/






































































































































































































































Author: Семенов Е.И.
Tags: отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение ковка штамповка
Year: 1986




Text
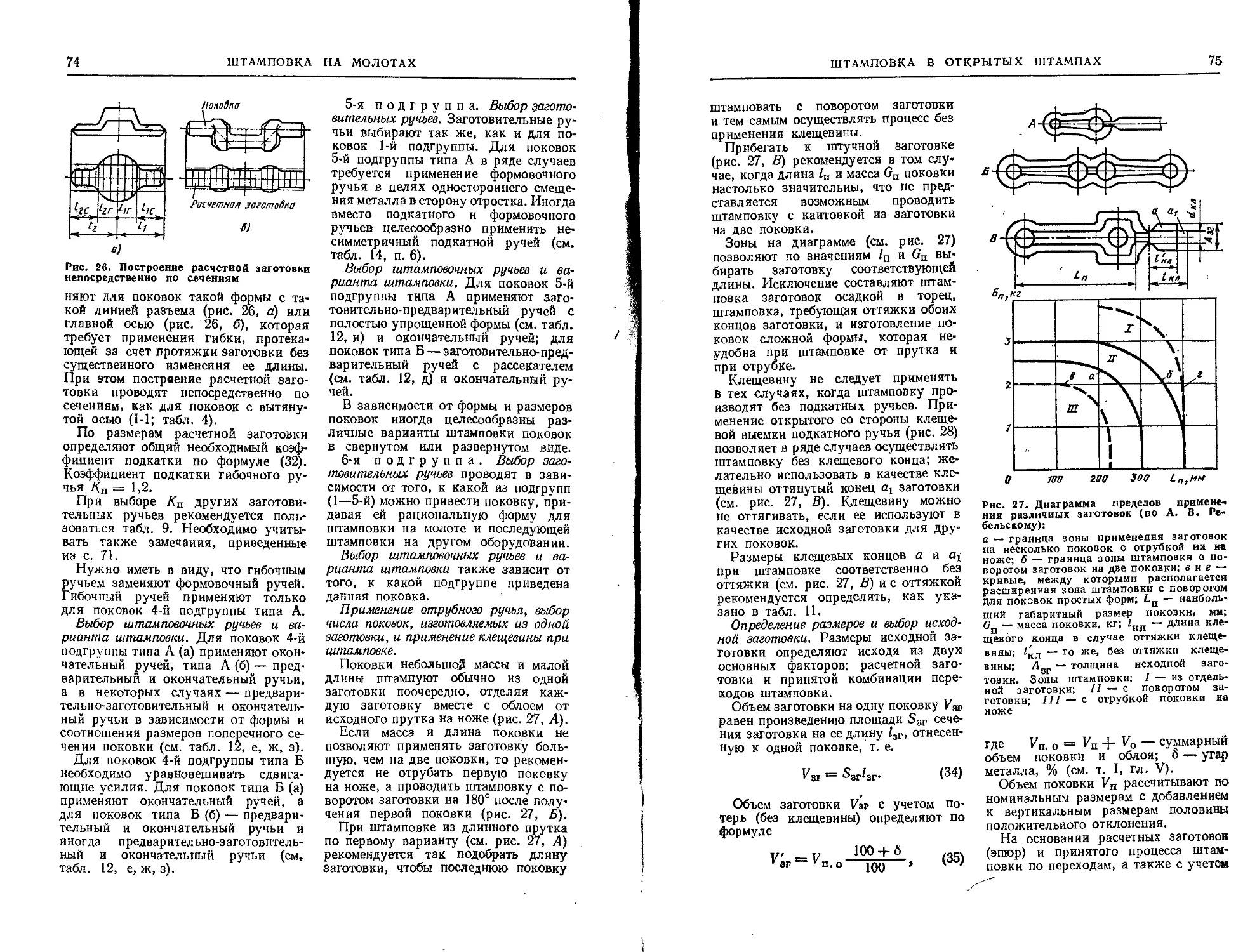
КОВКА D?H
И Ш1ШЮВКА
СПРАВОЧНИК
КОВКА
И ШТАМПОВКА
СПРАВОЧНИК В 4-Х ТОМАХ
Редакционный совет:
Е.И.СЕМЕНОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф. (председатель),
ОА. ГАНАГО,
д-р техн. наук проф.
Л.И.ЖИВОВ,
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
Г.Д. ЛЕПЕНШИН,
инж.
А.Д.МАТВ1ЕВ,
д-р техн. наук проф.
ГЛ. НАВРОЦКИЙ.
заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
и.н. филькин, ::4
канд. техн. наук )
лауреат Государственной премии СССР
(ТОМ2)
ГОРЯЧАЯ ОБЪЕМНАЯ
ШТАМПОВКА
Под редакцией
заслуженного деятеля науки
и техники РСФСг^
д-ра техн. наук проф.
Е.И.СЕМЕНОВА
МОСКВА
« МАШИНОСТРОЕНИЕ
1986
ББК 34.623
К56
УДК [621.73.002.73 : 621.735.043.06.004.14] @35)
Авторы тома: А. П. Атрошенко, И. С. Зиновьев,
Л. Г. Костин, М. А. Крючков, Н. И. Ляпунов, Е. Н. Мошнин,
А. Г. Овчинников, А. С. Подольский, Ю. С. Радюченко,
Ю- Л. Рождественский, Е. И. Семенов,
И. Е. Семенов, С. А. Скородумов, О. М. Смирнов,
Ю. П. Согришин, И. Н. Шубин
Рецензенты тома: канд. техн. наук В. В. Бойцов,
каид. техи. наук Н. И. Ляпунов
Ковка и штамповка: Справочник. В 4-х т./Ред. совет:
К56 Е. И. Семенов (пред.) и др. — М.: Машиностроение, 1986. —
Т. 2. Горячая штамповка/Под ред. Е. И. Семенова, 1986.
592 с, ил.
(В пер.): 2 р. 60 к.
Даны рекомендации по назначению допусков, припусков и напусков иа
штампованные поковки. Приведены примеры проектирования технологических
процессов объемной горячей штамповки на различном оборудовании. Даны реко-
рекомендации, необходимые для конструирования и расчета штампов и выполняемых
в этих штампах ручьев. Уделено внимание специальным видам штамповки: накатке,
раскатке, электровысадке и др. Изложены особенности объемной горячей штам-
штамповки инструментальных и высоколегированных сталей, а также цветных сплавов.
Приведены сведения по отделке и очистке поковок, контролю их качества, экс-
эксплуатации и ремонту штамповой оснасткн.
Предназначен для инженерно-технических работников машиностроительных
предприятий, может быть полезен преподавателям и студентам втузов.
„2704030000-602 ББК 34.623
К 036 @0-86 n<«™CHOe 6П4.2
СПРАВОЧНИК СПЕЦИАЛИСТА
Алексей Петрович Атрошенко, Игорь Степанович Зиновьев,
Леонид Григорьевич Костин и др.
КОВКА И ШТАМПОВКА
Справочник (в 4-х томах)
Том 2
Горячая объемная штамповка
Редакторы: /7. ?. Кузнецова, Т. Н. Леденева
Художественный редактор С. С. Водчиц
Оформление художника А. Я. Михайлова
Технический редактор Л. П. Гордеева
Корректоры: И. М. Борейша, Л. Я. Шабашова
И Б № 3335
Сдано в набор 13.03.86. Подписано в печать 30.09.86. Т-15457. Формат 60X907».
Бумага типографская № 1. Гарнитура литературная. Печать высокая. Усл. печ. л. 37,0.
Усл. кр.-отт. 37,5. Уч.-изд. л. 43,4. Тираж 20 677 экз. Заказ № 63. Цена 2 р. 60 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4.
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфин и кинжиой торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© Издательство «Машиностроение», 1986 г.
ОГЛАВЛЕНИЕ
Глава 1. Допуски, припуски н
напуски иа поковки,
штампуемые на мо-
лэтах, прессах и го-
горизонтально- ковоч-
ковочных машинах (Л. Г. Ко-
Костин) 7
Глава 2. Штамповка в под-
подкладных и секцион-
секционных штампах
(Е. И. Семенов) ... 29
Глава 3. Штамповка на мо-
молотах (Е. И. Семенов) 37
1. Разработка чертежа по-
поковки (А. С. Подольский). 37
2. Классификация моло-
молотовых поковок 46
3. Молотовые штампы . . 53
4. Классификация ручьев
молотовых штампов и
переходов штамповки ... 63
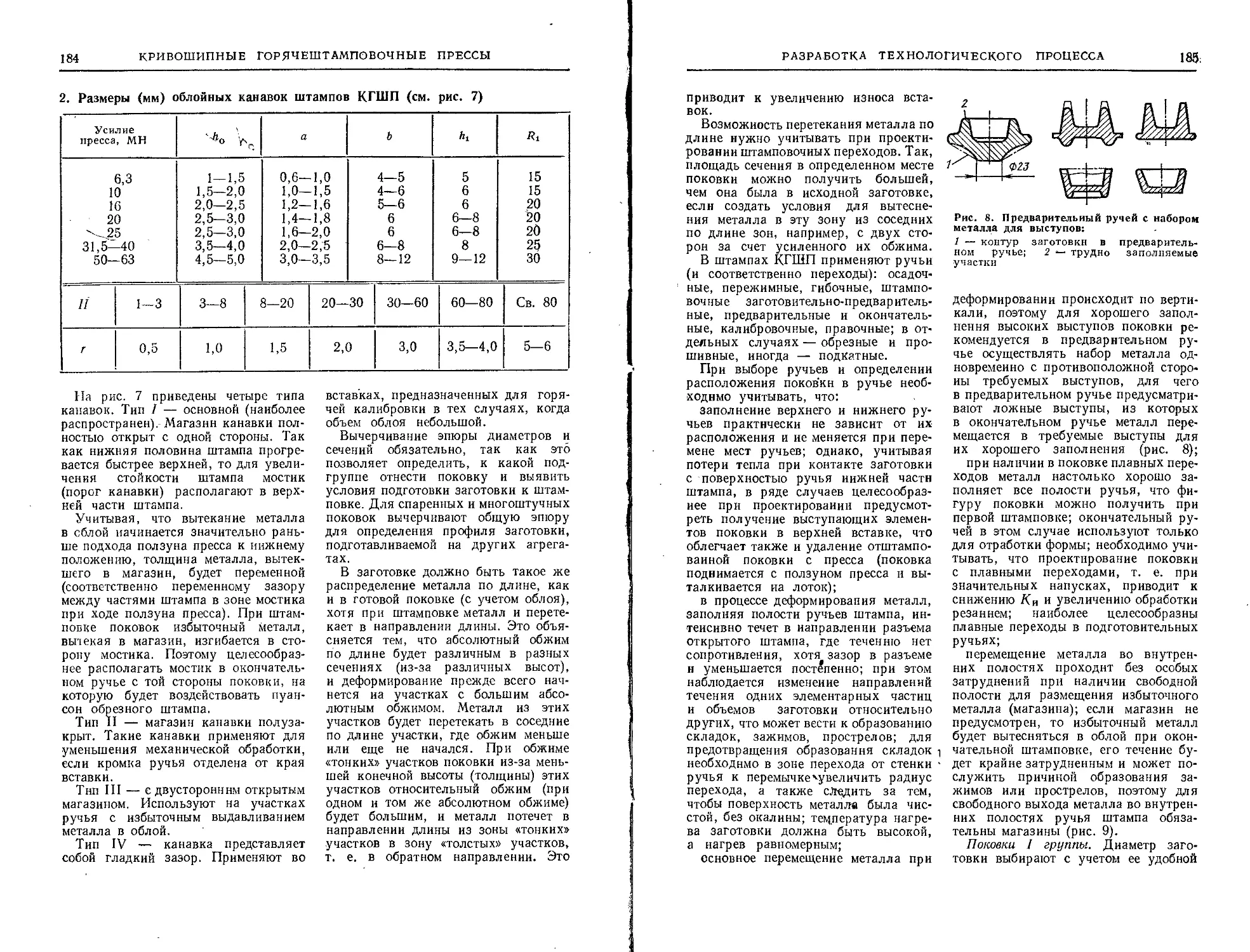
5. Облой н облойиые ка-
канавки 64
6. Выбор переходов штам-
штамповки в открытых штампах
и определение размеров
заготовки 67
7. Особенности выбора
переходов и определения
размеров исходной заго-
заготовки при штамповке в за-
закрытых штамнвх" 79
8. Раскр.ой -металла и рас-
расчет- отходов 81
*У. Конструирование и рас-
расчет ручьев молотового
штампа 83
10. Конструирование моло-
молотового штампа 109
11. Блоки и сменные детали
уинверсальио-переналажи-
ваемых молотовых штампов
(со сменными вставками) . 117
12. Крепление штампов
в бабе и подушке 141
13. Контрольный угол. . 145
14. Определение массы па-
падающих частей штампо-
штамповочного молота 145
15. Технологическая карта 147
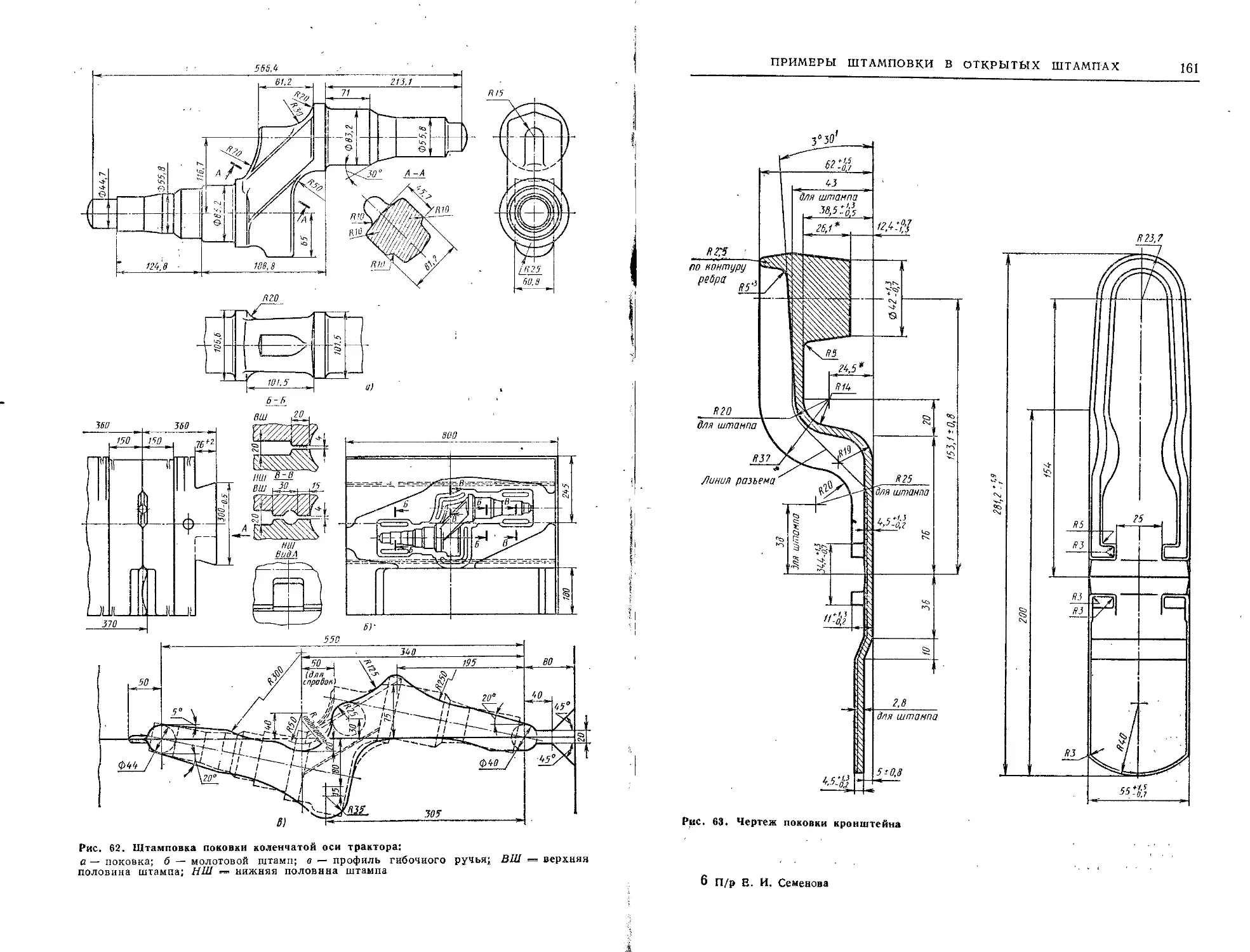
16. Примеры штамповки
в открытых штампах. . . 147
17. Примеры штамповки
в закрытых штампах
(А. С. Подольский) .... 171
Глава 4. Штамповка на кри-
кривошипных горяче-
штамповочных прес-
прессах (Л. Г. Костин) . 176
1. Особенности штамповки,
преимущества и недостатки 176
2. Классификация поковок 178
3. Исходные заготовки . . 181
4. Составление чертежа по-
ковки 181
5. Разработка технологи-
технологического процесса 183
6. Определение усилий
штамповки 201
7. Смазочные материалы. 202
8. Штампы 203
Глава 5. Штамповка на ги-
гидравлических прессах
(А. Г.. numumuii№,
И. ."а. Семенов) ... 210
Глава &•. Штамповка на вин-
винтовых прессах
-» (А. Г. Овчинников,
И. Н. Шубин) .... 224
1. Основные технологи-
технологические операции и клас-
классификация поковок.... 224
2. Проектирование техно-
технологических процессов
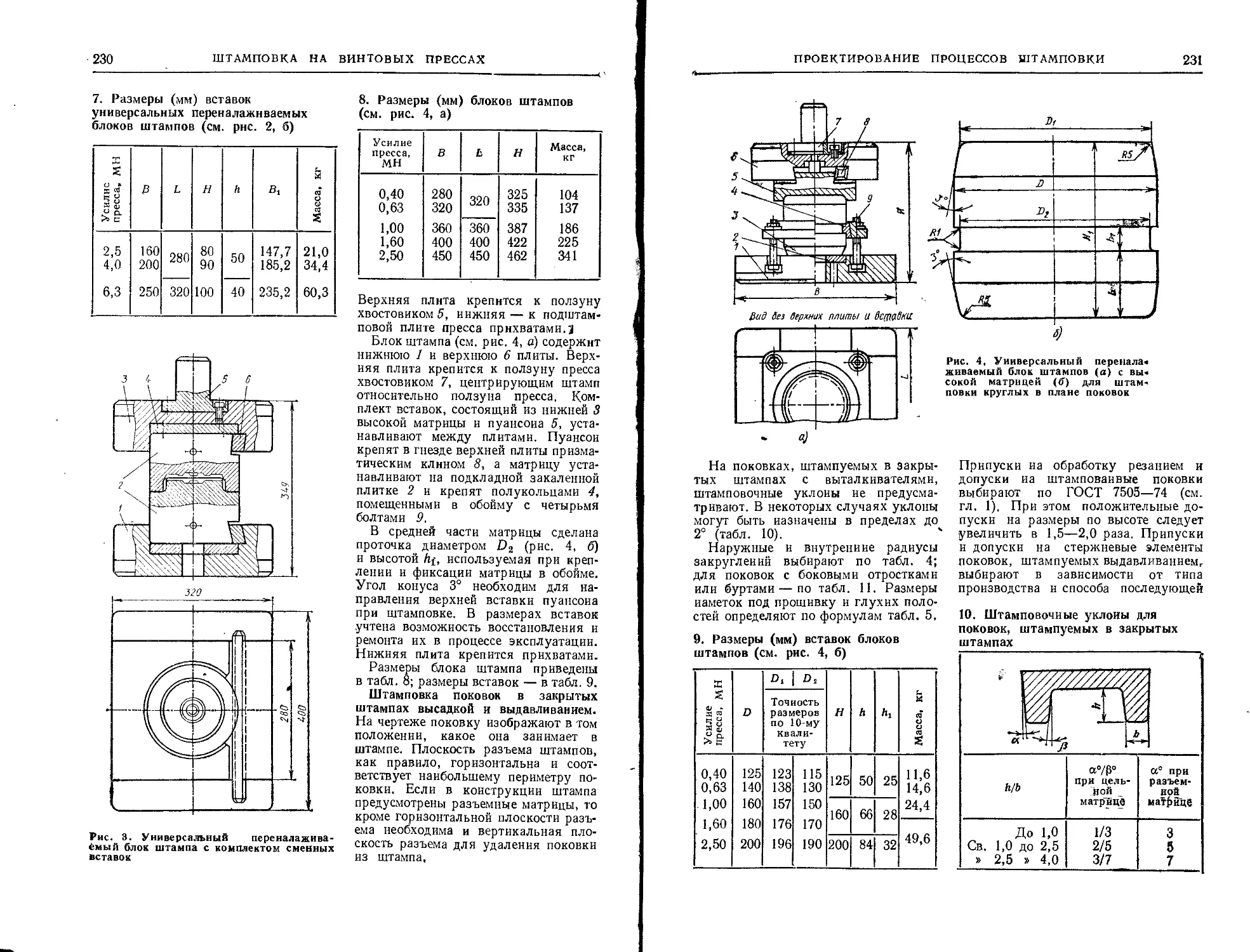
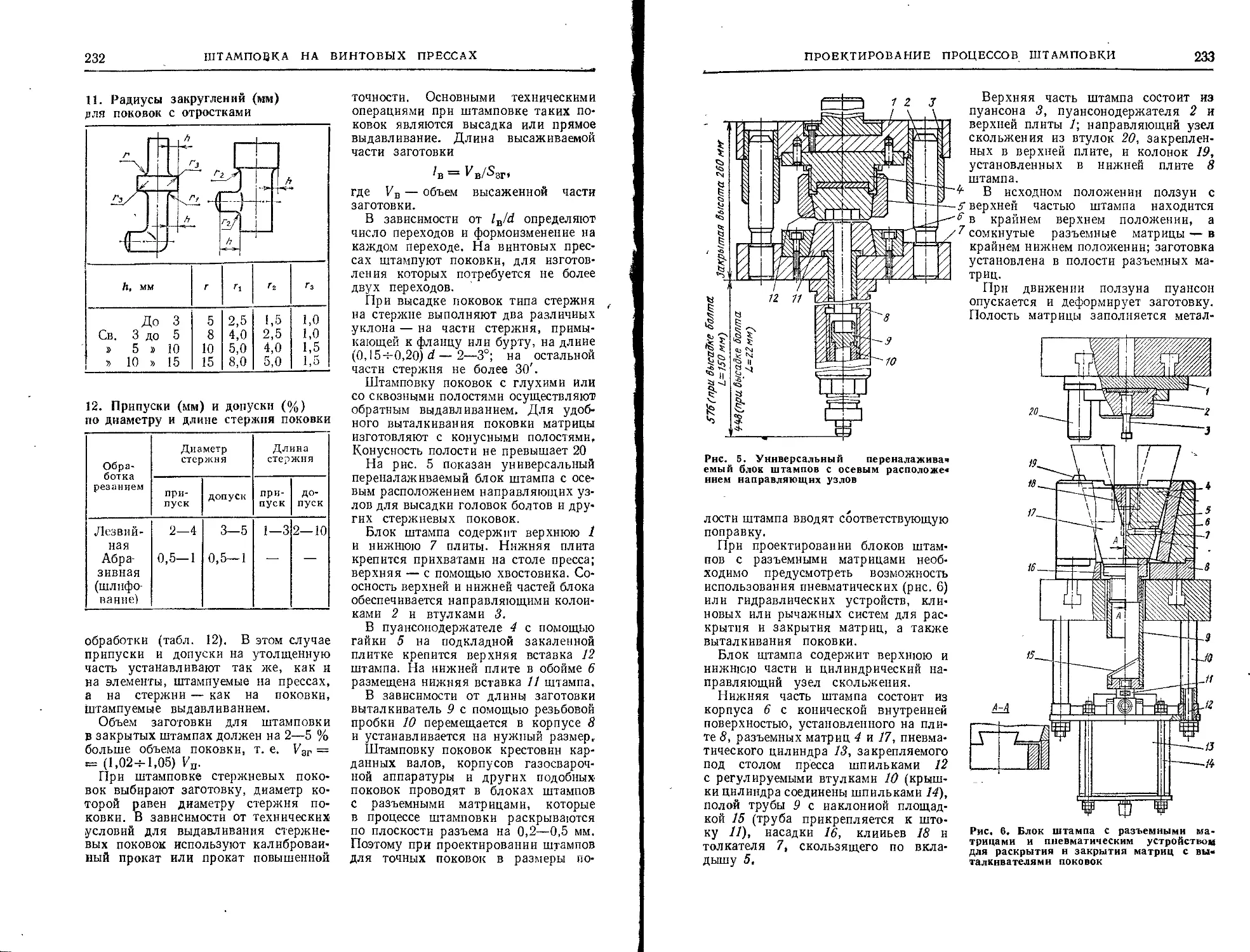
штамповки 226
Глава 7. Штамповка на го-
горизонтально-ковочных
машинах (?. И. Семе-
Семенов, И. С. Зиновьев). 235
1. Классификация поковок 2^5
2. Классификация ручьев
штампов ГКМ 235
3. Штамповое простран-
пространство и блоки штампов . . . 235
4. Определение необходи-
необходимого усилия штамповки н
выбор ГКМ 258
ОГЛАВЛЕНИЕ
5. Составление чертежа по-
поковки 259
6. Технологический про-
процесс штамповки 266
7. Примеры расчетов и
конструирования штампов 329
Глава 8. Специализированные
процессы штамповки
(Л. Г. Костин —4—6,
М. А. Крючков —8,
Н. И. Ляпунов —9,
Е. Н. Мошнин —1,
Ю. С. Радюченко —2—3,
Ю. Л. Рождественский —7,
И. Е. Семенов —11,
О. М. Смирнов —12,
Ю. П. Согришин—10) 337
1. Гибочные работы . . . 337
2. Обработка на верти-
вертикально-ковочных машинах 350
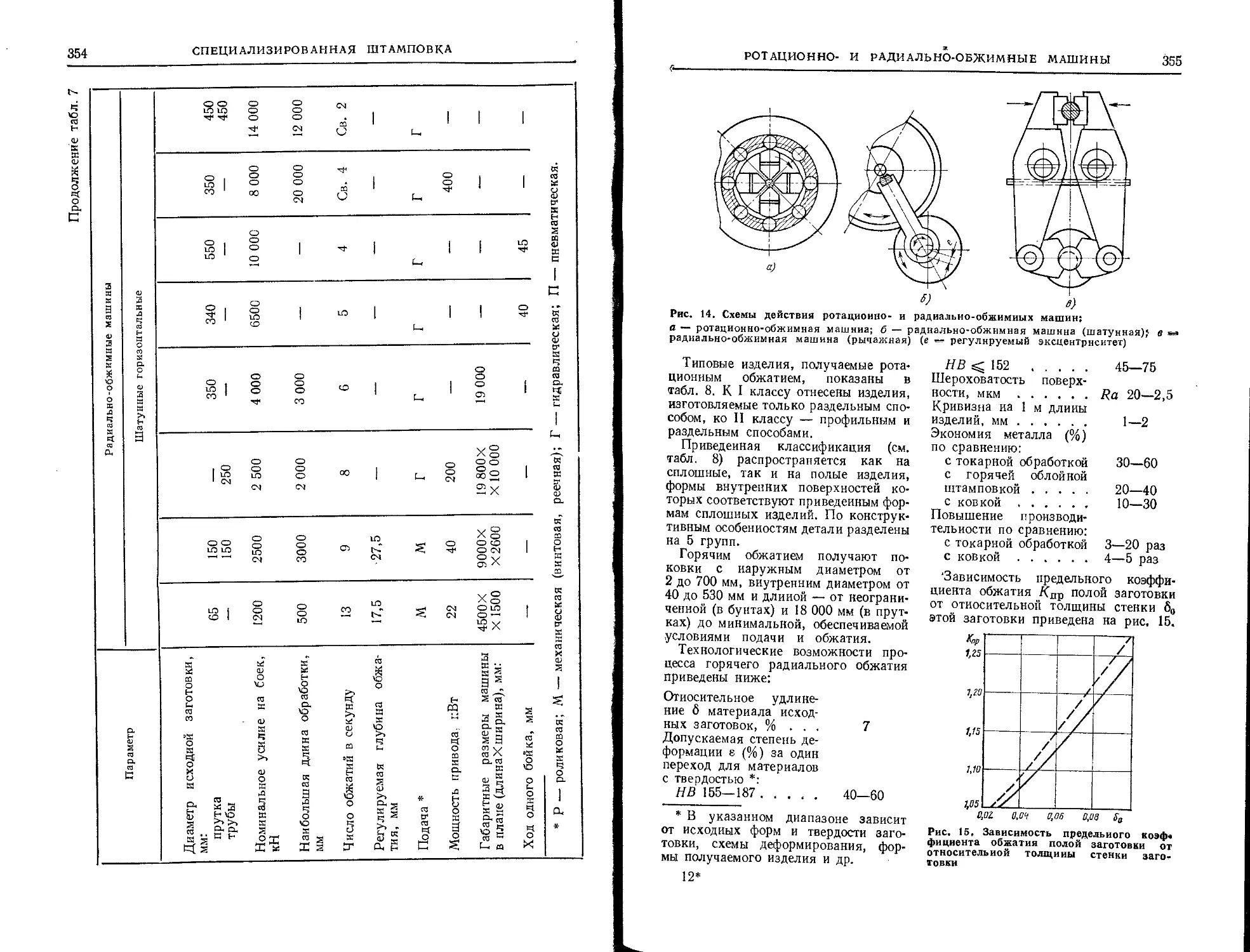
3. Обработка на ротаци-
онно-обжимных и ради-
ально-обжимных машинах . 351
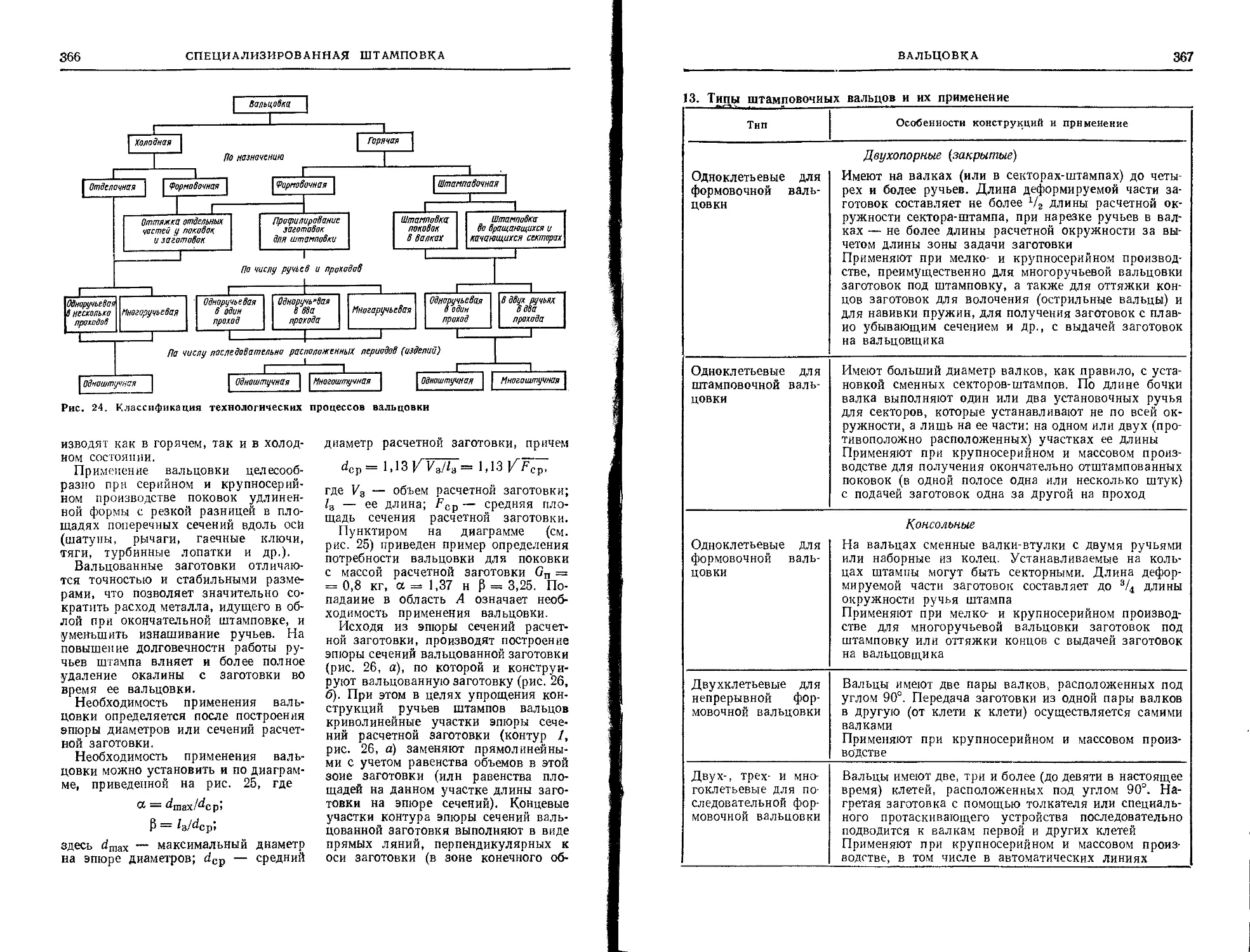
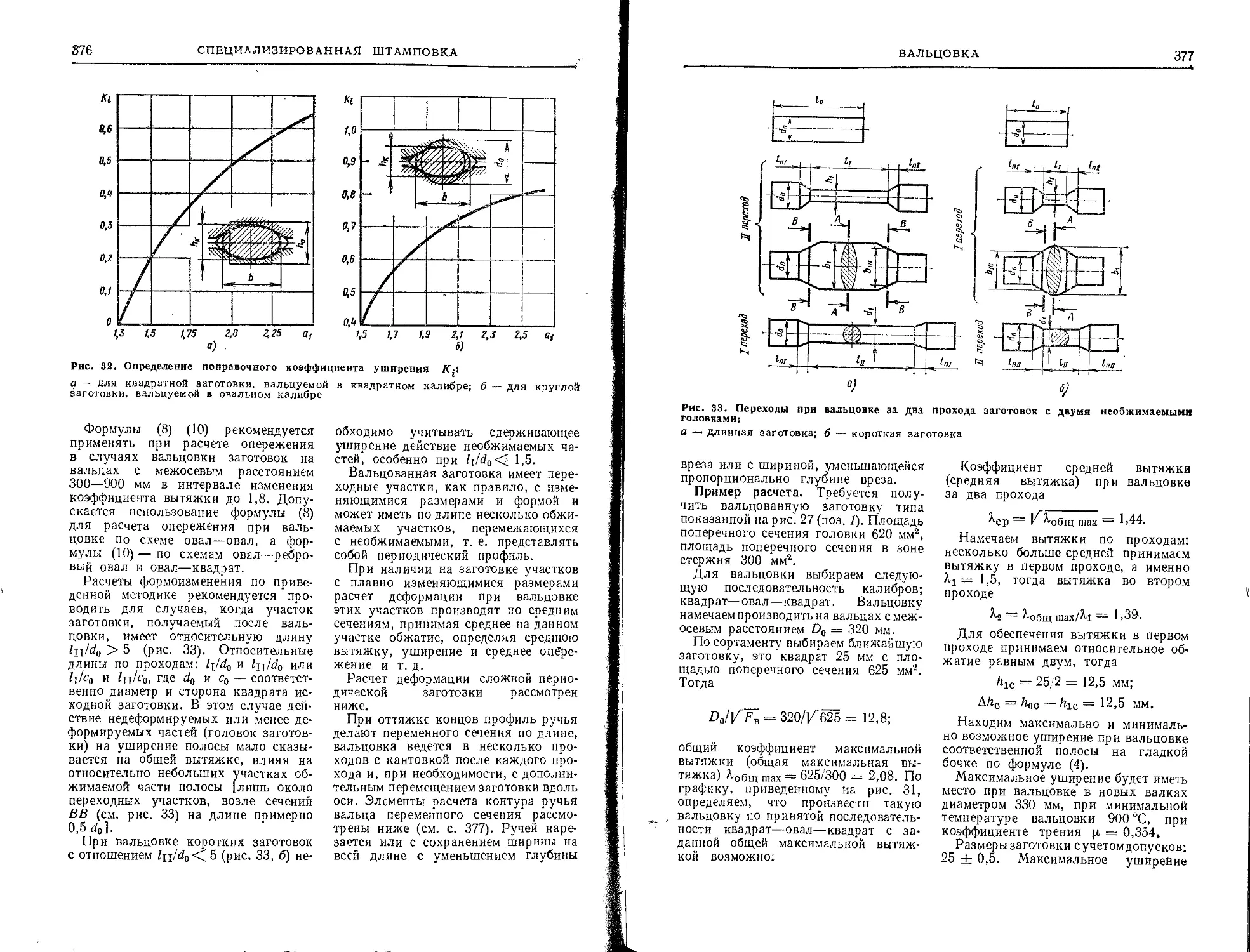
4. Вальцовка 364
5. Продольно-периодиче-
Продольно-периодическая прокатка 380
6. Поперечная, попереч-
поперечно-клиновая, поперечно-
винтовая прокатиа.... 387
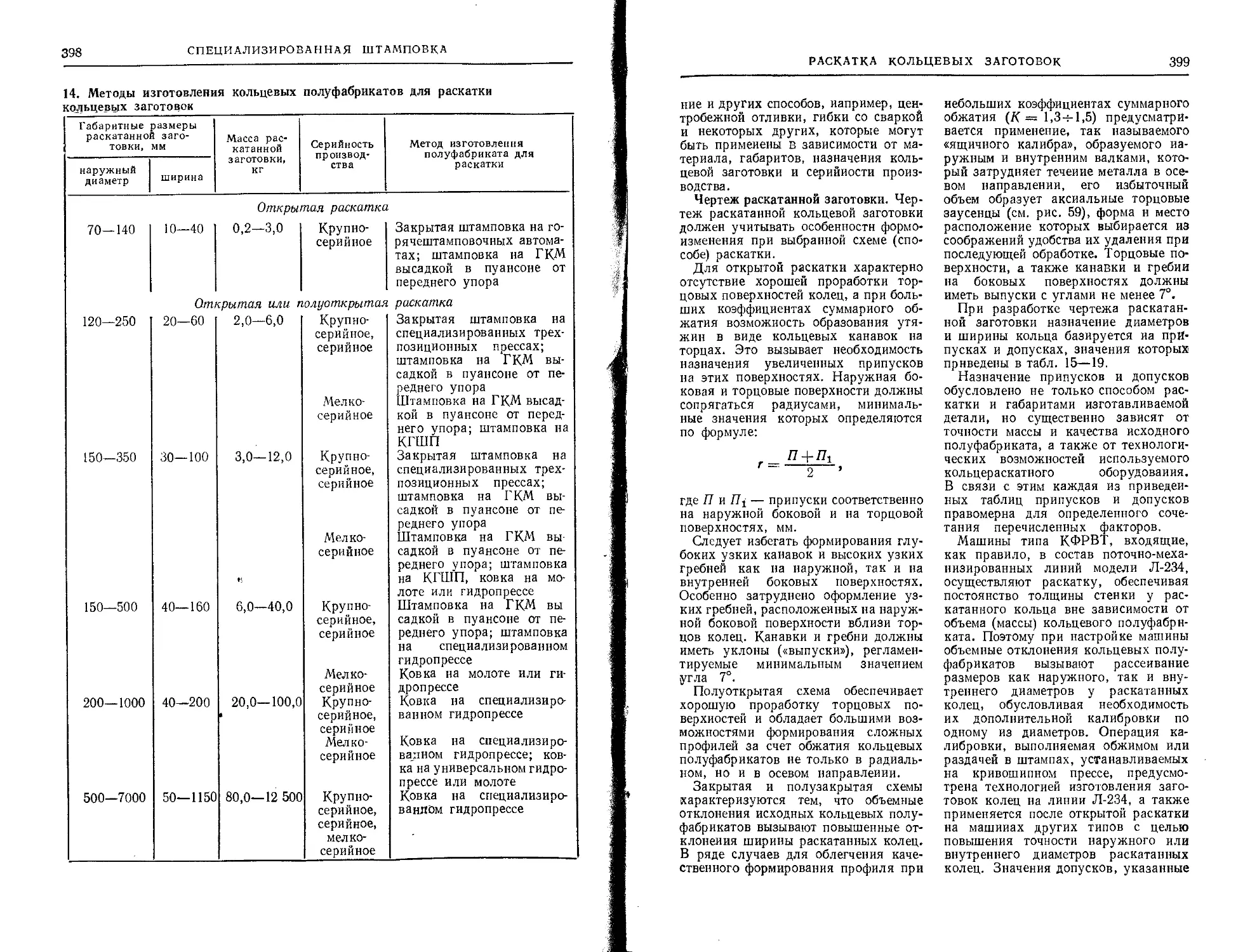
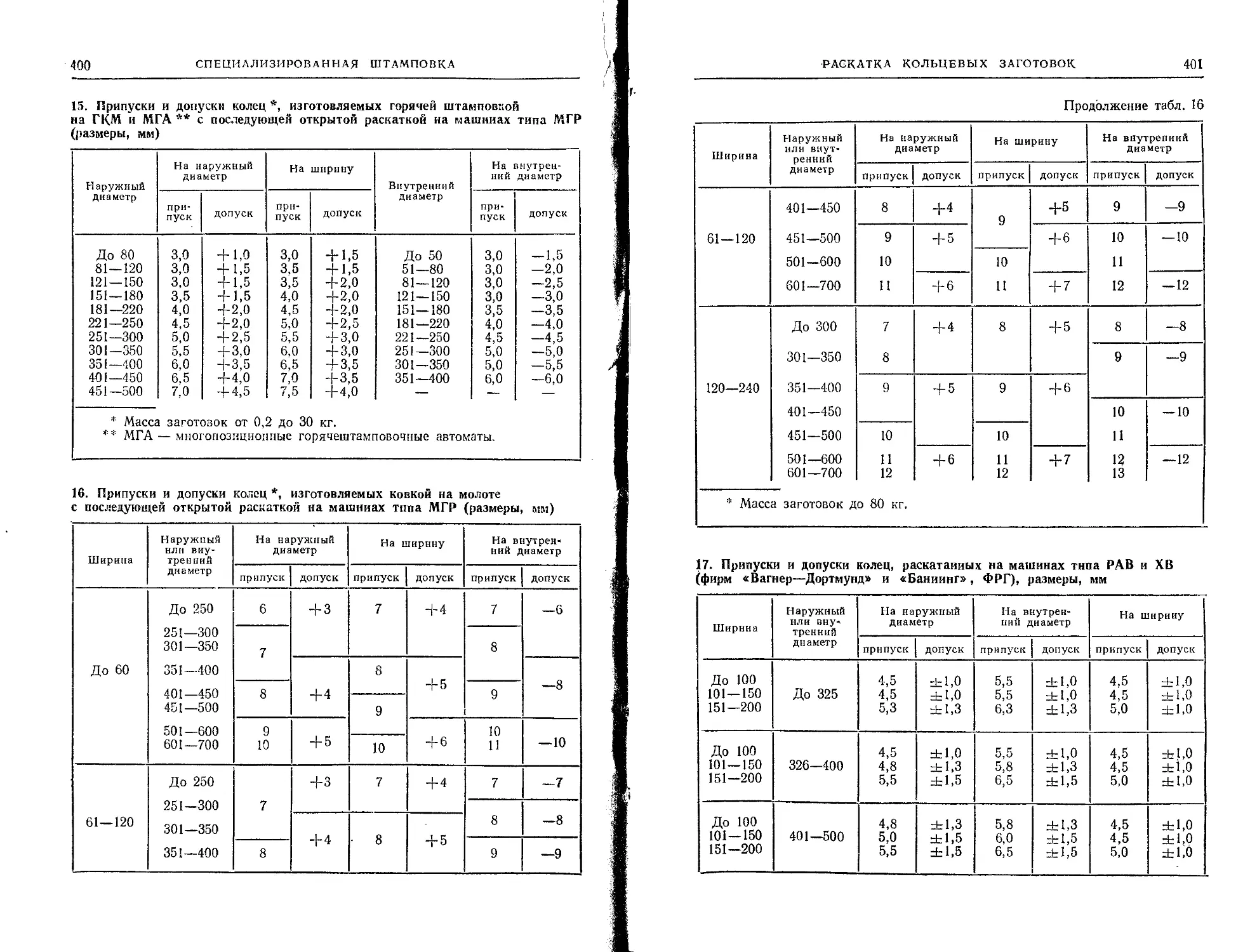
7. Раскатка кольцевых
заготовок 394
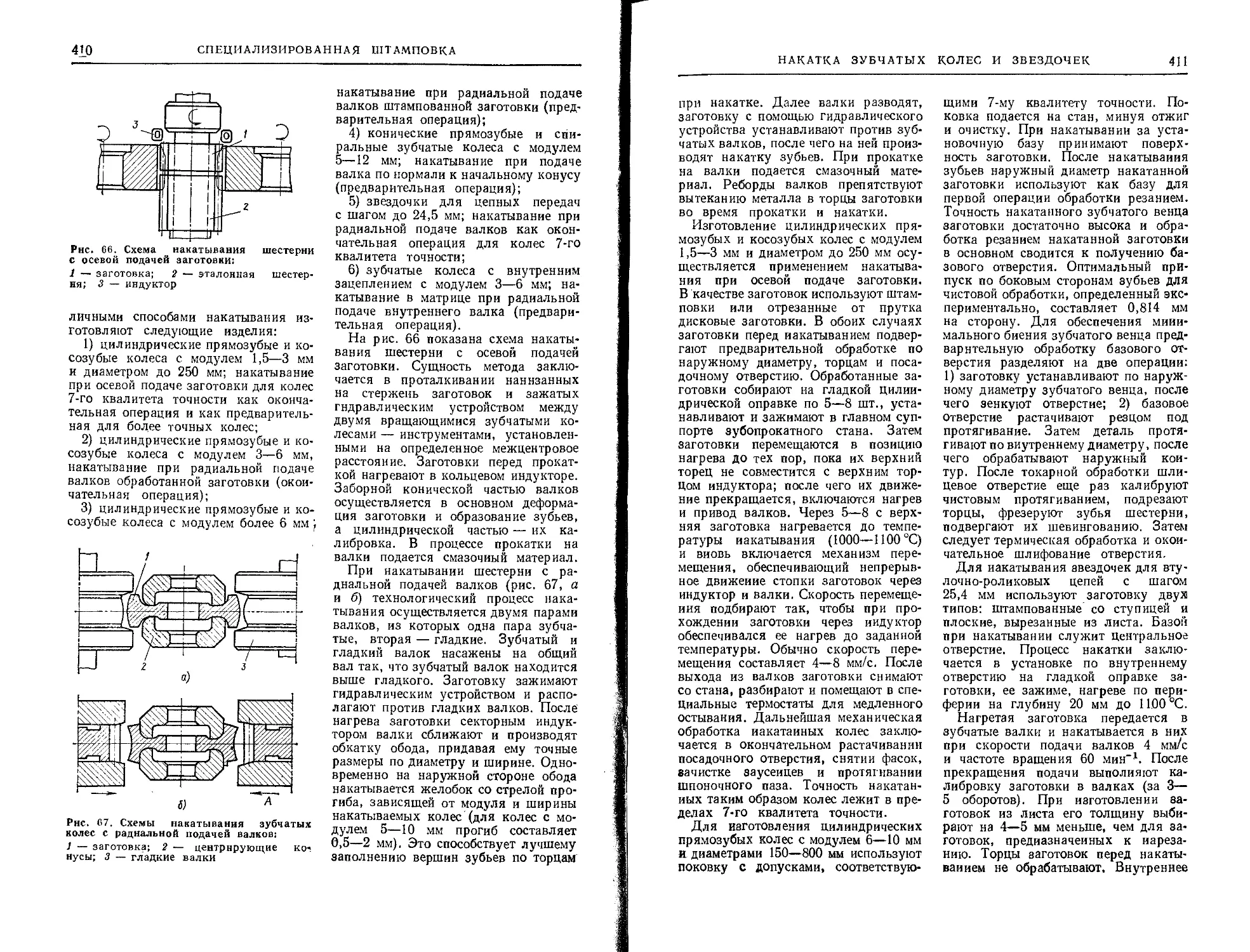
8. Накатка зубчатых ко-
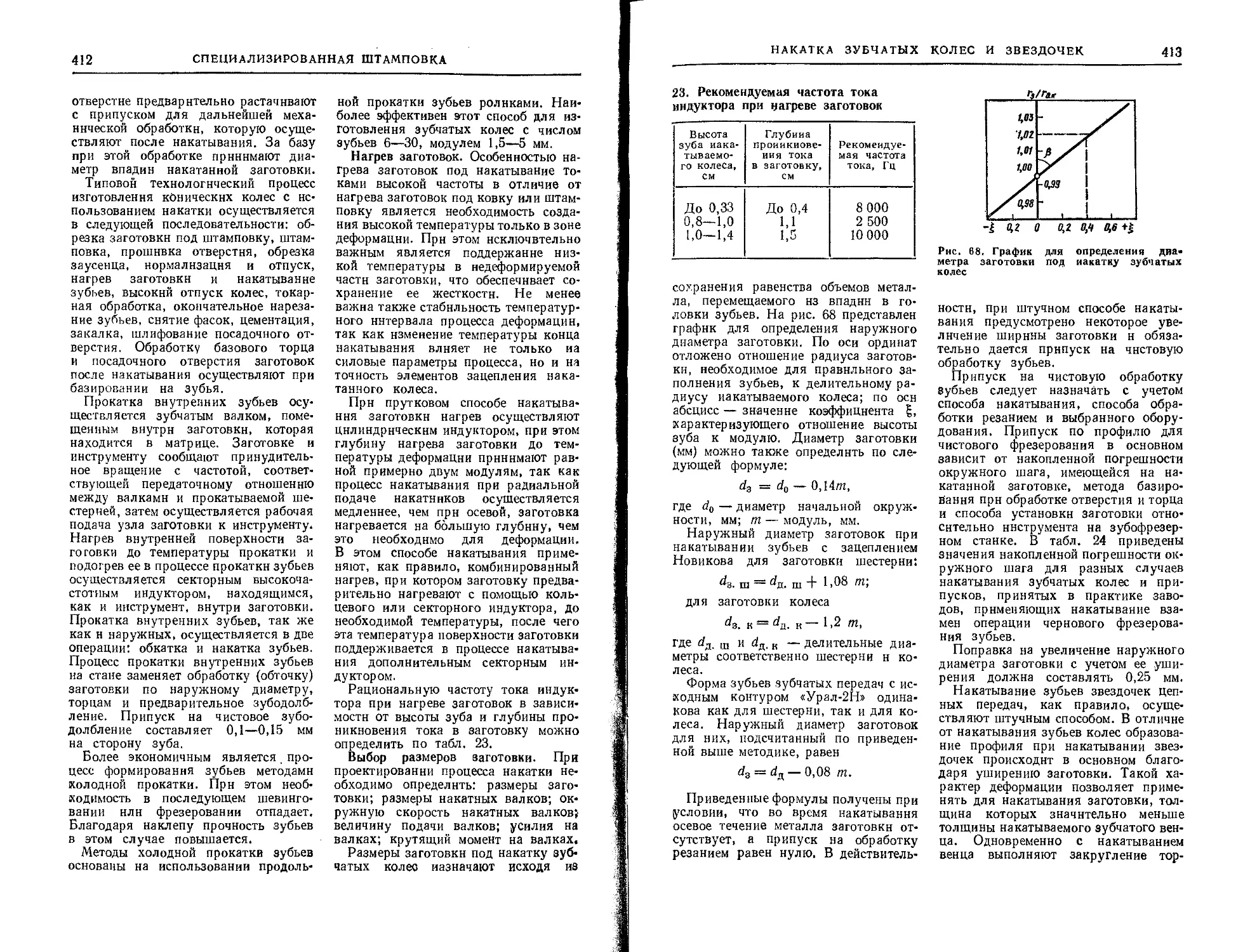
колес и звездочек.-,... . . . 409
9. Штамповка иа горяче-
штамповочных автоматах 420
10. Штамповка на высоко-
высокоскоростных молотах . . . 433
11. Электровысадка . . . 440
12. Штамповка с использо-
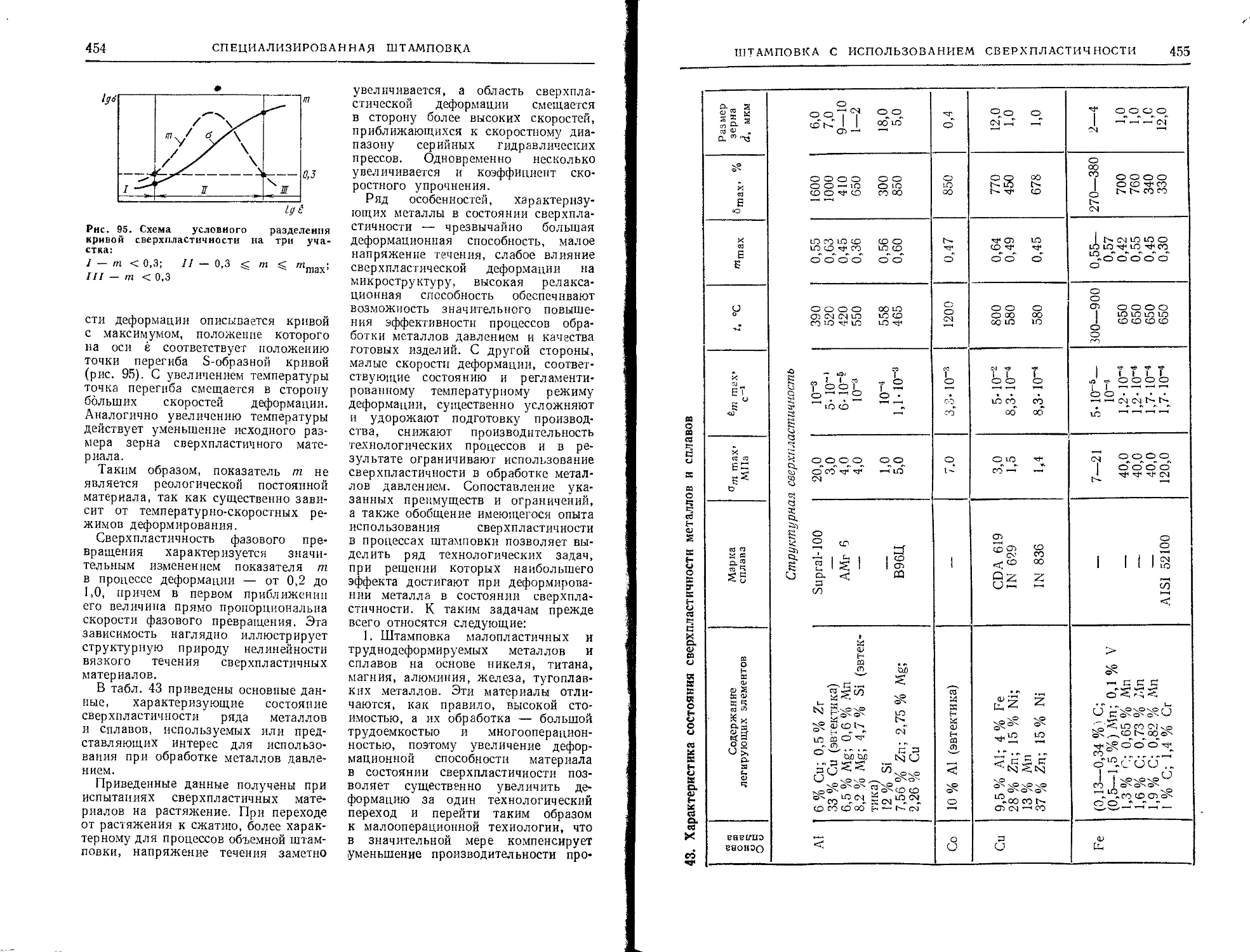
использованием сверхпластичности . 452
Глава 9. Особенности объем-
объемной штамповки ин-
инструментальных ста-
сталей, высоколегиро-
высоколегированных жаропрочных
сталей и сплавов н
цветных сплавов
(С. А. Скородумов) . 467
Глава 10. Отделка и очистка по-
поковок (А. П. Атро-
шенко) 481
1. Обрезка облоя и про-
пробивка перемычек 481
2. Правка поковок.... 531
3. Калибровка поковок. . 533
4. Очистка поковок и за-
заготовок 542
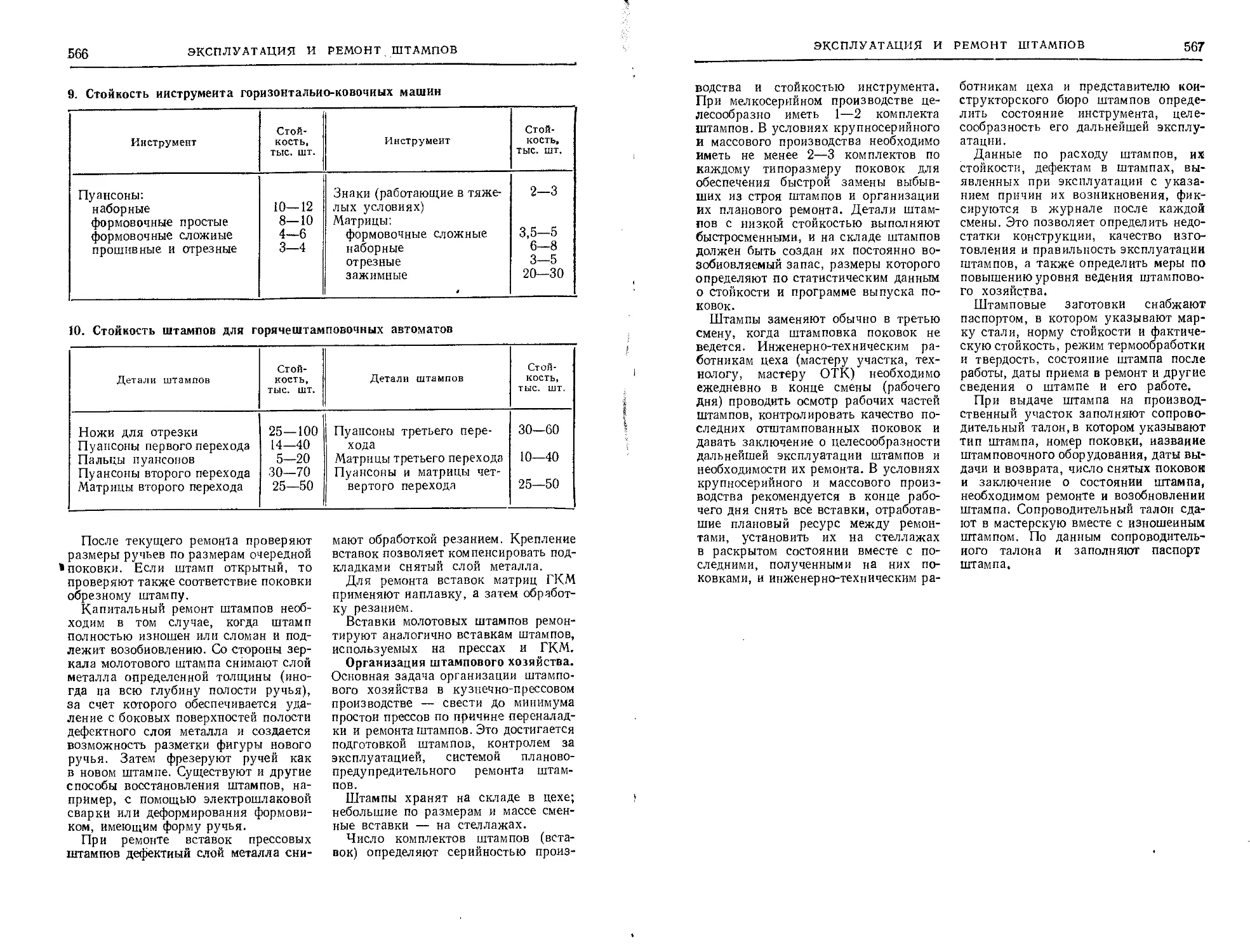
Глава 11. Эксплуатация н ре-
ремонт штампов
(Е. И. Семенов) ... 554
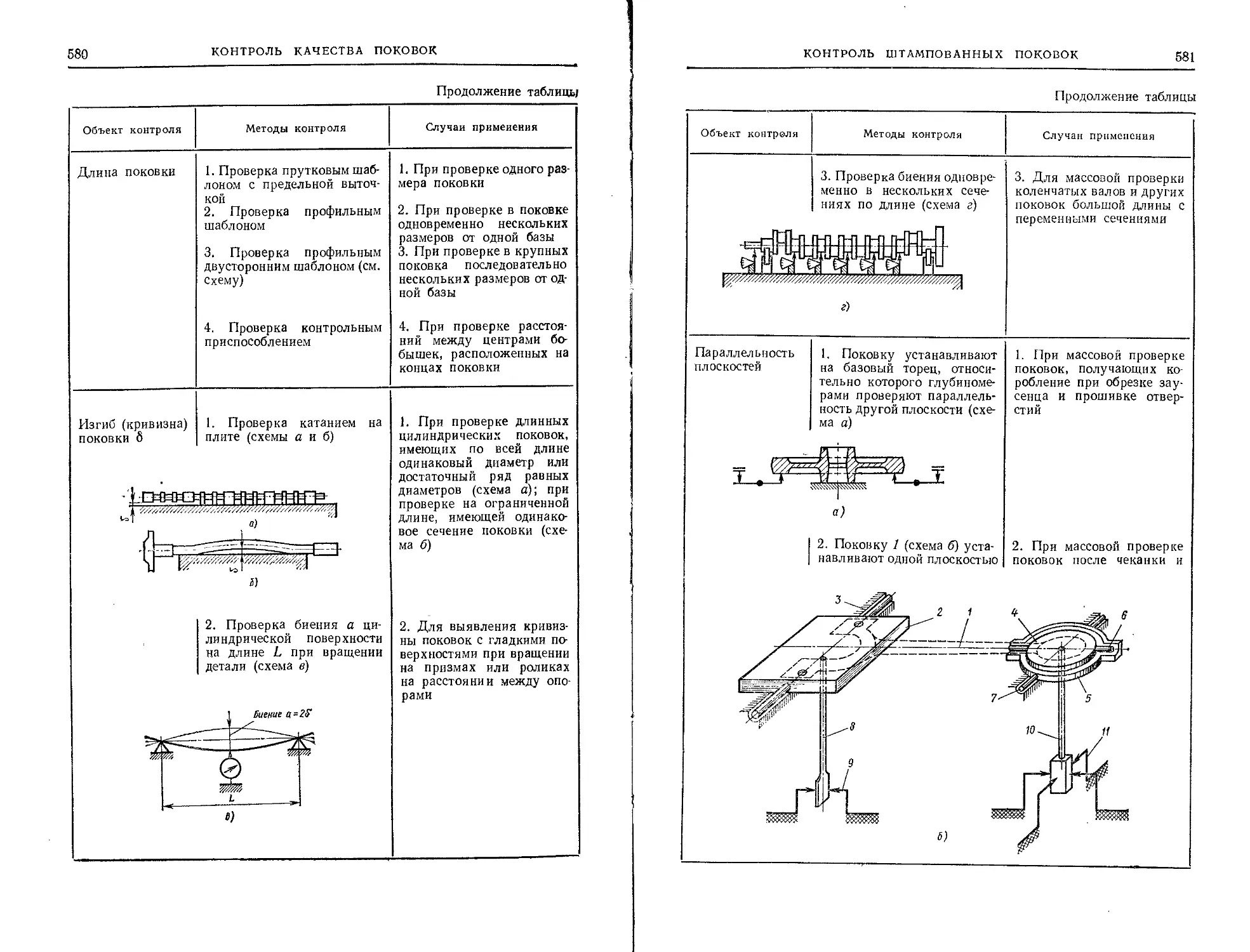
Глава 12. Контроль качестса
штампованных по-
поковок (Я. И. Ляпу-
Ляпунов) 568
1. Виды брака поковок . . 568
2. Контроль штампованных
поковок" 573
Список литературы 586
1
Глава 1 ДОПУСКИ, ПРИПУСКИ И НАПУСКИ
НА ПОКОВКИ, ШТАМПУЕМЫЕ
НА МОЛОТАХ, ПРЕССАХ И
ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Материал, приведенный в главе,
соответствует ГОСТ 7505—74.
Общие положения. Поковки в зави-
зависимости от назначения изготовляемых
из них деталей подразделяют:
по точности изготовления: повы-
повышенной точности — I класс; нормаль-
нормальной точности — II класс; при более
высоком (чем 1 класс) специальном
классе точности поковки калибруют
с соответствующими припусками и
допусками; класс точности поковок
устанавливают в зависимости от тре-
требований, предъявляемых к поковке,
и типа производства (серийное или
массовое); допускается назначать раз-
различные классы точности на размеры
одной и той же поковки; класс точ-
точности согласуется между потребите-
потребителем и изготовителем поковок и указы-
указывается в технических условиях на
чертеже поковки;
по группам стали: группа Ml —
поковки из углеродистой и легирован-
легированной (с содержанием углерода до 0,45 %
н легирующих элементов до 2,0%)
сталей и группа М2 — поковки из
легированной стали (кроме стали, ука-
указанной для группы Ml);
по конфигурации поверхности разъе-
разъема используемого штампа; с плоской
поверхностью — Пи изогнутой — И;
по степени сложности: первой сте-
степени сложности — С1, второй — С2,
третьей — СЗ и четвертой — С4.
Степень сложности С поковки равна
отношению массы (объема) поковки 0п
К массе (объему) геометрической фи-
фигуры Оф, в которую вписывается по-
поковка [фигура может быть цилиндром
или параллелепипедом (рис. 1); в
расчете используют ту из фигур, объем
которой меньше]:
С = 0п/0ф. A)
Значения этого отношения для по-
поковок различных степеней сложности:
Степень сложности С1
Значение отношения Св. 0
до 1,
Примеры поковок различных сте-
степеней сложности приведены в табл. 1,
Поковки типа тонких дисков, флаи-
цев и колец (рис. 2) с —т- ^0,2
(где d — диаметр поковки, h — ее тол-
толщина) относят к поковкам со степенью
сложности С4.
Для определения припусков, допу-
допусков и напусков по чертежу детали
выполняют предварительный расчет
массы поковки с учетом 0,5 положи-
положительного предельного отклонения для
наружных размеров и 0,5 отрицатель-
отрицательного отклонения для размеров поло-
полостей и отверстий. Чтобы учесть при-
припуски и напуски, массу детали уве-
увеличивают в 1,25 раза:
Gn= 1,25Од.
B)
В расчетную массу поковки не вклю-
включают массу той ее части, которая ие
подвергается деформации, и массу
облоя.
Назначение припусков. Припуск —
предусмотренное одностороннее уве-
увеличение размера поковки по сравне-
сравнению с номинальным размером детали,
обеспечивающее после обработки ре-
резанием требуемые, проставленные на
чертеже размеры детали и шерохова-
шероховатость ее поверхностей.
Припуски на обработку резанием
назначают в зависимости от класса
точности поковки, группы стали, сте-
степени сложности, массы поковки, а
также шероховатости и размеров по-
поверхностей и размеров детали, иа
которые эти припуски назначают
(табл. 2).
При изготовлении стержневых по-
поковок с двусторонней высадкой или
поковок, у которых стержни не под-
подвергаются деформации, припуски на
обработку устанавливают с учетом
С2
,63 Св. 0,32
О до 0,63
СЗ С4
Св. 0,16 До 0,16
до 0,32
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
Рис. 1. Примеры поковок и геометри-
геометрических фигур, в которые могут быть
вписаны поковки:
b, d, h и L — габаритные размеры поковок
допусков по длине стержней (до 3 мм —
для поковок I класса точности и до
6 мм — для поковок II класса точно-
точности).
При изготовлении поковок из заго-
заготовок, подвергавшихся пламенному на-
нагреву, допускается увеличение при-
припуска на обработку:
Рис. 2. Поковки типа тонких дисков
ее изготовления с контуром, соответ-
соответствующим контуру детали.
К кузнечным напускам отиосят штам-
штамповочные уклоны, внутренние радиусы
закруглений и перемычки отверстий.
Штамповочные уклоны (табл. 4) об-
облегчают извлечение поковки из ручья
штампа. Их назначают на все поверх-
поверхности детали, располагающиеся па-
параллельно движению инструмента.
При изготовлении поковок на гори-
горизонтально-ковочных машинах штам-
штамповочные уклоны назначают на по-
поверхности, располагающиеся перпен-
перпендикулярно движению главного пол-
ползуна, а также на поверхности выступов
и углублений, располагающиеся па-
параллельно движению пользуна и вы-
выполняемые пуансонами, и поверхности
Масса поковки, кг До 2,5 Св. 2,5 до 6,0 Св. 6
Припуск, мм До 0,5 До 0,8 До 1,0
На участках перехода одной по-
поверхности поковки в другую назна-
назначают наружные (внешние) и внутрен-
внутренние радиусы закруглений.
Наружные радиусы R (табл. 3)
выполняют на выступающих частях
поковок и в углах полостей штампов.
Припуски, в которых учтены до-
дополнительные технологические опера-
операции (двойная термическая обработка,
сварка, вырезка образцов и т. п.),
проставляют на чертежах поковок.
Размеры на изображение поковки на-
наносят только от установочных баз,
используемых при обработке реза-
резанием (рис. 3). Припуски и выбор баз
должны быть согласованы между изго-
изготовителем и потребителем.
Назначение напусков. Напуск —
увеличение припуска в целях упро-
упрощения конфигурации поковки из-за
невозможности или нерентабельности
сквозных отверстий или глубоких впа-
впадин, выполняемые формовочными или
прошивными пуансонами. Штамповоч-
Штамповочные уклоны (как и все другие виды
Рис. 3. Пример простановки размеров на
чертеже поковки от баз, используемый
при обработке резанием
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОК.0ВКИ
1. Поковки различных степеней сложности
Поковки
Изготовляемые
на молотах и
прессах,
типа тел вра-
вращения в пло-
плоскости разъема
штампа
призматические
крестовины
различной кон-
конфигурации
валы, валики
Изготовляемые
на горизонталь-
горизонтально-ковочных ма-
машинах и прессах
выдавливанием
(блок шестерен,
поковки с поло-
полостями и растру-
раструбами, концевые
высадки, полу-
полуоси, стержни с ме-
меняющимся сече-
сечением, поковки
с полостями без
фланцев и с флан-
фланцами и др.)
(см. рис. 1)
Степень сложности
С1
<0,36
Без от-
отверстия
—
Без от-
отверстия
Рычаги
без от-
отверстий
и наме-
наметок
Валики
с пере-
переменным
сече-
сечением
За два
перехо-
перехода
С2
0,36 < h <6
С отвер
стием
С выступа-
выступами (звено
гусеницы)
С отвер-
отверстием
Шатуны
двигателя
с плавными
переходами
к ребрам,
гаечные
ключи
Коленча-
Коленчатые валы
с изгибом
в одной
плоскости
(фланец
получают
при штам-
штамповке вала)
За три
перехода
СЗ
6 < h < 1,56
С отверстием
и выступами
—
—
Шатуны, бал-
балки передней '
оси с полками
и без полок
для рессор
Коленчатые
валы с изги-
изгибом в одной
плоскости
с противовеса-
противовесами (фланец
получают от-
отдельной опе-
операцией — вы-
высадкой); рас-
пределитель-
пределительные валы
За четыре
перехода
С4
ft> 1,56
С отверстием, вы-
выступами, ребра-
ребрами, рычагами;
шестерни с зубь-
зубьями
—
—
Шатуны, лопат-
лопатки турбин, стой-
стойки поворотных
кулаков, вилки
переключения
скоростей с тон-
тонкими высокими
ребрами и высту-
выступами
Коленчатые валы
с противовесами
и расположением
колен в разных
плоскостях (фла-
(фланец получают от-
отдельной опера-
операцией — высадкой)
За пять и более
переходов
10
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА "ПОКОВКИ
11
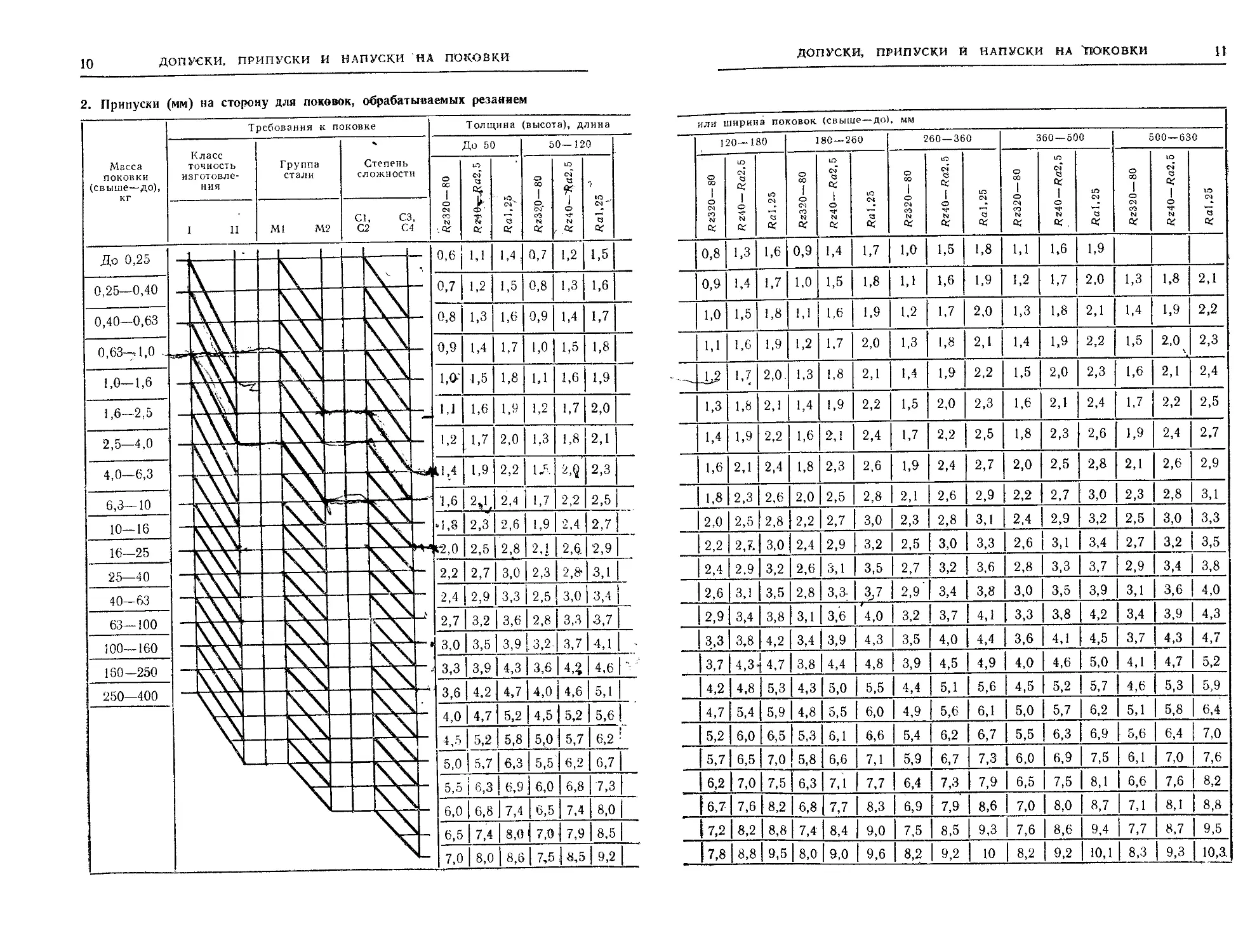
2. Припуски (мм) на сторону для поковок, обрабатываемых резанием
Толщина (высота), длина
или ширина поковок (свыше—до), мм
-——.
120—180
S
1
о
СМ
N
К
0,8
0,9
1,0
1,1
-L2
1,3
1Д
1,6
1,8
2,0
2,2
2,4
2,6
2,9
3,3
3,7
4,2
4,7
5,2
5,7
i 6,2
|б.7
[7,2
|7.8
ю
о
1
о
N
К
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2,1
2,3
2,5
ю
см
Q
Of
1,6
1 7
1 8
1,9
2,0.
9 1
2,2
2,4
2,6
2,8
2,?.|3,О
2,9
3,1
3,4
О Q
О, о
4,31
4,8
5,4
6,0
6,5
7,0
7,6
8,2
8,8
3,2
3 5
3 8
4,2
4,7
5 3
5,9
6,5
7,0
7,5
8,2
8,8
9,5
180 — 260
о
00
[
о
<м
СО
N
Of
0,9
1,0
1,1
1,2
1,3
1,4
1,6
1,8
2,0
2,2
2,4
2,6
2,8
3,1
3,4
3,8
4,3
4,8
5,3
5,8
6,3
6,8
7,4
8,0
Ю
ее:
1
о
TS
се
1,4
1,5
1 6
1,7
1,8
1,9
2,1
2,3
2,5
2,7
2,9
3,1
3 3.
я*
3,9
4,4
5 0
5,5
6,1
6,6
7,1
7,7
8,4
9,0
ю
сч
а
Of
1,7
1,8
1,9
2,0
2,1
2,2
2,4
2,6
2,8
3,0
3,2
3,5
3,7
*4,0
4,3
4,8
5,5
6,0
6,6
7,1
7,7
8,3
9,0
9,6
260 — 360
0
?О
О
СМ
со
N
о;
1,0
1 1
1,2
1,3
1,4
1,5
1,7
1,9
2,1
2,3
2,5
2,7
2,9'
3,2
3,5
3,9
4,4
4,9
5,4
5,9
6,4
ю
с^
о
се
1
о
N
о;
1,5
1,6
1,7
1,8
1,9
90
2,2
2,4
2,6
2,8
3,0
3,2
3,4
3,7
4,0
4,5
5,1
5,6
6,2
6,7
7,3
6,9 [ 7,9
7,5
8,2
8,5
9,2
ю
см
Q
о;
1,8
1,9
2,0
2,1
2,2
2,3
2,5
2,7
2,9
3,1
3,3
3,6
3,8
4,1
4,4
4,9
5,6
6,1
6,7
7,3
7,9
8,6
9,3
10
360 — 500
о
00
1
О
см
СО
N
о;
1.1
J.2
1,3
1,4
1,5
1,6
1,8
2,0
ю
оТ
а
Of
1
0
N
Of
1.6
1,7
1,8
1 9
2,0
2,1
2 3
2,5
2,2 | 2,7
2,4
2,6
2,8
3,0
3,3
3,6
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,6
8,2
99
3,1
3,3
3,5
3,8
4,1
4,6
5,2
5,7
6,3
6,9
7,5
8,0
8,6
9,2
Of
1,9
2,0
2,1
2,2
2,3
2,4
2,6
2,8
3,0
3,2
3,4
3,7
3,9
4,2
4,5
5,0
5,7
6,2
6,9
7,5
8,1
8,7
9,4
10,1
500 — 630
0
00
0
см
со
N
<Х
1,3
1,4
1,5
1,6
1,7
1,9
2,1
2,3
2,5
2,7
2,9
3,1
3,4
3,7
4,1
4,6
5,1
5,6
6,1
6,6
7,1
7,7
8,3
ю
о*
о
Of
1
0
N
Of
1,8
1,9
2,0
2,1
2,2
2,4
2,6
2,8
3,0
3,2
3,4
3,6
3,9
4,3
4,7
5,3
5,8
6,4
7,0
7,6
8,1
8,7
9,3
ю
CM
*e
Of
2,1
2,2
93
2,4
2,5
?, 7
2,9
3,1
3,3
3,5
3,8
4,0
4,3
4,7
5,2
5,9
6,4
7,0
7,6
8,2
8,8
9,5
10Д
12
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
13
Масса
поковки
(свыше—до),
кг
До 0,25
0,25—0,40
0,40—0,63
0,63—1,0
1,0 1,6
1,6 2,5
2,5- 4,0
4,0 6,3
6,3—10,0
10,0- 16,0
16,0—,25,0
25,0—40,0
40,0—63,0
63,0—100,0
100,0—160,0
160,0—250,0
250,0—400,0
Требования к поковке
Класс
точности
изготов-
изготовления
1 И
V
\\\
\\\
\V
\\\
W
\\S
W
VO
\s\
s\s
\\
\
Группа
стали
Ml M2
\
V\
\\
\\
\\
Kn
4\
\\
\\
\\
w
\N
W
\N
\N
\\
ч
Степень
сложности
Cl, C3,
C2 C4
\\
\\.
\N
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
\\
T oji щи и a (и ыс от а), дл н н а
630—800
о
ОО
i
о
см
«
N
1,0
1,7
1,8
1,9
2,0
2,2
2,4
2,6
2,8
3,0
3,3
3,6
4,0
4,4
4,8
5,2
5,7
6,2
6,7
7,2
7,8
8,4
Ю
см"
О
!
о
N
а?
2,1
2,2
2,3
2,4
2,5
2,7
2,9
ю
см
сз
OS
2,4
2,5
2,6
2,7
2,8
5,0
3,2
3,1 | 3,4
3,4
3,6
3,9
4,2
4,6
5,0
5,5
5,9
6,5
7,0
7,7
8,2
8,8
9,4
3,8
4,0
4,2 .
4,6
5,0
5,5
6,0
6,5
7,1
7,7
8,4
9,1
9,8
10,4
800
о
00
|
О
см
«
N
OS
1,9
2,0
2,1
2,2
2,4.
2,6
2,8
3,0
3,2
3,5
3,8
4,2
4,6
5,0
5,4
5,8
6,3
6,8
7,3
7,9
8,5
Продолжение
табл. 2
или ширина поковок (св>ыше —до), мм
— 1000
ю
CN
ts
OS
о
**•
OS
2,5
2,6
2,7
2,8
3,0
3,2
3,4
3,6
3,8
4,2
4,5
4,9
5,4
5,8
6,3
6,8
7,3
7,8
8,3
8,9
9,5
ю
С*]
с
OS
2,9
3,0
3,1
3,2
3,4
3,6
3,8
4,0
4,2
4,7
5,0
5,4
6,0
6,4
7,0
7,6
8,1
8,7
9,3
9,9
10,5
1000—1250
о
ОО
1
О
CN
СО
N
К
2,6
2,8
3,0
3,2
3,5
3,8
4,1
4,4
4,8
5,2
5,6
6,0
6,5
7,0
7,5
8,0
8,6
Ю
СМ
Q
%,
!
о
N
OS
3,2
3,4
3,6
3,8
4,1
4,5
4,8
5,1
5,6
6,0
6,5
6,9
7,5
8,0
8,5
9,0
9,6
Of
3,6
3,8
4,0
4,2
4,5
5,0
5,3
5,6
6,2
6,6
7,2
7,6
8,3
8,9
9,5
10
10,6
1250—1600
о
?о
1
о
см
СП
N
OS
3,0
3,2
3,5
3,8
4,1
4,4
4,7
5,0
5,4
5,8
6,2
6,7
7,2
7,7
8,2
8,8
ю
см
СЗ
Of
1
о
N
Of
3,7
3,9
4,2
4,5
4,8
5,2
5,5
5,8
6,3
6,8
7,2
7,7
8,2
8,7
9,2
9,8
ю
см
СЗ
Of
4,2
4,4
4,7
5,1
5,4
5,9
6,2
6,5
7,1
7,6
8,1
8,6
9,2
9,7
10,2
10,8
1600 — 2000
о
?О
1
О
см
«
Of
3,3
3,5
3,8
4,1
4,4
4,7
5,0
5,3
5,7
6,1
6,5
6,9
7,4
7,9
8,4
9,0
Ю
СМ
Q
GT
1
о
^*
OS
4,0
4,2
4,5
4,8
5,2
5,5
5,8
6,1
6,6
7,1
7,5
7,9
8,4
8,9
9,4
10
ю
см
сз
ВС
4,6
4,8
5,1
5,4
6,0
6,3
6,8
6,9
7,4
8,0
8,5
8,9
9,4
9,9
10,4
11
2000 — 2500
о
00
1
О
см
СО
N
OS
3,8
4,0
4,3
4,6
5,0
5,4
5,8
6,2
6,6
7,0
7,5
8,0
8,5
9,2
10
Ю
<N
CJ
1
о
"*Г
N
OS
4,6
4,7
5,1
5,4
5,8
6,2
6,7
7,1
7,6
8,0
8,5
9,0
9,5
10,2
11
11 | 12
ю
Of
5,2
5,4
5,8
6,1
6,6
6,9
7,4
7,8
8,4
8,8
9,4
10,0
10,5
11,2
12
13
14
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
3. Наименьшие радиусы R
наружных закруглений, мм
Масса поковки,
кг
До 1,0
Св. 1,0 до 6,0
» 6,0 » 16,0
» 16,0 » 40 0
» 40,0 » 100,0
Св. 100,0
Глубина полости
ручья штампа, мм
До 10
1,0
1,5
2,0
? В
3,0
4,0
о
ю
см
И о
О«
1,5
2,0
2,5
3 0
4,0
5,0
Ю
СМ
о
ю
е§
2,0
2,5
3,0
40
5,0
6,0
Св. 50
3,0
3,5
4,0
5 0
7,0
8,0
4. Штамповочные уклоны
Штамповочное
оборудование
Молоты
Прессы с выталкива-
выталкивателями
Горизонтально-ковоч-
Горизонтально-ковочные машины
Штамповоч-
Штамповочные уклоны,
о
на-
руж-
ружные
7
5
5
вну-
трен-
тренние
10
7
7
Примечание. При изго-
изготовлении поковок на горизон-
горизонтально- ковочных машинах укло-
уклоны поверхностей отверстий и
впадин »е должны превышать 3°.
На поковках высотой до 20 мм,
изготовляемых на прессах без
выталкивателей, допускаются
такие же уклоны, как и на по-
поковках, изготовляемых на мо-
молотах.
напусков) приводят к увеличению мас-
массы поковки, а следовательно, и к уве-
увеличению расхода металла и затрат
на обработку резанием.
Рекомендуемые значения штамповоч-
штамповочных уклонов приведены в табл. 4.
Радиусы внутренних сопряжений
поковки и соответствующие им ра-
радиусы выступов ручьев штампа долж
ны быть в 2—3 раза больше радиусов
закруглений наружных углов поковки.
Напуск на отверстие, ось которого
совпадает с направлением перемеще-
перемещения инструмента, либо полностью за-
закрывают это отверстие (если его диа-
диаметр меньше 30 мм, а глубина более
трех диаметров), либо образует пере-
перемычку, удаляемую пробивкой. Диа-
Диаметр наметки под отверстие не должен
превышать 0,8 диаметра отверстия.
Напуск на пробы должен соответ-
соответствовать техническим требованиям к
поковкам и предусматривается на ме-
месте, указанном в чертеже поковки.
Назначение допусков. Допуск — от-
отклонение размера поковки от номи-
номинального, обусловленное неточностью
изготовления, недоштамповкои, изно-
износом ручья штампа и т. д. Допуск
зависит от массы поковки, степени ее
сложности, группы стали и размеров
поверхностей. Допуски на штампован-
штампованные поковки нормальной точности
приведены в табл. 5; для поковок
повышенной точности — в табл. 6.
Пример 1 (рис. 4). Определить
допуск на размер 200 мм поковки
II класса точности, массой 0,5 кг при
степени сложности С1 и группе стали
Ml.
Допуски на размер равны t'b\l (см.
табл. 5).
Пример 2. Определить допуск
на размер 300 мм поковки II класса
точности, массой 1,5 кг при степени
сложности С4 и группе стали М2.
Допуски на размер равны ±j;| (см.
табл. 5).
В обоих примерах допускаемые ве-
величины заусенца и смещения половин
штампа по линии разъема определяют
тем же способом, что и допуск на раз-
размер, но горизонтальную линию про-
проводят влево от колонки «Масса по-
поковки». Искомые величины находят
в соответствующих колонках таблицы
с учетом степени сложности поковки
и конфигурации поверхности разъема
штампа.
Способ определения допусков, по-
показанный на рис. 4, распространяется
на все внешние и внутренние размеры
поковок.
Допуски по длине и ширине поковки
относятся к размерам тех ее поверх-
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
15
Масса,кг
0-0,25
0,25-0,40
0,1*0-0,63
0,63-1,00
1,00-1,60
1,50-2fiO
2,50-4,00
4,00-6,30
6,30-10,00
10,00-16,00
М1 М2
\
\\
\\
W
\\
\\
\\
\\
\ \
01 С2 СЗ Ct
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
0-
-50
50-
-120
120-
-180
180~
-260
I
i
I
\
+7,1
250-
-360
+2.S
-1,6
Рис. 4. Правило пользования табл. 5 и 6 при определении допусков
иостей, которые расположены с одной
стороны поверхности разъема штампа,
т. е. в одной его части, и охватывают
все отклонения.
Допуски, на внутренние размеры
поковок принимают с обратными зна-
знаками, что связано с уменьшением
выступов в ручье штампа в результате
их износа.
Допуски на размер Н, d и?> (рис. 5),
обусловленные недоштамповкои и дву-
двусторонним износом штампов, приве-
приведены в табл. 5 и 6. Допуски на раз-
размеры L и 1Г обусловленные односторон-
односторонним износом штампов, равны 0,5 зна-
значений допусков, приведенных в табл. 5
и 6.
Допуски на межцентровые расстоя-
расстояния А определяются по табл. 7.
Межцентровые расстояния в поков-
поковках должны измеряться относительно
установочных измерительных баз
(рис. 6).
Рис. 5. Внешние и внутренние размеры
поковок, на которые назначаются до-
допуски
Рис. в. Пример простановки межосевых
размеров от установочных баз (/), исполь-
используемых при обработке резанием
16
ДОПУСКИ. ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
ДОПУСКИ. ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
17
5. Смещения, размеры заусенцев и допуски штампованных поковок нормальной
точности, мм
Размер поковки (свыше—до), мм
—
50 —
120
"+оТ
—0,4
+ 0,8
—0,4
+ 0,У
-0,5
+ 1,1
—0,5
+ 1,2
-0,6
+ 1,3
—0,7
+ 1,5
—0,7
+ 1,6
-0,8
+ U
—0,9
+ 1,9
—1,0
+ 2,1
— 1,1
+ 2,4
-1,2
+2,5
-1,5
+3,0
—1,5
+3,5
— 1,5
+3,5
-2,0
+4,0
—2,0
+ 5,0
—2,5
+5,5
—3,0
+6,0
—3,0
+6,5
—3,5
+7,0
—3,5
120—
180
+ 0,C
-0,4
+ 0,9
—0,5
+ 1,1
-0,5
+ 1М
-0,6
+ 1,3
—0,7
+ 1,5
-0,7
+ 1,6
-0,8
+ 1,7
-0,9
+ 1,9
-1,0
+ 2,1
— 1,1
+2,4
— 1,2
+ 2,5
— 1,5
+ 3,0
—1,5
+ 3,5
—1,0
+ 3,5
-2,0
+ 4,0
—2,0
+ 5,0
9 с;
+ 5,5
-3,0
+ 6,0
-3,0
+ 6,5
—3,5
+ 7,0
-3,5
+ 7,5
—4,0
180—
260
+ 0,9
—0,5
+ 1,0
-0,6
260 —
360
+ 1,0
-0,6
+ 1,2
-0,6
+ 1,2 1 + 1,3
-0,6 1 -0,7
+ 1,3
-0,7
+ 1,4
-0,8
+ 1,6
—0,8
+ 1,7
—0,9
+ 1,9
— 1,0
+ 2,1
—1,1
+ 2,4
j 2
+ 2,5
— 1,5
+ 3,0
— 1,5
+ 3,5,
—1,5
+ 3,5
—2,0
+ 4,0
-2,0
+ 5,0
—2,5
+ 5,5
—2,5
+ 6,0
—3,0
+ 6,5
—3,0
+ 7,0
—3,5
+ 7,5
—4,0
+ 8,0
—4,0
+ 1,4
—0,8
+ 1,6
—0,8
+ 1,7
-0,9
+ 1,9
— 1,0
+ 2,0
— 1,2
+ 2,2
— 1,4
+2,5
— 1,5
+ 3,0
—1,5
+ 3,0
-2,0
+ 3,5
-2,0
+ 4,0
—2,0
+4,5
—2,5
+ 5,0
—3,0
+ 5,5
—3,0
+ 6,0
—3,5
+ 6,5
—3,5
+ 7,0
—4,0
+ 8,0
—4,0
+8,0
—4,5
360—
500
+ 1.*
-0,6
+ 1,3
—0,7
+ 1,4
—0,8
+ 1,--
-0,9
+ l,b
-1,0
+ 1,6
—1,1
+ 2,0
-1,2
+ '2,2
— 1,4
+ 2,5
—1,5
+ 3,0
-1,5
+3,0
-2,0
+ 3,5
—2,0
+ 4,0
—2,0
+ 4,0
—2,5
+4,5
—3,0
+ 5,0
-3,5
+ 5,5
-3,5
+ 6,0
—4,0
+ 6,5
—4,0
+ 7,0
—4,5
+ 8,0
-4,5
+ 8,0
-5,0
500—
630
+ 1,4
—1,0
+ 1,6
— 1,0
+ l,e
-1,1
+ 2,0
— 1,2
+ 2,2
— 1,4
+2,5
— 1,5
+ 3,0
— 1,5
+ 3,0
—2,0
+ 3,5
—2,0
+ 4,0
—2,0
+ 4,0
—2,5
+4,5
—2,5
+ 5,0
—3,0
+ 5,5
-3,5
+ 6,0
—3,5-
+ 6,5
—4,0
+ 6,5
-4,5
+ 7,5
—4,5
+ 8,0
-5,0,
+ 8,0
—5,5
630 —
800
+ 2,0
— 1,2
-j-2,2
— 1,4
+ 2,5
—1,5
+ 3,0
— 1,5
+ 3,0
—2,0
+ 3,5
—2,0
+ 4,0
—2,0
+ 4,0
—2,5
+ 4,5
—2,5
+ 4,5
—3,0
+ 5,0
—3,5
+ 5,5
—4,0
+ 6,5
—3,5
+ 6,5
—4,5
+ 7,0
-4,5
+ 7,0
—5,0
+ 7,5
—5,5
+8,0
—6,0
800-
1000
+ 2,5
— 1,5
+ 3,0
— 1,5
+ 3,0
—2,0
+ 3,5
-2,0
+ 4,0
—2,0
+ 4,0
—2,5
+ 4,5
—2,5
+ 4,5
—3,0
+ 5,0
—3,0
+ 5,5
—3,5
+ 6,0
—4,0
+ 6,5
—4,0
+7,0
-4,5
+7,0
-5,0
+7,5
—5,5
+ 8,0
—6,0
+ 8,5
—6,5
1000—
1250
+ 3,0
—2,0
+ 3,5
-2,0
+ 4,0
—2,0
+ 4,0
—2,5
+ 4,5
-2,5
+ 4,5
-3,0
+ 5,0
—3,0
+5,5
—3,0
+6,0
—4,0
+ 6,0
—4,5
+ 6,5
—4,5
+7,0
—5,0
+7,5
—5,5
+ 8,0
-6,0
+ 8,5
—6,5
+ 9,0
—7,0
1250-
1600
+ 4,0
-2,0
+ 4,0
—2,5
+ 4,5
—2,5
+ 4,5
—3,0
+ 5,0
—3,0
+ 5,5
—3,0
+ 5,5
—3,5
+ 6,0
—4,5
+ 6,5
—4,5
+ 7,0
—5,0
+7,5
-5.5
+ 8,0
—6,0
-8,5
+9,0
—7,0
+9,5
—7,5
1600-
2000
+ 4,5
—2,5
+ 4,5
—3,0
+ 5,0
—3,0
+ 5,5
—3,0
+ 5,5
—3,5
+ 6,0
—4,0
+ 6,5
—4,5
+ 7,0
—5,0
+ 7,5
—5,5
+ 8,0
—6,0
+8,5
—6,5
+ 9,0
-7,0
+9,6
—7,0
+10,0
—8,0
2000 —
2500
+ 5,0
—3,0
+ 5,0
—3,5
+ 5,5
—3,5
+ 6,0
—4,0
+ 6,5
—4,5
+ 7.0
—5,0
+ 7,5
—5,5
+ 8,0
—6,0
+8,5
—6,5
+9,0
—7,0
+ 9,5
—7?S
+ 10,9
—8,0'
+ 10,5
—8,5
Смещение
Заусенец:
выступ (+),
срез ( —)
\\\\\\\\\\\\\N\\\\
н - ш
OG
fro .Г"
g|??
4
14
1 +
С
1 +
с
1+
1 +
I 4
о —
I 4
о —
I 4
1 +
I +
о ~
I -f
о —
I +
о
мел
ело
+5,2
—3,0
+
СОСЛ
о*.
+ 5,8
—3,2
Со СП
ело
"о ел
4^ +
ОО
.=-t,
ел сл
4
о ел
4
ел ел
+
ел ос
ело
+ 8,0
-6,0
N3D*
to оо
14-
too-,
"ело
+
СОСЛ
о to
+
СОСЛ
О ^
СОСЛ
to ос
+
сост,
ело
+
Осл
,^t
о о
it
спел
СЛ ~J
осп
+
O".~-J
слел
+
СЛ 00
ело
to*.
to N5
+
tO 4^
to"*.
+
tO №¦
сл а>
СОСЛ
О о
+
СаэСЛ
О **
+
СО СЛ
+
ело
+
осл
14
ОО
+
СЛ СЛ
+
ел —1
осл
СЛ -J
СЛ СЛ
1 +
осо
+
tO 4^
"too
+
to *.
ел ю
4
to ^
оо to
+
СО 4^
ОСЛ
Со*.
О "ос
+
СО СЛ
too
+
СО СЛ
СП СП
+
1*4. О"!
О СЛ
+
1*4. О^
СП О
СЛ СЛ
СЛ ~-J
оо
f +
оо а>
t
+
ОСЛ
з"оо
to *-
too
t
"с
t
4
О 4^
л*<о
4
О *»¦
Ос tO
1 4
СО rf».
о"сп
с
+
о *-
О 00
14
СО СЛ
too
14
СО СЛ
слел
14
л. сп
осл
1.
^4
СЛ О
14
*>. а>
СЛСЛ
4
О) to
"с
t
4
— со
»"сп
4
о со
оос
t
"t
t
4
¦Э 4*
оо
4
О 4й-
сл to
"с
с
+
4
о*-
О СЛ
+
О0С
с
+
-О СЛ
to о
с
+
О О"!
СЛ СЛ
+
S. СЛ
О СЛ
+
ело
1 +
4-UC
1 +
— СО
"cn"to
1 +
•— со
ОС СТ>
t
"с
t
+
о со
+
о со
слеп
+ 4,0
—2,5
t
+
ОС О
с
О 4^
оо
lot
СЛ О
14
со *¦
СЛ СЛ
с
с
с
+
О CF
JtO
+
о о.
СЛСЛ
14
toot
t
4
— to
о о
4
— to
OiO
to to
о "ел
1 4
to to
О СЛ
t-
с
t
о со
з'о
+
о со
ОСЛ
14
tocc
СП СЛ
14
к? со
Со <Х
1 +
со *»
оо
Lt
оо
с
+
СЛ СЛ
+
ОС»
1
+
о "ос
+
— со
to о
"с
+
- to
Л О
+
— to
СЛСЛ
t
с
t
о to
DCn
+
о to
оо
t
+
о со
О СЛ
t
+
о со
СЛ СП
t
+
о со
00 Оо
с
+
оо
с
А.
О СЛ
1 +
о —
ОО-^
с
d"oc
-t
ю ос
"t
_L
— to
о о
4_
- to
ело
1 +
toto
осл
1 +
toco
оо
|4
О СЛ
14
to сс
слел
14
to Сл;
00 ОС
+
оо
1 +
о —
^-J СЛ
с
с
4
+
О ОС
~ь
-X-
о"об
+
— to
to о
с
- to
по
14
— tc
СП СЛ
t
о to
Осл
о со
о о
t
+
о со
О СЛ
t
+
о со
СП СП
14
со со
14
—^] Со
с
"с
4
it
О Сп
с
з"оо
it
t-c со
t
I
- to
о о
- ю
СП О
+
— tc
СЛ СП
14
to to
ОСТ
1 4
to со
о о
t
+
О Сс
OOi
14
tc сс
О СЛ СЛ Сл
1 4
сп to
14
о —
с
2 —
00 4^
it
осл
О0С
it
1 +
—* ю
it
ело
1 4
— to
СЛСЛ
•о tc
осл
toco
о о
1 4
СП О
1 4
о ~
1 4
о —
~~-1 Со
1 4
о —
0".t»
1 4
осл
41,7
—1,1
! 4
to ос
14
— to
too
4
>—* to
ело
1 4
— to
ело-
14
СП О
tt
~CJ>O
1 4
о -—
14-
о —
(Ж "tO
14
о —
«5 со
14
о —
14
оос
4
— to
оо
14
to о
14
СЛ О
1 4
о —
А О
1 4
р —
СЛ О
1 4
о —
ОЪ О
1 4
р —
14
о —
оо to
ю со
4
о сл
14
to сп
4
СО —1
14
о о
*». со
41,0
-0,4
14
O'-
O'er, о
Lt
о "о
14
о ~
~J —.
14
о-
"co"to
1 4
о —
«5 СО
14
ОСЛ
с
+
зо
4^ ОС
с
с
+ 0,9
-L
->о
СЛ <?>
ел о
с
+
<У>О
с
+
оо to
с_
+
= р
в»Ъо
оо
4^ «5
! +
РО
ел"сс
kt
bite
с
+
эр
СО --J
1 +
оо
1 4
оо
*. "ос
СЛОГ
оо
сл^о
14
оо
"cn*CD
1 4
о о
СО СП
1 4
оо
"co"-j
+
оо
^+
I +
о о
1 +
о с
Со О"
1 -1
о о
оо
со ~_
1 4-
о о
1 4
СЛ -J
СЛ
J~" о
о |
120 —
180
tsS 00
о о
°|
260 —
360
о о
630
л
D
D
630—
800
800 —
1000
1000 —
1250
1250 —
1600
1600—
2000
2000—
2500
Размеры (свыше—до), мм
20
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
7. Допуски (мм) иа межцеитровые
расстояния поковок
Смещение
Межцентровые
расстояния
До
Св.
»
»
»
»
»
»
»
»
»
60
60 до
100 »
160 »
250 »
400 »
600 »
800 »
1000 »
1250 »
1600 »
2000 »
ММ
100
160
250
400
600
800
1000
1250
1600
2000
2500
Класс
точности
поковки
1
±0,20
±0,25
±0,40
±0,50
±0,75
±1,20
±1,50
±2,00
±2,50
±3,00
±3,50
±4,00
II
±0,30
±0,50
±0,80
±1,00
±1,50
±2,00
±2,50
±3,00
±3,50
±4,50
±5,50
±7,00
Допуски на межцентровые расстоя-
расстояния являются причиной разностенно-
сти отверстий после обработки их
резанием. Чтобы избежать ослабления
стенок отверстий в деталях, при кон-
конструировании поковок бобышкам при-
придают овальную форму за счет этих
допусков. Допуски на межцентровые
расстояния могут также полностью
переходить в готовую деталь.
Допуски на размеры h (см. рис. 5),
обусловленные односторонним изно-
износом штампов, равны 0,5 допусков,
приведенных в табл. 5 и 6.
При установке поковки в приспо-
приспособлении по перепаду h для ее механи-
механической обработки базирование должно
осуществляться одновременно но обеим
поверхностям. Установка по одной
поверхности не допускается.
В поковках, имеющих углубления,
допуски на размеры hi определяют
по табл. 5 и 6 и принимают их с обрат-
обратными знаками.
Рис. 7, Схема определения смещения
Рис. 8. Схема измерения заусенца
Допуски на свободные размеры по-
поковки равны ±0,7 поля допуска наи-
наибольшего размера поковки.
Допуски на размеры поковок стерж-
стержневого типа, высаживаемых на гори-
горизонтально-ковочных машинах (стерж-
(стержневая часть выходит за пределы ручья
штампа и не подвергается деформации),
равны:
по длине стержней: до 3 мм для
поковок I класса точности; до 6 мм
для поковок II класса точности; в
эти допуски не входят отклонения по
смятию и неперпендикулярности тор-
торцов у стержней; _
по сечению стержней: за пределами
ручья штампа соответствуют отклоне-
отклонениям, регламентируемым соответству-
соответствующими ГОСТами на сортамент ме-
металла, с увеличением отрицательного
отклонения на 0,3—0,5 мм в зависи-
зависимости от термической обработки и
массы поковки.
Величина смещения поковок по по-
поверхности разъема штампа не должна
превышать указанной в табл. 5 и 6.
Смещение т определяют в месте наи-
наибольшего смещения контуров поковки
(рис. 7). Для расчетов используют
формулу
т = 0,5 (а2 — а{), C)
где т — смещение, мм; а^ — наимень-
наименьшая длина (ширина) поковки, изме-
измеряемая параллельно поверхности
разъема штампа, мм; а2 — наибольшая
длина (ширина) поковки, измеряемая
параллельно поверхности разъема
штампа.
Допускаемую величину ваусенцев,
остающихся после обрезки облоя на
поковках, определяют по табл. 5 и 6,
Величина заусенцев не зависит от
других допусков и является дополне-
дополнением к иим. Принцип измерения за-
заусенцев показан на рис, 8.
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
21
8. Допускаемая величина
торцовых заусенцев, мм
Масса
поковки,
кг
До 0,63
Св. 0,63
до 2,5
Св. 2,5
до 6,3
Св. 6,3
до 16
Св. 16
до 40
Св. 40
Степень
слож-
сложности
С1;С2
СЗ
С4
С1;С2
СЗ
С4
С1;С2
СЗ
С4
С1;С2
СЗ
С4
Cl; C2
СЗ
С4
С1;С2
СЗ
С4
Размеры
поковкн,
о
со
О
1,0
2,5
3,0
2,0
3,5
4,0
3,0
4,5
5,0
4,0
5,5
6,0
5,0
6,5
7,5
6,0
8,0
10,0
в о
о ч
2,0
3,5
4,0
3,0
4,5
5,0
4,0
5,5
6,0
5,0
6,5
7,0
6,0
7,5
8,5
7,0
9,0
11,0
мм
о
CN
Ю
О
—
4,0
5,5.
6,0
5,0
6,5
7,0
6,0
7,5
8,0
7,0
8,5
9,5
8,0
10,0
12,0
10. Допуски (мм) иа изогнутость, не-
плоскостиость, иепримолииейиость
и радиальные биения
9. Поля допусков иа иесоосности, мм
Наибольший
размер поковкн,
мм
До 60
Св. 60 до 100
» 100 » 160
» 160 » 250
» 250 » 360
» 360 » 500
» 500 » 630
» 630 » 800
Класс точности
поковкн
I
0,5
0,6
0,8
1,2
1,6
2,0
2,5
3,0
п
0,8
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Допускаемые величины торцовых за-
заусенцев, образующихся по периметру
поковки при безоблойной штамповке
и по периметру пробитого отверстия,
приведены в табл. 8.
Наибольший
размер поковки,
мм
До 60
Св. 60 до 100
» 100 » 160
» 160 » 250
» 250 » 360
» 360 » 500
» 500 » 630
» 630 » 800
» 800 » ЮОО
Класс точности
поковок
I
0,25
0,4
0,5
0,6
0,8
1,0
1,5
1,8
2,0
Н
0,4
0,6
0,8
1,0
1,2
1,5
2,0
2,5
3,0
П римечания: 1. По-
Поковки, наибольший габаритный
размер которых более 1000 мм,
перед обработкой резанием под-
подвергают правке.
2. В поковках типа коленча-
коленчатых, распределительных и тор-
торсионных валов, а также полу-
полуосей, если их длина превышает
1000 мм, допускаемые радиаль-
радиальные биения назначают из рас-
расчета 3 мм на 1 м длины. Поковки
подвергают правке.
В поковках, изготовляемых на гори-
горизонтально-ковочных машинах, вели-
величина заусенца в плоскости разъема
полуматриц по высоте не должна
превышать удвоенной величины за-
заусенца, определяемого по табл. 5 и 6.
Заусенцы на необрабатываемых по-
поверхностях поковок удаляют по тре-
требованию потребителя.
Допуски несоосности намечаемых в
поковках отверстий и внешних кон-
контуров поковки определяют по табл. 9.
Эти допуски не зависят от других,
допусков и являются дополнением
к ним. При этом допуски, приведенные
в табл. 9, обусловливают отклонение
оси отверстия со стороны входа пуан-
пуансона.
Допуски на изогнутость, неплоско-
неплоскостность и непрямолинейность (для
плоских поверхностей), а также на
радиальные биения (для цилиндриче-
22
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
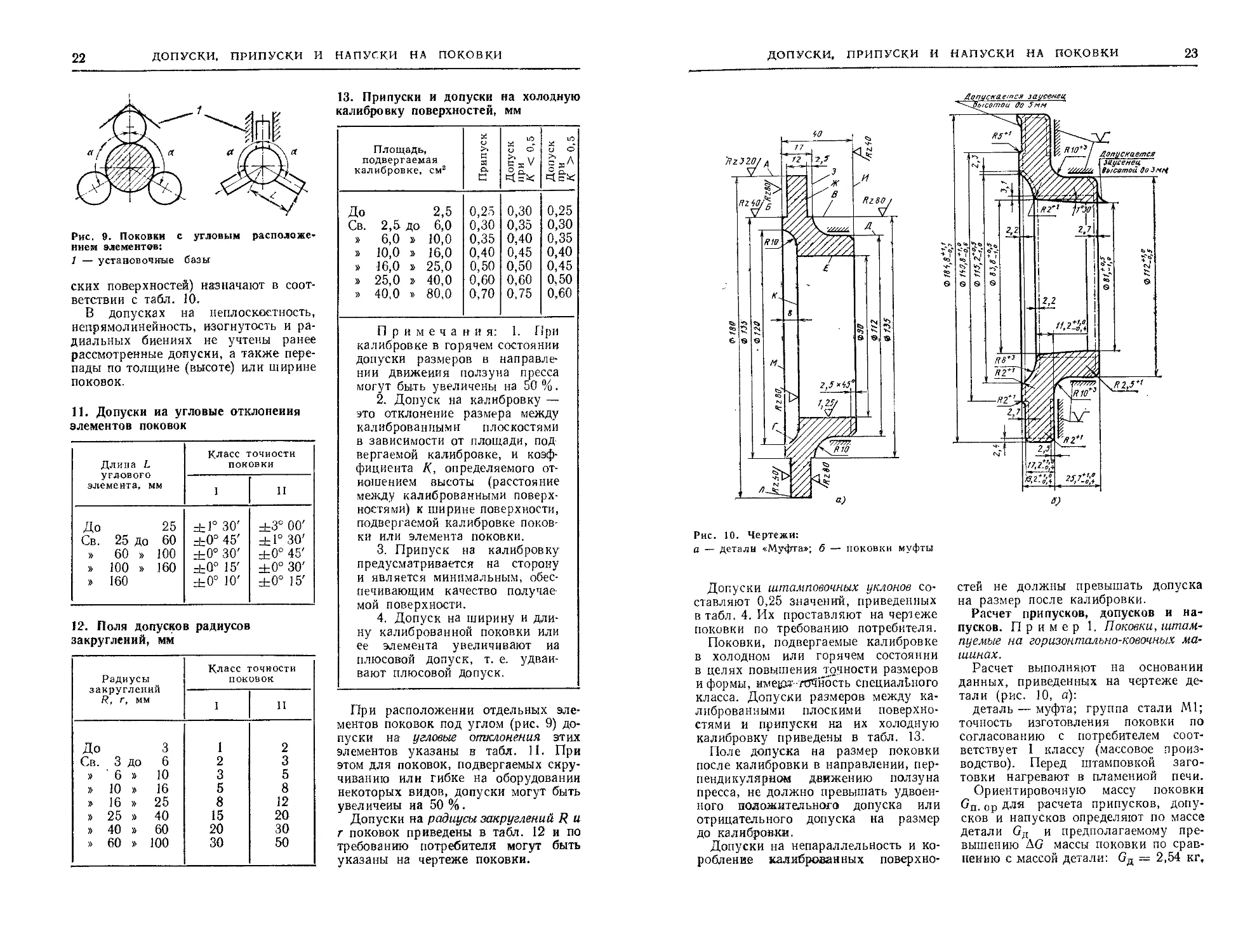
13. Припуски и допуски на холодную
калибровку поверхностей, мм
Рис. 9. Поковки
ниеи элементе»:
/ — установочные
; угловым расположе-
базы
ских поверхностей) назначают в соот-
соответствии с табл. 10.
В допусках на неплоскоетность,
непрямолинейность, изогнутость и ра-
радиальных биениях не учтены ранее
рассмотренные допуски, а также пере-
перепады по толщине (высоте) или ширине
поковок.
11. Допуски иа угловые отклонения
элементов поковок
Дл и н a L
элемента, мм
До
Св. 25 до
» 60 »
» 100 »
» 160
25
60
100
160
Класс точности
поковки
1
±]°30'
±0° 45'
+0° 30'
±0° 15'
±0° 10'
и
гНЗ°
+1°
+0°
+0°
±0°
00'
30'
45'
30'
15'
12. Поля допусков радиусов
закруглений, мм
Радиусы
закруглений
R, г, мм
До 3
Св. 3 до 6
» ' 6 » 10
» 10 » 16
» 16 » 25
» 25 » 40
» 40 » 60
» 60 » 100
Класс точйости
поковок
1
1
2
3
5
8
15
20
30
и
2
3
5
8
12
20
30
50
Площадь,
подвергаемая
калибровке, см2
До
Св.
2,5 до
6,0 »
10,0 »
¦16,0 »
25,0 »
40,0 »
2,5
6,0
10,0
16,0
25,0
40,0
80,0
S
О.
С
0,25
0,30
0,35
0,40
0,50
0,60
0,70
5 О
С 5! V
0,30
0,35
0,40
0,45
0,50
0,60
0,75
0,25
0,30
0,35
0,40
0,45
0,50
0,60
Примечания: 1. При
калибровке в горячем состоянии
допуски размеров в направле-
направлении движения ползуна пресса
могут быть увеличены на 50 %.
2. Допуск на калибровку —
это отклонение размера между
калиброванными плоскостями
в зависимости от площади, под
вергаемой калибровке, и коэф-
коэффициента К, определяемого от-
отношением высоты (расстояние
между калиброванными поверх-
поверхностями) к ширине поверхности,
подвергаемой калибровке поков-
поковки или элемента поковки.
3. Припуск на калибровку
предусматривается на сторону
и является минимальным, обес-
обеспечивающим качество получае-
получаемой поверхности.
4. Допуск на ширину и дли-
длину калиброванной поковки или
ее элемента увеличивают иа
плюсовой допуск, т. е. удваи-
удваивают плюсовой допуск.
При расположении отдельных эле-
элементов поковок под углом (рис. 9) до-
допуски на угловые отклонения этих
элементов указаны в табл. II. При
этом для поковок, подвергаемых скру-
скручиванию илн гибке на оборудовании
некоторых видов, допуски могут быть
увел ичеиы иа 50 %.
Допуски на радиусы закруглений R и
г поковок приведены в табл. 12 и по
требованию потребителя могут быть
указаны на чертеже поковки.
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
23
Допускается заусе-нещ
J^~~~~^bjсотой Зо 3мм
'V'-'A
isf.ft
V
Рис. 10. Чертежи:
а — детали «Муфта»; б — поковки муфты
Допуски штамповочных уклонов со-
составляют 0,25 значений, приведенных
в табл. 4. Их проставляют на чертеже
поковки по требованию потребителя.
Поковки, подвергаемые калибровке
в холодном или горячем состоянии
в целях повышения точности размеров
и формы, имерг-твЧность специального
класса. Допуски размеров между ка-
калиброванными плоскими поверхно-
поверхностями и припуски на их холодную
калибровку приведены в табл. 13.
Поле допуска на размер поковки
после калибровки в направлении, пер-
перпендикулярном движению ползуна
пресса, не должно превышать удвоен-
удвоенного положительного допуска или
отрицательного допуска на размер
до калибровки.
Допуски на непараллельность и ко-
коробление калиброванных поверхно-
поверхностей не должны превышать допуска
на размер после калибровки.
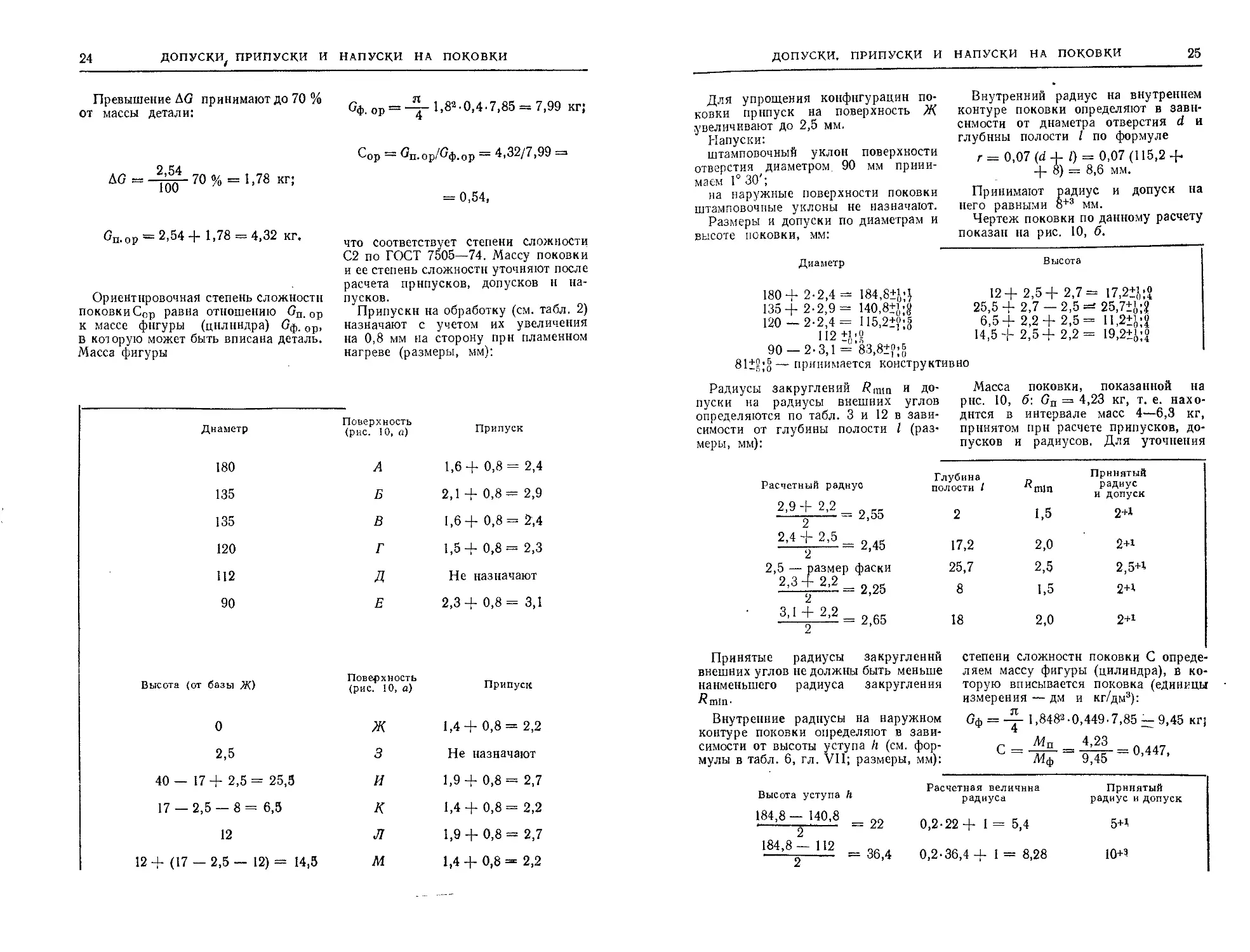
Расчет припусков, допусков и на-
напусков. Пример 1. Поковки, штам-
штампуемые на горизонтально-ковочных ма-
машинах.
Расчет выполняют на основании
данных, приведенных на чертеже де-
детали (рис. 10, а):
деталь — муфта; группа стали Ml;
точность изготовления поковки по
согласованию с потребителем соот-
соответствует I классу (массовое произ-
производство). Перед штамповкой заго-
заготовки нагревают в пламенной печи.
Ориентировочную массу поковки
Ga. op Для расчета припусков, допу-
допусков и напусков определяют по массе
детали Од и предполагаемому пре-
превышению ДО массы поковки по срав-
сравнению с массой детали: Ga = 2,54 кг.
24 ДОПУСК^ ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
Превышение ДО принимают до 70 % „ _ л _
от массы детали: Ч>. ор — —;р l.e-1-0,4-7,85 — /,99 кг,
ДО =-^-70% = 1,78 кг;
Сор =
= 4,32/7,99 =
0,54,
<5п.ор = 2,54 + 1,78 = 4,32 кг.
Ориентировочная степень сложности
поковки Сор равна отношению <3П. ор
к массе фигуры (цилиндра) <5ф. ор,
в которую может быть вписана деталь.
Масса фигуры
что соответствует степени сложности
С2 по ГОСТ 7505—74. Массу поковки
и ее степень сложности уточняют после
расчета припусков, допусков н на-
напусков.
Припуски на обработку (см. табл. 2)
назначают с учетом их увеличения
на 0,8 мм иа сторону прн пламенном
нагреве (размеры, мм):
Диаметр
180
135
135
120
112
90
Поверхность
(рис. 10, а)
А
Б
В
Г
д
Е
Припуск
1,6+ 0,8= 2,4
2,1 + 0,8= 2,9
1,6+ 0,8= 2,4
1,5+ 0,8= 2,3
Не назначают
2,3+ 0,8= 3,1
Высота (от базы
0
2,5
40—17+2
17 — 2,5 — 1
12
12+ A7 — 2,5-
Ж)
,5 = 25,3
3= 6,5
- 12) = 14,5
Поверхность
(рис. 10, а)
Ж
3
и
к
л
м
Припуск
1,4+ 0,8= 2,2
Не назначают
1,9+0,8 =
1,4+0,8 =
1,9 + 0,8 =
1,4 + 0,8 =
= 2,7
= 2,2
= 2,7
= 2,2
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
25
Для упрощения конфигурации по-
поковки припуск на поверхность Ж
увеличивают до 2,5 мм.
Напуски:
штамповочный уклон поверхности
отверстия диаметром. 90 мм приии-
маем 1 30 ;
на наружные поверхности поковки
штамповочные уклоны не назначают.
Размеры и допуски по диаметрам и
высоте поковки, мм:
Диаметр
Внутренний радиус на внутреннем
контуре поковки определяют в зави-
зависимости от диаметра отверстия d и
глубины полости / по формуле
г = 0,07 (d + I) = 0,07 A15,2 +
+ 8) = 8,6 мм.
Принимают радиус и допуск на
него равными 8+3 мм.
Чертеж поковки по данному расчету
показан на рис. 10, б.
Высота
180+ 2-2,4= 184,8+Ы 12+ 2,5+ 2,7= 17,2+.J:°
135 + 2-2,9 = 140,8iJ;g 25,5 + 2,7 — 2,5 =* 25,7±J;2
120 — 2-2,4= U5,2±?-5 6,5+2,2+2,5= 11,2+2,'i
112±ьо 14,5+ 2,5+ 2,2= 19,2+1,'°
90 — 2-3,1= 83,8±°:(;
1i§jo— принимается конструктивно
Радиусы закруглений Rma и до-
допуски на радиусы внешних углов
определяются по табл. 3 и 12 в зави-
зависимости от глубины полости / (раз-
(размеры, мм):
Масса поковки, показанной на
рнс. 10, б: Оп = 4,23 кг, т. е. нахо-
находится в интервале масс 4—6,3 кг,
принятом прн расчете припусков, до-
допусков и радиусов. Для уточнения
Расчетный раднуо
2,9+ 2,2
2,4 + 2,5
2
= 2,55
= 2,45
2,5 — размер фаски
2'3+2'2=2,25
2
3,1 + 2,2
2
= 2,65
Глубина
полости /
2
17,2
25,7
8
18
1.5
2,0
2,5
1,5
2,0
Принятый
радиус
и допуск
2+1
2,5+1
2+*
2+1
Принятые радиусы закруглений степени сложности поковки С опреде-
внешних углов не должны быть меньше ляем массу фигуры (цилиндра), в ко-
нанменьшего радиуса закругления торую вписывается поковка (единицы
Rmm- измерения — дм и кг/дм3):
Внутренние радиусы на наружном
контуре поковки определяют в зави-
, = — 1,8482-0,449-7,85 — 9,45 кг]
симости от высоты уступа h (см. фор-
формулы в табл. 6, гл. VII; размеры, мм):
С =
Мп _ 4,23
Мф ~~ 9,45
= 0,447,
Высота уступа ft
184,8— 140,8
184,8— 112
2
22
Расчетная величина
радиуса
0,2-22+ I = 5,4
= 36,4 0,2-36,4+ I = 8,28
Принятый
радиус и допуск
5+1
Ю+з
26
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
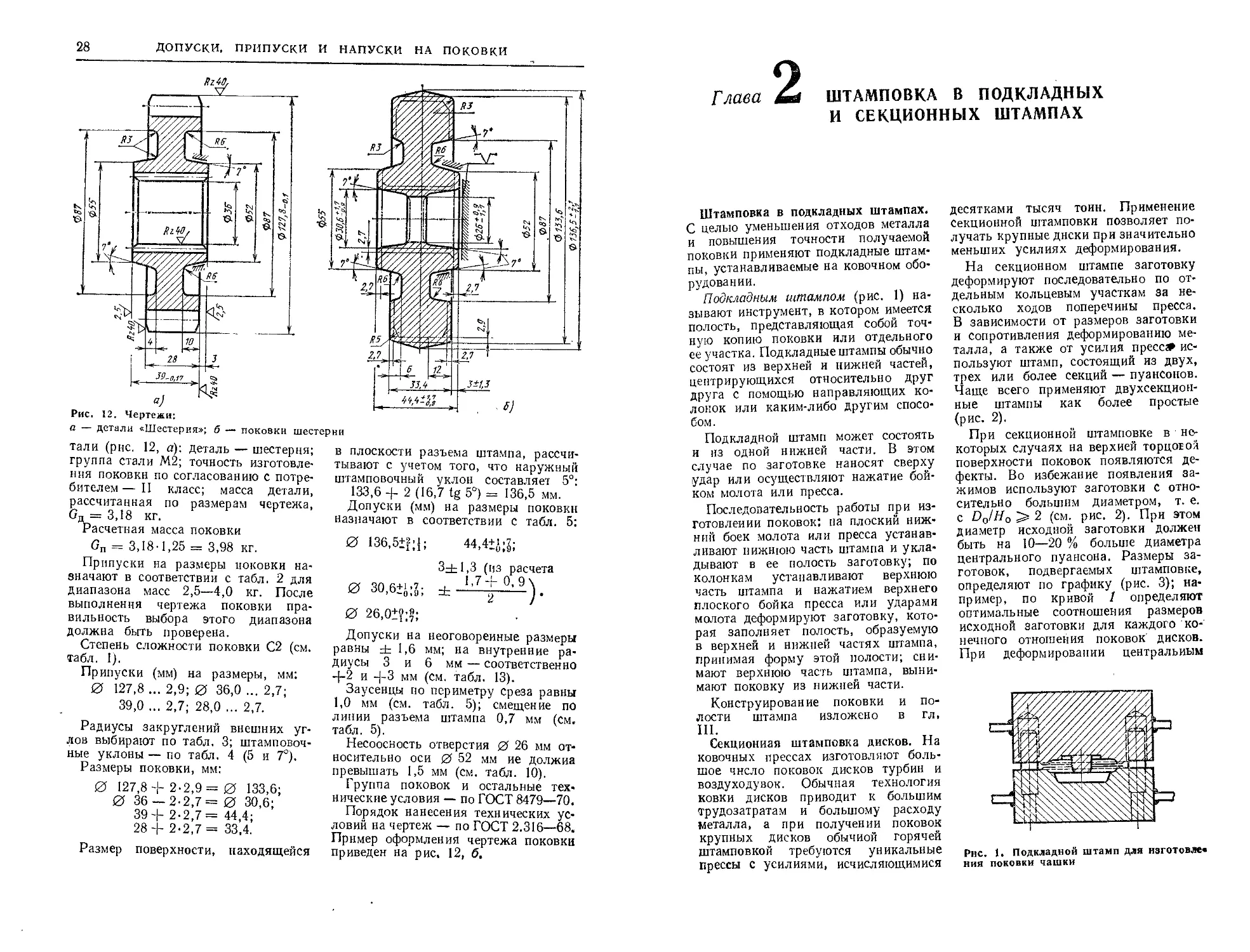
Рнс. П. Чертежи:
а — детали «Блок шестерен»; б — поковки блока шестерен
т. е. находится в интервале значений
0,32—0,63, принятом при расчете при-
припусков и допусков.
Заусенцы в плоскости разъема ма-
матриц 1,0-2 = 2 мм (см. табл. 6).
Смещение по плоскости разъема
матриц 0,6 мм (см. табл. 6).
Допускаемая высота торцовых за-
заусенцев для 0184,4 мм равна 5 мм;
для 0 81 мм — 3 мм (см. табл. 8).
Несоосность поверхности 0 81 мм
и поверхностей 0 112 мм и 0 184,8 мм
не более 1,2 мм.
Группа поковок— по ГОСТ 8479—70;
порядок изложения технических тре-
требований — по ГОСТ 2.316—68.
Пример 2. Поковки, штампуе-
штампуемые на молотах.
При расчете и назначении припу-
припусков, допусков и напусков за исход-
исходные принимают данные, приведенные
на чертеже детали (рис, 11, а):
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
27
деталь — блок шестерен; группа
стали М2;
точность изготовления поковки по
согласованию с потребителем соот-
соответствует II классу;
масса детали, рассчитанная по раз-
размерам чертежа, Од = 1,47 кг.
Расчетная масса поковки Gn =
= 1,47-1,25 = 1,84 кг.
Припуски (см. табл. 2) выбирают
с учетом того, что масса поковки на-
находится в диапазоне значений 1,6—
2,5 кг. После выполнения чертежа
поковки проверяют правильность вы-
выбора этого диапазона.
Степень сложности поковки С2 (см.
табл. 1).
Так как нагрев будет проводиться
в пламенной печи, припуски на сто-
сторону поковки массой до 2,5 кг увели-
увеличивают на 0,5 мм.
Радиусы закруглений внешних уг-
углов приведены в табл. 3.
Штамповочные уклоны (см. табл. 4)
принимают соответственно 7 и 10°.
Припуски (мм) на размеры (мм) (см.
табл. 2):
2,6+ 0,5 = 3,1;
2,6+ 0,5 = 3,1;
0 72
0 64
0 41 .
0 32 .
0 30
2,0+ 0,5 = 2,5;
2,0+ 0,5 = 2,5;
2,8+ 0,5 = 3,3;
на расстояние от базовой поверхно-
поверхности (от внешнего торца фланца диа-
диаметром 72 мм) до левого торца детали
124 — A9 + 7) = 98; 2,1 + 0,5 = 2,6;
на размер от базовой поверхности
до торца уступа
86 — 7 = 79; 2,9 + 0,5 = 3,4;
74; 2,1 +0,5= 2,6;
на размер от базовой поверхности
до внутреннего торца малого фланца
74 — 16 = 58; 2,1 + 0.5 = 2,6;
на размер от базовой поверхности
До правого торца детали
7 + 19 = 26; 2,0 + 0,5 = 2,5;
16; 2,0 + 0,5 = 2,5.
Размеры поковки, мм:
0 72+ 2-3,1 = 0 78,2;
0 64 + 2-3,1 = 0 70,2;
0 41 + 2-2,5 = 0 46,«0;
0 32+2-2,5=0 37,0;
0 30 + 2-3,3= 0 36,6;
98+ 2,5 + 2,6= 103,1;
79 + 3,4 + 2,5 = 84,9;
74 + 2,5 + 2,6 = 79,1;
58 + 2,5 — 2,6 = 57,9;
26 + 2,5 — 2,5 = 26,0;
16 + 2-2,5 = 21,0.
Допуски (мм) на размеры поковки
принимаем по табл. 5:
0 78,2iJ:J; 103,I±J:fc
0 46,0±i;|; 79,1+1:3;
0 37,0+j;|; 57,9±1,2;
0 36,6+l:|; 26,0±l,2;
Допуски на неоговоренные размеры
±1,4 мм.
Допуски (мм) на внутренние ра-
радиусы закруглений (см. табл. 12):
R5+3; RJO+*.
Величина заусенца по периметру
среза и смещение по линии разъема
штампа равны соответственно 0,9 и
0,6 мм (см. табл. 5).
Допускаемое радиальное биение по-
поверхностей 0 78,2 мм и 0 70,2 мм
относительно оси поверхности
0 36,6 мм в соответствии с табл. 9
равно 0,6 мм.
Группа поковок и другие техниче-
технические условия — по ГОСТ 8479—70.
Порядок нанесения технических усло-
условий на чертеж — «о ГОСТ 2.316—68.
Оформление чертежа поковки по-
показано на рис. 11,6.
Расчет массы поковки после выпол-
выполнения ее чертежа показывает, что
масса поковки после назначения всех
припусков, напусков и допусков с
учетом 0,5 положительного допуска
составит 2,4 кг, т. е. остается в преж-
прежнем диапазоне, и перерасчета при-
припусков и допусков ие требуется.
Пример 3. Поковки, штампуе-
штампуемые на кривошипных горячештампо-
вочных прессах.
Расчет выполняют на основании
данных, приведенных на чертеже де-
28
ДОПУСКИ, ПРИПУСКИ И НАПУСКИ НА ПОКОВКИ
Рис. 12. Чертежи:
а — детали «Шестерня»; б — поковки шестерни
тали (рис. 12, а): деталь — шестерня;
группа стали М2; точность изготовле-
изготовления поковкн по согласованию с потре-
потребителем — II класс; масса детали,
рассчитанная по размерам чертежа,
Gnj= 3,18 кг.
Расчетная масса поковки
Сп = 3,18-1,25 = 3,98 кг.
Припуски на размеры поковки на-
вначают в соответствии с табл. 2 для
диапазона масс 2,5—4,0 кг. После
выполнения чертежа поковки пра-
правильность выбора этого диапазона
должна быть проверена.
Степень сложности поковки С2 (см.
табл. 1).
Припуски (мм) на размеры, мм:
0 127,8 ...2,9; 0 36,0... 2,7;
39,0 ... 2,7; 28,0 ... 2,7.
в плоскости разъема штампа, рассчи-
рассчитывают с учетом того, что наружный
штамповочный уклон составляет 5°:
133,6 -(- 2 A6,7 tg 5°) = 136,5 мм.
Допуски (мм) на размеры поковкн
назначают в соответствии с табл. 5:
0
0
44,4±';V;
3-ь 1,3 (из расчета
Радиусы закруглений внешних уг-
углов выбирают по табл. 3; штамповоч-
штамповочные уклоны — по табл. 4 E и 7°).
Размеры поковки, мм:
0 127,8+ 2-2,9= 0 133,6;
0 36 — 2-2,7= 0 30,6;
39+ 2-2,7= 44,4;
28+ 2-2,7= 33.4.
Размер поверхности, находящейся
Допуски на неоговоренные размеры
равны ± 1,6 мм; на внутренние ра-
радиусы 3 и 6 мм — соответственно
+2 и +3 мм (см. табл. 13).
Заусенцы по периметру среза равны
1,0 мм (см. табл. 5); смещение по
линии разъема штампа 0,7 мм (см,
табл. 5).
Несоосность отверстия 0 26 мм от-
относительно оси 0 52 мм ие должна
превышать 1,5 мм (см. табл. 10).
Группа поковок и остальные тех-
технические условия — по ГОСТ 8479—70.
Порядок нанесения технических ус-
условий на чертеж — по ГОСТ 2.316—68.
Пример оформления чертежа поковки
приведен на рис, 12, б.
Глава
2
ШТАМПОВКА В ПОДКЛАДНЫХ
И СЕКЦИОННЫХ ШТАМПАХ
Штамповка в подкладных штампах.
С целью уменьшения отходов металла
и повышения точности получаемой
поковки применяют подкладные штам-
штампы, устанавливаемые на ковочном обо-
оборудовании.
Подкладным штампом (рис. 1) на-
называют инструмент, в котором имеется
полость, представляющая собой точ-
точную копию поковки или отдельного
ее участка. Подкладные штампы обычно
состоят из верхней и нижней частей,
центрирующихся относительно друг
друга с помощью направляющих ко-
колонок или каким-либо другим спосо-
способом.
Подкладной штамп может состоять
и из одной нижней части. В этом
случае по заготовке наносят сверху
удар или осуществляют нажатие бой-
бойком молота или пресса.
Последовательность работы при из-
изготовлении поковок: на плоский ниж-
нижним боек молота или пресса устанав-
устанавливают нижнюю часть штампа и укла-
укладывают в ее полость заготовку; по
колонкам устанавливают верхнюю
часть штампа и нажатием верхнего
плоского бойка пресса или ударами
молота деформируют заготовку, кото-
которая заполняет полость, образуемую
в верхней и нижней частях штампа,
принимая форму этой полости; сни-
снимают верхнюю часть штампа, выни-
вынимают поковку из нижней части.
Конструирование поковки и по-
полости штампа изложено в гл,
III.
Секционная штамповка дисков. На
ковочных прессах изготовляют боль-
большое число поковок дисков турбин и
воздуходувок. Обычная технология
ковки дисков приводит к большим
трудозатратам и большому расходу
металла, а при получении поковок
крупных дисков обычной горячей
штамповкой требуются уникальные
прессы с усилиями, исчисляющимися
десятками тысяч тонн. Применение
Секционной штамповки позволяет по-
получать крупные диски при значительно
меньших усилиях деформирования.
На секционном штампе заготовку
деформируют последовательно по от-
отдельным кольцевым участкам за не-
несколько ходов поперечины пресса.
В зависимости от размеров заготовки
и сопротивления деформированию ме-
металла, а также от усилия пресс* ис-
используют штамп, состоящий из двух,
трех или более секций — пуансонов.
Чаще всего применяют двухсекцион-
двухсекционные штампы как более простые
(рис. 2).
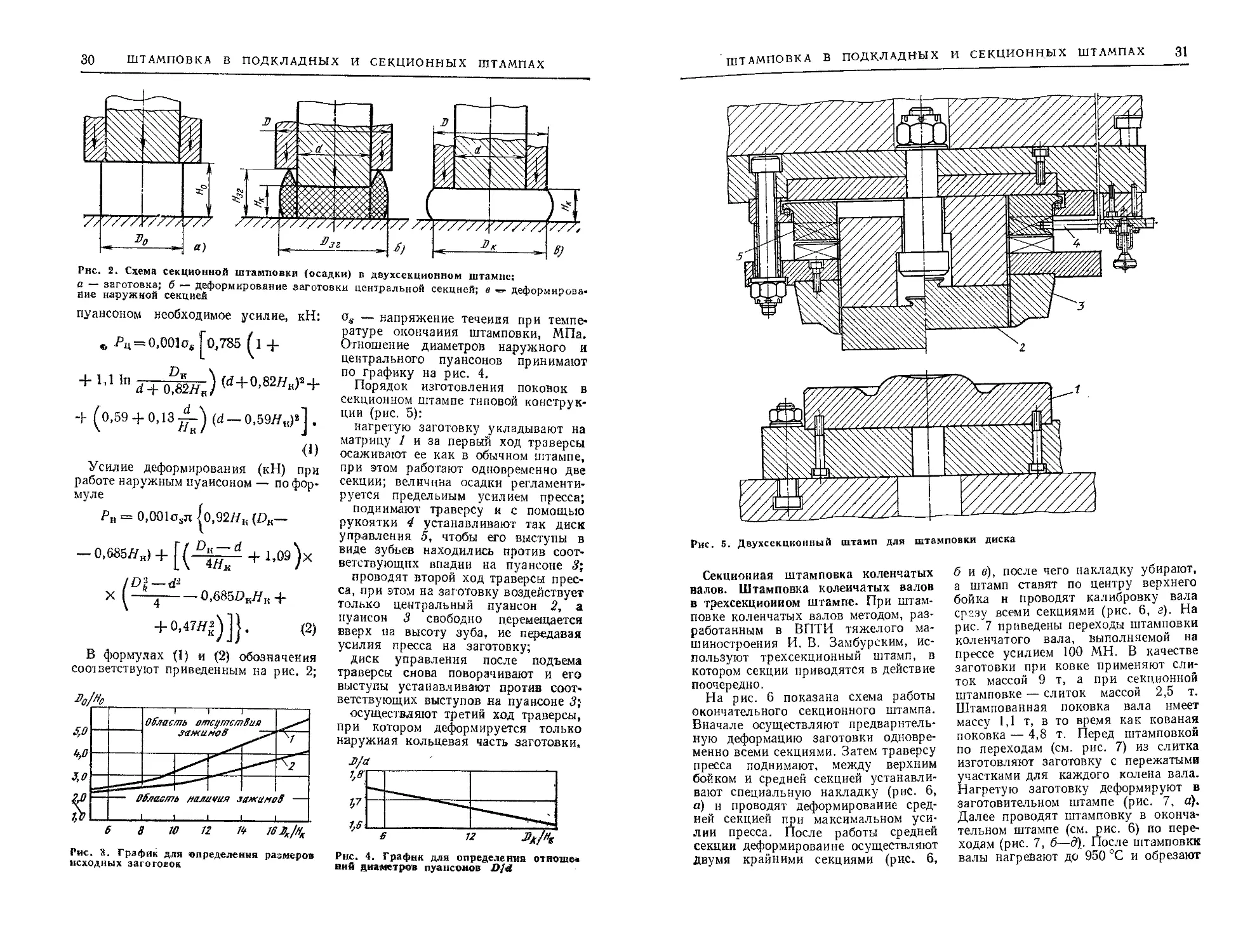
При секционной штамповке в не-
некоторых случаях на верхией торцоЕол
поверхности поковок появляются де-
дефекты. Во избежание появления за-
зажимов используют заготовки с отно-
относительно большим диаметром, т. е.
с Do/Ho ^з= 2 (см. рис. 2). При этом
диаметр исходной заготовки должен
быть на 10—20 % больше диаметра
центрального пуансона. Размеры за-
заготовок, подвергаемых штамповке,
определяют по графику (рис. 3); на-
например, по кривой / определяют
оптимальные соотношения размеров
исходной заготовки для каждого ко-
конечного отношения поковок дисков.
При деформировании центральным
Рнс. 1. Подкладной штамп для нзготовле»
ния поковки чашки
30
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
Рнс. 2. Схема секционной штамповки (осадки) в двухсекционном штампе;
о — заготовка; 6 — деформирование заготовки центральной секцией; в •» деформирова-
деформирование наружной секцией
Оц — напряжение течения при темпе-
температуре окончания штамповки, МПа.
Отношение диаметров наружного и
центрального пуансонов принимают
по графику на рис. 4.
Порядок изготовления поковок в
секционном штампе типовой конструк-
конструкции (рис. 5):
нагретую заготовку укладывают на
матрицу / и за первый ход траверсы
осаживают ее как в обычном штампе,
при этом работают одновременно две
секции; величина осадки регламенти-
регламентируется предельным усилием пресса;
поднимают траверсу и с помощью
рукоятки 4 устанавливают так диск
управления 5, чтобы его выступы в
виде зубьев находились против соот-
соответствующих впадин на пуансоне 3',
проводят второй ход траверсы прес-
пресса, при этом на заготовку воздействует
только центральный пуансон 2, а
пуансон 3 свободно перемещается
вверх на высоту зуба, ие передавая
усилия пресса на заготовку;
диск управления после подъема
траверсы снова поворачивают и его
выступы устанавливают против соот-
соответствующих выступов на пуансоне 3\
осуществляют третий ход траверсы,
при котором деформируется только
наружная кольцевая часть заготовки.
5,0
3,0
пуансоном необходимое усилие, кН:
0,785 A -j-
>¦
DK \
+ 1,1 In j-p-q-§2J7~ ) (<2+0*82#кK+
* к
-(- ^0,59 + 0,13—j (d_ o,59#,,)8j .
A)
Усилие деформирования (кН) при
работе наружным пуансоном — по фор-
формуле
|к (DK—
i-i,
X
Dk—
B)
В формулах A) и B) обозначения
соответствуют приведенным на рис. 2;
=
1 1
д$Лйсть ятсутс/г
Вия
">
—--
V
11111
w
П
16ЛК/НК
и
Рис. 8. График для определения размеров Рнс. 4. График для определения отноше»
ИСХОДНЫХ загОГОЕОК ИиЯ ¦шчипо. nvonraum пи
ний диаметров пуансонов Did
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
31
Рис. 5. Двухсекционный штамп для штамповки диска
Секционная штамповка коленчатых
валов. Штамповка коленчатых валов
в трехсекциоииом штампе. При штам-
штамповке коленчатых валов методом, раз-
разработанным в ВПТИ тяжелого ма-
машиностроения И. В. Замбурским, ис-
используют трех секционный штамп, в
котором секции приводятся в действие
поочередно.
На рис. 6 показана схема работы
окончательного секционного штампа.
Вначале осуществляют предваритель-
предварительную деформацию заготовки одновре-
одновременно всеми секциями. Затем траверсу
пресса поднимают, между верхним
бойком и средней секцией устанавли-
устанавливают специальную накладку (рис. 6,
а) н проводят деформирование сред-
средней секцией при максимальном уси-
усилии пресса. После работы средней
секции деформироваине осуществляют
двумя крайними секциями (рис. 6,
бив), после чего накладку убирают,
а штамп ставят по центру верхнего
бойка н проводят калибровку вала
сразу всеми секциями (рис. 6, г). На
рис. 7 приведены переходы штамповки
коленчатого вала, выполняемой на
прессе усилием 100 МН. В качестве
заготовки при ковке применяют сли-
слиток массой 9 т, а при секционной
штамповке — слиток массой 2,5 т.
Штампованная поковка вала имеет
массу 1,1 т, в то время как кованая
поковка — 4,8 т. Перед штамповкой
по переходам (см. рис. 7) из слитка
изготовляют заготовку с пережатыми
участками для каждого колена вала.
Нагретую заготовку деформируют в
заготовительном штампе (рис. 7, а).
Далее проводят штамповку в оконча-
окончательном штампе (см. рис. 6) по пере-
переходам (рис. 7, б—(Э). После штамповкк
валы нагревают до 950 °С и обрезают
32
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
33
ленд т.,
¦¦; -„ „ ¦¦ -
зп—п—п~
Рис. 6. Секционный штамп для штамповки коленчатого вала:
а — штамповка средней секцией; б — штамповка правой секцией; в — штамповка левой
секцией; г — калибровка вала всеми секциями
облой в отдельном обрезном штампе
(рис. 7, е).
При секционной штамповке вала
для каждой секции необходимо усилие,
примерно равное 100 МН, а при обыч-
обычной штамповке потребовалось бы уси-
усилие 300 МН.
Штамповка в высадочном раздвиж-
раздвижном штампе. Схема процесса по спо-
способу фирмы Шнейдер—Крезо показана
на рис. 8. Заготовку зажимают на
участке коренных и шатунной шейки
одного колена вала (рис. 8, а), после
чего проводят высадку (рис. 8, б) И
CL—ДШШУ
Рис. 7. переходы штамповки коленчатого
вала:
о — заготовка после штамповки в за-
заготовительном штампе; б —д — штампов-
штамповка в секционном штампе; е — обрезка
облоя в обрезном штампе
Рис. 9. Схема штампа-установки клинового типа (продольный разрез) для штамповки
методом гибки с высадкой (конструкция ВИТИ)
Рис. 8. Схема процесса штамповки колен*
чатых валов в высадочном раздвижное
штампе
затем высадку с одновременной гиб-
гибкой (рис. 8, в). Как только будет полу-
получено одно колено, заготовку пере-
перемещают вдоль оси для изготовления
второго колена и одновременно раз-
разворачивают ее вокруг оси на угол
разворота колен. Осуществляют штам-
штамповку второго колена и т. д. Фланец
вала получают только высадкой, для
чего гибочный пуансон демонтируют
или отключают.
На поковках коленчатых валов,
изготовленных методом гибки с высад-
высадкой, волокна макроструктуры повто-
повторяют конфигурацию .коленчатого вала,
и последующая механическая обра-
обработка поковок не приводит к пере-
перерезанию волокон, что повышает уста-
усталостную прочность материала на 20—
25%.
Для штамповки коленчатых валов
методом гибки с высадкой применяют
специальные прессы нли специальные
штамп-установки к универсальным ги-
гидравлическим прессам, которые под-
подразделяют на клиновые (рис. 9),
рычажные и гидромеханические.
Штамп-установка является универ-
универсальной. В такой установке при замене
деформирующих частей можно штам-
штамповать .коленчатые валы нескольких
типоразмеров.
Нагретую до температуры ковки
заготовку / укладывают на подвиж-
подвижные секции 2 и 3 матрицы и прижим 4.
2 П/р Е. И. Семенова
При опускании верхней части штампа
секции 5 и 6 матрицы, а также пуан-
пуансон 7 фиксируют на колонках 8 и
направляющих 9. Пневмоцилиндрами
10 опорные пластины // перемещаются
к центру и включают в работу пальцы
12, которые передают усилие пресса
на секции 5 и 6 матрицы, соединяя
их с нижними секциями 2 и 3 ма-
матрицы. Проводят небольшой, подъем
клина, пневмоцилиндром перемещают
опорные пластины // от центра, тем
самым выключая пальцы, после чего
выполняют одновременно процесс гибки
с высадкой. По окончании штамповки
колена клин 13 вместе с верхними
секциями матрицы и пуансоном под-
поднимают.
Поковку удаляют из штампа, ра-
рабочие части штампа устанавливают
в исходном положении, заготовку укла-
укладывают для штамповки очередного
колена, и процесс повторяется. В штам-
штампах такой конструкции нижние сек-
секции матриц фиксируют с верхними
секциями на колонках, а усилие
пресса передается через клин иод
углом 24° 30' одновременно на верх-
верхние и нижние подвижные секции
матрицы, поэтому исключается воз-
возможность раскрытия этих секций и
обеспечивается зажим заготовки не-
непосредственно от давления клина.
Общая схема процесса штамповки
колена вала имеет вид: высадка (в)—
34
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
гибка с высадкой (г/в) — высадка (в) —
гибка с высадкой (г/в). Исключая одиу
или несколько операций из общей
схемы, получают пять основных схем
процесса, влияющих на форму щеки
колена коленчатого вала: в — г/в; г/в;
в — г/в — в; г/в — в; г/в — в — г/в.
Относительные величины большой
и малой осей щеки колена вала,
а также взаимосвязь между ними при
штамповке в открытом штампе опре-
определяются по формулам Маркина П. В.:
C)
вания щеки колена вала; А — большая
ось (высота) щеки поковки колена
вала; В — малая ось (ширина) щеки
поковки колена вала; 1\ — длина за-
заготовки после операции предвари-
предварительной высадки; Ьк — толщина щеки
паковки колена вала; Дь Дг — ве-
величина первой и второй гибки при
выполнении процесса по схеме г/в—
в—г/в] Ai -f- Д2 = Д — эксцентриси-
эксцентриситет коленчатого вала или расстояние
между осями коренной и мотылевой
шеек; ^ — толщина щеки поковки
колена вала после штамповки по
r! (Yt-OJcaej'tga)
,___„ . »
тЛ i (^1-0.7858! tga)» [7
У l+ «M^-^tga) 1Л
(^1-0.7858! tga)» [7yi-MgcM2
1Л )
J фг-QJS
785e2tga)
I
¦; D)
IV
? (Yt — 0,7858! tg a)
X
_
I 11
X
III'
Рк
E)
IV
где <р =
Л
d9
"—
В
8 =
— относительные параметры щеки ко-
колена вала и заготовки для формиро-
формирования указанной щеки; d3; l3—диа-
l3—диаметр и длина заготовки для формиро-
схемам в—г/в—в илн г/в—в; SB, Sv —
ходы соответственно высадки и гибки
при схеме процесса г/в; а = arctg -~.
В установках клинового типа а яв-
является углом клииа.
Формулы D) и E) состоят из четырех
многочленов, каждый из которых учи-
учитывает влияние отдельных операций
процесса на значения относительных
величии большой и малой осей щеки
поковки вала: многочлен I (I1)—пред-
(I1)—предварительной высадки; многочлен II
(II')—одновременной гибки с высадкой;
многочлен III (ИГ)—высадки после
ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ 35
¦иределения относительных размеров заготовок для выполне-
Рис. 10. Номограмма для определения относпсшппл Гш,,—г
Пия процесса высадка-гибка с высадкой (по П. В. Маркину)
ния процес
одновременной гибки с высадкой;
многочлен IV (IV)—гибки с высадкой
в конце комбинированного процесса
г/в—в—г/в. •
В табл. 1 приведены схемы формул
для пяти основных схем процессов.
Основной схемой штамповки ко-
коленчатых валов в специальных штам-
повых установках на универсальных
гидравлических прессах является про-
процесс: в—г/в. Для этого процесса
относительные параметры щеки ко-
колена вала могут быть определены по
номограмме (рис. 10).
Пример определения по номо-
номограмме относительных параметров ще-
щеки поковки дизельного коленчатого
вала № 2 — 200 001:
оптимальные параметры щеки по-
поковки вала:
А = 350 мм; В = 270 мм; Ьк = 80 мм;
Д = 150 мм;
2*
1. Схемы формул для пяти основных
процессов и уточненные значения
относительных параметров
Схема
процесса
в—г/в
г/в
в,-—г/в—в.
X X
г/в—в
(г/в)*—в—
(г/вJ
Схема фор-
формулы для
определения
ф н 01)
MI (Г-1Г)
П (Щ
I-II-III
(I'-II'-III')
II-III
(ИМИ')
IMIMV
(II'-III'-IV)
Уточнен-
Уточненные зна-
значения па*
раметров
для каж-
каждого про-
процесса
ej= e
?j= ?;
g_- :=: g
8j=8;
Pf = Рк
Vi- ?;
Bj = 8;
ft = R
Hi — Рк
36 ШТАМПОВКА В ПОДКЛАДНЫХ И СЕКЦИОННЫХ ШТАМПАХ
штамповку проводят в штамповой ос-
оснастке клинового типа с углом а =
= 30°; принимаем d3 = 200 мм;
оптимальные относительные размеры
щеки:
Фонт =1,75; т]опт=1,35; рк = 0,4;
е*= 0,75;
по формуле C) г|> = 0,95.
Так как при гибке с высадкой и зна-
значении а = 30° не будет получено тре-
требуемое значение 0К, процесс осуще-
осуществляют по схеме Высадка—гибка о
высадкой. Высадку проводят до г]),- =
= 0,83, что позволит при завершении
второй стадии процесса (гибки с вы-
высадкой) получить р„ = 0,4.
При заданных условиях (К = 1,07)
по номограмме ф= 1,77; t] = 1,32,
что близко к оптимальным размерам.'
В случае значительных отклонений
от оптимальных значений следует из-
изменить схему процесса и расчеты
повторить до получения значений па-
параметров щеки, близких к оптималь-
оптимальным.
Глава
3
ШТАМПОВКА
НА МОЛОТАХ
При разработке технологического
процесса необходимо:
сконструировать поковку и рассчи-
рассчитать ее массу;
определить способ штамповки (штам-
(штамповка перпендикулярно оси заготовки
или вдоль ее оси), а также группу и
подгруппу, к которой принадлежит
поковка по классификации молотовых
поковок;
выбрать переходы штамповки;
определить массу, форму и размеры
заготовки с учетом отходов;
сконструировать ручьи и выполнить
чертеж штампа;
определить массу падающих частей
штамповочного молота и выбрать мо-
молот;
составить технологическую карту
штамповки.
1. РАЗРАБОТКА ЧЕРТЕЖА
поковки
Исходной информацией для разра-
разработки чертежа поковки является' чер-
чертеж детали с.. указанными на нем
размерами, предельными отклонения-
отклонениями размеров, шероховатостью поверх-
поверхностей, маркой материала, Л устано-
установочными базами. Перед конструиро-
конструированием поковки необходимо устано-
установить условия эксплуатации детали,
технологию обработки после штам-
штамповки, а также возможность и ра-
рациональность:
изменения конструкции детали для
упрощения процесса штамповки;
увеличения шероховатости поверх-
поверхностей детали, несопрягаемых в про-
процессе эксплуатации с поверхностями
других деталей, для уменьшения объема
последующей обработки;
изготовления двух и более деталей
в одной поковке с последующим ее
разделением;
получения детали сваркой отдель-
отдельных поковок (рис. 1);
изготовления симметричной поков-
поковки, объединяющей две несимметрич-
несимметричные детали (рис. 2);
получения поковки комбинирова-
комбинированием штамповки на молоте с обра-
обработкой на других кузнечно-штампо-
вочных машинах (рис. 3);
замены обработки резанием кали-
калибровкой;
применения групповой поковки, из
которой обработкой резанием возможно
получать небольшие партии одинако-
одинаковых по форме, но различных по раз-
размерам деталей;
получения поковок в мало- и без-
облойных окончательных ручьях вме-
вместо штамповки в открытых ручьях
штампов;
штамповки поковок без уклонов
с последующим обжимом и правкой
при обрезке облоя и пробивке пере-
перемычки.
Разработка чертежа поковки со-
состоит в последовательном решении
Следующих вопросов:
выбор положения поверхности
разъема;
определение ориентировочной массы
ji©kotkh7~ назначение^ „пршпускбв на
обработку реза.нием^допусков_на изго-
изготовление поковки и внешних радиусов
поковки;
назначение напусков на отверстия
и проточки, внутренних- радиусов за-
закруглений и штамповочных уклонов;
проектирование наметок отверстии
и углублений;
построение линии разъема;
оформление чертежа поковки.
Поверхность разъема ;— это поверх-
поверхность, по которой сопрягаются верх-
верхняя и нижняя части штампа. В откры-
открытом штампе на этой поверхности преду-
предусматривают облойную канавку, за-
заполняемую вытекающим из ручья из-
избытком металла, образующим облой.
При выборе положения разъема не-
необходимо выполнить условия;
ШТАМПОВКА НА МОЛОТАХ
РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ
39
Рис. 2. Конструирование симметричной
поковки:
а — чертеж детали; б — чертеж по-
поковки; в — чертеж поковки, имеющей
центральную симметрию
поковка должна свободно удаляться
из верхней и .нижней частей штамаа,
для чего разъем располагают в_ пло-
плоскости "сечения поковки с наибольшим
периметром, что обеспечивает наи-
наименьшую глубину и наибольшую ши-
ширину ручья;
взаимное расположение поверхно-
поверхности разъема и поковки должно исклю-
исключать поднутрения Ба Соковых поверх-
поверхностях поковки;
ручьи ориентируют таким образом,
чтобы их заполнение осуществлялось
за счет осадки, а не выдавливания,
при этом полости иод тонкие и высокие
ребра, бобышки и приливы рекомен-
Рис. 3. Поковка рычага:
а — сфера, высаживаемая на горвзон-
тальио-ковочнои машине; 1Х — часть
яоковкн, подвергаемая валъц«»ке; 1г —•
часть поковки, штампуемая иа молоте
Рис. 4. Положение поверхности разъема:
а — правильное; б — неправильное; в —
смещенное для плоской круглой поковки;
г — смещенное для плоской удлиненной
в плане поковки; / — смещение половин
штампа; 2 — поверхность разъема
дуется располагать в верхней поло-
вжже штампа;
предпочтительно, чтобы поверхность
разъема пересекалась вертикальными
образующими поковки, что упрощает
контроль смещения частей штампа,
например, во время обрезки облоя
{рис. 4, а и б); для плоских поковок
разъем может быть смещен к верхней
поверхности (рис. 4, в и г);
для повышения прочности поковки
располагать разъем у поверхности,
занимающей крайнее верхнее или
крайнее нижнее положение, так как
перерезанные волокна облоя снижают
сопротивление разрушению под дей-
действием нагрузок и агрессивных сред
(рас. 5, а), или размещать в плоскости
разъема валик (рис. 5, б) с круговым
Рис. S. Повышение механических и
эксплуатационных качеств поковки:
а — смещением поверхности разъема;
й> — размещением валика в плоскости
разъема; в — р.асполож-ением волокол
в сеченни поковки; . г — расположение
волоков в сечении детали после частичного
удаления валика в процессе обработки
резанием; / — поверхность разъема
40
ШТАМПОВКА НА МОЛОТАХ
Рис. 6. Чертеж поковки:
Лиг — соответственно наружные н внутренние радиусы; а и Р —. соответственно на«
ружный и внутренний штамповочные уклоны; ?>п — диаметр поковки; Н — высота
поковки; Л н hB — глубина соответственно нижней и верхней наметок под отверстие
расположением волокон (рис. 5, в и г);
валик частично или полностью уда-
удаляют при последующей обработке ре-
резанием;*
поковка, штампуемая без облоя,
обладает лучшими эксплуатационными
качествами, так как отсутствуют пере-
перерезанные при удалении облоя волокна;
при неплоской поверхности разъема
горизонтальные сдвигающие усилия
компенсируют замками, направляю-
направляющими колонками, симметричным рас-
расположением двух неплоских поковок
или поворотом неплоской поковки
таким образом, чтобы концы ее ока-
оказались на одном уровне.
Припуски, допуски и внешние ра-
радиусы закруглений. В припусках для
последующей обработки должны быть
учтены: вмятины от окалины, слой
обезуглероженного металла, искаже-
искажения формы поверхности и другие воз-
возможные дефекты. .
.В допусках учитывают недощтам-
повку по высоте, колебание размеров
ручья штампа в результате износа,
сдвиг половин штампа, коробление
и ряд других факторов.
Припуски и допуски на стальные
поковки назначают по ГОСТ 7505—74.
Назначение допусков на размеры
поковок, штампуемых в закрытых
ручьях осадкой в торец, имеет ряд
особенностей кг выполняется в следу-
следующей последовательности:
под отверстие
выбирают по ГОСТ 7505—74 до-
допуски на размеры;
определяют объем поковки до макси-
максимальным "горизонтальным и минималь-
минимальным вертикальным ее размерам;
по объему поковки и с учетом угара
металла определяют минимальную дли-
длину заготовки из проката с учетом ниж-
нижнего отклонения размера поперечного
сечения;
установив допуск на длину заго-
заготовки, рассчитывают ее максимальный
объем; в расчете/ длину и размеры
поперечного сечения заготовки при-
принимают с положительными отклоне-
отклонениями;
находят разность объемов заготовки
(мйнтшальткото" "и" максимального)';
делением этой разности на площадь
проекции поковки на плоскость разъе-
разъема, получают значения отклонений
размеров поковки, от номинальных по
высоте, т. е. верхние отклонения
размеров, а нижнее отклонение при
этом остается таким, каким оно преду-
предусмотрено в ГОСТе.
Для получения более точных по
высоте поковок, штампуемых в закры-
закрытых штампах, заготовки сортируют
по массе.
При конструировании поковок преду-
предусматривают наружные радиусы - за-
круглеиий R (рис. 6) для. предотвра-
предотвращения концентрации напряжений в
образования разгарных трещин в уг-
РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ
41
Рис. 7. Уклоны)
а — смещенный; в — обратный; / —
направление действия выталкивающего
устройства
лах гравюры ручья штампа, снижения
усилий, необходимых для заполнения
углов и обеспечения плавного изме-
изменения направления волокон. Наимень-
Наименьшие значения R зависят от массы
поковки и глубины полости ручья.
Напуски (внутренние радиусы за-
закруглений, напуски на отверстия и
проточки, штамповочные уклоны). Ра-
Радиусы закругления внутренних углов
покШкй г (см. рис. 6) влияют иа усло-
условия течения металла, стойкость штампа
и качество поковок. Внутренние ра-
радиусы должны быть в 3-—4 раза больше
наружных радиусов, в противном слу-
случае возможно образование зажимов
или перерезание волокон.
Для глубоких наметок внутренний
радиус
Шш (О
во всех остальных случаях
• JL) 0,008Dn. B)
напуском отверстия, диаметр которых
ие превышает 30 мм.
Штамповочные уклоны облегчают
удаление поковки из ручья. Уклоны а
(см. рис. 6) назначают на наружные
поверхности поковки, которые при ос-
остывании отходят от стенок ручья;
уклоны р" назначают на поверхности,
охватывающие выступающие части
ручья. Максимально допустимые
штамповочные уклоны в соответствии
с ГОСТ 7505—74 составляют: для на-
наружных поверхностей — 7° и для вну-
внутренних — 10°. С целью унификации
режущего и измерительного инстру-
инструмента значения уклонов рекомендуется
выбирать из ряда, ,..°: 1, 3, 5, 7, 10,
12 и 15. Длины горизонтальных отрез-
отрезков, образуемых этими уклонами, при-
приведены в табл. 1. Следует унифициро-
унифицировать уклоны в каждой поковке.
Различают также уклоны смещен-
смещенный и обратный. При смещенном
уклоне (рис. 7, а) на одной стороне
ребра или выступающей части уклона
не предусматривают, а на другой
стороне уклон у имеет нормальное
или увеличенное значение, что позво-
позволяет экономить металл'при изготовле-
изготовлении поковок с невысокими ребрами
и получать поверхности, необрабаты-
необрабатываемые резанием. Обратный уклон
(рис. 7, б) существенно облегчает
последующую сборку изделия, но его
применение возможно лишь для той
В этих формулах Da — диаметр по-
поковки, мм.
Значения радиусов закруглений ре-
рекомендуется выбирать из ряда: 0,8; 1;
1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12,5; 15; 20;
25; 30 и стремиться к их унификации
(для одной поковки), так как это суще-
существенно снижает трудоемкость изго-
изготовления штампа и режущего инстру-
инструмента.
Проточки, расположенные в пло-
плоскостях, перпендикулярных к направ-
направлению перемещения, бабы молота, вы-
выступы и углубления, которые целе-
целесообразно выполнить при последу-
последующей обработке, закрывают напуском.
Изготовитель имеет право закрыть
Рнс. 8. Поковка, штампуемая без укло-
уклонов с последующей правкой:
а — поковка, спроектированная без
уклонов; б — поковка с естественными
уклонами, подвергаемая последующей
правке
42
ШТАМПОВКА НА МОЛОТАХ
1. Длины (мм) горизонтальных отрезков, образуемых
нормальными штамповочными уклонами
Высота
фигу-
фигуры, мм
Штамповочные уклоны, ...
10
12
15
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6
7
8
9
10
12
14
16
18
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
0,0175
0,0262
0,035
0,04375
0,0525
0,0612
0,07
0,07875
0,0875
0,09625
0,105
0,1225
0,14
0,1575
0,175
0,21
0,245
0,28
0,315
0,35
0,4375
0,525
0,6125
0,7
0,7875
0,875
0,9625
1,05
1,375
1,225
1,3125
1,4
1,4875
1,575
1,6625
1,75 i
0,0524
0,0785
0,1048
0,131
0,1572
0,1834
0,2096
0,2358
0,262
0,2882
0,3144
0,3668
0,4192
0,4716
0,524
0,6288
0,7336
0,8384
0,9432
1,048
1,31
1,572
1,834
2,096
2,358
2,62
2,882
3,144
3,406
3,668
3,93
4,192
4,454
4,716
4,978
5,24
0,0875
0,1312!
0,175
0,2188
0,2625
0,3063
0,350
0,3938
0,4375
0,4813
0,525
0,6125
0,70
0,7875
0,875
1,05
1,225
1,40
1,575
1,75
2,1875
2,625
3,0625
3,5
3,9375
4,375
4,8125
5,25
5,6875
6,125
6,5625
7,0
7,4375
7,875
8,3125
8,75
0,1228
0,1842
0,2456
0,307
0,3684
0,4298
0,4912
0,5526
0,614
0,6754
0,7368
0,8596
0,9824
1,1052
1,228
1,4736
1,7192
1,9648
2,2104
2,456
3,07
3,684
4,298
4,912
5,526
6,14
6,754
7,368
7,982
8,596
9,21
9,824
10,438
11,052
11,666
12,28
0,1763
0,2645
0,3526
0,4408
0,5289
0,6171
0,7052
0,7934
0,8815
0,9697
1,0578
1,2341
1,4104
1,5867
1,763
2,1156
2,4682
2,8208
3,1734
3,526
4,4075
5,289
6,1705
7,052
7,9335
8,815
9,6965
10,578
11,4595
12,341
13,2225
14,104
14,9855
15,867
16,7485
17,63
0,2126
0,3189
0,4252
0,5315
0,6378
0,7441
0,8504
0,9567
1,063
1,1693
1,2756
1,4882
1,7008
1,9134
2,126
2,5512
2,9764
3,4016
3,8268
4,252
0,5315
6,378
7,441
8,504
9,567
10,63
11,693
12,756
13,819
14,882
15,945
17,008
18,071
19,134
20,197
21,26
0,2679
0,4019
0,5358
0,6698
0,8037
0,9377
1,0716
1,2056
1,3395
1,4735
1,6074
1,8753
2,1432
2,4111
2,679
3,2148
3,7506
4,2864
4,822?
5,358
6,6975
8,037
9,3765
10,716
12,0555
13,395
! 4,7345
16,074
17,4135
18,753
20,0925
21,432
22,7715
24,111
25,4505
26,79
части поковки, которая располагается
в неподвижной половине штампа и
удаляется из нее под углом.
Отклонения поверхностей от верти-
вертикали не должны превышать: фх — 10°,
Ф — 15°. Радиус закругления увеличи-
увеличивают в 1,5 раза по сравнению с тради-
традиционным.
Экономию металла (до 10%) полу-
получают при изготовлении иоковок с есте-
естественными уклонами и последующей
их правкой. В этом случае чертеж
поковки, спроектированной без укло-
уклонов (вертикальные образующие кон-
контура имеют естественный уклон;
рис. 8, а), является окончательным
чертежом (рис. 8, б). При обрезке
облоя и пробивке перемычки поковку
подвергают правке.
Проектирование углублений и от-
отверстий. Практически возможно по-
получение наметок отверстии (см. рис. 6)
с диаметром основания
rfocB mm = 24 + 0,0625Dn, C)
где Da — диаметр поковки, мм.
РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ
43
г>
1
1
1
а
А
Ш.
ш.
1
I
ж
т
-с:
з)
Рис. 9. Перемычки в наметках отверстий и углубления:
а — плоская; б — с раскосом; в — с магазином; г — сдвоенная поковка;
детали; ж — перемычка с карманом; з — глухая наметка (углубление)
дне —*
Наметка верхним знаком делается
глубиной hb ^ docll; нижним знаком —
глубиной /гн <; 0,8dOCM. Минимальная
ширина кольцевого выступа поковки
определяется размером поковки:
ftlmm = 10 + 0,0625Dn. D)
Если ширина выступа Ьх > Ь1тт,
то этот выступ получают в поковке
при условии hlb\ <; 0,8. В противном
случае назначается напуск.
Толщина плоской перемычки
(рис. 9, а) может быть определена
либо по формуле
s = 0,45 Vdoca — 0,25A — 5 + 0,6,
E)
либо (рис. 10) с помощью табл. 2
(обозначения приведены на рис. 10).
При определении минимальной ши-
ширины ребер или выступов можно вос-
воспользоваться табл. 3.
При /г/^отв <1 0,4 вместо плоских
наметок рекомендуются наметки с рас-
раскосом (см. рис. 9, б), при этом тол-
толщина перемычки smIn = 0,65s, a
Smax = 1,35s, где s следует определять
так же, как и для плоской перемычки,
adj= 0,12dOTB + 3 мм.
Радиусы закруглений вершин иа-
меток в предварительном, а также
в окончательном ручьях, если штам-
штамповка проводится без предваритель-
предварительного ручья, рекомендуется определить
по формуле
гх = г -\- 0,1ft + 2 мм, F)
где г—внутренний радиус закругле-
закругления данной поковки, аи — глубина
наметки.
44
ШТАМПОВКА НА МОЛОТАХ
Рис. 10. Параметры круглых и
и удлиненных в плане поковок
с плоским дном или перемыч-
перемычкой
При штамповке с применением пред-
предварительного ручья с раскосом в окон-
окончательном ручье можно предусмотреть
плоскую наметку или наметку с ма-
магазином (см. рис. 9, в), причем радиус
закругления г2 должен быть вдвое
меньше соответствующего радиуса в
предварительном ручье, а размеры
Ао/2 и / перемычки определяют так
же, как и для нормальной облойной
канавки штампа для данной поковки.
С целью экономии металла вместо
магазина в перемычке можно штам-
2. Минимальная толщина s (мм) дна
или плоской перемычки удлиненных
или круглых в плане поковок
(см. рис, 10)
Ks или ds
До 25
25—40
Св. 40 до 63
» 63 » 100
» 100 » 160
» 160 » 250
» 250 » 400
» 400 » 630
П р и м е ч
= 0,5(^4- К
X (di-fd2).
ика < з
нли
hlds < 3
2
3
5
6
8
12
20
30
а и и е.
1/Кя > 3
нли
hlds > 3
3
4
6
8
10
16
25
40
Л'« =
2); ds=0,5X
повать поковку с соответствующими
габаритными размерами (см. рис. 9, г).
Для низких поковок при /i/d<C0,07
после штамповки в предварительном
ручье с плоской наметкой для
снижения усилия и повышения стой-
стойкости знаков окончательного ручья
рекомендуются иаметкн с карманом
(см. рис. 9, ж). После штамповки в
окончательном ручье карман должен
оставаться немного незаполненным.
При этом толщина перемычки S =
= 0,4 У^отп. глубина кармана Smax =
= 5S, а радиус скругления г, = 5/г.
Радиус г2 подбирают графически.
Если глубина намечаемого отвер-
отверстия h > l,7d0CH или после назначе-
назначения радиуса закругления, определен-
определенного по формуле гх = г -|- 0,lfr -f-
-j-- 2 мм, ие остается плоского участка,
то ограничиваются глухой наметкой
3. Минимальная ширина Ь (мм)
выступов (ребер) удлиненных
или круглых в плане поковок
(см рис. 10)
ft, ММ
До 10
10—16
Св. 16 до
», 25 »
25
40
ь
3
4
5
8
К
Си, 40
Св.
До
Св.
ДО .
мм
до 63
63
100
100
160
ь
\9,
20
РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ
45
Рис. П. Варианты размещения пере-
мычкн в наметке отверстия:
а — рекомендуемый; б — возможный!
е — нежелательный
(см. рис. 9, в). Радиус закругления
Глухой наметки
' G)
Для двусторонней иаметки реко-
рекомендуется смещать поверхность вну-
внутреннего разъема, а с ним и перемычку
по отношению к поверхности внеш-
внешнего разъема (рис. 11), что значительно
облегчает центрирование поковки в
окончательном ручье.
Линия разъема образуется на пере-
пересечении поверхности разъема с обра-
образующими (как наружными, так и вну-
внутренними) контура поковки.
При проеитировании линии разъема
рекомендуете^:
располагать линию разъема в одной
Плоскости, что упрощает конструкцию
обрезного штампа (в противном случае
усложняется конструкция обрезной
матрицы и возможно коробление по-
ковкн);
Рнс. 13. Варианты оформления линии
разъема на цилиндрическом торце по»
ковкн
корректировать уклоны и, возможно,
увеличить объем металла в напуске
при несимметричном расположеиии ли-
линии разъема относительно поковки
(рис. 12);
смещать линию разъема, чтобы по-
получить плоскость, а при изготовлении
штампа строганную поверхность вместо
фрезерованной или линию разъема, со-
состоящую из прямых линий, сопря-
сопрягаемых радиусами, вместо линии разъе-
разъема сложной конфигурации; смещать
линию разъема рекомендуется также
для получения более благоприятного
расположения волокон металла;
смещать внутреннюю линию разъема
относительно наружной, что повы-
повышает стойкость знаков и позволяет
лучше фиксировать заготовку в ручье.
У цилиндрического торца поковки,
ось которого лежит в плоскости разъе-
разъема, линию разъема следует строить
по I варианту (рис. 13) только при
изготовлении ручья штампа вдавли-
вдавливанием мастер-пуансона. В остальных
случаях рациональнее II вариант.
Прн штамповке в закрытом штампе
наружную линию разъема предусма-
предусматривают на боковой поверхности по-
поковки у ее верхней или нижней кром-
кромки, при этом штамповочные уклоны
Рнс. 12. Корректировка угла уклона при
несимметричном относительно поковки
расположении линии разъема
Рнс, 14. Положение внутренней и на-
наружной линий разъема в закрытом ручье
штампа
46
ШТАМПОВКА НА МОЛОТАХ
должны выть направлены в одну сто-
сторону. Внутреннюю линию разъема А
(рис. 14) следует располагать соот-
соответственно в 1,5—4 раза ближе к дну
плоскости ручья, чем к разъему штампа
Правила оформления чертежа по-
поковки. Чертеж поковки рекомендуется
составлять в масштабе 1:1. Исключе-
Исключения допустимы при вычерчивании по-
поковок простой формы или поковок,
размеры которых более 750 мм. Для
крупных поковок,, вычерчиваемых с
уменьшением, сложные сечения не-
необходимо вычерчивать в натуральную
величину. Поковки сложной формы
с размерами менее 50 мм рекомен-
рекомендуется изображать в масштабе 2:1,
яри этом наиболее характерные про-
проекции желательно повторить в мас-
масштабе 1:1.
Контуры готовой детали на чертеже
поковки следует вычерчивать штрих-
пунктирной или сплошной тонкой ли-
линией, наглядно показывающей на-
наличие припусков и напуское. Раз-
Размеры готовой детали можно проста-
проставить в скобках под размерами по-
поковки.
На чертеже можно не указывать
размеры для построения линии разъе-
разъема, припусков и напусков, а также
рекомендуется избегать простановки
размеров от линяй разъема, если она
не совпадает с осевой. Необходимо
указать установочные базы для об-
обработки резанием и от них проставить
размеры с допусками. Размерные ли-
линии для нанесения размеров поверк-
ностей с уклонами проводят от вер-
вершин уклонов. Размеры поковки про-
проставляют с учетом:
удобной проверки шаблонами раз-
размеров и формы поковки;
простоты разметки поковки при кон-
контроле;
удобной проверки припуска на чер-
чертеже;
В примечании к чертежу указы-
указывают: наименование (номер) поковки,
степень ее сложности, марку и группу
стали, точность изготовления, вид
нагрева, а также штамповочные ук-
уклоны и радиусы закруглений, не ука-
указанные на чертеже.
В соответствии с ГОСТ 8479—70
(иа поковки из конструкциоияой угле-
углеродистой и легированной сталей) и
ГОСТ 25054—81 (на поковки из кор-
коррозионно-стойких сталей и сплавов)
на чертеже поковки должны быть
изложены технические требования, рег-
регламентирующие отношения между по-
потребителем и изготовителем поковок.
В технических требованиях необхо-
необходимо указать: группу по видам испы-
испытаний, категорию прочности, вид термо-
термообработки, способ очистки поверхно-
поверхности, допускаемую величину остатков
облоя после обрезки, а также глубину
внешних дефектов и дефекты формы
(сдвиг, несоосность -отверстий и сече-
сечений, кривизну, коробление и т. п.).
По требованию потребителя в техни-
технические требования могут быть вклю-
включены указания мест маркировки, от-
отпечатка при испытании твердости,
вырезки образца для механических
¦испытаний и другие особые условия.
При этом рекомендуется:
место маркировки назначать на по-
поверхности, не контактирующей с об-
обрезным луансоиом и не обрабатывае-
обрабатываемой резанием;
место отпечатка твердости указать
на плоской поверхности, удобной для
зачистки, с учетом удобной укладки
поковки на прессе при определении
твердости.
2. КЛАССИФИКАЦИЯ
МОЛОТОВЫХ ПОКОВОК
В соответствии с классификацией,
приведенной в табл. 4, поковки под-
подразделяют на группы и подгруппы по
следующим признакам:
по способу штамповки: плашмя или
осадкой в торец;
по форме поковки и соотношению
ее основных размеров, влияющих на
выбор тех или иных заготовительных
ручьев или заготовительно-предвари-
тельных ручьев;
по форме поперечных сечений по-
поковки, обусловливающей характер
формоизменения при заполнении по-
полостей штамповочного ручья и необ-
необходимость применения заготовительно-
предварительных ручьев;
по формам главной оси поковки и
линии разъема, предопределяющим
применение особых заготовительных
ручьев или необходимость уравнове-
К.ЛАССИФИКАЦИЯ ПОКОВОК
Продолжение табл. 4
Подгруппы
Номер подгруппы;
основная характе-
характеристика поковок
Технологические
особенности изго-
изготовления поковок
Поковки типа
3. Удлиненные
в плане с пря-
прямой осью, имею-
имеющие фланец или
бурт, с неболь-
небольшой разницей
в площадях по-
поперечных сече-
иий на других
участках поков-
поковки (Fj > F2;
Р 2 « Fi>
Необходимы за-
заготовительные
операции: для по-
поковок типа А —
высадка фланца
или бурта; для
поковок типа Б
с большим объ-
объемом Уф флан-
па — высадка
фланца с предва-
предварительной - про-
протяжкой стержня
С фланцем относительно неболь-
небольшого объема
С фланцем большого объема
rf Ь Г}
4. С изогнутой
осью, у которых
главная ось (по-
(поковки типа А)
или линия разъ-
разъема (поковки ти-
типа Б) представ-
представляет собой кри-
кривую (ломаную)
линию.
При небольшом
.размере х поков-
поковки типа А могут
быть отнесены
к 5-й подгруп-
подгруппе типу А (по-
(поковки с от-
отростками); при
небольшом пере-
перепаде h (тип Б) —
Выполняют пере-
переходы (если они
необходимы) по
перераспределе-
перераспределению объема ис-
исходной заготов-
заготовки и гибку для
поковок типа А,
как правило,
в гибочиом
ручье штампа.
Для поковок ти-
типа Б гибку не
проводят, так как
заготовка изги-
изгибается в штампо-
штамповочных ручьях —
предварительном
и окончательном.
При штамповке
С кривой главной осью и с фор-
формой поперечного сечения: а —
простой; б— сложной
ГлиЬния ось 'Линия разъема
Ж
С кривой линией разъема и с формой попе-
поперечного сечения: а— простой; б— слож-
сложной
i
F
ч
Z
Ln
ft
к 1-й подгруппе;
при небольшом
z— к 5-й под-
подгруппе типу Б
(поковки с раз-
развилинами)
5. Удлиненные
с отростками
и развилинами;
с односторонне
смешанными эле-
элементами, что при-
приводит к плавно-
плавному или резкому
искривлению
главной оси по-
поковок (тип А):
с главной осью,
которая на неко-
некотором участке ас
проходит не по
телу поковки,
а между отдель-
отдельными ее элемен-
элементами, составляю-
составляющими развилину
(тип Б)
необходимо урав-
уравновешивать сдви-
сдвигающие усилия
(предусматри-
(предусматривается ' в конст-
конструкции штампа)
Кроме заготови-
заготовительных ручьев
применяют заго-
товительно-пред-
варительный ру-
ручей; для поковок
типа А — со спе-
специальным эле-
элементом, обеспе-
обеспечивающим после-
последующее получе-
получение отростка; для
поковок типа Б—
с рассекателем
для разгонки ме-
металла по направ-
направлению от оси а—с
к полости под
развилину
Для получения
поковок типа А
иногда применяют
формовочный ру
чей,чтобы сместить
металл в сторону
отростка. При зна-
значительной длине
х0 отростка при-
применяют также
штамповку в свер-
свернутом виде с по-
последующей (после
обрезки облоя)
разводкой
С вытянутой осью и отростком
С развилиной; могут быть отнесены
к 1-й подгруппе из-за значительной длины
развилины (/р'бр велико) или стержня
Продолжение табл. 4
ел
о.
Подгруппы
Поковки типа
Номер подгруппы;
основная характе-
характеристика поковок
Технологические
особенности изго-
изготовления поковок
6. Удлиненные
комбинированной
формы, изготов-
изготовляемые с расчле-
расчленением процесса
и комбинирова-
комбинированием агрегатов
в соответствии
со спецификой
отдельных участ-
участков поковки; мо-
могут быть приве-
приведены к 1—5-й
подгруппам при
изменении фор-
формы; после штам-
штамповки на молоте
штампуют на
других агрегатах
II
1, Круглые и
квадратные в пла-
плане; типа колец,
втулок, шестерен,
поршней, круг-
круглых фланцев диа-
диаметром в пла-
плане ?>п (тип А);
типа фланцев,
кожухов и кры-
крышек, квадратные
в плане FПХ
В соответствии
с формой и раз-
размерами отдель-
отдельных участков по-
поковки применяют
различные штам*
повочиые агрега-
агрегаты, наиболее от-
отвечающие требо-
требованиям рацио-
рациональной штам-
штамповки этих участ-
участков
Изготовляемые на штамповочном
молоте в сочетании с прессом
или специальными машинами
Изготовляемые на штамповочном молоте
в сочетании с горизонтально-ковочной ма-
машиной
А-Л
Элемент, полученный
Высадкой на [КМ
Элемент, получёйН&й.
щтанпоШй на Mf лоте
э
>
3
о
ш
7!
группа. Поковки, штампуемые вдоль оси заготовки (штамповка осадкой в торец)
TpY НГШПГНИРРТГ HP 1^П\/ТТТТ-,ТР 1Т1ТЯЛЯтт\ГР\А1>то С nr\cir\f\ тта_ S^nannQTuLTO шточтгтюп
X
Технологические
приемы сводятся
в основном к ком-
комбинированию та-
таких видов формо-
формоизменения, как
осадка, выдавли-
выдавливание и прошив-
прошивка
Круглые, штампуемые с преобла-
преобладанием осаживания и выдавлива-
выдавливания ме-
металла (а) ^
или оса-
жива-
живания и
прошив-1
кис раз- \^^^у а)
дачей -^^=^-
металла
Квадратные, штампуемые с преобладанием
осаживания и выдавливания металла (а)
или осаживания и прошивки с раздачей ме-
металла (б)
А-А повернуто
ХВП) или близ-
близкие к ним по
форме AП (й Вп;
тип Б)
2. Типа кресто-
крестовин, относящие-
относящиеся к типу А; по-
поковки круглые
и квадратные
в плане с различ-
различно расположен-
расположенными отростка-
отростками х0 (тип Б)
То же, что и для
1-й подгруппы
Типа крестовин с четырьмя сим-
симметрично расположенными от-
отростками одинаковой длины (а)
и вертикальными выступами (б)
С тремя симметрично расположенными от-
отростками (а) и с отростками различной
длины (б)
>
о
о
S
©
>
S
о
я
о
м
о
3. Типа стержня
с фланцем и
цилиндрическим
или коническим
стержнем без
впадин
Необходимы за-
заготовительные
операции: высаД-
ка фланца или
бурта —> для по-
поковок типа А;
протяжка в спе-
специальном Про-
Протяжном ручье
или высадка и
протяжка — для
поковок типа Б
с большим объ-
объемом фланца
С относительно небольшим
объемом фланца
гЬУр
Ш
С большим объемом фланца
52
ШТАМПОВКА НА МОЛОТАХ
5. Классификация штампов и область их применения
Типы
штам-
штампов
Область
применения
Схема штампа
одноручьевого
многоручьевого
От-
кры-
крытые
Закрепленные штампы
Штамповка на
штамповочных
молотах поковок
всех форм соглас-
согласно классифика-
классификации (см. табл. 4)
в условиях мас-
массового и крупно-
крупносерийного произ-
производства
За-
кры-
Штамповка на
штамповочных
молотах поковок
типа тел враще-
вращения (II группа)
или поковок
I группы с верти-
вертикальными стен-
стенками по их пери-
периметру в условиях
крупносерийного
и массового про-
производства
МОЛОТОВЫЕ ШТАМПЫ
53
Продолжение табл. 5
Типы
штампов
Область применения
Схема одноручьевого
штампа
Откры-
Открытые
Незакрепленные (подкладные) штампы
Штамповка на ковочных молотах в усло-
условиях средне- или мелкосерийного произ-
производства поковок:
относительно простой формы в однсм
окончательном ручье;
более сложной формы с применением
кованой заготовки или заготовки,
изготовленной в заготовителыгом
подкладном штампе
Закры-
Закрытые
То же, но для случаев, когда это обуслов-
обусловлено формой поковки
шивания сдвигающих усилии при
штамповке.
В зависимости от выбранного спо-
способа штамповки, в значительной сте-
степени определяющего характер техно-
технологическою процесса, различают две
группы молотовых поковок:
I группа — удлиненные и изогнутые
поковки, штампуемые перпендику-
перпендикулярно оси заготовки (штамповка
плашмя); для этих поковок харак-
характерна значительная величина отноше-
отношения их длины к средней ширине в
плане; деформация заготовки в штам-
штамповочных ручьях, протекает главным
образом при формоизменении по двум
осям — в направлении высоты и ши-
ширины поковки, в направлении же глав-
главной оси (длины поковки) деформация
весьма незначительна;
И группа — круглые и квадратные
поковки или поковки, близкие к ним
по форме в плане. (два взаимно пер-
перпендикулярных размера в плане при-
приблизительно равны); поковки с отро-
отростками (основные элементы имеют
круглую или квадратную форму);
штампуются вдоль оси заготовки
(штамповка осадкой в торец); дефор-
деформация в штамповочных ручьях про-
протекает при различных видах формо-
формоизменения: осаживании (высадке), вы-
выдавливании и прошивке.
Каждой поковке присваивают ин-
индекс. Например, индекс П-З-А озна-
означает: поковка II группы, третьей
подгруппы, типа А, т. е. поковка
типа стержня с фланцем с цилиндри-
цилиндрическим или коническим стержнем без
впадин (см. табл. 4).
3. МОЛОТОВЫЕ ШТАМПЫ
Виды молотовых штампов и область
их применения даны в классифика-
классификации (табл. 5).
При штамповке в открытом штампе
на поковке по линии разъема обра-
образуется облой.
В закрытых штампах при штамповке
6. Классификация ручьев молотовых штампов
Под-
Подгруппа
Характер формоизме-
формоизменения заготовки и
принципы конструиро-
конструирования ручья
Назва-
Название
ручья
Типы ручьев
Назна'-еиие ручья
и способ обработки
заготовки
Эскиз
Заготовительные ручьи C)
со
3-1-1
для по-
поковок
1-й под-
подгруппы
Формоизменение
объема металла ис-
исходной заготовки
происходит в соот-
соответствии с площадя-
площадями поперечных се-
сечений поковки с об-
лоем
Конструирование
ручьев проводят
с учетом размеров
исходной и расчет-
расчетной заготовок
Формо-
Формовочный
Подкат-
ной от-
открытый
Придание заготовке
формы, близкой
к форме поковки
в плане
В ручье осуществляет-
осуществляется незначительное
осевое перемещение
металла. При обра-
обработке по заготовке на-
наносят обычно один
удар, после чего за-
заготовку кантуют
на 90° и в таком поло-
положении укладывают
в штамповочный ру-
ручей
Увеличение площади
поперечных сеченнй
заготовки (для набо-
набора металла) в одних
местах за счет умень-
уменьшения площади попе-
поперечного сечения ис-
исходной заготовки
/ — исходная заготовка; 2 — профиль фор-
формовочного ручья
Е
н
>
о
и
я
3
о
о
л-л
в других местах
По заготовке наносят
2—3 удара. Перед
каждым следующим
ударом заготовку
кантуют на 90°. Об-
Обработка в этом ручье
обеспечивает боль-
больший набор металла,
чем обработка в фор-
формовочном ручье
/ — исходная заготовка; 2 — подкатанная
заготовка в минимальном сечении; 3— ме-
места набора
1
Подкат-
нон за-
закрытый
Более интенсивный
(по сравнению с от-
открытым ручьем) на-
набор металла в попе-
поперечных сечениях (А—
А), т. е. более интен-
интенсивное перемещение
металла из участков
ручья с меньшими по-
поперечными сечения-
сечениями, чем поперечные
сечения исходной за-
заготовки, в участки
с большими сечения-
сечениями, чем сечения ис-
исходной заготовки
Способ обработки та-
такой же, как и в от-
открытом подкатном
ручье •
А-А
/ Минимальное сечение заготовки
I—исходная заготовка; 2—минималь-
2—минимальное сечение подкатанной заготовки; 3—
места набора
о
н
о
и
Е
и
S
Я
О"
Продолжение табл. 6
я я
||
U О.
С
С
о,
U
о
а
о
о
с:
к
§
со
Под-
Подгруппа
РГо же
3-1-2
для по-
поковок
2-й под-
подгруппы
Характер формоизме-
формоизменения заготовки и
принципы конструиро-
конструирования ручья
То же
Заготовке придают
форму, соответству-
соответствующую форме поков-
поковки в плане, и осу-
осуществляют некото-
некоторое распределение
о
0J
Ч
X
X
Г
а
Назва-
Название
ручья
Про-
Протяжной
Пере-
жимной
Типы ручьев
Назначение ручья
и способ обработки
заготовки
Увеличение длины
исходной заготовки
за счет уменьшения
площади ее попереч-
поперечных сечений в соот-
соответствии с формой по-
поковки
По заготовке наносят
ряд последователь-
последовательных ударов, сопрово-
сопровождаемых кантовкой
заготовки и ее пере-
перемещением в осевом
направлении. В про-
простейшем случае ручей
выполняют в виде
площадки для про-
протяжки, на которой
протягивают конце-
концевой участок заготовки
Пережим, т. е. умень-
уменьшение площади попе-
поперечного сечения ис-
исходной заготовки
в одних местах при
незначительном набо-
Эскиз
Г\" I * t ,
["грТ~^ 1 If"* ^&^pa&-J-i
1—i&r-jj I \L_ 1. 1 •"'rj
i 1 J f^
/ — исходная заготовка; 2 — сечение про-
протянутой заготовки
металла в соответ-
соответствии с площадями
поперечных сечений
поковки с облоем
Ручьи конструиру-
конструируют в соответствии
с формой поковки
в плане и размера-
размерами расчетной и ис-
исходной заготовок
Формоизменение
происходит в соот-
соответствии с формой
поковки в плане
Ручьи конструиру-
конструируют в соответствии
с формой поковки
в плане и размера-
размерами расчетной и ис-
исходной заготовок
Пло-
Площадка
для рас-
плющи-
плющивания
ре металла—~в дру-
других местах. Осевое
перемещение метал-
металла незначительно
По исходной заготов-
заготовке наносят один-два
удара и, не меняя по-
положения заготовки
(т. е. без кантовки),
укладывают ее в
штамповочный ручей
Расплющивание ис-
исходной заготовки
Применяют главным
образом при штампов-
штамповке поковок с неболь-
небольшим отношением дли-
длины к средней ширине
По заготовке наносят
несколько ударов до
достижения требуе-
требуемой ширины. Расплю-
Расплющивание может со-
сопровождаться незна-
незначительным выдавли-
выдавливанием или местным
пережимом заготовки
Большей cetiemt исходной заготоВки:Ь>А3г
А-А
В \. А
Меньшее сечение
исходной. заготовш:1ь<.Азг
1— исходная заготовка; А—А — большее
сечение— h > АЗГ; Б—5— меньшее се-
сечение h <С Азг; 2— минимальное сечение
пережатой заготовки; 3—фасонное сече-
сечение пережимного ручья
/—исходная заготовка; 2—расплющен-
2—расплющенная заготовка; 3—окончательный ручей;
4 — площадка для расплющивания
Продолжение табл. б
Под-
Подгруппа
Характер формоизме-
формоизменения заготовки и
принципы конструиро-
конструирования ручья
Назва-
Название
ручья
1 кпы ручьев
Назначение ручья
и способ обработки
заготовки
ЭскИэ
3-1-3
для по-
поковок
3-й под-
подгруппы
Интенсивное пере-
перераспределение ме-
металла исходной за-
заготовки на участке
фланца в соответ-
соответствии с объемом и
размерами участка
(высадочный ручей)
или протягивание
на конус стержне-
стержневых участков для
придания нужных
размеров (исполь-
(используют специальный
протяжной ручей)
Выса-
Высадочный
ДЛЯ
удли-
удлиненных
в плане
поковок
Высадка металла на
участке фланца (на-
(набора металла) за счет
уменьшения длины
исходной заготовки
на соответствующем
участке
При обработке в этом
ручье заготовку уста-
устанавливают вертикаль-
вертикально й по Мей наносят
один—три удара.
Площадь поперечно-
поперечного сечения исходной
заготовки на одном
участке увеличивает-
увеличивается в 2—3 раза и бо-
более, что значительно
больше, чем в любом
другом заготовитель-
заготовительном ручье
/ — исходная заготовка; 2 — высаженный
участок заготовки
>
а
о
о
3
О
о
Ручьи конструиру-
конструируют с учетом объ-
объемов различных
участков заготовки
и в соответствии
с формой и. разме-
Специ-
альный
протяж-
протяжной
3-1-4
для по-
поковок
4-й под-
подгруппы
рами поковки
Заготовке придают
форму, близкую
к форме поковки
в плане при одно-
одновременном незначи-
незначительном осевом пе-
перемещении металла
Ручьи конструиру-
конструируют по принципу
вписывания контура
плана поковки за
исключением мест
резкого перегиба
Гибоч-
Гибочный
Для поковок 5-й и 6-й подгрупп (см. табл. 4)
применяют заготовительные ручьи 34-1 -f-
-J-3-I-4 в соответствии с фррмрй и разме-
размерами поковок
Протяжка на коиус
стержневых участков
При обработке в этом
ручье по заготовке
наносят два—четыре
и более ударов, со-
сопровождаемых кан-
кантовкой заготовки и
ее подачей в осевом
направлении
А-А
Изгиб заготовки в со-
соответствии е формой
поковки в плане;
весьма незначитель-
незначительное осевое перемеще-
перемещение металла и пере-
пережим заготовки в от-
отдельных сечениях
При обработке в ги-
гибочном ручье по заго-
заготовке (исходной или
предварительно обра-
обработанной в ручьях
3-1-1) наносят один-
два удара, затем за-
заготовку кантуют иа
90° и в таком поло-
положении укладывают
в щтамповочный ру-
ручей
/ — исходная заготовка; 2 — профиль
ручья
о
а
2
м
3
с и
cS
>> т
?%
я
с
?*>
О.
u>
• X .
Q
СЯ
О
ПОК
СЯ
ч
•
СП
Под-
Подгруппа
З-И-1,
З-Н-2;
для по-
поковок
1—
2-й под-
подгрупп
3-П-З;
для по-
f- /^ VM -~ -ГГ
КОВОК
3-й под-
подгруппы
Ш "—
Характер формоизме-
формоизменения заготовки и
принципы конструиро-
конструирования ручья
Увеличение разме-
размеров заготовки в пла-
плане за счет уменьше-
уменьшения ее высоты
Ручьи конструиру-
конструируют исходя из формы
и размеров поковки
в плане
См. заготовительные
ручьи 3-1-3 для по-
поковок 3-й подгруп-
подгруппы
о
X
а
а
1
тл
нне
ручья
Пло-
Площадка
ДЛЯ
осадки
Выса-
Высадочный
для
круг-
круглых и
ква-
квадратных
в плане
поковок
1
Продолжение табл.
Типы ручьев
Назначение ручья
и способ обработки
заготовки
Осадка исходной за-
заготовки, иногда со-
сопровождаемая выдав-
выдавливанием или частич-
частичной прошивкой ме-
металла
По заготовке наносят
один-два удара до по-
получения требуемой
высоты
Высадка фланца про-
простой формы; способ-
способствует увеличению
стойкости оконча-
окончательного ручья и ис-
исключает возможность
образования зажимов
поковок со сложным
фланцем
При работе заготовку
в ручье устанавли-
устанавливают вертикально и
наносят по ней один-
два удара
Эскиз
г.
L/ ^=5==5:=||ll j/*^
/— исходная заготовка; 2— осаженная
заготовка; 3— площадка для осадки; 4 —
окончательный ручей
Г~—г — —ч
¦
У/
W/////A
^JJJi—т~
/ — исходная заготовка; 2 — высаженный
участок фланца
¦
5
О)
О
к
н
>
^>
Я
О
СЯ
я;
>
>
О
о
н
шшт
Специ-
Специальный
протяж-
протяжной
См. ручьи 3-1-3, б
Штамповочные ручьи (Ш)
Характер формоизменения
заготовки и принципы
конструирования ручьев
Формоизменение обеспечи-
обеспечивает получение локовки
требуемой формы и разме-
размеров.
По чертежу горячей поков-
поковки конструируют ручьи:
окончательный; предвари-
предварительный — с соблюдением
больших радиусов закруг-
закруглений, оговариваемых на
чертеже штампа; заготови-
тельно-предварительный —
с внесением в чертеж
штамла специальных раз-
разрезов и сечений для участ-
участков, отличающихся от
окончательного р>чья
Типы ручьев
Ин-
Индекс
Назва-
Название
ручья
Загото-
витель-
но-пред-
вари-
тельный
Предва-
ритель-
рительный
Назначение ручья
и способ обработки заготовки
Получение формы, близкой
к окончательной.
На некоторых участках вы-
выполняет роль заготовительного
ручья, обеспечивая требуемое до-
долевое и поперечное смещение ме-
металла. Повышает стойкость окон-
окончательного ручья.
По заготовке наносят два—пять
ударов, после чего заготовку
в том же положении или после
кантовки на 180° относительно
плоскости разъема укладывают
в окончательный ручей
Получение формы, близкой
к окончательной.
Используется для повышения
стойкости окончательного ручья,
уменьшения прилипания заготов-
заготовки в ручье и улучшения условий
течения металла.
Способ обработки заготовки та-
такой же, как в заготовительио-
Ъредварительном ручье ш
Эскиз
J 2 1
Ручьи: /—заготовительно-предва-
рительный; 2— подкатной; 3 —
окончательный
См. с. 62
ШТАМПОВКА НА МОЛОТАХ
Ц1
i
ESg
я м о
КЛАССИФИКАЦИЯ РУЧЬЕВ И ПЕРЕХОДОВ
табл
к
и
ч
о
§
О-
С
ручьев
3
а
я
е~
ГС
я
<и
оизме!
ет
ЕЯ
О
m
овки
S5
обрабоп
1?
8
С
О
S
СЧ ГС
№ <U Л
!"&
±й
-*¦ tt
г к
с ?
*>.
!S
? Л
о
re-
актер
истру
о.
СЧ
X
Я О
а:
"а4
3
г ручь
1
3»
п.
1
о
из угл
S
о
аз
ч
о
ают в
га
1 Распол
"is
н
ч завие
0"
>->
а.
3
Размер:
штампа
?«
6
га
к
0<
ОТД
ъ
к
ас
о*
3?
МОИЗ]
©
s
ов-
о
с
иную
га
ш
то;
штак
2
И
1
К
Ж?
s s
к
о s
О к
о J
§§
га с
о L
й °
заготов
*
о
а
о
о та к
с °- u
sig
о-Чо.
^ V щ
от раз
при пе
от разл
че-
IfOll
при
ой зя
о
»
:ольк
>->
т
S
одном
га
к
к
к
X
о
ег
о
с
и
при ра
'Я га
ВС Я
SS О
s о-
= с
1 |
S о
га t-
Й >>
а о.
« 1
sU
— верх
тамп;
облоем
О Р-
ремычк
отсека]
? S
га °
JS ь а.
Е 5 и
s га Ч
га Э ^
ГЛОВ Ш'
уклады
одним
вки
задних
Поковк
на нож
от заго
образуется лишь незначительный до-
долевой (торцевой) заусенец вследствие
затекания металла в зазор между
верхней, и нижней частями штампа.
В открытых молотовых штампах
изготовляют поковки всех форм (см.
табл. 4); в закрытых штампах — пре-
преимущественно поковки II группы с
вертикальными или почти вертикаль-
вертикальными стенками по периметру наруж-
наружной поверхности.
Область применения штамповки в
закрытых штампах можно в ряде
случаев расширить внесением кон-
конструктивных изменений в поковки,
а иногда и готовые детали.
В закрепленных открытых штампах
предусматривают один—шесть ручьев;
В закрепленных закрытых —• один—
три ручья; в подкладных открытых и
закрытых — обычно один ручей.
Применение того или иного штампа
и число ручьев в штампе зависят от
серийности производства, формы и раз-
размеров поковок, материала поковок и
технических условий на поковки.
4. КЛАССИФИКАЦИЯ РУЧЬЕВ
МОЛОТОВЫХ ШТАМПОВ
И ПЕРЕХОДОВ ШТАМПОВКИ
Классификация ручьев молотовых
штампов а соответствующих им пере-
переходов штамповки, а также указания о
назначении ручьев и способах обра-
обработки в ннх заготовок приведены в
табл. 6.
Мяою'лтучная штамповка. При изго-
изготовлении небольших поковок можно
проводить штамповку одновременно
двух и более поковок (рис. 15). При
этом выбирают такое взаимное распо-
расположение фигур — продольное (рис. 15,
а) или поперечное (рис. 15, б), при
котором потребуется наименьшее число
заготовительных ручьев е обеспечится
наибольшая экономия металла или
наиболее рациональное использование
штампов за счет взаимного уравнове-
уравновешивания сдвигающих усилий, возни-
возникающих при штамповке (рис. 15, в).
Общая длина L фигур не должна
превышать 350—400 мм, а число
одновременно штампуемых поковок
6—8.
64
ШТАМПОВКА НА МОЛОТАХ
о)
Рис. 15. Многоштучная штамповка
б. ОБЛОЙ
И ОБЛОЙНЫЕ КАНАВКИ
Типы канавок, применяемых в от-
открытых штампах, показаны на рис. 16.
Канавка типа I обеспечивает боль-
большую стойкость выступа (мостика),
так как верхняя половина штампа про-
прогревается меньше, чем нижняя.
Магазин высотой А, можно выпол-
выполнить в нижней половине штампа. Такой
вариант целесообразен при обрезке
облоя с поворотом поковки, т. е.
в положении, обратном положению
поковки в окончательном ручье штам-
Tu.nl
ь,
Tan П
У/7777%
(t,f-l,75)b
7/////У7777
Рис. 16. Типы облойных канавок
па, так как предпочтительна укладка
поковки на матрице плоской сторо-
стороной облоя, а также в том случае,
если поковка целиком размещается
в нижней половине штампа.
Канавку типа II рекомендуется ис-
использовать в тех случаях, когда по-
поковку нельзя отштамповать с нормаль-
нормальным облоем, например, когда по
условиям производства нельзя осу-
осуществить точную отрезку заготовки
и объем заготовки сильно;колеблется.
Канавку этого типа применяют для
увеличения объема магазина при штам-
штамповке сложных поковок. Для поковок
удлиненной формы (I группа; см.
табл. 4) облойную канавку типа II
следует применять, если заготовитель-
заготовительные ручьи не обеспечивают распреде-
распределения металла в соответствии с пло-
площадями поперечных сечений поковки.
" Поэтому канавку типа II допускается
выполнять на отдельных участках
контура, где заготовительные опера-
операции не обеспечивают удаления из-
избытка металла в исходной заготовке.
Основную же часть контура оконча-
окончательного ручья снабжают канавкой
типа I. Ширину мостика в нижней
половине штампа увеличивают с
целью повышения стойкости мос-
мостика и для более удобной укладки
поковки на поясок обрезной матрицы.
Канавку типа III применяют в том
случае, если необходимо резко повы-
повысить сопротивление течению металла
на некоторых участках окончательного
ручья, с тем чтобы обеспечить за-
заполнение глубоких и сложных поло-
полостей штампа. При этом на части заго-
заготовки предусматривают увеличенный
избыток металла. Канавку этого типа
ТипШ'
Тип В
L
iz
i
у,..
V/////A
ь,
\\\4
\\\
W
\
ОБЛОЙ И ОБЛОЙНЫЕ КАНАВКИ
65
предусматривают на отдельных участ-
участках контура фигуры ручья.
В канавке типа IV отсутствует ма-
газнн для облоя, а остается только
тормозящий мостик с наклоном. Ка-
Канавку этого типа применяют для
круглых в плане поковок, которые
обычно штампуют с применением толь-
только окончательного ручья (малоотход-
(малоотходная штамповка).
В табл. 7 приведены рекомендуемые
размеры и площади Sog. K поперечного
сечения для облойиой канавки типа I.
Толщину облоя на мостике реко-
рекомендуется определить в зависимости
от формы поковки в плане:
для поковок произвольной формы
с площадью поперечного сечения Fa:
fto = 0,015 VTU;
(8)
для квадратных поковок со сторо-
стороной квадрата Аа:
h0 = 0,015Ап
(9)
для круглых поковок диаметром Dn:
h0 = 0,0l5Dn. A0)
Рис. 17. Штамповка осаживанием (а) и
выдавливанием F~ н в)
Округлив результат, подбирают по
табл. 7 ближайшее значение h0 и
определяют номер канавки, а следо-
следовательно, и другие размеры канавки:
hi, R, b, bi.
7. Размеры (мм) облойных канавок типа I (см. рис. 16)
рядку
о
о
яавок i
Номер ка]
1
2
3
4
б
6
7
8
9
10
11
К
0,6
0,8
1,0
1,6
2.
3.
4
5
6
8
10
ft.
3
3
3
3,5
4
5
6
7
8
10
12
R при глу-
глуби и° nvui.a
до 20
1
1
1
.1
1,5
1,5
2
2
2,5
3
3
мм
20—40
1
1,5
1,5
1,5
2,0
2,0
2,5
2,5
3,0
3,5
3,5
св. 40
1,5
1,5
2,0
2,0
2,5
2,5
3,0
3,0
3,5
4,0
4,0
Номер
канавки в
зависимости от
формоизменения при штамповке
If штамповка
осаживанием
или
осажива-
нием с эле-
меитами вы*
давливаиия
(см. рнс. 17, а)
Ь
6
6
7
8
9,
10
11
12
13
14
15
Ьг
18
20
22
22
-,25
28
30
32
35
38
40
GO о
0,52
0,69
0,80
1,02
1,36
2,0V,
2,68
3,43
4,35
6,01
7,68
2; штамповка
выдавлива-
выдавливание»
поковок
несложной
формь
(рис. 17
Ь
6
7
8
9
10
12
14
1
18
20
20
22
25
25
28
32
38
40
42
46
50
й
0,61
0,77
0,91
1,13
1,53
2,33
3,44
4,34
5,3
7,45
9,88
3; штамповка
поковок слойс-
ной формы
с трудноза-
полияемыми
глубокими
полостями
(рис. IT, в)
Ь
8
9
10
11
I2
14
16
18
20
22
25
22
25
28
30
*J2
38
42
46
50
55
60
к
0,74
0,88
1,04
1,55
Д.77
2,78
3,85
5,06
6,42
9,03
12,08
3 П/р Е. И. Семенова
66
ШТАМПОВКА НА МОЛОТАХ
ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
67
А-А
Рис. 18. Облойная канавка с различной
шириной для различных элементов ручья;
Ь>Ь', ЬХ>Ь'Л
При расчете h0 для поковок типа
вилок или содержащих разви-
развилину как элемент общей формы, вну-
внутреннюю пленку относит к телу по-
поковки и определяют площадь проек-
проекции Fn с учетом этой пленки. Напри-
Например, для поковки, изображенной на
рис. 15, б, Fn определяют как пло-
площадь проекции, ограниченную штрих-
пунктирной линией.
В табл. 7 каждому номеру канавки
соответствует три значении ширины
мостика b и магазина Ьг.
При определении размеров облой-
ной канавки по ширине рекомендуется
пользоваться табл. 7 для различных
по форме поковок и нижеследую-
нижеследующими указаниями.
Если более сложный элемент пре-
преобладает в общей форме поковки, то
рекомендуется вдоль всего периметра
окончательного ручья применять об-
лойную канавку одинаковой ширины
в соответствии с формой поперечного
сечения этого сложного элемента. Если
же более сложный элемент поковки
составляет сравнительно небольшую
её часть (по величине площади
в плаве), то для него можно уста-
установить большую ширину облоиной
канавки в соответствии с формой его
поперечного сечения, чем на осталь-
остальном периметре поковки (см. b и blt
а также Ь' и Ь{ на рис. 18).
Если контур облоиной канавки,
построенный на поверхности разъема
штампа вдоль контура поковки в пла-
плане, получается многоступенчатым и
довольно сложной формы, то в целях
его упрощения рекомендуется при-
принятую по табл. 7 общую ширину b -f-
-|- bx выдерживать лишь на некоторых
участках контура, а иа остальных
участках контура общая ширина ка-
канавки должна быть больше, чем b -J- Ь\
(см. рис. 15, а н рис. 18).
Упрощать контур облоиной канавка
следует только корректированием ши-
ширины магазина Ьъ сохраняя неизмен-
неизменной ширину мостика b на всех участ-
участках контура окончательного ручья.
Размеры канавок типов II и III
определяют по табл. 7 (канавка но-
номер 3 по горизонтали) и соотноше-
соотношениям, приведенным на рнс. 16; раз-
размеры канавок типа IV — также по
табл. 7 (колонка для канавкн номер 2).
Объем Vo облоя (без учета внутрен-
внутренней пленки) можно определить как
произведение средней площади его
поперечного сечения на длину линии,
проходящей через центры тяжести
поперечных сечений облои, или при-
приближенно по формуле
Vo = SoPa, A1)
где Рп — периметр поковки по линии
разъема.
Для поковок массой менее 3 кг вме-
вместо периметра Рп в расчетах исполь-
используют периметр по центру тяжести
облоя, находящегося на расстоянии
{Ь -J- 6j)/2 от крайней точки контура
поковки. Средняя площадь попереч-
поперечного сечения облоя
8. Значения коэффициента |
заполнения облоиной канавки
(при использовании размеров,
приведенных в табл. 7)
Группа
ПОКОВКИ
(см.
табл. 4)
I
II
Масса
поковки,
кг
До 1
1—5
Св. 5
До 1
1—5
Св. 5
Номер канавки
по горизонтали
1
0,4
0,5
0,6
0,3
0,4 '
0,5
2
0,5
0,6
0,7
0,4
0,5
0,6
3
0,6
0,7
0,8
0,5
0,6
0,7
o Eo. О2)
где | — коэффициент, учитывающий
степень заполнения облоиной канавки;
зависит от формы поковки (или эле-
элемента поковки) и сложности сечений
(табл. 8); Sog. к — площадь попереч-
поперечного сечения облойиой канавки для
канавок типа I определяют по табл. 7
нлн для канавок других типов —
соответствующим подсчетом.
Полученный по формуле A1) объем
облоя V'o для тяжелых поковок можно
несколько увеличить (приблизительно
на 20 %).
Если на отдельных участках окон-
окончательного ручья использована об-
облойная канавка для облоя переменной
ширины (см. рис. 18) или различной
высоты, следует объем облоя подсчи-
подсчитывать как сумму объемов его частей,
прилегающих к отдельным элементам
поковки; при определении Уо Для
каждого элемента необходимо подста-
подставлять соответствующие этому элемен-
элементу значения So6. к, Рп и |.
6. ВЫБОР ПЕРЕХОДОВ
ШТАМПОВКИ В ОТКРЫТЫХ
ШТАМПАХ И ОПРЕДЕЛЕНИЕ
РАЗМЕРОВ ЗАГОТОВКИ
При выборе ручьев молотовых штам-
штампов рекомендуется вначале изучить,
как штампуют поковки с распределе-
распределением металла, аналогичным данной
поковке, и такой же массой н только
после этого приступить к выбору
ручьев. Далее необходимо наметить
расположение всех ручьев в одном
штампе. Если все заготовительные и
штамповочные ручьи не размещаются
в одном штампе, то рекомендуется
штамповать в двух штампах, уста-
установленных на рядом стоящих молотах.
Желательно осуществлять такой про-
процесс при одном нагреве заготовки и
с применением средств механизации
для быстрой передачи заготовки с мо-
молота иа молот.
Штамповку на двух молотах осу-
осуществляют также в том случае, если
поковка имеет сложную форму (вы-
(высокие ребра и бобышки, тонкие стенки
и т. д.). Поэтому сдвиг половин штампа
должен быть минимальным, а распо-
расположение штамповочных ручьев в двух
отдельных штампах — центральное..
Виды заготовительных н штампо-
штамповочных ручьев выбирают по табл. 4
в соответствии с размерами поковки
и формой ее поперечных сечений.
Поковки ! группы. 1-я п о д г р у п-
п а. Форма поковки определяет выбор
того или иного ручья или комбинации
ручьев. При выборе ручьев исполь-
используют так называемую расчетную заго-
заготовку, эпюры сечений расчетной заго-
заготовки и коэффициенты подкатки.
Построение расчетной заготовки и
впюры сечений. Расчетной называют
условную заготовку с круглыми попе-
поперечными сечениями, площади которых
равны суммарной площади соответ-
соответствующих сечений поковкн и облоя
(рис. 19):
S8 = 5д + 2SO = Sn -1- 25S06.K. ' A3)
где Sa — площадь поперечного сече-
сечения расчетной заготовки в произволь-
произвольном месте; Sn — площадь поперечного
сечения поковкн в произвольном месте,
рассчитанная по номинальным раз-
размерам с добавлением к вертикальным
размерам половины положительного
отклонения; площадь виутреинего об-
облоя (перемычки под пробивку) долж-
должна добавляться к Sn; So — площадь
сечения облоя; Soe. к — площадь се-
сечения облоиной канавки, определяемая
по табл. 7 для канавки типа I или
соответствующим расчетом для ка-
канавок других типов (см. рис, 16); ? —
68
tlonofaa.
ШТАМПОВКА НА МОЛОТАХ
Рис. 19. Элементарная расчетная за'
готовка и эпюра се сечений (по А. В, Ре»
Сельскому)
коэффициент заполнения канавки (см.
табл. 8).
Диаметр расчетной заготовки в ка-
каком-либо сечении определяют из ра-
равенства
—^ = Sa;da=l,l3VrSa. A4)
Рассчитав ряд значений da для ха-
характерных поперечных сечений по-
поковки, откладывают отрезки получен-
полученных диаметров по. линиям плоскостей
этих сечений, распределив их симме-
симметрично по отношению к оси и соединив
последовательно по участкам пря-
прямыми и плавными кривыми линиями
характерные точки, получают чертеж
расчетной заготовки или эпюру при-
приведенных диаметров (см. рнс. 19).
Изображение расчетной заготовки
рекомендуется выполнять в масштабе
1:1. Если по ординатам отложить
в масштабе М величины площадей
характерных сечений Sa в виде отрез-
отрезков, равных
V
М
A5)
то, соединив концы этих отрезков,
получим эпюру поперечных сечений
расчетной заготовки (см. рнс. 19).
Площади отдельных ее элементов, ум-
умноженные на принятый масштаб М,
представляют собой объемы соответ-
соответствующих элементов расчетной эаго-
товки:
Vx = FaxM, A6)
где Vx — объем любого *-го элемента
расчетной заготовки; Fax — площадь
соответствующего элемента эпюры се-
сечений.
Объем всей расчетной заготовки
равен
V»=:FaM, A7)
Средней расчетной заготовкой на-
называют цилиндр диаметром dCp, дли-
длиной, равной длине поковки Aа = 1п),
и объемом Vn. об> равным сумме объе-
объемов поковки Va и облоя Vo (рис. 19):
Уп.об = Va + Vo = Va - F3M. A8)
Площадь сечения средней расчетной
заготовки
scP = %^ = -r-. <19>
Диаметр средней расчетной заго-
заготовки
dCp=* 1,13^5^. B0)
Объем средней расчетной заготовки
и ее диаметр можно также определить,
пользуясь эпюрой поперечных сече-
сечений, предварительно найдя ее пло-
площадь Fb по формуле A7),
Высота эпюры среднего сечения
*э.ср=-^. B1)
Площадь сечения средней расчетной
заготовки по эпюре поперечных сече-
сечений
5ср = Лэ.срМ. B2)
При этом в направлении оси эпюры
(по линии абсцисс) принято брать
масштаб 1:1.
Часть расчетной заготовки, в пре-
пределах которой rfa > rfcp (и соответ-
соответствующая часть эпюры сечений), на-
называют головкой. Часть расчетной за-
заготовки, в пределах которой da<?dcv
(и соответствующая часть эпюры се-
чеиий), называют стержнем.
ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
69
Разность объемов головки Vr и сред-
средней заготовки в пределах головки
называют недостающим объемом:
1г,
B3)
где Vp определяют как объем тела
вращения.
Значение сг иногда удобнее опре-
определять через недостающую площадь [v
головкн эпюры сечений:
ог =
B4)
Разность объемов средней заготовки
в пределах стержня и стержня назы-
называют избыточным объемом;
¦Vc,
B5)
где vc определяют как объем тела
вращения.
Значение vc иногда удобнее опреде-
определять через избыточную площадь {0
стержня эпюры:
v0 = fcM.
B6)
Если головка поковки с отверстием
или выемкой имеет на эпюре расчетной
заготовки резкие очертания (рис. 20)|
то такую эпюру надо привести к плав-
плавной форме (тонкие линии на рис. 20),
сохраняя объем неизменным. Эту ли-
линию легче провести сначала на эпюре
сечений, так как удобнее приравнять
отнимаемую площадь к прибавляе-
прибавляемой.
Определив наибольшую высоту эпю-
эпюры ftamax (см. рис. 19), легко находят
соответствующий наибольший диаметр
расчетной заготовки:
1,
1,
Конусность стержня
К.
dK — d,
mln
B7)
B8)
причем, если контур стержня очерчен
ломаной или кривой линией, или
стержень имеет выступы, то для опре-
определения размера перехода стержня
в головку dK необходимо привести
Рис, 20, Приведение расчетной заго»
товки с резким очертанием головки к плав*
нов форме;
1 — эпюра диаметров; 2 «=• приведенная
эпюра диаметров
стержень расчетной заготовки к виду
усеченного конуса, используя формулу:
<*к =
-О^шш, B9)
где rfmm — наименьший диаметр рас-
расчетной заготовки.
Чаще dK удобнее определять с по-
помощью эпюры поперечных сечений.
При этом нужно иметь в виду, что
dK= 1,13^3^=1,13 VhjA C0)
и что эпюру на участке стержня можно
привести (приближенно) к форме тра-
трапеции, тогда hK определится по фор-
формуле:
ос
C1)
где Fa_ с — площадь приведенной эпю-
эпюры стержня; Аэ щщ — см. рис, 19,
Расчетную заготовку с одной го-
головкой и односторонне расположен-
расположенным стержнем называют элементарной
расчетной заготовкой. Ей будет соот-
соответствовать элементарная эпюра сече-
ннй, Сложной является такая расчет-
расчетная заготовка, которая состоит из
одной головкн и двустороннего стержня
илн двух и более головок. Соответ-
Соответственно сложной будет и эпюра сече-
сечений для этих расчетных заготовок
(рис. 21 и 22).
Сложную расчетную заготовку и
соответственно сложную эпюру сече-
сечений можно представить в виде ряда
элементарных, построив линии раз?
дела;
70
ШТАМПОВКА НА МОЛОТАХ
ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
71
Рис. 21. Приведение сложной эпюры
головки — двустороннего стержня к двум
элементарным (по А. В. Ребельскому)
1. Если расчетная заготовка и эпюра
представляют собой головку с дву-
двусторонним стержнем (см. рис. 21), то
следует иайти такое расстояние х,
на протяжении которого недостающая
часть объема головки равнялась бы
избыточному объему прилегающего
стержня (vlr = v10). Положение иско-
искомой линии раздела проще найти на
эпюре сечений, так как необходимо
соблюдать равенство площадей /1Г =
= /«•
Определив таким образом линию
раздела, получим две элементарные
эпюры с длинами /1Э и /2Э.
Линия раздела
Jir „
K<0,1
he
X
X
/re
lllllllllllllllllllllNIIIIIMIIIIIIIIIIIIIIIMlll ill
hr
fir
A
mk
¦
1з
Рис. 22. Приведение сложной эпюры
стержня с двумя головками к двум эле-
элементарным
Рис. 23. Приведение сложной заготовки
(эпюры) две головки — стержень к эле'
меитарным расчетным ааготовкам для
случая, когда стержень имеет значитель»
ный уклон аШп*=атЫ;
1 "- линия раздела
2. Если расчетная заготовка н соот-
соответственно эпюра сечений представ-
представляют собой стержень с двумя голов-
головками при незначительной конусности
стержня, т.е. К <? 0,1 (см. рис. 22),
то следует распределить избыточный v
объем с таким расчетом, чтобы недо-
недостающий объем в головке Сц. был
равен избыточному объему t>i0 на
участке искомой длины стержня, при-
причем определять положение линии раз-
раздела х рекомендуется по равенству
площадей иа эпюре сечений /j> ==
= /ю-
3. При наличии двух головок и
стержня с конусностью К > 0,1 (рис.
23) следует для нахождения линии
раздела отложить от минимального
сечения расчетной заготовки расстоя-
расстояние, равное rfmin. и получить таким
искусственным приемом два участка.
Для этих участков определяют сред-
средине сечения, исходя из объемов или,
что проще, из площадей этих участков
на эпюре сечений.
В том случае, когда головки расчет-
расчетной заготовки достаточио близко рас-
расположены друг к другу, можно путем
осреднения привести их к одной го-
головке, подобно тому, как это сделано
на рис. 20.
4. Если на расчетной заготовке есть
граница, от которой начинается ко-
конусность К > 0,1, то эту границу
Следует считать линией раздела. Для
полученных двух участков строят от-
отдельные средние расчетные заготовки
или на эпюре сечеиий — отдельные
эпюры средних сечеиий по участкам.
5. Если расчетная заготовка и соот-
соответственна эпюра сечений содержат
три и более головки, то приведение
такой сложной расчетной заготовки
к ряду элементарных проводят в соот-
соответствии с основным принципом рас-
распределения избыточного объема стерж-
стержня между недостающими объемами
головки.
6. Для заготовок с тремя и более
головками, некоторые участки стерж-
стержня которых имеют конусность К >
> 0,1, приведение к элементарным
расчетным заготовкам проводят с уче-
учетом указаний п. 3.
Коэффициент подкатки. В соответ-
соответствии с полученными размерами рас-
расчетной заготовки можно определить
общий коэффициент подкатки:
Ann — '
C2)
Возможные значения Кп для от-
отдельных ручьев указаны в табл. 9.
Выбор ваготовительных ручьев. При
штамповке поковок 1-й подгруппы
применяют заготовительные ручьи
3-1-1 (см. табл. 6): формовочный, под-
подкатной открытый, подкатной закры-
закрытый и протяжной. Комбинацию ручьев
выбирают таким образом, чтобы
Л-по^А-пр, C3)
где /СПр равно произведению Ка вы-
выбранных ручьев. Например, если вы-
выбраны ручьи: подкатной закрытый,
предварительный и окончательный, то
а"пР= 1,6-1,1-1,05» 1,8.
При Као > 1,8 необходимо приме-
применить протяжной ручей.
При выборе заготовительных ручьев
руководствуются следующими прави-
правилами:
1. Если расчетная заготовка эле-
элементарная (см. рис. 19), то заготови-
заготовительные ручьи выбирают непосред-
непосредственно по расчету Као- При наличии
иа расчетной заготовке выступов с
отношением —т^—> 1,2 или головки
сложной формы рекомендуется, кроме
протяжного ручья (если по расчету
он необходим), применять еще формо-
формовочный и подкатной открытый ручьи.
2. При сложной расчетной заготовке
е общим для всех участков средним
сечением dOp (см. рис. 21 и 22) опре-
9. Значения коэффициента
подкатки ручьев
Ручей
Формовочный
Подкатиой откры-
открытый
Подкатной закры-
закрытый
Предварительный
Окончательный
Индекс
ручья по
класси-
классификации
табл. 6
3-1-1, а
3-1-1,6
3-1-1, в
—
1'
1,2
1.3
1.6
1,1
1,05
деляют заготовительные ручьи для
каждой элементарной расчетной заго-
заготовки и выбирают наиболее трудоем-
трудоемкий процесс. Например, если для
трех участков сложной эпюры соот-
соответственно требуется по расчету про-
протяжной, подкатной открытый и под-
подкатной закрытый ручьи, то для рас-
расчетной заготовки в целом следует
применять протяжной и подкатной
закрытый ручьи.
Если но расчету для всех участков
получается только протяжной ручей,
то в целях фиксации расстояний ме-
между головками рекомендуется при-
применить еще формовочный или под-
подкатной открытый ручьи.
3. При сложной расчетной заго-
заготовке с различными средними сече-
сечениями djcp, с(гср и т. д. по участкам
(см, рис. 23) заготовительные ручьи
определяют для каждой элементар-
элементарной расчетной заготовки, исходя из
ее dmax и dCp, и выбирают наиболее
трудоемкий процесс. При условии,
что сртах, > 1,2, применяют про-
«cpmln
тяжной ручей, приведя его раствор о
в соответствие с rfcp min.
4. Если для расчетной заготовки
в целом требуется только протяжной
ручей и штамповка ведется с клеще-
клещевиной, то при dCp > 30 мм применяют
еще и подкатной открытый ручей
для получения перешейка между по-
поковкой и клещевиной.
5. Если по условиям в цехе при-
приходится использовать заготовку с се-
сечением, большим, чем это необходимо
72
ШТАМПОВКА НА МОЛОТАХ
по расчету, то в таких случаях при-
применение протяжного ручья (или, в
крайнем случае, площадки для про-
протяжки) обязательно.
6. Вместо протяжного ручья сле-
следует применять площадку для про-
протяжки, если необходима оттяжка:
конца под клещевину;
короткого конца, длина которого
меньше толщины исходной заготовки;
равномерного по толщине или
ступенчатого конца (грубая оттяжка).
7. Если заготовка после подкатного
или протяжного ручья резко выходит
за контуры штамповочного ручья в
плане, применяют дополнительно фор-
формовочный ручей. В определенных
случаях вместо подкатного и формо-
формовочного ручья можно использовать
один несимметричный подкатной ру-
ручей (см. табл. 14, п. 6).
8. Необходимо увязывать выбор за-
заготовительных ручьев с применяемой
комбинацией штамповочных ручьев:
применение заготовительно-предва-
рительного ручья упрощает обработку
заготовки в заготовительных ручьях;
при отмене предварительного ручья
часто бывает необходима более тща-
тщательная обработка исходной заготовки
в заготовительных ручьях.
9. Применение заготовок, высажен-
высаженных на горизонтально-ковочной ма-
машине или вальцованных, а также
периодического проката существенно
упрощает штамповку в заготовитель-
заготовительных ручьях и часто позволяет прово-
проводить штамповку без них.
Выбор штамповочных ручьев и ва-
варианта штамповки. Для поковок 1-й
подгруппы типа А применяют оконча-
окончательный ручей, для поковок типа Б —
предварительный и окончательный, а
в некоторых случаях предварительно-
заготовительный и окончательный ру-
ручьи в зависимости от формы и соотно-
соотношения размеров поперечного сечения
поковки (см. табл. 12, е—з).
2-я подгруппа. Выбор заго-
заготовительных ручьев. При штамповке
применяют заготовительные ручьи
3-1-2 (см. табл. 6): пережимной и
площадку для расплющивания. Вы-
Выбор ручьев проводят так же, как и
для поковок 1-й подгруппы с помощью
расчетной заготовки, эпюры сечений
расчетной заготовки и коэффициентов
подкатки. По размерам расчетной за-
заготовки определяют общий коэффи-
коэффициент подкатки, используя формулу
C2).
Для пережимного ручья Кп — 1,2;
для площадки для расплющивания
Ка ?= 1. В ручьях: пережимном, пред-
предварительном и окончательном /Спр =
= 1,2-1,1-1,05» 1,4.
Ручьи выбирают по неравенству
C3). Если /Спо > 1,4, то поковку
следует относить к 1-й подгруппе
I группы. При этом ие исключается
возможность применения пережимного
ручья.
Ориентировочно можно рекомендо-
рекомендовать при /Сш><3 1.1 применять пло-
площадку для расплющивания вместо
пережимного ручья.
Выбор штамповочных ручьев и ва-\
рианта штамповки. Для поковок 2-й
подгруппы типа А применяют оконча-
окончательный ручей, а для поковок типа Б —
предварительный и окончательный, а
в некоторых случаях предварительно-
заготовительный и окончательный ру-
ручьи в зависимости от формы и соотно-
соотношения размеров поперечного сечения
поковки (см. табл. 12, е—з).
3-я подгруппа. Выбор заго-
заготовительных ручьев. При штамповке
поковок 3-й подгруппы применяют
заготовительные ручьи 3-1-3 (см.
табл. 6): для поковок типа А — вы-
высадочный ручей, а для поковок ти-
типа Б — специальный протяжной и
высадочный ручьи.
Эти ручьи используют при наличии
одного фланца или бурта, для кото-
Щ
ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
73
рого Ка
СР
> 1,8 [см, фор-
СР
мулу C2)], и сравнительно коротком
стержне.
Если /Спо =^ 1,8 или стержень имеет
большую длину, поковки относят к
I группе, 1-й подгруппе, типу А.
Выбор штамповочных ручьев и ва-
варианта штамповки. Для поковок 3-й
подгруппы применяют один оконча-
окончательный ручей или два ручья — пред-
предварительный и окончательный, если
необходимо увеличить стойкость окон-
окончательного ручья и уменьшить при-
прилипание заготовки к штампу.
4-я подгруппа. Выбор ваго*
товительных ручьев. Поковки данной
Рис. 24. Построение расчетной заготовки
по развертке)
/ — поковка; 2 — развертка; 3 -«• рас
четная заготовка; 4 — эпюра
подгруппы требуют гибки, которую
выполняют либо с помощью гибочного
ручья (поковки типа А), либо непо-
непосредственно в штамповочном ручье
(поковки типа Б). Для поковок типа А
необходимы такие же заготовительные
ручьи, как и для поковок 1-й под-
подгруппы. Для поковок типа Б при
/разв//Ср > 2,5 применяют такие же
заготовительные ручьи, как и для
поковок 1-й подгруппы, а При
/разв^ср<3 2,5 — такие же, как и
для поковок 2-й подгруппы. Выбор
ручьев проводят, как и для покоёок
1-й и 2-й подгрупп, с помощью рас-
расчетной заготовки, эпюры сечений рас-
расчетной заготовки и коэффициентов
подкатки.
В зависимости от формы поковки и
степени протяжки заготовки в про-
процессе гибки построение расчетной за-
заготовки выполняют одним из следу-
следующих способов:
1. Построение расчетной заготовки
по развертке (рис. 24). Способ приме-
применяют для поковок плавных форм,
требующих гибки без значительной
протяжки заготовки .[При этом строят
развертку по линии, проходящей при-
I
i
f
M
p
И
I
о T
Элемент 3
h
"I
d
мерно иа расстоянии l/З толщины t
от внутреннего контура поковки. По-
Построение расчетной заготовки и эпюры
сечений развертки проводят так же,
как для поковки с вытянутой осью.
2. Построение расчетной заготовки
по элементам (рис. 25). Способ при-
применяют для поковок в резкими пере-
перегибами, требующими гибки со значи-
значительной протяжкой заготовки иа соот-
соответствующих участках. При этом вы-
выделяют участки, почти не подверга-
подвергающиеся протяжке в процессе гибки
(элементы длиной 1\ и 13 на рис. 25, а),
что достигается проведением лучей ОВ
и ОС из центра О дуги перегиба; для
этих элементов соответствующие уча-
участки расчетной заготовки (рис. 25, б)
строят, используя сечения, перпенди-
перпендикулярные к осям ab и cd.
Для определения длины элемента 12
выполняют построение главной оси
поковки на участке перегиба: из
центра О проводят ряд сечений (ОМ,
ОЕ и т. д.) и определяют положение
точек /, 2, 3 и т. д., представляющих
собой проекции центров тяжести соот-
соответствующих сечений (ОМ, ОЕ и т. д.)
на план поковки. Длина кривой b —
/—2—3 . . .—с является искомой Дли-
Длиной /2- Затем находят площади попе-
поперечных сечений (ОМ, ОЕ и т. д.)
поковки с облоем. Соответствующие
диаметры расчетной заготовки dgi,
dai . . . откладывают на линиях, соот-
соответственно проходящих через точки /,
2, 3, . . ., и таким образом получают
элемент расчетной заготовки на уча-
участке изгиба поковки (второй элемент
расчетной заготовки в рассматривае-
рассматриваемом случае).
3. Построение расчетной заготовки
иепосредствеино по сечениям приме-
Элемент! Элемент!
Элемент!
Рис, 25, Построение расчетной заготовки по элементам!
а яя поковка в плане! 6 •*• расчетная заготовка развернутой поковкн
74
ШТАМПОВКА НА МОЛОТАХ
ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
75
at
к
кг
-у^-ч
tTv
±>
\
h
Расче/пнал заготовка
¦Si
в)
Рис. 26. Построение расчетной заготовки
непосредственно по сечениям
няют для поковок такой формы с та-
такой линией разъема (рис. 26, а) или
главной осью (рис. 26, б), которая
требует применения гибки, протека-
протекающей за счет протяжки заготовки без
существенного изменения ее длины.
При этом пострвение расчетной заго-
заготовки проводят непосредственно по
сечениям, как для поковок с вытяну-
вытянутой осью A-1; табл. 4).
По размерам расчетной заготовки
определяют общий необходимый коэф-
коэффициент подкатки по формуле C2).
Коэффициент подкатки гибочного ру-
ручья /<ц = 1,2.
При выборе /Сп других заготови-
заготовительных ручьев рекомендуется поль-
пользоваться табл. 9. Необходимо учиты-
учитывать также замечания, приведенные
на с. 71.
Нужно иметь в виду, что гибочным
ручьем заменяют формовочный ручей.
Гибочный ручей применяют только
для поковок 4-й подгруппы типа А.
Выбор штамповочных ручьев и ва-
варианта штамповки. Для поковок 4-й
подгруппы типа А (а) применяют окон-
окончательный ручей, типа А (б) — пред-
предварительный и окончательный ручьи,
а в некоторых случаях — предвари-
предварительно-заготовительный и окончатель-
окончательный ручьи в зависимости от формы и
соотношения размеров поперечного се-
сечения поковки (см. табл. 12, е, ж, з).
Для поковок 4-й подгруппы типа Б
необходимо уравновешивать сдвига-
сдвигающие усилия. Для поковок типа Б (а)
применяют окончательный ручей, а
для поковок типа Б (б) — предвари-
предварительный и окончательный ручьи и
иногда предварительно-заготовитель-
предварительно-заготовительный и окончательный ручьи (см,
табл. 12, е, ж, з).
5-я подгруппа. Выбор загото-
заготовительных ручьев. Заготовительные ру-
ручьи выбирают так же, как и для по-
поковок 1-й подгруппы. Для поковок
5-й подгруппы типа А в ряде случаев
требуется применение формовочного
ручья в целях одностороннего смеще-
смещения металла в сторону отростка. Иногда
вместо подкатного и формовочного
ручьев целесообразно применять не-
несимметричный подкатной ручей (см.
табл. 14, п. 6).
Выбор штамповочных ручьев и ва-
варианта штамповки. Для поковок 5-й
подгруппы типа А применяют заго-
товительно-предварительный ручей с
полостью упрощенной формы (см. табл.
12, и) и окончательный ручей; для
поковок типа Б — заготовительно-пред-
варительный ручей с рассекателем
(см. табл. 12, д) и окончательный ру-
ручей.
В зависимости от формы и размеров
поковок иногда целесообразны раз-
различные варианты штамповки поковок
в свернутом или развернутом виде.
6-я подгруппа. Выбор заго-
заготовительных ручьев проводят в зави-
зависимости от того, к какой из подгрупп
A—5-й) можно привести поковку, при-
придавая ей рациональную форму для
штамповки на молоте и последующей
штамповки на другом оборудовании.
Выбор штамповочных ручьев и ва-
варианта штамповки также зависит от
того, к какой подгруппе приведена
данная поковка.
Применение отрубного ручья, выбор
числа поковок, изготовляемых из одной
заготовки, и применение клещевины при
штамповке.
Поковки небольшой массы и малой
длины штампуют обычно из одной
заготовки поочередно, отделяя каж-
каждую заготовку вместе с облоем от
исходного прутка на ноже (рис. 27, А).
Если масса и длина поковки не
позволяют применять заготовку боль-
большую, чем на две поковки, то рекомен-
рекомендуется не отрубать первую поковку
на ноже, а проводить штамповку с по-
поворотом заготовки на 180° после полу-
получения первой поковки (рис. 27, 5).
При штамповке из длинного прутка
по первому варианту (см. рис. 27, А)
рекомендуется так подобрать длину
заготовки, чтобы последнюю поковку
/ Щ
штамповать с поворотом заготовки
и тем самым осуществлять процесс без
применения клещевины.
Прибегать к штучной заготовке
(рис. 27, В) рекомендуется в том слу-
случае, когда длина 1П и масса Gn поковки
настолько значительны, что не пред-
представляется возможным проводить
штамповку с кантовкой из заготовки
на две поковки.
Зоны на диаграмме (см. рис. 27)
позволяют по значениям 1а и Gn вы-
выбирать заготовку соответствующей
длины. Исключение составляют штам-
штамповка заготовок осадкой в торец,
штамповка, требующая оттяжки обоих
концов заготовки, и изготовление по-
поковок сложной формы, которая не-
неудобна при штамповке от прутка и
при отрубке.
Клещевину не следует применять
в тех случаях, когда штамповку про-
производят без подкатных ручьев. При-
Применение открытого со стороны клеще-
клещевой выемки подкатного ручья (рис. 28)
позволяет в ряде случаев осуществлять
штамповку без клещевого конца; же-
желательно использовать в качестве кле-
клещевины оттянутый конец а1 заготовки
(см. рис. 27, В). Клещевину можно
не оттягивать, если ее используют в
качестве исходной заготовки для дру-
других поковок.
Размеры клещевых концов а и а±
при штамповке соответственно без
оттяжки (см. рис. 27, В) и с оттяжкой
рекомендуется определять, как ука-
указано в табл. П.
Определение размеров и выбор исход-
исходной заготовки. Размеры исходной за-
заготовки определяют исходя из двух
основных факторов: расчетной заго-
заготовки и принятой комбинации пере-
перекодов штамповки.
Объем заготовки на одну поковку V3P
равен произведению площади S3r сече-
сечения заготовки на ее длину /Зг> отнесен-
отнесенную к одной поковке, т. е.
IV = SwlaT. C4)
Объем заготовки Узр с учетом по-
потерь (без клещевины) определяют по
формуле
»
в а
>
X
Л
1
1
ч
V
\
то
200 300 Ln.MH
'П. о
100 4-б
100
C5)
Рнс. 27. Диаграмма пределов примене-
применения различных заготовок (по А. В. Ре*
бельскому):
а — граница зоны применения заготовок
на несколько поковок с отрубкой их на
ноже; б — граница зоны штамповки о по-
поворотом заготовок на две поковки; виг —
кривые, между которыми располагается
расширенная зона штамповки с поворотом
Для поковок простых форм; Ln — наиболь-
наибольший габаритный размер поковки, ми;
О„ — масса поковки, кг; ?„_ — длина кле-
п . км
щевого конца в случае оттяжки клеще-
внны; /кл ¦— то же, без оттяжки клеще-
клещевины; А — толщина исходной заго-
заготовки. Зоны штамповки: / — из отдель-
отдельной заготовки; // — с поворотом за-
заготовки; III — с отрубкой поковки на
ноже
где Уп. о = Уп + Уо — суммарный
объем поковки и облоя; б — угар
металла, % (см. т. I, Гл. V).
Объем поковки Vn рассчитывают по
номинальным размерам с добавлением
к вертикальным размерам половины
положительного отклонения.
На основании расчетных заготовок
(эпюр) и принятого процесса штам-
штамповки по переходам, а также с учетом
76
ШТАМПОВКА НА МОЛОТАХ
Рис. 28. Штамп для штамповки без клещевины за счет соответствующего расположения
поковки и применения подкатного ручья, открытого со стороны клещевой выемки
потери металла на угар и способа
укладки заготовки в заготовительные
ручьи рекомендуется площадь попе-
поперечного сечения заготовки Sar опре-
определять по табл. 10, составленной для
поковок с элементарной расчетной за-
заготовкой.
Площадь сечения исходной заго-
заготовки Ssr ДЛЯ ПОКОВОК СО СЛОЖНОЙ
расчетной заготовкой — сложной эпю-
эпюрой (см. рис. 21—23) рассчитывают:
по формулам C6)—C8) (табл. 10)
в случае штамповки без заготовитель-
заготовительных ручьев (БЗ) или с применением
гибки (Гб), пережима (Переж), фор-
формовки (Форм) или подкатки (ПО н
ПЗ);
по формулам C8)—D0) прн штам-
штамповке с применением протяжки (Прот)
или протяжки — подкатки (Прот—ПО
или Прот—ПЗ) для каждого участка
расчетной заготовки (эпюры); для рас-
расчета принимают наибольшее из полу-
полученных значений Бзт;
в случае штамповки с применением
одного высадочного ручья по формуле
D1)
где dmn — диаметр концевого участка
поковки большей длины;
в случае штамповки с применением
высадочного и специального протяж-
протяжного ручьев по формулам:
D2)
D3)
где Уф — объем фланца поковки с уче-
учетом потерь на облой и угар; определяют
аналогично Var по формуле C5);
Озг — диаметр расчетной заготовки
с учетом потерь на облой и угар.
Выбор профиля сечения исходной
заготовки и размеры профиля. Опре-
Определив Ssr по ГОСТу, подбирают ква-
квадратный или круглый профиль с
ближайшей большей площадью попе-
поперечного сечения и рассчитывают АЙГ и
Dsr; если запроектирован высадочный
ручей и не предусмотрен специальный
ПРОТЯЖНОЙ, ТО Dw ^ <*
ШТАМПОВКА В ОТКРНТЫХ ШТАМПАХ
77
10. Определение площади сечения исходной заготовки для поковок
с элементарной расчетной заготовкой (по А. В. Ребельскому)
Переходы
Площади сечения
исходной заготовки.
Формула для определения
Пояснения к расчету
Без загото-
заготовительных
ручьев (БЗ)
илн с при-
применением
гибки
= A,02+1,05)
C6)
Меньшее значение коэффициента
в формуле принимают для слу-
случая, когда заготовка перекрывает
штамповочный ручей по всей дли-
длине, большее значение—заготовка
не доходит до конца ручья
С пережи-
пережимом или
формовкой
С подкат-
подкаткой (ПО
или ПЗ)
= A,05-1-1,3) S
ср
C7)
: A,02+1,2) Sep
C8)
Меньшее значение коэффициента
применяют в том случае, если Ис-
Исходная заготовка закладывается
до конца заготовительного ручья,
большее значение — если заготов-
заготовка закладывается не до конца
ручья
С протяж-
протяжкой
C9)
Эту формулу применяют в том
случае, если после протяжки про-
проводят формовку или гибку.
Г, J. ЛГ, Т/ ЮО + 6 .
В формуле V;= VT j^J--
Объем головки расчетной заготовки
с учетом потерь на угар; о -»-
угар, %; /г —длина головки рас-
расчетной заготовки (см. рис. 19)
С протяж-
протяжкой и под-
подкаткой
О'
D0)
5ид определяют по формуле
при значении коэффициента
5Пр — по формуле C9); К — W
иусность стержня расчетной заго-
заготовки (см. рис. 19)
Наиболее выгодно применять ква-
квадратный профиль. Круглую по сече-
лию заготовку используют: при гибке
с резкими изгибами, приводящей при
штамповке из квадратного профиля
К образованию зажимов; если на по-
поковке круглый по сечению участок,
не подвергающийся штамповке; в слу-
случае применения высадочного ручья
или штамповки на молоте после вы-
высадки на горизонтально-ковочной ма-
машине, В ряде случаев рациональнее
применять заготовки из проката перио-
периодического профиля, высаженные на
горизонтально-ковочной маШине, или
заготовки, полученные вальцовкой на
ковочных вальцах,
Поковки II группы. 1-я подгруп-
п а.
Выбор заготовительных ручьев,
При штамповке поковок '1-й под-
подгруппы применяют только заготови-
заготовительный ручей 3—II—1,2 (см, табл. 6),
V, е. площадку для осадки. Иногда
вместе с осадкой в заготовке выпол-
выполняют неглубокую наметку или выступ.
78
ШТАМПОВКА НА «ОЛОТАХ
Рис. 29. Штамповка крестовины из
осаженной заготовки с деформированием
на квадрат (в плане) в одном окончатель-
окончательном ручъе:
о — поковка; б — исходная заготовка;
в — заготовка после осадки; г — схема
штамповки
Если диаметр исходной заготовки бли-
близок к диаметру тюковки, то площадку
для осадки не применяют. При боль-
большом диаметре поковки (Da > 300 мм)
можно производить осадку заготовки
на другом молоте.
Выбор штамповочных ручьев и ва-
варианта штамповки.
Для поковок типа А применяют
один окончательный ручей. Предва-
Предварительный ручей можно делать для
повышения стойкости окончательного
ручья. При обработке поковки типа Б
применяют предварительный и окон-
окончательный ручьи. Если в поковках
типа А или Б прошивают отверстие,
то желателен предварительный ручей.
2-я подгруппа. Выбор загото-
заготовительных ручьев.
Для локовок типа А с относительно
короткими отростками (рис. 29, а)
применяют площадку для осадки
3—II—1,2 (см. табл. 6), а при большем
размере отростков (В > 300 мм) осадку
исходной заготовки (рис. 29, б) выпол-
выполняют на другом молоте.'Затем проводят
осадку в направлении диаметра, в ре-
результате чего получают заготовку,
близкую в плане к квадратной
(рис. 29, в).
Полученную заготовку укладывают
в окончательный ручей так, чтобы
направление ее диагоналей совпало
с направлением отростков ручья. При
такой укладке облегчается вытекание
металла в полости под отростки (рис.
29, г).
При получении поковки с длин-
длинными отростками рекомендуется в це-
целях экономии металла применять
штамп со специальным формовочным
ручьем (рис. 30).
Выбор штамповочных ручьев и ва-
варианта штамповки.
Для поковок типа А применяют
один окончательный ручей. Исполь-
Использовать предварительный ручей реко-
рекомендуется для повышения стойкости
окончательного ручья. Для поковок
типа Б при относительно коротких
отростках применяют окончательный
ручей и иногда предварительный и
окончательный ручьи.
При длинных отростках рекомен-
рекомендуется использовать заготовительно-
предварительный ручей с плавными
переходами от отростков к внутренней
з
Рис. 30. Штамп со специальным формо-
формовочным ручьем и переходы штамповки
кдостовняыг
а — исходная заготовка; б — заготовка
после осадки; в — заготовка после
формовочного ручья; е — отштампован»
ная поковка с облоем; / — площадка для
осадки; 2 — формовочный ручей; 3 —
окончательный ручей
ШТАМПОВКА В ЗАКРЫТЫХ ШТАМПАХ
79
части фигуры (см. табл. 12, и). Такие
сложные поковки желательно штам-
штамповать в двух штампах на двух рядом
стоящих молотах (предпочтительно при
одном нагреве и с механизацией пере-
передачи заготовки от первого молота ко
второму).
3-я подгруппа. Выбор заго-
заготовительных ручьев. При штамповке
поковок типа А необходим высадочный
ручей 3-11-3 (см. табл. 6), а при штам-
штамповке поковок типа Б — специальный
протяжной и высадочный ручьи. При
штамповке поковок типа Б с неслож-
несложным фланцем можно взять один спе-
специальный протяжной ручей.
Выбор штамповочных ручьев и ва-
варианта штамповки.
Для поковок 3-й подгруппы при-
применяют один окончательный ручей.
При сложном фланце, заполняемом
выдавливанием, с целью повышения
стойкости окончательного ручья иногда
проводят обработку и в предваритель-
предварительном ручье.
Размеры заготовки определяют по
объемам: поковки с облоем и заготовки
с учетом угара.
Объем поковки с облоем равен;
Vn. об = Vu + V&, где Vn — объем
поковки; Vo — объем облоя.
Объем заготовки с учетом угара
(без клещевины)
ЮО + б
V3c~vn.o 100 '
где б — угар, %.
Расчетные (со штрихом) и фактиче-
фактически выбранные размеры заготовки:
S'3T и S3r — площади сечений заго-
заготовки; D'3e и D3C — диаметры исход-
исходной заготовки; А'аТ и Азг — стороны
квадратов исходной заготовки; L'st и
•f-зг — длины (высоты) исходной за-
заготовки.
Размеры заготовки, во избежание
ее искривления при обработке, должны
удовлетворять условию:
i-зг *-з
Задавшись т, можно найти диаметр
круглой или сторону квадратной за-
заготовки по формулам:
m
D4>
D5)
D6)
Определив по этим формулам раз-
размеры заготовки D'sr и АзГ и подсчи-
подсчитав S'sr, по сортаменту подбирают за-
заготовку с размерами D3r (АЗГ и Ssr),
ближайшими к полученным расчете^
а затем уточняют длину заготовки по
формуле
L3r = _|!L. D7)
где m — коэффициент, равный 2,8—
1,5; чтобы облегчить отрезку заготовки,
принимают m я* 2,8; при таком зна-
значении m заготовка имеет наименьшую
толщину.
В случае штамповки с применением
одного высадочного ручья S'3r опре-
определяют по формуле D1). При штам-
штамповке в высадочном и специальном
протяжном ручьях S'3r определяют
по формулам D2) и D3).
7. ОСОБЕННОСТИ ВЫБОРА
ПЕРЕХОДОВ И ОПРЕДЕЛЕНИЯ
РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ
ПРИ ШТАМПОВКЕ
В ЗАКРЫТЫХ ШТАМПАХ
Штамповку в закрытых штампах
иногда применяют для изготовления
поковок II группы 1-й и 3-й подгрупп
и, в ряде случаев, 2-й подгруппы.
Штамповку в закрытых штампах по-
поковок I группы проводят крайне редко,
при этом штампуются поковки только
1-й и 2-й подгрупп.
Необходимые переходы для поковок
I группы можно установить, пользуясь
методом построения расчетной загд-
товки (см. рис. 19) и расчетом коэффи-
коэффициентов нодкатки (см. табл. 9).
Диаметры расчетной заготовки опре-
определяют при закрытой штамповке по
формуле
4,= 1,13КЗ?, D8)
80
ШТАМПОВКА НА МОЛОТАХ
1i90,S
Ось шпонки
Площадка
для осадки
Рис. 31. Штамп для поковки типа сту-
ступицы с диском;
ВШ — верхний штамп; НШ — нижний
штамп
где Sn — площадь поперечного сече-
сечения поковки в произвольном месте
с учетом угара;
100 +б
Sn=sn loo—» D9)
где б — угар металла при нагреве, %.
Соответствующую площадь поковки
Sa подсчитывают по минимальным
горизонтальным размерам (номиналь-
(номинальный размер минус нижнее отклонение
о,
|
Рис. 32. Переходы штамповки поковок
типа ступицы с диском и ободом
a) 6) ¦
Рис. 33. Переходы штамповки типа
стакана с глубокой полостью |
допуска) и максимальным вертикаль-
вертикальным размерам (номинальный размер
плюс верхнее отклонение допуска).
В закрытом штампе получают по-
поковки из штучных заготовок, объем
которых
V -у 100 + б E0)
где Va — объем поковки, рассчитан-
рассчитанный по минимальным горизонтальным
размерам и максимальным вертикаль-
вертикальным размерам.
Прн проектировании технологиче-
технологических процессов закрытой штамповки
для поковок II группы следует опре-
определить прежде всего объем исходной
заготовки VaF по формуле E0), ее
диаметр D3r и длину L3r по форму-
формулам D4)— D7).
При выборе переходов штамповки
учитывают размеры основных эле-
элементов поковок этого типа (высоты:
ступицы hc, диска/гд, обода /га), соот-
соотношение этих размеров н размеров
исходной заготовки (как и при штам-
штамповке в открытых штампах).
Если штампуют поковку типа сту-
пнцы с диском, то при небольшом зна-
значении отношения hjhj^ в штампе
предусматривают площадку для осадки
н окончательный ручей (рис. 31).
При большем значении этого отно-
отношения полости для получения наме-
наметок, по которым заготовка центрируется
в окончательном ручье, рекомендуется
выполнять на площадке для осадки.
Для поковок, состоящих из всех
основных элементов, в зависимости
от соотношения их размеров воз-
возможны три варианта штамповки с при-
применением: площадки для осадки и
окончательного ручья (рис. 32, а);
заготовительно-осадочного ручья с
наметочными полостями под ступицу
и окончательного ручья;
РАСКРОЙ МЕТАЛЛА И РАСЧЕТ ОТХОДОВ
81
а)
Рис. 34. Поковка с длинным стержнем
(а) и штамп с двумя заготовительными
ручьями (б); в окончательном ручье при-
применен выталкиватель
специального заготовительно-предва-
рятельного ручья и окончательного
(рис. 32, б).
Для поковок типа стаканов и порш-
поршней рекомендуется применять заго-
заготовительный ручей, в котором заго-
заготовке придают требуемую форму и
размеры, и окончательный ручей
(рис. 33). При этом рекомендуется:
принять одинаковый штамповочный
уклон а в предварительном (рис. 33, а)
и окончательном (рис. 33, б) ручьях;
определить меньший диаметр заго-
заготовительного перехода по формуле
d3 = dm -f- F,*-10) мм и размеры ис-
исходной заготовки ?Kг и L3T из условия
сохранения объема Уаг.
Поковки с относительно длинными
стержневыми элементами перед штам-
штамповкой в закрытом ручье (рис. 34)
протягивают и подвергают подкатке,
конец исходной заготовки. Рекомен-
Рекомендуется использовать штамп с выталки-
выталкивателем, приводимым в движение, на-
например, с помощью пневматического
цилиндра и рычага.
8. РАСКРОЙ МЕТАЛЛА
И РАСЧЕТ ОТХОДОВ
Расход металла, его раскрой, f
также показатели использований ре-
Комендуется определять по табл. 11-
11. Расчет расхода и раскроя металла (по А. В. Ребельскому)
Место для эскиза заготовки
Элемент
Чисто-
Чистовая де-
деталь и
поковка
Рассчитываемый параметр
Масса чистовой детали Одет, кг
Объем поковки Vn, мм3
Масса поковки Оа, кг
Изделие...
Деталь № ...
Марка материала...
Формула или способ опреде-
определения параметра
По чертежу детали
По чертежу поковки с уче-
учетом 1/2 положительного допу-
допуска вертикальных размеров
где р — плотность материала
поковки, кг/дм8
82
ШТАМПОВКА НА МОЛОТАХ
Продолжение табл. 11
Элемент
Заго-
Заготовка
на одну
поковку
без
учета
отхода
иа кле-
клещевину
Заго-
Заготовка
на п
поковок
Клеще-
Клещевой
конец
Заго-
Заготовка
Рассчитываемый параметр
Объем заготовки с учетом отхо-
отходов нз облей и угар Vm, мм3
Масса заготовки с учетом отходов
на облой и угар 0зг, кг
Площадь сечения исходной заго-
заготовки 5ЗГ, мм*
Диаметр D^. или сторона A3V
исходной заготовки, мм
Число п поковок, штампуемых
из одной заготовки
Длина клещевого конца при
штамповке без его оттяжки 1'кл,
мм
Толщина оттянутого клещевого
конца якл, мм
Длина оттянутого клещевого кон-
конца /кл, мм
Длина заготовки на одну поковку
с учетом отходов на облой и угар
i-ar (MM) ПРИ штамповке:
без клещевины из заготовки на
одну поковку
с клещевиной из заготовки на
п поковок
с оттянутой клещевиной из за-
заготовки на одну поковку
с поворотом из заготовки на
две поковки
Масса заготовки с учетом тех же
отходов G'^, кг
Формула или способ определения
параметра .
По формулам C5) и E0)
Г Pi'
зг Т?~ зг
По табл. 10 и формулам D1)—
D6) с учетом соответствующих
замечаний
По диаграмме (ем. рнс. 27)
с учетом соответствующих за-
замечаний
1'кя= @,75+1) Лзр
акл = @,25-0,4) An
/кл= A-ь1,5)акл
г ^ЗГ
^ЗГ о
"ЗГ
г ¦ ^ЗГ , КЛ
¦>зг п
г Узг + акл'кл
Oar
?вг = -^ + C-5)
КОНСТРУИРОВАНИЕ И PAG4ET РУЧЬЕВ ШТАМПА
83
9. КОНСТРУИРОВАНИЕ И РАСЧЕТ
РУЧЬЕВ МОЛОТОВОГО ШТАМПА
Штамповочные ручьи. Окончатель-
Окончательный ручей. Полость окончательного
(чистового) ручья выполняют по чер-
чертежу поковки для изготовления штампа
или чертежу горячей поковки (рнс. 35).
Так как поковка после штамповки
охлаждается и размеры ее умень-
уменьшаются, то для получения требуемых
размеров тюковки необходимо, чтобы
размеры полости окончательного ру-
ручья были больше размеров холодной
поковки на величину предполагаемой
усадки.
Правила выполнения чертежа по-
поковки для изготовления штампа:
1. Чертеж поковки для изготовле-
изготовления штампа выполняют по чертежу
холодной поковки с соблюдением того
же масштаба, но в проставляемых
размерах должны быть учтены усадка
и возможность неравномерной усадки
отдельных участков поковки. Для
стали усадка составляет 1,5 % (за
исключением тонких удлиненных бы-
стростынущих участков поковки, для
которых усадка равна 1,2—1 %).
Размер горячей поковки с учетом
усадки
а = / A + at),
где / — размер холодной поковки;
а — коэффициент линейного расши-
расширения металла поковки; t — темпе-
температура конца штамповки.
2. Размеры проставляют таким об-
образом, чтобы построение фигуры при
разметке шаблонов и штампа не вы-
вызывало затруднений. Для этого:
наносят все размеры, необходимые
для построения линии разъема;
размеры по высоте ставят от линии
разъема;
указывают размеры напуска (гори-
(горизонтальные отрезки от штамповочных
уклонов) для разметки на плоскости
контура разъема и соответствующей
разметки фигуры.
3. В примечаниях к чертежу дают
указания о неоговоренных штамповоч-
штамповочных уклонах и радиусах и прочие
надписи, облегчающие чтение чертежа.
1 етл
ifr
И
< e7j
601,2
Рнс. 35« Тиловой чертеж яоковкн для изготовления штампа (горячей поковки)
84
ШТАМПОВКА НА МОЛОТАХ
12. Конструирование предварительного и заготовительно-предвади
ручьев (по А. В. Ребельскому)
тельного
Элементы ручья
Способ построения
и основные формулы
а. Поперечные сечения предварительного
и окончательного ручьев
Штамповочные уклоны в пред-
предварительном ручье обычно вы-
выполняют такими же, как и
в окончательном. Для глубо-
глубоких труднозапел нимых поло-
полостей <Xj = a -f- (l-=-2°) при усло-
условии сохранения размеров В, Вх
и других размеров в плоскости
разъема. Кромки фигуры за-
закругляют дугой, радиус кото-
которой Ri = R -f- С; значения С
зависят от глубины полости:
Глубина по-
полости ручья
у закругляв,
мой кромки
мм ...
Значение С,
им
До 10— Св.
10 25 25
до 50
2 3 4 5
При наличии выступов высотой
ft<?2 #з=#2; при h>B2
R3= A+1,2) #2+3 мм
б. Канавка для торможения выхода ме-
металла
Rit-S
Облойиые каиавки в предвари-
предварительном ручье ие предусматри-
предусматривают. Если при установленном
взаимном расположении ручьев
а < 2Ь, то по боковому стыку
окончательного и предваритель-
предварительного ручьев открывают каиав-
ку, как показано на эскизе с.
У кромки предварительного
ручья против труднозаполив-
мых участков делают каиавки
для торможения облоя
КОНСТРУИРОВАНИЕ И РАСЧЕТ РУЧЬЕВ ШТАМПА
85
Продолжение табл. 12
Элементы ручья
Способ построения
и основные формулы
в. Закругление кромки предварительного
ручья в месте резкого перегиба
А-А
Если после гибки штамповку
проводят в предварительном
ручье, то в местах резкого из-
изгиба кромки ручья закругляют
г. Закругление кромки предварительного
ручья в местах резких переходов сечений
То же, что и в п. в
Промну
закруглить
д. Рассекатель в заготовительно-предвари-
тельиом ручье
Для поковок с развилинами
1-5-Б (см. табл. 4) применяют
заготовительио-предваритель-
иый ручей с рассекателем. Для
этого ручья А «1 0,25В, ио
ие менее 5—8 мм и ие более
30 мм; а = 10-(-45° в зависимо-
зависимости от h; в соответствии с Н
и Н' значения h и ti выбирают
в пределах 0,4—0,7 мм
86
ШТАМПОВКА НА МОЛОТАХ
Продолжение табл. 12
Элементы ручья
Способ построения
и основные формулы
е. Заготовительно-предварительный ручей:
/ — трапецеидального сечения; 2 — окон-
окончательный ручей
л
( ^
Ь- г
L.J
-*
¦t 2
—1 х*> „¦'
V
Впр
в
Для поковок двутаврового се-
чення при Л ^ 26 применяют
заготовитель но - предваритель-
предварительный ручей трапецеидального
сечения. Ширина 5пр = В —
— B-г-6) мм. Высоту ручья ftnp
рассчитывают из условия ра-
равенства площадей поперечного
сечения ручья и двутаврового
сечения поковки; R± опреде-
определяют так же, как и для предва-
предварительного ручья (см. п, а)
ж. Заготовительно-предварительный ручей
с плавной формой двутаврового сечения
Применяют для поковок с дву-
двутавровым сечением при h > 2b.
Размеры ручья." 5Пр =5 —
— (l-f-2) мм; кпр определяют
так же, как и в п. е; х —
(пр);пр Ч +
+ 2х; у определяют из условия
равенства площадей f — /";
ЛпР = ftnp — 2У- ТоЧкИ с коор-
координатами х и у соединяют
плавными кривыми, как пока-
показано на чертеже
з. Заготовительно-предварительный ручей
для поковок таврового, двутаврового или
ребристого сечения с большим расстоя-
расстоянием между ребрами
Применяют для поковок с боль-
большим расстоянием менаду ребра-
ребрами. Построение проводят в со-
соответствии с эскизом так, чтобы
соблюдалось равенство площа-
площадей:
КОНСТРУИРОВАНИЕ И РАСЧЕТ РУЧЬЕВ ШТАМПА
87
Продолжение табл. 12
Элементы ручья
и. Загвтовительно-предварительный ручей
для поковок с отростками
к. Выступы и бобышки незначительных
размеров: а — в окончательном ручье;
б — в предварительном ручье
Ф1Я .
П5~ "
•К
а)
Способ построения
и основные формулы
Полость под отросток имеет
простую форму, благоприятную
для ее заполнения металлом
по всей длине:
#1= B+5) R.
Если в окончательном ручье
предусматривают замок неболь-
небольшой глубины, то в заготови-
тельно-Предварительном ручье
замок отсутствует
Выступы, небольшие ребра и
углубления незначительных
размеров в предварительном
ручье либо не делают, либо вы-
выполняют с плавными перехо-
переходами
13. Определение размеров клещевых выемок и литниковых канавок
Эскиз
Питий штамп
Условия
примене-
применения (кле-
(клещевой
выемки и
литнико-
литниковой канав-
канавки)
При
штампов-
штамповке от
прутка
Расчетные
формулы и усло-
условия выбора
размеров
Для ПОКОВОК
из углероди-
углеродистых и низко-
низколегированных
сталей s !> Н2,
но ие менее
35 мм
Для поковок
из высоколе-
высоколегированных и
жаропрочных
сталей s >
> 1,2#1, но
не менее 35 им
5= A,3 +
+ 1.5) D3r
ШТАМПОВКА НА МОЛОТАХ
Эскиз
Условия
примене-
применения (кле-
(клещевой
выемки и
лнтиико-
вой канав-
канавки)
Расчетные
формулы н усло-
условия выбора
размеров
При
штампов-
штамповке от
прутка
с пово-
поворотом
*=*«,+ft*;
Н = 1,2В, но
не менее 35 мм
h = ho/2 + h
где h0 и hi —
по табл. 7;
Единая
выемка
для чер-
чернового и
чистового
ручьев
при / <
< 15 мм
При
штампов-
штамповке заго-
заготовок
осадкой
в торец
Условные обозначения: S и Sj — толщина стеики ме-
между полостью ручья и выемкой под клещевину; D3r — диаметр исход-
исходной заготовки; В — ширина выемки под клещевину; Ь — ширина лит-
литниковой канавки; Н — высота выемки под клещевину! h — глубина
литниковой канавки; г — радиус закругления для клещевой выемки
в мм принимается в зависимости от D3F: г — @,2-=-0,3) ?>зг.
КОНСТРУИРОВАНИЕ И РАСЧЕТ РУЧЬЕВ ШТАМПА
89
4, На чертеже изображают поковку,
получаемую в окончательном ручье
молотового штампа. Поэтому изме-
изменения формы, выполненные после
штамповки на молоте (пробивка от-
отверстий, гибка и пр.)> не указывают.
5. В некоторых местах допускаются
изменения на чертеже поковки, кото-
которые при учете износа отдельных эле-
элементов штампа и недоштамповки обес-
обеспечивают получение поковки, удовле-
удовлетворяющей требованиям чертежа хо-
холодной поковки.
Предварительный и заготовительно-
предварительный ручьи рекомендуется
конструировать и изготовлить в ос-
основном по чертежу поковки для изго-
изготовления штампа (табл. 12).
Предварительный ручей применяют
при штамповке сложных поковок с
глубокими полостями в штампах, если
поковки с трудом извлекаются из
штампов. Предварительный ручей име-
имеет несколько упрощенную форму по
сравнению с формой окончательного
ручья и лучше заполняется металлом.
Некоторые участки заготовнтельно-
предварительного ручья значительно
отличаются от этих же участков окон-
окончательного ручья, так как на этих
участках происходит перераспределе-
перераспределение металла заготовки.
Клещевую выемку и литниковую
канавку конструируют в соответствии
с указаниями, приведенными в табл. 13.
Эти элементы штамповочных ручьев
располагают в передней части штампа
и используют их для размещения части
прутка или клещей, удерживающих
заготовку, а также для облегчения
удаления поковки из ручья при штам-
штамповке без клещевины. Клещевую вы-
выемку и литниковую канавку исполь-
используют во многих случаях для отливки
контрольной фигуры ручья.
Заготовительные ручьи, Заготови-
Заготовительные ручьи рекомендуется конструи-
конструировать в соответствии с указаниями
табл, 14.
Заготовительные ручьи служат для
предварительного грубого деформиро-
деформирования исходной заготовки, для при-
придания ей формы, удобной для штам-
штамповки в штамповочных ручьях и обес-
обеспечивающей относительно малый отход
металла в облой.
Отрубные ручьи (ножи). Отрубной
ручей служит для отделения отштам-
отштампованной поковки от прутка, когда
из исходной заготовки получают не-
несколько поковок. Поковку уклады-
укладывают перемычкой на лезвие ножа и
одним ударом отсекают от заготовки.
Отрубной ручей располагают на перед-
переднем или заднем углу штампа.
При размещении ножа на переднем
углу штампа предусматривают воз-
возможность размещения в ручье поковки
с облоем. При расположении ножа
на одном из задних углов штампа
учитывают возможность свободного
размещения в ручье исходной заго-
заготовки.
Размеры и условия применения от-
отрубных ручьев приведены в табл. 15.
Для получения при отрубке мини-
минимального «уса» форму сечения ножа
можно принять такой, как показано
на рис. 36.
Рис. 36, Поперечное сечеиие отрубного
ручьи
14. Конструирование заготовительных ручьев
S
Тип ручья или элемент ручья; область применения
Способ построения и основные формулы
Формовочные ручьи 3-1-1, а
1. Для поковок, симметричных в плане при штам-
штамповке из заготовки на одну поковку
Контур поковки
6 плане
Построение профиля ручья заключается в построении такой
фигуры, которая впишется в контур поковки в плане для
расчетной заготовки с головкой (йэ> dep). В местах на-
набора металла зазор между контурами поковки и формовоч-
формовочного ручья равен 1—2 мм. В местах, из которых металл ча-
частично вытесняется, т. е. где согласно эпюре диаметров
de < dcp, должен бнть предусмотрен зазор 3—5 мм (п. 1;
Азг — толщина исходной заготовки)
Горизонтальные участки по расчетной заготовке в формо-
формовочном ручье ^выполняют по наклонным плоскостям с углом
наклона 2—5° от линии раздела в направлении к местам
набора металла (п. 1)
Е
н
>
2
О
оз
Я?
о
о
>
2, Для поковок, несимметричных в плане при штам-
штамповке из заготовки одной поковки
Контур похобки в тане
В несимметричном формовочном ручье (п. 2) должно быть
обеспечено легкое удаление из ручья отформованной заго-
заготовки. Переходы по контуру плавные, допускается пере-
перекрытие контуром формовочного ручья контура поковки
в тех местах, где это требуется для плавности переходов и
в целях легкого удаления заготовки из ручья (см. участок К
в п. 2)
В местах перехода от меньших сечеиий к большим надо де-
делать желоб— поперечное углубление для получения более
плавной формовки металла без образования засечек
Ширина формовочного ручья открытого типа
В-.
Л mm
Принимаемое значение
венству
°min
ф20) mm.
должно удовлетворять нера-
нера< B,5*3)
о
X
о
н
"О
"Ч
S
V
о
а
S
о
Л
га
н
и
а
В
н
2
Продолжение табл. 14
Тип ручья или элемент ручья; область применения
Способ построения н основные формулы
3. Для многоштучной штамповки
Контур покоВки 8 плане
При многоштучной штамповке (п. 3) расстояния между от-
отдельными частями формовочного ручья, каждая из которых
соответствует контуру одной поковки, выполняют равными
расстояниям между отдельными фигурами поковки, причем,
если расстояние с< 8-=-12 мм, то делают плавный переход
от одной фигуры к другой, как показано на эскизе а п. 3.
При с > 12 мм между отдельными фигурами делают пере-
перемычку (эскиз 3, б)
При штамповке с отделением поковки от прутка на ноже
в конце профиля формовочного ручья делают специальную
канавку (п. 3), которая служит для размещения уса (заусен
ца), получающегося на конце прутка при отрубке поковки
на ноже.
Подкатной открытый ручей 3-1-1, б
4. Подкатной открытый ручей для набора металла и
фиксации требуемых расстояний между наборами
Размеры профиля по высоте h зависят от da и dcp расчет-
расчетной заготовки, площади S3 поперечных сечений поковки
с облоем и диаметра D3r исходной круглой заготовки или
D3r. пр 1,13 V~SBrрд
квадратного сечения площадью S3r;
ft = Hd8== 1,13ц VS~9,
где ]1 определяют по следующей таблице:
'зг. Пр = l,13j/^S3r—приведенного диаметра заготовки
гного сечения площадью S3r;
E1)
Сечение
Стержня:
<^э min ("min)
<4к (М
Набора:
4э max (^шах)
D3r, мм
До 30
0,8
0,85
1,1
30 — 60
0,75
0,8
1,05
Св. 60
0,7
0,75
1,0
Размеры концевой канавкн определяют по таблице, приве-
приведенной ниже для подкатного закрытого ручья, за исключе-
исключением размера Ь, который принимается равным ширине
ручья В.
Ширину ручья вычисляют по формулам таблицы:
Внд заготовки
Подкатка
исходной
заготовки
Расчетная формула
в = _^эг_ _у 10 мм> E2;
но в пределах В= (d3 max + 10)-4-l,5D3r
(или 1,7ЛЗГ)
Продолжение табл. 14
Тип ручья или элемент ручья; облзсть применения
См. эскиз на стр. 93
Способ построения н основные формулы
Вид заготовкн
Подкатка
предваритель-
предварительно протянутой
заготовки
Расчетная формула
В = -~- + Ю мм,
hK
E3)
но в пределах В * = (dsmax + 10)-И,5Озг
с
(или 1,7Л8г) и не менее В = -j—; (-
+ 10 мм
* Ширина ручья не должна быть менее или более
двух указанных предельных значений.
Горизонтальные участки контура стержня расчетной заготовкн заменяют наклонными с углом наклона к горизон-
горизонтальной оси 2—5°, причем уклоны делают в обе стороны от линии раздела в направлении к головке при сложной
расчетной заготовке или в одну сторону в направлении к набору для элементарной расчетной заготовки. Переходы
и Закругления профиля ручья выполняют возможно более плавными; радиусы закругления не менее указанных
на чертеже ручья.
Расстояние if определяют графически из условия плавного сопряжения.
Условные обозначения: DBJ}—диаметр заготовки; d3max—наибольший диаметр расчетной заго-
заготовки; /tmin— наименьший раствор ручья; /tK— раствор ручья в местах перехода стержня в головку, т. е. иа лн-
иии dK расчетной заготовки; 5С— средняя площадь сечения стержня расчетной Заготовки; S3r— площадь попе-
поперечного сечения исходной заготовки.
Подкатной закрытый ручей 3-1-1, в -
5. Подкатиой Закрытый ручей для значительного на-
набора металла и фиксации требуемых расстояний между
наборами
Размеры профиля по высоте h определяют по формуле E1)
(п. 4)
Значения
Обозначения размеров см. чертеж п. 4
6 Подкатной закрытый несимметричный ручей для на-
набора металла н одностороннего его смещения при усло-
условии
Сечение
Стержня:
<4 mm (frmm)
Набора:
d3 шах №шах)
D3r, мм
До 30
0,85
0,9
1,1
30—60
0,8
0,85
1,05
Св. 60
0,75
0,80
1,0
Размеры (мм) концевой канавки
Условия применения
концевой канавки
При подкатке мерной
заготовки (укладка до
упора) на одну или две
поковки при штамповке
с поворотом
До 30
30—60
60—100
4
5—6
7—8
При подкатке от прутка
с отрубкой вожом
До 30
Св. 30
5—6
7-3
25
30
12
>
I
§
о
о
X
о
s
•а
ts
и
S
¦о
И
и
м
В
Продолжение табл. 14
S
Тнп ручья или элемент ручья; область применения
Способ построения н основные формулы
7. Подкатной за-
закрытый перемен-
переменной ширины ру-
ручей для подкат-
подкатки после протяж-
протяжки при значении
расчетного отно-
Вк
шения-н— > 1.5,
где Вк и Вс —
ширина различ-
различных участков
ручья
8. Подкатной ру-
ручей смешанного
типа для получе-
получения набора почти
цилиндрической
формы и глад-
гладкого стержня
с овальными или
круглыми попе-
поперечными сечения-
сечениями
А-А
Определение ширины ручья
^\\\\\>.Y\\\\\\
Заготовка
для подкатки
Исходная
Расчетная формула
В= 1,15
mill
E4)
но в пределах В — l,lrf3max ¦*¦ 1,7?>зг (или
1,9ЛЗГ)
В = ?„ = 1,15 —г—, но в пределах В * =
"к
— 1.1^э шах^- 1>7О8г (или 1.9^вг) И не
Предвари-
Предварительно
протянутая
* Ширина не должна быть менее или более двух
указанных предельных значений
Протяжные ручьи 3-1-1, г
9. Открытый
протяжной ру-
ручей, располо-
расположенный парал-
параллельно оси
штампа. При-
Применяют в том
случае, когда
совокупность
других ручьев
позволяет осу-
осуществить такое
расположение
10. Протяжной ручей
открытый, расположен-
расположенный под углом к оси
штампа, что обусловли-
обусловливается требованиями
удобного расположения
всех необходимых ручь-
ручьев штампа
Среднее ачение1
Эпира диаметров
Размеры протяжного ручья зависят от размеров заготовок:
расчетной и исходной, причем S3r—площадь сечения
исходной заготовки; АЗГ— толщина исходной квадратной
заготовки или приведенный размер толщины заготовки
круглого сечения;
ЗГ. ЕГО —~
где Sc — средняя площадь сечения стержня расчетной заго-
заготовки; 1С = /пр — общая длина протягиваемой части; dniin —
минимальный диаметр расчетной заготовки.
Раствор а протяжного ручья
Протяжка
Без подкатки
С подкаткой
Угол поворота
Протягиваемая длина, мм
До 200
ом,
0,9а0
min
200—500
0,75dmln
0,85ао
а= 15-=г31
Св. 500
OJd
0,8а0
min
>
о
ш
о
О
-i
о
я
3
-о
¦<
я
¦о
о
»
я
я
m
Я
•о
о
m
<
О1
m
03
>
3
а
Продолжение табл. 14
Тнп ручья нлн элемент ручья; область применения
11. Протяжной ручей за-
закрытого типа; применяют,
когда отношение протяги-
протягиваемой длины к средней
толщине протягиваемого
стержня
R подобрать
пр
12. Площадка для протяжки.
Применяют для грубой сту-
ступенчатой протяжки заготовки
или для протяжки клещевого
конца
'исх ^~ 1>2Л3р
Способ построения н основные формулы
Длина протяжного порога С
а,2-И,5)Лзр
1,ЗЛЗ
Св. 3AS
Исходная
длина /исх
заготовки
под про-
протяжку
Порог с, мм
Глубина ручья е — 2а. При отсутствии головки или выступа
на конце протягиваемого стержня е= l,2d0, но не ме-
менее 2а; при налвчии головки или выступа толщиной d^
ei — ^зг"г Ю мм (эскиз 10).
Радиусы R = 0,25С; Rf = 2,5С. Ширина ручья В = фЛ^ +
+ A0-S-20) мм, где ф зависит от толщины исходной заго-
заготовки:
Толщина исходной заготовки
мм До 40
Значения q>
1,5
40—80
1,3
Св. 80
1,2
Площадку для протяжки располагают на одном из перед-
передних углов штампа или на свободной площади между ручьями.
При этом
В > l,4Aw + 10 мм; Ц = Ц, + 10 мм
Радиус закругления г определяют по следующей таблице:
Толщина заготовки Азг, мм
До 30
30—60
60—100
Св. 100
Радиус закругления г, ми
10
15
20
25
13. Пережнмной ручей служит для пережима и незна-
незначительного набора металла, достигаемого за одно об-
обжатие заготовки (стрелки N) без ее кантовки
Пережимной ручей 3-1-2, а
Размеры профиля по высоте h определяют по формуле E1).
Значения fx
Сечение
Стержня:
d
?<cp
Набора:
da> dop
D3P, мм
До 30
30—60
Св. 60
0,7
1,1
0,65
1,05
0,6
1,0
Горизонтальные участки контура расчетной заготовки
меняют наклонными и все переходы плавно закругляют
(см. эскиз).
Ширина ручьи
14. Площадку для
расплющивания
применяют для
обработки исход-
исходной, а иногда
предварительно
подкатанной или
протянутой заго-
заготовки, для пре-
предотвращения воз-
возможных зажимов
|—'¦——^
в
f
где Sgj,— площадь поперечного сечения исходной заготовки
Площадка для расплющивания 3-1-2, б
Размеры определяют по чертежу и в соответствии с разме-
размерами расплющенной заготовки; ширины В3, длины L3 и
высоты На;
Ва — ВП — C-ь5) мм,
L3= La— E^10) мм,
где Вп и Ln— максимальная ширина и длина поковки, мм;
где Vsr определяют при штамповке без клещевииш. Длина
площадки
Продолжение табл. 14
Тип ручья или элемент ручья; область применения
Способ построения и основные формулы
15. Высадочный ручей для удлиненных в плане поко-
поковок применяют для увеличения одного из сечений за-
заготовки (набора металла) за счет уменьшения ее длины
для последующей штамповки плашмя
Высадочный, ручей
Покойна.
L= L3+ D0^50) мм.
Ширина площадки
В = Вя -f- 15 мм.
Размер от оси штамповочного ручья до края площадки
е = 0,5Вп + Вэ+ D0-=-50) мм.
Иногда углубления #3/2 на плоскости разъема не преду-
предусматривают. В этом случае выполняют плавный переход
от магазина облойной канавки к поверхности разъема
Высадочный ручей для удлиненных в плане поковок 3-1-3, а
Размеры определяют из равенства объемов: VBt p полости
высадочного ручья и V3V заготовки с учетом," что штам-
штамповка проводится без клещевины;
V = V
в. р зг*
Объемы полостей V\, V'2v фланца высаженной заготовки VI
должны быть равны объемам соответствующих частей по-
поковки Vi, У2 и Уф с учетом облоя и угара:
об. ф"
V-2-
.2= к,г—
уг.ф»
мм;
у,
"*ср .
"Ф>
'Ур2;
¦
«1»
мм;
Ufi-n n SS
16. Специальный про-
протяжной ручей для
протяжки на конус
концевого участка
большей длины при
последующей штам-
штамповке в высадочном
ручье
Г if
2-|_B-^4) мм; i?Jj2 = /?1#2 + E-5* 10) мм.
Специальный протяжной ручей 3-1-3, б
Размеры (мм) определяют в соответствии е объемом Vf по-
полости высадочного ручья (см. п. 15) и, следовательно, по
размерам поковки:
1= fcj-f- 5 мм = If— @4-10) мм;
dcp = dcp1 — E4-10) мм; /?' = 104-25 мм;
при О3г = 30 мм /?' принимают 10 мм;
при ?>зг = ЮО мм— 25 мм; .
В = A,254-1,5) D3r + 20 мм;
при ?>зг> 80 мм принимают 1,25;
<40 мм
при Dgr <
Гибочный ручей 3-1-4,а
1,5
17, Гибочный ручей для гибки заготовки в соответ-
соответствии с контуром поковки в плане
i
Профиль гибочного ручья строят так, чтобы он вписывался
в контур поковки в плане. Зазор между контуром поковки
и профилем гибочного ручья принимают 2—10 мм для обес-
обеспечения свободной укладки изогнутой заготовки в штампо-
штамповочном ручье. Там, где необходимо заполнение сравни-
сравнительно глубокой полости гибочного ручья (п. 17), ее глу-
глубину h увеличивают, обеспечивая большее перекрытие кои-
тура поковки контуром гибочного ручья.
Продолжение табл. 14
5
Тип ручья нли элемент ручья; область применения
Способ построения и основные формулы
18. Профиль гибочиого ручья в местах резкого
перегиба
Поковки без зажимов в месте резкого изгиба полу-
получают при перекрытии контура поковки контуром ги-
гибочиого ручья
Большое значение имеет перекрытие контура штамповоч-
штамповочного ручья коитуром гибочного в местах переходов поковки,
требующих резкой гибки (п. 18). На противоположной
стороне от резкого перехода М выполняют закругление
возможно большим радиусом, обеспечивающим заполнение
полости штампа и образование хотя бы небольшого облоя f.
Расположение гибочиого ручья относительно плоскости
разъема должно облегчать удаление из ручья гнутой заго-
заготовки, а также обеспечивать правильное положение исход-
исходной заготовки по отношению к выступам верхнего штампа
(заготовка должна быть расположена примерно горизон-
горизонтально) с тем, чтобы получить равномерную гнбку без пере-
перетяжки заготовки в одну сторону и без складок.
Необходимо выбрать такое расположеиие гибочиого ручья
относительно поверхности разъема, при котором выступа-
выступающие над поверхностью разъема части ручья примерно
равнопрочны как в верхнем, так и в иижием штампах (см.
выступы N на эскизе 17), и размеры выступающих иад пло-
плоскостью разъема частей примерно одинаковы в верхнем и
нижнем штампах (zj = г2)
Для укладки заготовки предусматривают минимум две
точки опоры в иижией части гибочиого ручья (см. эскизы 17,
19, 20).
Для центрирования заготовки иа опорах нижнего штампа
предусматривают желобы (дугообразную поперечную впа-
впадину), особенно когда не исключена возможность сбивания
заготовки в сторону при ее гибке (см. эскиз 20). С этой
целью рекомендуется делать желоб иа выступах верхнего
штампа, особенно когда эти выступы имеют резкие очерта-
очертания (см. эскиз 17),
19. Упор v иа иижием выступе гибочиого ручья и
выемка и в верхней части гибочиого ручья предотвра-
предотвращают защемление заднего конца заготовки
Глубину желоба определяют из соотношения
ftK= @,14-0,2) h,
где h— раствор соответствующего места ручья.
Точиуюукладку заготовки в гибочный ручей осуществляют
по переднему или заднему упорам. В качестве переднего
упора (фиксатора) используют впадину на заготовке, полу-
получаемую при обработке ее в пережимном иди подкатиом
ручьях. Передний выступ гибочного ручья в этом случае
предусматривают в нижнем штампе по форме впадииы; за-
заготовку фиксируют, укладывая ее впадиной на выступ.
При гибке гладкой или протянутой заготовки применяют
задний упор — выступ v в крайней части гибочиого ручья
нижнего штампа. Чтобы избежать защемления конца заго-
заготовки, в верхнем штампе ручей должен быть длиннее (и иа
эскизе 19), чем в нижнем штампе, особенно, если иа конце
заготовки имеется утолщение (выступ или бобышка). При
наличии в иижием штампе высоких выступов или коленча-
коленчатой формы профиля гибочиого ручья (см. эскиз 20) перед-
передний или задний упоры ие применяют, а заготовку уклады-
укладывают с ориентировкой по выступам гибочного ручья.
Определение ширины гибочиого ручья:
при гибке исходной заготовки, ие подвергавшейся пред-
предварительной обработке в заготовительных ручьях:
? =
¦+
20) мм;
при гибке заготовки, подвергавшейся предварительной
обработке (протяжке, подкатке) в других заготовительных
ручьях:
В =
-f- A0 -?- 20) мм,
ио ие менее чем
Продолжение табл. 14
Тип ручья или элемент ручья; область применения
Способ построения и основные формулы
20. Гибочный ручей для гибки заготовки, значитель-
значительной ее вытяжки и формовки
А-А
в =
—г + A0 -f- 20) мм,
«с
гДе /з max — площадь сечения максимального утолщения
на заготовке, если исходная заготовка подвергалась до
гибки обработке (протяжке, подкатке и пр.) в других за-
заготовительных ручьях; f9 — площадь сечения заготовки,
предварительно обработанной в заготовительных ручьях,
в месте, соответствующем наименьшей высоте гибочного
ручья ftmin; fto— высота гибочного ручьи в месте, соответ-
соответствующем /3 шах-
Зазор Д между выступами N гибочного ручья и боковыми
стенками штампа (см. эскиз 17) выбирают по таблице:
Масса падающих частей молота, т
0,5—0,75
1—1,5
2—2,5
3—4
5—8
10—15
Зазор Л, мм
4
5
6
7
8
10
Необходимо выдержать ширину В ручья на всех выступа-
выступающих относительно плоскости разъема частях гибочного
ручья, а места против выступов следует выполнить по ши-
ширине на Д мм больше.
Размеры клещевой выемки такие же, как и для формовоч-
формовочного ручья (эскиз 1)
Площадка для осадки 3-11-1-2, а
21. Площадка для
осадки в штампе
без замка
Условные
обозначе-
обозначения: D— диа-
диаметр поковки по
линии разъема;
Ъ + &i — общая
ширина облойной
канавки
Площадка для осадки должна быть достаточной для разме-
размещения на ней после осадки заготовки диаметром d. Для по-
получения штампа минимальных размеров используют часть
его площади в зоне облойной канавки, предусматривая плав-
плавный переход от канавки на плоскость штампа
Шврвну at длину &', расстояния пи с от осевых линий до
граней контрольного угла штампа без замка определяют
графически.
Если найденное этим способом расстояние е = А— (е+ 5)
от оси хвостовика до левой боковой стороны штампа поду-
подучается настолько большим, что штамп не размещается на
данном молоте, т. е. когда размер е больше расстояния от оси
бабы до левой направляющей молота (с учетом необходимого
зазора), то увеличивают размер штампа в направлении
сперед» назад (штриховые линии на эскизе).
Продолжение'табл. 14
3
Тип ручья илн элемент ручья; область применения
Способ построения и основные формулы
22. Графическое
определение раз-
размеров площадки
для осадки и
штампа без замка
Определив А н Ь' (или Cf при итором иарианте), подбирают
по нормали ближайшие большие значения размеров штам-
пового кубика.
Последовательность определения размеров штампа с замком
и площадкой для осадки (см. эскиз 23):
1. Определяют допускаемую толщину стенки Sf в соответ-
соответствии с указаниями раздела «Конструирование штампа»:
при F + &1+ 10)> Sf применяют конструкцию с под-
подрезанным выступом замка (вариант А);
при F + fej+ 10) < Sj используют конструкцию с нор-
нормальным замковым выступом верхнего штампа (вариант Б)
В обоих случаях часть замка нижнего штампа срезают
в пределах 1/4 для размещения площадки для осадки
2. Радиус контура замка:
в случае А:
!=-§-+(* + *!+Ю мм);
E6)
в случае Б: .
t. E7)
3. Расстояние от оси хвостовика до боковой гранк кон-
контрольного угла
с = Rt+ H, E8)
где Н— высота замкового выступа.
В
>
я
о
ш
|
о
>
23. Площадка для осадки в штампе с замком
А-А
В верхнем штате замок срезан
4. Размеры е и п определяют графически:
для конструкции варианта А из центра штампа проводят
окружность радиусом
/? + ^
и касательную к ней от точки пересечения окружности
радиуса Ri с осевой линией штампа. Определив таким обра-
образом линию среза замкового выступа верхнего штампа и ли-
линию начала углубления (Н—h) нижнего штампа, проводят
из центра штампа перпендикуляр к направлению этой линии
d
среза; радиусом -„- проводят окружность, центр которой
расположен на указанном перпендикуляре; окружность
касается линии среза; так как эта окружность будет пред-
представлять собой контур осаженной заготовки, то на рас-
расстоянии 15 мм от ее крайних точек проводят дие взаимно
перпендикулярные линии, которыми определяют размеры е
и п; размер п должен удовлетворять условию п > (Ri + Я);
для конструкции варианта Б построение проводят анало-
аналогично варианту А с той лишь разницей, что окружность ра-
радиусом rf/2 проводят касательно к окружности радиуса
fy = d/2 + Sj из центра, лежащего на прямой, проходя-
проходящей под углом 45° к оси штампа.
5. Габаритные размеры штампа в планеЗ
а— е+ с + 5;
Ь' = п+ с+ 5.
E9)
Определив длину и ширину штампа, выбирают по нормали
ближайшие большие размеры
О
1
•в
<
X
S
м
•в
о
и
&
О"
и
ш
в
>
108
ШТАМПОВКА НА МОЛОТАХ
ч
то
S
3
а.
s
s i
sa
•I-
2-
Я
CO
!
IS ?
¦&
3
., о.
03
О
ё
о
I
1
1
^\Ld
;
N
•о
wi4-
Ц
а„
Щ
N
,-
z4
w
V
WWW
§
3-
a
6
КОНСТРУИРОВАНИЕ МОЛОТОВОГО ШТАМПА
109
15, Конструирование отрубных ручьев
Ручей
Условия
приме-
применения
Расчетные формулы
Задний
При двух
заготови-
заготовительных
ручьях
и Н>
> 150 мм
'+ B0*26) мщ
Н ж Dw + 20 мм
Передний
S-S
При
одном
заготови-
заготовительном
ручье
и Я, <
< 150 мм
i
+ B5ч-30) мм;
#!= 262+20мм;
где Ь и &i — по
табл. 7
Условные обозначения: ?>зг — диаметр (илн сторона
квадрата) исходной заготовки; В и ZJj — ширина соответственно заднего
и переднего ножа; Н и tfj — высота соответственно заднего и переднего
ножа; ba и / — размеры штампованной поковки; a — угол расположения
ножа, равный 15; 18 или 20° в зависимости от формы и размеров поковки.
10. КОНСТРУИРОВАНИЕ
МОЛОТОВОГО ШТАМПА
Уравновешивание сдвигающих уси-
усилий и направляющие молотовых штам-
штампов. При штамповке поковок с изо-
изогнутой осью или такой формы, при
которой давление распределяется не-
неравномерно, 'возникают горизонталь-
горизонтальные силы, смещающие части штампа
относительно друг друга (рис. 37).
Сдвигающие усилия компенсируют
треми способами:
1 — штамповкой сдвоенной поковки;
2 — соответствующим выбором по-
верхностиразъема (поворотом поковки);
3 — устройством в щтампе специаль-
иых направляющих (замков).
Штамповку сдвоенной поковки (рис.
38) применяют для мелких поковок,
для которых не требуется молот со
слишком большой массой падающих
частей.
Поворот поковки (рис. 39) проводит
на угол б, при этом крайние точки А и
Б фигуры расположатся в одной гори-
по
ШТАМПОВКА НА МОЛОТАХ
Рис. 37. Сдвигающие усилия Я'при штам-
штамповке поковок с изогнутой осью
зонтальной плоскости, сдвигающие
сиди уравиовесятся, а равнодейству-
равнодействующая сил будет направлена верти-
кашьЕЮ. П§щ отвороте поковки в от-
отдельных ее местах необходимо уве-
увеличить штамповочный уклон на угол 6\
например угол Vi. что необходимо для
нормального заполнения полости и
выешш поковки,. Поворот поковки, не
рекомендуется применять при б > 7°.
Если для уравновешивания поковки
недостаточно поворота на 7°, то при-
применяют замки, оставляя поковку не-
разверяутой или поворачивая ее на
угол 6<7°.
Направляющие (замки) используют
для предотвращения сдвига частей
штампа н уравновешивания сдвига-
сдвигающих сил, поэтому они должны обла-
обладать достаточной прочностью.
В зависимости от формы в плане
направляющие подразделяют на сле-
следующие типы.
Упорный зуб (рис. 40) применяют для
предохранения от сдвига в одном на-
направлении. Упорный зуб располагают
в задней части штампа.
Высота замка h зависит от формы
поковкн, ширина зуба Ь ;> 1,5/г.
Рабочие поверхности замка имеют
уклон р*. Значение р" определяют нз
условия — зазор h tg р\ создаваемый
этим углом, должен быть больше
полного максимально возможного сме-
Рис. 38. Штамповка сдвоенной поковки
щения частей штампа при первых
ударах в начале штамповки, пока'зуб
не вступит в действие. Зазор практи-
практически не превышает 2 мм, поэтому
Р = 1-7°. При h > 100 мм Р = 1*;
при h = 20 мм Р = 7°. Зазор Д =
= 0,2-1-0,4 мм. Радиусы закруглений
замка: внутренние г = 5-т-6 мм; на-
наружные R = 8-т-Ю мм. Замок с h <
< 15 мм не применяют. В этом случае
поворачивают поковку в простран-
пространстве на угол 6. Если высота замка
h > 100 мм, используют замок с
одновременным поворотом заготовки
на угол б = 7°. Высота зуба при
повороте уменьшается. При приме-
применении зуба следует размещать центр
ручья не в точке, являющейся цен-
центром штампа (точка пересечения осей
хвостовика и шпонки), а в точке, сме-
смещенной на @,2-=-0,4) h в противополож-
противоположную от замка сторону.
Кольцевые или круглые направля-
направляющие применяют прн возможности
сдвига в любом направлеинн.
Кольцевые замкн применяют:
если конфигурация поковкн такова,
что нецентральное расположение за-
заготовки и одностороннее течение ме-
металла может вызвать значительное
смещение верхней части штампа;
прн штамповке поковок, конструк-
конструкция которых не позволяет контроли-
контролировать сдвиг по внешнему виду по-
Рис. 39, Поворот поковки .относительно поверхности разъема:
а «-> расположение поковкн до поворота; б «•> расположение поковкн после поворота
КОНСТРУИРОВАНИЕ МОЛОТОВОГО ШТАМПА
Рис. 40. Упорный зуб
ковки (например, конические шестер-
шестерни);
в том случае, когда к поковке предъ-
предъявляют повышенные требования по
сдвигу.
Если на штампе должна быть пло-
площадка для осадки, то в круглом замке
предусматривают вырез (см. табл. 14,
п. 23).
Кроме указанных используют также
крестовые, боковые и угловые направ-
направляющие. Форма и размеры попереч-
поперечного сечения направляющих всех ви-
видов такие же, как и для упорного
зуба.
Направление частей штампа может
осуществляться с помощью колонок,
которые запрессовывают в специаль-
специальные отверстия нижнего штампа. В верх-
верхнем штампе предусматриваются от-
отверстия для входа (направления) ко-
колонок (рис. 41). Применяют, как
правило, две колонки, устанавливая
их вблнзн задней стенки штампа.
Расположение ручьев в молотовом
штампе. Ручьи на поверхности разъе-
разъема штампов координируют относи-
относительно центра штампа. Штамповочные
ручьи размещают вблизи центра штам-
штампа, а заготовительные ручьи — по
его бокам. На определенном расстоя-
расстоянии от центра штампа располагают
центры ручьев.
Центром ручья называют точку при-
приложения равнодействующей сил сопро-
сопротивления деформированию поковки и
облоя.
Если поковка симметричная, то
центр ручья лежит на оси симметрии.
При несимметричной поковке пред-
Рис. 41. Направляющая ко-
колонка:
части штампа; / — верж-
няя; 2 — нижняя"; / —г Цо-
садка с зазором @,8—
1 мм); // — пйсадка с натя-
натягом
полагают, что давление в полости
ручья распределяется равномерно, и
за центр ручья можно принять центр
тяжести проекции поковки и мостика
облойной канавки в плане. Центр
ручья иногда смещают в сторону
более сложной или более тонкой ча-
части ручья.
Если в штампе одни штамповочный
ручей (окончательный), то центр ручья
совмещают с центром штампа. Глубо-
Глубокие полости поковки располагают в
верхней части штампа, при штамповке
с клещевиной — ближе к клещевине,
чтобы поковка легче вынималась Из
полости ручья штампа.
При многоштучной штамповке по-
поковки размещают цепочкой таким об-
образом, чтобы глубокие полости ручьев
были ближе к клещевине за исключе-
исключением ручья, расположенного рядом
с клещевиной.
Если кроме окончательного ручья
используют предварительный ручей,
то эти ручьи располагают по обе сто-
стороны от центра штампа: центр оконча-
окончательного ручья — на расстоянии, в
2 раза меньшем, чем центр предвари-
предварительного ручья (рис. 42). Между поло-
полостями ручьев оставляют расстояние
Smin, которое рассчитывают из усло-
условий прочности. Расстояния равны:
между центрами ручьев — а; между
центрами окончательного ручья и
штампа — а/3, а между центрами пред-
предварительного ручья и штампа —
2в/3.
При выборе расположения штампо-
штамповочных ручьев уменьшают расстояние
между их центрами, чтобы ручьи
112
ШТАМПОВКА НА МОЛОТАХ
W в
\\
1
213a ^
tit
V-
ж
}
\
J
F
9
\
Рис. 42. Расположение штамповочных
ручьев относительно центра штампа!
1 — предварительный ручей; 2 — окон-
окончательный ручей; 3 — центр штампа
располагались ближе к центру штампа.
Поэтому ручьи могут находиться на
разных расстояннях от передней грани
штампа, а выступы (в плане) одного
ручья будут входить в выемки дру-
другого ручья.
Заготовительные ручьи размещают
по краям штампа. При этом учиты-
учитывают: расстановку оборудования на
рабочем месте, расположение печи
относительно молота и место закреп-
закрепления сопла обдувки штампа. Первый
заготовительный ручей должен на-
находиться со стороны печи. Сопло
обдувки устанавливают с противопо-
противоположной стороны. Остальные ручьи
располагают в такой последователь-
последовательности, которая обеспечит кратчайший
путь транспортирования между ручья-
ручьями штампа (рис. 43).
Гибочные ручьи размещают таким
образом, чтобы заготовку после штам-
штамповки в этом ручье можно было пере-
Рис. 43. Расположение заготовительных
ручьев в штампе;
1 •» иож; 2 — окончательный ручей!
3 ¦— предварительный ручей; 4 — под»
катной ручей; 5 — сопло для обдувки5
в — печь; 1 — протяжной ручей
дать в штамповочный ручей простым
поворотом на 90°.
Правильное расположение ручьев
в штампе в Значительной степени зави-
зависит от конкретных условий на рабочем
месте. Рекомендуемое расположение
ручьев для обычных условий (печь
находится слева, а обрезной пресе
и сопло обдувки справа) показано на
рис. 44.
Определение толщины стеиок мо-
молотового штампа и выбор заготовки
для штампа. Стенкн между полостями
ручьев и боковыми гранями штампа,
а также между ручьями должны обла-
обладать достаточной прочностью. Тол-
Толщина стенок зависит от глубины по-
полости ручьев, уклона прилегающих
стенок ручьев и радиуса перехода
от стенки к дну полости (рис. 45). Чем
глубже полости н меньше уклон и
раднус, тем толще должна быть стенка.
На толщину стенки влияет также и
форма полости ручья в плане. Расстоя-
Расстояние между ручьями определяется с
помощью вспомогательной величины Т,
которая зависит от тех же факторов,
что и толщина стенки. Значения Т,
полученные эмпирическим путем, опре-
определяют по номограмме на рис. 46.
Величина Т определяет влияние
параметров менее глубокой смежной
полости, со стороны которой воз-
возможно разрушение стенки. Поэтому
значения h, R и а принимают для
смежного ручья меньшей глубины
(см. рис. 45).
Толщины етенок определяют по фор-
формулам:
между ручьем и гранью штампа Sj =
= Т;
между двумя полостями sa = T cos aji.
где а'2 — уклон более глубокой по-
лостн; Т определена по размерам h,
R' и <%[ ручья с меньшей глубиной.
Если R > h (например, подкатной
ручей), то по расчету может полу-
получиться s<3 Ю мм. Тогда следует при-
принять s = 10 мм.
Если R = h, то
—7)cosa|.
Если у смежных ручьев R — h, то
« = 0,8 (9,3 КБ-7).
КОНСТРУИРОВАНИЕ МОЛОТОВОГО ШТАМПА
ИЗ
Омтвтетный
ручей
Рис. 44. Примеры расположения ручьев в штампах (по А. Н, Брюханову); последовав
тельность использования ручьев обозначена цифрами.
Условные обозначения ручьев: а — окончательный; б -* предварительный; в «• загото-
заготовительный типа А: протяжной (может быть как прямым, так н расположенным под yf^oM):
подкатной, короткий пережнмиой или формовочный; е — заготовительный типа В:
гибочный, длинный пережнмной нлн формовочный; д — площадка для осадкщ 6 в* от-
отрубной (нож)
I
114
ШТАМПОВКА НА МОЛОТАХ
Рис. 45. Размеры,
щину стенок
влияющие на тол-
Толщнну стенки между полостями
при многоштучной штамповке опре-
определяют по формуле
s = 0,67" cos a'2.
Расстояние от фигуры до выемки
под клещевину
вил = 0,7Гссвакл,
где <*кл — Угол наклона клещевины.
Расстояние от фигуры до выемки
под заливку при штамповке осадкой
в торец, когда штамповка осуще-
осуществляется без клещевины, определя-
определяется по фо'рмуле
s= (i-r-1,4) r cost*:;,
где <*2 — угол наклона выемки под
заливку.
Во всех случаях толщину стеики
в плане определяют для сечения, в
котором толщина стенки между ручья,
ми минимальна.
Полученные значения s иногда целе-
целесообразно скорректировать. Напри-
Например, если полость вблизи боковой
поверхности штампа имеет большую
длину, а толщина стенки Sj по длине
Остается постоянной, то полученное
по формуле значение необходимо уве-
увеличить, так как при большой протя-
протяженности тонкая стенка не обладает
достаточной прочностью.
Заготовки для штампов. Обычно
штампы изготовляют из кубиков, раз-
размеры которых в плане зависят от
числа и размеров ручьев, толщин
стенок между ручьями и между ручья-
ручьями и поверхностями штампа.
Ручьи размещают следующим обра-
образом: вблизи* центра штампа — штам-
штамповочные ручьи; ио краям штампа —
Заготовительные (рис. 47, а).
С учетом толщины стенок s опреде-
определяют размеры /н и 6Н кубика в плане,
а затем координаты его геометриче-
геометрического центра (также в плане). В общем
случае центр штампа ие совпадает с
центром штампового кубика. Расстоя-
Расстояния между этими центрами равны: по
длине — А;н> по ширине — Д6Н. Чем
меньше значения Д/н и Д6Н, темлучше
уравновешена масса падающих частей
молота относительно его оси.
Допустимые значения расстояний
между центрами:
Если размеры Ьв и 1В кубика ие
удовлетворяют неравенствам, то rix
увеличивают в направлении от центра
штампа, противоположном располо-
расположению отрезков Д6Н и Д/н. При этом
геометрический центр кубика при-
приблизится к центру штампа.
Площадь соударения штампов (за-
(заштрихована на рис. 47, б) не должна
быть меньше допустимой. Ее величина
зависит от массы падающих частей
молота и массы штампа. Мелкие штам-
штампы выдерживают большие удельные
усилия, поэтому их площадь соударе-
соударения можно уменьшить. Средние штам-
штампы (масса падающих частей молота
2—4 т) закаливают до меньшей твер-
твердости, чем мелкие штампы, и относи-
относительная площадь соударения у иих
должна быть больше. Наибольшая
относительная площадь соударения
предусматривается у крупных штам-
штампов.
Для мелких штампов принимают
площадь соударения не менее 150 см2
иа 1 т массы падающих частей молота,
т. е.
Fc> 150 cm2-G,
где G — масса падающих частей мо-
молота, тн.
Для средних штампов
Fo>300 cm2-G;
для крупных
cm2-G.
Эти неравенства являются прибли-
приближенными. Они верны только для
штампов, изготовленных из штампо-
вой стали обычных марок и подвер-
подвергавшихся обычной термообработке.
Одно из требований к площади
соударения штампов — ее равиомер-
КОНСТРУИРОВАНИЕ МОЛОТОВОГО ШТАМПА
115
116
ШТАМПОВКА НА МОЛОТАХ
Ч)
Рис. 47. Определение размеров штампа в плане:
а — выбор необходимых размеров в плане; б — выбор наименьшей площади соударения
штампов; 1 — центр штампового кубика; 2 — центр штампа; 3 — ось хвостовика; 4 »
ось шпонки; 5 — центр штампа; 6 — прямая, отсекающая меньшую площадь соударения
ное распределение относительно цен-
центра штампа, Если через центр штампа
провести прямую линию так, чтобы
она делила площадь соударения на
две неравные части, то меньшая из
них F'a ^ 0,5/^. Если соотношение
не соблюдается, то размеры 6Н и /н
необходимо увеличить. При этом мо-
может оказаться целесообразным рас-
расположить ручьн на большем расстоя-
расстоянии друг от друга. |
Высоту кубика выбирают с учетом
требуемой прочности штампа и необ-
необходимости его возобновления. В первом
приближении высоту кубика можно
определить в зависимости от высоты
йтах наиболее глубокой полости штам-
штампа (рнс. 48). При небольшой глубине
полости (йтах = Ю-ь25 мм) высота
кубика Нт1п = F+10) й, а при глу-
глубине полости йщах = 50* 100 мм
#min = C-* 4) ftmax. Меньшие значе-
значения коэффициентов принимают при
большей высоте йШах.
Используя размеры, полученные
расчетом, по ГОСТ 7831—78 подби-
подбирают штамповый кубик с размерами
HXBXL (рис. 49). Длина L — макси-
максимальный размер кубика; высота Н —
минимальный. Длину кубика согла-
согласуют с потребителем. По ГОСТу раз-
размеры НХВ изменяются в пределах
D0X60) -*- F00X1200) мм. В ГОСТе
указывается также масса кубика.
При выборе размеров штампового
кубика необходимо учитывать, что
для гравирования фигуры может быть
использована любая поверхность ку-
кубика, кроме поверхности НХВ, пер-
перпендикулярной к направлению во-
волокон (оси слнтка илн совпадающей
с ней по направлению длине L) в
штамповом кубике. Поэтому, если
выполнить ручьи на поверхности НХВ,
то волокна расположатся в направле-
направлении удара, н возникающие в ручьях
Места
Рис, 48. Определение наименьшей вы»
соты штампов
Рис, 49, Штамповый кубик
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
117
удельные усилия будут раскалывать
штамп. Штамп в этом случае не имеет
достаточной прочности. Чтобы выде-
выделить поверхность НХВ, завод-изго-
завод-изготовитель ставит на ней клеймо.
На выбранной плоскости кубика
ручьи располагают вдоль волокон
(рис, 50, а) и только ручьи о глубо-
глубокими полостями — поперек волокон
(рис. 50, б).
При расположении ручьев вдоль
волокон износ их полостей умень-
уменьшается, прн расположении их поперек
волокон стойкость штампа ниже, но
так как опасные усилия будут дей-
действовать вдоль волокон, прочность
штампа возрастет. На рис. 50, в
показано правильное расположение во-
волокон при штамповке круглых в плане
поковок. В этом случае имеет значение,
как расположены волокна вблизи
хвостовика штампа, месте наиболее
опасном для разрушения, так как силы
действуют вдоль волокон.
В качестве заготовок для штампов
используют не только кубики; напри-
например, для штамповки круглых в плане
поковок штампы изготовляют из ци-
цилиндрических заготовок. .
Выбрав размеры штампового ку-
кубика, проверяют, разместится ли этот
кубик между стойками молота,
достаточна ли его высота, соответствует
ли масса верхней части штампа массе
падающих частей молота. Штамповый
кубик должен свободно располагаться
между стойками молота, чтобы его
Рис. 50. Расположение ручьев штампа
Относительно волокон материала
можно было легко установить и снять.
Суммарная высота верхней и нижней
части штампа должна быть больше
закрытой высоты штампового про-
пространства в 1,25 раза, что необходимо
для последующего возобновления
штампа.
Наибольшая масса верхней части
штампа составляет 35 % от номи-
номинальной массы падающих частей паро-
паровоздушных молотов и 25 % от массы
падающих частей фрикционных мо-
молотов.
11. БЛОКИ И СМЕННЫЕ ДЕТАЛИ
УНИВЕРСАЛЬНО-
ПЕРЕНАЛАЖИВАЕМЫХ
МОЛОТОВЫХ ШТАМПОВ
(СО СМЕННЫМИ ВСТАВКАМИ)
Блоки предназначены для установ-
установки на паровоздушных молотах
(ГОСТ 7024—75).
Размеры блоков различных кон-
конструкций в зависимости от номиналь-
номинальной массы падающих частей молота,
а также размеры сменных деталей
блоков приведены в табл. 16—35.
К точности расположения поверхно-
поверхностей вставок, приведенных в этих
таблицах, предъявляются следующие
требования: допуск параллельности
поверхностей М относительно поверх-
поверхностей К и Р — 0,02 мм на 100 мм
длины; допуск перпендикулярности по-
поверхностей М относительно поверх-
поверхностей Л — 0,03 мм на 100 мм длины.
Допуск плоскостности поверхностей
К и М — 0,02 мм на 100 мм длины.
Материалы для блоков. Все блоки
(кроме блоков по ГОСТ 13983—80)
изготовляют из стали 45Х
(ГОСТ 4543—71). Твердость частей бло-
блока: рабочей — НВ 321—368; опорной —
НВ 285—321. Допускается изготовле-
изготовление блоков из стали 40Х. Материал
блоков по ГОСТ 13983—80 — сталь
5ХНМ.
Вставки-заготовки (кроме вставок
по ГОСТ 19585—80) изготовляют из
стали 5ХНВ по ГОСТ 5950—73. Твер-
Твердость вставок для молотов с массой
падающих частей 630—2500 кг —
НВ 388—444; при массе падающих
частей более 2500 кг — НВ 352—388,
118
ШТАМПОВКА НА МОЛОТАХ
16, Размеры (мм) блок©* для сменных призматических вставок
(по ГОСТ 13883—80)
ВиЗА
1 — нижний блок; 2 — верхний блок; 3 — верхняя шпонка;
4 — верхний клин; 5 — нижний клин; 6 — нижняя шпонка;
7 — призматические вставки
Номиналь-
Номинальная масса
падающих
частей, кг
630
1000
2000
3150
380
480
560
670
320
360
460
660
Закрытая высота
блока Н
442
522
682
722
наиболь-
наибольшая
500
600
760
800
Высота под
вставку Н,
наимень-
наименьшая
122
162
202
наиболь-
наибольшая
180
200
240
280
Масса,
кг, не
более
320
555
1047
1629
БЛОКИ И CMEWHME ДЕТАЛИ ШТАМПОВ
Нижний. '
I — ось хвостовика; // — ось шпоночного паза; /// — направление
волокон
I
(поле
допуска
Н9)
380 | 320
32
480
560
360
450
670 | 560
40
220
260
60
50
340 | 80 | 60
ft,
119
17. Размеры (мм) ияжинх и верхних блоков (и» ГОСТ 13983—80)
Поле допуска НИ
Масса,
кг, не
более
70 | 195 1 85 1 115 | 155
75
360 1 100 | 80 1 100 356 | 160 1 200
225 100 130
312 140 175
272
515
797
Примечание. Блоки изготовляют из стальных заготовок по
ГОСТ 7831—78.
120
ШТАМПОВКА НА МОЛОТАХ
18. Размеры (мм) верхних и нижних шпонок (по ГОСТ 13983—68)
Верхняя шпонки
/If-
A ^i fO°±s'. Нижня*шпонка.
Н
20
32
40
U
30
38
38
38
60
70
80
30
35
40
Масса,
кг, не
более
0,30
0,40
0,55 -
0,75
19. Размеры (мм) нижних и верхних клиньев (по ГОСТ 13983—80)
Нижний H/iuft
Я6 R6
В (пред.
откл.
±0,1)
25,4
32,4
36,4
58
78
98
420
460
650
660
Масса,
кг, не
более
4,6
5,0
8,0
16,7
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
121
20. Размеры (мм) призматических вставок-заготовок (по ГОСТ 19585—80)
Вид 6
Номи-
Номинальная
масса
падаю-
падающих
частей,
кг
630
1000
2000
3150
В (пред.
откл.
-0,1)
170
200
280
320
Н
61
90
61
100
81
120
101
140
250
320
250
320
360
320
360
400
450
400
450
500
560
450
500
560
20
25
32
16
20
21
26
31
32
40
32
38
42
U (поле
допуска
Н9)
32
40
40
10
12
Масса,
кг, йе
более
19
25
27
35
29
32
42
48
68
71
100
112
108
120
134
148
165
185
П
ГОСТ
римечание. Вставки-заготовкн изготовляют из заготовок по
7831—78.
122
ШТАМПОВКА НА МОЛОТАХ
21. Размеры (мм) блоков для сменных призматических угловых вставок
(по ГОСТ 13982—68)
Исполнение X
(йез эамна)
в.
Исполнение Я
(с замком)
вид ни нижний.
1 — нижний блок; 2 — верхний блок;
3 — верхний клин; 4 — нижний клин
sag
Я {*
630
1000
1600
2000
2500
3150
5 й
щ
2 с
II
630
1000
1600
2000
2500
3150
380
480
530
560
630
670
160
200
300
Закрытая
высота
блока Н
442
522
602
682
722
500
600
680
760
800
320
360
400
450
500
560
460
500
540
590
640
700
Высота
под встав-
вставку Л,
122
162
202
180
200
240
280
46
51
66
287
512
716
986
151
463
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
Вид А
as
\
123
22. Размеры (мм) яижннх блоков (по ГОСТ 13982—68)
/ — ось хвостовика; // — ось шпоночного паза; /// направление волокон
в «
III
II
630
1000
в
380
480
агкл.
5
сЗ
о
aj'l
160
200
320
360
25
30
агкл.
i
45
60
и
80
120
и
Исполне-
Исполнение
220
260
II
245
290
60
46
51
50
70
75
124
ШТАМПОВКА- НА МОЛОТАХ
Продолжение табл. 22
Номинальная
масса падаю-
падающих частей, кг
1600
2000
2500
3150
Номинальная
масса падаю-
падающих частей, кг
630
1000
1600
2000
2500
3150
В
530
560
630
670
*.
65
85
105
ч
S
о?
200
300
„
40
45
55
65
70
80
ь
400
450
500
560
30
35
40
45
50
60
..
25
30
40
30
40
It (пред. откл.
+ 0,1)
50
75
А
85
ПО
140
170
180
ь
56
60
75
h
120
140
160
ft,
h
. 40
50
Ь,
Пред.
откл.
+ 0,1
205
250
312
352
376
396
95
120
150
180
190
н
Иеполне»
ние
I
300
340
360
b,
4,5
5,5
6,5
8,0
9,0
10,0
II
330
370
380
400
..
80
100
ПО
120
130
150
Ьь
40
50
60
70
*
80
100
d
25
28
30
о
51
66
г
40
57
101
.,
60"
80
75
100
Масса, кг
Исполне-
Исполнение
I
140
252
352
486
568
723
и
142
255
355
490
573
730
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
125
23. Размеры (мм) верхних блоков (по ГОСТ 13982—80)
Исполнение 1
Г-Г
Вид А
/—ось хвостовика; //
Номинальная
масса падаю-
падающих частей
молота, кг
630
1000
в
380
480
В, (пред.
откл. —0,5)
160
200
ь
320
360
— ось
25
30
шпоночного
U (пред.
откл. +0,1)
Оел
1,
80
120
паза;
1,
30
III -
н
220
260
- направление волокон
я,
60
ft (пред.
откл. +0,5)
46
61
50
ч..
70
76
126
ШТАМПОВКА НА МОЛОТДХ
Продолжение табл. 23
Номинальная мас-
масса падающих ча-
частей молота, кг
1600
¦ 2000
2500
3150
альиая
ающих
олота.
Номин
са пад
стей м
630
1000
1600
2000
2500
3150
в
530
560
630
670
fts
65
85
105
i
g
t
в1
200
40
45
55
65
70'
80
о
L
400
450
500
560
ft*
30
35
40
45
50
60
ft.
27
32
32
42
30
АО
A
85
110
140
170
180
li (пред. откл.
+ 0,1)
50
74
b
56
60
75
. h
1-26
140
160
b,
ь.
Пред.
откл.
+0,1
205
250
312
352
376
396
95
120
150
180
190
/.
40
го
b3
4,5
5,5
6,5
8,0
9,0
10,0
H
300
340
360
ь.
80
100
ПО
120
130
150
Hi
80
inn
40
50
60
—
70
d
25
28
30
h (пред. откл.
+ 0,5)
51
fifi
г
40
57
101
fti
60
sn
75
inn
Масса, кг
Исполне-
Исполнения
I
140
252
352
486
568
723
II
138
249
349
482
563
716
БЛОКИ И СМЕННЫЕ .ДЕТАЛИ ШТАМПОВ
127
о
со"
Я. °
cd" od
О
1-Г
ю о
оо" —•
о ,о
s is
о о о
о
о
cq .о
X
i
Jo § К
jsi.
о
о
о
<м
о
о
1
128
ШТАМПОВКА НА МОЛОТАХ
25. Размеры (мм) призматических угловых вставок-заготовок
(по ГбСТ 13986—68)
sag
Щ
630
Пред.
оТкл.
±0,1
180!
1000
1600
2000
280
95
н
61
90
120
150
320
2500
3150
340
J360
180
61
100
160
|200
250
320
160
200
250
320!
20С
250!
320
360
200
250
320
360
81
120
81
120
250
320
360
400
250
320
360
400
320
400
450
320
400
1450
35
40
20
20
60
18С
190
101
140!
101
140i
400
4501
500
400
450
500
450
500|
560
450
500
560
70
25
25
25
40
10
50
32
50
12
12
40
50
58
62
59
65
80
86
60
72
81
83
101
126
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
Исполнение I
(без замка)
в/
Исполнение И
(с замком)
дид на нижний блок
I — иижиий блок; 2 — верхний блок; 3 — клии
та
Щ
630
1000
1600
2000
2500
3150
360
450
530
560
600
630
160
200
300
340
420
530
560
630
480
560
670
700
770
200,2
250,2
280,3
320,3
340,3
380,3
66
Закрытая
высота
блока Н
502
522
562
642
702
742
= а
580
620
700
760
800
Высота под
вставку Hi
х В
162
242
262
282
302
322
а 3
220
300
320
340
360
380
5 П/р Е. И. Семенова
129
26. Размеры (мм) блоков для крепления цилиндрических вставок
цилиндрическими клиньями (по ГОСТ 13984—68)
390
567
956
1148
1440
1796
g 8
о о
со ел
о о
to
о
со
о
ел
о
to
о
о
о
о
to to
00 СП
о о
ел ел
со to
о о
250
280
со to
со со
§ 8
Со
to
со
о
со
СП
о
^—
о
со
о
Сл
to
ел
о
00
. о
to
о
о
to
со
Номинальная мас-
масса падающих ча-
частей молота, кг
Со
В, (пред. откл.
— 0,5)
tt (пред. откл.
+ 0,1)
= с
п
а
D (пред. откл.
по Л3)
О
d (пред. откл.
по Л3
га ~-
§ "-"
о
я
2 о
о
м
о
ч
о
го
03
в
сг
Е
а
о
й
л
о
о
таза
1
к
а
равл
а>
К
*
СО
сл
о
СО
о
СО
сл
00
о
to
о
о
00
00
оо
<о
2
ш
<=
ел
ел
to
о
о
сю
ел
со
о
сл
ел
00
о
-0
ёл
8
to
о
о
§
СП
О
СП
о
сл
ел
о
ел
00
to
_
Q
S
ел
^
ел
со
ел
S
-
о
00
ел
8
ел
о
ёл
о
to
ел
to
00
о
to
00
«о
со
о
СП
S
!
о
о
I
ел
о
о
00
_
«о
ю
1
Номинальная
са падающих
стей молота,
мас-
ча-
кг
Испол
ние
не-
з-
а-
S-
з-
а (пред. откл
+ 0,1)
*-*
*"¦
Испол1
ние
f
Maces
блока
кг
со
сл
о
630
630
180
370
415
160
СО
00
со
СП
о
о
to
to
о
°
600
300
560
160
з
350
395
150
se
о
со
ю
о
Й
to
о
560
200
530
150
S
320
355
140
со
to
о
СО
о
о
Номинальная мас-
масса падающих ча-
частей молота, кг
СО
В, (пред. отк
-0,5)
Л.
г-
/, (пред. откл.
+0,1)
-
Исп
Y
п> ь
X
п
а
а
D (пред. откл.
по Л,)
О
d (пред. откл
по Л3)
а
О
7!
О
СО
X
¦X
Е
со
>
S
Е
>
О
а
132
ШТАМПОВКА НА МОЛОТАХ
28. Размеры (мм) верхних блоков (по ГОСТ 13984—68)
ось хвостовика; IV — ось шггоночиого паза; V — направление
ВОЛОКОН
630
1000
1600
2000
2500
3150
360
450
530
560
600
630
• 160
200
300
340
420
530
6(Г
630
70
100
150
Тсо~
180
-Ч-
45
50
75
250
260
280
320
350
370
Исполнение
80
120
130
140
150
160
157
167
177
197
207
200,2
250,2
280,3
320,3
340,3
380,3
320
360
400
420
460
<ий?
32
40
БЛОКИ И. СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
133
Продолжение табл. 28
Номинальная мас-
масса падающих ча-
частей молота, кг
. 630
1000
1600
2000
2500
3150
34
42
h
46
5!
66
ft.
50
75
80
85
90
ft,
Исполне-
Исполнение
I
40
55
70
75
80
II
—
100
105
120
125
fts
70
75
100
—
37
47
b
56
60
75
а (пред. огкл.
+ 0,1)
100
125
150
160
180
200
г
8
15
Масса
блока.
кг
Исполне-
Исполнение
1
192
280
474
570
715
888
II
271
463
557
698
868
29. Размеры (мм) клиньев (по ГОСТ 13984—68)
1
\
а
xll
630
1000
1600
2000
2500
3150
32
40
480
560
670
700
770
ПО
155
210
225
190
16
20
Sfe
3,0
3,6
4,0
5,0
10,0
s
CO
00
о
СОСЛ
О "—
о
о
ел
о
о
8 ?2
о
о
to
S
8
о
to
о
о
о —
о
too
«О 00
О00
о «о
СЛ *¦
-о-о
Номннальиая
масса падаю-
падающих частей, кг
Масса вставкн-
заготовкн, кг
х о
i!
1^
?з
вст
о
ю
о
ja
S
1
I 8
О о>
О СО
о о
СЛ
со
о
СЛ
со
о
о
а> сл
СО СЛ
о о
о
о
to
о
о
СЛ
СО
о
о
4
00
о
g
о
СО
о
"со
со to
to со
о о
to to
СЛ О
о о
S
СЛ
to
СЛ
to
СЛ
to
to
00
о
о
3
о
о
СЛ СЛ
00 ГО
о о
со со
to о
to to
to to
oo еэ
to to
to —
bfe СЛ
» to
CO CO
4i tO
о о
Co to
о to
о о
t?> CO
О 00
о со
A. CO
О 00
Номинальная
масса падаю-
падающих частей, кг
наимень-
наименьшая
наиб о
шая
наимень-
наименьшая
наиболь-
наибольшая
¦35
Масса блока,
кг
I
Я оэ
гз г*
х
s Щ
Е^
локов
шнья
2
_, S
§|
ii
_ а
If
I X
идрн
-68)
п
п
н
юки
S
СМЕ^
S
м
и
н
АЛИ
Е
•-¦
а
я
о
а
ШТАМПОВКА НА . МОЛОТАХ
32. Размеры нижних блоков (по ГОСТ 13985—68)
Исполнение I
Исполнение 11
III—ось хвостовика; IV — ось шпоночного паза; V — направление волокон
Номннальная мас-
масса падающих ча- .
стей молота, кг
630
1000
1600,
в
360
450
530
В, (пред. откл.
— 0.5)
160
200
L
340
420
530
1
160
200
ё
!-
45
50
и
80
120
'•
30
40
Н при
исполне-
и и и
I
250
260
280
II
275
290
310
80
120
130
h (пред. откл.
+ 0,5)
46
51
ft.
50
65
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
137
Продолжение табл. 32
Номинальная мас-
масса падающих ча-
частей молота, кг
-2000
2500
3150
и
Номинальн
са падающ!
стей молот
630
1000
1600
2000
2500
3150
в
560
600
630
л2
45
60
?', (пред. откл.
— 0,5)
200
300
л„
70
75
100
L
530
560
630
h4
25
30
40
l
220
260
hi
—
40
45
It (пред. откл.
+ 0,1)
50
75
D
200,2
250,2
280,3
320,3
340,3
380,3
и
140
160
Ъ
56
60
75
h
40
50
Н при
исполне-
исполнении
I
320
350
370
Ьг
Пред. откл.
±0,1
80
100
115
135
150
160
115
140
162
182
201
211
II
350
390
410
Ь3
40
50
60
70
Я.
140
150
160
г
8
15
h (пред. откл.
+ 0,5)
51
66
65
Масса, кг,
при испол-
исполнении
I
190
277
469
566
711
884
И
191
280
472
570
716
891
138
33.
Размеры
(мм)
ШТАМПОВКА
верхних блоков (по
НА
ГОСТ
МОЛОТАХ
13985—68)
Исполнение I
Исполнение If
HI—ось хвостовика; IV — ось шпоночного паза; V — направление волокон
Номинальная мас-
масса падающих ча-
частей молота, кг
630
1000
1600
в
360
450
530
с;
к
ё
1-
Сю
О
ч 1
160
200
L
340
420
530
1
160
200
1-у (пред. откл.
+ 0,1)
45
50
80
120
h
30
40
Н
250
260
280
80
120
130
ft (пред. откл.
+ 0,5)
46
51
А,
50
65
БЛОКИ И СМЕННЫЕ ДЕТАЛИ ШТАМПОВ
Продолжение табл. 33
зс-
нальная м
дающих ча
полота, кг
ям
s с«
пч « н
2000
2500
3150
« - я
S te
W « О
? В«
от
ХЗЙ
630
1000
1600
2000
2500
3150
в
560
600
630
и
45
60
а
s
о
ч 1
200
300
ft.
70
75
юп
L
530
560
630
ft.
27
32
42
1
220
260
D
200,2
250,2
280,3
320,3
340,3
380,3
ед. откл.
(пр
0,1)
-г+
50
75
56
60
74
h
140
160
Ьг
h
40
50
Пред. откл.
±0,1
80
100
115
135
140
160
115
140
162
182
191
211
н
320
350
370
h
40
50
60
70
я»
140
150
160
8
15
!Д. ОТКЛ.
* +
51
66
МасСс
65
, кг,
при испол-
исполнении
I
190
277
469
566
711
884
II
189
274
466
562
706
877
140
ШТАМПОВКА НА МОЛОТАХ
34. Размеры (мм) цилиндрических вставок-заготовок (для крепления
призматическими клиньями) по ГОСТ 13989—68
В.У
V
г
гН
1
|Г
1 г«*5"Л
А*— |
/' 1
II
\\ (Щ
11
\
-Zom6.il
V
\Г
/N
в,
/
/
а ?
1«
я га
га tr
к
ja х
ннал
ющи
2 м
Kg
630
1000
1600
2000
2500
3150
по ев)
ч
S
р.
?.
Q
200
250
280
320
340
380
Пр
а:
81
ПО
121;
150
131;
160
141;
170
151;
180
161;
190
и м е
зобновлении
вставок по
ГОСТ
±0,11)
ч
ё
190
240
270
310
325
365
Ш
20
с
50
80
90
100
40
60
70
80
9С
100
~~
32
40
10
18
заго-
со
<л
Н ь.
и к
S я*
20
26
47
63
77
89
100
108
129
146
169
ч а н и е. При во-
цилиндрических
ГОСТ 13988—68 1
13989—68 снимают слой
металла со
Между
стороны гравюры
опорной поверхностью
вставки и
вают
ГОСТ
блоком устанавли-
подкладную плиту по
13991—68 (см. табл. 35)
КРЕПЛЕНИЕ ШТАМПОВ В БАБЕ И ПОДУШКЕ
141
35. Размеры (мм) подкладных плит
(по ГОСТ 13991—68)
j
il
D
160
190
210
240
270
290
310
330
370
160
190
2-10
240
270
290
310
330
370
160
190
210
240
270
290
310
330
370
d
М12
М16
М12
М16
М12
М16
1 *'/>''
ft
20
30
40
с
6
10
6
10
6
10
<-
km
СУ)
Масса
плиты,
кг
3,1
4,4
5,4
7,1
8,8
10,3
11,8
13,4
16,8
4,7
6,6
8,1
10,6
13,4
15,4
17,7
20,1
25,2
6,2
8,8
10,8
14,1
17,9
20,7
23,6
26,7
33,7
Материал вставок по ГОСТ 19585—80—
сталь 5ХНМ.- Эту же сталь допускается
применять для других вставок. Для
клиньев и шпонок используют сталь 45
(ГОСТ 1050—74), твердость клиньев
HRC 32—35, твердость шпонок HRG
40—45. Материал подкладных плит —
сталь У7 (ГОСТ 1435—74), Твердость
плит HRC 45—50.
12. КРЕПЛЕНИЕ ШТАМПОВ
В БАБЕ И ПОДУШКЕ
Крепление осуществляют С помощью
ласточкина хвоста, шпонки и клина
в соответствии с ГОСТ 6039—82. Схема
крепления штампов показана на
рис. 51. Размеры элементов, исполь-
используемых при креплении штампов,
приведены в табл, 36—40.
Рис. 51. Схема крепления штампов:
/ — баба молота; 2 — верхний клин;
3 — верхний штамп; 4 — нижний штамп;
б — нижний клин; 6 — подушка (штаи-
подержатель); 7 — шпонка; 8 — про-
прокладка для регулирования положения
штампа спереди назад
142
ШТАМПОВКА НА МОЛОТАХ
¦Г'
36. Размеры (мм) пазов бабы и подушки (по ГОСТ 6039—82)
Номинальная масса
падающих частей, кг
В (поле
допуска
НИ)
Ь (поле
допуска
НИ)
I (поле
допуска
Н12)
/, (пред.
откл.
— 0,1) '
Ь (пред.
откл.
—0,5)
630
195
1 000; 2 000
3 150; 5 000
8 000; 10 000;
25 000
16 000
240
350
460
600
80
100
150
200
260
121
143
204
264
343
76
84
116
140
150
72
80
110
132
140
45
50
65
80
90
Крепление штампов в бабе и подушке
143
37. Размеры (мм) хвостовиков верхнего и нижнего штампов
10°±5'
1
RW
\
Номинальная масса
падающих частей, кг
В (поле до-
допуска НИ)
h (пред. откл.
+ 0,5)
/ (пред. откл.
+ 0,1)
630
1 000; 2 000
3 150; 5 000
8 000; 10 000; 16 000
25 000
160
200
300
400
520
56
60
75
90
100
48
53
68
84
95
45
М
< 75
100
ПО
38. Размеры (мм) шпоиок
i я « ь
с: о я «
га я 3
Jill
630
1 000;
2 000
3 150;
5 000
8 000;
10 000;
16 000
25 000
ft
45
50
65
80
90
-0,1)
72
80
ПО
132
140
О
51
ч
45
50
75
100
ПО
Ь
90
97
123
148
165
46,0
48,0
62,5
75,0
83,0
144
ШТАМПОВКА НА МОЛОТАХ
39. Размеры (мм) верхнего и нижнего клиньев
Номинальная масса
падающих частей, кг
630
1 000; 2 000
3 150; 5 000
8 000; 10 000; 16 000
25 000
л
45
50
65
80
90
Ь (поле
допуска
h.12)
36,25
41,25
51,40
61,50
81.65
Примечание. Размер Ь
дан с припуском на- пригонку.
По заказу потребителя молоты
с массой падающих частей 16 000
и 25 000 кг должны изготов-
изготовляться с двухклиновым крепле-
креплением штампов.
40. Размеры (мм) прокладок для регулировки штампов
Номинальная масса
падающих частей, кг
630
1 000; 2 000
3 150; 5 000
8 000; 10 000; 16 000
25 000
ь
39
43
64
64
74
0,
2
S
0,5;
75;
3;
1;
5
45
50
65
80
90
ОПРЕДЕЛЕНИЕ МАССЫ . ПАДАЮЩИХ ЧАСТЕЙ МОЛОТА
145.
Рис. 52. Контрольный угол
13. КОНТРОЛЬНЫЙ УГОЛ
Контрольный угол используют прн
контроле взаимного расположения
верхнего и нижнего штампов во время
их установки на молоте и при эксплуа-
эксплуатации. Кроме того, от контрольного
угла выполняют разметку размеров
штампа при его изготовлении. Кон-
Контрольный угол строгают или фрезе-
фрезеруют иа переднем или заднем углу
штампа на боковых сопряженных по-
поверхностях вблизи поверхности разъе-
разъема. В плане контрольный -угол- состав-
составляет 90° (рис. 52).
14. ОПРЕДЕЛЕНИЕ МАССЫ
ПАДАЮЩИХ ЧАСТЕЙ
ШТАМПОВОЧНОГО МОЛОТА
При штамповке круглых в плане
поковок в открытых штампах необ-
необходимую для штамповки массу (кг)
падающих частей паровоздушного
штамповочного молота определяют по
формуле
Go = 5,6-10~4а A — 0,0005?>п) X
{3,
X {3,75 [ь +
G5 + 0,0010*) +
X In 1
2,5 G5.-f .0,00. Щ
Dah0
F0)
где Dn — диаметр поковки, мм; а —
предел текучести материала поковки
при данной температуре, МПа; Ь —
ширина мостика облойной канавки,
мм; h0 — толщина мостика облойной
канавки, мм.
При штамповке иекруглых в плане
поковок необходимую массу (кг) па-
падающих частей паровоздушного штам-
штамповочного молота находят из выраже-
выражения
Gm = 5,6- 10~4а A — 0,0005Dnp) X
X
+ Т)G5 + 0>00Ш"р)+
X
+ 0,1
/„
pcp
) , F1)
где Опр — приведенный диаметр по-
поковки, мм; Dnp = 1,13 у Fn; Fn —
площадь проекции поковки в плане,
мм2; /п — длина поковки в плане, мм;
бср — средняя ширина поковки в пла-
плане FСр = F г/'п). ММ.
Значеиия Go и Gm можно определить
по номограмме, приведенной, на рис>53.
При построении номограммы были
приняты следующие соотношения раз-
размеров (мм) поковки и заготовки: h0 =
= 0,015Dn (илиОцр); Ь = 7 при Dn =
= 0+ 100; 6=11 при Dn = 150*350
и Ь = 14 при Dn = 400-ь600.
Массу падающих частей молота про-
простого действия Оп. м можно определить
по приведенным формулам или номо-
номограмме (рис. 53), умножив найденное
значение на переводной коэффициент,
т. е.
Оц.м=0.5-5- 1,8) Go (или От).
Формулы используют при расчете
молотов для крупносерийного и мас-
массового производства поковок. В мелко-
мелкосерийном производстве можно при-
применять молоты с меньшей массой па-
падающих частей, но с увеличенным
146
ШТАМПОВКА НА МОЛОТАХ
b = 11мм
Со.кг
3000
2000
1000
Рис. 53. Номограмма для определе-
определения массы падающих частей штам-
штамповочного молота
Вп,дпр1мм 200 60 /00 50 О
Ь 'Кнн Ь =11 Ь -7мм
йо,нг
16000
12000
Vn,Dnp,MM 400 500 2С0 100 О ШО 8000 12000 14000 ?т,кг
числом ударов при штамповке. Фор-
Формулы пригодны в тех случаях, когда
минимальная толщина поковки пре-
превышает D-s-5) ft0. В других случаях
необходимо учитывать повышенную не-
неравномерность распределения дефор-
деформации и температуры, увеличивая
полученное значение массы в 1,2—
1,3 раза.
Для определения массы падающих
частей молота при штамповке в закры-
закрытых штампах можно воспользоваться
формулами F0) и F1) и номограммой
(см. рис. 53). Полученное значение
можно уменьшить на 20—25 %.
Для упрощенных расчетов исполь-
используют формулу
где О — масса падающих частей мо-
молота, кг; Fn — площадь проекции
поковкн в плане, см2.
Расчет массы падающих частей
штамповочного молота. Исходные дан-
данные для расчета приведены на чертеже
поковки; материал поковки сталь 35,
t= 1000 °С, а = 42 МПа (ав =
= 500 МПа).
G=C,5-5)Fn,
F2) Рис. 54. Поковка с удлиненной осью
ТЕХНОЛОГИЧЕСКАЯ КАРТА
147
Основные параметры поковки:
площадь проекции на плоскость разъе-
разъема штампа
Fn = 16 200 мм2;
приведенный диаметр
Dnp = 1,13 |Лб 200 = 144 мм;
средняя ширина поковки
fn 16 200
ср — /
отношение
• т = -г-
201
201
= 80
80 мм;
» 2,5;
по формуле F1):
О„, = 5,6-10~4-42 A — 0,0005- 144)Х
144
хз
,75 ^7 +
G5 + 0,001-1442) +
X
XlnFl 1 2>5G5+-0,00Ы4^)
Х П[1+ 144-0,015-144 ' Х
кг.
Массу падающих частей можно опре-
определить также по номограмме рис, 53.
15. ТЕХНОЛОГИЧЕСКАЯ КАРТА
Пример типовой технологической
карты на изготовление поковки при-
прицепного шатуна приведен в табл. 41.
16. ПРИМЕРЫ ШТАМПОВКИ
В ОТКРЫТЫХ ШТАМПАХ
Поковки I группы, штампуемы?
перпендикулярно оси заготовки (штам-
(штамповка плашмя). 1-я подгруппа.
Пример 1. Спроектировать штамп
для штамповки поковки прицепного
шатуна. Чертеж поковки приведен
на рис. 55; чертеж поковки для изго-
изготовления штампа — на рис. 35.
Основные параметры поковки: пло-
площадь проекции на плоскость разъема
штампа Fa = 58 443,3 мм2; периметр
h
Ш,3%
Рис. 55, Чертеж поковки прицепного шатуна
о
СЛ
о
о
о
о
СЛ
о =
x%
CO
uo
oija
ч ?
3a
S
Co
I
участка
операции
"О
%
се
ЕС
я
гт>
о
а
п
¦о
X
се
?
г
п
я
s
ее
X
о
Обозначение документа
sill
III
a tn
чз о
з
ill
о в ?
ив Е
•о
о
к <?
ш
г
За
g о
¦si
Осо
ч
Лииейка 1000
ГОСТ 427-75
Линейка ЮОО
ГОСТ 427—75
600—
550
->
Измеритель-
Измерительный инстру-
инструмент (код.
наименование)
Температура печи, "С
Величина садки
Температура обработки,
°С (начало — конец)
Время нагрева, мин
(макс.-мин)
Код
про-
фес-
фессии
Раз-
Разряд
рабо-
работы
Единица
нормиро-
нормирования
Код
вида
нор-
нормы
Коэффициент Y
штучного вре-'
мени
Число рабочих
Число одновре-
одновременно обраба-
обрабатываемых дета-
деталей
Код тарифной
ставки
Объем производственной
партии
ч
В
ч
«
(О
369,26
(О
«
41,172
41,172
Итого:
41,172
100
Число
деталей
Масса
Число
поковок
заготовка
Единица
норми-
нормирования
Н_ррма
расхода
К
10,9
0,26
0,37
Z
Код
Код
единицы
массы
Мас-
Масса де-
детали
мате-
материала
по-
поковки
Коэффициент
использо-
использования
У ков-
ковка
Расход
мате-
материала
иа одиу
поковку
Клещевина
4,554
11,0
Некратиость
1,334
to
Выдра
0,853
Облой
(заусенец)
"о
Угар 1
0,781
to
0
Поковка
29,65
72,0
Статьи
расхода
Масса
г?
и горячей штамповки
Литера
>
технологического пр
В
о
к
45.17.02- 1П
021218.50120.00001 I
и
X
х-
о
и
о
>
тз
< < <
J50
ШТАМПОВКА НА МОЛОТАХ
Номер
участка
•
операции
020
025
030
035
040
045
050
Наименование
и содержание операции
Транспортирование:
переместить заготов-
заготовки к нагревательной
установке
Нагрев:
нагреть заготовки
Объемная штамповка:
подкатать в закры-
закрытом ручье; штампо-
штамповать в предваритель-
предварительном ручье; штампо-
штамповать в окончатель-
окончательном ручье
Транспортирование:
переместить поковки
на обрезку облоя
Обрезка:
обрезать облой; про-
прошить отверстия
Транспортирование:
переместить поковки
на калибровку
Калибровка:
калибровать поковки
жумента
ЕС
Обозначен
Оборудование
(код, наименова-
наименование, инвентарный
номер)
Крап грузоподъ-
грузоподъемностью
50/12,5 т
Печь нагрева-
нагревательная
Молот штампо-
штамповочный; масса
падающих ча-
частей 5 т
Кран-манипуля-
Кран-манипулятор подвесной
грузоподъем-
ностью'250 кг
Пресс обрезной
усилием 6,3 МН
Кран-манипуля-
Кран-манипулятор подвесной
грузоподъем-
грузоподъемностью 25ft^?r
Молот штампо-
штамповочный; масса
падающих частей
5 т
Бойки, штампы,
приспособления
(код, наименова-
наименование)
Штамп молото-
молотовой
Кран-мавипулн-
тор подвесной
Штамп обрезной;
штамп прошив-
прошивной; кран-мани-
кран-манипулятор подвес-
подвесной грузоподъем-
грузоподъемностью 250 кг
Штамп чеканоч-
чеканочный; кран-мани-
кран-манипулятор подвес-
подвесной грузоподъем-
грузоподъемностью 250 кг
ТЕХНОЛОГИЧЕСКАЯ КАРТА
Продолжение табл. 41
Измеритель-
Измерительный инстру-
инструмент (код,
наименование)
Фотопирометр
IS
с.»
С Я
1180+
±20
1150—
950
900—
850
800—
750
? °
нт
ре
Код
про-
фес-
фессии
и
3*
Раз-
Разряд
рабо-
работы
fl)Q4J
о я К
3 о-ч
§S
Единица
нормиро-
нормирования
¦S
Код
вида
нор-
нормы
-
о о о о о о о
00 00 --4 -v! О") Сэ СЛ
СЛ О СЛ О СЛ О СЛ
Манкирование
A00%-ное):
маркировать ударом
номер чертежа и но-
номер плавки
Технический контроль:
проверить маркиров-
маркировку и размеры по
чертежу поковки вы-
выборочно
Траиспортирование:
переместить поковки
иа термообработку
Термическая обработка
Дробеочистка:
очистить поковки от
окалины
Зачистка:
зачистить кузнечиые
дефекты
Технический коитроль
ОТК E %-ный):
проверить маркиров-
маркировку, размеры и ка-
качество поверхности
Кран грузо-
грузоподъемностью
16/3,2 т
Камера очистная
дробеметиая
Зачистиой ста-
станок
Молоток
Комплект цифр
Круг шлифо-
шлифовальный
участка
операции
I Номер
Наименование
и содержаине операции
Обозначение документа
Оборудова ние
(код, наименова-
наименование, инвентарный
номер)
Бойки, штампы,
приспособления .
(код, наименова-
наименование)
В
>¦
а
о
|
о
>
Линейка 1000
ГОСТ 427—75;
штанген-
штангенциркуль
Шц-П-250-01
ГОСТ 166—80
Лииейка 1000
ГОСТ 427—75;
штанген-
штангенциркуль
Шц-П-250-01
ГОСТ 166—80
Измеритель-
' ный инстру-
инструмент (код,
наименование)
Температура печн, °С
Величина садкн
Температура обработки,
°С (начало ~- конец)
Время нагрева, мнн
(макс-мин)
Код
про-
фес-
фессии
Раз-
Разряд
рабо-
работы
Еднннца
нормиро-
нормирования
Код
вида
нор-
нормы
Коэффициент
штучного вре-
времени
Число рабочих
Число одновре-
одновременно обраба-
обрабатываемых дета-
деталей
Код тарифной
ставки
Объем производственной
партии
ч
а
и
X
О
О
S
л
и
о
¦и
Н
I
1
Я
154
ШТАМПОВКА НА МОЛОТАХ
Рис. 56. Расчетная заготовка поковки прицепного шатуна (эпюра диаметров)
РП = 1380 мм; длина 1а — 600,0 мм; 42. Расчет эпюры диаметров
средняя ширина bcv = 97,5 мм; " =
= 6,15 > 2,5; объем с учетом перемы-
чек'Кп = 3,88• 10е мм3; масса поковки
и перемычек Ga = 30,5 кг.
Определение размеров облоя вы-
выполняют по формуле (8): h0 =
= 0,015 ]/8 443,3 = 3,63 мм. По
табл. 7 ближайшее значение h0 =
= 4 мм. В соответствии с рис. 17 и 18
для участка стержня и головки при-
принимают облойную канавку номеров -х-
о
с размерами h0 = 4 мм, Ь = 16 мм,
6Х = 42 мм, 50б. „ = 3,85 см2, R =
= 2,5 мм.
Объем облоя находят по формуле
A1) с учетом соответствующих ука-
указаний к этой формуле: VQ = S0Pn,
где So = |50б. „. По табл. 8 | = 0,8.
Тогда So = 0,8-385 = 308 мм2, а об-
общий объем облоя на участках
головки и стержня Vo = 308-1380 =
= 425 000 мм3.
Ввиду большой массы поковки объем
облоя необходимо увеличить на 20 %,
т. е. Vo = 1,2-425 000 = 510 000 мм3.
Расчет эпюры диаметров d3 (эпюра
приведена на рис. 56). Построение рас-
расчетной заготовки выполняют, исполь-
используя значения длин отдельных элемен-
элементов поковки и найденных йэ, которые
сведены в табл, 42.
p сеч
<u
Eg
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
+
MM8
0
6 240
7 160
5 030
7 160
6 240
5 800
4 400
4 400
5 800
5 830
11 250
6 780
11 250
5 830
0
1,0*
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
0,8
1,0*
sk
MM2
770
6 856
7 776
5 646
7 776
6 856
6 416
5016
5 016
6 416
6 446
11 866
7 396
И 866
6 446
770
* Для конечных сечений
1,0.
Прим
2|5об. к
ечаиие. S= S
; d3 = 1,13 V"Sl
aa.
мм ,
31,4
93,6
99,6
84,9
99,6
93,6
90,5
80,0
80,0
90,5
90,7
123,1
97,2
123,1
90,7
31,4
п +
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
55
Расчет среднего сечения:
Vn 0 = Кп 4- V3 = 4 ЗЛ> 000 мм3;
¦, где 1Э — длина эпюры;
43. Размеры ручья по высоте для
различных сечений
I,
/э = ta — 600 мм;
4 350 000
600
7316,7 мм2;
dcp= 1,13 ^5ср= 1,13 |/316,7 мм;
<*ор = 96,7 мм.
Выбор переходов штамповки. Рас-
Расчетную заготовку можно считать
элементарной, так как она состоит
из головки и стержня. Контуру го-
головки, имеющему резкий излом из-за
отверстия в бобышке, необходимо при-
придать плавные очертания, сохраняя
объем неизменным (см. рис. 20).
Коэффициент КиОпк. общ = ¦ ™Х
•>ср
866
7316,7
= 1,62 < 1,8.
При использовании подкатиого за-
закрытого (ПЗ), предварительного и
окончательного ручьев
Л'пр = 1,6-1,1 • 1.05 = 1,85 (значение
Ка взято из табл. 9).
В соответствии с диаграммой (см.
рис. 27) при Gn = 30,5 кг поковку
штампуют из отдельной заготовки.
Итак, для штамповки данной поковки
из отдельной заготовки необходимо
применять следующие переходы: ПЗ —
Предв—Оконч.
Определение размеров заготовки. По
табл. 10 площадь поперечного сечения
исходной заготовки
S3r = Sns = ^OSScp или S3i =
= 1,05-7316,7 = 7682,5 мм2.
В формуле использован коэффи-
коэффициент 1,05, так как при одной под-
подкатке заготовка не должна доходить
до конца подкатного ручья.
Длина головки /г = 139 мм (см.
рис. 56); диаметр заготовки
?>вг= 1,13^768X5= 99,0 мм;
Номер
сечения
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Пр
?? ММ
31,4
93,6
99$ -
84,9
99,6
93,6
90,5
80,0
80,0
90,5
90,7
123,1
97,2
123,1
90,7
31,4
имечани
0,75
J>J75
0J5
0,75
0,75
0,75
0,75
0,75
0,75
0,75
0,75
1,0
1,0
1,0
0,75
0,75
е. h =
h, мм
23,6
?0,2
П,1
63,7
74,7
70,2
67,9
60,0
60,0
67,9
68,0
123,1
97,2
123,1
68,0
23,6
если заготовка квадратная, то
Л3г = V7682,5 = 87,6 мм.
Выбираем заготовку диаметром
100 мм, длиной 571 мм и площадью
поперечного сечения 7840 мм2.
Последовательность расчета и по-
построения подкатного ручья:
1. Выбирают длины элементов ру-
ручья по размерам расчетной заготовки.
2. Сводят в табл. 43 размеры про-
профиля ручья по высоте.
Расчет выполняют по табл. 14 при
значениях (х: 0,75 — для стержня;
1,0 — для головки.
3. Строят профиль ручья в соот-
соответствии с указаниями, приведенными
в табл. 14.
4. По формуле E2) табл. 14 ширина
ручья
= 140,7 мм.
Пределы изменения В = /ds raax 4-
+ 10/4- l,5D3r или В = A32-И50) мм.
Итак, В = 140,7 мм.
156
ШТАМПОВКА НА МОЛОТАХ
Рис. 57. Молотовой штамп для поковки прицепного шатуна
Расположение ручьев и расстояния гусеницы. Эпюра сечений сложная,
между ними, а также размеры штампо- с несколькими головками и короткими
вых кубиков определяют по общим стержнями. При штамповке необходим
правилам. пережимной ручей. Опробование раз-
Чертеж штампа показан на рис. 57; личных вариантов штамповки пока-
технологическая карта — в табл. 41. зало, что применение полосовой за-
2-я подгруппа. Пример. На готовки (что равноценно применению
рис. 58 дан чертеж поковки звена расплющенной заготовки) и плавное
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
157.
Б-Р
А-А
округление переходов сечений фигуры
позволяет провести штамповку в од-
одном окончательном ручье. Поковка
звена гусеницы является массовой и
штЗмповка с высокой производитель-
производительностью в одном ручье очень вы-
выгодна.
В молотовом штампе (рис. 59) преду-
предусмотрен один окончательный ручей
и контрзамок для предотвращения
сдвига, возможного при использова-
использовании штампа с принятой линией разъе-
разъема. Для компенсации износа контр-
контрзамка верхний штамп по отношению
к нижнему штампу сдвигают (при
изготовлении) на 0,75 мм в направле-
направлении, противоположном сдвигающим
усилиям штамповки. Штамповку осу-
осуществляют на молоте с массой пада-
падающих частей 1500 кг за 4—5 ударов.
Заготовка-полоса с размерами 29Х
X100X295 мм. Производительность
штамповки 2000—2500 шт/смена.
3-я подгруппа. Пример.
На рис. 60 приведен чертеж поковки
с фланцем.
Рис. 58. Черте»
звена гусеницы
Основные параметры поковки: пло-
площадь проекции на плоскость разъема
Fn — 5085 мм2, периметр Рп = 448 мм,
объем Vn = 189 550 мм3, масса Gn =
= 1,49 кг.
Размеры облоя:
по формуле (8)
fto = 0,015 ]/5085= 1,15 мм;
в соответствии с табл. 7 ближайшее
большее h0 — 1,6 мм, форма облойной
канавки — по рнс. 17; номера ка-
канавки ^! ее размеры, мм; ft0 =
= 1,6, Ь = 9, bi = 25, R — 1,5; пло-
площадь канавки 50д. к = 113 мм2.
По формуле A1) с учетом сделанных
к ней замечаний определяют объем
облоя:
на участке фланца (при | = 0,6 —
см. табл. 8)
^об.ф = 0,6-113-280= 19 000 мм3;
на участке стержня Vog j = 0,6 X
X 113 X 340 = 23 000 мм3;
158
ШТАМПОВКА НА МОЛОТАХ
Рис. 59. Молотовой штамп для поковки звеиа гусеницы:
/ — смещение центра ручья верхней половины штампа относительно центра ручья
нижней половины штампа; // — ось хвостоника
общий объем Vo = 1/об. а + 1/об j =
= 19 000 + 23 000 = 42 000 мм3.
Выбор переходов штамповки: объем
фланца
., , „., я902 я902
LU -р & ;— X,
1 90
3 20
4 " ' " 4"
63 500 + 22 800 =
86 300 мм3,
mln
так как Уф>3 "'" , т. е. 86 300
мкг! > 63 500 мм3, то поковка
12 , ,10
согласно табл. 4 относится к
типу Б и для ее штамповки необхо-
необходимы специальный протяжной и вы-
высадочный ручьи.
Размеры заготовки зависят от объе-
объемов:
заготовки с учетом облоя
Упо = Vn + Vo = 189 550 + 42000 =
= 231 550 мм»;
заготовки с учетом потерь на угар
F=2%) по формуле C5)
Узг = 231 550
100
= 236000 мм3;
фланца с учетом облоя
Vv. ф = Уф + Уоб. ф = 86 300 -j-19 000 =
= 105 300 мм3;
фланца с учетом потерь на угар
F=2 %)
Рис. 60. Чертеж поковки с фланцем
'ф = 105 300
j|
= 107300 мм=>.
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
159
12,5 л
4
20
12,5
>- •*
'/
20
Б-Б
100
I
Ф50
Л
//
у
I
/^ '¦
ч
Рис. 61. Молотовой штамп для поковки с фланцем
Диаметр расчетной заготовки опре-
определяют по формуле D2):
2,5л;
= 37,9 мм.
Выбираем D3r = 40 мм, тогда /зг =
= 188 мм.
Расчет и построение высадочного
ручья (см. табл. 14, п. 15) начинают
с определения его объемов:
Уф = 107 300 мм3 и V'i = 128 700 мм3.
Высоту фланца h'^ с учетом конус-
конусности 7° и выступа на торце принимают
равной 10 мм (по размеру цилин-
цилиндрического участка) и h& ср = 16 мм.
Высота ftx = /i — E+ 15) мм =107 —
— 12 = 95 мм.
Диаметры
''Cpl :
1700
S 41 мм.
Принимают dcpl = 40 мм;
-V
= 92 мм.
4- 107 300
я.16
Принимают йф = 90 мм.
По полученным размерам выпол-
выполняют графическое построение ручья,
который показан в разрезе на чертеже
штампа для данной поковки (рис. 61).
Расчет и построение специального
протяжного ручья (см. табл. 14 п. 16)
начинают с определения его размеров:
длины / = 95 + 5 = 100 мм,
диаметра в среднем сечении dcn =
= 40 - E* 10) = 32,5 мм, Р
ширины 5=1,5-40+20 = 80 мм.
Ручей показан на чертеже штампа
на рис. 61.
4-я подгруппа. Пример 1.
На рис. 62 показаны: поковка колен-
коленчатой оси трактора, штамп для этой
поковки и профиль гибочного ручья.
Поковка относится к 4-й подгруппе,
типу А (п. а, табл. 4). Построение
профиля гибочного ручья выполняют
методом вписывания в контур плана
поковки (рис. 62, в). Кроме гибочного
ручья никаких заготовительных ру-
ручьев не применяют (рис. 62, б).
Пример 2. Поковка кронштейна и
штамп, в котором ее изготовляют,
приведены соответственно на рис. 63 и
64.
Особенность штамповки — передача
поковки из гибочного ручья в пред-
предварительный ручей и затем в оконча-/
тельный ручей без разворота на 90°,
т. е. в том же положении.
5-я подгруппа. Пример 1.
На рис. 65 показаны поковка корпуса
форсунки н штамп для этой поковки.
Удлиненная с отростком поковка
относится к 5-й подгруппе, типу А.
При штамповке этой поковки приме-
применяют ручьи: несимметричный закры-
закрытый подкатной и предварительно-за-
предварительно-заготовительный. Штампуют поковку из
прутка с последующей ее отрубкой
на переднем ноже.
Пример 2. На рис. 66 показана
поковка типа вилки и штамп к ней.
Поковка относится к 5-й подгруппе,
типу Б. При выборе заготовительных
ручьев такие поковки приводятся к
1-й подгруппе.
5 65 A
Рис. 62. Штамповка поковки коленчатой оси трактора:
а — поковка; б — молотовой штамп; в — профиль гибочного ручья; ВШ = верхняя
половина штампа; НШ — нижняя половина штампа
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
161
R2},7
Рис. 63. Чертеж поковки кронштейна
6 П/р Е. И. Семенова
162
ШТАМПОВКА НА МОЛОТАХ
. » sj.
: ^
¦4-1
|
2
r\-
\
Рис. 64, Молотовой штамп для поковки кронштейна
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
163
в-в
А-А
Б-Б
В а)
Рис. 65. Молотовой штамп.(а) и горячая поковка ((Г) корпуса форсунки
Рис. 66, Молотовой штамп (о) и горячая поковка (б) вилки
6*
164
ШТАМПОВКА НА МОЛОТАХ
Рис. 67. Молотовой штамп (а) и горячая поковка F") вилки включения блокировки диф-
дифференциала
По значению коэффициента под-
подкатки для этой поковки выбирают
закрытый подкатной ручей. Кроме
того, поковка должна быть обработана
в предварительно-заготовительном ру-
ручье с рассекателем. Штамповку про-
проводят на молоте с массой падающих
частей 2000 кг.
Пример 3. Поковка вилки включе-
включения блокировки дифференциала
(рис. 67) относится К 5-й подгруппе,
типу Б и при выборе заготовительных
ручьев приводится к 1-й подгруппе.
Но так как длина развилины и другие
размеры поковки небольшие, целесо- '
образно проводить штамповку одно-
одновременно двух поковок.
По значению коэффициента под-
подкатки выбирают закрытый под-
катиой ручей, В. предварительно-за-
готовительиом ручье необходимо преду-
предусмотреть рассекатель сложной в плане
формы, Штамповку проводят из заго-
заготовки диаметром 48 мм и длиной 230 мм,
рассчитанной на две поковки на мо-
молоте с массой падающих частей 2000 кг.
6-я подгруппа. Пример. Ти-
Типичными представителями поковок
комбинированной конфигурации яв-
являются коленчатые валы с развитым
фланцем (рис. 68). Обычно фланец
получают высадкой на ГКМ бобышки
после штамповки поковки на молоте
и обрезки облоя на прессе. К этой же
группе поковок относятся коленчатые
валы, оси шатунных и коренных шеек
которых расположены в разных пло-
плоскостях и которые (особенно при на-
наличии противовесов) подвергают вы-
выкрутке на специальной выкрутной
машине посл.е штамповки на молоте
и обрезки облоя на прессе.
Штамповку сложных коленчатых ва-
валов осуществляют, как правило, иа
агрегате, состоящем из нескольких
штамповочных машин или линий, Для
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
165
Рис. 68. Штамповка коленчатого вала:
а — поковка; б — молотовой штамп; / — бобышка под фланец; 2 — контур гибочного
ручья; 3 — линия мостнка облоя верхнего штампа (выполняют по контуру Фигуры)-
4 — сечеине круглой заготовки; S — расплющенный металл; ВШ — верхний штамп;
а ил *^ ынлСннв uiTfLun
ШТАМПОВКА НА МОЛОТАХ
U10)
Рис.
Чертеж поковки шестерни
таких поковок (см. рис. 68) рекомен-
рекомендуется применять поэлементный ме-
метод расчета переходов штамповки и
размеров исходной заготовки. В кон-
конфигурации поковок этого вида выде-
выделяют три элемента: передний участок
с фланцем Ьъ средний, коленчатый
участок L2 и хвостовую часть L3.
Первый участок с фланцем в зави-
зависимости от формы и размеров фланца
может быть обработан только в моло-
молотовой штампе или высадкой элемента
молотовой, поковки на ГКМ. При опре-
определении необходимых переходов и
размеров, исходной заготовки участок
с фланцем считают элементом с изо-
изогнутой осью.
Хвостовая часть L3 содержит обычно
утоненный элемент, требующий или
применения какой-либо заготовитель-
заготовительной операции (например, протяжки
хвостовой части при подкатке), или
устройства в молотовом штампе на
этом участке увеличенной облойной
Рис. 70. Чертеж поковки шестерни для
изготовления штампа
канавкн для размещения возможного
избытка металла (см. рис. 68, б).
Определив переходы и размеры за-
заготовки на отдельных участках, уста-
устанавливают необходимые переходы и
размеры исходной заготовки для по-
поковки в целом.
Молотовой штамп для штамповки
коленчатого вала показан на рис. 68,
б. Штамповку проводят из исходной
заготовки диаметром 95 и длиной
1030 мм в двух ручьях (гибочном и
окончательном), масса поковки 46 кг,
заготовки — 57 кг. После штамповки
на молоте и обрезки облоя выполняют
высадку фланца на горизонтально-
ковочной машине.
Поковки II группы, штампуемые
вдоль оси заготовки (штамповка осад-
осадкой в торец).
1-я подгруппа. Пример 1.
Чертежи поковки шестерни и поковки
для изготовления штампа приведены
на рис. 69 и 70.
Основные параметры поковки:
?>п = 216 + 2-3=222 мм; Рп =
= 696 мм; 1/д == 1,4-106 мм3; Сп =
= 11 кг.
Размеры облоя:
ho = 0,016-222 = 3,33 мм.
Выбираем облойную каиавку I типа
(см. рис. 16) и номеров -=- (см. табл. 7)
ПРИМЕРЫ ШТАМПОВКИ В ОТКРЫТЫХ ШТАМПАХ
№7
Рис. 71. Молотовой штамп для поковки шестерни
с параметрами: й0 = 4 мм; Ь = 14 мм;
Ьг — 38 мм; SO6.b = 344 мм2. Тогда
по формуле A1) с учетом замечаний
к этой формуле для поковок II группы
с массой более 5 кг (бп =11 кг) и
для канавки № 2 имеем ? = 0,6 (см.
табл. 8) или
Fo = 0,6-344-696-l,15= 165 000мм3.
Размеры заготовки:
Vn.o =Vn + V0 = l 400 000 -f
+ 165000= 1 565000 мм3
и с учетом угара
V3p = 1,02-1 565 000 =
= 1 595 000 мм3.
Для облегчения отрезки заготовки
принимают большее значение коэф-
фицяента т при определении ее диа-
метра по формуле D4):
¦ = 2,S.
168
ШТАМПОВКА НА МОЛОТАХ
g 73,1 ,
Рис. 72. Молотовой штамп (а) и горячая поковка (о) шестерни
По формуле D5)
Z>;r=l,08|/15925500°^93MM.
Выбираем заготовку диаметром
100 мм (?>8Г = 100 мм).
Тогда длина заготовки
Lap =
1 595 000
я-100а
= 203 мм.
Выбор переходов штамповки: для
штамповки поковки следует приме-
применить площадку для осадки и оконча-
окончательный ручей.
Конструирование площадки для
осадки и определение размеров штам-
повых кубиков;
чтобы избежать образования за-
зажимов, желательно заготовку оса-
осадить — получить лепешку диаме-
диаметром 160 мм, которая перекрывала бы
выступ. Поэтому задаемся размером
d = 160 мм, определяем при построе-
построении а = 560 мм, Ь' — 450 мм (см.
табл. 14, п. 22).
Чертеж штампа приведен на рис, 71.
Пример 2. В открытом штампе для
поковки шестерни (рис. 72, а и б)
поковку (рис. 72, б) штампуют на пло-
площадке для осадки и в окончательном
ручье. В штампе предусматривают
кольцевой замок и облойную канавку
IV типа (см. рис. 16), благодаря кото-
которой снижается расход металла на
облой. Площадка для осадки выпол-
выполнена е волнистыми рифлениями, по-
позволяющими сбить окалину с торцов
ПРИМЕРЫ ШТАМПОВКИ Б ОТКРЫТЫХ ШТАМПАХ
169
Зозор мемду Згрхним и
ни/амин /итомпами О.Зпм
чет дгр
8Ш\
Рис,
В ' а)
73. Молотовой штамп (а) и горячая поковка (о) крестовины
заготовки при осадке и получить
осадку с меньшей бочкообразностью,
чем на площадке без рифлений. Штам-
Штамповку ведут на молоте с массой пада-
падающих частей 2000 кг.
2-я подгруппа. Пример. На
рис. 73 приведен чертеж поковки кре-
крестовины и ковочного щгампа. Так как
поковка небольших размеров, то при-
применяют многоштучную штамповку (на
две поковки), что приводит к увеличе-
увеличению производительности и экономии
металла из-за хорошего взаимного
расположения деталей. Поковку при-
приводят к поковкам I группы 1-й лод-
группы.
По значению коэффициента под-
подкатки выбирают закрытый подкатной
ручей, а по наличию отростков боль-
большой длины — предварительно-загото-
предварительно-заготовительный ручей. Штамповку выпол-
выполняют на молоте с массой падающих
частей 2500 кг.
3-я подгруппа. Пример 1.
При изготовлении поковки оси перед-
переднего колеса трактора (рис. 74, б) из-за
большого объема фланца и простой
его формы применяют в качестве заго-
заготовительного ручья один специальный
протяжной ручей (см. табл. 14, п. 25),
расчет которого аналогичен расчету,
приведенному в примере 1 для поко-
поковок I группы 3-й подгруппы (см.
рис. 61). В штампе (рис. 74, а) преду-
предусмотрен кольцевой замок. Особенность
штампа — наличие нижнего рычаж-
рычажного выталкивателя. Штамповку про-
проводят на молоте с массой падающих
частей 4000 кг.
Пример 2. Для поковки типа стержня
с несимметричным фигурным флан-
фланцем (рис. 75, б) при протяжке части
170
ШТАМПОВКА IfA МОЛОТАХ
Рис, 74. Молотовой штамп (а) и горячая поковка (б) оси переднего колеса трактора
П.5
Рис. 75. Молотовой штамп (о) и горячая поковка (б) типа стержня с несимметричным
фланцем
ПРИМЕРЫ ШТАМПОВКИ В аАДРЫТЫХ ШТАМПАХ
Щ
заготовки на меньший диаметр при-
применяют специальный протяжной ру-
ручей, а для смещения объема металла
фланца относительно стержня — ги-
гибочный ручей. В штампе (рис. 75, а)
имеется нижний рычажный выталки-
выталкиватель. Штамповку выполняют на мо-
молоте с массой- падающих тастей 63Q кг.
17. ПРИМЕРЫ ШТАМПОВКИ
В ЗАКРЫТЫХ ШТАМПАХ
Поковки II группы, штампуемые
вдоль оси заготовки (штамповка осад-
осадкой в торец).
1-я подгруппа (поковки
круглые в плане).
Пример 1. Спроектировать штамп и
выбрать оборудование для поковки
шестерни (рис. 76, а). Чертеж поковки
для изготовления штампа приведен
на рис. 76, б.
Основные параметры поковки:
диаметр Da = 410 мм;.
периметр Рп = 1287,4 мм;
объем Va= 3,3401 -10е мм3;
масса Сп = 26,22 кг.
Основные размеры заготовки опре-
определяют по ее объему:
Узг = Va + Увыдры = 3,3401 • 106 +
+ 0,485- 10е = 3,8251 • 106 мм3
с учетом 2 % угара:
Vsf= 1,02-3,8251 • 10е = 3,902-Ю6 мм3.
Для облегчения отрезки заготовки
от проката и повышения качества за-
заготовки выбирают достаточно большое
значение коэффициента т при опре-
определении диаметра прутка по формуле
D4):
т = LBr/Dsr — 2,2.
По формуле D5):
з
1,08
J.902 • 106
130,68 мм.
Выбирают пруток диаметром 130 мм,
т. е. D6r = 130 мм. Тогда окончатель-
окончательная длина заготовки L3r = 294 мм.
Переходы штамповки. Для повыше-
повышения стойкости штампа на первом
переходе осуществляют осадку с оформ-
оформлением хвостовика диаметром 150 и
высотой 10 мм, с помощью которого
осаженную заготовку устанавливают
в центре окончательного ручья. Окон»
чательную штамповку проводят в без-
облойном ручье.
Конструирование ручьев и определе-
определение размеров штамповых кубиков. Для
Рис. 78. Чертежи; поковка (л), поковки:
для изготовления штампа (б) и оконча-
окончательного ручья штампа (в)
172
ШТАМПОВКА НА МОЛОТАХ
Ф 105,1
Рис. 77. Чертеж поковки (а) и конструкция окончательного ручья F)
Ф217.?,
Рис. 78. Штамповка зубчатого венца за два перехода в закрытых ручьях:
а — поковка; б — закрытый ручей первого перехода; в — переход; г — закрытый окоп-
чательный ручей
ПРИМЕРЫ ШТАМПОВКИ В ЗАКРЫТЫХ ШТАМПАХ
173
Рис. 79. Поковка (а), переход (б) и ручей (в) штампа с нижним выталкивателем для
изготовления ведущей шестерни коробки передач
упрощения и удешевления процесса
изготовления штампа рационально
осадку и окончательную штамповку
проводить на разном оборудовании.
Для одноручьевого осадочного
штампа, на котором заготовку оса-
осаживают до диаметра 300 мм, выбирают
кубик с размерами зеркала 450Х
Х450 мм; для одноручьевого оконча-
окончательного штампа — кубик с разме-
размерами зеркала 520X520 мм. Конструк-
Конструкция окончательного ручья приведена
на рис. 76, в. Масса падающих частей
молота 5000 кг.
Пример 2. Изготовление поковки с
массивной ступицей и» Глухой намет-
наметкой (рис. 77, а).
Масса поковки 20,1 кг, штамповку
осуществляют за два перехода на
молоте с массой падающих частей
5000 кг. Конструкция окончательного
ручья показана на рис. 77, б. Глубо-
Глубокую полость предпочтительно разме-
размещать в подвижной половине штампа.
Пример 3. Изготовление поковки
еубчатого венца (рис, 78, в), штампуе-
штампуемой за два перехода из заготовки
Диаметром 100 мм.
На первом переходе (рис, 78, а) за-
заготовка центрируется в выемке диа-
диаметром 101 мм закрытого предвари-
предварительного ручья (рис. 78, б). Сменные
вставки окончательного закрытого ру-
ручья (рнс. 78, г) упрощают его изготов-
изготовление и удлиняют срок эксплуатации
штампа.
Пример 4. Изготовление поковки
ведущей шестерни коробки передач
(рис. 79, а) массой 18,5 кг, штампуе-
штампуемой в два перехода из заготовки диа-
диаметром 130 мм.
На первом переходе (рис. 79, б)
осуществляют глухую наметку отвер-
отверстия; в окончательном — наметку от-
отверстия с перемычкой, удаляемой при
последующей пробивке. Наружный ук-
уклон на поковке уменьшен до 1°. Особен-
Особенность штамповки — применение бан-
дажированной матрицы, сменных верх-
верхнего и нижнего знаков, причем виж-
ний знак является также выталкива-
выталкивателем.
3-я подгруппа (поковки
типа стержня с фланцем).
Пример 1. Поковку (рис. 80, а)
массой 22,3 кг штампуют за три пере-
перекода в протяжном закрытом, подкат-
нОм и окончательном безоблойноМ ,ру,-.
174
ШТАМПОВКА НА МОЛОТАХ
Рис. 80. Поковка вала-муфты сцепления и трехручьевой штамп для ее изготовления:
а н 6 •= штамп; a =¦ чертеж поковки
ПРИМЕРЫ ШТАМПОВКИ В ЗАКРЫТЫХ ШТАМПАХ
175
чьях (рис. 80, б и в). Естественным
компенсатором неточности объема за-
готовкн служит полость ручья, в ко-
которой размещается стержень поковки.
Вместо заготовительных ручьев для
получения стержневой части поковки
может быть применена вальцовка.
Поковку вала муфты сцепления мас-
массой 24,5 кг штампуют из заготовки
диаметром 105 мм на молоте с массой
падающих частей 5000 кг.
Пример 2. Поковку вала-шестерни
(рис. 81, а) массой 14,5 кг (группа
стали М2, рассчитанная степень слож-
сложности С2) штампуют за три перехода:
в протяжном и подкатном — загото-
заготовительных и окончательном безоблой-
ном ручьях (чертеж штампа приведен
иа рис. 81, б и в). Для удаления по-
поковки используют выталкиватель, при-
приводимый в действие с помощью пневмо-
цилиндра и рычага.
Рис. 81. Поковка
ручьевой штамп:
а и б — штамп; в
вала-муфты
трех»
чертеж поковки
Глава
4
ШТАМПОВКА НА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ
ПРЕССАХ
1. ОСОБЕННОСТИ ШТАМПОВКИ,
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
При объемной штамповке широко
используют КГШП благодаря следу-
-+ ющим их преимуществам по сравне-
сравнению с молотами:
повышенной точности размеров по-
получаемых иа КГШП поковок из-за
постоянства хода пресса и определен-
определенности нижнего положения ползуна,
что позволяет уменьшить отклонения
размеров поковок по высоте; поковки
не контролируют на сдвиг, так как
в конструкции пресса и штампа пре-
предусмотрено надежное направление пол-
ползуна в направляющих станины, а
для точного совпадения верхней и
нижней частей штампа — направля-
направляющие колонки и втулки;
увеличенному коэффициенту ис-
использования металла вследствие более
совершенной конструкции штампов,
снабженных верхним и нижним вытал-
выталкивателями, что позволяет уменьшить
штамповочные уклоны, припуски, на-
напуски и допуски и тем самым приводит
к экономии металла и уменьшению
последующей обработки поковок ре-
резанием;
улучшенным условиям труда вслед-
вследствие меньших шумовых эффектов,
вибрации и сотрясения почвы, чем при
работе на молотах, и относительно
спокойным безударным характером ра-
работы, что позволяет устанавливать
КГШП в зданиях облегченной кон-
конструкции;
, возможности применения автомати-
автоматических перекладчиков заготовок;
более высокой производительности,
например в 1,4—2 раза при штамповке
поковок шестерен, так как деформа-
деформация иа прессе в каждом ручье выпол-
выполняется за один ход, а на молоте —
за несколько ударов;
более высокому КПД, достигающему
6,-8%; экономический (приведенный
к энергии топлива) КПД пресса в
2г--4 раза выше, чем у молота;
снижению себестоимости продукции
за счет снижения расхода металла и
эксплуатационной стоимости.
К недостаткам КГШП и штамповки
на этих прессах (по сравнению с мо-
молотами) относят:
более высокую (в 3—4 раза) стои-
стоимость КГШП при сопоставимых мощ-
мощностях КГШП и молота;
возможность заклинивания и полом-
поломки прессов при крайнем нижнем поло-
положении ползуна, на вывод из которого
затрачивается много времени;
меньшая универсальность — из-за
жесткого хода ползуна не применяют
протяжку и подкатку заготовок;
необходимость очистки заготовок
перед штамповкой от окалины, так
как деформация проходит за один ход
пресса при плавном безударном на-
гружен-ии и окалина может быть за-
заштампована в поверхность поковки;
необходимость применения большего
числа ручьев при получении поковок
сложной формы из-за худшего запол-
заполнения глубоких полостей;
более сложные конструкции штам-
штампов и их регулирование.
Особенностью кинематической схемы
КГШП, обеспечивающей жесткую
связь между приводом и ползуном,
является то, что при подходе шатуна
к нижнему положению (нижней мерт-
мертвой точке кривошипного механизма)
при одном и том же моменте на криво-
кривошипном валу усилие на ползуне тео-
теоретически может расти до бесконеч-
бесконечности. Рост усилия ведет к увеличению <
деформации деталей пресса. При зна-
значительной перегрузке, например при
резком охлаждении тонкого заусенца,
ползун КГШП, не доходя до нижнего
положения, останавливается и пресс
может заклиниться.
Если проектирование штампа для
молота выполняют с учетом теорети-
теоретически возможного контакта бабы и
шабота или закрепленных в них ча-
частей штампа, а также доштамповки
облоя до минимальной толщины, то
рСОБЕННОСТИ ШТАМПОВКИ, ПРЕИМУЩЕСТВА И НЕДОСТАТКИ 177
При проектировании штампа КГШП
необходимо учитывать, что даже при
беззазорной настройке штампа в его
крайнем нижнем положении (нерабо-
(нерабочий ход) во время работы пресса за
счет упругой деформации деталей прес-
пресса и штампа между частями штампа
(верхней и нижней) появится зазор,
равный суммарной упругой деформа-
деформации, достигающей 1—2 мм.
Учитывая необходимость преду-
предупреждения заклинивания пресса, ко-
которое может, например, возникать при
колодной беззазорной настройке штам-
Па вследствие расширения его деталей
от разогрева при соприкосновении
с горячим металлом, предусматривать
работу штампа «в распор» нельзя,
соударение частей штампа считается
Опасным и не допускается. Для из-
изменения расстояния между частями
штампа (вставками) при наладке в
штампе применяют канавки с откры-
открытым магазином, а при наладке штампа
без нагрузки между выступами ка-
иавки помещают прокладки. Поэ-
Поэтому при штамповке на КГШП пре-
предусматривают облой, толщина кото-
которого больше, чем толщина облоя при
многоударной штамповке на мо-
молоте.
Наличие более толстого, а следо-
следовательно, и более горячего облоя
приводит к уменьшению подпора в
полости штампа, большему вытека-
вытеканию металла из полости и к худшему
заполнению ее глубоких выемок. В ре-
результате при одинаковой суммарной
деформации и сложной форме поковок
штамповка на КГШП выполняется
с использованием большего числа ручь-
ручьев, чем при штамповке на молоте.
Более сильное течение металла
в стороны при штамповке на КГШП
по сравнению со штамповкой на мо-
молотах связано с меньшими скоростями
деформирования на КГШП; удар мо-
молота длится 0,005—0,01 с, продол-
продолжительность единичного обжатия в ка-
каждом ручье на прессе составляет
0,03—0,08 с.
Так как скорость распространения
пластических деформаций не пре-
превосходит скорости движения бойка
молота, то деформация при штам-
штамповке на молоте в основном должна
протекать вблизи контакта металла и
инструмента, что способствует луч-
лучшему заполнению верхних полостей
штампа на молотах. Кроме того, более
длительное соприкосновение нижней
Части заготовки со штампом приводит
к большему ее охлаждению, поэтому
верхняя часть заготовки деформируется
легче и в большей степени. При штам-
штамповке на КГШП значительной разницы
в заполнении верхней и нижей полос-
полостей штампа пресса не наблюдается.
Эти особенности необходимо учитывать
при разработке технологических про-
процессов штамповки на КГШП.
Предотвратить образование боль-
большого облоя в прессовом штампе и сни-
снизить скорость течения металла в сто-
стороны можно несколькими способами.
Наиболее простой способ состоит в уве-
увеличении числа ручьев для постепен-
постепенного приближении формы заготовки
к форме поковки. При этом уменьша-
уменьшается степень деформации за каждый
ход пресса, а условия деформации при-
приближаются к штамповке на молотах.
Поковки, штампуемые на молоте за
один переход, рекомендуется штампо-
штамповать на прессе за два или несколько
переходов. Применение нескольких
ручьев имеет и некоторые преимуще-
преимущества. Например, введение операции
осадки с наметкой отверстия или об-
образованием выступа позволяет уда-
удалить с заготовки окалину.
Другой способ заключается в огра-
ограничении течения металла в каиавку.
Если уменьшить толщину порога об-
лойной канавки» или увеличить его
ширину, или уменьшить толщину об-
облоя в мостике и увеличить его ширину,
то это затруднит вытекание облоя,
в основном, лишь в конце штамповки.
С этой же целью применяют канавки
со сдвоенными порогами или допол-
дополнительные карманы на пути движения
металла в магазин каиавки. Целесо-
Целесообразнее задержать момент начала об-
образования облоя подбором заготовки
соответствующей формы, например, за-
заготовки с вогнутой боковой поверх-
поверхностью. При выборе вариантов раз-
размеров заготовки предпочтительней ва-
вариант заготовки с большим отношением
высоты к диаметру, т. е. до 2,5 : I.
Эффективным является размещение по-
поверхности разъема штампа в*зоие на-
наименьших поперечных деформаций, па-
178
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
пример, вблизи торца заготовки в зоне
затрудненной деформации.
Для получения минимальных отк-
отклонений размеров поковок по высоте
необходимо, чтобы минимальными были
колебания объемов заготовок и тем-
температуры штамповки.
Колебания размеров н допуски в
плоскости, совпадающей с плоскостью
разъема штампов, зависят от износа
штампов, смещения верхней половины
штампа и неравномерной усадки по-
поковок, т. е. от колебаний температуры
конца штамповки.
Наличие выталкивателей в верхнем
и нижнем штампах КГШП позволяет
уменьшить штамповочные уклоны,
штамповать поковки без клещевины
и осуществлять штамповку выдавли-
выдавливанием.
При штамповке на КГШП выполня-
выполняют следующие переходы: осадку, пе-
пережим, гибку, предварительную и
окончательную штамповку в открытом
или закрытом штампе, штамповку вы-
выдавливанием, калибровку и отрубку.
Отрубку поковок применяют срав-
сравнительно редко, так как для штамповки
в основном используют мерную заго-
заготовку. В тех случаях, когда штамповку
проводят от прутка, на кривошипных
прессах во избежание заклинивания
поковку отделяют не отрезными но-
ножами типа молотовых, а ножами, дви-
движущимися относительно друг друга
так же, как и ножи пресс-ножниц.
В условиях автоматизации процесса
штамповки на КГШП иногда выпол-
выполняют обрезку облоя и прошивку от-
отверстий.
Как правило, на прессе для получе-
получения поковки необходимы один—три
ручья, а для сложных поковок —
до пяти ручьев, включая осадку.
Учитывая, что подкатку и протяжку
из-за опасности заклинивания на прес-
прессе, как правило, не проводят, подго-
подготовку заготовок наиболее эффективно
осуществлять на другом оборудовании,
например, на ковочных вальцах, ста-
иах поперечной прокатки, вальцах
поперечно-клиновой прокатки и т. п.
Для получения поковок с чистыми
поверхностями, во избежание за-
штамповки в тело поковки окалииы,
необходимы применять наиболее со-
совершенные виды иагрева заготовок
(безокислительный пламенный, га-
газовый скоростной, влектронагрев, в
том числе индукционный) или очистку
заготовки от окалины перед штампов-
штамповкой. Иногда очистку заготовок вы-
выполняют в процессе штамповки, на-
например, при осадке заготовки на
штампе с обдувкой окалины воздухом
или паром, что также способствует
получению чистой поверхности по-
поковки.
Современные КГШП имеют повы-
повышенное число ходов, что позволяет
сократить время деформации заготов-
заготовки; снизить разогрев штампов и уве-
увеличить их стойкость. Для облегчения
и ускорения расклинивания пресса
столы КГШП оборудуют клиновыми
подштамповыми плитами, которые слу-
служат и для регулирования закрытой
высоты пресса. С учетом возможной
необходимости расклинивания пресса
не рекомендуется работать при макси-
максимальной закрытой высоте.
2. КЛАССИФИКАЦИЯ ПОКОВОК
Поковки, штампуемые на КГШП,
подразделяют:
в зависимости от характера формо-
формоизменения и течения металла при фор-
формоизменении — на два класса: класс
поковок, получаемых с преобладанием
процесса осадки, и класс поковок,
получаемых с преобладанием процесса
выдавливания;
в зависимости от конфигурации и
сложности изготовления — на пять
основных групп (рис. 1). Методы из-
изготовления учитывают при выделении
подгрупп поковок.
I группа — осесимметричные по-
поковки, изготовляемые осадкой в то-
торец или осадкой с одновременным вы-
выдавливанием, т. е. поковки круглые в
плане или близкие к этой форме, в том
числе квадратные и близкие к круглым
и квадратным в плане, а также по-
поковки с отростками. Поковки 1-й
подгруппы штампуют за один переход,
2-й и 3-й подгрупп — соответственно
за два и три перехода с применением
осадочной площадки ¦ или заго-
товительно-подготовительного ручья.
Штамповку осуществляют в открытых
н закрытых штампах.
КЛАССИФИКАЦИЯ ПОКОВОК
179
Группа
Л од груп па
ВидА
-а;
т
Рис. 1. Классификация поковок штампуемых на КГШП
II группа—поковки удлиненной
формы с небольшой разницей в пло-
площадях поперечных сечений. Штам-
Штамповка осуществляется, как правило,
без предварительной подготовки за-
заготовок. Поковки 1-й подгруппы
штампуют за одии переход, 2-й под-
подгруппы — за два. В поковках 3-й
подгруппы незначительную разницу
поперечных сечений получают при спа-
спаривании поковок; подготовка загото-
заготовок, как правило, не требуется или
же достаточно пережимного ручья;
штамповку осуществляют за три пере-
перехода.
• III группа т- поковки удлиненной
формы со значительной разницей в
площадих поперечных сечений. Для
изготрвления этих поковок необхо-
необходимы заготовки, предварительно об-
обработанные высадкой на ГКМ или вы-
выдавливанием A-я подгруппа), валь-
вальцовкой на ковочных вальцах или валь-
вальцах поперечно-клиновой прокатки или
на другом аналогичном оборудовании
B-я подгруппа) и комбинированными
процессами C-я подгруппа). Металл
для отростков поковки может быть
набраи при местном выдавливании
в предварительно-заготовительном
ручье. При штамповке поковок с раз-
развилинами в предварительном ручье
применяют рассекатели.
IV группа — поковки с изогнутой
осью. При изготовлении поковок 1-й
подгруппы применяют штампы с зам-
замком; 2-й подгруппы — гибочные ру-
ручьи, 3-й подгруппы — штампы с зам-
замком и гибочными ручьями. При штам-
штамповке особо сложных поковок с изог-
изогнутой осью заготовки часто получают
на отдельном оборудовании, а в штам-
180
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Рис. 2. Способы штамповки поковки са«
теллита:
а — по одной поковке; б — поковкн со»
единены в цепочку
пах помимо гибочных применяют все
виды ручьев, в том числе при необ-
необходимости применяют и рассекатели.
V группа — поковки, изготовляемые
выдавливанием. У поковок типа стер-
стержня с утолщением A-я подгруппа)
стержневые элементы образуются вы-
выдавливанием металла в направлении
оси поковки (прямым выдавливанием),
а отдельные выступы — обратным вы-
выдавливанием (закрытой прошивкой).
У поковок с утолщениями или от-
отростками B-я подгруппа) выдавлива-
выдавливание металла происходит в направлени-
направлениях, перпендикулярных к оси поковки,
причем выдавливание может быть и
комбинированным, т. е. наряду с по-
поперечным выдавливанием выполняют
прямое. У поковок с глухой или
сквозной полостью C-я подгруппа)
полые элементы образуются выдавли-
выдавливанием металла в замкнутую кольце-
кольцевую полость (заготовки могут быть
сплошными, с отверстиями и из труб);
при изготовлении поковок с полостями
или выступами с двух сторон приме-
применяют разъемные матрицы и двусто-
двустороннее движение пуансонов.
ш
S)
Рис. 8. Способы штамповки фланцевой
втулки:
а — высадкой; б *=- выдавливанием
floiuimyKtl
S одной,
цоковмв
Рис. 4. Поковки, получаемые парной
или миогоштучиой штамповкой;
а •- I группы; б *- II группы
Некоторые поковки в зависимости
от варианта штамповки можно отне-
отнести к различным группам, например,
поковки сателлита, штампуемые по
одной штуке, относят к I группе,
1-й подгруппе (рис. 2, а), а поковки,
штампуемые нз длинной' заготовки
[на несколько C—6) штук] — ко II
группе, 1-й подгруппе (рис. 2, б);
поковку типа фланцевой втулки
(рис. 3) можно получить осадкой за-
заготовки диаметром d (I группа поковок)
нлн же выдавливанием стержня из
заготовки диаметром D (V группа)
н т. д. Мелкие поковки, штампуемые
по две или несколько штук и распо-
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
181
ложенные последовательно в линию
(рис. 4, а), образуют поковку, соответ-
соответствующую II группе. Если же распо-
расположить мелкие поковки по кругу
(рис. 4, б), то поковка будет соответ-
соответствовать I группе.
Заготовки для поковок первой груп-
группы, как правило, укладывают в ру-
ручей вертикально (на торец). Однако,
если разница между диаметром и вы-
высотой заготовки незначительна (до
1,5 : 1), заготовки можно укладывать
горизонтально.
3. ИСХОДНЫЕ ЗАГОТОВКИ
При штамповке на КГШП применя-
применяют: сортовой прокат — для поковок
всех групп (см. рнс. I); профилирован-
профилированные заготовки — для поковок III
группы (иногда и IV группы); калиб-
калиброванные заготовки — в отдельных
случаях для штамповки в закрытых
штампах; трубы — для поковок V
группы 3-й подгруппы.
Заготовки, нарезаемые из сортового
проката для штамповки в торец, дол-
должны иметь качественные торцы. Тор-
Торцовые заусенцы на такой заготовке
ие допускаются. Если при отрезке
получают вырывы или большие зау-
заусенцы, то поверхность торцов должна
быть зачищена.
Профилированные заготовки (см.
также гл. VIII) получают:
на станах продольной прокатки ме-
металлургических заводов, имеющих со-
соответствующее оборудование для по-
получения продольного периодического
проката того или иного вида при за-
заказе, обеспечивающем монтажную
норму непрерывной работы прокат-
прокатного стана;
на станах поперечной, поперечно-
клиновой и поперечно-винтовой про-
прокатки, устанавливаемых в кузнечных
или заготовительных цехах завода,
на одном из кустовых заводов или на
металлургических заводах;
подготовкой на ковочных вальцах
(см. гл. VIII);
высадкой на ГКМ;
подготовкой заготовок на ковочных
(пневматических, паровоздушных, рес-
рессорных) и штамповочных (простого
действия с доской, с ремнем) молотах,
на радиально-ковочных машинах н др.
Профилирование заготовок на про-
прокатных станах целесообразно, если
экономия металла превышает расходы
по прокатке заготовок.
Профилирование заготовок на ко-
ковочных вальцах илн на станах попе-
поперечной, поперечно-клиновой и попереч-
но-вннтовой прокатки, устанавливае-
устанавливаемых в линию с прессом, является наи-
наиболее эффективным, так как позволяет
осуществлять штамповку с одного на-
нагрева. Температура нагрева в этом
случае должна быть максимальной,
чтобы заготовка поступала в штамп
пресса с требуемой для штамповки
температурой. Для заготовок диамет-
диаметром до 60 мм падение температуры
в вальцах составляет около 50 С.
Перед вальцовкой с заготовки уда-
удаляют окалину, чтобы избежать вдав-
вдавливания ее в металл заготовки и бы-
быстрого износа штампов.
Окалина хорошо удаляется с заго-
заготовки в процессе деформирования при
всех видах поперечной прокатки.
Методы поперечной прокатки, осо-
особенно поперечно-вннтовой прокатки,
находят все более широкое применение
для получения точных по массе заго-
заготовок, используемых, в частности, при
штамповке на прессах в закрытых
штампах, в том числе малооблойной
и безоблойной штамповке. Точная
по массе заготовка целесообразна и
для других случаев штамповки на
КГШП. Правильно выбранная и рас-
рассчитанная профилнрованная заготовка
ведет к снижению числа переходов,
а также уменьшению отходов металла,
т. е. к повышению коэффициента ис-
использования металла.
При штамповке на КГШП иногда
применяют подкатку для подготовки
заготовок к последующей штамповке
поковок с развилинами (по две штуки)
и для формоизменения предварительно
вальцованных заготовок типа ступен-
ступенчатых валиков. Подкатку проводят
за два хода пресса.
4. СОСТАВЛЕНИЕ
ЧЕРТЕЖА ПОКОВКИ
Чертеж поковки, штампуемой на
КГШП, составляют по тем же прави-
правилам, что и поковки, штампуемой на
182
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
¦а) })
Рис. 5. Пример поковок одной и той же
детали, отштампованных на молоте (а)
и на КГШИ (о)
молоте. Припуски и допуски на по-
поковки назначают в соответствии с
ГОСТ 7505—74 (см. гл. I). При штам-
штамповке выдавливанием припуски обы-
обычно устанавливают только для шли-
шлифования.
Абсолютно точную поковку при штам-
штамповке получить нельзя, однако чем
меньше будут припуски, напуски и
допуски, тем выше будет коэффициент
использования металла Кв и меньше
затраты на обработку резанием. При
этом необходимо учитывать износ ин-
инструмента, срок его службы, потреб-
потребность переналадок и выбирать опти-
оптимальный вариант.
Для поковок с высокими ребрами,
толстыми фланцами, при наличии в
штампах выталкивателей целесообра-
целесообразно задавать малые штамповочные
уклоны: З^б0 на внешних поверхно-
поверхностях поковки и 7° — на внутренних
Рис, 6. Линия разъема поковок при штам-
штамповке иа молотах (а и в) в на КГШП
(а и г)
1. Штамповочные уклоны при
выдавливании
ft
ь
До I
Св. 1 до 3
» 3 » 5
Уклоны, ..."
, наружные
1
2
3
внутренние
1,5
3
5
Примечание, h — глу-
глубина полости ручья в штампе;
Ъ — соответствующая ширина.
поверхностях. В результате этого зна-
значительно снижается масса поковки.
Для низких поковок с тонкими флан-
фланцами, невысокими ребрами и ступи-
ступицами изменение штамповочного уклона
на 2—5° существенно не влияет на эко-
экономию металла и штамповочные ук-
уклоны принимаются 5—7°. Допустимые
значения уклонов при штамповке С вы-
выдавливанием приведены в табл. 1»
Радиусы загруглений для поковок,
штампуемых на КГШП, а также на-
наметки отверстий и перемычек под про-
прошивку устанавливают по той же ме-
методике, что и для поковок, штампуе-
штампуемых на молотах (см. гл. III).
Вмятины от окалины, зарубины,,
царапины, забои не должны превышать
половины припуска.
При штамповке на КГШП получают
поковки, более близкие по форме
к готовой детали, более точные по
размерам, чем при штамповке на моло-
молотах (рис. 5), а также поковки удли-
удлиненной формы (штамповка осадкой
а торец; рис. 6), причем линия разъема
может быть принята более простой..
Это приводит к упрощению конструк-
конструкций основного и обрезного штампов.
Наличие выталкивателей позволяет
штамповать в направлении, параллель-
параллельном оси ползуна, в результате чего
упрощается конструкция поковки,
снижается ее масса и уменьшается за-
уеенец, что, в свою очередь, ведет
к повышению Ка. Для поковок, штам-
штампуемых выдавливанием, линию разъ-
разъема обычно устанавливают по верхней
наружной поверхности поковки.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
б. РАЗРАБОТКА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Штамповка осаживанием в откры-
открытых штаммах. Выбор линии разъема,
составление эпюры диаметров и сече-
сечений, определение размеров расчетной
и исходной заготовки, составление чер-
чертежа поковки, определение напусков,
проектирование ручьев, выбор радиу-
радиусов закруглений, соотношения раз-
размеров предварительного и окончатель-
окончательного ручьев, конструирование замков,
литниковых канавок и выемок под
клещевину (при необходимости), со-
составление карты технологического про-
процесса производятся так же, как и при
штамповке на молотах (см. гл. III).
Припуски иа механическую обработку
и допуски на размер, штамповочные
f уклоны и профиль облойной каиавки,
1 основные размеры ручьев отличаются
от принятых при штамповке на моло-
молотах.
Объем заготовки подсчнтывается по
формуле
Ver=Vn+V1, + Vyr, (I)
где Vn — объем поковки; Vyr — по-
потери на угар; при нагреве в пламенных
печах с окислительным нагревом соста-
составляют 2 % от массы (объема) поковки;
для безокислительного нагрева при
образовании окалины иа пути от на-
нагревателя к прессу потери на угар
могут быть приняты равными 0,7—
0,8 %; Vo — объем облоя.
Объем облоя при штамповке на
КГШП из-за отсутствия в штампе
пресса магазина нормированной ши-
ширины определяют иначе, чем при
штамповке на мвлотах, используя
формулу:
Уо = '7мост + ^маг = Р (bh3 + h2B);
B)
где VMocT — объем мостика облоя;
^маг — объем металла в магазине об-
облоя; р — периметр поковки, мм;
Ь — ширина мостика, мм; h3 — тол-
толщина мостика, мм; й2 —- средняя тол-
толщина облоя по магазину, мм; В —
ширина облоя в магазине, мм.
Значения h3 и Ь определяются по
табл. 2; Аг = 2&з. Для поковок массой
до 0,5 кг принимают В = 10 мм, мас-
Tunl
У//////////////.
ТипШ
Рис. 7. Типы облойных канавок (раз-
(размеры, мм)
сой до 2 кг — В = 15 мм, при массе
более 2 кг — В = 20 мм. Если по-
поковки имеют сложную форму, а об-
лой образуется в предварительном
штамповочном ручье — значение В
удваивают.
В табл. 2 приведены размеры облой-
иых канавок (рис. 7), а также значе-
значения радиусов закругления громок
фигуры ручья в зависимости от глу-
глубины Я полости фигуры.
Если глубины Н полости фигуры
в различных ее частях отличаются
мало, то радиус закругления кромки
выбирают по средней глубине; если
же есть участки со значительной раз-
разницей глубин, то радиусы закругле-
закругления кромок фигуры могут быть раз-
различными и эти участки оговариваются
на чертеже штампа особо.
184
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
2. Размеры (мм) облойных канавок штампов КГШП (см. рис. 7)
Усилие
пресса, МН
6,3
10
16
20
^25
31,5—40
50-63
Н
г
1—3
0,5
1-1,5
1,5—2,0
2,0—2,5
2,5—3,0
2,5—3,0
3,5—4,0
4,5—5,0
3-8
1,0
а
0,6—1,0
1,0—1,5
1,2—1,6
1,4—1,8
1,6—2,0
2,0-2,5
3,0—3,5
8—20
1,5
Ь
4—5
4—6
5—6
6
6
6-8
8—12
20-30
2,0
30—60
3,0
ft.
5
6
6
6—8
6—8
8
9—12
60—80
3,5—4,0
«.
15
15
20
20
20
25
30
Св. 80
5—6
На рис. 7 приведены четыре типа
канавок. Тип / — основной (наиболее
распространен). Магазин канавки пол-
полностью открыт с одной стороны. Так
как нижняя половина штампа прогре-
прогревается быстрее верхней, то для увели-
увеличения стойкости штампа мостик
(порог канавки) располагают в верх-
верхней части штампа.
Учитывая, что вытекание металла
в сблой начинается значительно рань-
раньше подхода ползуна пресса к нижнему
положению, толщина металла, вытек-
вытекшего в магазин, будет переменной
(соответственно переменному зазору
между частями штампа в зоне мостика
при ходе ползуна пресса). При штам-
штамповке поковок избыточный металл,
вытекая в магазин, изгибается в сто-
сторону мостика. Поэтому целесообраз-
целесообразнее располагать мостик в окончатель-
окончательном ручье с той стороны поковки, на
которую будет воздействовать пуан-
пуансон обрезного штампа.
Тип II — магазин канавки полуза-
полузакрыт. Такие канавки применяют для
уменьшения механической обработки,
если кромка ручья отделена от края
вставки.
Тнп III — с двусторонним открытым
магазином. Используют на участках
ручья с избыточным выдавливанием
металла в облой.
Тип IV — канавка представляет
собой гладкий зазор. Применяют во
вставках, предназначенных для горя-
горячей калибровки в тех случаях, когда
объем облоя небольшой.
Вычерчивание эпюры диаметров и
сечений обязательно, так как это
позволяет определить, к какой под-
подгруппе отнести поковку и выявить
условия подготовки заготовки к штам-
штамповке. Для спаренных и многоштучных
поковок вычерчивают общую эпюру
для определения профиля заготовки,
подготавливаемой на других агрега-
агрегатах.
В заготовке должно быть такое же
распределение металла по длине, как
и в готовой поковке (с учетом облоя),
хотя при штамповке металл и перете-
перетекает в направлении длины. Это объя-
объясняется тем, что абсолютный обжим
по длине будет различным в разных
сечениях (из-за различных высот),
и деформирование прежде всего нач-
начнется иа участках с большим абсо-
абсолютным обжимом. Металл из этих
участков будет перетекать в соседние
по длине участки, где обжим меньше
или еще не начался. При обжиме
«тонких» участков поковки из-за мень-
меньшей конечной высоты (толщины) этих
участков относительный обжим (при
одном и том же абсолютном обжиме)
будет большим, и металл потечет в
направлении длины из зоны «тонких»
участков в зону «толстых» участков,
т. е. в обратном направлении. Это
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
185;
приводит к увеличению износа вста-
вставок.
Возможность перетекания металла по
длине нужно учитывать при проекти-
проектировании штамповочных переходов. Так,
площадь сечения в определенном месте
поковки можно получить большей,
чем она была в исходной заготовке,
если создать условия для вытесне-
вытеснения металла в эту зону из соседних
по длине зон, например, с двух сто-
сторон за счет усиленного их обжима.
В штампах КГШП применяют ручьи
(и соответственно переходы): осадоч-
осадочные, пережимные, гибочные, штампо-
штамповочные заготовительно-предваритель-
ные, предварительные и окончатель-
окончательные, калибровочные, правочные; в от-
отдельных случаях — обрезные и про-
прошивные, иногда — подкатные.
При выборе ручьев и определении
расположения поков'кн в ручье необ-
необходимо учитывать, что:
заполнение верхнего и нижнего ру-
ручьев практически не зависит от их
расположения и ие меняется при пере-
перемене мест ручьев; однако, учитывая
потери тепла при контакте заготовки
с поверхностью ручья нижней части
штампа, в ряде случаев целесообраз-
целесообразнее при проектировании предусмот-
предусмотреть получение выступающих элемен-
элементов поковки в верхней вставке, что
облегчает также и удаление отштампо-
отштампованной поковки с пресса (поковка
поднимается с ползуном пресса и вы-
выталкивается иа лоток);
в процессе деформирования металл,
заполняя полости ручьев штампа, ин-
интенсивно течет в направлении разъема
открытого штампа, где течению нет
сопротивления, хотя зазор в разъеме
и уменьшается постепенно; при этом
наблюдается изменение направлений
течения одних элементарных частиц
и объемов заготовки относительно
других, что может вести к образованию
складок, зажимов, прострелов; для
предотвращения образования складок i
необходимо в зоне перехода от стенки ¦
ручья к перемычке увеличить радиус
перехода, а также следить за тем,
чтобы поверхность металла была чис-
стой, без окалины; температура нагре-
нагрева заготовки должна быть высокой,
а нагрев равномерным;
основное перемещение металла при
Рис. 8. Предварительный ручей с набором
металла для выступов:
/ — контур заготовки в предваритель-
предварительном ручье; 2 ~- трудно заполняемые
участки
деформировании происходит по верти-
вертикали, поэтому для хорошего запол-
заполнения высоких выступов поковки ре-
рекомендуется в предварительном ру-
ручье осуществлять набор металла од-
одновременно с противоположной сторо-
стороны требуемых выступов, для чего
в предварительном ручье предусматри-
предусматривают ложные выступы, из которых
в окончательном ручье металл пере-
перемещается в требуемые выступы для
их хорошего заполнения (рис. 8);
при наличии в поковке плавных пере-
переходов металл настолько хорошо за-
заполняет все полости ручья, что фи-
фигуру поковки можно получить при
первой штамповке; окончательный ру-
ручей в этом случае используют только
для отработки формы; необходимо учи-
учитывать, что проектирование поковки
с плавными переходами, т. е. при
значительных напусках, приводит к
снижению Кн и увеличению обработки
резаннем; наиболее целесообразны
плавные переходы в подготовительных
ручьях;
перемещение металла во внутрен-
внутренних полостях проходит без особых
затруднений при наличии свободной
полости для размещения избыточного
металла (магазина); если магазин не
предусмотрен, то избыточный металл
будет вытесняться в облой при окон-
окончательной штамповке, его течение бу-
будет крайне затрудненным и может по-
послужить причиной образования за-
зажимов или прострелов, поэтому для
свободного выхода металла во внутрен-
внутренних полостях ручья штампа обяза-
обязательны магазины (рис. 9).
По/совки I группы. Диаметр заго-
заготовки выбирают с учетом ее удобной
186
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Рис. 8. Наметка с магазином
укладки в штамповочном ручье, обе-
обеспечения наилучших условий течения
металла и отрезки.
Чем меньше диаметр заготовки, тем
легче выполнить отрезку заготовки
от прутка, но наилучшее заполнение
ручья штампа будет при диаметре
заготовки, близком к наружному дна-
метру поковкн.
Заготовки осаживают на плоских
ручьях или в специальных формовоч-
формовочных ручьях в целях обеспечения фик-
фиксации заготовки в штамповочном ру-
ручье. Если диаметр заготовки меньше
или равен диаметру полости для
формовки, выполняют осаживание
(рис. 10, а), если диаметр заготовки
больше диаметра полости, — осажи-
осаживание с выдавливанием (рис. 10, б).
Для поковок с хвостовиком диаметр
заготовки выбирают таким, чтобы за-
заготовка входила в полость хвостовика
(рис. 11)— осуществляется чистая
осадка, нлн диаметр заготовки при-
принимают значительно большим диаметра
полости, чтобы получить хвостовик
Рис. 10. Фасонирование:
а — с осаживанием; 6 -*- с выдавлива-
Рис. 11. Выбор диаметра заготовки для
поковок с хвостовиком
выдавливанием металла в полость.
Если диаметр заготовки на 5—8 мм
больше диаметра основания хвосто-
хвостовика, то прн штамповке возможно не-
незаполнение полости.
Рекомендуются следующие штам-
штамповочные переходы:
штамповка в одном окончательном
ручье для поковок простой формы
с плавными переходами отсечения к се-
сечению, небольшой разницей в диамет-
диаметрах заготовки и поковок, без высту-
выступающих ребер и бобышек A-я иод-
группа) прн нагреве заготовок с ми-
минимальной окалиной;
осадка н окончательная штампов-
штамповка — поковки несложной формы при
диаметре заготовки значительно мень-
меньшем, чем диаметр поковки -B-я под-
подгруппа);
предварительная и окончательная
штамповка (рис. 12) — поковки сло-
сложной формы прн незначительной раз-
разнице в диаметрах заготовки и поковки;
осадка, предварительная и оконча-
окончательная штамповка (рис. 13) — поковки
сложной формы при значительной раз-
разнице в диаметрах заготовки н поковки
C-* подгруппа);
осадка, фасонирование, предвари-
предварительная и окончательная штамповка
(рис. 14) — сложные поковки, с глу-
глубокими полостями или высокими вы-
выступами.
На рис. 15 показаны подготовитель-
подготовительные ручьи для предварительной штам-
штамповки.
Поковки II—IV групп. При разра-
разработке процесса штамповки необходимо
Рис. 12. Штамповка в предварительном
и окончательном ручьях
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
187
Рис. 13. Штамповка в трех ручьях
учитывать, что деформация вызывает
значительно меньшее относительное
увеличение размеров по длине заго-
заготовки,, чем по ее ширине, так как ме-
.талл в длину течет значительно мень-
меньше, чем в ширину.
Для удобной укладки заготовки
в ручей ее длина должна быть несколь-
ко'меньшей нли равной длине поковки.
Если поковка на концах имеет утол-
утолщения (бобышки, головки), то для
обеспечения заполнения головок целе-
целесообразно использовать заготовку,
длина которой несколько больше длины
поковки. В этом случае излишек ме-
металла подлине перейдет в облон, штамп»)
начнет деформировать металл на кон-
концах заготовки, что препятствует даль-
дальнейшему вытеканию металла из по-
полости штампа по длине поковкн. В ре-
результате головка заполняется не за
счет увеличения диаметра заготовку
а за счет увеличения ее исходной1
длины.
При осадке между плоскими бой-
камн продолговатая заготовка при-
принимает бочкообразную форму, так как
у ее торцов обжатый металл течет
в основном в направлении длины и.
только часть металла — в направлении
шнрнны. В средней же части заготовки
весь или почти весь обжатый металл
течет в ширину. Поэтому:
Рис. 14. Многопергагодвая пгтатгавкяг
а ~ в четыре перевода;: 6 — в три- irepe»
кода
для получений <швбышши„ ржниио-
женной в центрая-ыюй. части; швшяки,
потребуется заготовка меньшака даа-
метра, чем для игпавнпзваш гамшвок
с такими же бойииника^ ржпвдимен-
ными у торцов эаевтамшг-
при штамповка- двух швонок: е бо-
бобышками у тарвди <|Ы- группа,. 3-я
подгруппа) их раепгщшЕаниг т ручьях
таким образом, чтябшг ёольшие бо-
бобышки находились» в цянтрн;:
если форма пшноаяи тдашда1,. чжг не
удается отштамшяатв. ее с малмЕоь от-
отходами металла, необходимашрвшерить,
нельзя ли ползтеишь заршвее исполь-
использование металла щ>т ададаремеаной
штамповке двух или нескольким поко-
поковок;
при штамповнБ цаповввй: штате по-
поковок их слеадгезг расшишпжпь. так,
чтобы заготовкш ни- шзшцазЕ суммарной
поковки были ядарявдавш етаршгой
с меньшей площадь» гнлщтеяяшо. се-
сечен ня к концам; qjstHsqnnsft гмяшвки
(см. рнс. 1 и 4);
Рис. 13. Подготовительные
ручьи для штамповки в то-
торец различных поковок:
о—s — порядок возраста-
возрастания степени фасонирования
168
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
штамповку поковок с небольшой
разницей в сечениях при несложном
профиле, отсутствии резко выступа-
выступающих элементов •— ребер, бобышек
(II группа, 1-я подгруппа) можно
проводить в одном окончательном ру-
ручье, а при наличии выступов, ребер и
ушков — в предварительном и окон-
окончательном штамповочных ручьях; для
снятия окалины и обеспечения удоб-
удобной укладки заготовки используют
осадочный ручей.
бочный ручей выполняют о пережи-
пережимом.
При штамповке поковок сложной
формы, особенно при наличии значи-
значительных по сечению выступов, ребер,
ушков, бобышек, резких переходов
сечейий, уже в предварительном ру-
ручье вводят облойную канавку. Ка-
Канавка может быть выполнена с мости-
мостиком различной толщины и ширины
в различных сечениях. Общая толщина
этого мостика превышает толщину
Поковки II группы штампуют с ис- мостика окончательного ручья на 0,5
мм, а ширину — на 1—2 мм.
Штамповка осаживанием в закры-
закрытых штампах. Штамповку в закрытых
штампах применяют для получения
поковок 1 группы и в редких случаях —
поковок II—IV групп несложной фо-
формы с небольшой разницей в размерах
сечений или при хорошо подготовлен-
подготовленной на другом оборудовании заготовке.
Основным условием успешного осу-
осуществления штамповки в "закрытых
штампах является точное соответствие
объема заготовки объему поковки.
Обычно длину и диаметр заготовки на-
пользованием ручьев (варианты):
окончательного;
предварительного и окончательного
штамповочного;
пережимного или осадочного, пред-
предварительного и окончательного штам-
штамповочного.
Если при спаривании поковок C-я
подгруппа) эпюра диаметров показы-
показывает неравномерность распределения
сечейяй в поковке, целесообразнее от-
отказаться от спаривания.
Для поковок III группы применяют
подготовку заготовки на другом обо-
оборудовании (в соответствии с номером 'значают такими, чтобы обеспечить за-
подгруппы) и обработки в предвари-
предварительном и окончательном штамповоч-
штамповочных ручьях.
При изготовлении поковок с разви-
линамн возможны варианты штамповки
в ручьях:
предварительно-заготовительном или
предварительном с рассекателем и
окончательном штамповочном;
подготовка на другом оборудовании,
затем штамповка в ручьях; предвари-
предварительно-заготовительном или предвари-
предварительном с рассекателем и окончатель-
окончательном штамповочном.
При штамповке поковок IV группы
в соответствии с эпюрой диаметров
возможны варианты использования ру-
ручьев:
штамповочного с замком;
гибочного и окончательного штампо-
штамповочного;
гибочного, предварительного и окон-
окончательного штамповочного;
предварительная подготовка на дру-
другом оборудовании, затем штамповка
в ручьях: гибочном, предварительном
и окончательном штамповочном.
Если необходимо уменьшить сечение
заготовки в пестах изгиба, то ги-
полнение ручья при минимальном объ-
объеме заготовки. Избыток металла в пре-
пределах допусков на диаметр и длину
заготовки идет на увеличение габарит-
габаритных размеров поковки или вытесня-
вытесняется в торцовой заусенец, а при боль-
большем избытке металла не исключается
поломка штампов и деталей пресса.
Излишек металла в заготовках при
штамповке в закрытых штампах может
быть поглощен за счет увеличе-
увеличения:
в поковках со стержнем — длины
стержня, выдавливаемого через очко
матрицы, и частично высоты головки
за счет упругой деформации пресса;
в поковках типа шестерён и флан-
фланцев — высоты поковки и создания
зазора по высоте выступов;
в поковках типа ободов, втулок и
венцов шестерен — частично высоты
поковки и, главным образом, толщины
перемычки (в средней ее части) во
внутренней полости поковки, созданием
внутреннего магазина нли компенса-
компенсационной полости, образуемой подпру-
подпружиненным выталкивателем.
Если допуски по высоте получаемой
поковки превышают допуски, установ-
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
189
ленные ГОСТ 7505—74, то в этом слу-
случает вводят дополнительную обработку
резанием. Увеличение толщины пере-
перемычки не влияет на процесс изготовле-
изготовления поковки, так как прошивку пере-
перемычки предусматривают в технологиче-
технологическом процессе. Необходима только
соответствующая полость в прошивном
«пуансоне для размещения выступаю-
выступающей части перемычки.
Для штамповки в закрытых штампах
применяют заготовки:
нарезанные из сортового проката на
пилах, ножницах или прессах, с до-
допусками на прокат и на разрезку, соот-
соответствующими поковкам обычной точ-
точности, которые штампуют в штампах
без компенсаторов;
нарезанные из сортового проката
с допусками на длину, соответствую-
соответствующими обычной точности для штампов
с компенсаторами;
точные по массе, подготовленные на
другом оборудовании;
полученные из прутков, рассорти-
рассортированных по диаметру на несколько
групп, или калиброванного проката;
нарезанные из сортового проката на
пресс-ножницах в специальном штам-
штампе, обеспечивающем отрезку загото-
заготовок, точных по массе и с чистым срезом.
Штамповка заготовок обычной точ-
точности в штампах без компенсаторов
возможна только в том случае, если
их диаметр не превышает 30 мм.
Колебания объемов таких заготовок
составляют не более 3 %, а колеба-
колебания высоты поковки — не превышают
допусков на высоту поковки, устана-
устанавливаемых ГОСТ 7505—74. Поскольку
высота поковки увеличивается за счет
упругой деформации, пресса, то при
штамповке этим способом необходимо:
подсчитать размеры недоштампо-
ванной поковки, полученной из за-
заготовки с максимальными допусками
по диаметру и длине;
проверить, соответствует ли мак-
максимальная высота поковки макс-
мальным допускам, установленными
ГОСТ 7505-74;
вычислить увеличение высоты при
переходе с расчетной заготовки на
заготовку с максимальными допус-
допусками;
! построить график упругой деформа-
деформации системы пресс — штамп в завйси»
мости от усилий деформирования;
проверить по графику, какой полу-
получится упругая деформация пресса при
штамповке поковки, во избежание
аварии увеличение высоты поковки
должно составлять не более половины
величины максимальной упругой де-
деформации;
проверить прочность штампа при
усилии, которое необходимо для штам-
штамповки заготовки с максимальными до-
допусками по длине и диаметру;
организовать контроль заготовок в
цехе, чтобы не допустить подачи к
прессу немерных заготовок, макси-
максимальные допуски на размеры которых
превышают допуски, установленные и
принятые при расчете.
При штамповке заготовок, наре-
нарезанных из сортового проката с обыч-
обычными допусками на резку в штампах
с компенсаторами, получают качест-
качественные поковки, а также обеспечива-
обеспечиваются: безопасное размещение избытка
металла и течение процесса штамповки,
спокойная работа пресса, повышение
стойкости штампов. Однако наличие
компенсаторов усложняет конструкцию
штампов и требует точной наладки
и регулирования усилий компенсато-
компенсаторов.
Компенсаторы бывают пружинные,
пневматические и гидравлические.
Точные по объему заготовки полу-
получают:
при использовании калиброванного
проката, получаемого с металлурги-
металлургических заводов;
калибровкой прутков на волочиль-
волочильных станах или протяжных станках;
обточкой на токарных стайках;
фрезеровкой торцов заготовки на
длину, скорректированную в зависи-
зависимости от фактического диаметра заго-
заготовки;
калибровкой заготовок в штампах
с обрезкой излишнего металла, образу-
зующего облой;
прокаткой шаровой или роликовой
заготовки на станах поперечно-винто-
поперечно-винтовой прокатки; :
получением литой заготовки;
редуцированием на радиально-ко-
вочиых машинах;
вырубкой заготовок из Листа. '
Проведение этих операций удоро-
удорожает процесс штамповки, а- исполь-
190
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
зование для штамповки литой заго-
заготовки снижает качество поковки.
Наиболее рационально при штампов-
штамповке в закрытых штампах применять
дозированные заготовки, полученные
на станах поперечной прокатки, а так-
также проводить точную отрезку заго-
заготовок с жесткими по массе допусками
в специальных штампах. Если штам-
штамповку выполняют из точной по массе
заготовки, то допуск на размер по
высоте поковки можно снизить на
25—30 % по сравнению с установлен-
установленным ГОСТ 7505—74.
Штамповочные уклоны назначают: по
наружному диаметру — 0,5—3е; по
внутреннему диаметру в зависимости
от глубины полости 2—7°.
Радиусы переходов выбирают так
же, как и для ручьев открытых штам-
штампов.
Торцовой заусенец, образующийся
в заготовке при наличии избыточного
металла, может при попадании в за-
зазор между пуансоном и матрицей при-
привести к заклиниванию штампа. Для
предотвращения этого рекомендуется
на пуансоне протачивать поясок тол-
толщиной I мм и высотой 3—4 мм. Об-
лой, заполняющий частично узкую
полость пояска, тормозит дальней-
дальнейшее вытекание металла в полость ме-
между пуансоном и матрицей, а тем
более в зазор между ними и предохра-
предохраняет от заклинивания.
Диаметр заготовки, помещаемой в
штамповочный ручей, принимают на
0,5—2 мм меньше диаметра матрицы.
Объем заготовки подсчитывают по
формуле
Vw =VB + Vnu + Vo + Vyp, C)
Рис. 16. Примеры поковок иесложиой
формы, штампуемых в закрытых штам-
штампах
где УПМ — объем перемычки, остальные
обозначения те же, что и в формуле (I).
Основные потери металла при штам-
штамповке в закрытых штампах: на угар,
перемычку и заусенец.
Заготовку для штамповки в закры-
закрытых штампах, как правило, нагревают
в устройствах, обеспечивающих без-
безокислительный нагрев или минималь-
минимальные потери металла на угар. Поэтому
можно принять Vyr = 0. Если же при
нагреве и по пути от нагревателя к
прессу на заготовке образуется окалн-
на, то заготовку необходимо очистить,
например, в гидроочистной установке
или же ввести первый переход — осад-
осадку заготовки. В этом случае объем
металла, компенсирующий потери:
на угар УуГ равен 0,7—0,8% от
объема поковки, а при нагреве в пла-
пламенных печах— 2 % от объема поковки;
на торцевой заусенец V3 определяют
из расчета, что толщина заусенца ра-
равна I—3 мм, высота 3—5 мм;
на перемычку УПм зависит от ее
размеров; при наметке с внутренним
магазином коэффициент заполнения
магазина принимают 0,6—0,7.
При штамповке в закрытых штампах
большое значение имеет точная уклад-
укладка заготовки по центру нижнего ру-
ручья, чему способствует небольшая раз-
разница в диаметрах ручья и заготовки.
У заготовок, нарезанных из прутков
меньшего диаметра, необходимый раз-
размер получают осадкой. Если форма
штамповочного ручья позволяет обе-
обеспечить централизованную укладку за-
заготовки, осадку проводят с одновре-
одновременной наметкой центрирующего вы-
выступа в поковке.
Переходы штамповки поковок 1 груп-
группы в закрытых штампах осуществляют
по вариантам: осадка и окончательная
штамповка — для поковок несложной
формы (рис. 16); осадка простая нли
фасонная, предварительная и оконча-
окончательная штамповка — для поковок
сложной формы (рис. 17); в оконча-
окончательном ручье для излишков металла
предусматривают магазин, который лри
штамповке не должен заполняться
полностью.
Осадочный ручей конструируют с
таким расчетом, чтобы диаметр заго-
заготовки после осадки был на 0,5—2 мм
меньше диаметра матрицы.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
191
та
Высоту направляющего участка ма-
матрицы выбирают с таким расчетом,
чтобы к моменту соприкосновения с за-
заготовкой пуансон входил в матрицу
на глубину 3—5 мм. Зазор между пу-
пуансоном и матрицей принимают 0,08—
0,1 мм на сторону.
При конструировании поковки,
штампуемых в закрытых штампах, на
их цилиндрической части предусматри-
предусматривают пояски: нижний — высотой 4—
6 мм для прохода выталкивателя и
верхний — 5—7 мм для облегчения
выхода поковки из матрицы.
Тонкий торцевой заусенец удаляют
смятием верхним пружинным съем-
съемником в прошивном штампе, а тол-
толстый — жестким нижним съемником.
В первом случае смятие происходит
при воздействии пружины, во втором—
усилием пресса. Заусенец может быть
также удален в механических цехах
на металлорежущих станках.
Применение штамповки в закры-
закрытых штампах позволяет повысить
точность штамповки, значительно
приблизить форму поковки к форме
готовой детали, благодаря чему
возможна значительная экономия
металла E0 % и более), повыша-
Рис. 17, Штамповка шестерни в за*
крытом штампе в три перехода
ются качество и стойкость изделий,
снижается трудоемкость механической
обработки резанием. Примером та-
такой штамповки может служить штам-
штамповка шестерен с зубьями.
В настоящее время штампуют ше-
шестерни: конические с модулем до 7 мм
(рис. 18), цилиндрические и со спи-
спиральным зубом.
Для штамповки шестерен с зубом
применяют заготовки из сортового
проката с точностью по массе ±И-г<
+ 1,5)%.
При составлении чертежа поковки
устанавливают следующие припуски
на обработку: на общие размеры по-
поковок (высоту, диаметр ступицы и
др.) — по общим правилам штамповки
поковок на КХШП; на обработку зу-
зуба — по профилю 0,7—0,9 мм, по
высоте 0,4—0,8 мм, по дну впадины
1—1,2 мм; припуск по торцу зуба наз-
назначают в пределах общих требова-
требований к поковке, штампуемой на КХШП
и проходящей калибровку; припуск
на отверстие 1—1,5 мм, на эксцентри-
эксцентриситет 0,05—0,1 мм. В случае необ-
необходимости для обеспечения более про-
простого изготовления мастер-штампа при-
припуск по профилю зуба берут неравно-
192
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕССЫ
SO'
Рис. 18. Чертежи детали (а) и поковки шестерни (б)
мерным, с колебанием 0,1—0,15 мм.
Длину зубьев увеличивают на 1 мм,
чтобы избежать дефектов штамповки.
На внешней части торцов зубьев по-
поковки (рис. 18, б) устанавливают на-
напуск толщиной 1,5 мм для обеспече-
обеспечения при штамповке заполнения углов
и поверхностей зубьев н отсутствия де-
дефектов на торцах зуба после обработки.
Наметку в отверстии выполняют
с повышенной толщиной перемычки
E—13 мм) и располагают ее ближе
к широкому основанию зубьев, что
обеспечивает лучшее их заполнение.
Штамповку шестерен с зубьями про-
проводят по следующим вариантам:
: осадка, предварительная штампов-
штамповка без оформления зубьев, окончатель-
окончательная штамповка с оформлением зубьев
(рис. 19); при этом варианте зубья
оформляются в верхней половине
штампа (пуансором);
осадка, предварительная штамповка
с оформлением зубьев, окончательная
штамповка шестерни с зубьями
(рнс. 20); при этом варианте предвари-
предварительное оформление зубьев осущест-
осуществляют пуансоном, а в третьем переходе
поковку переворачивают зубьями
вниз и укладывают в матрицу, в кото-
которой нарезаны зубья; профиль зубьев
во втором и третьем переходах отли-
отличается лишь наличием в предваритель-
предварительном переходе более плавных сопря-
сопряжений поверхностей зубьев. Поэтому
пуансон окончательной штамповки по-
после износа используют, как правило,
для предварительной штамповки.
a) S)
Рнс. 19. Схема штамповки шестерен
с оформлением зубьев в окончательном
переходе:
а — второй переход; б -- третий переход
Рнс. 20. Схема штамповки шестерни
с оформлением зубьев в предварительном
и окончательном переходах:
/_/// „ переходы штамповки
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
193
I,
f
1
a) s)
Рис. 21. Схемы выдавливания
При штамповке по первому вари-
варианту упрощается изготовление штам-
штамповочного инструмента второго пере-
перехода и повышается его стойкость,
однако при этом увеличивается на-
нагрузка на пуансон окончательной
штамповки.
Для получения поковок повышен-
повышенной точности проводят калибровку
шестерен с нагревом заготовки до тем-
температуры окончания штамповки или
после нормализации, очистки поверх-
поверхности от окалины при 650—680 °С.
Процесс калибровки состоит из пред-
предварительной калибровки, обрезки за-
заусенца и окончательной калибровки.
При штамповке в закрытых штам-
штампах необходимо учитывать, что при-
применение заготовки с заниженным объе-
объемом приводит к изготовлению поковки,
размеры которой будут меньше допу-
допустимых.
В закрытых штампах используют
разъемные и неразъемные матрицы.
Штамповка выдавливанием в закры-
закрытых штампах получила распростра-
распространение при производстве поковок из
малопластичных сталей и сплавов,
пластическая деформация которых об-
облегчается в условиях всестороннего
неравномерного сжатия.
Различают выдавливание: прямое
(рис. 21, а и е), обратное (рис. 21, б
и в), поперечное (рис. 21, в) и комбини-
комбинированное (рис. 21, д).
Как правило, при штамповке поко-
поковок V группы стержень поковки по-
получают выдавливанием, а головку —
осадкой в закрытых или открытых
штампах.
При выдавливании стержня и осадке
головки в закрытом штампе излишек
7 П/р Е. И. Семенова
металла расходуется на увеличение
длины стержня, а головка штампуется!
без заусенца или же с небольшим тор-
торцовым заусенцем. В отдельных слу-
случаях прн более сложной форме головки
штамповку проводят в открытом штам-
штампе и излишек металла вытекает в ще-
щелевой поперечный заусенец или же
в заусенец, характерный для штам-
штамповки в открытых штампах. Щелевой
заусенец толщиной примерно 1 мм
и высотой 4—6 мм предусматриваю?
в поковках небольших размеров и не-
несложных по форме. Запас энергии ма-
маховика должен быть достаточным, что-
чтобы обеспечить необходимую работу
деформирования, которую с достаточ-
достаточной точностью можно определить по
площади диаграммы «Путь—усилие»,
Для поковок, получаемых выдавли-
выдавливанием, припуски на сторону и до-
допуски на размеры поковки определяют
в зависимости от формы элементов
поковки и их размеров (табл. 3).
Радиусы закруглений элементов, по-
получаемых осадкой, назначают также,
как и при штамповке поковок I груп-
группы; радиусы закруглений элементов,
получаемые выдавливанием, зависят
от конструкции матрицы.
Разработка технологии штамповки
выдавливанием.
Дно матриц, используемых при вы-
выдавливании, выполняют коническим
с заходным углом а = 150°, чтобы
избежать образования мертвых зон,
лучше выбирать а <; 120°. При выдав-
выдавливании наиболее эффективно приме-
применение пуансона с коническим торцом
с углом 150°; при штамповке сложных
головок, если доштамповку головки
проводят в Следующем ручье, целесо-
194
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
3. Припуски и допуски на поковки, получаемые выдавливанием
(размеры, мм)
Элемент
поковкн
Стержень
Утолщение
Полость
Параметр элемента
-ПОКОВКИ
Диаметр d
Длина /
Диаметр D1 и высота
Hi утолщения, полу-
получаемого выдавливанием
Диаметр D и высота Н
утолщения, получаемо-
получаемого осаживанием и раз-
раздачей металла
Диаметр
Глубина
Размер
детали
5—25
25—50
20—100
100—250
25—50
50—150
10—50
50—250
10—50
50—100
10—50
50—150
Припуск
на сторону
0,2—0,3
0,3—0,5
3—5
5—8
0,3—0,5
0,5—0,8
1—1,5
1,5—2,5
0,8—1,0
1,0—2,5
1,0—2,0
2,0—5,0
Допуск на
размер
поковки
+ 0,3 *2
—0,1
+ 0,5 "
—0,2
+ 5,0 *2
—0,0
+ 10,0 *2
—0,0
+ 0,5
—0,2
+ 0,7
—0,3
+ 1
—0,3
+ 1,5
—0,5
+ 0,3
— 1,0
+ 0,5
— 1,5
+ 0,5
— 1,5
+ 0,5
—2,0
*1 Минимальные значения припусков н допусков на последующую
обработку шлифованием.
*? Минимальные значения допусков. При возможных значительных
колебаниях объема исходной заготовки длину стержневых элементов по-
поковки на чертеже сопровождают надписью «не менее» (см. рис. 25).
образнее применять плоский пуансон.
Относительное обжатие
6 = -Цг^100о/0) D)
где F — площадь поперечного сечения
матрицы (головки); /—площадь по-
поперечного сечения очка (стержня),
изменяющаяся в пределах 15—95 %.
Скорость (м/с) истечения металла
F
—
E)
где v — скорость движения пуансона
(м/с), определяемая по графику движе-
движения ползуна; при выдавливании изме-
изменяется от максимального значения —
в начале рабочего хода, до нуля —
в крайнем нижнем положении. Следо-
Следовательно, при штамповке выдавлива-
выдавливанием на кривошипном прессе скорость
истечения металла будет также пере-
переменной с максимальным значением в на-
начале процесса выдавливания, что необ-
необходимо учитывать прн определении до-
допустимой скорости истечения металла.
Эта скорость зависит от скорости ре-
рекристаллизации и широты температур-
температурного интервала зоны пластичности.
Высоколегированную сталь штампуют?
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
195
при меньших скоростях истечения,
чем низколегированную и углероди-
углеродистую стали.
При неблагоприятном соотношении
скоростей деформации и рекристалли-
рекристаллизации, а также при значительном тре-
нии между металлом и стенками ма-
матрицы может произойти разрушение
металла поковки, выражающееся ча-
часто в появлении на стержне поперечных
трещин. В целях уменьшения необ-
необходимого усилия выдавливания заго-
готовку нагревают до температуры,
являющейся верхним пределом тем-
температурного интервала штамповки.
Для установления термомеханическо-
термомеханического режима штамповки выдавливанием
сплошных и полых поковок используют
данные табл. 4.
В зависимости от формы поковки,
выбранного варианта технологическо-
технологического процесса и колебаний объема заго-
заготовки штамповкой выдавливанием мо-
могут быть получены поковкн (рис. 22):
без облоя, с торцовым заусенцем,
с поперечным облоем и с поперечным
облоем и торцовым заусенцем. Обра-
Образование торцового заусенца н его ве-
величина зависят от среднего удельного
усилия, определяемого при прочих
равных условиях коэффициентом вы-
вытяжки:
Х = -~. F)
При малых значениях X металл
легко выдавливается в стержень и
головка может прлучиться незапол-
незаполненной; при Я.< 7,8 выдавливание
осуществляют без торцового заусенца;
4. Термомеханические режимы
прессования стальных профилей
и труб
Сталь
35
ЗОХГС
40ХН
1Х18Н9
Изделие
Трубы
Профили
и трубы
То же
Трубы
Темпера-
Температура на-
начала прес-
прессования,
°С
1250—1200
1200—1050
1200—1050
1150—1050
исте-
и
5,5
4,5
4,5
1,8
при 7,8<<А.<з 15 выдавливание про-
ходит с образованием на поковке тор-
торцового заусенца; прн X > 15 усилие
выдавливания стержня значительно
возрастает и торцовой заусенец будет
настолько велик, что пуансон закли-
заклинивает, т. е. в этом случае выдавлива-
выдавливание не рекомендуется. Если при слож-
сложной форме поковки более целесообра-
целесообразен поперечный облой, то предусматри-
предусматривают специальную облойную канавку.
При небольшой головке несложной
формы глубина канавки равна 1—2 мм,
а ширина 15—30 мм. При штамповке
в два или несколько переходов поко-
поковок с головками, имеющими выступа-
выступающие бобышки, необходимо преду-
предусмотреть, чтобы торцовой заусенец,
образующийся при штамповке в за-
закрытом предварительном ручье, был
г)
Рис. 22. Облой при штамповке выдавливанием:
а — торцовой; б — развернутый плоский; в-г-поперечный о канавкой; г — поперечный
С торцовым заусенцем
7*
196
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Hi
•
Рис. 23. Ступенчатый стержень
выведен в поперечный облой прн окон-
окончательной штамповке 6 открытом ру-
ручье.
# Зазор между пуансоном и матрицей
назначают в зависимости от выбран-
выбранного технологического процесса и ди-
диаметра головки поковки. Для поковок
без торцового заусенца принимают
следующие значения зазора:
Диаметр головки
поковки, мм ... До 60 60—100
Зазор, мм .... 0,05—0,15 0,3—0,4
Если предусматривают торцовой за-
заусенец, то зазор устанавливают 1,2—
1,4 мм ,на сторону.
Осадку заготовки перед штамповкой
выдавливанием проводят главным об-
образом для снятия окалнны. При этом
нужно учитывать преимущества об-
обработки резанием заготовок меньшего
диаметра и большей длины. Ино-
Иногда при осадке проводят формоизме-
формоизменение заготовок для более удобной
укладки заготовки в штамповочный
ручей.
При оформлении ступенчатых стерж-
стержней (рис. 23) иногда в верхней цилинд-
цилиндрической части стержня наблюдается
утяжка в связи с более свободным и
интенсивным течением металла по оси
поковки из-за недостаточного перепада
диаметров d и Dj и малой высоте утол-
утолщенной части стержня Нг. При от-
отладке процесса штамповки выдавли-
выдавливанием в случае незаполнення в стер-
стержне необходнмо предусмотреть напуск
на размеры Dt и d.
Пресс для штамповки выдавлива-
выдавливанием выбирают с учетом того, что при
выдавливании необходимы: большая
штампован высота (по сравнению с
осадкой) и выталкиватель с большим
ходом. Выталкиватель может быть
механическим, пневматическим, пнев-
пневмомеханическим или гидравлическим
(встроенным в пресс).
Необходимо проверить соответствие
усилия штамповки допустимому уси-
усилию пресса на участке хода ползуна
в начале выдавливания.
Размеры заготовки. Основные по-
потери металла при штамповке выдавли-
выдавливанием — потерн на торцовой или по-
поперечный заусенец, удлинение стер-
стержня, заусенец на головке, штампуемой
в открытом штампе поковки и окалину.
Для определения объема торцового
заусенца его толщину принимают в за-
зависимости от диаметра поковок го-
головки, мм:
До 40
40—70
70—100
100
0
1
1,5
Св. 1,5
Высота заусенца 3—5 мм.
Объем поперечного заусенца
v -JL
G)
гдеО3 — наружный диаметр заусенца;
?)п — диаметр поковки; h — толщина
(высота) заусенца.
Потери металла, идущего на удли-
удлинение стержня, рассчитывают из усло-
условия, что длина стержня после штам-
штамповки на 15—25 мм больше номиналь-
номинальной длины.
Размеры заусенца у головки поков-
поковки определяют так же, как размеры за-
заусенца, образующегося при штамповке
в открытых штампах.
При выборе диаметра заготовки учи-
учитывают, что:
чем меньше диаметр, тем меньше
скорость истечения металла и усилие
штамповки, лучше условия для от-
отрезки заготовок;
отношение высоты к диаметру заго-
заготовки не должно превышать 2,0—
2,5; наиболее целесообразно отноше-
отношение 1,5—1,8;
заготовка должна удобно, без пере-
перекосов укладываться в матрицу; с этой
целью выбирают диаметр заготовки ие
более чем на 2—10 мм меньше диаметра
матрицы; если по состоянию поверх-
поверхности нагретой заготовки и условиям
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
197
<Ыб,8
J
1
*
X
01'4
9 г/
а)
Ф15г
Ф65
060
030
• г)
Рис. 24. Однопереходная штамповка поковок:
а — шарового пальца; б — шпильки опоры поперечины; в — со ступенчатым стержнем
и полой головкой; е — со ступенчатым хвостовиком н большим фланцем; д — типа раз-
развилин (вилка кардана)
фиксации в штамповочном ручье не-
необходима осадка, то выбирают заго-
заготовку того же объема, но меньшего
диаметра и большей высоты.
Переходы штамповки.
Процесс выдавливания отдельных эле-
элементов поковки и доштамповку голов-
головки поковок V группы 1-й подгруппы
осуществляют в одии-три штамповоч-
штамповочных перехода, кроме того, по мере
необходимости, проводят осадку.
В один переход можно получить
поковки:
со стержнем и головкой несложной
формы (рис. 24, а и б), с коэффициент
том вытяжки К ^ 7,5+7,8; заготовка
должна быть очищена от окалины;
со ступенчатым хвостовиком
(рис. 24, в), у которого общий коэф-
коэффициент вытяжки А =8-7-10, ио от-
отношение площади поперечного сече-
сечения головки к площади большей сту-
ступени стержня меньше 8 и длина мень-
меньшей ступени стержня небольшая;
со ступенчатым хвостовиком и боль-
большим фланцем; (рис. 24, е) коэффициент
вытяжки X > 8, заусенец может быть
торцовой и поперечный;
типа развилии (рис. 24, д) с неболь-
небольшой разницей в размерах Сечений
198
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
1/
и
л .
-f.
к
\
V
Л
Рис. 25. Поковки с конической и шаро-
шаровидной головками, получаемые в штам-»
пах:
а — открытом; б — закрытом; / —
контур пуансона; 2 — напуск; /, // —
переходы; /с — длина стержня
в стержне и в щеках вилки; для реше-
решения вопроса о возможности штамповки
таких поковок в один переход необ-
необходимо проверить возможность полу-
получения развилины из заготовки, диа-
диаметр которой равен или несколько
меньше диаметра стержня, а затем
проверить длину выдавливаемой части
заготовки; форма вилки должна быть
Рнс. 26. Схемы штамповки поковки со
ступенчатой конической головкой:
a — неправильная; б — правильная
такова, чтобы в пуансоне не было
тонких стенок; для этого иа щеках
вилки предусматривают плоские за-
заплечики; щеки вилки получают обрат-
обратным выдавливанием; при менее благо-
благоприятных формах поковки выдавли-
выдавливание выполняют в два (и более)
переходов.
Штамповку в два перехода осущест-
осуществляют при большом значении коэффи-
коэффициента вытяжки Я. или сложной форме
головки поковки. В первом переходе
осуществляют оформление стержня
(как правило, на 65—95 %) и предва-
предварительное осаживание головки. Во
втором ручье проводят доштамповку
головки, одновременно окончательно
оформляется стержень при его удли-
удлинении. Чем сложнее головка и больше
усилие доштамповки, тем больше до-
дополнительное удлинение стержня во
втором переходе (до 35 %).
При отладке штампа величина вы-
выдавливания стержня поковки в первом
и втором ручьях может быть отрегули-
отрегулирована с помощью клинового регу-
регулировочного устройства или прокладок
и фасонных шайб.
Поковку со стержнем ступенчатой
формы штампуют выдавливанием так
же, как и с цилиндрическим или кони-
коническим стержнем. Число ступеней иа
стержне не должно превышать трех.
В местах переходов необходимо вво-
вводить плавные закругления. Диаметр
наименьшей ступени стержня должен
быть не менее 0,2—0,3 диаметра по-
поковки. В отдельных случаях диаметр
заготовки выбирают по диаметру боль-
большей ступени стержня, тогда меньшую
его ступень можно получить выдавли-
выдавливанием, а головку — осаживанием.
Если поверхность головки несложная
и имеет круглый контур, доштамповку
проводят в закрытом ручье. Кониче-
Конические и шарообразные головки доштай-
повывают в открытом ручье с плоским
заусенцем. Если же штамповку таких
головок осуществляют в закрытом
ручье, то для обеспечения прочности
пуансона необходимо вводить на по-
поковке специальный напуск (рис. 25),
после чего выдавливание можно вы-
выполнить в одном ручье. Прочность
пуансона повышается, если располо-
расположить коническую часть поковки в ма«
трице (рис. 26),
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
199
Если размеры выступов таковы,
что при любом расположении поковки
в штампе получается тонкостенный
пуансон, то рекомендуются следующие
варианты штамповки; доштамповка в
открытом штампе; увеличение диаме-
диаметра утолщенной части поковки; вве-
введение бурта, обрезаемого на прессе
как заусенец или же снимаемого при
обработке поковки резанием.
В три перехода штампуют поковки
с головками некруглой и сложной
формы. Иногда при этом в качестве
промежуточного перехода используют
штамповку в открытом штампе (ана-
(аналогично штамповке поковок II группы).
При штамповке поковок с отрост-
отростками и поперечным утолщением
(V группы 2-й подгруппы) чаще всего
проводят поперечное выдавливание,
осуществляемое в штампах с разъем-
разъемными матрицами. Разъем матриц вы-
выполняют в горизонтальной и верти-
вертикальной плоскостях (рис. 27). При
штамповке поковки в штампе с го-
горизонтальным разъемом центральную
часть поковки подвергают осадке, а
отростки — поперечному выдавлива-
выдавливанию. Поковка удаляется из штампа
нижним выталкивателем. При этом
способе штамповки в штампе обеспе-
обеспечивается обычная линия разъема.
Для того чтобы облегчить затекание
металла в труднодоступные части по-
поковки, ее следует конструировать с
плавными переходами к отросткам,
без боковых вцступов, тормозящих
движение металла. Бурты на отрост-
отростках заполняются легче в нижней ма-
матрице. Чаще всего штамповка в разъе-
разъемных матрицах осуществляется в один
переход. Однако поковки с глубокой
наметкой в центральной части штам-
штампуют в два перехода. В первом пере-
переходе оформляют поковку и отростки,
во втором ручье осуществляют наметку
полости.
Если конструкция поковки такова,
что не удается обеспечить плавные
сопряжения поверхностей или сгла-
сгладить углы, то и в этом случае штампов-
штамповку проводят в два перехода. В первом
ручье оформляется поковка с плав-
плавными переходами, во втором ручье
осуществляют доштамповку поковки.
Для поглощения излишка металла
ваготовки применяют компенсационные
.Рис. 27. Схемы штампов с разъемными
матрицами:
a — горизонтальный разъем; б ~- вер-
вертикальный разъем
полости, диаметр которых меньше диа-
диаметра отростков в 1,5—2 раза. Торцо-
Торцовые компенсаторы целесообразны, ес-
если отростки поковки в дальнейшем
подвергают обработке резанием, на-
например, подрезке торцов. Предусма-
Предусматривают также облойные канавки.
При двухп ер входном процессе на
первом переходе намечают компенса-
компенсаторы в отростках, на втором переходе
благодаря более точной дозировке
металла вместо облойной канавки об-
общего типа применяют щель толщиной
0,8—1,2 мм.
Для штамповки поковок с попереч-
поперечными утолщениями используют штам-
штампы с вертикальной линией разъема.
В штампах с разъемными матрица-
матрицами необходимо обеспечить плотное их
смыкание перед началом выдавливания
и плотное сжатие — в процессе де-
деформирования.
При штамповке поковок с полостями
(V группа, 3-я подгруппа) применяют
прямое и обратное выдавливание, а
также прошивку. В штампе преду-
предусматривают ручьи: осадочные, формо-
вочно-прошивные, штамповочно-про-
шивные, штамповочные и прошивные.
Формовочно-прошивные ручьи исполь-
используют для предварительной формовки
заготовки и ее полости; штамповочно-
прошивные — для окончательного
оформления поковки и прошивки от-
отверстий; прошивные — для прошивки
сквозных отверстий.
В зависимости от формы поковки
выдавливание с прошивкой полостей
осуществляют в один—три перехода,
не считая осадки. При выдавливании
200
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
<Ь50
ФМ ¦ ¦
Рис. 28. Двухпереходная
поковки с глухой полостью:
/, // — переходы штамповки
штамповка
с несквозной прошивкой в первом пе-
переходе проводят осаживание заготовки
с образованием нижней полости, ис-
используемой для фиксации поковки.
-Иногда в этом же переходе образуются
стержень и наметка углубления под
Выдавливание полости с отверстием.
При втором переходе проводят окон-
окончательное оформление: стержня —
прямым выдавливанием и глухого От-
Отверстия — обратным выдавливанием.
Если головка имеет сложную форму,
то ее окончательную штамповку вы-
выполняют в третьем переходе. Второй
и третий переходы в соответствии с фор-
формой поковки делают закрытыми н от-
открытыми. Примеры двухпереходной
штамповки показаны на рис. 28,
четырехпереходной штамповки по-
поковки с глухой полостью—на рис.29.
Штамповку поковок со сквозной
полостью осуществляют из заготовок:
цельной, с прошитым отверстием н
трубной. Кроме того, поковку можно
изготовлять с глухой полостью и
более длинным стержнем, конец ко-
которого отрезают в механическом цехе.
Штамповку из целой заготовки с
прошивкой сквозного отверстия вы-
выполняют с помощью прошивня с ост-
острым углом и матрицы с углом входа
очка 30—60° (рис. 30). Прн прошивке
получают полость с неровными, за-
заостренными краями в хвостовой части»
л
ш
0:52,7
я го
ню
Г~
УУУ
/fy
V7J
,5"
\
QUO О
Ч> 126
V
0
73
-у
\
(\
Рис. 29. Четырехперсходная штамповка поковки с глухой полостью]
1 — IV — переходы штамповки
ОПРЕДЕЛЕНИЕ УСИЛИЙ ШТАМПОВКИ
201
Рис. 30, Схема двухпереходной штам-
штамповки поковки со сквозным отверстием
Рис. 31. Схема четырехпереходной (счи-
(считая осадку) штамповки поковки с наметкой
и прошивкой сквозной полости
В выталкивателе должен быть пре-
предусмотрен канал для удаления вы-
высечки. Длина прошивня на 20 мм боль-
больше длины инструмента прн глубокой
прошивке. »
Если прн выдавливании выполнить
двустороннюю глухую прошивку, при-
причем в нижней стороне на расстоянии не
менее 30—40 мм ото дна, то при про-
просечке получают чистую поверхность
поковки в хвостовой части (рис, 31).
Прн штамповке из прошитой заго-
заготовки или из трубы выполняют пере-
переходы: выдавливание стержня и штам-
штамповку головки. При несложной форме
поковки этн переходы совмещают.
6. ОПРЕДЕЛЕНИЕ
УСИЛИЙ ШТАМПОВКИ
Расчет усилий штамповки на КГШП
необходимо выполнять с максимально
возможной точностью, так как при
использовании пресса с недостаточным
усилием может произойти авария, а
при выборе пресса по завышенному
усилию пресс будет использоваться
нерационально.
Усилие прн штамповке осаживанием
в открытых штампах определяют по
формулам:
для круглых и квадратных в плане
поковок, а также поковок, прибли-
приближающихся к ним по форме,
+ («-0.376+1.25 in ?
(8)
для удлиненных в плане поковок,
а также поковок, имеющих в плане
форму прямоугольника или близкую
к прямоугольнику форму,
Р=1,155ат [A+^ JL
О)
В формулах от — предел текучести
металла прн температуре штамповки,
Па; (до — коэффициент внешнего тре-
трения (на мостике облоя); в расчетах
часто принимают его максимальное
значение, равное-0,5; b, h0 — ширина
и толщина мостика облоя, мм; Fo —
площадь проекции мостнка облоя,
мм2; d, a — соответственно диаметр
¦поковки и размер поковки по ширине,
мм; Fn — площадь проекции поковки
на плоскость разъема, мм2.
Предел текучести металла принимают
приблизительно равным временному
сопротивлению растяжению соответ-
соответствующих температуре и скорости де-
деформации.
Для поковок, близких по форме
к круглым н квадратным в плане, при-
принимают *
d=l,13\fFa,
A0)
среднюю ширину удлиненных поковок
в=.4а-, (И)
где Ln — максимальный габаритный
размер поковки в плане (в направлении
длины), мм.
202
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Рнс. 32. Схемы инструмента для штам-
штамповки выдавливанием
Формулы (8) и (9) действительны
при-— = 15 -г- 65 нлн ——= 15н-65.
При штамповке в закрытых штампах
Р=от {2,07A—1^J +
+ 1,5 1„ 1^+11^
где гх — раднус закругления поковкн
около пуансона, мм; г2 — естественный
раднус закругления угла дна матрицы,
мм; Нп — высота поковкн, мм; d —
диаметр поковкн, мм.
Усилие, необходимое для штамповки
выдавливанием поковок V группы,
приближенно (прн максимальном зна-
значении коэффициента внешнего трения,
равном 0,5) определяют в зависимости
от их формы. Так, для поковок, близ-
близких по форме к поковкам, изображен-
изображенным на рнс. 32, а,
т-^
+cosy
Xln-?- +
на рнс. 32, б,
-2L + ip]F; A3)
на рис. 32, в,
2sinV'
A5)
Если форма поперечного сечения
отличается от круга, то используют
равенство A0).
Прн выборе пресса следует учиты-
учитывать, что рассчитываемое по формулам
A3)—A5) усилие развивается прессом
в начальный момент выдавливания н,
следовательно, на участке пути пол-
ползуна, соответствующем началу выдав-
выдавливания, которое происходит при по-
повышенной скорости ползуна.
7. СМАЗОЧНЫЕ МАТЕРИАЛЫ
Технологические смазочные матери-
материалы прн горячей штамповке на КГШП
применяют с целью снижения трения
5. Смазки, применяемые на КГШП
при выдавливании
Смазки
Смесь графита с
машинным маслом
(цилиндровым, ве-
веретенным н авто-
автолом) по 50 % по
объему
Смесь трех частей
обезвоженного ци-
цилиндрового масла,
трех частей гра-
графита и одной ча-
части растертых дре-
древесных опилок
Жидкое стекло с
графитом, твер-
твердая смазка на
основе стеклян-
стеклянной ваты, порош-
порошки на основе жид-
жидкого стекла
Поверхности
нанесения
смазки; спо-
способ нанесения
Рабочие
инструменты
Рабочие
инструменты
н верхний то-
торец заготовки,
опущенной
в приемник
То же, и оку-
нанне нагре-
нагретой заготовки
в массу жид-
жидкого стекла
(очистка от
прилипшего
стекла осу-
осуществляется
металлической
дробью)
ШТАМПЫ
203
и усилия деформирования, охлаждения
инструмента н предотвращения его
разупрочнения, улучшения качества
поверхности изделий прн уменьшении
износа инструмента. Одно из основных
требований к смазочному материалу —
хорошая экранирующая способность,
т. е. способность надежно разделять
поверхности деформируемой заготовки
и инструмента.
Прн горячей штамповке поковок
осаживанием как в открытых, так и
в закрытых штампах применяют гра-
графит с маслом, соляной раствор с мас-
-лом (машинным) нли без масла и сма-
зывающе-охлаждающие жидкости на
основе спнртово-сульфндной барды.
Рекомендуемые прн выдавливании
составы смазок приведены в табл. 5.
8. ШТАМПЫ
Штампы кривошипных горячештам-
повочных прессов имеют сборную кон-
конструкцию, благодаря чему упроща-
упрощается изготовление сменного инстру-
инструмента н создаются условия для эконо-
экономии дорогих инструментальных ста-
сталей. Штампы состоят нз штамповых
вставок, в которых выполнены ручьи,
и блоков (пакетов) нлн державок,
в которых закрепляют вставки.
Блок». Существуют два основных
типа конструкций блоков: для при-
призматических и цилиндрических вста-
вставок.
Блоки для цилиндрических вставок
из-за присущих им недостатков (труд-
(трудность регулирования, ненадежность
крепления н др.) применяют редко.
Для штамповки круглых в плане по-
поковок широко используют цилиндри-
цилиндрические вкладыши, монтируемые в при-
призматических державках, которые, в
свою очередь, закрепляют в блоках
Для призматических вставок (рнс. 33).
Блок состоит из верхней и нижней
монтажных плнт (оснований, баш-
башмаков), связанных между собой на-
направляющими колонками, деталей кре-
крепления штамповых вставок и вытал-
выталкивающего механизма. Различают уни-
универсальные блоки и специальные,
предназначенные для одной нли не-
нескольких однотипных поковок. Спе-
Специальные блоки распространены в спе-
Рнс. 33. Цилиндрические вкладыши в сборе
с призматической державкой
цналнзированном кузнечно-прессовом
производстве.
Верхняя плита блока (пакета) кре-
крепится болтами к ползуну пресса,
нижняя — к столу. Для перемещения
блока на столе пресса и фиксации его
от бокового сдвига клином в нижней
плнте блока имеются две скошенные
плоскости; в верхней плнте выполнен
паз, соответствующий выступу пол-
ползуна пресса.
Размеры универсальных блоков для
прессов усилием 6,3—63 МН приве-
приведены в табл. 6.
Размеры блоков н сменных деталей
универсально переналаживаемых
штампов для точной объемной штам-
штамповки на кривошипных прессах уси-
усилием 1,6—4 МН регламентируются
ГОСТ 19579—80—ГОСТ 19584—80.
Клиновая подушка прессов позво-
позволяет регулировать закрытую высоту
блоков. Наилучшие эксплуатационные
показатели имеют блоки, для которых
закрытая высота выбрана по формуле:
Я = А + 0,75а,
A6)
где Н — номинальная закрытая вы-
высота блока; А — минимальная закры-
закрытая высота штампового пространства
пресса; а — величина регулирования
клиновой подушкн стола пресса.
Толщина основной и подкладной
плит в зависимости от усилия пресса
204
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
6. Размеры (мм) универсальных блоков для прессов
(по МН 4808—63)
1 — вставка по нормали МН 4809—63
Усилие
пресса,
МН
4
6,3
... 10
16
в
630
710
900
L
750
750
1040
Н
574
570
666
Усилие
пресса,
МН
25
40
63
в
1120
1600
1800
L
1200
1600
2000
н
900 V
1010
1160
приведена в табл. 7 (толщина верхней
и нижней плит одинакова).
Направляющий узел блока (рис. 34)
состоит из направляющей колонки 3,
втулки 4, сальника 5, нижней крыш-
крышки 6, защитной шайбы 2. Гнездо для
посадки колонки в нижней плите 7
блока сверлят в сборе с верхней пли-
плитой 1, что обеспечивает соосность
колонки и втулки.
Направляющие колонки распола-
располагают в блоке так, чтобы они не мешали
штамповщику. Обычно в блоке штампа
предусматривают две направляющие
колонки, расположенные на блоке
сзади, ио в отдельных случаях, котцк
ШТАМПЫ
205
7. Толщина (мм) подкладной
и основной плит
Номинальное
усилие прес-
пресса, МН
. 6,3
10
16
Толщина
плиты
Основ-
Основной
149
137
150
Под-
Подкладной
40
50
60
Номинальное
уснлие прес-
пресса, МН
25
40
63
Толщина
плиты
Основ-
Основной
212
234
344
Под-
Подкладной
80
80
100
к точности поковок предъявляют по-
повышенные требования, блоки выпол-
выполняют с тремя, а иногда и четырьмя
колонками.
Размеры колонок, втулок и других
деталей направляющего узла для бло-
блоков прессов усилием 6,3—63 МН опре-
определяют по нормалям МН 4810—63 и
МН 4811—63.
Конструкция деталей крепления
призматических штамповых вставок
в блоке показана на рис. 35 (цилиндри-
(цилиндрические вставки см. на рис. 33). Раз-
Размеры призматических вставок опре-
определяют по нормали МН 4809—63.
Блоки в основном проектируют двух-
нли тдехручьевыми. Расположение
ручьев в блоке зависит от расположе-
расположения нагревательных устройств. Пер-
Первый ручей располагают в блоке со
стороны подачи нагретой заготовки,
второй — с противоположной стороны,
в центре — окончательный ручей,
Если для штамповки достаточны один
или два ручьи, то в блок добавляют до
коплекта гладкие вставки из простых
конструкционных сталей.
Выталкивающие механизмы универ-
универсальных блоков конструируют:
с одним выталкивателем;
с траверсой, позволяющей прово-
проводить выталкивание поковок из лю-
любого ручья штампа;
с траверсой и поворотными рычага-
рычагами, с помощью которых выталкивание
можно осуществлять, воздействуя на
любой элемент поковки;
рычажио-кулачковые.
Необходимые ходы толкания вытал-
выталкивающих механизмов блоков для
Рис. 34. Направляющий узел блока
прессов с различным усилием приве-
приведены в табл, 8.
Для поковок, изготовляемых штам-
штамповкой выдавливанием, применяют спе-
специальные выталкиватели с большим
ходом.
е)
г)
Рис. 35. Крепление штамповых вставок
в блоке;
а — продольное прихватами; б — про»
Дольное прижимными клеммами; <е —'
боковое упорными винтами; г — боковое
прижимными клеммами; д -• упорными
винтами через стойку
206
КРИВОШИПНЫЕ ГОРЯЧЕЩТАМПОВОЧНЫЕ ПРЕССЫ
8. Длина хода (мм) толкателей
выталкивающих механизмов
блоков прессов
Номи-
Номинальное
усилие
пресса,
МН
6,3
10
16
20—25
Необхо-
Необходимый
ход*
толка-
толкателя
10—12
13-18
15-20
18—25
Номи-
Номинальное
усилие
пресса,
МН
31,5—40
50—63
80
* Рекомендуется толькс
универсальных (
элоков.
Необхо-
Необходимый
ход *
толка-
толкателя
20—30
25—35
30—40
) для
Выталкивающий механизм с одной
точкой толкания для удаления поко-
поковок только из окончательного ручья
прост по конструкции, но область его
применения очень ограничена. Вы-
Выталкивающие механизмы с траверсой
также не получили широкого распро-
распространения из-за перекосов и заедания
Рис. 36. Рычажно-кулачковый выталки-
выталкивающий механизм;
1 — рычаги; 2 — стержень выталкива-
выталкивателя пресса; 3 — стакан; 4 — направля-
ющая втулка; 5 — стержень выталкива-
выталкивающего механизма блока; 6 — пружина;
7 — разъемные подшипники; 8 — толка-
толкатель штамповой вставки
траверсы, приводящих я. частым ава-
авариям.
Рычажно-кулачковые выталкиваю-
выталкивающие механизмы универсальны, без-
безотказно работают в любых условиях;
не мешают монтажу и демонтажу
вставок непосредственно на прессе
без съема блока.
Рычажно-кулачковый выталкиваю-
выталкивающий механизм показан на рис. 36.
Так как рычаг своим основанием опи-
опирается на клиновую подушку или на
рабочую плоскость ползуна пресса,
а стакан и стержень — на рычаг, то
вся система приобретает достаточную
жесткость и может выдерживать боль-
большие усилия. Это позволяет применять
рычажно-кулачковый механизм с тол-
толкателем, действующим непосредствен-
непосредственно на тело поковки, а не только на
заусенец или внутреннюю перемычку.
Если выталкивание нужно прово-
проводить только в одном центральном,
окончательном ручье и в одном месте
этого ручья, то используют рычаг
с одним плечом. При необходимости
выталкивания из предварительного и
окончательного ручьев рычаг изго-
изготовляют двухплечим и при выталкива-
выталкивании в трех ручьях — трехплечим. По-
Поскольку в первом ручье обычно осу-
осуществляют осадку, гибку и тому подоб-
подобные переходы, для которых выталки-
выталкивание не требуется, то универсальные
блоки снабжают двухплечими рыча-
рычагами.
Универсальные блоки имеют опре-
определенное расположение стержней, воз-
воздействующих на толкатели, причем это
расположение может не всегда соот-
соответствовать желательному расположе-
расположению толкателей у вставок. Для того
чтобы не увеличивать номенклатуру
блоков, широко применяют передачу
усилий толкателям через траверсы,
установленные во вставках со стороны
их опорной поверхности.
В табл. 9 приведены основные раз-
размеры рычагов. Размер А задается
конструктивно в зависимости от рас-
расстояния между главными осями вста-
вставок.
Система выталкивания поковок в
штамповых вставках состоит из вы-
выталкивателя поковки (толкателя штам-
штамповой вставки), имеющего форму ци-
цилиндрического стержня или кольца» и
ШТАМПЫ
207
9. Размеры (мм) рычагов
выталкивателей
RSO
Размеры
прессу с
Усилие
на
чертеже
усилием 16
пресса, МН
6,3
10
16
20—25
31,5—40
50-63
80
d
30
40
50
65
90
100
ПО
соответствуют
МН
н
30
40
50
55
80
90
100
в
25
32—35
40
50
65-75
70—80
75—90
дуется изготовлять на 0,5— 1- мм больше
расчетной длины; после того, как
вставка будет собрана, торец выталки-
выталкивателя зачищают заподлицо с поверх-
поверхностью ручья.
Поковки выталкиваются с воздей-
воздействием на облой только при наличии
участков с широким облоем, когда
отверстие под толкатель можно свер-
сверлить в стороне от стенки полости ручья.
Выталкивание с воздействием на пе-
перемычку осуществляют при наличии
Перемычки с магазином (см. рис. 9).
В зависимости от формы поковки и
вероятности ее застревания предусма-
предусматривают выталкивание поковки из
верхней или нижней вставки или из
обеих вставок одновременно. Иногда
привод выталкивателей нижней плиты
блока осуществляют через траверсу,
Связанную болтами с верхней плитой
блока.
Для удобства захвата поковок кле-
клещами за облой во всех BcfaBKax неза-
независимо от наличия или отсутствия
толкателя выполняют выемки, ана-
аналогичные выемкам, применяемым в мо-
молотовых штампах (рис. 37).
Конструирование ручьев. В штампах
КГШП предусматривают заготовитель-
заготовительные и штамповочные ручьи; иногда "—
А-А
зоа
пружины, возвращающей его в исход-
исходное положение (см. рис. 33 и 36).
Выталкивание поковок осуществляют
Э облой, перемычку, тело поковки.
Выталкиватели в виде стержня, воз-
воздействующие непосредственно на по-
поковку, располагают в непосредствен-
непосредственной близости от участков, где наиболее
вероятно застревание поковки — у бо-
бобышек, выступов и ребер. Не следует
размещать их напротив базовых участ-
участков поковки. Выталкиватели рекомен-
Рнс. 37. Конструкция выемки
хвата поковки клещами
для за»
208
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Рис. 38. Вставки для поковок с кривой
линией разъема
ручьи для выполнения операции об-
обрезки облоя и пробивки отверстий.
. К заготовительным ручьям штампов
КГШП относят пережимной, формо-
формовочный, гибочный ручьи и площадку
для осадки (иногда — подкатные
ручьи); к штамповочным ручьям —
предварительный, окончательный и за-
готовительно-предварительный ручей,
который применяют не только для
удлиненных поковок, но и для осе-
симметрнчных поковок, штампуемых
вдоль осн.
Ручьи конструируют с учетом основ-
основных особенностей горячей штамповки
на прессах:
поверхности разъема вставок не
должны соприкасаться при штампов-
штамповке; между верхней и нижней встав-
вставками необходим зазор, величину ко-
которого при конструировании прини-
принимают не меньше толщины заусенца;
исключение из этого правила допу-
допускается только в отношении некоторых
вставок для горячей калибровки по-
поковок;
на вставке, как правило, распола-
располагают только один ручей;
размеры ручьев надо взаимно увя-
увязать так, чтобы в окончательном ручье
деформация, по возможности, шла
осадкой, а не выдавливанием; •
для вставок с криволинейным разъ-
разъемом необходимо предусмотреть на
наружных боковых поверхностях лы-
ски глубиной 1,5—3 мм с наименьшей
шириной 5—10 мм (рис. 38); это не-
необходимо; чтобы избежать зарубку
рядом стоящей вставки при горизон-
горизонтальной регулировке;
на вставках без толкателей необхо-
необходимо предусмотреть гнезда для сво-
свободного движения выталкивателей бло-
блока; расположение и диаметр гнезд
должны быть такими, чтобы прн любой
регулировке вставок не могло быть
поломки (см. рис. 38);
на каждой половинке вставки долж-
должно быть по два транспортировочных
отверстия; эти отверстия не должны
мешать возобновлению фигур прн ка-
капитальном ремонте вставок, поэтому
их располагают ближе к опорным
плоскостям; диаметры отверстий во
всех вставках рекомендуется делать
одинаковыми.
Для некоторых вставок, особенно
предназначенных для штамповки вы-
выдавливанием, предусматривают охла-
охлаждение водой, циркулирующей в спе-
специальных каналах.
Окончательный штамповочный ру-
ручей изготовляют по чертежу горячей
поковки. При необходимости задер-
задержать, уменьшить вытекание металла
в облой толщину мостика уменьшают
на 40—50 % или же увеличивают его
ширину на 50—70%, что предпочти-
предпочтительнее, так как уменьшает опасность
работы пресса в распор.
Ручьи с узкими и глубокими поло-
полостями плохо заполняются металлом
из-за скопления воздуха и продуктов
сгорания смазки. При штамповке на
молоте этого не происходит, так как
штамповку осуществляют за несколько
ударов. Для выхода газов в атмосферу
на дне глубоких полостей ручьев
необходимо предусматривать газоотво-
дящие каналы, диаметр которых не
превышает 1,2—1,5 мм, иначе в них
будет затекать металл.
Если дно глубокой выемки в штампе
имеет полукруглую форму, то до-
достаточно просверлить одно отверстий
на дне выемки. В тех случаях, когда
ШТАМПЫ
209
дно глубокой выемки плоское, отвер-
отверстия сверлят у каждого конца выемки
возможно ближе к вертикальной стен-
стенке. Для упрощения изготовления га-
;зоотводящих каналов, отверстие диа-
диаметром 1,2—1,5 мм сверлят только на
глубину 15—20 мм, а с обратной
стороны вставки засверливают отвер-
отверстие диаметром 8—15 мм. На -рис. 39
показано правильное и неправильное
расположение газоотводящнх каналов.
Для сообщения газоотводящих отвер-
отверстий с атмосферой на опорной поверх-
поверхности вставки фрезеруют канавку глу-
глубиной 5—6 мм, пересекающую все
отверстия.
Иногда вместо сверления отверстий
целесообразно вставлять глухие проб-
пробки с четырьмя фрезерованными доле-
долевыми канавками радиусом 0,75 мм.
Это упрощает изготовление газоотво-
газоотводящих каналов и одновременно позво-
позволяет увеличить число восстановлений
изношенных фигур. Для отвода газов
используют также выполненные на
толкателях ручьев канавки радиусом
0,8—1,2 мм или во вставных прошив-
прошивных пуансонах — отверстие диаметром
1,5 мм.
Предварительный ручей желательно
конструировать так, чтобы в резуль-
результате деформировиния в нем заполнение
полЪсти окончательного ручья прохо-
проходило за счет осадки, а не выдавливания.
Поэтому заготовка, полученная из
предварительного ручья, должна хо-
хорошо укладываться на дно полости
окончательного ручья. Для выполне-
выполнения указанного условия полость пред-
предварительного ручья в каждом сечении
делают по горизонтальным размерам
в плоскости разъема штампов не-
несколько уже, чем в окончательном
ручье. Для создания же необходимого
избытка металла при заполнении окон-
окончательного ручья глубину полости
у предварительного ручья выполняют
несколько большей (на 5—6 %), чем
у окончательного ручья. Этот излишек
металла обеспечивает хорошее запол-
заполнение полости окончательного ручья
и выдавливается в облой. Для мелких
поковок, площадь поперечного сече-
сечения которых незначительна, размеры
фигуры предварительного ручья за-
задают такими же, как и у окончатель-
окончательного.
А-А
(ПраВилМо) (HtnpaluakHo)
Рис. 39. Расположение
каналов
газоотводящих
В предварительных ручьях, если
заполнение полости осуществляется
осадкой с незначительным количеством
избыточного металла, облойную ка-
канавку с магазином делать необяза-
необязательно. При наличии в предваритель-
предварительном ручье облойной канавки ширина
мостика должна быть больше на 30—
40%, а толщина — в 1,5 раза. При
штамповке поковок выдавливанием,
когда есть гарантия заполнения ручья,
для облегчения условий работы пресса
и штампа в предварительных ручьях
мостик обязателен.
Радиусы переходов в предваритель-
предварительном ручье обычно увеличивают в 3 раза
по сравнению с радиусами окончатель-
окончательного ручья, острые кромки скругляют.
При штамповке спаренных поковок
толщину полотна между поковками
в предварительном ручь© уменьшают
на 30—40 %, чтобы в окончательном
ручье между поковками не было из-
избыточного металла, приводящего к об-
образованию зажимов.
Глава
5
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
211
ШТАМПОВКА
НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
На гидравлических прессах штам-
штампуют крупные поковки, которые не-
невозможно получить на другом кузнеч-
кузнечном оборудовании из-за его недоста-
недостаточной мощности; поковки, для штам-
штамповки которых необходим большой
рабочий ход, а усилие деформирования
не имеет максимального значения в на-
начале или в конце хода деформации
(например, при глубокой прошивке) и
поковки, требующие специальных фи-
физико-химических условий горячей де-
деформации.
Тмхоходность гидравлических прес-
прессов предопределяет тяжелые условия
работы штампового инструмента из-за
более продолжительного контакта с по-
поковкой. Гидравлические штамповочные
прессы применяют для штамповки по-
поковок из легких сплавов и из стали
в условиях массового производства,
например, колес подвижного состава
железных дорог.
Основные технологические операции
и классификация поковок. На гидрав-
гидравлических штамповочных прессах наи-
наиболее целесообразно выполнять сле-
следующие операции: выдавливание: об-
обратное (прошивка в закрытой матри-
матрице), прямое (прессование) и боковое;
вытяжку с утонением стенки (про-
(протяжку); осадку в закрытой матрице
и высадку; гибку; штамповку в откры-
открытых и закрытых штампах.
Эти операции могут проводиться
в любых сочетаниях друг с другом
(комбинированная штамповка). Наи-
Наиболее распространенными способами
комбинированной штамповки являются
сочетания выдавливания, вытяжки с
утонением стенкн и осадки в закрытых
штампах.
Для выполнения перечисленных тех-
технологических операций применяют от-
открытые и закрытые штампы, а также
многопуансонную (многоплунжерную)
штамповку в цельных и разъемных
матрицах. В качестве исходных за-
заготовок используют прокат, слиткн,
поковки и отливкн.
Все многообразие поковок, штам-
штампуемых на гидравлических прессах,
в зависимости от применяемых для
их изготовления операций подразде-
подразделяют на группы (табл. 1):
I — поковки типа стаканов с глад-
гладкими стенками или сложной формы
с глухими или сквозными отверстиями
(корпуса снарядов, гильзы, втулки,
муфты, цилиндры и т. п.);
II — поковки типа дисков (невы-
(невысокие чашки и втулки с фланцами,
роторы турбин, диафрагмы и т. п.);
III — поковки с вытянутой осью
(коленчатые валы и т. п.);
IV — поковки типа крестовин (втул-
(втулка авиационного винта и т. п.);
V — поковки типа панелей.
Составление чертежа поковкн. Прн
назначении припусков и допусков на
поковки, штампуемые на гидравличе-
гидравлических штамповочных прессах, необ-
необходимо учитывать их конструктивные
особенности. Для старых прессов с на-
направлением подвижной поперечины по
колоннам припуски на размеры поко-
поковок должны быть увеличены на 50 %
по сравнению с припусками, назна-
назначаемыми по ГОСТ 7505—74 на раз-
размеры поковок.
Для новых прессов с направляющими
для ползуна пресса, обеспечивающими
высокую точность изготовления поко-
поковок, припуски и допуски назначают
в соответствии с ГОСТ 7505—74. Для
поковок I группы припуск на диаметр
с учетом разностенности поковок типа
стаканов выбирают по табл. 2.
Допуски на разностенность выби-
выбирают по ГОСТ 7505—74 с возможным
увеличением их на 25—50 % в зави-
зависимости от глубины полости для dll >
> 1,5. Штамповочные уклоны назна-
назначают в зависимости от оснащенности
пресса выталкивателями, глубины по-
полостей и толщины стенок поковки.
Уклоны внутренних стенок равны 2—
4°, уклоны наружных стенок — 1—2°.
Для поковок, штампуемых выдавли-
выдавливанием, назначают небольшие наруж-
1. Методы получения поковок различных групп на гидравлических прессах
S 31
Поковки
III
IV
120'
Методы
штамповки
Обратное
выдавлива-
выдавливание с по-
последующей
вытяжкой с
утонением
стенки
Осадка и
выдавлива-
выдавливание в от-
открытых,
закрытых и
секцион-
секционных штам-
штампах
Гибка с
высадкой
в сложных
секционных
и раздвиж-
раздвижных штам-
штампах
Комбини-
Комбинированная
штамповка
в разъем-
разъемных штам
пах
Получение
поковок
в блочных
и секцион-
секционных штам-
штампах
212
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
2. Допустимая разностенность
поковок I группы (размеры, мм)
Диа-
Диаметр*
*s
2
S3
руж
га
к
85
75
115
105
135
120
165
150
195
180
220
20
250
240
S3
(X
к
д
50
60
75
80
90
Щ
105
120
130
Щ
160
175
170
190
S3
а
о
О
с
га
s
<=t
300
350
525
600
700
800
900
Л
S3
<U
8
К
СО
я
а,
2-3
2—3
3—4
4—5
5-6
6—7
7—8
Диа-
Диаметр*
*s
а
к
*
>>
о.
га
X
275
250
300
270
350
зТо
400
360
500
450'
600
5~30
650
560
К
(У
со
195
2ТВ
220
240
270
290
300
330
380
4Ю
440
480
480
sTo
«
о
о
с
га
к
1000
1500
2000
3000
4000
5000
5500
8
К
К
8
к
га
Он
8—9
8—10
10—12
11—14
15—18
18—22
22—26
* В числителе — диаметр по-
поковки; в
детали
боткн.
При»
мальная
скается
знаменателе — диаметр
после чистовой обра-
л е ч а н и е. Макси-
разностенность допу-
при штамповке поко-
вок с полостями большой глуби-
ны, т. е.
и,
при 1 ^ —j- ^1,5, где
d — внутренний диаметр, 1 —
глубина
полости.
ные уклоны (до 30') для облегчения
удаления их из штампа с помощью
выталкивателя или съемника.
Для поковок с массой до 100 кг
радиусы закруглений выбирают по
табл. 3.
Размеры радиусов закруглений для
крупных поковок, определяемые по
3. Радиусы закруглений (мм)
в зависимости от массы поковки
Масса поковкн,
кг
До 0,5
Св. 0,5 до 1,0
» 1 » 3
» 3 » 5
» 5 » 10
» 10 » 20
» 20 » 40
» 40 » 60
» 60 » 100
Точность
поковок
нор-
нормальная
1,5
2,0
2,5
3,0
4,0
5,0
8,0
10,0
15,0
повы-
повышенная
1,0
1,5
1,5
2,0
3,0
4,0
5,0
8,0
12,0
среднему припуску, должны соответ-
соответствовать значениям нз следующего
нормального ряда, мм: 15, 20, 25, 30,
35, 40, 45, 50 н далее через 10 мм,
Разработка технологического про-
процесса. При разработке технологиче-
технологических процессов необходимо руковод-
руководствоваться следующими правилами:
формообразование полости в поковке
целесообразнее проводить раздачей ме-
металла в стороны; так, например, об-
обратное выдавливание поковок типа
стакана с глубокими полостями це-
целесообразно осуществлять из загото-
заготовок с квадратным поперечным сече-
сечением с закругленными углами;
обратное выдавливание применять
для изготовления неглубоких поло-
полостей с отношением диаметра к глу-
глубине полости, меньшим единицы, а за-
затем производить вытяжку с утонением
стенки;
при выдавливании и вытяжке с уто-
утонением массу заготовки определять
с учетом припуска на неровность краев;
необходимо проводить очистку на-
нагретой заготовки от окалины нлн ис-
использовать методы нагрева без окнеле-
ння поверхности.
Поковки I группы. При-
Пример 1. Штамповка поковки корпуса
типа стакана [см. эскиз 1 (группа I),
табл. 1]. Корпус штампуют нз за-
заготовки квадратного или круглого
сечения, применяя две операции: об-
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
213
ЖШЖЖЖЖ^Ж
Рис. 1. Схемы последовательных штампов для выдавливания и вытяжки с утонением:
а — двухпозицнонный штамп; б — трехпознцнонный штамп
ратное выдавливание и вытяжку с уто-
утонением стенки.
Возможны два варианта технологи-
технологического процесса. По первому ва-
варианту заготовку нагревают и затем
штампуют на одном прессе в двух-
нли трехпозицнонных штампах
(рис. 1, а, б).
Прн штамповке в двухпознцнонном
штампе центрирование заготовки осу-
осуществляется специальной направляю-
направляющей втулкой (рнс. 1, а).
Заготовку подают на первую пози-
позицию штампа. При движении пуансона
вниз заготовка заталкивается в матри-
матрицу — происходит формообразование
полости. Затем заготовка выталки-
выталкивается н передается на вторую по-
позицию штампа. Прн движении пуан-
пуансона вниз выполняется вытяжка с уто-
утонением стенкн через две матрицы.
При штамповке в трехпознцнонном
штампе после обратного выдавливания
заготовку подают на вторую и затем
третью позиции штампа (рнс. 1, б).
На этих позициях осуществляется вы-
вытяжка с утонением стенки через че-
четыре матрицы.
Прн изготовлении по второму ва-
варианту штамповку проводят на двух
прессах. На первом прессе стакан
штампуют обратным выдавливанием
по двум вариантам:
матрица 1 неподвижна (рнс. 2, а),
а пуансон 2 перемещается; заготовку 3
устанавливают в центрирующее коль-
кольцо 4 матрицы; после штамповки по-
поковка 5 выталкивается из матрицы
выталкивателем 6 либо снимается с пу-
пуансона съемником;
пуансон 1 неподвижен (рнс. 2, б),
а матрица 2 подвижна, заготовку 3
укладывают на специальную встав-
вставку 4, матрица опускается; после пря-
прямого выдавливания поковка 5 либо
выталкивается из матрицы выталки-
выталкивателем 6, либо снимается с пуансона
съемником; затем заготовку передают
на горизонтальный или вертикальный
пресс, на котором проводят вытяжку
с утонением стенкн, одним нз следую-
следующих способов:
вытяжкой (рнс. 3, а) через непо-
неподвижные матрицы /; заготовка уста-
устанавливается на первую матрицу и про-
проталкивается подвижным пуансоном 2
через две-трн матрицы н снимается
с пуансона съемником 3;
вытяжкой (рнс. 3, б) прн неподвиж-
неподвижном пуансоне и подвижных матри-
матрицах; заготовка устанавливается на
первую матрицу, вытягивается н сни-
снимается с пуансона.
Вытяжку двух заготовок, предвари-
предварительно выдавленных на другом прессе,
можно осуществлять также одновре-
одновременно двумя пуансонами.
Число матриц, необходимое для
изготовления поковки, определяют по
площади F вытяжкн (перемещаемого
214
ШТАМПОВКА НА ГИДРАГО1ИЧЕСКИХ ПРЕССАХ
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
215
Рис. 2. Схемы штампов:
а — обратного выдавливания: б — прямого выдавливания
металла): F = Fx—F2, где Fj, F2 —
максимальная площадь поперечного
кольцевого сечения заготовки и по-
поковки соответственно.
Чтобы избежать пробивки дна ста-
стакана при малой площади пуансона f,
отрыва дна или стенки заготовки при
малой площади F2, должны соблю-
соблюдаться следующие условия:
F<0,4/ и F<0,7F2.
Зная размеры заготовки, вытяну-
вытянутой поковки, а также площадь вы-
вытяжки F, с помощью этих соотношений
определяют число колец (матриц) и
их диаметры. Диаметр последнего коль-
кольца равен диаметру цилиндрической
части вытянутой поковки в нагретом
состоянии, а площадь вытяжки через
два кольца распределяют так, чтобы
на первое кольцо приходилось 2/3F,
а на второе — 1/3F (при протяжке
через три кольца последнее кольцо
используют только для калибровки).
Пример 2. Штамповку тонкостен-
тонкостенного удлиненного цилиндрического
стакана [эскиз 4 (группа I), табл. 1]
проводят также на двух прессах сна-
сначала выдавливанием по схеме на
рис. 2, а с последующей вытяжкой
с утонением стенки на горизонтальном
гидравлическом прессе (рис. 4, а).
Вытяжку осуществляют либо через
обычные матрицы, либо через ролико-
роликовые (рис. 4, б). При этом заготовка
надевается на подвижный пуансон и
протягивается через ролики. При об-
обратном ходе заготовка снимается с пу-
пуансона съемником. При необходимости
заготовки подогревают и проводят
вторичную вытяжку через матрицы
меньшего диаметра.
Рис. 3. Схемы штампов для вытяжки с утонением:
а «- с подвижным пуансоном; б — с подвижными кольцами
Ход пуансона
")
Рис. 4. Схемы вытяжки с утонением на горизонтальном прессе:
а — вытяжка в кольцах; б — роликовая матрица; I — ролики; 2 — кронштейны; 3 ¦
корпус; 4 =• пуансон; 5 — поковка
216
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
018S
0510
0575
0SOO
Рис. 5. Переходы штамповки диска
Поковки II группы. При-
Пример 1. Штамповку диска [эскиз 1
(группа II), табл. 1 ] производят
в трехсекционном штампе на гидра-
гидравлическом штамповочном прессе. На
рис. 5 показаны переходы штамповки.
Расчеты секционной штамповки дисков
даны в гл. 2.
Нагретую заготовку подают в
штамп (рис. 6, а—г) с цельной матри-
матрицей и секционным пуансоном, состоя-
состоящим из трех концентричных секций,
причем центральная и средняя секции
подвижны и регулируются по высоте
специальными регулировочными коль-
кольцами, которые в нижней части имеют
выступы, соответствующие пазам верх-
верхней части секции. Возможны два по-
положения секций — верхнее, когда
зубья регулирующих колец находятся
в пазах секций, и нижнее, когда регу-
регулирующие кольца повернуты на ши-
ширину паза и выступы - колец, нахо-
находятся против выступа секций. Регу-
Регулировку положений секций осуще-
осуществляют независимо друг от друга.
В начальной стадии штамповки
(рис. 6, а) выступы колец располо-
расположены в пазах секций; проводят пред-
предварительную формовку диска. При
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИ* ПРЕССАХ
217
а)
IV переход
Рис. 6. Схемы штамповки диска в штампе
с секционным пуансоном:
1 *г- регулировочные кольца
ходе траверсы пресса вверх централь-
центральная и средняя секции опускаются
на толщину регулировочного кольца,
благодаря чему фиксируется поворо-
поворотом регулировочного кольца нижнее
положение одной секции или обеих
секций. Затем регулировочное кольцо
поворачивается и осуществляется об-
обжим центральной части заготовки
(рис. 6, б). С помощью второго ре-
регулировочного кольца обжимают сред-
среднюю часть заготовки (рис. 6, в),
после чего оба кольца поворачивают
так, чтобы их зубья находились над
пазами секций (рнс. 6, г), и осуще-
осуществляют калибровку поковки.
Пример 2, Штамповку поковки сту-
ступицы [см. эскиз 3 (группа II), табл. 1]
проводят на двух гидравлических прес-
прессах с промежуточным нагревом. Пере-
Перекоды штамповки показаны на рис. 7,
Рис. 7. Переходы штамповки ступицы!
а — заготовка; б — высадка конуса}
в — высадка утолщения; г — выдавли*
ванне отверстия
а—г. Нагретую заготовку подают в ма-
матрицу штампа (рис. 8, а) и надевают
иа матрицу направляющее кольцо.
Выполняют первый переход — вы-
высадку конца заготовки. После этого
пуансон 7 снимают, а пуансоном 6
а) о)
Рис, 8. Схемы штампов для получения ступицы:
а — штамп для первой операции штамповки ступицы! / — нижняя часть матрицы; S —«
матрица; 3 — направляющее кольцо; 4 — дно; В — выталкиватель; 6 — пуансон второй
эысадкн; 7 — пуансон первой высадки; б — штамп для второй операции штамповки
ступицы: / •- подставка; 2 — нижняя часть штампа; 3 — верхняя часть штампа; 4 —'•
прошивной пуансон; S — матрица для пробивки; в — кольцо; 7 =~ пуансон для про»
бивки
218
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
Рис. 9. Схема секционной штамповки крупных коленчатых валов методом гибки с вы-
высадкой:
о — укладка заготовки в штамп; б — высадка фланца: / — клин; 2 — ползушка; в г-
перемещение заготовки: / — нажимной пуансон; г — высадка первого колена; д — пере»
мещение заготовки; е—э — высадка остальных колен
проводят второй переход — высадку
утолщения. Затем заготовку подогре-
подогревают, подают на второй пресс н укла-
укладывают ее в нижнюю часть штампа
(рнс. 8, б), накрывают верхней частью
и формообразуют полость пуансоном 4.
После этого верхнюю часть штампа
снимают, вынимают заготовку н уста-
устанавливают в матрице с кольцом, где
пробивают отверстие пуансоном 7.
Пример 1. Штамповку крупных ко-
коленчатых валов осуществляют в раз-
раздвижных штампах. Прн ходе траверсы
пресса вниз предварительно подго-
подготовленная заготовка (полученная ков-
ковкой) зажимается в ручьях штампа
(рнс. 9, а). Затем с помощью клиновых
устройств две половины штампа сбли-
сближаются и происходит высадка фланца
подвижными ползушками (рнс. 9, б),
после чего заготовка передвигается
на длину колена (рнс. 9, в) н с помощью
нажимного пуансона при сближении
ползушек проводится высадка и гибка
первого колена (рнс. 9, г), Аналогич-
Аналогичным образом проводят штамповку
остальных колен (рнс. 9, д—з). Расчет
технологического процесса штамповки
коленчатых валов этим методом см.
в гл. 2.
Поковкн IV группы. При-
Пример 1. Штамповку поковки типа втул-
кн трехлопастного авнацнонного вннта
[эскиз 1 (группа IV), табл. 1 ] про-
проводят на гидравлическом прессе в за-
закрытом разъемном штампе (рнс. 10).
В корпус / штампа устанавливают
нижнюю часть матрицы 2. В выемки
матрицы свободно закладывают трн
боковых пуансона 3, которые закреп-
закрепляют верхней частью матрицы 4, прн-
жнмнон плитой 5 и двумя клиньями 6.
Таким образом создается закрытая
полость штампа. Деформирующий пу-
пуансон 9 перемещается в отверстии
верхней части матрицы. Он закреплен
в державке 8, вставленной в хвосто-
внк 7.
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
219
Нагретую и предварительно подго-
подготовленную ковкой заготовку в форме
усеченного конуса (на рнс. 11 пока-
показана пунктиром) укладывают в ма-
матрицу поверхностью с меньшим диа-
диаметром. Под действием пуансона ме-
металл деформируется, заполняя фигур-
фигурную полость штампа. После этого
проводят разъем штампа н удаление
поковкн, для чего выбивают клинья,
поднимают при обратном ходе пресса
прижимную плиту с верхней частью
матрицы. Специальной выколоткой или
рычагом отделяют поковку вместе с на-
наметками н удаляют нз поковки боко-
боковые пуансоны. Штамповку таких вту-
втулок целесообразнее проводить на спе-
специальных гидравлических штамповоч-
штамповочных прессах, имеющих вертикальные
и горизонтальные цилиндры. При
штамповке на таких прессах нет не-
необходимости в подготовке заготовки,
поэтому производительность значи-
значительно выше.
Пример 2. Штамповку поковок типа
авиационных цилиндров [см. эскиз 2
(группа 1У), табл. 1] проводят на
специальном гидравлическом прессе,
имеющем два горизонтальных и два
вертикальных цилиндра. Штамповку
проводят из предварительно подго-
подготовленной ковкой заготовки. Верти-
Вертикальным цилиндром пресса проводят
обжатие центральной части заготовки
и формообразование выступа (рнс. 11,
а), а затем под действием горизонталь-
горизонтальных цилиндров производят формо-
формообразование двух полостей одновре-
одновременно (рис. 11, б).
Особенности конструкций штампов,
их основные узлы, детали и материалы.
Прн проектировании штампов н ра-
рабочего инструмента надо учитывать
Рис. 10. Штамп для поковки втулки авиа*
винта
особенности процессов деформирова-
деформирования на гидравлических прессах и тя-
тяжелые условия работы инструмента.
Штампы гидравлических прессов
подразделяют: по методу штамповки —
на открытые н закрытые; по числу
Рис, 11> Переходы при изготовлении цилиндра
220
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
Рис. 12. Схема штампа для вы-
выдавливания
поверхностей разъема — одной, двумя
или несколькими поверхностями разъ-
разъема; по монтажному признаку — на
блочные и сборные; по назначению
и конструкции — для выдавливания,
вытяжки, двухручьевые, комбиниро-
комбинированные и т. п.
' Монтажными узлами сборных штам-
штампов гидравлических прессов являются
верхняя и нижняя плиты, корпус
штампа, детали крепления; направ-
направляющими — прижимные и центриру-
центрирующие кольца и колонки со втулками}
удаляющими — выталкиватели, съем-
съемники; деформирующими — пуансоны,
матрицы, роликовые матрицы.
В штампах необходимо предусма-
предусматривать водяное охлаждение и смазку
пуансонов и матриц. Крупные детали
штампов делают пустотелыми. Для
повышения их прочности приваривают
ребра жесткости.
На рис, 12 показан штамп для вы-
давливания цилиндрического стакана.
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
221
Штамп состоит из верхней / и ниж-
нижней 2 плит, пуансона 3 с быстросмен-
быстросменной головкой и внутренним охлажде-
охлаждением, матрицы 4 с внутренним охла-
охлаждением, центрирующего бандажа 5,
который служит направляющей для
пуансона и автоматически закрепляет-
закрепляется при рабочем ходе посредством кли-
клинового устройства 6. Штамп снабжен
выталкивателем 7, а также устрой-
устройством 8 для нанесения на поверхность
пуансона и матрицы смазочно-охла-
ждающей жидкости. Заготовку уста-
устанавливают в матрицу, центрирующий
бандаж опускается на коническую
часть матрицы и запирается клиновым
устройством, что позволяет получить
хорошее направление пуансона по ма-
матрице. После рабочего хода пуансона
верхняя плита вместе с центрирующим
бандажом поднимается вверх, заго-
заготовка удаляется из матрицы выталки-
выталкивателем. В штампах такой конструк-
конструкции получают пустотелые поковки
с разностенностью, не превышающей
1—2 мм. Стойкость рабочего инстру-
инструмента значительно повышается бла-
благодаря внутреннему и наружному ох-
охлаждению.
Исполнительные размеры рабочего
инструмента штампов для вытяжки
с утонением определяют по зависи-
зависимостям:
d(l+at)
и = - , „, t-Ait А2,
/7 = i
l + i
где D и Н — соответственно диаметры
и длины вытяжного пуансона; d —
номинальный диаметр полости по-
Ковки с учетом V4 положительного
допуска; а — коэффициент линейного
расширения стали; t — температура
поковки в конце вытяжки; tt — тем-
температура нагрева вытяжного пуансона
B00 °С); К\ — коэффициент, учиты-
учитывающий овальность и усадку при
бхлаждении (К\ « 0,4 мм); К2 — коэф-
коэффициент, учитывающий абсолютный
допуск на изготовление пуансона; h —
Длина соответствующей части поковки.
Радиусы закруглений пуансона
должны соответствовать радиусам за-
закругления поковки. Диаметр калибру-
калибрующей части пуансона выдавливания
равен соответствующему диаметру вы-
вытяжного пуансона с добавлением 1—
3,5 мм в зависимости от размера по-
поковки. Диаметр цилиндрической части
Пуансона выдавливания на I—2 мм
больше диаметра вытяжного пуан-
пуансона. Остальные размеры поковки
пуансона для выдавливания соответ-
соответствуют пуансону для вытяжки.
Угол захода кольца для вытяжки
принимают 12—15°, высоту кольца —
50—100 мм, высоту калибрующего
пояска — 5—10 мм.
Определение деформирующих сил
штамповки. Для определения удель-
удельных сил деформирования при обрат-
обратном выдавливании (прошивке) исполь-
используют формулу
V-
А- + з
+¦
EL
p4
• + 0,82,
+ 3
где цх — коэффициент трения на боко»
вой поверхности матрицы; можно при-
нять цх = 0,1; р= I/ —, ' „
r v У 1 + 2uR i
R — отношение радиуса матрицы к ра-
радиусу пуансона.
Давление на боковую стенку матри-
матрицы, используемое при- расчете ин-
инструмента на прочность, следует опре-
делять по формуле
222
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
• + з
+ ¦
Обозначения в формуле те же, что
и в формуле для определения удель-
удельной силы.
Вытяжка с утонением стенки. На-
Напряжение по оси симметрии в попе-
поперечном сечении стенки вытянутого
стакана
•—
где сгв — временное сопротивление раз-
разрыву (напряжение текучести в усло-
условиях горячей деформации); s0 и Sj —
первоначальная и конечная толщина
стенки стакана; а — угол наклона
образующей в вытяжной матрице; fxi
и ц-2 — коэффициенты трения соответ-
соответственно между заготовкой и матрицей,
заготовкой и пуансоном.
Приравняв а2 к ав, можно найти
предельное значение отношения
(—)
\ Si /
пр
41^—lnir
пр
л.
So
Для определения
«1 /пр
й
удобнее
1 р
построить кривые для левой и правой
частей приведенного выражения; пе-
пересечение этих кривых соответствует
предельному формоизменению. При вы-
вытяжке через две и более матриц пре-
предельное формоизменение больше по
сравнению с предельным формоизме-
формоизменением при вытяжке через одну ма-
матрицу.
Деформирующее усилие вытяжки
= Oe Л L;
где ау — давление по поверхности
контакта пуансона и заготовки; ад =
0 г"'""^")' dn —Диаметр
пуансона.
Штамповка в закрытых штампах.
При штамповке в закрытых штампах
для процессов выдавливания и осадки
с вытеснением металла в торцовую
щель расчет удельной силы деформи-
деформирования проводят _ по формуле
А. 3. Журавлева:
TJ
ДЛЯ ВЫСОКИХ ПОКОВОК При -jy > 1
-12-^.-2,22;
Н
для низких поковок при -jr- sg; 0,2
_4,54-+ 1,92 — + "^--1.5.
В формулах тк — удельная сила
треиия по поверхности контакта; тк «*
» (Аа3; 1а — длина торцового заусен*
ШТАМПОВКА НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
223
l/d
2,25-
Z
1
\ \
\ \
\ \
\ \
\ \
\ \
W
\ \
\ \о
\ N
\ 0,6
\d/D=O,2 \S/%&'
ч^ \\/?&%У\
Ж \
\\
\\
\\
\ \
\\
\(\
\\
\|\
ч. \
N^ N
\^ \^
1,0 ^х
8 S?s&
N. \
N >
\\
\ \
\ \
\\1
\\
\N
и
5,1 ¦*¦
f
\
\
\
\
\
\
\
Ч,
\
\
\
\
ч
\
\
S
\
\
\
\
\
ч,
ч
\
ч
\
\
\
ч
N
Ч
ч
ч
ч
ч
ч
ч
ji*e,?5
10
8,63
Кпюч
1 1,5 I L/B
Стадия истечения
1,3 г з ч s 7 ю го зо чо % i/rf
Стадия запалнения
Рис. 13. Номограмма для определения удельных усилий бокового выдавливания
ца; К — пластическая постоянная; б — деления удельных снл деформирова-
толщина торцового заусенца; D — ния, отнесенных к напряжению теку-
наибольший диаметр поковки н ручья; чести при боковом выдавливании, ис-
Н — высота поковки. пользуют номограмму, приведенную
Боковое выдавливание. Для опре- на рис. 13.
Глава
6
ШТАМПОВКА
НА ВИНТОВЫХ
ПРЕССАХ
Винтовые фрикционные и дугостатор-
ные прессы изготовляют с номинальным
усилием 0,4—16 МН и кинетической
энергией движущихся частей 0,8—
320 кДж, а гидровинтовые прессы —
с номинальным усилием более 16 МН.
Основные параметры винтовых прес-
прессов даны в табл. 20, т. 1.
Скорость ползуна винтовых прессов
(фрикционных, дугостаторных и ги-
гидравлических) в момент удара состав-
составляет 1—3 м/с, что выгодно отличает
их от паровоздушных молотов и ги-
гидравлических прессов. Такая скорость
в момент удара позволяет существенно
уменьшить (по сравнению с паровоз-
паровоздушными молотами) динамические на-
нагрузки на фундамент и продолжи-
продолжительность контакта горячей заготовки
со штампом. Эта особенность винто-
винтовых прессов предопределила их исполь-
использование для штамповки поковок из
труднодеформируемых и малопластич-
малопластичных сталей и сплавов.
Технико-экономические особенности
винтовых прессов:
возможность штамповки поковок в
открытых и закрытых штампах;
возможность штамповки точных по-
поковок;
наличие выталкивателей для удале-
удаления поковок из полости штампа, что
позволяет уменьшить штамповочные
уклоны (по сравнению со штамповкой
на молотах).
1. ОСНОВНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ
И КЛАССИФИКАЦИЯ ПОКОВОК
Наиболее широко применяют тех-
технологические операции: осадку и вы-
Садку; выдавливание (прямое, обрат-
обратное, боковое и радиальное); гибку!
правку и калибровку.
Комбинации этих технологических
операций позволяют штамповать в от-
открытых и закрытых штампах самые
разнообразные по форме поковки из
черных и цветных металлов и их спла-
сплавов. В табл. 1 и 2 приведена классифи-
1. Поковки, изготовляемые в открытых штампах
Поковки
Круглые в плане
С прямой осью удли-
удлиненные в плане
Эскиз
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ
225
Продолжение табл. 1.
Поковки
Эскиз
С изогнутой осью
удлиненные в плане
С отростками и раз-
развилинами или произ-
произвольной формы
2. Поковки, изготовлиемые высадкой и выдавливанием в закрытых штампах
с неразъемной и разъемной матрицами
Поковки
Эскиз
Стержневые с фланцами или
буртами
С глухими или сквозными по-
полостями
I
С боковыми отростками
8 П/р Е. И. Семенова
226
ШТАМПОВКА НА ВИНТОВЫХ ПРЕССАХ
Продолжение табл. 2
Поковки
Сложной формы
Эскиз
кация поковок, штампуемых на винто-
винтовых прессах в открытых и закрытых
штампах.
Заготовками для поковок, штампуе-
штампуемых на винтовых прессах, являются
прокат и поковки, изготовляемые на
молотах или на ковочных вальцах.
При правке и калибровке в качестве
'заготовок используют поковки деталей.
2. ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ШТАМПОВКИ
На винтовых прессах возможна
штамповка поковок из жаропрочных,
титановых, медных и алюминиевых
сплавов, углеродистых и легирован-
легированных конструкционных сталей. Наи-
Наиболее целесообразна одноударная
штамповка в одноручьевых штампах,
однако возможна многоударная штам-
штамповка в открытых штампах, а также
штамповка в двухручьевых штампах.
Штамповка поковок в открытых
штампах. Размеры заготовок и пере-
переходы для штамповки поковок в откры-
открытых штампах следует определять по
методике, разработанной для поковок,
штампуемых на молотах (гл. III)
с учетом особенностей винтовых прес-
прессов.
Последовательность разработки тех-
технологического процесса состоит в по-
построении расчетной заготовки и эпюры
сечений с учетом многоштучной штам-
штамповки (если ее применяют) и опреде-
определении числа переходов по соотноше-
соотношению размеров элементов эпюры. Если
в технологическом процессе необхо-
необходимы операции протяжки и подкатки,
то используют ковочные вальцы, по-
поскольку винтовые прессы, как и
КГШП, не пригодны для выполнения
таких операций.
Плоскость разъема штампов выби-
выбирают по аналогии с молотовыми штам-
штампами согласно рекомендациям, при-
приведенным в гл. 3.
Штамповочные уклоны приведены
в табл. 3; радиусы закруглений —
в табл. 4.
Чтобы избежать образования на по-
поковке зажимов, при выборе радиусов
закруглений необходимо принять сле-
следующий больший размер гг. Если
3. Штамповочные уклоны и, ...
ь
До 1,5
Св. 1,5
ш
1
J
-с:
Ш
1
Штамп
без вытал
кивателя
5/7
7/10
с выталки-
* вателем
со со
Примечание. В числи-
числителе — уклоны внешних по-
поверхностей поковок, в знамена-
знаменателе — внутренних.
ПРОЕКТИРОВАНИЕ ПРОЦЕССОВ ШТАМПОВКИ
227
4. Радиусы закруглений
г г
h* мм
До 5
Св. 5 до Ю
» 10 » 16
» 16 » 25
|
1
г
2,5
5,0
6,0
7,0
г,
V77X X
1,5—3,0
г*
1,5
3,0
4,0
5,0
элемент поковки с радиусом закруг-
закругления ri в дальнейшем будет обраба-
обрабатываться резанием, то ограничиваю-
ограничивающим условием при выборе гх является
сохранение на кромке необходимого
припуска; если элемент поковки в даль-
дальнейшем не» будет подвергаться обра-
обработке резанием, то радиус закругле-
закругления г увеличивают до получения плав-
плавного сопряжения. Размеры глухих
полостей и полостей под прошивку
выбирают по табл, 5.
Облойные канавки конструируют
согласно рекомендациям, приведенным
в гл. III. Толщина облоя при штам-
штамповке на винтовых прессах
h0 == 0,02 J/"F^
где Fa — площадь проекции поковки
в плане (мм2) должна быть .несколько
большей, чем площадь проекции мо-
молотовой поковки.
Объем заготовки F3r для штамповки
в открытых штампах определяют с уче-
учетом объемов: поковки, отхода металла
на облой и угар. Длина исходной за-
заготовки
где S3r — площадь поперечного сече-
сечения заготовки.
При штамповке поковок в открытых
штампах широко применяют универ-
универсальные переналаживаемые штампы
(рис. 1).
Штамп содержит верхнюю 4 и ниж-
нижнюю 1 плиты. Вставки штампа уста-
устанавливают в гнезда верхней и нижней
плит и крепят винтами 8. Матрице-
держатели 2 и 3 используют для
крепления вставок и в качестве огра-
ограничителей хода ползуна. Направля-
5. Размеры глухих полостей и полостей под пробивку
Полость
Эскиз
Условия
применения
Размеры, мм
Глухая
D = 12-*-
j-30 мм
S>
> 0,8 УЗ
d= D —
— 2(Я —
- S/2) tg p
г = d/2tg X
X (л/4—Р/2)
Со ско-
скосом (под
про-
пробив ку)
О > 30 мм
S= я V~D
Я<25;
я =0,7
Я>25;
я= 0,8
228
ШТАМПОВКА НА ВИНТОВЫХ ПРЕССАХ
Рис. 1. Универсальный переналаживаемый блок штампа для штамповки в закрытых
Штампах (может быть использован для открытых штампов)
ющий узел скольжения штампа со-
состоит из цилиндрической направляю-
направляющей колонки 7 и втулки 6.
При штамповке поковок с удлинен-
удлиненной осью в открытых штампах, чтобы
исключить проворот вставок, исполь-
используют вставки с замками. В гнезда
блока вставки устанавливают на зака-
закаленную подкладную плитку 5 и упор 9.
Такая конструкция позволяет предо-
предохранить штамповые плиты от износа.
Поковки из полости штампа удаляют
с помощью выталкивателя 10, при-
приводимого в действие выталкивающим
механизмом пресса.
На рис. 2, а показан универсальный
переналаживаемый блок штампа с од-
одним штамповочным ручьем для штам-
штамповки поковок с удлиненной осью на
винтовых прессах 2,5—6,3 МН B50—
630 тс). Блок штампа состоит из ниж-
нижней / и верхней 2 плит, направляющих
колонок 8, сменных вставок 3 штампа,
которые крепят призматическими
клиньями 7. Вставки фиксируют приз-
призматическими шпонками 4. Их уста-
устанавливают на закаленные подкладные
плитки 5. Соударение штампов проис-
происходит по зеркалу вставок, которые на
60—80 мм более закрытой высоты
штампа. Нижнюю часть штампа кре-
крепят прихватами, для чего предусмо-
предусмотрены боковые полки; верхнюю
часть — хвостовиком штампа 6.
Габаритные размеры блока штампа
приведены в табл. 6; размеры вставок
штампа (рис. 2, б) — в табл. 7.
Для штамповки круглых в плане
поковок и высадки головок стержне-
стержневых заготовок типа болтов на фрикци-
фрикционных или дугостаторных прессах
усилием 0,40—2,5 МН применяют уни-
универсальные переналаживаемые блоки
штампов, показанные на рис. 3 и 4, а.
ПРОЕКТИРОВАНИЕ ПРОЦЕССОВ ШТАМПОВКИ
229
Вид без SepxmS плиты и ктаШ
Рис. 2. Универсальный переналаживаемый блок штампа с одним штамповочным ручьем
(а) для штамповки поковок с удлиненной осью и сменная вставка штампа (о).
Допуск параллельности осей колонок — 0,02 мм иа 100 мм длины; допуск перпендикуляра
кости осей колонок к плоскости К •« 0,02 мм на 100 мм длины
6. Габаритные размеры (мм)
универсальных переналаживаемых
блоков штампов (см. рис. 2, а)
Усилие
пресса,
МН
2,5
4,0
6,3
В
500
630
710
L
500
560
630
Я
344
410
430
КР
424
770
1081
Конструкции этих штампов отличаются
способом крепления нижних вставок,
а также отсутствием направляющих
колонок с втулками. Части штампа
центрируются g помощью конусов верх-
верхней и нижней вставок.
Блок штампа (см. рис, 3) содержит
нижнюю 1 и верхнюю 3 плиты, ком-
комплект сменных вставок 2, устанавли-
устанавливаемых в гнезда нижней и верхней
плит на подкладные закаленные плит-
плитки 4. Вставки крепят клиньями 6,
230
ШТАМПОВКА НА ВИНТОВЫХ ПРЕССАХ
7. Размеры (мм) вставок
универсальных переналаживаемых
блоков штампов (см. рнс. 2, б)
Усилие
пресса» МН
2,5
4,0
6,3
Р
160
200
250
L
280
320
Н
80
90
100
ft
50
40
Bi
147,7
185,2
235,2
Масса, кг
21,0
34,4
60,3
Рис. 3. Универсальный переналажива-
переналаживаемый блок штампа с комплектом сменных
вставок
8. Размеры (мм) блоков штампов
(см. рис. 4, а)
Усилие
пресса,
МН
0,40
0,63
1,00
1,60
2,50
в
280
320
360
400
450
ь
320
360
400
450
н
325
335
387
422
462
Масса,
кг
104
137
186
225
341
Верхняя плнта крепится к ползуну
хвостовиком 5, нижняя — к подштам-
повой плите пресса прихватами.3
Блок штампа (см. рис. 4, а) содержит
нижнюю 1 и верхнюю 6 плиты. Верх-
Верхняя плита крепится к ползуну пресса
хвостовиком 7, центрирующим штамп
относительно ползуна пресса. Ком-
Комплект вставок, состоящий из нижней 3
высокой матрицы и пуансона 5, уста-
устанавливают между плитами. Пуансои
крепят в гнезде верхней плиты призма-
призматическим клином 8, а матрицу уста-
устанавливают на подкладной закаленной
плитке 2 и крепят полукольцами 4,
помещенными в обойму с четырьмя
болтами 9.
В средней части матрицы сделана
проточка диаметром ?J (рис. 4, б)
и высотой hi, используемая при креп-
креплении и фиксации матрицы в обойме.
Угол конуса 3° необходим для на-
направления верхней вставки пуансона
при штамповке. В размерах вставок
учтена возможность восстановления и
ремонта их в процессе эксплуатации.
Нижняя плита крепится прихватами.
Размеры блока штампа приведены
в табл. 8; размеры вставок — в табл. 9.
Штамповка поковок в закрытых
штампах высадкой и выдавливанием.
На чертеже поковку изображают в том
положении, какое она занимает в
штампе. Плоскость разъема штампов,
как правило, горизонтальна и соот-
соответствует наибольшему периметру по-
поковки. Если в конструкции штампа
предусмотрены разъемные матрицы, то
кроме горизонтальной плоскости разъ-
разъема необходима и вертикальная пло-
плоскость разъема для удаления поковки
из штампа.
ПРОЕКТИРОВАНИЕ ПРОЦЕССОВ ШТАМПОВКИ
231
j
4
1
D
Л
¦Г
J
V
1
J
Рис. 4, Универсальный перепала*
жнваемый блок штампов (а) с вы-
высокой матрицей (S) для штам-
штамповки круглых в плане поковок
На поковках, штампуемых в закры-
закрытых штампах с выталкивателями,
штамповочные уклоны ие предусма-
предусматривают. В некоторых случаях уклоны
могут быть назначены в пределах до
2° (табл. 10).
Наружные и внутренние радиусы
закруглений выбирают по табл. 4;
для поковок с боковыми отростками
или буртами—по табл. 11. Размеры
иаметок под прошивку и глухих поло-
полостей определяют по формулам табл. 5,
9. Размеры (мм) вставок блоков
штампов (см. рис. 4, б)
Усилие
пресса, МН
0,40
0,63
1,00
1,60
2,50
О
125
140
160
180
200
D,
Точность
размеров
по 10-му
квали-
тету
123
138
157
176
196
115
130
150
170
190
н
125
160
200
ft
50
66
84
fti
25
28
32
Масса, кг
11,6
14,6
24,4
49,6
Припуски иа обработку резанием и
допуски иа штампованные поковки
выбирают по ГОСТ 7505—74 (см.
гл. 1). При этом положительные до-
допуски на размеры по высоте следует
увеличить в 1,5—2,0 раза. Припуски
и допуски на стержневые элементы
поковок, штампуемых выдавливаниемг
выбирают в зависимости от типа
производства и способа последующей
10. Штамповочные уклоны для
поковок, штампуемых в закрытых
штампах
fc/6
До 1,0
Св. 1,0 до 2,5
» 2,5 » 4,0
при цель-
jiofl
матрвце
1/3
2/5
3/7
а° при
разъем-
разъемной
матрице
232
ШТАМПОВКА НА ВИНТОВЫХ ПРЕССАХ
11. Радиусы закруглений (мм)
для поковок с отростками
ft, мм
До 3
Св. 3 до 5
» 5 » 10
» 10 » 15
2,5
4,0
5,0
8,0
1,5
2,5
4,0
5,0
1,0
1,0
1,5
1,5
12. Припуски (мм) и допуски (%)
по диаметру и длине стержня поковки
Обра-
Обработка
резанием
Лезвий-
Лезвийная
Абра-
Абразивная
(шлифо-
(шлифование)
Диаметр
стержня
при-
припуск
2—4
0,5—1
допуск
3—5
0,5—1
Длина
стержня
при-
припуск
1—3
до-
допуск
2—10
обработки (табл. 12). В этом случае
припуски и допуски на утолщенную
часть устанавливают так же, как и
на элементы, штампуемые на прессах,
а на стержни — как на поковки,
штампуемые выдавливанием.
Объем заготовки для штамповки
В закрытых штампах должен на 2—5 %
больше объема поковки, т. е. V3r =
= A,02 -ь 1,05) Va.
При штамповке стержневых поко-
поковок выбирают заготовку, диаметр ко-
которой равен диаметру стержня по-
поковки. В зависимости от технических
условий для выдавливания стержне-
стержневых поковок используют калиброван-
калиброванный прокат или прокат повышенной
точности. Основными техническими
операциями при штамповке таких по-
поковок являются высадка или прямое
выдавливание. Длина высаживаемой
части заготовки
/в = VB/S3r,
где VB — объем высаженной части
заготовки.
В зависимости от lB/d определяют
число переходов и формоизменение на
каждом переходе. На винтовых прес-
прессах штампуют поковки, для изготов-
изготовления которых потребуется не более
двух переходов.
При высадке поковок типа стержня
на стержне выполняют два различных
уклона — на части стержня, примы-
примыкающей к фланцу или бурту, на длине
@,15-ь0,20) d — 2—3°; на остальной
части стержня не более 30'.
Штамповку поковок с глухими или
со сквозными полостями осуществляют
обратным выдавливанием. Для удоб-
удобного выталкивания поковки матрицы
изготовляют с конусными полостями.
Конусность полости не превышает 20
На рис. 5 показан универсальный
переналаживаемый блок штампа с осе-
осевым расположением направляющих уз-
узлов для высадки головок болтов и дру-
других стержневых поковок.
Блок штампа содержит верхнюю 1
и нижнюю 7 плиты. Нижняя плита
крепится прихватами на столе пресса;
верхняя — с помощью хвостовика. Со-
Соосность верхней и нижней частей блока
обеспечивается направляющими колон-
колонками 2 и втулками 3.
В пуансоиодержателе 4 с помощью
гайки 5 на подкладной закаленной
плитке крепится верхняя вставка 12
штампа. На нижней плите в обойме 6
размещена нижняя вставка // штампа,
В зависимости от длины заготовки
выталкиватель 9 с помощью резьбовой
пробки 10 перемещается в корпусе 8
и устанавливается на нужный размер,.
Штамповку поковок крестовин кар-
карданных валов, корпусов газосвароч-
газосварочной аппаратуры и других подобных
поковок проводят в блоках штампов
с разъемными матрицами, которые
в процессе штамповки раскрываются
по плоскости разъема на 0,2—-0,5 мм.
Поэтому при проектировании штампов
для точных поковок в размеры по-
ПРОЕКТИРОВАНИЕ ПРОЦЕССОВ ШТАМПОВКИ
233
Верхняя часть штампа состоит из
пуансона 3, пуансонодержателя 2 и
верхней плиты 1; направляющий узел
скольжения из втулок 20, закреплен-
закрепленных в верхней плите, и колонок 19,
установленных в нижней плите 8
штампа.
*¦ В исходном положении ползун с
5 верхней частью штампа находится
s в крайнем верхнем положении, а
7 сомкнутые разъемные матрицы — в
крайнем нижнем положении; заготовка
установлена в полости разъемных ма-
матриц.
При движении ползуна пуансон
опускается и деформирует заготовку.
Полость матрицы заполняется метал-
Рнс. 5. Универсальный переналажива»
емый блок штампов с осевым расположен
ннем направляющих узлов
лости штампа вводят соответствующую
поправку.
При проектировании блоков штам-
штампов с разъемными матрицами необ-
необходимо предусмотреть возможность
использования пневматических (рис. 6)
или гидравлических устройств, кли-
клиновых или рычажных систем для рас-
раскрытия и закрытия матриц, а также
выталкивания поковки.
Блок штампа содержит верхнюю и
нижнюю части и цилиндрический на-
направляющий узел скольжения.
Нижняя часть штампа состоит из
корпуса 6 с конической внутренней
поверхностью, установленного на пли-
плите 8, разъемных матриц 4 и 17, пневма-
пневматического цилиндра 13, закрепляемого
под столом пресса шпильками 12
с регулируемыми втулками 10 (крыш-
(крышки цилиндра соединены шпильками 14),
полой трубы 9 с наклонной площад-
площадкой 15 (труба прикрепляется к што-
штоку 11), иасадки 16, клиньев 18 и
толкателя 7, скользящего по вкла-
вкладышу 5,
Рис. 6, Блок штампа с разъемными ма-
матрицами и пневматическим устройством
для раскрытия н закрытия матриц с вы*
талкнвателямн поковок
234
ШТАМПОВКА НА ВИНТОВЫХ ПРЕССАХ
лом. Происходит оформление поковки,
¦ При ходе ползуна вверх шток пнев-
пневматического цилиндра толкает разъем-
разъемные матрицы вверх. Матрицы при
подъеме размыкаются, а толкатель
выталкивает поковку из полости. По-
Поковка падает через трубу на наклонную
площадку и затем в ящик для поковок.
Шток пневматического цилиндра опу-
опускается, матрицы смыкаются. Штамп
занимает исходное положение.
В штампах такой конструкции (как
и в ранее рассмотренных штампах)
необходимо предусмотреть ограничи-
ограничитель хода. При его отсутствии избы-
избыток накопленной подвижными частями
пресса эффективной (кинетической)
энергии расходуется на упругую де-
деформацию, в первую очередь, пуан-
пуансона. Поэтому пуансон быстро выходит
из строя.
Материал пуансонов, матриц и дру-
других рабочих деталей блоков штампов
должен удовлетворять требованиям на-
надежной работы в условиях горячей
штамповки при приложении удельных
нагрузок 500—1000 МПа. Для штам-
штампов рекомендуются стали: 5ХНМ,
5ХНВ, ЗХ2В8, 4ХЗВМФ, 2Х8В8М2К8,
40ХСМФ и 40ХСМНФ. Выталкива-
Выталкиватель обычно изготовляют из стали
У7А и подвергают термообработке,
обеспечивающей твердость HRC
35—40.
Деформирующие усилия определяют
по формулам, приведенным в гл. 5.
При этом необходимо учитывать ско-
скоростной коэффициент. Ориентировочно
усилие, необходимое для штамповки
на винтовых прессах,
Р = а B + 0, IFU V~F~/Va) oBFa,
где а равно: 3 при штамповке в за-
закрытых штампах без значительного
выдавливания металла, 4 при штам-
штамповке в открытых штампах, 5 при
штамповке выдавливанием в закрытых
штампах; Fn — плодцадь проекции по-
поковки; Vn — объем поковки; ав —
временное сопротивление на разрыв
при температуре штамповки,
7
Глава I ШТАМПОВКА
НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ
МАШИНАХ
J. КЛАССИФИКАЦИЯ ПОКОВОК
Поковки, изготовляемые на ГКМ,
в зависимости от их формы и техноло-
технологических особенностей штамповки мож-
можно подразделить на шесть групп
(табл. 1).
2. КЛАССИФИКАЦИЯ РУЧЬЕВ
ШТАМПОВ ГКМ
Классификация ручьев штампов
ГКМ приведена на рис. 1. В ней учтены
возможности ГКМ при выполнении
отдельных технологических операций.
Названия ручьев соответствуют их
основному технологическому назна-
назначению. В классификации не рассмо-
рассмотрены все комбинации формоизменя-
формоизменяющих операций, которые могут быть
выполнены в одном ручье штампа.
Например, высадка в наборном ручье
или штамповка в формовочном могут
сочетаться с операциями пережима,
частичной или окончательной отрезки
поковки от прутка, хотя пережим
и отрезка могут осуществляться и
в отдельных пережимном и отрезном
ручьях. В зависимости от технологи-
технологического назначения различают части
ручьев: зажимные, пережимные, подъ-
подъемные, наборные, формовочные, про-
пробивные, обрезные и отрезные. Обычно
эти части ручьев предусматривают
в отдельных матричных вставках.
3. ШТАМП OBOE ПРОСТРАНСТВО
И-БЛОКИ ШТАМПОВ
Основные характеристики ГКМ с
вертикальным разъемом матриц долж-
должны соответствовать ГОСТ 7023—70.
Схема крепления блоков штампов ГКМ
показана на рис. 2.
При подъеме клина / (рис. 3) с по-
помощью болта 2 пуансонодержатель
перемещается по направлению к ма-
матрицам, причем длина штампового
пространства уменьшается. При наи-
наиболее низком положении клнна длина
Lj штампового пространства наиболь-
наибольшая. Чтобы иметь возможность уве-
увеличивать или уменьшать длину штам-
штампового пространства при наладке
штампов, расчетная закрытая длина
Ар (см. рис. 2) должна быть на 2—
4 мм меньше максимально возможного
значения Lj (см. рис. 3). С учетом
этого соотношения размеров опреде-
определяют расстояние 1г (см. рис. 2) между
передним торцом пуансонодержателя
и опорной поверхностью матриц. На
рис. 4 и 5 показаны различные спо-
способы крепления пуансонов в пуансо-
нодержателе.
Так как длина пуансонодержателя
V = L — m известна (см. рис. 2), то
I а / '
1г — Р
A)
По значению lz определяют длины
блоков матриц и пуансонов. Выступ
толщиной т (см. рнс. 4) используют
для устранения вращения пуансонов
во время работы.
Регулировку закрытой ширины
штампового пространства (см, рис. 2)
осуществляют за счет прокладок из
листовой стали. Рекомендуется при-
применять не более двух прокладок для
каждого блока матриц.
По размерам штампового простран-
пространства устанавливают габаритные раз-
размеры штампов и, следовательно, выяв-
выявляют возможность размещения нуж-
нужного числа ручьев для штамповки по-
поковок заданного размера.
Рабочий ход, являющийся частью
прямого хода главного ползуна, опре-
определяет максимальное расстояние, на
котором можно осуществить дефор-
деформацию штампуемой заготовки. От хода
зажимного ползуна зависит наиболь-
наибольшее раскрытие матриц, соответству-
соответствующее максимальному диаметру по-
поковки при необходимости ее переме-
236
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
1. Классификация поковок, изготовляемых на ГКМ
I группа. Поковки типа стержня с утолщенней
Размеры поперечного сечения исходной заготовки сохраняются в стерж-
стержневой части поковки неизменными.
Формоизменение осуществляют высадкой. Кроме окончательного
формовочного ручья используют наборные, предварительные формовоч-
формовочные, обрезные и отрезные ручьи, а также зажимные, пережимные и подъем-
подъемные элементы ручьев
1-я подгруппа. Поковки с одним круглым или сложной
формы утолщением на конце стержня
На выбор заготовки влияют диаметр d заготовки и длина 10 стержне-
стержневой части поковки: при lc ^ \,Ы используют прутковую заготовку; при
/с > \,Ы •— мерную заготовку.
Отрезку поковки от прутка осуществляют сдвигом поковки при ходе
подвижной матрицы. Если d> 20 мм, то отрезке заготовки предшествует
ее пережим или обрезку проводят в два перехода: надрезка — в первом
ручье и окончательная отрезка — во втором.
При штамповке прутковой заготовки используют передний упор;
при штамповке мерной заготовки — задний упор.
Типы поковок
§1
Форма утолщения
Примерно с по-
постоянной пло-
площадью сечения
или увеличиваю-
увеличивающейся в направ-
направлении от торца
к стержню
Площадь попе-
поперечного сечения
увеличивается в
торцовой части
Площадь попереч-
поперечного сечения уве-
увеличивается в сред-
средней части
Особенность штамповки
Предпочтительное
расположение фор-
формовочного ручья в
пуансоне
Формовочные ручьи
расположены в матри-
матрицах
Предпочтительное
расположение фор-
формовочного ручья; ча-
частично — в матрицах,
частично — в пуан-
соие
Эскиз
КЛАССИФИКАЦИЯ ПОКОВОК
237
Продолжение табл. 1
и си
85
Форма утолщения
Особенность штамповки
Эскиз
Торцовой фланец
переходит у
стержня в уступ
Формовочный ручей
расположен частич-
частично или полностью в
матрицах
Д.
С выемкой в сред-
средней части
Необходимо исполь-
использование предвари-
предварительного ручья
Сложная, несим-
несимметричная
Для размещения из-
избытка металла, запол-
заполняющего полости
ручья в матрицах и
пуансоне, применяют
облрйный магазин,
подобный магазинам
в штампах КГШП.
Для одностороннего
перераспределения
металла рекомендует-
рекомендуется при штамповке
сдвигать ось кониче-
конического набора по отно-
отношению к оси стерж-
стержня и использовать
скос на торце пуансо-
пуансона предварительно-
предварительного формовочного
ручья для обеспече-
обеспечения большого набора
металла на участке,
с оотв етств у ющему
этому скосу
Ж
Некруглая
Рекомендуется ис-
использовать задний
упор
238
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 1
2-я подгруппа. Поковки с двумя утолщениями,
расположенными на концах стержня
Технологический процесс зависит от объема утолще-
утолщений, диаметра d заготовки, длины стержня 1С поковки и
длины матриц.
В зависимости от этих факторов возможна штамповка
из мерной заготовки на одной ГКМ с одиого нагрева или
с раздельным нагревом концевых участков заготовки и
с поворотом ее на 180°. Первое утолщение штампуют от
переднего упора; второе утолщение — от заднего упора.
При штамповке от прутка используют скользящие
матрицы с целью сокращения числа переходов и оконча-
окончания всего процесса в одном штампе. Отделение поковки
от прутка осуществляют при сдвиге ходом подвижной
матрицы в отрезном ручье.
Если все ручьи не размещаются в одном штампе,
штамповку каждого утолщения проводят раздельно с на-
нагревом каждого утолщения. При этом могут быть исполь-
использованы различные ГКМ с номинальным усилием, отве-
отвечающим размерам отдельного утолщения.
3-я подгруппа. Поковки с одним или несколькими
утолщениями, расположенными вдоль стержня
Уточнению подлежит необходимость использования скользящих
матриц, когда длина участка lj позволяет разместить его в пуансоне
Типы поковок
Обо-
зна-
значение
Особенность поковки
А I Утолщения расположены на не-
некотором расстоянии от торца
стержня
Утолщения расположены вдоль
стержня. Участки стержня вы-
выполнены без уклонов
Особенности штамповки
Высадку утолщения проводят в
пуансоне или матрицах (концевой
участок li размещают в пуансоне).
При lt> d уклоны равны а =
= 30' -т-2°. При наличии двух утол-
утолщений штамповку осуществляют
с поворотом заготовки на 180°
Используют штампы со скользя-
скользящими матрицами
КЛАССИФИКАЦИЯ ПОКОВОК
?39
Продолжение табл. 1
II группа. Поковки типа колец и втулок
Размеры поперечного сечения по сравнению с исходной заготовкой
изменяются на всех участках поковок.
Формоизменение поковки осуществляется высадкой и прошивкой,
а заканчивается операцией пробивки. Чаще всего поковки штампуют из
прутковых заготовок с использованием переднего упора и отделением по-
поковки от прутка при пробивке.
В зависимости от принятого соотношения диаметров d (исходного
прутка) и d0 (пробиваемого отверстия) штамповку проводят с пережи-
пережимом, подъемом или постоянным сечением прутка у заднего торца поковки.
Возможна также штамповка из мерной (на две поковки) н штучной за-
заготовок.
Помимо окончательного формовочного и пробивного ручьев могут
быть использованы наборные, предварительные формовочно-прошивные
ручьи с зажимными, пережимными и подъемными элементами, а также
обрезные ручьи. При d/d0 > 1,2 для удаления высечки используют отрезной
ручей, предшествующий циклу штамповки следующей поковкн.
Прн d/do>l,8 используют совмещенный отрезной-пробнвной ру-
ручей, в котором пруток отделяют от поковки сдвигом за счет хода подвижной
матрицы с последующей пробивкой отверстия при ходе ползуна. Если от-
отрезной-пробивной ручей применяют без предварительного пережима, то
проводят постепенную (двухпереходную и более) отрезку прутка сдвигом
при ходе подвижной матрицы в предшествующих ручьях.
1-я подгруппа. Поковки типа колец
Отношение высоты кольца к наружному диаметру HID ^ 0,7. При
штамповке поковок характерно совмещение операций высадки и про-
прошивки. Штамповку проводят в пуансоне (предпочтительно) илн в матри-
матрицах. Более одного наборного перехода обычно не применяют, что обеспечи-
обеспечивается подбором отношения длины высаживаемой части прутка 1В к дна-
метру заготовки в пределах Ijd ^ 2,5. Наборный переход сопровождается
в большинстве случаев предварительной формовкой элементов наруж-
наружного и внутреннего контура поковки
Типы поковок
Обо-
зна-
значение
Особенность поковки
Особенности штамповки
Гладкие цилиндрические
Если не требуется пережим прут-
прутка, то штамповку без наборного пе-
перехода проводят в пуансоне при
ljd< 1,7 и в матрицах при lB/d<,
<С 1,5. Штамповка может быть про-
проведена без облоя с расположением
ручья в пуансоне при 0,9 ^ lB/d <
< 1,5 или в закрытом ручье в ма-
матрицах при lB/d< 1,4. Получение
поковки без облоя облегчается при
использовании скользящего пуан-
пуансона. При H/d0 < 0,6 и d0 = d
возможно использование формо-
формовочного ручья без наметки под
прошивку
240
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 1
Обо-
зна-
значение
Форма кольца
С цилиндрическим наружным и
сложным внутренним контуром
Особенности штамповки
По мере усложнения внутреннего
контура, увеличения df по сравне-
сравнению с d0 и уменьшения s затруд-
затрудняется сочетание высадки с про-
прошивкой и увеличивается необходи-
необходимость в дополнительных формовоч-
формовочных переходах
С цилиндрическим отверстием и
сложным наружным контуром
ж
Ш
Со сложным наружным и вну-
внутренним контуром
Последовательность предваритель-
предварительного оформления элементов наруж-
наружного контура в наборном ручье за-
зависит от,, вида формовочного ручья.
Формовочной штамповке в пуан-
пуансоне предшествует оформление
фланца диаметром Dt- в наборном
переходе. При штамповке в матри-
матрице фланец диаметром Z^ образуется
в формовочном ручье
Особенности конфигурации наруж-
наружного и внутреннего контура колец
этого типа во многих случаях ис-
исключают возможность расположе-
расположения формовочного ручья в пуан-
пуансоне
2-я подгруппа. Поковки типа втулок
Отношение высоты поковки к наружному диаметру H/D > 0,7. Формо-
Формоизменение при наборных переходах осуществляют высадкой с незначи-
незначительной начальной прошивкой, при формовочно-прошивных операциях —
преимущественно прошивкой с минимально возможным выдавливанием
металла навстречу движению пуансона.
Расположение наборных ручьев (в матрицах или пуансоне) зависит
от соотношений геометрических размеров поковки. Формовочные ручьи
располагают в матрицах.
КЛАССИФИКАЦИЯ ПОКОВОК
Продолжение табл. 1
Типы поковок
Обо-
зна-
значение
Форма втулки
Особенности штамповки
Гладкие цилиндрические
Для толстостенных поковок, у ко-
которых s/d0 > 0,3 и HID ^ 1,1, мо-
может использоваться наборный пе-
переход в коническом пуансоне; для
тонкостенных поковок при sld0 <
< 0,3, а также при s/d0 > 0,3 и
H/D > 1,1 используют наборный
переход в матрицах. При этом по-
получают центрирующий бурт с на-
наметкой под прошивку в торцовой
части и утолщение на заднем торце,
примыкающем к прутку.
При HID> 1,4 и sld0 <0,3 ра-
рационально применять пруток, рас-
рассчитанный на две поковки. В этом
случае высечка от первой поковки
служит клещевиной при изготовле-
изготовлении второй поковки
С фланцем и цилиндрическим
отверстием
Конфигурация поковки облегчает
образование на первых переходах
центрирующего фланца диаметром
1>1, удерживающего заготовку при
прошивке.
Возможна постепенная отрезка
прутка сдвигом при ходе подвиж-
подвижной матрицы с предварительным
пережимом прутка, а в некоторых
случаях и без пережима. Оконча-
Окончательное отделение поковки от прут-
прутка ходом подвижной матрицы вы-
выполняют перед пробивкой отвер-
отверстия в том же ручье (отрезной-про-
(отрезной-пробивной ручей)
С цилиндрическим наружным и
сложным внутренним контуром
Изменение толщины стенки поков-
поковки необходимо учитывать в изме-
изменениях поперечных сечений в на-
наборном переходе
242
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 1
Обо-
зна-
значение
Д
Ж
Форма кольца
С двумя буртами и более и ци-
цилиндрическим отверстием
Со сложным наружным и вну-
внутренним контуром
С асимметричными элементами
и местными г-ыступами
С фасонной формой торца
Особенности штамповки
Для образования бурта, примыка-
примыкающего к прутку, в пропессе пред-
предварительной штамповки в некото-
некоторых случаях требуются повышен-
повышенные удельные усилия. Поэтому
штамповку приводят с образова-
образованием облоя, бурт располагают в
матрицах, а высадку остальной ча-
части поковки выполняют в пуансо-
пуансоне. Объемы металла, находящиеся
по разные стороны облоя, должны
быть одинаковы на всех переходах.
На участке поковки диаметром О±
с малой толщиной стенки s необхо-
необходим пережим прутка
То же, что и для поковок типов В
и Г
Выбор варианта предварительной
формовки (в том числе пережим
прутка в средней части ходом под
вижной матрицы или набор несим-
несимметричной формы) зависит от кон-
конфигурации местных выступов, их
числа и расположения. Формиро-
Формирование набора может выполняться
с образованием поперечного
заусенца, обеспечивающего запол-
заполнение несимметричной полости. В
последующем ручье необходимо
предусмотреть отрезку заусенца
Из-за сложности формы торцовой
поверхности возникает необходи-
необходимость ее окончательного оформле-
оформления на первых переходах и штам-
штамповки с заусенцем
классификация поковок
243
Продолжение табл. 1
3-я подгруппа. Поковки с отверстием,
прошиваемым с двух сторон
Поковки с разнообразной конфигурацией
внутренних и наружных поверхностей. Техно-
Технология изготовления поковок этой подгруппы
отличается от технологии изготовления поко-
поковок двух предыдущих подгрупп тем, что разде-
разделение поковки и прутка не может быть выполне-
выполнено в конце цикла штамповки. Поэтому в про-
процессе штамповки необходимо использовать
задний упор и штучную заготовку с поворотом
ее на 180°.j
III группа. Поковки с полостями (глухими отверстиями)
По конфигурации наружных и внутренних поверхностей поковки
этой группы аналогичны поковкам II группы. В технологическом отно-
отношении они отличаются от предыдущей группы отсутствием операции про-
пробивки.
Формоизменение осуществляют высадкой и прошивкой. Помимо
окончательного формовочного ручья могут быть использованы набор-
наборные, предварительные формовочно-прошивочные, отрезные и обрезные
ручьи с зажимными, пережймными и отрезными элементами
1-я подгруппа. Поковки с односторонними полостями
Штамповку проводят с передним упором в основном от прутковой
заготовки. Отделение поковки от прутка осуществляют в отрезном ручье
с предварительным пережимом и последующим сдвигом при ходе подвижной
матрицы. Реже применяют двухпереходную (и более) отрезку в отрезных
вставках штамповочных ручьев сдвигом прутка при ходе подвижной
матрицы.
Типы поковок
Обо-
зна-
значение
Форма втулки
Особенности штамповки
А
С неглубокой полостью или без
нее, с размерами поперечных се-
сечений, отличающихся от разме-
размера d исходного прутка
Формоизменяющие операции и
штамповочные ручьи (элементы
ручьев) для поковок этого типа
аналогичны формоизменяющим
операциям и штамповочным
ручьям (элементам ручьев) для по-
поковок I группы 1-й подгруппы.
Полости получают прошивкой в со-
сочетании с высадкой, как и у поко-
поковок II группы 1-й подгруппы
244 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. I
Обо-
зна-
значение
Форма втулки
Гладкие с глубокой полостью
•777777777/6
Н
С полостью и переменным сече-
сечением
Особенности штамповки
Особенности штамповки аналогич-
аналогичны штамповке поковок гладких
цилиндрических втулок (II-2-A).
При большой длине Н поковки ра-
рационально выбирать исходную за-
заготовку на две поковки н, приме-
применяя постепенный пережим прутка,
проводить штамповку с поворотом.
Благодаря пережиму зажимная
часть ручья имеет минимальную
длину, равную A-т-1,5) d. При не-
необходимости получения отчетливо-
отчетливого контура с относительно остры-
острыми углами в задней части поковки
и необходимостью ровного заднего
ее тррца применяют штучную за-
заготовку и штамповку от заднего
упора
Те же, что и для поковок колец и
втулок (II-1 и П-2), а также поко-
поковок типов А—Б данной группы
2-я подгруппа. Поковки, в которых полости
расположены с двух сторон
Поковки с разнообразной конфигурацией внутренних и наружных
поверхностей, подобные поковкам II группы 3-й подгруппы и отличающиеся
от них в технологическом отношении отсутствием операции пробивки.
IV группа. Полые поковки, штампуемые из труб
К этой группе относят поковки, размеры поперечных сечений кото-
которых изменяются преимущественно на концевых участках трубы. Утолще-
Утолщения в средней части трубы получают так же, как у поковок I группы 3-й
подгруппы.
КЛАССИФИКАЦИЯ ПОКОВОК
245
Продолжение табл. 1
Процесс обжатия трубы по наружному диаметру, особенно на некои-
цевых участках, целесообразнее проводить на радиально-обжнмных и ро-
тационно-обжимных машинах. Формоизменение поковки осуществляют
высадкой и раздачей (или высадкой с раздачей), а также обжимом. Трубу
фиксируют, как правило, по заднему упору. Рекомендуется проводить
штамповку в два перехода. При большем числе ручьев необходим до-
дополнительный нагрев трубы.
Во всех технологических формоизменяющих переходах длина оправки
должна быть больше длины деформируемого на этом переходе участка
трубы.
1-я подгруппа. Потеки с утолщенной стенкой
Утолщение стенки осуществляют высадкой с последующим ее уто-
утонением в том случае, если формоизменение утолщения завершается раздачей
Типы поковок
Обо-
зна-
значение
Форм.-, втулки
Особенности штамповки
А
С уменьшенным внутренним диа-
диаметром трубы
Форма утолщения удобна для на-
набора металла, осуществляемого
высадкой.
При большой длине высаживаемой
части / в первом переходе увели-
чявают толщину стенки s до 0,75s0
и во втором — До s0. Такое ведение
процесса предотвращает образова-
образование продольного и торцового зау-
заусенцев и способствует лучшему
удалению окалины
С увеличенным
метром трубы
наружным диа-
Sw
Форма утолщения менее удобна
для набора металла высадкой по
сравнению с предыдущей поков-
поковкой. За один переход можно полу-
получить утолщение с толщиной стенки
s0 ^ 1,25s.
При I < 0,75Д и Do <5
< V^Di+ 0,75d? можно прово-
проводить утолщение стенки в два пере-
перехода. В первом переходе осуще-
осуществляют высадку с уменьшением
внутреннего диаметра трубы не бо-
более чем в 2 раза; во втором — раз-
раздачу трубы до первоначального
внутреннего диаметра и требуемо-
требуемого наружного.
I
246
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 1
Обо-
зна-
значение
Форма втулки
С увеличенным наружным и
уменьшенным внутренним диа-
диаметрами трубы
С фланцем
Особенности штамповки
При / > 0,750 и Do ^
^ ]/"?)?+ 0,75d2. высадку прово-
проводят в три перехода с двумя-тремя
нагревами. В первых двух перехо-
переходах высаживают металл трубы с
уменьшением ее внутреннего диа-
диаметра и в третьем переходе прово-
проводят раздачу.
При /=(l-=-2,5)D и Do =
= A,5-=-2) D высадку выполняют
в четыре перехода. В первом пере-
переходе высаживают металл внутрь
трубы с уменьшением d на 25 %,
во втором — одновременно внутрь
и наружу с уменьшением d на
50 %; в третьем переходе высажи-
высаживают металл с увеличением наруж-
наружного диаметра при постоянном
внутреннем диаметре, равном 0,5d.
В четвертом переходе производят
раздачу трубы до первоначального
диаметра d и заданного наружного
диаметра Do
Выбор формы промежуточных пе-
переходов проводят с учетом того,
что форма утолщения этого типа
приближается в большей или мень-
меньшей степени к типу А или Б данной
подгруппы в зависимости от тре-
требуемого увеличения Do по сравне-
сравнению с D или уменьшения d0 по
сравнению с d соответственно
Возможность одно- или многопе-
многопереходной высадки, а также форма
промежуточных переходов зависят
от объема фланца Уф и размеров
Do, D и d. В общем случае фланец
получают из утолщения типа Б
этой подгруппы. Так, фланец с
Do = B-i-2,5) D может быть вы-
высажен из утолщения типа Б с11 =
= @,5-н 1,0) (D — d), полученно-
полученного за три-четыре перехода
КЛАССИФИКАЦИЯ ПОКОВОК
247
Продолжение табл. 1
Обо-
зна-
значение
Д
Форма поковок
С фланцем при уменьшенном
внутреннем диаметре трубы
Особенности штамповки
Фланец может быть получен из
утолщения типа В этой подгруппы
раздачей, заканчивающейся до-
штамповкой высаживанием
2-я подгруппа. Поковки, имеющие примерно
постоянную толщину стенки
Технология изготовления поковок этой подгруппы отличается от
технологии изготовления поковок предыдущей подгруппы тем, что высадка
для этих поковок не является основной формоизменяющей операцией.
Для сохранения примерно постоянной толщины стенки ее утоненне при
раздаче должно компенсироваться последующей или предшествующей
подсадкой, а ее утолщение при обжатии — последующей калибровкой
раздачей.
Типы поковок
Обо-
зна-
значение
Л
Способ получения
Раздача
Обжим
Особенности штамновки
Раздача может осуществляться со сжимаю-
сжимающими меридиальными напряжениями. Если
проведение раздачи и подсадки стенок трубы
за один переход оказывается невозможным,
то сначала проводят утолщение стенок, а за-
затем раздачу.
Во избежание утяжки, разрывов и эксцен-
эксцентричности на конце трубы раздачу осуще-
осуществляют при растягивающих меридиальных
напряжениях. До начала раздачи на конце
трубы высаживают фланец (бурт), который
затем удаляется в обрезном ручье штампа.
При раздаче с растяжением допустимое за
один переход увеличение диаметра ограни-
ограничивается из-за возможного отрыва заготовки
от фланца или образования продольных тре-
трещин в участках с наибольшим тангенциаль-
тангенциальным растяжением
Возможен обжим в коническом пуансоне или
при ходе подвижной матрицы с поворотом
трубы.
Наилучшим оборудованием для получения
поковок этого типа являются ротационно-
обжимные и радиально обжимные машины
248 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. J
V группа. Поковки смешанной формы
Разнообразные по конфигурации поковки, в том числе с отростками
и развилинами, с прямой и криволинейной осью, с глухими или сквозными
отверстиями, ось которых может не совпадать с осью стержневой части
поковки.
При изготовлении этих поковок необходимы сочетания отдельных тех-
технологических операций, указанных для поковок первых трех групп,
а также дополнительных операций, ограниченно применяемых при штам-
штамповке на ГКМ — выдавливания, расплющивания, гибки, протяжки, во-
волочения.
1-я п о д г ру п п а. Поковки с особой формой утолщений
или стерокневой части
В поковках сочетаются особенности конфигурации поковок I группы.
Изготовление поковок требует помимо технологических операций,
указанных для поковок I группы, применения операций выдавливания,
расплющивания, протяжки, пережима и гибки.
Типы поковок
Обо-
зна-
значение
Способ получения
С высаженным утолще-
утолщением и отростком, полу-
получаемым выдавливанием
С расплющенным утолще-
утолщением
Особенности штамповки
Выступы могут быть получены выдавли-
выдавливанием в соответствующую полость фор-
формовочного пуансона. В зависимости от
конфигурации утолщения штамповку
проводят в закрытом или открытом штам-
штампе с поперечным облоем. Для отчетливо-
отчетливого оформления отростка необходимы по-
повышенные удельные усилии, что ограни-
ограничивает получение поковок с подобными
элементами на ГКМ
Расплющивание предварительно выса-
высаженного участка шарообразной формы
осуществляют ходом подвижной матрицы;
стержень может быть расположен гори-
горизонтально (предпочтительно) или верти-
вертикально.
При недостаточном усилии зажимного
ползуна ГКМ ходом подвижной матрицы
проводят предварительное расплющива-
расплющивание утолщения, полученного в наборном
переходе.
Окончательную формовку производят
пуансоном
КЛАССИФИКАЦИЯ ПОКОВОК
249
Продолжение табл. 1
Обо-
зна-
ченне
Особенность формы поковки
Особенности штамповки
В
С протянутым участком
стержня
В зависимости от требуемой длины I и
ширины Ь обжатие в протяжном ручье
может быть осуществлено за один' ход
подвижной матрицы (расплющивание)
или за несколько последовательных xq
дов с рядом последовательных подач
прутка (протяжка). Технологические опе-
операции подобного типа рациональнее осу-
осуществлять на молотах или ковочных валь-
вальцах
С утолщением типа раз-
развилин
Поковки получают двумя способами.
Первый способ — перед штамповкой раз-
развилины заготовку надрезают пилой с
образованием паза. В ручьях штампа
части заготовки, полученные при надреЗ-
ке, разводят и формуют развилину соот-
соответственно полости штампа.
Второй способ — заготовку, в том числе
после высадки утолщения, пережимают
ходом пережимного пуансона с образо-
образованием развилины
Д
С утолщением, получен-
полученным гибкой и высадкой
При высадке несимметричных утолщений
окончательной формовочной штамповке
предшествует гибка прутка, осуществляе-
осуществляемая ходом подвижных матриц. Длину от-
отгибаемой части и угол гибки прутка опре-
определяют с учетом формы высаживаемого
утолщения и объема облоя. При необхо-
необходимости гибка может сопровождаться
предварительным перераспределением
металла формовкой и расплющиванием
С изогнутой стержневой
частью
Гибка осуществляется ходом подвижной
матрицы. В некоторых случаях для обес-
обеспечения четкой конфигурации в углах
ручья применяют доштамповку при ходе
пуансона в скользящих матрицах
Ж
С гнутой петлей на конце
стержня
Петлю получают ходом подвижной матри-
матрицы, в процессе которого происходит гиб-
гибка прутка в горизонтальной плоскости.
Окончательная гибка проводится пуансо-
250
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 1
2-я подгруппа. Поковки с полыми утолщениями
на концах стержня
В конфигурации поковок сочетаются элементы форм поковок I и
III групп. К «той подгруппе относят также поковки с глухими и сквозными
полостями, оси которых не совпадают с осью стержня, что отличает их
от поковок других групп. В конфигурации поковок возможны и криволи-
криволинейные стержни, получаемые с помощью гибки.
Типы поковок
Обо-
зна-
значение
Форма поковки
С прошитой частью примерно по-
постоянного сечения
С утолщениями, глухими полостя-
полостями или со сквозными отверстиями
различной формы
Особенности штамповки
По технологии изготовления
эти поковки подобны поковкам
гладких цилиндрических вту-
втулок (II-2-A). Наличие стержне-
стержневой части облегчает прошивку
заготовки с образованием на
первых переходах центрирую-
центрирующего фланца, с помощью кото-
которого заготовка удерживается
при прошивке (аналогично по-
поковкам типа П-2-Б); отрезку
фланца осуществляют в обрез-
обрезном штампе ГКМ. Для тонко-
тонкостенных поковок данного типа
возможно утонение стенки на
ГКМ волочением или выдавли-
выдавливанием
Поковки с полыми утолщения-
утолщениями, ось полости которых совпа-
совпадает с осью стержня; в техноло-
технологическом отношении подобны
поковкам с полостями перемен-
переменного сечения (III-1-В).
При штамповке поковок, у ко-
которых ось отверстия не совпа-
совпадает с осью стержня (например,
перпендикулярна ей), выпол-
выполняют высадку утолщения тре-
требуемой (например несимметрич-
несимметричной) формы.
КЛАССИФИКАЦИЯ ПОКОВОК
251
Продолжение табл. 1
Обо-
зна«
ченне
Форма поковки
Особенности штамповки
JzL
При необходимости высаженное
утолщение может подвергаться
формовочному расплющива-
расплющиванию, осуществляемому ходом
подвижной матрицы. Формовку
полости и пробивку отверстия
(при получении сквозного от-
отверстия) чаще осуществляют
ходом пуансона в верхней части
штампа. Если ось отверстия
перпендикулярна централь-
центральной оси поковки, то поковка
при осуществлении этих опера-
операций удерживается в вертикаль-
вертикальном положении. Пробивка от-
отверстия может осуществляться
также ходом подвижной матри-
матрицы с расположением поковки
в вертикальном или горизон-
горизонтальном положении
VI группа. Поковки, требующие дополнительной
штамповки на ГКМ
Поковки разнообразной формы, в которых перед обработкой на ГКМ
необходимо получить базовые поверхности для позиционирования в штам-
штампах ГКМ.
1-я п о д г р у п п а. 2-й п о д г р у п п а.
Поковки с концевыми Поковки с полостями,
утолщениями, выса- прошитыми на ГКМ
женными на ГКМ
3-я подгруппа. Поков-
Поковки с подсаженными на ГКМ
штамповочными уклонами
или выполненными на ГКМ
другими операциями формо-
формоизменения
252
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
со сдвигом поковки
ШтампоВка
со сдвигов прутка-
¦\ Для пробивки с отделением прутка
Отрезные
I Пережим
Пробивные
Ручьи штвкпоб ГКМ
±
_Г
jКомбинированные для отрезки и проЬивки \*л ХдляпроЬивки после расплющи6>а~нияГ~~*'1 *| Ходам главного ползуна
Ходом nodHi мной патрицы \
Формовочные
Наборные I
Окончательные
$, пуансоне
в патрицах
5 пцанюне и матрицах
8 штампе со скользящими матрацами
[ Предварительные
Для штамповки
Высадкой
Высадкой и штамповкой]
Закрытые
В матрицах
3 штампе
со скользящим
пуансоном
! Открытые I
В пуансоне
Прошивкой
Закрытые
В патрицах
• I
I Открытые I
• | $ матрицах ^
В пуансоне
и матрицах
В штампе
со скользящими
матрицами
J.J
Для штамповки
Комбинацией
бысадки и раздачи.
вёжимом
Высадкой и
Выдавливанием
С помощью
очных операций
Ходом подвижной
матрицы
Ходом подвижной
матрицы
и главного ползуна:
В матрицах
Полым пуансоном
Рис. 1, Классификация ручьев Г КМ
С рассекателем при
получении утолщений
с развилинами
Для пережима утолщения
и формовки развилины
Для разведения частей
надрезанного утолщения
и последующей
формовки развилины
Расплющиванием
Ходом подвижной
матрицы
I Ходом главного ползуна
С утонением стенкц
поковок с попыми
гладкими утолщениями
Выдавливанием
Протяжкой
через кольцо
ШТАМПОВОЕ ПРОСТРАНСТВО И БЛОКИ ШТАМПОВ
253
s-гм
Рис. 2. Схема крепления и габаритны*
размеры блоков штампов ГКМ:
— правый (неподвижный) блок матриц!
2 — левый (подвижный) блок матриц; 3 —
упорные болты; 4 — клеммы крепления}
6 — крепежные болты; 6 — шпонки; 7 —
пуансонодержатель; 8 — упорный болт?
9 — задняя прижимная планка с упор-
упорным болтом
Рис. 3. Штамповое пространство ГКМ
Рис. 5. Способы крепления пуансонов
в пуаисонодержателе:
5 а — упорными болтами^- б '— стяжными
-I-* болтами
Рис. 4. Блок пуансонов (пуансонодержа*
тель) в сборе:
/, 2 и 3 -^ пуансоны
254 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
2, Размеры (мм) блоков матриц (заготовок) штампов
в зависимости от усилия ГК.М
1
1,6
2,5
4
6,3
8
10
12,5
о а
100
120
140
160
200
220
220
260
1.
-^
н
250
310
380
480
590
660
740
820
I
R1
У
ъ
f
i
-С
1 — гнездо по
ь
21
21
21
21
51
51
51
h
7,5
7,5
7,5
7,5
10,5
10,5
10,5
10,5
га
w О OO
70
70
70
70
100
100
100
127
tL
*
гост
d
M16
M16
M16
M16
M24
M36
M36
M36
в %
1 li ll
X
\0,I/300
\
—J
7571—73
35
35
35
35
50
70
70
70
100;
140;
180;
220;
250;
400;
250;
400;
280;
450;
320;
500;
——...^
f
120;
160;
200;
250;
280;
450;
280;
450;
320;
500;
360;
560;
L
140; 160
180; 200
220; 250; 280
280; 320; 360
320; 360;
500
320; 360;
500
360; 400;
560
400; 450;
630
ШТАМПОВОЕ ПРОСТРАНСТВО И БЛОКИ ШТАМПОВ
25S
Рис. 6. Исходная заготовка и переходы
Штамповки поковки с глухим отверстием
на ГКМ с Горизонтальным разъемом ма-
матриц.
Пунктиром показана внутренняя по-
полость
щения из ручья в ручей или удаления
из штампа без осевого перемещения.
Ход зажимного ползуна следует
учитывать также в тех случаях, когда
подвижную матрицу используют для
выполнения расплющивания, пробив-
пробивки, гибки и тому подобных технологи-
технологических операций.
В табл. 2 даны размеры блоков ма-
матриц (заготовок), а в табл. 3 — блоков
пуансонов (заготовок) с фланцевым
и винтовым креплениями.
В настоящее время получают все
большее распространение ГКМ с го-
г-г
Рис. 7. Матрицы и пуансонодержатели к ГКМ (номинальное усилие 6,5 МН) с горизон-
горизонтальным разъемом матриц после обработки MecY креплений матричных вставок и пу»н»
соиов:
/ — блок матриц; 2 — блок пуансонодержателей; 3 — крышка; 4 — центрирующие
детали; 5 — шайба; 6 — пружины; 7, 8 н 9 — винты; 10 — штифт; И — тарельчатые
пружины
ризонтальным разъемом матриц. При
этом облегчается получение поковок
из мерной заготовки, деформируемой
во всем объеме (рис. 6). При горизон-
горизонтальном разъеме матриц облегчается
механизация передачи прутка из
ручья в ручей, но возникают затруд-
затруднения в удалении окалины и охлажда-
охлаждающей жидкости из полости штампа.
На рис. 7 показаны матрицы и пуан-
пуансонодержатели к ГКМ с номинальным
усилием 6,5 МН после обработки Meet
креплений матричных вставок и пуай-
сонов.
256
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
S
ffi
ев
В
I
о
I
о
ч
ч
a
га
о
ч
ШТАМПОВОЕ ПРОСТРАНСТВО И БЛОКИ ШТАМПОВ
257
•a
'СТИ-
ткло-
гие
мм
S
•a
ф
Допусти-
Допустимое откло-
отклонение
+3 мм
•а
qJ
(SIV ou вин
-ЭН01ГХ10) //
F/ ои кни
-ЭИ01ГНЮ) д
HW 'WUJ
о
1
ю
190
S
о
<м
220
ю
см
320
о
СО
ю
со
о
СО
о
185
130
115
100
1/5
220
о
о
о
155
135
ю
ю
ю
СО
о
¦Ч"
LO
S
о
о
то
LO
то
390
460
100
S
о
00
ю
о
180
355
200
о
215
190
235
200
165
ю
00
ss
СО
270
264
S
-
330
324
о
00
СО
400
426
о
105
00
ю
СО
00
о
500
580
о
о
ст>
о о
смю
425
220
о о
CM LO
460
260
о
о
LOLO
смю
490
270
LOLO
СМЮ
530
320
S
280
о
см
290
245
300
250
200
140
135
LO
СО
(Л
см
500
486
100
ю_
см"
606
130
610
СО СО
160
со
1
175
1
00
о
1
180
1
118
315
265
215
200
то
см
9EW
680
00 00
СО (^
200
00
760
00 00
LO О
СО 00
210
о
840
§|
230
12,5
9 П/р Е. И. Семенова
258
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
4. ОПРЕДЕЛЕНИЕ
НЕОБХОДИМОГО УСИЛИЯ
ШТАМПОВКИ И ВЫБОР ГКМ
Усилие ГКМ, необходимое для штам-
штамповки в открытых штампах, опреде-
определяют по формулам для расчета усилия
кривошипного горячештамповочного
пресса (гл. 4). {Лирину и толщину
еаусеица в зависимости от диаметра
высаживаемой части поковки D опре-
определяют по табл. 9.
При штамповке в закрытых формо-
формовочных и прошивных ручьях усилие
Р =- к а г2>
Г ~ А . О, \4)
где D — диаметр поковки; при вы-
высадке в конусной полости пуаисона
в последней формуле D — больший
диаметр полости; а — предел проч-
прочности при температуре окончания
штамповки (см. т. 1, гл. 1); К— коэф-
коэффициент, определяемый в зависимости
от вида штамповки на ГКМ по табл. 4;
для наборных переходов К = I.
Усилие, необходимое для штампов-
штамповки в пробивных и обрезных ручьях,
определяют так же, как и усилие об-
обрезного пресса (гл. 10); усилие при
отрезке — так же, как усилие по фор-
формулам резки на пресс-ножницах. Оп-
Определив Р, подбирают ГКМ по ката-
каталогу. Если высота штампового про-
пространства не позволяет разместить
в штампе требуемое число ручьев,
то выбирают по каталогу ближайшую
большую машину, а иногда и следую-
следующую машину, т. е. через одну ступень.
Высоту штампа можно определить
из выражения, приближенно учиты-
учитывающего размеры переходов, число
переходов и толщину стеиок между
ручьями штампа:
Н=
+ 10 <*+!),
C)
где Од — наибольший диаметр пере-
перехода соответственно в каждом ручье;
Ik — длина перехода соответственно
в каждом ручье; k — число переходов
(без отрезки и высечки).
4. Коэффициент К для определения усилия штамповки
в закрытых формовочных и прошивных ручьях ГКМ
(по В. И. Залесскому)
Тип и
эскиз
опера-
операции
значе-
значение
коэффи-
коэффициента
/С
V
>
\Ч
ч
ч
s
I-
•И,
!
0,4 0,3 1,2 1,6 S/d
\
ч^
sg-Ш
Ч
Ssa.
¦иг
а т s,fi»
Примечание. В операциях типа IV (прошивка с радиальной
раздачей металла) фланец подготовляют в предыдущем ручье.
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
259
Сравнивая полученное значение Я
с допускаемой максимальной высотой
штампа, по технической характеристи-
характеристике ГКМ устанавливают, удовлетворя-
удовлетворяет ли выбранная машина указанному
выше условию.
Для поковок некруглой формы не-
необходимое усилие для штамповки оп-
определяют, ориентируясь на приведен-
приведенный диаметр:
где Fa — площадь проекции поковки
в плане1
5. СОСТАВЛЕНИЕ
ЧЕРТЕЖА ПОКОВКИ
Припуски и допуски определяют
в соответствии с ГОСТ 7505—74,
учитывая ориентировочное превыше-
превышение массы поковки по сравнению
с массой упрощенной готовой детали.
Если все элементы готовой детали
выполняют штамповкой, то превыше-
превышение массы поковки устанавливают по
отношению к массе готовой детали.
С учетом относительной сложности
формы поковки превышение массы
поковки но сравнению с массой упро-
упрощенной готовой детали составляет
20—70 % и более. Нижний предел
интервала соответствует сплошным по-
поковкам; верхний — полым поковкам
со сквозной и иесквозиой прошивкой,
а также штампуемым из труб. После
расчета припусков, допусков и назна-
назначения напусков уточняют массу и
степень сложности поковки. Если по-
полученные величины оказываются вне
интервалов величин, принятых при
расчете припусков, допусков и радиу-
радиусов, то проводится дополнительный
расчет для новых интервалов, кото-
которым соответствуют найденные масса
и степень сложности.
В массу поковки не входит масса
той ее части, которая ие подвер-
подвергается деформации, а также масса
облоя. Это указание распространяется
на все поковки, штампуемые от за-
заднего упора, а также на поковки
со сквозными и глухими отверстиями
(II и III группы), если их штампуют
из прутка от переднего упора.
В соответствии о ГОСТ 7505—74
9*
в массу поковки должна входить
часть стержня, зажимаемого штам-
штампами. Это указание относится к по-
поковкам со стержневой частью I и
V групп, которые штампуют от перед-
переднего упора с отделением от прутка при
ходе подвижной матрицы ГКМ. Длина
стержневой части поковки, зажимае-
зажимаемой матрицами, в данном случае
равна длине стержня, который не
подвергался деформации в процессе
высадки, и отделяется от прутка
согласно конфигурации поковки. В от-
отдельных случаях фактически длина
прутка, необходимая для удержания
поковки в зажимных матрицах, может
отличаться от отделяемой от прутка
длины стержня поковки.
При изготовлении поковок I и
V групп (в том числе с двусторонней
высадкой.) или поковок, у которых
стержень не подвергается деформации,
припуски устанавливают с учетом до-
допусков по длине стержней, выходящих
за пределы штампов и не подверга-
подвергающихся деформации.
Штамповочкые уклоны. Максималь-
Максимальные значения штамповочных уклонов
оговорены ГОСТ 7505—74 с учетом
формы детали, соотношения размеров
и особенностей штамповки.
Штамповочные уклоны поверхностей
поковок, параллельных и перпенди-
перпендикулярных перемещению ползуна, опре-
определяют по табл. 5.
Допуски на штамповочные уклоны
устанавливаются в пределах 0,25 ма-
максимальных значений штамповочных
уклонов и вносятся в чертежи поковки
по требованию потребителя.
Радиусы закруглений внешних и
внутренних углов на наружном и вну-
внутреннем контурах поковки определяют
по табл. 6.
Поле допусков на радиусы внешних
R и внутренних г закруглений поко-
поковок принимают по ГОСТ 7505—74.
При этом нижнее отклонение внешнего
радиуса R должно согласовываться
с наименьшими радиусами закругле-
закруглений Rmia по ГОСТ 7505—74. Верхнее
отклонение внешнего радиуса R при-
принимают из условия обеспечения нор-
нормального среднего припуска на меха-
механическую обработку.
Допускаемые отклонения формы по-
поковки (торцовой части стержня, сме-
260
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
5. Штамповочные уклоны
Поверхности
поковки
Штамповочные уклоны, эскизы поковок,
пояснения к выбору уклонов
/. Поверхности поковок параллельны перемещению ползуна
Наружные, в том
числе оформляв:
мые в матри-
матрицах выдавлива-
выдавливанием в пуансоне
Поверхности А и Б выпол-
выполняют без штамповочных
уклонов
Угол Р зависит от отноше-
отношения LID
LID
До 0,3
0
Св.
ДО
0
1
,3
2
Св.
До
1
2
,2
2
Св.
До
2,2
3,2
Св.
До
3,2
4,2
15'
30'
45'
1°
Внутренние в
сквозных и глу-
глухих плоскостях,
выполняемых
пуансоном
Максимальное значение штамповочного уклона ашах ^
< 3°; минимальное значение a (oj, а2) зависит от отно-
отношения lldx (Ijd^; ljd3)
у////////////.
di \d2" 'd3 )
До О,!
Св. 0,5
До 1,5
Св. 1,5
до 2,5
Св. 2,5
до 3,5
Св. 3,5
до 4,5
a (ax;
15'
30'
45'
±(А. А
d-, \ d2 ' ds
Св. 4,5
До 5,5
Св. 5,5
до 6,5
Св. 6,5
До 7,5
Св. 7,5
до 8,5
a (a,;
Г 15'
1°30'
1° 45'-
Глубокие полости для
уменьшения угла а разде-
разделяют по высоте на несколь-
несколько участков
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
261
Продолжение табл. 5
Поверхности
поковки
Штамповочные уклоны, эскизы поковок,
пояснения к выбору уклонов
//. Поверхности поковок перпендикулярны перемещению ползуна
Штамповочные уклоны для замкнутых штампов поверхностей ступенчатых
поковок, оформляемых в матрицах
С внутренними
уклонами
Максимальное значение внутрен-
внутреннего уклона утах <; 7°, Угол
V (?i> Та) зависит от h
h, мм
До 10
Св. 10
ДО 16
Св. 16
до 25
Св. 25
до 40
Св. 40
С внешними
уклонами
Максимальное значение внешнего
уклона ?шах < 5°.
Угол с, можно выбрать в зависимо-
зависимости от h, основываясь на данных
для внутреннего угла у ис учетом
того, что при равных значениях h
следует принимать ? < у
С большими ра-
радиусами перехо-
переходов
и
Штамповочные уклоны не требуют-
требуются, если поверхность образована
сопряжением дуг радиусов R и г
щение по поверхности разъема, сту-
ступенчатость, кривизна, неперпендику-
неперпендикулярность, разнотолщинность, оваль-
овальность, разностенность, поверхностные
дефекты) определяют по табл. 7; до-
допустимые величины заусенцев — по
табл. 8.
Пример составления чертежа по-
поковки фланца приведен в гл. 1,
262
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
6. Радиусы закруглений
Условия назначе-
назначения радиуса за-
закругления
Радиус закругления, эскиз элемента поковки,
пояснения к выбору радиуса
Радиусы R закругления внешних углов покоебк
1. Наименьшее
значение ра-
радиуса
2. По наружно-
наружному контуру по-
поковки есть при-
припуск на обра-
обработку резанием
3. Для элемен-
элементов поковки,
получаемых вы-
выдавливанием
Принимают по ГОСТ 7505—74
в зависимости от глубины по-
полости / и массы поковки
В
При наличии заусенца на пе-
переднем торце поковки R > 0
При на-
наличии
на де-
детали
острой
кромки
п+ пх
где я и я-? — размеры, мм
При
нали-
наличии
на де-
детали
фаски
под
углом
45°
¦+с,
где с — размер фаски, мм
Если угол фаски не равен 45°,
отрезок а = R находят графи-
графически из условия, что минималь-
минимальное расстояние от фаски до ду-
дуги, образуемой радиусом, боль-
га + %
ше или равно н
При R>
R=0.lL1+
п+ n
припуск по
торцу увеличивают до п\, чтобы по-
получить нормальный припуск по
углу
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
263
Продолжение табл. 6
Условия назначения
радиуса закругле-
закругления
Радиус закругления, эскиз элемента поковкн,
пояснения к выбору радиуса
4. На внутрен-
внутреннем контуре по-
поОпределяют так же, как и радиус R
на внешнем контуре поковки
Радиусы г закругления внутренних углов поковок
На наружном
контуре поковки
Принимают в зависимости от вы-
высоты бурта А;
r= 0.2А + 1.
Если г + R> h, то г опреде-
определяют из условия получения
плавного сопряжения
На внутреннем
контуре поковки
Принимают в зависимости от
db dit I и /j;
/•= 0,07 (dx+ I)
или /-J = 0,07 (d2 + у, но г >
^ 1,5 мм
Примечания: 1. Рассчитанные по указанным рекомендациям
радиусы R и г следует округлить до ближайшего большего значения из
следующего ряда: 0,8; 1,0; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 6; 8; 10; 12; 15
20; 25 мм.
2. Введение фасок на всех внешних и внутренних кромках детали
расширяет возможность применения в поковке больших радиусов закруг-
закруглений и допусков на них, что повышает технологичность конструкции
поковки.
7. Допускаемые отклонеиия формы поковок
Отклонения формы
Эскиз
На конце стержня допускается
смятие и ^ 0,3d, утяжка q = 0,05d
и косина i ^ 0,05d.
Допускается увеличенный припуск
п' на отрезку торца стержня из
условия обеспечения нормального
среднего припуска (п -f- n{jJ2 в
углах стержневой части
264 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 7
Отклонения формы
Эскиз
Смещение поковок по поверхно-
поверхностям разъема штампа регламенти-
регламентируется ГОСТ 7505—74
Величину смещения определяют в
месте наибольшего смещения кон-
контуров поковки (см. эскиз) по фор-
формуле
2 1
= g '
где (ц и й2 — соответственно наи-
наименьший и наибольший размеры
поковки, измеряемые параллельно
и по обе стороны поверхности разъ-
разъема штампа
Ступенчатость с допускается в пре-
пределах половины отрицательного
отклонения допуска Н на соответ-
соответствующий размер а
Кривизна стержня допускается не
более половины отрицательного до-
допуска Н на размер d стержня
Неперпендикулярность утолщения
к стержню допускается ие более
tg a = HID, где Н — нижнее от-
отклонение на размер а
Непараллельность торцов ие
должна превышать половины по-
положительного допуска В на толщи-
толщину а
1
- ?
ж.
с < Я/2
C2U
. _ [
V////,
"-и
СОСТАВЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
265
Продолжение табл. 7
Отклонения формы
Эскиз
Овальность .Dmax — i'mm не дол-
должна превышать половины положи-
положительного допуска В иа размер D
1
.С
В/2
Овальность отверстия
"о max ^o mln
допускается не более половины по-
положительного допуска В иа раз-
размер d0
Разиостениость ч
smax — smm = 2e
допускается ие более 0,4 номиналь-
номинального припуска на сторону
Поверхностные дефекты — трещи-
трещины, обезуглерожеиный слой; ра-
раковины и забоины допускаются на
величину g не более половины ми-
минимального припуска иа сторону п
8. Допустимые величины заусенцев для поковок, штампуемых на ГКМ
Заусенец
Размер заусенца,
подлежащий огра-
ограничению
Указания к выбору размеров заусенцев
Попереч-
Поперечный (коль-
(кольцевой)
Наибольшая ши-
ширина Ь заусенца,
оставшегося на
поковке после
обрезки или ие
подвергавшегося
обрезке
Принимают по
ГОСТ 7505—74 в зави-
зависимости от массы и сте-
степени сложности поков-
поковки, а также типа по-
поверхности разъема
(плоская, изогнутая)
266
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 8
Заусенец
По пери-
периметру
сквозного
отверстия
со стороны
выхода
пуансона
прн про-
пробивке
Продоль- •
ный в пло-
плоскости
разъема
матриц
Торцовый
Размер заусенца,
подлежащий огра-
ограничению
Наибольшая вы-
высота h
Наибольшая вы-
высота h
Наибольшая вы-
высота h
Указания к выбору размеров заусенцев
Принимают такой же, как и
наибольшая ширина Ь попе-
поперечного заусенца
вив А
Соответствует удвоенной ширине Ь попереч-
поперечного заусенца
Принимается в зависимости
от массы поковки, степени ее
сложности и размера D (см.
гл. 1)
Примечание. Принцип измерения заусенца см. в гл. 1.
6. ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕСС ШТАМПОВКИ
Определение диаметра исходной за-
заготовки, объема и длины высаживае-
высаживаемой части. Диаметр исходной заго-
заготовки d определяют в зависимости от
группы поковок. Расчетный диаметр
заготовки округляют до ближайшего
большего значения, имеющегося в сор-
сортаменте.
Объем высаживаемой части прутка
VB определяют по номинальным раз-
размерам поковки с учетом 0,5 положи-
положительного предельного отклонения для
наружных размеров и -0,5 отрицатель-
отрицательного предельного отклонения для вну-
внутренних размеров и полостей, по-
потерь на угар и заусенец [при попереч-
поперечном (кольцевом) заусенце (облое)]:
I, _. „, , vi Ю0-+-5
= (Уп +Уз) A +0,016), D)
где Va — объем высаживаемой части
поковки, мм3, с учетом усадки и 0,5
положительного допуска для наруж-
наружных размеров и 0,5 отрицательного
допуска для внутренних размеров и
полостей; V3 — объем заусенца (об-
лоя), мм3; 6 — угар^металла, %,
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
267
9. Размеры
мм)
поперечного (кольцевого) заусенца
—
ш
Размер
заусенца
Ширина Ь
Толщина i
Диаметр
До
20
5
1
Св. 20
до 50
5—8
1,5
(о13лоя)
D высаживаемой части
поковки, мм
Св. 50
до 80
5—10
2,5
Св. 80
до 120
10—12
3
Св. 120
до 160
12—14
3,5
Размеры поперечного (кольцевого)
заусенца (облоя) находят по табл. 9.
Если в процессе штамповки заго-
заготовку подогревают, то в расчете угар 8
увеличивяют на 50 % по сравнению
с первоначально принятым значением.
Длина высаживаемой части прутка
>E)
лоо
где Уь — по формуле D); F—'Пло-
F—'Площадь сечения заготовки (прутка) с уче-
учетом усадки, мм2.
Расчет устойчивости высаживаемой
части заготовки. При высадке на
ГКМ различают высадку без изгиба
(свободная высадка) и с ограниченным
изгибом высаживаемой части заготовки
(высадка на ограниченный диаметр).
Свободная высадка. Ее возможность
определяют расчетом устойчивости вы-
высаживаемой заготовки. Высадка про-
проходит без изгиба заготовки, если ее
относительная высаживаемая длина
г|з = Ijd удовлетворяет условию: т]з ^
где фд — допустимое значение отно-
относительной высаживаемой длины;
!рд = 4,84 У"п — 5,7 tg v < 2,7,
при d>50 мм; F)
% = D,84 \/~п — 5,7 tg v) @,85 +
+ 0,003^X2,7 при ^<50мм;
в формулах п — коэффициент упроч-
упрочнения, определяемый по кривой упроч-
упрочнения для данного материала и соот-
соответствующих температурно-скоростиых
режимах высадки [36]; у— угол скоса
торца заготовки.
Коэффициент упрочнения
П = Ект~*-,
do
G)
где Ек = —- касательный модуль;
е = —5. степень деформации и
моменту потери устойчивости; о —
напряжение, определяемое по кривой
упрочнения для соответствующего е.
Так как потеря устойчивости воз-
возможна только при е ^ 0,25, то в рас-
расчетах можно принять е = 0,25. При-
Приближенно принимают также Ек си
~ До/Де, где Де и Да — приращение
деформации н соответствующее ему
приращение напряжения по кривой
упрочнения в окрестностях точки с ко-
координатой е = 0,25. Тогда значение
коэффициента для практического ис-
использования
Да 0,25
Дв а
(8)
Скорость деформации ё = d&ldt
(где t — время), принятая при по-
построении кривой упрочнения, должна
соответствовать скорости деформации
при высадке, которая приближенно
равна
в — 8ср = fCp/iCp,
гДе ёСр — средняя скорость деформа-
деформации; оср — средняя скорость инстру-
инструмента; уср = 0,5 (унач — и ков); унач
и °кон — скорости инструмента в на-
начале и конце деформирования на
участке деформирования со степенью
деформации е; /Ср — средняя длина
высаживаемой части заготовки на уча-
участке деформирования со степенью е;
' 05 (/ 1) ' /
ср
ф
0,5
— 1кон)> '
/кон —
268
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
900%
1000
J--—1
1100
J-—-
т
ПОВ'С
¦¦¦«в
15
tea
юо
во
го
25
J5 ?,%
Рис. 8. Зависимости сопротивления де-
деформации о от степени деформации е
для стали 45 при скорости деформации
8=5 с" (по В. И. Зюзину)
начальная и конечная длины выса-
высаживаемых частей заготовки.
Ориентировочно можно принять, что
при штамповке на ГКМ еср = 1 —
¦*-5 с.
Температура, принятая при по-
построении кривой упрочнения, должна
быть по возможности близкой к макси-
максимальной температуре нагрева заго-
заготовки перед высадкой, так как потеря
устойчивости характерна для началь-
начального этапа первого перехода высадки.
Пример. Определить допустимое значе-
значение относительной высаживаемой длины
<|>д Для заготовки диаметром 40 мм из
стали 4 5 при температурах высадки 1200,
1150 н 1100°С. Угол скоса торца заго-
заготовки у = 3°.
На рис. 8 приведены кривые упрочнения
стали 45, построенные при 6 = 5 с-1.
По кривой для температуры 1200 °С
находят, что при е — 0,25 B5 %) о =
= 57 МПа. Приняв Де = 0,1 A0 %)
определяют,
C0 %) соответствует
а деформации emW = 0,2 B0 %) - omln-
= 55 МПа. Следовательно, До = СО ¦
— 55 = 5 МПа. По формуле (8)
5
~"7Г
57
-=0,219.
В соответствии с кривой для темпера-
температуры 1100 °С при е = 0,25 B5 %) о =
= 76 МПа; при етах = 0,3 C0 %) отах =
= 80 МПа, а при ет,п = 0,2 B0 %) ат1п =
= 72 МПа.
Следовательно, Д(Т — 80 -=* 72 —
= 8 МПа, а
8
0,1
0,25
76
=0,263.
Для температуры 1150 "С п находят
приблизительно, как среднее арифмети-
арифметическое значении п при 1200 и 110в °С:
m •= @,219 + 0,263) : 2 = 0,241.
По формуле F) допустимое значение
относительной высаживаемой длины за-
заготовки при температуре 1200 °С.
фд= D,84 Vro72l9'+5,7 • 0,0524) X
X @,85 + 0,003 -40) = 1,907 = 1,91.
Аналогичным образом находим, что
Фд — 2,01 при температуре 1150 °С и
1|> = 2,12 при температуре 1100 "С.
Из приведенного примера следует,
что устойчивость заготовки с пони-
понижением температуры нагрева возра-
возрастает.
Практическое использование зави-
зависимостей F) для расчета осложняется
тем, что для многих материалов кри-
кривые упрочнения для температурно-
скоростных условий высадки на ГКМ
отсутствуют. В этих случаях исполь-
используют зависимости А. В. Ребельского
(рис. 9).
Например, для заготовки диаметром
40 мм при угле скоса торца у = 3°
по кривой 2
¦фд = 1,5 + 0,001-40 = 1,9.
Значение "фд корректируют, если
в высаженном утолщении необходимо
симметричное расположение волокон
(рис. 10).
Для удовлетворения требования сим-
симметричного расположения волокон при
высадке плоским пуансоном исходной
заготовки с незначительным скосом на
торце y<j 2° (торцевание на токариом
станке или отрезка на пилах) рекомен-
рекомендуется принимать т])д <; 2,3 (по сравне-
сравнению с предельными значениями фд по
рис. 9). При у > 2° высадка нежела-
нежелательна.
Волокнистое строение получаемой
высадкой поковки является одним
из показателей ее качества. Помимо
требования симметричного расположе-
расположения волокон к поковкам предъявляют
также требование повторения линиями
макроструктуры рабочего контура
штампуемой детали. Рабочий контур
детали обычно соответствует контуру
высаженной поковки только частично
(см. рис. 10). Расположение рабочего
контура детали в верхней торцовой
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
269
10
4-0 S0 80
Диаметр прутка d,nn
Рис. 9. Зависимость допускаемой относительной высаживаемой длины 1|> прутка от его
диаметра и геометрии торца заготовки из средиеуглеродистой стали при горячей высадке
(по А. В. Ребмьскому):
Эскиз
а
0
Пуансон
Плоский
С наметкой
под прошивку
* Геометрия торца заготовки
исходной;
V, ...°
До 2
2-6
До 2
2-6
после выполнения операций
Прошивки с наметкой
Пережима и сдвига
Прошивки с наметкой
Пережима и сдвига
Номер
кривой
/
2
3
4
части поковки нежелательно на уча-
участке контура, соответствующего диа-
диаметру d заготовки, так как на этом
участке линии макроструктуры на-
наклонены к контуру детали под углом
а >0.
Если для заготовки с высаживае-
высаживаемой длиной /в и диаметром d т]з ^фд,
то эта заготовка может быть выса-
высажена в формовочном (окончательном
или предварительном) ручье с полу-
получением заданного в чертеже поковки
диаметра утолщения.
Высадка на ограниченный диаметр.
При 1)з >^д утолщения на ГКМ вы-
высаживают в условиях ограниченного
изгиба, достигаемого ограничением
диаметра высаживаемого утолще-
утолщения.
Несовершенство формы и особен-
особенности волокнистого строения утолще-
утолщений, высаживаемых на ограниченный
диаметр, связаны с особенностями
формоизменения. Наиболее часто вы-
высадку на ограниченный диаметр на
ГК.М проводят в конической полости
пуансона (рис. 11).
Формоизменение высаживаемого в
условиях ограниченного изгиба утол-
утолщения (рис. 12) в общем случае раз-
развивается в три этапа: первый этап —
устойчивая осадка; второй этап —
270
ШТАМПОЗКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 10. Контур:
/ — поковки; 2 — рабочий
3 — детали
изгиб в одной плоскости; третий
этап — пространственный изгиб.
В процессе устойчивой осадки про-
происходит увеличение исходного диа-
диаметра заготовки и уменьшение исход-
исходной высаживаемой длийы /в > г|зд^.
Если пренебречь бочкообразностью и
обозначить текущие значения диаметра
dT (см. рис. 12, а), а текущее значение
высаживаемой длины /, то значение
относительной высаживаемой длины
г|зт = lJdT, при котором заготовка с
Рис. И. Схема высадки иа ограниченный
диаметр в конической полости пуансоиа;
ф> «... X, Г] и Э — относительные величины;
Ф — половина угла конической по*
лостн
ровным торцом теряет устойчивость,
определяют из уравнения [29]
ф __ я \f~n~ __ п
4v У 8 ~~ 4
_ /(а '
(9)
где v — коэффициент приведенной дли-
длины, зависящий от условий закрепле-
закрепления концов высаживаемой части за-
заготовки и при заделке с двух сторон
равный 0,5; п — показатель упроч-
упрочнения материала при температурно-
скоростных условиях высадки, опре-
определяемый по кривым упрочнения и по
формуле (8); е = (/в — /)//в — степень
деформации к моменту потери устой-
устойчивости; К = d/dT. Исходная отно-
относительная длина высаживаемой части
заготовки г|з связана со значением г|зт
уравнением
г|зт = г|7A— e)Vrl—e. A0)
Уравнение (9) имеет минимум при
8=0,25. Из формул (9) и A0) сле-
следует, что степень деформации, пред-
предшествующая потере устойчивости, уве-
увеличивается с увеличением показате-
показателя л и уменьшается с увеличением г|з.
Если при е = 0,25 заготовка не те-
теряет устойчивость, то она будет де-
деформироваться без изгиба и при 8 >
> 0,25, т. е. при 'ф^'Фд согласно
формулам F). Высадка в этом случае
заканчивается на этапе устойчивой
осадки.
При г|з>г|зд и при достижении со-
согласно уравнению (9) значения г|зт
начинается второй этап формоизмене-
формоизменения заготовки с изгибом в произволь-
произвольной плоскости X0Y (первая базовая
плоскость) по синусоидальному за-
закону:
2пх
где / — максимальный прогиб (см.
рис. 12, б); 1Х—проекция изогнутой
длины заготовки на ось X (некоторым
участком заполнения конической по-
полости к моменту потери устойчи-
устойчивости А/ пренебрегают).
Точки с координатами 0,25/,; и
0,75/я являются точками перегиба,
в которых направление кривизны на-
наружного контура и волокон меняет
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
271
Рис. 12. Последовательность развития искажений волокнистого строения конического
утолщении при ifRp < Ч> < 4)Rp TT
272
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
знак. Точка с координатами 0,2л1х ~
~ 0,63/ж соответствует точке началь-
начального контакта выпуклой поверхности
заготовки со стенкой конической по-
полости.
После контакта с боковой поверх-
поверхностью штампа заготовка деформи-
деформируется в условиях бокового подпора
со стороны стенки штампа.
Если г|з не превышает некоторого
критического значения, при котором
начинается пространственный изгиб
заготовки, то формоизменение выса-
высаживаемого утолщения заканчивается
на этапе изгиба в одной плоскости.
Под действием горизоитальиой состав-
составляющей усилия подпора горизонталь-
горизонтальные сечения нижней половины вы-
высаживаемой части заготовки сдвигают-
сдвигаются вправо, что приводит к появлению
дополнительного перегиба централь-
центрального волокна в иижией части заготовки
в направлении увеличения его на-
начальной кривизны (рис. 12, б). Окон-
Окончательная форма высаженного кони-
конического утолщения зависит от соот-
соотношения объема высаживаемой части
заготовки VB и полости штампа Vn. ш>
а также размеров полости штампа,
определяющих начальный прогиб за-
заготовки f (рис. 12, б) и ход осадки,
равный /в — /к при условии, что
Н « 1К (рис. 12, г).
Возможны следующие соотношения
объемов:
1- Уъ>Уп.ш- (И)
В соотношении знак неравенства
соответствует штамповке с попереч-
поперечным заусенцем. Размеры полости штам-
штампа выбраны так, что высаженное
утолщение имеет правильную геоме-
геометрическую форму (рис. 12, г). Соотно-
Соотношение A1) необходимо соблюдать при
высадке в формовочном (штамповоч-
(штамповочном) ручье.
2. Уп.ш = иУв> A2)
где и ^ 1,02 — коэффициент запаса
пространства полости штампа; значе-
значение выбирают таким, чтобы ие образо-
образовался заусенец при переполнении
ручья вследствие колебания размеров
заготовки и свободно отделялась ока-
окалина.
Этот случай соответствует обычной
практике высадкн в наборных (за-
(заготовительных) ручьях. Высаженному
утолщению характерны отклонения
от геометрически правильной чформы
усеченного конуса с незаполиеиием
в средней части в плоскости изгиба
и по углам в зоне большего диаметра
конической полости (рис. 12, д).
При высадке в конической полости
пуансона увеличение размеров поло-
полости по сравнению со случаем, когда
выполняется равенство VB = IV ш>
обычно осуществляют, увеличивая
длину конической полости:
где ?>к и dK соответствуют размерам
на рис. 11.
Из формулы A3) следует, что при
одинаковых значениях if; с увеличе-
увеличением и увеличивается /к и уменьшается
ход высадки (а яй /в — /к). Максималь-
Максимальный прогиб заготовки /(см, рис. 12,6)
также уменьшается, так как с увели-
увеличением /к и при постоянных значе-
значениях DK и dK (см. рис. 11) угол Ф
уменьшается. Однако с увеличением
коэффициента U и снижением интен-
интенсивности набора металла увеличивают-
увеличиваются несовершенства формы кониче-
конического утолщения, затрудняющие
получение качественной поковки.
3. Объемные соотношения удовлет-
удовлетворяют одному из условий — A1)
или A2).
Помимо отклонений от геометри-
геометрически правильной формы усеченного
конуса коническое утолщение имеет
одиостороииий поперечный заусеиец
(рис. 12, е). Его образование проис-
происходит в том случае, если параметры
конического перехода ек и Р (см.
рис. 11) были приняты завышенными.
Высаженное утолщение получают не-
некачественным как при формовочной,
так и при наборной высадке. Напри-
Например, если высадку проводят в формо-
формовочном ручье, то полученное утолще-
иие ие соответствует контуру гравюры
штампа (брак поковки), если же вы-
высадку осуществляют в иабориом ручье,
то образовавшийся заусеиец может
быть в дальнейшем заштампован в по-
поковку. Обрезка заусенца в промежу-
точном обрезном ручье нежелательна
вследствие затрудненного цеитриро-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
273
вавня конического перехода в обрез-
обрезных матрицах и усложнения техно-
технологического процесса штамповки.
Если высадка заканчивается на этапе
изгиба в одной плоскости (первой
базовой), то отклонения от симметрич-
симметричности волокон в этой плоскости ха-
характеризуются смещениями Ах и А2,
которые для заготовки с исходными
размерами /в и d будут тем больше,
чем больше начальный прогиб f
(рис. 12, б) и ход осадки а (см. рис. 11).
В плоскости, проходящей через ось X
(см. рис. 12, б) перпендикулярно пер-
первой базовой плоскости (вторая базо-
базовая плоскость), а также в параллель-
параллельных ей плоскостях волокнистое стро-
строение остается симметричным.
Дальнейшая высадка конических
головок непосредственно на ци-
цилиндрическое утолщение или с по-
повторными наборными переходами
сопровождается радиальным течением
металла по направлению от осевой
линии к наружному контуру, что
приводит к дальнейшему росту сме-
смещений Ах и А2, но характер искажений
волокнистого строения в первой базо-
базовой плоскости остается прежним
(рис. 13).
Искажения волокнистого строения
цилиндрических утолщений, выса-
жеииых с предварительными перехо-
переходами, характеризуются коэффициен-
коэффициентами относительного смещения:
максимального
A max — '
н среднего
dH
АсрРср
~—1—
где Атах — наибольшее из смещений
Aj, А2, .... Ап; п — число смещений
центрального волокна относительно
центральной оси поковки; АСр ==
Ai + А2+ ••• + Ап
1 ~!
Ап
! средняя
величина смещения; Н — высота утол-
утолщения Jcm. рис. 13); Dcp=l,13 х
X 1/ —Л средний диаметр утолще-
иия; d —исходный диаметр заготовки.
Третий этап формоизменения при
высадке утолщений с ограниченным
Рис. 13. Искажения волокнистого стро»
ения цилиндрического утолщения, полу-
полученного из предварительно высаженной
в коническом пуансоне заготовки при
4>кр < Ч> < 4>кр. 11
изгибом наблюдается при выполне-
выполнении условия г|з ^ г|)кр. Простр> ГД9
¦фкр. простр— критическая относитель-
относительная высаживаемая длина, соответству-
соответствующая пространственному (спиралевид*
ному) изгибу.
При высадке в конических пуансонах
заготовок из высокоуглеродистых и
легированных сталей г|зКр. простр ^5
< 5,0-ь5,1. Для низко- и средие-
углеродистых сталей г|зкр, Простр ^
<6,0н-6,3.
Пространственному изгибу пред-
предшествует изгиб заготовки в одной
плоскости. При этом после контакта
с боковой поверхностью штампа в точ-
точке с координатами 0,63/ж (см. рис. 12,6)
заготовка осаживается иа некотором
участке рабочего хода пуаисоиа с со-
сохранением плоской формы изгиба. Ве-
Величина этого участка зависит от
свойств материала при температурио-
скоростиых условиях высадки и отно-
относительной длины 0,63/K/dT (см.
рис. 12, а н б), с увеличением которой
величина осадки при плоской форме
изгиба уменьшается.
Пространственный изгиб начи-
начинается иа участке заготовки, соответ-
соответствующем 0,63/ж в направлении, пер-
перпендикулярном направлению началь-
начального изгиба заготовки. Начальный и
дополнительный прогибы заготовки
274
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
обусловливают образование иа ней
спиралевидной вогнутости. При т|> >
> 6-f-7 (в зависимости от свойств
материала заготовки) такая же
вогнутость развивается и в верхней
части заготовки. После контакта со
стенками штампа вогнутость полностью
не сглаживается, ^отчетливое за-
заполнение полости штампа затруд-
затруднено, а при ф ^ 6,8-7-7,3 заполнение
полости оказывается невозможным
даже при штамповке с поперечным
облоем. Поэтому формовочную штам-
штамповку при высадке с ограниченным
изгибом при г)? > 5 проводить не реко-
рекомендуется.
При высадке в наборных ручьях
спиралевидная вогнутость увеличи-
увеличивает опасность появления поперечного
облоя и затрудняет формоизменение
без образования зажимов иа последу-
последующих переходах высадки. В связи
с этим при высадке заготовок с ij> > 7
надежные рекомендации могут быть
даны только для таких материалов,
как иизко- и среднеуглеродистые ста-
стали, формоизменение которых при горя-
горячей высадке приблизительно соответ-
соответствует формоизменению свинцовых за-
заготовок при комнатной темпера-
температуре.
Волокнистое строение утолщений,
высаженных при!|> >'фКр. простр. имеет
спиралевидную направленность в со-
соответствии с формоизменением заго-
заготовки и характеризуется искажени-
искажениями симметричности в любой из мери-
меридиональных плоскостей, проходящих
через центральную ось утолщения.
Таким образом, формоизменение
при высадке с ограниченным изгибом
в общем случае обусловливает неиз-
неизбежные искажения симметричности ли-
линий макроструктуры и невозмож-
невозможность удовлетворения требованиям
симметричности расположения воло-
волокон относительно центральной оси
поковки, но при этом сохраняетси
возможность высадки утолщений с кон-
контролируемым волокнистым строением,
при котором искажения симметрич-
симметричности волокон не превышают предель-
предельных значений, определяемых по коэф-
коэффициентам Ктах, Кср [формулы A4)
и A5)].
Зависимости Кщах, Кср = / № ПРИ
t|) ^ 7 (рис. 14) получены эксперимен-
экспериментально с использованием макрострук-
макроструктур утолщений, высаженных при
условии Н ~ Dop (см. рис. 13). Мате-
Материал заготовок — алюминий АД-1,
для которого в условиях высадки по-
показатель упрочнения п = 0,25. Фор-
Формоизменение алюминиевых заготовок
примерно соответствует формоизме-
формоизменению при горячей высадке заготовок
из высокоуглеродистых и легирован-
легированных сталей.
Если при наборных переходах
и= 1-И.025 и i|> > 1]>кр. щюстр. абсо-
лютные смещения Дшах и Аср для
второй базовой плоскости превышают
смещения в первой базовой плоскости,
поэтому иа графиках рис. 14 они по-
показаны для второй базовой плоскости.
На графиках показан также участок
значений ij>, иа котором высадке ци-
цилиндрического утолщения предше-
предшествуют повторные наборные пере-
переходы. В таблице (рис. 14) приведены
экстраполированные значения Ктах
и /Сер при Целых значениях i|) в соот-
соответствии с кривыми рис. 14.
Помимо высадки в конических пу-
пуансонах высадку на ограниченный диа-
диаметр проводят в разъемных матрицах,
а также в пуансоне и матрицах. Пре-
Предельные размеры диаметра утолщения
и выступающей за пределы штампа
длины прутка определяют по табл. 10.
Высадку в формовочном ручье иа
ограниченный диаметр с учетом усло-
условия A1) проводят в том случае, если
ij) > г|зд, а диаметр высаживаемого
в формовочном ручье утолщения Da
меньше или равен диаметру D, опре-
определяемому по табл. 10.
При формовочной высадке в пуаи-
соне по схеме рис. 11 ход осадки a
принимают в пределах, указанных для
выступающей за пределы пуансона
длины 1\ прутка при высадке в ци-
цилиндрических матрицах, а максималь-
максимальный диаметр пуансона — в соответ-
соответствии с ограничениями для диаметра D
цилиндрических матриц (см. табл. 10,
п. 2).
Предварительную высадку в набор-
наборных ручьях в соответствии с условиями
A2) проводят в том случае, если i|> >
> 1|)д, а диаметр Da высаживаемого
в формовочном ручье утолщения боль-
больше диаметра D илиО„, определяемого
по табл. 10 и 11.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
275
Лялг
I
0,1 '¦
0
;*„
. лср
Ктах
^-"
f 1
Плоений изгиб
__—
1-я Пазовая плоскость
|
Повторные
наборные
"¦х-
0
X—
— ¦
Пространствен
—¦
—
1Ыи изгиб
*—"""
2-Я базовая плоскость
Значение ч>
0,136
0,12!
0,№
0,1В
0,П8
0,101
0,101
0,088
0,088
0,!01
HIi*
Рис. 14. Зависимости К тах = /М) и Кср = f (ф) при Н = Ос
ср
Коэффициент запаса пространства
полости штампа и выбирают с учетом
следующих рекомендаций:
при отклонении размеров попереч-
поперечного сечения поступающего на высадку
прутка на 5—7,5 % от номинальных,
а также при осуществлении мер, умень-
уменьшающих колебания температуры
начала высадки, окалинообразование,
износ рабочей полости пуансонов, при
жестких упорах и соответствующем
выборе перехода б2 пуансонов до пе-
переднего крайнего положения (см.
табл. 24) для первого перехода:
ц= 1,044-1,06;
A6)
при повышении точности размеров
поперечного сечения горячекатаного
проката (например, при использовании
прутков, сортированных по партиям
с отклонением размеров сечении исход-
исходного проката от номинального в пре-
пределах до 2 %)
и— 1,02-И ,04. A7)
Меньшие значения коэффициента и
в рекомендациях A6) и A7) соответ-
соответствуют исходным заготовкам с d ^
^ 20-ьЗО мм.
На последующих наборных пере-
переходах величину коэффициента и умень-
уменьшают с учетом объема окалины, от-
отделяемой на первом переходе, или
оставляют в указанных пределах, если
окалина отделяется перед высадкой
(например, в случае применения гидро-
гидроочистки нагретой заготовки).
При использовании исходного
проката с отклонением размеров по-
поперечного сечения более 7,5 % от
номинального и при высадке заготовок
с относительной высаживаемой дли-
длиной 1]) > 7 коэффициент и выбирают
по табл. 12.
276 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ,
10. Предельные значения диаметра утолщения и длины выступающего
за пределы штампа прутка при высадке на ограниченный диаметр
в матрицах и в пуансоне и матрицах
Располо-
Расположение
полости
ручья
в штампе
В матрицах
Предельные значения размеров
1. Диаметра D цилиндриче-
цилиндрической матрицы при высадке с
При /в > г|)„ d принимают D ^
< 1,3d
Эскиз
2. Длины /] выступающей за
пределы цилиндрических
матриц части прутка.
При /в > г|эд d: /x ^ d, если
D < 1,3d; /i < l,bd, если D <
< l,25d
В матрицах
и пуансоне
3. Выступающей за пределы
конических пуансона и матриц
длины /] прутка и глубины
матриц.
При lB > \pud н D < 1,3d при-
принимают:
X Aа+
н /м
X
При высадке прутка во вну-
внутреннюю полость диаметр утол-
щення D можно не ограничи-
ограничивать при условии: Н ^ 3d
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
277
11. Предедьньзе значения размеров утолщений
н хода высадки в конических наборных ручьях
Высадка | Предельные значения
Началь-
Начальная
1. Если/в >
<^ l,5d и dKo^d-\-
+ 0,05d, то а < 2d
Эскиз
i,Sd
2. Если/В>1|^, ?>„<
< l,25d н dK ~ d +
+ 0,05d, то а < 2,5d
3. Если/В> 10d,
^ l,25d и dK~ +
+ 0,05d, тоа< 2,5d,
а пуансон выполняют с
цилиндрической частью
на длине
/„ — 10d
= d+0,05d J Dnil.ZSt ш
-и*
0,05d
а < Z.Sd
ы
!j >IOd ^
4. Если /в >^nd, а на-
набор в коническом пуан-
пуансоне, имеющем керн, то
dK> l,ld
Повто𠕦
ная
5. Если длина утолще-
утолщения, высаженного в пре-
предыдущем (и — 1)-м пе-
переходе, /„ („_!) <
cin-i)> a °кп <
< 1.5dC(n-i) и dKn —
=<*н(п-1> [A.03-И,05)+
+ @,03+0,05) (и—1)],
то ап ^ 2d0 („.D,
гдеп=2, 3, .... (п— 1);
и — номер наборного
перехода;
DK (п_1) +^К (П-1)
[с — 2
В формуле для dKn пред-
предпочтительнее прини-
принимают меньшие значения
указанных коэффи-
коэффициентов 1,03 и 0,03
278
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАРИНАХ
12. Значения
Номер
лерехода
1
2
3
4
5
и более
1,
1,
1,
1,
1,
гоэффициента и
Исходный
07
05
04
03
02
Св. 2 С
до 40
1,09
1,06
1,05
1,04
1,03
диаметр,
Св. 40
до 60
1,П
1,08
1,07
1,05
1,04
мм
Св.
ДО
1
1,
1,
1,
1,
60
80
13
09
08
06
08
Определение размеров полости на-
наборной части ручьев выполняют по
следующей методике:
по чертежу поковки устанавливают
примерную форму переходов и диа-
диаметр исходной заготовки:
используя указанные в расчете вы-
высадки иа ограниченный диаметр поло-
положения, устанавливают размеры
полости наборной части ручья (кони-
(конической в пуансоне, цилиндрической
в разъемных матрицах или сложной
формы, располагаемой в пуансоне,
в матрицах или одновременно в пуан-
пуансоне и матрицах).
Набор металла в конической полости
пуансона. Размеры полости (см.
рис. 11) определяют следующим обра-
образам.
1. При относительной длине выса-
высаживаемой части заготовки \|) < 7,0
и угле скоса торца у <; 2° возможна
высадка на конус с контролируемым
волокнистым строением получаемых
в формовочном переходе утолщений.
По графикам рис. 14 з зависимости
от •§ находят коэффициенты Л^тах
и КСр> значения корректируют, если
?>ср не равняется Н, по формулам:
К —К ^с-Р .
ymax(D Ч=Н\ 'vmax(?> =//) ~jj~>
D,
где DCD =1,13
Я— по
чертежу высаженного в формовочном
переходе утолщения; примерные
значения максимального и среднего
смещений Ашах и Аср (см. рис. 13) —
по формулам A4), A5) и известным
f max. К ср. Сер- d и Н. Приблизитель-
Приблизительное число смещений центрального во-
волокна относительно центральной оси
поковки п определяют по таблице на
рис. 14, используя приведенные схемы,
характеризующие искажение волок-
волокнистого строения высаженных утол-
утолщений.
Размеры конической полости пер-
первого наборного перехода определяют
из расчетного конуса, у которого
диаметр меньшего основания tfp = d,
диаметр большего основания Dp =
= e,pd, где
ер= 1,81 — 0,0665я|з.
A8)
Исполнительные размеры конуса:
диаметр меньшего основания dK —
где г) = 1,0-7-1,05;
диаметр большего основания DK =
где
0,75п.~ - 0,5ч;
длина конической полости опре-
определяется по формуле A3), а коэффи-
коэффициент и — по рекомендациям A6),
A7) и табл. 12.
Переходы 2, 3, ..., п-й необходимы,
если я|з„ >1|зд, где
"С(п-1)
п-1) ~г "к(п-р
средний диаметр, a lK (n_D — длина
конической полости в предыдущем
переходе. С учетом выравнивания тор-
торца исходной заготовки на последу-
последующих переходах принимают ty_ =
= 2,5-2.6.
Диаметр меньшего основания
dKn = dK ,„_!, [A,03ч-1,05) + @,03 ч-
—0,05) (п— 1)], где значения коэф-
коэффициентов 1,05 и 0,05 принимают:
при необходимости получения вы-
высаженной части с минимальной конус-
конусностью; если при таких значениях
коэффициента устраняется дополни-
дополнительный наборный переход. Диаметр
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
279
большего основанияDKn = &
,-де екп = 1,81—0,066&фп.
Длина конической полости
3,82uVB
К"~
Значения коэффициента и опреде-
определяют по тем же рекомендациям, что
и для первого перехода.
2. При относительной длине ij> ^
^ 4,5 и угле скоса торца у = 2н-6°
размеры конуса определяют на основе
расчетного конуса, в котором при
прочих величинах, соответствующих
п. 1, принимают ер = 1,5.
3. При относительной длине 4,5<3
<J г|з ^ 7,0 и угле скоса торца V =
= 2-^-6° размеры конической полости
определяют в соответствии с л. 1.
4. При относительной длине ifi >
> 7,0 высадку высокоуглеродистых и
легированных сталей не проводят; диа-
диаметр прутка увеличивают. Для мало-
и среднеуглеродистых сталей высадка
на конус возможна при "ф > 7,0.
Размеры конической полости пер-
первого наборного перехода определяют
на основе расчетного конуса, для кото-
которого диаметр меньшего основания dp =
= d, диаметр большего основания Dp =
= epd,
где
ер = 1,83 — 0,0626гр > 1,25. A9)
Исполнительные размеры конуса:
диаметр меньшего основания dK =
= x\d, где П = 1,0-И ,05;
диаметр большего основания DK =
= eKd,
где
ек = /(8^+8р-Ь1)-0,75т1* -
Диаметр меньшего основания на
последующих переходах принимают
постоянным и равным dK первого пере-
перехода. Допускается увеличение мень-
меньшего диаметра последнего (n-го) пере-
перехода, предшествующего формовоч-
формовочному, при необходимости получить
высаженную часть с минимальной
конусностью или в том случае, когда
увеличение диаметра позволяет уст-
устранить дополнительный иабориый,
переход, в соответствии с формулой
dKn = 4ndK, где г\п ^ 1,05 + 0,05 (п—
Диаметр большего основания
DKn= екп dc (n-i) при екп ш> 1,83 —
— 0,0626i))n> 1,25.
Длина конической полости
кп ~
d2 4-
Где значения коэффициента и при-
принимают по табл. 12.
Если меньший диаметр увеличивают
иа последнем наборном переходе, т^>
/кп определяют по формуле, приведен-
приведенной в п. 1.
Набор металла в цилиндрической
полости в разъемных матрицах. При
¦ф > \рд высадку в разъемных матри-
матрицах на цилиндр проводят по схемам,
приведенным на эскизах к табл. 10.
Для первого и последующих переходов
диаметр цилиндрической высадки
длину конической цолости опреде-
определяют по формуле A3); значение коэф-
коэффициента и — по табл. 12.
Переходы 2, 3, ..., n-й проводят
в том случае, если г|зп > 2,6:
.h
та —
где 1к (п-i) — длина конической
цолости в предыдущем переходе;
dc (n-i) = 0.5 (DK (п_1} -f d^) —
средний диаметр.
Dn = ецОп.!.
При расчете каждого последующего
цилиндрического набора исходными
являются размеры предыдущего
набора при
3 ^"'¦"
где ер определяют по формуле A8).
При высадке мало- и среднеуглеро-
среднеуглеродистых сталей 8р может быть опре-
определено по формуле A9). При этом при-
принимают, что пруток (или предвари-
предварительная высадка) выступает за пре-
пределы матрицы на 1г <j d (соответствен-
280
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 15. Набор металла в полости сложной
формы
но, ln ^ ?>n-i) или не выходит
за пределы матрицы (внутренний упор
или задний упор).
Длина цилиндрической высадки
nDn '
B0)
где коэффициент и определяют по фор-
формулам A6), A7) и табл. 12. При ф =
= J*n < г|)д следующего наборного
перехода (п + 1)-го не требуется и
данный переход (я-й) может быть
подвергнут ¦ высадке в формовочном
ручье. При 1|)д > ^п ¦ определяют
размеры следующего (п -f- 1)-го
перехода, а также допустимость вы-
высадки цилиндрического набора в окон-
окончательную форму диаметром Dcp =
f-, где
'п
поковки, по условию
— высота
D
(П+1)
1,05).
Если это условие не выполняется,
то набор (п -f- 1)-й необходим.
Набор металла в полости сложной
формы, расположенной в пуансоне, ма-
матрицах или в пуансоне и матрщцх.
При г|> >1|>д размеры наборной
полости сложной формы определяют
по наборному конусу (рис. 15, аI или
наборному цилиндру (рис. 15, б). При
этом необходимо:
определить длину /к конуса
(рис. 15, а) по формуле A3) или длину
цилиндра /„ (рис. 15, б) по формуле
B0);
на этой длине построить искомую
фигуру, объем которой равен расчет-
расчетному объему uVB; обычно составляют
уравнение, по которому рассчитывают
максимальный диаметр Dx.
Допустимость высадки данного
набора (л-ro) в окончательном фор-
формовочном ручье со средним диаметром
¦Сер (рис- 15, в) проверяют по условию
D,
ср
<(!-=- 1,05), где Оц(п+1,
диаметр наборного цилиндра, кото-
который требовалось бы высадить в (п -J-
+ 1)-м переходе.
Штамповка поковок I группы. При
выборе варианта штамповки необ-
необходимо определить: ¦*
диаметр заготовки по диаметру
стержня поковки и техническим усло-
условиям;
тип заготовки (мерная или прутко-
прутковая);
вариант штамповки и тип оконча-
окончательного формовочного ручья, т. е.
будет ли штамповка проводиться в за-
закрытом ручье (без облоя) или в от-
открытом ручье с облоем.
Штамповку проводят по одному из
следующих вариантов (рис. 16):
а — от переднего упора с отделе-
отделением поковки от прутка сдвигом ее
при ходе подвижной матрицы (при d <
< 20 мм и /с < \,Ы);
б — от переднего упора с отделе-
отделением поковки от прутка сдвигом ее
после пережима прутка (при d > 20 мм
и /с < l,5d);
в — из штучной (мерной) заготовки
с применением упора — клещей (при
lo<L);
е и д — из штучной заготовки от
заднего упора, расположенного
в штампе (матрице), или от заднего
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
281
Рис. 16. Варианты штамповки поковок
1 группы
упора, прикрепленного к штампу
или станине машины, в зависимости
от длины стержия поковки /0 и матри-
матрицы L;
е и ж — из штучной заготовки от
переднего упора с применением соот-
соответственно рифленного и гладкого
зажимного ручья.
При штамповке из штучной заго-
заготовки предпочтительно применение
вариантов в—д, так как эти варианты
обеспечивают получение стержия с же-
жесткими допусками по длине.
Варианты е и we не обеспечивают
точной длины стержня; кроме того,
при штамповке по варианту е на стерж-
стержне остаются следы от канавок зажим-
зажимного ручья. Поэтому применять их
рекомендуется преимущественно для
получения промежуточных заготовок,
предназначенных для последующей
штамповки на молоте или прессе.
Пределы применения вариантов
штамповки указаны в диаграмме иа
рис, 17, где d — диаметр прутковой
заготовки (стержия), мм; /0 — длина
стержия поковки, мм.
Окончательные формовочные ручьи
при штамповке высадкой различают:
по способу разъема — открытый и
по
Щ
100
ео
во
40
7/7/,
777/,
аи.
У/А'
2%'
2Z'
7/Т/
Ш
Щ
ж
2221
,nv///.
^^
8|
Ш
§S
7'/
///,
&7,
х>/,
*й
та
, ||
2Z5SSSSSS.
0 A5
Рис. 17. Диаграмма пределов примене-
применения вариантов штамповки поковок типа
стержия с утолщением (варианты см,
иа рис. 16)
282 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
13. Окончательные штамповочные ручьи при штамповке высадкой
Разъем
Закрытый
Открытый
Расположение полости ручья
В матрицах:
/ — передний упор
В пуансоне и матрицах или толь-
только в пуансоне при использовании
скользящего (подпружиненного)
пуансона:
1 — регулировка, допускающая
открытый разъем
В пуансоне
1 1
ЛГ
1
\i
В матрице:
/ — задний
упор
Д
В матрицах и пу-
пуансоне
Со скользящими
трицамн
ма- В открытых формовочных ручьях
возможно использование облойной
канавки с магазином аналогично
штампам КГШП
закрытый; по расположению полости
ручья в штампе — в матрицах, пуан-
пуансоне, пуансоне и матрицах. Закрытый
ручей в матрицах (табл. 13, А) обычно
используют в сочетании с передним
упором при штамповке от прутка.
Это позволяет регулировать выса-
высаживаемую длину таким образом, чтобы
исключить нлн свести к минимуму
образование торцового заусенца
толщиной s. В ряде случаев возможно
применение закрытого формовочного
ручья со скользящим или подпружи-
подпружиненным пуансоном (табл. 13, Б). При
штамповке в открытых формовочных
ручьях в плоскости разъема матрицы
и пуансона образуется поперечный
заусенец толщиной sj. При изготовле-
изготовлении поковок сложной формы рас-
расположение открытого ручья в пуансоне
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
283
(табл. 13, В) позволяет предотвратить
образование на поковке трудноудаля-
емого продольного заусенца, который
может образоваться при расположе-
расположении ручья в матрицах (табл. 13, Г).
Размещение открытого ручья в пу-
пуансоне и матрицах (табл. 13, Д) опре-
определяется особенностями конфигура-
конфигурации поковки и возможностью центри-
центрирования утолщения при обрезке за-
заусенца. Использование" скользящих
матриц (табл. 13, Е) позволяет полу-
получать утолщения в средней части по-
поковки.
Штамповка поковок И группы. Вы-
Высадка колец. Кольцами условно
называют поковки со сквозным отвер-
отверстием и отношением HlD ^ 0,7. Штам-
Штамповку колец проводят в ручье, рас-
расположенном в пуансоне или в матри-
матрицах (рис. 18). »
В поковках, изготовленных в пуан-
пуансоне, отсутствуют дефекты, свой-
свойственные поковкам, изготовленным
в матрицах (эллиптичность наружного
диаметра, смещение и др.). Для штам-
штамповки колец без облоя применяют ка-
калиброванные прутки по ГОСТ 7417—75.
Объем V* формовочного перехода
(рис. 19):
при штамповке без облоя
10° + 6 B1)
при штамповке с облоем
Рис. 18. Штамповка колец:
а — в пуансоне без заусенца; б — в пуан-
пуансоне с заусенцем; в — в матрицах
до ближайшего меньшего по
ГОСТ 2590—71 (штамповка с заусен-
заусенцем) или ГОСТ 7417—75 (штамповка
без заусенца). Далее определяют длину
высаживаемой части заготовки
B4)
- VBM)
. B2)
где Уф — объем формовочного пере-
перехода по формуле B1) или B2).
Число переходов штамповки, соот-
соответствующее найденным значениям d
и /в, уточняют, исходя из следующих
условий:
1) высадку с качественным запол-
заполнением формовочного ручья можно
выполнить за один переход при штам-
штамповке:
в ручье, расположенном в пуансоне
без облоя, если
в ручье, расположенном в пуансоне
с облоем, если 1,5 <; —j-<1,7;
В формулах V4 — объем поковки
кольца с учетом объема наметки VHM
(размеры наметок см. в табл. 14);
у0 — объем облоя (см. табл. 9);
S — угар; а — штамповочный уклон;
а ^ 1°; Р — уклон, компенсирующий
возможную утяжку при прошивке
отверстия в поковке (табл. 14).
Наметки, применяемые при штам-
штамповке поковок из стали ШХ15, ШХ9,
ШХ6, ШХ5СГ, приведены в табл. 15.
Диаметр исходной заготовки пред-
предварительно выбирают по формуле
d < 0,98do B3)
(d0 - диаметр отверстия поковки) Рис ,9 Схема для расчета объема формо.
и округляют значение диаметра прутка вечного перехода
284
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ . МАШИНАХ
14. Размеры наметок и углов р при формовке в пуансоне и матрице
Условия
применения
До 0,3
H/D
Эскиз
До 0,4
Св. 0,4
до 0,7
Св. 0,3
до 0,5
Св. 0,5
До 0,4
Св. 0,4
до 0,7
До 0,4
Св. 0,4
ДО 0,7
Л А,
R < 0,2do;
г= 0,ldo
R = @,2^-0,3) d0;
г= C4-5) мм
Основные расчетные
параметры при деформации
в пуансоне
А = @,15-5-
4-0,25) d0;
hx = @,25-5-
4-0,45) do;
Р = B-f-4)°
h= @,124-
4-0,20) d0;
hx = @,454-
4-0,60) d0;
P = B4-4)°
= @,104-
-5-0,15) d0;
= @,454-
4-0,55) d0;
P<2°
A = @,084-
4-0,12) d0;
hx = @,504-
4-0,60) d0;
P<2°°
A = @,054-
4-0,10) d0;
hx = @,554-
4-0,60) d0
h= @,044-
4-0,08) d0;
К = @,604-
-Ы.ОО) d0
в матрице
A = @,40-5-
4-0,50) d0;
Ai= @,154-
4-0,18) d0
h = @,304-
4-0,40) d0;
Ax= @,184-
4-0,25) do
A = @,304-
4-0,40) d0;
Aj= @,184-
4-0,20) d0
A = @,254-
-5-0,35) d0;
Aj = @,254-
4-0,50) d0
h = @,204-
4-0,30) d0;
hx = 0,45do
h= @,154-.
4-0,25) d0;
Аг = @,5-5-
+0,8) d0
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ 285
15. Основные параметры наметок при формовке в пуансоне поковок колец
подшипников
Наметка
Обычно применяемая при
формовке в пуансоне
Эскиз
Основные расчетные
параметры
А= @,54-1,0) Я;
г = 3 мм; гх = 2 мм;
Р4°
При прошивке высоких
и толстостенных поковок
При формовке в матрице
A = @,54-0,65) H;
R = @,84-0,9) Л;
at и а2— конструк-
конструктивно;
r, гь P — как и при
формовке в пуансоне
Л = @,44-0,5) Н;
R = 0,4А; «л = 6°
а2=B4-3)°; р<4
в закрытом ручье, расположенном
в матрицах без облоя, если —f-<3
< 1,4;
в открытом ручье, расположенном
в матрицах с поперечным облоем
(рекомендуется применять в исклю-
исключительных случаях), если 1,4 <! —j~^
< 1,6;
2) высадку за два перехода проводят
при штамповке:
в ручьях, расположенных в пуан-
пуансоне, если 1,7 <; —т~ ^С 3;
d
в ручьях, расположенных в матри-
матрицах, если 1,5 < —J- <3.
d
Для случая, когда расчетное зна-
значение отношения —2- не удовлетво-
удовлетворяет этим неравенствам, ио близко
по значению к максимальному пре-
пределу, диаметр прутка увеличивают
с таким расчетом, чтобы он не пре-
превышал пробиваемого отверстия по-
поковки более чем на 5 мм. Если необ-
необходимо большее увеличение диаметра
d > do,To штамповку проводят с пере-
пережимом прутка. Особенности этого
варианта штамповки:
возможен только при наличии на-
наборного перехода;
требуется более длительная и тща-
тщательная наладка инструмента по срав-
сравнению с другими вариантами (штам-
(штамповка без пережима или с подъемом
прутка) во избежание зажимов на
поковках, а при d/d0 > 1,2 необходим
дополнительный переход — отделение
отхода («высечки») от прутка в спе-
специальном ручье (рис. 20);
необходимость отрезки отхода за-
затрудняет механизацию и автоматиза-
автоматизацию процесса штамповки;
с увеличением диаметра прутка d
увеличивается масса отходов на
зажимные концы и ухудшаются усло-
условия пережима до размера диаметра
отверстия d0: при dldo<4 1,8 пережим
проводят за два перехода; при 1,8 <3
<3 dldo<? 2,2 — за три; при dld0 > 2,2
пережим проводить не рекомендуется.
286
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 20. Отделение «высечки»
штамповке с пережимом:
1 — пруток; 2 — высечка
при
При Ijd <3 0,9 и штамповке в пуан-
пуансоне не всегда удается достичь отчет-
отчетливого заполнения формующей по-
полости, а также избежать образования
кольцевого облоя. Поэтому диаметр
прутка уменьшают, а штамповку про-
проводят с его увеличением у заднего
торца поковки (d<l d0) (см. рис. 18).
При штамповке по этому варианту
обычно принимают d ^ l,lrf0-
Преимущества варианта: прошивка
проходит легко и без каких-либо де-
дефектов; легко также подобрать по
сортаменту пруток с диаметром, бли-
ближайшим меньшим к диаметру отвер-
отверстия кольца. Этт вариант используют
также при подборе диаметра прутка
при высадке в ручье, расположенном
в матрицах, если необходимо увеличить
высаживаемую длину прутка /в на-
настолько, чтобы пруток иа 5—10 мм
выступал sa переднюю поверхность
матриц и обеспечивал этим применение
переднего упора. Диаметр прутка,
предварительно рассчитанный по
формуле B3), уточняют, используя
зависимость:
Если корректирование проводят
по требующемуся значению отношения
lBld, то используют зависимость
3'14J5-
B6)
Фактический диаметр прутка уста-
устанавливают в соответствии с ГОСТом.
При высадке колец и втулок в ма-
матрице может быть применен внутрен-
внутренний передний упор, что позволяет
в ряде случаев упростить технологи-
технологический процесс за счет использования
заготовки относительно большего
диаметра и меньшей длины.
Объем наборного перехода опреде-
определяют по формуле A2), его размеры —
по табл. 16. Набор проводят преиму-
преимущественно в пуансоне. Более одного
наборного перехода обычно не при-
применяют, что соответствует отноше-
отношению ijd -g! 2,5.
Высадка втулок. К втулкам
условно относят поковки со сквозным
отверстием и отношением высоты по-
поковки к наружному диаметру H/D >
> 0,7. Формовочные переходы про-
проводят в ручье, расположенном в ма-
матрицах.
Объем окончательного формовоч-
формовочного перехода определяют по формуле
B1). Формулу B2) используют при
штамповке с поперечным заусенцем
поковок с жестким допуском по вы-
высоте Я при условии, чго высота матриц
позволяет разместить такой ручей.
При конструировании окончатель-
окончательного формовочного перехода следует
. исходить из того, что толщина про-
пробиваемой части поковки, как правило,
не должна превышать диаметра про-
прошиваемого отверстия. Рекомендуемые
размеры прошиваемой наметки в за-
зависимости от отношения высоты втулки
Я к диаметру отверстия d0 приведены
в табл. 17. Общая глубина прошивки
в окончательном формовочном пере-
переходе равна A-f-A], где h — глубина
прошитого участка с полностью оформ-
оформленным отверстием; Ai — глубина
наметки под последующую пробивку.
Число п прошивных переходов без
учета операции формирования на-
наметки в наборном переходе зависит от
общей относительной глубины про-
прошивки в окончательном формовочном
переходе (h -f- Ai)/rf0 и может быть
определено по табл. 18.
При ступенчатой форме внутренних
поверхностей каждый участок рас-
рассматривают отдельно в зависимости
от его длины и диаметра.
При проектировании наборных
или предварительных переходов,
а также при выборе диаметра исходной
заготовки необходимо учесть следу-
следующие положения:
прошивку следует проводить за счет
радиальной раздачи металла; при обра-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
287
16. Наборные и формовочные переходы п.)И штамповке поковок колец
Поковка
н
•а
Наборный переход
Эскиз
До 0,3
Формулы для
определения
размеров поковки
DK= Dt— B-T-5) mm;
+ A-=-2)°^im;
Yk= v;
Ян — из условия:
Vh ==
но не более
Формовочный
переход *
Св. 0,3
до 0,5
Св. 0,5
sK и Яи— как ука-
указано выше;
DH = Dl— A-4-3) мм;
dK= d+ (l-i-З) мм
sK и Нк— как ука-
указано выше;
DK=Dt\
dK= d— (l-т-З) мм
* Построение перехода выполняют по данным табл. 14. Размеры
slt Hi и Dt соответствуют размерам s, Я, D с учетом усадки.
288 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
17. Размеры прошиваемой наметки
н
do
До 1,5
Св. 1,5
до 2
Св. 2
до 3
Св. 3
П[
угол С
2.
метры /
в
h
@,5-5-
4-0,8) d0
@,84-
4-1,2) d0
A,24-
4-1,6) d0
Св. l,6d0
) н и е ч a t
hi
@,24-
4-0,3) d0
@,34-
4-0,4) d0
@,404-
4-0,5) d0
Св. 0,5do
/3
ц
\
Л
н
и
0,3do
@,44-
4-0,5) d0
@,54-
-0,8) d0
d0
4^
», м
й
X
г
0,lrfo
а, ...°
0°30'
1
1,0—1,5
1,5—2,0
13, ..."
О
ю
о
Л
и
о
¦>з
ю
о*
ф
СО
о
II
1
и
^°
со
о
V
2
0
и я: 1. Если в наборных ручьях плохо заполняется
табличные значения
Значение h
параметров
можно увеличить до
г1 и R соответственно
уменьшить
«; h1 я R следует изменить.
1,3 табличного значения, а пара-
18. Реконеидуемое число прошивных переходов п п глубина прошивки
(по А. У, Ребельскому)
ft + ftl
do
До 1
Св. 1 до 2
» 2 » 3
» 3 » 4
» 4 » 5
» 5 » 6
п
1
2
2
3
3
4
Часть окончательной глубины h, прошиваемая на переходе
I
h
@,14-0,2) h
@,24-0,4) h
@,14-0,25) h
@,14-0,25) h
@,14-0,25) h
и
h
h
@,54-0,6) h
@,64-0,7) h
@,44-0,5) h
h
h
@,74-0,75) h
IV
b-I 1 1 1 1
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
289
зовании полости выдавливание металла
навстречу движению пуансона долж-
должно быть минимальным;
предварительный переход, из ко-
которого может быть получен оконча-
окончательный формовочный переход, при
условии, что прошивка осуществляется
только за счет радиальной раздачи
металла, выявляют построением
расчетной заготовки (рис. 21, пунктир-
пунктирная линия), в любом характерном
поперечном сечении диаметр расчет-
ной заготовки dp=l,13 VSa, где
Sn — площадь рассматриваемого по-
поперечного сечения окончательного
формовочного перехода; выявление
конфигураций последнего наборного
и формовочно-прошивных переходов
может проводиться корректирова-
корректированием соответствующих диаметров
и высот участков расчетной заготовки;
целью корректировки является такое
видоизменение конфигурации расчет-
расчетной заготовки, при котором умень-
уменьшаются осадка, сопровождающая
начальный этап прошивки, и выдавли-
выдавливание металла навстречу движению
пуансона на конечном этапе глубокой
прошивки;
До"
L'max. мм ,- ,
Число переходов ° и
при необходимости глубокой про-
прошивки [(ft + hi)/d0 > 1, см. табл. 18]
относительно толстостенных поковок
в наборном ручье для уменьшения
осаживания и обеспечения соосности
предусматривают цилиндрический
бурт (рис. 22, а), а для тонкостепных
поковок — бурт с фланцем (рис. 22, б),
условия применения бурта с фланцем
определяются по размеру прошива-
прошиваемого отверстия d0 и значению отно-
отношения DldQ, где D — диаметр поковки
в зоне прошивки:
d0, мм ...Св. 60 60—30 До 30
D/d0... 1,3—1,1 1,4—1,2 1,6—1,3
в этом случае:
длина бурта \хг — 0,07 (h -f- h-,) -f- 4;
толщина фланца / = 0,2, h2 -j- 1,5;
ширина фланца Ь = A,54-2) t;
в объеме формовочного перехода Уф
необходимо предусмотреть дополни- Рас 22_ заготовка:
тельный объем металла для обра-
образования фланца;
Ю П/р Е. И. Семенова
Рис. 21. Расчетная заготовка
для лучшего оформления поковки
в углах С (см. эскиз в табл. 17) пред-
предусматривают высадку бурта в набор-
наборном переходе;
для лучшей раздачи металла и по-
повышении стойкости пуансона при про-
прошивке относительно толстостенных
поковок следует применять прошивной
пуансон со сферической головкой,
а при прошивке поковок с небольшой
толщиной стенки — с более острой
головкой;
если штамповка будет осуще-
осуществляться на одной ГКМ и с одного
нагрева, то в зависимости от макси-
максимального диаметра поковки Огаах
рекомендуется следующее число
переходов, включая пробивку.
ТОО 100—160 Св. 160
менее 4 и менее 3 и менее
В табл. 19 приведены рекомендуемые
размеры и формы наборного и пред-
предварительных переходов в зависимости
от толщины стенки s, диаметра отвер-
отверстия d0, высоты втулки Н и диаметра
D. Окончательную форму наборных
и предварительных переходов следует
скорректировать в соответствии с вы-
вышеприведенными указаниями и диа-
диаметром исходной заготовки d, от кото-
которого зависит общее число наборных
переходов.
Рис. 22. Заготовка:
а — с центрирующим буртом; б -^ с бур-
буртом и фланц>ем
290
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
19. Выбор основных размеров н формы переходов при штамповке поковок
втулок
Формовочный переход
Условия
применения
перехода
До 0,3
Св. 1,4
Св. 1,1
До 1,4
Заго-
Заготовка
На
две
по-
ков-
кн
Пру-
Пруток
Предварительные переходы
I
Назначение переходов
Образование центриру-
центрирующего пояска (осадкой)
и утолщения
на заднем торце
(выдавливанием)
^псреж = 0, Ы;
D, < l,2d;
К = 0,2d;
/% = @,15-5-0,2) d;
Д— из условия равен-
равенства объемов с учетом
коэффициента и (см.
табл. 12)
1*1
'
Згч -j
р
Пережим; Dj; A2 и А3
так же, как в преды-
предыдущем случае; D2 —
из условия равенства
площадей сечения по-
поковки и перехода;
Д = B-5-5) мм
Предварительная
прошивка и увеличение
утолщения
на заднем торце
15) мм;
-0,3) d0;
р lt R — так же,
как в предыдущем слу-
случае:
a.i = @,Зч-0,4) do\
D3 — из условия ра-
равенства объемов Пред-
Предварительных и оконча-
окончательных переходов
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
291
Продолжение табл. 19
Условия
применения
перехода
Н
D
Заго-
Заготовка
Предварительные переходы
I
Назначение переходов
Образование центриру-
центрирующего пояска (осадкой)
и утолщения
на заднем торце
(выдавливанием)
Предварительная
прошивка и
увеличение утолщения
на заднем торце
До 0,3
Св. 0,7
до 1,1
Форма и соотношения
для определения раз-
размеров наборного пере-
перехода даны в табл. 16
для
< 0,3
Св, 1,1
Форма и определение основных расчетных пара-
параметров предварительных переходов— как ука-
Эано выше для —г- <С 0,3 и —=- = 1,1-4-1,4
«о
D
Св. 0,3
до 0,5
Св. 0,9
до 0,1
Пережим равен 0,5d;
dH= d+ A-5-2) мм;
ра-
равенства объемов с уче-
учетом коэффициента и
(см. табл. 12);
DK— из построения
конуса с площадью се-
сечения на расстоянии
LK— (Н— ft), равной
площади сечения фор-
формовочного перехода на
расстоянии Н—h
'а.
ш
X" и
е:
р Ъ R — так же>
как указано выше;
ах = @,3-5-0,4) d0
?>к— из условия ра-
равенства объемов пред-
предварительного и окон-
окончательного переходов
Св. 0,7
до 0,9
Форма н соотношения
для определения пара-
параметров наборного пере-
перехода показаны в табл. 16
для 4- = 0,3-й),5
do
Св. 0,5
10*
Пру-
Пруток
Форма и соотношения основных размеров те же,
s
что и для предварительных переходов с -г—=
"о
= 0,3-5-0,5 и -^-= 0,9-5-1,1
292
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 23. Варианты высадки поковки втул-
втулки из заготовок с различными исходными
диаметрами
Диаметр исходной заготовки при
высадке втулок не должен превышать
минимального диаметра расчетной
заготовки dp Ш1П (см. рис. 21). В про-
противном случае возникает необходи-
необходимость уменьшения начальной избы-
избыточной площади поперечного сечения
заготовки выдавливанием металла
навстречу движению пуансона.
В зависимости от соотношения раз-
размеров d0 и dp mm при высадке втулок
возможны следующие варианты соот-
соотношения размеровd и d0: при dp mln =
= d0 d sg: do\ при dp mln > d0 d > d0
(необходим пережим прутка); при
dp min <5 d0 d<< d0 (необходим подъем
прутка у заднего торца поковкн).
При штамповке втулок часто огра-
ограничивают число переходов, что
приводит к увеличению диаметра за-
заготовки с целью сокращения числа
наборных операций. В крайнем случае
диаметр прутка не должен быть больше
минимального диаметра поковки D
(см. рис. 21). При этом следует учесть,
что пережим прутка при dld0 > 2,2
проводить не рекомендуется.
В некоторых случаях, особенно ког-
когда в поковке имеется фланец, ограни-
ограничивающий ее осадку при прошивке
при d > d0, возможна штамповка
без пережима прутка. При штамповке
поковок с d ~ d0 (рис. 23, а) необхо-
необходимо большое число наборных пере-
переходов; при штамповке по схеме
(рис. 23, б) наборные переходы отсут-
отсутствуют, постепенную отрезку по-
ковки осуществляют боковыми но-
ножами. При этом отчетливое оформление
поковки в торцовых углах и на участке
диаметра, соответствующего про-
пробивке, возможно толйсо при выдавли-
выдавливании металла навстречу движению
пуансона в заключительный момент
прошивки. Кроме того, штамповка
с постепенной отрезкой поковки услож-
усложняет наладку штампов.
Потеря металла по длине прутка
иа первую в прутке штампованную
поковку при штамповке с передним
упором и использовании пережима
или подъема прутка не должна пре-
превышать диаметра прутка.
При штамповке длинных тонко-
тонкостенных втулок рационально приме-
применять заготовку (пруток), рассчитанную
на две поковки, с тем, чтобы при
изготовлении второй поковки клеще-
клещевиной для нее служила «высечка» от
первой поковки. Условия применения
заготовки иа две поковки:
где d — диаметр прутка; К = 0,85-^
^0,95 — коэффициент, обеспечива-
обеспечивающий выход прутка за пределы ма-
матрицы на длину, равную до половины
его диаметра, что позволяет применить
передний упор; D и d0 — диаметры
втулки соответственно наружный
и отверстия;
значительный пережим прутка,
приблизительно равный 0,5d (для
уменьшения длины его зажима);
длина зажимаемой части прутка не
должна быть менее l,7d.
После выбора диаметра прутка по
формуле B4) определяют длину его
высаживаемой части /в, а также г|> =
= lB/d, число наборных переходов и их
размеры (указания по определению
размеров полости наборной части
ручьев см. на с. 2.39.
Если число переходои больше
допустимого при штамповке на одной
ГКМ (сы. 289) и не сокращается при
увеличении диаметра прутка, то обыч-
обычно более рациональным оказывается
корректирование процесса в целях
уменьшения переходов, а не штамповка
на двух машинах или использование
повторного нагрева заготовки.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
293
Рис. 24. Постоянство объемов (Vi = К2)
Металла в заготовке по разные стороны
от заусенца на различных переходах
Число переходов штамповки может
быть уменьшено при:
увеличении длины прошивки за
каждый переход примерно в 1,5 раза
по сравнению с нормально допуска-
допускаемой (см. табл. 18); глубина прошивки
в каждом ручье не должна быть более
C-^4) d0 и длины рабочего хода цен-
центрального ползуна ГКМ;
уменьшении общей глубины про-
прошивки за счет увеличения длины
Н ¦— (h -|- hi) пробиваемой части по-
поковки (см. табл. 19); допускается
глубина пробивки, равная полутора
диаметрам прошиваемого отверстия;
совмещении операции пробивки
с прошивкой; пробивной пуансон имеет
форму прошивного; в последнем ручье
(не считая отрезки высечки) в про-
процессе прошивки происходит раздача
металла, а в последней фазе — вы-
выталкивание излишков металла, сопро-
сопровождаемое проталкиванием прутка
и отделением от него поковки; на этой
операции возможно образование зад-
заднего долевого заусенца по контуру
пробивки.
совмещении операции отрезки по-
поковки от прутка с пробивкой в совме-
совмещенном отрезном — пробивном ручье,
и результате чего исключается до-
Рис. 25. Специальная форма перехода
при шгамновке покивки кольца с буртом
Рис. 26. Переходы при штамповке
ковки втулки с буртами
полнительный ручей для отрезки
высечки; поковка сначала отделяется
от прутка ножами матриц, после чего
осуществляется пробивка сквозного
отверстия ходом главного ползуна
ГКМ.
Высадка поковок ко-
колец и втулок сложной
формы. При выборе формы и
числа переходов используют методику,
приведенную для изготовления глад-
гладких колец и втулок с учетом следу-
следующих основных положений:
если в каком-либо предварительном
переходе высадку проводят одно-
одновременно в пуансоне и матрице, а в за-
зазоре между ними возможно образова-
образование заусенца, то объемы (Vt и V2)
металла переходов, находящиеся
по разные стороны заусенца, должны
быть на всех переходах одинаковыми
(рис. 24);
при штамповке таких поковок осо-
особенно часто применяют специальные
переходы (рис. 25 и 26); конфигурацию
и размеры этих переходов устанавли-
устанавливают по расчетной заготовке.
Штамповка поковок III группы осу-
осуществляется по той же методике, что
и штамповка поковок 1 и II групп.
Наиболее часто поковки штампуют
из длинного прутка, а отделение вы-
выполняют с предварительным пере-
пережимом прутка и с последующим сдви-
сдвигом в отрезном ручье при ходе подвиж-
подвижной матрицы (рис. 27). Пережим реко-
рекомендуется проводить на диаметр dy =
= @,5~-0,7) d. В целях обеспечения
более чистого среза и предотвращения
перекоса прутка в штампах предусма-
предусматривают пружинный или пневмати-
пневматический прижим.
294
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 27. Отделение поковки от прутка
после его пережима сдвигом в отрезном
ручье при ходе подвижной матрицы
При большой длине поковки при-
применяют заготовку на две поковки и>
постепенно пережимая пруток, штам.
пуют с поворотом. Благодаря опера,
циям пережима становится возмож-
возможным использовать ручьи с длиной
зажимной части, равной Aч-1,5) d.
После штамповки поковки соединены
легкоотрезаемой перемычкой.
Схема штамповки из штучной за-
заготовки показана на рис. 28. Штам-
Штамповка таких поковок на ГКМ с гори-
горизонтальным разъемом может произ-
производиться без специальных клещей,
1-е клещи
Ш
Рис. 28. Схема штамповки поковки с глу-
глухим отверстием из штучной заготовки:
I-V — переходы штамповки
Рис. 29. Получение покопок IV группы из
трубных заготовок:
а — высадкой с увеличением наружного
диаметра трубы; б — высадкой с умень-
уменьшением внутреннего диаметра трубы:
в — высадкой с увеличением наружного
и уменьшением внутреннего диаметров
трубы; е — раздачей; д — обжнмом
а исходную заготовку (см. рис. 6)
укладывают^ непосредственно в формо-
формовочный ручей.
Штамповка поковок IV группы. Ва-
Варианты высадки. Схемы основ-
основных технологических операций
при штамповке поковок из трубных
заготовок приведены на рис. 29, а—г.
При штамповке трубной заготовки
раздачей подсадка стенки трубы в этом
же переходе может оказаться невоз-
невозможной. Поэтому сначала утолщают
стенки заготовки, а затем выполняют
раздачу, чтобы избежать утяжки, раз-
разрывов и эксцентриситета, до начала
раздачи на конце трубы рекомендуется
высадить фланец (рис. 29, г), который
затем удаляют в обрезном ручье штам-
штампа. Размеры фланца (ширину b и тол-
толщину t) выбирают так же, как и для
втулок при их высадке (см. с. 289).
О.бжатие трубы по наружному диа-
диаметру (рис. 29, д) наиболее целесо-
целесообразно проводить на ротационно-об-
жимных машинах. Схема высадки
трубной заготовки показана на рис. 3d
Сечение исходной трубной заго-
заготовки Fo выбирают по размерам по-
поперечного сечения той части поковки,
которая не подвергается высадке.
Объем высаживаемой части по-
поковки Уф определяют по ее чертежу
с учетом угара и половины положи-
положительного допуска на размеры.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
295
Длина высаживаемой части по-
. ковки
В процессе высадки происходит вы-
вытекание металла из зоны деформации
и утолщение стенок за пределами де-
деформируемого участка. Поэтому .глину
/в увеличивают в зависимости от зна-
значения отношения——: = Д.
При Д < О 1В унеличивают на 10 %;
при Д > 0 и числе переходов больше
одного /в увеличивают на 15—20 %.
Допустимое увеличение толщины
стенки за один переход определяют
по кривым (рис. 31), соответствующим
высадке: с уменьшением внутреннего
диаметра — кривая 1; с увеличением
наружного диаметра — кривая 2;
с увеличением наружного диаметра
и уменьшением внутреннего — кри-
кривая 3.
Высадку трубной заготовки за
один переход в формовочном ручье
проводят при /в ^ 2,5s.
Возможность получения утолще-
утолщения требуемых размеров устанавли-
устанавливают по кривым на рис. 31. Если вы-
высадку проводят с увеличением наруж-
наружного диаметра (рис. 29, а), то утолще-
утолщение стенок может составлять до 1,25s.
Высадку с предварительными на-
наборными переходами проводят в том
случае, когда не выполняются условия
высадки за один переход.
Длина наборного перехода
B7)
где коэффициент и = 1,07; F^ =
= —г- (D\ — d\) — допустимая пло-
площадь поперечного сечения первого
наборного перехода, имеющего на-
наружный и внутренний диа'метры соот-
соответственно ?>! и d\.
Допустимое изменение наружного
и внутреннего диаметров наборного
перехода по сравнению с исходными
размерами D н d определяют по отно-
Заготовка
высаженная похоВка.
Г *
L
ч
1 Ч
( • 1 ОПр
~J—
Рис. 30. Схема высадки трубной заго-
заготовки;
й н D — соответственно внутренний и
наружный диаметры трубной заготовки;
do к Do — соответственно внутренний и
наружный диаметры высаженной по-
поковки; s и So — толщина стенки соответ-
соответственно до н после высадки; 1В~ длина
высаживаемой части трубы; / — длина
высаженного участка поковки; 'ощ) —
Длина оправки; а„ — направляющая
часть матрицы (а = 10-Н5 мм)
шениго—— из графика (см. рис. 31),
S
где для первого наборного перехода
Аналогично рассчитывают все
последующие переходы. За размеры
исходной заготовки принимают раз-
размеры предыдущего наборного пере-
перехода. Размеры последнего перехода
должны соответствовать «горячим»
размерам окончательной поковки.
K=sc/s
2.0
I.S
1,6
1,4
10
/
1
s
ч
—т
1
г
<~
-г
3
——.
——т
¦¦¦ in ,
0,5 1,0 1,5 г,о г,5 з.о ье/в
Рис. 31. Зависимость sQ/s от '„/О при
различных вариантах высадки трубы
296
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 32. Схема высадки конца грубы:
/ — /// — переходы штамповки
Размеры ?>i и dlt ?>2 и d2 и так далее
принимают с учетом того, что металл
лучше заполняет полость с внутренней
поверхности трубы.
Ниже приводятся рекомендации
по штамповке с наборными переходами
поковок IV группы:
1. Высадка с уменьшением внутрен-
внутреннего диаметра трубы (поковки типа
IV—/—А, см. табл. 1). Если высадку
проводят за два перехода, и второй
переход — формовочный, то в первом
переходе следует увеличить толщину
стенки на 0,75 суммарного утолщения,
а во втором переходе — на 0,25 суммар-
суммарного утолщения. Такое ведение про-
процесса предотвращает образование
продольного и торцового заусенцев,
а также способствует лучшему удале-
удалению окалины.
2. Высадка с увеличением наружного
диаметра трубы (поковки типа
IV—1—Б). При I < 0.75D иО0<
< 1/~?>2-}-0,75 сР можно проводить утол-
утолщение стенок трубы в два перехода,
причем на первом переходе осуще-
осуществляют высадку внутрь с уменьше-
уменьшением первоначального внутреннего
диаметра не более чем в 2 раза, а на
втором — раздачу трубы до первона-
первоначального внутреннего диаметра и
20. Практические данные по высадке
труб (см. рис. 32)
Размеры, мм
трубной
заготовки
d
32
31
30
42,5
38,5
30
52,5
48,5
41
42
62
56
47
67
63
55
81
89
D
35
45
'66
60
65
73
73
89
95
высаженной
поковки
Оо
44
43
42
58
55
51
70
68
65
70
82
81
75
91
90
86
112
120
/
20
25
48
33
70
93
44
107
63
60
56
127
40
84
45
137
90
60
Число
перехо-
переходов
2
3
2
3
2
3
3
2
нагревов
2
3
2
3
2
3
2
3
2
требуемого наружного. При / > 0.75D
aD,^ YD'1 ¦+- 0,754* высадку реко-
рекомендуется выполнять в три перехода
с двумя-тремя нагревами. Схема вы-
высадки приведена на рис. 32. При вы-
высадке с двумя нагревами их произ-
производят перед первым и третьим пере-
переходами. Практические данные по
высадке поковок этого типа на концах
стальных бесшовных труб в два-три
перехода приведены в табл. 20 по
А. Н. Дунаеву.
При разработке процесса штамповки
длину участка трубы llt на которую
уменьшается длина L исходной за-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
297
готовки (см.
по формуле
рис. 32), определяют
B8)
внутренний диаметр трубы, при ко-
котором обеспечивается получение
конечного диаметра Do, определяют
по формуле
К- B9)
Если утолщение трубы получают
за два перехода при уменьшении вну-
внутреннего диаметра d, то 1{ '— /2 -)- h>
причем U <! /3. Задавшись /2 и dj га
га—^—— , находят длину /4 вну-
внутреннего утолщения после первого
перехода по формуле
П2 А2
U. C0)
сР — d\
Общая длина
Km,
C1)
где К — коэффициент, учитывающий
угар металла при нагреве; К = 1,03ч-
-5-1,05; т—коэффициент, учитыва-
учитывающий форму наружного утолщения;
для цилиндрического утолщения
т — 1; для утолщения другой
формы т -g; 1.
Чем больше Do, тем меньше ~d%
[см. формулу B9)], и при ?>2 -j- d? =
= ?>о диаметр d2 = 0, т. е. при втором
переходе произойдет заковка конца
трубы. Поэтому указанный расчет при-
применим при условии, что
(о2
- D"o
нли
0,75«Р.
C2)
Если требуется большее утолщение
трубы по сравнению с определяемым
по формуле C2), то в наборных пере-
переходах необходимо предусматривать
не только уменьшение внутреннего
диаметра d, но и увеличение наруж-
наружного диаметра D. В этих случаях
высадку проводят в три-четыре пере-
перехода по следующей схеме: в первом
переходе высаживают металл внутрь
трубы с уменьшением внутреннего диа-
диаметра d на 25 %; во втором переходе —
одновременно внутрь и наружу трубы
с уменьшением d на 50 %; в третьем
переходе происходит утолщение
стенок трубы только наружу, а вну-
внутренний диаметр не меняется (остается
0,5d). В последнем переходе проводят
раздачу металла до первоначального
диаметра и заданного наружного диа-
диаметра Do. Этим способом можно выса-
высаживать утолщения с наружным диа-
диаметром D = A,5-;-2,0) D и длиной
/= Aч-2,5)?>.
Значительные утолщения стенки
могут быть получены также по тех-
технологической схеме, в которой первый
наборный переход выполняют с не-
небольшим увеличением наружного
и значительным уменьшением внутрен-
внутреннего диаметра трубы. В последующих
переходах проводят постепенное
и равномерное увеличение внутреннего
диаметра до диаметра трубы, а утолще-
утолщение стенок происходит за счет увели-
увеличения наружного диаметра.
3. Высадка с увеличением наружного
и уменьшением внутреннего диаметра
(поковки типа IV—1—В). В первом
переходе утолщение стенки рекомен-
рекомендуется проводить при уменьшении вну-
внутреннего диаметра трубы. Для
выполнения последующих переходов
пользуются рекомендациями, при-
приведенными в пп. 1 и 2,
4. Поковки с фланцем (поковки типа
IV—1—Г и IV—1—Д). Технология
процесса штамповки определяется
особенностями конфигурации фланца
и разрабатывается на основе рекомен-
рекомендаций по высадке утолщений на труб-
трубных заготовках. Так, фланец cD0 =
= Bн-2,5) D типа IV — 1 — Г может
быть высажен из утолщения типа IV —
1—Б с / = @,5 -=- \)(D—.d), получен-
полученного за 3—4 перехода.
При проектировании штампов
для высадки труб на ГКМ необходимр
учесть, что: трубу следует фиксировать
по заднему упору; длина оправки /опр
должна быть больше длины 1В выса-
высаживаемой части трубы, а центриру-
центрирующая часть пуансона до начала вы-
высадки должна заходить в направля-
направляющую матрицы на 10—15 мм (ан =
= 10-т-15 мм, см. рис. 30); оправка
должна изготовляться с уклоном до 1°.
298
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Рис. 33. Получение на ГКМ поковки (а)
с полым тонкостенным утолщением на
конце стержня из промежуточной заго-
заготовки (б) волочением (в) и выдавлива-
выдавливанием (г)
Штамповка поковок V группы. При
штамповке поковок 1-й подгруппы (см.
¦П'бл. 1) применяют операции выдавли-
пания, расплющивания, пережима
и гибки. В зависимости от типа по-
поковки эти операции могут проводиться
и сочетании с высадкой. Эти операции
не являются характерными для ГКМ.
Для поковок 2-й подгруппы харак-
характерны технологические особенности
штамповки поковок предыдущих
групп. Возможны также операции,
осуществляемые при штамповке поко-
поковок 1-й подгруппы, например рас-
расплющивание, гибка и т. д.
Штамповку полых поковок со
стержневой частью (типа V-2-A, см.
табл. 1) проводят аналогично штам-
штамповке поковок II группы. Особенность
поковок этого типа состоит в том, что
диаметр стержневой части задается
чертежом поковки. Поэтому могут быть
случаи штамповки тонкостенных по-
поковок с /в<3 Н и dp <i d (рис. 33, а).
По использующейся при штамповке
втулок технологической схеме тре-
требуется получить наборный переход
с центрирующим буртом и длиной,
примерно равной Н, что возможно
только при условии редуцирования
исходного диаметра прутка на значи-
значительной длине. Выполнение этих опе-
операций на ГКМ трудно осуществимо.
Поэтому штамповку ведут с получе-
получением полого утолщения промежуточ-
промежуточной формы, толщина стенки которого
превышает требуемую толщину, т. е.
Н > t (рис. 33, б), а длина утолщения
равна или несколько меньше /в. Утол-
Утолщение промежуточной формы может
быть получено из наборного перехода
(см. рис. 22, а или б). В последнем
случае должна быть предусмотрена
операция обрезки фланца в обрезном
ручье ГКМ.
Утонение стенки t1 промежуточной'
формь) (рис. 33, б) можно осуществить
волочением, проталкивая промежу-
промежуточное полое утолщение через кольцо
(рис. 33, в), или прямым выдавлива-
выдавливанием (рис. 33, г). При штамповке вы-
выдавливанием поковку получают с об-
лоем, который удаляют в обрезном
ручье ГКМ.
Штамповка поковок V! группы. По-
Поковки этой группы изготовляют комби-
комбинированным способом, т. е. штамповке
на ГКМ предшествует штамповка на
другом оборудовании (молот, КГШП
и т. д.) или наоборот. Размеры за-
заголовки и переходы штамповки уста-
устанавливают по отдельным элементам
поковки, которые соответствуют
тому или иному технологическому про-
процессу.
Конструирование ручьев штам-
штампов и деталей. Обозначения, при-
принятые для определения расчетных
параметров ручьев: Dn — диа-
диаметр пуансона; DM — диаметр-
полости матрицы; 1п — длина
пуансона; /м — длина полости ма-
матрицы; /р — длина зажимной, за-
зажимной и пережимной или зажимной
и подъемной частей ручья; 1г — за-
закрытая высота штампа; dy—диаметр
упора.
При конструировании ручьев
штампов и их элементов за исходные
принимают данные, полученные при
расчете переходов штамповки, а также
используют рис, 34—49 и табл, 21—
40.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
299
А-А
LX
1
\\\W
Пруток с высечкой
до отрез/си
\\\
В'В
п
Рис. 34. Отрезной ручей для отрезки со
сдвигом прутка d > Зи мм за два перехода:
1 — подвижная матрица; 2 — непо-
неподвижная матрица; 3 — неподвижные
ножи; 4 и 5 — подвижные ножи; 6 —
винт
Блоки матриц и вставки. При кон-
конструировании штампа проверяют
возможность применения конструк-
конструкции блоков-матриц типа I (табл. 34)
Рис. 35. Отрезной ручей для отрезки со
сдвигом поковки от прутка A < 30 мм за
одни переход:
/ — неподвижная матрица; 2 — подвиж-
подвижная матрица; 3 — неподвижный нож!
4 — подвижный иож; 5 ~< боковой ynopj
6 и 7 — винты
Рис. 36. Отрезной ручей для отрезки вы-
сечки:
; — неподвижная матрица; 2 — по-
подвижная матрица; 3 — неподвижный
иож; 4 — подвижный нож; 5 — винт
и только в случаях, когда не удается
расположить все вставки в одном бло-
блоке, применяют другие конструкции
блоков. Тип II является менее раци-
рациональным, так как требует применения
зажимных частей ручьев без вставок
и крепления соседних вставок общим
болтом, что вызывает неудобства' при
наладке штампа. Конструкция бло-
блоков типов 111—VI показана на рис. 37.
Размеры рабочей полости вставок
D,., ?>„, /„, /'и т. д. определяют по
правилам конструирования ручьев
(см. рис. 34—49 и табл. 21—40).
Габаритные размеры вставок.
?>вс = ?>м + It,
где t соответственно равно минимально
допустимой толщине tr стенки набор-
наборной вставки; /2 — то же, формовочной
вставки; t3 — то же, поддерживающей
вставки (см. табл. 34).
Минимально допустимые размеры
пережимных, подъемных и пробивных
300
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
21. Зажимная часть ручья
Способ
штамповки
С передним упо-
упором без пережима
прутка
С задним упором
без пережима
прутка
С упор-клещами
без пережима
прутка
С передним упо-
упором и пережимом
прутка
С передним упо-
упором без пережима
прутка
Конструкция зажимной
части ручья
Гладкий ручей
А-А
А-А
А-А
н
-
Рифленый ручей
А-А
\R подобрать
Основные расчетные
размеры, мм
df — номинальный
диаметр прутка с
учетом усадки с точ-
точностью до 0,1 мм.
При штамповке с
задним упором в
штампе и с задним
упором в клещах
возможно А = 0,
если установлен
жесткий допуск на
стержневую часть.
При штамповке с
задним упором раз-
размер / принимают
в зависимости от
длины стержня /с
См. с. 301
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
301
Продолжение табл. 21
Способ
штамповки
Конструкция зажимной
части ручья
Основные расчетные
размеры, мм
С передним упо-
упором и пережимом
прутка
А-А
С передним упо-
упором и повтором
заготовки, рас-
рассчитанной на из-
изготовление двух
поковок
В многоручьевом
штампе зажимные
пояски располагают
в шахматном поряд-
порядке, чтобы расстоя-
расстояние от оси первого
пояска до переднего
конца зажимной
части ручья равня-
равнялось: в первом ру-
ручье с; во втором с +
+ а/2, в третьем —
с и т. д.
Размеры (мм) зажимной части ручья
Диаметр
прутка d, мм
До 10
Св. 10 до 20
» 20 » 30
» 30 » 40
» 40 » 50
» 50 » 60
» 60 » 70
» 70 » 80
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
1,0
60
20
1,5
2,0
2,5
100
120
160
200
50
80
100
120
160
40
60
80
100
8
10
16
20
25
15
250
200
120
32
3
4
5
6
8
10
3,0
3,5
10
320
250
160
36
12
10
12
16
20
25
Примечание. I > 1г > 0,7/; Ь — ширина выступа рифления.
302
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
22. Пережимная часть ручья
Пережим
Первый
Второй
(на овал)
Оконча-
Окончательный
(на круг)
Конструкция пережимнои
части ручья
Диаметр
прутка d$
мм
До 20
Св. 20 до
» 30 »
» 40 »
» 50 »
> 60 »
> 70 J
30
40
50
60
70
30
D
60
70
80
100
ПО
120
140
R подобрать
Основные расчетные
размеры, мм
dt — номинальный диа-
диаметр прутка с учетом
усадки; d0 — номиналь-
номинальный диаметр отверстия
поковки с учетом усад-
усадки или диаметр окон-
окончательного пережима
заготовки (перед отде-
отделением от нее поковки
боковым срезом). При
-р- < 1,8 применяют
"о
один предварительный
пережим (второй);
А =-?-0,3.
При -^-= 1,8-4-2,2
«о
применять два предва-
предварительных пережима.
При первом пережиме
d1
d0 „.
0,о;
при втором пережиме
h = 4° -0,3;
rf2= d0 — 0,5
Размеры (мм) пережимнои части ручья
25
32
40
50
20
25
32
40
20
15
6
8
10
12
16
2,0
2,5
3,0
1,5
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
303
23. Подъемная часть ручья
Конструкция подъемной
части ручья
Основные расчетные
размеры, мм
dx — номинальный диаметр прутка
с учетом усадки; d0— номиналь-
номинальный диаметр отверстия поковки
с учетом усадки;
d2= d0— 0,5;
D — диаметр вставки
Размеры (мм) подъемной части ручья
гг а'
До 20
Св. 20 до 30
» 30 » 40
» 40 » 50
» 50 » 60
» 60 » 80
d., + B0-4-30) с округ-
округлением до ближайшего
большего диаметра по
МН 1278—60
25
16
1,5
32
40
50
20
25
2,0
2,5
3,0
32
1,5 20
2,0
2,5
15
24. Наборная часть ручья
Набор
металла
(условия
примене-
применения)
Конструкция наборной
части ручья
Основные
расчетные
размеры, мм
При на-
наружном
переднем
упоре
Ручей в матрице
Dn; /н — разме-
размеры требуемого
наборного пере-
перехода с учетом
усадки; /в — вы-
высаживаемая дли-
длина прутка;
ш н
где б см. с. 306;
'м = 'в — t,
где f ^.d, но ие
менее 5 мм; ¦
304
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
305
Набор
металла
(условия
прнмеме»
н и я)
При вну-
внутреннем
переднем
упоре
(d — диа-
диаметр прут-
прутка)
При
заднем
уггоре
При на-
правле-
правлении пу-
пуансона в
матрице
При зна-
читель-
чительном на-
наружном
диаметре
Конструкция наборной
части ручья
i
У
т
1, т
с.
1
Ручей в пуансоне
Продолжение табл. 24
Основные
расчетные
размеры, мм
/в<(/м+ ю);
1ы= 1в+ Eн-10);
т= 1М —
-(/в- 0, Id);
п = т + A0-4-20)
= /в+ (Ю-И5)
размеры требуе-
требуемого наборного
перехода с уче-
учетом усадки;
?>п>?>к +
-f-0,2(DK+/K)+5
применяют в трех
случаях:
при наборе метал-
металла в пуансоне с
направлением
пуансона в ма-
матрице;
при условии, что
наружный диа-
диаметр наборного
пуансона значи-
значителен;
при наборе ме-
металла в пуансоне
и в матрице;
H-0,l(Db+LK)+5
при наборе ме-
металла в пуансо-
пуансоне, закреплен-
закрепленном в обойме;
26,
Набор
металла
(условия
примене-
применения)
При за-
крепле-
креплении пу-
пуансона
в обойме
для обес-
обеспечения
строгой
соосно-
соосности ме-
между ча-
частями
ручья и
матрицы
Продолжение табл. 24
Конструкция наборной
части ручья
Ручей в пуансоне и матрице
Основные расчетные
размеры, мм
при наборе метал-
металла в пуансоне
с направлением
пуансона в ма-
матрице и при на-
наборе в пуансоне
и матрице;
>(' + 050/
при направлении
пуансона в ма-
матрице;
l(l+0Sd
- Цк + «
при наборе в пу-
пуансоне и матрице;
а = 0,4/м;
если 0,4/м <
< 15 мм, то а =
= V,
'п= k-Cp+62)
при направлении
пуансона в ма-
матрице и значи-
значительном наруж-
наружном диаметре;
11 С +
пг р
+ /к + б2)
при наборе в ма-
матрице и пуансоне
Те же, что и для
набора металла
в пуансоне
(кольцевой зазор
между пуансоном
и матрицей — 8t)
306 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 24
I
Размеры (мм) наборной части ручья
Dn или DK
До 50
Св. 50 до 80
» 80 » 100
» 100 » 120
» 120 » 160
6
0,3
0,35
0,4
0,5
0,6
бх
0,6
0,7
0,8
1,0
1,2
62
2,5
3,0
3,5
4,0
5,0
3
4
5
6
8
2
3
4
2
3
4
5
с
2
3
4
5
3
4
5
25. Формовочная часть ручья
Условия
приме-
применения
Конструкция формо-
формовочной части ручья
Основные
расчетные
размеры, мм
Формовочный ручей в матрице или в матрице
и пуансоне
В закры-
закрытом
ручье
Наборный
In, him — разме-
размеры наборного пе-
перехода;
Вф\ 1ф', dnp'< 'пр
размеры требуе-
требуемого формовоч-
формовочного перехода;
Dn = Dm - 28;
In = h - (/P +
+ /4);
'м = (la + 'up +
Условия
приме-
применения
В от-
открытом
ручье
С напра-
направлением
в ма-
матрице
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
307
Продолжение табл. 25
Конструкция формо-
формовочной части ручья
Наборный
переход
Формобочный
переход
Основные
расчетные
размеры, мм
Da = Aj, + 26;
DM=Dn+28;
'п = к — (lv +
+ <*);
'м = ('и + 'пр +
+ 0,5^)- /нм
Формовочный ручей в пуансоне
На6~орный Формовочный
перевод перепад
is 1
0,4
+ 10; DM=Dn +26;
'м = (/н + 'пр +
(8] — торцовый за-
зазор между пуан-
пуансоном и матрицей)
308
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
I
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
309
Условия
примене-
применения
Без на-
правле-
правления в
матрице
Продолжение табл. 25
Конструкция формо-
формовочной части ручья
Наборный Формовочный
переход перепад
Основные
расчетные
размеры, мм
См. С. 307
Размеры (мм) формовочной части ручья
До 20
Св. 20 до 50
» 50 » 80
» 80 » 100
» 100 » 120
» 120 » 160
0,25
0,3
0,35
0,4
0,5
0,6
1,0
1,2
1,5
1,7
2,0
2,5
5
7
8
10
12
14
2
3
4
5
6
26. Пробивная часть ручья
Способ
изготов-
изготовления
поковки
В откры-
открытом
ручье с
пережи-
пережимом
прутка
В откры-
открытом
ручье с
подъемом
прутка
Конструкция
пробивной части ручья
Основные
расчетные
размеры, мм
do', da; hn— раз-
размеры поковки
(формовочного
перехода с уче-
учетом усадки); t;
b — размеры за-
заусенца;
di = d0 + A + 2);
d3 — du + x,
где х— верхнее
отклонение допу-
допуска на размер dn;
di = dlu + х;
db = do\
ds= rfe+ 0,176;
d«. = rfu +36+5;
К = hllt + y,
где у — нижнее
отклонение допу-
допуска на размер hln;
h = hiu - E4-10):
hK= Юч-15;
hs = 25-=-35;
/j = 0,3Atl +
+ (Юч-20);
+ A0-15);
rx = 'in + B-4-3);
Гг= r2a— @,54-1)
'3 = '3D — 1
'4 = 2h-3;
rb = 0,2 hs;
r» = 0,2 ftK
310 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Способ
изготов-
изготовления
поковки
В за-
закрытом
ручье с
пережи-
пережимом
прутка
В за-
закрытом
ручье с
подъемом
прутка
Продолжение табл. 26
Конструкция
пробивной части ручья
VI*
Основные
расчетные
размеры, мм
Те же, что и для
открытого ручья
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
311
До
Св.
»
"о
20
20 до
40 »
60 »
40
60
80
Размеры
D
От 55 до
Св. 60 »
» 90 »
» 120 »
(мм) пробивной
60
90
120
160
в
25
32
40
50
части
а
3
4
4
5
1
1родолжение
ручья
<?i
5
6
7
8
табл. 26
6.
20
25
32
40
27. Вставки пробивной части ручья
Условия
приме-
применения
После
пере-
пережима
прутка
После
подъема
прутка
Конструкция
пробивной части ручья
КпаЫрать
R 2т
Основные расчетные
размеры, мм
dx — номинальный диа-
диаметр прутка с учетом
усадки;
d0 — номинальный диа-
диаметр отверстия с учетом
усадки;
d2= 1,02^+ 1;
du= l,01do+ 0,1;
(остальные размеры ука-
указаны в табл. 26)
312
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
28. Обрезная часть ручья
Распо-
Расположение
заусенца
на по-
поковке
На пе-
переднем
торце
Конструкция
обрезной части ручья
О5лой
Основные
расчетные
размеры, мм
rfnl hu; lc — раз-
размеры оконча-
окончательного формо-
формовочного перехо-
перехода с учетом усад-
усадки;
t\ b — размеры
заусенца;
di = du + 0,5x,
где х— верхнее
отклонение допу-
допуска на размер da\
ds= rf2— 26,
где б — по табл.
29;
d4 = dn + 3fe + 5;
4= l,01rf2—ок-
l,01rf2—округлять D боЛЬ-
ШуЮ сторону до
0,1;
dn — di-\-
+ 0,17(В— а),
где а и В— по
табл. 30;
rf,= l,02rf +1
h= 0,ldn-(- 10;
hx = Ы;
A2= /iu+20— B,
но /г2 не долж?ю
быть менее 10;
l>d\
/р=
0,5 (rf6 —
+ A04-15)
(rf, — диаметр нап
равляющего от-
отверстия)
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
313
Продолжение табл. 28
Распо-
Расположение
эаусенца
на по-
поковке
Конструкция
обрезной части ручья
Основные
расчетные
размеры, мм
На не-
значи-
значительном
расстоя-
расстоянии от
переднего
торца *
^=^11+A+2);
D2=din+ (I-r-2);
Н\ — Лщ + 1
(Hi — глубина по.
лости пуавсона)
На зна-
читель-
чительном рас-
расстоянии
от перед-
переднего
торца *
*л,
но не более, чем
указано для слу-
случая расположе-
расположения заусенца на
переднем торце;
>h= Ku + hn +
+ 20 - В,
но не менее 10)
Dt = dn + 5;
H1=t+t1+ 5;
H»=t+h +
+ h3n + 5;
lu=h- (h +
+ h3n - 5)
314 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 28
Распо-
Расположение
заусенца
на по-
поковке
На зад-
заднем
торце *
Конструкция
обрезной части ручья
Основные
расчетные
размеры, мм
di = d6 = dn +
+ 0,5х;
hx = Ы,
нонеболееО,5/гп;
А = (/10-/1!)+ 10
* Остальные параметры обрезной части ручьев определяют так же,
как и для случая расположения заусенца на переднем торце поковки.
29. Значение зазора б для обрезной
части ручья, мм
30. Размеры (мм) вставки —
обрезной полуматрицы
Диаметр
dn, мм
б
п
До
20
0,3
зиме
значения см.
Св.
До
0
ч а
20
во
5
н и
в табл.
Св
До
0
е.
28.
80
160
,8
Св.
160
1,0
Обо-
Диаметр
прутка
d, мм
а
В
До
20
5
25
Св. 20
до 40
6
32
Св. 40
до 60
7
40
Св. 60
до 80
8
50
Примечание. Обозна-
Обозначения см. в табл. 28.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
315
31. Размеры (мм) элементов отрезных ручьев для отрезки со сдвигом прутка
за два перехода
Подвижная матрица,
(гнездо под но/к)
Неподвижная матрица Rzbo / \
(гнездо под нож) \/ \у)
0,5(в+1)
B-S
^7
Конструктивно
Диаметр
3ai о-
с учетом
усадки, мм
До 20
D
В
Поле допуска h8
<2,2-r-3,0)</,
A,0-7-1,4)^
а
2
ь
4
dt
11
А.
/¦х+ 6
Аз
6
da
16
dt
М10
г
3
316 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 31
Диаметр
заготовки
с учетом
усадки, мм
Св. 20
до 40
Св. 40
до 60
D
в
Поле допуска hS
B,2-3,0) dj
A,8^2,2) dj
A,0-И ,4) dj
@,7H-l,0)d1
а
3
4
b
5
6
h;
d2
13
17
ft,
/i+8
П+ 10
fts
8
10
d,
19
25
d4
M12
M16
r
4
5
Примечания: 1. rx = 0,5dx + Aн-2) мм и г2 = гх + а.
2. Ручьи используют при отрезке прутков диаметром более 30 мм.
На первом переходе пруток надрезают; на втором — отрезают оконча-
окончательно.
32, Размеры (мм) элементов ручьев для отрезки со сдвигом поковки
за один переход
Патрица iwdSu-^иая Матрица нсппдЗижнаА
(гнездо под how) (гнездо под how)
V ty)
Диаметр
заготовки
с учетом
усадки dit
мм
До 20
Св. 20 до 40
» 40 » 60
Поле допуска Н8
B,2-^-3,0) dx
(l.O-r-1,4)
@,7H-l,0)d1
rx+ 16
rx+20
h; d
13
17
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
317
Продолжение табл. 32
Диаметр
ваготовки
с учетом
усадкн dj,
мм
До 20
Св. 20 до 40
» 40 » 60
Приме
менее 20 мм;
2. Ручей
переход.
ft2
гх+6
гх + 8
гх+ 10
d,
М10
М12
М16
d,
16
19
25
Гц
гх+2
гх+3
Г1+ 12,5
/"!+ 16
rt+20
ч а н и я: 1. гх = 0,5dx + (l-j-2) мм; /j3==0,6d1,
b — 0,3d1( но не менее 10 мм.
используют для отрезки прутка диаметром до 30 мм
г.
Ь+ 12
гх+ 14
/i+ 16
но не
3 1 ОДИН
33. Размеры (мм) ручья для отрезки вь:сечки после прошивки отверстия
в поковках со сквозным отверстием
Подбимноя матрица
(гнезда под нот)
НеподВижная матрица
{гнездо под hoik)
Поле допуска размеров Н1, В, В2 и L H8
Поле допуска
размеров Hv B2 и L h8
Диаметр
заго-
заготовки
с учетом
усадки
dn мм
До 30
Св. 30
до 50
Св. 50
до 70
Иг
B,0-нЗ.О) dx
A,8-н2@) dj
в
B,0-^2,5) d,
A,5-2,0) dj
A,3-^-1,5) rfx
вг
A.2-Г-1.4) di
@,8-1,2)^
@,7ч-0,8К
L
B,5^3,2) dx
B,04-2,5) dj
(l,7-r-2,0)d1
d2
13
17
21
dz
21
26
32
dt
M12
M16
M20
318 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 33
Диаметр высечки
d«, ми
Св. 16 до 25
» 25 » 30
» 30 » 40
» 40 » 50
» 50 » 60
3
4
5
6
7
2,5
Диаметр
высечки
do, мм
Св. 16 до 25
у, 25 » 40
» 40 » 60
Поле допуска М
A.8-
A,5
A,2
2,2) d0
1,8) d0
¦1,5) rf0
A,1-И,2) d0,
@,94-1,1) d0
@,84-0,9) do
C,04-3,5) d0
B,54-3,0) d0
B,0-7-2,5) d0
5
10
A,44-1,8) d0
A,04-1,4) d0
@,84-1,0) d0,
но не более
2d4
35. Размеры (мм) хвостовиков пуансонов
3*15°
1
1,6
2,5
4
6,3
8
10
12,5
Поле
допуска
ht2 US I НИ
50
55
60
70
80
90
100
ПО
Поле
допуска
h!4 hll \H14
39
42
50
58
65
72
78
79
55
60
70
80
90
100
ПО
115
12
16
20
23
25
28
32
36
40
50
60
Примечание. Dn — диаметр пуансона — конструктивный раз-
размер, зависящий от размеров поковки. При Dn > A,54-2,0) d утолщение
Dt не выполняют, Dx = A,54-2,0) d, но не более ширины блока пуансона.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
319
вставок определяются по табл. 22 и 23,
а также табл. 26 и 27.
Диаметр зажимной вставки
(табл. 34) следует принимать равным
диаметру пережим ной или подъемной
вставки. Длину зажимной вставки /зж
определяют в зависимости от необхо-
необходимой длины зажимного ручья.
Размеры блоков матриц. Мини-
Минимально допустимая толщина стенки
блока матриц (см. табл. 34) в зависи-
зависимости от длины матриц L равна: t =
= 10+15 мм; Т > 15-7-20 мм.
Высоту блока Н определяют как
сумму размеров — диаметров вставок
и минимально допустимых толщин
стенок. Полученное таким образом
значение уточняют в соответствии с ха-
характеристикой штампового простран-
пространства Г КМ (см. табл. 2).
Размер блока по длине L находят
как сумму длин вставок с учетом
толщины стенки в долевом направле-
направлении блока:
Тип Ш
L = 'в
'пр + 'зж 4"
и уточняют по размерам штампового
пространства данной ГКМ (см.
рнс. 3). Размер блока по толщине В
определяют по характеристике штам-
штампового пространства ГКМ, для которой
предназначается данный штамп
(табл. 2). Размеры отверстий в блоках
матриц и винты крепления вставок
принимают по табл. 34 (см. с. 320).
Хвостовики пуансонов конструи-
конструируют в соответствии с табл. 35.
Сборные пуансоны. Пуансоны фор-
формовочные. В зависимости от диа-
диаметра пуансона (или диаметра по-
поковки), диаметра и длины прошива-
прошиваемой полости (если требуется прошить
полость) рекомендуются три различ-
различные конструкции сборного формовоч-
формовочного пуансона (рис. 38 и табл. 36
и 37).
Пуансоны пробивные. В зависи-
зависимости от диаметра пуансона (или
диаметра поковки), диаметра н длины
пробиваемой полости рекомендуются
две различные конструкции сборного
пробивного пуансона (рис. 39 и
табл. 38).
Пуансоны обрезные. Конструкция
сборного обрезного пуансона, его
детален и их размеры при диаметре
—|e
/1
, и.,
Тип Y
¦ &>
Тип Щ,
Рис. 37. Варианты конструкций матриц
со вставками
пуансона (поковки) Dn = 80-=-160 мм
даны на рис. 40 и в табл. 39.
Задние упоры. Задние упоры при-
применяют при изготовлении поковок из
штучных заготовок (прутков). В зави-
зависимости от длины стержня /с, диаметра
d, отношения —4- и числа переходон
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧ НЫХ МАШИНАХ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
321
о о сч сч со со со со о>
О Q СО СО Ю Ю
со со со со го со
OOOOcpcOOJCNOO
(N(MCOCOCOCO
со t^ о со oo
OOOCNCOlOOQCOOOOCN
О Q О О О О
*г IO h» OJ СЧ Ю
322 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
36. Размеры (мм) элементов формовочного пуансона при-^-> 1,5
Пуансон
3*45°
с *45°
'f/
v R^38
Ah
L
¦Й
—*-
;¦<«
Поле допуска rf h6
Поле допуска d Я7
Диаметр
прошиваемого
отверстия d0, мм
До 32
Св. 32 до 40
» 40 » 50
» 50
» 60
60
80
Пуансон
Державка
M16
M20
M24
40
50
60
80
25 1,5
32
36
17 26
21
25
32
38
42
52
16
20
24
Примечания: 1. L—конструктивный размер; ?} принимают
по эскизу перехода.
2. Размеры и обработка хвостовой части (поз. 1 на эскизе) — по
табл. 35.
37. Размеры (мм) элементов формовочного пуансона
Поле допуска d h6
исполнение I исполнение Ж
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
323
Диаметр '
Св 100 ДО 120
» 120 » 160
П р и м е ч а
но не менее 30.
2. Размеры
табл. 35.
60
80
А
(доп.
откл.
±0,1)
40
50
Пуансон
d
М24
МЗО
1
24
30
и
36
40
С
2
2,5
Державка
dt
25
31
ds
38
44
/
25
32
ft
24
30
н и я: 1. Размер L выбирают конструктивно; L = 0,3Dn,
и обработка хвостовой части (поз. 1 на эскизе) — по
38. Размеры (мм) элементов пробивного пуансона
Пуансон
ttiL
ii
ЦТ,
/ ^
RM/
±L с.
45"
—^~^~
- У
и
м
?/т
Поле допуска D h8; h* — высота
прошиваемой поковки; размер 1и
выбирают конструктивно
Диаметр
проши-
прошиваемого
отверстия
d0
До 30
Св. 30 до 38|
» 38 » 48
» 48 » 68
» 68 » 78
40
50
65
85
100,
16
20
0,4
0,6
Державка
Гайка
R140,
После допуска D H8
Диаметр
проши-
прошиваемого
отверстия do
До 30
Св. 30 до 38
Л148ХЗ
М60Х4
Державка
А
43,5
54
1
55
65
Гайка
d,
48,6
60,8
D.
80
90
р,
60
70
L
70
80
45
'50
и
14
18
h
60
65
t
8
ь
20
»i
6
8
с
2
3
11*
324 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 38
Диаметр
проши-
прошиваемого
отверстия d0
Св 38 до 48
» 48 » 68
» 68 » 78
й
М76Х4
М95Х4
М115Х4
Державка
d,
70
89
109
1
75
85
100
Гайка
76,8
95,8
115,8
по
130
150
со — ю
о о о
L
100
по
125
1
60
70
85
и
22
26
и
80
90
100
t
8
10
ь
20
25
8
3
Примечание. Размеры и обработка хвостовой части (поз. / на
эскизе) — по табл. 35.
39. Размеры (мм) элементов обрезного пуансона
Державка
Поле допуска d h6
Поле допуска d H7
Диаметр
пуансона Dn
Св. 80 до 100
» 100 » 120
» 120 » 160
50
60
80
А
(доп.
откл.
±0,1)
32
40
50
Пуансои
М20
М24
мзо
54
58
62
19
24
30
32
36
40
2,5
Державка
21
25
31
32
38
44
20
25
32
Примечания: 1. Размер Ц выбирают конструктивно.
2. Размеры и обработка хвостовой части (поз. 1 на эскизе) — по
табл. 35.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
325
ч г 1
Прошиваепып элемент поковки
6)
_^.2>li. t
6 5"*
Рис. 38. Сборный формовочный пуансон:
а — прн Од < 80 мм; б — при Од = 80-Н
-М60 мм; в — при Da > 160 мм;
1 — пуаисон; 2 — державка; 3 — bhhtj
4 — штнфт; 5 — клин; 6 »¦ штырь
штамповки применяют задние упоры
(табл. 40):
располагаемые в штампе (если стер-
стержень поковки или прутка не выступает
за задний край блока матриц) при
небольшой массе поковок, штампуемых
не более чем в трех ручьях; отношение
^С _ о . о.
~Т ~ '
прикрепляемые к штампу при усло-
условии, что стержень поковки или прутка
несколько выступает за задний край
блока матриц;
прикрепляемые к станине машины
(если стержень поковки или прутка
выступает за переднюю поверхность
машины).
Рис. 39. Сборный пробивной пуаисон:
а — прн d0 < 80 мм; б — прн d0 >
> 80 мм; / — пуансон; 2 — державка;
3 — клин; 4 — гайка; 5 -* штырь
Последовательность проектирования
штампов. Штампы для ГКМ проекти-
проектируют с использованием правил и реко-
рекомендаций, приведенных выше, в сле-
следующем порядке:
по чертежу детали и программному
заданию составляют чертеж поковки
и разрабатывают технические требо-
требования, которым она должна удовлет-
удовлетворять;
проводят расчет и выбор штамповоч-
штамповочных переходов, а также диаметра
исходной заготовки;
определяют необходимое усилив
штамповки и выбирают ГКМ по макси-
максимальному усилию штамповки и
Рис. 40. Сборный обрезной пуансон
(Dn = 80-5- 160 мм):
I — пуансон; 2 — державка; 3 — винт}
4 =* штифт
326 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
40. Задние упоры
Упоры, располагаемые в штампе
Упор в неподвижной матрице
1—неподвижная матрица; 2-
клещи
Гнездо под упор
vV)
dz = 0,h5d+11
I — неподвижная матрица; 2 —
подвижная матрица;
dt — диаметр стержня с учетом
усадки
Упор-клещи
— упор; 2 — клещи;
d — номинальный диаметр стержня
Схема штамповки кольца в матрице
с упором в заднюю стенку и с клещами-
оправкой
/ — оправка; 2 — поковка; 3 — матри-
матрица; 4 — клещи
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ШТАМПОВКИ
327
Продолжение табл. 40
Упоры, прикрепляемые к штампу
Упор клещи-фиксатор
Применяют в том случае, если не
требуется точно выдерживать за-
заданную длину стержня
/ — подвижная матрица; 2 — не
подвижная матрица; 3 — клещи;
4 — задний торец заготовки
Упор-«рамка»
(применяют, когда необходимо ре-
регулировать длину в нескольких
ручьях)
/ — прокладка; 2 — опорная рам-
рамка; 3 — рамка-упор; 4 — контур
заготовки
Упор «с переставлиемои ползушкой»
Применяют при необходимости фикси-
фиксирования положения поковки при штам-
штамповке ее противоположного конца
1 — упор-ползушка; 2 — подвижная
матрица; 3 — неподвижная матрица;
4 — планка
Упор-рамка с клиновой регулировкой
(применяют, если необходимо регули-
регулировать длину стержня во всех ручьях
на одну и ту же величину)
/ — регулировочный болт; 2 — упор;
3 — упорная планка; 4 — штамп; 5 —
опорная грудная плита; 6 — станина;
7 — плита; 8 — клещи; 9 — заготовка
1
328
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
Продолжение табл. 40
Упоры, прикрепляемые к станине машины
Упор с фиксатором-ползушкой
Применяют, если длина стержня
поковки или прутка, выступаю-
выступающая за край станины машины,
незначительна
А- а
Внешний упор с регулировкой шпиль-
шпилькой
Применяют при значительной длине
стержня или прутка
I _ штгмп; 2— станина; 3 — стойка;
4 — шпилька; 5 — упорная планка;
6 — заготовка
/ — штамп; 2— станина; 3-
планка; 4 — фиксатор-ползушка
Внешний упор с регулировкой рейкой и шпилькой
Универсален, позволяет устанавливать поковки, значительно отличающиеся
по длине
S S
1 — планка; 2 —
рейка; 3 —упор;
4 — стойка; 5 —
упорный болт; 6 —
штамп; 7 — станин.
ПРИМЕРЫ РАСЧЕТОВ И КОНСТРУИРОВАНИЯ ШТАМПОВ 329
Продолжение табл. 40
Клещи для работы от заднего упора в штампе
А-А
Размеры, мм
В \ Bt \ В,
С,
До 20
21-40
41—50
51—75
60
75
80
90
400—600
500—700
550—750
600—800
18
20
22
25
24
28
30
35
10
12
14
16
6
8
10
12
28
32
35
40
50
55
65
70
40
45
50
60
13
15
18
20
10
12
12
15
12
18
20
24
20
32
40
52
габаритным размерам штампового
пространства;
в соответствии с выполненными рас-
расчетами находят размеры ручьев штам-
штампов и разрабатывают конструкцию
отдельных его деталей и элементов,
выбирают наиболее рациональное
взаимное расположение ручьев,
конструкцию и размеры пуансонодер-
жателя (МН 1282—60, МН 1284—60
и МН 1287—60);
вычерчивают общий вид штампа,
проставляют его габаритные раз-
размеры и закрытую высоту, а также
другие размеры и требования, необ-
необходимые для деталированпя штампа;
производят деталирование штампа
с указанием марок материалов, твер-
твердости, допусков на изготовление, ше-
шероховатости поверхности и других
данных, необходимых для изготовле-
изготовления всех деталей и элементов штампа.
Ручьи штампов горизонтально-
ковочных машин изготовляют, как
правило, по 4-у классу точности
(ОСТ 1014) с шероховатостью поверх-
поверхности 2,5 и 1,25, причем формовочные,
формовочио-прошивиые ручьи и де-
детали прошивных ручьев (пуансоны
и матрицы) должны быть изготовлены
с шероховатостью поверхности 1,25.
В остальном все узлы и детали штампов
должны быть изготовлены в соответ-
соответствии с техническими требованиями
МН 1277—60—МН 1290—60.
7. ПРИМЕРЫ РАСЧЕТОВ
И КОНСТРУИРОВАНИЯ ШТАМПОВ
Конструирование штампов для по-
поковок I н V групп:
1) по чертежу детали составляют
чертеж поковки (рнс. 41), используя
методику, приведенную в гл. I;
2) на основании чертежа поковки
находят диаметр н длину заготовки
(прутка), а также длину стержня.
При определении длины заготовки
учитывают угар и объем облоя, если
штамповку проводят с облоем;
330
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
tv
\|
\ 0 25
iac±3
}\
\\
){
!(
-•2
2
>1
J
Ji-
' П,
И
45°
Cipepa
Ш
Рис. 41. Поковка типа стержня с рас»
плющенным утолщением:
а — поковка; б — переходы штамповки
<//V
Рис. 42. Высадочный штамп для по-
поковки типа стержня с расплющенным
утолщением:
1 — блок пуансонов; 2 а 3 — наборные
пуансоны; 4 — формовочный ручей;
5 — блок матриц; 6 — задний упор-
рамка
3) по длине стержня /с и его диа-
диаметру, используя диаграмму (см.
рис. 17), выбирают вариант штамповки
(в данном случае штамповку мерной
заготовки с применением заднего упо-
упора, прикрепленного к штампу);
4) для найденного варианта штам-
штамповки и по составленному чертежу
поковки уточняют массу поковки, про-
проверяя правильность выбранного
интервала масс поковок, для которого
проводился расчет; в данном случае
стержневая часть поковки в массу
поковки не входит; при необходимости
проводят дополнительный расчет;
5) находят объем высаживаемой ча-
части прутка Ув по формуле D) и вы-
высаживаемую длину прутка /в по фор-
формуле E). Для дайной поковки объем
облоя Vo = 0, угар б = 2 %; с учетом
размеров поковки /в = 55 мм;
6) по рекомендациям к расчету вы-
высадки определяют число наборных пе-
переходов и их размеры; для изготовле-
изготовления данной поковки достаточно иметь
два наборных ручья и один формо-
формовочный, не считая ручья для расплю-
расплющивания головки;
7) рассчитывают наибольшее усилие
штамповки в формовочном ручье. В
данном случае материал поковки сталь
45, температура окончания штамповки
680—700° С. Штамповка проводиться
в открытом ручье, но без облоя, что
приближенно позволяет использовать
данные табл. 4 для операций типа /,
выполняемых в закрытых ручьях. На
основе этих данных усилие штамповки
равно приблизительно 150 кН; выби-
выбирают ГКМ с усилием 1 МН (наи-
(наименьшее усилие по ГОСТ 7023—70);
8) проверяют габаритные размеры
штампового пространства ГКМ в це-
целях выявления возможности размеще-
размещения необходимого числа ручьев по
высоте блока матриц и блока пуан-
пуансонов.
На рис. 42 приведен общий вид
штампа для изготовления данной по-
поковки.
Конструирование штампов для по-
поковок II группы:
1) по чертежу детали составляют
чертеж поковки (рис. 43);
2) по чертежу поковки уточняют ее
массу, проверяя правильность вы-
выбранного интервала масс поковок, для
ПРИМЕРЫ РАСЧЕТОВ И КОНСТРУИРОВАНИЯ ШТАМПОВ
331
1
(J>89,5"'s
RS,5
Фб/.
-^—
«,5,
1,5 г
\
Л
ЛокоВт
Рис. 43. Поковки типа гладкого цилин-
цилиндрического кольца:
а — поковка; б — переходы штамповки
которого проводился расчет; при
необходимости проводят дополни-
дополнительный расчет;
3) используя табл. 14 и 15 со-
составляют эскиз последнего формовоч-
по-прошивного перехода и опре-
определяют его объем, в данном случае
по формуле B1) в связи с принятым
для данной поковки кольца способом
штамповки без облоя;
4) при штамповке поковок ко-
колец диаметр исходного прутка пред-
предварительно определяют по формуле
B3) с округлением диаметра прутка
до ближайшего меньшего по соответ-
соответствующему ГОСТу. В данном случае
диаметр прошиваемого отверстия
d0 = 61 мм, диаметр прутка d =
= 60 мм;
5) определяют длину высажива-
высаживаемой части прутка по объему формо-
вочно-прошивного перехода и при-
принятому диаметру прутка, используя
формулу B4);
6) определяют i|> = lB/d и коррек-
корректируют (если это необходимо) по фор-
Рис. 44. Высадочный штамп для поковки
типа кольца:
1 — блок пуансонов; 2 — сборный про-
просечной пуансон; 3 и 4 — просечные
вставки; 5 — винт для вставок; 6 •—
формовочный пуансон; 7 — формовочная
вставка; 8 н 10 — зажимные вставки;
9 — матрица; 11 — подъемная вставка;
12 — наборный пуансон
муле B6) диаметр прутка d, изменяя
длину /в соответственно принятому
по п. 1 способу штамповки, определя-
определяемому последовательностью формо-
формоизменения; в отдельных случаях це-
целесообразно скорректировать на
основе найденного значения ф
принятую последовательность формо-
формоизменения; в данном случае коррек-
корректировки не требуется, поскольку i|> =
= 110/60 = 1,83 <3 3,0, что соответ-
соответствует принятой последовательности
формоизменения с одним наборным
переходом;
Рнс. 45. Вариант прямоугольных встаэ
вок к высадочному штампу
332
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
г'980
ПРИМЕРЫ РАСЧЕТОВ И КОНСТРУИРОВАНИЯ ШТАМПОВ
333
7) выбирают ГКМ по расчетному
значению усилия штамповки, числу
технологических переходов и габа-
габаритным размерам штампового про-
пространства машнн; для данной по-
поковки необходима ГКМ усилием
6,3 МН;
8) конструируют узлы и детали
штампа.
На рис. 44 показан штамп (вставки
цилиндрической формы) для изго-
изготовления поковки гладкого цилиндри-
цилиндрического конца. Если исходная за-
заготовка или поковка имеет небольшие
размеры, то в отдельных случаях
рационально изготовлять прямоуголь-
прямоугольные вставки, так как в них можно
предусмотреть ручьи с двух сторон
(рис. 45).
Примеры конструкций штампов. На
рис. 46 изображен штамп для изгото-
изготовления поковки цилиндрической
шестерни и переходы штамповки. С по-
помощью скользящей матрицы за один
ход получают набор под передний
бурт, располагаемый в полости пуан-
пуансона, и утолщение под задний бурт,
располагаемое в полости скользящей
матрицы; одновременно осуществляют
пережим исходной заготовки на уча-
участке между передним и задним буртами
(сечение Г—Г).
Недостатком штампов со скользя-
скользящими вставками является более высо-
высокая стоимость их изготовления, труд-
трудности их отладки, более частая смена
рабочих элементов штампа (главным
образом пружии и скользящих вста-
вставок).
При разработке конструкций сколь-
скользящих вставок следует предусмотреть
возможность смазки их трущихся по-
поверхностей.
На рис. 47 показан штамп для
обжатия концов труб. В / ручье
проводят правку и предварительное
Обжатие одного конца трубы, во // —
его формовку, в /// — калибровку.
В таком же порядке обжимают второй
конец трубы.
На рис. 48 приведена схема штампа
С горизонтальным разъемом матриц.
Матрицы 6 и 7 крепят зажимными
клеммами 8 и планками 4, смещение
матриц предотвращается шпонками 5.
Для регулирования положения матриц
Предусмотрен стол 2, который пере-
Рнс. 47. Штамп для обжатия концов труб:
1 — блок матриц; 2 — вставка правоч-
ная; 3 — пуансон; 4 — державка; 5 —
винт; 6 — вставка формовочная; 7 —
винт крепления вставки; 8 — упор-
планка; 1 — 111 — переходы штамповки
мещается и фиксируется клином 1
и болтом 3.
Заготовка с утолщением диаметром
59,9 мм может быть получена валь-
вальцовкой исходного прутка вместо полу-
получения его высадкой на ГКМ.
На рис. 49 показан штамп для авто-
автоматической штамповки за четыре пере-
перехода поковки карданного вала. Осо-
Особенностью штампа является располо-
расположение ручьев строго по переходам
штамповки сверху вниз. Холостой ру-
ручей 2 с передним упором 1 необходим
для размещения и ориентации исход-
исходного прутка. Для поковки с относи-
относительно коротким стержнем используют
задние упоры 3. Клещи перекладчика
расположены в пазах полуматриц ши-
шириной 100 мм. По трубам 4 к форсун-
форсункам 5 подводят смазочную смесь,
форсунки направлены на пуансоны
и в полости ручьев; смазка подается
во время пауз, когда в ручьях нет
заготовок.
На рис. 50 показаны формоизменя-
формоизменяющие переходы при штамповке из
трубной заготовки поковки с фланцем.
Штамповку осуществляют с умень-
уменьшением внутреннего диаметра трубы
на I переходе, увеличением наружного
диаметра трубы на II переходе и окон-
окончательной высадкой фланца на III
переходе,
334
ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
ПРИМЕРЫ РАСЧЕТОВ И КОНСТРУИРОВАНИЯ ШТАМПОВ
5i.
w\
л
U l«Ur4 Ы- Т--1—^=ЫН1==41ф!==
336 ШТАМПОВКА НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
14
1
®
* К
- ¦ (J
r /
'19,5
®
e
1
1
is
«
0
s"
j—
\
X
s
JO в
1
тс: *•-
169
1
к
\
Рис, 50. Переходы штамповки при изготовлении фланца на грубной заготовке
Глава
8
СПЕЦИАЛИЗИРОВАННЫЕ
ПРОЦЕССЫ ШТАМПОВКИ
1. ГИБОЧНЫЕ РАБОТЫ
Виды гибочных работ, применяемое
оборудование и расчетные параметры
процесса. Гибку осуществляют как
на универсальных листоштамповочных
и других прессах, так и иа специаль-
специальном оборудовании. Специальные ги-
гибочные прессы и машины применяют
для изготовления из листовых, поло-
полосовых и профильных заготовок пре-
преимущественно крупногабаритных де-
деталей в виде фасонных балок, крон-
кронштейнов, подвесок, гнутых профилей,
цилиндрических и конических обеча-
обечаек, фланцев, отводов и др. При этом
применяют одно- и многопереходную
гибку в штампах, гибку по шаблону
и гибку в роликах (валках). Толсто-
Толстолистовые и профильные заготовки в ос-
основном сгибают в горячем состоянии.
В некоторых случаях операции гибки
являются заключительными при много-
многооперационной штамповке сложных де-
деталей.
Из специального гибочного обору-
оборудования в основном применяют гори-
горизонтальные гибочно-штамповочные
прессы (бульдозеры) (см. т. 1, с. 309),
вертикальные гибочно-штамповоч-
иые прессы, листогибочные машины
с поворотной траверсой, листогибоч-
листогибочные валковые и сортогибочные роли-
роликовые машины.
Основным расчетным параметром
процессов гибки является изгибаю-
изгибающий момент. При изгибе заготовки
в холодном состоянии на радиус,
больший трехкратной толщины заго-
заготовки h, вычисляют по формуле
М = mWaT,
где т — относительный изгибающий
момент;
В этих формулах W — момент со-
сопротивления поперечного сечения за-
заготовки; (Тт — предел текучести
(табл. 1); г0 — относительный средний
радиус изгиба детали, равный среднему
радиусу детали Ro, отнесенному к ее
толщине h, r0 = Ra/h; Ki — коэффи-
коэффициент профиля поперечного сечения
заготовки; /Со — относительный мо-
модуль упрочнения на начальном участ-
участке кривой упрочнения, равный моду-
модулю упрочнения я, отнесенной к пре-
пределу текучести; /Со = я/сгт (см. табл. 1).
Значения коэффициента Kf
в зависимости от профиля заготовки
и вида изгиба следующие:
К,
Прямоугольный 1,5
Квадратный «на ребро» .... 2,0
Круглый 1,7
Стандартный двутавровый и
швеллерный «вертикально» (от-
(относительно оси х—*) 1,2
Стандартный двутавровый «го-
«горизонтально» 1,8
Стандартный швеллерный «го-
«горизонтально» 1,55
Стандартный угловой полкой
наружу и внутрь 1,5
Кольцевой профиль (труба) при
dID:
0,4—0,59 1,6
0,6—0,74 1,5
0,75—0,89 1,4 '
0,9—1,0 1,3
Приведенные уравнения действи-
действительны при r0 > rOi пр (см. табл. 1).
При изгибе на относительный радиус,
меньший г0, пр, относительный изги-
изгибающий момент т увеличивается не-
незначительно и поэтому при расчетах
можно принимать его наибольшее зна-
значение, определяемое при го_ пр.
При гибке в горячем состоянии изги-
изгибающий момент рекомендуется опре-
определять приближенно по уравнению
УИ = 1,8Гогв,
где (Тв — предел прочности,
338
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
1. Значения от,
ла.пр
и С
Н
и
упп
о.
'-
Е
!1
Ш
IV
Марка
стали
10 И 15,
Ст! н
Ст2
20 и 25,
СтЗ и
Ст4,
20К,
22К и
25К,
30 и 35,
Ст5
40 и 45,
Стй, 15Х
ттЭДХ
че-
|с
%1
о* к
О =
210
260
| 300
340
10,0
11,0
14,0
17,0
о.
с
о
2,7
3,2
4,0
5,2
Q
4,5
4,0
3,6
3,2
Приведенные уравнения изгибаю-
изгибающего момента действительны при нз-
гибе с расстоянием между опорами
L !> 6ft. При меньшем расстоянии прн
расчетах усилия гибки следует исхо-
исходить из величины поперечной силыг
Q = 0,5FaB,
где F — площадь поперечного сечения
заготовки.
Показатели пружинен ия при изгибе
в холодном состоянии определяют по
следующим уравнениям:
относительный радиус изгиба до
пружинения, по которому устанавли-
устанавливают размеры инструмента:
A)
угол пружинения
Да =
-Ч-га, B)
где Е — модуль нормальной упруго-
упругости; а — угол изгиба заготовки
A80° — (J); Р — угол между полками
детали до пружинения.
Гибка на прессах. При гибке на
прессах в большинстве случаев при-
применяют V-, П- и U-образную гибку.
Сложные детали, имеющие несколько
гнутых участков, сгибают за несколько
переходов или в некоторых случаях
однопереходной гибкой, когда за один
ход ползуна пресса осуществляется
гибка всей детали.
Выбор технологического процесса
гибки зависит от формы и размеров
детали, серийности производства, тре-
требуемой точности изготовления н име-
имеющегося оборудования.
Повышение требований к точности
деталей вызывает усложнение техно-
технологического процесса, в частности,
вынуждает применять однопереходную
гибку в сложном штампе. Однако одно-
переходная гибка требует, как пра-
правило, во много раз большего усилия.
Полосовые и листовые заготовки тол-
толщиной до 20—30 мм из низкоуглероди-
низкоуглеродистых и малолегированных сталей обы-
обычно сгибают в холодном состоянии.
При этом внутренний радиус изгиба не
следует назначать меньше указанного
в табл. 2.
2. Минимально допустимые внутренние радиусы изгиба RB при угле
между полками f, > 30°
<7В, МПа
До 400
Св. 400 до 500
» 500 » 550
Толщина заготовки, мм
I
1,0
1,2
1,6
1,6
1,6
2,0
2,5
2,5
2,5
3
4
3
3
4
5
4
5
5
6
б
6
8
8
6
8
10
10
7
10
12
12
8
12
16
16
10
16
20
20
12
20
25
25
14
25
28
32
16
28
32
36
18
36
40
45
20
40
45
56
ГИБОЧНЫЕ РАБОТЫ
339
Точность изготовления деталей прн
холодной гибке меньше, чем при горя-
горячей, вследствие яружинения согнутой
детали после снятия нагрузки- Для
его компенсации форму и размеры ра-
рабочих поверхностей штампов необхо-
необходимо корректировать. Прн этом сле-
следует иметь в виду, что разброс угла
изгиба деталей, согнутых в одном н
том же штампе, зависит от неравно-
неравномерности прочностных свойств мате-
материала и отклонений заготовок по
толщине.
Заготовки нз листового проката при
холодной гибке на относительно малые
радиусы располагают при разрезке
так, чтобы линия изгиба проходила
поперек направления прокатки, а ес-
если заготовку сгибают по двум взаим-
взаимно перпендикулярным линиям, то за-
заготовки располагают под углом 45°
к направлению прокатки.
При гибке в штампе на малый ра-
радиус происходит утонение заготовки,
которое может достигать 10—20%.
При защемлении в процессе гибки кон-
концевых участков заготовки в штампе
утонение заготовки В зоне изгиба зна-
значительно увеличивается.
Гибка V-образных деталей. Боко-
Боковые плоскости рабочей поверхности
пуансона и матрицы выполняют под
углом штампа Р. При холодной гибке
угол Р назначают меньше угла детали
Ро на угол пружинения Да. Радиус
пуансона принимают одинаковым с
внутренним радиусом детали, а радиус
рабочих закруглений матрицы рав-
равным двух-, трехкратной толщине за-
заготовки.
Гибку можно осуществлять двумя
способами. При первом способе, назы-
называемом гибмой-штамповкой, заготовка
в конце хода ползуна плотно зажима-
зажимается между пуансоном и матрицей по
всей поверхности {рис. 1, а) и проис-
происходит калибровка согнутой заготовки.
Усилие гибки резко возрастает в конце
рабочего хода. Его значение опреде-
определяют из формулы
-2- + H sin -|-), C)
Рис. 1. Схемы V-образной гибки в штам-
штампе
При подсчете усилия гибки стальных
заготовок в холодном состоянин для
черных непротравленных заготовок
[X =ш 0,4-г-0,5, для черных протравлен-
протравленных и механически обработанных за-
заготовок со смазочным материалом \i =
= 0,15-^-0,2, при горячей гибке
ц = 0,5.
Угол пружннения составляет 1—2°,
если внутренний радиус изгиба детали
прямоугольного сечения связан с ши-
шириной паза зависимостью
——
J5
где F — площадь поперечного сече-
сечения заготовки; ц — коэффициент тре-
трения на контактных поверхностях за-
заготовки с матрицей.
где L — ширина паза матрицы; С —
коэффициент, зависящий от механи-
механических свойств материала детали; его
значения для холодной гибки стальных
деталей приведены в табл. 1. При
гибке в горячем состоянии С = 6,3.
При гибке заготовки на угол 90°
ширину паза матрицы (расстояние
между опорами) выбирают по табл. 3.
Гибку крупногабаритных сравни-
сравнительно толстостенных деталей рекомен-
рекомендуется заканчивать в момент, когда
пояки заготовки в процессе изгиба
соприкоснутся с боковыми поверхно-
поверхностями матрицы {см. рис. 1, б). При
таком способе {гибка до соприкаса-
соприкасания) усилие пресса в несколько раз
меньше, чем при гибке-штамповке.
Углы пружинения при гибке до сопри-
соприкасания приведены в табл. 3.
Во время настройки технологиче-
технологического процесса особое внимание надо
уделять правильной установке край-
крайнего нижнего положения пуансона.
При недостаточном коде угол между
полками согнутой детали лолучится
больше требуемого, а при увеличен-
увеличенном ходе — меньше.
В случае гибки нескольких партий
деталей из материалов, немного отлн-
34$
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
3. Значения радиуса изгиба и угла пружинения в зависимости от ширины
паза L матрицы (размеры, мм)
Ширина
паза
матрицы
6ft
8ft
10ft
12ft
Холодней
I
«в
1,0ft
1,25ft
1,6ft
2,05ft
Да,
2,5
3,5
4,0
4,5
гибка
II
«в
0,9ft
1,1ft
1,45ft
1,85ft
Да,
о
3,0
4,0
4,5
5,0
сталей группы
III
«в
0,8ft
1,0ft
1,3ft
1,65/1
Да,
о
3,5
4,5
5,0
5,5
IV
«в
0,7ft
0,9ft
1,15ft
1,45ft
Да,
0
4,5
5,5
6,0
6,5
RB при
горячей
гибке
1,4ft
1,75ft
2,25ft
2,9ft
чающихся по механическим свойствам,
принимают среднее значение угла
штампа, а переналадку штампа на
гибку деталей из другого материала
производят путем регулирования край-
крайнего нижнего положения пуансона.
Так, при холодной гибке заготовок из
ннзкоуглеродистой стали на угол 90°
угол штампа Р = 85+86°, а для де-
деталей из алюминиевых сплавов Р =
= 70-80°.
Усилие гибки до соприкасания на
угол 90° (при рекомендованной шири-
ширине паза матрицы) определяют из фор-
формулы
Р = KaFah.
Значения коэффициента Ко, приведены
в табл. 4.
Гибка П-образных деталей за один
переход при изготовлении большой
партии деталей более предпочтительна,
чем двухпереходиая, несмотря на не-
необходимость применения более слож-
сложного и менее стойкого штампа, так как
производительность процесса в этом
случае и точность получаемых деталей
выше.
Наиболее простым способом явля-
является гибка в штампе с прямоуголь-
прямоугольными рабочими поверхностями пуан-
пуансона и матрицы (рис. 2, а). В процессе
гибки участок под пуансоном изги-
изгибается и для его выправления требуе-
требуется калиброзка заготовки в конце
4. Значения коэффициента К.а
(для сталей групп I—IV)
ГИБОЧНЫЕ РАБОТЫ
341
Рис, 2. Схемы П-образной гибки в штампе
Внд гибки
Холодная:
|Л = 0,2
ц = 0,5
Горячая
Прим
эффициент
Ширина паза матрицы L
6/1
0,26
0,30
0,25
8ft
0,18
0,21
0,18
е ч а н и е.
трения на
ных поверхностях
с матрицей.
10/1
0,14
0,16
0,14
12Л
0,1}
0,14
0,12
jj, — КО-
контакт-
заготовки
рабочего хода пуансона. При калиб-
калибровке происходит также перераспреде-
перераспределение напряжений в согнутых участ-
участках заготовки и поэтому пружине-
ние детали становится незначитель-
незначительным; его можно компенсировать не-
небольшим поднутрением боковых пло-
плоскостей пуансона на угол 1—2°, Од-
Однако калибровка требует в несколько
раз большего усилия по сравнению
с усилием гибки и при холодной гибке
детали получаются сильно наклепан-
наклепанными. Этот способ рекомендуется при-
применять при гибке сравнительно тонко-
тонкостенных неответственных деталей.
Чтобы избежать необходимости ка-
калибровки, применяют штамп с нижним
прижимом, работающим под действием
пружин или пневматического цилиндра
(см. рис. 2, б). Для компенсации пру-
жинения полок в пуансоне боковые
плоскости поднутряют на угол 2—3°
и боковой зазор устанавливают рав-
равным или несколько меньшим толщины
заготовки. Указанный прием эффекти-
эффективен при RB = @,8-7-1,2) ft. Если же
RB = A,25ч-2,0) ft,, то нижнюю по-
поверхность пуансона и верхнюю по-
поверхность прижима выполняют по
радиусу (см. рис. 2, в).
В штампе для П-образной гибки
радиусы закругления на пуансоне Ra
выполняют равными внутреннему ра-
радиусу закругления детали, а наружные
углы матрицы скругляют или скаши-
скашивают для облегчения затягивания за-
заготовки в паз матрицы. Радиус за-
закругления матрицы принимают Ru =
= B+4) А.
Усилие определяют по уравнению
Р= A,1 + 1,3) tffjFo-в,
где Кб — коэффициент (табл. 5),
Гибка U-образных деталей. Эти де-
детали характеризуются наличием сги-
сгибов большого радиуса и прямыми па-
параллельными полками. Среднего пря-
прямого участка может не быть.
Изгиб на большой радиус сопрово-
сопровождается большим пружинением, поэ-
поэтому при холодной гибке пуансон
выполняют с меньшим радиусом и
большим поднутрением и подгибают
полки в конце рабочего хода, преиму-
преимущественно посредством встроенных в
штамп специальных перегибающих
устройств рычажного или клинового
5. Значения коэффициента Л"о
0,2
0,5
-
0,2
0,5
2/1
0,63
0,90
3ft
0,53
0,81
4ft
0,47
0,76
5ft
0,42
0,72
6ft
0,39
0,68
8ft
0,34
0,61
10ft
0,30
0,55
типа. Перегиб детали происходит под
нажимом пуансона на элементы уст-
устройств. Радиус пуансона и угол пру-
жинения определяют по формулам
A) и B).
Для снижения усилия гибки и пре-
предупреждения следов нажима в местах
соприкосновения заготовки с матрицей
часто применяют штампы с ролико-
роликовыми и поворачивающимися сектор-
секторными опорами.
Гибка дугообразных и круглых дета-
деталей. Дугообразные детали с централь-
центральным углом, меньшим 120—150°, сги-
сгибают за один переход в простом штампе
с пуансоном и матрицей, выполненными
по радиусу, равным радиусу детали с
учетом ее пружинения.
Гибку деталей с центральным углом
150—270° осуществляют за два пере-
перехода (рис. 3, а). На первом переходе
подгибают крайние участки, а на вто-
втором — средний (рис. 3, б).
Закрытые детали типа хомутов сги-
сгибают также за два перехода. На пер-
первом переходе крайние участки при-
принимают заданную кривизну, а средний
участок получает обратную кривизну;
на втором — средний участок сгибается
на радиус детали. В конце рабочего
хода, когда торцы заготовки уже сош-
сошлись, а гибка среднего участка про-
продолжается, боковые участки разгиба-
разгибаются в пределах упругих деформаций.
Для компенсации пружинения ра-
рабочие поверхности пуансона и матрицы
342
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 8. Способы гибки круглых деталей:
а — полузакрытой и б — закрытой
выполняют меньшего радиуса, чем
определяемого по формуле A). Уси-
Усилие гибки подсчитывают по уравнению
C).
При гибке замкнутых деталей пуан-
пуансон выполняют цилиндрическим с опо-
опорами по цапфам. Одна из опор преду-
предусматривается откидной для возмож-
возможности удаления согнутой детали из
штампа.
Однопереходная гибка сложных де-
деталей. Гибку осуществляют в простом
штампе, конфигурацию рабочего ру-
ручья которого выполняют по форме
детали. Одновременно за один ход
пресса сгибают все участки заготовки.
Такая гибка сопровождается возник-
возникновением на средних участках заготов-
заготовки больших растягивающих усилий и
перемещением участков заготовки в
поперечном направлении через рабо-
рабочие ребра штампа.
По этой причине однопереходную
гибку можно успешно применять лишь
для деталей, не имеющих глубоких
выгибов.
Основным условием конструкции ра-
рабочего профиля штампа для несиммет-
несимметричных деталей, например Z-образиых,
является такое его расположение, что-
чтобы при гибке на пуансоне и матрице
не возникала значительная по вели-
величине горизонтальная составляющая
усилия, перпендикулярная движению
пуансона. Кроме того, необходимо,
чтобы в начальный момент деформи-
деформирования заготовка опиралась на мат-
матрицу (или пуансон) иа две опоры, а
пуансон производил нажатие между
опорами.
Часто в штампе предусматривают
утапливающиеся рабочие элементы, по-
посредством которых в начале штамповки
происходит предварительная гибка,
что приводит к уменьшению горизон-
горизонтальных перемещений участков заго-
заготовки.
Многопереходная гибка сложных де-
деталей. Гибку сложных деталей с глу-
глубокими выгибами производят за два
или несколько переходов. Например,
V- и П-образиые детали с горизонталь-
горизонтальными полками изготовляют за два пе-
перехода. За первый переход сгибают
боковые участки, затем заготовку пере-
переворачивают и производят гибку сред-
средних участков.
Гибку полузакрытых и закрытых
деталей прямоугольного и другого
более сложного профиля также про-
производят за два перехода. Однако в
этом случае сначала сгибают средние
участки.
Изготовить штамп двухручьевым или
устанавливать на прессе одновременно
два штампа в некоторых случаях бы-
бывает затруднительно, например, при
больших габаритах детали. Тогда
применяютодноручьевые штампы, в ко-
которых предусматривают возможность
перемещения (утапливание) рабочих
элементов штампа, что позволяет про-
производить гибку за первый и второй
переходы на разных участках заго-
заготовки.
Гибка деталей пространственных
форм. В каждой плоскости заготовка
сгибается за самостоятельный переход.
Если деталь прямоугольного сечения,
то сначала производят изгиб иа ребро.
Сложноизогнутые пространственные
детали, например перила, целесооб-
целесообразно изготовлять посредством много-
многопереходной V-образиой гибки.
Гибка деталей из профильных заго-
заготовок. При гибке несимметричных
деталей или из угловых, высоких дву-
двутавровых, швеллерных н полосовых
8аготовок необходимо предупреждать
потерю устойчивости сгибаемой заго-
заготовки и возникновения в процессе гнб>
ГИБОЧНЫЕ РАБОТЫ
343
ки побочных деформаций — скручи-
скручивания и т. п. С этой целью применяют
штампы с закрытыми ручьями и часто
вынуждены осуществлять гибку в го-
горячем состоянии.
Гибку на сравнительно небольшой
радиус деталей с полками — швел-
швеллерных, двутавровых и других произ-
производят с сухарями, заполняющими вну-
внутреннюю полость профиля в зоне гиб-
гибки. Сухари в виде узких чугунных от-
отливок скрепляют тросом. При гибке
они распирают полки профиля и не
дают возможности наклоняться внутрь.
Дополнительные операции при гибке.
Основной дополнительной операцией,
проводимой при гибке, является про-
пробивка отверстия. Обычно гнутые де-
детали не подвергают механической об-
обработке, поэтому пробивку отверстий
целесообразно выполнять на той же
машине, что и гибку, и По возможности
за одну подачу заготовки в штамп,
т. е. в гибочном штампе следует преду-
предусматривать установку пуансонов и
матриц для пробивки отверстий.
Удобно пробивать отверстия в пря-
прямой заготовке. Однако при гибке рас-
расстояния между отверстиями изменя-
изменяются неодинаково. Поэтому, когда
требуется точное расположение от-
отверстий, пробивку производят в уже
полностью согнутой заготовке.
Второй распространенной допол-
дополнительной операцией является мест-
местная штамповка углубления на поло-
полосовых заготовках и плющение профиля
(круглого, трубного) в местах, преду-
предусмотренных для отверстий. Операция
местной штамповки может производи-
производиться в конце хода ползуна при гибоч-
гибочной операции.
На горизонтальных гибочно-штам-
повочных прессах изготовляют крупно-
крупногабаритные детали из полосового и
профильного проката и из штампован-
штампованных заготовок преимущественно по-
поперечным изгибом. Часто выполняют
и горячую гибку.
Типовыми деталями, изготовляемы-
изготовляемыми на этих прессах, являются протя-
протяженные детали в виде балок с изогну-
изогнутой осью и детали типа кронштейнов,
подвесок, скоб (рис. 4). Детали вто-
второго типа сгибаются при большом ходе
ползуна пресса. Применяют одно-,
двух- и трехпереходную гибку. Для
Рис. 4. Типовые детали, изготовляемые
гибкой на горизонтальных гибочно-штам-
повочных прессах
уменьшения трудоемкости изготовле-
изготовления все переходы следует выполнять
с одной подачи заготовки в штамп,
а при горячей гибке — с одного иа-
грева. Для этого применяют много-
многоручьевые штампы. Используют также
многопереходные комбинированные
штампы, в которых наряду с гибкой
производят и некоторые другие опера-
операции: пробивку отверстий, вырубку,
отрезку.
Штампы изготовляют литыми или
из толстолистового проката, сварными
или соединенными болтами. Ручьи
располагают друг над другом. Наи-
Наиболее трудоемка механическая обра-
обработка рабочих поверхностей штампа.
При конструировании штампа особое
внимание следует обращать на упро-
упрощение его изготовления. Просты в из-
изготовлении штампы, собранные из
стальных плит. Обработку их рабочих
поверхностей можно производить газо-
газовой резкой и зачисткой наждачным
камнем.
В штампах для крупносерийной
гибки в наружных углах рабочих
поверхностей, которые подвержены ин-
интенсивному износу, целесообразно пре-
предусматривать каленые вставки.
При подаче сравнительно тяжелых
¦заготовок в продольном направлении
следует выполнять упоры с резиновым
или пружинным амортизатором.
Конструкция штампа для двухпере-
ходной гибки сложной П-образиой
детали показана на рис. 5. Штамп со-
собран из стальных плит. Рабочие эле-
элементы для первого перехода располо-
расположены внизу, а для второго — в его
верхней части. За первый переход
сгибают оба конца заготовки и форму-
формуют карманы. После кантования за-
заготовки на 180° (за второй переход)
осуществляют гибку внутренних углов
детали.
344
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
ГИБОЧНЫЕ РАБОТЫ
345
А -А
Рис 5. Штамп для двухпереходной гибки П-образной детали:
1 - пуансон первого перехода; 2 - матрица первого перехода; 3 - пуансои второго
перехода" 4 - матрица второго перехода; 5 - заготовка после первого перехода; 6 =
пистоипл
\N\J\i АЛ J\I\j LJ1_J
Рис. 6. Типовые детали, изготовляемые гибкой на вертикальных гибочно-штамповочных
прессах
переход .
ааготовка после второго перехода
Заготовку устанавливают в штампе
по отверстию, расположенному в сред-
средней зоне, и прижимают ее к пуансону
с помощью ползушки, перемещаемой
поворотом эксцентрикового валика по-
посредством рукоятки. Такое крепление
заготовки предупреждает ее падение
(заготовка ставится на ребро) и одно-
одновременно служит прижимным устрой-
устройством. Для возможности размещения
прижимных устройств продольные оси
пуансонов смещают относительно друг
друга. Пуансоны обоих переходов име-
имеют поднутренные боковые плоскости.
В пуансонах и матрицах предусмо-
предусмотрены сменные каленые вставки.
Вертикальные гибочно-штамповоч-
ные прессы предназначены в основном
для изготовления протяженных слож-
сложных профилей из полосовых или
листовых заготовок (рис. 6). Как пра-
правило, применяют многопереходную
гибку в простом V-образном штампе,
перемещая заготовку после каждого
перехода и устанавливая ее в штампе
следующим участком гибки. В прессе
предусмотрено специальное регули-
регулируемое устройство (упор) для правиль-
правильной установки заготовки. Последова-
Последовательность гибки сложного профиля
приведена на рис. 7.
Для возможности применения этой
технологии необходимо, чтобы все
радиусы изгиба у детали были одина-
одинаковыми. В некоторых случаях между
отдельными переходами необходимо
"производить смену пуансона. Матрицу
выполняют универсальной в виде ква-
квадратного бруса и размещают на каж-
каждой стороне V-образного ручья для
возможности гибки заготовок разной
толщины и с разным радиусом изгиба.
Гибку осуществляют в холодном со-
состоянии. Прессы используют и для
пробивки отверстий.
Гибка на машинах с поворотной
траверсой. При гибке заготовку укла-
укладывают на стол / (рис. 8, а) и верти-
вертикальным перемещением прижийной
траверсы 2 жестко зажимают в зад'ан-
Рис 7. Последовательность
ходной V-образной гибки
многопере»
346
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 8. Схема универсальной машины с поворотной траверсой
ном положении. Гибку осуществляют
путем поворота гибочной траверсы 3.
При этом кромки заготовки загиба-
загибаются вокруг вставки 4, имеющей ра-
рабочий радиус, равный радиусу изгиба
детали. Угол изгиба (поворота тра-
траверсы) может достигать 136°. Наи-
Наибольшая длина сгибаемой кромки оп-
определяется размером L.
Основным назначением универсаль-
универсальных машин с поворотной траверсой
является изготовление из листовых и
полосовых заготовок в холодном со-
состоянии профилей с различным конту-
контуром поперечного сечения. При этом
профили могут быть открытые, полу-
полузакрытые и закрытые. Для возможности
снятия с машины закрытого про-
профиля прижимную траверсу закрепля-
закрепляют на станине пресса одним концом
шарнирно, другой ее конец может выд-
выдвигаться вперед.
Аналогичные гнутые детали можно
изготовлять также на вертикальных
гибочио-штамповочных прессах и про-
профилировочных станах. Особенностью
гибки на машинах с поворотной травер-
траверсой является сравнительно простая
технологическая оснастка и более ши-
широкая универсальность. По производи-
производительности оии значительно уступают
прессам и станкам. Гибку на машинах
целесообразно применять в мелкосе-
мелкосерийном и единичном производстве.
Изготовление деталей осуществляют
многопереходной гибкой, когда за
каждую установку заготовки в маши-
машине и поворот гибочной траверсы полу-
получают изгиб заготовки на один угол.
Способы гибки типовых деталей пока-
показаны на рис. 9, а—е. Параметры ма-
машины А, В, Н и h ограничивают раз-
размеры сгибаемых профилей.
Основное условие технологичности
гибки заключается в том, что центр
закругления вставки должен быть
совмещен с центром вращения поворот-
поворотной траверсы. Для обеспечения этого
условия и расширения технологиче-
технологических возможностей в современных
машинах положение стола и гибочной
траверсы выполняют регулируемыми
по высоте. Кроме того, предусматри-
предусматривают горизонтальное регулирование
положения гибочной траверсы.
Наличие горизонтального регули-
регулирования гибочной траверсы значи-
значительно расширяет диапазон сгибае-
сгибаемых заготовок по толщине. Толстые
заготовки гнут с плечом /], при кото-
котором усилие гибки минимально (см.
рис. 8, б), а при гибке тонкостенных
заготовок плечо /2 должно быть умень-
уменьшено, чтобы обеспечить получение
радиуса изгиба заготовки в соответ-
соответствии с радиусом вставки, т. е. с за-
заданным радиусом детали.
С использованием цилиндрической
оправки на машине можно изготовлять
трубы относительно небольшого диа-
диаметра за три перехода.
Гибка на листогибочных валковых
машинах. Процесс гибки деталей из
листовых заготовок осуществляется ме-
между тремя вращающимися валками,
установленными в шахматном порядке.
Преимущественно применяют универ-
универсальные трех- и четырехвалковые ма-
машины. Основным назначением универ-.
сальных машян является гибка ци-
цилиндрических и конических обечаек
и секторов. Гибку выполняют в холод-
холодном и горячем состояниях, причем
горячую гибку используют для фор-
формовки только толстостенных загото-
заготовок с толщиной стенки, превышающей
ГИБОЧНЫЕ РАБОТЫ
347
Рис. 9. Способы гибки типовых деталей на машине с поворотной
траверсой
60 мм. Минимально возможный радиус
изгиба равен пяти,- десятикратной
толщине заготовки.
Основным преимуществом универ-
универсальных листогибочных машин яв-
является отсутствие необходимости смен-
сменной технологической оснастки и боль-
большая универсальность этих машин.
Специализированные машины приме-
применяют для крупносерийной гибки, на-
например, для гибки крупногабаритных
элементов обшивки, конических обе-
обечаек, гофрированных секторов, свар-
сварных труб и др.
Гибку заготовок осуществляют пу-
путем поперечного перемещения одного
из валков, при котором начальный
изгиб заготовки происходит на уз-
узком участке. Вращением валков про-
производится продольная подача заго-
заготовки за счет сил трения, в результате
чего участки заготовки последовате-
последовательно получают изгиб по всей длине.
Путем соответствующей установки вал-
валков по отношению друг к другу за-
заготовка может быть согнута на за-
заданный раднус.
Листогибочные машины преимущест-
преимущественно выпускают горизонтального ти-
типа; задний подшипник предусматри-
предусматривают откидным для возможности сня-
снятия с машины замкнутой обечай-
обечайки.
В настоящее время выпускают трех-
валковые машины с устройством для
горизонтального перемещения ниж-
нижних валков или верхнего валка, что
обеспечивает выполнение на машине
подгибки кромок.
Для цилиндрических обечаек или
секторов вырезают прямоугольную за-
заготовку со строго параллельными
кромками и длиной, подсчитанной
с учетом необходимого зазора между
кромками под сварку. Если под сварку
продольного шва требуется разделка
кромок, то она производится у пло-
плоской заготовки.
Процесс гибки начинается с под-
подгибки кромок, сначала передней
(рис. 10, а), затем задней (рис. 10, б).
В средней части заготовка сгибается
при симметричном расположении вал-
валков (рис. 10, в) за несколько перехо-
348
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 10. Последовательность гибки обечаек
дов, если радиус изгиба относительно
небольшой.
Для устранения овальности после
сварки и термической обработки обе-
обечайку, как правило, подвергают пра-
правке на той же гибочной машине.
Для гибки конических обечаек с уг-
углом конусности а ^ 60° требуется
заготовка с центральным углом Р<3
<3 180° (рис. 11, а), а при большем
угле конуса р4 > 180° (рис. 11,6).
Размеры плоской заготовки опреде-
определяют по развертке детали.
При гибке конической обечайки не-
необходимо создавать неодинаковый по
ширине заготовки / прогиб ее между
валками и разные скорости переме-
перемещения кромок, пропорциональные рас-
расстояниям кромок от центра конуса pi
и р2.
Универсальные машины обеспечи-
обеспечивают наклонную установку верхнего
валка, т. е. переменный прогиб за-
заготовки, но для получения задавае-
задаваемых скоростей перемещений требуется
специальное подающее устройство. Тон-
Тонкостенные заготовки можно подавать
вручную.
В большинстве случаев, особенно
при гибке крупногабаритных толсто-
толстостенных обечаек, применяют способ
гибки заготовки по участкам. Для
этой цели заготовку делят радиальными
рисками на несколько секторов с уг-
углом между рисками 10—20° и прово-
проводят центральную риску. Заготовку
устанавливают в валки так, чтобы на-
направление центральной риски одного
из участков совпадало с продольной
осью верхнего валка. Вертикальным
перемещением верхнего валка, уста-
установленного в наклонное положение,
производят изгиб заготовки до требу-
требуемого прогиба, после чего заготовку
перемещают между валками до ри-
рисок, ограничивающих данный учас-
участок, и получают соответствующий из-
изгиб заготовки на длине одного участка.
Затем последовательно сгибают та-
таким же способом и другие участки
заготовки.
В технических характеристиках иа
машину обычно приводят наиболь-
наибольшую толщину h и наибольшую шири-
ширину b заготовки. Однако на машине
можно производить гибку менее ши-
широких заготовок большей толщины»
В этом случае предельную толщину
можно определить по формуле
Рис. 11. Конические обечайки и заготовки
для них:
о — обечайка с а < 60°| б «• обечайка
о а > 60°
h^hv т;*
где Ь1 — заданная ширина заготовки,
ГИБОЧНЫЕ РАБОТЫ
349
Формула верна только в случае,
если материал заготовки по прочност-
прочностным характеристикам одинаков с ма-
материалом заготовки, указанным в пас-
паспорте на машину.
Гибка на сортогибочных роликовых
машинах. В роликах сгибают по
окружности заготовки с фасонным по-
поперечным сечением из сортового про-
проката (полосового, круглого) и про-
профильного (углового, таврового, швел-
швеллерного, двутаврового и др.), а также
заготовки из толстостенных труб. Спо-
Способ гибки в роликах в основном анало-
аналогичен гибке в валках листовых заго-
заготовок. При рассматриваемом способе
рабочим инструментом являются ро-
ролики, имеющие фасонный рабочий
ручей в соответствии с профилем и
размерами поперечного сечения за-
заготовки.
Чтобы обеспечить гибку заготовок
из разных профилей, рабочие ролики
выполняют сменными или перенала-
переналаживаемыми. Наименьший радиус из-
изгиба ограничивается радиусом сред-
среднего ролика; он равен пяти-, десяти-
десятикратной высоте профиля заготовки.
Заготовки могут принимать форму
замкнутых колец и дугообразных эле-
элементов, а также сгибаться по спирали
и с переменной кривизной. В основном
гибку осуществляют в холодном состо-
состоянии, и только в некоторых особых
случаях применяется предваритель-
предварительный нагрев заготовок.
При изгибе профильных заготовок
возникают нежелательные побочные
деформации элементов профиля по
отношению друг к другу — малковка
полок профиля (изменение прямого
угла Тиежду полками угольника или
между полками и стенкой швеллера),
отклонение от круглости сечения труб-
трубной заготовки, скручивание несим-
несимметричной заготовки, а также потеря
устойчивости (складкообразование) на
отдельных элементах сгибаемой за-
заготовки. Указанные дефекты появля-
появляются в большей мере с уменьшением
радиуса изгиба н относительных тол-
толщин стенок.
С целью предупреждения этих по-
побочных деформаций применяют ролики
специальных конструкций, наполни-
наполнители и гибкие оправки, предусматрива-
предусматривают в конструкции машины поддержива-
поддерживающие и направляющие ролики.
Для устранения побочных деформа-
деформаций при гибке тонкостенных профилей
и труб применяют также местный ин-
индукционный нагрев заготовки. Индук-
Индуктор устанавливают перед зоной гибки.
Нагрев заготовки происходит непре-
непрерывно в процессе гибки при перемеще-
перемещении заготовки сквозь кольцевой индук-
индуктор. Индуктор совмещен с водяным
спреерным устройством, которое по-
после прохождения участка заготовки
через индуктор сразу же его охла-
охлаждает. Таким образом, нагретым до
высокой температуры является уз-
узкий участок заготовки, на котором и
Происходят деформации изгиба. Со-
Соседние холодные участки заготовки
оказывают поддерживающее действие
деформирующемуся участку, благо-
благодаря чему побочные деформации не
возникают.
Гибка по шаблону. Этот способ
применяют при изготовлении из сорто-
сортового и профильного проката кольце-
кольцевых деталей типа плоских и воротни-
воротниковых фланцев, а также в некоторых
случаях овальных и прямоугольных
деталей со скругленными углами и
других деталей сложного контура.
Детали могут иметь как замкнутый
контур, так и в виде дуги.
Особенно широко гибку по шаблону
используют при изготовлении гнутых
Трубных изделий — элементов трубо-
трубопроводов, элементов змеевиков тепло-
обменных устройств.
Толстостенные детали сгибают в хо-
холодном или горячем состоянии, а
тонкостенные только в холодном со-
состоянии.
Гибочный шаблон выполняют в со-
соответствии с контуром и профилем
детали и с учетом пружинения при
холодной гибке или с учетом темпера-
температурной усадки — при горячей.
Перед гибкой заготовку предвари-
предварительно закрепляют передним концом в
зажиме на гибочном шаблоне, устанав-
устанавливаемом на столе или непосредствеино
на главном валу машины. К заготовке
на некотором расстоянии от зажима
подводится нажимной ролик или ко-
колодка. Затем гибочному шаблону да-
дается вращение и заготовка огибается
по нему, опираясь задним концом иа
нажимной ролик. Гибку можно вы-
350
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
поднять также поворотом нажимного
ролика вокруг неподвижного шаблона.
Гибкой по шаблону можно получать
детали с радиусом изгиба, большим
трех—пяти высот поперечного сече-
сечения детали, а в некоторых случаях,
например, при трубных заготовках —
с радиусом, начиная с 1,5—2,0 диа-
диаметров трубы.
При гибке тонкостенных профиль-
профильных деталей особое внимание следует
обращать на предупреждение появле-
появления побочных деформаций, искажа-
искажающих поперечное сечение детали. Для
устранения этих нежелательных яв-
явлений необходимо ограничить относи-
относительную свободу перемещения элемен-
элементов сгибаемой заготовки в зоне де-
деформации посредством применения ин-
инструмента замкнутого контура — ги-
гибочного шаблона и нажимной колодки.
При гибке замкнутого профиля следует
использовать жесткие и гибкие оп-
оправки или наполнители, предохраняю-
предохраняющие элементы заготовки от деформации
во внутреннюю полость.
Гибку по шаблону осуществляют иа
специальном оборудовании — флан-
цегибочных, профилегибочных и тру-
богибочных машинах, а также иа уст-
устройствах с ручным приводом.
2. ОБРАБОТКА
НА ВЕРТИКАЛЬНО-КОВОЧНЫХ
МАШИНАХ
Вертикально-ковочные машины при-
применяют для профилирования заготовок
перед последующей штамповкой, ков-
ковки-штамповки относительно малых де-
деталей с резкими перепадами сечений
(железнодорожные костыли, бородки,
зубила, насадиая часть отверток, зу-
зубья борон, шинные гвозди и т. п.),
обжима концов труб перед волочением
на коиус, штамповки изделий с от-
отростками из прутковых заготовок.
Изделия простых форм обрабатыва-
обрабатывают, как правило, одной парой фасон-
фасонных бойков; для сложных форм при-
применяют несколько пар заготовитель-
заготовительных и по паре черновых и чистовых
бойков, штамповка в которых может
производиться как с образованием
заусенца, так и без него.
Последовательность технологиче-
Рис. 12. Пример штамповки на
тикально-ковочной машине:
вер-
п — переходы штамповки; б — бойки
для них; / — исходная заготовка; // —
заготовка, обработанная в ручье /';
/// — конец заготовки, протянутый
в ручье //' н отделен в ручье ///'; IV —
готовая поковка (конец обрезан н от-
отделен от прутка в ручье IV)
ского процесса такая же, как для
штамповки на молотах, профилирова-
профилирования на ковочных вальцах, ковки.
Точность размеров изделий, получае-
получаемых на вертикально-ковочных маши-
машинах, более высокая, чем при ковке
на молотах (рис. 12).
Машины подбирают по числу ползу-
ползунов в соответствии с требуемым числом
переходов ковки-штамповки. Размеры
машины определяют наибольшим диа-
диаметром исходной заготовки, указанным
в паспорте машины. Рабочий код
составляет 12—16 мм. Ширина бой-
бойков определяется размерами ползунов,
а длина — в зависимости от длины об-
обрабатываемых участков поковки. При
обработке прутковых заготовок при-
применяют бойки с ножами.
РОТАЦИОННО- И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
351
В комплект технологической ос-
оснастки, кроме бойков, входят упоры,
устанавливаемые на специальном столе
против нижних бойков.
В настоящее время применяют ковоч-
ковочные машины, в которых наряду с па-
парой вертикальных ползунов имеется
пара горизонтальных. Пары ползунов
с установленными на них штампами
работают последовательно, осущест-
осуществляя предварительное профилирова-
профилирование и окончательную штамповку или
предварительную и окончательную
штамповку. На таких машинах из
прутковых заготовок штампуют ша-
шатуны,- рычаги и другие изделия. Для
штамповки используют прутки диа-
диаметром до 60 мм; время штамповки
одной поковки 4—8 с. Размеры меж-
штампового пространства достигают
300 мм.
Штамповое пространство по высоте
регулируется изменением положения
нижних колодок машины с помощью
винтов у машин малых размеров или
клинового приспособления у больших
машин, а также с помощью ножного
привода.
3. ОБРАБОТКА
НА РОТАЦИОННО-ОБЖИМНЫХ
И РАДИАЛЬНО-ОБЖИМНЫХ
МАШИНАХ
Радиальное обжатие — деформиро-
деформирование заготовки на относительно не-
небольшом участке ее длины периодиче-
периодически сходящимися пульсирующими бой-
бойками. Деформируемый металл
(рис. 13, а), ограниченный на длине
/к, течет в обе стороны от нейтраль-
нейтрального сечения НН, определяемого диа-
диаметром очага деформации d0. При
установившемся процессе, характери-
характеризующемся распространением очага де-
деформации на длину /, после каждого
обжатия заготовка подается в бойки
на определенную длину Sa — шаг
подачи (рис. 13, б). Течение металла
в зазор между бойками, вызываемое
уширением заготовки, ограничивает
Sn, относительный размер которого
определяет качество, интенсивность и
производительность процесса. Уши-
рение возрастает с увеличением угла
заходного конуса а и уменьшением
угла охвата заготовки бойками 6,
что может привести к образованию
трещин и разрывов по сечению об-
обрабатываемой заготовки.
Обработку производят двумя спосо-
способами (табл. 6). При раздельном обжа-
обжатии форма и точность поковки обе-
обеспечиваются формой и размерами ру-
ручьев, а также наладкой бойков; при
профильном — изменением закрытой
высоты между бойками и длины об-
обжимаемых участков в процессе об-
обработки.
Машины для радиального обжатия
по характеру движения рабочих и
приводных узлов подразделяют на
два класса: радиально-обжимные и
ротационно-обжимиые (табл. 7,
рис. 14). Основные параметры радиаль-
но-обжимных машин с программным
управлением даны в т. 1, с. 310.
Рис. 13. Схема процесса радиального обжатия:
а — сечение в направлении продольной осн заготовки перед обжатнем; б — то же, в конце
обжатия; в — поперечное сеченне (цикл одного обжатия); / — заготовка; 2 — бойкн;
3 i=^ смещаемый объем металла
л Разлатие способы офа&йтка- кк&п&вкя
Обжимаемая
часть
Зска.1
riOKOff-
Раздельное од~жатие
исходная
заготовка
Лротильное о6~/катие
Малый конус
Цилиндр
(с поворотам)
Лвостовик
С-с поворотом)
¦о'
Пру-ток
на несколь-
несколько поковок
/fpeSStrpctme/аное (а)
и окончательное ($)
oS/катие
Цилиндр
(С поворотом)
Хвостовик
(с поворотом')
Пруток
на одну
поковку
5)
to
а
\. Семенова
7. Технические характеристики ротационно- и радиально-обжимных машия
Параметр
Диаметр исходной заготовки,
мм:
прутка
трубы
Номинальное усилие на боек,
кН
Наибольшая длина обработки,
мм
Число обжатий в секунду
Регулируемая глубина обжа-
обжатия, мм
Подача *
Мощность привода, яВт
Габаритные размеры машины
в плане (длина X ширина), мм:
Ход одного бойка, мм
2,5
6,3
10
80
—
Р
1,0
G20X 420
1,0
Ротационно-обжимные машины
4
10
40
Нео
60
—
Р
2,2
1040Х
Х730
1,0
10
25
150
граничен
32
2,5
М; П
7,0
1100Х
Х780
1,5
25
63
500
«я
18
4,0
М; Г
14,0
1850Х
Х1200
2,0
40
100
1000
15
8,0
М; Г
28,0
2100Х
Х1575
3,0
Радиально-обжимные ма
шины
Рычажные
25
200
500
12
20
М
10,0
—
—
30
60
300
500
16
20
М
—
—
—
75
125
600
500
12
—
М
—
—
—
175
230
3000
500
9
—
—
—
—
—
250
330
5000
—
7
—
—
—
—
—
400
500
10 000
—
6
—
—
—
—
—
I
354
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
ч
ю
(О
ь
'si
ш
1
о
а
с
я
я
маши
4)
Я
Я
s
о
р
Радиальн
пальны
я
о
?0
К
ные гор
Шатун
Параметр
SS
¦* ¦*
О |
ю
со '
о ,
ю
ю '
340
350
|S
1 СМ
ю ю
Ю I
о 1
S
X
CD
О
сходной загот
к
* За
Диамеп
мм:
прут
труб
о
о
о
"^
о
о
о
00
000
о
6500
4 000
о
S
2500
1200
боек,
га
к
- а>
к
ч
5
>>
<D
О
альн<
Номин
кН
о
о
о
о
о
о
о
1
1
3 000
о
о
о
<м
1 зооо
500
S
о
я длина обра(
льш а
Наибо
(М
CD
О
¦*
CD
О
¦*
ю
00
СП
СО
атий в секунд>
обж
мм
Число
1
1
1
1
1
1
-27,5
17,5
обжа-
лая глубина
S
I.
Регул:
тия, л
1
1
о
о
1
1
о
, о
ч* О
<с ¦*
привода. кВт
* 8
га S
Подач
Мощн
1
1
¦
1
1
1
19 000
X о
оо
00 ^
2х
9000Х
Х2600
4500 X
X 1500
ашины
, мм:
X
•я S
?.§¦
ад
СО w
га X
о. га
X
<" g
а §
ii
Габар
в пла:
1
1
1
1
ю
о
1
1
о бойка, мм
§
Ход (
:ая
<j
%
0*
s
га
нев
с
1
С
екая;
иче
ч
гидрав
1
га
X
S
CD
а.
(винтовая
iческая
3
га
— мех
роликовая; М
1
а,
*
РОТАЦИОННО- И РАДИ АЛЬ НО-ОБЖИМ НЫЕ МАШИНЫ 355
Рис. 14. Схемы действия ротациоиио- и радиально-обжимиых машин;
о — ротационно-обжиыная ыашниа; б — радиально-обжимная машина (шатунная)? в •
радиальнО'Обжныная машина (рычажная) (е =*• регулируемый эксцентриситет)
Типовые изделия, получаемые рота-
ротационным обжатием, показаны в
табл. 8. К I классу отнесены изделия,
изготовляемые только раздельным спо-
способом, ко II классу — профильным и
раздельным способами.
Приведенная классификация (см.
табл. 8) распространяется как на
сплошные, так и на полые изделия,
формы внутренних поверхностей ко-
которых соответствуют приведенным фор-
формам сплошных изделий. По конструк-
конструктивным особенностям детали разделены
на 5 групп.
Горячим обжатием получают по-
поковки с наружным диаметром от
2 до 700 мм, внутренним диаметром от
40 до 530 мм и длиной — от неограни-
неограниченной (в бунтах) и 18 000 мм (в прут-
прутках) до минимальной, обеспечиваемой
условиями подачи и обжатия.
Технологические возможности про-
процесса горячего радиального обжатия
приведены ниже:
Относительное удлине-
удлинение б материала исход-
исходных заготовок, % ... 7
Допускаемая степень де-
деформации 8 (%) за один
переход для материалов
с твердостью *:
НВ 155—187 ....
НВ ^ 152 45—75
Шероховатость поверх-
поверхности, мкм Ra 20—2,5
Кривизна на 1 м длины
изделий, мм
Экономия металла (%)
по сравнению:
с токарной обработкой
с горячей облойной
штамповкой
с ковкой
Повышение производи-
производительности по сравнению:
с токарной обработкой
с ковкой
1—2
30—60
20—40
10—30
40—60
* В указанном диапазоне зависит
от исходных форм и твердости заго-
заготовки, схемы деформирования, фор-
формы получаемого изделия и др.
12*
3—20 раз
4—5 раз
"Зависимость предельного коэффи-
коэффициента обжатия Клр полой заготовки
от относительной толщины стенки б0
этой заготовки приведена на рис, 15.
Us
Щ
1,15
1,10
1,05
0,01 0,04 0,06 0,0в Sa
Рис. 15, Зависимость предельного коэф.
фициента обжатия полой заготовки от
относительной толщины стенки заго-
заготовки
//
у
//
/
/
gsss
к к я *.
г» я
43 H
42 1*.
I - О И
lifll
= " О из
0J О g
Зои
to
v pq "Q д 5! О J5 "О Я ?-3 Q '
i о д П> О О & W *~^ &*
¦ м 9с; о и д ^. w ото у Эч
>,• Я-и м ' О td S a
I 2 a -S.^ S Hs ° 2 й
I S н П!
1 о __
S E5J
П>
ff
11 5
1
< о
о ь
^ о
о а
о
rh
i !
u/ LL
щ
p i
>
V 1
Ш
Г"
у
vj-
Л
1
-
1
1
1
i ill
ш
—
я
-
L
1 §
S
? г>одои?)ш
S
со
S
¦o
>
Я
9. Производительность ротационно- и
Показатель
Скорость обжатия (м/мин)
при степени деформации 8,*
%: до 20
до 60
Скорость обжатия штучных
заготовок (шт/ч) при 8 :g:
^ 60 % на длину, равную
20rf с тремя переходами по
сечению при подачах:
вручную (или с ручным
приводом)
механизированной **
Скорость заковки концов
прутков (труб) для после-
последующего волочения (шт/ч)
при подачах:
вручную
механизированной
2,5
раднально-обжимных машин при
6,3
16
25
Ротационно-обжимные
0,7—
1,6
0,3—
1,4
120
400
250
500
машины
1,2-
3,0
0,6—
2,4
50
260
120
250
* Для. случаев обжатия в бойках с
дителыюсть в 2 раза меньше.
1,6—
4,0
0,9—
3,0
25
120
50
90
1,8—
4,4
1,1 —
3,2
12
60
25
40
горячем обжатии заготовок
Диаметр заготовки
10
25
0,3—
1,2
0,2—
0,6
—
120
—
160
0,6—
1,5
0,3—
0,9
—
60
—
50
40
(прутка), мм
63
100
160
200
Радиально-обжимные машины
0,9—
2,0
0,5—
1,2
—
40
30
1,2—
2,2
0,7—
1,4
—
36
16
1,4—
2,4
1,0—
1,8
—
30
—
1,6—
2,6
1,2—
2,0
—
25
—
—
а = 4ч-16. Для трубной заготовки соответствующего
** При раздельном обжатии производительность уменьшается в 1
заготовок на 30—60 %.
-¦¦-.- т ¦¦
- V- - У
,2-1,6
раза, при обработке
1,8—
2,8
1,4—
2,2
—
18
—
—
250
320
1,6—
2,6
1,2—
2,0
—
16
—
—
—
—
—
12
—
—
диаметра произво-
на оправке полых
¦о
О
ч
>
I
I
>
Ja
S
>
Ы
О4
9
6
w
s
2
X
>
В
s
X
S
358
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
10. Размеры бойков (см. рис. 16, в)
А
3,8
3,5
3,25
3,0
d
4,1
3,8
3,5
3,25
2/
0,6
0,6
0,6
0,5
L
4,4
4,2
4,0
3,8
* Диаметр изделия.
с
0,2
0,2
0,2
0,2
4,8
4,6
4,4
4,2
*
dl
2,75
2,5
2,25
d
3,0
2,75
2,5
2/
0,5
0,5
0,5
L
3,6
3,4
3,0
с
0,15
0,15
0,15
3,9
3,7
3,3
П. Характеристика оправок
Эскиз
РолоЙка К—
г*-
к
к--
/
—
бандах
Заготовка
Назна-
Назначение
Разъем-
Разъемная
оправка
Пуансон-
оправка
Цельная
оправка
для ка-
калибровки
Размеры
1,(ШП
l,02dn
(см.
рис.
17)
3—5
,5—
3
Материал
Жаро-
Жаропрочные
сплавы
5ХНВ,
7X3,
ЗХ2В8,
ЭИ160,
ЭИ190
и др.
5ХНМ,
5ХНВ,
3X2 ВС,
5ХГС
и др.
конуса; 8 — угол охвата бойками за-
заготовки; Гц и гк — радиусы сопряже-
сопряжения профиля ручья с плоскостью разъ-
разъема бойков; /ц — длина калибрующего
участка ручья бойков. Рекомендуе-
Рекомендуемые параметры бойков (рис. 17) для
двух и четырехбойковых машин при-
приведены ниже (для четырехбойковых
машин размеры В, Н следует умень-
уменьшать в 1,5—2 раза).
Длина бойков для одноступенчатого
обжатия L = d-i -\- 2 AК-\- ?ц0,5); для
РОТАЦИОННО- И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
359
многоступенчатого обжатия L =
= 0,5^ + (/к + /ц) п + /в. где п —
число ступеней (уступов).
Ширина бойков для прутка В ==
= C+6) di, для труб В =A,5+
+3,0) di.
Высота бойков с односторонним про-
профилем Н = В, с двусторонним Н =
= 1,25.
Угол заходного конуса: а = 40-;-
+90° при степени деформации е ^
<20%; а = 20+50° при в = 20 +
+40%; а < 12+30° при е>40%.
Длина заходного конуса
2tga/2 ¦^•«-^"^1 "*>¦
Длина калибрующего участка: /ц =
= 0,8<4 при 8^20%; /ц = d2 прн
е = 20+40%; 1„ = l,2d2 при 8>
>40%.
Радиусы сопряжений: гк = 0,25^;
Гц = 0,15di. При обжатии труб раз-
размеры гк и Гц значительно больше тол-
толщины стенкн трубы.
Профиль ручья 2/p/dx = 1,05+1,2.
Радиус перехода гп = @,5+0,8) гр.
Диаметр профиля ручья 2лр бой-
бойков, предназначенных для профиль-
профильного обжатия, принимают по наиболь-
наибольшему диаметру изделия, а закрытую
высоту — по наименьшему. Для по-
повышения качества поковок и увеличе-
увеличения деформации в осевом направле-
направлении, а также улучшения условий зах-
захвата рабочую поверхность ручья бой-
бойков выполняют волнообразной.
Бойки для радиально-обжимных ма-
машин отличаются от бойков для рота-
ционно-обжимных машин только нера-
нерабочей частью, форма которой опреде-
определяется конструкцией узла креп-
крепления бойка к подвижным частям ме-
механизма обжатия (см. рис. 16, д, е).
Бойки изготовляют из сталей марок
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ, 5ХГС,
7X3, 4ХЗВМФ и 4Х4МВФС. Стой-
Стойкость инструмента из стали 4Х4МВФС
по сравнению с инструментом из ста-
сталей 5ХНВ, 5ХНМ, 7X3 выше в 3—4
раза, а по сравнению с 4ХЗВМФ —
в 1,5—2 раза.
Для обработки заготовок малых сече-
иий рекомендуется применять бойки
из вольфрамовых сплавов, а для боль-
больших сечений из хромоникелевых спла-
Рис. 16. Виды рабочих профилей ручьев
бойков ротационио- и радиально-обжим-
радиально-обжимных машин:
а — типовой профиль ручья бойков;
б — ручьи с дополнительным цилиндри-
цилиндрическим участком для правки; в — для об-
обжатия прутков из прессованных штаби-
ков; г — для раздельного обжатия сту-
ступенчатого валика (/ — предварительный
ручей; // — окончательный ручей);
о, е — для профильного обжатия ступен-
ступенчатых валов
вов с наплавкой слоя стеллита, нимо-
ника нли сплавов на основе никеля тол-
толщиной 20—30 мм.
Бойки для обработки полых загото-
заготовок изготовляют из сталей марок
40 и 45 с наплавкой рабочих поверх-
поверхностей электродами марки ЭН-бОм
и последующей электроимпульсной об-
обработкой.
Рис. 17. Основные параметры бойков
для горячего ротационного обжатия
360
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
РОТАЦИОННО- И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
361
12. Стойкость бойков
/. И И С
Z Размеры в квадратных ckoSkojt
Выдержать одинаковыми для
Комплекта ( 4 шт)
X Комплект D turn) маркировать
одним порядковым померен и
применять совместно
4. Размеры L,/t,C,// и К определи -
ются конструкцией Р ВМ
5. Материал- сталь 4ЛЛЙ2ФС
(ГОСТ 2590-Г1)
Рис. 18. Чертеж бойка для профильного обжатия с одним заходиым конусом а
Наплавку бойков, в том числе при
их восстановлении, выполняют элект-
электродами ОЗИ-4 и ОЗИ-5. От точности
изготовленных бойков зависит точ-
точность и качество поверхности получа-
получаемого изделия. Особые требования
предъявляются к параметрам шерохо-
шероховатости поверхности его рабочего про-
профиля, к расположению в одной плоско-
плоскости на четырех бойках перехода за-
ходного конуса в цилиндрическую по-
поверхность, к размеру по высоте на всей
длине бойка. Поверхность ручья изго-
изготовленного бойка, как правило, под-
Рис 19. Рабочий профиль ручья бойка
с тройным заходным конусом
вергают дробеструйной обработке.
Чертеж бойка приведен на рис, 18.
Рабочий профиль ручья бойка для
профильного обжатия с тройным за-
заходным конусом показан на рис. 19.
Для горячего обжатия применяют
водоохлаждаемые оправки. Данные по
стойкости бойков приведены в табл. 12.
Технологический процесс. Для сплош-
сплошных поковок припуски на диаметр и
длину принимают уменьшенными в 2
раза по сравнению с припусками для
кованых поковок. Припуск по торцам
из-за образования утяжин для сте-
степеней деформации е = 0,50-г-0,75
должен быть увеличен на величину
0,25—0,5 концевого. С повышением
прочности обрабатываемого материала
и увеличением усилия обжатия глуби-
глубина утяжин уменьшается. Припуск за-
зависит от кривизны и разностенности
(для полых заготовок) исходной за-
заготовки, последующей обработки, тре-
требований к состоянию поверхностного
слоя изделия. Допуски на размеры при-
Материал бойков
и наплавленного
слоя
Сталь 5ХНВ
Стеллит
Цельзит
Литой «нимоник» с на-
наплавкой твердого спла-
сплава
Сталь 40 или 45 с на-
наплавкой электродами
ЭН-бОм
Обрабатываемый
материал (изделие)
Сталь 45 (для труб)
Конструкционная сталь
(для валов)
Конструкционная сталь
(для труб)
Углеродистая сталь
(для осей)
Конструкционная сталь
(для труб)
* Твердость рабочей поверхности бойков
** Стойкость до
восстановления — число
на бойке до его восстановления; полная стойкоста
товленных на бойке дс
Наиболь-
Наибольшая
степень
обжатия
35
До 80
» 60
» 60
» 60
Стойкость,**
ТЫС. ШТ.
до вос-
стано-
становления
2,5
1,5
2
5
HRC 41—46.
мделий,
> — число
его полного изнашивания.
пол-
ная
15
15
8
15
«готовленных
изделий, нзго-
нимают 1—1,5 % по диаметру и 0,3—
0,5 % по длине соответствующего
участка.
После определения диаметров ступе-
ступеней на всех участках поковки рассчи-
рассчитывают значения степеней деформации
по переходам и суммарную степень
деформации е с учетом епред за пер-
первый переход. Если требуема-я степень
деформации е превышает епред, то
обработку осуществляют последова-
последовательно по ступеням с возвращением
заготовки в исходное положение после
каждого прохода.
Температуру нагрева заготовок из
труднодеформируемых сталей и спла-
сплавов под обжатие назначают по срав-
сравнению с принятой ковочной ниже на
100—150 °С. При нагреве полых за-
заготовок следует исключать возмож-
возможность образования окалины на вну-
внутренней поверхности, так как это при-
приводит к снижению качества поверх-
поверхности оправки.
Радиальное обжатие обеспечивает
обработку практически всех металлов
и сплавов, в том числе полученных
спеканием. Для горячего обжатия
применяют, как правило, горячека-
горячекатаный прокат и слитки. Полые изде-
изделия изготавливают из трубчатых,
штампованных или штампосварных за-
заготовок на оправках и без них (если
внутренние размеры и толщина сте-
стенок не оговорены в чертеже).
Разностенность полых исходных за-
заготовок, кроме горячекатаных труб,
не должна превышать 3—5 % толщины
стенки. Поверхность литых заготовок
(труб, слитков) перед обжатием под-
подлежит механической обработке.
При назначении углов перепада сту-
ступеней а исходят из требуемой степени
деформации и прочности материала
заготовки. Меньшие значения прини-
принимают для обработки менее пластичных
материалов. Для низкоуглеродистых
конструкционных сталей значения
а = 16° и е < 20-г-ЗО % обеспечи-
обеспечивают достаточно равномерную дефор-
деформацию материала. Для менее пластич-
пластичных материалов и больших степеней
деформаций назначают а = 7-г-12°.
С целью уменьшения неравномер-
неравномерности деформирования заготовки и
лучшего захвата, а также и усилия де-
деформирования в целом, заходную
часть бойков изготовляют из трех со-
L
362
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
в*
по
150
ПО
110
30
/
/
/
/
го
да
40
Рис. 20. Определение угла охвата
заготовки бойками
ставляющих конусов (см. рис. 18),
вписываемых по длине в основной ко-
конус с углом а. При этом принимают
а = 2-=-4°, а2 > а и а3 == 4-^6°. Тре-
Требуемый угол охвата заготовки бой-
бойками 9 определяют по графику, при-
приведенному на рис. 20. Для четырех-
бойковой схемы угол охвата, приходя-
приходящийся на один боек, будет равен 6/2.
В процессе деформирования заготовки
угол 6 изменяется в зависимости от
условий обработки.
Упругая деформация механизма об-
обжатия или разница между диаметром
поковки после обжатия и закрытой
высотой ручья бойков прн вспомога-
вспомогательном ходе принимается из пас-
паспорта на радиально-обжимную маши-
машину или определяется эксперимента-
экспериментально.
Конструктивный зазор между бой-
бойками для двухбЪйковых машин при-
принимается равным 0,05d%; для трех-
н четырехбойковых машин @,025-j-
-5-0,015)^3-
Усилие деформирования Рк при
горячем радиальном обжатии затрачи-
затрачивается только непосредственно на де-
деформирование в заходном конусе. В
расчетах Рк предел текучести <тт
принимают по температуре конца об-
обжатия.
При обжатии в бойках с заходным
конусом
где d0 = ]fdid2; ф = 1,0 — для двух-
двухбойковых машии, ф = 0,707 — для
четырехбойковых.
Усилие на калибрующем участке
Для начального прохода (попереч-
(поперечное обжатие) при профильном обжа-
обжатии усилие деформирования опреде-
определяют по формуле
X
* 0
Рис. 21. Схемы радиального обжатия;
а — прутка; б — трубы на оправке;
в -— четырехгранного профиле
Расчет усилия деформирования по
схемам, показанным на рис. 21, а и б,
РОТАЦИОННО- И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
363
l,05<TTZpiH f 1 + И (у-
производят по следующим формулам: sn/d2
0,55
0,50
0,45
где Рх н Р2 — усилия деформирования
соответственно для схем а и б (см.
рис. 21); ц — коэффициент трення; "¦*"
для схемы а принимают ц = 0,5,
для схемы 6 можно рекомендовать
fi = 0,4. Для уменьшения трения иа
контактной поверхности заготовка—
оправка и повышения стойкости ин-
инструмента на оправку наносят графн-
томасляную смесь C0 % графита и
70 % масла).
Шаг подачи sn при обжатии четырь-
четырьмя бойками определяют по графику,
приведенному на рис. 22. При обжиме
двумя бойками значение sn следует
уменьшать в 2,2 раза при 8 ^ 0,40
и в 1,6 раза при 8 > 0,40. При по-
построении графика жесткость меха-
механизма обжатия принималась равной
1 мм на 1000 кН усилия деформиро-
деформирования.
Среднюю потребную мощность при-
привода /Vcp рекомендуется определять
по формуле
Л/ср=ЛП1,2/A000 -102;м),
где 1,2 — коэффициент, учитывающий
КПД рабочих узлов от привода до ме-
механизма обжатия; tM — машинное
время обжатия; Аа — полная работа
деформации;
Аа=\,25Ат[1 +
I
I
\\
\
\
I
f
\
?=№/»
\ 1
\\
ч
\4
ч
sal
sin a/2 cos а/2
\
2 tga/2 \
технологическая работа деформации
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0 Ч 8 1Z IS 10 а*
Рис. 22. Определение предельного зна-
значения шага подачи Sn при горячем ра-
радиальном обжатии
Для схемы, показанной на рис, 21, а,
давление деформирования
Р4 tg «/2
Машинное время обжатия
г„бо
м (Sa-K)m '
где %l=
_ удлинение
т ру,78Цуп
где 10 — дляна участка заготовки, под-
подвергающегося обжатию.
заготовки после каждого обжатия в сто-
сторону уширения конуса с углом a; m —
число обжатий в минуту.
Режим обработки включает в себя
скорость подачи заготовки в бойки,
364
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
частоту вращения подаваемой заго-
заготовки в процессе обжатия, скорость
схождения бойков при начальном про-
проходе (поперечном обжатии или «вре-
«врезании»), когда заготовка не подается
в бойки, скорость извлечения готовой
поковки из бойков.
Необходимыми условиями для уста-
установления наибольшей скорости обжа-
обжатия vn является отсутствие зажима
заготовки между бойками и требуемое
качество поверхности поковки. Для
раздельного обжатия vn = Snm, для
профильного vn > Snm.
Частоту вращения заготовки и ско-
скорость врезания бойков для обеспече-
обеспечения заданных параметров шероховато-
шероховатости поверхности устанавливают эк-
экспериментально.
Скорость обратного хода (извлечения
заготовки из бойков) при раздельном
обжатии устанавливают (эксперимен-
(экспериментально) наибольшую, при которой
заготовка еще не имеет винтовой ли-
линии и удерживается в зажиме пода-
подающего устройства.
Все изготавливаемые в настоящее
время ротационно- и радиально-об-
жимные машины усилием от 450—
500 кН и выше оснащаются подающими
устройствами и системами програм-
программного управления.
Для автоматизации процесса ма-
машины оборудуют бункерными загруз-
загрузчиками штучных заготовок, клещевы-
клещевыми и роликовыми подачами для прут-
прутков и труб.
Радиальное обжатие характеризу-
характеризуйся следующими технико-экономиче-
технико-экономическими показателями. По сравнению
с ковкой себестоимость деталей, полу-
получаемых с применением радиального
сбжатия, для конструкционных ста-
сталей ниже на 5 %, инструментальных —
на 15 %, быстрорежущих — на 20 %.
В среднем стоимость 1 т поковок, из-
изготовленных радиальным обжатием,
составляет 70—80 % стоимости по-
поковок, полученных другими извест-
известными способами.
4. ВАЛЬЦОВКА
Вальцовку применяют для подго-
подготовки заготовки к последующей об-
обработке, а также в качестве оконча-
окончательной операции. В первом случае
вальцовка служит заготовительной
операцией, перераспределяющей ме-
металл по длине заготовки для последу-
последующей штамповки на другом оборудо-
оборудовании,
Применение предварительного про-
профилирования заготовок иа ковочных!
вальцах целесообразно при изготов-
изготовлении поковок удлиненной формы,
применение вальцовки заготовок под
последующую штамповку обеспечивает
экономию металла на 5—20%, повы-
повышает производительность труда на
50—150 % н более, снижает себе-
себестоимость поковок на 10—25%.
Вальцовка по своей сущности пред-
представляет продольную прокатку. И в
том и в другом случае происходит
уменьшение поперечных сечеиий ис-
исходной заготовки при одновременном
увеличении ее длины за счет обжатия
заготовки вращающимся инструмен-
инструментом — валками.
При оттяжке концов заготовки меж-
межосевое расстояние валков постоянно,
а профиль ручьев и радиус каждого
валка в ручье — переменные.
При вальцовке участков заготовки
постоянного сечения применяют ка-
калибры, аналогичные используемым при
продольной прокатке сортовых про-
профилей.
Вальцовка, обеспечивающая полу-
получение готовых изделий с неодинако-
неодинаковыми поперечными сечениями вдоль
оси, сходна с процессом продольной
периодической прокатки. Отличие со-
состоит в том, что процесс деформации
при вальцовке происходит при дви-
движении заготовки с возвратом на сто-
сторону задачи (рис. 23). Примером может
служить вальцовка на одноклетье-
вых одно- и многоручьевых ковочных
вальцах (консольных и двухопорных).
Обжатие производится не по всей длине
заготовки (в отличие от прокатки),
в связи с чем на валках (в калибрах)
имеются переходные участки, на ко-
которых обжатие изменяется от нуля
до максимума, что позволяет увеличи-
увеличивать единичное обжатие за проход.
Когда захват полосы валками про-
происходит при очень малом (теоретиче-
(теоретически нулевом) обжатии или когда втяги-
втягиванию полосы в зону деформации спо-
способствует действие врезающегося в по-
полосу выступа инструмента (см. рис. 23,
ВАЛЬЦОВКА
365
Рис. 23. Последовательность процесса вальцовки;
б '-• подача заготовки в исходное положение A — заготовка; 2 — упор; 3 —• клещи;
4 и 5 — валки; б — инструмент); б — захват заготовки и втягивание ее в зону дефор-
деформации передними выступами инструмента;- в — установившийся процесс вальцовки
(а — угол захвата); г — выдача заготовки (ftOi 60 н Ьц 6i «= размеры заготовки
ветствеиио исходные и после вальцовки)
б), максимальное обжатие будет огра-
ограничиваться условиями установивше-
установившегося процесса (см. рис. 23, в), при ко-
которых максимальное значение угла
захвата может доходить до удвоенного
значения угла трения;
атах = 2Р.
В этом случае допускаемое обжа-
обжатие ДА будет значительно выше, а
именно:
При вальцовке обжимающий калибр
нарезается не по всей длине окруж-
окружности валка, а лишь иа ее части (обы-
(обычно меньше половины длины окруж-
окружности), а остальная часть длины окруж-
окружности выполняется или с калибром,
большим по сечению, чем сечение ис-
исходной заготовки, или с достаточно
малым радиусом, позволяющим сво-
свободно подавать заготовку в исходное
положение (до упора) (см. рис. 23, а).
Сменный вальцующий инструмент
(сектора, вставки) также устанавли-
устанавливают не по всей окружности валков,
и в момент подхода передней кромки
инструмента к находящейся в зазоре
между валками в исходном положении
заготовке начинается ее обжатие с од-
одновременным возвратом заготовки иа
переднюю сторону вальцов (сторону
задачи) (см. рис. 23, б—г).
Вальцовка в двух- и многоклетье-
вых вальцах (иногда и в одноклетье-
вых) производится «на проход». При
многоклетьевой вальцовке требуется
высокая точность настройки клетей
по совпадению периодов или приме-
применение специальных приспособлений
или механизмов, сопровождающих за-
заготовку по клетям в соответствии с дви-
движением их валков.
Классификация процессов вальцов-
вальцовки приведена на рис. 24. Наиболее
широко в настоящее время применяют
формовочную вальцовку. Типы валь-
вальцов и их применение приведены в
табл. 13, основные параметры см, т, 1,
табл. 29—32.
Формовочная вальцовка. Из всех
видов формовочной вальцовки наи-
наибольшее распространение имеет про-
профилирование заготовок под штампов-
штамповку, которое позволяет перераспреде-
перераспределить металл по длине заготовки с уче-
учетом формы и сечений поковки и резко
увеличить коэффициент использова-
использования металла. Профилирование иа
вальцах заготовок под штамповку и
штамповку производят с одного на-
нагрева.
Формовочной вальцовкой выполняют
также оттяжку отдельных частей у
поковок и заготовок, в том числе у за-
заготовок для надфилей и напильников,
концов заготовок для витых пружин,
пикообразных изделий, Оттяжку про-
366
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Вальцовка
I
flo назначению
Отделочная
Sнесколько
I Штаппабочная |
Оттяжка отдельных
частей у поковок
и заготовок
Профилирование
заготовок
для штамповки
1
Штагтовт
поковок
в валках
1
Штамповка
во Вращающихся и
качающихся секторах
По числу ручьев и проходов
Многоручьевая
Однорцчьевая
в один
проход
L
Одноручь'Ш
Ввва
прохода
4-
Многаручьебая
X
Одноручьевая
в один
проход
учьях
7
прохода
Па числу последовательно расположенных периодов (изНепип)
| Одноштичк
'тучная I I Многоштучная I | Оёпоштучная | | Многоштучная [
Рис. 24. Классификация технологических процессов вальцовки
изводят как в горячем, так и в холод-
холодном состоянии.
Применение вальцовки целесооб-
целесообразно при серийном и крупносерий-
крупносерийном производстве поковок удлинен-
удлиненной формы с резкой разницей в пло-
площадях поперечных сечений вдоль оси
(шатуны, рычаги, гаечные ключи,
тяги, турбинные лопатки и др.).
Вальцованные заготовки отличаю-
отличаются точностью и стабильными разме-
размерами, что позволяет значительно со-
сократить расход металла, идущего в об-
лой при окончательной штамповке, и
уменьшить изнашивание ручьев. На
повышение долговечности работы ру-
ручьев штампа влияет и более полное
удаление окалины с заготовки во
время ее вальцовки.
Необходимость применения валь-
вальцовки определяется после построения
эпюры диаметров или сечений расчет-
расчетной заготовки.
Необходимость применения валь-
вальцовки можно установить и по диаграм-
диаграмме, приведенной на рис. 25, где
<* = dmax/dcp;
Р = hldcv\
здесь dmax — максимальный диаметр
на эпюре диаметров; dcp — средний
диаметр расчетной заготовки, причем
где Vs — объем расчетной заготовки;
13 — ее длина; Fcp — средняя пло-
площадь сечения расчетной заготовки.
Пунктиром на диаграмме (см.
рис. 25) приведен пример определения
потребности вальцовки для поковки
с массой расчетной заготовки Gn =
= 0,8 кг, а = 1,37 и Р = 3,25. По-
Попадание в область А означает необ-
необходимость применения вальцовки.
Исходя из эпюры сечений расчет-
расчетной заготовки, производят построение
эпюры сечений вальцованной заготовки
(рис. 26, а), по которой и конструи-
конструируют вальцованную заготовку (рис. 26,
б). При этом в целях упрощения кон-
конструкций ручьев штампов вальцов
криволинейные участки эпюры сече-
сечений расчетной заготовки (контур /,
рис. 26, а) заменяют прямолинейны-
прямолинейными с учетом равенства объемов в этой
зоне заготовки (илн равенства пло-
площадей на данном участке длины заго-
заготовки на эпюре сечений). Концевые
участки контура эпюры сечений валь-
вальцованной заготовкя выполняют в виде
прямых ляний, перпендикулярных к
оси заготовки (в зоне конечного об-
вальцовка
367
13. Тиды штамповочных вальцов и их применение
Тнп
Особенности конструкций и применение
Одноклетьевые для
формовочной валь-
вальцов кн
Двухопорные (закрытые)
Имеют на валках (или в секторах-штампах) до четы-
четырех и более ручьев. Длина деформируемой части за-
заготовок составляет не более V2 длины расчетной ок-
окружности сектора-штампа, при нарезке ручьев в вал-
валках — не более длины расчетной окружности за вы-
вычетом длины зоны задачи заготовки
Применяют при мелко- и крупносерийном производ-
производстве, преимущественно для многоручьевой вальцовки
заготовок под штамповку, а также для оттяжки кон-
концов заготовок для волочения (острильные вальцы) и
для навивки пружин, для получения заготовок с плав-
ио убывающим сечением и др., с выдачей заготовок
на вальцовщика
Одноклетьевые для
штамповочной валь-
вальцовки
Имеют больший диаметр валков, как правило, с уста-
установкой сменных секторов-штампов. По длине бочки
валка выполняют один или два установочных ручья
для секторов, которые устанавливают не по всей ок-
окружности, а лишь на ее части: на одном или двух (про-
(противоположно расположенных) участках ее длины
Применяют при крупносерийном и массовом произ-
производстве для получения окончательно отштампованных
поковок (в одной полосе одна или несколько штук)
с подачей заготовок одна за другой на проход
Одноклетьевые для
формовочной валь-
вальцовки
Консольные
На вальцах сменные валки-втулки с двумя ручьями
или наборные из колец. Устанавливаемые на коль-
кольцах штампы могут быть секторными. Длина дефор-
деформируемой части заготовок составляет до 3/4 длины
окружности ручья штампа
Применяют при мелко- и крупносерийном производ-
производстве для многоручьевой вальцовки заготовок под
штамповку или оттяжки концов с выдачей заготовок
на вальцовщика
Двухклетьевые для
непрерывной фор-
формовочной вальцовки
Вальцы имеют две пары валков, расположенных под
углом 90°. Передача заготовки из одной пары валков
в другую (от клети к клети) осуществляется самими
валками
Применяют при крупносерийном и массовом произ-
производстве
Двух-, трех- и мно-
гоклетьевые для по-
последовательной фор-
формовочной вальцовки
Вальцы имеют две, три и более (до девяти в настоящее
время) клетей, расположенных под углом 90°. На-
Нагретая заготовка с помощью толкателя или специаль-
специального протаскивающего устройства последовательно
подводится к валкам первой и других клетей
Применяют при крупносерийном и массовом произ-
производстве, в том числе в автоматических линиях
368
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
- 6
* S
- i
¦ 1
• г
г
- is
- 3
¦2,5
- Z
¦1,5
1
- г
-и
- 1,в
-Vt
-и
1
¦f.s
•V
¦!,;¦
¦1.2
¦V
10
I
-А
в
А
Масса поковки С-д^Щ "~
Рис. 25. Диаграмма определения необ-
необходимости вальцовки заготовок:
А — зона штамповки, где применение
вальцовки необходимо; В — зона штам-
штамповки, где вальцовка не требуется
жимаемого участка возможно и их
наклонное выполнение).
Длины участков максимального и
увеличенного по сравнению с сосед-
соседними сечений из соображений удоб-
удобства укладки заготовки в ручей штампа
и во избежание «закусывания» торцо-
торцовым облойным мостиком необходимо
делать короче соответствующих участ-
участков ручья штампа (участков эпюры
сечений расчетной заготовки).
Общую длину вальцованной заго-
заготовки для удобства укладки в ручей
делают несколько меньше длины ру-
ручья штампа.
Для удержания клещами заготовки
в процессе вальцовки на одном конце
заготовки необходимо предусмотреть
необжимаемый участок (клещевину)
длиной не менее 0,4—0,5 диаметра или
стороны исходной заготовки, что при-
С-С
ВАЛЬЦОВКА
369
Рис. 26. Построение вальцованной за*
готовки для поковки рычага:
п —• эпюра поперечных сечений (/ —*
поковки; 2 — вальцованной заготовки)?
6 — вальцованная заготовка AС — длина
стержня; /д и 'м г — соответственно
длины большой и малой головки; /, и
/„ — длины переходных участков; / _ -*
Длина вальцованной заготовки)
водит к некоторому излишнему рас-
расходу металла. При наличии головой
на концах вальцованной заготовки
в целях экономии металла для кле-
клещевины используют большую головку
вальцованной заготовки (рис. 27,
поз. 1—3). Если наибольшее сечение
вальцованной заготовки находится по-
посередине ее длины, то применяют валь-
вальцовку с поворотом заготовки: сначала
под клещевину идет исходная заго-
заготовка, а после оттяжки одной стороны
и после поворота заготовки под кле-
клещевину используется ранее обжатая
часть диаметром dj (см. рис. 27,
поз. 4).
Размеры исходной заготовки под
вальцовку выбирают по участку эпюры
сечеиий с наибольшей площадью по-
поперечного сечения .Fmax-
Учитывая влияние на выбор заго-
заготовки под вальцовку угара и теплового
расширения прн нагреве, можно пло-
площадь поперечного сечения исходной
заготовки FB принять равной макси-
максимальной площади на эпюре сечений
Fmax< т. е. FB = .Fmax.
При квадратной заготовке сторона
квадрата св = Vfb\ при заготовке
круглого поперечного сечения ее диа-
диаметр dB= 1,13 J/T^
После расчета размера заготовки
под вальцовку по сортаменту выби-
выбирают ближайший больший размер
профиля; с учетом окончательного се-
сечения исходной заготовки вносятся
изменения в длину необжнмаемых уча-
участков вальцуемой заготовки.
Объем исходной заготовки под валь-
вальцовку и ее длину подсчитывают по
формулам:
,, ,, 100 + 6у
I -
Рис. 27. Типовые фасонные заготовки, изгою*
вляемые в открытых ручьях
где бу — угар металла (%); при ма-
мазутном нагреве 6 = 2-ьЗ %; при га-
газовом б = 1,5 + 2 %; при индукцион-
индукционном й = 0,5ч-1 %; Vn — объем по-
поковки.
Чтобы не было зажимов при валь-
вальцовке и последующей штамповке, ме-
между отдельными участками вальцуе-
вальцуемой заготовки должны быть преду-
предусмотрены переходные участки (участки
/, и /2 на рис. 26, б) с углами at и а2,
обычно равными 45—60°.
На переходных участках предусма-
предусматривают радиусы закругления R =
=5-:-20 мм, обеспечивающие плавный
переход к тонкой части (см. рис.
26, б).
Расчет деформации при профили-
профилировании заготовок. Вальцовкой полу-
получают заготовки, имеющие по длине
участки как с постоянным, так и с пе-
переменным поперечным сечением. При
профилировании заготовок вальцовку
производят, как правило, в ручьях
постоянного сечения. Рассмотрим рас-
расчет деформации в калибрах постоян-
постоянного сечения.
Предварительное определение числа
пропусков при вальцовке п производят
в зависимости от общего максималь-
максимального уменьшения площади попереч-
поперечного сечения — общего максимального
коэффициента вытяжки:
= FB/Fn
D)
и среднего коэффициента вытяжки за
каждый пропуск Хср:
где Fm\n — минимальная площадь
поперечного сечения вальцованной за-
заготовки по эпюре сечений (см. рис. 26).
Коэффициент вытяжки в каждом
пропуске зависит от возможного от-
относительного обжатия в данном про-
проходе, которое связано с абсолютным
обжатием и через него с диаметром вал-
валков, т. е. зависит от отношения диа-
диаметра валков и высоты исходной за-
заготовки.
Коэффициент вытяжки в том или
ином пропуске зависит и от выбранной
системы калибров — последователь-
последовательности их применения, в частности, от
отношения осей данного калибра и от
отношения осей заготовки. Отношение
осей поперечного сечения полосы до
вальцовки в данном калибре
после вальцовки
где /г0, Ьо и h-i, b1 — высота и ширина
полосы соответственно до и после валь-
вальцовки.
Средний коэффициент вытяжки за
один проход не должен превышать
ХОр ^ 2. Однако, применяя профили-
профилирование заготовок с интенсивным об-
обжатием, коэффициент вытяжки за один
проход в зависимости от отношения
диаметра к начальной высоте заго-
370
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 28. Вальцовка заготовки:
a — в гладком ручье; б — двукратная в ромбическом ручье
товки и применяемой системы калиб-
калибров можно увеличить до Аср = 3-ь4.
При одном н том же обжатии в оди-
одинаковых калибрах вытяжка будет тем
больше, а уширен ие тем меньше, чем
меньше диаметр валков и наоборот.
В последнем случае для размещения
в калибре металла, идущего на ушире-
ние, приходится брать калибры с боль-
большим значением ах.
При профилировании заготовок при-
применяют различные последовательности
калибров и различный порядок об-
обжатий в них.
При одноручьевой вальцовке самым
простым способом является вальцовка
в гладких валках с поворотом заго-
заготовки после каждого прохода на 90°,
в два или несколько проходов (рис. 28,
а). Однако в этом случае обжатия в ка-
каждом проходе, а следовательно, и ко-
коэффициенты общей суммарной вы-
вытяжки ограничиваются возможностью
свертывания полосы прн вальцовке.
Во избежание свертывания полосы от-
отношение осей заготовки не должно
быть более 1,5—2.
Несколько лучшее предупреждение
свертывания полосы дает вальцовка
в ромбическом ручье (рис. 28, б),
однако ее применение целесообразно
только при двух проходах в одном
ручье. Коэффициент АОбщ max B ром-
ромбическом ручье за два прохода может
быть тем больше, чем больше отноше-
нией осей принятого ромбического
калибра, однако во избежание сверты-
свертывания полосы оно должно быть av ^
< 2,5.
Значения АОбщ шах при одноручье-
одноручьевой вальцовке в ромбическом ручье
при йр = 1,5 в зависимости от диаме-
диаметра (мм) заготовки после вальцовки:
df, мм ..
10
1,1-1,5
20
1,2-1,6
30
1,2-1,
При увеличении значения ар до 2,5
повышение Я0бщ шах сравнительно не-
невелико.
Если потребная вытяжка должна
быть больше, то необходимо применить
два или больше ромбических ручья,
разбив общий коэффициент вытяжки
на два илн более:
^i F г ^з
где Flt Fj и Fs — площади попереч-
поперечного сечения заготовки после валь-
вальцовки соответственно в 1-, 2- н 3-м
ромбических ручьях.
По коэффициенту вытяжки в два
прохода между одноручьевой валь-
вальцовкой в ромбическом ручье и на
гладкой бочке стоит вальцовка в оваль-
овальном ручье, которая для профилирова-
профилирования в одном ручье применяется редко
(при небольших вытяжках) вследствие
малой устойчивости овальной полосы
в овальном калибре.
При многоручьевой вальцовке обы-
обычно применяют системы (последова-
(последовательности) калибров, показанные на
рнс. 29.
В зависимости от применяемого ка-
калибра рекомендуются следующие допу-
допустимые значения Oq отношения сторон
заготовок:
овальной для прокатки в круг-
круглом калибре 3,5
овальной — в овальном кали-
калибре 1,6
овальной — в ребровом оваль-
овальном калибре 4,0
овальной — в квадратном ка-
лнбре 5,0
ромбической — в квадратном
калибре 5,0
40" 50" 60 70
1,4—1,9 1,5—2,0 1,6—2,1 1,7—2,2
ВАЛЬЦОВКА
371
Рис. 29. Последовательность калибров, применяемая при миогоручьевой вальцовке
(Z>0 — расстояние между осями вальцов):
а — овал—овал; б — круг—круг; в — овал—круг; г —• овал—ребровой овал; д =•
квадрат—овал; е «= овал —квадрат; ж — квадрат—ромб; а — ромб—квадрат
Расчет деформации при вальцовке
в простых калибрах с учетом возмож-
возможных поднастроек валков при колеба-
колебаниях технологических параметров и
степени изношенности валков наибо-
наиболее просто и с достаточной степенью
точности производится по методу соот-
соответственной полосы, предложенному
А. Ф. Головиным.
Согласно этому методу калибр или
полоса простой формы заменяется со-
соответственной ей* прямоугольной
полосой с размерами поперечного се-
сечения: высотой h0 и шириной 6С,
причем площадь поперечного сечеиия
соответственной полосы Fo принима-
принимается равной площади поперечного се-
сечения рассматриваемой полосы F, т, е.
Fo = F, и отношение сторон соответ-
соответственной полосы принимается равным
отношению осей рассматриваемой по-
полосы, т. е.
halb0 — ft/6.
Размеры сторон исходной соответ-
соответственной заготовки круглого сечения
(см. рис. 28)
hoc = Ьоо = 0,8854,;
372
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 30. Обозначения основных размеров калибров:
а — овального; б «- ребрового овального; в ~- круглого; г — квадратного; д •— ромбн»
ческого
каадратного сечения
^оо — "ос = св>
ромбического сечения
/*ос = hJV;
бос = bJV2,
где размеры h0 и Ьй определяют в по-
положении задачи полосы в калибр
(см. рис. 29, 8);
овального сечения
/го
^00
где ах — отношение сторон овальной
полосы (рис. 30, а); аг = bjh^, б, —
степень заполнения овального калибра.
Рекомендуются следующие значе-
значения степени заполнения овального
калибра при вальцовке по различным
схемам: круг—овал—круг и квадрат—
овал—круг б, = 0,8; круг—овал—
овал 6j = 0,65 в первом овальном
калибре и 6j = 0,8 — во втором ка-
калибре; круг—овал—ребровой овал
Ьх = 0,9; круг—овал—квадрат и
квадрат—овал—квадрат 6i = 0,9.
Отношение осей овального калибра
ак = aj/6,;
2) полосы, полученной в ребровом
овальном калибре (рис. 30, б), при
61== 1,0:
где размеры ft0 и ^о определяют в по-
положении задачи полосы в калибр
(см. рис. 29, в, г, е).
Площади поперечного сечения:
1) овальной полосы (полосы, полу-
получаемой в овальном — предшествую-
предшествующем калибре, рис, 30)
^ = 0,6^ B,07 — 6,) X
X (Oi+ 0,666!-0,43), E)
aK /о,23 -f ~ ) ;
к \ «к /
F, =
3) круглой полосы Fl — —г- d\\
4) квадратной полосы с учетом ради-
радиуса скругления при вершине калибра
ri = 0,15cj и степени заполнения квад-
квадратного калибра б, == 0,9 (рис. 30, г),
2 f
Fl =
р ,
&2 = 0,98cf;
ВАЛЬЦОВКА
373
5) ромбической полосы Fi =
= 0,5/^6, B - в,).
Размеры калибров (см. рис. 30):
1) овального: зазор между валками,
между секторами-штампами s S
= 0,0Ш0; радиус скругления бурта
г = 0,26к; ширина вреза ручья в ва-
валок, в сектор:
F)
соотношение размеров R = hi (l -f-
2) ребрового овального: г. = 0,256j;
r2 = 0,26,; R = 0,25Л,ак (l -f l/a?);
3) круглого: г = 0,2D;
4) квадратного: r± = 0,15^; r2 =
~ 0,lci; 6Bp = 6lt — s; высота калиб-
калибра с учетом радиуса скругления
fy = l/cx — 0,83гх;
5) ромбического: 6вр = 6К —
— saK; rj ? 0,15сь r2 s O.lq.
При расчете деформации, исходя
из необходимой вытяжки в данном
калибре, задаемся относительным, а
следовательно, и абсолютным обжа-
обжатием. Рассчитаем деформацию соот-
соответственной полосы в гладких валках.
Расчет уширения производим по фор-
формуле С. И. Губкина:
АЛ
h0
h0 I
X
h0 h0
?-~ .G)
В производственных условиях па-
параметры технологических процессов
непрерывно изменяются в определен-
определенных пределах (меняется температура
металла, условия трения на контакт-
контактной поверхности инструмента, размеры
инструмента и т. п.). С их изменением
изменяются условия деформации и
ее значение. При использовании мето-
метода расчета по предельно-возможным
значениям уширения вначале рассчи-
рассчитывают абсолютное уширение при та-
таких крайне возможных значениях пе-
переменных факторов (параметров), ко-
когда уширение будет максимальным,
после чего определяют минимально воз-
возможное уширение. Например, ушире-
нне будет тем больше, чем больше аб-
абсолютное обжатне, чем больше диа-
диаметр валков, чем больше коэффициент
трения и ниже температура вальцовки
и т. п.
Зная возможные пределы изменения
уширения, в процессе вальцовки на-
находим размеры соответственной полосы
после вальцовки:
hlc = Нос — Ah'<
Ью = boc -f- A6;
Подставляя предельно-возможные
значения уширения, находим предель-
предельно-возможные значения размеров соот-
соответственной полосы. Учитывая, что
при определении максимального уши-
рення крайние значения всех пере-
переменных параметров брались такими,
чтобы уширение получилось наиболь-
наибольшим в пределах изменения данного
параметра и такое действие всех пара-
параметров принималось одновременным,
вероятность такого сочетания весьма
мала, поэтому можно утверждать, что
при рассмотренных пределах измене-
изменения переменных параметров уширение
никогда не будет больше найденного
максимального значения. Аналогич-
Аналогичное утверждение может быть сделано
и относительно минимального ушире-
уширения. Рассчитанные таким образом раз-
размеры соответственной полосы включают
в себя все возможные колебания при
изменении параметров процесса и поз-
позволяют правильно определить размеры
калибров.
Если колебания размеров небольшие,
то их удается перекрывать изменением
степени заполнения калибров и неко-
некоторого перераспределения вытяжек по
калибрам. При колебаниях размеров
больше, чем возможно перекрыть за
счет степени заполнения калибров, не-
необходимо предусматривать поднастрой-
ку обжатий.
По соответственной полосе, исполь-
используя предыдущие формулы, находим
размеры того или иного калибра.
При одноручьевой вальцовке в глад-
гладких валках размеры фактической и
соответственной полосы совпадают.
Выбирать калибр целесообразно
для наибольшей по ширине соответ-
соответственной полосы, тогда меньшая по
374
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
ширине соответственная полоса с уче-
учетом рассчитанных возможных колеба-
колебаний размеров может быть получена
в том же калибре при меньшей степени
его заполнения.
Наибольшей вытяжной способностью
при вальцовке за два прохода обладают
следующие последовательности кали-
калибров: квадрат—овал—квадрат, прямо-
прямоугольник—овал—квадрат, круг—
овал—квадрат, причем прямоуголь-
прямоугольник в овальном калибре обжимается
по наибольшей стороне. Несколько
меньше вытяжная способность у си-
системы калибров с последовательностью
по схеме квадрат—ромб—квадрат, что
связано с ограниченностью обжатий
и вытяжки при вальцовке квадратной
полосы в ромбическом калибре, хотя
эта система и обеспечивает хорошую
устойчивость полосы и при вальцовке
по этой системе не наблюдается свер-
свертывания полосы.
Ребровой овал обеспечивает боль-
большую устойчивость овальной полосы
в калибре, чем круг, поэтому в него
можно задавать для вальцовки оваль-
овальную заготовку с большим отношением
осей, чем в круглый калибр. В связи
с этим следующей по вытяжной спо-
способности является система с последо-
последовательностью калибров по схеме круг—
овал—ребровой овал. Вытяжная спо-
способность калибров при вальцовке по
схемам квадрат—овал—круг и круг—
овал—круг, учитывая вышесказан-
вышесказанное, будет меньше, чем по схеме ква-
квадрат (круг)—овал—ребровой овал.
Редко применяемой последователь-
последовательностью калибров является прямоуголь-
прямоугольная заготовка—овал—ребровой овал
(вследствие трудностей получения за-
заготовки по поставкам). Эта система
по своим вытяжным способностям
может конкурировать с системой ква-
квадрат—ромб—квадрат.
Наименьшую вытяжную способность
при вальцовке за два прохода имеет
система круг—овал—овал. Ее исполь-
используют, когда необходимо иметь для
штамповки заготовку с овальным по- .
перечным сечением на каком-то уча-
участке.
Системы калибров круг—овал—круг,
круг—овал—ребровой овал и круг—
овал—овал обеспечивают плавное из-
изменение формы заготовки по перехо-
переходам, обеспечивают более равномерные
деформирование, распределение темпе-
температур по сечению, а также охлажде-
охлаждение, что позволяет избежать появления
дефектов при вальцовке заготовок из
легированных сталей, жаропрочных и
титановых сплавов. Эти системы на-
находят применение, например, при из-
изготовлении заготовок для штамповки
поковок турбинных и компрессорных
лопаток.
При вальцовке за один проход наи-
наибольший коэффициент вытяжки можно
получить при обжатии квадрата или
прямоугольной полосы «на ребро»
в овальном калибре, а также при валь-
вальцовке овальной полосы с достаточно
большим отношением осей в квадрат-
квадратном калибре или в ребровом овале.
Прн вальцовке за три, четыре про-
прохода вытяжная способность зависит от
выбранных сочетаний пар калибров
с учетом профиля исходной заготовки
и профиля сечения участков вальцо-
вальцованной заготовки.
При применении многоручьевой
вальцовки, особенно на многоклетье-
вых станах или вальцах, не всегда це-
целесообразно стремиться получать мак-
максимальную вытяжку в каждом про-
проходе. Иногда с целью повышения ка-
качества изделий и увеличения срока
службы инструмента — валков, вста-
вставок, секторов бывает целесообразней
использовать все клети и вести валь-
вальцовку с меньшими деформациями,
а следовательно, и давлениями па ин-
инструмент в каждом отдельном проходе
при малой общей вытяжке, которую,
в принципе, можно было бы получить
и за меньшее число проходов.
При проектировании технологиче-
технологического процесса вальцовки обычно из-
известны необходимый суммарный коэф-
коэффициент вытяжки Яодщ шах, расстояние
между осями валков вальцов О0 и пло-
площадь поперечного сечения исходной
заготовки FB. На рис.31 приведены гра-
графики, позволяющие предварительно
выбрать необходимую последователь-
последовательность калибров для вальцовки и тре-
требуемое число проходов. Если точка
пересечения прямых, соответствующих
на графике значениям по осям орди-
ординат, лежит ниже кривой для данной
схемы вальцовки или на самой кривой,
то вальцовка по этой схеме возможна.
ВАЛЬЦОВКА
375
В противном случае необходимо или
изменить схему вальцовки, или уве-
увеличить число проходов с сохранением
схемы последовательности калибров.
При вальцовке в калибрах уширение
будет меньше, чем на гладкой бочке,
так как наклонные поверхности ка-
калибра оказывают дополнительное со-
сопротивление развитию уширения. Это
сопротивление будет тем больше, чем
больше уклон стенок калибра и чем
меньше при прочих равных условиях
отношение осей овального или ромби-
ромбического калибра. Влияние формы ка-
калибра на уширение можно учесть по-
поправочным коэффициентом уширения
K
расч
На рис. 32 приведены графики для
определения поправочного коэффи-
коэффициента уширения при вальцовке ква-
квадратной и круглой заготовок в оваль-
овальных калибрах с разным отношением
осей. На графиках al = blhK — отно-
отношение осей полосы. Этими графиками
можно пользоваться и при вальцовке
указанных заготовок в других кали-
калибрах, в частности ромбических.
При вальцовке так же, как и прн
прокатке, наблюдается явление опе-
опережения, т. е. полоса выходит из валь-
вальцов со скоростью, большей окружной
скорости вальцов, поэтому длину соот-
соответствующего ручья на валках берут
несколько меньше длины участка заго-
заготовки, получаемой вальцовкой.
Длину участка ручья валка опреде-
определяют по формуле
'р = In ¦
100
._ + 100 '
гДе 'и — длина соответствующего уча-
участка нагретой заготовки после валь-
вальцовки, мм; Son — опережение металла
на этом участке, %.
Расчет опережения (%) можно про-
проводить по следующей эмпирической
формуле:
8
10
К
Рис. 31. Кривые для определения макси-
максимально-возможного коэффициента вы-
вытяжки для систем:
/ — круг —овал; 2 — квадрат—ромб;
3 — квадрат—овал; 4 — круг—овал-
овал; 5 — круг—овал —круг; 6 — ква-
квадрат—овал—круг; 7 — квадрат—ромб-
квадрат; 8 — круг —овал —ребровой
овал; 9 — круг—овал —квадрат; 10 —
квадрат —овал —квадрат; // — круг —
овал — овал —круг; 12 — круг —овал-
круг—овал; 13 — квадрат—овал—круг-
квадрат—овал—круговая; 14 — круг—овал —квадрат—овал!
15 — квадрат — овал — квадрат—овал
При вальцовке круглой заготовки
в овальном калибре с постоянным об-
обжатием опережение
Son = 0,31 B - Я) (Я - 1);
с нарастающим обжатием
Son=0,37B — Яср)(Я,ср— 1),
где Я,ср — коэффициент вытяжкн
в среднем сечении конического участка.
При вальцовке овальной заготовки
в круглом калибре
0,25 B - Ц (к — 1),
376
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Ki
0.6
0,5
0,4
0,3
о,г
0,1
/
/
/¦*
%
1
ч
1,5 1,5 1,75 2,0 2,25
1,0
0,9
ff,«h
0,7
0,6
0,5
0,4
—•
J
/
7
й
w
ь
i
/,5 1,1 1,9
2,1
б)
г.з г,5 а,
Рис. 32. Определение поправочного коэффициента уширения Ку
а — для квадратной заготовки, вальцуемой в квадратном калибре; б — для круглой
заготовки, вальцуемой в овальном калибре
Формулы (8)—A0) рекомендуется
применять при расчете опережения
в случаях вальцовки заготовок на
вальцах с межосевым расстоянием
300—900 мм в интервале изменения
коэффициента вытяжки до 1,8. Допу-
Допускается использование формулы (8)
для расчета опережения при валь-
вальцовке по схеме овал—овал, а фор-
формулы A0) — по схемам овал—ребро-
овал—ребровый овал и овал—квадрат.
Расчеты формоизменения по приве-
приведенной методике рекомендуется про-
проводить для случаев, когда участок
заготовки, получаемый после валь-
вальцовки, имеет относительную длину
lu/d0 > 5 (рис. 33). Относительные
длины по проходам: l\ldQ и 1ц1с10 или
lj/c0 и 1ц/с0, где d0 и с0 — соответст-
соответственно диаметр и сторона квадрата ис-
исходной заготовки. В этом случае дей-
действие недеформируемых или менее де-
деформируемых частей (головок заготов-
заготовки) на уширение полосы мало сказы-
сказывается на общей вытяжке, влияя на
относительно небольших участках об-
обжимаемой части полосы [лишь около
переходных участков, возле сечеиий
ВВ (см. рис. 33) на длине примерно
0,5 41-
При вальцовке коротких заготовок
с отношением 1ц1йй<^_ 5 (рис. 33, б) не-
необходимо учитывать сдерживающее
уширение действие необжимаемых ча-
частей, особенно при lilda<=_ 1,5.
Вальцованная заготовка имеет пере-
переходные участки, как правило, с изме-
изменяющимися размерами и формой и
может иметь по длине несколько обжи-
обжимаемых участков, перемежающихся
с необжимаемыми, т. е. представлять
собой периодический профиль.
При наличии на заготовке участков
с плавно изменяющимися размерами
расчет деформации при вальцовке
этих участков производят по средним
сечениям, принимая среднее на данном
участке обжатие, определяя среднюю
вытяжку, уширение и среднее опере-
опережение и т. д.
Расчет деформации сложной перио-
периодической заготовки рассмотрен
ниже.
При оттяжке концов профиль ручья
делают переменного сечения по длине,
вальцовка ведется в несколько про-
проходов с кантовкой после каждого про-
прохода и, при необходимости, с дополни-
дополнительным перемещением заготовки вдоль
оси. Элементы расчета контура ручьи
вальца переменного сечения рассмо-
рассмотрены ниже (см. с. 377). Ручей наре-
нарезается или с сохранением ширины на
всей длине с уменьшением глубины
ВАЛЬЦОВКА
377
"J
Рис. 33. Переходы при вальцовке за два прохода заготовок с двумя необжимаемымн
Головками;
а — длинная заготовка; б — короткая заготовка
вреза или с шириной, уменьшающейся
пропорционально глубине вреза.
Пример расчета. Требуется полу-
получить вальцованную заготовку типа
показанной на рис. 27 (поз. /). Площадь
поперечного сечения головки 620 мм2,
площадь поперечного сечения в зоне
стержня 300 мм2.
Для вальцовки выбираем следую-
следующую последовательность калибров;
квадрат—овал—квадрат. Вальцовку
намечаем производить на вальцах с меж-
межосевым расстоянием О0 = 320 мм.
По сортаменту выбираем ближайшую
заготовку, это квадрат 25 мм с пло-
площадью поперечного сечения 625 мма.
Тогда
= 320//25 = 12,8;
общий коэффициент максимальной
вытяжки (общая максимальная вы-
вытяжка) кобщ шах = 625/300 = 2,08. По
графику, приведенному иа рис. 31,
определяем, что произвести такую
вальцовку по принятой последователь-
последовательности квадрат—овал—квадрат с за-
заданной общей максимальной вытяж-
вытяжкой возможно;
Коэффициент средней вытяжки
(средняя вытяжка) при вальцовка
за два прохода
^ср == V ^
Намечаем вытяжки по проходам!
несколько больше средней принимаем
вытяжку в первом проходе, а именно
%1== 1,5, тогда вытяжка во втором
проходе
А~2 = ^общ maxAl = 1 >3&.
Для обеспечения вытяжки в первом
проходе принимаем относительное об-
обжатие равным двум, тогда
й1с = 25/2 = 12,5 мм;
ДЛС = /ioo — hic = 12,5 мм.
Находим максимально и минималь-
минимально возможное уширение при вальцовке
соответственной полосы на гладкой
бочке по формуле D).
Максимальное уширение будет иметь
место при вальцовке в новых валках
диаметром 330 мм, при минимальной
температуре вальцовки 900 °С, при
коэффициенте трения ft = 0,354,
Размеры заготовки с учетом допусков:
25 ± 0,5. Максимальное уширение
378
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
будет иметь место при ha = 25,5 мм и
Д/г s 13 мм:
УЖИ-
13
, 3
Минимальное ущирение будет при
диаметре валков 820 мм, ц = 0,306,
/г0 = 24,5 мм и Д/г = 12 мм:
Учитывая поправочный коэффи-
коэффициент уширения К( = 0,63, по гра-
графику, приведенному на рис. 32, а,
окончательно получим
А&тах = П.05 мм; Д&т1п = 8,32 мм.
Размеры соответственной полосы
после вальцовки:
/г10 = 12,5 мм; blc шах = 36,55 мм;
61С т!п
= 32,82 мм.
Отношение осей полосы: а1ГПах =
=»= 2,92 и а1т!п = 2,63. Коэффициент
минимальной вытяжки при максималь-
максимальной соответственной полосе
625
min —
1,25-36,55
= 1,37;
коэффициент максимальной вытяжки
* 625
1>52- Рас'
,2,5.32,82 = 1>52-
смотрим вальцовку в следующем про-
проходе, когда овальная полоса дефор-
деформируется в квадратном калибре. Раз-
Размеры задаваемой соответственной по-
полосы:
максимального сечения /гос =
= 36,55 мм, Ьос = 12,5 мм,
минимального сечения /гос =
= 32,82 мм, 6Ос = 12,5 мм.
При степени заполнения квадрат-
квадратного калибра б = 0,9 для получения
необходимой площади поперечного
сечения полосы площадь поперечного
сечения квадратного калибра будет
равна 300/0,9 = 333 мм2.
Принимаем сторону квадратного К9-
либра равной 18,5 мм (площадь кали-
калибра 342 мм2).
Рассчитаем деформацию соответ-
соответственной полосы. Абсолютное обжатие
при прокатке полосы:
максимального сечения Д/гс =
= 36,55 — 18,5 = 18,05 мм,
минимального сечения Д/гс =
= 32,82— 18,5= 14,32 мм.
Коэффициенты уширения по фор-
формуле G):
( ~ГГ ) =0,34; ( -7-г- ) =0,31,
\ А/г /max \ А/г /mm
абсолютное уширение: Д&Шах = 0,34- X
X 18,05 « 6 мм; Д6тт = 0,31-14,32 да
« 4,5 мм.
Размеры полосы после вальцовки;
для полосы максимальных размеров:
/г10 = 18,5 мм; bl0 = 12,5 -f 6 =
= 18,5 мм; Fle = 342 мм2; бх = 1,0;
Я== 1,335;
для полосы минимальных размеров:
/г1О=18,5 мм; Ь10 = 12,5 -f 4,5 =
= 17 мм; Flo = 314,5 мм2; 6j = 0,92;
Я = 1,305.
И в обоих случаях получили сече-
сечения, близкие к заданному; поэтому
перерасчета можно не проводить. При
необходимости получения площади се-
сечения полосы ближе к заданной, т. е.
300 мм2, следует провести перерасчет,
увеличив обжатие в первом проходе,
увеличив тем самым и суммарную вы-
вытяжку.
Вычисляем окончательно размеры
овального калибра, строя его по полосе
с максимальным уширением (меньшаи
полоса даст меньшую степень заполне-
заполнения калибра).
По формуле E) находим hx при
степени заполнения овального калибра
б = 0,9:
36,55-12,5
0,6 B,07 — 0,9) X ~
X B,92 + 0,66-0,9—0,43)
= 14,53 мм.
Отношение осей овального калибра
о0в = 2,92/0,9 = 3,24; Ьов =
= 3,24-14,53 = 47 мм.
ВАЛЬЦОВКА
379
Радиус овального калибра по фор-
формуле G)
= 14,53
= 41,75 мм.
Зазор между валками s == 0,01 -320«
« 3 мм.
Ширина вреза калибра по формуле
F) Ьвр = 42,34 мм.
Радиус скруглення бурта г = 0,2
Ьов = 0,2-47 = 9,4 мм.
Для квадратного калибра: s = 3 мм;
Ьк = 18,5-1,41 = 26 мм; ширина
вреза ручья 26 — 3 = 23 мм; t\ =
= 0,15-18,5 = 2,75 мм; г2=1,8 мм;
высота калибра 26 — 0,83-2,75 =
= 24 мм.
Отделочная вальцовка. Отделочную
вальцовку производят, как правило,
в холодном состоянии в ковочных валь-
вальцах с валками диаметром 250—400 мм.
Ее применяют для приближения раз-
размеров заготовки к размерам готового
изделия (при этом возможно улучше-
улучшение ряда механических характеристик);
припуск по рабочей части под шлифо-
шлифование до 0,15—0,2 мм. В ряде случаев
этим способом вальцовки получают
изделия с окончательными размерами
по толщине и профилю. Холодная от-
отделочная вальцовка позволяет прида-
придавать заготовкам состояние поверх-
поверхности, сравнимой с получаемой при
тонком точении или грубом шлифова-
шлифовании. Качество поверхности заготовки,
получаемой отделочной холодной валь-
вальцовкой, зависит от материала заго-
заготовки, предыдущей обработки, мате-
материала инструмента, качества его по-
поверхности и применяемого смазочного
материала.
Для получения точных размеров
вальцуемой заготовки вальцы должны
обладать достаточной жесткостью.
Иногда отделочную вальцовку ведут
в жестких устройствах с качающи-
качающимися секторами.
Очертание отделочного ручья прн
холодной вальцовке представляет
собой точный профиль заготовки. Об-
Обжатия в отделочном ручье задают не-
небольшие; максимальное абсолютное
обжатие за один проход принимают
0,5—0,8 мм.
В отделочном ручье, как правило,
профильную заготовку пропускают
2 раза без кантования (реже 3—4 раза),
Рис. 34. Схемы к определению размеров
профиля заготовки под холодную (от-
(отделочную) вальцовку:
а — определение нормалей Aj, /г3, ..., hn\
б — определение, нормалей Ну #3 Нп
что позволяет снизить влияние упру-
упругих деформаций инструмента и обору-
оборудования и получить более точные раз-
размеры изделия. Между отдельными про-
пропусками и после окончательной валь-
вальцовки для снятия наклепа заготовки,
при необходимости, подвергают от-
отпуску.
Профиль исходной заготовки строят
так, чтобы коэффициент вытяжки в раз-
различных сечениях профиля ручья был
одинаков, так как в противном слу-
случае заготовка получится искривлен-
искривленной. Построение профиля заготовки
осуществляют по профилю готового
изделия по отношению нормалей, про-
проведенных к контуру на различных
его участках (см. рис. 34):
Ih. = Jh. = ... = "п. = 1,05 -1,07,
Ai /г3 An
где hx; h2; ..., hn — отрезки нормалей
к кривой контура профиля отделоч-
отделочного ручья готового профиля, мм; Яг;
Я2; ..., Нп — отрезки нормалей к кри-
кривой контура профиля искомой заго-
заготовки, мм.
На рис. 34 нормали построены к од-
одной поверхности. В некоторых случаях
прн отделке изделий сложной формы
при расчете построении формы заго-
заготовки нормали строят ко всему кон-
контуру. Линия встречи нормалей пред-
представляет собой геометрическое место
равноудаленных точек и совпадает
с гребнем отсыпки песчаной массы, что
используют для её определения в неко-
некоторых практических случаях расче-
расчетов.
Точность определения формы заго-
заготовки будет тем выше, чем на большее
число частей будет разделен профиль
380
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
ручья штампа, т. е. чем меньше будет
принят размер «а» (см. рис. 34, б). Же-
Желательно, чтобы этот размер был не
более 0,3—0,5 максимальной толщины
профиля (/г4 на рис. 34, а).
Ручей штампа располагают в валках
так, чтобы его центр тяжести находил-
находился на средней линии валков — линии,
равноудаленной от осей валков. Иначе
полоса будет искривляться на валок,
ось которого ближе к центру тяжести
профиля ручья.
Величину опережения и длину ручья
штампа рассчитывают "так же, как и
при вальцовке в открытом ручье.
В качестве смазочного материала
при отделочной вальцовке применяют
машинное масло.
Штамповочная вальцовка. Штампо-
Штамповочную вальцовку производят в штам-
штамповочных вальцах с валками диаме-
диаметром 500—1000 мм при температурах
900—S150 °С, применяют в массовом
и крупносерийном производстве мел-
мелких и средних поковок переменного
сечения простой и сложной формы,
например, боковых звеньев скрепко-
вого конвейера, молотков, кулачков.
Изготовление мелких деталей типа
гайкя-бярашек можно осуществлять
на вальцах и меньшего диаметра, на-
например, 520 мм.
При штамповочной вальцовке за
один оборот валков можно получить
цепочку из четырех и более отштампо-
отштампованных изделий, а на валках большого
диаметра можно получать две такие
заготовки за один оборот валков, раз-
размещая на валках напротив друг друга
по диаметру два комплекта штампов.
Широкое внедрение штамповочной
вальцовки сдерживается недостаточ-
недостаточной точностью получаемых изделий,
особенно по длине и форме торцовых
гранен. Это связано с явлениями опе-
опережения и обкатки, описанными ниже.
Чем меньше диаметр валков, тем
больше, при том же режиме обжатий,
вытяжка полосы и опережение. Этим
объясняется применение для штампо-
штамповочной вальцовки вальцов с валками
большого диаметра.
На опережение при вальцовке
влияет и большое число технологиче-
технологических факторов. Это прежде всего отно-
относительная смещенная площадь (сме-
(смещенный объем), температура штам-
штамповки, условия трения, смазочный ма-
териал инструмента, скорость дефор-
деформирования, скорость и ускорение вал-
валков, соотношение сильно и слабо обжи-
обжимаемых частей профиля, ширина зау-
заусенца.
Опережение со стороны верхнего и
нижнего валков может быть различ-
различным, что затрудняет получение точ-
точного профиля, поэтому сечение ручья
одного валка стараются выполнять
периодически меняющимся, а ручей
другого валка постоянного сечения.
Наиболее интенсивно на опереже-
опережение влияют следующие факторы: ре-
режим обжатий, оптимально подобран-
подобранная смазывающе-охлаждающая жид-
жидкость (СОЖ) и соотношение сильно
и слабо обжимаемых частей попереч-
поперечного сечения полосы. В процессе про-
производства из числа указанных факто-
факторов можно изменять только состав
СОЖ и режим ее подачи, что позволяет
регулировать величину опережения,
а следовательно, и размеры получае-
получаемых изделий.
При расчете профиля торцовых по-
поверхностей выступов при штамповоч-
штамповочной вальцовке необходимо также учи-
учитывать явление обкатки, вследствие
действия которого искажается по
сравнению с инструментом контур
торцовых граней.
Несимметричные поковки, напри-
например для плоскогубцев, при штамповоч-
штамповочной вальцовке можно располагать в по-
полосе попарно, с поворотом относи-
относительно друг друга на 180° («валетом»).
Пары располагают в полосе последо-
последовательно.
Расчет деформации при штамповоч-
штамповочной вальцовке производят аналогично
расчетам при продольной периодиче-
периодической прокатке.
Штамповочная вальцовка имеет зна-
значительно большую производитель-
производительность, чем штамповка на молотах
и прессах.
5. ПРОДОЛЬНО-ПЕРИОДИЧЕСКАЯ
ПРОКАТКА
Продольную периодическую про-
прокатку выполняют в двух-, трех- и че-
тырехвальцовых станах (рис. 35). Пе-
Периодические профили подразделяют
на следующие виды: 1) с периодич-
ПРОДОЛЬНО-ПЕРИОДИЧЕСКАЯ ПРОКАТКА
381
ностью профиля лишь со стороны од-
одного валка; 2) с периодичностью про-
профиля со стороны двух (или нескольких)
валков; совпадение фигур на полу-
получаемой полосе необязательно; 3) с пе-
периодичностью профиля со стороны
двух (или нескольких) валков с обяза-
обязательным совпадением фигур на полосе.
К первому виду периодических про-
профилей относят профили, показанные
на рис. 36 и 37. При прокатке таких
профилей калибр одного валка имеет
переменный профиль, а на втором
Балке (или остальных) нарезается
ручей постоянного сечения.
Ко второму виду профилей относят
профили типа арматурной стали
(рис. 38). В этом случае прокатки оба
валка (или все валки) имеют перемен-
переменный профиль ручьев, однако по углу
поворота относительно друг друга
валки могут устанавливаться произ-
произвольно, так как точного совпадения фи-
фигур не требуется.
Профили первого и второго видов
можно прокатывать иа существующих
сортовых прокатных станах или валь-
вальцах.
Для изготовления периодических
профилей третьего вида (рис. 39 и 40)
требуются специальные устройства или
механизмы, позволяющие на стане
(или в вальцах) производить подна-
стройку валков по совпадению фигур.
Ковочные вальцы, как правило, имеют
такие механизмы, поэтому могут про-
прокатывать все три типа периодических
профилей, соответствующих вальцам
данных размеров.
Периодические профили с плавными
переходами (как готовые изделия, так
и заготовки под штамповку) можно
Рис. 35. Схемы станов продольной пе«
риодической прокатки:
а — двухвалкового; б — трехвалкового;
в — четырехвалкового! е — стаиа-пресса
прокатывать на стане-прессе, имеющем
гладкие валки постоянного радиуса,
перемещающиеся в процессе прокатки
относительно друг друга.
При продольной периодической про-
прокатке имеют место явления отставания,
опережения и обкатки полосы. Ско-
Скорость выходящей из валков полосы
больше окружной скорости валков,
а скорость заднего (по ходу прокатки)
конца полосы меньше проекции окруж-
Рис. 36, Сталь бичевал ребристая
382
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
100
Рис. 37. Периодический профиль лемех;
ной скорости валка в точке начала
захвата полосы валками на направле-
направление прокатки.
Опережение и отставание полосы
определяют в процентах (или в долях
единицы) по следующим формулам:
Son = Vi~~Vb 100%,;
= в, cos а-Р,
oBcosa °
где vB — окружная скорость валков
(рис. 41); vx — скорость выходящего
из валков конца полосы, v0 — скорость
заднего по ходу прокатки (поступаю-
(поступающего в валки) конца прокатываемой
полосы; a — угол захвата — угол
между осевой плоскостью валков и
радиусом, проведенным в точку начала
захвата полосы валками.
Рис. 38. Сталь горячекатаная периоди-
периодического профиля для армирования железо-
железобетонных конструкций
Коэффициент вытяжки полосы опре-
определяют по формуле
где /0 и 1Х — длины полосы соответ-
соответственно до прокатки и после нее.
При постоянном коэффициенте вы-
вытяжки X с увеличением опережения
Son отставание SOT будет уменьшаться,
и наоборот. Взаимосвязь этих пара-
параметров определяется следующей фор-
формулой:
? Son + 1
A —S0T) cosa '
Распределение металла на опереже-
опережение и отставание из всего объема ме-
металла, смещаемого по направлению
прокатки, определяет положение кри-
критического сечения полосы, т. е. кри-
критический угол у (см. рис. 41).
то
Рис. 39. Профиль заготовки для передней оси автомобиля
ПРОДОЛЬНО-ПЕРИОДИЧЕСКАЯ ПРОКАТКА
383
Рис. 40. Периодический профиль скребка
шахтных конвейеров
При отсутствии уширения полосы
критический угол у определяют по
формуле И. М. Павлова:
(И)
где л — коэффициент, учитывающий
положение равнодействующей давле-
давлений металла полосы на валок; ц —
коэффициент трения в очаге деформа-
деформации.
При равномерном распределении
давлений по дуге захвата при горячей
прокатке п = 2.
2 V яц/
Рис. 41. Очаг деформации при прокатке:
/ — зона отставания; // — зона опе-
опережения; V — критический угол; й„
и ft, — высота (толщина) полосы соот-
соответственно до прокатки н после иее
Рис. 42. Образование контура отставания:
о — схема процесса образования конту-
контура; б — конечный момент образования
контура (/ — зона отставания; // —
зона опережения); штриховой линией
показано направление вытеснения ме-
металла в очаге деформации
При известном значении у опереже-
опережение определяют по формуле
Son = j- V2. A2)
где R — радиус валка (см. рис. 41);
hx — высота полосы после прокатки.
Тогда формула для определения отста-
отставания принимает следующий вид:
Опт =1
Son+1
к cos a
A3)
Отставание может привести к сни-
снижению качества получаемых изделий,
особенно при прокатке периодических
профилей с резкими выступами. После
прохождения резкого уступа валка на
полосе образуется контур отставания
(рис. 42). Зто приводит к невыполне-
невыполнению передней кромки уступов полосы,
к недооформлению ее выступа, осо-
особенно если на последующем участке
384
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 43. Образование передней грани
выступа полосы (контур обкаткн)
полосы обжатие мало, течение металла
в направлении прокатки будет недо-
недостаточным для заполнения зоны кон-
контура вытеснения.
Размер максимального отхода кром-
кромки контура отставания от плоскости,
перпендикулярной оси х полосы (см.
рис. 42), определяют по формуле
где т — коэффициент, характеризу-
характеризующий долю металла, пошедшего на
вытяжку, от всего металла, смещен-
смещенного по высоте полосы; А — показа-
показатель, учитывающий положение крити-
критического сечения и характеризующий
долю металла, идущего на отставание
от всего металла, смещаемого в напра-
направлении длины полосы. При отсутствии
уширеыия т = 1. Если отсутствует
зона опережения (у — 0), показатель
А = 1.
Для предварительных расчетов мож-
можно принимать т = 0,75 и А = 0,9.
Условный угол наклона грани кон-
контура отставания — угол Рх (см. рис. 42)
может быть найден из формулы
tg Pl = "
O,5(fto —
Наклон грани контура отставания
необходимо учитывать при конструи-
конструировании профиля, если нет возмож-
возможности создать условия для заполнения
зоны контура отставания металлом,
вытесняемым вперед (по направлению
прокатки) на последующем участке
обжимаемой полосы.
Отставание необходимо также учи-
учитывать и при периодической прокатке
в несколько проходов, чтобы подго-
подготовленная задаваемая полоса перемен-
переменного сечения попадала в соответствую-
соответствующую зону валка.
Опережение при продольной перио-
периодической прокатке достигает 15—20 %,
а иногда и более, поэтому расстояние
между характерными точками на полосе
будет на такую величину больше, чем
расстояние между соответствующими
им точками иа валках.
На участках полосы с нарастающим
обжатием опережение будет больше,
чем на участках с постоянным обжа-
обжатием, а на участках с убывающим об-
обжатием меньше.
Критический угол в этом случае
определяют по формуле
"^). 04.
где верхние знаки для случая нара-
нарастающего обжатия, нижние — для
убывающего обжатия; 0 — угол на-
наклона поверхности валка;
0 = arc sin-=7—,
На
где R — радиус валка в осевой пло-
плоскости; AR — изменение радиуса
валка при перемещении его на длину
дуги Ra от осевой плоскости.
Опережение и отставание опреде-
определяют по формулам A2) и A3).
Явление обкатки возникает вслед-
вследствие поворота поверхностей валка
относительно оси полосы за время
прохода через очаг деформации (за
время контакта валков с полосой).
.Обкатка наблюдается даже при отсутст-
отсутствии опережения. Наличие опережения
увеличивает искажение формы поверх-
поверхностей полосы.
Если при проходе осевой плоскости
валков выступ иа полосе хорошо вы-
выполнится, например по радиальной
плоскости (рис. 43), то вследствие яв-
продольно-периодиЧеская прокатка
385
ления обкатки при движении полосы
после прохода осевой плоскости вал-
валков выступ полосы получит криволи-
криволинейную форму. Наибольшее отклоне-
отклонение хЕ шах будет иметь вершина вы-
выступа. При уступе на валке, выполнен-
выполненном по радиальной плоскости (см.
рис. 43), при отсутствии опережения
величину хЕ тах можно определить
из формулы
10' IS." га" К*
R
¦¦ arc cos
/f-
~У ~?~~(т
Контур обкатки передней грани
выступа полосы, прокатываемой без
опережения, определяют по следую-
следующим формулам:
R
= фк — sin фк
+ cos q>K tg (фк + У) — tg (фк +
-|-= 1 - cos* (фк - i|>) +
+ COS (фк + Ф) COS tp — COS ф„,
гдег|з — угол наклона плоскости уступа
валка к его радиусу. При заданном
относительном уровне ylR определяют
значение фк, после чего из предыду-
предыдущей формулы находят отклонение х
на уровне у.
Графики контуров обкатки при раз-
разных углах 1|) в относительных величи-
величинах xlR и ylR приведены на рис. 44.
При 1|) = 0 (грань уступа валка
расположена по радиусу) получаем
следующую формулу:
R
= arc cos
V'-
у
R
-V-fr-Ш'
За начало координат берется точка
у корня передней грани выступа полосы
(см. рис. 43, точка Сх).
При наличии опережения за радиус
R принимают условный радиус /?расч,
при котором окружная скорость валка
13 п/р Е. И. Семенова
0,1
0,3 х/Й
Рис. 44. Графики контуров обкатки
(*в/ R — траектория движения т. В
относительно полосы)
равна скорости выходящего из валков
конца полосы:
== ('Sod "Г" 1) ^кат>
где vn — скорость выходящего из вал-
валков конца полосы; RKar — катающий
радиус.
Профиль грани выступа в этом слу-
случае строят от точки на уровне:
У
R
" +
На рис. 44 проведены линии уровней
начальных точек y/R, соответствующие
опережениям Son =5 и 10 %. Эти
линии будут являться осями абсцисс
(осями х). Оси ординат (оси у) и точки
начала координат при наличии опере-
опережения для каждого угла убудут своими
(yJR и 0х, см. рис. 44).
Передняя грань выступа полосы
сохранит форму, полученную в осевой
плоскости валков, если катающим бу-
будет радиус г (см. рис. 43), когда после
прохождения осевой плоскости вал-
валков все точки выступа валка убегут
от полосы, так как их скорость больше
скорости полосы. Аналогично будет
сохраняться форма выступа полосы
386
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
(будет отсутствовать явление обкатки)
для всех радиусов больше катающего,
т. е. перемещающихся со скоростью
больше скорости полосы — убегаю-
убегающих от полосы, от передней грани ее
выступа при выходе из очага деформа-
деформации.
Профиль обкатки и контур вытесне-
вытеснения могут образовываться и на задней
грани выступа полосы, в основном
тогда, когда обжатне полосы в зоне
выступа отсутствует нли незначительно.
Полоса любого переменного по длине
сечения может быть разбита на участки
трех видов; с постоянным, с нараста-
нарастающим и с убывающим обжатием.
Определение профиля валка по длине
окружности производят по участкам
с учетом опережения. Если опережение
отсутствует, то расстояния между
характерными элементами по длине
окружности валка будут равны тако-
таковым на полосе. Это положение прини-
принимается за исходное для расчета про-
профиля валков. Для этого случая нахо-
находят опережение по участкам, после
чего пересчитывают длины участков
валка. При необходимости более точ-
точного определения размеров валка
можно провести второй цикл пере-
перерасчета или провести расчет на основе
экспериментального определения опе-
опережения на каждом из участков.
Зависимость размеров соответствую-
соответствующих участков полосы х и валка х±
определяется следующим уравнением:
F-сли опережение на исследуемом
участке является постоянным или же
берется его среднее значение, то урав-
уравнение принимает следующий вид:
х = A + ^оп. op) xi-
Закон изменения ординат на валке
(радиусов валка) остается таким же,
как и для полосы, т. е. у = f (x),
только каждая ордината будет соот-
соответствовать определенному значению
*!. Учитывая, что
где ф — центральный угол между иско-
искомым и начальным радиусами; Ro —
радиус валка в начальном положении,
а искомый радиус
R = Ro ± У,
получаем следующую зависимость:
Здесь знак плюс для нарастающего
обжатия, минус — для убывающего.
Пример. Толщина исходной полосы
Ло = 80 мм, расстояние между осями
валков стана 550 мм, коэффициент
трения fi = 0,3. Требуется прокатать
полосу, имеющую следующие участки:
1) постоянной толщины hx = 65 мм на
длине х = 180 мм; 2) плавно изменяю-
изменяющейся толщины hi от 65 мм до 50 мм на
длине 150 мм; 3) постоянной толщины
h± = 50 мм на длине 100 мм; 4) плавно
нарастающей толщины ht от 50 до 80 мм
на длине 150 мм, далее идет необжимае-
мая полоса толщиной 80 мм.
На первом участке получаем:
катающий диаметр D = 550 — 65 =
= 485 мм;
угол захвата • а = arccos ( 1 —
h0 — ht \ 1. 80 — 65
= 0,249 рад, а = 14,29°;
критический угол по формуле A1)
у = 0,0729 рад D,17°);
опережение по равенству A2) Son =
"^ о,О729а = 0,0198 A,98%);
валке Х\ =
длина
х
участка на
180
7Т^ +0Ш
центральный угол участка валка
с постоянным радиусом Ro =
= 242,5 мм для прокатки участка
полосы толщиной 65 мм из выражения
A5)
176,5
242,5
= 0,7278 рад D1,7°).
На втором участке:
ПрИ Ro = 242,5 мм обжатие будет
нарастающим с углом со стороны од-
^ . .65 — 50
ного валка о = arcsin
= 0,05 рад B,86°);
2-150
ПОПЕРЕЧНАЯ, ПОПЕРЕЧНО-КЛИНОВАЯ И ВИНТОВАЯ ПРОКАТКА 387
критический угол по формуле A4)
_ 0,249+ 0,05/ 0,249 + 0,054
9 V * 9.ПЯ /
2
= 0,0999 рад E,72°);
средняя толщина
после прокатки) hx ср — «
= 57,5 мм;
среднее
"оп. ср =
(высота полосы
65 + 50
hi ср = ' =
на участке
: 4|М. 0.09993 =
опережение
0,042 х
242,5
К D,2%); """
длина участка на валке Xi = 144 мм;
центральный угол, охватывающий
на валке этот участок: фа =
= 0,594 рад C4,01°);
радиус в любой точке участка валка
при у = х tg 0 = 0,05л: R = 242,5X
X A + 0,052ф), причем угол ф ме-
меняется в пределах 0 ^ ф <: ф2 (при
ф = ф2/? = 250 мм).
„ „ 550 — 50
На третьем участке «0 = 5 =
= 250 мм; a = 0,348 рад A9,95°); по
формуле A1) v = 0,073 рад D,19°);
Son = 0,0267 B,67 %); хх = 97,4 мм;
центральный угол на валке с радиусом
|участка 250 мм ф3 = 0,3886 рад B2,32°).
На четвертом участке обжатие убы-
убывает, толщина нарастает: Ro — 250 мм;
8 = 0,1002 рад E,74°); у = 0,0313 рад
A,79°); Лщр = 65 мм; SOn. ср =
= 0,0049 @,5 %); хг = 149,3 мм;
ф4 = 0,597 рад C4,21°). При у =
= х tg 8 = 0,1005л: радиус валка плав-
плавно уменьшается: по формуле A6) R =
= 250 A — 0,101ф), где 0 < ф < ф4
(при Ф = ф4 R = 235 мм).
Далее идет участок с катающим диа-
диаметром 550 — 80 = 470 мм.
В данном случае перерасчеты опере-
опережений на участках с переменными
радиусами существенных изменений
не дают.
6. ПОПЕРЕЧНАЯ,
ПОПЕРЕЧНО-КЛИНОВАЯ,
ПОПЕРЕЧНО-ВИНТОВАЯ
ПРОКАТКА
При поперечной прокатке инстру-
инструмент придает заготовке вращательное
движение (рис, 45), в связи с этим по-
13*
Рис, 45. Схемы поперечной прокатки:
1,2 — валки; 3 — заготовка; 4 — оправ-
оправка; 5 — подвижная плнта; 6 •— непо-
неподвижная плита; 7 — барабан; 8 •—
сегмент
перечная прокатка и ее разновидно-
разновидности — поперечно-винтовая и попереч-
поперечно-клиновая прокатка — служат лишь
для обработки тел вращения, обраба-
обрабатывая металл, в основном, в попереч-
поперечном направлении.
Производительность процесса по
сравнению с обработкой на токарных
автоматах увеличивается в десять и
более раз, расход металла умень-
уменьшается на 30—60 %, При этом повы-
повышается качество продукции, в част-
частности, повышается прочность и изно-
износостойкость изделий. Рассматриваемые
процессы прокатки легче поддаются
механизации и автоматизации, чем
заменяемые ими.
Поперечная прокатка может осуще-
осуществляться в двухвалковом или трех-
валковом прокатном стане (См. рис. 45,
о—г), валки которого вращаются в од-
одну сторону (например, по часовой
388
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 46. Схема поперечно-вннтовой (ко-
(косой) прокатки
стрелке), придавая находящейся
между ними заготовке вращение в об-
обратную сторону.
Для обеспечения непрерывности
процесса при прохождении заготовки
через зону деформации окружные
скорости валков двухвалкового про-
прокатного стана делаются разными
(»! > к2, см. рис. 45, о) за счет разных
рабочих (катающих) диаметров валков
Di>D2 (/i! =/г2); при равных диа-
диаметрах валков Di = D2 за счет разной
угловой скорости валков (разных ча-
частот вращения валков пх > п2). Для
продвижения заготовки через очаг
деформации можно применять и спе-
специальные задающе-проталкивающие
устройства, в том числе в установках
с одинаковой окружной скоростью
валков v-t = и2 (например, направляю-
направляющие линейки и задающие ролики), ко-
которые задают н проводят заготовку
через очаг деформации при ее вращении
за счет сил трения между валками и
заготовкой. В этом случае необходимо
прикладывать задающее усилие Q.
Обжатне заготовки по мере ее вра-
вращения между валками можно произ-
производить сближением валков в процессе
поперечной прокатки (см. рис. 45,
б—г). Такой прием используют прн
прокатке шестерен. В этом случае
дополнительно применяют принуди-
принудительное синхронное вращение заго-
заготовки с целью получения точных зубьев
шестерен. Сближение валков для об-
обжатия заготовки применяют иногда и
на трехвалковых станах (см. рис. 45, г)
и на аналогично им работающих трех-
роликовых станах, в которых сближе-
сближение и развод роликов осуществляется,
например, от гидравлических приво-
приводов, работающих по копиру в зависи-
зависимости от величины осевого усилия про-
протаскивания заготовки.
Поперечную прокатку полых из-
изделий выполняют на оправке (см.
рис. 45, в), причем оправка может
быть сплошной или разборной (для
изделий сложной формы).
Поперечную прокатку можно про-
производить в поступательно движущемся
инструменте (см. рис. 45, д и ё) как без
перемещения осн заготовки при про-
прокатке т. е. Ох = о2 (см- Рис' 45, д), так
и с ее перемещением (см. рис. 45, е).
Таким образом, в частности, произво-
производят и накатку, в том числе резьбы на
резьбонакатных станках. Для умень-
уменьшения потерь времени на замену ин-
инструмента и переход на прокатку дру-
другого изделия применяются устройства
с многопозиционным креплением ин-
инструмента.
Поперечную прокатку осуществляют
также в барабанных станах (см.
рис. 45, ж), в валково-сегментных
станах (см. рис. 45, в) и на другом обо-
оборудовании (стан торцовой прокатки,
стан шнекового типа, стан с эксцен-
эксцентричными валками, четырехвалковый
стан и др.).
Поперечно-винтовая (косая) прокат-
прокатка является разновидностью попереч-
поперечной прокатки, когда валки двух- или
трехвалкового стана располагают под
углом друг к другу и к осн заготовки,
которая в результате получает не
только вращательное движение, но и
движение вдоль оси заготовки (рис. 46),
что способствует непрерывности про-
процесса. В соответствии с винтовым дви-
движением заготовки валкам придается
необходимая форма поверхности.
Поперечно-винтовую прокатку при-
применяют при производстве труб и труб-
трубных заготовок на двух- и трехвалковых
станах (рис. 47), втулок различных
видов (в том числе втулок заднего
ПОПЕРЕЧНАЯ. ПОПЕРЕЧНО-КЛИНОВАЯ И ВИНТОВАЯ ПРОКАТКА 389
Рис. 47. Схема косой (винтовой) прокатки
труб (вид сверху):
/ — левый валок; 2 — заготовка; 3 —•
правый валок; 4 — гильза; 5 <— оправ-
оправка; 6 — штанга (стержень)
колеса велосипеда), оребренных труб-
трубчатых изделий, например, для тепло-
теплообменников, шаров для шаровых мель-
мельниц (рис 48), ходовых винтов, а также
для подготовки заготовок для штам-
штамповки (рис. 49 и 50).
Поперечно-клиновую прокатку вы-
выполняют в инструменте, имеющем боко-
боковые наклонные грани, расположенные
под углом к плоскости вращения,
В процессе прокатки эти грани застав-
заставляют перемещаться избытки металла,
возникающие при внедрении инстру-
инструмента в заготовку, вдоль оси заготовки
(например, к торцам, удлиняя тем са-
самым заготовку), т. е. способствуют
перераспределению металла вдоль оси
заготовки. Оставшаяся часть металла
иа данном участке заготовки прокаты-
прокатывается между инструментами, приоб-
приобретая их негативный профиль в про-
о масляный дан
систему
Рис. 49. Схема поперечно-винтовой про*
каткн периодического профиля на трех*
валковом стане;
/ — рабочие валкн (дисковые); 2 —• за»
готовка; 3 — копир; 4 — следящее
устройство гидросистемы; б — тянущий
гидравлический цнлнндр; 6 *-• свободно
вращающийся зажнм
дольном сечении тела вращения
(рис. 51). Учитывая, что при движении
инструмента обжатие заготовки по
мере ее вращения происходит посте-
пенно, причем точки поверхности за-
готовки неоднократно попадают в зону
контакта с инструментом, и в зоная
прямого обжатия форма инструмента
имеет вид клина — валки переменного
радиуса, плоский инструмент разной
толщины или ширины (или того и дру«
гого). Аналогичную форму клина мо«
жет иметь поверхность инструмента и
при поперечио-винтовой прокатке, иа*
пример, поверхность валков для про-
прокатки заготовок втулок заднего
колеса велосипеда.
Поперечно-клиновой прокаткой по-
получают как готовые изделия, так и
заготовки под штамповку.
Основные схемы поперечно-клино-
поперечно-клиновой прокатки показаны на рис. 52,
Рис. 48. Поперечно-винтовая
в спиральных калибрах
прокатка Рис. 50. Схема прокатки
для штамповки шатуна
заготовки
390
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 81. Схема поперечно-винтовой про»
катки
Каждой из схем соответствуют свои
конструкции станов.
В двухвалковых станах (см. рис. 52,
о) заготовка удерживается в рабочей
аоне направляющими проводками илн
центрами, что часто приводит к иска-
искажению формы и перерасходу металла —
возникает необходимость отрезки тор-
торцовых участков. Для загрузки и вы-
выгрузки валки, как правило, необхо-
необходимо останавливать либо размещать
инструмент не по всей окружности, что
снижает производительность процесса.
Преимуществом валковых станов яв-
является возможность прокатки изделий
из прутка, что наиболее эффективно
при изготовлении коротких изделий,
так как облегчает механизацию и авто-
автоматизацию процесса и снижает отходы,
весьма значительные при изготовле-
изготовлении коротких изделий из штучных
заготовок. Валковые станы успешно
применяют и при прокатке несимме-
несимметричных деталей, так как при этом от-
отпадает необходимость в выравнива-
выравнивании условий прокатки на различных
частях заготовки.
Трехвалковые станы (см. рис. 52, б)
по сравнению с двухвалковыми соз-
S)
Рис. 52. Основные
клиновой прокатки
дают качественно отличное напря-
напряженное состояние в очаге деформации,
что значительно снижает вероятность
разрушения металла в осевой зоне
заготовки. При прокатке тремя при-
приводными валками к заготовке может
передаваться в 1,5 раза больший кру-
крутящий момент, чем при прокатке двумя
валками (три контактные площадки
вместо двух), что позволяет в значи-
значительной мере интенсифицировать про-
процесс. Недостатком данной схемы яв-
является ограниченность минимального
диаметра изделия:
= 0,1547005DB;
приближенно rfmm > 0,155DB.
При соответствии минимального диа-
диаметра изделия указанному значению
валки будут упираться друг в друга.
Чтобы этого не происходило, необхо-
необходимо ограничить диаметры валков:
6,4641032
A7)
приближенно ?>B<j 6,46 dm)n.
Валковые станы ввиду сложности
изготовления валков для поперечно-
клиновой прокатки и, как следствие,
недостаточной точности обработки при-
применяют в основном при прокатке ко-
коротких изделий с относительно невы-
невысокими требованиями к нх точности,"
в том числе для прокатки заготовок
под штамповку.
Валково-сегментные станы (см.
рис. 52, е) отличаются простотой и
обеспечивают высокую производитель-
производительность процесса благодаря тому, что
загрузка и удаление заготовок произ-
производятся без остановки вращения валка.
Их недостатком является сложность
изготовления и отладки сегментов ин-
инструмента. Станы работают только со
штучной заготовкой при относительно
невысоких требованиях по точности
изделий.
Двухсегментные станы (рис. 52, г)
имеют ограниченную длину инстру-
инструмента и характеризуются незначитель-
незначительной производительностью. Их приме-
применяют для накатки шлнцев и шестерен,
для поперечно-клиновой прокатки
валов.
ПОПЕРЕЧНАЯ. ПОПЕРЕЧНО-КЛИНОВАЯ И ВИНТОВАЯ ПРОКАТКА 391
Станы с двумя подвижными плитами
(рис. 52, д) отличаются сравнительной
простотой изготовления и ремонта ин-
инструмента, что позволяет обеспечить
высокую точность его изготовления,
а следовательно, и высокую точность
изделий и простоту отладки новых
технологических процессов. Однако
производительность таких станов не-
невысока, что связано с двумя останов-
остановками плит — для загрузки и удаления
заготовок.
Станы с подвижной и неподвижной
плитами (рис. 52, е) имеют те же преи-
преимущества, что и станы с двумя подвиж-
подвижными плитами. Кроме того, они не
требуют остановок для загрузки и
удаления заготовок. В результате пере-
перестановки неподвижной плиты соз-
создаются лучшие условия для регулиро-
регулирования точности получаемых изде-
изделий.
Недостатком станов с плоскими пли-
плитами является невозможность про-
прокатки от прутка, что ведет к нерен-
нерентабельности изготовления на иих ко-
коротких заготовок длиной менее 1,0—
1,5 диаметра. Их применяют при из-
изготовлении деталей сложной конфи-
конфигурации небольшими партиями при
большой номенклатуре, когда тре-
требуются частые переналадки, причем
обеспечивается достаточная точность
изделий.
Деформация и усилия при попереч-
поперечной прокатке. Схемы обжатия металла
при поперечной прокатке показаны на
рис. 53. Обозначения на рисунке: D и
R — соответственно диаметр и радиус
валков; d — диаметр изделия, равный
расстоянию между валками в осевой
плоскости или расстоянию между пло-
плоскими плитами; z—уменьшение ра-
радиуса заготовки за половину ее обо-
оборота; г — условный радиус заго-
заготовки; г — dl2 -f z; b — ширина по-
поверхности соприкосновения заготовки
с инструментом (в проекции на пло-
плоскость, перпендикулярную к осевой
плоскости валков, или на плоскость, па-
параллельную направлению движения
плиты).
При прокатке в валках
Рис. 53. Схемы обжатия металла при по*
перечной прокатке:
я — между валками; б — между пли*
тамн
при прокатке между плитами
-V]
2z2
-,; (is)
i
где i|> — поправочный коэффициент,
учитывающий увеличение ширины по-
поверхности контакта вследствие того,
что в процессе поперечной прокатки
заготовка приобретает овальность, вы-
вызванную тангенциальной раскаткой
периферийных слоев; a|)<J 1. При пред-
предварительных расчетах принимается
ц> = 1.
Второй формулой можно пользо-
пользоваться как приближенной и в случае
прокатки в валках, если диаметр за-
заготовки мал по сравнению с диаметром
валков.
При поперечной прокатке со стороны
каждого из валков (или плит) к заго-
заготовке приложены усилия, которые
в любой точке контактной поверхности
направлены по нормали к ней. Равно-
Равнодействующую этих усилий Р обычно
считают приложенной в середине дуги
eg, соответствующей поверхности со-
соприкосновения заготовки с валками
(рис. 54). Нормальные усилия вызы-
вызывают появление на поверхности кон-
контакта (соприкосновения) заготовки
с вращающимися валками сил трения,
равнодействующая которых обозначена
через Т. Силы трення приложены
в тех же точках, что и нормальные
усилия, и направлены по касательным
к поверхностям контакта (см. рис. 54).
Силы трения, приложенные к заго-
392
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис, 54. Схема усилий, действующих при
поперечной прокатке в двухвалковом стане
товке со стороны валков, создают вра-
вращающий момент
Mi = Та,
который вызывает вращение заготовки.
Этому вращению препятствует вра-
вращающий момент, создаваемый нормаль-
нормальными усилиями Р, равный
Мг = Рс.
Для осуществления установившегося
процесса поперечной прокатки необ-
необходимо соблюдение следующего соотно-
соотношения:
Mt > Мг.
Учитывая, что
получим
где ji — коэффициент трения валков
с поверхностью прокатываемой заго-
заготовки.
Обозначим длину хорды eg через s.
Из геометрических соотношений (см.
рис. 54), используя предыдущую зави-
зависимость, получаем, что установившейся
процесс поперечной прокатки возмо-
возможен лишь при соблюдении следующего
условия:
Ширина поверхности соприкосно-
соприкосновения заготовки и валков
Ь = s cos aj. B0)
Учитывая малость угла щ, можно
считать, что Ъ да s, тогда из соотно-
соотношений A9) можно рассчитать предель-
предельную ширину поверхности соприкосно-
соприкосновения заготовки и валков.
Предельное относительное обжатие
определяется условием
1
dlD
B1)
JL
l + d/D
. A9)
Эта формула справедлива и для слу-
случаев прокатки в станах с тремя, че-
четырьмя и большим число валков, при-
причем величина z/d будет представлять
относительное единичное обжатие за
\1тг долю оборота, где mt — число
валков стана.
Для осуществления нормального
процесса поперечной прокатки необ-
необходимо, чтобы отношение г/d всегда
было меньше предельного.
Как видно из выражения B1), отно-
относительное обжатие одним валком в зна-
значительной мере определяется коэффи-
коэффициентом трения и в меньшей степени
зависит от соотношения диаметров
изделия и валков. При прокатке на
плоских плитах dlD = 0.
Определение усилия прокатки, дей-
действующего на валок при поперечной
прокатке, сводится, как и при обычной
прокатке, к решению двух задач: опре-
определению площадки контакта металла
с валком (инструментом) и определе-
определению среднего давления.
Усилие прокатка.
Р = f Pop.
где F — площадь контакта; рСр —
среднее давление.
Площадь контакта (поверхность со-
соприкосновения) металла с инструмен-
инструментом определяется для каждого конкрет-
конкретного случая поперечной прокатки и
обычно берется в проекции на плос-
плоскость, перпендикулярную к усилию
прокатки. Ширина поверхности со-
соприкосновения определяется из фор-
формул A7)—B0). Длина поверхности со-
соприкосновения зависит от размеров и
формы изделия и заготовки, а также
ПОПЕРЕЧНАЯ. ПОПЕРЕЧНО-КЛИНОВАЯ И ВИНТОВАЯ ПРОКАТКА 393
формы инструмента, применяемого для
поперечной прокатки.
Среднее давление определяется пре-
пределом текучести металла при данных
условиях деформирования, зависит
также от формы очага деформации и
условий трения на контактной поверх-
поверхности.
Предел текучести при данных усло-
условиях деформирования может быть опре-
определен из уравнения
ат = aTaKtK?Kv, B2)
где аТо — базисное значение предела
текучести; /((, Кг, Kv — соответст-
соответственно температурный, деформацион-
деформационный и скоростной коэффициенты.
Параметры, входящие в правую часть
равенства B2), определяются по гра-
графикам или'таблицам (см. т. 1, с. 148),
Величина среднего давления
Рср =
где К а — коэффициент, учитывающий
влияние вида напряженного состоя-
состояния, определяется теоретически на
основе рассмотрения эпюр распределе-
распределения давлений по поверхности кон-
контакта или экспериментально. При про-
прокатке в винтовых калибрах на двух-
двухвалковых станах 1,5 <j /Со<* 7,5, при
прокатке на трехвалковых станах
6<5 /Со<2 17, при поперечно-клино-
поперечно-клиновой прокатке 2,5 <5 /Со<5 5,5. При
поперечно-клиновой прокатке усилие
прокатки
где d0 — диаметр исходной заготовки;
т — коэффициент увеличения диаме-
диаметра вследствие наплыва, т = 1Л|з;
гк — относительный радиус качения,
'к = Rjd0 (RK — радиус качения);
а — угол наклона боковой грани; Р —
угол заострения; б — степень обжа-
обжатия; б = djd (d — диаметр заготовки
после прокатки в рассматриваемом
сечении); щ и ц2 — коэффициенты тре-
трения соответственно на калибрующей
и наклонной частях клина, например
при прокатке заготовок из стали 45,
нагретых до температуры 1200°, экс-
экспериментально установлено, что на
шлифованной калибрующей грани
Hi = 0,4, а на наклонной грани, на
которой нанесена насечка |Л2 = 0,7;
/•т — относительный радиус трения,
гт = Ry/do (jRT — радиус трения —
расстояние от оси заготовки до зоны
прилипания).
Дефекты поперечной прокатки могут
быть аналогичны дефектам обычной
прокатки и штамповки: трещины,
плены, закаты (зажимы), наддавы и
т. п., однако при поперечной прокатке
встречаются дефекты и виды брака,
свойственные только данному процессу.
Это осевая рыхлость, вскрытие осевой
или кольцевой полости (рис. 55), обра-
образование трехгранных тел вращения
с тремя центрами вращения, име-
имеющих постоянный диаметр "(рис. 56).
Осевая рыхлость и вскрытие полостей
возникают вследствие появления в зоне
деформации растягивающих напря-
Рис. 55, Виды брака, присущие только поперечной прокатке:
а ¦— осевая рыхлость; б •=- вскрытие осевой рыхлости! в «• вскрытие кольцевой полости
394
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
395
Рис. 66. Трехгранное тело вращения по*
стояниого диаметра D = R + т
зкений, что особенно сильно прояв-
проявляется при обработке двумя инстру-
инструментами, например прокатка на двух-
двухвалковом стане. При прокатке на трех-
валковом или четырехвалковом стане
разрыхление осевой зоны и вскрытие
полостей наблюдается значительно
реже и в меньших размерах. Осевая
полость имеет обычно рваный, трещи-
трещиноватый характер поверхности, коль-
кольцевая полость может иметь поверхно-
поверхности как с трещинами, так и сглажен-
сглаженные. Причиной образования формы
тела, напоминающей правильную тре-
треугольную призму, считается то, что
после вскрытия полости ее объем бы-
быстро увеличивается, вызывая увеличе-
увеличение внешнего диаметра тела, но так
как зазор между валками при прокатке
уменьшается, обрабатываемое тело
сминается валками. Необходимо от-
отметить, что при диаметре изделия
(см. рис. 56)
d = R + r,
периметр трехгранного тела равен пе-
периметру круга диаметром d, а именно
Q 2nR , о'2ял _
площадь же поперечного сечения трех-
трехгранного тела будет меньше площади
круга диаметром d на величину
0,0806273 (R—rf.
Вероятно, трехгранная форма тела
образуется при больших обжатиях,
когда наблюдаются периодические про-
проскальзывания прокатываемой заготов-
заготовки, то по одному, то по другому валку.
Возможность вскрытия полостей
уменьшается при прокатке узкой зоны
в середине длины заготовки (даже при
больших обжатиях) вследствие умень-
уменьшения растягивающих напряжений —
результат сдерживающего действия
соседних необжимаемых зон. Такой
режим свойственен поперечно-клино-
поперечно-клиновой прокатке, при которой обжатие
производится не сразу по всей длине,
а на узких участках, постепенно пере-
перемещающихся по длине заготовки, что
снижает вероятность указанных видов
брака при поперечно-клииовой про-
прокатке.
7. РАСКАТКА КОЛЬЦЕВЫХ
ЗАГОТОВОК
Раскатка кольцевых деталей (заго-
(заготовок) — технологическая операция
формоизменения, посредством которой
производится одновременное увеличе-
увеличение наружного диаметра и диаметра
отверстия кольцевого полуфабриката
(поковки) за счет уменьшения толщины
его стенки, при этом может быть также
изменена форма поперечного сечения
кольца.
Раскатка осуществляется в процессе
деформирования валками на специали-
специализированных кольцераскатных машинах
и применяется при изготовлении коль-
кольцевых деталей диаметром от 50—70 мм
до 7000 мм, шириной соответственно
от 5—7 мм до 1200 мм и массой от не-
нескольких десятков грамм до 12,5 т.
В зависимости от поставленных за-
задач, габаритов изготовляемых деталей,
марки материала и других условий
раскатку выполняют в горячем, полу-
полугорячем или холодном состояниях.
Способы раскатки. По схемам формо-
формоизменения раскатку кольцевых заго-
заготовок условно разделяют на открытую,
полуоткрытую, закрытую и полузакры-
полузакрытую. Наиболее распространенной яв-
является открытая раскатка (рис. 57, о).
Исходная заготовка (полуфабрикат) /
помещается между двумя валками 2
и 3, один из которых (обычно иаруж-
а)
Рис. 57. Схемы раскатки:
я — открытой; б «• полуоткрытой
ный) является приводным, а второй
вращается за счет сил трения от кон-
контакта с заготовкой. Один из валков
(нажимной) имеет возвратно-поступа-
возвратно-поступательное перемещение, при своем рабо-
рабочем ходе воздействуя на заготовку
с усилием, необходимым для ее дефор-
деформирования. Увеличиваясь в диаметре,
заготовка в течение всего процесса
деформирования соприкасается с двумя
свободно вращающимися направляю-
направляющими валками 4 и 5, которые прижи-
прижимаются к ней с определенным усилием,
предотвращая смещение центра заго-
заготовки от оси центров раскатных вал-
валков 2 и 3, устраняя вибрации и обеспе-
обеспечивая правильную геометрическую
форму кольца. При раскатке с неболь-
небольшими степенями суммарной деформа-
деформации два подвижных опорных валка 4
и 5 могут быть заменены одним непо-
неподвижным (правым), выполняющим те
же функции. В процессе раскатки
с заготовкой контактирует контроль-
контрольный ролик 6, который при достижении
ваданного наружного диаметра подает
сигнал на отвод нажимного валка 3
в исходное положение, после чего за-
заготовка может быть удалена с валка 2.
Полуоткрытая раскатка (рис. 57, б)
отличается от открытой тем, что с по-
помощью пары приводных или холостых
торцовых конических ' валков 7 и 8
производится обжатие заготовки в осе-
осевом направлении и проработка ее
торцов. В процессе раскатки при по-
постепенном сближении торцовых валков
достигается заданная деформация по
ширине заготовки. В некоторых слу-
случаях расстояние между осями пары
конических валков в процессе рас-
раскатки не изменяется и они лишь пре-
препятствуют естественному уширению,
обеспечивая проработку торцов заго-
заготовки и устраняя утяжины, обуслов-
обусловленные неравномерностью уширения
в продольном сечении заготовки. При-
Применение принудительно сближающихся
в процессе раскатки торцовых валков
позволяет более интеисивио перерас-
перераспределить металл и получать более
сложные формы поперечных сечений
у кольцевых заготовок.
Закрытая раскатка (рис. 58) в отли-
отличие от предыдущих способов осущест-
осуществляет формоизменение заготовки про-
прокаткой между внутренним валком 2 и
наружным полым валком 3. Радиаль-
Радиальное обжатие заготовки достигается
принудительным сближением осей вну-
внутреннего и полого валков. Процесс
формоизменения продолжается до тех
пор, пока наружный диаметр заготовки
1 не примет размера диаметра отвер-
отверстия полого валка, а толщина ее
стенки не достигнет заданной. После
Рис. 68, Схема закрытого способа рас*
катки
396
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 59. Схема полузакрытого способа раскатки:
I — внутренний валок; 2 — наружный полый валок; 3 — иажимиой валок; 4 — боковые
валки; 5 — опорный валок; 6 — раскатываемый полуфабрикат; 7 — торцовые заусенцы
у раскатанной заготовки
этого исходное положение осей валков
восстанавливается, а заготовка уда-
удаляется из полого валка выталкива-
выталкивателем 4.
Полузакрытая раскатка (рис. 59)
представляет собой комбинацию схем
открытой и закрытой раскатки. При
сближении осей внутреннего валка 1,
полого валка 2, ширина которого
меньше ширины раскатываемой заго-
заготовки, и двух холостых боковых вал-
валков 4, оформляющих участки заготов-
заготовки, примыкающие к ее торцам, произво-
производится радиальное обжатие стенки заго-
заготовки, продолжающееся до тех пор,
пока ее наружный диаметр не окажется
равным диаметру отверстия полого
валка, а толщина стенки не достигнет
заданной. При этом боковые валки 4,
полый валок 2 и внутренний валок 1
могут быть расположены так, что ось
О3 боковых валков находится вне пло-
плоскости, проходящей через ось полого
валка О2 и ось внутреннего валка Ох.
Этим обеспечивается возможность уда-
удаления избыточного объема заготовки,
образующего торцовые заусенцы в про-
процессе раскатки кольца. При восстанов-
восстановлении исходного положения осей вал-
валков раскатанная заготовка удаляется
из полого валка выталкивателем и
снимается с внутреннего валка.
Технологические возможности рас-
раскатки. Технологические возможности
раскатки определяются техническими
возможностями и экономической це-
целесообразностью реализации одной из
указанных выше схем формоизмене-
формоизменения. С точки зрения максимального
приближения размеров и формы сече-
сечения раскатанных заготовок колец к го-
готовым деталям предпочтительными
являются схемы закрытой и полуза-
полузакрытой раскатки. Однако их использо-
использование ограничено габаритами и массой
деталей в пределах до 150 мм по на-
наружному диаметру при массе до 1,0 кг.
Обусловлено это конструктивной слож-
сложностью кольцераскатных машин и тех-
технологической' оснастки, высокими тре-
требованиями к исходвым кольцевым по-
полуфабрикатам и повышенными энер-
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
397
Рис. 60. Формы сечений кольцевых заготовок, полученных
иа кольцераскатиых машинах полуоткрытой раскатки:
1 — 11 — формы сечений с горизонтальной осью симметрии}
12—19 — сечения, ие имеющие горизонтальной оси сим»
метрни
гетическими и силовыми затратами на
процесс формоизменения. Открытая
и полуоткрытая схемы, обладая боль-
большей универсальностью и конструктив-
нон, простотой, имеют более широкое
распространение и их применение про-
продолжает расширяться во многих от-
отраслях машиностроения и металло-
металлообработки.
Современные кольцераскатиые ма-
машины для полуоткрытой раскатки
способны обеспечить получение коль-
кольцевых заготовок с формами сечений,
подобными представленным иа рис. 60,
Возможности формирования слож-
сложных профилей при раскатке по откры-
открытой и полуоткрытой схемам опреде-
определяются следующими факторами:
степенью приближения формы се-
сечения исходного кольцевого полуфаб-
полуфабриката к профилю сечения раскатан-
раскатанной заготовки;
величиной деформации при раскатке,
характеризуемой значением коэффи-
коэффициента суммарного обжатия К =
= Fпф/^з. где Fn$ — площадь сечения
исходного полуфабриката, мма; Fa —
площадь сечения раскатанной заго-
заготовки, мм2.
Подобие формы сечения полуфабри-
полуфабриката сечению раскатанной заготовки
достигается при равенстве кольцевых
площадей у полуфабриката /Пф и рас-
раскатанной заготовки /3 в любом соот-
соответствующем сечении, перпендикуляр-
перпендикулярном оси. Соблюдение этого условия
гарантирует получение качественно
оформленного кольца после раскатки
при малых коэффициентах суммарного
обжатия (К = 1,15+1,3). Для колец,
форма сечения которых имеет гори-
горизонтальную ось симметрии, например
формы /—И (рис. 60), выполнение
условия /Пф = /з для любого сечения
необязательно. Заданный профиль мо-
может быть получен при использовании
полуфабриката с простейшей прямо-
прямоугольной формой сечения и коэффи-
коэффициенте суммарного обжатия 1,5 ^
< К < 2,2.
Для колец, форма сечения которых
не имеет осевой симметрии, например
формы 12,16,17 (см. рис. 60), оформле-
оформление профиля при 1,5 <: /( <: 2,2 обес-
обеспечивается при соблюдении равенства
только торцовых поверхностей у полу-
полуфабрикатов и раскатанных заготовок,
а при использовании полуфабрикатов
прямоугольного сечения требуются
коэффициенты суммарного обжатия
К > 2,5.
Выбор метода изготовления кольце-
кольцевого полуфабриката. Ориентировочно
выбор метода изготовления кольцевых
полуфабрикатов можно производить
по табл. 14, Не исключено использова
398
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
14. Методы изготовления кольцевых
кольцевых заготовок
Габаритные размеры
раскатанной заго-
заготовки,
наружный
диаметр
70—140
120—250
150—350
150—500
200—1000
500—7000
мм
ширина
10—40
полуфабрикатов для раскатки
Масса рас-
раскатанной
заготовки,
кг
Серийность
пооизвод-
11 ?/ \J^^^J^J ** f\
ства
Открытая раскатке
0,2—3,0
Крупно-
Крупносерийное
Открытая или полуоткрытая
20—60
30—100
40—160
40—200
50—1150
2,0—6,0
3,0—12,0
в
6,0—40,0
20,0—100,0
80,0—12 500
Крупно-
Крупносерийное,
серийное
Мелко-
Мелкосерийное
Крупно-
Крупносерийное,
серийное
Мелко-
Мелкосерийное
Крупно-
Крупносерийное,
серийное
Мелко-
Мелкосерийное
Крупно-
Крупносерийное,
серийное
Мелко-
Мелкосерийное
Крупно-
Крупносерийное,
серийное,
мелко-
мелкосерийное
Метод изготовления
полуфабриката для
раскатки
1
Закрытая штамповка на го-
рячештамповочных автома-
автоматах; штамповка на ГКМ
высадкой в пуансоне от
переднего упора
раскатка
Закрытая штамповка на
специализированных трех-
позиционных прессах;
штамповка на ГКМ вы-
высадкой в пуансоне от пе-
переднего упора
Штамповка на ГКМ высад-
высадкой в пуансоне от перед-
переднего упора; штамповка на
кгшп
Закрытая штамповка на
специализированных трех-
позиционных прессах;
штамповка на ГКМ вы-
высадкой в пуансоне от пе-
переднего упора
Штамповка на ГКМ вы-
высадкой в пуансоне от пе-
переднего упора; штамповка
на КГШП, ковка на мо-
молоте или гидропрессе
Штамповка на ГКМ вы
садкой в пуансоне от пе-
переднего упора; штамповка
на специализированном
гидропрессе
Ковка на молоте или ги-
гидропрессе
Ковка на специализиро-
специализированном гидропрессе
Ковка на специализиро-
специализированном гидропрессе; ков-
ковка на универсальном гидро-
гидропрессе или молоте
Ковка на специализиро-
специализированном гидропрессе
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
399
ние и других способов, например, цен-
центробежной отливки, гибки со сваркой
и некоторых других, которые могут
быть применены в зависимости от ма-
материала, габаритов, назначения коль-
кольцевой заготовки и серийности произ-
производства.
Чертеж раскатанной заготовки. Чер-
Чертеж раскатанной кольцевой заготовки
должен учитывать особенности формо-
формоизменения при выбранной схеме (спо-
(способе) раскатки.
Для открытой раскатки характерно
отсутствие хорошей проработки тор-
торцовых поверхностей колец, а при боль-
больших коэффициентах суммарного об-
обжатия возможность образования утя-
жин в виде кольцевых канавок на
торцах. Это вызывает необходимость
назначения увеличенных припусков
на этих поверхностях. Наружная бо-
боковая и торцовые поверхности должны
сопрягаться радиусами, минималь-
минимальные значения которых определяются
по формуле:
где П и Fli — припуски соответственно
на наружной боковой и на торцовой
поверхностях, мм.
Следует избегать формирования глу-
глубоких узких канавок и высоких узких
гребней как на наружной, так и на
внутренней боковых поверхностях.
Особенно затруднено оформление уз-
узких гребней, расположенных на наруж-
наружной боковой поверхности вблизи тор-
торцов колец. Канавки и гребни должны
иметь уклоны («выпуски»), регламен-
регламентируемые минимальным значением
угла 7°.
Полуоткрытая схема обеспечивает
хорошую проработку торцовых по-
поверхностей и обладает большими воз-
возможностями формирования сложных
профилей за счет обжатия кольцевых
полуфабрикатов не только в радиаль-
радиальном, но и в осевом направлении.
Закрытая и полузакрытая схемы
характеризуются тем, что объемные
отклонения исходных кольцевых полу-
полуфабрикатов вызывают повышенные от-
отклонения ширины раскатанных колец.
В ряде случаев для облегчения каче-
качественного формирования профиля при
небольших коэффициентах суммарного
обжатия (К = 1,34-1,5) предусматри-
предусматривается применение, так называемого
«ящичного калибра», образуемого на-
наружным и внутренним валками, кото-
который затрудняет течение металла в осе-
осевом направлении, его избыточный
объем образует аксиальные торцовые
заусенцы (см. рис. 59), форма н место
расположение которых выбирается из
соображений удобства их удаления при
последующей обработке. Торцовые по-
поверхности, а также канавки и гребии
на боковых поверхностях должны
иметь выпуски с углами не менее 7°.
При разработке чертежа раскатан-
раскатанной заготовки назначение диаметров
и ширины кольца базируется иа при-
припусках и допусках, значения которых
приведены в табл. 15—19.
Назначение припусков и допусков
обусловлено не только способом рас-
раскатки и габаритами изготавливаемой
детали, но существенно зависят от
точности массы и качества исходного
полуфабриката, а также от технологи-
технологических возможностей используемого
кольцераскатного оборудования.
В связи с этим каждая из приведен-
приведенных таблиц припусков и допусков
правомерна для определенного соче-
сочетания перечисленных факторов.
Машины типа КФРВТ, входящие,
как правило, в состав поточно-меха-
поточно-механизированных линий модели Л-234,
осуществляют раскатку, обеспечивая
постоянство толщины стенки у рас-
раскатанного кольца вне зависимости от
объема (массы) кольцевого полуфабри-
полуфабриката. Поэтому при настройке машины
объемные отклонения кольцевых полу-
полуфабрикатов вызывают рассеивание
размеров как наружного, так и вну-
внутреннего диаметров у раскатанных
колец, обусловливая необходимость
их дополнительной калибровки по
одному из диаметров. Операция ка-
калибровки, выполняемая обжимом или
раздачей в штампах, устанавливаемых
на кривошипном прессе, предусмо-
предусмотрена технологией изготовления заго-
заготовок колец на линии Л-234, а также
применяется после открытой раскатки
на машинах других типов с целью
повышения точности наружного или
внутреннего диаметров раскатанных
колец. Значения допусков, указанные
400
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
15. Припуски и допуски колец *, изготовляемых горячей штамповкой
на ГКМ и МГА ** с последующей открытой раскаткой на машинах типа МГР
(размеры, мм)
Наружный
диаметр
До 80
81 — 120
121—150
151—180
181—220
221—250
251—300
301—350
351—400
401—450
451—500
* Масс;
** МГА
На наружный
диаметр
при-
припуск
3,0
3,0
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
допуск
+ 1,0
+ 1,5
+ 1,5
+ 1,5
-
-2,0
-2,0
-2,5
+ 3,0
+ 3,5
+ 4,0
+ 4,5
1 заготовок от 0,
На
при-
припуск
3,0
3,5
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
7,5
2 до ЗС
ширину
допуск
+ 1,5
-1,5
-2,0
[-2,0
-2,0
-2,5
+ 3,0
+ 3,0
+ 3,5
+ 3,5
+ 4,0
кг.
Внутренний
диаметр
До 50
51—80
81—120
121—150
151—180
181—220
221—250
251—300
301—350
351—400
—
На ?
НИИ
при-
припуск
3,0
3,0
3,0
3,0
3,5
4,0
4,5
5,0
5,0
6,0
—
— многопознциоиные горячештамповочные автоматы.
шутрен-
диаметр
допуск
— 1,5
—2,0
—2,5
—3,0
—3,5
—4,0
—4,5
—5,0
—5,5
—6,0
—
16. Припуски и допуски
с последующей открытой
колец *, изготовляемых ковкой на молоте
раскаткой на машинах типа МГР (размеры, мм)
Ширина
До 60
61—120
Наружный
нли вну-
внутренний
диаметр
До 250
251—300
301—350
351—400
401 450
451—500
501—600
601—700
До 250
251—300
301—350
351—400
На наружный
диаметр
припуск
6
7
8
9
10
7
8
допуск
+ 3
+4
+ 5
+3
+4
На ширину
припуск | допуск
7
8
9
10
7
• 8
+ 4
+ 5
+ 6
+ 4
+ 5
На внутрен*
ний диаметр
припуск
7
8
9
10
11
7
8
9
допуск
—6
—8
— 10
J
—8
—9
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
401
Ширина
61 — 120
120—240
Наружный
или внут-
внутренний
диаметр
401—450
451—500
501—600
601—700
До 300
301—350
351—400
401—450
451—500
501—600
601—700
На наружный
диаметр
припуск
8
9
10
11
7
8
9
10
И
12
допуск
+4
+ 5
+6
+ 4
+ 5
+ 6
* Масса заготовок до 80 кг,
Продолжение
На ширину
припуск
9
10
11
8
9
10
11
12
допуск
+5
+6
+ 7
+ 5
+ 6
+7
табл. 16
На внутренний
диаметр
припуск
9
10
11
12
8
9
10
11
12
13
допуск
—9
— 10
—12
—8
9
— 10
—12
17. Припуски и допуски колец, раскатанных на машинах типа РАВ и ХВ
(фирм «Вагнер—Дортмунд» и «Банммнг» , ФРГ), размеры, мм
Ширина
До 100
101—150
151—200
До 100
101—150
151—200
До 100
101—150
151—200
Наружный
или вну«
тренний
диаметр
До 325
326—400
401—500
На наружный
диаметр
припуск
4,5
4,5
5,3
4,5
4,8
5,5
4,8
5,0
5,5
допуск
±1,0
±1,0
±1,3
±1,0
±1,3
±1,5
±1,3
±1,5
±1,5
На внутрен-
внутренний диаметр
припуск
5,5
5,5
6,3
5,5
5,8
6,5
5,8
6,0
6,5
допуск
±1,0
±1,0
±1,3
4-1,0
±1,3
±1,5
±1,3
±1,5
±1,5
На ширину
припуск допуск
4,5
4,5
5,0
4,5
4,5
5,0
4,5
4,5
5,0
±1,0
±1,0
±1,0
±1,0
±1,0
±1,0
±1,0
±1,0
±1,0
402
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Продолжение табл. 17
Ширина
До 100
101—150
151—200
До 100
101—150
150—200
Наружный
или внут-
внутренний
диаметр
501—600
601—700
На наружный
диаметр
припуск
6,0
6,3
6,8
6,3
7,0
7,5
допуск
±1,5
±1,8
±1,8
±1,8
±2,0
±2,0
На внутрен-
внутренний диаметр
припуск 1 допуск
7,0
7,3
7,8
7,3
8,0
8,5
±1,5
±1,8
±1,8
±1,8
±2,0
±2,0
На ширину
припуск
5,5
5,8
6,3
5,8
6,3
6,8
допуск
±1,0
±1,3
±1,3
±1,3
±1,3
±1,3
18. Припуски и допуски колец *, изготовляемых открытой раскаткой
на машинках типа К.ФРВТ, входящих в состав линии Л-234 (размеры, мм)
Наружный
или внутренний
диаметр
121—150
151—180
181—220
221—250
251—300
На наружный
диаметр
припуск допуск
3,0
3,5
4,0
4,5
* Масса заготовок до
+ 1,2
+ 1,2
+ 1,5
+ 1,5
7 кг.
На внутренний
диаметр
припуск
3,0
3,5
4,0
4,5
допуск
-2,5
—3,0
—3,5
—3,5
На ширину
припуск
3,0
3,5
4,0
4,5
допуск
+0,7
+0,7
+ 1,0
+ 1,0
19. Припуски и допуски колец, изготовляемых из средиеуглеродистых
и легированных сталей полуоткрытой раскаткой (даииые фирмы «СК.Ф Стил»,
Швеция), мм
Наружный
диаметр
кольца,
мм
500
501—600
601—750
751—1000
1001—1500
1501—2000
Параметр
D
Н
D
Н
D
Н
D
Н
D
Н
D
Н
Ширина кольца, мм
120
nit
°—2
Hit
12+1
15+i
13+з
121 — 150
Ю±44
12+Д
9-1
10±§
15±|
12+i
le±g
1S+I
151 — 220
П+!
8+1
13+i
14+66
10+1
ie+8
12+1
17+?
13+1
221—300
"ii
12±g
10"
13±|
10+1
151?
i
18+1
19±g
301 — 400
13±§
13±§
14+?
15+?
17+1
19±g
19+g
21+fo
21±fo
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
403
в табл. 18, относятся к заготовкам
после раскатки и калибровки из коль-
кольцевых полуфабрикатов, объемные от-
отклонения у которых не превышают
4 %. Полуфабрикаты с большими
объемными отклонениями раскатывать
на машинах типа КФРВТ нецелесооб-
нецелесообразно, так как нх последующая кали-
калибровка затруднительна.
С увеличением габаритов и массы
колец возрастают технические и тех-
технологические трудности обеспечения
точности геометрических параметров
при их раскатке. Вместе с тем раскат-
раскатка, как метод производства крупно-
крупногабаритных кольцевых заготовок (см,
табл. 19), становится единственно эко-
экономически целесообразной как в усло-
условиях серийного, так и единичного
производства.
Определение размеров полуфабриката
для раскатки.
Раскатка, как правило, произво-
производится за один нагрев полуфабриката.
Не исключено, однако, что при рас-
раскатке крупногабаритных колец, осу-
осуществляемой с большими коэффициен-
коэффициентами суммарного обжатия, или при
использовании кольцераскатной ма-
машины недостаточной мощности по-
потребуется промежуточный подогрев по-
полуфабриката. Потери (кг) на угар и
окалину в зависимости от применяемых
средств нагрева определяются по фор-
формуле
где коэффициент угара бу прини-
принимается по табл. 20; Q3 — масса за-
заготовки.
Ширина полуфабриката бПф назна-
назначается с учетом выбранного способа
раскатки. При открытой раскатке ши-
ширина полуфабриката принимается рав-
равной ширине раскатанного кольца:
пф — °я-
Полуоткрытая раскатка предпола-
предполагает необходимость проработки тор-
торцовых поверхностей коническими вал-
валками, в связи с этим в процессе рас-
раскатки ширина полуфабриката может
быть уменьшена. В ряде случаев хо-
хорошая проработка торцов обеспечи-
обеспечивается при равенстве ширины полу-
полуфабриката ширине раскатанной заго-
заготовки за счет естественного ушире-
20. Значения коэффициентов угара
Нагревательное
устройство
Пламенные печи:
мазутные
газовые
Индукционные печи
Наружный
диаметр
кольца, мм
До
200
0,03
0,015
0,07
Св.
200
0,025
0,010
0,005
ния. При формировании в процессе
полуоткрытой раскатки сложных про-
профилей иногда приходится прибегать
к принудительному обжатию полу-
полуфабриката в осевом направлении.
В этих случаях ширина полуфабриката
должна превышать ширину раскатан-
раскатанного кольца и ее значение устанавли-
устанавливается экспериментально.
Наружный и внутренний диаметры
(мм) полуфабриката под раскатку,
имеющего прямоугольную форму сече-
сечения, в общем случае определяют по
следующим формулам:
"П1»- nps3B3 ^'
где QB — масса раскатанной заготов-
заготовки, кг; р — плотность металла заго-
заготовки; В3 — ширина раскатанной за-
заготовки, мм; К — коэффициент сум-
суммарного обжатия; бу — коэффициент
угара; % — толщина стенки кольце-
кольцевой заготовки после раскатки, мм,
определяемая как отношение площади
ее сечения к ширине В3.
Приведенные формулы справедливы
при определении размеров полуфабри-
полуфабрикатов, имеющих прямоугольную форму
сечения для раскатки колец, профиль
сечения которых имеет горизонтальную
ось симметрии. При определении раз-
размеров полуфабрикатов для раскатки
колец с профилем, не имеющим осе-
осевой симметрии, следует придерживать-
придерживаться рекомендаций, которые даны выше
(см. с. 397).
404
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Горячая закрытая и полузакрытая
раскатка профильных кольцевых за-
заготовок в данное время не имеет широ-
широкого распространения. В отечественной
практике использование закрытой рас-
раскатки ограничено изготовлением заго-
заготовок, колец радиального шарикопод-
шарикоподшипника типа 308 (наружный диаметр
90 мм) в условиях его автоматического
крупносерийного производства на од-
одном из подшипниковых заводов. Полу-
Полузакрытая раскатка, прошедшая про-
производственное опробование, требует
создания и отработки надежной кон-
конструкции кольцераскатных машин.
В обоих случаях успешная реализация
схем закрытой и полузакрытой раскат-
раскатки требует особого подхода при выборе
метода изготовления и назначения раз-
размеров полуфабрикатов. Основным тре-
требованием является ограничение от-
отклонений массы в пределах, не пре-
превышающих 1,5—3,0 %. Не менее важ-
важным требованием для этих способов
раскатки следует считать также от-
отсутствие зажимов, заштамповок, ока-
окалины и других поверхностных дефек-
дефектов. Коэффициенты суммарного обжа-
обжатия не должны превышать 1,5—1,6.
Выбор кольцераскатной машины.
Выбор кольцераскатной машины дол-
должен основываться на определении уси-
усилия раскатки. При открытой, а также
полуоткрытой раскатке усилие Рр мо-
может быть определено на основании
расчета средних давлений pi и р2 на
контактных поверхностях полуфабри-
полуфабриката с наружным и внутренним вал-
валками. Максимальное усилие должно
быть приложено к валкам в начале
процесса, когда толщина стенки по-
полуфабриката наибольшая. По мере
обжатия и уменьшения толщины стен-
стенки процесс может продолжаться при
меньших усилиях. Если же усилие
остается постоянным, то обжатие за
каждый оборот полуфабриката будет
возрастать. Экспериментально уста-
установлено, что в подавляющем боль-
большинстве случаев для нормально про-
протекающего процесса деформирования
необходимо, чтобы обжатие за один
оборот кольцевого полуфабриката ДА
обеспечивало относительную деформа-
деформацию его стенки е > (Aft/ft) 100 =
= 5—8 %, где h — средняя толщина
стенки полуфабриката, определяемая
как отношение площади сечения полу-
полуфабриката к его ширине.
Усилие, которое должно быть при-
приложено к нажимному валку, опреде-
определяется как произведение среднего дав-
давления р на площадь контакта его
с раскатываемым полуфабрикатом.
Продольное сечение очага деформации
при раскатке характеризуется двумя
показателями:
т) = h/l2 и а = la/lit
где h — средняя толщина стенки по-
полуфабриката, мм; /j и /2 — соответ-
соответственно меньшая и большая длина
контакта инструмента с раскатывае-
раскатываемым полуфабрикатом, мм.
При т] ;> 1 средние давления на
контактных поверхностях с длинами
/i и /2 рассчитывают по следующим
формулам:
р, =
р2=
1,25а
0'65
1п т) +
0,2) ]
,2I
0,2I 2k.
При т] <3 1 расчет средних давлений
производят по формулам:
e + 1
здесь k — напряжение текучести ма-
материала на сдвиг; k = о*т/2, где от —
физический предел текучести.
Среднюю скорость деформации рас-
рассчитывают по формуле
v ДА
"ср=17Т'
где v принимается равной окружной
скорости полуфабриката по его сред-
среднему диаметру; /Ср — средняя длина
контакта; /ср = (/\ -J- /2)/2.
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
405
Определение длин контакта
производят по формулам:
и /а
Здесь а —
1
^1
1
^н
/
2 Ah.
2Дд
- + ¦
1
1
^в
1
г*
а
а
1
''в
а
+
1
+
1 '
1 '
где гл и г2 — радиусы внутреннего и
наружного валков; гв и гн — внутрен-
внутренний и наружный радиусы кольца.
Усилие раскатки
Примеры компоновочных схем кольце-
кольцераскатных машин. В условиях крупно-
крупносерийного производства при небольших
габаритах колец, получаемых штам-
штамповкой и имеющих объемные отклоне-
отклонения в пределах 1,5—3,0%, экономи-
экономически оправданным является примене-
применение закрытой и полузакрытой рас-
раскатки на узкоспециализированных ма-
машинах, включаемых в состав автома-
автоматических линий. Во всех остальных
случаях наиболее целесообразным яв-
является применение кольцераскатных
машин открытого и полуоткрытого
типа.
При крупносерийном производстве
колец диаметром 120—150 мм, осу-
осуществляемом на специализированных
поточно-механизированных линиях,
машины открытой раскатки типа
КФРВТ, КФРВМ и машины полу-
полуоткрытой раскатки типов КФРАВМ
и РИА (см. табл. 21 и 22), включаемые
в состав таких линий, равноценны.
Для производства кольцевых загото-
заготовок более крупных размеров преиму-
преимущества полуоткрытой раскатки воз-
возрастают по мере увеличения габаритов
и массы колец.
На рис. 61 представлена компоновоч-
компоновочная схема современной кольцераскат-
кольцераскатной машины открытой раскатки типа
КФРВТ, а на рис. 62 — полностью
автоматической машины полуоткрытой
Рис. 61. Компоновочная схема кольце-
кольцераскатной машины типа КФРВТ;
/ — приводной вращающийся стол; 2 —
првводиой наружный валок; 3 — че-
четыре холостых внутренних валка; 4 —•
раскатываемый кольцевой полуфабрикат;
5 — четыре направляющие валка; 6 —
неподвижный копир, управляющий пере-
перемещением направляющих валков
раскатки типа КФРАВМ. Последние
наряду с автоматизацией загрузки
полуфабрикатами и разгрузки раска-
раскатанных заготовок включают систему
ЧПУ, обеспечивающую соблюдение оп-
оптимального режима обжатия как в ра-
радиальном, так и в аксиальном направ-
направлениях в течение всего процесса рас-
раскатки. Система ЧПУ обеспечивает
также отключение нажимных меха-
механизмов при достижении кольцом за-
заданного наружного, внутреннего или
среднего диаметра. В последнем слу-
случае это значит, что избыточный объем
полуфабриката равномерно распреде-
распределяется между наружным и внутренним
диаметрами кольцевой заготовки.
На рис. 63 приведена диаграмма
оптимального режима обжатия при
раскатке, реализуемая с помощью
ЧПУ. В течение первого периода
усилие раскатки Рр интенсивно воз-
возрастает до некоторого заранее уста-
установленного максимума Рр шах и остает-
остается постоянным, пока не будет достиг-
достигнута заданная скорость роста диа-
диаметра кольца, поддерживаемая затем
постоянной. В связи с уменьшением
поперечного сечения кольца во втором
I
406
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
407
Рис. 62. Компоновочная схема кольцераскатного автомата типа КФРАВМ!
1 — станина; 2 — наружный нажимной валок; 3 — вращающийся приводной стол; * —¦
четыре колостых внутренних валка; 5 — направляющий валок; в в контрольный ро-
ролик; 7 •_ торцовые валки
21. Эксплуатационные характеристики кольцераскатных машии,
выпускаемых в СССР
Модель
машины
МГР-250
РМ-300
КПС-250
Д-244
КФРВТ-400
КПС-350
КПС-1000
АО730
407940
Параметры раскатанных
Наружный
диаметр,
мм
80—250
151—300
141—300
201—700
121—300
151—350
251—1500
41—60
91—100
колец
Ши-
Ширина,
мм
Не
Масса,
кг
более
Произво-
дитель-
дительность,
шт/ч
Открытая раскатка
60
120
До 5,0
До 30
250—270
58—110
Полуоткрытая раскатка
40—
—100
150
60
100
300
До 14
До 120
» 8,0
До 14
» 350
120—300
80—100
200—700
150—300
20—40
Закрытая раскатка
30
25
До 0,3
До 0,5
400—600
300—400
в ч
41 О
°о
ксималы
г нажими
кН
istf
60
300
300
300
—
—
1000
1000
70
Примечание
Ручное
обслуживание
Автоматиче-
Автоматическая загрузка
и разгрузка
Ручное
обслуживание
Автоматиче-
Автоматическая загрузка
и разгрузка
периоде автоматически снижается уси-
усилие раскатки. На стадии подготовки
к отключению, начало которой уста-
устанавливается заранее, назначается пред-
предварительно выбранная уменьшенная
скорость роста диаметра кольца. Это
автоматически обусловливает дальней-
дальнейшее снижение усилия раскатки
в третьем периоде. Процесс раскатки
прекращается после короткого, пред-
предварительно выбранного четвертого пе-
периода — «выхаживания»; скорость ро-
роста диаметра кольца перед достиже-
достижением заданного размера при этом еще
раз уменьшается.
На рис. 64 приведена компоновоч-
компоновочная схема автоматической линии для
крупносерийного производства коль-
кольцевых заготовок диаметром 200—
350 мм, комплектуемая кольцераскат-
ными машинами типа КФВМ,
КФРАВМ или РИА.
Производительность таких линий
определяется производительностью
комплектующих их кольцераскатных
машин и в зависимости от габаритов
и массы раскатываемых заготовок со-
составляет 200—600 шт/ч.
На рис. 65 приведена компоновоч-
компоновочная схема кольцераскатных машин
типа РАВ, применяемых для изготов-
изготовления кольцевых заготовок крупных
размеров (диаметром 400—7000 мм).
Машинами этого типа комплектуются
408
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рр, % от
Период
Рис. 63. Диаграмма оптимального ре-
режима обжатнй полуфабриката при рас-
раскатке
Рис. 64. Компоновка автоматической линнн для крупносерийного производства кольце-
ВЫХ ЗАГОТОВОК!
/ — стеллаж для прутков; 2 — индукционная нагревательная установка проходного
типа; 3 — специализированный кривошипный пресс с боковым ползуном 4 для резки
прутков на мерные заготовки и штамповки кольцевых полуфабрикатов' 5 — две коль-
цераскатные машины типа КФРВМ или К.ФРАВМ; 6 — пульт управления нагреватель-
нагревательной установкой н прессом; 7 — пульт управления кольцераскатными машинами
Рис. 65. Схема кольцераскатной машины для полуоткрытой раскатки типа РАВ:
/ — гидравлический привод нажимного механизма; 2 — накидная опора внутреннего
валка; 3 — наружный приводной и нажимной валок; 4 — раскатываемый полуфабрикат;
о — внутренний холостой валок; 6 — нижний приводной торцовый валок; 7 — верхний
нажимной торцовый валок; 8 — измерительное и отключающее устройство; 9 — гидро-
гидропривод осевого перемещения внутреннего валка для загрузки полуфабрикатов
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
409,
22. Эксплуатационные характеристики некоторых современных
кольцераскатных машии, выпускаемых за рубежом
Модель машины
(фирма, страна)
Параметр раскатанных
колец
Наружный
диаметр,
Ширина,
мм
Масса,
кг,
ие бо-
более
Максималь-
Максимальное усилие
нажимно№
валка*, кН
УЕЛ-85 (ЧССР)
У ЕЛ-160
КФРВМ-630 («Вагнер-
Дортмунд», ФРГ)
КФРАВМ-630 («Вагнер-
Дортмунд», ФРГ)
КФРАВМ-800 («Вагнер-
Дортмунд», ФРГ)
РИА 20/16 («Баннинг»,
ФРГ)
РАВ 25/20 («Вагнер-
Дортмунд», ФРГ)
РАВ 125/100 («Вагнер-
Дортмунд», ФРГ)
РАВ 200/125 («Вагнер-
Дортмунд», ФРГ)
РАВ 315/200 («Вагнер-
Дортмунд», ФРГ)
РАВ 500/315 («Вагнер-
Дортмунд», ФРГ)
Открытая раскатка
53—80
81—160
151—350
10—30
До 40
До 80
0,4
3,0
18,0
До
3000
До
900
—
Полуоткрытая раскатка
151—350
251—500
121—500
401—800
801—3000
1001—5000
1001—6000
1501—7000
До 120
До 160
20—160
30—170
50—580
50—740
60—870
100—1160
18,0
40,0
—
160,0
3 150
6 300
10 000
12 500
—
—
—
40-60
8—25
—
—
—
160
160 A20)
320 B50)
200 A60)
250 B00)
1250 A000)
2000 A250)
3150 B000)
5000C150)
* Без скобок приведены значения радиального усилия, в скобках —
аксиального.
специализированные участки или цеха
поточного производства при высокой
степени механизации основных и вспо-
вспомогательных операций.
8. НАКАТКА ЗУБЧАТЫХ КОЛЕС
И ЗВЕЗДОЧЕК
Технологический процесс. Накаты-
Накатывание (накатку) применяют как окон-
чательную операцию обработки зуб-
зубчатого венца при производстве зубча-
зубчатых колес 15—16-го квалитетов точ-
точности с модулем не более 4 мм и звез-
звездочек для цепных передач до 7-гр
квалитета точности. Во всех остальные
случаях зубчатые колеса накатывают
с припуском по контуру зуба под
чистовую обработку.
При изготовлении методами нака-
накатывания экономится 15—30 % ме-
металла, трудоемкость процесса умень-
уменьшается в 2—5 раз, усталостная проч-
прочность выше на 15—20 % проч-
прочность при изгибе — иа 20—40 %. Раз-
410
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Г
Рнс. 66. Схема накатывания шестерни
с осевой подачей заготовки:
1 — заготовка; 2 — эталонная шестер-
шестерня; S — индуктор
личными способами накатывания из-
изготовляют следующие изделия:
1) цилиндрические прямозубые и ко-
созубые колеса с модулем 1,5—3 мм
и диаметром до 250 мм; накатывание
при осевой подаче заготовки для колес
7-го квалитета точности как оконча-
окончательная операция и как предваритель-
предварительная для более точных колес;
2) цилиндрические прямозубые и ко-
созубые колеса с модулем 3—6 мм,
накатывание при радиальной подаче
валков обработанной заготовки (окон-
(окончательная операция);
3) цилиндрические прямозубые и ко-
созубые колеса с модулем более 6 мм;
Рнс. 67. Схемы накатывания зубчатых
колес с радиальной подачей валков:
/ — заготовка; 2 — центрирующие ко»
нусы; 3 — гладкие валки
накатывание при радиальной подаче
валков штампованной заготовки (пред-
(предварительная операция);
4) конические прямозубые и спи-
спиральные зубчатые колеса с модулем
5—12 мм; накатывание при подаче
валка по нормали к начальному конусу
(предварительная операция);
5) звездочки для цепных передач
с шагом до 24,5 мм; накатывание при
радиальной подаче валков как окон-
окончательная операция для колес 7-го
квалитета точности;
6) зубчатые колеса с внутренним
зацеплением с модулем 3—6 мм; на-
накатывание в матрице при радиальной
подаче внутреннего валка (предвари-
(предварительная операция).
На рис. 66 показана схема накаты-
накатывания шестерни с осевой подачей
заготовки. Сущность метода заклю-
заключается в проталкивании нанизанных
на стержень заготовок и зажатых
гидравлическим устройством между
двумя вращающимися зубчатыми ко-
колесами — инструментами, установлен-
установленными на определенное межцентровое
расстояние. Заготовки перед прокат-
прокаткой нагревают в кольцевом индукторе.
Заборной конической частью валков
осуществляется в основном деформа-
деформация заготовки и образование зубьев,
а цилиндрической частью — их ка-
калибровка. В процессе прокатки на
валки подается смазочный материал.
При накатывании шестерни с ра-
радиальной подачей валков (рис. 67, а
и б) технологический процесс нака-
накатывания осуществляется двумя парами
валков, из которых одна пара зубча-
зубчатые, вторая — гладкие. Зубчатый и
гладкий валок насажены на общий
вал так, что зубчатый валок находится
выше гладкого. Заготовку зажимают
гидравлическим устройством и распо-
располагают против гладких валков. После
нагрева заготовки секторным индук-
индуктором валки сближают и производят
обкатку обода, придавая ему точные
размеры по диаметру и ширине. Одно-
Одновременно на наружной стороне обода
накатывается желобок со стрелой про-
прогиба, зависящей от модуля и ширины
накатываемых колес (для колес с мо-
модулем 5—10 мм прогиб составляет
6,5—2 мм). Это способствует лучшему
заполнению вершин зубьев по торцам
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
411
при накатке. Далее валки разводят,
заготовку с помощью гидравлического
устройства устанавливают против зуб-
зубчатых валков, после чего на ней произ-
производят накатку зубьев. При прокатке
на валки подается смазочный мате-
материал. Реборды валков препятствуют
вытеканию металла в торцы заготовки
во время прокатки и накатки.
Изготовление цилиндрических пря-
прямозубых и косозубых колес с модулем
1,5—3 мм и диаметром до 250 мм осу-
осуществляется применением накатыва-
накатывания при осевой подаче заготовки.
В качестве заготовок используют штам-
штамповки или отрезанные от прутка
дисковые заготовки. В обоих случаях
заготовки перед накатыванием подвер-
подвергают предварительной обработке по
наружному диаметру, торцам и поса-
посадочному отверстию. Обработанные за-
заготовки собирают на гладкой цилин-
цилиндрической оправке по 5—8 шт., уста-
устанавливают и зажимают в главном суп-
суппорте зубопрокатного стана. Затем
заготовки перемещаются в позицию
нагрева до тех пор, пока их верхний
торец не совместится с верхним тор-
Цом индуктора; после чего их движе-
движение прекращается, включаются нагрев
и привод валков. Через 5—8 с верх-
верхняя заготовка нагревается до темпе-
температуры накатывания A000—1100 °С)
и вновь включается механизм пере-
перемещения, обеспечивающий непрерыв-
непрерывное движение стопки заготовок через
индуктор и валки. Скорость перемеще-
перемещения подбирают так, чтобы при про-
прохождении заготовки через индуктор
обеспечивался ее нагрев до заданной
температуры. Обычно скорость пере-
перемещения составляет 4—8 мм/с. После
выхода из валков заготовки снимают
со стана, разбирают и помещают в спе-
специальные термостаты для медленного
остывания. Дальнейшая механическая
обработка накатанных колес заклю-
заключается в окончательном растачивании
посадочного отверстия, снятии фасок,
вачистке ваусеицев и протягивании
шпоночного паза. Точность накатан-
накатанных таким образом колес лежит в пре-
пределах 7-го квалитета точности.
Для изготовления цилиндрических
прямозубых колес с модулем 6—10 мм
а диаметрами 150—800 мм используют
поковку с допусками, соответствую-
соответствующими 7-му квалитету точности. По-
Поковка подается на стан, минуя отжиг
и очистку. При накатывании за уста-
установочную базу принимают поверх-
поверхность заготовки. После накатывания
зубьев наружный диаметр накатанной
заготовки используют как базу для
первой операции обработки резанием.
Точность накатанного зубчатого венца
заготовки достаточно высока и обра-
обработка резанием накатанной заготовки
в основном сводится к получению ба-
базового отверстия. Оптимальный при-
припуск по боковым сторонам зубьев для
чистовой обработки, определенный экс-
экспериментально, составляет 0,814 мм
на сторону. Для обеспечения мини-
минимального биения зубчатого венца пред-
предварительную обработку базового от-
отверстия разделяют на две операции:
1) заготовку устанавливают по наруж-
наружному диаметру зубчатого венца, после
чего зенкуют отверстие; 2) базовое
Отверстие растачивают резцом под
протягивание. Затем деталь протя-
протягивают по внутреннему диаметру, после
чего обрабатывают наружный кои-
тур. После токарной обработки шли-
цевое отверстие еще раз калибруют
чистовым протягиванием, подрезают
торцы, фрезеруют зубья шестерни,
подвергают их шевингованию. Затем
следует термическая обработка и окон-
окончательное шлифование отверстия.
Для накатывания эвездочек для вту-
лочно-роликовых цепей с шагом
25,4 мм используют заготовку двух
типов: штампованные со ступицей и
плоские, вырезанные из листа. Базой
при накатывании служит Центральное
отверстие. Процесс накатки заклю-
заключается в установке по внутреннему
отверстию на гладкой оправке за-
заготовки, ее зажиме, нагреве по пери-
периферии на глубину 20 мм до 1100 °С.
Нагретая заготовка передается в
зубчатые валки и накатывается в них
при скорости подачи валков 4 мм/с
и частоте вращения 60 мин. После
прекращения подачи выполняют ка-
калибровку заготовки в валках (за 3—
5 оборотов). При изготовлении за-
заготовок из листа его толщину выби-
выбирают на 4—5 мм меньше, чем для за-
заготовок, предназначенных к нареза-
нарезанию. Торцы заготовок перед накаты-
накатыванием не обрабатывают. Внутреннее
412
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
отверстие предварительно растачивают
с припуском для дальнейшей меха-
механической обработки, которую осуще-
осуществляют после накатывания. За базу
при этой обработке принимают диа-
диаметр впадин накатанной заготовки.
Типовой технологический процесс
изготовления конических колес с ис-
использованием накатки осуществляется
в следующей последовательности: об-
обрезка заготовки под штамповку, штам-
штамповка, прошивка отверстия, обрезка
заусенца, нормализация и отпуск,
нагрев заготовки и накатывание
зубьев, высокий отпуск колес, токар-
токарная обработка, окончательное нареза-
нарезание зубьев, снятие фасок, цементация,
закалка, шлифование посадочного от-
отверстия. Обработку базового торца
и посадочного отверстия заготовок
после накатывания осуществляют при
базировании на зубья.
Прокатка внутренних зубьев осу-
осуществляется зубчатым валком, поме-
помещенным внутри заготовки, которая
находится в матрице. Заготовке и
инструменту сообщают принудитель-
принудительное вращение с частотой, соответ-
соответствующей передаточному отношению
между валкамн и прокатываемой ше-
шестерней, затем осуществляется рабочая
подача узла заготовки к инструменту.
Нагрев внутренней поверхности за-
заготовки до температуры прокатки и
подогрев ее в процессе прокатки зубьев
осуществляется секторным высокоча-
высокочастотным индуктором, находящимся,
как и инструмент, внутри заготовки.
Прокатка внутренних зубьев, так же
как н наружных, осуществляется в две
операции: обкатка и накатка зубьев.
Процесс прокатки внутренних зубьев
на стане заменяет обработку (обточку)
заготовки по наружному диаметру,
торцам и предварительное зубодолб-
ление. Припуск на чистовое зубо-
долбление составляет 0,1—0,15 мм
на сторону зуба.
Более экономичным является про-
процесс формирования зубьев методами
колодной прокатки. При этом необ-
необходимость в последующем шевинго-
шевинговании нлн фрезеровании отпадает.
Благодаря наклепу прочность зубьев
в этом случае повышается.
Методы холодной прокатки зубьев
основаны на использовании продоль-
продольной прокатки зубьев роликами. Наи-
Наиболее эффективен этот способ для из-
изготовления зубчатых колес с числом
зубьев 6—30, модулем 1,5—5 мм.
Нагрев заготовок. Особенностью на-
нагрева заготовок под накатывание то-
токами высокой частоты в отличив от
нагрева заготовок под ковку или штам-
штамповку является необходимость созда-
создания высокой температуры только в зоне
деформации. При этом нсключвтельно
важным является поддержание низ-
низкой температуры в недеформируемой
части заготовки, что обеспечивает со-
сохранение ее жесткости. Не менее
важна также стабильность температур-
температурного интервала процесса деформации,
так как изменение температуры конца
накатывания влияет не только иа
силовые параметры процесса, но и на
точность элементов зацепления нака-
накатанного колеса.
При прутковом способе накатыва-
накатывания заготовки нагрев осуществляют
цилиндрическим индуктором, при этом
глубину нагрева заготовки до тем-
температуры деформации принимают рав-
равной примерно двум модулям, так как
процесс накатывания при радиальной
подаче накатников осуществляется
медленнее, чем прн осевой, заготовка
нагревается на большую глубину, чем
это необходимо для деформации.
В этом способе накатывания приме-
применяют, как правило, комбинированный
нагрев, при котором заготовку предва-
предварительно нагревают с помощью коль-
кольцевого или секторного индуктора, до
необходимой температуры, после чего
эта температура поверхности заготовки
поддерживается в процессе накатыва-
накатывания дополнительным секторным ин-
индуктором.
Рациональную частоту тока индук-
тора при нагреве заготовок в зависи-
зависимости от высоты зуба и глубины про-
проникновения тока в заготовку можно
определить по табл. 23.
Выбор размеров заготовки. При
проектировании процесса накатки не-
необходимо определить: размеры заго-
заготовки; размеры накатных валков; ок-
окружную скорость накатных валков}
величину подачи валков; усилия на
валках; крутящий момент на валках.
Размеры заготовки под накатку зуб-
зубчатых колес назначают исходя из
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
413
23. Рекомендуемая частота тока
индуктора при нагреве заготовок
Высота
зуба нака-
тываемо-
тываемого колеса,
см
До 0,33
0,8—1,0
1,0—1,4
Глубина
проникнове-
проникновения тока
в заготовку,
см
До 0,4
1,1
1,5
Рекомендуе-
Рекомендуемая частота
тока, Гц
8 000
2 500
10 000
сохранения равенства объемов метал-
металла, перемещаемого из впаднн в го-
головки зубьев. На рис. 68 представлен
график для определения наружного
диаметра заготовки. По оси ординат
отложено отношение радиуса заготов-
заготовки, необходимое для правильного за-
заполнения зубьев, к делительному ра-
радиусу накатываемого колеса; по осн
абсцисс — значение коэффициента g,
характеризующего отношение высоты
зуба к модулю. Диаметр заготовки
(мм) можно также определить по сле-
следующей формуле:
d3 = d0 — 0,14m,
где d0 — диаметр начальной окруж-
окружности, мм; т —- модуль, мм.
Наружный диаметр заготовок при
накатывании зубьев с зацеплением
Новикова для заготовки шестерни:
ds. ш = <*д. ш+ 1,08 т;
для заготовки колеса
ds. к = ^д. к—1.2 т,
где da. ш и dg. к — делительные диа-
диаметры соответственно шестерни н ко-
колеса.
Форма зубьев зубчатых передач с ис-
исходным контуром «Урал-2Н» одина-
одинакова как для шестерни, так и для ко-
колеса. Наружный диаметр заготовок
для них, подсчитанный по приведен-
приведенной выше методике, равен
d3 = <*я — 0,08 т.
Приведенные формулы получены при
условии, что во время накатывания
осевое течение металла заготовки от-
отсутствует, а припуск на обработку
резанием равен нулю. В действитель-
ч/и.
1,03
t.n
1,00
-
-р /
/
¦0J3S
у
-у
I
I
I
I .
-? 0,1 0 0,2 0,4
Рис. 68. График для определения диа-
диаметра заготовки под накатку зубчатых
колес
ностн, при штучном способе накаты-
накатывания предусмотрено некоторое уве-
увеличение ширины заготовки и обяза-
обязательно дается припуск на чистовую
обработку зубьев.
Припуск на чистовую обработку
Вубьев следует назначать с учетом
способа накатывания, способа обра-
обработки резанием и выбранного обору-
оборудования. Припуск по профилю для
чистового фрезерования в основном
зависит от накопленной погрешности
окружного шага, имеющейся на на-
накатанной заготовке, метода базиро-
базирования прн обработке отверстия и торца
и способа установки заготовки отно-
относительно инструмента на зубофрезер-
ном станке. В табл. 24 приведены
значения накопленной погрешности ок-
окружного шага для разных случаев
накатывания зубчатых колес и при-
припусков, принятых в практике заво-
заводов, применяющих накатывание вза-
взамен операции чернового фрезерова-
фрезерования зубьев.
Поправка на увеличение наружного
диаметра заготовки с учетом ее уши-
рения должна составлять 0,25 мм.
Накатывание зубьев звездочек цеп-
цепных передач, как правило, осуще-
осуществляют штучным способом. В отличне
от накатывания зубьев колес образова-
образование профиля при накатывании звез-
звездочек происходит в основном благо-
благодаря уширению заготовки. Такой ха-
характер деформации позволяет приме-
применять для накатывания заготовки, тол-
толщина которых значительно меньше
толщины накатываемого зубчатого вен-
венца. Одновременно с накатыванием
венца выполняют закругление тор-
414
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
24. Значения накопленной погрешности окружного шага в зависимости
от способа накатывания
Способ накатывания
С осевой подачей заготовки
С радиальной подачей (обра-
(обработанная заготовка)
С радиальной подачей валков
(штампованная заготовка)
С радиальной подачей валков
(звездочки)
Конические зубчатые колеса
Модуль,
мм
1,5
3
3
5
6
8
14,5
24,5
10
Число
зубьев
15—60
15—50
15—60
15—50
20—40
20—30
15—30
15—30
30—40
Накопление
погрешности
окружного
шага, мм
0,4—0,1
0,08—0,15
0,2—0,3
0,3—0,5
0,4—0,6
0,4—0,8
0,04—0,08
0,06—0,1
0,05—0,07
Припуск
иа толщину
зуба, мм
0,2—0,3
0,3—0,5
0,3—0,6
0,6—0,9
1,6—2
1,6—2
0,5
Новых поверхностей зубьев; при этом
большая часть металла также рас-
расходуется на уширение заготовки. По-
Поэтому при определении наружного
диаметра необходимо знать толщину
исходной заготовки и толщину нака-
накатанного зубчатого венца. График для
определения диаметра заготовки звез-
звездочки в зависимости от ее исходной
ширины и размеров готовой звез-
звездочки представлен на рис. 69.
Режимы накатывания. К режимам
накатывания относят окружную ско-
скорость накатников и скорость их сбли-
сближения при радиальном способе нака-
накатывания или скорость перемещения
ваготовки при осевом способе накаты-
накатывания. Эти режимы обусловливают
как производительность процесса, так
и точность накатанных зубьев и их
качество. Важен не только выбор
абсолютных величин этих параметров,
но и правильное соотношение между
ними, которое характеризуется сте-
степенью обжатия ДА.
На рис. 70 представлены графики,
позволяющие установить зависимости
для выбора скорости подачи SB и
окружной скорости накатников v при
различных значениях степени обжа-
тнй ДА.
Оптимальные режимы горячего на-
накатывания прутковым (осевым) спо-
способом подбирают с учетом обеспечения
нагрева поверхности заготовки при
ее прохождении через индуктор. По-
Поэтому сначала определяют осевую ско-
скорость подачи заготовки, при которой
поверхность нагревается на заданную
температуру и глубину, затем под-
подбирают частоту вращения накатни-
накатников. Исходя из опыта эксплуатации
зубонакатанного оборудования для ше-
1,07
1,05
1,01
1,01
20
30
Рис. 69. График для определения дна-
метра заготовки звездочки
1 Z 3
Ah tin на 1/Z оборота заготчдш
Рис. 70. График для выбора скорости
подачи и окружной скорости накатников
при различных значениях обжатий АД
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
415
стерен с модулем 1,5—3 мм н диаме-
диаметром 24—200 мм рекомендуемые зна-
значения скорости осевой подачи 5—
15 мм/с, окружной скорости накат-
накатников 0,5—0,7 м/с.
Калибровка накатников. В процессе
накатывания размеры зубьев и их
профиль определяются размерами и
профилем зубьев накатников и меж-
межцентровым расстоянием, при котором
заканчивается этот процесс.
Кинематика процесса накатывания
зубчатых колес аналогична кинема-
кинематике процесса нарезания их долбя-
ком на зубодолбежном станке. По-
Поэтому зацепление накатника с заго-
заготовкой имеет все элементы станочного
зацепления долбяка с заготовкой. Раз-
Размеры зубьев, получаемые в процессе
накатывания, можно определить по
формулам, применяемым в теории
эвольвентного зацепления.
Толщина зуба горячего колеса по
делительной окружности
X
X (invaH— inva0) .
Ширина впадины по делительной
окружности соответственно равна
X
X (inv aH—inva0) ,
где т — модуль зацепления; zH и zK —
числа зубьев соответственно накат-
накатника и заготовки; inv aH> inv a0 —
инвалютные функции угла зацепле-
зацепления при накатывании;
Г ' *¦
inv aH = inv a0 + 2 tg a0 J
где ?н и |k — коэффициенты смеще-
смещения исходного контура соответствен-
соответственно накатника и заготовки.
Высота зуба на колесе будет равна
высоте зуба накатника:
Ак = Ан •
Размеры колеса, полученные в ре-
результате охлаждения: т; dH, к; Ак*>
Зд. к> будут связаны с размерами горя-
горячего колеса зависимостью
где L — размер заготовки в холодном
состоянии; L' — соответствующий раз-
размер заготовки в горячем состоянии;
a — термический коэффициент линей-
линейного расширения; tK — температура
нагрева заготовки. Накатывание за-
заготовки в горячем состоянии некор-
ригированным накатником при меж-
межцентровом расстоянии А = 1/2 [т (zH+
+ zK) не обеспечивает предусмотрен-
предусмотренных ГОСТом размеров у холодных
накатанных колес. Вследствие того,
что шаг накатанных зубчатых колес
по основной окружности отличается
от шага накатников, нарезанных иор«
мальным инструментом, правильное
их зацепление с колесами нормального
ряда невозможно. В этом случае ре-
рекомендуется выполнять накатывание
при нормальном межцентровом рас-
расстоянии накатником с нестандартным
углом профиля, определяемым по фор-
формуле: •
cosan
= cos a0
или с нестандартным модулем
тп=т
1 -f
где ад — угол профиля на делительной
окружности.
При накатывании зубьев корриги-
корригированных колес размеры инструмент!
рассчитывают по принятой в теории
эвольвентного зацепления методике.
Более простым способом накатыва-
накатывания, не требующим сложного корри-
корригирования инструмента, является вы-
выбор соответствующего межцентрового
расстояния при накатывании зубьев
нулевых и корригированных зубчатых
колес.
В этом случае основные размеры на-
накатника определяют по следующим
формулам.
Делительный раднус накатника
'д. н
416
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Толщина зуба на начальной окружно-
окружности
Jim I -f- atK
% 2~ 1 +atH '
Высота зуба накатника
Л„= 2,2m-
ata
Диаметр выступов накатника
Диаметр впадины накатника
b. a = m (гн — 2)
1+а'н '
Основной шаг накатника
t0 = пт cos a0.
Накатывание зубьев колес со стан-
стандартными размерами можно выполнять
накатником, нарезанным нормальным
инструментом, корригирование кото-
которого заключается в увеличении вы-
высоты зуба и уменьшении его толщины.
Необходимость такой коррекции на-
накатников возникает в процессе нака-
накатывания при радиальной подаче ин-
инструмента.
Поправка на высоту зуба накатника
д. = hKa (tH — tK)
1 + atH
Поправка на толщину зуба накат-
накатника
Предельные коэффициенты смеще-
смещения, исходя из возможности изго-
изготовления накатников без подрезания
или среза зубьев, определяют из фор-
формулы
34 (Хк + 1)
г
где Х„ = Хн + Хс — коэффициент вы-
Соты зуба (хн — коэффициент ножкн
колеса; %0 —• коэффициент зазора).
При заданном числе зубьев накаты-
накатываемого колеса и фактическом коэф-
коэффициенте коррекции по последней фор-
муле можно определить минимальное
число зубьев накатника, при котором
явление подрезания будет отсутство-
отсутствовать. Срез головок зубьев накатника,
приводящий к заострению вершин илн
уменьшению высоты зубьев, может
возникать при накатывании зубьев
колес с положительным коэффициен-
коэффициентом коррекции. Угол заострения мо-
может быть определен по инвалюте угла:
inv ах = inva0 -f-
2гк
Угол заострения ах должен быть
больше угла давления в точке профиля
на вершине зубьев накатника ад>
который определяют по формуле:
cosa0
cosa = TlTP
где р — угол наклона прямой к оси
(см. рис. 68).
Конструкция и технология изго-
изготовления иакатиого инструмента.
В комплект рабочего инструмента для
радиального накатывания крупномо-
крупномодульных эвольвентных зубчатых ко-
колес входят гладкие обкатные валки и
зубчатые накатники с ограничитель-
ограничительными ребордами, устанавливаемые или
непосредственно на опору, или на
промежуточную оправку. Нарезание
зубьев накатников выполняют на обыч-
обычных зубофрезерньгх станках. После
нарезания зубьев накатники закали-
закаливают до твердости HRC 48—52, а за-
затем шлифуют по всем поверхностям.
Инструмент для пруткового спо-
способа накатывания представляет собой
зубчатое колесо с двумя заходными
участками со стороны торцов и кали-
калибрующей частью в середине. На за-
ходном участке со стороны переднего
торца осуществляется основное пла-
пластическое деформирование. Калибрую-
Калибрующая часть служит для окончательного
оформления профиля накатываемого
колеса, второй заходной участок —
для выхода зубчатого Колеса. Угол
заборного конуса при горячем нака-
накатывании составляет 10—13°, при хо-
холодном накатывании в зависимости от
материала колес 5—1б°.
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
417
Для накатывания зубьев колес с за-
зацеплением Новикова применяют две
пары накатников. Передачи с единым
исходным контуром (заполюсное за-
зацепление) накатывают двумя парами
накатников — делительными и кали-
калибровочными. Первые имеют ограни-
ограничительные реборды. Нарезание зубьев
делительных накатников осуществля-
осуществляют специальной дисковой фрезой ме-
методом единичного деления. Для на-
накатки колес с исходным контуром
«Урал-2Н» (дозаполюсное зацепление)
применяют только делительные на-
накатники. Эти накатники рассчитывают
из условия правильного деления и
нарезают дисковой фрезой методом
единичного деления.
Зубья накатников для изготовления
звездочек изготовляют методом об-
обкатки долбяком с размерами зубьев
накатываемой звездочки.
В качестве материала для изготов-
изготовления накатников рекомендуются ста-
стали марок 50Х6ВФМ и 55Х6ВСЗМФ.
Сталь 55Х6ВСЗМФ рекомендуется
для изготовления накатников горя-
горячего накатывания. К особенностям
технологического процесса изготовле-
изготовления зубоиакатного инструмента от-
относятся операции получения поковок,
а также термической обработки, так
как несоблюдение режимов обработки
на этих операциях приводит к сни-
снижению стойкостных показателей ра-
работы инструмента. Нагрев заготовок
под ковку ведут постепенно до 800—
850 °С, после чего следует быстрый
нагрев до 1050—1100 °С. Температура
начала ковки должна быть 1050—
1100 °С, температура конца ковки 850—
900 °С. Для отжига накатников при-
применяют камерные илн муфельные печи.
До выполнения термической обра-
обработки заготовки накатников подвер-
подвергают предварительному обтачиванию,
во время которого снимают основной
припуск металла, оставленный при
получении поковки. Заготовки накат-
накатников подвергают термической обра-
обработке, которая состоит из закалки
н отпуска. Заготовки под закалку
нагревают ступенчато в соляных ван-
ваннах при температуре от 300—400 °С
до 800—850 °С. Окончательный на-
нагрев заготовки под,, закалку осуще-
иг ЮОЙтг-ЩД^С ,в., хлорба-
14 П/р Е. И. Семенова
риевой ванне. Отпуск проводят при
490—520 °С в селитровой ванне. От-
Отпуск при 350—370 °С осуществляют
в ванне (расплав натриевой селитры
и нитрита натрия в соотношении
1:1), а также в электрической ка-
камерной печи. Чтобы придать стали
50Х6ВФМ свойства, необходимые для
инструмента, применяемого при горя-
горячем пластическом деформировании (вы-
(высокой твердости, теплостойкости, вы-
высоких механических свойств и др.),
ее надо закаливать от температуры
порядка 1060 °С.
Накатники, предназначенные для
изготовления шестерен с 15-м квали-
тетом точности и ниже, как правило,
не шлифуют по профилю, а доводят
на зубофрезерных станках. Требуемых
параметров шероховатости поверхно-
поверхностей профиля зубьев достигают по-
полированием с применением необходи-
необходимых абразивных паст. Зубонакатный
инструмент с 10-м квалитетом точности
и выше изготавливают в три этапа.
Финишные операции делятся иа полу-
получистовые и чистовые, а также преду-
предусматривается дополнительная опера-
операция старения. Полирование всего про-
профиля зубьев применяют для накатни-
накатников любого квалитета точности.
Усилие и крутящий момент на
валки. При радиальной накатке уси-
усилие на валки с учетом увеличения
давления на накатники от наличия
ограничительных реборд подсчитывают
по формуле
Р = l.lBpcptn A,84+3,If).
Составляющие общего усилия метал-
металла на накатники в заборной части при
осевой накатке определяют по сле-
следующим формулам:
+ 0,6/sin P +0,28];
+ 0,68/ cos р].
Добавочное радиальное усилие при
осевой; иакатке в аависимос?Я ОТ'Щииы
418
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
калибрующего участка LK накатника
определяют по формуле
Рк= 15/nZ.Kpcp.
Добавочное осевое усилие
Рк. о = 3mLKpop.
Крутящий момент на валкн прн
осевой накатке
М
_ l,67pcpwa A -f i) (Ь84 -f 3,1/)
В приведенных формулах рср —
среднее контактное давление, прини-
принимаемое равным as; /— коэффициент
трения; /= 0,15^-0,2.
Оборудование для накатывания зуб-
зубчатых колес и звездочек. Разработан-
Разработанные в настоящее время зубопрокат-
ные станы типа ЭПС обеспечивают
накатывание зубчатых колес с моду-
модулем 1,5—8 мм н диаметром до 600 мм.
На базе этих станов создано оборудо-
оборудование для накатывания звездочек цеп-
цепных передач. Накатывание зубчатых
изделий на станах выполняют с при-
применением нагрева заготовок токами
высокой частоты. Станы полностью
автоматизированы, обеспечивают вы-
высокую производительность процесса
накатывания и хорошее качество зуб-
зубчатых колес.
Основной характеристикой станов
является максимальное произведение
модуля на ширину зубчатого венца
изготавливаемых колес.
Основные технические характери-
характеристики станов для накатывания ци-
цилиндрических зубчатых колес при-
приведены в табл. 25. Технические ха-
характеристики станов для прокатки
звездочек и для холодной прокатки
зубчатых колес приведены в табл. 26
н 27.
Технические характеристики стана
для накатки внутреннего зацепления
25. Технические характеристики станов для накатывания зубчатых колес
Параметр
Размеры прокатываемых
колес, м:
диаметр
ширина, не более
модуль, не более
Мощность, кВт:
главного привода
генератора ТВЧ
Габаритные размеры, м
Масса, т
Производительность,
шт/ч
Модель стана
о
8
и
т
120—320
55
9
40
250
5X2,ЗХ
Х2,8
19,3
20—30
сч
с>
ш
со
и
т
200—300
70
9
45
10,1Х
Х7,24Х
Х3,23
26,5
40
О
и
to
300—600
80
10
100
500
7.5Х4Х
Х3,8
36
25
О
ш
сч
Z
с
т
400—700
120
10
236
10, IX
Х7,42Х
Х4.52
87
12
о
о
Г-.
6
С
т
190—1000
160
15
200
9,4Х
Х7.75Х
Х2,85
96
5—10
НАКАТКА ЗУБЧАТЫХ КОЛЕС И ЗВЕЗДОЧЕК
419
26. Технические характеристики станов для прокатки звездочек
Параметр
Размеры прокатываемых звездочек,
диаметр
ширина венца, не более
шаг, не более
Мощность главного привода, кВт
Габаритные размеры, м
Производительность, шт/ч
Масса, т
Модель
ЗПС-250
60—320
50
25,4
50,6
5,05X3,23X2,29
60—150
19,8
стана
ЗПС-350.1М
60—400
25,4
60
6,8X5,0X3,167
30—60
27,6
27. Технические характеристики станов для холодной прокатки
зубчатых колес
Параметр
Размеры прокатываемого зубчатого
профиля, мм:
диаметр
длина
модуль, не более
Мощность главного привода, кВт
Габаритные размеры, м
Масса, т
Производительность, м/ч
Стан 2,25
20
6000
2,25
10,5
7,22X1,12Х
Х1.23
4,4
12—21
Стан 3
45
До 2200
3
40
5,96X1,36Х
Х1,4
—
12—21
Стан для
прокатки
ш лицевых
валов
56,6
1430
3 (высота
шлиц)
*^~» щг л, * л t-\^
44
9.925Х
Х2,225Х
Х1,6
18,5
12—21
конструкции ВНИИМетмаш приведе-
приведены ниже.
Размеры прокатываемого
колеса, мм:
наружный диаметр . . . 250—350
ширина 40
модуль 4
Мощность главного приво-
привода, кВт 28
14*
Габаритные размеры, мм
3.65Х
Х2.8Х
ХЗ,0
21
20
Масса, т
Производительность, шт/ч
Зубопрокатный стан ЗПС-120, пред-
предназначенный для прокатки мелкомо-
мелкомодульных колес, имеет следующие тех-
технические характеристики.
420
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Г
Размеры прокатываемых
колес, мм:
диаметр детали, не более 300
диаметр детали при ра-
радиальном внедрении вал-
валка, не менее 50
диаметр детали при осе-
осевом перемещении заготов-
заготовки, не менее 35
модуль, не более .... 4
шаг, ие более 19,05
Длина прокатываемой стоп-
стопки, мм 180
Мощность, кВт:
главного привода .... 36
генератора ТВЧ .... 100
Габаритные размеры, мм 4700Х
X 1900Х
Х2810
9,6
30—120
Масса, т
Производительность, шт/ч
9. ШТАМПОВКА
НА ГОРЯЧЕШТАМПОВОЧНЫХ
АВТОМАТАХ
Автоматы для горячей объемной
штамповки применяют в серийном,
крупносерийном и массовом произ-
производстве. Их производительность до-
достигает 200 и более изделий в 1 мин,
что во много раз превышает произво-
производительность универсального горяче-
штамповочного оборудования. При
штамповке на автоматах достигается
высокая стабильность размеров поко-
поковок с небольшими @,5—1 мм на сто-
сторону) припусками на последующую
обработку при отсутствии заусенцев
и штамповочных уклонов на поковках,
что приводит к экономии металла и
трудозатрат. Себестоимость получае-
получаемых изделий относительно низкая.
Серийно выпускают автоматы усили-
усилием 400—15 000 кН, а по специальным
заказам и до 28 000 кН. Масса штам-
штампуемых на автоматах поковок обычно
не превышает 3—5 кг.
Горячештамповочные автоматы ра-
ботаюТ' как самостоятельные машины,
либо входят как составная часть в ав-
автоматические линии. Их применяют
также в сочетании С холодноштампо-
вочными для комбинированной штам-
штамповки, что позволяет повысить точ-
точность ПОКОВОК. :<¦¦¦¦'.¦;¦¦ - -.
Типовые поковки. Поковки, полу-
получаемые на горячештамповочных авто-
автоматах, можно разделить на две группы,
К первой группе относятся удлинен-
удлиненные поковки типа стержня с головкой.
Это, в основном, болты большого
диаметра.
Вторую группу поковок составляют
короткие цилиндрические изделия типа
гаек (шестигранных, квадратных, спе-
специальных), шестерен и колец, вы-
высота которых, как правило, меньше
диаметра. Сюда же относятся более
сложные, в том числе асимметричные
поковки, штампуемые на автоматах
с применением процессов прямого и
обратного выдавливания.
Ниже приведены геометрические ха-
характеристики типовых поковок этой
группы (табл. 28, рис. 71).
Геометрические характеристики (мм)
колец роликоподшипников (см.
рис. 71, в—д), получаемых на авто-
автомате АМР70 следующие.
Наружный диаметр D, не
более 120
Допуски:
на наружный диаметр D ±0,2
на внутренние диаметры d
и йг ±0,3
на высоту кольца Н. , . ±0,3
на эксцентричность . . . 0,5—1,0
Припуск s на обработку
в зависимости от толщины
стенки а:
до 7,5 2,0
св. 7,5 1,0
Толщина стенок а*Ь, с в за-
зависимости от угла а:
до 6° 9
6—15° 7,5
15—25° ....;... 6
Толщина перемычки под
прошивку р ....... 0, \d-\- 2
Геометрические характеристики (мм)
шестерен и фланцев (см. рис. 71, е)
получаемых на автомате CF-6 фирмы
«Peltser» (ФРГ) следующие:.
Наружный диаметр D, не более 121
Допуски:
на наружный диаметр D . . ±0,5
на внутренний диаметр d, . ±0,5
ва вшссгу щзяелпя Н -.'•. . ±1-^2
ШТАМПОВКА НА ГОРЯЧЕШТАМПОВОЧНЫХ АВТОМАТАХ
421
28. Геометрические характеристики (мм) колец шарикоподшипников,
получаемых на горячештамповочных автоматах
Параметр (см. рис. 71, п, б)
Диаметр D, не более
Допуски:
иа наружный диаметр D
на внутренние диаметры d и d±
на высоту кольца Н
на эксцентричность
Припуски на обработку:
А — по наружному диаметру на
сторону
В — по внутреннему диаметру на
сторону
s — по высоте
Толщина перемычки р под прошивку
АМР20
35
±0,1
±0,15
±0,2
0,4—0,5
0,5
0,75
0,75
0,ld+2
АМРЗО
60
±0,15
ч-0,2
±0,25
0,45—0,5
0,5
0,75
0,75
0,ld+2
АМР70
120
±0,2
±0,3
±0,3
0,6—0,8
0,75
1,2
1
0,ld+2
Чтобы выдержать заданные допуски
при достаточно высокой стойкости
янструмента, необходимо свести к ми-
минимуму образование окалины при на-
нагреве, а также выполнить следующие
требования:
1) отклонение диаметров прутков
при использовании для штамповки
горячекатаной стали не должно пре-
превышать 1 мм в одной партии; в про-
противном случае следует выполнять ка-
калибровку или сортировку прутков;
г) В)
Рис. 71. Геометрические характеристики типовых поковок
422
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
29. Зависимость коэффициента к от технологической операции
Операция
3
¦5 is a
Схема штамповки
Коэффициент к
0,8
V
\
ч
О 9.1 0,6 1,0 s/i
О 0,2 0,6 1,0 S/d
\
\
ч
О а,г 0,61,0 s/i
ч
ч
2) высота кольца после штамповки
должна составлять не более 0,8—0,9
его внутреннего диаметра.
Определение силовых параметров
штамповки. В технических характе-
характеристиках горячештамповочных авто-
автоматов обычно указывают номинальное
vi
6.
5
If
3
2
i
•t/c
у
1
/
I
/
/
/
Рис. 72. Определение скоростного коэф-
коэффициента я
усилие и наибольший размер отрезае-
отрезаемой заготовки.
Усилие штамповки определяют по
формуле.
Р = FaBtkn,
где F — площадь проекции поковки
на плоскость, перпендикулярную к на-
направлению движения ползуна; 0В* —
временное сопротивление материала
прн температуре штамповки; k — ко-
коэффициент, учитывающий характер
технологической операции (табл. 29);
я — скоростной коэффициент, учиты-
учитывающий скорость деформирования ма-
материала (рис. 72).
Усилие отрезки заготовок с учетом
притупления ножей определяют по
формуле
где d3ar — диаметр отрезаемой за-
заготовки.
Для нормальной стабильной работы
необходимо гарантированное выталки-
выталкивание изделий из матриц и пуан-
ШТАМПОВКА НА ГОРЯЧЕШТАМПОВОЧНЫХ АВТОМАТАХ
423
сонов, что обеспечивается соответству-
соответствующим усилием выталкивания;
для цилиндрических поковок
Рвыт = nDHfp,
где D — диаметр поковки; Н — вы-
высота поковки; / — коэффициент тре-
трения между поковкой и инструментом;
f = 1,05 — 0,0005 t (t — температура
штамповки; р— давление; р =
= @,8- 1,0) aBt-
для шестигранных поковок (заго-
(заготовок гаек)
Рвыт = 3,55Я/р,
где 5 — размер под ключ для данной
заготовки гайки;
для квадратных поковок
Рвыт = 46Я/р,
где Ь — сторона квадрата.
Автоматы для горячей штамповки
стержневых изделий. Горизонтальный
однопозиционный автомат А315 с разъ-
разъемной матрицей применяют для изго-
изготовления болтов.
. Технические характеристики авто-
автомата А315 следующие.
Номинальное усилие, кН 2500
Размеры штампуемых за-
заготовок, мм:
диаметр 27—36
длина 50—250
Ход ползуна, мм .... 280
Производительность авто-
автомата (регулируемая),
шт/мин 41—63—85
Установленная мощность
электродвигателей, кВт . . 35
Габаритные размеры авто-
автомата, м:
длина 4,75
ширниа 3,1
высота (над уровнем по-
пола) 2,3
Масса автомата, т . . . . 29
Вертикальные прессы-автоматы «Ро-
limaster» фирмы «Peltser» (ФРГ) имеют
три или четыре штамповочные позиции
и работают, как правило, в составе
автоматических линий, включающих
оборудование для отрезки заготовок,
нагрева участка заготовки под штам-
штамповку, а также автоматы для досле-
доследующей обработки (редуцирование
стержня, обрезка облоя, накатка резь-
резьбы). Подачу заготовок в пресс, нх
передачу между позициями штамповки
и удаление отштампованных заготовок
осуществляет грейферный механизм
(табл. 30).
Многопозиционный автомат BSRV
для горячей штамповки фирмы Kie-
serling» (ФРГ) с шестью матрицами
изготовляет шестигранную головку
болта за три рабочих перехода. Пере-
Передачу заготовок между позициями штам-
штамповки производят непосредственно ма-
матрицы, расположенные в периоди-
периодически поворачивающемся блоке. Авто-
Автомат предназначен для горячей штам-
штамповки штучных заготовок диаметром
12—25 мм, длиной 60—200 мм с про-
производительностью 60 шт/мин. В ком-
комплект входит стеллаж для подачи
прутков, пресс для рубки заготовок,
индукционное нагревательное устрой-
устройство и средства транспортирования.
Автоматы для горячей штамповки
коротких изделий. При штамповке
гаек, шестерен, колец шарикоподшип-
шарикоподшипников пруток подается с автоматиче-
автоматического стеллажа в индукционный на-
нагреватель, а из него непосредственно
в автомат на позицию отрезки штучных
заготовок. Автоматы (табл. 31), как
правило, имеют три штамповочные
позиции. Крупные автоматы с усилием
8000 кН и более выполняются четы-
рехпозиционными. Штамповка произ-
производится одновременно на всех по-
позициях с выдачей готовой поковки
после каждого хода ползуна.
Типовая кинематическая схема боль-
большинства отечественных и зарубежных
конструкций горячештамповочных ав-
автоматов приведена на рис. 73. Элек-
Электродвигатель 2 (обычно постоянного
тока с возможностью регулирования
частоты вращения) через клиноремен-
иую передачу вращает маховик 1
с встроенной в него фрикционной
пневматической муфтой включения.
При включении муфты вращение пере-
передается на приводной вал 48, а с него
через зубчатые колеса 47 на криво-
кривошипный вал 45, который через ша-
шатун 44 перемещает ползун 36 с закреп-
закрепленными на нем пуансонами 34. Ход
ползуна 5 устанавливают в зависимо-
зависимости от длины заготовки /Заг: 5 =
= B,3-=-2,75) /заг. Через зубчатые ко-
424
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
30. Технические характеристики прессов-автоматов фирмы
Параметр
Номинальное уси-
усилие пресса, кН
Число штамповоч-
штамповочных позиций
Частота ходов штам-
штамповочного ползуна,
мин
Ход штамповочного
ползуна, мм
Диаметр, мм:
штамповочной ма-
матрицы
пуансонов
Длина штампуемой
заготовки, мм
Мощность электро-
электродвигателя, кВт
Масса пресса, т
Л60
а
1600
3
60
180
130
45
75
30
21
о
ю
а
2500
3
60
315
150
55
225
50
33
.450
5
а
4500
4
50
275
220
75
125
80
61
63Q
а
6300
4
50
350
275
90
150
120
85
800
а
8000
4
40
350.
300
100
150
150
105
1000
а
10000
4
40
350
335
ПО
175
200
140
«Peltser» (ФРГ)
1250
а
12500
4
40
350
360
125
175
250
175
о
о
а
15000
4
30
400
400
140
200
300
210
О
О
1
20000
А
30
400
450
160
200
380
280
3S 37 3ff 3? }f JJ JZ 31 30
-23 29 27 26 2S И 23
Рис. 73. Кинематическая схема горячештамповочпого автомата
ШТАМПОВКА НА ГОРЯЧЕШТАМПОВОЧНЫХ АВТОМАТАХ 425
31. Технические характеристики автоматов для горячей штамповки
отечественного производства
Параметр
Номинальное усилие ав-
автомата, кН
Число рабочих позиций
Диаметр исходной заго-
заготовки, мм
Длина отрезаемой заго-
заготовки, мм
Размеры поковки, мм:
диаметр, не более
высота
Частота ходов штампо-
штамповочного ползуна (регу-
(регулируемая), мин
Расстояние между пози-
позициями, мм
Ход штамповочного пол-
ползуна, мм
Диаметр матриц, мм:
иа первой позиции
иа второй и четвертой
ПОЗИЦИЯХ
иа третьей позиции
Ход выталкивателя из
матриц, мм
Мощность электродви-
электродвигателя, кВт
Расход охлаждающей во-
воды, м3/ч
Габаритные размеры ав-
автомата, м
Масса автомата, т
А3422
400
3
12—18
14—22
30
8—17
150—220
90
90
65
80
65
28
14
3,5
3,0Х
Х1.6Х
Х1.67
8,5
АА3424
1250
3
20—28
18—45
50
14—30
100—150
140
140
ПО
130
ПО
46
45
6
4,44Х
Х2.4Х
Х2,46
24,3
А3426
2000
3
До 40
38
55
35
55—70
180
200
140
165
140
50
40
10
4,42Х
Х2.82Х
Х2,37
30
А3629
3150
3
До 45
45
80
35
45—70
210
220
160
210
160
70
75
20
6,4Х
ХЗ,92Х
Х2,4
54,4
А0341
12 500
4
36—60
45—135
120
70
35—70
320
320
200
270
270
130
300
195
10,75Х
X 7,55Х
Х5,5
165
леса 39 и 38 вращение передается
поперечному валу 46, после чего через
конические зубчатые колеса 4 и 37
на два продольных распределитель-
распределительных вала 6 и 35,
От распределительного вала 6 при-
приводится в действие механизм отрезки
заготовок. Кулаки 9 перемещают но-
ножевой шток 12 с отрезиым иожом
в форме полукруга (для лучшего охва-
охвата заготовки). Средняя скорость пере-
перемещения ножевого штока при рабочем
ходе 0,7—0,85 м/с, при обратном (хо-
(холостом) ходе 0,8—1,0 м/с. При от-
отрезке и переносе заготовки на nepByio
штамповочную позицию оиа зажима-
зажимается пальцем 15 через рычажную
систему и клин 14, приводимые в дви-
движение от кулака 7 й возвращаемые
в исходное положение пружиной 8,
От распределительного вала 35 через
прямой и обратный кулаки 29 и ры-
рычажную систему 30 получает воз-
вратио-поступательное движение ме-
каиизм переноса заготовок между по-
позициями штамповки 32. Средняя ско-
скорость как рабочего, так и холостого
кода механизма переноса заготовок
1,2—1,35 м/с. Поворот скалок для
раскрытия и закрытия клещей в со-
'426
Отрезка
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 74. Переходы штамповки кол.
[ец подшипников
ответствии с циклограммой произво-
производится через рычажную систему 31 и
28 от кулака 26, закрепленного на
вертикальном валу с приводом через
конические колеса 27 от распредели-
распределительного вала 35.
Зажимная матрица 13 перемещается
кулаком 10 на распределительном ва-
валу б и возвращается в исходное поло-
положение пружиной 11,
Выталкиватели 18 в блоке матриц 25
срабатывают от кулаков 17, установ-
установленных на валу 20, который получает
вращение от распределительного ва-
вала 35 через шестерни 22. В исходное
положение выталкиватели возвраща-
возвращаются пружинами 19.
Выталкиватели 41 из пуансонов
приводятся в движение шатуном 44
через рычажную систему 43 н ку-
кулак 40. Возврат выталкивателей в ис-
кодное положение производится пру-
пружинами, действующими на двуплечие
рычаги 42. Средняя скорость перемеще-
перемещения выталкивателей из матриц 1,2—
1,5 м/с, нз пуансонов 0,4—0,6 м/с.
Контроль залипания заготовок про-
производится щупами 33, закрепленными
на рычажной системе 5, приводимой
в действие кулаком 3, установленном
на валу 46.
Механизм подачи прутковых заго-
заготовок состоит из двух пар подающих
роликов 16 с приводом только на ниж-
нижние ролики от кулака 21 на распреде-
распределительном валу 20 через рычажную
систему 23 и обгонную муфту 24.
Большое распространение в нашей
стране н за рубежом получили горя-
чештамповочные автоматы швейцар-
швейцарской фирмы «Hatebur» (табл. 32).
В табл. 33 приведены рекоменда-
рекомендации по определению размеров заго-
заготовок и оптимальной производитель-
производительности горячей штамповки гаек на
этих автоматах.
На рис. 74 показаны переходы штам-
штамповки заготовок колец подшипников
на горячештамповочном автомате
АМР70 по технологии 1-го ГПЗ с по-
получением сразу трех различных колец
за один ход ползуна. Отрезанная от
нагретого прутка заготовка свободно
осаживается на первой позиции. На
второй позиции формуется поковка,
на третьей позиции поковка разделяет-
разделяется на два кольцевых элемента. Один
элемент является заготовкой кольца,
другой на четвертой позиции разде-
разделяется на две кольцевые заготовки.
В табл. 34 приведены другие варианты
технологических процессов штамповки
кольцевых заготовок, разработанные
на 1-м ГПЗ.
Технические характеристики горя-
чештамповочных автоматов типа GF
фирмы «Peltser» (ФРГ) приведены в
табл. 35.
Инструмент для горячей объемной
штамповки на автоматах. Инструмент,
установленный на горячештамповоч-
ных автоматах, работает в крайне
тяжелых условиях с большими сило-
силовыми термическими нагрузками, по-
поэтому должен обладать достаточной
стойкостью, чтобы обеспечить высо-
высокую производительность, требуемую
точность поковок, а также минималь-
ШТАМПОВКА НА ГОРЯЧ^ЕШТАМПОВОЧНЫХ АВТОМАТАХ
427
32. Технические характеристики автоматов фирмы «Hatebur» (Швейцария)
Параметр
Номинальное усилие ав-
автомата, кН
Число рабочих позиций
Диаметр исходной заго-
заготовки, мм
Длина отрезаемой заго-
заготовки, мм
Наибольший диаметр по-
ковкн, мм
Масса поковки, кг
Частота ходов штампо-
штамповочного ползуна (регу-
(регулируемая), мин~х
Расстояние между пози-
позициями, мм
Диаметр матриц, мм:
на первой позиции
на второй и четвертой
позициях
на третьей позиции
Ход штамповочного пол-
ползуна, мы
Ход выталкивателя, мм:
из матриц
из пуансонов
Мощность электродви-
электродвигателя, кВт
Расход охлаждающей
воды при давлении
400 кПа, м3/ч
Расход воздуха на вса-
всасывании ***, м3/ч
Габаритные размеры ав-
автомата, м
Масса автомата, т
АМР20
600
3
14—25
15—40
35
0,02—
0,15
120—180
ПО
80
100
80
ПО
55
—
40
8
3
3,2Х
Х2.6Х
Х1,55
11
АМР30
2300
3
18—40
20—72
64
0,05—
0,7
85—140
160
125
150
120
160
70
—
100
30
3
5,0Х
ХЗ,7Х
Х2,0
35,8
АМР50
8000
4
28—50
32—110
92
0,17-
1,7
55—90
240
160
200
200
240
90
35
320
60
3
7,5Х
Х5.2Х
Х2,65
77
АМР70
12 000
4
36—60
45—135
120
0,4—3,0
45—70
320
200
270
270
320
130
50
450
80
4
9,2Х
Х6.2Х
Х3.1
168
* Наибольшее усилие штамповки на первой позиции 3000 кН,
рой и третьей — до 9000
кН и на
четвертой
— 7000 кН.
** На четвертой позиции диаметр матрицы 270 мм.
*** Давление сжатого воздуха
550—1000
кПа.
AMP70L
15 000*
4
36—75
52—150
145
0,5—5,0
45—70
320
200
290**
290
320
130; 150
По
450
80
4
9,2Х
Х6,2Х
Х3,1
172
на вто-
428
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
33. Рекомендуемые размеры гаек, заготовок и частота ходов
штамповочного ползуна
Параметр
Диаметр заготовки, мм
14
16
18
20
22
Автомат AMP20
Размеры гайки, мм:
диаметр резьбы
размер под ключ
высота
Длина отрезаемой заготов-
заготовки, мм
Диаметр прошиваемого в
гайке отверстия, мм
Толщина «выдры», мм
Частота ходов штамповоч-
штамповочного ползуна, мин
Производительность (ори-
(ориентировочная) автомата,
кг/ч
М12
19
9,5
14,9
10
2
50—180
194
М14
22
11
17,8
11,7
2,2
50—180
300
М16
24
13
19
13,7
2,7
130—150
345
М18
27
15
22,8
15,1
3,1
130—150
510
М20
30
16
24,6
17,1
3,3
120—140
610
Параметр
Диаметр заготовки, мм
20 22 22 25 28 32
36
Автомат АМРЗО
Размеры гайки, мм:
диаметр резьбы
размер под ключ
высота
Длина отрезаемой заготов-
заготовки, мм
Диаметр прошиваемого в
гайке отверстия, мм
Толщина «выдры», мм
Частота ходов штамповоч-
штамповочного ползуна, мин~А
Производительность (ори-
(ориентировочная) автомата,
кг/ч
М18
27
15
22,8
15,1
3,1
140
475
М20
30
16
24,6
17,1
3,3
140
620
М22
32
17
28,8
19,1
3,4
140
720
М24
36
18
30,7
20,5
3,6
120
850
М27
41
20
35
23,5
3,8
120
1220
мзо
46
22
37,6
25,9
4,2
120
1700
М36
55
29
50,7
31,3
5,8
100
2430
ШТАМПОВКА НА ГОРЯЧЕШТАМПОВОЧНЫХ АВТОМАТАХ
429
34. Варианты штамповки трех кольцевых элементов
N" I позиция
Л позиция ш позиция ж позиция
м
ш
ш
WSSXrXvPZZA
ные простои оборудования, связанные
с заменой инструмента. Повышение
стойкости инструмента позволяет реже
выполнять контрольные операции при
штамповке, а также расширить тех-
технологические возможности горяче-
штамповочных автоматов за счет уве-
увеличения номенклатуры деталей, ко-
которые можно и экономически целе-
целесообразно на них штамповать.
На рис. 75 показан инструмент для
штамповки заготовок шестерен на ав-
автомате GF-6 фирмы «Peltser» (ФРГ).
На ВАЗе на этом автомате изготов-
изготовляют поковки шестерен и фланцев
семи типоразмеров массой 0,75—2,32 кг
с производительностью 1500—4200 ше-
шестерен/ч или 1500—3000 фланцев/ч.
На позиции отрезки установлены
направляющие полувтулки /, зажим-
зажимные полуматрицы 2 и ножи 3, соответ-
соответствующие диаметру обрабатываемого
прутка.
На первой позиции происходит осад-
осадка отрезанной заготовки с целью ее
уширения и удаления.окалииы. Пуаи*
сои первого перехода состоит из рабо-
рабочей вставки 4, корпуса 5, фланца 9,
пальца 8 для фиксации отрезанной
заготовки после ее переноса механиз-
механизмом отрезки и подпружиненной опо-
опоры 7, которая в крайнем переднем
положении пуансона взаимодействует
с пальцем 6. Осадочная плита 10
матрицы является универсальной для
всех случаев свободной осадки 8а-
готовок.
На второй позиции производится
предварительная штамповка. Пуансон
второго перехода имеет формообра-
формообразующую вставку 18, фланец 19,
упор 20 и прижимной палец-вытал-
палец-выталкиватель 21, связанный с подпружи-
подпружиненным выталкивающим штырем 22,
который опираетси на шайбу 23. Ма-
Матрица состоит из трех вставок 14,
15 и 16. Вставки 14 и 15 фланцем 17
прижимаются к опоре 13, установлен-
установленной на подставке 12. Через вставку 14
проходит выталкиватель И с по-
полостью для подачи охлаждающей воды
во вставку 14. При выталкивании
поковки вода через радиальные от- i
верстия во вставке 14 поступает на :
430
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
35. Технические характеристики автоматов типа «Forgemaster»
фирмы «Peltser» (ФРГ)
Номинальное усилие автомата, кН
Наибольшие размеры поковки, мм:
диаметр
высота
Масса поковки, кг, не более
Размеры исходной заготовки, мм,
не более:
диаметр
длина
Ход штамповочного ползуна, мм
Частота ходов штамповочного пол-
ползуна (регулируемая), мин
Запас полезной энергии за один
ход ползуна, кДж/ход
Мощность электродвигателя, кВт
Масса автомата, т
1000
40
30
0,19
25
50
100
80—120
2000
50
38
0,35
30
65
130
70—110
18
3000
65
45
0,70
40
75
160
60—100
34
4500
80
58
1,4
50
90
180
55—90
57
Номинальное усилие автомата, кН
Размеры поковки, мм, не более:
диаметр
высота
Масса поковки, кг, не более
Размеры исходной заготовки, мм,
не более:
диаметр
длина
Ход штамповочного ползуна, мм
Частота ходов штамповочного пол-
зуиа (регулируемая), мин
Запас полезной энергии за один
ход ползуна, кДж/ход
Мощность электродвигателя, кВт
Масса автомата, т
внутренние поверхности вставок /5
и 16 для их охлаждения и удаления
из ручья окалины.
На третьей позиции окончательно
формуется поковка с наметкой отвер-
отверстия. Пуансон и матрица третьего
перехода в целом аналогичны приме-
применяемым на втором переходе. Матрица
в труднозаполнимых участках имеет
6000
800С
12 500
95
70
1,8
55
ПО
220
50—80
93
160
103
105
82
2,3
60
125
260
45—80
145
250
128
130
105
3,5
70
140
320
40—70
240,5
315
190
145
120
4,5
80
160
360
35—6
320
365
240
15 000
газоотводящие каналы, а пуансон —
внутреннее охлаждение.
На четвертой позиции производится
прошивка отверстия в поковке. Бы-
Быстросменный прошивной пуансон 24
крепится к корпусу винтом. После
прошивки отход (выдра) проталки-
проталкивается пуансоном в матрицу и уда-
удаляется из нее под действием силы
ШТАМПОВКА НА ГОРЯЧЕШТАМПОВОЧНЫХ АВТОМАТАХ 431
Вид А
10 Я В 7 В
\ \ \
19 20 21 22 23
Рис. 75, Инструмент для штамповки заготовок шестерен
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
П 15
Рис. 76. Пуаисоиодержатели
тяжести через наклонное отверстие,
а поковка снимается с пуансона жест-
жестким съемником 25.
Диаметр штамповочных матриц DM
устанавливают в зависимости от наи-
наибольшего диаметра штампуемой по-
поковки Dn0K. В четырехпозициоиных
автоматах на наиболее нагруженных
второй и третьей позициях прини-
принимают Du = B,25+2,75) Da0K. При
этом для крупных автоматов берут
коэффициент 2,25, а для мелких 2,75.
На первой и последней позиции при-
применяют матрицы несколько меньшего
диаметра.
Перемычки между матрицами вы-
выбирают как из прочностных условий,
так и из конструктивных соображений,
чтобы обеспечить возможность раз-
размещения в них крепежных болтов или
шпилек.
Крепление пуансонов производится
в пуансонодержателях 10 (рис. 76),
каждый из которых связан с ползуном
четырьмя Специальными болтами //
и притягивается к его зеркалу вин-
винтами 13, перемещающими навстречу
друг другу два натялшых клина 12,
расположенных в ползуне автомата.
Предварительное регулирование соос-
соосности пуансонов по матрицам прово-
проводят вертикальным и горизонтальным
вантами 4 и 7 при освобожденных
(примерно на 1/2 оборота) зажимных
винтах 13. Затем4 с помощью микро-
микропривода вводят пуансоны в матрицы
и выполняют точное регулирование
щупом, обеспечивая зазоры 0,1 мм.
Осевое регулирование пуансонов про-
производят скалкой 15 через клин 2
с гайкой /. Выпадение клина при пол-
полном вывинчивании гайки / предот-
предотвращается планкой 14, а скалка от
проворота удерживается фиксирую-
фиксирующим штырем 3.
Для облегчения и ускорения смены
пуансонов пуансонодержатели имеют
съемные крышки 5, которые крепятся
болтами 9. После снятия крышек
пуансоны легко перемещают с по-
помощью талн.
При установке пуансона винты 6
освобождают, а после закрытия крыш-
крышки с их помощью отжимают и фикси-
фиксируют втулки 8 с пуансоном в осевом
направлении.
В автоматах малого размера целе-
целесообразно применить плунжерное на-
направление пуансонов в общем для
пуансонов и матриц блоке. Такая
конструкция обеспечивает точную со-
соосность пуансонов и матриц незави-
независимо от бокового зазора ползуна и
распределения нагрузок на ползун.
Матричный блок (рис. 77) состоит
из корпуса 13, двух крышек 7, 11
и клиновой зажимной плиты 9, вы-
выполненной в виде ласточкина, хвоста.
Штамповочные матрицы 10, 12, 14
н 15 крепится, в>,бдоке-аядыищами , 7
ШТАМПОВКА НА ВЫСОКОСКОРОСТНЫХ МОЛОТАХ
433
В 9 10 It й П П 15
Рис. 77. Матричный блок крупного
автомата
с винтами 4 и 5, а отрезная полума-
полуматрица 8 — зажимной плитой 9, кли-
клином 1 и винтами 2 и 3. В матрицах
и крышках выполнены резьбовые от-
отверстия для рым-болтов 6, исполь-
используемых при монтаже и демонтаже.
Матричный блок крепится к станине
на шпонках с прокладкой стальной
термически обработанной плиты между
блоком и станиной.
Большое значение имеет уменьшение
трудоемкости и затрат времени на
смену инструмента, особенно в круп-
крупных автоматах. Сокращение времени
переналадки позволяет уменьшить про-
простои оборудования и повысить гиб-
гибкость производства за счет снижения
минимального допустимого числа из-
изделий в партии и, следовательно,
расширения номенклатуры штампуе-
штампуемых иа автоматах изделий.
Фирма «Peltser» (ФРГ) разработала
установку для автоматической смены
инструмента. Необходимое число дер-
держателей с пуансонами и матрицами
помещают в гнезда револьверного бло-
блока, откуда они по команде с управля-
управляющего устройства передаются на ра-
рабочие позиции автомата с помощью
системы выталкивателей, двуплечего
рычага н грейферов.
Применение сменных, налаживае-
налаживаемых на специальном приспособлении
матричных* и пуансонных блоков и
смеииых механизмов переноса фирма
«National» (США), позволяй1 автомат
любого ^размера полностью 'перенала-
'переналаживать на изготовление другого из-
изделия за 4 ч.
10. ШТАМПОВКА
НА ВЫСОКОСКОРОСТНЫХ
МОЛОТАХ
Штамповкой на высокоскоростных
молотах (ВСМ) получают поковки раз-
различных конфигураций с тонкими реб-
ребрами, стенками, полотнами, четким
оформлением торцового рельефа, в ряде
случаев без обработки части поверх-
поверхностей на металлорежущих станках.
Шероховатость поверхностей поко-
поковок из алюминиевых сплавов до Ra 0,8,
из титановых сплавов и сталей
Rz 20.
Классификация штамповочных по-
поковок ВСМ включает следующие типы:
стержни с утолщением (лопатки, кла-
клапаны); стержни с глухой полостью
(стаканы, полусферы, крышки); диски
(гладкие, со ступицей, с валом); де-
детали с продольным и торцовым оребре-
нием (стержни, стаканы, крыльчатки,
шестерни с оформлением зубчатого
контура); рычаги, кронштейны, фит-
тинги, корпуса, угольники и др.
Высокоскоростные молоты выпуска-
выпускают серийно с наибольшей энергией
удара 25; 63; 160 и 250 кДж, а по
особому заказу — 400 и 630 кДж.
Основные параметры молотов штампо-
штамповочных бесшаботных высокоскор'ост-
ных приведены в т. 1, гл. VIII,
табл. 33, Технологические особенности
серийно выпускаемых ВСМ: наличие
нижнего выталкивателя; минимальная
скорость удара 6 м/с; минимальный
рабочий ход при наибольшей энергии
удара 160 кДж в пределах 3—5 мм$
отклонение величины энергии после-
последовательных ударов составляет не бо-
более 2—5 % от номинального значе-
значения; рабочие циклы составляют 5—
15 с.
Высокоскоростная штамповка, кан
правило, одноударная, но при об-
обработке заготовок большой массы воз-
возможна штамповка н за два-три удара,*
Целесообразность получения,. поков-
поковки штамповкой на ВСМ решают исходя
из анализа конфигурации и размеров
изготовляемой детали.
434
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 78. Пример поковки,
штамповкой на ВСМ
получаемый
Минимальные размеры конструктив-
конструктивных элементов поковок (рис. 78) при-
приведены ниже.
Толщина стенки г±
при HID = 2, мм 2,0
Толщина ребра t2, мм:
при Hit ^ 40 (для алю-
алюминиевых и титановых
сплавов) 1,2—2,0
при H/t^25 (для сталей) 3,0
Толщина полотна (, мм . . 3,0
Радиусы закругления, мм:
внутренние г 3,0
наружные R 2,0
Штамповочные уклоны о^ и
а2. град:
внутренние 0,5—I,1
наружные 0—0,
Указанные штамповочные уклоны
следует назначать при оснащении
штампа выталкивателем и съемником,
при их отсутствии штамповочные укло-
уклоны увеличивают.
Средние ориентировочные размеры
и масса поковок, изготовляемых иа
серийно выпускаемых ВСМ, приве-
приведены в табл. 36.
Составление чертежа поковки. Основ-
Основные правила составления чертежей
штампованных поковок ВСМ те же,
что и для обычного оборудования.
Припуски на обработку поковок
резанием назначают по ГОСТ 7505—74.
Допуски иа размеры между обраба-
обрабатываемыми поверхностями назначают
по первому классу точности (ГОСТ
7505—74). В отдельных случаях до-
допуски могут быть расширены.
Допуски на размеры между поверх-
поверхностями, выполняемыми без после-
последующей обработки резаиием, назна-
назначают 0,2—0,3 мм.
Напуски уменьшают за счет умень-
уменьшения штамповочных уклонов, а также
более детального оформления торцо-
торцового рельефа.
Для высоких, формуемых выдавли-
выдавливанием поковок желательно на части
высоты поковки назначить уклон 0,5°.
Для отштампованной поковки в ниж-
нижнем штампе выполняют поднутрение
в виде кольцевой выточкн глубиной
0,3—0,5 мм и высотой 2—3 мм или
обратный уклон 0,5—1°. Глубину по-
полости в верхнем штампе делают на
20—30 % меньше, чем в нижнем,
36. Ориентировочные размеры и масса поковок
Параметр
Масса, кг
Размеры, мм:
диаметр
высота
Энергия удара ВСМ, кДж
25
1,2
120
15
63
3,1
160
20
160
7,8
220
30
250
12
250
40
400
20
*
300
40
630
31
350
40
ШТАМПОВКА НА ВЫСОКОСКОРОСТНЫХ МОЛОТАХ
435
37. Основные параметры режима скоростной штамповки
Штампуемый
материал
Алюминиевые сплавы
Титановые сплавы
Стали:
углеродистые, легиро-
легированные, коррозиоиио-
стойкие
жаропрочные
быстрорежущие
Жаропрочные сплавы на
никелевой основе
Тугоплавкие сплавы
* Типа АК6; В95.
** Типа АМгб.
Температурный
интервал штам-
штамповки, °С
150—450
900—1000
950—1200
1000—1200
950—1150
1050—1150
1200
Деформация
при горячей
штамповке 8,
%, не более
25—90
25—40
20—95
20—95
15-90
20—60
40—50
70—90
Скорость
истечения,
м/с, ие более
300—350 *
100—150**
300—350
350—400
300—350
120—180
—
300—350
а штамповочные уклоны поковки для
ее верхней половины назначают: на-
наружные 1,5—3°, внутренние 5—7°;
для нижней — наружные 0—1°, вну-
внутренние 3—5°.
Разработка технологического про-
процесса. При изготовлении штампован-
штампованных поковок с необрабатываемыми
поверхностями исходная заготовка об-
обтачивается до Rz < 40 мкм. Острые
кромки торцов исходных заготовок,
штампуемых в торец, скругляют (ра-
(радиус скругления 3—5 мм или делают
фаску 3X45°).
Фасонирование исходных заготовок.
Фасонирование исходных заготовок пе-
перед окончательной штамповкой про-
производят при необходимости дополни-
дополнительного перераспределения металла
для более четкого оформления кон-
конструктивных элементов, повышения
степени однородности структуры ме-
металла, обеспечения надежной фикса-
фиксации заготовки в окончательном штампе.
Предварительное фасонирование за-
заготовки целесообразно производить
для изготовления поковок типа лопа-
лопаток, клапанов, дисков с валом, рыча-
рычагов, корпусов и др. Для поковок
крыльчаток применяют коническую за-
rofoBKy, у которой угол образующей
конуса определяется конфигурацией
и размерами оребренной части.
Окончательная штамповка поковок.
Режимы деформирования поковок при-
приведены в табл. 37, применяемые сма-
смазочные материалы для штампов —
в табл. 38.
Перед штамповкой проводят пред-
предварительный нагрев штампов до 150—
250 °С.
Заготовки нагревают в электрических,
газовых и индукционных печах, пред-
предпочтительно безокислительиого или
436
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
ШТАМПОВКА НА ВЫСОКОСКОРОСТНЫХ МОЛОТАХ
437
38. Смазочные материалы для штампов, применяемые
при высокоскоростной штамповке
Штампуемый
материал
Тип поковок
Смазочный материал
Алюми-
Алюминиевые
сплавы
Титановые
сплавы
Стали кор-
коррозионно-
стойкие
Стали угле-
углеродистые и
Легирован-
Легированные
Поковки слож-
сложных конфигура-
конфигураций с глубокими
полостями, вы-
высокими полостя-
полостями, высокими
ребрами
Поковки с тон-
тонкими элементами
1. Олеиновая кислота
2. Масло вапор-Т с добавлением 10—15%
(массовые доли) графита (ГОСТ 4404—78)
3. Воднографитовая и маслографитовая сме-
смеси с дополнительной подсыпкой сухого гра-
графита на поверхность заготовки
4. Стеарат натрия
1. Нитрид бора ТУ 00-121—68 *
2. Масло индустриальное с добавлением
30—40 % (массовые доли) графита
90 % (массовые доли) олеата натрия и 10 %
(массовые доли) дисульфида молибдена с до-
добавлением 50 %-ного водного раствора оле-
олеата натрия
1. Водный коллоидно-графитовый препарат
ОГВ-50 или ОГВ-75 по ТУ 21-25-147—75
2. Масло вапор-Т с добавлением графита
15—20 % (массовые доли) (ГОСТ 4404—78)
Наносится на заготовку.
SSS
1SS
Сплав 3.41/376 .
A
5.0»»
\
4
//•
1350'
392
196
Спраб АК6
150
20'
щ
350°
г
250
392
196
Сплав 19$
250°
го-
350'
О 20 40 60 80 ?,% 0 20 W 60 80 ?,% Й . 20 40 60 ?,%
5$8 f 1 —1 1 5S8
352 | 1 1 j^ 1 1 392
196 | H—l?%f- r~ 1- 1 I9S
О 20 ЦО BO 80 ?,% 0 20 40 60 80 ?.,'/, О 20 40 60 ?,%
568
сплав втз-1
—*_
S3?
350°
Л
1050°
/
Сталь 45
9S0°
\
^^
1150"
/
if
1050°
392
196
. Сталь 1X11
то-
'/
У*
'1050°
588
392
19В
. Сталь КХ18НЯТ
,1150°.
' 1050°
588
392
196
Молибден
900°
600°
1200*
1
У
'го' ' чо'' во ""¦ во ?,% о ¦ га щ 60 ео.с,°/о о tzo чо со е,.'/»
а)
малоокислительного нагрева (продол-
(продолжительность нагрева, см. с, 224, т. 1).
Энергию деформирования заготовок
определяют по формуле
Е =
где т] — КПД удара ВСМ; ц = 1,35-*»
-i-1,05; e—удельная энергия дефор-
деформирования (рис. 79); V — полный объ-
объем заготовки при деформировании
осадкой или объем деформированной
части заготовки, получаемой выдавли-
выдавливанием; k — коэффициент, учитываю-
учитывающий сложность конфигурации поков-
поковки; k— 1,1-4-1,8.
Энергию, необходимую для оформле-
оформления поковки сложной конфигурации,
подсчитывают, суммируя результаты
е, Дж/сн3
391
980
784
SSS
ЗП
196
Сплав AKS
/
150°
•350°
га'
-~>г
250°
¦ —
—
по элементам — отдельно для осадки
и выдавливания.
Штамповал оснастка ВСМ. Для ВСШ
применяют закрытые и открытые штам-
штампы. Конструкция закрытого штампа
показана на рис. 80.
При проектировании пуансона не-
необходимо выполнение следующих тре-
требований:
отношение высоты рабочей части
к диаметру пуансона не более трех;
односторонний зазор между пуан-
пуансоном и контейнером матрицы ие
менее 0,1 мм;
радиусы переходов от рабочей части
к опорной не менее 10 мм; внутренние
радиусы ручья не менее 3 мм;
отклонение от перпендикулярности
опорной поверхности относительно оси
е, fix/см*
see
796
Сплав Ш
/
150° *
^*-
^50°
20"
*--
0 l
Спл
Ч
is erj
750"
0
V
6
'1
в
350°
\
55Т
К
У*
8 Л
588
39Z
196
4
1150°
950°
— '¦¦'
— ""
50°
7&Ч
58S
39Z
W
1050'
950'
4
115
0'
8 А
196
//
У
/
600° ^
^*
00"
8 Л
в 8
Рис. 79. Зависимости удель->
иых энергий от температуры
и степени деформации;
о — при осадке;
б — при выдавливании
I)
438
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Ф101,2 te|
Горячая покодка
стержня презренного
Рис. 80. Типовой закрытый штамп:
' — плнта подпуансонная; 2 — пуансоно-
держатель; 3 — пуансон; 4 — обойма
матрицы; 5 — матрица секционная;
6 — плита подматричная; 7 — центри-
центрирующая втулка; 8 — плита подштампо-
вая; 9 ¦*- выталкиватель
пуансона не более 0,1 мм на 100 мм
высоты пуансона;
на наружной кромке рабочего торца
необходимо выполнить фаску для пред-
предотвращения заштамповки в торец за-
заготовки заусенца, образующегося в за-
зазоре между контейнером матрицы и
пуансоном;
для оформления наметок и полостей
следует применять составные пуансоны
со сменными вставками.
Матрицы закрытых штампов могут
иметь составную конструкцию, их
выполняют в виде обойм со вставками.
Рис. 81. Виды и основные размеры газо>
отводящих отверстий (каналов):
о — для секционной матрицы; б •» для
цельной матрицы
Вставки в зависимости от конфигу-
конфигурации поковки выполняют цельными
или секционными.
При давлениях более 800 МПа встав-
вставки запрессовывают в обойму с натя-
натягами: —@,25-f-0,30) мм для диаметров
60—80 мм; —@,30^-0,40) мм для диа-
диаметров 81—100 мм; —@,40-5-0,45 мм)
для диаметров 101—120 мм.
Контейнер матрицы выполняют с за-
ходным конусом глубиной до 10 мм
и углом 15°. В матрицах с глубокими
глухими полостями (например, для
оребренных поковок) в местах, за-
заполняемых в последнюю очередь, пред-
предусматривают газоотводящие каналы
(рис. 81). Шероховатость рабочих по-
поверхностей матриц и пуансонов должна
быть Ra = 1,6-5-0,8 мкм.
Конструкция выталкивателя опре-
определяется конфигурацией поковки. Ти-
Типы некоторых применяемых выталки-
выталкивателей показаны на рис. 82. При
проектировании выталкивателей не-
необходимо выполнение следующих тре-
требований:
длина выталкивателя L^F^-8)d;
перед началом рабочего хода вы-
выталкиватель должен направляться в
матрице иа высоту не менее A,5-ь
*-2,0) d;
односторонний зазор между вытал-
выталкивателем и матрицей для о = 20-f-
-т-30 мм — 0,1—0,15 мм, для d =
= 30-н40 мм не более 0,2 мм;
ШТАМПОВКА НА ВЫСОКОСКОРОСТНЫХ МОЛОТАХ
439
Рис. 82. Типы и размеры выталкивателей
39. Размеры (мм) облойной канавки и радиусы закруглений кромок
ручья штампа
ш
1
С
i
ТипТ
А
i
L
m
i
Щ
Энергия удара,
кДж
Скорость соударе-
соударения, м/с
V.
40—70
Св. 70 до 100
» 100 » 130
» 130 » 160
10—14
Св. 14 до 16
» 16 » 17
» 17 » 20
2—3
3—4
4—5
6
5
7
8
10
12—14
15—16
18—20
22—25
30
45
8
Энергия удара,
кДж
При глубине ручья Н
До 50 Св. 50 до 100 Св. 100 до 150 Св. 150 до 200
40—70
Сз. 70 ДО 160
1,5-2,0
2,0-3,0
2,0—3,5
3,0—4,0
3,0—5,0
4,0—5,0
4,0—6,0
5,0-7,0
отклонение от перпендикулярности Конструкция открытого штампа по-
опорного торца относительно оси вы- казана на рис. 83. При необходимости
талкивателя не более 0,02 мм иа 1Q0 мм ручей штампа имеет канавку для
длины (высоты) выталкивателя; клещевины (облойную канавку).
шероховатость поверхности вытал- В табл. 39 приведены геометрические
кивателя Ra ^ 0,8 мкм. параметры облойной канавки.
440
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 83. Типовой открытый штамп;
1 — нижняя половина штампа; 2 —•
Ёерхняя половина штампа
Центрирование верхней и нижней
половин штампа осуществляется с по-
помощью сухарей, вставляемых в поса-
посадочные отверстия бабы и подштампо-
вой плиты. Отклонение от соосности
посадочных отверстий в бабе и плите
не должно превышать 0,2—0,3 мм для
ВСМ с энергией удара 160—-250 кДж.
11. ЭЛЕКТРОВЫСАДКА
Характеристика технологического
процесса. Электровысадка достигается
При совмещении операций электро-
йагрева методом сопротивления и де-
Рис. 84. Схема процесса электровы-
электровысадки:
й — в начальной момент процесса; б —•
В конце процесса,
формирования нагреваемой части аа-
Готовки. Схема процесса показана иа
рис. 84.
Заготовка 3 заживается радиальным
электродом 2 с определенным уси-
усилием Рг. При этом часть заготовки,
подлежащая электровысадке, находит-
находится между радиальным электродом 2
и упорным электродом /, подключен-
подключенными ко вторичной обмотке пони-
понижающего трансформатора 4 перемен-
переменного тока промышленной частоты.
Часть заготовки между электродами /
и 2 разогревается до температуры
штамповки. Одновременно с нагревом
в осевом направлении на заготовку
действует усилие Р, которое деформи-
деформирует нагретую часть заготовки. В про-
процессе электровысадки упорный элек-
электрод 1 перемещается с определенной
скоростью, при этом холодная часть
заготовки под действием усилия при-
прижима проскальзывает между радиаль-
радиальным электродом 2, а длина высажи-
высаживаемой части заготовки увеличивается.
Процесс электровысадки дает воз-
возможность непрерывно деформировать
нагретую часть заготовки при соблю-
соблюдении соотношения / ^ 3d, где / —
первоначальная длина высаживаемой
части, d — начальный диаметр заго-
заготовки. При этом осаживаемая часть
заготовки имеет хорошую продоль-
продольную устойчивость, а суммарное утол-
утолщение (набор металла) в высаживае-
высаживаемой части может достигать значитель-
значительных величин. Процесс электровысадки
можно проводить как со свободным
деформированием (свободным набором
металла) (см. рнс 84), так и с набором
в матрицу, причем в последнем случае
можно получать довольно точные де-
детали, не требующие дальнейшей ме-
механической обработки. Электровысад-
Электровысадкой можно получать изделия из труд-
нодеформируемых сплавов (высоко-
(высокопрочных легированных и жаропрочных
сплавов, сплавов на основе никеля,
титана и т. п.). Процесс электровы-
электровысадки характеризуется простотой и
низкой стоимостью технологической
оснастки, хорошими санитарными ус-
условиями (отсутствие дыма, пыли, шу-
шума) и возможностью полной механиза-
механизации и автоматизации процесса. Мето-
Методом электровысадки можно получать
поковки сплошного . иди трубчатого
ЭЛЕКТРОВЫСАДКА
441
сечения диаметром до 100 мм, а также
асимметричные поковки. В настоящее
Время электровысадкой получают за-
заготовки клапанов, полуосей автомо-
автомобилей, турбинных лопаток и других
деталей. Себестоимость таких деталей
по сравнению с изготовлением их на
ГКМ ниже на 15 %, экономия металла
по сравнению с обработкой резанием
достигает 40 %.
Классификация поковок, изготовляе-
изготовляемых методом электровысадки. Особен-
Особенностью электровысадки является то,
что этим процессом можно получать
только утолщения (наборы металла)
на удлиненных заготовках. Поэтому
номенклатура деталей, получаемых
электровысадкой, невелика. Класси-
Классификация типовых деталей, получаемых
электровысадкой, и схемы деформиро-
деформирования приведены в табл. 40.
К поковкам первой группы (см.
табл. 40) относят поковки стержне-
стержневого типа с утолщениями на концах,
получаемые методами свободной вы-
высадки (без ограничения набора ме-
металла) и закрытой высадки (с ограни-
ограничением набора металла). Исходной
заготовкой является пруток сплош-
сплошного поперечного сечения (круг, мно-
многогранник, эллипс). Для свободной
высадки характерным является мень-
меньшая точность геометрических размеров
высаживаемой части. Такие поковки,
как правило, служат исходными за-
заготовками для дальнейшей обработки
давлением, например, для выдавлива-
выдавливания, безоблойной штамповки и др.
Для закрытой высадки характерна
большая точность геометрических раз-
размеров высаживаемой части, поэтому
дальнейшая обработка, как правило,
механическая. Технологическая ос-
оснастка для получения поковок сво-
свободной высадкой существенно проще
(сменные вставки радиальных элек-
электродов, упорные электроды в виде
плит, цилиндров). При закрытой вы-
высадке необходимо применять более
сложную оснастку (блоки матриц).
Поковки второй группы (см.
табл. 40) характеризуются наличием
утолщеинй как на концах, так и в се-
середине исходных прутков. Для их
изготовления требуется разъемный
упорный электрод с упорным винтом,
который устанавливают иа упорном
ползуне электровысадочной машины.
Деформирование, как правило, сво-
свободное (без ограничения набора Ме-
Металла матр ицей).
К поковкам третьей группы (см.
табл. 40) относят поковки с утолще-
утолщениями на концах, изготавливаемые из
заготовок трубчатого сечения. Причем
утолщения могут быть как симме-
симметричными, так и несимметричными
относительно среднего диаметра трубы
(dcp = d— h, где h — толщина стенки
трубы), т. е. имеет место высадка
внутрь или наружу трубы. Поковки
этой группы требуют более точной
настройки оборудования и обязатель-
обязательного применения блока матриц. Вы-
Высадка наружу трубы производится
на специальных оправках.
К поковкам четвертой группы (см.
табл. 40) относят поковки стержневого
типа с фасонными утолщениями на
концах. Сюда же могут быть отнесены
и детали сложного сечения (профили)
с утолщениями на концах. Для изго-
изготовления электровысадкой таких по-
поковок применяют сложную техноло-
технологическую оснастку: разъемные ма-
матрицы с подвижными составными ча-
частями, секционные радиальные элек-
электроды, фигурные упорные электро-
электроды.
Оборудование и ииструмеит для элек-
электровысадки. Мощность электровыса-
электровысадочных машин (табл. 41) достигает
800 кВ'А, наибольший диаметр сплош-
сплошной заготовки 75 мм, полой заготовки
150 мм, наибольшая производитель-
производительность до 750 кг/ч. Данные о произво-
производительности некоторых автоматиче-
автоматических электровысадочных машин
приведены в т. 1, с. 270. *
Среди электровысадочных машин
(ЭМ) наибольшее распространение
в нашей стране получили следующие:
горизонтального типа универсаль-
универсальные, гидравлические с подвижным тор-
торцовым контактом с тиристорным кон-
контактором и программированным регу-
регулированием тока, применяемые для
высадки концов и средней части' за-
заготовок;
вертикальные, пневматические с по-
подвижным торцовым контактом и.элек-
и.электромеханическим контактором, при-
применяемые для торцовой высадки
концов с фасонным фланцем;-
442
¦g
В
a
о
3
I
f
II
— яз
S
S
си -
со S
ег S
>
по
я н к
° So
I Jg
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
и»
я
CO Я
IS g
о к g
(- 5: S K CO
Iff il
p о 5 x
м Я f4 О
я о о.
X X С
аооо
с м и сх
s g
га л
Я 2 ее
4<
S я
с я
о га
5} о
п. ^
си
° х"
? я 3
>> Я X
о,
я .
s :
#2 я
H-< я
х 6
3 S^
a.
•е- f л
а | 8
п
« я
- ? 8
в
о
S Я
2 Я
И"!
fii
О|^ я
is g
PL.II Я
S
fcf
V/^?
я
ч
s _ я ss
ft Л * Д Ь
pL, К со о
9 о х s x
>> X
p.«
О О
К p,
О я
ЭЛЕКТРОВЫСАДКА
443
41. Технические характеристики отечественных электровысадочиых машин
Параметр
Номинальное усилие, кН
Площадь сечения исходной заготов-
заготовки, мм2, не более
Диаметр заготовки, мм, не более:
СПЛОШНОЙ
полой (трубной)
Длина исходной заготовки, мм
без удлинителя, не более
с удлинителем, не более
минимальная
Рабочий ход высадки, мм, не более
Мощность нагревательного транс-
трансформатора, кВ-А
Сила тока во вторичной цепи
трансформатора, кА, не более
Габаритные размеры, мм:
слева направо
спереди назад
высота
Масса, т
Модель
BSI16
40
250
18
30
780
—
150
400
50
•
8
3380
1250
1800
4,1
В5120
100
710
30
50
930
—
160
450
120
18
3380
1250
1800
5,5
В5124
250
1600
45
80
1280
3000
300
700
320
35
5750
3650
1950
17
В5128
630
4500
75
150
2250
5000
300
710
800
80
6000
3380
2300
22
горизонтальные пневматические с по-
подвижным торцовым контактом с тири-
сторным контактором, применяемые
для высадки средней части заготовки;
вертикальные гидравлические с по-
подвижным торцовым контактом и
тиристорным контактором, применя-
применяемые для высадки встык.
В настоящее время все большее при-
применение получают комплексные ав-
автоматические линии, содержащие,
как правило, несколько ЭМ и обслу-
обслуживающиеся одним оператором,
а также линии, содержащие несколь-
несколько ЭМ и кривошипный горячештам-
повочный пресс.
На рис. 85 представлена принци-
принципиальная схема наиболее распростра-
распространенной горизонтальной гидравличе-
гидравлической электровысадочной машины.
Высаживаемая часть заготовки /
нагревается при прохождении тока
между упорным 2 и радиальным 3
электродами. Верхняя подвижная
часть радиального электрода 3 при-
приводится в движение от плунжера
гидравлического цилиндра 7, который
создает усилие прижима Pj заготовки
в радиальном электроде, ие превыша-
превышающее, как правило, 25 % от усилия
деформирования Р, создаваемого плун-
плунжером гидравлического цилиндра 8
(для среднеуглеродистых сталей
Я ^ 100 МПа, а для жаропрочных
и высоколегированных сталей Я ^
г^ЗОО МПа).
Упорный электрод закрепляется
на подвижных салазках, которые при-
приводятся в движение с помощью гидра-
гидравлического цилиндра 4, причем ско-
скорость перемещения салазок регули-
регулируется специальными клапанами 5
и 6.
Конструкции рабочего инструмента
для электровысадки (узлы упорного
и радиального электрода и матрицы)
могут быть различными в зависимости
от применяемых оборудования и тех-
технологии.
Конструкция рабочего инструмента
для свободной электровысадки пред-
представлена иа рис. 86, а. Инструмент
444
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
На со о
Рис. 85. Принципиальная схема горизонтальной гидравлической электровысадочной
М fk UJ W Н til
состоит из узлов упорного электрода
1—4 и радиального электрода 5—7.
Упорный электрод состоит из корпуса
/, на котором захватом 2 крепится
упорная плита 3 с рабочей частью 4.
Радиальный электрод состоит из кор-
корпуса 5, башмаков 6 и вставок 7. Кор-
Корпуса 1 и 5 соединены с выводами на-
нагревательного трансформатора. Упор-
Упорная плита 3 и вставки 7 охлаждаются
водой
Конструкция рабочего инструмента
для закрытой электровысадки пред-
представлена на рис. 86, б. Инструмент
состоит из узлов упорного электрода
1—9, матрицы 10—13 и радиального
S S 7
электрода 14—16. Узел упорного элек-
электрода состоит из рабочей части /,
установленной на оправке 2 в экс-
эксцентриках 3—4 и закрепленной гай-
гайкой 5. Эксцентрики 3, 4 служат для
обеспечения соосности рабочей части
с матрицей и радиальным электродом.
Эксцентрики помещены в корпусе 6,
который зажимается башмаком 7.
Оправка зажимается гайкой 8. Рабо-
Рабочая часть 1 снабжена жаропрочной
вставкой 9.
Матрица 10, запрессованная в бан-
бандаже 11, крепится на плите 12 и может
перемещаться в горизонтальном на-
направлении по направляющим 13 для
Вода
В 7 8 !
Рис. 80. Конструкция рабочего инструмента;
а — для свободной влектровысадки; б ¦» для закрытой влектровысадки
ЭЛЕКТРОВЫСАДКА
445
обеспечения соосности с радиальным
электродом. Направляющие закре-
закреплены на станине ЭМ.
Узел радиального электрода со-
состоит из корпуса 14, башмаков 15
и вставок 16. По конструкции анало-
аналогичен узлу, показанному на рис. 86, а.
Рабочие узлы имеют внутреннее водя-
водяное охлаждение. При крупносерий-
крупносерийном производстве можно использо-
использовать для электровысадки стандартное
кузнечное прессовое оборудование
в комплекте со специальными штам-
штампами с электронагревом.
На рнс. 87 показаны конструкции
штампов для электровысадки корот-
коротких (рис. 87, а) н длинных (рис. 87, 6)
заготовок.
Штамп (см. рис. 87, а) устанавли-
устанавливают на пресс вместе с трансформа-
трансформатором. Заготовка 1 устанавливается
в матрицу 2 на выталкиватель 10,
имеющий регулировочную упорную
планку 11, позволяющую регулиро-
регулировать зону нагрева заготовки в кон-
контактах 4. Контакты 4 закреплены
на колодках 6, поворачивающихся на
колонках 7. Заготовка зажимается
в контактах с помощью пневматиче-
пневматических цилиндров 3, в которые подается
сжатый воздух. Через гибкие шнны 5
и колодки 6 напряжение от трансфор-
трансформатора подается на высаживаемый
участок заготовки и нагревает его до
температуры высадки, которая кон-
контролируется фотопирометром с элек-
электрореле 8, При достижении темпера-
температуры высадки нагрев прекращается
и контакты 4 занимают исходное по-
положение, замыкая конечные выклю-
выключатели 9, включающие пресс. Затем
происходит рабочий ход пресса и
осуществляется высадка заготовки.
При возвратном ходе ползуна пресса
поковка выталкивается из матрицы 2
выталкивателем 10.
Для высадки деталей, требующих
большой величины рабочего хода прес-
пресса, применяют штампы с загрузкой
и выгрузкой заготовки из матрицы вне
пресса (см. рис. 87, б). Штамп с вы-
выдвижной матрицей снабжен матрице-
держателем 5 с матрицей 6 и напра-
направляющими втулкам^ 4. Матрнцедер-
жатель 5 выдвигается с помощью тяг
// по пазу в плите 9 из рабочей зоны
пресса. Заложив1 Заготовку У0' в ма-
матрицу 6, оператор вталкивает матрице-
держатель 5 до упора, которым слу-
служит площадка на выталкивателе 3,
Положение заготовки 10 относи-
относительно контактов 8 регулируется тя-
тягами 2 и планкой / выталкивателя.
При достижении заданной темпера-
температуры высаживаемого участка за-
заготовки 10 контакты 8 расходятся
и происходит рабочий ход ползуна
пресса, при этом пуансон 7 совершает
высадку нагретого участка заготовки.
Наиболее ответственными деталями
рабочего инструмента, к которым
предъявляются специальные требова-
требования, являются: матрица, контакт
упорного электрода и вставки ра-
радиального электрода. Матрицу
изготовляют из порошкового материала
или из стали в виде втулки, запрессо-
запрессованной в бандаж (рис. 88), который
в свою очередь помещается в корпус
и охлаждается водой. Матрицу и свя-
связанные с ней детали следует изготов-
изготовлять нз немагнитных материалов. Так,
при симметричной электровысадке
матрицу изготовляют из стали
12Х18Н9Т с последующей химнко-
термической обработкой (азотирова-
(азотирование на глубину 0,1—0,2 мм, твердость
поверхности HRC 44—48). При
несимметричной электровысадке ма-
матрицу изготовляют из порошкового
материала типа 22ХС или сплавов
с большим содержанием вольфрама.
В процессе электровысадкн матрицу
необходимо смазывать смазочным
материалом типа «Укринол-7»
(ТУ 21-25-106—73). Смазочный ма-
материал наносят кистью, не допуская
его излишков, которые могут привести
к образованию трещин на поверхности
матрицы.
Контакт упорного электрода для
свободной влектровысадки выполняют
в виде плоского диска, запрессован-
запрессованного в упорную плиту (см. рис, 86, а).
Зависимость диаметра D упорного
электрода от силы тока нагрева сле-
следующая:
/
0.785D2
< 10 А/мм2,
причем диаметр D должен быть не
меньше диаметра высаженной части
поковки." ' ' '''¦": ' (;
ЭЛЕКТРОВЫСАДКА
447
Рис. 87. Схемы штампов для электровысадкн;.
а «• коротких заготовок; б ••> длинных заготовок
Рис. 88. Конструкция матрицы для
влектровысадки;
D , D , / — соответственно внутренний
наружный диаметры матрицы и её
длина; Dn — диаметр бандажа
Контакт упорного электрода для
закрытой высадки выполняют обычно
по одному из вариантов, представлен-
представленных на рис. 89. Он состоит (рис. 89, а)
из корпуса / с накладкой 2. Размеры
корпуса должны удовлетворять сле-
следующему уравнению:
0,785 (dl-d{) < 5^7 А/мм*.
В полость отверстия d подводится
вода. Размер D (мм) выбирают из
условия
D —D2 — @,3ч-1) мм,
где D2 — диаметр матрицы.
I
Рис. 89. Конструкция контакта упор-
упорного электрода для закрытой электро-
электровысадки:
а — углеродистых и конструкционных
сталей; б — жаропрочных и трудно-
деформируемых сталей и сплавов
Рис. 90. Конструкция вставок радиаль-
радиального электрода
Остальные размеры определяют
из прочностных расчетов по максималь-
максимальному усилию деформирования.
В случае электровысадки жаро-
жаропрочных и труднодеформируемых
сталей применяют накладку с проточ-
проточкой, показанную на рис. 89, б. Раз-
Размеры проточки выбирают из следу-
следующих соотношений:
0,2 d;
h
A,2 -ь 1,5) d,
где d — наружный диаметр исходной
заготовки.
Корпус контакта упорного элек-
электрода и накладку изготовляют из
разных материалов. Корпус изгото-
изготовляют из бронз типа НБТ
(ГОСТ 18175—78) с НВ 180—220
или из сплавов типа Мц2, МцЗ, Мд5
(ГОСТ 18175—78) с НВ 170—180.
Накладку обычно припаивают
к корпусу и изготовляют из сплавов
на основе вольфрама (например со-
содержащие более 90 % вольфрама, а
также никель, медь и окись алюми-
алюминия). Можно вместо накладки
использовать корпуса с наплавкой
электродной проволокой с повышенным
содержанием никеля (св. 60 %).
Конструкция узла радиального
электрода представлена на рис. 86, а,
конструкция вставок — на рис. 90.
Заготовка контактирует с электродом
по поверхностям с диаметром du ко-
который для заготовок с диаметром
d = 10-ь50 мм определяется по сле-
следующей зависимости:
di = d -f- @,05-s-O.l) мм.
Зазор между вставками А/ выби-
выбирают в диапазоне А/ = 0,3-5-0,8 мм
и для диаметров d > 50 мм А/ < 1 мм.
448
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 91. Конструкция радиального элек-
электрода для высадкн заготовок с малой
продольной устойчивостью
Длину поверхности контакта иа-
кодят из следующих соотношеиий:
Pi
H 2nkdll '
где к — коэффициент (для точных
калиброванных заготовок к = 0,9,
для заготовок нормальной точности
из холоднотянутых, холоднокатаных
труб и прутков по ГОСТ 8734—74
и ГОСТ 7417—75 к = 0,7); рх — да-
давление сжатия (для сплошных за-
заготовок Pi я: 50-=-70МПа, для тонко-
тонкостенных труб pt да 120-v-140 МПа).
Материал вставок тот же, что и для
корпуса контакта упорного элек-
электрода.
Для высадки деталей с малой про-
продольной устойчивостью следует при-
применять конструкцию радиального
электрода, представленную на рис. 91,
которая состоит из вставок 1, верх-
верхнего 2 и нижнего 3 башмаков, направ-
направленных по колонкам 4, дающим воз-
возможность компенсировать нагрузки
от внецеитренного приложения уси-
усилия высадки (колонки изготовляют
из иемагиитиых сталей и сплавов).
. Разработка технологическбго .рро-
цесса электровы садки. Прежде всего
необходимо выбрать схему электро-
электровысадки, причем предпочтение сле-
следует отдавать свободной электро-
высадке, как более простой. Эту схему
следует применять для получения за-
заготовок под последующую штамповку
без дополнительного подогрева на
КГШП, винтовых и других прессах.
Этим методом получают клапаны и
тяги для автомобилей на ВАЗе
и КамаЗе. При необходимости вы-
выдерживания постоянных размеров
высаженной части применяют закры-
закрытую электровысадку.
Можно предположить следующую
последовательность разработки тех-
технологического процесса после вы-
выбора схемы электровысадки:
1) разработка чертежа поковки
и исходной заготовки; 2) расчет тех-
технологических параметров электро-
электровысадки; 3) выбор технологической
оснастки; 4) выбор оборудования.
При разработке чертежа поковки
необходимо учитывать особенность
инструмента для электровысадки, ко-
который, как правило, разрушается
практически ие изнашиваясь. Поэтому
допуски иа износ инструмента не пред-
предусматривают. На рис. 92 приведены
схемы назначения припуска на детали
сплошного (рис. 92, а) и трубчатого
(рис. 92, б) сечений. Размеры поковки
после электровысадки определяют
из следующих формул:
для заготовок сплошного круглого
сечения
D = ?>! + 26Х + 2б2 + 63; B3)
для трубчатых заготовок размер
внешнего диаметра соответствует
предыдущему выражению, а внутрен-
внутренний диаметр определяют из формулы
D в = DlB -26Х - 262 - В, - 264F/f.
Длина высаживаемой части
/в = 1г + 66 + бе-
В этих формулах 6Х — припуск иа
механическую обработку иа сторону
(выбирают по ГОСТ 7505—74); 62 —
припуск иа не оосность высаженной
части F2 « 0,14-0,5 мм); 63 — при-
припуск на температурное расширение
при' температуре электрбвысадки;
84— максимальный' отрицательный
ЭЛЕКТРОВЫСАДКА
449
допуск на толщину стенки трубы;
F — площадь сечения высаженной
части поковки; / — площадь сечения
исходной заготовки; б5, 6в — припуски
соответственно на торцовую и заты-
затылочную части утолщения F6 назна-
назначается в зависимости от размеров
поковки и утолщения, б6 к, 0,5-f-
5 мм и является следствием электри-
электрической эрозии и температурной усадки;
6в выбирают в зависимости от формы
переходной части детали, чтобы при
механической обработке получить
годную деталь с минимальным отходом
металла).
В случае передачи поковки после
электровысадки на дальнейшую обра-
обработку давлением по чертежу оконча-
окончательной поковки рассчитывают объем
металла в высаживаемой части;
для плоской деформации (тонко-
(тонкостепные трубы полосы и т. п.)
Va = /C^Ln;
для осесимметричной деформации
Vo = К* сР,
где h — толщина стенки трубной за-
заготовки; Ln — длина окружности по
среднему диаметру трубы (или ши-
ширина полосы); К\, Кг — коэффициенты,
выбираемые по графикам, приведенным
на рис. 93. Рассчитанный припуск
металла необходимо распределить
так, чтобы уменьшить несимметрич-
несимметричность высаживаемой части. После чего
определяют объем высаживаемой
части и по нему длину заготовки.
Допуск иа длину заготовки нужно
выбирать по 7—8-му классу точности.
Для расчета технологических пара-
параметров процесса электровысадки
необходимы следующие исходные
данные: материал и размеры изделия;
требуемое утолщение Flf; шерохова-
шероховатость и точность исходной заготовки;
техническая характеристика обору-
оборудования.
Скорость деформирования равна v =
= vt — ti2, где vt и v2 — скорость соот-
соответственно высадочного и- упорного
ползунов при рабочем ходе.
Скорости деформирования для за-
заготовок из низколегированных и кон-
конструкционных сталей марок СтЗ, сталь
45, ЗОХГСА и им подобных можно
определить по табл. 42.
15 П/р Е. И. Семенова
Рис. 92. Схема назначения
на поковки:
а — поковки сплошного сечення;
поковки трубчатого сечення
Для высоколегированных, трудно-
деформируемых, жаропрочных и
жаростойких сталей и сплавов значе-
значения скоростей деформирования, при-
приведенные в табл. 42, необходимо умень-
уменьшать тем больше, чем сильнее отли-
го Ь 5
/5 г-
10
о L /
У.
А
//
V
1
1
1
/
У
у
- 2 -
и
8 f/f
Рис. 93. Кривые для определения коэф-
коэффициентов Л\ для плоского и Кг для осе-
симметричного деформирования при
расчете объема металла высаживаемой
части поковки
450
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
42. Максимальные скорости деформирования при электровысадке
Исходная заготовка
Сплошные заготовки повышенной
точности с поверхностью хорошего
качества (шлифованные, калибро-
калиброванные и т. п.)
Сплошные заготовки обычной точ-
точности (холоднотянутые, холоднока-
холоднокатаные и т. п.)
Заготовки трубные тонкостенные с
малой продольной устойчивостью и
большой площадью соприкосновения
с радиальным электродом
v (мм/с) при
/ < 500;
й < 50
20—12
8—10
5—6
500 </<
< 2000;
50 <d < 90
6—8
4—6
3—4
f > 2000;
d >90
0,5—1
0,5—1
1—2
Примечание. / — площадь поперечного сечения сплошных
заготовок, мм2; d — наружный диаметр трубных заготовок, мм.
чаются их механические характе-
характеристики от характеристик указанных
выше марок сталей.
Усилие в садки приближенно
можно определить но следующей фор-
формуле:
Р — l,25-l(^aBtFKn, B4)
где F — площадь сечения изготовля-
изготовляемой поковки, м2; oBt — временное
сопротивление материала при тем-
температуре высадки, МПа; К. — коэф-
коэффициент, зависящий от формы выса-
высаживаемой части (для свободной вы-
высадки при Hid ;> d /С = 1,2; при
Hid < d К = 1,5-ь-2,7; для закрытой
высадки при Hid 5» 0,3 К = 5-ьб;
при 1 < Hid < 1,5 К = 3^2 и при
0,3 <g Hid < I К = 5-^-3, где Н —
высота высаженной части; d — на-
начальный диаметр прутка); п — коэф-
коэффициент, учитывающий скорость
деформирования; п= 1-~2 (большее
значение соответствует более быстро-
быстроходным машинам).
Скорости движения высадочного v%
и упорного f2 ползунов определяют
по следующим формулам:
* = 7г=7о; B5)
B6)
Силу тока нагрева рассчитывают по
формуле
где
B7)
А = 0,90 -Q-; B8)
v — коэффициент, характеризующий
длину недеформированной части за-
заготовки между радиальным и упорным
электродом (для сплошных заготовок
v « 2,5d, для тонкостенных труб
v л; 5й); с0 — теплоемкость материала
при 20 °С; р0 — удельное электриче-
электрическое сопротивление деформируемого
металла при 20 °С; у0 — плотность
металла при 20 °С; Р — температурный
коэффициент, учитывающий измене-
изменение теплофизических характеристик
металлов при нагреве; t— температура
деформирования; @ — температура
заготовки на выходе из радиального
электрода.
Пример расчета технологического
процесса электровысадки. На рис. 94, а
ЭЛЕКТРОВЫСАДКА
451
представлен чертеж детали типа штока.
Разработаем технологический про-
процесс получения поковки штока элек-
электровысадкой с последующей механи-
механической обработкой. Материал —
сталь 40, пруток калиброванный 25_0,и
(ГОСТ 7417—75). Изделие относится
к первой группе поковок (электро-
(электровысадка закрытая).
Припуск на механическую обра-
обработку по диаметру высадки по
ГОСТ 7505—74 определен на сторону:
6=1,8 мм. В связи с тем, что окалина
при электровысадке практически
отсутствует, нет обезуглероживания
и шероховатость поверхностей заго-
заготовки небольшая, примем этот припуск
не на сторону, а на диаметр, т. е.
2б1= 1,8 мм.
Припуск на несоосность примем рав-
равным двойному полю допуска на диа-
диаметр заготовки:
62 = 2-0,14 « 0,3 мм.
Припуск на температурное рас-
расширение определим по формуле
63 = aD[t,
где a — температурный коэффи-
коэффициент линейного расширения (а =
= 15-10-6ОС-'); О; = D, + 26, +
4- 2б2; температуру деформации
примем ^=1200°С. Получаем
63 = 15-10-вE5+ 1,8+ 0,6) 1200 =
= 1,03 мм.
Припуск на торцовую часть, учиты-
учитывая небольшую величину утолщения,
примем
66 = 1,5 мм.
Диаметр утолщения по формуле B3):
О = 55 + 1,8 + 0,6 + 1,03 ss 58,5 мм.
Для уменьшения расхода металла
на механическую обработку применим
ступенчатое регулирование скорости
отвода упорного электрода, уменьшив
. ее до нуля в момент, когда высадочный
электрод не дойдет до своего крайнего
положения рабочего хода иа вели-
величину г — 0,5V Jf; где VB — объем
переходной части поковки. Тогда при-
припуск б„ можно определить по форму-
формулам:
для максимального диаметра утол-
утолщения
6g« 66;
15*
••п ¦
1,1,5
\
3
а)
Щ
*.
6)
Рис. 94. Деталь «шток» и поковка после
электровысадки:
а — чертеж детали кшток»; б — чертеж
поковки
для минимального диаметра утол-
утолщения
с плавным радиусом перехода, как
показано на рис. 94, б.
Из геометрических соотношений оп-
определим VB = 7630 мм3; г = 0,5 X
7630 .
х __ « 8 мм.
Суммарный объем высаженной части
V ~ 120 000 мм3, длина заготовки
для получения этого объема 1В =
= 243 мм, общая длина заготовки
/, = 243
560 = 803 _
j — «»^ | — -2,3 ММ.
Из табл. 41 выберем скорость де-
деформирования v = 10 мм /с.
Усилие деформирования определим
по формуле B4):
Р = 1,25-103-2-20-0,00237-Ы
яа 15 кН.
Скорости перемещения рабочих
органов оборудования вычислим
по формулам B5) и B6)
. = ^^ = 12,2
Ю-252
°2-"" 58,5'-— 252
= 2,2 мм/с.
452
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Из справочных данных определяем
электрические и теплофизические
характеристики стали 40:
Р = 3,8-10~3 A/°С);
CoYo Дж
По формулам B7) и B8) находим
силу тока
/ == 4,91 • 10-* X
/0,0122 [1пA+0,С
-1п A+0,0'
"""""" Л G Л ЛЛОЙ О С
1,0038-1200) —
',0038-100)]
0,9-0,0038-3,6-Ю-" X ^
X 2,5-0,025
«23 000 А.
Определяем размеры матрицы
(материал матрицы принимаем 22ХС
а бандажа — сталь 12Х18Н9Т) из
уравнения
2nktF
где Dg — наружный диаметр бан-
бандажа; DB — внутренний диаметр
матрицы; к — теплопроводность ма-
матрицы [для материала 22ХС Я =
= 17 Вт/(м-°С)]; pf — удельное
электрическое сопротивление при
температуре деформирования (о* =
= 123-10-8 Ом-м).
Получаем
Вб = DB exp
=°'°585еХр [
[123.10-» B3 000)» ]*
« 0,099 м = 99 мм.
Принимаем Dq = 100 мм.
Диаметр матрицы найдем из фор-
формулы
100+58,5
: 70 MM.
Из табл. 41 выбираем подходящую
модель машины — электровысадочную
машину В5124,
12. ШТАМПОВКА
С ИСПОЛЬЗОВАНИЕМ
СВЕРХПЛАСТИЧНОСТИ
Характеристика сверхпластичности
металлов и сплавов. Состояние сверх-
сверхпластичности можно определить
совокупностью признаков: 1) повы-
повышенная чувствительность напряжения
течения материала к изменению ско-
скорости деформации 1т— —— ;>0,3 )•
\ <?ё/ё /
2) крайне незначительная величина
деформационного упрочнения ( п =
= -?—.— = 0 ~- 0,1 ); 3) аномально
высокий (по отношению к определя-
определяемому правилом аддитивности для
данного состава сплава) ресурс де-
деформационной способности; 4) напря-
напряжение течения материала в состоянии
сверхпластичности в несколько раз
меньше предела текучести, характери-
характеризующего пластическое состояние
данного материала.
Признаки сверхпластичности про-
проявляются в определенных условиях,
среди которых принципиальное зна-
значение имеют структурное состояние
деформируемого материала, темпе-
температура и скорость деформации.
По структурному признаку при-
принято различать две разновидности
сверхпластичности: сверхпластич-
сверхпластичность, проявляющуюся у металлов
и сплавов с особо мелким (сверхмел-
(сверхмелким) зерном (d ^ 10 мкм), и сверх-
сверхпластичность полиморфных металлов
и сплавов, проявляющуюся при де-
деформировании их в процессе фазовых
превращений, при этом исходный
размер зерен не имеет значения,
Первую разновидность сверхпла-
сверхпластичности называют структурной.
Ее отличительными особенностями
является зависимость эффекта от
исходного размера зерен (чем меньше
зерно, тем больше склонность мате-
материала к скоростному упрочнению, со-
соответственно больше его деформа-
деформационная способность и меньше напря-
напряжение течения и почти неизменное
структурное состояние материала
в процессе деформации). При этом
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
453
необходимо, чтобы зерна имели при-
приблизительно равноосную форму,
а также в процессе нагрева до темпе-
температуры деформирования и при после-
последующем деформировании обладали
достаточной устойчивостью против
роста. Наилучшие условия для пред-
предотвращения роста зерен имеются
у двухфазных сплавов. В сверхмелко-
сверхмелкозернистое состояние сплавы пере-
переводят обычно предварительной тер-
термической или термомеханической об-
обработкой.
Вторая структурная разновид-
разновидность сверхпластичности, наблюда-
наблюдающаяся при деформировании мате-
материала в процессе фазового превраще-
превращения, характеризуется в отличие от
структурной сверхпластичности по-
постоянным изменением фазового со-
состава и структуры материала в про-
процессе деформирования.
Температурный интервал существо-
существования структурной сверхпластичности
для различных металлов и сплавов раз-
различный, он может находиться в пре-
пределах от температуры начала рекри-
рекристаллизации @,4?пл) до температур,
близких к температуре плавления.
Нижняя граница температурного
интервала обусловлена диффузион-
диффузионными процессами в механизме дефор-
деформирования сверхмелкозернистых ма-
материалов, верхняя граница соответ-
соответствует температуре начала собира-
собирательной рекристаллизации. Однако
какой бы ни была температура струк-
структурной сверхпластичности, она долж-
должна поддерживаться постоянной по объ-
объему деформируемого объекта в течение
всего периода деформирования, чтобы
обеспечить равномерное течение
материала. Поэтому структурную
сверхпластичность иногда называют
также изотермической.
Сверхпластичность, связанная
с превращением, реализуется при раз-
различных температурных режимах
(в процессе монотонно изменяющейся
температуры, проходящей через
интервал превращения: при термо-
циклировании в пределах температур-
температурной амплитуды, включающей интервал
температур превращения; при фикси-
фиксированной температуре вблизи тем-
температурного интервала превращения).
Скорость деформации для обеспе-
обеспечения состояния«структурной сверх-
сверхпластичности должна быть, с одной
стороны, достаточно малой, чтобы
успевали в полном объеме протекать
диффузионные процессы, участву-
участвующие в деформации, с другой сторо-
стороны, — достаточно высокой, чтобы
в условиях повышенных температур
не допустить роста зерен. Для по-
подавляющего большинства исследован-
исследованных металлов и сплавов оптимальный
интервал скоростей деформации,
соответствующий структурной сверх-
сверхпластичности, составляет 10—
10~4 с, т. е. находится в промежутке
между скоростями высокотемператур-
высокотемпературной ползучести н скоростями дефор-
деформации, используемыми в традицион-
традиционных процессах обработки металлов
давлением. Скорость деформации
при сверхпластичности превращения
должна быть пропорциональна ско-
скорости последнего.
Задача определения условий суще-
существования сверхпластичностн сво-
сводится к экспериментальному опре-
определению температурно-скоростных
режимов деформирования и струк-
структурного состояния исследуемого
материала, при которых последний
проявляет максимальную чувстви-
чувствительность напряжения течения к ско-
скорости деформации (способность к ско-
скоростному упрочнению).
Для описания структурной сверх-
сверхпластичности чаще всего используют
эмпирическое уравнение
а = Кг"Ьт.
B9)
Из этого уравнения следуют выра-
выражения, определяющие показатели
деформационного (п) и скоростного (т)
упрочнения. При п т 0, что харак-
характерно для состояния структурной
сверхпластичности:
а = Kikm. C0)
Таким образом, показатель т опре-
определяется как тангенс угла наклона
кривой а (в) в двойных логарифми-
логарифмических координатах. Для материалов
в состоянии структурной сверхпла-
сверхпластичности эта кривая, которую иногда
называют кривой сверхпластичности,
имеет характерную S-образную форму,
а зависимость показателя т от скоро-
454
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рнс. 95. Схема условного разделения
кривой сверхпластичности на три уча-
участка:
1 — т < 0,3; 11 — 0,3 ^ т
III — т < 0,3
шах1
сти деформации описывается кривой
с максимумом, положение которого
на оси ё соответствует положению
точки перегиба S-образной кривой
(рис. 95). С увеличением температуры
точка перегиба смещается в сторону
больших скоростей деформации.
Аналогично увеличению температуры
действует уменьшение исходного раз-
размера зерна сверхпластичного мате-
материала.
Таким образом, показатель т не
является реологической постоянной
материала, так как существенно зави-
зависит от температурно-скоростных ре-
режимов деформирования.
Сверхпластичность фазового пре-
превращения характеризуется значи-
значительным изменением показателя т
в процессе деформации — от 0,2 до
1,0, причем в первом приближении
его величина прямо пропорциональна
скорости фазового превращения. Эта
зависимость наглядно иллюстрирует
структурную природу нелинейности
вязкого течения сверхпластичных
материалов.
В табл. 43 приведены основные дан-
данные, характеризующие состояние
сверхпластичности ряда металлов
и сплавов, используемых или пред-
представляющих интерес для использо-
использования при обработке металлов давле-
давлением.
Приведенные данные получены при
испытаниях сверхпластичных мате-
материалов на растяжение. При переходе
от растяжения к сжатию, более харак-
характерному для процессов объемной штам-
штамповки, напряжение течения заметно
увеличивается, а область сверхпла-
сверхпластической деформации смещается
в сторону более высоких скоростей,
приближающихся к скоростному диа-
диапазону серийных гидравлических
прессов. Одновременно несколько
увеличивается и коэффициент ско-
скоростного упрочнения.
Ряд особенностей, характеризу-
характеризующих металлы в состоянии сверхпла-
сверхпластичности — чрезвычайно большая
деформационная способность, малое
напряжение течения, слабое влияние
сверхпластической деформации на
микроструктуру, высокая релакса-
релаксационная способность обеспечивают
возможность значительного повыше-
повышения эффективности процессов обра-
обработки металлов давлением и качества
готовых изделий. С другой стороны,
малые скорости деформации, соответ-
соответствующие состоянию и регламенти-
регламентированному температурному режиму
деформации, существенно усложняют
и удорожают подготовку производ-
производства, снижают производительность
технологических процессов и в ре-
результате ограничивают использование
сверхпластичности в обработке метал-
металлов давлением. Сопоставление ука-
указанных преимуществ и ограничений,
а также обобщение имеющегося опыта
использования сверхпластичности
в процессах штамповки позволяет вы-
выделить ряд технологических задач,
при решении которых наибольшего
эффекта достигают при деформирова-
деформировании металла в состоянии сверхпла-
стнчности. К таким задачам прежде
всего относятся следующие:
I. Штамповка малопластичных и
труднодеформируемых металлов и
сплавов на основе никеля, титана,
магния, алюминия, железа, тугоплав-
тугоплавких металлов. Эти материалы отли-
отличаются, как правило, высокой сто-
стоимостью, а их обработка — большой
трудоемкостью и многооперацион-
ностью, поэтому увеличение дефор-
деформационной способности материала
в состоянии сверхпластичности поз-
позволяет существенно увеличить де-
деформацию за один технологический
переход и перейти таким образом
к малооперационной технологии, что
в значительной мере компенсирует
уменьшение производительности про-
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
455
ш
о
а
СПЛ
S
м
Ё
СТИ
о
в
5
Е?
С
X
ь.
со
и
1
1
S
о
о
со
ft
к
о.
1
43. X
Q. ™ -Ч
X
Е
•О
X
та
s
У
4-1
и
><
га щ
s*
е
и я
О. 2
§ к
< (J
«1
то
о»
si
¦ ?«
о.
t.
ч
еаопэо
о
-1-1
а*
s
урна
S
!'
о
007е?
CD t-~
О
1
OOOO
О О —' Ю
со о -я- со
Ю СО Ю СО
1Л О^ СО
оооо
о о о о
O~j CN (М 1Л
СО Ю ¦* 1Я
— Юу
? оо?
ю со
оооо
о
о ^
о, <
со
1
ш
^ UJCON
1Я ffl О ¦*•
° ^^мм
^СО^Ч
со со со оо
<
о о
оо ю
о о
о ю
СО ОО
со о
1Л СО
о о
оою
1Я СО
- о
о о
.9
1 СП
CQ
м
,75 % М
S^<oco
t-i — h- CM
0
850
0
1200
го
ь
со"
о
1
ектика)
. (эвт
<
о
в
Я. о
— —Г
¦^f СП
СО "Я1
оо
о о
О 00
ьь
1Л СО
00
о ю
СП
CV
[L.Z
^^
0
^^
678
ю
¦4-
о
580
To
CO
00
со
СО
00
2
2
!>-
S е
¦чр -чр
-OOCOt^
СП CN —'TO
u
1
0—380
CN
X
оооо
О СО -ф СО
t^. t^ СО со
N«ratoo
'Яо оооо
о
о
СП
д
о
ПО
[
о
1
оооо
юююю
со со coco
-* ч* ч* ч*
1 1 1 1
¦* оооо
о • ¦ • •
*-* CM CM t^ t^
_ _Г_Г_
oqqq
0
0
521
>
— к с с
o-s^s:
'о 51 in CO CM .=
¦*^o"o'*o'^f
CO ^*
о"ю.с ¦ c'fn
СО 1 о*-о~-о~-
— Ю_ mmraJg
с
з о^ Г_Г_"_
ш
456
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
со
*"=?•
,5
ш
К
о
С
1—
щ СО у
о
X
Е
Е
S
1т
g °
ЕС
(И
о
ь
и
<и S
СО lT)
аи
«я
аи
U
о
ч
еяетаэ
ваонэо
о
CS
о
о
о
-я-
о
650
i
о
t-~
о
о
о
СО
й
(Л
<
6"
CS
о
"*
СО
о
960
о
ю
о
ю
со
О
¦ч-
X
2Г14
X
о
Ti;
^СО
~* о"
» -
7 °
о о
СП да
Cs
с
с
о
да
т
о
ю
о
ю
см
2Г14
X
о
к
ov
00
—<" "со4
^°".оСП=Х0«
Tf СОО^„,--* О ..'
О ¦
-по-!
(N
О
О
780
PS
Ь
о
о
да
Н
о
да
X
~
Ot-O
• -о""
о
LO
R
СП
fe
о
960
e-OI
CO
о
LO
CM
1
¦~H
CO
° Ю
0-^ CnI —< О CnI О
О
LO
о
Ю
¦4-
CO
Ю
о
960
1
(Л
CO
1970
о
да
о
о
СО
со
¦5
о
900
1
о
СО
'—'
о
80
X
СО
¦* —"га m ~
см о
н
О CN
—| СО
да <м
да ^*
о о
О О
1Г
СО —¦
со
оо
¦* о
00
'!
тика)
% Се
«со
С
<^
я--
ю
1
О
о
1ю
ю ю
о~°
1098
т
о
ю
о
ю
-100
Z
И
о?
ю
о
Z
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
457
5?
го
Е
ю
X
го
Е
е"
Марка
сплава
тов
ID
X CL>
Содержан
егирующих эл
ч
BSBIfUD
ваонэо
с
'—1
о
о
ю
о
1
1
о
о
о
о
t
о
¦ *
ю
СО
Udimet-700
Со;
I
оо
LO t-O
со Г—
1—' '—'
S
О '
СО СО
о о
<?1 СО
1 [
О О
. i ¦ 1
о о
Г 1
Astroloy
^"n 8
4,3 %
0,05 %
м.)
15,5 %
% Al;
о
1
'—1
ю
СО
ю
о
о
о
м
о
1 н
1,66
о
ю
жсб-кп
ю
ыо
0,025 °,
8,5%
о
1
о
lo
О LO
О "-"
6-01
|
V
о
1
СО
1
<
ю
ю"
1
,—i
о
о
СО
'—'
LO
о
1
1
о
О)
да
СП
i
о
1 н
о
ю
СО
INCO 713C
(PM-ATS 290)
s
° ° CS^-^o
СО *3* О ^^ »^
LOCo"o"— LO СО —
СО Ю -^ CN
о^
—'
о
ю
СП
СО
1
1
да
СП
о
1 н
о
CS
—
Waspaloy
ш
-"и L"
VOLO°"^-S?
0"с^ю.°10.сп
¦^f —< *sf О О —<
о_
со"
о
СО
СП
о
LO
о
о
со
СЛ
ь
1 н
о
1
со • -ю °° .
*ооо
о
о
CD
да
СО
о
Т
о
1Н
СО
CD
TAZ-5A
о "J
с
>» оо to (N
458
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
табл. 43
К
И
ш
одолж
о,
С
Размер
зерна
d, мкм
5?
СО
Е
к
?
S
и
х;
ЕТ
•со
к
с 1—¦
Е5
га та
й я
2 Й
< о
д
о
н
к
0J
0) 3
к ч
03 Я1
Is
О.
К
0)
БНВ1/11Э
еаоноо
со о-
1
яр
5—8
5—10
450
1000
1200
700
СМ Ю ТО О
h~ да t-~ ю
о" о" о" о
1100
950
871
850
f Т 7 i
оо о о
CD LO TO "tf1
„"ТО
LO
ю ю о
-*со" о"
О)
t~ да да
СО ТО ТО "
___00
О
0s-
b"
> 5
ю> см"
••¦•»¦ <^
^^
2837
о
oq
o"
900
'i
о
о
ю"
СГ)
Н
Си
N
ON
О
Np
ON
LO^
со"
Ю
260
CM
8—0,
o"
2000
i
о
CO^
CO
о
42,
|
CM
О Ю
—"о"
о о
CD О
•ф ¦*
Ю ю
о о"
о о
ю ю
I l-t
О 1
—' О
о о
2
•SP7
О)
д to
я
о
ио
ктои,
1—1,
(эвте
[0,00
<<
О) О)
О) О)
N
»
!
1
со
а
-8-
a
о.
S8
g
a*
a
сз
3
a
i I
Ю О
ю ю
оо
ю ю
дада
оо да
00 ТО
LO Ю
1
580
о_
—
ю
да
да
S
1
!
720
о^
~
ю
да
да
2
1
250
да
да
о~
о
и
а
с.
о
i 1 "*¦ 1 *т
•а \ ¦» а 1 1 1 л
I in I I Or. Ol
О 1 О О — 1 — О
—i о— — -О • —
. -н . . Ю -^ t^ •
то^ емю^чг.д. „-да
77
CD CD
ООЮ
о о
tO (Л
<<
ОО
оою
о" о"
ш
Он
[^."
UJ
t-~T
CD
095
—*
to
<
О
ю
о"
—"
С?
ю"
2100
to
<
и.
О
6"
6R
о_
1
1
1
NQ
см"
6"
&^
00
см"
3
атериал
?
си
в
и
юче
CJ
CU
3
со
ОШКО
о
с
с •
CU
S
CU
ЕТ"
СС
X
боз
о
CU
о
33
о
о
ч
о
>>
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
459
цесса вследствие малых скоростей
деформации.
2. Штамповка или другие способы
формовки изделий, отличающихся осо-
особо сложной формой, получение которой
часто недоступно для традиционных
методов обработки металлов давлением
(например, тонкостенные детали
сложной формы с оребрением, замкну-
замкнутые емкости сферической и более слож-
сложной формы и т. д.). Это дает возмож-
возможность максимально приближать фор-
форму и размеры поковки к форме и раз-
размерам готовой детали, снижать до
минимума или полностью исключать
припуски на обработку резанием,
добиваясь значительной экономии
дорогостоящих металлов и сплавов,
снижения трудоемкости обработки
резанием. В ряде случаев возмож-
возможность получения более сложной формы
позволяет отказаться от применения
сварки или механических способов
соединения деталей в узел и заменить
его монолитной деталью, что способ-
способствует существенному увеличению
выносливости и долговечности.
3. Снижение требуемых усилий
штамповки и мощности применя-
применяемого оборудования. Прямым след-
следствием этого является увеличение фон-
фондоотдачи деформирующего оборудо-
оборудования и уменьшение энергоемкости
процессов штамповки: появляется
возможность переводить производ-
производство ряда крупногабаритных штам-
штампованных поковок с мощных уникаль-
уникальных прессов на серийные прессы сред-
средней мощности и увеличивать макси-
максимально допустимые габариты поко-
поковок, штампуемых на мощных прессах.
Наряду с этим в состоянии сверх-
сверхпластичности реализуются такие
технологические процессы, как,
например, бесфильерное волочение,
газостатическая формовка, термо-
термоупругая штамповка, которые вообще
не нуждаются в прессовом оборудова-
оборудовании. Малые давления при деформиро-
деформировании в состоянии сверхпластичности
способствуют существенному увеличе-
увеличению стойкости штампового инструмен-
инструмента и позволяют заметно снизить его
стоимость.
4. Улучшение ряда показателей
качества готовой продукции. Повы-
Повышенная текучесть и малые давления
при штамповке сверхпластичных
материалов способствуют лучшему
воспроизведению формы ручья штампа,
повышению точности размеров и сни-
снижению шероховатости поверхности
поковок, уменьшению разброса раз-
размеров в пределах партии поковок.
Высокая способность к релаксации
напряжений материалов в состоянии
сверхпластичности приводит практи-
практически к отсутствию внутренних на-
напряжений в готовых поковках, что
обеспечивает стабильность размеров
и формы готовых деталей, отсутствие
короблений в процессе термической
обработки и после нее повышенную
стойкость материала детали против
коррозии в химически активных сре-
средах и т. д. Отсутствие существенных
изменений структуры материала
заготовки в процессе сверхпластиче-
сверхпластической деформации обеспечивает получе-
получение высококачественных штампован-
штампованных поковок, изотропных в отношении
структуры и механических свойств.
Для расчета технологических па-
параметров деформирования сверх-
сверхпластичных материалов в условиях
значительной неравномерности поля
скоростей деформации, характерной
для большинства процессов штампов-
штамповки, необходимо уравнение состояния,
отличающееся от приведенных урав-
уравнений B9) и C0) инвариантностью
реологических параметров материала
по отношению к скорости деформации
в достаточно большом интервале изме-
изменения последней, включающем об-
область сверхпластичности.
Зависимости а (ё) поликристалли-
поликристаллического металла, деформируемого
в горячем состоянии при условии по-
постоянства температуры и степени де-
деформации и независимости структуры
деформируемого материала от скорости
деформации, характеризуются S-об-
разной кривой с наиболее крутым сред-
средним участком (см. рис. 95). Левая
и правая части кривой, отражающие
более слабую зависимость напряже-
напряжения течения от скорости деформации,
описывают соответственно процессы
ползучести (участок /) и пластической
деформации (участок ///). Из анализа
экспериментальных кривых следует,
что в областях очень малых и больших
скоростей деформации значения иа-
460
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
Рис. 96. Контуры поковки, полученной
различными способами:
а — ковкой; б — черновой (предвари-
(предварительной) штамповкой; в — штамповкой
обычной точности; г — точной штам-
штамповкой
пряжения течений асимптотически при-
приближаются к некоторым предельным
величинам — о и а$.
С учетом этого напряжение течения
сверхпластического материала мож-
можно выразить следующей зависимостью:
В этом случае при 8 -*¦ 0 а -*¦ ст0;
при г -*¦ оо о -*¦ ов, т. е. изменение
напряжения течения укладывается
в заданные границы.
Технологические процессы штам-
штамповки металлов в состоянии сверхпла-
сверхпластичности. Наиболее обширный опыт
практического использования состо-
состояния сверхпластичности в процессах
обработки металлов давлением имеет
объемная штамповка. В этом случае
состояние сверхпластичности поз-
позволяет осуществлять штамповку
точных поковок сложной формы и
больших размеров из малопластичных
материалов при весьма малых усилиях
деформации. Термин «точная штам-
штампованная поковка» появился в оте-
отечественной и зарубежной практике
сравнительно недавно. В отличие от
кованых поковок, а также от штампо-
штампованных поковок обычной точности
(рис. 96), требующих, как правило,
значительной обработки резанием
по всей поверхности, точные штампо-
/ г
61
Рис. 97. Комбинированный процесс «вы-,
давливание — штамповка» :
а — штамп; б — готовая деталь
ванные поковки не надо обрабатывать,
за исключением мест переходов и уча-
участков, в которых предусмотрено свер-
сверление или вырубка отверстий. При
штамповке точных поковок обеспе-
обеспечиваются жесткие допуски, мини-
минимальные радиусы закруглений, штам-
штамповочные уклоны не превышают 1°.
В результате при штамповке точных
поковок имеет место наибольший коэф-
коэффициент использования металла
(КИМ), составляющий 0,8 и более
(у поковок обычной точности КИМ
в среднем равен 0,2—0,6), что очень
важно при изготовлении деталей из
дорогостоящих и дефицитных метал-
металлов и сплавов.
Один из первых вариантов исполь-
использования состояния сверхпластнч-
ности для получения деталей сложной
формы возник как аналогия обработки
материалов, относящихся к вязким
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
461
жидкостям. На рис. 97 представлена
схема этого процесса, который напоми-
напоминает литье в металлическую форму под
давлением. Процесс заключается в вы-
выдавливании цилиндрической заготов-
заготовки 1 через соответствующие каналы 2
в полости ручьев штампа 3. Этот
процесс, позволяющий получать
детали неограниченно сложной фор-
формы, возможен исключительно для
сверхпластичных материалов, таких,
как сплавы следующих составов: Zn —
22 % А1, А1 — 33 % Си, А1 — 13 % Si.
Однако классические сверхпластич-
сверхпластичные сплавы не нашли пока широкого
промышленного применения. По-
Поэтому . более перспективными в на-
настоящее время являются процессы об-
обработки давлением промышленных
сплавов в температурно-скоростном
режиме сверхпластичности. Наи-
Наиболее значительные успехи в этой
области достигнуты при штамповке
поковок сложной формы в изотерми-
изотермических условиях из титановых спла-
сплавов.
Пример 1. Процесс крип-штамповки
точных поковок сложной формы
(колес с ободом и ступицей наружным
диаметром 100—380 мм и толщиной
полотна 1,6—10,3 мм) из сплава следу-
следующего состава: Ti (основа) — 6 % А1 —
6 % V — 2 % Sn при температурах
870—980 °С на гидравлических прес-
прессах усилием 9 и 27 МН (рис. 98).
Штампы, отлитые из сплавов на основе
никеля марок IN-100 или MAR-M200,
аналогичных по составу и свойствам
отечественным сплавам типа ЖС6,
разогреваются индукцион-ными на-
нагревателями до температуры штампов-
штамповки в течение 4—10 ч в зависимости от
их массы. Процесс крип-штамповки
происходит при скорости деформиро-
деформирования в конце штамповки порядка
0,04 мм/с. Эта скорость устанавли-
устанавливается естественным образом как
результат сопротивления штампу-
штампуемого материала усилию деформирова-
деформирования при ручном управлении прессом,
сводящемся к поддержанию заданного
усилия. Процесс штамповки длится
3—5 мин. Для сравнения осуществлена
штамповка тех же поковок при обыч-
обычной скорости деформирования —
порядка 1 мм/с. Параметры крип-
штамповки приведены в табл. 44.
7м А
Тип В
Рис. 98. Типы «оковок, штампуемых из
сплава Ti — 6 % А1 — 6 % V — 2 % Sn
крип-штамповкой в режиме сверхпла-
стмчиости
Пример 2. Поковка крупногабарит-
крупногабаритной панели с лучевым оребрением,
с размерами по катетам 1700 X 700 мм
из магниевого сплава МА2-1 (рис. 99).
Обычно такие панели штампуют на
прессах с номинальным усилием 300—
750 МН, так как удельные усилия
при штамповке точных поковок из
алюминиевых и магниевых сплавов
составляют 320—560 МН/м2. Опытная
поковка этой панели получена на
гидравлическом прессе усилием 150 МН
в штампе, предварительно нагретом
вне пресса до твшературы штамповки.
Для обеспечения условий сверх-
сверхпластичного течения применен описан-
описанный выше принцип крип-штамповки:
штамповку начинали при номинальной
скорости рабочего хода пресса, а по
достижении заданного усилия выдер-
выдерживали деформируемую заготовку
под нагрузкой в течение 1—3 мин
или производили повторные деформи-
деформирования, каждый раз доводя усилие
лишь до заданного уровня. Таким
образом материал заготовки в течение
периода выдержки под заданной на-
нагрузкой имел возможность течь,
заполняя ручей, при скоростях, близ-
близких к оптимальным для режима сверх-
сверхпластичности.
Практика штамповки данной па-
панели показала, что условия сверх-
сверхпластичности, позволяющие суще-
существенно уменьшить усилие штамповки,
462
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
44. Параметры изотермической штамповки точных поковок из сплава
Ti—6 % А1— 6 % V—2 % Sn
Поковка (см.
Тнп
А
А
А
Б
В
Г*
s
Q
о.
Диамет
95
95
140
380
190
320
* Носовое
s
а
т
Толщир
7,9
7,9
9,1
10,3
1,6
3,2
рис. 98)
то
К
Е
CQ
is
Ss
6 800
6 800
10 000
36 000
24 000
71000
колесо самолета
и
Масса,
0,9
0,9
1,6
7,0
1,5
10,0
Штамп
г
Марка
риала
1N-100
MAR-M200
IN-100
IN-100
MAR-M200
IN-100
•Я К
о
?«
о к
Масса
половин
90
90
180
640
180
640
Параметры
штамповки
s
& °
Темпера
заготовк
штампа,
980
870
980
760
980
870
980
900
980
870
900
Фор-
мм/с
ЧК
л К
Скорост
мировая
1
1
0,04
1
1
1
0,04
0,04
0,04
0,04
0,04
S
и
>•
"я
Удельнс
лие, Ml-
260
600
83
860
260
580
76
124
83
130
130
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛАСТИЧНОСТИ
463
способствуют и уменьшению разнотол-
щинности получаемой поковки. Все
поковки, отштампованные в оптималь-
оптимальном режиме, наряду с хорошим за-
заполнением ручья, высокой точностью
размеров и шероховатостью поверх-
поверхности, исключающей после травления
последующую обработку реза-
резанием за исключением мест переходов
и фрезерования по контуру для уда-
удаления облоя, имеют разнотолщинность
на длине 1700 мм не более 0,8 мм.
27S
А~А
Рис. 100. Термоупругий пресс:
a — в рабочем положении; б — процесс сборки
Рис. 99. Крупногабаритная панель с лучевым оре&рением (поковка из магниевого сплава
МА2-1 в режиме сверхпластичности)
тогда как при штамповке по обычной
технологии величина разнотолщин-
ности достигает 3 мм.
Описанный опыт штамповки точных
поковок из титановых и магниевых
сплавов позволяет сделать весьма важ-
важный в практическом отношении вывод.
Для достижения существенного тех-
технико-экономического эффекта, вклю-
включающего уменьшение металлоемкости
и энергоемкости технологического
процесса штамповки, использование
менее мощных и, соответственно, более
дешевых прессов, далеко не всегда
необходимо стремиться к достижению
оптимальных температурно-скоро-
стных условий сверхпластичности,
соответствующих максимальным зна-
значениям показателя т, в особен-
особенности, при деформировании сплавов,
отличающихся высокой сверхпластич-
сверхпластичностью. Успешная штамповка круп-
крупногабаритных панелей из магниевых
сплавов в режимах, соответствующих
минимальному уровню эффекта сверх-
сверхпластичности (т = 0,3 -г- 0,4), озна-
означает для сплавов с более высоким
уровнем сверхпластичности возмож-
возможность осуществлять штамповку при
повышенных скоростях, равных
номинальным скоростям рабочего хода
серийных гидравлических прессов,
а также в более широком температур-
температурном интервале. Это позволяет суще-
существенно упростить конструкцию
изотермических установок и снизить
их стоимость, а в ряде случаев, подоб-
подобных описанному, вообще от них от-
отказаться.
Пример 3. Процесс штамповки ци-
цилиндрических и конических кольце-
кольцевых оребренных оболочек на термо-
термоупругих прессах (рис. 100). Сущность
процесса заключается в том, что уси-
усилие деформирования создается за счет
термического расширения инстру-
инструмента. Применительно к кольцевым
деталям процесс осуществляют сле-
следующим образом. В массивный кон-
контейнер 3, нагретый до требуемой тем-
температуры, вводят сердечник 2, на
наружной поверхности которого
464
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
имеется рельеф, соответствующий
форме оребрения. Между контейнером
и сердечником находится заготов-
заготовка /. Сердечник вместе с заготовкой
нагревается в печи 4 E — прибор для
регистрации температуры), при этом
термическое расширение сердечника
вызывает перемещение его наружной
поверхности на определенную вели-
величину, необходимую для обеспечения
заполнения рельефа металлом за-
заготовки.
На подобных термоупругих прессах
без использования обычного прессо-
прессового оборудования можно получить
крупногабаритные изделия, при
штамповке которых обычным способом
потребовались бы усилия в десятки
и сотни меганьютонов. Изделия, полу-
полученные штамповкой на термоупругих
прессах, имеют ряд преимуществ: рав-
равномерность механических свойств
по всему объему поковки, отсутствие
внутренних напряжений вследствие
их релаксации в процессе штамповки,
минимальную разнотолщииность и т. д.
Использование эффекта сверхпластич-
сверхпластичности способствует повышению эф-
эффективности этого процесса. Регули-
Регулируя скорость нагрева оправки в широ-
широких пределах, можно легко получить
оптимальные темпер ату рно-скоро-
стные условия сверхпластической
деформации. При этом отмечается хо-
хорошее заполнение оребрения, в том
числе и в местах перекрестии ребер.
Есть все основания полагать, что этот
процесс представляет наиболее эф-
эффективную область практического
использования состояния сверхпла-
сверхпластичности металлов и сплавов.
Особенности подготовки производ-
производства. Наиболее важными вопросами
подготовки производства, отража-
отражающими специфику технологии об-
обработки металлов давлением в состо-
состоянии сверхпластичности, являются
вопросы подготовки структуры исход-
исходной заготовки, конструирования
инструмента и выбора оборудования.
Основной целью подготовки исход-
исходной структуры заготовки является
получение сверхмелкого зерна, до-
достаточно устойчивого против роста
при повышенных температурах. Эта
задача является актуальной, если пред-
предполагается использовать структурную
сверхпластичность. Для сверхпла-
сверхпластичности, реализуемой в процессе
деформирования при фазовом превра-
превращении, исходная структура металла
не имеет существенного значения.
В настоящее время известно не-
несколько способов эффективного из-
измельчения зерна: ускоренная кристал-
кристаллизация, контролируемое легирова-
легирование, получение композиционных
материалов путем пакетной прокатки,
электролитическим осаждением и
другими способами, термическая
обработка, термомеханическая об-
обработка и порошковая металлургия.
Порошковая металлургия, как по-
показали исследования, является одним
из наиболее эффективных способов
получения сверхпластичных мате-
материалов. Особый интерес представляет
возможность получать в состоянии
сверхпластичности жаропрочные спла-
сплавы на никелевой основе. Эти сплавы
в литом состоянии относятся к мало-
малопластичным и труднодеформируемым
материалам, кроме того, их сложный
многокомпонентный состав приводит
к сильной ликвации легирующих эле-
элементов, следствием которой является
неоднородность структуры и свойств
сплавов. Порошковая металлургия
позволяет, как известно, устранять
неоднородность высоколегированных
сплавов.
Проблема конструирования ин-
инструмента для штамповки и прессо-
прессования в состоянии структурной сверх-
сверхпластичности мало чем отличается от
аналогичной проблемы в технологии
изотермического деформирования ме-
металлов. Принципы расчета и констру-
конструирования инструмента для изотер-
изотермического деформирования подробно
описаны в соответствующей литера-
литературе.
При выборе материала штампов для
точной изотермической штамповки
изделий сложной формы рекомендуется
пользоваться следующим правилом:
напряжение течения обрабатываемого
материала при температуре штамповки
должно быть равно одной трети пре-
предела текучести штампового материала
при той же температуре.
Наибольшее распространение в за-
зарубежной практике изотермической
штамповки жаропрочных сплавов
ШТАМПОВКА С ИСПОЛЬЗОВАНИЕМ СВЕРХПЛЛСТИЧ НОСТИ
465
получили литые штампы из сплавов
IN-100 и MAR-M200. Для штамповки
изделий сложной формы из никелевых
сплавов в состоянии сверхпластичности
по способу «гэйторайзннг» рекомендо-
рекомендован сплав TZM на основе молибдена.
Однако в этом случае штамповка
должна производиться в среде
инертного газа.
В отечественной промышленности
для изотермической штамповки изде-
изделий из титановых и никелевых сплавов
чаще всего используют литые штампы
из жаропрочных сплавов на никелевой
основе ЭП220, ЖС6-К, ЖС6-У, близ-
близкие по составу и свойствам указанным
выше американским сплавам.
Выбор оборудования для штампов-
штамповки в состоянии структурной сверх-
сверхпластичности определяется темпе-
ратурно-скоростными условиями де-
деформирования заготовки в этом со-
состоянии и соответствующим этим усло-
условиям напряжением течения. В боль-
большинстве случаев штамповку можно
осуществлять на гидравлических
прессах с малой скоростью рабочего
хода ползуна, например, на прессах,
предназначенных для прессования
пластмасс.
Принципиальное значение при
выборе типа пресса для штамповки
в режиме сверхпластичности имеет ско-
скорость рабочего хода, а также возмож-
возможность ее регулирования в достаточно
широких пределах. Выбирая скоро-
скоростной режим штамповки, необходимо
исходить из поставленной задачи (по-
(получение изделия заданной формы, раз-
размеров, точности, с заданным уровнем
свойств и заданной производитель-
производительностью) и руководствоваться суще-
существующими возможностями (номи-
(номинальное усилие пресса, деформацион-
деформационная способность и сопротивление де-
деформированию материала заготовки,
характеристика жаропрочности ма-
материала штампа и т. д.). При этом
следует помнить, что далеко не всегда
необходимо осуществлять деформиро-
деформирование в оптимальных температурно-
скоростных условиях сверхпластич-
сверхпластичности. Если номинальная скорость
рабочего хода пресса обеспечивает ско-
скорость деформации, превышающую ско-
скоростной интервал сверхпластичности,
то следует посмотреть, достаточен ли
понижающийся в связи с этим ресурс
деформационной способности мате-
материала для осуществления заданной
деформации и хватит ли для штам-
штамповки усилия имеющегося пресса.
Уменьшение ресурса деформационной
способности или увеличение потреб-
потребного усилия пресса можно компенси-
компенсировать увеличением температуры де-
деформирования; однако возможность
повышения температуры штамповки
обычно бывает ограничена либо жаро-
жаропрочностью материала штампа, либо
необходимостью обеспечить требу-
требуемый уровень свойств готового изде-
изделия. Поэтому, если не удается до-
добиться желаемого эффекта повышением
температуры деформирования, то при-
приходится уменьшать скорость дефор-
деформации. Для этого можно использовать
режим крип-штамповки, а если
необходимая в этом случае длительная
выдержка пресса под нагрузкой не-
неблагоприятно отражается на работе
уплотнений, то следует осуществлять
штамповку в несколько этапов. Лишь
в некоторых случаях для уменьшения
скорости рабочего хода ползуна пресса
приходится идти на реконструкцию
гидропривода пресса. Принимая такое
решение, следует особенно тщательно
оценить эффективность этого меро-
мероприятия сравнением затрат на его
осуществление и технико-экономи-
технико-экономического эффекта от внедрения новой
технологии.
Основные принципы разработки тех-
технологии штамповки с использованием
сверхпластичности. Процесс разработ-
разработки технологии начинается с выбора
объекта деформирования (заготовки).
Далее, опираясь на определенную кон-
концепцию механики сплошных сред и
соответствующую ей реологическую
теорию сверхпластичного состояния
(уравнение состояния), эксперимен-
экспериментально определяют оптимальные тем-
температурный, скоростной и силовой
режимы деформирования, соответ-
соответствующие максимальному для дан-
данного материала уровню проявления
эффекта сверхпластичности. Если
при этом не удается достичь необходи-
необходимых показателей сверхпластичности,
то решается вопрос о возможных
путях корректировки объекта де-
деформирования. Наиболее радикаль-
466
СПЕЦИАЛИЗИРОВАННАЯ ШТАМПОВКА
иым из этих путей является подготовка
структуры заготовки с целью получе-
получения равновесного сверхмелкого
зерна.
Следующий этап разработки тех-
технологии — создание опытного ва-
варианта процесса. Для этого необхо-
необходимо знание основ механики течения
сложной упруговязкопластичной сре-
среды, характеризующейся определен-
определенными на предыдущем этапе реологи-
реологическими параметрами в очаге дефор-
деформации. При этом критериями выбора
схемы деформирования и граничных
условий на поверхности контакта за-
заготовки с инструментом являются фор-
формирование оптимальной структуры
очага деформации, обеспечивающей не-
необходимый характер течения мате-
материала, и заданный уровень свойств
готового изделия при минимальном
расходе энергии на процесс деформи-
деформирования.
Далее разрабатывается и реали-
реализуется опытно-промышлениая техно-
технология, по которой изготавливают опыт-
опытную партию изделий. Последние под-
подвергают полному циклу испытаний
с целью анализа их качества. В случае
несоответствия заданным геометри-
геометрическим параметрам (точность размеров
и формы, КИМ) корректируются схема
деформирования и граничные условия,
если же заданному уровню не соответ-
соответствуют свойства опытных изделий, то
принимают определенные меры, в ча-
частности, в технологический процесс
включают термическую обработку
изделий.
Заключительный этап — разработка
технологии процесса, уточненный
расчет силового режима деформирова-
деформирования, подбор оборудования, кон-
конструирование промышленного ва-
варианта инструмента, окончательный
расчет технико-экономических по-
показателей нового процесса н вне-
внедрение его в производство.
Глава
9
ОСОБЕННОСТИ ОБЪЕМНОЙ
ШТАМПОВКИ
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ,
ВЫСОКОЛЕГИРОВАННЫХ
ЖАРОПРОЧНЫХ СТАЛЕЙ
И СПЛАВОВ
И ЦВЕТНЫХ СПЛАВОВ
Инструментальные стали, высоко-
высоколегированные жаропрочные стали
и сплавы обладают пониженной пла-
пластичностью и высоким сопротивлением
деформированию. Химический со-
состав, механические характеристики,
температурные интервалы штамповки
и режимы нагрева и охлаждения этих
сталей и сплавов приведены в т. 1,
гл. 1, 2, 5 и 13.
Допустимые степени деформации
инструментальных и высоколегиро-
высоколегированных жаропрочных сталей при осад-
осадке и выдавливании без смазочного
материала на различном штамповочном
оборудовании с различной скоростью
деформирования приведены в табл. 1.
Критические степени деформации
для большинства инструментальных
сталей составляют 5—15 %.
При горячей объемной штамповке
заготовок из конструкционных, ин-
инструментальных и высоколегирован-
высоколегированных жаропрочных сталей применяют
водно-графитовые смазки, сульфитно-
спиртовую барду, соляный раствор с до-
добавлением селитры и масляные смазки.
При горячей объемной штамповке
и выдавливании поковок из корро-
коррозионно-стойких и жаропрочных ста-
сталей, титановых и никелевых сплавов
широкое применение нашли стекло-
смазки и стеклоэмали, для которых
характерны высокие антифрикцион-
антифрикционные и теплоизолирующие свойства.
Для тяжелых условий эксплуата-
эксплуатации штампов помимо смазок, приве-
приведенных выше, при штамповке по-
поковок из конструкционных штампо-
вых сталей рекомендуется смазка —
суспензия жидкого стекла A5—
25 %) и коллоидного графита E—10 %)
в 30 %-ной эмульсии КРПД. Стеклян-
Стеклянные смазки одновременно выполняют
роль теплоизолятора. Их состав вы-
выбирают в зависимости от химического
состава жаропрочных сталей и
сплавов. Стекло, применяемое в ка-
качестве смазки и для защиты от окисле-
окисления нагреваемого металла, должно
быть инертным при контакте с нагре-
нагретым металлом. В табл. 2 приведены
свойства стеклянных смазок, при-
применяемых при штамповке жаропроч-
жаропрочных сталей и сплавов; в табл. 3 —
данные по установлению ориентиро-
ориентировочного интервала температур обра-
образования стеклянной пленки на по-
поверхности поковки.
Назначение припусков, допусков,
напусков, выполнение чертежа по-
поковки, а также проектирование тех-
1. Допускаемые степени
деформации (%) сталей и сплавов
при штамповке на различном
оборудовании
Стали и сплавы
Стали:
содержащие 4—5 %
легирующих эле-
элементов
содержащие до 45 %
легирующих эле-
элементов
высоколегирован-
высоколегированные жаропрочные
Жаропрочные сплавы
Примечание.
и
та К V
О CD
¦ору-
о
повочиое
ие
Штам
доваи
80
60
60
10—50
V —
¦ рость деформирования.
Й*
«?
д s
Ю ч
[ПИЫЙ
иый
энный
ВП)
ы: криво]
ештампов<
П). фрикг
ВИНТОВОЕ-
ш
90
90
90
S0—90
с ко-
468 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
2. Физические свойства стеклянных смазок
Номер
стек-
стеклянной
смазки
271
209
287
Шпб
Вязкость
при
1800 "С,
Па. с
4,3
22,6
50
120
Тепло-
провод-
проводность,
Вт
м2- К
1.13С4
1,0467
1,2979
1,0467
Теплоем-
Теплоемкость,
кДж
0,7231
0,8022
0,8196
0,8361
Номер
стек-
стеклянной
смазки
124
19п8
224—18
Вязкость
при
1800 °С,
Па. с
650
1 900
20 000
Тепло-
провод-
проводность,
Вт
м2- К
0,9630
1,0467
1,0886
Теплоем-
Теплоемкость,
кДж
кг. К
0,8307
0,8290
0,8558
нологического процесса получения
на молотах заготовок из труднодефор-
мируемых жаропрочных сталей и спла-
сплавов имеет ряд особенностей, так как
свойства этих материалов в отличие
от свойств инструментальных и угле-
углеродистых сталей в большей степени
зависят от размеров зерен. Для жаро-
жаропрочных сталей и сплавов характерны
также более высокая температура
начала рекристаллизации и меньшая
ее скорость. При штамповке поковок
из труднодеформпруемых жаропроч-
жаропрочных сплавов процесс рекристаллиза-
рекристаллизации не всегда завершается по всему
сечению поковки, что приводит к раз-
иозернистости. Чтобы исключить
возможность образования в поковке
разиозернистой структуры, штампов-
штамповку проводят при степенях деформации,
превышающих критические, при этом
температура заготовки, должна быть
выше температуры начала рекристал-
рекристаллизации, а степень деформации за
один нагрев — не менее 15—20 %.
При горячей пластической деформа-
деформации ов жаропрочных высоколегиро-
высоколегированных сталей и сплавов в 2—5 раз
выше, чем ов легированных конструк-
конструкционных сталей.
При конструировании горяче-
штампованных поковок из трудно-
деформируемых жаропрочных сталей
и сплавов необходимо учитывать тех-
3. Температуры размягчения, образования пленки
и выработки для различных стеклянных смазок
Стеклянная
смазка
13
ФС6
ЗС8
ЗС11
ЛК4
Смесь смазок:
13 и ЗС11
13 и ФС6
13 и ЗС8
ЗС8 и ФС6
Температура, °С
размягче-
инп стекла
700
555
620
—
выработки
стекла
1420—1340
1400—1300
1260—1160
1360—1280
1300
—
образования
прочной плекки
на металле
1250—1220
1220—1150
1200—1100
1200—1150
1250—1200
1220—1150
Наличие кор-
коррозии металла
Отсутствует
Незначитель-
Незначительное разъеда
ние
Отсутствует
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 469
нологические особенности и физи-
физические свойства материала и возмож-
возможность изготовления высококачествен-
высококачественных поковок с минимальными
припусками.
При конструировании поковки
необходимо правильно выбрать пло-
плоскость разъема, назначить припуски,
допуски и определить другие геометри-
геометрические параметры, а также решить
вопросы, связанные с расположением
волокон в поковке, так как снижениеов
поперек волокон по сравнению с 0В
вдоль волокон достигает 10 %, а умень-
уменьшение относительного удлинения,
поперечного сужения и ударной вяз-
вязкости — 30 %.
Припуски и допуски на размеры по-
поковок, изготовленных из трудноде-
формируемых и жаропрочных ста-
сталей и сплавов, назначают по
ОСТ 1.41187—72, а на поковки из
инструментальных сталей — по
ГОСТ 7505—74 (см. гл. 1) в соответ-
ствии с массой и размерами поковок.
Припуски на сторону поковки уста-
устанавливают в зависимости от марки
материала и наибольшего габаритного
размера поковки; допуски на вер-
вертикальные размеры поковок и смеще-
смещение в плоскости разъема штампов —
по площади проекции поковки на пло-
плоскость разъема штампа; допуски на
горизонтальные размеры и коробление
поковок — в зависимости от размеров
поковок.
Штамповочные уклоны при констру-
конструировании поковки выбирают по
табл. 4; радиусы закруглений наруж-
наружных и внутренних углов поковок в
зависимости от высоты ребра и мате-
материала поковки— по табл. 5.
Толщины полотей в зависимости от
площади проекции поковки на
плоскость разъема штампа для раз-
различных открытых и закрытых сечений
приведены в табл. 6.
При конструировании поковок
толщину ребра s принимают в 6,5—
10 раз меньше высоты. Предельные
значения расстояний аШах и amia
между ребрами для поковок из жаро-
жаропрочных сталей и сплавов некоторых
цветных сплавов приведены в табл. 7.
Жаропрочные высоколегированные
стали и сплавы на железной и нике-
никелевой основах относят к сложиолеги-
рованиым сплавам. От степени их
легирования зависят жаропрочность
и технологическая пластичность
при объемной горячей штамповке. По-
Получение из этих материалов поковок
с требуемыми механическими и дру-
другими свойствами возможно лишь при
наличии в поковках равномерной
структуры с оптимальной величиной
зерна.
При штамповке на молоте поковок
из высоколегированных жаропроч-
жаропрочных сталей и сплавов за несколько
ударов в зонах затрудненной деформа-
деформации в результате неоднократных кри-
критических деформаций и нагревов соз-
создаются условия для роста зерен боль-
больших размеров, что недопустимо, так
как образование в поковке такой струк-
структуры сопровождается резким сни-
снижением прочностных и пластических
свойств.
Для жаропрочных высоколегиро-
высоколегированных сталей и сплавов характерны
более высокая температура начала
рекристаллизации и меньшая ее
скорость, чем температура начала ре-
рекристаллизации и ее скорость для
инструментальных сталей.
Пластичность жаропрочных сталей
и сплавов при горячей объемной штам-
штамповке существенно повышается,
если штамповку осуществляют в за-
закрытых штампах, горячим выдавли-
выдавливанием, в том числе с применением
противодавления деформирования
в пластической оболочке.
Для получения оптимальной струк-
структуры и предупреждения образования
трещин в поковках из труднодефор-
мируемых жаропрочных сплавов
целесообразно:
вести штамповку крупных поковок
на гидравлических прессах с примене-
применением инструмента из жаропрочного
материала, нагретого до 600—800 °С;
мелкие поковки штамповать на
кривошипных прессах;
правильно осуществлять выбор
температуры нагрева и продолжитель-
продолжительности гомогенизирующей выдержки
при предельной температуре в це-
целях максимального растворения из-
избыточной фазы и достижения макси-
максимальной пластичности металла;
применение смазок и выполнение
фигуры штампа с чистой гладкой но-
470 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
4. Штамповочные уклоны для поковок из различных сталей и сплавов
\/x\
-*г4
к
-*—
h/b
До 2,5
2,5—4
4—5
Штампы
с выталки-
выталкивателями
Все сплавы
а
1
2
3
3 *'
2
3
5
Штампы без
Сталь
н титановые
сплавы
а
7
7
10
Я
7
10
12
выталкивателей
Ле
^кие
а
5*
5
7 *;;
Р*1
5
7
7
*1 Для стенок полостей штампа, ограниченных поверхностью враще-
вращения, и для удлиненных полостей о
*2 При толщине ребра более 5
*¦' При отсутствии внутренних
< = Р-
мм а = 3°.
стенок а = 5°.
5. Радиусы закруглений (мм) наружных и внутренних углов поковок
в зависимости от высоты ребра
"I
Высота ребра h,
мм
До 5
Св. 5 до 10
» 10 » 16
» 16 » 25
» 25 » 35
» 35 » 50
» 50 » 70
» 70 » 100
/. Кг,Ж.
л
!
Алюмини-
Алюминиевые и
магниевые
сплавы
Титановые
сплавы
и жаро-
жаропрочные
стали
и сплавы
R
3
4
5
8
10
12,5
15
20
3
4
5
6
8
10
12,5
15
/Л Тд
Алюминиевые
и магниевые
сплавы МА2
и МАИ
! /1-/1
Титановые
жаропрочные
стали
и сплавы
Л.
1,5
1,5
2
2,5
3
4
5,5
7
1,5
1,5
1,5
2
2,5
3
4
6
Алюминие-
Алюминиевые, магние-
магниевые и титано-
титановые сплавы
Яг
5
5
8
10
12,5
15
20
25
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 471
6. Толщины (мм) полотен
в зависимости от площади проекции
поковки на плоскость разъема
штампа
ф
Площадь проек-
проекции поковки
на плоскость
разъема штампа,
см'
До 25
Св. 25 до
» 80 »
» 160 »
» 250 »
» 500 »
» 850 »
» 1180 »
80
160
250
500
850
1180
2000
Алюми-
Алюминиевые
и медные
сплавы
1,5
2
2,5
3
4
5
5,5
7
2
2,5
3
3,5
4,5
5,5
6,5
Титано-
Титановые
сплавы,
жаро-
жаропрочные
стали
н сплавы
1,5
2,5
3,5
4,5
5
6
8
10
верхностыо (Ra ^ 0,63ч-0,160 мкм).
В качестве смазки при штамповке
рекомендуется использовать графито-
масляные суспензии, стекло и другие
смазки.
Стеклянные смазки можно нано-
наносить методом окунания заготовки в рас-
расплав порошка, обкатыванием заготов-
заготовки по слою порошка, напыления на
поверхность заготовки слоя суспензии
порошкообразного стекла с последу-
последующим просушиванием заготовок
и т. п. Но при нагреве стекло разъ-
разъедает поверхность заготовки, по-
поэтому перед термообработкой ее
необходимо очистить от остатков смаз-
смазки травлением или каким-либо другим
методом.
Штамповка цветных металлов
и сплавов имеет ряд специфических
особенностей, отличающих ее тех-
технологию от технологии штамповки
сталей и жаропрочных сплавов. Наи-
Наибольшее распространение в про-
7. Предельные значения (мм)
расстояний между ребрами атах
и «mm
а
J-
Высота ребра
h, мм
5—10
Св. 10 до
» 18 »
» 25 »
» 35,5 »
» 50 »
» 71 »
18
25
35
50
71
100
а
<—
\
,5
и
-Н
щ
i
Алюми-
Алюминиевые
медные
сплавы
с
В
10
15
25
35
50
65
80
X
?
а
35s
35s
30s
30s
25s
25s
25s
a ,
wMzi
k
Тит
вые
ано-
спла-
вын жа-
ропроч-
ропрочные стали
н сплавы
с
Е
а
12
20
30
40
60
80
и
Ё
S
30s
30s
25s
25s
20s
20s
20s
мышленности получили алюмини-
алюминиевые, магниевые, медные и титановые
сплавы (см. т. 1, гл. 1—3, 5 и 13).
Штамповку алюминиевых сплавов
проводят на молотах, высокоскоро-
высокоскоростных машинах и гидравлических или
фрикционных прессах. Реже для
штамповки алюминиевых сплавов
используют кривошипные горяче-
штамповочные прессы и горизонталь-
горизонтально-ковочные машины. На молотах
целесообразно штамповать поковки
с вытянутой осью и переменными
сечениями вдоль оси. Особенности кон-
конструирования горячештампованных
поковок из алюминиевых сплавов (на-
(назначение припусков, напусков, до-
допусков, штамповочных уклонов
и других элементов) изложены в на-
начале главы.
Для нагрева заготовок из алюмини-
алюминиевого сплава в мелкосерийном произ-
производстве используют камерные печи,
в крупносерийном и массовом — авто-
автоматизированные печи с непрерывной
загрузкой. Наибольшее применение
472 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
нашли электрические печи сопротивле-
сопротивления камерного типа с размерами ра-
рабочей камеры, мм: ПН-12 — 460X900,
ПН-13 — 600X1300 и ПН-15 —
900Х 1800.
Для нагрева.под штамповку мерных
заготовок из цветных металлов ис-
используют также и электропечи кару-
карусельного типа САО-21-11-3/5 исполне-
исполнения М-02 (максимальная темпера-
температура нагрева — до 500 °С, диаметр
рабочей камеры 880 мм).
При соблюдении термических ре-
режимов штамповки сплавов можно обес-
обеспечить однородную структуру и
достаточно высокие механические свой-
свойства в поковках. Наиболее высокие
механические свойства при штамповке
алюминиевых сплавов и наименьшую
анизотропию свойств получают при
общей деформации в 65—75 %. Кри-
Критические деформации в соответствии
с диаграммами рекристаллизации алю-
алюминиевых сплавов составляют 12—
15 %. Поэтому штамповку сплавов
необходимо проводить с обжимом за-
заготовки за каждый ход машины на 15—
20 % и более, т. е. сверхкритическим.
При изготовлении сложной поковки
необходимо штамповку осуществлять
за несколько переходов с применением
заготовительных ручьев в целях полу-
получения равномерной деформации по
всему объему.
Алюминиевые сплавы пониженной
прочности и сплав А Кб обладают до-
достаточно высокой технологической
пластичностью, не зависящей от
скорости деформирования.
Пластичность сплавов средней
и высокой прочности при увеличении
скорости деформирования до 30 м/с
увеличивается. Исключение состав-
составляют: сплав АМгб, а также сплавы,
спеченные из алюминиевых порошков.
Для штамповки малопластичных
сплавов применяют закрытые штам-
штампы.
Хрупкие алюминиевые сплавы
типа системы алюминий—берилий и
спеченные сплавы САП штампуют
с противодавлением или с примене-
применением пластичных оболочек.
При штамповке поковок в откры-
открытых штампах обрезку облоя и про-
прошивку перемычек толщиной до 6 мм
следует проводить в холодном со-
состоянии, за исключением поковок из
сплавов АМгб, АМг7, В95 и САП.
У поковок пз сплавов АМгб и В95
с облоем толщиной более 6 мм обрезку
облоя выполняют при температуре
250—300 °С, а у поковок из сплавов
САП — при температуре 400—500 °С.
Для обеспечения хорошей теку-
текучести металла, снижения усилия де-
деформирования и получения однородной
структуры в поковке штамповку це-
целесообразно проводить в подогретых
штампах. Температура штампов при
изготовлении поковок на молотах и
КГШП равна 150—350 °С, а при из-
изготовлении на гидравлических прес-
прессах — 350—450 °С.
Способность алюминиевых сплавов
при деформировании «привариваться»
к поверхности ручья штампа вызывает
необходимость применять в качестве
смазок технический воск, масло «Ва-
пор-1», индустриальное масло с до-
добавлением 30—40 % чешуйчатого гра-
графита.
При штамповке сложных поковок
не рекомендуется использовать в ка-
качестве смазки смесь масла с графитом,
так как графит удаляется с поверх-
поверхности поковок из алюминия с боль-
большими трудностями и, кроме того,
скапливание этой смеси в глубоких
полостях ручьев не позволяет пол-
полностью заполнить эти зоны и правильно
оформить контур поковки. При из-
изготовлении штамповок на высокоско-
высокоскоростных машинах рекомендуется
применять смесь животного жира с оле-
олеиновой кислотой в пропорции 1:1,
В табл. 8 приведен типовой техно-
технологический процесс штамповки на
кривошипных прессах поковок из алю-
алюминиевого сплава АК6.
Магниевые сплавы, подвергаемые
штамповке, подразделяют на четыре
группы (см. т. 1, гл. 1).
При разработке технологического
процесса объемной штамповки поковок
из магниевых сплавов следует учиты-
учитывать резко выраженную анизотропию
свойств поковок и ограниченное число
плоскостей скольжения в гексагональ-
гексагональной кристаллической решетке магния
при температурах до 225 °С. При более
высоких температурах появляются
новые плоскости и направления сколь-
скольжения, что объясняет повышенную
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 473
8. Типовой технологический процесс штамповки
на кривошипном прессе поковки типа качалки
из алюминиевого сплава АК.6
а — исходная заготовка; б — заготовка после гибки и расплющивания;
g — поковка качалки из алюминиевого сплава АК6
Операция
Температурный режим
Продолжи-
Продолжительность
нагрева, ч
Температура
заготовки, °С
в начале
операции
в конце
операции
Оборудование,
инструмент
Резка мерных заго-
заготовок 0 50 X B10 ±
± 1) мм
(эскиз а)
Дисковая пила
Нагрев заготовок
Выдержка
при 460°С
50 мин
Карусельная печь
Гибка заготовок под
углом 80°, расплю-
расплющивание до высоты
24—26 мм
(эскиз б)
460
350
Эксцентри ковы й
пресс с усилием прес-
прессования 0,25 МН
Охлаждение, зачист-
зачистка дефектов, контроль
Нагрев заготовок
460
474 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
Продолжение табл. 8
Операция
Штамповка в окон-
окончательном ручье
(эскиз в)
Охлаждение
Обрезка облоя
Термическая обработ-
обработка
Травление
Зачистка дефектов
Окончательный кон-
контроль, клеймение
Температурный режим
Продолжи-
Продолжительность
нагрева, ч
1 1 1 1 | 1
Температура
заготовки, °С
в начале
операции
460
в конце
операции
350
Оборудование,
инструмент
КГШП с усилием
прессования 2,5 МН
Пресс с усилием прес-
прессования 0,25 МН
Камерная печь
Травильная ванна
Примечания: 1. Штамповочные уклоны равны 7°.
2. Допускаемое смещение поковки в плоскости разъема не должно
быть более 0,5 мм.
3. Допускаемая глубина наружных дефектов на обрабатываемых по-
поверхностях поковок не должна превышать половины припуска на ме-
механическую обработку.
4. Заготовки охлаждают на воздухе.
пластичность магниевых сплавов.
При объемной штамповке поковок из
магниевых сплавов рекомендуется ис-
использовать прессованную заготовку.
Конструирование поковок из магни-
магниевых сплавов необходимо выполнять
по рекомендациям, приведенным в на-
начале главы.
Заготовки из магниевых сплавов
нагревают в таких же электрических
печах, как и заготовки из алюмини-
алюминиевых сплавов. Наибольшая масса одно-
одновременно загружаемых в печь загото-
заготовок из магниевых сплавов будет не-
несколько меньше, чем масса одновре-
одновременно загружаемых заготовок из алю-
алюминиевых сплавов, так как объемная
масса магниевых сплавов меньше объ-
объемной массы алюминиевых сплавов.
К особенностям нагрева магни-
магниевых сплавов следует отнести взрыво-
онасность магниевой пыли и мелких
стружек, поэтому необходимо очищать
поверхности заготовок перед загрузкой
их в печь. Недопустимо наличие в печи,
где будут нагреваться магниевые спла-
сплавы, стальных заготовок, обрубков или
окалины.
Штамповку магниевых сплавов про-
проводят на гидравлических и механиче-
механических прессах, а также на штамповоч-
штамповочных молотах. Некоторые сплавы, на-
например МА2, МАЗ и МА14, рекомен-
рекомендуется штамповать на молотах при
небольших степенях деформации.
В соответствии с диаграммой ре-
рекристаллизации магниевых сплавов
критические деформации этих сплавов
составляют 8—10%. Поэтому штам-
штамповку сплавов необходимо проводить
с деформацией за каждый ход машины
не менее 15 %.
На пластичность магниевых сплавов
большое влияние оказывает ско-
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 475
росгь деформирования. При обра-
обработке на молоте со скоростью 6—8 м/с
большинство магниевых сплавов
деформируется с ограниченной сте-
степенью деформации D0—60 %). Если
же магниевые сплавы деформировать
со скоростью 0,3—0,7 м/с, ' пластич-
пластичность сплава резко повышается, и
сплавы можно деформировать со сте-
степенью деформации 70—80 %. Некото-
Некоторые магниевые сплавы, например МА1
и МА8, менее чувствительны к скорости
деформации по сравнению со сплавами
МА2, МАЗ, МА5 и МА14, которые
необходимо штамповать на прессах
с малой скоростью.
В целях улучшения механических
свойств поковок рекомендуется осу-
осуществлять полугорячую нагартовку
(доштамповку) на молотах при 230—
250 °С и степенях деформации 10—
15 %. Такая нагартовка приводит к об-
образованию однородной структуры,
а следовательно, и повышению меха-
механических свойств сплава.
Для повышения текучести сплава
и лучшего заполнения полостей штампа
штамповку проводят при темпера-
температурах, соответствующих верхнему
пределу интервала штамповки каж-
каждого сплава. Для создания условий,
обеспечивающих наибольшую пла-
пластичность, штамповку выполняют
в закрытых (безоблойных) штампах.
В табл. 9 приведен типовой техноло-
технологический процесс штамповки поковок
из сплава МА5 на гидравлическом
прессе.
Медь и медные сплавы подразделяют
на три группы (см. т. 1, гл. 1).
При объемной штамповке медь Ml,
М2 и МЗ наиболее пластична при тем-
температурах 950—900 °С. При более вы-
высокой начальной и более низкой конеч-
конечной температурах штамповки медь
становится хрупкой. В соответствии
с диаграммами рекристаллизации мед-
медных сплавов критические деформации
составляют 10—15 %. Поэтому при
объемной штамповке за каждый ход
пресса степень деформации заготовки
из меди и медных сплавов должна
превышать 15 %.
Узкий интервал температур штам-
штамповки меди и медных сплавов обусло-
обусловливает необходимость деформиро-
деформирования с наименьшим числом операций,
т. е. закрытыми методами, обработка
которыми вызывает рост напряжений.
С учетом напряженного состояния ме-
металла и скорости деформации рекомен-
рекомендуется проводить . штамповку пре-
преимущественно на кривошипных
и фрикционных прессах.
Конструирование горячештампо-
ванных поковок с назначением при-
припусков, допусков, напусков, штампо-
штамповочных уклонов и выбором других
конструктивных элементов следует
проводить по рекомендациям, при-
приведенным в начале главы.
Бронза БрАЖ9—4 является типо-
типовым представителем бронз. Эга бронза
имеет наиболее высокую пластич-
пластичность при 850 °С, а интервал темпера-
температур штамповки сплава составляет
800—900 °С. В этом интервале темпе-
температур металл находится в однофазном
состоянии. При более высокой темпе-
температуре происходит резкое понижение
пластичности из-за роста в бронзе
кристаллитов Р-фазы и ослабления
прочности кристаллитов. При 650—
700 °С пластичность бронзы БрЛЖЭ—4
также резко снижается из-за образо-
образования зон хрупкости.
В подгруппе латуней для латуни
Л68 оптимальными температурами
горячей объемной штамповки яв-
являются 700—830 °С. Наибольшая
пластичность сплава при этих темпе-
температурах связана с тем, что в фазовый
состав входят две (а -j- Р) фазы или
только одна р-фаза. Эти фазы обладают
достаточно высоким запасом пластич-
пластичности.
С повышением температуры штампов-
штамповки происходит понижение пластич-
пластичности из-за активного роста кристал-
кристаллитов Р-фазы с одновременным ослаб-
ослаблением прочности кристаллитов. На-
Наоборот, с понижением температуры
до 450 °С и более низких в латунях
образуется малопластическая фаза Р'.
Кроме того, деформация при таких
температурах приводит к значитель-
значительному возрастанию сопротивления де-
деформированию, например, при об-
обработке латуни ЛС59—1 при 600 °С
и обжатии до 40 % сопротивление
деформированию возрастает в 4 раза.
Критическая степень деформации,
соответствующая процессу образова-
образования крупнозернистой структуры при
476 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
9. Типовой технологический процесс штамповки
на гидравлическом прессе поковок из сплава МА5
Операция
Гомогенизация слитка (эскиз а):
I ступень
II ступень
Нагрев под прессование
Прессование (коэффициент вы-
вытяжки равен четырем) (эскиз
б)
Отрезка мерных заготовок
Обточка заготовки с диаметра
B60 ± 2) мм на диаметр B50 ±
rfc 1] мм (эскиз в)
Нагрев под ковку
Осадка (степень деформации
65 %) (эскиз г)
Зачистка дефектов
Нагрев под штамповку
Предварительная штамповка
Обрезка облоя
Травление и зачистка дефек-
дефектов
Нагрев
Окончательная штамповка
(эскиз д)
Обрезка облоя
Термообработка (старение)
Травление, зачистка дефектов,
оксидирование
Контроль и сдача
Температурный
режим
Время
нагре-
нагрева, ч
2,5
1,5
1,0
24
Температура
заготовки,
"С
в кон-
конце опе-
операции
в иача
ле опе-
операции
350—370
380—400
300—400
330 300
350—380
380 300
350—380
380 300
320—350
350 300
185±5
Оборудование,
инструмент
Колодезные печн
То же
Электропечь
Горизонтальный пресс,
контейнер 0 540 мм,
матрица 0 262 мм
Дисковая пила
Токарный станок
Электропечь
Вертикальный пресс
Бормашина
Электропечь
Вертикальный пресс,
предварительный штамп
Ленточная пила
Травильная ванна и бор-
бормашина
Электропечь
Вертикальный пресс,
окончательный штамп
Ленточная пила
Электропечь старения
Ванна
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 477
рекристаллизации латуней, состав-
составляет 10—15%. Рекристаллизация
сплава с образованием мелкого зерна
происходит при штамповке в области
750—850 °С с закритическими степе-
степенями деформации, превышающими
15 % за каждый ход машины.
В табл. 10 приведен пример типо-
типового технологического процесса
штамповки поковок из латуни
ЛС59—1.
Титановые сплавы по своей струк-
структуре условно подразделяют иа три
группы (см. т. 1, гл. 1).
Горячей объемной штамповкой
можно изготовить из титана изделия
достаточно сложной формы. Пара-
Параметры технологического процесса
штамповки титановых сплавов близ-
близки к параметрам технологического
процесса обработки стали.
Основными параметрами, которые
определяют характер макро- и мик-
микроструктур титана и его сплавов,
являются температура нагрева,
степень и скорость деформации.
При нагреве титановых сплавов пе-
перед штамповкой до 400—500 °С и более
на поверхности заготовки вследствие
проникновения в металл тазов (кисло-
(кислорода, азота и водорода) образуется
окисная (насыщенная) пленка или аль-
фированный слой, что существенно
снижает пластичность сплава.
Режимы штамповки задают исходя
из технологических характеристик
деформируемых сплавов с учетом тем-
температуры полного полиморфного пре-
превращения.
Верхний температурный предел
интервала штамповки сплавов связан
с опасностью образования альфирован-
ного слоя и крупнозернистой струк-
структуры металла; нижний — с уменьше-
уменьшением пластичности металла и повыше-
повышением удельных усилий деформирова-
деформирования.
Титановые сплавы при объемной го-
горячей штамповке деформируются
крайне неравномерно, причем обра-
образуется разнозернистая структура,
Разнозернистост,ь металла по сече-
сечению штампованной заготовки объяс-
объясняется тем, что в заготовке наряду
с зонами интенсивного течения метал-
металла образуются участки затрудненной
Деформации. В зонах интенсивной де-
10. Типовой технологический процесс
штамповки поковок типов чашки
и лимба из сплава ЛС59—1
на винтовом прессе
Операция
Оборудова-
Оборудование
Температу.
ра загото*
вки, °0
к
Отрезка
мерной за-
заготовки
60 *1Х79 мм
Нагрев
заготовки
Штамповка
Отпуск
Травление
Контроль
и передача
на меха-
механическую
обработку
Дисковая
пила
Печь
Винтовой
пресс
Печь
Травильная
ванна
Контроль-
Контрольный стол
7S0
7801 730
300
478 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
Продолжение табл. 10
Оп-срация
Отрезка
мерной за-
заготовки
90 *2Х 10
Нагрев
заготовки
Предвари-
Предварительная
штамповка
Подогрев
Оконча
тельная
штамповка
^Пробивка
центрально-
центрального отвер-
отверстия
*з
Отпуск
Травление
Оборудова-
Оборудование
Дисковая
пила
Печь
Винтовой
пресс
Печь
Винтовой
пресс
Обрезной
пресс
Печь
Травильная
ванна
Темпера-
Температура за-
заготовки, 0С
Ef r
К га
о а
780
780 730
780
780 730
300
Продолжение табл. 10
Операция
Контроль
и передача
на механи-
механическую об-
обработку
Оборудова-
Оборудование
Контроль-
Контрольный СТОЛ
Темпера-
Температура заго-
заготовки, °С
*1 При отсутствии прутка диа-
диаметром 60 мм заготовку можно
отрезать от прутка меньшего
диаметра и осадить ее до диаме-
диаметра 60 мм.
*2 При отсутствии прутка диа-
диаметром 90 мм заготовку можно
отрезать от прутка диаметром
50 мм с последующей ее осадкой
до диаметра 90 мм.
*3 Операция вводится для об-
легчения'мехаиической обработ-
обработки.
формации при штамповке титановых
сплавов может наблюдаться тепловой
эффект, приводящий к повышению
температуры заготовки и превышению
температуры фазового превраще-
превращения, В соседних участках затруд-
затрудненной деформации создаются усло-
условия для образования крупнозернистой
структуры. Исключить условия
местного перегрева металла в зонах
интенсивной деформации можно сни-
снижением температуры нагрева за-
заготовки перед штамповкой или сниже-
снижением скорости деформации. Для по-
получения однородной структуры и
высоких механических свойств за-
заготовку подвергают деформированию
с оптимальными степенями деформа-
деформации. *
При деформациях, превышающих
85 %, на диаграммах рекристаллиза-
рекристаллизации титановых сплавов наблюдается
второй максимум, так как развивается
ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ 479
П. Конструктивные параметры
поковок из титановых сплавов
при штамповке иа различном
оборудовании
Параметр
поковки
Площадь проек-
проекции в плане, см2
Наибольшая
длина, мм
Наименьшая
толщина, мм
Наименьшая
толщина ребра
и стенки, мм
Штамповочные
уклоны,
Наибольшая
масса, кг
Радиус скруг-
ления, мм:
внешний
внутренний
Используемое
оборудование
S,
а
m
С
1500
1400
8—10
6—8
5—15
100—
150
5—7
15—2С
с
и
10 000
2000—
3000
12—20
12—20
3—12
5000—
7000
5—10
20—50
с
а
(.,
1000
300-
;оо
6—8
5—8
3—7
50—70
3—5
3—10
процесс собирательной рекристалли-
рекристаллизации. Поэтому деформация сплава
при объемной штамповке за каждый
ход машины должна превышать кри-
критическую деформацию, равную 15—
20 %, и общую деформацию, но не
более 85—90 %.
Штамповку заготовок из титано-
титановых сплавов рекомендуется осуще-
осуществлять в открытых штампах на паро-
паровоздушных (ПВШМ) и скоростных
(ВСМ) штамповочных молотах, криво-
кривошипных горячештамповочных
(КГШП), фрикционных (ФП), вин-
винтовых (ВП) и гидравлических (ГП)
прессах, в том числе на установках
изотермического деформирования
(УИД). В табл. 11 приведены ориен-
ориентировочные параметры поковок из
титановых сплавов.
Меньшее распространение полу-
получила закрытая штамповка титановых
сплавов, что вызвано необходимостью
более точного определения массы
исходной заготовки, ограниченной
конфигурацией поковок, а также срав-
сравнительно меньшей стойкостью таких
штампов. При изготовлении поковок
с тонкими элементами рекомендуется
использовать оборудование ударного
действия, на котором лучше оформ-
оформляются тонкие сечения. При изго-
изготовлении поковок на молотах вслед-
вследствие многократного повторения
легких ударов бойка можно уменьшить
местный перегрев заготовки, но это
может привести к дополнительному
подогреву заготовки (одному или не-
нескольким подогревам), что способ-
способствует образованию на ее поверхности
альфированиого слоя. Такое явление
особенно опасно для заготовок, име-
имеющих тонкие сечения. В значительно
лучших условиях выполняется де-
деформирование на прессах, так как при
статической обработке в зонах интен-
интенсивной деформации уменьшается
тепловой эффект и сопротивление де-
деформированию. Это исключает опас-
опасность перегрева металла и превышение
температуры по всей массе штампу-
штампуемой заготовки. Удельные усилия де-
деформирования при штампоике на мо-
молоте почти в 1,5 раза больше усилий
при штамповке на прессах.
Кроме того, на прессах, особенно
гидравлических, получают более
равномерную деформацию и структуру
металла. Повышается также стойкость
штампов.
Технологическая пластичность
сплавов при штамповке на прессах
увеличивается примерно на 20 % по
сравнению с технологической пластич-
пластичностью сплавов при штамповке на
молотах. Так, при штамповке типовых
изделий на КГШП стойкость штампои
составляет 2500—4000 шт., а при штам-
штамповке на высокоскоростном мо-
молоте — 700—1000 шт. Период стой-
стойкости инструмента при высокоскоро-
высокоскоростном деформировании в 4—5 раз
ниже периода стойкости молотовых
штампов. Причиной снижения пе-
периода стойкости инструмента при вы-
высокоскоростной штамповке является
ухудшение теплового режима инстру-
инструмента из-за резкого увеличения вре-
времени контакта горячей заготовки и
штампа с момента окончания штам-
480 ОСОБЕННОСТИ ОБЪЕМНОЙ ШТАМПОВКИ СТАЛЕЙ И СПЛАВОВ
повки до выталкивания заготовки
из штампа.
Для получения из титановых спла-
сплавов точных поковок сложной конфигу-
конфигурации, которые затруднительно или
невозможно получить обычным мето-
методом, применяют установки изотерми-
изотермического деформирования. Так, изо-
изотермическую штамповку используют
для изготовления заготовок компрес-
компрессорных лопаток и дисков газовых
турбин. Точные заготовки лопаток
штампуют на гидравлическом прессе
в штамповом блоке для изотермиче-
изотермического деформирования со скоростью
движения деформирующего инстру-
инструмента не более 20 мм/с. Температура
нагрева заготовок и рабочей зоны
деформирования соответствует (а -]-
+ Р)-фазы.
Преимуществом изотермической
штамповки турбинных лопаток яв-
является существенное уменьшение
упругой деформации инструмента. За-
Заготовки лопаток, изготовленные та-
таким способом, отличаются от загото-
заготовок, полученных обычными спосо-
способами, меньшими припусками по перу,
что позволяет снизить расход металла
и уменьшить трудоемкость. При ско-
скорости деформирующего инструмента
около 0,04 мм/с усилие штамповки
в 5—10 раз меньше усилия, необходи-
необходимого для обычного деформирования.
При штамповке в горячем состоянии
титановые сплавы склонны к схваты-
схватыванию с поверхностями штампа. Схва-
Схватывание ухудшает условия формо-
формообразования, препятствует удалению
заготовок из полости штампа. Для
предотвращения явления схватывания
применяют защитно-смазочные по-
покрытия, с помощью которых пред-
предупреждается образование газоиасы-
щенного слоя, т. е. поглощаются газы
во время нагрева заготовки и ее де-
деформации; уменьшается охлаждение
заготовки при переносе ее от устрой-
устройства для нагрева к штамповочной
машине и в процессе деформирования;
снижаются усилия штамповки, что
уменьшает износ штампа; получается
необходимая шероховатость поверх-
поверхности штампованной заготовки.
В качестве защитных покрытий ис-
используют: стекла, эмали, графито-
масляную смесь, солевые смеси, водо-
графитные смеси и др. Наилучшие
защитно-смазочные покрытия при
штамповке титановых сплавов —
стеклянные смазки, предохраняющие
заготовку от газонасыщения и обра-
образования альфированного слоя при
нагреве. При многопереходной штам-
штамповке покрытия из этих смазок не
нарушаются.
Глава
10
ОТДЕЛКА И ОЧИСТКА
поковок
1. ОБРЕЗКА ОБЛОЯ
Й ПРОБИВКА ПЕРЕМЫЧЕК
Способы обрезки облоя и пробивки
перемычек. Обрезку облоя и удаление
(пробивку) перемычек производят в хо-
холодном и горячем состоянии поковок.
При холодной обрезке легче осущест-
осуществить подгонку матриц и пуансонов,
наладку штампов. Холодный способ
обрезки облегчает механизацию и ав-
автоматизацию процесса, позволяет уве-
увеличить производительность обрезных
прессов, получить более точные раз-
размеры поковок с более гладкой поверх-
поверхностью, а также увеличить стойкость
штампов.
Однако при холодной обрезке со-
сопротивление срезу в 3—6 раз больше,
чем при горячей, и для крупных поко-
поковок с большой площадью среза тре-
требуются прессы весьма большой мощ-
мощности. Кроме этого, если поковки изго-
изготовляют из легированной стали, при
обрезке облоя могут возникать тре-
трещины.
В холодном состоянии обрезку об-
облоя производят у мелких и средних
поковок из углеродистой стали с со-
содержанием углерода до 0,4 % и поко-
поковок из низколегированной стали, штам-
штампуемых на молотах с массой падающих
частей до I—2 т и на кривошипных
горячештямповочных прессах с уси-
усилием до 10—20 МН, причем только
в тех случаях, когда после обрезки
поковки не требуют дальнейших опе-
операций в горячем состоянии.
Холодную обрезку облоя и удаление
перемычек у мелких поковок следует
производить в двух отдельных штам-
штампах, установленных на одном обрезном
или же параллельно на двух прессах.
При холодной обрезке ритм штам-
штамповки поковок не связан с ритмом их
обрезки. Поэтому в целях повышения
производительности процесса прессы для
холодной обрезки устанавливают на от-
отдельном участке горячештамповочного
16 |)/р Е И Семенова
цеха или выносят в другое помещение.
Горячую обрезку производят у сред-
средних и крупных по массе поковок из
высоколегированных и высокоуглеро-'
дистых сталей, имеющих недостаточ-
недостаточную пластичность в холодном состоя-
состоянии и относительно большую толщину
облоя, штампуемых на молотах с мас-
массой падающих частей более 1—2 т и
КГШП с усилием свыше 10—20 МН,
а также в тех случаях, когда после
обрезки требуются правка, гибка или
калибровка в горячем состоянии. При
горячей обрезке прессы входят в со-
состав штамповочного агрегата, их уста-
устанавливают рядом со штамповочными
молотами или КГШП.
В зависимости от типа производства,
материала, размеров и конфигураций
поковок горячую обрезку облоя, уда-
удаление перемычек, снятие уклонов и
гибку производят в простых, последо-
последовательных и комбинированных (совме-
(совмещенных) штампах. При крупносерий-
крупносерийном и массовом производстве обрезку
и правку круглых в плане поковок ра-
рационально выполнять в комбиниро-
комбинированных штампах, как наиболее произ-
производительных.
Обрезку облоя и удаление перемы- .
чек у поковок с вытянутой осью осу-
осуществляют в комбинированных и по-
последовательных штампах. Если после
этих двух операций требуется правка,
то их предпочтительнее производить
в комбинированном штампе, а правку—
в правочной матрице, установленной
в башмаке комбинированного штампа.
Обрезку и правку или обрезку и гибку
поковок с вытянутой осью целесообраз-
целесообразнее производить в последовательном
штампе, в одном башмаке которого рас-
располагают инструмент для обеих опе-
операций.
Наиболее рациональный процесс об-
обрезки и выбор типа штампов в каждом
случае решается с учетом технических
возможностей производства и экономи-
экономической эффективности.
482
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 1. Действительная толщина обреза*
еного облоя и пробиваемой перемычки
- Усилие обрезки и выбор обрезного
пресса. Необходимое усилие (МН)
обрезки облоя нлн пробивки перемычки
определяют по формуле
Р=A,5-=-1,8) 1О6»0В,
где S — периметр среза, мм; t — дей-
действительная толщина среза облоя или
перемычки, мм; ав — предел прочно-
прочности при температуре обрезки, МПа.
При одновременной обрезке н про-
пробивке общее усилие определяют по
формуле
Р
гДе Робр — усилие обрезки облоя;
Рпр — усилие пробивки перемычки.
Действительная толщина среза об-
облоя
t0 = г + я;
перемычки
ta = г' + п + и,
где размер г определяется графически
по линии среза облоя (рис. 1), г' — по
линии среза перемычки или расчетом
прн номинальном значении облоя (или
перемычки) и радиусах закруглений
г и гг; п — возможная недоштамповка,
которую принимают равной положи-
положительному допуску на размер поковки
по высоте; и-~ износ выступа под на-
наметку в штампе (принимают равным
2—5 мм).
При обрезке облоя в матрицах со
скошенными режущими кромками
усилие обрезки Рск определяют по
формуле;
Рск = @,4+0,6) Робр,
гДе ^обр — усилие обрезки облоя в ма-
матрицах с плоскими режущими кром-
кромками.
Обрезные прессы закрепляют за
штамповочными молотами н КППП
исходя из следующих соотношений:
усилие обрезного пресса должно быть
равно, МН:
Р= @,7+1,0H,
где G — масса падающих частей штам-
штамповочного молота, т, или
р= @,07+0,1) Ркр,
где Ркр — номинальное усилие криво-
кривошипного горячештамповочного пресса,
МН.
Расчетное усилие Рр для выбора
пресса при использовании штампов
с буферным устройством, когда опера-
операции обрезки облоя или пробнвкн пере-
перемычки выполняют одновременно
с правкой, определяют по формуле:
где Ро — усилие обрезки облоя или
пробивки перемычки (если эти опера-
операции производят одновременно, то бе-
берут нх суммарное значение); Рд —
усилие, затрачиваемое на сжатие пру-
пружинного буфера.
Зазор между пуаисоиом и матри-
матрицей. Размер зазора между пуансоном
и матрицей аавнсит от формы и разме-
размеров сечений поковки в плоскости, пер-
перпендикулярной к разъему. Зазор ока-
оказывает большое влияние на качество
и точность поверхности среза, изнаши-
изнашивание и стойкость штампа, величину
потребного усилия и работы обрезки.
Прн большом зазоре происходит изгиб
и втягивание облоя между матрицей
и пуансоном с последующим его обры-
обрывом. Поковку прн этом получают
с рваными и загнутыми кверху заусеи-
цами, которые приходится зачищать
на наждачных кругах. Прн малом за-
зазоре происходит быстрое изнашива-
изнашивание режущих кромок матрицы.
Величину зазора б между пуансоном
и режущим контуром матрицы (рис. 2)
определяют по табл. 1 и приводимым
ниже формулам.
Зазор, превышающий 1,5 мм, не
применяют, так как при этом трудно
устанавливать на глаз равенство за-
зазора по всему контуру обрезки и про-
производить наладку штампов. Если в не-
некоторых сечениях поковки зазор ока-
окажется различным, то для простоты
наладки штампа его берут одинаковым
и равным наименьшему.
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
483
Тип I
Рис. 2. Зазор между обрезным пуансоном и матрицей
Для поковок со штамповочным укло-
уклоном а < 15° (см. рис. 2, тип /) обрез-
обрезной пуансон делают плоским. Для поко-
поковок, имеющих в сечении круг (см.
рис. 2, тип //), форму пуансона во
избежание местного смятия поковки
делают охватывающей. Величину s,
определяющую притупление острых
кромок пуансона, определяют по фор-
формуле :
s = 0.2D + 1 мм.
Прн большом штамповочном уклоне
и плоском пуансоне чистого среза полу-
получить не удается. Поэтому при обрезке
таких поковок пуансон делают охваты-
охватывающим с опорой по уклону поковкн
(см. рис. 2, тип ///). Зазор вне зависи-
зависимости от ft выбирают б = 0,3 мм. Ве-
Величину St притупления острых кромок
пуансона определяют по формуле:
_ 2 + 6
но Si должно быть не более 0,5ft,
1. Зазор между пуансоном
и матрицей при обрезке облои
(размеры, мм)
Тип I
До 5
5—10
10-19
19-24
24—30
Св. 30
б
3
0,3
0,5
0,8
1,0
1,2
1,5
при
5
0,4
0,6
1,0
1,5
2,0
2,4
а,°
15
0,5
1,0
1,5
2,0
2,5
3,0
Тип
До 20
20—30
30—48
48—59
59—70
Св. 70
1
0,3
0 5
08
1 0
1 9,
1,5
Прн обрезке облоя с частичной за-
зачисткой (см. рис. 2, тнп IV) зазор 6
можно определить по формуле:
б = ft tg a + @,8+ 1,0) г — Да,
где Да — величина зачистки штампо-
штамповочного уклона;
Да= @,1 + 0,2) ftn tgcc.
Высота зачищаемой части поковки
где hn — высота элемента поковки,
примыкающего к плоскости разъема.
В тех случаях, когда пуансон и ма-
матрица являются режущим инструмен-
инструментом (см. рис. 2, тип V), принимают
6= Kt,
где t — толщина облоя в месте среза,
мм; К — коэффициент, зависящий от
материала поковки. Для поковок из
стали, дуралюмина н титановых спла-
сплавов К = 0,08+0,1; для поковок из
алюминия, меди, латуни, и магниевых
сплавов К= 0,04+0,06.
Конструкция и крепление матриц.
Обрезные матрицы делают цельными
или составными. Цельные матрицы
применяют главным образом для круг-
круглых поковок, когда изнашивание ре-
режущих кромок по контуру матрицы
происходит равномерно; составные —
для крупных поковок сложной конфи-
конфигурации, когда термическая обработка
цельной матрицы вызывает коробле-
коробление н появление трещин нлн когда из-
изнашивание режущих кромок по кои-
туру матрицы происходит неравно-
неравномерно н вызывает необходимость ча-
частых ремонтов быстроизнашивающихся
участков матрицы. При этом значи-
значительно упрощаются изготовление, тер-
ib*
484
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
2. Матрицы из двух секций и цельные матрицы с креплением
клином (размеры, мм)
Допускаемая
Толщина оЛрезае-
мого облоя
До 1,6
Св. 1,6 до 3
» 3
» 4
» 6
ь,
не менее
30
36
45
55
65
От 6 ДО 8
Св. 8 » 10
» 10 » 12
» 12 » 15
h, не
менее
До 160
От 160 ДО 200
Св. 200 до 320
» 320 » 500
500
40
10
50
12
70
16
25
30
От 8 до 10
Св. 10 до i2
» 12 » 20
с, не
менее
30
36
36
40
15
25
30
20
25
2
не более
10
12
40
50
40
50
50
55
мическая обработка, подгонка под по-
поковку, регулирование ширины режу-
режущего контура и ремонт составных ча-
частей матриц.
Режущий контур матрицы изготов-
изготовляют по контуру поковки в плоскости
разъема с припуском иа слесарную
подгонку по размерам обрезаемой по-
поковки. При холодной обрезке слесар-
слесарную доводку пуансона и матрицы вы-
выполняют по поковке, а при горячей —
по отливке с окончательного ручьи
штампа, из которого поковка поступает
иа обрезку.
Обрезные матрицы изготовляют с ре-
режущими кромками без цилиндриче-
цилиндрического пояска и в виде цилиндриче-
цилиндрического пояска высотой от 1 до 1,5 тол-
толщины облоя (табл. 2). Первый тип ре-
режущих кромок применяют для состав-
составных матриц, второй — для цельных.
В верхней части матрицы выполняют
ступеньку шириной ?>г и высотой Н±.
Для поковок массой более 30 кг сту-
ступеньку можно не делать. Для свобод-
свободного размещения клещевины или по-
поковки при штамповке с поворотом и
в случае многоштучной штамповки
в передней части матрицы выфрезеро-
вывают выемку. При обрезке поковок,
штампуемых без клещевины, выемка
в матрице ие нужна. Форма и размеры
выемки под клещевину или поковку
должны обеспечить свободное разме-
размещение последних с зазором 5—8 мм.
На ступеньке матрицы делается ка-
канавка под литник, глубина которой
равна глубине канавкн в окончатель-
окончательном ручье штампа, а ширина — иа 2 мм
больше. Стенку провального отверстия,
в матрице выполняют с уклоном 5°.
Провальное окно в плите под матрицей
делают с вертикальными стеиками по
нижнему контуру провального отвер-
отверстия в матрице с уступом 3 мм. Габа-
Габаритные размеры В и L матрицы опре-
определяют по соответствующим размерам
поковки с прибавлением толщины Ь
стенок матрицы, высоту ft выбирают
в зависимости от ширины В (см. табл.2).
В случае затупления режущих кро-
кромок составных матриц, у которых ук-
уклон начинается непосредственно с ре-
режущей кромки, их восстанавливают
снятием слоя металла вдоль всей кони-
конической поверхности провального отвер-
отверстия и с поверхностей каждой секции
3. Заготовки дли примоугольных
матриц (размеры, мм)
-*
L
80—180
100—250
120—250
[40—50С
160—500
180—500
>
в
80
100
120
140
160
180
/
Н L
50
250—500
200—400
200—50С
250—500
300—500
360—500
В
180
200
200
250
300
360
Н
55
50
55
65
70
Примечания: 1. Ряд
размеров L: от 80 до 200 — с ин-
интервалом 20; далее 250, 300, 360
400, 450, 500.
2. Материал заготовок приве-
приведен в гл. 11.
матрицы в месте их стыка; у цельных
матриц с цилиндрическим пояском —
шлифованием ее ступеньки по высоте
в пределах высоты пояска. Литые ма-
матрицы или изготовляемые штамповкой
обычно изготовляют цельными.
Цельные и двухсекционные матрицы
крепят на нижней плите клипом
(рис. 3, а), многосекционные — вин-
винтами. Для перемещения и фиксации
положения матрицы при ее регулиро-
регулировании после переточки и при наладке
инструмента служат стопорные болты
на нижней плите, расположенные в
двух взаимно перпендикулярных на-
направлениях. Для предохранения сек-
секций матрицы от сдвига применяют
штифты, размеры и расположение ко-
торых приведены в табл. 2. Кованые
заготовки для изготовления прямо-
прямоугольных матриц приведены в табл. 3.
Размеры круглых матриц выбирают
486
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 8. Способы крепления различных матриц:
а и б — цельных (клином и винтами); в — секционных (горизонтальными и вертикаль-
вертикальными винтами); г — круглых (винтами); д и е — пробивных
в зависимости от диаметра обрезаемой
поковки (табл. 4).
Наиболее распространенным спосо-
способом крепления цельных матриц или
матриц, состоящих из двух секций,
4. Римеры (м«) круглых матриц
является крепление их винтами, на-
наклоненными под углом 5° (рис. 3, б).
Для обеспечения регулирования слож-
сложного контура обрезки составные ма-
матрицы изготовляют из трех и более
До 50
50—60
60—80
80—95
95—100
110—130 200
130—150
150—170
170—200
200^—220
100
120
140
160
180
22С
250
280
300
45
35
40
50
220—260
260—300
300—340
340—390
390—440
440—480
480—520
520—550
350—600
800—640
640—730
730—800
800—900
350
400
450
500
550
600
650
700
750
800
900
1000
1100
65
70
50
80
60
95
105
70
10
12
15
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
487
5. Основные размеры (мм) элементов 6. Основные размеры (мм) элементов
крепления матриц клином крепления матриц винтами
(см. рис. 3, а) (см. рис. 3, б и в)
в
До 160
160—200
200—250
250—320
320—400
400—500
Ь, не менее
40
45
50
55
25
34
секций с креплением их винтами
(рнс. 3, в). Если у многосекционных
матриц стопорные вииты не прижи-
прижимают какую-либо секцию к другим
(рис. 3, в), ее положение фиксируют
дополнительными натяжными болтами.
Большие оси овальных отверстий в ма-
матрицах под винты направляют в сто-
сторону смещения, секций при регулиро-
регулировании. Основные размеры конструк-
конструктивных элементов крепления матриц
приведены в табл. 5—7.
7. Основные размеры (мм)
элементов крепления круглых матриц
(см. рис. 3, г)
D
До 140
160
180—200
250
280—350
400
450—500
550—600
650
700—800
900—1100
н
35
40
50
60
70
80
Ь,
не менее
35
40
45
50
60
75
d
М16*
М20
М24
В
До 160
160—200
200—250
250—320
320—400
400—500
Ь, не менее
35
40
45
50
60
й
М16
М20
М24
Клином и одновременно одним или
несколькими винтами можно крепить
матрицы из трех секций (рис. 4). Здесь
сдвигу третьей секции вдоль оси пре-
препятствуют уступы а и б. Чтобы про-
продвинуть эту секцию вперед, надо сто-
сточить уступ б и поставить прокладку
в уступе а.
Конструкции секционных матриц
(рис. 5) должны обеспечивать возмож-
возможность регулирования режущего кои-
тура матрицы при изменении размеров
.поковки в результате изнашивания
чистового ручья штампа. Когда штам-
штампуют только концы заготовок (напри-
(например, у ломиков) или поковку последо-
последовательно по половине (например, для
балки передней оси автомобиля), то
обрезную матрицу (рис. 6, а) и про-
Рис. 4. Матрица,
и винтом
закрепляемая клином
488
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 5, Разбивка матриц на секции
вальное окно в нижней плите выпол-
выполняют открытыми с одной стороны. Для
Обрезки мелких поковок матрицу изго-
изготовляют без сквозного провального
окна (рис. 6, б). Для уменьшения уси-
усилия обрезки облоя режущие кромки
матрицы выполняют скошенными. Од-
Однако обработка и подгонка их пред-
представляют значительные трудности.
i При конструировании пробивных ма-
матриц необходимо обеспечить хорошее
центрирование поковки в матрице. Для
многих поковок бывает достаточно
заключить в матрицу только нижнюю
часть поковки. Если матрица при этом
не будет обеспечивать надежной ук-
укладки поковки, то вместо увеличения
размеров матрицы предусматривают
укрепленные на ней в виде кронштей-
кронштейнов поддерживающие упоры. Форма
фигуры в матрице может быть значи-
значительно проще формы поковки, если
при этом поковка в матрице достаточно
централизована.
Вертикальные размеры полости в ма-
матрице под фигуру поковки делают по
номинальным размерам поковки; гори-
горизонтальные — с зазором, причем по
центрирующим контурам зазор Д на
сторону принимают равным половине
верхнего отклонения от соответствую-
соответствующего размера D, по нецентрнрующим—
зазор б на сторону устанавливают рав-
равным А + 0,5 мм (рис. 7).
Провальное окно в матрице делают
с вертикальными стенками. Его попе-
поперечные размеры должны обеспечивать
свободный проход удаляемой перемыч-
перемычки, но быть, по крайней мере, на 1—2 мм
меньше соответствующих размеров
контура внутренней кромки опорной
поверхности поковки, с тем чтобы
кромка провального окна не давала от-
отпечатка на поверхности поковки.
Если при конструировании матрицы
окажется, что зазор мЪкду пуансоном
и кромкой провального окна в матрице
6 ;> 1,5 мм на сторону, то можно при-
применять штампы без направляющих
колонок. При б< 1,5 мм применение
направляющих колонок обязательно.
При расположении удаляемой пере-
перемычки заподлицо с опорной поверх-
Рис. 6, Полуоткрытые матрицы:
о — со сквозным окном; б — без сквоз»
ного окна
Рис, 7. Конструкция пробивных ма-
триц, когда режущим инструментом яв.
ляются;
с —¦ пуансон; б -» пуансон н матрица
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
ностью поковки режущими инструмен-
инструментами являются как пуансон, так и ма-
матрица. Провальное окно у такой ма-
матрицы следует выполнять с цилиндри-
цилиндрическим пояском или с острыми кром-
кромками и уклоном 5°, как у обрезных ма-
матриц, штампы применять с направляю-
направляющими колонками, а зазор между пуан-
пуансоном и матрицей устанавливать за
счет матрицы (табл. 8).
Высоту Н (мм) провального окна
Б матрице определяют по формуле
Н= 0,5<+ 15 мм,
Где t — толщина пробиваемой пере-
перемычки, мм.
Конструкция и крепление пуансонов.
В зависимости от высоты поковки и
расположения облоя обрезной пуансон
может быть одновременно давящим и
режущим инструментом. При обрезке
толстых поковок, у которых расстоя-
расстояние от плоскости разъема до плоскости
соприкосновения с пуансоном h >
Е> 5-^8 мм, пуансон не входит в ма-
матрицу и является давящим инстру-
инструментом, при обрезке тонких поковок,
у которых h < 2 мм, пуансон входит
в матрицу и является (как и матрица)
режущим инструментом. При h = 2—
-т-5 мм пуансон в начале обрезки вы-
выполняет роль толкателя, а в конце —
роль режущего инструмента.
Во избежание изгиба и смятия вы-
выступающих частей обрезаемой поковки
необходимо, чтобы опорные поверхно-
поверхности пуансона прилегали к соответст-
соответствующим поверхностям поковки. Кон-
Конфигурацию опорной поверхности
в пуансоне выполняют по чертежу по-
поковки с последующей слесарной под-
подгонкой по поковке или контрольной от-
отливке с окончательного ручья штампа.
По неопорным поверхностям между
поковкой (или отливкой) и пуансоном
предусматривается зазор А, который
принимается равным половине верх-
верхнего отклонения допуска иа соответ-
соответствующий горизонтальный размер по-
поковки с увеличением его на 0,3—0,5 мм
(рис. 8). Контур пуансона подгоняют
по режущему контуру матрицы с за-
зазором, полученным за счет уменьшения
размеров пуансона.
В случае, если опорная площадь со-
соприкосновения поковки с пуансоном
окажется недостаточной, а также если
8. Зазор между пуансоном и
и матрицей при пробивке перемычек
Толщина
перемыч-
перемычки, мм
До 2,5
2,5-5
5—10
Св. 10
Зазор на сторону,
% от толщины перемычки
при
горя-
горячей
про-
пробивке
1,8—
2
2—
2,5
2,5—
3
3—4
при холодной про-
пробивке сталей марок
10; 20
3,5—
4
4—
4,5
4,5—
5,5
5,5—
7
20;
25; 30
4—
4,5
4,5—
5,5
5,5—
6,5
6,5—
8
45
4,5—
5
5—6-
6-7
7—9
пуансон изготовлен неточно и в каких-
либо местах поковка не будет сопри-
соприкасаться с пуансоном, произойдет смя-
смятие поверхности поковки, что может
привести к браку. Чтобы при обрезке
облоя поверхность контакта пуансона
с поковкой Fn (мм) не сминалась,
необходимо соблюдать следующее усло-
условие:
где осм — сопротивление смятию ма-
материала поковки при температуре об-
обрезки облоя, МПа; 0ср — сопротивле-
сопротивление срезу материала облоя при темпе-
температуре его обрезки, МПа; S — пери-
периметр обрезаемого контура поковки, мм;
t — толщина облоя в месте среза, мм.
Для удешевления и упрощения кон-
конструкции пуансона, а также улучше-
улучшения качества обрезки пуансон следует
изготовлять по наиболее простой части
Рнс. 8. Зазор между иеопориыми по*
верхностямн пуаисоиа и поковки
490
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 9. Способы упрощения конструкций пуаисоиа
поковки, для чего обрезаемую поковку
укладывают на матрицу так, чтобы
все наиболее выступающие части и
ребра были обращены вниз, т. е. об-
обрезку поковки ведут в перевернутом
виде (рис. 9, а). В этом случае либо
высоту ступеньки ft обрезной матрицы
следует увеличить на 5—10 мм, либо
при штамповке выполнять облойную
канавку в нижней части штампа.
Для обрезки облоя у мелких и сред-
средних круглых в плане поковок с тол-
толстым полотном и ободом опорную по-
поверхность пуансона следует сопрягать
по одной плоскости с поковкой (рис. 9,
б), а для обрезки облоя и одновремен-
одновременного удаления перемычек у таких же
поковок в совмещенных штампах опор-
опорную поверхность пуансона можно со-
сопрягать по двум плоскостям (рис. 9, в).
Если поковка двутаврового сечения
(типа шатунов, рычагов и др.) неширо-
неширокая и имеет толстое полотно, а также
достаточную опорную поверхность по
тавру (ребру), то опорную поверхность
пуансона сопрягают с опорной поверх-
поверхностью поковки по одной плоскости
(рис. 10, а). Такое сопряжение не при-
приводит к короблению поковки приумень-
приуменьшении высоты ребра ft вследствие из-
изнашивания выступающих частей ручья
штампа. Если опорная поверхность
пуансона окажется недостаточной, осо-
особенно при сечении двутавра с закруг-
Рис. 10. Сопряжение опорной поверхности
пуансона с опорной поверхностью по-
поковки, имеющей двутавровое сечение
ленными ребрами, то ее тщательно под*
гоняют по опорной поверхности по-
поковки (рис. 10, б).
Пуансоны для крупных поковок
крепят непосредственно в ползуне
пресса, а для мелких и средних поко-
поковок в переходных державках. Конст-
Конструкции элементов креплення пуансонов
клином показаны на рис. 11, размеры
поперечного сечения хвостовиков
пуансонов и пазов для них приведены
в табл. 9.
Ширина и длина хвостовика должны
быть равными илн несколько большими
соответствующих максимальных раз-
размеров рабочей части пуансона. У пуан-
пуансонов с круглым поперечным сеченнем
длина хвостовика должна быть равна
его диаметру. Клиновое крепление
применяют для холодной и горячей
обрезки поковок удлиненной формы.
Способ крепления пуансонов в пол-
ползуне (табл. 10, схема а) является наи-
наиболее рациональным при горячей об-
Рис. II. Конструктивные элементы кре-
крепления пуансонов клином:
а — хвостовик пуансона; б — паз для
крепления пуансонов; в •¦ хвостовик
круглого пуаисоиа
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
491
9. Размеры (мм) поперечного сечения
хвостовиков и пазов (см. рис. 11)
Усилие
пресса,
МН
До 1.6
1,6
2,5—4,0
6,3—16
Хвостовики
Ъ
50
76
96
148
188
ft
33
40
39
46
&.
25
38
48
74
94
Пазы
62
50
63
82
128
148
32
39
38
45
резке крупных поковок. Если ширина
режущего контура меньше ширины
хвостовика пуансона, последний де-
делают с заплечиками (схема б), а в про-
противном случае — без них (схема в).
При креплении на шлице и винтах
(схема г) паз в пуансонодержателе
выполняют по всей его длине. Крепле-
Крепление в гнезде пуансонодержателя вин-
винтами сквозь заплечики пуансона (схема
д) или с помощью кольцевого пуансоно-
пуансонодержателя и винтов (схема е) приме-
применяют для круглых поковок. В первом
случае заплечики пуансона, а во вто-
втором пуансонодержатель подгоняют по
гнезду пуансонодержателя до плотной
посадки или крепят винтами к плоской
нижней поверхности пуансонодержа-
пуансонодержателя н фиксируют на контрольных
штифтах. Между пуансоном и пуансо-
нодержателем рекомендуется ставить
опорные плитки толщиной 5—8 мм.
Пуансоны сложной конфигурации
(схема ж) зажимают между колодками
двумя болтами, проходящими через
колодки и пуансон, а затем четырьмя
болтами крепят к пуансонодержателю.
10. Способы крепления пуаисоиов (размеры, мм)
Луйнсонодержйтель
М12
М14
М16
13
15
17
17
21
25
— диаметр болта.
14
16
18
25
30
35
492
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 12. Крепление сменных
в обрезных пуансонах:
/ — обойма; 2 — клеймо
клейм
Пуансон по контуру обрезки, а колодки
по контуру пуансона не фрезеруют, а
строгают. Опорную плоскость пуан-
пуансона выполняют заподлицо с верхней
плоскостью колодок. Одну из зажим-
зажимных колодок устанавливают в пуансо-
нодержателе на два контрольных
штифта.
Крепление пуансонов с хвостовиками
иа прессах с небольшими усилиями
(до 1,25 МН) производят непосредст-
непосредственно в ползуне пресса с помощью сто-
стопорных винтов. Для совмещения опе-
операции клеймения поковок с горячей об-
обРис. 13. К расчету закрытой высоты
штампа и пуансона
резкой круглые или удлиненные обой-
обоймы со сменными клеймами в пуансонах
крепят винтами (рис. 12).
Высоту обрезных пуансонов (рис. 13)
определяют исходя из размера закры-
закрытой высоты штампового пространства.
Закрытаи высота штампового простран-
пространства
ЯПр = Нпшб - #рег + A5 -т- 20) мм,
где #наиб — наибольшее расстояние
между столом пресса и ползуном в его
нижнем положении; Ярег — величина
регулирования расстояния между сто-
столом и ползуном.
Закрытая высота штампа
ЯШт = #пр — '!i-
где ftt — толщина подкладной плиты
пресса.
Величина сдвига поковки при обрез-
обрезке
е= C-5) й0,
где h0 — толщина обрезаемого облоя.
Высота пуансона
Яп = Яшт - (Янп + #м + Яд) +
+ е — Лп,
где Янп — толщина нижней плиты;
Ям — толщина матрицы; Яд — тол-
толщина пуансон одержателя;Лп — размер
поковки от поверхности прилегания ее
к пуансону До линии разъема.
Высота окна в нижней плите
Яо>Япок+(Ю-5-20) мм,
Япок — наибольшая
высота по-
где
ковки.
Для свободной укладки поковки
в штамп ее максимальную высоту опре-
определяют по формуле
Япок < (Ятт + s) — ¦
+ A0-4-15) мм],
где s — ход ползуна пресса.
Расчет закрытой высоты штампа
для пробивки перемычки выполняют
так же, как и для обрезных штампов.
Плиты и пуансонодержатели для про-
пробивных штампов применяют те же, что
и для мелких обрезных штампов (см.
табл. 14, 22, 24,-26, 28). Для мелких
и крупных цилиндрических пуансонов
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
493
11. Пуансоиодержатель пробивного
штампа для мелких пуансонов
(размеры, мм)
12. Пуаисоиодержатель пробивного
штампа для крупных пуансонов
(размеры, мм)
D
До 30
30—38
38—50
50—65
d
М16
М18
М22
М24
35
43
55
70
h
16
18
20
22
65
80
95
115
применяют также более простые в из-
изготовлении пуансонодержатели с креп-
креплением пуансонов винтами (табл. 11
и 12).
Режущий контур пробивного пуан-
пуансона выполняют по контуру отверстия,
получаемого после удаления перемычки
и указанного в чертеже поковки. При
мелкосерийном производстве для высо-
высоких поковок для удаления перемычек
применяют накладные пуансоны
(табл. 13). Такой пуансон ставят на
перемычку, и он вместе с перемычкой
после ее пробивки проваливается
сквозь отверстие матрицы.
На торце пунасона для лучшей его
устойчивости при установке на удаляе-
удаляемую перемычку выполняют крестооб-
крестообразную канавку.
Конструкции съемников. При об-
обрезке облоя на невысоких поковках,
когда пуансон заходит в матрицу, а
также при малом зазоре между пуансо-
пуансоном- и матрицей на пуансоне происхо-
происходит застревание облоя. То же происхо-
происходит е поковками при удалении внутрен-
внутренних перемычек. Для снятия с пуаисона
облоя и поковок применяют съемники.
Их применяют при холодной обрезке,
если зазор между пуансоном и матри-
65—85
85—110
110—140
цей б < 0,5 мм, при горячей — если
б < 1 мм.
Наиболее распространенным и на-
надежным является жесткий съемник на
распорных трубках (рис. 14, схема /).
В съемнике толщиной 15—25 мм вы-
выполняют отверстие для прохода пуан-
пуансона по контуру последнего с зазором
1,5—2,5 мм на сторону и прикрепляют
к плите штампа болтами диаметром
15—25 мм через распорные трубки.
Последние устанавливают не ближе
10—15 мм от наружного контура облоя.
Нижняя плоскость съемника должна
находиться над матрицей на расстоя-
расстоянии, равном высоте поковки плюс
5—10 мм. Со стороны рабочего съемник
делают открытым, если при замкнутом
контуре он препятствует укладке по-
поковки в штамп.
Для снятия облоя с пуансоиа при
обрезке крупногабаритных поковок
применяют съемные лапы (рис. 14,
494
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
13. Типоразмеры (мм) накладных
прокладочных пуансонов
as' . ,,
г
i
L
1
D
35—50
50—70
70—100
100—125
д.
не менее
50
100
•
С
3
4
5
6
г
5
8
10
15
схема //). Расстояние hi должно быть
на 5—10 мм больше высоты поковкн
при съемнике с замкнутым контуром
или иа 5—10 мм больше соответствую-
соответствующей высоты поковкн при укладке ее
под полуоткрытый съемник или под
съемные лапы. Тогда
Й! = (На — е) — (А2 + А8 + А4),
где А8 = 10-=- 20 мм.
В случае холодной обрезки мелких
поковок применяют резиновые съем-
съемники, состоящие из одной или несколь-
нескольких резиновых пластин (рис. 14,.схема
///). При обрезке высоких поковок и
малой закрытой высоте пресса в целях
уменьшения высоты пуансона и повы-
повышения его прочности вместо съемника
на распорных трубках применяют
съемник на пружинах с нижним их рас-
расположением (рис. 14, схема IV).
Съемник в его нижнем положении не
должен доходить до матрицы на вы-
высоту, равную не менее трех толщин
облоя. При этих съемниках размер
К= (Нп-е)- (А2-А5),
где А5 — величина сжатия пружины.
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
495
Рис. 14. Съемники облоя
При холодной и горячей обрезке
очень высоких поковок, когда вииты
съемника с нижним расположением
пружин ие вписываются в закрытую
высоту штампового пространства и
съемник мешает укладывать поковки
на обрезиую матрицу, применяют пру-
пружинный съеминк с верхним расположе-
расположением пружин (рис. 14, схема V). В этом
случае суммарное усилие пружии
должно составлять ие менее половины
усилия на обрезку облоя. При обрезке
крупных круглых в плане поковок
облой можно легко удалять с пуансона,
если на пуаисоие сделать Эксцентрич-
Эксцентричную выточку (рис. 14, схема VI) и рас-
расположить ее со стороны, противопо-
противоположной рабочему. Оставшийся иа пуан-
пуансоне облой рабочий надвигает на себя
и легко снимает с пуансона.
Для снятия с пуансона поковок вы-
высотой Н после удаления перемычек
применяют съемники иа двух (рис. 15),
трех н четырех распорных трубках,
при конструировании которых значе-
значения Н, s и D берут из чертежа поковки;
/ = b + d1 + E-f-8) мм, где b прини-
принимают конструктивно; А я* 0,5s ~Н
+ 0.1D+0.01/+8 мм; d « А (под-
(подбирают по размеру, ближайшему из
ряда 12, 16, 20, 22 и 24 мм); dx я? \,Ы
(подбирают по диаметру распорных
трубок).
Расстояние от верхней поверхности
съемника до заплечиков пуансона при
закрытом штампе должно быть не ме-
менее 10 мм. В противном случае распор-
распорные трубки следует заменять пружи-
пружинами. Расстояние от матрицы до ниж-
нижней плоскости съемника можно умень-
уменьшить иа размер h (рис. 16) за счет вы-
выреза А глубиной А, если при этом цен-
центрирование поковки в матрице будет
сохранено. Для более удобного удале-
удаления поковок из матриц (рис. 16) реко-
рекомендуется делать в них канавки Б
глубиной А1( а съемники выполнять по-
полуоткрытыми.
Необходимое усилие Рсн для съема
облоя с пуаисона определяют по фор-
формуле:
Рсн = дг обр>
гДе робр — усилие обрезки облоя (или
пробивки перемычки); К — коэффи-
коэффициент, зависящий от условий обрезки
(в холодном или горячем состояниях),
Рис. 15. Съемник иа распорных трубках
для съема поковки
зазоров между пуансоном и матрицей,
материала поковки и размеров облоя,
условий наладки штампов; л = 0,02-5-
^0,07.
Штампы простого действия. Кон-
Конструкцию штампа следует выбирать
с учетом формы и размеров сечений по-
поковкн в плоскости, перпендикулярной
к контуру обрезки, формы и размеров
контура обрезки и серийности произ-
производства данной поковки. От формы и
=¦'!
Рис. 16. Полуоткрытая матрица пробив»
ного штампа
496
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 17. Штампы с установкой матрицы:
а — на сголе пресса; б — на брусьях
размеров контура обрезки зависят сек-
ционность и размеры матрицы, а сле-
следовательно, и способ ее крепления
к нижней плите. Размеры контура об-
обрезки с учетом толщины срезаемого об-
лоя и материала поковки определяют
вид обрезки (холодная или горячая)
и необходимое усилие. Горячую об-
обрезку производят на обрезных прессах
с большой высотой штампового про-
пространства, холодную — как на обрез-
обрезных, так и на более легких кривошип-
кривошипных прессах общего назначения. Вы-
Высота штампового пространства опре-
определяет необходимую высоту нижней
плиты штампа. Высокие нижние плиты
(коробчатые) рассчитаны на удаление
обрезанных поковок из выгребного
окна коробчатой плиты и используются
на обрезных прессах с усилием не ме-
менее 1 МН. Низкие плнты рассчитаны
на провал обрезанных поковок сквозь
провальное окно в плите и в столе
пресса и используются на прессах об-
общего назначения с усилием до 1,6 МН.
После выбора типовой конструкции
штампа и плиты размеры последней
подбирают по габаритным размерам
матрицы. На штампах простого дей-
действия выполняют только одну опера-
операцию: обрезку облоя или пробивку вну-
внутренней перемычки.
Штампы без колонок. Упрощенные
штампы без колонок с креплением ма-
матриц непосредственно на столе пресса
прихватами / и болтами (рис. 1'7, а)
применяют в мелкосерийном, а иногда
и в единичном производстве для об-
обрезки облоя у небольших по массе и
простых по конфигурации поковок,
круглых в плане или с вытянутой осью
типа рычагов. Пуансон с помощью
цилиндрического хвостовика закреп-
закрепляют в ползуне пресса. Поковки после
обрезки через отверстие в столе пресса
падают в тару, помещенную под столом.
Обрезку облоя в таких штампах произ-
производят в холодном и горячем состояниях.
Такие штампы применяют на эксцен-
эксцентриковых прессах, когда расстояние
между ползуном и плитой пресса яв-
является недостаточным для установки
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
497
14. Прихваты для крепления плит (размеры, мм)
¦т.
Место
паркировки rt'O.Sb,
40
36
( ±1)
34
26
60 34
190
220
240
260
280
60
70
8С
40
48
80
25
30
40
ft.
40
45
65
55
Н\ ft,
- I
25
30
9,5
12
35 14,5
40 17
50
22
80
93
93
106
ПО
48
50
76
45
50
70
10.
12,5
17,5
50
35
46
50
55
25
30
35
26
30
12
16
20
Примечания: 1. Материал: сталь 45 (ГОСТ 1050—74 **); твер-
твердость НВ 285—321.
2. Неуказанные радиусы 3 мм. Штамповочные уклоны не более 7°. До-
Допуски на размеры по ГОСТ 7505—74 *, группа вторая.
3. Допускаются поверхностные дефекты глубиной до 1 мм.
штампа с нижней плитой. Типораз-
Типоразмеры рекомендуемых прихватов при-
приведены в табл. 14.
Штампы с креплением матриц на
брусьях (рис. 17, б) применяют в мел-
мелкосерийном производстве как на экс-
эксцентриковых прессах, так и на двух-
стоечных прессах закрытого типа. Они
предназначены для обрезки облоя у
средних по массе поковок, круглых
в плане и с вытянутой осью. Брусья
укрепляют на столе пресса болтами,
помещаемыми в пазах стола. Когда
пазы стола имеют диагональное распо-
расположение, тогда брусья крепят прихва-
прихватами. При смене штампов брусья ие
демонтируют со стола пресса. Преиму-
Преимуществом данной конструкции штампа
является простота изготовления и воз-
возможность устаиовкя цельных матриц
любых габаритов. Типоразмеры реко-
рекомендуемых брусьев приведены в
498
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
15. Брусья для крепления матриц (размеры, мм)
710
800
900
1000
1250
1400
1600
100
120
100
120
100
150
гоо
150
200
560
600
750
850
800
1060
1180
1400
22,
28
36
50
80
120
400
550
600
700
650
800
900
1100
Примечания: 1. Материал: сталь 45 (ГОСТ 1050—74 **).
2. Остальные размеры: Ь1 — 36 D6) [доп. откл. + 2(+3)]; h2 =''
= 16B0) [доп. откл. -f-l(-f-2)J; A, = 20 B5); с= 1,5B). Размеры
в скобках для плит с Ь = 28. Твердость НВ < 217. Отклонения свобод-
свободных размерор по 14 кпалитету.
14.
\\
iLHIbl
и
— г\
SL
&
в,-
нижние для
крепления матриц клином (размеры, мм)
V (V)
ь
if
A, i
\
\\\
в' .-
г—
V
3f -О
А я
В
Л *'tf
1
я, ¦ -
1
j
s
L
190
280
190
280
360
280
360
300
360
в
340
380
420
ь
40
50
60
70
80
90
100
В,
107,5
127,5
147,5
А
215
230
280
А,
95
102,5
127,5
Примечания: 1. Материал:
сталь ЗОЛ (ГОСТ 977—75*), твер-
твердость НВ < 255.
2. Неуказанные радиусы отли-
отливок 5 мм; остальные размеры: Ь =
= 26
Для
+25; й=36 D01; й^ЗО^О);
В — 100; В3 = В2+ 50;
90 A00). Размеры в скобках
плит сВ> 380.
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
499
17. Плиты нижние коробчатые для крепления матриц клином
(размеры, мм)
. __
<
у
\_R2S__
4
1 ~*
Д^
-Место марки робки
Б-6
"А
4
в.,
\
1
1
1
1
1
1
1
1
1
1
1
1
1
II
У
1
1 1
I I
1 I
и
в,
Для плит с b^ 225 мм Дпя nnum с ь>225ин
i {показано усповно)
L
210
380
480
i 380
i 480
600
i 420
' 530
S
480
600
i
В
260
300
360
H
180
200
220
50
70
80
90
100
Ьг
90
120
140
fe
40
ft,
80
90
105
в,
260
300
320
в.
150
180
210
117,5
137,5
147,5
A
140
260
340
260
340
440
310
390
340
440
500
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
ОБРЕЗКА ОВЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
501
Продолжение табл. 1
L
530
630
750
600
710
630
в
420
450
н
250
560 | 320
ь,
125
150
180
190
220
270
h
50
ft,
НО
170
в,
400
450
530
в2
270
300
360
в3
183
208 "
248
А
390
490
590
440
540
490
Примечания: 1. Материал: сталь ЗОЛ (ГОСТ 977—75*); твер-
твердость НВ < 255.
2. Неуказанные радиусы отливок 5 мм; остальные размеры: Ь = 26й—j-
+ 25 C4); h2 = 80 A00); h3 = 36 E0); ft5 = 75 (95). Размеры в скобках для
плит с В > 420. Обозначения А и hb см. табл. 25.
18. Пуансонодержатели с хвостовиком под клин и креплением
пуансона клином (размеры, мм)
b
90
140
180
Ьг
35
22,5
45
—
90
ь,
57
65
44,5
75
57
65
140
h
39
46
46
hi
38
32
38
45
I
200
320
400
500
630
800
200
320
4Г0
500
320
400
500
630
800
320
400
500
630
800
630
800
1000
в
210
220
190
240
220
380
Bi
90
80
ПО
100
160
н
80
70
90
90
Ь
180
70
Ьг
120
Продолжение табл
h
46
45
t
400
500
630
800
1000
s
320
в.
140
. 18
н
125
Примечания: 1. Ма-
Материал: сталь 45 (ГОСТ 1050—
74**); твердость ЯВ<217.
2. Отклонения размеров по
14-му квалитету. Отклонения от
параллельности поверхности А
относительно поверхности Б не
более 0,05 мм на длине 100 мм.
19. Пуансонодержатели с хвостовиком
под клин и креплением
пуансона винтами (размеры, мм)
табл. 15. При необходимости к брусьям
одновременно с матрицей могут кре-
крепиться н съемники облоя.
Штампы простого действия с креп-
креплением матриц в нижней плите клином
Рис. 18. Штампы простого действия
с креплением матрицы клином и удале-
удалением поковки:
а — через окно в столе пресса; б — через
окно нижней плиты; / — нижняя плита;
2 — пуансоиодержатель; 3.4 — клинья
.., v
1
в
н
в
н
140
40
260
50
Прим
риал
-74s
где
сталь
*). 2.
L,
т
А
,.п-
II
к
i
1
1
i
if
160
40
280
60
е ч а
45
L =
-i—^^
у
fe^
Ттг-т
ii 1
?\
1
j
I
1
I
1
4
i
180
45
300
60
200
45
350
70
240
50
400
70
н и я: 1. Мате-
(ГОСТ 1050—
/+ B0 — 40),
— длина поковки.
(рис 18, а) применяют в серийном про-
производстве для обрезки облоя у мелких
поковок и устанавливают на прессах,
имеющих провальное окно в столе.
Пуансон крепят клином в пуансоно-
держателе, а сам пуансонодержатель —
в ползуне пресса. Возможно и непо-
непосредственное крепление пуансона с по-
помощью ласточкина хвоста в ползуне.
Типоразмеры плит, в которых мат-
матрицы крепят клином, приведены в
табл. 16.
L
502
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Вид А
Вид Л
^ а) "^
Рис. 19. Штампы простого действия с креплением матрицы винтами и удалением по-
поковок:
а — через окно в столе пресса; б — через окно инжией плиты; / — нижняя плнта; 2 —
пуансоиодержатель; 3 — клин; 4 <— винт
Штампы простого действия с удале-
удалением поковок через провальное окно
нижней плиты (рис. 18, б) применяют
для обрезки облоя у средних поковок.
Типоразмеры плит для крепления ма-
матриц клином н пуансонодержателей
с хвостовиком под клин с_креплением
пуансона клином и винтами приведены
в табл. 17—19.
Типоразмеры рекомендуемых клинь-
клиньев для крепления матриц и пуан-
пуансонов приведены в табл. 20, 21.
В обрезных штампах данного типа
применяют цельные или двухсекцион-
двухсекционные матрицы длиной не более 700 мм,
так как изготовление для них клиньев
большой длины и требуемой точности
затруднительно.
Штампы с креплением секционных
матриц винтами (рис, 19, а) не имеют '
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
503
20. Клиньи для крепления матриц (размеры, мм)
Доп. откл.
Доп. откл,
Доп. откл.
+ 0,2 | —0,5
+2
+ 0,2 -0,5
±2
+ 0,2 -0,5
±2
25,6
40
300
360
400
450
25,6
40
500
560
600
670
34,6
50
600
670
710
800
Примечание. Материал: сталь 40Х (ГОСТ 4543—71*); твер-
твердость НВ 285-363.
21. Клинья для крепления пуансонов (размеры, мм)
Доп. откл.
+0,2 —0,5
±2
Доп откл,
+0.2 | -0,5
±2
Примечания
22,6
22,6
42
38
:300—600
300—600
30; 6
50,6
I
38
450—1120
500—1120,
1. Материал: сталь 40Х
(ГОСТ 4543—71*); твердость
НВ 285—363.
2. Ряд размеров L: 300,
450, 500, 600, 750, 900, 1120.
I
504
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
22. Плиты нижние для крепления
матриц винтами (размеры, мм)
190
240
300
300
400
300
400
240
280
320
90
36
40
30
40
340
380
420
190
215
255
Примечания: I. Мате-
Материал: сталь ЗОЛ (ГОСТ 977—75*);
твердость НВ ^ 255.
2. Неуказанные радиусы от-
отливок 5 мм.
ряда недостатков, присущих штампам
с креплением матриц клином. Такие
штампы используют в крупносерийном
производстве, Где имеется хорошо по-
поставленная служба изготовления и
ремонта штампов. Штампы применяют
как для холодной, так и для горячей
обрезки облоя у мелких поковок' и
устанавливают на эксцентриковых
прессах, имеющих провальное окно
в столе. Достоинством этих штампов
является возможность применения
в них как цельных, так и секционных
матриц. Чтобы матрица плотно приле-
прилегала к гнезду в нижней плите, проваль-
провальное окно в ней выполняют близким по
конфигурации к обрезаемой поковке.
Штамп на столе пресса крепят прихва-
прихватами или непосредственно болтами,
если это позволяют делать пазы стола.
Гнездо под матрицу в нижней плите
делают на 10 мм больше по длине и ши-
ширине по сравнению с размерами ма-
матрицы, что исключает перемещение
штампа по столу пресса при его иа,-
ладке. В табл. 22 приведены типораз-
типоразмеры нижних плит для крепления ма-
матриц винтами.
Для горячей обрезки облоя средних и
крупных поковок в крупносерийном
и массовом производстве применяют
штампы с креплением секционных ма-
матриц винтами и удалением поковок че-
через провальное окно нижней плиты
(рис. 19, б). В табл. 23 приведены типо-
типоразмеры нижних плит для конструи-
конструирования таких штампов.
Штампы с нижней плитой для ма-
матриц круглой или квадратной формы и
удалением поковок через окно пресса
(рис. 20, а) применяют при мелкосе-
мелкосерийном и серийном производстве для
холодной и горячей обрезки облоя
у мелких поковок. Такие штампы при-
применяют на эксцентриковых прессах.
Штампы с нижней плитой для круг-
круглых или квадратных матриц и удале-
удалением поковок через окно нижней плиты
(рис. 20, б) применяют для обрезки
облоя у средних поковок и устанавли-
устанавливают на однокривошипных прессах
закрытого типа. Типоразмеры нижних
плит, рекомендуемые для конструиро-
конструирования таких штампов, приведены в
табл. 24 и 25.
Штампы с колонками. Обрезные
штампы с направляющими колонками
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
505
23. Плиты нижние коробчатые для крепления матриц винтами (размеры, мм)
Дли плит ci4 210нн Дли плит с b >2i0mh
506
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Продолжение табл. 23
Гнездо
для
матриц
1
370
460
570
680
410
510
710
720
Ь
210
260
L
450
560
670
800
500
600
710
850
Прим
НВ <2 255
В
360
420
н
220
250
140
190
ft,
105
135
ПО
й»
300
360
в,
210
270
Us
40
Li
360
470
580
710
410
510
620
760
и
85
120
135
130
90
100
115
155
75
90
п
10
12
14
10
12
14
14
"'
8
г ч а и и я: 1. Материал: сталь ЗОЛ (ГОСТ 977—75*)
t
70
80
90
80
90
*'
OU
60
А
260
340
420
520
290
390
470
550
;твердость
2. Неуказанные радиусы отливок 5 мм; остальные размерь
= 40E0); h
= М16 М20;
2 = 80 A00); hb = 75 (95); he =
= 45E5);
Л,= 17
с = 1,5 B); г = 16; п и п-у — число отверстий иа
тнвоположных сторонах плиты. Размеры в скобках Для плит с
Размеры плит с В > 420 по МН1751—61.
B1
i: A =
двух про-
В
= 420.
применяют в массовом производстве.
Такие конструкции штампов позволяют
обеспечить большую точность и по-
постоянство взаимного положения ма-
матрицы и пуансона, т. е. соблюдение
равномерного зазора между пуансоном
и фигурой в матрице. Применение
штампов с направляющими колонками
и втулками обязательно при зазоре
между пуансоном и матрицей б <|
^ 0,5 мм. В штампах с колонками при-
применяют цельные и секционные матрицы.
Секционные матрицы, кроме крепле-
крепления со всех сторон установочными
винтами, крепят еще сверху и болтами.
Наладку таких штампов выполняют
заблаговременно в штамповой мастер-
мастерской, а при установке на пресс закреп-
закрепляют верхнюю плиту в ползуне, а ниж-
нижнюю с помощью прихватов — на столе.
В практике горячештамтювочных це-
цехов применяют следующие конструк-
конструкции штампов с колонками.
Штампы с задним расположением на-
направляющих колонок и удалением по-
поковок через окно в плите пресса
(рис. 21, а) обеспечивают хороший
доступ к штампу и свободную укладку
поковок под обрезку. Наладка такого
штампа проста и отнимает мало вре-
времени. Штампы устанавливают иа экс-
эксцентриковых прессах с провальным
окном или на столах боковых ползунов.
Применяют данные штампы для холод-
холодной обрезки облоя.
Штампы с задним расположением
направляющих колонок и удалением
поковок через окно нижней плиты
(рис. 21, б) применяют для горячей
обрезки облоя у средних поковок в це-
цехах с массовым производством. Уста-
Устанавливают штампы такой конструкции
на кривошипных обрезных прессах
закрытого типа. Такая конструкция
очень удобна для обрезки облоя у по-
поковок с криволинейной линией разъема
или сложной конфигурацией, когда
возникают усилия, сдвигающие пуан-
пуансон. Штампы данной конструкции хо-
хорошо зарекомендовали себя на произ-
водстве, они открыты с трех сторон,
поэтому укладка и съем поковок и об-
ОБРЕЗКА ОБЛОЯ И ПрОБИБКА ПЕРЕМЫЧЕК
507
24. Плиты нижние для круглых и квадратных матриц (размеры, мм)
Гнездо для матрицы
К
13С
170
210
260
310
ПС
150
170
210
260
36
40
50
75
ПО
140
180
220
210
250
320
380
420
300
340
400
480
50
13
16
М16
17
20
М20
180
200
270
290
340
45
55
60
80
НВ < 255М 6 Ч Э " И Я: L Материал: сталь 30Л (Г0СТ 977-75*); твердость
/mm2' Неуказанные радиусы отливок 5 мм; остальные размеры: Н = 90
A00); Bj = L _ Ю B0); ht = h + 5; h2 = 36 D0); hs = 17 B0)- размеоы
в скобках для плит с D > 210. Число отверстий под винты л = 12 для пер
508
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
25. Плиты нижние коробчатые для круглых и квадратных матриц
(размеры, мм)
С » hJ h ЛПб. (J
HJfuapalm /, Для плит с К 260 мм
Для плит сЛ>110мм ~'Для плитс1)>Шт Щ
-ч (Показана ислоШ) .щ
Гнезде
Для
матрицы
D
170
210
260
310
370
410
460
510
570
610
680
ь
150
170
210
26С
310
370
410
460
510
570
610
1
дость
-
Г
-5
ft
1П
40
50
60
Ь,
120
150
190
230
280
320
360
410
460
500
560
I! M
НВ sg
85
95
ПО
155
145
D,
ПО
140
180
220
270
310
350
150|400
170
450
490
530
е ч а н
255.
. Неуказанные
г л
скобках
ДЛ!
25C0);
1 ПЛИТ
В
300
360
420
450
560
600
670
750
850
900
юоо
и я;
Н
200
220
250
3^0
360
ЮС
1. .д
радиусь
= зс
в,
240
300
360
400
170
530
560
В,
180
220
270
310
370
120
170
ft2
СП
100
110
530|э40|120
710
750
SOC
600
660
73Г
155
fts
36
40
40
50
60
К
36
50
50
65
80
1атериал: сталь
i отливок 5
D0); d2 =
: D >510.
мм
1С
*
К
95
105
17
20
t
45
5Е
_60
80
100
ПО
130
120|19|140
155
ЗОЛ
; оста.
A
В);
>А
170
190
200
s
20
->?
30
35
40
Г
1 F
16
30
40
60
—
СО
70
d
М16
М16
М25
М24
(ГОСТ 977—75*);
1ьные размеры: /г6 =
/ = 40 E3).
А
130
170
210
26Ь
300
350
.370
400
460
500
540
гвер
Размеры
ТО
О.
U
8
_
—
1С
18
91
20
-
в
шш.
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
509
в-в
Рис. 20. Штампы для круглых или квадратных матриц с креплением винтами и удал
нием поковок:
а — через окно в столе пресса; б — через окно в нижней плите) / *» нижняя плита| 2
винт; 3 — клии; 4 — пуансонодержатель
лоя могут быть легко механизированы.
Направляющие колонки и втулки не
могут исправить плохое регулирова-
регулирование направляющих ползуна пресса,
так как в этом случае они будут быстро
изнашиваться, особенно в момент за-
захода колонки во втулку. Плохое регу-
регулирование направляющих ползуна
пресса может привести к поломке ко-
колонок, что выведет штамп из строя.
Типоразмеры применяемых для кон-
конструирования указанных штампов
верхних и нижних плит приведены
в табл. 26—28.
Штампы с осевым расположением
колонок и удалением поковок через
окно в столе пресса и через окно в ниж-
нижней плите применяют для тех же видов
и условий обрезки, что и штампы с зад-
задним расположением колонок. От пре-
предыдущих они отличаются тем, что
укладку поковки для обрезки произ-
производят только с одной стороны. Кон-
Конструкция плит для штампов с осевым
расположением направляющих коло-
колонок приведена на рис. 22.
Конструкцию штампов с диагональ-
диагональным расположением колонок и удале-
удалением поковок через окно нижней плиты
(рис. 23) применяют в условиях Kpyri-
610
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 21. Штампы с задним расположением колонок и удалением поковок:
а — через окно в столе пресса; б — через окно нижней плиты; 1,2 — нижняя и верхняя
плиты; 3 —• втулка; 4 — колонка; 5 — винт
носерийного и массового производства
для горячей обрезки облоя у поковок,
имеющих удлиненную форму и слож-
сложную конфигурацию. В зависимости от
специфики производства колонки могут
быть расположены по любой диаго-
диагонали и их число в зависимости от тре-
требуемых условий может быть больше
двух, для чего в нижней плите преду-
предусмотрены четыре прилива под колонки,
а в верхней — четыре прилива под
втулки. Колонки необходимо распола-
располагать таким образом, чтобы обеспечить
свободную укладку обрезаемой по-
поковки в матрицу.
Длину колонок следует выбирать та-
такой, чтобы в момент начала обрезки
они входили во втулки на глубину,
равную половине диаметра направляю-
направляющей колонки, что обеспечивает пра-
правильное направление верхней плиты
с пуансоном. При крайнем нижнем по-
положении пуансона между верхним
торцом колонки и ползуном пресса
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
511
i
да
*tt Я26О,
m
1
У
?
-'I '
1 MS
}
Д
RziCT
Рис. 22. Плиты:
а — нижние плоские; б — коробчатые; в — верхние с осевым расположением напра-
направляющих колонок
26. Плиты нижние с задним расположением направляющих колонок
(размеры, мм)
s-s
Место маркировки
А
240
320;
300|
360
420i
240
280
300
3601
!420
380
480
530
600
340:
380
450
500
560|
90
100
36
40
60
70
«5
40
50
240!
280
330:
380
440
50
60
Примечания: 1. Матери-
Материал: сталь ЗОЛ (ГОСТ 977—75);
твердость НВ ^ 255.
2. Неуказанные радиусы отли-
отливок 5 мм.
512
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
27. Плиты нижние коробчатые с задним расположением
направляющих колонок (размеры, мм)
L
240
320
300
420
480
в
240
280
300
360
420
34С
420
450
500
560
600
н
180
200
220
250
420
Ь
90
120
140
190
220
h
80
90
105
11Q'
Вг
150
180
210
270
ЗОС
6.
70
ПО
130
150
190
К
80
ПО
из
20
30
36
40
h4
60
6с
7С
90
К
30
40
L,
150
220
210
330
300
360
/
45
55
65
70
h
70
130
190
240
h
95
100
125
125
12С
А
105
170
145
240
290
Л,
240
280
330
380
440
Примечания. 1. Материал: ЗОЛ (ГОСТ 977—75*); твердость
НВ < 255.
2. Неуказанные радиусы отливок 5 мм; остальные размеры: Bi =
= Л, + 2г; Л2=36D0); fte=60G0); d = 40 E0) (доп. откл. по НО',;
dt= 20 C0); г — 50 F0). Размеры в скобках для плит с В > 350.
ОБРЕЗКА ОВЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
513
28. Плиты верхние с задним расположением направляющих колонок
(размеры, мм)
Воопе
Исполнение 1
Чшлнение И
240
320
300
360
420
480
240
280
300
360
420
290
370
360
420
480
540
340
380
450
500
560
120
170
ПО
130
160
185
60
70
55
65
90
ПО
50
60
240
280
330
380
440
Примечания: 1. Материал: сталь ЗОЛ (ГОСТ 977—75*); твер-
твердость НВ < 255.
2. Неуказанные радиусы отливок 5 мм.
17 П/р Е. И. Семенова
ь J ;ч...
514
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 23. Штампы с диагональным рас-
расположением колонок:
1, 2 — нижняя и верхняя плиты; 3 —
втулка; 4 — колонка; 5 — винт
должно оставаться расстояние не ме-
менее 15 мм. Рекомендуемые типоразмеры
нижней и верхних плит с диагональ-
диагональным расположением колонок, направ-
направляющих колонок и втулок приведены
? табл. 29—32.
При конструировании штампов для
удаления внутренних перемычек ис-
используют те же детали, что и для об-
обрезных штампов. Пробивку перемычек
выполняют в холодном и~горячем со-
состоянии поковок. Для пробивки пере-
перемычек в холодном состоянии поковок
используют преимущественно эксцен-
Вид А
Рис. 24. Штамп для пробивки перемычек
в поковках с креплением матриц клипом:
/ — нижняя плита; 2 — распорная втул-
втулка; 3 — клин
триковые прессы, а в горячем — боко-
боковые ползуны однокрнвошипных обрез-
обрезных прессов закрытого типа. Штампы
без колонок с креплением матриц кли-
клином (рис. 24) применяют преимущест-
преимущественно для пробивки перемычек у мел-
мелких и средних поковок, которые не
вызывают при этом сдвигающих уси-
усилий, а штампыс задним расположением
колонок применяют для холодной и
горячей пробивки перемычек в поков-
поковках сложной конфигурации, с криво-
криволинейной и ломаной линией разъема,
когда могут возникать сдвигающие
усилия.
Крепят штампы на столе пресса с по-
помощью прихватов, а пуансоны непо-
непосредственно в ползуне либо с помощью
цилиндрического хвостовика, либо по-
посредством пуансонодержателя с креп-
креплением клином. В указанных конст-
конструкциям съемники устанавливают на
распорных трубках. В связи с тем, что
наличие съемника требует некоторого
увеличения расстояния от ползуна до
стола пресса, при конструировании
пробивных штампов на колоиках иееб
ходимо применять более длинные ко
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
515
29. Плиты нижние коробчатые с диагональным расположением
направляющих колонок (размеры, мм)
готЫ
р
к
N
А,
RSO f /^.
H20
~\
(
I
r
Места тркароВка
«г
г-г
Для mum с В =210'нм Для плит с В >2№т
(показано условно)
,10
Холодильник
L
360
80
560
400
500
600
800
в-
280
300
я
200
220
ь
!20
140
h
90
105
Вг
180
210
6»
ПО
120
260
380
460
310
410
510
710
1
150
240
340
190
290
390
540
ft.
80
80
h,
30
36
•ft*
75
75
ft.
30
30
A
380
500
570
410
510
630
780
At
280
330
A,
200
300
400
220
280
380
500
17*
¦ ч , :¦¦¦<
516
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Продолжение табл. 29
L
480
560
670
850
В
360
Н
250
*
190
ft
ПО
вг
270
Ь,
160
390
470
580
760
1
240
340
440
590
л,
100
fts
40
ft.
95
ft»
40
А
480
590
680
830
At
380
Л,
240
340
540
690
Примечания:!. Материал: сталь ЗОЛ (ГОСТ 977—75); твердость
НВ < 255.
2. Неуказанные радиусы отливок 5 мм; остальные размеры: 1г — 65
(80); А2 = 36 D0); Ав = 60 G0)'; А, = 60 G0); d = 40 E0) (доп. откл. по
Я9); йг = 20 C0); г = 50 F0). Размеры в скобках для плит с В > 300.
Размеры для плит с В > 360 см приведены в МН 1748—61 -s-1778—61.
30. Плиты верхние с диагональным расположением направляющих
колонок (размеры, мм)
Исполнение I
После
окончательной
обработка
Ис,
•попнение И V (\/)
L
360
480
560
в
280
*
120
я
ПО
я,
160
ft
60
А .
380
500
570
Аг
280
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
517
Продолжение табл. 30
L
400
500
600
800
480
560
670
850
530
630
в
60
300
360
420
ь
120
170
220
170
я
НО
120
140
130
140
130
140
Я,
160
170
175
195
185
195
200
185
195
h
60
70
80
70
80
70
80
А
410
510
630
780
480
590
680
830
550
630
А,
330
380
440 •
Примечания: 1. Материал: сталь ЗОЛ-1 (ГОСТ 977—75); твер-
твердость НВ < 255.
2. Неуказанные радиусы отливок 5 мм; остальные размеры: d = 55
F5) (доп. откл. по Hi)\d1= 90 A10); г = 50 F0). Размеры в скобках для
плит с В > 300.
31. Колонки иаправляющие (размеры,, мм)
0,65.
40
40
50
50
65
65
D,
30
30
40
40
55
55
150—200
210—300
160—220
230—400
200—340
360—450
50
60
55
70
100
100
Примечания: 1. Ряд размеров L : 150—240 с интервалом 10 мм;
240—420 с интервалом 20 мм.
2. Материал: сталь 20 (ГОСТ 1050—74**); цементация на глубину
0,5— 1- мм; твердость HRC 58—62; сталь 45 и 50 (ГОСТ 1050—74**); за-
закаливание токами высокой частоты; твердость HRC 45—50. При использо-
использовании колонок для штампов с шариковыми направляющими допускается
применение стали ШХ15 (ГОСТ 801—78); твердость HRC 58—62.
3. Отклонения свободных размеров по 14-му квалитету.'Биение диа-
диаметров D и ?>! не выше половины допуска на размер D.
518
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
32. Втулки направляющие (размеры, мм)
поле допуска ев
65
За
66
90
I
93
100
100
150
20
25
15
20
25
20
4
Примечания: 1. Материал: сталь 20 (ГОСТ 1050—74**); цемен-
цементация на глубину 0,5—1 мм, твердость HRC 58—62: сталь 45 и 50
(ГОСТ 1050—74 **), закаливание токами высокой частоты; твердость
HRC 45—50.
2. Отклонения свободных размеров: диаметров — по Я12 и Л12; ос-
остальных размеров — по 14-му квалитету. Биение диаметров D и d не выше
половины допуска на диаметр d.
33. Втулки распорные дли съемников
(размеры, мм)
</cJ\
__ л
\/
1
~J
V
A.
\
|
-1
Примечания
О
оп.
-Jo
40—
100
50—
100
50—
100
60-
120
D
25
28
32
38
1. Ряд
L: 40—60 с интервалом 5; 70—
120 с интервалом 10.
2. Материал: сталь марки
СтЗ (ГОСТ 380—71*).
3. Втулки распорные изго-
изготовляют из труб (ГОСТ 8732—
78*).
d
15
18
22
28
" лонки. Типоразмеры нормализован-
нормализованных деталей приведены в табл. 33—35.
Чертеж обрезного штампа. Общий
вид штампа вычерчивают только для
штампов специальных конструкций.
Если для обрезки принят штамп одной
из рассмотренных типовых конструк-
конструкций, то на чертеже показывают (рис. 25)
только пуансон, матрицу и другие не-
ненормализованные детали штампа. Нор-
Нормализованные детали (плиты, пуансо-
иодержатели, колонки, втулки, детали
съемника и др.) показывают только
в том случае, если необходима специ-
специальная обработка с указанием лишь
тех узлов, для которых нужны спе-
специальная разметка и обработка, раз-
размеры же, взятые из нормалей, при
этом не проставляют.
Секционную матрицу показывают на
чертеже в сборе с указанием габаритов
секций и прочих размеров, за исключе-
исключением размеров контура обрезки в плане.
При вычерчивании пуансона про-
проставляют все размеры, за исключением
размеров контура обрезки и фигуры
поковки. Вместо них наносят главные
осевые линии фигуры поковки и раз-
размеры от них до кромок пуансона и его
верхнего торца. В фигуре проставляют
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
519
34. Прихваты дли матриц
(размеры, мм)
65
80
95
36
45
55
34
38
45
14
16
20
24
20
30
17
22
26
31
39
44
Примечания: 1. Мате-
Материал: сталь 45 (ГОСТ 1050—
74**); твердость НВ 285—321.
2. Отклонения размеров по
14-му квалитету.
только те размеры, по которым между
поковкой и пуансоном предусмотрен
зазор.
В примечании к чертежу должно
быть указано, что фигуры в пуансоне
и матрице следует выполнять по чер-
чертежу поковки, предназначенному для
изготовления штампа,, и пригонять по
поковке при холодной обрезке или по
специальной отливке при горяей об-
обрезке. Здесь же указывают размеры
зазора между пуансоном и матрицей
и закрытой высоты штампа.
Размеры контура провального окна
в нижней плите и размеры для раз-
разметки отверстий под винты крепления
матриц и пуансонов в плитах на чер-
чертеже не проставляют, поскольку их
разметка производится по месту при
наложении матрицы иа нижнюю, а
пуансона на верхнюю плиту. Обычно
нижнюю плиту показывают на чер-
чертеже только для указания разметки и
обработки отверстий под иатяжные и
стопорные винты матриц и винты для
крепления съемников при наличии
таковых.
Допуски на размеры, знаки обра-
обработки и места клеймения оговаривают
в общих технических условиях на из-
изготовление обрезных штампов и по-
поэтому их в чертеже не указывают. При
этом в самом чертеже или в примечании
следует подробно указать все отклоне-
отклонения от технических условий, если по-
последние в чем-либо не отвечают требо-
требованиям, предъявляемым к штампу
данной конструкции. При назначении
марок стали и норм твердости деталей
штампа руководствуются рекоменда-
рекомендациями, приведенными в гл. 11.
Установка обрезного штампа на
пресс. При педальном управлении
прессом установку обрезных штампов
выполняют в следующей последова-
последовательности:
1) устанавливают ползун пресса в его
верхнем положении, включают элек-
электродвигатель и останавливают маховик;
2) штамп в сборе поднимают (лег-
(легкий — вручную, тяжелый — краном
на стропах) и устанавливают цен-
центрально на подштамповой плите так,
чтобы хвостовик пуансона или пуаисо-
нодержатель находились под соответ-
соответствующим пазом в ползуне;
3) нажимают на педаль и, проворачи-
проворачивая маховик вручную, опускают пол-
ползун в его нижнее положение, после
чего выключают муфту с тем, чтобы
при последующем включении электро-
электропривода ползун пресса остался в ниж-
нижнем положении;
4) с помощью ломиков поджимают
верхнюю часть штампа к ползуну и
надежно закрепляют ее в нем;
5) с помощью регулировочного уст-
устройства пресса устанавливают .ука-
.указанную в чертеже штампа закрытую
высоту штампового пространства;
6) если шта.мп не имеет направляю-
направляющих колонок, то смещением вручную
520
35.
Лапы
съемников
ОТДЕЛКА
(размеры,
и
мм)
ОЧИСТКА
ПОКОВОК
Rz160
R15 ЯЗО
5
"Г
1
b
в
20
70
45
30
15
6,5
60
70
35
40
50
60
92
62
35
15
8,5
85
95
50
65
70
85
45
113
78
40
18
9,5
ПО
125
65
80
86
102
50
130
90
45
20
10,5
140
155
80
100
102
125
Примечание. Материал: сталь 45 (ГОСТ 1050—74**); твердость
ooq ояр;
НВ 229—285.
нижней части штампа на подштамповой
плите устанавливают по контуру среза
равномерный зазор между пуансоном и
матрицей, после чего надежно закреп-
закрепляют нижнюю часть штампа на под-
подштамповой плите;
7) включают электродвигатель, и
когда маховик иаберет полную частоту
вращения, нажатием на педаль вклю-
включают муфту и поднимают ползун в его
верхнее исходное положение. На лег-
легких прессах подъем ползуна произво-
производят не электродвигателем, а провора-
проворачиванием маховика вручную. В этих
случаях муфту (см. п. 3) не выключают;
8) проверяют правильность уста-
установки штампа сначала на холостых
ходах, затем по качеству обрезки.
Последовательные штампы. После-
Последовательные штампы применяют для
последовательного выполнения двух
операций: обрезки-пробивки, обрезки-
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
521
Примечания;
1. Фигуру В пуансоне и матрице изго-
изготовить по чертежу поновни и
пригнать по свинцовой отливке
(... по холодной пановне)
2. Зазор между пуансоном а матри
и,ей...мм за счет Пуансона
3 3aKptttmctя высо/па ш.тампа * *, м
/|
Стало
Подп,
\Дата
Конструкторское йюро
по штампам
\Нижияя n/tuma
Пуансон
Матрица
Наименование
\К-во\
5ХНС
риал
Твер-
Твердость
\гост
\Приме\
Обрезной штамп
Оборудование
Согласовано
\Нзделие
ШМЦ
\Нонстр.
Проверил
Ji-/f ffrvpo
Обрезной пресс...л?
Шифр
Рис. 25. Типовое оформление чертежа обрезного штампа
правки, обрезки-гибки. Для таких
штампов необходимо конструировать
и изготовлять специальные литые или
сварные плиты. Штампы надежно ра-
работают с направляющими колонками,
в них предусмотрена возможность ре-
регулирования положения каждого из
инструментов нижней пары, верхние
же инструменты закрепляют жестко.
Штампы последовательного действия
для обрезки облоя и пробивки перемы-
перемычек (рис. 26) применяют для поковок
малых и средних размеров сложной
конфигурации, а штампы с пружин-
пружинным буфером из тарельчатых пружин
(рис. 27) — для обрезки облоя и правки
поковок с вытянутой осью. Такая кон-
конструкция исключает заклинивание
штампа и возможность его поломки или
деталей пресса. Чтобы предохранить
штамп от перекоса, операции обрезки
облоя и правки или гибки производятся
одновременно.
Тарельчатые пружины в зависимо-
зависимости от требуемого усилия и хода ком-
комплектуют различными способами.
Пружины в комплекте устанавливают
последовательно по одной пружине
522
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
523
J 2
I 5
Вид А
Рис. 26. Штамп последовательного действия для обрезки облоя и пробивки перемычек:
1, 4 — нижняя и верхняя плиты; 2 — колонка; 3 — втулка; 5 — винт
основаниями друг к другу (рис. 28, б),
попарно (рис. 28, в), вложенными одна
в другую или последовательно и по-
попарно (рис. 28, г).
Составленные таким образом ком-
комплекты пружин устанавливают в ниж-
нижних плитах последовательных и комби-
комбинированных обрезных штампов, где и
производится правка поковок после
обрезки облоя. Для центрирования
комплекта пружин их надевают иа
стержни или втулки, диаметры кото-
которых делают несколько меньше номи-
номинального внутреннего диаметра пру-
пружины. Стержни устанавливают во
впадинах верхней или нижней плит
буфера и крепят винтами, а втулки
приваривают к плитам буфера. Ха-
Рис. 27. Штамп последовательного дей-
действия для обрезки облоя и правки:
/ — винт; 2 — колонка; 3 — втулка;
4 — тарельчатые пружины
рактеристика комплектов тарельчатых
пружин, устанавливаемых в обрезных
штампах, приведена в табл. 36.
Расчет буфера с тарельчатыми пру-
пружинами. Общее сжатие всего комплекта
при последовательном расположении
по одной пружине в комплекте осно-
основанием друг к другу равно сумме про-
прогибов отдельных пружии:
/= пк,
где п — число тарельчатых пружин
в комплекте; к — допустимая осадка
одной пружины.
Общее усилие комплекта при таком
расположении пружии в комплекте
равно усилию одной пружины.
Рис. 28. Тарельчатая пружина (а) и
комплекты пружии F—г)
Высоту Н всего комплекта пружии
в свободном состоянии определяют по
формуле:
Н = nh0,
где h0 — высота одной тарельчатой
пружины.
При расположении пружин в ком-
комплекте пачками, состоящими из вло-
вложенных одна в другую по две или три
пружины, общее сжатие всего ком-
комплекта равно сумме прогибов, собран-
собранных в комплекте пачек, и его опреде-
определяют по формуле
, пк
f
где z — число тарельчатых пружин
в пачке, вложенных одна в другую.
Общее усилие комплекта при таком
расположении пружин равно сумме
усилий отдельных пружин, входящих
в пачку.
Высоту всего комплекта при таком
расположении пружии определяют по
формуле
i)]-
где s — толщина листа тарельчатой
пружины. Отсюда число тарельчатых
пружин в комплекте определяют по
формуле
_ Нг [г_
П~ Ao+S(z_l) - к '
524
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
36. Технические характеристики комплектов пружин, применяемых
для обрезных штампов
525
Усилие
обрезного
пресса,
МН
1,6
2,5
4,0
8,0
§
ч «
1§
3
4
14
24
н
о;
= §
S3
4
4
6
6
«Б
*а
сх
с ш
12
16
84
144
Усилие при
прогибе, МН
II
0,75
1,0
3,5
6,0
00
О
II
0,59
0,79
2,77
4,75
Ю
Ф
1!
0,49
0,65
2,29
3,93
Ход комплект^
i пру-
жин при прогибе, мм
г?
JLI
6
в
9
9
So
о
li
4,8
4,8
7,2
7,2
_е
ю
о
||
4
4
5,8
5,8
Выбрав размеры тарельчатых пру-
пружин и необходимое их расположение
в комплекте, а также рассчитав усилие,
развиваемое каждой пружиной и ком-
комплектом в целом, по усилию правки
определяют требуемое число комплек-
комплектов пружин в буфере.
¦ Необходимое усилие правки Рпр
определяют по формуле:
Рпр = @.14-0,15) Робр.
1\де Робр — усилие обрезки облоя.
При расчете закрытой высоты
штампа учитывают ограниченность
или невозможность одновременного ре-
регулирования по высоте обеих пар ин-
инструмента. Поэтому расчет штампов по
высоте производят для каждой опера-
операции отдельно как и для простых штам-
штампов. В первую очередь рассчитывают
^высоту деталей для той операции, на
которой закрытая высота штампа
должна быть наибольшей, например,
при пробивке перемычек всегда уста-
устанавливают съемник, а значит закрытая
высота для этой операции должна быть
¦больше, чем для других операций без
съемника. Размеры деталей по высоте
для остальных операций рассчитывают
по этой закрытой высоте штампа.
Совмещенные штампы. Совмещен-
Совмещенные (комбинированные) штампы при-
применяют для одновременного выполне-
выполнения нескольких операций за один ход
ползуна пресса, что обеспечивает вы-
высокую производительность обрезки и
позволяет выдерживать на обрезных
прессах ритм работы, совпадающий со
штамповочным оборудованием.
Обрезные правочные и пробивные
правочные совмещенные штампы при-
применяют при крупносерийном и массо-
массовом производстве. В этих штампах
поковку укладывают на фиксатор (вы-
(выталкиватель), опирающийся на буфер-
буферное устройство, установленное в самом
штампе или под столом пресса. Устрой-
Устройства, монтируемые под столом, бывают
либо с набором спиральных пружин,
либо пневматические по типу маркет-
ных, либо с рычажно-пружинным ме-
механизмом. В самих штампах для этого
используют тарельчатые пружины.
При обрезке-правке круглых в плане
или близких к ним поковок (рис. 29)
фиксатор опирают на пружины. Смен-
Сменными деталями штампа при одних и
тех же размерах обрезаемых поковок,
но различных конфигурациях яв-
являются пуансон и фиксатор.
Наиболее распространенной конст-
конструкцией совмещенных штампов для
обрезки облоя и пробивки перемычек
у круглых нли близких к ним в плане
поковок являются штампы с выталки-
выталкивателем на тягах с коромыслом и рас-
расположением матрицы и пробивного
пуансона в нижней плнте штампа
(рис. 30). Такие штампы применяют для
пробивки перемычек у поковок, име-
имеющих отверстия большого диаметра.
Если диаметр пробиваемого отвер-
отверстия менее 60 мм, то в целях повыше-
повышения стойкости пробивного пуансона
Рис. 29. Совмещенный штамп для об-
обрезки и правки:
/ — нижняя плита; 2 — пуаисонодержа-
тель; 3 — клин; 4 — тарельчатые пру-
пружины; 5 — винт
последний вместе с матрицей крепят
к верхней плите штампа, а обрезной
пуансон устанавливают в нижней пли-
плите (рис. 31). Такое решение обеспечи-
обеспечивает также более точное центрирование
поковкн при укладке ее на неподвиж-
неподвижный пуансон и облегчает удаление по-
поковки и облоя из зоны обрезки.
Рис. 30. Совмещенный штамп для об-
обрезки облоя и пробивки перемычек:
1, 5 — нижняя и верхняя плиты; 2 —
прихваты; 3 — колонки; 4 — втулки;
6 — обрезной пуансон; 7 — пробивной
пуансон; Я — матрица; 9 — тяги; 10 —
скобы; 11 — выталкиватель; 12 — коро-
коромысло; 13 — винт; 14 — стойка пробив-
пробивного пуансона
В приведенных совмещенных штам-
штампах система выталкивания проста по
конструкции и изготовлению и доста-
достаточно универсальна, однако она не-
несколько сложна в наладке, так как
регулирование тяг при этом должно
быть очень тщательным и точным.
В противном случае возникает перекос
траверсы и возможен ее обрыв.
Указанных недостатков лишены сов- •
мещенные штампы для одновремен-
одновременной обрезки, пробивки и правки nOKOv
вок с пневматическим (рис. 32) или
526
ОТДЕЛКА И ОЧИСТКА IJOKOBOK
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
527
Рис. 31. Совмещенный штамп для об-
обрезки и пробивки с креплением обрезной
матрицы к верхней плите штампа:
/, 5 — верхняя и нижняя плиты;
втулки; 3 — колонки; 4 — скоба;
пуансон (фиксатор) обрезной;
пробивной пуансон; Я — тяги;
матрица обрезная; 10 — выталкиватель;
// — траверса; 12 — стойка; 13 — коль-
кольцо; 14 — клни
2 —
6 —
7 -
9 —
пружинным (рис. 33) буфером, которые
получают все более широкое распро-
распространение при крупносерийном и мас-
массовом производстве поковок. Выталки-
Выталкивание поковки после обработки в этом
случае не зависит от величины хода
ползуна.
Совмещенный штамп с пружинным
буфером (рис. 33) имеет сварную плиту
коробчатой формы, к которой крепят
детали штампа. Сборку пружинного
буфера производят вне пресса. При
сборке буфера пружинам дают предва-
предварительный натяг. В собранном виде
буфер крепят болтами снизу к столу
пресса.
Характеристика пружинных буфе-
буферов, устанавливаемых на обрезных
прессах, приведена в табл. 37.
Для пружинных буферов, приве-
приведенных в табл. 37, используют цилин-
цилиндрические пружины, изготовляемые
из стали 60С2 (ГОСТ 14959—79), имею-
имеющие следующую техническую харак-
характеристику: диаметр проволоки 26 мм;
наружный диаметр пружины 105 мм;
число рабочих витков 13,5; полное
Рис. 32. Совмещенный штамп с пнев-
пневматическим буфером для одновременной
обрезки, пробивки и правки:
1, 5 —v нижняя и верхняя плиты; 2 —
буфер; 3 — колонка; 4 — втулка; 6 —
плита для матриц; 7 — прихваты
число витков 15,5; ход пружины
120 мм; длина пружины в свободном
состоянии 500 мм.
Расчет буфера с цилиндрическими
пружинами. В тех случаях, когда при
проектировании пружинного буфера
нельзя подобрать нормализованных
пружии, расчет пружинного буфера
и основных параметров цилиндриче-
цилиндрических пружии производят следующим
образом.
Максимальную допустимую иа-
грузку на пружину при ее сжатии
(максимальное усилие, развивае-
развиваемое пружиной) определяют по фор-
формуле
где d — диаметр проволоки пружины;
К — коэффициеит, учитывающий фор-
форму сечения и кривизну витка; ?>ср—
средний диаметр пружины (DCp =
= DB — d, где ?)и — наружный диа-
диаметр пружины); [т]—допускаемое
касательное напряжение, которое вы-
выбирается в зависимости от марки стали
пружины (в среднем [т] « 400 -f-
-=-750 МПа).
Для пружии из круглой проволоки
коэффициеит К приблизительио можио
определить из формулы:
v 4c+ 2
где с — Dcp/d.
Число пружин буфера п = Рар/Ртах,
где Рпр — усилие правки.
Число рабочих витков пружии рас-
рассчитывают по формуле
, _
p
где G — модуль упругости при круче-
кручении, для пружинной стали принимается
80 000 Па; Ятах — максимальное осевое
перемещение пружины к концу сжатия;
ЯШах = К + Я2 + ^3 + К + ^6 + ^в-
где Ях — осевое перемещение пружины
при предварительном иатяге (А,х =
= 15 ч-25 мм); Я2 — расстояние от
облоя до режущих кромок матрицы
-го
Рис. 33. Совмещенный штамп с пру-
пружинным буфером для одновременной об-
обрезки, пробивки и правки:
/, 3, 5 — плиты буфера; 2 — пружины
буфера; 4 — шпильки,- 6 — стойка; 7 —
выталкиватель; 8 —¦ фиксатор; 9 —
пробивной пуаисои; 10 — пружины
съемника; // — колонки; 12 — втулки;
13 — хвостовик; 14, 18 — верхняя и
нижняя плиты; 15 — обрезной пуансон;
16 — съемник; 17 — матрица; 19 —
сварная плита; 20 — толкатели
в момент, когда поковка уложена на
фиксатор и обрезной пуансон сопри-
соприкоснулся с ней (Я2 == 10-i-30 им); Я3 —
величииа сдвига поковки при обрезке
облоя, определяется условием чистой
обрезки (Я3 = C-г-5)Ло. где ha — тол-
толщина облоя); Я4 — расстояние между
37. Технические характеристики пружиииых буферов
Усилие обрезного
пресса, МН
1,6
2,5
5,0
10
Число пружин
в буфере
4
6
10
18
Усилие буфера,
МН
0,2
0,3
0,5
0,9
Ход пружинного
буфера, мм
40—50
50—60
60—70-
70—80
Примечание. Предварительная затяжка пружии 25 мм.
528
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
Рис. 34. Совмещенный штамп для одновременной обрезки, пробивки,
и правки:
/, 18 —
снятия уклонов
внутренней перемычкой и режущей
кромкой пробивного пуансона (А4 =
= 5ч-10 мм), получается после того,
как произведен едвнг поковки пуансо-
пуансоном на величину Я3; \ — величина
сдвига поковки при пробивке внутрен-
внутренней перемычки (Кь = B-=-3) Нп, где
hu — толщина внутренней перемычки);
Яв — расстояние, на которое пуансон
должен сдвинуть поковку после про-
бнвки перемычки для гарантирован-
гарантированного отделения перемычки от поковкн
(Я9 = 10^-20 мм).
Полное число витков пружины опре-
определяют по формуле
«„=«+A,5-2).
Длина (высота) пружины, сжатой
до соприкосновения витков:
Н = (/0 - 0,5) d.
Длина (высота) пружины в свободном
состоянии
- d),
где h — шаг пружины.
Длина (высота) пружины после пред-
предварительного натяга
"пред = "о -
Поковки шестерен с наметками под
отверстие в ступицах обычно имеют
большие напуски вследствие наруж-
> иых и внутренних уклонов. На обрез-
обрезных прессах в совмещенных штампах
(рис. 34) наряду с одновременным вы-
выполнением операций обрезки облоя,
пробивки перемычек н правки эконо-
экономически целесообразно производить
и снятие штамповочных уклонов. От-
Отштампованную поковку укладывают
на фиксатор-пуансон, обеспечивающий
точиое цеитрнроваиие контура поковки
по отношению к режущим кромкам
матрицы. Пробивной пуансон входит
в. наметку поковкн и одновременно
пробивает перемычку и срезает вну-
внутренние уклоны. При дальнейшем опу-
опускании ползуиа матрнца обрезает облой
и наружные штамповочные уклоны.
После обрезки облоя в ионце рабочего
хода пресса выталкиватель своей.опор-
своей.опор529
ной поверхностью плотно прижимает
поковку к пуансону и производит ее
правку. Вмонтированная в верхнюю
плиту тарельчатая пружина предот-
предотвращает при этом заклинивание пресса.
Когда ползун движется вверх, за-
застрявшая в матрице поковка подни-
поднимается вместе с ней, с пробивным пуан-
пуансоном и выталкивателем до тех пор,
пока не выберутся зазоры между го-
головками тяг и накидными гайками, а
также между телескопическими втул-
втулками. При выборе этих зазоров начи-
начинается выталкивание покозки из ма-
матрицы и снятие ее с пуансона. С завер-
завершением съема поковки коромысло сво-
свободно опускается на матрицу, при этом
между упорными буртами внутренней
и наружной втулок образуется зазор,
равный оставшемуся ходу ползуна до
его крайнего верхнего положения.
Данная конструкция совмещенного
штампа является универсальной.
При малоотходной штамповке круг-
круглых в плане поковок без напусков на
уклоны рекомендуется применять вы-
высокопроизводительные совмещенные
штампы для обрезки облоя, пробивки
перемычки, правки и осесимметрич-
иого обжима (рис. 35). Штамп состоит
нз верхней плиты 4 с укрепленным на
ней пуансоном 3 и нижней коробчатой
формы плиты 9 с установленной на
ней матрицей /. Под матрицей в спе-
специальных пазах перемещается тра-
траверса 7 с выталкивателем 2. Поковку
укладывают на матрицу и проталки-
проталкивают обрезным пуансоном в глубь ма-
матрицы. При этом происходит обрезка
облоя по наружному диаметру поковки
и пробивка перемычки просечным пуан-
пуансоном 8. По мере продвижения поковки
в матрице происходит правка и обжим
конической части поковки калибрую-
калибрующим пояском матрицы /, и поковка
приобретает цилиндрическую форму.
Прн обратном ходе ползуна пресса
траверса 7 с помощью тяг 5 и трубы 6
выталкивает поковку вверх.
В конструкциях совмещенных штам-
штампов следует использовать нормали-
нормализованные плиты и другие детали [20].
При пробивке в поковках двух и более
отверстий выталкиватели в совмещен-
совмещенных штампах крепят к отдельным ко-
коромыслам, каждое из которых подве-
подвешивается на двух независимых тягах.
18 П/р Е. И. Семенова
Рис. 35. Совмещенный штамп для одно-
одновременной обрезки, пробивки, правки
и обжима
Если зазор между пуансоном и матри-
матрицей менее 1 мм, на пуансоне предусма-
предусматривают съемную канавку или съем-
съемник облоя по типу съемников для об-
обрезных штампов или съемник специ-
специальной конструкции на тягах с коро-
коромыслом. При зазорах между матрицей
и пуансоном более 0,6 мм направля-
направляющие колонки и втулки в совмещенных
штампах облегчают их наладку, но не
являются обязательными.
При мелкосерийном производстве
поковок, а также в случаях, когда за-
закрытая высота штампа для обрезки-
пробивки не вписывается в закрытую
высоту штампового пространства
пресса, применяют совмещенные
штампы упрощенных конструкций, на-
например, с накладными пробивными
пуансонами.
Расчет элементов штампа для об-
обрезки-пробивки по высоте (рис. 36).
Закрытая высота штампового про-
пространства
#пр = #наиб — #рег + A5 -f- 30) мм,
где #наиб — наибольшее расстояние
между столом пресса и ползуном в его
нижнем положении; #per — величина
регулирования расстояния между
столом и ползуном.
Закрытая высота штампа
"ШТ == "Up ^1»
где h± — толщина подкладной плиты
пресса.
530
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Стал пресса
Рис. 36. Схема к расчету элементов совмещенного штампа
Величина сдвига поковки
е = 2/г
Ср. 0
«ср. ш
где /гОр. 0 — толщина срезаемого об-
облоя; /гСр. п — толщина удаляемой пере-
перемычки.
Высота пуансона
Высота стойки с противником
# ст = (#нп + ни) —
— [H6 + k- Аст + E -г- 15) мм],
где k — расстояние от линии разъема
до линии начала среза удаляемой пере-
перемычки; /гот — глубина выточки в ниж-
нижней плите под стойку.
Высота прошивника
О -=- 25) мм.
где hn — размер поковки от поверх-
поверхности прилегания ее к пуансону до
линии разъема,
Ход траверсы
тр = Янп — (#0
ПРАВКА ПОКОВОК
531
где hnn — толщина плиты для матрицы;
Zj > A0-=-20) мм — зазор между тра-
траверсой и нижней плоскостью плиты
матрицы.
Высота выталкивателя
+
+ 0 -
АБ
),
где hB — размер поковки от поверх-
поверхности прилегания ее к выталкивателю
до линии разъема; t — высота подъема
поковки при выталкивании над пло-
плоскостью режущей кромки матрицы;
t = /гвт — для поковки с центрирую-
центрирующим уступом и t = @,5+0,7) hBT —
для гладких поковок со стороны вы-
выталкивателя, где /гвт — глубина вы-
выточки в траверсе под выталкиватель.
Длина скобы
•^ск = "шт — (Яд -f- z3 + z4),
где z3 > 10 мм — зазор между нижней
поверхностью тяги и траверсой; z4 >
^ E0,4-80) мм — зазор между верхней
плитой и верхней плоскостью скобы.
Длина свободного хода скобы
*ск= нб~ (s + z3),
где S — толщина скобы.
Длина свободного хода тяги
жт = S (%р
где S — ход ползуна пресса.
Длина тяги
fT = (хт -f- s + г^ + (Яд — 25 мм).
Минимальный зазор между головкой
тяги и траверсой
— (К + /т + 25 мм + Яб + Ятр),
где hv — высота головки тяги.
Минимальное расстояние между
пуансоном и матрицей
Ч = (^шт + S) -
-(^нп+Яи + Яц + Яд).
Зазор между поковкой и выталкива-
выталкивателем z2 > 10 мм.
2, ПРАВКА ПОКОВОК
Поковки в процессе штамповки под-
подвергаются искривлению (короблению),
а в некоторых случаях происходит
18*
смятие выступающих ребер и бобышек.
Искривление поковок происходит
главным образом при обрезке облоя и
пробивке перемычек в результате не-
неплотного прилегания опорной поверх-
поверхности пуансона к поверхности поковки
(рис, 37, о). У поковок круглых в плане
(рис. 37, б) искривление (стрела про-
прогиба So) увеличивается с ростом отно-
отношения наружного диаметра поковки
к ее средней высота (D/hop), а также
с ростом отношения диаметра отвер-
отверстия к толщине перемычки (djhn).
У поковок с вытянутой осью стрела
прогиба увеличивается с ростом отно-
отношения длины поковки к ее средней вы-
высоте (L//iOp).
Большое влияние на величину иск-
искривления (стрелу прогиба) оказывает
состояние режущих кромок обрезных
матриц и пуансонов, а также зазор б
между матрицей и пуансоном (рис. 37,
в). С увеличением зазора увеличивается
плечо а между деформирующим Р и
срезающим Рг усилиями, что вызывает
увеличение изгибающего момента и
искривление поковки. Величину за-
зазора определяет в значительной сте-
степени штамповочный уклон а; плечо
зависит еще от радиуса скругления R
поковки, поэтому с уменьшением штам-
штамповочных уклонов и радиусов округ-
лений искривление поковок умень-
уменьшается.
Искривление поковок происходит
также при их застревании и последую-
последующем принудительном удалении из чи-
чистового ручья штампа и в результате
механических воздействий на них при
межоперационной передаче, транспор-
транспортировании и галтовке в барабанах.
Коробление поковок возникает также
при неправильном режиме охлаждения
поковок после штамповки и термиче-
термической обработки. Правку необходимо
назначать в тех случаях, когда вели-
величина искривления превышает допуск
на размеры поковки. Размеры допусти-
допустимой кривизны поковок регламенти-
регламентируются ГОСТ 75С5—74*.
Поковки правят з горячем и в холод-
холодном состоянии. Горячую правку вы-
выполняют на обрезном прессе в совме-
совмещенном или последовательном штампе
при обрезке облоя и пробивке перемы-
перемычек или же на оборудовании, предназ-
предназначенном только для правки (молота
532
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 37. Искривление поковок при обрезке и пробивке
или прессе) и включенном в линию
штамповочного агрегата. Горячую
правку можно производить и в окон-
окончательном ручье штампа после обрезки
облоя, но при этом значительно сни-
снижается производительность штампо-
штамповочного агрегата и уменьшается стой-
стойкость чистового ручья штампа. Горя-
Горячую правку применяют для крупных
поковок относительно несложной фор-
формы из высокоуглеродистых и высоко-
высоколегированных сталей. Применение го-
горячей правки не всегда исключает не-
необходимость применения повторной
холодной правки после термической
обработки.
Холодную правку применяют в ос-
основном для мелких и средних по массе
поковок простых и сложных форм.
Ее обычно осуществляют после терми-
термической обработки и очистки поковок от
окалины на штамповочных фрикцион-
фрикционных молотах, фрикционных винтовых
прессах, устанавливаемых в термиче-
термическом отделении цеха. Для правки круп-
крупных поковок удлиненной формы при-
применяют гидравлические правильные
прессы и правку производят не в штам-
штампах, а иа призмах.
Ручей правочного штампа изготов-
изготовляют по чертежу горячей или яолод-
ной поковки (в зависимости от требуе-
требуемого вида правки). В случае горячен
правки размеры правочного ручья
берут с учетом усадки. Ручей правоч-
правочного штампа в сравнении со штампо-
штамповочным делают упрощенным и без
облойных канавок. При изготовлении
ручья правочного штампа (правочного
ручья) необходимо выполнение следу-
следующих требований (рис. 38, а):
горизонтальные размеры должны
быть больше вертикальных на вели-
величину Д, равную половине верхнего
отклонения на размеры A, D, В;
наружные радиусы закруглений R
следует выполнять на 2 мм больше,
чем соответствующие радиусы закруг-
закруглений г на поковке, т. е. . R = /•-(-.
4- 2 мм;
радиусы перехода стенки к плоско-
плоскости разъема должны быть Ri ж
л; 0,05А -4- 2 мм, для круглых сечений
Rl ж 0.5D;
у правочного штампа, устанавливае-
устанавливаемого на молоте или фрикционном
прессе, необходимо предусмотреть воз-
возможность соударения его верхней и
КАЛИБРОВКА ПОКОВОК
533
Рис. 38. Сечения правочных ручьев (а) н молотовый штамп для правки валика (о)
нижней частей, для чего глубину его
ручьев следует принимать по номиналь-
номинальным размерам поковки. У штампа,
устанавливаемого на кривошипном
прессе, между верхней и нижней ча-
частями штампа должен быть зазор (не
менее 0,5—1,0 мм), исключающий
возможность их соударения; суммар-
суммарная глубина ручьев при этом полу-
получается меньше соответствующих верти-
вертикальных размеров поковки на вели-
величину этого зазора.
В целях упрощения правочного
ручья и облегчения правки рекомен-
рекомендуется:
упрощать контур ручья при слож-
сложных в плоскости разъема контурах
поковки;
небольшие выступы на поковке не
обжимать, предусмотрев вокруг них
зазор 0,3—0,5 мм;
для удобства укладки и удаления
поковок правочный ручей делают от-
открытым с торцов поковки (рис. 38, б),
Правочные штампы, как правило, из-
изготовляют одноручьевыми.
При конструировании штампов для
правки на молотах или прессах сле-
следует руководствоваться правилами кон-
конструирования штампов для штамповки
на соответствующем оборудовании,
з. калибровка поковок
Виды калибровки. Калибровку при-
применяют для повышения точности
формы и размеров поковки, снижения
шероховатости поверхности, исключе-
исключения обработки поковок резанием. Раз-
Различают калибровку плоскостную и
объемную, по температурным усло-
условиям — холодную и горячую.
Плоскостную калибровку (рис. 39, а)
применяют для получения точных вер-
вертикальных размеров поковки на одном
Рис. 39. Основные виды калибровки!
а — плоскостная; б -» объемная
534
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
или нескольких ее участках, лежащих
в различных по высоте параллельных
плоскостях. При плоскостной кали-
калибровке деформируют металл только
отдельных частей поковки. Течение
металла в горизонтальных направле-
направлениях не ограничивается и размеры по-
поковки в этих направлениях увеличи-
увеличиваются. Приращение горизонтальных
размеров обжимаемой поковки сопро-
сопровождается образованием выпуклости
на ее боковой поверхности. Чтобы
ограничить увеличение размеров по-
поковки по ширине, необходимо при
штамповке уменьшать эти размеры.
Холодную плоскостную калибровку
поковок выполняют на чеканочных
кривошипно-коленных и винтовых
прессах.
При объемной калибровке (рис. 39, б)
деформации подвергается весь металл
поковки. Свободное течение металла
в горизонтальном направлении огра-
ограничено боковыми стенками ручья
штампа. Избыток металла, полученный
в результате недоштамповки, при ка-
калибровке вытесняется в облой, кото-
который затем обрезают в обрезном штампе.
Образование облоя вызывает значи-
значительно большее напряжение в металле,
чем при плоскостной калибровке, что
в свою очередь увеличивает необходи-
необходимые усилия калибровки. В результате
упругая деформация пресса увеличи-
увеличивается, что приводит к уменьшению
точности объемной калибровки. Объем-
Объемную калибровку обычно производят
в горячем состоянии. Ее можно вести
на штамповочных молотах, винтовьцс
фрикционных прессах и кривошипных
горячештамповочных прессах (после
горячей обрезки облоя необходим до-
дополнительный нагрев под штамповку).
Облой, получаемый после калибровки,
обрезают в холодном состоянии. Обо-
Оборудование для калибровки устанавли-
устанавливают сразу после штамповочного обо-
оборудования.
Кроме плоскостной и объемной ка-
калибровки применяют еще комбиниро-
комбинированную калибровку, сочетающую в себе
операции плоскостной и объемной ка-
калибровки. Вначале поковку подвер-
подвергают объемной калибровке, при кото-
которой происходит небольшое формоиз-
формоизменение, и поковка приобретает глад-
гладкую поверхность. Затем для получения
точных размеров между отдельными
плоскостями поковки ее подвергают
плоскостной калибровке.
К нагреву перед калибровкой, на
чеканочных прессах (для полугорячей
калибровки) прибегают лишь в край-
крайних случаях — при недостаточном уси-
усилии имеющегося пресса или при калн-
бровке поковок из низколегированной
стали. Нагревают поковки в электро-
электропечах сопротивления или газовых пе-
печах с нейтральной атмосферой до тем-
температуры не ниже 600 °С, но не выше
температуры структурных превраще-
превращений, т. е. для низкоуглеродистой стали
примерно до 700—780 °С, для высоко-
высокоуглеродистой — до 700—750 °С, для
жаропрочной и коррозионно-стойкой—
до 850 °С
Точность и шероховатость поковок
после калибровки. По точности полу-
получаемых размеров поковок различают
калибровку обычной точности, при
которой можно получить допуски от
±0,1 до ±0,25 мм и калибровку по-
повышенной точности с допусками от
±0,05 до ±0,15 мм. При многократ-
многократной калибровке можно получить особо
точные размеры с допуском ±0,025 мм.
На точность размеров поковки после
калибровки влияют следующие пара-
параметры: точность поковок перед кали-
калибровкой, т. е. величина припуска под
калибровку и фактический допуск на
размеры поковки; форма и размеры
поковки; сопротивление деформиро-
деформированию металла поковки; контактное
трение между обрабатываемым метал-
металлом и штампом; жесткость конструк-
конструкции штампа; степень деформации; уси-
усилие пресса и его конструкция.
Точность калибровки можно повы-
повысить путем снижения допусков на штам-
штамповку. Существенное влияние на точ-
точность плоскостной калибровки оказы-
оказывает образование выпуклости на об-
обжимаемых поверхностях, основной
причиной которой является неравно-
неравномерное распределение напряжений на
торцовых поверхностях поковки. Ве-
Величину выпуклости можно значительно
снизить тщательным полированием ра-
рабочих поверхностей калибруемых
плиток штампа и смазыванием их во
время работы, применением для пли-
плиток материала с большим модулем
упругости, уменьшением площади ка«
КАЛИБРОВКА ПОКОВОК
535
либровки за счет наметок, если они
требуются, у поковок, многократной
(двойной илн тройной) калибровкой.
С целью получения большой точности
калибровки поковкн предварительно
сортируют на группы, отличающиеся
между собой по высоте на 0,2—0,3 мм,
и настраивают пресс для калнбровкн
каждой группы поковок отдельно.
Для устранения выпуклости на об-
обжимаемых поверхностях можно прн
штамповке в окончательном ручье ос-
основного штампа выполнять нх вогну-
вогнутыми. При этом форма н глубина во-
вогнутости должны соответствовать форме
н глубине выпуклости, какая полу-
получается при калибровке поковок с пло-
плоскими торцамн и определяется экспе-
экспериментально прн обжатии образцов нз
этого же материала и тех же размеров.
Можно также применять калибровку
в штампах с выпуклыми рабочими
поверхностями.
Смазочные материалы для рабочих
поверхностей калибровочных плиток
прн холодной калибровке применяют
в зависимости от марки стали н отно-
отношения поперечного размера деформи-
деформируемой части поковки d к ее высоте h
(табл. 38).
Шероховатость калиброванной по-
поверхности поковки зависит в основном
от шероховатости поверхности обраба-
обрабатываемой поковки, степени деформа-
деформации, шероховатости поверхности ра-
рабочих частей штампа и применяемого
смазочного материала. С увеличением
обжатия шероховатость поверхности
снижается, но при этом уменьшается
точность поковки; применение смазоч-
смазочного материала приводит к некоторому
увеличению шероховатости обрабаты-
обрабатываемой поверхности. Степень деформа-
деформации при плоскостной калибровке
должна быть 1—5 %, но не более 10 %,
Шероховатость поверхности при ка-
калибровке колеблется от Ra 1,25 до
Ra 0,63 (ГОСТ 2789—73*), т. е. по
38. Смазочные материалы для холодной калибровки
Сталь
45
30
20
Отношение d/h
1
Вазелин тех-
технический —
60 %, мыло
хозяйствен-
хозяйственное — 30 %,
стеарин —
10%
2
Парафин —
60 %, машин-
машинное масло —
остальное
Вазелин тех-
технический —
60 %, мыло
хозяйствен-
хозяйственное—30%,
стеарин —
10%
4
Парафин —
70 %, машин-
машинное масло —
остальное
Парафин —
60 %, машин-
машинное масло —
остальное
Парафин —
50 %, машин-
машинное масло —
остальное
8
Парафин —
80 %, машин-
машинное масло —
остальное
Парафин —
70 %, машин-
машинное масло —
остальное
Парафин —
60 %, машин-
машинное масло —
остальное
БЗб
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 40. Штамп для плоскостной калиб-
калибровки (я) и поковка рычажка (о)
шероховатости поверхности калибров-
калибровка в большинстве случаев может за-
заменять шлифование.
Перед калибровкой поковки необхо-
необходимо тщательно очистить от окалины
и грязи, проверить на наружные де-
дефекты. Раковины и вмятины от ока-
окалины при калибровке обычной точности
допускаются глубиной до 0,2 мм; цри
точной калибровке — до 0,1 мм.
Поковки из легированных и углеро-
углеродистых сталей с содержанием углерода
более 0,2 % подвергают предвари-
предварительной термической обработке (нор-
(нормализации, отжигу). Поковки из низ-
низколегированных сталей с содержанием
углерода менее 0,2 %, а также из алю-
алюминиевых сплавов типа Д1 и АКб ка-
калибруют без предварительной терми-
термической обработки.
Составление чертежа поковки. При-
Припуски на калибровку (иа сторону) и
допуски (на размер) зависят от площади
обжимаемых поверхностей и способа
калибровки, их определяют по
ГОСТ 7505—74*. Чтобы вертикаль-
вертикальные размеры между калибровочными
плитками соответствовали номиналь-
номинальным размерам калиброванной поковки,
следует в случаях одновременного об-
обжатия нескольких ступеиек припуски
на калибровку определять раздельно
для каждого вертикального размера
поковки, учитывая, что упругие де-
деформации на различных ее участках
будут неодинаковы.
Отклонение от параллельности кали-
калиброванных плоскостей возникает в ре-
результате различного сопротивления те-
течения металла на обжимаемом участке
поковки. Например, у стержня с двумя
головками при одновременной кали-
калибровке торцов обеих головок течение
металла в сторону стержня затруд-
затруднено, и высота головок со стороны
стержня может получиться больше, чем
с противоположной стороны. Этого
дефекта не будет, если у штампуемых
поковок будет предусмотрено отклоне-
отклонение от параллельности указанных пло-
плоскостей, но в противоположную сто-
сторону. У поковок типа стержня с двумя
головками высоту последних со сто-
стороны стержня делают меньшей, чем
с противоположной стороны, причем
отклонение от параллельности, обра-
образуемое разностью указанных вы-
высот, устанавливают эксперименталь-
экспериментально.
Если при плоскостной калибровке
увеличение горизонтальных размеров
поковок против заданных нежелатель-
нежелательно, следует до калибровки уменьшить
их на величину ожидаемых прираще-
приращений. Приращение размеров в обе сто-
стороны при обжатии круглых или ква-
квадратных в плане участков приближенно
определяется выражением
Л ^-> \J, Oil г j
где d — начальный диаметр или иа.
чальная сторона квадрата обжимае-
обжимаемого участка; ДА — припуск на кали-
калибровку; ft — высота обжимаемого уча-
участка.
При обжатии участков удлиненной
формы в плане и незначительных при-
приращениях в длину поперечные прира-
приращения
и Afl
КАЛИБРОВКА ПОКОВОК
537
W ШтанпоШ
Рис. 41. Штамп для объемной калибровки
(я) и поковка угольника (о):
/ — верхняя и нижняя плиты; 2 — про»
межуточные плиты; 3 — рабочие плитки
где Ь — ширина рассматриваемого
участка до калибровки.
При составлении чертежа поковки,
подлежащей объемной калибровке, не-
необходимо предусмотреть удобство ее
укладки в ручей калибровочного штам-
штампа. Для этого размеры поковки в пло-
плоскости разъема назначают иа 0,6—
0,8 мм меньше соответствующих разме-
размеров калиброванной поковки, а размеры
в перпендикулярном направлении уве-
увеличивают, но так, чтобы объем поковки
не изменялся.
На чертеже поковки на участках,
подвергаемых калибровке, проставля-
проставляют две размерные линии. На одной из
них делают надпись «штамповка» с
указанием размера и допуска на штам-
штамповку, а на другой — «калибровка»
с указанием размера и допуска на ка-
калибровку.
Усилие чекаиочиого пресса. Необ-
яодимое для плоскостной калибровки
усилие определяют исходя из предпо-
предположения, что калибровка представляет
собой осадку с небольшой степенью де-
деформации и невысоким коэффициен-
коэффициентом трения.
Усилие пресса Р для контактной
плоскости, круглой в плане:
1 d
+
для контактной плоскости в виде
прямоугольника в плане:
p = i I. . 3ft-a
где as — напряжение течения; d —
диаметр контактной поверхности; Л —
высота поковки в зоне калибровки;
ft — большая сторона прямоугольни-
прямоугольника; а — меньшая сторона прямоуголь-
прямоугольника; (Л — коэффициент контактного
трения.
538
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
39. Плиты для болтового крепления пакетов (размеры, мм)
Нижние
гпцЬ.50
ТТГ
Ф
%
I
(tl
1
11
11
1»!
11
200
320
60
80
60
70
80
100
60
60
70
70
50
32
400
500
70
80
100
80
100
80 и 90
80 и 90
60
40
Примечание. Материал: сталь 45 (ГОСТ 1050—74**) или сталь
45Л (ГОСТ 977—75*); твердость НВ 300—360.
КАЛИБРОВКА ПОКОВОК
539
40. Плиты для клинового крепления пакетов (размеры, мм)
В
360
450
600
600
П
L
250
400
р и м е
н
60
70
60
70
80
90
80
90
Hi
60
80
60
70
80
100
70
80
100
80
100
Bi
450
560
630
710
вг
195
285
355
435
в3
85
130
165
205
ч а н и е. См. примечание к табл. 39
е ^
О с —
5§о
,8+1
аз
105
150
185
225
ft
32
40
Ь (доп.
откл.
±0,1)
50
60
Б40
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
41. Плиты калибровочные (размеры, мм)
t
t*
5°
Ф
Место /
паркировки
X
Т
—ф-
А
в
1,0/ng
I i
-i
f
1
в
100
140
180
250
320
L
140
250
180
250 и 400
Н
32
40
50
50
60
50
60
50
60
d
М12
М14
h
22
24
V)
d
W
A
A,
доп, откл.
±0,15
70
110
110
220
150
220 и 250
Примечания: 1. Материал—см. с. 555.
2. Резьба по ГОСТ 9150—81.
3. Шероховатость и допуск на параллельность рабочих поверхностей
указаны для окончательно обработанной плиты. По особо обоснован-
обоснованному требованию заказчика допускается снижение шероховатости рабочих
поверхностей до Ra 0,32.
КАЛИБРОВКА ПОКОВОК
541
42. Плиты промежуточные для пакетов
с болтовым креплением (размеры, мм)
Продолжение табл. 42
гид}. 50
W/50
'Место маркировка
Размеры в екобках для плит с
160
200
250
н
320
200
320
250
А Л, |
доп. откл.
120
160
210
и
280
+1
70
ПО
150
-Н
166
280
210
+1
ПО
220
150
14,5
16,5
В
400
L
320
и
500
п
н
40
45
50
60
рин
сталь 45
твердость
А
А,\Аг
А>
доп- откл-
IN
о
¦н
360
и
350
о
•н
220
и
250
О
•н
280
и
450
ю
о
•Н
220
и
250
ifi к
10,0
о
к
«-Н
19
16
21
31
е ч а н и е. Материал:
(ГОСТ 1050
НВ 300—360.
-74**);
43. Плиты промежуточные
для пакетов с клиновым креплением
(размеры, мм)
542
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Продолжение табл. 43
В
(ДОП.
откл.
±0,1)
170
260
330
и 410
L
250
400
и
(доп.
откл.
±0,1)
40
50
40
45
50
40
45
50
60
А
А,
доп. откл.
±0,15
ПО
220
150
220 и 250
h
18
28
19
16
21
19
16
21
31
Примечания:!. См. при-
примечание к табл. 42.
2. Остальные размеры: d =
= 12,5 A4,5); d1 = 20 B3). Раз-
Размеры в скобках для плит cfi>
> 260.
Коэффициент трения без смазочного
материала для стали составляет 0,12—
0,18, для алюминиевых сплавов 0,25—
0,30, а со смазочным материалом для
стали 0,06—0,10, для алюминиевых
сплавов 0,1—0,15. Смазывание кон-
контактных поверхностей снижает уси-
усилие калибровки на 8—10%, а иногда
и более. Давление объемной калибровки
примерно D 1,5—2 раза больше, чем
плоскостной.
Калибровочные штампы. Штамп для
плоскостной калибровки рычажка
(рис. 40) состоит из верхней и нижней
плнт /, промежуточных плнт 2, на ко-
которых крепят винтами рабочие плитки
3. Верхнюю плиту к ползуну крепят
с помощью «ласточкина хвоста» и
клина, а нижнюю — к столу пресса
болтами и прихватами. Вместо креп-
крепления промежуточных плит болтами
при плоской калибровке может быть
использовано более универсальное
клиновое крепление. Число калибро-
калибровочных плиток определяется числом
обжимаемых плоскостей и формой по-
поковки.
На фигурных ступенчатых плит-
плитках можно обжимать более одной пары
плоскостей. В них по мере надобности
следует выполнять выемки под ребра
и другие выступающие части поковки,
мешающие укладке ее в штамп, или
выемки, уступы и буртики для фикса-
фиксации поковки при укладке. При этом
между плитками и необжимаемыми
частями поковки предусматривают за-
зазоры. В случаях же, когда вследствие
значительного встречного горизон-
горизонтального течения металла между двумя
обжимаемыми элементами возможно
коробление некалибруемой средней
части поковки (например, стержня
рычага, спиц, полотна шестерни), эту
часть поковкн следует обжать во время
калибровки на 0,2—0,3 мм теми же
или специальными фигурными плит-
плитками.
Холодную объемную калибровку
(рис. 41) выполняют в ручьях калиб-
калибровочного штампа. Вытеснение из-
излишка металла происходит в зазор
(«0,8 мм) между рабочими плитками
штампа. Крепление основных частей
штампа такое же, как и для калиб-
калибровки рычажка (см. рис. 40).
Штампы с ручьями для горячен
калибровки устроены так же, как и
штампы, устанавливаемые на штампо-
штамповочных молотах, фрикционных вин-
винтовых и кривошипных горячештампо-
вочных прессах.
При изготовлении калибровочных
штампов следует применять нормали-
нормализованные плиты (табл. 39—43), а та-
кже| плиты с направляющими колон-
колонками. Материал деталей калибровоч-
калибровочных штампов указан в гл. 11.
4. ОЧИСТКА ПОКОВОК
И ЗАГОТОВОК
Для получения поковок с высоким
качеством поверхности, требующих ми-
минимальной обработки резанием, необ-
необходимо очищать заготовки перед на-
нагревом и поковки после ковки и штам-
штамповки от поверхностных дефектов,
окалины, ржавчины и других загря-
загрязнений (мазута, масла, песка). В за-
зависимости от размеров поковок, а
очистка поковок
543
также от технических условий на из-
изготовление последних в кузнечио-
штамповочных цехах для очистки по-
поковок и заготовок применяют раз-
различные способы и оборудование
(табл. 44).
Механическая очистка. Для удале-
удаления дефектов с поверхности крупных
поковок, изготовляемых ковкой на
прессах и молотах в условиях мелко-
мелкосерийного производства, применяют
механическую очистку. Этим способом
можно обрабатывать поковки практи-
практически из любых материалов и самых
разнообразных конфигураций.
Поковки массой до 30 кг и прутки
диаметром 40—50 мм очищают на
стационарных станках, поковки и за-
заготовки любых габаритов — на подъ-
подъемных (маятниковых) стайках, перенос-
переносных (ручных) станках с гибким валом
и электрическим или пневматическим
приводом с гибким шлангом (табл. 45).
Для абразивной очистки поковок
инструментом служат абразивные кру-
круги, которые выбирают в зависимости
от материала обрабатываемой поковки
и скорости обработки. Абразивные
круги характеризуются геометричес-
геометрической формой и размерами, видом абра-
абразивного материала, твердостью, зер-
зернистостью и связующим материалом.
Круги для обработки должны быть
крупнозернистыми (№ 16—25 по
ГОСТ 3647—80) средней и выше сред-
средней твердости. Форма абразивных кру-
кругов ПП (плоские прямого профиля)
по ГОСТ 2424—75*. Нормальная ок-
окружная скорость 25 м/с. Способы
Крепления абразивных шлифовальных
кругов приведены в ГОСТ 2270—78.
Вырубку дефектов пневматическими
рубильными молотками на мелких
и средних поковках производят после
их очистки от окалины, на крупных,
как правило, очистка не обязательна.
Глубокие трещины вырубают за два
прохода или более. Глубина вырубки
за один проход достигает 2—2,5 мм.
Допускаемую глубину вырубки по-
поверхностных дефектов поковок и про-
проката оговаривают в технических усло-
условиях. В результате вырубки остается
след — канавка. Канавки должны
иметь пологие очертания и достаточ-
достаточный коэффициент разделки Кр =
= blh ;> 5, где b и h — соответствен-
соответственно ширина и глубина каиавки в мил-
миллиметрах. Скорость вырубки молотком
в среднем составляет 0,005 м/с. По
сравнению с низкоуглеродистой, леги-
легированная сталь при прочих равных ус-
условиях требует в 3—4 раза больше
времени на обработку.
Зубила применяют круглого сечеиия
в стержне как более простые в изго-
изготовлении и удобные для вырубки.
Зубила с прямым лезвием служат для
вырубкн сплошных слоев металла, на-
например, при зачистке поверхности,
пораженной мелкими волосовинами,
зубила с закругленным лезвием —
Для вырубкн местных дефектов. Угол
Заточки зубила для мягкой стали
55—60°, для твердой стали 70—76°.
Хвостовики зубил изготовляют ко-
коническими. Размеры конуса дол-
должны быть подобраны таким образом,
чтобы коническая часть зубила не-
несколько выступала из втулки молотка.
Всесоюзным проектно-технологиче-
ским институтом литейного производ-
производства разработан ряд новых виброза-
щищенных рубильных молотков с энер-
энергией удара от 10 до 50 кДж моделей
165-0002, 165-0003, 165-0004, 165-0006.
Молотки этой конструкции содержат
новое воздухораспределительное уст-
устройство, которое повышает ударную
мощность н комплексную виброза-
виброзащиту, обеспечивающую гашение низко-
и высокочастотной вибрации для безо-
безопасности рубщика. Ниже приведена
характеристика рубильного молотка
модели 165-0002:
Энергия удара, кДж ... 16
Число ударов в минуту . . 1800
Давление сжатого воздуха,
МПа 0,5
Удельный расход воздуха,
м3/мин 1,1
Габаритные размеры молот-
молотка, мм 430Х80Х
Х187
Масса, кг 5,3
Для получения высококачественных
и точных поковок перед деформацией
заготовки необходимо с ее поверхности
удалить окалину. Для механической
очистки окалины с поверхности нагре-
нагретых заготовок применяют различной
конструкции скребки, щетки, ролики.
644
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
и «*««. применения
Механиче-
Механическая
Гидравли-
Гидравлическая
Обдирочно-шлифо-
Обдирочно-шлифовальные станки,
Ручные шлифоваль-
шлифовальные машинки, ру-
рубильные молоткн
Щетки, скребки, ро-
ликн
Очистные гндроап-
параты
Пневматн- | Пескометные
Удаление мелких
н крупных по-
поверхностных де-
дефектов
Удаление окалн-
ны
То же
ческая
струйно-
абразивная
Гндроабра-
зивиая
Виброабра-
зивиая
новкн
уста-
Ручиые мониторы,
барабаны, конвейер-
конвейерные установки
Вибрационные уста-
установки
Удаление окали-
окалины, заусенцев и
мелких поверхно-
поверхностных дефектов
То же
В галтовоч-
галтовочных бара-
барабанах
Дробью
Травлением
Огневая
Галтовочные бараба-
барабаны периодического
и непрерывного дей-
действия
Дробеметные и дро-
дробеструйные аппара-
аппараты периодического и
непрерывного дейст-
действия
Травильные ванны,
механизированные
автооператорные лн-
иии
Ручные резаки,
плазменные j ста-
новки
Удаление окалн-
ны и мелких по-
поверхностных де-
дефектов
Удаление глубо-
глубоких поверхност-
поверхностных дефектов
Для всех видов покс
вок
Для мелких и сред-
средних заготовок, нагре-
нагретых перед ковкой или
штамповкой
То же
Применение ограни-
ограничено
Для средних и круп-
крупных заготовок
Для поковок с глу-
глубокими полостями,
тонкими ребрами
и полотнами
Для поковок без тон-
тонких ребер и полотен
Для поковок любой
конфигурации, кро-
кроме деталей с глубо-
глубокими отверстиями ма-
малого диаметра
Для поковок любой
конфигурации
Для средних и круп-
крупных поковок
ОЧИСТКА ПОКОВОК
О О Н /VI
о анИ
х н « *
era Ь
3 <и я •.
о _ и к
? S вгч
в. g
О"
>•
' к 6 s
о в-во
gl 3
l
ч о
I
о о ю о
О СЧ — О5
О -Ч" — СМ
CN — СМ
ю о о
О О ОТ) LO LO LO
о о ю см — см
<О 00 — Ю — —I
X ХХХХХ
0 о t1 t ^
01 СО СО О I--00
о ю ю
сч — сч
00 О
CvT t^ О -^f О СО
3-
a
S
Ю Ю LO Ю О Ю
см см сч сч to (M
оо<
СО CD t
ю ю
оо
|-~ со ю I-- со со
МООП ....
~СЧСО~ЭТСО
ЭТСО
о о
см сч
о о
О Оо
— 00 —
•I- -I- •!•
оююоосо
¦* I-- смююсо
хххххх
* *
О О —1
О ¦* LO
I-- ¦* со
мою
ооо
OSb
t— t— t—
XXX
CD 00 00
XXX
осою
о оо со
Ю СЭ О)
СЧ СЧ (М
I I
оо
СО 00
ооо
—' ОО
азюо
ото
¦Ч" -Ч" СО
S8!
I-- COCO
см оо
—'СЧ СЧ
IS|^^CNC4 СЧ
со со сои ЩШ
fcaa
«мы
о
о
00
X
о
S
X
о
о
00
3
а
о о
о о
о о
со со
Ч О
а о
«а сч
«8
а
S
СЧ СО
о"- «
I
>а
о
g
3
X
о
ы
«а
со
О СЧ
аа
аа
аз
Q.
I
546
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
Рис. 42. Гидроабразивиый барабан пе-
периодического действия
Эффективным является гидравлический
способ очистки. Установки для гидро-
гидроочистки просты по конструкции и на-
надежны в эксплуатации. Они включают
насосы высокого давления, струйные
насадки, систему гидроприводов, сред-
средства механизации подачи и перемеще-
перемещения заготовки, предохранительные ко-
кожухи. Число насадок принимают от
4 до 20 при диаметрах заготовки соот-
соответственно от 50 до 200 мм; диаметр
отверстий струйных насадок составляет
0,5—1,0 мм; давление жидкости 10—
15 МПа; расход воды на одну на-
насадку 3,6—4,2 л/мин.
Струйио-абразивная очистка. Этот
способ применяют для очистки кова-
кованых н штампованных поковок от ока-
окалины и ржавчины. В зависимости
от состояния используемого рабочего
тела (сухой абразив или абразивная
жидкость) струйную очистку делят
на пневмо- и гидроабразивную. Энер-
Энергоносителем в обоих случаях является
сжатый воздух давлением 0,2—
0,5 МПа, который абразивную жид-
жидкость или сухой абразив направляет
струей на обрабатываемую поковку со
скоростью от 30 до 60 м/с. Пневмо-
абразивный способ очистки применяют
ограниченно в связи с повышенной кон-
концентрацией пыли на рабочем месте.
При гидроабразивной очистке в ка-
качестве абразивной среды используют
приготовленную в специальных уста-
установках смесь абразива с водой. Со-
Состав гидроабразивной смеси, %: 76,5
воды; 20 абразива; 3,5 кальциниро-
кальцинированной соды. Для гидроабразивной
очистки применяют следующие абра-
абразивные материалы: кварцевый песок,
корунд и карбид бора. Кварцевый
песок как менее дефицитный и недо-
недорогой используют с размерами зерен
от 0,3 до 2 мм. Гидроабразивнуго
очистку применяют для обработки из-
изделий из цветных сплавов, а также для
стальных поковок, у которых недопу-
недопустимо упрочнение поверхности. При
диаметре сопла от 4 до 10 мм расход
воздуха давлением 0,5 МПа составляет
от 1 до 6 м8/мин. На рис. 42 представ-
представлена конструкция гидроабразивного
барабана периодического действия.
В колокол 4 через приемное окно
камеры 2 загружаются поковки 3,
где производится их очистка струй-
струйным аппаратом /. Выгрузку очищен-
очищенных поковок в бункер 6 выполняют
путем наклона барабана с помощью
привода 5.
Виброабразивная очистка. Очистка
поковок осуществляется частицами аб-
абразивной рабочей среды при колебании
этих частиц в контейнере, подключен-
подключенном к виброприводу. С увеличением
амплитуды колебаний увеличивается
ускорение и сила микроударов абра-
абразивных частиц. Удаление окалины и
зачистка заусенцев происходит при
амплитуде 5—7 мм и частоте до 25 Гц,
а скругление острых кромок поковок —
при амплитуде 3—4 мм и частоте
25—35 Гц.
В зависимости от сложности формы
и размеров очищаемых поковок в ка-
качестве рабочей среды применяют бой
абразивных кругов, фарфоровую кро-
крошку, звездочки из отбеленного чугуна
и электрокорунда. Наибольший эффект
достигается при использовании ме-
металлического наполнителя. Поэтому
при очистке крупных и средних поковок
используют в качестве наполнителя
(рабочей среды) мелкие штампованные
поковки. При мокром способе очист*
ОЧИСТКА ПОКОВОК
547
ки — виброгидроабразивной очистке —
помимо абразивного наполнителя в
контейнер вводятся активные щелочные
растворы с ингибиторами (пассивирую-
(пассивирующие добавки). Рекомендуемый состав
наполнителя для виброгидроочистки
поковок из углеродистых и легирован-
легированных сталей, %: 62 воды; 34 абразива;
1,5 калицинированной соды; 0,5 ни-
нитрита натрия. Характеристика виб-
вибрационных установок приведена в
табл. 46.
Галтовка в барабанах. Существуют
два основных способа галтовки: су-
сухая, когда поковки загружают в ба-
барабан без добавления абразивных ма-
материалов, и мокрая, когда вместе
с поковками в барабан загружают раз-
различные абразивные материалы (квар-
(кварцевый песок, гранит, фарфор, чугуные
звездочки, стальные шарики) с добав-
добавлением мыльной или содовой воды.
Галтовочные барабаны применяют для
очистки штампованных поковок мас-
массой до 40 кг без тонких ребер, полотен
и мелких отверстий.
Сухую галтовку применяют для уда-
удаления с поверхности поковок окали-
окалины, ржавчины, мазута, заусенцев по-
после обрезки облоя. Для поглощения
масла, измельченной ржавчины и ока-
окалины, а также для ускорения процесса
очистки вместе с поковками в барабан
загружают сухие древесные опилки
и звездочки. Шероховатость поверх-
поверхности после сухой галтовки достигают
Rz 32—40.
Мокрую галтовку применяют не
только для очистки поверхности поко-
поковок, но также и для удаления микро-
микронеровностей на поверхности основного
металла поковки. Этот процесс в не-
некоторых случаях может заменить шли-
шлифование.
После мокрой галтовки шерохова-
шероховатость поверхности получают от Rz 2Q
до Ra 0,63. Характеристика серийно
выпускаемых галтовочных барабанов
приведена в табл. 47.
Для сухой очистки используют гал-
галтовочные барабаны периодического
действия модели ОБ-900 с загрузкой
поковок через боковую стенку с по-
помощью подъемника. В конструкции
предусмотрена возможность отсоса
пыли в процессе работы барабана че-
через отверстия в цапфах. Управление
дистанционное. При серийном и мас-
массовом производстве применяют авто-
автоматизированные галтовочные барабаны
периодического действия моделей
ЗА-11 и ЗА-12. Средняя часть этих
барабанов цилиндрическая; в торцовых
частях — конических — размещены
загрузочные и разгрузочные люки.
При разгрузке и загрузке поковок
барабан устанавливают в наклонное
положение, что обеспечивает возмож-
возможность создания механизированных ли-
линий по очистке поковок. Большие воз-
возможности для механизации загрузоч-
загрузочных работ обеспечивают очистные гал-
галтовочные барабаны непрерывного дей-
действия модели 314 завода «Амурлит-
маш».
Очистка дробью. Широко распро-
распространены дробеструйный и дробе-
метный способы очистки поковок. При
дробеструйной очистке поковок дробь
разгоняется сжатым воздухом давле-
давлением 0,5—0,6 МПа до скорости 20—
30 м/с. Оптимальное расстояние от
сопла до поверхности очищаемой по-
поковки 200—300 мм, при меньших рас-
расстояниях производительность очистки
падает, так как уменьшается площадь
воздействия струи дроби. Дробеструй-
Дробеструйные аппараты позволяют производить
очистку сложных поковок с глубокими
полостями типа стаканов и втулок с
фланцами.
В зависимости от способа перемеще-
перемещения поковок дробеструйные установки
делят на дробеструйные барабаны с го-
горизонтальной и наклонной осью вра-
вращения, вращающиеся и проходные сто-
столы и камеры периодического и непре-
непрерывного действия. Барабаны приме-
применяют преимущественно для очистки
тонкостенных поковок, вращающиеся
столы — для крупных поковок мас-
массой до 100 кг, проходные столы —
для длинных поковок, камеры перио-
периодического действия — для крупнога-
крупногабаритных поковок в мелкосерийном
производстве, а камеры непрерывного
действия — в массовом производстве.
Характеристика дробеструйных аппа-
аппаратов приведена в табл. 48. Широко
применяют двухкамерные дробеструй-
дробеструйные аппаратуры нагнетательной систе-
системы модели 334М. Конструкция аппа-
аппарата обеспечивает возможность одно-
одновременной работы двумя соплами.
Б48
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
46. Технические характеристики вибрационных установок
Параметр
Число контейнеров
Суммарная вместимость
контейнеров, л
Полезная загрузка кон-
контейнеров, кг
Частота колебаний,
мин
Амплитуда колебаний,
мм
Максимальные габарит-
габаритные размеры обрабаты-
обрабатываемых деталей, мм
Габаритные размеры ус-
установок в плане, мм
Способ очистки
Параметр
Число контейнеров
Суммарная вместимость
контейнеров, л
Полезная загрузка кон-
контейнеров, кг
Частота колебаний,
мин
Амплитуда колебаний,
мм
Максимальные габарит-
габаритные размеры Срабаты-
Срабатываемых деталей, мм
Габаритные размеры ус-
установок в плане, мм
Способ очистки
ВУ-25
6
20
25
3000
1,5
30X30X15
750X550
УВ1 *
2
120
280
1140—1800
2—6
150X80X60
«
1320X1100
. Сухой,
мокрый
* Конструкция НИИлитмаша.
ВУ-125
1
80
125
150X80X50
1200Х 1200
ВУ-250
2
130
250
До 3000
До 3,0
150X80X50
!ЗО0Х1200
Сухой
ВКС-200
2
200
500
1440
3—6
200X80X80
1400Х 1200
Сухой
ВМ-100
1
100
200
1440—2500
2—65
200Х60Х6С
1590X950
ВУ-500
2
220
500
250Х 100Х
'Х100
1700X1200
ВГМ-6
1
300
800
960—1440
2,5—6,5
800Х600Х
Х400
2500X1360
Мокрый
ОЧИСТКА ПОКОВОК
549
47. Технические характеристики галтовочных барабанов
Параметр
Объем загрузки, м3
Производительность, т/ч
Размеры рабочей части
барабана (диаметр X
длина), мм
Частота вращения ба-
барабана, мин
Угол наклона барабана,
град
Установленная мощ-
мощность электродвигате
•ДСП» КО!
Размеры загрузочного
люка, мм
Габаритные размеры
(длина X ширина X вы-
высота), мм
Масса, кг
Периодического действия
О Б-9GO
0,8
3,5
900Х 1250
30
—
9,8
1200X570
3500 X 1700Х
Х1500
5200
ЗА-И
0,8
1,0
900X1400
27
50
7,0
600
3130Х2200Х
Х1880
4800
ЗА-12
1,6
3—6
1 120Х
XI 800
29
50
21,0
900
3000ХЗЮ0Х
Х5 000
13 000
Непрерывно-
Непрерывного действия
314
—
3—5
1 200 X
Х6 400
77
0—4
21,7
800
6 540Х
Х2 400Х
Х2 700
18 800
48. Технические характеристики
дробеструйных аппаратов
Параметр
Объем рабочей ка-
камеры, л
Рабочее давление,
Па
Расход воздуха
при непрерывной
работе, кгУмин
Расход дроби на
1 т поковок, кг
Радиус действия
аппарата, мм
Число сопел
Диаметр подво-
подводящего воздухо-
воздуховода, мм
Диаметр сопла, мм
Мощность элек-
электродвигателя
компрессора, кВт
Масса, кг
334
334М
140
6-106
3,6
2,4—3,5
3000
4,2
2,4—5,0
3000
2
50,8
—
—
810
8
25
780
Продолжение
Параметр
Производитель-
Производительность аппарата (с
одним соплом ди-
диаметром 8 мм),
кг/ч
Количество дро-
дроби, загружаемой
в аппарат (в на-
начале работы), кг
Габаритные раз-
размеры (длина X
Xширинах высо-
высота), мм
334
табл. 48
334М
1500
—
1500Х
X 1400Х
Х2040
375
1650Х
Х840Х
Х2120
Сопла дробеструйных аппаратов изго-
изготовляют из отбеленного нелегироваи-
ного и легированного B7—30 % Сг)
чугуна или из твердых сплавов. Для
очистки мелких и средних поковок при-
применяют чугунную или стальную дробь
диаметром 0,5—2,5 мм. При этом для
550
ОТДЕЛКА И ОЧИСТКА ПОКОВОк
49. Технические характеристики
дробеметных камер непрерывного
действия
Параметр
Грузоподъ-
Грузоподъемность под-
подвески, кг
Максималь-
Максимальные размеры
очищаемых
деталей
(диаметр X
X высота),
мм
Производи-
Производительность,
иодвесок/ч
Число дро-
дробеметных
аппаратов
Производи-
Производительность
дробеметных
аппаратов,
кг/мин
Габаритные
размеры
(длина X
X ширинах
X высота),
мм
42723
315
800Х
XI 400
72
42724
630
1 000Х
XI 700
40—50
42725
1250
1 200 X
Х2 000
22—27
8
250
14 000X12 000X7 300
очистки поковок, прошедших отжиг
или нормализацию, используют, как
правило, дробь диаметром 1,0—2,5 мм,
а для очистки поковок после термиче-
термической обработки (более мелкую) — до
1,5 мм; для поковок из цветных сплавов
размер дроби 0,8—1,2 мм. Средний
расход чугунной дроби в зависимости
от рода поковок и качества дроби
2,5—3,5 кг на одну тонну поковок.
Шероховатость поверхности после дро-
дробеструйной очистки Rz 320—40.
При дробеметной очистке поток дро-
дроби с помощью быстровращающихся
лопаток крыльчатки дробеметной го-
головки направляется со скоростью 70—
80 м/с на очищаемую поверхность по-
поковки. По способу перемещения поко-
поковок внутри дробеметных установок по-
50. Технические характеристики
дробеметко-дробеструйных камер
периодического действия
Параметр
Производитель-
Производительность, т/ч
Внутренние раз-
размеры камеры, м
Грузоподъемность
тележки, т
Дяаметр поворот-
поворотного стола, мм
Число аппаратов,
шт.:
дробеметных
дробеструйных
Производитель-
Производительность одного ап-
аппарата, кг/мин:
дробеметного
дробеструйного
Габаритные раз-
размеры камеры (дли-
(длина X ширина X
Xвысота), м
42612
5—7
4,5Х
Х4,5Х
ХЗ,0
10
42634
8—14
6,0Х
Х6.0Х
ХЗ,0
30 .
3200
2
250
25
9,5Х
Х10Х
Х6,0
3
!
250
25
12,5Х
Х12Х
Х6,5
следние делятся на ленточные бара-
барабаны, вращающиеся столы и камеры
непрерывного и периодического дей-
действия. Этим способом, как и дробе-
дробеструйным, очищают поковки массой
до 50 кг в барабанах, до 100 кг — иа
столах, поковки любой массы —
в камерах.
Завод «Амурлнтмаш» выпускает дро-
беметные конвейерные камеры не-
непрерывного действия (табл. 49) для
очистки поковок массой 100—1000 кг
при крупносерийном и массовом про-
производстве. Режим движения подвесок
конвейера обеспечивает поступатель-
поступательное движение в зоне действия дробе-
дробеметных аппаратов.
Очистку поковок массой 100—
1000 кг в условиях единичного и мел-
мелкосерийного производства выполняют
в дробеметно-дробеструйных камерах
периодического действия (табл. 50).
После дробементой обработки твердость
закаленных и отпущенных поковок
очистка поковок
551
повышается на 40 % на глубине 0,3—
0,5 мм, в результате чего увеличива-
увеличивается сопротивление металла поковки
истиранию и усталости вовремя эксплу-
эксплуатации (при условии, что детали, об-
обработанные дробью, не подвергаются
в дальнейшем термической обработке
и обработке резанием). Шерохо-
Шероховатость поверхности поковок после
дробеметной обработки такая же, как
и после дробеструйной.
Травление. Этот способ очистки при-
применяют для поковок, прошедших пред-
предварительную и окончательную тер-
термическую обработку перед обработкой
резанием или перед консервацией»
Травлением можно очищать поковки
массой до 1000 кг любой конфигура-
конфигурации. При этом выявляются все поверх-
поверхностные дефекты (трещины, волосо-
волосовины, зажимы и т. д.).
Процесс травления стальных поко-
поковок включает следующие этапы.
1. Заправка ванны: заполнение тра-
травильной ванны приблизительно на
70 % ее объема; осторожное прибав-
прибавление кислот до требуемой концентра-
концентрации (табл. 51); перемешивание; подо-
подогрев ванны до наименьшей рекоменду-
рекомендуемой температуры; добавление инги-
ингибитора (присадки); перемешивание.
2. Загрузка ванны: загрузка поко-
поковок в корзины из дерева, кислото-
кислотоупорной проволоки или в корзины,
отлитые из кислотоупорной стали;
погружение корзин с поковками в ван-
ванну таким образом, чтобы они не со-
соприкасались с трубами и стенками
ванны.
3. Травление: начало — при тем-
температуре, наименьшей из рекомендуе-
рекомендуемых; по мере ослабления концентрации
раствора температуру повышают н
к концу цикла доводят до наиболь-
наибольшей. Продолжительность процесса
-травления 15—18 мин в зависимости
от концентрации раствора, темпера-
температуры ванны н толщины слоя окалины
иа поковке.
4. Промывка от остатков кислоты и
железного купороса в ванне с про-
проточной горячей водой повторными по-
погружениями их в воду в течение 3—
Б мин пря температуре 60—70 °С или
в течение 2—3 мин при 85—90 °С.
5. Нейтрализация в щелочной ванне
E0—70 г/л NaOH и КОН) при 20 °С.
51. Составы травильных ванн
и режимы работы
Наименова-
Наименование компонен-
компонента и режим
работы
Кислота:
серная
соляная
фосфорная
Йодистый
калий
Хромовый
ангидрид
Ингибиторы
Темпера-
Температура, °С
Продолжи-
Продолжительность,
мин
Массовая доля
компонентов в рас-
растворе, г/л
1
—
60
—
200
—
80—90
До пол-
полного
удале-
удаления
2
100-
200
—
0,8—
1,0
—
8—10
60—80
5—30
3
40—60
130—
160
—
—
—
3—б
15—35
10—60
6. Промывка в горячей воде F0—
70 °С) в течение 3—5 мин и последую-
последующая сушка.
7. Контроль качества травления на
полное снятие окалины.
Хорошо протравленные поковки име-
имеют поверхность одинакового серова-
серовато-стального цвета, без пятен и остат-
остатков окалины; поверхность перетрав-
перетравленного металла черная н глубоко
изъеденная.
Травление сталей аустенитного клас-
класса типа 12Х18Н10Т и 12Х21Н5Т про-
происходит при температуре 15—35 °С
в растворе, г/л: 220—240 HNO3; 20—
25 NaF; 20—35 NaCl. Продолжитель-
Продолжительность травления 30—60 мин, глубина
съема основного металла до 2 мкм.
Для травления жаропрочных спла-
сплавов используют раствор, г/л: 280—
350 HNO3; 130—180 НС1; 30—40 NaF.
Продолжительность процесса 2—
2,5 ч при 40—45 °С, глубина съема
основного металла 10—16 мкм.
Травление поковок из алюминиевых
сплавов для удаления окисной пленки
552
ОТДЕЛКА И ОЧИСТКА ПОКОВОК
52. Технические характеристики
автооператорных подвесочных линий
травления
Параметр
Производитель-
Производительность, м2/ч
Габаритные
размеры под-
подвески (длина X
X ширинах вы-
высота), мм
Параметры де-
деталей, загру-
загружаемых на под-
подвеску:
площадь, м2
масса, кг
Грузоподъем-
Грузоподъемность автоопе-
автооператора, кг
Способ нагрева
ванны
Габаритные
размеры линии
(длинах шири-
ширинах высота), мм
Масса линии, кг
МЛХ-ЗМ
18
1300Х
Х300Х
Х800
6
60
450
МЛХ-37
30
2000 X
Х300Х
XI100
10
100
450
Паровой
13 170Х
ХЗ 265Х
Х4 365
8 462
8 340Х
Х3800Х
Х5150
7 640
происходит в растворе, %: 75 HNO3;
?5 HF. Продолжительность травления
1—3 мин при 15—35 °С.
Для очистки медных сплавов при-
применяют раствор азотной кислоты HNO3.
Для полного удаления окалины,
окислов и газонасыщенного слоя у по-
поковок из титановых сплавов травление
осуществляют в одном из следующих
растворов, г/л: 25—35 HNO3; 200—
250 HF или 200—300 НС1; 45—50 NaF.
Травильные ванны покрыты^ кисло-
кислотоупорной футеровкой, снабжены па-
паровыми змеевиками для подогрева
жидкости и вентиляционными отсо-
отсосами. Материал футеровки выбирают
в зависимости от химической активно-
активности раствора. При солянокислых раст-
растворах используют винипласт, при сер-
сернокислых — асфальт и битум. Хорошо
зарекомендовал себя кислотоупорный
бетон и литой базальт, футерованный
кислотоупорными керамическими
плитками. Ванны для травления, про-
промывки, нейтрализации и окончатель-
окончательной промывки компонуются в техно-
технологические линии. Для травления ста-
стальных поковок рекомендуется авто-
автооператорная линия модели МЛХ-ЗМ,
для алюминиевых поковок — МЛХ-37
(табл. 52).
Огневая зачистка. Огневая зачистка
производится пламенем газовой го-
горелки со специальным мундштуком.
Температура пламени доходит до
2500—3100 °С. Высокоуглеродистая и
легированная сталь перед огневой
зачисткой требует нагрева во избежа-
избежание трещин. Температура нагрева за-
зависит от содержания в стали углерода
и хрома. Зачистку начинают немед-
немедленно после нагрева до 200—400 °С
и ведут без задержек.
Температура нагрева поковок перед
огневой зачисткой летом доходит до
427 °С; зачистка при температуре ни-
ниже 120—130 °С не допускается. В зим-
зимнее время температуру нагрева стали
под огневую зачистку повышают на
50—60 °С. Огневую зачистку поковок
и _ слитков в кузнечно-прессовых це-
цехах можно осуществлять также не-
непосредственно после ковки при тем-
температуре 800 °С и выше. Для этого
применяют специальные резаки, от-
отличающиеся большой длиной, ос-
оснащенные подвесным устройством и
водяным охлаждением.
Сталь, содержащая более 4,5 % хро-
хрома и кремния, не поддается огневой
зачистке без специальных шлакообра-
зующих добавок.
Источником питания резака с ис-
использованием ацетилена служит аце-
ацетиленовый генератор с максимальной
производительностью 1,25—1,5 м3/ч и
давлением не ниже 4000 Па.
Для удаления всех поверхностных
дефектов и получения поковок с вы-
высоким качеством поверхности, с ми-
минимальным и равномерно распределен-
распределенным облоем или без него исходные и
промежуточные заготовки перед нагре-
нагревом под штамповку подвергают об-
обтачиванию на токарных станках. Для
предохранения очищенных поковок от
коррозии их следует после очистки не-
немедленно промыть при 20 °С в растворе
следующего состава, %: 10 NaNO8;
0,5—0,6 Na2CO3; вода — остальное.
очистка поковок
553
При длительном хранении необходимо
применять либо смазочные материалы
(веретенное масло и др.), либо фос-
фатирование, либо горячую обработку
нитритом натрия повышенной кон-
концентрации.
Техника безопасности. При очистке
поковок на дробеструйных и дробемет-
дробеметных установках необходимо обеспе-
обеспечить полную герметизацию рабочей
камеры с целью исключения вылета
дроби, пыли и окалины в помещение
цеха. По этой причине, а также для
изоляции от шума помещения для гал-
галтовочных барабанов, дробеструйных
и дробеметных установок должны быть
изолированы от соседних помещений.
Очистные установки должны быть сиа-
бжены вытяжной вентиляцией и пыле-
уловительными устройствами.
Работающие с открытой струей
. дроби или мокрого песка должны наде-
надевать скафандры и защитные лицевые
маски, в которые подается чистый
воздух под давлением 10132—16079 Па,
удельном расходе 0,5 м3/мин. Для
дробеметных машин с сепарацией дроби,
кроме отсоса воздуха из рабочих камер,
должны быть предусмотрены отсосы
производительностью 10—20 м3/мин
для головки ковшового элеватора и
40—50 м3/мин для сепаратора.
Участки очистки поковок должны
быть оборудованы местной вытяжной
вентиляцией через боковые пылепри-
емники, а также через решетку в полу
или в верстаке (столе). При установке
абразивные круги должны быть ос-
осмотрены и подвергнуты испытаниям иа
прочность вращением с частотой, пре-
превышающей максимальную рабочую ча-
частоту.
Для отсоса пыли предусмотрено при-
присоединение всех очистных машин (дро-
(дробеструйных и дробеметных) к цеховой
вентиляции.
Травильные отделения следует раз-
размещать в просторных, светлых, изо-
изолированных помещениях и обеспечи-
обеспечивать естественным светом @,25—
0,50 м2 оконной поверхности на одного
человека), приточно-вытяжной венти-
вентиляцией с 5—7-кратным обменом и рас-
расположением вентиляторов вне тра-
травильного отделения. Металлические
части в отделении должны быть по-
покрашены краской, двери — обиты
войлоком. Ванны для травления и
горячей промывки необходимо снаб-
снабжать бортовыми вентиляционными от-
отсосами. Верхние края вани с травиль-
травильными растворами должны находиться
на расстоянии 0,75—1,0 м от уровня
пола. Полы должны быть выложены
метлахскими плитками или кислото-
кислотоупорным бетоном и иметь наклон
к стоку и возможно чаще промываться
водой. Щелочи, кислоты следует хра-
хранить в отдельном помещении, осиа-
щенном вентиляцией и оборудованием,
соответствующим требованиям СНиП.
Сифоны для заполнения ванн травиль-
травильными растворами должны иметь плот-
плотные краны.
Приготовляя растворы для трав-
травления черных металлов, необходимо
к холодной воде добавлять серную и
другие кислоты. При этом сначала
вливать соляную, затем азотную и
уже потом серную кислоту. Добавле-
Добавление кислоты к нагретой воде не раз-
разрешается. Недопустим спуск разлитой
и отработанной кислоты и отработан-
отработанных травильных растворов в канализа-
канализацию без предварительной нейтрализа-
нейтрализации. Травильные отделения и цехи
должны быть оборудованы эффектив-
эффективными системами очистки и нейтрали-
нейтрализации. Операции с кислотами и щело-
щелочами необходимо производить в спец-
спецодежде, состоящей из резиновых сапог,
перчаток и фартука,
Глава
11
ЭКСПЛУАТАЦИЯ
И РЕМОНТ ШТАМПОВ
Материал и заготовки. Штампы и
рабочие вставки для горячего дефор-
деформирования изготовляют из кованых
стальных мерных прямоугольных и
полосовых заготовок. Кроме кованых
заготовок применяют также стальные
и чугунные отливки, а для рабочих
вставок — прокат.
Химический состав штамповых ста-
сталей, их твердость после отжига или
- закалки должны - соответствовать
ГОСТ 5950—73 (см. также табл. 18,
гл. 1, т. 1 справочника).
Штампован сталь обладает высо-
высокими механическими свойствами (проч-
(прочностью, пластичностью, ударной вяз-
вязкостью и твердостью) при температурах
300—600 °С, высокой разгаростойко-
стью (термомеханической усталостью),
препятствующей образованию тре-
трещин на гравюре, высокой теплопро-
теплопроводностью; хорошей обрабатываемо-
обрабатываемостью и незначительным короблением
при термической и химико-термической
обработке. Марку стали подбирают
в зависимости от конкретиых условий
работы штампа и его конструкции.
Приемка заготовок для штампов ве-
ведется по следующим основным пара-
параметрам: химическому составу, ка-
качеству поверхности, величине обез-
углероженного слоя, величине зерна
аустенита в закаленном состоянии,
макроструктуре, твердости, микро-
микроструктуре (зернистого перлита, кар-
карбидной сетки и карбидной неоднород-
неоднородности).
Размеры и масса стальных ко^иых
заготовок прямоугольного сечения нз
инструментальных легированных ста-
сталей регламентируются ГОСТ- 7831—78.
Припуски и предельные отклонения
размеров на заготовки, полученные
ковкой на молотах, назначают по
ГОСТ 7829—70, а иа полученные ков-
ковкой на прессах — по ГОСТ 7062—79.
Глубина неровностей на необрабатывае-
необрабатываемых поверхностях заготовок, откло-
отклонения формы сечения должны находи-
находиться в поле допуска.
На обрабатываемых поверхностях
глубина дефектов не должна превышать
75 % номинального одностороннего
припуска на обработку резанием.
Заготовки изготовляют двух кате-
категорий: высшей — В и первой — П,
Ковку заготовок высшей категории
качества проводят с осадкой до 50 %
исходной высоты по трем осям заго-
заготовки.
Ковку заготовок первой категории
качества выполняют с осадкой слитка
или промежуточной заготовки на 50 %
исходной высоты.
Уковка должна быть не менее 3.
Правку торцов проводят у всех заго-
заготовок с размером L<3 1200 мм и L :
: #<3 3 (L и Н — соответственно дли-
длина и высота заготовки).
Заготовки ие должны иметь флоке-
нов, усадочной рыхлости, сквореч-
скворечников, заковов, раскованных загряз-
загрязнений, раскованных пузырей, трещин,
видимых невооруженным глазом.
Заготовки в соответствии с
ГОСТ 7566—81 принимают партиями.
Партией считают заготовки одной мар-
марки стали, одного размера и одной ка-
категории качества, прошедшие термиче-
термическую обработку по одному режиму и
оформленные одним документом о ка-
качестве. От партии отбирают 10 %
заготовок для определения твердости;
для определения химсостава из плавки
берут одну пробу от плавки — ковша
по ГОСТ 7565—81. Качество поверх-
поверхности, размеры и геометрическую фо-
форму проверяют у каждой заготовки.
Упаковку и оформление документа-
документации выполняют по ГОСТ 7566—81,
Размеры и линейная плотность за-
заготовок должны соответствовать при-
приведенным в табл. 1 (см. также рис. 49,
гл. 3). Длина заготовок указывается
предприятием-потребителем.
Размеры и масса мерных заготовок,
торцы которых правят (штамповые
кубики), регламентируются
в ГОСТ 7831—78, согласно которому
размеры, мм: НХВ = A40X300)-**
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
555
1. Линейная
в зависимоеп
я со 3
н о ,
So^
40
50
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
по
го
X
50
16
20
—
п
80
25
31
50
_
—
р и
плотность (кг/м) заготовок
от размеров
100
31
39
63
79
—
—
—
120
38
47
75
94
113
—
—
но
44
55
88
ПО
132
154
—
м е ч а н и я:
сечения
прямоугольного сеченяя
(ГОСТ 7831—78)
Ширина заготовки В,
160
50
63
101
126
151
176
201
.
—
180
57
71
113
141
170
198
226
254
—
200
63
79
126
157
188
220
251
283
314
—
220
86
138
173
207
242
276
311
345
380
414
449
484
518
553
587
622
240
94
151
188
226
264
301
339
377
414
452
490
526
565
603
641
678
мм
260
163
204
245
286
327
367
408
449
490
531
571
612
653
694
735
280
_
176
220
264
308
352
396
440
484
528
571
615
659
703
747
791
300
188
236
283
330
377
424
471
518
565
612
659
707
754
801
848
1. Линейная плотность заготовки
номинальным размерам при плотности стали
2.
П
Максимальная длина заготовки 3000 мм
р и
типа с
260
мер уело
размерами Н
— 5ХНМ.
в н о г о
= 150 ми
обозначе
7,85
н и я
1иВ= 260 мм из
кг/дм3.
320
_
201
251
301
352
402
452
502
553
603
653
703
754
804
854
904
340
_
_
214
267
320
374
427
480
534
587
641
694
748
801
854
907
961
360
_
226
283
339
396
452
509
565
622
678
735
791
848
904
961
1017
вычислена
заготовки полосово-
стали 5ХНМ:
150
X
2. Стали для цельных молотовых штампов
Штампы
Ковочные открытые
и закрытые
Калибровочные;
правочные цельные
(без вставок)
Масса
падающих
частей
молота, т
0,63
1,0
1,6
3,15
4,0
6,3
10,0
16,0
0,63—1,0
1,6—3,15
4,0—6,3
Св. 6,3
Марки стали
5ХНМ; 5ХГМ;
5ХНВ; 5ХНСВ
5ХНМ; 5ХНВ;
5ХНСВ
Твердость ИВ
рабочей
части
388—461
375—444
352—429
341—415
321—388
311—341
277—311
429—477
401—444
388—429
341—388
опорной
части
До 302
До 285
До 265
255—302
556
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
-- F00X1250), L = 200-^-2800; масса
66—16486 кг. По согласованию с по-
потребителем могут выпускаться заго-
заготовки с размерами более 600Х 1250Х
Х2800 мм.
Штамповые стали для молотовых
цельных штампов (без вставок) и их
твердость в зависимости от массы па-
падающих частей штамповочного молота
приведены в табл. 2.
Материалы для деталей универсаль-
универсально-переналаживаемых молотовых
штампов (блоков, вставок, клиньев и
др.) приведены в гл. 3.
Подкладные штампы изготовляют из
сталей 40Х, 65Г, У7 и У8. Для тяже-
лонагруженных пуансонов подкладных
штампов применяют стали 5ХНМ,
5ХНВ и 5ХГМ; для штампов высоко-
высокоскоростных молотов — стали 4ХЗВМФ,
4Х5МФС, 4Х5МФ1С, 4Х5В2ФС и
4Х4МВФС и др. Твердость пуансонов
И матриц HRC 48—51.
Материалы, их твердость и способы
упрочнения поверхностей деталей шта-
штампов кривошипных горячештамповоч-
ных прессов, горизонтально-ковочных
машин и винтовых прессов приведены
в табл. 3.
Для штампов гидравлических прес-
прессов можно выбирать те же материалы,
что и для кривошипных горячештам-
повочных прессов.
При штамповке труднодеформируе-
мых сталей и сплавов для вставок и
пуансонов можно применять стали
4Х5В2ФС и ЗХ2В8Ф с твердостью
НВ 388—477. Для изготовления вы-
высадочных штампов эффективны стали
4Х5МФС, 4ХЗВМФ, 4Х4МВФС и
ЗХЗМЗФ, которые обладают повышен-
повышенной разгаростойкостью.
При_ штамповке труднодеформируе-
мых сталей и сплавов цлФ вставок и
матриц используют стали 4Х5В2ФС
и ЗХ2В8Ф с твердостью НВ 415—477.
Материалы для обрезных, просечных
и правочных штампов, а также штам-
штампов горячештамповочных автоматов
и твердость этих материалов приведены
соответственно в табл. 4 и 5. При
наплавке режущих кромок пуансоны
и матрицы изготовляют из стали 45.
Для штампов (вставок) холодной
плоскостной калибровки используют
стали У10А и Х12М (HRC 51—58);
для объемной калибровки — Х12М
и Х12Ф1 (HRC 56—60); для горячей
калибровки — 4Х8В2, ЗХ2В8Ф
(HRC 52—58).
Для штампов ковочных вальцов
(формовочных, штамповочных, отде-
отделочных) применяют стали 5ХНМ,
5ХНВ и 5ХГС твердостью НВ 383—
460 с дополнительным упрочнением
рабочих поверхностей дробью или
электроискровым методом.
Вставки матриц, пуансоны и вставки
пуансонов штампов горизонтально-
гибочных машин делают из сталей
7X3, 8X3 и 5ХГС твердостью НВ
368—444.
Эксплуатация штампов. Нагрев шта-
штампов проводят с целью обеспечения оп-
оптимальных условий формоизменения
поковок и повышения стойкости штам-
штампов.
Штампы паровоздушных штамповоч-
штамповочных молотов и кривошипных горяче-
горячештамповочных прессов нагревают до
200—400 °С, штампы гидравлических
прессов до 300—400 °С, штампы гори-
• зонтально-ковочных машин и ковоч-
ковочных вальцов — до 150—200СС. При
этом, если штампы изготовлены из
сталей 5ХНМ, 5ХНВ, 4ХВ2С, 7X3 и
других относительно пластичных ста-
сталей, то их нагревают до 200—300 °С.
Штампы из сталей ЗХ2В8Ф, 4Х2В5ФМ,
4Х5В2ФС и других относительно ме-
менее пластичных сталей можно подо-
подогревать до 500°С и более. Подогрев
проводят с регламентированной ско-
скоростью. Вставки молотовых штампов
и штампов КГШП нагревают в тече-
течение 1—1,5 ч; крупные молотовые штам-
штампы и штампы гидравлических прессов
(массой до 15 т)— 6—8 ч. Штампы,
завезенные в цех с улицы в холодное
время, выдерживают в цехе 4—5 ч на
стеллажах и только после этого на-
нагревают перед штамповкой.
Подогрев штампов проводят газо-
газовыми или электрическими (индукци-
(индукционными или электросопротивления) пе-
переносными или стационарными уста-
установками, а также в печах. Чаще всего
используют переносные газовые го-
горелки. Горелку устанавливают на
штамп, закрепленный на штамповоч-
штамповочной машине. Газ подводится к горелке
по резиновому шлангу. Обогреватель-
Обогревательные трубы горелки располагают на
расстоянии около 50 мм от поверхности
А
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
557
3. Стали для деталей штампов и цельных штампов
Детали штампов,
цельные штампы
Плиты (блоки)
Вставки осадочные
и пережимные
Вставки ручьевые
для штамповки уг-
углеродистых сталей
Колонки направля-
направляющие
Втулки направляю-
направляющие
Матр ицедержатели
Прижимы мелкие
(шириной до 150 мм)
Прижимы крупные
(шириной свыше
150 мм)
Выталкиватели
Съемники
Марки сталн
Горячештамг
40ХЛ; 40Л
7X3; 5ХГС
5ХНВ; 5ХНМ;
6ХГСВФ;
5ХГМ
20; 45
Бронза
БрОбЦбСЗ
45Х
45Х; 45
40ХЛ; 40Л
7X3; ЗХ2В8Ф;
5ХГС
7X3; 5ХГС
Твердость НВ
рабочей
части
опорной
части
ювочные прессы
302—352
341—415
341—401
(черновой ручей);
401—444
(чистовой ручей);
444-495
(калибровочный
ручей)
_
321—388
321—363
255—321
388—461
363—429 '
Способ поверх-
поверхностного упрочне-
упрочнения
—
Цементация на
глубину 0,8—
1,2 мм, HRC 58—
64 (для стали 20).
Закалка ТВЧ на
глубину 1,0—
2,0 мм, HRC 45—
60 (для стали 45)
—
558
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
Продолжение табл. 3
Детали штампов,
цельные штампы
Бобышки (пуансоны)
вставные диаметром
до 50 мм
Бобышки (пуансо-
иы) вставные диа-
диаметром свыше 50 мм
Матрицы для штам-
штамповки углеродистых
и легированных ста-
сталей выдавливанием
Вставки для штам-
штамповки поковок слож-
сложной формы, нагре-
нагреваемые до 620—
650 °С
Матрицы для штам-
штамповки поковок вы-
выдавливанием из
труднодеформируе-
мых сталей, нагре-
нагреваемые до 500 °С
Матрицы для штам-
штамповки поковок вы-
выдавливанием из
труднодеформируе-
мых сплавов, нагре-
нагревающиеся до 650 °С
Пуансоны для штам-
штамповки поковок вы-
выдавливанием
Марки стали
4Х5В2ФС;
3X2В8Ф
5ХНМ; 5ХНВ;
5ХНСВ
5ХНВ; 4Х8В2;
4Х5В2ФС;
ЗХ2В8Ф
4Х2В5ФМ;
ЗХ2В8Ф
4Х5В2ФС;
4Х8В2
4ХЗВ2Ф2М2;
4Х2В5ФМ;
ЗХ2В8Ф
4Х5В2ФС;
4Х5В4ФСМ;
ЗХ2В8Ф;
5ХНМ
Твердость НВ
рабочей
части
опорной
части
388—460
363—429
415—460
341—401
(черновой ручей);
415—444
(чистовой ручей);
444—477
(калибровочный
ручей)
444—477
388—444
302—363
Gnoco6 поверх-
поверхностного упрочне-
упрочнения
Азотирование на
глубину 0,22—
0,3 мм (ЯК 750—
1000) или электро-
электроискровое упроч-
упрочнение
—
Азотирование на
глубину 0,22—
0,3 мм (HV 750—
1000)
Азотирование на
глубину 0,22—
0,3 мм (ЯК 750—
1000 или элек-
электроискровое уп-
упрочнение
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
559
Продолжение табл. 3
Детали штампов,
цельные штампы
Блоки матриц (с
ручьями без вста-
вставок)
Блоки матриц (для
вставок)
Блоки пуансонов
(пуансонодержатели)
Вставки зажимные,
пережимные, формо-1
вочные
Вставки прошивные,
обрезные, просечные
Пуансоны наборные
мелкие и средние
Пуансоны наборные
крупные
Пуансоны формовоч-
формовочные мелкие и средние
Пуансоны формовоч-
формовочные крупные
Пуансоны обрезные
Пуансоны прошив-
прошивные
Прошивники сбор-
сборных пуансонов
Марки стали
Горизонтально
7X3; 5ХНВ
45; 45Х
45ХЛ
7X3; 8X3;
5ХГС; 5ХНВ;
5ХНМ
7X3; 8X3;
5ХНВ;
4Х8В2
7X3; 5ХГС
8X3; 5ХНВ;
5ХНМ
8X3; 4Х8В2
4Х5В2ФС;
4Х8В2;
ЗХ2В8Ф
Твердость НВ
рабочей
части
опорной
части
ковочные машины
321—444
285—321
311—388
207—229
363—415
388—444
363—415
352—388
363—415
341—388
388—444
363—415
321—363
302—341
Способ поверх-
поверхностного упрочне-
упрочнения
—
Дробеструйный
наклеп
Азотирование на
глубину 0,22—
0,3 мм (HV 750—
1000) или элек-
электроискровое уп-
упрочнение поверх-
поверхностей
Электроискровое
упрочнение рабо
чих поверхностей
Азотирование на
глубину 0,22—
0,3 мм (HV 750—
1000) или элек-
электроискровое уп-
упрочнение
560
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
Продолжение табл. 3
Детали штампов,
цельные штампы
Марки стали
Твердость НВ
рабочей
опорной
Способ поверх-
поверхностного упрочне-
упрочнения
Винтовые прессы
Штампы с замка-
замками или направляю-
направляющими колонками
(без вставок)
Державки пуансонов
и выталкивателей
Матрицедержатели
Обоймы
Плиты верхние и
нижние установоч-
установочные
Кольца разрезные
Выталкиватели
Вставки для штам-
штамповки углеродистых
и легированных ста-
сталей
Вставки для штам-
штамповки поковок слож-
сложной формы нз угле-
углеродистых сталей,
нагревающиеся до
620—650 °С
5ХНМ;
5ХНВ
35ХГСА;
45Х
45; 45Х
4Х5В2ФС;
ЗХ2В8Ф
5ХГС; 5ХНВ;
5ХНСВ;
5ХНМ
4Х2В5ФМ;
5ХНМ;
4Х8В2
Матрицы для высад-
высадки болтов
Пуансоны прошив-
прошивные для штамповки
углеродистых, леги-
легированных и трудно-
деформируемых ста-
сталей и сплавов
Пуансоны для вы-
высадки болтов
7X3; 8X3;
5ХНВ; 5ХНМ
375—460
Дробеструйный
наклеп
375—429
375—429
388—477
341-401
(черновой ручей);
415—444
(чистовой ручей)
363—429
4Х5В2ФС;
4Х8В2;
ЗХ2В8Ф
7X3; 8X3;
5ХГС
388—429
Азотирование иа
глубину 0,22—
6,3 мм (HV 750—
1000) или электро-
электроискровое упроч-
упрочнение
363—415
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
561
4. Стали для деталей обрезных просечных н правочных
Детали штампов
Матрицы:
горячей об-
обрезки
холодной об-
обрезки
горячей про-
прошивки
холодной про-
прошивки
Пуансоны:
горячей об-
обрезки
Марка
стали
8X3
8ХФ;
9ХФ;
Х12М
8X3
8X3
7X3;
8X3
Твердость
НВ
363—415
444—514
321—368
368—415
363—415
Детали штампов
Пуансоны:
холодной об-
обрезки
горячен про-
прошивки
холодной про-
прошивки
Инструмент:
для горячей
правки
для холодной
правки
Выталкиватели
штампов
Марка
стали
8ХФ;
9ХФ
4Х2В8
Х12М,
Х12Ф1
8X3
Х12М;
Х12Ф1
40Х
Твердость
НВ
444-514
417—477
HRC 56—60
363-415
HRC 56-60
321—363
5. Стали для штампов горячештамповочных автоматов
Детали штампов
Пуансоны формовочные и прошнвные, встав-
вставки для осадки, матрицы формовочные, вы-
выталкиватели матриц и пуансонов
Пуансоны для прошивки, ножи для отрез-
отрезки, сбрасыватели
Матрицы для прошивки
Неподвижные обоймы и бандажи матриц
Толкатели пуансонов, сбрасыватели
Кольцевые толкатели матриц, опорные втул-
втулки и плиты, обоймы противников, фиксато-
фиксаторы, переходники
Пуансонодержатели, промежуточные втулки,
стержневые толкатели и выбрасыватели
Захваты клещей, направляющие прижимы
Марка стали
Твердость НЦ С
ЗХЗМЗФ
ЗХЗМЗФ
Р18Ф
4Х5МФС
5ХВ2СФ
5ХГНМ
5ХГНМ
19ХГН
50—52
(толщина азоти-
азотированного слоя
0,2—0,3 мм)
50—52 *
58—60
40—46
58-60
56—60
(толщина цемен-
цементуемого слоя
0,8—1,2 мм)
50—52
56-58
(толщина цемен
туемого слоя
0,8-1,2 мм)
* Быстроизнашивающиеся кромки наплавляют сплавом типа сормайт
или стеллит-6.
19 П/р Е. И. Семенов
ется
Как
1МПЫ
ико-
их
н
кость
Цюрм-
тех-
огии
и.
IT ИХ
на
562
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
разъема штампа, причем следят, чтобы
пламя не попадало в чистовой ручей.
Для выхода газов в обогревательных
трубах сверлят отверстия диаметром
4 мм с шагом 18 мм. Оси отверстий дол-
должны быть перпендикулярны к обогре-
обогреваемой поверхности.
Наилучшим подогревом является
индукционный. Переносной индуктор
устанавливают между частями нагре-
нагреваемого штампа. Нагрев длится около
0,5 ч.
Подогревать штампы с помощью
нагретых заготовок, уложенных ме-
между штампами, ие рекомендуется ввиду
получающегося неравномерного про-
прогрева.
Неработающие штампы охлаждаются
медленно. Например, штамповый ку-
кубик массой 180 кг охлаждается с 300
до 100 °С за 4,5 ч.
Если перерыв в работе штампов
составляет более 1 ч, то рекомендуется
их дополнительно подогревать.
Контроль нагрева выполняют пере-
переносной термопарой.
Охлаждение штампов проводят с це-
целью уменьшения разогрева поверхно-
поверхности гравюры штампов во время работы.
Охлаждение бывает наружнйе и внут-
внутреннее. Наружное охлаждение обе-
обеспечивают подачей воды, водовоздуш-
ной смеси или струи сжатого воздуха
на гравюру штампа. Интенсивное ох-
охлаждение осуществляют смазкой на
водной основе. Внутреннее водяное
охлаждение выполняют с помощью
каналов и полостей штампов.
Более предпочтительным является
внутреннее охлаждение, используе-
используемое в штампах, которые сильно нагре-
нагреваются при штамповке (матрицы для
выдавливания штампов КГШП).
Стойкость таких штампов в 2 раза
выше, чем для аналогичных штампов
с наружным охлаждением.
Смешку штампов проводят для умень-
уменьшения трения и теплопередачи при
деформировании и улучшения извле-
извлечения поковки из штампа после штам-
штамповки, что способствует повышению
стойкости штампов. Кроме того, смаз-
смазку используют для охлаждения штампа.
Смазки должны обладать низкими
токсичностью и газообразованием,
простотой приготовления и исполь-
использования и невысокой стоимостью.
Для различных условий штамповки
применяют различные смазки (табл. 6).
Смазки, применяемые при штампов-
штамповке высоколегированных сталей и спла-
сплавов и цветных сплавов, приведены
в гл. 9.
Схемы установок для автоматиче-
автоматического нанесения смазок представлены
на рис. 42 и 43, с. 368, т. 1 данного
справочника.
Одновременно со смазкой из штам-
штампов выдувается окалина. Для удаления
окалииы используется обычно сжатый
воздух, давлением не ниже 0,4 МПа,
подаваемый из сопла обдувки ока-
окалины.
Изнашивание штампов происходит
под воздействием разнородных про-
процессов, протекающих на поверхности
гравюры и внутри материала штампов.
Основными видами износа являются
истирание, смятие и разгар. Они и
определяют в основном стойкость
штампов.
Истирание — отрыв частичек ме-
металла штампа. Наиболее сильное ис-
истирание происходит в полос(тях, за-
. полняемых выдавливанием, особенно
в местах входа в полости и в местах
перепада сечений. Истиранию подвер-
подвергается мостик облойной канавки, что
часто является причиной выхода штам-
штампа из строя. Истирание ускоряется при
появлении разгара. При достаточной
твердости и чистоте поверхности гра-
гравюры износ штампа незначителен.
Смятие — деформация отдельных
участков штампа, где имеют место
высокие давления и местный сильный
разогрев металла штампа. При этом
искажается форма гравюры, в полостях
и на выступах образуются поднутре-
поднутрения. Деформация молотовых штампов
может проходить в плоскости соударе-
соударения при перегреве штампов. Поэтому
необходимо тщательно регулировать
тепловой режим штампа (ритм штам-
штамповки, смазывание и охлаждение
штампов).
Разгар — образование сетки тер-
термических трещин иа поверхности гра-
гравюры. Это наиболее частый вид из-
износа. Для повышения разгаростойко-
сти необходимо тщательно регулиро-
регулировать режим работы штампа или при-
применять более разгароустойчивые штам-
псвые стали.
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
563
6. Смазки, используемые при горячей объемной штамповке
Смазка; ТУ
Водный раствор водного графитового пре-
препарата АГ-1 A часть препарата на 10—
15 частей воды); ТУ 08-181—70
Водный коллоидно-графитовый препарат
В-1
Водный раствор сульфитно-спиртовой бар-
барды КБЖ A0—25 %), графита E—30 %),
буры B—3%) и щелочи @,5%)
Насыщенный водный раствор поваренной
соли (с добавлением или селитры, или хло-
хлористого кальция, или хлористого бария)
3—5 %-ная эмульсия КРПД с добавле-
добавлением поваренной соли E—7 %) или сере-
серебристого графита C—5 %)
Мазут (97 %) с графитом C %)
Способ
нанесения
на штамп
Механиче-
Механическое рас
пыление
Вручную
Рекомендуемые
области применения
При штамповке раз-
разнообразных поковок
из углеродистых и
низколегированных
сталей
При штамповке по-
поковок сложной кон-
конфигурации из угле-
углеродистых и низко-
низколегированных сталей
При штамповке
очень сложных по-
поковок
Примечание. Содержание графита в препаратах; АГ-1 — 16—
18%, В-1—25%. В препаратах содержатся также стабилизаторы,
уменьшающие скорость оседания графита, ингибиторы коррозии и присад-
присадки, препятствующие загниванию при хранении. Состав эмульсии КРПД,
%'. веретенное масло 86, олеиновая кислота 10 и триэтаноламин 4.
Кроме этих основных видов износа
имеют место налипание и сваривае-
свариваемость деформируемого металла с ме-
металлом штампа и другие виды из-
износа.
В нормальных условиях эксплуата-
эксплуатации в штампах имеют место три стадии
износа: приработка (быстрый износ
ручья), установившийся (медленный)
износ и прогрессирующий износ (штамп
быстро выходит из строя).
Стойкость штампов измеряют чис-
числом изготовленных на них поковок.
Различают стойкость штампов до во-
возобновления и общую стойкость до
19*
полного износа, которая определяется
возможным числом возобновлений. Как
новые, так и возобновленные штампы
подвергают термической или химико-
термической обработке, поэтому их
стойкость примерно одинакова.
Штампы в процессе работы подвер-
подвергаются периодическому тепловому и
силовому воздействию, и их стойкость
зависит от конструктивного оформ-
оформления, используемых материалов, тех-
технологии изготовления, технологии
штамповки, условий эксплуатации.
От стойкости штампов зависит их
расход. Следовательно, затраты на
564
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
изготовление и ремонт штампов в зна-
значительной степени отражаются на се-
себестоимости поковок. Так, для по-
поковок массой до 25 кг доля затрат на
инструмент в себестоимости поковок
составляет 6—25 %.
В мелкосерийном производстве кри-
критерием выбора материалов штампа
является не его высокая стойкость,
а обеспечение минимальных затрат на
изготовление. При крупносерийном и
массовом производстве стремятся по-
получить максимальную стойкость.
Сравнительные статистические дан-
данные о причинах выхода молотовых
штампов из строя:
Выход
из строя
по износу,
%
Износ истиранием 37
Усталостный износ, залипа-
н»е поковок 30
Несоответствие материала,
термообработки условиям
работы штампа 20
Хрупкое разрушение (изло-
(изломы, выкрашивание) .... 10
Качество штамповой стали 3
Влияние марки штамповой сталн на
стойкость штампов при штамповке од-
одной и той же поковки:
Материал штампа У7 5ХГМ 5ХНМ
Относительная
стойкость, % ... 100 140 180
Материал штампа 4Х2В8 Х12М
Относительная
стойкость, % ... 250 320
Основные типы поковок, штампуе-
штампуемых на молотах, можно разбить на
три группы: I — поковки круглые в
плане с отношением высоты к диаме-
диаметру меньше единицы (поковки зубча-
зубчатых колес, фланцев); II — поковки
валов; III — поковки некруглого се-
сечения с удлиненной осью (типа шату-
шатунов).
Стойкость молотовых штампов ори-
ориентировочно определяют по формуле
z
Gm'
где Л и от — коэффициенты, значения
которых равны: для поковок I группы
соответственно 940 и 0,42; II группы —
8400 и 0,4; III группы — 4500 и 0,35;
G — масса поковок, кг.
Расход штамповых заготовок (кг)
на 1 т поковок:
., 1000Q
где Q — масса комплекта штамповых
заготовок, кг; п — число возобновле-
возобновлений штампа до полного износа; G —
масса поковки, кг; г — стойкость
штампа до возобновления, шт.
В табл. 7—10 приведены данные по
стойкости инструмента при штамповке
на молотах, КГШП, ГКМ и горяче-
штамповочных автоматах.
Стойкость штампов для горячей об-
обрезки поковок составляет в среднем
32—80 тыс. шт., для холодной обрез-
обрезки — 20—100 тыс. шт.
Основные способы повышения стой-
стойкости штампов:
применение оптимальных для дан-
данных условий деформации тепло- и
износостойких штамповых сталей;
применение прогрессивных методов
изготовления штампов и хнмико-тер-
мической обработки;
применение оптимальной с точки зре-
зрения стойкости конструкции штампа,
сменных вставок для наиболее изна-
изнашиваемых частей ручья;
эксплуатация штампов на оптималь-
оптимальных режимах, обеспечивающих необ-
необходимую температуру штампа;
установление тщательного учета
стойкости штампов с обязательным
выяснением причин поломок, малой и
высокой стойкости штампов.
Ремонт и возобновление штампов.
Текущий ремонт штампов выполняют
либо на рабочих местах, либо в мастер-
мастерской.
Мелкие дефекты устраняют без де-
демонтажа штампов. Мелкие трещины
зачеканивают пневматическим тупым
зубилом или бородком. Наплывы,
риски и наварившийся металл поковок
устраняют зачисткой ручными шлифо-
шлифовальными пневматическими или элект-
электрическими машинками с гибким валом.
Изношенные или сломанные быстро-
быстросменные детали штампов заменяют
новыми. При этом штампы обычно
демонтируют.
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
565
7. Стойкость молотовых штампов при изготовлении поковок
из углеродистых и низколегированных конструкционных сталей
Характеристика группы
поковок
Круглые в плане (крыш-
(крышки, колеса, фланцы)
С головками и двутавро-
двутавровым сечением стержня
(шатуны)
С вытянутой осью и фа-
фасонной головкой (вилки)
С головками и стержня-
стержнями различного профиля
(рычаги, ключи)
С вытянутой осью и вы-
выступами (рычаги)
Основные размеры поковки, мм
Диа-
Диаметр
100
100
100
200
200
400
400
400
—
—
50
50
100
100
Mill
Вы-
Высота
30
60
100
100
200
100
200
300
10
50
40
100
10
50
80
20
20
20
60
Mill
Длина
—
—
40
100
220
—
40
100
100
160
180
Ширина
утолще-
утолщения
1 1 II 1 1 II
50
50
100
100
40
100
16 и
ММ
—
Толщина
полотна
II II 1 1 М
—
—
10
20
20
20
10
10
40
40
60
Стой
кость,
тыс. шт.
11
10
9
6
4
3
2,5
2,3
6,5
4,5
2,8
1,5
11
6
3,5
9
10
8,5
5,5
16
11
9,5
7
6
8. Стойкость рабочих вставок КГШП при штамповке
различных поковок
Поковка
Ось передней подвес
ки
Кронштейн крепления
суппорта
Маятниковый рычаг
Рычаг поворотного
кулака
Блок шестерен
Крестовина ¦ кардана
lls
0,91
1,04
0,51
0,9
4,1
0,21
;дняя
й кость
авок,
:. шт.
5.S5 3
UUdh
28,3
13,0
36 3
13,5
13,5
43,2
Поковка
Вилка кронштейна
Вилка переключения
передач
Шатун
Поворотный кулак
Вилка карданного
вала
Ведомая шестерня
S§*
Sc a
0,95
0,15
1,01
2,1
0,82
3,15
ё Й а н
**§..
стой
вст
тыс
35
15,8
28,7
20,5
18,8
22,7
566
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
ЭКСПЛУАТАЦИЯ И РЕМОНТ ШТАМПОВ
567
9. Стойкость инструмента горизонтально-ковочных машин
Инструмент
Пуансоны:
наборные
формовочные простые
формовочные сложные
прошивные и отрезные
Стой-
Стойкость,
ТЫС. ШТ.
10—12
8—10
4—6
3—4
Инструмент
Знаки (работающие в тяже-
тяжелых условиях)
Матрицы:
формовочные сложные
наборные
отрезные
зажимные
Стой-
Стойкость,
ТЫС. ШТ.
2-3
3,5—5
6—8
3—5
20—30
10. Стойкость штампов для горячештамповочных автоматов
Детали штампов
Ножи для отрезки
Пуансоны первого перехода
Пальцы пуансонов
Пуансоны второго перехода
Матрицы второго перехода
Стой-
Стойкость,
тыс. шт.
25—100
14—40
5—20
30—70
25—50
Детали штампов
Пуансоны третьего пере-
перехода
Матрицы третьего перехода
Пуансоны и матрицы чет-
четвертого перехода
Стой-
Стойкость,
тыс. шт.
30-60
10—40
25—50
После текущего ремонта проверяют
размеры ручьев по размерам очередной
* поковки. Если штамп открытый, то
проверяют также соответствие поковки
обрезному штампу.
Капитальный ремонт штампов необ-
необходим в том случае, когда штамп
полностью изношен или сломан и под-
подлежит возобновлению. Со стороны зер-
зеркала молотового штампа снимают слой
металла определенной толщины (ино-
(иногда на всю глубину полости ручья),
за счет которого обеспечивается уда-
удаление с боковых поверхностей полости
дефектного слоя металла и создается
возможность разметки фигуры нового
ручья. Затем фрезеруют ручей как
в новом штампе. Существуют и другие
способы восстановления штампов, на-
например, с помощью электрошлаковой
сварки или деформирования формови-
ком, имеющим форму ручья.
При ремонте вставок прессовых
штампов дефектный слой металла сни-
снимают обработкой резанием. Крепление
вставок позволяет компенсировать под-
подкладками снятый слой металла.
Для ремонта вставок матриц ГКМ
применяют наплавку, а затем обработ-
обработку резанием.
Вставки молотовых штампов ремон-
ремонтируют аналогично вставкам штампов,
используемых на прессах и ГКМ.
Организация штампового хозяйства.
Основная задача организации штампо-
штампового хозяйства в кузнечно-прессовом
производстве — свести до минимума
простои прессов по причине переналад-
переналадки и ремонта штампов. Это достигается
подготовкой штампов, контролем за
эксплуатацией, системой планово-
предупредительного ремонта штам-
штампов.
Штампы хранят на складе в цехе;
небольшие по размерам и массе смен-
сменные вставки — на стеллажах.
Число комплектов штампов (вста-
(вставок) определяют серийностью произ-
производства и стойкостью инструмента.
При мелкосерийном производстве це-
целесообразно иметь 1—2 комплекта
штампов. В условиях крупносерийного
и массового производства необходимо
иметь не менее 2—3 комплектов по
каждому типоразмеру поковок для
обеспечения быстрой замены выбыв-
выбывших из строя штампов и организации
их планового ремонта. Детали штам-
штампов с низкой стойкостью выполняют
быстросменными, и на складе штампов
должен быть создан их постоянно во-
возобновляемый запас, размеры которого
определяют по статистическим данным
о стойкости и программе выпуска по-
поковок.
Штампы заменяют обычно в третью
смену, когда штамповка поковок не
ведется. Инженерно-техническим ра-
работникам цеха (мастеру участка, тех-
технологу, мастеру ОТК) необходимо
ежедневно в конце смены (рабочего
Дня) проводить осмотр рабочих частей
штампов, контролировать качество по-
последних отштампованных поковок и
давать заключение о целесообразности
дальнейшей эксплуатации штампов и
необходимости их ремонта. В условиях
крупносерийного и массового произ-
производства рекомендуется в конце рабо-
рабочего дня снять все вставки, отработав-
отработавшие плановый ресурс между ремон-
ремонтами, установить их на стеллажах
в раскрытом состоянии вместе с по-
последними, полученными на них по-
поковками, и инженерно-техническим ра-
работникам цеха и представителю кон-
конструкторского бюро штампов опреде-
определить состояние инструмента, целе-
целесообразность его дальнейшей эксплу-
эксплуатации.
Данные по расходу штампов, их
стойкости, дефектам в штампах, вы-
выявленных при эксплуатации с указа-
указанием причин их возникновения, фик-
фиксируются в журнале после каждой
смены. Это позволяет определить недо-
недостатки конструкции, качество изго-
изготовления и правильность эксплуатации
штампов, а также определить меры по
повышению уровня ведения штампово-
штампового хозяйства.
Штамповые заготовки снабжают
паспортом, в котором указывают мар-
марку стали, норму стойкости и фактиче-
фактическую стойкость, режим термообработки
и твердость, состояние штампа после
работы, даты приема в ремонт и другие
сведения о штампе и его работе.
При выдаче штампа на производ-
производственный участок заполняют сопрово-
сопроводительный талон, в котором указывают
тип штампа, номер поковки, название
штамповочного оборудования, даты вы-
выдачи и возврата, число снятых поковок
и заключение о состоянии штампа,
необходимом ремонте и возобновлении
штампа. Сопроводительный талон сда-
сдают в мастерскую вместе с изношенным
штампом. По данным сопроводитель-
сопроводительного талона и заполняют паспорт
штампа.
Глава
12
КОНТРОЛЬ КАЧЕСТВА
ШТАМПОВАННЫХ ПОКОВОК
1. ВИДЫ БРАКА ПОКОВОК
Брак, возникающий от исходного
материала. Риски—мелкие, просматри-
просматриваемые до дна царапины на поверх-
поверхности поковок глубиной 0,2—0,5 мм,
возникают при прокатке металла вал-
валками, имеющими задиры и заусенцы
(рис. \, а).
Волосовины — тонкие (волосные),
не просматриваемые до дна трещины
на поверхности поковок глубиной 0,5—
1,5 мм, возникают вследствие раска-
раскатки в длину подкорковых газовых пу-
пузырей слитка при прокатке металла
(рис. 1, б).
Закаты — заусенцы, закатанные
в виде диаметрально противополож-
противоположных складок глубиной более 0,5 мм,
возникают от неправильной калиб-
калибровки или вследствие изнашивания
ручьев прокатных валков (рис. 1, в).
Плены — застывшие на стенках
изложницы брызги жидкой стали, рас-
раскатываемые при прокатке в отслаива-
отслаивающиеся с поверхности пленки тол-
толщиной до 1,5 мм; после штамповки
остаются на поверхности поковок
(рис. 1, г).
» Расслоения — вытянутая на значи-
значительную длину при прокатке слитка
усадочная раковина или рыхлость,
края которой при штамповке выжима-
выжимаются в заусенец и после его обрезки
обнаруживается дефект (рис. 1, д).
Инородные включения — попавшие
в жидкую сталь шлаки, песок и другие
посторонние включения; понижают
прочность деталей и могут приводить
к поломкам инструмента при обработке
резанием (рис. 1, е).
Флокены — скопления мельчайших
извилистых трещии, образующихся
вследствие объемных изменений в про-
процессе охлаждения слитков и загото-
заготовок, при которых иерастворившийся
водород создает в микрообъемах дав-
давление, превышающее прочность стали
(рис, 1, ой).
Несоответствующая марка стали —
невыдерживание химического состава
при выплавке стали или перепутыва-
ние сталей разных марок при прокат-
прокатке, хранении на складе или в цехе.
Несоответствующие размеры про-
профиля — приводят к недоштамповке,
неполной фигуре или зажимам при
штамповке.
Брак, возникающий при резке за-
заготовок. Косой срез — при увеличен-
увеличенном зазоре между ножами, несоот-
несоответствии вырезов в ножах разрезае-
разрезаемому профилю или неправильном
угле между разрезаемой штангой и
передней плоскостью ножей (рис. 2, а).
Заусенцы и искривление конца за-
заготовки — вследствие чрезмерного
зазора между ножами (рис. 2, б).
Грубый срез или скол с еырывом ме-
металла — при малом зазоре между но-
ножами (рис. 2, в).
Торцовые трещины — образуются
сразу или через 2—6 ч после резки
вследствие больших остаточных на-
напряжений при смятии ножом, главным
образом у крупных круглых профилей
(рис. 2, г). Вероятность появления тор-
торцовых трещин возрастает при пони-
пониженных температурах (в знмнее вре-
время). Во избежание трещин легирован-
легированную и высокоуглеродистую сталь перед
резкой на ножницах подогревают до
300—500 "С.
Несоответствие заготовки по дли-
длине — следствие неправильной уста-
установки или недостаточно жесткого
крепления упоров, а также неполной
подачи штанги до упора при резке.
Брак, возникающий при иагреие
заготовок. Недогрев — недостаточная
температура в объеме заготовки вслед-
вследствие чрезмерной скорости нагрева,
недостаточной выдержки, или тем-
температуры в печи, приводит к пони-
пониженной пластичности металла, обра-
образованию трещин при штамповке.
Перегрев — нагрев заготовок или
окончание их штамповки при темпе-
ВИДЫ БРАКА ПОКОВОК
Б69
д) ^'^ е) " " х)
Рис. 1, Виды брака, возникающего от исходного материала
ратурах, значительно превышающих
оптимальную; следствием является
чрезмерный рост зерен в стали и пони-
понижение ее механических характерис-
характеристик, так как процесс штамповки начи-
начинают при температуре 1250—1100 йС
и он осуществляется за короткое
время, большинство штампованных по-
поковок имеют крупнозернистую струк-
структуру, которую затем улучшают норма-
нормализацией.
Пережог — окисление или оплавле-
оплавление границ зерен стали с полной по-
потерей пластических свойств возникает
в результате длительного окислитель-
окислительного иагрева при высоких температу-
температурах A300—1350 °С). Поковки с пере-
пережогом исправлению не подлежат.
Окалина — слой окисленного ме-
металла на поверхности заготовок, до-
достигающий 2—3 % массы нагреваемых
заготовок. Не удаленная с заготовок
окалина оставляет вмятины на по-
поковках и ускоряет изнашивание штам-
штампов.
Обезуглерооюенная поверхность —
дефект, вызванный выгоранием угле-
углерода, в поверхностных слоях поковки,
которые могут превышать фактический
припуск на обработку. Приводит к
снижению усталостной прочности де-
деталей и твердости термообработанных
поверхностей.
Брак, возникающий при штамповке.
Вмятины — следы заштампованной и
затем удаленной с поковки окалины
глубиной до 3 мм. Штамповщик дол-
должен более тщательно счищать окалину
с нагретой заготовки, для чего в штам-
штампах должны быть предусмотрены спе-
специальные переходы. Небольшие вмя-
вмятины можно исправить перештамповкой
в неизношенном штампе.
Забоины — механические поврежде-
повреждения поковок при извлечении их из
штампа в случае застревания, при
переброске горячих поковок или по-
попадании посторонних предметов в об-
обрезные штампы.
Лом-бой — неисправимое поврежде-
повреждение поковки, получившей удар, при
смещении ее с нижней фигуры штампа
при штамповке или обрезке заусенца.
Незаполнение фигуры — отклоне-
отклонение от заданных геометрических раз-
размеров поковки вследствие незаполне-
а) Ь)
Рис. 2. Виды брака при резке заготовок
570
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Недоштамповка
Рис. 3. Недоштамповка поковки
ния чистового ручья штампа у высту-
выступов, углов, закруглений и ребер.
Причиной может быть недостаточный
нагрев заготовки или число ударов при
штамповке, изношенный или непра-
неправильно сконструированный штамп, а
также недостаточная масса, длина или
несоответствующий профиль заго-
заготовки.
Недоштамповка — увеличение всех
размеров поковки сверх допуска в на-
направлении, перпендикулярном к ос-
основной плоскости разъема (рис. 3).
Происходит вследствие недостаточных
нагрева заготовки, числа ударов в окон-
окончательном ручье или массы падающих
частей молота, в штампе с недостаточ-
недостаточной выемкой под заусенец, а также
при чрезмерной массе или увеличен-
увеличенном профиле заготовки. Недоштампо-
ванные поковки в соответствующих
случаях можно обрабатывать в меха-
механических цехах отдельными партиями
с предварительной обдиркой.
Перекос — смещение сверх уста-
установленного допуска одной половины
поковки относительно другой по пло-
плоскости разъема. Причиной перекоса
могут быть неисправности оборудова-
оборудования (увеличенный зазор в направляю-
направляющих, выработка плоскостей штампо-
держателя и т. п.) или штампов (сби-
(сбитые замки, выработка крепежных пло-
плоскостей, неуравновешенный разъем
штампов и т. п.), а также плохая уста-
установка и закрепление штампов. В от-
отдельных случаях перекос можно ис-
исправить перештамповкой на исправ-
исправном оборудовании, в штампах с зам-
замками, а незначительный перекос исп-
исправляют заточкой базовых поверхно-
поверхностей поковок.
Зажим — заштампованная складка
в результате неправильного течения
металла в чистом ручье или закатыва-
закатывании заусенцев, полученных при не-
неправильном выполнении первых пере-
переходов штамповки. Зажимы происхо-
происходят при эксцентричной укладке заго-
заготовок в ручей штампа (рис. 4, а),
при чрезмерно резких ударах в про-
протяжном (рис. 4, 6) или подкатном
(рис. 4, в) ручье, при несогласованных
размерах чернового и чистового ру-
ручья (рис. 4, г), при неисправных
штампах и оборудовании. Незначи-
Незначительные зажимы удаляют заточкой на-
наждачным кругом или вырубают зуби-
зубилом.
Заусенец — несрезанный остаток
облоя при плохой установке и под-
подгонке штампов, либо при смещении
поковки в обрезной матрице. Может
быть удален заточкой наждачным кру-
кругом.
Кривизна — отклонение осей и пло-
плоскостей поковки от их правильного
геометрического положения. Наиболее
часто возникает при обрезке заусенца
у поковок со сложным контуром об-
обрезки, с тонкими сечениями при боль-
большой длине, когда используют неис-
неисправные обрезные пуансоны или штам-
штампы неправильной конструкции, а та-
также при извлечении поковок из штам-
штампов и их термической обработке. Кри-
Кривизну устраняют холодной правкой
в штампе или вручную с подгонкой по
шаблону или контрольному приспо-
приспособлению. Для предотвращения кри-
кривизны поковок коленчатых валов, по-
полуосей и других поковок при осты-
I ^Ж>-—I
а) 6)
Рис. 4. Схемы образования зажима
ВИДЫ БРАКА ПОКОВОК
571
вании и термической обработке их
подвешивают в вертикальном поло-
положении.
Ослабление размера — недостаток
припуска на обработку резанием или
уменьшение (ослабление) рабочего се-
сечения детали в необрабатываемых ме-
местах вследствие штамповки поковок
с толстым слоем окалины или в из-
изношенных штампах, а также при
штамповке на молоте с завышенной
массой падающих частей или при не-
неправильной наладке обрезных штам-
штампов (однобокий срез). Исправлению не
поддается.
Отклонение по длине — следствие
разной температурной усадки по объ-
объему поковок при штамповке или не-
нестабильности длины заготовок, не-
неправильной конструкции и установки
упоров в штампах при высадке и ги-
бке.
Характерные виды брака при штам-
штамповке на кривошипных горячештам-
повочиых прессах. Незаполнение фи-
фигуры:
в нижних полостях чистового ру-
ручья — при накоплении в них продук-
продуктов сгорания смазочного материала;
на высоких выступах и ребрах —
при отсутствии или неправильном рас-
расположении газоотводящих каналов во
вставках штампа (рис. 5);
в уголках на тонких сечениях по-
поковки, примыкающих к мостику для
заусенца — при недостаточном со-
сопротивлении вытеканию металла в за-
заусенец (рис. 6).
Коробление поковок — происходит
в результате застревания поковок (осо-
(особенно с большой поверхностью и тон-
тонкими сечениями) при выталкивании
их из ручья с наименьшими уклонами
@,5—2,0°).
След от толкателя — глубокая
вмятина или высокий выступ при
удлиненном или укороченном толка-
толкателе соответственно.
Увеличенный размер на участке пе-
перехода от большого сечения к меньше-
меньшему вследствие ускоренного изнашива-
изнашивания штампа в этом месте из-за интен-
интенсивного течения металла.
Остатки заусенца — следствие за-
затрудненных условий его обрезки, так
как при штамповке на прессах тол-
толщина заусенца под обрезку в 1,5 раза
Не заполняется
Рис. 5. Расположение газоотводящих ка-
каналов:
а — правильное; б — неправильное
больше, чем на молотах, а кромка
мостика изнашивается быстрей в ре-
результате более интенсивного течения
металла в заусенец.
Зажимы — результат неправильной
конструкции ручьев — возникает «про-
«прострел» от истечения металла из пере-
перемычки или пленки в тело поковки
(рис. 7, а) или при попарной штампов-
штамповке поковок (рис. 7, б). В местах воз-
возможных зажимов в штампах необ-
необходимо предусматривать специальные
выемки или «карманы» для затекания
избытка металла.
Брак при штамповке выдавливанием.
Пресс-утяжина — при изменении на-
направления течения слоев металла под
пуансоном с горизонтального на вер-
вертикальное (рис. 8, а). Предотвраща-
Рис. в. Незаполнение
стков
угловых
уча-
572
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Зажимы
а)
Рис. 7. Зажимы типа «прострел»
ется снижением скорости деформиро-
деформирования.
Прострел — вид зажима при интен-
интенсивном течении металла в тело по-
поковки под пуансоном при недостаточ-
недостаточном радиусе скругления его кромки
(рис. 8, б).
Скол наружный — результат раз-
различных скоростей и перемещений ме-
металла на границах мертвых зон при
больших заходных углах матриц
(рис. 8, в). Предотвращают снижением
скорости деформирования. При боль-
большом трении о стенки матрицы иа по-
поверхности поковки появляются надры-
надрывы типа «ерша», которые следует пре-
предотвращать полированием стенок мат-
матрицы, правильным подбором смазоч-
смазочного материала и скорости деформи-
деформирования.
Скол внутренний — при выдавлива-
выдавливании очень пластичного металла, когда
коэффициент трения мел, а угол мат-
трицы велик, что приводит к значи-
значительному превышению скорости пери-
периферийных слоев над скоростью сре-
срединных слоев металла (рис. 8, г).
Брак вследствие неправильного кон-
конструирования штампов характеризу-
характеризуется систематической повторяемостью
одного и того же вида брака с высоким
процентом отбраковки.
Недостаточный припуск на обра-
обработку — проявляется в виде «черноты»
после обработки резанием или в виде
местной пониженной твердости после
закалки токами высокой частоты
вследствие неполного удаления обез-
углероженного слоя. При назначении
припуска необходимо учитывать не
только номинальную глубину обез-
обезуглероживания в прокате, но и потери
на угар при нагревах в кузнечном цехе,
а также погрешности от кривизны и
перекосов.
Негодная макроструктура — не-
неправильное направление волокна в ос-
основных рабочих сечениях поковки,
что снижает прочность и приводит
к ускоренному разрушению готовых
деталей в работе. При конструирова-
конструировании штампов и выборе исходных за-
заготовок необходимо предотвращать рас-
расположение волокон поперек направле-
направления напряжений, возникающих в де-
детали при ее эксплуатации, а также пе-
пересечение напряженных сечений детали
волокнами центральной загрязненной
зоны исходного проката.
Систематический перекос штампов—
происходит при неправильной линии
разъема (не уравновешены боковые
сдвигающие усилия) и отсутствии в
штампе замкового устройства.
шшш^. ^щщщ.
а) 6)
Рис. 8. Виды брака при штамповке выдавливанием
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
573
Систематическое незаполнение фи-
еуры штампа — следствие неправиль-
неправильного сочетания размеров предвари-
предварительного и окончательного ручьев
штампа и некачественной отделке чи-
чистового ручья.
Систематическое образование ва-
тимов — при несоответствии радиуса
в гибочном ручье контуру чернового
и чистового ручья.
Радиус гибочного ручья должен быть
значительно больше радиуса черно-
чернового и чистового ручья, чтобы выводить
эажим в облой.
Невььдержшание размеров от задан-
заданной аавы — следствие несогласования
баз кузнечной и механической обра-
обработки. Приводит к окончательному
браку при обработке резанием, даже
если габаритные размеры поковки
формально выдержаны. В чертеже
поковки основные контрольные раз-
размеры должны быть «привязаны» к чер-
черным базовым поверхностям, по ко-
которым деталь базируется при обра-
обработке резанием. Эти размеры необ-
необходимо проверять соответствующими
шаблонами и контрольными приспо-
приспособлениями.
Брак при термической обработке.
Недостаточная или повышенная твер-
твердость — результат неправильного вы-
выполнения операций и несоблюдения ре-
режима термической обработки, а также
несоответствия химического состава
стали. Исправляют повторной терми-
термической обработкой.
Пестрота твердости — неравно-
неравномерная твердость в разных точках по-
поковок вследствие нарушения режима
термической обработки, местного обез-
обезуглероживания или близкого распо-
расположения ликвационной зоны к поверх-
поверхности детали.
Закалочные трещины — при чрез-
чрезмерной скорости охлаждения при за-
закалке, несоответствии химического со-
состава стали, резкой ликвации и за-
загрязнении металла, а также большом
различии в содержании углерода в ме-
местах среза заусенца и в соседних слоях
металла.
Брак при очистке поковок от ока-
окалины. Остатки окалины — следствие
недостаточной очистки или примене-
применения несоответствующих способов
очистки.
Забоины и вмятины при очистке —
результат совместной очистки в бара-
барабанах или дробеструйных установка»
крупных и мелких поковок.
Брак, выявляемый обработкой ре-
зЪиием. Чернота на обработанных по-
поверхностях при недостаточном при-
припуске на обработку или кривизне по-
поковки.
Вмятины — углубления от заштам-
повки окалины, глубина которых пре-
превышает фактический припуск на об-
обработку.
Тонкая стенка — при сверлении
отверстий или обработке плоскостей
поковок, имеющих перекос по плоско-
плоскости разъема, кривизну или отклонения
по длине.
2. КОНТРОЛЬ
ШТАМПОВАННЫХ ПОКОВОК
Контроль поковок является неотъ-
неотъемлемой частью технологического про-
процесса штамповки и включает в себя
проверку размеров и формы элемен-
элементов и их механической прочно-
прочности.
При измерениях размеров поковок
необходимо соблюдать правило един-
единства базы. Базой для измерения по-
поковки являются те черные точки ее
поверхности, которыми поковка фик-
фиксируется в приспособлениях дли об-
обработки резанием. Для проверки раз-
размеров поковок применяют универсаль-
универсальные (штангенциркули, кронциркули,
индикаторы и т. п.) и специальные
(скобы, шаблоны и т. п.) измерительные
инструменты, а также контрольные
приспособления. Последние являются
лучшими средствами для быстрых из-
измерений поковок, так как позволяют
производить до 1500 измерений/ч с
точностью 0,1—0,2 мм. В таблице
приведены методы контроля геометри-
геометрических параметров штампованных по-
поковок и случаи их применения.
Контроль механической прочности
поковок включает химический и ме-
металлографический анализы, механи-
механические, магнитные и другие специаль-
специальные испытания поковок, а также вы-
выявление внешних и внутренних дефек-
дефектов, . •
574
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Контроль химического состава стали
произзодят при приемке поставляемого
на завод металла, сдаче ответственных
поковок, исследовании причин брака,
а также при рассортировке смешан-
смешанного металла, заготовок или поковок
из сталей разных марок.
Химический анализ (в лаборатории)
позволяет с наибольшей точностью
определять процентное содержание лю-
любого элемента в стали. Для этого от-
отбирают стружку от испытуемого прут-
прутка, полуфабриката или готовой по-
поковки, что связано с большими зат-
затратами времени, а нередко и порчей
готового изделия. Поэтому химический
анализ проводят лишь выборочно.
При необходимости сплошного конт-
контроля применяют следующие нераз-
рущагощие методы.
Искровой и спектральный анализы
металлов позволяют с достаточной про-
производительностью и точностью, без
порчи материала или поковки опре-
определять соответствие или несоответ-
несоответствие химического состава стали за-
заданной марки.
При искровом контроле переносной
бормашинкой вызывают обильный пу-
пучок искр с зачищенной поверхности
поковок, заготовки или испытуемого
прутка. По внешней форме и цвету
искр опытный контролер может раз-
различать содержание углерода с точ-
точностью 0,05 % и проверять за один
час 600—1000 заготовок средней и
малой массы. Метод позволяет доста-
достаточно верно различать марки стали
с разным содержанием углерода или
отличать конструкционные стали це-
цементуемые от улучшаемых и послед-
последние — от инструментальных, а также
различать некоторые марки стали с вы-
высоким содержанием легирующих эле-
элементов.
Спектральный анализ основан на
разложении и исследовании спектра
электрической дуги или искры, воз-
возбуждаемой между испытуемым ме-
металлом (поковкой) и разрядником.
По яркости характерных линий в спек-
спектре определяют количественное содер-
содержание каждого элемента в стали. На-
Наряду с применяемыми в цеховых усло-
условиях переносными и стационарными
стилоскопами для анализа используют
приборы с микропроцессорами для
автоматической обработки данных ана-
анализа и выдачи готовой информации.
Метод вихревых токов позволяет
на основе сравнения с эталонными об-
образцами четко и с высокой чувствитель-
чувствительностью определять не только марку
сплава, но и его твердость, наличие
трещин или внутренних напряжений,
структурное состояние и т. д.
Термоэлектрический метод осно-
основан на принципе действия термопары,
т. е. возникновения различной по
величине электродвижущей силы при
контакте нагретого щупа с испытуе-
испытуемым металлом. По величине и знаку
отклонения стрелки гальванометра,
градуированного по эталонным образ-
образцам, определяют'марку стали. Наибо-
Наиболее достоверные результаты получают
при определении стали марок ЗОХГС,
18ХГМ, 40Х, а также при отделении
углеродистых сталей от легированных.
Металл можно проверять по зачищен-
зачищенным торцам прутков или деталей в стел-
стеллажах без разгрузки.
Контроль выполнения мероприятий,
обеспечивающих изготовление поковок
из стали заданных марок, включает:
проверку накладных, сертификатов
илн паспортов на поступившие в цех
заготовки; металл без сопроводитель-
сопроводительных документов к производству не
допускается;
установку в штампах вставного ус-
условного клейма, отличающего данную
поковку или марку стали от других,
применявшихся для данной детали;
проверку и рассортировку посту-
поступивших на приемку или на обработку
резанием поковок с различными клей-
клеймами по однородным партиям;
контроль твердости по Бринеллю
после термической обработки, позво-
позволяющий установить смешивание марой
стали по значительным отклонениям
твердости и рассортировать поковки
на стилоскопе, либо искровым методом.
Контроль качества термической об-
обработки поковок включает два этапа:
контроль выполнения режимов тер-
термической обработки и контроль ка-
качества поковок после нее.
Для выполнения первого этапа тер-
термические печн оборудуют пирометрами
(термопарами) с .самописцами, термо-
терморегуляторами, программируемыми ме-
механизмами толкания поддонов. В аа-
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
675
калочных печах, кроме того, периоди-
периодически измеряют и регистрируют тем-
температуру охлаждающей жидкости.
Для регистрации режима работы печей
и проходящих через них изделий
постоянно ведут «Печной журнал»
установленной формы для каждой печи.
Второй этап осуществляют следу-
следующими методами:
пробой твердости по Бринеллю в про-
процессе термической обработки — обя-
обязательная контрольная операция с
фиксацией результатов в «Печном жур-
журнале^ и контрольной карте статисти-
статистического контроля выполняется вы-
выборочно;
окончательным контролем твердости
(сплошным или выборочным в зависи-
зависимости от материала поковок и слож-
сложности их обработки резанием) для
обеспечения нормальной обрабатывае-
обрабатываемости поковок режущим инструмен-
инструментом;
металлографическим контролем по-
поковок в лаборатории, для чего от каж-
каждой партии из числа первых проверен-
проверенных по твердости отбирают две по-
поковки с крайними значениями твердо-
твердости в пределах установленной нормы
и из них вырезают шлифы для исследо-
исследования под микроскопом;
механическими испытаниями в ла-
лаборатории, которые проводят регу-
регулярно для наиболее ответственных по-
поковок, когда это предусмотрено тех-
техническими условиями. Остальные по-
поковки испытывают только по специ-
специальным заданиям, отбирая от партии
две поковки с крайними значениями
твердости.
Выявление внешних дефектов чаще
всего производят визуальным осмот-
осмотром поковок непосредственно у штам-
штамповочного агрегата — для отбраков-
отбраковки явного брака и после очистки ока-
окалины, т. е. на окончательном контро-
контроле — для отбраковки скрытого бра-
брака.
Для выявления внешних и внутрен-
внутренних дефектов поковок ответственного
назначения применяют также магнит-
магнитную дефектоскопию, основанную на
свойстве потока магнитных силовых
линий менять свое направление при
встрече с дефектами и очерчивать их
границы. Для контроля применяют
приборы «Магнафлокс» с использова-
использованием магнитного цветного порошка или
магнитной суспензии.
Люминесцентный метод выявления
внешних дефектов основан на способ-
способности минеральных масел, проникших
в трещины, излучать свет под дейст-
действием ультрафиолетовых лучей. Метод
позволяет выявлять глубокие, неви-
невидимые для глаза поверхностные тре-
трещины шириной менее 0,005 мм, явля-
является более производительным и на-
надежным, чем магнитный метод, может
применяться и для немагнитных мате-
материалов.
Глубину залегания внешних дефек-
дефектов определяют местной выточкой шли-
шлифовальным кругом дефекта в двух—
трех местах в поперечном направлении
или вырубкой зубилом дефектов на
крупных поковках вдоль линии де-
дефекта до тех пор, пока снимаемая
стружка не перестанет раздваиваться
на линии дефекта. Глубина выточки
или вырубки не должна превышать
половины припуска на сторону.
Выявление внутренних скрытых де-
дефектов и загрязненности металла про-
производят металлографическими исследо-
исследованиями согласно соответствующими
ГОСТам и техническим условиям. В
цехах внутренние дефекты металла
выявляют с помощью технологиче-
технологической пробы — осадки нагретых до
конечной температуры образцов, вы-
высота которых равна удвоенному диа-
диаметру. От каждой партии металла от-
отрезают несколько образцов (не менее
двух от каждой плавки) и осаживают
их до одной трети начальной высоты.
При этом не должно быть нарушений
сплошности осаженных образцов.
Выявление внутренних дефектов по-
поковок ультразвуковым методом осно-
основано на отражении ультразвукового
луча от поверхности внутренних де-
дефектов. Участки поковки, подверга-
подвергаемые контролю, должны быть одина-
одинакового сечения. Методы ультразвуко-
ультразвуковой дефектоскопии регламентированы
ГОСТ 24507—80. Они позволяют
выявлять раковины, рыхлости, тре-
трещины, флокены, расслоения и другие
несплошности в толще металла, не об-
обнаруживаемые или не всегда обнаружи-
обнаруживаемые другими методами неразру-
шающего контроля. В современных
установках для автоматизированного
576
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Методы контроля геометрических параметров штампованных поковок
Объект контроля
Новая конструк-
конструкция штампа
Геометрические
размеры оконча-
окончательного ручья
штампа
Правильность
установки штам-
пового комплекта
Методы контроля
1. Осмотр формы и измере-
измерение массы облоя на первых
поковках. Проверка равно-
равномерности распределения ме-
металла в заготовительных
ручьях и отсутствия разры-
разрывов облоя после обрезки
2. Травление первых поко-
поковок для выявления зажимов
3. Проверка макрострукту-
макроструктуры по основным сечениям.
Выявление расположения и
направления волокон
4. Подробная и всесторонняя
разметка первых поковок*
универсально - измеритель
ным инструментом с фикса-
фиксацией действительных разме-
размеров в паспорте
1. Разметка универсальным
инструментом контрольной
отливки из свинца или сме-
смеси солей NaNO3 и KNO3, по-
полученной в окончательном
ручье штампа
2. Разметка первой поковки
универсальным инструмен-
инструментом
3. Разметка последней по-
поковки универсальным ин-
инструментом при снятии штам-
штампа
1. Осмотр поковки до обрез-
обрезки заусенца. Выявление пе-
перекоса
2. Осмотр поковки после об-
обрезки облоя. Выявление од-
одностороннего среза тела по-
поковки, увеличенных остат-
остатков заусенца, вывертывания
и прогибов в поковках с тон-
тонким сечением
3. Травление первых 3—10
поковок в растворе 15—
20 %-ной серной кислоты
для выявления зажимов
Случаи применения
1. При освоении производ-
производства поковок для новых
деталей
2. То же, при конструктив-
конструктивном изменении штампов для
изготовления деталей су-
существующего производства
1. При поступлении ново-
нового или возобновленного
штампа в штамповую кла-
кладовую
2. При установке штампа
на оборудование
3. При отправке штампа в
кладовую после работы
1. При первой установке,
после переналадки штампа
и периодически — каждые
0,5 ч в процессе штамповки
2. При первой установке и
после каждой переналадки
обрезного штампа, а в про-
процессе штамповки — не ре-
реже 2 раз в смену
3. После установки штам-
штампов перед началом массо-
массовой штамповки
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
677
Продолжение таблицы
Объект контроля
Методы контроля
Случаи применения
Перекос (смеще-
(смещение) поковки по
линии разъема
штампов
1. Осмотр поковки до обрез-
обрезки заусенца
2. Разметка верхней поло-
половины фигуры при установке
по нижней половине
3. Проверка боковым шаб-
шаблоном (схема а)
а)
4. Измерение штангенцир-
штангенциркулем разности диаметров
по разъему (схема б)
5. Измерение на контроль-
контрольных приспособлениях (схе-
(схема 6)
'шЛ
m
1. При наличии в поковке
высоких наружных поверх-
поверхностей, поднимающихся
над линией разъема под
углом 7—10° к вертикали,
и нахождении линии разъ-
разъема посередине толщины
поковки
2. Во всех случаях, когда
невозможно выявить пере-
перекос осмотром
3. При наличии вертикаль-
вертикальных поверхностей, приле-
прилегающих к линии разъема с
уклоном 7—30й к вертикали
4. При поперечном переко-
перекосе цилиндрических поковок
(валики, стержни)
5. В случаях необходимо-
необходимости частных или массовых
проверок
578
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Продолжение таблицы
Объект контроля
Высота или диа-
диаметр поковки
Методы контроля
1. Измерение штангенцирку-
штангенциркулем
2. Измерение предельной ско-
скобой (см. схему)
Толщина стенки
1. Измерение кронциркулем
с секторной шкалой
2. Измерение индикаторным
кронциркулем
3. Измерение предельным
кронциркулем (см. схему)
Проверка цилин-
цилиндрических по-
поверхностей и ра-
радиусов закруг-
закруглений
Диаметры отвер-
отверстий
1. Измерение набором ра-
радиусных шаблонов для уни-
универсального измерения R =
= 1 ч- 15 мм через 0,5 мм
2. Измерение предельным
шаблоном наружных радиу-
радиусов
3. Измерение предельным
шаблоном внутренних ра-
радиусов
1. Измерение штангенцирку-
штангенциркулем
Случаи применения
1. При выборочной провер-
проверке
2. При сплошной проверке
A00 %) поковок
1. При выборочной провер-
проверке и необходимой точности
измерения ±0,5 мм
2. При выборочной провер-
проверке и необходимой точности
измерения ±0,1 мм
3. При сплошной проверке
A00 %) поковок и необхо-
необходимой точности измерения
±0,5 мм
1. При проверке малых за-
закруглений
2. При контроле радиусов
цилиндрических базовых
поверхностей
3. То же
1. При отсутствии в отвер-
отверстии уклонов и наличии
свободного подхода губка-
губками штангенциркуля к из-
измеряемому отверстию
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
579
Продолжение таблицы
Объект контроля
Методы контроля
Случаи применения
Диаметры отвер-
отверстий
2. Измерение предельной
пластиной (схема а)
'2. При отсутствии в от-
отверстии уклонов и наличии
свободного подхода губка-
губками штангенциркуля к из-
измеряемому отверстию
3. Измерение шаблоном (схе-
(схема б). Диаметр D поковки
склонен при подсадке штам-
штампа увеличиваться. Шаблон
диаметром D + б при изме-
измерении не должен провали-
проваливаться ниже торца обода
V+S
3. При массовой проверке
поковок и частных выбороч-
выборочных проверках, связанных
с быстрым изнашиванием
и подсадкой штампа
Диаметры кони-
конических отверстий
Проверка конусной пласти-
пластиной
При контроле наладки и
изнашивания штампов
Диаметры на ко-
конических поверх-
поверхностях
Разметка по приведенной
схеме с определением факти-
фактических размеров ?>х, ?>2, Da
и ?>4 на расчетной номиналь-
номинальной длине Li, La, L3 и L4
(б — допуск)
То же, при выборочной
разметке
^>
Z
-j
.в?
яи—-
•
Li
ы_
Б80
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Продолжение таблицы
Объект контроля
Длина поковки
Изгиб (кривизна)
поковки б
Методы контроля
1. Проверка прутковым шаб-
шаблоном с предельной выточ-
выточкой
2. Проверка профильным
шаблоном
3. Проверка профильным
двусторонним шаблоном (см.
схему)
4. Проверка контрольным
приспособлением
1. Проверка катанием на
плите (схемы а и б)
2. Проверка биения а ци-
цилиндрической поверхности
на длине L при вращении
детали (схема в)
биение а=2!>
Случаи применения
1. При проверке одного раз-
размера поковки
2. При проверке в поковке
одновременно нескольких
размеров от одной базы
3. При проверке в крупных
поковка последовательно
нескольких размеров от од-
одной базы
4. При проверке расстоя-
расстояний между центрами бо-
бобышек, расположенных на
концах поковки
1. При проверке длинных
цилиндрических поковок,
имеющих по всей длине
одинаковый диаметр или
достаточный ряд равных
диаметров (схема а); при
проверке на ограниченной
длине, имеющей одинако-
одинаковое сечение поковки (схе-
(схема б)
2. Для выявления кривиз-
кривизны поковок с гладкими по-
поверхностями при вращении
на призмах или роликах
на расстоянии между опо-
опорами
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
681
Продолжение таблицы
Объект контроля
Методы контроля
Случаи применения
3. Проверка биения одновре-
одновременно в нескольких сече-
сечениях по длине (схема г)
V////////////////m//////A
г)
3. Для массовой проверки
коленчатых валов и других
поковок большой длины с
переменными сечениями
Параллельность
плоскостей
1. Поковку устанавливают
на базовый торец, относи-
относительно которого глубиноме-
глубиномерами проверяют параллель-
параллельность другой плоскости (схе-
(схема а)
1. При массовой проверке
поковок, получающих ко-
коробление при обрезке зау-
заусенца и прошивке отвер-
отверстий
2. Поковку / (схема б) уста-
устанавливают одной плоскостью
2. При массовой проверке
поковок после чеканки и
6)
Б82
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Продолжение таблицы
Объект контроля
Перпендикуляр-
Перпендикулярность плоскостей
Методы контроля
на опору 2, подвешенную на
шарикоподшипниках 3 и ка-
качающуюся в продольном на-
направлении. Другую плос-
плоскость поковки устанавлива-
устанавливают на опоре 4, подвешенной
на карданном сочленении
5—7 и качающейся во всех
направлениях. Опоры 2 и 4
при нажиме (рукой) на по-
поковку принимают тот же на-
наклон, что и плоскости по-
поковки. При чрезмерных от-
отклонениях контакты 8—9
и 10—// замыкаются, зажи-
зажигая соответствующие сиг-
сигнальные знаки на экране
приспособления
1. Поковку устанавливают в
призмах по оси 0—0, она упи-
упирается в упор а, при этом
глубиномер б фиксирует от-
отклонение от перпендикуляр-
перпендикулярности (см. схему)
Угловые размеры
2. Проверка на электрокон-
электроконтактном приспособлении
1. Разметка по угломеру
2. В контрольных приспо-
приспособлениях
Случаи применения
при ручной правке с откло-
отклонением от параллельности
«0,5 мм на длине 100 мм
1. При проверке перпен-
перпендикулярности в одном се-
сечении, например фланцев,
получающих при обрезке
заусенца коробление в за-
заранее известном направле-
направлении
2. При массовой проверке
поковок с отклонением от
перпендикулярности в лю-
любом направлении 0,4—4 мм
на длине 100 мм
1. При выборочной провер-
проверке поковок
2. При сплошной A00%)
и массовой проверке поко-
поковок
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
683
Продолжение таблицы
Объект контроля
Методы контроля
Случаи применения
Фактический
припуск на меха-
механическую обра-
обработку
1. Измерение припуска на
плоской поверхности ана-
аналогично проверке параллель-
параллельности плоскостей при обя-
обязательной установке поко-
поковок на единые с обрабаты-
обрабатывающим цехом базы. Уста-
Установку глубиномеров произ-
производят по эталону с макси-
максимальным припуском
2. Измерение припуска на
конической поверхности (схе-
(схема а). Глубиномеры монти-
монтируют в откидной крышке и
настраивают по эталону, из-
изготовленному с максималь-
максимально допустимым припуском
3. Измерение припуска на
цилиндрической поверхно-
поверхности поковки, закрепленной
в положении, аналогичном
установке для механической
обработки (схема б). Пред-
Предварительную установку глу-
глубиномеров производят по
шлифованному валу-эталону
с максимальным значением
припуска
1. При массовой проверке
поковок, обрабатываемых
на токарных автоматах с
многорезцовыми накладка-
накладками
2. То же
3. При периодических про-
проверках в процессе штампов-
штамповки поковок сложной кон-
конфигурации. Позволяет в те-
течение 3 — 5 мин давать без-
безошибочные заключения о
состоянии штампа и опреде-
определять фактический припуск
в местах, не доступных для
измерения обычными изме-
измерительными инструмента^
584
КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Продолжение таблицы
Объект контроля
Методы контроля
4. Измерение припуска на
сферической поверхности
(схема в). Установка и на-
настройка индикатора произ-
производятся по эталону с мини-
минимальным припуском
5. Измерение припуска на
криволинейной поверхностн
(схема г: 1 — ролик, обка-
обкатывающий поверхность по-
поковки; 2 — равноплечий ры-
рычаг; 3 — электрокоитактный
Случаи применения
4. При периодических про-
проверках в процессе штампов-
штамповки и наладки. Позволяет
измерять припуск на сфе-
сферической поверхности и по
длине L+6 от центра сфери-
сферической поверхности
5. При периодических про-
проверках поковок, имеющих
кулачки сложного профи-
профиля, не доступные для изме-
измерения универсальным ин-
инструментом. Позволяет в
датчик-глубиномер; 4 — ро-
ролик, обкатывающий эталон;
5 — эталон, вращающийся
синхронно с поковкой; 6 —
сигнальная лампочка, заго-
загорается при недостаточном
припуске ^^^
течение 2—3 мин давать
безошибочное заключение
о состоянии штампа и про
филя каждого кулачка рас-
распределительных валиков
КОНТРОЛЬ ШТАМПОВАННЫХ ПОКОВОК
585
контроля предусмотрено автоматиче-
автоматическое сканирование, регистрация эхо-
сигналов от дефектов и слежение за
качеством акустического контакта про-
евучивающего преобразователя и по-
поверхности поковок.
Просвечивание лучами Рентгена
(рентгеноскопия) для контроля ка-
качества штампованных поковок приме-
применяют ограниченно.
Научным методом анализа — конт-
контроля качества поковок и регулирова-
регулирования технологических процессов явля-
является статистический метод, основанный
на использовании теории вероятности
и математической статистики. Он поз-
позволяет оценить большую массу про-
продукции по результатам измерений и
испытаний небольшого числа единиц
продукции, отобранных соответству-
соответствующим образом из потока или из партии
этой продукции.
СПИСОК ЛИТЕРАТУРЫ
1. Атрошеико А. П., Федоров В. И.
Горячая штамповка труднодеформн-
руемых материалов. Л.: Машино-
Машиностроение, 1979. 287 с.
2. Бабенко В. А., Бойцов В. В.,
Волик Ю. П. Объемная штамповка:
Атлас схем и типовых конструкций
штампов. М.: Машиностроение, 1982.
104 с.
3. Белов А. А., Розанов Б. В.,
Линц В. П. Объемная штамповка на
гидравлических прессах. М.: Машино-
Машиностроение, 1971. 215 с.
4. Вельский Е. И. Стойкость куз-
кузнечных штампов. Минск: Наука и
техника, 1975. 238 с.
5. Брюхаиов А. Н. Ковка и объем-
объемная штамповка. М.: Машиностроение,
1975. 408 с.
6. Влияние динамики вальцов на
продольные размеры звеньев разбор-
разборной цепи скребкового транспор-
транспортера/Л. Г. Костин, Л. Н. Журб,
Г. Н. Вьюнов и др. — Кузнечно-
штамповочное производство, 1970, № 6,
с. 8—10.
7. Горячая штамповка и прессова-
прессование титановых сплавов/Л. А. Ни-
Никольский, С. 3. Фиглин, В. В. Бойцов
и др. М.: Машиностроение, 1975. 285 с.
8. Гостев В. И. Качество штампо-
штампованных поковок и методы предупре-
предупреждения брака в кузнечных цехах. М.:
Машиностроение, 1975.
9. Грабский М. В. Структурная
сверхпластичность металлов. Пер.
с польск. М.: Металлургия, 1975,
272 с.
10. Гуляев А. П., Малинииа К- А.,
Саверина С. М. Инструментальные
стали. Справочник. М.: Машиностро-
Машиностроение, 1975. 272 с.
11. Дзугутов М. Я. Пластическая
деформация высоколегированных ста-
сталей и сплавов. М.: Металлургия, 1977.
479 с.
12. Журавлев А. 3. Основы теории
штамповки в закрытых штампах. М.:
Машиностроение, 1973. 224 с.
13. Зимин Ю. А., Кондратенко В. Г.,
Мансуров И. 3. Штамповка на винто-
винтовых пресс-молотах и прессах. М.:
НИИМАШ, 1978. 96 с.
14. Изотермическое деформирова-
деформирование металлов/С. 3. Фиглин, В. В. Бой-
Бойцов, Ю. Г. Калпин, Ю. И. Калпин.
М.: Машиностроение, 1978. 240 с.
15. Исаченков Е. И. Контактное
трение и смазки при обработке метал-
металлов давлением. М.: Машиностроение,
1978. 208 с.
16. Кайбышев О. А. Пластичность
и сверхпластичность металлов. М.:
Металлургия, 1984. 264 с.
17. Клушии В. А., Макушок Е. М.,
Щукин В. Я. Совершенствование по-
перечио-клиновой прокатки. М.:
Наука и техника, 1980. 280 с.
18. Ковка и объемная штамповка.
Справочник в 2-х т./Под ред.
М. В. Сторожева. М.: Машиностро-
Машиностроение, 1967, Т. 1. 436 с, т. 2,
448 с.
19. Ковка и штамповка цветных ме-
металлов: Справочник/Н. И. Корнеев,
В. М. Аржаков, Б. Г. Бармашенко
и др. М.: Машиностроение, 1972.
228 с.
20. Кокрофт М. Г. Смазки в про-
процессах обработки металлов давлением,
М.: Металлургия, 1970. 180 с.
21. Костии Л. Г., Журб Л. Н.,
Гробин В. Ф. Влияние концентрации
солевого раствора на точность поковок,
получаемых вальцовкой. — Кузнечно-
штамповочное производство, 1967,
№ 7, с. 47—48.
22. Костин Л. Г., Журб С. Л.
Влияние конфигурации калибра на
характер изменения опережения при
продольной периодической прокат-
прокатке. — В кн.: Теория прокатки. М.:
Металлургия, 1975, с. 224—226.
23. Костин Л. Г. Расчет контура
обкатки передней грани выступа по-
полосы. — В кн.: Металлургия и коксо-
коксохимия. Киев: Техника, 1981, вып. 71,
с. 47—52.
СПИСОК ЛИТЕРАТУРЫ
587
24. Костин Л. Г. Прокатка без
опережения. — Изв. вузов. Черная
металлургия. М.: Металлургия,
1979, № 3, с. 67—72.
.-25. Мансуров А. Я. Технология го-
горячей штамповки. М.: Машиностро-
Машиностроение, 1971. 415 с.
26. Массен В. А., Раскинд В. Л.
Справочник молодого кузнеца-штам-
кузнеца-штамповщика. М.: Высшая школа, 1980.
255 с.
27. Новиков В. М., Перевозчи-
Перевозчиков Б. С. Применение высокоскоро-
высокоскоростных молотов для точной объемной
штамповки. — Кузнечно-штамповоч-
ное производство, 1972, № 8, с. 34—38.
28. Новиков И. И., Портной В. К-
Сверхпластичность сплавов с ультра-
ультрамелким зерном. М.: Металлургия, 1981.
168 с.
29. Овчинникова. Г., ГрайферА. X.
Влияние конфигурации формовочного
перехода на устойчивость заготовки
при высадке. — Кузнечно-штамповоч-
ное производство, 1974, № 12, с. 3—5.
30. Овчинников А. Г. Основы теории
штамповки выдавливанием на прес-
прессах. М.: Машиностроение, 1983. 200 с.
31. Овчинникова. Г., Шубин И. Н.,
Пахомов Е. В. Штамповка поковок
с отростками в закрытых штампах. —
В кн.: Технология изготовления за-
заготовок в машиностроении. М.: Ма-
Машиностроение, 1971, с. 98—107.
32. Остроушкин Г. П. Исследование
напряженно-деформированного со-
состояния при закрытой раскатке ко-
колец. — Кузнечно-штамповочное про-
производство, 1973, № 4.
33. Остроушкии Г. П. Особенности
плоского пластического течения при
раскатке колец. — Кузнечно-штам-
Кузнечно-штамповочное производство, 1973, № 4.
34. Охримеико Я. М. Технология
кузиечно-штамповочного производ-
производства. М.: Машиностроение, 1976.
560 с.
35. Полуфабрикаты из тита-
титановых сплавов/В. К. Александров,
Н. Ф. Аношкии, Г. А. Бочвар и др.
М.: Металлургия, 1979. 512 с.
36. Полухин П. И., Гун Г. Я.,
Галкин А. М. Сопротивление пласти-
пластической деформации металлов и
сплавов: Справочник. М.: Металлур-
Металлургия, 1976. 438 с.
37. Порошковая металлургия ма-
материалов специального назначе-
назначения/Под ред. Дж. Барка, В. Вейса.
Пер. с англ. М.: Металлургия, 1977.
376 с.
38. Прозоров Л. В. Прессование
стали , и тугоплавких сплавов. М.:
Машиностроение, 1969. 243 с.
39. Семенов Е. И. Ковка и объемная
штамповка. М.: Высшая школа, 1972.
352 с.
40. Сенькин И. Т., Протопо-
Протопопов О. В., Харченко А. И. Расчет
параметров электровысадки тонко-
тонкостенных труб. — Кузнечно-штамповоч-
Кузнечно-штамповочное производство, 1973, № 11, с. 13—
16.
41. Сверхмелкое зерно в металлах/
Под ред. Дж. Барка, В. Вейса: Пер,
с англ. М.: Металлургия, 1973. 324 с.
42. Смирнов В. К., Литвинов К. И.,
Харитонин С. В. Горячая вальцовка
заготовок. М.: Машиностроение,
1980. 150 с.
43. Смирнов О. М. Обработка ме-
металлов давлением в состоянии сверх-
сверхпластичности. М.: Машиностроение,
1979. 184 с.
44. Смирягин А. П., Смиряги-
на Н. А., Белова А. В. Промышлен-
Промышленные цветные металлы и сплавы: Спра-
Справочник. М.: Металлургия, 1974. 488 с,
45. Соловцов С. С., Альшиц М. Я.
Определение формоизменения при
раскатке кольцевых поковок с тав-
тавровым профилем поперечного сече-
сечения. — Кузнечно-штамповочное произ-
производство, 1970, № 2.
46. Специальные прокатные ста-
станы/А. И. Целиков, М. В. Барбарич,
М. В. Васильчиков и др. М.: Метал-
Металлургия, 1971. 333 с.
47. Сторожев М. В., Попов Е. А,
Теория обработки металлов давлением.
М.: Машиностроение, 1977. 424 с.
48. Сторожев М. В., Середин П. И.,
Кирсанова С. Б. Технология ковки
и горячей штамповки цветных метал-
металлов и сплавов. М.: Высшая школа,
1967. 350 с.
49. Теория прокатки: Справоч-
Справочник/А. И. Целиков, А. Д. Томленов,
В. И. Зюзин и др. М.: Металлургия,
1982. 335 с.
j50. Трофимов И. Д., Бухер Н. М.
Автоматы и автоматические линии
для горячей объемной штамповки. М.;
Машиностроение, 1981.
688
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
51. Трофимов И. Д., Стоколов В. Е.
Оборудование для горячей штамповки
с электронагревом. М,: Машиностро-
Машиностроение, 1972. 199 с.
52. Хейфец В. И., Староселец-
кий М. И., Коваленко Ю. Е. Развитие
производства цельнокатаных колец
за рубежом. — Прокатное производ-
производство. М.: Черметииформация, 1976.
№ 12.
53. Шнейберг В. М., Акаро И. Л.
Кузнечно-штамповочное производство
Волжского автомобильного завода.
М.: Машиностроение, 1977.
54. Штамповка титановых сплавов
иа высокоскоростном моло-
те/Ю. П. Согришии, Л. Г. Гришин,
Г. Г. Гурьянов и др. — Кузиечно-
штамповочиое производство, 1972,
№ 9, с. 12—14,
55. Штампы для горячего дефор-
деформирования металлов/Под ред.
М. А. Тылкииа. М.: Высшая школа,
1977. 495 с.
56. Эпштейн Г. Н., Кайбышев О. А.
Высокотемпературная деформация
н структура металлов. М.: Металлур-
Металлургия, 1971. 198 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматическая линия для крупносерий-
крупносерийного производства кольцевых заготовок —
Компоновочная схема 408
Автомат кольцераскатный КФРАВМ —'
Компоновочная схема 406
— Технические характеристики 407
Автоматы для горячей объемной штам-
штамповки — Определение силовых параметров
процесса 422, 423 — Технические характе-
характеристики 420
— коротких деталей 423 — Переходы
штамповки колец подшипников 426 —
Технические характеристики 425, 427 —
Типовая кинематическая схема 424
~— стержневых деталей — Технические
характеристики 423, 424
Баба молота — Размеры пазов 142
Барабан галтовочный — Технические ха-
характеристики 549
— гидроабразивный периодического дей-
действия — Конструкция 544
Блоки верхние 119, 125, 126, 132, 133,
138. 139
— для крепления цилиндрических вста-
вставок призматическими и цилиндрическими
клниьями 129, 135
— для сменных призматических и призма-
призматических угловых вставок 116, 122
— используемые в штампах КГШП 203 —
207
'— матриц штампов ГКМ 254
— ннжнне 119, 123, 124. 130, 131, 136. 137
— пуансонов штампов ГКМ 256, 257
'— универсально-переналаживаемых мо-
молотовых штампов 117, 141
— штампов Винтовых прессов 231 — 234
— штампов ГКМ — Схема крепления 235
Бойки для ротационно- и радиально-
обжимиых машин — Виды рабочих про-
профилей ручьев 359, 360 — Материалы для
изготовления 359 — Определение угла
охвата заготовки 362 — Размеры 358,
359 — Чертеж 360
Брак поковок см. Контроль поковок
Брусья для крепления матриц — Кон-
Конструкции и размеры 498
Буферы пружинные — Расчеты 523. 524,
526 — 528 — Технические характери-
характеристики 527
В
Вальцояка — Классификация процессов
366 — Назначение 364 — Последователь-
Последовательность процесса 365
— отделочная — Определение размеров
профиля исходной заготовки 379, 380 —
Применение 379
— формовочная — Диаграмма необходи-
необходимости 368 — Назначение 365 — Определе-
Определение размеров исходной заготовки 368,-
369, 371 — 373 — Последовательности ка-
калибров 370, 371, 374— Построение валь-
вальцованной заготовки 368 — Пример расчета
технологического процесса 377 — Расчет
опережения 375 — Типовые поковки 368
— штамповочная — Применение 380 —
Факторы, влияющие иа опережение 380
Вальцы штамповочные — Типы и их при-
применение 367
Вибрационные установки — Технические
характеристики 548
Виброабразивиая очистка см. Очистка
поковок
Вставки блоков штампов 231
Вставки-заготовки — Материалы 117, 141
— призматические 121
— призматические угловые 128
— цилиндрические 134. i t0
Втулки направляющие — Конструкции и
размеры 5 18
— распорные для съемников — Конструк-
Конструкции и размеры 51 8
Выемки клещевые — Определение разме-
размеров 87 — 89
Высадка втулок на ГКМ 286, 289, 292,,
293 — Выбор основных раемеров и формы
переходов 290, 291
— колец и втулок сложной формы 293
— на ГКМ иа ограниченный диаметр и
свободная — Расчет устойчивости выса-
высаживаемой части заготовки 267 — 278
— труб 296 ¦ !
Г
Гайки — Изготовление на горячештампо\
вочпых автоматах 428 ,
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
589
Галтовка см. Очистка поковок
Гибка гнутых трубных деталей 349
— деталей нз профильных заготовок 342
— деталей пространственных форм 342
— деталей с фасонным поперечным сече-
сечением 349
— дугообразных и круглых деталей 34\,
342
¦— конических обечаек 348
*— крупногабаритных деталей 343
— многопереходная 342, 345, 346
— однопереходная сложных деталей 342
•— тонкостенных профильных деталей 350
— V-, П- и U-образных деталей 339—341
Гибка — Дополнительные операции 343 —»
Расчетные параметры 337
— на листогибочных валковых маши»
нах 346 — 349
— на машинах с поворотной траверсой
345, 346
— на прессах 333 —• Формы изгибаемых
деталей 339—345
¦— на сортогнбочных роликовых маши-
машинах 349
— по шаблону 349, 350
Д
Деформирование иа гидравлических прес-
прессах — Удельные силы 221—223
Допуски 40, 41 — Назначение 14 — Рас-
Расчет 23—28
—на изогнутость, иеплоскостность, иепря-
молинейность и радиальные биения 21, 22
— на угловые отклонения 22
— на холодную калибровку поверхно-
поверхностей 22
— несоосиости 21
— поковок, получаемых на ГкМ 259
— радиусов закругления 22
— штамповочных уклонов 23
Дробеметио-дробеструйные камеры перио-
периодического действия — Технические ха-
характеристики 550
Дробеметиые камеры периодического дей-
действия — Технические характеристики 550
Дробеструйные аппараты — Технические
характеристики 549
Заготовка исходная молотовая — Опреде-
Определение площади сечений 76, 77
— при штамповке в закрытых молотовых
штампах 79—81
— при штамповке на ГКМ 266, 267
— прн штамповке на КГШП 181
Заготовка расчетная — Построение эпюры
сечений 67 — 71
— средняя 68, 69
— элементарная 69, 70
Заготовки для изготовления штампов 114—»
117, 554 — Линейная плотность 555
Замки молотовых штампов ПО
Заусенцы. Допустимая величина для по-
поковок нормальной точности 16, 17
— повышенной точности 18, 19
— штампуемых на ГКМ 265, 266
Заусенцы — Схема измерения 20
— торцовые 21
Звездочки — График для определения диа«
метра заготовки 414 — Изготовление на-
накаткой 409—412 — Технические характе-
характеристики оборудования 419
Зубчатые колеса ¦— Изготовление накат-
накаткой 409—412 — Илструмеит для штам-
штамповки иа горячештамповочиых автома.
тах 429-431 - Технические характе-
рнстики оборудования 418—42Q
Износ штампов — Виды 562. 563
Калибровка поковок —• Виды 533
— холодная — Смазочные материалы 535
Канавки облойные — Коэффициент запол-
заполнения 67 — Размеры 65, 66 — Типы 65
Клинья верхние и нижние — Размеры 129
— Для крепления матриц и пуансонов 503
— для крепления штампов в бабе я во"
душке 144
— призматические 127
— цилиндрические 133
Колонки направляющие — Конструкция
н размеры 204, 205, 517
Кольца — Изготовление на горячештампо-
еочных автоматах 426
— Изготовление на кольцераскатиых на»
шинах 394
Контроль качества поковок — Виды
брака 568 — 573
— геометрических параметров — Мето«
ды 573, 576 — 584
— механической прочности •— Методы
573-575. 585
Коэффициент подкатки 70, 71
Крип-штамповка точных поковок 401, 462
Л
Лапы съемников — Конструкции и раз-
размеры 520
Линии травления автооператориые под-
подвесочные — Технические характеристи-
характеристики 552
Линия разъема штампа 45, 46
М
Материалы деталей штампов 557—561
— смазочные при горячей объемной штам*
повке 202, 203, 467, 468
— цельных штампов 554, 556, 557—560
— штампов горячих штамповочных авто«
матов 561
Матрицы — Конструкции и способы креп-
крепления 483 — 489, 496 — 499 — Разбивка
иа секции 488
— из двух секций и цельные с креплением
клином 484
— круглые 486 — Основные размеры эле«
ментов крепления 487
— полуоткрытые, закрепленные на илите
488
— пробивные 488
— пробивные полуоткрытые 495
Машина гибечная универсальная с пово-
поворотной траверсой — Способы гибки 347 —
Схема 346
Машины вертнкально-ковочные — Основ-
Основные данные 350, 351 ~ Пример штан»
повкн 250
— высокоскоростные — Классификация
поковок 433 — Смазочные материалы 436 —•
Технологические особенности 433 =» Штам»
повая оснастка 437—440
— кольцераскатиые — Выбор 404, 405 —•
Примеры компоновочных схем 405, 406*
408 — Припуски и допуски колец 400-~
402 — Технические характеристики 407»
409
590
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— листогибочные валковые — Назначе-
Назначение 346 — Последовательность гибки обе-
обечаек 348 — Типы 347
— ротационно- и радиально-обжимные —
Изготовляемые детали 352, 356 — Произ-
Производительность при горячем обжатнн 357 —
Технические характеристики 353, 354 —
Технологический процесс 360 — 364 —
Схемы действия 355 — Характеристики
бойков 358 — 361 — Характеристики оп-
оправок 358
— сортогибочные роликовые — Особен-
Особенности гибки 349
— электровысадочные — Конструкция ра-
рабочего инструмента 444, 447 — Схемы
штамповки 446 — Технические характе-
характеристики 443
Механизмы выталкивающие 205 — 207
Н
Нагрев штампов 556, 562
Накатка зубчатых колес и звездочек —
Выбор размеров заготовки 412 — 414 —
Нагрев заготовки 412 — Оборудование 418,
419 — Режимы 414, 415 — Схемы накат-
накатки 410 — Технологический процесс 409 —
412
Накатники — Изготовление 417 — Калиб-
Калибровка 415 — Материалы для изготовле-
изготовления 417
Набатный инструмент — Комплектующие
детали -116
— Усилие и крутящий момент на валках
417, -118
Наметки двусторонние 45
— i лухие 44
— отверстий — Размеры 42, 43
— плоские 43, 44
•— при формовке в пуансоне и матрице
штампа Г КМ 284
Направляющие молотовых штампов см.
Замки молотовых штампов
Напуски — Конструирование поковок 41,
42 — Назначение 8. 14 — Расчет 23—28
— - кузнечные 8
Обжатие радиальное — Оборудование 353,
354 — Способы 351, 352 — Схемы про-
процесса 351, 362 — Техиико-экономическне
показатели 364 — Технологический про-
процесс 3G0 —364
— ротационное 355 — Изготовляемые де-
детали 3^6 — Оборудование 353, 354 — Тех-
Технологический процесс 360—364
Облой — Определение объема 66, 67
Обкатка см. Прокатка продольно-периоди-
продольно-периодическая
Обрезка облоя — Выбор пресса 482 —
Способы 481 — Усилие обрезки 482
Охлаждение штампов 562
Очистка поковок — Способы 544—552 —
Техника безопасности 553 — Технические
характеристики оборудования 545, 548—
550
П
Переходы штамповки в закрытых штам-
штампах — Особенности выбора 79— 81
— в открытых штампах для поковок 67—
77. 77 — 79
Плиты верхние с диагональным располо-
жеьием направляющих колонок -^» Кон-
Конструкция и размеры 516, 517
*-~ верхние с задним расположением на»
правляющих колонок ¦=¦ Конструкция и
размеры 513
— для болтового крепления пакетов •<•
Конструкция и размеры 538
— для клинового крепления пакетов •*
Конструкция и размеры 539
— калибровочные — Конструкция и раз*
меры 540
— нижние для крепления матриц вни*
тами — Конструкция и размеры 504
— нижние для крепления матриц кли-
клином — Конструкция и размеры 498, 499
—' нижние для круглых и квадратных
матриц— Конструкция н размеры 507
— нижние коробчатые — Конструкции
и размеры 505, 506, 508, 512, 515, 516
— нижние с задним расположением на-
направляющих колонок — Конструкция и
размеры 511
— подкладные 141
— промежуточные для пакетов — Кои"
струкция и размеры 541, 542
Подкладки для регулировки штампов 144
Подушки молотов — Размеры пазов 142
Поковки — Виды брака 503 — 573 — Группы
стали 7 — Виды кэлибрлвки 533, 534 —
Искривление при обрезке и пробивке 532 —
Контроль механической прочности 573 —
575, 585 — Конфигурация поверхности
разъема 573, 576 — 584
— Методы контроля геометрических пара-
параметров 573, 576 — 584
— Повышение механических н эксплуата-
эксплуатационных качеств 39 — Правка 531 — 533 —
Разностепенность допустимая 212 — Рас-
Расчетная масса 7 — Составление чертежа 536.
537 — Способы очистки 542 — 553 — Сте-
Степени сложности 7, 9 — Точность изготов-
изготовления 7 — Точность и шероховатость
после калибровки 534, 535
Поковки молотовые — Классификация
46-51
— получаемые горячей объемной штампов-
штамповкой — Толщины полотей 471 — Предель-
Предельные значения расстояний между ребрами
471
— симметричные — Кояструирование 39
>— штампуемые без уклонов с последую-
последующей правкой 41, 42
— штампуемые на винтовых прессах 224—
226, 231, 232
— штампуемые на FRM 259, 261, 263 —
265 — Классификация 236 — 251
— штампуемые на КГШП — Классифи-
Классификация 178—181
Правка см. Поквеки
Пресс термоупругнй — Применение 464 —i
Схема 463
— чеканочный — Расчет усилия 537
Прессы гибочио-штампозочиые вертикаль-
вертикальные — Изготовляемые детали 345 — По-
Последовательность гибки ч'ложного профиля
345
!— горизонтальные — Изготовляемые де-
детали 343 — Применяемые штампы 343
Припуски 40, 41 — Назначение 7, 8 — По-
Понятие 7 — Расчет 23 — ?8
— для поковок, обрабатываемых реза-
резанием 10—13
— на холодную калибровку поверхно-
поверхностей 22
Прихваты 497, 519
Прокатка поперечная —' Дефекты 393*
394 — Деформация и усилия 391 — 393 —
Преимущества 387 ¦=• Схемы 387, 388
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
591
— поперечно-внптовая — Применение
388 — Схемы 389, 390
~- поперечно-клиновая —' Оборудование
390 — 391 — Особенности процесса 389 —
Схемы 390
— продольио-пернодическая — Виды пе-
периодических профилей 380—383 — Из-
Изготовление периодических профилей 381,-
382 — Особенности процесса 381 — Рас-
Расчет опережения и отставания 382—384 —
Пример расчета технологического про-
процесса 386, 387 — Явление обкатки 384—
386
Пространство штамповое 235
Процессы штамповки — Схемы формул 34,
35 —¦ Уточненные значения параметров 35
Пружииа тарельчатая для обрезного штам-
штампа — Конструкции 523
— Технические характеристики ком-
комплектов пружии 524
Пуансоиодержатели пробивного штампа —
Конструкция н размеры 493
— с креплением винтами 501
— с хвостовиком под клин и креплением
пуансона клином — Конструкция и раз-
размеры 500, 501
Пуаисоны накладные прокладочные —
Конструкция и размеры 494
— обрезные — Конструкции и способы
крепления 489—491 — Способы упроще-
упрощения конструкций 490
Пуансоны сборные обрезные 319. 325 —
Размеры 324
— пробивные 319, 323 — 325
— формовочные 319, 322, 323, 325
Радиусы закругления 40 — 42, 212, 226,
232, 262, 263, 470
Раскатка кольцевых заготовок 394 — Выбор
метода изготовления 397, 398 — Выбор
оборудования 404, 405 — Диаграмма оп-
оптимального режима 408 — Значения коэф-
коэффициента угара 403 — Определение раз-
размеров полуфабриката 403, 404 — При-
Припуски и допуски колец, раскатанных на
различном оборудовании 400 — 402 —
Способы 395, 39S — Технологические воз-
возможности 396, 397
Раскрой и расход металла (расчет по
А. В. Ребельскому) 81, 82
Ремонт и возобновление штампов 564,
566, 567
Ручьн молотовых штампов — Классифи-
Классификация 54 — 63
— заготовительные 89—108
— отрубные (ножи) 89, 109
— штамповочные 83 — 89
Ручьи штампов ГКМ — Классификация
252— Определение размеров полости на-
наборной части 278 — 280
— КГШП 207 — 209
С
Сверхпластичность материалов и сплавов —*
Характеристика 452 — 458
Смещение отиосятельио поверхности разъ-
разъема штампв поковки нормальной точности
16,17
— повышенной точности 18, 19
— расчетное 20
Сталь бичевая ребристая — Схема про-
профиля 381
Станы валковые для поперечной прокат-
прокатки — Технические характеристики 387—
391
— для накатывания зубчатых колес и
звездочек — Технические характеристики
418 — 420
— для продольно-периодической про-
прокатки — Схемы 381
Степень деформации сталей и сплавов
допустимая 467
Стойкость штампов 563 — 566
Съемники облоя — Конструкции 493, 494
— поковки на распорных трубках 495
Травление поковок см. Очистка поковок
Угол контрольный 145
Уклоны штамповочные 8, 14, 41, 227,
259, 260, 261
— для поковок из различных сталей и
сплавов 470
— для поковок, штампуемых в закрытых
штампах 231
— обратные 41, 42
—¦ смещенные 41
Упоры задние 319, 325 — 329
Хвостовики пуаисоиов — Размеры 318, 319
Хозяйство штамповое — Организация 566.
567
Части падающие штамповочного молота —
Определение массы 145—147
Чертеж поковки 37 — 46, 210, 212, 259,
261
— штампуемой на КГШП 181, 182
Ш
Шаблон гибочный 349
Шпоики верхние и нижние — Размеры 120
— для крепления штампов в бабе и по-
подушке 143
Штамп для двухпереходной гибки П.
образной детали — Схема 344
— для объемной калибровки — Кон-
Конструкция 537
— для плоской калнбровкн — Конструк-
Конструкция 536
— для правки валика молотовый •" Кон-
Конструкция 533
— для электровысадки — Схема 446
— подкладной 29
— трехсекцноииый для штамповки дис-
диска 31
Штамповка в высадочном раздвижном
штампе 32
— в подкладных штампах 32
Штамповка на винтовых прессах — Основ-
Основные технологические процессы 224, 226 —
Усилие деформирования 234
— в закрытых штампах высадкой и вы-
выдавливанием 230 — 234
— в открытых штампах 226 — 230
Штамповка на высокоскоростных моло-
молотах — Зависимость удельных энергий
от температуры и степени деформации 436,
437 — Изготовляемые поковки 433, 434 —
Ориентировочные размеры и масса поко-
поковок 434 — Основные параметры режима
435 — Разработка технологического про-
процесса 435 — Смазочные материалы для
штампов 436 — Составление чертежа по-
поковки 434
590
592
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— лист
ние 34?
чаек 3'
— РОТ!
ИЗГОТО]
водптел
Техиич
Технол
Схемы
бойков
равок .
— сорт
НОСТи I
— зле!
бочего
штампе
ристик
Механр
Нагрев
Накат*
Выбор
Нагрев
419 -
ки 410
412
Накат*
ровка
н и я 41
Накатг
детали
— У(Л
4 17, 4
Иамет>
¦— Е Л\
— ОТП
— UJK
— opt
штамп
Капра
Замки
Напус
42 —
-- куг
Обжат
354 -
цесса
показ;
цесс S
- ро-
тали I
нолог
Облой
Обкат
ческа я
Обрез
Спосо
Охлал
Очист
TexHF
харак
560
Иерех
пах -
77, Т
Плил
жен не
струк
Штамповка на гидраслических прессах —
Методы 211, 212 — Основные технологи-
технологические операции 210 — Разработка тех-
технологического процесса 212 — 219 — Силы
деформирования 221—223
Штамповка иа ГКМ — Усилия деформи-
деформирования 258, 259
— поковок групп: I 280 — 283; II 283 — 293;
III 293, 294; IV 294 — 297; V 296; VI 298 —
319
Штамповка на горячештампооочиых авто-
автоматах — Геометрические параметры ти-
типовых поковок 420, 421 — Определение
силовых параметров процесса 422, 423
Штамповка иа КГШП — Усилие деформи-
деформирования 201, 202
— выдавливанием в закрытых штампах
193 — Переходы штамповки 197 — Раз-
Разработка технологического процесса 193—
197
— осаживанием в закрытых штампах 188,
189
— осажнваннем в открытых Штампах
183—188
Штамповка на молотах — Технологиче-
Технологическая карта процесса 147—153
— в закрытых штампах поковок II группы
171-175
— в открытых штампах поковок: I группы
147—166; II группы 166 — 171
— колена вала — Общая схема процесса
33, 34
— многоштучная 63
Штамповха секционная дисков 29, 30
— коленчатых валов 31, 32
Штамповка с использованием сверхпла-
сти'шос1и — Особенности подготовки
производства 464, 465 — Схема комбини-
комбинированного процесса «выдавливание—
штамповка» 460 — Технологические за-
задачи 451, 461 — Этапы разработки тех-
технологического процесса 465, 466
— крупногабаритной панели с лучевым
оребрением 4G1. 462
— точных поковок сложной формы 461 —
Технологические параметры 462 — Типы
поковок 461
— цилиндрических н конических кольце-
кольцевых оребренных оболочек 463, 464
Штамповка цветных металлов н сплавов:
алюминиевых 471 — 474; латуней 476, 477
478; магниевых 474—475; медных 475
титановых 477 — 480
Штампы гидравлических прессов 219,
220 — Узлы штампов 220, 221
•— ГКМ — Конструирование частей ручьев
наборной 303 —ЗОВ; обрезной 312 — 318;
подъемной 303; пробивной 309—311; фор
мойочной 306 — 308
— КГШП 203 — 210
— молотовые — Классификация 52, 53 —¦
Крепление в бабе и подушке 141 —144 —
Область применения 52, 53, 63 — Размеры
в плане 116 — Расположение ручьев 111,
112 — Толщина стенок 112— 114 — Уравно
вешивание сдвигающих усилий 109, 11
Штампы обрезные — Зазор между пуан
соном и матрицей 482, 483 — Конструк-
Конструкции и способы крепления матриц 483—*
489 — Конструкции н способы крепления
пуансонов 489 — 493 — Конструкции съем
ииков см. Съемники — Оформление чер
тежа 518, 519, 521 — Усилие обрезки
облоя 482 — Установка на пресс 519, 520
— без направляющих колонок — Кон
струкцни 496, 502, Б09 — Элементы креп
лення 497 — 501, 503 — 508
— простого действия — Выбор 495, 496
— с направляющими колонками — Кон
струкцни 510, 514 — Типоразмеры нор-
нормализованных деталей 518 — 520
Штампы последовательного действия 520
Конструкции 522, 523 — Расчет буфера
с тарельчатыми пружниамн 523, 524
— совмещенного действия — Кснструк-
цнн 525 — 529 — Расчет буфера с цилин-
цилиндрическими пружинами 526 — 528 — Расчет
элементов штампа по высоте 529—531*
Электровысадка ¦ — Классификация изго
товляемых поковок 441, 442 — Максималь-
Максимальные скорости деформировання 450 — Обо
рудование и инструмент 441 — 448 — Расчет
технологического процесса 448 — 452
Схема назначения припусков на поковки
449 — Схема процесса 440 — Технологнче1*
скнй процесс 440
Эксплуатация штампов 556. 562, 563