентрацией катионов выделяемого металла С, если
по оси абсцисс отложить С, а по оси ординат i, экспериментально
установленные пределы для допустимых плотностей тока = КС
и i2 = 0,2КС будут выражены прямыми, проходящими через
начало координат, которые разделяют все поле на три (/—III)
части (рис. 38).
Переходная зона отвечает появлению рыхлого осадка в ин¬
тервале времени 1—25 с. Из этого же графика следует, что в от¬
личие от плотных осадков рыхлые осадки получаются из менее
концентрированных растворов. Если повысить концентрацию ка¬
тионов в электролите, то соответственно расширится область
плотных осадков, и наоборот, при снижении концентрации об¬
ласть рыхлых осадков расширяется. Это связано с тем, что вы¬
деление металла на катоде начинается не сразу по всей его по¬
верхности, а в отдельных местах, называемых первичными цен¬
трами кристаллизации. Повышение концентрации разряжающихся
105
О,г 0,0 7,0 7А
С, пол//!
Рис. 38, Графическое изображение
соотношения между I и С:
I — область рыхлых осадков; II —
переходная зона; III — область
плотных осадков
порошкообразных осадков,
катионов создает ускоренное питание таких центров, в результате
чего формируется плотный осадок.
Важным является то обстоятельство, что повышение концен¬
трации электролита в пределах значений, соответствующих вы¬
делению рыхлых осадков, вызывает увеличение скорости роста
кристаллов, т. е. осадок получается более крупнозернистым.
Установлено, что при прочих равных условиях на дисперс¬
ность порошка влияет величина плотности тока. Если по оси
ординат отложить содержание фракций порошка в процентах по
массе, а по оси абсцисс — средний
размер частиц, то ■ для каждой
данной плотности тока получа¬
ются кривые гранулометрического
состава с максимумом. Максимум
отвечает такому размеру зерен,
который наиболее типичен для
данной плотности тока (рис. 39),
Чем выше плотность тока, тем ди-
сперснее получаемый порошок,
так как на единице площади ка¬
тода в единицу времени разря¬
жается больше ионов, т. е. соз¬
дается много первичных центров
кристаллизации и скорость роста
их уменьшается.
Температура электролита так¬
же влияет на процесс электро¬
лиза: повышение температуры вы¬
зывает возрастание концентра¬
ции ионов у катода, так как воз¬
растает подвижность ионов, что
содействует получению плотных осадков, и, наоборот, для полу¬
чения рыхлых осадков следует применять относительно низкие
температуры электролита, обычно 40—60 °С, при этом летучесть
электролита становится минимальной.
На электролиз и свойства катодного осадка влияют расстояние
между электродами, длительность наращивания слоя порошка
на катоде, кислотность и скорость циркуляции электролита, форма
и состояние поверхности электродов, взаимодействие электролита
с окружающей атмосферой.
При увеличении расстояния между электродами сопротивление
слоя электролита в электролизере увеличивается, а сила тока
падает, в результате чего уменьшается катодная плотность тока
и порошок получается более крупным. При этом несколько возра¬
стает выход по току, так как снижается относительное количество
растворяющегося в электролите катодного осадка. Однако при
чрезмерном увеличении межэлектродного расстояния и сохране- '
нии заданной силы тока возрастает количество выделяющейся
106
07 0,2 0,5 0,0 0,5
Усредненный раз пер частиц,пп
Рис. 39. Влияние плотности тока на
гранулометрический состав порошка
меди. Цифры у кривых ■=. плотность
Сока, А/дм!
теплоты и возможен перегрев электролита, что уменьшит выход
по току. При слишком малом расстоянии между электродами
может произойти короткое замыкание, и процесс электровыделения
металла прекратится, хотя сила тока в электролизере сохранит
свою величину.
Длительность наращивания слоя порошка на катоде влияет на
катодную плотность тока, так как увеличивается поверхность
катода и соответственно снижается плотность тока. На катоде
образовываются все более крупные частицы и в конечном счете
может сформироваться губка или плотная корка. Несвоевременное
удаление порошка может привести к короткому замыканию анода
и катода через отложившийся порошок. В связи с этим длитель¬
ность сроков наращивания порошка на катоде строго регламен¬
тируется.
Кислотность электролита определяет концентрацию в нем
ионов водорода, и при ее повышении в процессе электролиза
происходит более бурное выделение водорода на катоде. Это
способствует некоторому измельчению порошка, но одновременно
существенно уменьшается выход по току и возрастает расход
электроэнергии. Повышенная кислотность электролита вызывает
и большую растворимость в нем металла, выделившегося на
катоде.
Циркуляция электролита необходима для выравнивания со¬
става электролита по объему, противодействия расслаиванию
электролита вследствие различной плотности его составляющих
н поддержания заданной температуры электролита в электро¬
лизере.
Наличие в электролите растворенного кислорода, перекиси
водорода и других окислителей вызывает окислительные про¬
цессы на поверхности катода, в результате чего она становится
неоднородной, способствуя тем самым образованию рыхлых осад¬
ков. Присутствующие в электролите коллоиды и органические
поверхностно-активные вещества в процессе электролиза адсорби¬
руются на поверхности растущих граней кристаллов и препятст¬
вуют их дальнейшему росту; осадок получается рыхлым.
Получение медного порошка
Электролитический метод позволяет получать медный порошок
высокой степени чистоты, обеспечивает возможность регулирова¬
ния величины частиц и соответственно насыпной плотности.
В современной промышленной технологии медный порошок
получают из кислого раствора сернокислой меди. Технологическая
схема производства медного порошка электролизом приведена
на рис, 40.
Исходными материалами служат катодная медь марки
МОСТП 48-0318-009—80 по ГОСТ 546—79 (аноды размером 880 X
X 980x10 мм), медный купорос, содержащий 5*89,2 % CuS04-
•5Н20, <0,06 % Fe, <0,015 % As, <0,25 % H2S04> и серная
107
AHOdbt
Анодные остатки
_l U
I—
Нонденсот
а ставилшатор
Натоды
»
Электролиз
Т~Г~
Электролит
J J
Лоро шок и электролит
Регенерация
Подогрев
Фильтрация
1
Порошок
Промывка лорошка
ИГ г 1=-
стадилизацип
порошка
Промывка порошка
=г“П^
I
Сушка порошка
Сухой порошок
I
Измельчение-
Электролит
\
1
Вода на
цементационную
установку
Промытый порошок
• Отсевки
Просев порошка
Передне кие порошка
контроль и упаковка
На переплавку j
Готовый порошок
Рис* 4Q, Тсинологическая вкема производства медного порошка электро*
лизан
кислота H2S04 марки А по ГОСТ 2184—77 с содержанием моно¬
гидрата £г92,5 % .
Вещества, составляющие электролит, диссоциируют с образо¬
ванием катионов меди Сиа+ и водорода Н + и анионов SO*' и ОН-.
Выделение порошка проводят на медных катодах пластинча¬
того (листы катодной меди размером 880 X 980 и толщиной
3—1 мм) или стержневого (7 или 8 медных трубок диаметром 12
или 14 мм и толщиной стенки 3 мм при расстоянии между ними
150 или 115 мм соответственно) типа. Расстояние между центрами
одноименных электродов составляет 150 мм.
Рекомендуется следующий состав электролита и режим элек¬
тролиза:
Катодная плотность тока . » 1800—3250 А/м? .
Концентрация ионов меди 10—16 г/л
Концентрация H2SO4 125—180 г/л
Температура электролита 48—55 °С
Циркуляция электролита 40—60 л/мин
Напряжение на ванне 1,3—1,7 В
Анодов в ванне всегда на один больше, чем катодов (например,
12 листовых катодов и 13 анодов, 15 или 16 стержневых катодов
и 16 или 17 анодов соответственно), так что крайними являются
аноды, и при электролизе вся поверхность любого из катодов
является рабочей.
Конструкции ванн для электролиза различны: ящичного или
бункерного типа с деревянным, железобетонным или металличе¬
ским каркасом, футерованным кислотостойким материалом (ви¬
нипласт, сурьмянистый свинец), из кислотостойких пластмасс или
пластика, армированного стекловолокном. Ванны в электриче¬
скую цепь включают последовательно, а электроды в них — па¬
раллельно. В связи с этим одинаковы сила тока (8000—12 500 А)
в каждой из 17—24 ванн серии и напряжение между электродами,
соответствующее величине напряжения на ванне. Порошок меди
снимают с катода специальными скребками из коррозионностой¬
кой (нержавеющей) стали, полимеризованных смол и других
материалов, как правило, через 60—120 мин работы ванны (ма¬
ксимальное время наращивания порошка на стержневых катодах
8 ч). Разрабатываются различные методы механизированного
съема катодного осадка (скребком с вращающегося катода, элек-
троимпульсным методом путем создания импульсной волны в ванне
при кратковременном разряде между катодами и анодами большой
мощности при высоком напряжении и др.).
Для устранения пассивации анодов в электролите поддержи¬
вают концентрацию ионов хлора на уровне 0,5—4 мг/л. Большее
количество ионов хлора нежелательно, так как возможно образо¬
вание полухлористой меди, дающей коллоидный осадок, который
нарушает нормальный ход электролиза. Ионы хлора в электролит
поступают с водой, к которой добавляют поваренную соль NaCl
или соляную кислоту НС1.
109
Циркуляция и регенерация э л-е к т р о л и га.
При электролизе подкисленного раствора сульфата меди на ка¬
тоде протекают реакции Сиг + + 2е = Си и H+-f- е = 0,5 Н2>
На аноде происходит растворение меди: Си — 2е =■ Си2+ (в не-
значительном количестве образуются и ионы Си+).
Таким образом, прикатодное пространство обедняется катио¬
нами меди и обогащается ионами SO2", а прианодное пространство
обогащается ионами меди. Это компенсируется переносом катио¬
нов меди от анода к катоду и анионов SO\~ от катода к аноду.
Кроме того, выравнивание концентрации электролита осуществ¬
ляется системой непрерывной замкнутой циркуляции, при ко¬
торой за 1 ч происходит примерно десятикратный обмен электро¬
лита в каждой ванне.
Поскольку на катоде, кроме меди, выделяется и водород, то
выход меди по току составляет 80—90 %, а на аноде происходит
практически 100 %-ный по току переход металла в электролит.
Поэтому происходит непрерывное обогащение электролита ионами
меди и обеднение ионами водорода (т. е. уменьшение кислотности).
Для выравнивания состава электролита в серию ванн необходимо
включать ванны со свинцовыми анодами (с присадкой до 1 %
серебра), нерастворимыми в сульфатных растворах* В этих реге¬
неративных ваннах на анодах происходит выделение кислорода
и регенерация серной кислоты по реакции SO*" — 2е = SOs +
+ 0,5 Oa, SOs + Н20 = H2S04.
Выделение меди на катодах в этих ваннах не компенсируется
поступлением медных ионов с анода. Таким образом, реге¬
неративные ванны могут поддерживать заданную концентра¬
цию медного купороса и серной кислоты в циркулирующей си¬
стеме.
Кроме указанных реакций, происходит также и химическое
растворение некоторого количества меди вследствие развитой
поверхности порошка, выделяющегося на катоде: Си + 0,5 02 -f
+ H2S04 = CuS04 + Н20.
За счет этой реакции электролит также обогащается медью.
При растворении медных анодов в электролит переходят и
содержащиеся в них примеси, такие как никель, железо, мышьяк
и сурьма. Накапливаясь в электролите, они загрязняют его,
поэтому необходимо периодически часть электролита выводить
из системы циркуляции, заменяя его свежеприготовленным элек¬
тролитом.
В СССР производство медного порошка электролизом входит
в состав медеэлектролитного завода, производящего также и
компактную катодную медь. Это позволяет ежесуточно значи¬
тельную часть циркулирующего электролита направлять в цех
производства катодной меди, а вместо выводимого электролита
вводить в систему его циркуляции нужное количество воды и
серной кислоты, необходимых для сохранения заданного состава
электролита.
U0
Промывка и стабилизация порошка. Мед¬
ный порошок, очищенный с катодов, выгружают из ванны каж¬
дые 1,5—2 ч без ее отключения при помощи гидровакуумной
системы. Для удаления механически захваченного электролита
порошок промывают горячей водой на иутч-фильтрах или в ана¬
логичных им по конструкции специальных промывателях, в ко¬
торых вода фильтруется через слой порошка, находящийся на
перфорированном днище из коррозионностойкой (нержавеющей)
стали. Для качественной промывки порция порошка должна
иметь одинаковую фильтрующую способность по всей высоте и
поверхности слоя. Полнота отмывки определяется реакцией на
наличие меди в воде после промывки. Отсутствие окрашивания
раствора желтой кровяной соли или 5 %-ного аммиака указывает
на завершение промывки. Расход воды составляет около 10 м3
на 1 т порошка.
Пленка воды на частицах порошка приводит к их коррозии,
изменяющей физико-химические и технологические свойства по¬
рошка.
В связи с этим применяют стабилизацию порошка, промывая
его (после обработки горячей водой) раствором хозяйственного
мыла или мылонафта (получают в процессе очистки керосина;
стоимость в 10 раз меньше стоимости мыла), содержащим их
в количестве 400 г на 1 м3 вода. На частицах создается гидрофоб¬
ная пленка, защищающая от коррозии. Расход стабилизирующего
раствора составляет 6 м3 на 1 т порошка. Затем избыток стабили¬
затора удаляют промывкой порошка холодной водой. Избыточное
давление растворов и воды должно быть не менее 0,5 МПа для
слоя порошка высотой 1 м. После промывки порошок обезвожи¬
вают и сушат.
Обезвоживание и сушка порошка. При
обезвоживании удаляется большая часть влаги, что облегчает
и ускоряет последующую сушку. Самый простой способ обезво¬
живания заключается в продувке порошка, все еще находящегося
на перфорированном днище, воздухом под избыточным давле¬
нием 0,5—0,6 МПа в течение 10—30 мин. Наиболее эффективным
способом является центрифугирование порошка в какой-либо из
промышленных центрифуг. При этом остаточное сбдержание влаги
в порошке составляет несколько процентов против 25—30 %
после обработки сжатым воздухом.
После обезвоживания порошок высушивают в вакуумном
сушильном аппарате при температуре порядка 110 °С в течение
10—12 ч либо в специальном сушильном котле с электроподогре¬
вом при температуре до 200—350 °С в течение 30—40 ч (вместе
С охлаждением порошка до 70—100 °С). После загрузки в котел
массы порошка (500—700 кг) сверху помещают слой медных вы¬
севок толщиной 80—100 мм, который, окисляясь, пропускает
в котел обедненный кислородом воздух. Тем не менее сразу за
слоем высевок некоторое количество порошка все же оказывается
11Г
Таблица 3. Химический состав (%) и иасыпнаи плотность
медного порошка
Марка
порош ка
Насыпная
влотность,
г/сма
Содержание
меди
(не менее)
Содержание яримеоей (не более)
Fe
О
ПМС-Ву
2,4—2,7
99,8
0,02
0,1
ПМС-В
2,4—2,7
99,5
0,02
0,1
ПМАу
1,3—1,5
99,7
0,02
0,2
ПМу
1,25—2,0
99,7
0,02
0,2
ПМС-1 у
1,25—1,9
99,7
0,02
0,2
ПМС-2у
1,3—2,0
99,7
0,02
0,2
ПМА
1,3—1,5
99,5
0,02
0,3
ПМ
1,25—2,0
99,5
0,02
0,3
ПМС-1
1,25—1,9
99,5
0,02
0,3
ПМС-2
1,3—2,0
99,5
0,02
0,3
ПМС-К
2,5—3,5
99,5
0,08
0,5
ПМС-Н
2,5—3,5
99,5
0,08
0,5
Примечание. У веек марок. % (не более): Sb 0,01; Pb 0,05; As 0,005.
окисленным. Нестабилизированный порошок окисляется в боль¬
шой степени, поэтому его выгружают из котла при температуре
не выше 70 °С. Кроме того, при промывке нестабилизированногО
порошка применяют ряд веществ, делающих его менее чувстви¬
тельным к окислению (винная кислота, танин, желатин).
В настоящее время ведут интенсивные поиски более эффектив¬
ных методов сушки, в частности в печах с кипящим слоем, распы¬
лением, в атмосфере восстановительных газов и т. п.
Высушенный порошок измельчают в мельницах непрерывного
действия, работающих в замкнутом цикле g устройством для paG-
сева порошка на фракции.
После просева и опробования формируются партии массой
500—600 кг путем смешивания отдельных сравнительно неболь¬
ших порций порошка с близкими свойствами. Затем 70—85 кг
порошка высыпают в товарные банки из оцинкованной стали тол¬
щиной 0,4—0,6 мм g закатанными и пропаянными швами. Пробу
порошка из каждой банки анализируют в соответствии с требо¬
ваниями ГОСТ 4960—75. Предусмотрено изготовление порошка
двенадцати марок: ПМАу, ПМА, ПМу и ПМ — нестабилизиро¬
ванный, ПМС-ly, ПМС-1, ПМС-2у, ПМС-2, ПМС-К, ПМС-Ву,
ПМС-В и ПМС-Н стабилизированный. Химический состав и на¬
сыпная плотность выпускаемых медных порошков приведены
в табл. 3. Влажность порошка не более 0,05 %.
Получение никелевого порошка
Порошок никеля получают электролизом аммиачных растворов
сернокислого никеля. Электролит содержит 5—15 r/л никеля
(Ni2+), 75—80 г/л сульфата аммония и 2—3 r/л серной кислоты,
112
а также 40—50 r/л хлористого аммония и до 200 г/л хлористого
натрия. Снижение концентрации сернокислого никеля в электро¬
лите приводит к уменьшению среднего размера частиц порошка
никеля, тогда как повышение его концентрации увеличивает
средний размер частиц порошка, одновременно увеличивая и
выход по току. Хлористый натрий обеспечивает высокую электро¬
проводность раствора, что позволяет использовать при электро¬
лизе высокие плотности тока, приводящие к повышению съема
металла с единицы площади катода. Хлористый аммоний в элек¬
тролите играет роль буферной добавки, поддерживающей требуемое
значение pH, но при увеличении его концентрации выше 50 г/л
происходит уменьшение растворимости сульфата никеля и сни¬
жение выхода по току. Ионы аммония служат комплексообразо-
вателями, связывающими ионы никеля в комплексный ион, что
позволяет устранить явление гидролиза сернокислого никеля
у катода в условиях интенсивного выделения водорода и значи¬
тельного повышения pH раствора. Ионы натрия, составляя зна¬
чительную часть внешней обкладки двойного электрического
слоя на поверхности катода, затрудняют разряд катионов никеля,
что способствует образованию порошкообразного осадка. Ионы
хлора препятствуют пассивированную растворимых никелевых
анодов, отливаемых из несортового никеля (87,5—90 % Ni; до
9 % Со; до 6,5 % С; до 3 % Fe; 0,6—0,7 % S). Катодами служат
пустотелые коробки из меди или коррозионностойкой (нержа¬
веющей) стали, охлаждаемые водой. Для улавливания порошка,
осыпающегося с катода, применяют фильтрующие катодные диаф¬
рагмы.
Электролиз ведут при температуре электролита 35—55 °С,
плотности тока 1000—3000 А/м2 и напряжении на ванне 10—
15 В. Выход по току составляет до 90—94 %, а расход электро¬
энергии порядка 3000 кВт-ч/т.
Можно вести электролиз t нерастворимым анодом из графита.
Повышение плотности тока до 3000 А/м2 приводит к обедне¬
нию прикатодиого слоя электролита ионами никеля, Что измель¬
чает осадок. Повышенная температура электролита способствует
более быстрой доставке ионов никеля к катоду, что увеличивает
выход по току, а также повышает растворимость сульфата никеля
в присутствии хлористого аммония.
В соответствии с ГОСТ 9722—79 выпускают порошки марок
ПНЭ-1, ПНЭ-2 и ПНЭ-3, Порошок марок ПНЭ-1 и ПНЭ-3 содер¬
жит не менее 99,5 % Ni в сумме с кобальтом и ие более соответ¬
ственно 0,20 и 0,50 % Со; 0,02 % С; 0,10 % 0; соответственно
0,10 % и 0,20 % Fe; 0,06 % и 0,08 % Си; 0,008 % и 0,010 % S,
0,03 % Si. Порошок ПНЭ-2 отличается допустимым содержанием
основного компонента в сумме с кобальтом ие менее 99,3 %,
в том числе кобальта не более 0,50 %, а содержание других при¬
месей не более, % : 0,04 С; 0,25 Fe, 0,02 S и 0,04 Si. Влажность
порошков не более 0,2 %, причем промывка выгруженного из
ИЗ
ванны порошка никеля и его сушка не требуют особых мер пре¬
досторожности, так как никель достаточно стоек против корро¬
зии. Насыпная плотность для порошка марки ПНЭ-1 не более
3,4 г/см®, марки ПНЭ-2 — ие более 3,8 г/см® и марки ПНЭ-3 —
не более 5,0 г/см®. Размер частиц порошка ПНЭ-1 и ПНЭ-2 дол¬
жен быть менее 71 мкм (при содержании частиц размером менее
45 мкм 30 % и более от массы порошка), а порошка ПНЭ-3 —
менее 250 мкм.
Масса партии порошка не должна превышать 500 кг. Никеле¬
вый порошок упаковывают в металлические банки или барабайы
из жести и полиэтиленовые бутыли емкостью до 50 л, а также
и в другие виды полиэтиленовой тары. Крышки емкостей должны
быть закрыты, запаяны или закатаны. Порошок следует хранить
в сухих закрытых помещениях. Гарантийный срок хранения
6 мес.
Получение железного порошка
В ряду напряжений железо располагается левее водорода, по¬
этому из кислых растворов при электролизе совместно с ним на
катоде интенсивно выделяется водород, ■ существенно снижая
выход по току и ухудшая качество порошка. Кроме того, в элек¬
тролите может образовываться соединение Fe(OH)s, загрязняющее
катодный осадок и нарушающее непрерывность процесса. Все
это затрудняет электровыделение железа из водных растворов.
Технологическая схема производства железного порошка электро,-
лизом в водных растворах приведена на рис. 41.
В качестве электролита используют сернокислые электролиты
с сульфатом железа и добавкой хлористого натрия (устраняет
пассивацию анода и осаждение из раствора некоторых примесей)
или солянокислые электролиты с хлоридом железа и добавкой
хлористого аммония либо смеси таких электролитов, так как
каждый из них имеет свои достоинства и недостатки. Хлористый
электролит позволяет вести электролиз при небольшом напряже¬
нии на ванне и повышенных плотностях тока, но в нем двухва¬
лентное железо резко окисляется в трехвалентное, дающее оса¬
док Fe(OH)3. В сернокислом электролите окисление двухвалент¬
ного железа и гидратообразование происходят менее активно,
режим электролиза более стабилен, но требуются повышенное
напряжение иа ванне и повышенный расход электроэнергии по
сравнению с применением хлористого электролита.
Растворимые аноды могут быть из чугунного или иизкоуглеро-
дистого стального лома, литья, обрезков железных листов,
стружки с содержанием углерода не более 0,(Г% (по массе) и
другие виды железосодержащего сырья. Катоды изготавливают
в основном в виде пластин из коррозионностойкой (нержавеющей)
стали.
Электролиз ведут, получая плотный хрупкий либо губчатый
мягкий осадок.
114
Катодный осадок первого типа может быть получен следующим
образом. Аноды, очищенные на пескоструйном аппарате от оксид-
ной пленки, помещают в мешки — диафрагмы для устранения
Аноды Катоды Злетролт
Рио. 41. Технологическая схема производства железного порошка электро»
лизом в водных растворах
механического засорения катодного осадка анодным шламом.
Электролит поступает в железобетонные ванны с винипластовой
футеровкой из напорного бака, а из ванн стекает в сливной бак,
откуда его вновь перекачивает в напорный бак. Состав электро-
115
лита, г/л: 110—140 FeS04; 0,2—0,28 H2S04; 40—50 NaCl. Темпе,
ратура электролита 50—54 °С, скорость циркуляции 8—10 л/мин.
Напряжение на ванне 1,5—1,7 В, катодная плотность тока 400—
500 А/м2. При электролизе анодное растворение (90—95 %) пре¬
вышает катодное осаждение (60—85 %), в результате чего кон¬
центрация ионов двухвалентного железа в электролите должна
непрерывно увеличиваться, а концентрация кислоты падать.
Однако одновременно в электролите в результате гидролиза
сернокислого железа по реакции FeS04 + 2НаО -> Fe(OH)2 -f
■+- H2S04 и окисления двухвалентного железа кислородом воз¬
духа до трехвалентного железа идут противоположные процессы,
приводящие к уменьшению количества ионов двухвалентного
железа и увеличению концентрации H2S04. Создавая в циркуля¬
ционной системе «кислотный напор», удается взаимно сбаланси¬
ровать два указанных противоположных процесса: электролит,
поступающий в ванны из напорного бака, имеет кислотноегь
0,32—0,35 r/л и температуру 54—58 °С, в междуэлектродном
пространстве ванны он имеет кислотность 0,24—0,27 r/л и тем¬
пературу 50—54 °С, а в сливе из ванны — кислотность 0,18—
0,20 г/л и температуру менее 50 вС. В процессе циркуляции
электролит охлаждается до 42—45 °С, окисляется воздухом и
после подогрева в напорном баке приобретает кислотность 0,3^?—
0,35 г/л. Образующиеся взвешенные гидрооксиды железа либо
отстаиваются в сливном баке, либо отделяются на фильтр-преСсе,
расположенном до напорного бака. Скорость циркуляции элек¬
тролита зависит от его кислотности, и температуры в ванне: уве¬
личивается при пониженных кислотности и температуре и умень¬
шается при повышении температуры и кислотности.
Цикл наращивания катодного осадка толщиной 2—2,5 мм
длится 46—48 ч, причем для получения слоистого и хрупкого
листа подача тока на электролизер прерывается на 12—15 мин
через каждые 6 ч. Катоды с осадком, извлеченные из ванны, про¬
мывают проточной водой, затем механическим способом сни¬
мают с катода железные пластины и размалывают их в шаровых
мельницах в жидкой среде при отношении Т : Ж = 1 : 2. Полу¬
ченный порошок промывают горячей (60 °С) водой во вращаю¬
щихся барабанах при Т : Ж = 1 : 4, что обеспечивает полноту
отмывки электролита. После просева иа сите с сеткой № 015
плюсовую фракцию возвращают на повторное измельчение, а ми¬
нусовую фракцию обезвоживают в центрифугах. Затем порошок
сушат в барабанной печи при 150 °С, получая так называемый
«черный порошок» окисленного железа, содержащий 92—95 % Fe.
Этот порошок отжигают во вращающихся трубчатых печах при
680—720 °С в течение 1—3 ч в атмосфере генераторного газа^
после чего проводят размол в шаровых мельницах, рассев и
упаковку. Готовый продукт содержит (%): 98,5—99,0 Fe; 0,02—
0,04 С; <0,03 Si; <0,03 S, следы марганца и фосфора. Насыпная
плотность порошка 1,8—2,2 г/см®, а размер частиц менее 125 мкы-
116
Для нужд химии и медицины в СССР производят порошки
железа реактивного (химический реактив) и медицинского (ле¬
карственный препарат). Электролит содержит сульфат железа,
хлористый аммоний и серную кислоту (pH = 3,5—4,0); перед
заполнением ванны электролизера электролит пропускают через
специальный тканевый фильтр и нагревают до 40—45 °С. Напря¬
жение на ванее 2,0—2,5 В, катодная плотность тока 1200—
1250 А/м2. Аноды — пластины железа Армко. Продолжительность
цикла электролиза 4 ч, после чего катоды с осадком извлекают
из ваины, осадок (порошок) счищают с катода и многократно
промывают водой и этиловым спиртом, совмещая промывку
G усреднением порошка за счет перемешивания. Промытый по¬
рошок размещают тонким слоем на лотках из коррозионностой¬
кой (нержавеющей) стали и сушат в вакуумном шкафу в течение
2 ч. После сушки порошок размалывают в шаровой мельнице и
просеивают.
В НПО «Тулачермет» в 70-х годах проведены работы по элек¬
тролитическому выделению железа при использовании в каче¬
стве анодного материала восстановленных окатышей из железо¬
рудных концентратов. Окатыши с содержанием, %: 92,7 Fe06uu
86,9 FeMeT; 0,18 С; 1,72 Si; 0,043 Mn; 0,017 Р и размером 12—
18 мм загружают в анодные коробки из винипласта, в стенках ко¬
торых со стороны катода вырезаны окна, затянутые лавсановой
фильтротканью. Солянокислый электролит (pH = 1,5-ьЗ,0) со¬
держит 100 г/л FeCla и 100 г/л NH4C1. Температура электролита
30—44 °G. Напряжение на ванне 1—3 В, катодная плотность
тока 2000—15 000 А/м2. Выход по току 85—95 %. Полученный
осадок промывают водой, сушат при комнатной температуре,
измельчают до крупности 0,16—0,2 мм, отжигают в водороде
при 1100 °С и повторно измельчают до требуемой крупности.
Порошок железа содержит, % : ^99,60 Fe; 0,01—0,05 С; <0,20 О;
<0,03 Si; <0,014 Р; <0,01 S; <0,01 Мп.
Электролиз расплавленных сред
Процесс электролиза расплавленных солей в количественном
отношении подчиняется закону Фарадея.
Электролитами для получения большинства металлических
порошков из расплавов являются хлориды; некоторые порошки
получают из фторидных ванн. В герметичных электролизерах
создают инертную газовую атмосферу (чаще всего аргон) или
вакуум.
При электролизе расплавленных солей структура катодных
осадков, так же как и при электролизе водных растворов, зависит
от условий их осаждения. При этом большое влияние на характер
выделяемых осадков оказывают состав и степень чистоты электро¬
лита, а также материал и состояние поверхности катодов. При на¬
личии ничтожных следов влаги осадки выделяются в виде губки,
117
а при содержании в электролите небольших примесей железа или
марганца металлы выделяются в виде черного порошка.
Рыхлые порошкообразные осадки титана, ниобия, циркония,
тория, тантала, ванадия и других металлов и их сплавов полу¬
чают электролизом расплавленных солей при относительно невы¬
соких температурах, что является существенным преимуществом.
Одиако электролиз в расплавленных средах имеет н свои не¬
достатки, в первую очередь определяемые трудностью извлечения
рыхлых осадков из ванн и отделения их от электролита; кроме
этого, часто возникают осложнения, вызванные разложением
электролита влагой воздуха и появлением в катодных осалках
примеси более электроотрицательных металлов, катионы которых
постепенно накапливаются в электролите по мере ведения элек¬
тролиза. Наличие выделяющегося при электролизе у анода
хлора или фтора (при работе ванны с нерастворимым анодом)
требует устройства диафрагм для предотвращения взаимодействия
его с электролитом или с металлическим порошком, что в с1ою
очередь вызывает затруднения при подборе пригодных для этих
целей материалов.
Одним из способов освобождения порошков от массы элек¬
тролита является удаление последнего отгонкой нагреванием ййи
центрифугированием и отмыванием. Методы отмывания электро¬
лита зависят от свойств расплава й металлического порошка.
Так, например, порошок не обрабатывают водой, если при этЬи
разлагаются входящие в расплав соли, и не промывают кислотами,
растворяющими отмываемый металл.
На выход по току • при электролизе расплавленных солей
влияют такие факторы, как состав и температура электролита,
плотность тока, расстояние между электродами и др.
Состав электролита. Этот фактор на выход по
току оказывает наиболее сильное влияние. Одной из основных
причин отклонения выхода по току от теоретической величины
является растворимость металла в электролите с последующим
окислением анодными продуктами, в связи с чем желательно
растворимость понизить. Так, добавки солей с более электро¬
отрицательными катионами по сравнению с выделяющимся ме¬
таллом значительно понижают растворимость металла в расплав¬
ленной соли и этим повышают выход по току.
Напряжение разложения различных соединений при сравни¬
мых концентрациях (при активности каждого из соединений,
равной единице) зависит от их химической прочности:
Ет = —A Gr/nF,
где Ет — напряжение разложения данного соединения при тем*
пературе Т; AGr — свободная энергия образования данного соеди¬
нения при температуре Т\ F— число Фарадея; п— число элек¬
трических зарядов выделяемого элемента, входящего в данное
соединение (например, для Та.,,06 равно 10).
118
Температура электролита. С повышением тем¬
пературы электролита и соответственно металла на катоде выход
по току снижается. Это объясняется тем, что с увеличением тем¬
пературы возрастает интенсивность химического взаимодействия
катодного осадка с солевой фазой. Образующиеся продукты реак¬
ции — соединения металлов пониженной валентности — обла¬
дают высокой упругостью паров, следовательно, с увеличением
температуры потери металлов возрастают и по этой причине.
Кроме того, с повышением температуры возрастает циркуляция
электролита, способствующая уносу растворенных металлов в
анодное пространство.
Исходя из этих соображений, получение порошков металлов
следует осуществлять при возможно более низкой температуре
электролита. Однако чрезмерное ее снижение тоже недопустимо,
так как приводит к повышению вязкости электролита и механи¬
ческим потерям металла, т. е. в конечном итоге, к снижению вы¬
хода по току. Поэтому оптимальной является температура, при
которой в наименьшей степени протекают вторичные и побочные
процессы, снижающие выход по току, при сохранении постоян¬
ными других физико-химических свойств электролита.
Часто для снижения температуры плавления электролита вво¬
дят добавки солей (обычно хлористые и фтористые соединения
щелочных и щелочноземельных металлов), у которых катионы
более электроотрицательные, чем выделяемый металл.
Плотность тока. Выход по току растет с увеличе¬
нием плотности тока. Основной причиной значительных откло¬
нений выхода по току от закона Фарадея при электролизе рас¬
плавленных солей являются потери металла вследствие его раство¬
рения в электролите. Оптимальное значение плотности тока будет
соответствовать наибольшему выходу по току, при котором
уменьшение потерь металла вследствие растворения в элек¬
тролите не будет сопровождаться ' сильным повышением раз¬
ряда катионов металла с более электроотрицательным потен¬
циалом.
Слишком высокая плотность тока увеличивает снижение напря¬
жения в слое электролита и повышает расход электроэнергии.
Кроме этого, с увеличением катодной плотности тока соответ¬
ственно возрастает и анодная плотность тока, при этом во многих
электролитах уже при относительно небольших анодных плот¬
ностях тока иа аноде возникает анодный эффект, нарушающий
нормальный ход электролиза. При высоких плотностях тока
возможно также протекание побочных процессов — выделение
на катоде наряду с основным металлом другого металла, присут¬
ствующего в электролите.
Межэлектродное расстояние. В связи с на¬
личием факторов, вызывающих потери металла при элекролизе
расплавленных солей (растворение выделенного металла, перенос
его от катода к аноду и взаимодействие растворенного металла
119
с газами, выделяющимися на аноде) расстояние между электро¬
дами тоже влияет на выход по току.
С увеличением расстояния между электродами перенос рас¬
творенного металла от катода к аноду диффузией, конвекцией и
циркуляцией затрудняется вследствие удлинения пути переме¬
щения металла, уменьшения градиента концентрации растворен¬
ного металла в межэлектродном пространстве, а также из-за
уменьшения скорости циркуляции электролита при большом
объеме расплава, приводимого в движение одним и тем же коли¬
чеством анодных газов. В результате абсолютные потери металла
уменьшаются, а выход по току возрастает.
Наоборот, при уменьшении межэлектродного расстояния уве¬
личивается вероятность расходования растворенного металла
у анода, абсолютные потери его возрастают и при сильном сбли¬
жении электродов выход по току может оказаться равным нулю.
При чрезмерном увеличении межэлектродного расстояния воз¬
растает затрата электрической энергии и возможен перегрев
электролита, что отрицательно влияет на выход по току.
Анодный эффект. Анодным эффектом называют яв¬
ление резкого возрастания напряжения на ванне с одновременным
падением силы тока и появлением характерных искровых разря¬
дов на аноде.- При возникновении анодного эффекта электролит
оказывается отделенным от поверхности анода прослойкой выде¬
ляющегося на аноде газа, т. е. наблюдается ухудшение смачивае¬
мости анода электролитом. Это обстоятельство влечет за собой
повышение плотности тока на аноде, так как не вся поверхность
погруженного в электролит анода соприкасается с расплавом.
Увеличение концентрации в электролите поверхностно-актив¬
ных веществ, например хлоридов щелочных металлов или раство¬
римых оксидов (т. е. веществ, хорошо смачивающих анод и име¬
ющих небольшое поверхностное натяжение на границе раздела
электролита с анодом), приводит к повышению величины критиче¬
ской силы тока, вызывающей анодный эффект. Это обстоятельство
особенно важно для такой конструкции электролизера, в которой
анодом служит графитовый стержень относительно небольшого
диаметра, что создает повышенную анодную плотность тока.
Результаты исследования краевых углов смачивания на контакте
с графитом различных расплавленных солей показали, что до¬
бавка растворимых оксидов в расплавленные фторидные соли
резко уменьшает краевой угол смачивания, т. е. улучшает сма¬
чиваемость графита расплавом (уменьшает поверхностное натя¬
жение на границе их раздела).
Получение порошка тантала
Порошок твнтала в промышленных масштабах получают с 1922 г.
(США). Электролитом чаще всего служит оксифторидный или
оксифторидно-хлоридный солевой расплав, состоящий из фторо-
120
танталата калия K2TaF7, хлористого и (или) фтористого калия
(натрия), в котором растворен Та205.
Напряжения разложения компонентов такого электролита
при 750 °С составляют, В: 1,65 Ta2Os; 2,0 TaFs; 3,4 КО; 4,65 KF.
Электролиз одного расплавленного фторотанталата калия не¬
возможен из-за возникающего непрерывного анодного эффекта;
смесь фторида и хлорида калия обеспечивает легкоплавкость,
жидкотекучесть и хорошую электропроводность электролита,
а Та205 улучшает смачивание графитового анода (с которым
всегда ведут электролиз) расплавом. Катод может быть молибде¬
новый, никелевый, нихромовый, чугунный или стальной.
Указанный выше четырехкомпонентный электролит является
сложной химической системой, которую можно рассматривать как
четверную взаимную систему К, Та || F, С1, О. В расплаве K2TaF7
~h КС1 + KF происходит взаимодействие K2TaF7 + KF = K^TaFg
и K2TaF7 + КС1 = K3TaF7Cl, в связи с чем в электролите нет
свободного K2TaF7. После добавления к расплаву Та205 идет
реакция растворения, которую суммарно можно записать как
ЗКзТаР8 + Та205 + 6KF = 5K3TaOF6. Аналогичная реакция воз¬
можна и с КзТаР7С1. Соединение K3TaOF6 неограниченно раство¬
римо в расплавленных KF и KeTaFg.
Таким образом, в оксифторидно-хлоридных электролитах су¬
ществуют ионы К+, Cl~, F~, TaF|" и TaOF®" (при содержании
в электролите Та205 <Г 5 %) или Ta02F®~ (при содержании в элек¬
тролите Та205 г^» 5 %). На катоде происходит разрядка ионов
Та5+ : Та5+ + 5е -*■ Та.
Схема анодного процесса может быть такой: TaOF®~ — 2е =
= TaF6 + F' + 0,5О2; TaFB + ЗК+ + 3F~ = K3TaFg; 0,5О2 +
+ с = СО (О, + С = С02).
Таким образом, электролизу в конечном счете подвергается
Та205, вводимый в расплав (формально выделение тантала на
катоде и кислорода на аноде можно описать как 4Та5++ 20е->
4Та и 10О2" — 20е-> 502). Реакция окисления графита на
аноде, сопровождающаяся выделением энергии, приводит к его
деполяризации, снижая количество энергии, требующейся для
разложения Та205. Обычно в состав электролита входят, %:
2,5—8,5 Та205; 8,5—32,5 K2TaF7; 27,5—57,5 KF и 25,5 — 55 КС1.
Температура плавления таких электролитов около 650—700 °С,
что позволяет проводить электролиз при 700—800 °С. В СССР
разработан также электролит следующего состава, %: 3—
3,5 Та205; 25—30 K2TaF7 и 66,5—72 (NaCl + KCI). Его темпера¬
тура плавления всего 600 °С, что позволяет вести электролиз
при 700 °С, а вязкость и летучесть малы.
По мере протекания электролиза ванна обедняется Та2Ов и
при некоторой (низкой) концентрации возможно появление анод¬
ного эффекта. В связи с этим в электролит периодически Добав¬
ляют Таа05, а также производят корректировку и по другим
компонентам. Важно, чтобы в электролите отсутствовали при-
121
меси соединений железа, хрома, никеля, меди и других металлов,
требующих для выделения на катоде меньшего напряжения,
чем тантал, во избежание его загрязнения. Электролизеры могут
быть двух типов: графитовый тигель (анод) и металлический стер-
жень (катод), опускаемый в центр тигля, 'или металлический ти¬
гель (катод) и анод в виде графитового стержня или полой перфо¬
рированной трубки в центре тигля. Второй вариант электроли¬
зера предпочтительнее. В этом случае Та205 подают в ванну
через полый анод при помощи автоматического питателя. Газы
отсасываются через отверстия в боковой стенке, а электролиз
проводят при плотности тока на аноде 120—160 и на катоде
50 А/дм2. В результате электролиза на дне и стенках тигля осаж¬
дается тантал. Процесс прекращают при заполнении катодным
осадком 2/3 объема тигля. После этого анод поднимают и элек¬
тролит вместе с катодным осадком охлаждают.
Частицы танталового порошка вкраплены в застывший элек¬
тролит, который является своеобразной защитой порошка ст
окисления при остывании. Размер частиц порошка колеблется
в пределах 30—70 мкм. Для отделения порошка тантала катодный
продукт дробят в шаровой мельнице, работающей в замкнутом
цикле с воздушным сепаратором.
Отделенная в процессе такой обработки сухая смесь составных
частей электролита может быть непосредственно вновь исполь¬
зована для загрузки в электролитную ванну. Дополнительное
отделение оставшихся частиц электролита от порошка проводят
на концентрационных столах в струе воды. После этого тантал
обрабатывают в фарфоровых реакторах горячей смесью соляной
и азотной кислот (в которой он не растворяется) с целью отмывки
примесей молибдена или железа, промывают водой и высушивают^
В СССР разработан также способ отделения порошка тантала,
который состоит в выплавлении основной массы солей в атмосфере
аргона с последующим удалением остатков солей испарением
в вакууме. Для этих целей сконструирована специальная уста¬
новка.
Получаемый электролизом порошок тантала отличается высо¬
кой чистотой (5* 99,75 % Та; < 0,2 % О). Выход по току состав¬
ляет 80—83 %.
Танталовый порошок может быть получен электролизом рас¬
плавов, содержащих ТаС15. В расплав (NaCl + NaF, NaCl + KCI,
NaCl -f KCI -f KF) с температурой 750—950 °C вводят жидкий
или парообразный пентахлорид тантала (в расчете на содержание
<10 % Та). Напряжение на ванне 6—8 В, катодная плотность
тока 270 А/дм2, анодная плотность тока 20 А/дм2. Выход по току
достигает 85—88 %. Получаемый порошок достаточно мелко¬
зернист и химически весьма чист (5г99,9 % Та, <0,02 % О).
В настоящее время определенный интерес вызывает известное
с 1906 г. рафинирование тантала в хлоридно-фторидных и фто-
ридных расплавах, содержащих KaTaF?, При электрорафиниро-
122
ванни происходит очистка тантала от большинства примесей,
присутствующих в анодном материале. При этом содержание
железа снижается на 1—1,5 порядка; кислорода и углерода на
I—2 порядка; вольфрама и молибдена на 4—5 порядков; затруд¬
нена лишь очистка от ниобия.
Получение порошка титана
В настоящее время существует обоснованное мнение об экономи¬
ческой нецелесообразности крупнотоннажного получения титана
из его соединений (TiCl4, Ti02 и др.) в хлоридных и фторидных
электролитах с применением нерастворимого (графитового) анода,
хотя в конце 60-х годов некоторые фирмы США сообщали о го¬
товности к промышленному внедрению технологии электровыде¬
ления титана из его тетрахлорида.
В то же время методы получения порошка титана электроли¬
зом с растворимым анодом из различных титансодержащих мате¬
риалов (шлаки руднотермической плавки титановых концентратов,
оксикарбиды и оксикарбонитриды титана, губчатый титан низ¬
ших сортов, отходы технического титана и его сплавов и др.)
успешно развиваются и конкурируют с методами металлотермии.
Их значение особенно велико в связи с необходимостью переработки
титановых отходов, условная стоимость титана в которых в не¬
сколько раз ниже стоимости его в TiCI4, ТЮ2 и других соедине¬
ниях и сравнима с условной стоимостью титана в титановых
шлаках. Правда, основная масса титановых отходов содержит
до 4 % механических примесей, в том числе остатки эмульсий,
применяемых при обработке титана резанием. В связи с этим
такие отходы предварительно обезвоживают, промывают, а также
измельчают в дробилках, мельницах или используя процесс ги¬
дрирования—дегидрирования. '
Растворимый анод выполняют из сыпучих (дробленых или
измельченных до крупности 5—50 мм) либо измельченных и
сбрикетированных титансодержащих материалов.
В качестве солевой основы электролита выбирают системы
типа КС1 + NaCl, КС1 + NaCI + MgCla или KCI + Nad + LiCl.
Расплав должен содержать также малые количества хлоридов
титана TiCl3 и ТЮ2, образующиеся при пропускании (барботи-
ровании) через него TiCl4 за счет восстановления специально
добавленными к электролиту натрием или титановым скрапом;
обычно около 80—90 % Ti находится в виде TiCl2. Растворение
низших хлоридов титана в хлористом калии приводит к обра¬
зованию комплексных соединений K3TiCIe и KTiCl4 в системе
КС1—TiCla, а также K2TiCl4 и KTiCl3 в системе КС1—TiCI2.
Аналогичные соединения образуются в хлористом натрии. Элек¬
тролиз ведут при температуре 800—850 °С в атмосфере аргона.
При анодном растворении титан переходит в электролит в виде
ионов Ti2+ и Ti3+; обычно средняя валентность титана в электро¬
123
лите 2,1—2,3, а концентрация ионов титана в нем 3—6 %. Катод
целесообразно изготавливать- из жаростойких сталей, например
типа 1Х18Н10Т. Начальная катодная плотность тока 50—
150 А/дм2; анодная плотность тока должна быть в 4—8 раз меньше
катодной. Катодный осадок измельчают, отделяют от электролита
кислотным (1 %-ный водный растйор НС1) выщелачиванием,
промывают, классифицируют и сушат, например в вакуум-
ном сушильном шкафу при 65 °С, Выход по току достигает
90 %, а расход (суммарный) электроэнергии составляет 10—
11 кВт. ч/кг.
В процессе электролиза примесь кислорода остается в анодном
шламе в форме оксидов титана (ТЮ2, Ti203). Углерод находится
в свободном состоянии на поверхности электролита или в анодном
остатке в виде карбида. Азот содержится в анодном остатке в виде
нитрида или выделяется с анодными газами; кремний удаляется
с газами в виде SiCl4. Получаемый порошок титана отличается
высокой чистотой и содержит, %: <0,1 О, <0,05 N и <0,05 Fe.
Получение порошка циркония
Электролизом в солевом расплаве можно получить порошок
циркония; лучшие результаты достигнуты на электролитах, со¬
держащих K2ZrF6 в расплаве NaCl или КС1. Хлористый калий
предпочтительнее: напряжение разложения КС1 выше, чем у NaCl;
у электролита на основе KCI анодный эффект на графитовых
анодах возникает лишь при большой плотности тока; смесь 70 %
КС1 + 30 % K2ZrFe плавится при 730 °С, что позволяет проводить
электролиз при температуре 750—800 °С; растворимость в воде
образующегося при электролизе KF больше, чем у NaF, что об¬
легчает отделение электролита от катодного осадка.
У катода протекают реакции: ZrFjj" = Zr4+ -f- 6F~, Zr4+ + 4e =
= Zr.
У анода разряжаются ионы фтора, но элементарный фтор
тотчас же реагирует с ионами натрия или калия: 4F~ + 4NaCl
(KCI) — 4е = 4NaF (KF) + 2С1г.
В результате протекающих реакций в ванне постепенно накап¬
ливается фторид калия или натрия, но этот процесс протекает
сравнительно медленно, так как значительное количество фторида
увлекается из ванны с катодным осадком.
Оптимальная катодная плотность тока для электролита
K2ZrFg + КС1 (70—75 %) составляет 350—450 А/дмг. Катодный
осадок содержит около 30 % порошка циркония с размерами
частиц от 50 до 200 мкм; остальное — соли электролита и, воз¬
можно, низшие фториды циркония.
Если требуется порошок циркония высокого качества, то для
электролиза необходимо использовать фтороцирконат калия и
хлористый калий высокого качества, а процесс проводить в атмо¬
сфере чистого аргона.
124
Получение порошка железа
Условия электровыделения железа из хлоридных расплавов были
впервые исследованы более 100 лет тому назад, а разработка про¬
мышленной технологии относится к концу 40-х — началу 50-х
годов нашего столетия.
% гончая Хлористое Хлористый Хлористый ййезвоженныи
ОроЛ железо калий натрий каркалит
На рис. 42 показана технологическая схема производства
железного порошка электролизом расплавленных сред. Суще¬
ственным преимуществом такого процесса является получение
порошка железа исключительно высокой чистоты, а недостатком—
трудности аппаратурного оформления. Электролиз расплавов
выгодно отличается от электролиза водных растворов солей
125
железа применением более высоких (на 1—2 порядка) плотностей
тока, что позволяет уменьшить габариты электролизеров и обеспе¬
чить их высокую производительность.
Для электровыделения железа используют растворимые аноды
из губчатого железа (<95 % Fe), чугуна (<90 % Fe) или рудно¬
угольных окатышей (Fe304 + С). Электролитом служат расплавй
КС1 + NaCl или КС1 + NaCl + MgCI2, в которых растворено
FeCl2 (4—12 %). Такой электролит может быть приготовлен,
например, плавлением при 800—850 °С в аргоне смеси NaCl,
КС1, MgCIa и безводного FeCl3, к которой добавлен порошок
чистого железа для перевода FeCl3 в FeCIa. В процессе электролиза,
который проводят в атмосфере азота при 750—900 °С, убыль ка¬
тионов железа восполняется поступлением ионов железа с рас¬
творяющегося анода. В электролите имеется набор катионов
железа различной валентности: 87—91 % Fe2+; 8—12 % Fe3*
и ~ L % Fe+. Катод — железный, катодная плотность тока
<500 А/дм2; анодная плотность тока на порядок меньше катодной.
Процесс наращивания катодного осадка осуществляют циклически
с остановкой через 1—2 ч для его съема. После извлечения из элек¬
тролизера катодный осадок (механическая смесь губчатого железа
и электролита в соотношении примерно 1 : 1) измельчают До
крупности менее 0,5 мм и подвергают магнитной сепарации (не¬
магнитная фракция — возвратный электролит). Затем порошок
отмывают от остатков электролита, высушивают, отжигают в во¬
дороде и классифицируют. Чистота порошка (99,9—99,94 % Fe,
<0,05 % О, <0,005% С, <0,002 % Р, <0,01 % Si, <0,01 % Ми)
обеспечивает его высокие технологические свойства. 4
Показана возможность прямого электролитического получе¬
ния железа из рудных концентратов или оксидов железа, вво¬
димых в расплавленный железный криолит Na3FeF6 с анодами
из электродного графита или карбида кремния при 850—870 °G
в атмосфере азота или аргона. Катодная плотность тока 80—
200 А/дм2, анодная 20—80 А/дм2. Поведение примесных оксидов
в процессе электролиза определяется главным образом соотно¬
шением напряжений разложения этих оксидов и оксидов железа.
По расчетным данным, совместное с железом осаждение на ка¬
тоде кремния, алюминия, марганца и магния невозможно до
минимальной концентрации оксидов железа в расплаве, равной
10 %. Выход по току может достигать 85 %. Катодный осадок
обрабатывают, как указано выше. Получаемый порошок железа
имеет крупность менее 200 мкм и содержит, %: 99,5—99,7 Fe,
<0,25 SiOa, <0,02 С, <0,15 О, <0,003 Р.
3. Получение порошков методом термической диссоциации
карбонилов металлов
Карбонилами металлов, называют химические соединения ме¬
таллов с группами (лигандами) СО. Схематически карбо¬
нильный метод (карбонил-процесс) получения порошков может
126
быть представлен как химическая транспортная реакция:
МеаБъ -f- с СО -*■ ЬБ -f- | Меа (СО)с —> аМе -f- с СО,
где Me— переходный металл V—VIII групп периодической
системы: Б — балластные вещества (кислород, солевой остаток,
примеси и т. п.); а, Ь, с — коэффициенты, численные значения
которых зависят от природы Me.
В первой фазе исходное сырье, содержащее металл в соедине¬
нии с балластным веществом, взаимодействует с СО, образуя
промежуточный продукт — карбонил металла, который отде¬
ляется от балластной примеси и собирается в чистом виде. Во
второй фазе промежуточный продукт — карбонил металла пре¬
терпевает термическую диссоциацию с выделением чистого ме¬
талла и СО, который, как правило, возвращается для использо¬
вания в первой фазе процесса. Поэтому первую фазу карбониль¬
ного метода называют обычно синтезом карбонила металла, а вто¬
рую фазу — термическим разложением карбонила: а Me + с СО?*
ч* Меа (СО)с.
В первой фазе процесса (синтез) реакция идет слева направо
с образованием карбонила .металла и является всегда экзотерми¬
ческой. Во второй фазе процесса (термическое разложение) реак¬
ция идет справа налево с образованием металла и оксида угле¬
рода и всегда эндотермична.
При синтезе на поверхности исходного материала сначала про¬
исходит адсорбция газообразных молекул оксида углерода (фи¬
зическая адсорбция), сопровождающаяся относительно неболь¬
шим тепловым эффектом; адсорбированный газ может быть де¬
сорбирован без особого труда. Затем накапливающиеся молекулы
оксида углерода образуют адсорбционный слой (активированная
адсорбция), в котором внутренние связи адсорбированных моле¬
кул деформируются, начинается их химическое взаимодействие
с металлом и возникают карбонильные соединения, которые
вначале остаются на поверхности исходного материала, удержи¬
ваемые силами Ван-дер-Ваальса.
Таким образом, на реакционной твердой поверхности сначала
возникает адсорбционный слой из молекул оксида углерода
(активированная адсорбция), а затем в этом слое появляется все
больше и больше молекул карбонильного соединения (процесс
физической адсорбции). Активированная адсорбция СО протекает
значительно медленнее физической адсорбции Меа (СО)с, поэ¬
тому почти весь адсорбционный слой постепенно заполняется
молекулами карбонила.
По мере заполнения адсорбционного слоя молекулами карбо¬
нила доступ оксида углерода к реакционной поверхности мате¬
риала все более и более затрудняется. Может наступить момент,
когда доступ оксида углерода совсем прекратится, и тогда процесс
127
образования карбонила останавливается. Реакция образования
карбонила идет везде, где оксид углерода соприкасается с по¬
верхностью исходного материала: на наружной габаритной по¬
верхности твердого тела, в его трещинах и порах. По мере извле¬
чения металлов в карбонильную фазу трещины и поры в объеме
исходного материала углубляются. Соответственно затрудняется
и доступ оксида углерода к обновляющейся поверхности. Десорб¬
ция молекул образующегося карбонила также происходит го¬
раздо легче с внешней поверхности материала, чем из глубокой
и узкой трещины или поры в нем.
Таким образом, процесс образова¬
ния карбонила Меа (СО)с оказы¬
вается тесно связанным е диффу¬
зионными процессами: с диффу¬
зией оксида углерода из газовой
фазы к поверхности твердого тела
и с диффузией молекул образу¬
ющегося карбонила из глубины
твердого тела в газовую фазу.
Эффективная величина пло¬
щади поперечного сечения всех
трещин и пор непрерывно увел$-
чивается по мере извлечения ме¬
талла со стенок пор и трещин
в карбонильную фазу. По тем же
причинам при прочих равных
условиях она не останется равно¬
мерной по длине пути, будучи
наибольшей у поверхности ча¬
стицы (куска) материала и наи¬
меньшей — у места, до которого проник оксид углерода в дан¬
ный момент. Изменение площади поперечного сечения пор во
времени зависит от многих причин: от состава исходного твердого
материала, термической обработки, условий процесса синтеза
карбонила.
Диффузия оксида углерода в глубь твердого материала рас¬
пространяется, как правило, сплошным фронтом, параллельным
внешней поверхности кусочков твердого материала. Это указы¬
вает на то, что скорость реакции образования карбонила Меа (СО)с
значительно превосходит скорость диффузии оксида углерода,
которая и лимитирует общий ход процесса. На образование кар¬
бонила металла большое влияние оказывают температурные усло¬
вия, а также наличие веществ, тормозящих или ускоряющих
реакцию. В некоторых случаях при взаимодействии оксида угле¬
рода с твердым исходным материалом возможно одновременное
образование нескольких карбонилов.
На рис. 43 показана зависимость величины AGT от темпера¬
туры для реакций образования металлов из их карбонилов при
128
60 J, ндя/моль
80
0
-60
-768
- \
-252
- АДу\у\\
-356
\ \\
-020
1 \ \\ i\\\ >
200 400 600 600- т,к
Рис. 43. Функция AGj-=f(T) для
реакций термораспада карбонилов ме¬
таллов:
I - Ni (СО),; 2 - Fe (СО),; 3 —
Сг (СО).; 4 — Мо (СО),; 5 — W (СО),:
6 — СО, (СО),; 7 — Мп2 (СО),„: 8 —
Re, (СО),о; 9 — Os, (СО),,
термораспаде. Наиболее склонны к диссоциации карбонилы Ni (СО)*
и Fe (СО)5.
Распад молекул карбонила приводит в первый момент к появ¬
лению атома металла и газообразных молекул оксида углерода.
Дальнейшее формирование агрегатов всегда начинается с кристал¬
лизации парообразного металла, состоящей из двух этапов:
сначала образуются зародыши, а затем формируются металличе¬
ские частички (агрегаты, кристаллы).
На скорость образования зародышей в единице объема и на
скорость формирования металлических кристаллов влияют сте¬
пень разрежения в аппарате, плотность (концентрация) паров
образующегося металла и главным образом температура: при
относительно низкой температуре образуется значительно меньше
зародышей, чем при повышенной, а увеличение плотности пара
металла и более глубокое разрежение в аппарате благоприят¬
ствуют образованию зародышей.
Условия развития зародышей весьма отличны от условий их
образования, хотя скорость роста кристаллов также зависит от
температуры процесса и от плотности паров металла. В условиях
глубокого вакуума образуются настолько мелкие частицы, что
практически они осаждаются на внутренней стенке реактора
в виде блестящего металлического зеркала, причем кристаллы
приобретают правильно сформированные грани. В умеренном
вакууме образуется смесь правильных кристаллов самых различ¬
ных размеров, а в неглубоком вакууме появляются дендриты.
Вначале при кристаллизации происходит адсорбция паров
металла на поверхности зародыша (частицы). За счет выделяющей¬
ся теплоты адсорбции температура внешней поверхности метал¬
лического зародыша — частички всегда выше температуры окру¬
жающей среды.
Адсорбированный металлический атом на поверхности метал¬
лического зародыша сохраняет подвижность по двум направ¬
лениям. Чем выше температура адсорбционного слоя, т. е. по¬
верхности зародыша, тем выше подвижность адсорбированного
атома, тем легче он достигает свободного узла кристаллической
решетки и тем легче образуется кристалл с правильными гранями.
В верхней зоне реактора (аппарата-разложителя) субмикро¬
скопическая частичка металла сталкивается в газовом потоке
со множеством атомов металла, молекул карбонила и оксида
углерода и адсорбирует их на своей поверхности. Атомы металла,
находясь в адсорбированном слое и сохраняя свободу переме¬
щения в двух направлениях, стремятся занять свободные узлы
в кристаллической решетке. Молекулы карбонила в момент соуда¬
рения с перегретой поверхностью частички получают дополни¬
тельный тепловой импульс для немедленной диссоциации. Моле¬
кулы оксида углерода на перегретой активной поверхности ме¬
таллической частички находятся в условиях, наиболее благоприят¬
ных для их распада по схеме 2СО -*■ С + СОа (реакция Белла —
б В. Н. Анциферов и др. 129
Будуара; железо действует как катализатор). В итоге всех Этих
процессов кристаллик непрерывно растет, но этот рост носит
скачкообразный характер и перемежается с отложением сажи и
адсорбционных включений. Этим объясняется строение частичек
некоторых карбонильных порошков, например железных, назы¬
ваемое «луковой кожурой».
Средний размер частичек карбонильного порошка опреде¬
ляется следующими факторами. В верхней зоне аппарата-разло-
жителя зародыши-частички очень малы. Поступательная скорость
частичек определяется общей скоростью газового потока, дви¬
жущегося обычно сверху вниз. Однако истинный путь зародышей
в сотни тысяч раз больше пути газового потока, и это создает
благоприятные условия для столкновения между отдельными
зародышами-частичками и атомами металла, что приводит к по¬
степенному укрупнению металлического кристалла. По мере
укрупнения частички начинает проявляться ее сила тяжести,
направленная, как и общее движение газового потока в аппарате,
сверху вниз. Истинный путь, проходимый частичкой -за единицу
времени, начинает резко уменьшаться. Следовательно, средний
размер частички карбонильного порошка зависит не только от
температуры и длины горячей зоны, но и от скорости газового
потока, от концентрации паров металла и зародышей и от собст¬
венной массы частички. Частичка, свободно падающая в данной
среде под действием собственной массы, фактически более не уве¬
личивается в размере, так как быстро уходит из реакционной
зоны.
Кристаллизация металла может существенно измениться, если
поверхность растущего кристаллика подвергнуть тепловым, хи¬
мическим или физическим воздействиям. Например, если пары
карбонила разлагать в атмосфере постороннего газа, то образую¬
щиеся пары металла (а затем и его зародыши) окажутся окружен¬
ными молекулами этого газа-разбавителя. Формирующиеся час¬
тички металла, сталкиваясь с огромным количеством молекул
постороннего газа, адсорбируют эти молекулы на своей поверх¬
ности. Наоборот, столкновение частички с парами металла и
с молекулами карбонила в этих условиях затрудняется, вслед¬
ствие чего замедляется рост зародышей металла и карбонильные
порошки получаются более мелкими.
При разбавлении паров карбонила любым газом необходимо
иметь в виду физико-химическое воздействие, которое разбави¬
тель может оказать на формирующийся кристаллик в горячей
зоне разложителя. Поэтому инертные газы-разбавителн следует
различать не только по их активности в смысле, например степени
измельчения карбонильного металлического порошка, но также
по воздействию на форму частичек и внесению примесей в готовый
продукт.
Например, ввод в аппарат водорода приводит к разбавлению
газовой фазы и отсюда, к значительному понижению крупности
130
получающегося металлического порошка, но вместе с этим при
наличии активного тонкораспределенного металлического по¬
рошка в аппарате создаются благоприятные условия для проте¬
кания реакции Me + СО + Н2 —»• Me С + НаО и в результате
анализ порошков, полученных при разбавлении газовой фазы
водородом, выявляет повышенное содержание в них углерода.
Карбонильный метод получения порошков имеет наибольшее
распространение для металлов, карбонилы которых достаточно
летучи. К его основным преимуществам перед другими методами
относится возможность получения: 1) разнообразных модифика¬
ций металлов; 2) различных модификаций металлов в особо чистом
состоянии; 3) многих композиций металлов, а также композиций
с присадкой легирующих элементов неметаллов.
В промышленных масштабах карбонильный метод используют
для производства никеля, специальных модификаций железа и
частично кобальта, хрома, молибдена, вольфрама и некоторых
металлов платиновой группы.
Наибольшее практическое значение карбонильной метод имеет
для получения порошков железа и никеля. Карбонилы никеля
(тетракарбонил) и железа (пятикарбонил) были получены соот¬
ветственно в 1889 и 1891 гг.
На начальных стадиях промышленного производства (1902 г.,
Англия) карбонильного никеля (метод Монда) синтез и термиче¬
ское разложение карбонила осуществляли при давлении, близком
к атмосферному, и температуре порядка 50 и 200—250° С соот¬
ветственно. Исходным сырьем служил медно-никелевый штейн,
а конечный продукт — карбонильный никель Монда (99,5—
99,8% Ni), имеющий зернистую структуру с частицами сфериче¬
ской формы (диаметром 5—10 мм). В 60-х годах его производство
уже составляло 25 000 т/год.
Более удачной оказалась технология получения как порошков
никеля с размером частиц до 20 мкм, так и железа (1930 г., Гер¬
мания); в качестве исходного сырья используют никелевый файн-
штейн или Губку железа. Принципиальная схема этого процесса
применительно к получению породцка никеля показана на рис. 44.
Реакционный газ (95% СО и 5% Н2) подают в колонну синтеза 4
(цилиндр высотой 9—12 м и диаметром 0,7—1,0 м с толщиной
стенки 10—15 см, вмещающий 18—20 т никелевого материала)
подогретым. Начальное давление газа 5—10 МПа, но по мере
обеднения файнштейна никелем давление и температуру газа
повышают. Реакционный газ, проходя через колонну снизу, по¬
степенно обогащается карбонилом и поступает в холодильник 6,
где карбонил конденсируется. Оксид углерода циркуляционным
насосом возвращается в колонну синтеза, куда периодически по¬
ступают и свежие порции газа. Из холодильника сырой карбонил
стекает последовательно в ряд сборников, где давление постепенно
понижается до 0,5 МПа. Для удаления примесей (паров воды,
смазок от уплотнений компрессора и насоса) карбонил подвергают
б* 131
дистилляции в ректификационной колонне 9. Диссоциация кар¬
бонила происходит в колоннах разложения, куда газообразный
карбонил поступает в количестве 50—200 кг/ч из змеевикового ис¬
парителя 10. Колонны разложения, представляющие собой цилинд¬
рические реакторы высотой 5 м и диаметром 1 м, нагреты в верх¬
ней зоне до температуры 250—400° С.
В СССР по ГОСТ 9722—79 выпускают четыре марки никеле-j
вого порошка: ПНК-У (Ni ^ 99,90%); ПНК-0 (Ni ^ 99,90%),
1 — газгольдер с СО; 2 — компрессор; 3 — ресивер; 4 — колонна
синтеза карбонила; 5 — циркуляционный насос; 6 — холодильник; 7 —
сборник сконденсированного карбонила под высоким давлением; 8 —-
сборник сырого карбонила; 9 — ректификационная колоииа; 10 -■
сборник-испаритель готового карбонила
ПНК-1 (Ni 5» 99,70%) и ПНК-2 (Ni ^ 99,70%). По насыпной
плотности порошок делится на группы: Т — тяжелый; Л — лег¬
кий; К — крупнозернистый; каждая группа подразделяется на
подгруппы: Т — 1, 2, 3, 4; Л — 5, 6, 7, 8; К — 9, 10. Пример
полного обозначения марки никелевого порошка: ПНК.-0Т1.
Размер частиц порошка группы Т или Л должен быть менее
10 мкм, для порошка ПНК-2К9 — от 71 до 100 мкм, а для по¬
рошка ПНК-2КЮ — от 45 до 71 мкм. Насыпная плотность по¬
рошка для подгрупп с 1 по 8 уменьшается с 3,0—3,5 до 0,45—
0,60 г/см3, для подгруппы 9 составляет 1,3— 1,7 г/см8, а для
подгруппы 10 — не менее 1,20 г/см8. Порошок упаковывают в гер¬
метичную "Тару, срок хранения 12 мес.
Синтез карбонила Fe (СО)5 ведут в соответствии со схемой,
приведенной рис. 45. Оксид углерода получают газификацией
малосернистого кокса; можно использовать богатые по СО (75—
132
80/о) промышленные газы, являющиеся отходами производства
(например, отходящий газ фосфорного завода). В качестве исход¬
ного железосодержащего материала используют губчатое железо,
штейн (сплав железа с серой), некоторые оксидные природные
руды железа, скрап, стружку и др. Дробленое железосодержащее
сырье в виде кусков размером 10—25 мм загружают в колонну
синтеза 4 и начинают заполнять систему сжатым (находящимся
под давлением) оксидом углерода, поступающим через масло¬
отделитель 1 в нижнюю часть колонны из сборника 2, где его хра¬
нят под давлением до 32,5 МПа. После создания в системе давле¬
ния СО порядка 5—10 МПа включает циркуляционный насос 10,
Сырье
прокачивающий СО через слой материала в колонне 4 при дав¬
лении до 20 МПа. Температуру в колонне 4 поддерживают на
уровне 180—200° С, подогревая СО в теплообменнике 3. Для
более полного использования исходного материала температуру
в конце синтеза обычно повышают до 220° С. Образующиеся в про¬
цессе синтеза пары пентакарбонила железа вместе с непрореаги¬
ровавшим оксидом углерода очищаются от механических загряз-
1 ений в фильтре 5 и поступают в холодильник-конденсатор 6,
где карбонил Fe (СО)5 конденсируется, а СО охлаждается. От¬
деление жидкого карбонила от циркулирующего оксида углерода
происходит в сепараторе 7, после которого оксид углерода про¬
ходит через ловушку в фильтр высокого давления и поступает
на всасывание в циркуляционный насос 10, Жидкий карбонил
железа из сепаратора 7 направляется в десорбер, где происходит
выделение растворенного в нем оксида углерода, затем поступает
в сборник 8, проходит через фильтр 9 и направляется в емкость
продукта. На ход синтеза благоприятно влияют примеси аммиака,
водорода, сероводорода и некоторых спиртов при их непродол¬
жительном воздействии.
133
На рис. 46 показана схема получения порошка карбонильного
железа последующей обработкой Fe (СО)5. Жидкий карбонил
железа из напорной емкости 1 через фильтрующее 2 и дозирующее
3 устройства направляются в испаритель 4. Пары карбонила из
испарителя через обогреваемый патрубок 5 поступают в аппарат
разложения 6 высотой порядка 5 м. Здесь в присутствии аммиака
(способствует образованию тонких сферических порошков) при
270—350° С происходит термическая диссоциация Fe (СО)а с об-
увлекая с собой порошок карбонильного железа. Около 80% по¬
рошка осаждается в приемнике аппарата разложения, 17—18% его
задерживается в фильтре и 2—3% улавливается в соединитель¬
ном коллекторе 8 и в конечном рукавном фильтре 9. Отходящий
оксид углерода на выходе из конечного фильтра поступает на
очистку от аммиака в скруббер 10 и далее направляется на син¬
тез пятикарбонила железа. При необходимости получения более
мелких порошков часть отходящего оксида углерода возвращают
в аппарат разложения.
Особое влияние на диссоциацию карбонила оказывает темпе¬
ратурный режим в аппарате разложения, обусловливающий
дисперсность и химический состав получаемых порошков.
При стандартном режиме верхняя зона аппарата разложения
(0,8 его высоты) имеет 295—300° С, средняя зона (0,6 высоты)
305—310° С и нижняя зона (0,3 высоты) 310—345° С. Количество
подаваемого аммиака составляет 40 л газа на 1 л жидкого карбо*
134
Таблица 4. Зависимость свойств порошков карбонильного железа
от режима их получения
Технологический
режим
Средиий
диаметр
частиц, мкм
Химический состав,
% (по массе)
'Эотн
с
N
Порошки из аппарата разложения
Стандартный
3,3—4,3
0,89—0,99
0,81—0,88
1,94—1,97
Подающий
3,8—4,2
0,69—0,77
0,61—0,65
1,85—1,87
Конвекционный . . . .
5,8—6,6
0,82—1,00
0,92—1,06
—
Порошки
из фильтра
Стандартный
2,2—2,8
0,73—0,80
0,81—0,95
2,03—2,08
Падающий
2,8—3,1
0,55—0,57
0,54—0,56
2,00—2,04
Конвекционный .....
4,5—5,0
0,90—0,92
0,95—1,06
—
Примечание. Q0TI
, — относительная добротность.
нила. Получаемые в аппарате разложения порошки соответствуют
марке Р-10, порошки из фильтра—марке Р-20, а. порошки из кол¬
лектора и конечного фильтра — марке Пс (ГОСТ 13610—79).
Размер частиц порошка 2—4 мкм.
В методе «падающего» режима температура по зонам (в верх¬
ней зоне 290—295° С) уменьшается сверху вниз на 12—15° С, что
позволяет снизить содержание углерода в порошке из аппарата
разложения с 0,86 до 0,72% и в порошке из фильтра с 0,90 до
0,62%. Порошки соответствуют маркам Р-20 и П0 и имеют раз¬
мер частиц несколько больше, чем порошки, полученные по
предыдущему режиму.
Для получения более крупных порошков используют конвек¬
ционный режим, при котором верхняя и нижняя зоны аппарата
разложения имеют температуру 270—280° С, а средняя зона
280—290° С. Развивающиеся конвекционные восходящие токи
газа увеличивают время пребывания частиц карбонильного же¬
леза в аппарате и, следовательно, обеспечивается их укрупнение.
Кроме того, в аппарат разложения подают в 2 раза меньше (по
сравнению со стандартным режимом) карбонила и поддерживают
давление 266—332,5 гПа вместо 0,1 МПа.
В табл. 4 приведены свойства порошков карбонильного же¬
леза, получаемого одним из трех указанных технологических ре¬
жимов разложения. Порошки из фильтра, полученные по стан¬
дартному режиму, имеют эффективную магнитную проницаемость
Рлф = 2,98 -т- 3,06, а полученные по падающему режиму иэ<ь =
*= 2,97 -г- 3,01.
Начальная магнитная проницаемость цв порошков из фильтра,
полученных по стандартному и падающему режимам, составляет
11,2—12,2 и 11,4—12,3 соответственно.
135
Увеличение дисперсности порошков карбонильного железа
достигается проведением процесса разложения карбонила в при¬
сутствии различных инициирующих добавок, создающих большое
число центров кристаллизации. Инициирующие вещества (тетра-
хлорэтан, триацетнн, толуол, диметилфталат и др.) вводят в ко¬
личестве 10—250мл/ч при стандартных условиях ведения процесса.
Высокодисперсный карбонильный порошок железа можно по¬
лучить также, впрыскивая с помощью форсунок жидкий карбонил
в аппарат разложения (рис. 47).
В баке 1, заполненном пентакар¬
бонилом железа, поддерживают
постоянное давление инертного
Рис. 47. Принципиальная схема по¬
лучения порошка разложением жид¬
кого распыленного карбонила же¬
леза
Рис. 48. Схема получения порошков
карбонильных вольфрама и молибде¬
на
газа (азота). В аппарат разложения 3 жидкий карбонил по¬
ступает через головку 2, Оборудованную охлаждаемыми центро¬
бежными форсунками тангенциального или шнекового типов.
Температурный режим разложения карбонила аналогичен кон¬
векционному. Порошок собирают в сборниках 4 и 5.
Субмикронные порошки карбонильного железа могут быть
получены плазменным методом, осуществляемым в струе высоко-
ионизированного аргона с температурой 4500—5000° С. Такая
высокая температура создает огромное количество зародышевых
центров образования частиц железа в единицу времени, а инерт¬
ный газ изолирует их друг от друга, исключая (или тормозя)
коагуляцию в жидкофазном состоянии.
В последние годы широко используют получение карбонильных железонике¬
левых порошков разложением смеси паров.карбонилов железа и никеля. Испаре¬
ние смеси карбонилов осуществляют в аппаратах выпарного типа или типа «труба
в трубе». В аппарат разложения можно направить т кже смесь жидких карбо¬
нилов железа и никеля. Скорость подачи смеси карбонилов в аппарат разложе¬
ния 6,5—7 л/ч; в его горловину вводят также газообразный аммиак в количестве
45 л на каждый литр смеси жидких карбонилов. Температуры разложения карбо¬
нилов по зонам сверху вниз составляют 240, 295 и 280 °С либо 250, 305 и 290 °С.
Карбонильный порошок содержит около 5 % Ni, остальное — железо.
Карбонильный способ получения порошков вольфрама и молибдена, осно¬
ванный на термическом разложении в токе несущих газов (водорода, азота и др.)
паров соответствующих карбонилов при атмосферном давлении и температуре
136
порядка 350—1000°С, известен давно. В СССР первая крупная установка для
получения карбонильного вольфрама (молибдена) была создана в середине 50-х
годов (рис. 48). Кристаллический карбонил вольфрама (молибдена) в количестве
1 кг загружают в горизонтальный сублиматор 2 типа «труба к трубе», систему
герметизируют и продувают очищенным азотом (технический азот из баллона 7
через фильтр 8 поступает в колонну 9 с медной стружкой, нагретой до 550 °С,
затем в холодильник 10 и осушитель 11). Несущим газом является очищенный
водород (технический водород из баллона 12 через фильтр 8 поступает в колонну 13
с хромоникелевым катализатором при тем¬
пературе 20 °С, затем в осушитель 11)\
В субтиматоре 2 карбонил нагревается до
60—135 °С. В подогревателе водорода 1 и теп¬
лообменнике 3 поддерживается температура
100'С. Горячий водород, захватывая пары
карбонила, выносит их в аппарат разложе¬
ния 4, где при 350—400 °С происходит тер¬
мораспад карбонила. Порошок собирается на
фильтре 5 и в приемнике 6. Размер частиц
равен 2—4 мкм.
В начале 60-х годов была создана уста¬
новка с кварцевым аппаратом разложения,
позволяющим проводить диссоциацию кар¬
бонила молибдена при 400—1400 °С. В за¬
висимости от температуры разложения и га¬
зовой атмосферы в аппарате порошки вольф¬
рама и молибдена содержат различные ко¬
личества углерода (рис. 49). Размер частиц
порошков ие превышает 1—2 мкм; поверхность частиц сильно развита и может
составлять до 2,5 м2/г.
Карбонильные порошки обычно подвергают вторичной обра¬
ботке: их измельчают (разрушают конгломераты), отжигают
(обычно в токе водорода) для удаления примесей углерода, азота
и кислорода (снижая суммарное количество примесей с 1—3% до
нескольких сотых процента) или изолируют поверхности частиц
порошка какими-либо соединениями (оксидами кремния, фосфа¬
тами и др.).
В последние годы все большее значение приобретает карбо¬
нильный метод создания покрытий на нагретой поверхности по¬
рошков или изделий из различных материалов.
4. Получение металлических порошков
термодиффузионным насыщением
Для получения порошков сталей и других сплавов, легированных
элементами, оксиды которых трудновосстановимы, в конце 50-х —
середине 60-х годов в ИПМ АН УССР разработаны два варианта
метода термодиффузионного насыщения порошка или губки —
основы легирующим элементом из твердых засыпок или из то¬
чечных источников.
При применении твердых засыпок источник насыщения, со¬
стоящий из порошка легирующего металла, хлористого аммония
и наполнителя типа глинозема или кремнезема, располагается
вокруг насыщаемого порошка (губки) металла или чередующи¬
мися с ним слоями. Схематически такой процесс выглядит так:
137
Рис. 49. Количество углерода в по¬
рошке, полученном термическим
разложением карбонилов вольфра¬
ма (а) и молибдена (б) в атмосфере
различных газов:
1 — водород: 2 — оксид углерода:
3 — диоксид углерода; 4 — аргон
с примесью 0,35 % кислорода; 5 —
азот С примесью 2,2 % кислорода
на дно контейнера помещают засыпку (например, 47,5% Al2Os,
5% NH4C1 и 47,5% один или несколько легирующих металлов),
уплотняют ее и сверху насыпают металлический порошок, под¬
вергаемый насыщению; сверху слоя насыщаемого порошка на¬
кладывают еще один слой засыпки, закрывают контейнер крышкой
и нагревают, проводя диффузионное насыщение. Наиболее су¬
щественные недостатки такого способа: не обеспечивается равно-
Рис. 50. Технологическая схема производства термодиффузиониым насыще»
кием из точечных источников порошков стали ХЗО (а) и сплава ЖФ-1 (б)
мерное распределение насыщающего металла по всей толщине
порошка — основы, трудно регулировать состав получаемого
порошка, недостаточно полное использование металла из насы¬
щающей засыпки.
Насыщение из точечных источников является более рацио¬
нальным методом и позволяет получать легированные порошки
однородного состава. Сущность метода (рис. 50) заключается в
приготовлении смеси из порошков металла — основы и легирую¬
щего металла, к которой обычно добавляют вещество (чаще всего
NH4CI), образующее при нагреве галогениды легирующих эле¬
ментов, и последующем нагреве шихты в течение определенного
времени; полученную легированную губку заданного состава
138
размалывают в порошок, который затем отмывают в воде или
отжигают в водороде для удаления остатков галлоидных соеди¬
нений. Иногда вместо порошка легирующего металла в шихту
вводят его оксид и углерод; тогда легирующий элемент образуется
в процессе нагрева шихты в результате протекания соответствую¬
щей реакции восстановления.
Получение порошков, содержащих три и более металлических
компонента, может быть реализовано как совместное восстанов¬
ление смеси легковосстановимых оксидов металлов (например,
оксидов железа, никеля, кобальта, вольфрама и др.) и последую¬
щее насыщение частиц получаемого сплава хромом, кремнием,
титаном, марганцем и другими трудновосстановимыми элемен¬
тами из точечных источников.
Диффузионное насыщение из точечных источников происходит
переносом легирующего элемента через газовую фазу в виде хло¬
ридов, иодидов или бромидов, образующихся во время нагрева
при взаимодействии металлических компонентов смеси с продук¬
тами разложения соответствующих галлоидных солей аммония:
NH4r =ё± NH3 + НГ, 2NHS ** N2 + ЗН2, НГ + Ме МеГ +
+ 0,5Н2, НГ + Ме' Me'Г + 0,5Н2, Me'Г + Me ч* МеГ +
-f- Ме', МеГ + Me' Me'Г + Me, где Г — хлор, иод или бром;
Me — металл-основа; Ме' — легирующий металл; МеГ и Ме'Г —
галогениды металла-основы и легирующего металла соответственно;
НГ — галлоид водорода.
Количество образовавшихся галлоидных соединений зависит
от содержания в шихте ЫН4Г (оптимальное количество 10—12%),
герметичности контейнера, температуры и скорости нагрева, тем*
ператур агрегатных превращений Ме'Г и МеГ, коэффициентов
испарения компонентов шихты и других факторов.
В процессе изотермической выдержки в контейнере взаимо¬
действуют друг с другом исходные и образующиеся твердые,
жидкие и газообразные вещества. При встрече газообразного
галогенида одного металла с поверхностью частиц другого ме¬
талла идет приведенная выше реакция замещения, в результате
которой образуется газообразный галогенид другого металла и
активные атомы насыщающего элемента. Например, выделившиеся
на поверхности частиц Ме активные атомы Ме' сначала адсорби¬
руются на ней, а затем диффундируют в глубь частицы, образуя
сплав Ме—Ме’\ аналогично происходит насыщение частиц Ме1
выделившимися атомами Ме с образованием сплава Ме'—Ме.
Процесс формирования частиц сплавов будет происходить до
достижения ими равновесного состава. В результате последова¬
тельного и совмещенного протекания перечисленных процессов
за 3—6 ч происходит полное выравнивание концентрации по се¬
чению частиц порошков. Введенный в шихту галогенид аммония
служит не только источником галлоида водорода и образующихся
затем галогенидов металла, но и разрыхлителем, препятствующим
спеканию частиц в процессе насыщения.
139
Способ термодиффузионного насыщения из точечных источни¬
ков используют для получения порошков сталей марок 40Х, Х6,
Х13, ХЗО, Г13, Х23Н18, Х18Н9, Х18Н9Т, 2Х13Н4Г9, нихрома
Х20Н80 и железофосфористого сплава.
5. Получение металлических порошков методом
испарения-конденсации
Сущность метода испарения-конденсации заключается в переводе
компактного металла в парообразное состояние (первая стадия
процесса) и последующей конденсации паров (вторая стадия про¬
цесса) на поверхностях, температура которых ниже точки плав¬
ления осаждаемого металла. Достаточно очевидно, что таким спо¬
собом целесообразнее получать порошки металлов, обладающих;
заметной, а еще лучше высокой упругостью паров при сравни¬
тельно низких температурах (цинк, кадмий, бериллий и др.),
хотя, применяя методы электронной или ионной бомбардировки
поверхности, можно получать даже порошки вольфрама и других
тугоглсвьих металлов.
В обычных условиях над любой поверхностью наблюдается
определенное давление паров вещества, соответствующее равно¬
весию, при котором скорость испарения с поверхности равна ско¬
рости конденсации паров на ней. Если же заставить пары веще¬
ства конденсироваться (осаждаться) на более холодных (по сравне¬
нию с температурой нагретого вещества) поверхностях, то равно¬
весные условия нарушатся и будет происходить непрерывное
испарение нагретого вещества со скоростью, определяемой упру¬
гостью его паров, давлением других газов или паров в окружаю¬
щем пространстве и перепадом концентрации над поверхностью
исходного вещества и более холодной поверхностью осаждения
(конденсатора).
При получении порошков методом испарения-конденсации
основная трудность заключается в низких (как правило) скоростях
испарения металла, что существенно ограничивает его промыш¬
ленное использование.
В достаточно больших количествах получают порошок цинка
(так называемая «цинковая пыль»). Пары цинка, образовавшиеся
при углетермическом восстановлении его оксида в электрических
шахтных или дуговых печах при температуре 1200 или 1300° С
соответственно, направляются в конденсатор, где в зоне темпе¬
ратур выше 420° С (точка плавления цинка) конденсируется
жидкий металл, а в зоне с более низкой температурой осаждается
цинковая пыль. Цинковый порошок содержит 97—98% Zn, ос¬
новная примесь — кислород (в форме ZnO). Более чистые порошки
цинка, так же, как и другие порошки (кадмия, никеля, алюми¬
ния, кобальта, меди, ванадия, магния, хрома, марганца, железа,
олова, индия, селена, свинца, висмута, серебра и золота и др.),
получают из компактных металлов, предварительно очищенных
электролизом или ректификацией.
140
Размер частиц может изменяться в пределах от менее 0,1 мкм
до 10—20 мкм. Форма частиц (сферическая, чешуйчатая и др-)
зависит от условий их осаждения на подложке.
Дистилляцией в высоком вакууме с последующей конденса¬
цией на поверхности молибденового конуса, расположенного над
тиглем с расплавом, получают бериллий в виде губки, которую
затем измельчают в порошок каким-либо механическим способом.
6. Получение металлических порошков с. использованием
межкристаллитиой коррозии
Метод, основанный на растворении межкристаллитных прослоек
в сплавах специальными растворами, применяют главным обра¬
зом для получения порошков металлов или сплавов, которые
трудно или невозможно получить другими известными методами,
а также при наличии дешевых и однородных отходов металлооб¬
работки. В частности, метод межкристаллитиой коррозии приме¬
ним для получения порошков коррозионностойкой (нержавею¬
щей) стали из отходов производства в форме стружки, обрезков
тонких листов и лент.
Чувствительность к межкристаллитиой коррозии повышается
соответствующей термической обработкой (например, для стали
закалка с температуры 1150—1200° С и отпуск при 500—750° С).
При такой термической обработке хромоникелевых сталей по
границам зерен выделяются карбиды хрома, а области вблизи
границ обедняются хромом. Для обработки такой стали исполь¬
зуют водный раствор, содержащий 11% CuS04 и 10% H2S04.
Интенсивность коррозии возрастает за счет образования гальва¬
нических микроэлементов: области, обедненные хромом, являются
анодом по отношению к центральным частям зерна, богатым
хромом, и растворяются. Медь, осевшую на частицах, отмывают
азотной кислотой.
Межкристаллитную коррозию сталей, не содержащих сильных
карбидообразующих элементов (титан, ниобий, тантал, вольфрам,
молибден), которые препятствуют выделению по границам зерен
карбида хрома, можно интенсифицировать применением электро¬
химического растворения. Используют кислые электролиты (H2S04i
HF + Н3Р04 + Н202 и др.), стальные электроды и плотности
тока от нескольких десятков до нескольких тысяч ампер на 1 ма
в зависимости от состава электролита.
Величина зерна (< 0,5 мм) регулируется температурой и дли¬
тельностью нагрева под закалку стали, а его форма повторяет
форму зерен исходного литого материала.
Метод межкристаллитиой коррозии можно использовать и для
получения порошков из компактных сложнолегированных спла¬
вов. В случае двух или более металлов, растворимых один в дру¬
гом в жидком состоянии и обладающих полной взаимной нераст¬
воримостью или слабой взаимной растворимостью в твердом сос-
стоянии, один или несколько элементов удаляют из сплава, тогда
141
как другой (или другие) остается в виде порошка. Молено получать
легированные порошки, если несколько элементов растворимы
один в другом и нерастворимы в каком-либо из имеющихся в сплаве,
элементов. Как правило, исходные сплавы закаливают, а затем
отжигают и подвергают травлению в кислых растворах при 20—
60° С.
Например, сплав, содержащий 72% Си, 25% Fe и 3% Сг,
обрабатывали азотной кислотой, растворяя медь и получая по¬
рошок сплава Fe + 12% Сг. ,
Обработкой сплава А1 — Ni щелочью растворяют алюминие¬
вую основу, получая порошок никельалюминиевого интерметал-
лида.
В целом рассматриваемый метод не имеет широкого проминк
ленного распространения из-за ограничений по химическому со¬
ставу и высокой стоимости получаемых порошков.
7. Получение порошков металлоподобных соединений
Такие соединения, имеющие, как правило, высокие твердость
и температуру плавления, обладают сложной связью, в которой
сочетаются металлическая, ионная й ковалентная составляющие.
К ним относятся гидриды, карбиды, нитриды, бориды и силициды
переходных металлов. Для ряда этих соединений характерна
структура типа фаз внедрения, например для гидридов, а такж&
карбидов титана, циркония, гафния, ванадия, ниобия или тан¬
тала, удовлетворяющих правилу Хэгга (Rx i RMe < 0,59, где
Rx и RMe — радиусы атомов металлоида и металла соответ¬
ственно).
В карбидах, не удовлетворяющих этому правилу, связь в ре¬
шетке осуществляется электронным коллективом, в котором при¬
нимают участие s- и d-электроны атома металла, а также р-элект-
роны атома углерода. По этому же типу связаны атомы металла и
азота в нитридах, однако в данном случае характерна большая
доля ионной связи вследствие высокого поляризационного потен¬
циала азота. В боридах связь между атомами металлов и бора
осуществляется общими электронами путем перехода атома бора
в состояние положительно заряженного иона. В структурном от¬
ношении бориды значительно сложнее, чем карбиды И нитриды
переходных металлов. У силицидов, вследствие меньшего по
сравнению с бором ионизационного потенциала у кремния, уси¬
ливается взаимодействие между его атомами с образованием ва¬
лентных структурных элементов — цепей, сеток, каркасов, между
которыми расположены атомы металла. В связи с этим большин¬
ство силицидов имеют сложные структуры, включающие кон¬
фигурации указанных структурных элементов из атомов
кремния.
К рассматриваемым соединениям относятся также карбиды
кремния и бора, нитриды бора, алюминия и кремния.
142
Для получения порошков металлоподобных соединений наи¬
более широко применяют прямой синтез из элементов, восстано¬
вительные процессы, электролиз расплавленных солей и метод СВС.
Прямой синтез из элементов
Это наиболее простой и широко распространенный метод полу¬
чения порошков практически всех металлоподобных соединений.
При проведении процессов прямого синтеза большую роль иг¬
рает реакционная диффузия металлоида: сначала происходит
диффузия металлоида в чистый металл, затем в твердый раствор
данного элемента в металле и, наконец, диффузия через слой
образовавшегося соединения, коэффициенты которой на 2—3 по¬
рядка ниже, чем в первом случае. При проведении процессов
прямого синтеза в интервале температур 1100—15009 С в течение
нескольких часов можно получить однородные по фазовому и
химическому составу порошки с характерным размером частиц
20—30 мкм. Дальнейшее повышение температуры и-времени про¬
цесса синтеза может приводить к спеканию порошков, что затруд¬
няет последующее дробление и размол продукта.
Методом прямого синтеза получают гидриды титана, циркония^
гафния, ванадия, ниобия, тантала, а также гидриды хрома и
марганца.
Для гидрирования титана обычно используют его губку, полу¬
чаемую восстановлением тетрахлорида титана магнием. Процесс
проводят в токе водорода при температуре 900° С. Получаемый
таким образом гидрид состава 96,5% Ti и 3,5% Н2 соответствует
формуле TiH2 и имеет гранецентрированную кубическую решетку
с периодом а = 0,445 нм. Гидриды циркония получают путем
обработки порошка циркония водородом при температурах 400—
800° С. Гидрид, приготовленный при 400° С, представляет собой
ZrH2, а при 800° С — ZrH; обычно продукт гидрирования пред¬
ставляет собой смесь этих гидридов; оба гидрида получают в виде
тонких порошков с размером частиц менее 40 мкм.
Гидриды гафния состава HfH^s и ШН2,ю получают гидри¬
рованием металлического гафния при 1100° С. Оба гидрида имеют
тетрагональную гранецентрированную решетку с параметрами
соответственно: а = 0,3461 ± 0,0002, с = 0,4395 ± 0,0002, с[а =
= 1,270 и а = 0,3478 ± 0,0002 нм, ф = 1,254.
При нагревании порошка ванадия в атмосфере водорода об¬
разование гидрида начинается при 1000° С и заканчивается при
1300° С получением черного порошка, -содержащего около
16% (ат.) водорода. Гидрид ниобия NbH получают в интервале
температур 500—900° С; он содержит 44% (ат.) водорода. Гид¬
риды тантала Та2Н и ТаН получают обработкой порошка тантала
строго определенным количеством водорода при 800—900° С.
При обработке металлического хрома водородом при темпе¬
ратурах выше 800° С образуются СгН и СгНа соответственно
143
с гексагональной и кубической решетками. При температурах
250—450° С образуется неустойчивый гидрид марганца МпН,
Методом прямого синтеза можно получать все ка{>биды туго¬
плавких металлов IV, V и VI групп периодической системы эле¬
ментов.
На практике метод прямого синтеза используют для получе¬
ния WC, Мо2С, NbC, ZrC и ТаС. Например, в промышленных масш¬
табах карбид вольфрама WC технического состава получают путем
нагрева смесей порошков вольфрама с сажей в графитовых печах
сопротивления в атмосфере водорода или природного конверти¬
рованного газа. Температурная зависимость коэффициента диф¬
фузии (D, см2/с) углерода в вольфрам выражается уравнением
D = 1,1 • 10-4 ехр (— 3400/Г)«
Заметное взаимодействие вольфрама с углеродом начинается при
температуре выше 1000° С, хотя с термодинамический точки зре¬
ния протекание этой реакции вероятно при более низких темпе¬
ратурах. При диффузии углерода в другие тугоплавкие переход¬
ные металлы энергия активации изменяется от 125,6 до
376,8 кДж/моль, а предэкспоненциальные множител-и от-10-® до
10-1 в зависимости от положения металла в периодической системе
элементов, причем с увеличением номера группы и периода эти
параметры увеличиваются.
Для получения ряда карбидов (титана, урана и др.) смесь
порошков соответствующих металлов и сажи нагревают в графи¬
товых пресс-формах под давлением до 35 МПа. Это позволяет
сразу получать готовые изделия из карбидов. Исторически первый
метод получения карбидов — метод плавления осуществляется
в настоящее время в электродуговых печах, однако имеет огра¬
ниченное применение из-за частичного разложения карбида при
высоких температурах с выделением металла и элементарного
углерода.
Метод прямого синтеза широко применяют при получении
нитридов. Процесс азотирования (?бычно осуществляют путем
воздействия азота, аммиака или других газообразных азотсодер¬
жащих соединений на порошки металлов или их гидриды.
Реакция взаимодействия между соответствующим металлом
(Me) и азотом описывается уравнением 2Me Na ^ 2MeN.
Несмотря на высокую энергию диссоциации молекулы азота
(942 кДж/моль), его использование для азотирования предпочти¬
тельнее, чем аммиака. Это объясняется тем, что водород может
образовывать со многими элементами гидриды, для разложения
которых и замещения водорода азотом необходима дополнитель¬
ная затрата энергии, что выражается в более высоких темпера¬
турах образования нитридов.
Так, при воздействии азота на порошок циркония ZrN обра¬
зуется в течение 1—2 ч при температуре 1200° С, тогда как при
воздействии аммиака ZrN получается после выдержки в течение
144
Таблица 5. Режимы получения силицидов прямым синтезом
Силицид
Темпера¬
тура, °C
Время, ч
Химический состав
%
®*общ
®*своб
®*свяа
TiSi.
1000
2,0
52,50
1,50
51,00
ZrSij
1100 -
2,0
38,14
0,04
38,10
VSi2
1200
0,5
52,37
0,25
52,12
NbSi2
1000
0,5
37,80
0,15
37,65
TaSi2
1100
1,0
23,88
0,37
23,51
CrSij
1000
0,5
49,17
0,13
49,04
MoSij
1000
0,5
35,16
0,42
34,74
\VSi2
1000
0,5
23,60
0,09
23,51
2 ч при 1400° С. Аналогичная картина наблюдается и при азоти¬
ровании гидридов.
Механизм азотирования сводится к адсорбции газа на поверх¬
ности металла, диссоциации молекулы газа и диффузии азота
в глубину металла с образованием твердого раствора. При дости¬
жении определенной температуры обычная гетеродиффузия пере¬
ходит в реакционную диффузию с образованием нитридов.
Скорость образования нитрида сначала лимитируется скоро¬
стью реакции, а затем диффузией азота через образовавшийся
слой нитрида. Для ускорения процесса образования нитридов
частицы металла измельчают.
Иногда процесс азотирования проводят под давлением (на¬
пример, нитрид ниобия NbN получают при давлении 24 МПа).
В промышленных масштабах нитриды тугоплавких металлов
синтезируют непрерывным способом.
Метод прямого синтеза эффективен и для получения силицидов.
Осуществление реакций силицирования не встречает термодина¬
мических затруднений вследствие большой их экзотермичности.
Первоначально силициды получали сплавлением металлов с крем¬
нием в электродуговых печах, затем в печах сопротивления с гра¬
фитовой трубой и в индукционных печах.
В настоящее время предварительно спрессованные брикеты из
порошков металла и кремния нагревают в печах сопротивления
в атмосфере инертного газа до 1000—1200° С; образующийся
продукт размалывают. Режимы получения некоторых силицидов
приведены в табл. 5.
Иногда применяют метод горячего прессования в графитовых
пресс-формах. При этом конечные продукты содержат до 0,5% С.
Для предотвращения испарения кремния подбирают режимы
спекания и крупность порошков таким образом, чтобы скорость
образования силицида была выше скорости испарения кремния.
В основе получения боридов прямым синтезом лежит реакция
Me -+- В Me В, которая лучше осуществляется в твердом со-
145
стоянии спеканием спрессованной смеси порошков. Процесс об*
разоваиия боридов при этом осуществляется путем реактивной
диффузии бора в металле с образованием в его решетке характер¬
ных борных цепочек или сеток. Таким путем получают ZrB2,
NbB2, ТаВ2, CrB2, Мо2В6, W2B5. Процесс проводят в вакууме
(в откачанных кварцевых ампулах) или в молибденовых (иногда
вольфрамовых) тиглях в атмосфере аргона. Температуры реакций
находятся в пределах от 1300 до 2050° С, время выдержки 2—4 ч.
Горячим прессованием емесей порошков металлов и бора в гра¬
фитовой пресс-форме можно получать бор иды в компактной форме.
Однако конечный продукт при этом содержит некоторое количе¬
ство углерода.
Восстановительные процессы
Карбиды, бориды, нитриды и силициды могут быть получены
путем восстановления оксидов металлов углеродом или углерод¬
содержащими газами.
Это наиболее экономичный способ, однако его осуществление,
связано с преодолением ряда технологических трудностей. Наибо¬
лее распространен процесс восстановления оксидов металлов
углеродом при температурах ниже температур плавления полу¬
чаемых тугоплавких соединений. Образование карбидов метал¬
лов происходит по следующей суммарной реакции:. МеО + 2С->-
-*■ MeС-|-СО. Термодинамические характеристики реакций об¬
разования некоторых карбидов представлены в табл. 6. Из ее
данных следует, что эти реакции термодинамически возможны*
а возникающие кинетические затруднения могут быть сняты со¬
ответствующим подбором температур, скоростью откачки и глу¬
биной вакуума.
Шихту с 5—10% избытка углерода готовят из порошков окси¬
дов металлов и сажи, предварительно прокаленной при 700° С
для удаления влаги и летучих примесей; смешивание проводят
в шаровых мельницах. Спрессованные брикеты помещают в ва¬
куумные печи сопротивления с графитовыми нагревателями или
в печи сопротивления с защитной атмосферой.
Таблица 6. Термодинамическая характеристика реакций образования
карбидов
Реакция
кДж/моль СО
ЛС j*,
кДж/моль СО
Температура
ный интер¬
вал, К
ТЮ2 + 3C-*-TiC+ 2СО
181,4
221,9—0,136Г
1700—2000
ZrOa+ 3C-*-ZrC-h 2СО
281,0
330,8— 0.167Г
2000—2200
НЮа + ЗС -*- HfC + 2СО
286,7
339,1—0,176Г
2000—2200
V2Oa + 5С 2VC + ЗСО
243,4
324,5—0,272Г
1200—1800
Nba06 + 7С 2NbC + 5СО
136,2
180,0—0.147Г ,
1300—2000
TajO. + 7С -*• 2ТаС + 5СО
159,8
203,1—0.142Г
1500—2000
Сг203 + 13С 2CrsOa + 9СО
91,3
141,1—0.167Г
1000—1600
146
Таблица 7. Условия получения карбидов в вакууме
Карбид
Нагрев
Темпера-
сура °С
Выдерж¬
ка. ч
3
Химичес
3
42
О.
О
.КИЙ сос
42
О
00
и
О
/гае, %
m
к
00
и
О
§■
«
Н
60
К
00
о
О
Быстрый
1100—1180
0,5
80,15
19,85
0,59
19,26
20,05
iiC
1,5 ч
1450—1500
2,5
80,2
19,79
0,49
19,30
20,05
Быстрый
1000
1,2
88,35
11,68
0,13
11,50
11,64
rru
То же
1500
0,5
88,40
11,63
0,11
11,52
11,64
Быстрый
1700
3,5
88,35
11,65
0,11
11,54
11,45
3,2 я
1800
4,0
88,40
11,60
0,16
11,44
11,46
ТаС
Быстрый
1600—1700
1,0
93,7
6,31
0,10
6,21
6,23
На кинетику процесса карбидообразования существенное вли¬
яние оказывают размеры частиц исходного оксида и сажи, скорость
и конечная температура нагрева. В табл. 7 приведены режимы
получения карбидов в вакууме.
При получении карбидов в печах сопротивления в атмосфере
водорода время выдержки обычно составляет 30—60 мин, а конеч¬
ная температура процесса 1900—2000° С.
В процессе восстановления оксидов углеродом можно осу¬
ществить получение нитридов. Суммарная реакция имеет вид
Me О + С + 0,5N., Me N + СО.
Таким образом получают нитриды титана и циркония, по¬
скольку при температурах восстановления 1800—1.900° С термо¬
динамическая прочность TiN и ZrN выше, чем у соответствующих
карбидов. Однако конечные продукты при этом содержат до 0,6% С
Для получения боридов в промышленных условиях используют
борокарбидный метод. В общем виде этот процесс характери¬
зуется реакцией 2МеО -+- В4С 2МеВ2 + 2СО. Энергия
Гиббса подобных реакций становится отрицательной при темпе¬
ратурах 1700—2000° С, константы равновесия достигают 104—1010,
а равновесное давление СО составляет порядка 102—103 гПа,
причем давление СО быстро увеличивается с температурой. Поэто¬
му для осуществления этого процесса необходимо создавать ва¬
куум, который будет способствовать полному прохождению реак¬
ции и обеспечит необходимую скорость процесса.
Для получения боридов высокой чистоты применяют вакуум¬
ные печи сопротивления с графитовым нагревателем, для полу¬
чения боридов технической чистоты — трубчатые графитовые
печи с водородной атмосферой. Температура процесса 1600—
1800° С, время 1—2 ч.
При получении силицидов тугоплавких металлов применяют
совместное восстановление оксидов металлов н кремнезема угле-
147
Таблица 8. Режимы получения некоторых силицидов металлов
Силицид
Темпе¬
ратура,
°C
Ввдержка,
МИ И
Химический состав,'
%
®*общ
®*своб
®*связ
®'свяа, теор
TiSij
1350
60
51,9
1,7
50,2
53,8
VSia
1550
30
51,5
—
52,4
KbSij
1400
30
36,5
0,3
36,2
37,7
TaSlj
1600
30
20,4
0,2
20,2
23,7
родом, а также восстановление оксидов металлов кремнием илк
карбидом кремния. Эти суммарные реакции можно написать
в общем виде: 2МеО + 2Si02 4- 5С -*• Me Si2 + 5СО и Me О +
+ 3Si —*■ MeSi2 ~Ь Si02.
В промышленных условиях чаще используют первый метод,
Таким путем можно получать дисилициды титана и молибдена.
Применение вакуума позволяет существенно снизить температуру
проведения процесса. Так, при давлении 0,1 МПа температура
для TiSi2 составляет 1750° С, а при 0,01 МПа 1550—1570° С, для
MoSi2 при давлении 0,1 МПа температура составляет 1800° С и
при давлении 0,01 МПа она равна 1600° С.
По второму способу получают силициды лантаноидов, а также
дисилициды титана, циркония, ванадия, ниобия, тантала. Однако
этот метод непригоден для получения силицидов металлов, окси¬
ды которых летучи. Некоторые параметры процессов получения
силицидов кремний-термическим способом приведены в табл. 8.
Самораспространяющийся высокотемпературный синтез
Метод печного синтеза металлоподобных соединений в настоящее
время не удовлетворяет требованиям прикладного материалове¬
дения по чистоте получаемого продукта и по производительности.
Поэтому широко и активно развиваются другие методы получения^
среди которых следует отметить синтез в низкотемпературной
плазме, ударно-волновое сжатие и самораспространяющийся вы¬
сокотемпературный синтез (СВС).
Работы в области СВС были начаты в 1967 г. после того, как
экспериментально было обнаружено явление распространения
фронта горения в смесях порошков некоторых тугоплавких хи¬
мических элементов, приводящее к образованию соответствующих
соединений. Метод СВС основан на использовании сильной экзо-
термичности взаимодействия большинства элементов периодиче¬
ской системы элементов с бором, углеродом, азотом, кремнием и
другими металлоидами, связанной с большой теплотой образо¬
вания продукта, и высоких значений энергии активации диффу¬
зии атомов металлоидов в металлах, обусловливающих сильную
зависимость диффузионного сопротивления пленки продукта от
температуры. В связи С этими особенностями реализуется воз-
148
можность протекания реакции взаимодействия в узкой зоне, пе¬
ремещающейся по веществу за счет теплопередачи после локаль¬
ного инициирования реакции в ненагретой смеси реагентсв.
Обобщенная химическая схема процесса имеет вид:
гп п
23 аЛ + Ц bjYj
элементы элементы
горючие окислители
где X — Ti, Zr, Hf, V, Nb, Та, Mo, W и др.; У — В, С, N, Si,
S, Se, А1 и др.; Z— бориды, карбиды, Нитриды, силициды и др.
Элементы X представляют собой порошки металлов; У — исполь¬
зуют в порошкообразном, жидком или газообразном состояниях,
а продукт Z является тугоплавким и при температуре процесса
находится обычно в твердом состоянии. Химическое взаимодей¬
ствие элементов протекает в конденсированной фазе даже в слу¬
чае, если один из реагентов находится в газообразном состоянии.
Кроме обычных вариантов, когда т — 1 и п = 1, осущест¬
влены и другие случаи (т Ф 1г п Ф 1), приводящие к синтезу
более сложных соединений: т = 1 ,п = 2 (карбонитриды MeCxNv,
где Me — Ti, Zr, Nb, Та); m = 2, n = 1 (Nb^Zr! - XN,
MosNb! _* S2, TixCrj -*B2); m = 2, n = 2 (сложный карбонит-
рид NbxZr! _ XQ,N2).
В зависимости от агрегатного состояния элементов У осуще¬
ствляются три типа СВС-процессов:
1) горение смесей порошков X и К в вакууме цли инертной
газовой среде (например, получение карбидов, боридов, сили¬
цидов);
2) горение порошков X в газообразном окислителе У (напри¬
мер, получение нитридов при горении металлов в газообразном
азоте);
3) горение порошков X в жидком окислителе У (например,
получение нитридов при горении металлов в жидком азоте).
Порошки исходных металлов либо предварительно спрессо¬
вывают, либо используют в насыпном состоянии.
СВС проводят в специальных реакторах, различающихся для
трех описанных типов. Наибольшее распространение для безга-
зового синтеза получили реакторы типа «бомба» постоянного дав¬
ления (рис. 51).
Инициирование реакции проводится при помощи воспламе¬
нительного устройства.
Условия проведения процессов приведены в табл. 9.
Процесс синтеза сопровождается ярким свечением, темпера¬
туры горения в зависимости от конкретной системы составляют
1500—3500° С. Светящаяся зона распространяется либо в плавном,
либо в пульсирующем режиме. Скорость распространения состав¬
ляет обычно 0,1—15 см/с. После прохождения фронта горения
образец продолжает светиться в течение времени, превышающего
149
=». -Z,
целевой
продукт
Рнс. 51, «Бомба» постоянного давле¬
ния:
/ — корпус бомбы; // — окно Для на¬
блюдений; 1IJ — манометр; JV — ем¬
кость с образцом; V — фоторегистра¬
тор скорости горения; 1 — воспламени¬
тель; 2 — продукт горения; 3 — зона
реакции при горении; 4 — несгоревшая
часть образца; б — аргон (азот); стрел¬
ка указывает направление распростра¬
нения фронта гореиня
Таблица 9. Условия проведения
время охлаждения. Это связано
с наличием двух макрокинетиче»
ских стадий протекания химиче¬
ской реакции; реакции в узкой
зоне в процессе распространения
фронта горения и реакции во
всем объеме образца, разогретого
волной горения. .
Глубина превращения исход,
ных реагентов в процессе СВС
определяется термодинамическим^
и кинетическими ограничениями.
Регулируя процесс путем измене¬
ния дисперсности реагентов, раз¬
меров и плотности образца, теп¬
лоотдачи с поверхности темпера¬
туры горения, можно добиться
отсутствия исходных реагентов
в продуктах синтеза. Образу¬
ющиеся соединения однофазны,
хорошо кристаллизованы, хотя
иногда получаются и аморфные
порошки. Чистота синтезируемых
некоторых процессов СВС
Реагенты
Размеры
системы,
мм
Давление
азота-
реагиру-
Аппаратура
горючее
окислитель
d
ющего
газа,
МПа
Порошки дисперсностью
0,1—300 мкм + моли¬
бден, вольфрам
Порошки
(С, В, Si, S)
дисперс¬
ностью
0,1 мкм
5—30
10—30
0 м
Бомба
постоянного
давления
Цирконий, титан, нио¬
бий, гафний, тантал +
+ бор, алюминий, ма¬
гний, ванадий
Газообраз¬
ный азот
5—30
10—30
0,05—
100
То же
То же
Жидкий
азот
60 •
140
Атмо¬
сферное
Реактор откры¬
тый, погружен¬
ный в жидкий
азот
То же
Жидкий
азот
30—60
100—
350
0,1—
15
и 400 *а
- Реактор
криогенный
герметический
** Давление инертного газа (аргона) 0,1—15 МПа.
** Начальное давление.
*' Конечное давление.
150
соединений не ниже чистоты исходных реагентов, так как до¬
полнительного загрязнения в процессе СВС не происходит. Высо¬
кое качество продуктов, простота аппаратурного оформления
метода, высокие скорости синтеза, отсутствие существенных
энергетических затрат и принципиальных масштабных ограниче*
ннй делают метод СВС весьма перспективным для широкого про¬
мышленного применения.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Железные порошки. Технология, состав, структура, свойства, экономика,/
Акименко В. Б., Буланов В. Рукин В. В. и др. М.: Наука, 1982. 264 с.
Клячко Л. И., Левтонов И. П., Уманский А. М. Новое в технологии воль¬
фрама и молибдена. М.: Металлургия, 1979. 184 с.
Новые процессы и материалы порошковой металлургии. Под ред. Л. X. Явер-
баума. Пер. с англ. М.: Металлургия, 1983. 360 с.
Порошковая металлургия титана/ Устинов В. С., О лесов Ю. Г., Дрозден¬
ко В. А., Антипин Л. Н. М.: Металлургия, 1981. 248 с.
Сучков А. Б. Проблемы интенсификации электролиза в металлургии.
М.: Металлургия, 1976. 344 с.
Сыркин В. Г. Карбонильные металлы. М.: Металлургия, 1978. 256 с.
Глава III. СВОЙСТВА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Металлические порошки принято характеризовать химическими,
физическими и технологическими свойствами. Химический состав
порошков оценивают содержанием основного металла, примесей
или загрязнений и газов. Физическими свойствами порошков яв¬
ляются форма частиц, размеры и распределение их по крупности,
удельная поверхность, пикнометрическая плотность и микро*-
твердость. Технологические свойства выражают через угол есте¬
ственного откоса, насыпную плотность,- текучесть, плотность
утряски, уплотняемость, прессуемость и формуемость.
Кроме того, в некоторых случаях появляется необходимость
в характеристике порошков по специальным свойствам, таким
как коррозионная стойкость, химическая активность, адсорбцион¬
ная способность, цвет, блеск и т. п. Знание свойств порошков
необходимо для правильной организации технологического про¬
цесса производства заготовок. Основные характеристики порош¬
ков регламентированы ГОСТ или техническими условиями (ТУ).
1. Химические свойства
Химический состав порошков во многом зависит от химического
состава исходных материалов для их получения, а также метода
производства порошков. Содержание основного металла в порош¬
ках бывает, как правило, не ниже 98—99%. Такая чистота исход¬
ных порошкообразных металлов для получения из них большин¬
ства изделий является удовлетворительной. Лишь для изготовле¬
ния некоторых видов изделий, обладающих специальными свой¬
151
ствами, требуются порошки более высокой чистоты. Предельное
содержание примесей в порошках определяется допустимым со¬
держанием их в готовой продукции, за исключением оксидов,
которые могут быть удалены при спекании. Поэтому в большинстве
порошков допускается сравнительно высокое содержание кисло¬
рода (0,2—1,5%), что соответствует содержанию оксидов порядка
1—10%. Большее содержание оксидов обычно снижает прессуе-
мость порошка и прочность формовок, затрудняет спекание и
ухудшает механические свойства получаемых изделий.
Следует иметь в виду, что оксиды, содержащиеся в некоторых
порошках, не всегда могут быть удалены при существующих ре¬
жимах спекания. Например, большая часть примесей Si02 и МлО,
находящихся в порошках железа, полученного из окалины, при
спекании формовок не восстанавливается. Такие оксиды в основ¬
ном ухудшают пластичность частиц и вызывают повышенный
износ пресс-форм. Однако наличие в порошке небольших количеств
оксидов, Легко восстанавливаемых водородом (оксиды железа,
меди, никеля, вольфрама и др.), обеспечивает хорошую спекае-
мость таких порошков.
Присутствие в порошках трудновосстанавливаемых оксидов
(хрома, марганца, кремния, титана, алюминия и др.) крайне не-^
желательно, так как затрудняет и прессование, и спекание, за
исключением тех случаев, когда наличие указанных оксидов
придает специальные свойства материалам.
Химический анализ металлических порошков проводят по
методикам, аналогичным общему анализу металлов. Исключением*
является лишь определение кислорода, которое может быть ка¬
чественным (определяют потерю массы порции порошка при про¬
каливании в атмосфере сухого водорода или пикнометрическую
плотность) или количественным (навеску порошка восстанав¬
ливают чистым и хорошо осушенным водородом, улавливают
образующиеся пары воды оксидом кальция или каким-либо дру¬
гим активным поглотителем и рассчитывают количество кисло¬
рода по привесу поглотителя).
В последние годы широкое распространение получают методы
нейтронно-активационного анализа, э
В металлических порошках содержится значительное количе¬
ство газов (кислорода, водорода, азота и др.), как адсорбирован¬
ных на поверхности, так и попавших внутрь частиц в процессе
изготовления. Газообразные примеси в порошках появляются
также в результате разложения при нагреве загрязнений и добав¬
ляемых смазок (используемых при прессовании). Присутствие боль¬
шого количества газа увеличивает хрупкость порошков, затруд¬
няет формование, а интенсивное их выделение при спекании может
привести к короблению изделий. Чем мельче частицы порошка,
тем больше количество адсорбированных ими газов. Поэтому
порошки зачастую подвергают вакуумной обработке для отгонки
газов.
152
Газовые пленки на поверхности частиц порошка образуются
самопроизвольно из-за ненасыщенности силовых полей в поверх¬
ностных слоях. Например, на каждом квадратном сантиметре
поверхности металла образуется воздушная пленка массой 0,6 X
X 10-® г и порошок с размером частиц 10 мкм содержит около
0,05% (по массе) 02.
Присутствие газа внутри порошинок связано с методом их
получения. Восстановленные порошки загрязнены газами-восста¬
новителями и продуктами реакции, которые, не успев продиффун-
дировать наружу, остаются внутри частиц либо в растворенном
состоянии, либо в виде пузырей. Электролитические порошки
содержат водород, выделяющийся на катоде совместно с осаждае¬
мым металлом. В карбонильных порошках присутствуют раство¬
ренные кислород, оксид и диоксид углерода, а в распыленных
порошках — газы, механически захваченные внутрь частиц.
Содержание газов в порошках определяют с использованием слож¬
ных методов, основанных на нагреве и плавлении проб в вакууме.
Для некоторых порошков характерной особенностью является
их пирофорность, т. е. способность к самовозгоранию при сопри¬
косновении с воздухом. Пирофорность зависит от химической
природы металла, степени дисперсности и формы частиц порошков,
состояния их поверхности (оксидные пленки уменьшают пиро¬
форность), чистоты и т. д. Большинство порошков не являются
пирофорными и в условиях изготовления не представляют опас¬
ности самовозгорания. Однако тонкие порошки железа, кобальта,
алюминия, циркония и некоторых других весьма опасны, так как
при соприкосновении с воздухом легко возгораются. Так, темпе¬
ратура воспламенения порошка со средним размером частиц
менее 50—71 мкм в слое и взвешенной в воздухе пыли составляет
соответственно 397 и 330° С для титана, 420 и 450° С для магния,
500 и 320° С для карбонильного железа, 350 и 300° С для восста¬
новленного железа, 420 и 630° С для тантала, 530 и 720° С для
молибдена, 620- и 780 °С для вольфрама, 180 (средний размер ча¬
стиц 3—6 мкм) и 20°С для циркония.
Взвешенные в воздухе пылевидные частицы большинства ме¬
таллов и сплавов могут вызвать взрыв из-за сравнительно невы¬
соких значений нижнего концентрационного предела взрываемо¬
сти (НКПВ) составляющего, например, 40 г/м3 для циркония,
25 г/м3 для титана, 10 г/м3 для магния, 25 г/м3 для алюминия,
105 г/м8 для карбонильного железа, 66 г/м3 для восстановленного
железа, 200 г/м3 для тантала.
Другой особенностью порошков является их токсичность,
так как практически пыль любого из металлов, в том числе и со¬
вершенно безвредных в компактном состоянии, может воздей¬
ствовать на человека и вызвать патологические изменения в орга¬
низме. При этом предельно допустимые концентрации (ПДК)
аэрозолей металлов и их соединений в окружающей атмосфере
Достаточно малы и составляют, например, 0,001 мг/м3 для бериллия,
153
0,1 мг/м® для оксида ванадия (V) и оксида меди (II), 0,5 мг/м8
для оксидов и металлических кобальта и никеля, 2,0 для алюми¬
ния и хрома, 4—6 для оксидов и металлического железа, 6,0 мг/м3
для вольфрама.
Большое внимание при контакте с порошками должно быть
обращено на строгое соблюдение специальных мер, обеспечиваю¬
щих безопасность работающих.
2. Физические свойства
Форма частиц
Форма частиц, как правило, зависит от методов получения и
обработки порошков (табл. 10).
Форму частиц порошка определяют методами оптической и
электроннолучевой микроскопии при оценке проекций частиц.
Навеску порошка (5—7 г) с добавлением 1—2 капель диспер¬
гирующей жидкости (воды, парафинового масла, кедрового масла)
помещают на предметное стекло и исследуют под микроскопом при
соответствующем увеличении. Обычно определяют два фактора
формы: фактор неравноосности частиц — отношение максималь¬
ного (/шах) и минимального (/mm)- наблюдаемых размеров частицы
(/щах//min)I фактор развитости поверхности — отношение квад¬
рата наблюдаемого периметра частиц (Р) к занимаемой ею площади
(S) (P2IS).
Оценку и сопоставление факторов для различных партий
порошка проводят на основе классификации частотных распре¬
делений полученных значений.
Форма частиц порошка оказывает определяющее влияние на
его технологические свойства, а также на многие свойства по¬
рошковых материалов: плотность, проницаемость, прочность,
однородность свойств и т. д.
Размер частиц
Металлические порошки представляют собой полидисперсные
системы, состоящие из частиц различной крупности. В зависи¬
мости от набора размеров частиц порошок характеризуется грану-*
лометрическим (фракционным) составом. Фракция порошка —
это диапазон размеров частиц между их максимальным и мини¬
мальным значением. Г ранулометрический состав порошка — со¬
держание частиц (%) в определенных фракциях по отношению
к их общему количеству. Гранулометрический (фракционный)
состав порошков представляют обычно в виде графиков, таблиц
и гистограмм. Зависимость содержания частиц от их размеров
может быть непрерывной в виде кривой распределения или дис¬
кретной, при которой указывают содержание частиц определен¬
ных фракций. В последнем случае фракция порошка с размером
частиц, например, в диапазоне от 100 до 125 мкм записывается
154
Таблица 10. Некоторые типы форм частиц металлических порошков
Фактор
форма неравно*
частиц осности
Общий вид частиц
Способ получения
порошка
частиц
Сфериче¬
ская
1,0—1,2
Распыление расплав#
с кристаллизацией ча-
стнц в свободном полете
Губчатая
2,0—4,0
Восстановление оксидов
Осколоч¬
ная
2,0—5,0
Измельчение в шаровой
вращающейся мельнице
Дендрит¬
ная
2,0-5,0
Электролиз водных рас¬
творов и расплавов со¬
лей
155
Продолжение табл. 10
Форма
частиц
Фактор
веравво-
оскоств
частнц
Общий вид частиц
Способ получении
порош ка
Пластин¬
чатая
(чешуй¬
чатая)
>5,0
!■
' Jill, л''.
Л V*, Л ‘'л
г-'-- -- ‘"•.‘j
Распыление расплава
с кристаллизацией ча¬
стнц на охлаждаемых по¬
верхностях; размол
в вихревой мельнице
Игольча¬
тая
>100
ЩШ-
Экстракция из распла¬
ва; конденсация из па¬
ровой фазы
—125 + 100 мкм с указанием рядом процентного содержания
по массе этой фракции. Содержание фракции, составляющее
менее 0,1%, обозначают как
«следы». Более наглядно
графическое изображение
гранулометрического соста¬
ва. По оси абсцисс откла¬
дывают. размер частиц, по
оси ординат — их содержа¬
ние, % (по массе) (рис. 52).
Данные, характеризу¬
ющие содержание различ¬
ных фракций, изображают
в виде частной или инте¬
гральных (кумулятивных)
кривых. Во втором случае содержание каждой последующей по
величине фракции прибавляют к содержанию предыдущей и
каждая точка кривой соответствует суммарному содержанию
частиц, больших (суммарная по плюсу) или меньших (суммарная
по минусу) данного размера. Дифференциальная кривая распре¬
деления (рис. 52, б) характеризует относительное содержание
Рве. 62. Распределение частнц по размерам:
о — частная (/), суммарная по минусу (2)
и суммарная по плюсу (3) кривые распределе¬
ния; б — Дифференциальная кривая распре-
деле ння
156
отдельных фракций порошка в виде площадей, ограниченных
кривой и осью абсцисс. Данные по каждой фракции на графике
построены в виде прямоугольника, основание которого равно
интервалу размеров частиц данной фракции, а высота — содер¬
жанию фракции, отнесенному к единице интервала размеров
частиц в пределах каждой фракции. Если интервал размеров
частиц в пределах каждой фракции будет одинаков, то частная
н дифференциальные кривые совпадут.
Возможна и аналитическая обработка данных. Сначала с уче¬
том значении верхнего и нижнего пределов размеров частиц
в каждой /-той фракции данной партии порошка рассчитывают
среднее арифметическое (dt). Затем, зная массу каждой фракции
(/л*), определяют средний размер частиц порошка:
, _ 2 rtijdi
ср~ 2>, *
где /л,- — масса /-той фракции порошка; dt — средний арифмети¬
ческий размер частиц в /-той фракции; dop — средний размер
частиц порошка.
Пользуясь соотношениями математической статистики, можно
определить величину среднеквадратичного отклонения размеров
частиц порошка от их среднего значения:
_ Г 2 (dj — dCp)2 mi
I 2»ч
Степень полидисперсности порошка оценивают -по коэффици¬
енту вариации: г) = o/dcp. Например, при dcp = 0,072, сг =
= 0,044 и г) = 0,611 можно обоснованно сделать вывод о преоб¬
ладании в данной партии средних и мелких частиц при довольно
высокой однородности их размерив.
В зависимости от размеров частиц порошки весьма условно,
могут быть распределены на следующие группы: ультрадисперс-
ные (размер частиц до 500 нм), ультратонкие (0,5—Юмкм), тон¬
кие (10—40 мкм), средней крупности (40—250 мкм), грубые или
крупные (250—1000 мкм).
Гранулометрический состав порошков определяют различными
методами анализа: ситовым, седиментационным, микроскопиче¬
ским и др.
Ситовый анализ. При ситовом анализе распределение порошка
по фракциям в соответствии с ГОСТ 18318—73 проводят механи¬
ческим разделением навески порошка 100 г при насыпной плот-
ности более 1,5 г/см3 и 50 г при меньшем ее значении через тре¬
буемый набор сит, располагаемых одно над другим. Порошок
перед рассевом просушивают. Набор сит приводят во вращатель¬
ное движение относительно смещенной оси вращения (без враще¬
ния самих сит) со скоростью 300 ± 15 об/мин при одновременном
встряхивании набора вдоль оси с частотой 180 ± 10 ударов
157
в минуту. Время рассева 15 или 30 мин. Собранные с каждого
сита фракции взвешивают с точностью до 0,01 г с последующим
определением их процентного содержания относительно общей
массы пробы.
В СССР для ситового анализа принята стандартная шкала
сеток с квадратными ячейками по ГОСТ 3584—73. Номер сетки
выражает номинальный линейный размер стороны ячейки в свету
(например, сетка N° 008 имеет отверстия размером 0,08 мм).
В США принята характеристика сеток в мешах, т. е. количе¬
стве отверстий на одном линейном дюйме (25,4 мм). Для опреде¬
ления размера отверстия сетки d в свету используют зависимость
d = 12,7jN, где N — номер сита в мешах. За основу построения
системы сит в США принято базовое отверстие с размером ячейки
0,074 мм. Последующие размеры ячеек получаются умножением
или делением базового числа на модуль основной серии, равный
= 1,414. Для меньшего интервала между сетками используют
модуль дополнительного ряда, равный Y2 = 1,189.
Минимальный размер ячеек у сеток, выпуск которых освоен
промышленностью, 30 мкм; малыми сериями.выпускают сита с раз¬
мером ячеек от 5 до 25 мкм.
При работе с ситами, размер ячеек которых менее 40 мкм,
целесообразнее использовать гидравлический метод разделения.
При этом методе навеску порошка в сите помещают под струю
воды (или другой смачивающей порошок жидкости). Промывку
осуществляют до полного просветления промывающей жидкости.
Возможны и другие приемы воздействия на навеску порошка
в наборе сит, например применение воздушных потоков при си¬
товом анализе взамен механического воздействия, а также ва¬
куума, ультразвуковых и звуковых колебаний, использование
электрического поля и т. д.
Метод ситового анализа наиболее прост и достаточно точен,
но не может быть применен для оценки размеров частиц, имеющих
явно выраженную неравноосную форму.
Седиментационный анализ. Принцип метода седиментации
основан на различной скорости оседания твердых частиц различ¬
ного размера в какой-либо вязкой среде (жидкости или газе) при
их ламинарном движении. В соответствии с законом Стокса ско¬
рость оседания v частиц радиусом г и плотностью уп, помещенных
в жидкость с известной плотностью (уж) и вязкостью (г]), опреде¬
лится так:
2 (Уп — 7,n)g^
v 9 rj
Или г
if V
У 2(Vn — Vm)g'
Так как величины Vm Уяо И — постоянны, то можно ввести
коэффициент К-
9rj
2 (Yn —Уж )g
158
используя который получаем упрощенные выражения: г =
о = г*//(а.
При стационарном движении частиц а = /г/т, где h — высота
оседания частицы за время т. Тогда г = К, (h/т)°>5.
Приведенные уравнения справедливы при соблюдении сле¬
дующих условий: частицы равноосны, движение частиц в диспер¬
сионной жидкости равномерно, длина свободного пробега молекул
жидкости бесконечно меньше размера исследуемых частиц, жидкая
среда абсолютно сплошная по отношению к частице.
Пробу для седиментационного анализа берут в количестве,
необходимом для приготовления суспензии с концентрацией по¬
рошка не более 0,4% (объемн.). Качество анализа во многом за¬
висит от правильности выбора жидкости, которая должна хорошо
смачивать порошок и быть химически нейтральной к нему.
ГОСТ 22662—77 рекомендует следующие жидкости:
Металлический порошок Дисперсионная жидкость
Алюминий 0,2 %-иый водный раствор олеата натрия, этиловый
спирт
Вольфрам Растворы масла в ацетоне, этиловый спирт, рас¬
творы глицерина в воде или этиловом спирте,
циклогексанон
Железо Масло соевое в смеси с ацетоном в соотношении 1 : I
Кобальт, магний Этиловый спирт
Медь, бронза ....... Бутиловый спирт, соевое масло, ацетон, цикло¬
гексанон
Молибден Ацетон, этиловый спирт, раствор глицерина в эти¬
ловом спирте, циклогексанон
Олово Бутиловый и изоамнловый спирты
Никель Растворы толуола в машинном или веретенном
масле, циклогексанон
Цинк Бутиловый спирт, 0,01 н. раствор соляной кислоты
в метиловом спирте
Основные свойства некоторых жидкостей для седиментацион¬
ного анализа приведены в табл. 11.
Таблица 11. Свойства некоторых дисперсионных жидкостей
Жидкость
Плотность
(20 °С), г/см8
Вязкость
(20 °С), сП
Жидкость
ПЛОТНОСТЬ
(20 °С), г/см8
Вязкость
(20 °С), сП
Вода
0,998
1,005
Четыреххлористый
Бутиловый спирт . .
0,808
2,950
углерод
1,593
0,969
Изоамнловый спирт
Метиловый спирт . .
0,816
0,795
5,800
0,598
Ацетон
Глицерин + 50 %
0,792
0,325
Этиловый спирт. . .
0,789
1,200
ВОДЫ
Глицерин
Циклогексанон . .
1,272
1,262
0,962
6,050
1499,000
68,000
159
Скорость оседания частиц в дисперсионной среде под действием
силы тяжести можно определить весовым, пипеточным или опти¬
ческим методами, отмучиванием в восходящем потоке жидкости
или газа, центрифугированием и др.
При весовом методе оценивают накопление массы осадка во
времени: поскольку быстрее оседают более крупные частицы, то
прирост массы в осадке в единицу времени зависит от размеров
частиц. За определяемый размер частиц полиэдрической формы
принимают диаметр сферы объемом, равным объему частицы (диа¬
метр по Стоксу). Метод рекомендован для определения размеров
частиц порошка в пределах 0,5—40 мкм.
Рис. 53. Схема устройства для проведения Рис. 54. Зависимость накопле-
седиментационного анализа; ния массы порошка т от време-
/ — стеклянная кювета; 2 г- стержень е ви его оседания
чашечкой весов; 3 — суспензия анализи¬
руемого порошка; 4 — коромысло весов;
S — блок регистрации н -записи массы
осадка
Схема устройства для проведения седиментационного анализа приведена
на рис. 53.
Время т оседания частиц в жидкости вычисляют из уравнения Стокса по фор¬
муле:
\8ф
Т ~ g (Уп — Уж) & '
После построения графика зависимости массы осадка т от времени оседа¬
ния 1 рассчитывают время оседаиия частиц порошка с диаметрами d.u d2, d3, — , dn
(например, 2, 4, 6, 8, 18 мкм) и откладывают их значения по оси абсциссэкспери-
ментальной диаграммы зависимости массы осадка от времени оседания (рис. 54).
Число рассчитанных значений должно быть не менее 5. Из этих точек восстанавли¬
вают перпендикуляры к оси абсцисс до пересечения с седиментацнонной кривой.
В точках пересечения проводят касательную к седиментационной кривой до пере¬
сечения с осью ординат. Если начальный участок кривой прямолинейный, то его
продлевают и из точки отрыва от кривой опускают перпендикуляр на ось абсцисс.
Для полученного значения тг рассчитывают значений диаметра di. Горизонталь¬
ный участок кривой продлевают влево до пересечения с осью ординат, получая
в точке пересечения отрезок От, пропорциональный массе всех осевших частиц
(100 %).
Пробы суспензии «годной и той же высоты сосуда можно периодически от¬
бирать пипеткой; после фильтрации, высушивания и взвешивания строят кривую
оседания, по которой рассчитывают распределение частиц по размерам.
Более совершенна оценка скорости оседания частиц фотоседиментациониым
методом, в котором определяют скорость изменения оптической плотности сус-
160
пензнн, фиксируя ее непрерывно по фотоэлектродвижущей силе иля фототоку»
возникающему в фотоэлементе от светового потока, проходящего через суспен*
зию (рис. 55). По полученной зависимости рассчитывают массовую долю частиц
различных размеров. Закономерность изменения интенсивности света при про¬
хождении его через суспензию описывается законом Бугера—Ламберта—Бэра:
/о//т = е_хе',
где /0 — интенсивность света, прошедшего через слой суспензии толщиной /;
1Х—интенсивность падающего света; с — концентрация или количество частиц
в суспензии; х — коэффициент, пропорциональный удельной поверхности ча¬
стиц. Приборы, основанные на этом принципе, называют тур б ид и метрам и. На
практике успешно используют турбиднметры марки АФС-2, работающие в фото-
седиментометрах ФЭП-ЗМ, ФЭП-5 и др.
а
/
Рис. 55. Схема фотоседнмеитацнониого метода (а) и график изменения
э. Д. с. (£) в зависимости от времени оседания порошка (6):
/ — источник света; 2 — диафрагма; 3 — суспензия порошка; 4 =» стек¬
лянная кювета; 5 — фотоэлемент; 6 — потенциометр
Кроме светового потока, можно применять также рентгеновские и лазерные
лучи, f$- или у-излучение и т, д. На принципе оценки поглощения рентгеновских
лучей на различной высоте седиментационной ячейки устроен высокопроизводи¬
тельный прибор «Седиграф-5000», позволяющий за несколько секунд получить
Кривую распределения частиц по размерам для диапазона 0,1—100 мкм.
К достоинствам седиментационных методов следует отнести их
высокую чувствительность, отсутствие контактов измеряющей
аппаратуры с порошком, возможность полностью автоматической
регистрации и обработки результатов, в том числе с использова¬
нием ЭВМ. Отмучивание в восходящем потоке жидкости приводит
к достаточно быстрому фракционированию порошков, причем
размер выделяемых частиц зависит от скорости восходящего
потока.
Классификация в потоке газа. Как и метод седиментации, клас¬
сификация в потоке газа основана на различии скоростей пере¬
мещения в нем частиц порошка, различающихся размерами.'
Принципиальная схема прибора, называемого элютриатор, при¬
ведена на рис. 56. Поток воздуха, осушенного в камерах 1, про¬
ходит U-образную трубку 5 со скоростью, обеспечивающей транс¬
портировку всей находящейся в трубке навески порошка. Сред¬
няя скорость газового потока v может быть вычислена как v —
= QF, где Q — расход воздуха; F — площадь поперечного сече¬
ния U-образпой трубки.
6 В. Н. Анциферов и др.
161
Из закона Стокса следует, что для поддержания частиц %о
взвешенном (уравновешенном) состояний в газовом потоке необ¬
ходима скорость у перемещения воздуха (газа):
v = 29,9- 10-4уп -da,
где d и — соответственно размер и плотность частиц исследуе¬
мого порошка. Для этих же условий расход воздуха Q, необхо¬
димый для обеспечения взве¬
шенного состояния частиц
в потоке газа, перемещае¬
мого по трубопроводу диа¬
метром D, составляет
Q = 47,1 -o-DV
При таком расходе газа
частицы, имеющие размер
меньше d, пройдут через ка¬
меру 6. Частицы диаметра,
большего, чем d, выпадут
в сборник. При использова¬
нии системы последовательно
соединенных камер, отлича¬
ющихся друг от друга раз¬
мерами поперечного сечения
(при соотношении диамет¬
ров, например 1 : 2 : 4 : 8>,
обеспечивается последова¬
тельное ступенчатое сниже¬
ние скорости газового потока
и ступенчатое разделение
порошков по фракциям Q—5,
6—10, 11—20 и 21—40 мкм.
Приборы типа элютриа-
тор (прибор Гонеля) при¬
меняют для разделения порошков на фракции с размером частиц
менее 63 мкм.
Методы разделения частиц в газовом потоке дают приближен¬
ную оценку распределения частиц по размерам из-за смешения
разных фракций, параболического характера движения воздуха
по сечению трубопровода и других причин. Для устранения от¬
меченных недостатков разработан метод газодинамического разде¬
ления, основанный на сочетании одновременного воздействия на
порошок газовых потоков и центробежных сил. В Томском НИИ
прикладной механики и математики создан воздушно-центробеж¬
ный классификатор (ВЦК-4), предназначенный для разделения
порошков на крупную и мелкую фракции в устанавливаемых диа¬
пазонах (рис. 57). Разделение происходит в газовой (воздушной)
среде под действием двух противоположно направленных сил:
162
Рис. 56. Схема прибора для вовдушной «лас*
сификацин ворошков:
/ — осушитель; 2 — ротаметр; & — измери¬
тель скорости газового потока; 4 — манометр;
6 — £/-образная трубка с порошком; 6 — хаме*
оа: 7 — заземление
Рис. 57. Схема блока сепарации воздушно-
центробежного классификатора;
/ — обтекатель ротора; 2 — ввод воздуха и
порошка; 3 — направляющая воронка; 4 —
профилированный Диск; 5 —- вывод мелкого
порошка; € — камера вывода мелкого порош»
ка; 7 — вал ротора; 8 — корпус; 9 — диски
ротора
центробежной, обусловленной вращением ротора классификатора,
и аэродинамической, увлекающей частицы несущим потоком газа.
Порошок из дозатора посту¬
пает в рабочую зону при¬
бора, образуемую ротором
и профильным диском 4. Ча¬
стицы с размерами больше
граничного выбрасываются
в бункер приема крупной
фракции, а мелкие с потоком
воздуха поступают в циклон
и осаждаются в бункере
приема мелкой фракции.
Производительность аппара¬
тов различного типа от 6 до
1000 кг/ч. Диапазон измене¬
ния границ разделения 5—
200 мкм, шаг разделения
в диапазоне размеров частиц
5—100 мкм составляет 5—
10 мкм; в диапазоне 100—
200 мкм — от 10 до 20 мкм. Расход воздуха 0,8—1,5 м3/кг по¬
рошка.
Кондуктометрия. Метод основан на оценке изменения про¬
водимости узкого канала, заполненного электролитом, при по¬
падании в него частиц порошка
с резко отличающимися от элек¬
тролита электрическими свой¬
ствами (рис. 58). Электропрово¬
дящую суспензию со взвешенными
в ней частицами исследуемого Но-,
рошка помещают в стакан 1. При
открывании крана 2 действием
насоса 3 эмульсия из пробирки 8
втягивается в сосуд 4. При этом
уровень ртути 5 в левом колене ма¬
нометра принудительно опускается
ниже контактов б и 7. При закры¬
вании крана 2 ртуть, восстанавли¬
вая уровень сообщающихся сосу¬
дов, создает разрежение, вслед¬
ствие чего суспензия из стакана 1
засасывается в пробирку 8 через
калиброванный короткий микро¬
канал 9. В момент прохождения
по нему частицы порошка сопротивление на участке в межэлек¬
тродной области 10 и 11 резко изменяется, и в цепи нагрузки
возникает импульс напряжения, который фиксируется; величина
6* 163
Рис. 58. Прибор для измерения разме¬
ров частиц кондуктометрическим ме¬
тодом
импульса пропорциональна размеру частицы, проходящей nd
короткому каналу, а его длительность зависит от скорости про¬
хождения частицы через микроканал. При замыкании контакта 7
включается счетчик прибора, а при замыкании контакта 6 вы¬
ключается. После окончания обработки объема суспензии, посту¬
пившей в пробирку 1, и ее сброса из нее цикл повторяется.
Наиболее ответственной деталью прибора является микро¬
канал, который изготавливают в тонкой сапфировой пластинке,
вплавленной в стенку пробирки. Форма канала цилиндрическая,
диаметр отверстия 2—10 мкм. Методом кондуктометрии регистри¬
руют частицы с отношением их диаметра к диаметру канала от
0,02 до 0,4—0,5.
Рис. 59. Схема лазерного анализатора размеров Частиц порошка
Для кондуктометрического анализа разработаны приборы
ЭИГ-1 и ЭИГ-2,
Лазерный и рентгеновский методы. Лазерный метод опреде¬
ления фракционного состава порошков основан на явлении рас¬
сеивания когерентного монохроматического лазерного луча части¬
цами порошка; величина углового рассеяния лазерных лучей
частицами тем больше, чем меньше частица.
Схема лазерного анализатора, созданного на этом принципе,
приведена на рис. 59. Суспензия порошка в нейтральной жидкости
непрерывно прокачивается по каналу 2 перпендикулярно лучу
от гелийнеонового лазера 1. Световой поток луча лазера при про¬
хождении через суспензию равномерно рассеивается частицами
по конусу с осью вдоль луча лазера. С помощью линзы 3 рассеян¬
ный поток фокусируется в цилиндрический световой поток, ко¬
торый поступает на плоский вращающийся щелевой фильтр 4.
Фильтр обеспечивает непрерывную развертку светового луча на
также вращающийся перфорированный диск 5, отверстия которого
расположены на различных расстояниях от оси вращения по спи¬
рали Архимеда. Такое расположение отверстий в сочетании с ще¬
164
левым фильтром обеспечивает возможность превращения парал¬
лельного светового потока (с изменяющейся плотностью света по
сеченню) в систему импульсов, отражающих интенсивность раз¬
личных участков светового потока. Импульсы света, сфокусиро¬
ванные линзой 6, обрабатываются с помощью фотбДетектора 7
и микропроцессора 8, выдающего гистограммы распределения
частиц по размерам в исследуемой навеске порошка. Число от¬
верстий во вращающемся диске определяет число групп разделе¬
ния. Диапазон размеров частиц, обработка которых возможна на
лазерном анализаторе, от 2 до 170 мкм. Продолжительность ана¬
лиза 2 мин.
На анализе рассеяния рентгеновских лучей, проходящих через
среду с взвешенными в ней частицами, основан рентгеновский метод
определения малых углов рассеяния (МУР); величина углового
рассеяния узкого параллельного пучка рентгеновских лучей мо¬
жет достигать десятков угловых минут на частицах размером
2—100 нм. Измерение величины малого углового рассеяния про¬
водят с помощью рентгеновских камер, оснащенных специаль¬
ными приставками. Образцы для исследований обычно представ¬
ляют собой пленки аморфного вещества с равномерно распреде¬
ленными в них частицами исследуемого порошка.
Микроскопический анализ. Микроскопический метод опреде¬
ления фракционного состава порошков обычно используют как
средство контроля надежности результатов, полученных другими
методами. Надежность и точность этого метода основаны в отли¬
чие от других методов на прямом измерении размеров частиц
исследуемых порошков. Методы анализа делятся на оптические
(размеры измеряемых частиц порошка 0,5—100 мкм) и методы
электронной микроскопии (размеры измеряемых частиц порошка
0,001—10 мкм).
При оптической микроскопии пробу исследуемого порошка
после ее тщательного перемешивания помещают в виде монослоя
на предметное стекло; для исключения агрегирования частиц и
их слипания допускается механическое легкое растирание или
жидкостное диспергирование с использованием поверхностно¬
активных веществ. Частицы порошка на предметном стекле закреп¬
ляют 1%-ным раствором коллодия в амилацетате или 2%-ным
раствором канадского бальзама в ксилоле.
Наряду с исследованием монослоя частиц порошков приме¬
няют и метод изучения шлифов. Для их получения порошки сна¬
чала смешивают с самотвердеющими смесями (полистиролом, ба¬
келитом, зубного цемента и др.), а затем, после их затвердевания,
делают срез; образовавшуюся плоскую поверхность с включениями
частиц порошка полируют.
При микроскопическом анализе монослоя достаточно большого
числа частиц порошков или их сечений на шлифах оценивают
линейные параметры частиц либо площади их проекций и распре¬
деляют частицы по фракциям. Для измерения размеров частиц
165
используют окуляры микроскопов, снабженные линейной шкалой,
и окулярные микрометры со специально нанесенными масштаб¬
ными сетками и шкалами.
Поскольку частицы (кроме сфер) имеют, как правило, непра¬
вильную геометрическую форму, а взаимоориеитировка их слу¬
чайна, их размер для расчета определяют в одном каком-либо
заданном направлении независимо от расположения частдц
(рис. 60). При этом измерению подлежат все частицы, попавшие
в зону рассекающей линии. Переместив секущие линии параллель¬
но самим себе, измерение повторяют несколько раз до набора
необходимого количества измерений. Измерение можно провес
дить в любом произвольно выбранном направлении (горизонтально,
Рис. 60. Варианты измерения статистических диаметров проекций частиц порошки:
в — по расстоянию между касательными г к контуру изображения, проведенными игра,
дельно друг другу, но перпендикулярно направлению измерения; 6 — подливе корды lSt
делящей площадь проекции в заданном направлении пополам; в — по наибольшей длине
хорды в заданном направлении /тах; г — по диаметру круга йц, равновеликого площади
проекции частицы яг плоскость наблюдения
по вертикали и т. д.), но одном и том же при обработке данной
навески порошка. Методика определения величины частиц регла¬
ментирована ГОСТ 23402—78.
Из-за необходимости проведения большого объема измерений
линейных параметров множества частиц и их обработки микро¬
скопический метод весьма трудоемок. Существенно изменило
положение использование современных сканирующих вспомога¬
тельных систем, в том числе на основе обработки информации по
телевизионным экранам. Новая техника резко уменьшает продол¬
жительность анализа. Например, при классификации порошка по
60 фракциям размеров его продолжительность равна 8—10 с.
При этом оцененная погрешность составляет всего ~ 2%.
Удельная поверхность
Удельная поверхность порошка представляет собой суммарную
поверхность всех частиц, составляющих его единицу массы или
объема. Значения удельной поверхности для различных порошков
составляют от 0,01 до 10—20 м8/г. Величина удельной поверхно¬
сти — одна из важнейших характеристик металлических порош¬
ков, определяющая активность протекания физико-химических
процессов, сопутствующих формированию свойств частиц, их
компактированию, спеканию, взаимодействию с окружающей
средой и т. д.
166
Удельная поверхность порошка определяется дисперсностью,
формой и состоянием поверхности его частиц.
Наиболее часто для определения удельной поверхности ис¬
пользуют методы измерения газопроницаемости и адсорбции.
Измерение проницаемости. Эти методы основаны на оценке
фильтрационных процессов при прохождении газа через слой
порошка с известной степенью уплотнения. Скорость, с которой
газ фильтруется через слой материала с определенной пористо¬
стью, обратно пропорциональна квадрату удельной поверхности.
Фильтрация газов сквозь пористые тела может происходить в двух
режимах течения — вязком и молекулярном. Первый из них
реализуется при просасывании
газа через слой порошка при
давлении, близком к атмосфер¬
ному. В этом случае пористое
тело представляется как система
капилляров, обтекаемых лами¬
нарным потоком газа с опреде¬
ленной скоростью. На принципе
фильтрации в режиме вязкого
течения работают прибор Това-
рова (основан на измерении пе¬
репада давления в системе) и
установки ПСХ, АДП, ТЗ, фик¬
сирующие время фильтрации Рис> 61 Схема прибора Товарова
газа при заданном перепаде
давлений.
В приборе Товарова (рис. .61) испытываемый порошок поме¬
щают в гильзу 1 и уплотняют плунжером 2 до слоя 3 фиксируемой
высоты h. С помощью склянки Мариотта 4, из которой через кран 5
в емкость 6 с определенной скоростью вытекает вода, в установке
создается постоянный уровень разрежения. Под действием пере¬
пада давлений на образце Ар, фиксируемого манометром 7, через
слой порошка начинает просасываться воздух. Удельную поверх¬
ность Sw рассчитывают по формуле
с _ Не1-8 [F Дрт \0.5
ГпО-е) U ' \iV ) •
где F — площадь сечения слоя порошка; ц — вязкость воздуха;
V — объем воздуха, прошедшего через порошок за время т; е =
— (шуп — m)lwyа — коэффициент пористости порошка массой т
в слое объемом w; уа — плотность материала частиц порошка.
Прибор Товарова используют для определения удельных по¬
верхностей в диапазоне 0,3—1,5 ма/г.
В приборах ПСХ, АДП, ТЗ (рис. 62) подготовку исследуемой
навески порошка проводят, как и в приборе Товарова. Разреже¬
ние в системе создается аспиратором 5, и после открытия крана 3
столб жидкости начинает опускаться, создавая разрежение и про-
167
саеывание воздуха через слой порошка в гильзе,
верхность рассчитывают по формуле
Удельную по-
с _ А Г е* 1 пол
~ То L (1 — е)а * |x TJ *
где
т — время опускания столба жидкости в манометре между
контрольными метками;
А — постоянная прибора.
Методы, основанные на
фильтрации газа при атмо¬
сферном давлении (вязкое
течение), фиксируют при
измерении только внеш¬
нюю геометрическую по¬
верхность частиц с разме¬
ром более 10 мкм. Слрж-
ный поверхностный рельеф
и поверхность полостей
внутри частиц порошка
при таких измерениях не
учитывают.
Более точно суммарную
поверхность частиц можно
определить при проведении
просасывания газа в мо¬
лекулярном режиме, т. е.
в условиях разрежения, когда длина свободного пробега молекул
газа превышает размеры внутренних и тупиковых поровых кана¬
лов в порошке, а соударения молекул между собой крайне редки.
Рис. 62. Схема прибора типа T3:
J — гильза с плунжером и навеской порошка; 2 —
манометр-аспиратор; 3, 6 — кран; 4 — регуля¬
тор разрежения; 5 — резиновый аспиратор (гру¬
ша)
/ 2
Такой метод, основанный
на фильтрации газов че¬
рез порошок в нестацио¬
нарном молекулярном ре¬
жиме, разработан Б. В. Де¬
рягиным.
В приборе Дерягина
(рис. 63) исследуемую
пробу порошка известной
массы помещают между
пористыми фильтрами и
утрамбовывают до фикси¬
руемой плотности и тол¬
щины 0,5—5,0 см. Затем
осуществляют ступенчатую откачку системы до давления 0,66 Па,
после чего часть прибора с образцами 14 отсекается перекрытием
кранов 3, 4, 10 от остальных линий. Баллон 2 заполняют газом
до давления около 0,1—13,3 ГПа, замеряемого вакуумметром 16
или манометром 15. Перед началом измерений кран 1 закрывают
168
Рис. 63. Схеме прибора Дерягина для определения
полной удельной поверхностн;
1, 3, 4, в, 10, 13, 17 — краны; 2, 7, 12 — бал¬
лоны; 5 — вымораживающая ловушка; 6,9-*
диффузионный и форвакуумный насосы; 11, 16 *■»
вакуумметры; 14 — трубка с испытываемым по»
рошком; 15 — мвиометр
и открывают краны 3 и 13, отмечая этот момент как исходную
точку отсчета времени. Давление в сообщающихся системах
(баллон 2, образец 14) начинает выравниваться и процесс его
роста за время т до давления р под образцом фиксируется вакуум¬
метром 11. Газ до установления стационарного потока за время
т3 проникает в микрополости образца.
Удельную поверхность рассчитывают по формуле
о 144е т3 / 2RT \0,5
‘Ьш ~ 13 (1 — е) ' Л2 \ пМ / ’
где та — время запаздывания, отвечающее нестационарной ста¬
дии процесса фильтрации газа; h — толщина слоя уплотненного
порошка; М — молекулярная
масса газа.
На адсорбции газов осно¬
ваны наиболее распространен¬
ные методы определения полной
(суммарной) поверхности дис¬
персных тел. Физическая ад¬
сорбция, определяемая силами
Ван-дер-Ваальса, обеспечивает
формирование на поверхности
порошков (за счет нескомпен-
сированных поверхностных свя¬
зей атомов твердого тела) мо-
номолекулярного слоя газовых молекул. Если площадь, зани¬
маемая каждой молекулой, известна, а масса адсорбирован¬
ного газа может быть' измерена, то может быть рассчитана
также и площадь, покрытая газом-адсорбатом, т. е. площадь по¬
верхности исследуемой навески порошка. В реальных условиях
объем адсорбированного газа будет зависеть от давления газа
в системе и может существенно превышать объем газа, молекулы
которого располагаются в виде монослоя. Брунауэр, Эммет и
Теллер разработали теорию полимолекулярной адсорбции, на
основе которой могут быть проанализированы различные типы
изотерм адсорбции, описывающие рост объема адсорбированного
поверхностью газа во времени при постоянной температуре в за¬
висимости от реального давления газа (Р) и давления насыщенного
газа (Рй) в системе. Типичная кривая адсорбции газа приведена
на рис. 64. Общий объем газа V, адсорбированного поверхностью
твердого тела, может быть определен из уравнения Брунауэра,
Эммета и Теллера (уравнение БЭТ):
Рис. 64. Графическое решение уравнения
Бруиауэра, Эммета и Теллера (а) и типо¬
вая изотерма адсорбции гааа (б)
V =
VmPP
(Pe-P)\i + (C-l)P/Pa]
9
где с — константа; Vm — объем газа в виде монослоя.
В линейной форме это выражение может быть записано как
PIV (Рв-/>)= 1IVпс + [(с - 1 )!Утс\ Р1Ра.
169
Графически зависимость P/V {Pt — Р) от Р/Ря изображается
в виде прямой линии с углом наклона (с — 1)1 Vm-с, отсекающей
от оси ординат отрезок 1 IVm-c (рис. 64, а). Так как с больше еди¬
ницы, угол наклона прямой равен 1/Vm. Полученную зависимость,
определяющую Vm, можно использовать для анализа изотерм,
снятых при отношении Р1Р3 в пределах 0,05—0,35.
Из рассчитанного объема газа Vm, см3, адсорбированного
в виде монослоя, проводят расчет поверхности тела, соответствую¬
щей этому монослою:
5 = (VJVJ/N^,
где Уц = 22414 см®/моль — молекулярный объем; NA = 6,023 X
X 1023 молекул/моль — число Авогадро; а—площадь, зани-
маемая одной адсорбирован-
f
О
Рис. 6S. Адсорбционная установка для опре¬
деления удельной поверхности порошков
по методу Брунауэра, Эммета и Теллера
(принципиальная схема)
нои молекулой газа.
Удельная поверхность
Sw = Sim, где т — масса
исследуемой навески по¬
рошка.
/\ ~' | Во многих случаях объем,
|1_. ё занимаемый монослоем ад-
II 'УР сорбированного газа, может
быть определен и графиче¬
ски. Точка В перегиба кри¬
вой в прямолинейный уча¬
сток (рис. 64, б) на изотерме
адсорбции соответствует моменту окончания заполнения моно¬
слоя молекулами газа.
При температуре —196 °С адсорбированная молекула азота
занимает площадь 0,162 нма, аргона 0,157 нм2.
Адсорбционные методы делятся на статические и динамиче¬
ские. В первых измерения производят по достижении равновет
сия газ — твердое тело, во вторых — при непрерывном течении
газовой среды.
Метод Брунауэра, Эммета и Теллера (БЭТ) относится к .стати¬
ческим. Измерение удельной поверхности проводят на адсорб¬
ционной установке (рис. 65). Навеску порошка, помещенную в ам¬
пулу /, вакуумируют, открывая краны 2 и 5. Затем, наполняя
объем ампулы 1 газом, определяют объем пространства над адсор¬
бентом в ампуле и трубопроводах (до крана 2). После вторичной
откачкн, закрыв кран 2, через кран 5 азотом заполняют резер¬
вуар 3, емкость которого известна, фиксируя давление газа мано¬
метром 4 и определяя по давлению количество введенного газа,
ампулу с порошком, находящимся под вакуумом, охлаждают,
погружая в жидкий азот, и, открыв кран 2, заполняют простран¬
ство над порошком газообразным азотом, поступившим из резер¬
вуара 3. После установления равновесия адсорбент (порошок) —
газ—адсорбат (азот), что фиксируется по манометру, вычисляют
170
объем азота, адсорбированного порошком, как разность между
объемом азота, введенного в резервуар 3, и объемом остаточного
газа. Измерения проводят несколько раз при возрастающих дав¬
лениях газа, после чего строят изотерму адсорбции, по которой и
рассчитывают величину удельной поверхности порошка.
Рис. 66. Схема газохроматографической ус»
тановки для определения удельной поверх¬
ности (а) и хроматограммы (б) адсорбции (I)
и десорбции (II) газа:
1 — баллоны; 2 — редукторы; 3 — венти¬
ли точной регулировки; 4 — регулятор дав¬
ления; 5 — манометр; 6 — регулятор рас¬
хода; 7 — расходомер; 8 — ловушка; 9 —
Детектор теплопроводности; 10 — дозирую¬
щее устройство; 11 — адсорберы Для по¬
рошков; 12 — печи; 13 — сосуды Дьюара;
А — узел тренировки; Б — узел адсорбции
Bfie/ig
/
Наряду с азотом в качестве газов-адсорбатов используют крип¬
тон, бутан, этилен, аргон, метанол, ксенон, аммиак, водород и др.
Количество адсорбированного газа может быть измерено также
прямым взвешиванием адсорбента в процессе адсорбции вместе
с газом-адсорбатом. Расчет в этом случае проводят исходя из того,
что 1 ма монослоя азота, адсорбированного поверхностью, весит
0,28 мг. В отличие от объемных (манометрических) эти методы
Называют гравиметрическими.
171
Статические методы требуют значительных затрат времени,
обусловленных длительностью процесса установления адсорб¬
ционного равновесия.
Существенно более производительны динамические методы га¬
зовой хроматографии, основанные на различной адсорбции компо¬
нентов газовой смеси поверхностью адсорбента. Среди этих мето¬
дов наиболее широко используют динамический метод тепловой
адсорбции газа, проводимый в соответствии с ГОСТ 23401—78.
Сущность метода, разработанного институтом катализа СО
АН СССР, заключается в измерении количества газа, адсорби¬
руемого порошком при охлаждении, а затем десорбированного
при последующем нагреве. Содержание газа-адсорбата опреде¬
ляется по изменению теплопроводности потока газа-носителя,
транспортирующего адсорбат через исследуемый порошок.
При измерении исследуемую навеску порошка помещают
в U-образный адсорбер 11 (рис. 66, а). Порошок в адсорбере под¬
вергают «тренировке» в узле А — осушению при нагреве в потоке
гелия. После охлаждения до комнатной температуры в поток ге¬
лия дозированно подают газ-адсорбат (азот или аргон). После ста¬
билизации потока адсорбер с порошком охлаждают в сосуде
Дьюара 13 в жидком азоте. Адсорбция газа-адсорбата на поверх¬
ности фиксируется потенциометром детектора теплопроводности 9
в виде хроматограммы адсорбции (рис. 66, б). Выход кривой на
нулевую линию означает окончание процесса адсорбции. Процесс
десорбции газа-адсорбата также фиксируется хроматограммой
(рис. 66, б) после помещения адсорбера в сосуд с водой, обеспечи¬
вающей нагрев навески порошка до комнатной температуры. Вы¬
числение величины адсорбции (Г) проводят по площади, охваты¬
ваемой кривой десорбции.
Метод тепловой десорбции применяют для измерения удель¬
ных поверхностей в диапазоне 0,01—1000 м2/г при минимальной
суммарной величине поверхности навески 0,05 м2. Время одиноч¬
ного измерения 17—25 мин.
Плотность
Плотность частицы порошка — есть отношение ее массы к зани¬
маемому ею объему и зависит от совершенства внутренней макро-
и микроструктуры частицы, наличия оксидов, нитридов и т, д.
Для сплавов плотность частицы зависит также от равномерности
распределения легирующих элементов и фаз.
Пикнометрическую (истинную) плотность частиц порошка опре¬
деляют при помощи мерных сосудов — пикнометров. Сначала
определяют массу сухого пикнометрического сосуда (М), затем
его массу с дистиллированной водой (Л4Х), залитой до определен¬
ной отметки. Зная плотность воды при температуре опыта ув,
определяют объем пикнометра:
Уин,ш = (Ml - М)/уъ.
172
Эта величина является постоянной для данного пикнометра.
Высушенный пикнометр заполняют на 1/2—2/3 объема исследуе¬
мым порошком и взвешивают вместе с порошком, фиксируя Мг.
После взвешивания в пикнометр заливают пикнометрическую жид¬
кость до заполнения его на 3/4—4/5 объема, тщательно взбалты¬
вают, а лучше вакуумируют до остаточного давления, определяе¬
мого упругостью пара используемой пикнометрической жид¬
кости. Сняв после выдержки вакуум и долив пикнометрическую
жидкость до установленной метки, взвешивают пикнометр, с по¬
рошком и жидкостью, получая М3.
Объем жидкости в пикнометре Уж = (М3 — М2)/уж, а пикно¬
метрическая ПЛОТНОСТЬ порошка уПикн “ (М2 — ЩЦУттки — Уж).
Пикнометрическая жидкость не должна взаимодействовать
с материалом порошка и должна обладать хорошей его смачивае¬
мостью. Наиболее широко используют керосин-, спирты, бензол,
ксилол, ацетон. Определение пикнометрической плотности изде¬
лий и брикетов, приготовленных прессованием из порошков, про¬
водят по ГОСТ 18898—73.
М икротвердость
Микротвердость частиц порошка позволяет косвенно оценивать их
способность к деформированию.
Микротвердость частиц определяют по величине отпечатка,
оставленного при вдавливании алмазного наконечника (инден-
тора) конусной формы с углом при вершине' 136° в полированную
плоскую поверхность частиц порошка, закрепленных в шлифе.
Наиболее широко используют приборы ПМТ-3 и ПМТ-5, обеспе¬
чивающие нагрузки на индентор от 0,5 до 200 г. В связи с огра¬
ниченностью размеров частиц обычно используют нагрузки до
15—20 г. Приготовление шлифов с частицами порошка проводят
по специальным, достаточно сложным методикам.
3. Технологические свойства
К технологическим свойствам порошков обычно относят угол
естественного откоса, насыпную плотность, плотность утряски,
текучесть, уплотняемость, прессуемость и формуемость, которые
могут изменяться в широких пределах для порошков данного со¬
става в зависимости от формы и размера частиц, их удельной по¬
верхности, влажности и т. д. Однако знание технологических
характеристик позволяет в сочетании с известными физическими
свойствами оценивать поведение исследуемых порошков при их
компактировании, скорость заполнения порошком пресс-форм,
величину необходимого при прессовании давления и т. д.
Угол естественного откоса
Угловая величина естественного откоса представляет собой угол,
образованный поверхностью конуса свободно насыпанного по¬
рошка и горизонтальной плоскостью в его основании {рис. 67, я).
173
Для большинства порошков он находится в пределах 25—70°.
Угол уменьшается с ростом текучести порошков. Значение угла
естественного откоса минимально для порошков со сферической
формой частиц.
Угол естественного откоса характеризует равновесное состоя*
ние порошка при отсутствии воздействия на него внешних сил.
На любую произвольно выбранную в массе конуса порошка ча¬
стицу действует сила тяжести Р, которую можно разложить на
/
Р» . 67. Схема (о) образования угла естественного откоса а и приборы (б, в) для его опре¬
деления:
J — корпус: 3 — шибер; 3 — прозрачная етенка е угломером
составляющую, нормальную к образующей конуса N = Р cos а,
и составляющую, направленную вдоль этой образующей М =»
= Р sin а или М = N tg а. Равновесное состояние частиц обеспе-
41 вается силой трения F = fNt где / — коэффициент трения. Да¬
лее следует, что F = М, N tg а — fN, a / = tg а. Таким обра¬
зом, угол естественного откоса является также и углом трения.
-Методы определения угла естественного откоса отличаются
только способом осыпания порошка из отверстий в виде конуса
(рис. 67, б) или в виде скошенного клина (рис. 67, в).
Насыпная плотность
Насыпная плотность порошка —есть масса единицы его объем3
при свободной насыпке. Эта характеристика определяется плот-
ностью материала порошка, размером (формой) его частиц, плот’
гостью укладки частиц и состоянием их поверхности. Сфериче*
скне порошки с гладкой формой частиц обеспечивают более высо’
к>ю насыпную плотность. Для насыпной плотности полидисперс-
ных порошков существует оптимум гранулометрического состава,
при котором обеспечивается максимальная для данного материала
насыпная плотность; мелкие частицы заполняют пустоты между
I рупными и их суммарный объем соответствует объему этих пу¬
стот.
Насыпную плотность определяют по ГОСТ 19440—74 на при¬
боре, называемом волюмометр (рис. 68, а), который представляет
собой прямоугольный канал с наклонными перегородками, по
которым порошок после засыпки его через верхнюю воронку, рав¬
номерно разрыхляясь, заполняет мерную емкость с точно фикси¬
рованным объемом (25 сма). Избыток порошка в этой емкости уда¬
174
ляют стеклянной пластинкой, после чего взвешиванием опреде¬
ляют массу порошка и рассчитывают насыпную плотность:
Тнас = (М2 - MJ/V,
где М! — масса мерной емкости; Мг — масса мерной емкости
с порошком; V — объем
“7 мерной емкости.
Для порошков с хоро¬
шей текучестью предусмот¬
рена также возможность
определения насыпной
плотности прямой засып¬
кой их в мерную емкость
через воронку с выходным
отверстием диаметром б мм
(рис. 68, б).
Насыпную плотность
учитывают при расчете
объема полости матрицы
при прессовании.
Рис. 68. Приборы Для определения насыпной плотности:
а — волюмоиетр ^l — приемная воронка; 2 — малая воронка;
3 — съемная крышка; 4 — опорная стейка корпуса; 5 — отбой¬
ные пластины; 6 — направляющая воронка; 7 — стакан); б -»
вороика (/ — штатив; 2 — воронка; 3 — стакан)
Величина, обратная насыпной плотности, характеризует объем,
занимаемый единицей массы порошка, который называют насып¬
ным объемом. Эта величина помогает оценить способность порошка
к наполнению формующей полости матрицы пресс-формы.
Плотность утряски
Прн приложении механических виброколебаний к сосуду, запол¬
ненному порошком, частицы порошка, перераспределяясь друг
относительно друга, расположатся существенно более компактно.
Сокращение объема,, занимаемого порошком, произойдет без де¬
формации его частиц. Отношение массы порошка к величине этого
175
Рис. 69. Прибор дли оп¬
ределения плотности ут¬
ряски порошка:
/ *— мерный цилиндр»
2 — держатель с направ*
ляющим штырем; 3 — на*
правлнющая втулка;
4 — опорная пластина;
6 — кулачок
Рис. 70. Воронка для определения те¬
кучести порошка
176
нового, уменьшенного объема, называют
плотностью утряски. Метод определения
этой характеристики регламентируется
ГОСТ 25279—82, в соответствии с которым
навески порошка 50—100 г (в зависимости
от исходной насыпной плотности) после про¬
сушки помещают в стеклянный мерный ци¬
линдр вместимостью 100 или 25 см® (рис. 69).
Цилиндр 1 с порошком 6 закреплен в на¬
правляющей втулке 3. Действием кулачка 5
при его вращении создают осевую вибра¬
цию цилиндра с частотой встряхивания
100—300 ударов в минуту при амплитуде
встряхивания 3,0 ± 0,2 мм. Испытание про¬
водят до прекращения изменения объема по¬
рошка в процессе встряхивания. Плотность
утряски:
7утр = •
где т — масса порошка; V — объем, зани¬
маемый порошком после утряски.
Плотность утряски (а ' она по сравне¬
нию с насыпной плотностью может увели¬
чиваться на 20—50 %) зависит от тех же
свойств порошка, что и насыпная плотность.
Максимальная плотность утряски достигается
для порошков со сферической формой ча¬
стиц, особенно в случае использования для
засыпки сферических порошков различных
фракций.
Отношение насыпной плотности к плот¬
ности утряски дает также качественное
представление о текучести порошка.
Текучесть
Текучесть порошка, т. е. его спо¬
собность перемещаться под дей¬
ствием силы тяжести, оценивается
по ГОСТ 20899—75 временем
истечения (т, с) навески порошка
массой 50 г через калиброванное
отверстие диаметром 2,5 мм
(рис. 70).
Текучесть порошка зависит от
плотности материала, грануло¬
метрического состава, формы и
состояния поверхности частиц,
степени окисленностш и т. д. По
этой причине в ряде случаев текучесть порошка в стандартных
условиях с истечением его через отверстие диаметром 2,5 мм
может не реализовываться.
Текучесть порошка учитывают при определении производи¬
тельности автоматических прессов, так как она определяет время
заполнения порошком пресс-формы. Текучесть ухудшается при
увлажнении порошка, увеличении его удельной поверхности и
доли мелкой фракции. Текучесть несколько улучшается при окис¬
лении поверхности частиц.
Уплотняемость, прессуемость и формуемость
Уплотняемость порошков показывает их способность к уменьше¬
нию занимаемого объема под воздействием давления или вибра¬
ции. По ГОСТ 25280—82 эта характеристика оценивается по плот-
а
s
Рис. 71. Приспособление для определения уплотняемости (о)
н схеиа получения образцов (б):
I — матрица; 2 — обойма; 3 — пуаисон верхний или инж-
ннй; А — заполнение пресс-формы порошком; Б, В => прес¬
сование порошка; Г — выталкивание образца
ности прессовок, изготовленных при давлениях прессования 200,
400, 500, 600, 700 и 800 МПа в цилиндрической пресс-форме.
Массу навески порошка вычисляют по формуле
т = 0,79 d3yK.
где d — диаметр отверстия матрицы, см; ук — плотность мате¬
риала порошка, г/см3.
Конструкция пресс-формы и последовательность выполнения
операций при определении уплотняемости приведены на рис. 71,
а, б.
177
Данные по уплотняемости порошка представляют в виде таб^
лнцы или графика зависимости плотности прессовок от давления
прессования.
Косвенным способом оценки уплотняемости может служить
также сравнение линейных размеров прессовок из испытываемого
порошка с размерами эталонных образцов, спрессованных на том
же инструменте, но из неупругих материалов (например,
свинца, парафина).
Прессуемость порошка оценивают его способностью образовы¬
вать под воздействием давления тело, имеющее заданные размеры,
форму и плотность. Эта характеристика дает качественную
оценку свойств порошка, комплексно связанную с уплотняемо-
стью и формуемостью.
Формуемость порошка оценивают его способностью сохранять
приданную ему в результате прессования форму в заданном интер¬
вале пористости. По ГОСТ 25280—82 эта характеристика порошка
определяется при прессовании его навески массой не менее 200 г
в пресс-форме (рис. 72, а) с последующим определением границ
(минимального и максимального значения) интервала плотности,
при котором прессовки после извлечения из пресс-формы не осы¬
паются и не имеют расслоения. При прессовании порошка
(рис. 72, б) в пресс-форме в связи с особенностями профиля рабо¬
чей части пуансона давление на навеску распределяется неравно¬
мерно, что обеспечивает возможность получения образца, плот¬
ность которого по длине изменяется по мере удаления от выступа¬
ющей рабочей части пуансона.
Зону низкой формуемости оценивают в результате осмотра
основания и боковых поверхностей прессовки с измерением места
ее расположения. Дальнейшая обработка данных с определением
значения пористости, при котором прессовка не осыпается (Я^, и
значения пористости, при котором прессовка не имеет расслоений
(Я,), производится по графику (рис. 72, в), в котором по оси абс¬
цисс отложено расстояние, соответствующее длине исследуемой
прессовки.
Минимальное (уг) и максимальное (уа) значения плотности, соот¬
ветствующие пористостям Пг и Я2, определяются по формулам
Yi = Yk (1 — ni)>
Ъ = Ти О — Пг)-
Полученные значения плотности прессовок, при которых обес¬
печивается формуемость порошка, используют для определения
по характеристикам уплотняемости диапазона давлений, необхо¬
димых при прессовании данного порошка.
Формуемость качественно можно оценить по барабанной про¬
бе — методу оценки устойчивости прессовок к истиранию. Бри¬
кеты диаметром 10 мм и высотой 5 мм (не менее 5 шт.), спрессован¬
ные из исследуемого порошка при одинаковом давлении, после
178
взвешивания обрабатывают во вращающемся барабане-сите (диа¬
метр отверстий 1,5 мм) со скоростью 60 об/мин. После 15 мин об¬
работки по разнице массы брикетов (в процентах) оценивают устой¬
чивость кромок прессовок к разрушению.
Формуемость порошка в основном зависит от формы, размера
и состояния поверхности частиц.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Диагностика металлических порошковIБуланов В. Кватер Л. И., Дол•
галь Т. В. и др. М.: Наука, 1983, 280 с.
Раздел второй
ФОРМОВАНИЕ ПОРОШКОВ
В самом общем случае формование металлического порошка пред¬
ставляет собой технологическую операцию, в результате которой
образуется порошковая формовка, т. е. тело с заданными формой,
размерами и плотностью. Исходный объем сыпучего материала
обжатием уменьшается, и происходит консолидация порошка;
именно наблюдающееся изменение первоначального объема, зани-
179
маемого порошком, отличает его деформирование от деформирова-
ння компактного тела, объем которого остается постоянным, хотя
геометрические размеры изменяются и во, многих случаях значи¬
тельно. Уплотнение порошка обеспечивают прессованием в метал¬
лических пресс-формах или в эластичных оболочках, шликерным
формованием, прокаткой и другими методами.
Формование более чем любая другая операция лимитирует тех¬
нологические возможности порошковой металлургии.
Глава IV. ПОДГОТОВКА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
К ФОРМОВАНИЮ
Процессы подготовки порошков к формованию занимают весьма
важное место в общей схеме производства из них материалов и из¬
делий. В практике порошковой металлургии металлические по¬
рошки чаще всего производят на специализированных заводах,
поэтому невозможно учесть все те требования, которые предъяв¬
ляют к порошкам различные потребители в соответствии с техни¬
ческими условиями на готовую продукцию. Почти во всех случаях
возникает необходимость в специальных операциях подготовки
для придания порошку определенных химических, физических
и технологических характеристик, обеспечивающих выпуск про¬
дукции с нужными конечными свойствами. Даже когда порошки
производят непосредственно сами потребители, некоторые допол¬
нительные операции перед формованием порошков необходимы.
Основными операциями при подготовке порошков к формованию
являются отжиг, рассев и смешивание.
Отжиг. Этот вид обработки порошков применяют с целью
повышения их пластичности, и следовательно, улучшения уплот-
няемости, прессуемости и формуемости. При отжиге главным
образом снимается наклеп, т. е. устраняется искажение кристал¬
лической решетки металла в приповерхностных слоях частиц, и
очень часто происходит восстановление оксидов, оставшихся при
получении порошка или образовавшихся в результате частичного
окисления металла при длительном или неправильном его хране¬
нии. Нагрев осуществляют в защитной среде (восстановительная,
инертная или вакуум) при температуре порядка 0,4—0,6ГПЛ ме¬
талла порошка. Например, окисленный медный порошок довосста-
навливают при температуре 350—400 °С в токе восстановитель¬
ного газа, а окисленный железный порошок отжигают при темпе¬
ратуре 650—750 °С.
Наиболее часто отжигу подвергают порошки, полученные ме¬
ханическим измельчением твердых материалов, электролизом
водных растворов или разложением карбонилов. Такие порошки
содержат значительные количества оксидов, растворенных газов
и наиболее наклепаны. Порошки, полученные восстановлением,
отжигу подвергают редко, за исключением тех случаев, когда
180
требуется повысить чистоту порошка или при необходимости ук¬
рупнения мелких частиц, например, для предотвращения их само-
гозгорання. Вторичное довосстановление проводят аналогично
первому, но его условия изменяются и приводят к несколько дру¬
гим конечным результатам. Например, в случае довосстановле-
ния титанового порошка кальцием восстановителя берут всего
лишь несколько процентов по отношению к массе порошка
(обычно 10 %).
Порошки преимущественно отжигают в проходных печах, по¬
добных печам для восстановления и спекания. Для более тщатель¬
ной очистки порошков от различных примесей часто используют
атмосферы с галогенсодержащими добавками. Так, отжиг желез¬
ного порошка в атмосфере смеси водорода с хлористым водородом
приводит к получению порошков, более чистых по кремнию и
марганцу (наличие хлористого водорода способствует образова¬
нию легко испаряющихся хлоридов кремния и марганца).
Классификация. Под классификацией понимают разделение
порошков по величине частиц на фракции, используемые затем
либо непосредственно для формования, либо для составления
смеси, содержащей требуемый процент частиц нужного размера.
При этом порошки некоторых фракций могут оказаться непри¬
годными для последующего использования, поэтому их подвер¬
гают какой-либо дополнительной обработке (укрупнению в случае
мелких фракций или размолу в случае крупных).
Порошки разделяют на фракции по величине частиц обычно
в аппаратах, применяемых в химическом производстве и обогати¬
тельном деле. Чаще всего в практике порошковой металлургии
применяют ситовую классификацию порошков. Для ее проведе¬
ния используют различные типы сит, основными из которых яв¬
ляются помещаемые в кожух с вытяжной вентиляцией механиче¬
ские сита с электромагнитным или рычажным вибраторами. Про¬
изводительность такого рода сит довольно высокая и изменяется
в зависимости от диаметра обечайки. Сетки делают из бронзовой
или латунной проволок, шелка или капрона с размером ячеек,
аналогичным тем, которые применяются в ситовом анализе.
Часто для классификации порошков применяют многодечные
механические вибросита, в которых движение сетчатых дек осу¬
ществляется от электродвигателя через клиноременную передачу.
В некоторых случаях вибросита используют совместно с элек¬
тромагнитными сепараторами, обеспечивающими очистку просеи¬
ваемого порошка от магнитных примесей.
При затруднении свободного просева порошка используют про¬
тирочные ситовые устройства, в которых специальное приспособ¬
ление с небольшим усилием давит на порошок, способствуя его
проходу через сетку. Производительность таких протирочных сит
значительно меньше обычных вибрационных.
Классификацию порошков с размером частиц менее 40—50 мкм
осуществляют с помощью воздушных сепараторов, обеспечиваю¬
181
щих высаживание твердых частиц из несущего газового потока
под действием на них силы тяжести.
В воздушно-проходном сепараторе разделяемый материал в по¬
токе газа поступает в кольцевое пространство, в котором скорость
воздушного потока снижается в несколько раз и крупные частицы
под действием силы тяжести выпадают из него и удаляются через
патрубок. Воздушный поток далее проходит через тангенциально
установленные лопатки, приобретая вращательное движение.
В этот момент под действием центробежных сил более крупные ча¬
стицы отбрасываются на стенки конического корпуса сепаратора,
опускаются по ним и выводятся через другой патрубок, Газовый
поток с мелкими частицами поступает в циклон, где происходит
их выделение.
Весьма эффективными аппаратами для разделения являются
циклоны-сепараторы, конструкция которых проста, а производи¬
тельность вполне достаточна. В корпус.циклона по касательной
к окружности (тангенциально) вводят газовой потдк, содержащий
твердые частицы, который приобретает вращательное движение.
На каждую твердую частяцу действуют сила тяжести, увлекаю¬
щая ее вниз, центробежная сила, выталкивающая частицу в ра¬
диальном направлении, и сила давления потока, заставляющая
частицу двигаться по окружности. В итоге частицы перемещаются
по спирали, а достигнув стенки корпуса, они по конусу смещаются
к выпускному штуцеру. Мелкие частицы газом выносятся из цик¬
лона и могут быть выделены в следующем циклоне. Работу воз¬
душных сепараторов регулируют изменением скорости газового
потока.
Приготовление смесей. Смешивание металлических порошков
заключается в приготовлении однородной механической смеси
из порошков различного химического и (или) гранулометриче¬
ского состава, а также их смеси с неметаллическими порошками.
Это одна из важных операций при изготовлении материалов и из¬
делий из порошков.
Задача смешивания — превращение совокупности частиц
твердых компонентов при их начальном произвольном распреде¬
лении между собой в макрооднородную смесь. Скорость и резуль¬
тат смешивания во многом определяются формой и величиной ча¬
стиц, гранулометрическим составом (общим и каждого компонента
в отдельности), числом смешиваемых компонентов и соотношением
их количеств, плотностями компонентов и их различием, коэффи¬
циентом трения между частицами, способностью частиц к слипа¬
нию и агрегации, степенью изменения гранулометрического со¬
става при смешивании.
Эффективность смешивания и его интенсивность зависят от
конструкции смесителя, в частности, определяющей скорость,
траектории перемещения частиц и изменение гранулометриче¬
ского состава в результате раздавливания и истирания компонен¬
тов.
18 2
Смешивание — случайный процесс, поэтому соотношение смешиваемых ком¬
понентов в отдельных небольших объемах в различные моменты смешивании
должно быть вероятностной величиной. В пределе же достигается состояние, при
котором все смешиваемые компоненты случайно распределены в общем объеме
массы так, что они имеют равную вероятность нахождения в любом макрообъеме
смеси.
Основное назначение смешивания — максимальное увеличение первоначаль¬
ной поверхности раздела между компонентами смеси SXo (ST> может быть равно
нулю, если компоненты задаются в смеситель не одновременно). Если максимально
возможная поверхность раздела Sw (при тм), а текущая ST (в любой момент вре¬
мени перемешивания т), то для двухкомпонентной смеси
ST = SM(l-e-TC),
где
с == In [1/(1 —■ е)], в — (S^+i — Sx)/(5M — 5-t),
a ST+1 — величина поверхности раздела в момент времени т + 1.
Таким образом Sf/5M = (1 — е~хс) ^ 1, причем SM нельзя определить экс-1
пернментально.
Однако только поверхность раздела не может в полной мере характеризо¬
вать однородности смешивания: например, если количество одного из компонентов
в двухкомпонентной смеси мало, то каждая из его частиц окажется окруженной
другим компонентом (ST=SM), но в каких-либо макрообъемах смеси первого
компонента может и не быть. В связи с этим целесообразно ввести второй пара¬
метр смешивания — степень распределения компонентов по объему. Если раз¬
делить весь объем смеси V на большое число малых объемов v, а всю поверхность
раздела 5^ — иа такое же число элементарных поверхностей контактов sT, то
вероятность Рт попадания в каждый данным объем v хотя бы одного элемента по¬
верхности Sx определится выражением
Рх = 1 = I - Г*5- (1“е“тс).
Этой же формулой определяется доля общего числа взятых элементарных объе¬
мов, состоящая из объемов, содержащих хотя бы один элемент поверхности кон¬
такта. Для практического применения — расчета времени достижения требуемой
однородности смешивания — необходимо сначала рассчитать по эксперименталь¬
ным данным величины CjSM я с, для чего определяют минимальный объем смеши¬
ваемых материалов, в котором должно быть заданное (рецептурное) соотношение
компонентов. Этот задаваемый объем v должен быть достаточно мал по отношению
к общему объему смеси, но достаточно велик по отношению к объему отдельных
смешиваемых частиц (чтобы в него входило не менее 100 частиц), иначе законы
статистики не будут выполняться; достаточно очевидно, что выбранный объем ие
может быть больше объема навески для получения единичной формовки из по¬
рошка. При этом для анализа при экспериментальном перемешивании совсем
не обязательно брать порции этого объема v, так как в случае реальных анализи¬
руемых проб объемом v-i (больших или меньших о) формула для Рт примет вид
Ниже приведен пример расчета времени т для получения смеси заданной одно¬
родности. Пусть при смешивании какой-либо добавки е основным компонентом
обнаружено, что через 10 мин состав 20 % проб массой 10 г каждая соответствовал
расчетному по рецепту (с допустимыми отклонениями), а через 20 мин это соответ¬
ствие наблюдалось уже для 86,5 % проб. Тогда по первому из уравнений для Рт
получим:
0,2 = 1 — e~ClS,lt (1~е‘
0,865 = 1 _e“ciSM 0-е"20^
183
откуда с = 0,2075, a CjSM= 0,0319. Теперь исходное уравнение для расчета
примет вид
рх — 1 g0.0319 (1—ё0.2075т)
Пусть требуемая степень однородности смешивания составляет 90 % и найдем.
Время для ее достижения из равенства 0,90= 1 —е0,0319 О—е0,20751^ откуда т =
= 27 мии. Если эта требуемая степень однородности смешивания должна будет
обеспечиваться не в пробе массой 10 г, взятой для анализа, а в пробе массой I г
(например, начали прессовать заготовки меньших размеров или повысились тре¬
бования к однородности смеси), то исходное уравнение для расчета примет вид
0,90 = 1 - [ё°-0319 О-*0'2075*)]1/10,
откуда т = 39 мин.
Практический опыт свидетельствует о том, что реальная дли¬
тельность смешивания составляет от одного до нескольких часов.
Так, В. П. Елютиным и А. К. Натансоном было показано, что после
3 ч. однородность смешивания существенно не изменяется.
Излишнее время смешивания с точки зрения равномерности
распределения компонентов бесполезно. Оно может быть и вред¬
ным, если при этом происходит доизмельчение или идут нежела¬
тельные реакции между компонентами, чему может способствовать
разогрев смеси .при излишне длительном смешивании. Обычно за
т принимают такое время, при котором ^95 % проб содержат опре¬
деляемый компонент в заданном количестве. Полностью гомоге¬
низированная смесь должна иметь одинаковый химический и гра¬
нулометрический состав в любых микрообъемах.
При смешивании большого количества одного компонента
с малым количеством другого вероятность достижения равномер¬
ного распределения компонентов в объеме смеси уменьшается.
Поэтому рационально применить многоступенчатое смешивание:
компонент, которого мало, сначала смешивают с частью основ¬
ного компонента, а затем полученную смесь смешивают с осталь¬
ным количеством основного компонента. Для развески смешивае¬
мых компонентов используют торговые или технические весы.
Наиболее распространенным является механическое смеши¬
вание компонентов в шаровых мельницах, идентичных применяе¬
мым при размоле, и смесителях различных типов. При смешивании
в шаровой вращающейся мельнице качество смеси определяется
скоростью вращения барабана, соотношением массы размольных
тел и шихты, размерами размольных тел и степенью заполнения
ими барабана. Лучшие результаты достигаются при скорости
вращения, составляющей 20—40 % от критической, соотношении
шихты и шаров по массе 1 : 1 и диаметре шаров 10—15 мм. При
этом смешивание сопровождается одновременным измельчением
компонентов.
В тех случаях, когда измельчение при смешивании нежела¬
тельно, используют смесители барабанные (в том числе со сме¬
щенной осью, так называемые «пьяные бочки», применение кото¬
рых в настоящее время ограничено из-за их недостаточной эффек¬
184
тивности), шнековые, лопастные, центробежные, планетарные или
конусные и установки непрерывного действия (УНС). Смешивание
в смесителях чаще всего используют для укрупнения партий одно¬
родных порошков или шихт, полученных перемешиванием компо¬
нентов в небольших по емкости аппаратах. Широко применяют
двухконусные смесители емкостью 200—500 л и производитель¬
ностью 50—350 кг/ч; длительность перемешивания 1—2 ч.
Смешивание в лопастных или шнековых смесителях проводят
при приготовлении пастообразных смесей или увлажнении по¬
рошков. Такие смесители весьма эффективны при добавке к по¬
рошку различных веществ, улучшающих процесс прессования,
например раствора каучука в бензине, парафина или его раствора
в бензине, олеиновой кислоты. Производительность до 1000 кг/ч
имеет планетарный шнековый смеситель конструкции МКТС.
Два шнека обеспечивают сложное («планетарное») движение ча¬
стиц шихты в смесителе и высокое качество смешивания. Загрузка
и выгрузка механизированы.
Существующий центробежный смеситель конструкции МИХМ
может быть периодического и непрерывного действия. В послед¬
нем случае смешиваемые порошки постепенно перемещаются
сверху вниз из одной вращающейся чаши смесителя в другую.
За рубежом и в СССР получил распространение смеситель типа
«Турбула», рабочий сосуд которого емкостью до 400 л совершает
вращение в трех измерениях, создавая вихревое кружение нахо¬
дящихся в нем компонентов. Качально-трясущееся движение со¬
суда приводит к чередованию ускорения и замедления в процессе
перемешивания частиц порошка, что способствует быстрому и ка¬
чественному перемешиванию разнородных компонентов; обычно
перемешивание 300—500 кг шихты длится 5—10 мин.
Одной из весьма перспективных является конструкция высо¬
копроизводительной установки непрерывного действия, позволя¬
ющей готовить смесь из четырех твердых и одного жидкого ком¬
понентов. Влажность перемешиваемого материала может дости¬
гать 15—20 %. Общий цикл смешивания составляет 4—12 мин.
Твердые материалы подают в узел сухого перемешивания шнеко¬
вым и тарельчатым питателями. Затем шихта поступает в узел
влажного перемешивания, в начале которого в смесь добавляют
жидкий компонент. Узлы перемешивания идентичны по конст¬
рукции. Каждый представляет собой два вала, снабженных чере¬
дующимися лопастями и витками замкнутого шнека и помещенных
в корытообразный корпус. Вращающиеся валы проталкивают ма¬
териал с одного конца к другому при одновременном перемеши¬
вании компонентов. Готовая смесь выдается непрерывно.
В цехе порошковой металлургии Волжского автомобильного
завода эффективно работает смеситель роторного типа.
В общем случае равномерное распределение частиц порошков
в объеме смеси достигается тем легче и быстрее, чем ближе плот¬
ности смешиваемых компонентов.
185
Наибольшая интенсивность смешения наблюдается в началь¬
ный момент и, наоборот, однородность смеси почти не изменяется
в конце процесса. Как общая продолжительность процесса (т. е,
время, необходимое для получения вполне однородной смеси),
так и время начального периода перемешивания зависят от физи¬
ческих свойств порошков, составляющих шихту, причем в тем
меньшей степени, чем ближе значения плотности составляющих,
мельче их частицы и чем меньше диэлектрическая постоянная
среды перемешивания (воздух, вода, спирт, бензин и т. д.).
Наиболее часто встречающимися средами при смешивании по¬
рошков являются воздух или какой-либо другой газ (чаще всего
инертный), жидкость (вода, спирт, бензин и т. д.). В жидкой среде
смешивание, называемое мокрым, происходит значительно интен¬
сивнее, чем в газовой. Это объясняется прежде всего тем, что ввод
жидкости в смесь способствует уменьшению силы электрического
притяжения между частицами, и, следовательно, лучшему их
объемному распределению. Кроме того, под действием капилляр¬
ных сил в тонких щелях частиц создается повышенное давление,
которое способствует распространению трещин или разъединению
соединенных в агрегаты частиц и приводит к доизмельчению ком¬
понентов. При смешивании в жидкой среде подвижность частиц
возрастает, что в свою очередь способствует более интенсивному
перемешиванию. С другой стороны, при смещении в шаровых мель¬
ницах жидкость препятствует распылению мелких частиц шихты
по всему объему мельницы, что также благоприятно сказывается
на результатах процесса.
Однако, несмотря на такие явные преимущества мокрого сме¬
шения по сравнению с сухим, применение его не всегда экономи¬
чески выгодно. Например, использование воды в качестве жидкой
среды вызывает необходимость применения либо вакуумной су¬
шильной аппаратуры для избежания возможности окисления ме¬
таллических порошков, главным образом в процессе сушки, либо
введения в технологический процесс дополнительного восстано¬
вительного отжига. И то, и другое усложняет технологию и повы¬
шает себестоимость продукции. Использование же такой жидкости
как спирт, оправдывает себя лишь в отдельных случаях, напри¬
мер в производстве твердых сплавов, где основные материалы по
сравнению с ним значительно дороже.
При смешивании компонентов с резко различающимися плот¬
ностями прибегают к особым приемам, улучшающим процесс.
Так, например, применяют раздельную загрузку компонентов по
частям, перемешивая сначала более легкие с каким-либо более
тяжелым компонентом, а затем к такой смеси добавляют остальные
компоненты. При смешивании малых количеств жидкости с боль¬
шим объемом твердого ее подают малыми порциями, а не сразу.
Имеются сообщения о хороших результатах, достигаемых при пе¬
ремешивании разноплотных компонентов в барабанном смесителе
в вакууме. В этом случае в силу законов физики поведение компо¬
188
нентов не зависит от их плотности, частицы внутри смесителя дви¬
жутся с идентичными скоростями, что обеспечивает высокую рав¬
номерность объемного распределения компонентов в получаемой
смеси.
В некоторых случаях, например, при получении дисперсно-
упрочненных материалов, применяют химический метод смеши¬
вания. Такое смешивание можно осуществить различными путями:
смешивают растворы солей соответствующих металлов и затем кри¬
сталлизуют эти соли упариванием объединенного раствора, осаж¬
дают из раствора на поверхности частиц основного компонента
соль металла-добавки, выпаривают раствор соли металла-добавки
при одновременном интенсивном перемешивании с порошком ос¬
новного металла. Химическое смешивание обеспечивает высокую
равномерность распределения компонентов, однако в практике
порошковой металлургии не имеет широкого распространения
в основном из-за неуниверсальности, так как зачастую не удается
подобрать соответствующие растворы соединений требуемых ме¬
таллов. Кроме того, химическое смешивание делает обязательным
применение сушки, что усложняет и удорожает технологию.
Результаты смешивания контролируют либо по физико-техно¬
логическим свойствам шихты (гранулометрический состав насып¬
ная плотность, текучесть, прессуемость, а также физические и
механические свойства спеченных тел), либо химическим анали¬
зом проб. Первый способ достаточно полно характеризует качество
смеси, но слишком громоздок и долог, а второй способ дает лишь
приблизительную оценку. На практике обычно контролируют
часть технологических характеристик смеси и проводят химиче¬
ский анализ проб из нее.
Необходимо помнить о возможности появления, особенно при
длительном хранении смеси, своеобразной сегрегации, т. е. рас¬
слоения компонентов с различными плотностями. Приготовление
порошковой смеси обычно завершает цикл подготовки порошков
к формованию.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Плановский А. Н., Рамм В. МКаган С. 3. Процессы и аппараты химической
технологии. М.: Химия, 1968. 848 с.
Либенсон Г. А., Панов В. С. Оборудование цехов порошковой металлургии.
М.: Металлургия, 1983. 264 с.
Глава V. УПЛОТНЕНИЕ ПОРОШКОВ В ПРЕСС-ФОРМЕ
1. Процессы, происходящие при прессовании
Прессование представляет собой формование металлического по¬
рошка в пресс-форме под воздействием давления. Схема простей¬
шей конструкции пресс-формы показана на рис. 73.
187
Уже при насыпании порошка в форму поверхностные слои
частиц воспринимают контактную нагрузку, а так как поверх¬
ность твердых тел, даже отполированная до зеркального блеска,
характеризуется известной шероховатостью, контакт между со¬
прикасающимися частицами при отсутствии внешнего давления
возможен только в отдельных точках. В связи с этим действитель¬
ные величины контактных давлений в силу малости величины на¬
чальных поверхностей соприкосновения (0,001—0,01 % от общей
поверхности контактирующих частиц) достигают таких значений,
при которых возникают пластические дефор¬
мации либо местные разрушения, т. е. напря¬
женное состояние частицы в окрестностях зоны
контакта должно быть близким к предельному.
Так, при среднем напряжений в порошке
0,1 МПа наибольшее контактное давление будет
порядка 2000 МПа и первоначальный точечный
контакт переходит в контакт по некоторой очень
малой поверхности конечной величины.
Под контактной поверхностью имеют в виду
ту часть общей внешней поверхности всех ча¬
стиц порошка или брикета, которая характе¬
ризуется соприкосновением частиц между со¬
бой и через которую передаются напряжения.
Контактная поверхность может быть исследо¬
вана визуально (например, после разрушения
образца по отпечаткам на частицах, особенно имеющих сфериче¬
скую форму) или же путем измерения электросопротивления по
формуле
VX “ АкА) ~\f >Sh*
где SB — номинальное сечение образца; SK — величина контакт¬
ной поверхности в этом номинальном сечении образца; Я, — удель¬
ная электропроводность (табличная или измеренная для компакт¬
ного беспористого тела); Я,к — контактная (реальная) удельная
электропроводность пористого образца.
Отношение величины контактного сечения (5К) к номинальному
сечению (SH) образца называют относительным контактным сече¬
нием (<хк).
Сущность процесса прессования порошка заключается в умень¬
шении его начального объема обжатием, тогда как при деформиро¬
вании компактного материала его объем остается постоянным (из¬
меняются только геометрические размеры). Объем порошкового
тела при прессовании изменяется в результате заполнения пустот
между частицами за счет их смещения и пластической деформации.
Зеелиг предложил для рассмотрения процессов, происходящих при прессо¬
вании, использовать круглые резиновые шайбы. Как видим (рнс. 74, я), при сво¬
бодной засыпке в замкнутом объеме полости матрицы между шайбами сохраняются
пустоты, обусловленные арочным эффектом. Под действием прикладываемых
188
Mat
I — пуансои верх¬
ний: 3 — матрица;
3 —■ прессуемый по¬
рошок; 4 — пуансоя
нижний ^(подставка)
внешних снл пустоты заполняются и достигается наиболее плотная укладка шайб
(рис. 74, б). В случае пластичных материалов дальнейшее уплотнение будет про¬
исходить в основном за счет деформации частиц (рис. 75), причем вначале ойа
ограничена приконтактными участками, а затем распространяется в глубь ча¬
стиц. При прессовании хрупких материалов деформация проявляется в разруше¬
нии и дроблении выступов на поверхности частиц.
Рис. 74. Модель прессования ме¬
таллических порошков:
а — состояние свободной на*
сыпки: 6 — заполнение пустот
частицами
Рис. 75. Последовательные стадии (7—*
д) прессования частиц пластичных ме-
Таллов
Если строить график, на котором по оси ординат отложить относительную
плотность (т. е. отношение фактической плотности к плотности беспористого ма¬
териала) в процентах, а по оси абсцисс—давление прессования, то зависимость
между этими величинами в общей форме можно было бы выразить идеализиро¬
ванной кривой уплотнения с тремя характерными участками (рис. 76).
Из графика нидно, что наиболее интенсивное уплотнение должно происходить
иа первой стадии процесса, связанной с перераспределением частиц за счет их
смещения и более плотной упаковки под дей¬
ствием прикладываемых внешних сил. Пере¬
мещение частиц, находящихся в меиее благо¬
приятных условиях, может тормозиться значи¬
тельным трением их о поверхности соседних ча¬
стиц, с которыми они находятся в плотном кон¬
такте, и о поверхность стенок пресс-формы.
Уплотнение иа первой стадии процесса а связано
также с разрушением так называемых арок
(арочный эффект — возникновение в металличе¬
ском порошке или прессовке пор, превышающих
размеры наиболее крупных частиц порошка).
В связи с этим часто говорят о первой ста¬
дии, как о структурной деформации порошко¬
вого тела. Эта стадия характеризуется также
значительной ролью упругой разгрузки некото¬
рых нз контактов, происходящей уже в самом начале процесса уплот¬
нения порошковой массы. Такая местная разгрузка части контактов умень-
тает силы связи между ними, а также приводит к сокращению площади
соприкосновения соответствующих контактов между частицами и, следовательно,
к возрастанию контактных напряжений. В результате облегчается взаимное сме¬
шение частиц и реализуется возможность пластического Деформирования в обла¬
сти остаточных контактов.
Вторая стадия процесса характеризуется тем, что частицы порошка, упако¬
ванные максимально плотно, оказывают определенное сопротивление сжатию,
давление прессования возрастает, а плотность порошкового тела при этом некото¬
рое время не увеличивается. На графике это отмечено горизонтальным участком б
кривой на рис. 76. На второй стадии из-за упругой деформации частиц роль мест¬
ной разгрузки контактов незначительна, а пластическая деформация в прикон-
189
Давлеше лрессоЗашя /
Рис. 76. Идеализированная кри¬
вая уплотнения порошков пла¬
стичных металлов
тэктной зоне носит ограниченный местный характер. Наконец, когда давление
прессования превысит сопротивление сжатию частиц порошка, начинается их
пластическая деформация и процесс уплотнения вступает в третью стадию —
участок в на кривой уплотнения (см. рис. 76). С этого момента пластическая де¬
формация охватывает весь объем каждой частицы, смещение контактов фактически
прекращается я оин фиксируются.
На практике в процессе прессования происходит взаимное наложение ука¬
занных стадий уплотнения, протекающих одновременно, а реальная кривая уп¬
лотнения большинства порошков монотонна и в средней части не имеет явно вы¬
раженного горизонтального участка. Деформация отдельных частиц начинается
уже прк малых давлениях, в то время как скольжение отдельных частиц про¬
должается и при высоких нагрузках. Поэтому можно говорить о преимуществен¬
ном значении перемещения частиц иа первой стадии и пластической деформации
Диапетр офазца
Рис. 77. Толщина и форма слоев порошка,
спрессованного при одностороннем прило¬
жении давления сверху
Рис. 78. Распределение плотности (цифры
в поле рисунка) в никелевом брикете, спрес¬
сованном при одностороннем давлении
700 МПа, приложенном сверху
частиц на последней стадии, причт чем пластичнее металл, тем при более низких
давлениях начнется уплотнение за счет деформации частиц. Для металлов с вы¬
соким пределом текучести начальная и конечная стадии уплотнения резче раз¬
граничены.
Если подвергнуть прессованию засыпанные в цилиндрическую
пресс-форму одинаковые по массе и высоте слои порошка, разде¬
ленные прокладками из тонкой фольги, то после уплотнения от¬
дельные слои будут отличаться один от другого по толщине и
форме (рис. 77). По вертикали в направлении от места приложения
давления каждый верхний слой оказывается тоньше (т. е. плотнее)
нижележащего. Частицы у стенки внутренней полости матрицы
пресс-формы продвинулись на меньшее расстояние, чем в цен¬
тральной части брикета.
В горизонтальном направлении в верхнем слое под прессую¬
щим пуансоном плотность нарастает от центра к периферии, а в
нижнем слое, наоборот, — от периферии к центру. На рис. 78
показаны результаты измерения плотности по высоте и сечению
брикета из порошка никеля. Неоднородное распределение плот¬
ности по объему брикета обусловлено затратой усилия прессова¬
ния на преодоление внешнего трения порошка о контактирующие
с ним поверхности элементов пресс-формы (стенка внутренней
190
полости матрицы и торцовые поверхности верхнего и нижнего
пуансонов).
Межчастичное трение, влияя на величину достигаемой при
уплотнении плотности, принципиально не может вызвать и, есте¬
ственно, не вызывает появления градиента плотности по высоте
и сечению брикета.
Одна из причин наличия в средней
частице брикета зоны большего уплот^
нения на некотором расстоянии по
вертикали от его верхней кромки свя¬
зана с формой и направлением распро¬
странения очага деформации при при¬
ложении давления к порошку. Другая
причина такого повышения плотности —
выдавливание порошка из углов по¬
лости матрицы, замкнутой прессующим
пуансоном, в направлении результи¬
рующей сил трения порошка о стенки
матрицы и торцовую поверхность пу¬
ансона.
На рис. 79 показано изменение плотности по высоте брикета
при одно- и двустороннем (когда давление к брикету приклады¬
вается одновременно сверху и снизу) прессовании порошка меди.
При двустороннем прессовании более плотными оказываются
верхняя и нижняя части брикета, тогда как в середине сохраняется
Зона пониженной плотности, называемая нейтральной.
Неравномерная плотность брикета может оказать прямое
влияние на искажение формы и размеров брикета при спекании,
а также вызвать нежелательное изменение свойств спеченного
изделия.
2. Зависимость плотности брикета от давления прессования
В области теории прессования металлических порошков,, при вы¬
воде основного уравнения прессования, связывающего давление
и плотность, существуют два основных направления.
Первое из них характеризуется введением целого ряда упро- ■
щающих допущений, которые позволяют решать ту или иную за¬
дачу элементарным путем, предлагая во многих случаях доста¬
точно простые уравнения, описывающие рассматриваемый про¬
цесс с удовлетворяющей нужды практики степенью точности.
Сюда входят теории прессования, основанные на использовании
гипотезы сплошности, которая предполагает отсутствие разрывов
в уплотняемой среде, т. е. ее непрерывность, что в целом противо¬
речит представлениям о дискретном строении порошковых тел.
Второе направление характеризуется большей математической
точностью и физической обоснованностью решения. Оно предла¬
гает для описания процессов уплотнения весьма сложные зави-
191
О S Iff IS
" Расстояние от верхнего
пуансона, т
Рис. 79. Изменение плотности
по высоте брикета-;
1 — одностороннее прессование^
2 — двустороннее прессование
симости и далеко не всегда приводит к результатам, которые могут
быть использованы в инженерной практике. К этому направлению
относятся теории, основанные на изучении контактных явлений,
имеющих место при взаимодействии частиц.
Четко разграничить эти направления нельзя, так как они за¬
частую взаимно дополняют друг друга.
Первая, оказавшаяся весьма плодотворной, попытка разра¬
ботки количественной зависимости плотности брикета от давления
прессования принадлежит М. Ю. Бальшину. Им были выведены
уравнения:
lg Р Г. (Р 1) + lg pmax
(5.1)
и lg р = —т lg Р + lg Ртах
(5.2)
ИЛИ lg р = Ш lg ft + lg Ртах,
(5.3)
где р — приложенное давление прессования; ртах —давление
прессования, обеспечивающее получение беспористой прессовки;
L и т — постоянные, учитывающие природу прессуемого мате¬
риала и называемые соответственно фактором и показателем прес¬
сования; р и ft — соответственно относительный объем (Р = ук/уцр,
гДе Тпр — плотность прессовки) и относительная плотность прес¬
совки. 4
Были сделаны следующие допущения:
1. Упрочнение при пластических деформациях материала в окрест¬
ностях контактной зоны отсутствует, что обуславливает постоян¬
ство контактного давления огк.
2. Закон Гука, выражающий зависимость между упругой деформа¬
цией и растягивающим или сжимающим нормальным напряжением
в компактном металле, согласно которому бесконечно малое при¬
ращение деформации пропорционально бесконечно малому при¬
ращению напряжения, справедлив и для пластической деформа¬
ции.
3. Материал частицы в зоне контакта постоянно находится в на¬
пряженном состоянии, близком к одноосному сжатию.
4. Деформирование компактного и порошкового материалов про¬
исходит идентично, что предполагает отсутствие межчастичной
(структурной) деформации.
Фактор прессования L связан с величиной контактного давле¬
ния сгк зависимостью
L = 0,434 (К1/ок) (hjh0),
где К' — постоянный коэффициент; hK — приведенная высота
прессовки, т. е. высота прессовки при плотности 100 %’, ha — пер¬
воначальная высота порошка в пресс-форме.
Следовательно, фактор прессования L может быть постоянным
только при сгк = const, так как hK и he для взятой навески порошка
есть величины постоянные. На самом деле ак ф. const и растет как
за счет упрочнения материала в процессе прессования, так и вслед-
192
ствии изменения схемы напряженного состояния материала в окре¬
стностях зоны контакта.
Предложив уравнение прессования, М. Ю. Бальшин отметил,
что значения фактора прессования L существенно изменяются
даже в не очень больших интервалах давлений, в связи с чем по¬
пытки дать уравнение прессования с постоянными коэффициен¬
тами для всех порошков и во всем интервале давлений обречены
на неудачу. Однако в ряде случаев можно получить уравнения
с коэффициентами, более или менее постоянными в достаточно
широком интервале давлений.
Для идеального процесса прессования при отсутствии внеш¬
него трения формулы (5.2) и (5.3) примут вид:
/?рт = Ртах = Рк = Const (5.4)
И p/flm = ртах = рк = const, (5.5)
где рк — максимальное (критическое) дав¬
ление прессования, соответствующее мак¬
симальному уплотнению и равное по ве¬
личине давлению истечения, т. е. напря¬
жению, при котором цилиндрический пу¬
ансон быстро погружается в испытуемый
металлический образец; численно — это
твердость материала при максимальной
степени его упрочнения.
Величина показателя прессования т характеризует свойства
порошка и может быть определена опытным путем или ориенти¬
ровочно по формуле
Рнс. 80. Логарифмическая
диаграмма прессования
("к-Рк)
т = 2 + 07 A ft,
(5.6)
где АО1 =0' — О'о, а О'о — относительная плотность исходного по¬
рошкового тела до приложения нагрузки к нему.
Для многих порошков железа и меди величины показателя
прессования т сохраняют примерно постоянное значение в до¬
вольно большом интервале давлений.
Для порошков олова электролитического, вольфрама восста¬
новленного и некоторых других величина показателя прессования
изменяется, возрастая с увеличением насыпной плотности по¬
рошка Унао и твердости исходного металла. Для любых металли¬
ческих порошков т 3.
Наиболее приемлемым для анализа поведения порошков при прессовании
является уравнение (5.2), вывод которого может быть обоснован различными спо¬
собами. В графической форме (когда ок = const) оно дает прямую линию (рис. 80).
Тангенс угла наклона прямой к оси абсцисс численно равен показателю прессо¬
вания т, а отрезок, отсекаемый прямой на оси ординат, равен логарифму макси¬
мального давления прессования (ртах) или в идеальном случае, т. е. при отсут¬
ствии потерь на трение в пресс-форме, ои равен логарифму максимального кри¬
тического давления рк.
При прессовании различных материалов часто наблюдаются отклонения от
прямолинейной зависимости lg Р по lg р. Если кривая имеет изгиб выпуклостью
7 В. Н, Анциферов в др. 193
вниз (Ig р растет быстрее, чем это соответствовало Сы прямой линии), то, следова¬
тельно, в процессе прессования величина ок не остается постоянной. Она увели¬
чивается с повышением р вследствие повышения твердости контактных участков
в результате упрочнения и увеличения эффекта трения между частицами (в связи
с увеличением размеров контактных участков), а также из-за усиления объемных
напряжений, накапливающихся в частицах по мере их деформации. Когда на¬
ружные слои частиц порошка оказываются более твердыми, чем внутренние
(из-за окисленности или по другим причинам), кривая lg £ по Ig р имеет выпук¬
лость вверх (наблюдается замедление в росте lg р). На рис. 81 изображены реаль¬
ные логарифмические кривые прессования порошков олова, меди и вольфрама,
а на рис. 82 — полулогарифмические кривые прессования Р—lg р для медных
порошков разной насыпной плотности.
1др
Рис. 81. Логарифмические диаграммы прес¬
сования порошков олова (У), меди (2), и
вольфрама (3)
Lgp
Рис. 82. Логарифмические диаграммы прес¬
сования электролитических порошков меди
с насыпной плотностью 0,97 (У); 1.5 (2) в
4,5 г/см8 (3)
Давления для получения прессовок небольшой плотности из порошков
с большей насыпной плотностью меньше, чем из более легких порошков. При
увеличении степени уплотнения это различие уменьшается и при 100 %-ной плот¬
ности ф = 1) давления для одинаковых по химическому составу порошков с раз¬
личной насыпной плотностью приблизительно одинаковы я равны давлению исте¬
чения соответствующего металла. Следовательно, такие физические характе¬
ристики, как величина и форма частиц, насыпная плотность, наклеп, не оказы¬
вают прямого влияния на максимальное давление прессования, необходимое для
получения прессовок 100 %-ной плотности. Однако на прессуемость физические
характеристики порошка оказывают весьма сильное влияние. Для получения
прессовки заданной плотности необходимое давление увеличивается вместе с дис¬
персностью порошка.
Уравнения прессования М. Ю. Бальшина не имеют физического смысла
в начальный момент прессования и справедливы лишь для области средних и от¬
носительно высоких значений давлений прессования.
Н. Ф. Куиин и Б. Д. Юрченко на основании опытных данных показали воз¬
можность описания процесса уплотнения череа коэффициент прессования К'.
К = dyldp = К$е~ар, (5.7)
где Кй — начальный коэффициент прессования (при р = 0); а — коэффициент
потери сжимаемости, характеризующий относительное уменьшение К при воз¬
растании давления р на единицу.
Интегрирование уравнения (S.7) приводит к уравнению прессования вида
У = Ynp — (KJa) е~ар, (5.8)
194
где у„р — условная предельная плотность материала при весьма большом Дав¬
лении прессования, причем эта условная плотность выше теоретической плот¬
ности прессуемого материала.
Все три константы К0, а и уПр характеризуют прессуемый порошок и должны
быть найдены экспериментальным путем.
А. Н. Николаев, используя предположение, что при достаточно больших дав¬
лениях уплотнение материала происходит за счет истечения его в поры, пред¬
ложил, по аналогии с известным уравнением, описывающим при обработке ме¬
талла давлением процесс выдавливания из конического отверстия, следующую
зависимость:
д = CoTd In [0/(1 — d)], (5.9)
где С — коэффициент, определяемый экспериментально. Уравнение (5,9) не имеет
физического смысла при начальном и критическом краевых условиях прессова¬
ния, так как р = 0 лишь прид = 0,5, тогда как для большей части металлических
порошков д0 < 0,5, а при ■& -► 1 величина р сю, тогда как в действительности
Р-*Р к
Г. М. Жданович теоретически и экспериментально доказал, что простой и до¬
статочно точной интерполяционной формулой уравнения прессования идеаль¬
ного процесса уплотнения (без учета влияния внешнего трения) может быть
Р = рк (<г- К)/О -К) = Рк (Эо - Р")/[(Э" (Ро - 0J- <5-10)
Величина показателя степени п зависит от всех основных факторов (механи¬
ческие свойства материала порошка <тт, ав, рк, коэффициент межчастнчного тре¬
ния, относительная плотность насыпки порошка до), определяющих характер и
особенности процесса прессования металлических порошков, а его среднее «ин¬
тегральное» значение ориентировочно составляет:
л = I + 2/По, (5. И)
где /70 — пористость порошка в состоянии насыпки,
Г. М. Ждаиович полагает, что между давлением идеального и реального про¬
цессов прессования существует зависимость вида:
при одностороннем прессовании р0 = р (1 -f- 0,5Л{3), (5.12)
при двустороннем прессовании равными давлениями р0 = р (I + 0,25Л(5).(5.13)
В выражениях (5.12) и (5.13) Л — постоянная величина:
A = y(LH+LB)kK/S„, (5.14)
где £н, 1В — величины длин периметров или контуров соответственно наружной
и внутренней (если прессовка с отверстиями) боковых поверхностей прессовки;
f — коэффициент внешнего треиия частиц порошка о стенки пресс-формы; I —
коэффициент бокового давления.
3. Боковое давление
Порошок в пресс-форме во время уплотнения в известной степени
ведет себя аналогично жидкости и стремится растекаться в стороны,
в результате чего возникает давление на стенки пресс-формы, кото¬
рое называют боковым.
Однако в отличие от жидкости, равномерно передающей при¬
ложенное к ней давление во всех направлениях, в порошке на¬
блюдается значительная неравномерность его распределения. В ре¬
зультате степень сжатия порошка в различных сечениях неодина¬
кова, а на боковые стенки пресс-формы передается значительно
меньшее давление, чем в направлении прессования, в основном
из-за трения между частицами, заклинивания и других факторов,
7*
195
затрудняющих перемещение частиц в стороны. В связи с этим важ¬
ной величиной является так называемый коэффициент бокового
давления представляющий собой отношение бокового (горизон¬
тального) давления (рг), т. е. давления порошка на единицу по¬
верхности стенки пресс-формы, к давлению прессования (р):
I = рг/р с 1.
В общем случае величина £ может качественно характеризо¬
вать пластичность уплотняемого материала^ Для ее количест¬
венного определения рассмотрим упруго-напряженное состояние
некоторого объема материала в середине брикета после того, как
уплотнение закончилось и перемещение частиц порошка прекра¬
тилось. В этот момент брикет находится, в стабильном состоянии
и сжат под действием приложенного давления прессования и реак¬
ции боковой стенки матрицы, равной боковому давлению. Каждая
из этих сил вызывает сжатие по координатной оси, совпадающей
с направлением ее действия, и растяжение по двум другим коорди¬
натным осям. Как известно, деформация упругого сжатия равна
частному от деления сжимающей силы ( в нашем случае р или рг)
на модуль упругости материала (Е), а упругое расширение под
влиянием упругого сжатия равно деформации упругого сжатия по
соответствующей координатной оси, умноженной на коэффициент
Пуассона (у). Достаточно очевидно, что стабильность упругона¬
пряженного состояния возможна лишь в случае, если деформация
упругого сжатия по каждой из координатных осей равна сумме
деформаций упругого расширения под влиянием упругого сжатия
по двум другим координатным осям. Другими словами:
где (p/E)v — упругое горизонтальное расширение под влиянием
упругого вертикального сжатия от приложенного давления прес¬
сования; (PjJE) v — упругое горизонтальное расширение под
влиянием упругого горизонтального сжатия от реакции боковой
стенки матрицы; рг/Е — упругое горизонтальное сжатие от реак¬
ции боковой стенки матрицы.
Или после несложного преобразования pv = рр (1 — v).
Таким образом:
Величина £ обычно составляет 0,2—0,5, причем чем пластичнее
материал, тем v, а следовательно, и § выше (например, для воль¬
фрама £ = 0,2; железа £ = 0,39, олова £ = 0,49, меди £ = 0,54,
серебра § = 0,72, а для свинца даже £ = 0,79).
Коэффициент бокового давления растет с увеличением плот¬
ности, но для разных материалов по-разному; чем пластичнее ме¬
талл, тем в большей степени величина % связана с давлением прес¬
сования. Объясняется это относительным уменьшением сопротив¬
(р/Е) v + (pjE) v = рг/Е,
I = рг/р = v/(l — v)
a v = 5/(1 + I).
(5.15)
(5.16)
196
ляемости контактов сдвигу, что наблюдается с возрастанием как
давления прессования, так и пластичности прессуемого мате*
риала. Для малопластичных металлов (вольфрам) и для хрупких
материалов (карбид вольфрама) | несколько растет в области низ¬
ких давлений, а выше ~200 МПа
остается практически постоян¬
ным. Для мелкозернистого или
окисленного порошка данного ме¬
талла коэффициент бокового дав¬
ления несколько понижается по
сравнению с неокисленным или
более крупнозернистым порошком,
так же как и с возрастанием не¬
регулярности формы частиц, что
объясняется влиянием повышен¬
ного межчастичного трения.
На рис. 83 показана зависимость коэффициента бокового дав¬
ления £ от плотности прессовок 0 из железного порошка.
Боковое давление уменьшается по высоте прессуемых брикетов,
так как силы трения, возникающие между перемещающимися ча¬
стицами порошка и стенками пресс-формы, уменьшают величину
осевого давления прессования.
Рис. 83. Зависимость коэффициента бо¬
кового давления § от плотности 0 бри¬
кетов из порошка восстановленного же¬
леза. Точки — экспериментальные зна¬
чения
4. Трение. Давление выталкивания* Упругое последействие
Как указывалось выше, различают трение внешнее и межчастич¬
ное, причем только первое из них приводит к неравномерному рас¬
пределению плотности в объеме брикета из-за потери усилия прес¬
сования на его преодоление. Чтобы количественно определить
эту потерю, необходимо прежде всего вывести соотношение между
боковым и вертикальным (прессующим) давлениями.
Допустим, что прессовка высотой h с относительной плотностью
О находится в цилиндрической пресс-форме диаметром D при дав¬
лении прессования р. Тогда общее усилие Р, оказываемое на пре¬
ссовку, будет равно
Р = (я£2/4) р.
В соответствии с уравнением (5.15), давление на 1 см2 боковой
поверхности прессовки рр можно представить как
Pv “ \Р-
Так как боковая поверхность цилиндрической прессовки
равняется nDh, то суммарное усилие Рг на нее составит
Рр = nDhpv =* \nDhp.
Потеря усилия (АР) на трение частиц порошка о стенки пресс-
формы
АР = /Рр я* f^nDhp.
197
Доля усилия, которая тратится на преодоление трения по¬
рошка о стенки пресс-формы, определяется отношением АР к об¬
щему вертикальному усилию:
Обработка многих экспериментальных данных показывает,
что величина произведения 4/§ является практически постоянной
для данной площади поперечного сечения брикета, не зависящей
от давления прессования. С ростом последнего наблюдается уве¬
личение |, что уже отмечалось, и уменьшение / из-за выглажива¬
ния поверхности частиц и их притирания друг к другу. Как пра¬
вило, численные значения произведения 4/| по мере возрастания
плотности брикета колеблются в пределах не более ±3^-5 %,
т. е. остаются примерно постоянными в широком интервале дав¬
лений прессования.
В связи с этим из уравнения (5.17) следует, что доля затрат уси¬
лия прессования на преодоление внешнего трения прямо пропор¬
циональна высоте брикета и обратно пропорциональна его диа¬
метру. Для данной навески прессуемого порошка и размеров пресс-
формы доля вертикального давления, теряемого на трение, есть
величина постоянная, пропорциональная приложенному давле¬
нию. Потери давления на преодоление сил трения между части¬
цами порошков и стенками пресс-формы могут составлять 60—90
и даже 100 % от усилия прессования. По этой причине вывод фор¬
мулы (5.17) не совсем корректен, так как среднее давление прессо¬
вания всегда меньше Р, принятого при расчете. Поэтому для опре¬
деления давления прессования в любом горизонтальном сечении
брикета с учетом изменения отношения ДPIP по высоте брикета и
расстояния А до соответствующего сечения брикета следует брать
интегралы в интервалах значений давлений прессования на торце
брикета под прессующим пуансоном (Р) и в соответствующем се¬
чении брикета (Ph), а высоты брикета от 0 (под прессующим пуан¬
соном) до А. Тогда
Межчастичное трение, коэффициент которого может в несколько
раз превосходить коэффициент внешнего трения, при прессовании
играет определенную роль, так как на его преодоление также за¬
трачивается работа прессования. При этом давление по высоте
брикета не изменяется. В результате межчастичное трение не
влияет на распределение плотности в объеме брикета.
Важнейшим практическим следствием проявления межчастич-
иого трения следует считать затрудненность течения порошка под
прямым углом к направлению прессования, в связи с чем невоз¬
можно получать высокие плотности в соответствующих зонах
198
ДPIP = flnDhp/(nDV4)p] = 4/| (A/D).
(5.17)
Ph = Pe-m wo)'
а ДPIP = (P — Ph)/P = 1 — <"/д>
или In P — In Ph — 4/| (A/D).
(5.18)
(5.19)
(5.20)
брикета. Поэтому прессование изделий, профиль которых в на¬
правлении прессования изменяется, затруднено, а часто вообще
невозможно.
В общем случае потери усилия прессования на внешнее тре¬
ние должны зависеть от коэффициента трения в паре материал
прессуемого брикета — материал пресс-формы, склонности к схва¬
тыванию в этой паре, качества обработки стенок пресс-формы,
наличия смазки, высоты насыпки прессуемого порошка (навески)
и диаметра пресс-формы.
На рис. 84 представлены графические зависимости коэффи¬
циента межчастичного трения Д от плотности прессовки 0 из по¬
рошков железа, меди и стали, согласно которым величина Д с уве¬
личением давления прессования (плотности) несколько умень¬
шается.
Рис. 84. Зависимость коэффициента межчастичного трения fi от плотности
прессовок 6 из порошка железа восстановленного (а), медного электролити¬
ческого (б) и стального восстановлен иого (а)
Наличие внешнего трения прессуемого порошка о стенки пресс-
формы определяет усилие, необходимое для выталкивания бри¬
кета после его спрессовывания и называемое давлением выталки¬
вания. Весьма важно знать величину давления выталкивания для
решения практических вопросов прессования порошков, в част¬
ности для правильного расчета и конструирования пресс-инстру¬
мента. Давление выталкивания пропорционально давлению прес¬
сования и зависит от коэффициента внешнего трения и коэффи¬
циента Пуассона прессуемого порошка. Обычно давление вытал¬
кивания принимают равным 0,2—0,35 от давления прессования и
оно тем больше, чем выше прессуемый брикет и меньше площадь
его поперечного сечения.
Практически давление выталкивания всегда меньше (для ма¬
лопластичных материалов отличие больше) потерь давления на
трение порошка о стенки пресс-формы, что связано с изменением
(увеличением) объема спрессованного брикета после снятия давле¬
ния в результате действия внутренних напряжений, возникающих
в процессе уплотнения порошка при прессовании. Такое измене¬
ние объема вызвано в основном увеличением размера брикета в на¬
правлении прессования.
Явление увеличения размера прессовки при снятии дав¬
ления прессования, а также при выпрессовывании брикета из
199
формующей полости пресс-формы называют упругим последейст¬
вием.
В связи с этим целесообразно при прессовании выдерживать
сформованную заготовку под нагрузкой в течение от нескольких
секунд до 2—3 мин, что приводит к возрастанию плотности бри¬
кета.
Основная часть упругого расширения брикета при выпрессо-
вывании протекает почти мгновенно (в момент выталкивания бри¬
кета из матрицы), а остальная часть требует определенного вре¬
мени, вплоть до нескольких дней. По этой причине при изготовле¬
нии изделий точных размеров срок хранения прессовок перед спе¬
канием не должен превышать нескольких часов.
Величина упругого последействия зависит от характеристик
прессуемого порошка (дисперсности, формы и состояния поверх¬
ности частиц, содержания оксидов, механических свойств мате¬
риала), давления прессования, наличия и количества смазки,
упругих свойств матрицы и пуансонов и других факторов. Отно¬
сительное изменение линейных размеров изделий вследствие упру¬
гого последействия определяется из выражения
6, = (А///) 100 = [(/х — /0)//0] ЮО %, (5.21)
где бг — величина упругого последействия; А1 — абсолютное
расширение брикета по длине или диаметру; /0 — длина (диаметр)
брикета, находящегося в пресс-форме под действием давления
прессования; — длина (диаметр) брикета после снятия давления
прессования или выпрессовывания из пресс-формы.
Объемная величина упругого последействия определяется по
аналогичной зависимости:
60 = (AVIV) 100 = [(Vx — У0)/У0]. 100 %. (5.22)
Эффект упругого последействия по высоте брикета больше, чем
в поперечном направлении, и составляет до 5—6 % (по сравнению
с 1—3 %). Это связано с большей величиной осевого усилия прес¬
сования по сравнению с боковым давлением, а также с упругой де¬
формацией матрицы пресс-формы, благодаря которой после снятия
давления высота брикета увеличивается. Кроме того, потеря дав¬
ления прессования вследствие трения порошка о стенки пресс-
формы, приводя к неравноплотности брикета, также влияет на
изменение величины упругого последействия по его высоте.
Упругое последействие частично снимает напряжения на кон¬
тактных участках, что приводит к уменьшению их числа и сум¬
марной площади. Разрыв контактов между частицами, на большом
протяжении может вызвать нарушение целостности прессовок,
называемое расслоем, в том числе появление трещин, а иногда и
разрушение брикета. При переходе от свойств порошкообразной
массы к свойствам напряженного твердого тела величина упругого
последействия изменяется, как это видно из данных, приведенных
в табл. 12.
200
Таблица 12. Зависимость упругого последействия
от давления прессования
Давление
прессова¬
ния» МПа
Увеличение размера
брикета, %
Давление
прессова-
ния, МПа
Увеличение размера
брикета, %
по высоте
по диаметру
по высоте
по диаметру
Материал — медь
Материал — железо
78
0,599
0,168
78
0,465
0,156
312
0,368
0,172
312
0,456
0,203
624
0,66
0,258
624
0,835
0,28
По мере увеличения давления прессования упругое последейст¬
вие сначала возрастает (в брикете происходит формирование и
увеличение межчастичных контактов), а затем снижается, так как
прочность контактных участков спрессованного брикета увеличи¬
вается. Поскольку величина упругого расширения брикета зави¬
сит от взаимодействия двух факторов — упругого последействия
и прочности, оно увеличивается под действием факторов, умень¬
шающих прочность брикета (увеличение размеров и меньшая ше¬
роховатость поверхности частиц порошка, увеличение содержания
в порошке оксидов и примесей, высокая твердость, прессуемого
материала). Упругое последействие у брикетов из порошков хруп¬
ких и твердых материалов больше, чем у брикетов из мягких и
пластичных металлических порошков, так как при одном и том же
давлении прессования прочность прессовки из более твердых мате¬
риалов меньше и для них возрастает роль упругой деформации по
сравнению с пластической.
Применение при прессовании смазок позволяет уменьшить
величину упругого последействия, особенно в случае использо¬
вания поверхностно-активных смазок (табл. 13).
Таблица 13. влияние смазок на упругое последействие
при прессовании брикетов из порошков меди н олова •
Увеличение
объема после выпрессовкн %
Давление
со смазкой
Материал
прессования.
со смазкой
раствором
МПа
без смазки
вазелиновым
олеиновой
маслом
кислоты
в бензоле
Медь
250
1,15
1,10
0,25
400
1,20
1,10
0,35
Олово
50
100
0,91
0,96
0,88
0,89
0,12
0,08
201
5. Прессование со смазкой
Применение смазки при прессовании — один из лучших способов
уменьшения трения и улучшения процесса уплотнения порошка,
в результате чего плотность брикета повышается и обеспечивается
более равномерное распределение ее по его объему, коэффициент
бокового давления увеличивается.
Смазки, снижающие трение между порошком и стенками ма¬
трицы пресс-формы и не оказывающие какого-либо существенного
воздействия на порошок, получили название инертных в отличие
от активных смазок, оказывающих влияние на трение между ча¬
стицами и вызывающих разрушение или облегчающих их дефор¬
мацию за счет адсорбционного понижения прочности,
Ассортимент используемых смазок разнообразен^ и некоторые
из них указаны в табл. 14. Кроме того, в качестве смазок приме¬
няют масла, олеиновую кислоту, поливиниловый спирт, глицерин,
канифоль, камфору, карандашный графит и другие вещества.
Зачастую смазку применяют в виде раствора в ацетоне, бен¬
зине, бензоле, четыреххлористом углероде и других легколетучих
органических средах. В этом случае технологический процесс
несколько усложняется, так как возникает необходимость в уда¬
лении растворителей, например испарением.
Эффект от применения смазок выражается в уменьшении коэф¬
фициентов внешнего и межчастичного трения, снижении давления
прессования, требуемого для получения брикета заданной плот¬
ности, и давления выталкивания, повышении равномерности
распределения плотности по объему брикета и уменьшении или
предотвращении схватывания в паре прессуемый брикет—ма¬
трица пресс-формы, а также в увеличении стойкости пресс-форм.
Смазка увеличивает усилие, передаваемое на нижний пуансон
при прессовании.
Наиболее существенное влияние на процесс прессования ока¬
зывают активные, точнее поверхностно-активные смазки.
Это объясняется понижением прочности тонких поверхност¬
ных слоев металлических частиц при абсорбировании на них
Таблица 14. Температуры плавления некоторых смазок
Смазка
Температура
плавления,
“С
Смазка
Температура
плавления.'
°С
Стеараты:
цинка
•130
Акравакс (синтетиче¬
ский воск) . . 4 . . .
140—143
кальция
180
Дисульфид молибдена
1185
алюминия » * . . . .
ЮЗ
Дисульфид вольфрама
1250 (раз-
магния
88
лагается)
свинца
116
Капроновая кислота . .
101
лития
221
Меламин
250
Стеариновая кислота
Молибденовый ангидрид
795
(стеротекс)
69,4
Парафин
40—60
Бензойная кислота. . .
122
202
смазки и проникновением ее в субмикроскопические трещины,
поры и другие дефекты поверхности, что облегчает деформирова¬
ние и разрушение частиц и способствует уплотнению.
Порошок, обработанный активными смазками, обладает повы¬
шенной стойкостью против коррозии. Однако применение смазок,
особенно поверхностно-активных, уменьшает прочность спрессо¬
ванных брикетов и допустимо только для порошков, брикеты из
которых достаточно прочны.
Порошки твердых и хрупких материалов прессуют с примене¬
нием клеющих и пластифицирующих добавок (камфара, парафин,
каучук и другие), облегчающих скольжение и обеспечивающих
склеивание частиц порошка.
Большое значение имеет способ применения смазок: добавка
в прессуемый порошок, смазка стенок пресс-формы или комбини¬
рованное применение этих двух способов. Промышленное приме¬
нение второго способа технически затруднено и требует больших
затрат ручного труда. Большее распространение имеет добавка
смазки непосредственно в порошок, особенно в случае применения
поверхностно-активных смазок, тогда как при использовании
инертных смазок добавка их в порошок или смазка стенок пресс-
формы примерно равноценны. Однако необходимо помнить, что
при повышенных требованиях к чистоте материала (например,
в случае изготовления спеченных магнитов) особое внимание
должно быть обращено на отсутствие загрязнения после удаления
смазки.
Количество смазки, вводимой в порошок, зависит от его зер¬
нистости и составляет для поверхностно-активных смазок 3—5 г
на 1 кг порошка зернистостью 20—50 мкм и i г на 1 кг порошка
зернистостью 100—200 мкм и 0,5—1,5 % для инертных смазок.
Чем больше высота прессуемых изделий, тем больше при данном
поперечном сечении следует вводить смазки в порошок. С увели¬
чением давления прессования требуемое количество смазки должно
быть уменьшено. Большее количество смазки (по сравнению с оп¬
тимальным), вводимой в порошок, вредно, так как она сама зани¬
мает объем, препятствуя достижению лучшей плотности. При этом
усиливается проявление упругого последействия в связи с несжи¬
маемостью жидких смазок, а прочность брикета падает из-за за¬
мены части контактов металл—металл на контакты металл—
смазка. Применение неактивной (инертной) смазки, нанесенной на
стенки пресс-формы, не изменяет величины
При выборе смазки учитывают ее влияние на технологические
свойства порошка (насыпную плотность и текучесть) и на свойства
спрессованных и спеченных изделий.
в. Прочность прессовок
Прочность прессовок определяется как механическим зацеплением
и переплетением поверхностных выступов и неровностей частиц
порошка, так и действием межатомных сил сцепления, степень
203
проявления которых возрастает с увеличением контактной пло¬
щади. В зависимости от природы порошка, его физических и хи¬
мических свойств действие тех или иных сил будет проявляться
в большей или меньшей степени. Известно, что прочность ком¬
пактных литых металлов данного состава растет с увеличением
твердости, т. е. вольфрам прочнее железа, железо прочнее меди,а
медь прочнее олова. Для порошковых прессовок наблюдается про¬
тивоположная зависимость. Прочность, выраженная как в абсо¬
лютных цифрах, так и в процентах от давления прессования, воз¬
растает не с увеличением твердости, а с ее уменьшением и ростом
пластичности металла. Так, прес¬
совки из олова прочнее, чем прес¬
совки из меди, из меди прочнее, чем
из железа, а из железа прочнее, чем
из вольфрама: у пластичных мате¬
риалов в результате более быстрого
заполнения контактных микронеров¬
ностей в непосредственный контакт
вступает большее число атомов сов¬
мещенных поверхностей, что спо¬
собствует проявлению атомных сил
сцепления. После снятия давления
и выпрессовки из матрицы пресс-
формы у твердых материалов в ре¬
зультате упругого последействия
остаточная контактная поверхность
уменьшается, и прочность прес¬
совки будет определяться в основном силами механического
зацепления.
Рассматривая зависимость увеличения прочности брикета от
давления прессования, можно отметить три этапа: на первом этапе
(низкие давления прессования) прочность возрастает быстрее
давления; на втором этапе (средние давления) прочность возрас¬
тает пропорционально давлению и на третьем этапе (высокое дав¬
ление) прочность возрастает медленнее давления.
Так как прочность пропорциональна контактной поверхности
между частицами, то она должна быть пропорциональна и давле¬
нию прессования. На первом этапе прессования скорость роста
прочности увеличивается за счет резкого повышения плотности
брикета. На третьем этапе с возрастанием давления плотность
и площадки контактов увеличиваются незначительно, вследствие
чего скорость роста прочности брикетов снижается. Во время вто¬
рого этапе прочность возрастает приблизительно пропорцио¬
нально первой степени давления прессования.
При прочих равных условиях на прочность брикетов значитель¬
ное влияние оказывает гранулометрический состав порошка.
Большое влияние на прочность прессовок оказывает насыпная
плотность порошка Y„aCi точнее коэффициент обжатия К =
204
Мастная пяошослм,
г/cnf
Рис. 85. Влияние насыпной 'Плат¬
ности медного порошка на предел
прочности при сжатии прессовок:
1 — одинаковая относительная
плотность (69 %); 2 — одинако¬
вое давление прессования (400 МПа)
= Тпр/?нас- Чем больше К при данной плотности прессовки vnp,
тем сильнее обжатие порошка и тем прочнее спрессованный бри¬
кет (рис. 85). Минимальное значение К, необходимое для получе¬
ния прессовок достаточной прочности из порошков с сильно шеро¬
ховатой и разветвленной формой частиц, составляет 1,7—1,8.
Прочность прессовок зависит от загрязнения порошков и при зна¬
чительном содержании оксидов понижается. Это объясняется уве¬
личением твердости поверхности частиц при одновременно сни¬
жении их пластичности и уменьшении металлической контактной
поверхности.
Принято характеризовать брикеты прочностью на сжатие и на
изгиб, так как прочность на разрыв невелика.
7. Брак при прессовании и факторы, способствующие его появлению
Наиболее часто встречающимся и. пожалуй, наиболее опасным видом брака яв¬
ляются поперечные или диагональные трещины.
Появление трещин обусловлено разрушением частиц при прессовании,
упругой разгрузкой контактов и тем, что при выталкивании спрессованного
брикета из матрицы происходят два противополож¬
ных процесса — расширение прессовки Дг по вы¬
ходе из матрицы и постепенное расширение самой
матрицы ДR (рис. 86). Разрушение (возникновение
трещин) происходит по границам действия дефор¬
маций, вызванных указанными процессами. Среди
факторов, которые являются причиной образова¬
ния этого вида брака, наибольшее значение имеют
следующие:
1. Условия прессования, способствующие
уменьшению прочности брикетов (гладкие плоские
частицы, заметное окисление и наклеп частиц, вве¬
дение смазкн в порошок в количестве, большем
оптимального, и т. п.).
2. Высокие давления прессования (особенно
в случае твердых материалов), так как упругие
силы, вызывающие растрескивание, растут пропор¬
ционально давлению, а прочность брикетов увеличивается не так быстро; в ре-
зультате при некоторой величине давления прессования разрушающие упругие
силы превосходят прочность прессовок и появляются расслойные трещины.
3. Неравномерное распределение в объеме брикета примесей или компонен¬
тов сложной порошковой смеси, вызванное плохим качеством смешивания или
использованием при прессовании химически неоднородного материала.
4. Неравномерный сброс давления при удалении брикета из пресс-формы,
вызванный ее неправильной конструкцией или перекосом в процессе прессования
и при снятии давления.
5. Слишком медленное выпрессовывание и особенно остановки во время
выпрессовывания; для ускорения процесса выпрессовывяния рекомендуется при¬
менять разъемные матрицы, обеспечивающие быстрое освобождение брикета от
сжимающих горизонтальных усилий и его одновременное всестороннее расшире¬
ние.
6. Наличие в прессуемом изделии тонких стенок нли резких переходов
(рис. 87).
Часто при прессованни наблюдается неравномерная плотность в отдельны*
Meciax детали, непропрессовка или перепрессовка, вызванные неравномерным рас¬
пределением прессуемого материала по объему пресс-формы, низким давлением
прессования или завышением навески порошка.
Рнс. 86. Схема изменения
размеров брикета и матри¬
цы пресс-формы при вы-
прессовывании
205
Кроме того, возможен также брак по размерам, связанный с неправильной
конструкцией или размерами пресс-формы, неточностью дозирования порошка
или нарушением режима прессования (завышение нлн занижение давления прес¬
сования).
При браке необходимо установить причины его появления и принять меры
к пх устранению путем подбора соответствующих давлений прессования, изме¬
нения размеров пресс-формы, варьирования технологических свойств порошка.
Рис. 87. Примеры появления трещин при прессовании заготовок, сложных
по форме: '
а — иеравиомериое распределение напряжений; в, с — неправильный ход
верхнего пуансона; d. е — использование плохопрессуемого порошка твер¬
дого материала; f — плохая смазка стенок пресс-формы; ft — деформация
матрицы при прессовании
Брак при прессовании обычно составляет 2—3 %. Бракованные по тем или
иным признакам изделия могут быть возвращены в производство после соответ¬
ствующего дробления и измельчения. Иногда такой порошок небольшими пор¬
циями подмешивают к исходному материалу. Однако при этом может происходить
некоторое снижение механических свойств спеченных изделий.
& Практика прессования
Процесс прессования металлических порошков, главной целью которого является
получение брикетов с размерами и формой, необходимыми для получения готовых
изделий, складывается из расчета навески и дозировки шихты, ее засыпки в ма¬
трицу пресс-формы, прессования и удаления брикета из пресс-формы.
При расчете навески порошка Q пользуются формулой
Q = УуквКгКг, (5.23)
где V — объем готового изделия, ук — плотность беспористого материала; 9 —
относительная плотность спеченного изделия; Ki — коэффициент, учитывающий
потерн порошка при прессовании, равный 1,005—1,01 (в зависимости от точности
изготовления деталей пресс-формы); Kt — коэффициент, учитывающий потери
массы при спекании в результате восстановления оксидов и выгорания примесей,
равный 1,01—1,03.
При прессовании смеси разнородных порошков плотность ук (г/см3) рассчи¬
тывают по правилу аддитивности:
Ук = l00/[(fll/Vi) + (<Ч/Уг) Ч h (ап/уп)), (5.24)
где Yi, Y«> •••> Уп— теоретическая или пикнометрическая плотность отдельных
компонентов, г/см3; аг, а2, .... ап —содержание отдельных компонентов в шихте,
% (по массе).
Расчет аддитивной плотности Yk необходимо проводить и для однокомпоиент-
иого материала, содержащего заметные количества примесей.
На практике дозировку осуществляют весовым либо объемным способами,
причем выбор способа определяется в основном типом прессового оборудования.
Например, при неавтоматическом прессовании чаще прибегают к весовой
дозировке, тогда как при автоматическом прессовании — к объемной.
При ручной дозировке по массе навеску взвешивают обычно на технических
весах. В этом случае навеску засыпают в пресс-форму при помощи специальных
жестяных совочков. Понятно, что такая дозировка оправдывает себя при произ-
206
водстве сравнительно крупных изделий или небольшого количества однотипных
деталей.
Автоматическую дозировку по массе осуществляют несколькими способами.
Например, прессуемый-порошок засыпают в специальный бункер, снабженный
вибратором для обеспечения равномерного выхода порошка. Под выходным от¬
верстием бункера размещена дозировочная емкость, являющаяся коромыслом ве¬
сов. Электрическая схема обеспечивает поступление в емкость из бункера задан¬
ного количества порошка. Точность дозирования обычно составляет ±0,2—0,3 %.
Как правило, весовые дозаторы представляют собой оригинальные конструктив¬
ные устройства, располагающиеся отдельно от установки для прессования.
Более простой по своему оформлению, но менее точной является объемная
дозировка, при которой количество материала, подлежащее уплотнению, отме¬
ряют специальной меркой или путем заполнения им полости пресс-формы, от-
Рнс. 88. Схема объемной автоматической дозвровки:
а — засыпка порошка в матрицу пресс-формы; б — прессование порошка;
в — выпрессовываиие заготовки и начало засыпки порошка в матрицу
пресс-формы; / — матрица пресс-формы; 2, 3 — пуансоны; 4 — плунжер
пресса; 5 — стол (плита) пресса; 6 — прессуемый порошок; 7 — питатель
с порошком
регулированной на определенный объем. На рис. 88 схематически показан прии-
ции работы автоматического дозирующего устройства. Питатель дозирующего
.устройства полностью заполняет порошком полость пресс-формы (рис. 88, а, б),
а после выпрессовываиия брикета снова подается к полости пресс-формы для ее
васыпки (рис. 88, Ь). Однако временно- питатель можно использовать и для удале¬
ния спрессованного брикета из зоны прессования. Порошок в питатель поступает
из загрузочного бункера.
Объемные дозирующие устройства выполняются либо со стационарным,
либо с передвижным бункером. В первом случае бункер с прессуемым материалом
укрепляют стационарно, а перемещается и дозирует порции порошка кассета-
питатель, тогда как во втором случае порошок дозируется непосредственно пере¬
мещением бункера. Объемное дозирование по первой схеме более распространено.
Движение кассеты-пнтателя или подвижного бункера дозирующего устройства
является, как правило, возвратно-поступательным и осуществляется механиче¬
ским, пневматическим, гидравлическим или электромагнитным приводом, работа
которого согласуется с движением прессующих пуансонов или рабочего органа
пресса, передающего нагрузку на пуансоны.
Успешное осуществление объемной дозировки, особенно автоматической,
возможно только для порошков с высокой текучестью и однородными технологи¬
ческими свойствами. Для улучшения текучести применяют предварительное гра¬
нулирование прессуемого материала обкаткой его во вращающемся барабане,
в том числе с увлажнением (например, бензином).
В некоторых случаях порошок гранулируют другим способом: вначале прес¬
суют в брикеты, которые затем протирают через сетку с достаточно крупными
ячейками, например 315 или 630 мкм. Для улучшения текучести также приме-
207
ияют установку на питающих бункерах прессов вибраторов, что позволяет иск¬
лючить из технологической схемы прессования операцию грануляции н тем самым
сократить потери дорогостоящих материалов.
Важным моментом, особенно при прессовании сложных изделий, является
равномерное распределение порошка по матрице пресс-формы и горизонтальность
его поверхности. Это достигается различными путями, например вибрированием
пресс-формы (вручную или механически) или применением специальных разрав-
вивателей порошка, чаще всего в тех случаях, когда прессуют крупные брикеты.
Вибрирование пресс-формы при заполнении ее порошком приводит к перераспре»
делению частиц, их более плотной укладке, разрушению арок, что, в конечном
счете, благоприятно влияет на равномерность пропрессовки брикетов.
Пресс-формы, применяемые в порошковой металлургии, могут быть класси¬
фицированы: по эксплуатационным особенностям (стационарные и съемные); по
принципу заполнения порошком полости матрицы (с объемной и весовой дози¬
ровкой); по принципу прессования (одностороннее и двусторонее); по конструк¬
ции матрицы (со сплошной и разъемной матрицей); по количеству формующих
гиезд(одногнездныеимногогиездные); породу применяемых прессов (для неспе¬
циализированных и специализированных прессов); по методу прессования (для
ручного, полуавтоматического и автоматического прессования); по количеству
слоев в прессуемой детали (для однослойных и многослойных деталей); по кон¬
струкции пресс-формы, которая зависит от конфигурации прессуемой детали и ее
размеров, в частности от отношения высоты детали к ее диаметру (поперечному
размеру) или толщине стенки.
При конструировании пресс-форм- учитывают четыре основных требования:
1) формирование детали заданных форм и размеров; 2) обеспечение равномерной
плотности во всех частях прессуемого изделия; 3) обеспечение возможности наи¬
более простого выпрессовываиия изделия; 4) надежность, простота, экономичность
и обеспечение Длительности срока службы конструкции.
Совершенно очевидна зависимость конструкции пресс-формы от конфигурации
и размера изготавливаемой детали, форму которой стремятся максимально упро¬
стить.
Кроме того, невозможно получать изделия е боковыми впадинами или от¬
верстиями; их изготавливают дополнительной механической обработкой.
Число изменений по толщине и диаметру должно быть минимальным у прес¬
суемой детали, причем указанные изменения не должны быть резкими, а сама
толщина — достаточной (0,8 мм и более).
Деталь рекомендуется делать без узких и Длинных выступов или выемок,
обратной конусности, острых углов и других форм, приводящих к ослаблению
конструкции пресс-формы. Необходимо предусматривать небольшие площадки
на концах скосов и углов, что позволяет устранить острые углы на торцах пуан¬
сонов. При сопряжении поверхностей следует предусматривать радиус закругле¬
ния, равный не менее 0,25 мм.
Схема пресс-формы для получения изделий простой Цилиндрической формы
с отношением высоты к диаметру односторонним прессованием приведена на
рис. 73, Для выпрессовываиия удаляют нижний пуансон, устанавливают спе¬
циальную подставку с центральным отверстием, и верхним пуансоном вытал¬
кивают изделие из пресс-формы. Если пресс-форма смонтирована в столе пресса,
то выталкивание изделия происходит снизу или сверху соответственно нижним
или верхним пуансоном или специальным толкателем.
При необходимости прессования изделий с отношением высоты к диаметру
(поперечному размеру) более единицы используют пресс-формы двусторошкго
прессования. В этом случае матрица может быть неподвижна (усилие приклады¬
вают к верхнему н нижнему пуансону), подвижна или «плавать», опираясь на
пружины (усилие прикладывают к верхнему пуансону).
При двустороннем прессовании и одновременном перемещении верхнего и
нижнего пуансонов или верхнего пуансона и матрицы величины их перемещения
должны быть равными.
Для прессования изделий сложной формы применяют верхние и (или) ниж¬
ние составные пуансоны с несколькими подвижными частями, количество которых
соответствует числу переходов (изменений размеров) по высоте изделия.
208
При прессовании составными пуансонами изделий с неодинаковыми разме¬
рами вдоль оси должен соблюдаться принцип равенства фактора обжатия для
всех вертикальных сечений изделия. Это достигается установкой пуансонов на
различной высоте, обеспечением независимого движения каждого из пуансонов,
их подпружиниванием и т. п.
На рис. 89 показана последовательность положений основных деталей пресс-
формы в течение одного цикла на пресс-автомате для прессования изделий яз
металлических порошков, работающем по принципу «выталкивания» спрессован¬
ной детали из «плавающей» матрицы.
а — засыпка порошка без центрального стержня в рабочей полости матрицы:
6 — выталкивание излишков порошка стержнем обратно в питатель; в — прес¬
сование; г — выпрессовывание
Характерной особенностью данной схемы является засыпка порошка /
(рис. 89, а) питателем 2 в рабочую полость матрицы 3 без центрального стержня 4,
который находится в этот момент на нижнем нерегулируемом упоре 5. В то время
как питатель продолжает находиться иад окном матрицы, центральный стержень
поднимается вверх до регулируемого упора 6 (рис. 89, б) и вытесняет излишек
порошка обратно в питатель, что позволяет прессовать тонкостенные детали. Если
же перемещение стержня в процессе засыпки порошка отсутствует, то требуемая
навеска порошка может не уложиться в узкий зазор между стенкой внутренней
полости матрицы и стержнем.
В начале прессования (рнс. 89, в), когда силы трения порошка о стеики ма¬
трицы невелики и матрица неподвижна, прессование производится верхним пуан¬
соном 7. Когда силы треиия преодолевают подпор матрицы Рг и подпор централь¬
ного стержня Р2, матрица и стержень начинают опускаться вниз (такое состояние
называется «плаванием» матрицы или стержня). Прессование осуществляют ниж-
яим пуансоном S, если скорость матрицы равняется скорости верхнего nyaHcot а.
Если скорость, «плавания» матрицы отличается от скорости верхнего пуансона, то
209
прессование проводят обоими пуансонами. При прессовании нижний пуансон
устанавливают иа жесткий регулируемый упор 9. При выталкивании изделия
(рис. 89, г) матрицу останавливают верхним упором 10. Подпор стержня Рг
меняет направление. Однако силы трения на стенках стержня превосходят под¬
пор Р2 и стержень вытаскивается изделием до тех пор, пока прессуемая деталь
не выйдет из матрицы.
В результате упругого последействия размеры изделий после выталкивания
увеличиваются и стержень уходит вниз. Сталкивание изделия осуществляется
питателем 2, при этом верхние торцы матрицы, нижнего пуансона и стержня долж¬
ны находиться в одной плоскости.
р
Рис. 90. Кинематическая схема прессования гладких втулок с соотношением
ИЮ > 1.2 или Я/а > 4:
в — начало принудительного перемещения матрицы; б — конец принудитель¬
ного перемещения матрицы; в — допрессовываиие
При прессовании более высоких гладких втулок (рис. 90) применяют прину¬
дительное перемещение (h матрицы с последующим остановом ее на жестких ре¬
гулируемых упорах 1 и допрессовкой (Л2) верхним пуансоном. Применение под¬
вижной матрицы при прессовании деталей типа гладких втулок обеспечивает
более равномерное распределение плотности по высоте детали, чем при ее плава-
НИИ;,
Более сложные детали типа.втулок с наружным и внутренним буртом
(рис. 91) получают при установке на жесткие упоры 1, 2 матрицы при прессова¬
нии внутреннего бурта.
Правильное определение высоты засыпки Нi и #2, своевременное начало при¬
нудительного перемещения матрицы, применение контрсилы Я4, которая помо¬
гает центральному стержню в заданный момент стать на нижний упор 2, позво¬
ляют равномерно распределить плотность во всех участках спрессованного
.щделия.
На рис. 92 показана последовательность положений основных деталей пресс-
формы в течение одного цикла иа прессе-автомате для прессования гладких вту*
210
а
А,
ff
Рис. 91. Кинематическая схема прессования втулок с наружным и внутрен¬
ним буртом:
а — засыпка порошка в матрицу пресс-формы; б — прессование;; в. s— вытал¬
кивание (выпрессовывание) заготовки
Рис. 92. Кинематическая схема прессования гладких втулок из металлических
порошков иа прессе-автомате, работающем по принципу «стягивания матрицы»
со спрессованного изделия:
а — засыпка порошка в матрицу, б — прессование к начало плавания мат¬
рицы; в — конец плавания матрицы; г — допрессовывание заготовки; д —
стягивание матрицы
211
лок из металлических порошков, работающем по принципу «стягивания» матрицы
со спрессованного изделия. На этих прессах во всех случаях перемещение ма¬
трицы и вверх и вниз только принудительное.
Порошок (рис. 92, а) засыпают тогда, когда верхний торец центрального
стержня I находится в одной плоскости с верхним торцом матрицы 2. В начале
прессования (рис. 92, б) верхний пуансон 3 входит в неподвижную матрицу до
начала плавания последней. С началом «плавания» матрицы (рис. 92, в), если ско¬
рости верхнего пуансона и матрицы равны, прессование осуществляют нижним
пуансоном 4, закрепленным на неподвижной опоре 5.
На прессах, где имеется возможность регулирования скорости матрицы во
время «плавания», прессование можно проводить одновременно верхним и ииж-
иим пуансонами, что позволяет равномерно распределить Плотность изделия по
высоте. «Плавание» матрицы ограничивается упором 6. В момент долрессовки
(рис. 92, г) матрица неподвижна, прессование осуществляют верхним пуансо¬
ном. К началу стягивания матрицы (рис. 92, д) упоры 6 отводятся.
Перемещение матрицы вниз происходит до тех пор, пока нижний торец
спрессованной детали 7 ие окажется в одной плоскости с верхним торцом матрицы.
Матрицу останавливают упором 8. Изделие сталкивается питателем. Централь¬
ный стержень в моменты засыпки, начала прессования и после стягивания ма¬
трицы находится на нижнем упоре 9, который жестко связан с матрицей. В тех
случаях, когда силы трения порошка на стенках стержня превосходят силу Р\
стержень находится в подвешенном состоянии. При такой схеме осевые нагрузки
ва стержень незначительные. Это обеспечивает его хорошую стойкость. При не¬
больших высотах прессуемого изделия на стенках стержня допускается жесткая
связь стержня с матрицей.
На прессах, работающих по принципу стягивания матрицы, можно полу¬
чить детали с несколькими переходами по высоте, формируемые как нижними,
так и верхними пуансонами.
Прессование изделия типа втулки с буртом, расположенным между торцами,
показано на рис. 93. Особенность данной схемы в том, что нижний наружный
пуансон 1 при засыпке (рис. 93, а) перемещается вверх упором 2 и вниз при стя¬
гивании (рис. 93, в) упором 3, закрепленными в матрице 4. При прессовании
(рис. 93, б) нижний наружный пуансон устанавливается на ползушку 5, которая
при стягивании (см. рис. 93, в) выводится клином 6. Верхние торцы изделия фор¬
мируются двумя верхними пуансонами 7, 8, имеющими возможность взаимного
перемещения и создания трех положений, каждое из которых соответствует за¬
сыпке, прессованию и стягиванию:
На выбор схемы прессования в первую очередь влияет конструкция прессуе¬
мого изделия. Для деталей простой формы типа гладких втулок, втулок с наруж¬
ным или внутренним буртом, тонкостенных втулок предпочтение отдается кине¬
матическим схемам прессования по принципу выталкивания. Такие изделия можно
получить на прессах марок КА0624, КА0628, К8130, К0632, КА8120, КА8122,
KA8I24, КА8128, КА8130.
Изделия более сложной формы с несколькими переходами по высоте, с высо¬
кими буртами рекомендуется получать по принципу стягивания матрицы на
прессах марок КА8132, КА8134, КА8136, ДА1532Б, ДА1534Б, ДА1536Б,
ДА 1240.
Прессы, используемые в настоящее время в порошковой металлургии для
одно- или двустороннего прессования, по типу привода, направлению нагруже¬
ния и степени автоматизации могут быть классифицированы следующим образом:
гидравлические и механические, вертикальные (верхнего и .нижнего давления)
или горизонтальные (как правило, только гидравлические), автоматизированные
и неавтоматизированные. В свою очередь механические прессы бывают кривошип¬
ные, кривошипноколениые, кулачковые и карусельные.
Прессы должны обеспечивать: достаточное давление в требуемом направле¬
нии, возможность регулирования хода и скоростей прессования и выталкивания,
возможность регулирования наполнения пресс-формы порошком, синхронизиро¬
вание ходов составных пуансонов; жесткость конструкции, износостойкость про¬
тив абразивного действия прессуемого материала, простоту систем смазки и удоб¬
ное расположение механизмов управления и регулировки,
212
Выбор типа пресса определяется количеством, качеством, формой И размерами
прессуемых изделий, в том числе требуемой плотностью брикета и ‘его попереч¬
ным сечением, конструкцией пресс-формы, а также производительностью пресса
и его пригодностью для выполнения различных работ. При разработке прессов
для порошковой металлургии в СССР принята исходная шестизначная шкала
Рис. 93. Кинематическая схема прессования втулок с буртом, расположенным
между торцами;
а <— засыпка порошка в матрицу; 6 прессование; в — стягиваняе матрицы
мощности: 9,81; 15,69; 24,52; 39,24; 61,80 и 98,1 кН. Умножив число исходной
шкалы мощности на 10, получают второй порядок мощностей: 98,1; 156,9; 245,2;
392,4; 618,0 и 981 кН. Для получения третьего порядка мощностей умножают еще
раз на 10: 0,98; 1,57; 2,45; 3,92; 6,18 н 9,81 МН. Дальнейший выбор мощности
пресса при его проектировании произволен (например, есть прессы с номиналь¬
ным усилием 20; 50 или 720 МН).
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Либенсан. Г. А., Панов В. С. Оборудование цехов порошковой металлургии
М.: Металлургия, 1983. 264 с.
Перельман В, Е. Формование порошковых материалов. М.: Металлургия,
1979, с. 232.
213
Глава VI. ИЗОСТАТ И ЧЕС КОЕ ФОРМОВАНИЕ
Сущность изостатического формования заключается в уплотнении
металлического порошка в эластичной или деформируемой обо¬
лочке в условиях всестороннего сжатия. В результате получают
крупногабаритные прессовки, прессовки с большим отношением
длины к диаметру, (ширине) с тонкими стенками и равномерной во
всех направлениях плотностью.
Разработано несколько разновидностей такого формования»
Одной из них является гидростатическое прессование, первое
сообщение о котором появилось в 1913 г. В практике порошковой
металлургии СССР этот метод применяют с 1948 г. Порошок засы¬
пают в эластичную (например, рези^
новую) оболочку, которую помещают;
в рабочую камеру прессования
аппарата (рис. 94). Крышку аппа¬
рата герметически закрывают и в ка¬
мере создается требуемое давление.
Жидкость (масло, вода, глицерин
и т. п») всесторонне и равномерно
сжимает порошок, обеспечивая фор¬
мование изделия.
По сравнению с обычным прес¬
сованием в данном случае трение
частиц порошка о стенки оболочки
невелико» Характерно также разли¬
чие в перемещении частиц порошка:
при обычном прессовании оно про¬
исходит вдоль стенки пресс-формы, а при гидростатическом прес¬
совании частицы порошка, прилегающие к оболочке, перемеща¬
ются в основном вместе с нею (например, при прессовании
шара строго в радиальном направлении). Таким образом, при
гидростатическом прессовании потери давления на трение частиц
порошка о стенки оболочки почти отсутствуют. Так как сжатие
в данном случае является всесторонним и равномерным по вели¬
чине во всех направлениях, то коэффициент бокового давления
следует полагать равным единице. В свою очередь плотность бри¬
кета практически однородна, хотя можно отметить некоторое по¬
вышение пористости во внутренних областях сферических и ци¬
линдрических изделий. Доказано, что это явление в основном
объясняется так называемым «арочным эффектом» (при действии
пересекающихся усилий В брикете образуются заметно упрочнен¬
ные участки нли «аркн», не полностью передающие давление его
внутренним областям).
При гидростатическом прессовании обеспечивается не только
равномерная плотность прессовок, но устраняется также анизо¬
тропия нх структуры, связанная с ориентированным расположе¬
нием частиц при одноосном сжатии (в пресс-форме) и проявляю-
214
-Рис. 94. Установка для гидроста¬
тического формования порошка:
J — насос высокого давлении; 2 —
камера прессования; 3 —* порошок;
4 — эластичная оболочка; 5 — ма¬
нометр; 6 — крышка гидростата
в,%
щаяся в неодинаковых значениях усадки, прочности, газопрони¬
цаемости и т. п. в различных направлениях.
Так как при гидростатическом прессовании порошок на всех
участках сжимается до одинаковой плотности, можно, регулируя
плотность различных участков исходной засыпки или толщину
слоя, получать изделия сложной формы. При гидростатическом
прессовании величина давления и работа прессования для полу¬
чения брикетов одинаковой плотности меньше, чем при прессова¬
нии в стальных пресс-формах (рис. 95).
Гидростатическое прессование проводят в резиновых или дру¬
гих оболочках толщиной 0,1—0,15 мм (материал и толщину эла¬
стичных оболочек выбирают исходя из
требований их прочности, износоустойчи¬
вости, конструктивных соображений
и т. п.). При прессовании трубчатых из¬
делий в порошок помещают сердечник
(сплошной или трубчатый), центрируемый
сверху и снизу.
Для обеспечения равномерной плот¬
ности засыпки оболочку с порошком под¬
вергают встряхиванию на специальных
виброустройствах.
Так как при гидростатическом прес¬
совании воздух (газ) не имеет выхода из
герметично закрытой оболочки, приме¬
няют предварительную дегазацию (вакуу¬
мирование) уплотняемого порошка, на¬
пример при помощи тонкой иглы со сквоз¬
ным каналом, вставляемой в оболочку и подключаемой к вакуум¬
ной системе.
Гидростатическим прессованием получают цилиндры, штабики,
трубы, шары и другие изделия как сравнительно простой, так и
весьма сложной формы массой от нескольких граммов до несколь¬
ких сотен килограммов. В современных гидростатах создают дав¬
ление от 100 до 1200 МПа.
Другим вариантом формования при всестороннем обжатни яв¬
ляется прессование под действием газа (гелий, аргон н др.), кото¬
рое иногда называют газостатическим. В большинстве случаев та¬
кому прессованию подвергают не порошок, а предварительно по¬
лученную тем или иным способом заготовку.
На рис. 96 приведены принципиальная схема (рнс. 96, а) и
рабочая камера (рнс. 96, б) установки горячего изостатического
прессования (ГИП^-шведской. фирмы ASEA. Газ (аргон) из балло¬
нов 1 проходит фильтр 2 и заполняет рабочую камеру 10, после
чего компрессор 3 повышает давление газа в ней. Давление свыше
предельного рабочего давления компрессора создается в камере 10
за счет нагрева газа нагревателем 9. Давление газа в трубопро¬
воде контролируют манометром 5. По окончании выдержки под
Рис. 95. Влияние давления
прессования иа относитель¬
ную плотность брикетов из
медного порошка:
1 — гидростатическое фор¬
мование; 2 — одностороннее
прессование в пресс-форме
215
давлением газ возвращают в баллоны 1, причем горячий газ охла¬
ждается автоматически в момент ухода из рабочей камеры вслед¬
ствие его расширения. Имеется дополнительный охладитель 4
для снижения температуры газа до комнатной. Выкачивание газа
из рабочей камеры 10 и закачивание его в баллоны 1 прекращают,
когда давление в камере 10 становится равным атмосферному.
После этого небольшой остаток газа из камеры 10 выпускают в ат¬
мосферу. Трехзонный нагреватель 9создает длинную равномерную
зону нагрева в рабочей камере 10 и обеспечивает быстрый нагрев
f
Рис. 96. Принципиальная схема (а) и рабочая камера (б) установки для~газо-
статического формования:
/ баллоны со сжатым газом; 2 — фильтр; 3 — компрессор; 4 — холодиль*
ник; 6 — маио_метр; 6 — линия подачи газа в рабочую камеру и выпуска
его из нее; 7, 12 — крышки; 8 — экран теплозащиты; 9 — нагреватель; 10 —
рабочая камера (высокопрочный сосуд высокого давления); 11 — оболочка
е порошком или заготовка
газа до заданной температуры. Тиристорные регуляторы позво¬
ляют поддерживать в камере 10 температуру с высокой точностью.
Предусмотрена возможность непосредственного измерения темпе¬
ратуры прессуемой заготовки. Рабочая камера 10 имеет номиналь¬
ные диаметр и высоту соответственно до 1210 и 2150 мм и рассчи¬
тана на давление до 200 МПа и температуру до 1450 °С. Безопас¬
ность ее работы обеспечивается применением цилиндра из высо¬
копрочной стали, обмотанного предварительно напряженной вы¬
сокопрочной проволокой. Предварительная напряженность на¬
столько велика, что стальной цилиндр всегда сжат, даже при мак¬
симальном давлении в рабочей камере 10. Прессование порошков
или заготовок проводят в металлических оболочках (алюминий,
ст. Зит. п.), форма которых может быть как простой, так и макси¬
мально приближенной к форме конечного изделия.
На указанной установке при температуре 1350 °С и давлении
100 МПа порошки молибдена, твердого сплава ВКЮ, оксида
алюминия и диборида циркония были спрессованы до плотности,
равной 99,8—99,9 % от теоретической.
Во ВНИИметмаше разработана серия газостатов, промыш¬
ленный выпуск которых уже начат.
Еще одним вариантом изостатического прессования служит
прессование р эластичных оболочках, помещенных в пресс-форму
216
и подвергающихся одностороннему (рис. 97) или двустороннему
(рис. 98) давлению. Материал оболочки должен обладать способ¬
ностью принимать и сохранять определенную форму, соответст¬
вующую форме изделия; вести себя подобно жидкости, что необ¬
ходимо для равномерной передачи давления на порошок; иметь
определенную упругость, обеспечивающую возвращение оболочки
в первоначальное положение после снятия давления; не склеи¬
ваться или схватываться с порошком; быть долговечным и деше¬
вым, допуская многократное использование. Оболочки можно из¬
готавливать из пapaфинai воска, водного раствора желатина с до¬
бавками глицерина, эпоксидных смол и резиновой массы.
Рис. 97. Схема изостагического фор¬
мования в эластичной оболочке, по¬
мещенной в пресс-форму:
I — прессующий пуансон; 2 — поро¬
шок: 3 — эластичная оболочка; 4 —
матрица пресс-формы; В =- нижний
пуансоя (подставка)
Рис. 98. Схема двустороннего прессования
в эластичной оболочке:
а — в момент приложения давления; б —.
после прессования; / — верхний пуансон;
2 — матрица пресс-формы; 3 — резиновая
пробка; 4 — порошок; 5 — эластичная обо¬
лочка (втулка); 6 — нижний пуансон; 7 —<
заготовка из порошка
Оболочка из массы на основе натурального каучука, оказав¬
шаяся наиболее эффективной (коэффициент Пуассона v = 0,5,
а коэффициент бокового давления | = 1), позволяет прессовать
до 1000 брикетов.
В одной из работ показано, что при всестороннем сжатии сте¬
нок эластичной втулки при деформации объем порошкового бри¬
кета и его поверхность сильно уменьшаются, а частицы переме¬
щаются как в объеме брикета, так и по его поверхности. В связи
с этим применение смазки существенно влияет на плотность бри¬
кетов из-за уменьшения как внешнего (между порошком и обо¬
лочкой), так и межчастичного трения.
Изостатическое формование находит все более широкое при¬
менение, хотя оно имеет и определенные недостатки: трудно вы¬
держивать размеры брикетов близкими к заданным и необходимо
применять механическую обработку при изготовлении изделий,
точных по форме и размерам.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Попильский Р. Я-, Ливийский Ю. Е. Прессование порошков керамически»
масс. М.: Металлургия, 1983, 176 с.
217
Глава VII. МУНДШТУЧНОЕ ФОРМОВАНИЕ
В ряде случаев применяют продавлнвание металлического
порошка через отверстие, определяющее форму и размеры попереч¬
ного сечения получаемой заготовки, которое
называют мундштучным формованием
(рис. 99). Можно продавливать через отвер¬
стие в матрице спрессованную заготовку,
в том числе подвергнутую предварительной
термической обработке. В качестве пласти¬
фикатора применяют парафин, крахмал,
декстрин и др. Его количество обычно со¬
ставляет 6—10 %, Смесь порошка с пласти¬
фикатором или спрессованные заготовки
подогревают; пористость получаемых после
выдавливания заготовок зачастую близка
к нулю.
Мундштучным формованием получают
прутки, трубы, уголки и другие большие
по длине изделия с равномерной плотностью
из плохо прессуемых материалов (тугоплав¬
кие металлы и соединения, твердые сплавы,
керметы на основе, оксидов и др.).
На рис. 100 показана пресс-форма для
мундштучного формования труб на верти¬
кальных или горизонтальных гидравличе¬
ских прессах.
В обойме 1 с мундштуком переменного
сечения 2 установлена звездочка 4 с ввин¬
ченной иглой 3. Над обоймой находится
матрица 6, соединенная с ней гайкой 5. Пред¬
варительно спрессованную цилиндрическую
заготовку вставляют в матрицу и выдавли-
ваю'Г пуансоном 7 через зазор между иглой
звездочки и мундштуком.
Стержни получают в такой же пресс-
форме, но без звездочки с иглой. При прес¬
совании труб и стержней небольшого диа¬
метра и сечения высота мундштука должна
быть в 2,5—4 раза больше диаметра его вы¬
ходного отверстия, называемого очком. Ско¬
рость выдавливания материала через мунд¬
штук не должна превышать 5—10 мм!с;
применение более высоких скоростей фор¬
мования приводит к появлению неравно¬
мерной пористости изделия, неравномерной
усадке и короблению изделий при после-
мовання труб дующем спекании. Давление мундштучного
218
ffS¥
Рис. 99. Схема мунд¬
штучного формования;
1 — плунжер гидравли¬
ческого пресса; 2 — пу¬
ансон; 3 — стальной ста¬
кан; 4 — конус; 5 —*
матрица; 6 — получае¬
мая заготовка; 7 — по¬
рошок
формования при постоянной степени обжатия минимально при
выдавливании материала через мундштук с tуглом конуса 90°.
Обычно это давление составляет несколько сотен мегапаскалей.
Степень обжатия материала при выдавливании через очко должна
составлять не менее 90 % и определяется по формуле
К= 1(5 — s)/sH00 %, (7.1)
где 5 — площадь сечения матрицы пресс-формы; s — площадь
сечения выходного отверстия (очка) мундштука.
После формования заготовки подвергают сушке (конечная
влажность должна составлять 4—6 %) и, если требуется, спеканию.
А. С. Фиалков и Я. С. Уманский исследовали мундштучное
формование смесей медных порошков с пластификатором (парафин
и стеариновая кислота) при их выдавливании через мундштук
в холодном состоянии или при подогреве до температуры 42 °С
(смесь) и 45 °С (контейнер). Кривая истечения холодной смеси
медного порошка с парафином имеет относительно плавный
характер, тогда как для смеси медного порошка со стеариновой
кислотой она характеризуется резко выраженными скачками
давления. Подобный же характер истечения материала наблю¬
дается при истечении подогретой смеси медного порошка с парафи¬
ном. А. С. Фиалков и Я. С Уманский считают, что в случаях
выдавливания смесей медного порошка со стеариновой кислотой
и подогретой до 45 °С смеси медного порошка с парафином про¬
является хрупкость вещества, в то время как при выдавливании
смеси медного порошка с парафином при комнатной температуре
вещество находится в пластичном состоянии. Таким образом,
пластичное состояние порошковой смеси при выдавливании опре¬
деляется пластифицирующими свойствами связующей добавки
(при неизменных условиях истечения).
При прессовании порошка в пресс-форме наблюдаются потери
давления на преодоление внешнего трения. Поэтому при уплот¬
нении порошка в матрице, предшествующем его истечению из
очка, образуются отдельные слои материала, отличающиеся по
напряженному состоянию и плотности, что и служит причиной
дефектов структуры у получаемых заготовок и спеченных изделий.
При применении предварительной подпрессовки наблюдается
увеличение объемной массы выдавленных заготовок.
С повышением давления предварительной подпрессовки (в опре¬
деленных пределах) увеличивается необходимое давление истече¬
ния и улучшаются характеристики спеченных изделий; оптималь¬
ным является давление подпрессовки порядка 200 МПа. Рост
давления истечения с увеличением нагрузки при подпрессовке
объясняется увеличением у выдавливаемых заготовок межчастич¬
ной контактной поверхности. Предварительная подпрессовка ма¬
териала активизирует усадку при спекании, снижает пористость
изделий после спекания и весьма значительно повышает их меха¬
нические свойства.
219
Таким образом, целесообразно разделение процесса мундштуч¬
ного формования на две стадии: предварительное уплотнение
материала и формоизменение при истечении.
Мундштучное формование без пластификатора широко при¬
меняют для выдавливания нагретых металлов и сплавов.
При относительно низких температурах экструзии (до 600 °С)
заготовку или порошок обычно нагревают вместе с матрицей.
Такие металлы, как бериллий, цирконий, титан, уран, торий
и др., при температурах горячей обработки значительно окис¬
ляются, что вызывает необходимость применения защитных сред
при их нагреве (защитные атмосферы, нагрев в солевых ваннах),
а также защитных оболочек, которые могут быть стеклянные,
графитовые (образовавшиеся после возгонки летучих составля¬
ющих графитовых эмульсий) и металлические (из металлов или
сплавов, не реагирующих с формуемыми порошками). Метал¬
лические оболочки особенно хорошо предохраняют от окисления
получаемые заготовки до момента их полного охлаждения и слу¬
жат одновременно смазками, улучшающими процесс истечения
и предотвращающими приварку выдавливаемого порошка к пресс-
инструменту.
Металлические оболочки должны отвечать определенным тре¬
бованиям: при температурах нагрева не должны образовываться
какие-либо продукты взаимодействия между порошком и оболоч¬
кой; пластические свойства и сопротивление деформированию
металлов порошка и оболочки при формовании должны быть по
возможности близкими друг к другу; оболочка должна обладать
хорошими смазочными свойствами. Таким требованиям в зави¬
симости от свойств металлического порошка могут удовлетворять
медь, латунь, низкоуглеродистая сталь или биметалл в виде
медножелезной фольги. После прессования оболочки чаще всего
удаляют механическим путем, хотя возможно также их удаление
травлением в растворах, не действующих на спрессованный по¬
рошок.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Злобин Г. П. Формование изделий из порошков твердых сплавов. М.: Ме¬
таллургия, 1980. 224 с.
Глава VIII. ПРОКАТКА ПОРОШКОВ
Прокатка металлических порошков — это их формование в про¬
катном стане. Разработка (первый патент выдан в 1906 г.) и про¬
мышленное внедрение этого метода (начало 40-х годов) обуслов¬
лены его следующими возможностями:
а) изготовление порошкового проката с особыми свойствами,
которые нельзя обеспечить для проката из литого металла;
220
б) упрощение процесса производства беспористого порошкового
проката с обычными свойствами и снижение его стоимости;
в) изготовление порошкового проката из сплавов, трудно-
деформируемых или недеформируемых в литом состоянии, а также
из сплавов и материалов, которые нельзя получать плавлением.
Прокатку порошков применяют для получения заготовок из
конструкционных, электротехнических, фрикционных и анти¬
фрикционных материалов, а также при производстве фильтров,
электрохимических электродов и других пористых изделий.
Процесс прокатки порошков во многом
отличается от прокатки компактных мате¬
риалов, хотя имеется и ряд общих черт.
Схема прокатки порошка приведена на
рис. 101. Порошок из загрузочного
устройства (бункера) насыпают между
двумя вращающимися навстречу один дру¬
гому валами. Силами внешнего трения
он увлекается в зазор и уплотняется в по¬
лосу достаточной прочности, обеспечива¬
ющей ее перенос в печь для спекания.
При прокатке наличие между отдельными
частицами пор делает возможным сбли¬
жение частиц и их взаимную фиксацию
в уплотненном состоянии в результате
диффузионной сварки отдельных частиц,
их механического зацепления и адгезии.
Основное отличие прокатки металли¬
ческих порошков от прокатки компакт¬
ного металла — значительное изменение
их исходных свойств: переход от сыпучего к жесткому пори¬
стому телу, обладающему некоторой прочностью на сжатие,
растяжение, изгиб и срез.
При прокатке литого металла сохраняется постоянство объема
и плотности до и после прокатки, тогда как при прокатке порош¬
ков происходит существенное уменьшение их начального объема:
Рис. 101. Схема прокатки
порошка:
И — ширина бункера с по¬
рошком; — угол подачи
порошка, dp — угол про¬
катки; 1^ Ал, 1г — раз¬
меры элементарного объема'
порошка в начале зоны уп¬
лотнения и после нее
= zv%,
(8.1)
где Vi и V2 — объемы порошка и проката из него соответственно;
Z — отношение плотности проката (ленты) ул к насыпной плот¬
ности порошка (Уд/Тиас). называемое степенью уплотнения.
Уравнение (8.1) является выражением закона постоянства
массы прокатываемого материала, который применим при дефор¬
мации порошкообразных, порошковых и литых металлов.
Пользуясь уравнением (8.1), Г. А. Виноградов и В. П. Ката-
шинский записали
(8.2)
221
где Лр, Blt и Лл, В2, К— размеры элементарного объема по¬
рошка в начале зоны уплотнения и после прохождения ее.
При записи уравнения (8.2) плотность порошка в зоне уплот¬
нения принята равной не насыпной плотности, а плотности
утряски (уут)- Уравнение (8.2) можно записать в виде
Лр/Лд = (Bj/Bj) (l%/li) (ул/7ут)- (8-3)
Отношение толщины порошка в начале зоны уплотнения Лр
к толщине проката Ля называют коэффициентом спрессовыва¬
ния е:
е = Ар/Лл. (8.4)
Отношение длины элементарного объема 12 после прохождения
зоны уплотнения к его длине 1Х в начале этой зоны называют
коэффициентом вытяжки X:
X = 1гЦх. (8.5)
Отношение плотности проката ул к плотности утряски по¬
рошка 7ух называют коэффициентом уплотнения Zyn:
Zyn = Тл/YyT- (8.6)
Различие значений коэффициентов Zyn и Z при прокатке свя¬
зано с тем, что при прокатке порошок под действием вибрации,
встряхивания и перемешивания валками перед уплотнением имеет
более плотную укладку, чем при свободной насыпке.
При объемной деформации, т. е. при уширении, необходимо
учитывать также и поперечную деформацию. Коэффициент ушире-
ния рх определяют как отношение ширины слоя порошка в начале
зоны уплотнения к ширине проката:
Pi = Вг!Вх. (8.7)
Наибольшие трудности при прокатке порошков возникают
в основном при определении коэффициентов вытяжки и уширения.
Это связано с тем, что до прокатки порошки находятся в сыпучем
состоянии, и поэтому методы определения коэффициентов вытяжки
и уширения, применяемые для компактных материалов, для
порошкообразных материалов неприемлемы.
Сыпучесть порошка определяет скорость прокатки: чем больше
сыпучесть порошка, тем эффективнее протекает процесс прокатки.
При плохой сыпучести в результате того, что линейные скорости
валков значительно больше скорости порошка, поступающего
в очаг деформации, порошок не прокатывается в сплошную ленту.
На сыпучесть порошка влияет и форма частиц порошка, которая
также оказывает влияние и на их способность деформироваться.
Так, частицы шаровой формы деформируются меньше, чем
частицы дендритной или игольчатой формы. В свою очередь
прочность проката зависит от формы частиц, так как механиче¬
ское сцепление при сближении частиц играет существенную роль.
222
Установлено, что при прочих равных условиях полоса из по¬
рошка, состоящего из частиц с сильно развитой поверхностью,
обладает наибольшей прочностью.
Важнейшими параметрами прокатки металлических порошков
являются центральные углы, определяющие положение некоторых
поперечных сечений очага деформации (рис. 102)., под которым
понимают объем порошка, расположенный между прокатными вал¬
ками и боковыми стенками устройства, подающего порошок;
очаг деформации ограничен сверху се¬
чением, в котором имеется контакт
между порошком и обоими валками,
а снизу — сечением выхода проката из
валков. Приведем характеристику
угловых параметров процесса прокатки
порошков (см. рис. 102); аш — угол
подачи порошка, т. е. центральный
угол, определяющий положение сече¬
ния, отсекаемого дозирующим поро¬
шок устройством на дуге контакта
валок — порошок; этому углу соответ¬
ствует толщина подачи порошка //;
аР — граничный угол подачи порошка,
так как установлено, что изменение
угла подачи порошка аш - влияет на
свойства порошкового проката лишь
в некотором ограниченном интервале;
по достижении определенного для
каждого порошка и условий про¬
катки угла ат толщина и плотность
проката перестают изменяться и даль¬
нейшее увеличение угла подачи не
оказывает влияние на свойства проката;
ар — угол прокатки, т. е. центральный угол, на длине дуги
которого под силовым воздействием валков происходит форми¬
рование проката из порошка; этому углу отвечает сечение II
толщиной hp, в котором начинается формирование проката из
порошка; аП — угол спрессовывания, под которым понимают
центральный угол, соответствующий сечению раздела между
сыпучим и спрессованным валками порошком в зоне уплотнения;
этот угол не является точной величиной для данного порошка,
так как в зоне уплотнения переход от сыпучего тела к жесткому
пористому, способному сохранять форму без осыпания, проис¬
ходит постепенно без какого-либо скачка, который мог бы харак¬
теризовать этот переход; у — нейтральный угол, т. е. центральный
угол, определяемый положением нейтрального сечения, в котором
эпюра контактных касательных напряжений изменяет знак;
с величиной этого угла связана величина зоны опережения, в ко¬
торой скорость движения сформованного проката больше окруж-
Рис. 102. Угловые параметры
процесса прокатки порошка;
/ — граница области регули¬
рующего действия шибера; //—
сечение, соответствующее нача¬
лу уплотнения порошка; /// —
сечение, соответствующее об¬
разованию жесткого клина?
IV — нейтральное сечеиие; V—
сечение выхода заготовки из
валков
223
ной скорости поверхности валков; в нейтральном сечении нормаль¬
ное контактное напряжение достигает своей максимальной вели¬
чины и заканчивается процесс уплотнения; абсолютные значения
нейтрального угла невелики, практически не зависят от толщины
проката и условий подачи порошка и составляют 0° 30'—1°;
асж — угол упругого сжатия валков, который характеризует
увеличение зоны деформации при прокатке порошка; значение асш
достигает 2°, что приводит к увеличению контакта валок — про¬
катываемый материал до 25—30 % от общей длины дуги кон¬
такта; фст — угол стабилизации процесса, представляющий собой
угол начального поворота валков, после которого устанавли¬
вается процесс прокатки порошка (т. е. прокат приобретает по-я
стоянные свойства).
Усилия, приводящие к уплотнению порошков при прокате,
создаются за счет сил трения, которые характеризуются коэффи¬
циентом трения /.
При прокатке в гладких валках, Чтобы происходил захват'
порошка и его уплотнение, необходимо соблюдение условия $
ар « f + S, (8.8)
где ар — угол прокатки, ограничивающий зону уплотнения по¬
рошка; £ — коэффициент бокового давления.
Длина дуги контакта валок — металл при прокатке метал¬
лических порошков невелика, поэтому при достаточной ширине
проката можно принять его деформацию двумерной, т. е. считать,
что уширение отсутствует.
Тогда выражение (8.3) примет вид
е = Uia. (8.9)
Г. И. Аксенов и А. Н. Николаев, анализируя геометрические
параметры деформации, предложили соотношение, связывающее
плотность и толщину порошкового проката с насыпной плот¬
ностью порошка, радиусом валка и углом прокатки:
Тл = (Тнас А) (1 -f alR/hn). (8.10)
При прокатке металлических порошков необходимо учитывать
размер частиц. Максимальный размер частиц (dmax) прокатыва¬
емого порошка равен
dmax — Ф-л “Ь ар(8-11)
где п — число частиц, укладывающихся по ширине сечения
прокатки.
В процессе прокатки металлического порошка различают три
основных периода: начальный неустановившийся, установив¬
шийся и конечный нестационарный.
В начальный неустановившийся период полоса, выходящая из
валков при их повороте на некоторый угол, характеризуется
переменной толщиной и плотностью, изменяющейся по длине.
224
При работе стана в зазор между валками поступают частицы
порошка, которые при деформации вызывают расклинивающее
действие. Валки упруго раздвигаются и происходит поступление
нового количества прессуемого порошка, что в свою очередь
приводит к повышению давления и упругим деформациям стана.
В тот момент, когда процесс прессования порошка уравновеши¬
вается сопротивлением стана упругим деформациям, наступает
установившийся период прокатки. В этот период выходящая
спрессованная полоса имеет постоянную плотность. В конечном
нестационарном периоде в связи с разгрузкой валков происходит
обратное явление. В начальном и конечном периодах параллельно
с изменением плотности изменяется и давление порошка на валки.
Поэтому в результате упругой деформации стана изменяется
и толщина полосы, плотность в этих местах становится неодно¬
родной, и эти участки полосы обрезают.
При прокатке металлических порошков изменение зазора ме¬
жду валками приводит к изменению плотности проката (ленты)
в соответствии с уравнением
Тл = 0,6 (С*/Лл), (8.12)
где уд — плотность проката (ленты); hn — фактическая толщина
проката; С — универсальный коэффициент, характеризующий
суммарное действие всех геометрических, физических и механи¬
ческих факторов процесса прокатки порошков.
Плотность проката уменьшается с увеличением его толщины
и уменьшением коэффициента спрессовывания. Плотность про¬
ката можно повысить увеличением уровня порошка над зоной
деформации, а также вакуумированием, механической принуди¬
тельной подачей порошка, повышением шероховатости валков
и другими способами.
Порошки подают к валкам прокатного стана различными спо¬
собами. Наиболее простой из них — ручная засыпка на валки,
продольные оси которых расположены в одной горизонтальной
плоскости. Однако при этом способе возрастает количество от¬
ходов и трудно получить однородную по свойствам ленту.
Простейшим устройством для подачи порошков является бун- *
кер, устанавливаемый непосредственно на валки. Удобнее исполь¬
зовать подвесной бункер, который закрепляют на рабочей клети
стана так, чтобы он не соприкасался с валками. В этом случае
прокатка осуществляется на гладких валках без выступов и ка¬
навок.
Для получения из порошка ленты заданной пористости и тол¬
щины применяют специальные устройства, регулирующие уровень
порошка или толщину его захвата в зоне деформации. Схемы таких
устройств изображены на рис. 103. В схеме 1 порошок изолируется
от рабочей поверхности валков с помощью специальных накладок,
которые могут перемещаться; расстояние между накладками
определяет толщину захвата порошка. По этой схеме можно
8 В. Н. Анциферов и др. 225
в широких пределах регулировать толщину захвата порошка
независимо от скорости прокатки. Недостаток схемы заключается
в переменном уровне порошка над сечением его захвата, а также
в трудности изготовления качественных накладок. Схема 2 яв¬
ляется наиболее универсальной. Она позволяет, как и первая,
регулировать толщину захвата порошка независимо от скорости
прокатки. Перемещением заслонки вправо или влево возможно
получить биметаллический прокат с разным соотношением тол¬
щины слоев.
г 3
Рис. 103. Схема устройств для регулирования уровня порошка в бункере
Схемы 3—5 предусматривают регулирование уровня порошка
в зоне деформации путем изменения ширины щели между пере¬
двигающимися или поворотными заслонками и рабочей поверх¬
ностью валков. Уровень порошка поддерживается подбором
соотношения между производительностью прокатки и расходом
порошка. Недостатками схем 3—5 являются сложность контроля
за уровнем порошка в зоне деформации и необходимость увязки
ширины щели бункера с порошком со скоростью прокатки.
Схема 6 позволяет контролировать уровень порошка в зоне
деформации. По этой схеме бункер установлен над одним из
валков и подача порошка в валки регулируется подъемом и опу¬
сканием передней стенки бункера.
По схеме 7 уровень порошка регулируют величиной щели
в днище бункера и скоростью прокатки.
Схема 8 отличается наличием механического устройства, регу¬
лирующего расход порошка. С помощью используемого в этом
устройстве шнека можно постепенно менять расход порошка.
Рассмотренные схемы устройств для подачи порошка относятся
к станам, продольные оси валков которых расположены в одной
226
Рис. 104. Схема прокатки порошка иа ста¬
не 330
горизонтальной плоскости. При расположении продольных осей
валков в одной вертикальной плоскости бункер с порошком может
быть помещен перед прокатным станом и подача порошка осу¬
ществляется по вспомогательной ленте. Возможна также подача
порошка под действием собственной массы по наклонному желобу.
В промышленности для про¬
катки порошков часто исполь¬
зуют обычные прокатные станы,
оборудованные приспособле¬
ниями для прокатки порошка.
На рис. 104 показана конструк¬
ция промышленного стана 330,
оборудованного приспособле¬
ниями для принудительной
подачи порошка в валки. В ста¬
нине закрытого типа 1 располо¬
жены рабочие валки 2. Устрой¬
ство для подачи порошков со¬
стоит из шнека 3, помещенного
в камеру 8 с бункером. Шнек
приводится во ‘вращение от
электродвигателя 7 через
муфту 4, шкив 6 и клиновой ремень 5. Максимальное условное
давление в камере шнека 0,1 МПа. Давление подпора порошка
в очаге деформации создается за счет разности производитель¬
ности шнека и пропускной способности стана.
Существует схема прокатки порошков через вертикально рас¬
положенные валки с Конвейерной подачей (рис. 105). Металли¬
ческий порошок 3 из бун¬
кера 2, установленного на
одном конце конвейера 9,
через специальное устрой¬
ство 4 подается на непре¬
рывную ленту 1 конвейера.
Специальное устройство 4
не только подает порошок
на ленту конвейера, но
и контролирует высоту
слоя порошка. Нижний
валок 8 имеет прижимные
ролики 6 и 7, а верхний
которыми проходят боковые
Рис. 105. Схема подачи порошка в стан при по
мощи конвейера
валок 5 имеет бортики, между
кромки конвейера из металла.
В США разработана конструкция специального стана для
прокатки порошков. Нагретый порошок из бункера поступает
в валки стана. Валки имеют выточки, в которых перемещаются
ограничивающие брусы, позволяющие проводить прокатку с боко¬
вым сжатием получаемой полосы. Ограничивающие брусы можно
8*
227
плотно прижимать к торцам бочек валков специальными прижим¬
ными роликами.
Порошки прокатывают как в холодном, так и в горячем со¬
стоянии. Г. И. Аксенов предложил следующие температурные
границы деформаций: область холодной деформации 0—0,25 Твл;
область между холодной и горячей деформацией 0,25—0,5ТИД;
область горячей деформации 0,5—l.OT'nn.
Например, для железного порошка область холодной деформа¬
ции находится в пределах 20—180 °С, а для вольфрамового по¬
рошка она смещается к температурам 320—600 °С.
При горячей прокатке станы снабжают дополнительными
устройствами для нагрева порошка перед процессом прокатки
и часто помещают в камеру с защитным газом во избежание окис¬
ления порошка при нагреве.
Рис. 106. Схема проката полос и листов:
а, в — двухслойный прокат; 6 — трехслойиый прокат
При прокатке порошка тугоплавких металлов возможно при¬
менение металлических газонепроницаемых оболочек. После про¬
катки оболочку удаляют механически или стравливанием.
При использовании непрерывной схемы для получения ленты
из порошка, т. е. когда прокатный стан и печь спекания соеди¬
нены в одну линию, для защиты от окисления прокатываемой
ленты при выходе ее из печи непрерывного действия используют
устройство, состоящее из корпуса со входными и выходными
патрубками. Внутри корпуса устанавливают валки для дальней¬
шего уплотнения и медные водоохлаждаемые валки. Кроме того,
во входном и выходном патрубках имеются резиновые валки.
Своеобразен способ получения полосы из металлических по¬
рошков с использованием электронного луча. По этой схеме
порошок прокатывают в вакуумной камере, а затем предвари¬
тельно подогревают электронной пушкой и окончательно спекают
с помощью двух электронных пушек нижнюю и верхнюю поверх¬
ности подогретой полосы. Вся установка находится в вакуумной
камере с двухступенчатыми герметичными уплотнениями.
Методом прокатки можно получать многослойный прокат. Для
этого различные порошки или порошки и компактный листовой
материал прокатывают одновременно (рис, 106).
228
В настоящее время прокатку применяют для получения полу¬
фабрикатов (в основном листовых) из гранулированных металлов
и сплавов. Процесс изготовления полуфабрикатов из гранулиро¬
ванных металлов обладает определенными, свойственными только
ему особенностями, которые связаны с относительно большими
размерами гранул и очень малым механическим их зацеплением
при уплотнении. По сравнению с прокаткой порошков при про¬
катке гранул значительно увеличивается угол прокатки и тол¬
щина проката.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Виноградов Г. А., Каташинский В. П. Теория листовой прокатки металличе¬
ских порошков и гранул. М.; Металлургия, 1979. 224 с.
Глава IX. ШЛИКЕРНОЕ ФОРМОВАНИЕ
По ГОСТ 17359—82 шликерным называют формование металли¬
ческого порошка заполнением шликером (т. е. устойчивой суспен¬
зией порошка) пористой формы, обеспечивающей удаление жидко¬
сти из шликера. Однако приведенное определение относится
только к одной из разновидностей этого метода — шликерному
формованию в пористых адсорбирующих и неадсорбирующих
Рис. 107. Схема установки для электрофоретического шли¬
кер и ого формования)
Тр — трансформатор; П — переключатель; В — выпрями¬
тель, Р — реостат, А — амперметр, V » вольтметр, К —
катод. Аф — анод — форма
формах, на стенках которых в процессе удаления жидкости из
шликера формируется заготовка из частиц металлического по¬
рошка.
Другой разновидностью шлнкерного формования является
электрофоретический метод; схема установки для его осуществле¬
ния приведена на рис. 107. Формование заготовок происходит
путем постепенного наращивания слоя из твердых частиц шли¬
кера, которые под влиянием электрического поля перемещаются
к электроду — форме и осаждаются на ней. Конфигурация изде¬
лий ограничена возможностями электропереноса; длительность
229
процесса набора массы по сравнению со шликерным формова¬
нием в пористых формах значительно меньше.
Третью разновидность представляет формование термопластич¬
ных шликеров, состоящих из твердой фазы и термопластичной
связки. Связка при комнатной температуре твердая, при нагреве
она плавится, придавая шликеру необходимые литейные свойства.
Шликер разогревают до температуры, при которой он становится
текучим, придают ему нужную конфигурацию при помощи формо-
образователя (например, металлической формы), а затем охла¬
ждают до затвердевания и отделяют заготовку от формообразо
вателя.
Преимущества шликерного формования сводятся к возмож¬
ности получения изделий сложных форм, мало- и крупногабарит¬
ных, полых с равномерной толщиной стенок, с равномерной плот¬
ностью по объему, с высокой чистотой поверхности и точных
размеров.
К общим недостаткам метода шликерного формования следует
отнести высокую суммарную длительность процесса получения
заготовок, необходимость в больших рабочих площадях и больших
количествах форм, потребность в мощном сушильном хозяйстве.
1. Основные свойства шликеров
Качественное формование заготовок может быть достигнуто только при хорошей
текучести шликера, его высокой седнментационной и агрегативной устойчивости
при высоком содержании твердой фазы, хорошей заполняемости формы.
Текучесть шликера—величина, обратная вязкости, характеризует его способ¬
ность литься, заполнять форму, набирать массу заготовки.
Устойчивость шликеров определяет их способность не расслаиваться в те
ченне определенного времени. Седиментацнонная устойчивость шликера свя¬
зана с оседанием твердых частиц под действием силы тяжести и зависит в основном
от размера частиц н их концентрации в шликере. Агрегативная устойчивость шли¬
кера зависит от большого числа факторов и связана с силами, способствующими
превращению мелких частиц в крупные. Поскольку твердая фаза при шликерном
формовании обычно нерастворима в жидкой фазе и нет укрупнения за счет пере¬
кристаллизации через жидкую фазу, рост частиц в шликерах происходит в резуль¬
тате слипания под действием электростатических сил. Величина этих сил зависит
от природы твердой и жидкой фаз, дисперсности, величины удельной поверхности,
формы частиц, поверхностных энергий твердой и жидкой фаз, а также от харак¬
тера физико-химических процессов на межфазных границах, которые определяют
характер сил взаимодействия между частицами.
Свойства шликеров зависят от многих характеристик твердой фазы, главными
из которых являются ее полярность и смачиваемость, дисперсность частиц, их
форма и распределение по размерам.
Природа твердой фазы определяет ее способность смачиваться различными
жидкостями, а для получения хороших шликеров необходимо, чтобы твердые
частицы хорошо смачивались жидкой фазой. Это достигается при наличии высо¬
кой поверхностной энергии твердого тела при сильном взаимодействии на меж¬
фазной границе. Улучшение или ухудшение смачивания можно осуществить до¬
бавками поверхностно-активных веществ (ПАВ).
Дисперсность частиц, распределенных в шликере, определяет его устойчи¬
вость, вязкость и влииет на плотность получаемых заготовок. С увеличением дис¬
персности частиц в соответствии с ростом их удельной поверхности возрастает
способность связывать воду и поэтому шликеры, содержащие тонкодисперсные
230
частицы, в большинстве случаев обладают большей вязкостью, чем шликеры с гру¬
бым порошком. При уменьшении размеров частиц и их плотности стабильность
системы улучшается в связи с уменьшением скорости осаждения частиц под дей¬
ствием гравитационных сил. Лучшими для шликериого формования являются
порошки сферической формы с минимальной пористостью частиц.
Жидкую фазу для приготовления шликера следует выбирать индивидуально,
<гак как она должна иметь низкое давление пара, отсутствие воспламеняемости,
низкую токсичность и малую вязкость, а также не должна химически взаимодей¬
ствовать с твердой фазой.
Наиболее часто в качество основы шликера используют воду и парафин.
Вода сообщает шликеру необходимую текучесть, обеспечивает хорошее за¬
полнение пористой формы и беспрепятственную передачу шликера по трубопро¬
воду. Повышение температуры уменьшает поверхностное натяжение и вязкость
воды, что является одной из причин понижения вязкости шликеров, хотя седи-
ментационная устойчивость шликеров при этом также уменьшается.
Парафины, применяемые прн изготовлении термопластичных шликеров,
являются предельно насыщенными соединениями углерода с водородом с общей
формулой С„Н2п+2 и представляют собой продукты переменного состава от нона-
декана (С19Н40) до пентатриоктана (С35Н,2). Диэлектрическая проницаемость пара¬
фина колеблется от 1,9 до 2,2, плотность при 100 °С изменяется от 0,71 до
0.77 г/см®, температура плавления изменяется от 54 до 49 °С, а вязкость от 1 до
8П. Парафин легко растворяется в органических растворителях. Кроме техни¬
ческих парафинов, используют церезины и полиэтилен. Полиэтилен хорошо сме¬
шивается с парафином и его часто используют в качестве добавки, увеличивающей
устойчивость шликеров, что важно при формовании заготовок из порошков тя¬
желых материалов, таких как вольфрам и твердые сплавы.
2. Технология шликериого формования
Шликерное формование в пористых формах
Формование в адсорбирующих формах. Для изготовления форм
используют любой материал, который имеет достаточную проч¬
ность и способен поглощать жидкую фазу шликера, а также
химически инертен к шликеру.
Наиболее полно этим требованиям- удовлетворяет гипс; при
хранении гипсовые формы защищают от пыли, при этом влажность
должна составлять не менее 30 %, а температура не выше 38 °С.
Возможна механизация процесса изготовления форм. Заготовки
из большинства материалов после формования хорошо отделяются
от гипсовых форм. Однако заготовки из порошков карбидов и не¬
которых металлов плохо или вообще не отделяются от форм.
В этом случае на внутреннюю поверхность гипсовой формы на¬
носят антиадгезионную пленку из бумаги, графита, талька,
бентонитовой глины, альгинатов натрия или аммония.
Применение гипсовых форм имеет некоторые недостатки, глав¬
ными из которых являются относительная недолговечность форм,
уменьшение скорости набора массы при повторном использовании
форм, затрудненное извлечение из гипсовых форм изделий сложной
формы, повреждение рабочих поверхностей формы при чистке
после их использования. Поэтому имеются примеры использова¬
ния форм из других материалов, в частности бумаги.
Подготовка дисперсной фазы шликера включает операции,
обеспечивающие получение порошка такой дисперсности и формы,
231
которые обеспечивают максимальную плотность упаковки без
ухудшения технологических свойств шликера и хорошую спека*
емость полученной заготовки. Применяют очищенную воду,
а также спирт, четыреххлористый углерод, изобутил уксусной
кислоты; для тяжелых металлических порошков применяют более
вязкие жидкости, такие как водные растворы альгинатов аммония
или натрия, карбоксилметилцеллюлозы, поливинилового спирта.
В качестве дефлокулйнтов используют соляную, уксусную и дру¬
гие кислоты, в ряде случаев щелочи. Приготовление шликера
осуществляют одностадийным или двустадийным способами,
а также способом предельного насыщения с добавкой зернистого
наполнителя. По одностадийному способу предварительно раз¬
дробленный материал подвергают мокрому помолу. При дву¬
стадийном способе вначале осуществляют сухой размол, а за¬
тем — мокрый с целью получения шликера. При этом образуется
твердая фаза с меньшей дисперсностью. В данном случае шликеры
имеют большую влажность, а плотность и прочность получаемых
заготовок оказываются ниже, чем при одностадийном приготовле¬
нии шликера. Ускорение операции сухого измельчения при дву¬
стадийном способе осуществляют добавкой ПАВ. Заготовки боль¬
шой плотности получают путем добавления к шликерам на стадии'
перемешивания крупнозернистых порошков; этот способ наиболее
эффективен при формовании крупногабаритных и толстостенных
изделий, так как обеспечивает большую скорость набора массы
заготовки и малую их усадку при сушке.
Формование заготовок осуществляют наливанием шликера
в гипсовую форму непрерывной струей до ее заполнения (наливной
способ); в случае прерывания струи на стенках могут образоваться
складки. При сливном способе образование слоя происходит
до его определенной толщины, избыток шликера сливают из
формы переворачиванием, отсасыванием с помощью шланга или
удалением пробки из отверстия в основании формы. Время набора
массы на стенке формы составляет 1—60 мин.
Для повышения скорости диффузии воды в форме, а также
скорости отбора влаги из шликера применяют обдув наружной
поверхности гипсовых форм теплым воздухом.
В производственных условиях формование осуществляют на
стендах или автоматах. Кроме увеличения производительности,
автоматизация позволяет улучшить качество изделий благодаря
точной дозировке шликера, а также быстрому удалению избыточ¬
ного шликера из формы отсосом после набора массы изделия.
Изделия сушат на воздухе, в сушильных шкафах или сушил¬
ках на деревянных подставках. При этом во избежание растрески¬
вания необходимо осуществлять равномерный нагрев. Оптималь¬
ная температура сушки 110—150 °С. В сушильном помещении
необходимо поддерживать достаточную влажность. Обжиг или
спекание заготовок осуществляют в печах по режимам, зависящим
от материала заготовки. Механизм спекания при этом не отли¬
232
чается от механизма спекания формовок, полученных другими
методами.
Рассмотренный метод вначале применяли для получения изде¬
лий (тигли, трубки, пластины, лодочки, испарители, чехлы термо¬
пар, конструкционные детали для современных двигателей, ядер-
ных реакторов и т. п.) из фаянса, фарфора, А1203, MgO, CaO, Si02,
BeO, ТЮ2 и др.
В последнее время шликерное формование применяют для
получения заготовок из порошков карбидов, боридов, силицидов
и других тугоплавких соединений. Твердая фаза из этих соеди¬
нений смачивается водой хуже, чем оксиды, поэтому для стаби¬
лизации шликеров применяют коллоидные вещества.
Шликерное формование порошков металлов отличается от
шликерного формования химических соединений рядом особен¬
ностей, которые связаны с высокой плотностью и своеобразным
характером взаимодействия частиц металлов с жидкой фазой.
Эти шликеры готовят на водных растворах альгинатов натрия или
аммония, используют также бутилацетат, изобутилацетат, окси-
лол и четыреххлористый этан. Шликерным формованием были
получены заготовки из молибдена с пористостью 43—45 %. После
спекания при 1700 °С в водороде (1 ч в засыпке из смеси А1г03 +
+ W) они имели пористость около 1 %. Шликерное формование
с успехом применяют для получения изделий из твердых сплавов,
керметов и других композитов.
Применение шликерного формования при создании материалов,
армированных дискретными волокнами, позволяет распределить
волокна и порошок равномерно по объему тела. Этим обеспечи¬
вается однородность свойств материала. Получены хорошие ре¬
зультаты на материалах из А1203 и Si02, армированных волокнами
нихрома и коррозионностойкой стали.
Методами шликерного формования получают тонкие пленки из
материалов различной природы (например, для изготовления
многослойных композиционных материалов или покрытий на
различных материалах), а также пеноматериалы из технического
глинозема, Zr02, MgO, SiC на связке из Si3N4 и др.
Формование в неадсорбирующих формах. Удаление дисперсион¬
ной среды из шликера можно осуществить, не прибегая к ее
впитыванию материалом формы. В этом случае проводят: 1) шли¬
керное формование под вакуумом в металлических формах с пер¬
форированными стенками (изнутри стенки формы покрывают бу¬
мажной массой, а снаружи создают разрежение, которое и обеспе¬
чивает отвод жидкости из шликера); 2) шликерное формование
под давлением (порядка нескольких мегапаскалей) в разъемных
формах со стенками из пористого материала (спеченный стеклян¬
ный порошок, пластик), за которыми находятся полости для
отвода выдавливающейся из шликера жидкости; 3) выморажива¬
ние жидкости (например, помещая неадсорбирующую форму со
шликером в ванну из смеси бензина и твердой углекислоты с тем¬
233
пературой —40 °С; замороженные заготовки после извлечения
из формы помещают в вакуумную камеру и высушивают сублима¬
цией, а затем спекают).
Формование термопластичных шликеров. Общая технологи¬
ческая схема процесса получения изделий по этому способу сво¬
дится к подготовке дисперсной фазы (чаще всего карбиды, бориды,
нитриды или силициды тугоплавких металлов), приготовлению
термопластичной связки и шликера, подготовке формы к за¬
полнению шликером, собственно формованию, удалению связки
и спеканию. Иногда операции совмещают, например, приготовле¬
ние термопластичной связки и шликера, удаление связки и спе¬
кание.
Приготовление дисперсной фазы в принципе не отличается
от рассмотренного выше. При выборе термопластичной связки
необходимо выполнять следующие требования. Связка должна
при ее минимальном содержании обеспечить образование текучего
шликера с максимальным коэффициентом упаковки. Для таких
целей применяют легкоплавкие вещества с малой вязкостью
в жидком состоянии, которые хорошо смачивают твердую фазу
и не образуют толстых структурируемых оболочек с аномально
высокой вязкостью. Указанные вещества должны быть неполяр¬
ными, придавать прочность получаемым заготовкам, обладать
малой объемной усадкой. В связи с этим широко применяют
парафин, воск, твердые жиры, пеки, фенолформальдегидные смолы
и др. В качестве ПАВ используют олеиновую, стеариновую или
пальмитиновую кислоты, животные жиры, пчелиный воск, расти¬
тельные масла и др. Содержание ПАВ в связке зависит от при¬
роды дисперсной фазы и величины удельной поверхности ее частиц
и составляет от 0,05 до 0,2 %.
Приготовление шликера осуществляют смешиванием его со¬
ставляющих в смесительных аппаратах при температуре, пре¬
вышающей температуру плавления связки. Лучшие результаты
достигаются при вакуумировании шликера в процессе изготовле¬
ния. Формы для работы с термопластичным шликером обычно
изготавливают из стали; при изготовлении небольших партий
заготовок можно применять медные или алюминиевые сплавы,
пластмассы, гипс и др. Наиболее широко применяют формование
под давлением из шликеров на парафиновой основе. При этом
термопластичный шликер, разогретый до температуры 70—100 °С,
помещают в резервуар, в котором термостатированием поддержи¬
вают постоянную температуру и постоянный состав шликера по
высоте. Заполнение форм происходит после того, как в резервуар
подается сжатый воздух под давлением 0,3—0,6 МПа, в резуль¬
тате чего шликер через питающее устройство перемещается в ме¬
таллическую форму, в которой затвердевает. Чтобы усадка не
изменяла форму получаемой заготовки, давление на шликер
на снимают до тех пор, пока не произойдет его полное затвердева¬
ние. Хорошая текучесть, низкая теплопроводность и малая ско-
234
рость затвердевания помогают получать качественные изделия.
Удаление связки осуществляется путем медленного нагрева за¬
готовок в адсорбентах, которые активно поглощают расплавлен¬
ную связку. При повышении температуры удаление связки проис¬
ходит поэтапно — сначала плавится связка, затем испаряются
легкие фракции, проходит пиролиз тяжелых углеводородов, вы¬
горание углеродистого остатка и начинается постадийное спека¬
ние. В качестве адсорбента применяют ламповую сажу, активи¬
рованный уголь, оксид алюминия, оксид магния. После удаления
связки заготовки спекают. В интервале температур 100—400 °С
нагрев проводят медленно. После полного удаления связки разо¬
грев до 800—900 °С проводят быстро, затем медленно повышают
температуру до окончательной. Окончательный режим и механизм
спекания подобны режимам спекания заготовок, полученных дру¬
гими способами формования.
Электрофоретическое формование. Этот способ применяют пре¬
имущественно для получения тонкостенных и крупногабаритных
изделий из фаянса и кварца. Объемная масса заготовок выше,
чем заготовок, полученных в гипсовых формах или из термопла¬
стичных шликеров. Применяют тонкостенные медные формы,
процесс проводят в течение нескольких минут при напряжениях
2—4 В/см и плотности тока 0,0015—0,0030 А/см2.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Добровольский А. Г. Шликерное литье. М.: Металлургия, 1977. 240 с.
Глава X. ВИБРАЦИОННОЕ ФОРМОВАНИЕ
Вибрационное формование — относительно новый вид уплотнения
металлических порошков, первые сведения о котором появились
в конце 40-х годов. Было обнаружено, что применение вибрации
при засыпке и утряске порошка в пресс-форме или в процессе
формования позволяет значительно уменьшить давление прессо¬
вания и повысить равномерность распределения плотности в де¬
талях сложной формы. Положительное воздействие вибрации на
процесс уплотнения связано с разрушением начальных межча¬
стичных связей (в частности, арок) и улучшением взаимоподвиж-
ности частиц, в результате чего достигается высокая плотность их
укладки (95 % и выше от теоретически возможной для данного
гранулометрического состава порошка). Наиболее эффективно
вибрация проявляется при уплотнении порошков, представля¬
ющих собой определенную совокупность фракций частиц раз¬
личного размера.
Способы вибрационного формования различают по следующим
основным признакам: 1) по характеру динамического воздействия
на прессуемый материал (вибрационное и виброударное формова-
235
ние); 2) по соотношению между статической и динамической
составляющими усилия прессованиям вибрационное прессование,
когда возникающие между частицами порошка силы трения
препятствуют их относительному перемещению под действием
вибрации; вибрационная укладка, когда под действием вибрации
частицы преодолевают силы трения и сцепления между собой
и заполняют пустоты в порошке; 3) по характеру процесса: ди¬
скретное (прерывистое) вибрационное формование (в закрытом
пресс-инструменте); непрерывное вибрационное формование
(в мундштучных прессах, установках шликерного формования,
Рис. 108. Пресс-инструмент для статического (а—в) и вибрационного (г—т)
прессования. Двусторонняя стрелка — вибрирующий элемент
прокатки порошков и др.); 4) по циклограмме процесса: с предва¬
рительным вибрационным уплотнением и последующим статиче¬
ским прессованием; с вибрационным или виброударным воздей¬
ствием на формуемый порошок в течение всего процесса прессова¬
ния без выдержки под давлением; с вибрационным или виброудар¬
ным воздействием на формуемый порошок в течение всего цикла
прессования, включая выдержку под давлением.
Естественно, что при вибрационном формовании возможны
различные варианты процесса: прессование холодное или горячее,
без смазки или со смазкой, вакуумирование формуемого порошка
и т. п.
На рис. 108 приведены схемы пресс-инструмента для осуще¬
ствления статического прессования (рис. 108, а—в) и вибрацион¬
ного формования (рис. 108, г—т), различающиеся:
по способу передачи энергии вибрации прессуемому порошку
от элементов пресс-инструмента, непосредственно соединенных
с вибратором;
по величине жесткости опоры матрицы (неподвижная,
рис. 108, г, з, м, и «плавающая, рис. 108, д—ж, и—л, н-~т)
236
и систем передачи статического усилия прессования на верхний
пуансон (жесткая, рис. 108, г, д, о, р и упругая, рис. 108, е—н,
п, с, т) и энергии вибрации элементам пресс-инструмента от виб¬
ратора (жесткое соединение вибратора с пуансонами, рис. 108, г—п
и матрицей, рис. 108, р, с, т, и упругое соединение вибратора
с матрицей, рис. 108, н);
по количеству прессующих пуансонов (с одним, рис, 108, г—и,
м—т, и двумя, рис. 108, к, л).
Энергию вибрации уплотняемому порошку можно передать;
1) по схеме «вибрирующего контейнера» (см. рис. 108, р, с, т),
когда вибрированию подвергается контейнер (матрица) с порош¬
ком; возможно достижение высокой и практически одинаковой
плотности по всему объему брикета с очень большим отношением
высоты к диаметру, например 17;
2) по схемам «вибрирующих пуансонов», когда уплотнение
порошка происходит под воздействием вибрации верхнего
(см. рис. 108, г, м), нижнего (см. рис. 108, д, е, ж, л) или обоих
пуансонов одновременно (см. рис. 108, з, и, /с);
3) одновременно нижним пуансоном и матрицей (см.
рис. 108, н, о, п), причем возможны варианты, когда вибратор
жестко соединен с нижним пуансоном и матрицей (см.
рис. 108, о, п) и когда вибратор жестко соединен только с нижним
пуансоном, а с матрицей с помощью пружин (см. рис. 108, н).
В процессе передачи энергии вибрации от матрицы она может
приводиться в колебательное движение частью изделия, при¬
легающей к вибрирующему пуансону (см. рис. 108, д, ж, и, к, л),
для чего матрица должна быть подвижна.
Вибратор может быть гидравлический, пневматический, элек¬
тромагнитный, магнитострикционный, электромеханический
(дебалансный ненаправленного действия, двухвальный де¬
балансный направленного действия, одновальный дебалансный
маятникового типа, планетарный, эксцентриковый, коленорычаж¬
ный и т. п.); для производственных процессов более приемлемы
электромеханические вибраторы с динамическим возбуждением
колебаний, которые дают возможность получить значительные
величины возмущающих сил при простой конструкции.
При выборе схемы пресс-инструмента для вибрационно
прессования необходимо стремиться к тому, чтобы энергия вибра¬
ции передавалась от вибратора к прессуемому изделию через
возможно более жесткую систему и преимущественно поглощалась
самим изделием. Это можно обеспечить при достаточной жесткости
опор соответствующих элементов пресс-инструмента. Например,
при прессовании в пресс-инструменте с вибрирующей матрицей
возможны три схемы. В схеме на рис. 108, р энергия вибрации
от матрицы полностью поглощается изделием (если считать опоры
пуансонов абсолютно жесткими), в схеме на рис. 108, с энергия
вибрации, кроме изделия, частично поглощается упругой опорой
верхнего пуансона, а в схеме на рис. 108, т энергия вибрации,
237
кроме изделия, частично поглощается упругими опорами обоих
пуансонов.
В зависимости от соотношения основных параметров процесса,
размеров изделия и жесткости опор пуансонов может иметь место
такой случай, когда почти вся энергия вибрации будет погло-
щаться упругими опорами пуансонов, т. е. практический эффект
от применения вибрации сведется к нулю.
Экспериментально установлено, что более эффективны уста¬
новки с вибрирующей матрицей. При этом всегда должно выпол¬
няться условие подвижности пуансонов (так же как условие
подвижности матрицы при вибрировании пуансонов).
Отметим, что при вибропрессовании физический коэффициент
внешнего трения / должен быть заменен на эффективный коэффи¬
циент внешнего трения /*, стремящийся к нулю. При этом порошок
приобретает свойства жидкости, подчиняющейся закону Паскаля,
и сколь угодно малая возмущающая сила вибратора Q обеспечи¬
вает получение прессовок требуемой плотности. Хотя нулевое
значение /* при вибропрессовании обеспечивается не всегда и
чаще всего такая задача не ставится, все же именно существенное
снижение внешнего трения (/* <£ /) позволяет получать равно¬
плотные прессовки даже при больших значениях отношения h/D
(например, 5 и более).
Наиболее эффективно применение вибрации проявляется в слу¬
чае уплотнения малопластичных материалов (например, карбидов
или боридов металлов), для которых удается получить плотные
(65—85 % от теоретической плотности) н прочные брикеты при
небольшом статическом давлении (0,3—0,6 МПа). Это объясняется
тем, что вибрация, придавая частицам порошка высокую подвиж¬
ность, способствует их наиболее плотной укладке, а небольшое
давление обеспечивает заклинивание частиц в этом положении,
в результате чего образуются сравнительно прочные брикеты с не¬
значительными внутренними напряжениями.
Для порошков различных металлов статическое давление, при¬
кладываемое одновременно с вибрацией, обычно составляет 0,5—
5 МПа; отсутствие такого давления может привести не к уплот¬
нению, а к разрыхлению порошка. Нагрузку создают пневмати¬
ческими или гидравлическими устройствами или же при помощи
пружин. Отметим, что плотность укладки частиц все же зависит
не столько от прикладываемого давления, сколько от параметров
вибрирования.
Импульсная энергия вибрирования расходуется как на пре¬
одоление инерции и упругого сопротивления вибрирующей си¬
стемы, так и на преодоление инерции и сил трения и сцепления
уплотняемого порошка.
Если уплотняемая масса порошка невелика, то основную
роль будет играть инерция и упругие свойства системы (ее соб¬
ственная частота колебаний). В связи с этим для обеспечения
наиболее выгодного режима уплотнения следует выбирать вы¬
238
X г/см5
6,50
нужденную частоту вибрирования ближе к собственной частоте
колебаний системы. При уплотнении больших масс порошка все
большую роль будут играть собственная частота колебаний слоя
частиц и силы связи между ними. Поэтому частоту вибрирования
нужно выбирать ближе к резонансной или по отношению к виб¬
рирующей системе, или по отношению к уплотняемой массе
порошка. Режим вибрирования принято характеризовать часто¬
той W (колебаний в 1 мин), ускорением а (см/с2) и амплитудой
А (см), которые связаны выражением А — а! (л R7/30)2.
На рис. 109 показаны кривые плотность — ускорение и плот¬
ность — амплитуда для трех частот вибрирования при уплотнении
порошка молибдена со средним
диаметром частиц 2 мкм, давлении
2,1 МПа и длительности вибриро¬
вания 15 с. Для данного порошка
при одинаковой амплитуде плот¬
ность укладки частиц возрастает £j0
с повышением частоты вибрирова¬
ния (см. рис. 109, кривые 1—3).
При частоте 10 000 колебаний в $.£0
1 мин с увеличением амплитуды
колебаний более 0,4 мм скорость
нарастания плотности умень- S,so
шается, что указывает, по-види¬
мому, на преобладание при по¬
вышенных значениях амплитуды
процесса разрыхления частиц над
процессом уплотнения.
Однако для частоты 20 000 ко¬
лебаний в 1 мин при амплитуде,
близкой к 0,4 мм, заметного сни¬
жения плотности не было обна¬
ружено. Повышение плотности с увеличением частоты вибриро¬
вания свидетельствует о приближении к резонансным значениям
между частотой вынужденных колебаний вибратора и собственных
колебаний слоя порошка. Поэтому при 20 000 колебаний в 1 мин
увеличивается подвижность отдельных частиц, в то время как
при 10 000 колебаний в 1 мин частицы перемещаются в основном
группами (скоплениями), чем и объясняется расслоение и раз¬
рыхление брикетов при данной частоте и отсутствие этих явлений
при более высокой частоте. Для сравнительно небольших объемов
порошков (с 1000 см8) с частицами размером >100 мкм более
эффективны частоты вибрирования 6000—12 000 колебаний
в 1 мин, с частицами размером 1—100 мкм — порядка 12 000—
18 000 колебаний в 1 мин, с частицами размером <1 мкм —
более 18 000 колебаний в 1 мин. При этом для порошков с части¬
цами размером <10 мкм с увеличением частоты вибрирования
ускорение также должно возрастать, чтобы в соответствии с при-
239
1470 а, м/с2
J L
0,0 7А, СМ
Рис. 109. Зависимость плотности V
брикетов из порошка молибдена от ам¬
плитуды A (J—3) и ускорения а ((' —
3') при различной частоте вибрирования
(колебаний в 1 мин):
1, 1' —10 000; 2, 2'—15 000: 3, 3'->
20 000
веденной взаимозависимостью A, W и а не произошло существен¬
ного уменьшения амплитуды. Для порошков хрупких материалов
необходимо выбирать более высокую частоту и меньшую ампли¬
туду вибрирования (при сохранении постоянной величины уско¬
рения).
Кривые зависимости плотности брикетов от ускорения
(см. рис. 109, кривые Г —“3') показывают большее влияние на плот¬
ность укладки частиц ускорения колебаний, чем их амплитуды,
так как плотность брикетов, полученных при трех значениях W,
при одинаковом значении а меняется меньше, чем при одинаковой
амплитуде А. В связи с этим в области частот, далеких от резо¬
нансных, плотность укладки частиц
определяется величиной [ускорения
Уплотнение порошков под воз
действием вибрации происходит до
статочно быстро, в основном не бо
лее чем за30 с (рис. 110); оптималь
ная укладка частиц достигается, как
правило, за 2—10 с. Продолжитель¬
ность вибрирования, большая опти¬
мальной, дает незначительное повы¬
шение плотности брикета и приводит
к существенному возрастанию внут¬
ренних напряжений. С увеличением
объема брикета с 0,5 до 50 см3 дли¬
тельность вибрирования, необходи¬
мая для достижения одинаковой плотности укладки частиц,
возрастает всего примерно в 1,5 раза.
Продолжительность укладки частиц существенно зависит от
их формы (чем компактнее частицы и проще по форме, тем быстрее
уплотняются) и гранулометрического состава порошка (частицы
одинакового размера уплотняются хуже, чем порошок, содержа¬
щий частицы разного размера).
С уменьшением размера частиц необходимо выбирать более
высокую частоту вибрирования, увеличивать ускорение и при¬
менять большую нагрузку на порошок, которая также должна
возрастать с возрастанием шероховатости поверхности и с умень¬
шением правильности формы частиц. Для порошков с хрупкими
частицами необходимо выбирать более высокую частоту и мень¬
шую амплитуду вибрирования (при сохранении постоянной вели¬
чины ускорения).
Для уменьшения сил трения между частицами в процессе
вибрационного уплотнения применяют смазки, количество кото¬
рых не должно быть большим (в противном случае произойдет
снижение прочности брикета из-за разобщения частиц толстыми
пленками смазки). Для неактивных и слабоактивных смазок
(вазелиновое масло, глицерин, поливиниловый спирт) оптималь¬
ное количество смазки составляет 0,5—1,5 % (объемн.) при раз-
240
О 6 /2 !в 24 JOT,С
Рис. 110. Зависимость плотности 7
брикетов из порошков титаиа (/),
б ори да титаиа (2) и карбида тита¬
на (3) от продолжительности виб¬
рирования т с частотой 14 000 коле¬
баний в 1 мин
мере частиц порошка 1—5 мкм, а для поверхностно-активных
смазок (олеат натрия, олеиновая кислота и др.) это количество
примерно в 10 раз меньше.
Л6
1 к
/ Р -N>^.
• • ;'' ;
\
- V
J
' - ■ A\\\W чУ
*
1*0, (О* const ttO, Сд*const Ш, й)Фconst
■е м з
Рис. 1И. Конструктивные схемы центробежно-вибрационного формования;
й — с горизонтальной осью вращения формующего узла, совпадающей с осью
симметрии изделия или группы изделий; б, в — с вертикальной осью вращения
формующего узла, совпадающей с осью симметрии изделия или группы изде¬
лий; г, д —» с горизонтальной или вертикальной осью вращения формующего
узла перпендикулярно (г) или параллельно (д) оси симметрии группы изделий?
е—э — с механической вибрацией осевой (е), угловой (ж) нли суммарной (в);
е — угловое ускорение; <а — угловая скорость
При правильном выборе параметров процесса и смазки плот¬
ность и прочность брикетов, уплотненных вибрированием, выше,
чем спрессованных статически при оптимальных условиях. В на-
241
стоящее время наиболее интенсивно исследуются вопросы совме¬
щения вибрирования с различными методами формования *—
статическим, изостатическим, непрерывным и т. п.
Определенный интерес представляет способ центробежно-виб¬
рационного формования заготовок из порошков (рис. 111). Этим
способом возможно формовать заготовки из порошков абразивных
материалов, тугоплавких металлов и их сплавов.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Шаталова И. Г., Горбунов Н. Г., Лихтман В. И. Физико-химические основы
вибрационного уплотнения порошконых металлов. М.: Наука, 1965. 162 с.
Глава XI. ИМПУЛЬСНОЕ ФОРМОВАНИЕ
Импульсным называют формование металлического порошка или
порошковой формовки, при котором уплотнение осуществляют
ударными волнами в интервале времени, не превышающем 1 с.
Оно возникло как метод получения крупногабаритных прессовок
из порошков малопластичных материалов и композиций, брикетов
высокой плотности, а также как результат обоснованного стрем¬
ления отказаться от использования прессов и установок большой
мощности.
В качестве энергоносителя при импульсном формовании по¬
рошков возможно использование электрогидравлического разряда
батареи высоковольтных конденсаторов через зазор в воде между
двумя электродами, энергии импульсного магнитного поля, сжа¬
тых и горючих газов и жидкостей, а также взрывчатых веществ
(ВВ), применение которых открывает новые возможности в по¬
рошковом материаловедении. Определяющим признаком этого
метода формования является использование скоростей нагруже¬
ния, превышающих скорость продольных упругих волн, составля¬
ющую для порошков в состоянии утряски 50—100 м/с; в этом
случае нагружение имеет волновой характер и уплотнение по¬
рошка происходит либо за фронтом ударной волны, либо в пласти¬
ческих волнах сжатия. При высоких скоростях создания давления
процесс нагружения является адиабатическим, причем локали¬
зация пластической деформации на контактных поверхностях
приводит к тому, что структура и свойства прессовок определяются
воздействием двух систем конкурирующих факторов: интенсив¬
ного пластического течения прессуемого материала и связанного
с ним деформационного упрочнения и разрушения частиц, с одной
стороны, а также тепловыделения в контактных зонах, которое
в условиях адиабатического сжатия может приводить к умень¬
шению плотности дислокаций, микроискажений и других дефектов
кристаллической решетки и даже к локальному оплавлению
контактов (при скоростях деформирования, превышающих
1000 м/с). Так как при высоких скоростях нагружения сопротив-
242
ление материала пластическому деформированию обычно воз¬
растает, кривая давление — плотность при импульсном прессова¬
нии лежит, как правило, ниже кривой, полученной в условиях
статического нагружения. Высокие скорости нагружения при¬
водят к уменьшению коэффициента бокового давления, а также
внешнего и межчастичного
трения.
Методы импульсного формо¬
вания порошков применяют
в опытно-промышленных мас¬
штабах преимущественно с ис¬
пользованием ВВ. В этом случае
их обычно подразделяют на ди¬
станционные н контактные ме¬
тоды.
При дистанционных методах
заряд метательных ВВ (поро-
хов) применяется для создания
импульсных машин двух типов.
Баллистические свойства поро-
хов используют в ствольных
системах, называемых порохо¬
выми копрами, для разгона
ударника до скоростей порядка
100—600 м/с и совершения по¬
лезной работы при соударений
его с порошком, находящимся
в стальной матрице. Порохо-
вые копры являются удобным
инструментом для исследова¬
ния кинематических параметров
импульсного формования по¬
рошков и находят применение
для брикетирования металличе¬
ской стружки по технологии,
разработанной учеными Харьковского авиационного института.
Высокое давление, возникающее при сгорании порохового
заряда в замкнутом объеме, можно эффективно использовать для
гидродинамического прессования порошка. Схема опытно-промыш¬
ленной гидродинамической машины рамного типа ГДМ 6-190/700
приведена на рис. 112. Машина, рама и контейнер которой вы¬
полнены с обмоткой из высокопрочной ленты, конструктивно
напоминает современный гидростат, но вместо насосов высокого
давления и мультипликаторов для сжатия жидкости в рабочей
камере используют небольшой заряд пороха. При инициировании
заряда давление пороховых газов передается в рабочую камеру
через разделительный поршень и обеспечивает уплотнение по¬
рошка, расположенного в рабочей жидкости (смесь воды и эмул-
243
Рис. П2. Гидродинамическая машина
ГДМ 6-190/700:
/ — рама; 2 — контейнер; 3 — пороховой
заряд; 4 — поршень; 5 —оснастка с порош¬
ком; 6 — гнДроцилиндр силового аамыка-
ния контейнера; 7 — стол передвижной
сола) в эластичной герметизированной оболочке. Максимальное
импульсное давление в рабочей камере этой машины равно
600 МПа, длительность цикла прессования обычно не превышает
5- 1СГа с. Разработаны различные типы таких гидродинамических
машин: максимальное давление прессования 500—1500 МШ,
наибольший диаметр рабочей камеры 350 мм, длина 1000 мм.
Импульсный характер нагружения позволяет отказаться от си¬
стемы герметизации рабочей камеры и обеспечивает: повышение
у спрессованных брикетов временного сопротивления иа сжатие
на 25—30 % и ударной вязкости на 20—25 % по сравнению с бри¬
кетами той же плотности, полученными в гидростатах; резкое
снижение электросопротивления брикетов за счет разрушения
оксидных пленок и образования чисто металлических связей
между частицами; заметное повышение микротвердости, микро¬
напряжений II рода и плотности дислокаций, что позволяет акти¬
вировать процесс последующего спекания и в ряде случаев сни¬
зить температуру спекания на 150—200 °С; дробление крупных
частиц и более плотную структурную упаковку при прессования
керамических норошков, что позволяет уменьшить количество
технологической связки, снизить температуру и время сушки,
а также усадку и брак при спекании.
Метод гидродинамического прессования успешно исполь¬
зуют для прессования крупногабаритных фильтров из порошков
титана и коррозионно-стойкой (нержавеющей) стали, заготовок
из вольфрама и молибдена, изделий сложной формы из порошков
ферритов, тиглей и погружаемых сталеразливочных стаканов из
керамики на основе оксидов, нитридов и других материалов.
Расчет энергосиловых параметров гидродинамического прессо¬
вания проводят численными методами с использованием ЭВМ,
позволяющими решить задачу для системы газ — жидкость —
метаемое тело. Основными уравнениями и определяющими пара¬
метрами при решении этой задачи являются:
уравнение состояния пороховых газов
л = toRTlWii
закон сохранения массы {уравнение газоприхода при горении
пороха)
dm/dx = SpU\
закон скорости горения пороха
и = (ЛЛ;
закон сохранения анергии
тС„ (Т0 —
То) =
плотность заряжания
Л = (o/Woi‘j
244
уравнение движения поршня
М (cPX/diг) = PiF1 — P2F2;
уравнения сжимаемости воды и порошка
Р2 = A 1(Г0г/№2)" - 1 ];
Р3 = в l(WJW2)k - 11,
где Р — давление; R — газовая постоянная; W — объем; V, S,
тир — скорость и поверхность горения, масса и плотность
пороха соответственно; ю, С0 и Т„ — масса, теплоемкость и тем¬
пература пороховых газов соответственно; М и X — масса и пере¬
мещение поршня соответствен¬
но; т — время; F^ и F2 — пло¬
щадь поршня со стороны камеры
сгорания и рабочей камеры;
Ui, А, В, k, п — постоянные
величины; индексом 0 обозна¬
чены начальные параметры;
индексами 1, 2 и 3 — пара¬
метры, относящиеся к камере
сгорания, рабочей камере и
порошку.
На рис. 113 приведены рас¬
считанные на ЭВМ изменения
во времени давлений в рабочей камере Р2 и камере сгорания Ри
скорости v и перемещения X поршня; экспериментальное измере¬
ние давления Рэк<. в рабочей камере гидродинамической машины
хорошо согласуется с Р2.
Контактные операции применяют главным образом при ис¬
пользовании в качестве энергоносителя заряда бризантных ВВ.
Взрывчатое превращение в этом случае происходит в форме
детонации — цепной экзотермической реакции, распространя¬
ющейся во ВВ с постоянной и наибольшей для данных условий
скоростью, называемой скоростью детонации. Величина скорости
детонации для большинства промышленных ВВ лежит в пределах
3000—7500 м/с. Температура продуктов взрыва достигает 3000—
5000 К, плотность их возрастает примерно на 30 % по сравнению
с исходной, а пиковое давление за фронтом детонации достигает
4— 28 ГПа. Расширяющиеся продукты взрыва способны совер¬
шать полезную работу, передавая импульс давления окружающей
среде в виде интенсивных ударных волн, которые по мере удале¬
ния от места взрыва затухают и превращаются в волны сжатия
малой амплитуды (акустические). Время действия импульсных
давлений при взрыве заряда бризантных ВВ не превышает обычно
5- j-9.10-в с.
Типовые схемы такого взрывного прессования (рис. 114) пред¬
усматривают нормальное или тангенциальное движение продуктов
детонации D заряда ВВ, расположенного на поверхности кон¬
Р,ППа
во ^
40 ь'
?
О
и 0,4 0,0 О.Вг.мс
Рис.113. Рассчитанные на ЭВМ изменения
параметров гидродинамического прессова¬
ния во времени
400
_J=0,4
V
У/1
200
245
тейнера с порошком, либо прессование порошка метанием метал¬
лической пластины, разгоняемой до скорости порядка 500--
1500 м/с накладным зарядом ВВ.
Для повышения к. п. д. взрыва прессование по схемам а, б, г
(рис. 114) часто проводят в бассейне с водой или под слоем песка,
что обеспечивает также более плавную разгрузку прессовки а
уменьшает вероятность трещинообразования в ней.
Рис. П4. Типовые схемы прессования порошков зарядом бри¬
зантных ВВ нормальной плоской детонационной волной (а),
тангенциальной волной (б)« метанием лластниы-ударянка (в)
и кольцевой скользящей волной (г):
t — электродетоивтор; 2 — основной заряд ВВ-: 3 —■ контейнер
С порошком; 4 — стальное основание; 5 — взрывной генератор
плоской волны; 6 — пластина-ударник; 7 — стальная ампула с
порошком и центральным стержнем; 8 — пористый конус
Взрывное прессование порошков пластичных материалов обес¬
печивает получение относительной плотности более 92—95 %
с интенсивной пластической деформацией частиц и образованием
прочных связей между ними. Прессование низкопластичных
металлов, сплавов и тугоплавких соединений сопровождается
дополнительным разрушением хрупких частиц, их структурной
переукладкой и механическим расклиниванием при значительном
повышении твердости, уровня микродеформаций, плотности дис¬
локаций и других дефектов кристаллической решетки. Повышен¬
ный уровень микро- и макронапряжений часто является причиной
трещинообразования брикетов, которое можно уменьшить с по¬
мощью оптимизации параметров взрывного прессования или
246
предварительного нагрева контейнера с порошком. Разработан¬
ный в Белорусском политехническом институте метод горячего
взрывного прессования позволяет повысить технологическую пла¬
стичность уплотняемых порошков и получать качественные вы¬
сокоплотные прессовки из композиций А1 — AI2Og, Ni — НЮ2,
А1 — С, распыленных порошков титановых сплавов, быстрорежу¬
щих сталей и др.
Несмотря на простоту аппаратурного оформления, взрывное
прессование зарядом бризантных ВВ сопровождается сложными
и неоднозначными эффектами ударного сжатия. Эксперименталь¬
ное определение этих эффектов сопряжено с большими трудно¬
стями. Они связаны с высоким уровнем напряжений и малой
длительностью ударноволнового нагружения, картина которого
усложняется при интенсификации падающих и отраженных волн
сжатия и растяжения, а также в связи с волновым характером
разгрузки ударно сжатого материала.
Плотность по сечению брикетов толщиной 10—15 мм, спрессо¬
ванных по схеме, приведенной на рис. 114, б, распределена доста¬
точно равномерно. Величина относительной плотности описы¬
вается в этом случае простой экспоненциальной зависимостью
Ф=1 — ехр [—Кг (I — fl0) Ь
где Ф и Ф0 — относительная плотность брикета и исходного по¬
рошка соответственно; г — отношение массы ВВ (твв) к массе
порошка (тп); г = твв/тп\ К — коэффициент, определяемый
по экспериментальной зависимости ■& = / (г).
Распределение плотности по сечению плит толщиной 50—
100 мм и более зависит от условий прессования, типа и геометрии
заряда ВВ, толщины пластины-пуансона между зарядом и порош¬
ком, а также соотношения между акустическими жесткостями
основания и брикета, уплотненного падающей волной сжатия.
Если акустическая жесткость (т. е. произведение плотности на
скорость звука) основания больше, чем акустическая жесткость
уплотненного брикета, возможна его подпрессовка отраженной
от границы раздела волной, которая в этом случае является
волной сжатия.
Исследования свойств и структуры брикетов, плоских плит
и пластин из титана, никеля, железа, композиций А1 — А1203
и др., выполненные в Белорусском политехническом институте
и Московском институте стали и сплавов, позволили установить,
чю прочность при сжатии, ударная вязкость, твердость и электро¬
проводность, а также степень искажения кристаллической ре¬
шетки (плотность дислокаций, микродеформация решетки и сте¬
пень измельчения областей когерентного рассеяния) существенно
выше для брикетов взрывного прессования, чем для брикетов
той же плотности, полученных при статическом нагружении.
Определяющее влияние на структуру прессовок оказывает
скорость нагружения. На рис. 115 приведены микроструктуры
247
брикетов из медного сферического порошка (фракция *—300 +
+ 160 мкм), спрессованных при статическом нагружении и за¬
рядом ВВ при скорости детонации, равной 3500 и 7000 м/с. Ста¬
тическое прессование обеспечивает получение относительной плот¬
ности 85—90 % и малую прочность связей между частицами
(рис. 115, а). Взрывное прессование при скорости детонации
3500 м/с приводит к интенсивной пластической деформации ча¬
стиц, получению плотных образцов с неравновесной полиэдри¬
ческой формой частиц и к появлению чисто металлических кон¬
тактов между частицами, обусловленному разрушением пленки
Рис. 115. Микроструктура брикетов, спрессованных из сфериче¬
скою порошка меди (фракция —300 + 160 мкм) при статиче¬
ском нагружении (а) или скорости детонации 3500 (б) и 7000 м/с
<«)
поверхностных оксидов (рис. 115, б). Увеличение скорости дето¬
нации до 7000 м/с приводит к струйному истечению расплава меди
в поровое пространство между частицами и к появлению остаточ¬
ной пористости после кристаллизации расплавленных зон
(рис. 115, в).
Теоретическое и экспериментальное исследование ширины
фронта ударной волны при импульсном нагружении показывает,
что она по порядку величины соизмерима с несколькими диаме¬
трами частиц, т. е. имеет величину примерно 150—200 мкм при
размере частиц, составляющем 20—50 мкм. Такой характер
импульсного уплотнения, которое локализуется в узкой зоне
между уже спрессованным материалом и невозмущенным порош¬
ком, позволяет объяснить возможность «безматричного» способа
прессования, при котором вместо массивной стальной матрицы
можно применять контейнер для засыпки порошка, изготовленный
из жести, пластмассы, картона или бумаги, причем роль контей¬
нера сводится в данном случае к сохранению формы порошка перед
импульсным нагружением. Картина прессования аналогична сжа¬
тию тонкого слоя порошка между двумя шероховатыми плитами.
Трение между порошком и плитой не позволяет ему «расте¬
каться».
248
При соотношении между волновой и массовой скоростью
ударно-волнового уплотнения, определяемом линейной зависи¬
мостью
D = С0 + W,
(где D и U — волновая и массовая скорость за фронтом; С„ —
гидродинамическая скорость звука в порошке; А, = 1/(1 — р0/рк)—
коэффициент, определяющий сжимаемость порошка; р„ и р„ —
плотность порошка и компактного материала), уравнение динами¬
ческого сжатия порошка (адиабата Гюгонио) имеет вид
Р = р0С* (1 - р0/р)/[1 - \ (1 - Ро/Р) ]*.■
В такой постановке для определения адиабаты Гюгонио доста¬
точно измерить скорость звука С0. Кроме того, для оптимизации
параметров ударного сжатия важна оценка термодинамики кон¬
тактных явлений в зависимости от энергии, выделяемой на еди¬
ничном контакте, теплофизических и механических характери¬
стик порошка. Эта задача имеет аналитическое решение для мо¬
дели материала, состоящего из моносферических частиц. При
оптимальном соотношении размера частиц, их теплофизических
характеристик и энергии, приходящейся на единичный контакт,
можно обеспечить высокую формуемость и прочность связей ме¬
жду частицами. Реализация такого подхода позволяет успешно
прессовать взрывом такие низкопластичные материалы, как ин-
терметаллиды, оксиды, порошки аморфных и микрокристалли¬
ческих сплавов и др.
Исследования, проведенные в последние годы, показали боль¬
шое значение ударноволновой активации порошков карбида
бора В4С, нитрида кремния Si3N4, гексаборида лантана LaBe
и других высокотемпературных и хрупких материалов для полу¬
чения из них беспористых образцов при последующем горячем
прессовании.
Использование методов импульсного формования имеет боль¬
шие перспективы для решения сложных задач порошковой техно¬
логии.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
А. В. Крупин, В. Я- Соловьев, Н. И. Шефтель, А, Г, Кобелев. Деформация
металлов взрывом. М.: Металлургия, 1975, 416 с.
Прогрессивные способы изготовления металлокерамических изделий. Под
ред. О. В. Романа. Минск.: Полымя, 1971, с. 88—129.
Раздел третий
СПЕКАНИЕ
Спекание является одним из наиболее важных технологиче¬
ских процессов порошковой металлургии, в решающей степени
определяет конечные свойства получаемых материалов и изделий.
Оно представляет собой сложный комплекс большого количества
физико-химических явлений, протекающих одновременно ила
последовательно прн нагревании формовок или свободно насыпан¬
ного порошка. Некоторые из этих явлений связаны с обычными
эффектами влияния повышенных температур на любое поликри-
сталлическое тело, другие же являются специфичными для по¬
ристых порошковых тел.
К настоящему моменту не удалось разработать единой, уни¬
версальной теории спекания, так как механизмы изменений,
происходящих в спекаемом теле под действием факторов, могу¬
щих влиять на процесс на разных его стадиях, до конца не ясны,
Практической целью спекания является достижение определен¬
ного уровня требуемых свойств, формирующихся в процессе
нагрева исходного порошкового тела. Именно с этих позиций дана
трактовка спекания в ГОСТ 17359—82: спекание есть нагрев
и выдержка порошковой формовки при температуре ниже точки
плавления основного компонента с целью обеспечения заданных
механических и физико-химических свойств.
Важно отметить зафиксированное в этом определении отсут¬
ствие расплавления основы при спекании, что является суще¬
ственным признаком метода порошковой металлургии. Однако это
не означает, что в процессе нагрева вообще не должно проис¬
ходить расплавление какой-либо составляющей в случае много¬
компонентных материалов. В связи с этим возможны две основные
разновидности процесса спекания: твердофазное, т. е. без обра¬
зования жидкой фазы, и жидкофазное, прн котором легкоплав¬
кие компоненты смеси порошков расплавляются.
Глава XII. ТВЕРДОФАЗНОЕ СПЕКАНИЕ
В зависимости от химического состава нагреваемого порошко¬
вого тела различают спекание одно- и многокомпонентных систем,
хотя такое деление весьма условно — любой так называемый одно¬
компонентный металлический порошок из-за наличия в нем
примесей по существу представляет собой многокомпонентную
систему.
1. Спекание однокомпонентных систем
Движущие силы спекания
Порошковое тело (формовка или порошок) нестабильно из-за
большого избытка свободной энергии, связанного прежде всего
с наличием громадной внутренней межфазной поверхности раз¬
250
дела твердое вещество (частица) — пора (пустота). При нагреве
в порошковом теле должны происходить существенные структур¬
ные изменения, в результате которых возрастает степень его
консолидации, а свободная энергия понижается в соответствии
с термодинамическим уравнением
AF=AH—TAS. (12.1)
Так как при спекании однокомпонентной системы не может
происходить заметного изменения химического состава, то пони¬
жение свободной энергии должно быть связано с уменьшением
(минимизированием) свободной поверхности, свойственной на¬
греваемому телу. Отметим при этом, что чем больше свободная
поверхность в исходном объекте, тем больше начальные движу¬
щие силы спекания. Рассмотрим, каковы конкретные источники
этих движущих сил.
В связи со значительной дисперсностью порошков к описанию
спекания прежде всего применимы классические термодинами¬
ческие уравнения капиллярности, связывающие поверхностное
натяжение (для температур спекания будем полагать несуществен¬
ным различие между поверхностной энергией и поверхностным
натяжением), кривизну поверхности и давление внутри рассма¬
триваемого элемента нагреваемой системы.
Механическое равновесие на границе двух фаз, разделенных
неплоской поверхностью, можно оценить уравнением Лапласа.
Искривление поверхности означает изменение поверхностной
энергии, так как происходит изменение площади поверхности.
С наличием искривленной поверхности раздела связана сила
или поверхностное (межфазное) давление АР, являющееся раз¬
ностью давлений Рх и Р2 на границу раздела со стороны соответ¬
ствующих фаз:
АР = Рх — Р2 ф 0. (12.2)
Равновесие фаз не предполагает равенства давлений со стороны
каждой из фаз и осуществляется, когда в них будут равны темпе¬
ратуры (7\ = Т2 = Т) и химические потенциалы:
Pi (pi> Т) = ц2 (Р2, Т) = р при Vj, + V2 = const,
где Vi и V2 — объемы сосуществующих фаз; рх и р2 — их хими¬
ческие потенциалы.
Термодинамический потенциал системы с учетом граничной
энергии имеет вид
ф = —PjVx —PiV2 + ah2S, (12.3)
где ахл — удельная поверхностная энергия на границе раздела
фаз; S — площадь этой поверхности раздела.
Давление АР можно найти из условия минимума термодина¬
мического потенциала й(Ф = 0 при Vx + V2 = const:
АР = Рх — Р2 = ахл (dS/dV). (12.4)
251
Учитывая, что для каждой точки поверхности межфазной
границы справедливо выражение
dS/dV = (1/KJ + (1 /R2), (12.5)
где и R2 — главные радиусы кривизны, уравнение (12.4)
можно переписать:
АР = Pl _ д = а1>2 [(1/RJ + (1/Я2) ]. (12.6)
Это и есть уравнение Лапласа, частный случай которого для
сферической поверхности (R± = R2 — R) будет иметь вид
Рис. 116. Диффузионная двухчас¬
тичная модель спекания;
а — радиус частицы; р — радиус
«шейкн>; х — радиус сечения обра¬
зующегося контакта; у — полови¬
на величины сближения центров
частиц
АР — Pi — Р% — 2а1)2/Р *=
= 2 y/R, (12.7)
где у — поверхностное натяжение;
для температур спекания замена о1л
на у вполне допустима.
Для спекаемого тела характерно
несколько геометрических элемен¬
тов, прежде всего область межча¬
стичного контакта и замкнутая сфе¬
рическая пора.
Область «шейки» (рис. 116) пред¬
ставляет собой поверхность раздела
двух фаз, одна из которых — твер¬
дое тело, а другая —пора, и харак¬
теризуется двумя радиусами кривизны, обозначенными соответ¬
ственно р и х. Применяя уравнение Лапласа можно записать ме*
ханическое равновесие на внешней поверхности «шейки»:
Рт = Рв —У (1/Р ~ Щ,
(12.8)
где Р., — давление или напряжение в твердом теле; Рп — давле¬
ние со стороны поры.
В большинстве случаев размер шейки очень мал и х < а,
а р <£ х. Тогда уравнение упрощается:
= Ри - V/P- (12.9)
Величина у/p представляет собой растягивающее напряжение,
стремящееся сдвинуть (растянуть) край «шейки» в сторону пори¬
стости, а Рп есть давление газа в порах, препятствующее рас¬
ширению «шейки». Если значение у/p преобладает над значением
Рп, контакт может расти, т. е. межфазное давление со стороны
твердой фазы и есть движущая сила процесса роста межчастичных
контактов. В большинстве случаев пористость спекаемого тела
в период роста «шеек» является открытой и значение Рп эквива¬
лентно давлению атмосферы спекания (обычно 0,1 МПа), а вели¬
чина р обычно очень мала. Поэтому в начале спекания следует
ожидать значительной движущей силы (—Рт); она тем больше,
чем выше поверхностное натяжение и меньше размеры шейки.
252
С ростом шейки и увеличением ее радиуса р, т. е. по мере протека¬
ния спекания, движущая сила уменьшается.
Механическое равновесие межфазных давлений для поры ра¬
диусом г можно определить по формуле
Рт = Рп — 2у/г. (12.10)
Здесь величина 2у]г представляет собой напряжение, стремя¬
щееся уменьшить поверхность поры путем уменьшения ее размера.
Усадка возможна, если это напряжение больше, чем давление
газа в поре (2у/г Е> Рп). В этом случае движущей силой усадки
изолированной сферической поры является величина —Рт, кото¬
рую можно рассматривать как сжимающее напряжение, действу¬
ющее на межфазную границу со стороны твердого тела в области,
окружающей пору.
Предположить величину Рп в каждом отдельном случае очень
трудно. С одной стороны, в результате увеличения температуры,
уменьшения объема поры, образования паров воды в связи с вос¬
становлением оксидов на поверхности поры, испарения вещества
и т. п. эта величина может быть больше 0,1 МПа. С другой стороны,
вследствие возможного окисления, диффузии газов из поры и дру¬
гих причин давление газа в замкнутой поре может быть меньше
0,1 МПа. Отметим, что большая величина —Ят вполне возможна
и рассматриваемая движущая сила будет увеличиваться с увели¬
чением поверхностного натяжения и уменьшением начального
размера поры.
Разница давлений со стороны твердого тела и поры, вызванная
поверхностным натяжением и связанная с кривизной поверх¬
ности, может быть использована, чтобы показать существование
еще двух движущих сил спекания.
С поверхностным натяжением и кривизной при помощи уже
известного уравнения Лапласа может быть связано и давление
пара над поверхностью твердого вещества. Для геометрии «шейки»,
рассмотренной выше, уравнение записывают следующим образом:
(Р - Р0)/Ро = -yV0/RT (1/р - \/х), (12.11)
где Р — давление пара над изогнутой поверхностью; Р0 — давле¬
ние пара над плоской поверхностью; V0 — объем атома или моле¬
кулы вещества; R — газовая постоянная.
Если, как обсуждалось выше, пренебречь величиной 1/х, то
уравнение (12.11) упрощается:
(Р - Ро)/Ро = -yV0/RTp. (12.12)
Знак «минус» при прочих положительных членах уравнения
означает, что давление пара над вогнутой поверхностью «шейки»
меньше, чем над плоской поверхностью. На некотором же рассто¬
янии от области «шейки», над выпуклой поверхностью частиц,
соответствующее уравнение будет иметь вид
(Р - Ро)/Ро = АР/Ро = 2yVjRTa. (12.13)
253
Подобно предыдущему это уравнение показывает, что давление
пара над выпуклой поверхностью больше, чем над плоской. Дру¬
гими словами, равновесное давление пара над выпуклой поверх¬
ностью частиц больше, чем над вогнутой поверхностью «шейки».
Аналогичные рассуждения справедливы и для любых других
поверхностей разной кривизны.
Описанная разница в давлении паров вещества над поверх¬
ностями различной кривизны представляет движущую силу меха¬
низма его переноса через газовую фазу. Эта движущая сила уве¬
личивается с возрастанием поверхностного натяжения и кривизны
поверхности и уменьшается по мере протекания спекания.
Существует также зависимость между концентрацией вакансий
и кривизной поверхности. Равновесная концентрация вакансий
в любом кристаллическом теле характерна для районов, не при¬
легающих к внутренним и наружным межфазным поверхностям,
л определяется абсолютной температурой (резко увеличивается
с температурой) и термодинамическими характеристиками мате¬
риала.
Советским ученым Б. Я. Пинесом было показано, что отклоне¬
ние от равновесной концентрации, вызванное кривизной меж¬
фазной границы, может быть описано с помощью того же урав¬
нения Лапласа. Для приконтактной области («шейки»), пре¬
небрегая величиной \/х, соответствующее уравнение имеет вид:
(С-С0)/С0 = yV0IkTP, (12.14)
где С — концентрация вакансий вблизи «шейки»; С„ — равновес¬
ная концентрация вакансий; С0 = е~Е^кт (Ев — энергия обра¬
зования вакансии).
Отсюда следует заключить, что концентрация вакансий в рай¬
оне «шейки» больше ее равновесного значения и увеличивается
с увеличением поверхностного натяжения и кривизны поверх¬
ности.
В некотором удалении от «шейки», на выпуклой поверхности
частицы, концентрация вакансий будет такая:
(С — С0)/С„ = -2 yVofkTa, (12.15)
т. е. меньше, чем равновесная.
Таким образом, существует разность концентраций между
различными по расположению в объеме тела поверхностями и
между поверхностями разной кривизны. Этот градиент концентра¬
ций вакансий можно рассматривать как движущую силу для
диффузионного транспорта вещества.
Отметим, что концентрация вакансий в спекаемом теле опре¬
деляется не только поверхностным натяжением и кривизной
поверхности, но и тем обстоятельством, что общая дефектность
кристаллической решетки реальных металлических порошков
значительно превосходит равновесную, что связано с особен¬
ностями их получения.
254
Рассматриваемая движущая сила уменьшается с прогрессом
спекания, поскольку уменьшается градиент концентрации вакан¬
сий между различными участками спекаемого тела.
Вблизи изолированной сферической поры радиусом г кон¬
центрация вакансий С будет определяться так:
(С - С0)/С„ = 2yV0lkTr, (12.16)
т. е. в твердом веществе вблизи замкнутой поры концентрация
вакансий выше равновесной и увеличивается с уменьшением разг
мера поры.
Таким образом, между районами спекаемого тела, удаленными
от поверхностей мелких сферических пор, и этими поверхностями,
а также между соседними порами разного размера существуют
градиенты концентраций вакансий, которые также являются
движущими силами диффузионных транспортных механизмов.
Наконец следует отметить, что концентрация вакансий в кри¬
сталлической решетке вблизи межзеренных границ, находящихся
под напряжением а, может значительно отличаться от равновес¬
ного значения С01
С = С0 exp (aV0/kT), (12.17)
где а — напряжение, действующее на межзеренной границе (по¬
ложительное в случае растягивающего и отрицательное в случае
сжимающего усилия).
Это значит, что существует градиент концентрации вакансий
между границами зерен, находящимися под разными по величине
или знаку напряжениями. Этот градиент внутри отдельных ча¬
стиц представляет движущую силу для механизма переноса ве¬
щества, связанного с процессом диффузионной ползучести.
Стадии процесса спекания
С момента начала нагрева в спекаемом порошковом теле наблю¬
даются многочисленные изменения, которые продолжаются вплоть
до его охлаждения. Продолжительность выдержки при нагреве,
наиболее важного этапа спекания, обычно зависит от требований,
предъявляемых к конечным свойствам спеченных изделий. Всю
сложную последовательность происхвдящих при этом процессов
удобно разделить на стадии, чтобы для каждой из них указать
движущие силы и соответствующие механизмы массопереноса.
Правда, такое деление будет лишь условным, так как в зависи¬
мости от свойств формовок и условий спекания какие-то явления
будут происходить последовательно или одновременно, перекры¬
вая одну или несколько стадий.
По мнению Я. Е. Гегузина, спекаемое порошковое тело на
протяжении всего процесса нагрева характеризуется тремя прин-
255
ципиально отличными состояниями, каждое из которых соответ¬
ствует определенной стадии.
На начальной Стадии происходит припекание порошинок
(частиц) друг к другу, сопровождающееся увеличением площади
контакта между ними. На этой стадии каждая из них сохраняет
структурную индивидуальность, т. е. граница между ними сохра¬
няется и с ней сохраняется понятие «контакт».
На второй стадии спекания пористое тело может быть представ¬
лено в виде совокупности двух беспорядочно перемежающихся
фаз — фазы вещества и фазы «пустоты»; на этой стадии формиро¬
вание замкнутых пор еще не заканчивается, а контакты между
частицами уже исчезают и границы между элементами структуры
оказываются расположенными произвольно, вне связи с началь¬
ным расположением границ между исходными порошинками.
На третьей стадии в спекающемся теле в основном имеются
лишь замкнутые изолированные поры, число и общий объем ко¬
торых могут уменьшаться, приводя к уплотнению порошкового
тела.
Конечно, даже эти весьма укрупненные три стадии четко не
разграничены: замкнутые поры могут встретиться в реальной
прессовке на ранней стадии процесса нагрева, а начальные кон¬
такты будут присутствовать на третьей.
Часто выделяют шесть следующих стадий спекания: 1) разви¬
тие и возникновение связей между частицами; 2) образование и
рост «шеек» контактов; 3) закрытие сквозной пористости; 4) сферо-
идизация пор; 5) уплотнение за счет усадки пор; 6) укрупнение
(коалесценция) пор.
Развитие связей между частицами наблюдается в начале на¬
грева материала, т. е. на самом раннем этапе спекания. Это —
диффузионный процесс, который приводит к образованию и раз¬
витию межзеренных границ. Отметим, что связывание происхо¬
дит лишь на участках, где существует тесный физический кон¬
такт между соприкасающимися частицами. Поэтому наличие
в исходном материале веществ, препятствующих такому контакту,
препятствует и процессу связывания, в результате чего конечная
прочность спекаемого тела может быть ниже ожидаемой. На
этой стадии спекания в порошковом теле происходят важные из¬
менения, которые прежде всего характеризуются значительным
увеличением прочности и электропроводности. Результат этой
стадии — возникновение «шейки».
Рост «шеек» контактов является естественным продолжением
процесса связывания. Он требует переноса вещества и, как будет
показано ниже, может осуществляться с помощью различных ме¬
ханизмов. Естественно, что увеличение связывания в спекаемом
теле приводит к еще большему увеличению его прочности и элек¬
тропроводности.
Образовавшаяся в первые моменты спекания «шейка» представ¬
ляет собой по существу межзеренную границу, а рост «шейки»
256
соответственно означает рост этой границы. Геометрия приконтакт-
’ ного участка сразу после его возникновения такова, что рекри-
сталлизационное смещение границы, т. е. отрыв ее от острых уг¬
лов по периметру шейки, оказывается энергетически нецелесо¬
образным, так как требует увеличения ее протяженности. По
мере роста «шейки» приконтактный угол притупляется настолько,
что становится возможным смещение межзеренных границ, на¬
рушается их первоначальное расположение и спекаемое тело по
своей структуре приближается к состоянию, которое Я- Е. Ге-
гузин называет совокупностью двух беспорядочно перемежаю¬
щихся фаз — вещества и «пустоты». Обычно считают, что рост
«шеек» происходит довольно быстро и характеризует начальный
этап спекания. Все же следует иметь в виду, что эта стадия может
продолжаться несколько более длительное время, перекрывая
некоторые более поздние стадии.
Закрытие сквозной пористости (поровых каналов) характери¬
зует значительные изменения в природе пористости спекаемого
тела. Криволинейные поровые каналы превращаются в изолиро¬
ванные, закрытые группы пор или даже отдельные поры. Одной
из причин образования изолированной пористости является рост
«шеек», т. е. эта стадия непосредственно вытекает из предыдущей.
Сам факт увеличения количества изолированных пор означает,
что общий объем пор в спекаемом теле уменьшается и происходит
усадка. Закрытие сквозной пористости способствует возникнове¬
нию новых контактов.
Сфероидизацию пор также можно рассматривать как естествен¬
ное продолжение или результат процесса роста «шеек». В то время
как материал переходит в область «шейки» с поверхности пор,
сами поры округляются, становятся сферическими. Явление сферо-
идизации относится как к изолированной пористости, так и к со¬
общающейся. При достаточном времени и заданной температуре
вполне возможно получить идеальные сферические поры.
Усадку изолированных пор и, в конечном итоге, их исчезно¬
вение часто рассматривают как наиболее важную стадию спека¬
ния, однако на практике этот этап не обязательно будет происхо¬
дить, так как лишь только при высоких температурах и достаточно
больших выдержках спекаемое тело приближается к практически
беспористому состоянию, что очень часто оказывается экономи¬
чески нецелесообразным. Для случаев, когда эта стадия все же
протекает, важно помнить, что процесс усадки пор, приводящий
к уменьшению объема спекаемого тела, осуществляется путем
движения материала в область пор, а газ, содержащийся в по¬
рах, при этом должен путем диффузии выйти к наружной поверх¬
ности тела. Влияние давления газа, захлопнутого в изолированных
порах, обязательно следует учитывать при теоретическом рас¬
смотрении явлений, сопровождающих усадку.
Укрупнение (коалесценция) пор (если вообще спекание дохо¬
дит до этой стадии) заключается в уменьшении размеров и исчез-
9 В. Н. Анциферов и др. 257
новении мелких, изолированных, обычно почти сферических на
этой стадии пор и росте крупных. Общая пористость при этом сох¬
раняется прежней, а число пор уменьшается при увеличении их
среднего размера.
Механизмы массопереноса
При обсуждении процесса спекания принято рассматривать сле¬
дующие возможные механизмы транспорта вещества: перенос йе-
рез газовую фазу; поверхностная диффузия; объемная диффузия;
вязкое течение; течение, вызываемое внешними нагрузками (для
горячего прессования, спекания под давлением и других случае”).
X2^r;6UO XX-T;AL=0
Xs~T;AL*0
Uy
ГМ
V М
а
3
3
X7~T;6L-0 Xs~T;£t=D Х^Т-.ДШ
Рнс. 117. Схема различных механизмов взаимного припекания твердых сфе¬
рических частиц, контактирующих при времени взаимодействия т = 0 в точ¬
ке (ДL — изменение расстояния между центрами частиц):
а — вязкое течение; б — объемная диффузия, ие приводящая к усадке;
в — объемная диффузия при наличии стока в области контакта; г — поверх¬
ностная диффузия; д —■ перенос вещества через газовую фазу; е припе-
кание под влиянием прижимающих усилий
Кинетика процессов припекания однофазных частиц (рис. 117)
может быть описана уравнением вида хп (т) = А (Т) т или хп ~ т,
где п — показатель степени, зависящий от конкретного транспорт¬
ного механизма; х (т) — изменение радиуса контакта со временем;
А (Т) — функция, конкретный вид которой зависит от темпера¬
туры, геометрии приконтактного участка и тех констант вещества,
которые определяют основной механизм припекания (температуры
плавления, температуры кипения, дефектность частиц, состояние
поверхности, химический состав и т. п.).
Эта формула с учетом изменения радиуса самой частицы может
быть записана по-другому:
(.кп1ат) (т) = А! (Т) т,
где m — показатель степени, зависящий от конкретного транс¬
портного механизма.
В случае усадки сферической поры зависимость изменения
ее радиуса от времени в общем виде будет выглядеть аналогично.
Перенос вещества через газовую фазу. Идеальная модель, де¬
монстрирующая этот вид транспортного механизма, приведена
на рис. 117,<3. В связи с зависимостью упругости пара над по¬
верхностью от ее кривизны вещество испаряется с выпуклых
258
участков частиц и конденсируется на вогнутой поверхности кон¬
тактного перешейка. Этот механизм, часто еще называемый «ис¬
парение-конденсация», может приводить к росту «шеек» и сферо-
иднзации пор и будет действовать до тех пор, пока в спекаемой
массе сохраняется заметная разница в кривизне между отдель¬
ными участками поверхности раздела вещество—пора. Описанный
механизм не приводит к каким-либо изменениям объема спекае¬
мого тела, т. е. усадка не может быть объяснена переносом ве¬
щества через газовую фазу.
Количественные зависимости кинетики роста «шеек» по меха¬
низму «испарение-конденсация» у разных авторов различные.
Уравнение Кучинского, на которое часто ссылаются в зарубежной
литературе, имеет вид
дг7а = (9я/2М RT)0-5 VQyP0x,
где М — молекулярная (атомная) масса вещества- т — время
спекания.
Я. Е. Гегузин получил уравнения, отвечающие двум предель¬
ным случаям:
а) длина свободного пробега молекул (атомов) вещества пре¬
восходит линейный размер области конденсации (к р, т. е.
малые давления атмосферы спекания):
х3/а = (18/я)0-5 (\i/RT)U5 (yP0/d?) т, (12.18)
где р — масса нагреваемой частицы; d — плотность вещества
частицы в конденсированной фазе;
б) длина свободного пробега молекул (атомов) вещества меньше
линейного размера области конденсации (к <£ р, т. е. большие
давления газовой атмосферы спекания):
х*/аа = [40уРв64/я (бцЯТ)0-5-/?' ] т, (12.19)
где 6 — параметр решетки вещества; р' — давление газа атмо¬
сферы спекания.
Рассматриваемый механизм может играть сколько-нибудь су¬
щественную роль лишь для материалов с относительно высоким
давлением паров при температуре спекания (не ниже 1—10 Па),
т. е. когда количество перенесенного через газовую фазу мате¬
риала может быть значительным, либо для спекания металлов
с восстанавливающимися при этом оксидами. В последнем слу¬
чае давление паров металла над поверхностью частиц порошка
при нагреве будет больше, чем можно ожидать исходя из упру¬
гости паров над поверхностью компактного металла: в процессе
восстановления оксида входящие в него атомы металла высвобож¬
даются и обладают повышенной подвижностью, облегчающей их
переход в паровую фазу.
Поверхностная диффузия. На схеме возможного взаимодейст¬
вия двух соприкасающихся сферических частиц, иллюстрирую¬
щей идеализированный элемент процесса спекания (рис. 116),
9* 259
показано, что после нагрева и выдержки при определенной тем¬
пературе они через некоторое время срастаются. Перенос вещества
в этом случае происходит к поверхности образующихся перемычек,
как это показано стрелками; частицы сближаются, вызывая об¬
щую усадку всей системы. Механизм увеличения контактной по¬
верхности и сближения частиц (усадки) при спекании по этой
схеме объясняется как поверхностной диффузией легко подвиж¬
ных адсорбированных атомов (адатомов), так и перемещением ато¬
мов в тонком дефектном по структуре приповерхностном слое,
При этом считают, что подвижность поверхностных атомов зависит
наименее подвижны атомы, лежащие
внутри контактных участков; затем,
в порядке возрастания подвижно¬
сти — атомы на границах контакт¬
ных участков, атомы в углублениях
и впадинах поверхности., атомы на
ровных участках и, наконец, атомы
на выступах поверхности. Так как
атомы на контактных участках менее
подвижны (обладая меньшим запасом
свободной энергии, чем на всех дру¬
гих участках поверхности), то от сво¬
бодных, неконтактных участков
к контактным переходит значительно
больше атомов, чем в обратном направлении. В результате про¬
исходит расширение контактного участка с одновременным
сближением геометрических центров соприкасающихся частиц,
т. е. происходит усадка.
Однако одним из главных недостатков рассмотренной схемы
является то, что в ней не представлена пора — основной элемент
структуры реального порошкового брикета. Поэтому в любой
системе упрощенного изображения необходимо показать по мень¬
шей мере три соприкасающихся частицы (рис. 118). Тогда нетрудно
заметить, что число атомов, уходящих о выпуклых частей свобод¬
ных поверхностей поры, равно числу атомов, входящих в щели,
которые прилегают к контактным участкам. Следовательно, под
влиянием поверхностной миграции атомов пора будет сфероидизи-
роваться, не изменяясь в объеме, и усадки брикета при спекании
не произойдет.
Вместе с тем в процессе увеличения прочности межчастичного
сцепления (основной признак спекания) поверхностная и при¬
поверхностная миграции атомов играют очень важную роль,
так как происходит увеличение межчастичных контактов и без
уменьшения суммарного объема пор. Поверхностная диффузия
атомов вызывает сглаживание поверхности соприкасающихся
частиц, что увеличивает истинную поверхность контакта и при¬
водит к сфероидизации пор, а также обеспечивает перемещение
атомов с поверхностей крупных пор на поверхность мелких (при
260
от занимаемого ими места:
Рис. 118. Схема роста межчастич¬
ных контактов и сфероидизации
пор в результате поверхностной
диффузии атомов:
а — до спекания; б — после спека¬
ния
сообщающихся порах), т. е. в положение большей термодинами¬
ческой устойчивости.
Таким образом, на всех этапах (стадиях) спекания в резуль¬
тате поверхностной диффузии происходит увеличение и упрочне¬
ние межчастичных контактов.
Средняя скорость, с которой атом покидает положение равно¬
весия, равна
у = Ae-wkT,
где А — коэффициент, зависящий от природы материала; Е —
энергия активации, необходимая для смещения атома из данного
положения равновесия.
При загрязнении поверхности различного рода химическими
примесями (оксиды, механические включения и т. п.), а также
выходами на поверхность дислокационных линий перенос массы
даже при значительной диффузионной подвижности адатомов
не будет происходить. Физически это означает, что на поверх¬
ности отсутствует градиент химического потенциала (формально
ур = 0). При этом следует учитывать, что из-за наличия на по¬
верхности таких «стопоров» энергия активации процесса может
оказаться настолько высокой, что будет соизмерима с энергией
активации объемной самодиффузии. Однако величина коэффи¬
циента поверхностной диффузии в то же время может существенно
превосходить величину коэффициента объемной диффузии в связи
с существенно большим значением предэкспоненциального мно¬
жителя, не зависящего от температуры.
В области более высоких температур в переносе массы могут
играть роль приповерхностные слои, характеризующиеся различ¬
ной степенью дефектности и соответственно различной диффузион¬
ной подвижностью. При этом понятно, что различная степень
дефектности может быть обусловлена различными причинами (кри¬
визна, удаление от межфазной границы, наличие или отсутствие
на поверхности адсорбированных чужеродных атомов, плотность
дислокаций и т. п.). Строго говоря, толщина слоя (6„), в котором
осуществляется «приповерхностная» диффузия, равна толщине
слоя, в котором диффузия характеризуется коэффициентом поверх¬
ностной диффузии D„.
Уравнение роста контакта в связи с обсуждаемым механизмом
массопереноса имеет вид
хУая = (28DayV08JkT) т. (12.20)
Повторим, что поверхностная диффузия характеризуется низ¬
кой энергией активации и высоким значением коэффициентов
самодиффузии". Другими словами, активирование подвижности
атомов по поверхности происходит даже при сравнительно низ¬
ких температурах, и направленный перенос вещества осуществ¬
ляется очень быстро. Этот транспортный механизм особенно
большое значение имеет на первых стадиях спекания.
261
Объемная диффузия. Этот наиболее общий вид транспортного
механизма широко используется для описания многих процес¬
сов, происходящих в твердом кристаллическом теле, в том числе
и связанных со спеканием порошковых тел. По Я. И. Френкелю,
перемещение атомов в кристаллической решетке есть последова¬
тельное замещение ими вакансий и коэффициент диффузии ато¬
мов D связан с концентрацией вакансий С0 равенством D =
= СоО', где D' — коэффициент диффузии вакансий; D' =
= Doe~Ea/kT (D0 — температурно независимая величина, Еа —
энергия активации движения атомов или вакансий). Таким обра¬
зом:
D = D0.e-E>'kT,
где £0 — энергия активации диффузии; £0 = £„ + £а.
Наличие избыточных вакансий (С > С0) приводит к увеличе¬
нию коэффициентов диффузии и, как правило, к понижению энер¬
гии активации. Для описания диффузионных потоков пользу¬
ются первым и вторым уравнениями Фика: т =* —DSdcldx и
дс1дт = Dd2cldx2, где т — количество вещества, диффундирую¬
щее в единицу времени через площадку S при градиенте концен¬
трации вакансий dcldx; знак «минус» означает, что диффузия про¬
исходит в сторону убывания концентрации атомов. В табл. 15
приведены сведения об источниках избыточных вакансий и ме¬
стах (стоках), куда вакансии движутся и где они «оседают», а
также указаны эффекты, к которым может приводить объемная
диффузия.
Таблица 15. Пути диффузии атомов и ее эффекты
при спекании порошковых тел
Случай
Источник избыточ¬
ных ваканоий
Стеки для избщточ-
вшх вакансий
Эффектв от диффузии
атомов
1
Вогнутые поверх-
Выпуклые поверх-
Рост «шеек», сфероидиза-
ностн «шеек»
ности частиц
ция пор
2
То же
Границы зерен
Рост «шеек», сферондиза-
ция и усадка пор
3
»
Дислокации
То же
4
Поверхности сфе¬
рических пор
Поверхности более
крупных пор
Укрупнение пор
5
То же
Границы зерен
Усадка и укрупнение пор
6
»
Дислокации
То же
7*
Дислокации
Границы зерен
»
8*
Поверхности частиц
Рост «шеек», сфероидиза-
ция пор
9
Границы зерен
Границы зерен
Рост «шеек», усадка пор
* Случай считается маловероятным
262
По Я. Е. Гегузину, при припекании двух сферических частиц
в связи с объемной диффузией возможны два варианта в зависи¬
мости от структуры области контактного перешейка. В первом
из них стоком избыточных вакансий, возникающих вблизи вогну¬
той поверхности перешейка, является выпуклая поверхность по¬
рошинок (т. е. предполагается, что между частицами отсутствует
межзеренная граница, например, при спекании свободно насы¬
панного порошка) и рост площади контактов не сопровождаются
сближением центров частиц (см. рис. 117, б); для этого случая
уравнение роста контакта имеет вид
xVa2 = 20nyV0Dx!kT. (12.21)
Во втором варианте стоком избыточных вакансий является гра¬
ница между припекающимися порошинками и рост площади кон¬
тактов сопровождается сближением центров частиц (см. рис. 117, в);
для этого случая уравнение роста контакта имеет вид
xs/a2 = 80yVoDx/kT. (12.22)
По Б. Я. Пинесу, общее время тп полного затекания («диф¬
фузионного» зарастания) сферической поры начального ра¬
диуса г0, от поверхности которой избыточные вакансии (АС =
= C02yV0/kTr0) движутся к внешней поверхности твердого ве¬
щества, служащего местом расположения поры (атомы движутся
в противоположном направлении), составляет
т n = {kT/6yDV0)rs0. (12.23)
В любой момент времени изотермической выдержки при спека¬
нии т изолированная сферическая пора будет иметь радиус г,
равный г3 = г„ — (6yDV0/kT) х.
Вязкое течение. Развитие идеи о массопереносе путем вязкого
течения принадлежит Я. И. Френкелю. Он провел аналогию между
вязким течением аморфных и кристаллических тел. Уравнение
роста контакта на первых стадиях спекания (рис. 117, я):
х3!а = (3/2) (у/г|) т, (12.24)
где т\—коэффициент вязкости вещества.
Для полного слияния двух контактирующих частиц (х ж Яо)
необходимо время т, равное
т = (2/3) ft/y) я0. (12.25)
Для усадки изолированной сферической поры начального ра¬
диуса г0 необходимо время х, равное
т = (4/3) (Уу) г о- (12.26)
Радиус г такой поры в процессе изотермической выдержки <г
равен г = г„ — (3/4) (y/у т.
Течение вещества, вызываемое внешними нагрузками (см.
рис. 117, е), связано с деформацией частиц.
263
Ползучесть кристаллических тел
В условиях спекания, как это уже было отмечено, действующими
силами являются силы избыточного капиллярного давления (лап¬
ласовские силы), возникающие на искривленных поверхностях.
Микрокартина распределения капиллярных сил в реальном спе¬
кающемся теле исключительно сложна, и обычно полагают, что
суммарное действие этих сил как бы эквивалентно приложению
внешнего давления. Выполненные различными исследователями
эксперименты н обработка их результатов показывают, что те¬
чение материала при спекании происходит при сравнительно
небольших нагрузках.
Я. И. Френкель предполагал линейной зависимость между
деформацией образца и напряжением в нем. Зависимость коэффи¬
циента диффузии от вязкости по аналогии с течением аморфных
тел имеет вид
1/т| = D&IkT, (12.27)
где б — постоянная решетки кристаллического вещества.
Однако применительно к кристаллическим телам это выраже¬
ние не может быть использовано с достаточным основанием. Тео¬
рия диффузионно-вязкого течения неидеальных кристаллов была
разработана Набарро, Херрингом, Б. Я. Пинесом и И. М. Лиф-
шицем, которые показали, что вязкость реального кристалличе¬
ского тела есть функция наименьшего линейного размера эле¬
ментов субструктуры кристалла, т. е. зерен или блоков мозаики.
Другими словами, скорость ползучести зависит от линейного раз¬
мера областей с решеткой, дающей когерентное рассеяние рентге¬
новских лучей. Приведем соотношение по Набарро и Херрингу
между коэффициентами вязкости и объемной самодиффузииз
1/jl = DWkTL2, (12.28)
где L — некоторый линейный размер (размер зерна или блока
мозаики, радиус «шейки») или характерный линейный размер
между источниками и стоками вакансий.
Диффузионная ползучесть заключается в направленном пере¬
мещении вакансий от поверхностей, к которым приложено растя¬
гивающее напряжение, к сжимаемым или свободным поверхно¬
стям (внешним граням образца, границам зерен и блоков мозаики).
Схема диффузионных потоков вакансий и атомов при нагружении
поликристаллического образца показана на рис. 119.
Существенным в этом процессе является то, что неоднородные
диффузионные потоки в пределах одного элемента структуры осу¬
ществляются в условиях, при которых макроскопический поток
в масштабах всего тела отсутствует. Изменение формы данного
элемента структуры зависит от изменения формы элементов, на¬
ходящихся с ним в непосредственном соседстве (рис. 120). Само¬
согласованное изменение формы элементов структуры приводит
264
к направленному перемещению их центров тяжести, которое по¬
добно перемещению молекул при течении вязкой жидкости.
И. М. Лившиц, показал что этот процесс должен сопровож¬
даться скольжением кристаллов друг относительно друга. Диф¬
фузионное скольжение по границам возможно при выполнении
условия фа > б/L, где ф — угол разориентировки соседних кри¬
сталлов; прн 8/L 1СГ4 ф должен быть больше Г.
Если вязкость аморфизованного слоя пренебрежимо мала, то
скольжение кристаллов по границам практически не влияет на
скорость диффузионно-вязкого
течения поликристаллического 1 б
тела. —I —1—
Рис. П9. Схема диффузион¬
ных потоков вакансий (/) и
атомов (2) в лоликрнстал-
лическон образце под на¬
грузкой
Рис. 120. Схема деформирования
поликристаллического образца
вследствие диффузиоиио-вязкого
преобразования формы зерен, нахо¬
дящихся под воздействием напря¬
жения а
При затрудненном скольжении по границам между кристаллами
именно этот процесс может определить вязкость всего поликри¬
сталлического объекта.
В предельном случае идеального монокристалла вязкость ока¬
зывается зависящей от квадрата линейных размеров кристалла,
и механизм диффузионно-вязкого течения совпадает с чисто диф¬
фузионным механизмом.
Таким образом, вязкое течение кристаллических тел при ма¬
лых нагрузках и диффузионное перераспределение вещества за
счет градиента химического потенциала — идентичные процессы,
в основе которых лежит вакансионный механизм. Считается уста¬
новленным, что уплотнение спекаемого тела происходит в резуль¬
тате как диффузионно-вязкого течения (диффузионная ползу¬
честь), так и обычных процессов объемной диффузии. Различие
чисто диффузионного механизма и механизма диффузионно-вяз¬
кого течения заключается в том, что в первом случае существуют
макроскопические потоки вакансий, выходящие на внешнюю
поверхность пористого тела, а во втором случае — лишь локаль¬
ные, микроскопические неоднородные потоки вакансий между
265
элементами субструктуры, начинающиеся на внутренних поверх¬
ностях, где возможно образование и исчезновение вакансий.
По Я. Е. Гегузину и И. М. Лифшицу, диффузионный механизм
залечивания пор преобладает лишь тогда, когда безразмерный
параметр
а = {rlLf- «1,
т. е. радиус поры г намного меньше линейного размера когерент¬
ных областей L. Другими словами, роль диффузионного механизма
возрастает на поздних стадиях спекания. В большинстве же прак¬
тических случаев уплотнение при спекании преимущественно
осуществляется по механизму диффузионно-вязкого течения.
Рекристаллизация при спекании
Одним из .важных процессов, наблюдающихся при спекании, яв¬
ляется рекристаллизация. Рекристаллизация — это рост одних
зерен за счет соседних зерен той же фазы-. На первой стадии ре¬
кристаллизации образуются новые зерна из определенных цен¬
тров, на второй происходит рост зерен.
Образование и рост зерен о более совершенной структурой за
счет исходных зерен g менее совершенной структурой называется
первичной рекристаллизацией. Зерна, получающиеся в результате *
этого процесса, называются рекристаллизованными- Рост одних
рекристаллизованных зерен за счет таких же соседних зерен на¬
зывается собирательной рекристаллизацией. Рост зерен — про¬
цесс самопроизвольный, определяемый стремлением системы
к уменьшению запаса внутренней энергии. Если принять, что
в единице поверхности заключена поверхностная энергия опреде¬
ленной величины, то укрупнение зерна, т. е. получение из не¬
скольких мелких зерен меньшего числа крупных зерен, приводит
к уменьшению суммарной поверхности и, следовательно, к умень¬
шению запаса свободной энергии в системе.
Как обладающее меньшей удельной поверхностью, крупное
зерно термодинамически более устойчиво, чем мелкое. Поэтому
большие зерна растут за счет мелких. При спекании образование
более крупных по размеру кристаллов, чем исходные, характери¬
зуется рядом существенных особенностей, обусловленных нали¬
чием у них большой свободной поверхности.
Крупные частицы образуются за счет переноса вещества с зерна
малого размера на зерно большего размера. Этот перенос проис¬
ходит путем перемещения атомов через границу зерен в сторону
зерна с меньшей величиной свободной энергии и поперек контакт¬
ных участков. Установлена закономерность, согласно которой
кристаллы, имеющие больше шести граней, будут расти до неко¬
торого предельного размера; если же этих граней меньше шести,
то кристаллы будут уменьшаться до полного исчезновения. Схема
роста, кристаллов приведена на рис. 121. Кристаллы с шестью
и более гранями в сечении образуют вогнутые поверхности, у кри¬
266
сталлов с числом граней меньше шести они выпуклы. Скорость
роста частиц обратно пропорциональна радиусу кривизны гра¬
ницы и может быть выражена как
d — d0 = /Сх0,5, (12.29)
где d„ — диаметр частиц до начала роста; d — диаметр частицы,
выросшей за время т; К — коэффициент, учитывающий природу
материала.
Спеченные брикеты характеризуются
сравнительно небольшими размерами
частиц. В связи с тем, что поры пре¬
пятствуют протеканию межчастичной
собирательной рекристаллизации, по¬
следняя в большей степени зависит
от размера спрессованных частиц, так
как с его увеличением возрастает и
размер пор. При спекании брикетов из
мелких порошков контуры отдельных
частиц исчезают раньше, чем в бри¬
кетах из крупных порошков.
Для большинства металлических
порошков температура начала роста
частиц и их конечный размер почти не зависят от давления прес¬
сования.
Первичная рекристаллизация в пористых телах происходит
при t = (0,30—0,40) Тпл. При t = (0,75—,085) Тпл рекристалли¬
зация протекает интенсивно, завершая формирование структуры
спекаемого порошкового тела.
Процесс рекристаллизации происходит одновременно с усад¬
кой и другими явлениями, но в значительной степени зависит
от них. Особенно зависит от усадки и восстановления оксидов
собирательная межчастичная рекристаллизация, которая может
протекать лишь при сближении частиц на расстояние межатомного
взаимодействия.
Рис. 121. Схема роста кристал¬
лов:
стрелки указывают направление
движения границ; цифры обо¬
значают число границ кристал¬
лов
Уплотнение при нагреве
Порошковое тело перед спеканием обладает, как правило, значи¬
тельной пористостью. Во время спекания часто происходит сокра¬
щение объема пор (усадка), что приводит к возрастанию плотности
спекаемого тела. Одной из характерных особенностей усадки яв¬
ляется замедление ее скорости при изотермической выдержке
(рис. 122): с увеличением температуры спекания скорость повыше¬
ния плотности увеличивается, но и уменьшение этой скорости
с повышением температуры происходит более интенсивно. На
рис. 123 приведены дилатометрические кривые линейной усадки
Для брикетов железа, спрессованных при разных давлениях.
Нагрев спекаемых брикетов сопровождается сначала (100—
150 °С) увеличением их объема, так как происходит удаление па¬
267
ров, в том числе воды, и газов вследствие десорбции, испарения
или выгорания смазок (связок), и релаксация (снятие) упру¬
гих напряжений; при этом происходит уменьшение суммарной
площади межчастичных контактов. С повышением температуры
(до 0,4—0,5ГПЛ) заканчивается релаксация упругих напряжений,
продолжается дегазация и выгорание смазок и связующих ве¬
ществ, а пленки оксидов восстанавливаются, в результате чего
в
неметаллические контакты заменяются металлическими и увели¬
чивается их площадь. Электро¬
проводность брикетов резко воз¬
растает. На этой стадии спека¬
ния возникновение межчастичных
Рис. 122. Изменение относитель¬
ной плотности (исходная 0,74)
брикетов никеля при изотерми¬
ческом спекании. На кривых
температура спекания
Рис. 123. Линейная усадка брикетов
железа, спрессованных при разных
давлениях н спеченных при 890 °С.
Давление прессования брикета,
МПа:
1 — 400; 2 — 600; 3 « 800; 4 —
1000. Кружкн на кривых — момент
наступления изотермической усад¬
ки
контактов зависит не только от наличия на частицах оксидных н
других пленок, но и от взаимного расположения частиц, наличия
внешней нагрузки и других факторов. Заключительная стадия спе¬
кания совершается при температуре 0,7—О.ЭТ'пл металлического
порошка; заканчивается восстановление оксидов, контакты между
частицами становятся полностью металлическими и происходят
все основные процессы, сопровождающие нагрев—сглаживание
поверхности частиц, сфероидизация и коалесценция пор, рекри¬
сталлизация и прежде всего упрочнение.
У образцов, спрессованных при больших давлениях (т. е.
имеющих большую исходную плотность), усадка протекает менее
интенсивно и по абсолютной величине меньше, чем у образцов,
спрессованных при малых давлениях.
Общий вид аналитических кривых изотермической объемной
усадки Л VI Сможет быть представлен степенными функциями вида
ШУ - /Ст°’Б, (12.30)
где К — константа; т — время изотермической выдержки; такая
зависимость оправдывается в относительно небольшом интервале
выдержек, обычно не превышающем нескольких часов.
2G8 •
Хорошо согласуется с экспериментальными данными уравне¬
ние, предложенное В. А. Ивенсеном, который показал, что при
изотермическом спекании 1 любых металлических порошков сни¬
жение скорости сокращения объема пор закономерно связано
с уменьшением их объема, причем связь эта выражается простой
функциональной зависимостью. Отношение скоростей сокраще¬
ния объема пор в два произвольно взятые момента времени тх
и т, для данного изотермического спекания равно
{dVldx\HdVldx)2 = {VJV^Y, (12.31)
где Vi и Va — суммарные объемы пор в моменты времени тх и та
соответственно. Эта закономерность при постоянном значении по¬
казателя степени п (характеризует интенсивность торможения
усадки) выдерживается на протяжении всего процесса спекания,
включая очень быстрое сокращение объема пор в начале спека¬
ния и медленное — в его конце. Указанное соотношение оказа¬
лось действительным для изотермического спекания продолжи¬
тельностью 50 ч и более, а также при спекании порошков различ¬
ных металлов при любых способах их получения. Из соотношения
выведено уравнение кинетики изменения пористости
V = VB (qmx + l)->/«, (12.32)
где V — объем пор через время т; Ун — начальный объем пор при
т = 0; т — константа, характеризующая интенсивность падения
скорости сокращения объема пор во времени; т = п — 1; q —
константа, характеризующая относительную скорость сокраще¬
ния единицы объема пор в момент начала изотермического спе¬
кания, т. е. при т = 0; q — (dVldx) (1/У„).
Такая зависимость усадки от времени спекания объясняется
тем, что запас свободной энергии в единице массы порошка оп¬
ределяется не только его дисперсностью, но и в значительной мере
состоянием поверхности и степенью дефектности частиц. Порошки
с сильно развитой поверхностью и большей концентрацией де¬
фектов в процессе выдержки при спекании уплотняются с наи¬
большей скоростью, как обладающие большим запасом свобод¬
ной энергии. Затухание усадки связано с происходящим в про¬
цессе изотермической выдержки уменьшением свободной энергии
порошкового тела.
Особенностью усадки порошковых брикетов является то, что
в случае дальнейшего повышения температуры после длительного
изотермического спекания, когда усадка почти прекратилась,
скорость усадки снова возрастает. На рис. 124 показано влияние
ступенчатого нагрева при спекании на усадку брикетов из сере¬
бряного порошка прн трех температурах. Каждый новый подъем
температуры приводит к новой интенсификации процесса усадки,
протекающей на разных этапах примерно одинаково. ** Изотермическое спекание — нагрев при постоннной температуре.
269
Усадка при спекании связана с объемной деформацией частиц,
осуществляемой путем объемной самодиффузии атомов; при этом
коэффициент самодиффузии изменяется во времени вследствие
уменьшения первоначальной повышенной концентрации искаже¬
ний (дефектов) кристаллической решетки.
Изменение величины усадки при изотермическом спекании
в результате стабилизации кристаллической структуры и увели¬
чение плотности спекаемого тела,
сопровождающееся повышением
микроскопической вязкости, вли¬
яют на кинетику уплотнения.
Влияние дефектов называют струк¬
турным фактором (по М. Ю. Баль-
шину), а влияние упрочнения
(увеличение плотности пористого
тела уменьшает деформацию под
действием одних и тех же капил¬
лярных сил за счет увеличения
площади контактных участков) —
геометрическим фактором (по
В. А. Ивенсену).
Для скорости уплотнения при вязком течении предложены
следующие уравнения:
cB/dx = (3/2) (4я/3),/3 (уп'^/л) (1 - 9)2/3 91/3; (12.33)
d (1 — 0)/dt = (3/2) (у/оол) X
X [(1 — 0) (2 + 0) 02/(20 — 1) ], (12.34)
где 0 — относительная плотность; jn — число пор в 1 см8; —
начальный радиус частицы.
Уравнение (12.33) используют для описания усадки брикетов,
когда большинство пор превращается в изолированные сферы
(пористость менее 7—10 %), а уравнение (12.34) — для случая
существования открытых пор. Эти уравнения дают общее описание
кинетики уплотнения независимо от механизма усадки.
Влияние некоторых технологических факторов
на процесс спекания и свойства спеченных тел
Свойства исходных порошков. Условия получения и дисперсность металлических
порошков во многом предопределяют их поведение при спекании. Так, с увеличе¬
нием дисперсности порошка процесс спекания ускоряется, а механические и элек¬
трические свойства спеченных брикетов повышаются. Интенсификации спекания
способствуют оксиды, содержащиеся в большем количестве в мелких порошках
и восстанавливающиеся в процессе спекания. С увеличением удельной поверх¬
ности исходного порошка усадка формовки при спекании возрастает. Наличие
выступов и впадин на поверхности частиц активирует усадку за счет повышения
содержания дефектов вблизи впадин и образования микропор с малым радиусом
кривизны на стыках частиц.
Структура изделий, спеченных из высокодисперсных порошков, отличается
наличием большого числа крупных зерен, выросших в процессе спекания. Усадка
270
Рис. 124. Усадка при изотермическом
спекании со ступенчатым подъемом
температуры (по В. А. Ивенсену):
а — 600 °С; 6 ~ 740 'С; в — 880 °С
при спекании умеиьшаетси, если порошок подвергнуть отжигу, при котором про¬
исходит сглаживание рельефа поверхности частиц, их срастание И устранение
несовершенств кристаллического строения. В общем случае на изменение плот¬
ности и свойств формовок при спекании влияют величина частиц и гранулометри¬
ческий состав порошка, состояние поверхности частиц, содержание оксидов и
несовершенства кристаллического строения.
Лавление прессования. С увеличением исходной плотности спекаемых формовой
объемные и линейные усадкн уменьшаются, т. е. относительное увеличение плот¬
ности при спекании больше у брикетов, полученных при меньшем давлении,
что уже отмечалось ранее. Брикеты с большей относительной плотностью харак¬
теризуются большим коэффициентом вязкости, что и обусловливает меньшую
усадку. Так как плотность формовок неодинакова по высоте, то при спекании
после усадки часто наблюдается «талия» (усадка в средней части брикета больше,
чем у его торцов, пористость вблизи
которых после прессования меньше).
Однако в случае спекания мелкозер¬
нистых порошков наблюдается вырав¬
нивание пористости как между брике¬
тами с разной исходной плотностью,
так и между местами с неоднородной
плотностью у одного и того Же бри¬
кета. Усадка в направлении прессова¬
нии, как правило, больше, чем в по¬
перечном направлении, что связано
с различной величиной поверхностей
контактов. Увеличение давлении прес¬
сования приводит к повышению всех
показателей прочности спеченных из¬
делий — твердости, сопротивления раз¬
рыву и сжатию и др.
Температура спекания. Плотность
спеченных изделий в общем возра¬
стает с повышением температуры спе¬
кания тем быстрее, чем ниже было дав¬
ление прессования брикета из по¬
рошка (рис. 125).
В области низких температур, характеризующейся наличием неметалличе¬
ского контакта между частицами, усадка незначительна или даже является «отри¬
цательной», т. е. брикет расширяется, так как происходят испарение влаги,
удаление сорбированных газов и снятие напряжений прессования, а также начи¬
нается восстановление поверхностных оксидов; степень снижения плотности воз¬
растает с увеличением давлении прессования брикета и содержания оксидов и
других примесей в исходном порошке.
В области высоких температур происходит значительный количественный
рост металлического контакта, уплотнение пор под действием сил поверхностного
натяжения и усадка брикета.
На процесс спекания значительное влияние оказывает скорость подъема
температуры. При быстром подъеме температуры в крупногабаритных заготовках
могут наблюдаться местные обособления усадки из-за местных различий в тем¬
пературе, что, в конечном счете, может привести к искажению их формы.
Прочность, так же как и плотность, обычно повышается с ростом темпера¬
туры спекания. Показатели пластичности материалов увеличиваются о повыше¬
нием температуры даже при снижении плотности и прочности.
Продолжительность спекания. Выдержка спрессованных брикетов при по¬
стоянной температуре спекании вызывает сначала резкий, а затем более медлен¬
ный рост их плотности (рис. 126) и других свойств (рис. 127). Максимальная
прочность достигается за довольно короткое время и при дальнейшем увеличе¬
нии времени изотермической выдержки она остается на том же уровне или даже
несколько снижается. На практике выдержка при спекании варьируется в до¬
вольно широких пределах (от нескольких десятков минут до нескольких часов)
271
Рие. 125. Влияние температуры спекания
на относительную плотность:
1 — свободно насыпанный порошок; 2 —
порошок, спрессованный при малых дав¬
лениях; 3 — порошок, спрессованный при
высоких давлениях; 4 — порошок, спрессо¬
ванный при очень высоких давлениях
з зависимости от состава и плотности материала, размеров брикетов, защитной
среды, конструкции печи и т. д. :
Атмосфера и активирование спекания. Сравнение результатов спекания,
проводимого в различных средах, свидетельствует о том, что при спекании в вос¬
становительной среде достигается большая плотность, чем при спекании в ней¬
тральной среде (рис. 128). Объясняется это химическим воздействием восстано¬
вительной среды на оксидные пленки, приводящим к их уничтожению, благодаря
Рис. 126. Зависимость относительной плот¬
ности брикетов от времени выдержки при
изотермическом спекании:
t — средние температуры спекания; 2
высокие температуры спекания
Рис. 127. Изменение прочности (I) я отно¬
сительного удлинения (2) в зависимости от
времени выдержки при изотермическом
спекании
чему активируется миграция атомов металла к контактным участкам ие только
по поверхности, но и в объеме, так как возникающая повышенная дефектность
поверхностных кристаллов распространяется в глубь частиц и облегчает (активи¬
рует) объемную диффузию атомов, а тем самым и объемную деформацию частиц.
Рис. 123. Зависимость пористости брикетов
из порошка меди от продолжительности
времени выдержки при спекании в водоро¬
де в аргоне при 1000 °С
давление прессования, та
Рио. 129. Влияние условий спекания в ва¬
кууме (/) и в аргоне (2) на плотность бри¬
кетов из порошка бериллия
Очень полно я быстро проходит спекание в вакууме, которое по сравнению
со спеканием в нейтральной среде в большинстве случаев начинается при более
низких температурах и дает повышенную плотность изделий (рис. 129), Влиинве
атмосферы спекания возрастает, если к ней добавляют различные соединения
(например, пары галогенидов — преимущественно хлористые, реже фтористые
соединения), активирующие нроцесс спекания.
Под активированным спеканием понимают интенсификацию при воздействии
физических или химических факторов (кроме температуры и времени взотермиче-
ской выдержки) изменения свойств нагреваемой порошковой формовки,
272
Изменение атмосферы спекания относится к химическим способам активиро¬
вания спекания. Широкое применение находят и физические способы активиро¬
вания спекания: циклическое изменение температуры спекания, воздействие уль¬
тразвука, спекание облученных прессовок и т. п.
Активирование спекания путем изменения состава атмосферы является од¬
ним из наиболее простых и в то же время эффективных способов упрочнения из¬
делий и замены оксидного контакта на металлический. В этом случае при спека¬
нии создаются условия, смещающие равновесие в печи то в сторону окисления,
то в сторону восстановления. Атомы металла на выступах поверхности частиц
как наиболее активные реагируют с соединениями, добавленными н атмосферу
спекания. Образующиеся соединения металла в свою очередь восстанавливаются,
и атомы металла конденсируются в местах с минимальным запасом свободной энер¬
гии (впадины на поверхности частиц, стыки частиц и др.), благоприятствуя
переносу вещества. Установлено, например, что оптимальная концентрация хло¬
ристого водорода в смеси с водородом составляет 5—10% (объемн.). Активиро¬
ванная атмосфера может благоприятно влиять на процесс спекания и вслед¬
ствие удалении примесей и рафинирования спекаемого материала.
2. Спекание многокомпонентных систем
Практически все используемые в технике порошковые материалы
представляют собой сложные системы, сплавообразование в ко¬
торых во многих случаях происходит непосредственно при спе¬
кании. Хотя основные закономерности, изложенные в гл. XII,п, 1,
справедливы и для этого случая, спекание многокомпонентных
систем характеризуется целым рядом особенностей, так как при-
пекание разнородных тел является более сложным процессом:
одновременно с самодиффузией, обуславливающей перенос массы
в область приконтактного перешейка, должна происходить гетеро¬
диффузия, обеспечивающая выравнивание концентраций разно¬
именных атомов в пределах образца. Оба эти процесса оказываются,
как правило, взаимосвязанными, и на разных этапах припекания
эта взаимосвязь может приводить к различным эффектам, влияю¬
щим на кинетику развития площади контактного перешейка.
В пористых телах кинетика процесса диффузионной гомогениза¬
ции осложняется одновременным осуществлением различных ме¬
ханизмов переноса массы. Весьма существенным для процесса
припекания является сопутствующее диффузионной гомогениза¬
ции зарождение и развитие диффузионной пористости в случае
существенного различия в парциальных коэффициентах диффузии
разнородных атомов.
К основным особенностям спекания многокомпонентных си¬
стем можно отнести следующие:
1. Понижение свободной энергии (основной признак спекания)
определяется не только факторами, указанными для однокомпо-
неитных порошков, но и протеканием процессов гетеродиффузии,
способствующей выравниванию концентрации в системе, а также
образованием межфазных поверхностей, энергия которых, как
правило, ниже, чем поверхностная энергия на границе вещество—
пустота.
2. Ход процесса спекания в значительной мере определяется -
характером диаграмм состояния элементов, составляющих много¬
273
компонентную систему. От степени протекания процесса сплаво-
образования зависит кинетика уплотнения спекаемого материала
и изменение его физических и механических свойств.
3. В отличие от спекания однокомпонентных систем, где диф¬
фузионные процессы, как правило, способствуют уплотнению,
гетеродиффузия в многокомпонентных системах может приводить
к торможению процесса усадки.
Принято различать следующие виды твердофазного спекания
многокомпонентных систем: спекание компонентов, обладаю¬
щих полной взаимной растворимостью; спекание компонентов,
обладающих ограниченной взаимной растворимостью; спекание
компонентов, взаимно нерастворимых.
Системы с неограниченной растворимостью компонентов
%
Это простейший случай, когда в результате спекания образуется
одна фаза (твердый раствор); на промежуточных стадиях спека¬
ния существует несколько фаз: частицы исходных металлов и
твердые растворы переменной концентрации. При спекании та¬
ких систем (Cu-^Ni, Fe—Ni, Со—Ni, Си—Аи, W—Мо, Сг—Мо,
Со—Ni—Си идр.) усадка всегда меньше
аддитивной, рассчитанной исходя из
возможных усадок каждого из компо¬
нентов. Это объясняется более низкой
подвижностью атомов в твердых рас¬
творах по сравнению с чистыми метал¬
лами, а также тем, что при смешивании
исходных компонентов невозможно по¬
лучить абсолютно однородную смесь.
В результате этого при спекании об¬
разуется большое количество контак¬
тов, скорость диффузии атомов через
которые неодинакова. Так, в системе
Си—Ni (рис. 130) по мере повышения
содержания никеля в меди (или на¬
оборот) усадка уменьшается и может
происходить даже рост образцов, что
связано с большей величиной коэффициента диффузии меди
в никель по сравнению с величиной коэффициента диффузии ни¬
келя в медь: в частицах меди образуются избыточные вакансии,
коалесцирующие в поры, а частицы никеля увеличиваются в раз¬
мерах из-за преобладания притока атомов меди над оттоком ато¬
мов никеля.
Существенная особенность спекания рассматриваемых систем
заключается в том, что некоторые из контактов между одноимен¬
ными и разноименными порошинками могут нарушаться (разры¬
ваться). Причины этого — напряжение в зоне контакта диффу¬
зионного происхождения, «исчезновение» порошинки, вещество
274
Рис. 130. Концентрационная
зависимость усадки медиоиике-
левых брикетов (температура
спекания 1000°С, начальная
пористость 24 — 27 %):
У—4 ч; 2 — 15 мин; 3 — нагрев
и охлаждение
которой вследствие испарения или поверхностной диффузии пере¬
местится на поверхность другой порошинки, и др.
Для решения практических задач важен вопрос о необходимой
степени гомогенизации сплавов по составу при спекании: так как
многие свойства спеченных тел определяются величиной и состоя¬
нием контактных поверхностей между частицами, в ряде случаев
достижение полной гомогенизации сплава внутри частиц оказы¬
вается ненужным.
Гомогенизация шихты перед прессованием обеспечивает при
спекании более полную и однородную усадку, а также более одно¬
родные состав и свойства изделий по всему их объему.
Больший эффект достигается при применении вместо смеси
порошков индивидуальных компонентов порошка, представляю¬
щего собой гомогенный сплав заданного состава.
Системы с ограниченной растворимостью компонентов
Спекание указанных систем наиболее распространено в порош¬
ковой металлургии (Fe—С, W—Ni, W—Ni—Си, Fe—Си, Мо—
Ni—Си, Со—Си, Со—Сг и многие другие системы).
Для таких систем в основном характерны монотонные, отлич¬
ные от линейных зависимости усадки от содержания элементов
в сплаве, вид которых (направление выпуклости) может быть
различным. Например, в системе W—Ni наблюдается кривая
с плавным минимумом, причем при малом времени спекания про¬
исходит некоторый рост образцов, что связано с наличием диффу¬
зии вольфрама в никель и образованием диффузионной пористости.
Для систем Fe—Си и Со—Си в процессе спекания при 1000 °С
в осушенном водороде при относительно малых содержаниях
меди увеличение ее доли непрерывно снижает усадку образцов,
которая достигает минимума при 6—8 % Си в сплавах с железом
и при 10 % Си в сплавах с кобальтом; повышенные содержания
меди в системе вызывают увеличение усадки, максимальное зна¬
чение которой достигается у образцов из чистой меди. Таким об¬
разом, по мере увеличения количества добавки и степени насы¬
щения твердого раствора усадка уменьшается (структура стабили¬
зируется и повышается ее сопротивление деформационным про¬
цессам под воздействием сил, приводящих к уплотнению) и ее ми¬
нимум отвечает предельному содержанию второго компонента
в сплаве, при котором еще существует однофазная структура.
При дальнейшем возрастании содержания меди в системе при тем¬
пературе спекания возникает вторая фаза, представляющая собой
твердый раствор на основе меди, обладающая более высокой спо¬
собностью деформироваться под нагрузкой, чем твердый раствор
на основе железа или кобальта; по мере увеличения содержания
этой фазы повышается усадка.
В некоторых системах с ограниченной растворимостью наблю¬
даются аномалии в зависимости усадки от концентрации, свя¬
занные с образованием интерметаллических фаз. Так, в случае
275
50 во-ной смеси порошков таллия и сурьмы в результате так назы¬
ваемого «давления кристаллизации» при взаимодействии компо¬
нентов в процессе спекания спрессованные образцы рассыпались
в порошок.
Свойства материалов в таких системах после спекания зависят
от целого ряда факторов: полноты гомогенизации в области огра¬
ниченных твердых растворов, пористости, совершенства межфаз-
иых и однофазных контактов и др. Роль гетеродиффузии сво¬
дится к обеспечению выравнивания концентраций в областях
ограниченной растворимости, причем достижение гомогенности
в большинстве случаев желательно (при предельных концентра¬
циях многие свойства ограниченных твердых растворов макси¬
мальны по величине).
Системы с нерастворимыми компонентами
Примерами таких систем являются Си—С, W—Ag, W—Си, Мо—Си
и др. По Б. Я. Пинесу, термодинамическое условие припекания
двух взаимнонерастворимых частиц определяется неравенством
т. е. поверхностная энергия образовавшейся межфазной гра¬
ницы АВ должна быть меньше, чем сумма поверхностных энергий
частиц спекаемых компонентов А и В; в противном случае частицы
спекаться не будут.
Механизм и кинетика припекания оказываются существенно
различными для двух возможных случаев при соблюдении ука¬
занного условия:
В случае, когда выполняется первое соотношение (12.36),
энергетически целесообразно покрытие поверхности частицы ве¬
щества В с большей поверхностной энергией веществом А с мень¬
шей энергией (рис. 131). Вначале частица вещества В покроется
276
®АВ< I ®А "Ь аВ |>
(12.35)
Рис. 131. Схематическое изображение этапов припекания частиц
аАВ < I ® А — ®В I,
аАВ >| аА — ®в I-
(12.36)
(12.37)
слоем атомов сорта А с помощью механизма поверхностной гете¬
родиффузии или переносом через газовую фазу; при этом форма
частиц сохранится. Затем контактная площадь между частицей А
и частицей В, покрытой слоем А, увеличивается, что сопровож¬
дается уменьшением суммарной поверхности в системе и соответ¬
ственно ее свободной энергии. Кинетика этого этапа припекания
близка к кинетике припекания двух однородных сферических
частиц с тем, однако, отличием, что в рассматриваемом случае
область перешейка будет заполняться веществом; в основном по¬
ступающим не от двух, а от одной порошинки. Слияние сфериче¬
ских частиц, естественно, должно завершиться образованием сфе¬
рического тела, ядром которого является частица В.
Когда нижняя граница величины аав задается вторым усло¬
вием (12.37) (более распространенный случай для практики порош¬
ковой металлургии), процесс припекания будет существенно от¬
личаться от описанного выше.
Распределение вещества сортов А и В в области перешейка
определяется границей, имеющей форму участка сферы с выпук¬
лостью в сторону частицы компонента с меньшей поверхностной
энергией, и порошинка вещества с большей поверхностной энер¬
гией как бы вдавливается в порошинку вещества с меньшей по¬
верхностной энергией. Полное уплотнение получить не удается.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Гегуэин Я. Е. Почему и как исчезает пустота. М.: Наука, 1976. 208 с.
Ивенсен В. А. Феноменология спекания. М.: Металлургия, 1985. 247 с.
Скороход В. В., Солонин С. М. Физико-металлургические основы спекания
Порошиов. М.: Металлургия, 1984. 159 с.
Глава XIII. ЖИДКОФАЗНОЕ СПЕКАНИЕ
Спекание порошка или порошковой формовки называют жидко¬
фазным, если его проводят при температуре, обеспечивающей по¬
явление жидкой фазы. Принято различать спекание с жидкой
фазой, присутствующей до конца изотермической выдержки при
нагреве *, и спекание с жидкой фазой, исчезающей вскоре после
ее появления несмотря на продолжающийся нагрев.
Жидкая фаза, образовавшаяся при расплавлении легкоплав¬
кого компонента или легкоплавкой составляющей (например,
эвтектики), облегчает развитие сил сцепления между отдельными
частицами порошка, но только в том случае, если она их смачи¬
вает. При плохой смачиваемости (краевой угол смачивания О
более 90°) жидкая фаза тормозит спекание, препятствуя уплот¬
нению.
' Частный случай такого процесса — инфильтрация, т. е. процесс заполне¬
ния пор порошковой формовки расплавленным металлом или сплавом.
277
В присутствии жидкой фазы существенно увеличивается ско¬
рость диффузии компонентов, облегчается перемещение твердых
частиц, друг относительно друга. При наличии хорошей смачи¬
ваемости с появлением жидкой фазы между твердыми частицами
образуются искривленные поверхности жидкости—мениски, на
которые действуют капиллярные силы, стремящиеся сблизить
частицы. При этом можно считать, что спекаемое тело находится
под равномерным всесторонним сжимающим давлением. При
хорошем смачивании жидкость проникает на контактные участки,
резко уменьшая трение между частицами и их заклинивание:
частицы сближаются, т. е. происходит усадка, скорость которой
весьма высока. В присутствии жидкой фазы, в которой раство¬
ряется твердая фаза, интенсифицируются процессы массопереноса,
а вследствие возникновения расклинивающего давления возможно
увеличение напряжений в зоне межчастичных контактов. В ре¬
зультате создаются условия для возникновения новых дефектов
с повышенной подвижностью, что также резко увеличивает ско¬
рость спекания.
1. Процессы, протекающие при жидкофазном спекании
Теоретическое обоснование процессов жидкофазного спекания
основано на предположении, что жидкая фаза хорошо смачивает
поверхность твердых частиц и в ограниченном количестве раство¬
ряет их.
Для сферических поверхностей
1п (с/с0) - 2ат_ж VJrRT,
где с и с0 — соответственно растворимости мелких частиц с радиу¬
сом г и крупных частиц с радиусом г0 -> сю (растворимость частиц
с плоскими поверхностями); ат_ж — удельная свободная поверх¬
ностная энергия на границе раздела твердое тело—жидкость;
Vq — мольный объем.
Следовательно, при спекании с жидкой фазой мелкие частицы
в большей мере растворяются в ней; благодаря меньшей раство¬
римости крупных частиц избыток растворенного вещества осаж¬
дается на них, увеличивая их размеры. Этот процесс продолжается
до тех пор, пока структура спекаемого объема не станет однород¬
ной. Различают три стадии жидкофазного спекания:
1) вязкое течение жидкости — перегруппировка частиц;
2) растворение—осаждение;
3) образование жесткого скелета.
На рис, 132 представлена схематическая кривая уплотнения
для этих трех стадий жидкофазного спекания. На 1-й стадии обра¬
зовавшаяся жидкая фаза заполняет поры и способствует пере¬
группировке твердых частиц, что приводит к их более плотной
упаковке. На 2-й стадии происходит растворение мелких частиц
и осаждение на крупных частицах вещества из расплава. На 3-й
278
стадии происходит срастание твердых частиц, и уплотнение подчи¬
няется закономерностям твердофазного спекания,
В реальном процессе жидкофазного спекания в зависимости
от природы фаз и количества жидкой фазы преобладает та или
иная из указанных стадий спекания. В общем случае скорость
и степень уплотнения увеличиваются при возрастании содержания
жидкой фазы.
Однозначных заключений о влиянии размера частиц на про¬
цесс жидкофазного спекания не имеется. Например, для систем
W—Си и Fe—Си наилучшее уплот¬
нение образцов наблюдается при
размерах частиц вольфрама и же¬
леза 3—7 мкм. Образцы из дис¬
персных порошков, несмотря на
худшую прессуемость, лучше спе¬
каются и имеют более высокие
физические и механические свой¬
ства.
Увеличение давления прессо¬
вания исходных порошков поло¬
жительно влияет на процесс жид¬
кофазного спекания, если при
этом не образуется большого количества замкнутых пор, недо¬
ступных для заполнения жидкой фазой на начальной стадии спе¬
кания.
Впервые процесс жидкофазного спекания количественно опи¬
сал Кинжери. Предполагая, что на 1-й стадии процесс опреде¬
ляется вязким течением в условиях полного смачивания твердой
фазы жидкостью, и при наличии раствориморти твердой фазы
в жидкости он получил:
Д///0 = (1/3) (AV/V0) = Ах'+*,
где 1 + х — больше единицы, поскольку размеры пор при спе¬
кании уменьшаются, а движущие силы процесса увеличиваются;
Д///0 — линейная усадка при спекании (/0 — линейный размер
при т0; Д/ — изменение линейного размера в процессе усадки);
ДУ/У0 — объемная усадка при спекании (У0 — объем при т0;
ДУ — изменение объема в процессе усадки); т — время спека¬
ния.
С учетом таких же предпосылок были получены два кинетиче¬
ских уравнения:
до закрытия пор в спекаемом теле
д 1Цо = (1/3) (ДУ/Vo) = Кг (log т - log т0);
после закрытия пор, заполненных газом
Д///0 = (1/3) (Д V/V0) = Кх (log т - log т0) - К2 (т4 - <),
Рие. 132. Кривая уплотнения для треи
стадий жидкофазного спекания:
1 — жидкое течение; 2 — растворение
и осаждение; 3 — твердофазное спе¬
кание
279
где К\ = 8г|ж/3гг, т]« — коэффициент динамической вязкости
жидкости; т] — коэффициент динамической вязкости твердого
тела; К2 — коэффициент пропорциональности; тк — время дости¬
жения 100 /0-НОЙ плотности.
Дальнейшая кинетика спекания соприкасающихся твердых
частиц определяется диффузией газа, находящегося в порах, при¬
чем градиент концентрации газа зависит от внешнего давления
н давления в порах. Несложно показать, что
т0 — т = (1/D) {Voir0) {Nг/4ясг) (г3 — г$,
где а— поверхностное натяжение твердого тела; Ni — количе¬
ство пор на единицу длины; D — коэффициент диффузии газа
в твердом теле.
di/ino3
гео
L а -г**—
г s*^*f*^
во
-
во
-У о-
40
4 8 7 8 8
20
О
| | 1 1.1
го го зо W т, то
(й1/г)-го3
Рис. 133. Дилатометрические кривые уплотнения вольфрамомедиых образцов при началь¬
ной пористости 50 (а) и 40 % (6):
] — 50 % (объемн.) Си, 1350 °С; 2 — 50 % (объемн.) Си, 1150 °С; 3 — 40 % (объемн.) Си*
1350 °с; 4 — 30% (объемн.) Си, 1350 °С; 5 — 40% (объемн.) Си, 1150°С; 5 — 30%
(объемн.) Си, 1150 °С; 7 — 20 % (объемн.) Си, 1350 °С; 5 — 20 % (объемн.) Си. 1150 °С
Если спекание происходит до г = 0, то из этого уравнения полу¬
чим:
Д///0 = Язт'/з,
где К з— константа.
Суммарные кривые Д1/10 = / (т) для описанных процессов пред¬
ставлены на рис. 133.
2. Системы с нерастворимыми компонентами
Наибольший интерес представляет система W—Си, в которой,
согласно имеющимся данным, компоненты не растворяются друг
в друге ни в жидком, ни в твердом состоянии. Однако вследствие
высокой свободной поверхностной энергии твердого вольфрама
он хорошо смачивается жидкой медью в вакууме и в большинстве
газовых сред. Наиболее надежные экспериментальные результаты
280
получены на образцах с пористостью 40 и 50 %, содержащих 20,
30, 40 и 50 % (объемн.) меди. Исходные порошки вольфрама имели
размеры частиц от 1 до 5 мкм, а меди порядка 40 мкм. Измерения
усадки проводили в атмосфере водорода при температурах 1150
и 1350 °С. Установлено, что в начальной стадии спекания усадка
хорошо описывается уравнением А///0 ~ %к, где k — l-i-2, после
чего скорость уплотнения резко снижается и усадка быстро
полностью прекращается. При возрастании температуры спека¬
ния наблюдается монотонный рост усадки; при температуре,
близкой к 1350 °С, скорость усадки возрастает скачкообразно
независимо от начальной скорости усадки образцов, так как
при 1350 °С краевой угол смачивания вольфрама жидкой медью
становится равным нулю. При дальнейшем повышении темпера¬
туры скорость усадки лимитируется вязким течением жидкой меди
и энергия активации близка к 42 кДж/моль. Усадка при возра¬
стании количества жидкой фазы сначала увеличивается, дости¬
гает максимума при 50 % (объемн.) меди, после чего уменьшается.
Большее значение параметра уплотнения достигается при боль¬
шей начальной пористости. Заметного увеличения размера зерен
вольфрама в исследованном интервале температур Не наблюдается.
Аналогичные результаты получены для системы W—Ag. Ди¬
латометрические кривые уплотнения получены при температу¬
рах 1000, 1100, 1200 и 1300 °С для образцов с содержанием 20,
35, 50 % (объемн.) серебра. Оказалось, что усадка также хорошо
Описывается соотношением Д///0 ~ т*, где k = 1-т-2, причем для
большинства исследованных температур k уменьшается от 2
к 1 с уменьшением содержания серебра в сплаве. При повышении
температуры независимо от содержания серебра в образце и по¬
ристости усадка увеличивается.
Как и в системе W—Си, максимум на кривой зависимости
усадки от степени Заполненности пор жидкостью находится при
50%. Из керамикометаллических систем наиболее подробно
исследована система А1г03—Ag. Образцы спекали на воздухе при
температурах от 1000 до 1250 °С; в защитных атмосферах проис¬
ходит выпотевание серебра. Наибольшая доля уплотнения при¬
ходится на первый час спекания, начальный размер частиц ок¬
сида алюминия не изменяется.
Интересные результаты получены при спекании на воздухе
сплавов системы А1г03—Ag—CuO. Известно, что серебро не вза¬
имодействует с А1г03 и CuO. При высоких температурах оксид
меди (И) переходит в оксид меди (I). Оксид меди (I) и оксид алю¬
миния образуют жидкую фазу при температуре около 1180 °С.
Для получения образцов сначала готовили смесь порошков се¬
ребра и CuO в заданном соотношении, а затем прибавляли к ней
А1.А в необходимом количестве и смешивали в течение 40—
45 мин. В качестве пластификатора при прессовании использо¬
вали бензиловый спирт. Содержание Ag -f CuO достигало 50 %
(объемн.). Спекание проводили при температурах 1000, 1100,
281
1200 °С в течение 1 и 5 ч. С повышением температуры до 1200 °С
наблюдается резкий рост усадки, что объясняется быстрым умень¬
шением краевого угла смачивания и, следовательно, ростом ка¬
пиллярного давления между частицами и образованием при этой
температуре дополнительного количества жидкости в результате
взаимодействия А1г03 с СиО. При этом усадка больше у тех образ¬
цов, в которых больше содержание СиО. Образцы из смеси А1а03
и чистого серебра разрушаются, в то время $сак
ностью. Из этого можно сделать вывод, что СиО способствует об¬
разованию более прочной связи в образцах.
S. Системы с ограниченной растворимостью компонентов
К системам этого типа' относятся WC—Со, TIC—Ni, TiC—Со,
Сг3Сг—Ni, Cr3Cj—Ni—Си, Fe—Си, Ni—Pb и др.
Кинетику уплотнения образцов в системе TiC—Ni с содержа¬
нием 5, 17, 28 и 35 % (объемн.) никеля при исходной пористости
Образцов 30 и 40 % изучали при температурах 1300, 1350, 1420
и 1500 °С в атмосфере водорода с выдержкой 1 ч. До температуры
1000 °С образцы нагревали за 20 мин, затем температуру резко
повышали до заданной. Незначительная усадка наблюдается при
температурах 1000—1100°С, при температуре появления жидкой
фазы (1280 °Q она резко возрастает, максимальная усадка проис¬
ходит в начале спекания. Усадка растет с повышением темпера¬
туры, увеличением пористости и количества жидкой фазы в об¬
разце.
На зависимостях lg (Д1/10) — lg т наблюдается два прямоли¬
нейных участка с 4 = 1ч-3 и k = 0,1—0,35.
При возрастании количества никеля усадка возрастает. При
содержании жидкой фазы свыше 17 % уже при температуре
1350 °С Остаточная пористость при выдержке 1 ч составляет не
более 10 %. Повышение температуры или увеличение выдержки
до 2 ч позволяют получить беспористые образцы. Размер и форма
зерен карбида титана в значительной степени определяются ко¬
личеством жидкой фазы. При содержании никеля больше 28 %
(объемн.) преобладает округлая форма зерен карбида титана и
все зерна отделены друг от друга прослойками цементирующей
фазы. При малом содержании связки — 5 и 17 % (объемн.) —
зерна карбида имеют угловатую неправильную форму и часто
срастаются между собой. Аналогичные закономерности наблю¬
даются при спекании сплавов системы TiC—Со. При температуре
спекания 1380 °С и выдержке 1 ч образцы уплотняются до 85 %,
при 1530 °С до 93 %. Увеличение продолжительности спекания
до 2 ч позволяет получить беспористые образцы. Исследования
спекания в системе WC—Со, являющейся основой большинства
промышленных твердых сплавов, показали, что образцы с со¬
держанием до 10 % Со начинают спекаться при температуре
образцы системы
обладают значительной проч-
282
около 1150 °С. При нагреве до температуры 1320 °С процесс усадки
ускоряется. В момент появления жидкой фазы начинается очень
быстрая усадка, в результате которой образцы уплотняются до
остаточной пористости 0,1—
0,3 % в течение 3—5 мин.
Образцы сплавов системы
Fe—Си готовили из порош¬
ков электролитической меди
с размером частиц 40 мкм
и порошков железа с разме¬
рами частиц 3, 10, 20 и
40 мкм. Спекание проводили
при температурах 1120 и
1200 °С. При спрямлении
кинетических кривых усадки
в координатах lg (Д///<,) —
lg т наблюдаются два уча¬
стка. Первый соответствует угловому коэффициенту k= 1,3-г-
-f-1,4 (процесс перегруппировки), второй — коэффициенту k =
— 1/3 (процесс растворения—осаждения). При содержании жид¬
кой фазы более 35 % (объемн.) после спекания в течение 4 ч при
указанных температурах достигается полное уплотнение. На на¬
чальной стадии спекания степень уплотнения обратно пропорцио¬
нальна размеру частиц (рис. 134, а), на стадии растворения —
осаждения уплотнение обратно пропорционально радиусу ча¬
стиц в степени 2/3 (рис. 134, б). В других системах наблюдаются
аналогичные закономерности жидкофазного спекания.
4. Системы со значительной взаимной растворимостью компонентов
Примерами таких систем являются Ag—Cd, W—Mo, Си—Au,
Си—Ni, Си—Sn, TaSia—CrSi2, Си—А1 и ряд других.
В этих системах жидкая фаза обычно образуется на 1-й ста¬
дии спекания путем расплавления менее тугоплавкого компо¬
нента. Затем в результате реактивной диффузии при спекании
образуются тугоплавкие фазы, жидкая фаза исчезает, и даль¬
нейшее спекание происходит в твердой фазе. Так, при спекании
сплава 90 % Си + 10 % Sn после расплавления олова происхо¬
дит интенсивная взаимная диффузия компонентов, в результате
которой образуются интерметаллиды: г)-фаза (Cu6Sn), е-фаза
(Cu8Sn), 6-фаза, и в конечном итоге, a-твердый раствор на основе
меди. При медленном нагреве процесс спекания может протекать
без образования жидкой фазы, при быстром нагревании появ¬
ляется жидкая фаза, которая участвует в уплотнении. Однако
жидкость быстро расходуется на образование более тугоплавких
фаз. В результате происходит рост размеров образцов. При спе¬
кании образцов системы Си—Zn в интервале температур 160—
400 °С также происходит существенное увеличение размеров об-
283
AV/Vo
a#
0,3
0,2
О,У
0 0,tf г-'тп 0,5 7,0г-2/*г1Кгг
Рис. 134. Зависимость уплотнения образцов
из сплавов системы Fe—Си от размера частиц;
а — процесс перегруппировки; 6 — процесс
растворения —осаждения
разцов. Это явление объясняется интенсивной диффузией цинка
в медь. Увеличения объема образцов не происходит, когда взаим¬
ные коэффициенты диффузии компонентов друг в друге при¬
мерно равны.
При спекании образцов системы Ag—Си наблюдается интен¬
сивный рост зерен, что объясняется протеканием процесса раство¬
рение—осаждение. При спекании образцов системы Си—А1 при
температурах выше эвтектических процесс происходит в присут¬
ствии жидкой фазы. При этом сплав меди и алюминия образуется
в результате диффузии алюминия из жидкой фазы в твердую медь.
При медленном нагреве образующаяся жидкая фаза не создает
условий, необходимых для перегруппировки частиц. Если ско¬
рость нагрева велика, то образуется большое количество жидкости
за небольшое время, в результате чего происходит перегруппи¬
ровка частиц. Коэффициент диффузии алюминия в медь значи¬
тельно больше, чем меди в алюминий. В результате происходит
быстрая миграция алюминия в медь, и в частицах алюминия обра¬
зуется крупная диффузионная пористость, что приводит к боль¬
шому росту образцов. Общее изменение размеров прессовки оп¬
ределяется конкуренцией двух процессов — усадкой в присут¬
ствии жидкой фазы и объемным ростом.
Эти и другие результаты исследований свидетельствуют о том,
что в указанных случаях при наличии достаточного количества
жидкой фазы появляются капиллярные сжимающие усилия, ко¬
торые стягивают частицы и приводят к их перегруппировке.
В дальнейшем протекание процессов усадки или роста образцов
зависит от соотношения коэффициентов диффузии. Когда коэффи¬
циент диффузии легкоплавкого компонента больше, чем тугоплав¬
кого, наблюдается рост образцов. Когда коэффициент диффузии
легкоплавкого компонента меньше, чем коэффициент диффузии
тугоплавкого компонента, то должна происходить усадка. Если
коэффициенты диффузии равны, то роста образцов не будет и при
Достаточной скорости нагрева может происходить усадка.
Из сказанного видно, что процессы спекания в указанных си¬
стемах наиболее сложны, влияние таких факторов, как темпера¬
тура, выдержка, исходная пористость, скорость нагрева, дисперс¬
ность частиц, изучено недостаточно. Требуется дальнейшее на¬
копление экспериментального материала для выяснения роли и
влияния жидкой фазы на процессы спекания в подобных системах.
Б. Инфильтрация
Из порошка более тугоплавкого компонента прессуют пористый
каркас, а затем заполняют его поры расплавленным более легко¬
плавким мe^aллoм или сплавом. Для улучшения процесса инфиль¬
трации к порошку тугоплавкого компонента перед его прессова¬
нием добавляют небольшое количество порошка расплавляемого
или какого-либо другого достаточно легкоплавкого металла (на-
284
пример, к вольфраму добавляют медь, серебро, кобальт или ни¬
кель). Температура инфильтрации на 100—150 °С должна пре¬
вышать 71 пл расплавляемого металла. Скорость пропитки состав¬
ляет несколько десятых миллиметра в секунду. Толщина слоя
инфильтрации (Л) зависит от свойств расплава и времени (т)
его контакта с твердым каркасом:
h = (1 tn)lVаж_р cos dr эт/т)ж,
где <г)К_р — поверхностная энергия на границе раздела жидкость—
газ; гэ — эффективный радиус поровых каналов.
Время полной инфильтрации ъ можно определить по формуле
v = 4цкГ-/[гв(Ут.с cos fl ± (gVyjS) г\],
где I—габарит (толщина) заготовки; g—ускорение силы тя¬
жести; V — начальный объем пор; уж — плотность расплава;
S — площадь сечения заготовки.
Инфильтрацию можно проводить следующими методами:
1) методом наложения (в знаменателе формулы знак «плюс»).
При этом спеченный пористый каркас из тугоплавкого компо¬
нента вместе с помещенным на нем твердым легкоплавким метал¬
лом (количество рассчитано с учетом объема пор в каркасе) за¬
гружают в печь. Печь имеет защитную атмосферу и соответствую¬
щую температуру. Образующийся при этом расплав впитывается
в поры каркаса;
2) методом погружения (в знаменателе формулы знак «минус»).
В этом случае пористый каркас вводят в предварительно расплав¬
ленный легкоплавкий компонент либо в процессе нагрева создают
расплав вокруг пористого каркаса.
После инфильтрации материал практически не содержит пор
и легко подвергается последующей деформации.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Скороход В. В., Солонин С. М. Физнко-металлургические основы спекания
порошков. М.: Металлургия, 1984, 159 с.
Глава XIV. ПРАКТИКА СПЕКАНИЯ
1. Атмосферы спекания и защитные засыпки
Спекание изделий, спрессованных нз порошков, проводят в среде защитного газа
или в вакууме, Применение защитных атмосфер обусловлено необходимостью
предохранения спекаемых материалов от окисления в процессе термической об¬
работки, а также восстановления оксидных пленок, имеющихся на поверхности
частиц.
Окисление прн спекании крайне нежелательно, так как процесс уплотнения
и упрочнения спекаемых брикетов тормозится и даже останавливается при обра-
285
зовании на поверхности частиц оксидных пленок. Спекаемые частицы могут окис-
литься кислородом, содержащимся в защитной атмосфере (например, в виде па¬
ров воды), в спекаемом материале в виде оксидов (покрывающих частицы порош¬
ков), в порах спекаемого брикета, а также кислородом воздуха, подсасываемого
через неплотности печи. Материал не окисляется в защитном газе, в котором
парциальное давление кислорода меньше, чем упругость диссоциации оксидов
спекаемого материала при температуре изотермической выдержки.
Защиту от окисления особенно трудно осуществить прн спекании металлов,
образующих трудновосстановимые оксиды (хром, титан, алюминий). При спека¬
нии таких металлов требуется тщательная очистка защитного газа от кислорода.
Выбор защитной среды в значительной степени зависит от состава спекаемых из¬
делий, типа печен, экономических факторов и т. п. Взаимодействие с атмосферой
не должно приводить к образованию соединений, ухудшающих свойства спечен¬
ных тел. В целом атмосфера спекания влияет на десорбцию газов, рафинирова¬
ние, восстановление н диссоциацию оксидов, перенос металла через газовую фазу,
образование химических соединений при взаимодействии с материалом спекае¬
мого тела, поверхностную диффузию атомов и др.
В качестве защитной атмосферы при спекании применяют водород, генератор¬
ный газ, диссоциированный аммиак, конвертированный Природный газ, инерт¬
ные газы (аргон, гелий), азот, эндо- и экзотермические тазы, а также вакуум.
В большинстве случаев применяемые защитные газы перед подачей в рабочее
пространство печи очищают от свободного кислорода и углекислоты и затем осу-
Ш1 вают. Для очистки от кислорода газ пропускают через нагреваемую в печи
до 200—400 °С трубу с медной стружкой или пористой губкой в качестве катали¬
затора реакции взаимодействия кислорода н водорода. В результате примесь кис¬
лорода, соединяясь с водородом, превращается в пары воды, которые затем уда¬
ляют на стадии осушки газа.
Более высокая степень очистки газа от кислорода достигается пропусканием
его через нагретый до 900—1000°С пористый ферромарганец, ферротнтан, ферро¬
силиций или титановую губку. Можно пропускать водород через специальный ап¬
парат с палладиевым катализатором, обеспечивающим химическое взаимодей¬
ствие кислорода с водородом прн комнатной температуре; такие стандартные уста¬
новки имеют производительность 6—60 м3/ч.
Удаление диоксида углерода осуществляют при помощи водных растворов
этаноламннов, которые энергично поглощают С02.
Важной проблемой является осушка защитных газов. Содержание влаги
в газах обычно характеризуют точкой росы или количеством воды в граммах или
миллиграммах на 1 м3, а также в объемных процентах.
Пары воды, присутствующие в газе, поглощаются при его прохождении че¬
рез адсорберы С силикагелем или алюмогелем. В зависимости от качества осуши¬
теля получают газ с точкой росы от —30 до —60 °С. В лабораторной практике газ
осушивают также пропусканием через хлористый кальций, фосфорный ангидрид
и другие вещества, поглощающие влагу.
Для особо острой осушки, необходимой для спекания, например, хрома н его
сплавов, газ пропускают через сосуды с активированным углем, помещенные в жид¬
кий воздух или азот.
Полный анализ газа осуществляют при помощи газоанализаторов типа ВТЙ-2,
Анализ на содержание С02, СО и 02 можно проводить также на приборе ОРСА.
Из известных способов периодического определения концентрации кислорода
в водороде и водородсодержащнх атмосферах на отчественных заводах распростра¬
нен метод Мугдана, основанный на реакции окисления аммиачных соединений
одновалентной меди кислородом, находящимся в анализируемом газе. При окис¬
лении образуются соединения двухвалентной меди, которые окрашивают раствор
в синий цвет. При сравнении полученной окраски с окраской стандартных раство¬
ров, содержащих аммиак н различные количества раствора CuS04, определяют кон¬
центрацию кислорода в исследуемой атмосфере. Имеются и другие газоанализа¬
торы. Прибор ТП-5101М основан на принципе измерения теплопроводности ана¬
лизируемого газа. Чувствительный элемент газоанализатора — нагревательный
элемент из платиновой нити — непрерывно, омывается водородом, например от¬
ходящим с электролизной установки. При изменении теплопроводности газа, за¬
286
висящей от содержания в нем кислорода, меняется теплоотдача нити и, следовате-
тельно, ее температура и электрическое сопротивление. Величина электрического
сопротивления определяет концентрацию кислорода в водороде.
Стационарный газоанализатор ТКГ-4 непрерывного действия автоматически
измеряет содержание кислорода и других газов в различных атмосферах, в том
числе в водороде. Прибор выпускают различных типоразмеров для различные
пределов измерения.
Магнитные газоанализаторы непрерывного автоматического действия МГК-2,
МГК-ЗМ и МГК-14 также предназначены для определения содержания кислорода
в различных атмосферах, в том числе в водороде. Принцип действия газоанализа¬
тора МГК-2 основан на использовании явления термомагнитной конвекции ис¬
следуемого газа, обусловленной парамагнитными свойствами кислорода. Прин¬
цип действия приборов МГК-ЗМ и МГК-14 основан на взаимодействии в магнит¬
ном поле анализируемого и сравнительного газов, обладающих парамагнитными
свойствами.
Влажность газа определяется измерителями различных конструкций,
Влагомер типа КИВГ оценивает микроконцентрации влаги в газах с помощью
кулонометрического измерения влажности. Принцип действия прибора основан
на непрерывном извлечении влаги из дозируемого потока анализируемого газа
пленкой гигроскопического вещества (фосфорного ангидрида) при одновременном
количественном электролизе извлеченной влаги в толще пленки. Величина тока
электролиза служит мерой концентрации влаги, содержащейся в анализируемом
газе. Существует модификация прибора КИВГИ в искробезопасном исполнении.
К недостаткам прибора следует отнести неточность показаний при измерении
концентрации влаги водородсодержащей атмосферы.
По условиям техники безопасности установки для выработки защитных газов
и баллоны со сжатым газом размещают в отдельных помещениях, удаленных от
основного производства, а газ к печам подводят по трубопроводам.
При спекании в защитных атмосферах при быстром нагреве в результате ин¬
тенсивного выделения газов, адсорбированных порошком, формовки могут раз¬
рушаться. В любом случае десорбция газов оказывает тормозящее воздействие
на процесс спекания. Если же прессовки спекать в вакууме, то газы удаляются
значительно легче и прн более низкой температуре. При этом вакуум не только
предохраняет прессовки от взаимодействия с воздухом при спекании, но в то же
время способствует восстановлению оксидов, например, под действием примеси
углерода, имеющейся в некоторых порошках. Следует также отметить,-что при спе¬
кании в вакууме легче испаряются летучие примесн, содержащиеся во многих
порошках, например магний и хлориды из титана и циркония.-
Удаление газов при спекании и восстановление илн иногда испарение окси¬
дов качественно изменяют поверхности контакта между частицами, т. е. неметал¬
лические контакты становятся металлическими, что облегчает диффузию атомов
металла к поверхности соприкосновения зерен. Наиболее заметно влияние вакуума
проявляется при спекании с жидкой фазой. Улучшая смачивание более тугоплав¬
кой составляющей жидкой фазой, вакуум способствует более быстрому уплотне¬
нию и повышает равномерность распределения жидкой фазы в спекаемом изделии.
Оборудование для проведения спекания в вакууме отличается определенной слож¬
ностью, а сам процесс менее'производнтелен по сравнению со спеканием в печах
с защитными газовыми атмосферами.
В практике порошковой металлургии часто используют в качестве защитной
среды так называемые защитные засыпкн. Их применяют при укладке спрессован¬
ных изделий в поддоны, короба нли лодочкн для спекания.
В качестве засыпок применяют, как правило, кварцевый песок, окснд алюми¬
ния, графитовую крупку, асбестовую мелочь и др.
Использование титановых сплавов в качестве защитной засыпки предохра¬
няет изделия не только от действия паров воды и кислорода, но и от азота и оксида
углерода прн условии, если этн газы присутствуют в небольших количествах.
Спекаемые брикеты в этих случаях помещают в коробку илн лодочку и сверху
засыпают порошком легкоокнсляющегося материала. Температура плавления
засыпки должна быть выше температуры спекания, кроме того, засыпка не должна
взаимодействовать со спекаемым материалом.
287
Состав засыпки выбирают таким образом, чтобы с ее помощью создать в не¬
посредственной близости от спекаемого изделия наиболее благоприятную атмо¬
сферу. Чаще всего применяют комбинированные засыпки, состоящие из разнород¬
ных компонентов (например, оксида алюминия с добавкой графитовой крупки,
оксида алюминия нлн магния с добавкой хрома, кремния, феррохрома или ферро¬
силиция н т. п.).
Защитные засыпкн способствуют также более равномерному прогреву спе¬
каемых изделий н предотвращают их припеканне друг к другу.
2. Брак при спекании и меры по его предупреждеиию-
При проведении спекания появляется не только 6paiy, вызванный нарушением
технологии, но и выявляется брак предыдущих операций формования, смешива¬
ния н изготовления порошков.
Особые трудности возникают при спекании систем с образованием жидкой
фазы. Дело в том, что при образовании значительных объемов жидкой фазы за¬
мыкаются поры или каналы пор, чаще всего в наружных слоях брикета, что за¬
трудняет газовыделенне. Такое явление наблюдается чаще всего прн слишком
быстром подъеме температуры, и приводит оно к образованию пористой сердце¬
вины. Для устранения этого нежелательного явления предусматривают промежу¬
точные выдержки при температуре несколько ниже температуры образования
жидкой фазы, что обеспечивает возможность выделения газов из спекаемого бри*
кета. Рассмотрим наиболее часто встречающиеся виды брака при спекании.
Скрытый расслой — проявление в спеченном изделии трещин, имевшихся
в прессовке в результате неправильного режима прессования в виде небольших
нарушений сплошности, невидимых невооруженным глазом. Брак неисправим.
Коробление и искажение формы — нарушение требуемых геометрических
размеров изделия. Часто наблюдается в плоских изделиях, толщина которых не¬
значительна по сравнению с длиной, особенно в случае изготовления изделий из
мелкодисперсных порошков, дающих значительную усадку при спекании. По¬
явлению такого вида брака способствует плохое смешнванне компонентов шихты,
неравномерная плотность прессовки и слишком быстрый подъем температуры при
спекании. Этот вид брака при соответствующих условиях может быть исправлен
последующей холодной или горячей обработкой давлением. Для его предупрежде¬
ния применяют спекание прессовок под давлением.
Пережог — нарушение нормальной структуры спеченного изделия прн пре¬
вышении заданной температуры спекания. Проявляется в виде растрескивания,
чрезмерного загрублення структуры нли повышения пористости изделия. Брак
неисправим.
Недопекание — нарушение требований плотности и прочности спеченного
изделия прн занижении заданных температуры нли времени выдержки при на¬
греве. Этот внд брака можно исправить повторным спеканием.
Окисление — появление на поверхности спеченного изделия цветов побежа¬
лости, окалнны или коррозии. Это наиболее частый вид брака, связанный с на¬
рушением атмосферных условий спекания (присутствие кислорода или газов,
взаимодействующих с материалом спекаемых изделий, подсос воздуха и т. п.).
В ряде случаев его можно исправить повторным нагревом в восстановительной
атмосфере. Однако при спекании компонентов, образующих трудновосстановнмые
оксиды, этот внд брака практически неисправим.
Корочка— нарушение поверхностного слоя спеченного изделия, выражаю¬
щееся в изменении его структуры и свойств, например из-за разложения органи¬
ческих связок, вводимых в шихту для улучшения прессуемостн порошков. Брак
неисправим. Для предотвращения его появления прн спекании применяют мед¬
ленный и равномерный нагрев изделий, тщательное укрытие их засыпкой и до¬
статочный расход защитной газовой среды.
Вспучивание — образование пузырей на поверхности спеченного изделия.
Причина — интенсивное газовыделенне при жидкофазном спекании, местные пе¬
регревы из-за неравномерности нагрева прессовки в печн, вызывающие расплав¬
ление компонентов при твердофазном спекании.
288
Выпотееание — выделение жидкой фазы на поверхности спекаемого изделия,
например из-за плохой или ухудшающейся смачиваемости жидкой фазой туго¬
плавкой составляющей материала. Брак неисправим.
Диффузионная пористость —- пористость, возникающая при спекании ма¬
териалов, состоящих из компонентов с неодинаковыми коэффициентами гетеро-
днфф>зии при температуре спекания.
Обезуглероживание — уменьшение содержания углерода в поверхностных
слоях деталей. Брак связан с повышенным содержанием окислителей, в основном
Н20 и СОг, в горячей зоне печи. Как правило, обезуглероживание больше у из¬
делий, находящихся в верхнем слое загрузки в лодочке (поддоне). Для устранения
избирательного обезуглероживания верхнего слоя спекаемых изделий лодочки
(поддоны) закрывают металлическими или графитовыми крышками, а также при¬
меняют защитные аасыпкн, содержащие углерод. Слабо обезуглероженные мате¬
риалы можно исправить, спекая нх в углеродистой засыпке при минимальном то¬
ке водорода.
Сажистый налет — образование на поверхности спекаемых деталей темного
налета в результате разложения оксида углерода, метана или других углеводо¬
родов; может появляться как результат наличия на поверхности деталей тяже¬
лых масел н других материалов, запекающихся с образованием углеродсодержа-
щнх налетов.
Сульфидная пленка — образование на поверхности спекаемых деталей на¬
лета, содержащего соединения серы.
Разъедание и шероховатость поверхности — нарушение цельности поверх¬
ности спеченного изделия в результате восстановления тех оксидов, которые
были на поверхности заготовок до спекания или же образовались прн начале их
нагрева в печи.
Брак при спекании, особенно неисправимый, существенно ухудшает эконо¬
мические показатели производства материалов и изделий методом порошковой
металлургии. В связи с этим прн появлении брака должны быть приняты меры по
выяснению причин его возникновения и предложены меры его устранения, в том
числе на всех стадиях изготовления изделий, предшествующих спеканию.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Либенсон Г. А., Панов В. С, Оборудование цехов порошковой металлургии,
М.: Металлургия, 1983. 264 с.
Глава XV. ГОРЯЧЕЕ ПРЕССОВАНИЕ
1. Теория процесса
Горячим называют прессование металлического порошка или
порошковой формовки при температуре, превышающей темпера¬
туру рекристаллизации основного компонента. При горячем прес¬
совании процессы прессования и спекания совмещаются в одной
операции, что может быть использовано для изготовления плот¬
ных изделий из большого класса материалов, для которых при¬
менение других методов затруднительно или даже невозможно.
В отличие от холодного прессования выдержки под давлением
при горячем прессовании значительно увеличиваются, что необ¬
ходимо для прохождения процесса спекания, время которого при
наличии внешнего давления в свою очередь значительно сокра¬
щается. Давление прессования снижается в несколько десятков
■раз по сравнению с обычным прессованием, так как сопротивление
материалов деформированию значительно уменьшается е увеличе-
10 в. Н. Анциферов а др. .289
нием температуры. Температуры горячего прессования выбирают
в зависимости от природы спекаемого материала, и они состав¬
ляют 0,5—0,9ТПЛ основного компонента. Практически время
горячего прессования колеблется для разных материалов от де¬
сятков секунд до нескольких минут, тогда как при обычном спе¬
кании, а также при спекании под давлением время выдержки со¬
ставляет от 15—30 мин до нескольких часов.
Горячее прессование уступает раздельному процессу прессо¬
вания—спекания по производительности и по энергетическим
затратам на единицу продукции. К недостаткам горячего прессо¬
вания следует отнести трудность автоматизации процесса.
Поэтому горячее прессование широко применяют в тех случаях,
где требуется получить более высокие физические и механические
свойства изделий: большую прочность и относительное удлинение,
повышенную твердость, лучшую электропроводность и более точ¬
ные габаритные размеры. Горячепрессованные изделия имеют,
как правило, мелкозернистую структуру. Горячее прессование
часто является единственным методом изготовления крупных и
плотных заготовок из некоторых тугоплавких металлов, карбидов,
боридов, нитридов и силицидов переходных металлов, карбидов
и нитридов бора и кремния, тугоплавких оксидов и некоторых
сульфидов. Методами горячего прессования изготавливают из¬
делия из рекристаллизованногб графита, а также изделия из ал¬
мазных порошков, гексанита и других сверхтвердых материалов
на металлических и карбидных связках.
При горячем прессовании порошков к силам поверхностного
натяжения, преодолевающим вязкое сопротивление твердого тела
деформации, добавляется сила внешнего давления.
Макроскопическая теория горячего прессования, основанная
на рассмотрении различных атомных механизмов переноса ве¬
щества, не отличается от теоретических закономерностей спека¬
ния, описанных выше.
Механизм уплотнения идентичен наблюдаемому при спекании
и включает образование механического контакта, рост плотности
с одновременным увеличением размеров частиц и дальнейший рост
частиц при незначительном дополнительном уплотнении.
Кинетические уравнения уплотнения пористых тел в условиях
горячего прессования можно получить путем рассмотрения макро¬
скопического течения твердого тела под воздействием внешних
сил. Одной из первых работ в этом направлении является иссле¬
дование, выполненное Маккензи и Шаттлворсом в 1949 г. Ими
было рассмотрено вязкое и пластическое течение массы, содержа¬
щей равномерно распределенные закрытые сферические поры.
Поверхностное натяжение в порах одинакового радиуса т прини¬
мали эквивалентным внешнему давлению 2а/r, приложенному
к твердому телу, которое предполагали несжимаемым.
Рассмотрены два случая течения вещества: вязкое ньютонов¬
ское, подчиняющееся уравнению F/S = \\dv/dy, и пластическое
290
(бингамовское), удовлетворяющее уравнению F/S — сг0 = x\dv/dy,
где F — тангенциальная сила; 5 — площадь сдвига; т] — коэф¬
фициент динамической вязкости; dv/dy — градиент скорости те¬
чения в направлении, перпендикулярном S; а0—критическое
скалывающее напряжение.
Не задаваясь конкретным атомным механизмом течения ве¬
щества, а приравнивая выигрыш свободной энергии системы при
уменьшении поверхности к энергии вязкого сопротивления де¬
формации, рассеиваемой при течении, получены уравнения для
зависимости усадки от времени при изотермическом спекании.
Скорость изменения плотности при ньютоновском течении выра¬
жается уравнением
dQ/dx = (3/2) (4я/3)1/3 (on1*/г]) (1 - б)2'3 0‘«, (15.1)
Для пластического течения это уравнение приобретает вид
dQ/dx = (3/2) (4л/3)1/3(ап1/3/г)00) (1 _ 0)2/3 yW х
X <1 — об(1/0 — I)»/» In [1/(1 — (15.2)
где — предельное значение, к которому стремится вязкость д;
а = j/~2 (3/4л)1/8стс/2сш1/3.
Уравнения (15.1) и (15.2) универсальны и пригодны для опи¬
сания процесса уплотнения для обычного спекания и для горя¬
чего прессования. В последнем случае к движущей силе добав¬
ляется приложенное напряжение а.
Можно показать, что в этом случае выполняется соотношение
(dQ/dx\.B = (dQ/dx)c + (3/4) (Р/n) (1 - 0), (15.3)
где индексы «г.п» и «с» при производных относятся соответственно
к горячему прессованию и спеканию без внешнего давления.
Это уравнение удовлетворительно описывает процесс горячего
прессования ряда материалов при относительной плотности 0 —
= 0,6 и выше. В других случаях уравнение (15.3) не выполняется.
Для лучшего совпадения экспериментальных результатов с рас¬
четными необходимо предположить, что коэффициент сдвиговой
вязкости материала увеличивается со временем за счет увеличе¬
ния среднего размера зерен, который может быть описан уравне¬
нием
l2 = ll + Ko'V'x, (15.4)
где 10 — средний начальный размер зерен; I — средний размер
зерен в момент времени т; К — скорость роста, с-1; о' — меж-
зеренная поверхностная энергия; V — объем 1 грамм-моля ма¬
териала.
Зависимость коэффициента сдвиговой вязкости от времени
выражается уравнением
1/т) (т) ^ 2VDHI (1 + Ко'ГхЩ) kT, ■ (15.5)
10*
291
где V — скорость ползучести; D — коэффициент диффузии; k
постоянная Больцмана.
Обозначив Ко1 Vtil — b, уравнение (15.5) можно записать
в виде
1/т) (т) « 1/т]0 (1 + Ьх), (15.6)
где т]0 — вязкость в начальный момент спекания, соответствую¬
щая среднему размеру зерен /0.
Подставляя уравнение (15.6) в уравнение (15.3), получим
(dQ/dx)tn = (dQ/dx)0 + (3/4) [Р/т)0 (1 + bx)] (1 — 0). (15.7)
Уравнение (15.7) хорошо описывает экспериментальные ре¬
зультаты по горячему прессованию порошковых тугоплавких
соединений на этапе первоначальной быстрой усадки. Для ориен¬
тировочных расчетов кинетики уплотнения при горячем прессо¬
вании можно использовать упрощенное уравнение Маккензи—
Шаттл ворса;
In [(1 - 0н)/(1 - 0)] « (3/4) (Р/т]) т, (15.8)
где 0 — относительная плотность образцов в момент времени т;
0Я — начальная относительная плотность при т = 0.
2. Закономерности горячего прессования
Металлы и сплавы. На процесс получения беспористых образцов
путем горячего прессования основное влияние оказывают темпе¬
ратура, давление и время. Наиболее низким давлением горячего
прессования является давление, необходимое для полного уплот¬
нения материала, нагретого почти до температуры плавления.
Для многих черных и цветных металлов и композиций из них
температурные пределы пластичности являются достаточно ши¬
рокими. В связи с этим область давлений, необходимых для
полного уплотнения материала, очень широка, что позволяет при¬
менять при горячем прессовании сравнительно низкие темпера¬
туры. Независимо от степени пластичности материала каждой
температуре в случае горячего прессования порошков металлов
отвечает минимальное давление, при котором может быть полу¬
чено практически беспористое изделие в течение короткого времени.
Экспериментальные данные показывают, что получение тре¬
буемой плотности при высоких температурах обеспечивает дав¬
ление, в 10 раз меньше того, которое необходимо при холодном
прессовании.
Так, например, порошки латуни могут быть спрессованы до
100 % плотности при температурах 700—800 °С под давлением
79 МПа, плотные образцы из чистой оловянистой бронзы, содер¬
жащей до 20 % Sn, получаются при температуре 500 °С под дав¬
лением 400 МПа; совершенно плотные образцы меди получаются
при температуре 810 °С под давлением 278 МПа. Железный поро-
292
шок при температуре 800 °С полностью уплотняется при давле¬
нии 160 МПа.
Существенное значение имеет время выдержки под давлением,
так как пластическое течение металлов является и функцией
времени. Например, при прессовании электролитического желез¬
ного порошка плотность 7,58 г/см® может быть получена после
приложения давления 157,7 МПа в течение 50 с при 780 °С; такая
же плотность может быть получена при том же давлении при
700 °С лишь за 450 с.
Твердые сплавы. Процессы при горячем прессовании смесей
карбидов со связующими металлами принципиально не отличаются
от процессов обычного спекания. Изменяется лишь время образо¬
вания сплавов и. формирования их структуры. Можно прессовать
при температуре спекания уже спеченные заготовки (горячая
допрессовка) или же проводить горячее прессование смеси по¬
рошков карбидов и связующего металла. Обычно применяют вто¬
рой способ. В случае горячего прессования сплава ВК-6 наблю¬
дается существенное сокращение времени нагрева, выдержки
и охлаждения. Процессы спекания, которые при обычной техно¬
логии продолжаются 1—2 ч, занимают в горячем прессовании 3—
10 мин. При горячем прессовании ускоряются диффузионные про¬
цессы и при температуре 1400—1500 °С наступает собственно
спекание сплава. Эвтектика образуется с большей скоростью,
но при соответственно более высокой температуре, и обогащенный
карбидом вольфрама эвтектический расплав быстро проникает
между зернами карбидов, а небольшая часть кобальта проникает
в решетку карбида вольфрама и участвует в рекристаллизации.
Тугоплавкие соединения. Метод горячего прессования широко
используют в производстве изделий из тугоплавких соединений,
так как они имеют низкую пластичность. Некоторые закономер¬
ности горячего прессования изучены на примере прессования
карбидов титана и вольфрама, боридов титана, циркония и мо¬
либдена. Средний размер частиц порошков составлял 5—8 мкм.
Исследование зависимости плотности спеченных образцов из TiC
от величины давления при температурах от 1900 до 2600 °С с по¬
стоянной выдержкой 5 мин показало, что в области низких дав¬
лений при всех температурах наблюдается линейная зависимость
плотности от приложенного давления, причем наклон этих прямо¬
линейных участков возрастает с температурой. При переходе
в область более высоких давлений каждая изотерма обнаруживает
перегиб, после которого рост плотности с увеличением давления
резко замедляется при сохранении прямолинейного характера
зависимости. С повышением температуры точка перегиба законо¬
мерно смещается в область более низких давлений. Следовательно,
при повышении температуры усилия, необходимые для быстрого
уплотнения, уменьшаются. Быстрый рост плотности в области не¬
высоких давлений относится к процессу деформирования частиц,
перегиб и последующий замедленный рост плотности связан с про¬
293
цессом превалирующего роста зерен над процессом спеканий.
Наиболее интенсивная усадка наблюдается в течение нескольких
секунд после приложения внешнего усилия. Затем наступает этап,
замедляющийся во время усадки, который заканчивается за не¬
сколько минут. После этого происходит медленное увеличение плот¬
ности, которое является следствием процессов ползучести при
воздействии сил йоверхностного натяжения и приложенного внеш¬
него давления.
Усадка и пластическое течение материала при высоких тем¬
пературах зависят от характера междуатомных связей в туго¬
плавких соединениях. Увеличение числа ковалентных связей
за счет металлических приводит к смещению начала появления'
пластических свойств в сторону более высоких приведенных
температур Т/Тпл. При горячем прессовании смесей карбидов
циркония и ниобия показано, что атомы ниобия диффундируют
в решетку карбида циркония, образуя сложный карбид ниобия
и циркония с выделением металлического циркония. Металличе¬
ский цирконий образуется в углах зерен карбида при температуре
2150 °С. Количество и распределение металлической фазы опреде¬
ляют уровень физико-механических свойств и регулируются изме¬
нением температуры и времени. При равномерном распределении
металлической фазы наблюдается максимальная прочность.
3. Технология горячего прессования
В зависимости от вида прессуемого порошка* размеров и форм
изделий горячее прессование можно проводить любым из извест¬
ных способов формования:
в пресс-формах, изостати-
ческим, мундштучным,
прокаткой и др. В настоя¬
щее время чаще всего при¬
меняется одно- и двусто¬
роннее прессование в то¬
копроводящих пресс-фор¬
мах, причем пресс-форма
одновременно служит на¬
гревателем. Наиболее рас¬
пространенным материа¬
лом для изготовления
пресс-форм является гра¬
фит, в том числе силици-
рованный. При темпера¬
турах до 900—1000 °С ис¬
пользуют металлические
пресс-формы из жаропроч¬
ных сплавов. В настоя¬
щее время применяют
пресс-формы из тугоплав-
Рис. 135. Лабораторный рычажный пресс горя¬
чего прессования:
/ — груз; 2 — стол; 3 — плита; 4 — иаоляцкон-
ная прокладка; 6 ■— теплоизоляция; 6 — токо-
подводящая шина; 7 — нижний контакт; 8 —
прессуемый порошок; 9 — экран; 10 — преес-
форма; и — верхний контакт; 12 — пуансон; 13 —
упор; 14 — рычаг; 15 — стойка; 16 — ограни¬
читель
294
ких оксидов, силикатов, углерод-углеродных материалов с оксид¬
ными покрытиями и ряда других химических соединений.
Для предотвращения взаимодействия прессуемого материала
со стенкой пресс-формы внутреннюю поверхность последней по¬
крывают инертными составами (естественный графит, жидкое
стекло, эмаль, нитрид бора
и др.). Для предохранения
прессуемого материала от
окисления применяют за¬
щитные среды или вакуу¬
мирование. При исполь¬
зовании графитовых пресс-
форм образующийся при
нагреве оксид углерода
(II) достаточно надежно
защищает прессуемые из¬
делия от окисления.
Простейшим механиче¬
ским прессом для горячего
прессования является ла¬
бораторный рычажный
пресс (рис. 135^. Пресс-
форму с прессуемым ма¬
териалом зажимают между
двумя медными водоох¬
лаждаемыми контактами и
нагревают путем пропу¬
скания через нее электри¬
ческого тока. Давление
обеспечивается грузом,
подвешенным к тариро¬
ванному рычагу, переда¬
ющему усилие на верхний
пуансон. Максимальная
температура при исполь¬
зовании графитовых пресс-
форм и экранов достигает
3000 °С, давление прессо¬
вания 35 МПа. При ис¬
пользовании защитных
атмосфер и особенно вакуума процесс горячего прессования значи¬
тельно усложняется как в отношении конструкции оборудования
для горячего прессования, так и в отношении его обслуживания.
На рис. 136 приведена схема вакуумного пресса с пневматическим
нагружением. Максимальная температура прессования на нем
составляет 2000 °С, вакуум 1,3 МПа, усилие прессования 20 кН.
В промышленности наиболее широкое распространение полу¬
чили гидравлические прессы горячего прессования. Схема ги¬
295
1 — нагрузочное устройство; 2 — стойка; 3 «
крышка; 4 — корпус; 5 — патрубок к насосу;
6 — нагреватель; 7 — теплоизолирующие экра¬
ны; 8 — токоподвод; 9 — крышка; 10 — рези¬
новое уплотнение; 11 — графитовая подставка;
12 — патрубок со смотровым стеклом; 13 — пресс-
форма с порошком; 14 — прессующая головка;
15 — шток; /б — уплотнение; 17 — сальник; 18-*
поршень; 19 — манометр
дравлического пресса ПА-803 усилием 400 кН представлена на
рис. 137.
В последнее время широкое распространение получило дина¬
мическое горячее прессование, суть которого состоит в допрес-
совке пористых заготовок при высокой температуре, причем пуан¬
сон перемещается с высокой скоростью. На процесс уплотнения
влияют температура нагрева матрицы с шихтой, скорость прило¬
жения нагрузки, величина
действующих напряжении
и время их действия, схема
напряженного состояния.
При этом реализуется вы¬
сокая чистота поверхности,
которая определяется чи¬
стотой обработки рабочих
поверхностей матрицы и
пуансонов, природой при¬
меняемых смазок, схемой
формования и выталки¬
вания.
Процесс горячего прес¬
сования широко приме¬
няют для получения так
называемых «рекристал-:
лизованных» графитов.
Тонкодисперсные порошки
углеродных материалов и
порошки различных кар¬
бидообразующих элементов помещаются в графитовую мат¬
рицу, которая нагревается прямым пропусканием электриче¬
ского тока до температуры соответствующей эвтектики МеС+С
в данной системе Me—С. Обычно эти температуры составляют
2600—3300 °С. После нагрева до 2000—2100 °С с помощью графи¬
тового пуансона прикладывают давление 30 МПа, после чего тем¬
пература повышается до вышеуказанных значений; выдержка
30—40 мин. Несовершенный углерод путем перекристаллизации
через жидкую фазу в форме совершенного графита выделяется на
контактных участках. Конечный материал представляет собой
рекристаллизованный графит с включениями соответствующего
карбида. В качестве карбидообразующих элементов применяют
Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W. Содержание добавки обычно со¬
ставляет 10—15 % (объемн.). Полученные материалы обладают
уникальными свойствами, превосходящими свойства лучших ма¬
рок графита и соответствующих карбидов.
Рис. 137, Пресс горячего прессования П-803:
1 — трансформатор; 2 — водоохлаждаемые шины}
3 «*• кожух
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Павлов В. А., Кипарисов С. С., Щербина В. В. Обработка давлением порош¬
ков цветных металлов. М.: Металлургия, 1977, 176 с,
296
ТЕХНОЛОГИЯ, СТРУКТУРА
п И СВОЙСТВА порошковых
Часть Н МАТЕРИАЛОВ
Глава I. СПЕЧЕННЫЕ АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Более 80 % машин и отдельных узлов выходит из строя в результате износа де¬
талей, работающих на трение, а износ находится в прямой зависимости от скоро¬
стей, нагрузок, мощностей, атмосферы и режима эксплуатации.
В соответствии с ГОСТ 23.002—78 различают следующие виды износа:
коррозионно-механический — возникает при трении материала, вступившего
в химическое взаимодействие со средой;
газо- и гидроабразивный — результат воздействия на материал твердых тел
или частиц, увлекаемых потоком газа или жидкости;
эрозионный поверхностный — наблюдается при воздействии потока газа
или жидкости;
окислительный износ защитных пленок иа трущейся поверхности — про¬
цесс взаимодействия материала с кислородом.
В процессе эксплуатации трущиеся пары подвергаются одновременно раз¬
личным видам износа.
Подшипниковые материалы в зависимости от условий работы должны обла¬
дать:
хорошей начальной прирабатываемостью в работе, т. е. время, необходимое
для снижения коэффициента трения между подшипником и валом до заданной
величины, должно быть минимальным;
высокими триботехническими свойствами (коэффициент трения <0,3, в том
числе при наличии смазки <0,1; Pv в зависимости от режима работы от 20 до
40,0 МПа-м/с при скорости скольжения (у) от 2 до 200 м/с и нагрузках (Р) от 45
до 0,2 МПа);
способностью выдерживать нагрузку, скорость и температуру без разруше¬
ния и изменения формы и качества;
способностью образовывать самосмазывающие или легко притирающиеся
продукты истирания коллоидного характера (пленку), которые могут сберечь шей¬
ку вала от износа даже при затрудненной смазке;
меньшей твердостью, чем у шейки вала, причем твердость должна снижаться
как можно меньше с нагревом;
высокой теплопроводностью для хорошего отвода теплоты трения;
достаточной выносливостью или сопротивлением усталости;
достаточной вязкостью в случае ударной нагрузки;
хорошими технологическими свойствами;
микропористостыо или микрокапиллярностью, способствующими удержанию
смазки;
хорошими антикоррозионными свойствами.
Материалами, удовлетворяющими приведенным требованиям, долгое время
являлись литые материалы на основе меди, главным образом оловянистые бронзы,
одиако они дороги, дефицитны и не всегда соответствуют эксплуатационным ха¬
рактеристикам современных машин и механизмов.
В 1932 г. в СССР были получены впервые спеченные антифрикционные ма¬
териалы.
В настоящее время существует значительное количество спеченных анти¬
фрикционных материалов, которые широко используют в изделиях общего ма¬
шиностроения, работающих в обычных условиях, и в изделиях специального
назначения, эксплуатирующихся в сложных условиях.
Основными требованиями, предъявляемыми к технологии изготовления ма¬
териалов для узлов треиия, являются возможная простота технологического про-
297
цесса, его доступность, использование недефицитного исходного сырья, вспомо¬
гательных материалов н оборудования, высокий уровень механизации и автома¬
тизации. Широкое распространение в производстве получили пористые подшип¬
ники скольжения на основе порошков железа и меди, получаемые по традицион¬
ной схеме и на стандартном оборудовании процессов порошковой металлургии.
Исходные металлические и неметаллические порошки
3
I Дополнительные операции подготовки исходных порошков
Н I
Размол
Приготовление
лигатуры
Плакирование
чостиц
Смешивание
(шихтовка)
Просев
Рассев ло
фрокииям
Восстановительный
отжиг
•Сушка,
лроналивание
i ( t —
—
‘Рормирование
изделий,
заготовок
Серой
жидким ме¬
таллическим
расплавом
\
1 механическая
Экструзия
| Химико-термическая |
Копирование
I Готовое изделие
Рис. 138. Схема изготовления композиционных антифрикционных материалов
методом порошковой металлургии
За последнее время большое распространение получили композиционные ан¬
тифрикционные материалы, для получения которых применяют как традицион¬
ные процессы порошковой металлургии, так и новые технологические приемы
(рис. 138).
1. Материалы на основе железа
Пористые антифрикционные материалы на основе железа являются самыми рас¬
пространенными, Они успешно конкурируют с литыми сплавами типа баббитов
и броиз.
Пористое железо
Это наиболее простой тип материалов, имеющий структуру феррита и следующие
свойства:
Плотность у. г/см® . , . 5,1—6,6
Временное сопротивление сгв, МПа . . , . ЮО—220
Относительное удлинение б, % ...» 5—13
Твердость по Брииеллю НВ, МПа . . . 350—800
Ударная вязкость КС, кДж/м? . . . е 30—100
Электросопротивление р,. мкОм-м , „ . 0.22 0,25
298
При обильной смазке длительная работоспособность пористого железа обес¬
печивается при нагрузках 2—2,5 МПа и скорости скольжения I—2 м/с (Pv =
= 2,5-f-5,0 МПа-м/с). С увеличением скорости скольжения в режиме самосмазы-
вания допустимая величина нагрузки резко уменьшается и значение Pv не пре¬
вышает 0,7—1,6 МПа-м/с. При эксплуатации рабочая температура подшипника из
пористого железа не должна превышать 70—80 °С,
Пористое железо после пропитки пор маслом применяют для изготовления
прядильных колец, подшипников аппаратуры, приборов, счетно-решающих
устройств н т. д.
Пропитка машинным маслом — широко применяемый и важный технологи¬
ческий процесс, повышающий триботехнические свойства пористых антифрик¬
ционных материалов. Пропитку маслом можно проводить, погружая пористое
взделие на 0,5—1 ч в нагретую до 80—120 °С масляную ванну с последующим ох¬
лаждением в холодном масле. Пропитку целесообразно проводить в вакууме при
60—70 МПа для наиболее полного заполнения пор изделий маслом. При про¬
питке в вакууме содержание масла в изделиях увеличивается по сравнению с
обычной пропиткой на 25—27 %, а продолжительность операции сокращается
в 8—10 раз. Улучшение пропитки маслом достигается при применении ультра¬
звуковой обработки, которая обеспечивает скорость пропитки машинным маслом
при 18—20 °С, в несколько раз большую, чем во всех применяемых в настоящее
время способах. Простота и технологичность ультразвуковой пропитки позволя¬
ют легко включать ее в поточную линию производства.
После пропитки определяют массовую (Л1нас) и объемную (Al0g) масловпи-
тываемость:
А*мас =-т2~Щ~т%, (1.1)
п%1
= (1.2)
где т 1, т2 — масса изделия до и после пропитки маслом; ум — плотность масла.
Коэффициент заполнения пор маслом определяют, используя выражение
*=mM-10°(YM-V77), (1.3)
где тм — масса масла в изделии; V — объем изделия; П — пористость изделия
(обычно 10—30 %). Коэффициент заполнения лор маслом должен быть не ниже
75 % для изделий с пористостью ^20 % и не ниже 95 % для изделий с пористо¬
стью >25 %.
Железографитовые материалы. Впервые железографитовый материал, на¬
званный воизитом, был получен Р. Р. Копржива. Состав и свойства воизита
следующие:
Графит (содержание в шихте, %) . . . 2
Пористость, % 20—40
Твердость НВ, МПа 200—400
ов, МПа 180
о', МПа 400—600
Ударная вязкость КС, кДж/м?. .... 10
Коэффициент треиия f 0,01—0,04
Условия работы-.
максимальное давление Р, МПа . . . 2,0
максимальная скорость о, м/с .... 5
показатель Pv, МПа-м/с 10
температура, °С 200
Промышленное применение воизитовых втулок на металлорежущих станках,
Металлургическом оборудовании, электродвигателях, автомобилях, тракторах,
текстильных и сельскохозяйственных машинах, в электрооборудовании, киноап¬
паратуре и др. показало высокие эксплуатационные свойства этого материала.
Применение воизита в узлах трения особенно предпочтительно при затрудннтель-
299
ной подаче регулярной смазки, недопустимости применения нефтепродуктов для
смазки, сильной запыленности среды, частых пусках и остановках механизмов,
при больших нагрузках и малой скорости скольжения (например, направляющие
втулки, подшипники валов с возвратно-поступательным движением).
Технология спеченных железографитовых материалов состоит
в следующем: приготовление шихты, прессование, спекание,
пропитка маслом и калибрование. В ряде случаев спеченные
детали подвергают термической или химико-термической обра¬
ботке, сульфидированию или оксидированию, что способствует
повышению эксплуатационных свойств готовых изделий.
Основными компонентами для изготовления железографито¬
вых материалов являются: железный порошок, графит и в не¬
больших количествах медь, сера и фосфор. В железографитовые
материалы вводят в основном от 1 до 4 % графита. Графит в анти¬
фрикционных материалах выполняет двойную роль: растворив¬
шийся увеличивает прочность металлической основы, а нераство-
рившийся играет роль твердой смазки.
Наиболее распространенным и простым методом получения
графитсодержащей шихты является механическое смешивание
исходных компонентов с последующим прессованием и спека¬
нием. После спекания остается некоторое количество структурно¬
свободного графита, который, являясь твердой смазкой, улучшает
условия работы материала.
Давление прессования, необходимое для получения брикета
заданной остаточной пористости (15—20 %), зависит от качества
порошков, величины навески и т. д. и равняется 600—800 МПа.
Изделия, изготовляемые из железографитовых композиций,
спекают в защитной атмосфере или в вакууме в интервале темпе¬
ратур 1000—1150°С в течение 1—2 ч. В качестве защитной ат¬
мосферы применяют осушенный водород, диссоциированный ам¬
миак, конвертированный природный газ. Среда спекания оказы¬
вает большое влияние на степень выгорания углерода. Наиболее
сильно выгорание происходит в водороде (до 20—30 % и выше),
меньше — в конвертированном природном газе.
Процесс спекания железографитовой смеси включает ряд
основных стадий: собственно спекание, сопровождающееся уплот¬
нением спекаемого тела за счет диффузионно-вязкого течения и
объемной диффузии, при которых источниками и стоками вакан¬
сий могут быть поверхности пор, дислокации и границы зерен и
субзерен.
Образование аустенита и насыщение его углеродом в резуль¬
тате непосредственной контактной диффузии и через газовую
фазу. Этот процесс идет одновременно со спеканием. Растворение
углерода в аустените вызывает ускорение самодиффузии железа,
что приводит к быстрому зарастанию пор и к увеличению усадки.
При температуре 1000 °С повышение содержания углерода с 0,18
до 3,4 % в железоуглеродистых сплавах увеличивает коэффициент
диффузии примерно на порядок.
300
Концентрация углерода в аустените неодинакова. Наиболее
насыщены углеродом частицы железного порошка, расположенные
вблизи включений графита. В местах контакта железо—графит
возможно образование структурно-свободного цементита в ре¬
зультате прямого химического взаимодействия.
Структурно-свободный цементит, располагающийся главным
образом по границам аустенитных зерен, создает высокую неод¬
нородность аустенита, что связано с резким возрастанием подвиж¬
ности атомов углерода по поверхности аустенитных зерен, а также
с увеличением поверхностного диффузионного потока углерода,
атомы которого не успевают продиффундировать внутрь зерен и
химически фиксируются в поверхностном слое с образованием
карбида.
Концентрация углерода в аустените зависит от среды спекания.
Железографитовая композиция может либо науглероживаться,
либо обезуглероживаться, и, следовательно, конечный состав
аустенита будет определяться суммой двух процессов — растворе¬
ния графита и взаимодействия со средой.
Растворимость графита в основе железа зависит от марки гра¬
фита, введенного в шихту. Карандашный графит более активный,
чем серебристый, растворяется интенсивней и обеспечивает более
высокие прочностные характеристики.
Гомогенность структуры может быть увеличена повышением
температуры и увеличением изотермической выдержки при спе¬
кании. Продолжительность изотермической выдержки при спе¬
кании определяется дисперсностью графита. При применении тон-
коразмолотого графита процесс растворения и выравнивания
углерода по всему объему при температуре 1050 °С практически
завершается'за 10—15 мин.
На эксплуатационные свойства железографитовых материалов
наряду с пористостью влияют соотношение структурных состав¬
ляющих — перлита и феррита, величина, форма и расположение
включений цементита.
Цементит в виде изолированных включений и тонкой разорван¬
ной сетки улучшает работоспособность материала. Крупные
скопления и грубая сплошная сетка цементита могут привести
к ухудшению качества деталей и хрупкому их разрушению в усло¬
виях эксплуатации.
Механические свойства железографитовых материалов зависят
от размеров и формы частиц, чистоты порошков, количества и
формы пор, содержания графита, микроструктуры, а также
режимов прессования и спекания.
' В табл. 16 приведены свойства железографитовых мате¬
риалов.
- Железографитовые материалы имеют перлито-ферритную
структуру. Количество ферритной составляющей зависит от исход¬
ного содержания графита и условий спекания. Наибольшей из¬
носостойкостью обладает перлитная структура. Содержание фер-
301
Таблица 16. Свойства антифрикционных спечеииых
железографитовых материалов
Содержа*
ние гра¬
фита •*
%
Я. у.
Твердость
НВ, МПа
вв. МПа
а“, МПа
КС,
кДж/м1
Предельно
допустимые
р,
МПа
V
м/с
0.5—0,8
6—26
650—800
98—470 *2
200—500
2
0,8—1,5
1,4—27
600—1850
180—600 *?
500—800
100—300
0
1
сл
о
2-3
1,5—2,3
15—35
550—1300
80—355
400—800
50—150
4,0
2-3
2,3—3,0
17—35
300—1450
70—280
500—700
20—100
3,0—10,0
4
5.0
16—19
800—980
230—260
500—700
70—90
15,0
4
7,0
18—25
250—750
150—190
500—600
15—60
7,0
4
Примечание. Р нагрузка; t>c — скорость акольжения.
“ Остальное железо, % (по Массе).
*! Относительное удлинение составляет 0,5—3,0 %
ритной составляющей допускается до 50 % и зависит от режима
работы подшипникового узла.
Антифрикционные свойства материалов этой композиции в зна¬
чительной степени определяются условиями работы и присут¬
ствием смазки. В условиях удовлетворительной смазки коэффи¬
циент трения их находится в пределах 0,005—0,09, а при ограни¬
ченной смазке он равен 0,02—0,125.
Антифрикционные свойства железографитовых материалов оп¬
ределяются их самосмазываемостью, хорошей прирабатывае-
мостью, износостойкостью, прочностью.
Самосмазываемость происходит за счет масла, выступающего
в процессе трения из поровых каналов, что выгодно отличает
пористые антифрикционные материалы от литых. Выступание
масла на поверхность трения объясняется различным объемным
тепловым расширением масла и металлической основы материала,
а впитывание в поровые каналы — межмолекулярными силами*
действующими в жидкости в случае, если температура не превы¬
шает критических значений. Высокий эффект самосмазыванйя
пористых вкладышей, пропитанных маслом, обусловливает обра¬
зование на поверхностях трения граничных слоев масла, сплош¬
ность которых зависит от средней температуры процесса. Повыше-;
ние температуры поверхностей трения вкладышей, пропитанных
масло^ до 60—70 °С, приводит к неустойчивому режиму треиия»
к разрыву масляных граничных слоев и, как следствие, к интен¬
сификации износа.
Спеченные железографитовые материалы приближаются по
триботехническим свойствам к серым чугунам, но обладают луч¬
шей прирабатываемостыо.
302
Износ контртел, работающих в паре со спеченными материа
лами, в большинстве случаев не превышает износа контртела
в паре с чугуном.
Железографитовые материалы обладают большей износостой¬
костью и способны работать при больших нагрузках, чем бронза
ОСЦ-5-5-5. Преимущества железографитовых материалов по
сравнению с бронзой особенно проявляются при скоростях сколь¬
жения до 2,5—3 м/с. При скоростях скольжения 2,5—3 м/с и
обильной смазке работоспособность спеченных подшипников не
уступает бронзовым, но и не превосходит ее. При небольших
нагрузках и скоростях скольжения спеченные железографитовые
материалы могут работать без дополнительной подачи смазки.
Структура железографитовых материалов оказывает значи¬
тельное влияние на их триботехнические свойства. Использование
материалов с различной структурой показало, что наиболее
низкий коэффициент трения имеют образцы с перлитной струк¬
турой.
При трении образцов с пористостью 15—20 % в точках дискрет¬
ного контакта при повышенных нагрузках возникают температур¬
ные вспышки, вызывающие локальное разупрочнение и разруше¬
ние в зонах контакта еще до того, как произойдет выравнивание'
температур в каком-то объеме. Снижение пористости материала
до 10 % вызывает повышение прочности и теплопроводности,
создает более благоприятные условия для выравнивания темпе¬
ратурного градиента локальных зон и способствует повышению
износостойкости.
Для железографитовых подшипников существуют максимально
допустимые нагрузки, при превышении которых они теряют рабо¬
тоспособность: резко увеличиваются темп изнашивания, коэффи¬
циент трения и температура в зоне трения.
Стабильными свойствами и структурой обладает железографи¬
товый материал, содержащий 0,8—1,0 % графита. Предельная
скорость скольжения для железографитовых материалов состав¬
ляет 2—3 м/с. При скорости скольжения 2,5 м/с коэффициент
трения становится нестабильным и изменяется в пределах 0,54—
0,0125, а при скорости скольжения 4 м/с железографитовые ма¬
териалы практически неработоспособны.
Длительность работы подшипников из железографитовых материалов опре¬
деляется условиями их работы и не превышает 3—5 тыс. ч. Их применяют-в теп¬
ловозостроении, в узлах трения сельскохозяйственных машин, швейных машин,
для изготовления втулок угольных транспортеров, магнитофонов, киноаппаратов,
деталей автомобилей, сверлильных станков, втулок прокатных станов и других
целей.
Повышение свойств как пористого железа, так и железографитового материа¬
ла достигается легированием и. введением различных добавок. Введение меди
в железографитовые материалы улучшает их свойства за счет получения более
однородной структуры, увеличения твердости, уменьшения усадки, стабилизации
размеров деталей.
Композиции железо—медь—графит способны обеспечивать работоспособ¬
ность подшипников при непрерывной подаче смазки и Ро до 7,0МПа-м/с. Для
303
Таблица 17. Свойства легированного железографита (ЖГр1)
в зависимости от химического состава
Легирующий
элемент
Количество
легирующе¬
го элемента,
%
А
fa*
0»
О
3*
G.
О .
ска
Твердость
НВ, МПа
°В'
МПа
Относитель¬
ная износо¬
стойкость **
f
Микро-
твердость
перлита,
МПа
об¬
раз¬
ца
вала
Без добавки
_
16,6
1027
205
1,00
1,00
0,52
1400—1800
Марганец
0,4 *2
15,8
1287
479
4,70
0,38
0,63
1467
Хром
0,8
16,9
1050
376
6,10
0,38
0,52
2200
Медь
5,0
13,7
1358
450
25,0
0,61
0,45
3660
11,00
13,7
1578
392
1,05
2,40
0,51
850
Цинк
1,0
14,6
1144
424
3,60
1,10
0,57
5250—6100
Олово
0,4
19,2
1547
456
1,50
1,26
0,52
1950
Фосфор
0,1 *1
9,1
1251
490
43,50
0,52
0,60
3150
0,4
19,5
1301
373
65,50
0,57
0,45
3600—3800
0,8
9,1
1589
186
3,05
0,64
0,56
5650
Свинец
0,8
15,7
1290
411
13,90
0,36
0,52
1710—2040
•* Условия испытаний: трение без смазки при v = 0,4 м/о и Р = 2,5 МПа по
стали У7 с твердостью HRG 49—50.
** Легирующий элемент введен в виде ферросплава.
работы в условиях ограниченной смазки рекомендуются композиции с повышен¬
ным содержанием графита (4—15 %) и меди (4—12 %). Материал ЖГр4Д7 (4 % С
и 7 % Си) обеспечивает работоспособность узлов трения в режиме самосмазыва-
ния при скорости скольжения 0,94 м/с и нагрузке 1,0—4,5 МПа с коэффициентом
треиия 0,1. При скорости скольжения 1,5 м/с необходимо увеличивать содержа¬
ние графита или вводить дополнительную смазку. Композиции железо—медь
и железо—медь—графит способны выдерживать статические нагрузки до 60—
790 МПа. Однако Pv у них не превышает 2,0 МПа-м/с при ограниченной смазке.
Дальнейшее улучшение железографитовых материалов достигается при их ле¬
гировании фосфором, марганцем, цинком, оловом. Легирование Цинком, фосфо¬
ром обеспечивает хорошую спекаемость, мелкодисперсность перлита, более высо¬
кую износостойкость при трении без смазки (табл. 17).
Увеличение вязкости и усталостной прочности, понижение износа и коэф¬
фициента трения достигается при легировании железографита молибденом. По¬
вышение содержания молибдена до 15 % в малопористом железографите снижает
коэффициент треиия, уменьшает износ и повышает несущую способность. Так,
материал из 3 % железографита и 15 % молибдена работоспособен в пределах
нагрузок от 0,1 до 20,0 МПа при скорости скольжения 0,1—95 м/с в условиях
трения в режиме самосмазывания, при ограниченной смазке и без смазки.
Материалы, содержащие свинец или сплавы цветных металлов
Повышения прочностных и антифрикционных свойств материалов на основежелеза
можно достичь введением в их состав свинца или сплавов на основе цветных ме¬
таллов. Это осуществляют присадками указанных добавок в исходную шихту или
пропиткой пористого каркаса расплавленным металлом. Для подшипников, ра¬
ботающих при давлениях более 1,0 МПа, предложен материал, состоящий из
60—90 % железа и остальное — сплав, содержащий 85 % Си; 5 % Sb; 5 55 Pb
и 5 % Zn. Сплав меди в виде порошка добавляют в порошок железа при шихто¬
вании.
Повышение свойств материалов на основе железа достигают введением в со¬
став материала 15—30 % РЬ и 3—5 % Си с последующей пропиткой его маслом.
До 15—40 % РЬ содержат подшипниковые материалы, упрочненные 2—8 %
304
стекла. Железомедные материалы, содержащие свинец, имеют повышенную
пластичность, поэтому их применяют при ударных нагрузках.
Разработаны сплавы иа основе железа с повышенными антифрикционными и
антикоррозийными свойствами для деталей, работающих при больших нагрузках.
Материал, содержащий 0,8 % С; 2,5 % Si; 3—5 % Сг; 6—10 % Мо; до 2 % Ni.
остальное железо, пропитывают сплавом 90 % Си 10 % Sn.
Композиционные материалы Fe—Си—РЬ—С [у = 5,7 — 6,1 г/см8, б = 0,5 %
и сЦ = 169 МПа] применяют для работы без смазки; материалы, содержащие
0,5—15 % С, 2—4 й Си, 1—3 % Ni, 1—5 % Мо и 2,5 % Si, для улучшения
свойств пропитывают свинцом или магнием.
2. Материалы с твердыми смазками
В узлах трения с высокими скоростями скольжения даже при небольших нагруз¬
ках могут развиваться значительные температуры, которые вместе с инертными
силами способствуют удалению смазки из области трения, что создает трудности
при использовании жидких или консистентных смазок.
Одним из обязательных условий работоспособности узлов при сухом трении
является создание и постоянная регенерация на их поверхности защитных разде¬
лительных пленок, исключающих контакт ювенильных металлических поверх¬
ностей и последующее схватывание. Защитные слои на поверхности металла могут
создаваться при трении благодаря окружающей активной среде, оказывающей
смазочное действие, или образовываться вследствие соответствующей обработки
при изготовлении деталей.
Для улучшения триботехнических свойств материалов широко используют
различные вещества, которые наносят на трущиеся поверхности в качестве твер¬
дой смазки. К ннм относятся сульфиды, селениды, йодиды, хлориды, фториды,
нитриды и оксиды металлов.
Покрытия из твердых смазок должны иметь следующие свойства:
1. Возможно меньшую толщину, чтобы при пластической деформации слоя
твердой смазки существенно не изменялись геометрия и зазор подшипника.
Кроме того, тонкий слой мягкой пленки на твердой подкладке дает малую пло¬
щадь контакта при сжатии поверхностей трения под воздействием нагрузки,
что обеспечивает и меньшее усилие среза в контакте.
2. Низкое сопротивление срезу. Это свойство непосредственно связано с твер¬
достью покрытия. Исключение составляет группа материалов со слоистой струк¬
турой, обладающая анизотропией механических свойств в разных направлениях
кристаллической решетки и дающая в направлении базовых плоскостей весьма низ¬
кое сопротивление срезу.
3. Высокую адгезию материалов покрытия к подложке.
4. Хорошее сопротивление износу. Важным является также вид продуктов
износа, образующихся при трении.
5. Высокую температурную стойкость, хорошую теплопроводность слоя твер¬
дой смазки для отвода тепла от поверхности трения.
Тонкие слои твердых смазок, наносимые методом натирания или распыления
из суспензий с летучими растворителями, удерживаются иа поверхности силами
адгезии частиц твердой смазки с металлами. Они сравнительно легко смываются
жидкостями или удаляются при механическом воздействии. Долговечность таких
пленок невелика. Значительно большую прочность и большее сцепление с поверх¬
ностью подложки имеют пленки твердых смазок со связующими. В качестве свя-
вующих широко используют фенольные, эпоксидные, кремнийорганические смо¬
лы, фторопласт, силикат натрия.
Следует отметить, что твердые смазочные покрытия с полимерными связую¬
щими можно применять при достаточно высоких нагрузках, но при малых ско¬
ростях. Покрытия с керамическими связующими допускают высокие скорости,
но только в условиях небольших нагрузок.
При разрушении покрытия металлические поверхности контактируют, и
Силы трения резко увеличиваются. Изнашивающийся тонкий слой покрытия не
Способен к самовосстановлению. В связи с этим некоторыми исследователями пред-
305
ложено создавать нагруженный скользящий контакт между поверхностью детали
и таблеткой, спрессованной из порошка твердой смазки, а также закладывать
твердую смазку а отверстия или выточки, специально предусмотренные в деталях.
Твердые смазки в данных случаях эффективны лишь при условии, если скорости
их изнашивания и металла равны.
Эффективным методом образования стабильной разделительной пленки наг
трущихся поверхностях является введение твердой смазки непосредственно в ма¬
териал. Этот метод более технологичен, исключает дополнительные операции по
пропитке или натиранию материала твердой смазкой и допускает механическую
обработку поверхностей трения.
Высокие температуры в реальных условиях трения могут существенно из¬
менять свойства твердой смазки, поэтому при выборе смазки необходимо учиты¬
вать ее термостабильность. Химическая активность твердых смазок связана с их'
термостабнльиостью, так как под действием высокой температуры и окружающей
среды (различные газы, влага) смазки могут разлагаться, образуя газообразные
и твердые продукты. Эти продукты могут вступать в химическую реакцию с ме¬
таллической матрицей или металлической поверхностью тел трения и образовы¬
вать новые соединения, обладающие повышенной коррозионной агрессивностью
или абразивным действием.
Применение твердых смазок в спеченных железографитовых материалах^
процесс спекавия которых связан с высокими температурами, ограничено. Наи¬
более широкое распространение из них получили сернистые соединения молиб¬
дена, цинка, фторид кальция.
Материалы, содержащие дисульфид молибдена
Недостаточно высокая термическая и химическая стабильность
дисульфида молибдена ограничивает его применение в спеченных
железографитовых материалах, технология получения которых
связана с длительным нагревом прй высоких температурах.
Чтобы избежать разложения и окисления, железографитовые
материалы, содержащие дисульфид молибдена, рекомендуется
спекать в глубоком вакууме при температурах не выше 1050—
1100 °С. Повышая триботехнические свойства, дисульфид мо¬
либдена, располагаясь по границам зерен и ослабляя их, одновре¬
менно снижает механические свойства материала. Так, введение
3 % MoS2 в ЖГр1 приводит к ухудшению прочностных и пласти¬
ческих свойств в 2—2,5 раза. Материал ЖГр1Мо523 после спе¬
кания в течение 2 ч при температуре 1050 °С и пористости 12—
15 % имел ст„ = 200—220 МПа и б = 0,5—0,6 %.
Для повышения механических характеристик спеченный ма¬
териал подвергают горячей обработке давлением (ковке). Спечен¬
ные брикеты заваривают в стальную оболочку, нагревают до
1150—1200 °С и осаживают под молотом в подкладном кольце.
Степень обжатия составляет 30—40 %. После ковки пористость
материала ЖГр1Мо5аЗ уменьшается до 3—5 %, а прочность по¬
вышается в 2,5—Зраза. При б = 1,54-2 %, временное сопротивле¬
ние равняется 540—600 МПа.
Другим способом повышения механических свойств материа¬
лов, содержащих дисульфид молибдена, является покрытие ча¬
стичек MoS2 металлической пленкой путем термического разложе¬
ния соединений, содержащих соответствующий металл. Пленка
обеспечивает прочную связь сухой смазки с металлической осно¬
306
вой, что позволяет снизить тем¬
пературу спекания без ухуд¬
шения механических свойств.
Дисульфид молибдена можно
вводить в спеченные материалы
путем их пропитки суспензией
MoS2 в органическом раство¬
рителе. После пропитки детали
отжигают при 150—200 °С для
удаления летучего раствори¬
теля. MoS2 равномерно рас¬
пределяется в пористом материале, улучшает его триботехниче¬
ские свойства и при этом не оказывает отрицательного влияния
на механические свойства.
Введение дисульфида молибдена в легированные спеченные
стали позволяет применять их для изготовления деталей трения,
работающих при повышенных скоростях, нагрузках и темпера¬
турах. Испытание в масле железографита, легированного хромом,
никелем и медью и содержащего от 6 до 10 % MoS2 в паре с зака¬
ленной сталью 45 при скорости скольжения 4 м/с, показало его
работоспособность при нагрузках до 15 МПа. Коэффициент тре¬
ния в этом случае равен 0,008—0,009. В условиях граничной
смазки материал может работать при нагрузках, не превышающих
4,5 МПа, и имеет коэффициент трения 0,11—0,16.
Для изготовления деталей узлов, работающих при высоких
скоростях трения, предложен материал, имеющий состав: 5—
12 % Мо и 5—20 % MoS2, остальное железо.
Материал получали смешиванием исходных компонентов в те¬
чение 6 ч, отжигом смеси при температуре 850 °С в течение 2 ч
в атмосфере водорода, холодным прессованием прн 800 МПа и
динамическим горячем прессованием при 1150 °С. После отжига
при температуре 950 °С в течение 1,5 ч в атмосфере водорода ма¬
териал имеет свойства: твердость НВ 1800 МПа, временное сопро¬
тивление на изгиб 450 МПа, ударную вязкость АС 68 кДж/м2.
Испытание на трение и износ проводили при нагрузке 0,2 МПа
и коэффициенте взаимного перекрытия 0,15 (табл. 18).
Для работы в условиях сухого трения при температурах до
900 °С рекомендуются высоколегированные материалы на основе
железа, содержащие 0—20 % Ni; 13—32 % Сг; 0,04—10 % В;
0,02—0,8 % С и 1—20 % MoS2.
Легирование хромом (6—9 %) низкоуглеродистой спеченной
стали, содержащей 4—8 % MoS2, дает возможность получать
антифрикционные материалы, имеющие высокую коррозионную
стойкость.
Материалы, полученные смешиванием железного порошка,
порошка стали ХЗО (20—30 %) и дисульфида молибдена, с по¬
следующим прессованием при давлении 700—800 МПа и спека¬
нием при 1100 °С в газовой смеси азота и оксида углерода имеют
Таблица 18. Триботехиические
свойства в зависимости от скорости
испытания
иисп*
м/с
1
Износ.
мкм/км
t °с
11
0,12—0,14
1,0
95
22
0,1—0,13
1,5
110
75
0,1
2,0
150
307
свойства: твердость HV 600—1000 МПа, временное сопротивле¬
ние при сжатии 1200 МПа, временное сопротивление при растяже¬
нии 170 МПа, ударную вязкость 70 кДж/м2, коэффициент трения
0,009, износ 0,005 мкм/км, предельное давление до схватывания
12—15 МПа, коррозионную стойкость 0,09 мм/год.
При изготовлении деталей из материалов с твердыми слоистыми
смазками, свойства которых в разных кристаллографических
направлениях неодинаковы, необходимо учитывать анизотропию
свойств в случае преимущественной ориентации частиц твердой
смазки.
Материалы, содержащие сернистый цинк
Большой вклад в создание и разработку спеченных материалов
на основе железографита с добавками сернистого цинка внесли
сотрудники Института проблем материаловедения АН УССР.
Наибольшее применение в промышленности нашел материал
ЖГрЗЦс4. Для пары ЖГрЗЦс4 — сталь 45 изучены природа и
условия образования поверхностных пленок в условиях сухого
трения при скоростях 6; 8; 12 м/с и нагрузках 0,4; 0,8; 1,2 МПа,
Образование и регенерация разделительных пленок на металли¬
ческих поверхностях зависят от режимов приработки пары тре¬
ния. Так, при скоростях приработки 6 и 8 м/с и нагрузках 0,4
н 0,8 МПа на поверхности контртела образуется плотная темная
пленка, приводящая к стабилизации процессов трения.
Приработка при скорости 10—12 м/с и нагрузке 1 МПа вызы¬
вает глубинный вырыв отдельных частиц материала. Схватывание
приобретает лавинный характер — коэффициент трения повы¬
шается до 0,45. При дополнительном сульфидировании ЖГрЗЦс4
в сульфофрезоле на рабочей поверхности образца появляется
слой сульфидов глубиной около 0,1 мм. Сульфидирование в суль¬
фофрезоле проводят при температуре 180—200 °С в течение 4—6 ч.
В процессе приработки сульфидированного материала пленка
на контртеле появляется сразу же после начала испытания. Через
2—3 мин износ и коэффициент трения стабилизируются, причем
их значение почти на 20 % меньше, чем у несульфидированных
образцов.
Серные отпечатки поверхностей трения контртел показывают
повышенное количество сульфидов в пленках. С помощью рентге¬
новского микроанализатора МАР-1 установлено, что в пленках
содержится до 2 % Zn и около 1 % S.
Свойства поверхностных слоев определяются в основном со¬
ставом материала. При трении ЖГрЗ контртело имеет светлую
блестящую поверхность. Введение 4 % сернистого цинка в составе
ЖГрЗ приводит при трении к образованию на рабочих поверх¬
ностях пленок черного цвета, снижению коэффициента трения и
уменьшению износа. Несущая способность материала при этом
возрастает в 3—4 раза.
308
Увеличение содержания сернистого цинка до 8 % и более
снижает коэффициент трения и износ на 15—20 %, но несущая
способность и прочность материала при этом падают.
При спекании сульфидированного железографита сернистый
цинк может разлагаться и улетучиваться. С повышением тем¬
пературы и влажности водорода, а также с увеличением пористости
интенсивность разложения возрастает.
С уменьшением пористости количество серы и цинка в спечен¬
ном материале увеличивается. Так, беспористый материал
ЖГрЗЦс4 содержит серы в 2 раза, а цинка в 6 раз больше, чем
материал с пористостью 20 %.
Сульфидированные железографитовые материалы спекают
обычно при температуре 1050—1100 °С в течение 2 ч при скорости
нагрева 0,1—0,2 К/с и скорости охлаждения 0,6—0,7 К/с. После
спекания материалы имеют перлитно-цементитную структуру; це¬
ментита в них содержится до 10 %. Усадка спеченных брикетов
и их физико-механические свойства зависят от гранулометриче¬
ского состава исходных порошков и пористости:
Пористость
20± 1
15± 1
10±1
5±1
1±1
о®, МПа
750
900
1120
—
1020
МПа . • •
Твердость НВ, МПа .....
300
450
600
—
680
760
900
1150
1500
2100
К С, кДж/м?
30
38
52
60
—
г, %
38
32
30
—
25
у, г/см3
7,23
7,22
7,20
7,20
7,18
Удельное электросопротивле¬
ние р, Ом-м
360
280
230
210
—
Коэффициент теплопроводно¬
сти X, Вт/(м-К)
21,79
29,33
32,68
—
—
Температурный коэффициент
линейного расширения а• 10'®,
К"1, в температурном интерва¬
ле. °С:
50—200
10,73
9,94
50—400
12,68
12,89
—
—
—
50—500
13,49
13,45
—
—
—
50—600
13,6
13,9
—
—
—
Сернистый цинк оказывает существенное влияние на формирование свойств
материалов. Так, твердость (НВ) беспористого железографитового материала
ЖГрЗ при введении в него 4 % ZnS увеличивается на 30—40 % и составляет
2000—2200 МПа. Повышение твердости и прочности является результатом от¬
беливающего влияния серы и упрочняющего влияния цинка, располагающегося
по границам частиц и зерен.
Повышение степени дисперсности исходных порошков в 4 раза обеспечивает
снижение величины износа материала почти в 7 раз. Уменьшение пористости от 20
до 1 % также вызывает повышение износостойкости почти в 5 раз.
Различные структуры материала получены путем изменения технологиче¬
ских режимов спекания. Сульфидированный железографит марки ЖГрЗЦс4 по
свойствам сравним с баббитом и бронзой и может быть рекомендован для изготов¬
ления деталей, работающих в паре с закаленной сталыо при нагрузках до 10—
12 МПа и скоростях скольжения до 13 м/с.
309
Материалы, содержащие фтористый кальций
Данные о влиянии твердых смазок BN, BaF2, CaF2, FeS на триботехнические свой¬
ства спеченного железа приведены в табл. 19. Они получены при испытании мате¬
риалов на машине трения МИ-1М при нагрузке 0,8 и 2,5 МПа и постоянной ско¬
рости скольжения 0,28 м/с в паре с закаленной сталью 45.
Наименьший износ и коэффициент трення имеют материалы, содержащие
фтористый кальций. На трущихся поверхностях этих материалов образуется раз¬
делительная пленка. Введение от 3 до 5 % (объемн.) CaF2 приводит к снижению
износостойкб'Сти, но коэффициент трения при этом уменьшается. Заметно улуч¬
шаются свойства пары трения после добавления в железо 10 % (объемн.) CaF2.
Наименьший износ и коэффициент трения имеют материалы, содержащие 20 %
(объемн.) CaF2. При таком количестве фтористого кальция достигается необходи¬
мая площадь контакта включений твердой смазки с поверхностью контртела,
что обеспечивает перенос вещества твердой смазки на поверхность трения. Вслед¬
ствие этого на поверхностях трущихся пар образуется стабильная разделительная
пленка фтористого кальция.
При содержании фтористого кальция до 30 % (объемн.) уменьшается износо¬
стойкость и повышается коэффициент трения, увеличение количества CaF2 до
40 % (объемн.) приводит к катастрофическому износу, так как значительно сни¬
жается прочность, влияющая на износостойкость материала в целом. С ростом
содержания CaF2 от 10 до 40 % (объемн.) резко снижается ударная вязкость
материала. С учетом этого рекомендуется для обеспечения высоких триботехни¬
ческих свойств и износостойкости материала вводить 10—20 % (объемн.) CaF2.
Данные о влиянии легирования на триботехнические свойства материалов
с добавками фтористого кальция приведены в табл. 20.
У всех материалов, имеющих наибольшую износостойкость при нагрузке,
0,8 МПа, с увеличением давления до 2,5 МПа наблюдается уменьшение коэффи¬
циента трения при небольшом увеличении износа образцов нелегированных ма¬
териалов.
В вакууме износ материалов, содержащих фтористый кальций, увеличивает¬
ся. При нагрузке 3 МПа он составляет 140—330 мкм/км, что в несколько раз
больше износа этих материалов на воздухе. С повышением нагрузки до 10,5 МПа
наблюдается резкое увеличение износа. Дополнительная термическая обработка
(закалка с отпуском) не приводит к повышению износостойкости. Эффективное
упрочнение материалов достигается при азотировании.
Трнботехническое свойства порошковых хромомолибдеиовых сталей, содержа¬
щих CaF2, приведены в табл. 21. Увеличение степени легирования материалов до
10 % сопровождается уменьшением коэффициента трения, увеличением износо¬
стойкости и нагрузки до схватывания; при этом структура от феррито-перлнтной
изменяется до троостнто-мартенситной, что приводит к повышению прочности и
Таблица 19. Влияние твердых смазок на триботехнические свойства
спечеииого железа
Материал подшипника
Приведенный износ,
10е кг/(сма- ч)
Р. МПа
f
ролика
вкладыша
FeH
- 8 % FeS
4,1
146,6
0,8
0,67
Fe-
- BN
Нр
Нр
Fe J
- 8 % BaF2
0,108
68,1
0,8
0,56
Fe J
- 12 % CaF2
0,21
117
0,8
0,69
Fe J
- 12 % CaF2
Привес
36,25
0,8
0,5
Fe-
b 12 % CaF„
»
41,25
25
0,28—0,34
Примечание. Нр —. неработоспособен.
310
Таблица 20. Влияние легирования на триботехиические свойства
материалов с добавками фтористого кальция
n. %
Твердость
ИВ, МПа
P.
f
Приведенный
иэвос, мкм/км
% (по массе)
МПа
контр¬
тела
об¬
разца
Fe + 5CaFs
12—14
550—600
0,8
0,50
ПрИвес
50
Fe + 1C + 5CaFa
12—14
700—800
0,8
0,40
7)
50
Fe + 1C + 3Cr + 5CaFa
14
13—14
1000
0,8
0,53
»
94
Fe + IC + 6Ni + 5CaFa
10
10—12
1000—1100
0,8
0,40
Износ
42
Fe + 5CaFa
12—14
550—600
2,5
0,34
Привес
56
Fe + 1C + 5CaFa
12—14
700—800
2,5
■ 0,32
72
Fe + IC + 6Ni5CaFa
10—12
1000—1100
2,5
0,32
»
44
Таблица 21. Триботехнические свойства
порошковых хромомолибденовых сталей
Нагрузка
Коэффициент трения
Износ»
мкм/км
до схваты¬
вания Р,
МПа
Марка материала
о *.
S щ
* О
в в
01 1
*£
' •>
в в
в режиме
в авиационном
s ч
я В
* Ь
й
£ ч
£ в
сухого
топливе ТС-1
£-2
£■2
2 °
трения
к к'
® - 'Г
я п(?
К *
в -*г
я So
и*' £
да О 2Е
о аН
ш У1*
щхН
ЖГр1СаРа5
0,4—0,45
0,11—0,13
5
13
KrplX2CaFa5
0,36—0,39
0,32—0,4
0,009—0,12
15,4
Н,0
1,8
7
16
ЖГ р I X2M2CaFa5
0,23—0,28
0,02—0,05
8,5
1.0
10
20
ЖГр1Х2М5СаРа4,9
0,15—0,2
0,26—0,35
0,018—0,03
3,4
3,8
0,42
12
20
ЖГр1Х2М1СаРа4,8
0,25—0,32
0,04—0,06
3,2
0,81
9
20
ЖГр!Х5СаРа5 -
0,23—0,28
0,036—0,05
7,7
1,41
10
16
ЖГ р t X 5M2CaFa5
0,2—0,26
0,18—0,28
0,02—0,038
4.6
3.6
0,88
11
20
ЖГр1Х5М5СаРа5
0,13—0,2
0,01—0,02
1,5
0,3
12
20
0,16—0,24
2,4
ЖГр15М10СаРа4,8
0,28—0,33
0,05—0,06
3,5
1.2
9
15
ЖГр IM2CaFa4,9
0,33—0,36
0,28—0,36
0,07—0,08
11,5
8,0
1,42
8
20
ЖГ р IX10M2CaFa5
0,3—0,33
0,056—0,07
8,5
2,42
10
15
ЖГ р IM5CaFa4,9
0,23—0,27
0,02—0,04
6,9
0,88
10
20
ЖГ р 1X10M5CaFa5
0,32—0,34
0,06—0,08
5,4
2,2
10
18
Примечание. В числителе; основа — карбонильное железо, контртело —
сталь Х12М; в знаменателе: основа — техническое железо, контртело — сталь 40Х.
311
твердости и, как следствие, — к повышению износостойкости. Кроме того, рас¬
тет количество образовавшихся в процессе спекания и охлаждения карбидов.
В процессе трения карбиды, имеющие высокую микротвердость (НЫ) = 10—12,6
ГПа), воспринимают нагрузку, мало изнашиваются и обусловливают высокую
износостойкость материала в целом и улучшение триботехнических свойств.
Но с увеличением объемной доли карбидов увеличиваются их размеры и количе¬
ство остаточного аустенита, что приводит к снижению прочности и твердости ме¬
таллической основы, а следовательно, и к снижению износостойкости материала.
Это и служит причиной увеличения коэффициента трения и величины износа
композиций.
Коэффициент трения и величина износа композиций на основе технического
железа в режиме сухого трения в паре со сталью 40Х имеет тот же характер за¬
висимости от содержания легирующих элементов, что и композицив иа основе
карбонильного железа.
Коэффициент трения материала ЖГр1Х5М5 CaF25 на основе технического
железа в паре со сталью Х12М как в условиях сухого трения, так и в авиацион¬
ном топливе ТС-1 находится в тех же пределах, что и у композиции аналогичного
состава иа основе карбонильного железа, но величина износа его несколько выше
вследствие меньшей твердости и плотности.
3. Материалы иа основе меди
Первыми порошковыми антифрикционными материалами на основе меди, которые
начали применяться в промышленности, были оловянистые бронзы. Оптимальные
антифрикционные и механические свойства обеспечиваются при 9—11% Sn.
Пористость обычно составляет П = 15—35 %; ов = 76—140 МПа; 6 « 5 %;
Pv — 1,5—2,5 МПа-м/с.
Пористые бронзы применяют для изготовления подшипников, работающих
в легких условиях, характеризующихся малыми скоростями скольжения (< 1,5 м/с
и небольшими нагрузками (0,5—1,0 МПа). В условиях дополнительной смазки
предельная нагрузка может составить 8 МПа при v = 1 м/с; с повышением ско¬
рости скольжения до 6 м/с нагрузка снижается до 1 МПа.
Широкое распространение получили спеченные самосмазывающиеся подшип¬
ники скольжения из композиций бронза—графит, в которых содержание графита
обычно составляет 2—4 %; 8—10 % Sn и 86—90 % Си (по массе).
Допустимые условия работы бронзографитов при наличии смазкн составляют:
Р = 3—4 МПа; v = 1—2 м/с и t — 60—80 °С. Широкое распространение этн ма¬
териалы получили для изготовления деталей электродвигателя, в швейных в сти¬
ральных машинах, а также в автотракторном электрооборудовании, звукозапи¬
сывающей аппаратуре и другой бытовой технике.
Бронзографиты состава 90 % Си, 9 % Sn и 1 % графита с общей пористостью
10—12 % применяют для изготовления шестерен редуктора электродвигателя.
Открытая пористость (5—7 %) обеспечивает самосмазываемость шестерен, при
этом материал обладает достаточно высокими механическими свойствами (ов =
= 180—150 МПа). Однако из-за низкой пластичности и недостаточно высоких
триботехнических характеристик бронзографиты мало применяют в узлах тре¬
ния, испытывающих ударные нагрузки, и при отсутствии жидкостных смазок.
В качестве легирующих добавок спеченных бронз применяют титан или ме¬
таллы VII и VIII группы периодической системы элементов, например, марганец,
кобальт, никель и железо. Композиции материала прессуют под давлением 200—
300 МПа и спекают при температуре 600—800 °С, вновь прессуют под давлением
300—400 МПа и спекают при температуре 900—1100 °С. После спекания детали
подвергают калибровке или механической обработке. Детали из такого материала
имеют невысокие механические свойства из-за значительного количества графита
и могут быть применены в качестве самосмазывающнхся подшипников, работаю¬
щих при небольших нагрузках и невысоких температурах.
Спеченный сплав состава 94—95 % Си; 4—5 % Ni; 0,5—1,5 % Sn, содержа¬
щий 0,2—1 % диспергированных частиц графита, для повышения свойств под¬
вергают термической обработке с последующим старением. Для повышения меха-
312-
Таблица 22. Физико-мехаиические и триботехнические свойства
бронзографитов и спеченных оловянистых броиз
Марка
материала
п. %
V
МПа
МПа
Твердость
ЫВ, МПа
(с жид-
костной
смазкой)
Макси¬
мальные
допустимые
Р,
МПа
°с
м/а
БрОЮ
15—20
60
500
300—600
0,05
4
5—10
БрОГр10-2
15—20
50
500
250—500
0,05
4
5—10
БрОГр9-3
15—20
40
400
300—550
0,05
4
5—10
БрОГ р8-4
15—20
35
400
250—500
0,05
4
5—10
БрОСГр 1-29-0,5
15—20
45
—
350—600
0,02
—
—
БрОЮ-ФГ
30—35
30
300
250—400
0,05
5
50
БрОЦ6-6-ФТ
30—35
30
300
250—400
0,05
5
50
нических свойств, стойкости к абразивному износу и хорошей прирабатываемости
сплав подвергают вторичному прессованию и термической обработке.
Для работы в условиях повышенных давлений (до 5 МПа) и высоких скоро¬
стей скольжения (до 50 м/с) используют спеченные высоко пор истые бронзы
(табл. 22), пропитанные фторопластом. Прочностные характеристики этих мате¬
риалов виже, чем у бронзографитов, а коэффициенты трения одинаковы.
Повышение несущей способности подшипников и снижение скорости изна¬
шивания могут быть достигнуты применением фторопласта с наполнителем —
свинцом.
Основные характеристики многослойных подшипников, изготовленных из
стальной ленты, на которую нанесен слой пористой бронзы толщиной 0,5 мм,
пропитанной смесью фторопласта и свинца (20%), следующие:
0$ в, МПа
а- Ю~6, К"1
'К, Вт/(м-К)
Коэффициент трения при скоростях, м/с:
0,2
0,2—5
МПа
310
151
41,8
0,05—0,1
0,1—0,16
30
Основную нагрузку в процессе эксплуатации воспринимает стальная лента.
По сравнению с броизографитами допустимая нагрузка трения этих подшипников
увеличивается в 6—7 раз.
Недостатком указанного метода является нестабильность коэффициента тре¬
ния по мере износа рабочего слоя — фторопласта и обнажения зерен металличе¬
ской основы — бронзы. С износом рабочего слоя растет коэффициент трения.
Величина критического давления, при котором резко повышается коэффициент
трения, с увеличением скорости скольжения снижается. При увеличении скорости
скольжения интенсивность износа возрастает.
Для изготовления поршневых колец Айзенкольб предложил способ получе¬
ния материала, содержащего 4—6 % MoS2, из смеси порошков с размером частиц
40—60 мкм холодным прессованием при давлении 600 МПа и спеканием при тем¬
пературе 1000 °С с последующей допрессовкой при давлении 600—700 МПа.
В качестве защитной среды при спекании использовали смесь азота и оксида угле¬
рода. В качестве металлической матрицы применяли композицию с соотношением
компонентов Ni : Fe : Си = 1:2:4.
Для работы при повышенных температурах используют композиционный ма¬
териал, содержащий до 25 % дисульфида вольфрама с металлической матрицей
состава: Си + 4—10 % Sn +5—15 % Ni,
313
Свойства материалов с содержа,
нием MoS2 от 10 до 40 % (объемы.}
приведены в табл. 23.
Спеченные материалы, содержа,
щие MoS2, отличаются большой иесу.
щей способностью, выносливостью,
износостойкостью и высокими три-
ботехническимн свойствами в широ¬
ком диапазоне температур — от 40 до
200 °С, а в отдельных случаях — от
200 до 550 °С.
Перспективными триботехниче¬
скими материалами для подшипни¬
ков скольжения являются износо¬
стойкие спеченные хромооловяии-
стые и хромоникелеоловянистые
бронзы с твердыми смазками. Эти подшипники работают в узлах трения при
повышенных температурах (примерно 100 °С) и значительных скоростях сколь¬
жения (до 35 м/с) в условиях агрессивных газовых сред и высоких
давлений (~6 МПа). Эти материалы используют также для деталей, работающих
при значительных гидравлических давлениях (10—16 МПа) в условиях кавита¬
ционных разрушений. Коррозионно- и эрозионностойкие материалы имеют удовле.
творительные физико-механические и триботехнические свойства и высокую из¬
носостойкость. В табл. 24 приведены физико-механические и триботехнические
свойства хромооловяиистых спеченных бронз. Хромооловяннстые и хромоыике-
леоловяиистые бронзы получают по технологии холодное прессование — спека¬
ние: смешение порошковых композиций производят в течение 4—5 ч, прессова¬
ние — при давлении 700—800 МПа, спекание — в защитной атмосфере или ва-1
кууме при двухступенчатом режиме: предварительный нагрев до 200 °С с выдерж¬
кой и течение 1 ч и окончательный нагрев до 800—850 °С, с выдержкой в течение
1—2 ч.
Хромооловяннстые и хромоникелеоловянистые бронзы целесообразно при-
меиять-для изготовления деталей, работающих в узлах трения без жидкостной
смазки при средних и тяжелых условиях эксплуатации (в атмосфере воздуха и
вакуума), а также в изделиях общего машиностроения, работающих в обычных
Таблица 24. Физико-механические и триботехнические свойства хромооло
Таблица 23. Свойства
спеченной бронзы БрОФЮ-1 с MoSs
Содержание
MoS,
в бронзе,
% (объема.)
j\, МПа
V,
р/см:
-1
^ *
10
600—650
7,3
24
20
500—550
6,4
8
30
300—400
5.7
5
40
250—300
5,3
3
Марка
впеченной бронзы
Относи¬
тельная
плотность
%
Твердость
НВ, МПа
Временное сопротивление, МПа
разрыву
изгибу
<
сжатию
БрОХ5-Ю
98—100
1100—1200
320—350
500—600
1500—1800
90—95
1000—1100
200—250
450—500
1400—1700
БрОХМс5-10-2
98—100
1100—1200
330—340
400—500
1200—1500
90—95
1000—1150
160—220
350—400
1100—1400
БрОХМс5-Ю-4
98—100
1100—1200
300—330
300—400
800—1200
90—95
1000—1150
120—160
250—300
700—1100
БрОХМсГ р5-10-1-1
98—100
1100—1200
310—330
450—500
1100—1400
90—95
1000—1100
150—200
350—400
1000—1300
БрОХМсГр5-10-2-2
98—100
1100—1200
300—320
300—400
700—1100
90—95
1000—1100
120—150
250—300
600—1000
Примечания: I. Обозначения в марках материалов: Бр — бронза. О — олово,
содержание компонентов в материале соответственно.
2 Относительная плотность 98 — 100 % была получена горячим изостатическим
3. Триботехнические свойства определялв на машине трения СМЦ-2 при скорости
HRC 58—62
314
условиях, с целью повышения их ресурса работы и снижения трудоемкости и
металлоемкости.
Так, хромооловянистые бронзы с дисульфидом молибдена в работе в условиях
трения аксиально-поршневых гидромашин и других аналогичных изделий пока¬
зали высокую износостойкость (по сравнению с литой бронзой и латунью) а по¬
зволили увеличить ресурс в 3—о раз.
Повышенную износостойкость эти материалы показали в.узлах трения редук¬
торов сверхглубокого бурения (взамен игольчатых подшипников) и в ряде от¬
ветственных изделий в качестве подшипников скольжения, изготовлявшихся
ранее из литых бронз.
4. Материалы на основе углерода
Антифрикционные материалы на основе углерода подразделяют
на углеродные, углеродные на эпоксиднокремнийорганическом
связующем, графитофторопластовые и силицированные графиты.
Углеродные материалы
Углеродные антифрикционные материалы подразделяют на обо¬
жженные, графитированные, графитированные с повышенной
стойкостью к окислению и материалы на полимерной связке.
Эти материалы получают по традиционной электродной техноло¬
гии. Основное исходное сырье для производства искусственного
графита — нефтяной кокс и каменноугольный пек. Технология
заключается в связывании отдельных частиц кокса пеком в моно¬
литное твердое тело, для чего порошки кокса различного грануло¬
метрического состава смешивают с пеком [для большинства марок
графита содержание пека близко к 20 % (объемн.)] и прессуют
путем прошивного или обычного одностороннего прессования
вянистых спеченных бронз
6. %
КО, кДж/м*
Коэффициент треяия
Изное без смазки,
мкм/км
без жидкостной
вмазки
СО СШ1ЭКОЙ
в масле
МГЕ-10А
9—10
200—300
0,5-0,7
0,08—0,1
0,046—0,060
2—4
40—80
0,05—0,070
2—3
100—200
0,1-0,3
0,04—0,06
0,004—0,014
0,5—1,0
20—50
0,005—0,020
1-2
50—100
0,1—0,25
0,04—0,05
0,003—0,010
10—20
0,004—0,015
2-3
100—200
0,1—0,3
0,04—0,06
0,0045—0,016
0,3-0,5
20—50
0,004—0,020
1—2
50—100
0,1—0,25
0,04—0,06
0,004—0,013
“
10—20
0,005—0,016
X —• хром, Мс ->» дисульфид молибдена, Гр -» графит. Цифра ввражают процентное
прессованием спеченных образцов.
**“0.9—-2,7 м/о, нагрузках Р а> 1,5 — 10 МПа. Контртело еталь Х12М с твердостью
315
в глухую матрицу. Температура прессования может быть комнат¬
ной (холодное прессование) или достигать 105—110°С (горячее
прессование).
Прессованные заготовки подвергают обжигу в газовых печах
с температурой до 1100 °С в засыпке из углеродистых материалов.
Обжиг крупных заготовок продолжается около 15 сут, для особо
ответственных деталей его продолжительность может достигать
30 сут. В процессе обжига происходит карбонизация пека, в ре¬
зультате чего образующийся углерод откладывается на контакт¬
ных участках, связывая частицы пека. Последующий нагрев
обожженных заготовок путем прямого пропускания электриче¬
ского тока через кладку нз заготовок до температуры 3000 °С
в течение сотен часов приводит к превращению образующегося
углерода в графит. Для уменьшения пористости в технологиче¬
ский процесс вводят операцию пропитки смолой или пеком,
после которой изделия опять подвергают обжигу и графитизации.
Для получения графитов повышенной плотности 1,95—2,0 г/см3
операцию пропитки повторяют несколько раз.
Обожженные антифрикционные материалы не подвергают гра¬
фитизации. Их выпускают следующих марок: АО-1500, АО-600,
2П-1000 и ПК-0.
Обожженные материалы с металлической пропиткой марки¬
руются: АО-1500-СО5, АО-600-СО5, АО-1500-Б83 и АО-600- БВЗ.
В режиме сухого трения по стали 12Х18Н9Т при возвратно¬
вращательном движении со скоростью скольжения 0,24 м/с и
нагрузке 0,5—1,5 МПа материалы АО-1500 и АО-бОО за 100 ч
работы имеют величину износа, соответственно равную 15—80
и 20—100 мкм. Прн указанных условиях величина износа в пре¬
делах нагрузок 1—3 МПа за 100 ч работы для материалов марок
АО-1500-СО5, АО-600-СО5, АО-1500-Б83 и АО-600-Б83 состав¬
ляет 10—30 мкм.
Графитизированные антифрикционные материалы выпускают следующих
марок: АГ-1500, АГ-1500-3, АГ-600 н АПГ. Приведем характеристики этих мате¬
риалов:
Марка ,
АГ-1500
АГ-1500-3
АГ-600
АПГ
Плотность у, г/см3 , . .
1,70—1,80
1,90—1,95
1,65—1,75
1,80—1,90
<£, МПа
80—100
100—120
60-т80
85—105
<
40—50
50—60
35—40
45-55
ов
—
—
20—25
Модуль упругости при сжа¬
тии, МПа
Коэффициент теплопровод¬
ности при 20 °С, Вт/(м-К)
13 000
10 000
10000—11000
58,1
81,4—98,8
Температурный коэффици¬
ент линейного расширения,
а-КГи/К'1, при 20—100 °С
5,0
5,0
6,0—7,0
Эти материалы также пропитывают металлами и сплавами, что повышает
прочность и теплопроводность иа 200—250 %.
316
Таблица 25. Допустимые удельные нагрузки Р, скорости V
я температуры для графитированных материалов
Марка
материала
Р, МПа
(ве более)
V, м/е
(не более)
Температура,
в окиолитель-
ной разовой
среде
°С (не более)
в восстанови¬
тельной и ней¬
тральной газо¬
вых средах
АГ-1500
2,0
25
400—450
2300—2500
АГ-1500-3
2,0
25
400—450
2300—2500
АГ-600
1,5
20
400—450
2300—2500
АГ-1500-СО5
3,0
25
300
300
АГ-600-С05
3,0
25
300
300
АГ- 1500-Б83
2,5
20
230
230
АГ-600-Б83
2,5
20
230
230
АГ-15О0-БрС30
3,0
30
400—450
900
Удельные нагрузки, скорости и температуры эксплуатации
для графитированных материалов приведены в табл. 25.
В режиме сухого трения по стали 12Х18Н9Т при возвратно¬
вращательном движении со скоростью скольжения 0,24 м/с и при
нагрузке 0,5—1,5 МПа материалы марок АГ-1500 и АГ-600 за
100 ч работы имеют величину износа, соответственно равную
10—40 и 15—50 мкм. При указанных условиях величина износа
в пределах нагрузок 1,0—3,0 МПа за 100 ч работы для материалов
марок АГ-1500-С05, АГ-600-С05, АГ-1500-Б83, АГ-600-Б83 со¬
ставляет соответственно 15—40 мкм.
Изделия из обожженных и графитизированных материалов
могут работать в различных средах. Некоторые результаты испы¬
таний графита АГ-1500 приведены в табл. 26. Область примене¬
ния обожженных материалов ограничена (вследствие пониженной
теплопроводности, более низких предельных значений температур
при работе в окислительных средах и повышенной упругости)
Таблица 26. Скорость износа ®и и коэффицневт трения /т
графита АГ-1500 при работе в различных средах
Среда
V,
мкм/ч
Ы
Угол
смачи¬
вания,
. град
Поведение продуктов
износа в среде
Вода
35
0,16
75
Коагуляция
Вода о гексиловым
2
0,05
■ 35
Неполная пептизация
спиртом
Керосин
Без
износа
0,12
0
Пептизация
Ксилол
»
0,10
0
»
Толуол
»
»
0,06
0
»
Бензол
»
»
0,10
0
»
Масло СУ
»
»
0,04
0
»
317
Таблица 27. Свойства материалов АМС-1 и АМС-3
Свойство
Материал
Свойство
Материал
АМС-1
Аме-з
АМС-1
АМС-3
у, г см*
1,74—
1,78—
Твердость ' НВ,
1,80
1,80
МПа
400
350
МПа, при тем-
Водопоглощеине
пературах, °С
20
200 . . . . , .
160—200
30—40
80—110
23—32
%
КС, кДж/м? . .
Я, Вт/(м-К) . . •
0,1—0,2
3—7
3,5—5,8
0,01
3—5
11,6—
17,5
3-5
О, при 20 °С. . .
50—70
25—35
а-10-& К-1 , . .
3—5
в сравнении с графитированными. Повышенная хрупкость обо¬
жженных материалов затрудняет процесс их механической об-
РППа работки.
п ’ В последнее время разработаны
Б 1 антифрикционные материалы, ко¬
торые сочетают в себе свойства
обожженных и графитированных
материалов и после дополни¬
тельной пропитки фурфуриловым
спиртом или соединениями фос¬
фора могут работать в окислитель¬
ной атмосфере до 600 °С.
Углеродные материалы на
эпоксид нокремнийорганическом
связующем
Широкое применение в настоящее
время получают высоконаполнен-
ные пластмассовые композиции
на основе порошковых углерод¬
ных наполнителей и сухих сма¬
зок, связанных кремнийоргани-
ческими смолами повышенной
термостойкости. Наиболее ха¬
рактерными представителями этого
класса материалов являются
АМС-1 (обожженный) и АМС-Э
(графитированный). Их термостой¬
кость достигает 180—200 °С. Основные их свойства приведен^
в табл. 27.
На рис. 139 приведена зависимость скорости износа v и коэф¬
фициента трения /тр материалов АМС-1 и АМС-3 от нагрузки.-
318
Рис.
5 15 15
Р,МПа
139. Зависимость скорости изио-
ор
са а и коэффициент трения /Тр материа¬
лов АМС-1 (/) и АМОЗ (2) от нагрузки
(машина МИ)
Материалы АМС-1 применяют для торцовых уплотнений в узлах
сухого трения при нормальной влажности газовой среды и в узлах
жидкостного трения в сжиженных газах и керосине. Он эффекти¬
вен в узлах сухого трения при высоких нагрузках (более 3 МПа)
и небольших скоростях (1—2 м/с). В качестве материала контр¬
пары применяют чугун, сталь 45 и сталь 12Х18Н9Т. Материал
АМС-3 применяют для торцовых уплотнений при работе в воде.
Материал контрпары — бронза ОЦС-5-5-5 и сталь 08Х17Н5МЗ.
Графитофторопластовые материалы
Графитофторопластовые материалы получают на основе поли¬
тетрафторэтилена (фторопласта-4), углеродных наполнителей и
слоистых добавок (естественный графит, нитрид бора и др.).
Приведены некоторые свойства этих материалов в сравнении
со свойствами фторопласта-4:
Материал МВ-2А
V, г см3 1,9—2,0
Водопоглощение, % ... . 0—0,1
о'. МПа 35—58
а”, МПа 20—30
Твердость НВ, МПа, . . . 85—140
Л, Вт/(м-К) 8,1—17,4
а-10*6. К"1 1,2—2,5
Модуль упругости при сжа¬
тии, МПа 900—1200
Допустимая рабочая темпе¬
ра гура, °С 250
Гибкость . Плохая
АФГМ
АФГ-80ВС
Фторо¬
пласт-4
to
Г
N3
СО
2,05—2,15
2,15—2,20
0—0,2
0—0,05
0
15—26
11—19
6—8
10—15
Не разру¬
шается
67—143
60—95
30-40
1,2—1,7
0,6—1,2
0,2—0,4
1,0-7,0
8,0—13,0
8,0—21,0
700—1000
600—900
500—700
180
200
180
Хорошая
Очень хор.
Очень хор.
Материалы АФГ-80ВС и АФГМ применяют для уплотнитель¬
ных и направляющих поршневых колец компрессоров, сжимаю¬
щих воздух, азот, кислород я углекислый газ до 0,8 МПа. Мате¬
риал АФГ-80ВС предназначен для сжатия влажных газов с со¬
держанием влаги более 4 г/м3, АФГМ — для сжатия сухих газов.
Материал МВ-2А применяют для вкладышей радиальных и
упорных подшипников скольжения, работающих в жидкостях.
Материалы МВ-2А, АФГМ и АФГ-80ВС применяют в паре с чугу~'
нами, сталями без покрытия и сталями с хромовым покрытием.
При эксплуатации этих материалов рекомендуется применять
удельные давления 1—1,5 МПа, предельно допустимая линейная
скорость до 5 м/с. Коэффициент трения при работе на воздухе
0,08—0,15, при этом износ за 100 ч работы составляет 20—50 мкм.
Силицированный графит, тугоплавкие материалы
Силицированный графит состоит из карбида кремния, графита,
свободного кремния и оксида кремния. Вследствие такого фазо¬
вого состава силицированный графит обладает высокой износо-
319
стойкостью при трении в агрессивных средах. Для пар трения
выпускают две марки силицированного графита: СГ-Т и СГ-П.
Приведем химический состав силицированных графитов, %:
Марка графита . СГ-Т СГ-П
Карбид кремния 55—70 50—70
Углерод 33—5 47—25
Кремний + оксид кремния 12—25 3—5
Основные характеристики силицированных графитов, %j
Марка графита СГ-Т СГ-П
у, г/см3 2,5—2,7 2,4—2,6
о£. МПа 300—320 420—450
о”. МПа 90—110 100-120
ов, МПа 40—50 60—70
Модуль упругости при сжатии, МПа . . 95 000 127 000
КС, кДж/м? 2,8 4,0
X, Вт/(м- К), при 100 °С 99—116 151—174
а-10'®, К К при 20—1000 °С . . , . . 4,6 4,2
На рис. 140 показаны зависимости коэффициента трения и по¬
требляемой мощности от нагрузки для пары СГ-Т по СГ-П. Время
испытаний составляло 100 ч, скорость скольжения 8 м/с, среда —
вода с температурой 50 °С.
Силицированный графит можно применять только в паре с си-
лицированным графитом или с графитами высокой прочности и
твердости. Силицированные
графиты могут работать в со¬
ляной, уксусной, серной, азот¬
ной, плавиковой и других ки¬
слотах, а также в едком нат¬
ре, уксусном ангидриде, эти-
лацетате, метилхлориде и дру¬
гих агрессивных жидкостях.
Такие пары трения обеспечи¬
вают нормальную работоспо¬
собность уплотнения при дав¬
лениях среды до 5 МПа, на¬
грузке до 2,5 МПа, скорости
скольжения до 20—25 м/с, температуре до 250 °С. Коэффициент
трения этих пар составляет 0,08—0,07.
При работе в особых условиях вследствие значительной изно¬
состойкости для узлов трения применяют тугоплавкие металлы
И соединения.
На основе карбида вольфрама изготавливают кольца, шарики
и седла клапанов со свойствами: твердость ЯГ 9,5—18 Гпа,
Y = 1 l,5-i-15 г/см3, ст" = 1204-280 МПа и а = (5 — 6). 10'6 К"1.
Повышенной твердостью, прочностью, вязкостью, устойчивостью
к абразивному износу, термической стабильностью и инертностью
320
Р,та
О в 18 . 24
р,мпа
Рис. НО. Зависимость коэффициента тре¬
пня /тр и потребляемой мощности N от на¬
грузки Р для пары СГ-Т по СГ-Т
к агрессивным средам обладает новый класс материалов на основе
боридов титана, циркония и гафния, в которых содержится 87,5—
70 % боридов и 12,5—30 % порошка металла этой группы.
Для подшипников скольжения, работающих при повышенных
температурах, применяют композиции W—BN„ Износостойкость
композиций определяется содержанием борида BN. Увеличение
содержания BN от 10 до 20 % снижает износ вольфрама в диапа¬
зоне скоростей скольжения до 5,5 м/с и при малых нагрузках.
На основе нитрида кремния с пористостью 20—34 % создают
композиционные материалы путем пропитки раскисляющими
сплавами для повышения прочности Si3N4.
Материалы на основе карбидов, нитридов, боридов могут быть
использованы только до температуры 500—600 °С на воздухе.
Их коэффициент трения в этих условиях близок к 0,2 в области
оптимальных условий работы и снижается с повышением тем¬
пературы. Величина коэффициента трения зависит от материала
контртела и наиболее низкие его значения достигаются при тре¬
нии в паре с графитом.
Большой интерес вызывает использование антифрикционных
добавок или материалов оксидов при высоких температурах.
В США разработан материал с высокой смазочной способ¬
ностью, основу которого составляют металлы IV, V, VI групп
периодической системы элементов (14—25 %) и оксиды Сг203>
ZnO, Zr02 (5—20 %).
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Мошков А. Д. Пористые антифрикциоаные материалы. М.: Машинострое¬
ние. 1968. 208 с.
Свойства конструкционных материалов на основе углерода: Справочннк/Под
ред. Соседова В. П. М.: Металлургия, 1975. 335 с.
Федорченко И. М., Пугина Л. И. Композиционные спеченные антифрикцион¬
ные материалы. Киев; Наукова думка, 1980. 404 с.
Глава II. ПОРИСТЫЕ ПОРОШКОВЫЕ МАТЕРИАЛЫ
Свойствами, характерными лишь для пористых порошковых материалов, являются
фильтрующие, к которым относятся проницаемость, размеры пор, тонкость филь¬
трации, грязеемкость, и капиллярные — величина капиллярного потенциала и
краевой угол смачивания.
При фильтрации газа или жидкости через пористую среду различают три
основных режима течения: молекулярное, ламнварное и турбулентное. Молеку¬
лярное, илн кнудсеновское течение, может наблюдаться только у газов. Ламинар¬
ное, или струйное течение, характеризуется непрерывностью линий тока газа
или жидкости. В пористом металле оно возможно при малой плотности филь¬
труемой среды н малой скорости течения.
При ламинарном течении скорость фильтрации пропорциональна перепаду
давления между входом и выходом потока в фильтре, В этом случае
(2.1)
Гф=*4£-,
11 В. Н. Анциферов в др.
321
где 1Гф — скорость фильтрации; г) — коэффициент вязкости фильтруемой среды;
АР — перепад давления на фильтрующей перегородке; / — толщина фильтрую!
щей перегородки; К — коэффициент проницаемости пористой среды. Величина
а = 1/К — вязкостный коэффициент сопротивлении пористой среды, тогда
Турбулентный режим течения в пористой среде характеризуется нарушением
регулярности течения, образованием вихрей в потоке, взаимодействием Пересе-
кающихся потоков. При турбулентном режиме течения перепад давлении зависит
от квадрата скорости течения;
где у — плотность фильтруемой среды; Р — инерционный коэффициент сопротив¬
ления пористой среды.
В пористых средах редко наблюдается чисто ламинарный или чисто турбу¬
лентный характер течения, поэтому для описания гидравлического сопротивле¬
ния пористого материала необходимо знать его н вязкостный и инерционный коэф¬
фициенты гидравлического сопротивления. Уравнение, объединяющее (2.2) а
(2.3), удовлетворяет этому условию:
Постоянные а и Р характеризуют гидравлическое сопротивление пористого ма¬
териала при ламинарном, смешанном и турбулентном режимах течения филь¬
труемой среды. Увеличение пористости, средних размеров пор, снижение нх ше¬
роховатости всегда сопровождаются уменьшением а и р. Увеличение размеров
пор и пористости в большей степени влияет на а, а уменьшение шероховатости —
на р.
Получение обобщенных выражений а и Р через характеристики пористой сре¬
ды затруднено разнообразием структур пористых материалов, трудностями объек¬
тивного учета исех факторов, влияющих на проницаемость. Поэтому гидравличе¬
ские свойства каждой конкретной пористой структуры следует характеризовать
через экспериментально определенные коэффициенты аир после пролнвок или
продувок образцов в условиях, близких к условиям эксплуатации.
Фильтры, кроме гидравлического сопротивления, характеризуются тонко¬
стью очистки, емкостью, а также условиями, в которых они могут эксплуатиро¬
ваться.
Тонкость фильтрования характеризует качественный процесс очистки жид¬
кости от загрязнений. В общем случае тонкость фильтрования определяется та¬
кими показателями: абсолютной и номинальной тонкостью фильтрования, а
также коэффициентами отфнльтровывання н полнотой фильтрования.
Абсолютная тонкость фильтрования определяется как максимальный размер
частиц загрязнений, пропускаемых фильтром.
Как правило, отношение максимального размера пор к максимальному раз¬
меру частиц загрязнителя, прошедшего через материал, составляет 2,3—3,5 для
пористых порошковых материалов из сферических н 3,4—5,0 Для из несферическия
порошков.
Номинальная тонкость фильтрования численно равна минимальному раз¬
меру частиц, прошедших через пористый порошковый материал с заранее уста¬
новленным коэффициентом отфильтровання ф. Как правило ф, составляет ве
менее 0,97.
Коэффициент полноты фильтрования ф характеризует уменьшение массы
загрязнений в рабочей жидкости прн однократном ее пропускании через пористый
порошковый материал.
(2.2)
(2.3)
АР
/
= ат]\Рф +
(2.4)
322
Грязеемкость — масса загрязнений, задержанных на единице площади филь¬
трующего материала во время повышения давления от начального до предельного
допустимого. Для определения грязеемкости Да используют формулу
Да = Оф— афо, (2.5)
где (Тф и аФо — масса образца материала соответственно до н после испытаний,
отнесенная к единице площади, кг/м2.
Капиллярные свойства определяют процессы взаимодействия пористых по¬
рошковых материалов с жидкостью и характеризуется величинами капиллярного
потенциала, представляющего собой произведение максимальной высоты подъема
жидкости в пористом теле на ускорение свободного падения н краевого угла сма¬
чивания.
Спеченные фильтры изготавливают обычно нз порошков металлов или спла¬
вов однородной фракции заданного химического состава.
Порошки применяют с частицами как сферической, так и не сферической фор¬
мы. Основное преимущество фильтров, изготовленных из несферического порош¬
ка— повышенная механическая прочность за счет лучшего контакта частиц не¬
правильной формы с разветвленной поверхностью по сравнению с точечным кон¬
тактом сферических порошков. Получение порошков с частицами несфернческой
формы, как правило, более экономично. Однако в производстве спеченных филь¬
тров целесообразнее выбирать порошки с частицами сферической формы, так как
материал из таких порошков обладает лучше регулируемой н более равномерной
проницаемостью, а также легче регенерируется.
Вариант технологии изготовления выбирают с учетом заданной тонкости филь¬
трации, производительности, размеров отдельных фильтрующих элементов, а
также их прочностных свойств.
Спеченные фильтры небольших размеров и массы изготавливают методом
спекания свободно засыпанного порошка. Для равномерного распределения по¬
рошка необходимо встряхивание, простукивание нлн вибрирование формы. В этом
случае сферическая форма частиц порошка не изменяется, что способствует сохра¬
нению максимальной проницаемости материала.
Классический способ изготовления спеченных фильтров характеризуется
деформированием порошка под действием принудительного давления. В зависи¬
мости от размеров, формы и требуемых свойств изготовляемых элементов прессо¬
вание материала обычно осуществляют одним нз' способов:
статическим прессованием порошка в жестких пресс-формах; гидростатиче¬
ским прессованием, прн котором порошок, заключенный в эластичные оболочки,
обжимается жидкостью;
мундштучным прессованием, при котором пластифицированный порошок
продавливается через калиброванное отверстие в пресс-форме^
прокаткой порошков в тонкие пористые ленты.
Для получения материалов с повышенной пористостью (40—75 %) н удовле¬
творительными прочностными характеристиками в порошки вводят специальные
добавки, которые предназначены нли для увеличения пористости, или для одно¬
временного увеличения прочности и сохранения высокой пористости.
Выбор наполнителя зависит от его фнзнко-хнмнческнх свойств. Наполнитель
должен удовлетворять следуюшнм требованиям: не быть гигроскопичным, не
разлагаться при комнатной температуре, не вступать в химическое взаимодействие
с металлическим порошком во время спекания, разлагается при- температуре,
лежащей значительно ниже температуры спекания металлического порошка, не
давать после разложения твердого или жидкого остатка.
Наполнители, способствующие увеличению пористости, добавляют к порош¬
кам в количествах от 5 до 70 % (объемн.) перед стадией формования заготовки.
В процессе нагрева они улетучиваются, оставляя после себя поры, размеры,
форма и количество которых определяются введенным наполнителем. Наиболее
распространено использование в качестве наполнителей двууглекислого аммония
и мочевины. Нагрев до температуры спекания ведут так, чтобы обеспечить мед¬
ленное удаление порообраэователя для предотвращения растрескиваний и короб¬
лений изделий. Широко используют добавки, которые в процессе нагрева или
И* 323
спекания претерпевают изменения, приводящие к увеличению прочности изделий
и одновременному сохранению высокой пористости. Такие вещества (например,
галогениды) при нагреве чаще всего разлагаются или восстанавливаются атмосфе¬
рой спекания и дают твердый и газообразный компоненты. При этом спекание
активируется или одним из продуктов разложения, или обоими за счет взаимо¬
действия с основным металлом.
Часто активирующей добавкой являются оксиды или соли металлов, или
сами металлы, которые с основным металлом дают жидкую фазу, увеличивающую
межчастнчные контакты
Многочисленные требования, предъявляемые к пористым материалам, из-за
разнообразных областей применения не могут быть выполнены при изготовлении
фильтрующих элементов классическими способами. Поэтому с появлением новых
возможностей и достижений в порошковой металлургии и технике в целом ве¬
дутся широкие исследования по разработке новых способов получения пористых
металлов.
В ряде способов получения пористых изделий из металлических порошков
применяют их суспензии в воде или в других жидкостях. Для повышения седи-
ментационной и коагуляционной устойчивости суспензий в них вводят стабили¬
зирующие добавки, которые увеличивают вязкость суспензирующей среды, сма¬
чиваемость порошка. Для изготовления спеченного пористого листа на подложку
наносят пасту (шликер), содержащую порошок металла или сплава, растворитель
и отвердитель, используют порошки меди, никеля, кобальта, железа, вольфрама,
серебра, сплавов на основе железа, никеля или кобальта и других металлов.
Подложками, на которые наносят пасты, служат металлы, пластмассы, бумага,
пропитанная смолой или покрытая пластмассой и т. п. После нанесения пасты на
подложку ее подвергают сушке и при необходимости уплотнению, например про¬
каткой и спеканием. Толщина получаемых пористых Листов может составлять
0,075—0,75 мм при общей пористости до 60 % и среднем размере пор 50 мкм.
В США предложен метод получения изделий из никеля, железа, хрома
кобальта с пористостью 70—90 %. Порошок металла равномерно смешивают с ор¬
ганической смолой и гидридами металлов (титана, лития), затем шихту прессуют
и нагревают. В процессе нагрева происходит пластификация смолы и вспенивание
за счет разложения гидрида металла. Полученная структура фиксируется спека¬
нием. Отмечается трудность получения равномерного распределения пор и их раз¬
меров.
Пористый беррилий плотностью 0,110—0,26 г/см® получают суспензирова-
иием порошка бериллия в органическом растворителе с добавлением органического
связующего вещества и газовыделяющего компонента. Производят нагрев до вспе¬
нивания и прокаливания с целью удаления органических компонентов с последую¬
щим спеканием в вакууме при температуре 1100—1250 °С.
Бериллий с плотностью 0,7 г/см® получают путем погружения восковых
шариков в суспензию порошка бериллия в водном растворе карбоксиметилцел-
люлозы. Сферы с нанесенной суспензией отверждают в ацетоне. Следующая опе¬
рация — сушка и выплавление воска, окончательно воск удаляют в ксилене или
с помощью вакуумной сушки. После этого полые сферы засыпают в форму и
проводят спекание.
Никель высокой пористости получают путем пропитки тканей или целлюлоз¬
ных волокон хлоридом никеля с последующим термическим разложением орга¬
нического компонента, восстановлением никеля и спеканием.
В ряде случаев высокопористые материалы предлагают получать в процессе
реагирования компонентов при высоких температурах.
Карбид хрома с пористостью 70—80 % получают путем реакционного спека¬
ния оксида хрома и сажи. Технология включает предварительное прокаливание
компонентов, смешнванне с добавлением пластификатора (водный раствор поли*
винилового спирта), высушивание, прессование заготовок, карбидизацию — спе¬
кание в атмосфере водорода. Предполагается этим способом получать пористые
карбиды титана, циркония, ннобня, ванадия, тантала, вольфрама.
В США получают пеноалюминнй смешиванием расплавленного алюминия с га-
зообразователями (гидриды циркония, титана, барня или лития). Выделяющиеся
при нагреве пузырьки газов образуют в расплавленном алюминии поры диаметром
324
от 0,4 до 6,3 мм. Во избежание смыкания пор металл охлаждают струей воды.
В зависимости от величины пор пористость пеноалюминня составляет 76—
93%.
Высокопористые проницаемые материалы с пористостью более 70 % получают
с использованием металлических волокон. Технология нх получения разработана
в Институте проблем материаловедения АН УССР.
Одна из технологических схем следующая: получают жгуты проволоки и
режут их на мерные волокна заданной длины, формируют равномерную пористую
структуру материала войлокованнем с применением осаждения взвеси волокна
в вязкой жидкости на перфорированную матрицу, прессуют изделие,-промывают
и сушат, спекают и калибруют до окончательных размеров. Таким образом полу¬
чают пористые материалы на основе никеля, ннхрома, коррознонностойкой нержа¬
веющей стали 12Х18Н9Т. Пористость от 10 до 90 % регулируется изменением дав¬
ления прессования, диаметра волокон, их длины. По сравнению с материалами,
полученными из порошка, волоконные прн пористости до 80 % имеют более вы¬
сокую прочность, деформатнвность, проницаемость. Такие материалы выпуска¬
ются и опытно-промышленном масштабе.
Ввиду высокой стоимости тонких металлических волокон проводятся исследо¬
вания по их получению из металлических порошков. Суть способа заключается
в экструдированни волокон из суспензии металлического порошка в вискозе;
волокна отверждают в охладительной ванне, вытягивают, промывают, сушат,
подвергают термической обработке, спекают в атмосфере водорода.
Другой путь получения прочных выеокопорнстых материалов связаа с ис¬
пользованием непрерывных волокон. Послойно уложенные сетки подпрессовы-
вают и спекают. Для увеличения объемности материалов используют сеткн трико¬
тажного плетения. Такие высокопористые материалы имеют высокую связность
структуры. Вследствие этого у ннх повышенная ударная вязкость, прочность.
Их можно использовать в ответственных изделиях в качестве фильтров.
В Пермском политехническом институте разработаны высокопористые яче¬
истые металлические материалы с пористостью 0,80—0,98 и проницаемой сетчато¬
ячеистой структурой. Способ получения таких материалов основан на дублирова¬
нии высокопорнстой структуры сетчато-ячеистого полимера, например пенополи¬
уретана путем его пропитки суспензией металлического порошка, регулировании
плотности и однородности пропитанной заготовки, термообработке для сушки и
удаления органических компонентов и спекании.
Влажные заготовки сушат в токе подогретого воздуха при температуре потока
25—40 °Си скорости обдувания 0,5—2 м/с.
Заготовка высокопорнстого ячеистого металлического материала представ¬
ляет собой композиционный материал, так как поверхность сетчато-ячеистого по¬
лимера покрыта слоем высушенной суспензии.
Удаление органической составляющей из заготовок осуществляют прн ско¬
рости нагрева от 200 до 600 °С не более 0,03 °С/с. При температуре 550 °С в заго¬
товках остается ие более 1—1,5 % исходного содержания органической составля¬
ющей. Пространственная структура заготовки прн этом не нарушается.
Для сохранения формы образца, предотвращения растрескивания при нагреве
до температур окончательного спекания требуется промежуточная изотермическая
выдержка ие менее 1 ч, при которой происходит образование межчастичных ме¬
таллических контактов и незначительная усадка образца. При изотермической
выдержке происходит равномерное прогревание заготовки, удаление остатков
органической составляющей. Температура промежуточной изотермической вы¬
держки зависит от типа порошка, его дисперсности и составляет примерно 800 °С
для железа; 820 °С для никеля; 850 °С для коррозионностойкнх (нержавеющих)
сталей; 880 °С для нихрома, 1150 °С для молибдена н 1200 °С для вольфрама.
Основные свойства выеокопорнстых ячеистых металлических материалов оп¬
ределяются их пространственной структурой. Величина пористости, распределе¬
ние размеров пор, распределение пор в пространстве, форма пор обусловливают
такие важные свойства пористых материалов, как прочность, гидравлическая
проницаемость, фильтрационные характернстнкн, электро- н теплопроводность,
способность к капиллярному удержанию жидкостей, акустические характеристики
а т. д.
325
ПространстЕенная структура, размер и форма пор высокопористого ячеистого
металлического материала задаются структурой использованного в качестве мо¬
делирующей матрицы сетчато-ячеистого полимера. Режим спекания этих материа¬
лов следующий:
Тнп мате-
риала . . . Железо
Никель
Инвар
Сталь
Нихром
Мо +
W +
Н36
12Х18НЭ
Х25Н75
+ 1,5 Ni +2 % Ni
/, °С ... 1200
1200
1150
1200 •
1250
1700
1800
х, ч ... 2
2
2
2,5
2
1
1.5
Операция спекания не всегда является завершающей в процессе получения
пористых порошковых материалов. Связано это с тем, что практическое исполь-
вование проницаемых материалов в различных конструкциях требует дополни¬
тельной обработки давлением (калибровки, прокатки, запрессовки и т. д.) и реза¬
нием, проведения операции соединения (склеивании, завальцовки, сварки, пайки),
кимико-термической обработки (хромирования, силицироваиня и т. и.). В про¬
цессе эксплуатации пористые порошковые материалы загрязняются, что приво¬
дит к уменьшению проницаемости и в конечном итоге к выходу их из строя. В этой
связи их регенерация и очистка имеют важное практическое значение.
Выбор того или иного метода дополнительной обработки зависит от материала
и условий эксплуатации.
Обработку давлением применяют для достижения требуемой формы и раз¬
меров, повышения чистоты поверхности, а в ряде случаев и для улучшения экс¬
плуатационных свойств. Эту операцию следует проводить с таким расчетом,
чтобы она существенно не влияла на фильтрующие характеристики пористого
порошкового материала.
Эффективным способом получения проницаемых изделий е повышенным ком¬
плексом свойств является также пластический изгиб заготовок в виде пластин
из пористого порошкового материала. Создаваемое в результате дайной операции
переменное распределение пористости по толщине изделия обеспечивает увеличе¬
ние проницаемости на 28—35 % при заданной тонкости очистки.
Метод порошковой металлургии не позволяет получать пористые порошковые
изделия с высокими точностью и чистотой поверхности. Одним из методов повыше¬
ния класса точности является механическая токарная обработка пористой заго¬
товки с предварительной пропиткой ее специальным заполнителем. Последующие
операции трввлеиия обработанных элементов специальными травителями, не
воздействующими на заполнитель, промывка образцов и отгонка заполнителя
приводят к удалению деформированного слоя, вскрытию устьев пор и восстанов¬
лению исходных свойств пористого порошкового материала.
Склеивание позволяет легко соединять элементы, изготовленные из этого
материала между собой, з также с деталями из компактного металла. Склеивание
обеспечивает хорошую герметичность соединения при незначительном увеличе¬
нии массы изделия.
Для соединения пористых порошковых материалов, у которых сопрягаемые
поверхности не калнбров&тпл и имеют поры, толщину клеевого шва выбирают
в зависимости от фракционного состава порошка, используемого в изделии. Для
склеивания пористых порошковых материалов широко применяют клей марки
ПЭФ-2/10, который выпускают в виде раствора метилополиамидной смолы в спир¬
товой смеси. Такой клей устойчив к действию органических кислот и щелочей, а
также углеводородов. Клеевые соединения этого типа могут работать в диапазоне
температур от —20 до +20 °С.
Однако клеевые соединения обладают сравнительно низкой теплоустойчи¬
востью (не выше 300 °С), со временем подвергаются старению, кроме того, клей
затекает в поры пористого порошкового материала, ухудшая их свойства.
Наиболее распространенным способом соединения пористых порошковых
материалов является сварка: аргонно-дуговая с плавящимся электродом, диф¬
фузионная или контактная. Для восстановлении прочностных и химических-
свойств сварного соединения в ряде случаев пористые порошковые материалы
подвергают последующему восстановительному отжигу.
326
Пайку таких материалов осуществляют с помощью специальных припоев.
Так, при пайке применяют припои ПОС-ЗО илн ПОС-40, содержащие соответствен¬
но 30 и 40 % адова. Температура плавления этих припоев 230—250 °С. При пайке
пористых материалов из порошков коррозионностойкой (нержавеющей) стали ис¬
пользуют серебряный припой. Сам процесс пайки аналогичен пайке компактных
металлов. Особенность пайки пористых порошковых материалов состоит в воз¬
можности припоя затекать в поры соединяемых металлов, не создавая плотного
шва. Для устранения этого недостатка соединяемые кромки перед соединением
обрабатывают напильником, на наждачном круге или подвергают пластическому
деформированию с тем, чтобы закрыть поры в зоне соединения деталей. Подго¬
товка поверхности под пайку включает также обезжиривание и очистку от окси¬
дов. Для обезжиривания используют трихлорэтилен, четыреххлористый углерод
н другие органические растворители. Очистку поверхности от оксидов проводят
травлением или механической зачисткой.
Свойства пористого материала — прочность, пластичность, упругость, вяз¬
кость — всегда меньше по сравнению с аналогичными свойствами компактного
материала, и их малые значения часто ограничивают возможности использования
пористых металлов в ответственных узлах и механизмах.
У пористых материалов, при получении которых применены формирование
в закрытых пресс-формах, прокатка, мундштучное прессование, осаждение воло¬
кон и подпрессовка, механические свойства оказываются ослабленными в на¬
правлении, совпадающем с направлением приложения формующего усилия.
Волоконные материалы по сравнению с порошковыми обладают большей
прочностью, особенно при пористостях от 0,4 до 0,8. Это объясняется тем, что ос¬
лабленными местами в них являются только зоны межволоконных контактов.
Волоконные материалы, кроме того, имеют недостижимые у спеченных из порош¬
ков при той же пористости пластические свойства. Повышения прочностных и
пластических свойств у пористых металлов добиваются высокими температурами
спекания, жидкофазным спеканием.
Пористые структуры по типу порового пространства можно
разбить на несколько групп: пористые материалы из сферических
частиц узкого гранулометрического состава; пористые материалы
из сферических частиц разного размера; пористые материалы из
частиц неправильной формы; пористые материалы из пакетов
сеток; пористые материалы из волокон; пористые материалы со
вспененной структурой; пористые материалы со структурой трех¬
мерной ячеистой сети.
Наиболее изучены фильтрационные и гидравлические харак¬
теристики для структур первых трех групп. У материалов, по¬
лученных прессованием или прокаткой, относительная доля от¬
крытых пор при увеличении общей пористости от 0,09 до 0,2 на¬
растает по зависимости
где П0 — открытая пористость; Я — общая пористость.
Наибольшую неоднородность фильтрации имеют материалы,
полученные в закрытых пресс-формах из несферических порошков,
наименьшую — полученные гидростатическим прессованием.
Максимальный размер пор определяет размер наименьших
частиц, которые фильтр может задерживать. Тонкость очистки
фильтруемой среды определяется выражением
Л0/Л = 0,7 (Л — 0,06),
(2.6)
da = (0,5 - 0,2) Ла.ф,
(2.7)
327
где da — требуемая тонкость; da, ф — максимальный размер пор
фильтра. Числовой коэффициент близок к 0,5 для фильтра из
частиц сферической формы и близок к 0,25 для фильтров из ча¬
стиц дендритной формы.
Средний размер пор необходимо знать при сравнении различ¬
ных пористых материалов и при гидравлических расчетах. У по¬
ристых металлов из сферических частиц и частиц с близкой к сфе¬
рической формой отношение максимального размера пор к их
среднему размеру зависит от пористости. У пористых металлов
из частиц тарельчатой формы это отношение выше, особенно при
малых пористостях, например при П = 0,3 оно составляет 2,3,
у образцов с пористостью 0,6—0,8 размеры максимальных и сред¬
них пор практически совпадают.
Преимущество высокопористых фильтров в том, что они
имеют пониженное гидравлическое сопротивление и большую
емкость, так как на плотных фильтрах задерживаемые частицы
быстро скапливаются на поверхности фильтра и создают запираю¬
щий слой, а на фильтрах с высокой пористостью частицы за¬
держиваются и в объеме материала. Свойства пористых порошко¬
вых материалов из сферических порошков приведены в табл. 28.
Некоторые физические свойства пористых металлов не су¬
щественно зависят от пористости. К ним относятся температура
плавления, температурный ' коэффициент теплового линейного
расширения, удельная теплоемкость.
Большинство же физических и химических свойств спеченных
материалов существенно зависит от пористости, размеров и формы
пор, режима получения.
Электро- и теплопроводность относятся к явлениям переноса.
В пористых металлах протекание этих процессов может суще¬
ственно отличаться, так как электроперенос происходит только
по матрице, а тепло может распространяться и по поровому
пространству, причем несколькими механизмами — лучеиспуска-
Таблица 28. Фильтрующие свойства пористых порошкоиых материалов
Размер частиц,
мм
Л, %
Максимальный
размер пор,
мкм
Средний размер
пор, мкм
Коэффициент
проницаемости
по воздуху к,
мкма
0,6—0,8
41,0
240
195
254
0,6-0,63
40,5
200
161
154
0,4—0,5
39,0
185
117
96
0,315—0,4
38,5
140
92
62
0,25—0,315
37.0
95
59
33
6,2—0,25
35,5
75
43
17
0,16—0,2
33,5
65
33
14
0,125—0,16
32,0
52
30
6
0,080—0,125
30,5
31
16
4
328
нием (благодаря теплопроводности среды заполняющей порьб
или конвекцией, если это газ или жидкость.
При пористостях до 40—60 % электропроводность и теплопере-
нос во многих случаях можно описать весьма удовлетворительно
с помощью уравнения В. И. Одолевского
К = к\=^, (2.8)
где — удельная электро- или теплопроводность пористого
металла; А,„ — удельная электро- или теплопроводность этого
металла в компактном состоянии.
В высокопористых металлах при малой каркасной теплопро¬
водности при повышенных температурах весьма существенным
становится вклад в теплоперенос излучением, который определяют
по формуле
К = 2e2GT, (2.9)
где е — степень черноты поверхности пор; G — постоянная Сте¬
фана—Больцмана; Т — среднее значение абсолютной темпера¬
туры; d — средний диаметр пор.
При пористости 90—95 % электро- и теплопроводность пори¬
стых металлов на два порядка ниже, чем у их компактных ана¬
логов, и такие материалы, особенно сплавы, могут быть использо¬
ваны в качестве резистивных или теплоизолирующих.
Коррозионная и окалиностойкость пористых металлов обус¬
ловливаются их высокой открытой поверхностью. При большой
пористости реагирующему газу или жидкости доступна значи¬
тельно большая поверхность в пористом металле, чем в компакт¬
ном материале.
Высокие эксплуатационные свойства пористых материалов
обусловили их широкое использование в различных областях
народного хозяйства начиная от бытовой техники до атомной энер¬
гетики и космической техники. Наиболее широкое применение
из порошка бронзы марки БрАФЮ-1
вязкостный коэффи-
дней? сопротивления
«. 10», м-2
Инерционный коэф¬
фициент сопротив¬
ления' 104j м“4
Число
Рейнольдса
Тонкость филь¬
трации номиналь¬
ная, мкм
3,93
7,95
40,2
100—110
6,49
10,90
35,0
75—85
10,39
14,30
38,0
50—65
16,10
18,10
40,6
35—45
30,30
25,10
- 33,8
25—35
56,80
35,10
37,7
20—25
67,60
46,10
34,6
15—18
151,2
53,5
31,3
10—14
223,20
92,6
22,1
7—9
329
получили пористые порошковые материалы в качестве фильтров,
назначение которых сводится к отделению газов и жидкости от
посторонних примесей. Фильтры из пористых порошковых ма¬
териалов используют для очистки сжиженных и сжатых газов
(азотр, кислорода, гелия и др.) при их производстве и практиче¬
ском использовании, отходящих газов в химической, металлурги¬
ческой, атомной и цементной промышленностях. Коррозионностой-
кне фильтры используют для очистки воды, молока, растворов
травильных ванн, горячих щелочей, азотной кислоты, фотохи¬
мических растворов. Важную роль пористые порошковые мате¬
риалы играют в производстве синтетических волокон, где фильтры
из этих материалов обеспечивают очистку прядильных расплавов
перед продавливанием через фильеры и одновременно гомогени¬
зируют прядильный расплав.
В некоторых химических и нефтехимических процессах при¬
меняют дорогостоящие пылевидные катализаторы. В процессе
технологического цикла часть катализаторов уносится с газовым
потоком в атмосферу, что значительно удорожает процесс, а также
загрязняет окружающую среду и получаемые продукты. Приме¬
нение пористых порошковых материалов позволяет устранить
эти недостатки. Фильтры из пористых порошковых материалов
нашли применение также в конструкциях газоанализаторов,
предназначенных для проведения замеров концентрации окиси
углерода выхлопных газов двигателей внутреннего сгорания, что
является важным аспектом в деле защиты окружающей среды.
Кроме того, пористые порошковые материалы используют для
изготовления фильтров, предназначенных для очистки различных
смол, основ для лаков, пластических масс, продуктов бродильного
производства.
Большое практическое применение получили изделия из по¬
ристых порошковых материалов, называемые транспирацион-
ными. Указанные материалы используют для равномерного рас¬
пределения газовых или жидкостных потоков по всей площади
фильтрации как внутри пористого материала, так и при выходе
из него. Их используют для охлаждения, нагрева и смешивания
жидкостей и газов, пневмотранспортировки сыпучих сред,
а также в установках с псевдоожиженным слоем и других целей.
Одним из наиболее эффективных способов защиты объектов
от теплового воздействия является также охлаждение, при кото¬
ром охладитель поступает на защищаемую поверхность и создает
на ней зону с пониженной температурой. При этом температура
пористой стенки оказывается ниже температуры непроницаемой
стенки, работающей в тех же условиях.
Транспирационные изделия нашли применение для непосред¬
ственного нагрева жидкостей паром, аэрации питьевой воды.
Для всех них характерна подача газа через пористую стенку,
которая находится в непосредственном соприкосновении с жид¬
костью.
330
В химической, нефте- и газоперерабатывающей промышленности для кон¬
тактирования газов с твердыми телами широко применяют процессы в кипящем
или псевдосжижеином слое. Кипящий слой образуется при прохождении газового
потока через частицы катализатора со скоростью, достаточной для перевода ча¬
стиц во взвешенное состояние и создания интенсивного турбулентного движения,
напоминающего кипение жидкости. Равномерное распределение газа по поверх¬
ности изделий из пористого порошкового материала дает нозможность осуществить
этот роцесс.
Процессы в кипящем слое применяют для газификации и сжигания мелко¬
дисперсного топлива, для каталитических процессов крекинга нефти, в ряде
производств органического синтеза (спирта, каучука, фталиеного ангидрида,
хлористого винила и др.). Кипящий слой успешно используют для организации
пневмотранспорта сыпучих сред, он позноляет сушить нли охлаждать зернистые
массы.
Принцип создания подъемной силы выходящими из-пористого порошкового
материала потоками жидкости или газа используют для создания аэростатических
подшипников, в которых отсутствует соприкосновение трущихся поверхностей.
Помимо этого, траиспнрационные изделия применяют в качестве газораспре-
делителей при снарке в защитной атмосфере, в лабораторной практике для ими¬
тации явлений кипения и сублимации.
Широкое применение нашли фильтрующие изделия из пористого порошкового
материала, которые также можно отнести к траиспирациоиным, работающим в
явно выраженном нестационарном режиме фильтрации. К изделиям этого типа
относится огиепреградители и активные глушители шума.
В качестве огиепреградителей используют изделия из порошконых пористых
материалов. Их применяют в антогенной технике вместо ранее используемых водя¬
ных установок для тушения пламени.
На производстве широко распространен сброс сжатого воздуха из цилиндров
различных пневматических агрегатов. Пр и этом скорость истечения воздуха близ¬
ка к знуковой, и шум ее достигает максимального значения. Для ослаблени я такого
шума используют глушители с пористой оболочкой. Широкое распространение
получили изделия из пористых порошконых материалон, называемые капиллярно¬
пористыми. В основу применения этой группы изделий положена способность
пористых порошковых материалон осуществлять транспорт жидкости попоровым
каналам под действием капиллярных сил.
Применение капиллярио-пористых порошковых материалов в элементах кон¬
струкций теплообменных аппаратов позволило создать устройства с уникальными
Свойствами: с эффективной теплопроводностью от 10_3 до 103 Вт/(м-К), проницае¬
мостью для одних жидкостей и непроницаемостью для других, возможностью
осуществления в порах фазоных переходов, сопровождающихся поглощением
или выделением тепла и другими. Этн снойстна обеспечили широкое использова¬
ние капиллярно-пористых порошковых материалон в самых различных областях
Техники.
Применение пористых материалов, пропитанных более легкопланкой смачи¬
вающей металлической компонентой, позноляет повысить надежность тепловой
защиты и стойкость к термическим ударам.
Капиллярио-пористые изделия из порошковых материалов применяют
в керамическом производстве в качестве форм для шликерного литья, где оии за¬
меняют традиционные гипсовые формы. Высокая механическая прочность и
теплопроводность пористых порошковых материалон позволяют существенно по¬
высить как срок службы, так и производительность процесса изготонлеиия кера¬
мических изделий.
Большое количество высокопористых металлов находит применение при созда¬
нии химических источи икон тока и топлиниых элементов. Оснонное требование
к электродным материалам — высокая пористость, большая удельная поверхность
и хорошая проницаемость. Их изготовляют преимущественно шликерным методом
из дисперсных порошков н волокон.
Все больший интерес в промышленности Проявляется к высокопористым ячеи¬
стым материалам, применение которых перспективно в качестве фильтров, телло-
отводящнх и охлаждающих устройств, аккумуляторных топлиниых элементов,
331
электродов, катализаторов, отопительных устройств и нагревательных Элементов,
пламягасителей, шумогасителей, устройств, экранирующих электромагнитные
волны, акустических устройств, датчиков давления, заполнителей пустотелых
конструкций, основы для пропитки другими компонентами теплообменников
и т. д.
По перечисленным выше примерам, хотя оии ие исчерпывают всех случаев
практического использования пористых порошковых материалов, можно судить
Отой важной роли, которую играют эти материалы в народном хозяйстве.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ . СПИСОК
Белов С. В. Пористые металлы в машиностроении. М.: Машиностроение,
1981, 247 с.
Шибряев Б. Ф. Пористые, проницаемые спеченные материалы, М,: Метал*
лургия, 1982. 168 с.
Глава III. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
В настоящее время большинство машин и механизмов оснащено
фрикционными устройствами того или иного назначения. Движе¬
ние машины, ее остановка и маневрирование, изменение режима
эксплуатации механизма и его управление невозможны без при¬
менения фрикционных тормозных либо передаточных устройств,
работа которых во многом определяет их технические характе¬
ристики.
К фрикционным относят материалы С высоким коэффициентом
трения (условно более 0,2—0,25 при трении без смазки в паре
с чугуном или сталью и более 0,5 со смазкой). Растущие мощности,
скорости и нагрузки современных машин и механизмов создают
крайне тяжелые условия работы фрикционных материалов. Так,
скорость торможения может достигать 50 м/с при давлении до
2,5 МПа при работе без смазки и 100 м/с при давлении 2 МПа
со смазкой.
В связи с жесткими условиями работы тормозных устройств
современных машин фрикционные материалы должны иметь:
высокую фрикционную теплостойкость, т. е. сохранение устой¬
чивого значения коэффициента трения и низкого износа в широ¬
ком диапазоне температур;
достаточную стойкость против истирания. Уровень требуемой
износостойкости устанавливается в зависимости от условий экс¬
плуатации и находится в пределах от 0,01—0,02 до 0,10—0,15 мкм
за рабочий цикл;
достаточную коррозионную стойкость и способность не кор¬
родировать с сопряженными деталями.
Кроме того, элементы фрикционной пары не должны схва¬
тываться (свариваться) как в процессе, так и после торможения.
Для материалов фрикционной пары весьма существенным яв¬
ляется полное использование трущихся поверхностей, т. е. полу¬
чение максимально возможной контактной поверхности. При этом
332
видимая площадь трения должна составлять не менее 80 % номи¬
нальной, а поверхности трения должны быть гладкими, без за-
диров.
Фрикционный материал не должен содержать дефицитных
и дорогостоящих компонентов.
Он должен удовлетворительно обрабатываться на всех видах
станочного оборудования, причем технология его изготовления
должна быть приемлемой и технически осуществимой в условиях
массового производства.
Особые требования предъявляют к фрикционным материалам
также и в отношении физико-механическиХ свойств — они должны
обладать высокой механической прочностью при рабочих темпера¬
турах. В процессе эксплуатации не должно происходить скалыва¬
ния и расслоения, образования глубоких трещин и выкрашивания
компонентов материала, которые могут нарушить нормальную
работу узла.
Из всех известных в настоящее время материалов наиболее
полно всем этим требованиям отвечают порошковые фрикционные
материалы, которые состоят из металлических и неметаллических
компонентов. Металлические компоненты придают материалу
прочность, неметаллические повышают коэффициент трения и
уменьшают склонность к заеданию. Благодаря таким особен¬
ностям эти материалы могут работать при высоких нагрузках и
скоростях проскальзывания и характеризуются более высокой
износостойкостью, чем другие фрикционные материалы.
Применение порошковых материалов в фрикционных узлах
обеспечивает плавность их включения, стабильность коэффи¬
циента трения и повышенную долговечность.
В настоящее время примерно 75 % выпускаемых фрикционных
деталей работают в масле. Наличие масляной среды дает возмож¬
ность применять высокие скорости и давления* обеспечивает
большую стабильность коэффициента трения и способствует
охлаждению рабочих поверхностей, что в свою очередь повышает
надежность работы и увеличивает срок службы фрикционных
узлов. Основные фрикционные изделия, работающие в условиях
жидкостного трения, изготавливают из порошковых сплавов на
медной основе. Среди указанных материалов наиболее распростра¬
ненным является материал марки МК-5, имеющий следующий
состав: 4 % Fe; 9 % Sn; 8 % Pb; 7 % графита; 72 % Си.
В СССР и за рубежом разработаны и применяются в промыш¬
ленности фрикционные материалы типа МК-5. Высокие износо¬
стойкость и коррозионная стойкость, отсутствие выкрашиваю¬
щихся частиц, загрязняющих масло, — основные преимущества
этих материалов. Однако наряду с достоинствами материалы на
медной основе имеют и недостатки: относительно невысокий коэф¬
фициент трения 0,04—0,6; наличие дорогостоящих и дефицитных
компонентов (олово, медь); ограниченное применение в узлах,
работающих в условиях граничного трения и трения без смазки.
ззз
Таблица 29. Составы фрикционных материалов для работы со смазкой
Содержание компонентов, % (по массе)
Л®
п.п.
Си
5п
РЬ
С
SiOa
Fe
Фрикционные добавки
i
73
9
4
4
8
Бентонит-2, асбест-2
2
72
9
7
5
—
4
Асбест-3
3
73,5
9
8
4
—
4
Муллит-1,5
4
Основа
5—9
5—15
0,5—10
0,5—10
—
Тальк-1-16, асбест
0,5-8
5
68
8
7
6
4
7
6
Основа
4—8
—
25
—
5——15
Карбид, асбест-5
7
72
7
6
8
3
3
Оксид молибдена
8
68
5,5
9
4,5
4,5
7
9
60—70
5,8
0—10
4—7
3—4
7
Асбест 3-4
10
62—72
6—10
2—6
5—9
—
4,5—8
Кремний 4-6
Коэффициент трения может быть повышен введением абразива,
однако наличие абразива в порошковой композиции приводит
к выкрашиванию его в процессе работы и загрязнению масляной
ванны и, как следствие этого, к снижению износостойкости фрик¬
ционного материала. Материалы, изготавливаемые в различных
странах, отличаются главным образом типом и содержанием
фрикционных добавок (табл. 29).
Как следует из табл. 29, для работы в масле применяют разно¬
образные порошковые фрикционные материалы, в которых в ка¬
честве металлической связки используют медь, легированную
в основном оловом. В связи с тем, что олово представляет собой
дефицитный и дорогостоящий компонент, проводятся Исследова¬
ния по снижению его содержания или вообще исключению из
состава материала. В ИПМ АН УССР разработан и прошел про¬
мышленное опробование порошковый материал, в котором олово
заменено алюминием. По эксплуатационным характеристикам
этот материал превосходит существующие материалы (табл. 30).
Однако если замена олова другим компонентом приводит
к снижению стоимости и некоторому увеличению фрикционных
свойств, то одна из основных проблем, а именно повышение тепло¬
стойкости материалов в данном случае не решается. Существен¬
ным недостатком материалов на медной основе является сравни¬
тельно Невысокая максимально допустимая температура на по¬
верхностях трения (300 °С). Так, при работе муфт передельного
момента вследствие длительного проскальзывания фрикционных
пар происходит значительное повышение температуры, при кото¬
рой масло частично, а иногда и полностью выгорает, т. е. факти¬
чески материалы работают без смазки. Подобные условия для
композиций на медной основе приводят к выходу из строя всего
фрикционного узла. Поэтому одним из направлений создания
новых материалов является изыскание сплавов с более высокими
334
Таблица 30. Свойства фрикционных материалов,
содержащих алюминий в сравнении с материалом МК-5
А1, %
(по
массе)
Твердость
ИВ, МПа
С
МПа
ТСР'
МПа
п, %
f при
о = 20 м/с,
Р = 3 МПа
Средний
линей¬
ный
износ
за один
цикл,
мкм
Обрабаты¬
ваемость
резанием
8
700—750
280
160
3—4
0,075
12—15
. Хорошая
9
780—820
300
170
3—4
0,081
10—12
»
10
940—980
320
190
3—4
0,089
6—8
11
1040—1120
320
195
4—5
0,093
6—8
»
12
1120—1210
295
180
4—5
0,100
30—40
Плохая
13
1330—1410
230
160
4—6
—
—
Не обраба¬
тывается
МК-5
450—500
100—
120
50—70
4—5
0,07—0,08
10—15
Хор ошая
физико-механическими свойствами, обеспечивающими нормальную
работу узла при повышенных эксплуатационных требованиях,
предъявляемых к современным машинам.
Для работы в тяжелых условиях эксплуатации (трение без
смазки) применяют порошковые фрикционные материалы на^ке-
лезной основе. Эти материалы характеризуются более высокими
фрикционными и механическими свойствами по сравнению с ма¬
териалами на основе меди. Более высокие прочность и темпера¬
тура плавления железа обеспечивают возможность работы мате¬
риалов в условиях трения без смазки, при которых температуры на
поверхности трения повышаются до 900—1000 °С. Это является
главным при выборе материалов для работы в условиях сухого
трения.
В настоящее время известно достаточно большое количество
различных марок фрикционных материалов данного класса.
Однако наибольшее применение получили четыре материала:
ФМК-11, ФМК-8, МКВ-50А и СМК-80. Прочность материала
ФМК-11 (64 % Fe; 15 % Си; 9 % графита; 6 % Ba2S04; 3 % Si02;
3 % асбеста) примерно в 2 раза выше прочности фрикционного
материала на бронзовой основе. Основное преимущество мате¬
риала ФМК-11 в том, что он может работать при высоких тем¬
пературах и в широком диапазоне нагрузок и скоростей. При
сравнительно малом износе он хорошо проявил себя при работе
в паре с закаленной сталью и чугуном. Материал марки ФМК-8
(45 % Fe; 25 % Ni; 10 % Cr; 6 % W; 7 % графита и 7 % CuaS)
благодаря наличию легирующих компонентов имеет высокую
износостойкость при температурах трения до 500—600 °С. Фрик¬
ционный* материал МКВ-50 А (64 % Fe; 10 % Си; 8 % графита;
5 % FeS04; 5 % В4С; 5 % SiC и 3 % асбеста) имеет высокие экс¬
плуатационные характеристики в условиях работы тяжелона-
груженных тормозов. В ИПМ АН УССР для тяжелых условий ра-
335
боты разработаны материалы (46,5 % Fe; 25 % Си; 10 %В4С;
3,5 % SiC; 6,5 % Мп и 25 % BN), имеющие высокую стабиль¬
ность коэффициента трения и малую величину износа в широком
диапазоне давлений и скоростей. Свойства фрикционных материа¬
лов на основе железа приведены ниже:
Л1арка материала ФМК-8 ФМК-П МКВ-50А СМК-80
V, г/см3 6,0 6,0 ’ 5,0 5,7
ов, МПа 90—100 57 34 —
тСр, МПа 70—90 80—100 . 67—85 65—80
а%, МПа 450—500 300—350 150—210 200-250
Твердость НВ, МПа . . . 600—900 800—1000 800—1000 800—1000
Коэффициент теплопровод¬
ности, Вт/(м-К) 37,7 46,1—19,3 27,2—18,8 29,3-20,9
f 0,21—0,22 0,23—0,29 0,28—0,37 0,39-0,40
Стабильность коэффициента
треиия -0,50—0,55 0,7—0,9 0,7—0,9 0,85—0,87
Максимальный износ образ¬
ца за одно торможение, мкм 5—8 22 10—13 7—10
В промышленности применяют и другие составы порошковых
материалов на основе железа, содержащих минимальное коли¬
чество абразива. Свойства порошковых материалов зависят от
процентного содержания компонентов, входящих в их состав.
Так, например, материал, содержащий 73,8 % бронзы, 10 % же¬
леза, 9,7 % кремнезема, 3 % карборунда и 3,5 % графита, имеет
коэффициент трения 0,17 и износ 0,025 мм, в то время как у ма¬
териала состава 75 % бронзы, 10 % железа, 12 % кремнезема,
3 % карборунда при испытаниях в идентичных условиях коэффи¬
циент трения изменяется от 0,16 до 0,25, а износ — в 1,5 раза
больше.
Таким образом, даже незначительное изменение процентного
содержания компонентов, а тем более замена одного или не¬
скольких компонентов другими в составе композиций приводит
к существенному изменению основных свойств порбшковых фрик¬
ционных материалов.
Технология изготовления порошковых фрикционных изделий
включает операции: подготовку стальной основы; изготовление
фрикционных накладок; соединение фрикционных накладок со
стальной основой; механическую обработку.
Характерной особенностью порошковых фрикционных деталей
является наличие стальной основы, необходимость применения
которой объясняется следующим. Указанные фрикционные ма¬
териалы характеризуются сравнительно невысокими механиче¬
скими свойствами (временное сопротивление при растяжении ма¬
териала на основе железа составляет 80—100 МПа, на медной
20—40 МПа). Поэтому для увеличения прочности фрикционного
материала его припекают к дискам или пластинам из стали.
Смесь порошков загружают в смеситель. Перемешивание прово¬
дят в течение 2—6 ч. Для улучшений условий перемешивания
336
в смесь добавляют бензин или веретенное масло в количестве до
1 °о от массы шихты.
Одной из основных операций технологического процесса яв¬
ляется прессование, которое применяют на гидравлических прес¬
сах. Давления прессования, обеспечивающие пористость прессо¬
вок в пределах 15—20 %, составляют 200—400 МПа.
Соединение фрикционного слоя со стальной основой происхо¬
дит путем совмещения процесса припекания со спеканием под
давлением. При припекании накладки к стальной основе проч¬
ность соединения зависит от состояния поверхности пластины.
Малейшее окисление, приводящее к весьма непрочному соедине¬
нию, может происходить и при спекании за счет газа и влаги,
адсорбированных в порах фрикционного материала. Таким обра¬
зом, необходимы предохранительные меры от окисления не только
в нормальных условиях, но и при высоких температурах в про¬
цессе спекания. Такую защиту осуществляют покрытием стальной
основы тонким слоем (10—20 мкм) никеля или меди. Перед при-
пеканием поверхность основы и фрикционных накладок обезжи¬
ривают спиртом и сушат на воздухе. Подготовленные стальные
основы и спрессованные фрикционные накладки укладывают на
оправки для спекания. Для предотвращения припекания фрик¬
ционного слоя друг к другу между ними прокладывают техноло¬
гические прокладки из жаропрочной стали или противопригар¬
ный разделительный материал, в качестве которого применяют
плотную бумагу со слоем графита или оксида алюминия, про¬
сеянных через сита.
При изготовлении фрикционных дисков применяют техноло¬
гические прокладки двух типов: гладкие после спекания с кото¬
рыми диски нуждаются в дальнейшей механической обработке;
профильные, которые придают фрикционным дискам окончатель¬
ную форму, размеры и выдавливают канавку во время спекания,
исключая таким образом дальнейшую механическую обработку.
Однако, несмотря на перспективность применения профильных
технологических прокладок, следует отметить значительную слож¬
ность и трудоемкость изготовления и обновления такой осна¬
стки.
Количество комплектов дисков, которые могут быть уложены
для спекания, зависит от толщины технологических прокладок,
стальных основ, размера и типа контейнера печи. При укладке
дисков следует обращать внимание на то, чтобы не было смещения
одних дисков по отношению к другим, а спрессованных накла¬
док — по отношению к дискам.
Для материалов на основе меди спекание дисков осуществляют
в шахтных электропечах при температурах 700—800 °С и давлении
0,7—1 МПа; для материалов на основе железа спекание про¬
водят при температуре 900—1040 °С и давлении 1,5—2 МПа.
Время выдержки при температуре спекания для всех материалов
2,5—5 ч.
337
После спекания с гладкими технологическими прокладками
фрикционные диски подвергают дополнительной механической
обработке, состоящей в нарезании канавок и пазов и шлифовании
поверхностей трения. Нарезание канавок обязательно для фрик¬
ционных изделий, работающих в условиях масляной среды.
Масляные канавки служат как бы для «сбрасывания» излишков
масла с трущейся поверхности, удаления продуктов износа и
сохранения максимального коэффициента трения. Шлифование
поверхностей трения фрикционных дисков с целью получения
параллельности рабочих плоскостей рекомендуется выполнять
карборундовыми кругами зернистостью 46 при окружной скорости
1 м с и подаче 0,03—0,05 мм.
Основные области применения порошковых фрикционных из¬
делий можно классифицировать следующим образом: передаточ¬
ные устройства, работающие всухую: слабонагруженные (трак¬
торы, станки, ЭВМ и др.), средненагруженные (чеканочные и штам¬
повочные прессы, промышленный транспорт), тормоза для работы
без смазки, тяжелонагруженные (самолеты); сцепления, работаю¬
щие со смазкой: средненагруженные (автоматические трансмис¬
сии, станки, управления тракторов) и тяжелонагруженные (сило¬
вые трансмиссии в тракторах).
Приведем примеры . применения порошковых фрикционных
материалов в муфтах и тормозах некоторых машин и меха¬
низмов.
В гидротрансмиссиях автомобилей Белорусского и Могилев¬
ского автомобильных заводов применяют порошковые фрикцион¬
ные диски с накладками из материала на основе меди. Максималь¬
ные давления в этих узлах достигают 10 МПа, а максимальная
скорость 60 м/с. Безотказная работа гидротрансмиссий в основ¬
ном обеспечивается применением порошковых изделий.
В колесных тормозах автогрейдера применение порошковых
фрикционных дисков позволило увеличить срок службы тормозов
в 10 раз.
Новые фрикционные материалы из порошков внедрены на
Минском тракторном заводе в тормозах трактора МТЗ-100 и предо¬
хранительных муфтах трактора МТЗ-82. Срок службы узлов при
этом увеличился до 8—10 тыс. часов.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Производство фрикционных материалов иа железной оскоъе1 Игнатов Л. И.,
Колпаков Я■ В., Крысин Б. Т., Лебедева Л. П., Михайловский В. А. М.: Метал¬
лургия, 1968. 176 с.
Федорченко И. М., Крячек В. М„ Панайоти И. И. Современные фрикцион¬
ные материалы. Киев: Наукова думка, 1975. 336 с.
Глава IV. ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ
Порошковые материалы находят все более широкое применение
в электротехнике, электромашиностроении, аппаратостроении,
автоматике и телемеханике, радиотехнике, радиоэлектронике и
других отраслях промышленности. Они служат для изготовления
различных деталей со специальными свойствами.
1. Материалы электротехнических контактов
В электротехнической промышленности широко применяют раз¬
личные типы разрывных и скользящих контактов. Несмотря
на имеющееся в настоящее время большое количество разработан¬
ных материалов для электрических контактов различного назна¬
чения, проблема создания высоконадежных электрических кон¬
тактов полностью еще не решена; требования, предъявляемые
к материалу контактов, непрерывно возрастают и изменяются.
Материалы должны быть термически, химически и механически
стойки, иметь малое электросопротивление (в том числе и кон¬
тактное) и обладать высокими теплопроводностью и эрозионной
стойкостью при воздействии электрической дуги, сопротивляе¬
мостью свариваемости или мостикообразованию при замыкании
и размыкании контактов.
Технологические приемы производства электрических кон¬
тактов методом порошковой металлургии весьма разнообразны,
они обеспечивают возможность получения изделий не только
заданного химического состава, но и с заданной структурой,
определяющей оптимальное сочетание свойств. Схема производ¬
ства заключается в приготовлении смесей порошков металлов
с легирующими добавками в нужных пропорциях, прессовании
заготовок изделий, а затем высокотемпературном спекании их
в восстановительной или окислительной среде или в вакууме. -
Для достижения необходимых свойств материала часто в эту
схему вводят различные способы регулирования распределения
составляющих, упрочнения или распределения их в заданных
направлениях с целью обеспечения анизотропии свойств.
Разрывные электроконтакты
Разрывные электроконтакты используют для замыкания электро¬
цепей в высоко- и низковольтных, в том числе и слаботочных,
электрокоммутирующих аппаратах и приборах. Наиболее подхо¬
дящими для них являются материалы: вольфрам, молибден, тан¬
тал и рений. Их свойства удовлетворяют многим требованиям,
предъявляемым к контактному материалу: высокая температура
плавления, повышенные прочностные характеристики, значения
критических сил тока и напряжения, электроэрозионная стой¬
кость, отсутствие склонности к мостикообразованию, их оксиды
летучи и электропроводны.
X
339
При всем этом перечисленные металлы обладают малой элек¬
тро- и теплопроводностью, высоким контактным сопротивлением,
но эти недостатки лишь косвенно влияют на другие характеристики
материалов, снижая износоустойчивость контактов. Ценными
свойствами как составляющие контактных материалов обладают
серебро, медь, золото, платина и другие металлы платиновой
группы. Они имеют высокую электро- и теплопроводность, кор¬
розионную стойкость, низкое контактное сопротивление. Эти
металлы широко используют в промышленности как контакт-
ные материалы, хотя и являются остродефицитными и дорого¬
стоящими. Легирующие добавки улучшают некоторые их свой¬
ства (повышают прочностные характеристики, снижают склон¬
ность к мостикообразованию), не снижая заметно положительных
свойств материала. Однако их низкая дугостойкость, низкие зна¬
чения критических сил тока и напряжения, склонность к залипа-
нию, мостикообразованию и свариваемости сохраняются и по¬
этому, как контактные материалы, они не могут обеспечить расту¬
щие требования к надежности и срокам ■ службы приборов. По¬
этому чаще всего в качестве материалов разрывных контактов
применяют композиционные материалы.
По составу разрывные контакты делят на: 1) металлические
одно- (Ag, W, Mo, Au, Pt и др.), двух- (Ag—Ni, Ag^Mo, Ag—W,
Си—W, Си—Mo, Au—W, Au—Mo, Fe—Си и др.), трех- и более
компонентные (Ag—Ni—Cd; Ag—Ni—Cu; W—Cu—Ni; W—Ag—
Ni; Fe—Cu—Bi; Ag—Pd—Au; Ag—Pd—Ni; Ag—Ni—Cd—Те);
2) металлографитовые (Ag—C; Cu—С); 3) металлооксидные (Ag—
CdO; Ag—CuO; Ag—ZnO; Ag—ZrOa; Ag—Ta205; Ag—HfOa; Ag—
Cr203; Ag—CdO—Ala03; Ag—Ni—CdO; Ag—Cu—CdO и др.);
4) металлокарбидные, металлоборидные или металлонитридные
(Ag—WC; W—WC; Cu—Ni—WC; Me—TiC; TiBa; TiN или Me—
ZrB2, ZrN и др.).
В табл. 31 приведены сведения о составах и свойствах вы¬
пускаемых контактных материалов.
Таблица 31. Контакты для тяжелонагруженных яысоко-
и низковольтных электрокоммутирующих аппаратов
Материал
контактов
(марка)
Физические свойства
Состав
V, г/ома
твердость
НВ, МПа
р, мкОм. м
(не более)
КМК-Б20
W—Си—Ni
12,1
1200—1500
0,070
КМК-Б21
W-i'-Cu—Ni
14,0
1800—2100
0,08
КМК-Б22
W—Си—Ni
15,5
2400
0,100
КМК-Б23
WC—Си—Ni
8,0
5300
0,104
КМКА60
W—Ag—Ni
13,5
1000—1400
0,041
КМК-А61
W—Ag—Ni
15,0
1700—2100
0,045
кмк-жм
70 % Fe + 30 % Cu
7,8
1200
0,015
кмк-жмв
70 % Fe + 27 % Cu +
+ 3 % Bi
7,6
800
0,016
340
На свойства материалов существенное влияние оказывает
дисперсность структуры, которая в свою очередь определяется
дисперсностью исходных материалов. Например, уменьшение
размера частиц серебра существенно снижает электрический износ
материала КМК-А10М (рис. 141). Регулирование дисперсности
исходных составляющих осуществляют путем смешивания шихты
в вибромельнице или применением метода химического смешива¬
ния компонентов: из водных растворов, чаще всего азотнокислых,
совместно осаждают гидраты, карбонаты или оксалаты серебра,
кадмия, меди или никеля; осадок
фильтруют, промывают, сушат и про¬
каливают в восстановительной атмо¬
сфере при температуре, обеспечива¬
ющей формирование смеси требуемой
дисперсности и химического состава.
Прокаливать можно смеси солей
серебра и никеля или коллоидного
графита и соли серебра. Для получе¬
ния электроконтактов осуществляют
прессование заготовок с последу¬
ющим спеканием в защитной атмо¬
сфере. Приготовленную мелкодиспер¬
сную шихту для повышения и ста¬
билизации насыпной плотности,
улучшения текучести перед прессо¬
ванием обкатывают или протирают
через сетку, получая гранулы 200—
300 мкм.
Заготовки прессуют при 300—
500 МПа, а в ряде случаев (сереб¬
ряновольфрамовые и медновольф¬
рамовые смеси) — при 1500 МПа.
Температура спекания зависит от
персности порошков композиции.
50 wo iso гоо г5озоо
Средний диаметр
частиц,мкм
Рис. 141. Удельный электрический
износ и твердость контактов типа
КМК-АЮМ с разной дисперсностью
структуры
состава композиции и дис-
Также применяют двойное
прессование. Для улучшения структуры спеченного контактного
материала и повышения эксплуатационных свойств материал
подвергают обработке давлением (прокатке, экструзии и т. п.),
в результате которой происходит уплотнение материала и изме¬
нение структуры. Возможные способы изготовления контактов
по рассматриваемому технологическому варианту показаны на
примере композиции серебро—оксид кадмия (рис. 142).
Изготовление контактов из материалов каркасного строения
осуществляют методом капиллярной инфильтрации пористого
каркаса из тугоплавкого компонента легкоплавкой составляющей.
Для уменьшения величины краевого угла смачивания и улучшения
качества инфильтрацйи к порошку тугоплавкого металла перед
прессованием добавляют некоторое количество инфильтруемого
или другого легкоплавкого металла.
341
Температура инфильтрации на 110—150° превышает темпера¬
туру плавления более легкоплавкого материала. При проведении
инфильтрации по методу наложения спеченный пористый каркас
из тугоплавкого компонента вместе с помещенным на нем твердым
Пгоошок оксида кадмий Порошок серебра Порошок кодмия Порошок сплава Ад- 01
~1 i Ь ( внутреннее окисление
Смешивание Смешивание Сй в CdO
Контроль
Рис. 142. Обобщенная технологическая схема производства спеченного кон»
тактного материала серебро—оксид кадмия
Рис, 143. Соединение спеченных контактов с контактодержателями:
а, б — клапанов; в, г — паяное; dt е — сварное; ж — резьбовое; а эзпрес»
совзнное
инфильтруемым материалом, количество которого рассчитывают
исходя из объема пор в каркасе, загружают в печь с защитной
атмосферой и соответствующей температурой. При инфильтрации
методом погружения пористый каркас вводят в предварительно
расплавленный легкоплавкий компонент или при нагреве создают
расплав вокруг пористого каркаса. Полученный материал прак¬
тически не содержит пор, легко подвергается деформации.
Повышение механических свойств достигают тем, что каркай
под инфильтрацию готовят не из специального порошка, а из
342
волокон или нитей тугоплавкого металла. При этом повышается
не только прочность, но и эрозионная стойкость, что приводит
к возрастанию износостойкости контактов.
Виды соединений контактов с контактодержателем приведены
на рис. 143. Наиболее распространены варианты (рис. 143),
которые обеспечивают прочную связь между соединяемыми эле¬
ментами. По варианту, приведенному на рис. 143 соединяют
массивные контакты, которые трудно нагреть под пайку или обес¬
печить необходимые условия под сварку. Запрессовкой крепят
контакты из непластичных материалов, пайка и сварка которых
невозможны. При соединении контактов применяют и клепку,
при этом расход материала увеличивается на 30—50 %.
Скользящие электроконтакты
Скользящие электроконтакты представляют собой пару трения,
в которой наряду с хорошим электрическим контактом должен
обеспечиваться низкий коэффициент трения. При этом контактная
пара не может состоять из однотипных материалов, так как в дан¬
ном случае будет происходить схватывание трущихся поверх¬
ностей в условиях эксплуатации. Твердость материалов, состав¬
ляющих контактную пару, также должна быть различной. Жела¬
тельно, чтобы материал токонесущего элемента был более твердым
(примерно в 2 раза), чем подвижный контакт. Для улучшения
антифрикционности и обеспечения соотношения твердостей в со¬
став материала вводят твердые смазки (дисульфид молибдена,
сульфид цинка, фтористый кальций, графит, селениды некоторых
редких металлов и др.). Иногда вводят легкоплавкие металлы
(например, галлий), которые становятся жидкими при работе
контактной пары. Участки твердых смазок выполняют антифрик¬
ционные функции, металлическая основа обеспечивает электриче¬
скую связь. Если в материале имеется легкоплавкий металл, то
не только увеличивается электропередача, но и уменьшается
износ благодаря замене сухого трения на жидкостное. В процессе
эксплуатации при перемещении контактных поверхностей друг
относительно друга изменяется как действительная физическая
поверхность контакта, так и действительная поверхность электри¬
ческого контакта. В процессе коммутации электрического тока
износ контактных поверхностей зависит от качества материала
контактов. Электроискровые и дуговые процессы разрушают
поверхность трения, способствуют ее механическому изнашива¬
нию, что может привести к повышенному износу, в 10—100 раз
большему по сравнению с износом в обесточенном состоянии.
Скользящие контакты применяют в виде пластин, стержней,
цилиндров, проволочек и т. п. В качестве основы материала сколь¬
зящего контакта используют чаще всего медь или серебро.
Скользящие контакты на основе меди надежны в эксплуата¬
ции; их применяют для изготовления пантографов, токосъемников.
343
Бронзографитовые контакты содержат 2—5 % графита, 70—
80 °о меди, олова, железа, никеля. Их используют для изготовле¬
ния коллекторных пластин, пантографов, для двигателей электро¬
поездов. Улучшение свойств меднографитовых материалов может
быть достигнуто применением графита, плакированного медью.
Применение плакированного графита приводит к повышению
твердости, временного сопротивления, электропроводности, сни¬
жению коэффициента трения.
Серебрянографитовые контакты содержат 2—50 % графита
и работают они в точных измерительных приборах либо в сухом
состоянии, либо в масляной среде при скоростях до 0,33 м/с и
нагрузке 0,05—0,02 МПа.
Скользящие контакты на основе легированного серебра гото¬
вят из смеси порошков соответствующих компонентов. В качестве
антизадирных присадок используют MoSa, WS, MoSe, WSe, ZnS,
ReS, и легирующие добавки Sn, Ni, Cd, Те, Co, Pd. Вводят также
дополнительные оксиды: MnO, CdO. Контакты на основе серебра
работают при значениях токов от микроампер до единиц ампер
в различных климатических условиях.
В качестве материалов скользящих электроконтактов пред¬
ложен ряд материалов на основе железа и никеля. Для токо¬
приемников троллейбусов, трамваев, электровозов применяют
сплав, содержащий 32,0—83,0 % Fe и 0,2—17,0 % С, пропитанный
композицией, содержащей капролактам, гексаметилендиамин, ди-
пиновую кислоту и формиат меди. Контактные пластины токо¬
приемников и пластины коллекторов изготавливают из сплавов
на основе железа, содержащих 1—10 % Ni; 5—10 % Си; 1—5 % Sn;
8—20 % Pb; 1—10 % BN или 0,1—5 % Ni; 0,5—5 % Си; 22 % РЬ;
0,1—5,0 % Мо; 0,1—5,0 % Сг. Спеченные заготовки пропитывают
сплавом Sn + Pb или свинцом. В сплав железа для токосъемни¬
ков высокоскоростного электротранспорта вводят 0,5—5,0 % Ni;
0,1—0,2 % С; 0,5—5,0 % Си и пропитывают свинцом. Для под¬
вода больших токов применяют сплавы на основе шихты, содер¬
жащие 5—30 % С; 2—10 % Sn; 2—10 % Pb и до 30 % Ag. Повыше¬
ние эксплуатационных свойств материалов достигается легиро¬
ванием металлической основы инфильтрацией. При изготовлении
меднографитовых скользящих контактов, которые широко при¬
меняются для электрощеток, необходимо создать медный кар¬
кас, придающий материалу максимальную электропроводность.
Эту задачу решают несколькими способами. По одному из них
в пористый графит инфильтрацией вводят расплавленную медь,
что экономически выгодно при содержаний меди в композиции
более 50 % (по массе). Пористый графит должен иметь сквозную
пористость 20—35 % и быть прочным. Пропитку медью осуще¬
ствляют под давлением.
Наиболее распространенным является метод, связанный е пресл
сованием и спеканием смеси порошка меди с различными углерод¬
содержащими материалами. Многие металлографитовые щетки
344
изготавливают из смесей порошков меди и природного графита,
но большая часть щеток содержит, кроме графита, и другие угле¬
родистые составляющие, которые вводят для повышения харак¬
теристик прочности, улучшения износостойкости и снижения
контактного сопротивления. Такими добавками являются пек,
сажа или коксовая мелочь, резина. При использовании свя¬
зующего вещества и других добавок важную роль играет операция
смешивания исходных порошков, так как в конечном продукте
медная составляющая должна как можно лучше обволакивать
частицы углеродистой составляющей. Как правило, сначала сме¬
шивают углеродистые компоненты, например графит, сажу и пек.
Для этого применяют смесители с обогревом. После охлаждения
смесь истирают в порошок, мелочь отсеивают и смешивают с мед¬
ным порошком. Получаемую шихту прессуют (200—400 МПа)
в изделие или заготовку. Спекание проводят при 700—800 °С
в печах непрерывного действия с защитной атмосферой Если
в заготовках содержатся связующие добавки, то спекание сво¬
дится к коксованию пека с образованием прочного коксового ске¬
лета, в порах которого удерживаются частицы металлических
порошков. После спекания блоки разрезают на отдельные щетки,
а индивидуально спекшиеся щетки подвергают механической
обработке и армируют токопроводящими элементами.
Можно изготавливать электрощетки из графита, покрытого
медью или ее сплавами. В этом случае порошки графита, цинка
и свинца погружают в водные растворы CuS04 или СиС12. При этом
медь осаждается на поверхности графита и механически захваты¬
вается часть" свинца. Высокие характеристики износостойкости,
твердости и прочности достигаются при содержании свинца
1—2 %. Такие порошки спекают при 400 °С, т. е. на 250° ниже,
чем обычные смеси порошков меди, графита и свинца. Структура
изделий получается сетчатая, что и обеспечивает им высокую
износостойкость и хорошие электрические, термические и механи¬
ческие свойства.
Токосъемные пластины толщиной 7—8 мм, шириной 25—26 мм
и длиной 100 мм на основе железа (40—80 % Fe; 20—30 % Си;
5—8 % РЬ; до 2 % BN) и меди (60—80 % Си; 10—20 % Fe;
5—8 % РЬ; 2—3 % С) получают прокаткой смеси порошков
в закрытом калибре и спеканием порошковой пористой заготовки
при 1000—1100 °С (на основе железа) или 950—1000 °С (на основе
меди). После спекания пластины на основе железа пропитывают
свинцом, а пластины на основе меди калибруют.
2. Магнитные материалы
Магнитно-мягкие материалы
Магнитно-мягкие материалы широко применяют в электро- и
радиотехнике, автоматике и телемеханике, радиоэлектронике,
приборостроении. Изготовление магнитно-мягких изделий литьем
345
Таблица 32. Свойства магнитомягких материалов
Состав
материала, %
V, г/см’
Pr
mkOm-cm
Магнитные свойства
в статических полях
^eoq» Тл
Нс, А/м
р.10‘
99Fe *1
7,20—7,50
10,0
1,20—1,40
56,0—96,0
2,50-6,25
98Fe, IP *l
7,00—7,10
41,0
1,30—1,40
64,0—96,0
3,80—6,25
97Fe, 2Si *»
7,00
44,6
1,00
120,0
1,90
96Fe, 4Si
6,90
70,5
1,00
128,0
2,10
95,5Fe, 4,5Si *a
7,20—7,40
70,0
1,20—1,35
32,0—72,0
5,00—7,50
94Fe, 6Si
6,80
146,9
0,90
72,0
4,40
88Fe, 12A1
6,30—6,50
90,0—
100,0
1,25—1,35
24,0—48,0
6,25—10,00
50Fe, 50Ni *3
8,12
40,0
1,50—1,60
4,8—8,0
27,50—62,50
50Fe, 50Ni *3
8,12
40,0
1,52—1,58
3,6-4,4
54,00—64,00
14Fe, 72Ni, 14Cu
8,35
29,0
0,62—0,63
4,0
44,00—52,50
22Fe, 78Ni
7,70
0,80—1,00
1,6—6,4
62,50—81,00
84—86Fe, 9—lOSi,
5—6AI
3,2—4,8
8,20
Углерода ие более 0,07 %. ,2 Фосфора не более 0,0313 %, *-* Углерода не бо¬
лее 0,05 %.
трудоемко, потери материала составляют до 60—80 %. Расчеты
показывают, что себестоимость магнитно-мягких спеченных дета¬
лей на 30—60 % ниже себестоимости тех же деталей, изготовлен¬
ных путем обработки на металлорежущих станках из компактного
материала. При этом в ряде случаев требования промышленности
настолько высоки, что их выполнение на базе существующей
технологии изготовления магнитомягких материалов невозможно.
Магнитно-мягкие материалы имеют высокую начальную и макси¬
мальную магнитную проницаемость и низкую коэрцитивную
силу. При этом они характеризуются незначительными потерями
при перемагничивании на вихревые токи, обладают малой пло¬
щадью петли гистерезиса и сравнительно высоким электрическим
сопротивлением.
^г-Наиболее широко применяемыми в промышленности магнит¬
но-мягкими материалами являются чистое железо, сплавы железа
с никелем (типа пермаллоя), с кремнием и алюминием (типа
альсифера), с хромом или алюминием и др. (табл. 32). -Порошок
железа, применяемый как основа магнитно-мягких материалов,
должен содержать углерода не более 0,07 %. В основном при¬
меняют карбонильный или электролитический порошок с разме¬
ром частиц порядка 5—15 мкм.
При изготовлении магнитно-мягких материалов из железного
порошка необходимое количество последнего в течение 3—4 ч
смешивается с 0,3—0,5 % стеротекса. Затем^проводят прессова¬
ние при давлении 300—700 МПа. Перед спеканием заготовки
укладывают на поддоны и для изоляции пересыпают слоем оксида
алюминия толщиной 1—2 мм. Спекание проводят при 950—1050 °С
346
в,тл
m
m
*\Ртах
- 2,9
-VJ */«.
vv А-
- Ь9
-si V >Sq/
-
аjV* -
- 0
71
чЧ
§ «
' *
_J
- 0,9
! 1Ъ
0
1.0
0,6
U
10 20 30
Пористость, %
Рис. 144. Зависимость магнитных
характеристик спеченного железа
с 4 % Si от пористости
в течение 1—2 ч в атмосфере водорода. Охлаждение после спе¬
кания осуществляют в холодильнике печи также в атмосфере
водорода. После спекания изделия очищают от оксида алюминия
и подвергают допрессовке при давлении 800—1000 МПа. После
допрессовки проводят повторное спекание — отжиг в атмосфере
водорода при температуре 1300 °С, Время выдержки может до¬
ходить до 20 ч.
В результате такой обработки получаются изделия с остаточ¬
ной магнитной индукцией, Вш = 0,9 Тл, максимальной магнит¬
ной проницаемостью pmax = 3400—
3500 мГн/м при коэрцитивной силе Нс№ Jlmox'103
Не = 96—104,4 А/м. Чистое железо “
имеет низкое электросопротивление.,
поэтому для изделий из него ха¬
рактерны большие потери на вихре¬
вые токи. Для снижения этих по¬
терь применяют сплавы железа
с кремнием, кремнием и алюминием
или другими легирующими добавка¬
ми. Изучение сплавов показало, что
лучшие свойства достигаются при
содержании кремния около 6,5 %.
Однако на практике применяют сплав
Fe+ 4 % Si, так как сплавы с большим
содержанием кремния имеют высокую
твердость, повышенную хрупкость и плохую обрабатываемость.
При спекании железокремнистых сплавов происходит угар крем¬
ния, который необходимо учитывать при шихтовке. На свойства
магнитно-мягких материалов, кроме кремния, оказывает влияние
величина пористости (рис. 144). Из двойных магнитно-мягких
материалов интересны системы Fe—Al, Fe—Р. Для улучшения
спекаемости в сплавах системы Fe—А1 вводят бор в количестве
0,013—0,03 %. Нормальная структура железоалюминиевого
сплава — однородный твердый раствор. Увеличение содержания
бора более 0,03 % приводит к выделению второй фазы по грани¬
цам зерен. Сплав Fe—Р и изделия из него можно получать двумя
способами: 1) прессованием механической смеси порошков железа
и красного фосфора с последующим спеканием, 2) прессованием
готового порошка, полученного распылением.
Применяемое давление прессования составляет 400—500 МПа,
спекание проводят в течение 2 ч при 1250 °С.
Сплавы типа пермаллоя получают как из механической смеси
порошков, так и из порошков, полученных путем совместного
осаждения карбонилов железа и никеля. Эти смеси прессуют при
давлении 500—800 МПа и спекают в атмосфере водорода при
1200—1250 °С в течение 1—1,5 ч.
Железоникелевый сплав 50Н, получаемый совместным легиро¬
ванием карбонилов, имеет более высокие свойства, чем полу¬
347
ценный механическим смешиванием отдельных компонентов. Так,
в первом случае Не — 0,537, а во втором Нв = 0,0417 А/м;
максимальная магнитная проницаемость ртах = 6,62 и рпих *
= 3,49 мГн/м соответственно.
В ИПМ АН УССР разработан метод и проведено подробное
исследование электролитических процессов получения порошко¬
вых сплавов типа тройного никель-железо-молибденового пер--
маллоя и четверных сплавов никель-железо-молибден-марганце-
вого и никель-железо-молибден-медного супермаллоев. При со¬
ответствующем подборе электролитической ванны, составов ано¬
дов и режимов электролиза можно получать порошки тройных
и четверных сплавов, из которых получены опытные изделия
с высокими магнитными свойствами. Из многокомпонентных спла¬
вов широко применяют порошки сплавов «Сендаст». Вследствие
высокой твердости частиц порошки плохо прессуются. Для улуч¬
шения прессуемости вводят до 1 % пластмассы. При давлении
800 МПа получаются достаточно прочные брикеты. Во время
спекания в водороде пластмассовая смазка полностью удаляется
и не влияет на магнитные свойства. Спекание проводят в две
стадии: при 1050 и 1200 °С в течение 2 ч. Для повышения плот¬
ности изделий за счет спекания в присутствии жидкой фазы в сплав
добавляют фосфор. При этом достигается относительная плот¬
ность порядка 88 %, а магнитные свойства существенно улуч¬
шаются. При использовании смеси порошков и лигатуры прессуе-
мость улучшается, что исключает необходимость использования
смазки. В ряде случаев вместо прессования применяют прокатку
порошка в ленту, которую спекают в две стадии в атмосфере
водорода.
Для улучшения свойств магнитно-мягкие материалы подвер¬
гают термомагнитной обработке, которая заключается в нагреве
магнитных изделий до температуры порядка 710 °С с выдержкой
при этой температуре в течение 10—15 мин и последующим охла¬
ждением в магнитном поле со скоростью примерно 0,33 К/с.
Магнитная проницаемость после такой обработки повышается.
Магнитотвердые материалы
Для изготовления постоянных магнитов многих электро- и радио¬
приборов применяются так называемые магнитно-твердые сплавы,
обладающие высокими значениями коэрцитивной силы и сравни¬
тельно большой остаточной магнитной индукцией.
Если сравнительно недавно порошковая металлургия была
одним из методов получения магнитно-твердых материалов, обес¬
печивающим высокую технологичность, то за последние годы воз¬
никли новые классы этих материалов, которые могут быть по¬
лучены только из порошков! К ним относятся магниты на основе
сплавов кобальта с редкоземельными металлами, магниты на
основе магнитно-твердых ферритов, на основе высокодисперсных
348
порошков железа и его сплава с кобальтом, марниты на основе
сплавов марганца с висмутом и алюминием.
Высокие магнитные свойства постоянных магнитов опреде¬
ляются их гетерогенной структурой, которая достигается или
в процессе спекания, или последующей термической обработки.
В качестве исходных материалов для производства постоянных
магнитов используют порошки чистых металлов или сплавов.
При использовании порошков сплавов уровень достигаемых ма¬
гнитных свойств выше. На-евойства
ма гнитноьтвердБГХ^матереалов—боль¬
шое влияние—оказывает—пористость
(рис. 145). Широкое распростране¬
ние получили сплавы на основе же¬
леза типа Fe—Ni—А1—(Со) с добав¬
ками различных элементовЛМетодом
порошковой металлургии обычно из¬
готовляют детали массой до 100 г.
В качестве исходных материалов
используют чистые порошки железа,
никеля, кобальта и меди, получен¬
ные электролизом, карбонильным
методом или восстановлением окси¬
дов водородом. Алюминий вводят
в виде порошка железоалюминиевой
или никельалюминиевой лигатуры
с размером частиц Е^60 мкм, кото¬
рый получают размолом литого
сплава в шаровой мельнице или рас¬
пылением расплава. Лигатуры для
введения алюминия в состав посто¬
янных магнитов рекомендуется вы¬
плавлять с содержанием 48—53 % А1.
Использование лигатур дает возможность снизить температуру
спекания до 1100—1200 °С за счет образования жидкой фазы.
При получении шихты порошки смешивают в течение 16—24 ч
и прессуют заготовки при давлении до 100—160 МПа. Для улучше¬
ния прессуемости в смесь в качестве смазки вводят 0,3—0,5 %
стеротекса (цинковой соли стеариновой кислоты). Прессовки
спекают в атмосфере водорода. При этом необходимо соблюдать
чистоту атмосферы спекания. Примеси кислорода и азота необ¬
ходимо удалять. Температуру спекания выбирают в зависимости
от состава, формы и размера спекаемых заготовок. Обычно она
составляет 1280—1350 °С. При спекании происходит гомогениза¬
ция состава и усадка. Структура спеченного материала зависит
от скорости охлаждения и последующей термической обработки,
которую проводят по режимам, обычным для литых магнитов из
сплавов аналогичного состава. Магниты типа альни подвергают
закалке на воздухе, типа альнико—закалке на воздухе и от¬
20%
Объеп пор
Рис. 145. Зависимость свойств спе¬
ченных магнитов от пористости
349
пуску, типа магнико—закалке на воздухе с одновременным на*
ложением магнитного поля и отпуску. Для сплавов альни и маг¬
нико термическая обработка после спекания обязательна. Для
уменьшения остаточной пористости применяют метод двукратного
прессования и спекания. Введение в железоникельмолибденовый
сплав (альни) до 4,5 % меди и 0,5—1,0 % титана повышает его
коэрцитивную силу и магнитную энергию.
При легировании сплавов альни кобальтом повышается оста¬
точная индукция и коэрцитивная, сила, сплавы в зависимости от
содержания кобальта получили название альнико или магнико.
По составу сплавы альнико отличаются от альни содержанием
в них от 12 до 15 % кобальта при несколько заниженном содер¬
жании алюминия и никеля. Кобальтовый сплав альнико с содер¬
жанием 18—20 % никеля, 10—12 % алюминия, 12—15 % ко¬
бальта и 5—6 % меди имеет остаточную индукцию 0,7—0,75 Тл
при коэрцитивной силе 440—480 КА/м. Очень высокой коэрци¬
тивной силой при пониженной магнитной индукции обладает
сплав альниси с содержанием 32—34 % никеля, 13—14 % алюми¬
ния и около 1 % кремния. Этот сплав имеет следующие магнитные
характеристики: коэрцитивная сила около 600 кА/м, магнитная
индукция около 0,4 Тл.
Снижение никеля до 11—15 % и алюминия до 8—10 % при
одновременном повышении содержания в сплавах до 20—25 %
кобальта привело к созданию серии сплавов под названием маг¬
нико. В этих сплавах за счет термомагнитной обработки, сущность
которой состоит в том, что магнит, нагретый до температуры
около 1300 °С, охлаждают в магнитном поле напряженностью
менее 800 кА/м, достигается коэрцитивная сила (40—48) кА/м
при магнитной индукции 1,2—1,5 Тл, Введение меди в сплавы
альнико и магнико в количестве 3,5—6,0 % подавляет неблаго¬
приятное влияние кобальта, тормозящего распад твердого рас¬
твора, что усложняет поведение этих сплавов при термической
обработке.
Платинокобальтовые сплавы получают путем приготовления
смеси исходных порошков, спекания прессовки при 1400 °С
в течение нескольких часов. Магниты из сплавов на основе меди,
серебра, молибдена получают из смеси порошков соответствую¬
щих металлов. Для повышения свойств порошковых магнитно¬
твердых материалов применяют динамическое горячее прессова¬
ние или армирование, например, вольфрамовой проволокой. При
армировании магнитные свойства материалов ухудшаются, в то
время как ударная вязкость повышается в 2,5—6 раз. Составы
и (ройства магнитно-твердых материалов приведены в табл. 33.
'Большой интерес среди магнитно-твердых материалов пред¬
ставляют материалы, полученные из мелкодисперсных порошков.
Применяют такие магниты в небольших электродвигателях, гром¬
коговорителях, авиационных и автомобильных приборах и др.
Мелкие порошки железа и кобальта получают восстановлением
350
Таблица 33. Свойства порошковых магнитно-твердых материалов
Наимено*
ванне
материала
Марка
Химический
воет а в шихты. %
Магнитные свойства
N1
А1
Со
Си
Вг, Тл
нс, кА/м
а
ч**
Аль ни
ЮНД4
25,0
13,0
4,0
0,50—0,60
35,97—44,01
7—9
Альнико
юнкдз
24,0
13,0
3,0
4,0
0,52—0,62
44,01—51,97
8—10
Магнико
ЮНДК24Т1
15,0
8,0
24,0
3,0
0,95—1,00
44,01—51,97
21—24
Примечание. В- й — магнитная анергия, Bf “ магнитная индукция.
муравьинокислых солей. Известен способ получения порошка
железа с частицами 0,05—0,50 мкм электролизом в двухслойной
ванне. Порошок железа или смесь порошков железа и кобальта
прессуют при давлении 800—1000 МПа, прессовки пропитывают
раствором бакелитовой смолы и нагревают для полимеризации
последней. Для повышения остаточной индукции и механической
прочности магнитов прессовки перед инфильтрацией отжигают
в водороде или вакууме при 300 °С. В тонкодисперсном железном
порошке содержатся оксиды. Оптимальное содержание оксидов
20—25 %. В железокобальтовых магнитах максимальная коэр-
цитивная сила достигается при содержании кобальта 30 %.
Добавка в железный порошок неферромагнитных присадок —
оксидов кальция, магния, бария, натрия, алюминия в количестве
1—3 % — приводит к значительному повышению коэрцитивной
силы. Так, при добавке 1,7 % СаО коэрцитивная сила железного
порошка возрастает с 29 до 60—64 кА/м, а при добавке 3 % СаО —
до 70 кА/м. При совместном введении 1 % СаО и 10 % <^о коэрци¬
тивная сила магнитного материала достигает 80 кА/м.«/
Магниты из тонких порошков марганцевисмутовых сплавов
получают следующим образом. Ферромагнитный интерметаллид
с 18,4 % Мп и 81,6 % Bi (что является близким по составу к хи¬
мическому соединению MnBi) получают сплавлением на воздухе
или в атмосфере гелия. Полученный слиток измельчают в бензоле
или гелии до крупности частиц 3—7 мкм. Полученный порошок
подвергают магнитному обогащению для удаления магнитной
составляющей. Прессование порошка осуществляют при 280 °С
и давлении 130 МПа в магнитном поле напряженностью 880 кА/м,
направление которого совпадает с направлением прессования.
Полученные магниты имеют при 20 °С коэрцитивную силу Не =
= 320 кА/м; ВН = 320 кДж/м3. Недостатком марганцевых магни¬
тов является ухудшение свойств с понижением рабочей темпе¬
ратуры. Для восстановления свойств требуется повторное на¬
магничивание, что ограничивает их применение.
351
Постоянные магниты на основе редкоземельных металлов
Соединения редкоземельных элементов (РЗЭ) с кобальтом типа
RCOb (где R — Sm, Рг, Cd, Се, цериевый мишметалл и др.) бла¬
годаря их высокой кристаллической анизотропии обладают вы¬
сокой магнитной энергией. Проведенные исследования показали,
что лучшие свойства имеют магнитные материалы на основе
интерметаллидов состава: SmCo5, РгСо5 и Sm^Pr^Q^ (при
х < 1). Плавку интерметалл идов ведут в металлических тиглях
или в условиях бестигельной плавки в дуговых или индукцион¬
ных печах в вакууме или атмосфере инертного газа (аргон). Для
улучшения однородности структуры кристаллизацию расплава
проводят в условиях очень медленного охлаждения, а при на¬
личии микроликвации размалывают (в шаровых или вибрацион¬
ных мельницах в ацетоне, толуоле или атмосфере инертного газа)
в порошки с частицами размером 5—20 мкм. При размоле проис¬
ходит поверхностный наклеп, сопровождающийся повышением
концентрации дефектов и микронапряжений, что приводит
к увеличению коэрцитивной силы. Магнитные характеристики
порошков возрастают, если поверхность их обработать разбав¬
ленными кислотами, растворяющими дефектный поверхностный
слой, с одновременным осаждением на них никеля, кобальта,
олова или другого металла по методу неэлектрической гальвани¬
зации. Порошок интерметаллида или смесь порошков интерме-
таллидов обрабатывают во внешнем магнитном поле напряжен¬
ностью (2,0—2,4) мА/м для получения магнитнодгтекстуры и прес¬
суют (магнитное поле иногда накладывают непосредственно в мо¬
мент прессования) в пресс-формах при давлении порядка 500 МПа
с последующим допрессованием заготовки с пористостью 30—40 %
в гидростате при 2 ГПа или по схеме однократного (650—700 МПа)
или двойного гидростатического прессования давлением 3 ГПа,
что обеспечивает получение прессовки с пористостью 2—3 %.
Спрессованные заготовки спекают в инертной атмосфере при
1000—1100 °С и изотермической выдержке один час, что позволяет
получать магниты с плотностью, близкой к теоретической.
Зарубежные фирмы1Люлучают магниты данного класса методом
жидкофазного спекания. Сплав стехиометрического состава из¬
мельчают в струйной (азот) мельнице до размера частиц 6—8 мкм;
к порошку добавляют порошок сплава, обогащенного самарием
(40 % Со, 60 % Sm), до содержания 63 % Со; шихту помещают
в эластичные трубки и поле напряженностью 125—750 А/м,
ориентируют частицы, затем вакуумируют и обжимают в гидро¬
стате при давлении 1380 МПа. Спрессованные заготовки спекают
в аргоне высокой чистоты в течение 0,54 ч при 1100 °С, при которой
обеспечивается расплавление частиц обогащенного самарием
сплава.
Метод жидкофазного спекания применяют для получения маг¬
нитов из тройных сплавов Sm0j5Pr0l5Co5, Sm0,5Ce0i5Co5,
352
Sm0i5 ЛШ0,5Со5 (где ММ —
мишметалл) и др.
Магниты RCo могут иметь
магнитную энергию В-Н по¬
рядка (256—290) мДж/м3 и их
широко применяют в электро¬
двигателях, микроволновых
устройствах, авиационной, кос¬
мической и других отраслях
техники.
В СССР выпускают четыре
марки магнитно-твердых мате¬
Таблица 34. Марки и магнитные
свойства спеченных материалов
Мар ка
материала
Магнитные свойства
(не менее)
нс
кА/м
(В- Н),
кДж/м3
КС37
0,77
132,3
220
КС37А
0,82
100,5
260
КСП37
0,85
80,4
260
КСП37А
0,90
64,3
290
риалов на основе сплавов ко¬
бальта с самарием и празеодимом, нормированные свойства кото¬
рых приведены в табл. 34.
Магнитодиэлектрики
Магнитодиэлектрики — металлопластические магнитные мате¬
риалы, представляют собой двух- или многокомпонентные компо¬
зиции на основе смеси ферромагнитных порошков с вяжущими
веществами, являющимися изоляторами, Они характеризуются
постоянством магнитной проница¬
емости, большим удельным элек¬
тросопротивлением, низкими по-
^ терями на вихревые токи и на
‘ гистерезис. Магнитодиэлектрики
используют в электро- и радио-
2 технических устройствах для сер¬
дечников катушек индуктивности
И высокочастотных трансформа¬
торов, для лент звукозаписи.
В зависимости от свойств по¬
рошков исходных магнитных ма-
«рика !схёмацруктура магнитодиэлек' териалов (электролитическое или
i — ферромагнитные частицы; 2 «— КЗрбоНИЛЬНое железо, ЛеГИрО-
прослойки изоляции (диэлектрик) ванный или нелегированный пер-
маллой, железокремнийалюминн-
евые сплавы, железоникелькобальтовые сплавы, ферриты и другие
ферромагнетики) магнитодиэлектрики могут быть магнитно-мяг¬
кими и магнитно-твердыми. Параметрами, характеризующими
структуру яагнитодиэлектрика, являются коэффициент объемного
заполнения ферромагнитной фазой, общая поверхность частиц
ферромагнетика, средняя толщина прослоек между частицами
(толщина диэлектрической пластинки) и объемная концентрация
диэлектрической фазьП) Структур а магнитодиэлектрика изображена
на рис. 146.
Для получения достаточно высоких магнитных свойств необ¬
ходимо сочетать полную изоляцию частиц друг от друга с возмо-
12 В, Н. Анциферов и др.
353
Таблица 35. Свойства магнитодиэлектриков
Материал
Размер
верен, мкм
м-
р, мкОИ'М
Карбонильное железо
3—20
15—60
0,1
Пермаллой
5—25
75—85
0,05—0,25
Молибденовый пермаллой
4—80
125
0,4—0,5
Альсифер
10—100
10—60
0,8
жно малым содержанием изолирующего материала между ними.
Поэтому в качестве изолирующего материала выбирают такие, ко¬
торые хорошо покрывают частицы ферромагнетика и образуют
сплошную изолирующую пленку. Образующая пленка при этом
должна быть прочной, твердой и в то же время эластичной с тем,
чтобы она могла предохранить изделие от разрушения при дефор¬
мациях.
В качестве диэлектриков, удовлетворяющих этим свойствам,
используют различные искусственные смолы типа бакелита, сти¬
рола, аминопласта, казеина, щеллака и т. п., а также силиконы,
силикаты, пластмассы, жидкое стекло и оксиды.
Смешивание ферромагнетика со связующим в виде твердого
порошка осуществляется в обычных смесителях, а с жидким
(раствор диэлектрика в органическом растворителе, жидкое
стекло и т. д.) — в подогреваемых реакторах при непрерывном
перемешивании до испарения растворителя и осаждения изоляци¬
онной пленки на частицах сплава.
Иногда с целью изучения изолирующего действия и повышения
механической прочности производят многослойную изоляцию,
нанося на частицы ферромагнетика несколько слоев диэлек¬
трика. у
В СССР изделия из магнитодиэлектриков выпускаются трех
типов: I — из прессованного порошка альсифера; II — из прес¬
сованного порошка карбонильного железа; III — из прессован¬
ного порошка пермаллоя. Некоторые сзойства магнитодиэлектри¬
ков приведены в табл. 35.
С Альсиферовые порошки получают путем измельчения литого
железокремнийалюминиевого сплава, содержащего 5—11 % алю¬
миния и 10—II % кремния, в шаровых или вибрационных мельни¬
цах до крупности частиц 1—5 мкм (для диапазона высоких частот)
или 40—100 мкм (для диапазона низких частот). Порошки карбо¬
нильного железа выпускают двух классов: Р (марки Р-10, Р-20
и Р-100) и ПС.
Порошки пермаллоя получают путем дробления и измельчения
литого пермаллоя нелегированного (78—81 % Ni, 19—22 % Fe)
и легированного (81 % Ni, 17 % Fe, 2 % Мо). Если в процессе
получения порошка и последующей технологической обработки
354
(например, прессования) наблюдается значительный наклеп по¬
рошка, то приготовленные композиции или уже готовые изделия
подвергают отжигу.
Ферриты
Ферриты (оксиферриты) — класс магнитных материалов, состоя¬
щий из оксидов железа (Fe203) и других металлов (например, NiO,
MgO, МпО, ZnO, CdO, CuO, BaO и т. д.), состав ферритов можно
записать так: yVfeO-Fe203, где Me — двухвалентный металл.
Компоненты, входящие в ферриты, образуют между собой об¬
ширные области твердых растворов, в которых можно найти
магнитные материалы с очень широким диапазоном свойств. Эти
материалы могут быть магнитно-твердыми и магнитно-мягкими.
В СССР ферриты впервые были разработаны Г. А. Смоленским,
а выпуск их начат в 1965 г.
Процесс производства ферритов представляет собой сложный
комплекс технологических операций, так как электромагнитные
свойства ферритов изменяются при самых незначительных откло¬
нениях: состава шихты, зернистости порошков, удельного давле¬
ния при прессовании, температуры и времени спекания и т. д.
Магнитная проницаемость в зависимости от времени помола сна¬
чала возрастает, а затем уменьшается.
Такая зависимость магнитной проницаемости, по-видимому,
может быть объяснена тем, что за счет изменения шихты улучша¬
ется процесс «ферритизации», который с увеличением тонкости
шихты достигает более полного значения. Однако переход через
критическую величину зернистости шихты влияет на ухудшение ее
прессуемости, а это снижает магнитные свойства готового изделия.
Схема технологического процесса производства ферритов со-
состоит из следующих этапов: а) составление, смешивание, по¬
мол и обжиг шихты: б) введение пластификаторов, второе смеши¬
вание с помолом и протирка шихты; в) прессование и спекание.
В настоящее время промышленность выпускает шесть под¬
групп ферритов:
I — магнитно-мягких марганцевоцинковых типа (МпО)ж X
X (ZnO)„- Fe-jOs:
II — магнитно-мягких, кроме марганцевоцинковых, например
типа (NiO)* ■ (ZnO)y Fe203;
III—с прямоугольной петлей гистерезиса (ППГ) типа
(MnO)x.(MgO)rFe203;
IV — сверхвысокочастотных (СВЧ):
V — магнитострикционных (разновидность материалов I и II
групп);
VI — магнитно-твердых типа Ba0-6Fe203.
В зависимости от состава феррита их спекание проводят при
температурах от 900 до 1400 °С обычно в воздушной среде. Однако
в некоторых случаях, как, например, при спекании марганцево¬
цинковых ферритов, применяют инертную среду. После обжига
355
12*
изделия проверяют по внешнему виду (на отсутствие трещин,
сколов, вмятин и т. п.) на сохранение конфигурации и размеров
на прочность, а также иа электромагнитные параметры.
Магнитные свойства ферритов в значительной степени зависят
от их химического состава, условий спекания и режима последу¬
ющего охлаждения. В зависимости от этих условий ферриты могут
иметь начальную магнитную проницаемость от единицы до 4000.
Индукция насыщения ферритов обычно бывает не очень высокой,
например при полях в 8—12 кА/м не свыше 0,4 Тл. Точка Кюри
высокопроницаемых ферритов лежит в пределах 100—150 °С.
Ферриты трудно намагничиваются, и полное магнитное насыщение
у них наступает при очень сильных полях.
Имея большое удельное электросопротивление, ферриты сох¬
раняют значительную магнитную проницаемость на высоких ча¬
стотах. Однако эта способность распространяется только до впо¬
лне определенных «критических» илн «граничных» частот, после
которых наблюдается внезапное снижение проницаемости и воз¬
растание потерь.
Ферриты имеют большую твердость и хрупкость. Удельное
электрическое сопротивление ферритов колеблется в пределах
0,1- 10s Ом-м, в то время как у металлов оно не более Ю“6Ом-м.
Ферриты представляют собой соединения сложного структурного
строения. Наиболее распространены ферриты типа шпинели, у ко¬
торых элементарные ячейки идентичны природному материалу
Mg0-Al203 и относятся к кубической системе (ферриты FeO •
• Fe203-Mg0-Fe203, CuO-Fe203, CoO-Fe203, МпО-Ре-Д,. и др.).
Имеются ферриты с гексагональной решеткой, называемые ферри¬
тами типа магнетоплюмбита, строение которых идентично природ¬
ному минералу Pb (Fe. Mn)120i9 (ферриты Me2 + 0,6Fe2O3), или
ферриты с гексагональной решеткой другого типа (ферриты
бария, стронция и др.). Кроме того, существуют ферриты типа
граната с элементарной ячейкой, подобной природному минералу
гранату (ферриты 3Ме\* + 0,5Fe2O3 или ферриты редкоземельных
элементов), и ферриты типа перовскита, идентичные по структуре
природному минералу СаО-ТЮ2, кубическая решетка которого
искажена в случае ферритов и принимает ромбическую или орто¬
ромбическую форму (например, ферриты редкоземельных элемен¬
тов).
Ферриты применяют для изготовления деталей телевизоров,
радиоприемников, запоминающих и вычислительных устройств,
систем магнитной записи, при создании магнитных усилителей и
в качестве важнейшего конструкционного материала для построе¬
ния элементов связи.
Аморфные материалы
Аморфные материалы, получаемые быстрым (со скоростью 105—
10е К/с) охлаждением расплавов, являются новым перспективным
классом магнитных материалов. Состав аморфного магнитного ма-
356
териала можно описать формулой где Т — Fe,
Со, Ni (в отдельных случаях с малыми добавками других метал¬
лов, например, молибдена); М — Р, С, С, В, Si, А1.
Так как аморфные материалы не имеют границ зерен, то коэр¬
цитивная сила в них вызывается искривлением 180°—доменных
границ при их смещении. Поэтому ее величина может быть исче¬
зающе малой, порядка 0,5 А/м. Остаточная намагниченность
аморфных материалов, а также анизотропия имеют ничтожно ма¬
лую величину.
В материалах с аморфной структурой магнитострикция на¬
сыщения достаточно велика, однако имеются сплавы, например
Co74Fe5B20) в которых эта величина равна нулю, хотя индукция__на-
сыщения имеет значение 1,1 Тл. Низкое значение коэрцитивной силы
определяет высокие значения начальной магнитной проницаемости.
Сопротивление аморфных сплавов более чем в 5,раз превосхо¬
дит сопротивление электротехнических сталей, что обеспечивает
низкие электрические потери в диапазоне звуковых частот.
Аморфные материалы получают в основном в виде лент или
порошка. При изготовлении изделий из аморфного порошка необ¬
ходимо обеспечивать такие условия получения, при которых не
происходил бы процесс кристаллизации.
Разработан процесс импульсного формирования магнитных из¬
делий из порошка аморфного сплава Fe4oNi40PIOB6. Применение
термомагнитной обработки в прямолинейном магнитном поле
ниже точки Кюри позволило получить значения коэрцитивной
силы 6—15 А/м и индукции насыщения 0,58—0,65 Тл.
Перспективна технология получения магнитодиэлектриков на
основе аморфных порошков с добавлением 4—5 % (по массе)
органических связок — эпоксидной и формальдегидной 'смолы,
полистирола, полипропилена. Магнитные потери у такого магни-
тодиэлектрика в 3 раза ниже, чем у лучших из выпускаемых про¬
мышленностью.
По сравнению с порошковым альсифером аморфный сплав на
основе Fe—Сг—Р—С позволяет в 50 раз повысить рабочую ча¬
стоту магнитодиэлектрика, что делает их перспективными для
использования на высоких частотах.
Аморфные магнитные материалы могут быть использованы
для изготовления магнитных экранов, головок магнитозаписыва¬
ющих устройств, сердечников реле, трансформаторов, магнитных
усилителей. Их использование в, электронных приборах снижает
стоимость последних и обеспечивает уменьшение потерь в тран¬
сформаторах. Аморфные материалы не могут быть использованы
для работы при повышенных температурах, разрушающих аморф¬
ное состояние в результате кристаллизации.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Аморфные металлы/Митин Б. С., Манохин А. И*, Васильев В. А., Ревя-
кин А. В. М.: Металлургия, 1984. 160 с.
357
Журавлей Г. И. Химия и технология ферритов. Л,: . Химия, 1970. 192 е.
Несбитт Я., Верник Дж. Постоянные магниты на основе редкоземельных
элементов: Пер. с англ. М.: Мир, 1977. 168 с.
Раковский В. С. Спеченные материалы в технике. М.: Металлургия, 1978,
232 с.
Спеченные материалы для электротехники и электроники/Под ред. Гне¬
сина Г. М. М.: Металлургия, 1981. 343 с.
Глава V. СПЕЧЕННЫЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Наиболее распространенными видами спеченных изделий явля¬
ются конструкционные детали, применяемые в машинах, механиз¬
мах и приборах. В зависимости от условий работы спеченные кон¬
струкционные детали подразделяют на ненагруженные, мало-,
средне- и сильнонагруженные, а по типу материала — на основе
железа или цветных металлов и сплавов. Типовыми деталями из
спеченных конструкционных материалов являются шестерни, ку¬
лачки, звездочки, зубчатые колеса, накладки, шайбы, колпачки,
заглушки, храповики, накладные и специальные гайки, крышки,
фланцы, седла и корпуса клапанов, статоры, диски и роторы на¬
сосов, муфты, кольца, ограничители, детали мерительных инстру¬
ментов и другие детали сложной конфигурации, применяемые
а различных отраслях машиностроения и приборостроения. Де¬
тали могут быть выпущены в виде готовых изделий или заготовок,
которые требуют незначительного объема механической обработки.
1. Спеченные конструкционные стали
Углеродистая сталь. Ненагруженные и малонагруженные кон¬
струкционные детали изготавливают из углеродистой стали. Су¬
щественное влияние на структуру и прочность углеродистой стали
оказывает способ введения графита. Для получения перлитной или
перлитно-ферритной структуры рекомендуется применять мало¬
зольные графиты с размерами частиц не более 100 мкм. Повышение
свойств углеродистой стали достигают повторным прессованием и
спеканием, термической обработкой и динамическим горячим
прессованием. Углеродистая сталь, полученная из шихты, состоя¬
щей из 99,5 % железного порошка и 0,5 % карандашного графита,
после прессования под давлением 700—800 МПа и спекания при
1050 °С 2 ч в эндогазе с добавкой 0,5—I % природного газа и до-
прессовки при давлении 1000 МПа с последующей закалкой в
воду имеет: ов = 280-т-ЗЗО МПа, б= 0,9-М,2 %, КС = 90-?-
-г* 100 кДж/м2. При получении углеродистой стали из шихты, со¬
стоящей из железного порошка и графита, обеспечение стабиль¬
ности структуры и свойств затруднено. Большая однородность
структуры и свойств достигнута при введении в железный порошок
Г1Ж2М2 20—30 % чугунного порошка с размером частиц менее
150 мкм состава: 3,2—3,4 Собщ; менее 0,5 % Ссв; 0,4—0,5 % Мп;
1,4—1,8 % Sn; до 0,1 % Р и до 0,1 % S.
358
При изготовлении средненагруженных конструкционных дета¬
лей первое прессование и спекание проводят при давлении 500—
600 МПа и температуре 680—700 °С в среде, осушенной до точки
росы —30 еС в течение 1—2 ч; второе — при 800—900 МПа и
температуре 1200 °С с выдержкой 3 ч. Полученный материал
ЖБЧ70 имеет свойства:
у, г/см» 7,1—7,2
Пористость, % 7,5—9,5
Содержание углерода, % 0,35—0,48
Твердость НВ, МПа . . . 1890—2290
ои, МПа 380—403
о“, МПа 790—836
с°, МПа , . 1100—1390
6, % 1,4-1,5
КС, кДж/м2 . ^ . 220—310
Значительное повышение свойств спеченных сталей конструк¬
ционного назначения достигается при легировании железной
основы медью, никелем, хромом, молибденом, вольфрамом и дру¬
гими элементами.
Медистые стали. Медь — самый распространенный элемент,
используемый для получения порошковых легированных сталей.
Медь оказывает графитизирующее действие, уменьшает критиче¬
скую скорость закалки И тем самым увеличивает прокаливаемость
стали, улучшает прессуемость. Влияние ее на механические
свойства стали проявляется более эффективно при низком со¬
держании углерода (табл, 36). Введение графита в железомеди¬
стую композицию уменьшает рост прессовки при спекании. При¬
садка меди к железоуглеродистому сплаву уменьшает обезугле¬
роживание. Существенное влияние на свойства сплава оказывает
способ введения меди. Стали, полученные с использованием омед¬
ненного графита, имеют более высокие свойства.
Кремнистые стали. Кремний — графитизирующий легирую¬
щий элемент. Его вводят в порошковые материалы на железной
основе для получения графитизированных сталей. В процессе
графитизации происходит выделение точечного и мелкопластинча-
Таблица 36. Физико-механические характеристики медистых сталей
Содержание
легирующих
элементов, %
Л, %
Т вердость
НВ, МПа
б, %
КС,
кДж/м2
<*в
ств
Си
с
2,5
1,5
16—25
600—1800
0,5—3,5
40
120—450
250
2,5
2,0
15—32
600—1500
3,0
25
190—270
290—800
1,0—3,0
1,1
15
1150—1450
0,8—1,2
75—100
350—390
670—820
5,0—10,0
1,1
15
1350—1650
1,1—0,9
60—80
400—390
640—750
3,0
0.8
20
1400—1700
1,0
—
340—470
—
15,0—25,0
1.0
—
—
0—1,0
—
460—600
—
359
того графита, что благоприятно влияет на повышение трибогехни-
ческнх свойств сталей. Совместное легирование кремнием и ме¬
дью, кремнием и хромом обеспечивает получение высоких трибо¬
технических и механических свойств порошковых графитизиро-
ванных сталей (табл. 37), что позволяет рекомендовать их для
изготовления деталей тяжелонагруженных узлов трения — вту¬
лок коробки перемены передач трактора Т-130, деталей топливо¬
регулирующей аппаратуры и др.
Марганцовистые стали. Марганец — карбидообразующий эле¬
мент, с углеродом образует карбид Мп3С, более устойчивый и
прочный, чем карбид железа (цементит). При введении марганца
в железоуглеродистые сплавы • образуются карбиды типа
(Fe, Мп)3С, в которых часть атомов железа замещена атомами
марганца.
Свойства порошковых материалов (Fe—Mn, Fe—Мп—С,
Fe—Мп—Cr, Fe—Мп—Сг—С, Fe—Мп—Сг—Мо—С), полученных
механическим смешиванием железного порошка и легирующих
элементов, вводимых в чистом виде или в виде ферросплава, при¬
ведены в табл. 38. Материалы изготавливали: однократным прес¬
сованием при давлении 600 МПа и спеканием при температуре
1280 °С; двукратным прессованием и спеканием. Первое прессо¬
вание проводили при давлении 600 МПа, предварительное спека¬
ние — при 800 °С, второе прессование — при давлении 600 МПа,
спекание — при 1280 °С. Кроме того, материалы изготавливали
горячей ковкой заготовок, спрессованных до плотности 6,3 г/см®
и нагретых до 1000 °С. После ковки заготовки с плотностью
7,7 г/см® спекали при 1280 °С. Во всех случаях спекание осущест¬
вляли в атмосфере диссоциированного аммиака. Для предохране¬
ния заготовок от окисления применяли геттерную засыпку, состо¬
ящую из смеси Fe + 8 % (по массе) А1. Из перечисленных методов
получения порошковых материалов горячая ковка спеченных за¬
готовок является наиболее эффективной.
Ю. Г. Дорофеевым с сотрудниками методом динамического го¬
рячего прессования получена сталь Г13 с высокими механическими
характеристиками (ав = 620 МПа, б = 8 %) и износостойкостью.
Экспериментально подобран оптимальный режим ковки: темпера¬
тура 1200 °С и удельная работа 200—250 мДж/м3.
Молибденовые стали. Молибден — карбидообразующий эле¬
мент, образует с углеродом устойчивые карбиды МоС и МоаС.
В стали с 8—10 % Мо в основном присутствуют двойные железо¬
молибденовые карбиды типа цементита — (Fe, Мо)3С. Соотноше¬
ние железа и молибдена в этих карбидах в зависимости от состава
стали и режимов термической обработки может изменяться в ши¬
роких пределах.
Введение молибдена в железографитовую композицию ЖГр!
как в спеченном состоянии, так и после химико-термической обра¬
ботки — цементации в твердом карбюризаторе при температуре
920 °С с последующей закалкой в масло и низким отпуском при-
360
Г а б л н п а 37. Влияние химического состава и режимов технологической обработки иа механические свойства
порошковых сталей на основе технического железа
он в
4*oovd3Hx
,H/5Ktr» DS
05
■ч*
I
со
ю о
ч^. 4tf-
50
см to
00
iot
чг со
1
S
со
1
чг
40
о
ю
о
см
40
40
20
20
О
о
о
о
о
о
о
ю
to
о
to
ю
со
о
ю
о
00
см
см
см
см
см
»UW о»
®UW и»
о
о о
о
о
о
о
00
t>- со
чг
чг
ю
чг
О оо
см
с^.
®UW ‘eo
о
о о
о
о о
о
!-* СМ
о
см ю
ю
to
со
ю
to см
см
« к
X ев ев
•О х я
5 <и S
»- О о
2 х в
Z s а.
* 0.0
S «о
U
о
О
S3
и
с X
0 °
о
д,
01-
Я „
я о°
я и о
я °о
СО CQ *“*
о
- '!§
© с X
О х о
о о
&V
u S-
S 2 “
s «
Я 00
0
S
£ £
t^co
ои
0 S
г
S 0
2 «
5 ч
аз я
£г м
S со
S-S
с s
31
С Оц
ё tr 5
. я
£ .2
«У п
о 0
М о О)
00 &
м — аз
о
аз
g- КС
Si. 5
С О щ
В В? 5
__ Л
S
Я 6-
» чЗи
W S Я°
О Я 2 00
Н СО м —<
0 х
S я
33 со
S
0-6
С КС
ж jjj
>.5
“о»
в.*§
О ,"N S
Чг 1
О ^ Я
я°
SO £
00 SB
М 5—' 33
®uw ‘ян
qjootfdeej.
1760
1850
1510
1440
1670
1430
1480
гИ/жгГх ‘0>/
80
100
60
80
60
50
40
®uw
2000
1860
1430
1720
1710
1570
1100
®UW ^0
980
1030
630
630
700
700
470
*uw в0
490
630
230
390
440
240
140
У н
о
о
см
О «9
& *
ВТ н
к о
fe4D
О ев
5 9.
5.5
с 5
Я
аз
U
о
0 О
0 о
0
Я
03
о
' с{ Q 2
* ч ‘
в) Я ..
* Я^
я о1-"1
3 рГ—
О см II
О о О
СМ о
*“* Ко
0 о
as-
Bs§§
0 2
*
gi*;
w 0
У II У
w о
oP
У II У
c^.
0
0 О
S * 2
s
g я
* 3 *-
£ О со
0 Si
^ c
s
в
IS
C
dl 1*
* goo
я ° о
3 в? О
CJcm II
°o
"g
0
0 о
S КС Q
01 Ч
II О Я *£■
1 о е- Э
О S б„
— и СО
°°
0
= 2^ г
я|^ё
Я 5 U
ж * оо u
g °°. s
3 tr<= a
II S
C
U со
0
SB o
3*
a brf
4
og
s
01 Л
a f
2 Too
Й c
l^E
«S
s05 ;
В «
я ® 1
со Я
я
a
s
у
Cl,
к
о
см —»
с* X
3 8
О- 0.
u. u.
а
ю
a.
u.
к
о
fcj X
8 u
из io
О- 0.
и, и,
361
Продолжение табл.
362
Таблица 38. Механические свойства марганцовистых сталей
Однократное
прессование
и спекание
Двукратное
прессование
и спекание
Горячая
-епечеиных
ковка
Заготовок
Состав материала
S
о
г
<0
С
£
в
ю
СО
С
£
о
D
в4»
«о
5
V
с»
>
<а
С
£
в
D
СО
а
£
о
D
$4
«о
п
5
О
'и
£
ст » МПа
в
(О
С
£
в
ю
«о
Fe-f-6% Мп
6,81
600
440
2,5
6,94
680
52
2,6
_
Fe + 2 % Мп -f
+ 0,8 % С
6,85
580
390
2,5
6,93
670
46
2,8
7,75
1160
650
7,0
Fe + 2 % Мп +
+ 2% Сг+ 0,6% С
6,66
640
420
4,0
6,87
670
46
1,6
7,74
630
—
10,0
Fe + 2 % Мп +
+ 2 % Си + 0,6 % С
6,94
700
530
2,6
—
—
7,75
1000
780
8,5
Fe + 4 % МСМ *1 +
+ 0,6 % С
6,95
630
430
1,5
7,11
700
53
1,5
7,73
1470
880
7,0
»* Лигатура Мп—Сг—Мо.
3 -
z -
водит к повышению как механических, так и триботехнических
свойств — уменьшается коэффициент трения, повышается макси¬
мальная нагрузка до схватывания
и износостойкость.
В молибденовых сталях при воз¬
действии скорости и нагрузки на¬
блюдается протекание направлен¬
ного аустенитно-мартенситного пре¬
вращения, что приводит к упрочне¬
нию в процессе трения.
Изменение свойств медноникель-
молибденовой стали в зависимости
от содержания молибдена и углерода
показано на рис. 147. Сталь полу¬
чена прессованием и спеканием при
1200 °С в течение 1,5 ч. В качестве
исходных материалов использованы
восстановленный железный порошок,
электролитический медный порошок,
карбонильный никель и ферромо¬
либден. Сталь, содержащая 0,6 % С
и 0,4 % Мо, имеет наиболее высо¬
кую прочность и пластичность.
Термическая обработка — за¬
калка с 870 °С в масло с последу¬
ющим отпуском — значительно повы¬
шает прочностные характеристики
стали (рис, 148). Закалка с низким
Рис. 147.
ханическне
Влияние состава
свойства
на ме»
спеченной
стали с содержанием углерода, %:
1 — 0,6; 2 — 0,8; 8 —1,0; 4 — 1,2
363
отпуском почти в 2 раза повышает временное сопротивление
стали оптимального состава, но при этом относительное удлинение
снижается до 1 %. Наилучший
комплекс механических свойств
достигается после отпуска при
650 °С — прочность возрастает
по сравнению со спеченным со¬
стоянием на 15—25 %, а пла¬
стичность остается на том же
уровне (~3 %).
Хромистые стали. Хром
применяется для легирования
порошковых сталей с целью
повышения прочности, изно¬
состойкости и придания особых
физико-химических свойств.
Свойства порошковых хроми¬
стых сталей в значительной
степени зависят от среды спе¬
кания, способа введения хрома
и формирующейся в зависимости
от этого структуры. Прочность
на разрыв хромистых сталей,
полученных из легированных
порошков и поликомпонент-
ных смесей порошков, нахо¬
дится примерно на одном
уровне, -но пластичность раз¬
ная (рис. 149). Низкая пластичность хромистых сталей, полу¬
ченных смешиванием ■ порошков, связана с повышенной гете¬
рогенностью структуры, которая может быть уменьшена исполь-
Рис. 148. Влияние температуры отпуска на
ов (о) и 6 (б) стали с содержанием молиб¬
дена и углерода, %:
1 — 0,2 % Мо я 0,6 % С; 2 — 0,4 % Мо и
0.6 % С; 3 — 0.6 % Мо я 0,6 % С; 4
0,8 % Мо и 0.6 % С; /' “ 0,2 % Мо и
1.2 % С; 'S' — 0.4 % Мо и 1.2 % С; 3' —
0,6 % Мо н 1,2 % С; 4’ — 0.8 Мо я 1,2 % С
4%
16
12
8
4
5
Рис. 149. Зависимость прочностных характеристик легированных хро«
«истых сталей Х6 (а), Х17 (б), ХЗО (<?) от пористости:
сплошная линия —* легированные порошки; пунктирная — полнкомпо-
неитные смеси
364
зованием мелкодисперсных исходных порошков или применением
методов диффузионного насыщения. Сталь 20X13, полученная
механическим смешиванием порошка Х13 с графитом g последую¬
щим прессованием и спеканием, имеет ав = 190-н300 МПа и
б = 4-j-6 %. После закалки с 1100 °С и отпуска при 550—750 °С
прочность стали увеличивается до 590—700 МПа, пластичность
уменьшается до 3—4 %. Динамическим горячим прессованием по¬
лучена износостойкая сталь путем введения в порошок железа
ПЖ2М2 углеродистого феррохрома (Cr, Fe)7C3 в количестве
11,0—11,2 % и графита 1,0—1,2 %. После динамического горя¬
чего прессования с 1200 °С (т = 0,3 ч) сталь характеризуется сле¬
дующими свойствами: св = 880-Г-980 МПа, KCV = 98-=-130
кДж/м2; у — 7,6-г-7,7 г/см3, твердость HV 6000-Г-6200 МПа.
Сталь 40Х, полученная диффузионным насыщением из точечных
источников, имеет после штамповки: ов = 870-Г-1200 МПа,
KCV — 570-=-580 кДж/м2 и после термической обработки: аи =
= 1400-г-1600 МПа, KCV = 380-5-420 кДж/м2.
Хромистые порошковые стали широко используют как износо¬
стойкие материалы. Наибольшую износостойкость имеют стали,
содержащие карбиды (Cr, Fe)23C6.
Хромомолибденовые стали. Свойства сталей, полученных из
поликомпонентных шихт на основе отожженного карбонильного
железа после спекания и закалки, приведены в табл. 39.
Для сталей, полученных из поликомпонентных шихт, харак¬
терна структурная неоднородность, которая повышается с увели¬
чением легированности стали. Так, сталь ЖГр1Х2М2 в спеченном
состоянии имеет структуру сорбит + карбиды, а сталь
ЖГр1Х12М2—тростомартенсит, мартенсит, остаточный аусте¬
нит, карбиды. При механических испытаниях высокая прочность
металлической основы не успевает реализоваться, и чувствитель¬
ные к надрезу свойства — временное сопротивление на растяже¬
ние и ударная вязкость — понижаются вследствие опережающего
действия концентраторов хрупкого разрушения. Повышение од-
Таблица 39. Свойства сталей
Марка стала
После спекания
После закалки
°В'
МПа
КС.
кДж/мг
твер¬
дость
HRC
°в-
МПа
КС.
кДж/м2
Твер¬
дость
HRC
содержание
углерода
в мартен*
снте, %
ЖГр 1Х2М2 *
750
160
18—25
390
40
48—62
0,68
ЖГр1Х5М5
440
ПО
33—40
460
26
41—45
0,35
ЖГр1Х5МЮ
690
78
37—40
460
35
38—45
0,27
ЖГр1Х12М2
500
140
20—37
560
29
34—40
0,28
* Закалка в воде» остальные “• в Масле.
365
нородности структуры сталей может быть достигнуто путем про-,
ведения цементации в твердом карбюризаторе при температуре
920 °С в течение 3 ч с последующей закалкой в масле и низким
отпуском. Благоприятное влияние химико-термической обработки
на коэффициент трения и нагрузку до схватывания материалов
связано, с одной стороны, со значительным увеличением твердости
поверхностного слоя, с другой — с уменьшением гетерогенности
структуры (в числителе — в спеченном состоянии, в знаменате¬
ле — после химико-термической обработки):
Сплав ЖГр1Х5М5 ЖГр1Х2М2
Коэффициент трения 0,03—0,04/0,01—0,02 0,015—0,04/0,008—0,012
Максимальная нагрузка до
схватывания, МПа 9,8/13,7 8,8/11,8
Сравнительные испытания износостойкости термически обра¬
ботанной порошковой стали ЖГр1 Х12М2 и компактной цементиро¬
ванной стали 20ХЗМВФ в паре с закаленной сталью Х12М, прове¬
денные на машине трения МИ-1М по схеме ролик—цилиндр со
сферической головкой, показали, что износостойкость стали
ЖГр1Х12М2 значительно выше, чем компактной. При этом износ
цилиндра, изготовленного из стали Х12М, также меньше в случае
его работы в паре с порошковой сталью, что свидетельствует о
более высоких триботехнических
tP,%
свойствах пары ЖГр1Х12М2—
Х12 по сравнению с парой тре¬
ния 20ХЗМВФ—X12М:
Износ
цилин¬
дра. 10“®:
КР
Износ
ролика,
мкм
20ХЗМВФ . . .
ЖГр1Х12М2 . .
. 11,5
. 2,9
0,0150
0,0061
Изменения
свойств
сталей
в зависимости от
степени
легирования
показаны на
Рис. 150. Значения К1С(^).О0 4 (2), ов I3) и
й (4) сталей:
/ - Ре + 1 % С; // - Fe + 1 % С + .
+ 2 % Мо; /// — Fe + 1 % С + 2 % Сг; РИС. 15U.
iv — ре + 1 % с 2 % сг + 2 % мо Технология получения по¬
рошковых сталей включала при¬
готовление шихты, прессование при 800 МПа, спекание в токе осу¬
шенного водорода при температуре 1150 °С в течение 2 ч, графити-
зирующий отжиг при температурах 750, 850 и 1000 °С с предвари¬
тельной цементацией при 920 °С, 3 ч, и закалкой. Продолжитель¬
ность отжига при всех температурах составляла 3 ч. Охлаждение
с температур 750 и 850 °С проводили вместе с печью, а с 1000 °С —
до температуры эвтектоидногб превращения со скоростью 60 К/ч
далее — вместе с печью. Во избежание обезуглероживания графи-
тизацию порошковых материалов проводили в засыпке из прока¬
ленного песка, на который сверху насыпали слой карбюризатора.
366
Триботехнические свойства спеченных и термически обработан¬
ных сталей при испытании в масле отличаются очень незначи¬
тельно, так как веретенное масло способствует образованию
граничных смазочных пленок, предохраняющих контактные по¬
верхности от непосредственного соприкосновения при трении.
Свойства самого материала играют как бы второстепенную роль.
При нагрузках 8,8—9,8 МПа происходит разрыв граничной пленки
масла, в результате чего наступает схватывание. Влияние химико¬
термической и термической обработок в большей степени прояв¬
ляется при испытаниях материалов в авиационном топливе ТС-1
(в числителе — коэффициент трения, в знаменателе — удельная
максимальная нагрузка до схватывания, МПа):
Сплав
В спеченном состоянии
После цементации
После цементации и графитизиру-
ющего отжига при температуре, °С:
750
850
1000
ЖГр0,85Х5М10С2,5
0,08/74 **
0,05/78
0,048/98
0,065/83
0,02/88
ЖГр0,8Х5М5С2,5
0,08/64
0,07/74
0,07/64
0,08/58
0,05/64
В числителе — коэффициент трения; в знаменателе — максимальная нагрузка
до схватывания МПа.
Действие неполярных углеводородов С10Н2а, не способных
к устойчивой ориентации на поверхности металла, приводит
к схватыванию трущихся поверхностей. В этом случае основное
влияние на антифрикционные характеристики оказывают свойства
и структура самого материала. Наилучшие триботехнические
свойства имеют стали, отожженные при температурах 1000,
750 °С, т. е. структура которых состоит из мелкодисперсного то¬
чечного и пластинчатого графита отжига.
Никелевые стали. В практике порошковой металлургии исполь¬
зуют три вида никелевого порошка: электролитический, карбо¬
нильный и восстановленный (получаемый восстановлением из
окислов никеля в водороде). Для легирования сталей, получаемых
методом смешивания порошковых компонентов, предпочтение
следует отдать наиболее дисперсному и активному восстановлен¬
ному никелю. Сталь, легированная восстановленным никелем,
имеет наиболее гомогенную структуру, низкую пористость, и,
как следствие этого, высокие прочностные свойства, по величине
близкие к свойствам компактной кованой стали аналогичного
состава (табл. 40).
На свойства порошковых сталей, структура которых формиру¬
ется в процессе твердофазного спекания, большое влияние оказы¬
вает способ введения углерода. Углерод вводят в виде графита,
сажи, карбидов, чугунного порошка и насыщением изделий угле¬
родом из твердого или газового карбюризатора. Наличие в составе
шихты компонентов, имеющих низкий удельный вес (графит,
367
Таблица 40. Влияние способа введения углерода
н марки никелевого порошка на свойства спеченных сталей
Марка
стали
Никелевый порошок
Относи¬
тельная
плот*
ность, %
>
ГПа
в, %
ке,
кДж/мг
твер¬
дость
HRG
БОН 10К4М
Электролитический
93
1,12
1,7
530
45
Карбонильный
94
1,42
3,7
700
52
Восстановленный -
95
1,47
4,6
790
55
40Н10К4М
Электролитический
97
1,64
3,6
650
54
Карбонильный
97
1,73
6,5
880
55
В осста н ов л ен ный
97
1,78
7,0
1080
55
сажа), вызывает сегрегацию в смеси и приводит к неоднородности
структуры стали. Растворение графита в железной основе в про¬
цессе спекания сопровождается значительной диффузионной по¬
ристостью, что снижает механические свойства спеченных сталей.
Механические свойства стали 50НЮК4М, полученной на основе
безуглеродистого карбонильного железа (углерод вводили в виде
мелкого коллоидного графита), и стали 40НЮК4М, при получе¬
нии которой в качестве углеродсодержащего компонента исполь¬
зовали железо Р-20, приведены в табл. 40. Отсутствие в составе
стали 40Н10К4М графита позволило получить однородную струк¬
туру, низкую пористость 3—5 % и более высокий уровень механи¬
ческих свойств.
Для легирования порошковых сталей, подвергаемых термиче¬
ской обработке, часто применяют никель в сочетании с молибде¬
ном, оксиды которого также легко восстановимы в применяемых
защитных средах. Никельмолибденовую сталь IN-505 (50 % Ni;
0,5 % Мо; 0,5 % С) получали путем механического смешивания
исходных порошков, в качестве смазки в шихту вводили 0,75 %
(по массе) стеарата цинка, который удаляли при предварительном
отжиге в атмосфере водорода при температуре 500 °С (табл. 41).
Исследовали свойства порошковых сталей, изготовленных из
предварительно легированных никелем и молибденом распылен¬
ных порошков марки «Анкорстил 2000» и «Анкорстил 4600», произ¬
водимых фирмой «Hogenes» (США). С целью улучшения прессуе-
мости порошки имели низкое содержание углерода. Поэтому для
получения необходимого содержания углерода в стали в шихту
добавляли 0,28—0,92 % графита. Спрессованные материалы до
плотности 6—7 г/см3 спекали при 1120 °С в течение 0,5 ч в атмо¬
сфере диссоциированного аммиака с точкой росы —23 °С. Содер¬
жание углерода в спеченных сталях составило 0,2—0,8 % С.
Физико-механические свойства сталей после спекания и термиче¬
ской обработки показаны на рис. 151—153.
Коррозионностойкие стали. В настоящее время применяют три
основных метода получения легированных порошков коррозион¬
ностойких (нержавающих) сталей: распыление расплавов, гидрид-
368
Таблица 41. Свойства стали IN-505 (50 % N1; 0,5 % Мо; 0,5 % С)
Механические
свойства
Работа
разрушения,
кДж/м3
Характеристика
ни кел ьсодер ж а щи х
и «
2 я
с Я
со
после
спекания
после
отпуска
при 650 °С
после
отпуска
при 700 °С
Я
£•
X
СО
£
со
X
о
>, •
с..
компонентов
ПЛОТНОСТЬ
ле спек
р/см8
(0
С
£
и
о
чР
о4
«О
60
П
&
«О
СО
С
£
п
&
«О
после спе
после от
при 650 °С
Карбонильный никель
Распыленный ферронн-
7,06
640
3,5
912
3,9
804
3,8
284
264
кель (50 % Ni) ....
Карбонильный железо-
никелевый порошок
6,97
608
2,7
804
2,7
725
2,5
220
176
(50% Ni)
7,09
617
2,5
810
2,8
-
**
но-кальциевое восстановление оксидов и диффузионное насыще¬
ние из точечных источников.
Опыт промышленного производства и экономические расчеты
показали, что порошки, распыленные и полученные диффузионным
Рис. 151. Зависимость предела проч-
ностн спеченных образцов из порошков
марок А2000 (а) в А4600 (б) от содер¬
жания углерода в стали и плотности
образцов после прессования. Плот¬
ность образцов, г/см3:
1 — 7,0: 2 — 6,6; 3 — 6.0
насыщением, по стоимости отли¬
чаются незначительно, восстанов¬
ленные — в 3—5 раз дороже.
В СССР освоено промышленное
Рис. 152. Зависимость HRB спечен¬
ных образцов нз порошков марок
А2000 (а) и А4600 (б) от содержания
углерода в стали и плотности образцов
после прессования. Плотность образ¬
цов, г/сма:
1 7,0; 2 — 6,6; 3 — 6,0
производство восстановленных порошков марок 12Х19Н10,
12Х18Н9, 12Х18Н15, 14Х17Н2, порошков Х30 и низколегирован¬
ной и марганцовистой стали’методом диффузионного насыщения,
а также опытное производство распыленных порошков. За ру¬
бежом распространение получили распыленные порошки хроми¬
стых, хромоникелевых и хромоникельмолибденовых сталей.
369
Механические и антикоррозионные свойства порошковых кор¬
розионностойких сталей определяются их плотностью, химическим
составом и структурой, которые в свою очередь зависят от техно¬
логических параметров: давления прессования, температуры и
длительности спекания, применяемых защитных сред, скорости
охлаждения после спекания.
Разработаны различные методы улучшения уплотняемости по¬
рошков коррозионностойких (нержавеющих) сталей; к числу их
относятся использование обычных стандартных смазок типа стеа¬
рата цинка, нанесение на поверхность частиц слоя пластичного
металла методом осаждения из рас¬
твора солей, химическое травление
порошков в растворах кислот
с целью увеличения их поверхности.
Технология спекания порошко¬
вых коррозионностойких (нержава-
ющих) сталей имеет ряд особенно¬
стей, которые связаны с высоким
сродством хрома к кислороду, необ¬
ходимостью применения высокоосу-
шенных защитных сред и высоких
температур. Спекание коррозионно-
стойких сталей проводят в водо¬
роде, вакууме, диссоциированном ам¬
миаке и контейнерах с плавким
затвором при температурах 1150—
1300 °С.
Спекание в атмосфере осушен¬
ного водорода с точкой росы —60 °С
и в вакууме обеспечивает рафинирование сталей от окислов
и других вредных примесей и позволяет получать коррозионно-
стойкие стали с высоким уровнем прочностных и пластических
Характеристик.
Спекание в среде диссоциированного аммиака может сопрово¬
ждаться насыщением стали азотом с образованием нитридов хрома
и обеднением твердого раствора и, как следствие этого, упрочне¬
нием и охрупчиванием материала, снижением его коррозионной
стойкости. Азотирование происходит преимущественно при низ¬
ких температурах в период нагрева и охлаждения. В связи с этим
с целью предотвращения насыщения коррозионностойких (нер¬
жавеющих) сталей азотом охлаждение после спекания должно быть
ускоренным (~900 К/ч).
Спекание в герметичных контейнерах значительно упрощает
процесс. Использование контейнеров с плавким затвором поз¬
воляет проводить безокислительный нагрев, однако отсутствие
в среде активных восстановителей требует введения в контейнер
активаторов (галлоидных соединений, гидрида титана, боридов,
фосфидов металлов). Оптимальные температуры спекания для
370
давление
прессования, МПа
Рис. 153. Зависимость сгв и твер¬
дости HRB спеченных образцов с
0,5 % С из порошков марок А2000
(/) и А4600 (2) от давления прессо¬
вания
коррозионностойких сталей аустенитного класса составляют
1250—1350 °С, для сталей мартенситного и переходного классов
1150—1200 °С; оптимальная длительность выдержки 2—3 ч.
Наиболее высокие механические характеристики имеют корро¬
зионностойкие порошковые стали, полученные методом горячего
вакуумного прессования (табл. 42).
Одной из основных характеристик этих сталей является их
коррозионная стойкость. Для предохранения от коррозии порош¬
ковых сталей рекомендуется пропитывать их пластиками или
стеклом. Коррозионная стойкость сталей может быть повышена
термической обработкой.
При решении вопроса о применении порошковой коррозионно-
стойкой стали необходимо учитывать, в каких условиях работает
деталь и возможный механизм коррозии (объемная, поверхностная,
межкристаллитная, под действием нагрузок). При этом для не¬
которых видов коррозии, например поверхностной, когда агрес¬
сивная среда не имеет возможности проникать в поры, стойкость
порошковых сталей находится на уровне стойкости ком¬
пактных.
Значительная часть деталей машин работает в условиях тре¬
ния, поэтому с целью повышения триботехнических свойств по¬
рошковых коррозионностойких (нержавеющих) сталей являются
перспективными сульфидирование и сульфоборирование, разра¬
ботанные в ИПМ АН УССР.
Антифрикционные материалы на основе коррозионностойких
сталей, полученные методом порошковой металлургии, хорошо
показали себя при работе в условиях повышенных температур
высоких давлений, в агрессивных газовых средах.
Мартенситно-стареющие стали. Термин «мартенситно-старе-
ющие стали» означает, что стали приобретают конечное значение
прочности в результате превращения аустенита в мартенсит
и последующего старения мартенситной основы. Состав мартенсит-
но-стареющих сталей имеет свои особенности. Содержание приме¬
сей должно быть следующим: углерод не более 0,03 %, кремния и
марганца в сумме не более 0,2 %, серы и фосфора не более 0,01 %
каждого.
Введение легирующих элементов осуществляют различными
способами: в виде гидридов или галоидных соединений с последу¬
ющим восстановлением их при спекании в виде отдельных метал¬
лических порошков. В первом случае структура сталей более
однородна. Высокая гомогенность, отсутствие ликвации и диспер¬
сная структура могут быть достигнуты при спекании распыленного
порошка мартенситно-стареющей стали. Однако наибольшее рас¬
пространение получил способ поликомпонентного легирования,
при котором элементы вводят в виде отдельных компонентов или
лигатуры. Этот способ прост, недорог и позволяет получать стали
практически любого состава. При правильной технологии полу¬
чения порошковые мартенситно-стареющие стали при поликомпо-
371
Таблица 42. Химический состав, режимы изготовления и механические свойства спеченных коррозионностойких сталей
,W3/J ‘И1ГВХЭ
£ОННЭЬЭ11Э
qjLdouxdiru
о
(О
с
о
Z
и
о;
ЕВ
U
О
§
X
к
4)
Н
и
А
СЕ
Ф
U3
Р.
а
о
X
а
5
S
X
р.
со
S
2,0
о
00
6,7
12,5
18,3
ю
см
О
О
о
,
со
О
к
00
о
‘ со
1^.
(О
СМ
ю
см
Ч*
см
со
о
о
о
ю
со
00
ю
1о
о
ю
0»
<о <з5 ю со о <0
0,02
0,08
0,1
ю
СО
1 о-
1
см
LI II
со
см
1 о
о
1 1 1 1
1 о
d
1 1 \ \
а
lO
о
о
00
I I
о
*
3
£
<3
3
а
i
X
S
»
8
о
*'Я
S а
а
О <L>
<D <D t=(
CL Я О
С Я CL
Я О
Я С<
^ S а
2сз«
® о
6- ш
я
CLSU
Ъй о
2 о
О я~
о
оо"
о
CL
я
я
а
о
а <и
а «
Я я
Я
S
со S
я S
S в
а
О <L>
<у v е<
CL я О
ВВС
я о
к S О
2 в и
а
о
см
О
о
о
ю
см
я
CL
я
Н ш
я
я
аГ
S
§>яи
Я о
а>
оГ
<и
X
о
я
2 о
*
*
*
о
я
я
»■ а) о
5 я см
о
о
о
н
со
О я^
Н
Н
н
Я О.
QQ Z7
8
а а)
и а) ч
СПЯ о
с к о*
я с
tt в*
а) О
<и
О
5'-
а.:
hs
ь-г К СО
Ч х«
Б"
LxO
о
О.
О
я
вЯ
3
Я
S
<и
3
Я
а
я
а
<и
*
О
н
о я s
в.&|
g#s
|§в
Я Л
а а
*»£.£
О J) “
a*s
|il
С чо
4> з-ё-i i
СО
а
о о о
М L S
До?
1в *
Й ЯХ
OF?
w .х О
Sfi'glO
■ Я К
1 я
О и Я 5 S
CL Я £ 2 * . .
О S ? Я -
Я ° м * я
5-5
й К О
О ft
V
Я 5
о • *
к s о
о
Cl
о
с
«
3 я
я со
я я
g, *=5
*=5 С
а у
ft V
о *
я 2
а 3
S
со
372
Продолжение табл. 42
CSJ
<N
5
<£>
О
1
2
о
«о
о
а:
а
с*.
5-
•s. со
о
а: —
§■
«■
а
§
I
сз
со
о
и
о
а>
Q-
К
Q)
О
X
е
со
о.
X
о
X
КС
о
о
Си
S
S
Cf
о Л
и О
О X
33
s
В If
л
кУ I
о о
о S
0) о X
X(N л
к — ш
о
о*
о
с
3 аз
s аз
& «о
а> к?
*=5 С
я о
о
rt<
374
СО СО
оГ—*
о
00
13,6
00
да»*
со
со
да»*
см
10,0
юо
CN
о
00
о
о
о
СО —
со
со
Т±«
о>
о
ю ч**
ю
00
00
Ю '
со
СО СО
о
см
о
— СО
о
1
1
см
1
lA
С'-Г'-
СО
1>г
<А
о
о
00
см
-1
о
о
*—
о
1
1
о *
о
о"
©
о
1
! I
II II
I I
1 1
2,0
2,0
00
да»*
1
о
со
ю
со |
©
t*^
1>Г
9*4
“
да»*
“I
у н
и <L>
Ф <L)
— О.Я О
Ю — — л
Q -- -
C S Cl
сч „ О
я 8 | g
«I5
«J:
*§ьо
~ 4» LO
0
sU
4; д
с s
и ли
Ш 0
3 «о
£ g£2
§ g I
go
5 sS
*x"
0 3 s
1 i a.
3 ¥ g
и
Cl
eU
<u°
о о
a о
2 CM
5* я
я O-
Ш c
<L> <u
¥ *
R 5
e.g
о о
L-■ u
Я
s
о
a.
x
о
Q.
Cl
§\g.
C
* а я
O 2 8
ни ч
6
Cl
О
С
«
2
X
X
ф
ч
2
с
у
0
a
6 6 0
“ gB
« в g
ffl a. g
2 t=t
4 Я
C U s
£«S
o 2 a)
я S К
g.5 2
1?.S
С ч x
о g
Я c
а .
° га
CL m
g 3
e 4
c
у
лй
CJ i
si
Ufc
>. я
gS
я 3
«3
о
а
Л
4
я
* К
л ©3
s'g.in.
5 я
я м
о.
Я 0
S
о I
а 2
а х
2 а
о* о -
>> Я 2
Ч «о <и
<3
§
о
3
е
3
С*.
&
•а-
3
3
№
а
<Э
1Л
3 о
О
«и
о
3 —
е
3
5
s
6
as
3 |
О С
у
У
<и <и
о- s
а а
0
= 1
е °
0
CL
X
о
X
ч:
2 х
8 юи
ш о
а «©
§32
§2 |
о о
* feg
0 М W
6б0
с S&
« 3 8
я §"m
ч Я
в ь- а
и
0 £_
ш g-
о =
у
a
<и У
a. s
С я
со
g 5
§ S
<D
О
о.
§
о
ш
яО
0
а
а а
о 2
У
ч
0
та
g-яО
о
о я
ш
2 , о
21Л
§■£3
2 *
CJ х
Cl
у
н
5 а) ю
<§221
о
с
ш-
ш -
Я !* о ш
О 3 V я
я я к а
Я х а ф
2.0 л ч
& £Г ч ш
J2 >»со о
С ч я в
см
см
ю
я
£
S
со
с**
к
F~
ао
о
см
со
X
со
*4f
X
X
X
X
X
375
Содержит 6,05 % W. ** Содержит 3,0 % Си; 0 6 % Т1.
нентном легировании по свойствам практически не увтупакиГ
компактным.
Наиболее важным критерием при выборе исходных порошков
является их чистота. Влияние содержания углерода на механиче¬
ские свойства изучено для порошковой стали Н18К9М5Т. Сталь,
кроме традиционных технологических операций, подвергали вы¬
сокоскоростной деформации, повышающей плотность дефектов
кристаллической решетки и положительно влияющей на упроч¬
нение стали в результате старения. Механические свойства мар-
тенситно-стареющей стали с различным содержанием углерода
приведены на рис. 154. Уменьшение прочности материала с уве¬
личением содержания углерода обу¬
словлено образованием в структуре
стали карбидов титана и молибдена:
TiC и Мо2С. В связи с этим в . по¬
рошковых мартенситно-стареющих
сталях, так же как и в компакт¬
ных, содержание углерода следует
уменьшать до 0,03 %.
Для получения заготовок и де¬
талей из порошковой мартенситно-
стареющей стали применяют различ¬
ные методы. Так, легированный по¬
рошок мартенситно-стареющей стали
«VascOMax 300» уплотняли путем
применения горячего изостатиче-
ского прессования, горячей прокат¬
ки, экструзии или комбинацией этих
методов. Перед прессованием порошок помещали в стальной кон¬
тейнер, который затем дегазировали при 400 °С е последующим
вакуумированием и продувкой аргоном, после чего контейнер
заваривали в вакууме. Наиболее распространенным способом
получения заготовок из мартенситно-стареющих сталей является
прессование смеси порошков в стальных пресс-формах при ком¬
натной температуре и давлениях в диапазоне 600—800 МПа.
Спекание играет определяющую роль в процессе формирова¬
ния комплекса физико-механических свойств сложнолегированных
мартенситно-стареющих сталей. Для получения порошковых
мартенситно-стареющих сталей с высоким комплексом прочност¬
ных свойств спекание необходимо проводить при 1250—1300°С
в течение 4 ч (не менее). Структура сталей после спекания пред¬
ставляет собой твердый раствор — безуглеродистый мартенсит,
характерный для компактных сталей и отличающийся лишь нали¬
чием пористости. Границы кристаллов мартенсита имеют зубча¬
тое строение. В бывшем аустенитном зерне содержится несколько
фрагментов, имеющих фюрму пластин. В результате у -»■ а-
превращения образуется тонкая структура мартенсита с малыми
размерами областей когерентного рассеяния (33,0—37,0 нм).
376
Рис. 154. Механические свойства
мартенситно-стареющей стали
Таблица 43. Механические свойства
порошковых мартенснтно-стареющих сталей
Марка
стали
Режим спекания
и старения
CQ
С
См
в
ь
(в
С
Км
W
to°
сч
со
S
а я
м
*
й
S
«о
з? '
•£
Н14К7М5Т
1250 °С, 4 ч;
0,90
0,86
48,4
77
760
7
18
1250 °С, 4 ч + 480 °С,
4 ч
1,38
1,31
49,3
84
630
5,2
14,3
Н14К7М5Т1
1250 °С, 4 ч;
0,98
0,94
45,6
74
630
6,0
14
1250 °С, 4 ч + 480 °С,
4 ч
1,55
1,52
52,0
90
460
4,0
11
Н14К7М5Т2
1250 °С, 4 ч;
1,09
1,76
56,7
140
550
5,0
12 .
1250 °С, 4 ч + 480 °С,
4 ч
1,78
1,76
49,2
86
400
3,0
7,0
Н14К7М5ТЗ
1250 °С, 4 ч;
U4
1,10
60,5
136
450
4,5
11
1250 °С, 4 ч + 480 °С,
4 ч
1,96
1,93
43,5
56
300
2,0
6,0
Н18К9М5Т
1250 °С, 4 ч + 480 °С,
4 ч
1,34
1,30
44,3
■ 67
290
1,6
4,1
Н18К9М5Т1
1250 °С, 4 ч + 480 °С,
4 ч
1,47
1,44
47,4
62
290
1,3
Примечание. КСТ — работа разрушения образца в трещиной.
Увеличение продолжительности спекания свыше 4 ч не дает
за1метного прироста прочностных характеристик. Механические
свойства сталей после спекания и старения при 480 °С приведены
в табл. 43, из которой следует, что с увеличением содержания
титана в стали Н14К7М5Т1 степень упрочнения после старения
возрастает. Предел прочности увеличивается с 1,01 до 1,96 ГПа.
Пластичность и ударная вязкость снижаются. Однако сталь с
2—3 % Ti имеет прочность 1,78—1,96 ГПа и достаточно высокие
для порошкового материала характеристики пластичности и удар¬
ной вязкости (6 = 2—4%, KCV — 300 — 400 кДж/м2). Сталь
Н14К7М5 по сравнению с титансодержащими сталями упрочня¬
ется меньше. Молибден в меньшей мере, чем другие добавки (ти¬
тана, алюминия), снижает пластичность и вязкость мартенсита
при старении. В данном случае эти характеристики практически
не снижаются. Кобальт как легирующая добавка не вызывает
старения мартенсита железоникелевых сталей. Его присутствие
в стали с другими добавками, вызывающими старение, увеличивает
степень упрочнения. По сравнению с высокопрочными углероди¬
стыми сталями мартенситно-стареющие имеют высокую вязкость
и более низкий порог хладноломкости. На рис. 155 приведено
изменение ударной вязкости стали Н14К7М5Т2 в зависимости от
температуры испытаний. При температуре —90 °С сталь характе¬
ризуется достаточно высокими значениями ударной вязкости.
Высокая вязкость сталей и низкий порог хладноломкости обуслов-
377
лейы, вероятно, тем, что никель и кобальт понижают сопротивле¬
ние кристаллической решетки движению дислокаций и уменьшают
энергию взаимодействия дислокаций с атомами внедрения. Кроме
того, низкое содержание углерода и других примесей (азота, ки¬
слорода, серы, фосфора) в порошковых сталях со стареющим
мартенситом обеспечивает низкую плотность точек закрепления
дислокаций, что приводит к возрастанию числа свободных дисло¬
каций и увеличению их подвижности. Порошковые мартенситно-
стареющие стали содержат меньше примесей и «газов» по сравнению
с компактными и имеют достаточно однородную структуру при
содержании титана до 3,0 %.
Результаты оценки механических
свойств порошковых мартенситно-
стареющих сталей непосредственно
после спекания (закалки) показали
(табл . 43), что с повышением содер¬
жания титана увеличение прочности
сопровождается снижением показа¬
телей пластичности и ударной вяз¬
кости. Это согласуется с результа¬
тами, полученными на компактных
сталях, и, по-видимому, обусловлено
легированием мартенсита титаном,
а также понижением температурного
интервала мартенситного превращения, что приводит к боль¬
шому фазовому наклепу мартенсита и повышению дисперс¬
ности его структуры. Однако работа разрушения образца с тре¬
щиной (КСТ) с увеличением содержания титана не понижается, а,
напротив, заметно возрастает. Старение стали с 2—3 % титана со¬
провождается понижением значений величины КСТ относительно
уровня спеченного состояния. Однако следует отметить, что уве¬
личение содержания титана от 0,5 до 2 % не снижает, а, напротив,
даже несколько увеличивает значения параметров КСТ и Kie
стали, подвергнутой старению. Последнее, очевидно, обусловлено
влиянием роста количества частиц дисперсной фазы, затрудняю¬
щих распространение трещины, над снижением пластичности за
счет закрепления дислокаций.
Таким образом, упрочнение порошковой мартенситно-старею-
щей стали введением 2 % Ti не сопровождается снижением кон¬
структивной прочности, что свидетельствуетовозможности созда¬
ния порошковых сталей, не уступающих по свойствам компакт¬
ным. Так, в результате старения предел текучести а0>2 стали
Н14К.7М5Т2 равен 1,76 ГПа при /С1е » 49,6 НМ/м3/2, т. е. отно¬
шение К^аол « 0.9 близко по величине к аналогичной характе¬
ристике высокопрочных сталей в компактном исполнении.
Перспективной является горячая пластическая деформация
порошковых сталей, позволяющая значительно снизить энерго¬
силовые затраты на деформирование и совместить в одной техно¬
378
-200 -150 -100 -50 а по
t,°c
Рис» 155. Зависимость ударной вяз*
кости стали Н14К7М5Т2 (св »
« 1,78 ГПа) от температуры ис*
лытавия
логической операции сжатие и заваривание пор. Помимо Этого,
с нагревом увеличивается пластичность порошкового материала,
деформируемость которого снижена наличием концентраторов на¬
пряжений в виде пор.
Пластическая деформация порошковых мартенситно-старею-
щих сталей позволяет существенным образом улучшить структуру,
уменьшить пористость, интенсифицировать процессы упрочнения
при старении. Оптимальный температурный интервал горячей
деформации 850—900 °С. Более высокая температура деформации
не дает существенного прироста пластичности и приводит к росту
зерна. Применение горячей обработки давлением позволяет соз¬
дать порошковые мартенситно-стареющие стали с комплексом
механических свойств выше, чем у сталей, полученных традицион¬
ными металлургическими способами.
2. Спеченные титановые сплавы
Титан и его сплавы, обладая высокой удельной прочностью и
коррозионной стойкостью, являются перспективными конструк¬
ционными материалами.
Из титановых сплавов изготавливают большое количество изде¬
лий и полуфабрикатов различного назначения, масса их измеряется
от нескольких граммов до сотен килограммов. Однако высокая
стоимость титана и низкий коэффициент его использования при
изготовлении деталей традиционным способом ограничивают об¬
ласть его применения в народном хозяйстве.
В настоящее время при получении спеченных титановых спла¬
вов применяют в основном два способа: использование порошков
готовых сплавов и использование смесей порошков чистых ме¬
таллов или лигатур с получением сплава в процессе спекания.
В СССР в основном используют второй способ получения спеченных
титановых сплавов. Для получения изделий из титана и его спла¬
вов применяют гидридные, кальцегидридные и электролитические
порошки. Наиболее перспективными по качеству и технологич¬
ности являются электролитический порошок марки ПТЭС-1,
обеспечивающий низкое содержание примесей, в том числе по
кислороду.
Хорошее сочетание прочности и пластичности титановых
сплавов достигается при смешивании композиций в титановых
смесителях в вакууме не ниже 8 МПа с добавлением мелющих
тел, с последующим прессованием заготовок при 700—900 МПа
и спеканием в вакууме при остаточном давлении не выше
133,3-10-4 Па. Влияние легирующих элементов на свойства
спеченного титана при различных температурах приведено на
рис. 156.
Испытания на длительную прочность двойных сплавов пока¬
зывают, что при 450 °С и напряжении 200 МПа сплав с 1,5 %
(по массе) Мп не разрушается лишь в течение 7,5 ч, а сплав
с 2,5 % (по массе) Мп 12 ч. Титан, легированный 1 % А1, выдер¬
379
ш
J
51 МП
А1
^ 300
у
\ 200
&
7г
ъ та
К
20
10
О
живает до разрушения 11 ч, с 4 % А1 56 ч, а с 5 % А1 100 ч. Наиболее
эффективное влияние на сопротивление ползучести порошкового
титана оказывает кремний. Титан, легированный 1 % Si, выдержи¬
вает до разрушения свыше 100 ч.
Свойства сплавов титана, ле¬
гированных алюминием, марган¬
цем, молибденом, цирконием и
оловом, спеченных при темпера¬
туре 1300 °С в течение 4 ч, приве¬
дены в табл. 44. Максимальной
длительной прочностью характе¬
ризуются сплавы при одновре¬
менном легировании алюминием,
цирконием и оловом.
Сплавы, легированные алюми¬
нием, ниобием, молибденом, ва¬
надием, хромом и кобальтом, спе¬
кали в течение 4 ч при 1300—
1500 °С. Свойства исходных спла¬
вов при нормальных и повышен¬
ных температурах приведены в
табл. 45, данные которой свиде¬
тельствуют об увеличении высо¬
котемпературной прочности ти¬
тана при его легировании; мень¬
шему разупрочнению с повыше¬
нием температуры подвержены
сплавы, легированные алюминием.
С введением оксида Zr02 в легиро¬
ванную матрицу прочность компо¬
зиций при повышенных темпер¬
атурах возрастает. Причем чем
выше температура, тем больше
упрочняющий эффект оксидов.
Одновременно уменьшается пла¬
стичность композиций. Такое дей¬
ствие оксидов, вероятно, связано
со стабилизирующим влиянием
кислорода и металла оксидов на a-фазу, которая является более
жаропрочной, термически стабильной, но хрупкой. На рис. 157
приведены расчетные кривые усталости при 20 и 500 °С для чи¬
стого электролитического титана, а также сплава ТЮ4МЗФЗ
без дисперсной фазы, в присутствии ее и сплава ТЮ4М2Ц402.5.
Для всех материалов и температур определены ограниченные пре¬
делы усталости на базе 10е циклов. Введение дисперсной фазы при¬
водит к повышению предела усталости.
Разработан ряд порошковых титановых сплавов, соответствую¬
щих по химическому составу компактным серийным. В качестве
380
650
550
450
£ 350
ПП> Zr >
20 ^
o'-
10 у
О
Содержание легирующих
элементов,0/'»
Рис. 156. Влияние легирующих эле¬
ментов на кратковременную прочность
(ов) и поперечное сужение(ij)) электро¬
литического титана прн 20 (а); 350 (б)
И 450 0 С (в)
Таблица 44. Свойства спеченных сплавов в зависимости
от температуры нспытвния
Состав
я марка сплава
>
МПа
а.
%
Ф,
%
МПа
а,
%
ft
ств1
МПа
ft
ft
f =
20 °С
f =
О
О
О
11
С
t =
450°
С
ТЮ2Г1
560—600
6-8
1,5
340
4
8
250
6
6,5
ТЮ22,5
600—630
5—7
4,5
350
4
—
300
3,5
6,5
ТЮ4М2
800
5
18
440
6
16
270
6
9
ТЮ4М2Ц2
910
9
15
540
6
13
410
8
13
ТЮ4М2Ц4
1050
5
14
600
6
13
590
6
13
ТЮ4М2Ц401
1140
0,5
2,5
590
13
17
580
10
14
ТЮ4.М2Ц402.5
850
0
0
650
3
12
600
9
14
ТЮ4.М2Ц405
630
0
0
680
4
2
690
8
6 .
ТЮ4М2Ц202.5
810—840
12
12
440
14
17
450
2
21
ТЮ2М2Ц602.5
960—1000
7
8
530
6,5 -
11,5
430
3,5
7
ТЮ2.Ч2Ц802.5
850—890
3
1,5
560
4,5
10
580
6
9
Примечание. Т — титан (основа); Ю —■ алюминий; М =» молибден} Г =• мар»
ганец; U — цирконий; О — кислород. Цифры обозначают содержанке легирующих
элементов.
Таблица 45. Свойства легированных титановых композиций
в зависимости от температуры испытания
Состав
композиций
03
а
£
Ь
а?
«о
3?
4-
а , МПа
в
35
3?
4
Л
С
£
0
ъ
а?
«о
35
4
03
а
£
0
ъ
а?
«о
зя
4
11
to
о
’С
t =
350
°С
t =
= 650
°С
t =
= 850
°С
ТМЗБ2Х1
840
5—9
9—17
330
5
19
150
9
27
40
33
42
ТМЗБ2Х1 +
+ 1 % Zr02
940
5—8
10—17
380
11
26
160
12
27
30
32
50
ТЮ4МЗФЗ
1030
сл
1
6—13
630
5
15
270
9
19
80
19
30
ТЮ4МЗФЗ +
+ 1 % ZrQ
730
0,2
0,5
770
2
5
470
7
10
350
9
20
ТЮ4ФЗКЗ
900
1,0—
5,0
2,7
760
5
12
100
15
26
40
48
76
ТЮ4ФЗКЗ +
+ 3 % ZrQj
520
0,0
0,0
800
2
4
230
15
21
50
26
38
основы использован электролитический титановый порошок
ПТЭ&1. Легирующие элементы вводили в виде лигатуры или чи¬
стых порошков. Для получения порошковых сплавов ВТ5 (Ti -{-
+ 4,5 % А1) и ВТ5-1 (Ti + 5 % А1 + 2,5 % Sn) алюминий вво¬
дили в виде лигатуры (50 % Ti + 50 % А1), а олово — в виде
порошка. Прессование осуществляли при 900 МПа, спекание —
при температурах 1300 и 1400 °G в течение 3 и 4 ч. Относи¬
тельная плотность до спекания составляла 92—94 %, после спе-
381
кания 94—96 %. Наиболее удовлетворительные механические
свойства имеет сплав ВТ5, спеченный при температуре 1300 °С
в течение 4 ч (<тв = 620-j-730 МПа; б = 2,4ч-6,9 %). Низкая проч¬
ность (450—710 МПа) сплава ВТ5-1 практически не зависит от
режима спекания, кроме того, этот сплав характеризуется полной
потерей пластичности. Увеличение температуры спекания для
сплава ВТ5-1 до 1400 °С не привело к полной гомогенизации
потерей пластичности. Увеличение температуры спекания твер¬
дого раствора. Низкая пластичность сплава связана, вероятно,
с тем, что в результате концентрационной неоднородности воз¬
можно образование частиц химических соединений TisAl и Ti3Sn
с изоморфными кристаллическими решетками, которые могут
способствовать охрупчиванию матрицы.^Поэтому для получения
спеченного сплава типа ВТ5-1 с удовлетворительными механиче¬
скими свойствами требуется изготовление специальной лигатуры
сплава Ti -f- А1 -f- Sn.
Рас. 157. Расчетные
кривые усталости при
20 (а) а 550 °С (б)
чистого электроли¬
тического титана
(J), сплава ТЮ4МЗФЗ
без дисперсной фазы
(2). в присутствии
ее (3) н сплава
ТЮ4М2Ц40 2,5 44)
В качестве основы спеченного сплава типа ВТ5 был опробован
титановый порошок, легированный 4,5 А1, полученный электро¬
литическим рафинированием смеси отходов титана и алюминия.
Исходнолегированный порошок прессовали при давлении 700,
900, 1000, 1100 МПа. Прессовки спекали при 1300 °С 4 ч.
Прочность и пластичность сплава растут с увеличением дав¬
ления прессования. Однако применение очень высоких давлений
при прессовании нежелательно ввиду быстрого выхода из эксплу-
382
атанни пресс-форм. Применение давления 1000 МПа обеспечивает
прочность сплава ВТ5 из исходнолегированного порошка титана,
равную 680—740 МПа, что приближается к нижнему уровню
предела прочности серийного компактного сплава. Сплав ВТ5,
полученный из исходнолегированного порошка титана, 4,5 % AL,
по стабильности свойств превосходит спеченный сплав из поро¬
шка ПТЭС-1 с добавлением титан-алюминиевой лигатуры.
При получении спеченного сплава 0Т4 содержание алюминия
составляло 3—4,5 %, марганца 0,8—1,5 %. Механические свой¬
ства сплава Ti + 3 % А1 + 1 % Мп, спеченного при темпе¬
ратуре 1300 °С с изотермической выдержкой 4 ч, равны: ов -=
= 710—720 МПа; б = 84-12 %. Таким образом, прочность спечен¬
ного сплава 0Т4 находится практически на нижнем уровне проч¬
ности компактного сплава в отожженном состоянии (литого, дефор¬
мированного), но по пластическим характеристикам уступает ему.
При получении сплава ВТ20 (Ti + (6—7) % А1 +
-f (1—2) % Zr + (1—2) % Mo + (1—2) % V) элементы молибден,
цирконий, ванадий вводили в виде чистых металлов, а алюминий—
в виде титаи-алюминиевой лигатуры. Порошковые брикеты прес¬
совали при 900 МПа и спекали при температурах от 1100 -до
1430 °С от двух до семи часов. Плотность при температурах спе¬
кания 1400—1430 °С достигала 96—98 %. Наилучшие свойства
сплавов типа ВТ20, спеченных по различным режимам, достигнуты
следующие: ав = 10204-1025 МПа; б = 6,04-6,6 %; КС — 3004-
4-450 кДж/м2. По высокотемпературным свойствам спеченный
сплав ВТ20 практически не уступает литому сплаву.
Сплав ВТЗ-1 относится к высокопрочным (а + Р) сплавам
и имеет значительную степень легированности. Расчетный состав
исходной шихты сплава ВТЗ-1 соответствовал, %: 5А1; ЗМо;
2Cr; 0,2Fe; 0,3Si. Для получения спеченного сплава ВТЗ-1 с по¬
ниженным содержанием кислорода варьировали шихтовые мате¬
риалы и способы смешивания. Давление прессования составляло
900 МПа, режим спекания: для сплава, полученного легированием
чистыми порошками, составлял 1300 °С, 3 ч; для сплава, получен¬
ного легированием порошками лигатур, 1430 °С, 7 ч. Свойства
спеченного сплава ВТЗ-1, полученного по различным вариантам
шихтовки и смешивания в сравнении со сплавом ВТЗ-1, получен¬
ном вакуумно-дуговой плавкой в отожженном состоянии, приведено
в табл. 46. Из приведенных данных видно, что прочность при ком¬
натной температуре порошкового сплава ВТЗ-1 соответствует
прочности серийного сплава, однако его пластичность ниже.
Сплав, полученный с использованием вакуумного смешивания и
содержащий не более 0,14 % кислорода, по пластичности незначи¬
тельно уступает литому деформированному сплаву. Жаропроч¬
ные свойства сплава ВТЗ-1, полученного по различным вариантам
шихтовки, исследованы при температурах 2004-550 °С (табл. 47).
При повышенных температурах прочность спеченных сплавов
№ 3 и 4 находится на уровне прочности серийного сплава ВТЗ-1
383
Таблица 46. Механические свойства спеченного сплава ВТЗ-1 при 20 °С
Номгр
сплава
Вариант шихтовки
Способ
смешивания
(в
С
S
в
о
се
С
S
еа
с
©
з£
«о
з£
4■
1а
1
Порошками чистых ме¬
таллов, алюминий — по¬
рошком Ti + 15,7 % А1
В спирте
(36 ч) +
+ сухое
смешивание
(8 ч)
То же
1090
1060
2—3
5
150
2
Порошком лигатуры
АХМК.К.Ф с дошихтов-
кой по алюминию по¬
рошком Ti + 15,7 % А1
990
910
3—4
7—9
250—
300
3
Порошком лигатуры
АХМКФ с дошихтовкой
по алюминию порошком
чистого 422А
»
1060—
1160
1000
0—2
4
Порошком лигатуры
АХМКФ с дошихтовкой
по алюминию порошком
лигатуры 50 % Ti -f-
+ 50 % Al
»
1050—
1200
990
5—7
12—15
250—
500
4
То же
В вакууме
(40 ч)
950—
1000
850—
900
6-J0
18—25
300—
500
Пруток ВТЗ-1 (ото¬
жженный)
1000
900
12
35
600
в отожженном состоянии. Следует отметить более низкую кратко¬
временную прочность сплава № 1, что, по-видимому, связано
с большой остаточной пористостью (7—9 %).
Для получения сплава ВТ6 (Ti + 4,5 % AI + 3 % V) легиру¬
ющие элементы вводили в виде ванадий-алюминиевой лигатуры.
Композиции прессовали при 900 МПа и спекали при 1300 и 1400 °С
в течение 4 и 7 ч.
Увеличение изотермической выдержки до 7 ч и повышение
температуры спекания с 1300 до 1400 °С приводит к улучшению
свойств, что связано с повышением степени гомогенизации спечен-
Таблица 47. Временное сопротивление разрыву и условный предел
текучести (МПа) при растяжении спеченного сплава ВТЗ-1
при повышенных температурах
Температура
испытания,
°С
Литой
ВТЗ-1
Сплав № I
Сплав № 3
Сплав № 4
°о,а
°0,2
®в
ао.а
®в
°0.2
200
880
720
800
750
930
890
970
810
350
810
650
760
650
890
710
960
810
400
790
620
760
630
770
650
900
780
450
740
590
720
600
790
670
890
750
550
610
570
700
640
700
630
384
ного сплава. Свойства спеченного сплава находятся практически
на уровне литого. Так, временное сопротивление при температуре
400 °С в компактном и спеченном состоянии равно соответственно
490 и 420 МПа. В интервале температур от 20 до 400 °С относитель¬
ное удлинение спеченного сплава составляет 4-*—6 %, а литого
8—9 %.
В сплаве ВТ9 содержание элементов составляло: 6,5 % А1;
3,5 % Mo; 1 % Zr и 0,25 % Si. Легирующие элементы молибден,
цирконий и кремний вводили в виде порошков, а алюминий —
в виде лигатуры 65 % Ti + 35 %А1. Порошковые композиции
прессовали при 900 МПа до относительной плотности 92—93 %
и спекали при 1100—1400 °С. Свойства сплава при 2Q °С: <тв =
= 960-4-970 МПа; 6 = 5-т-8 %; при о = 400 МПа и температуре
450 °С время до разрушения составляет более 170 ч.
Таблица 48. Механические свойства порошкового сплава
Ti + в % AI + 4 % V
Исходные
компоненты
Вид обработки
е, %
V
МПа
°0,2Г
МПа
б. %
Ч>, %
Измельченная ти-
Спекание
94
844
752
5,0
8,0
тановая губка, ле-
Спекание -f ковка
100
938
858
11,5
24,7
тирующие элемен¬
ты в виде элемен¬
тарных порошков
6,3
Механически из¬
мельченная в жид¬
кости стружка
Спекание + ковка -f об¬
работка на твердый
раствор^- старение
100
1167
1062
7,0
сплава
Гидрированные
Спекание + ковка
99,7
1069
1019
18,0
28,5
порошки сплава
Спека иие электри че-
ским разрядом
99
998
872
9,0
16,0
Спекание электриче¬
ским разрядом + обра¬
ботка на твердый рас¬
твор + старение
99
1195
1090
6,0
9,0
Распыление рас-
Горячее прессование
100
1019
942
7,5
—
плава вращаю¬
щимся электродом
Горячее прессование -j-
+ отжиг
100
914
801
18,9
31,3
Тоже, при *исп— 196°С
100
1518
830
11,8
17,3
Горячее прессование -j-
4- экструзия
100
1097
970
15,0
““
Экструзия -+- обработка
на твердый раствор +
+ старение
100
1237
1153
15,0
Спекание электриче¬
ским разрядом
100
935
844
15,4
17,1
Спекание электриче¬
ским разрядом + обра¬
ботка иа твердый рас¬
твор + старение
100
1185
1125
4,6
6,3
Литой сплав ти-
Отжиг
914
844
10,0
25,0
тана
Обработка на твердый
раствор + старение
1090
1019
10,0
10.0
385
13 В. Н. АиПиферов и др.
В США изучали свойства спеченного сплава Ti + 6AI + 4V,
полученного смешиванием порошка титана и лигатуры алюминия
с ванадием. Композиции прессовали при давлении 420 МПа и
спекали при 1230 °С в вакууме не ниже 0,0133 Па.
Приведем некоторые физические и механические свойства спе¬
ченных заготовок:
Относительная плотность, % 94,6—95,1
ов, МПа 800—860
<т0 а. МПа 680—730
6, % 3—7
Ч>, % 4,8— 7,0
Металлографическое исследование показало, что в спеченном
сплаве больших пор, включений или негомогенности не наблк>
дается. Механические свойства спеченного сплава Ti + б % А1 +
-f 4 %V, полученного из порошков разного типа и обработанных
по различным схемам, приведены в табл. 48.
В Японии исследовали сплав Ti + 6%А1 + 4%V, получен¬
ный механическим смешиванием измельченного натрийтермиче-
ского титанового порошка и порошка лигатуры А1 + 40 %V,
полученного дуговой плавкой и измельчением. Порошковую ком¬
позицию прессовали при 500 МПа и спекали в течение 4 ч при
900—1500 °С. Спеченные заготовки выдерживали в атмосфере очи¬
щенного аргона при температурах 700—1200 °С в течение минуты
и штамповали в закрытых штампах. Спеченные заготовки из
сплава системы Ti—А1—V уплотняли до 100 %-ной плотности
путем горячей штамповки в закрытых штампах при температуре
выше 900 °С. Соответствующим выбором температуры штамповки,
режимов термической обработки получен материал с высокими
механическими свойствами (сгв = 800—900 МПа при 6 = 5—
7 %), которые эквивалентны требованиям японских технических
условий на деформируемый сплав системы Ti—А1—V.
3. Порошковые алюминиевые сплавы
Порошковые алюминиевые сплавы являются перспективными ма¬
териалами для изготовления деталей машин и механизмов. Эти
сплавы характеризуются малой плотностью, высокими тепло*
и электропроводностью, коррозионной стойкостью, технологич¬
ной пластичностью, хорошей обрабатываемостью резанием и
большим разнообразием физико-механических и триботехнических
свойств.
Перспективным представляется направление использования
легированных порошков алюминия на основе сплавов, плавя¬
щихся инконгруэнтно, а также формирование сплавов на основе
смесей алюминиевых порошков с легирующими добавками.
При этом их спекание обусловливается свойствами компонентов,
входящих в смесь.
386
При изготовлении деталей конструкционного назначения ис¬
пользуют в основном сплавы 601АВ (0,25 %Си; 0,6 % Si; 1,0 %
Mg; 1,5 % смазки; остальное — алюминий) и 201АВ (4,4 % Си;
0,8 % Si; 0,5 % Mg; 1,5 % смазки; остальное — алюминий),
полученные из механически смешанных порошков, и композицион¬
ные легированные сплавы на основе распыленного порошка мар¬
ки 1202. Порошковые алюминиевые сплавы, полученные из поли-
компонентных шихт после различной обработки, имеют различные
свойства.
Порошковый сплав 601 АВ характеризуется лучшей тепло-
электропроводностью и хорошей коррозионной стойкостью. Сплав
201 АВ имеет высокое сопротивление удару, повышенные износо¬
стойкость и прочность при знакопеременном изгибе.
В настоящее время в СССР разработаны и выпускаются алюми¬
ниевые порошки, не уступающие вышеуказанным по химической
чистоте и поверхностной окисленности. Это порошки серий ПА
и АСД.
Основные проблемы и трудности формирования качественных
изделий из распыленных алюминиевых порошков связаны с нали¬
чием на их поверхности твердой, прочной, практически на вос¬
станавливаемой в известных атмосферах, вплоть до температур спе¬
кания, оксидной пленки, являющейся серьезным препятствием
контактообразованию взаимодействующих частиц алюминия в про¬
цессе его спекания. Именно поэтому все существующие в настоя¬
щее время методы изготовления изделий из алюминиевого порошка
и его сплавов предполагают, как правило, разрушение этой ок¬
сидной пленки предварительной значительной деформацией по¬
рошков, которая влечет за собой целый ряд сопутствующих про¬
блем: введение и удаление смазки, сложность конструкции пресс-
форм и т. д.
Среди порошковых алюминиевых сплавов конструкционного
назначения известны сплавы, легированные одним из переходных
металлов IV—VIII групп периодической системы'элементов, и
сплавы, комплексно легированные непереходными и переход¬
ными элементами.
При создании порошковых алюминиевых сплавов двойной си¬
стемы наиболее распространенными легирующими элементами
являются железо и хром, которые имеют малую растворимость
и низкий коэффициент диффузии в алюминии и образуют с послед¬
ним мелкодисперсные частицы интерметаллических соединений.
Полуфабрикаты из порошковых алюминиевых сплавов полу¬
чают путем нагрева порошков в алюминиевой оболочке, горячего
прессования и экструзии.
Для порошкового сплава, содержащего 12,8 % Fe, временное
сопротивление при растяжении составляет 380 МПа, предел те¬
кучести 310 МПа, относительное удлинение 4 %. Отжиг при
400 °С в течение 16 ч оказывает незначительное влияние на проч¬
ностные и пластические характеристики материала: ав = 360
13* 14/
МПа, б = б %. Это свидетельствует о том, что рекристаллизация
в порошковом алюминиевом сплаве при указанном режиме от¬
жига не протекает в отличие от литого материала, в котором она
завершается полностью. Частичная рекристаллизация в порошко¬
вом сплаве с 4 % Fe наблюдается только после отжига 590 °С,
100 ч. При введении в алюминиевый сплав хрома в количестве
не более 7 % достигаются наилучшие свойства: предел прочности
на растяжение при 20 и 300 °С соответственно равен 300—320
и 130—150 МПа, относительное удлинение до 15—20 и до 14 %,
Среди порошковых многокомпонентных материалов на основе
алюминия наиболее изученными являются сплавы, совместно леги¬
рованные магнием, марганцем, медью, хромом, титаном, цинком
и ванадием, вызывающими дополнительное упрочнение за счет
применения термической обработки. Эти сплавы в отличие от по¬
лученных обычным методом имеют более мелкое зерно. Упрочня¬
ющие фазы присутствуют в них в виде дисперсных включений и
мало склонны к коагуляции.
Одним из самых прочных порошковых алюминиевых сплавов
системы А1—Zn—Mg—Си, полученных методом распыления,
является сплав ПВ90, свойства которого в сравнении с деформи¬
рованным сплавом В95 приведены в табл. 49.
Сплав ПВ90 отличается высокими триботехническими свойст¬
вами. При сухом трении f = 0,10 и при трении со смазкой / —
Таблица 49. Механические свойства алюминиевых сплавов
в зависимости от режима обработки
Состояние
oR, МПа
%,!• МПа
а, %
КСТ,
кДж/м“
Сплав ПВ90
Горячепрессованное
360
230
14
...
Закаленное .
600
510
8
—
Закаленное и искусственно состарен-
кое по режимам:
№ 1
780
740
4(8)*
70
№ 2
640
590
6 (10) *
140
Отожженное .
220
100
15
—
Закаленное ,
350
—
20
—
Сплав В95
Закаленное и искусственно состарен-
иое по режимам:
№ 1 „
600
560
8
№ 2
550
470
9
Примечание. Приведены свойства прессованных прутков из сплава ПВ90
и стандартного сплава В95 диаметром 90—60 и 50 мм соответственно.
* Полуфабрикаты изготовлены с последующей дегазацией в вакууме.
388
= 0,05 износ при сухом трении составляет 6,0 мг-см®, при трении
со смазкой 5,0 мг-см®.
Сплав В95 при сухом трении имеет f = 0,35, при трении
со смазкой / = 0,10. Износ при сухом трении составляет 22 мг-см2,
при трении со смазкой 20,5 мг-см®.
Сплав ПВ90, как и все деформируемые сплавы системы А1—
Zn—Mg—Си, мало чувствителен к концентрации напряжений
при одноосном растяжении, отличается высоким сопротивлением
срезу и малоцикловой усталости при повторно статических на¬
грузках. Физические свойства сплава ПВ90 близки к свойствам
стандартного сплава В96ц. Сплав ПВ90 характеризуется удовлет¬
ворительной технологической пластичностью. Он хорошо обра¬
батывается давлением в горячем состоянии и из него могут быть
полученычюлуфабрикаты различного ассортимента методами прес¬
сования, штамповки и прокатки.
Известны также алюминиевый сплав, легированный титайом
и вольфрамом и имеющий прочность при растяжении 420—
490 МПа, предел текучести 350—390 МПа, относительное удли¬
нение 7 %, и сплав алюминия с 5,75 % Mg и добавками хрома
(1,25—2 %) и марганца (0,7—4 %), имеющий ов = 4804-500 МПа,
а0>2 = 3704-410 МПа, б = 74-12 %.
Большинство порошковых алюминиевых сплавов находится
в стадии опытного производства. Наибольшее применение из них
нашел сплав, содержащий 25—30 % Si и 7 % Ni, полученный
из распыленного порошка и имеющий низкий коэффициент
линейного расширения.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Анциферов В. Н., Акименко В. Б. Спеченные легированные стали. М.: Ме¬
таллургия, 1983. 88 с.
У Анциферов В. Н., Устинов В. С., Олесов Ю. Г. Спеченные сплавы на основе
титана. М.: Металлургия, 1984. 167 с.
Порошковая металлургия материалов специального иазиачеиня/Под ред.
Дж. Барка, В. Вейса. М.: Металлургия, 1977. 376 с.
Порошковая металлургия. Материалы, технология, свойства, области при¬
менения: Справочник/#. М. Федорченко, И. Н. Францевич, И, Д. Радомысель-
ский н др. Киев: Наукова думка, 1985. 624 с.
Глава VI. ЖАРОПРОЧНЫЕ, ЖАРОСТОЙКИЕ
И КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Развитие современной техники предъявляет все более высокие
требования к прочности и жаропрочности, жаро- и коррозионно-
стойкости и другим специальным свойствам материалов, обуслов¬
ливающих применение их для изготовления машин и агрегатов,
работающих при высоких температурах и в различных средах.
Авиационная, ракетная техника и космонавтика, ядерная
энергетика и химическое машиностроение, а также другие отрасли
389
не могут развиваться только на базе существующих материалов.
Поэтому дальнейшие успехи связаны с созданием материалов,
способных выдерживать повышенные эксплуатационные нагрузки
в широком интервале температур (до 3000 °С и выше). Среди них
можно выделить тугоплавкие металлы и их сплавы, тугоплавкие
соединения, керметы, упроч¬
ненные дисперсными вклю¬
чениями и армированные во¬
локнами материалы. Сравни¬
тельные свойства- некоторых
жаропрочных сплавов при¬
ведены на рис. '158.
1. Тугоплавкие металлы
К тугоплавким металлам от¬
носят ряд переходных ме¬
таллов IV—VI А подгруппы,
а также VII группы периоди¬
ческой системы элементов,
у которых при переходе
одного элемента к соседнему происходит достройка внутренних
электронных уровней. К ним относятся: цирконий, гафний,
ванадий, ниобий, тантал, хром, молибден, вольфрам, рений.
Приведем свойства тугоплавких металлов:
Металл .
Zr
Ш
V
Nb
Атомный номер. .
40
72
23
41
Атомная масса
Ближайшее межатомное рас-
91,2
. 178,5
50,9
92,9
стояние, нм
0,317—0,313
0,314
0,263
0,285
гал, °С
1845±10
2222
1919±2 '
2468
^КИШ С - • ■
3580
5400
3400
4927
а-10'®, К-1 при 0—100 °С . .
X, Вт/(м- К)
Удельная теплоемкость п.ри
5,9
5,8
8,3
7,0
20,9
20,9
■ 37,7
54,5
20 °С. кДж/(кг- К) ......
Скрытая теплота плавления,
0,276
—
—
0,272
кДж/молъ
Скрытая теплота испарения,
23
16,8
26,8
кДж / моль
1595,6
—
444,14
697,6
р при 20 °С, ГОм-м
Сечение захвата тепловых ней-
3,96—3,98
3,7
2,48
1,31
тронов Ю'24, см2
0,18
105
4,9
1,1±0,1
•у, г/см3
6,5
13,29
6,11
8,57
Металл , . . .
Та
Сг
Мо
W
Re
Атомный номер ,
73
24
42
74
75
Атомная масса' .......
Ближайшее межатомное рас-
180,9
52,0
95,9
183,9
186,3
стояние, нм ........ .
0,285
0,249
0,279
0,274
0,274
Тал, °С
2996
1900
2610
3380
3180±20
^НИП* °С
5425
2200
5560
5900
5630
а> 10"®, К-1 при 0—100 °С . .
X, Вт/(м-К) ..........
390
6,6
5.9
5,2
4,5
6,6
54,5
5,9
146,7
129,8
71,2
б,, finer
Рис. t58. Уровевь жаропрочности сплавов на
основе хрома (/), ванадия (2), ниобия (3), мо¬
либдена (4). тактала (5) и вольфрама (б)
Удельная теплоемкость при
20 СС, *Дж/(кГ'К) 0,142 0,461 0,256 0,134 . 0,138
Скрытая теплота плавления,
кДж/моль ......... 24,7 19,3 27,7 Э5,2 33,1
Скрытая теплота испарения,
кДж моль 770,5 378,78 563,56 34,0 636,9
р при 20 °С. ГОм-м 1,245 1,245 1,29 0,5 1,93
Сечение захвата тепловых ней¬
тронов КГ?3, см2 21,3± 1 2,9±0,1 2,4±0,2 19,2±1 84±4
7, г/см3 16,6 7,15 10,2 19,2 21,0
За последнее время в промышленности наибольшее применение
в качестве высокотемпературных конструкционных материалов
нашли вольфрам, тантал, молибден, ниобий. Все шире применяют
рений, хром и ванадий, которые хотя и менее тугоплавки» чем
металлы «большой четверки», но благодаря своим специфическим
свойствам начинают играть большую роль в производстве жаро¬
прочных материалов и изделий из них.
Технология получения и обработки тугоплавких металлов
включает такие процессы, как получение порошков, компактиро-
вание заготовок» обработка их давлением» соединение деталей и
заготовок, механическая обработка и др.
Вольфрам. При производстве изделий из спеченного вольфрама
используют порошки, получаемые восстановлением вольфрамо¬
вого ангидрида или галогенидов вольфрама водородом, карбо¬
нильным методом и распылением по методу вращающегося элект¬
рода или плазменным.
При производстве малогабаритных изделий и штабиков, ис¬
пользуемых для получения листов небольшого размера, прутков
и проволоки, порошки с губчатой или осколочной формой частиц
прессуют в стальных пресс-формах на гидравлических прессах при
давлении 150—500 МПа (пористость заготовок 30—40 %). Для
улучшения прессуемости к порошку добавляют смазывающие и
склеивающие вещества. При давлении выше 600 МПа в прессовке
могут появиться расслойные трещины. Прессовки (штабики)
спекают в две стадии.
Первую стадию (предварительное спекание) проводят в водороде
при 1150—1300 °С в течение 0,5—2 ч. Для достижения макси¬
мального уплотнения штабика и обеспечения необходимой струк¬
туры вторую стадию спекания проводят при температурах 2900—
3000 °С, которая создается непосредственным пропусканием
электрического тока через штабик, упрочненный предваритель¬
ным спеканием. Эту стадию спекания, получившую название
«сварка», осуществляют в водороде в специальных печах, так на¬
зываемых сварочных аппаратах. Режим спекания в производствен¬
ных условиях контролируют обычно не измерением температуры
штабика, а величиной пропускаемого тока.
При высокотемпературном спекании через штабик пропускают
ток (88—93 % от тока переплавки), обеспечивающий нагрев шта¬
бика до 2900—3100 °С. Плотность этого штабика зависит от ре¬
391
жима сварки (главным образом от создаваемой максимальной тем¬
пературы), зернистости исходного порошка и отчасти от давления
прессования. Выдержка в течение 15 мин при силе тока, равной
90®0 от тока переплавки, оказывается достаточной для того, чтобы
в основном были завершены процессы усадки и рекристаллизации
(плотность 17,5—18,5 г/см3). При дальнейшей выдержке при
той же температуре пористость медленно изменяется, а величина
зерна растет.
Наилучшей обрабатываемостью при последующей горячей
ковке обладают вольфрамовые сваренные штабики, характеризу¬
ющиеся однородной структурой с числом зерен 2000—5000 на
1 мм2, т. е. со средней величиной зерен 22—14 мкм. Штабики с чис¬
лом зерен до 8—10 тыс. на 1 мм2 также удается проковать, но при
более высокой температуре.
В процессе сварки концы штабиков, находящиеся в охлаждае¬
мых зажимах—контактах сварочных аппаратов, не проварива¬
ются, поэтому после сварки их обрубают и перерабатывают.
Важным, моментом в производстве компактного вольфрама яв¬
ляется введение в него различных присадок, необходимых для
придания нужных свойств. Для более равномерного распределе¬
ния присадок их обычно добавляют в форме растворов соответ¬
ствующих соединений (Th(N03)4; KaSi03; Na2Si03 и т. п.) к су¬
спензии W03 или H2W04 в воде. После высушивания, прокалки
и восстановления получают порошок вольфрама, содержащий тре¬
буемые добавки. Превращение порошка в заготовку и ее спекание
аналогичны рассмотренным выше. Крупногабаритные заготовки
спекают в индукционных печах при 2400—2500 °С и изотермиче¬
ской выдержке около 20 ч. ‘
Можно активировать процесс спекания, добавив к вольфраму
0,1—0,5 % Ni. При этом получение плотной (18,1—18,4 г/см3)
заготовки возможно даже при температурах спекания 1200—
1600 °С.
Спеченные поликристаллические вольфрамовые заготовки на
холоду хрупки и при деформации разрушаются по межкристалли¬
ческим границам, однако при 1300—1500 °С они поддаются ковке,
не разрушаясь. Для производства прутков, которые обычно слу¬
жат заготовками для волочения проволоки, применяют ротацион¬
ные ковочные машины. После ковки вольфрамовые заготовки под¬
вергают дальнейшей обработке, например получают волочением
проволоку нужного сечения.
Молибден. Порошок молибдена, полученный восстановлением
триоксида молибдена водородом, более мелкозернистый, чем
вольфрамовый, его прессуют при давлении 200—300 МПа (порис¬
тость штабика 40—35 %), как правило, со смазкой. Штабики
имеют размеры 14x14x600, 18x18x650, 30x30x650, 40Х
X 40x650, 60x60x650 мм.
После предварительного спекания в водороде при 1100—
1200 °С штабики подвергают сварке, в процессе которой из-за
392
малого размера частиц усадка прессовок проходит с большой ско¬
ростью и завершается в довольно короткие сроки (0,15—0,25 ч)
при силе тока, составляющей 90 % от силы тока переплавки, что
соответствует 2200—2400 °С. После сварки пористость штабика
снижается до 6—10 %. Сварка крупных штабиков требует боль¬
шой силы тока, возникающие при этом затруднения можно успе¬
шно преодолевать, активизируя спекание молибдена путем незна¬
чительного увлажнения водорода, пропуская его через воду при
20—40 °С. Сварку в увлажненном водороде проводят при 1600—
1700 °С.
При увеличении времени сварки (для крупных штабиков ино¬
гда до 2 ч) для выравнивания структуры по сечению удается по¬
лучить штабики плотностью порядка 10 г/см3, что близко к плот¬
ности беспористого металла. При этом образуется крупнозерни¬
стая структура, но так как молибден отличается от вольфрама
большей пластичностью, такие штабики хорошо поддаются горя¬
чей ковке. Однако волочение проволоки больших диаметров и про¬
катку толстых пластин проводят с подогревом. При производстве
молибденовой проволоки вводят небольшие присадки оксида то¬
рия.
Спекание крупных штабиков можно проводить в вакуумной
методической печи с графитовыми стержнями-нагревателями,
позволяющей обеспечить одновременно и предварительное, и
окончательное спекание (1900—1950 °С, время выдержки 6—9 ч,
остаточное давление. 0,13 Па). Заготовки массой 100—300 кг
спекают в индукционной печи в водороде при 1700—1850 °С и
изотермической выдержке 3—15 ч.
Тантал и ниобий. Исходный порошок прессуют в заготовки
сечением 4—20 см2, длиной 600—750 мм (пластины прямоуголь¬
ного сечения или штабики), массой до нескольких килограммов.
В случае танталового порошка натриетермического восстановления
(порошок мелкозернистый с большой удельной поверхностью)
прочные заготовки получают при давлении 300—500 МПа. При
прессовании крупнозернистого порошка, полученного электроли¬
зом, необходимо давление 700—800 МПа. Перед прессованием
в порошок тантала вводят раствор глицерина в спирте или какую-
либо другую жидкую связку, полностью удаляющуюся при спе¬
кании. Спекание заготовок проводят в вакууме.
Танталовые штабики из мелких порошков предварительно спе¬
кают в вакуумных печах садочного типа при 1000—1200 °С.
В связи со значительным газовыделением температуру необходимо
поднимать медленно. Спеченные штабики охлаждают вместе с пе¬
чью. Сварку проводят в вакууме, подбирая режим таким образом,
чтобы обеспечить полнее разложение и испарение примесей. При
максимальной температуре 2600—2700 °С делают выдержку до
полного удаления всех газов. Продолжительность сварки зависит
от количества примесей в тантале и достигает 8—12 ч (натрие-
термический порошок) или 4—6 ч (электролитический порошок).
393
Штабики после сварки охлаждают в вакууме, их плотность
составляет 14—15 т/см , что соответствует 15—10 % остаточной
пористости. Сваренные штабики проковывают на холоду с обжа¬
тием 15—20 %. Затем проводят вторичное спекание (отжиг) в ва¬
куумном сварочном аппарате путем кратковременной (в течение
1 ч) выдержки штабика при 2400 °С, Во время отжига протекает
рекристаллизация и заваривание пор. Второй этап ковки проводят
с обжатием на 25 %, после чего следует вторичный отжиг в ва¬
кууме. В результате такой обработки получается беспористая
заготовка с плотной полиэдрической структурой. В дальнейшем
такую заготовку прокатывают в листы или протягивают в прово¬
локу обычными методами обработки давлением на холоду с про¬
межуточными отжигами в вакуумной печи.
Аналогично рассмотренному получают спеченный ниобий.
Штабики прессуют при давлении 100—150 МПа (мелкие натрие¬
термические порошки) или 700—800 МПа (крупнозернистые элект¬
ролитические порошки) и спекают их в вакууме при 2300 °С.
Цирконий. Порошки циркония (кальциетермические, электро¬
литические или полученные по методу гидрирование—дегидриро¬
вание) прессуют на холоду при давлении 600—800 МПа и спекают
прессовки в вакууме (0,13—0,013 Па) при температурах 1200—
1300 “С. Спеченные заготовки циркония обладают повышенной
пластичностью и легко поддаются обработке давлением.
Для активации процесса спекания целесообразно использо¬
вать смесь порошков циркония и гидрида циркония. При разло¬
жении гидрида циркония в процессе спекания 6 вакууме образу¬
ются кристаллы циркония с большой дефектностью в их строении,
что активирует процесс спекания и позволяет получить заготовки
высокой плотности.
Рений. Порошки рения, полученные электролитическим спо¬
собом, имеющие крупность 1—3 мкм, прессуют в стальных пресс-
формах под давлением 600 МПа в прямоугольные штабики (12х
X12 мм), плотность которых около 9,5 г/см3. С целью упрочнения
и удаления частиц летучих примесей спрессованные штабики
предварительно спекают при 1200 °С в вакууме 66,65—133,3 Па
или в водороде в течение 1 ч. Последующее высокотемпературное
спекание (сварку) ведут в водороде в аппаратах, применяемых
для сварки вольфрамовых штабиков. Максимальная температура
сварки 2700—2750 °С.
Спеченные штабики, плотность которых должна быть не ниже
19 г/см8, затем уплотняют ковкой или прокаткой на холоду с про¬
межуточными отжигами. Горячей обработке рений не подвергают
из-за его красноломкости, которая обусловлена образованием
легкоплавкого оксида рения (VII) по границам зерен.
Сложность пластической обработки рения состоит в том, что
рений отличается высоким сопротивлением деформации. Даже
при малой степени обжатия на холоду (5—10 %) его твердость
по Виккерсу резко возрастает от 2500—3000 до 8000 МПа. Поэтому
после холодной деформации проводят отжиг при 1700—1800 °С
в течение 0,5—1 ч и далее продолжают пластическую обра¬
ботку на холоду. Рений относительно легко подвергается про¬
катке.
Ванадий. Порошки ванадия, полученные отсевом продуктов
электролиза или путем гидридной переработки и имеющие средний
размер частиц 5—20 мкм, прессуют в стальных пресс-формах
под давлением 700—1000 МПа в штабики, плотность которых
составляет 4,8—5,2 г/см3. Спекание проводят в вакууме в интер¬
вале температур 1400—1700 °С при давлении 133,3-10"4—
133,3-10-6 Па.
Для повышения пластичности материала целесообразно вводить
(подшихтовкой) в его состав 1—2 % (по массе) циркония или
4—5 % (по массе) титана, что позволяет проводить обработку дав¬
лением спеченных брикетов при комнатных температурах.
Плотность спеченных штабиков, которая после спекания со¬
ставляет 5,3—5,7 г/см3, можно повысить калибровкой (при ком¬
натной температуре) или прокаткой до 5,8—6,0 г/см3. Для снятия
напряжений, заваривания закрытых при обработке давлением
пор применяют промежуточные отжиги в вакууме при темпера¬
турах до 1400 °С в течение 1—2 ч.
Хром. Электрический порошок хрома прессуется плохо, а
гидридно-кальциевый — удовлетворительно. Электролитический
порошок хрома перед применением подвергают размолу, что при¬
водит к наклепу поверхности частиц н ухудшению прессуемости.
Для улучшения прессуемости порошки хрома подвергают отжигу
и перед прессованием добавляют пластификаторы, которые затем
удаляются в процессе спекания.
Гидридно-кальциевый порошок хрома прессуют при давле¬
нии 600—800 МПа, электролитический — при 300—400 МПа
с введением связки. Спекание осуществляют при температурах
1450—1550 °С в чистом сухом водороде в течение 3—5 ч. При этом
пористость спеченных брикетов может составлять 5—8 %. По¬
ристость спеченного хрома может быть уменьшена горячей обра¬
боткой давлением.
Прессование тугоплавких металлов в металлических пресс-
формах имеет ряд недостатков, основные из которых — неравно¬
мерность распределения плотности по объему изделий, сложность
в изготовлении крупногабаритных заготовок, невозможность
получения качественных прессовок из порошков твердых и мало¬
пластичных материалов. Для получения заготовки с равномерным
распределением плотности используют такие методы формования,
как прокатка порошков, шликерное формование, горячее прес¬
сование, взрывное прессование и др.
Широкое применение для получения заготовок и изделий из
тугоплавких металлов и сплавов с равномерным распределением
плотности и широким варьированием массы заготовок нашел метод
изостатического (всестороннего) прессования.
395
2. Спечеппые сплавы тугоплавких металлов
Чистые тугоплавкие металлы не обладают достаточным комплек¬
сом механических свойств при высоких температурах, и повыше¬
ние этих свойств достигается легированием. Характеристики жаро¬
прочности и рабочие температуры сплавов на основе тугоплавких
металлов тем выше, чем больше температура растворения у леги¬
рующего элемента.
По структурному состоянию большинство жаропрочных сила-
вов на основе тугоплавких металлов представляет собой гетеро¬
генные сплавы, основой которых является твердый раствор. Уп¬
рочнение при легировании происходит главным образом в резуль¬
тате взаимодействия растворенных атомов с дислокациями. При
этом возникает закрепление или блокирование дислокаций.
Во многих сплавах на основе тугоплавких металлов, содер¬
жащих, кроме легирующих элементов, повышенное количество
примесей внедрения, образуются избыточные фазы типа карбидов,
нитридов, оксидов и других химических соединений. Образова¬
ние интерметаллических соединений нежелательно, так как такие
соединения резко повышают твердость и охрупчивают сплавы.
Повышение свойств сплавов тугоплавких металлов может быть
достигнуто применением термической обработки, т. е. закалки
с высоких температур (с последующим старением) при температу¬
рах, близких к рабочим. Роль фаз-упрочнителей в этом случае
выполняют карбиды, нитриды, бориды и другие химические соеди¬
нения, образуемые в основном металлами IVA и VA групп (ти¬
тан, цирконий, ниобий, тантал) е элементами внедрения, которые
являются уже не примесями, а специально вводимыми легирую¬
щими элементами.
Сплавы тугоплавких металлов получают методом металлурги¬
ческой технологии и порошковой металлургии. Известны порошко¬
вые сплавы, применяемые для изготовления ракетных сопел
и получаемые путем спекания гидростатически спрессованных
заготовок из вольфрамоникелевых сплавов с последующей про¬
питкой медью или серебром.
Для изготовления деталей, работающих в интервале температур
до 1260 °С, разработаны спеченные ванадиевые сплавы. Ванадие¬
вые сплавы можно разделить на две группы:
1. Сплавы V—Ti с введением третьего элемента для работы
при температурах не выше 800 °С.
2. Сплавы V—(Nb, Та, Мо) с введением других элементов
для работы при температурах до 1250 °С.
При получении ванадиевых сплавов регулируется минималь¬
ное содержание примесей внедрения, за исключением специально
вводимых углерода, бора и кремния.
В последнее время проводятся исследования по использова¬
нию порошка ванадия с повышенным содержанием примесей
азота или кислорода. Эти примеси затем связываются активным
396
Таблица 50. Свойства спеченных ванадиевых сплавов
Состав сплава
Относи¬
тельная
плот-
Твер¬
дость
<тв, МПа, при
температуре, °С
вость,
%
НВ, МПа
20
1100
1200
V + 20 % Nb + 5 % Ti + 0,5 % С
90
3400
235
140
V + 20 % Nb + 5 % Ti + 0,5 % С +
+ 0,1 % В
88
4800
760
280
225
V + 20 % Nb + 3 % Ti + 0,5 % С +
+ 0,1 % В
95
3900
—
363
197
V + 10 % Nb + 7 % Ti + 10 % Та +
+ 5 % Мо + 0,5 % С
95
3400
670
405
легирующим элементом (титаном или цирконием), и образующаяся
дисперсная фаза выделяется при термической обработке.
Установлено, что для проявления рафинирующего влияния
титана при содержании в ванадии до 1 % кислорода содержание
его в сплаве не должно превышать 7 %. Нужно стремиться к тому,
чтобы весь вводимый титан полностью связался примесями вне¬
дрения, так как наличие ого в твердом растворе сплава резко
снижает длительную прочность при повышенных темпера¬
турах.
Рекомендации по содержанию тугоплавких элементов в литых
сплавах не всегда могут быть распространены на спеченные,
поскольку их повышенное содержание затрудняет формирование
гомогенной структуры. Если в литых сплавах содержится до
30 % Та и до 20—25 % Мо, то в спеченных (полученных смеши¬
ванием отдельных компонентов) должно быть Nb < 30, Та < 20,
Мо < 10 %. Свойства некоторых спеченных ванадиевых сплавов
приведены в табл. 50.
Сравнение высокотемпературной прочности спеченных и литых
сплавов ванадия аналогичного химического состава показывает,
что спеченные сплавы не только не уступают литым, но в не¬
которых случаях и превосходят их, несмотря на наличие пори¬
стости и отсутствие обработки давлением. То же самое можно
сказать и о сопротивлении ползучести и длительной прочности.
В частности, последний из перечисленных в табл. 50 сплав ва¬
надия при температуре испытания 1100 °С и напряжении 140 МПа
показал время до разрушения 0,9 ч; при 105 МПа 5,02 ч; при
70 МПа 23,3 ч и при 55 МПа 100 ч.
Дальнейшее повышение длительной прочности может быть
достигнуто формированием оптимальной структуры путем тер¬
мической обработки и обработки давлением.
Одним из эффективных способов повышения свойств металлов,
в том числе высокотемпературных, является упрочнение дисперс¬
ными включениями тугоплавких соединений или армирующими
волокнами.
397
3. Дисперспоупрочненные материалы
Дисперсноупрочненными называются композиционные спеченные
материалы, содержащие искусственно вводимые в них высоко¬
дисперсные, равномерно распределенные частицы фаз, не взаимо¬
действующих активно с матрицей и заметно не растворяющихся
в ней вплоть до температуры ее плавления, у/
Основные работы по * созданию жаропрочных дисперсноупроч-
ненных материалов на основе никеля,, кобальта, меди, хрома,
железа, вольфрама и других металлов выполнены в начале 60-х
годов. Было показано, что наиболее эффективное упрочнение
обеспечивается при содержании
упрочняющей фазьгЗ—15 % (объемн.),
размере ее частиц до 1 мкм (лучше
0,01—0,05 мкм) и среднем, расстоя¬
нии между ними 0,1—0,5 мкм. Дис-
персноупрочненные материалы со¬
храняют микрогетерогенное строение
и дислокационную субструктуру,
формирующуюся при их деформации
и термической обработке, а следова¬
тельно, и работоспособность до 0,9—
0,95ГПЛ матрицы.
На рис- 159 схематично показана
зависимость изменения прочности от
температуры для различных классов
жаропрочных материалов. Для дис-
персноупрочненных материалов ха¬
рактерно непрерывное возрастание отношения их прочности к проч¬
ности матричного металла с повышением температуры. Это объяс¬
няется тем, что при наличии в матрице второй фазы скольжение ди¬
слокаций в зернах металла становится возможным при существенно
больших напряжениях, границы этих зерен блокируются, а рост
зерен затормаживается практически до температуры плавления
матрицы/Эффект зернограничного упрочнения суммируется с упро¬
чнением собственно от частиц, а термическая стабильность струк¬
туры способствует сохранению зернограничного упрочнения для
предплавильных температур. При высоких температурах, когда
деформация контролируется скольжением на vграницах зерен,
более благоприятна крупнозернистая структура, формирующаяся
в процессе термической обработки после предшествующей дефор¬
мационной обработки.
При создании дисперсноупрочненного материала выбирают!
1) фазу-упрочнитель и ее объемное содержание; 2) способ вве¬
дения фазы-упрочнителя в матрицу; 3) способ получения ком¬
пактных заготовок, форма которых пригодна для последующей
деформационной обработки; 4) рациональные режимы деформа¬
ции и термической обработки спеченных материалов.
398
Т/Т„л
Рис. 159, Схема изменения проч¬
ности в зависимости от температу¬
ры:
/ — стареющие сплавы; 2 — дио
персноупрочненные материалы; 3 —
чистые нагартованные металлы
В общем виде к фазе-упрочнителго предъявляют следующие
требования: высокая свободная энергия образования (высокая
термодинамическая прочность), малая величина скорости диф¬
фузии компонентов фазы в матрицу и малая их растворимость
в ней, высокая чистота и большая суммарная поверхность частиц
дисперсной фазы. К упрочняющим фазам с такими свойствами
можно отнести А1203, Si02, Th02, HfOa, Zr02, Cr203 и другие
оксиды, карбиды и нитриды переходных металлов, интерметал¬
лические соединения типа Ni3Al, МпА1в, некоторые из тугоплав¬
ких металлов.
Рис. 160. Типы структур в двсперсноупрочненных материалах:
а — дисперсная; б — агрегатная
Допустимое объемное содержание упрочняющей фазы опреде¬
ляется технологическими возможностями получения равномер¬
ного распределения ее частиц выбранной дисперсности. Способ
введения частиц фазы-упрочнителя в матрицу зависит от выбора
типа структуры дисперсноупрочненного материала, которая мо¬
жет быть дисперсной (рис. ljoO, а) или агрегатной (рис. 160, б);
в реальных материалах эти структуры сосуществуют, хотя при
производстве стремятся к получению более предпочтительной
дисперсной структуры.
Порошковые смеси можно получить: 1) механическим смеши¬
ванием порошков оксидов металла и упрочняющей фазы с после¬
дующим восстановлением оксидов основного металла; 2) меха¬
ническим смешиванием порошков металла матрицы и упрочня¬
ющей фазы; 3) поверхностным окислением порошка основного
металла; 4) химическим смешиванием, предусматривающим со¬
вместное осаждение солей и их последующее после прокалки вос¬
становление с образованием металла и сохранением фазы-упроч¬
нителя; 5) внутренним окислением или азотированием порошков.
Первые три метода приводят преимущественно к агрегатной
структуре, а последние два — к дисперсной. По первому методу
порошки таких пластичных металлов, как медь, никель, железо,
399
платина и др., смешивают в любых известных типах смесителей
с тугоплавкими оксидами (А1г08, Si02, ТЬОг, Zr203), не взаимо¬
действующими с металлической основой, после гидростатиче¬
ского или иного вида прессования и последующего спекания
заготовки обрабатывают давлением.
При упрочнении металлов тугоплавкими дисперсными окси¬
дами совместным осаждением в водных растворах хлоридов, ни¬
тридов, сульфатов основного металла (меди, никеля, кобальта,
железа, молибдена, вольфрама, алюминия) и металла, образу¬
ющего тугоплавкий оксид (алюминия, кремния, магния, берил¬
лия), оксид распределяется в матрице более равномерно, чем при
механическом смешивании исходных материалов. При добавлении
к смеси этих растворов едких щелочей, карбонатов щелочных
металлов, щавелевой или муравьиной кислот выпадает осадок
(смесь нерастворимых соединений) соответствующих металлов,
который промывают, фильтруют, сушат и нагревают до темпера¬
туры, обеспечивающей его разложение до оксидов. Смесь оксидов
нагревают в восстановительной атмосфере при температуре, до¬
статочной для избирательного восстановления только оксида
матричного металла. После восстановления полученную смесь
частиц матричного металла и фазы-упрочнителя прессуют, спе¬
кают и обрабатывают давлением.
Метод упрочнения путем образования внутри металлической
матрицы высокодисперсных частиц тугоплавкой фазы при вну¬
треннем окислении предусматривает окислительный отжиг по¬
рошка сплава, представляющего собой твердый раствор металла,
образующего трудновосстанавливаемый тугоплавкий оксид в ме¬
таллической матрице, оксид которой должен легко восстанавли¬
ваться.
Если металл матрицы не образует оксидов, то уже на этой
стадии появляется трудновосстанавливаемый оксид металла фазы-
упрочнителя, и порошок после окисления можно прессовать,
спекать и обрабатывать давлением. Если на поверхности матрицы
образуется пленка оксида, препятствующая диффузии кислорода
внутрь частицы, то после окислительного отжига порошок нагре¬
вают в инертной среде, и тугоплавкий оксид в основном обра¬
зуется за счет кислорода оксида матрицы. Для удаления неразло-
жившихся оксидов матричного металла порошок можно допол¬
нительно обработать в восстановительной среде. Скорость диф¬
фузии кислорода в матрице должна быть возможно большей по
сравнению со скоростью диффузии атомов металла, образующего
тугоплавкий оксид, а энергия образования последнего по абсо¬
лютной величине должна быть значительно больше энергии об¬
разования оксида матрицы. Только при таких условиях дости¬
гается высокая дисперсность частиц тугоплавкого оксида и рав¬
номерное его распределение в металле. Полученную смесь порош¬
ков основного металла и тугоплавкого оксида прессуют и спе¬
кают. Спеченные заготовки обрабатывают давлением.
400
Свойства дисперсноупрочненных сплавов
Алюминиевые сплавы. Склонность алюминия к поверхностному
окислению позволяет получить равномерное распределение упроч¬
няющей оксидной фазы. Ее содержание варьируют обычно в пре¬
делах 4—14 %. Наиболее распространены сплавы с 7 и 13—14 %
А1303. Длительная прочность дисперсноупрочненных алюминие¬
вых сплавов САП (спеченный алюминиевый порошок) прн повы¬
шенных температурах превосходит прочность всех деформируе¬
мых алюминиевых сплавов (а10в = 110-=-120 МПа при 250 °С и
примерно 45—55 МПа при 500 °С).
Легирование матрицы элементами, входящими в твердый рас¬
твор, в целом дает отрицательный эффект.- Модуль упругости
у сплавов САП выше, чем у дюралюминов во всем интервале тем¬
ператур (75 000—80 000 МПа при 2Q °С и 50 000—55 000 МПа
при 500 °С).
Все сплавы хорошо обрабатываются в горячем, а при 7 %
А1203 и в холодном состоянии. Эти сплавы можно сваривать, хо¬
рошие результаты дает пайка.
Их применяют в авиационной технике — жалюзи, обшивка
гондол силовых установок в зоне выхлопа (САП не разуплот-
няется при облучении дозой 4- 10го нейтрон/смг).
Бериллиевые сплавы. Из-за склонности к поверхностному окис¬
лению промышленные сорта бериллиевых порошков содержат
0,7—1,5 ВеО. При содержании 0,8 % ВеО а0,2 = 115 МПа и
при 3 % ВеО а0,2 = 175 МПа при 600 °С (при 25 °С <х0>2 = 195
и 245 МПа, соответственно при 0,8 и 3 % ВеО).
Высокое сопротивление ползучести достигнуто при упрочне¬
нии карбидом Ве2С. При содержании 2,5 % Ве2С величина <х100
возрастает в 3 раза при 650 “С и 5 раз при 730 °С по сравнению
с чистым бериллием. Коррозионная стойкость дисперсноупроч-
ненного бериллия в 70—80 раз выше, чем литого.
Эти материалы обладают высокой прочностью, очень высоким
модулем упругости и большим коэффициентом рассеивания ней¬
тронов.
Вольфрамовые сплавы. Вольфрамовые сплавы в основном упроч¬
няют оксидами Th02 в количестве 0,75—2 %. Для сплава с 2 %
Th02 0„ = 1100 МПа при 25 °С и ав = 80 МПа при 2760 °С для
проволоки; ат >10 МПа при 2200 °С (для листов).
Для повышения прочности и пластичности при низких темпе¬
ратурах вводят рений в количестве 3—5 %. Лист сплава из W+
+ 5 % Re 2 % Th02 при 25 °С имеет <хв = 1300 МПа и при
1925 °С <х8 = ПО МПа.
Применение внутреннего окисления и азотирования позволяет
получить более высокую дисперсность упрочняющих фаз. Введе¬
ние Zr02 или ZrN по такой технологии позволило повысить а„ с
< 1900 МПа при 25 °С и ав « 560 МПа при 1650 °С; <х100 =
«= 70 МПа при 1650 °С и а100 = 25 МПа при 1920 °С
401
Вольфрамовые сплавы широко используют в ракетно-косми¬
ческой технике.
Железные сплавы. Введение в железо 6,2 % А1а03 обеспечивает
получение <тв = 710 МПа при 25 °С, <т„ = 168 МПа при 650 °С
и <j„ = 70 МПа при 980 °С; <т100 = 76 МПа при 650 °С, Однако
существующие аустенитные стали с интерметаллидным упрочне¬
нием имеют более высокие свойства, так как они имеют о100 =
= 250 МПа при 800 °С. Более высокие свойства имеют дисперсно-
упрочненные стали. Так, хромоалюминиевая сталь при содержа¬
нии 10 % А1203 имеет <т100 = 120 МПа при 650 °С. Для сложно¬
легированных аустенитных сталей введение 10 % ТЮ2 позволило
повысить <т100 до 225 МПа и <х1000 до 185 МПа при 650 °С Дисперс-
ноупрочненные стали превосходят литые главным образом по
длительной прочности, в них снижается эффект охрупчивания
под действием облучения. Из-за этого дисперсноупрочненные
стали эффективны для использования в реакторостроении, даже
если они не имеют преимуществ перед стандартными материалами
по прочности.
Кобальтовые сплавы. В качестве упрочняющей фазы приме¬
няют для кобальта и его сплавов в основном Th02. Временное
сопротивление торированных кобальтовых сплавов с 2 % Th02
и 0,2 % Zr достигает 1020 МПа при 25 °С и 140 МПа при 1090 °С;
ат = ЮО-т-110 МПа при 1095 °С.
Для повышения пластичности сплавы кобальта легируют ни¬
келем, а для повышения окалиностойкости — хромом. Для таких
сплавов <т1оо = 70ч-80 МПа при 1093 °С.
Разработаны сплавы с 4 % Th02, где в зависимости от степени
легирования матрицы удается получить различные сочетания
характеристик прочности при различных температурах, для
большинства из них <хш = 80—90 МПа при 1090 °С.
Медные сплавы. Для упрочнения меди в основном применяются
оксиды алюминия, бериллия и тория.
Для сохранения электропроводности и пластичности содержа¬
ние оксидов не должно превышать 1,5—2 % (объемн.). В этом
случае ав = 3804-450 МПа и 6 = 154-20 % при 20 °С. Дисперсно¬
упрочненные сплавы обладают высоким сопротивлением ползу¬
чести.
При 650—700 °С дисперсноупрочненная медь имеет более
высокую длительную прочность, чем сталь типа 12Х18Н10П
При упрочнении А1208 или ВеО электропроводность колеблется
в пределах 0,8—0,9 от электропроводности чистой меди.
Дисперсноупрочненная медь обладает высокой жаропроч¬
ностью, что позволяет использовать ее для изготовления обмоток
роторов двигателей, работающих при повышенных темпера¬
турах теплообменников, электровакуумных приборов, контактов
и т. д.
Медь, содержащая включения тугоплавких соединений, при¬
меняют для изготовления электродов точечной и роликовой
402
сварки. Эрозионная стойкость сплава с 3 % BN в 3—6 раз выше,
чем меди и латуни.
Молибденовые сплавы. Молибден упрочняют карбидами, ни¬
тридами и окислами. Карбидное упрочнение дает возможность
получить сплавы с о„ = ЗЗО-т-450 МПа при 1400 °С и о200 «
я# 200 МПа при 1400 °С. Эти сплавы применяют в нерекристал-
лизованном состоянии, так как они сильно разупрочняются из-за
рекристаллизации при температурах выше 1500—1600 °С. Упроч¬
нение Th02 дает высокий эффект даже в рекристаллизованном
состоянии. Например, сплав Mo + 2,5ThOa при 1930 °С имеет
<х„ = 55 МПа (у чистого молибдена ав = 4 МПа). Легирование
вольфрамом и упрочнение ТаС дает возможность получения
сплава с высокими свойствами; так, сплав Мо + 15 % W +•
-f. 1,5 % ТаС имеет <хв = 1260 МПа при 20 °С; ав — 280 МПа при
1600 °С и <тв — 150 МПа при 2000 °С
Дисперсноупрочненный молибден может быть применен в авиа¬
ционной и ракетной технике.
Никелевые сплавы. Для упрочнения никеля используют оксиды.
Высокие свойства достигаются при введении Th02, однако она
токсична и в связи с этим разработаны сплавы с НЮ2. Содержание
упрочняющей фазы составляет 2—3 %.
Прочностные характеристики сплавов зависят от типа упроч-
нителя и метода получения. Большое влияние оказывает вид
и сечение полуфабриката. При этом отклонение свойств может
достигать 20 %Сплавы имеют <хв = 550 МПа при 20 °С и ав =
= 130 МПа при 1200 °С; = 400 МПа при 20 °С и <х0>2 =
= 100 МПа при 1200 °С; 6 = 25 % при 20 °С и 6 = 15 % при
1200 °С. Для всех полуфабрикатов характерна высокая стабиль¬
ность свойств (а100 и о1000 различаются незначительно). Дисперс-
ноупрочненные сплавы никеля нечувствительны к цикличности
нагрузок при испытании на длительную прочность. Сплавы очень
технологичны. Их можно ковать, штамповать, осаживать, вытя¬
гивать и т. д. в широком интервале температур. Сварка затруд¬
нена из-за агломерации дисперсной фазы и лучше применять вы¬
сокотемпературную пайку либо диффузионную сварку без рас¬
плавления.
Жаростойкость дисперсноупрочненного никеля зависит от
типа упрочнителя. Повышения временного сопротивления при
низких температурах достигают легированием матрицы; так,
сплав с 20 % Сг и 2 %, Th02 сохраняет достаточную прочность
до 800 °С (от 950 МПа при 200 °С до 260 МПа при 800 °С). Однако
введение хрома отрицательно влияет иа жаропрочность при
1000 °С (Оюо снижается практически в 2 раза — до 20—25 МПа
при 1200 °С для листовых заготовок). Скорость окисления дисперо
ноупрочненных нихромов ниже, чем просто у нихромов. Легиро¬
ванные дисперсноупрочненные сплавы никеля имеют общий недо¬
статок — ограниченную пластичность.
Их применяют для изготовления деталей газовых турбин.
403
Платиновые сплавы. Платина — единственный металл, спо4
собный работать при высоких температурах в окислительной
среде. Для легирования платины применяют только благородные
металлы. Упрочняется платина оксидами, содержание которых для
сохранения пластичности должно быть минимально. Платина,
содержащая 1,8 % Th02, после пластической деформации ймеет
6В = 381 МПа и б = 2,8 °/о при 25 °С; ав = 93 МПа и 6 = 13,0 %
при 1100°С. При 1100°С рекристаллизация не происходит и
<хв = 250-г-280 МПа при б = 12 %.
Получены хорошие результаты по карбидному упрочнению,
при введении 0,4 % (объемн.) TiC проволока выдержала 1000 ч
при 1400 °С и о «= 5 МПа.
Легирование платины рением и упрочнение Th02 одновре¬
менно Заметно повышают ее пластичность. Дисперсноупрочненные
платиновые сплавы позволяют повысить рабочую температуру
и надежность нагревателей, термопар и термометров сопротив¬
ления. Сетчатые катализаторы, не теряя активности, обладают
большей долговечностью и лучше сохраняют форму.
Хромовые сплавы. Хром имеет повышенную хрупкость при
комнатной температуре. Температура перехода в пластичное
состояние Зависит от количества и формы примесей внедрения
и размера зерна. Измельчение зерна при введении дисперсной
фазы положительно влияет на технологические характеристики
хрома. Введение 3 % Th02 понижает температуру перехода
в Пластичное состояние до 15 °С в деформированном и 50 °С в ре-
кристаллизованном состоянии (против 140 °С у чистого хрома).
Предел текучести также повышается. Положительное влияние на
свойства хрома оказывает MgO, так как магний, связывающий
Сг208 в шпинель MgCr204, раскисляет хром. Известен сплав
Сг + 6 % MgO -f- 0,5 % Ti, имеющий ов = 340 МПа при 20 °С
и <хв = 33 МПа при 1370 °С. Положительно влияют на жаро¬
прочность дисперсноупрочненного хрома добавки марганца, мо¬
либдена, тантала и ниобия, когда их вводят вместе с 0,5 % Si
при содержании 3 % MgO. Недостатком таких сплавов яв¬
ляется повышенная температура перехода в хрупкое со¬
стояние.
Циркониевые сплавы. Легирование циркония заметно ухуд¬
шает его ядерные характеристики, поэтому перспективно оксидное
упрочнение. Выбор упрочнителей ограничен из-за высокого срод¬
ства циркония к кислороду. В качестве основной упрочняющей
фазы для циркония выбрана окись иттрия Y203.
Максимальные характеристики получены на сплаве с 5 %
У203: <т100 => 85 МПа в спеченном и 100 МПа в деформированном
состоянии при 550 °С. Для чистого циркония ат = 60 МПа
в спеченном состоянии и сг100 = 85 МПа в деформированном
состоянии.
4. Волокнистые композиционные материалы
Среди широкого круга материалов особое место занимают метал¬
лические композиционные материалы волокнистого строения,
обладающие комплексом высоких механических и физико-хими¬
ческих свойств.
Волокнистые композиции состоят из матрицы, содержащей
упрочняющие одномерные элементы в форме волокон (проволоки),
нитевидных кристаллов и т. д. В волокнистых композициях ма¬
трица скрепляет волокна в единый монолиг, защищая их от по¬
вреждений. Матрица является средой, передающей нагрузку на
волокна, а вследствие разрушения отдельных волокон перерас¬
пределяет напряжения. Особенность волокнистой композицион¬
ной структуры заключается в равномерном распределении с по¬
вторяющейся геометрией высокопрочных и высокомодульных во¬
локон в пластичной матрице, содержание которых может коле¬
баться от 15 до 25 % (объемн.).
В волокнистых композициях сдвиговой механизм торможения
трещин, характерный для традиционных сплавов, дополняется
торможением трещин самими волокнами на поверхности ослаб¬
ленного сцепления матрицы с армирующими упрочнителями.
В этих композициях выбор, компонентов обусловлен получением
оптимальной степени взаимодействия с целью согласования вы¬
сокого предела прочности с повышенной вязкостью разрушения.
Поверхности раздела в волокнистых композиционных материалах
можно рассматривать как самостоятельный элемент структуры,
в которой происходят процессы растворения, образования и роста
новых фаз, перераспределения примесей и т. д. В переходном
слое формируется связь между упрочняющим волокном и ма¬
трицей, через которую передаются напряжения. От совершенства
такой связи зависят условия торможения трещин, т. е. переход¬
ный слой определяет уровень свойств волокнистых компози¬
ционных материалов.
Алюминиевые материалы. Различными методами получают
большое число волокнистых композиций на основе алюминия:
алюминий—сталь; А1—Mo; А1—W; А1—В; А1—SiC; А1—А1203;
А1—С; алюминий, упрочненный стеклянными и кварцевыми во¬
локнами.
В качестве методов получения композиционных материалов
используют горячее прессование, пропитку жидким металлом,
электроосаждеиие, плазменное напыление, осаждение из газовой
фазы, прессование, экструдирование и прокатку, сварку взрывом,
эвтектическую кристаллизацию. Композиционный материал алю¬
миний—сталь обладает сравнительно высокой прочностью <т„ >
>1000 МПа, повышенным сопротивлением переменным и ударным
нагрузкам, высоким сопротивлением ползучести при температурах
до 400 °С. При 500—550 °С и выдержках в течение 15 мин сталь¬
ная проволока (в частности, мартенситно-стареющая сталь диа-
405
метром 0,1—0,15 мм ов = 3000—4000 МПа) мало разупрочияется.
Композиционный материал алюминий—сталь получают сваркой
взрывом или горячим прессованием при 500—550 °С в вакууме
(10 — 20)-10-1' Па в течение 0,15—0,5 ч.
Алюминиевые матрицы САП-1,. АД1, АВ упрочняют высоко¬
прочной стальной проволокой. Для получения композиционного
материала использовали три способа получения: сварку взрывом,
горячую прокатку в вакууме, диффузионную сварку. При 400 °С
<тв ^ 850 МПа для армированного САП-1, т. е. в 12 раз больше,
чем у неармнрованного.
Разработана технология нанесения алюминиевого покрытия
на проволоку из мартенситно-стареющей стали диаметром 0,1—
0,15 мм путем протяжки через расплав алюминия плоского пучка
волокон. Кроме того, композиционные материалы с алюминиевой
матрицей получают диффузионной сваркой или различными ме¬
тодами импульсной обработки. При этом должно быть исключено
повреждение волокон. Разраб<гтана технология получения ком¬
позиционных материалов на основе алюминия, легированного
магнием и кремнием, армированного нитевидными кристаллами
(НК). Композиционный материал получали горячим прессова¬
нием, пропиткой под давлением и экструзией. Наилучшие свойства
были достигнуты при пропитке. Пропитка под давлением 400—
600 МПа дала возможность получить материал при V/ = 0,23 с
ов — 580 МПа, а после старения ов = 800 МПа.
Наиболее перспективным способом получения композиции
алюминий—углерод является пропитка волокон углерода жид¬
ким металлом. Для обеспечения смачивания и ограничения взаи¬
модействия между матрицей и волокном используют покрытия
из борида титана, никеля, серебра, меди, тантала, бора, крем¬
ния, карбида титана и карбида циркония. Покрытые волокна
протягивают через расплав при температурах, на 20—50 °С пре¬
вышающих температуру ликвидус.
Композиционные материалы, полученные пропиткой волокон
углерода, покрытые боридом титана при содержании Vf = 0,42 %,
имели о„ = 1120 МПа, Е = 210 000 МПа.
Магниевые материалы. Для армирования магния и его сплавов
применяют высокопрочную стальную и титановую проволоку,
волокна бора и углерода, нитевидные кристаллы карбида крем¬
ния и сапфира.
Большое преимущество магниевых сплавов как матрицы ком¬
позиционных материалов заключается в том, что они практически
не реагируют с основными классами армирующих волокон, что
позволяет применять для получения композиционных материалов
жидкофазные технологии.
Композиции иа магниевой основе изготавливают в настоящее
время технологическими методами горячего прессования или
диффузионной сварки, непрерывного литья, пропитки жидким
металлом, плазменного напыления с последующим прессованием,
406
а также методом сварки взрывом, самогенерируемого ва¬
куума.
При горячем прессовании волокна (чаще всего бор) уклады¬
ваются на барабан между слоями фольги из металла или сплава
и обрызгивают специальным связующим, которое затем выгорает.
Этот многослойный материал подвергают горячему прессо¬
ванию.
Таким образом, получают материал Mg + 25 % В с <х8 =.
= 886-5-996 МПа. Оптимальные параметры горячего прессования:
Р = 70 МПа, t = 525 °С, т = 1 ч.
Материал Mg—В диаметром 6,4 и длиной 100 мм получают
вакуумной пропиткой при 700—750 °С. Трубки заполняют пуч¬
ками волокон из расчета получения композиций с Vf — 0,5—0,7.
Полученный материал при Vf — 0,69 имел о8 = 2400 МПа при
20 °С. Методы непрерывного литья являются перспективными
и экономичными для изготовления композиционных материалов
на основе магния, сущность которых заключается в том, что арми¬
рующие волокна пропускают через ванну расплавленного магния.
При выходе из ванны покрытые волокна собирают в пучок, ко¬
торый, проходя через кристаллизатор—фильеру, формируется
в заготовку. Полученный таким образом композиционный ма¬
териал Mg—В имел ст8 = 963 МПа при Vf = 0,30 и ств =
= 1330 МПа при Vf = 0,75. Сплав Mg -f- 14 % Li -f- 1 % AI
упрочняли стальной проволокой, которая имела <тв = 3900 МПа
и 6 = 2%. Композиционные материалы получали вакуумной
пропиткой пучка проволоки, помещенного в трубку диаметром
3 мм. Трубку с одной стороны закрывали листом из материала
матрицы, с другой вакуумировали. Закрытый конец опускали
в расплавленную матрицу и он находился в расплаве 0,06 ч до
расплавления пластинки. Сплав засасывали в трубку на высоту
150—200 мм. Данный способ позволил получить материал с очень
хорошей связью волокно—матрица. Он имел ов — 770 МПа
при 20 °С и V) — 0,32. Магниеволитиевый сплав методом прину¬
дительной пропитки упрочняли волокнами стали, что позволило
изготовить композицию с о8 = 708 МПа при Vf — 0,30; при
200 °С значение ав = 450 МПа.
Композиционные материалы на магниевой основе, упрочнен¬
ные нитевидными кристаллами SiC, получали методами непре¬
рывного литья и методом пропитки. При изготовлении компози¬
ции методом пропитки в горячую металлическую форму помещали
войлок из произвольно ориентированных нитевидных кристаллов
SiC и пропитывали жидким расплавом, который медленно кри¬
сталлизируется. Таким способом можно получить композицион¬
ный материал с Vf до 0,9; ст8 = 120'МПа при 20 °С и Vf — 0,1
при ств матрицы 67 МПа.
Применяется метод пропитки, осуществляемый с помощью
горячего прессования через жидкую фазу. Этим методом получают
композиционные материалы системы магний—углеродное волокно.
407
Так как известно, что графит не смачивается чистым магнием,
сцепления матрицы с волокном добиваются путем покрытия
углеродного волокна титаном. Магниевую матрицу в виде по¬
рошка и покрытого титаном углеродного волокна помещают в гра¬
фитовый тигель гидравлического пресса. Затем штамп и тигель
подогревают с помощью индуктора. Порошок магния при Этом
расплавляется и обволакивает волокна графита. Прессование осу¬
ществляют в среде аргона по режиму: Р = 2,8 МПа, t = 360 °С,
т = 0,15 ч. Такой сравнительно мягкий режим прессования по¬
лужидкой матрицы с волокном является вполне достаточным для
получения материала с высокими механическими свойствами:
при Vf = 0,1—0,11 значение <тв = 235 МПа.
Титановые материалы» По сравнению с алюминиевыми и ма¬
гниевыми сплавами изготовление композиционных материалов
на основе титана требует применения довольно высоких темпе¬
ратур, достигающих 800—1000 °С.
Наиболее перспективными и достаточно изученными упрочни-
телями для титановой матрицы являются волокна бора, молиб¬
дена, бериллия, BSiC, SiC и А1г03.
Распространенным способом получения композиции титан—
бор, титан—борсик является диффузионная сварка. Сварку про¬
водят в вакууме по режиму: Р — 85 МПа, t 900 °Q т = 0,5 ч.
При использовании для закрепления волокна связующего, на¬
пример, на основе полистирола проводят предварительный нагрев
и выдержку при 370—430 °С. Введение ТШ2 между титановыми
слоями в качестве промежуточного слоя позволяет снизить тем¬
пературу сварки до 760 °С. Композицию Ti—В, покрытый SiC,
получали на основе фольги ВТ1-0 с ав = 400—500 МПа толщи¬
ной 0,05—0,1 мм. Волокна бора и бора, покрытого SiC, диаме¬
тром 96—102 мкм имели ств — 2500—2600 МПа. Композиции
изготовляли однородной намоткой волокон вокруг титановой
пластинки. Намотанные пластинки собирали в пачку, проклады¬
вали каждую пару намотанных пластинок ненамотанной. Диффу¬
зионную сварку осуществляли под давлением 40—60 МПа в те¬
чение 0,3—1,0 ч при 780—880 °С. Прочность материала Ti—В при
объемной доле волокон 0,36 составила около 900 МПа.
Композиционный материал Ti—SiC получали диффузионной
сваркой. Материал на основе сплава Ti + 6% AI + 4 % V
получали в вакууме 5333,2- 10-5 Па при Р — 42 МПа, t = 870 °С,
т = 1 ч. При пределе прочности волокна, равном 2100—2800 МПа,
композиционный материал, содержащий 23 % волокна, имел
ов = 1120 МПа. Разработана технология получения компози¬
ционного материала диффузионной сваркой фольг сплава Ti +
+ 6 % А1 + 4 % V толщиной 0,1 мм с матами из SiC при Р =
= 42,2 МПа, t = 871 °С, т = 1 ч. Прочность полученного мате¬
риала составила 840—980 МПа.
При получении композиционного материала на основе тита¬
новой матрицы, упрочненной волокнами из оксида алюминия,
408
применяли фольгу титанового сплава Ti + 6 % А1 -Г 4 % V
толщиной 0,20—0,25 мм, а упрочнителем служило волокно из
А1203 диаметром 0,25—0,27 мм со средним значением ов =
= 2100 МПа. Материал получали методом диффузионной сварки
в вакууме 133,3- 10"® Па по режиму: Р *= 98 МПа, t = 815 °С,
т = 0,25 ч. Полученный материал имел ств = 700-=-880 Ml^la.
В качестве упрочнителей титана и его сплавов применяли
металлические волокна из высокопрочной стали, молибдена,
вольфрама, бериллия. При получении композиции применяли
диффузионную сварку и взрывное прессование. Композиционный
материал титановый сплав Ti-f-6%Al + 4% V — волокно
молибденового сплава Т2М (Мо + 0,5 % Ti -f 0,8 % Zr) диа¬
метром 0,09 мм, имеющий ов = 2300 МПа, получали диффузион¬
ной сваркой: Р = 42 МПа, t = 870 °С, т = 0,1 ч. При Vf — 0,30
материал имел <тв = 1400 МПа. Композицию Ti—Be получали
по режиму: Р =■ 96,5 МПа, t — 792 °С, т = 1 ч. Полученный
материал при Vf =■ 0,33 имел ов = 1050 МПа.
Никелевые материалы. Никелевые композиции изготавливают
методами обработки давлением, пропитки раствором и порошковой
металлургии. Композиционные материалы с матрицами из жаро¬
стойких никелевых сплавов ХН60В и ХН77ТЮР, армирован¬
ные вольфрамовым волокном ВА-1, получали методом горячей
прокатки в вакууме. Пакет, из чередующихся слоев фольги и про¬
волоки укладывали в контейнер, заваривали по периметру, ва-
куумировали и нагревали до температуры прокатки. Горячую
прокатку пакетов с обжатием 30—35 % за один проход осущест¬
вляли при 1200 °С для композиции с ХН60В и при 1100°С для
композиции с ХН77ТЮР. Разновидностью обработки давлением
является горячее статическое и динамическое прессование. Для
получения композиционных материалов на никелевой основе
применяют также метод шликерного литья, осуществляемый сле¬
дующим образом. На основе матричного порошка изготавливают
шликер, который под давлением заливают в цилиндр с пакетом
волокон, затем образец извлекают из цилиндра, сушат на воз¬
духе при 60 °С в течение суток и спекают в водороде при 800 °С
в течение 1 ч. Спеченный образец подвергают термическому изо-
статическому горячему прессованию в заваренных контейнерах
при давлении 140 МПа в течение 1 ч при 800 °С, затем — при 1100°С
в течение 1 ч. Окончательная операция — многократная горячая
прокатка при 1100 °С с деформацией 5 % за один проход.
Прочностные свойства композиционного материала с матрицей
Из ЖС6-К при объемной доле вольфрамовой проволоки 0,4 сле¬
дующие: при 20 ° С ив = 580 МПа и при 1300 °С ств = 290 МПа.
Прочность композиции Ni—А1г03 в значительной степени за¬
висит от технологии прессования и длины усов. При Vf = 0,1-т-
-f-0,28 и t = 25 °С значение <тв = 620-Г-1180 МПа, а при 1100 °С
величина сгв = 110-г—620 МПа.
409
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Высокотемпературные материалы/Елютин В. П., Костиков В. И., Лы¬
сов Б. С., Маурах М. А., Митин Б. С., Мозжухин Е. И. М.: Металлургия, 1973.
433 с.
Карпинос Д. М., Тувинский Л. И., Вишняков Л. Ф. Новые композиционные
материалы. Киев: Вшца школа. 1977. 312 с-
Композиционные материалы: Справочник/Под ред. Д. М. Карпиноса —
Киев: Наукова думка, 1985. 592 с.
Портной К. И., Бабич Б. Н. Дисперсноупрочненные материалы. М.: Метал¬
лургия, 1974. 200 с.
Структура и свойства композиционных материалов/Портной К. И., Сали-
беков С. Е., Светлов И. Л., Чибаров В. М. М.: Машиностроение, 1979. 55 с.
Симс Ч., Хагель В. Жаропрочные сплавьи Пер. с англ. М.: Металлургия,
1976. 568 с.
Глава VH, ТУГОПЛАВКИЕ И ТВЕРДЫЕ
БЕСКИСЛОРОДНЫЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
К тугоплавким соединениям принято относить вещества, плавя¬
щиеся при температуре выше 1500—1600 °С. Однако нередко сов¬
местно с тугоплавкими рассматривают и вещества е более низкой
температурой плавления, но имеющие сходство в типе химиче¬
ской связи и некоторых других свойствах. Тугоплавкие и твердые
соединения обладают сложной связью, в которой наряду с метал¬
лической составляющей имеется ковалентная и ионная связь.
Рассматриваемые соединения принято подразделять на следующие
группы:
1. Металлоподобные тугоплавкие соединения, образуемые в ос¬
новном d- и /-переходными металлами, с sp-элементами, т. е.
неметаллами.
2. Металлические тугоплавкие соединения, образуемые между
собой в основном d- и /-переходными металлами — интерметал-
лиды.
3. Неметаллические тугоплавкие соединения, образуемые в ос¬
новном взаимными сочетаниями неметаллов, а также полуме¬
таллов и вырожденных металлов.
К металлоподобным тугоплавким соединениям относятся бо-
риды, карбиды, нитриды, силициды, фосфиды, сульфиды пере¬
ходных металлов.
Эти соединения характеризуются весьма своеобразными свой¬
ствами, Они имеют высокие температуры плавления и теплоты
образования. Координационная структура, высокая твердость
и хрупкость этих соединений позволяют рассматривать их как
неметаллические вещества с ковалентной связью. Однако эти
вещества обладают металлическими свойствами, связанными с
наличием свободной поверхности Ферми.
Внедрение атомов неметалла в решетке атомов переходных
металлов сопровождается образованием сильных химических
410
связей между атомами металлов и неметаллов, принципиально
изменяющих их химическую индивидуальность и физические
свойства.
Для ряда тугоплавких соединений переходных металлов ха¬
рактерна структура типа фаз внедрения. В фазах внедрения
атомы металлов образуют кристаллические решетки с высоким
классом симметрии: кубическую гранецентрированную, гегсаго-
нальную компактную с cja = 1,633.
Атомы неметалла занимают междоузлия в решетке, образо¬
ванной металлическими атомами; они внедрены в металлическую
решетку.
Показано, что характер структуры того или иного тугоплав¬
кого соединения определяется соотношением атомных радиусов
металла (гМе) и неметалла (гх). Если rJrMe = 0,59, то образует¬
ся фаза внедрения, если же гх/гМе = 0,59, возникает фаза со
сложной структурой (правило Хэгга). Атомный радиус водорода
составляет 0,046 нм. Для гидридов гн/гМе = 0,194-0,21; по¬
этому все гидриды являются фазами внедрения. Атомный
радиус азота 0,074 нм. rN/rMe = 0,394-0,57, следовательно,
все нитриды также являются фазами внедрения. Радиус атома
углерода несколько больше и равен 0,077 нм, отсюда гс/гМе =
= 0,048—0,060, т. е. не все карбиды — фазы внедрения. Из
эмпирического правила Хэгга имеются исключения. Например,
МоС и WC — не фазы внедрения, хотя для них гс/гМе = 0,59.
Атомный радиус бора равен 0,087 нм, т. е. гв/гМе = 0,484-0,070,
поэтому среди боридов 'цочти не наблюдается фаз внедрения.
Радиус атома кремния составляет 0,117 нм, rsx/rMe > 0,59. Си¬
лициды не образуют фазы внедрения. Более того, структура
некоторых силицидов аналогична структуре твердых растворов
замещения.
Карбиды переходных металлов по структуре и физико-хими¬
ческим свойствам — типичные фазы внедрения или близкие к ним
фазы с изолированными атомами углерода и со структурными
цепями из атомов углерода (рис. 161).
Для наиболее стабильных карбидов (металлов IV и V групп
Периодической системы элементов) характерна структура типа
NaCI, т. е. расположение атомов углерода в октаэдрических меж¬
доузлиях плотнейшей упаковки, образованной атомами металла.
Этот элемент структуры, упакованный различными способами,
встречается в большинстве структурных типов бинарных и поли-
компонентных карбидов. Металлы IVA и VA групп образуют
монокарбиды с ГЦК решеткой, для которых характерны широкие
области гомогенности. Карбиды металлов VIA группы вещества
обладают металлическими свойствами, связанными с наличием
свободной поверхности Ферми.
Внедрение атомов неметалла в решетку атомов переходных
металлов сопровождается образованием сильных химических свя¬
зей между атомами металлов и неметаллов, принципиально изме-
411
няющих их химическую индивидуальность, а также физические
свойства.
Выяснению природы таких химических связей посвящено
большое количество работ. Основные представления в этом отно¬
шении сводятся к тому, что при взаимодействии металлических
атомов, имеющих недостроенные внутренние электронные уровни,
образуется общий электронный коллектив с неметаллическими
атомами, определяющий преимущественно металлический харак¬
тер связи в подобных соединениях. Однако наряду с металличе¬
ской связью в кристаллических решетках этих соединений суще¬
ствуют локализованные связи ковалентного характера.
Рис. 161. Карбиды переходных металлов:
I — стабильные, структура типа NaCl; 2 — стабильные, структура типа NaCl
или гексагональная; 3 — стабильные, структура гексагональная или ромби¬
ческая; 4 — метастабильные; 5 — нестабильные
Для ряда тугоплавких соединений переходных металлов ха¬
рактерна структура типа фаз внедрения. В фазах внедрения атомы
металлов образуют кристаллические решетки с высокими классом
симметрии: кубическую гранецентрированную, гексагональную
компактную с с/а = 1,633. Атомы неметалла занимают междо¬
узлия в решетке, образованной металлическими атомами; они
внедрены в металлическую решетку.
Показано, что характер структуры того или иного тугоплавкого
соединения определяется соотношением атомных радиусов ме¬
талла (гМе) и неметалла (гх). Если гх/гМе < 0,59, то образуется
фаза внедрения, если же гх/гМе > 0,059, имеют ромбическую и гек¬
сагональную решетку с узкой областью гомогенности. Значения
теплот образования карбидов уменьшаются при переходе от кар¬
бидов металлов IV А группы к карбидам металлов VI А группы,
что свидетельствует об уменьшении энергии связей Me—С, осу¬
ществляемых электронным коллективом и усилением связей
А\(.—Ме и С—С.
Карбиды переходных металлов обладают комплексом свойств,
важнейшими из которых являются высокая твердость и высокая
температура плавления (табл. 51). Температура плавления кар-
412
Таблица 51. Температура плавления карбидов
Карбид
T Me-
°C
T MeC
°c
TMeC- TMt
Карбид
7*Me*
°C
T MeC-
°C
7MeC : TMe
TIC
1668
3250
2
TaC
3000
3880
1,3
ZrC
1850
3530
1,9
СГдСз
1875
1895
1
HfC
2220
3890
1.7
MoC
2620
2700
1
VC
1920
2830
1,4
wc
3380
5870
0,8
NbC
2470
3760
1.5
Примечание. Т — температура плавления металла; fMe С “* температура
плавленяя карбида.
бидов, как правило, примерно в два раза выше температуры
плавления соответствующих металлов.
Коэффициенты температурного расширения карбидов переход¬
ных металлов такого же порядка, как у металлов, уменьшаются
с ростом порядкового номера эле¬
мента в группе и сильно зависят от
содержания углерода в области го¬
могенности (рис. 162).
Видно, что TiC^_a., ZrC^, NbC^
коэффициент термического расши¬
рения уменьшается с увеличением
содержания углерода, для VCi.*,
уменьшается, а для ТаСх_ж при
С : Та ж 0,85 возрастает.
Карбиды переходных металлов
имеют преимущественно электрон¬
ную проводимость. В ряду
MeivC—MevC—MeViС ее доля умень¬
шается и возрастает доля дыроч¬
ной проводимости. При увеличе¬
нии порядкового номера элемента
в группе доля электронной прово¬
димости возрастает. Внутри области
гомогенности доля электронной про¬
водимости увеличивается по мере
приближения к стехиометрическому
составу. В недостаточно чистых кар¬
бидах ZrC, HfC, NbC, ТаС элек¬
тросопротивление с ростом содер¬
жания углерода уменьшается; в очень чистых карбидах оно
не зависит от содержания углерода.
Микротвердость карбидов высокая и уменьшается при переходе
от карбидов металлов IV А группы к карбидам металлов групп VA
и VIA, а модули упругости увеличиваются. В табл. 52 приведены
значения микротвердости и модули упругости некоторых карбидов.
0,6 0,7 0,8 0,9 с/пе
Рис. 162. Зависимость температур¬
ного коэффициента линейного рас¬
ширении а моиокарбидов переход¬
ных металлов от содержании угле¬
рода в области гомогенности:
1 - T1C.
6 ~ ТаСх_х
2
NbC
ZrC
l-x*
1-х»
6 ч*
VC
w
413
Таблица 52. Механические характеристики карбидов
Карбид
Микротвер¬
дость, ГПа
E, ГПа
| Карбид
Микротвср-
дость, ГПа
Е, ГПа
TiC
28,5
320
[ ТаС
16,0
290
ZrC
29.3
355
СГ3С2
■ 13,3
380
HfC
29.1
359
МоС
15,0
544
VC
20,9
276
W С
17,3
720
NbC
19,6
345
(
Следует отметить, что имеющиеся в литературе данные о фи¬
зико-механических и теплофизических свойствах карбидов и дру¬
гих тугоплавких соединений зачастую противоречивы вследствие
исключительно сильного влияния дефектов кристаллического строе¬
ния данных соединений на их свойства.
Временное сопротивление карбидов при растяжении, сжатии,
изгибе определено в основном при комнатной температуре или
в узком диапазоне температур» В табл. 53 представлены резуль¬
таты этих исследований.
Низкотемпературная прочность карбидов зависит от трудно
контролируемых структурных факторов, таких как форма и
размер зерна, относительная плотность и характер распределения
пористости, наличие примесей. Вследствие этого для карбидов
характерна относительно высокая прочность при комнатных
температурах, которая сохраняется до 0,4—ОДбГпл. Дальнейшее
повышение температуры вызывает значительное увеличение проч-1
ности с максимумом на кривых при Т* — Ог55—пред¬
ставляющей собой температуру вязко-хрупкого перехода (табл. 54),
Карбиды переходных металлов отличаются высокой химиче¬
ской стойкостью и не разлагаются большинством минеральных
кислот, их смесей и растворов щелочей. Стойкость карбидов против
окисления кислородом воздуха убывает в следующей последова¬
тельности: TiC, ZrC, VC, ТаС, NbC, МогС, WC,
При взаимодействии карбидов, имеющих гранецентрированную
кубическую решетку металлических атомов, образуются непре¬
рывные ряды твердых растворов, если размеры металлических
атомов близки. При этом свойства изменяются немонотонно.
Таблица 53. Временное сопротивление карбидов
при растяжении и сжатии при 20 °С
Карбид
<ТИ, МПа
ос, МПа
В
Карбид
<УИ„ МПа
а°, МПа
TiC
120
3000
WC
35
600
ZrC
ПО
830
HfC
245
—
VC
15—30
630
ТаС
217
—
NbC
250
2500
414
Таблица 54. Критическая температура деформации карбидов
и некоторых других веществ
Материал
гпл> °C
г*. °c
T+ /Т
* /'пл j
Материал
7пл> °c
r*, °c
г*/гпл
TiC
ZrC
3250
3530
1950"
2012
0,6
0,57
Mo2C
w2c
2700
1780
0,66
0,4—0,5
HfC
3890
1906
0,49
wc
2870
1690
0,59
VC
2830
2400
0,85
FesC
TiB2
1650
743
0,45.
NbC
3760
2030
0,54
2900
1189
0,41
ТаС
3880
1940
0,50
Cr
1875
320
0,17
Cr8C*
1895
1346
0,71
Mo
2620
370
0,14
При
мечаои
e. T* — температура
вязкО'Хрупкого перехода.
Так, максимальная твердость HV сплавов карбидов системы
VC—ТаС достигает значения 28,5 ГПа, в то время как твердость
карбида ванадия равна 20,9 ГПа, карбида тантала 16 ГПа.
Температура плавления карбидов в системах ZrC—ТаС и
ГНС—ТаС изменяется также по кривым, имеющим максимумы
для сплавов 20 % ZrC + 80 % ТаС (3880 °С) или 20 % ГНС +
+ 80 % ТаС (3900 °С).
Области применения карбидов значительно расширились. Их
используют в качестве огнеупорных материалов, коррозионно-
стойких материалов химической промышленности; в авиационной
и ракетной технике, для электротехнического и радиотехниче¬
ского назначения.
Изделия из карбидов производят методами прессования н
спекания в твердой или с участием жидкой фазы, методом горячего
прессования. Остаточная пористость при этом составляет 0,05—
2 %. ZrC и NbC применяют для изготовления тиглей и лодочек
для плавки металлов, труб для перекачки расплавленных метал¬
лов. Из NbC и ТаС изготавливают элементы испарительных
установок для испарения алюминия и цинка, из HfC и ТаС —
специальные огнеупоры для футеровки тиглей при плавке радио¬
активных металлов.
Из карбидов хрома и молибдена изготавливают катализаторы
в процессах органического синтеза, из карбидов хрома—фильтры
в химической промышленности, детали насосов для перекачки
кислот, сопла для агрессивных жидкостей и газов.
TiC используют в качестве компонента керметов для изго¬
товления лопаток газовых турбин, составной части фрикционных
дисков для самолетостроения, защитных покрытий элементов
ракет.
Из ZrC изготавливают термокатоды электронных устройств,
компоненты катодов термоэлектронных преобразователей тепловой
энергии в электрическую, из ТаС и NbC — нагревательные эле¬
менты высокотемпературных электропечей сопротивления; Сг^С,
415
используют в качестве компонента постоянных низкоомных со¬
противлений; Сг8Са — в качестве компонента наплавочных спла¬
вов и твердых сплавов, применяемых для изготовления сопел,
штампов, высокотемпературных подшипников, пресс-форм для
прессования латунных профилей, наконечников и пескоструйных
аппаратов, вкладышей и крупногабаритных матриц для про¬
тяжки труб.
Нитриды по структуре и физико-химическим свойствам также
являются типичными фазами внедрения.
Атомы металла и азота связаны в нитридах общим электронным
коллективом. Однако наряду с металлической связью заметную
роль играет также ионная связь Me—N. Наличие металлической
связи в нитридах проявляется в их относительно высокой электро¬
проводности, впрочем гораздо меньшей, чем для соответствующих
переходных металлов, а также для их карбидов и боридов.
Термический коэффициент электросопротивления нитридов по¬
ложителен; температура перехода в сверхпроводящее состояние
достаточно высокая (у NbN она составляет 15,6 К).
Нитриды имеют высокую температуру плавления, которая,
однако, несколько ниже, чем у карбидов соответствующих ме¬
таллов:
Нитрид . . TiN ZrN HfN
Та„,° С 2950±30 2980±30 3310
Нитрид ......... VN NbN TaN
Гпл, °C 2050—2320 2050—2300 2886—3060
Как и для карбидов, температура плавления нитридов метал¬
лов IV и V групп периодической системы элементов увеличивается
с увеличением атомного номера металла, образующего нитриды.
Максимальные температуры плавления имеют мононитриды тан¬
тала и гафния. В VI группе сравнительно низкие температуры
плавления нитридов уменьшаются с увеличением атомного но¬
мера.
До температуры 1200 °С нитрид циркония является наиболее
термодинамически устойчивым. При более высоких температурах
нитриды титана и циркония почти сравниваются по термодинами¬
ческой устойчивости.
Надежных данных о механической прочности нитридов не
имеется. Необходимо отметить, что для нитридов характерна
более высокая термостойкость, чем для остальных фаз внедрения.
Температурный коэффициент линейного расширения а ни¬
тридов довольно высокий {для TiN а = .9,35 ± 0,043 1/°С).
Данные о микротвердости некоторых нитридов приведены
ниже:
Нитрид ' TiN ZrN HfN
Микротвердость, ГПа 21,6±0,3 19,83±0,18 14,8±18,0
Нитрид VN NbN TaN
Микротвердость, ГПа . . . 15,20±1,15 13,96±0,28 10,60±0,72
416
Максимальной микротвердостью характеризуются нитриды
титана и циркония. В пределах каждой группы микротвердость
закономерно снижается с увеличением атомного номера, что
свидетельствует, по-видимому, об ослаблении связи Me—N.
В химическом отношении нитриды достаточно устойчивы против
действия отдельных минеральных кислот, но менее устойчивы
при воздействии их смесей. Растворение сопровождается выделе¬
нием аммиака. Под действием растворов или расплавов щелочей
нитриды разлагаются.
Нитриды титана и циркония устойчивы при окислении кисло¬
родом воздуха до 1100—1400°С, а нитриды ванадия, ниобия
и тантала — до 500—800 °С. Нитриды вольфрама и молибдена
при нагревании разлагаются на металл и азот.
Во многих системах нитрид—нитрид происходит образование
непрерывного ряда твердых растворов. Это установлено для
систем TiN—ZrN, TiN—VN, TiN—NbN, ZrN—NbN и VN—NbN.
Периоды решеток твердых растворов меняются в зависимости
от состава практически линейно.
Нитриды (TiN, ZrN, TaN, VN, ThN) в настоящее время исполь¬
зуются главным образом в качестве огнеупоров с высокой темпе¬
ратурой плавления и значительной стойкостью против окисления.
.Многие нитриды, обладающие высокой твердостью и износо¬
стойкостью, находят широкое применение для создания защитных
покрытий на металлах, сплавах, неметаллических материалах,
.графите.
Высокая твердость нитридов . позволяет применять их для
правки шлифовальных кругов. Сплавы системы ZrN—ZrC перспек¬
тивны для изготовления тепловыделяющих элементов ядерных
реакторов.
Карбонитриды переходных металлов IV—V групп периоди¬
ческой системы элементов превосходят карбиды и нитриды этих
металлов по ряду ценных для практики физико-химических
свойств. Так, предел прочности на изгиб и твердость сложных
карбопитридов титана и ниобия проходят через максимум вблизи
состава Tio>77Nb0i23Co)5N0j5.
Большая часть нитридов и карбидов металлов IV и V групп
образует непрерывные ряды твердых растворов, за исключением
сплавов с TaN, имеющих гексагональную структуру.
Система ZrN—ZrC представляет собой непрерывный ряд твер¬
дых растворов с пологим максимумом плавкости в районе
50 % (мол).
Бориды переходных металлов представляют собой класс со¬
единений, промежуточный между интерметаллидами и фазами
внедрения. Бориды имеют разнообразные и сложные структуры.
Атомы бора в структурах боридов могут быть изолированы
друг от друга или валентно связаны. В последнем случае они
образуют цепочки ■ (простые или сдвоенные), двумерные слои и
трехмерный каркас.
14 В. И. Анциферов и Др.
417
Отношение rB/rMe Для металлов IVA и VA групп периодиче-
ской системы элементов близко к критическому (0,59) (за исклю¬
чением ванадия, для которого гв : гМв = 0,65). Для металлов
VIA, VIIA, VIНА групп отношение значительно больше. Поэтому
соединения типа MeВ2, имеющие простые гексагональные решетки,
наиболее характерны для систем металлов IV и V групп с бором.
Напротив, соединения Me Ва металлов VI группы значительно
менее устойчивы.
Хрупкость боридов примерно такая же, как хрупкость ни¬
тридов, и меньше, чем хрупкость карбидов соответствующих
металлов. Это связано, по-видимому, с образованием связей
между атомами бора и с соответственным ослаблением связей
Me—Me.
Сведения о механических свойствах боридов отсутствуют
почти полностью. Микротвердость некоторых боридов имеет
следующие значения:
Ворид
Микротвердость*
ГПа
Ворид
Ми кр ©твердость,
ГПа
TiBa
33,7
ТаВа
25,0
ZrBa
22,5
СгВа
17,8
HfBj
29,0
Мо2В6
23,5
VBa
20,4
W2B6-
26,6
NbBa
22,0
Временное сопротивление боридов при сжатии для различных
температур приведено в табл. 55.
Бориды стойки против действия большинства кислот и щело¬
чей. Многие из них устойчивы в среде расплавленных металлов
и солей. По убывающей стойкости против окисления бориды могут
быть расположены в следующий ряд: TiBa, ZrB2, NbBa, ТаВ2,
W2B6.
Плотные образцы из боридов получают путем прессования
брикетов из соответствующих порошков при удельном давле¬
нии прессования 100—200 МПа с последующим спеканием при
температуре 2000—2500 °С в вакууме. После этого проводят сварку
аналогично сварке вольфрама или молибдена. При этом бориды
очищаются от примесей, которые удаляются путем испарения
в вакууме. Наиболее плотные образцы получаются методом горя¬
чего прессования, хорошие результаты получаются путем вве-
Таблица 55. Временное сопротивление боридов при сжатии
0°, ГПа при температурах, °С
Бор ид
20
1000
1200
1400
1600
Т1Ва
1,35
0,022
0,025
0,018
0,011
ZrBa
1,58
0,030
0,024
0,024
0,047
СгВа
1,27
0,086
0,040
0,058
0,041
418
дения добавок: металлов группы железа, которые удаляются при
спекании через поры пресс-формы.
Одним из основных свойств, определяющих применение бори-
дов переходных металлов, являются их жаростойкость и жаро¬
прочность .
Силициды переходных металлов по ряду физико-химических
свойств подобны карбидам, нитридам и особенно боридам. Они
представляют собой металлические соединения с. довольно вы¬
сокой электропроводностью и переходят в сверхпроводящее со¬
стояние при низких температурах.
Целесообразно подразделить силициды на следующие две
группы: 1) с простыми структурами; 2) со сложными структу¬
рами*
Силициды не являются фазами внедрения. Для большинства
силицидов отношение rsJrMe близко к 1, т. е. значительно больше,
чем 0,59. В некоторых силицидах имеет место замещение метал¬
лических атомов атомами кремния. Такие структуры образуются
при rSi/rMe ^ 0,84 -г- 0,85 и содержании кремния в силицидах
порядка 25—30 % (ат.).
При более высоком содержании кремния, а также для метал¬
лов, имеющих большие атомные радиусы (Ti, Zr, Hf, Nb, Та
и др.), образуются силициды со сложными структурами, в которых
значительную роль играют ковалентные связи между атомами
кремния. С уменьшением отношения rSi/rMe стремление к обра¬
зованию сложных структур увеличивается. Сложные структуры
включают в себя структурные элементы из изолированных пар,
цепочек, слоев или трехмерных каркасов из атомов кремния.
Электросопротивление силицидов выше электросопротивления
соответствующего металла в 1,8—4,0 раза; электросопротивление
NbSi2, например, больше электросопротивления ниобия в 1,85
раза, для ZrSi и циркония это соотношение равно 3,94. Лишь
электросопротивление VSi2 составляет 0,52 от электросопротивле¬
ния ванадия.
Более высокое электросопротивление силицидов по сравнению
с электросопротивлением соответствующих металлов связано,
по-видимому, с образованием ковалентных связей между атомами
кремния. Металлический характер силицидов ослабляется с по¬
нижением дефектности d-уровней атомов переходных металлов,
т. е. с увеличением .атомных номеров металлов в переходных
группах и периодах.
Температуры .плавления силицидов (табл. 56) значительно
ниже температур плавления других тугоплавких соединений.
В табл. 56 приведены данные о микротвердости, которая также
■обычно ниже, чем микротвердость других тугоплавких соеди¬
нений. Такой же вывод следует сделать, рассматривая приведен¬
ные в табл. 57 теплоты образования силицидов.
Несмотря на это, силициды обладают высокой устойчивостью
против ползучести,. Указанное свойство силицидов можно еще
14* 419
Таблица 56. Микротвердость некоторых тугоплавких силицидов
при температуре плавления
Фаза
гпл °c
Микротвер¬
дость, ГПа
I Фаза
^пл, °0
Микротвер¬
дость, ГПэ
TiSia
1460—1540
0,892
MoSia
2030
1,200
ZrSi2
1700
1,063
WSi2
2165
1,260
NbSia
2150
1,082
FeSia
1210
1,074
TaSia
2200
1,407
II CoSi,
1277
0,889
CrSia
1500
1,131
NiSi2
1280
1,019
Таблица 57. Теплота образования силицидов
Фаза
—Д H,
кДж/моль
Фаза
-Д H
кДж/моль
I
Фаза
—Д H,
кДж/моль
Фаза
—Д H,
кДж/моль
Ti5Sia
584
ZrSia
149
Zr5Si
617
TaSi2
117
TiSi
132
V3Si
147
ZreSi6
844
MoSi2
201
TiSia
138
TagSig
314
ZrSi
149
WSi2
102
улучшить введением небольших добавок углерода (0,1—0,3 %)
и бора (до 0,12 %).
Все силициды стойки против действия минеральных кислот,
но легко разлагаются расплавленными щелочами.
По мере уменьшения стойкости против окисления на воздухе
силициды располагаются в следующей последовательности: MoSi2
(стоек до 1700 °С); WSi2, CrSi2 (до 1400—1700 °С); TaSi2 (до 1100—
1400 °С); NbSi2, ZrS12, TiSi2 (до 800—1100 °C).
Стойкость против окисления снижается с уменьшением атом¬
ного номера переходного металла, образующего силицид.
При воздействии на силициды элементарного бора силициды
легко превращаются в бориды.
При взаимодействии графита с MoSi2 образуется тройная фаза
Mo4CSi3 переменного состава. При взаимодействии TaSi2 и NbSi2
с графитом также появляются тройные фазы Me—Si—С.
При действии азота на смеси металлов и кремния, как правило,
образуются двойные или тройные нитридные фазы, которые более
устойчивы в термодинамическом отношении.
Силициды используют для изготовления нагревателей высоко¬
температурных печей. Силицидные покрытия применяют для
защиты от окисления тугоплавких металлов. WSi2, MoSi2 или
двойные силициды с хромом (или торием) могут быть использо*
ваны для изготовления лопаток и других деталей газовых турбин.
В химической промышленности применяют силицидные изде¬
лия, стойкие против действия химических реагентов — кислот,
расплавов и растворов солей. Смесь молибдена и кремния служит
для высокотемпературной пайки керамики с металлами или ме¬
420
таллов друг с другом. Недостаточно высокие прочностные свой¬
ства MoSi2 при высоких температурах не позволяют использовать
его в чистом виде в качестве конструкционного материала. Вре¬
менное сопротивление при изгибе сплавов MoSi2 с различными
металлами, изготовленных методом горячего прессования, со¬
ставляет 420 МПа с кобальтом; 270 МПа с никелем; 290 МПа
с ада/иной.
Композиционные материалы на основе тугоплавких соединений,
содержащие металлическую связку, позволяют эффективно ис¬
пользовать высокий уровень физико-механических свойств карби¬
дов, боридов, нитридов переходных металлов и уменьшить влия¬
ние недостаточно высоких характеристик временного сопротив¬
ления при изгибе вследствие наличия вязкой металлической
составляющей. В качестве металлической связки используют
железо, никель, кобальт, молибден и сплавы на их основе.
Приведем свойства сплавов на основе борида хрома (содержание
связующего 15 %):
Состав связующего
"в
Твердость HRA
Никель
1,90
87,4
70 % Ni + 30 % Си
1,85
86,7
60 % Ni + 40 % Сг
1,74
88,1
Кобальт
1,23
90,5
Керметы на основе карбидов хрома, титана со связкой, как
правило, на никелевой основе характеризующиеся сочетанием
высокой твердости с прочностью при температуре до 1000 °С
(табл. 58), используют в качестве износостойких материалов,
а также для изготовления режущего инструмента.
Сплавы на основе борида циркония применяют в качестве
огнеупорных материалов, стойких против расплавленных метал¬
лов и солей. Перспективны для изготовления жаропрочных дета¬
лей (лопатки газовых турбин, сопел высокотемпературных го¬
релок, систем сжигания различных видов топлива и др.) сплавы
систем ZrB2—Mo, TiB2—Мо, СгВ2—Mo, TiB2—Со, имеющих ту¬
гоплавкие эвтектики с температурами плавления 1500—2200 °С.
Сплавы CrB + Ni, Ni—Си, Ni—Сг и TiB2 + 15 % Fe исполь¬
зуют для изготовления бурового инструмента, и обработки ме¬
таллов резанием.
Практический интерес представляют композиционные мате¬
риалы на основе диборида титана—хрома, характеризующегося
высокой твердостью, износо- и жаростойкостью (табл. 59).
В ряду рассмотренных составов сплав (Ti, Сг) В2 с медно-
никелевой связкой обладает лучшими прочностью, твердостью,
и знососто й костью.
Использование эвтектических квазибинарных сплавов хрома
с карбидами металлов IV—V групп периодической системы эле¬
ментов, которые сочетают в себе высокую жаропрочность и ста¬
бильность структуры вплоть до температур плавления, дает воз-
421
Таблица 58. Свойства керметов на основе карбияов
Состав. %
Я
s
при i.
“C
%
n(j и £
°G
T вердс
HRA
МПа
24
600
813
24
813
980
Основа: Сг3С2:
89Сг8С2; 10Ni; ICu
89
700
3360
2850
—
254
142
—
84Cr3q,; 15Ni; ICu
87
840
2960
2140
259
292
700-80,; J4Ni; ICu; 15TiC
88
700
—
—
—
Основа TiC;
61,6TiC; 22,2Ni; 7,4Co; 7,4Cr;
l,4Mo
88
1470
2560
—
1590
183
306
265
48,6TiC; 30,0Ni; 10Co; lOCr;
84
1540
2490
—
1460
214
—
l,4Mo
33,6TiC; 39Ni; l3Co; l,4Me
79
1540
—
—
—
—
—
55,1 TiC; 40Ni; 4,90
83
1260
2280
—
1110
230
360
287
44,5TiC; 50Ni; 5,50
79
660
2070
1110
522
424
346
можность создания новых конструкционных материалов и по¬
крытий для работы в условиях высоких температур и нагрузок,
а также интенсивного износа в условиях сухого трения и окис¬
лительной среды. При 800—1000 QC материалы Сг + 20 % NbC;
Сг + 27 % ТаС; Сг + 11 % TiC по износостойкости превосхо¬
дят хром в 4—5 раз,
"Сочетанием высоких абразивных и магнитных свойств обла¬
дают композиционные магнитоабразивные порошки (МАП) си¬
стем VC—Fe, TiC—Fe, Cr3C2—Fe.
В последние годы интенсивно развивается новое направление
в материаловедении — разработка я изучение неоксидной кера¬
мики на основе неметаллических тугоплавких соединений. Для
этого класса материалов характерно сочетание высокой твердо¬
сти, жаропрочности, термической и химической стойкости, теп¬
лопроводности с низкой плотностью, малым температурным коэф¬
фициентом линейного расширения (ТКЛР), специфическими полу¬
проводниковыми или диэлектрическими свойствами, обусловлен¬
ными ковалентной природой химической связи. Неоксидная ке¬
рамика выгодно отличается от других неорганических материа¬
лов стабильностью физических свойств в широком диапазоне
температур.
Основой неоксидных керамических материалов являются со¬
единения кремния, алюминия и бора с азотом и углеродом
(рис. 163). Эти элементы образуют прочные нитриды и карбиды
преимущественно с ковалентным типом связи. Карбид и нитрид
кремния обладают рядом преимуществ перед другими неметалли¬
ческими тугоплавкими соединениями. В частности, для них
характерно сочетание низкого КТР с высокой прочностью и тепло¬
проводностью, что свидетельствует о возможности получения
422
Таблица 59. Физико-механические
свойства сплавов
£■ Ю‘.
МПа
г си*
а. 10е,
к-1
А,
Вт/(м* К)
Показатель
CQ
Сплав на основе
(Ti, Сг)Вг со связкой
go
и *
иг;
Ni
Си
Си—Ni
—
6.92
6.92
п,з
10,4
—
у, г/см3
4,5
4,6
4,4
5,1
—
6,36
10,6
—
р, мкОм-см
32,8
—
—■
24,6
392
6,08
10,8
29,2
Твердость
HRA
92
90
82
. 93
356
6,36
10,8
—
<т=, МПа
—
1.500
1200
2000
324
6,92
11,7
Относитель-
7
5
2
8
371
6,36
10,8
31,1
ная износо-
354
6,64
10,8
27,6
стойкость
конструкционных термостойких керамических материалов на их
основе.
Высокая стабильность кристаллических решеток рассматри¬
ваемых соединений, связанная с наличием жестких направлений
ковалентных связей, определяет
как высокий уровень свойств, так
и низкую концентрацию и под¬
вижность дефектов решетки, а
также заторможенность в ней диф¬
фузионных процессов. С этой осо¬
бенностью связаны большие труд¬
ности при получении поликри-
сталлических спеченных материа¬
лов, так как в решетках подав¬
лены процессы диффузионно-вяз¬
кого течения, ответственные за
массоперенос и уплотнение при
твердофазном спекании. Поэтому
для данных материалов разраба¬
тываются новые методы спекания,
позволяющие управлять струк-
турообразованием неоксидной ке¬
рамики и получать беспористые
и малопористые материалы.
Одним из наиболее широко применяемых неметаллических
тугоплавких соединений является карбид кремния. До сих пор
кристаллическая структура SiC подвергается' тщательным иссле-
дованиям в связи с тем, что это соединение имеет модификации,
которые в определенных условиях переходят из одной в другую.
С
AT SL
Рис. 1631. Неметаллические соедине¬
ния в бинарных системах
423
Б настоящее время надежно установлено существование восьми
модификаций карбида кремния: SiCI, SiCII и т. д.
Кубическая модификация карбида кремния (P-SiC) характе¬
ризуется параметром решетки а = 0,4358 нм, а для гексагональ¬
ной (a-SiC) а = 0,308 нм; с = 1,008 нм. Рентгеновская плотность
карбида кремния 3,21 г/см®.
При температуре до 2100 °С наиболее стабильной является
кубическая форма карбида кремния; устойчивость этой модифи¬
кации подтверждается тем, что она обычно образуется при син¬
тезе карбида кремния.
При температуре выше 2093 °С кубический SiC переходит
в a-SiC с гексагональной структурой.
Образование на поверхности карбида кремния ионной пленки
из оксида SiO обусловливает его выпрямляющее действие, а также
отрицательный температурный коэффициент сопротивления и
фототок.
Химическая стойкость карбида кремния очень высокая. Он
разлагается лишь смесью азотной и плавиковой кислот, а также
фосфорной кислотой. Карбид кремния, однако, легко разлагается
расплавленными щелочами е образованием силикатов.
Водород, азот и углекислый газ не действуют на него до весьма
высокой температуры. Хлор начинает оказывать воздействие при
400—600 °С, а кислород — при 800 °С, Скорость окисления кар-
бида кремния существенно зависит от наличия в нем примесей.
Щелочные металлы, железо и медь ускоряют процесс окисления.
В промышленности карбид кремния получают высокотемпе¬
ратурной обработкой при 2000—2200 °С смеси кремнезема (Si02)
и углеродистого материала (малозольные антрациты, нефтяной
кокс). Процесс идет с большими затратами тепла и описывается
следующей суммарной реакцией:
Si02 + С SiC + СО — 480 кДж/моль.
Для получения плотных изделий из карбида кремния проводят
реакционное спекание смеси SiC + С в парах кремния при тем¬
пературе 1500—1800 °С («самосвязанный» карбид кремния). На¬
греватели из карборунда спекают прямым электротермическим
нагревом в специальных печах при пропускании через заготовку
тока 80—100 А в течение 40—50 мин.
Карбид кремния широко применяется в качестве жаропрочного
материала в ряде отраслей техники. Из карбида кремния изго¬
тавливают кирпичи и плиты для футеровки, а также нагреватели
сопротивления для высокотемпературных печей. Карбид кремния
в виде порошка применяют в качестве абразивного материала,
а в виде монокристалла — для производства детекторов.
Карбид кремния применяют также как кислотостойкий мате¬
риал в химической промышленности и в лабораторной практике.
Нитрид кремния существует в двух модификациях: а и Р;
a-Si3N4 имеет гексагональную решетку с периодами а =0,776
424
и с = 0,562 нм, рентгеновская плотность 3,184 г/см3; p-Si3Nj
имеет гексагональную решетку с периодами а = 0,759 и о ®=
= 0,290 нм, рентгеновская плотность 3,187 г/см3.
Чистая ^-модификация может быть получена только разло¬
жением Si(NH)2, во всех остальных случаях получается смесь
а- и p-модификаций. При высокой температуре устойчива моди¬
фикация a-Si3N4.
Прессованием порошка нитрида кремния можно получить
прочные брикеты с плотностью 2,72—2,74 г/см3. Горячее прессо¬
вание при температуре 1400 °С и давлении 80 МПа приводит
к получению после дополнительного азотирования изделий высо¬
кой плотностью и прочностью (ов = 160 МПа). С повышением
температуры предел прочности уменьшается (а“ = 147 МПа
при 1200 °С).
Одним из важнейших свойств нитрида кремния является его
исключительно высокая химическая стойкость. Он не раство¬
ряется ни в кислотах, ни в щелочах, стоек во многих расплав¬
ленных металлах.
По сопротивлению окислению на воздухе при 1200 °С нитрид
кремния значительно превосходит многие другие тугоплавкие
соединения и их сплавы. Например, изменение массы за 2 ч при
окислении образцов карбида крем'ния со связкой Si3N4 составляет
2,5 мг/см2; в то время как масса Si3N4 за 80 ч увеличивается всего
на 6,0 мг/см®.
Разнообразные физико-химические и механические свойства
нитрида кремния определяют широкий спектр возможного при¬
менения нитриднокремниевых материалов в машиностроении,
инструментальной промышленности, металлургии, химии, элек¬
тронике, электро- и радиотехнике и других отраслях. Из нитрида
кремния изготавливают лопасти, диски, сопла, облицовку газо¬
турбинных установок, подшипники скольжения и качения в ма¬
шиностроении для работы при высоких температурах без смазки
и в агрессивных средах; футеровку для высокотемпературной тех¬
ники, электроизоляторы, диэлектрические пленки в больших
интегральных схемах для вычислительной техники и электро¬
ники.
Нитрид алюминия — синтетический порошок белого цвета,
в монокристаллах прозрачен, в природе не встречается, имеет
гексагональную решетку с параметрами а = 0,311 нм; с = 0,498 нм:
da = 1,600 с незначительными отклонениями, которые зависят
от чистоты материала. Рентгеновская плотность 3,27 г/см®.
Сущность многочисленных способов получения нитрида алю¬
миния заключается в прямом азотировании алюминия при 800—
1200 °С либо в восстановлении оксида алюминия с одновремен¬
ным азотированием. Изделия из нитрида алюминия получают путем
обжига в среде азота при температуре 1900 °С прессовок из A1N
с добавками алюминиевой пудры или же из чистого порошка алю-
425
миння — частичное или полное реакционное спекание. Плотность
таких изделий составляет 0,5—0,6 от теоретической. Плотные изде¬
лия из A1N можно изготавливать горячим прессованием при тем¬
пературах 2000—2100 °С и давлении 30 МПа. При плотности 0,98
предел прочности при изгибе 270 МПа (температура 25 “С);
190 МПа (температура 1000 °С) и 127 МПа (температура 1400 °С).
Температурный коэффициент линейного расширения при темпе¬
ратуре 25—1350 °С составляет 6,09-10"6 К-1.
Нитрид алюминия обладает высоким электрическим сопро¬
тивлением. Химическая устойчивость в ряде агрессивных сред
делает возможным его применение-для изготовления керамиче¬
ских изделий специального назначения. Примером, может слу¬
жить полное отсутствие взаимодействия с арсенидом галлия,
благодаря чему нитрид алюминия можно использовать в каче¬
стве контейнерного материала для получения и очистки моно¬
кристаллов арсенида галлия.
Карбид бора В4С имеет ромбоэдрическую решетку с периодами
а —0,56 нм, с =1,21 нм. Он представляет собой темно-серый
(до черного) кристаллический порошок. По твердости, которая
составляет около HV 50,0 ГПа, карбид бора уступает только
алмазу.
Карбид бора имеет at = 1800 МПа и а\ =310 МПа.
Временное сопротивление при разрыве при 980 °С равно
158,5 МПа.
Карбид бора имеет полупроводниковые свойства, ширина
запрещенной зоны от 2,5 до 1 эВ. Его электросопротивление выше,
чем электросопротивление карбида и нитрида кремния.
Карбид бора устойчив к кислотам, медленно разлагается при
обработке щелочами, легко разлагается в кипящих и расплав¬
ленных щелочах. Температура начала окисления на воздухе
500 °С.
Сера, фосфор и азот не действуют на карбид бора до 1200 °С.
Хлор взаимодействует с ним, начиная с 1000 °С, с образованием
ВС13 и графита. При нагревании карбида бора с оксидами туго¬
плавких металлов происходит восстановление оксида углеродом
карбида. Освобождающийся при этом бор соединяется с металлом
и оставшимся кислородом и образует оксиборид. При добавлении
некоторого количества углерода, необходимого для более полного
удаления кислорода, образуются сравнительно чистые бориды.
Карбид бора применяют в качестве абразивного материала
для шлифования, заточки и доводки. В4С используют для изго¬
товления некоторых жаропрочных и жаростойких сплавов, полу¬
проводниковых термопар, высокоомных сопротивлений, погло¬
тителей нейтронов.
Нитрид бора BN является единственным соединением бора
и азота с весьма высокой (3000 °С) температурой плавления, плот¬
ностью 2,2-1-2,35 г/см3. Практическое значение имеют две модифи-
426
нации — гексагональная a-BN и кубическая 0-BN, Структура
гексагонального нитрида бора подобна структуре графита, бла¬
годаря чему нитрид бора называют белым графитом или белой
сажей. Периоды решетки а =0,250 нм, с =0,666 нм. Гексаго¬
нальный нитрид бора получают азотированием В203 аммиаком
при 900—1200 °С.
Кубический нитрид бора (P-BN, боразон) в отличие от гекса¬
гонального имеет твердость, почти равную твердости алмаза,
но превосходит алмаз по устойчивости в окислительных средах.
Плотность P-BN 3,45 г/см3, период решетки 0,362 нм. Получение
0-BN бора осуществляют путем перехода гексагональной модифи¬
кации a-BN в кубическую p-форму при высоких температурах
(1200—2000 °С) и сверхвысоких давлениях (до 10 ГПа).
a-BN используют для производства огнеупоров, изоляторов,
полупроводниковых приборов, сопловых блоков аппаратов для
распыления жидких металлов. Боразон применяют для произ¬
водства инструментальных материалов.
Металлические тугоплавкие соединения — интерметаллиды.
При образовании бериллидов существенное значение имеет спо¬
собность атомов бериллия приобретать за счет одноэлектронного
s—р перехода конфигурацию sp. являющуюся сильным акцепто¬
ром электронов. Поэтому в бериллидах образуются связи Be—
Be, приводящие к усложнению кристаллических структур бе¬
риллидов.
Алюминиды являются более сложными соединениями, чем
бериллиды, их структура и свойства отличаются большим разно¬
образием. В обоих типах соединений преобладает металлическая
связь с некоторой долей ковалентной. Металлические тугоплавкие
соединения с теоретической и экспериментальной точек зрения
являются наименее изученными среди тугоплавких соединений,
однако интерес к ним в настоящее время растет вследствие высо¬
кой химической стойкости и жаропрочности (табл. 60). Кроме
того, бериллиды урана и плутония используют в виде ядерного
горючего, а алюминиды никеля находят применение в катализе.
Таблица 60. Свойства тугоплавких металлических соединений
Соединение
*ПЛ'
V, г/см8
Соединение
*пл °c
V, r/CM8
Re3W3
3000
20,0
Zr2BCj7
1555
3,1
2700
19,3
ZrBei3
1654
2,7
2600
16,5
TaBei2
1850
4,1
Та03
2500
19,9
1800
3,2
W2Hf
2450
16,8
NbBeia
1690
2,8
W3Ru3
2300
16,8
NiAl
1640
5,9
Ni3Al
1395
7,3
TaAlg
1700
6,7
Ta2Be*j
1985
5,1
NbAl3
1605
4,5
427
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Андриевский Р. А. Нитрид кремния и материалы на его основе. М.: Метал¬
лургия, 1984. 136 с.
Самсонов Г. В., Виницкий И. М. Тугоплавкие соединения. М.: Металлургия,
1976. 555 с.
Самсонов Г. В., Упадхая Г. Ш., Неихпор В, С. Физическое материаловедение
карбидов. Киев: Наукова думка, 1974. 455 с.
Глава VIII. ТВЕРДЫЕ СПЛАВЫ
Одним из важнейших и широко распространенных материалов,
получаемых методом порошковой металлургии, является твердый
сплав — гетерогенный керамико-металлический материал, харак¬
теризующийся комплексом высоких физико-механических свойств,
особенно износостойкостью и высокой упругостью материала, и
нашедший широкое применение в промышленности в качестве
режущего инструмента. При получении твердых сплавов реали¬
зуются такие преимущества метода порошковой металлургии, как
возможность получать композиционные материалы из компонен¬
тов с резко различной температурой плавления, возможность
достижения уникального комплекса физико-механических свойств
материала, а также применение безотходной технологии произ¬
водства и повышение коэффициента использования металла.
I. Назначение твердых сплавов
Твердые сплавы (ТС) — керамико-металлические материалы, со¬
стоящие из карбидов тугоплавких металлов и пластичного свя¬
зующего (металла или сплава) при содержании тугоплавкой
фазы 5*50 % (объемн.). Современные ТС получают из высших
карбидов тугоплавких металлов и металлов железной группы
(железа, никеля, кобальта) спеканием в присутствии жидкой
фазы.
Различают карбидовольфрамовые (WC—Со), титановольфра¬
мовые (WC—TiC—Со), титанотанталовольфрамовые (WC—TiC—
ТаС—Со) и безвольфрамовые твердые сплавы.
В государственных стандартах СССР вольфрамовые (вольфра¬
мокобальтовые) сплавы обозначаются буквами ВК с прибавле¬
нием цифры, обозначающей содержание кобальта, например ВК6.
Титановольфрамовые твердые сплавы обозначаются буквами ТК.
Марки сплавов в пределах группы также характеризуют содержа¬
ние компонентов. Так, марка Т15К6 обозначает титановольфра¬
мовый сплав типа WC—TiC—Со, содержащий 15 % TiC, б % Со,
остальное WC. В обозначение титанотаиталовольфрамовых спла¬
вов входят три буквы: ТТК, в остальном обозначение аналогично
обозначению титановольфрамовых сплавов, например ТТ17К.12-
Перечень Всех марок, выпускающихся в настоящее время в СССР,
можно иайти в ГОСТ 3882—74.
428
Большая часть имеющихся твердых сплавов предназначена
для обработки резанием нескольких тысяч видов материалов,
в том числе разнообразных чугунов, легированных, высоколеги¬
рованных коррозионностойких (нержавеющих), жаропрочных и
специальных сталей и сплавов, цветных металлов и сплавов
(латуни, бронз, алюминиевых, магниевых, титановых сплавов),
неметаллических сплавов, неметаллических материалов (пласт¬
массы, фарфора, древесины) и композиций металл—пластмасса
и металл—керамика.
Основные экономические преимущества твердых сплавов при
обработке резанием:
1. Сокращение машинного времени вследствие высокой ско¬
рости резания и уменьшения времени, необходимого для замены
и заточки инструмента.
2. Повышение производственной мощности цеха.
3. Уменьшение расхода энергии вследствие снижения энерго¬
затрат на снятие определенного количества стружки.
4. Улучшение качества изделий в результате получения более
гладкой поверхности и более точных размеров изделий.
К материалам, используемым для обработки резанием, предъ¬
являют ряд высоких требований. Комплекс основных характери¬
стик, изучающихся у материалов данного класса, можно разде¬
лить на следующие группы (по степени важности)! I группа —
твердость, временное сопротивление при изгибе; II группа —
модуль упругости, температурный коэффициент линейного рас¬
ширения; III группа — окалиностойкость (напаиваемость), тем¬
пература схватывания со сталью, плотность, теплопроводность.
При обработке резанием, особенно при обдирочных операциях,
необходима твердость не менее 89 HRA и временное сопротивление
при изгибе не ниже 1000—1100 МПа. Для твердых сплавов необ¬
ходимы также высокие значения модуля упругости и невысокие
значения температурного коэффициента линейного расширения,
что позволяет уменьшить чувствительность к ударным и тепловым
нагрузкам, возникающим при эксплуатации.
Кроме того, повышение окалиностойкости и уменьшение схва-
тываемости со сталью повышают эксплуатационные характери¬
стики, снижают износ инструмента.
2. Основные принципы конструирования структуры твердых сплавов
Все вышеперечисленные физико-механические и теплофизические
характеристики твердых сплавов являются структур но-чувстви¬
тельными свойствами материала. Поэтому повышение уровня
эксплуатационных свойств осуществляется путем оптимизации
структурного состояния твердого сплава. Основными варьируе¬
мыми параметрами при этом являются: количество, дисперсность,
твердость, модуль упругости карбидной фазы, состав и механи¬
ческие свойства металлического связующего, толщина прослоек
429
связки. Значительное количество варьируемых параметров обус¬
ловливает сложность задачи оптимизации структуры и повышения
эксплуатационных характеристик твердых сплавов.
Выбор карбидной составляющей
Основой многих твердых сплавов является карбид вольфрама WC.
Ввиду дефицитности вольфрама проводят исследования по ча¬
стичной или полной замене карбида вольфрама в твердых сплавах
тугоплавкими и твердыми соединениями других металлов, на¬
пример титана. Карбид титана TiC превосходит карбид воль¬
фрама по твердости,- но существенно уступает ему по значению
модуля упругости (табл. 61). По этому параметру карбид титана
так же, как и карбиды других металлов, не представляет полно¬
ценной замены карбиду вольфрама.
Важно отметить, что монокарбид вольфрама среди карбидов
тугоплавких металлов IV—VI групп периодической системы
элементов обладает уникальным, до сих пор не получившим фи¬
зического объяснения свойством: наряду с наиболее высоким
модулем упругости имеет наибольшую микропластичность.
Карбиды металлов IV группы периодической системы элемен¬
тов гафния и циркония мало отличаются от карбида титана по
основным физико-механическим свойствам, но карбид гафния
не получил широкого применения из-за дефицитности и чрезвы¬
чайно высокой стоимости, а карбид циркония весьма нетехноло¬
гичен при получении и плохо смачивается жидким металлами,
что затрудняет подбор цементирующего вещества при его исполь¬
зовании.
Карбиды металлов V группы — ванадия, тантала и ниобия —
обладают существенно меньшей твердостью, чем карбид титана,
что не обеспечивает нужной твердости сплавов на их основе.
Эти карбиды не превосходят карбид титана и по значению модуля
упругости. Карбид ванадия наиболее близок по свойствам к кар-
Таблица 61. Характеристики тутоплавких карбидов
Г руппа
периодической
системы эле*
ментов
Карбид
Модуль.
ГПа
Микротвер-
цость, ГПа
упругости
сдвига
IV
TiC
484
198
28,4
ZrC
393
160
' 26,5
HfC
471
193
22,5
V
VC
485
197
27,1
NbC
469
189
14,7
TaC
539
220
14,0
VI
СГ3С2
373
14,7
Mo2C
523
—
17,6
WC
724
300
18,5
430
бнду титана, но дает с цементирующими металлами групйы же¬
леза низкоплавкие эвтектики, что снижает жаропрочность твердого
сплава иа его основе.
Из карбидов металлов VI группы — молибдена и хрома —
находит ограниченное применение в качестве основы твердых
сплавов карбид хрома (в сочетании с никелем как цементирующим
металлом). Такие сплавы обладают значительной хрупкостью,
но благодаря чрезвычайно высокому сопротивлению окислению
и воздействию агрессивных сред находят применение в виде из¬
носостойких деталей, работающих в соответствующих условиях.
С
Рис. 164. Извгермическое сечение при 1900 °С системы
T1-W-C
Наибольшее распространение в качестве основы твердого
сплава получил наряду с карбидом вольфрама карбид титана.
Исследовательские работы по использованию карбида титана в
твердых сплавах ведут в основном по двум направлениям: 1) за¬
мена части карбида вольфрама карбидом титана (создание ти¬
тановольфрамовых твердых сплавов); 2) усложнение состава
карбидной фазы на основе TiC (создание безвольфрамовых твердых
сплавов).
В системе WC—TiC при температуре 1500 °С наблюдается
высокая растворимость карбида вольфрама в карбиде титана
[до 70 % (по мабсе)], которая уменьшается с повышением темпера¬
туры (рис. 164). Карбид титана практически не растворяется
в карбиде вольфрама.
Микротвердость твердых растворов TiC—WC растет с повы¬
шением концентрации TiC, достигает максимума при содержа-
431
нии 80—85 % TiC, а затем несколько снижается для чистого TiC
(рис. 165).
Изучение модуля упругости твердого раствора на базе кар¬
бида титана показало, что в пределах однофазной области значе¬
ние модуля упругости составляет 440—460 ГПа, чта находится
практически на уровне значений, характерных для чистого TiC.
Таким образом, легирование вольфрамом карбида титана не по¬
зволяет получить повышение характеристик модуля упругости.
Поэтому в процессе спекания за¬
частую целесообразно добиваться
максимальной полноты протека¬
ния распада твердого раствора на
WC
ПС О 40 80 Ж
°/о (по массе)
рнс, 105. Микротвердость карбидов TiC—
WC
Рис. 166. Расположение фазовых областей
в системе WC— TiC—ТаС
базе TiC с тем, чтобы максимальное количество карбида воль¬
фрама существовало в виде самостоятельной фазы. Дальнейшего
повышения уровня физико-механических свойств карбидной фазы
типа WC—TiC можно достичь путем добавки карбида тантала,
т. е. путем перехода к системе WC—TiC—ТаС. Карбиды титана
и тантала характеризуются непрерывным рядом твердых раство¬
ров, однако вольфрам имеет ограниченную растворимость как
в том, так и в другом карбиде. На рис. 166 показано расположе¬
ние фазовых областей в данной системе. Видно, что большую часть
треугольника занимает область гомогенности со стороны карбида
титана, расширяющаяся с повышением температуры. Добавка ТаС
не снижает твердости раствора (W, Ti, Та) С, а предел прочности
при изгибе для температуры 800 °С повышается. Наблюдается
некоторое повышение модуля упругости (до уровня 530—560 ГПа),
а также уменьшение микрохрупкости карбида. Введение ТаС
уменьшает растворимость WC в карбиде титана, а также изменяет
свойства твердого раствора на основе TiC, приближая его к свой¬
ствам карбида вольфрама.
Для создания твердых сплавов с более высокими эксплуата¬
ционными свойствами проводят усложнение состава карбидной
составляющей на основе TiC. Поскольку сложный титанониобие-
432
вый карбид обладает более высокой окалиностойкостью, чем
карбид титана, разработан твердый сплав, в котором карбид ти¬
тана легирован карбидом ниобия (сплав ТМ).
Новым Направлением в создании твердых сплавов, не содер¬
жащих вольфрам, является использование в качестве твердой
составляющей соединения титана с углеродом и азотом — карбо-
нитрида титана. При исследовании кристаллической структуры,
магнитных, электрических, термоэлек¬
трических свойств, плотности, микро¬
твердости, коэффициента термического
расширения, модуля упругости, хими¬
ческой стойкости в агрессивных сре¬
дах и устойчивости при окислении на
воздухе, износостойкости и других
физико-химических характеристик кар-
бонитридов переменного состава было
установлено, что зависимость ряда
свойств карбонитридов от состава носит
экстремальный характер с максиму¬
мом вблизи эквимолярного состава
TiC0,5Ni0t5. Карбонитрид данного со¬
става используют на практике для по¬
лучения твердых сплавов. Свойства
карбонитрида титана, а также разра¬
ботанный весьма технологичный спо¬
соб их получения предопределили вы¬
бор карбонитрида эквимолярного со¬
става как основы твердых сплавов,
получивших промышленное развитие
(сплавы К.НТ).
Легирование карбонитрида титана молибденом позволяет по¬
высить уровень физико-механических свойств карбидной состав¬
ляющей твердых сплавов. На рис. 167 приведена часть изотерми-.
ческого сечения (Тi, Mo) (С, N) системы Ti—Мо—С—N при тем¬
пературах 1450 и 1600 °С, из которого видно, что при небольших
добавках молибдена к карбонитриду титана [до 2,5 % (ат.) при
1450 °С и 7,5 % (ат.) при 1600 °С] образуется однофазный твердый
раствор (Ti, Mo) CN. С повышением содержания молибдена обра¬
зуются две фазы: а' (богатый титаном карбонитрид) и а." (бога¬
тый молибденом карбонитрид), т. е. наблюдается так называемый
спиноидальный распад, используемый для получения мелкозер¬
нистых сплавов, структура которых характеризуется устойчи¬
востью к росту зерна.
Оптимизация состава и строения металлической связки
Решающим фактором при создании спеченных сплавов является
выбор цементирующей (связующей) составляющей, к свойствам
которой предъявляется ряд требований с точки зрения совме-
433
Рис. 167. Часть изотермическо¬
го еечеиия (Ti, Mo) (С, N)z
системы Ti—Мо—С—N:
а" — богатый молибденом кар-
бонитрид; а' — богатый титаном
карбонитрид; 1 — 1600—1650°С;
2 — 1450°С
стимости с карбидной основой. Высшие карбиды тугоплавких
металлов взаимодействуют с металлами группы железа с образо¬
ванием ограниченных твердых растворов на основе металлов
VIII группы, и разрезы тройных систем относятся к псевдоби-
нарным системам эвтектического типа с ограниченной раствори,
мостью со стороны металлов группы железа. Последние и боль*
С
Рио. 168. Диаграмма состояния системы W—С—Со с фазовыми полями при
температуре затвердевания сплавов
шиистве случаев не растворяются в высших карбидах в заметных
количествах.
Сведения о диаграммах состояния Мех—С—Me2t где Мех —
тугоплавкий металл IV*—VI групп, Ме2 — металл группы же¬
леза, весьма ограничены. Наиболее изученными являются си¬
стемы W—С—Со, W—С—Ni, W—С—Fe, Ti—С—Ni, Ti—С—Со,
Ti—C-Fe.
С При рассмотрении возможности использования того или иного
карбида и металла соответственно в качестве основы и связки
исключительно важное значение имеют данные о растворимости
карбидов в цементирующем металле в твердом и в жидком состоя¬
ниях. Первые необходимы для суждения о составе цементирую¬
щих фаз в гетерогенных сплавах, вторые — для качественной
оценки полноты протекания процесса жидкофазного спекания и
434
формирования структуры* Среди спеченных твердых сплавов боль¬
шую группу составляют сплавы на основе монокарбида вольфрама
и кобальта. Оптимизация процессов спекания и формирова¬
ния структуры данных материалов осуществляется на основе
изучения диаграммы состояния тройной системы W—С—Со
(рис. 168).
Рассмотрим основные* наиболее существенные особенности
данной системы. Разрез диаграммы W—С—Со по линии Со—WC
реален, т. е, в равновесных сплавах, по составу находящихся на
этой линии, обнаруживаются только твердый раствор на основе
кобальта и карбид вольфрама. Поэтому разрез Со—WC иногда
рассматривают отдельно как диаграмму состояния псевдобинар-
ной системы (рис. 169). Однако содер¬
жание углерода в промышленных
твердых сплавах может быть меньше
или больше стехиометрического его
количества в соединении WC, по¬
этому наиболее полное представле¬
ние о данных сплавах можно полу¬
чить с помощью диаграммы состоя¬
ния тройной системы.
Изучение диаграммы W—С—Со
показывает, что область WC + у раз¬
деляет концентрационный треуголь¬
ник на две части. К углеродному
углу примыкает трехфазное ноле
WC + у + С, и других фаз в дан¬
ной области не образуется.
В области, ограниченной линиями Со—WC—W, обнаружен
целый ряд фаз (тц; ч\2\ 0; К и т. д.), представляющих еобой двой¬
ные карбиды вольфрама и кобальта.
Составы всех промышленных марок вольфрамовых твердых
сплавов находятся в пределах двухфазной области WC + у
(рис. 168). Расположение границ двухфазной области WC + у
и ее ширина имеют большое практическое значение для установ¬
ления технических норм на содержание углерода, обеспечиваю¬
щих получение сплавов двухфазного состава. Видно, что двух¬
фазная область WC + у узка, ее ширина не превышает 0,1—
0,5 % (по массе) С, что указывает на трудность получения сплавов
WC—Со двухфазного состава. Небольшое отклонение содержания
углерода (десятые доли процента) в исходном карбиде вольфрама
или обезуглероживание в процессе спекания приводят к появле¬
нию других фаз: т] или графита, снижающих эксплуатационные
свойства сплавов.
В системе W—С—Со протекает ряд эвтектических и пернтек-
тических реакций. Так, при 1357 ®С протекает перитектическая
реакция г\ + ж -*■ WC + у, а при 1298 °С — эвтектическая ре¬
акция ж WC + у + С, в системе WC—Со идет эвтектическая
Ж,7о
Рис, 169. Упрощенный вид разреза
по линии Со—WC (со стороны ко¬
бальта) диаграммы состояния си¬
стемы W—С—Со. Вертикали /. Hi
III проведены для сплавов ВКб(
ВК.15 и BK.3Q соответственно
435
реакция ж WC + у, протекающая в интервале 1357—1298
Эвтектика v + WC состоит из 35—37 % (по массе) WC. Промыш¬
ленные твердые сплавы, содержащие от 2 до 30 % (по массе)
кобальта, относятся к сплавам заэвтектического типа и их струк¬
тура, судя по данным диаграммы состояния, при температурах
ниже солидуса должна состоять из избыточных кристаллов WG
и. эвтектики WC—Со. Однако в присутствии готовых центров кри¬
сталлизации (кристаллов WC) карбидная составляющая эвтек¬
тики WC—Со не обособляется, а выделяется на частицах карбида
при охлаждении от температур спекания.
Установлено также, что растворимость WC в кобальте при тем¬
пературах плавления эвтектики составляет примерно 4 %, а
при комнатной температуре — менее 1 %. Указанная особенность
данной системы открывает возможность для термической обра¬
ботки твердых сплавов. Растворимость кобальта в карбиде вольф¬
рама не обнаружена.
Таким образом, можно дать следующую краткую характери¬
стику диаграмме состояния W—С—Со:
1. Имеется некоторая растворимость вольфрама и углерода
в кобальте (область у), снижающаяся при повышении темпера¬
туры,
2. Имеется разрез по линии Со—WC, разделяющий диаграмму
на две основные области, ограниченные соответственно линиями
Со—WC—С—Со и Со—WC—W—Со.
3. Трехфазные поля у + WC -+- С и у + WC + т] разделяются
узкой двухфазной областью у -f WC, расположенной вдоль ли¬
нии Со—WC, ширина которой определяет допустимые колебания
углерода. Схематическое упрощение диаграммы W—С—Со изо¬
бражено на рис. 170.
В основных чертах вышеперечисленные особенности диаграммы
состояния характерны для всех материалов рассматриваемого
класса.
Система W—С—Ni имеет много общего с системой W—С—Со
по количеству фазовых полей и их взаимному расположению.
Однако в отличие от системы W—С—Со разрез WC—Ni пересе¬
кает область, где протекает стабильная эвтектическая кристалли¬
зация ж -*■ WC + у + С. Такое расположение эвтектических
реакций неблагоприятно, так как разрез WC—Ni уже нельзя
рассматривать как псевдобинарную систему, т. е. сплавы» по со¬
держанию элементов отвечающие линии WC—Ni, состоят из трех
фаз: WC, Сиу* Выделение свободного графита является пороком
структуры твердого сплава, так как снижает его твердость. «
Кроме того, растворимость вольфрама и углерода в никеле
(протяженность области у) при предельном насыщении сплава
углеродом в 1,5 раза превышает растворимость этих элементов
Двойные эвтектики в тройных системах кристаллизуются в интервале
температур,
436
в кобальте. Насыщение металлической связки вольфрамом и угле¬
родом является нежелательным обстоятельством по двум причи¬
нам. Во-первых, происходит уход в связку, т. е. практически по¬
теря части карбида вольфрама, во-вторых, наблюдается снижение
вязкости металлической связки.
Вышеуказанные особенности строения диаграммы состоя¬
ния W—С—Ni приводят к тому, что практически чрезвычайно
трудно создать оптимальную структуру твердого сплава, представ¬
ляющего собой совокупность дисперсных твердых частиц, сце-
Рис. 170. Схематическое изображение диаграмм состояния:
а — W—С—Со; б — W—С—Ni; » — W — С—Fe; г — w—С—Fe (Ni)} д <-• (W, Ti) —
С—Со; е — iW, Ti, Та) С—Со
ментированных пластичным и вязким металлическим связующим.
Поэтому никель не является полноценным заменителем кобальта
в твердом сплаве.
Система W—С—Fe имеет больше отличий от системы W—С—Со
(см. рис. 170), чем вышеназванная система W—С—Ni, ввиду на¬
личия у железа собственного (метастабильного) карбида Fe3C,
появление которого усложняет картину формирования струк¬
туры данных сплавов. Наиболее практически важным моментом
отличия является возможность протекания кристаллизации по
метастабильной схеме, характерной для железоуглеродистых спла¬
вов, при отвердевании которых происходит выделение цементита.
Углерод, таким образом, частично связывается карбидом Fe3C,
имеющим более низкий уровень физико-механических свойств по
сравнению с WC. На диаграмме состояния W—С—Fe имеется раз¬
рез по линии WC—Fe3C, проведенный пунктиром, так как цемен¬
тит, строго говоря, метастабилен (рис. 170).
437
Tie
Таким образом, железо как связка для твердых сплавов тоже
не является полноценным заменителем кобальта ввиду снижения
твердости карбидной фазы при появлении цементита.
Недостатки железной и никелевой связок твердых сплавов
в значительной степени преодолеваются при их совместном ис¬
пользовании, применении в качестве связующего сплава Fe—Ni
с 10—20 % Ni.
Изучение строения диаграммы W—С—Fe (Ni) показало, что
она по количеству протяженности фазовых полей практически
аналогична диаграмме W—С—Со, т. е. к узкой двухфазной об¬
ласти WC + у примыкает со
стороны низких содержаний
углерода область WC + V + Л«
а со стороны высоких содержа¬
ний углерода — трехфазное
поле WC + С + у- Протяжен¬
ность двухфазной области
WC + Y по углероду составляет
0,2—0,6 %, т. е. соизмерима
с шириной данной области
в системе W—С—Со.
Присутствие никеля в со¬
ставе сплава на основе же¬
леза подавляет карбидообразо-
вание и устраняет, таким обра¬
зом, последствия формирова¬
ния цементита в структуре
твердых сплавов. Диаграмма
системы WC—TiC—Со до настоя-
однако очерчены практически
Рис. 171. Горизонтальное сечение диа¬
граммы состояния WC—Т1С—Со пря
1350 °С
состояния псевдотроинои
щего времени мало изучена,
важные концентрационные области: однофазная уобласть и
двухфазная область у + WC (рис. 171). Установлена значитель¬
ная (до 5 %) растворимость карбида в металлической связке при
температуре плавления эвтектики, снижающаяся до 0,2—0,6 %
при 20 °С. Причем растворимость карбида в связке возрастает
с увеличением содержания в нем карбида вольфрама. Отмечается,
что в твердый раствор на основе кобальта переходит преимущест¬
венно карбид вольфрама, тогда как титаном металлическая связка
практически не обогащается. Таким образом, структурно-свобод¬
ный WC может быть выделен не только в результате перекристал¬
лизации карбидной фазы, но и путем термической обработки.
К углеродному углу системы (Ti, W) С—Со примыкает об¬
ласть трехфазного равновесия (Ti, W) С + С—Со, граничащая
с двухфазной областью (Ti, W) С + Y- Ширина области двух¬
фазного равновесия составляет в среднем 0,96—0,94 % С, что
значительно больше аналогичного значения для системы WC—Со.
Следовательно, сплавы данной системы допускают несколько более
высокий уровень колебаний количества углерода без появления
438
третьей фазы, что является несомненным преимуществом по сравне¬
нию со сплавами WC—Со.
Система W—Ti—Та—С—Со также в полном объеме не изучена.
Однако вследствие непрерывной растворимости карбидов TiC
н ТаС структура данных спла¬
вов имеет полное сходство со
структурой рассмотренных
выше сплавов WC—TiC—Со.
Разница заключается лишь
в составе фазы твердого рас¬
твора на основе карбида титана;
в твердый раствор будет вхо¬
дить также карбид тантала.
Особенностью данной- си¬
стемы по сравнению с систе¬
мой WC—TiC—Со является бо¬
лее узкая двухфазная область
у + (Ti, Та, W) С. Довольно
широкая по углероду [1—2 %
(по массе)] гомогенная область
твердого раствора (Ti, Та, W) С
при добавлении 6 % Со резко
уменьшается и не превышает
0,6 % (по массе) при дальней¬
шем его возрастании. Раство¬
римость карбидов в связке снижается
туры (рис. 172).
113 9 S 6 7 8 9
(TL,w)c, °/о (по массе)
Рис. 172. Граница однофазной области ко¬
бальтового утла системы Со—(Ti, W) С—
ТаС прн 1250° С и температуре солидуса
1360 °С
с повышением темпера-
Выбор связующего для сплавов на основе карбида титана
Для формирования оптимальной Структуры безвольфрамовых
твердых сплавов необходимо осуществить выбор металлического
связующего, обеспечивающего хорошее
смачивание части карбида титана, от¬
сутствие значительной растворимости
твердой фазы в связке, отсутствие
третьих фаз при спекании и т. д.
Систематических сведений по диа¬
граммам состояния и рекомендаций по
оптимизации состава связующего спла¬
вов TiC—Же значительно меньше, чем
сплавов WC—Me.
Рассмотрение разреза TiC—Со
тройной системы Ti—С—Со (рис. 173)
показывает, что он очень схож с ана¬
логичным разрезом WC—Со тройной системы W—С—Со.
Система TiC—Со относится к эвтектическому типу (рис. 173).
Эвтектика образуется при содержании 6 % TiC и при темпера¬
туре 1360 °С. В сопоставлении1 со структурой сплавов WC—Со,
439
t°c
TiC‘/о
Рис. 173. Часть диаграммы со¬
стояния системы TiC—Со
Рассмотренной выше, структура сплавов TiC—Со имеет еще одну
особенность. Несмотря на эвтектический тип диаграмм состоя¬
ния систем WC—Со, TiC—Со, в характере сплавов заэвтектиче-
ских составов данных систем имеются существенные различия.
Заэвтектические сплавы в системе WC—Со из полурасплавленного
состояния кристаллизуются без образовании эвтектики, и выде¬
ляющийся из расплава карбид вольфрама осаждается на имею¬
щихся в избытке зернах WC, являющихся центрами кристалли¬
зации. В сплавах TiC—Со
заэвтектического состава
даже в случае их неполного
расплавления наблюдается
выделение хрупкой эвтекти¬
ческой составляющей. По-ви¬
димому, различие в схеме
структурообразования дан¬
ных систем связано с тем, что
количество WC в эвтектике
составляет 37—38 %, и он
является ведущей фазой при
кристаллизации-. Содержание
TiC в эвтектике значительно
ниже (до 5—6 %) и, по-ви-
димому, карбид уже не яв¬
ляется при кристаллизации
ведущей фазой.
Таким образом, структура сплавов TiC—Со характеризуется
неблагоприятным расположением фазовых составляющих, вслед¬
ствие чего для получения твердых сплавов на основе карбида
титана не используют кобальтовую связку.
Сплавы на основе карбида титана со стальной связкой приоб¬
ретают определенное значение в связи с дефицитом вольфрамо¬
вого сырья. Горизонтальное сечение системы TiC—Fe при 1000 °С,
построенное на основании экспериментальных исследований и тео¬
ретических расчетов, представлено на рис. 174. Концентрационный
треугольник тройной системы можно разделить на три независимые
области: FeC—TiC; Fe—TiFe2—TiC; TiC—Ti—TiFe2.
В интересующей нас области Fe—С—TiC происходят реакции
ж ** TiC + y-Fe + С; y-Fe + TiC =«=fc a-Fe + C;
ж + a-Fe ** TiC + y-Fe
и двойные эвтектические реакции ж TiC + a-Fe при
1350 °С; ж TiC И-y-Fe при 1460 °С. Обращает на себя вни¬
мание большая область гомогенности фазы TiC. Между фазовыми
областями железа и карбида титана имеется довольно широкая
по углероду область существования фаз TiC + y-Fe (для спла¬
вов, богатых углеродом), TiC + a-Fe (для сплавов с дефици¬
440
С
Рис, 174. Горизонтальное сечение системы Fe
TiC при 1000°С
том углерода). При понижении температуры в связке происхо¬
дит у -*■ «-превращение согласно известным закономерностям
системы Fe—С. Диаграмма состояния Fe—TiC относится к про¬
стому эвтектическому типу с ограниченной растворимостью. Эв¬
тектическая точка зафиксирована при 1460 °С и 3,8 % (по массе)
TiC. Предельная растворимость TiC составляет 0,6 % и резко па¬
дает с повышением темпера¬
туры — до 0,09 % при 600—
700 °С.
Таким образом, строение
диаграммы Fe—Ti—С во многом
подобно строению рассмотрен¬
ных ранее диаграмм, что позво¬
ляет предположить сходные про¬
цессы формирования структуры»
По своему строению диаграм¬
ма тройной системы Ti—С—Ni
резко отличается от диаграммы
Ti—С—Fe. Основное поле
10 М 30
мо,% (помессе]
Рис. 17ь. Двухфазная область кар¬
бид -(- никелевая фаза (V) в системе
TiC—Ni-~Mo
занимает область TiC + у + С (рис. 175), в которой происходит
реакция ж С + TiC + T при 1270 °С. Из рис. 175 видно, что
сплавы разреза Ni—Ti—С не являются сплавами псевдобинарной
системы, поскольку соответствуют области трехфазного равнове¬
сия TiC + С + у. Следовательно, в цементирующей фазе твердых
сплавов TiC—Ni при содержании углерода в титане, близком
к стехиометрическому, появляется структурно-свободный графит,
снижающий уровень физико-механических свойств материала.
Подавление образования структурно-свободного графита до¬
стигается введением в состав никелевой связки 5—20 % (по массе)
молибдена. Система TiC—Ni—Мо в полном объеме не изучена.
Имеющиеся данные свидетельствуют о том, что для данной си¬
стемы характерно наличие достаточно широкой двухфазной об¬
ласти у 4* карбид (рис. 176). В состав карбидной фазы наряду
с TiC входит некоторое количество МоаС, а также твердый раствор
молибдена в карбиде титана. Растворимость никеля в карбиде
441
титана не превышает 0,4 %. Молибден до содержания его 9 %
(по массе) полностью находится в карбидной фазе. При дальней¬
шем увеличении содержания молибдена в сплаве начинается его
частичный переход в связку (цементирующую фазу), при этом
с увеличением- содержания молибдена его количества в связке
увеличивается.
Формирование структуры твердых сплавов при спекании
Наличие фазового поля того или иного соединения или группы
фаз на диаграмме состояния, как правило, указывает лишь на
термодинамическую возможность существования данных соеди¬
нений в системе. Реализация того или иного структурного состоя¬
ния в сплаве происходит путем взаимодействия компонентов
спллва, специфическим для каждой системы.
Структуры твердых сплавов формируются в основном в про¬
цессе жидкофазного спекания. Появлению жидкой фазы предшест¬
вует спекание в твердой фазе, продолжительность и темпера¬
турные условия которого оказывают влияние на ход последую¬
щего спекания с участием жидкой фазы.
При твердофазном спекании происходят существенные изме¬
нения в состоянии исходных порошков — растворение тугоплав¬
кого компонента в связующем металле, снятие напряжений, воз¬
никающих при размоле и прессовании порошков, рост зерна и
т. д.
Основным методом исследования твердофазного спекания яв¬
ляется построение кривых усадки пористых тел при нагреве в за¬
висимости от времени при постоянной температуре либо в зависи¬
мости от температуры при постоянной продолжительности спе¬
кания. Для чистого карбида вольфрама в интервале 20—1400 °С
усадка равна нулю. Чистый кобальт полностью уплотняется при
850 "С. Существенное влияние оказывает добавка кобальта на
спекание WC. В результате добавки 1 % Со достигается плот¬
ность 81 %, при 15 % Со можно достичь 98 %-ной плотности.
Усадка становится заметной при 800 "С и достигает максимума,
при температуре появления жидкой фазы. Чем можно объяснить
столь значительное влияние кобальта на процесс усадки в твер¬
дой фазе? .
Растворение карбида вольфрама в металлах группы железа,
к которым относится кобальт, сопровождается образованием
повышенной концентрации избыточных вакансий по границам
зерен карбида вольфрама и увеличением свободной энергии си¬
стемы, что и приводит к интенсификации процесса спекания
(механизм так называемого активированного спекания).
Опыты со смесями группы титановольфрамовых сплавов не
выявили принципиальных различий кривых усадки этих сплавов
и сплавов WC—Со. Для сплавов WC—TiC—Со характерна лишь
меньшая скорость усадки в периоды до и после появления жидкой
фазы при одинаковой исходной пористости и скорости нагрева
442
образца. Наличие карбида (Ti, W) С тормозит усадку как при
твердофазном спекании, так и в присутствии жидкой фазы.
При достижении температуры плавления эвтектики кар¬
бид (К) -f связка (С) в системе появляется жидкая фаза, и про¬
цесс спекания в значительной степени определяется условиями
взаимодействия К и С, специфическими для каждой системы.
Основными условиями процесса являются: смачиваемость кар¬
бида расплавленной связкой и растворимость карбида в связке.
Роль смачивания в процессах формирования структуры материа¬
лов рассматриваемого класса исключительно велика. Пористое
тело, полученное в результате твердофазного спекания, представ¬
ляет собой капиллярную систему, которая полностью пропиты¬
вается жидкой связкой, если краевой угол смачивания б равен
нулю. Критическое значение
краевого угла (рис. 177) равно
90°. При 9 > 90° связка не мо¬
жет заполнять поры брикета.
Во всех твердосплавных систе¬
мах краевой угол 0 < 90° (см.
рис. 177), и поэтому с появле¬
нием жидкой фазы наступает
_ __ Л _ Рис. 177. Распределение жидкой фазу в ок-
J ПЛ0ТНСНИ6 ВСЛбДСТВИС ЗЗПОЛ" рестности контактов твердых частиц при
нения пор ЖИДКОЙ СВЯЗКОЙ. различной величине двугранного угла (угол
v смачивания)
Смачивание карбидной фазы
жидкой связкой обеспечивает
также диспергирование твердых частиц, снижение размера зерна
твердого сплава. Так, при введении 5—20 % Мо в состав сплава
TiC—Ni краевой угол смачивания снижается от 30—35 до 0°,
вследствие чего достигается уменьшение зерна сплава TiC—Ni—Mo
s 7—12 раз по сравнению с зерном сплава TiC—Ni. Другим про¬
цессом, приводящим к уплотнению, является перегруппировка
частиц карбидов в положения, соответствующие наиболее плотной
упаковке. Течение этого процесса определяется не только вели¬
чиной краевого угла, но и растворимостью карбида в жидкой связке.
Дело в том, что длительное пребывание при температурах твердо¬
фазного спекания может привести к срастанию карбидных частиц,
а процесс перегруппировки протекает тем легче, чем меньше кон-
гломерированы карбидные частицы. Смачиваемость определяет
возможность проникновения жидкой связки на контактные уча¬
стки частиц карбидов. Как следует из рис. 177, идеальным для
течения процесса перегруппировки является нулевой краевой
угол (идеальное смачивание) в связке, чем больше краевой угол
и чем меньше растворимость карбидов в связке, тем труднее идет
перегруппировка, тем больше вероятность сохранения исходных
(твердофазных) контактов частиц карбидов.
Значительный вклад в уплотнение дает перекристаллизация
через жидкую фазу, с появлением которой происходит изменение
формы карбидных кристаллов, обусловленное степенью кристалло¬
443
графической анизотропии и величиной смачивания. Для сплава
WC—Со наблюдается высокая степень кристаллографической
анизотропии, обусловленная тем, что WC характеризуется гек¬
сагональной решеткой и имеется значительная зависимость свойств
монокристалла WC (в том числе и скорости растворения в жидкой
связке) от кристаллографического направления. Поэтому частицы
WC, не имеющие, как правило, определенной формы после твердо¬
фазного спекания, приобретают в результате взаимодействия
с расплавом четко выраженную призматическую огранку.
В случае же сплавов "ПС—Ni, TiC—Fe происходит, во-первых,
неполная смачиваемость, во-вторых, карбид титана и твердые
растворы на его основе характеризуются высокосимметричной
кубической решеткой и не имеют выраженной анизотропии свойств.
Вследствие этого частицы TiC приобретают в результате спекания
округлую форму. Очевидно, что перенос вещества, обеспечиваю¬
щий изменение формы карбидных частиц, может осуществляться
за счет поверхностной диффузии и перекристаллизации через
жидкую фазу.
Наконец, одновременно с процессами перегруппировки и из¬
менения формы происходит рост частиц карбидов, механизм ко¬
торого также сильно зависит от соотношения между степенью
кристаллографической анизотропии и смачиваемостью.
При жидкофазном спекании возможны два механизма роста
частиц карбидов: перекристаллизация через связку и коалесцен-
ция (слияние). Коалесценция представляет собой срастание группы
частиц карбидов путем исчезновения внутренних гранил между
ними. Этот механизм не требует переноса вещества через жидкую
связку и осуществляется за счет диффузии в твердых частицах
карбидов в принципе так же, как и при твердофазном спеканий.
Механизм перекристаллизации через жидкую фазу заключается
в растворении мелких частиц твердой фазы в жидкости, диффузии
атомов через связку и осаждении их на больших частицах. Основ¬
ными условиями, определяющими возможность перекристалли¬
зации, являются резкое различие температур плавления компо¬
нентов и односторонняя растворимость частиц твердого компо¬
нента в жидкости. Данные условия соблюдаются для многих
твердосплавных систем, что обусловливает большую вероятность
протекания в них этого процесса.
Анализ температурных и временных зависимостей размеров
частиц твердой фазы сплавов WC—Со, TiC—Ni, TiC—Fe и других
композиций монокарбид—связка показал, что основным меха¬
низмом роста частиц карбида является перекристаллизация через
расплавленную связку.
Более затруднен анализ процессов роста частиц твердого ком¬
понента при жидкофазном спекании сплавов на основе сложных
карбидов (Ti, W) С и (Тi, W, Та) С. При температуре спекания
одновременно с вышеупомянутыми процессами происходит распад
пересыщенного твердого раствора на основе TiC, приводящий к
444
формированию зональной, так называемой кольцевой структуры
карбидных частиц.
Однако так же, как и для случая простых карбидов, основную
роль в росте зерна сложных карбидов (замедленном по сравнению
с монокарбидом) играет перекристаллизация через связку, а ко-
алесценция иногда происходит при дефиците жидкой связки.
Протекание всех рассмотренных выше процессов определяет
формирование каркасной структуры карбидной фазы при жидко¬
фазном спекании твердосплавных композиций. Наличие каркас¬
ной структуры карбидной фазы твердых сплавов и ее топологи¬
ческие характеристики (степень связности) являются важней¬
шими моментами для понимания физико-механических и экс¬
плуатационных свойств твердых сплавов. Каркас карбидных ча¬
стиц в сплавах WC—Со, изученный в наибольшей степени, пред¬
ставляет собой поликристаллическое образование, причем многие
его зерна контактируют не только па граням.
Часто встречаются контакты-типа ребро—грань, угол—грань
и т. д., образуются мостики типа сварного шва между двумя кри¬
сталлами WC в сплаве, прошедшем жидкофазное спекание. В ус¬
ловиях полного смачивания рост карбидного скелета происходит
по механизму перегруппировки и растворения—осаждения. Та¬
ким образом, в результате протекания вышеописанных процессов
взаимодействия карбидной составляющей и связки формируется
структура твердых сплавов типа ВК, ТК, ТТК, представляющая
собой сочетание двух взаимопроникающих скелетов — карбид¬
ного каркаса и кобальтовой связки. При этом не наблюдается
двух видов кристаллов WC, т. е. кристаллов исходного порошка
и кристаллов, которые выпадают из жидкой фазы при охлажде¬
нии. В данных сплавах, таким образом, отсутствует структурно
самостоятельная эвтектическая составляющая, что является боль¬
шим достоинством сплавов на основе WC. Для ряда сплавов на
основе TiC, например сплава TiC—Со, характерно наличие как
исходных, избыточных кристаллов карбида титана, так и хруп¬
кой эвтектики, образующейся при охлаждении.
Другой характерной особенностью сплавов WC—Со является
значительный (до 1 мм) размер зерен кобальтовой фазы, выявляе¬
мой методом рентгеноструктурного анализа. При съемке в каме¬
рах РКД, КРОС и др. на фотопленку карбид WC имеет сплошные
дифракционные линии, что свидетельствует о мелкодисперсности,
а кобальт характеризуется точечными рефлексами, говорящими
о наличии крупных полиэдров металлической составляющей.
Карбидные зерна как бы вкраплены в зерно кобальтовой фазы и
разделяют его на ряд более мелких участков, видных под микро¬
скопом.
Строение безвольфрамовых твердых сплавов в общих чертах
сходно со строением сплавов WC—Со. Лучшая смачиваемость кар¬
бида титана никелем в присутствии молибдена обусловливает
формирование мелкозернистой структуры сплавов.
445
Физико-механические свойства твердых сплавов.
Природа прочности твердых сплавов
Сравним основные механические свойства твердого сплава WC—Со
со свойствами его компонентов — карбида вольфрама и кобальта:
Свойства- Твердость о“, МПа ов, МПа
HV, ГПа
Монокарбид вольфрама (спе¬
ченный) - ‘ 22 600 300
Кобальт ....... „ . 2,5 — 242
Сплав ВК16 12. 2000—2200 1000—1250
Видно, что значения, например, временного сопротивления
при изгибе и растяжении сплавов не вытекают непосредственно
из соответствующих значений для компонентов сплава. Времен¬
ное сопротивление при растяжении для кобальта около 240 МПа,
для карбида вольфрама около 300 МПа, а для сплава с 15 % Со
составляет 1000—1250 МПа, т. е. превосходит ав исходных компо¬
нентов примерно в 4 раза. Указанное превышение значения сгв,
очевидно, связано с особенностями структуры твердых сплавов.
Для обсуждения зависимости свойств твердых сплавов от со¬
става и структуры исключительно важное значение имеют гипо¬
тезы о характере строения сплавов, состоящих из весьма твердых
частиц карбидных фаз, между которыми распределяется связую¬
щая фаза —твердый раствор на основе металлов группы железа.
Одной из гипотез является мнение о непрерывном скелете зерен
карбида вольфрама, в промежутках которого располагается не¬
прерывный скелет цементирующего металла. Основанием для ги¬
потезы о скелетном строении сплавов были опыты по извлечению
цементирующего металла из сплава с 10 % Со раствором соляной
кислоты. Карбидный остаток, содержащий сотые доли процента
кобальта, сохранял форму спеченного изделия и имел прочность
при статическом изгибе <500 МПа.
Расчеты показали, что толщина слоя кобальта на контактной
поверхности зерен карбида вольфрама не превышает L,0 нм.
Наличие слоя указанной толщины не может быть препятствием
для образования карбидного скелета.
Сторонники гипотезы полной изоляции карбидных зерен
считают, что между зернами WC образуются тонкие пленки ко¬
бальтовой фазы, их разделяющие, которые нельзя рассмотреть
даже под электронным микроскопом, поскольку толщина их ле¬
жит за пределами разрешающей способности. Основанием для
гипотезы явились данные о заметной пластичности сплавов WC—Со
с малым содержанием кобальта и о зависимости прочности от со¬
става. Зависимость ав от содержания кобальта имеет максимум,
положение которого определяется видом нагружения и величиной
зерна карбидной фазы (рис. 178).
Электронномикроскопические исследования границ зерен
в сплавах WG-—Со показывают, что наряду с границами, которые
446
плохо выявляются травлением, имеются четко выраженные меж*
кристаллические границы. Первым соответствует малая разориен-
тация стыкующихся зерен, границы второго типа разделяют зерна
с большой разориентацией. Степень травимости границ не зависит
от содержания кобальта и определяется только взаимной ориенти¬
ровкой зерен. При наличии прослоек кобальта между зернами
травимость границ WC—Со вряд ли могла зависеть от ориентации
зерен. Установлено также, что линии скольжения (следы пласти¬
ческой деформации на ее ранних стадиях) не претерпевают разры¬
вов при переходе от карбида вольфрама к кобальтовой фазе, что
свидетельствует о способности
карбидного скелета к пластиче¬
ской деформации и подтверждает
существование прочной связи
между карбидными зернами, а
также между зернами WC и ко¬
бальтовой связкой.
В настоящее время не вызы¬
вает сомнений факт непосредствен¬
ного контакта зерен карбида
вольфрама между собой. Кобаль¬
товая фаза тоже не находится
в виде изолированных включе¬
ний. Как и зерна карбидной фазы,
частицы кобальтовой фазы имеют
места соприкосновения между со¬
бой и образуют в сплаве кобаль¬
товый скелет.
Таким образом, структура
сплавов WC—Со представляет со¬
бой как бы два вставленных один в другой и тонко переплетенных
каркаса — карбидный и кобальтовый. Механические свойства
таких систем в значительной степени зависят от толщины прослоек
фаз, что связано с изменением свойств пластичного вещества
(«мягкой» фазы) при блокировке плоскостей скольжения, если
прослойка этого вещества находится между твердыми поверхно¬
стями. Сопротивление деформации системы зависит от среднего
расстояния между твердыми частицами таким образом, что с уве¬
личением его сопротивление падает, с уменьшением же расстоя¬
ния, когда все более проявляются блокировка и снижение пластич¬
ности прослоек «мягкой» фазы, прочность последних, а следова¬
тельно, и прочность всей системы возрастают.
При сжатии твердого сплава пластическая деформация на
первых этапах связана ушшь с пластической деформацией карбид¬
ной фазы. Что касается кобальтовой фазы, то, поскольку послед¬
няя после спекания находится в состоянии растяжения, деформа¬
ция кобальтовой фазы начинается позднее, чем деформация фазы
WC, и происходит после снятия растягивающих напряжений,
447
Рис. 178. Зависимость временного со¬
противления при изгибе сплавов раз¬
личной зернистости от содержания
кобальта. Размер зерна, мкм:
1 — 1,5; 2 — 5
возникающих при охлаждении сплавов после спекания вследствие
разницы в коэффициентах термического расширения кобальтовой
и карбидной фаз.
Ход зависимости от кривых состав—прочность обусловлен
своего рода равновесием между способностью скелета к разру¬
шению и способностью связки оказывать сопротивление распро¬
странению трещины. Поэтому для разрушения образца сплава
WC—Со сжатием требуются высокие внешние нагрузки. Обрат¬
ное положение наблюдается при приложении внешней растягиваю¬
щей или изгибающей нагрузки. В кобальтовой фазе будут скла¬
дываться внешние и внутренние растягивающие напряжения,
вследствие чего предел прочности будет увеличен уже при малых
внешних растягивающих или изгибающих нагрузках. Таким
образом, высокий уровень физико-механических свойств твердого
сплава достигается как повышением свойств компонент сплавов,
так и формированием оптимальной структуры материала.
Взаимосвязь структурных характеристик
и физике-механических свойств твердых сплавов
Механические свойства сплавов определяются в первую очередь составом — коли¬
чественным соотношением основных компонентов — карбидов и кобальта. Боль¬
шое влияние оказывает также и структура и главным образом размер зерна состав¬
ляющих фаз, поэтому механические свойства следует рассматривать в тесной связи
с указанными двумя основными факторами.
Твердость сплавов WC—Со изменяется в за¬
висимости от содержания в них кобальта, а
именно, повышение его содержания приводит
к снижению твердости (рис. 179). Рассматривая
зависимость твердости от состава с учетом воз¬
можных колебаний, обусловленных тем или
иным размером- зерна в сплавах, можно отме¬
тить, что твердость практически используемых
составов при комнатной температуре изменяется
от 91—93 HR А для сплава с 3 % Со до 81—
84 HRA для сплава с30 % Со. Ввиду того, что
в условиях эксплуатации твердые сплавы подвер¬
гаются воздействию высоких температур, была
изучена зависимость твердости сплавов от тем¬
пературы. На рис. 180 приведены зависимости
твердости от температуры для сплавов WC—Со,
быстрорежущей и углеродистой стали. Твердость
всех данных материалов снижается с повыше¬
нием температуры, но различие в твердости
сплавов, имеющих разное содержание кобальта, сохраняется практически во всем
температурном интервале. Более высокая по сравнению с быстрорежущей сталью
твердость сплавов WC—Со и более резкое снижение этой характеристики для ста¬
ли при повышении температуры обусловливают то обстоятельство, что твердость
сплавов WC—Со при 800—1000°С примерно равна твердости быстрорежущей
стали при 500 °С.
Временное сопротивление при изгибе — наиболее часто используемая проч¬
ностная характеристика твердых сплавов, применяеман при исследовании и про¬
изводственном контроле. Особенностью зависимости от состава твердого сплава
WC—Со является то, что с повышением содержания кобальта прочность сплава
вначале возрастает примерно до 18 % Со, а затем падает. С увеличением размера
448
Рис. 17Э. Зависимость твердо¬
сти сплавов WC от состава и
размера зерна карбида:
/ — для сплавов со средним раз¬
мером зерна 1,5 мкм; 2 — то
ке. 5 мкм
карбидных зерен и, следовательно, кобальтовых участков максимум сдвигается
в сторону меньших содержаний кобальта. Для мелкозернистых сплавов происхо¬
дит сдвиг максимума в направлении уве¬
личения содержания кобальта (рис. 181).
J казанный ход зависимости объясняется
тем, что твердый сплав разрушается толь¬
ко после окончания процесса деформа-
ц юнного упрочнения кобальтовой фазы
и потери ею пластичности, т. е. способно¬
сти дислокации перемещаться. Упрощая,
можно сказать, что для формирования
оптимальной дислокационной структуры
и достижения наибольшей прочности тол¬
щина прослойки кобальта должна состав¬
лять некоторую вполне определенную ве¬
личину (от 10'4 до 10'® см по данным раз¬
ных авторов).
Увеличение размера зерна карбидной
фазы приводит к возрастанию толщины
прослоек. Для малых содержаний ко-
бальта (6—8 %) это обусловливает возра¬
стание прочности при увеличении размера
з рен, так как приближает толщину про¬
слоек к оптимальному значению. Для
больших содержаний кобальта (20—25 %),
напротив, прочность падает при увели¬
чении размера частиц карбидов, так как
толщина прослоек превышает оптимальное
значение. При средних значениях концен¬
трации кобальта максимальные, значения
прочности достигаются при среднем раз¬
мере зерна 2—4 мкм. Влияние темпера¬
туры испытания на величину временного
сопротивления при изгибе более значи¬
тельно проявляется на сплавах с высоким
Рнс. 180. Зависимость твердости спла¬
вов WC—Со от температуры с 6 % Со
(/); 8% Со (2); 15 % Со (3) быстроре¬
жущей стали Р18 (4); закаленной угле¬
родистой стали УЮ (5)
содержанием кобальта. При содержании кобальта менее 10 % Со величина о*
практически не изменяется вплоть до 850—870 °С.
Прочностные свойства сплавов WC—TiC—Со зависят не только от дисперс¬
ности карбидной фазы и количества кобальта, но и от содержания в сплаве TiC.
Увеличение количества карбида титана приводит к снижению временного сопроти¬
вления при изгибе. Так, для сплавов с низким содержанием TiC значение <т“ со¬
ставляет 1300—2000 МПа, а для сплавов с высоким его содержанием не превышает
2,5
2,1
V
13 5 1 3 5 1 3 5 1 3 5 1 3 5
Размер зерна фазы WC, мкм
Рис. 181. Зависимость временного сопротивления при изгибе сплавов раз¬
личного состава от размера верна фазы WC:
а — б % Со; 6—12 % Со; в — 16 % Со; е — 20 % Со; д — 25 % Со
15 В. Н. Анциферов и др.
гпа
-
-
у\
\
А
Л
- \
/ а
_1 j 1_
6
| | '
- ^' в
I—1_
" - 'г
> ] \
- ' д
_1 I—
449
Таблица 62. Некоторые свойства сплавов WC—Со, WC—TiC—Со
и WC—TiC—ТаС—Со
Маркя
Состав %
!по массе)
Твердость
HRA
о“ МПа
Е, ГПа
WC
TiC
ГаС
Со
В Кб
94
_
6
92
1420
620
BKI0
90
—
—
10
90
1600
560
Т5К7
88
5
—
7
90
1300—1600
550—590
Т15К6
79
15
—
6
92
800—1000
• 420
ТТ4К10
85
4
1
10
89—90
1700—1900
450
ТТ5К9
80,5
5
5,5
9
90—91
1700—2000
560
ТТ12К8
62
12
18
8
91—92
1200—1400
630
800—1000 МПа. Имеющиеся сведения о влиянии температуры на свойства спла¬
вов ТК свидетельствуют о том, что введение карбида титана способствует сохра¬
нению прочности сплава при более высоких температурах. Так, для сплава T3GK4
не наблюдается снижения прочности вплоть до 1000 °С. Сплавы системы WC—
TiC—ТаС—Со характеризуются несколько более высоким уровнем прочности по
сравнению со сплавами WC—Со, но это повышение а" не слишком значительно.
Модуль упругости сплавов WC—Со имеет весьма высокое значение — почти
в три раза больше, чем у быстрорежущей стали. Модуль упругости сплавов WC—
TiC—Со несколько ниже, чем у сплавов WC—Со, и уменьшается о повышением
содержания карбида титана (табл. 62). Введением карбида тантала значение мо¬
дуля удается повысить, что связано с повышением уровня физико-механических
свойств карбидной фазы.
Физика-механические свойства безвольфрамовых твердых сплавов
В табл 63 приведены свойства твердых сплавов на основе карбидов IVa—Via
групп с различными связками. Для сравнения даны также свойства сплава WC—
Со. Карбиды титана, циркония и гафния с кобальтовой связкой обладают высокой
твердостью, ио недостаточным пределом прочности при изгибе. Карбиды молиб¬
дена, хрома и тантала придают сплавам относительно низкую твердость и невысо¬
кую прочность.
Анализ приведенных данных показывает, что по уровню физико-механиче-
скях свойств данные виды безвольфрамовых твердых сплавов не удовле¬
творяют требованиям, предъявляемым к режущим материалам. Наиболее пер¬
спективным из безвольфрамовых твердых сплавов в настоящее вре!ия является
сплав на основе TiC—МоаС с никелевой связкой. Использование вместо карбида
титана его карбонитрида TiC0,5N0i5 позволило вывести физико-механические свой¬
ства данного материала на уровень требований, предъявляемых к материалам для
обработки резанием.
В настоящее время на основе промышленного выпуска накоплен определен¬
ный статистический материал по физико-механическим свойствам безвольфрамо¬
вых твердых сплавов иа основе карбида (карбонитрида) титана с никель-молиб-
деновой связкой КНТ-16 (табл. 64).
По уровню механических характеристик возможен предварительный выбор
того или иного сплава для различных областей применения по обработке металлов
н сплавов (резание, обработка давлением и т. д.), по теплофизическим характери¬
стикам можно судить о способности сплава к пайке и сопротивлению термоцикли¬
ческим нагрузкам.
Сплавы БВТС имеют примерно в 2 раза более низкую плотность по сравве-
нию с вольфрамсодержащими твердыми сплавами, что определяет применимость
их в легких конструкциях. Относительно низкая теплопроводность обусловли¬
вает специфику пайки при креплении резцовых изделий и сравнительно яизкое
450
Таблица 63. Физико-механические свойства твердых сплавов
иа основе карбидов IVa—VIb групп
Состав, % (по массе)
Твердость HRA
o“, МПа
90TiC; 10Со
91—92
800—900
90ZrC; 10Со
90—91
700—800
90HfC; lOCo
89—90
900—1000
90VC; lOCo
87—89
600—800
90\bC; lOCo
88—89
900—1000
90TaC; lOCo
85—87
700—900
90СгзС2; lOCo
84—86
500—700
90.viOiC; lOCo
86—87
500—700
90WC; lOCo *1
89—91
1600—1800
90TiC; lONi
89—91
650
90TiC; lOFe
89—91
500
85TiC; 15Fe
89
550
80TiC; lOCo; lOCr
92
700—800
87TaC; 13Co
83
700
87TaC; l3Fe
84
850
87TaC; 13Ni
82
1200
87TaC; 13Fe/Mo
89
1350
70,4TiC; 17,6МогС; 12Ni
90,5
980—1080
68,8TiC; 17,2МогС; 14Ni
90,0
1020—1120
44TiC; 44Mo2C; 12Ni
89,5
980—1060
43TiC; 43Ma2C; 14Ni
89,5
1020—1100
*' Приведено для сравнения.
сопротивление термоциклическим нагрузкам. Высокий коэффициент линейного
расширения может быть использован для сплавов специального назначения.
По твердости БВТС достаточно стабильны, однако нижний уровень их твер¬
дости ниже, чем нормированное ГОСТ 8882—75 значение твердости сплава TI5K6.
Наблюдается существенная неоднородность механических свойств в различных
партиях БВТС. Разброс средних значений прочности в партиях KHT-I6 дости¬
гает 2 и более, однако при этом следует заметить, что наибольшие значения проч¬
ности сплава КНТ-16 значительно превосходят соответствующие показатели для
TI5K6, что свидетельствует о больших потенциальных возможностях сплава
КНТ-16 и необходимости проведения дальнейших исследований, направленных
иа оптимизацию структуры БВТС и стабилизацию нх механических свойств.
Таблица 64. Промышленные безволъфрамовые твердые сплавы
Марка
твердого
силана
Тип
карбида
Коли¬
чество
карбида
Ni, % (no
массе)
Mo, % (no
массе)
a
E
S
s a
О
3
и
>
Твер¬
дость
HRA
a. 10-*,
к-1
TMl
(Ti, Nb) С
90
5,0
5,0
800
5,8
91,5
5,9
тмз
(Ti, Nb) С
64
21,0
15,0
1200
5,9
89,0
—
ТН-20
TiC
79
16,0
5,0
1000
5,5
89,5
7,1
ТН-30
TiC
69
24,0
7,0
1100
5,8
88,5
8,2
ТН-40
TiC
61
80,0
9,0
1150
6.0
87,0
—
КНТ-16
Ti (C, N)
74
19,5
6,5
1100
5,8
89,0
8,9
15»
451
Все марки сплавов БВТС имеют величину модуля упругости 392—430 ГПа
и поэтому показателю уступают сплавам, содержащим WC. Сплавы БВТС имеют
общий характер изменения прочности в зависимости от температуры испытания:
значения о“ снижаются при увеличении температуры от 20 до 600 °С и затем воз¬
растают с повышением ее до 800 °С {рис. 182). Для сплавов системы WG—Со
и WC—TiC—Со происходит монотонное снижение о“ при повышении температуры.
Такой характер изменения прочности сплавов БВТС е зависимости от темпера¬
туры соответствует теоретическим представлениям и имеющимся эксперименталь¬
ным данным по разрушению хрупких материалов. Некоторое снижение прочности
иа участке 20—600 бС объясняется появлением пластической деформации в вер¬
шине трещины Гриффитса перед разрушением. Рост прочности на участке 600—
800 СС объясняется протеканием пластической деформации в этом температурном
интервале, доля которой возрастает с повы¬
шением температуры. Снижение временного
сопротивления при температуре ^ 800 °С
связано с общим Пластическим течением
материала.
Влияние структурного состояния
твердого сплава на эксплуатационные
свойства
Процесс и причины износа металличе¬
ского режущего инструмента очень
сложны. У твердого сплава они свя¬
заны со свойствами обрабатываемого
материала и характерными особен¬
ностями структуры режущего инструмента. В соответствии с харак¬
тером стружкообразования различают материалы, дающие корот¬
кую стружку надлома (чугун, цветные металлы, керамика, пласт¬
массы), и материалы, дающие непрерывную (сливную) стружку-
сталь.
У чугуна удельное сопротивление резанию относительно мало,
поэтому образуется небольшое количество тепла. Короткая
стружка надлома отделяется от материала и сразу спадает без
длительного соприкасания с режущей кромкой. Поскольку в про¬
цессе резания стружка является основным носителем тепла, то
при обработке чугуна вследствие небольшого теплообразования
и короткого времени соприкасания лишь с небольшой частью
режущей кромки, тепловая нагрузка на режущую кромку сравни¬
тельно невысока. Приваривания чугунной стружки, содержа¬
щей графит, к твердому сплаву под действием тепла и давления
не наблюдается. Однако чугунная стружка и деталь имеют высо¬
кую твердость и изнашивают инструмент путем истирания. Кроме
того, вследствие незначительного расширения чугуна давление
резания концентрируется на очень малой поверхности лезвия.
Таким образом, возникающее местное давление может быть весьма
значительным, и необходима большая прочность режущей
кромки.
Поэтому для обработки чугуна пригодны лишь очень твердые и
достаточно вязкие с хорошей теплопроводностью твердые сплавы
452
Рис. 182. Влияние температуры иа
временное сопротивление при из¬
гибе сплавов T15K6 (!) в К.НТ16 (2)
высокой износостойкости. Этим требованиям отвечают в первую
очередь сплавы WC—Со.
О причинах износа твердых сплавов WC—Со существует не¬
сколько точек зрения. Согласно одной из них, сплавы с содер¬
жанием кобальта не менее 10 % имеют связный карбидный скелет
значительной прочности, заполненный мягким и легкоплавким
кобальтом. Последний изнашивается в первую очередь, карбид¬
ный скелет ослабляется и начинает выкрашиваться. Поскольку
это явление носит, по-видимому, периодический характер, пло¬
щадка износа приобретает ступенчатую форму (каскадный износ).
Согласно другой точке зрения, абразивный износ происходит
вследствие появления трещин на зернах карбида вольфрама, ко¬
торые разрушаются в первую очередь. Сильный износ по перед¬
ней поверхности резца (WC—Со) при точении стали заставил
предположить, что здесь образуется жидкая фаза в виде тонкой
пленки, которая быстро удаляется. Показано, что между твердыми
сплавами WC—Со и сталью при температуре примерно 1300 °С
образуется жидкая фаза. Если в твердом сплаве присутствует TiC,
температура образования жидкой фазы повышается до 1350 °С
и выше.
При обработке стали сопротивление резанию в 2—3 раза выше,
чем при обработке чугуна, и, следовательно, образуется значи*
тельно большее количество тепла. Длинная сливная стружка
сходит по передней поверхности резца, причем поверхность со¬
прикасания с режущей кромкой большая и время относительно
продолжительное. При этом стружка существенно деформируется,
что способствует теплообразованию. Все эти факторы создают
значительную термонагрузку на режущую кромку (в отношении
ее окалиностойкости и жаропрочности), более высокую, чем при
обработке чугуна.
При низких скоростях резания в результате высокой темпера¬
туры, значительного давления и относительно продолжительного
соприкосновения стружки с режущей кромкой образуются на¬
росты, приводящие вследствие их периодического отрыва к бо¬
лее или менее сильному выкрашиванию. По мере увеличения
скорости резания это явление постепенно исчезает и начинает
образовываться лунка.
В связи с тем, что износ при обработке стали является след¬
ствием взаимодействия поверхностных сил между инструментом,
стружкой и обрабатываемой деталью, склонность твердого сплава
к привариванию можно уменьшить при правильном выборе соот¬
ветствующих легирующих добавок. Это замедляет образование
нароста, лунки и износа по задней поверхности. Наилучшее дей¬
ствие оказывают добавки TiC, ТаС и частично NbC, ZrC и HfC.
Эти карбиды металлов образуют при нагреве устойчивые и проч¬
ные оксиды.
Наряду с механическим износом в результате приваривания
и истирания значительное влияние на износ режущего инстру¬
453
мента оказывает окисление при высоких температурах. Как ука¬
зывалось выше, режущая кромка очень сильно нагревается при
высоких скоростях резания материалов, дающих сливную стружку.
В этом случае при температуре до 800 °С у твердых сплавов
WC—TiC—Со на воздухе в основном окисляются WC и кобальт.
При температуре выше 800 °С начинается окисление твердого рас¬
твора на базе TiC. Введение TiC, повышающее окалиностойкость
твердого сплава, способствует, таким образом, повышению стой¬
кости режущего инструмента при обработке материалов, дающих
сливною стружку.
Большую роль в процессе износа твердого сплава при реза¬
нии играют химические реакции между режущим и обрабатывае¬
мым материалом. При изучении диффузионных процессов между
соприкасающимися парами лластинок твердый сплав—сталь было
установлено, что карбид вольфрама начинает взаимодействовать
при 800 °С, а при 1000 °С образуется двойной карбид, содержа¬
щий железо, имеющий пониженный уровень физико-механических
свойств. Карбиды титана и тантала не реагируют со сталью до
1500 °С.
Диффузионный износ при резании зависит от содержания
углерода, причем это относится как к растворению WC и диффун¬
дированию углерода в сталь, так и.к диффузии углерода из стали
или чугуна в твердый сплав. В результате такого разрыхления
структуры твердого сплава создаются предпосылки для его из¬
носа. Наличие твердых растворов, содержащих TiC или ТаС,
препятствует растворению WC, уменьшая тем самым износ. По¬
этому в настоящее время для обработки применяют твердые сплавы
WC—TiC—Со, WC—TiC—ТаС—Со.
Сплавы на основе карбида и карбонитрида титана, безволь-
фрамовые твердые сплавы (БВТС) отличаются характерными
физико-механическими свойствами, которые и Определяют их
режущую способность. БВТС в отличие от сплавов системы WC—Со
имеют более низкий модуль упругости, более низкую теплопро¬
водность, более высокий коэффициент термического расширения,
что предопределяет их более высокую чувствительность к удар¬
ным и тепловым нагрузкам. В то же время они имеют более высо¬
кую окалиностойкость и температуру начала схватывания со
сталью. Коэффициент трения БВТС по стали примерно в 1,5 раза
ниже, чем у сплавов WC—Со.
Все выпускаемые промышленностью марки БВТС рекомен¬
дуются главным образом для чистовой и получистовой обработки
углеродистых и низколегированных конструкционных сталей.
Они могут частично заменить такие вольфрамсодержащие сплавы,
как Т30К4, Т15К6, Т14К8. Сплав КНТ-16 как наиболее проч¬
ный можно использовать для фрезерования углеродистой и
низколегированной стали с умеренными нагрузками на зуб
фрезы.
3. Получение н использование специальных марок твердых сплавов
За последние годы разработаны новые твердые сплавы, которые
применяют не только для обработки резанием, но и в качестве ма¬
териалов, обладающих хорошей износостойкостью и высокой кор¬
розионной стойкостью. Эти сплавы можно разделить на три
группы: а) коррозионностойкие твердые сплавы; б) окалиностон-
кие твердые сплавы; в) термически обрабатываемые твердые сплавы.
Основой коррозионностойких твердых сплавов является кар¬
бид хрома. Сплавы с никелевой связкой отличаются высокой из¬
носостойкостью наряду с очень хорошей химической устойчиво¬
стью и окалиностойкостью. Их рекомендуется применять для
деталей, которые одновременно с износом подвергаются действию
коррозии. Однако необходимо учитывать, что твердые сплавы
на основе карбида хрома являются относительно хрупкими при
ударных нагрузках.
Структура сплава представляет собой относительно крупные
карбидные кристаллы, окруженные никелевой связкой, содержа¬
щей до 5—6 % карбида хрома в растворе. Так как под действием
кислоты растворяется только фаза связующего металла, а крис¬
таллы карбида хрома при этом не затрагиваются, устойчивость
твердых сплавов на основе карбида хрома снижается с возраста¬
нием содержания никеля.
Разработан сплав на основе WC с платиновой связкой, плот¬
ность которого составляет 15 г/см3, твердость 91 HRA и временное
сопротивление при изгибе 800 МПа. Этот сплав исключительно
коррозионностойкий, но не разрушается при кипячении в азотной
и серной кислотах. Твердые сплавы с платиновой связкой реко¬
мендуется применять в аппаратостроении, где имеется сильное
нейтронное излучение.
В качестве окалиностойких материалов используют твердые
сплавы на основе карбида титана, который является единствен¬
ным карбидом, имеющим в сочетании со связующим металлом
(никель, кобальт, хром) высокую стойкость “против окисления,
жаропрочность и термостойкость.
К термообрабатываемым твердым сплавам относится большая
группа материалов, называемых карбидосталями, ферро-TiC и
т. д., представляющих собой легированные спеченные стали с до¬
бавками сложных карбидов, преимущественно TiC.
Своеобразие таких твердых сплавов, содержащих 30—70 %
(по массе) TiC, состоит в возможности применения всех видов тер¬
мообработки, воздействующей на свойства стальных связок, что
приводит к изменению физических и механических свойств сплава
в целом.
При изготовлении изделий из ферро-TiC применяют либо
пропитку, либо прессование и спекание заготовки. По первому
технологическому варианту прессуют каркас из карбида титана
пористостью 30—60 %, подвергают его предварительному спе-
455
канню в водороде или вакууме при 1400—2000 °С, а затем пропи¬
тывают при 1450'—1500 °С в вакууме расплавом стали требуемого
состава. Микроструктура характеризуется пластинчатой или
сферондизированной формой зерен карбида титана.
По второму технологическому варианту порошки карбида Ти¬
тана и стали или составляющих ее компонентов подвергают сов¬
местному мокрому размолу в шаровой мельнице в течение 2—4 сут.
Прессование смеси с пластификатором проводят при давлении
порядка 200 МПа. Заготовки подвергают предварительному спе¬
канию в водороде при 700 °С и окончательному спеканию в вакууме
при 1300—1450 °С в зависимости от температуры плавления связки
и ее относительного количества. Спекание ведут в присутствии
жидкой фазы. При этом наблюдается растворимость элементов
связки в TiC и карбида титана в стальной связке. Микрострук¬
тура спеченного сплава характеризуется наличием округлых
карбидных зерен. При длительной изотермической выдержке
вокруг зерен карбида титана образуется кольцевая оболочка
из взаимных твердых растворов, что приводит к повышению проч¬
ности ферро-TiC.
Отжиг после спекания позволяет существенно снизить твер¬
дость ферро-TiC и применить необходимую механическую обра¬
ботку. Восстановление высокой износостойкости обеспечивается
закалкой и отпуском, после которых твердость на 5—20 % пре¬
вышает достигнутую при спекании.
4. Технологическая схема производства твердых сплавов
Исходные материалы. Вольфрамовый ангидрид, полученный про¬
калкой технической вольфрамовой кислоты (H2W04) или пара¬
вольфрамата аммония при 500—800 °С, должен содержать не
менее 99,9 % W03 и соответствовать в первом случае
ТУ 48-19-34—80, а во втором — ТУ 48-19-35—79.
Оксид (Со203 или Со304) кобальта получают (ТУ 48-19-33—79)
либо из металлического кобальта, либо из технического гидро¬
оксида кобальта.
В первом случае исходный металлический кобальт (продукт
пирометаллургической обработки мышьяковых, сульфидных и
окисленных кобальтовых руд) сначала растворяют в соляной
кислоте и очищают раствор от примесей (железо, марганец,
и др.). После этого осаждают из раствора оксалат кобальта
C0QO4 (щавелевокислый кобальт), который отфильтровывают,
промывают, обезвоживают и прокаливают при 350—400 °С, по¬
лучая порошок оксида кобальта с насыпной плотностью не выше
0,75 г/см® и содержанием, % (по массе): ^ 70 Со; <:1,5 Ni;
<0,09 Мп; <0,06 Fe, <0,01 Са; <0,018 Na.
Во втором случае технический гидрооксид кобальта, получен¬
ный при переработке конвертерных шлаков, восстанавливают
при 600—700 °С, а спекшуюся массу металлического кобальта
456
обрабатывают горячей соляной кислотой, после чего из очищен¬
ного раствора кобальта высаживают щавелевокислый кобальт
и получают из него оксид кобальта, как указано выше.
В производстве твердых сплавов применяют ламповую или
газовую сажу — продукт термического разложения углеводоро¬
дов. По ГОСТ 7885—77 она имеет удельную поверхность порядка-
12—16-10® м2/кг, содержит влаги не более 0,5 %, зольность не
более 0,2 9о. Перед использованием сажу можно прокалить при
750—800 °С в муфельных электропечах для уменьшения содержа¬
ния в ней летучих примесей и влаги.
С02 0j (СодО*,) WO3 Сажа- TiOi Та
Прессование
Спекание
Сплав в к Сплав тк Сплав ттк
Рис. 183. Схема производства твердых сплавов BK, ТК В ТТК
Порошок тантала с частицами размером в несколько микро¬
метров получают натриетермическим восстановлением пентаоксида
тантала, а размером в несколько десятков микрометров — элек¬
тролизом расплавленных сред. Такие порошки тантала содержат,
% (по массе): 0,5—2 (натриетермические мелкозернистые) или
0,1—0,2 02 (электролитические крупнозернистые); <• 0,1 Si;
<0,2 С; <0,1 Fe.
Возможно использование танталовых отходов от производства
жести толщиной до 1—2 мм, стоимость которых примерно в 1,5
раза ниже стоимости порошка.
Получение смеси порошкообразных компонентов, образую¬
щих в конечном счете твердый сплав, сводится по существу к до¬
бавкам цементирующего металла к порошкам одного или несколь¬
ких карбидов (рис. 183).
457
В практике наиболее распространено механическое смешива¬
ние порошков кобальта и карбидов в шаровых вращающихся,
вибрационных и аттриторных мельницах, позволяющее получать
высококачественные минимально загрязненные смеси из карбидов
различной исходной зернистости, которую можно изменять в про¬
цессе размола. Карбидная основа твердосплавной смеси делает
ее малопластичной, труднопрессуемой и плохо формируемой.
Поэтому в большинстве случаев перед формованием заготовок
к твердосплавной смеси добавляют какое-либо пластифицирую¬
щее вещество, обладающее способностью склеивать частицы смеси
друг с другом. На практике такими добавками служат глицерин,
парафин, гликоль, камфора, олеиновая кислота, синтетический
каучук, наиболее широко применяемый в виде его раствора в бен¬
зине.
Смесь с пластификатором, подготовленная к уплотнению,
прессуется в заготовку заданных формы и размеров на гидравли¬
ческих или механических прессах при давлении 50—250 МПа.
Разработан режим так называемого двухстадийного высокотем¬
пературного спекания, позволяющий снизить остаточную пори¬
стость сплавов ВК и повысить их свойства. Сначала при 1000—
1250 °С в водороде проводят предварительное (нормализующее)
высокотемпературное спекание с малой (1,4—3,6 мм/мин) скоростью
продвижки лодочек с прессовками, находящимися в засыпке из
корракса с 0,5 % графита (некоторые марки В К можно спекать
в графитовой засыпке). Окончательно спекание ведут при темпера¬
туре в зависимости от марки сплава, например для ВК15 1390 ±
± 10 °С, для В Кб и ВК8 (1450 ± 10) °С, для ВК8В 1480 ± 10 °С
при скорости продвижки лодочек с изделиями 8,0—13,6 мм/мин
в засыпке корракс + 0,5 % графита. По ГОСТ 20559—75 от пар¬
тии спеченных изделий для проверки плотности, твердости, макро-
и микроструктуры, режущих и буровых свойств отбирают необ¬
ходимое количество образцов.
Значительное место в производстве занимает вакуумное спе¬
кание, в особенности при получении' сплавов, содержащих кар¬
бид титана. Наиболее предпочтительно использовать при этом
вакуумные печи непрерывного действия с графитовым нагре¬
вателем. В рабочем пространстве таких печей поддерживается
остаточная атмосфера восстановительных газов (оксида углерода),
что исключает обезуглероживание материала при спекании. Од¬
нако в отличие от спекания в газовой атмосфере при спекании
в вакууме теряется некоторое количество металлической связки
(кобальта в сплавах Fe—TiC, стали в сплавах ферро-TiC и т. д.).
Поэтому спекание необходимо проводить при относительно высо¬
ком остаточном давлении в рабочем объеме печи.
Сравнительный анализ эксплуатационных характеристик спла¬
вов TiC—WC—Со, спеченных в водороде и в вакууме, показал,
что спекание в вакууме обеспечивает более высокие режущие
свойства материала по сравнению со спеканием в водороде, что
458
объясняется более благоприятным соотношением в размерах зе¬
рен составляющих фаз в случае вакуумного спекания.
В твердосплавной промышленности используют, кроме того,
горячее прессование, в результате применения которого удается
получать почти беспористые, очень твердые и износостойкие из¬
делия. При этом сокращается время спекания. Однако из-за
высокого расхода графита, из которого изготавливают пресс-
формы, электроэнергии и рабочей силы горячее прессование зна¬
чительно дороже обычного спекания. Кроме того, происходит
пзнос пресс-форм и поэтому при их многократном использовании
не удается получать изделия, стандартные по размерам.
5. .Минералокерамические твердые сплавы
Высокая твердость и износостойкость керамических материалов
на основе окиси алюминия позволяет использовать А1203 в соче¬
тании с некоторыми другими оксидами, а также карбидами пере¬
ходных металлов IV—VI групп периодической системы элементов
для изготовления режущих керамических материалов. К сере¬
дине 70-х годов доля режущей керамики в металлообработке в це¬
лом составила 2 %, причем на нее приходилось 4 % объема струж¬
ки, снимаемой инструментальными материалами.
Минералокерамику применяют для получистовой и чистовой
непрерывной обточки и расточки деталей из серых, ковких,
высокопрочных и отбеленных чугунов, закаленных и улучшенных
сталей, некоторых марок цветных металлов и сплавов, а также
неметаллических материалов (графит и др.) при высоких скоростях
резания (до 600—800 м/мин) без применения смазочно-охлаждаю¬
щей жидкости (СОЖ), для волочения при производстве проволоки
цветных металлов и для изготовления износостойких деталей
машин, подвергающихся интенсивному безударному абразивному
износу (сопла, насадки). Обеспечивая высокую производитель¬
ность при обработке различных материалов резанием, минерало-
керамика, однако, в силу специфичности ее свойств не может ис¬
ключить необходимость применения твердых спеченных сплавов.
Она лишь расширяет диапазон используемых режущих материа¬
лов в той области, где может служить промежуточным звеном
между твердыми сплавами и алмазосодержащими и другими сверх¬
твердыми композиционными материалами. Режущая керамика —
ценное дополнение к твердым спеченным сплавам с хорошими пер¬
спективами увеличения ее использования.
Исходным материалом для производства практически всех
выпускаемых в разных странах марок режущей минералокера-
мики служит технический глинозем (у-А12Оь) чистотой 98,5—‘
99,5 %. Такой глинозем обжигают при 1400—^1600 °С, превращая
его в a-модификацию (корунд). Обожженный глинозем размалы¬
вают до зернистости 1—3 мкм (например, в шаровой мельнице);
измельчение до крупности зерен менее 1 мкм нежелательно из-за
увеличения хрупкости спеченного изделия.
-459
Размолотый корунд подвергают обработке кислотами для от¬
мывки железа, натертого в процессе размола, промывают водой
и высушивают.
Дальнейшие технологические операции рассмотрены ниже
в зависимости от типа минералокерамики.
Минералокерамический материал ЦМ-332 может быть со стекло-
фазой или без нее и представляет собой либо чистый оксид А1203,
либо 97,0—99,5 % А1203 (остальное Сг203 или Fez03, Si02, MgO).
Значительно (в 3—4 раза) уступая спеченным твердым сплавам
по временному сопротивлению при изгибе, изделия из ЦМ-332
к тому же хрупки и легко скалываются и выкрашиваются даже
при незначительных ударах, что существенно ограничивает об¬
ласть их применения, в первую очередь при резании. Однако по
износостойкости благодаря очень высокой твердости ЦМ-332 при
резании в 2 и более раза превышает стойкость твердосплавного
инструмента.
Оксидно-металлическую керамику применяют как теплостойкий
и окалиностойкий материал. Для получения режущего инструмен¬
тального материала к А1203 добавляют 2—10 % Мо или )фома,
благодаря чему вязкость кермета улучшается по сравнению со
спеченным чистым оксидом алюминия, а хрупкость уменьшается.
В процессе спекания А1203 взаимодействует с металлом связки
или его карбидом с образованием интерметаллической фазы,
что обеспечивает формирование прочных межфазных связей.
Свойства спеченных изделий зависят от состава кермета (ко¬
личества и природы металла—связки) и условий спекания. Так,
спеченные при 1800 °С керметы с 2 % Мо имеют плотность
3,96 г/см3, твердость HRA 91—92 и обладают повышенной стой¬
костью при резании сталей со скоростью 500 м/мин, керметы
с 10 % Мо имеют плотность 4,07 г/см , ту же твердость и лучшую
стойкость при резании сталей со скоростью 120 м/мин.
В СССР налажен промышленный выпуск горячепрессованной
режущей оксидно-карбидной керамики (А1203 с 20—40 % Мо2С
или сложного карбида Мо2С—WC), обладающей высокой проч¬
ностью и твердостью. Изделия из материала марок ВЗ, ВОК-60
и ВОК-63 имеют соответственно плотность 4,20—4,60 г/см3;
о3 = 450—700 МПа; твердость HRA 92—94. Режущий инструмент
с механическим креплением неперетачиваемых пластин из такой
минералокерамики обладает повышенными эксплуатационными
свойствами, позволяющими увеличить производительность, повы¬
сить качество обработки изделий и снизить себестоимость операции
в результате увеличения скорости резания в 2—3 раза с одно¬
временным повышением стойкости в среднем в 5 раз по сравнению
со сплавами ВКЗМ, Т30К4 и другими износостойкими твердыми
сплавами при чистовой обработке деталей.
Высокие твердость и износостойкость твердых сплавов от¬
крыли для них многочисленные применения не только в качестве
460
режущих материалов. Твердые сплавы широко применяют в при¬
боростроении, машиностроении, горном деле и многих других
областях.
Твердые сплавы широко используют в контрольно-измеритель¬
ном инструменте. На цапфы микрометра напаивают тонкие пла¬
стинки твердого сплава, что увеличивает срок службы прибора.
Мерительные калибры' контрольные скобы для проверки быстро
изнашиваются, теряют свои размеры, а укрепление их твердосплав¬
ными пластинками увеличивает срок службы. Точно так же проб¬
ковые калибры оснащаются втулками из твердых сплавов для
контроля размеров отверстий в деталях. Это обеспечивает не только
значительную экономию средств благодаря удлинению срока
службы измерительного инструмента, но и более точный и на¬
дежный технический контроль. Твердосплавные шарики и пира¬
миды приборов для испытания на твердость в отличие от стальных
шариков почти не деформируются. Измерение твердости с йХ
помощью оказывается значительно более точным.
Обширная область использования твердых материалов — об¬
работка металлов давлением (волочение, штамповка, прессованиё,
калибровка). Твердые сплавы широко применяют в виде вставбк
к волокам, при волочении проволоки, что в десятки и сотни рйз
увеличивает стойкость волочильного инструмента без заметного
изменения размеров, позволяет вести волочение на больших ско¬
ростях, сохраняя равномерный диаметр проволоки. При этом
резко улучшается качество поверхности проволоки, что существенно
влияет на ее механические .свойства.
При волочении через глазок фильеры из твердого сплава
(WC—Со) можно протянуть 1000 кг стальной проволоки.
В машиностроении и приборостроении твердые сплавы исполь¬
зуют очень широко. Детали, которые раньше изготавливали из
стали, в нагружаемых местах обязательно армируют твердыми
сплавами, чаще всего типа ВК. Армирование проводят с-помощью
пайки мягким или твердым припоем. Все современные высокопро¬
изводительные токарные станки оборудуют токарными центрами,
армированными твердыми сплавами. ТС армируют также зажим¬
ные кулачки и люнеты. У бесцентровых шлифовальных станков
очень быстро изнашиваются стальные направляющие полосы,
что заметно снижает точность шлифования^-Применяя армирован¬
ные твердыми сплавами планки, полосы и линейки, достигают
примерно 300-кратного увеличения срока службы по сравнению
со стальными направляющими при одинаковой точности шлифо¬
вания. В станкостроении многочисленные детали, ранее изготов¬
лявшиеся из стали (упоры, упорные болты, направляющие втулки,
криволинейные направляющие, сверлильные кондукторы, за¬
щелки механизма подачи, щупы, прижимные ролики и т. д.),
в настоящее время армируют твердыми сплавами. Твердосплавные
подшипники для прецизионных шлифовальных станков, сиЛьйо
нагружаемых двигателей и т. д., очень мало изнашиваются и
461
хорошо работают даже при повышенной температуре без смазки.
В часовой промышленности, являющейся одним из основных
потребителей фасонных твердосплавных штампов, твердосплав¬
ные роликовые шайбы обеспечивают особенно высокое качество
поверхности деталей.
Важной областью применения твердых сплавов являются сопла
всех видов. Как известно, износ сопел, например, при пескоструй¬
ной обработке, весьма велик. Сопла из чугуна оказываются сильно
изношенными уже после 3—4 ч работы, тогда как твердосплавные
почти не меняются в размерах после 1000—1500 ч работы. Наряду
с пескоструйными соплами вкладышами из ТС армируют и другие
виды сопел: сопла воздуходувок, разбрызгивающие и распыли¬
тельные сопла, стеклопрядильные сопла и мундштуки прессов и
т. д.
В текстильной промышленности находят все более широкое
применение направляющие кольца из ТС для нитей из натураль¬
ного или искусственного шелка, характеризующиеся в 100 раз
более длительным сроком службы по сравнению со свальными на¬
правляющими. Аналогичные направляющие кольца применяют
при изготовлении проволочной сетки, перемотке проволоки, на¬
мотке катушек, направляющих буксировочных тросов самолетов.
В керамической промышленности и порошковой металлургии
твердые сплавы широко используют в качестве износостойкого
материала для изготовления и армирования деталей размольного
и прессового оборудования (футеровка мельниц, пресс-инстру¬
мент).
в. Сверхтвердые композиционные материалы
К сверхтвердым относят материалы, твердость которых превы¬
шает 45 ГПа: алмазы, кубический и вюрцитный нитрид бора, кар¬
бид бора и материалы на их основе.
Синтетические сверхтвердые поликристаллические (СТП) ма¬
териалы представляют особую группу материалов, эффективно
использующихся в различных отраслях народного хозяйства.
Первоначально СТП наиболее широко использовались в инстру¬
ментальном производстве, но в настоящее время применяют и
как конструкционный материал.
В зависимости от исходного сырья все СТП можно разделить
на три большие группы. К первой относятся материалы на основе
алмаза, ко второй — на основе кубического нитрида бора, а тре¬
тью составляют композиционные материалы, содержащие как
алмаз, так и твердые нитриды бора, карбиды, твердые оксиды.
Алмазный инструмент используют для заточки, шлифования
и доводки твердосплавного инструмента (металлорежущего, для
обработки древесины и ее заменителей, применяемого в горно¬
рудной промышленности и различных отраслях производства);
' заточки и доводки различного хирургического инструмента;
462
обработки изделий из твердого сплава различного целевого назна¬
чения; обработки часовых, приборных и ювелирных камней
из синтетического рубина, сапфира, агата и яшмы, бриллиантов,
самоцветов и янтаря; обработки кристаллов природных алмазов
при изготовлении из них бриллиантов и инструмента; доводочного
шлифования стальных и чугунных изделий; изготовления твердо¬
сплавных и стальных шлифов для металлографических исследо¬
ваний.
Синтетические алмазы были впервые получены в СССР в 1960 г.
под руководством акад. Л. Ф. Верещагина в Институте физики
высоких давлений АН СССР. По физическим и химическим свой¬
ствам они в основном идентичны природным алмазам. Промышлен¬
ный синтез алмазов из графита проводят при давлении (50—
100)-102 МПа и температуре до 2500 °С в присутствии металлов-
растворителей (никель, марганец, железо и другие материалы);
время синтеза составляет от десятка секунд до нескольких часов.
Алмазный порошок и связка образуют композиционный ма¬
териал, который в виде алмазоносного слоя является рабочей ча¬
стью инструмента. Алмазоносный слой определяет работоспособ¬
ность и срок службы инструмента и характеризуется маркой и зер¬
нистостью алмазного порошка, маркой связки, твердостью, кон¬
центрацией алмазов, формой и размерами. Такой слой, как пра¬
вило, прочно соединен с корпусом инструмента, наличие которого
принципиально отличает алмазный абразивный инструмент от
других типов абразивного инструмента. Материал корпуса и ме¬
тод соединения с ним алмазоносного слоя выбирают в зависимости
от марки связки, формы, размеров и назначения инструмента.
Основную массу синтетических алмазов получают в виде по¬
рошков с размером частиц от 800 до 1 мкм. Созданы синтетические
алмазы типа баллас и карбонадо, представляющие собой плот¬
ные поликристаллические образования с однородной мелкозер¬
нистой структурой, получаемые обработкой графита в области
термодинамической устойчивости алмаза. Баллас и карбонадо
выпускают в виде небольших' пЛастин и цилиндров и применяют
для изготовления волок, резцов, а в дробленном виде для произ¬
водства абразивного инструмента. v
Спеканием микропорошков синтетических и природных алма¬
зов со специальными добавками при температурах, превышающих
2000—2500 °С, и давлении от 0,01 до 5 ГПа получают плотные поли¬
кристаллические материалы с мелкозернистой структурой (СВ),
дисмит, мегадаймонит и др., которые используются для горно¬
бурового и режущего инструмента.
Кубический нитрид бора является структурным аналогом
алмаза. При давлении 5—9 ГПа и температуре 1500—2000 °G
с катализаторами получена кубическая (алмазоподобная) форма
нитрида бора из его гексагональной (графитаподобной) формы.
Кроме кубического нитрида бора со структурой сфалерита,
получена его форма с гексагональной решеткой типа вюрцита.
463
Если давление превышает 10 ГПа, при температуре около 2000 °С
гексагональный нитрид бора переходит в сфалеритную форму,
при более низкой температуре образуется его вюрцитная форма.
Кубический нитрид бора, представляющий собой неизвестную
среди природных материалов кубическую модификацию нитрида
бора, несколько уступает алмазу в твердости, но значительно
превосходит по теплостойкости.
В настоящее время разработано более 10 марок сверхтвердых
материалов на основе нитрида бора., различающихся составом,
технологией получения и областями применения. Поликристал-
лические материалы на основе нитрида бора могут содержать
одну кубическую кристаллическую модификацию (эльбор, кубо-
нит, кибор). Разработаны также материалы, содержащие как сфа¬
леритоподобную, так и вюрцитоподобную модификации нитрида
бора (гексанит-Р).
Основным технологическим процессом при получении поли-
кристаллических сверхтвердых материалов на основе нитрида
бора является горячее прессование.
Изделия из СТП представляют собой пластины различной
формы-и специальные-цилиндрические вставки массой от 5- КГ5
до 5-10~4 кг, применяющиеся для производства металлорежущего
инструмента (резцов, сверл, фрез), используемого при обработке
закаленных сталей и чугунов с твердостью более 40 HRC. Стой¬
кость инструмента из СТП при обработке таких материалов бо¬
лее чем в 10 раз превышает стойкость твердых сплавов, что обес¬
печивает повышение производительности обработки в 2—4 раза.
7. Порошковая быстрорежущая сталь
Применение метода порошковой металлургии к получению из¬
делий из быстрорежущей стали позволяет избежать характерных
для этой стали явлений карбидной неоднородности, использовать
специфическое неравновесное состояние металла.
Использование порошковой быстрорежущей стали открывает
широкие перспективы дальнейшего повышения качества инстру¬
ментальных сталей и стойкости режущего инструмента. Порошко¬
вые быстрорежущие стали имеют перед сталями обычной металлур¬
гической технологии целый ряд преимуществ, главными из ко¬
торых являются пониженная склонность к росту зерна, равномер¬
ное распределение и дисперсность карбидной фазы, повышенная
шлифуемость, более высокий уровень механических и эксплуата¬
ционных характеристик. Существуют различные схемы производ¬
ства порошковых материалов, однако применительно к быстро¬
режущим сталям наибольшее распространение получила техно¬
логия, предусматривающая распыление жидкой стали инертным
газом (азотом высокой чистоты) с последующим компактированием
порошка крупностью 800—0 мкм в плотные заготовки.
Для получения порошка быстрорежущей стали ее расплавляют
в индукционной печи при температуре 1600—1650 °С и через
464
приемную воронку и форсуночное устройство сливают в камеру
распыления. Кристаллизация капель жидкого металла происхо¬
дит со скоростью 103—104 °С/с. В таких условиях в частицах по¬
рошка формируется высокодисперсная микроструктура. Исследо¬
вание порошковых частиц на растровом микроскопе после того,
как в них была растворена металлическая составляющая, пока¬
зало, что карбидная фаза представляет собой своеобразный кар¬
кас, сохраняющий форму частиц порошка. Распыленные порошки
быстрорежущей стали имеют низкую прессуемость. Известные
способы получения заготовок из порошковых материалов даже
при значительных давлениях (1,2—2,0 ГПа) и высокой темпера¬
туре спекания (1200 °С) оказались неприемлемыми для получения
качественных заготовок (пористость достигала 10—15 %). Ком¬
пактные заготовки порошковой быстрорежущей стали получают
методом горячего изостатического прессования с последующей
горячей экструзией. При использовании только горячего изоста¬
тического прессования структура стали отличается неоднород¬
ностью: четко видны отдельные частицы, сохраняется карбидная
сетка и т. д. Механические свойства стали остаются достаточно
низкими, так, для стали Р6М5К5 предел прочности при изгибе
составляет 1500—1800 МПа, а ударная вязкость равна 0,05—
0,08 МДж/м2. Последующая горячая пластическая деформация
(ковка, пропитка, экструзия) обеспечивает однородность микро¬
структуры и высокий уровень механических свойств. При этом
общий коэффициент вытяжки должен быть не менее 10, иначе
в микроструктуре стали сохранятся отдельные вытянутые ча¬
стицы порошка с недостаточно разбитой исходной карбидной
сеткой.
Микроструктура порошковой быстрорежущей стали, получен¬
ной методами ГИП, ГГП и последующей горячей деформацией,
характеризуется высокой дисперсностью и однородностью рас¬
пределения карбидной фазы, что недостижимо в металле обычней
металлургической технологии. Средний размер карбидов состав¬
ляет 0,6—0,8 мкм, а максимальный не превышает 2—3 мкм. Мел¬
кие равномерно распределенные карбиды снижают склонность
порошковой быстрорежущей стали к росту зерна. При правильно
выбранном режиме закалки зерно аустенита получается не круп¬
нее № 11—12 по ГОСТ 5639—82.
Испытания эксплуатационных свойств в производственных
условиях показали, что стойкость инструмента из порошковой
быстрорежущей стали в 1,5—3 раза выше, чем у инструмента из
той же стали обычной выплавки. Наибольший эффект достигнут
при резании труднообрабатываемых материалов.
Для реализации преимуществ порошковой быстрорежущей
стали, т. е. получения металла с более высокими механическими,
технологическими и эксплуатационными свойствами, чем у стали
обычного металлургического производства, новая технология
должна обеспечивать отсутствие или минимальное развитие спе-
465
цифнческих дефектов металла, свойственных методу порошковой
металлургии.
Одним из основных условий получения высококачественной
порошковой быстрорежущей стали является высокое качество
исходного порошка. Порошок должен обладать однородным хими¬
ческим составом, достаточно высокими значениями насыпной
плотности и текучести, минимальным содержанием кислорода,
неметаллических включений. Показатели качества зависят от
метода получения порошка распылением жидкого металла и тех¬
нологических параметров выплавки и распыления.
Кроме высокого качества исходного порошка, технология
производства порошковой быстрорежущей стали должна обеспе¬
чивать отсутствие дефектов, связанных с подготовкой капсул
для горячего йзостатического прессования и компактированием
материала. К этим дефектам относятся слоистость, ликвация
серы в микроструктуре, оксидные пленки по границам частиц
порошка, а также поры.
Слоистость в микроструктуре порошковой быстрорежущей
стали выражается в появлении четко выраженных концентрических
слоев с различной травимостью металла. Дефект образуется, в ре¬
зультате разделения- порошка на крупные и мелкие фракции
в процессе заполнения и виброуплотнения капсулы. На микро¬
шлифах заготовок из капсул с таким расслоением зоны крупного
порошка характеризуются большей травимостью, чем зоны мелкого
порошка. Для устранения дефекта необходимо не допускать раз¬
деления порошка на фракции.
Ликвация серы проявляется в виде локальных растравов по¬
верхности микрошлифов. Иногда локальные растравы имеют вид
изогнутых линий, иногда сходны с трещинами. Изучение при¬
роды дефекта показало, что локальный растрав поверхности про¬
исходит по участкам скоплений тонких сульфидных включений,
выделившихся по границам частиц порошка. Характерно, что
такое выделение сульфидов наблюдается, несмотря на сравни¬
тельно низкое содержание серы в порошке (0,015—0,025 %).
Дефект возникает при длительных выдержках при температуре
1150 °С и выше. Для устранения или снижения степени развития
ликвации серы необходимо по возможности сокращать время пре¬
бывания капсул с порошком при высоких температурах.
Оксидные пленки (цепочки оксидов) по границам зерен наблю¬
даются на микрошлифах при содержании кислорода в порошке
более 0,02 %. При меньшем содержании кислорода могут встре¬
чаться отдельные частицы повышенной окисленности.
Кроме того, при использовании порошка с содержанием кисло¬
рода менее 0,02 % оксидные пленки в микроструктуре могут быть
следствием вторичного окисления порошка в капсулах для горя¬
чего йзостатического прессования вследствие недостаточной их
дегазации, а также при нагреве негерметичной капсулы перед
прессованием.
466
При изучении влияния кислорода в пределах изменения его
содержания 0,01—0,07 % па свойства порошковой быстрорежущей
стали Р6М5К5 было установлено, что применение порошка с со¬
держанием кислорода более 0,02 % приводит к понижению удар¬
ной вязкости порошковой стали и стойкости инструмента из
нее.
Поры в порошковой стали, полученной методом горячей эк¬
струзии, как правило, являются следствием недостаточного про¬
грева капсулы с порошком в процессе формования.
В порошковой стали после горячего газостатического прессо¬
вания поры возникают в случае нарушения герметичности кап¬
сулы и попадания в нее рабочего газа — аргона. При попадании
значительного количества аргона в капсулу порошок либо не
спрессовывается, либо в заготовках сохраняется высокая пори¬
стость (3—5 %). При микропористости капсулы и попадании
в нее незначительного количества аргона в металле после горя¬
чего газостатического прессования сохраняются очень мелкие
поры, невидимые под оптическим микроскопом. При последующем
высокотемпературном нагреве такой стали аргон расширяется
и возникают поры размером 3—5 мкм при содержании аргона
всего лишь 10-5 %.
При изучении влияния микропор на свойства порошковой бы¬
строрежущей стали было установлено, что даже незначительная
микропористость (около 100 пор размером до 5 мкм на площади
шлифа 100 мм2) приводит к снижению стойкости инструмента
почти в два раза по сравнению со стойкостью инструмента из
беспористого материала.
Таким образом, условием реализации преимуществ метода по¬
рошковой металлургии при получении быстрорежущих сталей яв¬
ляется строгое соблюдение технологических параметров.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Креймер Г. С. Прочность твердых сплавов. М.: Металлургия. 1971. 247 с.
Третьяков В. И. Основы металловедения и технологии производства спечен¬
ных твердых сплавов. М.: Металлургия. 1976. 527 с.
Чапорова И. И., Чернявский К■ С• Структура спеченных твердых сплавов.
М.: Металлургия, 1975. 247 с.
Глава IX. МАТЕРИАЛЫ ДЛЯ СОВРЕМЕННОЙ ЭНЕРГЕТИКИ
Материалы, применяемые в современной энергетике, должны вы¬
держивать экстремальные, механические и термические нагрузки
с одновременным воздействием физических факторов. Определен¬
ную часть их составляют порошковые материалы, которые исполь¬
зуют в качестве поглощающих и замедляющих элементов, а также
топлива.
467
Главными компонентами такого топлива являются изотопы
4,5U, 833U, 339Pu, а41Ри. Из них только a35U встречается в природе,
остальные изотопы относятся ко вторичному топливу.
На основе этих изотопов может быть изготовлено металличе¬
ское, керамическое или дисперсионное топливо.
Металлическое горючее
Металлическое горючее пригодно для использования в установ¬
ках на быстрых нейтронах и в двигательных установках транс¬
портных средств.
Порошок получают электролизом фторидных расплавов, каль-
цие- или магниетермическим восстановлением 1Ю2, тидридным и
другими методами. Порошок плутония может быть получен из¬
мельчением плавленого металла по методу гидрирования — де¬
гидрирования. Добавляя к этим порошкам порошки легирующих
элементов (кремния, железа, алюминия, молибдена, хрома, се¬
ребра, тантала, тория, вольфрама, ниобия, титана, циркония)
или их соединений, получают порошки соответствующих сплавов
или обеспечивают сплавообразоваиие в процессе горячего прессо¬
вания или спекания заготовок.
Применяют холодное прессование в металлических пресс-
формах со смазками, горячее прессование в вакууме или в защит¬
ной атмосфере, спекание свободно насыпанного порошка.
Спеченные при температуре 0,8ТПЛ основы или гор я че-прессо¬
ванные заготовки часто экструдируют при давлении ЗО-г-80 МПа.
Остаточная пористость при этом составляет 3—10 %, а свой¬
ства тепловыделяющих элементов оказываются лучше, чем свой¬
ства сердечников из литых материалов, вследствие отсутствия
текстуры и облегченного удаления газообразных продуктов облу¬
чения через поры сердечника, полученного из порошка.
Керамическое горючее
Первые реакторы работали на металлическом топливе. Позднее
его заменили на керамическое горючее, которое можно разделить
иа две группы: 1) керамика на основе оксидов урана, тория или
плутония и их смесей друг с другом и с оксидами; 2) неоксидная
керамика из карбидов, нитридов, сульфидов, фосфидов и других
соединений урана, тория или плутония и их смесей друг с другом
и с неоксидными соединениями.
Исходным сырьем для производства порошка топлива является
UFe, который получают в газодиффузионной установке. Газо¬
образные UFe, СОа и NH3 одновременно пропускают через воду,
при этом осаждается уранилкарбонат аммония. Его разделяют
на ротационных фильтрах и в псевдоожиженном слое при 550 °С
он распадается с образованием U303, который при 660 °С восста¬
навливается водородом с образованием UOa. Самое большое пре¬
имущество этих методов получения 1Юа по сравнению с класси¬
ческим методом его Получения из диураната аммония заключается
46$
в том, что полученные порошки можно прессовать без пластифи¬
катора с сухой смазкой стенок матрицы.
Для получения таблеток исходный порошок U02 прессуют
при небольшом давлении, измельчают брикет, просеивают и снова
прессуют при давлении 400—700 МПа; прессовку без пластифи¬
катора спекают при 1600—1750 °С в течение 1—4 ч в инертном
газе в СОа и Н2. В случае прессования с пластификатором (сте¬
арат цинка, поливиниловый спирт, парафин и др.) его удаляют
в результате отжига при 600—800 °С. После спекания размер
зерна составляет 18—32 мкм, остаточная пористость' менее 5 %.
Горячее прессование порошка U02 проводят при давлении 100—
150 МПа и температуре 1650 °С в графитовых матрицах без изо¬
термической выдержки. Заготовки из U02l полученные в гидро¬
стате при давлении прессования 200—350 МПа или шликерным
формованием, можно спекать в водороде при 1700—1800 °С с вы¬
держкой 4—8 ч. Подобным образом можно получать таблетки
из ThOa. UC получают науглероживанием металлического урана
в потоке СН4 + Н2 при 650 °С или в потоке С3Н8 + Н2 при 700—
750 °С или U02 сажей в вакууме при 1850—2000 °С. Смесь 1Ю2 ■+-
+ ЗС можно превратить в UC в реакторе кипящего слоя при
1450—1600 °С, используя аргон в качестве газа.
UC получают азотированием стружки при 850—900 °С. Моно¬
нитрид урана можно получить нагреванием в печи смеси 1Ю2 + С
при температуре 1450 °С в кипящем слое, создаваемом азотом
высокой чистоты.
Спеченные таблетки из UC готовят из смеси порошка моно¬
карбида урана с добавками, улучшающими твердофазное спека¬
ние при температуре 1350 °С, что позволяет получить плотность
94— 98 % от теоретической. Компактные изделия плотностью
95— 98 % из порошка UN получают прессованием и спеканием
под давлением в аргоне при 1700 °С или горячим изостатическим
прессованием при давлении 70 МПа и температуре 1490 °С.
Разрабатываются энергетические установки на быстрых ней¬
тронах. Требования, предъявляемые к материалам для таких
установок, более жесткие. Топливом в таких реакторах являются
твердые растворы на основе тугоплавких соединений урана и
плутония, причем содержание плутония достигает 15—30 %.
Плутоний получают из регенерируемых топливных элементов уста¬
новки на медленных нейтронах.
Переработку сырья, содержащего плутоний, следует про¬
водить в герметичной аппаратуре. Порошок Ри02 получают оса¬
ждением оксалата плутония из раствора Pu(N03)4 с последующим
разложением оксалата при нагреве. Смеси оксидов приготавливают
в установках с сухим перемешиванием порошков 1Ю2 и РиОа.
Таблетки из (U, Ри)Ог получают аналогично таблеткам из U02.
Из этих смесей получают также соответствующие карбиды и
нитриды, добавляя сажу с последующим карботермическим восста¬
новлением при 1700 °С в аргоне, вакууме или азоте.
469
Дисперсионное топливо
В этом типе тепловыделяющих элементов частицы материала
в виде металлов или соединений равномерно распределены в объ¬
еме матрицы сердечника из алюминия, бериллия, магния, цирко¬
ния, коррознонностойкой (нержавеющей) стали, ниобия, воль¬
фрама, ванадия, сплавов урана с ниобием и молибденом и др.,
причем материал оболочки тепловыделяющего элемента обычно
соответствует материалу матрицы. Основное назначение ма¬
трицы — противостоять возможным изменениям габаритов частиц
топтива и обеспечивать прочность, необходимую для нормальной
работы тепловыделяющих элементов.
Широко применяют тепловыделяющие элементы из диоксида
урана, диспергированного в металлической матрице в количестве
20—40 %.
В этом случае порошок U08 смешивают с порошком корро¬
зионностойкой (нержавеющей) стали или с порошками металлов,
входящих в ее состав, смесь прессуют и спекают заготовки в остро
осушенном водороде при 1250—1350 °С в течение 2—4 ч.
Дисперсионные тепловыделяющие элементы высокой плотности
из 30 % (объемн.) UN с Mo, Nb или нихромом получают холодным
прессованием смеси указанных порошков при давлении 7,85 МПа,
спеканием заготовок в вакууме при 1200 °С в течение 4 ч с по¬
следующей горячей ковкой и отжигом при 1200 °С.
Разработана технология получения композиций U02 — А1.
Порошок алюминия с размерами частиц менее 60 мкм смешивают
с частицами U02 размером 75—150 мкм, прессуют смесь и уплот¬
няют заготовки горячей прокаткой с объемным обжатием
до 30 %.
Известны тепловыделяющие элементы с дисперсией диоксида
урана в ВеО (частицы U02 покрывают оксидом бериллия с добав¬
кой пластификатора, сферы прессуют при 150 МПа, заготовки
отжигают в вакууме при 300 °С для удаления связки и спекают
при 1700—1750 °С в течение 10 ч в азотно-водородной атмосфере)
или в А1203 (смесь оксидов прессуют и спекают заготовки в водо¬
роде).
Керамическое топливо может быть распределено в графитовой
матрице. Предварительно изготавливают микросферы из карбида
урана, покрытого слоем пористого углерода для поглощения про¬
дуктов распада, затем плотным пироуглеродом и карбидом крем¬
ния толщиной 70—100 мкм. Эти микросферы смешивают с графи¬
товым порошком и раствором каменноугольной смолы в бензине
или трихлорэтилене. Полученную смесь прессуют в виде сфер
диаметром 50 мм, на которые затем напрессовывают смесь графи¬
тового порошка с каменноугольной смолой, и проводят карбони¬
зацию при 900 °С с последующим спеканием при 1800—2000 °С.
В другом варианте прессуют кольцевые брикеты, которые после
сушки подвергают горячему прессованию при давлении 35 МПа
470
и температуре 850 °С, а затем спеканию в вакууме при 1800 °С.
Далее эти графитовые тепловыделяющие элементы вставляют
в каналы, высверленные в призматических блоках из атомного
графита, из которых в свою очередь выкладывают активную зону
установки. Интерметаллиды урана (например, UA13 или UA14),
полученные индукционной плавкой урана с алюминием, измель¬
чают в шаровой мельнице, смешивают с порошком алюминия или
его сплава и прессуют заготовки при давлении 400—500 МПа.
Дисперсионный сердечник (сплав системы U — А1 в алюминиевой
матрице) совмещают с оболочкой, состав которой соответствует
составу алюминиевой матрицы, и прокатывают такую сборку
горячим способом в топливные пластины. В активной зоне уста¬
новки на естественном уране используют цирконий.
Изделия из порошкового циркония изготавливают горячей
прокаткой или выдавливанием с применением герметичных оболо¬
чек, например низколегированной стали в интервале температур
750—815 °С При меньших температурах оболочка рвется, а выше
815 °С происходит взаимодействие между сталью и цирконием.
Бериллий. В атомных установках в качестве отражателя
и замедлителя нейтронов, оболочках тепловыделяющих элементов
(сплавы с магнием), отдельных деталей конструкций используют
металлический бериллий (Твл = 1283 °С). Порошок бериллия
готовят из стружки после обработки резанием или путем электро¬
лиза хлоридных расплавов.
Изделия с плотностью не ниже 1,8 г/см3 (теоретическая плот¬
ность бериллия 1,83 г/см3) получают, во-первых, прессованием
порошка при давлении 800 МПа с последующим спеканием заго¬
товок при 1200—1250 °С в атмосфере аргона; во-вторых, горячим
прессованием порошка при 400—500 °С и давлении 350—1400 МПа
в стальных или при 1050—1100 °С и давлении до 50 МПа в графи¬
товых пресс-формах. Прессование проводят в вакууме (крупные
изделия и блоки массой до 340 кг) или на воздухе (масса прессу¬
емого порошка до 40 кг), что позволяет ограничить длительность
процесса до 5—10 мин.
Спеченный бериллий — дисперсноупрочненный материал, так
как промышленные сорта исходных порошков бериллия содержат
0,7—1,5 % ВеО. В недеформированном состоянии образцы из
спеченного бериллия имеют удлинение 1—2 %. После деформации,
разрушающей оксидные сетки на частицах, удлинение повышается
до 5—15 %, временное сопротивление до 450—550 МПа.
Из бериллия, содержащего до 3 % ВеО, получают листы
различной толщины, проволоку, разнообразные профили, хотя
сравнительно невысокая пластичность материала создает большие
трудности при деформации заготовок.
Графит. Он имеет малое сечеиие поглощения нейтронов и
хорошую замедляющую способность, что является следствием
малого атомного веса и большого сечения рассеяния, находи
большое применение в современной энергетике.
471
Большое значение имеет сравнительная легкость получения
высокочистого материала, что обеспечивает низкое сечение погло¬
щения, исключительно хорошие теплофизические свойства и до¬
вольно высокую прочность. Традиционные методы получения
углеродных материалов в основных чертах аналогичны методам
порошковой металлургии и керамики.
Специальные сорта кокса, предварительно измельченного и де¬
газированного при 1300 °С с добавками сажи, антрацита и есте¬
ственного графита, перемешивают в смесительных машинах при
температуре 100—150 °С с пластификаторами и связующими
(преимущественно с каменноугольным пеком). Рецепт зернистости
определяется в основном эмпирически. Затем смесь усредняют
в измельчающих бегунах или валках и формуют прошивным
прессованием или прессованием в глухую матрицу «сырые» за¬
готовки. После этого заготовки подвергают длительной термиче¬
ской обработке в обжиговой печи при температуре 1300—1400 °С.
Для получения определенного качества заготовки графитируют
при 3000 °С. Обожженные (карбонизованные) углеродные заго¬
товки плохо обрабатываются, но имеют достаточные электро-
и теплопроводность, а также химическую стойкость. Последу¬
ющая графитация повышает электрическую и термическую про¬
водимости, но уменьшает твердость. Это объясняется тем, что
при указанной обработке происходит образование кристаллов
и возникает типичная для графита слоистая структура. В про¬
цессе графитации повышается также чистота графита, поскольку
многие примеси при столь высоких температурах улетучиваются.
Для удовлетворения возрастающих требований, предъявля¬
емых к чистоте, прочности, электрическим свойствам, стойкости
в агрессивных средах, классические методы получения углерод¬
ных материалов в последние годы усовершенствованы и допол¬
нены. Имеется в виду тщательный подбор исходных материалов,
особенно в отношении графитируемости и чистоты; оптимальный
состав исходных зерен и соотношение смеси со связующим; авто¬
матизация процессов измельчения, классификации и перемешива¬
ния; введение новых и модернизация существующих процессов
формования (например, изостатического прессования и вакуумной
экструзии); применение печей для отжига и графитации улучшен¬
ной конструкции и, наконец, использование различных методов
дополнительной обработки, таких как импрегнирование метал¬
лами, хлорирование и фторирование.
Особенность обработки графита заключается в том, что по
сравнению с получением металлических и керамических спечен¬
ных материалов он не спекается при обычном давлении до темпе¬
ратуры сублимации. Процесс, напоминающий спекание, начи-
наетсй при температурах выше 2800 °С и давлениях, превосходя¬
щих 70 МПа, т. е. при условиях, которые в настоящее время
технически трудно реализовать. Поэтому в классических процес¬
сах твердые высокоуглероднстые компоненты скреплены таким же
472
высокоуглеродистым связующим, которое при обжиге переходит
в твердое состояние. Таким образом твердые компоненты объеди¬
няются в связанный каркас.
Теоретическая платность графита равна 2,27 г/см3; плотность
реакторного графита обычно лежит в пределах 1,65—1,75 г/см3.
При температуре 2500 °С давление пара графита составляет
примерно 5- 1СГа Па. Температура сублимации составляет 4000 °С,
тройная точка расположена при давлении порядка 10 МПа, а те¬
плота сублимации равна 713,3 кДж/моль. Отсюда следует, что
в любом случае применения графита в реакторе давление его
паров будет незначительным. Коэффициент теплопроводности
графита мало отличается от коэффициента теплопроводности
многих металлов. Коэффициент теплопроводности при комнатной
температуре в направлении, параллельном и перпендикулярном
оси выдавливания, равен соответственно 293 + 20,9 и 142 +
+ 16,7 Вт/(м-К). Температурный коэффициент линейного рас¬
ширения кристаллического графита сильно анизотропен.
Температурный коэффициент линейного расширения по оси а
в интервале 0—150 °С равен —15-1СГ2 и убывает по абсолютной
величине с увеличением температуры. Температурный коэффи¬
циент линейного расширения по оси с в интервале температур
от—196 до 1118 °С имеет положительный знак и величину
286- КГ7.
Прочность образцов реакторного графита при комнатной
температуре в зависимости от ориентировки оси образца по отно¬
шению к направлению выдавливания следующая:
Ориентировка оси ...... Параллельная Перпендикулярная
о=, МПа 32,2 34,7
о3, МПа . . i 14,6 10,6
ojj, МПа 9,8 5,9
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Материаловедение и проблемы энергетики: Пер. с англ. М.: Мир, 1982. 572 с.
Металлургия циркония н гафния/под ред. НехамкинаЛ. Г. М.: Металлургия,
1979. 208 с.
Глава X. ЭРОЗИОННОСТОЙКИЕ МАТЕРИАЛЫ
Сложность проблемы создания эрозионностойких материалов для
современной техники заключается в необходимости получения
разнообразных и необычных комбинаций свойств изделий и обес¬
печении работоспособности в очень тяжелых условиях эксплу¬
атации.
В настоящее время существуют два основных типа двигатель¬
ных установок: работающих на жидком и на твердом топливе.
В двигателях, работающих на жидком топливе, высокотемпе¬
ратурные и другие материалы со специальными свойствами прн-
473
меняют для изготовления турбин, где их используют в трубах
дтя перегонки топлива и окислителя, в камере сгорания, включая
систему впрыскивания топлива и воспламенитель, а также в сопле
двигателя. В крупных двигателях возможно регенеративное
охлаждение сопла и камеры сгорания жидким топливом или
окислителем. В этих случаях применяют сплавы на основе железа,
никеля и меди. В двигателях средних размеров из-за ограничений
по массе расширяющуюся часть сопла не охлаждают, а наносят
защитные, обычно плазменные, оксидные покрытия. Очень ма¬
ленькие двигатели не охлаждают, в этом случае применяют вы¬
сокотемпературные материалы для изготовления камеры сгорания,
сопловой и закритической части двигателя.
В двигателях, работающих на твердом топливе, высокотемпе¬
ратурные материалы необходимы для изготовления практически
всех частей двигателя: для теплоизоляции камеры сгорания, для
сопловой и закритической части, при изготовлении устройств
для управления вектором тяги. Независимо от типа двигателя
основными факторами, определяющими выбор материалов, яв¬
ляются возникающие во время запуска двигателя Температуры
и напряжения, а также коррозионные и эрозионные повреждения
при сгорании топлива. От относительно небольших изменений
в конструкции двигателя, продолжительности его работы, состава
газов, давления и температуры в камере сгорания сильно зависят
конкретные требования, предъявляемые к материалам.
Наиболее теплонапряженной деталью двигателя является со¬
пловой вкладыш критического сечения, рабочая температура на
поверхности которого достигает 3500^—3600 °С. Для его изгото¬
вления применяют тугоплавкие металлы, графит, а также компо¬
зиционные материалы на основе тугоплавких металлов и угле¬
рода.
Материалы на основе тугоплавких металлов
Первоначально для изготовления вкладышей критического сече¬
ния применяли молибден, вольфрам, ниобий, а в некоторых
случаях рений и тантал, полученные методами порошковой метал¬
лургии.
В настоящее время в связи со значительным повышением
температур горения топлива и требований по термостойкссти
применяют вольфрам и молибден с добавками меди и серебра.
Содержание меди и серебра в таких материалах составляет 15—
20 % (по массе). В связи с практическим отсутствием взаимной
растворимости между этими металлами получение соответству¬
ющих материалов возможно только методами порошковой метал¬
лургии. Ситуация облегчается существованием хорошей смачива¬
емости жидкими серебром и медью твердых молибдена и воль¬
фрама. Изготовление композиционных материалов на основе
молибдена и вольфрама может осуществляться одним из четырех
способов: 1) смешиванием исходных металлических порошков,
474
прессованием и спеканием заготовки при температуре ниже
(а иногда выше) точки плавления низкоплавкой составляющей
(серебра, меди и их сплавов); 2) пропиткой прессованной заго¬
товки из молибденового или вольфрамового порошка расплав¬
ленным серебром или медью. Полученный таким способом компо¬
зиционный материал подвергают дополнительной холодной де¬
формации; 3) пропиткой жесткого вольфрамового или молибдено¬
вого каркаса, полученного прессованием и спеканием, расплав¬
ленным серебром или медью; 4) горячим прессованием смесей
соответствующих порошков при температуре выше температуры
плавления низкоплавкой составляющей.
Наиболее высокие эксплуатационные свойства композицион¬
ных материалов реализуются' при пропитке вольфрамового кар¬
каса жидкой медью.
Рис. 184. Пропитка наложением (а), капиллярным методом (частичным
погружением) (6) и полным погружением (в):
1 — каркас; 2 — твердый инфильтрат; 3 — жидкий инфильтрат
При изготовлении композиционных материалов методом про¬
питки в спеченной заготовке создают поры. От величины, коли¬
чества и распределения пор по объему заготовки зависит общее
количество и распределение второго компонента. Для заполнения
открытых пор вольфрамового каркаса жидкой медью необходимо
выполнение энергетических условий на межфазных границах
твердое — газ, жидкое — газ, твердое — жидкое, обеспечивающих
существование краевого угла смачивания, близкого к нулю.
Применяют три основных варианта пропитки, схематически по¬
казанных на рис. 184.
При пропитке наложением необходимый для заполнения пор
инфильтрат (в виде пластины или проволочного кольца) наклады¬
вают на каркас; пропитка происходит при нагреве инфильтрата
до температуры плавления. Капиллярный метод пропитки при¬
меняют, если капиллярные силы велики и можно ограничиться
небольшой площадью контакта каркаса с инфильтратом. Преиму¬
щество этого метода в том, что большая часть каркаса не загряз¬
няется. При пропитке погружением, наоборот, нельзя избежать
нежелательного остатка инфильтрата на поверхности каркаса.
475
Таблица 65. Свойства пропитанных медновольфрамовых материалов
Состав материала
V, г/см*
Твердость HB,
МПа '
р. 10*. Ом/м
80 % W + 20 % Си
15,5/15,5
2650/2200
15/19
70 % W 4- 30 °о Си
14,2/14,2
2400/2000
15/21
60 % W + 40 % Си
13,0/13,0
2200/1700
16/25
Для практической реализации процесса пропитки пригодны
электрические печи непрерывного или периодического действия.
Пропитку вольфрамовых каркасов жидкой медью проводят в ат¬
мосферах водорода, диссоциированного аммиака или в вакууме.
Вакуумная пропитка, обусловливающая интенсивное выделе¬
ние газов из каркаса, так же как и проводимая в автоклавах
и газостатах пропитка под давлением, дают удовлетворительные
результаты даже при плохом смешивании.
Для получения вольфрамовых каркасов, имеющих высокую
прочность, в вольфрам добавляют 0,2—0,5 % никеля, который
а тчвирует процесс спекания и улучшает растекание жидкой меди
по поверхности заготовки. Прессование каркаса обычно проводят
при удельном давлении до 6000 МН/м2. Минимальное время спе¬
кания при температуре 1400 °С в атмосфере водорода составляет
1,5 ч. Оптимальная температура пропитки вольфрамовых каркасов
медью в атмосфере водорода составляет 1200 °С, в вакууме 1300 °С,
время выдержки до 15 мин. Дальнейшее повышение температуры
и увеличение времени пропитки приводят к уменьшению степени
пропитки вследствие испарения меди.
Свойства пропитанных медью или ее сплавами медновольфра¬
мовых сплавов приведены в табл. 65.
Электропроводность и твердость композиционного материала
зависят от содержания меди и степени легирования самой меди.
Из данных табл. 65 следует, что электропроводность компози¬
ции вольфрам — медь выше, чем у чистого вольфрама. Тепло¬
проводность также выше, например при 1000 °С она составляет
135 Вт/(м* К) по сравнению с 120 Вт/(м>К) у вольфрама.
Т а б л и ц а 66. Свойства вольфрамсеребряных пропитанных сплавов
РЛатериал
V. г/см"
Твердость HB,
МПа
Коэффициент
теплопровод¬
ности» Вт/(м* К)
р. 10" Ом/м
90% W Н
h 10 % Ag
16,9
1800—2400 *
222
18
80% W-
- 20 % Ag
16,0
1800—2400 »
239
22—28
70% W Н
- 30 % Ag
15,0
1200—1600 *
256
26—32
60% W -
- 40 % Ag
14,0
1000—1300 *
277
29—36
30 % w н
t- 70 % Ag
11,9
600
327
43
* Н зависимости от температуры.
476
Температурный коэффициент линейного расширения сплавов
системы W — Си в интервале температур 20—2000 °С составляет
7,5- Ю'в К-1 по сравнению с 6,5-1СГ6 К-1 у вольфрама. Вследствие
испарения меди из материала во время работы такое заметное
различие в свойствах при температурах выше 2000 °С умень¬
шается, однако свойства никогда не становятся совершенно
одинаковыми. При работе двигателя процесс испарения меди из
материала имеет положительное значение, поскольку на испарение
затрачивается большое количество тепла и пограничный слой
обогащен парами меди.
Это явление существенно понижает тепловой поток и эрозион¬
ное воздействие продуктов сгорания топлива на материал, улуч¬
шая тем самым условия для работы вольфрамового каркаса.
Там, где требуется более высокая теплопроводность мате¬
риала, применяют вольфрамсеребряные сплавы, основные свойства
которых приведены в табл. 66.
Материалы на основе углерода
Искусственный графит, полученный методами порошковой метал¬
лургии из нефтяного кокса и каменноугольного пека, широко
применяют для изготовления деталей двигателя, работающего
на твердом топливе. При этом применяют высококачественные
средне- и мелкозернистые графиты с остаточной пористостью
9—15 %, временным сопротивлением при растяжении 15—30 МПа,
временным сопротивлением при сжатии более 35 МПа.
Однако в ряде случаев графит ймеет недостаточную стойкость
против окисления и эрозионного воздействия твердых частиц.
Указанные недостатки графита можно устранить в результате
использования защитных покрытий из вольфрама илц тугоплавких
соединений переходных металлов. Однако время работы дости¬
гает 60 с, а толщина покрытий ограничена вследствие возникнове¬
ния в покрытиях толщиной более 0,5 мм напряжений (из-за раз¬
личия температурных коэффициентов линейного расширения и
модулей упругости материалов покрытия и основы), величина
которых соизмерима С прочностью сцепления покрытия с под¬
ложкой. При эрозионном уносе, скорость которого составляет
0,05—0,1 мм/c, происходит полный унос покрытия с последующим
разрушением графитового вкладыша. В связи с этим широко
применяют композиционные материалы типа графит — карбид —
металл, которые в значительной степени лишены недостатков,
характерных для чистого графита. Эти материалы изготавливают
методами пропитки (силицированный графит, боросилицирован-
ный графит, цирконированный графит) и горячим прессованием сме¬
сей порошков углерода и соответствующего тугоплавкого металла.
Силицированный графит изготавливают путем пропитки по¬
ристой графитовой основы жидким кремнием или сплавами на
его основе. Существуют две технологические схемы получения
силицированного графита.
477
По первой схеме в графитовом тигле создают ванну жидкого
кремния в вакууме ~1,3 Па с температурой около 1700 °С. При¬
менение значительного перегрева кремния объясняется необхо¬
димостью получения краевого угла смачивания графита жидким
кремнием, близкого к нулю, поскольку этот краевой угол при
температуре плавления составляет 20—30° в зависимости от чи¬
стоты металла и сорта графита. С помощью специального манипу¬
лятора в ванну целиком погружают графитовое изделие. После
10—15 мин выдержки изделие извлекают из расплава, 3—5 мин
выдерживают в вакууме при высокой температуре для удаления
наплывов кремния с поверхности и затем охлаждают. Указанным
способом можно пропитывать изделия диаметром до 1 м. Суммар¬
ный привес изделий колеблется от 20 до 200 % в зависимости
от сорта графита. В качестве источника нагрева в этом случае
применяют индукционные печи.
По второй схеме графитовые изделия помещают в графитовую
лодочку на подложку из смеси крупного порошка кремния с дре¬
весными опилками. Сверху изделие засыпают той же смесью.
Лодочку закрывают графитовой крышкой и помещают в горизон¬
тальную печь сопротивления с графитовым нагревателем. Про¬
цесс проводят в атмосфере азота при температуре около 2200 “С
в течение 1—1,5 ч, после чего лодочку проталкивают в холодиль¬
ник печи. Более высокая температура объясняется стремлением
получить большую степень пропитки за счет поверхностной
диффузии атомов кремния через паровую фазу. Для предотвра¬
щения образования наплывов кремния на поверхности изделия
применяют опилки. Структура силицированного графита пред¬
ставляет собой графитовый каркас, поры которого заполнены
композицией Si — SiC, причем в центре крупных пор сохраняется
чистый кремний. При применении второй схемы пропитки часто
образуется некоторое количество нитрида кремния, который
повышает термостойкость карбида кремния, а следовательно,
и всего изделия. В ряде случаев в кремний добавляют бор, в ре¬
зультате чего содержание свободного кремния уменьшается прак¬
тически до нуля (боросилицированный графит). В последнем
случае в крупных порах вместо свободного кремния образуются
соответствующие силициды этих тугоплавких металлов.
Некоторые физико-механические свойства силицированного
графита представлены в табл. 67.
Из табл. 67 видно, что прочность силицированных графитов
с малыми и средними степенями пропитки с увеличением темпе¬
ратуры от 20 до 2000 °С возрастает в 1,5—2 раза.
В табл. 68 приведены средние значения удельной теплоемкости,
измеренной в интервале 20—900 °С тех же марок силицированного
графита.
Видно, что теплоемкость силицированных графитов умень¬
шается с увеличением степени пропитки. Средние значения тем¬
пературного коэффициента линейного расширения графитов № 2
478
Таблица 67. Физико-механические характеристики
си ищированного графита
Силнци-
рованньгЛ
графит
Степень
пропитки •*,
%
Е
ГПа •*
МПа *г
ств МПа,
при °С
КС, кДж/м2,
при (, °С
20
1200
2000
20
1800
Кя 1
16
20
64
12,3
31
132
137
Кя 2
94
102
76
17,1
18,0
30
139
218
Кя 3
НО
118
84
29,5
28,6
32,6
112
197
Кя 4
195
200
130
48,5
45,2
16,2
95
156
* Отношение массы изделия после пропитки к массе изделия до пропитки.
•* При 20 °С.
Таблица 68. Теплоемкость силицироианных графитов
с различной степенью пропитки
Снлицироваи-
ный графит
V, г/см’
Степень
пропитки. %
Средняя
удельная
теплоемкость,
кДж/< кг- К)
Температурный
интервал, °G
ЛЬ 1
2,05
16
1,28
20—900
Л» 2
2,52
94
1,16
20—900
Ла 3
2,70
110
1,12
20—900 ■
Кя 4
2,95
195
1,0
20—900
и 4 в интервале температур 1000—1100 °С составляет 5,3 и 5,0 X
X 10“в К-1; в интервале температур 2100—2200 °С они равны
7,5 и 5,8-1СГ6 К-1. Теплопроводность силицированного графита
марки № 4 изменяется от 64 до 40 Вт/(м- К) в интервале темпера¬
тур 20—1000 °С. Путем пропитки пористых графитовых .основ
в вакууме 0,1—0,01 Па при температуре 1900 °С получают цир-
конированный графит. Свойства подобных материалов превосходят
свойства лучших сортов графита. *
В процессе воздействия окислительных компонентов продук¬
тов сгорания топлива на детали из этих материалов на их поверх¬
ности образуются твердые и жидкие окисные пленки, которые
заметно понижают интенсивность тепломассообмена между газо¬
вым потоком и материалом.
Методом горячего прессования смесей порошков углеродных
материалов с различной степенью совершенства структуры и
карбидообразующих элементов при температурах, превышающих
температуру плавления эвтектики Me С 4- С в соответствующей
бинарной или более сложной системе, получают широкий класс
композиционных материалов, объединяемых названием «рекри-
сталлизованный графит». Термин «рекристаллизованный графит»
479
Таблица 69. Теплопроводность
рекристаллнзованных графитов
с разным содержанием карбидов
Содержание
карбидной
фазы, %
(объемн.)
Коэффициент тепло¬
проводности, Ёт/(м- К),
для карбидов
Fe,C
TiC
ZrC В4С
2
200
350
310
130
4
280
520
490
93
6
370
640
580
70
9
290
520
480
89
Примечание. Теплопровод¬
ность рекристаллизоваиного графита без
карбидов составляет 175 Вт/(м- К).
отражает существо механизма
превращения чрезвычайно де¬
фектных мелких «турбострат-
ных» кристаллитов исходного
углеродного материала в трех¬
мерно упорядоченные крупные
малодефектные кристаллиты
графита. В процессе рекристал¬
лизации, кроме температурного
воздействия на углеродный*ма¬
териал (процесс графитизации),
происходит дополнительное
воздействие давлением, приво¬
дящее к пластической дефор-
мации, а также физико-хими-
L еское взаимодействие углерода с расплавами МеС или MeС — С,
приводящее к так называемой жидкофазной графитизации. В ка¬
честве карбидообразующих элементов обычно используют В, SL
Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и в меньшей степени Fe, Со, Nlr
Горячее прессование проводят в графитовых пресс-формах при
>дельном давлении 30,0—35,0 МПа и температурах 2500—3200 °С
в зависимости от применяемого карбидообразующего элемента.
Выдержка при конечной температуре составляет 30—40 мин
с последующим быстрым охлаждением. Такая длительная по
сравнению с обычным процессом горячего прессования выдержка
объясняется особенностями формирования структуры рекристал-
лизованных графитов. Основным процессом при этом является
растворение несовершенного углерода в расплаве и выделение
совершенного углерода (графита) на контактных участках первич¬
ного углеродного материала. При достаточной длительности
процесса весь исходный углерод может превратиться в совершен¬
ный графит. Конечная структура рекристаллизоваиного графита
представляет собой конгломерат крупных кристаллов совершен¬
ного графита, в порах каждого диспергирована эвтектика MeС +
-}- С. Благодаря этому рекристаллизованные графиты имеют
\никальные свойства, обеспечивающие их широкое применение
в современной технике.
Наибольшую плотность имеют рекристаллизованные графиты,
содержащие Ti, Zr, В, Si. Почти все карбидообразующие эле¬
менты, используемые при получении рекристаллнзованных графи¬
тов, повышают их прочность. Максимальную прочность при
сжатии имеют рекристаллизованные графиты, содержащие
9 % (объемн.) карбида вольфрама.
Величины теплопроводности рекристаллнзованных графитов
приведены в табл. 69. Из представленных данных видно, что
увеличение содержания карбидов железа, титана, циркония
в рекристаллизоваином графите до 6 % (объемн.) приводит к по¬
вышению теплопроводности.
480
Из табл. 69 видно, что максимальной теплопроводностью,
превышающей теплопроводность меди, обладают графиты, со¬
держащие карбид титана и карбид циркония.
Таким образом, применяя различные карбидообразующие эле¬
менты и изменяя их концентрацию, можно получать ре-
кристаллизованные графиты с самыми разнообразными, заранее
заданными свойствами. Это открывает чрезвычайно широкую
перспективу их использования в современной технике в качестве
эрозионностойких материалов.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Высокотемпературные материалы/Елютин. В. П., Костиков В. И., Лы¬
сов Б. С. и др. М.: Металлургия, 1973. 464 с.
Порошковая металлургия, спеченные и композиционные материалы. М,:
Металлургия, 1983. 520 с.
Тарабанов А. С., Костиков В. И. Силицированный графит. М.: Металлургия,
1977. 240 с.
Тугоплавкие металлические материалы для космической техники: Пер.
с англ. М.: Мир, 1966, 420 с.
16 В. Н- Анциферов и Др.
Часть III НАПЫЛЕННЫЕ ПОКРЫТИЯ
Раздел первый
ТЕОРИЯ НАНЕСЕНИЯ ПОКРЫТИЙ НАПЫЛЕНИЕМ
Глава I. НАНЕСЕНИЕ И СТРУКТУРА
ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ
1. Методы нанесения
Использование износостойких, коррозионностойких, жаростой¬
ких, химически стойких, электроизоляционных, теплоизоляцион¬
ных и других видов покрытий позволяет резко сократить потери
металлов, расход ресурсов на их возмещение и дает возможность
повысить качество, надежность и долговечность машин, обору¬
дования и сооружений. Повышение технического уровня и ка¬
чества машин — важнейший резерв роста производительности
труда, экономии всех видов ресурсов иг основа научно-техниче¬
ского прогресса в народном хозяйстве.
Большое распространение в настоящее время получили ме¬
тоды нанесения покрытий напылением. Существует две разновид¬
ности этого процесса.
В первом случае напыление осуществляют, в основном, при
атмосферном давлении частицами материала покрытия размером
10—150 мкм. Во втором — напыление при пониженном давлении
атомами или ионами, которые осаждаясь и конденсируясь на
поверхности изделия (детали) образуют покрытия. Конденсацией
можно наносить покрытия сложного состава. Для этого смешивают
потоки пара различных компонентов или создают условия для син¬
теза вещества покрытия, путем химического взаимодействия
парового потока с окружающей газовой атмосферой. Например,
таким способом получают покрытия из оксидов, карбидов, нитри¬
дов и других соединений.
Нанесение покрытий испарением и конденсацией в вакууме
впервые было применено в 20-х годах нашего столетия для полу¬
чения тонких пленок (от 1 до 10 нм) в оптике и радиотехнической
промышленности. Образование покрытия начинается с? возникно¬
вения зародышей.
Прямые наблюдения и измерения формы и размеров крити¬
ческих зародышей даже современными методами электронной
микроскопии и ионными проекторами затруднены. Косвенные
эксперименты и сделанные на их основе оценки показывают, на¬
пример, что размер критического зародыша при конденсации
натрия на различных кристаллических материалах составляет
0,6—1 нм. Эти данные относятся к критическим условиям осажде¬
ния. Можно ожидать, что при пересыщении большем, чем крити-
482
Таблица 70. Расчетная величина критического радиуса зародыша
некоторых металлов при разных пересыщениях пара
Осаждаемый
металл
Объем,
занимаемый
адатомом £2,
нм3
Энергия
поверхностного
натяжения СУ,
Дж/м2
Критическ
зародыша
*0
ий радиус
гкр, нм
ih ~100
Никель
1.54
1,81
1,29
1,09
Медь
1,68
1,35
1,05
0,892
Золото
2,39
1,13
1,25
1,06
Серебро
2,39
0,93
1,03
0,876
Алюминий
2,34
0,91
0,986
0,837
Примечание. Р — текущее давление; Р„ •=■ давление насыщающего пара
адсорбируемого вещества при температуре эксперимента.
ческое, возникающие зародыши будут иметь еще меньшие раз¬
меры.
Расчетные оценки, сделанные исходя из термодинамической
теории образования зародышей, дают-результаты близкие к этим
размерам. Например, оценки порядка величины критического
зародыша никеля, меди, золота, серебра и алюминия выполненные
по формуле (15) показывают, что его критический радиус гкр
по порядку величины составляет 1 нм (табл. 70). При расчетах
не учитывалась двойка в числителе выражения (15), поскольку
их проводили не для сферического зародыша, а только для его
половины. Температуру основы Т0 принимали равной 400 К.
Применение термодинамической макроскопической теории
зародышеобразования для описания таких малых объектов ве¬
щества, каким является зародыш, и к тому же состоящих из столь
небольшого количества элементарных частиц — атомов некор¬
ректно. Поэтому была сделана попытка преодолеть эти затрудне¬
ния, используя методы статистической механики фазовых пере¬
ходов.
Статистическая теория зародышеобразования описывает
процессы зарождения и роста покрытия исходя из представлений
о межатомном взаимодействии. Применение методов статисти¬
ческой механики дает возможность описать процесс образования
зародышей, состоящих всего из нескольких атомов. Однако эта
теория также имеет недостатки. Одной из главных ее проблем
является определение числа атомов в критическом зародыше
и энергии связи атомов в скоплении. Применение этой теории
целесообразно при рассмотрении скоплений и зародышей малых
размеров, когда дополнительная информация может быть полу¬
чена из анализа возможных вариантов взаимного расположения
атомов и ориентации зародышей относительно основы.
Процесс образования покрытия конденсацией в вакууме можно
условно разделить на ряд последовательно протекающих стадий:
1б* 483
/ — образование зародышей; 2 — рост и объединение зароды¬
шей в островки; 3 — слияние островков при их соприкосновении
и образование «сетчатых» пленок-покрытий; 4 — образование
сплошного покрытия и зарастание каналов; 5 — дальнейший рост
покрытия (рис. 242, б).
Рассмотренные теории правильно описывают процесс образо¬
вания покрытия на стадии 1 до тех пор, пока среднее расстояние
между зародышами не станет равным среднему диффузионному
пробегу адсорбированного атома. С этого момента наступает
стадия 2, на которой зародыши развиваются, захватывая диффун¬
дирующие атомы, и таким образом препятствуют возникновению
новых зародышей. Следовательно, к концу первой стадии дости¬
гается максимальная для данных условий осаждения концентра¬
ция зародышей. Стадия 1 протекает очень быстро и поэтому сами
зародыши не успевают вырасти.
Присоединяя диффундирующие адсорбированные атомы раз¬
мер зародыша растет выше критического и такой зародыш, раз¬
росшийся до величины, когда его можно уверенно наблюдать
с помощью электронного микроскопа или ионного проектора,
принято называть островком. Существующая возможность роста
зародышей за счет непосредственного попадания в них осажда¬
ющихся атомов мала и ею можно пренебречь, поскольку зародыши
представляют собою мишень гораздо меньшего размера по сравне¬
нию с размером диффузионных зон на поверхности основы.
Наблюдение за возникновением, ростом, ориентацией, огран¬
кой, расположением и другими деталями и поведением островков
выявили большое влияние реальной структуры поверхности
основы, ее физической и химической неоднородности на начальные
стадии формирования на ней покрытия. Различные дефекты
поверхности во много раз ускоряют образование нд них зароды¬
шей, тем самым вызывая их декорирование. В настоящее время
этот эффект широко применяют для выявления и изучения не¬
совершенств поверхности твердого тела. Оксидные пленки, за¬
грязнения, адсорбированные газы также ускоряют или замед¬
ляют образование зародышей на участках напыляемой поверх¬
ности, где они расположены.
Стадия 2 характеризуется не только ростом зародышей, но
и уменьшением их концентрации, поскольку они сливаются друг
с другом. Если слияние сопровождается изменением первоначаль¬
ной формы и ориентации островков, то такое слияние называется
опалесценцией. Коалесценция на стадии 2 называется первичной.
Отдельные зародыши могут перемещаться и сливаться при столк¬
новении. Однако миграция зародышей наблюдается главным
образом при их слабой связи с основой и при достаточно высоких
температурах. Она может быть также стимулирована внешним
воздействием на зародыши, например, электрическим полем.
Уменьшение концентрации зародышей вначале происходит очень
быстро, но по мере увеличения их размеров замедляется.
484
Слияние островков без значительного изменения их формы
и ориентации, которое сводится к процессам только по границе
соприкосновения островков, называется коагуляцией. Она наблю¬
дается при низкой температуре или когда деформация самих
островков затруднена, например, из-за присутствия в них оксидов.
На стадии 3 соседние островки сливаются и образуются более
крупные островки. Если в результате слияния островков обна¬
жается достаточно большая поверхность основы, то на ней может
происходить вторичное зародышеобразование. При большом за¬
полнении поверхности островками начинается их массовое сли¬
яние и образование единой структуры в виде сетки. Такое слияние
называют вторичной коалесценцией и оно характеризуется зна¬
чительным массопереносом островков — зерен по поверхности.
По мере завершения образования сплошной сетчатой структуры
вторичная коалесценция замедляется. Полученная сетчатая
пленка содержит большое количество пор и продолговатых пу¬
стот, которые называются каналами. Такие каналы часто имеют
извилистую форму и иногда кристаллографическую огранку.
Стадия 4 характеризуется медленным заполнением каналов —
пустот. В них возникают новые зародыши, которые очень мед¬
ленно разрастаются и сливаются, что бывает особенно хорошо
заметно, если участок с вторичными зародышами окружен сплош¬
ной толстой пленкой покрытия. Длина каналов по мере их зараста¬
ния уменьшается, а ширина изменяется мало. Зарастание при¬
водит к сглаживанию рельефа покрытия, его поверхность стано¬
вится гладкой,, ровной, копирующей макрорельеф напыляемой
поверхности.
На последней, стадии 5, толщина покрытия растет. Рост по¬
крытия может сопровождаться структурными изменениями, та¬
кими как рекристаллизация, рост зерен, снижение количества
дефектов в кристаллической решетке покрытия, фазовые переходы
и т. п.
Важным параметром процесса напыления, позволяющим в ши¬
роких пределах регулировать структуру и свойства покрытий,
является температура поверхности основы, на которую наносят
покрытие. Эта температура имеет несколько характерных зна¬
чений:
1) Тнр — критическая температура основы, выше которой кон¬
денсация не происходит, поскольку все падающие атомы отра¬
жаются от напыляемой поверхности; 2) 0г — температура, выше
которой конденсация пара происходит по механизму пар —
жидкость — кристалл; 3) 02 « Тап/3 — температура, ниже кото¬
рой покрытие имеет аморфное строение.
Теоретические предположения о возможности конденсации по
механизму пар — кристалл были выдвинуты М. И. Френкелем
в 20-е годы. В то же время Н. Н. Семенов предложил другой
механизм конденсации пар — жидкость. Оба эти механизма обна¬
ружены экспериментально и исследованы Л. С. Палатником
485
в 60-е годы. Эти механизмы определяют форму островков на на¬
чальной стадии их образования и зависимость этой формы от
температуры основы.
Экспериментально установлено, что в зависимости от темпе¬
ратуры основы конденсация может происходить по двум механиз¬
мам; пар — кристалл и через жидкую фазу пар — жидкость —
кристалл. В первом случае только что возникшие островки имеют
ограненную форму и кристаллическое строение, во втором —
нх форма близка к сферической форме жидкой капли, растека¬
ющейся по поверхности. Переход от одного механизма к другому
осуществляется при температуре 01( которая при конденсации на
нейтральной неориентированной поверхности, например, по¬
верхности стекла, равна примерно 2/з Т’шл от температуры плавле¬
ния напыляемого материала Т^,
При более низкой температуре конфигурация островков и про¬
межутков между ними определяется возможностью их формо¬
изменения. При температуре 0а « Тд„/3 и ниже диффузионная
подвижность атомов в зародыше и островке, а также и возмож¬
ность формирования самих островков подавлены. В результате
образуется структура со случайным расположением атомов в ре¬
шетке. Такая структура образует покрытие по своему строению
близкое к аморфному. В интервале температур 0а < Т0 < 0!,
конденсация осуществляется по механизму пар — кристалл.
Островки растут в виде плоских образований и, если степень
заполнения поверхности основы невелика, то могут иметь кристал¬
лическую огранку. В этой области лолучениый конденсат, как
правило, текстурирован. Этот процесс основан на способности
атомов металлов и других неорганических материалов, нагретых
до температуры испарения в вакууме, перемещаться прямоли¬
нейно в виде атомарных или молекулярных пучков и, конденси¬
руясь на поверхности твердого материала, образовывать пленки.
Особенно, интенсивно процесс нанесения покрытий конденсацией
в вакууме начал развиваться с 60-х годов, и когда для нагрева
и испарения были применены такие мощные интенсивные и кон¬
центрированные источники энергии, как электронный луч, раз¬
личные виды электрических разрядов, магнетроны и т. п. Появи¬
лась возможность создавать с высокой производительностью не
только тонкопленочные покрытия, но и покрытия толщиной в не¬
сколько десятков и сотен микрометров.
Нанесение покрытий конденсированными частицами ведут
с помощью газотермических методов напыления. В этих методах
материал покрытия подвергают нагреву и плавлению каким-либо
источником теплоты, а затем диспергируют и разгоняют газовым
потоком. Для получения газотермических покрытий сложного
состава, его компоненты заранее вводят в напыляемые частицы.
В зависимости от источника теплоты, различают следующие
методы газотермического нанесения покрытий: электродуговую
металлизацию, газопламенное напыление, детонационное или
№
детонацнонно-газовое напыление и плазменное напыление. В на¬
стоящее время развивается газотермическое нанесение покрытий
при пониженном давлении в контролируемой атмосфере, или как
его еще называют — напыление в динамическом вакууме, по¬
скольку разрежение создается непрерывной интенсивной от¬
качкой атмосферы камеры. Этот процесс, в первую очередь,
применяют для плазменного напыления и дуговой металли¬
зации.
Применять газотермические покрытия выгодно при любых*
масштабах производства — от индивидуального и малосерийного
до высокопроизводительного автоматизированного. Высокая эф¬
фективность и универсальность этих методов определяется их
следующими принципиальными
особенностями:
возможностью нанесения по¬
крытий из различных мате¬
риалов — чистых металлов и
сплавов на их основе метал-
лидных и металлических соеди¬
нений, оксидов, органических
веществ и ряда других мате¬
риалов, в том числе в различ¬
ных сочетаниях',
получения покрытий на са¬
мых различных конструкциях
и материалах — на металлах,
стеклах, керамике, пластмассах, тканях, бумаге и т. п.;
отсутствием деформации и понижения прочности изделия, на
которое наносится покрытие, поскольку, напыление не вызывает
его существенного нагрева;
небольшой потребностью в материалах для покрытий, по¬
скольку их толщина, обычно, составляет 100—500 мкм;
высокой производительностью газотермических методов
напыления, которая колеблется для различных процессов от 1
до 20 кг/ч распыленного материала.
С помощью современной технологии газотермических покрытий
можно решить ряд важных задач машиностроения. К ним, в пер¬
вую очередь, следует отнести получение материалов и покрытий
с уникальными свойствами, которые необходимы для развития
новой техники.
Общим для всех газотермических методов является то, что
материал покрытия нагревается, распыляется и ускоряется в вы¬
сокотемпературном газовом потоке (рис. 185). На поверхность
изделия или основы (ранее применяли термин подложка) напыля¬
емый материал поступает в диспергированном состоянии в виде
мелких расплавленных или пластифицированных частиц, которые
ударяются о нее, деформируются и, закрепляясь, накладываются
друг на друга, образуя слоистое покрытие.
Рис. 185. Схема процесса газотермическо¬
го ланесения покрытий:
А — дистанция, да которой происходит
нагрев напыляемого материала; Б — дис¬
танция, иа которой частицы ускоряются
газовым потоком; В область свободного
движения частиц.
487
В высокотемпературный источник нагрева /, напыляемый мате,
риал может подаваться в виде порошка или проволоки (прутка) 2.
В случае нанесения покрытий из проволоки, она нагревается,
плавится и диспергируется с торца, находящегося в высоко,
температурной области источника нагрева. При напылении по-
рошков, их твердыми вводят в высокотемпературный поток, где
они нагреваются в период движения на некотором участке А.
Одновременно частицы распределяются в газовом потоке и уско¬
ряются им на участке Б, в соответствии с законом газодинамики.
Участок Б, обычно, протяженнее участка А. Далее на участке В
частицы 3 направленно перемещаются к основе 5 и образуют па
ней покрытие 4. При напылении частицы переплавляются, испа¬
ряются и вступают в химическое взаимодействие с нагретым газом
и окружающей средой. Удар и деформация частиц приводят к их
чрезвычайно быстрой кристаллизации и охлаждению со скорое
стями, достигающими 10е—108 К/с. Газотермические покрытия
отличаются необычным строением как покрытия в целом, так и его
отдельных элементов, поскольку они образуются из быстрокри-
сталлизующихся частиц малого размера. Большим достоинством
технологии газотермического напыления является возможность
регулирования в процессе напыления состава материала и струк¬
туры покрытия от обычной до мелкокристаллической и аморфной,
что дополнительно сообщает им комплекс чрезвычайно ценных
свойств.
Первые газотермические покрьдия были получены в начале
XX в. М. У. Шоопом, который распылил расплавленный металл
струей газа и, направив этот поток на образец — основу, получил
на ней слой покрытия. По имени автора, этот процесс называли
шоопированием и он был запатентован в Германии, Швейцарии,
Франции и Англии. Конструкция первого газопламенного прово¬
лочного металлизатора Шоопа относится к 1912 г., а первого
электродугового проволочного металлизатора — к 1918 г.
В отечественной промышленности газопламенную металлиза¬
цию стали применять с конца 20-х годов. В конце 30-х годов она
была успешно заменена электродуговой металлизацией. Аппара¬
туру для электродуговой металлизации создали Н. В. Катц
и Е. М. Линник.
Создание в конце 50-х годов надежной техники генерирования
низкотемпературной плазмы, позволило разработать первые плаз¬
мотроны для нанесения покрытий из проволоки и порошков.
В начале 60-х годов ВНИИАвтогенмаш, НИАТ, ИМЕТ
им. А. А. Байкова АН СССР, учебные вузы МАТИ им. К. Э. Циол¬
ковского, Ленинградский политехнический институт им. М. И. Ка¬
линина и МВТУ им. Н. Э. Баумана создали и выпустили первые
отечественные плазмотроны и установки для нанесения покрытий.
В настоящее время это один из наиболее развитых процессов
плазменной обработки, позволяющий ие только упрочнять поверх¬
ность конструкционных материалов, но и дающий возможность
488
создавать новые композиционные материалы и покрытия, которые
не могут быть получены другими методами.
Плазменное напыление резко повысило качество газотерми¬
ческих покрытий, поскольку, появилась возможность в широких
масштабах управлять энергетикой процесса и создавать покрытия,
практически из любых материалов. Однако, без развития теории
образования газотермических покрытий небозможно управлять
этим процессом и оптимизировать технологию. Обычно, иссле¬
дуют свойства покрытия в целом и определяют его некоторые
служебные характеристики. Однако, такой подход не позволяет
выявить природу и дать оценку физико-химическим явлениям,
образования покрытия, а также его прочному сцеплению с основой.
В 60-х годах в ИМЕТе им. А. А. Байкова АН СССР под руко¬
водством академика Н. Н. Рыкалина В. В. Кудиновым,
М. X. Шоршоровым и другими были проведены исследования,
в основу которых были положены принципы анализа простран¬
ственно-временной структуры формирования газотермических
покрытий и развития тепловых и динамических процессов, сопро¬
вождающих удар, растекание и кристаллизацию напыляемых
частиц. Одновременно с использованием современных методов
исследования — оптической и электронной сканирующей микро¬
скопии, фазового рентгеновского анализа, электронографии,
электрофизических измерений, методов селективного травления,
определяли энергетические условия и кинетику развития процес¬
сов образования покрытия. Эти работы составили основу совре¬
менной теории формирования газотермических покрытий. Главной
частью теории являются представления о контактном взаимо¬
действии частиц при образовании напыленного покрытия, а также
оценка условий распыления и переноса материалов от источника
распыления на поверхность изделия. Теория дает определенные
представления об образовании покрытий и объясняет их основные
свойства. При этом предложен ряд критериев, позволяющих
оценивать термические, энергетические и физико-химические усло¬
вия контактного взаимодействия частиц, которое приводит к обра¬
зованию слоя покрытия и его прочному сцеплению с напыляемой
поверхностью. Эти критерии дают возможность рассмотреть с еди¬
ных позиций и обосновать как технологию, так и способы газо¬
термического напыления. Кроме того, они помогают находить
оптимальные режимы напыления, а также «конструировать»
покрытия сложного состава, используя для этой цели материалы
с различными физико-химическими и механическими свойствами.
Такие многокомпонентные покрытия обладают комплексом
свойств, которым не отвечают эти материалы в отдельности.
2. Строение покрытия
Покрытие — это слоистый материал, состоящий из сильно дефор¬
мированных напыленных частиц, соединенных между собою по
контактным поверхностям сварными участками диаметром Dx
489
и тощадью Fx = (nD%)/i (рис. 186). Сварные участки не запол¬
няют всю площадь контакта (шги контактной поверхности) между
частицами и поэтому прочность и плотность напыленных покрытий
ниже прочности и плотности материала покрытия в компактном
состоянии. Прочность самих сварных участков зависит от коли¬
чества очагов схватывания, образующихся на площади Fx в пе¬
риод удара, деформации и затвердевания частицы, и определяется
развитием химического взаимодействия материалов в контакте,
В покрытии можно выделить структурные элементы, которые
отражают процессы его формирования и разделяются границами
ского adhaesio — прилипание и cohaesus — связанный, сцеплен¬
ный. Граница раздела между слоями (межслойная граница),
полученная за один проход распылителя 2, возникает из-за раз¬
личной длительности выдержки между нанесением частиц в слое
и между слоями. За период выдержки межслойного нанесения,
поверхность ранее нанесенного слоя покрытия загрязняется,
окисляется и контактные процессы между ней и напыляемыми
частицами затрудняются, что и является причиной возникновения
границы.
Строение отдельных элементов и всего покрытия в целом
хорошо видно на типичном травленном микрошлифе плазменного
покрытия (рис. 187).
Структура слоя, сформированного за один проход, неодно¬
родна и определяется различными размерами и энергетическим
состоянием — температурой и скоростью частиц, находящихся
в периферийной и центральной зоне двухфазного потока, состо¬
ящего из частиц и газа. Кроме того, наблюдается также экрани¬
рующее действие периферийных частиц по отношению к частицам
центральной зоны, поскольку периферийные частицы яри движе¬
нии напылителя первыми ложатся на покрываемую поверхность.
Неравномерность энергетического состояния частиц и их
размеров может быть снижена различными технологическими
приемами. Толщина слоя в различных покрытиях колеблется
в очень широких пределах в зависимости от назначения покрытия,
490
раздела с определенными
свойствами. Граница раздела
между покрытием и основой 1
определяет прочность сцеп¬
ления или прочность соеди¬
нения между ними. Свой¬
ства самого покрытия об-
/ граница между покрытием и основой;-
t — границы между слоями; 3 — граница
( 'онгвктная тгоэерхность) между частицами
в слое
Рис. 1S6. Схема структуры покрытиям
1 -уславливаются прочностью
сцепления частиц в нем 3 (см.
рис. 186), Оцепление покры-
eojfc гия и основы называют адге-
?ами зией, я сцепление частиц в
г покрытии когезией. Эти тер¬
мины происходят от латин-
технологии его нанесения, материалов, входящих в состав покры¬
тия, и т. п. Наиболее часто встречаются покрытия с толщиной слоя
от 10 до 100 мкм.
Условия образования границ между слоями и между частицами
определяются длительностью пребывания в атмосфере. В зависи¬
мости от размеров и конфигурации напыляемого изделия, траек¬
тории перемещения распылителя «пауза» между моментами нало¬
жения слоев может достигать секунд и десятков секунд. Это время
Рис. 187, Типичный микрошлиф плазменного покрытии
на несколько порядков больше времени паузы между взаимо¬
действием частиц в слое, нанесенном за один проход. В период
между напылением слоев на поверхности покрытия происходит
адсорбция газов, окисление и отложение пылевидных фракций
распыляемого материала и его оксидов.
Образование покрытия последовательной укладкой множества
деформирующихся частиц неизбежно приводит к появлению мик¬
ропустот, в первую очередь на стыках частиц. Покрытие форми¬
руется в атмосфере, поэтому микропуеТот'ы заполняются газом,
что ухудшает свойства границ, особенно межслойных, имеющих
наибольшую насыщенность ' адсорбированными газами. Вслед¬
ствие большой шероховатости покрытия и чрезвычайно быстрого
растекания и кристаллизации частиц, в зоне контактов с поверх¬
ностью ранее нанесенных частиц остаются дефекты и полости,
которые образуются также вследствие выделения газов, растворен¬
ных в расплавленных частицах. Взаимодействие с атмосферой,
491
адсорбция газов и оседание пылевидных фракций ухудшает свой¬
ства межслойных границ.
Структура и свойства покрытия зависят от гранулометриче¬
ского состава напыляемого порошка. С уменьшением размера
частиц порошка улучшается заполнение покрытия — плотность
его увеличивается, объем микропустот уменьшается, строение
покрытия становится более однородным^Однако-слишком мелкие
порошки не пригодны для плазменного напыления. Минимальный
размер частиц может быть установлен из ряда соображений.
Большие затруднения возникают при попытках транспортировки
и ввода в распылитель частиц размером 10 мкм и менее.- Такие
порошки не могут быть заранее подготовлены и выравнены по
размеру частиц обычными методами подготовки порошков, по¬
скольку они не рассеиваются на ситах. Мелкие порошки ком-
куются из-за влажности и проявления сил молекулярного сцепле¬
ния и образуют конгломераты из нескольких частиц при подаче
их потоком транспортирующего газа. Уже будучи введены
в плазму мелкие частицы могут в ней полностью испариться.
Мелкие порошки в плотной окружающей атмосфере быстро те¬
ряют скорость, отклоняются от заданной траектории и не дости¬
гают напыляемой поверхности. Обычно для напыления рекомен¬
дуются порошки с размером частиц 40—70 мкм. Однако эта сред¬
няя грануляция в зависимости от задач технологии может суще¬
ственно отклоняться как в сторону более крупных, так и более
мелких порошков. Например, в динамическом вакууме удается
наносить покрытия из порошков с размером частиц несколько
микрометров. Плотность таких покрытий приближается к 100 %,
а структура отличается высокой однородностью и отсутствием
межслойных границ.
Сцепление между частицами в покрытии, а также сцепление
между основой и покрытием (соответственно когезии и адгезии)
возникают в результате действия ряда сил: сил механического
зацепления; слабых невалентных сил взаимодействия (типа сил
Ван-дер-Ваальса); химических сил связи. Силы двух первых ти¬
пов отличаются нестабильностью, обычно имеют низкий уровень
и поэтому их не следует принимать в расчет при создании покры¬
тий. Хотя при напылении на материалы с сильно развитой поверх¬
ностью (пористые керамика и графит) прочность механического
сцепления покрытий с подложкой может достигать 10—15 МПа.
Химическое взаимодействие приводит к привариванию частиц,
которое происходит путем образования очагов схватывания в кон¬
такте. Чем больше очагов схватывания, тем выше прочность сце¬
пления частиц. Приваривание частицы наступает только при
подогреве основы до определенной температуры, которую обозна¬
чим T'i и назовем температурой химического взаимодействия.
Эта температура соответствует заполнению контактной поверх¬
ности под частицей очагами схватывания на 40—70 %. При таком
заполнении химическое взаимодействие частиц с основой проходит
492
достаточно глубоко и для их удаления необходимо прикладывать
значительное усилие. При температуре подложки ниже Т2 частицы
легко отделяются от основы, поскольку химическое взаимодей¬
ствие не получает необходимого развития.
Температура Т2, при которой образуется прочное сцепление,
существует практически для всех сочетаний материалов частиц
и основы: элементов, сплавов, простых или сложных веществ.
Поэтому напылением можно наносить покрытия из многих неорга¬
нических материалов, которые могут быть расплавлены, т. е.
не разлагаются или испаряются в твердом состоянии, В зависи¬
мости от конкретной пары материа- ^ ^
лов покрытие — основа температура х
подогрева основы Т2 может лежать
как в области отрицательных темпе¬
ратур (по стоградусной шкале), так
и достигать 1000 °С и более. Осо¬
бенно удобны для напыления туго¬
плавкие металлы, образующие проч¬
ное покрытие при естественном по¬
догреве основы, т. е. при комнатной
температуре. Поэтому покрытия из
тугоплавких металлов часто исполь¬
зуют как подслои, которые наносят
на изделие под основное покрытие
и которые повышают прочность сцеп¬
ления между ними.
В практике напыления часто при¬
ходится наносить металлические по¬
крытия на металлы. При напылении
на воздухе подогрев металлических „
изделий ограничен стойкостью данного металла против оки¬
сления, поскольку на воздухе даже при низких темпера¬
турах (до 20 °С) «свежая» поверхность металлов начинает бы¬
стро окисляться. Но уже через несколько минут скорость окисле¬
ния сильно замедляется, а через несколько часов на поверхности
обычно образуется тонкий устойчивый слой оксида толщиной
2—5 нм. Этот процесс принято описывать логарифмической зави¬
симостью от времени. При нагреве металла выше некоторой
критической температуры (обычно 100—300 °С) оксид растет зна¬
чительно быстрее.
Толстые оксидные пленки препятствуют образованию прочного
сцепления металлических частиц с основой, разделяя взаимодей¬
ствующие металлы. Например, при напылении ванадия на поли¬
рованный образец из никеля прочное сцепление возникает уже
при 20 °С. Однако, если образец предварительно выдержать в те¬
чение 1—3 мин на воздухе при 400—500 °С, а затем охла¬
дить до 20 °С, то при последующем напылении привариванию
частиц мешает толстая пленка NiO. При напылении на медь
493
О 100 Z0O 300 400 500Тг°С
Рио. 188. Характер изменения отно¬
сительной величины пятиа химиче¬
ского взаимодействия DX/D в зави¬
симости от температуры подогрева
основы Тг при нанесении частиц
(диаметром 100—200 мкм) серебра
иа серебро (чистотой 99,99 % Ag);
1 частицы нагреты выше Тпл
(»1 да 40 М/с); 2 — частвды нагре¬
ты До Гпл (t^ да 20—40 м/с); 3 —
частицы нагреты до Гпл (о да 5 м/с)
494
толстая оксидная пленка появляется при нагреве выше 100—
150 °С.
Естественно возникает вопрос почему металлические частицы
не привариваются к толстой оксидной пленке на основе. Ведь
металлы прочно соединяются при напылении на отдельно взятые
пластинки оксидов, например, кварцевое стекло. Отсутствие
соединения объясняется двумя причинами: 1)энергия активации
оксидов выше энергии активации большинства Металлов, и для
осуществления взаимодействуя необходима более высокая темпе¬
ратура в контакте; 2) температура в контакте частица — оксид¬
ная пленка на металле существенно ниже температуры контакта
между напыляемой частицей и компактным оксидом того же со¬
става, поскольку в первом случае сильно влияет близость металла,
имеющего высокую теплопроводность.
Увеличение прочности приваривания частиц к основе по мере
повышения ее температуры Т2 объясняется двумя процессами:
расширением диаметра пятна химического взаимодействия Dx,
на котором частица приваривалась к основе, и повышением проч¬
ности в самом пятне Dx. Предельным случаем для первого про¬
цесса является приваривание частицы по всей площади DJD = 1
расплющенной частицы диаметром D (рис. 188), и для второго —
получение прочности сцепления, соответствующей некоторой ма-
Рис. 189. Фрактография поверхности серебряной основы под приваренной серебряной
частицей после ее отрыва:
а — в центре площади всего контакта частицы с основой диаметром О видна область DXf
где частица приварилась к основе Х300; б — область D заполнена очагами схватывания*
на которых возникли вырывы металла частицы при ее отделении Х800: в — очаги схва¬
тывания почти полностью заполнили D к, в результате чего прочность приваривания
частицы стала близка к максимальной X 1000; г — увеличенные вырывы металла частицы
в очагах схватывания X 3000; д — то же хб000; е — то же X 40000; ж — образование
слоя покрытия — крупная частица накрыла мелкую и оторвала ее от основы X 600; о
вид контактной поверхности частицы, отделенной от основы Х300
495
ксимальной величине, близкой к прочности соединяемых металлов.
Оба эти процесса важны для технологии получения качественных
покрытий. С помощью второго процесса можно описать химическое
взаимодействие, и следовательно, высокую прочность покрытия.
Проследим за развитием контактных процессов при ударе и
затвердевании частиц покрытия на основе, температура которой
последовательно повышается. Эти эксперименты были выполнены
на модельном металле — серебре. Серебро мало окисляется во
время опытов и, кроме того, вследствие высокой пластичности
серебра очаги схватывания имеют четко выраженный рельеф после
отделения частиц от основных по границе контакта. Наблюдать
явления в контакте после отделения частиц удобно на электронном
растровом микроскопе.
На фотографии поверхности основы под приварившейся, а за¬
тем механически удаленной частицы, хорошо виден рельеф по¬
верхности (рис. 189). В начале взаимодействия частицы с основой
в их контакте образуются очаги схватывания. После отрыва ча¬
стицы от основы на поверхности последней в местах схватывания
остаются следы металла, вырванного из частицы (светлые выступы
на фото, которые называют очагами схватывания). На металлах
размеры очагов схватывания, которые наблюдали с помощью
сканирующего электронного микроскопа, составляют в попереч¬
нике 200—700 нм. По мере развития реакции число очагов увели¬
чивается и при прочности сцепления, близкой к максимальной,
они практически сливаются, заполняя всю центральную область
Dx деформированной частицы. Диаметр пятна химического взаимо¬
действия Dx обычно несколько больше диаметра напыляемой ча¬
стицы Dx > d. Близость диаметров объясняется тем, что именно
на площади диаметром d интенсивно действует давление при ударе
н деформации частицы. Ближе к краю частицы давление сни¬
жается и края привариваются хуже. Однако при сильном нагреве
основы или перегреве частиц температура, видимо, компенсирует
недостаток давления и частицы привариваются полностью Dx « D
по всему диаметру D (рис. 188, кривые 1 и 2).
Накладываясь друг на друга, частицы образуют слой покры¬
тия. Если когезия частиц выше, чем их адгезия, то при отрыве
покрытия разрушение происходит на границе между основой
и частицами. На рис. 189, ж виден след отрыва небольшой ча¬
стицы (слева нижняя часть фото), которую отделила и увлекла
с собой накрывшая ее более крупная частица.
Перегрев напыляемых частиц выше температуры плавления Тая
повышает прочность их соединения с основой (сравните кривые 1
и 2, рис. 190) и увеличивает площадь пятна химического взаимо¬
действия (см. рис. 188, кривая 1). Рост прочности объясняется
тем, что при перегреве частиц повышается контактная температура
и процесс химического взаимодействия резко ускоряется. По¬
этому покрытия следует наносить расплавленными частицами и,
по возможности, нагретыми до высокой температуры.
496
Другим важным технологическим приемом повышения каче¬
ства покрытий является увеличение скорости напыляемых частиц,
которая способствует ускорению
и интенсификации физико-хими¬
ческих процессов в контакте, а
следовательно, повышению проч¬
ности, плотности и улучшению
ряда других характеристик по¬
крытия.
Существует предел скорости
частиц. При напылении со ско¬
ростью частиц ниже этого предела
прочность их сцепления резко
снижается. «Медленные» частицы
мало деформируются и почти не
растекаются при ударе, в резуль¬
тате чего контактные процессы
взаимодействия материалов ча¬
стицы и основой нарушаются.
Установлено, что при скорости
частиц 5 м/с рост их прочности
сцепления с основой замедляется
(рис. 190, кривая 3), одновре¬
менно очень слабо увеличивается
химического взаимодействия и по
вышает 0,5 даже при очень сильном
кривая 3).
Рис. 190. Влиииие перегрева серебри-
ных частиц и скорости соударении о,
иа прочность их сцепления PfF с се¬
ребряной основой: i — напыляемые
частицы нагреты выше температуры
плавлении (о, « 40 м/с); 2 частицы
расплавлены при температуре близкой
к плавлению (о, « 20—40 м/с); 3 •—
расплавленные частицы соударяются
с основой при низкой скорости (о, <
< 5 м/с); Р —' усилие отрыва; *-
временное сопротивление серебра' при
растяжении
относительный диаметр пятна
абсолютной величине не пре¬
подогреве основы (см. рис. 188,
3. Механизм и кинетика физико-химических процессов,
ведущих к прочному сцеплению напыляемых частиц
Таким образом, прочное газотермическое покрытие образуется,
если при его нанесении обеспечиваются условия приваривания
напыляемых частиц. Рассмотрим механизм приваривания с пози¬
ций теории топохимических реакций при сварке материалов, пред¬
ложенной Ю. Л. Красулиным и М. X. Шоршоровым.
Взаимодействие материала основы с материалом частиц по¬
крытия на каждом элементарном участке поверхности контакта
можно условно представить в виде трех последовательно протека¬
ющих стадий: 1) сближение материалов до образования физиче¬
ского контакта между ними, т. е. на расстояние, близкое к вели¬
чине параметра решетки; 2) активация контактирующих поверх¬
ностей и химическое взаимодействие материалов на границе
раздела фаз; 3) объемное развитие взаимодействия, ведущее к вза¬
имному проникновению материалов частицы и основы вследствие
диффузионного массопереноса через границу с' уже установив¬
шимися химическими связями.
Длительность взаимодействия при напылении оценивается
временем 10-8—10-2 с, после чего частицы кристаллизуются, резко
• 49 7
остывают и теряют способность взаимодействовать. За столь малое
время объемное проникновение материалов проходит на неболь¬
шую глубину и мало влияет на прочность сцепления частиц.
Приваривание частиц определяется главным образом тем', на¬
сколько полно проходит химическая стадия. Внешним проявле¬
нием степени развития этой стадии является заполнение поверх¬
ности контакта очагами схватывания. Стадия физического кон¬
такта не лимитирует взаимодействия, поскольку под действием
удара расплавленные частицы быстро растекаются и придавли¬
ваются к поверхности основы.
Как показывают расчеты, если прошли две первые стадии, то
объемные процессы при напылении успевают прочти главным
образом по дислокациям, малоугловым границам зерен'и другим
дефектам структуры. Диффузия существенно облегчается пласти¬
ческой деформацией, имеющей место в зоне контакта при соударе¬
нии частиц с основой. Кроме того, диффузии также способствует
Еысокая температура в контакте.
Особенно легко протекают объемные процессы в напыленном
материале, отличающимся пористой, дефектной, неравновесной
структурой и сильно искаженной кристаллической решеткой. Это
обстоятельство всегда следует учитывать при длительной эксплу¬
атации напыленных покрытий. В процессе работы при повышенной
температуре они склонны к усиленной диффузии и образованию
новых фаз, особенно в переходной зоне покрытие — основа.
Иногда облегченную диффузию элементов в покрытии исполь¬
зуют для создания на его поверхности защитщй пленок, обеспе¬
чивая непрерывную поставку необходимых компонентов из объема
покрытия. Этот принцип, например, используют в силицидных
покрытиях на основе MoSi2, образующих при окислении на по¬
верхности стекловидную защитную пленку.
Рассмотрим процесс образования соединения между напыля¬
емыми частицами и основой как химическую реакцию на границе
раздела фаз, вступивших в физический контакт вследствие де¬
формации и растекания частиц. Предположим, что все атомы на
поверхности частицы со стороны основы возбуждены в виду того,
что она нагрета до высокой температуры и интенсивно деформи¬
руется при ударе. Тогда, используя представления теории абсо¬
лютных скоростей реакций, скорость реакции для изотермических
условий будет определяться активацией атомов поверхности
основы. Если через х обозначить число атомов прореагировавших
за время т, то кинетическое уравнение скорости реакции выра¬
зится следующим дифференциальным уравнением
ж * М - *>vexP (—щг) ехР (пг)* <м>
где N0 — количество атомов на поверхности основы или частицы,
находящихся в физическом контакте; v — частота собственных
колебаний атомов; Ел—энергия активации; AS — колебательная
498
и конфигурационная энтропия активации в зоне химического
взаимодействия; Тк —температура контакта, измеренная по аб¬
солютной шкале температуры; к — постоянная Больцмана.
В случае напыления металлов, имеющих кристаллическую
структуру типа шаровых упаковок (в первую очередь ГЦК. и ГП
с координационным числом 12) активационное состояние весьма
сходно с первоначальной структурой исходных металлов при
активации изменение конфигурации структуры мало, а также
не происходит потери вращательной и поступательной степеней
свободы атомов (или ионов) в активированном состоянии. По¬
этому энтропия активации мала и ее значение близко к нулю,
поэтому член exp (AS/k) можно принять равным 1 и тогда;
£ = № — *^(-3^). (1.2)
После интегрирования выражения (1.2) при ТК = const и
подстановки т = 0, х = 0; т = т, х = N (т) получим необходимую
длительность реакции для того, чтобы прореагировало N (т)
атомов;
т = — Ш ( д,о_^(т) ) ехр (-^);
* := - -Г1п О - Тр-) ехр Ыт) •
Известно, что развитие реакций в контакте между взаимодей¬
ствующими фазами приводит к увеличению количества очагов
схватывания и росту прочности сцепления частицы с основой.
Поэтому возможно нормирование и тогда N (т)/Л^0, исходя из отно¬
сительной прочности сцепления
N (т) _ р(т)
Nо Ртах 7
(1.4)
где о (т) — прочность сцепления, достигнутая за время т; ашх —
максимальная прочность, которую можно получить при завер¬
шении процесса; N (т) — количество атомов из числа Na, про¬
реагировавших за время т.
Теоретическое выражение изменения относительной прочности
сцепления частиц в результате протекания химической реакции
в контакте можно получить из выражения (1.3) и (1.4)
р(т)
Ртах
N (т)
Ма
1 — ехр
(1.5)
Сопоставление расчетных и экспериментальных данных
(рис. 191) по кинетике химического взаимодействия одноименных
(серебро с серебром, т « 2,3• 10~6) и разноименных (медь с сереб¬
ром, 1? = 10"® с) металлов показывает, что этот процесс удовлет-
499
h/H0aP/Fx6s
.
//
- /у
%
■ 5
вОО 900 TK,°C
Рис. 191. Сопоставление расчетных (1) в экспе¬
риментальных (2) данных по кинетике химическо¬
го взаимодействия серебра с серебром (а) и меди
с серебром (б). Энергия активации серебряной ос¬
новы Е » 1,5 эВ
ворительно описывается кинетическим уравнением (1.5) реакцией
первого порядка.
Опытные кривые 2 построены по экспериментальным точкам
на участке А —В. Участок кривой ВС получен экстраполяцией,
поскольку при высокой прочности сцепления частиц с основой
не удается достаточно точно определить площадь и характер
разрушения.
Достоинством выражения (1.5) является то, что в нем нет ни
одного экспериментально определяемого «подгоночного» коэф¬
фициента, а все расчеты могут быть выполнены на основании
справочных данных о свойствах взаимодействующих материалов.
Ниже будут последова¬
тельно рассмотрены необ¬
ходимые данные для та¬
ких расчетов Кроме того,
это выражение позволяет
анализировать качествен¬
ную сторону влияния тех¬
нологии и параметров ре¬
жима нанесения покрытия
на его свойства.
Одним из главных пара
метров, необходимых для
оценки химического взаи¬
модействия материалов
контакта, является темпе¬
ратура контакта жидкая частица — твердая основа Тк. Суще
ственен также и характер изменения этой температуры во времени,
поскольку именно это время определяет длительность взаимо¬
действия т. Ввиду малости размеров частиц (до 200 мкм) и чрезвы¬
чайной кратковременности взаимодействия какие-либо их измере¬
ния сильно затруднены. Поэтому Гк и т находят приближенно,
используя расчеты, основанные на решении задачи об изменении
температуры в контакте твердое тело -— жидкая быстро деформи¬
рующаяся растекающаяся и затвердевающая частица.
Температура контакта Тк лежит между температурой основы Т2
и температурой частицы 7\ (7\ > Тк > Т2). Для каждой точки,
лежащей в плоскости контакта Тк, мало изменяется в течение
некоторого времени, равного длительности кристаллизации ча¬
стицы т0, что объясняется выделением теплоты кристаллизации.
Расчеты показывают, что для большинства сочетаний мате¬
риалов основы и покрытия при напылении Тк соответствует твер¬
дому состоянию обоих материалов. Исключение составляют только
случаи нанесения некоторых тугоплавких металлов (вольфрам,
молибден, цирконий и др.), Подплавляющих поверхность менее
тутоплавкой основы в месте контакта.
Под действием сил инерции частица быстро деформируется
и растекается по основе. В месте удара частицы в контакте проис-
600
ходит пластическая деформация поверхности основы и образуется
вмятина небольшой глубины (десятые доли микрометра).
Необходимо отметить, что лунки на поверхности основы в месте
удара частиц возникают как при температуре приваривания Т'г,
так и при более низкой температуре основы- Если частица не при-
варилась, т. е. лунка образовалась при температуре ниже Т’г,
то ее легко наблюдать на микроинтерферометре Линника МИИ-4.
В случае приваривания частицы обнаружить лунку обычно ме¬
шают «куски» вырванного из очагов схватывания металла частицы,
остающиеся на основе. Зная глубину А/ лунки и величину де¬
формированной зоны, можно оценить скорость деформации по¬
верхности при ударе частиц и сопоставить с другими видами вы¬
сокоскоростного нагружения.
Оценим скорость деформации поверхности основы серебра,
вызванную ударом частицы серебра двигавшейся со скоростью
50 м/с. Измерения показывают, что глубина лунки А/ составляет
0,1 мкм, при общей глубине деформированной зоны / « 10 мкм.
Учитывая длительность деформации т0 « 10-6 с, получим абсо¬
лютную скорость деформации:
Д£
То
О 1 ю-»
10_в
= 0,1
м/с.
Относительная скорость деформации в этом случае будет
М
Vo
0,1
10-е-10
= 10*<Г\
при величине самой относительной деформации в = 1 %.
При традиционных ме1годах обработки металлов давлением
таких, как протяжка проволоки, прокатка тонких листов отно¬
сительная скорость деформации может достигать 102—104 с-1.
При этих методах обработки, так же как и при ударе частиц,
пысокая скорость деформации локализуется в малом поверхно¬
стном объеме. Поэтому, очевидно, эффекты воздействия частиц
на материал подложки во многом будут аналогичны явлениям,
наблюдавшимся в этих технологических процессах.
Обратим внимание на ряд очень интересных и важных след¬
ствий, которые вытекают из экспериментальных наблюдений за
деформацией подложки под неприварившимися частицами.
1. Наличие деформации и, даже более того, деформации с очень
ьысокой скоростью оказывается недостаточным условием для
образования прочного соединения частиц с основой при темпера¬
туре ниже определенной температуры, а именно, температуры
контакта Т'к (или соответствующей температуры основы Т’г).
2. Для соединения материалов оказывается также недостаточ¬
ным действие высокого давления от удара и растекания частиц
по основе. Эти выводы подтверждают, что прочное сцепление
частиц при напылении происходит в результате термически акти-
501
вируемого процесса химического взаимодействия материалов
основы и частицы в контакте.
Рассмотрим частоту собственных колебаний атомов v, опре¬
деляющую частоту, с которой система стремится преодолеть
активационный барьер. В физике твердого тела атом, закреплен¬
ный в определенном узле кристаллической решетки, рассматри¬
вается как простой гармонический осциллятор и из этого опре¬
деляется собственная частота его колебаний, так называемая
эйнштейновская частота. Для такого расчета необходимо знать
массу атома, параметры кристаллической решетки и модуль
Юнга твердого тела, т. е. данные, которые имеются в справочной
литературе. Расчеты показывают, что собственная частота коле¬
баний атомов для многих материалов близка к величине 1013 с-1
и мало зависит от температуры.
Если в выражении (1.3) предположить, что температура хими¬
ческого взаимодействия основы е частицей 7j соответствует
определенной температуре в контакте Т'№ и при этом в реакцию
вступает 70 % атомов, находящихся в контакте, а частота v =
_ jo13 с'1, то получим выражение для определения энергии
активации процесса
EaffnkT'K (In т -f- 30). (1.6)
Необходимо отметить, что во всех рассматриваемых процессах
и расчетах мы имеем дело с некоторой средней величиной энергии
активации, которая складывается из энергии активации большого
числа элементарных процессов химического взаимодействия в кон¬
такте. Поэтому ее часто называют эффективной, или кажущейся
энергией активации.
Рассмотрим качественную сторону процесса взаимодействия
вступивших в физический контакт материалов частицы и основы
исходя из теории переходного состояния и термодинамики. Обра¬
зование прочного соединения между частицей й основой термо¬
динамически оправдано, поскольку при этом происходит пониже¬
ние энергии системы на величину энергии двух исчезающих по¬
верхностей раздела в контакте. Однако такой процесс самопроиз¬
вольно не происходит, а для своего осуществления требует под¬
ведения к контакту взаимодействующих фаз определенной энер¬
гии, а именно энергии активации.
Рассмотрим схему, поясняющую переход системы из одного
устойчивого состояния даже с более высоким уровнем энергии
в другое устойчивое состояние с более низкой энергией (рис., 192).
Устойчивое состояние принято изображать потенциальной лункой.
Переход системы атомов поверхности частицы и основы, находя¬
щихся в физическом контакте: происходит из исходного состояния
через активированное состояние в конечное состояние через
активационный барьер £а. Поскольку процесс перехода осуще¬
ствляется под действием тепловой и механической энергии в этом
процессе можно выделить следующие стадии.
602
I
!
I
I
Активированное
состояние
1. Локальное повышение активности поверхности твердой
основы под действием давления от удара частицы. Это давление
за счет упругих искажений решетки и пластической деформации
нагружает межатомные связи и вызывает кажущиеся снижения
активационного барьера £а на величину ЕР. Следует отметить,
что вследствие дефектности кристаллической структуры потен¬
циальная энергия в твердом теле распределена крайне неравно¬
мерно. Поэтому величина Ел для г
каждого элементарного участка кон¬
такта имеет свое значение и в ре¬
альных технологических процессах
нанесения покрытий химическая
стадия контактного взаимодействия
определяется эффективной или ка¬
жущейся энергией активации, явля¬
ющейся некоторой средней вели¬
чиной.
2. Переход в ^активированное со¬
стояние группы атомов за счет внут¬
ренней энергии их колебаний втвер-
шовяое
состояние
Конечное состояние
дом теле, т. е. термическая актива¬
ция £■„.
3. Распад активированного комп¬
лекса, в результате чего образуется
новая атомная группировка. Можно
предположить, что в твердом теле
направление распада контролируется
видом напряженного состояния в об¬
ласти взаимодействия.
Реакционная способность атом¬
ных группировок определяется мгно¬
венными распределениями электрон¬
ной плотности в твердом теле. Пер¬
вичным актом химического превра¬
щения при взаимодействии является
Рис. 192. Условная схема, поясня¬
ющая изменение потенциальной
энергии системы атомов материала
частицы и основы в зоне контакта
при химическом, взаимодействии:
£а —■ энергия активации перехо¬
да из исходного в активированное
состояние; Ер — повышение ис¬
ходного энергетического состояния
системы внешним давлением Р, со¬
ставляющая которого в виде силы f
действует в направлении коорди¬
наты реакции; Ев — часть энерге¬
тического барьера, которая пре¬
одолевается за счет внутренней
тепловой энергии системы (коорди¬
натой реакции называется путь от
исходного к конечному состоянию
реагирующих материалов, который
требует, затраты наименьшего ко¬
личества энергии)
перенос электронов. Только затем происходит перегруппировка
атомов твердого тела и устанавливается энергетически наиболее
выгодный дальний и ближний порядок, который учитывается
в процессе превращения изменением энтропии активации.
Вследствие энергетической неоднородности поверхности кон¬
такта химическое взаимодействие начинается и локализуется
в первую очередь в зонах с наибольшей энергией. Именно в этих
зонах возникают очаги схватывания и процесс соединения ока¬
зывается дискретным. Причины возникновения неоднородности
различны. Как уже отмечалось, это могут быть дефекты кристал¬
лической структуры твердого тела. Большую энергетическую
неоднородность вносит механическая обработка поверхности
основы. На рис, 189 видно преимущественное образование очагов
503
схватывания на следах царапин, появившихся при полировке
поверхности основы, хотя обработка велась до высокого класса
чистоты поверхности. Очень ярко выражена неоднородность, по¬
являющаяся вследствие возникновения волн при ударе частицы
об основу. Волновые процессы в контакте приводят к тому, что
очаги схватывания располагаются по концентрическим окруж¬
ностям.
Исследование контактного взаимодействия частиц при
напылении, а также изучение условий распыления и переноса
материалов на основу приводит к определенным взглядам на фор¬
мирование напыленных покрытий и объясняет их основные свой¬
ства. Теория образования покрытия дает возможность сформули¬
ровать определенные критерии, позволяющие оценивать терми¬
ческие, энергетические и физико-химические условия контактного
взаимодействия частиц, которое приводит к образованию слоя
покрытия и его прочному сцеплению с основой. Эти критерии
позволяют рассматривать с единых позиций и обосновывать как
технологию, так и способу нанесения покрытий- Кроме Того, они
помогают находить оптимальные режимы напыления, а также
«конструировать» покрытия, используя для этой цели материалы
с различными физико-химическими и механическими свойствами.
Такие многокомпонентные покрытия обладают комплексом
свойств которым не отвечают эти материалы в отдельности.
Для применения теории необходимо научиться оценивать все
основные параметры процесса образования покрытия;- скорость
напыляемых частиц и1т и с ее помощью давление Р в зоне соеди¬
нения частиц с основой; температуру в контакте Тк частица —
основа; длительность т физико-химического взаимодействия мате¬
риалов частицы и основы в контакте;-энергию активации £а про¬
цесса образования прочного соединения между частицами и осно¬
вой или между частицами в слое покрытия. Кроме того, необхо¬
димо знать свойства поверхности твердых тел для того, чтобы
уметь ее подготавливать для нанесения покрытия.
Глава II. СТРОЕНИЕ И СВОЙСТВА НАПЫЛЯЕМОЙ ПОВЕРХНОСТИ
1. Поверхность твердого тела
Поверхность твердого тела имеет специфические свойства, отличающиеся от его
объемных свойств. Интенсивное исследование поверхностей твердых тел и явле¬
нии, которые иа них происходят, связано с решением научных и практических
задач таких отраслей техники, как микроэлектроника, химия, особенно каталити¬
ческая химия, тонкопленочная технология н материаловедение, техника нанесе¬
ния покрытий, сварка. Трудно переоценить важность понимания свойств и про¬
цессов, происходящих иа поверхности твердых тел, поскольку в своей практиче¬
ской деятельности человек обычно имеет дело именно с поверхностью твердых
материалов. Кроме того, исследования последних лет показали, что даже такие,
казалось бы, сугубо объемные свойства, как прочность и усталость металлов также
во многом определяются свойствами поверхности исследуемого материала,
604
Поверхность твердого тела представляет собой «обрыв» его объема, она на*
рушает симметрию его структуры и вместе с так называемым приповерхностным
слоем образует особую неравновесную область. Хотя понимание этого важного
факта заложено еще в термодинамических исследованиях Дж. В. Гиббса, си¬
стематическое изучение поверхностей в полной мере стало возможно только при
появлении новых тонких методов исследования, таких как электронография,
сканирующая электронная микроскопия, методы дифракции медленных электро¬
нов, микровесовые методы, электронная эмиссия и другие методы.
Многочисленные работы в СССР и за рубежом показали, что поверхности
присущи разнообразные явления и эффекты, которые отличают ее от объема всего
тела. В науке появился новый раздел физика и химия поверхности.
Любая механическая обработка твердого материала — строжка, резка, аб¬
разивоструйная очистка приводит к возникновению «свежей» поверхности, кото¬
рая отличается неравновесным состоянием. В естественных условиях окружающей
среды переход поверхности в равновесное состояние сопровождается различными
процессами: адсорбцией газов, паров и жидкостей, окислением или образованием
различных твердых пленок, диффузионным проникновением в приповерхностный
слой и объем подложки различных элементов и т. п. На эти явления при эксплуа¬
тации или длительном хранении оказывают влияние внешние факторы: свет, теп¬
ло, различные излучения, магнитные и электрические поля, которые ускоряют,
а иногда и замедляют указанные процессы.
В зависимости от поставленной технической или научной задачи поверхность
твердого материала представляют различными моделями.
Любой атом, или, точнее, ион, расположенный в объеме твердого тела, под¬
вергается симметричному действию сил со стороны других окружающих атомов.
Основным структурным признаком поверхности, а также ее специфическим свой¬
ством является нарушение этой симметрии. Атом на поверхности имеет меньшее,
чем в объеме, число ближайших соседей, и все они расположены по одну сторону.
Потеря симметрии частично компенсируется искажением упаковки атомов вблизи
поверхности твердого тела по сравнению с его объемом. Однако полного вос¬
становления не происходит и поэтому поверхность представляет собой особую
неравновесную область твердого тела, глубина которой может составлять не¬
сколько параметров решетки.
Наиболее простой случай — когда поверхность является «атомарночистой»,
т. е. свободной от молекулярных комплексов, молекул или ионов каких-либо
других веществ. Рассмотрим такую поверхность.
В зависимости от величины и характера искажений поверхности условно под¬
разделяются иа смещенные и перестроенные.
Атомы на «смещенной» поверхности сдвинуты на небольшие расстояния,
связи между ними ие нарушаются и остаются такими же как и в объеме твердого
тела.
Атомы на «перестроенной» поверхности не находятся в положениях, соответ¬
ствующих равновесным позициям в решетке данного кристалла. При этом, связи,
характерные для объема кристалла, могут быть нарушены и заменены специфи¬
ческими поверхностными связями.
Измерения показывают, что смещения, характерные для приповерхностного
слоя, обычно затрагивают пять-шесть атомных слоев, прилегающих к поверх¬
ности.
Возникновение поверхности в металлическом Кристалле существенно влияет
иа распределение свободных электронов в металле. На поверхности происходит
сглаживание электронной плотности. С поверхности начинается эмиссия электро¬
нов, так называемая экзоэлектроиная эмиссия. Удаление электронов с поверх¬
ности вызывает появление положительного заряда в слоях, прилегающих к по¬
верхности. Последнее, в свою очередь, приводит к появлению отрицательного
заряда иа поверхности, т. е. у поверхности образуется двойной заряженный слой.
Характер тепловых колебаний атомов поверхности отличается от колебаний
атомов в объеме твердого тела. Поверхности, необходимые для исследования опи¬
сываемых явлений обычно получают раскалыванием кристаллов в вакууме. Ме¬
тодом дифракции медленных электронов было определено, что у серебра средний
квадрат компоненты амплитуды атомных колебаний перпендикулярных поверх-
505
пости и параллельный ей больше соответствующих значений колебаний в объеме
кристалла. Аналогичные результаты были получены и для других металлов, на¬
пример, меди и никеля. Амолитуда колебания атомов на поверхности может пре¬
вышать амплитуду колебаний в объеме до двух раз.
Для кристаллов с ковалентной связью на поверхности может произойти на¬
рушение симметрии валентных оболочек атомов. В кристалле валентная оболочка
н годится в некотором гибридизированном состоянии, симметрия которого соот¬
ветствует симметрии упаковки атомов в кристалле. Часто симметрия гибридизи-
р ванной валентной оболочки определяет симметрию упаковки атомов, и, следо¬
вательно, симметрию распределения масс и сил взаимодействия атомов, как, на-
гример, в алмазе, кремнии или германии.
Рве. 193. Образование смещенной поверхности 1100} ионного кристалла
В металлах, у которых химическая свизь осуществляется обобществленными
электронами, нарушение симметрии валентных оболочек атомов поверхности
почти не происходит, а нарушение симметрии сил отталкивания между ионами
компенсируется коллективом свободных электронов.
Образование поверхности в ионных кристаллах также практически не ка¬
ру шает симметрии валентных оболочек. Например, валентные оболочки анионов
в N’aCl возмущаются на поверхности лишь в слабой степени. Их искажение огра¬
ничивается эффектом поляризации. Рассмотрим схему новерхиости (100), являю-
щ юся плоскостью спайности ионного кристалла. Такая поверхность состоит из
и нов с симметричными электронными оболочками (рис. 193, а), Из-аа нарушения
си шетрии электростатических -сил, на поверхности, положительные и отрица¬
тельные ионы поляризуются (рис. 193, б). В этом случае минимум поверхностной
э ергии обеспечивается за счет максимальной экранировки ионов Na+, которая
достигается поднятием над поверхностью анионов хлора (рис. 193,.«) и смещением
катионов в сторону поверхности. При этом, симметрия этих сил для поверхност¬
ных катионов приближается к симметрии свойственной объему кристалла. Ис¬
каженные подобным образом пять-шесть приповерхностных слоев существенно
снижают влияние поверхности на более глубокие слои твердого тела.
2. Физическая неоднородность
Идеальный кристалл можно представить в виде бесконечно протяженной трехмер¬
ной системы точек, для однородности которой необходимо, чтобы элементарные
ячейки пространственной решетки были расположены строго упорядоченно.
Расположение узлов в решетке может иметь симметрию любой из 230 простран¬
ственных групп. Неидеальный кристалл отличается различного рода отклонения¬
ми от точной периодичности идеального. Обычно различают отклонения в виде
точечных в линейных дефектов.
Точечные дефекты могут возникать в результате диффузии атомов из объема
на поверхность кристалла. В этом случае в решетке образуются свободные узло¬
вые объемы — вакансии. Такие дефекты называются дефектами Шоттки. Из
положения равновесия атомы могут перемещаться в междоузлия решетки, остав¬
ляя свои места вакантными. Такие дефекты называют дефектами Френкеля.
В твердом теле могут также существовать отклонения от параллельности от¬
дельных структурных элементов и плоскостей кристаллической решетки. Такие
отклонения вызывают появление дислокаций. Возможны два предельных вида
дислокаций: краевая и винтовая. Путем сочетания этих двух видов можно пред¬
ставить любую конкретную дислокацию.
о
В
506
Если в часть объема монокристталла вставить лишнюю атомную плоскость,
то искажение монокристалла будет сосредоточено у края введенной плоскости.
Под краевой дислокацией понимают линию искажения, которая проходит по краю
лишней атомной плоскости. Поэтому дислокация представляет собой линейный
дефект в отличие от точечных дефектов. Область вблизи дислокационной линии,
где искажения решетки наиболее велики, называют ядром дислокации.
Возьмем монокристалл и разрежем его на некоторую глубину. Сдвинем, одну
часть монокристалла относительно другой его» части вдоль плоскости разреза на
один параметр решетки. Линия искажений, идущая вдоль края разреза,называется
винтовой дислокацией.
Точечные и линейные дефекты
имеются на любой реальной поверх¬
ности твердого тела. При нанесении
покрытий взаимодействие начи¬
нается в первую очередь на дефек¬
тах поверхности, поскольку распо¬
ложенные вблизи них атомы выве¬
дены из равновесных, устойчивых
положений и обладают высокой по¬
тенциальной энергией и, следова¬
тельно, химически более активны.
В атомных масштабах поверх¬
ность реального кристалла является
шероховатой. На ней под дей¬
ствием теплового движения атомов
постоянно образуются ступеньки
и другие дефекты. Рассмотрим мо¬
дель, иллюстрирующую характер¬
ные положения атомов на по¬
верхности простейшей, а именно
кубической решетки (рис. 194). На
такой поверхности атомы могут
находиться в следующих положе¬
ниях: на полностью заполненном крае 1\ в вершине угла X; на целиком заполнен¬
ной поверхности 3; на незаполненном крае 4\ в вершине незаполненного угла 5;
на ступеньке 6; и на поверхности 7. Из всех положений атома наиболее интересно
и важно для практики полукристаллическое положение 1/2, наиболее часто встре¬
чающееся при постепенном выращивании кристалла и вакуумном нанесении по¬
крытий. Особенностью такого положения атома является то, что поверхностная
энергия кристалла не меняется вне зависимости от его присоединении или уда¬
ления с поверхности. Действительно, из схемы видно, что количество граней,
выходящих на поиерхность кристалла, от такой операции не меняется.
Силы связи, которые действуют на атом со стороны соседних атомов, очень
зависят от его положения на поверхности кристалла. Для металлов и соединений
с ковалентной связью с достаточной для практики точностью можно считать, что
силы связи между атомами носят линейный характер. Поэтому, если энергию
связи ближайших соседей и соседей, следующих за ними, обозначить соответствен¬
но Е\ и Ег (где Ег « 0,l£i), то полная энергия связи для атома или иона внутри
кристалла, например, для кубической кристаллической решетки, может быть
представлена в виде £ = 6£j + 12£2. Естественно, атомы, находящиеся на по¬
верхности твердого тела, будут иметь меньшую энергию связи. В зависимости от
положения атома ее величина будет уменьшаться в следующем порядке:
Е (3) > Е (1) > Е (1/2) > Е (2) > Е (6) > Е (7) > Е (4) > Е (5.).
Из схемы поверхности кристалла легко можно подсчитать величину энергии
атомов в различных положениях: '
Е (I) = 4£х + 5£У, Е (2) = 3Е% + ЗЕ2\ Е (3) = ЪЕг + 8Е2; В (4) =
=» Ei -f- ЗНа»
Рис. 194. Схема возможных характерных по¬
ложений атомов и выход дефектов на поверх¬
ность кристалла с кубической решеткой (мо¬
дель Косселя и Сгранского): £, — энергия
связи по поверхности между кубами; £г —
энергия связи по граням куба
507
Е (5) = Ei + 2£а; Е (6) = 2Е, + 6£а; Е (7) = Ех + 4£а; Е (1/2) =
— 3Е\ 6£а.
Реальная металлическая поверхность дополнительно имеет большое число
дефектов других типов. К ним в первую очередь относятся дефекты, возникающие
в местах выхода дислокаций и следов границ зерен. Экспериментально выход
д слокацнн обнаруживают в виде фигур травления или фигур испарения, возии-
к к5щих в результате обработки поверхности в специальных средах. Следы выхода
1раннц имеют вид канавки иа поверхности кристалла. На рис. 194 показан выход
i поверхность кристалла вакансии 8, краевой дислокации 9 и винтовой дисло¬
кации 10. Видно, что винтовая дислокация, вышедшая из объема кристалла на его
поверхность, имеет вид ступеньки.
Состояние реальных поверхностей твердых материалов в значительной мере
о ределяется также их происхождением. Большинство металлических поверхно¬
стен получают путем механической обработки. Поэтому даже после тщательной
д водкн, например полировки тонкими абразивами, поверхностный слой металла
оказывается сильно искаженным и наклепанным, что проявляется в виде выхода
большого количества дефектов на его поверхность. Строение поверхностного слоя
счематически можно представить следующим образом: неповрежденная основа;
и •реходная зона; зона ориентированных кристаллов с величиной зерна меньшей,
чем у основы; Зона мелких неориентированных кристаллов; окисная пленка и рас¬
положенные иа ней адсорбированные газы. Толщина такого слоя зависит от при-
р ды металла и условий его обработки, но редко составляет менее 50 мкм. Осо-
б ино возрастает количество дефектов поверхности при абразивноструйной об¬
мотке, которую широко применяют для подготовки поверхностей изделий под
» крытия.
3. Химическая неоднородность
Применяемые в технике вещества и материалы даже очень чистые, всегда содержат
некоторое количество чужеродных атомов. Эти примесные атомы, оказываясь на
поверхности, играют роль химических дефектов. Элемент, присутствующий в ме¬
талле в небольших количествах, часто может концентрироватья на поверхности,
оказывая тем самым влияние и на ее состояние, и на ее энергию. Особенно велика
роль химических дефектов в процессах окисления металлов. Поскольку пере¬
стройка поверхрости и приповерхностного слоя металла не ведет к полной потере
ее химической активности, то в атмосферных условиях металлы быстро покры¬
ваются тонким слоем окислов.
Блеск, присущий металлической поверхности ие исчезает вплоть до толщины
пленки, равной 10 нм. Оксидная пленка на «свежей» металлической поверхности
образуется при обычной температуре в течение нескольких часов, а иногда и дней.
Помещение металла в довольно глубокий вакуум (133,3-10” S 133,3-10"6 Па) не
устраняет окисления, а лишь его замедляет.
Только благородные металлы — золото, платина, серебро ие имеют иа поверх¬
ности окисных пленок при обычных температурах. Оии покрыты так называе¬
мым комплексом адсорбции кислорода. Комплекс адсорбции отличается от оксида
структурой и прочностью химических связей и может быть полностью удален на¬
греванием твердого тела.
К химическим несовершенствам поверхности можно отнести и присутствие
органических веществ (жиров). На тщательно очищенной поверхности металла
скорость возннкновеиия мономолекулярного слоя жирной кислоты очень велика.
Слои жирной кислоты сильно влияют на протекание реакций на поверхности и
затрудняют такне технологические операции, как нанесение покрытии, сварка,
склеивание. Поэтому жировые загрязнения в первую очередь подлежат тщатель¬
ному удалению.
4. Поверхностная энергия
Энергия, которая необходима для образования единицы площади новой поверх¬
ности, называется поверхностной энергией или энергией поверхности раздела. Рас¬
смотрим поверхностную энергию твердого тела, граничающего с газом.
508
Примем модель структуры твердого тела, в которой атомы (или ионы) пред¬
ставлены в виде Жестких шаров. Расположение этих шаров друг относительно
друга может быть различным в зависимости от способа размещения атомов в ре¬
шетке данного твердого тела.
В твердых кристаллических материалах расположение атомов или молекул
представляет периодически повторяющуюся в трех измерениях структуру. По¬
рядок, свойственный расположению атомов твердого тела, часто приводит и сим¬
метрии его наружной формы, особенно если кристаллы выращены в специальных
условиях. Например, порошки металлов и соединений, полученные восстановле¬
нием или конденсацией из паровой фазы, обычно имеют четкую огранку.
У большинства химических соединений, которые используют в качестве по¬
крытий (оксиды, карбиды, нитриды, бориды), кристаллические структуры очень
сложные. Поэтому рассмотрим основные геометрические соотношения и свойства
кристаллических структур на металлах, которые имеют более простое строение.
Рис. 195. Расположение
атомных цевтров в простой
кубической решетке (ПК)
Рнс. 196. Схема распо¬
ложения атомов в кри¬
сталле с гексагональной
плотноупакованной
структурой (ГПУ)
Рис. 197. Схема расположе¬
ния атомных центров в гра»
нецеитрированной кубиче¬
ской решетке (ГЦК)
Самая несложная структура (рис. 195) — это простая кубическая (ПК).
В элементарном кубе такой структуры атомы расположены только в вершинах
куба. Поэтому атомы касаются друг друга вдоль ребер куба. Эта структура имеет
неплотную упаковку. Каждый атом имеет всего 6 ближайших соседей. Такая
структура встречается очень редко — только у одного элемента полония. Однако
она представляет интерес потому, что с ее помощью можно упростить многие по-
луколичественные расчеты и сделать простейшие теоретические выводы. Кроме
того, некоторые более сложные кристаллические структуры можно представить
как набор вставленных друг в друга простых кубических подрешеток. Например,
ОЦК решетку можно рассматривать как систему из двух одинаковых простых
кубических решеток, причем в одной из них атомы находятся в вершинах кубов,
а другая содержит центральные атомы.
У металлов часто встречается гексагональная плотноупакованная (ГПУ)
структура (рис. 196). Она возникает при складывании плотноупакованных пло¬
скостей в простой последовательности: две плотиоупакованные плоскости сопри¬
касаются друг с другом таким образом, что каждый атом одной плоскости поме¬
щается в углубление между тремя атомами соседней плоскости. Эта структура
называется плотноупакованной потому, что она обладает максимальной плот¬
ностью упаковки, возможной для жестких шаров. Каждый шар окружен 12 бли¬
жайшими соседями: 6 находятся в той же плоскости, 3 — в верхней плоскости
и 3 — в нижней плоскости. Расстояние а между центрами соседних атомов назы¬
вается атомным диаметром.
В гранецентрированной кубической (ГЦК) решетке атомы (рис. 197) занимают
все вершины куба и центр каждой грани. Атомы касаются Друг друга вдоль диа¬
гоналей граней. ГЦК структура также плотноупакованная — каждый атом имеет
12 ближайших соседей.
Методы укладки плотноупакованных плоскостей, приводящие к построению
кристаллических структур ГПУ и ГЦК, практически исчерпывают вее простец-
509
шис способы укладки. Одиако многие материалы имеют структуры, которые обра¬
зуются не нз плотноупакованиых плоскостей. Одна из таких структур (рис. 198)
объемноцентрированный куб (ОЦК). Такая элемен¬
тарная ячейка представляет собой куб с атомами в каж¬
дой вершине и в центре куба. Структура не имеет плот¬
ной упаковки, поскольку каждый атом окружен 8 Сосе¬
дями. Соприкосновение атомов происходит вдоль диа¬
гоналей куба.
Все химические соединения имеют другие более
сложные структуры. Многие из иих представляют ком¬
бинации одной из только что рассмотренных основных
кубических структур. В этих комбинациях одна ре¬
шетка проникает внутрь другой. Например, структура
алмаза представляет собой сочетание двух ГЦК под¬
решеток, вставленных друг в друга и является не-
плотиоупакованной, так как каждый атом окружен
только четырьмя ближайшими соседями.
Практический интерес для исследователей представляют следующие харак¬
теристики атомного строения: 1) координационное число, т. е. количество ближай¬
ших соседних атомов; 2) атомный радиус, являющийся половиной расстояния
между ближайшими сеседями в кристалле (это расстояние дается в долях ребра
куба а); 3) относительная плотность упаковки, представляющая отношение объ¬
ема, занятого сферическими атомами, к объему, который занят структурой:
Рис. 198. Схема располо¬
жения атомных центров
в объемночентрирован-
но н>бцческой решетке
(ОЦК)
Тип структуры , . .
Координационное число ....... -.
Атомный радиус
Количество атомов в элементарном кубе
Плотность упаковки
Число атомов во второй координацион¬
ной сфере
ПК
ОЦК
ГЦК
Решетка
алмаза
6
8
12
4
а/2
аУ 3/4
аУШ
аУт
1
2
4
8
я/6
пУШЬ
пут
л]/з7ш
12
6
6
12
В силу того, что у атомов иа поверхности отсутствуют соседи, с одной стороны
их энергия больше, чем у атомов внутри решетки. Избыток энергии атомов на
поверхности называется поверхностной энергией, или поверхностным натяжением.
Поверхностная энергия играет большую роль в процессе нанесения покры¬
тий. Поверхностная энергия твердой кристаллической основы, на которую на¬
носят -покрытия, отличается анизотропией. Она определяется расположением
атомов иэ гранях кристаллов на поверхности, которое неодинаково для граней
с различными индексами. Полная поверхностная энергия кристалла определяется
сум юй поверхностных энергий всех его граней.
Теоретическое и экспериментальное определение величины поверхностной
энергии — сложная задача. В теоретических работах при определении поверх¬
ностного натяжения металлов рассматривают либо электронный газ иа поверх¬
ности металла, либо ионную систему металла. Электронные концепции разви¬
ваются в основном советской школой физиков. Несмотря на то, что в них ие учи¬
тываются те свойства металлов, которые связаны с поведением ионов, эти теории
в ряде случаев дают хорошие результаты, В равной мере и концепции, прини¬
мающие во внимание только образуемую ионами кристаллическую решетку,
страдают односторонностью подхода.
Сравнение расчетных и экспериментальных значений показывает, что наи¬
более достоверные результаты дает определение ее через уравнения, связываю1
щие теплоту сублимации с ближним порядком в кристалле. Эта теория приме¬
нима в наибольшей степени для оценки поверхностной энергии металлов и окси¬
дов.
Мерой сил межатомного сцепления твердого тела может служить энергия
связи или, что то же самое, энергия атомизации Es. Энергия связи — это энергия,
требуемая для разделения твердого тела иа нейтральные атомы. Для металлов Es
510
принято считать равным теплоте сублимации металла АНг. Величину Ег обычно
находят расчетом, исходя из ряда полуэмпирических зависимостей, н эти данные
можно найти в справочной литературе по термодинамическим свойствам веществ.
Рассмотрим кристалл с координационным числом Z. Количество двойных
связей в кристалле, содержащем N атомов, равно 1/2 ZN. Так как межатомные
силы действуют на коротком расстоянии, можно предположить, что поверхност¬
ная энергия возникает благодаря связям между ближайшими соседями. Следо¬
вательно, энергия единичной межатомной связи Ei равна теплоте сублимации
АНа, разделенной на общее количество связей
£i =
A Hs
IftZN *
Рассмотрим кристаллы с ГЦК решеткой. Пусть поверхность скола кристалла
образует плоскость (111). Каждый атом на плоскости (111) связан с шестью со¬
седними атомами на этой плоскости,тремя атомами нижней плоскости и стремя
атомами на верхней плоскости. Поэтому при образовании поверхности разры¬
ваются по три связи у каждого атома. Однако при раскалывании образуются две
поверхности, так что число разорванных связей на каждый атом равно 3/2. Та¬
ким образом, для образования поверхности иа каждый атом необходимо затратить
энергию:
3 3Atfs-2 ДЯ8
2 Ll~ 2-12N ~ 4N *
Если на плоскости (111) имеется Na атомов на 1 см2, то получим поверхност¬
ную энергию:
ДЯ4Я0 _ ДЯ8-1016
° 4N ^ 4-6,02-102®'
Для типичных атомов с диаметром около 0,3 нм величина составляет 1015
иа 1 см2. Отсюда, например, для серебра, золота и меди о составляет соответствен¬
но 1,14, 1,55 и 1,38 Дж/м2, что удовлетворительно совпадает с эксперименталь¬
ными данными.
При кристаллизации и при полиморфных превращениях в твердом состоянии,
т. е. когда происходит упорядочение или перестроение решетки металла, а изме¬
няется скачком. Необходимо уметь правильно оценивать величину этого изме¬
нения.
Для грубых оценок можно принимать, что при затвердевании поверхностная
энергия отв увеличивается примерно от 1,10ж до 1,3аж. Связь между этими ве¬
личинами выражается следующей зависимостью:
где Ytb и Уж — плотность металла в твердом и жидком состояниях соответственно;
ДЯ4 и Яж — теплоты сублимации и испарения. Используя типичные значения
указанных величин, можно получить из Этого выражения, что отв « 1,1сгж.
Более строго поверхностную энергию твердого тела можно иайти теоретиче¬
ски из расчета энергии, необходимой для его разделения плоскостью на две части.
При этом только необходимо учесть смещение атомов, О котором мы ранее гово¬
рили, на образовавшихся поверхностях в новые положения, соответствующие
минимуму энергии.
Для ковалентного кристалла, обладающего жесткой направленной связью,
поверхностную энергию можно определить, подсчитав число связей, которые
необходимо разорвать иа дайной кристаллической плоскости для образования
1 см2 поверхности и энергии которых можно определить по теплоте образования
твердого тела.
Поверхностную энергию ионного кристалла определить сложнее, так как
для него характерно намного большее смещение поверхностных атомов, чем для
иеиоиных кристаллов.
511
Поверхностная энергия — важная характеристика, от которой зависит про¬
текание многих процессов. Она определяет смачивание и адгезию ма¬
териалов в жидкофазных процессах, таких как наплавка, пайка, оплавление по¬
крытий и их пропитка расплавами. От поверхностной энергии зависят прочность
сцепления, зарождение и рост покрытия при его нанесении вакуумными методами.
Она определяет вероятность образования зародышей новой фазы при фазовых
переходах в химических реакциях и при кристаллизации. При росте кристаллов
вероятность образования зародышей зависит от того, могут ли зародыши увели¬
чиваться до критических размеров, а их росту препятствует, главным образом,
общее увеличение свободной энергии за счет поверхностной энергии возникающих
и растущих зародышей.
Смачиваемость твердого тела характеризуется краевым углом смачивания,
который определяется широко известными термодинамическими уравнениями,
включающими поверхностные энергии и энергию поверхности раздела твердой
и жидкой фаз. Самопроизвольное растекание жидкости по поверхности твердого
тела обусловлено уменьшением свободной энергии. Оно происходит тогда, когда
величина поверхностной энергии твердого тела превышает сумму поверхностной
энергии жидкости и энергии поверхностного раздела -между твердым телом и
жидкостью.
5. Адсорбция
Адсорбция (от латинского ad — иа и sorbeo — поглощаю) — это способность
твердого тела (адсорбента) удерживать на своей поверхности атомы н молекулы
другого вещества (адсорбата), приводящая к его аномально высокой концентра¬
ции на этой поверхности. Адсорбция происходит под действием некомпенсирован¬
ных сил межатомного взаимодействия в поверхностном слое адсорбента, которые
притягивают молекулы адсорбата из приповерхностной области. Адсорбция
уменьшает поверхностную энергию адсорбента и является начальной стадией про¬
цесса взаимодействия между твердым веществом и газом.
В среднем на 1 см2 чистой металлической поверхности приходится около L01*
адсорбционных позиций. Из кинетической теории газов следует, что при давлении
133,3-10“® Па и температуре 20 °С чистая металлическая поверхность покроется
моиомолекулярным слоем адсорбированного газа приблизительно через 2 с. По¬
скольку частота соударений молекул газа с поверхностью пропорциональна его
давлению для сохранения чистой поверхности остаточное давление не должно пре¬
вышать 133,3-ИГ8— 133,3-10"° Па. Только с применением сверхвысоковакуум¬
ной техники появилась возможность исследовать чистые металлические поверх¬
ности и их начальные стадии взаимодействия с газом. Все данные, полученные и
опубликованные в литературе ранее, были проверены на металлах либо с загряз¬
ненной адсорбированным газом поверхностью, либо покрытых тонким слоем
оксидной пленки еще до начала опытов.
Принято различать физическую и химическую адсорбцию, хотя, несомненно,
существует много промежуточных видов взаимодействия молекул с поверхностью
твердого тела. При физической адсорбции адсорбированный слой связан с поверх¬
ностью твердого тела силами Ван-дер-Ваальса, а при химической адсорбции (со¬
кращенно хемосорбции) — силами химических сил связи, которые возникают
в результате химического взаимодействия адсорбата с поверхностью твердого ад¬
сорбента. Таким образом, в процессе хемосорбции происходит перенос электро¬
нов. Существует ряд признаков, по которым принято отличать химическую ад¬
сорбцию от физической, хотя не всегда можно провести четкое различие между
ними.
Обычным критерием служит различие в теплоте адсорбции. Теплота физи¬
ческой адсорбции, как правило, не превосходит 42 кДж/м2. Поскольку хими¬
ческие связи прочнее, теплота хемосорбции составляет много большую величину
и в отдельных случаях достигает и превосходит 420 кДж/м2. Одиако встречаются
случаи, когда теплота хемосорбции — есть величина того же порядка, что и
теплота физической адсорбции и тогда по результатам измерения теплоты ад¬
сорбции трудно установить природу изучаемого процесса,
Б12
Физическая адсорбция обратима, хемосорбция в большинстве случаев бы¬
вает необратимой.
Физическая адсорбция является неактивируемым процессом и протекает
почти мгновенно, как только молекулы газа соударяются с твердой поверх¬
ностью. При хемосорбции реакция может протекать медленно, поскольку свя¬
зана с определенной энергией активации.Поэтому хемосорбцию иногда называют
активированной адсорбцией. Однако при взаимодействии газов с чистыми метал¬
лическими поверхностями наблюдается очень быстрая хемосорбция. В этих усло¬
виях связи атомов на поверхности металла не насыщены и хемосорбция протекает
без заметной энергии активации.
Еще одним отличием хемосорбции является ее зависимость от кристалло¬
графической ориентации зерен, наличия дефектов, кромок и т. п. иа поверх¬
ности адсорбата. Она начинается и преимущественно развивается иа «активных»
местах и участках поверхности.
При уменьшении давления газа физическая
адсорбция уменьшается. Хемосорбция менее
чувствительна к давлению. Кроме того, принято
считать, что хемосорбция происходит только до
тех пор, пока вся поверхность не покроется мо-
номолекулярным слоем адсорбата. Физическая
адсорбция может происходить на всех поверх¬
ностях и приводить к образованию многомоле-
куляриых слоев.
При повышении температуры физическая ад¬
сорбция может переходить в хемосорбцию. Для
этого необходимо, чтобы тепловая энергия
превышала энергию активации процесса хемо¬
сорбции. Схематически адсорбцию газа на по¬
верхности твердого тела при постоянном дав¬
лении и переход от физической адсорбций к хе¬
мосорбции можно представить следующим образом (рис. 199). При низких тем¬
пературах изобара 1 описывает физическую адсорбцию, при которой количество
адсорбированного газа уменьшается с ростом температуры. При дальнейшем
увеличении температуры количество адсорбированного газа увеличивается 2,
что происходит вследствие начала хемосорбции. Затем поверхность заполняется
адсорбатом и количество поглощаемого газа снова начинает снижаться 3. Ад¬
сорбция в области 1 обратима, а в области 2 необратима, при охлаждении про¬
цесс переходит из области 3 в область 4. Количество адсорбированного вещества
зависит от давления (т. е. от его концентрации) и температуры. При постоянной
температуре чем выше давление, нли концентрация адсорбируемого вещества,
тем большее его количество адсорбируется на поверхности твердого тела. Когда
адсорбент находится в соприкосновении с газом, то количество адсорбированного
вещества возрастает, а концентрация окружающих его молекул убывает до тех
пор, пока скорость десорбции не станет равной адсорбции, т. е. пока ие уста-
иовитси адсорбционное равновесие. Равновесие можно сдвинуть. Например,
если увеличить давление (или концентрацию) газа, то количество адсорбирован¬
ного вещества возрастает до нового равновесного значения. Если же давление
уменьшить, то адсорбент будет выделять адсорбированное вещество до тех пор,
пока вновь не установится адсорбционное равновесие. Смещение равновесия
используют в технологии покрытий для очистки поверхности изделия перед
нанесением покрытий. Для очистки поверхности давление понижают, т. е. соз¬
дают вакуум, а изделие подогревают. В настоящее время в специальной аппара¬
туре получают вакуум 133,3-10"®—133,3-10" ц Па. В технике нанесения покрытий
обычно применяется вакуум 133,3-10"4—133,3-10-6 Па.
Адсорбцию изучают, исследуя зависимость между количеством адсорбиро¬
ванного газа и давлением при постоянной температуре. По форме полученной
изотермы адсорбции судят о ее характере. На рнс. 200, а представлена изотерма
адсорбции Лэнгмюра с насыщением, которое происходит при образовании моно-
молекулярного слоя на поверхности твердого тела. Для многослойной адсорбции
характерна изотерма другого вида (рис. 200, б). Изотермы такого вида харак-
17 В. Н. Анциферов и др. 513
Рис. 199. Зависимость измене¬
ния количества адсорбирован¬
ного газа при постоянном давле¬
нии от температуры
терны, главным образом, при физической адсорбции. Встречаются и другие типы
изотерм, но представленные два типа наиболее характерны.
Обычно строят график зависимости объема V вещества, адсорбированного
на 1 г адсорбента, от отношения Р1Ре, где Р0 — давление насыщающего пара
адсорбируемого вещества при температуре эксперимента; Р— текущее давление.
Упрощенная модель адсорбции была предложена Лэнгмюром. Уравнение
Ленгмюра широко применяют для интерпретации данных по адсорбции, по¬
скольку его легко вывести и понять.
Вывод уравнения Лэнгмюра основан на
ряде допущений. Предполагается, что иск
верхиость твердого тела состоит из элемен¬
тарных участков, на каждом из которых
может адсорбироваться лишь одна молекула
газа. Эти элементарные участки эквивалентны
друг другу по адсорбционной способности
и закрепление молекулы на одном из уча¬
стков ие влияет на свойства соседних уча¬
стков. При наступлении адсорбционного
равновесия скорость испарения -адсорби¬
рованного газа равна скорости его конден¬
сации.
Из кинетической теории газа следует, что скорость испарения с частично
заполненной поверхности пропорциональна площади поверхности F, покрытой
адсорбированным газом. Поэтому, если через v обозначить скорость испарения
с полностью занятой атомами адсорбата поверхности, то скорость испарения
с поверхности частично занятой атомами составит vF. Скорость адсорбции моле?
кул на поверхности адсорбента пропорциональна доле незанятой поверхности
(1 — F) н давлению газа Р. При равновесии имеем
vF = k (1 — F) Р
иля
Рис. 200. Изотермы адсорбции (тоя-
ка Л1 — перегиб иа изотерме)
- kP (kfv) Р
V + kP ~ 1 + (kjv) Р '
где k — константа для определенной температуры, которая учитывает, что не
каждая ударяющаяся о везанятый участок поверхности молекула газа обладает
энергией, необходимой для закрепления на нем.
Так как объем адсорбированного газа V пропорционален F, то последвее
уравнение можно переписать в виде
К =
аЬР
1 +аР
9
где а = klv\ Ь — константа.
Из уравнения Лэнгмюра следует, что при низких давлениях, когда аР < 1,
объем адсорбированного газа прямо пропорционален давлению Р. По мере роста
давления объем адсорбированного вещества увеличивается и асимптотически
приближается к величине Ь, что соответствует условию приближения к полному
заполнению поверхности атомами адсорбата, т. е. к образованию монослоя.
Константы а и b находят графически, стро#( зависимости UV от 1/Р, так как
_L 1 ■ 1
V ~ Ь аЬР '
Если изотерма имеет вид изображенный на (рис. 200, б), то она описывает
образование нескольких атомарных слоев на поверхности твердого тела. Такой
тип изотермы наблюдается при физической адсорбции. Для многослойной адсорб¬
ции Бруиауэр, Эммет и Теллер вывели уравнение изотермы адсорбции БЭТ.
Уравнение изотермы многослойной адсорбции БЭТ выводится иа основе уравне¬
ния Лэнгмюра с теми же допущениями. Предполагается, что уравнение Лэиг-
Б14
мюра применимо к каждому последующему слою и, что энергия адсорбции, опре-
делающая величину константы к, равна теплоте испарения жидкого адсорбата
для всех слоев выше первого. В простейшей форме уравнение БЭТ записывается
в следующем виде:
V сх
I'm ~ (1 —•*)[!+ (с— I) •*] ’
где х = P//V, Рц — давление насыщающего пара при температуре адсорбции;
Р — фактическое давление; У/Ум — отношение общего объема адсорбированного
газа к объему моиослоя Ум, когда ои покрыл всю поверхность адсорбента; с —
константа при данной температуре.
Уравнению БЭТ можно придать и другой вид:
Р 1 (с+1 )Р
V(PB-P) V„c+ V мсР 0 '
В соответствии с записью в таком виде зависимость
от Р/Рв
V(P о-Р)
на графике дает прямую линию с наклоном (с — 1 и отрезком \IVUс. .
Площадь, занятую одной молекулой адсорбированного вещества на поверх¬
ности, можно вычислить, исходя из плотности ожиженного вещества. Например,
площадь, занятая молекулами азота при —195 °С, равна 1,62 им2 в предположе¬
нии, что молекулы имеют сфериче¬
скую форму н соприкасаются друг
с другом в жидкости. Из измеренного
значения Ум вычисляют площадь по¬
верхности адсорбента.
Уравнение БЭТ применяется при
определении истинной площади по¬
верхности порошков, покрытий, пори¬
стых тел, а также других твердых ма¬
териалов с труднодоступной поверх¬
ностью. Для определения поверхности
обычно исследуется адсорбция инерт¬
ных газов и по перегибу на изотерме
адсорбции (см. рнс. 200, б, точка М)
находят заполнение поверхностн мо¬
нослоем адсорбата.
В последующих теоретических
работах эта модель была усовершен¬
ствована. Одним из недостатков мо¬
дели БЭТ, так же как и модели Лэиг-
мюра, является то, что в ней не
учтена энергетическая неоднородность и соответственно неэквивалентность
в отношении адсорбционной способности различных участков поверхностн.
На поверхностн реального твердого тела этим участкам соответствуют раз¬
личные теплоты адсорбции. Отсюда также следует, что по мере заполнения
поверхности адсорбатом теплота адсорбции уменьшается, поскольку процесс
протекает на все менее активных участках поверхности.
Переход от физической к химической адсорбции можно проиллюстрировать
на основе схематической диаграммы потенциальной энергии рассматриваемой
системы (рис. 201). Популярное описание явления адсорбция — десорбция было
предложено Лениардом — Джонсом. Это описание в дальнейшем было исполь¬
зовано для трактовки начальной стадии образования прочного соединения при
твердофазной сварке, а также оказалось очень полезным для понимания процесса
образования прочного сцепления с основой покрытий, нанесенных газотермиче¬
ским напылением.
Проследим в зависимости от расстояния изменение энергии системы, со¬
стоящей из металлической поверхности и адсорбирующихси на ней атомов в виде
Рис. 201. Изменение потенциальной энер*
гии системы при физической и химиче*
ской адсорбции
17*
515
молекулы, например, кислорода 02, Диаграмма (рис. 201) Дает качественное
представление об изменении энергии системы при адсорбции. Точка Мх соответ¬
ствует положению стабильного равновесия атома с энергией химической связи qx,
фиксированного на расстоянии Rx от поверхности после диссоциации молекулы
газа. Точка Мр соответствует положению стабильного равновесия недиссоцииро-
ваиной молекулы с энергией физической связи qp на расстоянии Rp от поверх¬
ности. Из диаграммы видно, что дли перехода от состояния физической адсорб¬
ции с энергией илн теплотой адсорбции qp к более стабильному состоянию хими¬
ческой адсорбции С энергией qx, т. е. с разницей энергии qx — <7F, необходимо
преодолеть энергетический барьер высотой Еа. Величина Ег есть энергия актива¬
ции химической адсорбции газа иа поверхности твердого тела.
Для того чтобы от физической адсорбции Мр молекула газа перешла в со¬
стояние хемосорбции Мх, ей необходимо сообщить дополнительную энергию,
достаточную для достижения уровня точки В. На этом уровне молекула диссо¬
циирует (пунктирная кривая) на атомы, которые хемосорбируются поверхностью
твердого тела. Таким образом, для перехода от физического К химическому
взаимодействию при разнице в энергиях связи qx — qp необходимо преодолеть
энергетический барьер высотой Ег.
Энергию активации десорбции также можно определить из диаграммы потен¬
циальной энергии адсорбент — адсорбируемое вещество. Эта энергия активации
определяется разностью энергий в точках Мх и В.
Типичным примером взаимодействия газа с поверхностью твердого тела
является окисление металлов. Для большинства металлов энергия активации
адсорбции кислорода мала. В результате большой стабильности комплекса
адсорбции кислорода на металлах энергия активации десорбции в этом случае
значительно Выше, чем энергия активации адсорбции. Последней часто можно
пренебречь, и тогда энергия активации десорбции становится равной энергии
(теплоте) адсорбции qx. Это заключение дает возможность определять в нервом
приближении теплоту адсорбции кислорода на поверхности металла путем изме¬
рения энергии активации десорбции-
6. Окисление
Свойства металлической поверхности, Покрытой слоем адсорбированного кисло¬
рода, отличаются от свойств поверхности металла, покрытой оксидом. Строение
адсорбированной пленки двумерное, при котором атомы каждого вида имеют
количество соседей, отличающееся от того, которое они имеют в оксидной пленке.
Пленку хемисорбироваиного кислорода необходимо рассматривать как хими¬
ческое вещество с определенной структурой, обладающее определенными термо¬
динамическими константами, способное участвовать н обратимых равновесиях.
Очень важной особенностью этой пленки является то, что она связана с метал¬
лической основой.
Адсорбированная пленка включает в себя ие только атомы адсорбированного
вещества, но и поверхностные атомы металла. Эти атомы связывают твердое тело
с адсорбируемым веществом и находятся поэтому в совершенно ином состоянии,
чем атомы в объеме твердого тела. Со стороны атмосферы пленка покрыта физи¬
чески адсорбированным кислородом.
Химическая связь между кислородом и атомами поверхности металла —
ионная. Передача электронов от металла кислороду при образовании свизи
приводит к появлению отрицательного заряда на пленке и положительного
заряда на ее внутренней поверхности.
Связь между адсорбированным кислородом и металлом значительно сильнее
связи кислорода с металлом в окисле, что еледует из опытов по исследованию
обратимого равновесия адсорбция — десорбция.
Общий вывод, вытекающий из исследований по энергии связи металлов
С кислородом при окислении, состоит в том, что теплота адсорбции уменьшается
с ростом толщины адсорбированного газа. Наиболее прочно связаны с металлом
первые слон окисла. Для практики нанесения покрытий представляют интерес
данные по окислению меди и никеля,
516
Измерение дифференциальной теплоты адсорбции кислорода на меди при
20 °С показало, что в процессе образования первого адсорбированного слоя
Теплота адсорбции резко уменьшается. При числе слоев хемисорбироваиного
кислорода п < 1 происходит неполное покрытие (островковое заполнение) по¬
верхности металла кислородом. Первая площадка у меди находится иа уровне
315 кДж/моль и соответствует теплоте образования оксида Си20 (рис. 202)
Аналогичная зависимость наблюдается при окислении никеля (рис. 203), только
с той разницей по сравнению с медью, что у никеля снижение теплоты адсорбции
распространяется на ряд слоев кислорода. Считают, что при таком распределении
теплоты адсорбции происходит образование первых слоев оксида. Первые слои
оксида находятся вблизи металла и обладают большей энергией связи, чем свЯдь
кислорода в оксиде стехиометрического состава.
Кинетика адсорбции кислорода на чистых металлах показывает, что кан
только металл приводится в соприкосновение с кислородом, происходит мгнб-
вениое закрепление кислорода. Сначала скорость закрепления велика. Затем
Рис. 602. Зависимость дифферен¬
циальной теплоты адсорбции кисло¬
рода д на восстановленной меди прн
25 °С от числа слоев п
Рис. 203. Зависимость дифферен¬
циальной теплоты адсорбции д ки¬
слорода никеля при 25 °С от чйй-
яа п
она уменьшается и через некоторое время процесс Стабилизируется. При по¬
вышении температуры относительное количество мгновенно закрепленного
кислорода по сравнению с общим количеством адсорбируемого кислорода вой;
растает, тогда как период адсорбции (а не мгновенного закрепления) имеет тен¬
денцию к уменьшению.
Вслед за закреплением кислорода, если температура достаточно высока,
на поверхности металла образуется пленка оксида. На меди толщина оксидной
пленки при различной температуре Составляет несколько нанометров.
По современным представлениям образование пленки оксида начинается
и проходит через ряд различных адсорбционных состояний, характерных для
хемосорбции на металлической поверхности. Это было доказано многочислен¬
ными экспериментами с помощью наиболее тонких методов исследования, таких
как автоэлектроинан и автономная микроскопия, дифракция на медленных
электронах, измерение электрического сопротивления пленок, фотоэлектрические
измерения и т. п. Например, для систем W — СО и W = N2 хемосорбция на каж¬
дой грани кристалла может быть подразделена на следующие протекающие по¬
следовательно стадии:
1. Хемосорбция на ненарушенной металлической поверхности.
2. Атомная перегруппировка, при которой поверхностные атомы металла
покидают свои места. Эта стадия может быть названа коррозионной хемосорбцией.
3. Адсорбция дополнительных молекул газа на ионах металла, которые воз¬
никают вследствие процессов перестройки при атомной перегруппировке по п. 2.
Исследования с помощью ионного проектора показали, что стадия атомной
перегруппировки при хемосорбции азота и оксида углерода на вольфраме проис¬
ходит уже при комнатной н даже более низкой температуре.
Схематически появление пленки оксида на поверхности металла из хеми-
сорбированного кислорода (рис. 204, а) можно представить (рис. 204, б) кан
результат перестройки атомов металла н кислорода вблизи поверхности так,
чтобы пространственное распределение этих двух видов атомов было близким
517
к тому, которое наблюдается а оксиде. Перестройка предполагает миграцию на
небольшие расстояния поверхностных атомов металла и атомов кислорода, что
требует значительной энергии активации. При изменении взаимного расположе¬
ния атомов происходит увеличение количества ближайших соседей и для атомов
металла и для атомов кислорода. Структура упорядочивается, уменьшается
асимметричность связей металл — кислород в адсорбированной пленке и этим
самым восстанавливается ионный характер связей, которым они обладают
в оксиде.
Предварительная подготовка напыляемой поверхности имеет решающей
аиачение при любом методе нанесения покрытий как газотермическом, так и ва¬
куумном. Цель подготовки состоит в повышении активности атомов поверхности
А А А / \ /
А А А АА
< X A А X /
ме тк № X )
/\А “ '
а о /х
/<>А/у*>
X X Vc X >
VVV*
Рис. 204. Схема появления пленки оксида иа поверхности металла
для возможности и облегчения их соединении с атомами покрытия. Исходя из
рассмотренных представлений о строении поверхности твердых тел можно вы¬
делить ряд методов активации основы. Химическая активация, благодаря которой
происходит освобождение поверхвости от адсорбированных веществ. Физическая
активация, при которой путем механического воздействия изменяется структура
йриповерхностного слоя и резко увеличивается количество дефектов напыляемой
поверхности. Термическая активация, выполняемая путем предварительного
В сопутствующего напылению иагрева поверхности твердого тела, обеспечивает
энергетические условия, необходимые для преодоления активационного барьера.
Основные методы подготовки поверхности будут рассмотрены дальше.
Глава III. РАСПЫЛЕНИЕ
I. Основные задачи распыления
Для образования покрытия напыляемые частицы должны быть
нагреты и иметь достаточно высокую скорость. В современных
процессах газотермического нанесения покрытий частицы напы¬
ляют в расплавленном или пластичном состоянии. Скорость ча¬
стиц составляет десятки и сотни метров в секунду.
Наиболее просто нагреть частицы можно электрическим дуго¬
вым разрядом или газовым пламенем, а сообщить им скорость
специальным потоком газа, если скорость, полученная от источ¬
ника тепла оказывается недостаточной. В некоторых специальных
случаях, например, для нанесения очень чистых покрытий или
нанесения покрытий в кислородной плазме, применяют безэлек-
тродный высокочастотный разряд.
Исходным материалом для покрытия обычно служит порошок,
иногда также применяют проволоку, стержни или прутки. По¬
этому на первой стадии нанесения покрытия решается задача рас-
518
пиления, т. е. диспергирования, распределения и нагрева вещества
покрытия в газовом потоке. В результате получают двухфазную
струю (или поток), которая состоит из напыляемых частиц (раз¬
мером 10—150 мкм) и нагретого газа. При ударе о поверхность
детали частицы деформируются и, накладываясь друг на друга,
образуют покрытие. Одновременно двухфазный поток нагревает
поверхность детали в зоне напыления. Энергетические характери¬
стики двухфазного потока, количество частиц и их распределение
в потоке регулируется в зависимости от требований технологии.
Свойства покрытия и его равномерное нанесение на поверх¬
ность детали зависят от распределения частиц в потоке как по
массе и скорости, так и по их энергетическому состоянию. Одной
из важнейших задач технологии и аппаратуры для нанесения по¬
крытий является создание двухфазных потоков с заданным рас¬
пределением и энергией частиц.
В процессе напыления в двухфазном потоке происходит взаи¬
модействие между частицами и газом. Вследствие высокой темпе¬
ратуры газа это взаимодействие протекает быстро и в зависимости
от состава газа может вести к образованию новых веществ — ни¬
тридов, оксидов, карбидов и других соединений. Поэтому состав
газа двухфазного потока и его химическая активность являются
важным параметром процесса получения покрытия.
Для нанесения покрытий применяют плазмотроны (дуговые и
высокочастотные), газопламенные горелки, дуговые металлиза-
торы, детонационно-газовые пушки. Главное назначение аппара¬
туры: распыление и распределение частиц в двухфазном потоке,
нагрев частиц и их ускорение, а также создание вокруг частиц
и в зоне напыления определенной газовой атмосферы, которая обе¬
спечивает заданное химическое воздействие, на частицы.
2. Дуговой разряд
Для нанесения покрытий напылением наибольшее применение
нашел электрический дуговой разряд, который характеризуется
большим током и небольшим падением потенциала на катоде.
Этими свойствами дуга отличается от другого вида электрического
разряда—тлеющего. Тлеющий разряд имеет высокое катодное
и общее падение потенциала (сотни и тысячи вольт) при малом
токе. Его применяют при нанесении покрытий конденсацией.
Для нанесения покрытий используют два крайних вида дуго¬
вого разряда. Разряд с большим межэлектродным промежутком,
при котором нагрев и ускорение частиц осуществляется за счет
тепловой и кинетической энергии плазмы столба дуги. Этот метод
называют плазменным напылением и с его помощью наносят по¬
крытия как из электропроводных, так и не электропроводных
материалов в любом виде — проволоки, стержней, порошков.
Другой тип разряда, в котором столб дуги доведен до минималь¬
ных размеров, поскольку электроды непрерывно подаются на¬
519
встречу друг другу, применяют при металлизации. Нагрев и рас*
пыление в этом процессе происходят за счет энергии анодного
и катодного пятна, которые располагают на распыляемой про¬
волоке. Для получения покрытий с неметаллическими включе¬
ниями сердцевину проволоки иногда заполняют порошком.
С целью повышения эффективности нанесения покрытий дугой
ее интенсифицируют, обдувая потоком газа, накладывая на нее
электромагнитные поля или применяя разряды с очень высокой
плотностью тока на электродах. Высокую плотность тока полу¬
чают уменьшением сечения электродов или применением сильно-
точных разрядов.
В дуге можно отчетливо выделить три области прохождения
тока: область прохождения через плазму — столб дуги; область
прохождения через границу между катодом и плазмой и такая же
область, но между анодом и плазмой. Соответственно эти две по¬
следние области называются областью катодного падения напря¬
жения и областью анодного падения напряжения. Процессы в при-
электродиых областях чрезвычайно важны и во многом опреде¬
ляют существование дуги. Однако их размеры малы и зависят от
физических явлений в разряде, поэтому управлять ими достаточно
сложно. Протяженность столба дуги, напротив, может легко ре¬
гулироваться раздвиганием электродов, что и находит применение
при нанесении покрытий.
Электродуговые металлизаторы применяют для нанесения ме¬
таллических покрытий путем распыления проволоки. Дуга пла¬
вит электроды, а расплавленный металл удаляется и распыляется
из зоны плавления потоком газа, направленным вдоль электрод¬
ной проволоки (рис. 205). Электроды подаются навстречу друг
другу специальным механизмом подачи, таким образом, чтобы ком¬
пенсировать их плавление. Скорость подачи электродов устанавли¬
вают в зависимости от режима горения дуги. Ее величина обеспе¬
чивает поддержание определенного зазора между электродами
в зоне горения дуги.
Плавление электродов происходит в основном за счет энергии,
выделяемой дугой в зоне активных пятен. Среднемассовая темпе¬
ратура жидкого металла Т распыляемого струей газа находится
в пределах Тпп <■ Т < Ткш, где Тпл — температура плавления
и Т«на —■ температура кипения металла электродов.
Вид оплавленного электрода после резкого прекращения про¬
цесса распыления путем выключения дуги показывает, что фронт
плавления близок по форме к плоскости, нормаль к которой пере¬
секается с осью электрода под некоторым углом ср (рис. 205). Этот
угол <р может изменяться от О4 до cpmax = 909 — ю/2, где го — угол
скрещивания осей электродов. Изменение режима распыления
приводит к изменению угла наклона фронта плавления! если ско¬
рость подачи электродов постоянна, то увеличение напряжения
дуги приводит к уменьшению угла <р; при увеличении скорости
520
подачи электродов угол ср увеличивается, стремясь к своему пре¬
дельному значению.
В. А. Вахалин показал, что устойчивый процесс распыления
соответствует режимам горения дуги без коротких замыканий и
срывов, т. е. тогда, когда между средней скоростью перемещения
фронта плавления и скоростью подачи электродов устанавливается
динамическое равновесие. При таком режиме газовый поток обес¬
печивает удаление и распыление порции жидкого металла с элек¬
тродов' до их соприкосновения и короткого замыкания. Далее
опять накапливается расплавленный
металл на торце электродов, столб дуги
укорачивается и цикл повторяется.
Наряду с периодическим выбросом
порций металла из межэлектродного
промежутка при металлизации наблю¬
дается также непрерывное струйное
стекание перегретого металла с поверх¬
ности электродов. Оно объясняется
тем, что при сильном перегреве рас¬
плавленного металла силы поверхност¬
ного натяжения в нем убывают и ока¬
зываются недостаточными для удержа¬
ния оплавленного слоя на поверхности
электродов. Под действием струи рас¬
пыляющего газа оплавленный слой
смывается с поверхности электродов и
распыляется. Масса и размеры напыля¬
емых частиц значительно меньше массы
порции металла, удаляемого с элек¬
тродов за один цикл горения дуги.
Так, например, при распылении алю¬
миниевой проволоки диаметром 2 мм при
угле скрещивания электродов со = 30°,
расходе распыляющего воздуха 0,03 м3/с и диаметре воздушного
сопла 7 мм параметры газовой струи таковы, что обеспечивают
удаление из зоны горения дуги за один цикл порции металла мас¬
сой примерно равной 10-6 кг. В то же время средний размер напы¬
ляемых частиц, согласно гранулометрическому анализу, составляет
примерно 100 мкм (что соответствует массе частицы 1,4-10-9 кг).
Максимальный размер частиц, за редким исключением, не превы¬
шает 200 мкм. Таким образом металл, покинувший электроды,
продолжает дробиться под воздействием газодинамических сил
воздушной струи. Причем это диспергирование во многом зависит
от свойств расплавленного металла частицы и в том числе от его
перегрева.
Энергетические затраты на нагрев, плавление и перегрев рас¬
пыляемого металла электродов при дуговой металлизации харак¬
теризуется эффективным КПД нагрева электродной проволоки
521
Рис. 205. Схема плавления и рас¬
пыления электродов при дуго¬
вой металлизации:
1 ■— распыляемые электроды;
2 — дуга; 3 — двухфазный по¬
ток; 4 — направление подачи
электродов со скоростью о; 5 —
распыляющий газ} о, — пер¬
пендикуляр к плоскости плавле¬
ния электрода
tj', представляющим отношение тепловой эффективной мощности,
получаемой электродами q', к мощности электрической дуги
П' =
ш *
(3.1)
где /, U — сила тока и напряжение дуги.
Эксперименты показывают, что эффективный КПД при дуго¬
вой металлизации зависит от напряжения дуги и может колебаться
в широких пределах — от 0,35 до 0,9 (рис. 206). Поскольку при
дуговой металлизации на постоянной силе тока напряжение дуги
П'
т,°с
■ 6, МПа
Рис. 206. Зависимость эффектнв-
еого КПД нагрева электродов
11' от эффективного напряжения
дуги U при дуговой металлиза¬
ции: / — распыление алюминия
А99; 2 — распыление стали
Св'ОбА; S — распыление цинка
Ц-1
Ртас. 207, Зависимость среднемассовой темпера¬
туры Т напыляемых частиц алюминия и проч¬
ности сцепления о покрытия с алюминиевой
литой основой от мощности дуги W = IU
U изменяется вследствие цикличности распыления, на оси абсцисс
приведена величина эффективного напряжения U, полученная
усреднением его значения за период горения дуги.
Увеличение длины дуги, которое приводит к росту напряжения
дуги, резко снижает эффективность нагрева электродов. Напри¬
мер, при распылении цинка tj' составляет 0,9 при напряжении
20 В, в то время как при напряжении 60 В КПД понижается до
0,4. Измерения показывают, что сумма анодного и катодного паде¬
ния напряжения в этом процессе составляет 19,09—19,99 В. Таким
образом, при уменьшении длины дуги основным источником на¬
грева электродов становятся активные пятна дуги, использова¬
ние которых повышает эффективность распыления.
Из энергетического баланса плавления электродов при дуговой
металлизации вытекает возможность существенного перегрева на¬
пыляемого материала. Определить действительную температуру
каждой отдельной частицы очень трудно, поэтому о степени на¬
грева напыляемого материала часто судят по среднемассовой тем¬
пературе частиц Т, образующих покрытие, т. е, считают, что тем¬
пература всех частиц одинакова и равна Т.
522
Среднемассовую температуру частиц находят из энтальпии,
приходящейся на весь материал полученного покрытия. Энталь¬
пию обычно определяют калориметрированием образцов, на ко¬
торые перед этим наносят покрытие.
С повышением мощности дуги при постоянной производитель¬
ности распыления температура напыляемых частиц увеличи¬
вается. Так, при напылении алюминия среднемассовая темпера¬
тура частиц Т увеличивается с 1200 °С при мощности дуги 7 кВт
до 1900 °С при мощности дуги 19 кВт (рис. 207). Одновременно
возрастает прочность сцепления покрытия с основой а и плотность
самого покрытия. Увеличение прочности сцепления и плотности
покрытий при напылении перегретыми частицами объясняется
большим развитием химического взаимодействия в контакте ча¬
стица — Основа, поскольку увеличение температуры частиц при¬
водит к росту контактной температуры. Аналогичные результаты
были рассмотрены ранее (см. рис. 190). Кроме того, перегретые
частицы лучше деформируются при ударе и обеспечивают более
плотную укладку в слое покрытия.
Таким образом, правильное использование активных пятен
дуги позволяет регулировать и повышать качество нанесенного
покрытия при дуговой металлизации.
3. Плазменное напыление
Для нанесения покрытия плазменным напылением материал по¬
крытия вводят в струю плазм 1 столба дуги, где он нагревается и
ускоряется по направлению к основе.
Плазма — это частично или полностью ионизованный газ,
состоящий из положительно и отрицательно заряженных частиц,
суммарный заряд которых равен 0. Носителями зарядов в плазме
являются электроны и положительные ионы. Наряду с ионами и
электронами в плазме могут содержаться неионизированные
атомы или молекулы. Между плазмой и газом трудно провести
резкую границу. Плазма подчиняется большинству газовых зако¬
нов и ведет себя во многих отношениях как газ. Однако она отли¬
чается от газа электропроводностью и взаимодействием с магнит¬
ными полями.
Плазму считают квазинейтральной системой,. т. е. как бы
почти нейтральной. Квазинейтральная плазма — плазма, элек¬
трически нейтральная в среднем, в достаточно больших объемах
или за достаточно большие промежутки времени.
1 Плазму образно называют четвертым состоянием вещества — продолже¬
нием ряда—твердое, жидкое, газообразное вещество. Такое представление
идет из древности, когда считали, что мир построен из четырех качал, элементов
или стихий: земли, воды, воздуха и огня. Земле, воде и воздуху отвечают твердое,
жидкое и газообразное состояние вещества. Плазма соответствует четвертой
стихии — огню.
523
Чем больше плотность плазмы, тем меньше масштабы разделе¬
ния зарядов как во времени, так и в пространстве. Плазма, кото¬
рую используют для нанесения газотермических покрытий при
атмосферном давлении — плазма плотная и поэтому в ней элек¬
троны не могут оторваться от ионов и совершают коллективное
движение. Такая плазма электронейтральна, т.,е. в ней соблю¬
дается условие квазинейтральности.
Название плазма было предложено в 1929 г. американскими
физиками Ленгмюром и Тонксом. Плазма — самое распространенное
состояние вещества в природе. Солнце и все звезды являются
сгустками высокотемпературной плазмы. Верхний слой атмосфер¬
ной оболочки Земли также образован из плазмы — это так назы¬
ваемая ионосфера.
Для нанесения покрытий применяют низкотемпературную
плазму, сформированную при атмосферном давлении и предста¬
вляющую собою высоконагретый газ с относительно невысокой
степенью ионизации. Температура в такой плазме составляет 10s—
105 К, т. е. всего несколько электронвольт (1 эВ « 11,600 К).
Высокотемпературная плазма имеет температуру, оцениваемую
сотнями электронвольт, с ее помощью физики пытаются решить
задачу получения термоядерной энергии. Достоинством атмо¬
сферной плотной низкотемпературной плазмы являются ее хоро¬
шие технологические свойства, которые определяются высокой
энтальпией и хорошими переносными свойствами плазмы, т. е.
способностью передавать температуру и скорость напыляемым
частицам.
Средняя кинетическая энергия электронов, ионов и нейтраль¬
ных частиц в плазме разная. Поэтому в плазме различают темпе¬
ратуру электронов Те, температуру ионов Tt и атомную темпера¬
туру Т0. Обычно Те > Г, > То. Очень большая разница между
Тв и Т{ характерна для большинства форм газового разряда,
объясняется большим различием в величине массы электронов и
ионов. Газовый разряд создается и поддерживается внешним ис¬
точником электроэнергии, который передает ее непосредственно
электронам плазмы. Ионы приобретают свою энергию от электро¬
нов путем столкновений с ними. Однако при каждом столкновении
вследствие большой разницы в массе (отношение массы электрона
к массе иона равно 1 : 1840 А, где А — атомный вес вещества иона)
легкий электрон передает иону лишь небольшую часть своей кине¬
тической энергии и отскакивает от него. Для полной передачи
энергии электрон должен много раз столкнуться с ионами. Отда¬
вая энергию при столкновении, одновременно электрон приобре¬
тает энергию от источников электрического тока, питающего
разряд Поэтому в газовом разряде обычно температура электро¬
нов превышает температуру ионов. Например, в вакуумных газо¬
разрядных приборах (ртутные выпрямители, лампы дневного
света, трубы реклам и т. д.) величина Те обычно составляет не¬
сколько десятков тысяч градусов, в то время как величина и
524
Т0, как правило, не превышает 1000—2000 °С. При дуговой метал¬
лизации и плазменном напылении электронная и ионная темпера¬
тура ближе друг к другу, поскольку разряд происходит в плотном
газе, что обеспечивает частые столкновения между электронами и
ионами, выравнивающие их температуру.
При плазменном нанесении покрытий из порошков несмотря на
высокую температуру плазмы трудно добиться равномерного и
полного плавления всего напыляемого материала. Это объясняется
рядом причин. Большинство неметаллических материалов имеют
низкую теплопроводность, и поэтому частицы таких материалов
медленно прогреваются в плазме. Время пребывания частиц
в плазме составляет по порядку величины ~10-3 с и часто оказы¬
вается недостаточным для полного плавления на всю глубину ча¬
стиц из материалов с низкой теплопроводностью. Кроме того, не¬
многие- из применяемых в настоящее время плазмообразующих
газов эффективно передают тепло нагреваемому порошку.
Одной из важных задач теории и практики распыления яв¬
ляется исследование двухфазности струй при нанесении покрытий.
Двухфазный поток, состоящий из плазмы и напыляемых частиц,
а также распределение частиц в плазме, определяют не только их
нагрев и ускорение, но и условия формирования покрытия и рас¬
пределения его толщины по поверхности детали.
При распылении и нанесении покрытий дуговыми плазмотро¬
нами происходят колебания параметров плазменной струи, кото¬
рые объясняются нестабильностью расположения и горения дуги
в канале сопла плазмотрона. Эти колебания можно разделить на
периодические и непериодические. Периодические пульсации
плазменной струи происходят с низкой и высокой частотой. Низко¬
частотные пульсации являются вредными для процесса напыления,
поскольку вызывают нестабильность свойств покрытий на раз¬
личных участках напыления. Эти пульсации создаются в основном
источником питания плазмотрона, а также эрозией электродов.
Повышение стойкости электродных систем плазмотронов для на¬
несения покрытий, а также создание и применение источников
питания со специальной стабилизацией выходных параметров
повышает качество и стабильность свойств плазменных покрытий.
Турбулентный Характер теплообмена плазмообразующего газа
со столбом дуги приводит к появлению пульсаций другого вида —
высокочастотных пульсаций. Их амплитуда и частота зависят от
расхода, состава, температуры газа, от динамики шунтирования
столба дуги в канале сопла плазмотрона и ряда других причин.
Эти пульсации вызывают колебания энтальпии, скорости и тем¬
пературы плазменной струи с частотами до нескольких килогерц.
Полагают, что высокочастотные пульсации положительно влияют
на коэффициент теплоотдачи а, поскольку нарушают пограничный
слой на частицах, затрудняющий их теплообмен с плазмой. Улуч¬
шение нагрева порошка в плазме делает процесс напыления более
экономичным и производительным.
Б25
Одним из мощных средств повышения производительности
распыления является применение высокоэнтальпийных плазмо¬
образующих газов и сред. В настоящее время для нанесения по¬
крытий в качестве плазмообразующих газов используют аргон,
гелий, азот, водород, аммиак, воздух, природный газ, углекис¬
лый газ и их смеси. Фирма «Аквацентрум» (ЧССР) разработала рас¬
пылители, использующие для стабилизации дуги и распыления
воду. Сопоставим некоторые из наиболее широко применяемых
плазчообразукнцих газов.
Образование плазмы двухатомных газов отличается от про¬
цесса образования плазмы одноатомных газов тем, что ионизация
Рис. 208. Зависимость степени дно Ряс. 209. Зависимость теплосодержа-
соцнации молекул водорода в азота ния плазмообразующих газов от тем-
от температуры: цературы
/ — Н, =» 2Н: г — N, = 2N
атомов двухатомного газа наступает после диссоциации его мо¬
лекул. Энергия диссоциации разных газов различна. Водород
диссоциирует иа 90 % при температуре 4700 К. а азот при темпе¬
ратуре около 9000 К (рис. 208). При одинаковой температуре тепло¬
содержание двухатомного газа намного превосходит теплосодер¬
жание одноатомного газа. Например, при температуре 6000 К
азот имеет почти в пять раз большее теплосодержание, чем аргон
(рис. 209). Меньшее теплосодержание одноатомных газов объяс¬
няется тем, что энергия, приобретаемая ими при нагреве в столбе
дуги, определяется теплоемкостью и энергией ионизации, тогда
как у двухатомных газов большое количество энергии дополни¬
тельно приобретается за счет диссоциации молекул на атомы. Ча¬
стицы напыляемого материала получают тепло от плазмы и одно¬
временно ее охлаждают. В охлаждаемой зоне плазмы в результате
рекомбинации ионов и электронов в одноатомный газ выделяется
энергия, затраченная прежде на ионизацию. Если плазма обра¬
зована двухатомным газом, то в более холодной зоне выделяется
также еще и энергия диссоциации.
Для повышения эффективности нагрева и плавления частиц
в плазме применяют газы, имеющие большое теплосодержание
при относительно низких температурах (4000—7000 К). В плазме
с высокой температурой частицы с поверхности начинают интен-
526
сивио испаряться, в результате чего вокруг частицы образуется
паройая рубашка, препятствующая ее теплообмену с плазмой и
снижающая эффективность нагрева. Благодаря высокому тепло¬
содержанию плазма двухатомных газов охлаждается медленнее
плазмы одноатомных газов и поэтому образует плазменные струи
большей протяженности. Увеличение длины струи приводит к уве¬
личению пути (или времени пребывания) напыляемых частиц
в плазме, что дает возможность расплавлять частицы при меньшей
температуре плазмы.
Плазма служит источником энергии не только для нагрева,
плавления и распыления наносимого материала — она сообщает
ему еще и определенный запас кинетической энергии в виде ско¬
рости движения напыляемых частиц. Вследствие того, что темпе¬
ратура и скорость плазмы распределены по сечению струи нерав¬
номерно, скорость частиц на оси струи выше чем на ее периферии.
Движение частицы вещества в неизотермическом потоке газа,
каким является плазменная струя, определяется суммарным дей¬
ствием на нее ряда сил, направление и величина которых различна.
К этим силам можно отнести: силу, возникающую вследствие гра¬
диента давления в потоке; силу, обусловленную нестационар-
ностью процесса и зависящую от характера движения частицы за
прошедший отрезок времени; силу, обусловленную вращением
частицы, которое возникает вследствие градиента скорости в по¬
перечном сечении струи плазмы, обтекающей частицу; силы тя¬
жести и других сил. Однако основной силой, действующей на на¬
пыляемую частицу в потоке плазмы, является сила аэродинамиче¬
ского сопротивления. Все другие силы имеют величину следую¬
щего порядка малости.
Частицы напыляемого материала ускоряются плазменным по¬
током вследствие действия сил вязкости и динамического напора.
Для решения задачи о движении частиц в плазме обычно вводят
ряд упрощающих допущений: 1) частицы являются сферическими
и имеют одинаковый диаметр; 2) распределение частиц по сечению
канала сопла равномерное; 3) частицы не взаимодействуют между
собой и со стенкой сопла; 4) присутствие частиц конденсированной
фазы в плазме не влияет на термодинамические и теплофизические
свойства газа; 5) испарение частиц не происходит.
С учетом этих допущений уравнение движения частицы в по¬
токе плазмы имеет вид
Vl
du i
dx
(On ~ f l)2>
(3.2)
где x — путь, пройденный частицей; — скорость частицы; va —
скорость плазмы; yi — плотность материала частицы; Yn — плот¬
ность плазмы; d — диаметр частицы; сх — коэффициент аэроди¬
намического сопротивления частицы.
По оценкам в плазменной струе водорода с температурой
3000 К и скоростью 10s м/с на частицу размером 50 мкм и плот-
527
ностью 10 г/см3 действует аэродинамическая сила около 5-10-4 Тл.
Несмотря на определяющую роль этой силы в движении частицы,
ее оценка в области малых чисел Рейнольдса (Re с 10), которые
характерны для движения частиц в плазменных струях, вызывает
определенные затруднения из-за разноречивости сведений о коэф¬
фициенте аэродинамического сопротивления частиц. В настоящее
время существует более двух десятков выражений зависимости
сх = / (Re), полученных расчетным и экспериментальным путем.
Для вязкостного режима обтекания плазмой сферических частиц
при числе Рейнольдса Re < 0,2 и числе Кнудсена Кп <3 1 обычно
нспользуют простое выражение
Интегрирование выражения (3.2) осуществляется в предпо¬
ложении, что уп. 0П> с* — постоянны и равны соответствующим
средним по длине и по сечению потока параметрам. Из практики
напыления известно, что несмотря на высокую скорость истечения
плазменных струй из плазмотронов (1000—2000 м/с), частицы
напыляемого материала в них разгоняются до 5Q—200 м/с и только
в специальных установках их скорость может достигать 400—
500 м/с в зависимости от плотности их материала. Большое отли¬
чие скорости частиц от скорости плазмы объясняется низким сх
частиц и их большими размерами, малой протяженностью зоны
разгона, понижением плотности плазмы при увеличении ее темпе¬
ратуры и другими факторами. Поэтому если пренебречь vt по
сравнению с оп в скобках, то выражение (3.2) можно представить
в виде
01
dv Зупсх "2
dx ~
(3.3)
После интегрирования ,(3.3) и преобразований получаем
01 = 0О+0П|^-^-, (3.4)
где ve — начальная скорость частицы вдоль потока. Очевидно,
что при v0 = 0 имеем
01 0„
х.
(3.5)
Ускоряя частицы, плазма передает им часть своего количества
движения. Следовательно, исходя из условия сохранения количе¬
ства движения и пренебрегая потерями на трение между газом и
частицами, а также потерей давления в сопле, можно записать
d (ntiVi) d (тпуп)
dx dx *
(3.6)
где m, — масса частицы; та — масса газа, приходящегося на одну
частицу,
&28
Так как тг = const; тп
dvn mi dvl
dx ~
const. Из (3.6) имеем
(3,?)
Учитывая выражение (3.3) и равенство m.i]mn == G'/Gn, соотно¬
шение (3.7) перепишем в виде
dVg
dx 4Gno1v1d *
(3.8)
Подставляя в формулу (3.8) значение Vj_ из (3.5), после интег¬
рирования при осредненных и постоянных уп и сх и преобразова¬
ний получим
1п<,“=-£/-|м *+с>
(3.9)
где С — постоянная величина.
Так как при х = О С = In vB, то в результате преобразований
(3.9) имеем
— = ехр
t»r F
(ЗЛО)
где — скорость газа в плоскости ввода порошка в сопло.
Уравнение (3.10) в первом приближении определяет убывание
скорости газа в сопле плазмотрона, обусловленное присутствием
частиц в потоке. Параметры,
необходимые для расчетов
по выражениям (3.5) и (3.10),
могут быть найдены опыт¬
ным путем или по табличным
данным. Однако, как было
отмечено, наиболее сложно
определить коэффициент со¬
противления сх.
При распылении плазмой
небольшой мощности стерж¬
ней и проволоки скорость ча¬
стиц составляет 50—150 м/с.
Скорость зависит от размера
частиц, плотности их мате¬
риала, траектории движения
н мощности плазмы (рис. 210).
На рис. 210, б эксперимен¬
тальные скорости частиц со¬
поставлены СО скоростями, Рис. 210. Скорость частиц ванадия разлит*
рассчитанными ПО выраже- ного диаметра d на оси плазменной струн:
ыьпл f4 Гпипзприн» степи. а —. при распылении проволоки плазмой раз-
нию о), совпадение экспе личной мощности и— 2; г — 4: з—бг t 8:
риментальных данных с рас- * — ю кВт); б — сопоставление экспери-
* ментальных данных (кривая i) с расче-
ЧеТНЫМИ удовлетворительное. тами скорости частнц (ириваи 2)j
529
Скорость частиц распределена по пятну напыления радиусом
неравномерно (рис. 211). Особенно сильно изменяется скорость
мелких частиц, у которых она на периферии пятна может быть
в 3—5 раз ниже, чем на оси струи. У более крупных частиц перепад
скорости меньше. Интересно также отметить, что мелкие частицы
диаметром менее 100 мкм по сравнению с более крупными быстрее
набирают скорость в плазме (рис. 212) и быстрее ее теряют. Наи¬
большую скорость частицы обычно имеют приблизительно на рас¬
стоянии 40—60 мм от среза сопла плазмотрона.
IМ/с
60
60
т
60
20
10
О 20 40 60 80 100L,M№
Рис. 212. Сопоставление
скорости частиц, определен*
ной по трекам иа фотогра¬
фии двухфазного потока
(штриховая кривая, верхняя
максимальная; штриховая
кривая иижняя — мини¬
мальная) й рассчитанной иэ-^
высоты затвердевших час¬
тиц (сплошные кривые).
Цифры на кривых — диа¬
метр частиц порошка
Высокие скорости частиц можно получить в гелиевой л арго¬
новой плазме, что объясняется особенностью плазменных струй
этих газов и в первую очередь большой скоростью истечения из
сопла. Высокая скорость истечения возникает вследствие нагрева
этих газов до большей температуры по сравнению с двухатомными
газами, а следовательно и более сильным их расширением. На¬
пример, при одинаковой энтальпии азот будет иметь температуру
5000 °С, аргон 13 000 °С, а гелий 17 000 °С (см. рис. 209). При на¬
пылении в аргоно-гелиевой плазме получены скорости частиц по¬
рошка кобальта с карбидом вольфрама, равные 305 м/с. Эта ско¬
рость в два раза больше скорости частиц при напылении аргоно¬
водородной плазмой. Износостойкость покрытий, напыленных
высокоскоростными частицами, оказывается в три раза выше, чем
у покрытий, полученных при скорости частиц 130 м/с. В настоящее
Еремя разрабатываются и осваиваются плазмотроны для нанесения
покрытий, которые позволяют получить при напылении скорость
частиц выше 300 м/с. Особенно большое увеличение скорости ча¬
стиц наблюдается при нанесении покрытий в разреженной контро-
630
v,,M/e
Рис. 2П. Характер распределения ско¬
рости частиц различного диаметра в пятне
напыления:
J — rfcslOO—150; 2 — d = 150—2Q0;
3 — й 300— 350 мкм
лнруемой атмосфере, где скорость плазмы может достигать не¬
скольких махов.
Сопоставим эффективный КПД для ряда плазменных процес¬
сов и электродуговой металлизации:
Вид нагрева
Нагрев газа в плазмотроне:
аргона
водорода
Нагрев массивного тела:
плазменной струей
плазменной дугой
Нагрев проволоки при распылении:
плазменной струей
плазменной дугой .
Нагрев порошка:
при подаче на срез сопла
в столбе дуги и струе .
Нагрев проволоки в электродуговом металлизаторе
Наиболее экономно используется энергия в процессе электро¬
дуговой металлизации, у которой эффективный КПД нагрева рас¬
пыляемого металла может достигать 90 % мощности дуги.
Глава IV. ТЕРМИЧЕСКИЕ И ГИДРОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ
ВЗАИМОДЕЙСТВИЯ ЧАСТИЦ С ПОВЕРХНОСТЬЮ ИЗДЕЛИЯ
Движущей силой образования покрытия является тепловая и ки¬
нетическая энергия напыляемых частиц. На процесс образования
покрытия влияет также плазма, подогревающая, а иногда и очи¬
щающая поверхность изделия, на которую наносят покрытие.
Благодаря химической активности плазма может взаимодейство¬
вать с напыляемыми частицами, образуя покрытие из нового мате¬
риала, синтезированного в процессе напыления. Рассмотрим эти
процессы.
1. Тепловые процессы на поверхности основы
Тепловая мощность двухфазной струи q при плазменном напыле¬
нии — это количество теплоты, введенное в единицу времени в из¬
делие плазмой и частицами. Отношение тепловой мощности струи
к тепловому эквиваленту электрической мощности дуги будет
характеризовать КПД процесса нагрева изделия дугой при плаз¬
менном нанесении покрытий
П = тЬ (4.1)
где I и U — сила тока и напряжение дуги.
Площадь поверхности изделия, через которую теплота двух¬
фазной струи, состоящей из напыляемых частиц и плазмы, вво¬
дится в изделие, называют пятном нагрева (рис. 213). В общем слу¬
чае диаметр dB пятна нагрева не равен диаметру пятна напыления,
531
Эффективный
КПД, %
10—70
30—80
10—50
30—75
2—5
10
2—4
20
40—90
“ :п"-
Чн 1 |
который численно равен ширине В слоя покрытия, нанесенного
за один проход. Соотношение между этими величинами может ме¬
няться в зависимости от фокусировки потока частиц и сосредото¬
ченности плазменной струи. Количество теплоты, вводимой через
элементарные площадки поверхности пятна нагрева в единицу
времени, называют удельным тепловым потоком q2 двухфазной
струи (индекс 2 указывает на двумерный характер распределения
потока). Удельный тепловой поток распределен по пятну нагрева
неравномерно. Наибольшую величину он
имеет * в центре пятна, где количество
частиц покрытия больше, а тепловой по¬
ток плазменной струи интенсивнее.
При нанесении покрытий на плоскую
поверхность пятно нагрева и пятно напы¬
ления имеют форму круга с центром на
оси струи. С увеличением расстояния
между плазмотроном и изделием диаметр
нагрева увеличивается. Если напыление
производят на изделия сложной формы
имеющие выпуклые, вогнутые и другие
поверхности, пятно нагрева деформи¬
руется, принимая форму обрабатываемой
поверхности.
Для уменьшения нагрева изделий при
нанесении покрытий воздействие плазмы
может быть сведено к минимуму или
совсем исключено разделением в про¬
странстве этих двух потоков путем откло¬
нения плазменной струи. Отклонение осу¬
ществляется сдувом плазмы в сторону по¬
перечным потоком газа или применением
плазмотрона специальной конструкции,
в котором потоки частиц и плазмы раз¬
деляются уже в сопле путем направления их в разные сто¬
роны.
В практике напыления часто встречается и другой случай,
когда контролируемый подогрев поверхности изделия плазменной
струей используют для улучшения свойств покрытий, поскольку
это позволяет регулировать физико-химическое взаимодействие
материалов основы и покрытия в момент его формирования. Если
напыление проводят в камере или с искусственной местной защи¬
той, то подогрев может быть доведен до оплавления и процесс
переходит в наплавку.
Тепловые процессы при плазменном напылении могут быть
описаны на основе теории концентрированных источников энер¬
гии, разработанной академиком Н. Н. Рыкалиным и широко при¬
меняемой в сварке и резке металлов. В случае применения этой
теории для нанесения покрытий оно дополняется представлениями
632
Рис. 2)3. Схема ввода тепло¬
ты напыляемыми частицами
и плазменной струей в из¬
делие и распределение удель¬
ного теплового потока яг по
пятну нагрева диаметром
J — плазменная стр^я;
2 — поток частиц покры¬
тия; 3 — покрытие; г — ра¬
диальное расстояние от оси
ртрун
о термическом взаимодействии частиц с основой и о температуре
контакта между напыляемыми частицами и между частицами и
основой.
Необходимо отметить существенное различие в нагреве поверх¬
ности изделия частицами напыляемого материала и плазменной
струей. Плазма вызывает последовательное равномерное повыше¬
ние температуры поверхности в результате теплообменных про¬
цессов. Нагрев напыляемым материалом возникает вследствие
сложения большого числа термических циклов частиц ударяю¬
щихся, растекающихся, затвердевающих и охлаждающихся на
поверхности основы. Для каждой
частицы эти процессы занимают
промежуток времени 10-3—10-4 с
при высокой контактной темпе¬
ратуре, намного превышающей
температуру поверхности детали
в пятне напыления. При определе¬
нии средней температуры поверх¬
ности в пятне напыления вслед¬
ствие кратковременности дейст¬
вия теплового потока отдельных
частиц нагрев напыляемым мате¬
риалом может в целом тракто¬
ваться как интегральный. Однако,
всегда следует иметь в виду, что
контактная температура между
частицами и поверхностью будет
гораздо выше этой средней темпе¬
ратуры. А именно контактная
температура определяет физико¬
химические процессы, ведущие к прочному сцеплению частиц при
напылении и к образованию качественного покрытия. Увеличение
температуры поверхности основы одновременно повышает темпе¬
ратуру контакта.
Когда ось струи перпендикулярна напыляемой поверхности,
удельный тепловой поток q2 (г) расположен симметрично относи¬
тельно оси струи. В этом случае обычно распределение удельного
теплового потока двухфазной струи по площади пятна нагрева
йн при распылении может быть описано законом нормального
распределения (кривой вероятности Гаусса) (рис. 214):
<7а (г) — Qim exp (—/гг2), (4.2)
где q2m — наибольший удельный тепловой поток на оси струи;
г — радиальное расстояние рассматриваемой точки от оси струи;
k — коэффициент сосредоточенности удельного теплового потока
струи, характеризующий форму кривой нормального распреде¬
ления. Источник с таким распределением теплового потока назы¬
вают нормально-круговым. Чем выше коэффициент сосредоточен-
533
ц2,кал/см -с
Рис, 214. Экспериментальное (/) и рас¬
четное (2) распределение удельного
теплового потока двухфазной струи по
пятиу нагрева </в (а) при распылении
плазмой проволоки и его зависимость
удельного теплового потока от мощ¬
ности дуги (б)
ности k, теп* быстрее убывает удельный тепловой поток в пятне
нагрева с удалением от центра и тем меньше сам диаметр пятна.
Если условно принять за радиус пятна нагрева ги расстояние
от центра, на котором удельный тепловой поток q2 (г„) равен 0,05
от наибольшего удельного теплового потока q2m в центре пятна, то
Яг(г„) = qlme k'* = 0,05q2m\ е = 0,05
kr2a = 3,0.
Отсюда можно находить условный диаметр пятна нагрева
■ о-в/3,0 3,46 .. q.
d* =2 У — = ут-' (4-3)
который обратно пропорционален
корню квадратному из коэффи¬
циента сосредоточенности k.
Для расчета нагрева изделий
при нанесении покрытий необ¬
ходимо знать тепловую мощность
струи и коэффициент ее сосредо¬
точенности, а также их зависи¬
мость от режима напыления. Эти
данные, полученные калориметрнрованием для распыления по
схеме проволока—анод, приведены на рис. 215 и рис. 216. При
увеличении мощности дуги тепловая мощность струи возрастает
линейно, поэтому КПД нагрева изделия л практически не зависит
от мощности дуги (рис. 215, б). По мере увеличения дистанции
напыления L КПД л снижается (рис. 215, а) и коэффициент сосре¬
доточенности источника k падает (рис. 216). При L >• 100 мм ус¬
ловный диаметр пятна нагрева практически совпадает с шириною
покрытия В, а при L < 100 ммйп больше В. Увеличение мощности
дуги вызывает рост тепловой мощности струи q, что в свою оче¬
редь повышает удельный тепловой поток на оси струи (см.
рнс. 214, б):
<hm = Ц • (4-4)
Вследствие двухфазности струи, состоящей т частиц покры¬
тия и нагретого газа, КПД нагрева изделия струей можно пред¬
ставить как л “ Лм + т]п> где Лм — КПД нагрева частицами на¬
пыляемого материала и ця — КПД нагрева струей газа (плазмы).
С увеличением расстояния от плазмотрона до изделия доля
теплоты, вносимой в изделие нагретым газом, резко падает
(рис. 217). Например, на расстоянии L = 50 мм КПД нагрева
струей плазмы составляет Ли = 14 %, а на расстоянии 200 мм
КПД снижается до Лп = 2 %, При том же изменении расстояния
КПД нагрева изделия металлом частиц Лм уменьшается только
534
J2,%i
1
J
20
.50
15
-100
10
-
10
.150
0
1 1
5
I
50 .100 150 LjMM 4 в 12 N,KBm
a S
Рис. 215. Зависимость КПД процесса
нагрева Г) изделия дугой от дистанции
|алыления L (а) и мощности дуги N (б)
при передаче мощности двухфазной
струей. Цифры на кривых — L, мм
в 1,7 раза. Поэтому изменяя дистанцию напыления, можно в ши¬
роких пределах регулировать подогрев поверхности изделия плаз¬
менной струей.
При плазменном напылении наиболее сильно разогреваются
тонколистовые конструкции. Поскольку при достаточно высокой
тепловой мощности дуги скорости перемещения плазмотронов во
время напыления велики (5—10 см/с и более), расчеты нагрева и
охлаждения листов небольшой толщины б < 2 мм можно выпол¬
нять по схеме быстродвижущегося нормально-полосового источ¬
ника в пластине с теплоотдачей. В этой схеме предполагается, что
К,см~г
Ряс. 216. Коэффициент сосредоточен¬
ности k удельного теплового потока
двухфазной струи при распыленнн про¬
волоки плазмой н его зависимость от
дистанции напыления L
П,°/о
Рнс. 217, Изменение КПД нагрева изделия
металлом (Чм). плазменной струей (Чп) в
КПД нагрева изделия при совместном дей¬
ствии струи и металла Сп) в зависимости от
дистанции напыления L
тепловой поток источника распределен по толщине пластины рав¬
номерно, а в направлении, перпендикулярном направлению дви¬
жения, т. е. по оси ОУ — по нормальному закону с тем же коэф¬
фициентом сосредоточенности k, что и у нормально-кругового ис¬
точника (см. рис. 216). Уравнение предельного, квазистационар-
ного процесса распространения теплоты имеет следующий вид
_ у*
Т (У, х) =
4 а,
t>6 j/~4лХ2с2У2 (т + Тр)
о)
То)Ь
где Т0 (у, т) — температура любой точки А пластины, положение
которой определяется в системе подвижных координат X0Y коор¬
динатами х и у или радиусом-вектором г = уУ х2 + у2-, т —время,
отсчитываемое от момента прохождения центра нормально-круго¬
вого источника через сечение пластины, в котором находится рас¬
сматриваемая точка А (х, у), время считают отрицательным до
момента прохождения центром С рассматриваемой точки; то =
« 11цйгк постоянная времени или промежуток времени между
535
моментами прохождения сечения пластины е точкой А (х, у) фик¬
тивным сосредоточенным линейным источником и центром нор¬
мальнокругового источника; а2 = — коэффициент темпера¬
туропроводности материала изделия; с2у2 — удельная объемная
теплоемкость материала изделия; — коэффициент тепло¬
проводности; b = 2<x2lc2y-ib — коэффициент температуроот-
дачи; осг — коэффициент поверхностной теплоотдачи; р2 **
— г y^(u2/4a;) + (Ь/а2) — безразмерный критерий расстояния г
точки А (х, у) от начала О подвижных координат XOY, т. е. от
фиктивного линейного источника; т0 = {Ь 4- v2Jia2) — без¬
размерный критерий постоянной времени т^; ф2 (р2т<>) — коэффи¬
циент теплонасыщен и я для плоского процесса распространения
теплоты; v — скорость перемещения плазмотрона над напыляемой
поверхностью изделия.
2. Температура контакта
Знание температуры подогрева основы Т (т) при напылении позво¬
ляет, например, рассчитать остаточные напряжения в покрытиях.
Однако для анализа процессов, ведущих к прочному сцеплению
частиц и образованию покрытия, этой температуры недостаточно.
Поэтому в теории напыления неоднократно делались попытки
рассчитать температуру контакта между расплавленной, дефор¬
мирующейся при ударе частицей и твердой основой. Постоянный
Рис. 216. Схема деформирования и одновременного аатвердевания (заштрихо*
вана твердая фаза) расплавленной частицы при ударе о плоскую поверхность (о)
н конечная форма закристаллизовавшейся частицы (б) на плоской поверхности
интерес к этой задаче объясняется тем, что только ее решение
позволяет рассматривать элементарные процессы физико-химиче¬
ского взаимодействия материалов частицы и основы, а также ча¬
стиц между собой при образовании покрытий. А именно эти про¬
цессы ведут к возникновению адгезии и когезии покрытия.
При напылении и образовании покрытия расплавленные ча¬
стицы ударяются о холодную поверхность изделия, поэтому их
растекание и деформация сопровождается затвердеванием. Очень
важным является то, что эти процессы начинаются и идут одновре¬
менно (рис. 218, а). Под действием сил инерции сферическая ча-
536
стица, движущаяся со скоростью v при ударе растекается по по¬
верхности изделия. Поскольку температура изделия ниже темпе¬
ратуры плавления материала частицы, одновременно с растека¬
нием в частице от места контакта движется фронт затвердевания*
Направление движения фронта перпендикулярно поверхности
теплоотвода, т. е. поверхности изделия. Таким образом, в расте¬
кающейся частице фронт кристаллизации движется навстречу
с ее свободной поверхностью. По отношению к оси частицы оба
эти процесса занимают время необходимое для перемещения верх¬
ней точки расплавленной частицы через ряд промежуточных со¬
стояний Сз, С2, Ci к ее конечному положению на поверхности
в виде затвердевшей частицы. Соответственно промежуточные со¬
стояния Сз, С'ъ, Ci занимает край расплавленной частицы на по¬
верхности основы.
По мере растекания уже затвердевший материал частицы под¬
вергается давлению со стороны еще не закристаллизовавшегося
расплава частицы. Расплавленная часть частицы под действием
сил инерции прижимает закристаллизованный участок к поверх¬
ности изделия вплоть до момента полного затвердевания частицы,
поскольку кристаллизация и деформация частицы заканчивается
одновременно исчерпанием жидкой фазы. Вследствие затвердева¬
ния растекающаяся частица сохраняет свою форму и в покрытии.
При напылении под прямым углом на плоскую гладкую поверх¬
ности основы частицы обычно затвердевают в виде плоского тон¬
кого диска (рис. 218, б) с отношением высоты (толщины) диска h
к диаметру частицы d до удара h/d « 1/10—1/20. В реальном по¬
крытии форма закристаллизовавшихся частиц гораздо более слож¬
ная, поскольку они попадают в покрытие под самыми различными
углами и ложатся на шероховатую поверхность.
Рассмотрим более подробно задачу затвердевания и охлажде¬
ния частицы. Наиболее полное решение задачи с учетом фазового
перехода из Жидкого в твердое состояние материала частицы при
ее кристаллизации было получено В. В. Кудиновым и В. Е. Бела-
щенко методом контактной теплопроводности. Имеется два реше¬
ния этой задачи. Первое, более простое, не учитывает возможный
при напылении перегрев частиц выше температуры плавления Тпл,
Решение задачи с учетом перегрева частиц, более сложное, и для
практических расчетов требует применения ЭВМ. В настоящее
время на основе этого решения сделан анализ свойств покрытий
В зависимости от перегрева частиц при напылении большого ряда
материалов, который частично будет приведен ниже.
Модель и решение более простой задачи обычно достаточно
хорошо описывает реальный процесс напыления и позволяет про¬
водить не только качественную, но и количественную оценку тер¬
мических циклов в контакте Тк (т) для не сильно перегретых выше
температуры плавления частиц.
Рассмотрим ряд последовательных положений — I, II, III —
деформирующейся и одновременно затвердевающей частицы
Б37
(рис. 219, а). Движение фронта затвердевания в расплавленной
частице начинается в первый же момент ее касания с поверхностью
основы тi через некоторое время тп Р> Ti толщина h (тц; 0) за¬
кристаллизовавшейся прослойки увеличивается, поскольку фронт
кристаллизации быстро продвигается навстречу деформирующейся
частице. Одновременно закристаллизовавшаяся часть частицы
расширяется, так как частица растекается по поверхности основы;
Для времени тш £> тц процесс повторяется, толщина Л(тш; 0)
и диаметр закристаллизованной частицы увеличиваются. Частица
S
Рис. 219. Распределение температуры в раз¬
личные моменты времени Tj < tjj < Tjjj в си¬
стеме твердения основы с температурой Го и
расплавленная прн температуре плавлеинц
Тпл быстродеформирующаяся и одновременно
затвердевающая частица (а) и схема термиче¬
ского цикла в, контакте (б): h (г; т) — высота
подвижного фронта кристаллизации на рас¬
стоянии г оси частицы в различное время tj
И (г; т) *■> высота свободной поверхности жид¬
кости
занимает положение III. Затвердевание и растекание частицы про¬
должается до полной ее кристаллизации, которая наступает в мо¬
мент встречи точки С с двигающимся ей навстречу фронтом затвер¬
девания, Диаметр частицы становится равным D.
В момент соприкосновения частицы с поверхностью основы
в точке контакта возникает температура контакта TR. Характер
распределения температуры около этой точки вглубь основы и
в твердой фазе закристаллизовавшейся частицы для различного
временит! < тп < тш показан на рис. 219, а, справа. Подвиж¬
ный фронт кристаллизации имеет температуру плавления Тил.
По мере удаления вглубь частицы и основы температура резко по¬
нижается. Чем больше время т, тем больше высота h (т; 0) уже
закристаллизованной области частицы и тем до более высокой тем¬
пературы нагреты основа и закристаллизованная частица вблизи
контакта (сопоставьте ход кривых I, II, III на рис. 219, а). После
538
затвердевания температура контакта и температура частицы бы¬
стро снижаются, вследствие интенсивного отвода тепла частицы
в основу до полного выравнивания е температурой основы Т0.
Такой термический цикл, очевидно, будет характерен для любой
точки контакта вне зависимости от ее координаты г.
Термический цикл Тк (т) сферической частицы, деформирую¬
щейся вследствие кинетической энергии удара и затвердеваю¬
щей на поверхности изделия (рис. 219, б) можно представить со¬
стоящим из двух этапов: 1) затвердевание частицы, продолжаю¬
щееся время т0, в течение которого контактная температура Тк
остается постоянной, а над подвижным фронтом кристаллизации
h (т; г) находится жидкость; 2) охлаждение затвердевшей частицы
до температуры основы. Уровень Т0, от которого ведут отсчет
температуры в расчетах, соответствует температуре подогрева
поверхности основы в различных точках пятна напыления. Подо¬
гревая изделие, т. е. увеличивая Т0, можно сделать температуру
в контакте Тк выше и интенсифицировать приваривание частиц
к поверхности изделия.
На стадии затвердевания частицы в контакте поддерживается
постоянная температура
ТпКв
Кг + Ф(сс) »
(4.5)
где Кв = V «2/^1, KL — Ci^nn/l J7L\ Ке — критерий тепловой
активности материала частицы по отношению к материалу осно¬
вы; Xj и Яз — коэффициенты теплопроводности материала частицы
и основы (будем относить индекс «1» к частице, а индекс «2» к ос¬
нове); ах и Oj — коэффициенты температуропроводности материа¬
ла частицы и основы; Kl — критерий, оценивающий теплоту плав¬
ления L материала частицы; — теплоемкость материала части¬
цы; Ф (а) — функция интеграла вероятности; а, = f (/(Е; Kl) —
корень уравнения
Ke + 0(a) = KL-^-. (4.6)
Для удобства определения а построена номограмма (рис. 220).
Значение а является абсциссой точки пересечения кривых <р =
= Ке + Ф (а3 = <р (Кв; а); Ф = Kl —— = Ф (KLа).
Значения ф при постоянном Ке даны горизонтальными кри¬
выми на номограмме, а значения ф при постоянном Kl представ¬
лены наклонными кривыми.
Время т0, в течение которого частица затвердевает, и в контакте
существует постоянная температура Тк
т0
= (JlV±
\ 2а ) at‘
(4-7)
539
а У , дг о,з о,« чз ор о,7
Рис. 220. Номограмма для определения а
где h — высота застывшей частицы над рассматриваемой точкой
контакта.
Расчеты показывают, что контактная температура Тк при на¬
пылении для большинства сочетаний материалов соответствует
“твердому состоянию частицы и основы. Длительность кристалли¬
зации составляет микросекунды. Частицы полностью остывают
Б40
до температуры основы за время примерно равное 100то
(см. рис. 219, б).
Под частицей изделие интенсивно нагревается и градиенты
температуры достигают 105 К/см. Повышение температуры изде¬
лия на различной глубине по оси частицы для стадии затвердева¬
ния (0 < t < т0; х < 0) можно оценивать из выражения
Г,(аг. = (4.8,
где х — координата рассматриваемой точки по оси* перпендику¬
лярной плоскости контакта, направленная в еторону расплав¬
ленной частицы (см. рис. 219, а).
Рис, 221. Термический цикл в контакте Тк (т) при напыле¬
нии различных металлов (для серебра Тил = 960 °G); •
а •— серебра иа серебро; б «■-> алюминия на алюминий
Температуру частицы (т. е. х > 0) при 0 «з т <г0 можно
определить из выражения
(4-9)
Расчеты термических циклов для различных сочетаний мате¬
риалов частицы и основы показывают (рис. 221 и рис. 222, а, б),
что после затвердевания частицы температура в контакте резко
падает. Глубина зоны термического влияния под частицей в конце
стадии затвердевания (т = тг0) не превышает нескольких десятков
микрометров (см. рис. 222, б). В реальных процессах напыления
на температуру контакта влияет перегрев напыляемых частиц
выше температуры их плавления, а также состояние поверхности
основы. Особенно существенно перегреваются частицы при нане¬
сении покрытий распылением токоведущей проволоки дуговой
плазмой (процесс проволока—анод), при напылении дуговыми
металлизаторами, а также в процессах типа взрывающихся при
прохождении тока проволочках, фольгах и других проводников.
Известно, что на воздухе даже при температуре 20—100 °С по¬
верхность металла окисляется весьма быстро. Оксидная пленка
приводит к появлению теплового сопротивления между частицей
Б41
и металлической основой. Однако, расчеты показали, что оксид¬
ные пленки толщиной до 30—50 нм не оказывают существенного
влияния на контактную температуру, которая повышается при
наличии пленок оксида в контакте всего на 15—25 К* В реальных
процессах напыления покрытия стремятся наносить сразу же
вслед за очисткой поверхности изделия, пока толщина оксидных
пленок незначительна, т. е. пленки не достигли максимальной
устойчивой величины. Такие пленки будут оказывать еще меньшее
влияние на температуру контакт^.
Необходимо отметить, что в выражениях для расчета темпера¬
туры контакта (4.5), температуры основы (4.8) и температуры ча¬
стицы (4.9) отсчет температуры ведется от уровня температуры
Рис. 222. Термический цикл а контакте при напылении оксида алю¬
миния на стекло (а) и изменение температуры основы под частицей
иа различной глубине в конце Затвердевания частицы (б):
/ — нанесение серебра иа серебро; 2 — иаиесение оксида алюминия
нз кварцеаое стекло
поверхности основы Т0 в месте контакта с частицей (см. рис. 219,
221, 222). Эти выражения определяют повышение температуры
контакта при воздействии расплавленной кристаллизующейся
частицы.
Однако из анализа тепловых процессов на поверхность основы
было установлено, что в пятне напыления тепловой поток и темпе¬
ратура распределены не равномерно. Они имеют максимум на оси
струи, спадают к периферии и подчиняются закону нормального
распределения. Поэтому при расчетах контактной температуры
конкретных частиц необходимо учитывать температуру поверх¬
ности основы исходя также и из этих распределений. Тогда дей¬
ствительная температура контакта будет складываться из темпе¬
ратуры контакта, рассчитанной по выражению (4.5), плюс темпе¬
ратура поверхности основы Т0 в месте контакта с частицей
1510
Тист(х)=*Т0+Тк (т);
(4.10)
ТА т) =
(4.П)
542
Соответственно температура частицы и основы около контакта
при 0 с т « т0 составит:
х >0 7-Г (ж, 7) - Г. (1 + £ © + г„ (4.12)
*<■ О ТГ (х, т) - Г. (1 - ф jy) + п- (4.13)
При напылении частицами, температура которых Тч выше тем¬
пературы их плавления Тпл, соответственно увеличивается и тем¬
пература в контакте Тк. Однако форма кривой термического цикла
при этом не изменяется и остается такой же, как и при напылении
расплавленными и неперегретыми частицами.
Расчеты контактной температуры перегретых частиц более
трудоемки, поскольку уравнение для определения корня а в этом
случае имеет более сложный вид по сравнению с выражением (4.6)
(Тал ~ Т0) ехр (- а*) Я° V (Тч ~ Т"л) expJ~
(4.14)
где Т0 — температура основы; индексы обозначают: о — основа,
1 — закристаллизовавшаяся часть частицы; 2 — расплавленная
часть частицы.
Построение номограммы для нахождения а из выражения
(4.14) невозможно вследствие большого количества переменных и
•такие расчеты выполняют на ЭВМ. При температуре частиц Тч
равной Твя уравнение (4.14) превращается в (4.6)
3. Удар частиц
Рассмотрим гидродинамические явления, сопровождающие удар,
деформацию и растекание частиц при напылении. Как было отме¬
чено, скорость частиц может составлять несколько сотен метров
в секунду и поэтому в зоне удара частиц возникает высокое давле¬
ние. Как и высокая температура в контакте, давление является
движущей силой физико-химического взаимодействия, создающей
прочное соединение частиц с изделием и приводящей к образова¬
нию слоя покрытия на нем.
Представление о процессах в зоне удара напыляемой частицы
дают результаты исследований по гидродинамике удара жидких
сферических частиц о твердую мишень.
При ударе под действием кинетической энергии частицы ин¬
тенсивно деформируются (рис. 223), а в зоне соударения возникает
давление Р. В гидродинамике принято рассматривать две состав¬
ляющие такого давления: Рн — напорное давление, или динамиче-
543
Кг + Ф (ot)
aL я
ская составляющая Р и ударное давление Pyi возникающее вслед¬
ствие эффекта гидравлического удара. Из-за кратковременности
действия ударное давление Ру часто называют импульсивным да¬
влением. Высокоскоростные кинограммы удара жидких частиц
о твердую поверхность показывают, что в первый момент соударе¬
ния в месте контакта с мишенью жидкость упруго деформируется.
Только через промежуток времени ту = 10_1°—10-8 с в месте удара
образуется тонкий плоский слой жидкости растекающейся ча¬
стицы. Далее частица деформируется равномерно.
Возникновение плоского слоя объясняется упругим сжатием
частицы в месте удара. Затем под действием импульса давления
Ру сжатая жидкость интенсивно растекается по поверхности.
а — схема упругой деформации и образования воля (tip — скорость рас¬
текания края частицы); б — изменение давления и зоне удара частицы
серебра
Ударное давление является результатом движения упругих волн
сжатия, которые распространяются в частице, начиная с момента
ее столкновения с поверхностью основы. Максимальное давление
можно оценить из выражения
(4.15)
где р — коэффициент жесткости частицы, который учитывает
релаксационную способность жидкости частицы в зависимости от
скорости удара и формы частицы; с — скорость звука в жидкости;
Yi — плотность жидкости. Для расплавленных металлов с =
*= 2-103 — 5-10® м/с.
Коэффициент р/2 при малых скоростях соударения стремится
к нулю, а при скорости удара частиц выше 100 м/с приближается
к 1. Выражение (4.15) представляет собой известное уравнение
гидравлического удара Жуковского, умноженное на фактор р/2.
Если для условий напыления принять жесткость частиц соответ¬
ствующей р = 0,5, то для материала плотностью = 10 г/см3 и
скорости частиц w = 100 м/о Ру = (0,5/2) 10-4■ 105-104■ 10е я*
« 1000 МПа
544
Напорное давление для равномерно движущегося потока жид¬
кости рассчитывается по уравнению Бернулли. Исходя из кине¬
тики деформации жидкой частицы, можно полагать давление Рв
приложенным на участке поверхности контакта, близком по раз¬
меру к диаметру частицы до удара. Считая основу абсолютно жест¬
ким твердым телом, а частицу идеальной жидкостью, получим
простейший случай удара, при котором давление рассчитывается
как
Рв = уА (4-16)
Если полагать, что высота частицы на ее оси за время удара
равномерно уменьшается от Н (0; 0) = d до Н (т0; 0) = h (см.
рис. 219, а) со скоростью v движения частицы до удара, то дли¬
тельность действия давления на оси частицы
« = (4Л7)
т. е. будет определяться временем, необходимым для смыкания
фронта кристаллизации со свободной поверхностью частицы.
Это предположение оказывается наиболее правомерным, когда
свойства распыленной частицы приближаются к свойствам идеаль¬
ной жидкости. В реальных условиях напыления, особенно пере¬
гретыми металлическими частицами, расчет по выражению (4.17)
обычно достаточно обоснован, поскольку расплавленные и перегре¬
тые металлы имеют вязкость, не сильно отличающуюся от вяз¬
кости воды.
По мере удаления от оси длительность давления несколько
уменьшается т (rj из-за сферической формы напыляемой частицы
(радиусом г). Однако, как показывают эксперименты, для ра¬
диуса г, не превышающего <2/2, изменение т (г) существенно не
влияет на процессы физико-химического взаимодействия.
Большое импульсное давление Ру способствует очистке поверх¬
ности основы в месте удара и приводит материал частицы и основы
в физический контакт за Время 10-9 с. Прочное соединение ча¬
стицы с основой происходит под действием напорного давления,
которое в отличие от импульсного давления действует на протя¬
жении всего времени деформации и затвердевания частицы, и по
длительности на 2—3 порядка превосходит продолжительность
импульсивного давления (рис. 223, б). В реальных условиях на¬
пыления при скорости частиц 100—150 м/с напорное давление мо¬
жет составлять 50—100 МПа при длительности действия 10-®—
Ю-7 с.
Необходимо отметить, что существует нижний предел скорости
частиц. «Медленные» частицы мало деформируются и почти не
растекаются при ударе, в результате чего контактные процессы
взаимодействия материалов частицы и основы нарушаются. Такой
процесс наблюдали в модельных экспериментах по напылению
18 В. Н, Анциферов к др. 845
серебра. Установлено, что при скорости частиц 5 м/с процессы
прочного соединения частиц с основой существенно замедляются.
Деформации расплавленной частицы, движущейся с малой
скоростью препятствует сила поверхностного натяжения, под
действием которой частица принимает сферическую форму и полу*
«кает определенную жесткость. Чем меньше диаметр частицы,
тем выше давление внутри частицы, ее «жесткость», и тем большее
усилие необходимо приложить для ее .деформации. Простейшее
выражение для определения минимальной скорости omm расплав¬
ленной частицы, которая вызовет ее деформацию при ударе о
плоскую поверхность, можно получить, допуская, что вся кине¬
тическая энергия движущейся частицы расходуется на увеличение
поверхности при изменении ее формы из шара в плоский диск
определенного размера
где о— поверхностное натяжение материала частицы в расплав¬
ленном состоянии; у, — плотность материала частицы; d — диа¬
метр частицы до удара; h — высота застывшей частицы или вы¬
сота условного цилиндра, в который превратилась частица после
растекания и кристаллизации.
Исходя из экспериментальных данных о деформации частиц
(hid) при напылении можно оценить минимальную скорость v^.
В случае нанесения металлических покрытий частицами диа¬
метром d = 10-4 м при поверхностном натяжении а» 1 Дж/м® и
Ух = Ю4 кг/м3 имеем
При напылении покрытий из оксидов с частицами имеющими
размер 0,5-10-4 м и с поверхностным натяжением 0,7 Дж/м® и
у = 4 • 103 кг/м3 получим
Таким образом, эксперименты и расчеты показывают, что для
нормальных условий формирования покрытия минимальная ско¬
рость напыляемых частиц должна быть несколько десятков метров
в секунду. В реальных условиях такие «медленные» частицы рас¬
положены на периферии струи, где их скорость может быть в не¬
сколько раз ниже скорости частиц на оси струи (см. рис. 211).
Проведенный анализ и полученные решения тепловой и дина¬
мической задачи соударения, деформации н затвердевания частиц,
позволяют оценивать основные параметры процесса образования
покрытия из отдельных частиц, а именно; 1) температуру контакта
Тк, т. е. ту истинную температуру границы раздела фаз, при ко¬
торой взаимодействуют материалы частицы и основы; 2) длитель¬
546
ность взаимодействия чг0; 3) давление Р, приложенное к взаимо¬
действующим фазам.
Важным обстоятельством, следующим из решения этих задач,
является то, что на площади контакта с диаметром близким к диа¬
метру химического взаимодействия Dx й к диаметру частицы d,
температура контакта Т„ и напорное давление Р„ остаются по¬
стоянными в течение длительности удара или равной ей длитель¬
ности кристаллизации т0. Поэтому, можно считать, что процессы
физико-химического взаимодействия материалов в контакте про¬
текают в условиях, близких к изобарно-изотермическим, поддер¬
живаемым самим процессом деформации и кристаллизации частиц.
Глава V. ОБРАЗОВАНИЕ ПОКРЫТИЯ
1. Пространственно-временные условия
В зависимости от назначений и условий работы покрытия, его
испытывают на плотность, износостойкость, прочность сцепления,
химическую стойкость, жаростойкость, твердость и получают све¬
дения об эксплуатационных возможностях данного покрытия.
Такие испытания и исследования имеют большую практическую
ценность, но в силу своей интегральности не позволяют изучать
элементарные физико-химические явления, ведущие к образова¬
нию покрытия и в конечном счете, определяющие его технические
характеристики. В частности, они не позволяют исследовать кон¬
тактное взаимодействие частиц напыляемого материала и выяс¬
нять причины и закономерности их прочного соединения с поверх¬
ностью изделия и образования самого слоя покрытия. Поэтому
для решения задач теории формирования покрытий были разра¬
ботаны специальные методы исследования. Они основаны на ана¬
лизе пространственно-временной структуры процессов образова¬
ния покрытия и на изучении механизма и кинетики физико-хими¬
ческого взаимодействия в контакте частиц различных материалов.
Поскольку покрытие представляет собой слоистый материал,
который формируется из потока расплавленных частиц, естест¬
венно возникает вопрос об их взаимном тепловом влиянии в пе¬
риод образования покрытия. Очевидно имеется два возможных
варианта взаимодействия частиц между собой в пятне напыления:
1) расплавленная частица накладывается на предыдущую ча¬
стицу, которая еще не полностью закристаллизовалась; 2) рас¬
плавленная частица ложится на частицу уже затвердевшую, но
еще не остывшую полностью, т. е. имеющую температуру более
высокую, чем температура основы. Будем называть такую частицу
термически активной частицей.
Простейший расчет показывает, что для того чтобы напыляе¬
мые частицы могли ложиться на еще не полностью закристаллизо¬
вавшиеся частицы предыдущего слоя покрытия, необходим рост
!Я*
547
толщины покрытия со скоростью, равной или превышающей h]т0,
где А — высота затвердевшей за время т0 частицы. Для этого при
самых благоприятных условиях потребуется производительность
напыления
Сх
л ВаЛт! 3,14-2г-10-»-10
4 т0 ~ 4>10'4
= 1,1 * 103 КГ/Ч,
(5.1)
где В — диаметр пятна напыления; ух — плотность напыляемого
материала.
' Полученная производительность на два—три порядка превы¬
шает реальную, обычно не превышающую 5—20 кг/ч напыленного
материала. Этот расчет подтверждается кадрами замедленного
просмотра киносъемки процесса образования плазменного покры¬
тия. При достаточно высокой скорости съемки (выше 103 кадров
в/с) видно, как на поверхности изделия остывают частицы — про¬
падает их светимость. Киносъемка показывает, что наложение
напыляемых частиц на еще не остывшие частицы, не происходит.
Для более точной оценки вероятности взаимодействия частиц
на поверхности изделия можно пользоваться следующим выраже¬
нием
(5.2)
о 3(J
Yi
R \2/3
h ) 3
(5.3)
бг — производительность напыления; k — коэффициент сосредо¬
точенности удельного распределения напыляемого материала на
поверхности; т — время; d — диаметр напыляемой частицы; |5 —
коэффициент использования порошка; R — радиус частицы за¬
кристаллизовавшейся на поверхности основы.
Более точная оценка вероятности взаимодействия по выраже¬
нию (5.2) дает результат аналогичный расчету (5.1). Действительно,
для средних параметров режима, присущих плазменному напы¬
лению, имеем: производительность напыления Gx = 3 г/с, коэф¬
фициент сосредоточенности k = 1 см2, диаметр частиц d *= 100 мкм;
плотность Yi — 5 г/см3; отношение R/h = 60; коэффициент ис¬
пользования материала Р = 0,7; длительность кристаллизации
частицы х = т0 « 10"8 с. Тогда вероятность взаимодействия ча¬
стиц в жидкой фазе для этих условий будет
S=W-(4-.60)!'3-1,95i
Р< 1,95 яэ6• 10*—,
т. е. величиной очень незначительной. Только при больших произ¬
водительностях, например, 50—60 кг/ч, высоком коэффициенте
т
сосредоточенности и напылении на низкотеплопроводящую основу
или при образовании слоя покрытия вероятность взаимодействия
частиц в жидкой фазе может достигать значений 0,1—0,2.
Вероятность взаимодействия между напыляемыми и термиче¬
ски активными частицами (рис. 224) будет выше, поскольку ча¬
стицы полностью остывают значительно дольше — 1 ООх0) по сравне¬
нию с временем их кристаллизации. Оценим эту вероятность для
этих же условий напыления, приняв за период остывания до опре¬
деленной температуры Т$ i> Tz (где Тъ температура основы)
время, которое будем называть
временем термической (тепловой)
активности частицы та, и примем
его для нашего случая <ra = 10-4,
тогда
1,95 8‘11Q-V--»6.10-a.
Эта вероятность мала, однако
с повышением производительно¬
сти напыления она будет увели¬
чиваться и при производитель¬
ности более 100 кг/ч будет стре¬
миться к единице. Таким образом,
высокая производительность на¬
несения покрытий приводит к ка¬
чественному изменению и улучше¬
нию структуры самого покрытия.
Повышение адгезии покрытия при
этом не происходит, поскольку
частицы первого слоя ложатся на поверхность основы свободную
от частиц и имеющую постоянную температуру Т2.
Производительность большинства современных газотермиче¬
ских способов нанесения покрытий не превышает 10—20 кг/ч
распыленного материала. Исходя из приведенного анализа, тер¬
мическое взаимодействие частиц при образовании покрытия в эти
процессах маловероятно и его можно не учитывать. Поэтому ис¬
следовать формирование покрытия, возникновение адгезии и
когезии в нем можно исходя из изучения поведения отдельных
частиц.
Исключение представляет детонационно-газовое напыление.
В отличие от других газотермических методов, которые являются
непрерывными, этот метод — импульсный. Принципиальная осо¬
бенность импульсных методов состоит в том, что они цикличны
и поэтому в них следует различать технологическую (т. е. усред¬
ненную по времени) производительность напыления G± = gvt и
физическую, т. е. истинную производительность, с которой обра¬
зуется слой покрытия из дозы порошка бф = £тф, где gt — масса
дозы порошка, напыляемого в одном цикле; — частота повто¬
Рис. 224. Схема влияния термически
активной: частицы 1 на термический
цикл в контакте с ией частицы 2 лрй
образовании покрытия:
Тк — температура контакта основы и
частицы: Г* —температура поверхно¬
сти частицы 1 в момент контакта в ча¬
стицей 2; Г £ — температура контакта
между частицами 1 и 2
549
рения циклов; тф — время (длительность) формирования покрыв
тия из одной дозы порошков в каждом цикле.
По технологической производительности детонационно-газо¬
вое напыление сопоставимо с другими газотермическими мето¬
дами. Однако при анализе пространственно-временной структуры
формирования покрытий этого типа, очевидно, необходимо также
исходить из физической производительности напыления. В совре¬
менных детонационно-газовых установках продолжительность од¬
ного цикла напыления составляет 0,1 — 1 с, а время формировав
ния покрытия из дозы порошка в каждом цикле напыления оцени¬
вается величиной Тф « 2- 10~а с. Если считать, что в каждой дозе
содержится gi « 0,1 г порошка, то физическая производитель¬
ность Сф = 0,1/(2.10"3) = 180 кг/ч. При столь высоких результатах
должны проявляться коллективные эффекты взаимного влияния
частиц в период образования слоя покрытия из одной дозы по¬
рошка, но не между частицами, входящими в разные дозы. Естест¬
венно, данный расчет правомерен, если в одной дозе порошка со¬
держится достаточное количество частиц для их наложения друг
на друга при образовании покрытия в пятне напыления.
2. Энергия активации
Необходимым условием прочного соединения частицы с поверх¬
ностью основы является касание кривой термического цикла Тв (т)
в контакте с кривой (рис. 225), описывающей изменение длитель¬
ности протекания химической реакции (1.5) в зависимости от тем¬
пературы контакта, рассчитанной для постоянного отношения
N (т)/jV0, Чем выше температура Тк (т), тем более высокую проч¬
ность сцепления имеют напыляемые частицы. Поэтому подогрев
изделия или перегрев напыляемых частиц, повышающие темпера¬
туру в контакте, резко увеличивают прочность и качество покры~
тин. Характер касания кривых на рис. 225 хорошо иллюстрирует
то, что длительность реакции при химическом взаимодействии
составляет т0.
Энергию активации процесса прочного соединения напыляемых
частиц можно определить, подставляя экспериментальные данные
в выражение (1.3). Для такого определения опытным путем нахо¬
дят температуру основы и контакта, при которой относительная
прочность сцепления частиц достигает определенной величины.
Если принять, что при некоторой температуре контакта Тв и соот¬
ветствующей ей температуре основы Т'ъ образуется прочное соеди¬
нение и в реакцию вступают 70 % атомов поверхности, т. е.
N (тоУМо — 0,7, то энергию активации Е& можно рассчитать из
(1.6). Для этого в выражение (1.6) подставляют Д и т = тог полу¬
ченные из экспериментальных данных (TJ; 7^; К), которые харак¬
теризуют условия протекания реакции в контакте.
Практика нанесения покрытий и специальные эксперименты
показывают, что прочность соединения напыляемых частиц опре-
550
деляется не только контактной температурой и временем взаимо¬
действия, но и скоростью частиц. Наибольшее практическое зна¬
чение скорость частиц, как технологический параметр, приобре¬
тает при невозможности по тем или иным причинам использовать
подогрев изделия или перегрев частиц напыляемого материала,
Действительно в плазменной струе напыляемые частицы в за¬
висимости от их размера, плотности и формы приобретают различ¬
ную скорость. Кроме того, даже одинаковые частицы, движущиеся
по оси плазменной струи и по ее периферии, будут иметь различную
скорость вследствие неодинаковых характеристик самой плазмы
Рис. 225. Схема, поясняющая изменение времени т (Гк;
Р), необходимого для приваривания частиц иа данную
величину прочности N (x)JNa, в зависимости от темпера¬
туры и давления в контакте
Г, — температура частицы; Т3 — температура основы;
7"к (т) — температура в контакте в функции времени;
Р (т) — изменение давления в контакте; N \х)/Ыл — сте¬
пень развитии реакции за время т
в рассматриваемых зонах. Различие в скорости частиц, из которых
формируется покрытие, вызывает неоднородность структуры и
свойств напыленного материала.
Хотя общие тенденции влияния скорости частиц на свойств?
покрытий очевидны, механизм этого влияния и количественные
данные о нем в настоящее время ограничены. Однако экспери¬
менты указывают на прямую связь между скоростями частиц и
качеством покрытий в реальном технологическом процессе. В част¬
ности было выявлено влияние диаметра сопла плазмотрона и ско¬
рости подачи распыляемой проволоки на прочность покрытий.
Распыляли проволоку из сплава ХН78Т диаметром 1,6 мм при
силе тока 300 А, напряжении 35 В, расходе плазмообразующегс?
аргона 25 л/мин, при дистанции напыления 60 мм. Основу из
БрХ-08 перед напылением подвергали пескоструйной обработке.
Гранулометрический состав распыленного материала определяли
на микроскопе МИМ-7 на высушенных частицах, которые были со¬
браны в воде. Температурный режим основы контролировали тер¬
мопарой и ее нагрев не превышал 100 °С..
Ъ и—I 1 1—
Ю'в Ю'1 1(Г6 иг*
Ъ Тг<Тг' тк<т'
551
По мере увеличения скорости частиц прочность сцепления по¬
крытия с основой увеличивается, растет и прочность самого по¬
крытия (рис. 226). Структура покрытий, нанесенных из мелких
быстрых частиц, получается более плотной и однородной. Микро¬
скопические исследования показали, что мелкие частицы лучше
уложены и сцеплены в покрытии, чем в покрытии, сформированном
из более крупных частиц. Необходимо отметить хорошую корре¬
ляцию между влиянием скорости на адгезию и когезию покрытия
(сопоставьте кривые 1 и 2 на рис.
б/па бр,НПа
-гоо
,—
§
- 0
1 г
м mtsM/e
Рис. 226, Влияние скорости частиц из епла-
в ХН78Т на прочность сцепления покры-
т я с основой О (J) в прочность покрытия
на разрыв Ор (2)
226).
Рис, 227. Влияние скорости частиц на проч¬
ность сцеплении никелевого покрытия в
основой из стали 45. При напылении сферо-
идизировано и оплавлено, напыляемых
частиц; %:
1 — 75; 2 — 50—57; 3 шт 20 — 50; 4 — 20
Аналогичная зависимость прочности сцепления покрытий От
скорости частиц получена при детонационно-газовом напылении
(рис. 227). Отличительной особенностью детонационно-газового
напыления является меньший нагрев и более высокая скорость
частиц по сравнению с плазменным напылением. Однако по при¬
роде и характеру физико-химических процессов, ведущих к образо¬
ванию покрытия, этот вид напыления близок плазменному напы¬
лению. Как показали эксперименты для существенного вклада
в прочность покрытия скорость частиц должна составлять не¬
сколько сотен метров в секунду. При такой скорости частиц их
кинетическая энергия становится близкой по величине к энергии,
запасенной при нагреве ** Опыты по измерению прочности при¬
варивания движущихся с различной скоростью частиц серебра
позволили установить зависимость энергии активации Еа от дав¬
ления Рв (рис. 228). Работа была выполнена при напылении се-
1 При скорости напыляемых частиц до 100 м/с их кинетическая энергия
ffljj2
невелика и составляетда 3-10-8 эВ на атом, что значительно меньше сред¬
ней тепловой энергии атомов kT да 0,1 эВ. Поэтому в рассматриваемых условиях
напыления взаимодействие материалов в контакте идет по механизму термической
активации. При скорости частиц 600 м/с н выше кинетическая энергия частиц
увеличивается до 0,1 эВ иа атом, становится сравнимой с тепловой и механизм
взаимодействия изменяется.
652
ребра на серебряную основу, поскольку такая модельная пара ма¬
териалов позволяла легко наблюдать развитие взаимодействия
в контакте. При повышении скорости частиц, а следовательно, и
давления в контакте с 10 до 70 МПа энергия активации Ев умень¬
шается на 15—20 %, в результате сильно увеличивается скорость
взаимодействия. Когда давления нет или оно мало, энергия Ев
имеет максимальную величину. При напылении серебра на серебро
в этом случае Еа близко к половине энергии связи в кристалличе¬
ской решетке серебра равной 140 кДж/моль. Эта величина совпа¬
дает с энергией, требующейся для разделения серебра по плоско¬
сти наиболее плотной упаковки. Поэтому
процесс соединения, очевидно, связан
с диссоциацией наиболее слабых связей
в металле основы. Диссоциация этих свя¬
зей делает поверхность основы активной
и обеспечивает перестройку химических
связей между атомами частицы и основы
в контакте, что приводит к образованию
очагов схватывания и к прочному прива¬
риванию частиц.
Аналогичные результаты получены
при изучении взаимодействия железа,
иттрия, алюминия, вольфрама, меди, мо¬
либдена и ряда других металлов. Величина
энергии активации для этих металлов
близка к половине энергии связи атомов
в решетке материала подложки или по¬
ловине энергии атомизации Еа (для ме¬
таллов эти энергии принято считать примерно равными). Наиболее
точные результаты дают расчеты химического взаимодействия одно¬
именных пар (Ag—Ag; Си—Си и т. п.). Из принятой модели про¬
цесса следует, что' Ев характеризует энергию, необходимую для
освобождения насыщенных химических связей поверхности ос¬
новы. В наших экспериментах £а совпадает с энергией, которая
затрачивается при разделении плотноупакованных металличе¬
ских структур на две части. Причем для соединения реакция будет
требовать большей затраты энергии, чем для разделения, что обус¬
ловливает появление в уравнении (1.1) члена, связанного с энтро¬
пией.
Другим часто встречающимся случаем напыления является
нанесение оксидных покрытий на оксиды. Экспериментальные ис¬
следования и расчеты напыления двуоксида алюминия А1203 на
кварцевое стекло позволили оценить энергию активации химиче¬
ского взаимодействия этих оксидов. Энергия активации Ев по¬
верхности SiOa составляет приблизительно 340 кДж/моль. Эта
величина значительно меньше энергии атомизации SiOa, составля¬
ющей приблизительно 1740 кДж/моль и близка к осредненной
энергии, (т. е. полученной делением энергии атомизации на коор-
663
£д} кДж/моль
го w sop.Mfin
Рнс. 228. Изменение энер¬
гии активации Еа под дей-
ствием давления Р^« раз¬
вивающегося в контакте при
ударе частицы
дннационное число) единичной связи Si—О, составляющей при*
мерно 420 кДж/моль. (В действительности в стекле есть связи
с энергией связи меньше, чем 420 кДж/моль). Поэтому механизм
химического взаимодействия материала частицы и основы будет
связан с разрывом и трансляцией (переключением) связей кисло¬
рода от кремния к алюминию.
3. Объемное взаимодействие
Сразу же вслед за возникновением очагов схватывания и прочным
соединением частиц в контакте начинаются и развиваются объем¬
ные процессы — самодиффузия, гетеродиффузия„ образование но¬
вых фаз и т. п. Однако в случае напыления металлов на металлы,
а также и для других веществ, обнаружить экспериментально
объемное взаимодействие очень трудно. Это объясняется кратко¬
временностью процессов протекающих в контакте и, в первую
очередь, быстрым снижением температуры в контакте.
Однако, полученное для металлов значение ,Еа т 0,5Ев позво¬
ляет ожидать некоторого развития диффузии в контакте исходя
из энергетических соотношений. Известно, что энергия активации
самодиффузии серебра по границам зерен с малым углом разориен-
тировки составляет 83 кДж/моль. Энергии активации процессов
соединения серебра с серебром Еа — 14£Ь-кДж/моль. Поэтому,
очевидно, вслед за образованием химической связи должна успеть
пройти канальная диффузия по дислокациям и границам зерен
как в частице, так и в основе. Расчетные оценки глубины диффу^
зии, протекающей при самых благоприятных условиях, показы¬
вают на ее малость. Так, например, для серебра коэффициент само-
диффузин по дислокациям и границам зерен с малым углом раз-
ориентировки
Для температуры в контакте Тк = 1000 К имеем D « 0,8 х
X 10”5 см2/с и получаем толщину диффузионного слоя
что находится за пределами возможности экспериментального об¬
наружения обычными методами металлографии. *
Одним из видов объемного взаимодействия является образование
в контакте жидкой фазы. Жидкая фаза в контакте может нахо¬
диться при напылении в двух случаях: когда температура контакта
выше температуры плавления материала основы и когда в контакте
образуется эвтектика (рис. 229). Первый случай наблюдается при
напылении тугоплавких металлов, таких как вольфрам, молибден
на значительно менее тугоплавкую основу из цинка, алюминия,
меди или стали. При эвтектическом характере диаграммы состоя¬
ния материалов частицы и основы наблюдается второй случай
554
(5.4)
х = Y~2Dxa == V 2,0-8-10~6-2,3-10~6 г» 60 нм,
(5.5)
взаимодействия. Межфазное взаимодействие соответствующее
твердожидкому процессу приводит к припаиванию частиц к ос¬
нове по всей площади кон¬
такта. Поэтому такой про¬
цесс обеспечивает высо¬
кую адгезию покрытия.
Одной из форм объем¬
ного взаимодействия яв¬
ляется контактное плавле¬
ние металлов, которое
обычно наступает при до¬
стижении в контакте тем¬
пературы образования эв¬
тектики. Для меди и се¬
ребра эвтектическая тем¬
пература составляет 779 °С.
Однако эксперименты по
напылению частиц меди
на серебро показывают,
что вплоть до темпера¬
туры 860 °С, соответству¬
ющей прочному привари¬
ванию частиц в контакте,
эвтектика не образуется.
Только после стадии хи¬
мического взаимодействия
происходят процессы поверхностной ’ и объемной диффузии а
можно наблюдать эвтектическую структуру в контакте между
основой и частицей, если ее отделить от поверхности основы
(рис. 229).
Рис. 229. Вид контактной поверхности серебря¬
ной основы после отрыва напыленной частицы меди
(X5Q). Температура в контакте около 860 °С, что
соответствует прочному привариванию частиц
меди
4. Формирование слоя покрытия и его свойства
Мы рассмотрели кинетику и механизм взаимодействия материала
частицы и основы при напылении, описали как образуется первый
слой, взаимно не связанных частиц покрытия и возникает адгезия
покрытия. Далее рассмотрим, каким образом формируется само
покрытие, имеются ли существенные отличия во взаимодействии
частиц при образовании слоя покрытия по сравнению с взаимо¬
действием между частицами и основой.
Изложенные выше представления позволяют полностью объяс¬
нить и описать кинетику и механизм возникновения прочного
сцепления между напыляемыми частицами при образовании слоя
покрытия. Рассмотрим условия взаимодействия, которые приводят
к прочному сцеплению частиц в покрытии. Опыт нанесения покры¬
тий напылением показывает, что даже в случае тугоплавких метал¬
лов и соединений, имеющих наиболее высокую энергию связи
и решетке, частицы легко образуют покрытие, прочно соединяясь
555
между собой. Прочность сцепления частиц в напыленных покры¬
тиях, или когезия покрытий колеблется от 10 до 100 МПа в зависи¬
мости от типа напыляемого материала и условий напыления. Если
для возникновения хорошей адгезии часто приходится прибегать
к специальным технологическим приемам, то сами покрытия об¬
разуются при комнатной температуре из любых веществ и мате¬
риалов без какого-либо дополнительного подогрева изделий при
напылении.
Образование покрытия при напылении наиболее просто объяс¬
нить исходя из высокой температуры контакта между частицами
и покрытием 7^, которая возникает вследствие пониженной теп¬
лопроводности покрытия по сравнению с теплопроводностью ком¬
пактного материала. Эта температура Т1 значительно выше, чем
температура в контакте при напылении на компактный материал.
Рассмотрим механизм теплопроводности покрытий в сопоставим
теплопроводность материалов в компактном состоянии с тепло¬
проводностью покрытий из этих же материалов.
Перенос тепла в покрытиях определяется их слоистым строе¬
нием, большим количеством пор, трещин и Границ раздела между
частицами и осуществляется следующими механизмами:
I) электронами по телу самих металлических частиц, составля¬
ющих покрытие, а также на участках приваривания, поскольку
здесь образовались прочные металлические связи между части¬
цами (A,e); II) за счет решеточной и фононной теплопроводности
в частицах и по участкам приваривания между частицами (Яф)
для неметаллических покрытий; III) теплопроводностью газа, за¬
ключенного в порах покрытия (Яг); IV) лучистым теплообменом
в порах в случае нагрева покрытия до высокой темпера¬
туры (lL).
Поскольку границы раздела между частицами не полностью
заполнены участками или очагами схватывания-, а передача тепла
по механизмам III и IV происходит медленно, суммарный коэф¬
фициент теплопроводности покрытия
Л. == А.ф Л,р —f-
намного ниже, чем у компактных материалов. По мере увеличе¬
ния температуры изменяется вклад от этих механизмов в тепло¬
проводность покрытия и поэтому ее зависимость от температуры
имеет сложный характер и отличается от аналогичной зависимости
для компактного материала (рис. 230). Из сопоставления видно, что
теплопроводность покрытий во много раз ниже теплопроводности
тех же материалов при комнатной температуре.. Кроме того, не¬
обычна зависимость теплопроводности от температуры: в покры¬
тиях с ростом температуры их теплопроводность несколько воз¬
растает или остается приблизительно постоянной, а у компактных
материалов теплопроводность по мере возрастания температуры
уменьшается. Такая зависимость показывает,, что в покрытиях
теплопроводность по механизмам III и IV может вносить сущест¬
£56
венный вклад в общую теплопроводность при повышенной темпе¬
ратуре.
Расчеты показывают, что вследствие пониженной теплопро¬
водности температура контакта между частицами в покрытии зна¬
чительно выше, чем температура контакта при напылении на ком¬
пактный материал. Ранее было показано, что прочное соединение
напыляемых частиц с компактной основой наступает только при
определенной температуре контакта Т'к (см. рис. 225). Очевидно,
для одного и того же материала покрытия и основы прочное сцеп¬
ление между частицами в покрытии произойдет только в том слу¬
чае, если Т'к между частицами в покрытии будет выше или равна
температуре контакта Т'к, при которой частицы прочно соеди¬
няются с компактной основой.
Л, Bv/fM-y) г,Вт/(М-Ю
Рис. 230. Зависимость от температуры коэффициента теплопроводности компактная
в лапылеииых материалов:
« ■— металлы; 6 — оксиды
Из экспериментов известно, что термические условия проч¬
ного сцепления тугоплавких металлов — вольфрама, молибдена,
а также оксида алюминия при напылении на изделия из этих же
материалов, будет следующими (табл. 71).
Сопоставим температуру с расчетной температурой 7д
в контакте между частицами в случае их напыления на уже имею¬
щийся слой покрытия без подогрева (табл. 72) т. е. при Т2 = 20° С,
но с учетом пониженной теплопроводности слоя покрытия (рис. 230)
Поскольку температура Т* выше, чем Т'ш в покрытии обеспе¬
чиваются термические условия для прочного сцепления частиц
и формирования качественного слоя.
Наиболее опасной зоной в покрытии являются слои, распо¬
ложенные вблизи основы. Прочность сцепления частиц в этих
слоях пониженная, поскольку на взаимодействие частиц влияет
подложка с ее низкой теплопроводностью.
На рис. 189, ж в левом нижнем углу видно как при напылении
крупная частица накрыла мелкую. В результате отрыва крупной
частицы от основы соединение между мелкой частицей и основой
было также разрушено, т. е. прочность сцепления между части-
557
Таблица 71. Условия получения
прочного соединения напыляемых частиц
из тугоплавких материалов с компактной основой
из такого же материала
Материал
г; X»
К-86 ■
частицы
ОС ИОВЫ
W
W
800
2500
Мо
Ма
500
1800
AI,Q,
А1205
500
1550
Примечание. — экспериментальная
температура основы, необходимая для прочного воеда-
иення о частицей; 7'к температура контакта при
прочном соединении часттщьт.
Т а б. л н Ц а 72. Условия
получения прочного
сцепления частиц » слое
покрытия, которое
происходит при
Тг = 20 °С
Материал
м
V
"С-
т'
К!*
W
27QO
250Q
Ма
, Г900
. 1800
AI2Os
1600
1550
цами оказалась выше прочности сцепления меньшей частицы
с основой. Этот эксперимент подтверждает рассмотренный меха¬
низм прочного сцепления частиц в покрытии.
Прочность напыленных металлических покрытий обычно не
превышает 10—100 МПа, что на порядок ниже прочности металлов
в компактном состоянии. Процесс формирования покрытия при¬
водит к появлению & нем больших остаточных напряжений,
которые увеличиваются по мере роста толщины покрытия и пони¬
жают прочность покрытия. Поэтому покрытия толщиной более
1 мм обычно склонны к самопроизво л ьному отслаиванинх^Низкая
прочность покрытий является следствием ряда причин,
1. Суммарная площадь всех участков между частицами
(см, рнс, 188, 189), на которых образовалось прочное соединение,
составляет только' часть всей площади их контакта л
2. Прочность в самом пятне приваривания диаметром D*
ниже прочности компактного материала, что объясняется макро-
й микроскопической дефектностью образовавшегося соединения
(см, очаги схватывания на рис, 189); небольшим взаимным про¬
никновением материалов основы и покрытия вследствие малого
объемного взаимодействия и сопряжением решеток с различным
типом химической связи, например, защитное покрытие из оксида
с ионным типом связи нанесено на основу с металлической связью.
3. Пониженная плотность покрытий (80—95%) по- сравнению
с плотностью компактного материала,
4. Большие остаточные напряжения, возникающие в напылен¬
ном материале в процессе его образования.
Поскольку первые три причины уже были рассмотрены ранее,
рассмотрим остаточные напряжения и технологические способы
их регулирования.
Остаточные напряжения являются следствием термических
условий напыления, различи» в теплофиз^ческих свойствах мате-
558
риалов основы и покрытия, фазовых превращений и ряде других
причин. Они появляются в процессе кристаллизации остывания как
отдельных частиц, так и всего покрытия в целом.
Остаточные или внутренние напряжения в твердом теле при*
нято классифицировать по тем объемам, в которых они уравно¬
вешиваются; напряжения I рода свойственны макрообъемам тела;
напряжения II рода возникают при локальной неоднородности
деформации отдельных зерен, часть которых может оказаться
растянутыми и часть — сжатыми; напряжения III рода действуют
в пределах отдельных зерен и являются следствием неодинакового
расстояния между атомами решетки. Из-за особенностей форми¬
рования покрытий при напылении в них действуют напряжения
всех видов. Обычно покрытия разрушаются под действием напря¬
жений I рода, а граница разрушения проходит между частицами,
поскольку связи между ними ослаблены. Напряжения II и III рода
уравновешиваются в объеме закристаллизовавшихся частиц. Уро¬
вень этих напряжений будет высоким, поскольку связан с ударом,
деформацией, чрезвычайно быстрой и неравномерной кристалли¬
зацией и другими интенсивными процессами взаимодействия на¬
пыляемых частиц. Очень короткое время взаимодействия и осты¬
вания не позволяет релаксировать напряжениям как в самих
частицах, так и по границе между ними в период образования
покрытия. Поэтому высокий уровень остаточных напряжений
в покрытиях сохраняется после напыления и охлаждения покры¬
тий.
Если рассматривать покрытие как сплошную среду, а данный
подход в первом приближении оправдан низкой пористостью по¬
крытий, то можно оценить те остаточные напряжения, которые
уравновешиваются в объемах, соизмеримых с размерами всего
покрытия. Именно эти напряжения являются причиной разру¬
шения большинства покрытий. Для расчетов используют теорию
физики сплошной среды (сопротивление материалов, теорию упру¬
гости и пластичности, теплофизическую теорию). Свойства напы¬
ленных покрытий характеризуют временным сопротивлением,
модулем упругости, коэффициентом теплопроводности и т. д.
При охлаждении напыленной детали в ней возникает сложное
поле остаточных напряжений. На напряжения влияет неравно¬
мерное распределение напыляемого материала в струе и неравно¬
мерный нагрев детали в пятне напыления, а также форма и раз¬
меры защищаемой детали. Остаточные напряжения рассчитывают
на основании распределения температурных полей в детали в мо¬
мент времени, соответствующий нулевым напряжениям в покры¬
тии, т. е. во время его образования. Поэтому для расчета напря¬
жений необходимо знать термические условия напыления. Обычно
их определяют из расчета или экспериментально с помощью
термопар, установленных на напыляемой поверхности.
Необходимо отметить, что несмотря на ясность основных фи¬
зических процессов, вызывающих остаточные напряжения в на¬
559
пиленных покрытиях* в настоящее время еще не разработаны
инженерные методы их оценки. Это объясняется не только слож¬
ностью, но и многообразием рассмотренных теплофизических,
физико-химических и других явлений, влияющих на прочность
и напряжения в покрытиях. Кроме того, знание напряжений в по¬
крытиях при комнатной температуре имеет ограниченную прак¬
тическую ценность. Гораздо важнее уметь оценивать и регулиро¬
вать режимами и технологией напыления напряжения, возникаю¬
щие в покрытиях в рабочих условиях.
Для регулирования остаточных напряжений в напыленных
покрытиях рационально рассмотреть последовательно ряд взаимо¬
связанных задач. Во-первых, исходя из конкретных условий
работы детали с покрытием заранее определить требования к знаку
и уровню остаточных напряжений. Во-вторых, используя различ¬
ные технологические приемы постараться получить покрытие
с заданными характеристиками по напряжениям.
Известны следующие технологические приемы, позволяющие
регулировать остаточные напряжения в покрытиях, а следова¬
тельно, их прочность.
1. Согласование свойств материала покрытия и основы, и,
в первую очередь, их температурных коэффициентов линейного
расширения.
2. Регулирование термического воздействия плазмы и частиц
на основу путем изменения распределения ее тепловой мощности
по пятну нагрева, а также путем регулирования дистанции на¬
пыления или изменением скорости перемещения плазмотрона.
3. Снижение модуля упругости покрытия, например, путем
введения в него добавок пластичного материала.
4. Использование переходных подслоев между основой и по¬
крытием, обеспечивающих плавный переход свойств от материала
изделия к материалу покрытия.
5. Изменение толщины покрытия, а также применение много¬
слойных покрытий с чередованием слоев из различных материалов.
6. Армирование покрытия непрерывными или дискретными
волокнами и проволоками.
7. Изменение формы напыляемой поверхности, например, при¬
дание определенного радиуса кривизны всем острым углам изделия.
Необходимо отметить, что в большинстве случаев эксплуата¬
ции защищенных изделий следует стремиться к напряжениям
сжатия в покрытиях, как наиболее безопасным. В растянутых
покрытиях легко возникают трещины, нарушающие их защитные
свойства.
На практике часто бывает трудно согласовать свойства по¬
крытия и основы по температурному коэффициенту линейного
расширения й. Эксперименты показывают, что несмотря на то,
что а ряда материалов и покрытий (молибден, нихром) ниже а
основы (например, стали, сплава Д-16) (рис. 231), в покрытиях
из них вместо напряжений сжатия возникают напряжения растя-
560
жениял В то же время для вольфрама, оксида алюминия , диоксида
циркония можно получить хорошее соответствие между теоре¬
тическими и экспериментальными данными.
Снижение характеристик упругости покрытий при одних и
тех же деформациях приводит к снижению действующих напря¬
жений. Упругость покрытий можно регулировать технологией
напыления: добавкой одного или более материалов в материал
покрытия в процессе напыления; послойным осаждением одно,
именных покрытий, но из порошка различной грануляции; по.
слойным напылением покрытий из разнородных материалов;
оплавлением покрытий, а
также режимами напыления.
Необходимо отметить, что
характеристики упругости
покрытий значительно ниже,
чем у тех же монолитных
материалов. Высказываются
предположения о возмож¬
ности регулирования оста¬
точных напряжений напыле¬
нием чередующихся слоев
с различными знаками на¬
пряжений. Однако следует
иметь в виду, что нанесение
слоев с сжимающимися оста¬
точными напряжениями при¬
водит к повышению растягивающих напряжений в слоях, напы¬
ленных ранее.
Известен также способ регулирования остаточных напряжений,
часто используемый при получении деталей н изделий другими
технологическими способами — это напыление на детали, нахо¬
дящиеся в предварительно напряженном состоянии. После напы¬
ления нагрузку снимают, что приводит к изменению напряжений
как в самой детали, так и в покрытии.
Рассмотрим влияние толщины покрытия 8 на его прочность.
По мере роста толщины покрытия в нем будут накапливаться
остаточные напряжения и, соответственно, будет снижаться
прочность покрытия в целом. Такая зависимость прочности
покрытий от их толщины подтверждается экспериментальными
данными (рис. 232, а) и может быть выражена некоторой схема¬
тической кривой (рис. 232, б), имеющей следующие характерные
точки. Точка ох соответствует прочности приваривания частиц
к основе по всему пятну химического взаимодействия ах = PjFm
где Рх — сила, необходимая для отделения покрытия и У7* —
площадь химического взаимодействия.
Прочность ох характеризует максимальную прочность, которую
можно получить между этими материалами методом напыления.
У пластичных металлов ах близка к их прочности в литом состоя-
561
сс-10~еграё
Рио. 231. Температурная зависимость коэф¬
фициента линейного расширения а ряда метал¬
лов и оксидов (Zr02 стабилизирован СаО)
ннн. Например, у меди или серебра ах достигает 200 МПа. Однако
для большинства других сочетаний материалов в зоне контакта
действуют большие остаточные напряжения Л и III рода, сущест¬
венно ослабляющие сцепление.
Очаги схватывания не заполняют всю площадь контакта (см.
рис. 189) F, что .можно выразить некоторым коэффициентом к =
= FJF. Тогда хох будет характеризовать прочность сцепления
с иодюжкой одного слоя частиц покрытия, не связанных между
собой. Толщина монослоя обычно составляет S—15 мкм, что
соответствует толщине закристаллизовавшихся частиц. Напыление
следующего слоя частиц приведет к их наложению друг на друга
Рис. 232. Прочность сцепления покрытия различной тол*
щииы 4 из алюминнда никеля (о) с вековой 1X1-SH9T (1) а
БрХ-0,8 (2) и условная схема изменения прочности
сцепления о покрытия е основой в зависимости от его тол¬
щины (б)
и к образованию покрытия. По мере увеличения числа слоев или
толщины покрытия в нем будут расти ©статочные напряжения о0
всех трех видов. Прочность покрытия в целом является разностью
между прочностью приваривания частиц и -остаточными напря¬
жениями КОх — 0О.
Рост числа слоев увеличивает остаточные напряжения, ши
могут превзойти прочность сцепления ав >• хсгХ) и покрытие само¬
произвольно отделится от основы (см. рис. 232, ф, кривая J).
Одиако обычно вследствие слоистого строения покрытий напря¬
жения в них частично релаксируют и происходит стабилизация
прочности покрытия (см. рис. 232, кривая 2) на некотором уровне
(см. рис. 232, б, пунктирная линия). Изменяя режим напыления
и в первую очередь термические циклы точек поверхности в пятне
напыления, можно регулировать прочность покрытий в области
кривых / и 2 (см. рис. 232, б1
Аналогичным образом внутренние напряжения влияют и на
другие служебные свойства покрытий. При циклическом нагру¬
жении и при работе в условиях теплоемен высокие внутренние
напряжения в толстых покрытиях вызывают быстрое накопление
микроразрушений, растрескивание и отслаивание покрытий.
Одной из важных характеристик покрытия является его стой¬
кость к быстрой перемене рабочей температуры, или термоцик-
лическая стойкость (сокращенно термостойкость). Наиболее
№
жесткий способ испытания на термостойкость заключается в на¬
греве образцов с покрытиями или изделий в печи или открытым
пламенем до заданной температуры и охлаждение изделия погру¬
жением в воду. Количество теплосмен а до разрушения покрытия
служит критерием оценки их термоциклической стойкости.
На рис. 233 приведены данные по нагреву в печи до 1000 °С
я охлаждению в воде покрытий из диоксида циркония с различи
ной толщиной подслоя. Из сопоставления прочности сцепления
о (б) с термостойкостью п (б) видно, что характер изменения этих
свойств от толщины покрытия б идентичен.
рис. 233. Зависимость термостойкости (/) и
прочности сцепления (2) покрытия из Ди-
оксида циркония (толщиной 0,2 мм) от тол-
щины Ь подслоя сплава ХН78Т на медной
основе
б,МПа бд,МПа
Рис. 234. Влияние температуры испытания
Тд на прочность сцепления а (Ги) (/) и
внутренние напряжения aQ (Ги) (2) в по¬
крытии из двуокиси циркония, нанесенном
на медный сплав
Особенно резко возрастают внутренние напряжения при уве¬
личении рабочей температуры покрытия. Например» покрытие из
диоксида циркония на сплаве меди без подслоя разрушается при
температуре испытания Та несколько выше 400 °С, хотя его
прочность сцепления при 20° составляет 15 МПа (рис. 234). При¬
чиной отслаивания покрытия являются внутренние напряжения
а0 (71,,), которые были определены с помощью дифрактометра
УРС-50ИМ. Внутренние напряжения при нагреве резко возра¬
стают вследствие большой разницы в температурных коэффициен¬
тах линейного расширения материалов основы и покрытия.
Поэтому на практике при нанесении оксидных покрытий на ме¬
таллы обычно используют переходные подслои, в которых проис¬
ходит частичная релаксация остаточных напряжений.
В покрытиях могут возникать как остаточные напряжения
растяжения (молибден и никель на молибдене» алюминий на алю¬
минии; железо, кобальт ВСНГН* нихром, сталь 11Х18МВД,
сплав Ni+NB-f-C на поверхности основы), так и остаточные на¬
пряжения сжатия (молибден на бронзе; оксид циркония, оксид
алюминия с добавкой оксида титана, оксид европия'-е добавкой
вольфрама, стали У8 и 4X13, вольфрам на жестких основах).
Абсолютная величина остаточных напряжений может иметь самые
различные значения. Например, экспериментально были получены
563
напряжения от + (200—300) МПа для покрытий из 11Х18МВД,
до —230 МПа для оксида алюминия с добавками оксида титана.
Существует ряд способов оценки остаточных напряжений в по¬
крытии» по искривлению прямоугольного образца в процессе на¬
пыления, по изменению кривизны кольцевого образца при напы¬
лении, по деформации стержня с покрытием при последователь¬
ном удалении слоев механическим или химическим путем, по
измерению параметров решетки рентгеноструктурным анализом.
В зависимости от соотношения между прочностью сцепления
покрытия с основой и прочностью сцепления частиц в покрытии,
его разрушение может быть адгезионным или когезионным. Часто
наиболее слабым местом является зона сцепления между части¬
цами покрытия, прилегающими к основе. Поэтому при разруше¬
нии часть покрытия остается на поверхности основы. Низкая
прочность покрытия вблизи основы объясняется отрицательным
влиянием высокой теплопроводности ее компактного массивного
материала на термоциклы в контакте частиц первого — третьего
слоев вблизи основы. По мере роста толщины покрытия его тепло¬
проводность понижается, температура в контакте Ти увеличи¬
вается и прочность покрытия растет. На достаточном удалении
от основы покрытие образуется в квазистационарных тепловых
}СЛОВИЯХ.
5. Регулирование свойств покрытий
Результаты изучения взаимодействия материалов, а также теория
напыления позволяют наметить и классифицировать наиболее
рациональные технологические приемы и методы регулирования
свойств покрытий (табл. 73). Эти методы можно разделить на тер¬
мические и физико-химические, Такое деление условно, поскольку
все физические, химические, тепловые и другие процессы при
нанесении покрытий тесно взаимосвязаны, оно просто подчерки¬
вает, какой из параметров является главным для регулирования
свойств покрытия в данном конкретном случае.
Ниже рассмотрены способы управления свойствами покрытий
непосредственно в процессе напыления. «
Давно известна и широко применяется абразивно-струйная
обработка поверхности перед напылением. Такая подготовка,
во-первых, очищает поверхность и выводит ее из состояния термо¬
динамического равновесия со средой, освобождая межатомные
связи поверхностных атомов, т. е. химически активирует поверх¬
ность основы. Правда, активность осйовы быстро снижается из-за
химической адсорбции газов из атмосферы и окисления. Поэтому
время между очисткой и нанесением покрытия должно быть ми¬
нимальным и не превышать 1—3 ч.
Абразивно-струйная или дробеструйная очистка поверхности —
процесс дискретный. Однако вследствие очень быстрого снижения
активности в каждой точке очищенной поверхности к концу
очистки всей поверхности ее активность выравнивается.
564
Методы регулирования взаимодействия материалов в процессе напыления
Я
а
Ев
Ч
VD
Я
565
В месте удара абразивных частиц основа разрушается и об¬
нажается так называемая ювенильная поверхность ее материала.
Ювенильная поверхность отличается очень высокой активностью.
Если ювенильная поверхность образована в глубоком вакууме,
то ее активность спадает медленно. Ювенильные поверхности двух
твердых материалов, приведенные в соприкосновение, при сжатии
способны прочно соединяться даже при комнатной температуре.
Например, при контакте ювенильных поверхностей, получен¬
ных разрушением алюминия и кремния в вакууме уже через 1 с
при температуре 20 °С возникает сцепление, по прочности пре¬
восходящее прочность алюминия. В вакууме 1,33* 1Q-® Па за
промежуток времени 1 с на ювенильной поверхности образуется
не более 0,01 моиослоя адсорбированных атомов, е. практически
вся поверхность остается активной.
Повторение опыта в атмосферных условиях дало отрицатель¬
ные результаты. Поверхности кремния' и алюминия окислялись,
и соединения между ними не возникало. Эти эксперименты под¬
тверждают, что на воздухе очищенная поверхность основы очень
быстро теряет активность.
Химическое травление поверхности изделия перед напылением
требует применения и разработки специальных травителей.
Неправильный выбор травителя может дать отрицательные ре¬
зультаты, поскольку вызовет пассивацию поверхности и приведет
к понижению прочности сцепления. Применение химической об¬
работки поверхности перед нанесением покрытий — одна из
малоизученных областей технологии. Однако на перспективность
исследований в этом направлении указывают результаты некото¬
рых работ. }
Предложен способ подготовки поверхности алюминия и его
сплавов для нанесения оксидных покрытий путем травления.
Сущность способа заключается в подборе условий травления,
обеспечивающих различную скорость растворения отдельных
участков поверхности металла. В результате травления поверх¬
ность становится шероховатой с увеличенной площадью и равно¬
мерно развитым рельефом со средней высотой неровностей профиля
до 120 мкм. В результате травления прочность сцепления увели¬
чивается незначительно (около 1,5 раз) и только при нанесении
оксидов.
Предварительная подготовка поверхности механическими ме¬
тодами, такими как шлифование, абразивно-струйная обработка,
сильно влияет на диффузионную стадию процесса соединения.
Резко увеличивается скорость диффузии в контакте между мате¬
риалом покрытия и основы. Вследствие обработки поверхностный
слой насыщается структурными дефектами и приобретает ано¬
мальные физико-химические свойства. Такое состояние влияет
на кинетику диффузионных процессов и его тщательно изучают.
После абразивно-струйной обработки скорость самодиффузии
и диффузии в поверхностном слое значительно выше, чем после
5G6
Таблица 74. Энергия активации
самодиффузии никеля
в поверхностном слое, полученном
различными методами обработки
Поверхность
Энергия» акти¬
вации, кДж/моль
ни¬
келя
сплава
ХН77ТЮР
Электрополирован-
ная
190
197
Отожженная
—
187
Шлифованная
163
168
После пескоструй¬
ной обработки
131
160
Рис. 235. Зависимость коэффициентов диф¬
фузии D и энергии активации Q самодиф¬
фузии иикеля по глубине X шлифованного
образца
электрополирования. Например, в никеле и никелевом сплаве
ХН77ТЮР после пескоструйной обработки скорость самодиффу¬
зии никеля при 700 °С возрастает в 30 раз. Шлифование и фрезе-,
рование при тех же условиях увеличивает скорость самодиффу¬
зии никеля примерно на два порядка. Энергия активации само¬
диффузии в поверхностном слое также зависит от способа обра¬
ботки поверхности (табл. 74) и составляет наименьшую величину
после пескоструйной обработки. Наиболее велика энергия акти¬
вации самодиффузии после электрополирования.
Коэффициент самодиффузии никеля резко уменьшается по
мере удаления от поверхности (рис, 235): на глубине 30 мкм он
почти в 90 раз меньше, чем в тонком поверхностном слое. Энергия
активации при этом возрастает в два раза.
Дефекты структуры, возникающие после механической обра¬
ботки поверхности, весьма устойчивы и влияют на диффузию даже
при температуре, превышающей температуру рекристаллизации..
В никеле при температуре, соответствующей весьма развитым
стадиям рекристаллизации, наблюдается ускорение диффузии
в шлифованной поверхности по сравнению с электрополирован-
ной. Например, скорость диффузии в шлифованной поверхности
при 800 °С (О.бгГпя) в 25 раз и при 900 °С (0,687^) в 7 раз выше,
чем в электрополированной.
Рассматриваемый эффект зависит от природы металла и типа
его решетки. В никеле он больше, чем в меди и железе. В меди
влияние шлифования еще сохраняется после нагрева до 0,7ТПЯ.
Между тем в железе эффект исчезает, как только начинается ре¬
кристаллизация (0,45ТПЯ). Разница в поведении этих металлов
объясняется различной энергией дефектов упаковки в них. Ни¬
кель и медь — металлы с низкой энергией дефектов упаковки, и
скорость разупрочнения в них металла, переползание и анниги¬
ляция дислокаций затруднены, плотность дислокаций уменьшается
медленно. Поэтому удается регистрировать повышенную скорость
567
диффузии в приповерхностных слоях при достаточно высокой
температуре.
Закономерности диффузии в сильно деформированных припо¬
верхностных слоях в полной мере могут быть отнесены к диффу¬
зионным процессам в изделии и частицах при напылении. Более
того, в момент образования покрытия объемные процессы будут
интенсифицироваться пластической деформацией обоих материа¬
лов в контактной зоне. При абразивно-струйной подготовке по¬
верхности высота образующихся микронеровностей может быть
различной у материалов с разными механическими свойствами.
При обработке коррозионностойкой стали типа 12Х18Н9Т высота
млкронеровностей составляет 50—7Q мкм.
Из способов предварительной подготовки под напыление заслу¬
живает внимания способ нанесения легкоплавкого металла на по¬
верхность изделия. Применение этого способа при изготовлении
абразивного инструмента позволяет увеличить прочность сцепле¬
ния твердых напыляемых частиц абразива, которые подплавляют
легкоплавкий металл при напылении и припаиваются к основе.
Поэтому металл подбирают так, чтобы температура контакта была
выше его температуры плавления.
Разновидностью этого способа является нанесение покрытий
плакированными порошками, т, е. порошками, у которых каждая
частица представляет собой ядро, покрытое металлической обо¬
лочкой. В качестве оболочки применяют никель, хром, медь, алю¬
миний и другие металлы. В зависимости от назначения покрытия
ядром частиц могут служить оксиды, карбиды, нитриды или абра¬
зивные материалы. Металл оболочки при нагреве плавится, при
ударе об основу обтекает твердую частицу и припаивает ее к по¬
верхности основы. Другой функцией металлической оболочки
является защита ядра от вредного химического воздействия окру¬
жающей атмосферы. Поэтому метод нанесения покрытий плаки¬
рованными порошками в классификационной схеме относится
к физико-химическим методам.
Для повышения химической активности основы из оксидов
можно рекомендовать применять легирование их поверхности
оксидами с низкой энергией связи, такими как окислы ВаО, СаО
и т. п. Эти оксиды можно внедрять в поверхность керамики ион¬
ными легированием. Оксиды с низкой энергией связи понижают
энергию активации процесса взаимодействия напыляемых частиц
с поверхностью основы.
ак как напыление с местной защитой и в камерах с контро¬
лируемой атмосферой используют все шире, получили распро¬
странение методы термической активации основы как предвари¬
тельным подогревом, так и подогревом плазмой в пятне напыления.
На воздухе подогрев большинства металлов вследствие окисления
ограничен температурой 100—300 °С.
Повышать качество покрытий можно увеличивая температуру
или энтальпию напыляемых частиц. Как было показано, прочность
€68
сцепления частиц определяется температурой, устанавливающейся
в контакте между частицей и напыляемой-поверхностью* а также^
временем кристаллизации частицы^ Увеличивать температуру
контакта Тк и время кристаллизации т0 можно как повышением
температуры изделия, так и перегревом напыляемых частиц выше
температуры плавления Гпл. Поэтому, когда местный или общий
подогрев изделия недопустим или ограничен невысокой темпера¬
турой, активировать процесс образования покрытия можно пере¬
гревом частиц.
Для повышения качества
покрытий технологи исполь¬
зуют подогрев основы или пере¬
грев частицы. Рассмотрим обе
возможности.
Для случая напыления ча¬
стиц алюминия на компактную
(кривые 1, 2) и напыленную
(3, 4) основу результаты рас¬
чета температуры контакта
в зависимости от перегрева
напыляемых частиц при по¬
стоянной температуре основы
Тг = 0°С и различной темпера¬
туре подогрева основы, но без
перегрева частиц 7\ = Тпа>
представлены на рис. 236. При
напылении на компактную
основу, имеющую высокую
теплопроводность, перегрев частиц (кривая 1) в меньшей сте¬
пени влияет на Тк, чем подогрев основы (кривая 2).Однако,
если теплопроводность основы будет в 3 раза меньше (что
приблизительно соответствует теплопроводности покрытия,
напыленного из того же материала), то кривые 3 и 4 сбли¬
жаются. Таким образом, при напылении на изделия из мате¬
риала с невысокой теплопроводностью или при формирова¬
нии самого слоя покрытия перегрев частиц так же значи¬
тельно повышает прочность и качество покрытий, как и подогрев
изделия.
~~На прочность соединения частиц при напылении существенное
влияние оказывает длительность взаимодействия т0, определяемая
периодом кристаллизации части цыДПриведем пример изменения
при электродуговой металлизации периода кристаллизации т0 в за¬
висимости от температуры перегрева частиц т0 (АТ) и температуры
подогрева основы т0 (Т2). Такие зависимости были определены
для частиц напыляемого алюминия диаметром 100 мкм при скоро¬
сти соударения v = 70 м/с. Полученные результаты (рис. 237)
показывают сложную зависимость т„ от перегрева частиц (кривая
1) и подогрева основы (кривая 2). Однако очевидно, что нет ка-
Тк,°с.
Рис. 236. Зависимость температуры кон¬
такта Тк от температуры подогрева основы
Тг при температуре частиц, равной темпе¬
ратуре плавления их материала (кривые 2,
4) и зависимость Тн от величины перегрева
частиц ДТ выше температуры плавления
при постоянной температуре основы Тг =
= 0 °С (кривые и 3):
1,2*- напыление иа компактную (литую)
алюминиевую основу} 3,4 — на ранее на¬
пыленное алюминиевое покрытие о тепло¬
проводностью, в 3 раза меиьшей теплопро¬
водности алюминия
Б69
кого-либо существенного преимущества одного из параметров
перед другим.
Рассмотрим еще один важный и интересный вопрос: как изме¬
няется прочность сцепления покрытия сосновой о по мере увели¬
чения температуры напыляемых частиц? Для оценки изменения
прочности воспользуемся нормированным выражением прочности
(1-4) и уравнением (1.5), подставив в них соответствующие данному
случаю взаимодействия т = т„ и Тк. Получим теоретическое вы-
t,икс
рнс. 237. Изменение прй электроду**
гоьой металлизации алюминием пе¬
риода кристаллизации То в зависимо¬
сти ог температуры перегрева частиц
А Г при постоянной температуре алю-
v I и во1) основы 7, = 0° С (кривая 1)
и в зависимости от подогрева основы Т2
лр< постоянной температуре распла-
►ленных напыляемых частиц равной
температуре плавленая (кривая 2)
Рис. 238. Прочность сцепления покры¬
тия с основой о, определенная по клее¬
вой методике (кривая 1), и рассчитанная
относительная прочность сцепления
(кривая 2) 9- зависимости от средне*
массовой температуры 7* еапыляемыа
частиц
ражен не изменения относительной прочности сцепления напыляе-
мых частиц в результате химического взаимодействия в контакте
0 O' и. t0)
1 — exp
[ -ГЫ'
(5.6)
ГД® о шах — максимально возможная прочность сцепления при
напылении данной пары материалов, определяющая уровень нор¬
мирования.
При напылении частиц алюминия с температурой, равной тем¬
пературе плавления Гил, на алюминиевую компактную основу
прочное сцепление частиц с основой, соответствующее ОДцщах,
согласно экспериментальным данным, наступает при Тк = 600 °С
ит0* 4-10"® с. По соотношению (1.6), находим для соединения
алюминия с алюминием энергию активации Еа яа 1,3 эВ.
На рис. 238 результаты расчетов (кривая 2) относительной
прочности сцепления по (5.6) сопоставлены с экспериментальными
данными (кривая 1) по прочности сцепления алюминиевого по¬
крытия с основой из алюминия, определенной с помощью клеевой
методики. Близкий ход кривых 1 и 2 подтверждает обоснованность
$70
основных допущений, принятых при разработке моделей взаимо^
действия материалов при напылении, и позволяет сделать вывод
о целесообразности практического применения методики расчета
температуры контакта и времени кристаллизации.
Напыляемые частицы кроме тепловой получают также кинети¬
ческую энергию. Оба вида энергии, как было показано, участвуют
в формировании покрытия и определяют его структуру и качество.
При дуговой металлизации, газопламенном и плазменном напы¬
лении скорость частиц невелика и главную роль в механизме проч¬
ного соединения частиц играют термические процессы. В случае
нанесения покрытий в разреженной контролируемой атмосфере
или при детонационно-газовом напылении скорость частиц увели¬
чивается в несколько раз и поэтому возрастает роль механических
факторов, вызывающих активацию материалов в зоне соударения
частиц путем пластической деформации и сдвига.
Ю. А. Харламовым было экспериментально изучено взаимо¬
действие и возможность образования соединения при детонацион¬
но-газовом напылении между металлами, оксидами, графитом и
тугоплавкими соединениями. Чтобы шероховатость поверхности
основы не влияла на прочность сцепления, поверхность образцов
перед напылением полировали. По оценкам скорость частиц в
экспериментах составляла 500—600 м/с при умеренном их нагреве.
Исследование взаимодействия около 200 пар материалов показало,
что детонационно-газовое напыление позволяет прочно соединять
сосновой находящейся при температуре 20 °С большинство частиц
самых различных материалов.
Анализ экспериментальных данных позволил сделать ряд вы¬
водов о взаимодействии материалов при детонационно-газовом
напылении: 1) вид диаграммы состояния двойной системы.для ма¬
териала частицы и основы не влияет на качество сцепления; 2) чем
больше энергия сублимации и выше температура плавления мате¬
риала основы, тем меньше материалов частиц обладает способ¬
ностью к прочному сцеплению с ним; такая же тенденция наблю¬
дается по мере повышения твердости и хрупкости материала ос¬
новы; 3) чем крупнее напыляемые частицы, тем хуже они сцеп¬
ляются с основой, что объясняется уменьшением их скорости и
температуры. В опытах с железом и титаном применяли частицы
диаметром 150 мкм, во всех остальных опытах — частицы диаме¬
тром 50 мкм и менее.
Детонационно-газовое напыление обеспечивает прочное сцеп¬
ление обычно без подогрева основы. Так, при плазменном напыле¬
нии на воздухе молибдена на полированный молибден, нагретый
До 200 °С, соединения не образуется. Прочное соединение возни¬
кает только при напылении в защитной атмосфере, когда нагрев
основы может быть доведен до 500 °С без окисления. Высокая ки¬
нетическая энергия и нагрев до пластичного состояния частиц
при детонационно-газовом напылении дают возможность наносить
молибден на полированный молибден без его подогрева. При этом
571
методе частицы приобретают пластические свойства вследствие
нагрева газом и могут достигать предплавильных температур.
При детонационно-газовом нанесении покрытий механизм их
формирования и прочного соединения с основой определяется как
термической, так и механической активацией, поскольку напыляе¬
мые частицы имеют высокую скорость. Очень важно правильно
выбрать оптимальное соотношение между кинетической и тепло¬
вой энергией частиц для образования покрытия с максимальными
свойствами. Увеличение скорости частиц в пластичном состоянии
до некоторого критического значения будет повышать прочность
их соединения в покрытии. При скорости частиц выше критиче¬
ского значения они образуют
в месте ударе глубокие лунки, а
у расплавленных частиц возни¬
кают кумулятивные эффекты, раз¬
рушающие слои поверхности
основы. Кроме того, при высокой
скорости частиц уменьшается ко¬
эффициент использования мате¬
риала вследствие большого раз¬
брызгивания частиц при ударе.
Для повышения качества са¬
мого слоя покрытия и, в первую
очередь, его когезии можно ис¬
пользовать термически активные
частицы, т. е. создавать в процессе формирования покрытия усло¬
вия, при которых напыляемые частицы ложатся на еще не остыв¬
шие частицы предыдущего слоя. Наиболее близкие к этим условиям
имеются в каждом импульсе детонационно-газового напыления.
В других методах газотермического нанесения покрытий эффект
может проявляться при высокой производительности напыления
и большом коэффициенте сосредоточенности струи напыляемых
частиц.
Одним из способов повышения адгезии и когезии покрытий
является применение переходных слоев, т. е. подслоев, с понижен¬
ной теплопроводностью. При напылении на такой подслой
(рис. 239) увеличиваются температура контакта Тк до Т1 и дли¬
тельность кристаллизации с т0 до xg, а соответственно растет проч¬
ность сцепления частиц и переходит с уровня прочности N (т„;
Т„) N0 — 0,3 (рис, 239, кривая 1) на N (т§; T^)/N0 = 0,7 (рис. 239,.
кривая 2).
С целью повышения адгезии покрытий из тугоплавких окси¬
дов предварительно на изделия наносят подслои из материалов,
имеющих высокую энтальпию частиц в расплавленном состоянии
или из материалов, в которых в процессе напыления происходит
экзотермическая реакция с выделением тепла (нанесение покры¬
тий из термореагирующих порошков). Затем на этот подслой нано¬
сят основное покрытие. Такой подслой может также выполнять
Р е. 2Я9. Схема увеличения прочности
сиепл пня между частицами в покры-
т лри использовании термически ак-
TfB ых частиц при применении подслоя
с юнн/Кеиной теплопроводностью
572
функцию материала сглаживающего переход от температурного
коэффициента линейного расширения покрытия к температур¬
ному коэффициенту линейного расширения материалов основы.
Наибольшее распространение в практике напыления получили
металлы никель и алюминий. Эти порошки представляют собою
частички алюминия (желательно сферической формы), покрытые
слоем никеля химическим или вакуумным способом.
Проанализируем влияние энергетического состояния напыляе¬
мых частиц на механические свойства покрытий и, в частности,
на прочность сцепления покрытия с основой. Энергия, запасенная
частицами оценивалась по их энтальпии, так как энтальпия ха¬
рактеризует накопление части¬
цами энергии за счет различных
процессов: нагрева, плавления,
фазовых превращений и различ¬
ных видов химического взаимо¬
действия между материалами, из
которых состоят частицы.
Наиболее высокую энтальпию
имеют частицы вольфрама и мо¬
либдена (соответственно, в рас¬
плавленном состоянии 130 и
110 кДж/моль). Запасенная ча¬
стицами этих материалов энергия
достаточна для термической ак¬
тивации поверхности основы и
прочного сцепления' покрытия
с металлами без специальной под¬
готовки их поверхности (исключая медь и ее сплавы). При напы¬
лении других материалов с меньшей энтальпией частиц этих же
результатов можно добиться путем абразивно-струйной обработки
поверхности. Однако, ни вольфрам, ни молибден не могут быть
рекомендованы в качестве покрытия или подслоя для работы при
повышенных температурах в активных средах. Они интенсивно
окисляются при температурах 300—400 °С, а образующиеся ок¬
сиды «разрыхляют» защитное покрытие. Кроме того, эти металлы
дороги и дефицитны. )
Одним из перспективных материалов для подслоев является
термореагирующий никельалюминиевый порошок. При соотно¬
шении 50 % Ni 50 % А1 экзотермическая реакция дает энталь¬
пию частиц приближающуюся к энтальпии вольфрама и молиб¬
дена.
Представить изменение свойств покрытий при плазменном на¬
пылении обычными и термореагирующими материалами можно
в виде графической зависимости прочности сцепления покрытия
с основой а от дистанции напыления. Рассмотрим один из вариан¬
тов такой зависимости (рис. 240, кривая 1). Если принять, что
начало координат отнесено к месту ввода проволоки или порошка
673
|\
|\
1 \
1 V
1 >
!
уГ
/
/ п
Ш L.
~ " i
Рнс. 240. Схема изменения прочности
сцепления покрытия с основой о в за¬
висимости от дистанции напыления}
1 напыление обычных материалов;
2 *- напыление термореагирующия
порошков; 1 *=• наплавка порошков
(длина зоны I близка к длине ядра
плазмы); II подогрев основы плаз¬
мой (50 — 150 мм); III ез зона остыва¬
ния для обычных материалов (/) и зона
экзотермической реакции для термо-
реагирующих порошков (2)
в распылитель (L = 0), то в зоне I будет происходить эффектив¬
ный нагрев частиц распыляемого материала. Протяженность зоны
близка к длине ядра плазменной струи и несколько изменяется
в зависимости от теплофизических свойств напыляемого материала.
Высокую прочность сцепления покрытий в зоне II можно объяс¬
нить существенным подогревом поверхности струей перегретых
плазмообразующих газов. Практически при приближении основы
к ядру плазменной струи процесс напыления переходит в извест¬
ный процесс наплавки порошком, протекающий с оплавлением
(запотеванием) обрабатываемой поверхности изделия. Граница
между зонами II и I может изменяться в достаточно широких пре¬
делах в зависимости от теплофизических свойств плазменной струи,
напыляемого материала и материала изделия.
Нанесение покрытий обычно ведут на дистанции L, соответст¬
вующей границе зон IL и III, с целью получения достаточно высо¬
кой прочности сцепления а и предотвращения перегрева изделия
и наносимого покрытия.
В зоне III прочность сцепления покрытия е основой посте¬
пенно снижается из-за остывания напыляемых частиц, и особенно
мелких. Прочность сцепления снижается медленнее, чем темпера¬
тура частиц. По-видимому, с увеличением дистанции напыления
покрытие зсе больше формируется из перегретых крупных частиц,
которые сохраняют в центре сферы жидкую фазу. Затвердевшие
частицы (мелкие, периферийные) практически не участвуют в об¬
разовании покрытия, отскакивают при ударе, чем снижают коэф¬
фициент использования материала.
При напылении термореагирующих порошков наблюдается со¬
вершенно другая картина в зоне III (рис* 240, кривая 2). В ре¬
зультате выделения дополнительной энергии от экзотермической
реакции увеличивается прочность сцепления покрытия, что объяс¬
няется повышением теплосодержания частиц и следовательно,
повышением температуры контакта Тв.
Для нанесения покрытий из тугоплавких оксидов в качестве
материала подслоя может быть использоваи нихром или никель-
алюминиевый сплав типа ВК.НА. Оксидные пленки на подслое
из э^их материалов при благоприятных условиях напыления по¬
крытий из тугоплавких оксидов могут образовывать с ними проч¬
ные химические соединения шпинельного типа.
Очень хорошие результаты дает метод одновременно использу¬
ющий возможности термического и химического воздействия
плазмы в процессе напыления. В этом Случае покрытия наносят
в камере с контролируемой атмосферой и пониженным регули¬
руемым давлением (нанесение покрытий в динамическом вакууме).
Материал покрытия синтезируют в процессе напыления, вводя
например, в плазму азота напыляемые металлические частицы
титана можно получить покрытие из нитрида титана. Пониженное
давление в камере позволяет применять для подогрева и очистки
поверхности изделия в пятне напыления несамостоятельный вы¬
574
соковольтный электрический разряд, который накладывается на
плазму и горит между плазмотроном и изделием. Это значительно
повышает прочность сцепления, плотность и качество покрытий.
Кроме того, при пониженном давлении появляется возможность
наносить покрытия из мелких частиц с размером несколько ми¬
крон, что улучшает структуру покрытия и повышает его плот¬
ность. Напыление такими частицами в плотной атмосфере затруд¬
нено или невозможно, поскольку они вследствие малой массы не
достигают поверхности изделия.
Мы рассмотрели и установили взаимосвязь между основными
физическими параметрами процесса (Гк; т0; о; и др.) газотер¬
мического нанесения покрытий, которые определяют возможность
получения покрытия и его основные свойства.
Глава VI. НАНЕСЕНИЕ ПОКРЫТИЙ КОНДЕНСАЦИЕЙ В ВАКУУМЕ
1. Испарение
Покрытия в вакууме получают осаждением и конденсацией напы¬
ляемого материала на поверхности изделия. Для этого материал
покрытия испаряют или подвергают распылению. Отличительной
особенностью процесса является то, что покрытие образуется из
атомов или ионов или же тех и других частиц одновременно. По¬
этому для получения покрытий сложного состава из атомов раз¬
личных элементов испарение проводят одновременно из несколь¬
ких источников, а их паровые потоки смешивают. Поскольку по¬
токи пара способны смешиваться в любой пропорции, покрытие
может состоять из любых компонентов не зависимо от их взаимной
растворимости в твердом или . жидком состоянии. Конденсацией
получают покрытия из различных сочетаний металлов между со¬
бой, металлов с оксидами, карбидами, нитридами и другими хими¬
ческими соединениями, также наносят покрытия из стехиометри¬
ческих соединений. Изменяя во времени производительность и
интенсивность потоков пара, регулируют структуру покрытия,
получая микрослойные, многофазные микропористые дисперсно-
упрочненные и другие виды покрытий.
Образование покрытия конденсацией определяется последо¬
вательным течением ряда сложных физико-химических процес¬
сов: 1) испарением или распылением исходного материала покры¬
тия; 2) направленным массопереносом в виде потока атомов или
ионов материала покрытия на поверхность основы; 3) соударе¬
нием потока с поверхностью и последующей адсорбцией или де¬
сорбцией атомов или ионов на ней; 4) поверхностной диффузней
адатомов к местам предпочтительного образования зародышей по¬
крытия; 5) миграцией и коалесценцией зародышей и ростом заро¬
дышей — островков до срастания; 6) срастанием островков
в сплошную пленку; 7) ростом сплошной пленки и образованием
покрытия необходимой толщины.
575
Испарение, перенос атомов и ионов, а также формирование
самого покрытия зависят от степени вакуума в камере, где прово¬
дят напыленне.|Введем понятие средней длины свободного пробега
Я,, определяющей среднее расстояние, которое проходят атомы
между двумя последовательными столкновениями. В зависимости
от соотношения между расстоянием L от испарителя до покрывае¬
мой поверхности и средней длиной свободного пробега атомов раз¬
личают три типа вакуума. Низкий вакуум, когда X < L, средний
вакуум, когда X на L, высокий вакуум, для которого X ^ L. '
В низком вакууме каждый атом до образования покрытия
много раз сталкивается с молекулами окружающего газа и по¬
этому перемещается хаотично, а его траектория движения имеет
вид ломаной линии. Первоначальное направление движения ато¬
мов нарушается, поток пара перемешивается, что позволяет нано¬
сить в такой паровой среде покрытия равномерные по толщине.
В высоком вакууме атомы, покинувшие испаритель, двигаются
по прямым линиям независимо друг от друга без столкновений
вплоть до конденсации и образования покрытия. Форма покрытия
и его толщина определяются формой и плотностью потока испа¬
ренных атомов.
В зависимости от отклонения от равенства X на L в среднем
вакууме, могут наблюдаться явления, характерные как для низ¬
кого, так и для высокого вакуума.
Из кинетической теории газов следует, что средняя длина сво¬
бодного пробега молекул X обратно пропорциональна давлению
газа Р при постоянной температуре Т
n0Q2K2л PQ2/ 2л’ V ' ’
где пд = PlkT — число молекул в единице объема; k — постоян¬
ная Больцмана; Q — эффективный диаметр молекулы {в предпо¬
ложении, что они являются упругими шарами).
При нормальных условиях (Р = 1,6 МПа и Т = 273 К) в 1 см?
любого газа содержится па = 2,687 * 1019 см3 молекул и п0 назы¬
вают числом Лошмидта.
При расчете по этой формуле средняя длина свободного про¬
бега молекул воздуха при различных давлениях будет оцениваться
следующими величинами:
Р, Па. . . Ю‘ 1,33-10 1,33 1.33Х 1.33Х 1.33Х 1.33Х
X 10"! X 10~Э X 10"» X 10'*
А., см ... 7-10"» 5-10-* 5-10'* 5 5-10 5-102 5-10*
Таким образом при давлении Р = 133,3110-5 Па средняя длина
свободного пробега молекул составляет примерно 500 см и в этом
случае движение атомов пара можно считать прямолинейным.
Дальнейшее понижение давления до 133,3 • 10-в Па увеличивает
длину свободного пробега до десятков метров и испарение практи-
576
чески происходит в виде молекулярных потоков без столкновения
и рассеяния атомов даже в больших камерах.
Для описания молекулярных потоков при небольшом давлении
паровукогда средняя длина свободного пробега молекул во много
раз превосходит размеры испарителя, применяют законы Лам¬
берта, разработанные для оптики. Впервые на такую возможность
обращено внимание в работах Кнудсена,
Согласно первому закону считают, что интенсивность пара
в направлении, которое отклоняется от нормали к поверхности
испарения на угол ср, пропорционально косинусу этого угла
(cos ф). Согласно второму закону, количество осажденного веще¬
ства обратно пропорционально квадрату расстояния от испари¬
теля до напыляемой поверхности.
Испарение веществ в результате нагревания может происхо¬
дить из жидкого и твердого состояния. В случае испарения твер¬
дого вещества процесс называется сублимацией.
С поверхности жидкости, имеющей температуру Т, атом пере¬
ходит в пар, если его энергия колебаний равна или превышает
энергию связи Е с ближайшими соседями. Исходя из закона Больц¬
мана вероятность испарения будет пропорциональна выражению
где v — частота колебаний атомов на поверхности. Однако ско¬
рость испарения при данной температуре дополнительно будет
зависеть от скорости рассеивания пара у поверхности испаряемого
вещества. Этот процесс определяется степенью вакуума или сред¬
ней длиной свободного пробега испарившегося атома между соуда¬
рениями с молекулами остаточных газов и ранее испарившимися
атомами. В высоком вакууме, в котором длина свободного пробега
атомов больше размеров камеры и столкновениями атомов можно
пренебречь, скорость испарения будет определяться соотноше¬
нием Лэнгмюра
где т — масса вещества, испаряющегося с единицы поверхности
в единицу времени; М — молекулярная масса испаряемого веще¬
ства; Т—температура испарения; Р—давление насыщенного пара.
Температурой испарения условно считают такую температуру,
при которой давление насыщенных паров испаряемого вещества
составляет 1,33 Па.
Зависимость давления (или упругости) насыщенного пара от
температуры выражается уравнением Клапейрона—Клаузиуса:
dp 1 дяисп
dT ~ т VB — V№’
где Уп и Уж — молекулярные объемы пара и жидкости соответ¬
ственно. Вид этой формулы не зависит от природы жидкости, ко¬
торая испаряется.
19 В. Н. Анциферов а др.
т = 4,4.10-4Р/Ж/Т,
(6.2)
577
При Уж <С Vn и Уп = RT/P получим
где А = AH„JR и В — константы.
Упругость паров практически не зависит от давления окружа¬
ющего газа. Нагрев при испарении резко увеличивает давление
насыщенных паров. Например, при испарении хрома и алюминия
давление насыщенных паров возрастает на порядок при повыше¬
нии температуры на 10—15 %.
При повышении давления и следовательно увеличении ве-
роятности столкновения испарившихся атомов, около поверхности,
с которой происходит испарение* образуется пограничный слой.
Теперь испарившийся атом может попасть в камеру только пройдя
путем диффузии сквозь пограничный слой. В результате испарение
сильно замедляется. Кроме того скорость испарения может умень¬
шаться или увеличиваться при загрязнении поверхности жидкости
примесями и оксидными пленками, которые попадают через атмо¬
сферу камеры или присутствуют в испаряемом веществе. Эти при¬
меси влияют на энергию связи Е атомов на поверхности испаряе¬
мой жидкости, а плотные оксидные пленки задерживают поступ¬
ление атомов из объема металла на испаряемую поверхность.
Испарением наносят покрытия толщиной до I—2 мм при произ¬
водительности испарения Ы0-8 — 1- Ю^г/^см2^).
Особый случай наблюдается при испарении сплавов. У боль¬
шинства сплавов компоненты имеют различные упругости давле¬
ния паров при испарении. Поэтому состав паров и следовательно
состав покрытия будет отличаться от состава исходного материала
в испарителе.
Как и чистые металлы, сплавы испаряются в виде отдельных
атомов. При одинаковой температуре давление пара данного ме¬
талла над жидким сплавом будет ниже давления пара над чистым
расплавом этого металла. Для идеальных сплавов, например,
для бинарного сплава из металлов А и В, можно записать
Р л =* хАР°А; Рв = ХвР%>
где РА и Рв — парциальные давления паров металлов, входящих
в сплав; РА и Р% — давления паров при испарении из чистых ме¬
таллов при той же температуре; хА и хв — мольные концентра¬
ции металлов в сплаве хА + хв = 1.
Это выражение является одной из форм закона Рауля, согласно
которому при данной температуре парциальное давление пара
компонента сплава над идеальным раствором уменьшается пропор¬
ционально его молекулярной концентрации в сплаве. Идеальными
называют сплавы, для которых теплота смешения и изменение
объема при сплавлении чистых металлов равны нулю. При Р\ я*
» Р%\ РА1РВ « —— и будет происходить согласованное испа-
678
ренне, т. е. состав сплава и состав пара будут оставаться практи¬
чески постоянными в процессе испарения.
Если Р°А Ф Р%, то РЛ1РВ = ха!{\ — х4).
Большинство сплавов не являются идеальными растворами и
поэтому при испарении отклоняются от закона Рауля. Для опи¬
сания процесса испарения этих сплавов применяют эмпириче¬
скую величину, называемую активностью а. Активность представ¬
ляет отношение давления над сплавом паров рассматриваемого
компонента Р к давлению его паров над чистым веществом Р°
а = Р/Ро. к (6.3)
Коэффициент активности / связывает активность G молярной
концентрацией вещества х:
a = fx. ‘ (6.4)
Для идеальных сплавов коэффициент активности равен еди¬
нице. В зависимости от типа реального сплава коэффициент
активности может быть больше или меньше единицы. Таким обра¬
зом для реального сплава давление пара его компонентов будет
Ра = 1аХаР\\ Рв = ?вХвР°В'
В сплаве сначала испаряется компонент, имеющий высокое
давление пара. Затем происходит испарение компонента с низким
давлением пара, поскольку его концентрация в расплаве возрас¬
тает. Соответственно, если не применять специальных технологи¬
ческих приемов, слои покрытия, прилегающие к основе будут обо¬
гащены легколетучими компонентами.
Необходимо отметить, что при нагреве и испарении соедине¬
ний, типа оксидов, карбидов, обычно происходит диссоциация
молекул соединения и образуются газообразные продукты, резко
отличающиеся от состава исходного соединения.
Методы прямого испарения дают потоки пара с низкой энер¬
гией, что приводит при конденсации к образованию покрытий низ¬
кого качества с плохой адгезией. Так, при прямом испарении ме¬
таллов с помощью даже такого высокоэнергетического источника,
каким является электронный луч, энергия испаренных атомов не
превышает 0,3 эВ, а паровой поток практически полностью со¬
стоит из нейтральных атомов. Степень ионизации атомов потока
не превышает 0,05—0,1 %.
Для получения покрытия высокого качества необходимо ак¬
тивировать процесс его зарождения и роста. В 60-х годах был раз¬
работан способ ионного осаждения, при котором нанесение осу¬
ществляется в электрическом разряде в среде аргона. Изделие
является катодом, а испаритель — анодом тлеющего разряда.
Испарение осуществляется обычными методами термического на¬
грева.
19*
579
Ионы аргона, ускоренные в тлеющем разряде, бомбардируя по¬
верхность основы очищают ее. После очистки наносят покрытие,
адгезия которого увеличивается вследствие предварительной
очистки поверхности основы. Кроме того, испаренные атомы воз¬
буждаются и ионизируются в плазме-тлеющего разряда, что повы¬
шает энергию потока в целом. Правда степень ионизации потока
невелика и обычно не превышает 10 %. Этот процесс в условиях
среднего вакуума 1—10'1 Па дает возможность получать покры¬
тия однородные по толщине fe хо¬
рошей адгезией.
Дальнейшее повышение энер¬
гии потока пара было получено
при наложении на негр несамостоя¬
тельного дугового разряда анод¬
ной формы. Это так называемый
электронно-лучевой плазменный
способ напыления (рис. 241), разра¬
ботанный в Институте металлур¬
гии им. А, А. Байкова АН СССР.
Его основой служит электронно¬
лучевая система с термоэлектрон¬
ным кольцевым катодом, эмити¬
рующим электроны, которые
ускоряются потенциалом Uu и
бомбардируют поверхность ме¬
талла, приводя к его испарению.
В результате столкновения с электронами часть испаренных атомов
ионизируется и при определенной скорости испарения между коль¬
цевым катодом и поверхностью металла возникает столь высокая
плотность пара, что происходит пробой промежутка катод—анод
н работа испарителя переводится в режим несамостоятельного
разряда. Этот разряд характеризуется большим током и малым
падением напряжения в промежутке анод—катод- Высокая плот¬
ность пара между катодом и анодом приводит к частым соударе¬
ниям атомов с ионами и средняя энергия нейтральных атомов
значительно повышается. В целом поток пара состоит из ионов,
возбужденных атомов и вторичных электронов, образующихся
при столкновении первичных электронов с атомами испаренного
вещества. Конденсация потока и образование покрытия происхо¬
дит в присутствии ионов испаряемого металла, энергию которых
можно регулировать величиной подаваемого на изделие отрица¬
тельного потенциала смещения UCM, а степень ионизации — на¬
пряжением И током разряда, а также парциальным давлением и
потенциалом ионизации испаряемого металла. Работа в режиме
низковольтного несамостоятельного разряда дает высокую сте¬
пень ионизации пара, приближающуюся к 100 %.
Электронно-лучевое плазменное напыление позволяет наносить
С высокой производительностью чистые металлы и тугоплавкие
580
1
Рис. 241. Схема электронно-лучевого
плазменного способа ианесения по.
крытнй:
t — нагреватель; 2 —• основа; 3 а* за¬
слонка; 4 — катод; 5 — анод
соединения, которые образуются в процессе напыления. Для этого
в плазму испаряемого металла вводят активный газ, который, всту¬
пая в химическую реакцию с металлом, образует новое соединение.
В качестве реакционных газов применяют азот, кислород, оксид
углерода и, соответственно, получают покрытия из нитридов, ок¬
сидов, карбидов или оксинитридов металлов. Сам процесс назы¬
вается реакционным (реактивным)' напылением.
На основе другой схемы испарения с наложением электроду-
гового разряда на паровой поток разработан Харьковским физико-
техническим институтом АН СССР процесс напыления конденсаций
паров в вакууме с ионной бомбардировкой (метод КИБ). Отличие
метода состоит в том, что испаряемый металл является катодом,
а не анодом как при электронно-лучевом плазменном напылении.
Следует отметить, что анодное пятно имеет преимущество перед
катодным пятном, поскольку позволяет избавиться от капельной
фазы вследствие диффузной формы пятна, которое покрывает всю
поверхность испаряемого металла.
2, Распыление
Другой метод создания атомарных, молекулярных и ионных по¬
токов для нанесения покрытий конденсацией — это распыление
твердого напыляемого материала без перевода его в состояние
расплава. Такой процесс известен уже более 100 лет и впервые
наблюдался на катоде тлеющего разряда, вследствие чего носит
название катодного распыления. При катодном распылении мате¬
риал покрытия представляет собою мишень (катод), которая испу¬
скает частицы под действием удара заряженными или нейтраль¬
ными частицами разряда.
Тлеющий разряд зажигают в инертном газе при относительно
высоком давлении от 10 до 104 Па. Поэтому средняя длина сво¬
бодного пробега ийнов и атомов газа и распыляемой мишени мала
по сравнению с размерами самого разряда. Благодаря многократ¬
ным столкновениям между частицами в разряде происходит иони¬
зация. Ионы из атомов мишени могут также образовываться в ре¬
зультате ее бомбардировки ионизованным потоком частиц разряда.
Из теории разрушения твердых материалов радиационными
потоками частиц большой энергии известно, что налетающая ча¬
стица передает свою энергию атомам решетки мишени, проникая
под ее поверхность на определенную глубину. Передача энергии
происходит путем соударений в результате чего энергия бомбар¬
дирующего иона уменьшается. Когда энергия иона становится
меньше энергии, необходимой для смещения атомов решетки, нон
останавливается. При соударении и проникновении иона атомы
на поверхности мишени получают большую энергию, выбиваются
из решетки и распыляются в окружающее пространство.
Для начала процесса распыления энергия иона должна превы¬
шать некоторую определенную величину. Минимальная энергия
581
Таблица 75. Пороговая анергия Еп положительных ионов аргона,
ксенона и ртути, вызывающая при бомбардировке поверхности
ряда металлов их распыление
Бомбарди¬
рующий нов
Облучаемый
металл
Решетка
-металла
Es. эВ
Аргон
Серебро
ток
2,8
15
Золото
ток
3,9
20
Тантал
ОЦК
8,0
26
Вольфрам
ОЦК
8,8
33
Кобальт
ГПУ
4,4
25
Ксенон
Серебро
ток
2,8 (
17
Золото
ток
3,9
18
Тантал
ОЦК
8,0
30
Вольфрам
-ОЦК
8,8
30
Кобальт
ГПУ
4,4
22
Ртуть
Серебро
ток
2,8
—
Золото
ТОК
3,9
—
Тантал
ОЦК
8,0
30
Вольфрам
оцк
8,8
30
Кобальт
ГПУ
4,4
■ 37
Примечание. Для металлов принято считать, что энергия сублимации Ел
примерно равна энергии связи атомов в кристаллической решетке.
нонов, приводящая к выбиванию атомов с поверхности мишени,
называется пороговой энергией распыления. .Эксперименты пока¬
зывают, что ее значение зависит от типа бомбардирующих ионов,
энергии сублимации материала мишени и ряда других параметров
(табл. 75). Пороговая энергия обычно тем выше, чем больше энер¬
гия связи атомов в решетке распыляемого металла, причем ее
величина в несколько раз больше энергии связи. По мере увели¬
чения энергии ионов выше порогового значения, распыление уско¬
ряется. Основную массу частиц, полученных в результате распыле¬
ния составляют нейтральные атомы. Доля заряженных частиц —
положительных и отрицательных ионов — в потоке мала и обычно
не превышает I %.
При бомбардировке поверхности материалов ионами с энергией
менее 5 эВ происходит очистка поверхности, с нее удаляются
физически и химически адсорбированные слои. Такую очистку
применяют для обработки поверхности основы перед осаждением
покрытия, что приводит к повышению прочности сцепления по¬
крытия.
Отношение числа выбитых с поверхности атомов к числу падаю¬
щих на мишень ионов называют коэффициентом распыления. Этот
коэффициент характеризует интенсивность распыления и его
величина может быть существенно больше единицы. При увели¬
чении энергии бомбардирующих ионов выше порогового значения
коэффициент быстро возрастает. Однако по мере дальнейшего
повышения энергии ионы все глубже проникают в распыляемую
582
мишень, и количество возбужденных атомов, которые достигают
поверхности и покидают ее, уменьшается. В результате этого про-*
цесса коэффициент распыления достигает своего предельного зна¬
чения и затем начинает уменьшаться.
Специальными экспериментами по распылению поверхности
золота положительными ионами аргона и криптона с энергией
8 кэВ было показано, что выход атомов мишени происходит из
глубины, составляющей до 20 атомных слоев. Чем легче бомбарди¬
рующие ионы, тем меньшую энергию надо им сообщить для про¬
никновения в мишень. Поэтому ионы легких элементов водорода
и гелия наиболее легко проникают в облучаемое вещество. Макси¬
мум зависимости коэффициента распыления для них наблюдается
при нескольких тысячах электронвольт. Для тяжелых ионов ксе¬
нона и ртути максимум не наступает даже при значениях энергии
выше 50 кэВ.
Эксперименты показывают, что при определенной энергии
иона коэффициент распыления зависит от атомного номера и
структуры электронной оболочки материала мишени. Коэффи¬
циент возрастает по мере заполнения d-оболочки атомов распы¬
ляемого вещества. Наибольшие коэффициенты распыления имеют
атомы с заполненными d-оболочками, например, медь, серебро,
кадмий, золото. Аналогичная зависимость наблюдается и у бом¬
бардирующих ионов; максимальное распыление вызывают ионы
элементов с заполненными d-оболочками —. медь, серебро, кад¬
мий, висмут, свинец, таллий, ртуть, платина и т. д., и р-оболоч-
ками — инертные газы. При самораспылении кадмия, т. е. рас¬
пылении кадмиевой мишени ионами кадмия, максимальный коэф¬
фициент распыления равен 84 атома/ион. Ионы кадмия в этих экс¬
периментах имели энергию 45 кэВ.
Коэффициент распыления изменяется в зависимости от облу¬
чаемой плоскости монокристалла. Например, при облучении ио¬
нами аргона с энергией 6 кэВ коэффициент распыления серебра для
плоскостей (ПО); (100) и (111) составляет соответственно 3,8;
6; 12,5.
Поскольку энергия ионов велика, температура мишени суще¬
ственного влияния на процесс распыления не оказывает. Повыше¬
ние давления в камере, где происходит распыление, уменьшает
коэффициент распыления. Это происходит вследствие обратной
диффузии к мишени выбитых атомов и снижения энергии ионов
вследствие более частых столкновений с атомами в камере. Поэтому
обычно устанавливают оптимальный диапазон давлений благо¬
приятный для получения достаточно высокого коэффициента рас¬
пыления. Например, при катодном распылении никеля ионами
аргона с энергией 150 эВ оптимальный интервал давлений состав¬
ляет 3,3—10 Па.
Атомы, выбитые ионами из мишени, имеют большую кинетиче¬
скую энергию, в десятки раз превышающую энергию атомов при
испарении. Например, средняя энергия атомов меди, испаряемых
583
при температуре 1500 К, равна 0,26 эВ, в то время как атомы
меди, выбитые положительными ионами криптона е энергией
900 эВ, имеют среднюю энергию 9,25 эВ. С увеличением энергии и
уменьшением массы бомбардирующих ионов, средняя энергия
распыленных атомов возрастает. Она также растет при уменьшении
угла падения ионов. Отсюда можно сделать вывод о том, что сред¬
няя энергия распыленных частиц возрастает при увеличении глу¬
бины проникновения ионов в распыляемое вещество. Распыление
сопровождается эмиссией вторичных ^электронов,, которые уско¬
ряются электрическим полем, вызывая дополнительную иониза¬
цию рабочего газа.
Достоинством катодного распыления является возможность
нанесения в виде покрытий многокомпонентных веществ без изме¬
нения их химического состава. Причем необязательно, чтобы ком¬
поненты вещества имели одинаковые коэффициенты распыления.
При большой разнице в коэффициентах в первые моменты распы¬
ления удаляются атомы с наибольшим коэффициентом распыления
и на поверхности вещества мишени образуется так называемый
измененный слой, обедненный этими атомами. Вследствие обедне¬
ния, скорость распыления этого вещества замедляется. В дальней¬
шем процесс стабилизируется, состав и толщина измененного слоя
сохраняются, и он выполняет роль автоматического регулятора
скорости распыления различных компонентов сплава, из которого
наносят покрытие.
К другим важным достоинствам' ионного распыления следует
отнести отсутствие капельной фазы в потоке напыляемого мате¬
риала. Она не возникает, поскольку процесс распыления проис¬
ходит из твердой фазы. При нанесении покрытий испарением, ко¬
торое проводят из расплава, может происходить неконтролируе¬
мый выброс мелких жидких частиц. Эти частицы, попадая в покры¬
тие, нарушают его структуру.
В настоящее время ионные методы распыления твердых мате¬
риалов интенсивно развиваются и совершенствуются. Метод ион¬
ного распыления развивается в двух направлениях: 1) разработка
эффективных систем ионно-плазменного распыления, т. е. систем,
использующих различные формы электрического разряда, в том
числе в сочетании с магнитными полями (магнетронные системы);
2) применение для распыления отдельных самостоятельных источ¬
ников ионов и на их основе создание ионно-лучевого распыления.
3. Конденсация
Испаренный или распыленный атом, ударяясь об основу, попадает
в поле действия сил атомов, расположенных на ее поверхности.
После столкновения возможны три варианта поведения атома:
1) атом адсорбируется и остается на поверхности; 2) атом мгно¬
венно отражается от поверхности; 3) атом некоторое время нахо¬
дится на поверхности, а затем ее покидает, т. е. претерпевает по¬
вторное испарение — реиспарение.
584
В образовании покрытия, очевидно, будут участвовать только те
атомы, которые остаются на поверхности основы. Вероятность
того, что атом образует покрытие, характеризует коэффициент
конденсации ah, который представляет собой отношение количе¬
ства атомов, сконденсировавшихся на поверхности, к общему
количеству падающих атомов.
Каждый атом, ударяющийся о поверхность обменивается с ней
энергией. Обмен энергией определяется коэффициентом терми¬
ческой аккомодации.
аТ
Т\ — Т%
Тх-То ’
(6.5)
где Т0 — температура поверхности основы; 7\ и Т2 — средние
эквивалентные температуры соответственно падающих и отражен¬
ных атомов.
Отметим, что коэффициент термической аккомодации имеет
три составляющие — коэффициенты аккомодации поступатель¬
ной, вращательной и колебательной энергии. Коэффициент акко¬
модации зависит от температуры и от разности температур нале¬
тающих атомов и атомов поверхности основы. Вследствие этих
зависимостей величины коэффициента аккомодации, полученные
различными исследователями, часто не совпадают.
Температуры Тх и Г2 рассчитывают с учетом кинетической энер¬
гии падающих и отраженных атомов
Т
1,2 —
mv2
"ЗГ’
(6.6)
где m — масса атома; б — средняя скорость атомов; k — постоян¬
ная Больцмана.
Если падающий атом полностью отдает энергию основе, т. е.
Тъ = Т0, то «х = 1 и между ними устанавливается термическое
равновесие. При отсутствии обмена 7\ = Тг и ат = 0. Соответ¬
ственно в промежуточных случаях имеем 0<ат< 1.
То что происходит с атомами после удара о поверхность основы
зависит от энергии, которую атом имел до соударения, и способно¬
сти материала основы рассеивать эту энергию. При большой энер¬
гии атома она не может быть быстро поглощена и рассеяна основой
и атом претерпит отражение. При слишком малой энергии атом
не будет иметь запаса энергии, необходимого для перемещения по
поверхности основы, отыскания устойчивого положения и образо¬
вания качественного покрытия.
На основе современных представлений физики твердого тела
разработана модель, описывающая эти явления. Модель представ¬
ляет собой основу в виде одномерного полубесконечного ряда
упруго связанных масс, бомбардируемых атомами газа. Для опи¬
сания модели использовано классическое решение Шрёдингера
для движения цепочки атомов и сделано допущение о параболиче¬
ской форме энергетической потенциальной ямы, в которой распо-
585
лолены атомы. Исходя из модели вероятность захвата атома ве-
лика, если его энергия не превосходит величину 25£д. Обычно
полагают, что для металлов энергия десорбции атомов Ед состав¬
ляет приблизительно половину энергии сублимации, или энергии
связи атомов в кристаллической решетке Ед « 0,5Ев. Тогда для
ряда металлов, исходя из табл. 75, имеем Ед « 0,5£s » 1—4 эВ,
и адсорбция должна происходить, если эквивалентная темпера¬
тура бомбардирующего атома не превышает Т я* 25Ea/k ta
« 25-3,5 8,62-105 « 106 К. На практике это условие обычно вы¬
полняется, атомы после удара задерживаются на поверхности и
образуют покрытие. Величина Ед может существенно понижаться,
если поверхность, на которую наносят покрытие, загрязнена
или окислена.
При соударении с поверхностью атом отдает свою энергию
и стремится к тепловому равновесию с основой. Время, за ко¬
торое разность температур адсорбированного атома и основы
уменьшится в е раз, называют временем релаксации тр. Для рас¬
сматриваемой модели время релаксации оценивается величиной
тр « 2/v. (6.7)
Если термическое равновесие уже наступило, то длительность
пребывания, или время жизни атома на поверхности до реиспа¬
рения оценивается величиной
где v — частота колебаний адсорбированного атома.
В зависимости от значений тр и тп существует вероятность
того, что, прежде чем будет достигнуто термическое равновесие,
адсорбированный атом испытает десорбцию. Этот случай будет
иметь место, если тр ^ т„. Оценим вероятность такого явления.
Из выражений (6.7) и (6.8) получим
тр я* 2т„ ехр (6.9)
или
«-1-ехр (-§-). (6.10)
Если Ед *= 1—4 эВ, то тп тр даже для высоких температур Т
Поэтому процесс обычно идет таким образом, что адсорбированный
атом за несколько периодов колебаний решетки достигает тепло¬
вого равновесия с поверхностью основы и перемещается по ней до
встречи с другими атомами или зародышем растущего покрытия.
Приведенные данные хорошо согласуются с экспериментами, в ко¬
торых для многих сочетаний материалов атом —юснова получен
«т « 1.
Как уже было отмечено, при загрязнении или окислении по¬
верхности основы энергия десорбции атомов Ед уменьшается. При
ОД
небольшой величине Ея может быть £д « kT и тогда т„ « тр,
т. е. адсорбированный атом не сможет быстро достичь термиче¬
ского равновесия и длительное время будет иметь температуру Т
выше температуры поверхности основы Т0. Такой «горячий» атом
имеет большую вероятность реиспариться.
Приведенные данные хорошо подтверждаются эксперименталь¬
ными зависимостями коэффициента конденсации ак от загрязне¬
ния поверхности. Чем чище поверхность, на которой образуется
покрытие, тем выше коэффициент ак. Если покрытие наносят на
загрязненную поверхность, то в начале процесса ак ниже и увели¬
чивается по мере роста толщины покрытия, поскольку последую¬
щие атомы осаждаются на чистую, только что образованную по¬
верхность покрытия. Например, при конденсации золота на сере¬
бряной основе вначале коэффициент конденсации близок к 0,5,
но уже при толщине покрытия 25 нм приближается к единице.
Поэтому для повышения ак в начальный период нанесения покры¬
тия, поверхность обычно предварительно очищают. С увеличением
температуры коэффициент конденсации уменьшается вследствие
повышения вероятности реиспарения. Он также уменьшается,
если параметры кристаллической решетки покрытия и основы
резко отличаются, что создает сложный потенциальный рельеф по¬
верхности, на котором адсорбированному атому трудно найти
устойчивое положение равновесия.
Имея запас энергии, атом на поверхности может перемещаться.
Введем понятие среднего перемещения атома Ад в состоянии ад¬
сорбции
где Da — коэффициент диффузии адсорбированного атома.
где а — расстояние между соседними положениями равновесия
атома на пути его перемещения; Us — энергия активации, необ¬
ходимая для перехода между двумя соседними положениями рав¬
новесия атома. Подставляя выражения (6.8) и (6.12) в (6.11), по¬
лучим
Атом не диффундирует по поверхности, если а >• А,д, поскольку
среднее смещение адсорбированного атома меньше расстояния
между соседними минимумами потенциальной энергии. Этот слу¬
чай будет иметь место при £д < Us и адсорбированному атому
легче испариться, чем перейти в соседнее положение устойчивого
равновесия. Заметная миграция начинается при "> at т. е.
когда Еи > U„. С повышением температуры Я,д уменьшается
К =
(6Л1)
(6.12)
(6.13)
587
Таблица 76. Экспериментальные значения энергии десорбции Ец
и энергии активации Us перехода атома на поверхности
из одного положения равновесия к другому для различных сочетаний
атомов и мвтериала основы
Конденси¬
рующееся
вещество
Основа
%
Ел
Конденси¬
рующееся
вещество
Основа
£д
эВ
Еа'
эВ
Серебро
Хлористый
0,1-
Кадмий
Серебро *1
1,6
Алюминий
натрий
То же
0,6
0,2
Кадмий
Медь
Серебро *-
Стекло
0,24
0,14
Алюминий
Слюда
0,9
—
Цезий
Вольфрам
2,8
0,61
Платина
Хлористый
—
0,18
Ртуть
Серебро
0,11
—
Барий
натрий
Вольфрам
3,8
0,65
Вольфрам
Вольфрам
3,8
0,65
•> Образованная пленка. *г Пленка загрязнена. -
вследствие сокращения времени жизни атома в адсорбированном
состоянии.
Исходя из приближений теории ближайших соседей можно
оценить энергию активации, необходимую для диффузии атома,
находящегося в положении 7 (см. рищ 194) как величину Us «
« £/6, где Е — полная энергия связи атома, для металлов при¬
близительно равная Es. Правда более точный расчет дает меньшее
значение энергии активации, равное приблизительно Е/20. Но для
данного рассмотрения это уточнение не существенно, поскольку
важно показать, что £д >• 0в и, следовательно^ адсорбированный
атом будет мигрировать по поверхности.
Если считать, что £д = 1/2Ел Us = 1/6£, Е = 3 эВ (серебро,
олово, марганец), то при температуре 1000 К получим А,д = 3- 102а.
Из этого расчета следует, что атом может сделать около 300 пере¬
скакиваний по поверхности до десорбции. В современных процес¬
сах нанесения покрытий конденсацией атом не десорбируется, по¬
скольку через некоторое время т <Т та встречается с другими адато¬
мами и вместе с ними^ образует устойчивый зародыш или при¬
соединяется к уже образованному и растущему зародышу. На де¬
сорбцию и миграцию атомов влияет тип материала основы и за¬
грязненность ее поверхности (табл. 76). Десорбция алюминия
имеет различную энергию активации на NaCl и слюде. На загряз¬
ненной поверхности серебра энергия активации десорбции кадмия
снижается почти в 7 раз. Очень важно отметить, что во всех слу¬
чаях £д > Ut и, следовательно, наши приближенные представле¬
ния о поведении атома при соударении с поверхностью обоснованны.
Энергия адсорбции определяется силами связи между конден¬
сирующимися атомами покрытия и атомами на поверхности основы.
Эксперименты показывают, что природа связи может изменяться
от слабого вандервальсового взаимодействия, имеющего величину
порядка нескольких десятых электронвольта, до химического
£88
взаимодействия и образования металлической, ковалентной или
ионной связи, измеряемой единицами электронвольт. Получение
покрытий высокого качества с хорошей адгезией возможно только,
тогда, когда между зародышем и поверхностью основы устанавли¬
ваются прочные химические связи.
4. Образование покрытия
Из сконденсированных атомов на поверхности возникают микро¬
скопические центры новой фазы, которые разрастаются до тех
пор, пока не заполнят всю поверхность и не сольются в сплош¬
ной слой — покрытие. Часто покрытия, образующиеся конденса¬
цией веществ на напыляемой поверхности в вакууме, называют
пленками, поскольку они обычно имеют небольшую толщину.
Однако мы везде будем придерживаться единой терминологии и
применять только термин покрытие, не подразделяя его на пленки.
Центры или зародыши новой фазы образуются на макроскопиче¬
ской поверхности основы, и их образование во многом зависит от
поля сил этой поверхности и являются гетерогенными. Таким об¬
разом, одним из основных процессов, определяющих структурооб-
разование покрытий, является гетерогенное зародышеобразование.
Зародышеобразование начинается с того, что на поверхности
случайно возникают скопления атомов, которые задерживаются
в потенциальных ямах, располагаясь на расстояниях, кратных
межатомным расстояниям основы. Между атомами в скоплении
начинают действовать силы химической связи, которые стремятся
сблизить эти атомы в положения, определяемые их плотной упа¬
ковкой в соответствующей кристаллической решетке. Однако
взаимодействие адсорбированных атомов с атомами поверхности
основы приводит к появлению сил, направленных в противополож¬
ном направлении и стремящихся растянуть скопление. Источни¬
ком этих сил является то, что минимум свободной энергии поверх¬
ности раздела скопление — основа наблюдается тогда, когда ад¬
сорбированные атомы точно располагаются в потенциальных ямах
и взаимодействие между ними минимальное. Поэтому появление
скоплений атомов приведет к увеличению свободной энергии си¬
стемы. Возникающие силы поверхностного натяжения на границе
скопление — пар и скопление — основа стремятся стянуть скоп¬
ление в компактное образование — зародыш. Им противодейст¬
вуют силы поверхностного натяжения основы.
Частица новой фазы, возникающая из скопления, для которой
работа образования максимальна, является критическим заро¬
дышем. Условие максимума работы совпадает с условием равнове¬
сия зародыша. Равновесие это неустойчиво, так как увеличение
размеров зародыша приводит к его дальнейшему росту, а умень¬
шение — к распаду.
Образование зародышей при конденсации принято рассматри¬
вать либо с макроскопических позиций, привлекая для этого тер-
589
ыодиначику, либо используя статистическую теорию зародыше-
образования, которая описывает процессы зарождения и роста
покрытия на основании известных представлений о межатомном
взаимодействии адсорбированных атомов. Первое направление
было развито М. Фольмером, Д. Хярсом и. Г, Паундом на основа¬
нии идей Гиббса, второе представлено в работах Д. Уолтона и
Т. Родина.
С учетом термодинамики процесс образования зародышей из
окружающей пересыщенной паровой фазы можно представить
в виде набора квазиравновесных со-
/\ стояний*, Зародыш появляется при
/ у взаимодействии пересыщенного пара»
состоящего из отдельных молекул»
/ \ со скоплениями таких же молекул,
У//////У//////777/77/ возникшими в результате флуктуации
плотности пара. В результате взаи¬
модействия величина скопления уве¬
личивается или же скопление рас¬
падается* В результате роста скоп-,
лений повышается свободная энер¬
гия системы в целом до тех пор, пока
размеры этих скоплений недостигнут
критической величины н они не пре¬
вратятся в зародыш новой фазы.
Дальнейший рост зародышей сопро¬
вождается уменьшением свободной
энергии системы.
Обычно предполагают, что об¬
разующиеся зародыши имеют неко¬
торую равновесную форму, например, куполообразную, ха¬
рактеризующуюся равновесным контактным углом 0 -{рис. 242, а).
Рассмотрим изменение свободной энергии Д<3 при образовании
такого неподвижного зародыша для наиболее простого случая,
когда возникает гомогенный зародыш, т. е. зародыш, который не
взаимодействует с напыляемой поверхностью. При рассмотрении
образования гетерогенного зародыша существо дела не меняется,
однако запись уравнения усложняется, поскольку приходится
дополнительно учитывать межфазную границу раздела между
зародышем и напыляемой поверхностью. Приближенно АС можно
представить состоящей из двух слагаемых — изменения поверх¬
ностной и объемной энергии
AG = [inr2a + ~J- nr8 Д<7„]/(0), <6.J4)
где г — радиус сферического зародыша; о — удельная энергия
поверхности раздела конденсат — пар; f (0) — геометрический
фактор, учитывающий форму зародыша / (0) = 1/4 (2 — 3 еоз 0 +
•+- cos2 0); AGy ~ — (kT0/Q) In (P/Pv) <—» Удельное объемное иэ-
590
в
В
Рис. 242. Схема куполообразного
в род ища ia) и последовательность
ст дий роста (/—5) пленки (б)
менение свободной энергии при образовании конденсата; Q —
атомный объем; Р — эффективное давление паров при темпера¬
туре основы То, соответствующее экспериментальной величине
потока атомов /, падающих на основу,. I = а„Р/у^2ntnkT0\ Р0 —
равновесное давление паров при температуре Т0\ Р/Р0 — пересы¬
щение пара.
Функция AG (г) выражается кривой с максимумом. Для про¬
стейшего сферического зародыша начальный период образования
будет сопровождаться увеличением свободной энергии, пока он не
достигнет критического радиуса гК9,
*кр
2 a 2oQ
д ^ 16яа*
ЛО“Р ” 3 (ДGv)*
/О)-
(6.16)
(6.16)
При дальнейшем росте зародыша будет уменьшаться AG. На
образование зародышей при конденсации на поверхности основы
большое влияние оказывает тип взаимодействия между материа¬
лом основы и зародышем, который проявляется через равновесный
контактный угол 0. При химическом взаимодействии происходит
смачивание, и зародыш хорошо растекается по поверхности. В этом
случае угол 0 -> 0, и из полученных соотношений следует, что
/ (0) 0 и AGKp -*■ 0. Следовательно, образование зародыша
будет облегчено. Если смачивания не происходит, угол 0 180°,
f (0) 1, a AG увеличивается и образование зародыша будет за¬
труднено. Чистота поверхности сильно влияет на контактный
угол 0, воздействуя на условия конденсации и образование заро¬
дышей. Например, окисленная поверхность препятствует смачи¬
ванию и задерживает образование зародышей при нанесении ме¬
таллических покрытий. В общем случае рост критического заро¬
дыша может происходить: 1) путем прямого захвата атомов из
пара и 2) путем присоединения диффундирующих по поверхности
адсорбированных атомов. Последний процесс преобладает при
повышении температуры.
РЕКОМЕНДУЕМЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Каминский М. Атомные и ионные столкновения на поверхности металлам
Пер. с англ. М.: Мир, 1967, 467 с.
Кудинов В. В., Иванов В. М. Нанесение плазмой тугоплавких покрытий.
М.: Машиностроение, 1981, 267 е.
Кудинов В. В. Плазменные покрытия. М.г Наука, 1977, 270 с.
Кудинов В. В.г. Пузанов А. А., Замбржицкий А. П. Оптика плазменных по¬
крытий. М.: Наука, 1981, 326 с.
Мовчан Б. А., Малашенко И. С. Жаростойкие покрытия, осаждаемые в ва¬
кууме. Киев: Наукова думка, 1983, 387 с,
Монокристаллические пленки: Пер. с англ. М,г Мир, 1966, 467 с.
591
Палатник Л. С., Сорокин В. К. Материаловедение в микроэлектронике. М.:
Энергия, 1978, 456 с.
Палатник Л. С., Фукс М. Я-, Косевич В. М. Механизм образования и суб¬
структура конденсированных пленок. М.г Наука, 1972. 565 с.
Технология тонких пленок: Справочник. М,: Советское радио, 1977. 450 с.
Раздел второй
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ НАПЫЛЕНИЯ
ПОКРЫТИЙ
Глава VII. ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ГАЗОТЕРМИЧЕСКОГО
И ВАКУУМНОГО КОНДЕНСАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
1. Схема процесса и основные параметры напыления
Несмотря на существенные различия процессов газотермического
и вакуумного конденсационного напыления покрытий, в их техно¬
логии имеются и общие элементы. Например, подготовка напыляе¬
мой поверхности; получение равномерных по толщине покрытий;
последующая обработка напыленных
изделий и др. Целесообразно также
рассматривать е единых позиций
технологию газотермического и ваку¬
умного напыления покрытий из раз¬
личных групп материалов. Анали¬
зируя обобщенную схему газотерми¬
ческого и вакуумного конденсацион¬
ного напыления (рис, 243), можно
выделить одинаковые Параметры про¬
цесса. В первом приближении —
это дистанция напыления L; конус
распыления ср0; давление окружа¬
ющей среды Рс, угол встречи потока
с поверхностью напыления ав; диа¬
метр пятна напыления cZH; величина
перекрытия проходов 7П и темпера¬
тура напыляемого изделия Тя.
Газотермическое и вакуумное
конденсационное напыление покры¬
тий характеризуется многими тех¬
нологическими параметрами, влияющими на эффективность про¬
цесса. Наиболее целесообразно рассматривать влияние парамет¬
ров при их разделении на следующие группы:
1. Конструктивные параметры распылительных устройств.
2. Параметры, характеризующие режим работы распылителя.
3. Параметры, связанные с распыляемым материалом.
4. Параметры, характеризующие условия напыления покрытий.
5. Параметры потока при напылении покрытий.
592
Рис. 243. Обобщенная схема про*
цесса гаэоТсрмического и вакуумно¬
го конденсационного напыления по¬
крытий*
/ — генератор напыляемых частиц;
2 — поток напыляемых частиц;
$ *- напыленное покрытие; 4 — на¬
пыляемое изделие
Перечисленные группы параметров особенно существенно раз¬
личаются между газотермическими и вакуумными конденсацион¬
ными методами напыления.
Конструктивные параметры. Характеризуют влияние на про¬
цесс напыления конструктивных элементов распылителя. Для
большинства газотермических методов напыления наиболее важ¬
ным конструктивным параметром является геометрия сопла или
ствола распылителя. В установках для вакуумного напыления —
форма и размеры: камеры распылителя, основных и вспомогатель¬
ных электродов и др.
Параметры, характеризующие режим работы распылителя,
В основном — это энергетические параметры, определяющие про¬
цесс распыления материала: мощность дуги, электронного луча,
тлеющего электрического разряда и др., вид и расход распыляю¬
щих и горючих газов.
Параметры, связанные с распыляемым материалом. Наиболь¬
шее влияние на состояние процесса оказывают параметры распы¬
ляемого материала: диаметр и форма порошка, проволоки, гео¬
метрия мишеней при вакуумном распылении и др. Большое зна¬
чение имеют также параметры ввода материала в зону распыле¬
ния, его физико-химические свойства (температура плавления,
теплоемкость, плотность и др.) и начальная температура.
Параметры, характеризующие условия напыления покрытий.
Общими параметрами для газотермического и вакуумного кон¬
денсационного напыления являются: дистанция напыления (L);
угол встречи потока с напыляемой поверхностью (ая); размеры и
температура напыляемого изделия Тш\ давление окружающей
среды (Рс); диаметр пятна напыления (dH); скорость перемещения
пятна; величина перекрытия напыленных проходов /п и др.
Параметры потока. Потоки, образующиеся при напылении,
разделяются на две группы. Однофазные потоки, состоящие толь¬
ко из напыляемых частиц, характерны для вакуумных конденса¬
ционных методов напыления. При газотермических методах
напыления образуются в основном двухфазные потоки. Напыля¬
емые частицы движутся в струе распыляющего газа. Параметры
однофазных потоков оценивают по энергии напыляемых частиц,
их плотности и другим показателям. В двухфазных потоках не¬
обходимо учитывать и параметры струи: энтальпию, температуру,
скорость и др. В этом случае параметры струи оказывают иногда
решающее значение на состояние напыляемых частиц. В целом
параметры потока определяются значениями ранее рассмотренных
параметров и являются основными при формировании покрытий.
2. Влияние параметров иа эффективность процесса
Под эффективностью технологического процесса напыления сле¬
дует понимать, в первую очередь, качество покрытий, коэффициент
использования распыляемого материала и подводимой энергии,
а также производительность.
593
Качество покрытий характеризуется многими по¬
казателями. Наиболее значимыми являются прочностные пока¬
затели — адгезионная (ста) и когезионная (ак) прочность. Эти по¬
казатели, в основном, определяют- надежность напыленных по¬
крытий. При оценке качества большое внимание уделяют плот¬
ности покрытий (упк) и связанной с ней пористости (П). В критерии
качества входят также шероховатость поверхности покрытий
(Л2); равномерность по толщине (6ПК); однородность состава
микро- и макроструктура. Обобщающим качественным показате¬
лем покрытий являются эксплуатационные свойства.
Эффективность использования энер¬
гии для распыления материала определяют отношением изме¬
нения энтальпии потока напыляемых частиц (АН) к общим затра¬
там энергии (W9)
Лэ. р
Affg. ч
V» •
(7.1)
где 1\э. р—энергетический КПД процесса распыления»
При напылении только часть потока частиц переходит в по¬
крытие. Для оценки потерь распыляемого материала вводят коэф¬
фициент использования материала (Км)> который называют КИМ
Up
где G„, Gp — соответственна масса напыленного и распыленного
материала.
С учетом энергетический КПД процесса напыления (т]8. J
запишется
Л).а =
Affg. ч
V.
К*
(7.3)
В зависимости от метода напыления г|э. р, г|э. н, Ки находятся
в широких пределах — от сотых долей до десятых долей.
Производительность процесса напыления является важнейшим
показателем эффективности. В основном она зависит от величины
подводимой энергии, а также значений пэ,р и Км. Производи¬
тельность напыления оценивают весовым методом или по тол¬
щине покрытий.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Донской А. В., Клубткин В. С, Электроплазмеииые процессы и. установки
в машиностроении. Л.: Машиностроение, 1979, 220 с.
Глава VIII. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ГАЗОТЕРМИЧЕСКИХ МЕТОДОВ НАПЫЛЕНИЯ ПОКРЫТИЙ
J. Методы газотермического напыления и их классификация
В методах и технологии газотермического напыления имеется
много общего. При малом числе методов встречается большое ко¬
личество их разновидностей, называемых способами газотермиче-
ского напыления покрытий. Обобщенная схема процесса газотер¬
мического напыления показана на рис. 244.
Распыляемый материал в виде порошка, проволоки (шнуров)
или стержней подают в зону нагрева. Различают радиальную и осе¬
вую подачу материала.
Нагрев напыляемых ча¬
стиц совмещают с распы¬
ляющим газом. Основное
его назначение состоит
в распылении и ускоре¬
нии частиц в осевом на¬
правлении. В ряде мето¬
дов напыления распыля¬
ющий газ выполняет и
функцию нагрева.
Классификация процес¬
сов газотермического на¬
пыления покрытий.
В основу классифика¬
ции положены различные
признаки.
Вид энергии. Различают методы с использованием элек¬
трической энергии (газоэлектрические методы) и методы, в кото¬
рых тепловая энергия образуется за счет сгорания горючих га¬
зов (газопламенные методы).
Вид источника теплоты. Для нагрева распыля¬
емого материала используют дугу, плазму, высокочастотные инду¬
кционные источники и газовое пламя. Соответственно этому уста¬
новились названия методов напыления: электродуговая металли¬
зация, плазменное напыление, высокочастотная металлизация,
газопламенное напыление, детонационно-газовое напыление. Пер¬
вые три метода относятся к газоэлектрическим, последние —
к газопламенным.
Вид распыляемого материала. Применяют
порошковые, проволочные (стержневые) и комбинированные спо¬
собы напыления. При комбинированных способах используют по¬
рошковую проволоку.
Вид защиты. Известны способы напыления без защиты
процесса, с местной защитой и с общей защитой в герметичных
к? .iepax. При общей защите различают ведение процесса при
595
Рис. 244. Обобщенная схема процесса газотерма-
ческого напыления покрытий:
1 — генератор напыляемых частиц; 2 i— двухфаз¬
ная струя; 3 — покрытие; 4 — напыляемое изде¬
лие; 5 — подача распыляемого материала; 6 —
подача распыляющего газа
нормальном (атмосферном) давлении, повышенном и при разре¬
жении (в низком вакууме).
Степень механизации и автоматиза¬
ции процесса. При ручных способах напыления механи¬
зирована только подача распыляемого материала; механизирован¬
ных — также и перемещение распылителя относительно напыля¬
емого изделия. Часто используют движение напыляемых изделий
относительно неподвижного распылителя. Уровень автоматиза¬
ции процессов напыления зависит от конструкции установки.
В простейших вариантах автоматизация отсутствует. В сложных
комплексах возможна полная автоматизация процесса.
Периодичность потока. Большинство методов
напыления осуществляется непрерывным потоком. Для некоторых
методов возможно только циклическое ведение процесса. Покры¬
тие формируется в импульсном режиме напыления, чередуемое
паузами. » -
Газотермические Методы напыления широко используют для
нанесения покрытий различного назначения. В основном, это за¬
щитные покрытия, повышающие коррозионную стойкость изделий
или снижающие износ рабочих поверхностей. На многие детали
и узлы напыляют теплозащитные или электроизоляционные по¬
крытия.
К основным достоинствам методов газотермического напыления
относится высокая производительность процесса при удовлетво-'
ригельном качестве покрытий. 22. Основные общие параметры газотермического напыления
и их влияние на эффективность процесса
Конструктивные параметры распылителя
Эти параметры должны обеспечивать максимальное использование
подводимой энергии, возможность регулирования изменения эн¬
тальпии и скорости напыляемых частиц. Наиболее ответственными
параметрами являются конструктивные особенности и размеры
соплового устройства. Несмотря на существенный различия соп¬
ловых устройств для различных методов напыления в них необ¬
ходимо, в первую очередь, учитывать диаметр и длину сопла
(ствола), а также его профилирование. Эти параметры определяют,
главным образом, скорость потока распыляющего .газа, и, соот¬
ветственно, скорость напыляемых частиц. Конструктивные пара¬
метры оказывают большое влияние на тепловой КПД распылителя
Очт. р)
Лт, р ~ ^т/^р» (8.1)
где WT — мощность источника теплоты (дуги, газового пламени
и т. д.); Wv — мощность, вводимая в распылитель.
В зависимости от метода и способа напыления т)т. Р находится
в пределах 0,3—0,9. Конструкция распылителя в значительной
696
мере определяет и параметры ввода распыляемого материала. На*
пример, ввод порошка в газовое пламя, плазменную струю, де¬
тонационную камеру и др.
Параметры режима работы распылителя.
Наибольшее влияние на эффективность процесса оказывает под¬
водимая к распылителю энергия (№р) и расход распыляющего газа
(Gp.r).
Подводимая энергия реализуется в источник теплоты для на¬
грева распыляемого материала: дугу, непосредственно плавящую
материал, плазму, газовое
пламя и др. Степень исполь¬
зования энергии определяется
значениями т]т. р. Тепловая мощ¬
ность источника нагрева опре¬
деляет производительность про¬
цесса. Следует учитывать, что
только часть тепловой мощ¬
ности источника расходуется
на нагрев распыляемого мате¬
риала (Т]и).
<8-2>
Рис. 245. Влияние параметров газотерми¬
ческого напыления (№_, G г) на
скорость (tiq) и температуру напы¬
ляемых частиц:
где Д#н ч — энтальпия напы- °н “ производительность процесса: Км ■=»
коэффициент использования материала
ляемых частиц, г)и — эффек¬
тивный КПД нагрева распыля¬
емого материала.
При газотермических методах напыления г)и составляет 0,05—
0,90. С увеличением Wp, WT, tit. р и ti„ возрастает производи¬
тельность напыления, увеличивается температура напыляемых
частиц, и, соответственно, качество покрытий.
Расход распыляющего газа определяет скорость газового по¬
тока и, соответственно, его эффективность при распылении ма¬
териала. С увеличением расхода возрастает скорость напыляемых
частиц. При больших расходах распыляющего газа уменьшается
температура напыляемых частиц, а их скорость может превысить
допустимые значения.
На рис. 245 приведены качественные зависимости влияния Wp,
WT и Gp, 0 на некоторые показатели эффективности процесса.
Параметры распыляемого материала и условий его ввода
Наиболее важными параметрами являются: физико-химические
свойства распыляемого материала, диаметр проволоки (стержней)
и порошковых частиц, а также скорость их подачи в зону нагрева
и распыления. Большое влияние на эффективность процесса ока¬
зывает характер ввода распыляемого материала. Например, осевая
подача порошка в большинстве методов напыления более предпо-
597
чтнтельна. При этом возрастает температура напыляемых частиц
и их скорость. Существенно может быть также повышена компакт¬
ность потока частиц.
При газотермическом напылении используется проволока диа¬
метром 0,5—5 мм. Скорость подачи проволоки выбирается макси¬
мальной при заданных режимах ра¬
боты распылителя.
Газотермическое напыление по¬
рошками производится с примене¬
нием частиц диаметром 10—200 мк.
При увеличении размеров порошко¬
вых частиц для их прогрева тре¬
буется увеличение мощности распы¬
лителя (рис. 246). Аналогичное влия^
ние оказывает повышение темпера¬
туры плавления и снижение плот¬
ности порошка.
Тонкодисперсные порошки трудно
вводить в распылитель. Кроме того,
они обладают малой инерционностью.
Металлические порошки легко оки¬
сляются на всю глубину. Скорость
подачи порошка (массовый расход) выбирают из условия не су¬
щественного снижения энтальпии источника теплоты. Этот пара¬
метр определяется экспериментально по максимальному значению
коэффициента использования материала /(м.
В число параметров должна входить форма порошка, морфоло¬
гия при использовании композиционных порошков и др.
Параметры, характеризующие внешние условия напыления. -
Наиболее значимыми параметрами этой группы являются: дистан¬
ция напыления (L), угол напыления (aj, .температура изделия
в процессе нанесения покрытия, его форма и размеры, скорость
перемещения пятна напыления и др.
С увеличением дистанции снижается температура и скорость
напыляемых частиц вблизи поверхности напыления (рис. 247, а).
Кроме того, возрастание длины пробега напыляемых частиц
может быть связано с большими возможностями их окисления и на¬
сыщения газами. Продолжительность времени пребывания напы¬
ляемых частиц при переносе способствует завершению экзотерми¬
ческой металлотермической реакции. При этом достигается мак¬
симум значения энтальпии потока напыляемых частиц. С увеличе¬
нием дистанции возрастает диаметр пятна напыления. Это поз¬
воляет получать покрытия более равномерные по толщине.. Воз¬
растание дистанции снижает вероятность перегрева напыляемых
изделий.
Температура напыляемых изделий оказывает большое влияние
на эффективность процесса. С ее увеличением возрастает темпера-
698
Рнс. 24$. Зависимость мощности
источника теплоты от диаметра
ворошка <7д, температура его пла¬
вления Гпл и плотности 7Д при
гаэотернкческом напылении
тура в пятне напыления и контакте частиц (рис. 247, б), Возра*
стает также и время активного взаимодействия напыляемых ча¬
стиц при их контактировании (рис. 247, в). При возможности
ведения процесса напыления с общим высоким равномерным на¬
гревом изделий, например, в камерах с общей защитой, удается
реализовать максимально высокое качество покрытий. Нагрев
изделий положительно влияет и на другие показатели эффектив¬
ности. В большинстве случаев напыления покрытий в открытой
атмосфере перегрев изделий недопустим. Обычно температура на¬
грева изделий не превышает 200—300 °G. При перегреве изделий
Рис. 247. Влияние дистанции напыления L (а) н температуры напыляемого изделия Гя
16, «) на температуру пятиа напыления Тп, температуру контакта частиц и время
ее активного взаимодействия т„
Л
наблюдается окисление поверхности. Неравномерность темпера¬
туры приводит к возникновению напряженного состояния. Часто
отслаивание покрытия является следствием перегрева.
Угол встречи при газотермическом напылении выбирают в пре¬
делах 45—90°, Лучшие результаты получаются при воздействии
струи нормальной поверхности напыления. Пространственное рас¬
положение распылителя и напыляемых изделий значения не
имеют.
Скорость перемещения пятна напыления vn существенно вли¬
яет на эффективность процесса. В частности, с увеличением оя
получают более равномерные покрытия по толщине, уменьшается
возможность перегрева изделий. Обычно ои выбирают в пределах
0,1—0,5 м/с. Величина перекрытия проходов /п (рис, 243) со¬
ставляет около 1/3dH. Высокая равномерность покрытий достига¬
ется при перемещении пятна напыления по программе, рассчитан¬
ной для конкретных условий ведения процесса.
Большое влияние на эффективность процесса при газотермиче¬
ском напылении оказывает форма поверхности и, особенно, раз¬
меры напыляемых изделий. При небольших размерах резко сни¬
жается Кш наблюдается перегрев и х. д.
599
Параметры распыляющей струи
и потока напыляемых частиц
Эта группа параметров зависит от ранее рассмотренных и оказы¬
вает непосредственное влияние на эффективность напыления JK ним
относятся: температура, энтальпия и скорость газовой струи по
оси и в сечениях, угол расхождения струи; температура, энталь¬
пия и скорость потока частиц, особенно, вблизи поверхности на¬
пыления; угол расхождения и плотность потока частиц.
Газовая струя выполняет либо одну функцию, связанную только
с распылением расплавленного материала, либо, чаще, две. Во
втором случае газовая струя выполняет и функцию нагрева частиц,
В обоих случаях скорость напыляемых частиц определяется ско¬
ростью газового потока. При нагреве высокотемпературной газо¬
вой струей важное значение имеет ее температура и энтальпия.
Эффективность процесса возрастает с увеличением температуры
напыляемых частиц. Поэтому необходимо стремиться к нагреву
частиц до температуры" плавления и выше. При этом скорость
частиц должна быть оптимальной и составлять 100—300 м/с.
Недостаточная скорость частиц обусловливает - невысокие проч¬
ностные свойства покрытий и большое количество несплошностей.
Высокие скорости недопустимы из-за повышенного разбрызгива¬
ния частиц при ударе. При формировании покрытий из нерасплав¬
ленных частиц, находящихся в вязкопластическом состоянии,
необходимо стремиться к высоким скоростям,ч составляющим 800—'
1200 м/с. Благодаря этому будет обеспечена высокая эффективность
процесса. Производительность в значительной мере определяется
плотностью потока напыляемых частиц. Обычно плотность оцени¬
вают либо по количеству напыляемых частиц 1ч/(см2.с)]; либо
по их массе [(г/(см2-с) ]. Для газотермических методов напыления
интегральная плотность потока составляет 103—105 ч/(см2.с)
или 10"а—10"* г/(см2.с).
Угол расхождения потока частиц определяет фигуру напыле¬
ния и равномерность их нагрева. Часто угол расхождения состав¬
ляет 12—20°.
3. Способы и технологические особенности плазменного напыления
Плазменная струя как источник нагрева
и распыления материала
Плазменную струю широко используют в качестве источника на¬
грева и распыления при напылении покрытий. Обладая высокой
скоростью истечения и температурой, она обеспечивает возмож¬
ность напыления практически любых материалов. Плазменную
струю получают различными способами. В одних случаях исполь¬
зуется дуговой подогрев газа; в других -г- высокочастотный ин¬
дукционный. Известны способы получения плазменной струи
лазерным нагревом и др.
600
Обобщенная схема процесса плазменного напыления покрытий
приведена на рис. 248. При плазменном напылений возможна как
радиальная, так и осевая подача распыляемого материала в виде
порошка, или проволоки (стержней). Используются различные
виды плазменной струи: турбулентные, ламинарные, дозвуковые
и сверхзвуковые.
Ламинарные струи обеспечивают значительно большие значе¬
ния длины истекающего потока (1и, 1е). Благодаря этому возра¬
стает время нагрева напыляемых частиц. Ламинарные струи ха¬
рактеризуются более высокими значениями отношения подводи¬
мой энергии к расходу
плазмообразующего газа.
Следовательно, ламинар¬
ные струи обладают боль¬
шими значениями энталь¬
пии, скорости истечения
и меньшим уровнем шума
(до 40—30 дБ). В настоя¬
щее время еще не найдены
решения, позволяющие
широко использовать ла¬
минарные струи для на¬
пыления. Трудности свя¬
заны, главным образом,
с подачей порошка, ма¬
лыми размерами пятна на¬
пыления и др.
^Достаточно перспективны для напыления сверхзвуковые плаз¬
менные струи. Высокие скорости напыляемых частиц дадут воз¬
можность-формирования покрытий без их расплавления."
Современный уровень плазменного напыления, в основном,
базируется на использовании дозвуковых, турбулентных плаз¬
менных струй с широким диапазоном теплофизических свойств.
Несмотря на высокую энергию, подводимую к плазменному
распылителю, на нагрев плазмообразующего газа расходуется
около ее половины. Обычно тепловой КПД распылителя (т|т. р)
составляет 0,5—0,65. Следует также отметить слабое использова¬
ние плазменной струи как источника теплоты на нагрев порошко¬
вых частиц. Эффективный КПД нагрева порошковых частиц плаз¬
мой (г)и) находится в пределах 0,01—0,15.
Плазмообразующие газы
Для плазменного напыления могут быть использованы многие
газы и их смеси. Наиболее общими требованиями, предъявляе¬
мыми к плазмообразующим газам являются высокие значения
теплообменных критериев; инертность к элементам плазменного
распылителя; невысокая стоимость и недефицитность. В ряде слу¬
чаев плазмообразующий газ должен быть инертным по отношению
Рис. 248. Обобщенная схема плазменного напы¬
ления покрытий:
1 —• плазмообразующее сопло: 2 — ядро плазмен¬
ной струн (начальный участок); 3 — основной уча¬
сток плазменной струн; I — подача распыляемого
материала; II —. подача плазмообразующего газа
601
к распыляемому материалу; иметь высокие значения температуры
или энтальпии; обеспечивать максимальные показатели rjT# р;
rj„ и др. Для плазменного напыления необходимо применять газы,
регламентированные стандартами или техническими условиями.
Плазмообразующие газы разбивают на следующие группы:
1) инертные газы и их смеси; 2) активные газы и их смеси; 3) инер¬
тные газы в смеси с активными.
Инертные газы них смеси-В качестве инертных
газов в основном, используют аргон, значительно реже гелий.
Одноатомные инертные газы обеспечивают высокую температуру
плазмы на срезе сопла распыли¬
теля при сравнительно невысоких
значениях энтальпии (рис. 249).
Для повышения температуры и
энтальпии аргонных плазменных
струй используют аргоно-гели¬
евые смеси с широким диапазоном
концентраций. Для плазменного
напыления применяют аргон раэ-
личной степени чистоты.. Содер¬
жание аргона в марках высшего,
первого и второго сорта соответ¬
ственно равно 99,99 %; 99,98 %;
99 „95% об. (ГОСТ 10157—79).
К. примесям относятся кислород,
азот и влага. В качестве плазмо¬
образующего газа допускается ис-*
пользование технического гелия
и болеечистого. Содержание азота,
водорода и влаги в гелии высокой чистоты 0,02 % (объемн.),
техническом—до 0,2 % (объемн.) (ТУ51—589—75).
Активные газы и их смеси. Наиболее часто при¬
меняют азот или азот с добавками водорода* аммиака, горючих
газов. Иногда в качестве плазмообразующего газа используют
воздух. Активные газы и их смеси обладают высокими значениями
энтальпии и сравнительно невысокими температурами- При боль¬
ших добавках водорода к азоту [20 % (объемн.) и более! или при
использовании аммиака наблюдается интенсивная эрозия сопла.
Для получения плазменных струй с высокой тепловой мощностью
в качестве добавки особенно целесообразно использовать горючие
газы (ацетилен,, метан, пропан). Дополнительное тепловыделение
обусловлено сгоранием горючих газов за счет кислорода воздуха.
Наряду с этим такие добавки позволяют регулировать окислитель¬
но-восстановительный потенциал струи по отношению к распыля¬
емому материалу.
Дчя напыления покрытий применяют, в основном, технический
азот чистотой 98,5 % (объемн.) или в случае необходимости высо¬
кой чистоты 99,5 % (объемн.) (ГОСТ 9293—74). Примесями в азоте
602
Рис. 249. Распределение сред некассо¬
вой, температуры Гц и энтальпии ДЯИ
по оси плазменной струи Xi
сплошные линии — для аргона; пунк¬
тирные — для азота
являются: кислород, влага и др. Водород для плазмообразования
можно использовать различной степени чистоты. Наиболее чистым
является водород марки А, получаемый электролизом воды:
98,8 % (объемн.) остальное — примеси — кислород, влага и др.
/ГОСТ 3022—70).
Инертные газы в смеси с активными.
Для повышения энтальпии аргонных плазменных струй к основ--
ному газу часто добавляют азот [10—50 % (объемы.)] иди водород
[5—20 % (объемн.) ]. Целесообразно применять и другие добавки,
например, аммиак, горючие газы и др.
Способы плазменного напыления
и их технологические особенности
Для напыления применяют, в основном, плазменные струи, полу¬
чаемые в дуговых плазмотронах. Плазмотроны с высокочастотным
индукционным нагревом газа
показаны на рис. 250.
В дуговых плазменных рас¬
пылителях (рис. 251) источни¬
ком нагрева газа является
дуга 1, горящая между водо¬
охлаждаемыми электродами.
В верхней части плазмотрона
располагают стержневой элект¬
род (2) из вольфрама или дру¬
гого тугоплавкого металла.
В нижней части находится элек¬
трод в виде соплового устрой¬
ства 3, который, в основном,
изготавливают из меди. Иногда
применяют вставки из туго¬
плавких и теплопроводных ме¬
таллов. К электродам подводят
напряжение от источника по¬
стоянного тока. При этом чаще
всего выбирают прямую поля¬
рность (минус на стержневом
электроде). При обратной по¬
лярности значительно выше
тепловые нагрузки на электрод.
Наряду с однодуговыми плазмо¬
тронами (рис. 251, а) для на¬
пыления покрытий могут быть
использованы и более сложные
схемы: двухструйные (рис. 251,6), трехфазные (рис. 251, в) и др.
При порошковых способах напыления особенно большое зна¬
чение имеет преобразование мощности дуги в тепловую мощность
плазменной струи. Наибольшая эффективность нагрева газа будет
Рнс. 250. Схема плазменного напыления
с высокочастотным индукционным нагре¬
вом rasa:
1 <— сопло плазмотрона; 2 -- плазменная
струя; 3 —> индуктор; I — подача распы¬
ляемого материала; 11 —• подача плазмо-
образующего газа
603
происходить при максимальных значениях напряженности столба
и его длины. Поэтому в однодуговых плазмотронах различают
схемы порошкового напыления с самоустанавливающейся длиной
дуги и с фиксированием по длине. Длина фиксированной дуги
обычно значительно превосходит длину самоустанавливающейся.
Рис. 251. Схемы плазменного напыления;
в — однодуговыми; б — даухструйдымн; в «- трехфазными плазмотрона-
ми; I — подача распыляемого материала; II “ подача плазмообразующего
газа
Это достигается посредством растяжки столба дугового разряда
до максимальных значений.
Порошок подают в радиальном направлении в различные участ¬
им. рис. 251). Порошок вводят
в плазменную струю ниже среза
сопла (на срез сопла) или непо¬
средственно в сопло., Наиболее
эффективна подача в сопло выше
расположения анодного (или ка¬
тодного) пятна. Такую подачу
порошка называют доанодной или
в столб дуги. При высокой эн¬
тальпии плазменной струи поро¬
шок успевает прогреться при по-
Даче его на срез Сопла. Известен
ряд способов осевой подачи поро¬
шка (см. рис. 251, б, в). В одно¬
дуговых плазменных распыли¬
телях осевая подача порошка за¬
труднена.
Плазменное напыление с рас¬
пылением проволоки проводят
Двумя способами (рис. 252): нейтральной проволокой и проволо¬
кой — анодом. Подача радиальная, главным образом, — на срез
сопла. Нагрев, плавление и распыление нейтральной проволоки
осуществляется плазменной струей. В случае проволоки — анода
604
ки плазменного распылителя
Рис. 252. Схема плазменного напыле¬
ния распыленней проволоки:
а — нейтральная проволока; 6 — про*
волона — анод; 1 — механизм подачн
проволоки; 2 — основная дуга; Я —
вспомогательная дуга. Крестиком по¬
казаны напыляемые частицы
на него подается положительный потенциал источника питания
дуги. Нагрев и плавление проволоки происходит преимуществен¬
но за счет выделения тепла в анодном пятне. Плазменная струя,
в основном, выполняет функции распыления.
W Процесс плазменного напыления легко механизируется и авто¬
матизируется. Наряду с ручными способами применяют механи¬
зированные с различной степенью автоматизации. Созданные комп¬
лексы позволяют напылять покрытия при автоматическом под¬
держании многих параметров процесса.
Рис. 253. Схема плазменного напыления с местной защитной атмосферой:
а “ местная камера; б •= струйная защита из сопла; в — струйная кольцевая защита из
насадки:
1 — местная камера, сопло, насадок: 2 *>- плазменный распылитель; 3 подача защит¬
ного газа; 4 — отсос плазменной струи
По степени защиты процесса различают плазменное напыление*,
без защитной атмосферы с местной и общей защитной атмосфе¬
рой.
Плазменное напыление без защиты
(рис. 251). Процесс ведут в открытой атмосфере без изоляции плаз¬
менной струи, потока напыляемых частиц и пятна Напыления от
воздуха. При этом создаются благоприятные условия для попада¬
ния воздуха в зону протекания процесса. Появляется возможность
окисления распыляемого материала, насыщение его азотом. Даже
применение инертных плазмообразующих газов не обеспечивает
защиту процесса от взаимодействия с воздухом.
^Плазменное напыление с местной защит¬
ной атмосферой (рис. 253). Часто местная защитная
атмосфера недостаточно эффективна. Для этих целей применяют
местные камеры (рис. 253, а) или газовую атмосферу с использо¬
ванием дополнительных сопловых устройств (рис. 253, б, в).
Достаточно надежен способ защиты при использовании насадков
на сопловую часть распылителя. В насадке происходит наг¬
рев и ускорение напыляемых частиц плазменной струей при пол¬
ной их изоляции от воздуха. На выходе плазменная струя отбира-
605
ется посредством ее отсоса. В этом случае лоток напыляемых
частиц и пятно .напыления легко изолируются кольцевым
потоком защитного хаза, создаваемого сопловым устройством.
Способ позволяет также устранять или регулировать термосило¬
вое воздействие плазменной струи на поверхность напыления.
При ведении процесса с регулируемым термосиловым воздействием
струи удается устранить перегрев
напыляемых изделий.
Плазменное напыле¬
ние- с общей защитной
атмосферой (рис. 254). Напы¬
ление покрытий проводят в камере.
В этом случае процесс полностью
изолирован от воздуха. Атмосфера
в камере формируется из плазмой
■образующего газа.. Способ приме¬
няют для напыления покрытий осо¬
бенно ответственного назначения.
В настоящее время используют два
способа напыления с общей защи¬
тен: при нормальном .давлении газа
в камере (небольшое избыточное дав¬
ление) и при пониженном давлении
(0,133—2,66) 103 Па. Последний — плазменное напыление в ди¬
намическом вакууме. Его применение обусловливает получение
покрытий наиболее высокого качества. В этом способе реализу¬
ются: высокая чистота атмосферы но активным газам; высокие
скорости напыляемых частиц; возможность активации поверх¬
ности напыления газовыми электрическими разрядами.
При напылении в камере плазмообразующий г аз сбрасывается
в атмосферу либо поступает на регенерацию и процесс проводят но
замкнутому циклу. В ряде случаев это экономически оправдыва¬
ется.
Способы плазменного напыления в камере перспективны.
Позволяют получать покрытия более .высокого качества.
Рис. 254. Схема плазменного налы-'
ления с общей защитой в камерах:
Г — камера; 2 — плазменный рас¬
ами пель; 3 — откачка камеры пе¬
ред напылением (стрелками указа-
и перемещение распылителя и на¬
пыляемого изделия).
Параметры плазменного ,напыления и их млмяние
на эффективность процесса
Плазменное напыление характеризуется большим количеством параметров. Как
•и ранее рассмотрим их влияние иа эффективность процесса по группам.
Конструктивные параметры плазменного р ас-
л ы л н т е л я. Наибольшее влияние оказывают параметры электродного узла.
К инм относятся (рис. 1255, а) диаметр сопла dc; длина канала сопла /с; профили¬
рование канала сопла; заглубление электрода в сопле /3; длина привязки ■само-
устанавливагощегося или фиксированного анодного пятна {1аУ, харнктер и место
ввода распыляемого материала относительно среза сопла; диаметр {d^, угол
заточки (аэ) и диаметр притупления (dn) электрода.
Диаметр сопла основное нлияние оказывает на скорость истечения плазмен¬
ной струи и, соответственно, на скорость и температуру напыляемых частиц.
Качественные зависимости приведены иа рис. 555. б. Обычно d0 = 3—8 мм,
Ш
Рис.. 255. Конструктивные параметры сопловой
части плазменного однодугового распылителя (а)
и влияние „ на скорость плазменной струи о„, тем*
пературу Тч и скорость
напыляемых частиц (б)
Длину канала сопла выбирают минимальной для повышения теплового КПД
распылителя. В первом приближении 1е ^ /д. При коротких соплах анодное
пятно располагается на его торцевой части. Вместе е тем. увеличение длины дуги
повышает тепловой КПД. Стремление максимально растянуть дугу приводит
к конструкции удлиненных сопел. Для самоустанавливающихся дуг 1^(2—3) dc.
В плазменных распылителях
с фиксированной растянутой
длиной дуги 1С — (5—10) rfc.
На рис. 256 показано влияние
конструкции сопла и, соответ¬
ственно, длины дуги на средне¬
массовую температуру плазмен¬
ной струи. В плазмотроне 2 ко¬
роткое сопло и самоустанав-
ливающаяся длина дуги. В плаз¬
менном распылителе с межэлек¬
тродными вставками (МЭВ) /
длинное сопло с растянутой фик¬
сированной дугой.
Фиксирование длины дуги
целесообразно и по другим со¬
ображениям. В частности,
устраняется пульсация плаз¬
менной струи, характерная для самоустанавливающихся дуг. Обычно частота
пульсаций соизмерима со временем нагрева порошка в плазменной струе и со¬
ставляет от единиц до десятков и сотен килогерц. В моменты пульсаций, когда
/д= min, резко сокращается длина плазменной струи и ее температура. В эти
промежутки времени частицы порошка
слабо разогреваются.
Параметры, обусловливающие
профилирование сопла, чаще всего
связаны с увеличением скорости плаз¬
менной струи. Таи, применение сопел
типа Лаваля позволяет получить
сверхзвуковое истечение.
Заглубление электрода н сопло
оказывает большое влияние иа про¬
цесс плазмообразования. При малых
значениях /3 резко сокращается т)т, р
плазменного распылителя. Основная
часть энергии дуги выделяется в анод¬
ном пятне.
Большое значение, для нагрева
и формирования потока напыляемых
частиц имеет место ввода распыляет
мого материала.. Так, например, осе¬
вая подача распыляемого материала
обусловливает получение компактного
потока напыляемых частиц с высо¬
кими значениями скорости и темпера¬
туры. Конструктивно осевая подача усложнена. Поэтому применяют радиаль¬
ную подачу. На рис. 257 показано влияние места ввода порошка в плазменный
распылитель на эффективность его нагрева. Наиболее высокие значения КПД
нагрева (11и) достигаются при введении порошка в доанодную область. Значе¬
ния г)я и КИП при подаче порошка минимальны за срезам сопла.
Параметры, связанные с формой электрода (<fg; а3; dn), в основном опре¬
деляют его стойкость.’ В плазменных распылителях используют электроды из
торнрованиого или лантанироваиного вольфрама с dg = 4—10 мм1 или из других
тугоплавких металлов. Угол заточки выбирают в пределах 45—60°; притупление
dn = 1—2 мм*
Рис. 256. Влияние конструкции сопла на
срденемассовую температуру плазменной
струи на срезе сопла;
1 — плазменный распылитель с МЗВ; 2 —
плазменный распылитель с самоустанавли.-
вающейся длиной дуги
607
Параметры, характеризующие режим работы п л а а-
меияого распылителя. Определяющим в нагреве распыляемого ма¬
териала является энтальпия, температура и скорость плазменной струи. Наи¬
более значимые параметры режима работы плазменного распылителя вытекают
из уравнении
Д Н □ — Т п^п —
^лЛт. )
(8.3)
Kjfin.r
где Кр— коэффициент, характеризующий равномерность нагрева газа по сече¬
нию сопла, равный 0,4—0,7; <2П. г — расход плазмообразующего газа в допусти¬
мых пределах.
С увеличением мощности дуги
{Nд) интенсивно возрастает темпера¬
тура (Гп) и энтальпия (4#п) плаз¬
менной струн, как на срезе сопла,
так и в других ее сечениях. Влияние
другого важного параметра — рас¬
хода плазмообразующего газа (<2П. в)
/
Рис. 257. Влияние места ввода порошка ва коэффициент его использования
(КИП) н эффективный КПД нагрева г;и:
/ — доанодкый ввод; 1 —• послеаподный ввод; 3 =- в плазменную струю за
срезом сопла; X — ось плазменной струи
противоположное. Мощность дуги определяется, в свою очередь, двумя па¬
раметрами: величиной силы тока и напряжения. Напряжение дуги зависит
от длины дуги, которая, в основном, определяется конструкцией распы¬
лителя, а также родом и частично расходом плазмообразующего газа. При
реализации заданной мощности дуги необходимо выбирать такой режим работы
плазмотрона, при котором напряжение на дуге будет максимальным, При за¬
данном напряжении мощность дуги регулируется весьма гибким параметром —
силой тока дуги. Влияние мощности дуги на эффективность напыления показано
на рнс. 258.
При возрастании расхода плазмообразующего газа свыше оптимальных
еначений существенно снижается плотность покрытий, КИП и другие показатели
эффективности (рис, 259, а, 6). С увеличением расхода плазмообразующего газа
возрастает распыляющая способность плазменной струи, ее скорость и, соответ¬
ственно, скорость напыляемых частиц (рис. 259). При распылении проволоки
увеличение расхода плазмообразующего газа способствует образованию более
дисперсного потока напыляемых частиц (рнс. 259, а). При неизменной мощности
дуги увеличение расхода плазмообразующего газа снижает температуру нагрева
порошковых частиц. Первоначально снижение невелико. Повышение скорости
частиц при этом оказывается положительным и в целом эффективность процесса
достаточно высокая. При плазменном пылении объемный расход плазмообразу¬
ющего .газа составляет 2,0—4,0 м3/ч соответственно, весовой 0,5—2,0 г/с.
Особенно большое влияние на теплофизические характеристики плазменной
струи и условия теплообмена при порошковом напылении оказывает род газа.
Несмотря на высокую температуру, аргонная струя слабо разогревает порошко¬
вые частицы. Это обусловлено низкими значениями критерия Био (Bi) и малой
длиной высокотемпературной части плазменной Струи. Более высокая степень
прогрева напыляемых частиц достигается при использовании азота и особенно
водородсодержащих газов. Добавки водорода к аргону, азоту или применение
608
аммиака позволяет получать плазменпуго струю с высокой теплопроводностью.
В этих условиях интенсифицируется теплообмен между порошковыми частицами
и плазмой. Кроме того, длина участка иагрева водородсодержащих струй доста¬
точно протяженная. Увеличивается время иагрева напыляемых частиц и, соот¬
ветственно, их энтальпия.
Рнс. 25а. Влияние мощности дуги в плазменном распылителе'.
а — на плотность V и пористость П-, б — на коэффициент использования по¬
рошка КИП н производительность Сн’; в *- скорость плавления проволоки ип
и диаметр распыленных частиц dq; г <— на температуру Тч и скорость oq частиц.
Рис. 259. Влияние расхода плазмообразующего газа иа коэффициент использования по¬
рошка КИП и пористость Я (а); температуру Тч и скорость oq частиц (б); диаметр частиц
при распылении проволоки (в)
Рис. 260. Влияние диаметра порошковых частиц dn и скорости подачи его о
иа эффективность процесса
Параметры распыляемогоматериала и условий
его ввода. Для плазменного напыления применяют порошок со средним
диаметром частиц от 10 до 200 мкм. С увеличением размера частиц возникают
трудности их иагрева до температуры плавления. При этом резко снижается
Эффективность процесса (рис. 260). Особенно сложно проплавить крупные ча¬
стицы тугоплавких материалов с низкой теплопроводностью или малой плот¬
ностью, например, оксндов циркония, магния, карбида титана и др. Для этого
20 В. Н. Анциферов и др. 609
требуются высокие мощности дуги и применение газов С высокой энтальпией.
К параметрам, характеризующим ввод порошка, относится скорость его подачи
в распылитель. Обычно скорость оценивается расходом порошка и составляет
0,25—2 г/с. Большое количество порошка, подаваемое в плазменную струю,
приводит к ее захолаживанию. При этом снижаются показатели эффективности
процесса. Для подачи порошка используются газы, аналогичные плазмообразу-
ющнм. Могут быть также использованы и другие с различными физико-хими¬
ческими свойствами.
Расход газа иа подачу порошка составляет около 10 % от расхода плазмо¬
образующего газа. Увеличение расхода транспортирующего газа облегчает
и стабилизирует подачу порошка. Вместе с тем, наблюдается смещение потока
напыляемых частиц относительно плазменной струи. При этом резко понижается
температура, уменьшаются скорость частиц и КИП, Ранее было отмечено влияние
ряда конструктивных параметров распылителя, определяющих условия ввода
порошка (место ввода, количество вводов, их геометрия и размеры, угол ввода
и др.). На степень нагрева порошка в плазменной струе влияет и его начальная
температура. В практике напыления иногда используют предварительный подо¬
грев порошка.
При проволочных (стержневых) способах плазменного напыления при¬
меняют проволоку диаметром 0,8—2,5 мм. Увеличение диаметра проволоки
приводит к возрастанию среднего размера распыляемых частиц. При ведении
процесса напыления нейтральной проволокой на дисперсность распыленных
частиц большое влияние оказывает заглубление проволоки в плазменной струе
при подаче ее на срез сопла (см. рис. 252, а).
Малые заглубления (/3 < V2dc) способствуют образованию крупных, слабо
диспергированных капель. С увеличением скорости подачи проволоки величина
заглубления возрастает (/s >Vadc) и, соответственно, формируется поток более
дисперсных частиц. Эксперименты проводили при распылении молибденовой
проволоки, диаметром 0,8—1,0 мм, аргонной плазмой с мощностью дуги 10,0 кВт.
Плазменное напыление нейтральной проволокой необходимо проводить с макси¬
мальной скоростью ее подачи при заданном режиме работы распылителя. Опти¬
мальные скорости подачи нейтральной проволоки при плазменном напылении
составляют 10—25 мм/с; проволоки — анода 30—70 мм/с. Для увеличения
производительности может быть использован непосредственный подогрев про¬
волоки, например, джоулевым теплом.
Параметры, характеризующие внешние условия
напыления. Для плазменного напыления оптимальные дистанции в за¬
висимости от режима работы плазмотрона составляют 50—300 мм. Малые дистан¬
ции напыления, близкие к длине начального участка плазменной струи, не всегда
обеспечивают прогрев порошковых частиц и придание им необходимой ско¬
рости. Вместе с тем, возрастает опасность недопустимого нагрева напыляемого
изделия. С увеличением дистанции на основном участке струи резко падает ее
температура и скорость. Соответственно этому наблюдается снижение темпера¬
туры и скорости напыляемых частиц. Наибольшие значения дистанции напыления,
выбирают при ведении процесса с использованием ламинарной плазмы или
в низком вакууме. Существенно возрастает дистанция напыления с увеличением
мощности дуги, особенно прн использовании газов с высокой энтальпией.
Для плазменного напыления характерны следующие специфические пара¬
метры рассматриваемой группы: расход защитного газа прн ведении процесса
с местной защитой; давление я температура газа при плазменном напылении
в камере.
Особенно большое влияние иа эффективность процесса оказывает снижение
давления в камере. При этом существенно изменяются теплофизические свойства
плазменной струи, характер ее истечения, а также температура и скорость на¬
пыляемых частиц. Угол расхождения аргонной струн снижается с 16—17° при
нормальном давлении до 7—9° при давлении 3,3-10® Па. Осевая скорость плаз¬
менной струи иа расстоянии 200 мм возрастает примерно в 4 раза. Скорость
напыляемых частиц увеличивается в 2—5 раз, достигая максимум при давлении .
в камере (5,3—10,6)-10® Па. Во всех вариантах напыления с уменьшением давле¬
ния в камере коэффициент использовании порошка снижается: Это происходит,
610
несмотря на значительное удлинение высокотемпературной части плазменной
струи.
Параметры плазменной струи и потока напыля¬
емых частиц. К параметрам плазменной струи следует относить: средне-
массовую температуру, энтальпию и скорость нлазменной струи иа срезе сопла
распылителя; изменение этих параметров н состава газа по оси струи и в сече¬
ниях; тепловые и скоростные границы плазменной струи (угол расхождения);
длину начального участка плазменной струи; длину высокотемпературного уча¬
стка плазменной струи.
В целом параметры плазменной струн определяют нагрев и ускорение на¬
пыляемых частиц.
Параметры потока напыляемых частиц следует рассматривать во всем Диа¬
пазоне их взаимодействия с плазменной струей. На эффективность напыления
оказывают преимущественное влияние параметры потока частиц, характеризу¬
ющие их состояние вблизи напыляемой поверхности: температуру, энтальпию
Рис. 261. Изменение состава плазмообразующего газа ПГ на оси струн (а);
падение теплофизнческнх свойств в плазменной струе по оси (б) н в сече¬
ниях (в):
1 — ПГ; 2 —> воздух
и скорость частиц по пятну напыления; результаты взаимодейстния напыляемых
частиц с газовой фазой; испарение, сублимацию и диссоциацию; плотность по¬
тока частиц по пятну напыления; угол расхождения потока напыляемых частиц.
Рассмотренные группы параметров: конструктивных, режима работы плазмо¬
трона и т. д. и определяют параметры плазменной струи и потока напыляемых
частиц.
Среднемассовая температура плазменной струи на срезе сопла легко регу¬
лируется и находится в пределах (6—25)-103 К. Это один из главных параметров
плазменной струи, ответственный за нагрев напыляемых частиц.
Среднемассовая энтальпия плазменной струн на срезе сопла определяется
температурой и теплоемкостью газа. Находится в широких пределах и составляет
25—60 кДж/г н более. Оказывает решающее влияние на нагрев напыляемых
частиц.
Среднемассовая скорость плазменной струи легко регулируется от дозвуко¬
вых значений при истечении до сверхзвуковых (1000—1500 м/с). Этот параметр
определяет скорость напыляемых частиц и время их нахождения при переносе.
Среднемассовый состав газа на срезе сопла отвечает, в основном, составу плазмо¬
образующего газа. При истечении плазменной струи происходит ее перемешива¬
ние с окружающим газом, иапример, с воздухом (рис. 261, а). При этом состав
газа в струе сильно изменяется. Степень диссоциации и ионизации определяется
родом газа и температурой его нагрева.
Изменение осевых параметров струи: температуры, энтальпии и скорости
имеет примерно одинаковую зависимость (рис. 261, б). В пределах начального
участка плазменной струи (/„ = 5—10<2С) их можно принять постоянными. На
основном участке наблюдается резкое падение этих параметров. Особенно ин¬
тенсивное для одноатомных газов и замедленное для газов с высокой энтальпией
(см. рис. 249). Длина струи нагрева в этом случае тем больше, чем выше степень
Диссоциации двухатомного или многоатомного газа.
20*
611
В ламинарных струях длина начального участка плааменной струи возра»
стает. Снижение параметров на основном участке более плавное.
Распределение основных параметров по сечениям струи также однотипно
(рис. 261, б), В сечении плазменной струи вблизи среза сопла параметры изме¬
няются мало. По мере увеличения длины струи наблюдается образование раз¬
мытых профилей.
Тепловые и скоростные границы плазменной струи примерно совпадают.
Угол расхождения затопленной плазменной струи в среде с атмосферным давле¬
нием составляет 10—18®. В ламинарных струях, используемых для напыле¬
ния, 6—8®.
Большое значение для нагрева и ускорения напыляемых частиц имеет длина
начального участка плазменной струи (/н) и длина высокотемпературного участка
струи иагрева (/с). Обычно для турбулентных струй /н = (5—10) de или 30—
60 мм. Длина струи нагрева находится в пределах 70—300 мм. Ламинарные
плазменные струи позволяют в 2—3 раза увеличить (н и /с.
Параметры потока частиц при плазменном напылении характеризуются
следующими величинами.
1. Температура напыляемых частиц. В большинстве случаев равна темпе*
ратуре плавления или значительно превышает ее. Повышенные значения темпе¬
ратуры, а, следовательно, и энтальпии обусловливают высокие контактные тем¬
пературы иа поверхности напыления. Это приводит и образованию прочных
адгезионных и когезионных связей. При порошковом плазменном напылении,
по-видимому, в ряде случаев, покрытия формируются с участием доли нерас¬
плавленных частиц. ’’
2. Скорость напыляемых частиц. Может находиться в широких пределах
(100—300 м/с). Для формирования покрытий из расплавленных частиц их ско¬
рость не должна превышать 200—300 м/с. Особенно это относится к перегретым
частицам.
3. Распределение температуры и скорости частиц по пятну напыления.
При плазменном напылении, в отличне от других методов газотермического на¬
пыления, наблюдается особенно большая неравномерность температуры И ско¬
рости частиц по пятну напыления. Периферийные частицы имеют значительно
меньшую скорость и температуру. Поэтому стремятся проводить процесс ком¬
пактными потоками с малым углом расхождения. Иногда прибегают к отсечке
периферийных частиц.
4. Взаимодействие напыляемых частиц с газовой фазой. Взаимодействие прак¬
тически полностью исключается при напылении нейтральными к газам мате¬
риалами, например, многими оксидами или при использовании инертных газов
прн общей защите процесса. Высокие температуры нагрева частиц ускоряют
процесс взаимодействия.
5. Испарение, сублимация и диссоциация. Условия при плазменном напыле¬
нии благоприятны для активного протекания испарения, сублимации и диссо¬
циации и зависят от рода распыляемого материала.
6. Плотность потока частиц по пятну напыления. Интегральная плотность
по пятну напыления составляет 103—106 ч/см2-с. Ближе к периферии пятна
плотность резко снижается и становится, примерно, иа порядок меньше. Можва
утверждать, что прн этих плотностях потока взаимное влияние частиц мало¬
вероятно. Плазменная струя слабо загружена напыляемыми частицами, их объем¬
на? доля в общем потоке составляет тысячные и менее доли процента.
Области применения плазменного напыления
и перспективы развития.
Преимущества и недостатки метода.
Плазменное напыление предназначено для нанесения покрытий различного
назначения посредством распыления порошковых и проволочных материалов.
Обычная толщина покрытий составляет от 0,15 мкм до 2,0 мм со средней разио-
толщннностыо ±20 %. Могут быть получены покрытия и с большей толщиной.
Плазменная струя относится к высокотемпературным ниточникам нагрева. По¬
этому плазменным напылением получают покрытия даже из самых тугоплавких
612
иатериалов. Желательна достаточно высокая разница в температурах плавления
и кипения распыляемого материала. В первом приближении более 473К. Плазмен¬
ное напыление проводят многими способами. Наряду со сказанным это и опре¬
деляет универсальность метода и широкое его использование при нанесении
покрытий.
Основные достоинства метода следующие:
высокая производительность процесса (от 2—8 кг/ч для плазмотронов мощ¬
ностью 20—60 кВт до 50—80 кг/ч для плазмотронов мощностью 150—200 кВт);
широкий диапазон видов распыляемого материала (проволока, порошков с раз¬
личной температурой плавления); большое количество параметров, обеспечива¬
ющих гибкое регулирование процесса напыления; регулирование в широких
пределах качества напыленных покрытий. В том числе получение особо каче¬
ственных покрытий при ведении процесса с общей защитой.
Высокие значения коэффициента использования материала при напылении
проволочных материалов (0,7—0,25) и коэффициент использования порошка
(0,3—0,8); возможность комплексной механизации и автоматизации процесса;
широкая Доступность метода, достаточная экономичность и невысокая стоимость
простейшего оборудования.
К недостаткам метода следует отнести: невысокие значения коэффициента
использования энергии: при проволочном напылении 0,02—0,18; порошковом
0,001—0,02; наличие пористости и других видов несплошностей (2—15 %); не¬
высокая адгезионная и когезионная прочность покрытия (максимальные значения
составляют 80,0—100,0 МПа); высокий уровень шума при открытом ведении
процесса (60—120 дБ).
По мере совершенствования метода плазменного напыления количество
недостатков и их уровень снижается. Перспективны, например, разработки на¬
пыления со сверхзвуковым истечением плазменной струи. Это дает возможность
формировать покрытия из частиц без расплавления, находящиеся в вязко-пла- '
стнческом состоянии. По сравнению с радиальной наиболее эффективная осевая
подача распыляемого материала в дуговых плазменных распылителях.
Значительный интерес представляет плазменное напыление с использованием
двух дуг или трехфазных плазмотронов. В этих случаях получают плазму, не
загрязненную материалами электродов. Упрощается осевая подача распыляемого
материала.
4. Способы и технологические особенности газопламенного напыления
Газовое пламя как источник нагрева
и распыления материала
Газовое пламя получают посредством сгорания горючих газов
в кислороде или воздухе. В специальных горелках — распыли¬
телях по периферии сопла подается горючая смесь. Центральная
часть предназначена для подачи в сформированную газопламен¬
ную струю распыляемого материала (рис. 262, а). Вблизи среза
сопла газовое пламя представляет собой полый конус с кольцевым
сечением. По мере удаления от среза газовое пламя образует спло¬
шной поток высокотемпературного газа.
Газопламенные струи как источник нагрева, распыления и уско¬
рения при напылении покрытий подобны плазменным струям.
Однако, температура и энтальпия газопламенной струи значитель¬
но ниже. Напыляемые'частицы взаимодействуют с газовой фазой
сложного состава, состоящей из горючих газов, продуктов их
сгорания и диссоциации, кислорода и азота. Окислительно-вос¬
становительный потенциал на начальном участке струи легко
613
регулируется изменением соотношения между горючим газом й
кислородом. Условно можно выделить три режима образования
пламени: нейтральное, окислительное и восстановительное.
В качестве горючих газов для напыления покрытий применяют:
ацетилен (QHa), метан (СН4), пропан (СЭН8), бутан (С4Н10), водо¬
род (Н2) и др. Иногда используют смеси, например, пропанбута-
Рнс. 262. Схема газопламенного напыления покрытий;
i — смеситель; ? •» газопламенное сопло; 3 —• газовая струя; 4 — воздушное
сопло 6 — воздушный обжимающий Поюк; а ►— формирование 'газового Пла¬
мени; 6 — схема процесса напыления
новую смесь и др. Некоторые физико-химические свойства горю¬
чих газов следующие:
Газ QH2
Относительная плотность по
воздуху 0,91
Теплотворная способность при
температуре 293 К в давлении
0,1 МПа, мДж/м3 56,5
Теплота выделения при ней¬
тральном сгорании, мДж/м3 18,5
Тепловой поток пламени,
кДж/счг, С 44,8
Скорость распространения га¬
зового пламеии в смеси с кис¬
лородом, м/с ........ 13,5
Максимальная температура га¬
зового пламени в смеси с кис¬
лородом, К ......... 3373—
3473
сн4
СзН®
С4Н jo
Н2
0,56
1,57
2,10
0,07
35,8
93,5
125,1
10,8
1,4
12,6
— "
—
—
10,8
—
14,0
3,3
3,7
—
8,9
2273—
2373
2673—
2973
2673—
2973
2273—
2773
Наиболее высокая температура пламени достигается при исполь¬
зовании ацетилено-кислородных смесей. Однако теплотворная
способность выше у пропана и бутана. Поэтому для напыления
чаще всего применяют ацетилен технический (ГОСТ 5457—75)
или пропаибутановую смесь (ГОСТ 20448—80). При образовании
газопламенных струй тепловой КПД распылителя достаточно вы¬
сокий (Лт. р = 0.8—0,9). В этом случае большая часть подведен¬
ной энергии расходуется иа нагрев газа. Однако эффективный
КПД нагрева порошковых частиц (лв) составляет всего лишь
0,02—0,1.
614
Способы и технологические особенности
газопламенного напыления
Обобщенная схема процесса газопламенного напыления показана
на рис. 262, б. Горючий газ и окислительный (кислород, реже
воздух) подают в смесительную камеру /. Горючая смесь далее по¬
ступает в сопловое устройство 2. На выходе из него смесь поджи¬
гается и образует факел газового пламени 3. Для обжатия газового
пламени применяют дополнительное сопло 4, в которое подают
сжатый газ, обычно воздух. Наружный поток газа 5 удлиняет вы¬
сокотемпературную часть газовой струи, повышает ее температуру
и скорость. В некоторых газопламенных установках сжатый газ
используют для охлаждения теплонапряженных элементов рас¬
пылителя.
Распыляемый материал в виде порошка или проволоки (стерж¬
ней) подают по оси газопламенной струи. Такой способ подачи
способствует более интенсивному нагреву и распылению матери¬
ала. В основу классификации метода газопламенного напыления
положены следующие признаки: вид распыляемого материала.
Различают газопламенное напыление порошковыми и проволоч¬
ными материалами; тип горючего газа. Известны способы напыле¬
ния с использованием ацетилена или газов, заменителей ацетилена
(пропана, бутана, их смесей и др.); степень механизации. При¬
меняют ручное напыление и механизированное (машинное).
Параметры газопламенного напыления
и их влияние на эффективность процесса.
Конструктивные параметры. К конструктивным
параметрам, оказывающим наибольшее влияние на эффективность
процесса относят (см. рис. 262) диаметр газового сопла, диаметр
отверстий по периферии сопла. Угол наклона а оси отверстий к оси
распылителя. Характер истечения струи и ее теплофизические
свойства в значительной мере зависят от размеров и профилирова¬
ния обжимающего сопла. Обычно конструктивные параметры газо¬
пламенного распылителя рассчитывают или выбирают экспери¬
ментально.
Параметры режима работы газопламен¬
ного распылител я. Наиболее значимыми параметрами
являются: род горючего газа, его давление на входе в распылитель
и расход; давление окислительного газа и его расход; соотношение
между окислительным и горючим газами и т. д.
Наиболее высокая эффективность процесса наблюдается при
использовании в качестве горючего газа ацетилена или пропац-
бутановой смеси.
Давление горючего газа (РГ) определяет его расход и ста¬
бильность подачи. Обычно рекомендуется Рг ^ (30—35) 10* Па.
При этом расход горючего газа (Gr) составляет 0,5—2,5 м*/ч.
Большую роль играет отношение кислорода к горючему газу (0).
615
В практике напыления р = 1,1—4г нижний предел для ацетилена,
верхний — для пропан-бутановой смеси, Значение Р определяет
физико-химические свойства пламени. Увеличение расхода горю¬
чего газа при выбранном Р приводит к возрастанию тепловой мощ¬
ности газового пламени Wv. ш его скорости vB. п и длины высо¬
котемпературной части потока /в (рис. 263, а). При этом растет
скорость подачи распыляемого материала (va, р) и, соответственно
производительность GH (рис. 263, б).
Для обжатия газового пламени давление газа (воздуха) дол¬
жно составлять (300—400) 10® Па, а его расход 30—40 м®/ч.
Параметры распыляемого материала
и его ввода в газовое пламя. Дисперсность поро¬
шковых частиц, подаваемых в газовое пламя, составляет 10—
100 мкм. ч Более крупные по¬
рошки нагреваются недоста¬
точно. Расход порошка состав¬
ляет 0,5—10,0 кг/ч. Подачу по¬
рошка осуществляют двумя
способами. Во многих случаях
порошок подают в газовое
пламя за счет собственной массы
в сочетании е инжектированием
струи. , При этом стремятся
к минимальной длине комму¬
никационных каналов. В дру¬
гих случаях порошок подают до¬
полнительным транспортирующим газом: кислородом или возду¬
хом. Давление транспортирующего газа выбирают в пределах
(100—200) 10® Па, а расход 0,3—0,6 м8/ч. Диаметр проволоки при
газопламенном напылении составляет 1,0—-5,0 мм* .Скорость по¬
дачи находится в пределах 1,0—0,15 м/с. Максимальную произ¬
водительность процесса получают при высоких мощностях газо¬
вого пламени и больших диаметрах проволоки.
Параметры, характеризующие внешние
условия напыления. Для газопламенного процесса
это, прежде всего, дистанция напыления. Влияние этого параметра
аналогично другим методам газотермического напыления н со¬
ставляет 100—200 мм.
Параметры распыляемой струи и потока
напыляемы х частиц. Максимальная температура пла¬
мени вблизи среза сопла составляет 3273—3473 К и зависит,
в основном, от рода горючего газа и величины 0. Скорость
.газопламенных струй составляет 150—300 м/с и определяется
расходом горючего газа, значениями 0 и профилированием сопла.
В ряде случаев достигается сверхзвуковая скорость истечения.
Состав газового пламени, в основном, определяется значениями р.
Изменение температуры, энтальпии, скорости и состава по оси
струи и в сечениях аналогично плазменным струям.
616
ного вапыления
Длина высокотемпературной части газопламенной струи за¬
висит от рода горючего газа, его расхода и 0. Для ацетилена и про-
панбутановой смеси, длительность нагрева составляет 70—150 мм.
Верхний предел относится к максимальным расходам горючего
газа и оптимальным значениям 0. Тепловые и скоростные
границы струи близки и составляют 17—25°.
Температура напыляемых частиц при порошковых способах
напыления не превышает 2473 К- Проволочное напыление может
обеспечить частицы с более высокой температурой порядка
2973 К. Скорость частиц вблизи поверхности напыления нахо¬
дится в пределах 20—100 м/с и выше. Плотность потока напыляе¬
мых частиц составляет 10®—105 ч/с-см2.
» Газопламенное напыление предназначено для нанесения по¬
крытий различного назначения посредством распыления порошко¬
вых и проволочных материалов. Этот метод не обеспечивает воз¬
можность нанесения тугоплавких материалов. При порошковом
напылении температура распыляемого материала ограничена,
примерно, 2473 К, при проволочном напылении 2973 К.
К недостаткам метода следует отнести; невысокую производи¬
тельность процесса, особенно при порошковом напылении туго¬
плавкими материалами; наличие в струе активных газов, взаимо¬
действующих с металлическими и металлоподобными материа¬
лами; невысокое качество покрытий при напылении ряда поро¬
шковых материалов; низкие значения эффективного КПД нагрева
порошковых частиц.
К преимуществам метода относится; наличие несложного и
недорогого оборудования; высокие' значения коэффициента ис¬
пользования материала (КИМ) при проволочном распылении.
5. Способы и технологические особенности
детонационно-газового напыления
Детонационный взрыв газовой смеси и продукты
его распада — источник нагрева
и распыления материала.
При детонационно-газовом напылении покрытий используют спе¬
цифический источник нагрева, распыления и ускорения напыля¬
емых частиц. Источник представляет собой высокотемпературный
поток газовой смеси, образующейся в результате Направленного
взрыва. Для этого заданное количество газовой смеси, способ¬
ной детонировать, подают в камеру зажигания и ствол установки.
Как детонационная волна, так и продукты ее распада обладают
высокой скоростью распространения и достаточно высокой тем¬
пературой. Тепловая мощность детонационных газовых струй
составляет 104—107 Вт. Из них наиболее высокая для ацетилено¬
кислородных смесей и равна 15-106 Вт (диаметр ствола 16 мм,
45 % QH2). Состав продуктов распада продетонировавшей смеси
определяется, в основном, составом исходной газовой смеси.
617
Протекание детонационного взрыва и теплофизические пара*
метры продуктов реакции легко регулируются введением в состав
горючей смеси различных газообразных технологических доба*
вок. Наиболее часто используют азот, аргон и др. Рассмотрим влия¬
ние азота на характеристики эквимолярной смеси СаН2—02t
Добавка азота, моль , . , О 3 4
Давление взрыва, МПа ► 0,5 0,23 0,22
Температура взрыва, К 4560 3300 3110
Скорость звука, м/с , . , , , 1585 1290 1150
Скорость продуктов детонации, м/с . „ . , 1375 880 870
Скорость детонационной волны, м/с:
георетическая , , , 2960 2170 2020
фактическая Л 2920 — 2015
Газовые добавки выполняют и другиефункции В частности,запи¬
рают каналы рабочих газов от действия взрыва, очищают камеру
сгорания и ствол от продуктов детонации.
Скорость продуктов детонации определяет и скорость напыля¬
емых частиц. Обычно это высокие скорости, составляющие 800—
1300 м/с. Время нагрева порошковых частиц при переносе крайне
мало. Его оценивают тысячными и менее долями секунды. Если
энтальпию напыляемых частиц-отнести к подведенной энергии,
как это принимается для других методов газотермического напы¬
ления, то энергетический КПД процесса будет мал. Однако
в момент удара частица дополнительно разогревается, и ее эн¬
тальпия существенно возрастает.
При расчете г|э. р следует учитывать температуру частиц в мо¬
мент их контактирования с поверхностью напыления. С учетом
этого т}э. р составит 0,1—0,15. Эффективный КПД нагрева поро¬
шковых частиц (т]и) при их переносе оценивается сотыми долями.
При использовании углеродсодержащих детонирующих газов
продукты распада, в основном, имеют восстановительный потен¬
циал по отношению к распыляемому материалу. Возможно выде¬
ление из горючей газовой смеси свободного углерода.
Технологические особенности способов
детонационно-газового напыления.
Обобщенная схема процесса приведена на рис. 264. В камеру за¬
жигания 1 подается заданное количество рабочей смеси газов,
например, QH2—02—N2. При помощи маломощного электриче¬
ского разряда 2 смесь поджигают. Возникающие при этом тепловые
волны порождают ударные 3, а затем и детонационную волну 4.
В канале ствола 5 детонационная волна распадается с образованием
продуктов сгорания газовой смеси 6. Одновременно е заполнением
ствола взрывной смесью вводят напыляемый порошок. На вы¬
ходе из ствола образуются дульное пламя 7 и поток напыляемых
частиц 8.
Детон а цион но* газовое напыление относится к циклическим
процессам. Выделяются три составляющие цикла (Тц): 1) время,
618
необходимое для заполнения камеры и ствола газовой смесью и по¬
рошком (та); 2) время, затрачиваемое на образование взрыва и
выброса продуктов детонации и порошка (тв); 3) время продувки
камеры и ствола (т„)
Тц = 17в + Т1|-Ь тп. (8.4)
Время цикла составляет 0,2—0,5 с. Обычно стремятся к мини¬
мальным значениям тц. Этим определяется количество циклов
установки во времени, а следовательно, и производительность.
В течение одного цикла на поверхность напыления переносится
30—40 мг распыляемого материала.
Рис. 264. Схема дистанционно-газового напыления покрытий:
I — горючий газ; И — окислительный газ; III — технологи¬
ческий газ; ас, 10 — диаметр и длина ствола соответственно
Детонационно-газовое напыление осуществляется в основном
порошковыми способами. Подачу порошка осуществляют как
в осевом, так и в радиальном направлениях. Для получения ка¬
чественных покрытий необходимо равномерное распределение
порошковых частиц по сечению ствола. Несмотря на кратко¬
временность пребывания частиц в потоке, гравитация оказывает
существенное влияние на равномерность распределения, В ниж¬
ней части канала ствола наблюдается большее количество поро¬
шка, особенно крупных и тяжелых фракций. Этот недостаток
в значительной мере устраняется при вертикальном расположении
ствола установки.
Процесс детонационно-газового напыления механизирован и
автоматизирован. Осуществляется в специальном звукоизолиро¬
ванном боксе. Управление процессом дистанционное, с вынесен¬
ного за пределы бокса пульта.
619
На практике широко применяют разновидности метода детона¬
ционно-газового напыления. Классификацию производят по типу
детонирующей смеси, конструктивным особенностям газового
температурного тракта и количеству детонационных камер-стволов.
Тип детонирующей смеси. Используют детонирующие газы
CjH2, СН4, СзН8, СО, Н2 и др.> а также продукты пиролиза бен¬
зина, керосина и т. д.
Конструктивные особенности газового температурного тракта.
Применяют процесс с предварительным форкамерным зажиганием
и зажиганием непосредственно в стволе установки. Используют
направляющие каналы стволов с постоянным и переменным .се¬
чением: прямолинейные, в виде змеевика и др.
Количество детонационных камер-стволов. Различают одно¬
ствольные установки и многоствольные. Последние обеспечивают
повышение производительности процесса.
Наряду с этим можно выделить и другие разновидности метода.
Параметры детонационно-газового напыления
и их влияние на эффективность процесса
Конструктивные параметры распылителя. Наибольшее
влияние на эффективность процесса оказывает диаметр ствола (d0), его длина (1С)
и форма. Обычно калибр ствола выбирают в пределах 8—40 мм» С уменьшением
dc затрудняется детонационный взрыв, возрастают тепловые потери. Часто при¬
меняют пушки с dc = 16 мм. Длину ствола выбирают в пределах 1200—2000 мм.
Минимальная длина ствола должна быть больше преддетонационного расстояния.
Максимальные значения 1е выбирают из условий получения наиболее высоких
скоростей напыляемых частиц и формировании потока заданной конфигурации.
Следует также отметить, что при уменьшении dc и /с снижается вводимая порция
детонирующей газовой смеси и, соответственно, энергия взрыва и энтальпия
продуктов распада. Большое влияние на эффективность процесса оказывает
форма детонационного канала, чистота его поверхности, отношение la/de> при¬
менение стволов переменного сечения, наличие форкамеры и др. К конструк¬
тивным параметрам следует отнести также количества циклов детонационного
распылителя во времени. С увеличением количества циклов увеличивается произ:
водительность процесса и снижается проявление гравитационных сил при вве¬
дении порошка в детонационную смесь. Для устранения гравитации при dcт==
= 25 мм необходима скорострельность свыше 14 циклов в 1 секунду.
Параметры режима работы детонационно-газо¬
вого распылителя. Наиболее значимыми параметрами являются род
и расход газов, входящих в детонирующую смесь, соотношение между горючим
газом и кислородом.
Наиболее высокая эффективность Напыления обеспечивается при исполь¬
зовании для образования детонирующей смеси ацетилена и реже пропанбутано-
вой смеси. Это объясняется высокими значениями теплофизических свойств
названных газов. На производительность процесса особенно большое влияние
оказывает расход детонирующей смеси. Обычно расход ацетилена и кислорода
составляет 0,2—6,0 м“/ч в зависимости от конструкции установки и давления
применяемых газов (давление 0,05—0,15 МПа). С увеличением расхода основных
газов производительность возрастает. Существенное влияние на эффективность
процесса оказывает добавка к детонирующей смеси технологического газа. Уве¬
личение доли азота горючий газ —> кислород снижает температуру и скорость
напыляемых частиц. При использовании смеси С2Н2 — 02 добавляют 10—15 %
(объемн.) азота. Исключение азота из состава детонирующей смеси приводит
к усилению процесса сажеобразования..
620
На эффективность процесса большое влияние оказывает параметр р, выра¬
жающий отношение кислорода к горючему газу в детонирующей смеси. На
рис. 265 показаны зависимости теплоты реакции, Q, скорости детонации Vn
и равновесной температуры газовой смеси ТР. „ за фронтом детонационной волны
от значения р. Наиболее высокие показатели эффективности наблюдаются при
виачениях Р, соответствующих эквимолярному составу, например, С2Н2 Ц- 02 =
s= 2СО -f- Н2. Однако, в этом случае в продуктах распада детонационной волны
образуется сажистый углерод, отрицательно влияющий на качество покрытий.
При использовании ацетилена за оптимальное значение р принимают 1,21—1,25,
Параметры распыляемого материала и условий
его ввода. Наибольшее влияние на эффективность процесса оказывает
диаметр порошковых частиц и их плотность. Обычно применяют порошки со сред¬
ним Диаметром 10—50 мкм. Более крупные частицы разогреваются и ускоряются
недостаточно для образования прочных связей в момент удара. Порошки малой
плотности имеют наиболее вы¬
сокие скорости.
Количество подаваемого
порошка находится в широких
пределах. Для установок не¬
большой мощности произво¬
дительность составляет 0,5—
1,5 кг/ч. В более мощных уста¬
новках эта величина составляет
от 12 кг/ч и более. За один цикл
выбрасывается примерно 50—
100 мг. Загруженность порош¬
ком горючей смеси составляет
0,2—0,6 кг/м®. Температура и
скорость напыляемых частиц
в значительной мере зависят от
условий его ввода в канал
ствола. Наиболее высокие ско¬
рости частиц реализуются при подаче порошка на расстоянии 200—400 мм от
среза детонационного ствола.
Параметры, характеризующие внешние условия
детонационно-газового напыления. Напыляемые изделия
жестко крепятся иа приспособлении, обеспечивающем необходимую свободу
перемещения относительно ствола установки. При этом должны быть устранены
препятствия иа пути потока напыляемых частиц. Угол встречи (угол напыления)
также, как и для других методов газотермического напыления, изменяется в пре¬
делах 45—90°. Дистанция напыления задается в зависимости от материала изде¬
лия, его размеров и форм, распыляемого материала, толщины покрытия и изме¬
няется от 50 до 200 мм.
Необходимую толщину покрытия получают многократным повторением
циклов установки, путем перемещения изделия перед срезом ствола пушки.
Смещение деталей между двумя циклами (шаг) не должно превышать lUdH.
Параметры детонационной волны, продуктов ее
распада и потока напыляемых частиц. На нагрев и уско¬
рение напыляемых частиц оказывают влияние многие из рассмотренных ранее
параметров. Состояние частиц вблизи поверхности напыления определяется
в первую очередь параметрами детонационной волны и, особенно, продуктов ее
распада. Наиболее значимыми параметрами являются температура, энтальпия
и скорость газового потока внутри канала ствола и на выходе из него. В основном
эти параметры аависят от состава и расхода рабочей детонирующей газовой
смеси. Температуру детонационной волны (7Y в) оценивают значениями 4000—
5700 К, а ее скорость (г>д. п) 2000—3000 м/с. Продукты распада — горючая смесь,
следующие за детонационной волной имеют меньшие показатели: Тл в = 3000—
4000 К, 1>г. в = 850—1400 м/с.
При детонационном взрыве давление газовой смеси, развивающееся внутри
канала ствола, составляет 0,2—0,75 МПа. Следует отметить, что все параметры
621
0г,% (по объему)
Рис. 265. Зависимость
скорости Детонацг и (а)
ратуры газовой смеси
Тех'ЮгК
теплоты реакции <?!
и равновесной темпе-
Тг с(б) от значений 0
исходной газовой смеси (давление, температура, плотность и объем) изменяются
в момент взрыва скачкообразно. Образующееся на выходе из ствола дульное
пламя (см. рис. 264) в нагреве и ускорении напыляемых частиц существенной
роли не играет. Скорость и температура пламени быстро снижается на рассто¬
яния 40—70 мм от среза ствола.
Параметры потока напыляемых частиц характеризуются следующими вели¬
чинами.
Температура частиц в большинстве случаев ниже температуры плавления
распыляемого материала. По-видимому, следует выбирать температуры нагрева
частиц, близквр к температуре солидуса. Расплавленные частицы при их высоких
скоростях в момент удара разбрызгиваются. Экспериментами показано, что при
детонационно-газовом напылении температура частиц вблизи поверхности на¬
пыления может достигать 1673—1873 К и более.
Скорость частиц находится в пределах 800—1500 м/с. Следует стремиться
к реализации максимальных скоростей. Этб облегчает образование прочных
связей при контактировании. Высокоскоростные потоки частиц и обеспечивают
получение наиболее качественных покрытий из всех методон газотермического
напыления. Распределение скорости и температуры частиц по оси потока и в се¬
чениях подчиняется общим закономерностям газотермического напыления.
Однако значительно более благоприятное. Во многих случаях разбросом этих
параметров можно пренебречь. Исключение составляют периферийные частицы,
находящиеся в пристеночных областях канала ствола.
Взаимодействие нерасплавленных напыляемых частиц с газовой фазой не
приводит к существенному изменению их химического состава. Однако, следует
учитывать окислительно-восстановительный потенциал высокотемпературной
газовой смесн и возможность образования в ней свободного сажистого углерода.
В потоках нерасплавленных частиц слабо проявляются такие процессы, как испа¬
рение, сублимация и диссоциация.
Плотность потока частиц по пятну напыления также, как и при других
методах газотермического напыления, подчиняется закону нормального распре¬
деления. Интегральная плотность частиц по пятну напыления составляет 10®—
10®- ч/сма-с. Параметры потока частип определяют коэффициент использования
порошка. Для этого метода Кш = 0,3ч-0,6.
Области применения. Преимущества и недостатки.
Перспективы развития.
Детонационно-газовое напыление применяют для осаждения покрытий различ¬
ного назначения.из многих порошковых материалов.
Размеры и форма изделий „при этом методе напыления также не ограничены
и определяются техническими возможностями устройств для их перемещени-
в процессе нанесения покрытия, а также размерами звукоизолированного бокса.
Например, напылению подвергают изделия длиной до 10 м и диаметром 2—3 м,
массой до 4 т, а также мелкие (хирургический инструмент, сверла, метчики и др.)-
Внутрениие цилиндрические поверхности диаметром более 10 мм и открытые
с обоих концов должны иметь длину, не превышающую полутора диаметров.
Твердость материала напыляемых изделий не должна превышать 60 HRC.
Толщину покрытия обычно выбирают в пределах (Ъ05—1,5 мм.. Оптимальвая
толщина покрытия составляет 0,1—0,5 мм.
К достоинствам метода следует отнести: высокое качество напыленных по¬
крытий (оа> 10,0 МПа; /7^1 %); возможность напыления покрытий на хо¬
лодные изделия (7'из^473 К); умеренный нагрев изделий при их напылении
{Та ^ 573 К); достаточно высокая производительность (G = 1-J-10 кг/ч) и ши¬
рокая номенклатура распыляемых материалов; невысокая чувствительность
к состоянию исходной поверхности напыления.
Недостатки метода заключаются в следующем: затруднено нанесение покры¬
тий иа изделия, имеющие высокую поверхностную твердость (HRC > 60); трудно
напылять покрытия из порошков с невысокой удельной массой (карбиды титана
и др.); невозможно напыление внутренних поверхностей на глубину, превышая
622 '
рщую диаметр входного отверстия; высокий уровень шума (140 дБ и более);
необходимость применения герметичных боксов н дистанционного управления
процессом; достаточно высокая стоимость оборудования.
6. Способы и технологические особенности
электро дуговой металлизации
Дуга как источник нагрева распыляемого материала
При дуговой металлизации образование потока напыляемых ча¬
стиц происходит за счет плавления распыляемого материала вы-
сокоамперной дугой и его диспергирования скоростным потоком
газа. Из приведенной на рис. 266 схемы электродуговой металли¬
зации видно, что горение
дуги происходит в специфи- / 2 J и
ческих условиях. Площадь
активных пятен на элек¬
тродах ограничена неболь¬
шими диаметрами исполь¬
зуемых для распыления про¬
волок. Горение дуги проис¬
ходит в условиях воздейст¬
вия мощного скоростного по¬
тока газа. Это обусловливает
сжатие (контрагирование)
столба дуги. Другой особен¬
ностью горения дуги яв¬
ляется непостоянство ее дли¬
ны. Принципиально воз¬
можны две схемы горения.
дуги: без коротких замыка¬
ний и с периодическими ко¬
роткими замыканиями. Ха¬
рактер горения дуги опре¬
деляется, прежде всего,
родом тока и режимом про¬
цесса. При питании дуги пе¬
ременным током избежать
коротких замыканий не пред¬
ставляется возможным. Применение источников постоянного
тока дает возможность ведения процесса как с короткими замы¬
каниями, так и без них. Однако и в этом случае в горении дуги
прослеживается цикличность.
Дуга, находясь под воздействием электродинамических и газо¬
динамических сил, движется в межэлектродном пространстве.
Достаточно четко прослеживается два этапа в цикле горения.
Первый этап связан с возбуждением и развитием начальной стадии
горения дуги. На втором этапе происходит вынос дуги за пределы
оплавленных торцев электродов (зависание дуги). На этой стадии,
УУУУ///','
1
ТГ/77/77.
I
/U/^LiV'
2ZZ2
§
Рио. 266. Схема процесса электродуговой ме¬
таллизации:
I — цилиндрическое сопло; II <— цнлиндриче»
623
относительно стабильного горения, можно принять /д л* cons!.
В это время происходит интенсивное плавление металла. Раздели¬
тельным моментом между двумя этапами в цикле является сбров
расплавленного металла с торцев электродов. Время существова¬
ния первого и второго этапов в цикле зависит от многих перемен¬
ных. В частности, статических и динамических свойств источника
питания, режима процесса, свойств распыляемого материала и др.
Время первого этапа может быть оценено Ti = Ю-5—1(И с;
второго Тп = КН—1G-8 с. Полоса частот находится в пределах
250—2500 Гц. Теплота, выделяемая в активных пятнах, практи¬
чески полностью расходуется на плавление Электродной прово¬
локи. Значительная часть теплоты столба дуги расходуется на
нагрев распыляющего газа.
При нагреве дугой торцев электродов фронт их плавления ори¬
ентируется под углом ф к оси проволоки. Оптимальные значения
угла устанавливаются автоматически в зависимости от режима ра¬
боты распылителя. Например, при постоянных значениях угла
скрещивания электродов <о и скорости подачи проволоки изме¬
нение мощности дуги приводит к изменению угла наклона фронта
плавления. В этом выражается процесс саморегулирования си¬
стемы. Так, при питании дуги постоянным током, несмотря на
разное тепловыделение на катоде и аноде, скорость подачи обеих
проволок одинаковая. Энергетический КПД распыления при
электродуговой металлизации имеет наиболее высокие значения
из всех методов газотермического напыления и составляет
0,7—0,9.
Технологические особенности способов
электродуговой металлизации
Наибольшее распространение для напыления покрытий получила
двухэлектродная схема (см. рис. 266). Распыляемый материал
в виде проволоки 2 диаметром 1,0—5,0 мм подается в зону горения
дуги 1 механизмом подачи 4. Напряжение от источника питания U0
подводится к контактным устройствам 5. Между скрещивающи¬
мися электродами располагается сопло 3, предназначенное для
создания скоростного распыляющего потока газа. Часто для этих
целей используют сжатый воздух. Газовая струя срывает расплав¬
ленный металл с торцев проволоки, диспергирует его и образует
поток напыляемых частиц совместно с распыляющим газом
(двухфазная струя). Конфигурация потока аналогична другим
методам газотермического напыления.
Наряду с двухэлектродными применяют и трехэлектродные
схемы напыления. При этом способе электродные проволоки рас¬
полагаются по образующим усеченного конуса с расстоянием в 120®
(при двухэлектродной схеме 180°). Для питания используют трех-
фазиый переменный ток. При этом на каждый электрод подается
отдельная фаза. Особенностью электродуговой металлизации яв¬
ляется напыление только металлических материалов, обладающих
624
электрической проводимостью. При этом легко реализуется на¬
пыление композиционных покрытий. С этой целью используются
проволоки из различных материалов. Применяя трехэлектродную
схему, получают трехкомпонентное покрытие. Электродуговую
металлизацию ведут в открытой атмосфере. Создать эффективную
местную защиту металлизационной -струи представляет, как и
при плазменном напылении, значительные трудности. Однако
ведение процесса в камере с общей защитой принципиально
возможно.
Метод электродуговой металлизации может быть классифици¬
рован по количеству электродных проволок (различают двух-и
трехэлектродные способы напыления), а также по механизации
процесса. Применяют ручное напыление и механизированное.
Механизированный процесс содержит устройства для перемеще¬
ния распылителя относительно напыляемого изделия или наобо¬
рот. Для получения равномерных по толщине покрытий на боль¬
ших поверхностях задаются по программе сложные движения рас¬
пылителя.
Параметры режима ■ электродуговой металлизации
и их влияние на эффективность процесса
Конструктивные пвраметры. Наибольшее влияние на процесс
распыления оказывает форма и размеры сопла. В основном, применяют цилиндри¬
ческие сопла с dc= З-г-6 мм. Для создания эффективного распыляющего
потока такие сопла требуют большого расхода газа 50—60 м3/ч. Другим
недостатком цилиндрических сопел является влияние проволоки на характер
истечения распыляющей среды, в частности, на более высокую степень турбу¬
лентности. Обычно цилиндрические сопла работают в режиме «недорасшпрения».
Статическое давление газа на срезе сопла выше атмосферного. В этом случае
струя дорасширяется за пределами сопла. Такой режим работы относят к не¬
расчетным. В сверхзвуковой струе нерасчетного режима возникают скачки
уплотнения, сопровождаемые ударными волнами. На их образование затрачи¬
вается значительная часть энергии струи. В условиях «недорасширения» эффек¬
тивная длина струи снижается, а ее распыляющая способность падает. Отмечен¬
ные недостатки в значительной мере устраняются с применением цилиндрических
сопел в сочетании с расширяющейся количественной частью (см. рис. 266, в).
Диаметр цилиндрических сопел выбирается в пределах dc = 4—6 мм. В рас¬
ширяющейся конической части dc = 6,5—8,5 мм. Общая длина сопла состав¬
ляет 30—50 мм.
Угол скрещивании электродов ю (см. рис* 266) влияет на формирование
потока напыляемых частиц. При малых углах часто наблюдается образование
двух потоков частиц, соответственно с каждой проволоки. Большие углы затруд¬
няют конструктивное выполнение распылителя; на практике ш = 30°. На про¬
цесс распыления оказывает влияние конструкция контактных устройств (см.
рис. 266, а). С увеличением длины контакта (/к) снижается суммарное падение
напряжения. Допускается суммарное падение напряжения, равное 0,8—1,0 В
иа 1000 А. Более совершенные конструкции обеспечивают 0,2—0,3 В на 1000 А.
Конструктивные параметры электродугового распылителя определяют и его
тепловой КПД CnT. р), имеющий высокие значения (0,8—0,9).
Параметры режима работы электродугоного рас¬
пылителя. Наиболее важными параметрами режима работы является мощ¬
ность дуги и расход распыляющего газа. Процесс распыления целесообразно
вести при минимальных значениях удельной энергии, затрачиваемой на плавле¬
ние, перегрев и испарение металлического материала, Энтальпия частиц легко
625
регулируется изменением удельной мощности дуги JV*. В практике напыления
этот параметр находится в широких пределах и составляет 2000—10 000 кДж/иг»
С увеличением N* возрастают иотерн перегретого металла на испарение в воз¬
можно разбрызгивание при формировании покрытия. Однако увеличение энталь¬
пии температуры частиц положительно влияет на качество покрытий (рис. 267).
Экспериментальными исследованиями установлено, что прн электродуговой
металлизации алюминием повышение N * с 3000 до 8500 кДж/кг (при постоянной
скорости подачн проволоки) температура напыляемых частиц возрастает с 1173
до 2173 К.
Выбранная мощность дуги (Nn) определяет как производительность про¬
цесса, так в энтальпию потока частиц. Эффективный КПД распыления составляет
0,7—0,85 и является самым высоким из всех методов газотермического напыле¬
ния. Мощность дуги определяется значениями тока и напряжения. Напряжение
дуги обычно не является регулируемым па¬
раметром. Необходимую величину мощности
устанавливают посредством изменения тока
дуги. В практике электродуговой металлизации
используют мощности от 5 до 20 кВт, силу тока
80—600 А и напряжение 18—35 В.
Давление, расход и свойства распыля¬
ющего газа оказывают большое влияние на
все показатели эффективности процесса. Уве¬
личение давления газа, а следовательно, и его
расхода приводит к возрастанию скорости струи
и ее распыляющей способности. Необходимо
стремиться к сверхзвуковому характеру исте¬
чения е минимальным перепадом давлений на
срезе сопла. При этом облегчается эвакуация
расплавленного металла с поверхности плавле¬
ния проволоки, его диспергирование и возра¬
стание скорости частиц. На практике давле¬
ние ■ распыляющего газа выбирают равным
0,35—0,55 МПа. При этом его расход состав¬
ляет 60—150 м3/ч.
В качестве распыляющего газа, в основном, используют сжатый аоздух.
Параметры распыляемого материала и'ввода его
в зону нагрева. Наиболее значимыми параметрами являются диаметр
элегтродиой проволоки dn и скорость ее подачи. Обычно dn выбирают в пределах
1,0—3,5 мм и более. При максимальных dn можно добиться более высокой произ¬
водительности.
Необходимо учитывать, что с увеличением диаметра проволоки усиливается
турбулизация распыляющей струи. Коэффициент турбулизации а может быть
определен из зависимости а — (0,4dn/dc)2>&e аг, (8.5)
где а1 — коэффициент турбулизации при свободном истечении струи в сопле.
Малые диаметры проволоки, кроме того, усложвяют пропесс. При этом
требуется высокая скорость подачи; наблюдается интенсивное блуждание плавя¬
щихся торцов проволоки. Скорость подачи проволоки выбирают максимальной
для заданного режима работы распылителя. Благодаря этому достигаются мини¬
мальные значения удельной мощности дуги (WJ). В практике электродуговой
металлизации скорость подачи проволоки составляет 0,05—0,35 м/с или произ¬
водительность распыления G„ = 2—50 кг/ч.
Существенное влияние иа процесс оказывает длина вылета проволоки из
контактного устройства /в (рис. 266, а). С увеличением 1В начинает выделяться
джоулево тепло. Особенно этс характерно для металлов с повышенным удельным
алекфосопротивлеиием (стали, титана, никеля и др-). Для таких металлов ско¬
рость плавления проволоки возрастает на 10—20 %. Увеличение вылета приводит
к нежелательному блужданию торцов проволоки. Величину смещения проволон
в процессе их распыления допускают Д ^ l/4dB.
626
Рис. 267. Влияние удельной
и щносгн дуги Л/д на коэффи¬
циент использования материа¬
ла /См в адгезионную проч¬
ность оа
Параметра, характеризующие внешние условия
напыления. Эти параметры мало отличаются от других методов газотерми¬
ческого напыления. Угол встречи потока с поверхностью напыления составляет
65—90!. Минимальный угол соответствует 45°. Дистанция напыления L находится
в пределах 60—150 мм. Скорость перемещения пятна напыления ограничивают
пределами 30—50 м/мин.
Параметры распыляющей струи и потока частиц.
Характер истечения газа из сопла подчиняется общим закономерностям образо¬
вания затопленных струй. Среднемассовая температура газа непосредственно
за пределами столба дуги достаточно высокая. Однако при больших расходах
распыляющего газа (на порядок больших по сравнению с плазменным напыле¬
нием) температура по оси и в сечениях быстро падает. Этому способствует н тур-
булизация газового потока скрещенными электродами. По-видимому, дополни¬
тельного нагрева распыленных частиц на начальном участке струн не происходит.
На основном участке струи частицы охлаждаются.
Скорость распыляющей струи максимальна на срезе сопла и сохраняется
практически постоянной в пределах начального участка. Она оценивается значе¬
ниями, близкими к звуковым или несколько превышающим. Срывание с фронта
плавления расплавленного металла и его диспергирование происходит в пределах
начального участка высокоскоростным потоком газа или так называемой «же¬
сткой» струей. На этом же участке распыленные частицы получают высокое
ускорение.
В момент диспергирования распыленного металла образующиеся частицы
находятся в жидком состоянии. Их средний размер ориентировочно может быть
оценен по уравнению
d4 » KiKiVGJrii, (8.6);
Ga — производительность распыления; у — плотность распыляемого материала
ц — коэффициент, учитывающий непрерывность горения дуги (ршаХ = 1); Kf —
константа, зависящая от свойств распыляемого материала (для стали 1,61; алю¬
миния 1,45; цинка 1,64; олова 0,85); /С2—константа, зависящая от радиуса
и формы сопла (для цилиндрических сопел 3,75!га-\- 0,29).
По данным многих исследований при распылении углеродистых сталей боль¬
шинство частиц имеет размер 30—50 мкм. Для других металлов 10—100 мк.
По мере удаления от очага плавления и распыления скорость частиц падает.
Вблизи поверхности напыления скорость газовой струи я потока напыляемых
частиц приблизительно одинаковы и составляют 50—150 м/с. Температура
частиц в низкотемпературной газовой среде на основном участке струи падает
достаточно интенсивно. Однако, благодаря высоким скоростям и перегреву
металла при плавлении, большинство частиц поступает на поверхность напыле¬
ния в расплавленном состоянии. Особенно это справедливо для крупных частиц,
40—100 мкм и более. Такое утверждение базируется на строении напыленного
покрытия. Резко выраженная слоистость характерна для условий, при которых
покрытие формируется из расплавленных частиц.
Высокая производительность распыления определяет большие плотности
потока напыляемых частиц вблизи поверхности формирования. Их оценивают
значениями 10®—105 частиц/см-с.
Распыляющая струя на всем протяжении состоит яз воздуха. Поэтому соз¬
даются благоприятные условия для окисления распыляемого металла н насыще¬
ния его азотом.
Применение электродуговой металлизации,.
Преимущества и недостатки. Перспективы развития
Наиболее широкое применение электродуговая металлизация получила при
создании коррозионностойких покрытий на различных строительных сооруже¬
ниях. Для этих целей, в основном, напыляются покрытии из алюминия и цинка.
В качестве износостойких покрытий напыляют различные стали, бронзы в др.
Перспективны композиционные покрытия, иапрнмер, из стали и меди, медн
и олова и других сочетаний.
627
Основным преимуществом метода является его высокая производительность,
достигающая 50 кг/ч. Этот метод обеспечивает также максимальные значения
внергетических КПД распыления T]a. р и напыления Т1э, н* Благодаря большим
значениям энтальпии напыляемых частиц могут быть получены качественные
покрытия с достаточной адгезионной и когезионной и низкой пористостью.
К недостаткам следует отнести интенсивное взаимодействие частиц с активной
газовой фазой. Напыленный металл насыщен кислородом и азотом, а также
содержит значительное количество оксидов. Использование для напыления только
проволоки ограничивает возможности метода.
Можно проводить напыление порошковой проволокой, состоящей на
Х(еталлической оболочки в порошкового сердечника. Качество покрытий может
быть особенно высоким при ведении процесса в камере с общей защитой н рас¬
пылении металла инертными газами. В этом отношении перспективно ведение
процесса в низком вакууме. Регенерация распыляющего газа (замкнутый цикл)
позволит достигнуть удовлетворительной экономичности.
7. Высокочастотная металлизация (ВЧМ)
и ее технологические особенности
Среди газотермических методов иапцления покрытий ВЧМ применяют редко.
Процесс изучен недостаточно.
Для плавления металла используют индукционный нагрев
токами высокой частоты. Особенностью этого источника является
поверхностное плавление металла на небольшую глубину, состав¬
ляющую десятые доли миллиметра. Глубина проникновения высо¬
кочастотного тока г может
быть оценена по уравнению
г *= 5030 у/ р/р /, (8.7)
где р —*• удельное сопротив¬
ление распыляемого метал¬
ла; |х — магнитная прони¬
цаемость; / — частота тока.
Глубина проникновения
тем меньше, чем больше ча¬
стота тока, электропровод¬
ность металла и его маг¬
нитная проницаемость.
Схема напыления покры¬
тий ВЧМ показана на рис. 268.
Распылительная головка работает по принципу концентратора ви¬
хревых токов. Представляет собой высокочастотный трансформа¬
тор. Первичная наружная многовитковая обмотка —■ индуктор /
охватывает вкладыш 2, являющийся вторичной одновитковой об¬
моткой этого трансформатора. Магнитный поток индуктора кон¬
центрируется в центральной части вкладыша, отверстие в котором
называют гребнем концентратора., В это отверстие подается рас¬
пыляемая проволока 3. Расплавление поверхности проволоки про¬
изводят на небольшую глубину* По каналам 4 подается распыля¬
ющий газ, чаще всего воздух. Поток напыляемых частиц получают
непрерывным сдвигом расплавленного металла с поверхности про¬
623
Рис. 268. Схема напыления покрытий высоко¬
частотной металлизацией (ВЧМ)
волоки и его диспергированием распыляющей струей. ВЧМ осу¬
ществляют механизированными способами, в основном, без защиты
потока частиц и пятна напыления.
Конструктивные параметры распылителя оказывают большое
влияние на эффективность процесса (особенно форма и размеры
индуктора и концентратора, их взаимное расположение). Диаметр
сопла и его длина, а также форма аналогичны электродуговым
металлизационным распылителям. Сопло непосредственно свя¬
зано с концентратором. Подача к нему сжатого газа осуществля¬
ется по периферийным каналам. Индуктор и концентратор охла¬
ждаются водой. При этом теряется значительная часть подведен¬
ной энергии. Тепловой КПД распылителя находится в пределах
0,24—0,4.
К основным параметрам режима работы при ВЧМ относят
мощность высокочастотного генератора, его частоту и давление
распыляющего газа. Для получения достаточно высокого энергети¬
ческого КПД распыления следует подбирать частоту тока в соот¬
ветствии с диаметром распыляемой проволоки. Так, для стальной
проволоки (da — 5—6 мм) необходима частота около 70-103 Гц.
С уменьшением da требуемая частота резко возрастает. При da =
— 3 мм она уже составляет 200 • 10® Гц.
Увеличение давления распыляющего газа уменьшает средней
размер частиц и увеличивает их скорость. Например, при напыле¬
нии углеродистой проволоки увеличение давления с 0,2 до 0,4 МПа
снижает размер частиц с 100—120 до 20—30 мкм. При этом их.
максимальная скорость возрастает с 65 до 130 м/с. Расход сжатого
газа составляет 0,5—1,0 м3/мин.
Параметры распыляемого материала выбирают в следующих
пределах: dn = 3—6 мм, длина отрезков 3—5 м, скорость подачи
0,4—1,3 м/мин. Необходима высокая степень соосности проволоки
и соплового концентратора.
Параметры, характеризующие внешние условия при ВЧМ,
аналогичны другим методам газотермического напыления. На¬
пример, дистанцию напыления выбирают в пределах 50—150 мм.
Параметры распыляющей струи и потока напыляемых частиц
близки к параметрам при электродуговой металлизации. При оди¬
наковой производительности распыления ВЧМ позволяет полу¬
чать более концентрированные потоки напыляемых частиц, дости¬
гающие 10е частиц/см2-с.
ВЧМ имеет ограниченное применение, обусловленное значи¬
тельно более сложным оборудованием и условиями эксплуатации.
Метод пригоден для напыления ограниченной номенклатуры ма¬
териалов, главным образом, сталей.
В последние годы метод ВЧМ не был усовершенствован. По-
видимому, с развитием новой техники, в частности, высокочастот¬
ных генераторов, вакуумных устройств ц т., д. могут быть устра¬
нены некоторые. недостатки, сдерживающие его приме¬
нение.
629
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Костиков В. ИШестерик Ю. А. Плазменные покрытия. М.: Металлургия,
1978. 158 с.
Кудинов В. В. Плазменные покрытия. М.: Наука, 1977, 184 с.
Хасуи А., Моричакио О. Наплавка и напыление: Пер. с японск. М.: Машино,
строение. 1985. 238 с.
Глава IX. ОБОРУДОВАНИЕ ДЛЯ ГАЗОТЕРМИЧЕСКОГО
НАПЫЛЕНИЯ ПОКРЫТИЙ
1. Функциональная схема установок
для газотермического напыления
Любая установка для .газотермического напыления состоит из
распылителя, механизма подачи распыляемого материала (про-?
волоки или порошка); источника энергопитания; системы подачи
распылительных газов; пульта управления. В некоторых установ¬
ках предусмотрена система охлаждения. На рис. 269 приведена
функциональная схема обобщенной установки для газотермиче¬
ского напыления.
Рис. 269. Функциональная схема установки для газотьрмического напыления
ГОСТ 11966—78 предусматривает различные типы аппаратов
для газотермического напыления. Регламентируется также удель¬
ная производительность установок и их основные параметры.
Пример условного обозначения газопламенного аппарата о
пламенным нагревом, ручного, проволочного с удельной произво¬
дительностью 1,5 кг/ч кг по алюминий ГпПР1—1,5—А
(ГОСТ 11966—78). Условное обозначение газоэлектрического
плазменного аппарата для механизированных работ, порошкового
с удельной производительностью по оксиду алюминця 0,5 кг/ч кг
ГэПлСН—0,5—ОА (ГОСТ 11966—78).
Общие требования, предъявляемые к установкам (аппаратам)
для газотермического напыления следующие; получение стабиль¬
ного потока напыляемых частиц заданной формы; возможность
регулирования потока напыляемых частиц по производительности,
температуре и скорости; обеспечение высоких значений энергети¬
ческих коэффициентов распыления (ть. р) и напыления (т)э. н)1
630
возможность механизации и автоматизации процесса; высокая
долговечность и надежность; безопасность и удобство в эксплуа¬
тации; экологическая приемлемость; высокая производительность
процесса и удельная производительность аппарата; минимальная
материалоемкость и небольшая стоимость.
Установки классифицируют в зависимости от метода напыле¬
ния, вида подводимой энергии, уровня механизации и формы
распыляемого материала.
2. Распылительные устройства установок
для газотермического напыления
Распылители предназначены для создания потока дисперсных
частиц с заданной плотностью, температурой и скоростью. Ряд
требований, сформулированных для установок в целом^ относится
и непосредственно к распылителям. Специфические требования,
предъявляемые к распылителям, следующие: малая масса, особенно
для ручных распылителей (до 2,5 кг) и удобство в работе; отсут¬
ствие перегрева при длительном напылении; высокие значения
теплового КПД (т)т. р); возможность быстрой замены изношенных
деталей; легкость ввода распыляемого Материала.
Плазменные распылители
Для плазменного напыления используют, в основном, дуговые
плазменные распылители. ВЧ- и СВЧ-плазмотроны, а также не¬
которые другие, находятся
в стадии разработки и со¬
вершенствования.
Плазменные распыли¬
тели должны обеспечивать:
мощность дуги на уровне
5—120 кВА; высокой тер¬
мический КПД плазмо¬
трона (%. р > 0,5), эф¬
фективный КПД процесса
(Ли S5 0,02—0,3); универ¬
сальность по плазмооб¬
разующим газам; стаби¬
лизацию параметров ре¬
жима работы;
В настоящее время
разработано большое ко¬
личество плазменных распылителей. Простейшая конструктивная
схема, отражающая принцип его работы, приведена на рис. 270.
Корпус распылителя 1 состоит из трех частей. Нижняя часть
связана с соплом 2 плазмотрона. При питании дуги прямой поляр¬
ности (минус на электроде) — это анодный узел распылителя.
Верхняя часть является стержневым электродным узлом. При пря-
631
Рнс, 270. Конструктивная схема плазменного
распылители
мои полярности ~ это катодный узел плазмотрона. В его централь¬
ной части располагается электрод 4. Сопловой и стержневой элект¬
родные узлы горелки связаны между собой электроизоляционной
проставкой 3. Для герметизации, при интенсивном охлаждении
плазмотрона водой, предусмотрены прокладки 5 и крепежные ви¬
нты 6. Токопровод совмещен с каналом подвода воды. Дуга 7
возбуждается и горнт между стержневым электродом и соплом.
Плазмообразующий газ подается в дуговую камеру распылителя
через отверстие в проставке. Плазменная струя 8, вытекающая из
сопла, и является источником нагрева, распыления и ускорения
частиц.
Рис. 271. Конструктивные схемы электродных узлов в плазменных распылителях;
i — цилиндрическое гладкое сопло; 2 — цилиндрическое сопло с уступом; $ — сопло
с межэлектродными вставками; 4 —* профилированное сопло; стержневого электрода U -а
вольфрамовая вставка; 2 — держатель электрода; в — охлаждение)
Подача распыляемого материала на схеме не показана. Прово¬
лока подается на срез сопла. Порошок вводят либо в различные
участки плазменной струи, либо в дуговую камеру сопла (см.
рис. 251).
Наиболее ответственным элементом плазменного распылителя
является сопло. Именно конструкция сопла определяет длину дуги
и ее стабильность, скорость и характер истечения струи, а следо¬
вательно, в значительной мере тепловой КПД распылителя и эф¬
фективный КПД процесса нагрева распыляемого материала, В
плазмотронах с самоуста на вливающейся дугой канал сопла глад¬
кий и имеет небольшую длину (10—30 мм). Для некоторой фик¬
сации дуги разрядный канал выполняется q уступом. В плазмен¬
ных горелках с фиксированной дугой применяют секционирован¬
ные сопла. Наличие секций (5—10) позволяет сначала растянуть
дугу, а затем фиксировать активное пятно на выходе из канала.
Для получения ламинарных и сверхзвуковых плазменных струй
сопла профилируют. На рис. 271, а приведены конструкции еопел
различного назначения. Продолжительность работы сопла неве¬
лика и составляет 10—50 ч. Поэтому конструкция распылителя
должна обеспечивать легкую и быструю смену его. В этом отно-
632
шении перспективны так называемые «сухие» сопла, не требующие
при смене разгерметизации плазмотрона. .
Сопла изготавливают, в основном, из меди, рассчитывают на
максимальное охлаждение водой, лучше дистиллированной по
замкнутому циклу. Для уменьшения эрозии канала сопла приме¬
няют вставки из вольфрама. Это особенно необходимо при работе
плазмотрона в режиме обратной полярности («минус» на сопле).
Другим ответственным элементом плазменного распылителя
является стержневой электрод. Чаще всего его изготавливают из
вольфрама 1 в виде вставки g интенсивным охлаждением водой
w
сг>
±67
№
РТ
t
Рис. 272, Электрические схемы
устройств для возбуждения дуги:
а —> осциллятор последователь^
ного подключения; 6 -=» осцил¬
лятор параллельного 'Подклю¬
чения; в — многоступенчатая
схема возбуждения дуги; 1 —■
источник питания дуги; 2 — ос¬
циллятор; 3 — плазменный рас¬
пылитель; 4 еь блок управления
(рис. 271, б). При использовании окислительных газов воль¬
фрам заменяют цирконием или гафнием. Образующаяся на по¬
верхности такого электрода тугоплавкая оксидная пленка пре¬
пятствует его разрушению. При работе плазмотрона в режиме об¬
ратной полярности стержневой электрод (анод) изготавливают из
меди. Следует отметить необходимость высокой соосности элек¬
тродов.
Системы возбуждения дуги в плаз¬
менных распылителях. Применяют две системы воз¬
буждения: электрическую и механическую. Электрическая система
относится к бесконтактным. При помощи маломощного высоко¬
вольтного, высокочастотного генератора, называемого осциллято¬
ром, осуществляется пробой газового промежутка между стержне¬
вым электродом и соплом. При этом создается начальная газовая
проводящая область, способная обеспечить возникновение тока
проводимости основного разряда. На рис. 272, а, б показаны схе¬
мы подключения осцилляторов, выпускаемых электротехнической
промышленностью. Для предохранения источника питания дуги
от попадания на него пробивного напряжения предусмотрена за-
1 Торированного, лантанированного или иттрированного.
633
щита в виде индуктивных ДР и емкостных Сt сопротивлений. При
параллельном включении после возбуждения дуги осциллятор
отключается с помощью реле тока РТ. Осциллятор последователь¬
ного включения дает меньшие радиопомехи и не шунтирует дугу.
Параллельное включение осциллятора возможно на дугу любой
мощности.
В плазмотронах с межэлектродными вставками (МЭВ) приме¬
няют многоступенчатую схему возбуждения дуги (рис. 272, в).
Реле времени С—К подключены к контакторам К в определенной
последовательности. Первоначально срабатывает контактор Ки
возбуждающий начальную дугу. Далее срабатывает контактор /Са
с одновременным отключением контактора Ki и т. д. до последней
МЭВ, включаемой контактором Кп и реле времени Сп—/С,
Механическая система возбуждения связана с замыканием ду¬
гового промежутка. Известны различные . способы замыкания:
непосредственным касанием электрода стенку сопла; плавкими
металлическими вставками в межэлектродное пространство, по¬
дачей в дуговой промежуток дополнительного электрода и др.
В выпускаемых плазменных распылителях, в основном, применяют
бесконтактную схему возбуждения.
Сервбные и опытно-промышленные плазменные
распылители. Разработаны и получила промышленное опробование
многие плазменные распылители. Обычно они являются комплектующими эле¬
ментами установок для плазменного напыления. Серийно выпускаются плазмо¬
троны ПП-25 (порошковый) в ПМ-25 (проволочный), относящиеся к установке
УПУ-ЗД. Порошковый, плазмотрон ПГП установки УМП-6 отличается'ориги¬
нальностью конструкции. В частности, относится к «сухому типу». При замене
катода или анода нет необходимости подвергать разгерметизации плазмотрон.
Использована контактная система зажигания, посредством подачн в дуговую
камеру электромагнитом проволоки диаметром 0,08 мм до .закорачивания ее
с вольфрамовым электродом. При этом величина тока ограничивается 1,2—
1,7 А. Достоинство очевидно— нет надобности в применении высоковольтного,
высокочастотного напряжения. Для напыления внутренних поверхностей диа¬
метром более 40 мм предусмотрены плазменные распылители с малогабаритной
горелкой я удлинителями: ПГЯ-1-600; ПГП-1-1000; ПГП-1-1500. Соответственно
для напыления внутренних поверхностей длиной 600, 1000 и 1500 мм.
Достаточно хорошо зарекомендовали себя в работе горелки, не относящиеся
к конкретным установкам.
Плазмотроны типа М8 имеют доанодную подачу порошка, прн этом дости¬
гаются высокие значения коэффициента использования порошка, даже при
применении аргона. Плазменные распылители РП-3 отличаются возможностью
подачи порошка как в дуговую камеру, так н в плазменную струю. Особенный
интерес представляют плазмотроны с МЭВ, например, ПН-6 и др. К узко спе¬
циализированным плазменным распылителям относятся конструкции, позволя¬
ющие применять в качестве плазмообразующего газа воздух, воздух в смеся
с природными газами я т. д. В стадии совершенствования находятся двух¬
струйные плазменные распылители, позволяющие осуществлять осевую подачу
проволоки или порошка.
Газопламенные распылители
В зависимости от способа подачи горючего газа различают инжек¬
торные и безынжекторные распылительные головки. На
рис. 273, а приведена примерная конструктивная схема инжек-
634
торной головки- В корпусе головки 1 размещены кольцевой ка¬
нал и перпендикулярно ему продольные по периферии. Централь¬
ный канал с наконечником 2 предназначен для подачи распыляе¬
мого материала. Корпус головки снабжен газовым соплом 3 с рас¬
секателем горючей смеси. Для проволочного и иногда порошкового
напыления предусмотрено воздушное обжимное сопло 5 с воздуш¬
ным колпаком 4 и соответствующие коммуникационные каналы.
Для подачи горючего газа в смесительную камеру 6 предусмотрен
инжектор 7. К инжектору подводится кислород под давлением
0,2—0,4 МПа. На выходе из инжектора развивается высокая
скорость истечения кислорода и соответственно этому местное
Рис. 273. Конструктивная схема газопламенного инжекторного (а) и безын-
жекториого (б) распылителей
разрежение. Происходит подсос горючего газа через периферий¬
ные каналы инжектора. При наличии инжектора распылитель
может работать с применением горючего газа, находящегося под
низким давлением. Это важно для ацетилена, получаемого на ме¬
сте производимых работ от переносных ацетиленовых генерато¬
ров низкого давления (0,005—0,01 МПа). При более высоких дав¬
лениях горючего газа роль инжекции снижается. В случае равных
или близких давлений кислорода и горючего газа может произ¬
водиться безынжекторная подача (см. рис. 295, б). Наличие инжек¬
тора делает распылитель универсальным по давлению горючего
газа. На выходе из газового сопла образуется пламя, являющееся
источником нагрева, распыления и ускорения напыляемых час¬
тиц. Распылительную головку закрепляют в корпусе аппарата.
Для напыления внутренних поверхностей применяют сменные
угловые головки с удлинителями. В отличие от плазменных горе¬
лок распылительные головки составляют чаще всего неотъемле¬
мую часть газопламенного аппарата. Распылительные головки
ие взаимозаменяемы.
Детонационно-газовые распылители
Основным элементом детонационно-газового распылителя явля¬
ется взрывная или детонационная камера. Конструктивно она
представляет собой, чаще всего, ствол постоянного или перемен¬
635
ного сечения. В распылительной камере организуется детонацион¬
ный взрыв и, как следствие его, высокотемпературный, высоко¬
скоростной поток горючей смеси совместно с напыляемым порош¬
ком. В простейшем варианте взрывная (распылительная) камера
является длинной трубой с отверстиями для ввода рабочей га¬
зовой смеси, порошка и запального устройства. Для работы в ав¬
томатическом режиме требуется водяное охлаждение.
Взрывные распылительные камеры классифицируют1, по спо¬
собу введения порошка: с осевой и радиальной подачей; по спо¬
собу инициирования смеси — с прямым и форкамерным зажига¬
нием; по способу подачи взрывчатой смеси — с прямым смешением
и предварительным; по способу создания движущей силы порош¬
ка — с инжекторной и принудительной подачей; по периодичности
ввода газовой смеси — с периодическим вводом и непрерывным;
по конструктивным особенностям: с камерой — стволом постоян¬
ного сечения и переменного; с прямолинейным стволом и в вйде
змеевика.
Имеются и другие признаки классификаций. Все это свидетель¬
ствует о многих возможных конструктивных решениях детонацно-
но-газовых распылителей.
Конструктивная схема распылительной взрывной камеры с Ин¬
жекторной осевой подачей порошка, форкамерным зажиганием,
прямым стволом постоянного сечения показана на рис. 274, а.
Взрывная камера 6 через смесительную камеру 5 соединена с фор-
качерой 3. Взрывную смесь подают через штуцер 10 в замкнутую
кольцевую полость с отверстиями 9 и далее в фор камеру. Отвер¬
стия выполняют таким образом, чтобы Вокруг порошкового сопла 2
создавалось разрежение и осуществлялась инжектирующая под¬
дача порошка из питателя через штуцер 1. Взрывную смесь в фор-
камере поджигают при помощи свечи 4, на которую подается
высоковольтный разряд от специального источника. Горючая
смесь с порошком из форкамеры направляется в смесительную ка¬
меру 5 н далее в ствол распылителя. Инжекторное устройство и
форкамера являются наиболее ответственными узлами распыли¬
теля. От них в значительной мере зависит смесеобразование по¬
рошка с газом, формирование детонационной волны и двухфаз¬
ного потока. Наличие форкамеры надежно защищает свечу от
возможного попадания на нее порошковой взвеси. Обратное дви¬
жение порошковых частиц обусловлено разрежением в камере
после взрыва газовой смеси. Для охлаждения форкамеры и взрыв¬
ной камеры применяют водяное охлаждение 7 через штуцеры 8.
На рис. 274, б приведена схема детонационно-газового распы¬
лителя с форкамерным зажиганием, радиальной инжекторной по¬
дачей порошка со стволами переменного сечения. Характерной
особенностью такого распылителя является наличие двух стволов:
переднего выходного с длиной Lt и заднего с длиной L%. Между со¬
бой стволы соединены камерой 4. Рабочую смесь подают в форка-
меру 1, где осуществляют ее возбуждение свечой 2. В задней ка-
636
мере смесь детонирует, и на выходе в камеру смешения продукты
сгорания обладают сверхзвуковой скоростью. Кольцевая часть
задней камеры и камера смешения образуют между собой инжек¬
тирующий узел. Порошок за счет инжекции поступает в смеси¬
тельную камеру из питателя через радиальные отверстия 3. Из
1 г j 4
Рио. 274. Конструктивная схема детонационно-газового распылителя с осе¬
вой инжекторной подачей порошка н форкамерным зажиганием (а),- а так¬
же с радиальным вводом порошка со стволом переменного сечения (б)
смесительной камеры продукты детонации со взвешенным поро¬
шком направляются в переднюю камеру распылителя. Проходя
цилиндрический участок этой камеры, поток турбулизируется.
При этом создаются благоприятные условия для дальнейшего пе¬
ремешивания порошка с продуктами сгорания. В расширяющейся
части смесь приобретает дополнительную скорость. Наличие пе¬
реднего обособленного ствола позволяет иметь строго заданный
участок разгона напыляемых частиц. Для напыления многослой¬
ных покрытий предусмотрено несколько входных штуцеров, свя¬
занных с разными порошковыми питателями.
637
Для зажигания смеси необходима определенная энергия —
энергия зажигания. Минимальная энергия зажигания при ат¬
мосферном давлении соответствует стехиометрическому составу
смеси СгН2—02 и составляет 1(И—10~е Дж, С повышением дав¬
ления и температуры эти значения становятся еще меньше. Следо¬
вательно, для первоначального возбуждения могут быть исполь¬
зованы автомобильные свечи с энергией искрового разряда 0,05—
0,2 Дж.
Детонационные распылительные камеры изготавливают из
высоколегированных сталей. Внутренняя поверхность, особенно
передней части ствола, должна быть гладкой и без выступов.
При работе распылителя форкамера, детонационная камера и
другие узлы нагреваются. Это приводит к преждевременной де¬
тонации смеси и неустойчивости процесса. Поэтому в распылителе
предусмотрено водяное охлаждение теплонапряженных элементов,
ограничивающее их перегрев свыше 673 К.
В современных распылителях предусмотрены сменные стволы
различного диаметра и длины. Это позволяет получать оптималь¬
ные параметры потока напыляемых частиц.
Электродуговые металлизационные распылители
Примерная конструктивная схема распылительной головки двух¬
электродного дугового металлизатора показана на рис. 275, а.
В разъемном корпусе головки 1 из электроизоляционного мате¬
риала размещаются направляющие каналы 3 для подачи электрод¬
ной проволоки, В центральной части находится канал для подачи
распыляющего газа, который заканчивается соплом 11, формиру¬
ющим металлизационную струю. На входе направляющих кана¬
лов устанавливают токопроводящие шины 5, а на выходе кон¬
тактные прижимы 7. Для подачи проволоки применяют механизм 4.
На корпус головки крепится газовый колпак 8 со сменной встав¬
кой 10 и защитным кожухом 9. Распылительная головка закреп¬
лена в корпусе аппарата 2. Многие распылительные головки не
имеют газового колпака и защитного кожуха. Особенно это от¬
носится к станочным аппаратам. При эксплуатации необходимо
особенное внимание обращать на контактные токоподводящие
прижимы. Для обеспечения надежного электрического контакта
с проволокой необходима их периодическая зачистка и быстрая
замена.
Высокочастотные (ВЧ) металлиаационные распылители
Конструктивная схема ВЧ-распылителя приведена на рис, 275, б. Распыляющая
головка состоит из следующих основных элементов: индуктора /; вкладыша 2;
центрального направляющего канала для подачи распыляемой проволоки 3
от механизма 6, В центральной части вкладыша расположен гребень концентра¬
ции вихревых токов, одновременно выполняющий роль сопла, формирующего
поток металлнзацнониой струи. Распылительная головка прн помощи промежу¬
точной вставки 4 крепится к корпусу аппарата 5. Предусмотрено охлаждение
водой вкладыша и индуктора.
638
Ю 11
ff
Рис. 275. Конструктивная Схема распылительной головки электроду»
гооого (а) и высокочастотного (6) металлнзатора
3. Механизмы подачи распыляемого материала
в установках для газотермического напыления
Особенностью газотермнчсского напыления является механизированная подача
в распылитель порошка, проволоки или стержней. Этим и определяется назна¬
чение механизмов подачи. Общие требования, предъявляемые к иим следующие:
стабильность подачи; широкие пределы регулирования скорости подачи распы¬
ляемого материала; компактность и малая масса для механизмов, совмещенных
с распылителем (в ручных аппаратах); возможность автоматизации подачи рас¬
пыляемого материала в зависимости от параметров процесса напыления; простота
конструкции, а также надежность и долговечность.
В зависимости от вида распыляемого материала их подразделяют на две
группы.
В первую группу входят механизмы подачи порошков; во вторую — меха¬
низмы подачи проволоки или стержней. Механизмы подачи устанавливают
639
в одном корпусе с распылителем и отдельно от него. В последнем случае осуще¬
ствляется дистанционная подача. Однокорпусное исполнение особенно харак¬
терно для некоторых ручных аппаратов.
Механизмы подачи порошка
Порошковые питатели или дозаторы используют для плазмен¬
ного, газоплазменного и детонационно-газового напыления. Обы¬
чно применяют следующую схему подачи: бункер—дозатор—рас¬
пылитель (рис. 276). Бункер и дозатор размещают в одном кор¬
пусе. Для подачи порошка к распылителю используют транспорти¬
рующий газ. Однако встречаются способы подачи порошка и без
транспортирующего газа, например,
самотеком или за счет инжекции
распыляющей струи.
Для дистанционной подачи по¬
рошка применяют гибкие шланги
с минимальным гидравлическим со¬
противлением,. особенно в присте¬
ночных областях. Хорошо зареко¬
мендовали t, себя хлорвиниловые
трубки- Подача по ним газопорош¬
ковой взвеси достаточно стабильная
и надежная. Во всех случаях необ¬
ходимо стремиться к минимальной
длине коммуникационного ч канала.
Часто его длина не превышает 1 м.
Исключительно важное значение
имеет контроль скорости подачи по¬
рошка.
Различают порошковые питатели с непрерывной подачей и им¬
пульсной. Для детонационно-газового напыления применяют оба
типа питателей.
Наиболее простая схема порошкового питателя пневматического
типа приведена на рис. 277, а. Распыляемый порошок 1 засыпают
в бункер 2 через крышку 3, Под действием собственной массы по¬
рошок осыпают в дозирующий узел 8 и далее в транспортирую¬
щую магистраль 7.
Дозирующий узел представляет собой цилиндрическое отвер¬
стие с перемещающейся в нем иглой 4. При перемещении иглы
в осевом направлении изменяется проходное сечение А для ссыпа-
ния порошка. Чтобы исключить зависание порошка в проходном
сечении, применяют различные способы, например, вибрацию бун¬
кера, В приведенной схеме зависание устраняется подачей в за¬
зор сжатого газа по центральному отверстию иглы.
По каналу 7 подается сжатый газ, называемый транспортирую¬
щим GT. Р. К распылителю газопорошковая смесь Ga поступает по
гибкому шлангу (GTl r + Gn). Для выравнивания давления в бун¬
кере и дозирующем узле предусмотрена уравновешивающая тру-
' 640
1ZHZHZH
Рис. 276. Функциональная схема
механизма подачи порошка (а) и
его компоновка (б):
1 — бункер; 2 — Дозатор; 3 ^
транспортная магистраль; 4 «»
распылитель
бка 6. Производительность подачи порошка в рассматриваемой
схеме определяется расходом транспортирующего газа (От. г)
и зазором Д в дозирующем узле (рис. 277, а). В установках для
&т.г
Рис, 277. Схемы порошковых питателей:
а *— пневматического типа; б — роторные; а «— дисковые} г «в шнековые
порошкового напыления применяют значительно более совершен¬
ные конструкции питателей, обеспечивающие высокую равномер¬
ность и точность подачи порошка, достигающую ±5 %.
На рис. 277, б приведена схема порошкового питателя ротор¬
ного типа. Отличительной особенностью такого питателя является
конструкция ротора I в дозирующем узле. На образующих ротора
имеются продольные канавки. Порошок из бункера ссыпается
21 В, Н. Анциферов в др. 641
в канавки и переносится в транспортную магистраль. Для враще¬
ния ротора используют малогабаритный электродвигатель, чаще
всего постоянного тока с широким диапазоном регулирования чи¬
сла оборотов. Регулировочная характеристика дозатора приведена
в зависимости от количества оборотов двигателя п. В промышлен¬
ных конструкциях применяют и другие типы роторных устройств.
На рис. 277, в приведены широко используемые схемы поро¬
шковых питателей с дозатором дискового типа. При вращении
диск 1 захватывает ссыпавшийся из бункера порошок и Переносит
его в приемное устройство транспортной магистрали. На схеме
показана конструкция подающего диска, выполненного в виде ко¬
леса с изогнутыми лопаточками. В неподвижном диске 2 имеется
отверстие, через которое порошок ссыпают в транспортную маги¬
страль. Распространен и другой вариант дискового дозатора
(узел В). В этой конструкции порошок сбрасывают с подвижного
диска 2 специальным щеточный устройством 1. Расходные харак¬
теристики дисковых питателей аналогичны роторным.
На рис. 277, г приведены схемы порошкового питателя шнеко¬
вого типа. Различаются они, главным образом, конструкцией шне¬
кового дозирующего устройства. Наряду с горизонтальным шнеком
применяют и вертикальные шнековые дозаторы. Регулировочная
характеристика аналогична роторным и дисковым питателям.
Рассмотренные схемы, как и ряд других, в основном, приме¬
няются при плазменном и газопламенном напылении.
Для детонационно-газового напыления конструкции порошко¬
вых питателей специфичны. Например, при малых коммуникаци¬
онных расстояниях между питателем и распылительной взрывной
камерой применяют механизмы подачи порошка всасывающего
(инжекцнонного) действия. Однако большинство установок комп¬
лектуется питателями нагнетательного действия, аналогичными
по принципу работы тем, которые были рассмотрены ранее.
При детонационно-газовом напылении в большинстве распылителей
используется циклическая подача порошка. В ряде установок
предусмотрена непрерывная подача.
Конструкции порошковых питателей для детонационно-газо¬
вого напыления должны обеспечивать: стабильную циклическую
(0,5—4 циклов/с) подачу порошка размером 5—30 мкм; строго
заданную дозу порошка на каждый цикл (100—400 мг); небольшой
объем вдуваемого с порошком транспортирующего газа [10—
15 % объема взрывной камеры или 3—4 % (объеме.) горючего
газа); надежную защиту дозатора от обратных ударов; равномер¬
ность распределения порошковых частиц в потоке продуктов рас¬
пада взрывчатой смеси; возможность ручного и дистанционного
автоматического управления как количеством транспортирую¬
щего газа, так и порошка; свободную текучесть порошка при за¬
полнении мерного объема в дозаторе.
В отечественных и зарубежных установках применяют большое
количество питателей различных по конструкции.
642
Механизмы подачи проволоки (стержней)
При плазменном, газопламенном и других методах напыления
покрытий с использованием проволоки, стержней, гибких шнуров
и т. п. применяют различные механизмы подачи. Большую роль
играет равномерность подачи и фиксированное положение плавя¬
щегося торца проволоки. Поэтому часто в механизмах подачи пре¬
дусмотрены устройства для правки проволоки. В наиболее общем
виде функциональная схема механизма подачи проволоки пред¬
ставлена на рис. 278, а. Приводные двигатели, используемые
в механизмах подачи, делятся на две группы: пневмоприводы и
электроприводы. Компоновка механизма подачи показана на
рис. 278, б. Механизм
ЕШ>Ш'П>ПП
а
Рис. 278. Функциональная схема механизма пода¬
чи проволоки (а) и его компоновка (б):
1 —1 приводной двигатель; 2 — редуктор; 3 — по¬
дающие ролика; 4 механизм правки; 5 — рас¬
пылитель -
устанавливают либо в од¬
ном корпусе с распылите¬
лем, либо отдельно от него.
В первом варианте ис¬
пользуют тянущий прин¬
цип подачи проволоки,
во втором — толкающий
по направляющим ка¬
налам.
Пневмоприводы
в механизмах по¬
дачи. В настоящее время
пневмоприводы приме¬
няют только в ручных
аппаратах для газопламен¬
ного напыления и элект-
родуговой металлизации,
там, где для распыления проволоки используют сжатый воздух
или другой газ. В пневмопривод встраивают малогабаритную
турбинку или ротационный двигатель.
Конструктивная схема ротационного двигателя приведена на
рис. 279, а. Сжатый воздух или другой газ через отверстие в ста¬
торе 1 подается в рабочую камеру 2. Пространство камеры обра¬
зуется между лопатками за счет эксцентрично расположенного
ротора 3, являющегося приводным валом механизма подачи.
В роторе по прорезям свободно перемещаются лопатки 4. Центро¬
бежные силы обеспечивают надежное поджатие лопаток к внутрен¬
ней поверхности статора. Сжатый газ, попадая в пространство
между двумя лопатками, оказывает на них давление, Сила, дей¬
ствующая на лопатку, пропорциональна ее площади. Ротор начи¬
нает вращение в сторону лопатки, занимаемую в данный момент
большую площадь (см. рис. 279, а по часовой стрелке). Для уста¬
новки необходимого числа оборотов служит тормозная система,
состоящая из тормозной колодки 6 и тормозного диска 5, свободно
перемещающегося по оси вала ротора. Между колодкой и диском
21* 643
установлена пружина 7, которая компенсирует изменяющуюся
при работе силу нажатия диска на колодку, а, следовательно, и
заданные обороты двигателя. Тормозной диск приводится в осе¬
вое перемещение вращающимися грузиками 8, расположенными
шарнирно на конце вала ротора. При стремлении занять верти¬
кальное положение они нажимают на скользящую втулку тор¬
мозного диска.
Более надежны в пневмодвигателях индукционные регуляторы
скорости. Скорость вращения регулируется за счет кольца, охва¬
тывающего лопатки ротора. По мере продвижения магнита изменя¬
ются вихревые токи, наводимые в кольце. Благодаря этому изме¬
няется индуктивность в зазоре и, следовательно, обороты двига¬
теля.
Достоинства пневмоприводов заключаются в небольшой массе,
большом количестве оборотов (до 25000 об/мин), достаточно высо¬
кой мощности (60—90 Вт). На вращение расходуется тот же газ,
что и на распыление проволоки.
Недостатки связаны со значительными трудностями статиче¬
ской и динамической балансировки вращающейся части двигателя,
а также износом фрикционных тормозных устройств и появлением
продуктов износа.
Пневмоприводы, применяемые в механизмах подачи проволоки,
не относятся к комплектующим изделиям. Их изготавливают при¬
менительно к конкретным аппаратам.
Электроприводы в механизмах подачи.
В отличие от пневмоприводов электроприводы значительно проще
в изготовлении. Их используют как комплектующие изделия и
их легко можно заменять. Стационарные установки для всех мето¬
дов напыления содержат в механизмах подачи проволоки только
электропривод. По гибким шлангам (направляющим каналам)
644
проволока подается от механизма подачи к распылителям. При
этом расстояния между ними могут достигать 3 м и более. При
подаче тонкой проволоки целесообразно использовать механизмы
тянущего типа с закреплением их непосредственно на распыли¬
теле. Толстую проволоку подают механизмами толкающего типа
с отделением его от распылителя.
В электроприводах, в основном, применяют двигатели посто¬
янного тока. При этом используют нерегулируемый редуктор или
регулируемый с небольшим количеством ступеней.
Регулировку скорости подачи проволоки осуществляют изме¬
нением напряжения на якорной обмотке двигателя. Для этих це¬
лей применяют автотрансформаторные и тиристорные регуляторы
напряжения (PH).
На рис. 279, б показана принципиальная электрическая схема
управления двигателем постоянного тока с автотрансформаторным
регулятором напряжения. Все цепи электропривода питаются
от понижающего трансформатора Т. От выпрямителя якорной
обмотки ВЯО напряжение через реле РП подается на якорную об¬
мотку двигателя механизма подачи ДМП. Его регулировка осу¬
ществляется регулятором напряжения PH. Питание обмотки воз¬
буждения ОВДМП происходит от выпрямителя ВОВ. От этого
же выпрямителя осуществляется питание вспомогательных цепей:
катушки реле РП, дросселя ДР, кнопки «Пуск» (П) и «Стоп» (С).
Подача проволоки начинается с нажатия кнопки «Пуск». Боль¬
шое распространение в электроприводах получают схемы с регу¬
лятором напряжения тиристорного типа. Используя фазовраща¬
тели или другие способы, регулируют напряжение, подаваемое
на ДМП. В остальном работа схемы аналогична ранее рассмот¬
ренной.
4. Системы газопитания в установках
для газотермического напыления
Схемы газопитания
При газотермическом напылении газы выполняют ряд функций:
распыления и ускорения напыляемых частиц, источника теплоты
в сочетании с распылением и ускорением, транспортировки по¬
рошка в зону нагрева и ускорения и др. Для этих целей применяют
многие газы. В данном случае осуществляется одновременная
подача одного или чаще нескольких газов. Газопитание происхо¬
дит от компрессорных станций (установок), заводских газовых ма¬
гистралей, баллонных рамп и от отдельных баллонов. Источник
газопитания выбирают в зависимости от объемов напыления.
В установках для газотермического напыления имеется в той или
иной форме блок газопитания и газораспределительный пульт
с аппаратурой контроля и управления.
Наиболее простая схема газопитания при подаче в зону на¬
грева распыляемого аппарата сжатого газа, выполняющего только
645
функции распыления (рис. 280, а). Это характерно для электроду*
говой и высокочастотной металлизации. В качестве распыляющего
газа обычно используют сжатый воздух. От специального комп*
рессора или заводской сети воздух подается в ресивер. Его наз¬
начение состоит в сглаживании пульсаций воздушного потока при
распылении проволочных или стержневых электродов. Из ресиве-.
ра сжатый воздух направляется в газовую магистраль, состоящую
из запорного вентиля /, ре*
гулировочного газового ре¬
дуктора 2, ротаметра 3 и мас-
ловодоотделителя 4. Специ¬
фическими элементами этой
схемы являются ресивер
и масловодоотделитель.
Масл'оводоотделитель
предназначен для очистки
воздуха от масла и влаги.
Он^ представляет собой ци¬
линдрическую сЬарную кон¬
струкцию со съемными крыш¬
ками. Фильтр состоит из вой¬
лочных прослоек и коксовой
набивки, разбитой на не¬
сколько секций. Войлок за¬
держивает масло, а кокс —
влагу» Замена фильтра про¬
изводится не реже двух раз
в месяц при нормальной экс¬
плуатации. Качество сжатого
воздуха должно соответство¬
вать ГОСТ 9010—84. В экс¬
прессном порядке воздух
контролируют по обдувке
чистой бумаги. Наличие
масла и влаги в воздухе оставляют на листах четко различимые
следы.
Значительно сложнее схемы питания,, когда газы выполняют
несколько функций. Например, преобразования электрической
энергии в тепловую в виде плазменной струи, подачу порошка,
а в ряде случаев, и защиту процесса напыления. На рис. 280, б
приведена схема газопитания с подачей плазмообразующих и
транспортирующего газов. Сжатые газы от рампы или одиночных
баллонов подаются к распылителю через запорно-регулировочные
вентили / и измерительные ротаметры 3. Давление газов контро¬
лируется манометром 5. Специфическим элементом схемы является
рампа, в которой объединены баллоны со сжатым газом. Группа
баллонов с одинаковым газом подключена к общему трубопроводу.
В газовую магистраль сжатый газ подается через рамповый редук*
646
6
Рис. 280. Схемы подачи распылительных газов-.
А — для подачи сжатого воздуха; Б — для
подачи плазмообразующих газов; В — для по¬
дачи энергетических газов (пунктирные ли*
I им — подача газа в порошковый питатель
гр испортирующего газа)
тор. Для плазменного напыления, в основном, используют сжа¬
тые газы (аргон, азот, водород и др.), поставляемые в баллонах,
емкостью 40 л под давлением 150 м3. При нормальном давлении
это соответствует примерно 6 м8 газа. В соответствии с ГОСТ
баллоны имеют специфическую окраску и надписи.
Наиболее сложными являются схемы газопитания с примене¬
нием энергетических газов.
На рис. 280, в приведена схема подачи газов, применительно
к газопламенному или детонационно-газовому напылению. Ос¬
новными являются горючие газы (ацетилен, пропан) и кислород.
Для дополнительного распыления при газопламенном напылении
используют воздух. Роль транспортирующего газа выполняет
кислород. При детонационном напылении технологическим и
транспортирующим порошок газом является, чаще всего, азот.
Возможно также проникновение пламени от распылителя в схему
газопитания. Последнее в практике называют обратным ударом
пламени. Обратный удар возникает в том случае, если скорость
истечения горючей смеси в распылитель меньше скорости рас¬
пространения пламени по коммуникационным каналам. Взрыв¬
чатый распад и обратные удары недопустимы в условиях нормаль¬
ной эксплуатации схемы газопитания. Для локализации возника¬
ющих обратных ударов пламени в схемах предусмотрены предо¬
хранительные устройства. Большое распространение получили
водяные и сухие предохранительные затворы или пламягасители.
На рис. 281, а приведена схема водяного затвора и показан
принцип его работы применительно к ацетилену. Корпус затвора 1
заполняется водой до уровня контрольного крана (КК). Аце¬
тилен подводится по трубке 2, расположенной в нижней части
корпуса. В верхнюю часть корпуса газ проходит через клапан 5,
рассекатель 4 и каплеотбойник 3. Через расходный кран (Р-К)
ацетилен отводится к месту потребления. В верхней части кор¬
пуса имеется трубка, закрытая мембраной 6 из алюминиевой
фольги. При обратном ударе пламени мембрана разрывается
и смесь выходит наружу. Давление взрыва через воду передается
на клапан 5, который закрывает подвод газа от генератора. Для
слива воды предусмотрен сливной кран СК.
На рис. 281, б показана схема и принцип работы сухого уни¬
версального предохранительного затвора. Затвор состоит из двух
самостоятельных блоков: пламягашения А и клапанного Б,
установленного внутри первого с помощью резьбового соединения
и уплотнительного кольца. Наличие двух блоков позволяет легко
разбирать затвор и осуществлять ремонтные работы. Блок пла¬
мягашения состоит из наружного корпуса 1, крышки 4 и заклю¬
ченных между ними пламяотбойника 3 и пламягасящего эле¬
мента 2. После проверки уплотнения 5 корпус и крышка плом¬
бируются. Разборка этого блока потребителем не допускается.
Блок клапанов состоит из корпуса 6, в котором установлены
отсечной 8 и обратный 7 клапаны. По входному штуцеру горючий
647
газ поступает в полость клапанного блока, через открытый от¬
сечной клапан. Далее газ через обратный клапан попадает
в блок А. Пламягасящий элемент представляет собой пористую
втулку свободно пропускающую газ в полость между крышкой и
пламяотбойником. Отбор газа проводят через выходной штуцер.
Прн_ возникновении обратного удара и развивающемся при нем
Рис. 281. Схема предохранительных устройств от обратного удара
пламени:
а **• водяной затвор закрытого типа; б s* сухой затвор шгамягаси*
тель
высоком давлении перекрывается отсечной клапан. Прекращается
подача горючего газа. Горящая смесь гасится в пористы* каналах
лламягасителя. После ликвидации обратного удара пружина
возвращает отсеченный клапан в исходное положение.
В установках для детонационно-газового 'напыления наряду
с сухими предохранительными затворами применяются и другие
устройства, обеспечивающие надежную защиту от обратных
ударов.
Использование ацетилена
При производстве и использовании ацетилена необходимо учи¬
тывать его склонность к взрывчатому распаду. Распад происхо¬
дит экзотермически по уравнению: С2Н2 2С + Н2-
В первую очередь склонность к взрывчатому распаду опреде¬
ляется температурой и давлением ацетилена. С увеличением тем¬
пературы склонность к взрывчатому распаду резко возрастает.
Такому распаду предшествует полимеризация ацетилена. При не-
648
достаточном охлаждении процесс полимеризации может также
протекать со взрывом.
На взрывчатый распад ацетилена большое влияние оказы¬
вают: газообразные примеси, пары воды, растворение его в жидко¬
стях, катализаторы, взаимодействие с некоторыми металлами
и др.
Газообразные примеси, образующие с ацетиленом легковос¬
пламеняющиеся смеси, увеличивают способность ацетилена
к взрывчатому распаду. К таким примесям можно отнести: воздух,
кислород, фосфористый водород и др.
Газообразные примеси, не вступающие с ацетиленом в хими¬
ческие реакции, понижают его способность к взрывчатому рас¬
паду. К ним относятся: азот, оксид углерода, метан и др.
Аналогичное действие на взрывчатый распад ацетилена ока¬
зывает наличие в нем паров воды или растворение его в жидко¬
стях. Пары воды в сильной степени понижают способность аце¬
тилена к взрывчатому распаду. Смесь, состоящая из 1,15 объемов
ацетилена и 1 объема водяного пара, не способна к взрывчатому
распаду. Растворение ацетилена в жидкостях используют для
его хранения и транспортировки. В этом случае способность
ацетилена к взрывчатому распаду резко снижается. Наиболее
высокая растворимость ацетилена, из доступных жидкостей,
в ацетоне (23 л ацетилена в 1 л ацетона).
Граница взрывчатого распада ацетилена снижается при на¬
личии катализаторов: оксида меди, оксида железа и других соеди¬
нений. Поэтому стенки аппаратуры при производстве ацетилена
и его потреблении не должны иметь ржавчины.
Ацетилен при определенных температурах и давлении может
взаимодействовать с медью и некоторыми , другими металлами
с образованием взрывчатых соединений ацетиленидов. Нали¬
чие их приведет к взрывчатому распаду ацетилена. Поэтому для
изготовления аппаратуры, предназначенной для хранения аце¬
тилена, запрещено применять сплавы, содержащие более 70 %
(по массе) меди.
Получение ацетилена осуществляется из карбида кальция
и воды в специальных аппаратах, называемых генераторами.
Реакция экзотермическая протекает по уравнению: СаС2 -J-
+ 2Н20 = С,На + Са(ОН)2 - Q.
Теоретически выход ацетилена из 1 кг карбида кальция со¬
ставляет 372,5 л/кг (при температуре 293 К и давлении 0,1 МПа).
Реальный выход ацетилена значительно меНьший. В зависимости
от сорта карбида колеблется в пределах 235—285 л/кг.
Питание постов ацетиленом осуществляется следующими спо¬
собами:
непосредственно на рабочем месте от передвижных ацетиле¬
новых генераторов или ацетиленовых баллонов; централизо¬
ванно по газопроводам от баллонных рамп или ацетиленовых
станций.
649
Качество ацетилена в передвижных генераторах, как правило,
невысокое. Поэтому для питания постов наиболее целесообразно
использовать баллонный ацетилен.
Для ацетилена используют стандартные баллоны емкостью
40 л, соответствующие ГОСТ 949—73. Баллоны заполняют предва¬
рительно пористой массой (активированный уголь зернистостью
1—3,5 мм) и заливают ацетоном. При заполнении ацетилен рас¬
творяется в ацетоне и разобщается в капиллярах пористой
массы. Такой способ заполнения исключает возможность взрыв¬
чатого распада ацетилена даже при самых неблагоприятных
условиях. В 1 л ацетона растворяется при атмосферном давлении
23 л газообразного ацетилена. При 1,9 МПа и пористости массы
70 % (объемн.) в баллоне емкостью 40 л растворяется около
6 м* ацетилена. Растворенный ацетилен для газопламенной об¬
работки должен соответствовать ГОСТ 5457—75,
Использование пропана
и пропанбутоновых смесей
Эти газы получают при переработке нефти как побочные про¬
дукты. Пропан технический состоит, главным образом, из про¬
пана (CgHs) или пропана и пропилена (С3Нв), количество которых
в сумме должно быть не менее 93 % (объемн.). Кроме того, в нем
содержится в сумме не более 4 % этана (С2Н6) и этилена (QHJ
и не более 3 % бутана (С4Н10) и бутилена (С4Н8)’. При повышении
давления или при понижении температуры пропан, бутан и их
смеси переходят в жидкое состояние. Их называют тогда сжижен¬
ными газами. При температуре 293 К и давлении 0,1 МПа они
находятся в газообразном состоянии.
Для газотермического напыления технический пропан и про-
панбутановые смеси отбирают из баллонов, в которых газы на¬
ходятся в жидком состоянии. Давление газа в баллонах состав¬
ляет не более 1,7 МПа. При использовании технического пропана
отбор его из газовой фазы баллона можно проводить при тем¬
пературе окружающей среды до 250 К.
Использование кислорода
В больших количествах, в том числе, и для газотермического на¬
пыления кислород получают из воздуха. Производство кисло¬
рода основано на разделении воздуха на составляющие элементы?
азот, кислород и аргон. Для этих целей воздух в специальных
установках, посредством его сжатия и последующего дроссели¬
рования, сильно охлаждают и переводят в жидкое состояние
(Т„ < 78,5 К). Разделение жидкого воздуха на составляющие
элементы проводят в установках, называемых ректификацион¬
ными колоннами. Используется разница в температурах кипения
элементов. В первую очередь, из жидкого воздуха испаряется
азот, имеющий наиболее низкую температуру кипения (77 К).
Остающаяся жидкость обогащается кислородом, температура
660
кипения которого на 13 К выше (50 К). В верхней части ректифи¬
кационной колонны собирается азот, а в нижней — кислород.
Установки для получения кислорода достаточно сложны и гро¬
моздки. Поэтому его производство сосредоточено на кислород¬
ных заводах или в специализированных цехах — кислородных
станциях. Многие крупные машиностроительные предприятия
имеют установки для получения кислорода. Промышленность
выпускает несколько типов установок различной производитель¬
ности.
Для питания единичных постов кислородом применяются
стандартные кислородные баллоны (ГОСТ 949—73).
Рис. 282. Схема однокамерного редуктора (а) в era техническая
характеристика (б)
При одновременном питании многих постов Экономически
целесообразно централизованное питание кислородом — по тру¬
бопроводам. Разводка газопроводов идет от кислородной станции.
Газовые редукторы
Предназначены для понижения давления газа, поступающего
из баллонов или других участков магистрали. Часто редукторы
используют и как регуляторы перепада давлений. Редуктор
является основным элементом газораспределительных схем. От
точности работы редуктора зависит стабильность всего режима
напыления.
На рис. 282, а приведена схема газового редуктора. В верхней
части редуктора находится камера высокого давления 5, в кото¬
рую поступает газ под давлением Рх. В нижней части редуктора
расположена камера 4 низкого давления Ра. Из этой камеры осу¬
ществляется отбор газа к месту потребления. Камеры разъединены
между собой клапаном 8. На клапан 8 действует сила Qi
обратной пружины 7 и
давления газа Pt на клапан с поверхностью Д — Pjii
651
сила Q2 рабочей пружины 2 и
давления газа Р2 на мембрану 3 с площадью fa —
При работе клапан находится в состоянии подвижного рав¬
новесия. Уравнение сил, действующих на клапан, имеет вид
(пренебрегаем силой /У2)*
Из уравнений следует, что необходимая величина давления
может быть получена путем изменения силы воздействия
на мембрану рабочей пружины. Для этого в корпусе редуктора
предусмотрен регулировочный винт 1. Рабочая характеристика
редуктора приведена на рис. 282, б. На входе й выходе газа уста¬
навливаются манометры 6, 9, показывающие давление газа с вы¬
сокой и низкой стороны. При больших расходах газа редуктор
состоит из нескольких камер (ступеней). Благодаря этому уве¬
личивается надежность работы редуктора. 4
При эксплуатации редукторов часто -замерзает клапан, осо¬
бенно при повышенной влажности газа при большом его расходе.
Редукторы для газопламенной обработки унифицированы в со¬
ответствии с государственными стандартами и подразделяются
иа следующие группы: 1) баллонные одноступенчатые; 2) баллон¬
ные двухступенчатые; 3) сетьевые; 4) кислородные рамповые;
5) рамповые для горючих газов.
Ротаметры
Предназначены для измерения расхода газов. Ротаметр состоит
из градуированной стеклянной трубки, внутренняя поверхность
которой имеет форму конуса. В рабочем состоянии трубка уста¬
новлена вертикально, более узким конусом вниз. Внутри трубки
находится поплавок. Верхние кромки поплавка сделаны острыми
и на их боковой поверхности нанесены винтообразные прорези.
При прохождении потока через трубку поплавок вращается.
Это обеспечивает равномерный кольцевой зазор между поплавком
и стенками трубки. На поверхности трубки нанесена градуировка.
Положение поплавка в трубке показывает расход газа через
ротаметр. Расход газа подсчитывают по формуле
где индекс «г» — измеряемый газ, а «р» — градуировочный;
VP — расход газа, м3/ч; р — плотность газа, кг/м®; Р — абсо¬
лютное давление газа, МПа; Т — абсолютная температура газа, К.
Ротаметры обычно градуируют по воздуху. При измерении рас¬
хода других газов показания шкалы ротаметра пересчитывают
с помощью приведенной формулы и градуировочной кривой4
прилагаемой к ротаметру заводом-изготовителем,
PJx Qi + рifi — Qi>
Р ~Qx~ PJJfr
(9.1)
(9.2)
Vt — V,v Pp/Pi-- T й/Tp • PV[P p,
(9.3)
652
Часто для измерения расхода газа используют измеритель¬
ные диафрагмы (дюзы). Прибор содержит тонкий диск (дюзу)
с отверстием в центре. При прохождении газа через диафрагму
образуется перепад давлений. Чем больше расход газа, тем выше
перепад давлений, который измеряют дифманометром. Расход
газа рассчитывают по формуле
Vr = cF; с — а У 2gh/p, (9.4)
где с — скорость газа, м/с; F —>■ площадь отверстия диафрагмы,
м2; а — коэффициент расхода; g — 9,81 м/с; h — разность давле¬
ний до и после диафрагмы, МПа; р — плотность газа при усло¬
виях измерения, кг/м3.
б. Энергопитание установок для газотермического напыления
Особенности горения дуги в плазменных
и электродуговых распылителях
Источники питания дуги относятся к электрическому типу энер¬
гопитания. Требования, предъявляемые к источникам опреде¬
ляются особенностями горения дуги. При газотермическом на¬
пылении используют два вида сильноточных контрагированных
дуг. В одном нз них в дуговом
разряде участвуют неплавящиеся
электроды. В другом — плавя¬
щиеся, расходуемые.
Неплавящиеся элек¬
троды. Горение дуги сле¬
дует рассматривать применительно
к плазменным распылителям. Ду¬
говой разряд возбуждается и го¬
рит в замкнутом объеме при
интенсивном охлаждении столба
потоком плазмообразующего газа.
Создаются благополучные усло¬
вия для сжатия дуги. Статиче¬
ская вольтамперная характери¬
стика такой дуги, как правило,
находится на возрастающей ветви зависимости (/д — / (/д), по¬
казанной на рис. 283 (участок I).
Напряжение, необходимое для зажигания дуги, высокое.
Оно обусловлено значительной величиной расстояния между
электродами (2—5 мм). Как было показано ранее,для возбуждения
дуги в плазменных распылителях применяют облегчающие ме¬
тоды. В этом случае отпадает необходимость в использовании
высоких напряжений холостого хода источника. Его выбирают
несколько большим напряжения, необходимого для горения
дуги (U0 > t/д). В вависимости от условий напыления напряже-
653
Рнс. 283. Статическая вольтамперная
характеристика дуги, при различных
плотностях тока;
I — участок, характерный для дуги; го¬
нящей в плазмотроне; II — участок, ха¬
рактерный для дуги при электродуго-
вой металлизации
нпе холостого хода составляет 120—320 В. Невысокие значения
(/„ требуются при работе на аргоне (90—120 В); значительно
боаее высокие при использовании азота (160—180 В) и высокие
при горении дуги в водородсодержащих газах (180—320 В).
Повышенное напряжение горения дуги характерно и для плазмо¬
тронов с МЭВ.
Для реализации больших мощностей дуги, необходимых для
птазмообразования, требуются высокие значения тока. Исходя
из этого, источники для плазменного напыления должны быть
высокоамперными с широким диапазоном плавного регулиро¬
вания тока в пределах 100—1000 А.
Условия горения дуги в плазмотронах достаточно стабильны.
Длина дуги и расход плазмообразующего газа изменяются не¬
значительно. Благодаря этому отпадает необходимость в высоких
динамических свойствах источника. Под динамическими свой¬
ства ш следует понимать, в первую очередь, скорость изменения
тока и напряжения при изменении длины дуги, состава и расхода
плазмообразующих газов и др.
Для питания дуги в плазменных распылителях применяют
источники постоянного тока. Известны два типа источников:
машинные генераторы и полупроводниковые выпрямители. В вы¬
прямителях, которые чаще всего применяют, ток пульсирующий.
Следует иметь в виду, что низкочастотные колебания напряже¬
ния и тока дуги не способствуют прогреву порошковых частиц.
В ряде случаев при применении выпрямителей КИП снижается
на 15—20 %.
Плавящиеся электроды. Горениё дуги проис¬
ходит в специфических условиях, характерных для электродуго-
вой металлизации. На столб дуги непрерывно действует поток
сжатого газа, определяющий цикличность ее горения. Анализ
осциллограмм позволяет выделить две четко выраженные полосы
частот при питании дуги постоянным током. Низкочастотные
колебания составляют 250—2500 Гц; высокочастотные (50 —
100)-103 Гц.
Статическая вольтамперная характеристика дуги, точнее ин¬
тегральная рабочая характеристика, располагается на возраста¬
ющей ветви зависимости С/д = / (/д), показанной на рис. 283
(участок //).
Для зажигания дуги требуются сравнительно невысокое на¬
пряжение, обусловленное началом процесса! с короткого замы¬
кания, Можно принять напряжение зажигания близким к напря¬
жению горения дуги:
Ua > (/д; UattUa. (9.5)
На практике горение дуги происходит при напряжении 20—
40 В. Следовательно, для электродуговой металлизации тре¬
буются источники о невысоким напряжением холостого хода
(U0 » 30—40 В),
604
Производительность при напылении зависит, главным об¬
разом, от силы тока дуги. Поэтому необходимы высокоамперные
источники с величиной тока /н = 300—1000 А и плавным его
регулированием в широком диапазоне.
Цикличность горения дуги требует источников питания с вы¬
сокими динамическими свойствами. Например, скорость нараста¬
ния напряжения dU/dx в цикле должна быть максимальной.
Скорость нарастания тока dlldx должна быть также высокой.
Обычно она составляет 500—1200 кА/с.
Стабильность процесса при электродуговой металлизации,
в основном, определяется саморегулированием дуги. Принцип
саморегулирования заключается в изменении скорости плавле¬
ния электродов при изменении длины дуги. С изменением длины
дуги связано изменение тока. Так, при увеличении длины ток
падает. При этом уменьшается скорость плавления проволоки.
В случае постоянной скорости ее подачи, длина дуги самопроиз¬
вольно восстанавливается. Наоборот, уменьшение длины дуги
приводит к возрастанию тока и Скорости плавления, соответ¬
ственно, увеличивается и длина дуги.
Выбор вольтамперной характеристики (ВАХ)
источника питания дуги
Внешняя ВАХ источника определяет устойчивость горения дуги
в установившемся режиме. Для этого необходимо соответствие
внешней ВАХ источника и статической ВАХ дуги. Статическая
ВАХ дуги отражает физические условия существования дуго¬
вого разряда (см. рис. 283). При небольших плотностях дуги
ВАХ падающая, при средних — жесткая, при высоких — воз¬
растающая. Вид статической характеристики во многом зависит
от степени сжатия дуги. Свободногорящая дуга при одинаковом
значении тока требует меньшее напряжение для ее горения,
сжатая, наоборот — более высокое.
Принципиальную пригодность источника для питания дуги
можно определить из рассмотрения соответствия ВАХ источника
и дуги.
На рис. 284 в общем виде приведена статическая ВАХ дуги
и внешние ВАХ источников различных типов (dUJdl <С 0;
dUJdl *= 0; dUJdl >0).
Из графических зависимостей следует, что в точках пересече¬
ния статической ВАХ дуги с внешней ВАХ источника наблю¬
дается равенство тока и напряжения. Для решения вопроса об
устойчивости горения дуги в точках пересечения необходимо рас¬
смотреть условия Горения при небольших отклонениях тока от
равновесия. Если при гореции дуги в точке А произошло умень¬
шение тока, (Ia mm <С /л)> то для поддержания дугового раз¬
ряда, согласно статической ВАХ дуги, требуется более высокое
напряжение. Его величина становится больше, чем может дать
источник при этом же токе (—AU„).^В связи с этим произойдет
655
дальнейшее самопроизвольное снижение тока (/^ ->-0) и дуга
погаснет. Следовательно, в точке А дуга стабильно гореть не
может. В точке В при снижении тока напряжение источника
оказывается большим (+ДНИ), чем это необходимо для горения
дуги по статической ВАХ. Благодаря этому произойдет само¬
произвольное увеличение тока (/вты —*■ ^в) 0 процесс горения
вернется в точке В. Увеличение тока в точке В приведет к воз¬
растанию напряжения, необходимого для горения дуги. Источ¬
ник питания при этих же значениях тока дуги дает напряжение
(—&U„). Произойдет самопроизвольное снижение величины тока
(1В „ах Iв) и, горение дуги снова переместится в точку В.
Следовательно, точки В пересечения ВАХ являются точками
устойчивого горения дуги. Для этих точек может быть записано
неравенство в дифференциальной форме!
du„/di9>dujdip. (9.6)
Обычно условия устойчивого горения дуги записываются
в следующем виде:
#С« = (dUjjdl - dUjdl) > 0, (9.7)
где Ua, Ua — напряжение дуги и источника в установившемся
режиме, /д, /„ — ток дуги и источника в установившемся ре¬
жиме, Кд — общее динамическое сопротивление дуги и источника.
Анализ графических зависимостей, приведенных на рис. 284*
позволяет сделать ряд принципиальных выводов.
1. Если статическая ВАХ дуги падающая dURtdIp < О,
то для устойчивого горения дуги требуются источники питания
656
только с падающими внешними ВАХ dUJdl < 0. Причем кру¬
тизна падения внешней характеристики источника в рабочей
точке должна быть большей (рис. 284, а, точка В")\
(ди„/д1)р>(дил/д1)р. (9.8)
2. При наличии жесткой статической ВАХ дуги (dUJdl = 0)
источник питания должен и в этом случае иметь падающую внеш¬
нюю характеристику (dUJdl < 0). Однако крутизна ее падения
может быть любой (рис. 284, а, точка В').
3. Для устойчивого горения дуги с возрастающей статиче¬
ской ВАХ (dUJdl >0) принципиально могут быть использо¬
ваны источники питания с любой внешней характеристикой
Рис. 385. Колебания тока при изменении напряжения'
дуги t/д или длины дуги /д:
а — крутопадающая ВАХ ясточняка; 6 ВАХ источни¬
ка жесткая (ж) и возрастающая (а)
(рис. 284, точки В). Исключение составляют источники пита¬
ния с возрастающей ВАХ. В этом случае крутизна подъема ВАХ
источника должна быть меньшей по сравнению с крутизной
подъема статической характеристики дуги (рис. 284, в).
(dUjdI)v<(dUp/dI)p. (9.9)
4. Рабочий участок статической ВАХ дуги в плазмотроне и
при электродуговой металлизации располагается на возрастаю¬
щей ветви зависимости UK — f (/д) (см. рис. 283). Поэтому для
силового питания установок принципиально пригодны источники
с любой ВАХ с учетом выполнения неравенства (9.6).
5. Для питания дуги в плазменных распылителях наиболее
целесообразно применять источники с крутопадающими ВАХ.
В этом случае при колебаниях напряжения дуги величина тока
будет изменяться мало (рис, 285, а). Любые другие ВАХ источ¬
ника дадут большие колебания по току (рис. 285, б).
657
6. Для питания дуги при электродуговой металлизации наи¬
более целесообразны источники с жесткими или возрастающими
ВАХ. Колебания длины дуги сопровождаются резким изменением
тока (рис. 285, б). Это положительно влияет на саморегулирова¬
ние д^ги и стабильность процесса напыления.
Источники питания плазменных распылителей
В наиболее общем виде функциональная схема питания дуги
в плазменном распылителе показана на рис. 286, а. В качестве
источника питания ИП могут быть использованы любые силовые
источники напряжения, в основном, постоянного тока. Регуля¬
тор тока РТ предназначен для формирования ВАХ схемы пита¬
ния и настройки ее на заданный режим по току. Контрольно¬
измерительная аппаратура КИА позволяет контролировать про¬
цесс горения дуги в плазменном распылителе ПР и отбирать
Рис. 286. Общая фувкдвоаальиая схема источника питания дуги в плаз*
меннои распылителе (а)# с трансформаторным регулятором тока (б), тири¬
сторным регулятором (в)
сигнал для организации обратной связи. Обычно для этой цели
используют датчик тока. Перечисленные элементы схемы, кроме
плазменного распылителя, изготавливаются в однокорпусном
исполнении либо в виде отдельных блоков. В настоящее время
в качестве источников питания, в основном, применяют полу¬
проводниковые выпрямители и реже генераторы постоянного
тока.
Выпрямители с трансформаторным регу¬
лятором тока. Функциональная схема такого выпрями¬
теля приведена на рис. 286, б. Основными элементами схемы
являются трансформатор Т и диодный выпрямительный блок V.
Для настройки трансформатора на заданный* режим работы
используется блок управления БУ. Формирование ВАХ и регу¬
лирование тока осуществляется за счет изменения индуктивности
трансформатора. Для этих целей применяют трехфазные силовые
трансформаторы с увеличенным и регулируемым магнитным рас¬
сеянием. Обычно используют два типа трансформаторов: с подвиж¬
ными катушками и подвижными шунтами. Первичная Wt и вто¬
ричная обмотки разнесены по высоте магнитопровода транс¬
форматора. Этим и определяется увеличенное магнитное рассея¬
ние трансформатора. В первом типе трансформаторов рассея-
658
ше, а, следовательно, и индуктивность {Хт) регулируется изме¬
нением расстояния I между обмотками. Во втором типе Хт регу¬
лируется глубиной Ь ввода шунтов в окна магнитопровода. Макси¬
мальная индуктивность соответствует значениям, при которых
/ = шах; b = min; минимальные значения Хт будут соответ¬
ствовать I = min; b = max (рис. 288, б).
Крутопадающая ВАХ трансформаторов и возможность регу¬
лирования тока подтверждается формулами.
/я = уи1-и11хг-, U. 3 = и01Хт- и0 = и№№1Ки.&-Щ
где U0, (/д — напряжение холостого хода и дуги; /д; /н.а — ток
дуги и короткого замыкания, Ux — напряжения сети; Км — ко¬
эффициент магнитной связи первичной Wi и вторичной Ц7а ка¬
тушек.
В выпрямителях рассматриваемого типа могут быть исполь¬
зованы трансформаторы с нормальным магнитным рассеянием
(Хт « 0). Однако в этом случае между трансформатором и вы¬
прямительным блоком располагают дроссель насыщения, обла¬
дающий регулируемой индуктивностью Хр. Особенно перспек¬
тивны малогабаритные дроссели насыщения с разделенными
рабочими обмотками. Приведенные выражения (9.10) для этого
случая примут вид:
/д = 1Л/о-£/д/хр; /*.з = */о/ХР; Uo-UMWu (9.11)
Для выпрямления тока используют трехфазные выпрямитель¬
ные блоки, собранные по схеме Ларионова (см. рис» 287, а). Вен¬
тили включены в шесть плечей моста: в трех плечах соединены
все катоды, в остальных трех — аноды. К общим точкам катод¬
ных и анодных групп Подключают дугу. К промежуточным точкам
подводят напряжение от трансформатора. В трехфазных мостовых
схемах обе полуволны переменного тока выпрямляются во всех
трех фазах. Поэтому частота пульсаций за период равна удвоен¬
ному числу фаз или 300 Гц. В зависимости от действующего
значения обратного напряжения (£/вн) и заданного значения
выпрямленного тока (/„) отдельные вентили, составляющие плечи
моста, соединены между собой последовательно и параллельно.
Число последовательных (п) и параллельных (а) вентилей опре¬
деляется из выражений:
п — U0/U в. и; а — Ijlaa, (9.12)
где U0 — напряжение силового трансформатора, /ан — допу¬
стимое номинальное значение тока в одном вентиле.
Наряду с трехфазными мостовыми схемами выпрямления при¬
меняют и другие, например, шестифазные с уравнительным
реактором.
В ОХР для плазменного напыления выпускают источник
питания ИПН 160/600 с трансформаторным регулятором тока.
659
Принципиальная упрощенная электрическая схема приведена
на рис. 287, а. Трансформатор Т подключают к сети через сило¬
вой контактор КС. Первичная обмотка трансформатора Wx сек¬
ционирована. Это дает возможность ступенчато устанавливать
7
Рис. 287. Электрическая схема ИПН-160/160 (а) в
схема цепей управления (б)
? АП ~Ё?в
К-ш
■■ ““ ■ ■ ■ " "1ААГ*“
требуемые значения напряжения холостого хода (например,
в случае применения различных плазмообразующих газов).
На рис. 288, а по ординате приведены U0 для трех ступеней (I—III).
Напряжение со вторичной обмотки подается на диодный выпря¬
мительный блок V, собранный по трехфазной мостовой схеме
Рке. 288. Вольтамперные характеристики ИПН 160/600 (а) и его регули¬
ровочная кривая (б):
V — рабочее напряжение; Ш •» шунт
из водоохлаждаемых кремниевых вентилей В В-500. В окнах
магнитопровода имеется подвижной шунт (Ш). Для перемещения
шунта предусмотрен механизм с электроприводом постоянного
тока (рис. 287, б). Двигатель шунта, как и другие цепи управле¬
ния источником, питаются от отдельной схемы напряжением
220 В. Якорь двигателя шунта ЯДШ и его обмотка возбужде¬
ния ОВДШ питаются от понижающего трансформатора (7\) через
660
однофазный выпрямитель. Направление движения шунта (ре¬
верс) устанавливается тумблерами П2 и П2В. В схеме преду¬
смотрены конечные выключатели ВК1 и ВК2. Управление источ¬
ником осуществляется кнопками через ряд промежуточных
реле РП.
Внешние ВАХ источника (сплошные линии) в сочетании со
статическими ВАХ дуги (пунктирные линии) приведены на
рис. 288, а, для рабочих напряжений (t/д) 70, 50 и 30 В и токов
дуги (/д) 240—675; 310—780 и 410—900 А. Регулировочная
характеристика в виде качественной зависимости показана на
рис. 288, б.
Основным достоинством источника питания ИНП-160/600 яв¬
ляется простота конструкции, надежность, долговечность, невы¬
сокая стоимость. В эксплуатации легко поддается Настройке
и ремонту. Большим недостатком источника является отсутствие
системы автоматического регулирования заданных параметров
режима горения дуги. ИПН 160/600 относится к первому поколе¬
нию специализированных источников для плазменного напы¬
ления.
Как заменители для питания дуги в плазменных распыли¬
телях могут быть с успехом' использованы источники питания,
разработанные для плазменной резки типа УПР, АВПР и др.
Конструктивные особенности таких источников во многом ана¬
логичны рассмотренному.
Выпрямители с тиристорными регулято¬
рами тока (рис. 286, в). Находятся в стадии разработки и
относятся ко второму поколению специализированных источников
для плазменного напыления. Обобщенная функциональная схема
такого источника с системой автоматического регулирования
(САР) с отрицательной связью по току показана на рис* 286, в.
Схема включает следующие элементы: 1) силовой трехфазный
трансформатор Т с естественно пологопадающей ВАХ, с нере¬
гулируемым магнитным рассеянием; 2) тиристорный выпрями¬
тельный блок V, собранный по трехфазной мостовой схеме или
реже по шестифазной с уравнительным реактором. Для управле¬
ния тиристорным блоком предусмотрены блок задачи тока БЗТ,
блок сравнения БС, усилитель У и блок фазоимпульсного управ¬
ления БФУ.
Отличительной особенностью тиристорного блока является
наличие в нем управляемых полупроводниковых вентилей —
тиристоров. Для открытия тиристора чаще всего используют
подачу на него управляющего импульса тока в положительный
полупериод переменного тока. Осуществляя сдвиг по фазе управ¬
ляющего импульса по отношению к нулевому значению выпрям¬
ляемого напряжения, изменяют момент открытия тиристора в те¬
чение полуволны. Этот сдвиг оценивают углом открытия тири¬
стора а или фазорегулированием (рис. 289, а). Посредством
фазорегулирования изменяют величину выпрямленного напря-
661
жеьня и тока i от полных их значений (а = 0) до нуля (а *= п).
Легко видеть, что тиристорный выпрямительный блок одно¬
временно является и регулятором тока. Отпадает необходимость
в специальных регуляторах тока (за счет увеличенного магнит¬
ного рассеяния силовых трансформаторов, дросселей насыщения,
балластных сопротивлений). Через фазорегулировку легко вво¬
дятся обратные связи по току и напряжению. Тиристорные источ¬
ники обладают высокой стабильностью напряжения холостого
Рис. 289. Блок-схема тиристорного источника питания
дуги а плазменном распылителе (а) в схема открытия ти¬
ристора (б):
Т — трансформатор; В ВТ — тиристорный выпрямляю¬
щий блок; ПР — плазменный распылитель; БУ ■— блок
управления
хода (±2—5 %) и заданного тока дуги (±2—5 %). Следует от¬
метить, что допустимые нагрузочные токи в тиристорах несколько
меньше соответствующих кремниевых диодов. Чувствительность
к перегрузкам остается такой же высокой, как и у кремниевых
полупроводниковых вентилей. Поэтому требуется интенсивное
водяное охлаждение и защита от перегрузок. На рис. 289, б
показана примерная блочная схема тиристорного источника.
Источники питания электрод у говых
распылителей
Промышленность пока не выпускает специализированных источ¬
ников питания дуги для электродуговой металлизации. На осно¬
вании ранее сформулированных требований очевидно, что для
этих целей можно с успехом применять источники питания,
предназначенные для механизированной дуговой сварки в среде
защитных газов плавящимся электродом. Такие источники, как
известно, имеют невысокое напряжение холостого хода, полого¬
падающие или жесткие ВАХ и обладают высокими динамиче¬
скими свойствами. Наиболее целесообразно применять источники
выпрямленного тока. Однако могут быть использованы и сва¬
рочные генераторы постоянного тока, например, ПГС-350,
Г1ГС-500.
662
Высокочастотные генераторы
для силового питания плазменных
и металлизационных распылителей
В общем объеме напыления покрытий доля методов ВЧ-плазмен-
ного напыления и ВЧ-металлизации в настоящее время незначи¬
тельна. Поэтому отсутствуют серийные специализированные для
этих целей ВЧ-генераторы. Для ВЧ-индукционного нагрева
плазмообразующего газа или распыляемой проволоки исполь¬
зуют промышленные ВЧ-генераторы, предназначенные для дру¬
гих технологических процессов или опытные, специализирован¬
ные например, для плазмогенераторов.
6. Установки для газотермического напыления
Установки для плазменного напыления
На практике применяют большое количество различных устано¬
вок: опытных, полупромышленных и промышленных. Их можно
классифицировать по способу получения плазмы, способу за¬
щиты процесса, по давлению в камере и по регенерации газа.
Способ получения плазмы. Различают уста¬
новки с дуговыми плазменными распылителями и высокочастот¬
ными индукционными распылителями.
Способ защиты процесса. Большинство уста¬
новок выпускается для ведения процесса на воздухе. Для напы¬
ления с местной защитой используют различные насадки на
плазмотрон, местные негерметичные камеры и другие устройства.
Большое распространение получают установки для плазменного
напыления с общей защитой процесса в герметичных жестких
камерах. Установки с местной и общей защитой комплектуются
установками для напыления на воздухе. Их следует отнести
к базовым.
Давление в камере. Различают установки для на¬
пыления в камерах при давлении плазмообразующего газа, близ¬
ком к атмосферному (Рк ж 0,1 МПа); в низком вакууме (Рв =
=» 133 Па и выше) и при повышенном давлении (Рв > 0,1 МПа).
В настоящее время широко применяют установки первых двух
типов. Особенно перспективны установки для напыления в низ¬
ком динамическом вакууме.
Регенерация газа. При плазменном напылении про¬
цесс можно производить с полным сбросом плазмообразующего
газа в атмосферу и с его регенерацией по замкнутому циклу.
В последнем случае установки становятся более сложными.
Однако при этом экономится, в ряде случаев, дорогой и дефицит¬
ный газ.
Установка плазменного напыления УПУ-ЗД (рнс. 290).
Установка плазменная универсальная (УПУ) впервые была разработана в СССР
и выпускается серийно. Универсальность установки состоит в возможности как
663
1 a ogiI
*'* 5|« s'" «
.. * 5 *
R „ c 8 M 2 ®
s 5 s 2 a= H
i5*5 s »
о ч я 3
«4
Э с*Э
о •
»>,
со м
ь< С
№
С »
О! й
"ч
о g
*«
D. *
w -* я я 2 С
5 s?5ns
gg i&Й-*
5 s с J с i
« «Ь «•©• a
4 n, ® s <o
< " § ■ *c M I
a® I a
■e-s S * i °?
CO s 0,1© 1 2S
« m „ h< л
5 s 2 о ve> к
= «jsb..“
1® S и с л 4
Я s « I: в ч
^ 2 5 я ® ®
cm y-
порошкового, так и проволочного напыления. При проволочном напылении
процесс ведется нейтральной проволокой и проволокой-анодом. Установка
комплектуется двумя горелками: для порошкового (ПП-25) и проволочного
(ПМ-25) напыления. Соответственно в состав установки входит порошковый
питатель роторного типа (рис. 277, б) н механизм подачи проволоки с электро¬
приводом постоянного тока (см. рис. 279, а). Для питания дуги в распылителе
использован источник питания ИПН 160/600 (см. рис. 287). Газовая система
предусматривает подачу двух плазмообразующих газов и транспортирующего
газа (см. рис. 280, б). Система водяного охлаждения осуществляется от водо¬
проводной сети. Для интенсификации охлаждения предусмотрен дополнитель¬
ный насос. Несмотря на очевидные достоинства взамен этой установки готовится
выпуск новой, значительно бол ее совершенной. В. частности, заменяется плазмен¬
ный распылитель для порошкового напыления. На базе одного корпуса можно
собрать несколько плазменных распылителей различного назначения: для на¬
пыления дозвуковой и сверхзвуковой плазменной струей, ламинарной плазмой,
с самоустанавливакицейся и фиксированной длиной дуги и др. Источник питания
ИПН-160/600 заменен на тиристорный, более мощный, с введением обратных
связей (см. рис. 289, б).
Установка плазменного напыления УМП-6. Установка
металлизационная плазменная (УМП), также как и УПУ,— одна из первых, се¬
рийно выпускаемых промышленностью СССР. Предназначена для напыления
только порошковыми материалами. Входящий в установку плазменный распы¬
литель имеет оригинальную конструкцию и относится к плазмотронам «сухого»
типа. Для замены вольфрамового катода или сопла — анода нет надобности
в разгерметизации горелки. Другой особенностью конструкции является кон¬
тактная система зажигания. Электромагнитом к катоду подается проволока (dn =
= 0,08 мм). В момент закорачивания цепи с током около 1,5 А в месте контакта
возникают пары металла. Благодаря этому в плазмотроне возбуждается основная
дуга. Контактная система зажигания упрощает установку и отдельные ее эле¬
менты. Для напыления внутренних поверхностей с диаметром свыше 40 мм
предусмотрены плазменные распылители, смонтированные на штаигах. Их при¬
менение позволяет напылять покрытия на длине 600, 1000, 1500 мм соответ¬
ственно. Порошковый питатель, входящий в установку дискового типа, аналоги¬
чен показанному на рис. 277, в. Стабильность подачи порошка высокая и со¬
ставляет 7—5 %. Питатель установлен на выдвижной стойке с высотой подъема
до 0,5 м. Это облегчает подачу порошка от питателя к распылителю.
Система подачи плазмообразующих и транспортирующего газов аналогична
установкам типа УПУ. В системе охлаждения от водопроводной сети на выходе
из плазмотрона предусмотрен датчик контроля температуры воды.
Установка УПУ-6 комплектуется неспециализированным источником пита¬
ния. Для этой цели используются машинные генераторы для дуговой сварки
ПСО-ЗОО. Три таких генератора при параллельном или последовательном их
соединении обеспечивают широкий диапазон режимов по току и напряжению.
Применяют и другие силовые источники, например, для плазменной резки. Сило¬
вой шкаф, Пульт управления и порошковый дозатор представляют компактную
конструкцию, удобную для эксплуатации. В будущем предполагается:
1. Комплектование установки плазмотронами со сменными катодными и анод¬
ными узлами (модулями). Это позволит расширить возможности плазменного
распылителя.
2. Сдвоенная конструкция порошкового питателя. Это обеспечит одновре¬
менную подачу двух порошков по заранее составленной программе. Кроме того,
предусматривается отсечка транспортирующего газа на входе в плазменный
распылитель.
3. Замкнутая система охлаждения плазменного распылителя дистиллиро¬
ванной водой, что обеспечит более высокий режим работы и повышенный ресурс
сопла.
Специализированный выпрямитель тиристор¬
ного типа. Новые установки серийного производства типа УПУ и УМП
по своим технико-экономическим показателям будут соответствовать современ¬
ному уровню.
665
Установки плазменного напыления с ограничен¬
ным выпуском. В СССР разработано несколько различных по вззнзче-
ншо установок с небольшим ныпуском н пределах отраслей или даже объеди¬
нений.
Значвтельный интерес представляет установка 009053. В основном, она ра¬
ботает на предприятиях Министерства легкой промышленности. Напыление
многих деталей ткацкого н прядильного оборудования позволило существенно
повысить их надежность и долговечность. Установка укомплектована плазмо¬
троном с замкнутым водяным охлаждением, сдвоенным порошковым питателем,
пату проводниковым выпрямителем и др. Положительно зарекомендовала себя
установка СНАРК с автоматическим контролем и стабилизацией наиболее Баль¬
ных параметров процесса. Особенно большие мощности (до 150 кВт) и произво¬
дительность реализованы в уста¬
новке ОБ-2032, } работающей иа
природном газе.
Установки для плаз¬
менного напыления в
контролируемой атмо¬
сфере (камерах).
В настоящее время в СССР и
других странах создано большое
количество установок для плазмен¬
ного напыления покрытий в кон¬
тролируемой атмосфере. Достоин¬
ства этого способа очевидны и были
изложены ранее. Процесс напыле¬
ния ведется как при нормальном
давлении плазмообразующего газа
в камере (0,1 МПа), так и ири не¬
высоком вакууме (133—43 200 Па).
Примерная блочная схема уста¬
новки показана на рис. 291.
Технологическая ка¬
мера предназначена для непо¬
средственного ведения процесса.
В ней размещается плазменный
распылитель, механизмы подачи
распыляемого материала, внутрика-
мерные механизмы (манипуляторы
и др.) и технологическая оснастка. Объем камеры выбирают минимальным. Это
сокращает время откачки и уменьшает объем газа при ее заполнении. Конструк¬
ция должна обеспечить удобный доступ в рабочую зону и легкость очистки стенок
камеры и др. элементов. В корпусе камеры имеются загрузочные люки, смотро¬
вые иллюминаторы, вакуумные вводы для передачи движений, электрические
и другие вводы. Наиболее целесообразны камеры прямоугольной формы. В них
лучше используется рабочий объем. Однако они более сложны в использовании
по сравнению с цилиндрическими камерами. Герметично- с камерой связаны узлы
управления плазменным распылителем, механизмами подачи распыляемого
материала и др. Названные узлы расположены в отдельных вакуумных камерах
обслуживания и, в случае необходимости, отсекаются от основной камеры шибер¬
ными устройствами.
Манипуляторы и техн ол огическая оснастка. Ма¬
нипуляторы предназначены для придания напыляемому изделию и плазменному
распылителю необходимого количества движений. Распределение степеней сво¬
боды между манипуляторами определяется назначением установки. JB универсаль¬
ных установках соблюдается принцип равномерности. Значительные трудности
связаны с изготовлением вводов движения к манипуляторам. Они должны рабо¬
тать при вакууме и некотором избыточном давлении.
В а к у умная система. Обычно она существует в виде вакуумной
станции. Служит для предварительной откачки при создании контролируемой
6С6
Рис. 291. Блочная схема установки для плаз¬
менного напыления а контролируемой атмо¬
сфере
среды, с Давлением, близким к атмосферному, или для непрерывной откачки,
в случае ведения процесса напыления в низком вакууме. В вакуумную систему
входят средства откачки (вакуумные насосы), коммутирующие элементы, вакуум-
проводы и средства измерения давления. Для откачки достаточно применение
форвакуумных и бустерных насосов. Применение высоковакуумных насосов
(агрегатов) не оправдывается. Предварительная откачка .выше 0,1 Па практи¬
чески не улучшает состав атмосферы, формируемой плазмообразующим газом.
Напыление покрытий при разрежении в камере ниже 133 Па представляет боль¬
шие трудности. Требуются высокие скорости откачки разреженного газа. Для
защиты форвакуумных насосов от пыли обязательно применение специальных
фильтров.
Система питания и рециркуляции плазмообра¬
зующих газов. Предусматривает два варианта прохождения отработан¬
ных газов: сна сброс» и «по замкнутому циклу». При работе «на сброс» система
включает коммутирующие элементы, электроавтоматику и предохранительные
устройства. При регенерации газа («замкнутый цикл») схема существенно услож¬
няется. В систему вводятся новые элементы: компрессор, ресивер, холодильник,
фильтры. Циркуляция газа происходит по двум контурам. В контуре низкого
давления циркуляция газа принудительная. Для этих целей используют воздухо¬
дувки производительностью до 15 жУч. Отработанный газ охлаждается в тепло¬
обменнике с эффективной площадью охлаждения 8—10 м2 при перепаде давлений
около 2500 Па. Пылевидные фракции, попадающие в газ, улавливаются филь¬
тром грубой очистки. В контуре высокого давления регенерируемый газ спе¬
циальным мембранным компрессором доводится до давления 0,6—0,8 МПа,
Для надежной работы такого компрессора в систему встраивают фильтр тонкой
очистки. Он улавливает пыль с размером, частиц 0,2—0,8 мкм.
Система водоохлаждения. Наиболее целесообразно исполь¬
зовать замкнутую систему охлаждения всех элементов установки: камеры, плаз¬
менного распылителя, теплообменника и т. д. Для этих целей обычно используют
дистиллированную воду, охлаждающуюся в теплообменниках.
Источники питания. Применяют два типа источников: для пита¬
ния дуги в плазмотроне и для очистки поверхности напыления электрическими
разрядами. Для питания дуги в плазменном распылителе пригодны источники,
применяемые в базовых установках. Для очистки целесообразно использовать
высоковольтные выпрямители (1,0—2,0 кВ) небольшой мощности (200—700 Вт).
В этом случае исполнительные механизмы должны быть изолированы от камеры.
В установках для плазменного напыления в контролируемой атмосфере
часто предусматривается система автоматического контроля за многими пара¬
метрами процесса.
Установки для газопламенного напыления
В СССР выпускается ряд установок для газопламенного напыле¬
ния проволочными (МГИ-4А и МГИ-5) и порошковыми (УПТР-85
и Л5405) материалами:
Установка
УПТР-85
Л5405
МГИ-4А
МГИ-5
Расход газов, м3/ч:
ацетилена
<0,95
1,4—1,8
<1,3
<2,5
кислорода ..........
<1,75
2,3—2,9
<2,5
<12
сжатого воздуха
0,4—0,9
0,96—3,0
<60
<60
Рабочее давление газов, МПа:
ацетилена
кислорода , . . ,
сжатого воздуха
<0,095
<0,15
0,04—0,25
0,06—0,1
0,2—0,45
0,4—0,5
<0 2t>
< 0 45
0,4—0,5
Грануляция порошковых ма-
териалов, мкм .........
Диаметр проволоки, мм . . .
Производительность, кг/ч. . ,
30—160
5—80
—
—
2—4
6 6
<9,6
1,5—8,0
До 23
До 50
667
В качестве энергетических газов используют ацетилен или про-
панбутановую смесь. Подача к распылителю ацетилена (или за¬
менителя), кислорода, а в ряде случаев и дополнительного газа
(воздуха) для распыления осуществляется от узла газопитания.
Примерная схема газопитания показана на рис, 280, в. Узел
газопитания не входит в комплект выпускаемого аппарата. Его
монтируют непосредственно на рабочем участке. Аппараты для
газопламенного напыления обычно комплектуются распылителем,
механизмом подачи проволоки или порошка и пультом управления.
Установки для порошковогб напыле.
в и я. В настоящее время, в основном, применяют установки:
УГПТ, Л-5401, УПТР-85, Глав¬
ное их назначение состоит в на¬
пылении покрытий из само-
флюсующихся сплавов с по¬
следующим оплавлением. По¬
этому установки комплектуются
горелками для оплавления.
Установки Ьригодны также для
напыления покрытий металли¬
ческими, керамическими и ком¬
позиционными порошками стем-
пературой плавления до 2000 К-
Для напыления легкоплавких
органических й неорганиче¬
ских материалов выпускается
установка УГПЛ. ^
Для примера на рис. 292 при¬
ведена компоновка установки
для газопламенного порошкового напыления УПТР-85 (порошко¬
вая термораспылительная). Она комплектуется распылителем I
с узлом его крепления для механизированного напыления/ по¬
рошковым питателем 2, Соединительными шлангами, пультом
управления 3 и узлом газопитания, состоящим из ацетилено¬
вого и кислородного баллонов с редукторами и воздушного масло¬
отделительного фильтра 4. Особенностью установки является
наличие удлинительного насадка для напыления сложных по¬
верхностей; обжатие двухфазной струи сжатым газом (воздухом)
или использование его для охлаждения напыляемых изделий.
Порошок из питателя под собственной массой, инжектируемый
транспортирующим газом, равномерно подается в факел, коль¬
цевого в сечении, пламени. Предусмотрена также подача порошка
от отдельно установленного питателя.
Установки для проволочного напыле¬
ния. В практике напыления широкое применение нашли газо¬
вые металлизаторы МГИ-2, МГИ-4 и МГИ-5. Установка состоит
из собственно металлизатора и блока газопитания. В корпусе
металлизатора сосредоточена распылительная головка, комму¬
668
Рис. 292. Компоновка установки для газе¬
лла менного порошкового напылении
никационные газовые каналы, механизм подачи проволоки. Аце¬
тилен (пропан), кислород и воздух подводятся от узла газопита-
иия к металлизатору при помощи стандартных соединительных
шлангов.
Газовый металлизатор инжекционный
МГИ-4. Является более совершенной конструкцией металлиза-
тора МГИ-2. В пневмоприводе механизма подачи проволоки ис¬
пользована турбина мощностью 90 Вт, развивающая до
25 000 об/мин. Для регулирования скорости подачи проволоки
применен индукционный регулятор, в сочетании со ступенчатой
настройкой редуктора. Работает как на ацетилене, так и на про¬
пане. Несмотря на инжекционный принцип, давление горючих
газов должно составлять около 0,1 МПа. Этим определяется более
стабильный состав горючей смеси.
Газовый металлизатор МГИ-5. Относится к ста¬
ционарному типу. Работает на пропане. В приводе механизма
подачи проволоки использован электродвигатель постоянного
тока с нерегулируемым редуктором.
Установки для детонационно-
газового напыления
В СССР создан ряд промышленных установок для детонационно¬
газового напыления.
Конструктивные особенности взрывной камеры, системы по¬
дачи газов и порошка были рассмотрены ранее. Выпускаемые
в мировой практике установки делятся на две группы. Перво¬
начально была предложена и запатентована установка с меха¬
ническим клапанным механизмом подачи рабочих гвзов. Позднее
в СССР была создана установка с электромагнитным клапанным
механизмом.
На рис. 293, а приведена принципиальная схема установки
механического типа. Рабочие газы (С2Н2, 02 и N2) через систему
€69
подводящих трубопроводов и тарельчатых клапанов 1 подаются
в смесительную камеру 3. Первоначально срабатывают клапаны,
подающие QHa и 02, а при их закрытии открывается клапан
подачи азота. Готовая взрывчатая смесь проталкивается во взрыв¬
ную камеру 6, где и подрывается искрой запального устройства 5.
Подача продувочного газа необходима для того, чтобы заглушить
азотом входные отверстия ацетиленового и кислородного клала-,
нов. Этим предотвращается возможность обратного удара и уве¬
личивается стойкость клапанов. Кроме того,, азот очищает ка¬
меру смешения и взрывную камеру от продуктов сгорания перед
новым циклом. Распределительный механизм, выполненный в виде
вала с кулачками (2), управляет работой клапанов и установки.
Приводится в движение электроприводом 4.
На рис. 293, б приведена упрощенная принципиальная схема
установки с электромагнитной клапанной системой. Блок управ¬
ления БУ с электронноеуммирующим программным устройством
определяет последовательность работы схемы. В начальный дао-
мент по команде с Б У открываются электромагнитные кла¬
паны 1—3, подающие в смесительную камеру 7 компоненты газо¬
вой рабочей смеси. С помощью клапана 3 регулируется коли¬
чество азота N2 (см) в смеси. Это позволяет в широких пределах
регулировать температуру, давление и скорость детонационной
волны и продуктов ее распада» Появляется возможность подби¬
рать необходимый режим работы установки. Одновременно с кла¬
панами I—3 открывается клапан 4, через который поступает
транспортирующий газ N2 (тр) и подается из питателя 8 порция
порошка в камеру 9, После заполнения камеры рабочей смесью
клапаны 1—3 и 4 закрываются. Одновременно открывается
клапан'5, через который нейтральный газ N2 (з) заполняет бу¬
ферный змеевик 10. После закрытия всех клапанов генератор 11
подает импульс высокого напряжения за искровую свечу 12.
Этим обеспечивается возбуждение рабочей смеси в детонационной
камере. Цикл заканчивается открытием клапана 6 и продувкой
системы нейтральным газом N2 (п). В последующих циклах после¬
довательность работы клапанов повторяется.
Преимуществом установок с электромагнитной клапанной си¬
стемой и электронным счетно-суммирующим программным управ¬
лением является оперативное изменение режимов ^программы)
напыления покрытий.
Функционирование детонационно-газовых установок зависит
от совершенства конструкций ряда узлов и систем. Например,
камеры смешения, системы зажигания, устройства для предот¬
вращения обратного удара, системы управления и регулирова¬
ния и др.
Камеры Смешения. Предназначены для создания
равномерного распределения газовой смеси вдоль ствола. Обычно
при создании газопламенных струй для смешения газов исполь¬
зуется инжекторный принцип. В установках для детонационного
670
напыления он малоэффективен. Целесообразнее использовать
устройства, обеспечивающие смещение газовых потоков, дви¬
жущихся под углом один ^относительно другого или их закрут¬
кой. Поэтому в смесителях часто применяют форсунки струйного
или центробежного типа.
Система зажигания. На рис. 294, а показано влия¬
ние различных факторов на энергию Е, необходимую для воз¬
буждения смеси. Рост температуры Т0 и давления Р0 Смеси резко
снижает энергию зажигания. Минимальная энергия зажигания
Рис. 294. Изменение энергии зажигании (а) в зависимости от Концентрации С
газов С,Н, н Оц температуры (Т0) н давления (Р0) рабочей смеси и источник
питания свечи зажигания в установках для ДГН (б)
требуется для стехиометрического состава Сстех смеси QHa—02.
Так, при содержании в смеси 25 % кислорода при атмосферном
давлении составляет 5*10~4 Дж; при содержании й смеси 50 %
кислорода падает до 10-8 Дж. Таким образом, для зажигания
детонирующих смесей С2Н2—02 целесообразно применять авто¬
мобильные свечи, воспроизводящие индукционную искру с энер¬
гией 0,05—0,2 Дж. Для питания используется маломощный
источник (рис. 294, б) с трансформацией напряжения и накопле¬
ния энергии на конденсаторе.
Предотвращение обратного удара. Для чет¬
кой и безопасной работы детонационных установок необходимо
исключить возможность проникновения (Взрывчатой смеси из
детонационной камеры в коммуникации и агрегаты установки.
Для этих целей применяют газовые буферы и пламягасители
или огнепреградители- Известные в практике газопламенной
обработки водяные предохранительные затворы для детонацион¬
ных установок оказались малоэффективными. Вода в них при
циклической подаче детонирующей газовой смеси вспенивается,
и предохранительное устройство перестает выполнять свои
функции.
671
На рис. 293, б показан буфер 10, выполненный в виде змеевика
из трубки d == 8,0 мм (сталь типа 18—8) с эффективной длиной
около 1 м. Создаваемая в змеевике пробка из нейтрального газа
(углекислого газа, азота, воздуха, аргона, гелия) достаточно
надежно предохраняет установку от обратного удара.
Для полного предотвращения обратного удара в коммуника¬
циях необходимо устанавливать огнепреградители (рис. 281, б).
Достаточно надежны огнепреградители, представляющие собой
корпус, внутри которого расположен стакан с пористыми метал¬
локерамическими вставками.
Системы автоматического управления и
регулирования. В установках для детонационного напы¬
ления применяют ручной, полуавтоматический и автоматический
режим управления. Пульт управления располагают в изолиро¬
ванном от бокса помещении. Наблюдение за процессом осуще¬
ствляется визуально через прозрачную перегородку, Наиболее
надежным является автоматический режим работы. При этом
обеспечивается стабильное качество покрытий. Могут быть ис¬
пользованы различные системы автоматического регулирования.
Однако алгоритм функционирования установок различается
мало. Обычно это открывание клапанов газопитания, подача
порции порошка, заполнение буферного устройства для предот¬
вращения обратного удара, продувка камеры.
Установки для электродуговой металлизации
Установки для электродуговой металлизации комплектуются распылителем
ручного, стационарного или смешанного типа; источником питания дуги; систе¬
мой подачи сжатого газа (в основном воздуха) и пультом управления.
Регулярный выпуск электрометаллизационной аппаратуры в СССР начат
с 1949 г. В последние годы наметились тенденции К выпуску комплектного ме-
таллизационного оборудования. В состав комплекта входит не только металли-
зациоиный распылитель (один илн несколько), а также источник питания к нему,
кассеты для проволоки и пульт управления. , ~
Электрометаллизац ионный распылитель ЭМ-14.
Одна из последних разработанных моделей. Предназначен для напыления по¬
крытий из многих проволочных материалов. Аппарат рассчитан, в основном, на
проведение ручных работ. Однако предусмотрено его использование в механи¬
зированных установках. Механизм подачи проволоки укомплектован воздушной
турбннкой (см. рис, 279, а) с индукционным регулятором скорости. Этим обеспе¬
чивается широкий диапазон плавного изменения скорости подачи проволоки.
Воздушиаи турбина развивает высокие обороты, достигающие 30 000 об/мин.
Во избежание быстрого износа следует особое внимание обращать на смазку под¬
шипников и червячных пар в редукторе. При профилактике распылителя запре¬
щается разборка ротора турбиики и связанного с иим регулятора. В противном
случае нарушается балансировка.
Электрометаллизациоиный распылитель ЭМ-12.
Относится к стационарному типу. В приводе используются асинхронный электро¬
двигатель с постоянным числом оборотов и регулируемый редуктор. Сменными
шестернями производится ступенчатая (8 ступеней) настройка аппарата на за¬
данную скорость подачи проволоки. Два ведущих ролика, от которых получают
вращение прижимные ролики, смонтированы на качающейся подвеске. Такая
система обеспечивает надежную подачу проволоки небольших диаметров, осо¬
бенно мягких сортов.
&72
Электро металлизационный распылитель ЭМ-15.
Является усовершенствованной моделью аппарата ЭМ-12. В приводе подачи про¬
волоки применен электродвигатель постоянного тока с тиристорным регуля¬
тором (см. рис. 279, б). Этим обеспе¬
чивается плавная настройка скорости
подачи проволоки в широких преде¬
лах (1—14 м/с).
Подготавливается к выпуску элек-
трометаллнзатор ЭМ-16, обладающий
высокой производительностью и рабо¬
тающий на токах до 1500 А.
Комплект для э л е к-
тродуговой металлиза¬
ции КДМ-2 (рис. 295). Относится
к усовершенствованной модели ком¬
плекта КДМ-1. В состав КДМ-2 вхо¬
дит: электрометаллизационный рас¬
пылитель ЭМ-14; тиристорный источ¬
ник питания ТИМЕЗ-500; переносная
стойка с катушками для проволоки;
пульт управления; воздушный фильтр
и средства индивидуальной защиты
ыеталлизатора. Применение тиристор¬
ного мггочника питания с жесткой
вольтамперной характеристикой и
плавным регулированием напряжения
холостого хода (1/0 = 17—44 В) обе¬
спечивает высокую стабильность процесса плавления проволоки с минимальным
разбрызгиванием. Благодаря этому повышается коэффициент использования
материала на 10—15 %. В установке предусмотрен контроль давления воздуха
на выходе из сопла. Контролируется как верхний, так и нижний предел рас¬
хода воздуха. При выходе за установленные пределы автоматика обеспечивает
отключение силовой цепи.
Технические характеристики электрометаллнзационной установки КДМ-2:
Рис. 295. Компоновка установку для элек*
тродуговой металлизации:
} — распылитель: 2 — источник питания
дуги; 3 —- пульт управления; 4 =- кассеты
с проволокой
Мощность, кВт
Рабочий ток, А . ,
Рабочее напряжение, В . ь . .
Рабочее давление сжатого воздуха, МПа , ,j . , , .
Расход сжатого воздуха, м®/ч . , . . » . . ^ . .
Диаметр распыляемой проволоки, мм .
Скорость подачи проволоки, м/мнн ..........
Номинальная производительность, кг/час:
по алюминию . . .
по стали . i . .
Коэффициент использования материала
Масса комплекта, кг
<25
<400
17—44
0,5—0,6
<90
1,5-2,0
2—12
12,5
10
0,7—0,75
470
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Бартенев С. С., Федько Ю. П., Григоров А. И. Детонационные покрытия
в машиностроении. Л.: Машиностроение, 1982. 214 с.
Жуков М. Ф. Электродуговые плазмотроны. Новосибирск. Изд. АН СССР,
1980, 83 с.
Катц Н. В., Антошин Е. В., Вадивасов Д. Г. Металлизация распылением.
М.: Машиностроение, 1966, 199 с.
Крсчмар Э., Шварц Г. Напыление металлов, керамики и пластмасс: Пер»
с нем. М,: Машиностроение, 1981, 192 с.
22 В. Н, Анциферов я др.
673
Кудинов В. В., Иванов В. М. Нанесение тугоплавких покрытий плазмой.
М.г Машиностроение, 1981, 192 с.
Линник В. А., Пекшее П. Ю. Современная техника газотермнческого нане¬
сения покрытий. М.: Машиностроение, 1985. 125 с.
ГлаваХ. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ВАКУУМНЫХ
КОНДЕНСАЦИОННЫХ МЕТОДОВ НАПЫЛЕНИЯ ПОКРЫТИЙ
1. Методы вакуумного конденсационного напыления
и их классификация
В методах и технологических особенностях вакуумного конден¬
сационного напыления (ВКН) покрытий встречается много об¬
щего. В связи с этим представляется целесообразным рассмотреть
обобщенную схему процесса
(ри£ 296).
' Известно, что покрытия
* при вакуумном конденсаци¬
онном напылении 4 форми¬
руются из потока частиц,
5 находящихся в атомарном,
$ молекулярном или ионизи¬
рованном состоянии. Поток
j. частиц получают распыле¬
нием материала посредством
г воздействия на него различ-
j ными энергетическими источ¬
никами. Различают распы¬
ление наносимого материала
методом термического испа¬
рения, взрывного испаре¬
ния — распыления и ионным
распылением . твердого ма¬
териала. Процесс ВКН про¬
водят в жестких герметич¬
ных цамерах при давлении
13,3 — 133- 1(Г3 Па. Благо¬
даря этому обеспечивается необходимая длина свободного про¬
бега напыляемых частиц и защита процесса от взаимодействия
с атмосферными газами. В рбщем случае движущей силой пере¬
носа частиц в направлении к поверхности напыления является
разность в парциальных давлениях паровой фазы. Наиболее
высокие давления пара, достигающие 133 Па и более, наблюдаются
вблизи поверхности распыления (испарения). Это н обусловли¬
вает перемещение частиц в направлении напыляемого изделия,
где давление паров минимально. Другие силы переноса могут
быть введены для частиц, находящихся в потоке в ионизирован¬
ном состоянии. В этом отношении напыление покрытий из ионизи¬
674
Рис. 296. Обобщенная схема процесса вакуум*
мого конденсационного напыления покрытий:
I — базовая плита; 2 — камера; 3 — распы¬
ляемый материал; 4 — подведение энергии для
распыления материала; 6 — поток напыляе¬
мых частиц; 6 — заслонка; 7 — напыляемое
изделие; & — покрытие; 9 i— иатекатель рабо¬
чего газа; 10 —> экран
рованных паровых потоков предпочтительно. Кроме того, иони¬
зированные частицы обладают большей энергией. Это облегчает
формирование покрытий высокого качества.
Процесс вакуумного конденсационного напыления покрытий
целесообразно рассматривать состоящим из трех стадий: 1) пере¬
ход конденсированной фазы (твердой или жидкой) в газообраз¬
ную (пар); 2) формирование потока и перенос напыляемых частиц
на поверхность напыления; 3) конденсация паров на поверхности
напыления — формирование покрытия.
Для получения качественных покрытий необходимо гибкое
управление этими процессами, посредством создания оптималь¬
ных режимов их протекания.
Две первые стадии в значительной мере определяют третью
стадию. Это, в частности, следует из формул, определяющих
скорость осаждения покрытия (Уп).
Для точечного источника распыления (испарения) Spac L
t'pS cos а
4 nL2
(10.1)
Для плоского источника
Vn
OpS cos a cos 9
jiL2 •
(10.2)
где пр — скорость распыленил (испарения); S — площадь рас¬
пыления; L — дистанция напыления; а — угол между направ¬
лением потока частиц и нормалью к поверхности напыления;
0 — угол между направлением потока частиц и нормалью к по¬
верхности распыления (испарения).
Из приведенных зависимостей следует, что общими параме¬
трами процесса вакуумного конденсационного напыления яв¬
ляются скорость и площадь распыления, а также направление
потока относительно поверхности напыления и дистанция.
Первая Стадия процесса должна обеспечивать наряду с регу¬
лируемой скоростью и площадью распыления отсутствие в потоке
конденсированной фазы в виде жидких или твердых частиц.
Во второй стадии необходимо стремиться к формированию потока
С максимальной степенью ионизации паровой фазы. Благодаря
этому создаются условия для повышения энергии напыляемых
частиц и управление потоками (фокусировка, отклонение) и др.
Методы и способы вакуумного конденсационного напылёния
классифицируют по различным признакам.
Классификация по способам распыления материала и форми¬
рования потока напыленных частиц: термическим испарением
материала из твердого или расплавленного состояния, взрывным
(интенсифицированным) испарением — распылением; ионным рас¬
пылением твердого материала.
Классификация по энергетическому состоянию напыляемых
частиц: напыление нейтральными частицами (атомами, молеку¬
22*
675
лами) с различным их энергетическим состоянием; напыление
ионизированными частицами; напыление ионизированными уско¬
ренными частицами. В реальных условиях в потоке присут¬
ствуют различные частицы.
Классификация по способу взаимодействия напыляемых частиц
с остаточными газами камеры, напыление в инертной разрежен¬
ной среде или высоком вакууме (133г 10_э Щ)'г напыление в актив¬
ной разреженной среде (133— 133-Ю-1 Па).
Введение в камеру активных газов Позволяет перейти к спо¬
собу вакуумного реакционного напыления покрытий. Напыляе¬
мые частицы в потоке или на поверхности конденсации вступают
Рас. 297. Классификация методов в способов вакуумного конденсацион¬
ного напыления покрытий
в химическое взаимодействие с активными газами (кислородом,
азотом, угарным газом и др.) и образуют соответствующие соеди¬
нения: оксиды, нитриды, карбиды и др.
Схематически классификация вакуумного конденсационного
напыления (ВКН) покрытий показана на рие. 297. Выбор метода
напыления и его разновидностей (способов) определяется требо¬
ваниями, предъявляемыми к покрытиям с учетом экономической
эффективности, производительности, простоты управления, авто¬
матизации и др. Наиболее перспективны способы вакуумного
конденсационного напыления С ионизацией потока напыляемых
частиц, стимулированные плазмой. Часто их называют ионно-
плазмеиными.
К изделиям, напыляемым вакуумным конденсационным ме¬
тодом, предъявляются следующие основные требования; размеры
напыляемых изделий должны соответствовать техническому
уровню создания современных установок; материал Напыляемого
изделия должен иметь невысокое давление насыщенных паров
при температуре процесса; возможность нагрева поверхности на¬
пыления для повышения адгезионной прочности покрытий.
Вакуумное конденсационное напыление покрытий широко
применяют в различных областях техники. Вакуумным реакцион¬
ным напылением создаются износостойкие покрытия на изделия
различного назначения: парах трения, прессовом, режущем ин¬
струменте и др.
676
Преимущества вакуумного конденсационного напыления за¬
ключаются в высоких физико-механических свойствах покрытий,
возможности получения покрытий из синтезированных соеди¬
нений (карбидов, нитридов, оксидов и др.); нанесение тонких и
равномерных покрытий; использование для напыления широкого
класса неорганических материалов.
Технологические процессы, связанные G вакуумным конден¬
сационным напылением, не загрязняют окружающую среду и не
нарушают экологию. В этом отношении они выгодно отличаются
от химических и электролитических методов нанесения тонких
покрытий.
К недостаткам методов вакуумного конденсационного напыле¬
ния следует отнести невысокую производительность процесса
(скорость конденсации около 1 мкм/мин), повышенную сложность
технологии и оборудования, низкие показатели энергетических
коэффициентов распыления и напыления.
2. Основные общие параметры вакуумного конденсационного напыления
н нх влияние на эффективность процесса
Для вакуумного конденсационного^ напыления характерно боль¬
шое количество параметров, оказывающих влияние на качество
покрытий, производительность, коэффициент использования энер¬
гии и другие показатели эффективности процесса. При оценке
качества покрытий наибольшее внимание уделяется адгезионной
прочности и величине остаточных напряжений. Производитель¬
ность процесса в основном определяется скоростью распыления
(испарения) и значениями КИМ.
Как и для газотермического напыления, рассмотрим влияние
параметров вакуумного конденсационного напыления по группам
С общих позиций вне зависимости от конкретных методов и спо¬
собов ведения процесса.
Конструктивные параметры
Наибольшее влияние на эффективность процесса оказывают:
размеры и конструкция рабочей камеры; средства откачки; кон¬
структивные особенности распылителя (испарителя) и др.
Размеры рабочей камеры определяются геометрией напыляе¬
мых изделий, одновременностью их загрузки, конструктивными
особенностями распылителей, технологической оснастки и др.
С размерами рабочей камеры в первую очередь связано колеба¬
ние давления остаточных или рабочих газов в процессе напыле¬
ния покрытий. В этом отношении увеличение объема камеры
оказывает положительное влияние. Вместе с тем увеличение
внутренней поверхности камеры связано о повышенным газоот-
делением.
Качество напыленных покрытий в значительной мере зависит
от способа создания вакуума в рабочей камере. Наиболее высокие
677
результаты реализуются при использовании безмасляной си¬
стемы откачки с применением насосов сорбционного типа.
Эффективность процесса напыления связана также с кон¬
структивными особенностями распылителя (испарителя). В част¬
ности он должен обеспечивать минимальные потери энергии,
подводимой к распыляемому материалу. По-видймому, в этом
отношении наиболее целесообразны конструкции без принуди¬
тельного охлаждения.
Параметры режима работы распылителя
Наиболее общим параметром режима распыления является удель¬
ная мощность, затрачиваемая на создание потока пара заданной
плотности. Очевидно, что с увеличением энергии, подводимой
к распыляемому (испаряемому) материалу, парциальное давление
паров и плотность потока напыляемых частиц будет расти. Часть
энергии, подводимой к распыляемом^ материалу, затрачивается
на повышение энергети¬
ческого уровня частиц
в распыленном потоке.
Таким образом с увеличе¬
нием энергии» подводимой
к единице поверхности рас¬
пыляемого материала, рас¬
тет и производительность
процесса. Q увеличением
плотности потока частиц
при конденсации умень-
шается критическая ве¬
личина зародыша (г«р) и
увеличивается скорость их возникновения. Это облегчает полу¬
чение мелкокристаллического строения в покрытии. В усло¬
виях высокоскоростного напыления обычно формируется столб¬
чатая структура покрытия. В этом случае каждый атом (ион)
удерживается на поверхности напыления в точке столкновения
без существенной поверхностной диффузии. Регулированием под¬
водимой мощности к распыляемому материалу получают покры¬
тия с различной структурой и свойствами. Необходимо учиты¬
вать, что при высокоскоростных способах распыления материала
посредством испарения в потоке пара увеличивается количество
конденсированной фазы.
Для ведения процесса вакуумного конденсационного напыле¬
ния с наибольшей эффективностью необходима высокая степень
ионизации потока напыляемых частиц. С этой целью паровая
фаза потока ионизируется дополнительным подведением энергии
за счет тлеющего или дугового разряда, электромагнитного поля
и др. Параметры ионизирующих источников энергии непосред¬
ственно связаны со степенью ионизации потока и косвенно —
с показателями эффективности напыления,
678
Рис. 298. Влияние величины отрицательного по¬
тенциала источника — ЧИ на напыляемом изде¬
лии на скорость конденсации покрытия (а) п его
адгезионную ag прочность (б)
Качество покрытий, скорость конденсации и другие показа¬
тели зависят от энергии частиц, поступающих на поверхность
напыления (рис. 298). Ускорение ионов в направлении поверх¬
ности напыления осуществляют воздействием электромагнитного
или электрического поля посредством регулирования параметров
этих источников.
Параметры распыляемого материала
и условий ввода в зону распыления
Физико-химические свойства распыляемого материала и его тем¬
пература оказывают большое влияние на процессы испарения и
распыления. Эти параметры будут рассмотрены ниже, примени¬
тельно к соответствующим методам., Эффективность процесса
зависит также от формы и размеров распыляемого материала.
Выбор формы материала во многом определяется методом и спо¬
собом распыления, условиями его подачи в зону распыления,
физико-химическими свойствами и другими особенностями. Наи¬
более часто для распыления используют компактные материалы
в виде стержней, проволоки, таблеток, дисков. Применяют и
диспергированный материал в виде порошка, гранул и т. д.
Размеры материала выбирают из условий получения оптимальной
площади распыления (испарения), максимального его использо¬
вания, равномерной подачи в зону распыления.
Температура распыляемого материала.
При обычном термическом испарении температура распыляемого
материала оказывает решающее значение. При высокоскоростных
способах распыления ионами или дуговым разрядом температура
не играет существенной роли в распылении материала.
Параметры, характеризующие
внешние условия напыления
К этой группе относятся важные параметры, оказывающие боль¬
шое влияние на показатели эффективности процесса. К. ним от¬
носятся: дистанция напыления, угол расхождения потока напы¬
ляемых частиц; угол встречи потока с поверхностью напыления,
давление и рабочая среда; температура и размеры напыляемого
изделия и др.
Дистанция напыления. При неизменных значе¬
ниях угла встречи потока частиц с поверхностью напыляемого
изделия большое влияние оказывает на равномерность покрытия*
В этом отношении проявляется идентичность с газотермическими
методами. При вакуумных конденсационных методах напыления
для паровых потоков применимы законы Ламберта—Кнудсена.
Первый закон констатирует, что интенсивность пара в направ¬
лении поверхности напыления пропорциональна косинусу угла
расхождения потока из точечного источника.
Второй закон связывает количество осажденного материала
в покрытии в зависимости от дистанции напыления. Оно обратно
679
пропорционально квадрату расстояния от распылителя (испари¬
теля) до поверхности напыления. Так, например, при испарении
материала с малой поверхности область равномерного покрытия
при дистанции L = 200 мм распространяется на пятно напыления
диаметром 80—120 мм. На практике для получения равномерных
покрытии увеличивают дистанцию напыления, используют не¬
сколько распылителей, изменяют конфигурацию площади рас¬
пыления; применяют различные траектории перемещения напы¬
ляемых изделий и др. Дистанция напыления оказывает влияние
и на другие показатели эффективности. Увеличение дистанции
свыше оптимальных значений снижает КИМ. Изменяются усло¬
вия зарождения и роста покрытий, приводящие к снижению
адгезионной прочности.
Для различных способов вакуумного конденсационного напы¬
ления дистанцию выбирают в широких пределах —1 от 20 до
500 мм.
Давление в камере. С этим параметром: в первую
очередь связана длина свободного пробега напыляемых частиц.
В этом отношении максимальная степень разрежения (глубокий
вакуум) облегчает процесс переноса частиц. Так, например, при
Р = 10'4 Па длина свободного пробега частиц составляет
1000 мм, а при Рк = 0,1 Па она равца 10 мм. Давление насыщен¬
ных паров мало зависит от величины Рк. Однако диффузия частиц
из пограничного слоя распылителя и скорость распыления (испа¬
рения) существенно снижаются при повышении Рк. Наряду
с этим в камере снижается количество остаточных газов^ актив¬
ных по отношению к распыленному материалу. Давление в ка¬
мере оказывает влияние и на равномерность напыленных покры¬
тии. На практике иногда прибегают к увеличению давления
в камере с целью получения покрытий с большой равномерностью
по толщине. К повышению давления в камере прибегают при
методах распыления материала электрическими разрядами. Высо¬
кий уровень разрежения не'способствует стабильному горению
дугового илн тлеющего разряда. При вакуумных реакционных
способах напыления давление в Камере является, как это будет
показано дальше, определяющим При синтезировании в покры¬
тиях соединений различного типа.
Температура напыляемого изделия. Тем¬
пература напыляемого изделия оказывается одним из наиболее
значимых параметров процесса напыления. С температурой по¬
верхности напыляемого изделия, в первую очередь связана адге¬
зионная прочность, структура покрытия, уровень остаточных
напряжений и, соответственно, его свойства. '
Различные исследователи предлагают Зонные модели зависи¬
мости структуры толстых покрытий (Свыше 1 мкм) от температуры
поверхности напыления. Наиболее простой является трехзонная
модель вакуумных конденсационных покрытий (рис. 299, а).
В первой низкотемпературной зоне покрытия формируются при
680
температурах напыляемой поверхности от обычных для окружаю¬
щей атмосферы до граничной температуры Тх. Ее значение оцени¬
вается примерно равным 0,3 от распыляемого материала (0,ЗГпл).
При низких температурах в покрытии формируется специфиче¬
ское куполообразное строение кристаллитов.
Во второй зоне (среднетемпературной) в интервале температур
7\—Г2 в покрытии формируется ярко выраженное столбчатое
строение. Причем с увеличением температуры ширина столбча¬
тых кристаллов возрастает. Температура Т2 оценивается при¬
мерно (0,45—0,5) от температуры плавления материала покрытия
(0,45-0,5 Гал).
Рис, 299. Схема распределения етруктурных зои в напыленном покры¬
тии (а) н качественная зависимость микротвердостн временного со¬
противления ов и относительного удлинения покрытий б от темпера¬
туры напыляемого изделия Тя
В третьей — высокотемпературной зоне, при температуре на¬
пыляемой поверхности выше Г2 в покрытии формируется преиму¬
щественно равноосная структура.
В табл. 77 приведены значения граничных температур Тх
и Т2 для толстых покрытий, напыленных из различных материа¬
лов. Метод напыления и состав парового потока (степень иониза¬
ции) мало влияют на изменение пределов температурных зон.
При температуре поверхности напыления выше Т2 в покрытии
происходят процессы объемной рекристаллизации, приводящие
к росту зерна. Изменяя температуру поверхности напыления,
и, собственно, структуру покрытий, можно в широких пределах
регулировать их механические свойства. Для конденсационных
покрытий наблюдается четкая зависимость механических свойств
от структуры. На рис. 299, б приведены качественные зависимости
микротвердости Нц, временного сопротивления ств и относитель¬
ного удлинения б от температуры напыляемого изделия. Причем
эти закономерности свойственны многим напыленным покрытиям:
из чистых металлов, сплавов, соединений, композиционных со¬
ставов.
681
Таблица 77. Граничные, температуры 7У и и их отношения 7У7пл*
Т) Тал трехзонной структурной модели формирования покрытий
Материала
гпл* К
т„ к
TJT«*
т *, К
та/тал
Титан . . . v . . .
1945
643±10
0,33
948±30
0,49
Никель ......
1726
543±10
0,31
723± 10
0,42
0,45
Медь
1356
433± 10
0,32
673±20
0,50
Железо
1809
563±20
0,31
863±20
0,48
Бериллий
1573
473±20
0,29
1023± 50
0,63
М + 20 % Сг ...
1673
500± 50
0,30
870
0,52
Mali блей
2883
923±20
0,32
1200
0,42
Ба ьф ам .....
3683
1133±50
0,30
1723±50
0,47
Оксид хрома ....
2973
648± Ю
0,22
1273± 100
0,43
Оксид алюминия . .
2323
623± 10
0,26
1173±100
0,50
КарСид титана . . .
3340
1070±30
0,31
—
Карб|Д циркония . .
3690
1323± 50
0,36
1623±50
0,44
-Д
Температура поверхности напыления оказывает большое влия¬
ние на адгезионную прочность покрытий. С увеличением темпе¬
ратуры адгезионная прочность возрастает. Это особенно харак¬
терно при формировании покрытий из потока частиц с низким
энергетическим уровнем, например* е малой степенью иониза¬
ции. Температуру нагрева напыляемых изделий выбирают, исходя
из многих предпосылок. При этом учитывают свойства материала
и конструктивные особенности напыляемого изделия, требования,
предъявляемые к структуре покрытия, уровень остаточных на¬
пряжений, способ напыления и J. Д. В зависимости от условий
подогрев напыляемых изделий осуществляется от температуры
300 3С и выше.
Формирование покрытий при высоких температурах* близких
к температуре плавления распыляемого материала, связано t про¬
цессами реиспарения. Это уменьшает производительность на¬
пыления.
Параметры потока напыляемых частиц
Эта группа определяется ранее рассмотренными параметрами и
оказывает решающее влияние на показатели эффективности про¬
цесса вакуумного конденсационного напыления.
К параметрам потока относят: плотность потока напыляемых
частиц (N, частиц/(сма<с)); энергию напыляемых частиц (W,
эВ/атом); степень ионизации напыляемых частиц (raf, %); скорость
частиц в направлении поверхности напыления (оч, м/с); угол
расхождения потока распыленных частиц (ф, °).
Ориентировочная плотность и энергия частиц для различных
способов вакуумного конденсационного напыления приведены
на рис. 300. Область I охватывает, в основном, способы распыле¬
ния термическим испарением. Характеризуется высокими плот-
682
ностями потока напыляемых частиц 101в—24м 1/см2*с малыми
значениями энергий (W ■*£ 0,5 эВ). Область П характерна для
ионного распыления материала с последующим ускорением заря¬
женных частиц. Область III включает высокоскоростные способы
распыления с последующей ионизацией частиц и их ускорением.
Верхняя граница (сплошная
линия) соответствует максимально
допустимому потоку энергии на
поверхность напыления. Степень
ионизации потока напыляемых
частиц зависит от способа напы¬
ления. Термическое испарение
дает малую степень ионизации.
Степень ионизации любых пото¬
ков может быть увеличена приме¬
нением дополнительных источни¬
ков энергии.
Скорость частиц в направле¬
нии поверхности изделия зависит
от способа напыления, приме¬
нения ускоряющих устройств,
2000 м/с и более.
Угол расхождения частиц при распылении колеблется в широ¬
ких пределах и определяется способами распыления, поверх¬
ностью распыления и др. Для точечного источника распыления
угол расхождения подчиняется 'закону косинуса. 3Рйс. 300. Диаграмма распределения
платности патака частиц N и энергии
W для различных способов BKH
характеризуется значениями
3. Способы и технологические особенности вакуумного
конденсационного напыления покрытий термическим испарением
Распыление материала покрытий осуществляется посредством
его термического испарения. Наиболее высокая эффективность
испарения достигается при нагреве материала выше температуры
его плавления. Однако возможно образование потока с достаточ¬
ной для напыления концентрацией частиц и при испарении твер¬
дого материала (хром и др.). На ]Ьис. 301, а приведена обобщенная
схема процесса напыления покрытий термическим испарением
расплавленного материала. Для нагрева распыляемого мате-
риала,. применяют различные источники теплоты: резистивные^
электронный и световой луч, индукционные и дуговые. (Joof-
ветственно этому различают и способы йзпылетгя пойрытий
термическим испарением. Для любого способа напыления необ¬
ходим испаритель. Его назначение — удерживать расплавлен¬
ный материал при температуре достаточной для получения тре¬
буемого давления паров (1—100 Па). Для большинства материа¬
лов, представляющих практический интерес, эти температуры
превосходят . 1000—2000 °С.
Наиболее чистый поток пара обеспечивается при локальных
способах нагрева и удержания расплавленного материала
683
(рас. 301, б). При других способах нагрева неизбежно контакти¬
рование расплавленного материала либо е материалом тигля
(рис. 301, г), либо с материалом нагревателя прямой резистив¬
ный нагрев (рис. 301, в). При «контактном» нагреве необходимо
Рис. 301. Обобщенна» схе-*
ма вакуумного коядеиса-*
цнонного напыления покры¬
тий термическим испарением
(а) и способы испарения
распыляемого материала
(б-*):
сплошными стрелками * ус*
ловио показано подведение
теплоты к распыляемому
материалу; пунктирными—•
поток пара
обеспечивать минимальную степень взаимодействия расплавлен¬
ного материала с тиглем или нагревателем. Кроме того материал
тиглей и нагревателей следует выбирать с незначительной упру¬
гостью паров и высокой стабильностью состава. При соблюдении
названных требований удается избегать существенного загряз¬
нения покрытий примесными частицами.
Параметры, вакуумного конденсационного
напыления покрытий термическим испарением
и их влияние на эффективность процесса
Наиболее значимым показателем эффективности процесса яв¬
ляется скорость испарения распыляемого материала. В общем
случае все материалы способны к испарению при температуре
выше абсолютного нуля. Условно принято считать температуру
испарения той, при которой давление насыщенных паров состав¬
ляет 1,33 Па, Давление насыщенных паров (/>„), как известно,
определяется уравнением Клаузиуса—Клапейрона:
dP„ ДЯИ
dT ~~ ГиО'а-У'ж) *
(10.3)
084
где ДНи — теплота испарения; РПРЖ — молярные объемы пара
и жидкости; Та — температура поверхности испарения.
Для расчетов обычно пользуются уравнением
lg Р0 = ЛГ1 + В lg Т + СТ + Д, (10.4)
А, В, С, Д — константы.
При испарении в высоком вакууме скорость испарения (Ри,
г/см3, с) определяют с помощью соотношения Ленгмюра
= 4,44.10-^0/^77% (10.5)
где М — молекулярная масса материала.
Рассмотрим влияние параметров вакуумного конденсацион¬
ного напыления термическим испарением на показатели эффек¬
тивности процесса.
а $
Рис. 302. Схема испарения металлических (1) й неметал¬
лических (2) материалов из трех (а) а пяти (б) источников
Конструктивные параметры. Большое влия¬
ние на скорость испарения, эффективный КПД, состав потока
частиц и качество покрытий оказывает конструкция испари¬
теля. Прежде всего испаритель должен обеспечивать минималь¬
ные тепловые потери от испаряемого материала. Благодаря этому
сокращается количество энергии, необходимой для испарения
материала. Например, применение керамических тиглей при
электронно-лучевом испарении снижает мощность источника те¬
плоты в 4—6 раз по сравнению с медным водоохлаждаемым тиглем.
В то же время из медных водоохлаждаемых тиглей можно испа¬
рять многие материалы и получать покрытия без изменения исход¬
ного состава. Одновременное применение негкольких испарите¬
лей (рис. 302) позволяет получать покрытия сложные по составу*
композиционные и с высокой равномерностью по толщине.
Параметры режима работы испарителя.
Определяют энергию,' подводимую к испаряемому материалу
И уровень использования этой энергии. Общим параметром ре¬
жима работы испарителя является электрическая мощность,
подводимая к источнику теплоты: резистору, электронному лучу,
индуктору, дуге и т. д. С увеличением мощности источника элек¬
тропитания возрастает и мощность источника теплоты. Регули¬
рование мощности источника электропитания осуществляется
685
за счет изменения тока или напряжения. С мощностью источника
теплоты, распределением ее по поверхности нагрева связана
температура испаряемого материала и поверхность испарения.
Эти показатели в наибольшей мере ответственны за производи¬
тельность процесса. В практике напыления реализуются мощ¬
ности источника электропитания от 0,5 до 200 кВт.
Параметры распыляемого материала и
условий его ввода в зону испарения. Из урав¬
нен (й (10.3)—(10.5) следует, что давление насыщенных ларов
и скорость испарения при выбранном материале зависит от тем-
Ри . 30Э. Влияние температуры на скорость испарения .некоторых элементов
пературы поверхности испарения. Регулированием мощности ис¬
точника теплоты доводят температуру испаряемого материала,
при которой Р0> 1,33 Па. С увеличением температуры испаряе¬
мого материала давление насыщенных паров резко возрастает.
Так при испарении алюминия и хрома увеличение Тв на 10—15 %
приводит к возрастанию Р0 почти на порядок. На рис. 303 пока¬
заны зависимости скорости испарения от температуры для боль¬
шинства элементов, используемых для вакуумного конденса¬
ционного напыления покрытий. В табл. 78 приведены рекомен¬
дуемые температуры испарения различных материалов для до¬
стижения давления насыщенных паров, равного 1,33 Па. Давле¬
ние насыщенных паров и скорость испарения существенно зави^
сят от состояния испаряемой поверхности. Посторонние включе¬
ния, наличие оксидной пленки и т. д. затрудняют протекание
процесса испарения. Недопустима также высокая концентрация
газообразных примесей в испаряемом материале. < Большое зна¬
чение для стабилизации процесса имеет форма и размеры поверх-
Таблица 78. Рекомендуемые температуры испарения
различных материалов для достижения />„ *=. 1,33 Па
Материал
ги
°С
ТПЯ’
°с
7"киП'
°С
Материал
°с
^Пл*
°С
^кил»
'С
Кадмий
264
320
767
Вольфрам . . .
3230
3345
5930
Свинец .....
715
327
1744
Хлористый на-
Серебро . . . - .
1030
960
2212
трий
670
800,8
1465
Алюминий . . .
1220
660
2370
Хлористый ма-
Медь
1260
1083
2595
гний ......
ИЗО
1263
' 2270
Золото .....
1400
1063
2530
Диоксид кремния
1250
1993
2250
Хром
1400
1845
2508
Фтористый каль-
Никель
1530
1455
2730
ций
1300
1418
2530
Титан
1750
1672
3260
Диоксид алюми-
Платина ....
2100
1760
4410
ния ......
1800
2320
3250
Молибден ....
2530
2622
4804
ности испарения. Это Достигается различными способами и,
в частности, подпиткой при тигельном испарении или подачей
стержневого материала по мере его расходования. Д ля подпитки
тиглей применяют порошковые или проволочные материалы.
Неравномерная подача приводит к колебанию уровня жидко-
металлической ванны. Это влияет на характер распределения
элементов при электроннолучевом напылении покрытий. Постоян¬
ство уровня ванны достигается с помощью различных систем
слежения, например лазерного луча.
Параметры, Характеризующие внеш¬
ние условия напыления. Большое влияние оказы¬
вают следующие параметры: давление в камере, дистанция на¬
пыления, температура поверхности изделия. Другие параметры
рассмотрены ранее в общих закономерностях вакуумного кон¬
денсационного напыления.
Давление в камере (Рв) выбирают от 10-2 Па и ниже. При
более высоких давлениях (Рк >■ 1,33- 1СГ1 Па) скорость испаре¬
ния падает. Над поверхностью испарения образуется погранич¬
ный слой. Давление в камере оказывает влияние на диффузию
пара из этого слоя. Следует отметить, что упругость паров прак¬
тически не зависит от давления Рк. При высоком давлении насы¬
щенных паров (Р0 > 133) скорость испарения снижается. Это
объясняется уменьшением длины свободного пробега частиц
над испарителем.
Дистанцию напыления выбирают в пределах 150—250 мм.
Для оптимальных значений Ря—это расстояние значительно
меньше длины свободного пробега напыляемых частиц. Увеличе¬
ние дистанции положительно влияef на равномерность покрытий.
Температура поверхности напыляемых изделий наибольшее
влияние оказывает на адгезионную, когезионную прочность по¬
крытий и их структуру. Невысокие температуры (менее 0,3 от
температуры плавления распыляемого материала) способствуют
687
Таблица 79. Минимальные температуры (°С)
напыляемых изделий для различных сочетаний материалов
изделия и покрытия
Материал изделия
Материал покрытия
Ti
Си
Мо
Fe
ыь
Ni
Молибден
650
500
750
350
400
400
Хром
650
450
700
600
—
400
Медь .\
—
—
400
45Q
400
350
Никель \
^
350
500
350
формированию на поверхности изделий слабо сцепленных по¬
крытий с низкой когезионной прочностью. Основная причина
формирования не качественных покрытий, по-видимому, свя¬
зана с невысоким энергетическим уровнем напыляемых цастиц.
В табл. 79 приведены минимальные значения Температуры на-
пьпяемых изделий для различных сочетаний материалов покры¬
тия и изделия.
Параметр^] потока напыляемых ч a G т И ц.
Ранее рассмотренные параметры обеспечивают Создание потока
частиц, характеризующегося следующими показателями: плот¬
ность потока 101в—1023 частиц/см2-с; средняя кинетическая энер¬
гия 0,2—0,5 эВ; степень ионизации 0,01—1,"2 %.
Высокая плотность потока частиц обеспечивает повышенную
производительность процесса. Скорость роста покрытий дости¬
гает 1 мкм/мин и выше. ,
Для повышения степени ионизации И энергии напыляемых
частиц используют, как это будет показано, различные спбсобы
стимуляции потоков, например, плазмой.
Резистивный нагрев при напылении покрытий
Нагрев распыляемого материала осуществляют джоулевым те¬
плом. Передача теплоты от резистора к распыляемому материалу
происходит или непосредственно (рис. 304, a-в), или через стенку
тигля (рис. 304, г). Часто в качестве резисторов используют
лодочки с различным рабочим объемом.
К материалам, используемым для изготовления резистивных
испарителей, предъявляется ряд требований: Давление пара ма¬
териала испарителя при температуре процесса должно быть
пренебрежимо мало; материал испарителя должен хорошо сма¬
чиваться распыляемым материалом для обеспечения между ними
хорошего теплового контакта; распыляемый материал не должен
образовывать с материалом резистора или тигля различного рода
соединений, приводящих к загрязнению покрытия и разрушению
испарителя.
По конструктивным признакам резистивные испарители раз-
688
деляются на проволочные, ленточные, лодочные и тигельные.
Большим достоинством способов вакуумного конденсацион¬
ного напыления с резистивным нагревом распыляемого мате¬
риала является простота конструкции испарителя, несложность
электропитания; удобство контроля и регулирование режима
работы распылителя (испарителя).
Рве. 304. Способы резистивного нагрева распыляемого материала:
а «• проволочный; б о ленточный; в ~~ лодочка; г — тигельный
\
Основной недостаток испарителей с резистивным нагревом
заключается в ограничении максимальной температуры йсПарения
до 1500 °С. Кроме того эти способы энергоемки, отличаются низ¬
кой удельной мощностью и малопроизводительны.
Высокочастотный индукционный нагрев
при напылении покрытий термическим испарением '
Тигель с распыляемым материалом, аналогичный показанному на
рис. 304, г, устанавливают на теплоизоляционной” подставке.
Нагрев и расплавление материала осуществляется высокочастот¬
ным индуктором, Переменное электромагнитное Поле вызывает
колебательные движения полярных молекул и заряженных частиц
в нагреваемом материале. Энергия, полученная частицами из
электромагнитного поля, передается другим атомам и молеку¬
лам. Благодаря этому и происходит непосредственный нагрев
материала в тигле. Время нагрева невелико и составляет, в зави¬
симости от массы материала и мощности ВЧ-генератора, от не¬
скольких секунд до долей секунд. При испарении материала
образуется поток пара, направленный к поверхности напыляе¬
мого изделия. Процесс ведут, как обычно, в жестких герметичных
камерах, различных по конструктивному исполнению. Тигли
изготавливают из многих материалов, в соответствии с требова¬
ниями, сформулированными для нагревателей, контактирующих
с распыляемым материалом. Часто, например, используют тигли,
изготовленные из порошковой смеси нитрида бора и диборида
титана.
По сравнению с резистивным нагревом индукционный высо-
689
кочаетотный нагрев является значительно более эффективным,
Коэффициент использования энергии существенно повышается.
Недостатком способа вакуумного конденсационного напыления
с индукционным нагревом распыляемого материала является
достаточно высокая сложность оборудования и стоимость.
Электроннолучевой нагрев' при вакуумном
конденсационном напылении покрытий
Получил наибольшее распространение для нагрева и испарения
распыляемого материала. Известно много различных схем испа¬
рителей и установок для вакуумного конденсационного напыле¬
ния с применением электроннолучевого нагрева. На рис. 305
приведены наиболее часто встречающиеся схемы. К катоду и
аноду электронной пушки от источника питания подводится
Рис. 30S. Схемы электроннолучевых испарителей для ВКНг
е — е независимыми вакуумными системами рабочей камеры и камеры электронной
пушки: 6 — с совмещенной вакуумной системой; i рабочая камера; 2 — камера элек¬
тронной пушки; 3 — электронная пушка; 4 — электронный луч; S —i водоохлаждаемый
тигель
высоковольтное напряжение. В зависимости от типа пушки оно
составляет 5—60 кВ. Термокатод (прямонакальный или косвенно¬
накальный) эмиттирует электроны, которые и ускоряются в на-'
правлении водоохлаждаемого анода. Отклоняющие и фокусирую¬
щие электромагнитные системы (катушки) направляют сформи¬
рованный луч на испаряемый материал в виде стержня или водо¬
охлаждаемого тигля. Электронный луч относится к поверх¬
ности источникам нагрева. Электроны после прохождения элек¬
трического поля с разностью потенциалов U0 ускоряются и прн-t
обретают кинетическую энергию Ец
Ek = l/2mo — vl = eU0, (10.6)
где m0, v0, e — масса, Скорость и заряд электрона. Например,
проходя через поле с напряжением в 1 В, скорость v0 = 595 м/с.
€90
Сущность нагрева заключается в электронной бомбардировке
поверхности распыляемого материала. Кинетическая энергия
электронов расходуется, в основном, на нагрев и испарение ма¬
териала. Однако значительная ее часть теряется на образование
вторичных электронов (15—30 %), рентгеновское излучение (около
0,1 %). Энергия отраженных электронов расходуется на нагрев
стенок камеры, напыляемого изделия, механизмов, размещенных
в камере.
Необходимо учитывать особенности испарения при нагреве
материала электронным лучом. Электроны тормозятся в поверх¬
ностном слое на глубине 1—2 мкм (при U0 — 15—20 кВ). Основ¬
ное торможение происходит в конце пробега. Теплота выделяется
в объеме тонкого поверхностного слоя. Это и обусловливает вы¬
сокую эффективность электронно-лучевых испарителей, особенно
при максимальных степенях фокусировки электронного луча.
Наиболее значимым параметром процесса при . электронно-
л^чевом напылении покрытий является мощность луча.
Как и при других способах напыления покрытий термическим
испарение^ энергия атомов в потоке невелика и составляет 0,2—
0,3 эВ; степень ионизации частиц 0,05—0,1 ,%. Однако для этого
способа характерна высокая плотность парового потока. К основ¬
ным достоинствам способа напыления покрытий электроннолу¬
чевым испарением относятся: высокая производительность; воз¬
можность напыления покрытий из сплавов и некоторых соедине¬
ний; повышенные свойства покрытий и др.
Недостатки заключаются в повышенной сложности установок
в изготовлении и эксплуатации; наличие жесткого излучения при
высоких ускоряющих напряжениях. Способ электронно-луче¬
вого напыления особенно целесообразен при нанесении покрытий
на большие поверхности. Например, на ленту в установках не¬
прерывного действия и другие изделия.
Дуговой нагрев при напылении покрытий
термическим испарением
Работы, выполненные в институте металлургии им. А. А. Байкова,
показали возможность использования для испарения распыляе¬
мого материала дугового разряда прямой полярности. Первона¬
чально для нагрева и расплавления материала применяли элек¬
тронный луч, аналогичный описанному ранее, а затем источник
теплоты заменяли на дуговой разряд с фиксацией анода на по¬
верхности расплава. Схема процесса показана на рис. 306. В ос¬
нову разрядного устройства положена конструкция электронной
пушки с кольцевым катодом, питаемым от источника накала
катода /. Термокатод работает в режиме электронно-лучевого
и дугового процесса. На распыляемый материал подается поло¬
жительный потенциал от источников питания: высоковольтного 2
при электроннолучевом нагреве и низковольтного 3 для дугового
разряда. Электронный луч не только расплавляет и испаряет
691
ща
Г^-Ор
материал, но и ионизирует поток пара, создавая тем самым усло¬
вия для последующего возбуждения дугового разряда. Энергия
и количество частиц, бомбардирующих катод, недостаточны для
эмиссии вторичных электронов. Поэтому возникающий разряд
относят к несамостоятельным. Для облегчения возбуждения раз¬
ряда целесообразно использовать
натекание в камеру рабочего газа,
например, аргона. По мере интен¬
сификации процесса натекание газа
уменьшают.' В дальнейшем разряд
горит только в парах распыляемого
материала при давлении в камере
10“2—10_3 Па. При этом параметры
разряда составляют; сила тока до
150 А и более; напряжение 30—70 В.
Способ обеспечивает высокую про¬
изводительность напыления, не усту¬
пающую чисто электронно-лучевому
нагреву. Степень ионизации потока
пара может достигать 100 %, Благо¬
даря этому появляется возможность
управления энергией частиц, посред-
PY1- | Lrr—ством их ускорения в,направлении
Шт"р -tLU поверхности напыления. Для этих
‘ целей Предусмотрен высоковольтный
выпрямитель 2, отрицательный по¬
тенциал которого подается на изде¬
лие, Изменяя напряжение на источ¬
нике отрицательного смещения, про¬
водят активацию и очистку поверх¬
ности.
Наиболее важным параметром,
определяющий эффективность про¬
цесса, является мощность дуги. В установках, работающих по
схеме испарителя, с анодной формой дуги, реализуются высокие
мощности разряда, достигающие 10 кВт и выше. Этим и дости¬
гается высокая производительность процесса. Практически пол¬
ностью ионизированный поток пара позволяет формировать по¬
крытия с высокой адгезионной и когезионной прочностью без
дополнительного нагрева изделия.
Способы повышения энергии напыляемых частиц
при термическом испарении
Большинство способов напыления покрытий посредством испа¬
рения распыляемого материала не обеспечивает получение в по¬
токе пара частиц с высокими значениями энергии. Это отрица¬
тельно влияет на качество покрытия. Возможности способов на¬
пыления покрытий термическим испарением существенно возра¬
692
Ри . 306. Схема процесса напыления
1 о рытиft дуговым испарением
расплавленного материала в ва¬
кууме;
I — распыляемый материал (анод);
3 — система стабилизации н фоку-
сиро ки; 8 — термокатод; 4 по¬
ток напыляемых частиц; 6 ■— напы¬
ляемое изделие
стают при ионизации парового потока. Для этих целей исполь¬
зуют различные приемы. Наибольшую эффективность обеспечи¬
вает постоянный дуговой разряд в парах испаряемого материала.
Это было показано в способе термического испарения дугой пря¬
мой полярности (см. рис. 306). В этом случае источник нагрева
не только расплавляет и испаряет материал, но и ионизирует
поток напыляемых частиц. При другцх источниках нагрева
(электронный луч и др.) требуются автономные источники иони¬
зации. Часто для этих целей используют электрические разряды
различных видов. Достаточно большое распространение получил
тлеющий разряд в парах испаряемого материала. Напыляемое
изделие выполняет роль катода, а испаритель является анодом.
4. Способы и технологические особенности вакуумного
конденсационного напыления покрытий
взрывным распылением материала
Взрывное распыление осуществляется локальным воздействием
на поверхность материала энергетических импульсов. В резуль¬
тате этого в микроучастках создаются условия для высокоско¬
ростного испарения твердого материала. При плотностях энергии
107—109 Вт/см2 на поверхности материала реализуется распыли¬
тельно-испарительный процесс с образованием потока напыляе¬
мых частиц. В большинстве случаев продукты распыления изо¬
тропно разлетаются в пределах полусферы. Основная часть про¬
дуктов эрозии состоит из паровой фазы. Практически всегда
процесс распыления — испарения сопровождается образованием
мельчайших частиц конденсированной фазы. Твердые или жидкие
частицы имеют размер от долей до десятков микрон и разле¬
таются со скоростью 1—10 м/с. Такие частицы часто называют
капельной фазой потока. Одной из причин появления капельной
фазы является окклюзия газов, неравномерность микро- и макро¬
структуры распыляемого материала и другие особенности. Пере¬
ход их в покрытие часто недопустим. Поэтому при напылении
покрытий способами взрывного распыления необходимы устрой¬
ства для отделения конденсированной фазы от основного потока
напыляемых частиц.
Уровень современной техники позволяет осуществлять взрыв¬
ное распыление с применением различных импульсных источни¬
ков теплоты, перемещающихся по поверхности распыляемого
материала. Это может быть электронный или лазерный луч,
электрические разряды и др.
Напыление покрытий взрывным
распылением материала дугой низкого давления
Наиболее эффективно процесс распыления материала осуще¬
ствляется при подаче На него отрицательного потенциала источ¬
ника питания. В практике такую дугу называют дугой обратной
полярности или катодной формой дуги. На рис. 307 показана
693
схема вакуумного напыления покрытий распылением катода дугой
низкого давления. Для ведения процесса в камере создается ва¬
куум 10—10-1 Па. Между распыляемым материалом—катодом 2
н медным водоохлаждаемым анодом 4 возбуждается дуговой раз¬
ряд. Для этой цели применяют силовые источники питания по¬
стоянного тока 1 с напряжением холостого хода 60—80 В. Для
первоначального возбуждения дуги (пробоя межэлектродного
пространства) используют различные схемы (вспомогательный
электрод, плавкие вставки и др.). Для стабилизации катода в пре¬
делах площади распыляемого материала предусмотрена электро-
Рис. 307. Схема вакуумного напыления покрытий распылением катода дугой
низкого давления (а) и качественная зависимость плотности ионного тока от
индукции магнитного поля и тока дуги (б)
магнитная катушка 8, Дуговой разряд 7 существуем в парах ма¬
териала катода. В отдельных катодных пятнах* состоящих, в свою
очередь, из отдельных элементарных ячеек происходит непрерыв¬
ный процесс самопроизвольного распада ячеек и непрерывное
образование новых. Плотность тока в катодных пятнах состав¬
ляет 105—107- А/сма при частоте колебаний такого же порядка.
Как видим в этом отношений дуга самопроизвольно выполняет
роль импульсного источника теплоты. Устойчивость дуги зависит
от того, насколько легко испаряется материал катода под дей¬
ствием мощности, выделяемой в катодных пятнах. Обычно катод¬
ные пятна переносят ток от единиц до соген ампер. Плотность
мощности 107—108 Вт/сма. Распределение числа пятен по поверх¬
ности описывается законом Гаусса, их перемещение подчинено
броуновскому движению со скоростью от десятых долей до не¬
скольких метров в секунду. Отталкиваясь друг от друга, они
движутся к периферийной площади' катода. Необходимым усло¬
вием генерации потока напыляемых частиц являются большие
мощности, выделяемые в катодных пятнах и, соответственно.
694
высокие давления паров, образующие катодные струн. Скорость
распыления материала катода описывается уравнением:
Xе Мд. (10-7)
где рр — коэффициент распыления. Практика показала, что наи¬
более устойчиво протекает процесс распыления материала катода
при его охлаждении водой 9 (холодный к^тод).
При катодном распылении применяют неэродирующие аноды.
Их работа должна протекать в ненапряженном тепловом режиме.
Следует стремиться к минимальному падению анодного потен¬
циала и диффузному распределению разряда по поверхности
анода. При этом снижается как абсолютная величина энергии,
выделенной на аноде, так и величина удельной энергии на еди¬
нице площади. Анодное пятно перемещается по поверхности
со скоростью около 104 м/с. Это, в значительной мере, и предо¬
храняет анод от разрушения.
Пары распыленного материала, проходя через дуговой разряд,
в значительной мере ионизируются. В зависимости от условий
ведения процесса степень ионизации находится в широких пре¬
делах и составляет от 20 до 90 %. Благодаря этому появляется
возможность формировать поток частиц 5 в направлении поверх¬
ности напыления 6, На практике используют два способа воздей¬
ствия на ионизированные частицы потока: электромагнитным
воздействием и подачей на напыляемое изделие отрицательного
смещения. В электромагнитных (холловских) торцевых ускори¬
телях 3 ускорение частиц осуществляется под действием силы
Ампера. Для подачи на изделие отрицательного потенциала пре¬
дусмотрен высоковольтный выпрямитель 10, который обеспечи¬
вает регулировку напряжения в широких пределах. Способ на¬
пыления покрытий взрывным распылением катода дугой низкого
давления разработан Харьковским физико-техническим инсти¬
тутом и назван способом КИБ (конденсация в сочетании с ионной
бомбардировкой). При совершенствовании этого способа был
введен холловский плазменный ускоритель. Способ также часто
называют ионно-плазменным вакуумным напылением, отмечая
тем самым, формирование покрытий преимущественно из ионизи¬
рованного потока частиц.
Параметры режима напыления и их влияние
на эффективность процесса
Катодному распылению материала дугой низкого давления свой¬
ственны специфические параметры режима при напылении по¬
крытий.
Конструктивные параметры. Особенно боль¬
шое влияние на стабильность процесса оказывает конструкция и
размеры анодного узла. Недостаточная площадь анода и слабое
его охлаждение приводят к быстрой его эрозии. Важным является
695
и расстояние между анодом и распыляемым катодом. Обычно его
выбирают в пределах 50—100 мм. Увеличение расстояния повы¬
шает степень ионизации потока пара. Однако производительность
распыления снижается. Большую роль играет конструкция ма¬
гнитной системы стабилизации катодного пятна на торце распы¬
ляемого материала. Блуждание катодного пятна вне торца отри¬
цательно влияет на возможность управления потоком частиц.
Особенно большое значение на формирование потока частиц
и их энергию оказывает конструкция магнитного ускорителя
и параметры его работы. Конструктивные параметры заклады¬
ваются при проектировании и изготовлении установок. В про¬
цессе работы необходимо поддерживать их исходное, состояние.
Параметры режима работы распылителя
Наибольшее влияние на эффективность процесса оказывает удель¬
ная мощность дугового разряда, а также потенциал смещения,
подаваемый на напыляемое изделие, и индукция магнитного поля.
Эти параметры, в основном, определяют среднюю энергию ионов,
плотность потока энергии плазменной струи, плотность потока
ионов и другие показатели.
С повышением удельной мощности дуги возрастает скорость
распыления катода и, соответственно, производительность напы¬
ления. При этом растут показатели параметров потока частиц.
Удельная мощность дуги регулируется двумя параметрами:
силой тока дуги и площадью распыляемого катода. Напряжение
дугового разряда изменяется мало и составляет 30—40 В. При
заданных размерах площади распыляемого материала основным
энергетическим параметром является сила тока дуги. Современ¬
ные установки позволяют вести процесс при сил едока от 20 до
1000 А. Наиболее часто используемые значения Тока составляют
100—300 А (плотность 1—20 A/cM2).f Большие плотности тока
резко увеличивают в паровом потоке количество конденсирован¬
ной фазы.
Индукция магнитного поля наибольшее влияние оказывает-
на плотность в потоке ионизированных частиц. Обычно Величину
индукции В изменяют в пределах от 0 до 4,5 мТл^ На рис. 307, б
показана Качественная зависимость влияния величины тока дуги
и индукции магнитного поля катушки на плотность тока ионов
в напыляемом потокё.
Потенциал смещения оказывает преимущественное влияние
на скорость ионного травления исходной поверхности напыления
и скорости конденсации.
Параметры распыляемого материала. Для
взрывного распыления катода дугой низкого давления применяют
материал в форме дисков (диаметром 50—100 мм и толщиной
15—20 мм), стержней и другой формы. Обычно площадь распы¬
ляемой поверхности составляет 20—30 см2 и более. Это соответ¬
ствует плотности тока 5—20 А/см2. При эрозии катода на поверх-
696
ностн диска образуется чашеобразное углубление. Стабильность
процесса зависит от температуры распыляемого материала. По¬
вышение температуры нарушает кинетику блуждания катодных
пятен, увеличивает количество конденсированной фазы в потоке.
Для устранения влияния температурного фактора материал ка¬
тода интенсивно охлаждается водой.
Параметры, характеризующие внешние
условия напыления. Для стабилизации дугового раз¬
ряда давление в камере поддерживают на уровне 10-1—10-2 Па.
Дистанцию напыления выбирают в пределах 200—350 мм. Влия¬
ние других параметров аналогично для всей группы вакуумных
конденсационных методов напыления.
Параметры потока напыляемых частиц.
Изменением параметров напыления, рассмотренных ранее, удается
создавать потоки с широким диапазоном показателей: плотность
потока частиц Ю20—1021 частиц/см2'с; энергия частиц 5—40 эВ;
степень ионизации 20—90 %; скорость движения частиц 103—
105 м/с; количество конденсированной фазы до 10 %.
Области применения метода.
Преимущества и недостатки
Вакуумное конденсационное напыление взрывным распылением
материала дугой низкого давления может быть использовано для_
нанесения покрытий различного назначения из многих материа¬
лов. Особенное распространение метод получил при вакуумном
реакционном напылении износостойких покрытий.
Преимущества метода заключаются в следующем: универсаль¬
ность по напыляемым материалам и покрытиям; высокая произ¬
водительность процесса (уп = 1—3 мкм/мин и выше); высокое
качество покрытий, особенно адгезионная прочность; повышенное
количество параметров процесса и гибкость их регулирования;
упрощено получение покрытий с равномерной толщиной.
К недостаткам метода следует отнести наличие в потоке значи¬
тельного количества конденсированной фазы. Это усложняет уста¬
новки для напыления за счет введения новых узлов для сепарации
потока.
Перспективным направлением в развитии метода является
применение анодной формы дуги (рис. 306)? использование ска¬
нирующего импульсного лазерного и электронного луча и др.
5. Способы и технологические особенности вакуумного
конденсационного напыления покрытий ионным распылением
Распыляемый материал бомбардируется ускоренным потоком по¬
ложительно заржкедных ионов (рис. 308). Чаще всего для этих
целей используют тлеющий разряд при невысоком разрежении
в камере (1—1 • 10-1 Па). Впервые катодное распыление в тлеющем
разряде наблюдал Гроув в 1948 г. На распыляемый материал
подают отрицательный потенциал и он выполняет в тлеющем
697
разряде роль катода. На этом основании в публикациях часто
встречается другое название процесса — напыление покрытий
катодным распылением. Для образования положительных ионов
в разряде используют аргон или другие газы, которые подают
в камеру через специальный натекатель. Если в камеру подаются
активные газы (азота, оксида углерода и др.), то происходит про¬
цесс реакционного напыления покрытий.
Рис. 308, Схемы напыления покрытий катодный распылителем:
а — диодная; б — трлодиая; в — магнетронная; » диодная ВЧ-разря-
дом; I — распыляемый материал (катод); J — тлеющий разряд; 3 нате'
катель; 4 — поток напыляемый частиц; 5 напыляемое изделие; 6 по¬
крытие) 7 — горячий катод; В анод; 9 —• магнитная катушка; Ю — по¬
стоянные магниты
При распылении диэлектриков их располагают на токопро¬
водящем электроде.
Распыление катода происходи? по следующим механизмам:
1) выбивание частиц (атомов, молекул) в результате прямой пере¬
дачи импульса положительного иона поверхности распыления;
2) в зоне удара выделяющаяся энергия создает условия, сходные
со взрывным испарением распыляемого материала.
698
В момент соударения с распыляемым материалом ион передает
часть энергии кристаллической решетке. Распыление происходит,
если энергия иона превышает некоторое пороговое значение.
Для большинства материалов пороговые значения лежат в интер¬
вале 1—100 эВ. По мере увеличения энергии ионов распыление
усиливается. Наблюдается выход атомов из распыляемого мате¬
риала с глубины до 8 нм. (20 атомных слоев). Продуктами распы¬
ления являются нейтральные атомы (молекулы). Доля заряжен¬
ных частиц (положительных и отрицательных ионов) составляет
около 1 %.
S, атом/ион
ю
(0
V
0,01
0,01 0,1 1 /О 100 ££,Ш
Рис. 309. Зависимость коэффициента распыления S от энергии
бомбардирующих ионов Еj
Эффективность ионного распыления S (атом/ион) характери¬
зуется числом распыленных атомов Nа, приходящихся на один
бомбардируемый ион Nu
S = NJNV (Ю.8)
где S — коэффициент распыления (число атомов, выбитых одним
ионом).
Величину S можно выразить через потерю массы распыляемого
материала (Ат, мкг), ионный ток (/, мкА) и время (г, ч):
S =* К Am/Aji, (10.9)
где К — коэффициент, зависящий от выбора единиц; А — массо¬
вое число атомов.
На практике часто рассчитывают скорость распыления ма¬
териала (fpac* мкг/мкА-ч) по формуле
г>Рас = 3,7-10-М-5, (10.10)
или
Орм-6,15.10“S/. (10.11)
Как следует из приведенных зависимостей, одним из наиболее
значимых показателей эффективности процесса является коэффи¬
циент распыления. В основном этот показатель определяется
699
энергией бомбардирующих ионов. Значение Et должно быть выше
порогового (£in) для каждого распыляемого материала. На
рис. 309 показана зависимость S = f (Et) в общем виде. Область 1
относится к допороговым значениям энергии, Распыления мате¬
риала практически не происходит. В области И энергия ионов
близка к пороговой. Процесс распыления материала интенсифи¬
цируется. С увеличением энергия ионов значительно выше поро¬
говых (Ег > £,„1 распыление материала резко ускоряется. За¬
висимость становится линейной (область III). Дальнейшее уве¬
личение энергии ионов ведет к затуханию процесса (область IV>
V). Поны большую часть своей энергии рассеивают внутри распы¬
ляемого материала.
На практике получили распространение различные схемы ка¬
тодного распыления, отличающиеся условиями образования
плазмы тлеющего разряда: диодная, триодная и магнетронная
(рис. 308).
Диодная схема ионного распыления (рис. 308, а)
Распыляемый материал в виде пластины (диска) толщиной не¬
сколько миллиметров с размером поверхности, близким к размеру
поверхности напыляемого изделия, укрепляют; на водоохлаждае-
мом электроде—катоде, к которому подводят Отрицательный по¬
тенциал от источника питания. Второй электрод (анод) помещают
на расстоянии в нескольких сантиметрах от катода. В ряде слу¬
чаев анод может служить опорой для установки и закрепления
напыляемого изделия. На анод подается положительный потен¬
циал источника. Вместе с камерой анод находится под потенциа¬
лом земли. Условия существования тлеющего разряда при диод¬
ной схеме процесса затруднены. Поэтому процесс ведут при
максимально высоком допустимом давлении рабочего газа (1—
10 Па), и повышенном напряжении источника питания (5—10 кВ).
Несмотря на это реализуемые Плотности ионного тока не превы¬
шают 0,1—5 мА/см2. Скорость распыления катода, а следова¬
тельно, и скорость конденсации невелика и составляет 0,2—
2 Нм/с. Образующиеся вторичные высокоэнергетические элек¬
троны (3—5 кВ) бомбардируют поверхность напыления, способ¬
ствуя перегреву изделия. Диодную схему катодного распыления
применяют в основном для напыления тонких пленочных слоев
при производстве интегральных схем и других изделий радио¬
электронной техники. Для напыления защитных покрытий эта
схема не эффективна.
Одной из разновидностей диодной схемы является высокочастот¬
ное катодное распыление (рис. 308, г).
Обычные способы катодного распыления не позволяют про¬
водить напыление покрытий из диэлектриков. В процессе ионной
бомбардировки на поверхности распыляемого диэлектрику на¬
капливается положительный заряд. Вследствие этого поле концен¬
трируется вблизи распыляемого материала, а не в распыляющей
700
газовой среде. Плотность потока ионов и их энергия резко падают.
Распыление практически прекращается.
При высокочастотном распылении благодаря попеременному
воздействию на распыляемый материал электронов и ионов заряд
не образуется. Этим обусловлено активное распыление диэлек¬
триков. Положительный заряд, накапливающийся на распыляв»
MOiM объекте, нейтрализуется электронами в течение положи¬
тельного полупериода. Распыление материала происходит только
в отрицательные полупериоды. Различие в подвижности ионов
и электронов создает вокруг электродов оболочку, обогащенную
ионами. Эти ионы бомбардируют поверхность, вызывая ее распы¬
ление.
Высокочастотное ионное распыление чаще всего применяют
для напыления тонких диэлектрических пленок.
Триодная схема ионного (катодного) распыления
Стремление повысить степень ионизации рабочего газа в тлеющем
разряде и, тем самым, увеличить количество бомбардирующих
ионов, привело к созданию трехэлектродной схемы процесса
(рис. 308, б). Горячий катод (7) является дополнительным источ¬
ником для электронов. Для возбуждения разряда между горячим
катодом и анодом (8) прикладывают высокое напряжение (1,0—
2,0 кВ). Наибольшая эффективность ионизации газа достигается
за счет придания электронам сложного движения. Эту роль вы¬
полняет магнитная катушка (9). Магнитное поле, воздействуя на
тлеющий разряд, изменяет главным образом характер движения
электронов. На более тяжелые ионы магнитное поле воздействует
слабо. В основном применяют продольное магнитное поле, па¬
раллельное электрическому полю в темном катодном пространстве.
Под воздействием магнитного поля электроны совершают более
сложные движения вокруг магнитных линий, например, по спи¬
рали. Возрастает эффективная длина пути электронов и, следова¬
тельно, увеличивается степень ионизации рабочего газа.
Вспомогательный катод, анод и катушка составляют генератор
плазмы, независимо от распыляемого материала и напыляемого
изделия. Напыляемое изделие располагают вблизи плазмы или
погружают изделие в нее. Легко видеть, что напряжение, подавае¬
мое на распыляемый материал (катод), не влияет на разряд, обра¬
зующий плазму. Это позволяет регулировать ускоряющее напря¬
жение, не прибегая к высоким его значециям. Допускается боль¬
шая гибкость в выборе формы и положения распыляемого катода.
На распыляемый материал (холодный Катод) Подается отрица¬
тельный потенциал напряжением (0,7—1,0 кВ). Создаются усло¬
вия ускорения ионов из области горячего катода в направлении
распыляемого материала. На анод подается положительное сме¬
щение относительно напыляемого изделия. Это предотвращает
движение электронов к напыляемой поверхности и снижает опас¬
ность перегрева изделия.
701
Трнодная схема процесса распыления катода в значительной
мере устраняет недостатки, присущие диодной схеме. Процесс
ведут при более низких давлениях рабочего газа (1СН Па и ниже).
Производительность распыления возрастает в несколько раз.
Магнетронная схема
ионного (катодного) распыления
Дальнейшее повышение плотности ионного потока, а следовав
тельно, и скорости распыления обеспечивают магнетронные си¬
стемы (рис. 308, в). Под распыляемым материалом (катодом) /
располагают магниты 10. Силовые линии в виде дуг замыкаются
между полюсами N—S, образуя неоднородное магнитное поле.
Над катодом помещают кольцевой анод 8. При подаче постоянного
напряжения (300—1000 В) между/ катодом и анодом возникает
электрическое поле напряженностью Е и возбуждается тлеющий
разряд. Силовые линии электрического поля перпендикулярны
поверхности катода и магнитным силовым линиям В. Электроны,
эмитируемые катодом под воздействием скрещенных полей дви¬
жутся по циклоидальным траекториям. В плоскости, параллельной
плоскости катода, образуется область замкнутого дрейфа электро¬
нов. При движении электроны испытывают многократные соуда¬
рения с атмомами рабочего газа и ионизируют их. Потерявшие
большую часть своей энергии электроны попадают на анод.
Сложное, замкнутое движение электронов и обусловливает воз¬
растание концентрации бомбардирующих ионов .вблизи распы¬
ляемого материала. Зона интенсивного распыления поверхности
имеет вид замкнутой дорожки, размеры и форма которой опре¬
деляются геометрией магнитной системы, -у
В кольцеобразной зоне степень ионизации рабочего газа при¬
ближается к 100%. Это позволяет достичь высокой плотности
ионного тока, достигающего 10—20 мА/сма. Влагодаря этому,
скорость распыления приближается к электронно-лучевому тер¬
мическому испарению или взрывному распылению катода дугой
низкого давления. Предельная скорость распыления определяется
теплопроводностью распыляемого материала и условиями его
охлаждения. Водяное охлаждение материала катода предотвра¬
щает его высокий нагрев и оплавление.
Магнетронные системы с различными пространственными фор¬
мами мишени позволяют напылять покрытия на сложные поверх¬
ности изделий, например, наружные или внутренние цилиндриче¬
ские поверхности изделий.
Параметры вакуумного конденсационного напыления
и их влияние на эффективность процесса
Конструктивные параметры. Эти параметры
оказывают большое влияние на показатели эффективности. Так
введение горячего катода или магнитной системы в двухэлек-
702
тродную схему резко интенсифицирует процесс распыления,
снижает нагрев анода и уменьшает опасность перегрева напыляе¬
мого изделия. Для того, чтобы сосредоточить распыление мате¬
риала катода, с одной стороны устанавливают экраны. Металли¬
ческие экраны должны быть расположены на расстоянии от рас¬
пыляемого материала меньше толщины катодного темного про*
странства, повторять на этом уровне все контуры катода и иметь
потенциал анода. Хорошие результаты дает экранирование като¬
да диэлектрическими пленками. От конструкции экрана зависит
равномерность распыления катода. В частности можно устранить
краевой эффект распыления, когда края мишени распыляются
быстрее других участков поверхности катода. Недостаточная экра¬
низация приводит к распылению материалов, исполцзуемых
для закрепления катода, увеличивается плотность полного ион¬
ного тока.
Параметры распыляемого материала. На
коэффициент распыления, как это следует из уравнений (10.8)—
(10.11) большое влияние оказывают физико-химические свойства
распыляемого материала. Величина 5 зависит от атомного но¬
мера и структуры электронных оболочек. Она возрастает по мере
заполнения d-оболочек атомов. Наибольшие значения характерны
для атомов с полным заполнением d-оболочки (меди, серебра,
кадмия, золота). В табл. 80 приведены коэффициенты распыления
и средние скорости магнетронного напыления покрытий из не¬
которых материалов. Для распыления применяли плоские ми¬
шени диаметром 150 мм. Мощность тлеющего разряда составляла
4 кВт, дистанция напыления 60 мм.
Большое влияние оказывает форма и размеры распыляемого
материала. Очевидно размеры поверхности распыления должны
соответствовать потоку плазмы тлеющего разряда. Часто размеры
поверхности распыления выбирают близкими к размерам напы¬
ляемой поверхности. В общем случае в зависимости от способа
(схемы) ионного распыления площадь распыляемых мишеней
выбирают в широких пределах — от десятков до тысяч квадратных
Таблица 80. Коэффициент распыления S и скорость роста покрытия vB
для некоторых материалов
Распыл яе*
мый мате*
риал
S для ионов
аргона
с энергией
600 эВ,
атом/иои
Скорость
осаждения.
вм« С-*
Распыляем
мый мате¬
риал
S ДЛЯ ИОНОВ
' аргона
с энергией
600 эВ,
атом/иов
Скорость
осаждения,
нм* с-1
Si
0,5
6,7
Ge
1,2
12,8
Тх
0,6
7,8
Сг
1,3
16,6
Та
0,6
7,8
Pt
1,6
21,0
W
0,6
7,8
Си
2,8
30,0
Nb
0,65
8,4
Pd
2,4
31,2
Мо
0,9
11,7
Аи
2,8
36,7
А1
1,2
12,7
Ag
3,4
44,2
703
сантиметров. Во многих случаях применяют плоские мишени диа¬
метром 50—200 мм, толщиной 5—15 мм.
Предъявляются высокие требования к химическому составу
распыляемого материала. В нем должно содержаться минималь¬
ное количество газов в несплошностях и твердом растворе. Отри¬
цательные результаты вызывает наличие В структуре распыляе¬
мого материала инородны# включений. Поверхность мишени
должна быть без загрязнений различного происхождения.
Рве. 310. Влвяние режима напыления на эффективность процесса:
о — влияние рода рабочего газа и энергии воиов на процесс распыления; •б зависи¬
мость скорости распыления материала ®р от напряжения Uр н тока разряда / ; в » зави¬
симость скорости напыления v„ и тока разряда / от давления рабочего газа в камере Р„
» р к
Коэффициент распыления материала мало зависит от его тем¬
пературы. Однако при ионной бомбардировке на катоде выде¬
ляется около 75 % мощности разряда. Для того, чтобы избежать
нежелательного подплавления поверхности, распыляемый мате¬
риал интенсивно охлаждают. Это Позволяет существенно повы¬
сить плотность тока и, соответственно, скорость распыления.
Параметры режима распыления. Эти пара¬
метры оказывают Наибольшее влияние на показатели эффектив¬
ности процесса и легко регулируются. К ним относятся: род
рабочего газа, мощность разряда и ее составляющие ток и на¬
пряжение.
Род рабочего газа оказывает большое влияние на процесс рас¬
пыления. Максимальное распыление вызывают ионы , элементов
с заполненными d-оболочками (Си, Ti, Ag и др.) или р-оболочками
(Аг, Кг и др.). В основном в качестве рабочего газа применяют
аргон как наиболее доступный и экономичный. Могут быть ис¬
пользованы и другие инертные газы. Чем тяжелее газ, тем эффек¬
тивнее процесс распыления (рис. 310, а).
Наиболее значимым и легко регулируемым параметром про¬
цесса является мощность тлеющего разряда. С увеличением мощ¬
ности производительность напыления возрастает. В зависимости
704
от способа ионного распыления реализуются мощности от 2,0
до 50 кВт или, соответственно, плотности энергии 101—104 Вт/см®.
Количество бомбардирующих ионЬв пропорционально плот¬
ности тока. Поэтому производительность процесса определя¬
ется величиной тока. Напряжение разряда меньше влияет
(рис. 310, б). При достижении определенных значений энергия
ионов мало влияет на коэффициент распыления. Наибольшая
эффективность напыления достигается при ведении процесса
при низком напряжении и высокой плотности тока. Этого можно
легко достичь, применяя триодную или магнетронную схему на¬
пыления. Часто для этих целей увеличивают давление рабочего
газа в камере. С ростом давления увеличивается концентрация
ионов в разряде, а следовательно, и плотность тока. Если увели¬
чение давления не слишком велико, то зависимость близка к
линейной (рис. 310, в). Возрастанием давления в камере до опре¬
деленных значений можно повышать производительность напыле¬
ния без увеличения мощности источника Питания. При больших
давлениях наблюдается обратная диффузия атомов на поверхность
распыления и производительность снижается. Например, при
Рк = 13,3 Па только около 10 % атомов проникает за пределы
темного катодного пространства.
В практике напыления используют токи в пределах 100—-
1500 мА (0,1—50 мА/сма) и напряжение разряда 500—1500 В.
Параметры, характеризующие внешние
условия напыления. К ним относятся давление рабо¬
чего газа в камере, дистанция напыления, угол встречи потока
с поверхностью, закономерности движения напыляемых изде¬
лий и др.
Давление рабочего газа в камере оказывает влияние на ста¬
бильность разряда, производительность распыления и напыления,
а также формирование покрытия. С повышением давления ста¬
бильность разряда возрастает, увеличивается как это было пока¬
зано, и производительность распыления. Очевидно, что повыше¬
ние давления не способствует полному переносу частиц на поверх¬
ность напыления. Происходит потеря энергии частиц и их рассеи¬
вание в объеме камеры. В зависимости от способа ионного распы¬
ления процесс ведут при Рн = 10 — 10~а Па.
Дистанцию напыления выбирают минимальной и она состав¬
ляет 40—150 мм. Благодаря этому коэффициент использования
массы приближается к 100 %. По мере снижения расстояния
ионный ток падает и скорость распыления снижается.
Параметры потока. Угловое распределение частиц
в общем случае не подчиняется закону косинуса, как при терми¬
ческих способах испарения. Плотность потока напыляемых ча¬
стиц находится в широких пределах. Небольшие плотности
10й—101* ч/сма-с характерна для диодной схемы распыления.
Для магнетронной схемы плотности достигают 1020—104* ч/сма-с
и близки к плотностям при электронно-лучевом испарении и ду-
V. 23 В. Н. Анциферов в др.
говом взрывном распылении материала катода. Степень иониза¬
ции распыленных частиц также Зависит от способа. Диодная и
триодная схемы обеспечивают степень ионизации близкую к 1 %.
Обычно это атомы (молекулы) или агрегаты из атомов. Магнетрон¬
ная схема позволяет резко повысить ионизацию распыленных ато¬
мов до 20 % и более. Энергия распыленных атомов во много раз
выше энергия испаренных атомов. Так средняя энергия (Е) атомов
меди, испаренных при температуре 1500 К со скоростью 5 X
X 1017 ат/см*:с составляет 0,26 эВ. Средняя энергия атомов меди
распыленных ионами криптона с энергией 900 эВ равна 9,25 эВ.
Средняя энергия распыленных атомов зависит от энергии бомбар¬
дирующих ионов Ех, свойств распыляемого материала, угла вы¬
лета, достигая значений 20Q эВ и более. Величина Ех значительно
превышает энергию сублимации и достигает максимума для ма¬
териалов, "обладающих минимальным коэффициентом распыления.
Возрастанию Е способствует увеличение Еи уменьшение массы тх,
снижение угла падения ионов (увеличением глубины проникнове¬
ния в распыляемый материал).
Влияние параметров потока частиц на качество покрытий
аналогично другим методам вакуумного конденсационного напы¬
ления.
Преимущества и недостатки напыления покрытий
ионным распылением.
К преимуществам метода следует отнести: получение покрытий
из многих материалов практически без изменения нх состава при
распылении; высокий коэффициент использования материала
(КИМ), приближающийся к единице; высокая производительность
процесса при магнетронной схеме распыления (1 мкм/мин и выше);
высокий энергетический уровень распыленных атомов.
Недостатками метода являются: низкий КПД процесса (~1 %).
Большая часть энергии затрачивается на нагрев распыляемого
материала; недостаточная степень ионизации потока распыленных
частиц, особенно при диодной и триодной схемах распыления.'
Большие возможности заключаются в совершенствовании
магнетронной схемы распылений. Перспективен способ распыле¬
ния пучком ускоренных иоиов, получаемых в отдельных камерах.
в. Вакуумное конденсационное реакционное напыление покрытий
Покрытия из некоторых карбидов, нитридов, оксидов и других
соединений не могут быть напылены обычными вакуумными кон¬
денсационными методами. Происходит частичное или полное их
разложение. Такие соединения в покрытиях целесообразно полу¬
чать с помощью реакций между атомами парового потока металла
и атомами специально введенных в камеру химически активных
газов. Молекулы соединений образуются при столкновении атомов
реагирующих элементов. Например, при столкновении атомов
706
азота и титана образуются молекулы нитрида титана; кислорода
и титана — оксиды титана и др. Синтез соединений, в основном,
происходит на поверхности напыления. Зависит от скорости по¬
ступления атомов в зону реакции, энергии конденсирующихся
частиц, коэффициента конденсации, температуры напыляемого
изделия и др.
Количество атомов металла NMe, поступающих на поверх¬
ность напыления, можно выразить через скорость конденсации,
пренебрегая их рассеянием газообразными молекулами.
NMe = NAp-vK/M, (10.12)
где Na — число Авогадро; р — плотность металла, г-см-8; vK
скорость конденсации, см-с-1; М — молекулярная масса металла.
Количество молекул газа (Nr), сталкивающихся с поверхностью
напыления, можно определить из выражения:
NР = 2,63- Ю20 (МГТГ)~1/2 Ре, (10.13)
где Мг — молекулярная масса газа; Тг, Рг температура и пар¬
циальное давление газа.
Реакцию между атомами., металла и газа стимулируют их
активацией или лучше ионизацией. Зависимость содержания
в покрытии неметаллического элемента (азота, кислорода, угле¬
рода) выражается уравнением;
Сх = ^-(е0 + ZeU) - ЦР(10.14)
где / — плотность ионного тока на напыляемом изделии; Ze —
средний заряд конденсированных ионов; U — отрицательный
потенциал на изделии; W (Т) — потери энергии за счет тепло¬
проводности и излучения; Qпотенциальный барьер реакции,
численно равный энергии атомизации исходных компонентов.
Величину Q можно определить из формулы:
Q = Д Нх, (10.15)
где ДНх — энергия диссоциации молекулы реактивного газа.
Среднюю энергию конденсированных ионов ё4 определяют так:
&< = ®о "4" ZeU. (10,16)
Расчеты и практика напыления покрытий показали, что Сх
растет линейно с увеличением ёг до определенного давления ра¬
бочего газа в камере Рк. При повышенном давлении, определяе¬
мым родом рабочего газа, Сх мало зависит от энергии ионов.
Для этих условий уравнение (10.14) упрощается
Ся==К„Рк. (10.17)
где Кк — коэффициент конденсации молекул неметалла.
Более высокое давление газов в камере при реакционном кон¬
денсационном напылении по сравнению f прямым испарением
V» 23*
707
или распылением материала увеличивает вероятность столкнове¬
ния и диффузного рассеяния конденсируемых атомов и ионов.
В результате покрытие осаждается и на «затененных» участках
напыляемого изделия, например, на Обратной стороне. Этот
эффект проявляется тем интенсивнее, чем выше давление в ка¬
мере. Для аргона рассеяние проявляется при давлениях выше
6,6-ГО-* Па; для QH4 — выше 6,6- 10~а Па. Отмеченная особен¬
ность реакционного напыления позволяет получать равномерные
покрытия на относительно сложных поверхностях без переме¬
щения небольших по габаритам изделий.
Реакционное осаждение можно проводить с использованием
всех ранее рассмотренных методов вакуумного конденсационного
напыления.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I
Мовчан Б. А., Малашенко И. С. Жаростойкие покрытия, осажденные в ва¬
кууме, Киев: Наукова думка, 1983. 232 с.
Рейх И. JI., КолтуноваЛ. Н., Федосов С■ Н. Нанесение защитных покрытий
в вакууме. М.: Машиностроение, 1976. 367 с.
Глава XI. ОБОРУДОВАНИЕ ДЛЯ ВАКУУМНОГО
КОНДЕНСАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
I. Основные элементы установок и их классификация
Принципиальные структурно-технологические схемы установок
для вакуумного конденсационного напыления покрытий, несмотря
на их многообразие, содержат в том или ицом виде следующие
основные системы, устройства и приборьц
1. Вакуумную систему, включающую рабочую камеру, сред¬
ства откачки и др.
2. Испарительные или распылительные устройства --- гене¬
раторы потока напыляемых частиц,
3. Систему электропитания.
4. Системы питания рабочим газом, водяного охлаждения и
подогрева.
5. Транспортирующие устройства и оснастку.
6. Системы контроля и управления.
7. Другие вспомогательные устройства и приборы.
Функциональная блок-схема установки для вакуумного кон¬
денсационного напыления показана на рис. 311.
В мировой практике используется большое количество уста¬
новок различных видов и модификаций. Создались условия для
их промышленного производства с высокой степенью механиза¬
ции и автоматизации и достаточной степенью надежности и долго¬
вечности. Основу классификации составляют различные признаки.
708
1. По режиму работы различают установки с периодическим, по¬
лунепрерывным и непрерывным действием.
2. По конструктивной компоновке установки подразделяют на
установки с вертикальным расположением рабочей камеры (кол-
na ковые) и горизонтальным.
3. По структурному построению установки разделяют на
однопозиционные и многопозиционные.
Рис. 311. Функциональная блок-схема установки для вакуумного конденса¬
ционного напыления покрытий
4. По характеру откачных средств — с масляными средствами
Откачки и безмаслиными. Соответственно низковакуумные и
высоковакуумные.
5. По типу распылительных устройств различают установки
термического испарения; взрывного дугового испарения — распы¬
лителя; ионного распыления; смешанного типа распыления.
По назначению установки делят на лабораторные; промышлен¬
ные для мелкосерийного производства; промышленные для круп¬
носерийного производства.
Требования, предъявляемые к установкам
Современные установки для вакуумного конденсационного напы¬
ления представляют собой сложные комплексы. Поэтому одно
нз основных требований заключается в их надежности и высоких
технико-экономических показателях. Установки должны быть
удобны в эксплуатации, легко подвергаются разборке для про¬
ведения ремонтных работ и очистки. Важное значение имеет
скорость откачки рабочей камеры при минимальном потоке паров
масла из откачной системы. Для изготовления основных элемен-
23 В. Н. Анциферов и др.
709
тов установок целесообразно использовать коррозионностойкие
(нержавеющие) стали или другие материалы. Ряд элементов уста¬
новок должен быть обработан с высокой степенью чистоты.
Компоновка установок
Установки выпускают как в одиокорпусном исполнении, так и
состоящими из нескольких блоков, связанных между собой комму¬
никационными линиями. Изготавливают установки, в которых
выделены в отдельные блоки рабочая камера с распылителем и
другими узлами; откачная система; система силового электропи¬
тания; система управления и т. д.
2. Вакуумная система установок
Компоновка вакуумных систем установок
К вакуумной системе относят рабочую камеру; откачные насосы; коммуника¬
ционные трубопроводы; запорнорегулирующую аппаратуру; средства измерения
вакуума и парциальных давлений; аппаратуру управления процессом откачки.
В наиболее простом виде вакуумная система
установок показана на рис. 312. Для создания
вакуума использованы масляные насосы. Пер¬
воначальная откачка воздуха из камеры / осу¬
ществляется форваКуумным насосом 9 через
вентиль 7. При достижении в камере давление
около 1 Па дальнейшую откачку проводят диф¬
фузионным насосом 5 через вентиль 6. В си¬
стеме предусмотрены высоковакуумный затвор
3; ловушка масляных паров 4; вентили 2 я 8
для напуска воздуха соответственно в камеру
и насос.
Вакуумные системы на базе диффузионных
насосов обеспечивают остаточное предельное
давление 10“8—10'6 Па. Они получили наиболь¬
шее распространение благодаря. сравнительно
невысокой стоимости, простоте устройства, на¬
дежности и удобству в эксплуатации, быстро¬
действию в достаточно широком интервале
давлений. Способны быстро восстанавливать
в рабочем объеме требуемый вакуум при резко
меняющихся газовых нагрузках.
Сверхвысокие вакуумные системы (10”в—
10"7 Па) строят на базе «безмасляных» геттерно-
ионных, турбомолекулярных, а также криоген¬
ных насосов. В установках для вакуумного кон¬
денсационного напыления этя системы пока не
получили распространения.
Рабочая камера
'Камера предназначена для непосредственного
ведения процесса ндпыления. В зависимости от
назначения установки в камере должен поддер¬
живаться вакуум от 1 до 10'6 Па. В камеру помещают распылитель (испари¬
тель), механизмы закрепления и перемещения напыляемых изделий, экраны,
заслонки, маски, датчики контроля н другие устройства. Наибольшее распро¬
странение в серийных установках получили подъемные камеры колпакового
710
Рис. 312. Вакуумная система ус¬
тановок для вакуумного конден¬
сационного напыления покры¬
тий
типа, располагающиеся на базовой плите; кубической формы с откидными
люками, цилиндрические с выдвижной или откидной передней стенкой и др.
Камеры изготавливают, в основном, из коррозиоииостойиих сталей с мини¬
мальным газоотделением с поверхности. На иорпусе камеры имеются люки для
наблюдения за процессом, патрубок с фланцем для подсоединения вакуумпровода
и вводы различного назначения (для натекателя рабочего газа при разгермети¬
зации камеры, приводных валов и т. д.). Для уплотнений используют белую
вакуумную резину, селикоиовую резину при температуре свыше 60 °С, витои,
фторопласт, пластинчатые металлы. Медная трубка на наружной поверхности,
предназначенная для первоначального прогрева камеры или ее охлаждения
по окончании процесса.
Вакуумные насосы
Предназначены для откачни газов из камеры, коммуникационных трубопроводов
и поддержания ваиуума на заданном уровне. Применяют насосы двух типов:
низковаиуумиые (форвакуумные) и высоковакуумиые.
Низковакуумные насосы. Относятся к механическому типу
с масляным уплотнением. Наибольшее распространение получили насосы пла-
стинчатороториого типа. Насосы серии НВЗ обеспечивают скорость откачки
100—500 л/с и разрежение в камере 10—— 10_ 1 Па.
Высокова к.у умные насосы. В основном применяют высоио-
вакуумные паромасляиые агрегаты типа АПВ со скоростью откачни 100—700 л/с,
обеспечивающих остаточное давление В камере 1G-*—10-8 Па.
Рабочие жидкости, используемые в диффузионных насосах, должны удовлет¬
ворять ряду требований, в частности: обладать высокой устойчивостью против
термического разложения и окисления при рабочих температурах; иметь низкие
давления паров при температурах, близкйх к комнатной.
В качестве рабочих жидкостей р диффузионных насосах широко применяют
специальные органические масла.
Основные трудности при создании высокого вакуума в камере связаны с об¬
ратным потоком пара рабочей жидкости. Его необходимо улавливать специаль¬
ными ловушками. Для большей эффективности конденсации паров ловушки
охлаждают, например, жидким азотом.
3. Устройства для испарения и распыления материала. Распылители
Генераторы потока напыляемых частиц (распылители) относятся
к наиболее ответственным элементам установок для вакуумного
конденсационного напыления. Конструктивное исполнение распы¬
лителей определяется способами напыления. В связи с этим в уста¬
новках встречается большое количество разнообразных устройств
для получения потока распыленных частиц. Для любого распы¬
лителя характерно наличие распыляемого материала и источника
распыления. В более сложных схемах распылителей имеются
другие элементы: источники ионизации потока пара; ускорители
заряженных ионов; системы управления потоками частиц; се¬
параторы и др.
Термические испарители (распылители)
Эти испарители применяют в установках для напыления покрытий
термическим испарением. Широкое разнообразие конструкций
испарителей обусловлено многими факторами, которые необхо¬
димо учитывать при выборе способа напыления и режимов про-
23* 711
цесса. В частности, применение того или иного испарителя опре¬
деляется: химической природой испаряемого материала; темпе¬
ратурой и скоростью испарения; постоянством во времени; исход¬
ной формой испаряемого материала (монолит, порошок, проволока
и др.); массовой емкостью загрузки; диаграммой направленности
парового потока; длительностью процесса напыления и т. д.
Наиболее просты в изготовлении и эксплуатации испарители
резистивного типа с прямым нагревом. Их выпускают промышлен¬
ным способом, и они имеют самые разнообразные формы и размеры
(см. рис. 304). Для этого используют проволоку, фольгу, спеченные
изделия в виде лодочек. Материалами для испарителей служат
тугоплавкие металлы и соединения с высокой температурой плав¬
ления и низким давлением паров. Расплавленный материал дол¬
жен иметь в процессе контактирования минимальное взаимодей¬
ствие с материалом испарителя. Поэтому для каждого испаряе¬
мого материала в справочной литературе рекомендуется мате¬
риал испарителя (проволоки, фольги т. д.). Недостатком рези¬
стивных испарителей, особенно проволочного типа, является
малое количество испаряемого материала и наличие контактного
взаимодействия. Процесс упрощается, если испаряемый материал
способен к сублимации. Такие металлы, как хром, молибден^ пал¬
ладий, ванадий, железо и др., имеют высокое давление насыщен¬
ных паров (1,0 Па и выше) до их расплавления. Это дает возмож¬
ность непосредственного испарения материала резистора. Тем
самым исключается проблема контактирования.
Широко применяются также резистивные испарители с кос¬
венным нагревом распыляемого материала. В таких устройствах
отсутствует непосредственный контакт между резистором и испа¬
ряемым материалом. Наибольшее распространение получили испа¬
рители тигельного типа с наружным резистивным нагревом.
К достоинствам таких испарителей следует отнести высокую про¬
изводительность процесса и стабильность температуры испаряе¬
мого материала. Как н при прямом нагреве, не удается избежать
контактного взаимодействия распыляемого материала с материа¬
лом тигля. На рис. 313, а, 6 приведена конструктивная схема
тигельного испарителя с наружным нагревателем, перфорирован¬
ного в виде змейки. Тигли изготавливают из тугоплавких метал¬
лов (молибдена, вольфрама и др.); тугоплавких оксидов (ZrOa,
ВеО; А1аО» и др.); нитрида бора, графита и ряда других мате¬
риалов. *
Большой интерес представляют сублимационные испарители
с косвенным нагревом. Одна йз возможных схем показана на
рис. 313, б. Стержень из испаряемого материала 4 помещают
в пространство цилиндрического нагревателя 3. Достоинством
таких испарителей является полное отсутствие контактирования
испаряемого материала. Сублимационные испарители отличаются
невысокой производительностью, пригодны только для ограничен¬
ного количества испаряемых материалов.
712
Испарители с ВЧ-индукционным нагревом (рис. 314, а), в ос¬
новном, состоят из тигля и расположенного по наружной поверх¬
ности индуктора. Тигель с расплавленным материалом устанавли-
Рис. 313. Конструктивные схемы испарителей с косвенным нагревом:
а — тигельный; 6 — сублимационный; 1 — держатель; 2 — тепловые экраны; 3 — нагре¬
ватель; 4 — испаряемый материал; 5 — поток пара
Рис. 314. Конструктивная схема испарителя с ВЧ-нндукцнонным нагревом
(а), схемами индукторов с обхватом тиглей общими витками (6) и с последо¬
вательным соединением витков индуктора (а);
/ — тигель; 2 — теплоизоляция; 3 — индуктор; 4 — подставка; 5 — центри¬
рующий стержень; 6 — электроизоляционное покрытие; 7 — испаряемый
материал
вают на термостойкую подставку и центрируют в индукторе стерж¬
нем. Для уменьшения тепловых потерь за счет излучения его
помещают в тепловую изоляцию, Витки индуктора покрыты вы¬
713
сокотемпературной электрической изоляцией. Это предотвращает
возможность межвитковых коротких замыканий. При создании
тигельных испарителей с ВЧ-нагревом следует учитывать: необ¬
ходимость ограничения напряжения на протяженном индукторе
в связи с возможностью ионизации остаточных газов в присут¬
ствии высокочастотного поля; поиск наиболее благоприятной формы
тигля и материала для его изготовления; создание термозащиты;
выбор наиболее рациональной геометрии индуктора и его элек¬
троизоляции.
Рис. 315. Схемы электроннолучевых испарителей:
в — линейный катод, электростатическая фокусировка; 6 — длиннофокусная
пушка: » — аксиальная пушка (магнитная фокусировка, магнитный поворот
электронного луча на 90°); г — магнитный поворот луча на 180°; д — кольцевой
катод <поворот луча ка 180°); е — кольцевой катод без поворота луча (сплош¬
ными стрелками обозначен поток пара)
Тигли в испарителях с индукционным нагревом следует изго¬
тавливать из тугоплавких и электропроводных материалов, обла¬
дающих высокой термостойкостью, химической инертностью к рас¬
плавленному материалу и т. д. Для изготовления тиглей часто
применяют графит, цирконированный графит, реже бескислород¬
ные материалы (бориды, карбиды и др.). Для тепловой защиты
пригодны графитированные ткани, войлочные графиты и ряд
других материалов.
При запуске тигельных испарителей часто наблюдается интен¬
сивное газовыделение, приводящее к выбросу расплавленного ма¬
териала. Для устранения этого недостатка необходима их пред¬
варительная дегазация. Другим нежелательным процессом яв¬
ляется миграция расплава через верхнюю кромку тигля на его
наружную поверхность. .Существует несколько способов подавле¬
ния миграции: создание на пути мигрирующего материала
барьерных покрытий с большими углами смачивания при рабочих
температурах; применение кольцевых вставок на торце тигля.
714
Для расширения возможностей метода наряду с однотигель¬
ными испарителями применяют и многотигельные. В этих слу¬
чаях используют различные схемы индукторов (рис. 314, б, в).
Наибольшее распространение в практике напыления покры¬
тий получили электронно-лучевые испарители. Их схемы и кон¬
структивное исполнение весьма разнообразны (рис. 315). В на¬
стоящее время в испарителях получили распространение два
типа электронно-лучевых пушек: аксиальные, формирующие осе¬
симметричный поток электронов; плосколучевые, преобразующие
первоначальный плоский пучок электронов в цилиндрический.
Несмотря на ' конструктивные отличия в пушках имеется
(рис. 315, в): катод К, фокусирующий электрод ФЭ и ускоряющий
аиод А. Между катодом и анодом приложено высокое напряжение,
обычно 15—30 кВ и более. Поток электронов проходит через ка¬
нал в аноде и далее движется по инерции. Безанодные электрон¬
но-лучевые пушки, в которых анодом служит испаряемый ма¬
териал, получили меньшее распространение. В заанодном про¬
странстве имеются электромагнитные катушки для фокусировки
луча ФК и управления УК лучом посредством его отклонения,
развертки и т. д.
Взрывные распылители (испарители)
В основном применяют распылители с использованием катодной
формы дуги низкого давления. В состав распылителя (рис, 316)
входит катод из распыляемого
материала /, массивный анод 3,
электромагнитная катушка ста¬
билизации катодного пятна на
поверхности распыляемого мате¬
риала 4, электромагнитная ка¬
тушка для ускорения напыляемых
частиц и их фокусировки 5,
устройство для зажигания дуги 2.
Катодный и анодный узлы рас¬
пылителя охлаждаются водой.
Дуговой разряд возбуждается раз¬
личными способами. На приве¬
денной схеме зажигание Дуги осу¬
ществляется испарением пленки
между катодом / и вспомогатель¬
ным электродом 2. В дальнейшем
разряд со вспомогательного электрода переходит в основной ду¬
говой разряд между анодом и распыляемым катодом.
Ионные распылители
Конструкция ионных распылителей зависит от способа, напыления,
Схематически ионные распылители показаны на рис. 308.
Рис. 316. Схема взрывного дугового
распылителя — испарителя
715
4. Системы электропитания в установках
для вакуумного конденсационного напыления
Установки для вакуумного конденсационного напыления покры¬
тий имеют весьма разнообразные схемы электропитания. Состав¬
ными элементами схем являются: силовые источники электро¬
питания; высоковольтные источники для ускорения ионизиро¬
ванных частиц и очистки поверхности напыления (источники от¬
рицательного смещения); источники питания электромагнитных
катушек; вспомогательные источники различного назначения (по¬
догрева напыляемых изделий и др.).
Силовые источники электропитания
Требования к силовому источнику питания определяются потре¬
бителем электрической энергии: резистором, различными типами
электрических разрядов, индуктором, электронной пушкой и др.
источниками энергии в испа¬
рителях и распылителях уста¬
новок.
Источники пита¬
ния резистивных на¬
гревателей. Относятся
к простейшим источникам
(рис. 317). Обычно это низко¬
вольтные силовые-однофазные
трансформаторы с повышенным
внутренним сопротивлением и.
Следовательно, падающей вольт- -
"амперной характеристикой. Вто-
■рйчная~оёмотка таких транс¬
форматоров секционирована на
несколько ступеней регулиро¬
вания. Например, в установке
УВН-2М предусмотрены четыре
ступени с напряжением холо¬
стого хода 4, 8, 16, 32 В.
Первичная обмотка питается от регулятора напряжения (индук¬
ционного или тиристорного типа). Эго позволяет плавно регули- '
ровать величину тока, протекающего по резистору в широком
диапазоне. Для установки УВН-2М диапазон настройки источника
по току составляет 60—500 А.
Высокочастотные источники для ин¬
дукционного нагрева. Потребителем электрической
энергии является индуктор, состоящий из нескольких водоохлаж¬
даемых витков (см. рис. 314). Для нагрева испаряемого материала
требуется высокая мощность, достигающая 20—100 кВт. Напря¬
жение, подаваемое иа индуктор, ограничивают 200 В. В практике
716
PH
Щ j
Рис. 317. Схема электропитания, резисто-
аых нагревателей (а) и вольтампериая ха¬
рактеристика (б): PH — регулятор напря¬
жения: Р — резистивный нагреватель;
V„ U7, — количество витков в первичной
обмотке трансформатора
напыления используют общепромышленные преобразователи ча¬
стоты, например, ВПЧ-500/8000; ВПЧ-100-800 и др.
Источники питания электроин о-л у ч е в ы х
пушек. Электронная пушка относится к сложным потребите¬
лям электрической энергии. Для питания прожектора пушки
требуется высокое напряжение (2—60 кВ) и высокая мощность
(до 150 кВт). Наряду с высоковольтным источником для питания
Рис. 318. Принципиальная электрическая схема источника пита¬
ния электронной пушки (а) и регулировочные зависимости (б)
пушки используют несколько маломощных источников: для на¬
кала катода; питанир прикатодного (управляющего) электрода;
питания фокусирующей и отклоняющей катушек. К каждому из
этих источников предъявляют специфические требования, обус-
ловленные технологическим процессом напыления.
На рис. 318, а приведена принципиальная электрическая
схема источника питания электронной пушки. В схеме выделены
отдельные блоки питания.
Блок высоковольтный (БВВ) предназначен для питания про¬
жектора пушки. Ускоряющее напряжение подводится к катоду К
и аноду А прожектора. Регулятор напряжения PH обеспечивает
настройку режима работы пушки на требуемую мощность. Одно¬
временно с этим для настройки может быть использован блок
накала катода БН и блок питания управляющего электрода БУЭ.
717
Блок питания управляющего электрода обычно называют моду¬
лятором. Изменяя отрицательное смещение на управляющем
электроде, регулируют величину тока электронного луча /э. я.
Основные требования к источникам питания (блокам БФК и
БОК) электромагнитных катушек фокусирующей ФК и отклоня¬
ющей ОК заключаются в высокой стабилизации выходного на¬
пряжения с минимальной пульсацией; возможном регулировании
тока в широких пределах.
Для электроннолучевого нагрева применяют различные блоки
питания, выпускаемые промышленностью.
Источники питания дуги
в дуговых испарителях {распылителях)
Потребителем энергии является дуговой разряд при пониженном
давлении. Вакуумной дугой называют сильноточный разряд, го¬
рящий в парах материала электрода. Различают дуговой разряд
катодной и анодной формы. Катодная форма вакуумной дуги
с разрядом, развивающимся в парах материала катода, получила
наибольшее распространение в качестве источника энергии для
распыления. Разряд устойчиво существует в токовом диапазоне
от десятков—сотен ампер до единиц килоамперп Напряжение
горения дуги составляет 10—30 В и практически не зависит от
разрядного тока. Основная доля в напряжении Дуги приходится
на катодное падение потенциала, определяемое, в основном,
материалом катода. Среда, необходимая для существования ду¬
гового разряда, образуется в результате' испарения материала
катода из области катодных микропятен с плотностью потока
энергии 10е—107 Вт/см2. Падение напряжения на массивном аноде
невелико и составляет единицы вольт. Изменение длины дуги
в широком диапазоне мало влияет на величину тока и напряже¬
ния. Из рассмотренного следует, что вакуумная дуга катодной
формы при токах, не превышающих 1 кА, имеет пологопадающую
с переходом в жесткую статическую вольтамперную характери¬
стику. В отличие от контагированных дуг форма вольтамперной
характеристики вакуумной дуги мало зависит от ее длины.
Анодную форму вакуумной дуги также часто используют для
распыления материала при конденсационном напылении покры¬
тий. Вид статической вольтамперной характеристики аналогичен
катодной форме дуги. Наиболее целесообразно применять источ¬
ники постоянного тока с падающей (крутопадающей) внешней
вольтамперной характеристикой; с напряжением холостого хода
40—60 В и номинальным током до 1 кА. В первом приближении
для этих целей могут быть использованы сварные генераторы
серии ПСО, сварочные выпрямители типа ВСВУ или другие
источники аналогичного типа. ,
Источники питания тлеющего разряда в установках ионного
распыления. Потребителем энергии является нормальный тлею¬
щий электрический разряд в газовой среде при пониженном
718
давлении (13—0,13 Па). Требования к источнику питания во
многом определяются вольтамперной характеристикой разряда.
Вид характеристики разряда между электродами зависит от ряда
факторов: давления газов в камере; приложенного напряжения
источника питания; конфигурации электродов; плотности раз¬
рядного тока и др. На рис. 319, а приведена вольтамперная
характеристика электрического разряда между двумя плоскими
электродами в газе при давлении от 13,3 до 0,133 Па. При дости¬
жении определенного значения напряжения, называемого про-
РТ
Рис. 319. Вольтамперная характеристика электрического разряда при пони¬
женном давлении (а); блок-схема источника питания (б) и источника отрица¬
тельного смещения (а)
бивным или напряжением зажигания U3, наступает резкий пробой
газового промежутка между электродами. Обычно это напряжение
составляет 1—2 кВ. При малых токах 10-9—10-4 А реализуется
таунсендовский разряд, не имеющий значения в практике ионного
распыления (область I). Повышение тока разряда до 10-2—10-8 А
приводит к появлению нормального тлеющего разряда с напря¬
жением 300—500 В (область II). Дальнейшее увеличение тока
обусловливает возникновению аномального тлеющего разряда,
а затем дугового (область III). Анализ условий горения тлеющего
разряда позволяет определить требования к источникам его пита¬
ния. Эго, прежде всего, регуляторы напряжений (рис. 319, б)
мощностью 5—50 кВт. Напряжение должно регулироваться в пре¬
делах 0,3—2,0 кВ; величина тока 0,01—1,5 А. В качестве регу¬
лятора напряжения используется, в частности, трехфазный тири¬
сторный регулятор PH, обладающий многими преимуществами
перед другими регуляторами. Напряжение с регулятора подается
на повышающий трансформатор ПТ и далее на трехфазный диод¬
ный выпрямительный блок (ДВБ). Для сглаживания пульсаций
719
выпрямленного тока предусмотрен П-образный фильтр СФ. С огра¬
ничительного сопротивления R снимается напряжение обратной
связи для защиты источника питания от коротких замыканий
и дуговых разрядов. При увеличении тока в цепи — свыше до¬
пустимых значений сигнал обратной связи поступает на защит¬
ное устройство ЗУ, которое закрывает тиристорный регулятор.
Для этой же цели предназначены и реле тока РТ в первичной
цепи повышающего трансформатора. Работа источника осуществ¬
ляется в следующем режиме. Источник подключают к сети с по¬
мощью магнитного пускателя МП. Напряжение на выходе источ¬
ника £/0 с помощью регулятора напряжения доводят до величины
зажигания тлеющего разряда (1—2 кВ). После возбуждения этим
же регулятором снижают напряжение до рабочего, необходимого
для существования тлеющего разряда (0,3—0,5 кВ). Рассмотрен¬
ный тип источника имеет ряд недостатков. При срыве тлеющего
разряда или произвольном выключении источника в обмотках
трансформатора за счет самоиндукции возникают большие скачки
напряжений и высокочастотные колебания. Защитные устройства
не обладают высоким быстродействием для погашения скачков
напряжения. В результате этого часто пробиваются диоды в блоке
выпрямления. Другой недостаток связан с искажением кривых
напряжения при прохождении через тиристорный регулятор.
В последнее время наметились тенденции в применении разде¬
ленных источников питания высоковольтного для возбуждения
разряда и низковольтного для силового рабочего режима. В блоке
питания обычно предусматривают и другие источники, например,
для очистки напыляемой поверхности и ускорения напыляемых
частиц.
Наряду с рассмотренными схемами электропитания разраба¬
тываются и другие, более совершенные источники,, В них преду¬
сматриваются стабилизация параметров с введением обратных
связей.
Высоковольтные источники электропитания
Предназначаются для ионной очистки поверхности напыляемых
изделий и ускорения ионизированных частиц в потоке при кон¬
денсации покрытий. Такие источники входят в блок электропита¬
ния установки. Эго маломощные высоковольтные источники
выпрямленного тока (см. рис. 319, в). Первичная обмотка транс¬
форматора Т включается в сеть магнитным пускателем ПМ.
Вторичная обмотка подсоединена к однофазному выпрямитель¬
ному блоку. Для сглаживания пульсаций предусмотрен R—С
фильтр. Регулирование напряжения осуществляется трансформа¬
тором посредством изменения количества витков в первичной
обмотке. В этом случае трансформатор выполняет роль регуля¬
тора напряжения. Применяют также отдельные от трансформатора
регуляторы напряжения индукционного и тиристорного типов.
Величина тока разряда при выбранном напряжении регулируется
720
резистивным сопротивлением R. Источник имеет естественнополо¬
гопадающую внешнюю вольтамперную характеристику; напря¬
жение холостого хода 0.5—3,0 кВ и нагрузочные токи в преде¬
лах 0,1—0,5 А и выше.
5. Установки для вакуумного конденсационного напыления покрытий
Установки периодического действия
Применение установок с периодическим действием целесообразно в единичном
н мелкосерийном производстве, а также при проведении крупной групповой
обработки мелких по размерам однотипных изделий (интегральных схем, режу¬
щего инструмента и др.). Этот тип установок Незаменим при проведении экспе¬
риментов н отработке технологических режимов процесса. Компоновка установок
различна. Многие из них выполнены в однокорпусном исполнении. Часто встре¬
чаются установки, состоящие из нескольких корпусных элементов: рабочей
камеры, блока электропитания, блока контроля н управления и др. Промышлен¬
ность выпускает большое количество установок периодического действия. Не¬
которые отечественные установки, применительно к различным методам вакуум¬
ного конденсационного напыления рассмотрены ниже.
Рис. 320. Схемы базовой установки УВН-2М (а) и технологической оснастки
в камерах одиооперациониого (б) и миогооперациониого типов (в):
1 — камера: 2 — диффузионный иасос; 3 —- высоковакуумный затвор; 4 —
азотвая ловушка; 5 — механический вакуумный иасос; в — коробка клапаков
управления откачкой; 7 — иатекатель рабочего газа; в — сосуд Дьюара;
9 — камера; 10 — бааовая плита; 11 — нагреватель напыляемых изделий;
12 — карусель масок и изделий; 13 — испаритель; 14 — экран; /5 — заслонка;
16 — карусель напыляемых изделий; 17 — карусель масок; 18 — карусель ис¬
парителей; 19 — заслонка; 20 —- экран
Установки для вакуумного напыления покрытий термическим испарением.
Применяют несколько типов установок, различающихся между собой способом
нагрева испаряемого материала. Это установки с резистивными, электронно¬
лучевыми, ВЧ-индукционными и дуговыми испарителями.
Установки с резистивным нагревом. Получили доста¬
точно широкое применение в практике напыления покрытий различного назна¬
чения. На рис. 320 показана базовая модель установки УВН-2М. Она предназна¬
чена для отработки технологии раздельного напыления и серийного производства
пленочных элементов и схем. В установке применена камера колпакового типа
(0 500 X 640 мм) с объемом 0,12 м3, располагающаяся иа базовой плите. Вер¬
тикальный подъем камеры осуществляется гидравлическим механизмом. В про¬
странстве камеры размещены испарители, напыляемые изделия, карусели, экраны
И др. оснастка. Для напыления покрытий в многооперационном варианте пред¬
усмотрена карусель испарителей на пять позиций. Максимальная температура
испаряемого материала 1500 °С. Мощность источников питания резистивных
нагревателей составляет до 20 кВт.
Установки электроннолучевого напыления по¬
крытий. Представляют собой достаточно сложные н энергоемкие агрегаты,
721
рассчитанные на непрерывную работу в течение 10—15 ч н более. В нашей стране
разработан ряд промышленных н экспериментальных установок с электронно¬
лучевыми испарителями. Из них наибольшее распространение получили уста¬
новки УЭ-137 н УЭ-175, разработанные в ИЭС. Для напыления защитных покры¬
тий на лопатки ГТД (рис. 321). Многотнгельный испаритель состоит иэ двух
цилиндрических тиглей 12 для испарения металлических сплавов н трех прямо¬
угольных тиглей 11 для испарения химических соединений (карбидов, нитридов,
оксидов). По мере испарения сплавов предусмотрена согласованная подача стерж¬
ней специальным механизмом 13. Контроль уровня испаряемого металла осу¬
ществляется телевизионным следящим устройством (на схеме не показано). Много-
тигельный испаритель с линейным расположением источников позволяет на-*
пылять композиционные жаростойкие, теплозащитные н Др. покрытия.
12 3 5 5
Рис. 321. Схема установки УЭ-137 для вакуумного конденсационного напыления
электроннолучевым испарением:
1 — камера испарения; 2 — камера электронных пушек; 3 — пять пушек испа¬
рения; 4 — пушка нагрева изделия; 5 — манипулятор (напыляемые детали);
1 — привод; 8 — подающий шток; 9 — вакуумный затвор; 10 — заслонка; 11,
12 — привод слитков; 14 — экран; 15 -т откачные насосы |
Установка имеет три камеры: рабочую 7, вспомогательную 6 н камеру для
электронных пушек 2. К вспомогательной (шлюзовой) камере крепится привод 7
для подачи, перемещения и вращения напыляемых изделий 5. Использованы
стандартизированные электронные пушки для испарения 3 н нагрева изделий 4.
Откачку камер проводят дифференцированно с помощью высоковакуумных васо-
сов 15. В установке предусмотрена система бесконтактного контроля температуры
напыляемых изделий. Для этого использован фотоэлектрический яркостный
пирометр излучения.
Значительно более совершенна установка УЭ-175. Предварительный элек¬
тронный нагрев изделий осуществляется во вспомогательных камерах, располо¬
женных по обе стороны от рабочей камеры. Предусмотрена автоматическая си¬
стема контроля и управления технологическим процессом испарения на базе
мини-ЭВМ.
Для напыления покрытий электроннолучевым испарением крупногабаритных
тел вращения диаметром до 2,5 м н высотой до 2 м созданы установки типа УТН.
Наметились тенденции к оснащению Электроннолучевых испарителей устрой¬
ствами для ионизации потока пара.
722
Установки с электроннолучевыми испарителями получили большое рас¬
пространение для напыления конструкционных покрытий на различные изделия
электронной техники. В частности, широко известны установки УВН-73П-5;
УВН-83-1; «Лада-5» и др. В них использованы цилиндрические горизонтальные
камеры с держателями напыляемых изделий барабанного типа и вертикальные
колпаковые камеры с транспортирующими устройствами карусельного типа.
Установки для вакуумного напыления покрытий
взрывным дуговым распылением
В СССР создано несколько типов установок высокоскоростного распыления дугой
низкого давления. Наибольшее распространение получили установки типа
«Булат». На рис. 322 приведена схема такой установки с одним испарителем.
Базовым элементом установки является камера 1 с водяным змеевиковым охла¬
ждением. Откачные насосы 5 обеспечивают в камере вакуум до 10~2—10~3 Па.
/ 2
Для вымораживания паров масла предусмотрена азотная ловушка 6. Дуговой
разряд возбуждается между водоохлаждаемым анодом 8 и распыляемым мате¬
риалом — катодом 9. Для первоначального возбуждения дуги служит вспомо¬
гательный электрод 11. ЭлектродуГовой ускоритель плазмы 10 работает от сило¬
вого специализированного источника постоянного напряжения. Для экстракции
ионов из плазменного потока и их ускорения в направлении напыляемого изделия
использован высоковольтный источник питания 7, аналогичный показанному
на рнс. 319, в. От него на напыляемое изделие 2 подается отрицательное смещение
от десятков вольт до 2—3 кВт. В более совершенных установках типа «Булат»
предусмотрены несколько испарителей (до шести). Электромагнитные катушки
выполняют роль стабилизации катодного Пятна иа заданной поверхности распы¬
ляемого материала; фокусировки и ускорения потока напыляемых частиц; от¬
клонения заряженных частиц с целью сепарации потока.
Установки снабжены устройством для автоматического напуска газа в виде
игольчатого натекания 4. Атмосфера камеры контролируется масс-спектро¬
метром 3. Благодаря этому появляется возможность создания плазменных пучков
с регулируемым содержанием ионов различных элементов. Выпускаются н дру¬
гие установки аналогичного назначения («Пуск» и «Юнион» и др.). Основное при¬
менение этих установок сконцентрировано на упрочнении различного вида ин¬
струмента с использованием реакционной формы процесса напыления. Разра¬
ботаны и широко применяются другие установки с дуговым распылеияем.
723
Установки для вакуумного напыления покрытий
ионным распылением
Получили особенно большое распространение при напылении тонкопленочных
покрытий конструктивного назначения: резисторов, интегральных схем н др.
На рис. 323 приведена схема внутрикамерного устройства установки.
Аналогичное конструктивное исполнение имеет установка УВН-Р. Воль¬
фрамовую нить горячего катода располагают в углублении массивного корпуса,
это Несколько предотвращает попадание атомов вольфрама в поток напыляемых
частиц. Анод из коррознонностойкой стали расположен напротив катода. Для
предотвращения перегрева анодный и катодный узлы охлаждаются водой. Рас¬
пыляемый материал (мишень) изолирован оболочкой коробчатого типа со щелью,
закрываемой магнитной заслонкой. К мишенн от силового источника подается
высоковольтное напряжение, регулируемое плавно от 0 до 2 кВ.
Установки для вакуумного напыления покрытий
термическим испарением и ионным распылением
Для напыления покрытий часто применяются установки, в которых процесс
ведется с использованием двух методов. На. рис. 323 показана схема внутри--»
камерного устройства установки УВН-75Р-2.
Эта универсальная установка колпакового
типа с автоматической системой откачки
предназначена для напыления пленок мето¬
дом катодного распыления н электроннолу¬
чевого испарения. Установка комплектуется
нз трех отдельных блоков: рабочей камеры,
смонтированной на сварном корпусе; блока
электропитания; шкафа пнтання н управле¬
ния. Внутри корпуса имеется гидропривод
для подъема камеры н вакуумная система.
Внутрнкамерное устройство смонтировано
под колпаком 6 на базовой плнте ■/. Вось-
мнпознцнонная карусель 4 обеспечивает
транспортировку напыляемых изделий 7 из
бункера 3. Распыление материала осуще¬
ствляется в электроннолучевом испарителе 2
н катодным распылением 8 с экраном 9. Для
подогрева напыляемых изделий применяют
нагреватель 5. Вакуумноплотные вводы вы¬
сокого и низкого напряжения, а также
вводы вращения осуществляются через базо¬
вую плнту. Электрическая схема установки
обеспечивает питание н управление: тлеющим
разрядом при максимальном токе 200 мА и напряжении 5 кВ; электроннолу¬
чевым испарителем при максимальном токе луча 200 МА н напряжении 10 кВ.
Большими возможностями обладает другая модификация установок рассмо¬
тренного типа— УВН-75П-1. Она обеспечивает ионное распыление как на по¬
стоянном, так и на переменном токе. При распыленнн металлов, сплавов, соеди¬
нений металлического типа иа распыляемый материал подается постоянное напря¬
жение до 5 кВ. При распыленнн диэлектриков используют переменное напря¬
жение до 3 кВ частотой 1,76 МГц. Кроме того, установка снабжена двухлучевым
электронным испарителем, работающим на напряжении 6—10 кВ н токе до
200 мА. '
Установки для вакуумного напыления покрытий
полунепрерывного действия
Время конденсации покрытий, как правило, составляет незначительную долю
общего времени цикла напыления изделия. Большая его часть затрачивается на
откачку камеры и другие вспомогательные операции. В установках этого типа
724
возникают трудности воспроизводства идентичных по качеству покрытий. Стрем¬
ление устранить отмеченные недостатки обусловило появление установок полу¬
непрерывного действия. Иногда такие установки называют установками с за¬
крытыми концами. Рабочий объем установок полунепрерывного действия ие
сообщается с атмосферой при загрузке и выгрузке напыляемых изделий. Это
достигается применением шлюзовых камер. Обычно такие установки состоят из
одной нлн нескольких рабочих камер н одной илн нескольких вспомогательных
шлюзовых камер, отдельных от атмосферы и рабочих камер вакуумными затво¬
рами.
Рис. 324. Схема виутрикамериого устройства в установках полунепрерыв¬
ного действия (а) и непрерывного действия для вакуумного напыления по¬
крытия на леиту (б)
Для примера рассмотрим наиболее простую схему установки полунепрерыв¬
ного действия с одной загрузочно-выгрузочной шлюзовой камерой (рис. 324, а).
Установка оснащена групповым держателем напыляемых изделий /, враща¬
ющимся иа рабочем столе 2. В рабочей камере 3 периодически осуществляется
процесс напыления покрытий прн постоянных режимах работы испарителя 4
и закрытом затворе 6. Шлюзовая камера 5 периодически сообщается с атмосферой
прн закрытом затворе 7. В это время происходит загрузка и выгрузка готовых
изделий. Внутренний транспортирующий механизм 8 с приводом 9 обеспечивает
возвратно-поступательное перемещение держателя изделий.
Более производительный процесс реализуется при наличии двух шлюзовых
камер.
Установки для вакуумного напыления покрытий
непрерывного действия
Реализация максимальной производительности при напылении вакуумных
конденсационных покрытий возможна прн использовании установок непрерыв¬
ного действия. Одновременно с этим решается проблема ведения процесса в иден¬
тичных условиях. Непрерывная подача напыляемых изделий в рабочую камеру
устраняет необходимость в остановке испарителя, вакуумной системы н сообще¬
ния рабочей камеры с атмосферой. .Установки непрерывного действия относятся
к повышенному уровню сложности и трудоемкости в изготовлении. В связи с этим
значительный экономический эффект может быть получен лишь в условиях
крупносерийного илн массового производства.
Номенклатура изделий для вакуумного напыления в установках непрерыв¬
ного действия может быть самой разнообразной. На рис. 324, б для примера
приведена схема установки для напыления покрытий на ленту. Она состоит
из механизма I протяжки ленточного материала, нескольких шлюзовых камер 2
с дифференциальной откачкой на входе н выходе рабочей камеры 3 (указано
стрелками). Для уменьшения натекания воздуха в шлюзовые камеры на входе
и выходе предусмотрены герметичные устройства.
В установках непрерывного действия наиболее ответственным узлом яв¬
ляются шлюзовые камеры. Выбор определенного типа шлюзового устройства
зависит от многих факторов: вида загружаемых изделий, степени вакуума в ра¬
бочей камере, долговечности устройства н т. д.
725
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Абромян И. А., Андронов А. Н., Титов А. И. Физические основы электрон¬
ной н ионной технологии. М.: Высшая школа, 1984, 317 с.
Майссел Л., Глэнг Р. Технология тонких пленок: Справочник — М.; Совет¬
ское радио. 1977. 754 с.
Мовчан Б. А., Малашенко И. С. Жаростойкие покрытия, осажденные в ва¬
кууме. Киев: Наукова думка, 1983. 232 с.
Глава XII. ТЕХНОЛОГИЯ ГАЗОТЕРМИЧЕСКОГО И ВАКУУМНОГО
КОНДЕНСАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ
I. Выбор типа покрытий
Тип покрытия выбирают из условий эксплуатации напыляемого
изделия и других специфических требований. Ранее было пока¬
зано разделение покрытий на следующие группы: защитные,
конструкционные, технологические и декоративные. Особенно
большую группу составляют защитные покрытия. Здесь можно
выделить следующие типы покрытий: износостойкие; коррозион¬
ностойкие и жаростойкие; теплозащитные, электроизоляцион¬
ные и др.
При выборе износостойких покрытий необходимо учитывать
характер взаимодействия трущихся пар. Во всех сочетаниях
необходимо стремиться к выбору покрытия t минимальным коэф¬
фициентом трения. На износ достаточно хорошо работают покры¬
тия, содержащие твердые частицы и пластичную связку. Покры¬
тия должны иметь высокую адгезионную и когезионную проч¬
ность, в ряде случаев на уровне 100—250 МПа. Требования,
предъявляемые к пористости покрытий не однозначны. Покры¬
тия, работающие на истирание в условиях смазки (поршневые
кольца, гильзы цилиндров и др.) могут иметь значительную по¬
ристость, достигающую* 10—15 %.' Покрытия на инструменте,
особенно режущем, целесообразно напылять с минимальной по¬
ристостью.
Коррозионностойкне и жаростойкие покрытия выбирают с уче¬
том минимального взаимодействия с агрессивной средой. Покрытия
должны обладать невысокой пористостью, особенно открытого
типа. Для жаростойких покрытий часто предъявляют повышен¬
ные требования к теплостойкости (теплосменам).
Теплозащитные покрытия напыляют из материалов с низким
коэффициентом теплопроводности. Во многих сочетаниях к ним
предъявляют высокие требования по теплостойкости. Наличие
развитой пористости в теплозащитных покрытиях повышает их
эффективность.
Конструкционные покрытия выполняют в изделии роль кон¬
структивного элемента. Типичным примером конструкционных
покрытий может служить тонкопленочный слой, наносимый на
многие изделия, относящиеся к микро- и радиоэлектронике,
726
например, интегральные схемы, полупроводниковые элементы
и т. д. Требования, предъявляемые к таким покрытиям исключи¬
тельно высокие, особенно, к постоянству химического состава,
микроструктуре, напряженному состоянию. В электротехниче-
ской промышленности часто используют напыление для создания
резисторов с широким диапазоном сопротивлений. При произ¬
водстве газотурбинных двигателей, на статорные поверхности
компрессора и турбины напыляют конструкционные покрытия
в виде срабатываемых уплотнений. При высокой адгезии и тепло¬
стойкости когезионная прочность таких покрытий должна быть
невысокой.
В качестве конструктивного элемента могут выступать и целые
изделия, получаемые методами напыления. В практике их часто
называют «корковыми» изделиями.
Технологические напыленные покрытия предназначены для
упрощения другого основного технологического процесса, напри¬
мер, сварки или пайки. Нередки случаи, когда материалы плохо
свариваются между собой. Для этих целей с успехом могут быть
использованы напыленные промежуточные слои, между которыми
легко осуществляется междуатомная связь при сварке. Суще¬
ственно упрощается процесс пайки при напылении слоя припоя
на соединяемые элементы. Особенно это относится к тем случаям,
когда невозможно ввести припой традиционными способами.
В соответствии с типом покрытия и условиями эксплуатации
выбирают его состав, толщину, метод и способ напыления и дру¬
гие технологические особенности.
2. Выбор состава покрытия и его толщины
Для напыления покрытий различных типов могут быть исполь¬
зованы многие группы неорганических материалов как в одно-
компонентном варианте, так и смеси с другими компонентами.
В последнем случае покрытия относят к композиционным. При
выборе состава покрытия необходимо наряду с эксплуатацион¬
ными требованиями учитывать и их совместимость к материалу
напыляемого изделия.
Под совместимостью следует понимать принципиальную воз¬
можность адгезионного взаимодействия материалов покрытия и
напыляемого изделия. Кроме того, в совместимых покрытиях
физико-химические процессы на границе раздела в процессе
эксплуатации не приводят к нарушению стабильности исходного
состояния композиции. Например, исключается образование галь¬
ванических пар, хрупких фаз и т. д.
Для удобства анализа физико-химических процессов при на¬
пылении составы материалов покрытий целесообразно разбить
на группы. Принимая за основу близость свойств материалов, их
можно разбить на следующие группы: чистые металлы; металли¬
ческие сплавы; металлидные соединения и сплавы на их основе;
727
металлоидные соединения и сплавы на их основе; оксиды; сложные
композиции, состоящие из различных групп материалов.
Для напыления различных типов покрытий могут быть ис¬
пользованы материалы одной или нескольких групп. Так, напри¬
мер, для напыления износостойких покрытий пригодны материалы
f г г-t
Рис. 325. Строение некоторых композиционных покрытий:
а — покрытие, напыленное одновременно двумя компонентами: 6 — покрытие
с промежуточным слоем; « — многослойное покрытие; г — покрытие, напылен¬
ное на закрепленную сетку
/ — металл; 2 — оксид
всех перечисленных групп. В группе чистых металлов часто для
напыления износостойких покрытий используют молибден и
хром; в группе металлических сплавов — простые и сложные
системы. В качестве простых напыляют сплавы системы Fe—С;
в качестве сложных напыляют сплавы системы N1—Сг—В—Si—С
!
Рис. 326. Зависимость адгезионной прочности покрытия оа от его тол¬
щины 6„ (а) и выбор температурного коэффициента линейного расши¬
рения (б) материала промежуточного Слоя:
/ — промежуточный слой; 2 — материал покрытия; S' напыленное
изделие
и др. Из материалов всех групп формируют коррозионностойкие
и жаростойкие покрытия. Для теплозащитных покрытий наиболее
целесообразна оксидная группа материалов или композиционных
с обязательным включением оксидного компонента.
Роль композиционных материалов в ряде типов покрытий осо¬
бенно велика. Так, например, в состав покрытия часто вводят
твердый и пластичный компоненты. Благодаря Этому повышается
728
пластичность напыленного материала, а следовательно, и его
эксплуатационные свойства. Строение некоторых композиционных
покрытий показано на рис, 325. Для всех типов покрытий важное
значение имеет его толщина. Выбор толщины в основном опре¬
деляется условиями эксплуатации напыляемого изделия. При
восстановлении изношенных изделий методами напыления часто
толщина покрытия определяется величиной износа. Теоретические
исследования, практика напыления и последующая эксплуатация
напыленных изделий показывают, что с увеличением толщины
покрытия возрастает вероятность его отслаивания. На границе
раздела формируется напряженное состояние, способствующее
разрушению покрытия. Адгезионная прочность ста с увеличе¬
нием толщины покрытия 6П падает (рис. 326, а). Поэтому во всех
случаях при выборе толщины покрытия следует стремиться
к минимально возможным его значениям.
Требования, предъявляемые к покрытиям
Требования, в общем случае, определяются назначением покры¬
тия и иногда противоречивы. Однако всегда требуется достаточ¬
ная адгезионная прочность, равномерность по толщине, отсутствие
вздутий, вспучиваний. Не допускаются трещины, сколы, отслое¬
ния, расслоения и др. поверхностные дефекты. Наряду с пере¬
численным контролируется пористость покрытий, а в ряде слу¬
чаев, и другие показатели качества.
Специальные свойства покрытий (износостойкость, коррозион¬
ная стойкость и т. д.) должны соответствовать требованиям кон¬
структорской документации.
Правила приемки
Изделия с напыленными покрытиями предъявляются к сдаче
партиями. За партию принимают любое количество изделий одного
типоразмера, напыленных по одному технологическому режиму
и оформленных одним документом о качестве. Изделия с покры¬
тиями подвергают приемо-сдаточным типовым испытаниям. Типо¬
вые испытания проводят при отработке и изменении технологии
напыления покрытий и при проверочных испытаниях. Для этих
целей обычно используют стандартные методики и образцы.
Приемо-сдаточные испытания предусматривают 100 %-ный конт¬
роль состояния поверхности напыленного покрытия и его тол¬
щины.
3. Применение промежуточных слоев
Для повышения качества покрытий иногда прибегают к напыле¬
нию подслоев. Необходимость в этом возникает при неудовлетво¬
рительной совместимости материала покрытия с напыляемым
изделием. Особенно часто несовместимость проявляется в низкой
адгезионной прочности; образовании на границе раздела проме¬
жуточных фаз, снижающих эксплуатационные свойства напьглен-
24 В. Н. Анциферов и др.
729
ных изделий; большого различия в температурных коэффициен¬
тах линейного расширения материала покрытия и изделия и т. д.
Исходя из этого и выбирают материал промежуточного слоя и
способы его создания.
Во всех случаях при выборе материала промежуточного слоя
необходимо стремиться, чтобы его температурный коэффициент
линейного расширения занимал промежуточное значение в компо“
зиции покрытие — изделие (рис. 326, б). Благодаря этому сни¬
жается напряженное состояние на границе их раздела. Правильно
выбранный материал промежуточного слоя значительно повышает
теплостойкость напыленных покрытий.
Другим важным показателем для материала подслоя является
энтальпия напыляемых частиц. С увеличением энтальпии, как
известно, повышается контактная температура, и, соответственно,
адгезионная прочность. Практика показала хорошие результаты
при использовании для промежуточных слоев тугоплавких метал¬
лов (в расплавленном состоянии энтальпия молибдена составляет
105 Дж моль, а вольфрама 130 Дж/моль), а также композицион¬
ных термореагирующих порошков. Например, плакированных или
конгломерированных частиц никеля и алюминия. „ Температура
частиц достигает 3460 К и более.
Принципиальная схема выбора материала промежуточного
слоя состоит в следующем: сглаживание разницы в температурном
коэффициенте линейного расширения покрытия и напыленного
изделия; напыление подслоя частицами с максимальной энталь¬
пией; снижение уровня диффузионного взаимодействия на гра¬
ницах раздела изделие—промежуточный слой —> покрытие с об¬
разованием нежелательных фаз.
Соблюдение рассмотренной схемы при выборе материала про¬
межуточного слоя обычно представляет серьезные трудности.
Часто удается выполнить одно или два условия. Например, только
согласование температурных коэффициентов линейного расшире¬
ния или повышение адгезионной прочности за счет высокой
энтальпии напыляемых частиц. Применяют для напыления про¬
межуточных слоев термореагирующие порошки системы А1—Ni,
молибден, вольфрам и т. д.
Наряду с напылением промежуточных слоев используют и
другие способы их создания. Например, на поверхность напыле¬
ния укладывают и закрепляют тонкую сетку из соответствующего
материала (см. рис. 325, г).
Промежуточные слои используют не только при газотермиче¬
ском напылении. Широко известна технология вакуумного кон¬
денсационного напыления с переменным составом по толщине
покрытия. Вакуумные конденсационные методы позволяют легко
управлять составом покрытий. Так, например, при напылении
шггрнда титана на инструментальные изделия первый с)юй состоит
практически из чистого титана, промежуточный — из титана н
нитридов и вавершающий — полностью из нитрида титана.
730
4. Выбор методов и способов напыление покрытий
Правильный выбор метода и способа напыления определяет,
в первую очередь, качество покрытия и производительность.
Выбор целесообразно проводить: исходя из требований, предъяв¬
ляемых к качеству покрытия; учитывая свойства материала по¬
крытия; в зависимости от толщины покрытия; с учетом реализа¬
ции максимальной производительности и других особенностей.
Высокое качество покрытий легче всего получить при вакуум¬
ных конденсационных методах напыления. Особенно в способах,
где поток напыляемых частиц (пара) стимулирован плазмой.
При газотермических методах наиболее высокое качество покры¬
тий обеспечивается детонационно-газовым напылением. Анало¬
гичные результаты могут быть достигнуты при плазменных спо¬
собах напыления, например, с общей защитой в низком вакууме.
Вакуумные конденсационные методы напыления позволяют
получать покрытия практически любого состава. При газотерми¬
ческих методах возникают сложности, связанные с напылением
термически нестабильных соединений. В процессе нагрева наблю¬
дается диссоциация этих соединений или их сублимация. Так
ведут себя многие нитриды (TiN, ZrN, A1N и др.), некоторые
оксиды (железа, меди и др.) и ряд других соединений. Состав
напыляемого материала может существенно изменяться в резуль¬
тате избирательного испарения отдельных элементов с высокой
упругостью пара. Газотермическое напыление на воздухе всегда
связано с окислением напыляемого материала. При этом состав
покрытия может существенно отличаться от состава напыляемого
материала по наиболее легко окисляемым элементам. Сохранение
исходного состава напыляемого материала возможно при дето¬
национно-газовых способах напыления.
Толщина покрытия оказывает существенное влияние на выбор
метода напыления. Тонкие (пленочные) покрытия достижимы
только методами вакуумного конденсационного напыления. Ми¬
нимальная их толщина может составлять около 10-8 нм. Газотер¬
мические методы обеспечивают минимальную толщину покрытия,
близкую к диаметру напыляемых (dQ — d4), частиц, равную
10—100 мкм.
Большое влияние на выбор метода оказывает производитель¬
ность процесса. В этом отношении газотермические методы зна¬
чительно предпочтительны по сравнению с Вакуумными конден¬
сационными методами.
При выборе метода и способа напыления необходимо также
учитывать энергоемкость процесса, коэффициент использования
материала и другие факторы,
5. Порошки длв газотермического напыления и способы их подготовки
Для газотермического напыления применяют большое количество
порошков из различных материалов с размером частиц от 5 до
200 мкм. Для напыления покрытий используют порошки обще-
24* 73!
промышленного назначения и специализированные.*Специализи¬
рованные порошки часто выпускают трех классов! ОМ — особо
мелкие; М — мелкие; С — средние. Фракционный состав частиц
в пределах класса не одинаков для различных групп материалов.
Обычно класс ОМ содержит частицы фракций 40—100 мкм, М —
100—280, С — 280—630.
Для напыления применяют порошки двух типов: рднокомпо-
нентные и двух или более компонентов. Последние называют ком¬
позиционными порошками.
Однокомпонентные порошки
Представляют собой частицы из одного элемента (алюминия,
титана, молибдена и др.) иЛи сплавы из различных элементов.
Например, Fe—С; Ni—Al; W—С; Ni—Сг; Ni—Сг—В—Si и др.
Структура частиц может быть как гомогенной, так и гетероген¬
ной. Обычно однокомоонентныб порошки получают распылением
расплавов или восстановлением. Соответственно различают по¬
рошки распыленные и восстановленные. В практике газотермиче-
ского напыления, главным образом, применяют однокомпонентные
порошки. Основное достоинство их состоит в получении покрытий
с однородным химическим составом и структурой.
Композиционные порошки
Состоят из двух или более различных по свойствам компонентов,
разделенных между собой четкой границей раздела. Строение
композиционных порошковых частиц, получивших наибольшее
распространение, показано на рис. 327, а.
Рис. 327. Строение порошковых композиционных частиц (а) и порошковых
проволок (б):
1, 8. В — плакированные; 2 — коигломерированиые; 4, 6 — смешанного ти¬
па; J—JII •— с металлической оболочкой; IV — органическая оболочка
При газотермическом напылении композиционными порошками
обеспечивается: получение гетерогенных мелкодисперсных струк¬
тур с равномерным распределением компонентов (Со—WC—TiC;
732
Ni—Ni3Al—AI; N1—A1203 и др.) протекание экзотермических
реакций между компонентами порошка (Ni—Al; Ni—Ti; Со—Al;
Ni—Cr—Al и др.); защита ядра напыляемой частицы плакировкой
от взаимодействия его с газовой фазой и др.
Композиционные порошки по характеру их поведения при
газотермическом напылении разделяются на две группы: экзо-
термически реагирующие и тер-
монейтральныё.
" В экзотермически реагиру-
ющих ""порошках различаются
"следующие типы композиций:
металлидные Ni—Al; Ni—Ti;
Со—Al; Со—Si; Mo—Ni и др.;
металлооксидные Al—NiO; Al—
FeO; Cr—CuO; Ti—NiO и др.;
металлоидные Al—WC; Ti—SiC;
Ti—B4C; Ti—Si3N4 и др.
При напылении покрытий
композиционными экзотермиче¬
скими реагирующими порош¬
ками важно совмещение нагрева
частиц от основного источника
теплоты с теплом, которое выде¬
ляется при протекании реакции.
Адиабатическое возрастание
температуры напыляемых ча¬
стиц за счет реакции син¬
теза образующихся соединений
можно оценить по выражению:
A^w-Qa/Cp, (12.1)
где С?э — тепловой эффект взаимодействия; Ср — теплоемкость.
Тепловые эффекты возможных реакций в композиционных
порошках приведены на рис. 328.
Наиболее значительные тепловые эффекты в металлооксидных
композициях. Для большинства оксидов АТа. д превышает 2000 °С.
В металлидных системах тепловой эффект реакции существенно
ниже. Прирост температуры напыляемых частиц достигает 300—
1000 К.
Для протекания экзотермической реакции необходимо частицу
нагреть до определенной температуры. В зависимости от реаги¬
рующих систем эта температура составляет 600—1300 °С.
В термонейтральных порошках имеются различные типы ком¬
позиций. Рассмотрим их. Маталл (сплав) — тугоплавкое метал¬
лоидное соединение: Сг—WC; Ni—WC; Ni—Cr3C2; Ni—Ti—В;
Cu—SiC; Mo—Cr3C8; (Ni—Cr)—WC; (Ni—Cr—B—Si)—WC и др.
Металл (сплав) — металлидные соединения (Ni—Cr)—NiAl;
(Ni—Cr—В—Si)—NiAl и др.
Рис. 328. Тепловой эффект реакций:
1 - VaO, + Ог; 2 — NiAl + Ог; 3 - А1 +
+ Ог; 4 — CuO + АР, 5 — СоО + А1; 6 —
NiO + АР, 7 — WO, + А1; 8 — Сг,Оа +
+ А1; 9 — 3 Ni + Al = N|„A1; 10 — Ni +
+ Al = NiAl; 11 — ZrOs + Al
733
Металл (сплар) — твердая смазка А1—BN; Ni—BN; никель,
графит; (Ni—Сг)—CaFa; Мо—Мо—S и др.;
Металл (сплав) — оксид: Ni—А1203; Ni—Zr02; Си—ZrOa; Ni—
MgO; Mo—A1203 и др.;
Оксид-оксид: Si02—Сг203; ТЮ2—A1203; А12*ТЮ2—MgO и др.
При газотермическом напылении термонейтральных компо¬
зиционных порошков экзотермическая реакция не протекает или
тепловой эффект ее пренебрежимо мал.
Получение композиционных порошков
В основном используют: плакирование и конгломерирование
(см. рис. 327).
Плакирование порошковых частиц осуществляют следующими
методами: химическим восстановлением плакирующего элемента
нз солей; электролитическими способами; карбонильный разло¬
жением соединений; вакуумным конденсационным напылением;
диффузионным насыщением. '
В настоящее время для плакировки порошков в основном
используют восстановление металлов (никеля, кобальта, меди
и др.) из их солей водородом, гипофосфитом натрия, гидразином
и другими восстановителями. Электролитический метод малопро-
нзводителен. Перспективны 1^0аш1Дьаьш--и—ев^суушюкоаденса;
ционный методы плакировки.
ТолщингГплакировки 6П в Пределах фракции порошка меняется
незначительно и обычно составляет 2—5 мкм и более. При расче¬
тах объемной и массовой доли осажденного металла необходимо
учитывать проникновение его в поверхностные дефекты порош¬
ковых частиц. Кинетика поведения плакировки на частицах в усло¬
виях газотермического напыления изучена Недостаточно. При
выборе способа и режима напыления необходимо учитывать боль¬
шую вероятность сворачивания плакировки на частицах вплоть
до полного ее отделения. В процессе нагрева и переноса частицы
возможен захват плакировки, особенно при малых значениях
bjda.
Конгломерирование композиционных порошков осуществ¬
ляют с применением связующих веществ. Благодаря этому воз¬
можны любые композиции, реализуется несложная технология,
достигается высокая экономичность. Удаление растворителя осу¬
ществляется в процессе сушки порошков. Высокотемпературное
спекание позволяет повысить прочность гранул в частично уда¬
лить связующее вещество. Конгломерированные частицы с не¬
достаточной механической прочностью распадаются в процессе
иагрева и переноса при напылении. Эффективность композиции
при этом снижается.
Для получения однородных конгломерированных частиц ис¬
пользуют тонкодисперсные порошки с размером 1—10 мкм. Для
стимулирования экзотермических реакций важно иметь мини¬
мальную степень окисления исходных компонентов. Это особенно
734
относится к алюминию, образующему на поверхности порошковых
частиц прочную оксидную пленку. Наличие оксидов на порош¬
ковых частицах в композиции разобщает реагирующие компо¬
ненты и тормозит протекание реакции.
В ряде случаев целесообразно вводить в конгломерат вещества,
обладающие восстановительной способностью по отношению к окси¬
дам, например, некоторые галогениды.
В СССР и других странах разработано большое количество
марок порошков для газотермического напыления покрытий.
Многие из них освоены в промышленном производстве. Марки
порошков будут рассмотрены в разделах по напылению покрытий
из различных групп материалов.
Подготовка порошков. Большинство порошков для
газотермического напыления поставляют в специальной таре.
Для определения размера частиц часто используют ситовый
анализ (ГОСТ 3584—73). Набор сит с размером ячеек в свету
0,05; 0,063; 0,1; 0,125 мм позволяет простым способом оценить
гранулометрический состав порошка. Имеются и другие способы
определения гранулометрического состава порошков, особенно
мелкодисперсных с размером частиц менее 40 мкм.
Обязательной операцией при подготовке порошков является
их сушка или прокаливание. При этом улучшается сыпучесть
порошка, снижается количество связанной и адсорбированной
влаги, органических загрязнений. Для сушки металлических
порошков температура составляет 120—150 °С. При более высо¬
ких температурах наблюдается интенсивное окисление порошка.
Оксидные порошки прокаливают при температуре 600—700 °С.
Для сушки и прокаливания используют металлические противни
с толщиной засыпки 5—10 мм. Время обработки выбирают в пре-
делах 2—5 ч. Сушку и прокалку порошков осуществляют в печах
или шкафах.
Подготавливая порошки для напыления, полезно проверить
их сыпучесть. Для этих целей используют методики, принятые
в порошковой металлургии.
При подготовке для напыления нестандартных порошков
большое внимание уделяют рассеву. При этом используют как
ситовый рассев, так и другие способы разделения. Для некоторых
порошков целесообразна операция обезжиривания.
в. Проволока и стержни для газотермического напыления покрытий.
Способы их подготовки
Применяют различные типы проволочных материалов и стержней.
Проволочные материалы не лимитированы по длине, диаме¬
тром 0,5—5,0 мм подразделяют на следующие группы: 1) про¬
волоки сплошного сечения; порошковые проволоки с металличе¬
ской оболочкой; 3) порошковые проволоки с органической обо¬
лочкой (рис. 327, б).
735
Порошковые проволоки сплошного сечения, обычно из чистых
металлов или сплавов на их основе производят методами волоче-
ння. Этот вид проволочных материалов получил наибольшее
применение для газотермического напыления. Специализирован¬
ные марки проволок для напыления пока выпускают в ограни¬
ченном количестве. В основном используют проволоки общепра;
мышлевного назначения или специализированные, например,
сварочные, электротехнические и другие. Марку проволоки вы¬
бирают, исходя из требований к свойствам покрытий. При этом
задиры, вмятины, расслоения, следы коррозии и другие дефекты
не допускаются.
Подготовка проволоки перед напылением чаще всего заклю¬
чается в обезжиривании и травлении. Обезжириванием удаляют
органические загрязнения; травлением — оксидные пленки. Со¬
ставы ванн и режимы обработки определяются маркой проволоки.
Во многих случаях эффективна абразивно-струйная очистка про¬
волоки, электрополировка и другие способы.
Порошковые проволоки с металлической ободочкой перспек¬
тивны для газотермического напыления композиционных покры¬
тий. Порошковые проволоки производят вальцовкой ленты
в трубку с одновременной засыпкой дисперсной массой. При после¬
дующем волочении заполненной трубки «получают проволоку
различных диаметров. При этом легко регулируется отношение
между массой порошка и оболочки. Возможны разнообразные
сочетания в расположении оболочка и поройжа (см. рис. 327, б).
Подготовку порошковых проволок перед напылением осуще¬
ствляют посредством их обезжиривания протиркой сильными
растворителями (бензином, ацетоном идр.) или абразивно-струйной
очисткой.
Порошковые проволоки е органической оболочкой применяют
в основном для газопламенного напыления и реже для плазмен¬
ного. Промышленное производство таких проволок — шнуров
находится в стадии совершенствования.
Стержни сплошного сечения изготавливают отливкой. По¬
рошковые Стержни формуют из измельченных материалов, налри-
мер, оксидов, а затем подвергают спеканию. Обычно их диаметр
составляет 3—6 мм, а Длина 500—600 мм,
7. Распыляемые материалы
для вакуумного конденсационного вапыления покрытий
Для вакуумного конденсационного напыления покрытий исполь-
ауют широкий класс различных материалов, в том числе и ком¬
позиционных. Наряду с материалами общепромышленного назна¬
чения часто используют специальные материалы, приготовленные
для напыления покрытий с заданными свойствами. Например,
сплавы Ni—Сг; Со—Cr; Ni—Со—Cr; Ni—Сг—А1—Y и др.
Для распыления применяют материалы в виде порошка,
проволоки, стержней, таблеток, дисков н других форм. Общим
736
требованием к материалам является строгое соответствие химиче¬
скому составу по основным легирующим элементам; высокая
степень чистоты по примесям и инородным включениям; мини¬
мальная загазованность.
8. Подготовка поверхности напыляемых изделий
Качественная обработка поверхности изделий перед напылением
во многом гарантирует высокую адгезионную прочность покрытий.
Поверхность изделий, поступающих на напыление, обычно содер¬
жит различные виды загрязнения.
1. Физические или механические загрязнения. К ним отно¬
сятся пыль, ворсинки, абразивные частицы и др. Загрязнения
химически не связаны с поверхностью или имеют очень слабое
адгезионное взаимодействие.
2. Органическое загрязнение в виде адсорбированных тонких
и толстых пленок. К ним следует отнести различные смазки, воск,
парафин, и др. ,
Зг Загрязнения, растворимые в воде: соли, кислоты, щелочи
и др.
4. Химически связанные загрязнения. К ним относят: оксид¬
ные, нитридные, сульфидные и другие, а также более сложные
соединения (гидрооксидные, оксинитридные и др.).
5. Газообразные загрязнения, адсорбированные поверхностью.
Поверхность изделий, поступающих на напыление, находится
в состоянии термодинамического равновесия. Свободные связи
поверхностных атомов насыщены химическими связями загряз¬
нений.
Количественные оценки загрязнений на поверхности напыле¬
ния затруднены. Предварительные оценки показывают наличие на
поверхности около 3—б мкг/мма органических загрязнений. Тол¬
щина оксидной пленки составляет 3—30 нм (и более).
Особенно неблагоприятное действие оказывают органические
загрязнения. Существенное их влияние проявляется уже при
содержании 1 мкг/мм2.
Оксидные пленки оказывают меньшее влияние на адгезионную
прочность покрытия. Устойчивые оксидные пленки толщиной
меньше 0,5 мк не оказывают существенного влияния на контакт¬
ную температуру. Вместе с тем энергия активации оксидных
пленок выше энергии активации соответствующих металлов.
На адгезионную прочность покрытий оказывают влияние пленки
толщиной свыше 10—15 нм. По-видимому меньшее влияние будет
проявляться при наличии на напыляемой поверхности легко
сублимируемых оксидных пленок. В контакте такие пленки раз¬
рушаются, способствуя образованию прочных связей. Это можно
отнести к таким металлам как молибден, вольфрам и т. д.
Подготовка поверхности перед напылением преследует сле¬
дующие цели: удаление жировых и других видов загрязнений;
737
удаление оксидных и более сложных пленок при подготовке ме¬
таллических, металлидных или металлоидных поверхностей.
Наряду с этим необходимо активировать напыляемую поверх¬
ность, т. е. вывести ее из состояния термодинамического равнове¬
сия. Для этого необходимо разорвать связи между поверхност¬
ными атомами твердого тела и инородными поверхностными ато¬
мами, повысить энергию поверхностных атомов до уровня обеспе¬
чения их химического взаимодействия с напыляемыми частицами.
При напылении покрытий на активированную поверхность необ¬
ходимо учитывать возможность быстрой утери приобретенных
свойств. Химическая адсорбция газов восстанавливает освободив¬
шиеся между атомные связи.
Активация напыляемой поверхности значительно усиливается
при образовании в поверхностном Слое структурных дефектов.
При этом не только возрастает Энергия атомов, но и увеличивается
скорость их диффузии в процессе химического взаимодействия..
Подготовку напыляемой поверхности следует проводить с та¬
ким расчетом, чтобы наряду с очисткой осуществлялся и процесс
ее активации. Выбор способа подготовки зависит от материала
напыляемого изделия и его конструкции. Необходимо учитывать
в изделии наличие тонкостенных элементов. В этих случаях актив¬
ные сдвиговые деформации в поверхностных слоях приведут к иска¬
жению геометрии изделия.
При выборе способа подготовки поверхности необходимо учи¬
тывать и методы напыления. При тазотермических Методах необ¬
ходима шероховатость на напыляемой поверхности в пределах
= 20—80. Меньшие значения для детонационного напыления;
большие — для1 других методов. Наличие на поверхности напы¬
ления гребешков (выступов) увеличивает контактную Темпера¬
туру на выступах. При этом возрастает суммарная поверхность
взаимодействия покрытия. Увеличивается роль механического
сцепления при закреплении напыленного материала.
Шероховатость при вакуумных конденсационных методах напы¬
ления должна быть соизмерима с толщиной покрытия. Часто шеро¬
ховатость поверхности не должна превышать класс чистого обра¬
ботанного изделия.
Обезжиривание напыляемых изделий
Преследует цель удаления различного рода жировых загрязнений.
Совместно с предварительной и последующей промывкой уда¬
ляется большинство других загрязнений, химически не связанных
с поверхностью напыляемого изделия. Обезжириванию подвер¬
гают практически все напыляемые изделия. Обработку ведут
в ваннах или применяют местное обезжиривание, посредством
протирки ветошью или хлопчатобумажными салфетками.
Рекомендуются многие составы ванн и режимы обработки.
В частности: 1) 35—40 г/л тринйтрийфосфата; 2) 40—45 г/л
кальцинированной соды.
738
Температура ванны 75—85 °С; время обезжиривания 20—
25 мин. Затем следует промывка горячей и холодной проточной
водой и последующая сушка сжатым воздухом, подогретым до
температуры 50 °С.
Широкое распространение получило обезжиривание в ваннах
с органическими растворителями, например, «Ломбид ■ 315» и др.
Для местного обезжиривания применяют более сильные
растворители: бензин, уайт-спирит, ацетон и др.
Очистка напыляемых поверхностей
от химически связанных соединений
Применяют различные способы очистки: абразивноструйную;
травление; воздействие ультразвука; тлеющими и дуговыми раз¬
рядами; СВЧ полем и др.
Абразивноструйная очистка. Относится к наиболее pacnpoJ
страненному методу подготовки поверхности при газотермическом
напылении. Обработку поверхности проводят струей сжатого
воздуха с абразивными частицами в защитных камерах. Двух¬
фазный, направленный скоростной поток создается пистолетом
эжекционного типа. Процесс ведут как вручную, так и с приме¬
нением механизации. В качестве абразивных частиц используют
электрокорунд, карбид кремния, дробь чугунную (ДЧК) и сталь¬
ную (ДСК) и др. Сжатый воздух должен быть хорошо очищен
и соответствовать установленному стандарту. Размер абразивных
частиц составляет 0,3—1,5 мм._ Давление воздуха выбирают
в пределах 0,4—0,7 МПа; дистанцию обработки — в пределах
0,08—0,15 м; угол встречи 60—90°; расход абразивных частиц
300—500 кг/ч. Контроль поверхности проводят по эталонным
образцам. Параметры режима обработки существенно влияют на
адгезионную прочность покрытий и их нужно находить оптималь¬
ными для различных сочетаний. В качевтве примера можно рас¬
смотреть плазменное напыление порошкового железа на образцы
из стали 45. На адгезионную прочность особенно большое влияние
оказывает марка дроби и размер частиц. Зависимости <та, Rz и
Д£/£220 (отношение величины прироста микроиапряжений обра¬
ботанной поверхности к величине микронапряжений исходной
поверхности) от дистанции обработки, времени очистки и после¬
дующего вылеживания приведены на рис. 329. Из графиков
следует, что оптимальная дистанция обработка составляет 100—
150 мм, время очистки 25—30 с. Вылеживание обработанных
изделий продолжительностью не более 1 сут не влияет на
Д£/£220 и аа.
Вылеживание после обработки должно быть минимальным.
Время релаксации для каждого материала различно. Поэтому
в ряде производственных инструкций срок вылеживания состав¬
ляет ие более 2—5 ч.
Абразивно-струйная обработка вносит существенные измене¬
ния в поверхностные слои напыляемой поверхности. Происходит
739
насыщение их структурными дефектами. Поверхность приоб¬
ретает аномальные физико-химические свойства. При этом резко
возрастает скорость диффузии поверхностных атомов и их энер¬
гия. Так в никеле и никельхромовых сплавах В результате абра¬
зивноструйной обработки скорость самодиффузии возрастает при¬
мерно в 30 раз.
Травление, химическая и электрическая полировка. При этих
способах подготовки напыляемых изделий вскрываются энергети¬
чески стабильные элементы поверхности в виде террас, граней
/в2io
в
1
1
Л
т,<г
Рис. 329. Влияние на ffa, Rz, ДВ/В2Ы дистанции обработки (а)) Времени
очистки (б) и времени вылеживания после обработки (а)
и др. Дополнительные нарушении кристаллической решетки
незначительны или вообще отсутствуют. Все это не способствует
активации поверхности при ее очистке.
Составы ванн и режимы выбирают исходя из свойств материала
напыляемого изделия. Неправильно выбранный состав может дать
отрицательные результаты из-за пассивации поверхности. В отли¬
чие от абразивноструйной очистки эти способы подготовки мало
изучены. Их, в основном, применяют при подготовку изделий
малого размера, при наличии тонкостенных Элементов. Для
вакуумного конденсационного напыления химическое травление
и полировку используют достаточно широко.
Очистка поверхности электрическими газовыми разрядами.
Особенно широко такую очистку применяют при вакуумных
конденсационных методах напыления. В большинстве установок
этого типа предусмотрены устройства для предварительной очи¬
стки поверхности напыления тлеющим высоковольтным раёрядом.
После проведенной очистки с минимальным перерывом начинается
процесс нанесения покрытия.
В последнее время получают большое распространение способы
плазменного напыления в герметичных камерах при нормальном
и пониженном давлении плазмообразующего газа. Благодаря
этому появляется возможность окончательной очистки поверх¬
ности изделий газовыми электрическими разрядами. При дальней¬
шем развитии уровня техники появится возможность использо¬
вать такую очистку и при других методах газотермического на¬
пыления. Очистку тлеющим разрядом проводят при невысоком
740
разрежении (100—0,1 Па) с применением тяжелых бомбардиру¬
ющих ионов аргона. Ускоренные ионы способны смещать атомы
в кристаллической решетке дли выбивать их. Для этого нужна
энергия ионов, превышающая пороговые значения. Величина ее
зависит от теплофизических свойств материала очищаемого из¬
делия:
где Еа — пороговая энергия бомбардирующих ионов; а — коэф¬
фициент аккомодации, определяющий максимальную энергию,
которую ион может передать атому; Н — теплота возгонки мате¬
риала.
Для большинства материалов И «= 1,4—1,8 эВ/атом.
Если принять а = 0,9, то пороговая энергия определится
в следующих пределах:
При Еа = Ei интенсивность очистки мала. Для удаления
одного атома при очистке поверхности требуется несколько тысяч
бомбардирующих ионов. На практике применяют Е, > Еп или
Ei = 100—200 эВ.
Реже для очистки поверхности применяют ускоренные элек¬
троны из-за неспособности их эффективно передавать энергию
атомам твердого тела.
Доля энергии, передаваемой электронами ядру (АД), опре¬
деляется из выражения
где Е — кинетическая энергия электронов; tn, М — массы элек¬
тронов и атомного ядра.
Для очистки материалов с атомным весом 10 и 200 кинетиче¬
ская энергия электронов должна составлять 0,1 • 10е и 1,1 • 10е эВ
соответственно. Такие значения кинетической энергии реали¬
зуются только в рентгеновских трубках и СВЧ-приборах.
Обработка поверхности ускоренными ионами не только очи¬
щает поверхность, но и в значительной степени ее активирует.
Экспериментально обнаруживаются дислокации на глубине до
0,05 мм. В поверхностных слоях появляются вакансии и дислока¬
ции. Для очистки тлеющими разрядами используют режимы про¬
цесса: /р = 30—60 МА; Up = 1,5—3,0 кВ; время очистки 5—25 с.
Наряду с тлеющими для очистки напыляемой поверхности
могут быть использованы и дуговые разряды. И в этом случае
на поверхности наблюдаются эрозионные процессы. Однако харак¬
тер разрушения иной. Следы поражения от воздействия дугового
разряда имеют вид прилегающих друг к другу лунок с неравно¬
мерным их расположением. В центре лунки и около нее обнаружи¬
вается расплавленный материал. В зоне термического влияния
Еиа Н,
(12.2)
Еа = 1,5—90 эВ.
(12.3)
(12.4)
741
наблюдается дробление зерен на субзерна, содержащие большое
количество дислокаций., Это вызвано особой формой существова¬
ния дуги, горящей при низком давлении. Исследования и практика
показывают, что для очистки поверхности наиболее целесооб¬
разно использовать дуговой разряде импульсном режиме горения.
Этим в значительной мере предупреждается перегрев обрабаты¬
ваемого изделия и улучшается качество подготовки. Ориентиро¬
вочно режимы дуговой очистки импульсными разрядами состав¬
ляют /д = 10—30 A; UK = 15—20 В; % *= 10—15 с.
иа степень очистки поверхностей, загрязненных жиром
На рис. 330 показаны в первом приближении возможности
электрического разряда в газах для очистки поверхностей с жиро¬
выми загрязнениями.
Из приведенных экспериментальных данных следует, что
тлеющий разряд способен удалять только небольшое количество
жировых загрязнений (0,3 мкг/мм2) и сравнительно тонкие оксид¬
ные пленки (10—30 нм). Возможности обработки дуговым раз¬
рядом значительно выше.
Очистка поверхности напыляемыми частицами. Исследование
и оценочные расчеты показывают, что очистка поверхности на¬
пыления возможна самими частицами при сообщении им соответ¬
ствующей энергии.
При вакуумных конденсационных методах напыления при
достаточно высокой концентрации ионов в потоке напыляемых
частиц ^потоки стимулированные плазмой) могут быть созданы
условия предварительной очистки поверхности напыляемыми
ионами. При высоких значениях энергии ионов происходит раз¬
рушение напыляемой поверхности и унос массы, При этом проис¬
742
ходит очистка поверхности. Меньшие энергии ионов способствуют
их закреплению на напыляемой поверхности.
Высокие скорости частиц при газотермических методах также
способствуют очистке поверхности напыления. Сферические ча¬
стицы в момент удара обладают высокими скоростями растекания,
значительно превышающими скорость самой частицы (v4) в момент
соударения. Скорость растекания (о„) в начальный период может
быть оценена из выражения
»р-с[1 +yi-(Vc)2], (12.5)
где с — скорость звука в материале частицы.
Напряжения на напыляемой поверхности, вызванные растека¬
нием частицы, могут быть оценены, как напряжения в погранич¬
ном слое жидкого потока а
о = р (Ул^л), (12.6)
где р — коэффициент динамической вязкости расплавленного
материала; ул — скорость растекания ламинарного слоя; бл —
толщина ламинарного слоя.
Можно полагать, что растекающийся тонкий слой материала
частицы будет увлекать поверхностные загрязнения и уносить их
в периферийные зоны. Так, при у, *=20—30 м/с и соответственно
ур = 100 м/с напряжение в пограничном слое составит 2,3 МПа.
Эго ие приведет к существенному разрушению поверхности под
частицей. При ир = 100 м/с и наличии шероховатости напряжение
составит около 80 МПа. Это уже близко к напряжению сдвига для
металлов (~100 МПа).
9. Последующая обработка напыленных покрытий
Различают следующие виды обработки напыленных покрытий;
упрочняющую обработку; снятие остаточных напряжений; меха¬
ническую обработку.
Упрочняющая обработка
Применяют для увеличения прочности покрытий, снижения коли¬
чества несплошностей (пористости и др.); выравнивания микро-
и макроструктуры. В практике известны несколько методов
высокотемпературного упрочнения напыленных покрытий: спе¬
кание, пропитка, оплавление, пластическое деформирование.
Спекание
Процесс ведут при общем нагреве напыленного изделия. Получило
распространение спекание в твердой фазе при температуре (0,8—
0.9) Тпл и в присутствии жидкой фазы. В последнем случае тем¬
пература спекания может находиться в широких пределах. Часто
для активации твердофазного спекания используют предваритель¬
ный наклеп напыленного покрытия (рис. 331, а). Например, для
743
упрочнения некоторых вакуумных конденсационных покрытий
перед спеканием (отжигом) производят наклеп поверхности метал¬
лическими шариками. Твердожидкое спекание, в основном, при¬
меняют для упрочнения композиционных покрытий. В этом случае
при нагреве расплавляется либо один из компонентов покрытия
(рис. 331, б), либо происходит контактное плавление при взаимо¬
действии * компонентов по¬
крытия (рис. 331, б). Обра¬
зующаяся при расплавлении
жидкая фаза проникает в
несплошности покрытия, спо¬
собствуя его упрочнению.
Пропитка
Для упрочнения газотерми¬
ческих покрытий применяют
пропитку неорганическими
материалами. Для этого на
напыленную поверхность
различными способами на¬
носят пропиточный материал.
При расплавлении за счет
капиллярных сил материал
проникает в несплошности
покрытия (рис. 331, г). Пра¬
вильно выбранный состав
пропиточного материала и
режим процесса обеспечивает
заполнение большинства сообщающихся открытых несплошностей.
Так, например, ведут себя медь и большинство припоев при про¬
питке покрытий из карбидов вольфрама.
Оплавление. Наиболее распространенный способ упрочнения
покрытий. Процесс ведут с местным или общим нагревом напылен¬
ного изделия до температуры плавления материала покрытия
(рис. 331, б). Для сохранения тонкой структуры процесс оплавле¬
ния необходимо вести таким образом, чтобы исключить сливание
расплавленных частиц между собой. На практике это вызывает
серьезные затруднения. Задача существенно облегчается, если
материал покрытия имеет высокую разницу в температурах ликви¬
дуса и солидуса. Оплавление покрытий при температурах, близ¬
ких к солидусу, сохраняет значительную часть исходной струк¬
туры напыленного материала (рис. 331, е). 'Наиболее легко процесс
оплавления реализуется в покрытиях, напыленных из самофлюсу-
ющихся материалов. Под самофлюсованием понимают самопроиз¬
вольное удаление оксидов с поверхности частиц покрытия при
их оплавлении. Для этого необходимо, йтобы оксиды имели не¬
высокую температуру плавления, малую плотность и хорошую
жидкотекучесгь. Такие оксидные системы легко отшлаковываются
744
После напыления После упрочнения
Рис. 331. Строение газотермических покрытий
после упрочняющей обработки
при оплавлении и всплывают на поверхность покрытия. Само-
флюсующиеся материалы имеют в своем составе легко окисля¬
ющиеся элементы. Оксиды этих элементов образуют между собой
легкоплавкие шлаковые системы. Типичными представителями
самофлюсующихся материалов, предназначенных для напыления
покрытий, являются сплавы на железной, никелевой или кобаль¬
товой основе с добавками кремния и бора. Наиболее рас¬
пространенные сплавы системы Ni — Сг — В — Si. Оксиды
В203 — Сг203 — SiOa образуют между собой достаточно легко¬
плавкий шлак, легко удаляющийся при оплавлении покрытия.
Пластическое деформирование
Процесс проводят по различным схемам нагрева и деформирова¬
ния. Распространение получила схема электроконтактного на¬
грева при прокатке покрытий медным роликом (рис. 331, ж).
Снятие остаточных напряжений. В напыленных покрытиях
практически всегда присутствуют остаточные напряжения растя¬
жения или сжатия. При их критической величине покрытие от¬
слаивается. Для повышения надежности покрытий целесообразна
операция снятия напряжений. Обычно обработку проводят при
общем нагреве изделия до температуры 600—700 °С, При меньших
температурах процесс релаксации протекает не достаточно ак¬
тивно.
Механическая обработка напыленных покрытий. Большин¬
ство изделий с напыленными покрытиями подвергают окончатель¬
ной механической обработке. При этом преследуются две цели:
придание изделию окончательных размеров и доведение поверх¬
ности покрытия до требуемого класса чистоты. Механическая
обработка напыленных покрытий — исключительно ответственная
и трудная в осуществлении операция. Неправильно проведенная
механическая обработка приводит в негодность покрытие даже
самого высокого качества. При выборе метода напыления, мате¬
риала покрытия и технологии необходимо учитывать характер
последующей механической обработки. Прежде всего, правильно
назначить допуски на обработку с учетом их минимальных значе¬
ний. Основными видами механической обработки напыленных
покрытий являются резание, шлифование и полировка. Обработку
следует проводить с минимальным снятием слоя за один проход.
Скорость резания выбирают экспериментально для различных
покрытий, и она составляет 15—100 м/мин при подаче 0,05—
0,15 мм/об. При шлифовании покрытий предпочтительно охла¬
ждение, если это не приведет к ухудшению его свойств вследствие
проникновения жидкости в несплошности напыленного материала.
Для того, чтобы исключить образование трещин и выкрашиваний,
необходимо правильно выбрать круг и режим шлифования.
Обычно выбирают круги со сравнительно грубой структурой
и непрочной связкой. Для шлифования покрытий с повышенной
твердостью, например, напыленных из самофлюсующихся мате¬
745
риалов, используют круга со связкой средней Прочности и абра¬
зивными частицами из зеленого карборунда илн карбида кремния.
Скорость шлифовального круга выбирают в пределах 15—40 м/с
при глубине 0,015—0,030 мм. Напыленные покрытия с высокой
твердостью часто обрабатывают алмазным шлифованием и поли¬
рованием. Режим обработки должен исключать выкрашивание
твердых компонентов покрытия. Иногда, особенно для доводки
хрупких оксидных покрытий, поверхность шлифуют абразивными
лентами.
10. Контроль напыленных покрытий
При производстве напыленных изделий проводят контроль пара¬
метров процесса и окончательный контроль покрытий.
Правильно выбранные параметры процесса и поддержание их
стабильными при полном цикле напыления изделия в значительной
мере гарантируют получение заданных свойств. В связи с этим
главное внимание при напылении изделий должно уделяться
контролю параметров режима напыления. Практика показала,
что наиболее высокое и стабильное качество покрытий дости¬
гается при запрограммированных основных параметрах режима.
Окончательный контроль напыленных изделий состоит из
следующих операций: определение толщины покрытия; внешний
осмотр напыленного изделия; выявление скрытых дефектов;
оценка адгезионной прочности.
Определение толщины покрытия
Толщину покрытия определяют мерительными инструментами,
весовыми способами, специальными толщиномерами и другими
приемами. При замере толщины покрытия мерительными инстру¬
ментами необходимо знание исходных размеров напыляемого
изделия. При определении толщины покрытий на сложных по¬
верхностях небольших изделий, например, газотурбинных лопа¬
ток, используют весовые способы. Для этого должна быть изве¬
стна исходная масса изделия и размеры напыляемой поверхности.
Весовой способ позволяет определять среднюю толщину покры¬
тия. Наиболее простым является определение толщины покрытий
специальными приборами —толщиномерами. Как правило, такие
приборы настраивают на один или несколько материалов по¬
крытий.
Внешний осмотр покрытия
При внешнем осмотре покрытия контролируется общее состояние
поверхности напыления, сравнивается с эталоном наличие внеш¬
них дефектов: трещин, сколов, вспучиваний и т. д. Для более
тщательного осмотра применяют, лупы с увеличением до 10 и
более.
746
Выявление скрытых дефектов
Микротрещины, локальные отслоения, макро- и микро-несплош-
ности с большими трудностями или вовсе не поддаются контролю.
В ряде случаев некоторые дефекты удается выявить, применяя
ультразвуковые способы контроля.
Оценка адгезионной прочности
Оценить адгезионную прочность непосредственно на напыленном
изделии представляет большие трудности. Обычно ее определяют
на образцах-свидетелях или выборочно на напыленных изде¬
лиях. В последнем случае применяют как косвенные, так и прямые
определения. К косвенным относят различные способы: царапания,
изгибы и т. д. К прямым определениям относят отрыв или сдвиг
части покрытия на напыленном изделии.
11. Технологическая схема газотермнческого
и вакуумного конденсационного напыления покрытий
В технической литературе, технологических и производственных
инструкциях приводятся схемы типовых методов и способов газо¬
термического и вакуумного конденсационного напыления, в ряде
Рис. 332. Технологическая схема газотермнческогЪ й вакуумного
конденсационного напыления покрытий
747
случаев применительно к конкретным материалам или изделиям.
Типовой технологический процесс устанавливает перечень и воз¬
можный диапазон параметров основных операций.
На рис. 332 приведена технологическая схема в общем виде.
Технологический процесс начинается с тщательного изучения
эксплуатационных свойств напыляемого изделия, выбора мате¬
риала, покрытия; метода напыления и других особенностей;
составления технологической документации. В начальной стадии
просматриваются два самостоятельные направления. Одно из них
связано с подготовкой распыляемого материала; другое — напы¬
ляемого изделия.
Важными операциями в технологическом процессе являются
подготовка оборудования и предварительная отработка режима
напыления. В автоматизированных установках с микропроцессор¬
ной техникой управления требования к подготовке существенно
возрастают. Предварительная отработка режима напыления произ¬
водится на образцах-свидетелях, изготовленных из того же мате¬
риала, что и напыляемое изделие. Оптимальные параметры за¬
кладываются или непосредственно в установку, или через компью¬
терную систему. В операцию напыления входит, в случае необ¬
ходимости, и напыление промежуточного слоя (подслоя, слоя
сцепления).
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Кулик А. Я., Борисов Ю. С. Газотермическое напыление композиционных
порошков. Л.: Машиностроение, 1985. 197 с.
Порошковая металлургия: Справочник: Киев: Наукова думка, 1985. 622 о.
Глава XIII. НАПЫЛЕНИЕ ПОКРЫТИЙ ИЗ РАЗЛИЧНЫХ МАТЕРИА¬
ЛОВ ГАЗОТЕРМИЧЕСКИМИ И ВАКУУМНЫМИ КОНДЕНСАЦИОННЫМИ
МЕТОДАМИ
Физико-химические процессы при нанесении покрытий в значи¬
тельной мере определяются методами напыления. Особенно суще¬
ственное различие присуще методам газотермического и вакуум¬
ного конденсационного напыления. Однако можно выделить
и общие закономерности в формировании покрытия, свойственные
названным группам. К ним относятся: различие в Химическом
составе, структуре и свойствах распыляемого материала и напы¬
ленного покрытия; адгезионное взаимодействие на границе раз¬
дела покрытие — напыляемое изделие; образование несплош-
ностей различного происхождения; возникновение; напряженного
состояния; неравномерность по толщине покрытия.
Исходя из этого, целесообразно рассматривать технологию
напыления различными методами Но группам материалов, облада¬
ющих сходными физико-химическими свойствами. К таким груп¬
пам могут быть отнесены чистые металлы; металлические сплавы;
748
соединения металлидного (интерметаллидного) типа; металлоид¬
ные соединения; оксиды. Наряду с этим следует рассматривать
напыление покрытий из двух или более групп материалов.
1. Напыление чистых металлов
Большое количество методов и способов напыления позволяет
получать покрытия различного назначения практически из любых
металлов. Широко применяются защитные покрытия: корро¬
зионностойкие (из никеля, алюминия, цинка, титана и др.);
жаропрочные (из молибдена, вольфрама, ниобия и др.); износо¬
стойкие (из хрома и молибдена). Чистые металлы используют
и для напыления конструкционных, технологических и декора¬
тивных покрытий.
При напылении покрытий из чистых металлов необходимо
учитывать возможность их активного окисления и насыщения
другими газообразными элементами, в частности, азотом и водо¬
родом. При наличии в газовой фазе углеродсодержащих газов
покрытия могут обогащаться углеродом. Особенно благоприятные
условия для активного взаимодействия распыляемого металла
с газовой фазой создаются при газотермическом напылении в от¬
крытой атмосфере. Воздух, попадая в поток распыленных частиц,
создает в газовой фазе высокие концентрации кислорода и азота.
Часто воздух используют и как распыляющий газ. В этбм случае
возможность взаимодействия металла с кислородом и азотом-уси¬
ливается. При газопламенных методах в газовой фазе может
содержаться часть кислорода, не прореагировавшего е горючим
газом. Особенно высокие концентрации азота в гетерофазном потоке
создаются при использовании его в качестве распыляющего газа.
При газотермических методах напыления в газовой фазе потока
напыляемых частиц часто содержатся значительные концентрации
водорода. Особенно это относится к газопламенным методам. При
плазменном наИылении источником водорода может быть плазмо¬
образующий газ. Насыщение металла водородом происходит и за
счет влаги, содержащейся в распыляющих газах или адсорбиро¬
ванной поверхностью распыляемого материала.
Практика электродуговой металлизации показывает, что при
распылении низкоуглеродистой стали в покрытии содержится
2,5—5,7 % (по массе) кислорода. Известно, что равновесная
растворимость кислорода в железе составляет 0,21 % (по массе)
при температуре плавления и 0,87 % (по массе) при температуре
2000 °С. Значительная часть кислорода фиксируется в твердом
растворе, создавая высокие .степени пересыщения; другая часть
образует оксидную фазу. При напылении в открытой атмосфере
аргонной плазмой в покрытиях из алюминия и вольфрама содер¬
жание кислорода составляло 0,15—0,20 % (по массе) и 0,35—
0,50 % (по массе) соответственно. В порошке из титана содержа¬
ние кислорода составляет около 0,030 % (по массе). При напыле¬
749
нии покрытия в герметичной камере концентрация кислорода
зависела от состава плазмообразующего газа. При добавке к ар¬
гону 0,1', 5 и 10 % (объемн.) кислорода концентрация его в на¬
пыленном титане возросла соответственно до 0,040; 0,80; 7,9
и 27 % (по массе).
Аналогичные примеры можно было бы привести по насыщению
металла в покрытиях азотом, водородом и углеродом.
Современный уровень оборудования и технологии позволяет
регулировать степень взаимодействия распыляемого металла с га¬
зовой фазой. В случае необходимости взаимодействие может быть
практически исключено. При газотермических методах этого
можно достичь, применяя детонационное напыление щли плазмен¬
ное в закрытой атмосфере с регулируемым давлением. При Ва-
куумных конденсационных методах напыления процесс ведут
при низком давлении остаточных газов.
Напыляя покрытая-'йзметаллов, следует ущипывать склонность
их к испарению. При газотермических методах испарение является
нежелательным процессом. Увеличиваются потери распыляемого
материала. Пары ряда металлов токсичны. Возрастает количество
аэрозолей в рабочей зоне. Выбор методов и режимов газотерми¬
ческого напыления должен обеспечивать минимальное испарение
распыляемого металла, *
При вакуумных конденсационных методах напыления, на¬
оборот, повышенная склонность металла к испарению упрощает
ведение процесса.
Для газотермического напыления металлов применимы все
методы этой группы# Распыляемый материал используют в виде
порошка, проволоки или стержней.
Наибольшее распространение получило плазменное, газо¬
плазменное напыление и электродуговая металлизация.
Плазменное напыление. Позволяет получать покрытия из по¬
рошка и проволоки практически любых металлов с широким
диапазоном свойств. В табл. 81 приведены режимы напыления
Таблица 81. Параметры режима плазменного напыления
некоторых металлов
Порошок
rfn, мкм
Ат, л/мия
Hi, л/мин
А'д, кВт
Коэффициент
расплавле¬
ния частиц
Железный
100
42
15
21,7
1,0
125
48
15
23,4
0,99
160
48
15
23,4
0,9
Никелевый
80
48
15
23,4
0,9
100
54
15
23,9
0,98
Медный
125
42
15
io,5
1,0
160
42
15
21,7
0,99
200
48
15
23,4
0,98
750
Таблица 82. Механические свойства металла, напыленного из порошков
Марка
порошка
ав
МПа
*
МПа
С
МПа
аср>
МПа
Т вердость
НВ. МПа
Микрогвер-
дость Н .
МПа
rDK4BM(Fe)
68—98
680—1030
183—199
126—J90
2450-2770
3310-6130
ПНЭ- I(Ni)
86—13
660—920
304—336
129—188
1480—1640
2780^3520
ПМС-Н(Си)
68—104
400—473
146—158
102—132
980—1080
1020— П80
Примечание, , о” » временное сопротивление ори вжатии и изгибе соот¬
ветственно.
покрытий из порошков железа, никеля и меди с использованием
аргоноводородной плазмы. Мощность дуги, необходимая для про¬
грева, в основном зависит от размеров порошковых частиц. Для
железа и никеля она примерно одинакова. При напылении меди
существенно ниже, даже для более крупных частиц.
В табл. 82 приведены механические свойства напыленных
металлов из порошков железа, никеля -и меди. Средняя темпера¬
тура металла в процессе его формирования поддерживалась
в пределах 650—700 РС при угле напыления 45—90° и дистанции
100—150 мм. Анализ приведенных данных показывает, что зна¬
чение прочности напыленного металла значительно ниже значений,
приводимых в справочной литературе для промышленных марок.
Однако временное сопротивление на сжатие достаточно высокое.
Повышенные значения твердости (НВ, ЯД свидетельствуют о на¬
сыщении металла газами.
Широко используется электродуговая металлизация и газо¬
пламенное напыление чистых металлов при создании корро¬
зионностойких защитных покрытий. Для этих целей, в основном,
используют алюминий или цинк в виде проволоки диаметром
1,5—6,0 мм. Производительность и режимы процесса определяются
диаметром применяемой проволоки и скоростью ее подачи. Плот¬
ность алюминиевых покрытий составляет 2,3—2,4 г/см3, цинковых
6,1—6,3 г/см3. Адгезионная прочность на стальных изделиях
покрытий из цинка обычно выше 4 МПа. В этих же условиях
алюминиевые покрытия обеспечивают более высокую прочность;
при электродуговой металлизации свыше 10 МПа; газопламенном
напылении 5 МПа.
Свойства напыленного металла и, в частности, газотермических
покрытий могут быть улучшены последующей упрочняющей
Обработкой.
Для напыления покрытий из чистых металлов широко исполь¬
зуют вакуумные конденсационные, методы. Высокая чистота атмо¬
сферы в камере по кислороду, азоту и влаге в значительной мере
исключают активное взаимодействие паров металлов с этими га-
751
замн. Состав покрытий мало отличается от химического состава
испаряемого или распыляемого металла. Вакуумным конденса¬
ционным напылением наносят покрытия практически из любых
металлов. Большое распространение получили коррозионностой¬
кие покрытия из алюминия, цинка, никеля, хрома, меди и др.
Вакуумные конденсационные покрытия из хрома устраняют
недостатки, присущие гальваническому хромированию. В ча¬
стности, исключается растрескивание покрытий, обусловленное
повышенным содержанием водорода при электролитическом про¬
цессе. Вакуумное конденсационное напыление чистых металлов
часто применяют для технологических и декоративных покрытий.
Адгезионная прочность покрытий и характер взаимодействия
на границе раздела определяются, главным образом, физико¬
химическими свойствами контактирующей пары, условиями
напыления и последующей эксплуатации.
2. Напыление металлических сплавов
Напыление металлических сплавов позволяет получать более
широкий спектр покрытий по сравнению с чистыми металлами.
Практически могут быть реализованы все виды и большинство
типов покрытий за исключением теплозащитных и электроизоля¬
ционных.
В практике напыления большое -распространение получили
сплавы на основе железа, никеля, кобальта, меди, титана, цир¬
кония и др.
Металлургические процессы при напылении металлических
сплавов осложняются различным поведением легирующих эле¬
ментов в процессе нанесения покрытия. Как и при напылении
чистых металлов, необходимо учитывать возможность окисления
основы сплава и особенно легирующих элементов. В первом
приближении склонность элементов к окислению оценивают по
упругости диссоциации оксидов, вычисляя стандартное изменение
термодинамического потенциала AG0
AG° = —RT In К, = —RT In Р0г ^ АН —Т AS'. (13.1)
Чем меньше упругость диссоциации, тем больше сродство металла
к кислороду. При напылении покрытий легирующие элементы
будут окисляться в зависимости от своей химической активности
и их концентрации в сплаве. Избирательное окисление элементов
в напыляемом сплаве приведет к изменению его состава, а, следо¬
вательно, и свойств покрытия. Вместе с этим в напыленном ме¬
талле увеличивается общее содержание кислорода.
При напылении сплавов особое внимание следует обращать на
потери легирующих элементов за счет их избирательного испаре¬
ния. Известно, что давление пара легирующего элемента в сплаве
(Ря. э) будет отличаться от давления пара чистого элемента (Я0).
В первом приближении для оценки парциального давления пара
752
над жидким сплавом применяют закон Рауля; Рл. э = Хя_ э *Р0,
где Хя. э — молярная доля легирующего элемента в сплаве.
Для более точных расчетов необходимо учитывать коэффициент
активности связанный с молярной концентрацией легирующего
элемента. Ря. „ = f'X^ „■ Р0. Коэффициент активности может
быть больше или меньше единицы. Его значение обычно берут
из справочной литературы.
Практика показала, что в процессе напыления покрытий легко»
теряются легирующие элементы с высоким давлением пара, на¬
пример, цинк, марганец, магний и др. Это вместе с окислением
изменяет состав покрытия по сравнению с распыляемым сплавом.
Избирательное испарение элементов сплава приводит к воз¬
никновению градиента концентраций по толщине вакуумного
конденсационного покрытия. Однородные покрытия из много¬
компонентных сплавов получают с помощью различных приемов
техники испарения.
При напылении сплавов, особенно газотермическими методами,
следует учитывать взаимодействие их не только с кислородом,
но и с другими газообразными элементами: азотом, водородом,
а также влагой и углеродсодержащими газами. Характер взаимо¬
действия определится методом напыления и свойствами распыля¬
емого сплава.
Напыление сплавов на железной основе
Наибольшее распространение для тазотермических покрытий по¬
лучили следующие сплавы на основе железа: углеродистые и
низколегированные стали, высоколегированные стали и чугуны.
Различное содержание углерода и легирующих элементов в спла¬
вах позволяет получать покрытия с широким диапазоном свойств.
Распыляемый материал используют в виде порошка, проволоки
и стержней.
Углеродистые и низколегированные стали наиболее целесооб¬
разно применять при восстановительном ремонте газопламенным
напылением или электродуговой металлизацией. Напыленные
покрытия имеют достаточно высокую твердость. Восстановленные
изделия по износу не уступают исходным. Для напыления, в основ¬
ном, применяют проволоку из сталей СтЗ; У7; 40Х; 50ХФА и др.
Перспективны специальные порошки и порошковые проволоки,
разработанные для условий газотермического напыления.
Исследования по газотермическому напылению покрытий из
углеродистых проволок показывают существенные потери угле¬
рода, составляющие до 10—20 % (по массе) и более. Повышение
содержания углерода в покрытии до 0,7—1,2 % увеличивает
адгезионную прочность, снижает количество оксидов. Склонность
к пористости несколько возрастает. При напылении покрытий из
стали У7 микротвердость металла колеблется в пределах 2100—
7750 МПа. Высокоуглеродистые стали и чугуны при их напыле¬
нии образуют хрупкие покрытия, практически непригодные для
753
эксплуатации. Для устранения этого недостатка целесообразны
композиционные покрытия с добавками в их состав пластичного
металла (никеля, меди и др.).
Высоколегированные стали и чугуны. Широко используют для
напыления хромоникелевые и хромистые сплавы на основе железа
и высоколегированные чугуны. Газотермическими методами на¬
пыляют защитные покрытия различных типов: коррозионностой¬
кие и жаростойкие, износостойкие и др, ^
Высоколегированные стали используют для напыления жаро¬
стойких покрытий. Часто их применяют и каК износостойкие при
восстановительном ремонте. Высокоуглеродистые сплавы целе¬
сообразны для износостойких покрытий, не испытывающих значи¬
тельных ударных нагрузок. Сплавы, Содержащие бор и кремний,
относятся к самофлюсующимся. Наиболее высокое качество изно¬
состойких покрытий достигается при последующем их упрочнении,
главным образом, оплавлением. При этом твердость достигает
HRC 57—63. Самофлюсование при оплавлении сплавов на основе
железа происходит недостаточно активно. По-видимому* обра¬
зуется шлаковая система боросиликатного типа с оксидами же¬
леза (B203)a;-(Si02)j,-(Fe0)z, имеющая повышенную температуру
плавления и невысокую жидкотекучесть. В этом отношении необ¬
ходимо дальнейшее совершенствование таких сплавов.
Напыление сплавов на никелевой основе
Для напыления этих сплавов широко используются газотерми¬
ческие и вакуумные конденсационные методы. Получают, в основ¬
ном, коррозионностойкие, жаростойкие и износостойкие защитные
покрытия.
Основным легирующим элементом в нркелевых сплавах яв¬
ляется хром. Поэтому обычно напыляют хромоникелевые сплавы
с различными добавками других элементов. Распыляемый мате¬
риал поставляют в виде порошка, проволоки, стержней и дисков.
Последние используют для ряда способов вакуумного конденса¬
ционного напыления.
Наиболее значительную группу составляют хромоникелевые
сплавы самофлюсующегося типа, системы Ni — Сг — В — Si.
В зарубежной практике они известны как сплавы колмоной.
Покрытия из этих сплавов напыляют газотермическими методами
(плазменным и газопламенным). Высокое качество достигается при
одновременном напылении и оплавлении или при последующем
оплавлении напыленных покрытий, В СССР и других странах
выпускается большое количество самофлюсующихся сплавов на
никельхромовой основе в виде порошков дисперсностью 40—
300 мкм. Крупнозернистые порошки используют для наплавки.
Основное назначение самофлюсующихся сплавов — получение
износостойких покрытий. В связи с этим часто используют компо¬
зиционные порошки на основе самофлюсующихся сплавов. В ка¬
честве второго компонента добавляют карбиды, бориды (WC,
754
Таблица 83. Химический состав самофлюсующихся сплавов
для напыления покрытий, % (по массе)
Марка
сплава
с
в
с*
Si
F
СНГН-50
0,5—0,7
2,7—3,2
13—15
3,0—3,7
<3,5
СНГН-55
0,7-0,1
3,2—4,0
14—17
3,5—4,5
<4,0
СНГН-60
0,9—1,1
1
О
16—19
4,0—5,0
<4,5
Примечание. Во всех сплавах содержится менее 1 % Мп.
TiC, СГзСа, СгВа и др.) или чистые металлы (алюминий, титан
и др.). Металлы наносят на порошковые частицы в виде плаки¬
ровки. При расплавлении металл взаимодействует с никелем,
образуя никелиды, например NiAl, NijAl, TiNi и др.
Для получения износостойких покрытий широко используют
самофлюсующнеся порошковые сплавы марок ПГ-СР2; ПГ-СРЗ
и др. Свойства оплавленных покрытий, в основном, определяются
содержанием в сплаве кремния и бора^В табл. 83 приведены
составы сплавов типа СНГН, впервые разработанные в СССР.
Другие сплавы построены по аналогичному принципу. С увели¬
чением концентрации бора возрастает твердость и износостойкость
напыленных покрытий. Структура напыленного и оплавленного
металла сложна и обычно состоит из твердого раствора на основе
никеля, многокомпонентной эвтектики боридов, карбидов и сили¬
цидов. Микротвердость (Нц 100) твердого раствора составляет
8000—9500 МПа; эвтектики 10 000—12 000; боридной, карбидной
и других фаз 17 500—20 500. Износостойкость покрытий в зна¬
чительной степени определяется характером микроструктуры.
Поэтому при оплавлении покрытий стремятся получить мелко¬
кристаллическое строение металла. Это возможно, если сплав
обладает достаточной технологичностью: хорошо смачивает по¬
верхность напыляемого изделия и растекается по ней, имеет боль¬
шой интервал между ликвидусом и солидусом; обеспечивает
в покрытии минимальное количество шлаковых включений и пор.
Выбор метода напыления и режима процесса необходимо
проводить с учетом минимальных потерь легирующих элементов,
особенно бора и кремния. В основном потери связаны с окисле¬
нием элементов сплава и составляют сравнительно небольшую
величину. Повышение температуры нагрева частиц стимулирует
процесс окисления. Особенно значительны потери в мелких фрак¬
циях напыляемого порошка. Стабильные результаты по оплавля-
емости покрытий и их свойствам наблюдаются при напылении
порошками узкого фракционного состава, например, 63^—100 мкм.
Точный состав оксидов в напыленных и напыленных и оплавлен-
755
ных покрытиях не установлен. Качественный анализ показывает
присутствие оксидов В203, SiOa, Cra03, NiO и более сложных.
Для газотермического напыления покрытий (жаростойких,
коррозионностойких) часто применяют порошки и проволоку из
хромоникелевых сплавов типа Х20Н80. Концентрацию хрома
в покрытии ограничивают 22—23 % (по массе). При более высоких
концентрациях хрома на границах кристаллов образуется хрупкая
a-фаза. Алюминий вводят в сплав для образования интерметал-
лидов. Их объемная доля должна составлять 25—30 %. Алюминий
в покрытии способствует росту температуры хрупковязкого пере¬
хода. С учетом сказанного содержание алюминия в покрытии не
превышает 13 % (по массе).
Концентрация иттрия в жаростойких никельхромовых покры¬
тиях находится на уровне 0,3—0,35 % (по массе).
Для устранения дефектов на изделиях из серых и белых чугу-
нов методами газотермического напыления применяют сплавы на
никелевой основе (НПУ-П НПУ-2, НЦУ-З). В их состав входит
в зависимости от марки сплава бор [0,7—2,7 % (по массе) ], крем¬
ний [0,6—2,7 % (по массе)] и медь 14—4,2 % (по массе)]. Кон¬
центрация углерода ограничена 0,2—0,3 % (по массе). Твердость
напыленного материала составляет от НВ 1800 до НВ 3500 МПа.
Наибольшее применение эти сплавы получили в станкостроении.
Напыление сплавов на кобальтовой основе
Сплавы на основе кобальта значительно реже, по сравнению с ни¬
келевым, используют для напыления защитных покрытий. Это
связано с высокой стоимостью кобальта и его дефицитностью.
В технике наплавки известны кобальтовые сплавы под общим
названием стеллиты. Легирующими элементами являются хром
128—40 % (по массе)], никель, вольфрам [4—17 % (по массе)].
В небольших количествах вводится углерод, бор, кремний и др.
Для напыления покрытий газотермическими методами раз¬
работан порошковый сплав на основе кобальта СКГН. Наиболее
высокие свойства покрытий (как и на основе никеля) достигаются
при их последующем упрочнении оплавлением. В состав сплава
входят, % по массе: 19—22 Сг; 11—14 Ni; 10—13 W; 2,0—3,7 В;
2,5—3,5 Si; 0,6—0,8 С; «20 Fe. Покрытий имеют твердость
HRC48—53, повышенную износостойкость (в 3—4 раза превосхо¬
дящую сталь Ст45), сохраняющуюся при температурах до 800 °С
и высокую пластичность металла. Кобальтовые покрытия целесо¬
образно применять для изделий, работающих в особенно тяжелых
условиях. Например, кузнечно-штамповочный инструмент и др.
Физико-химические процессы при напылении и оплавлении по¬
крытий сходны с аналогичными Для сплавов на никелевой основе.
Как и в никелевых сплавах легирующими элементами яв¬
ляются хром, алюминий и ванадий примерно в тех же концентра¬
циях.
756
Напыление сплавов на основе меди
и других сплавов
Металлургическая промышленность выпускает большое количе¬
ство сплавов на основе меди. Их подразделяют на бронзы и латуни.
В практике газотермического напыления в основном применяют
бронзы (оловянистые, алюминиевые, алюминиево-железистые
н др.). Например, бронзу БрАЖЮ-1,5 используют для напыления
покрытий в трущихся парах, работающих в условиях смазки.
Многие бронзы перспективны для напыления покрытий различ¬
ного назначения.
Напыление латуней осложняется высокой летучестью цинка.
Это мало приемлемо для основных методов газотермического
напыления. Можно создавать покрытия из многих сплавов: алю¬
миниевых, титановых, циркониевых; сплавов на основе туго¬
плавких металлов и др.
3, Напыление соединений металлидного типа и сплавов на их основе
Химические соединения между металлами образуются преиму¬
щественно в том случае, когда оба металла расположены в пери¬
одической системе далеко друг от друга. При этом элементы, обра¬
зующие соединения, могут иметь как одинаковую, так и различ¬
ную решетку. Если химические соединения образуются между
двумя металлами, стоящими рядом в периодической системе
(по вертикали или горизонтали), то решетки элементов резко
различны по типу или по размерам междуатомных расстояний.
Часто химические соединения металлов друг с другом назы¬
вают металлидами или интерметаллидами. Существует несколько
различных типов металлидных химических соединений. Первая
группа -— это простейшие соединения с нормальной валентностью.
Такие соединения обычно образуются между резко металличе¬
скими элементами и элементами переходного к металлоидам типа.
Формулы этих металлидов могут быть подсчитаны по валентно¬
стям входящих в соединение элементов. Наиболее сложную
группу типичных металлидов составляют так называемые «элек¬
тронные» соединения. В них характерным является отношение
числа валентных электронов к числу атомов. Интер металл иды
второй группы обычно способны растворять в твердом состоянии
избыток каждого из элементов и давать фазы переменного состава.
В этих случаях часто становится невозможным указание формулы
соединения. Встречается большое количество металлидных соеди¬
нений, в которых не соблюдается ни нормальная валентность, ни
постоянство отношения чисел электронов и атомов. Большинство
металлидных соединений обладает достаточно высокими темпера¬
турой плавления, прочностью и твердостью. Из металлидных
соединений получают напыленные покрытия различного назначе¬
ния. Главным образом износостойкие, коррозионностойкие и
757
жаростойкие. В настоящее время большинство .металлидных
покрытий напыляют газотермическими методами. Нет принци¬
пиальных трудностей и при напылении металлидных покрытий
вакуумными конденсационными методами.
Для газотермического напыления используют металлнды или
сплавы на их основе в виде порошков. Покрытия напыляют либо
готовыми металлидами, либо образующимися в процессе напыле¬
ния. Последние напыляются композиционными термореагиру¬
ющими порошками. При этом для дополнительного нагрева частиц
используют экзотермический эффект реакций. В перспективе сле¬
дует ожидать газотермического напыления покрытий из термо¬
реагирующих оболочковых и безоболочковых порошковых про¬
волок, шнуров и стержней.
Напыление металлидов алюминия
Алюминий со многими металлами (Ni, Со, Ti, Zry Ge, Си я др.)
образует многочисленные соединения металлидного типа. Наи¬
большее распространение в газотермических покрытиях получили
алюминнды или никелиды алюминия NiAl и Ni3Al, При напылении
используют как готовые алюминиды (ПН70Ю30; ПН85Ю15 и др.),
так и композиционные тер мор еа пирующие порошки (НА-67,
ПТ-НА-01 и др.). В последнем случае алюминиды образуются
в процессе напыления покрытия. Алюминиды и сплавы ша их
основе представляют интерес для покрытий, работающих при
высоких температурах, окислительных средах, ц условиях знаксн
переменных напряжений и термических ударов. Характеризуются
высокой температурой плавления (1400—1600 °С) и жаростой¬
костью при окислении на воздухе до 1200 °С. Особенно ценны
сплавы на основе Ni3Al и NiAl, комплекснолегированные хромом,
вольфрамом, молибденом, кобальтом, рением и др. Высокая жаро¬
стойкость обеспечивается за счет образования оксидной пленки
а-А1г03. Так, при окислительном нагреве в течение 100 ч при
температурах 1000; 1100 и 1200 °С привес для алюминидов соответ¬
ственно составлял: 0,06; 0,1 и 0,2 г/м2. Для сравнения один из
самых жаропрочных и жаростойких сплавов на никельхромовой
основе ХН77ТЮР в этих условиях имел привес 0,14, 0,36
и 0,65 г/м2 и, следовательно, большую окисляемость. Прочность
и пластичность алюминидов и сплавов на их основе близки к ни-
кельхромовым сплавам. Однако жаропрочность вы/не. При тем¬
пературе 1200 °С и выдержке 100 ч обнаружена высокая ста¬
бильность структуры, обусловленная низкой диффузионной по¬
движностью легирующих элементов. Алюминидные покрытия по
износостойкости близки к покрытиям, напыленным из смеси
WC -f СО. При повышенных температурах коэффициент трения
и интенсивность износа алюминидных покрытий значительно ниже.
Комплекс свойств алюминидов и сплавов на их основе позво¬
ляет рекомендовать эти материалы для напыления покрытий
различного назначения.
758
Для получения стабильных свойств напыленных покрытий
наиболее целесообразно использовать готовые алюминиды или
сплавы на их основе. В основном применяют плазменное напы¬
ление. Качественные покрытия могут быть получены газопламен¬
ным и особенно детонационно-газовым методами. При нагреве
и расплавлении порошковых алюминидных частиц на их поверх¬
ности образуется пленка, состоящая, в основном, из оксидов алю¬
миния. Сплошность оксидной пленки и ее термическая прочность
предотвращает глубинное окисление частицы. В покрытие пере¬
ходит небольшое количество оксидов {1,5—4,0% (по массе)],
располагающиеся равномерно по границам закрепленных частиц.
Состав покрытия незначительно отличается от исходного мате¬
риала. Средняя микротвердость частиц, в зависимости от типа
алюминида, составляет 7500—10 500 МПа, твердость HRC 40—45.
При напылении в открытой атмосфере взаимодействие частиц
с азотом не приводит к образованию нитридной фазы. По-види¬
мому, диффузии азота препятствует оксидная пленка. По этой же
причине не наблюдается существенного насыщения покрытия
углеродом при газопламенных методах напыления.
При нормальных режимах напыления, когда температура
напыляемых частиц близка к температуре плавления алюминидов,
потерями элементов на испарение можно пренебречь*,
В практике газотермического напыления широко применяют
композиционные порошки системы Ni — А1, образующие алюми¬
ниды в результате экзотермической реакции
N1 + А1 = NiAl + Q; 3Ni -f А1 Ni3Al + Q.
Полнота протекания реакций зависит от температуры напыля¬
емых частиц и времени их нахождения в реакционном состоянии.
При создании оптимальных условий реализуется максимальный
тепловой эффект реакции. Соответственно напыляемые частицы
приобретают максимальные энтальпию и температуру. В покрытии
формируется однородная структура. В реальных условиях газо¬
термического напыления трудно добиться полного завершения
металлотермических реакций и в покрытиях встречаются практи¬
чески все фазы, характерные для системы Ni — А1. Наряду
с равновесными значительную долю составляют метастабильные
фазы, обладающие еще более высокой микротвердостью.
Дилатометрический анализ показал, что температура начала
взаимодействия tR и температура, при которой реализуется макси¬
мальный тепловой эффект реакции (tK), сравнительно невелика,
составляет 625—785 °С и зависит от способа изготовления компо¬
зиционного порошка. Для начала протекания реакции требуется
температура, близкая к температуре плавления алюминия. Это
может быть достижимо при использовании источников нагрева
с невысокой тепловой мощностью, например, газового пламени
и др.
Энтальпия напыленных частиц при завершении реакции дости¬
гает 150—350 кДж/моль. Это позволяет разогревать частицы
с размером 250—300 мкм. При образовании алюминидов, так же
как и других соединений металлидного типа.необходимо учитывать
невысокие скорости протекания экзотермических реакций. Это
не позволяет во всех случаях получить максимальный тепловой
эффект и однородные соединения по свойствам, структуре и фазо¬
вому составу. Металлографические и рентгеноструктурные иссле¬
дования показывают наличие в покрытиях: твердых растворов
никеля в алюминии; никеля в NiAl; никеля в Ni3Al; алюминия
в никеле; металлидных соединений NiAl3;, Ni2Al3; NiAl; Ni3Al.
В процессе напыления плакированной композиции наблюдается
значительное окисление алюминия. В целом потери составляют
10—20 % (по массе) от исходного. Большая часть переходит в по¬
крытие в виде оксидов [4—7 % (по массе) ]. Высокодисперсные
оксиды [4—5 % (по массе) ] уносятся потоком распыляющего
газа. При напылении конгломерированными частицами потери
алюминия значительно выше и достигают 70 % (по массе). Эго
связано с распадом частиц и уносом дисперсного алюминия.
При наличии в никелевой плакировке фосфора (система
Ni — Р — А1) в покрытии обнаруживаются фосфиды Ni3P и Ni2P
как результат распада твердого раствора. Повышенные значения
микротвердости для отдельных фаз в покрытии по сравнению
с равновесными свидетельствуют об их метастабильности.
Адгезионная прочность алюминидных покрытий, напыленных
из термореагирующих композиционных порошков, существенно
выше по сравнению с «термонейтральными» алюминидами. При
плазменном напылении в зависимости от содержания никеля
[от 53 до 80 % (по массе)] в-плакированных порошках, макси¬
мальная адгезионная прочность составляет 27—44 МПа; мини¬
мальная 23—32 МПа. Покрытие напыляли на образцы из низко¬
углеродистой стали. Конгломерированные порошки, как правило,
дают более низкую адгезионную прочность (25—30 МПа), осо¬
бенно при использовании в качестве связующего жидкого стекла.
Между частицами в покрытии образуются хрупкие прослойки
[5—6 % (по массе) ] силикатов.
При эксплуатации изделий с напыленными покрытиями из
алюминидов необходимо учитывать взаимодействие на границе
раздела. Образование хрупких фаз на границе раздела, например
фосфидов и др., снижает адгезионную прочность покрытия и
ухудшает другие показатели качества.
Когезионная прочность напыленных алюминидов достаточно
высокая. Однако во многих сочетаниях она является лимитиру¬
ющей. Сообщающаяся пористость в покрытиях, напыленных
в открытой атмосфере, находится на уровне 5—12 %; закрытая
7—16 %. Легирование Ni —А1 композиции позволяет регулиро¬
вать свойства напыленных покрытий. Например, цирконий по¬
вышает жаропрочность; молибден <— пластичность, кремний —
760
жаростойкость, олово — газопроницаемость. Термореагирующие
алюминиды часто- используют в смесях с другими порошками;
например, самофлюсующимися, оксидами и др.
При выборе режимов напыления необходимо учитывать малые
скорости металлотермических реакций и соответственно увеличи¬
вать время переноса частиц. Обычно для этого используют умень¬
шение скорости частиц илиг чаще всего, увеличивают дистанцию
напыления. В последнем случае при напылении в открытой атмо¬
сфере резко возрастает роль окисления алюминия.
Термореагирующие алюминиды применяют для напыления
подслоев; защиты изделий от газовой коррозии и другого назна¬
чения.
Наряду с алюминидами для напыления покрытий используют
и металлидные соединения системы А1 — TL В основном при¬
меняют готовые (нейтральные) соединения типа TiAl3.
Выпускаемый промышленный порошок ПТ65Ю35 обеспечи¬
вает получение в покрытии металлида TiAl3. В перспективе могут
найти применение и термореагирующие порошки этой системы.
Покрытия из титанидов алюминия обладают высокой корро¬
зионной стойкостью и жаростойкостью. Их используют и при
напылении износостойких поверхностей.
Физико-химические процессы при напылении металлидов ти¬
тана с алюминием изучены недостаточно. Исходя из природы
соединений при газотермическом напылении в открытой атмосфере,
следует ожидать существенного окисления на поверхности частиц
алюминия и титана с образованием сложных оксидов шпинель-
ного типа. Часть кислорода, очевидно, остается в твердом растворе
металлидных соединений. Достаточно высока вероятность насы¬
щения расплавленных титанидов алюминия азотом, также всегда
присутствующим в газовой фазе потока напыляемых частиц. При
газопламенном напылении в покрытии может оказаться некоторое
количество карбидов.
При создании покрытий из металлидов на основе алюминия
перспективны соединения с кобальтом и церием. При этом можно
реализовать максимальный Эффект экзотермических реакций в тер-
мореагнрующих порошках. Однако кобальт и, особенно, церий
дороги и дефицитны.
Напыление металлидов титана
В практике защитных покрытий нашли применение металлиды,
образующиеся в системе Ti — Ni. Для газотермического напыле¬
ния используют как готовые (нейтральные) порошковые никелиды
титана, так и термореагирующие.
Для получения в покрытиях мононикелида титана (NiTi)
применяют порошок ПН55Т45. При этом реализуют невысокие
твердость, пластичность и износостойкость. При напылении по¬
рошка марки ПН60Т40 в покрытии формируется структура,
состоящая преимущественно из никелида титана Ni3Ti, облада¬
25 В. Н. Анциферов и др.
761
ющая большей твердостью и меньшей пластичностью по сравнению
с мононикелндом. Наиболее высокая пластичность обеспечивается
при напылении порошком марки ПТ88Н12. Тонкая структура
отдельных частиц в покрытии состоит из титана, твердого раствора
и никелида NiTi2.
В лабораторных и частично промышленных условиях исследо-
вано плазменное напыление в открытой атмосфере плакированных
и конгломерированных порошков системы Ti Ni. Обнаружены
большие потери титана в композиционных порошковых частицах.
В конгломерированных порошках потери составляют 25—30 %
(по массе), в плакированных 15—20 % (по массе). В покрытии
формируется сложная многофазная структура, являющаяся ре¬
зультатом взаимодействия титана с никелем. По сравнению с на¬
пылением алюминидов (порошок НА-67) увеличение дистанции
более 140—160 мм не оказывает существенного Влияния на струк¬
туру покрытия. В зависимости от соотношения Ni/Ti = 0,15—2,23
в покрытии обнаружены следующие фазы: NiTi; Ni3Ti; NiTi2;
никель и титан. Кроме того, между частицами залегают оксиды
Ti02, NiO и более сложные NiTi03. Микротвердоеть никеля и
титана составляет 1000—1700 МПа. Повышенная микротвердость
твердых растворов (2000—7000 МПа) обусловлена растворением
в никеле и особенно в титане кислорода и азота, содержащихся
в газовой фазе. Наиболее высокую твердость (8850—15 300 МПа)
имеют никелиды NiTi и NiTi2.
Наличие в покрытии свободного никеля и титана свидетель¬
ствует о незавершенности экзотермических реакций.
В целом покрытие имеет монолитную структуру, разреженную
включениями оксидов. Пористость в 2—3 раза ниже по сравнению
с алюминидными покрытиями. Адгезионная прочность покрытий
из никелидов титана при их напылении на углеродистую сталь
составляет 18—40 МПа; твердость HRC40—55;
Нагрев и выдержка напыленных изделий при температуре
500 °С в течение 10 ч на воздухе существенно не изменяют струк¬
туру слоя. Более четко выявляются линии соединений TiN, твер¬
дого раствора, ТЮ2. Появляются новые фазы ТЮ; NiO; TiNiOs,
несколько возрастает твердость напыленного покрытия. Это,
по-видимому, связано с распадом твердого раствора на основе
титана. Покрытия из никелидов титана могут быть использованы
для повышения жаростойкости изделий из титана и его сплавов.
При этом термостойкость покрытий достаточно высокая. Невысо¬
кая пористость покрытий позволяет использовать их как корро-
аионностойкие, а повышенная твердость в качестве износостойких.
4. Напыление соединений металлоидного типа
Для напыления покрытий различного назначения в настоящее
время широко используют металлоидные соединения типа карби¬
дов, нитридов, боридов, силицидов и ряда других соединений.
7С2
Физико-химические свойства соединений металлоидной группы
весьма разнообразны. Одни из них обладают высокой твердостью
и износостойкостью; другие высокими температурой плавления
или жаростойкостью. Ряд соединений позволяет получать покры¬
тия с высокой коррозионной стойкостью в различных средах.
Металлоидные соединения напыляют газотермическими и вакуум¬
ными конденсационными методами. Выбор метода во многом
определяется свойствами металлоидного соединения. При этом
необходимо учитывать: избирательное окисление и испарение
элемента металлоида при нагреве металлоидного соединения;
диссоциацию и сублимацию соединений.
Правильно выбранный метод напыления должен обеспечивать
минимальные потери элемента металлоида в соединении в про¬
цессе формирования покрытия. Следует отметить, что большинство
соединений металлоидного типа имеет тот или иной диапазон
гомогенности. В этом случае небольшие потери элемента — ме¬
таллоида в соединении не изменяют типа металлоидного соеди¬
нения^ Однако некоторые его важные свойства, например, твер¬
дость снижается.
Большинство соединений металлоидного типа характеризуются
повышенной хрупкостью. В связи с этим в состав покрытия целесо¬
образно вводить пластичный компонент, например, металл или
сплав. Соотношение в покрытии между металлоидным соединением
и пластичным металлом колеблется в широких пределах. При
этом учитывают как свойства металлоидного соединения, так
и условия эксплуатации напыленного изделия.
При вакуумном конденсационном напылении покрытий терми¬
ческим испарением необходимо учитывать, что испарение, как
правило, сопровождается изменением вида исходных молекул
металлоидного соединения. В большинстве соединений, представ¬
ляющих интерес для покрытий, в процессе испарения происходит
диссоциация исходных молекул с образованием газообразных
продуктов различного состава. Следовательно, получение по->
крытия прямым испарением из одного источника без изменения
исходного состава металлоидного соединения возможно при усло¬
вии одинаковой летучести продуктов диссоциации. При этом
взаимодействие паров соединения с остаточными газами камеры
должно быть пренебрежимо мало. Так, например, при электронно¬
лучевом испарении металлоидных соединений TiC, ZrC, NbC,
TiB2, ZrB2 и других удается получить покрытия практически без
изменения состава. И, наоборот, при испарении соединений WC,
SiC, A1N и ZrN образуются продукты диссоциации с резко раз¬
личающейся летучестью элементов. Для получения таких покры¬
тий необходимо использовать раздельное испарение элементов
соединения или применять методы вакуумного реакционного
напыления.
Характерные для термического испарения металлоидных со¬
единений процессы в меньшей степени проявляются при ваку-
25* 763
умном конденсационном напылении покрытий методами рас¬
пыления (и в этом случае при минимальном взаимодействии паро¬
вого потока с атмосферой камеры).
Напыление карбидных покрытий
Карбиды представляют широкий класс материалов, отличающихся
разнообразием физико-химических свойств. Многие из них
имеют (самую высокую) температуру плавлени^/высокую твер¬
дость, как при нормальных, так и при повышенных температурах,
жаростойкость, стойкость к агрессивным средам и др. Их широко
используют для напыления износостойких, жаростойких, кор-
розионностойких покрытий, работающих в агрессивных средах.
В настоящее время для напыления карбидных покрытий исполь¬
зуют газотермические и вакуумные конденсационные методы.
В зависимости от расположения атомов углерода в кристал¬
лической решетке карбидов их разделяют на три основные группы.
Карбиды с кубической кристаллической
решеткой. К ним относят карбиды титана, циркония, вана,-
дия, тантала и др. Атомы углерода располагаются в промежутках
между атомами металлов, образуя фазы внедрения. Такая струк¬
тура обусловливает высокую „твердость карбидов и высокую
температуру плавления. Карбиды титана, циркония и ванадия
плавятся при температурах в 1,25—1,8 раза, превышающих
температуру плавления соответствующего металла. Многие кар¬
биды^ имеющие кубическую решетку, обладают широкими обла¬
стями гомогенности. Удаление ряда атомов углерода из решетки
карбида не приводит к разрушению соединения и существенному
изменению его свойств. Например, в TiC содержание углерода
может изменяться от 20 до 50 % (ат.) без значительного изменения
вида и свойств кристаллической решетки. Однако недостаток
атомов углерода неизбежно приводит к уплотнению и уменьшению
элементарной ячейки, снижению твердости и ряда других физико¬
химических показателей. Появляется возможность замещения
недостающих атомов углерода в карбиде другими атомами, на¬
пример, азота, кислорода и т. д. Все сказанное необходимо учиты¬
вать при разработке техиологи1Гнапыления покрытий из карбидов
с кубической решеткой.
Карбиды с гексагональной кристалли¬
ческой решеткой. К ним относятся карбиды молибдена,
вольфрама и др. Многие свойства аналогичны карбидам с куби¬
ческой решеткой. Однако кристаллическая решетка неустой¬
чива при удалении из нее атомов углерода. В связи с этим карбиды
рассматриваемой группы имеют очень узкую область гомоген¬
ности. Температура плавления карбидов с гексагональной струк¬
турой близка к температуре плавления соответствующего металла
или ниже ее. Совершенно очевидно, что создание напыленных
покрытий из карбидов с гексагональной решеткой представляет
большие трудности. В основном они связаны с потерями углерода.
764
Карбиды со сложной структурой. К ним
относят карбиды хрома и др. Атомы углерода расположены не
изолированно один от другого, как это было в предыдущих груп¬
пах, а образуют цепочки, пронизывающие решетку металлических
атомов. Такие структуры часто называют ромбическими. Карбиды
со сложной структурой также имеют достаточно высокую твер¬
дость. Температура плавления их близка к температуре плавления
соответствующего металла. Широкие области гомогенности этих
соединений дают возможность использовать их для напыления
покрытий.
В перспективе для напыления покрытий могут быть исполь¬
зованы и сплавы между карбидами. В этом случае представится
возможность реализации особенно высокой твердости. Так, на¬
пример, в системе TiC — ТаС максимальное значение микро¬
твердости составляет 29 840 МПа.
Карбиды III группы периодической системы Менделеева: бора,
кремния, алюминия, несмотря на высокую твердость, не получили
распространения в напыленных покрытиях.
Многие из них при высоких температурах без расплавления
диссоциируют или сублимируют. Карбиды кремния и бора относят
к неметаллическим соединениям. В перспективе неметаллические
карбиды III группы благодаря ряду их ценных свойств могут
найтн применение в покрытиях, при использовании газотерми¬
ческих и особенно вакуумных конденсационных методов напы¬
ления. I
Карбиды щелочных, щелочноземельных, редкоземельных ме¬
таллов, а также алюминия, магния, бериллия и др. представляют
собой солеобразные соединения, легко подвергаются гидролизу.
Их применение возможно в напыленных покрытиях, от которых
требуются сугубо специфические свойства.
Для напыления покрытий газотермическими методами при¬
меняют карбиды, получаемые различными способами: науглеро¬
живанием металлических порошков в смеси с сажистым углеродом
в атмосфере СО или Н2; восстановлением металлов из оксидов
сажистым углеродом с последующим их науглероживанием в атмо¬
сфере углеродсодержащих газов или водорода; плавлением шихты,
состоящей из металла (или оксида) и сажистого углерода в терми¬
ческих печах; самораспространяющимся высокотемпературным
синтезом (СВС). '
Непосредственное науглероживание металлических порошков,
позволяет получать тонкодисперсные карбиды (1—5 мм)*. мало¬
пригодные для газотермического напыления. Обычно их при¬
меняют в составе компактированных порошков. Достаточно круп¬
ные порошки карбидов получают дроблением продуктов восста¬
новления оксидов или плавлением слитков. Восстановленные
карбидные порошки имеют губчатое строение, развитую поверх¬
ность, овальную форму. Литые карбидные порошки беспористы,
осколочной формы с минимальной суммарной поверхностью. Ш
765
рис» 333 показан внешний вид-порошков карбида хрома, получен¬
ных различными способами.
Непосредственно для напыления покрытий карбиды не вы¬
пускают. Используют промышленные порошки карбидов много¬
целевого назначения.
Физико-химические процессы в карбидах, связанные
с их нагревом при напылении покрытий
При газотермическом напылении порошковые частицы карбидов
нагреваются в одних случаях до полного расплавления; в дру¬
гих — их температура не превышает температуру плавления.
Возможно и только периферийное оплавление частиц. При полном
766
расплавлении многие высшие карбиды переходят в низшие. При
этом углерод выделяется в форме графита: (-Л1еС)высш -*■
—*■ (МеС)низш “1“ Сграфит-
При полном расплавлении активизируются процессы испарения
и взаимодействия карбидов с газовой фазой, характерной для
конкретных способов напыления.
Исследования, проведенные по испарению карбидов, нагретых
до температуры плавления, позволили записать реакцию испаре¬
ния в следующем виде: (МеС)тв -*■ Мегъз + Ств + Сгаз.
Таким образом, в парах содержатся продукты диссоциации
карбидов. Коэффициент испарения углерода в карбиде близок
по величине к коэффициенту испарения чистого углерода.
Окисление карбидов в твердом состоянии в стационарных
условиях изучено достаточно полно. При высоких, температур ах
карбиды интенсивно окисляются. Температура активного окисле¬
ния карбидов на воздухе составляет:
Т, К 1500 1500 1400 1300-1600 1300—-1500
Карбид . . . Циркония Гафния Титана Кремния - Хрома
Т. К 1200 1200 1100 1100 900 900
Карбид . . . Ниобия Тантала Ванадия Бора Молибдена Вольфрама
Приведенные данные показывают особенно высокую окисля-
емость карбидов молибдена и вольфрама. Это объясняется образо¬
ванием на поверхности легкоплавкой летучей оксидной пленки.
По этой же причине невелико сопротивление окислению и у кар¬
бидов ванадия тантала и ниобия. При окислении карбидов титана,
циркония, кремния, хрома, гафния на поверхности образуется
защитная пленка из прочных оксидов, затрудняющая окисление
в глубине.
При всех методах газотермического напыления в открытой
атмосфере существуют благоприятные условия для окисления
карбидных частиц. Однако, как показывают многочисленные
эксперименты, потери углерода при переносе частиц на поверх¬
ность напыления без их расплавления незначительны. Тонкий
обезуглероженный слой положительно влияет на качественные
показатели покрытия. При расплавлении напыляемых частиц
окисление карбидов резко активизируется. Обобщенная реакция
окисления может быть записана в следующем виде: Me С + Ог =
= Me О + СО.
При окислении карбидов на поверхности частиц образуется
оксид металла и газообразные продукты окисления углерода СО
или С02. Оксидная пленка в расплавленном состоянии распола¬
гается на поверхности частицы, а газообразные продукты реакции
улетучиваются (рис. 334, а). Преимущественное окисление эле¬
ментов, входящих в карбид по законам термодинамики, будет
определяться их сродством к кислороду при данной температуре
и концентрационным фактором. Учитывая большие концентрации
углерода в карбидах и высокое его сродство к кислороду на первых
767
стадиях следует ожидать преимущественного окисления углерода?
2С + 02 = 2СО; С + 02 = С02.
Расчеты показывают, что изобарный потенциал этих реакций
во всем диапазоне температуры напыляемых частиц имеет отри¬
цательное значение. При этом на поверхности частиц, по-види¬
мому, сначала образуются низшие карбиды, а затем — металл
с убывающей в нем концентрацией углерода (рис. 334, б, в):
МеС + 02 = (Mac)™*!. + С02; (МеС)иизш + 02 = Л4е + С02.
Низкие концентрации углерода в поверхностном слое дадут
возможность развиваться реакции окисления металла, с образо¬
ванием пленки расплавленного оксида (рис. 334, г): 2Me + 02 =
= 2МеО. Если образовавшийся оксид термодинамически ста¬
билен при температурах напыляемой частицы и его пленка на¬
дежно изолирует карбид от контакта с окислительной атмосферой,
Рис. 334. Механизм окисления, карбидных частиц при газотермическом напы¬
лении
то дальнейшее окисление соединения прекращается. В покрытие
наряду с карбидным ядром переходит и поверхностная оксидная
пленка. Такой механизм окисления характерен при напылении
покрытий из карбидов титана, циркония, гафния, хрома и др.
Эксперименты по напылению этих карбидов в воду и в покрытие
показывают на незначительные потери углерода.
Если образовавшийся оксид Легко диссоциирует или сублими¬
рует, то его защитное действие на частицах сводится к минимуму.
При высокой диффузионной подвижности атомов углерода в рас¬
плавленном карбиде на поверхности частицы может быть всегда
достаточно высокая его концентрация. Это приводит к обезугле¬
роживанию частиц на значительную глубину (рис. 334, д), а при
их минимальных размерах (da /= 10—40 мкм) потери углерода
окажутся ниже допустимых для самых низших карбидов. Подоб¬
ный механизм хорошо прослеживается при плазменном напылении
карбидов вольфрама (W2C). В дисперсных порошковых частицах
(d„ = 5—40 мк) при прохождении их через плазму концентрация
углерода составляет 0,45—0,62 % (мае). Исходное содержание
углерода находилось в пределах 3,6—4,2 % (по массе). Микро¬
твердость частиц в покрытии оказалась близкой к микротвер¬
дости напыленного вольфрама.
В большинстве способов газотермического напыления в газовой
фазе присутствует азот. При недостатке атомов углерода в решетке
карбида их место легко замещают атомы азота. В результате
этого в напыленных покрытиях можно ожидать некоторое коли-
768
чество карбидов, насыщенных азотом. Возможно образование
также и оксинитридных фаз. При газотермическом напылении
карбидных покрытий целесообразно в состав газовой фазы вводить
углеродсодержащие газы: СО и С2Н„, Это облегчит сохранение
карбидной фазы в покрытиях. Однако наиболее рациональным
способом сохранения исходных свойств карбидов при напылении
является формирование покрытий из частиц без их распыления
или с частичным периферийным оплавлением. Такой процесс,
например, легко реализуется при детонационно-газовом напыле¬
нии, плазменном и газопламенном напылении плакированными
порошками карбидов.
Многие процессы, характерные для газотермического напыле¬
ния карбидных покрытий, закономерны и для вакуумных кон¬
денсационных методов. Так, для получения карбидных покрытий
прямым испарением из одного источника без изменения исходного
состава возможно только при условии, что продукты диссоциации
обладают практически одинаковой летучестью. Так, при элек¬
тронно-лучевом испарении удается получить конденсационные
покрытия из карбидов титана, циркония, ниобия практически
без изменения исходного состава. Карбиды WC, SiC диссоциируют
с образованием продуктов с резко различной летучестью. Такие
покрытия можно создавать, используя раздельные испарители
или применяя способы реакционного напыления. При вакуумном
распылении большинства карбидов удается сохранить стехио¬
метрию в покрытии. Различие возникает, если температура рас¬
пыляемого карбида приближается к температуре плавления.
При этом покрытие обогащается компонентом с наибольшим
коэффициентом распыления.
Введение в состав карбидных покрытий
пластичного материала
Чисто карбидные покрытия отличаются высокой хрупкостью.
В большинстве случаев такие покрытия не удовлетворяют экс¬
плуатационным требованиям. Поэтому в покрытия при их напыле¬
нии вводят материал, обладающий достаточно высокой пластич¬
ностью. Обычно это чистые металлы или сплавы. Введение пла¬
стичного материала может быть осуществлено и после напыления
покрытия. Это может быть достигнуто посредством пропитки
покрытий. Заполнение расплавленным металлом сообщающихся
несплошностей в покрытии обеспечивает повышение его прочности
и пластичности.
Для введения пластичного материала применяют следующие
способы: напыление некомпактированными механическими сме¬
сями порошков карбида Я пластичного металла; напыление ком-
пактироваиными композиционными порошками; напыление пла¬
кированными карбидными порошками.
При современном уровне оборудования и технологии напыле¬
ния наиболее высокое качество покрытий достигается при при-
769
мененкн плакированных карбидов. Преимущества первого способа
состоят в том, что при формировании покрытия практически
отсутствует взаимодействие между компонентами. При напылении
композиционными порошками (конгломерированными и плаки¬
рованными) взаимодействие неизбежно. Взаимодействие часто
приводит к появлению новых фаз, иногда отрицательно влияющих
на качественные показатели покрытий.» Преимущество плакиро¬
ванных порошков заключается в том, что покрытие защищает
карбидные частицы от окисления углерода. Для карбидов, способ¬
ных к обезуглероживанию при напылении, пластичная фаза может
быть создана за счет потери углерода в мелких частицах, В этом
случае для напыления используется механическая смесь мелких
(d„ = 10—30 мкм) и крупных (dn = 50—100 мкм) карбидов.
Во многих карбидных покрытиях объемная доля пластичного
металла должна составлять 5-—30 %. Массовые доли пластичной
связки колеблются в более широких пределах (10—60 %) и за¬
висят от плотности карбида и пластичного металла. Для плаки¬
рования карбидов наиболее часто используют никель. Этот металл
не относится к дорогостоящему, легко наносится на порошковые
частицы многими способами. Наряду с никелем для плакирования
могут быть использованы многие Другие металлы и сплавы. Основ¬
ное требование к плакированию — это высокая плотность по¬
крытия, достаточная адгезия и толщина слоя. Массовая доля
металла плакировки зависит от типа карбида, диаметра частиц
и режимов процесса. Толщину Плакирования на карбидных
частицах выбирают в пределах 1—5 мкм и более.
Напыление покрытий из карбидов титана
Карбиды титана широко используют для газотермического и
вакуумного конденсационного напыления защитных покрытий.
Соединение имеет высокую твердость.^ большую температуру
плавления. Максимальное содержание углерода в TiC составляет
20,1 % (по массе). В технических карбидах концентрация угле¬
рода находится в пределах 12—19,5 % (по массе). Микротвердость
TiC с уменьшением углерода в карбиде снижается линейно
с 26 000 МПа при 46 % (ат.) С до 16 000 МПа при 25 % (ат.) С.
Окисление порошкообразного TiC начинается при температуре
500—600 “С. Карбидные покрытия из TiC обладают высокой твер¬
достью и износостойкостью в условиях смазки и при сухом трении,
а также при повышенных Температурах, Установлена и достаточно
высокая жаростойкость покрытий (до 1100 К).
Карбид титана относится к доступным материалам для газо-
термического напыления. Не является дефицитным и имеет сравни¬
тельно невысокую стоимость.
При разработке технологии газотермического напыления по¬
крытий из карбида титана необходимо учитывать его невысокую
плотность (4900 кг/м3). Эго оказывает влияние на нагрев частиц
при их переносе. Известно, что частицы, обладающие малой
770
плотностью, имеют высокие скорости перемещения от распылителя
к поверхности напыляемого изделия. Так как TiC имеет высокую
температуру плавления (3140 °С), время нагрева частиц при пере¬
носе может оказаться недостаточным. К особенностям напыления
карбида титана следует также отнести незначительные потери
углерода. Практика показала, что покрытия, напыленные из
одного карбида титана, отличаются высокой хрупкостью и мало
пригодны для эксплуатационных условий. В связи с этим при
плазменном и детонационно-газовом напылении используют вве¬
дение в покрытие пластичных (связующих) добавок, например,
железоуглеродные сплавы, хромоникелевые стали и сплавы, ни¬
кель, кобальт, медь и их сплавы и т. п. Благодаря этому получают
покрытия с широким диапазоном физико-химических свойств.
Особенно часто в качестве пластичного металла в покрытие вводят
никель или хромоникелевый сплав, иногда с небольшими добав¬
ками других элементов, например, молибдена, фосфора1/бора,
алюминия.
При напылении покрытий порошковыми некомпактированными
смесями (TiC + Ni) взаимодействие между никелем и TiC практи¬
чески не происходит. Формируется композиционное покрытие
из частиц TiC и никеля. Так, для детонационно-газового напыле¬
ния применяют смесь TiC + 15 % (по массе) Х20Н80. При этом
пористость составляет 0,5—1 % (объемн.), микротвердость 5 X
X 10s МПа, температура эксплуатации 880 °С. Напыление компо¬
зиционными порошками, особенно плакированными, приводит
к развитию активного взаимодействия между ядром из TiC и
оболочкой из никеля. Это взаимодействие начинается в процессе
нагрева частицы при ее переносе и заканчивается при формиро¬
вании покрытия. При плазменном напылении в покрытии обна¬
руживаются следующие фазы: TiC, двойные карбиды TinNiTOC,
например (Ti, Ni)eC, металлидные соединения NiTi, Ni3Ti, твер¬
дый раствор TiC в Ni (период решетки никеля увеличивается).
Чистый никель в покрытиях практически отсутствует. Встре¬
чаются соединения, обусловленные взаимодействием TiC с газовой
фазой: Ti02, TiO, TiNi и др.
Микротвердость отдельных составляющих покрытий, напылен¬
ных частицами TiC диаметром 40—63 мкм с различной толщиной
плакирования (2—4 мкм) и соответственно с долями никеля при¬
ведена в табл. 84. При этом рекомендуется следующий режим
плазменного напыления
Ток дуги . , 260—540 А
Расход аргона (5,6—12,1)-104 м3/с
Расход водорода (0,8—2,5) -104 м3/с
Расход порошка 5-104 кг/с
Дистанция напыления 0,08—0,22 м
Покрытия, напыленные из плакированных никелем карбидов
титана, характеризуются следующими свойствами: пористость
6—23 %; адгезионная прочность 25—37 МПа (по клеевой мето-
771
Таблица 84. Микротвердость (Яд) составляющих при напылении TiC,
плакированных инкелем
Значение Н при содержании никеля, % (по массе
I*
25
35
50
Карбидная
18 300—28 520
18 300—28 520
25 750—37 940
Никелевая
2 160—4 740
2 660—4.740
2 160—4 760
Продукты взаимо¬
действия
3 010—9 480
2 840—6 150
2 740—5 860
днке), когезионная прочность 46—70 МПа. Высокая прочность
сохраняется и после термоциклирования до 973 К. В покрытии
формируются как сжимающие, так и растягивающие остаточные
напряжения. В частности, такие покрытия рекомендуются как
жаростойкие при температурах до 1100 К-
Напыление покрытий из карбидов хрома
Карбиды хрома широко используют для газотермического напыле¬
ния покрытий и особенно перспективны. Нет принципиальных
ограничений и при конденсационных методах нанесения покры¬
тий. В ряду карбидов переходных металлов карбиды хрома вы¬
деляются наибольшей жаростойкостью, стойкостью к агрессивным
средам, достаточно высокой твердостью, особенно при повышен¬
ных температурах. В системе Сг •— С четко выделяются три кар¬
бида хрома: Сг3Сг, Cr7C3, Сг23Св, отличающиеся между собой по
содержанию углерода 113,3; 9,0; 5,68 % (по массе)] и соответ¬
ственно свойствам.
Высший карбид хрома CrgQ получают, в основном, науглеро¬
живанием в твердом состоянии. Другие карбиды получают как
науглероживанием, так и плавлением. Промышленные предпри¬
ятия выпускают восстановленные (губчатые, скелетные) и литые
(монолитные) порошки карбидов хрома. Концентрация связан¬
ного углерода регламентируется не менее 12,5 % (по массе),
свободного — не более 0,4 % (по массе). Содержание хрома
должно быть выше 85 %. Ограничивается концентрация кислорода
в карбиде. Она не должна превышать 0,4 % (по массе). Фракцион¬
ный состав порошковых карбидов обычно соответствует:
Размер фракции, мкм ...» 80—100 60—80 28—60 14—28
Содержание, % (по массе) < * . <2 , <8 <55 <35
Таким образом, газотермическое напыление проводят порошко¬
выми частицами, содержащими в своем составе как высшие кар¬
биды Сг3С2, так и низшие, в основном Сг7С3.
Ранее отмечалось, что при плавлении высшие карбиды пере¬
ходят в низшие. Для карбидов хрома характерна реакция 7Сг3Са
—*■ ЗСг7С3 -f- 5С,
772
Эго дает возможность предполагать формирование покрытий
при газотермическом напылении, в основном из карбидов Cr7Q.
Только при нагреве частиц ниже температуры плавления или пери¬
ферийном их оплавлении возможен переход в покрытие карбида
Cr3Cj. Окислению карбидов хрома, по-видимому, предшествует
образование низших карбидов. Возможно протекание окисления
по реакциям:
4/г?Сг А Ч~ 02 = ^/ггО^Оз СО;
4/ззСг7Сз + О* = 14/33Сг203 + С02.
При высоких температурах, близких к температурам плавле¬
ния, возможны реакции с образованием оксида хрома и сажистого
углерода.
Процесс окисления частицы карбида хрома прекращается при
создании на ее поверхности оксида Сг208 достаточной толщины
и сплошности. Как показала практика, потери углерода при
газотермическом напылении карбида хрома невелики и составляют
0,1—0,3 % (по массе).
При взаимодействии нагретых частиц карбида хрома с азотом,
содержащимся в газовом потоке, возможны реакции: +
+ N2 = 2CrN + 4/3С; 4/3Сг3Са + N2 = 2CraN + 8/3С.
Аналогичные реакции протекают и при взаимодействии азота
с низшими карбидами.
При газотермическом напылении карбидов хрома в состав по¬
крытий также вводят пластичный Компонент — связку. Наиболее
полно исследовано введение связки за счет плакирования порош¬
ковых частиц никеля, реже кобальтом или другими элементами.
Массовая доля никеля в покрытии составляет 25—30 %. Экспе¬
риментально подтверждено снижение окисления углерода за счет
экранирующего действия плакирующей оболочки. Наблюдается
активное взаимодействие расплавленного карбида с никелем.
Известно, что никель практически нерастворим в Сг3Са. В про¬
цессе напыления G^Q превращается в Сг7С3. Последний насы¬
щается никелем, образуя двойной карбид (CrNi)7C3. Часть осво¬
бодившегося хрома идет на образование матричного твердого
раствора Ni — Сг — С. Фазовый анализ показывает присутствие
в напыленных покрытиях оксидов Сг203 и более сложных Сг203*
• NiO. При последующем нагреве напыленного покрытия (при
700 °С и выше) этот процесс продолжается. По завершении диффу¬
зионных процессов покрытие приобретает стабильное строение.
Микротвердость карбидных фаз составляет (12—14). 10® МПа,
твердого раствора (2,5—3,1). 103 МПа. Адгезионная прочность
на образцах из углеродистой стали составляет 21—25 МПа. По¬
крытия из плакированных никелем карбидов хрома показали
высокую жаростойкость при 700 и 900 °С и термостойкость до 200
и более термических циклов.
Г73
Напыление покрытий из карбидов вольфрама
Карбиды вольфрама, несмотря на дефицитность и повышенную
стоимость, широко применяют для газотермического напыления
покрытий, особенно ответственного назначения. Представляют
интерес и вакуумные конденсационные покрытия.
Известны два карбида вольфрама: WC и W2C. Монокарбид WC
содержит 6,12 % (по массе) углерода. Его получают науглерожи¬
ванием в смеси дисперсных порошков вольфрама и сажи в токе
водорода при температуре свыше 1600 °С. При нагревании моно¬
карбида следует учитывать его разложение4 при температуре
2600 °С по перитектической реакции.
При этом образуется жидкая фаза, содержащая 5,5 % С и гра¬
фит. Монокарбид, или у-фаз а (твердый раствор на основе WC)
имеет очень узкую область гомогенности. Незначительные потери
углерода обусловливают переход WC в низший карбид W2C (или
р-фазу — твердый раствор на основе W2Q и графит: 2WC ->
-► W2C + С. Карбид W2C содержит 3,2 % (по массе) углерода.
Однако твердый раствор на его основе (0-фаза) имеет концентра¬
цию углерода примерно от 2,5 до 3,6 % (по массе). Поэтому суще¬
ствует широкая область гомогенности фаз на основе W2C. Темпе¬
ратура плавления W2C составляет 2760 вС, плотность 17,2 г/см3,
микротвердость (28—31). 10s МПа. По механическим свойствам,
особенно по модулю упругости WaC значительно уступает WC.
Промышленность выпускает монокарбид вольфрама с размером
порошковых частиц 1—5 мкм, предназначенный для производства
твердосплавного инструмента. Как известно, такие грануляции
мало пригодны для газотермического напыления. Обычно моно¬
карбид гранулируют в смеси с пластичными металлами и исполь-ч
зуют для плазменного и особенно детонационно-газового напыле¬
ния покрытий. Карбид вольфрама W2C промышленного распро¬
странения не получил. Для наплавки износостойких поверх¬
ностей различного инструмента и ряда других целей выпускают
литой сплав (релит), по составу близкий к эвтектической смеси
W2C 4- WC. Общее содержание углерода в релите находится
в пределах 3,6—4,2 % (по массе). Структура сплава большей
частью состоит из W2C. Микротвердость составляющих находится
в пределах (25—30). 10* МПа. Для газотермического напыления
отсеивают мелкую фракцию с размером частиц 45—100 мкм.
В отличие от других, ранее рассмотренных карбидов, карбиды
вольфрама отличаются высокой склонностью к обезуглерожива¬
нию. Для монокарбида реакции окисления также предшествует
его разложение.
Поэтому для обоих карбидов в окислении будет участвовать/
в основном, карбид W2C. Суммарная реакция имеет вид:
W2C + 02 *= 2WOg + СО;
W2C + 03 = W03 + С02
774
Таблица 85. Потери углерода при плазменном напылении
релита и мнкротвердость (//ц) частиц н покрытия
Дисперсность
порошка, мкм
С, % (по массе) Нц' мякротвердость, МПа
<45
(—90)—(+45)
(—150)—(+90)
3,85/1,55
3,92/2,02
3,88/3,22
5 110—6 450/5 780
4 480—8 930/6 700
5 590—24 000/14 800
Примечание. В числителе — значения концентраций угле¬
рода и твердости частиц в покрытии до напыления, в знаменателе — после
напыления.
Расчеты показывают, что на первом этапе происходит интенсив¬
ное окисление углерода. Образующаяся по мере окисления угле¬
рода пленка, состоящая из ряда оксидов вольфрама, при темпера¬
турах выше 1500 °С легко сублимирует. При этом теряется ее
защитное действие от глубинного окисления углерода (см.
рис. 335, д) в напыляемых частицах. Этому способствуют также
возможные реакции:
Результаты окисления углерода в релите при плазменном на¬
пылении приведены в табл. 85. Только частицы размером 90—
150 мкм сохраняют достаточное количество углерода, укладыва¬
ющееся в пределы гомогенности P-фазы. При этом сохраняется
и высокая средняя микротвердость частиц в покрытии (14,8) X
X 103 МПа. Мелкие частицы обезуглероживаются практически
на всю глубину. Исследованиями установлено также, что при
увеличении мощности дуги и дистанции напыления окисление
углерода в напыляемых частицах существенно усиливается. Не¬
которое снижение потерь углерода было достигнуто при при¬
менении защитных устройств на плазмотроне. Минимальные
потери углерода были достигнуты только при напылении в каме¬
рах с общей защитой процесса напыления.
Обезуглероженные мелкие частицы карбида вольфрама можно
использовать в качестве пластичного компонента покрытия. Изме¬
няя соотношение между крупными и мелкими частицами в исход¬
ном порошке карбидов вольфрама, можно получать покрытия
с различной структурой и микротвердостью ее составля¬
ющих.
В практике газотермического напыления карбидов вольфрама
применяют механические смеси с различными добавками пла¬
стичного компонента: никеля, кобальта, меди и сплавов Ni — Сг;
Ni — Сг — В — Si и др.
W03 + ЗС W +' зса
2W03 + ЗС 2W + ЗСОа.
775
Снижение потери углерода при напылении в открытой атмо>-
сфере, в основном, обеспечивалось за счет нанесения на частицы
плакировки из никеля, кобальта и меди. Одновременно с этим
достигалось введение в покрытие пластичного металла. Нанесение
на частицы карбидов вольфрама плакировки из никеля, хрома,
меди химическими и электрохимическими способами толщиной
до 5 мкм ие обеспечивало эффективную защиту карбида от окисле¬
ния углерода. Эксперименты показали сползание оболочки с ча¬
стицы в процессе ее нагрева и переноса. Значительно лучшие
результаты были получены при плакировании карбида вольфрама
газофазными способами, в частности, посредством разложения
карбонила никеля. При этом на частицах образуется плотный
с высокой адгезией слой осажденного никеля. Обстоятельно
исследовано плазменное напыление карбидов вольфрама с 5, 12,
30, 40 и 50 % (по массе) Ni. В покрытиях образуются разнообраз¬
ные фазы, некоторые из них имеют сильно напряженное состояние.
Микротвердость фаз находится в широких пределах: от (3—4) X
X 103 до (40—50). 103 МПа. При этом твердость составляет
HV 1000—1450 МПа, пористость 3—7 % (объемн.). При 40—50 %
(по массе) плакировки в покрытии обнаруживается чистый никель.
При этом достигаются максимальные значения производительности
и КИП. Однако максимум твердости покрытия достигается при
30 % (по массе) Ni в плакированном карбиде. Большое влияние
на свойства покрытий оказывает мощность дуги и размер плаки¬
рованных частиц. Эти два параметра, в основном, определяют
тепловое состояние частиц. Формирование покрытия может осу¬
ществляться по двум схемам1: с полным расплавлением плакиро¬
ванной частицы и с оплавлением только плакирующей оболочки.
Максимум твердости покрытия (HV 5) достигается при минималь¬
ных размерах частиц (dn = 20—40 мкм) и максимальной мощности
дуги (Мд = 40 кВт). Дальнейшее увеличение мощности дуги Na
снижает твердость покрытия и, соответственно, производитель¬
ность, обусловленную активным испарением никеля и его раз¬
брызгиванием. Наряду с этим уменьшается пористость, снижается
гетерогенность, появляются перенапряженные фазы (Нц до 50 X
X 103 МПа). По-видимому, такой режим характерен для первой
схемы формирования покрытия. С ростом диаметра плакирован¬
ных частиц резко снижается твердость покрытия. Однако
микротвердость частиц остается высокой, характерной для
исходных карбидов. Для данного случая характерен режим вто¬
рой схемы формирования покрытия (с расплавлением только
оболочки на напыляемой частице). Аналогичные закономер¬
ности получены и при напылении кобальтированных карбидов.
Вакуумное конденсационное напыление карбидов вольфрама
достаточно легко осуществляется методами распыления. Терми¬
ческое испарение не обеспечивает получение в покрытиях карби¬
дов стехиометрического состава. Однако наиболее рациональным
является метод вакуумного реакционного напыления.'
776
Напыление нитридных покрытий
Нитриды бывают либо стехиометрического состава, либо перемен¬
ного. Для нитридов характерны все типы химических связей:
ковалентные (BN, SisN4), ионноковалентные (CrN), металли¬
ческие (NbN, MoN) и ионные (Li3N, Mg3N2). Последние активно
разлагаются водой и поэтому мало пригодны для создания по¬
крытий методами' напыления. Большинство нитридов, так же как
и карбиды, представляют собой фазы внедрения с плотной куби¬
ческой или гексагональной кристаллической решеткой. Большин¬
ство нитридов обладает высокой температурой плавления. Однако
необходимо учитывать диссоциацию нитридов при их нагреве:
(MeN)XB = Ме(тв) + 1/2N2 (Гзз>. Наиболее устойчивыми являются
нитриды титана, циркония, гафния, тантала, алюминия и др.
Неустойчивыми являются нитриды металлов шестой группы.
Нитриды окисляются легче, чем соответствующие карбиды. При¬
ведем стойкость тугоплавких нитридов против их окисления на
воздухе:
Нитрид TiN ZrN VN NbN TaN AIN BN Si3N4
Температура активного
окисления, К. - . . . . 1473 1473 1073 1073 1073 1273 1273 1673
Наибольшей стойкостью против окисления обладают нитриды
титана, циркония и, особенно, кремния. Большинство нитридов,
представляющих интерес для напыленных покрытий, слабо вза¬
имодействуют с водородом и азотоводородной смесью. При нагреве
в контакте с углеродом или углеродсодержащими газами нитриды
легко образуют соответствующие карбиды: TiN + С = TiC +
4- V2N2; Si3N4 -f- ЗС = 3SiC + 2N2. Из анализа свойств нитридов
следует, что их можно использовать при создании износостойких,
коррозионностойких и жаростойких покрытий, а также ряда
покрытий со специфическими характеристиками. Наибольшие
трудности связаны с применением- методов газотермического
напыления. При высоких температурах нагрева напыляемые
частицы диссоциируют. Недостаточный прогрев не обеспечивает
их закрепление на поверхности напыления (коэффициент исполь¬
зования порошка равен нулю). Процесс газотермического напыле¬
ния может быть реализован только при использовании компо¬
зиционных порошков: плакированных или конгломерированных.
В композиционной частице при нагреве нитридная составляющая
находится в твердом состоянии. В расплавленное состояние
переходит легкоплавкая составляющая частицы. Достаточно пер¬
спективно напыление нитридных покрытий с использованием
плакированных нитридных порошков.
Широкое применение получило газотермическое напыление
нитрида бора в составе конгломерированных композиционных
порошков. Известно, что a-BN подобно графиту характеризуется
высокими смазывающими свойствами. В связи с этим a-BN («бе-
777
лый графит») используют в конструкционных срабатываемых
покрытиях, например, различного рода уплотнения газотурбин¬
ных двигателей. Нитрид бора (d„ « 1 мкм) замешивают с метал¬
лическими порошками на жидком стекле или другом связующем
компоненте. Пастообразную смесь гранулируют, сушат и рассе-
вают с выделением требуемой фракции (60—100 мкм). При газо¬
термическом напылении легкоплавкая основа композиционной
частицы расплавляется. За счет этого в покрытии при его формиро¬
вании образуются достаточно прочные адгезионные и когезионные
связи. Конгломерирование нитридных порошковых частиц с дру-
ними составляющими открывает новые области их применения
в газотермических покрытиях. При этом реализуются уникальные
свойства, присущие ря^у нитридов (P-BN, AIN, SijfN4, TiN и др.).
В настоящее время для создания тонких нитридных покрытий
(6П =» 1—180 мкм) наибольшее распространение получили методы
вакуумного конденсационного напыления. Причем во всех слу¬
чаях процесс напыления необходимо вести в присутствии азота —
вакуумными реакционными способами. Формирование вакуумных
реакционных покрытий облегчается в связи е широкими областями
гомогенности, свойственны нитридным соединениям.
Нитрид TiN ZrN VN- NbN TaN
Содержание N2, % (ат.) . . 37—50 34—50 41—50 50—51 44—47
Для получения нитридных покрытий соответствующий нитриду
металл испаряют или распыляют в среде азота. Молекулу нитри¬
дов образуются при столкновении атомов реагирующих элементов.
Вероятность столкновения атомов в газовой фазе при давлениях
азота в камере ~10~2 Па мала. Средняя длина свободного пробега
молекул газа составляет около 50 см. С увеличением давления
азота в камере вероятность синтеза нитридов в газовой фазе
возрастает. Поэтому можно считать, что реакция образования
нитридов, в основном, происходит на поверхности напыления.
Характер протекания реакции зависит от скорости попадания
на поверхность атомов металла и азота, коэффициента их кон¬
денсации и температуры поверхности. Для напыления нитрида
титана можно рассчитать парциальное давление азота в камере
Pn„ при котором частота столкновения атомов металла и молекул
азота на поверхности будет примерно одинаковой.
Число атомов титана NK (ат/см2, с), достигающих поверхности
конденсации в единицу времени выразим1 через скорость осажде¬
ния (без учета рассеяния газообразными молекулами):
N, = NaPVk/M,
где N а — число Авогадро; р — плотность титана 4,5 г/см3; V„ —
скорость осаждения (испарения), равна 6-10'® см/c; М — моле¬
кулярная масса титана, равна 48. Расчетная величина N« —
составит 3,4.1017 ат/см2.с*
778
Частота столкновения молекул азота Л/ыг может быть опре¬
делена из выражения: NNs = 2,63-1020 (MuJ)~1/2Pr, где Мг —
молекулярная масса азота; t — температура газа (обычно 300 °С);
Рг — парциальное давление азота, Па.
Расчеты показывают, что одинаковое количество столкновений
металла и газа будет происходить при Р$г = 0,08 Па.
Реакцию между металлом и азотом можно стимулировать акти¬
вацией и ионизацией атомов. Это особенно легко достигается при
использовании дуговых способов распыления — испарения и
магнетронном ионном распылении. Ионизация потока пара об¬
условливает особенно высокие скорости плазмо-химических реак¬
ций, как в испарительном пространстве, так и на поверхности
напыления. Концентрацию азота в напыленном покрытии обычно
регулируют изменением давления азота в камере. Однако большое
влияние оказывает и величина отрицательного смещения, подава¬
емого на напыляемое изделие.
Для повышения надежности нитридных покрытий часто изме¬
няют концентрацию азота по толщине покрытия. Первый слой
осаждают практически из чистого металла. Далее концентрацию
азота по толщине покрытия увеличивают и доводят до стехио¬
метрического значения нитрида.
Различают три этапа режима напыления. Первый этап —- об¬
работка в тлеющем разряде для очистки поверхности и подогрева
изделий до 250—280 °С:
Рк = 5- КГ8 - 1 • КГ1 Па; Uv = 2,0 - 2,2 кВ;
/р = 0.05 — 0,5 А; и = 7 — 20 мин.
Второй этап — ионная бомбардировка поверхности с целью
окончательной очистки и активации поверхности:
Р« = (2—3). 10'1 Па; /д = 75—80 А; т — 1—5 мин.
Третий этап — напыление слоя:
Рыг = (2—3). 10'1 Па; /д - 70—120 А; Тк = 400—450 °С;
т = 6—10 мин.
Напыление боридных покрытий
Многие бориды обладают высокой температурой плавления и
значительной термодинамической стабильностью. Характерная
«реконфигурация обусловливает их высокую твердость. Боридам
свойственна термостойкость и ярко выраженные металлические
свойства. Различные типы химических связей в боридах обуслов¬
ливают широкий спектр их физико-химических свойств. Переход
от низших боридов к высшим в ряду Ме4В-> МедВ2-► МеВ-►
Ме3В4 -► МеВ2 сопровождаесся ростом жесткости кристал¬
лической решетки, уменьшением энтальпии образования, увели¬
чением температуры плавления. Значительно возрастают также
твердость, прочность, стойкость к окислению и другие показатели.
779
В низших боридах атомы бора взаимно изолированы; в высших —
соединены прочной ковалентной связью. В технике наибольшее
распространение получили дибориды. Боридные покрытия могут
обладать высокой износостойкостью при нормальных и по¬
вышенных температурах жаростойкостью, коррозионной стой¬
костью в ряде агрессивных сред. При газотермическом напылении
покрытий необходимо учитывать высокую температуру плавления
боридов. Незначительная плотность этих соединений приводит
к большим скоростям напыляемых частиц при их переносе. Для
формирования покрытий из расплавленных частиц в этих слу¬
чаях требуется большая мощность источника теплоты. С нагревом
боридов возможен их переход из высших соединений в низшие,
а также возможна диссоциация.
При напылении покрытий в открытой атмосфере неизбежно
окисление частиц. При этом на поверхности образуется либо легко¬
плавкая оксидная пленка В203 е температурой плавления 460 °С*
либо более сложная пленка с участием оксида металла
(ВА)х (МеО)у. Защитные свойства Оксидной пленки считаются
достаточно надежными от глубинного окисления напыляемой
частицы. При взаимодействии напыленных частиц с азотом,
содержащимся в двухфазном потоке может наблюдаться образо¬
вание нитридов.
К настоящему времени боридная группа материалов недоста¬
точно исследована применительно к газотермическому напылению.
Однако опыты по плазменному напылению диборидов хрома и
циркония показали удовлетворительные результаты. Покрытие
толщиной 0,3—0,5 мм наносилось на изделия из коррозионно-
стойкой стали. Режим напыления следующий: йа = 50—63 мкм;
/я = 500 A; Gaj = 0,5 г/с; Gn* ■=* 0,15 г/с; GTp = 0,55 г/с; L =
= 60 мм.
Приведем некоторые свойств^ напыленных покрытий:
Борид 1 . , . i . „ CrB2 ZrB2
Адгезионная прочность, МПа 15,3 14,4
Когезионная прочность, МПа 13—24 18—26
Пористость, % (объемн.) ^ / 10,9 8,0
КИП, % (по массе) ^ , * 53 63
Микротвердость, ГПа 18,50 20,00
Анализ показывает, что свойства бориднЫх покрытий аналогичны
покрытиям, напыленным из других материалов. Микроструктура
покрытий из дибор ида хрома имеет слоистое строение с набором
неравномерно чередующихся фаз: СгВ2; Ва03> Сга03. Присутствует
также небольшое количество BN и свободного бора. Аналогично
строение покрытия из диборида циркония. Обнаружены фазы:
ZrB2, Zr02, Ва03, ZrN, BN и В. Микротвердость отдельных
составляющих колеблется от 21,00 до 30,00 ГПа.
Чистые боридные газотермические покрытия, так же как кар¬
бидные илй нитридные, обладают повышенной хрупкостью. Для
повышения пластичности в покрытия рекомендуется вводить
780
матричный компонент, снижающий хрупкость напыленного мате¬
риала,, Наиболее целесообразно для этих целей применять компо¬
зиционные порошки (плакированные, конгломерированные) или
механические смеси боридов с другими порошками.
Практика показала удовлетворительную совместимость бори¬
дов Сг, Ti и Zr е пластичной связкой из Сг или сплавов на основе
Ni ■— Сг. Однако в системе МеВ2 — Ni(Cr — Ni) возможно оплав¬
ление эвтектики Ni — Ni3B при 1383 К. Представляет интерес
для газотермического напыления композиционный порошок из
диборида железа, полученный методом СВС. Покрытия, напылен¬
ные из FeB2 с матричным металлом обладают высокой износо¬
стойкостью. Затраты на производство порошка минимальны.
В перспективе роль боридных покрытий, напыленных газотерми¬
ческими методами, несомненно возрастет.
Вакуумные конденсационные методы напыления боридных по¬
крытий пока не получили распространения.
Б. Напыление оксидных покрытий
Во многих агрессивных средах, особенно при высоких темпера¬
турах оксиды значительно более стойки по сравнению с карби¬
дами, боридами и нитридами. К специфическим свойствам оксидов
следует отнести их низкие теплопроводность и электропровод¬
ность. Большинство оксидов, применяемых для напыления по¬
крытий, имеет высокую температуру плавления. Многие из них
обладают высокой твердостью и износостойкостью. Оксиды, осо¬
бенно высшие, являясь конечными продуктами окисления,
инертны к окислительным средам. Оксидные покрытия наиболее
универсальны в условиях эксплуатации и могут быть использо¬
ваны как коррозионностойкие и жаростойкие, теплозащитные,
электроизоляционные и износостойкие. Благодаря невысокой
стоимости ряда промышленных оксидов и их универсальных
эксплуатационных свойств оксидная группа материалов получила
особенно широкое применение в напыленных покрытиях. Причем
используют как методы газотермического напыления, так и ва¬
куумного конденсационного.
Для газотермических методов напыления оксидов важным
является поведение напыляемых частиц при их нагреве и переносе.
Высокая температура плавления оксидов и низкая теплопровод¬
ность затрудняют прогрев напыляемых частиц. Поэтому необ¬
ходимо применять источники теплоты с высокой энтальпией.
Лучшие результаты получаются при использовании для нагрева
плазменных струй с высокой энтальпией. При этом необходимо
увеличивать путь эффективного нагрева частиц при переносе.
Другой важной особенностью, связанной с нагревом напыля¬
емых частиц, является диссоциация оксидов до низших, субокси¬
дов, металла и кислорода. Степень диссоциации определяется
термодинамической устойчивостью оксидов и условиями их на-
781
грева. Так, при плазменном напылении с энтальпией струи на
срезе сопла 28—30 кДж/г термодинамическая устойчивость окси¬
дов по мере ее возрастания следующая: Cu20, Fe208, Crg04, Cr2Oj,
Ti02> ZrQ>, A1203. Наблюдается корреляция степени диссоциации
с теплотой образования оксидов. Даже термодинамически прочные
оксиды склонны к значительной диссоциации при температуре
нагрева частиц, близкой к температуре плавления- Для умень¬
шения степени диссоциации оксидов при напылении следует
снижать температуру нагрева частиц* применять плакировку
и т. д.
Взаимодействие оксидных частиц с газовой фазой, содержащей
азот, водород и углеродсодержащие газы, проявляется слабо.
Очевидно, это связано с малым временем контактирования при
переносе частиц к поверхности напыления-
При газотермическом и вакуумном конденсационном напыле¬
нии оксидов одним из наиболее распространенных дефектов яв¬
ляется отслаивание покрытий. Причем этот дефект может про¬
являться непосредственно в процессе напыления и при эксплуата-<
ции покрытия. Отслаивания вызваны, как правило, большей
разницей в коэффициентах термического расширения оксидного
покрытия и напыляемого изделия. Для частичного сглаживания
температурного коэффициента линейного расширения применяют
подслои или др. приемы^ При выборе материала подслоя необ¬
ходимо стремиться также к образованию на границе раздела вы¬
сокой адгезионной прочности. По этой причине часто в качестве
промежуточного слоя напыляют термореагирующие соединения
металлидного типа* например, JSTi.AJ, NigAJ и др.
Газотермическим напылением получают два вида покрытий:
оксидные и металлооксидные.
Для этих целей применяют чиетые оксиды, сплавы на их основе
и механические смеси оксидов. Грануляцию порошков, в зависи¬
мости от метода газотермического напыления, выбирают в преде¬
лах 10—80 мкм. Мелкодисперсные порошки применяют для газо¬
пламенного, детонационно-газового и некоторых способов плаз¬
менного напыления.
Покрытия, напыляемые из чистых оксидов, не всегда удовлет¬
воряют многочисленным эксплуатационным требованиям: электро¬
проводности и теплопроводности; химической стойкости в актив¬
ных средах; газопроницаемости. В ряде случаев необходимо
увеличить температурный коэффициент линейного расширения,
приблизив его к температурному коэффициенту линейного рас¬
ширения материала напыляемого изделия. Наконец, наиболее
распространенные для напыления покрытий чистые оксиды (А12Оэ,
Zr03 и др.) имеют фазовые превращения при высоких температу¬
рах. Это приводит к возникновению дополнительных внутренних
напряжений в напыленных покрытиях. Разработка сплавов на
основе оксидов позволила расширить область их применения
и повысить эксплуатационные характеристики покрытий.
782
Оксид алюминия (Л/203). Применяют для напыления покрытий
различного назначения. Необходимые фракции порошка отсе¬
ивают из электрокорунда (а-А1203) или глинозема (у-А1203), вы¬
пускаемых промышленностью для многоцелевого использования.
Материал имеет невысокую стоимость и доступен в приобретении.
Используется и чистый безводный оксид алюминия класса ч. д. а.
Наиболее устойчивыми модификациями оксида алюминия яв¬
ляются а-А1203 (высокотемпературная) и у-А1203 (низкотемпе¬
ратурная). При газотермнческом напылении в зависимости от
метода и режима процесса в покрытии формируется как у-А1203,
так и а-А1203. Например, в процессе плазменного напыления при
высоком градиенте температуры
контактного взаимодействия по¬
крытие формируется, в основ¬
ном, нз модификации у-А1203.
Повидимому, первые слои на
исходной поверхности напы¬
ления, когда скорость охлаж¬
дения особенно велика, форми¬
руются преимущественно из
у-А1203. С ростом толщины по¬
крытия в его составе в значи¬
тельных количествах может
формироваться и высокотемпе¬
ратурная а-А1203 модификация.
Формирование фаз при плаз¬
менном напылении покрытия
из А1203 в зависимости от тем¬
пературы поверхности приведено на рис. 335. С повышением Тл
в покрытии растет количество фазы а-А1203. Одновременно
с этим увеличивается плотность напыленного оксида. Это еще
раз свидетельствует о зависимости ' фазового состава покры¬
тия от условий его формирования. С фазовым составом связаны
служебные характеристики покрытия. Увеличение a-фазы в по¬
крытии из А12Оэ существенно повышает их износостойкость.
Исследованиями установлено искажение Кристаллической ре¬
шетки фаз и перенапряжение структурных составляющих по¬
крытия.
Система А1гО% — Т/02. Эта система оксидов получила большое
распространение при газотермическом напылении покрытий. При¬
меняют механические смеси порошков, а также спеченные компо¬
зиции. Добавки ТiOa выбирают, в зависимости от назначения
покрытий, в широком диапазоне концентраций. При этом по¬
вышаются многие показатели- эффективности процесса напыления
и эксплуатационные характеристики покрытий. В частности,
снижается пористость, величина остаточных напряжений, повы¬
шается пластичность. В системе А1203 — Ti02 возможны две
эвтектики: на основе А1203 Тал = 1840 °С и на основе ТЮа о Тщ, =
Рис. 335. Зависимость плотности Рп и фазо¬
вого состава покрытия из А1гО, от темпе¬
ратуры напыляемой поверхности
783
е= 1705 °С. Таким образом, по сравнению с А1а08 граница плавле¬
ния может быть снижена на 300—350 “С.
Введение ТЮа улучшает смачиваемость расплавленными ча¬
стицами поверхности напыления. В конгломерированных порош¬
ках лучшие результаты получены на композиции А1а03 + 13 %
ТЮ2. Для приготовления смесей используется технический рутил
или ТЮа класса ч. д. а.
При плазменном напылении механических смесей формируются
покрытия, имеющие адгезионные показатели на уровне показа¬
телей чисто оксидных покрытий (А1а03, ТЮ2). Вместе с тем по¬
ристость их снижается на 1—2 %. Несмотря на тщательное пере¬
мешивание смеси в покрытии наблюдается неравномерное распре¬
деление составляющих А1а03 и ТЮ2. Расслоение механической
смеси, вследствие различных удельных масс компонентов, проис¬
ходит частично в порошковом питателе, в процессе транспорти¬
ровки порошка к распылителю и в самом распылителе.
Спеченные и плавленные композиции устраняют недо¬
статки, свойственные механическим смесям. Покрытия имеют
значительно меньшую пористость и лучшие адгезионные пока¬
затели.
Исходное состояние спеченной композиции А1аО„ — ТЮа со¬
держит а-А1а03, ТЮа в форме рутила и соединение Р-А1аТЮ8.
В плазменном покрытии фазовый состав несколько изменяется:
появляются следы у-А1а03; обнаруживается твердый раствор на
основе А1аОэ. Поверхность зерен покрыта мелкозернистой эвтек¬
тикой, в которой выявляется соединение Р-А1аТЮ6.
Система А/а03 — MgOi К наиболее перспективным компози¬
циям этой системы следует отнести алюмомагнезиальную шпинель
MgAI204 и твердые растворы оксида алюминия в шпинели. Пре¬
имущества этих материалов, по сравнению с А120„, следующие:
наиболее высокая термодинамическая устойчивость благодаря
кубической кристаллической решетке; отсутствие фазовых превра¬
щений во всем температурном диапазоне; более высокие значения
температурного коэффициента линейного расширения, регулиру¬
емые за счет изменения состава шпинели; регулирование электро¬
изоляционных свойств в шпинели за счет искажений решетки
твердого раствора.
При плазменном напылении покрытий наблюдается частичное
разложение химического соединения н сублимация оксида магния.
Потери оксида магния возрастают с повышением температуры
напыляемых частиц и увеличением его концентрации в исходной
композиции.
Газотермические покрытия из алюмомагнезиальной шпинели
и твердых растворов На ее основе имеют характерное слоистое
строение. При этом сохраняется исходный тип кристаллической
решетки. Фазовых превращений при нагреве покрытия не обна¬
руживается. Величина пористости составляет 5—6 % (объемн.)
и аналогична покрытиям из А1а03.
784
- Система А1ц03 — СаО. Спеченные композиции этой системы
Ca0-6Ala03; 5СаО-ЗА12Оэ и ЗСа0-А1208 позволяют снизить тем¬
пературу нагрева напыляемых частиц по сравнению с А12Оя
примерно до 1500 °С. Это благоприятно влияет на получение по¬
крытий более высокого качества. Особенно следует ожидать сни¬
жения открытой пористости. В покрытиях, напыленных из на¬
званных соединений, наблюдается прак¬
тически полная аморфизация. В про¬
цессе нагрева напыляемых частиц и при
формировании покрытия не наблю¬
дается распада исходных Уединений.
Последующий нагрев покрытия
свыше 600—700 °С переводит его струк¬
туру из аморфного состояния в кри¬
сталлическое. Объемный вес покры¬
тия, например, из ЗСа0-А1203 уве¬
личивается с 2,75 г/см8 до 2,92 г/см3.
При этом покрытие не растрескивается
и не отслаивается. Адгезионная проч¬
ность в зависимости от условий про¬
цесса плазменного напыления нахо¬
дится на уровне 700—1600 МПа. На
рис. 336 показаны электроизоляци¬
онные свойства покрытий, напыленных
на его основе.
Наряду с рассмотренными широко используются и другие
композиции на основе оксида алюминия; А1г03 — Si(Y>
А1203 — Сг203 и др.
Оксид циркония1 Основное достоинство покрытий из оксида
циркония заключается в низкой теплопроводности и повышенной
химической стойкости. Чистый оксид циркония плавится при
температуре 2700 °С. Соединение обладает полиморфными превра¬
щениями
1000 °С 2480 °С . 2700 °С
Zr02 ZrOa HZ Zr02 расплавление.
(моноклинная) (тетрагональная) (кубическая)
Рис. 336. Удельное электросо¬
противление р плазменных по¬
крытий
1 - MgAIs04 + 30 % Al,Os;
2 — MgAljO, + 50 % A1,0,;
3 — А1.03; 4 — MgAl20.; 5 —
3 CaO-AljO,
из A1203 и композиций
Переход ZrOa из моноклинной в тетрагональную разновидность
сопровождается уменьшением ее удельного объема примерно на
7 %. Для предупреждения сжатия при нагреве и расширения при
охлаждении в оксид вводят различные добавки, стабилизирующие
тетрагональную разновидность. Наибольшее распространение по¬
лучили добавки оксидов кальция, магния, иттрия и др., образу¬
ющие с оксидом циркония устойчивые твердые растворы. Осо¬
бенно высокая стабильность растворов наблюдается при введении
двух или более добавок. Однако резкие и частые колебания тем¬
ператур приводят к распаду твердых растворов.
785
Для прогрева частиц оксида циркония требуются высоко»,
энтальпийные источники теплоты (плазменные струи). Путь на¬
грева частиц должен быть максимальным..
Оксиды железа. Покрытия на основе оксидов железа зареко¬
мендовали себя как износостойкие. Главное их достоинство за¬
ключается в высокой антифрикционности. Обычно для напыления
применяют высшие оксиды железа: Fe2Os (гематит) и FegOa (магне¬
тит). В процессе нагрева напыляемых частиц, их переносе и фор¬
мировании покрытия наблюдается переход высших оксидов в низ¬
шие. Так, при плазменном напылении гематита в покрытии за¬
фиксированы следующие фазы: 10—20 FejOgi 60—80 Fe304 и 30—
45 % (объемн.) FeO.
В случае применения магнетита покрытие формируется в основ¬
ном из Fe304 и FeO. Наряду с этим обнаруживается и чистое
железо [3—10 % (объемн.)]. Микроструктура покрытий сильно
зависит от скорости охлаждения частиц на поверхности напыле¬
ния. Появляются участки в особенно перенапряженном состоянии.
Их можно рассматривать как аморфизированные. При сухом
трении наблюдается выкрашивание микрочастиц, обладающих
повышенным объемно-напряженным состоянием. Добавка в по¬
крытие пластичного компонента, например, металла повышает
работоспособность напыленных изделий. Установлено, что ферро-
оксидные покрытия хорошо работают при повышенных темпера¬
турах (600—700 °С) в паре с мягкими чугунами, а также стальной
азотированной поверхностью. Малые значения коэффициента тре¬
ния объясняются переносом продуктов трения с феррооксидного
покрытия на контртело. Эксплуатация поршневых колец с по¬
крытиями из оксидов железа показала износостойкость на уровне
молибденовых покрытий. Покрытия из молибдена на поршневых
кольцах, применяемых в двигателестроении, являются наиболее
износостойкими.
Напыление металлооксидных покрытий
Введение пластичного компонента б оксидные покрытия позво¬
ляет улучшить многие показатели их качества: пластичность,
адгезионную и когезионную прочность, пористость и др. При этом
снижаются свойственные оксидным покрытиям тепло- и электро¬
изоляционные характеристики. Часто в качестве пластичного
компонента в оксидные покрытия вводят чистые металлы, сплавы
или металлидные соединения, особенно термореагирующие. Выбор
пластичного компонента и его количество в оксидном покрытии
зависят от многих факторов. В первую очередь необходимо учи¬
тывать эксплуатационные требования, предъявляемые к покры¬
тиям. Так, при напылении износостойких покрытий, особенно
в условиях сухого трения, важна когезионная прочность. Слабые
прочностные связи между отдельными частицами приведут к их
выкрашиванию. В этом случае создание в покрытии развитого
металлического каркаса повышает сопротивление износу. Коли-
786
Таблица 86. Примерные свойства металлооксидных покрытий
из композиционных порошков (плазменное напыление)
Композиция
Металлидные фазы
Кислородо-
содержащие фазы
Микротвер¬
дость, МПа
°a-
МПа
А1—WO*—Ni*1
W—Ni; W—Al
NiAl и др.
Al—W—О
W—NiQ
(4,5-18) Ю3
40—50
Al—Моз—Ni*1
Mo—Ni; Mo—Al
NiAl и др.
Al—Mo—0
Mo—NiO
(4,5) 109
20—30
AI—Сг20з—Ni**
Al—Cr; Al—Ni
Al—Cr—Ni
Al—Cr—О
Cr—Ni—0
(5—25) 10э
—
Al—ZrOa-Ni*2
Al; Zr—Al
Zr02j А12Оз
—
28—46
ZrOj-Al**
Ni—Al
Zr02; A1203
Al—Ni—0
—
27—29
NiO—Al
Ni—Al
Al-A; NiO
17-51
AlzOs-Ni*«
Ni
Al3Os
(3-11) 10s
30-45
Al-Cr20-V
Cu—Al; Си—V
Al
Al203; Al—Cu—0
Al—V-O
(2-8,5) 109
30—40
Плакирование никелем. *а Плакирование никелем и алюминием. •* Плакиро¬
вание алюминием. ** Плакирование и коигломерирование.
чество пластичной фазы для таких покрытий может достигать
30—40 % (объемн.). В покрытиях, работающих в условиях ча¬
стых теплосмен, а также тепло- и электроизоляционных коли¬
чество металлической фазы должно быть ограничено минималь¬
ными значениями.
В практике газотермического напыления используют два спо¬
соба введения пластичного металла в оксидные покрытия. Первый
способ, наиболее распространенный, предусматривает непосред¬
ственное введение в покрытие металлических частиц в смеси с окси¬
дами. При втором способе пластичная фаза в покрытии форми¬
руется за счет металлотермической реакции Me О + Me' =
= lAe'O + Me.
Для введения в оксидное покрытие металлических частиц,
используют различные приемы, рассмотренные ранее.
В технической литературе приведено большое количество
составов оксидных покрытий с добавками пластичного компонента
(табл. 86). Особенно часто в оксидные покрытия вводят термо¬
реагирующие порошки алюминидов, нихром, никель и др.
При введении в оксидные покрытия металлической фазы по¬
средством металлотермических реакций в основном используют
композиционные порошки: плакированные или конгломериро-
ванные и в перспективе — применение порошковых проволок,
шнуров и др.
787
Взаимодействие между оксидом и металлом протекает по реак¬
ции: МетOn + qMe' == Me'qOn + тМе +■ Q. Роль пластичной
связки в оксидном покрытии выполняет металл Me, восстановлен¬
ный из оксида МетОп. В качестве оксида в покрытии выступает
вновь образованное соединение Me'qOn^ При правильном расчете
шихты и завершенности реакции покрытие формируется из оксида
Me’qOa и тМе. Эти компоненты и определяют его свойства. В ре¬
альных условиях покрытие будет иметь более сложный состав.
В него войдет часть непрореагировавших компонентов. Особенно
велика доля непрореагировавших компонентов при использова¬
нии конгломерированных композиционных порошков*
Для эффективного протекания реакции восстановления исход¬
ного оксида в композиционном порошке необходимо, чтобы сво¬
бодная энергия образования оксида Me’qOn была больше на 10—
30 % энергии образования оксида МетОп. Наиболее высокие
значения свободной энергии (кДж/г-моль 02) имеют оксиды У03
(1300); MgO (1250); А1203 (1120); Zr02 (1090); ТЮ2 (980); Si02 (850);
Сг203 (720). Невысокие значения свободной энергии характерны
для оксидов W08 (510); Теа03 (490); Мо03 (440); СиО (420); NiO
(410); Си20 (300). Следовательно,- в качестве оксида МетОп целе¬
сообразно использовать соединения второй группы. В „качестве
Me' наиболее часто применяют алюминий. При этом используется
и высокий экзотермический эффект реакции: 2JnMemOn Л/3А1 =
= 2т/пМе + 2/3А1203Н- Q. Наибольшее значение ДГад — Q/Cp
достигается при взаимодействии алюминия с оксидами;
Гая, к - , . . , .5000 4000 3900 3600 2480
Оксид . CuO CaO NiO WOg СгаО$
Для более полного завершения металлотермической реакции
конгломерированные частицы из смеси порошков оксидов и алю¬
миния сверху плакируют металлами, чаще всего никелем. В за¬
мкнутой оболочке создаются более благоприятные условия для
протекания реакции* Иногда в ядро частицы вводят хлористый
аммоний (NH4CI) или другое соединение, склонное к распаду при
нагреве. При разложении этого соединения в капсуле из плаки¬
рующей оболочки создается избыточное давление. Продукты
распада должны активировать основные компоненты и способ¬
ствовать протеканию экзотермической реакции. При таком по¬
строении композиционных порошков экзотермическая реакция
заканчивается на дистанции 40—80 мм.»Алюминий не только
восстанавливает оксид, на и взаимодействует с металлом обо¬
лочки. Анализ фазовых составляющих покрытий показывает,
что реакции восстановления не успевают пройти до конца. В этом
отношении наблюдается полная аналогия е напылением композит
ций системы Ni — А1. Это, по-видимому, обусловлено частичным
окислением алюминия (или другого активного металла), а также
недостаточным контактным взаимодействием между компонентами
композиционного порошка. Однако и в этих условиях удается
788
получить покрытия с высокими характеристиками. Достаточно
успешно решаются задачи эффективного использования тепла
экзотермических реакций. На этой базе созданы ряд про¬
мышленных порошков, типа АНВ (А1 — W03 — Ni), КНА
(А1 — А1203 — Ni) и др.
Вакуумное конденсационное напыление
оксидных покрытий
Наиболее целесообразно использовать реакционные методы на¬
пыления. В рабочую камеру через натекатель подается активный
окислительный газ, чаще всего кислород. Этими методами могут
быть получены тонкие чисто оксидные покрытия и сложные ком¬
позиционные с добавками различных металлов или соединений
металлидного и металлоидного типов. Причем добавочный компо¬
нент может быть сосредоточен в покрытии в виде отдельных вклю¬
чений, перемежающихся слоев, с изменяющейся по толщине по¬
крытия концентрацией и другими сочетаниями.
Рис. 337. Зависимость скорости роста покрытия вд в
микротвердости от давления кислорода Ро2(а). а также
микротвердости Н^ и Электросопротивления р покрытия
от потенциала на напыляемом изделии Uа (б)
Среди различных методов получения тонких оксидных покры¬
тий наибольший интерес представляет конденсация плазменного
потока, генерированного вакуумной дугой в присутствии кисло¬
рода. К преимуществам метода дугового распыления следует
отнести высокую производительность и возможность управления
свойствами покрытий в широких пределах. При использовании
для распыления легкоплавких материалов в плазменном потоке
содержится большое количество макрочастиц, капель и твердых
осколков распыляемых электродов. Для получения оксидных
покрытий из легкоплавких материалов паровую фазу напыля¬
емого потока целесообразно создавать, используя способы терми¬
ческого испарения или ионным распылением твердого катода.
Для примера рассмотрим напыление покрытия из оксида
алюминия дуговым распылением катода из алюминия. Перво¬
начальное фоновое давление в камере до напуска кислорода
составляло не более 133 Ю-5 Па. Давление рабочего газа выби¬
рали в пределах 532-10-4—1064-10-4 Па. На рис. 337, а приведены
зависимости микротвердости покрытия (#ц) и скорости конденса¬
789
ции va от давления кислорода в камере (Яо,). Как видно, Этй
зависимости имеют четко выраженный максимум. Увеличение
скорости конденсации покрытия и его микротвердости с ростом
давления кислорода до 5-10-4 Па можно объяснить возрастанием
объема оксидной пленки при поглощении кислорода. Влияет также
и изменение состава плазменной* потока», взаимодействующего
с молекулами газа (рис. 337, б). Дальнейшее увеличение давления
кислорода в камере связано с упругим рассеянием ионов алюми¬
ния на молекулах газа при их Движении к напыляемой поверх¬
ности. Высокие значения микротвердости свидетельствуют б на¬
личии в покрытии преимущественно фазы А1203.
Напылению покрытия предшествовала очистка поверхности
изделия от оксидной пленки и жировых загрязнений. При этом
обеспечивалось также распыление насыщенного примесями по¬
верхностного слоя.
По аналогии с рассмотренным примером напыления оксида
алюминия реакционным методом вакуумного,дугового распыления
возможно напыление других, оксидов. При этом могут быть ис¬
пользованы как способы термического испарения, так и ионного
распыления.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Куликов И. С. Термическая диссоциация окислов. М.: Металлургия» 1969.
Б74 с.
Никитин М. Д;, Кулик А. Д., Захаров Н. И. Теплозащитные и износостойкие
покрытия деталей дизеля. Л.: Машиностроение, 1977. 166 с.
Суденков Е. Г., Румянцев С. И. Восстановление деталей плазменной металли¬
зацией. М.: Высшая школа, 1980. 39 с.
Шоршоров М. X., Харламов Ю. А. Физико-химические основы детонационно¬
газового напыления покрытия. М.» Наука, 1978. 224 с,
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адгезия 4S0
Адсорбция 169, 508, 512
Анализ:
седичентэционный 158
ситовый 157
Анодный эффект 120
Бронза:
оловянистая 312
хрочоникелеоловянистая 314
хромооловянистая 314, 315
Бронзографит 312
Быстрая закалка 39
Вакансия 254, 506
Вязкое течение 263
Гегузнна уравнение 259
Горючее 568
Графит 321. 471
— спланированный 294, 319, ч320, 477
Дислокация 506, 507
Диффузия:
объемная 2&2
поверхностная 259
Диэлектрики 354
Закалка 378
Изделия:
графитовые 478
порошковые 326, 331
Измельчение:
степень 16
ультразвуком 24
Имтерметаллиды 427
Каркасная структура карбидной фазы
415
Клапейрона —, Клаузиуса уравнение
577
Когезия 490
Кондуктометрия J63
Козф^чциеит трения 19
— — аэродинамического сопротивле¬
ния частиц 527
— — внешнего 190
— — конденсации 585
— — мел частичного 191
термической аккомодации 585
Критическая скорость 13
— температура 32
Кюри точка 357
Ламберта закон 577
Лапласа уравнение 252, 254
Лошмндта число 576
Лэнгмюра соотношение 577
Материалы:
аморфные 356
антифрикционные 297, 315, 371
волокнистые 325
высокопористые 325
графитопластовые 319
дисперсноупрочненные 398, 401
жаропрочные 389
жаростойкие 389
железографитовые 299
композиционные 321, 340, 389, 405*
421, 476
магнитные 345, 352, 353
пористые 327
сверхтвердые 462
спеченные конструкционные 358
с твердыми смазками 305
тугоплавкие 410, 474
углеродные 315, 318
фрикционные 332, 338
электротехнические 339
эрозионностойкие 473, 481
Межкристаллитная коррозия 141
Мельница:
вибрационная 20
вихревая 22
гироскопическая 23
планетарная центробежная 23
шаровая 13. 14, 19
Металлизация:
высокочастотна?! 628
электродуговая 623, 672
Металлотермия 83
Металлы тугоплавкие 390
Метод;
гидридио-кальциевый 93
карбидотермический 92-
лазерный 164
механический 10, 11
микроскопический 165
рентгеновский 164
физико-химический 10
Микротвердость-173, 431
Напыление:
вакуумное конденсационное 674, 684,
708, 721, 726
газотермическое 630, 726
^етон ациоинолазовоё^-бЛХ,
качество- 594
плазменное 523, 600, 603, 605, 633,
667
реакционное (реактивное) 581
электронно-лучевой способ 580
Насыщение термодиффузнанное 137
Отжиг 180
Пайка 327
Плазма 101, 523, 524, 527
Пленка 589
791
Плотность 172
— брнкета 191
— насыпная 174
— относительная 192
— утряски 175
Поверхностно-активные вещества
(ПАВ) 15.
Покрытие 482, 489
— граница раздела 490
— очаги схватывания 496
Пористость 327
— диффузионная 289
Поры хладноломкости 377
Прессование 195, 206
— взрывное 245
— горячее 289
— давление 271
— со смазкой 202
Пятно:
анодное 520
катодное 520
нагрева 531
Расплав:
высокоскоростное затвердевание 40
диспергирование 25, 26
Распыление 29, 32, 33, 36, 518, 581,
582, 584, 701, 702
Распылители 631, 634, 635, 638, 662,
673
Редукторы газовые 651
Рейнольдса число 528
Ротаметр 652
Сварка 326
Синтез 132
— прямой 143
— самораспространяющийся высоко¬
температурный 148
Склеивание 326
«Содовый» способ 73
Спекание:
атмосфера 285
движущие силы 250
жидкофазное 277—280, 352
многокомпонентных систем 273—276
продолжительность 271
рекристаллизация 266
стадии 255, 256
твердофазное 250
температура 271
Сплав:
алюминиевый 389
альнико 351
железоникелевый 347
коррозионностойкий 455
Сталь:
марганцовистая 360, 363
мартенситно-стареющая 371, 377
медистая 359
молибденовая 360
никелевая 365
порошковая быстрорежущая 464
углеродистая 358
хромистая 364
хромомолибденовая 365
Сублимация 577
Текучесть 176
Температура:
контакта 536
среднемассовая 523
химического взаимодействия 492
Термостойкость 562
Товарова прибор 167
Топливо дисперсионное 470
Точечные дефекты 506
Ударная вязкоеть 377
Уплотняемость 177
Фактор:
неравноосности частиц 154
развитости поверхности 154
Ферриты 355
Ферромагнетики 354
Фильтры 322, 323
— высокопористые 328
Формование 179
— вибрационное 235
— в неадсорбирующих формах 233
■— изостатнческое 214
— импульсное 242
— мундштучное 218
шликерное 229, 230, 231
Френкеля дефекты 506
Чистое железо 347
Шоттки дефекты 506
Электроды:
иеплавящиеся 653
плавящиеся 654
Электроконтакты скользящие 343
Энергия:
активации 47
связи (атомизации) 510