/










Text
АППАРАТ ,
Содержание
АПр-rs-C?-/ УЗ./
1. Назначение...........................1 стр.
2. Технические характеристики. --...Т.стр.
3. Комплектность аппарата...............2.стр.
4. 11ринцип работы.......................2стр.
5. Устройство аппарата..................-. 3 .стр.
6. Работа электрической схемы ..........5 стр.
7. Указание мер безопасности............7.стр.
8. Подготовка аппарата к работе.........8.стр.
9. Порядок работы.................... 9стр.
10. Техническое обслуживание ...........12.стр.
11. Возможные неисправности ......... 12,стр.
12. Правила транспортировки и хранения.14,стр.
13. Рекомендуемые режимы работы........14.стр.
14. Свидетельство о приемке ...........-15стр.
15. Гарантийные обязательства........ 16.стр.
16. Сведения о производителе ...........16.стр.
17. Сведение о продаже................... 17стр.
ООО "АПр”
Cxi И кт - Пггу>3ур2.
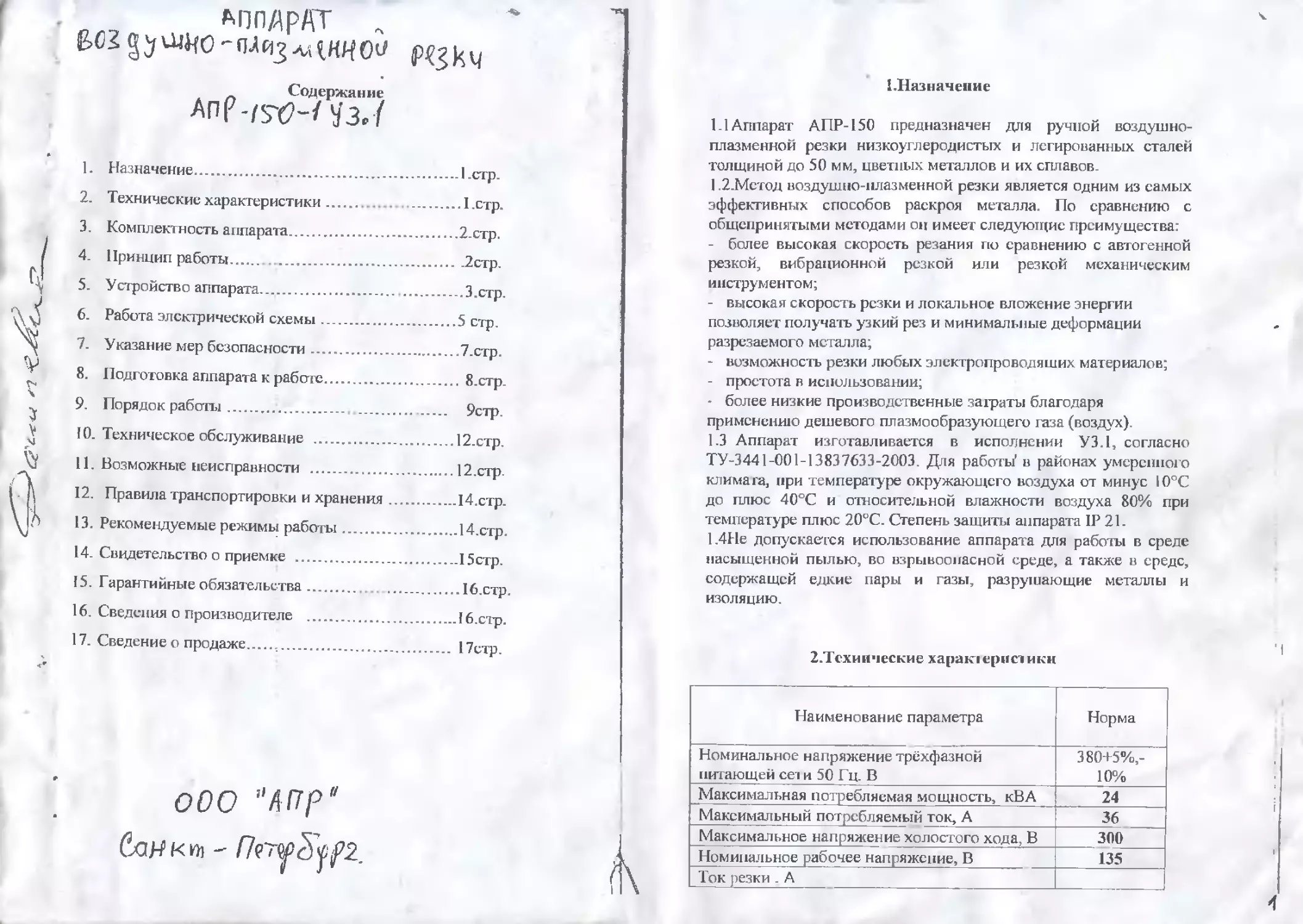
[.Назначение
1-1 Аппарат АПР-150 предназначен для ручной воздушно-
плазменной резки низкоуглеродистых и легированных сталей
толщиной до 50 мм, цветных металлов и их сплавов.
1.2 .Мстод воздушно-плазменной резки является одним из самых
эффективных способов раскроя металла. По сравнению с
общепринятыми методами он имеет следующие преимущества:
- более высокая скорость резания по сравнению с автогенной
резкой, вибрационной резкой или резкой механическим
инструментом;
- высокая скорость резки и локальное вложение энергии
позволяет получать узкий рез и минимальные деформации
разрезаемого металла;
- возможность резки любых электропроводящих материалов;
- простота в использовании;
- более низкие производственные затраты благодаря
применению дешевого плазмообразующего газа (воздух).
1.3 Аппарат изготавливается в исполнении УЗ Л, согласно
ТУ-3441-001-13837633-2003. Для работы" в районах умеренного
климата, при температуре окружающего воздуха от минус Ю°С
до плюс 40°С и относительной влажности воздуха 80% при
температуре плюс 20°С. Степень защиты аппарата IP 21.
1,4 Не допускается использование аппарата для работы в среде
насыщенной пылью, во взрывоопасной среде, а также в среде,
содержащей едкие пары и газы, разрушающие металлы и
изоляцию.
2.Тсхиические харакч ери ci ики
Наименование параметра Норма
Номинальное напряжение трёхфазной питающей сет и 50 Гц. В 380+5%,- 10%
Максимальная потребляемая мощность, кВА 24
Максимальный потребляемый ток, А 36
Максимальное напряжение холостого хода, В 300
Номинальное рабочее напряжение, В 135
Ток резки. А
при ПВ-100% (1 ступень, положение переключателя S2 -1) 50
при ПВ~80% (11 ступень, положение переключателя S2 -среднее) 100
при ПВ~60% (III ступень, положение переключателя S2 - II) 150
Плазмообразующий газ Воздух
Давление сжатого воздуха, кг/см2, (МПа) 5-6 (0,5-0,6)
Номинальный расход сжатого воздуха, л/мин 210
Охлаждение плазмотрона воздушное
Степень защиты IP2I .
Класс изоляции В
Габаритные размеры (длина х ширина х высота), с ручкой, мм 770x430x860
Масса, кг, не более 160
Рекомендованный предел пробивки (врезка с середины листа)
для стали: ступень 1-5 мм
ступень П - 10 мм
ступень III— 15 мм
Особый режим старта (с малого тока резки) значительно
увеличивает срок службы катодов в плазмотроне.
3. Комплектность аппарата
Базовая комплектация АПР-150 включает:
1. Аппарат воздушно-плазменной резки АПР-150....1 шт.
2г'Т1лазиотротгфирмьг<<ТКАР1МЕТ>> с евроразкемом
(длина кабель - шлангового пакета 6 метров)...1 шт.
3. Кабель «к изделию», с зажимом..............1 шг.
4. Сменное сопло (PD0101).....................5 шт.
5. Сменный катод (PRO 101).....................5 шт.
6. Паспорт на изделие... ....................1шт.
4. Принцип работы
4.1. Процесс плазменной резки заключается в локальном удалении
металла адоль линии реза сжатой электрической дугой постоянного
2
тока, сформированной в плазмотроне.
4.2. В качестве источника питания сжатой электрической дуги
постоянного тока служит полупроводниковой выпрямитель с
крутопадающими внешними характеристиками.
4.3. Плазмотрон является устройством для создания и
стабилизации сжатой электрической дуги, горящей между
электродом плазмотрона (катод) и обрабатываемым изделием в
потоке плазмообразующего газа.
4.4. При воздушно-плазменной резке сжатие и стабилизация
дуги производится потоком воздуха, проходящего совместно со
столбом дуги через канал сопла плазмотрона.
4.5. Работа аппарата происходит в следующей
последовательности.
4.5.1. При нажатии кнопки на плазмотроне или замыкании
контакта дистанционного управления подается напряжение на
осциллятор и силовые трансформаторы. Включается осциллятор,
создающий высоковольтный искровой разряд между катодом и
соплом плазмотрона. Возбуждается дежурная дуга, горящая
между катодом и соплом, ток которой составляет 40-45А.
4.5.2. Факел дежурной дуги выдувается потоком воздуха из
сопла и, касаясь разрезаемо! о металла, переходит в основную
дугу, которая горит между катодом и разрезаемым изделием.
4.5.3. Окончание процесса резки происходит при.
- размыкании контакта кнопки плазмотрона, дистанционного
управления;
- обрыве дуги при удалении плазмотрона от разрезаемого
металла;
- выключении источника питания системой управления при
пере! реве трансформаторов, падении давления воздуха ниже 3,5
кг/см2;
- переводе переключателя S1 в положение «откл»;
- срабатывании автоматического выключателя при
неисправностях в силовой части аппарата.
5. Устройство аппарата
5.1. Аппарат, рисунок 1, смонтирован в металлическом корпусе
и состоит из:
- трех силовых трансформаторов;
- трех силовых дросселей;
- силового выпрямителя;
2
- блока конденсаторов;
- блока силовой аппаратуры;
- выходного фильтра;
- блока управления;
- осциллятора-возбудителя дуги;
- автоматического выключателя;
- вентилятора;
- лицевой панели управления.
5.2. Силовые трансформаторы предназначены для снижения
напряжения и гальванической развязки первичной и вторичной цепей.
5.3. Силовые дроссели предназначены для повышения эластичности
плазменной дуги и улучшения формы токов.
5.4. Силовой выпрямитель собран из 18 диодов соединенных по трем
мостовым схемам и участвует в создании круто падающих внешних
статических характеристик.
5.5. Блок конденсаторов предназначен для компенсации реактивной
составляющей входного тока и для улучшения формы выпрямленного
тока (снижение пульсаций).
5.6. Блок силовой аппаратуры установлен на верхнем этаже аппарата.
Состоит из пускателей, включающих силовые цепи аппарата.
5.7. Выходной фильтр расположен на верхнем этаже аппарата и
предназначен для защиты силового выпрямителя от бросков
напряжения.
5.8. Блок управления расположен на верхнем этаже аппарата и
обеспечивает заданный алгоритм включения силовых цепей и
осциллятора, отключение аппарата в случае перегрева силовых
трансформаторов и в случае уменьшения давления воздуха ниже 3,5
кг/см2.
5.9. Осциллятор расположен на верхнем этаже аппарата и служит для
бесконтактного возбуждения дуги.
5.10. Автоматический выключатель закреплен на задней панели
аппарата.
5.11. На лицевой панели расположен вентилятор, создающий
воздушный поток для охлаждения силовой части аппарата.
5.12. На лицевой и задней панелях аппарата находятся (рнс.1):
1. Переключатель S1 «вкп./откл.»
2. Переключатель режимов S2 (задается ток резки)
3. Лампа сигнальная «Сеть», желтая
4. Лампа сигнальная «Перегрев», красная
5. Светодиод «Низкое давление воздуха», красный мигающий
6. Маномегр технический.
7. Разъем для подключения плазмотрона.
8. Разъем для подключения кабеля «к изделию».
9. Ручка..
Ю.Выходпое отверстие для кабеля сетевого.
11 .Штуцер воздушной магистрали.
12. Болт заземления.
13. Разъем дистанционного управления (только для
автоматической резки).
14. Автоматический выключатель FM1.
6 .Работа электрической схемы аппарата.
Схема электрическая принципиальная аппарата работает в
следующей последо вательности(см.схему рисунок 2)
6.1 .При включении автомата FM1 на задней панели аппарата,
подается напряжение на входные цепи аппарата.
6.2 .При включении переключателя S1, на передней панели
аппарата, подастся напряжение в схему управления. Загорается
лампа Н1 «СЕТЬ», включается вентилятор Ml обдува силовых
блоков. Светодиод НЗ «Низкое давление воздуха» мигает
6.3 . Подается воздух через штуцер воздушной магистрали. При
достижении давления выше 4 кг/см срабатывает реле давления
ВР1, собирается цепь готовности пуска. Светодиод НЗ «Низкое
давление гаснет». Аппарат к работе готов.
6.5 .При нажатии кнопки на плазмотроне срабатывает реле Кб
схемы управления, контакты котооогп КЛ 1 ------
К2. Подается напряжение 220 В на схему Осциллятора А1.
6.5.1 .Пускатель К2 силовыми контактами К2.1, К2.2, К2.3 замыкает
цепь дежурной дуги плазмотрона.
6.5.2. Блок контакты К2.4 замыкают цепь катушки реле К5 схемы
управления.
6.5.3. Блок контакты К2.5. замыкают цепь катушки пускателя К4.
Пускатель К4 контактами К4.1, К4.2, К4.3 коммутирует вторичные
обмотки трансформаторов Т1 - ТЗ в схему пускового режима.
6.5.4. Реле К5 срабатывает, контакты К5.1 замыкают цепь катушки
пускателя К1.
б.б .Пускатель К1 контактами К 1.1, К 1.2, К 1.3 подает напряжение на
первичные обмотки трансформаторов Tl, Т2, ТЗ, с вторичных обмоток
которых подается напряжение на силовой выпрямитель VI —VI8. На
выходе выпрямителя появляется напряжение холостого хода.
Пускатель К4 контактами К4.1, К4.2, К4.3 коммутирует вторичные
обмотки трансформаторов Т1 — ТЗ в схему пускового режима.
6.7 .Высоковольтное напряжение Осциллятора А1 через контакты К2.1,
К2.2, К2.3 подается на сопло плазмотрона. Искровой разряд между
соплом и катодом плазмотрона создает канал для протекания тока.
Возникает «дежурная» дуга между соплом и катодом. Создается
видимый факел дежурной дуги, выдуваемый из сопла потоком воздуха.
6.8.При касании факела дежурной дуги изделия зажигается основная
(режущая) дуга, горящая между катодом и изделием. Ток основной дуги
проходит через дроссель L4, под действием магнитного поля которого
срабатывает магнитоуправляемый контакт К8, который шунтирует
блок контакты К2.4 в цепи катушки реле К5.
6.9 . Блок контакты К 1.5 пускателя К1 замыкают цепь катушки реле К7.
Реле К7 срабатывает, контактами К7.1 разрывает цепь катушки реле Кб
и замыкает цепь собственной катушки, шунтируя контакты К1.5.
б.Ю. Реле Кб отключается с выдержкой времени в 1 секунду. Выдержка
времени создается конденсатором С13 и сопротивлением R8
включенными параллельно катушки реле Кб.
6.11 .Контакты реле Кб отключают напряжение питания Осциллятора и
катушку пускателяК2.
6.12 .Окончание процесса резки происходит при:
отпускании кнопки плазмотрона;
обрыве дуги, что отключает магнитоуправляемый контакт К8. Это
приводит к отключению реле К5 отключающему пускатель К1.
Тоже самое происходит при падении давления воздуха ниже 3,5кг/см2 .
6
6.13 .Отключение аппарата происходит и при перегреве любого
из трансформаторов Tl, Т2-, ТЗ. Размыкаются контакты
термодатчиков ВК1, ВК2, ВКЗ размыкая цепь питания
трансформатораТ4 схемы управления.
7.Указанис мер безопасности.
Рабочее место для АПР-150 должно быть оборудовано в
соответствии с нормами оснащения рабочего места для
электродугового оборудования (ГОСТ 12.2.003, ГОСТ 12.3.039)
При работе с аппаратом обслуживающий персонал должен
обратить внимание на следующие рекомендации и действовать в
соответствии с ними.
7.1. Газы и дым
При воздушно-плазменной резке возникают токсичные газы и
дым. состоящие из озона,
водорода, окисей и частиц металла. Поэтому аппарат для резки
должен эксплуатироваться в хорошо проветриваемых
(вентилируемых) помещениях, а в закрытых помещениях
необходимо предусмотреть эффективную приточно-вытяжную
вентиляцию и соответствующее фильтрование.
-В качестве дополнительной защиты рекомендуется применять
противопульные маски и респирагоры.
7.2. Излучение
-Ультрафиолетовое излучение, возникающее во время резки,
является опасным для зрения и может вызвать кожные ожоги.
-Для защиты обслуживающего персонала необходимо
обязательно использовать:
- сварочный щиток или маску по ГОСТ 12.4.035-78 с защитным
фильтром № 4, № 5, ГОСТ 12.4.035-79;
- защитную одежду' согласно требованиям техники безопасности
(сварочные рукавицы, кожаная обувь, защитный фартук).
7.3. Пожарная безопасность
Рабочее место должно находиться на безопасном расстоянии от
легковоспламеняющихся материалов, что является достаточной
защитой от возможности воспламенения от горячего шлака или
искры.
7.4 .Электроб езопасность
-В качестве защиты от поражения электрическим током
применено защитное зануление (заземление), в связи с чем, к
аппарату должен быть подключён, согласно существующим
А
правилам, нулевой провод.
-В связи с тем, что напряжение холостого хода (300В) и рабочее
напряжение (135В) аппарата являются опасными, необходимо
соблюдать особую осторожность при использовании плазмотрона для
резки:
- запрещается прикасаться к соплу и другим неизолированным частям
плазмотрона при включённом аппарате;
- запрешается производить замену и установку частей плазмотрона при
включённом аппарате;
- запрещается эксплуатировать плазмотрон в случае его повреждения
(механические дефекты, пробой изоляции и т.п.);
- запрещается класть плазмотрон на разрезаемую деталь, особенно
соединенную кабелем «к изделию» с токовым разъёмом аппарата.
- В случае обнаружения неисправностей в момент возбуждения дуги
или в процессе резки следует немедленно выключить аппарат и
отключить его от сети, а затем вызвать ремонтные службы.
7.5. По окончании работы или во время перерыва следует отключить
аппарат от питающей сети.
-Снятие наружных стенок при подключённом к сети аппарате, а также
работа на аппарате со снятыми стенками категорически запрещается!
-Все работы но opi анизации рабочего места по эксплуатации и ремонту
аппарата должны производиться квалифицированным персоналом в
соответствии с "Правилами
технической эксплуатации электроустановок и правилами техники
безопасности при эксплуатации потребителями" (ПТЭ и ПТБ), ГОСТ
12.3.003.-86 ССБТ "Работы электросварочные. Общие требования
безопасности", ГОСТ 12.3.039-85 "Требования безопасности при
плазменной обработке металлов".
7.6. ВНИМАНИЕ! Резка свинца, даже в виде покрытия, оцинкованных
деталей, кадмия, винтов с кадмиевым покрытием, бериллия (в основном
как составной части сплавов, например, бериллиевой бронзы), титана и
других металлов, которые при резке выделяют вредные пары,
разрешается только с применением респиратора или респираторной
маски, а также при эффективном отсосе и фильтрации вредных паров и
газов.
8. Подготовка аппарата к работе
8.1. Перед первым пуском аппарата или перед пуском аппарата,
длительное время не бывшего в эксплуатации следует:
8.1.1. Очистить аппарата от пыли, обдувая его сухим сжатым воздухом.
8.1.2. Проверить состояние электрических проводов и контактов.
8.1.3. Проверить мегомметром на 500В сопротивление изоляции.
-Сопротивление изоляции аппарата относительно корпуса, должно быть
не менее 2,5 МОм.
-Примечание: В случае снижения сопротивления изоляции аппарата его
следует просушить (внешним нагревом, обдувая теплым воздухом).
8.1.4. Заземлить аппарат гибким медным проводником сечением не
менее 2,5 мм2.
8.1.5. Убедиться в наличии трех фазных напряжений питающей сети.
8.1.6. Подключить аппарат к сети через включающее устройство и
предохранители кабелем сечением нс менее 4 мм2 . Нулевой провод не
менее 2,5 мм2 .
8.1.7. Присоединить воздушный шланг к штуцеру 11 (при
необходимости установить на воздушной Магистрали кран для
регулировки расхода воздуха).
8.2. Присоединить плазмотрон к аппарату (разъем 7), предварительно
проверив правильность установки и состояние элементов головки
плазмотрона (катод, сопло, диффузор воздушный, сальник, насадка
защитная).
8.3. Соединить аппарат (разъем 8) с разрезаемым изделием при помощи
кабеля «к изделию».
9« Порядок работы
9.1. Установить переключатель режимов S2 в положение I (50А),
среднее положение (100А) или положение II (150А), в зависимости от
толщины разрезаемого металла.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПЕРЕКЛЮЧАТЬ РЕЖИМЫ
ПРИ РЕЗКЕ
9.2. Подать воздух. Воздух, подаваемый в аппарат
должен быть сухим, не содержать масла и не иметь значительных
пульсаций. Качество воздуха должно быть не хуже 5 класса
загрязненности по ГОСТ 17433-80. Давление питающего воздуха
контролировать по манометру 6.
9.3. Включить питание аппарата автоматическим выключателем FM1 и
переключателем S1 «вкл./откл.». При этом должна загораться
сигнальная лампа «Сеть» желтого цвета, показывающая наличие
питающего напряжения. Светодиод «Низкое давление воздуха» должен
погаснуть при давлении воздуха (подаваемого в аппарат) выше 4 кг/мм2
Аппарат готов к работе.
9.4. Поднести плазмотрон к разрезаемой детали.
5
удерживая плазмотрон на расстоянии 2мм между соплом деталью.
Нажать кнопку на плазмотроне. Включается силовой источник питания
и осциллятор. Высоковольтный разряд осциллятора ионизирует воздух
в промежутке между катодом и соплом плазмот рона и возбуждается
дежурная дута, которая воздушным потоком выдувается из сопла.
9.5. При касании факелом дежурной дуги изделия автоматически
возбуждается основная дуга, горящая между катодом и разрезаемой
деталью. I [ачинается процесс резки, который будет продолжаться до
момента отпускания кнопки на плазмотроне.
ВНИМАНИЕ! В случае обрыва дуги в процессе резки (вызванного
слишком малой скоростью резки, заходом головки плазмотрона на
отверстие в разрезаемой детали и т.п.) при условии, что кнопка на
плазмотроне не отпускалась, произойдёт автоматическое отключение
аппарата от питающей сети. Для возобновления процесса резки
необходимо отпустить и повторно нажать кнопку на плазмотроне.
-Для обеспечения стабильного горения дуги и высокого качества резки,
перемещение
плазмотрона относительно детали должно быть равномерным, а сопло
плазмотрона должно быть ориентировано перпендикулярно к
разрезаемой детали и находиться на постоянном расстоянии от неё.
-Выбрать оптимальную скорость резки можно на основе оценки угла,
под которым выбрасывается материал со стороны нижнего края
разрезаемой детали, а также на основе наблюдения поверхности детали
после выполнения пробной резки.
-Наилучшие результаты резки получаются при максимальных скоростях
резки.
Начало процесса резки требует сноровки и осторожности, особенно при
резке толстых листов и алюминия. В таких случаях резка должна
начинаться медленно. Скорость резки можно увеличить после прохода
дуги через нижний край разрезаемой детали.
Во время нормальной работы расстояние между срезом сопла и деталью
должно составлять 1 - 2 мм. При выполнении большинства работ это
обеспечивают пружина ограничительная (CV0011) или каретка
роликовая (CV0021).
В случае резки материалов с малым разбрызгиванием это расстояние
может быть минимальным. В случае резки коррозированной (ржавой)
стали, отслаивающейся мягкой стали, алюминия и т.п., расстояние
менее 1,5 - 2 мм между срезом сопла и деталью недопустимо, поскольку
в результате разбрызгивания накопленный материал может стать
причиной повреждения сопла.
Не рекомендуется возбуждение дежурной дуги без намерения резки,
поскольку это приводит к ненужному износу катода и сопла.
В случае если пламя дуги будет иметь зелёный цвет или дуга будет
издавать нетипичный звук, следует немедленно выключить аппарат и
проверить состояние быстроизнашивающихся частей. Продолжение
резки в таких условиях может привести к повреждению плазмотрона.
Рекомендуется начинать резку от края плиты (листа) или с отверстия.
Пробивка отверстий вызывает выбрасывание расплавленного металла и
налипание его на сопло, что может привести к повреждению сопла. 11ри
необходимости пробивки отверстий рекомендуется начинать врезку
держа плазмотрон под острым углом по отношению к детали, а затем
постепенно переводя его в вертикальное положение до момента
получения отверстия.
Резку можно прекратить, отпустив кнопку на плазмотроне, чго вызовет
немедленное отключение дуги.
9.6. Запрещается отключать аппарат от воздушной магистрали во время
резки или сразу же по ее окончании не давая выдержку 1-2 минуты.
(Продувка необходима для охлаждения разогретых частей
плазмотрона).
По окончании продувки воздухом можно отключить аппарат от
питающей сети.
ВНИМАНИЕ! Для защиты от перегрева в схему аппарата включены
температурные датчики. При срабатывании датчиков загорается
сигнальная лампа 4 красного цвета (рис. 1) и при нажатии кнопки на
плазмотроне дуга не возбуждается. (Аппарат не включается).
Дальнейшая работа аппарата возможна только после того, как он
остынет и сигнальная лампа погаснет.
9.7. После окончания работы:
10
- переключатель S1 установить в положение «откл.».
- выключить автоматический выключатель FM1.
- отключить подачу' воздуха
- замену плазмотрона или его частей проводи!ь после отключения
аппарата от питающей сети автоматическим выключателем FM1.
10. Техническое обслуживание
Для обеспечения бесперебойной и длительной работы аппарата
необходимо производить ежедневные и периодические осмотры, чтобы
устранить мелкие неисправности.
10.1. При ежедневном обслуживании необходимо:
- проверить исправность электрических соединений подводящих
проводов;
- проверить состояние воздуховода;
- проверить заземление аппарата;
- проверить рабочие части плазмотрона- катод и сопло.
10.2. При периодическом обслуживании один раз в неделю:
- продуть сухим сжатым воздухом корпус и вентиляционные решетки
аппарата;
проверить состояние электрических контактов разъемов плазмотрона
и «к изделию».
10.3.Один раз в шесть месяцев:
- проверить сопрозивление изоляции аппарата. Сопротивление
изоляции должно быть не менее 2,5 МОм. Измерения выполняются на
аппарате, отключённом от питающей сети и при коротком замыкании
кабеля "к изделию” с плазмотроном (соединяется зажим с катодом).
При этом переключатель режимов S2 (рис. I) должен находиться в
положении 50, 100 или 150 А.
- очистить аппарат от пыли, особенно трансформаторы, дроссели,
пускатели, выпрямитель силовой;
- проверить герметичность системы подачи воздуха.
11. Возможные неисправности.
Таблица 2
Неисправность Вероятная причина
1. Аппарат нс включается - отсутствует напряжение питающей фазы - сработал термодатчик (горит лампа 4, рис.1) - низкое давление воздуха (мигает светодиод 5, рис.1)
2. Плохое возбуждение дежурной дуги - изношенный или неправильно установленный катод - изношенное или неправильно установленное сопло - вода или масло в плазмотроне
3. Основная дуга не зажигается - изношенный или неправильно установленные катод или сопло - плазмотрон находится слишком далеко от детали - слишком большая скорость резки - отсутствие соединения общего провода с разрезаемой деталью или плохой контакт (ржавчина, краска и т.п.) - катод касается сопла. Почистить катод и сопло - неисправность силового выпрямителя
4. Плохое качество резки, низкая производительность - изношенные катод или сопло - неправильный выбор тока резки - плохое соединение кабеля «к изделию» с деталью - неоптимальное давление воздуха - слишком маленькая скорость резки - слишком большая скорость резки - слишком большая толшииа разрезаемого материала
5. Двойная дуга -повреждены быстроизнашивающиеся детали плазмотрона - недостаточное давление воздуха -сопло забито частицами разрезаемого материала или слишком близко к материалу
6.Дуга горит не перпендикуля рно разрезаемой детали - повреждено отверстие сопла - износ катода
7. Перегреваются и бысгро выходят из строя катод и сопло - недостаточный расход воздуха, забит воздушный фильтр. - плохо затянут катод в головке плазмотрона.
13
pfKCQ
POMMepWCfctrZ?
; >
’ 1
I
Аппарат я/шченнай
резки АПР-150
Уйстда?
I' /tow
Фдзаат АЗ
поЗя, I Пг.3г, banio I Азан_ш6, №1 ff-чА "Флйбл | faihi с- '' i I Суоб.М1' t ' Itepb. июнем
Фая -A- K,Jf А1
хп a =L
!(Ж---------
гг
J! W 5 Е V2 5! и
!!Н П 15 ЗЕИб
л
2i
5 Е И7 ! I И 5 Е V9
J Е УЮ Ф W Фк/2
ЗЕ V13 3? га 5! Ио
!! V16 ! Е ИР 5 ЕЙ®
'ТТ~
!2^
з ~
в
Г4/Я 07^
2?