/











































































Author: Адлерштейн Л.Ц. Розинов А.Я. Соколов В.Ф. Шраерман М.Р.
Tags: техника средств транспорта судостроение
Year: 1977




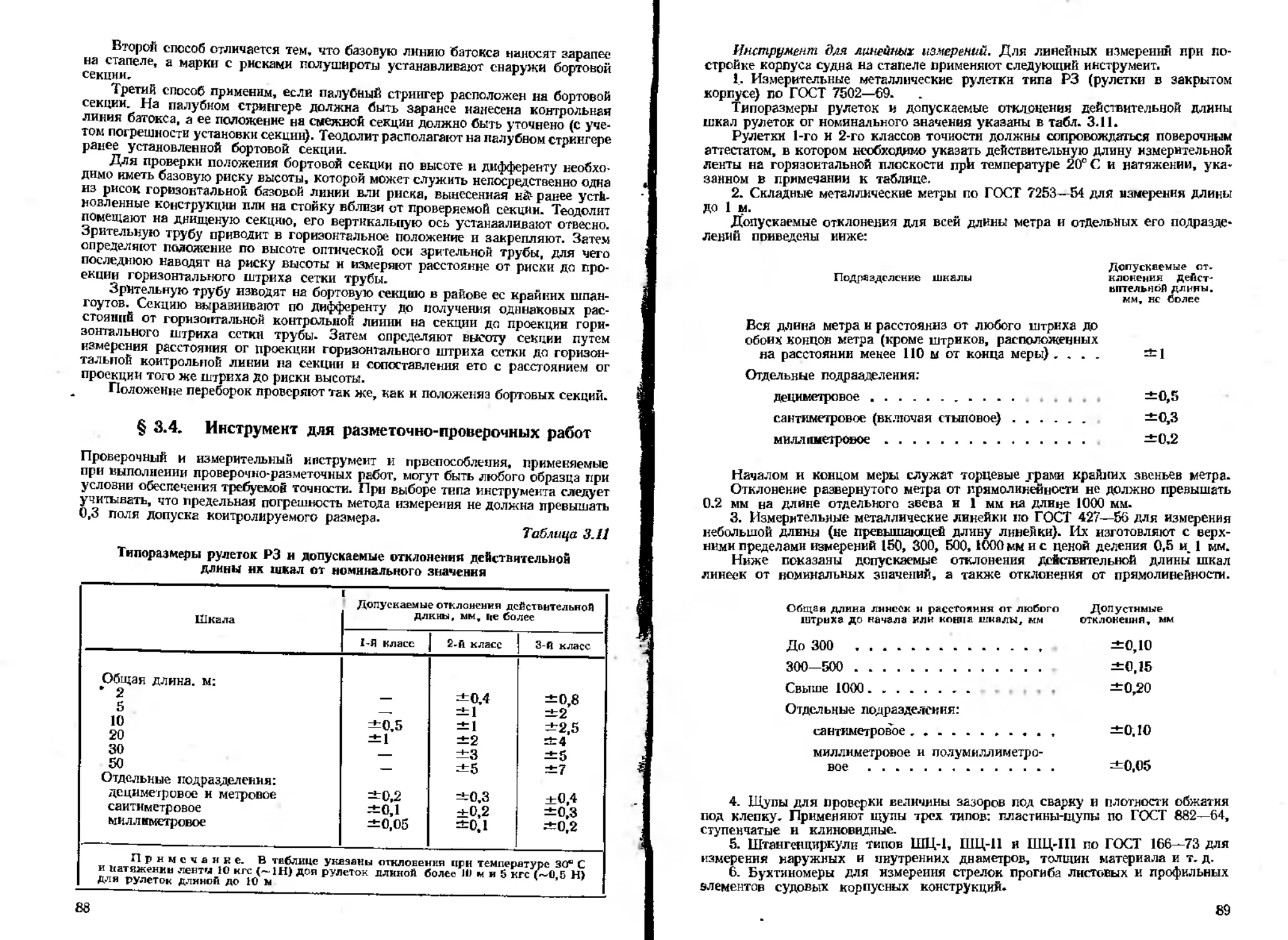
Text
ПОСТРОЙКА КОРПУСОВ СУДОВ
НА СТАПЕЛЕ
СПРАВОЧНИК
L_______
ИЗДАТЕЛЬСТВО
«СУДОСТРОЕНИЕ» ЛЕНИНГРАД
1977
УДК 629.12.011.002
П63
Л. Ц. АДЛЕРШТЕЙН
А. Я. РОЗИНОВ
В. ГР. СОКОЛОВ
М. Р. ШРАЕРМАН
V
Постройка корпусов судов на стапеле (справочник). Л., «Судостроение», 1977, с. 304.
Справочник содержит сведения, необходимые при постройке корпусов металлических судов на стапеле. В него включены материалы о методах постройки судов и обоснованию их выбора на основе технико-экономического анализа.
Приведены сведения по оборудованию и оснастке стапельных мест с указанием их технических характеристик. Для отдельных видов работ (проверочных, установочно-сборочных, сварочных и др.) представлены все необходимые данные по технологии их выполнения, применяемым инструменту, оснастке и оборудованию. Имеются материалы для проектирования технологического процесса постройки судов на стапеле.
Справочник предназначен для инженерно-технических работников судостроительной промышленности и может быть полезен студентам кораблестроительных вузов.
Табл. 131 Ил. 151. Литерат. 47 назв.
Рецензенты:
к. т. и. М. К- ГЛОЗМАН и Г. Н. ХМЕЛЬНИЦКИЙ
31805—062
048(01)—77
•67-77
'© Издательство «Судостроение», 1977 г.
ВВЕДЕНИЕ
Главное направление развития отечественного судостроения на ближайшие годы — значительное увеличение выпуска продукции, осуществляемое преимущественно путем повышения производительности труда. Основным резервом повышения производительности труда должен быть дальнейший рост технического уровня производства на базе развития новой техники, разработки прогрессивных технологических процессов и широкого применения механизации.
Одним из главных этапов создания судов является стапельный период, продолжительность которого составляет 50—80% общей продолжительности пост-ройия судна, а трудоемкость — до 40% общей трудоемкости- В свою очередь и стапельный период наиболее трудоемки корпусостроительныс работы- Поскольку эффективность судостроительного производства во многом определяется рациональной организацией работ именно в этот период, первоочередной задачей становится повышение технического уровня именно корпусостроительных работ.
Цель настоящего справочника — обобщить достижения в области развития корпусостроительного производства и дать необходимые сведения о современных технологических процессах, инструменте, оснастке и оборудовании.
В справочнике нашел отражение опыт передовых отечественных судостроительных предприятий ко постройке корпусов судов на стапеле. В нем приведены основные нормативные сведения, учтены результаты разработок ученых, конструкторов и производственников
Глава 1
МЕТОДЫ ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПОСТРОЙКИ СУДОВ
§ 1.1. Методы постройки судов и способы формирования корпусов
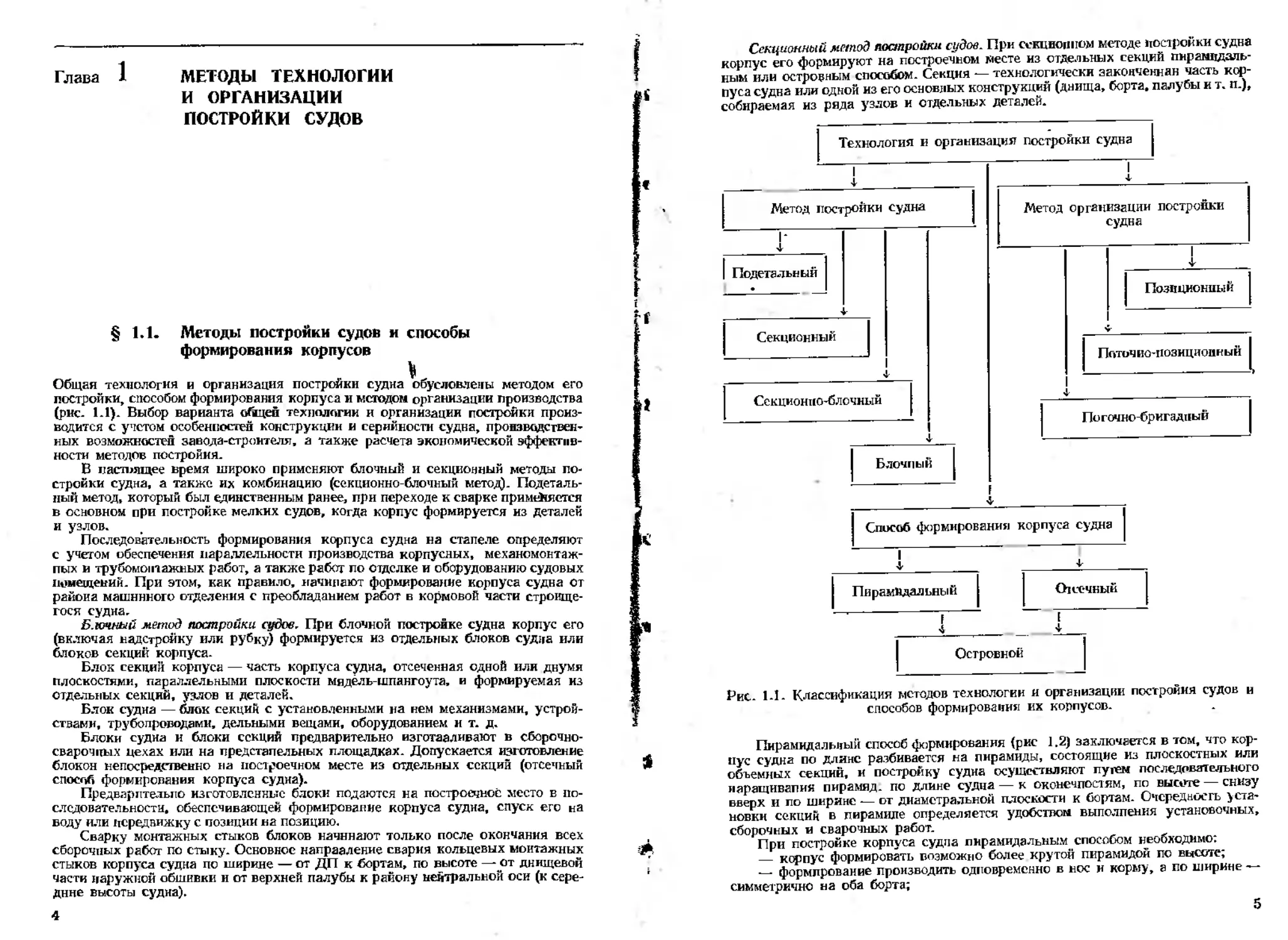
Общая технология и организация постройки судна обусловлены методом его постройки, способом формирования корпуса и методом организации производства (рис. 1.1). Выбор варианта общей технологии и организации постройки производится с учетом особенностей конструкции и серийности судна, производственных возможностей завода-строителя, а также расчета экономической эффективности методов постройия.
В настоящее время широко применяют блочный и секционный методы постройки судна, а также их комбинацию (секционно-блочный метод). Подетальный метод, который был единственным ранее, при переходе к сварке применяется в основном при постройке мелких судов, когда корпус формируется из деталей и узлов.
Последовательность формирования корпуса судна на стапеле определяют с учетом обеспечения параллельности производства корпусных, механомонтаж-пых и трубомоптажных работ, а также работ по отделке и оборудованию судовых помещений. При этом, как правило, начинают формирование корпуса судна от района машинного отделения с преобладанием работ в кормовой части строящегося судна.
Б.ючный метод постройки судов. При блочной постройке судна корпус его (включая надстройку или рубку) формируется из отдельных блоков судна или блоков секций корпуса.
Блок секций корпуса — часть корпуса судна, отсеченная одной или днумя плоскостями, параллельными плоскости мядёль-шпангоута, и формируемая из отдельных секций, узлов и деталей.
Блок судна — блок секций с установленными на нем механизмами, устройствами, трубопроводами, дельными вещами, оборудованием и т. д.
Блоки судна и блоки секций предварительно изготавливают в сборочно-сварочных цехах или на предстапельных площадках. Допускается изготовление блокон непосредственно па построечном месте из отдельных секций (отсечный способ формирования корпуса судна).
Предварительно изготовленные блоки подаются на построечное место в последовательности. обеспечивающей формирование корпуса судна, спуск его на воду или передвижку с позиции на позицию.
Сварку монтажных стыков блоков начинают только после окончания всех сборочных работ по стыку. Основное направление свария кольцевых монтажных стыков корпуса судна по ширине — от ДП к бортам, по высоте — от днищевой части наружной обшивки и от верхней палубы к району нейтральной оси (к середине высоты судна).
Секционный метод постройки судов. При секционном методе постройки судна корпус его формируют на построечном месте из отдельных секций пирамидальным или островным способом. Секция — технологически ааконченнан часть корпуса судна или одной из его основных конструкций (днища, борта, палубы и т. п.), собираемая из ряда узлов и отдельных деталей.
Пирамидальный I Отсечный
Островной
Рис. 1-1- Классификация методов технологии и организации постройия судов н способов формирования их корпусов.
Пирамидальный способ формирования (рис 1.2) заключается в том, что корпус судна по длине разбивается на пирамиды, состоящие из плоскостных или объемных секций, и постройку судна осуществляют путем последовательного наращивания пирамид, по длине судна — к оконечностям, по высоте — снизу вверх и по ширине — от диаметральной плоскости к бортам. Очередность установки секций в пирамиде определяется удобством выполнения установочных, сборочных и сварочных работ.
При постройке корпуса судна пирамидальным способом необходимо:
— корпус формировать возможно более крутой пирамидой по высоте;
— формирование производить одновременно в нос и корму, а по ширине — симметрично на оба борта;
5
— сеицнн сваривать симметрично диаметральной плоскости;
— последующие секции сварияать после окончания сварки предыдущих, не допуская установки и закрепления секций на конструкциях, имеющих неза-варенные швы;
— обеспечивать минимальное (не более одной-двух секций) отставание сварочных работ относительно сборочных.
Постройку корпуса судна пирамидальным способом начинают со сборки и сварки соединений днищевых секций. Положение закладной днищевой секции по длине корпуса следует выбирать исходя из требований максимального сокращения продолжительности постройки судна и обеспечения принятой организации производства.
Если днищевая часть судна состоит сваривают между собой по пазовым соед
тльких секций по ширине, то их «, после чего производят сварку
К установке и сварке соединений главных продольных и поверечных переборок приступают после окончания всех сбррочпо-сварочпых работ по днищевым секциям. Вначале сваривают между собой по стыкам главные продольные пере-бория, затем к ним следует приварить главные поперечные переборки и после этого приступить к приварке главных продольных и поперечных переборен^ настилу второго дна или к наружной обшивке днища.
При установке на построечном месте секций главных продольных и поперечных переборок из пескольамх частей («подсекций») сварку внутрисекционных стыков производят до сварки межсекционных стыков.
Установку, сборку и сварку бортовых секций выполняют после сборки и сварки главных продольных и поперечных переборок в данном районе пирамиды.
Установку, сборку и сварку секций палубы производят после сборки всех конструкций, лежащих ниже этих'палуб, а также после погрузки механизмов, устройств и оборудования, предусмотренных технологическим процессом постройки судна.
Если при пирамидальном способе формирования корпуса не обеспечивается необходимый фронт работ для выполнения заданной программы постройки судов, а блочная постройка судна невозможна или нецелесообразна, корпус следует формировать из секций островным способом.
Островным способом корпус формируют одновременно в нескольких районах (островах), предстааляющих собой части корпуса, где монтаж механизмов, устройств и оборудования, как правило, следует доводить до полной готовности (рис. 1.3).
Сборочно-сварочные работы в пределах каждого острова выполняют пирамидальным способом. Для обеспечения необходимого фронта работ корпус судна формируют двумя и более островами одновременно.
В зависимости от размеров судна и производственных условий завода-строителя при формировании корпуса островным способом острова передвигают по стапельному месту или оставляют неподвижными. Если сборку и сварку островов производят одновременно без последующей их передвижки, то между островами устанавливают забойные элементы (секции и узлы). Если острова после их формирования сближают для последующего стыкования, то в этом случае можно обойтись без забойных элементов.
Разновидностью островного способа является постройка судов на стапеле частями с последующим их стыкованием на плаву (см. § I .2).
Монтажные стыки между островами и стыки забойных элементов по возможности совмещают в одной плоскости по всему поперечному сечению корпуса судна.
Каждый забойный элемент устанавливают между островами в процессе сборки и свария секций смежных островов. Однако до этого должны быть закончены сварочные работы по всем мовтажным пазам и стыкам секций, к которым примыкают забойные элементы.
Забойный элемент после установки приваривают только по стыку, обращенному к миделю, и уже затем сваривают по пазам. Другой стык должен быть зафиксирован на эластичных креплениях, после чего выполняю? сварку вставок забойных деталей набора.
Рис. 1.3. Островной способ формирования корпуса судна; а — Двухостровной; б — трехостровной.
I — кормовой остров; Я- — забойный участок; 3 — носовой остров; 4 средний остров.
Стрелками показана последовательность формирования острова.
Межостровные кольцевые монтажные стыки сваривают после формирования островов до верхней палубы включительно.
Секционно-блочный метод является комбинированным, т. е. часть корпуса собирают из секций, а часть — из блоков. Этот способ применяют в тех случаях, когда производственные возможности завода-строителя и особенности конструкции судна не позволяют использовать блочный метод в полном объеме.
§ 1.2. Постройка судов частями с их стыкованием на плаву
Формирование частей корпуса на стапельном месте с последующим раздельным спуском и стыкованием их на плаву позволяет осуществлять постройку судов, превышающих по своим размерам и спусковой массе соответствующие характеристики стапеля и спускового устройства. Особое внимание при этом уделяют проверке формы и размеров корпуса в плоскости монтажного стыка. Проверку производят по бортам, иерхяей палубе, днищу, второму дну и другим стыкуемым связим с интервалом между контрольными точками не менее 3 м.
Допускаемые отклонения размеров для идентичных точек частей корпуса;
— по полушироте ±2 мм для скул и скругленного ширстрека и — 5 ым для бортов;
— по высоте —2 мм для верхней палубы у бортоных кромок н ±3 мм для верхней палубы у диаметральной плоскости.
Для обеспечения постройки корпуса в заданных теоретических размерах кромки монтажного стыка каждой части корпуса имеют технологический припуск (не менее 20 мм), удаляемый на стапеле при подготовке кромок к стыкованию.
Стягивающие, центрирующие и фиксирующие устройства представляют собой комплекс тяговых средств и приспособлений, предназначенных для совмещения на плаву монтажных кромок и скрепления между собой стыкуемых частей корпуса.
Дли стягивания частей корпуса служат лебедки грузоподъемностью 3—5 т, устанавливаемые в количестве 2 шт. на палубе, а также гидравлические домкраты-стяжки на б—20 т или винтовые талрепы на 5—10 т, расположенные у кромок монтажного стыка в надводной части корпуса в количестве 2—3 шт. на палубе и 2—3 шт. на бортах.
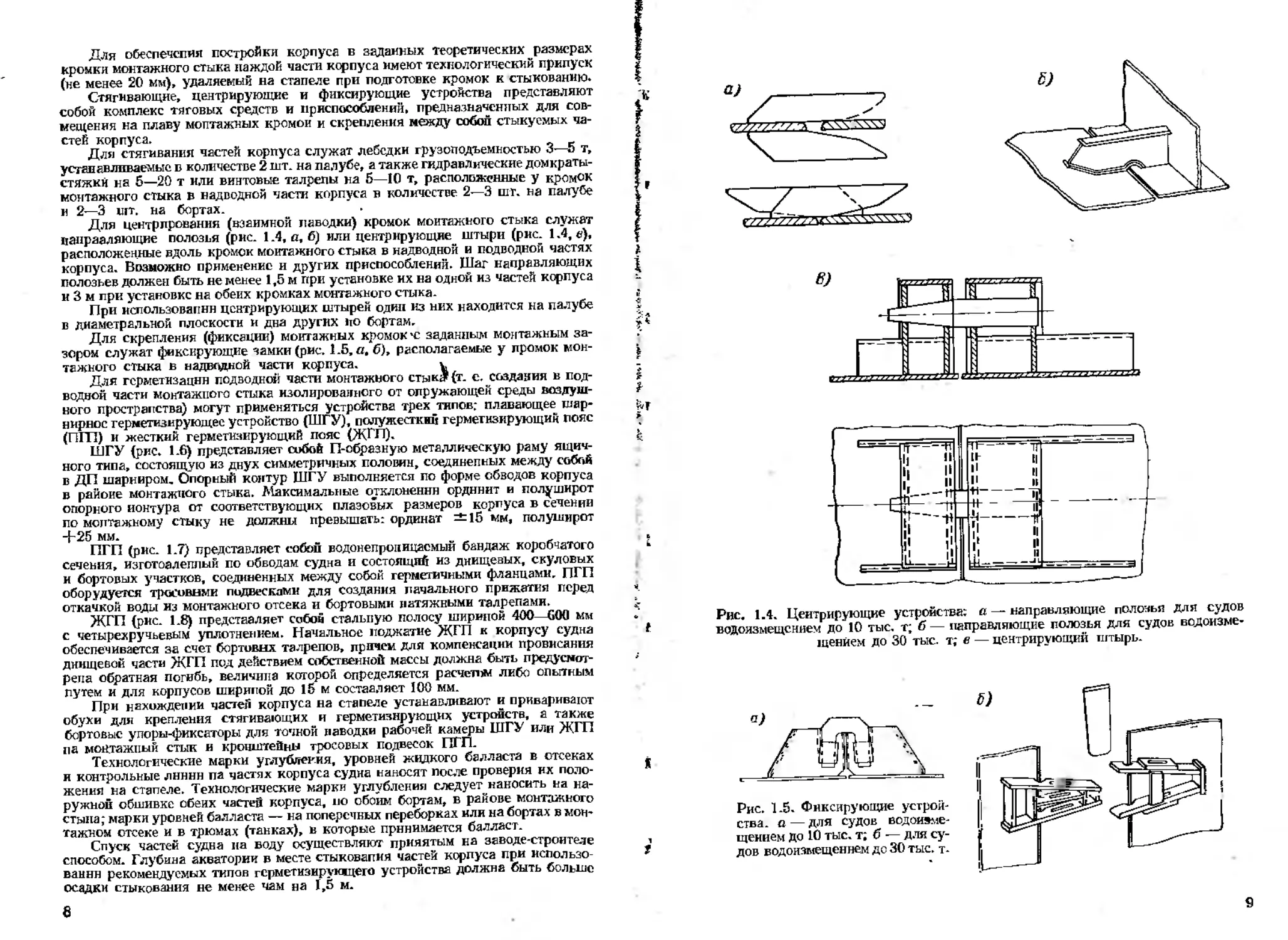
Для центрирования (взаимной паводки) кромок монтажного стыка служат направляющие полозья (рис. 1.4, о, б) или центрирующие штыри (рис. 1.4, в), расположенные вдоль кромок монтажного стыка в надводной и подводной частях корпуса. Возможно применение и других приспособлений. Шаг направляющих полозьев должен быть не менее 1,5 м при установке их на одной из частей корпуса и 3 м при установке на обеих кромках монтажного стыка.
При использовании центрирующих штырей один из них находится на палубе в диаметральной плоскости и два других но бортам.
Для скрепления (фиксации) монтажных кромок *с заданным монтажным зазором служат фиксирующие замки (рис. 1.5, а. б), располагаемые у промок монтажного стыка в надводной части корпуса. v
Для герметизации подводной части монтажного стык*{т. с. создания в подводной части монтажного стыка изолированного от окружающей среды воздушного пространства) могут применяться устройства трех типов; плавающее шарнирное герметизирующее устройство (ШГУ), полужесткий герметизирующий пояс (ПГП) и жесткий герметизирующий пояс (ЖГИ).
ШГУ (рис. 1.6) представляет собой П-образную металлическую раму ящичного типа, состоящую из днух симметричных половин, соединенных между собой в ДП шарниром. Опорный контур ШГУ выполняется по форме обводов корпуса в районе монтажного стыка. Максимальные отклонении ордннит и полуширот опорного ионтура от соответствующих плазовых размеров корпуса в сечении по монтажному стыку не должны превышать: ординат —16 мм, полуширот -J-25 мм.
ПГП (рис. 1.7) представляет собой водонепроницаемый бандаж коробчатого сечения, изготоалеппый по обводам судна и состоящий из днищевых, скуловых и бортовых участков, соединенных между собой герметичными фланцами. ПГП оборудуется тросовыми подвесками для создания начального прижатия перед откачкой воды из монтажного отсека и бортовыми натяжными талрепами.
ЖГП (рис. 1.8) представляет собой стальную полосу шириной 400—600 мм с четырехручьевым уплотнением. Начальное поджатие ЖГП к корпусу судна обеспечивается за счет бортовых талрепов, причем для компенсации провисания днищевой части ЖГП под действием собственной массы должна быть предусмотрена обратная погибь, величина которой определяется расчетам либо опытным путем и для корпусов шириной до 15 м составляет 100 мм.
При нахождении частей корпуса на стапеле устанавливают и приваривают обухи для крепления стягивающих и герметизирующих устройств, а также бортовые упоры-фиксаторы для точной наводки рабочей камеры ШГУ или ЖГП па монтажный стык и кронштейны тросовых подвесок ПГП.
Технологические марки углубления, уровней жидкого балласта в отсеках и контрольные лнннн па частях корпуса судна наносят после проверяя их положения на стапеле. Технологические марки углубления следует наносить на наружной обшивке обеих частей корпуса, по обоим бортам, в райове монтажного стыка; марки уровней балласта — на поперечных переборках или на бортах в монтажном отсеке и в трюмах (танках), в которые принимается балласт.
Спуск частей судна на воду осуществляют принятым на заводе-строителе способом. Глубина акватории в месте стыкования частей корпуса при использовании рекомендуемых типов герметизирующего устройства должна быть больше осадки стыкования не менее чам на 1,5 м.
Рис. 1.5. Фиксирующие устройства. а — для судов водоивме-щсиием До 10 тыс. т; б — для. судов водоизмещением до 30 тыс. т-
9
Перед стягннанием стыкуемых частей судна выполняют начальную балластировку для приведения их в положение с одинаковыми расчетными осадками по монтажному стыку при одинаковом расчетном дифференте или при положении обеих частей на ровный киль. Начальную балластировку выполняют согласно расчетным данным.
Балластировка каждой из стыкуемых частей корпуса должна обеспечить полное совпадение плоскостей и контуров сечений корпуса по монтажному
Рис. 1.6. Шарнирное герметизирующее устройство (ШГУ).
4 — обух; 5 — штуцер подачи воздуха в шланг
15 — редуктор; 16 —
—. торцевая резиновая прокладка; 18 — огра* ннчнтель; 19 — кингстоны. *
цистерна; //—днищевая цистерна; III-—манипуляционная
стыку при стягивании стыкуемых частей и перед сваркой монтажного стыка, т. е. обеспечить отсутствие усилий в устройствах, фиксирующих кромки монтажного стыка.
Остаточный крен частей судна При стыковании должен быть одинаковым и ие превышать 0,5°. Несовмещение удифферентованных частей судна в свободном положении на плану перед стыкованием допускается не более: —10 мм по осадке у монтажного стыка, —5 мм по крену (по замерам у противоположных борте® в районе монтажного стыка) и zt 10 мм по дифференту.
Стягиванке стыкуемых частей корпуса выполняют в два этапа:
1) предварительное ствгивание лсбедками,4установленными на судне, до подхода свободных концов центрирующих устройств (направляющих полозьев) к противоположной кромке монтажного стыка;
2) окончательное стягивание гидравлическими домкратами-стяжками или винтовыми талрепами до установки монтажных кромок на заданном расстоянии (сварочном зазоре) друг от друга.
10
Рис. 1.7. Полужесткий герметизирующий пояс (ПГП) а — общий вид; б — поверенное сечение.
1 — сточный колодец; 2, 3, 6 — днищевая. сКулояая и бортовая части ПГП, 4 — тросовая подвеска, 5 - талреп; 7 — натяжной винт; S — гайка; 9 — кронштейн; 10 —трос; 11 — зажим трека; 12 — уплотнительная прокладка; 13 — направляющая, 14 — ребро жесткости; 15 — б»ятниые соединения; 16 — шпигаты, /7 — шпангоут, 1В — эластичная обшивка, 19 — балка уплотнения.
Рис. 1 8. Жесткий герметизирующий повс"(ЖГП).
I — стальная полоса с угольниками; 2 — бескарваспый резиновый шланг. 3 — люковая резина. 4 — сточный колодец; 5 — талреп.
После окончания стягивания части судна скрепляют с помощью фиксирующих
устройств и проверяют правильность их взаимного положения. Также проверяют отсутствие излома по ДП в районе монтажного отсека.
Рис 1.9. Монтажная гребенка.
Сборку надводной части монтажного стыка выполняют с помощью обычных приемов и инструментов, принятых при стапельной сборке блоков судового корпуса. Кромки монтажного стыка скрепляют злектроприхваткаыи и гребенками.
Герметизапию подводной части монтажного стыка производят после стягивания и фиксации частей корпуса судна на плаву при помощи герметизирующего устройства выбранного типа.
Для максимальной разгрузки корпуса и сечения по монтажному стыку перед его сваркой от изгибающих моментов и перерезывающих сил одновременно с откачкой воды из монтажного отсека выполняют разгрузочную балластировку, включающую перераспределение начального балласта между отсеками судна и прием дополнительного балласта для получения нулевых (или близких к пулю) значений изгибающего момента и перерезывающей силы в сечении монтажного стыка.
Рис. 1.10. Формирующий ползун.
I — клепая, 2 — планка центрирующая. 3, 4 — заглушка. Б — полоз: 6 — следпнительный, 7 — штуцер, Б — прокаадла асбестовая: 9 — ираспо> подкладка; to — пружина. 11 — випт. 12 — скоба, /3 — брус резиновый, шланг резиновый
Сборку наружной обшивки в подводной части монтажного стыил производят с помощью монтажных гребенок (рис. 1.9), выоавлясмых под углом 70—80° к оси стыка с шагом не менее 400 мм. Толщипа гребенок примерно равна толщине стыкуемых листов- Несозмсщеиие стыкуемых кромок по толщине обшивки на участке стыил, завариваемом с обратным формированием шва, не должно превышать 0,5 мм.
12
Забойные участки набора и съемные детали в'раноие монтажного стыка уста" павливают и сваривают после окончания сварки наружной обшивки.
Сварку кольцевого^ монтажного стыка корпуса судна на плаву следует выполнять сначала в надводной, а затем в подводной частях стыка. В отдельных случаях допускается сначала заварить подводную часть монтажного стыка, затем надводную. Пазовые швы наружной обшивня корпуса в районе нейтральной осн должны быть’распущены на длину до 2 м (по 1 м на каждый из стыкуемых частей ксрпуса).’
Сварку подводной части монтажного стыка по наружной обшивке производят изнутри корпуса судна с принудительным формпроввнием обратного шва,
осуществляемым во время пер вого прохода, который выполняется ручной аргоподугпвой сваркой неплавящимся электродом на медной охлаждаемой подкладке формирующего ползуна.
Рис- 1.11- Пояс для гаммаграфирования. Рис. 1.12. Устройство для 1 — обойма уплотнительного узла, 2 — скобки; окраски.
3 — полотно из парусины; 4 — кассета с клан
кой; 5 - карман кассеты, 6 - шланг резиио- Ка|1авКОЙ глубиной 1—2,5 ММ кий; 7 — полость для шланга, В — гермети- ли _ i.j „„„„„....
Знрующее устройство иширннои 10 мм на верхней по-
верхности, соединенных между собой пружинами 10. Формирующие элементы ползуна имеют полость для охлаждевия проточной водой. Ползун монтируют на резиновом шланге 14, который служит для поджатия его к свариваемым кромкам.
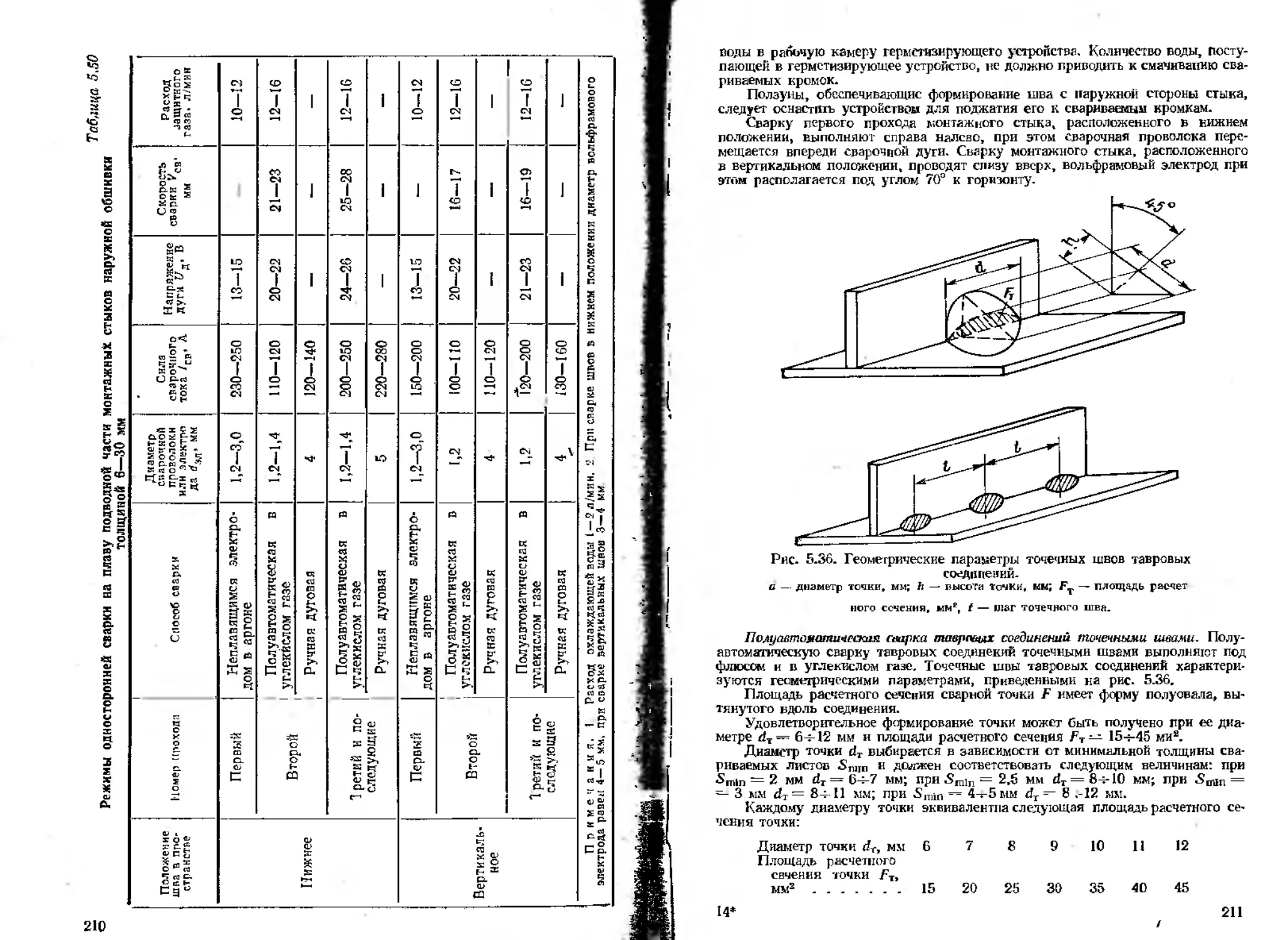
При выборе вида сварки для последующих проходов шва в подводной части монтажного стыка и сварки надводной части монтажного стыка необходимо предусматривать максимальное применение механизированных вадов свария. Форму подготовки кромои и режимы сварки подводной части монтажного стыка см. в табл. 5.30 и 5.50.
Приварку забойных деталей набора к наружной обшивке, лежащей ниже ватерлинии, следует производить ручной или полуавтоматической сваркой в углекислом газе.
13
Коитроль качества и приемку сварных швов монтажного стыка выполняют в соответствии с действующими правилами контроля. При этом участок монтажного стыка, расположенный ниже ватерлинии, должен подвергаться 100%-ному гаммаграфированию, с помощью которого определяют отсутствие внутренних дефектов в шве и наличие усиления шва с наружной стороны.
Гаммаграфировацве подводной части монтажного стыка проводат с помо-•щью специального пояса-(рис. 1.11), заводимого в рабочую камеру герметизирующего устройства.
Район монтажного соединения окрашивают с помощью специального устройства (рис. 1 12), заведенного в рабочую камеру герметизирующего устройства.
Окрасочное устройство состоит из бачка 1 с двумя полостями ра «личной емкости. Внутри бачка при помощи втулок и сухарей 2 установлены два валика 3 на оси 7. Валики поджимаются к окрашиваемой обшивке судна пружинами 4. На поверхности валиков нашита овчина 5. Для предотвращения бокового смещения бачка в рабочей камере герметизирующего устройства на боковых стенках бачка установлены ограничительные пружины 6.
§ 1.3. Методы организации постройки судов. Организационно-технологический проект поточно- позицион ной постройки судов
»
В судостроении применяют три метода организации производства при постройке судов: позиционный, поточно-бригадный и поточно-позиционный.
_ Позиционный метод организации производства — индивидуальная постройка судов последовательными этанами в соответствии с технологическим графиком, содержащим определенную номенклатуру и объем работ по каждому этапу. Бригады, выполнившие работы данного этапа, переходят к выполнению работ, предусмотренных в последующем этапе.
Организация производства во всех цехах завода базируется на конкретных работах каждого этапа.
Поточно-бригадный метод организации производства — серийнан постройка судов специализированными рабочими бригадами, которые последовательно и ритмично переходят с одного судна на другое, выполняя закрепленные за ними одноименные на каждом судне работы. Каждое судно остается на своем построечном месте до спусковой готовности. Организация производства во всех цехах базируется на ритмичном выпуске судов.
Поточно-позиционный метод организации производства — серийнан постройка судов на поточной линии с передвижением судов с одного построечного места на другое через одинаковые отрезки времени, равные такту выпуска судов с этой линии. Специализированные бригады закрепляются за каждым построечным местом. Организация производства во всех цехах должна быть направлена на ритмичный выпуск судов. Все цехи функционируют синхронно с работой поточной линии.
В современных условиях наиболее рациональным методом организации серийной постройки большинства судов является поточно-позиционный, позволяющий организовать ритмичное производство как на самих поточных линиях постройки судов, так и в заготовительных цехах завода, осуществлять максимальную механизацию работ на специализированных позициях и участках.
Постройку судов поточно-позиционным методом осуществляют на основе специально разработанного цомплекта организационно-технологической и планово-технологической документации, который представлен так называемым оргаиизацкопно-технологическнм проектом (оргтехпроекг) поточно-позициониой постройки судов.
Разработка такого проекта основана на следующих принципах:
— оргтехпроект поточно-позиционной постройки судов должен охватывать только серийные суда; постройку головного судна осуществляют на основе прин
ципиальной организационно-технологической документации, входящей в состав технологической части технического проекта;
— документация оргтехпроекта включает только производства цехов верфи, работающих в едином ритме" выпуска серийных судов; для других производств и подразделений в орггехпроекте должны содержаться требования по своевременному обеспечению ритмичности производства в заданной номенклатуре и укрупненный анализ производственных мощностей;
— оргтехпроект постройки судов данного проекта выполниют с учетом всей судостроительной программы предприятия на основе укрупненного анализа всех производственных мощностей, участвующих в постройке этих судов;
— оргтехпроект ориентируют на установившийся производственный процесс, т. е. иа условия оптимального (расчетного) ритма постройки серийных судов, наряду с этим в проекте должны быть предусмотрены основные оргаиизационко-технологические положения, условия и технико-экономические показатели постройки судов в иервод освоения запроектированного ритма.
Оргтехпроект охватывает, как правило, все производство главного потока. В него входит совокупность позиций, по которым осуществляют постройку судов поточно-позицконным методом от закладки до спуска (главная поточная линия), а также другие производства (входящие потоки), работающие в едином ритме С главной поточной линией. Кроме того, к глааному потоку относятся достройка на илаву и сдача судна заказчику.
Состав документаций оргтехпроекта показан на рис. 1.13.
Важнейший раздел оргтехпроекта — основные положения по технологии и организации постройки судов, включающие организационно-технологическую схему и принципиальный технологический процесс.
Технологическую скему разрабатывают в объеме производства главного потока дли заданного (расчетного) ритма, определяемого максимальной годовой программой (согласно перспективному плану) постройия судов рассматриваемого проекта. Выбранный вариант схемы должен обеспечить выполнение заданной программы строительства судов при соблюдении следующих оптимальных показателей: затрат по капитальным аложениям на подготовку л'ровзводства; продолжительности постройим судна; трудовых затрат на постройку судна, пропускной способности стапельных и других производственных сооружений.
При разработке технологической схемы главного потока определяют:
— укрупненно номенклатуру работ и соответственпо степень технической готовности поступающих на позиции главного потока конструкций от других производств (вне главного потока), а также степень готовности судна при спуске;
— способы и этапы формировании корпуса и выполнения монтажных работ;
— колачество, состав и размещение (с закреплением соответствующей номенклатуры р^бот) позиций главного потока;
— количество отстойных мест для хранения суде® в межнанигациониый период и их размещение, способы и маршрут транспортировки судов с позиции на позицию и на спусковые устройства.
Серьезное внимание при разработке технологической схемы должно быть обращено на анализ производственных мощностей основных цехов завода и расчет технико-экономической эффективности принятых решений- Анализ производственной мощности выполняют для выявления диспропорций и узиях мест производства и последующей разработки мероприятий по их ликвидации.
Эффективность внедрения оргтехпроекта определяют в сравнения с базовым вариантом, в котором технология и организация производства приняты такими же, как до внедрении оргтехпроекта, а объем продукции — одинаковый с объемом, предусмотренным проектом.
Основными критериями экономической эффективности внедрения проекта, определяемыми расчетом, являются годовой экономический эффект Э (руб.) в срок окупаемости дополнительных капитальных вложений Т (год)
Э "• (Сд -[ ЕнКб) — (Сдр -| ЕнКпр), (1-0
15
Организационно-технологический проект поточно-позиционной постройки судов
Основные положения по технологии и организации работ Укрупненный типовой технологический график постройки График освоения запроектированного ритма постройки График подготовки производства
Часть I Организационно-технологическая схема постройки Часть II Принципиальный технологический процесс постройки Типовой технологический график постройки судов на позициях главного потока
Технологическая схема производства Организационная схема производства Проектные техн ико-экономиче-ские показатели Перечень основных оргтсх мероприятий
Технологическая схема постройки судна
Укрупненная схема распределения работ по технологическим этапам и между' цехами
Схема технологической планировки главного потока
Принципиальная схема оперативного планирования постройки
Схема размещения производства
Структурная схама управления работой производственных подразделений в объеме главного потока
Показатели производственной мощности предприятия
Схема организации обеспечения производства материалами и комплектующими изделиями
Рис. 1.13. Структурная схема состава документации организвциоино-технологического проекта поточно-позиционной постройки судов.
где Qj. Слр — соответствен но себестоимость годового объема продукции цехов, охватываемых оргтехпроектом по базовому варианту и проекту; Кс- Кпр — соответственно капитальные аложения, т. е. стоимость основных и оборотных производственных фондов цехов, охватываемых по базовому варианту и проекту; Ен — нормативный коэффициент сравнительной эффективности капитальных вложений;
т = <1Я
где Сб, Сцр, Кб. Кпр —то же, что и в формуле (1.1); Кп — неамортизированная часть стоимости основных производственных фондов цехов, охватываемых проектом, которые не будут использованы предприятием (за исключением стоимости их реализации, если такая возможна).
Приложением к технологической схеме служит схема верфи, на которой указываются территориальное размещение всех позиций и производств, участвующих в постройке судов рассматриваемого проекта, маршрут основных грузопотоков, характер транспортных путей, расположение подъемных средств, обслуживающих открытые площадки и достроечную набережную.
Другим разделом организационно-технологической схемы по.точно-пози-циониой постройки судов яаляется организационная схема производства, в которой указываются: укрупненное распределение работ по технологическим этапам и между цехами; принципиальные особенности оперативного планирования; структура управления работой цехов и участков в объеме «главного потока; организация обеспечения производства комплектующими изделиями и материалами.
В специальном разделе устанавливаются предполагаемые технико-экономические показатели постройки судов и производственной деятельности цехов (видов производств), охватываемых оргтехпроектом, по результатам выбора и обоснования технологической и организационной схем производства и технико-экономических расчетов.
К оргакизационно-техиологической схеме прикладывается сводный перечень основных орггехмеропр питий по всем разделам основных положений технологии и организации постройки судов.
Принципиальный технологический процесс постройки судна разрабатывают применительно к постройке серийно освоенного судна. В каждом из его раз-зделов помимо основных положений по технологии приводятся: перечевь опытных работ, необходимых для внедрения разработанного технологаческого процесса; перечень рабочих технологических процессов и инструкций, подлежащих разработке; перечень руководящих технических материалов, которыми необходимо руководствоваться при разработке рабочих технологических процессов, а также при постройке судна; порядок проведения и объем контрольных операций.
В состав оргтехпроекта также входят:
— укрупненный типовой технологический график постройки судна;
— график освоения запроектированного ритма постройки судна;
— график подготовки производства;
— типовой технологический график постройки судна на позициях главного потока.
Укрупненный типовой технологический, график разрабатывают в соответствии с действующими в отрасли положениями.
График освоения запроектированного ритма определяет величину и динамику изменения ритма н продолжительности постройки судов и продвазпачен для обоснованного планирования и управления производством в первол освоения рассматриваемого проекта. Этот график совместно с укрупненным типовым технологическим графиком и типовыми графиками производств вне главного потока яаляется основным исходным документом для оперативного планирования производства при постройке судов. Совокупность этих графиков позволяет определить (с помощью переводных коэффициентов) планируемую номенклатуру работ по каждому судну на каждой позиции с учетом календарных сроков.
18
График подготовки производства обобщает результаты всех разделов орг-техпроскта по осуществлению мероприятий подготовки производства, ликвидации узких мест и обеспечению внедрения запроектированных технологических и организационных положений постройки судов.
Типовой технологический график постройки судна на позициях главного потока яаляется основным рабочим документом, регламентирующим технологию и организацию ритмичного поточного производства на позициях глааного потока. Этот график включает в себя сетевой график постройки судна, совмещенный график постройки судов и график загрузки бригад.
Сетеной график строится по всем работам (включая контрагентские), выполняемым па позициях главного потока Он необходим для упрощения последующей разработки совмещенного графика-документа, регламентирующего постройку судов па позициях главного потока.
Совмещенный график постройки судов устанавливает номенклатуру работ (включая контрагептские) и технологическую последовательность их выполнения на позициях с жестким закреплением сроков выполнения по дням ритма, а также технологически необходимое количество и равномерную загрузку рабочих, участвующих в постройке. На основе этого графика осуществляют оперативное планирование и управление производством главного потока, обеспечение его материалом и комплектующими изделиями. Совмещенный график разрабатывают применительно к оптимальному ритму постройки судов и оформляют отдельно для каждой позиции.
К совмещенному графику для каждой позиции составляют номенклатурную ведомость работ, в которой указывают все технологические комплекты, подлежащие выполнению на данной позиции. Технологические комплекты заносят в ведомость по диим оптимального ритма по запуску и окончанию работ.
Принцип специализации бригад, на осноие которого строит график их нагрузки, определяют к началу разработки технологических комплектов, так как главным условием формирования этих комплектов яаляется выполнение каждого из них одной специализированной (в том числе комплексной) бригадой.
В зависимости от объема специализированных работ можно предусмотреть организацию Нескольких бригад одного профиля, поэтому при построении графика специализация бригады выражается в конкретном закреплении за ней определенной номенклатуры работ. Учитывая изменение норм в процессе постройки судов, а также различную степень квалификации рабочих, при построении графика не следует добиваться высокой степени точности загрузки бригад по дням ритма. Удовлетворительным яаляется расчет загрузки с точностью 10%.
Степень освоения ритмичного производства поточио-позицнопной постройки судов оцеливаегся двумя критериями.
Первый критерий учитывает все работы (техкомплекты) в объеме позиции и количественно выражается через номенклатурный коэффициент Аи, разный отношению суммы работ (плановой номенклатуры данной позиции), фактически законченных в пределах этой позиции, ко всему количеству работ, запланированных к выполнению на данной позиции постройки судна.
Второй критерий определяет более высокую степень освоения ритмичного производства и коли'еестаенно выражается через коэффициент ритмичности kp, который равен отношению суммы работ, закопченных своевременно в заданные дни ритма рассматриваемой позиции к общему количеству работ, запланированных к выполнению на этой позиции.
Номенклатурный коэффициент и коэффициент ритмичности дают возможность контролировать организационно-технологическую дисциплину выполнения работ на главном потоке, оценивать достигнутый уровень освоения запроектированного ритма; эти коэффициенты также могут быть положены в основу организации соревнования и поощрительно-премиальной системы, направленной на достижение высоких показателей ритмичного производства.
2‘ 19
Глава 2 ОБОРУДОВАНИЕ И ОСНАСТКА СТАПЕЛЬНЫХ МЕСТ
§ 2.1. Подъемно-транспортное оборудование
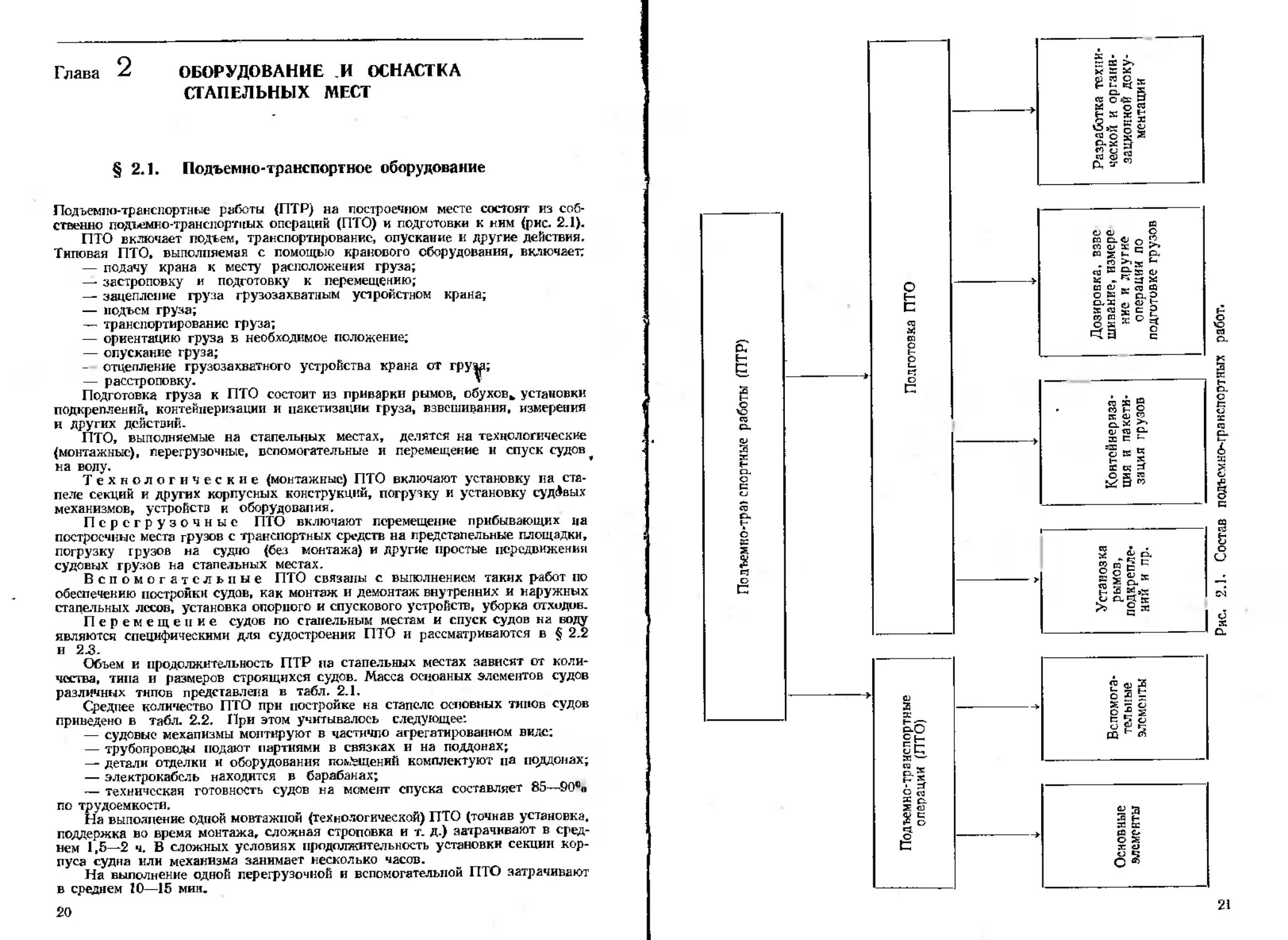
Подъемно-транспортные работы (ПТР) на построечном месте состоят из собственно подъемно-транспортных операций (ПТО) и подготовки к ним {рис. 2.1).
ПТО включает подъем, транспортирование, опускание и другие действия. Типовая ПТО, выполняемая с помощью кранового оборудования, включает;
— подачу крана к месту расположения груза;
— застроповку и подготовку к перемещению,-
— зацепление груза грузозахватным устройством крана;
— подъем груза;
— транспортирование груза;
— ориентацию груза в необходимое положение;
— опускание груза;
- отцепление грузозахватного устройства крана от груза;
— расстроповку. V
Подготовка груза к ПТО состоит из приварки рымов, обухов^ установки подкреплений, контейнеризации и пакетизации груза, взвешивания, измерения и других действий.
ПТО, выполняемые на стапельных местах, делятся на технологические (монтажные), перегрузочные, вспомогательные и перемещение и спуск судов на волу.
Технологические (монтажные) ПТО включают установку на стапеле секций и других корпусных конструкций, погрузку и установку судовых механизмов, устройств и оборудования.
Перегрузочные ПТО включают перемещение прибывающих на построечные места грузов с транспортных средств на иредстапельные площадки, погрузку грузов на судно (без монтажа) и другие простые передвижения судовых грузов на стапельных местах.
Вспомогательные ПТО связаны с выполнением таких работ по обеспечению постройки судов, как монтаж и демонтаж внутренних и наружных стапельных лесов, установка опорного и спускового устройств, уборка отходив.
Перемещение судов по стапельным местам и спуск судов на воду являются специфическими для судостроения ПТО и рассматриваются в § 2.2 и 2.3.
Объем и продолжительность ПТР па стапельных местах зависят от количества, типа и размеров строящихся судов. Масса основных элементов судов различных типов представлена в табл. 2.1.
Среднее количество ПТО при постройке на стапеле основных типов судов приведено в табл. 2.2. При этом учитывалось следующее:
— судовые механизмы монтируют в частично агрегатированием виде:
— трубопроводы подают партиями в связках и на поддонах;
— детали отделки и оборудования помещений комплектуют па поддонах;
— электрокабсль находится в барабанах;
— техническая готовность судов на момент спуска составляет 85—90% по трудоемкости.
На выполнение одной мовтажпой (технологической) ПТО (точнав установка, поддержка во время монтажа, сложная строповка и т. д.) затрачивают в среднем 1,5—2 ч. В сложных условиях продолжительность установки секции корпуса судна или механизма занимает несколько часов.
На выполнение одной перегрузочной и вспомогательной ПТО затрачивают в среднем 10—15 мин.
20
Подъемно-тра» спортаые работы (ПТР)
Рис. 2.1. Состав подъемно^гранспортньп работ.
Таблица 2.2
Среднее количество ПТО на стапеле при постройке основных типов судов
Основные элементы судна ПТО Водоизмещение, т
я танкера 21 000 сухо-5Ж рудовоза 45 000 танкера G0 000 танкера INI uilo
Корпус Монтажные 350 400 350 300 600 800
Перегрузочные 900 1000 1000 1100 1500 2500
Главная машинная установка, вспомога- Монтажные 150 100 150 200 100 250
тельные механизмы и валопроводы Перегрузочные 300 250 300 350 300 400
Судовые системы и трубопроводы Монтажные — — 100
Перегрузочные 250 500 300 300 800 1500
Оборудование помещений и покрытия Перегрузочные 800 850 850 850 900 1000
Судовые устройства Монтажные 150 50 200 250 100 200
Перегрузочные 350 300 500 600 300 600
Электрооборудование Перегрузочные 200 200 200 200 200 300
Вспомогательные ПТО по всем элементам судна 750 780 800 840 850 1000
Виды стапельных кранов
Таблица 2.3
Вид Характеристика Эскиз
Портальный Стреловые краны Передвижной, поворотный на портале, предназначенном для пропуска железнодорожного или автомобильного транспорта
Башеппый Поворотный, со стрелой, закрепленной в верхней части вертикально расположенной башни У
Мостовой Мостовые краны С непосредственным опиранием моста на крановый путь
Кордовой С опиранием моста на крановый путь при помощи двух опорных стоек ПТ 8 6
Таблица 2.4
Грузоподъемность подъемно-транспортных средств на построечных местах, т
Спускосая масса судов На стапелях Б строительных доках •
>7000 3500—7000 1000—3500 250—1000 <250 • Грузонодъсывость Докон нормами проектнр >2X100 >100 >50 >30 >20 подъемно-транспортного обо зания не определена. >2X320 >100 >удованмя строительных
24
Распределение грузов по массе для крупных сухогрузных и наливных судов при секционной постройке, частичном агрегатировании механизмов и услоиии подачи грузов партиями массой не менее 50 кг приведено ниже.
Количество груз», %
На состав подъемно-тралспортиого оборудования, технологию и организацию ПТР существенно алияют тип построечного места и метод постройки судна. На судостроительных верфях применяют подъемные краны различных видов в соответствии с ГОСТ 18608—73 (рис. 2.2 и табл. 2.3).
Грузоподъемность подъемно-транспортного оборудования построечного места выбирают в зависимости от типа и размеров строящихся на верфи судов, а также от метода и технологии их постронии. В табл. 2.4 приведены ориентировочные данные о рекомендуемой грузоподъемности подъемно-трзнспортиого оборудования на вновь проектируемых построечных местах при строительстве судов с различной спусковой массой.
§ 2.2. Опорно-транспортное устройство горизонтальных построечных мест
Опорно-транспортное устройство обеспечвнает установку по высоте, крену и дифференту секций, блоков и всего судна в целом в процессе постройки; удерживает строящееся судно на стапельном месте в требуемом положении; осуществляет перемещение судна или его частей (блоков, островов) при поточно-позиционной постройке с одной позиции на другую и к спусковому устройству.
Элементами опорно-транспортного устройства на горизонтальных построечных местах являются судовозные тележки, кильблоки, опорные балки и стулья.
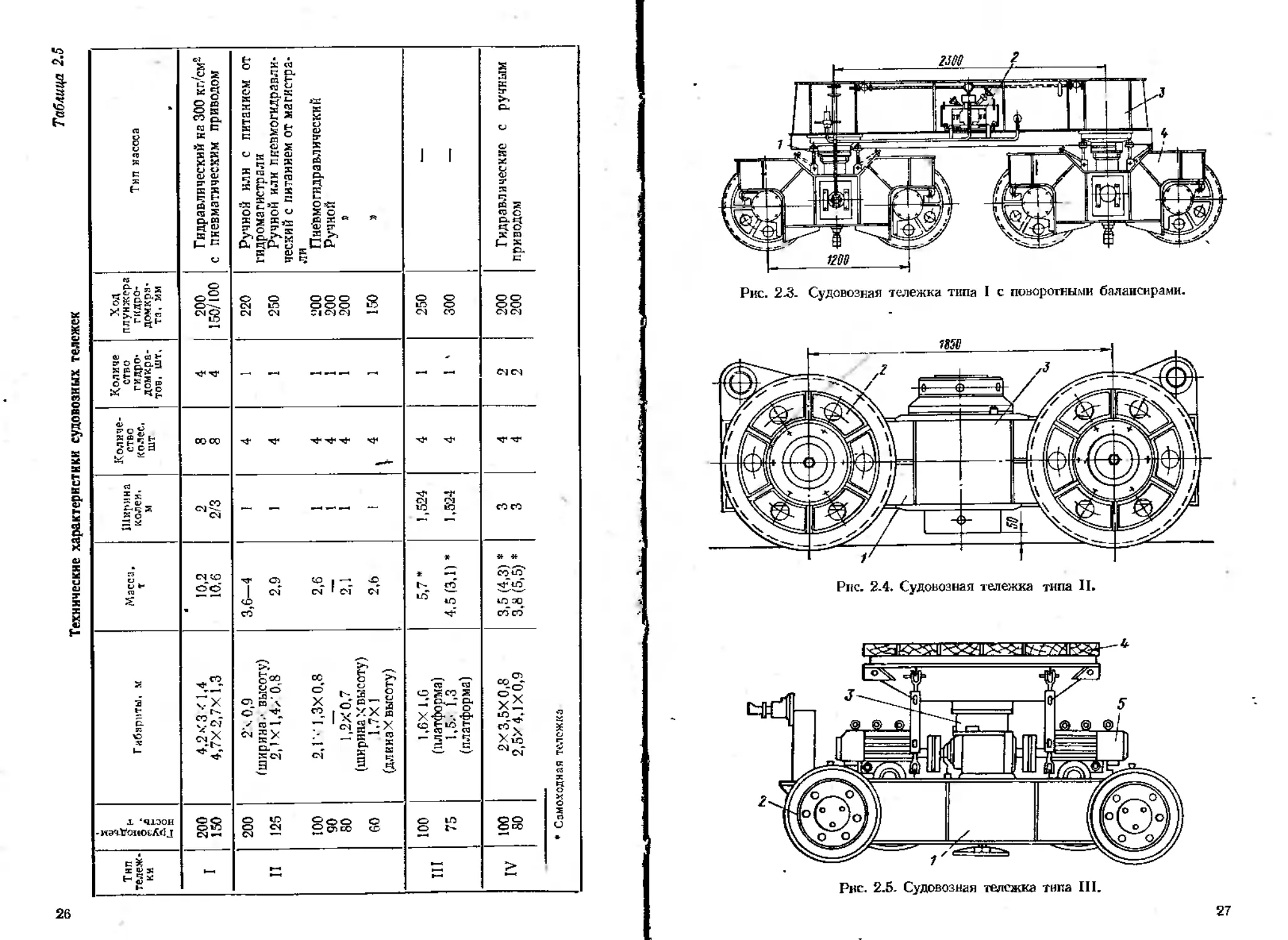
Технические характеристики судовозных тележек приведены в табл. 2.5.
Судовозные тележки типа I (рис. 2.3) применяют при постройие крупных или средних судов на стапельном месте с многоколейной системой путей. Тележки этого типа несамоходные и состоят из рамы 3, ходоной части 4, гццро-домкратов 1 и системы питания гидродомкратов 2. Тележки оборудованы поворотными балансирами для перехода с продольного направления движения на поперечное и наоборот.
Судовозные тележки типа II (рис. 2.4) используют главным образом при иостройке средних судов на стапельном месте с двухколейной системой путей. Тележки этого типа несамоходные и работают совместно с поперечными опорными балками. Они состоят из рамы /, ходовой части 2 и гидродомкрата 3 к. системой питания.
Судовозные тележки типа III (рис. 2.5) применяют на стапельных местах с многоколейной системой путей. Они состоят из рамы /, ходоной части 2, гидродомкрата 3 с установленной на нем платформой 4, а также электропривода колес 5.
25
Таблица 2.5
Технические характеристики судовозиых тележек
тележ- h ii Габариты, м Масса. Ширина колеи. Количе- Количе стви гидро-домкра- Ход плунжера гидро-домкра- Тип насоса
Г 200 150 4,2X3-f 1,4 4,7X2,7X1,3 10,2 10.6 2 2/3 8 8 4 4 200 150/100 Гидравлический иа 300 кг/см2 с пневматическим приводом
П 200 125 100 90 80 GO 240,9 /ширина.- высоту) 2,1X1,4X0.8 2,1V 1,3X0,8 1,2X0,7 (ширинах высоту) (длинах высоту) 3,6-4 2.9 2,6 2,Ь 1 4 4 4 4 4 14 1 1 220 250 200 200 200 150 Ручной или с питанием от гидрома гнстр а ли Ручной или пневмогидравлический с питанием от магистрали П неВмо гидравл ически Й Ручной S
III 100 75 1,6X1,0 (платформа) (платформа) 5,7* 4,5 (3,1) ’ 1,524 1,524 4 1 1 ' 250 300 -
IV 100 80 2X3,5X0,8 2,5X4, IX 0,9 3,5 (4,3) * 3,8 (5,5) * 3 3 4 4 2 2 200 200 Гидравлические с ручным приводом
* Самоходная тележка
Рис. 2.6. Судовозная тележка
I
28
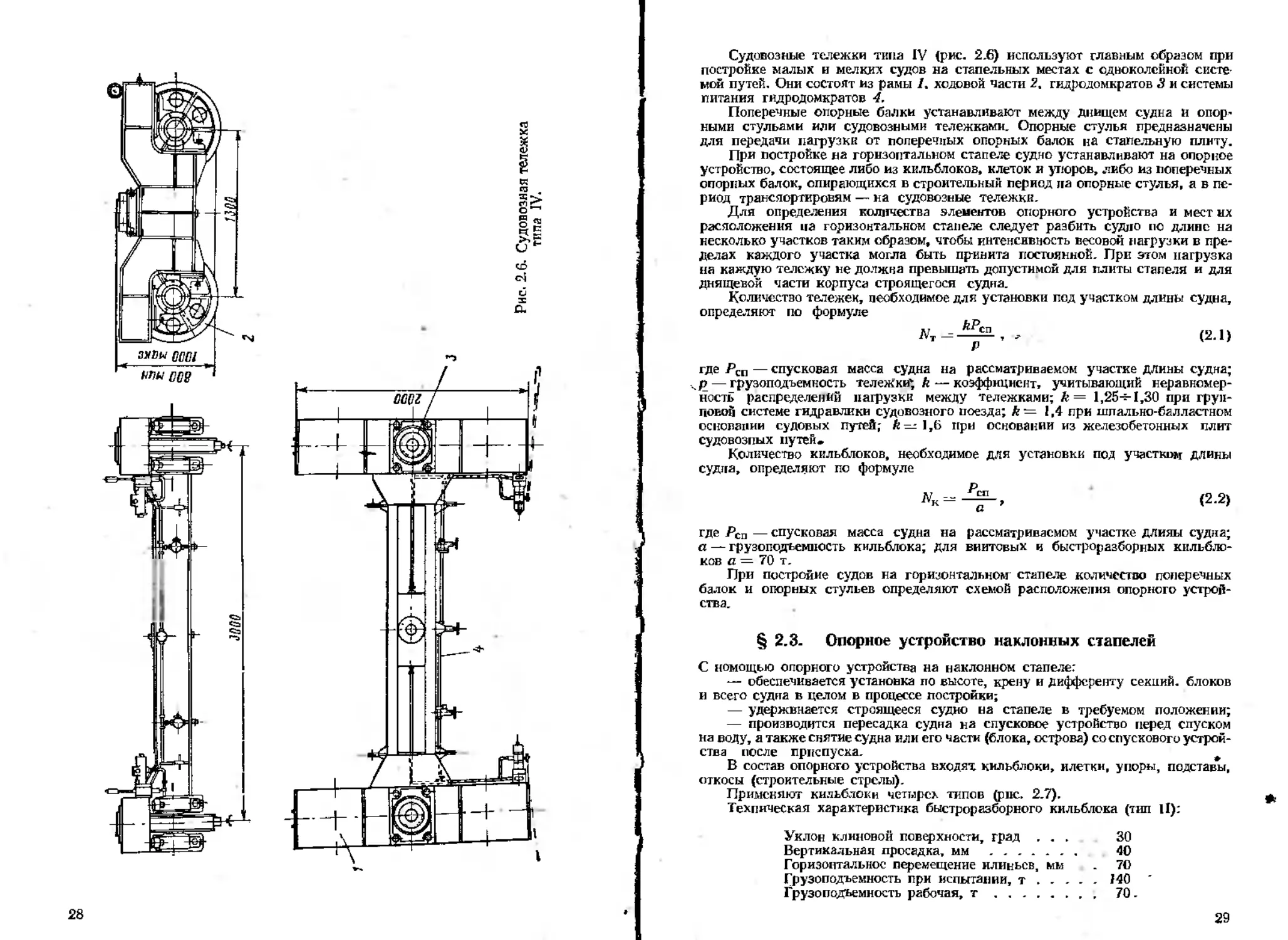
Судовозные тележки типа IV (рис. 2.6) используют главным образом при постройке малых и мелких судов на стапельных местах с одноколейной системой путей. Они состоят из рамы 1. ходовой части 2. гидродомкратов 3 и системы питания гндродомкратов 4.
Поперечные опорные балки устанавливают между днищем судна и опорными стульами или судовозными тележками. Опорные стулья предназначены для передачи нагрузки от поперечных опорных балок на стапельную плиту.
При постройке на горизонтальном стапеле судно устанавливают на опорное устройство, состоящее либо из кильблоков, клеток и упоров, либо из поперечных опорных балок, опирающихся в строительный период на опорные стулья, а в период трансяортировям — на судовозные тележки.
Для определения количества элементов опорного устройства и мест их расположения на горизонтальном стапеле следует разбить судно по длине на несколько участков таким образом, чтобы интенсивность весовой нагрузки в пределах каждого участка могла быть привита постоянной. При этом нагрузка на каждую тележку не должна превышать допустимой для плиты стапеля и для днищевой части корпуса строящегося судна.
Количество тележек, необходимое для установки под участком длины судна, определяют по формуле
„ (2.1)
где Рсп — спусковая масса судна на рассматриваемом участке длины судна; . £ — грузоподъемность тележки; k — коэффициент, учитывающий неравномерность распределений нагрузки между тележками; k= 1,25-5-1,30 при групповой системе гидравлики судовозного поезда; k = 1,4 при шпально-балластном основании судовых путей; k — 1,6 при основании из железобетонных плит судовозпых путей.
Количество кильблоков, необходимое для установки под участком длины судна, определяют по формуле
(2.2)
где Рсп — спусковая масса судна на рассматриваемом участке длияы судна; « — грузоподъемность кильблока; для винтовых и быстроразборных кильблоков а = 70 т.
При постройке судов на горизонтальном стапеле количество поперечных балок и опорных стульев определяют схемой расположения опорного устройства.
§ 2.3. Опорное устройство наклонных стапелей
С помощью опорного устройства на наклонном стапеле:
— обеспечивается установка по высоте, крену и дифференту секций, блоков и всего судна в целом в процессе постройки;
— удержвнается строящееся судно на стапеле в требуемом положении;
— производится пересадка судна на спусковое устройство перед спуском на воду, а также снятие судна или его части (блока, острова) со спускового устройства после прпспуска. #
В состав опорного устройства входят кильблоки, илетки, упоры, подставы, откосы (строительные стрелы).
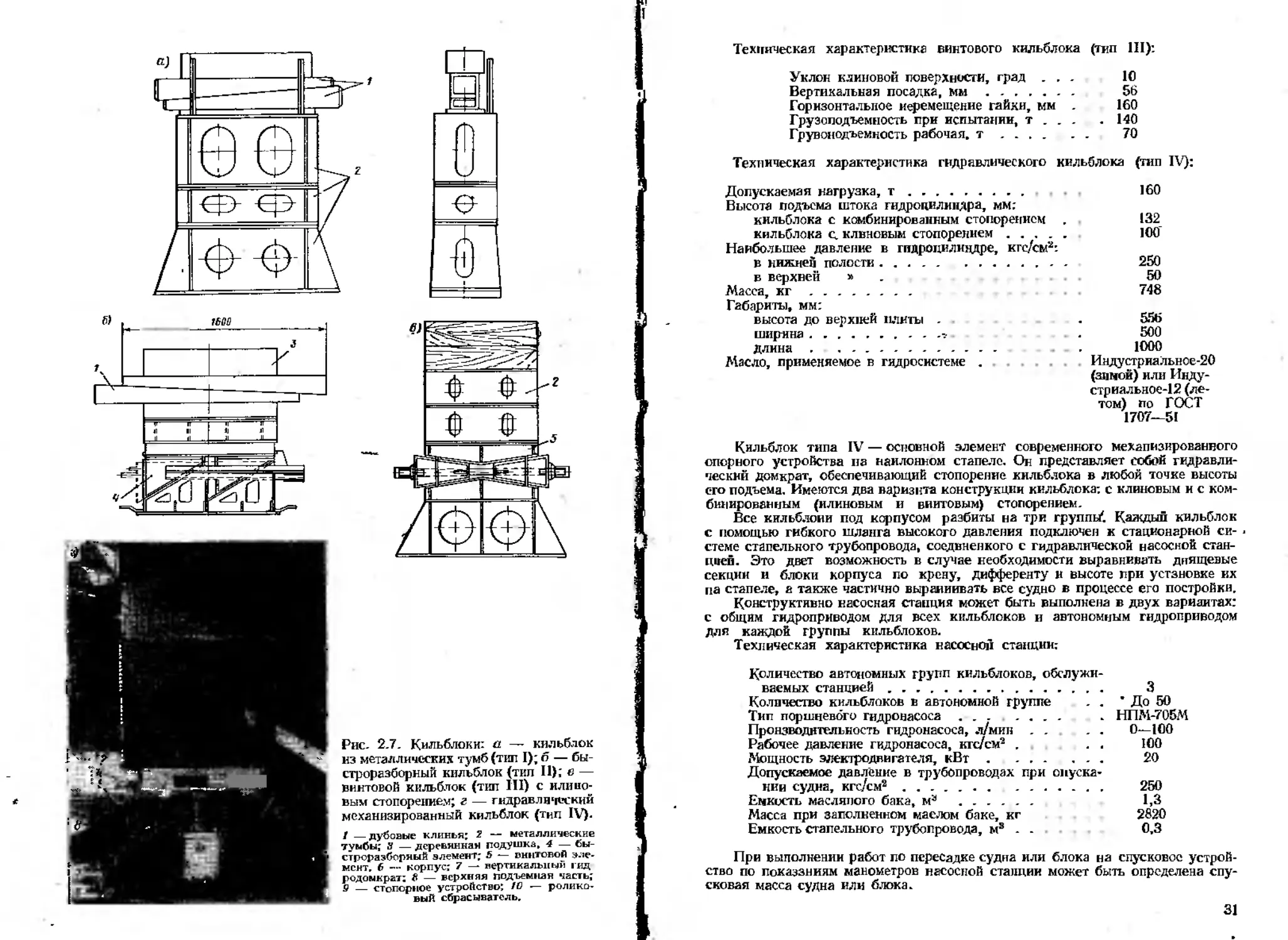
Применяют кильблоки четырех типов (рис. 2.7).
Техническая характеристика быстроразборного кильблока (тип II):
Уклон клиновой поверхности, град ... 30
Вертикальная просадка, мм ................. 40
Горизонтальное перемещение илиньсв, мм . 70 Грузоподъемность при испытании, т..........140 '
Грузоподъемность рабочая, т................ 70.
29
Рис. 2.7. Кильблоки: а — кильблок из металлических тумб (тип I); б — быстроразборный кильблок (тип II); е — винтовой кильблок (тип III) с клиновым стопорением; г — гидравлический механизированный кильблок (тип IV).
Техническая характеристика винтового кильблока (тип III):
Уклон клиновой поверхности, град ... 10
Вертикальная посадка, мм............ 56
Горизонтальное иеремещение гайки, мм . 160
Грузоподъемность при испытании, т . . . . 140
Грувонодъемиость рабочая, т.................. 70
Техническая характеристика гидравлического кильблока (тип IV):
Допускаемая нагрузка, т.................
Высота подъема штока гидроцилиндра, мм: кильблока с комбинированным стопорением . кильблока с. клиновым стопорением.............
Наибольшее давление в гпдроциливдре, кгс/см2: в нижней полости..............................
в верхней *
Масса, кг................
Габариты, мм: высота до верхней плиты . ширина.......................>
длина ...........................
Масло, применяемое в гидросистеме ............
160
132
100'
250
748
556 500 1000 Индустриальное-20 (зямой) или Индустриальное-^ (ле-
том) по ГОСТ 1707—51
Кильблок типа IV — основной элемент современного механизированного опорного устройства па наилонном стапеле. Он представляет собой гидравлический домкрат, обеспечивающий стопорение кильблока в любой точке высоты его подъема. Имеются два варианта конструкции кильблока: с клиновым и с комбинированным (илиновым и винтовым) стопорением.
Все кильблоии под корпусом разбиты на три груши/. Каждый кильблок с помощью гибкого шланга высокого давления подключен к стационарной системе стапельного трубопровода, соедвненкого с гидравлической насосной станцией. Это двет возможность в случае необходимости выравнивать днящевые секции и блоки корпуса по крену, дифференту и высоте при установке их па стапеле, а также частично выраииивать все судно в процессе его постройки.
Конструктивно насосная станция может быть выполнена в двух вариантах: с общим гидроприводом для всех кильблоков и автономным гидроприводом для каждой группы кильблоков.
Техническая характеристика насосной станции;
Количество автономных групп кильблоков, обслужи-
ваемых станцией ............................... 3
Количество кильблоков в автономной группе . . ' До 50
Тип поршневого гидронасоса..................... . НПМ-705М
Производительность гидронасоса, л/мин . . . . О—100
Рабочее давление гидронасоса, кгс/см2 . . . 100
Мощность электродвигателя, кВт........................ 20
Допускаемое давление в трубопроводах при опускании судна, кгс/см2................................. 250
Емкость масляного бака, м3 ........................... 1,3
Масса при заполненном маслом баке, кг 2820
Емкость стапельного трубопровода, м3 . . 0.3
При выполнении работ по пересадке судна или блока на спусковое устройство по показаниям манометров насосной станции может быть определена спусковая масса судна или блока.
31
Рис. 2.8. Клетки: а — с быстрораэборными элементами (тип I); б — с винтовыми элементами (тип II); в — с гидравлическими механизированными кильблоками (тип III).
32
Примерную массу судна или блока определяют по формуле
FiBi + PsP* + Ряпз Р
(2.3)
где Рл, р2 и р3 — давненне в каждой группе кильблоков; nlt ns и ns — количество кильблоке® в каждой группе; р — давление в гидросистеме кильблока, соответствующее грузоподъемности в 1 т.
Клетки служат дополнительным несущим элементом опорного устройства, удержиизющям корпус строящегося на стапеле судна в требуемом положении по крепу. Применяют клетки трех типов (рис. 2.8).
Техническая характеристика илетки с гидравлическими механизированными кильблоками-
Допускаемая нагрузка, т............................ 320
Высота подъема штоков гидроцилицдров. мм:
клеток с комбинированным стопорением .... 132
клеток с илпновым стопорением.................. 100
Наибольшее давление в гидросистеме при посадке
судна на спусковое устройство,' кгс/см2...... 250
Габариты, мм:
длина......................................... 1000
ширина . ..... . . 1000
Масса, кг . ...................... 1700
В сослал илеток типа III входят два механизированных гидравлических кильблока, установленных на общем металлическом фундаменте. На верхних подъемных частях кильблоков имеется
3 ЛдлсрштеИп Л. Ц.
1 г1,П П
платформа, на которой набирают дере-вниную подушку по обводам корпуса судна. Для поджатии клетки к корпусу судна и выравнивании крена секций, блоков кли всего корпуса ккльблоки, входящие в состав илетки, подключены к гидравлической системе стапеля. Управление осуществляют с насосной станции. '
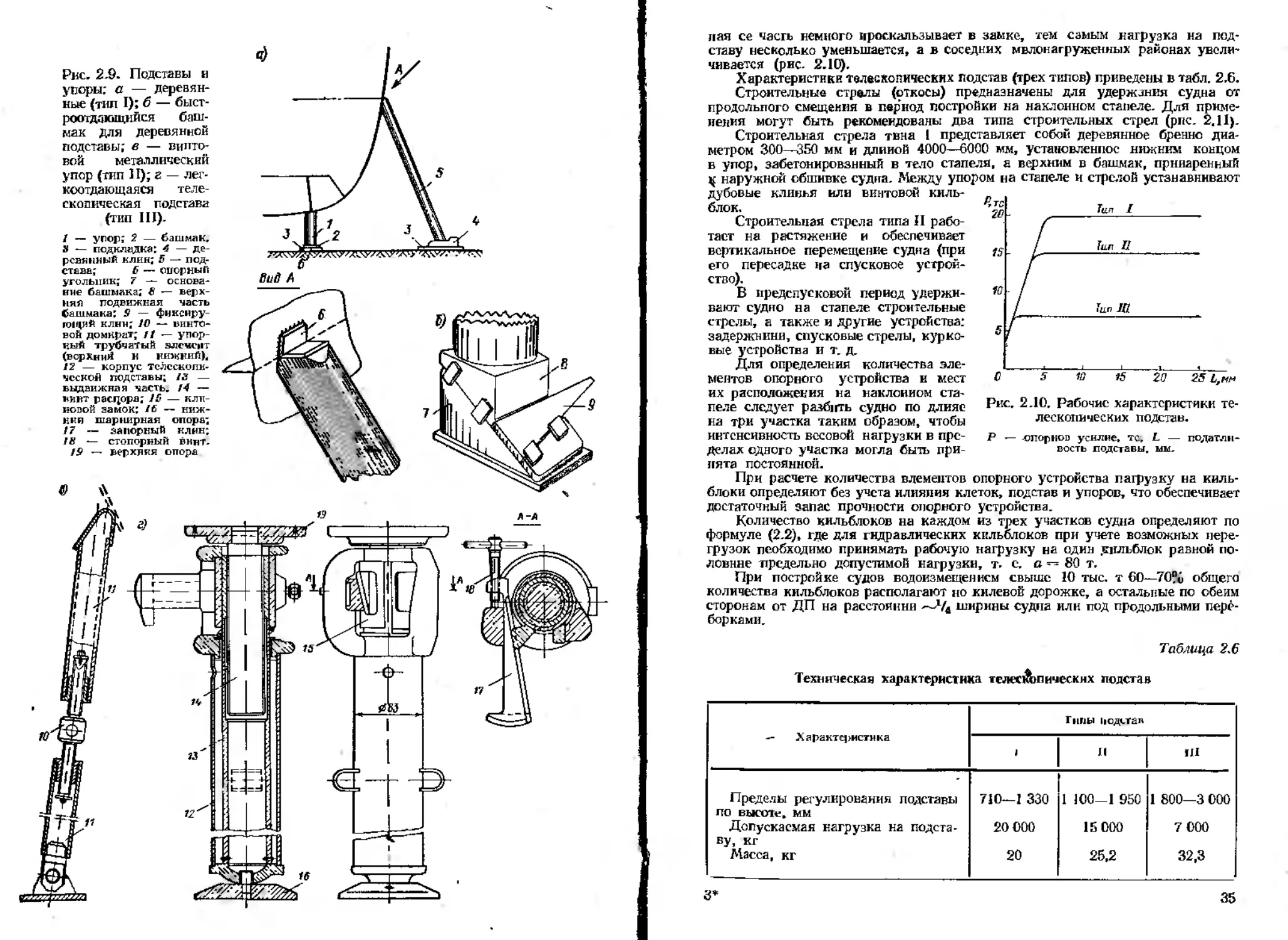
Подставы и упоры являются вспомо-, дательными элементами опорного устройства, позволяющими более равномерно передать нагрузку от строящегося судна на стапельную плиту, а также вырании-вать секции и блоки .при их установке в период формирования корпуса судна. Для применения на стапелях могут быть рекомендованы три типа подстав и упоров (рис, 2.9)
Грузоподъемность деревянных подстав (тип I) в зависимости от диаметра и длины находится в пределах 3—10 т.
Грузоподъемность винтовой подставы (тип II), выполненной из трубы диаметром 70 мм, в зависимости от длины находится в пределах 5—15 т, а масса равна 40—80 кг.
Существенным положительным качеством легкоотдающейся телескопической подставы (тип III), помимо исключения тяжелого 'ручного труда при устаяовке и отдаче, является то, что при увелнче-
пая се часгь немного проскальзывает в замке, тем самым нагрузка на подставу несколько уменьшается, а в соседних мвлонагруженных районах увеличивается (рис. 2.10).
Характеристики телескопических подстав (трех типов) приведены в табл. 2.6.
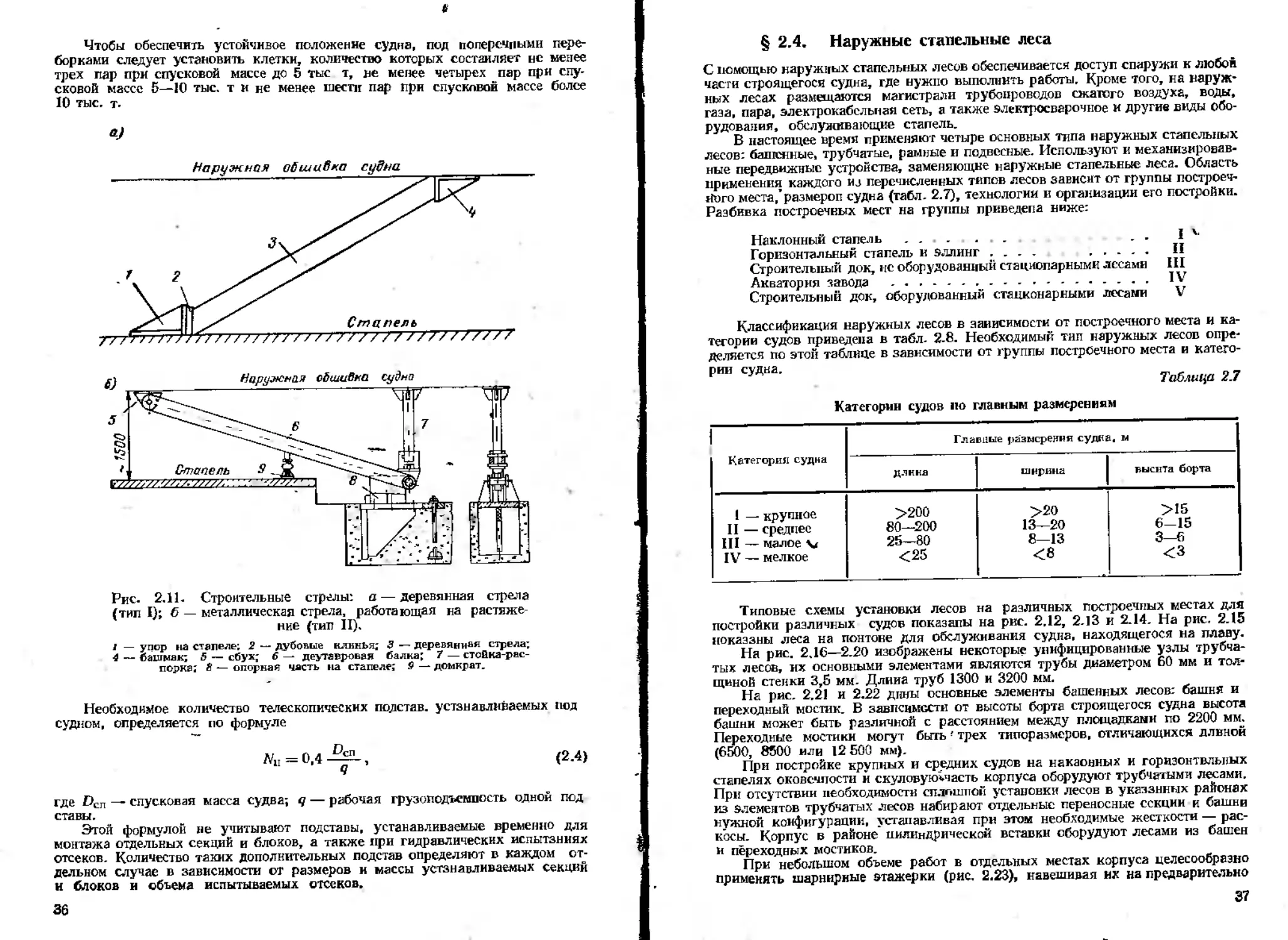
Строительные стрелы (откосы) предназначены для удержания судна от продольного смещения в пер'иод постройки на наклонном стапеле. Для применения могут быть рекомендованы два типа строительных стрел (рис. 2,11).
Строительная стрела твна I представляет собой деревянное бренно диаметром 300—350 мм и длиной 4000—6000 мм, установленное нижним концом в упор, забетонированный в тело стапеля, а верхним в башмак, припаренный наружной обшивке судна. Между упором на стапеле и стрелой устзнавнивают дубовые клинья или винтовой киль-
Строительцая стрела типа II работает на растяжение и обеспечивает вертикальное перемещение судна (при его пересадке на спусковое устрой-
В пределу с ковой период удерживают судно на стапеле строительные стрелы, а также и другие устройства: задержании, спусковые стрелы, курковые устройства и т. д.
Для определения количества элементов опорного устройства и мест
их расположения на наклоииом стапеле следует разбить судно по длияе на три участка таким образом, чтобы интенсивность весовой нагрузки в пределах одного участка могла быть принята постоянной.
Рис. 2.10. Рабочие характеристики телескопических подстав.
При расчете количества влементов опорного устройства нагрузку на кильблоки определяют без учета илияния клеток, подстав и упоров, что обеспечивает достаточный запас прочности опорного устройства.
Количество кильблоков на каждом из трех участке® судна определяют по формуле (2.2), где для гидравлических кильблоков при учете возможных перегрузок необходимо принимать рабочую нагрузку на один .кильблок равной половине предельно допустимой нагрузки, т. с. а — 80 т.
При постройке судов водоизмещением свыше 10 тыс. т 60—70% общего количества кильблоков располагают но килевой дорожке, а остальные по обеим сторонам от ДП на расстоянии ~V4 ширины судна или под продольными переборками.
Таблица 2,6
Техническая характеристика телес&пических подстав
Типы подстап
— Характеристика < п Ш
Пределы регулирования подставы ПО высоте. ММ Допускаемая нагрузка на подста- Мзсса, кг 710—1 330 20 000 20 1 100-1 950 15 000 25,2 1 800-3 000 7 000 32,3
35
Чтобы обеспечить устойчивое положение судна, под поперечными переборками следует установить клетки, количество которых состаиляет нс менее трех пар при спусковой массе до 5 тыс т, ие менее четырех пар при спусковой массе 5—10 тыс. т и не менее шести пар при спусковой массе более 10 тыс. т.
а)
Рис. 2.11. Строительные стрелы: а — деревянная стрела (тип I); б — металлическая стрела, работающая на растяжение (тип II).
1 — упор на стапеле; 2 — дубовые клинья; 3 — деревянная стрела; 4 — башмак; 5 — сбух; 6 — двутавровая балка; 7 — стойка-распорка; Я — опорная часть на стапеле; 9 — домкрат.
Необходимое количество телескопических подстав, устанавливаемых под судном, определяется по формуле
Mi = 0,4 , (2.4)
где Осп — спусковая масса судва; <? — рабочая грузоподьемиость одной под ставы.
Этой формулой не учитывают подставы, устанавливаемые временно для монтажа отдельных секций и блоков, а также при гидравлических испытаниях отсеков. Количество таких дополнительных подстав определяют в каждом отдельном случае в зависимости от размеров и массы устанавливаемых секций и блоков и объема испытываемых отсеков.
36
§ 2.4. Наружные стапельные леса
С помощью наружных стапельных лесов обеспечивается доступ снаружи к любой части строящегося судна, где нужно выполнить работы. Кроме того, на наружных лесах размещаются магистрали трубопроводов сжатого воздуха, воды, газа, пара, электрокабсльиая сеть, а также электросварочное и другие виды оборудования, обслуживающие стапель.
В настоящее время применяют четыре основных типа наружных стапельных лесов: башенные, трубчатые, рамные и подвесные. Используют и механизированные передвижные устройства, заменяющие наружные стапельные леса. Область применения каждого из перечисленных типов лесов зависит от группы построенного места,'размеров судна (табл. 2.7), технологии и организации его постройки. Разбивка построечных мест на группы приведена ниже:
Наклонный стапель ..... . . I
Горизонтальный стапель и эллинг .... ...... II
Строительный док, нс оборудованный стационарными лесами III Акватория завода ................................... IV
Строительный док, оборудованный стационарными лесами V
Классификация наружных лесов в зависимости от построечного места и категории судов приведена в табл. 2.8. Необходимый тип наружных лесов определяется по этой таблице в зависимости от группы построечного места и категории судна.
Увблн^а 2.7
Категории судов по главным размерениям
Категория судна Гласные размерения судна, ы
длина ширина выснта борта
1 — крупное >200 >20 >15
11 — среднее 80—200 13—20 6-15
III — малое v 25-80 8—13 3-6
IV — мелкое <25 <8 <3
Типовые схемы установки лесов на различных построечных местах для постройки различных судов показаны на рис. 2.12, 2.13 и 2.14. На рис. 2.15 нокаэзны леса на понтоне для обслуживания судна, находящегося на плаву.
На рис. 2.16—2.20 изображены некоторые унифицированные узлы трубчатых лесов, их основными элементами являются трубы диаметром 60 мм и толщиной стенки 3,5 мм. Длина труб 1300 н 3200 мм.
На рис. 2.21 и 2.22 дины основные элементы башенных лесов: башня и переходный мостик. В зависимости от высоты борта строящегося судна высота башни может быть различной с расстоянием между площадками по 2200 мм. Переходные мостики могут быть ' трех типоразмеров, отличающихся длиной (6500, 8500 или 12 500 мм).
При постройке крупных и средних судов на накаонных и горизонтальных стапелях оковсчпости и скуловукй-часть корпуса оборудуют трубчатыми лесами. При отсутствии необходимости сплошной установки лесов в указанных районах из элементов трубчатых лесов набирают отдельные переносные секции и башни нужной конфигурации, устанавливая при этом необходимые жесткости — раскосы. Корпус в районе цилиндрической вставки оборудуют лесами из башен и переходных мостиков.
При небольшом объеме работ в отдельных местах корпуса целесообразно применять шарнирные этажерки (рис. 2.23), навешивая нх на предварительно
37
Таблица 2.8
Рис. 2,12. Типовая схема установки лесов для постройки крупных и средних судов.
1 — клюзовая этажерка^? — трубчатые леса; 3 — башня; 4 — навесная площадка: S — переходный мостик; б — лифт: 7 — шарнирная этажерка.
Рис. 2.13. Типовая схема установки лесов для построй» малых судов, трубчатые леса; траловый щит; щит настила; входной трап; маршевая баш» вя, 6 — переходный мостик; 7 — ярусный
Рнс. 2,15. Леса на понтоне.
2003* П(не Имеем}
вид А
. 2.22. Пере
1500
2000 ХЛ (не более 7)
Рис. 2.26. Маршевая башня.
1 — трав с двумя площадками; 2 — ра-
Рис. 2.27. Типовая переносная башня из элементов трубчатых лесов.
хомут; 2 — соедввктелънЕя муфта; 3 —- стойка; 4 —• леерный замок; леерное ограждение; б — ярусный трап: 7 — входной трап.
48
приваренные к палубе обухи. Площадки этажерки шарнирно соединены между собой трубчатыми стойками, а с боковых сторон —диагональными стяжками с талрепами, с помощью которых этажерка (благодаря удлинению или укорочению стяжек) может занимать в пространстве различные положения, прилегая при этом к корпусу судна. В нерабочем положении этажерки складываются и занимают по высоте сравнительно немного места.
С помощью .универсальных замков, применяемых на трубчатых лесах, шарнирные этажерки могут быть соединены с трубчатыми лесами в единый комплекс.
При выполнении работ в районе якорных клюзов можно использовать специальные клюзовые этажерки (рис. 2.24).
Рис. 2.28. Подставка для обслуживания района цилиндрической вставки судна.
В районе монтажных стыков используют навесные этажерки, обеспечивающие возможность применения для сварочных работ полуавтоматов (рис. 2.25).
По каждому борту строящегося крупного или среднего судна устанавливают ио одному пассажирскому или грузопассажирскому лифту.
При постройке малых судов на всех группах построечных мест носовую и кормовую части судна оборудуют трубчатыми лесеми, а район цилиндрической вставки — башенными лесами (рис. 2,26).
При строительстве мелких судов на всех группах построечных мест используют' трубчатые леса или объемные секции, набираемые из элементов трубчатых лесов (рис. 2,27).
В строительных доках, не оборудованных стационарными лесами, применяют трубчатые леса, а также различные конструкции специальных лесов или заменяющих их конструкций.
В районе цилиндрической вставки можно использовать специальные подставки (рис. 2.28).
Адлпрштейв Л. 11.
49
50
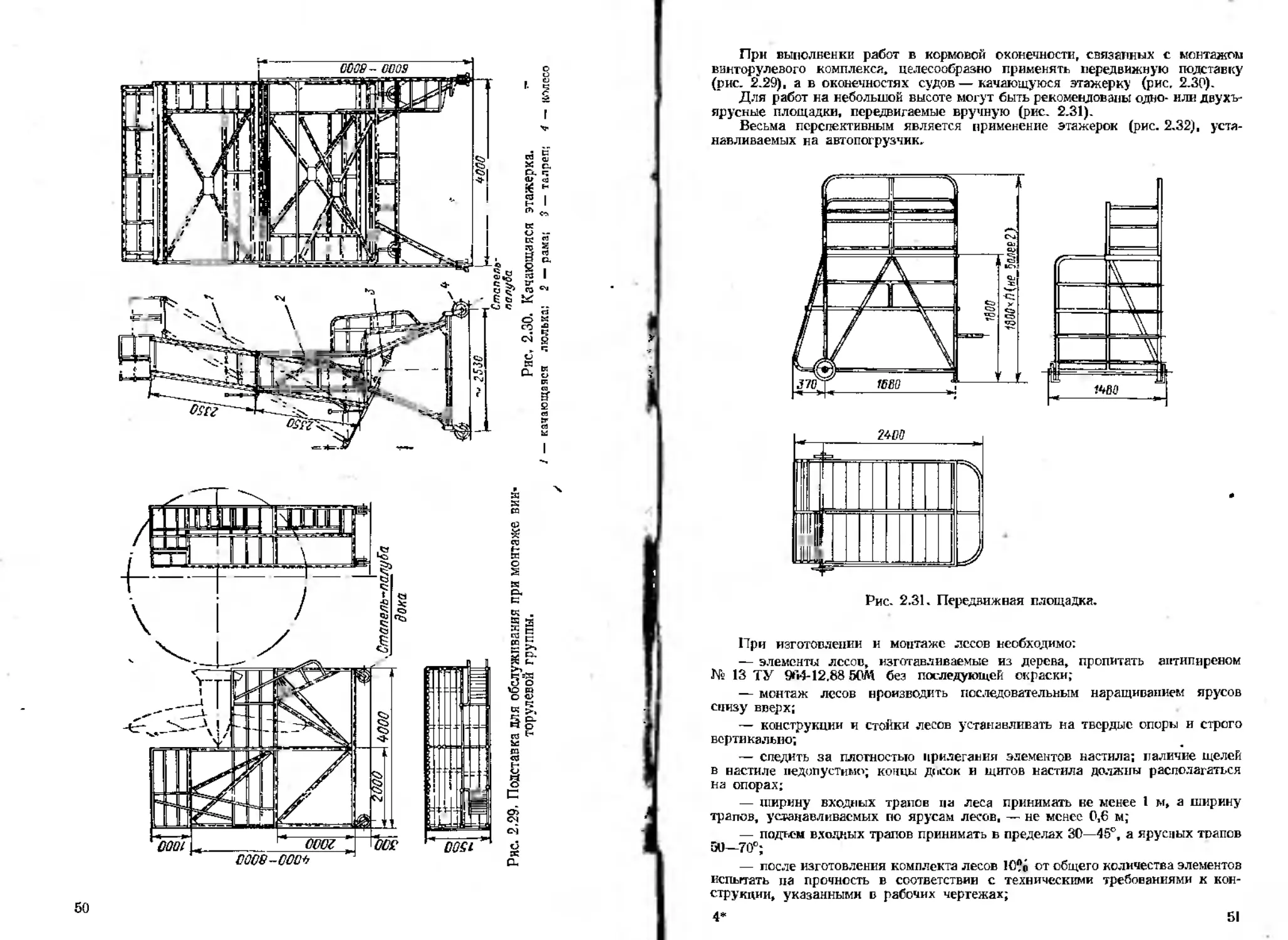
При выполнении работ в кормовой оконечности, связанных с монтажом винторулевого комплекса, целесообразно применять передвижную подставку (рис. 2.29), а в оконечностях судов — качающуюся этажерку (рис, 2.30).
Для работ на небольшой высоте могут быть рекомендованы одно- или двухъярусные площадки, передвигаемые вручную (рис. 2.31).
Весьма перспективным является применение этажерок (рис. 2.32), устанавливаемых на автопогрузчик.
Рис. 2.31. Передвижная площадка.
При изготовлении и монтаже лесов необходимо:
— элементы лесов, изготавливаемые из дерева, пропитать антипиреном № 13 ТУ 9fi4-12,88 50М без последующей окраски;
— монтаж лесов производить последовательным наращиванием ярусов снизу вверх;
— конструкции и стойки лесов устанавливать на твердые опоры и строго вертикально;
— следить за плотностью прилегания элементов настила; наличие щелей в настиле недопустимо; концы досок и щитов настила должны располагаться на опорах;
— ширину входных трапов па леса принимать не менее 1 м, а ширину трапов, устанавливаемых по ярусам лесов, — не менее 0,6 м;
— подъем входных трапов принимать в пределах 30—46°, а ярусных трапов 50—70°;
— после изготовления комплекта лесов 10% от общего количества элементов испытать па прочность в соответствии с техническими требованиями к конструкции, указанными в рабочих чертежах;
— сварные конструкции испытать равиораспределенной нагрузкой на каждый ярус в отдельности, равной 330 кгс/м2, а настилы сборных лесов — равно-распределенной нагрузкой из расчета по 50 кгс/м2 на каждый яз трех ярусов (леса считаются выдержавшими испытание, если отсутствуют сстато'жые деформации и сдвиги влементов).
1000
Рис. 2.32. Передвижная этажерка, устаивэливаемая на автопогрузчик.
§ 2.5. Внутренние стапельные леса
Тип и конструкции внутренних стапельных лесов зависят от особенностей судовых отсеков и помещений, в которых их устанавливают. Разделение отсеков на группы
в зависимости от их высоты и системы набора показано ниже:
52
Отсеки высотой до 3,5 м без набора и с любым набором ... I.
Отсеки высотой более 3,5 м без набора и с любым набором, без палубных перекрытий и с перекрытиями, с развитыми люковыми проемами, комингсы которых отстоят от борта или переборки на расстоянии до 4,5 м................. II
Отсеки высотой более 8 м без набора и с любым набором с палубными перекрытиями и без перекрытий............. . III
Машинно-котельные отделения ........................ IV
Отсеки, палубные перекрытия которых имеют развитые люковые проемы с комингсами, отстоящими от бортов или переборок более чем на 4,5 ....................... V
Шахты................................................VI
Классификация внутренних лесов и рекомендации но их применению в зависимости от группы отсеков приведены в табл. 2.9.
Таблица 2.9
Классификация внутренних лесов и рекомендации по их применению
Группа отсеков Состав лесов
IB Леса на козлах (см. рис. 2.33) — складные козлы (см. рис. 2.34), щит настила (см. рис. 2.20, а), ярусный трап (см. рис. 2.19, б) Складной стол 1см. рис. 2.35)
ив Трубчатые леса (см. рис. 2.36 и 2.37) — труба, соединительная муфта (см. рис. 2.16), двойной хомут (см. рис. 2.17), леерное ограждение, леерный замок 1см. рис. 2.18), трап (см. рнс. 2.19), щит настила (см. рис. 2.20; о), приварной обух, зажим (см. рис. 2.38) Передвижная площадка (см. рис. 2.39)
ШВ Леса на кронштейнах (см, рис. 2.40) — складной кронштейн (см. рис. 2.-4I), струбцина для тавра или полособульба (см. рис. 2.42), приварной зацеп, щит настила (см. рис. 2.20, а), трановый щит (см. рис. 2.20, б), трап (см. рнс. 2.19), леерное ограждение, леерпый замок (см. рис. 2.18)
IVB Леса па подвесках (см. рис. 2.43) — подвеска с захватом за тавр или шиюеобульб (см, рис. 2.44), брус 200Х 50 мм, доска толщиной 50 мм, входной трап (см. рис. 2.19, с), леевное ограждение, леерный замок (см. рис. 2.18)
VB Леса из подвесных площадок (см. рис. 2.45) — подвесная пло-
- щадка, узел крепления площадки
VI в Леса иа этажерок (см. рис. 2.46) — навесная этажерка, узел крепления этажерки
53
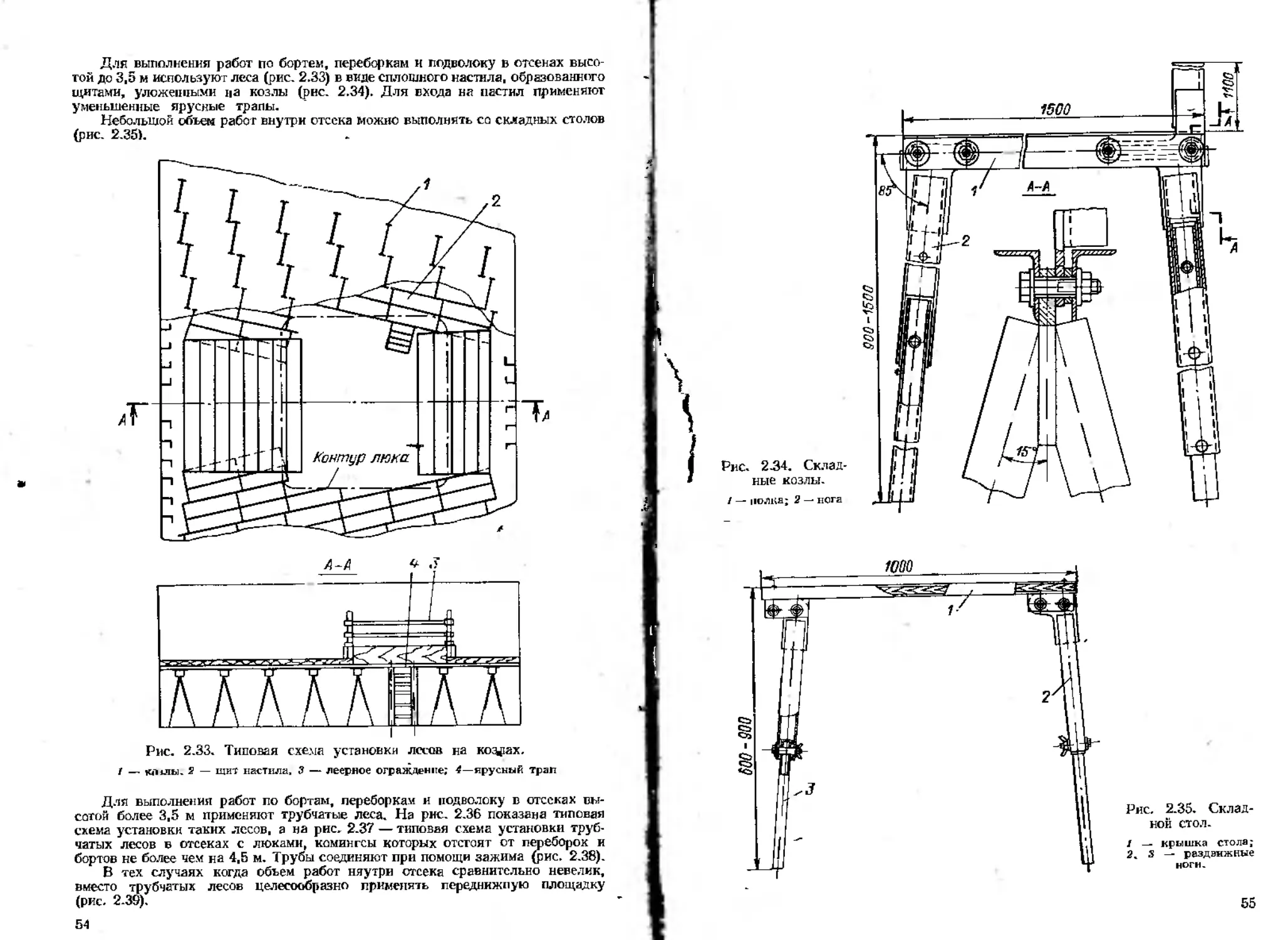
Для выполнения работ по бортем, переборкам и подволоку в отсеках высотой до 3,5 м используют леса (рис. 2.33) в виде сплошного настила, образованного щитами, уложенными на козлы (рнс. 2.34). Для входа на пастил применяют уменьшенные ярусные трапы.
Небольшой объем работ внутри отсека можно выполнять со складных столов (рис. 2.35).
Рис. 2.33. Типовая схема установки лесов на коэдах.
— КЛШЫ. S — щит настила, 3 — леерное ограждение; 4—ярусный трап
Для выполнения работ по бортам, переборкам и подволоку в отсеках высотой более 3,5 м применяют трубчатые леса. На рис. 2.36 показана типовая схема установки таких лесов, а на рис. 2.37 — типовая схема установки трубчатых лесов в отсеках с люками, комингсы которых отстоят от переборок и бортов не более чем на 4,5 м. Трубы соединяют при помощи зажима (рис. 2.38).
В тех случаях когда объем работ няутри отсека сравнительно невелик, вместо трубчатых лесов целесообразно применять передвижную площадку (рис. 2.39).
54
SOO-900
Рис. 2.35. Складной стол.
/ - крышка стола;
2. 3 — раздвижные
55
Рис. 2.36. Типовая схема установки трубчатых лесов в отсеках высотой более 3,5 м.
1 — ярусный трап; 2 — труба; 3 — двойной хомут; 4 — леер; 5 — соединительная муфта: 6 — входной трап; 7 — щнт настила; 3 —
56
I — ярусный трап. 2 — трап.
5 — леер, 6 — двойной хомут. . —--------------
ный замок: 9 — входной трап.
3 — траповый щит; < — щи 7 — соединительная муфта;
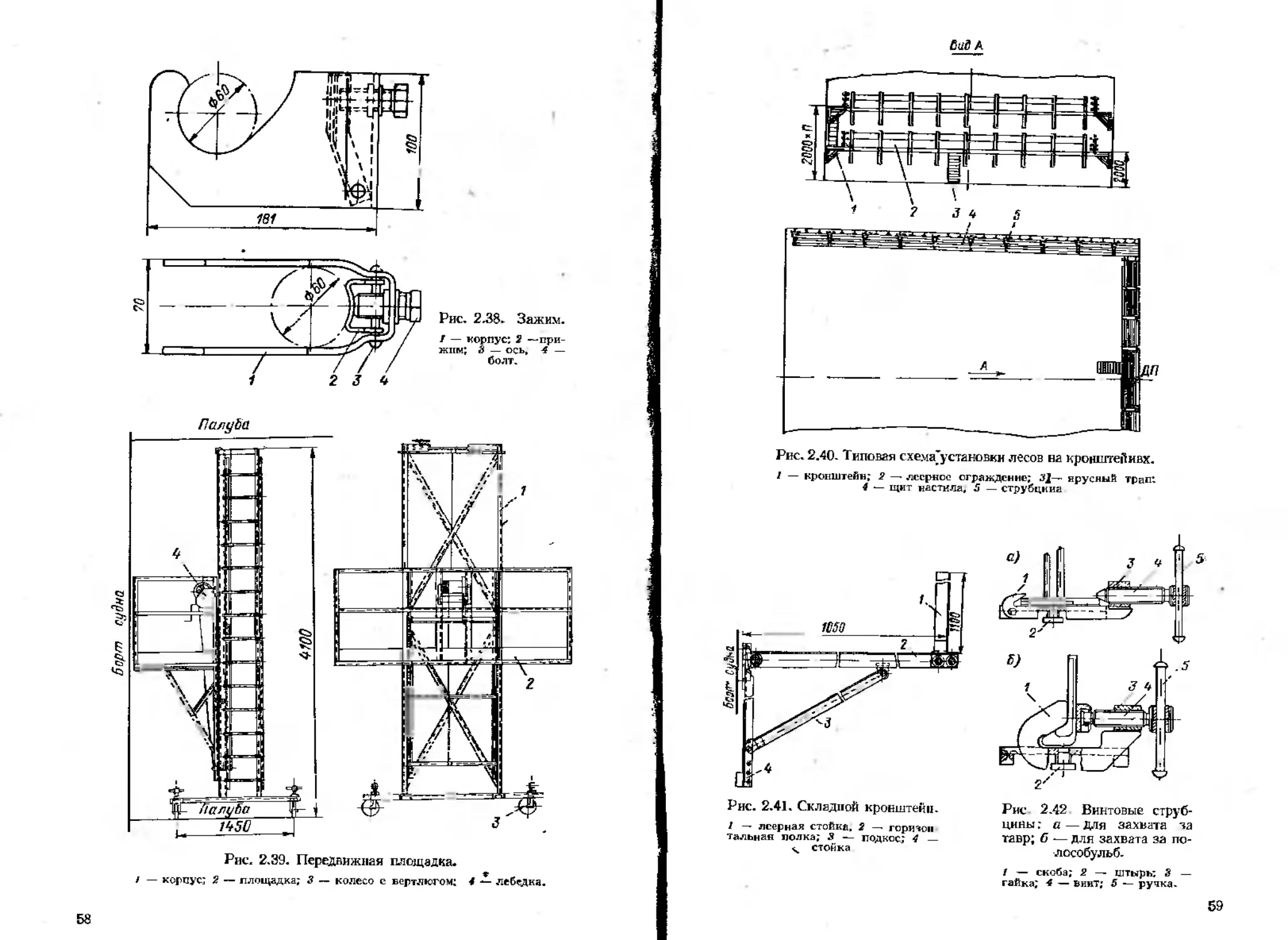
Рис. 2.38. Зажим.
/ — корпус: 2 —прижим; в — ось, 4 —
Берт судна
ПалуЪа
Рис. 2.39. Передвижная площадка.
/ — корпус; 2 — площадка; 3 — колесо е вертлюгом; 4 — лебедка.
58
DuO А
Рис. 2.40- Типовая схема’установки лесов на кронштейнах.
I — кронштейн; 2 — леерное ограждение; 31— ярусный трап: 4 — щит настила, 5 — струбцина
бег суЗьа
Рис. 2.41. Складной кронштейн.
I — леерная стойка, 2 — тритон тальная полка; 3 — подкос; 4 —
Рис 2.42 Винтовые струбцины ; а — для захвата та тавр; б — для захвата за по-лособульб-
I — скоба; 2 — штырь: 3 — гайка; 4 — винт; 5 — ручка.
59
g
Рис. 2.44. Подвески: а —для захвата 'за полосе бульб; б—для ..захвата за тавр.
1 — прижим; 2 — корпус. 3 — защелка: 4 — захват
*— Рис. 2.43. Типовая схема установки лесов на пойесках.
/ — доска: 2 — брус; 3 — ярусный трап. 4 — подвеска
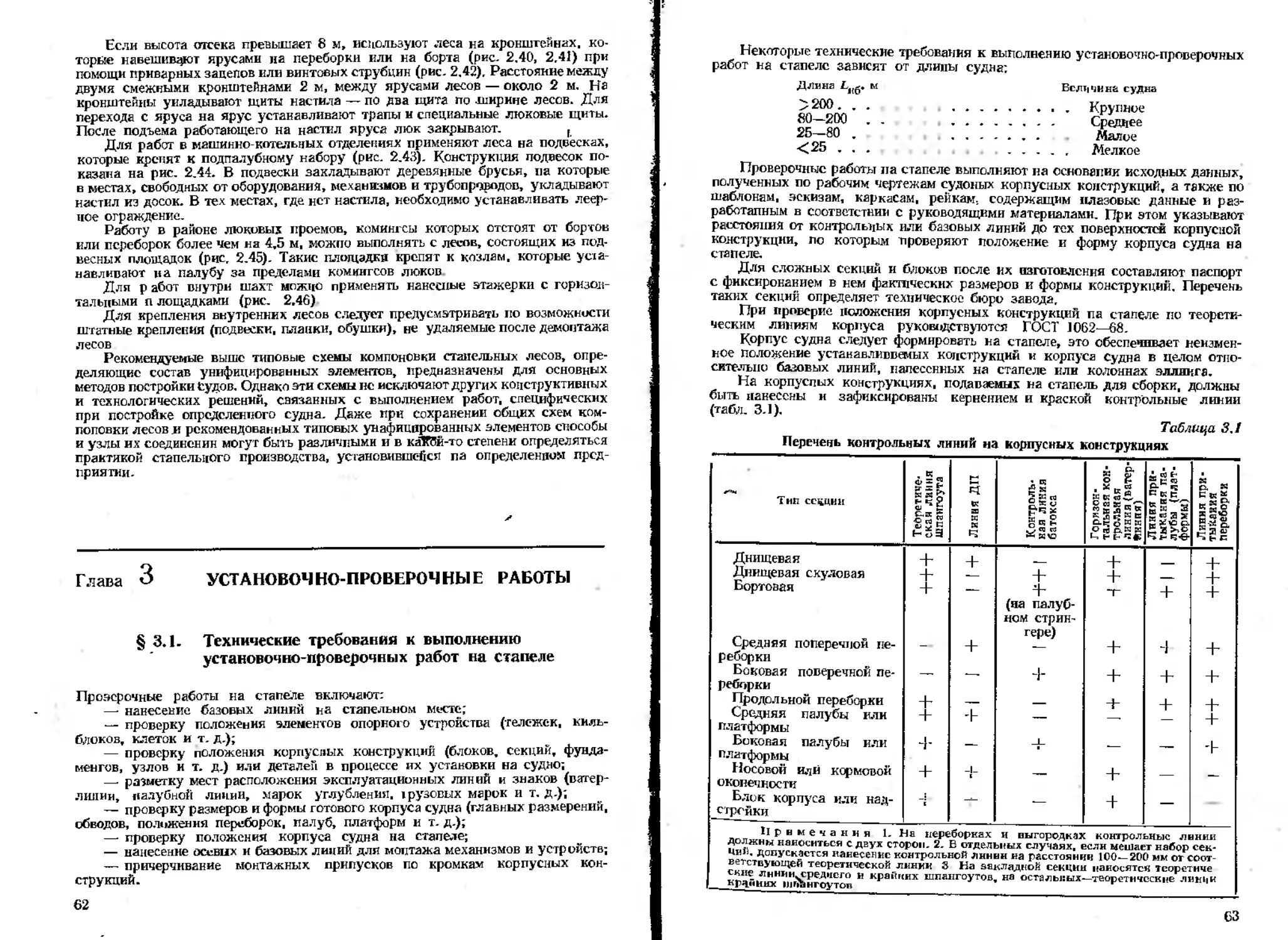
Если высота отсека превышает 8 м, используют леса на кронштейнах, которые навешивают ярусами на переборки или на борта (рис- 2.40, 2.41) при помощи приварных зацепов или винтовых струбцин (рис- 2.42), Расстояние между двумя смежными кронштейнами 2 м, между ярусами лесов — около 2 м. На кронштейны укладывают щиты настила — по два щита по -ширине лесов. Для перехода с яруса на ярус устанавливают трапы и специальные люковые щиты. После подъема работающего на настил яруса люк закрывают. .
Для работ в машинно-котельных отделениях применяют леса на подвесках, которые крепят к подпалубному набору (рис. 2.43). Конструкция подвесок показана на рис. 2.44. В подвески закладывают деревянные брусья, па которые в местах, свободных от оборудования, механизмов и трубопроводов, укладывают настил из досок. В тех местах, где нет настила, необходимо устанавливать леерное ограждение.
Работу в районе люковых проемов, комингсы которых отстоят от бортов или переборок более чем на 4,5 м, можно выполнять с лесов, состоящих из подвесных площадок (рис, 2.45). Такие площадки крепят к козлам, которые устанавливают на палубу за пределами комингсов люков.
Для р абот внутри шахт можно применять наносные этажерки с горизонтальными п лощадками (рис. 2.46)
Для крепления внутренних лесов следует предусмэтривать ио возможности штатные крепления (подвески, планки, обушки), не удаляемые после демонтажа лесов
Рекомендуемые выше типовые схемы компоновки стапельных лесов, определяющие состав унифицированных элементов, предназначены для основных методов постройки Судов. Однако эти схемы нс исключают других конструктивных и технологических решений, связанных с выполнением работ, специфических при постройке определенного судна. Даже при сохранении общих схем компоновки лесов и рекомендованных типовых унифицированных элементов способы и узлы их соединении могут быть различными и в ка!Яй-то степени определяться практикой стапельного производства, установившейся па определенном предприятии.
Глава 3 УСТАНОВОЧНО-ПРОВЕРОЧНЫЕ РАБОТЫ
§ 3.1. Технические требования к выполнению
установочно-проверочных работ на стапеле
Проверочные работы на стапеле включают:
— нанесение базовых линий на стапельном месте;
— проверку положения элементов опорного устройства (тележек, кильблоков, клеток и т. д.);
— проверку положения корпусных конструкций (блоков, секций, фундаментов, узлов и т. д.) или деталей в процессе их установки на судно;
— разметку мест расположения эксплуатационных линий и знаков (ватерлинии, палубной линии, марок углубления, грузовых марок и т. д.);
— проверку размеров и формы готового корпуса судна (главных размерений, обводов, положения переборок, палуб, платформ и т. д.);
— проверку положения корпуса судна на стапеле;
— нанесение осевых и базовых линий для монтажа механизмов в устройств;
— причерчнвание монтажных припусков по кромкам корпусных конструкций.
62
Некоторые технические требования к выполнению установочно-проверочных работ на стапеле зависят от длины судна;
Величина судна
. Крупное Среднее Малое
, Мелкое
Проверочные работы па стапеле выполняют па основании исходных данных, полученных по рабочим чертежам судоных корпусных конструкций, а также по шаблонам, эскизам, каркасам, рейкам, содержащим плазовыс данные и разработанным в соответствии с руководящими материалами. При этом указывают расстояния от контрольных или базовых линий до тех поверхностей корпусной конструкции, по которым проверяют положение и форму корпуса судна на стапеле.
Для сложных секций и блоков после их изготовления составляют паспорт с фиксированием в нем фактических размеров и формы конструкций. Перечень таких секций определяет техническое бюро завода.
При проверке положения корпусных конструкций па стапеле по теоретическим линиям корпуса руководствуются ГОСТ 1062—68.
Корпус судна следует формировать на стапеле, это обеспечивает неизменное положение устанавливвемых конструкций и корпуса судна в целом относительно базовых линий, нанесенных на стапеле или колоннах эллинга.
На корпусных конструкциях, подаваемых на стапель для сборки, должны быть нанесены и зафиксированы кернением и краской контрольные линии (табл. 3-1).
Таблица 3.1
Перечень контрольных линий на корпусных конструкциях
Тип ссцции н| Й1 к И Горизонтальная контрольная линия {ватер-йннпя) Hi ihi м Kgo
Днищевая Днищевая скуловая Бортовая Средняя поперечной переборки Боковая поверечной переборки Продольной переборки Средняя палубы или платформы Боковая палубы или платформы Носовой или кормовой оконечности Блок корпуса или надстройки |+++ । f ++ + + -г- + 11 +11+1 + 1 + + (на палубном стрингере) + + + + + + + + 1 1 1 1 + + -^ +11 I+++ + + ++ + 1
Примечания 1. На переборках и выгородках контрольные линии должны наноситься с двух сторон. 2. В отдельных случаях, если мешает набор секций. допускается нанесение контрольной линии на расстоянии 100—200 мм от соответствующей теоретической линии 3 На закладной секции наносятся тсоретиче сине линии, среднего и крайних шпангоутов, на остальных—теоретические линии Крайних шпангоутов
63
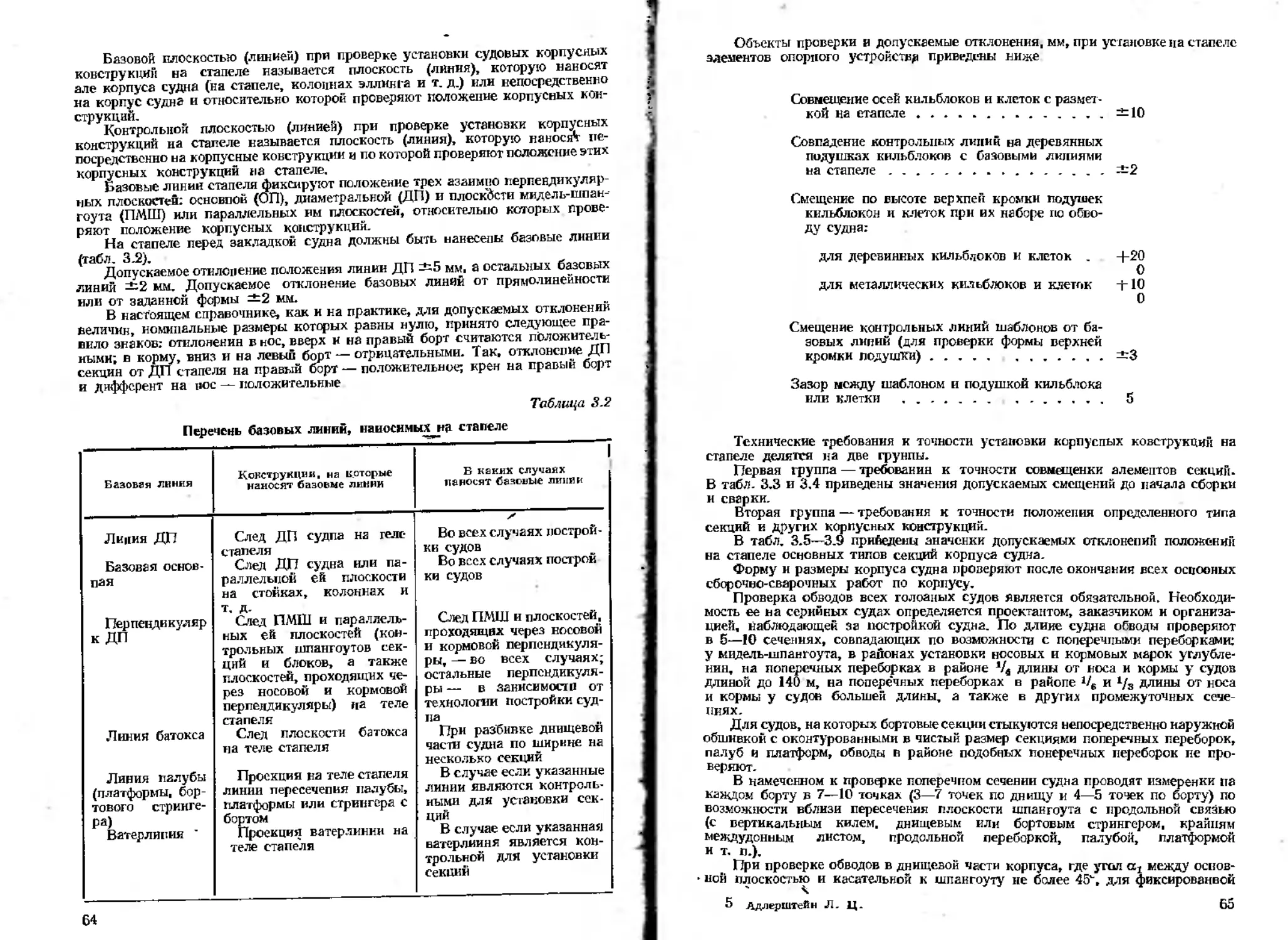
Базовой плоскостью (линией) при проверке установки судовых корпусных конструкций на стапеле называется плоскость (линия), которую наносят але корпуса судна (на стапеле, колоннах эллинга и т. д.) или непосредственно на корпус судна и относительно которой проверяют положение корпусных конструкций.
Контрольной плоскостью (линией) при проверке установки корпусных конструкций на стапеле называется плоскость (линия), которую наносА непосредственно на корпусные конструкции и по которой проверяют положение этих корпусных конструкций на стапеле.
Базовые линии стапеля фиксируют положение трех азанмро перпендикулярных плоскостей: основной (ОП), диаметральной (ДП) и плоскости мидель-шпан-гоута (ПМШ) или параллельных им плоскостей, относительно которых проверяют положение корпусных конструкций.
На стапеле перед закладкой судна должны быть нанесены базовые линии (табл. 32}.
Допускаемое отклонение положения линии ДП —5 мм, а остальных базовых линий —2 мм. Допускаемое отклонение базовых линий от прямолинейности или от заданной формы мм.
В настоящем справочнике, как и на практике, для допускаемых отклонений величин, номинальные размеры которых равны нулю, принято следующее правило знаков: отклонении в нос, вверх и на правый борт считаются положительными; в корму, вниз и на левый борт — отрицательными. Так, отклонение ДП секции от ДП стапеля на правый борт — положительное; крен на правый берт и дифферент на пос — положительные
Таблица 3.2
Перечень базовых линий, наносимых на стапеле
Базовая линия Конструкции, на которые наносят базовые линии В каких случаях наносят базовые линии
Линия ДП Базовая основная Перпендикуляр Линия батокса Линия палубы (платформы, бортового стрингера) Ватерлиния ' След ДП судпа на геле стапеля След ДП судна или параллельной ей плоскости на стойках, колоннах и т. д. След ПМ1П и параллельных ей плоскостей (контрольных шпангоутов секций и блоков, а также плоскостей, проходящих через носовой и кормовой перпендикуляры) ца теле стапеля След плоскости батокса на теле стапеля Проекция на теле стапеля линии пересечения палубы, платформы или стрингера с бортом Проекция ватерлинии на теле стапеля Во всех случаях постройки судов Во всех случаях построй ки судов След ПМШ и плоскостей, проходящих через носовой и кормовой перпендикуляры, — во всех случаях; остальные перпендикуляры — в зависимости от технологии постройки судпа При разбивке днищевой части судна по ширине на несколько секций В случае если указанные линии являются контрольными для установки секций В случае если указанная ватерлиния является контрольной для установки секций
64
Объекты проверки и допускаемые отклонения, мм, при установке на стапеле элементов опорного устройству приведены ниже
Совмещение осей кильблоков и клеток с разметкой на стапеле.............................— 10
Совпадение контрольных липин на деревянных подушках кильблоков с базовыми линиями на стапеле..............................^:2
Смещение по высоте верхпен кромки подушек кильблоком и клеток при их наборе по обводу судна:
для деревинных кильблоков и клеток . +20
О для металлических кильблоков и клеток +10 0
Смещение контрольных линий шаблонов от базовых линий (для проверки формы верхней кромки подушки)...........................=ьЗ
Зазор между шаблоном и подушкой кильблока или клетки ................................ 5
Технические требования к точности установки корпусных конструкций на стапеле делятся на две грунпы.
Первая группа — требовании к точности совмещении элементов секций. В табл. 3.3 и 3.4 приведены значения допускаемых смещений до начала сборки и сварки.
Вторая группа — требования к точности положения определенного типа секций и других корпусных конструкций.
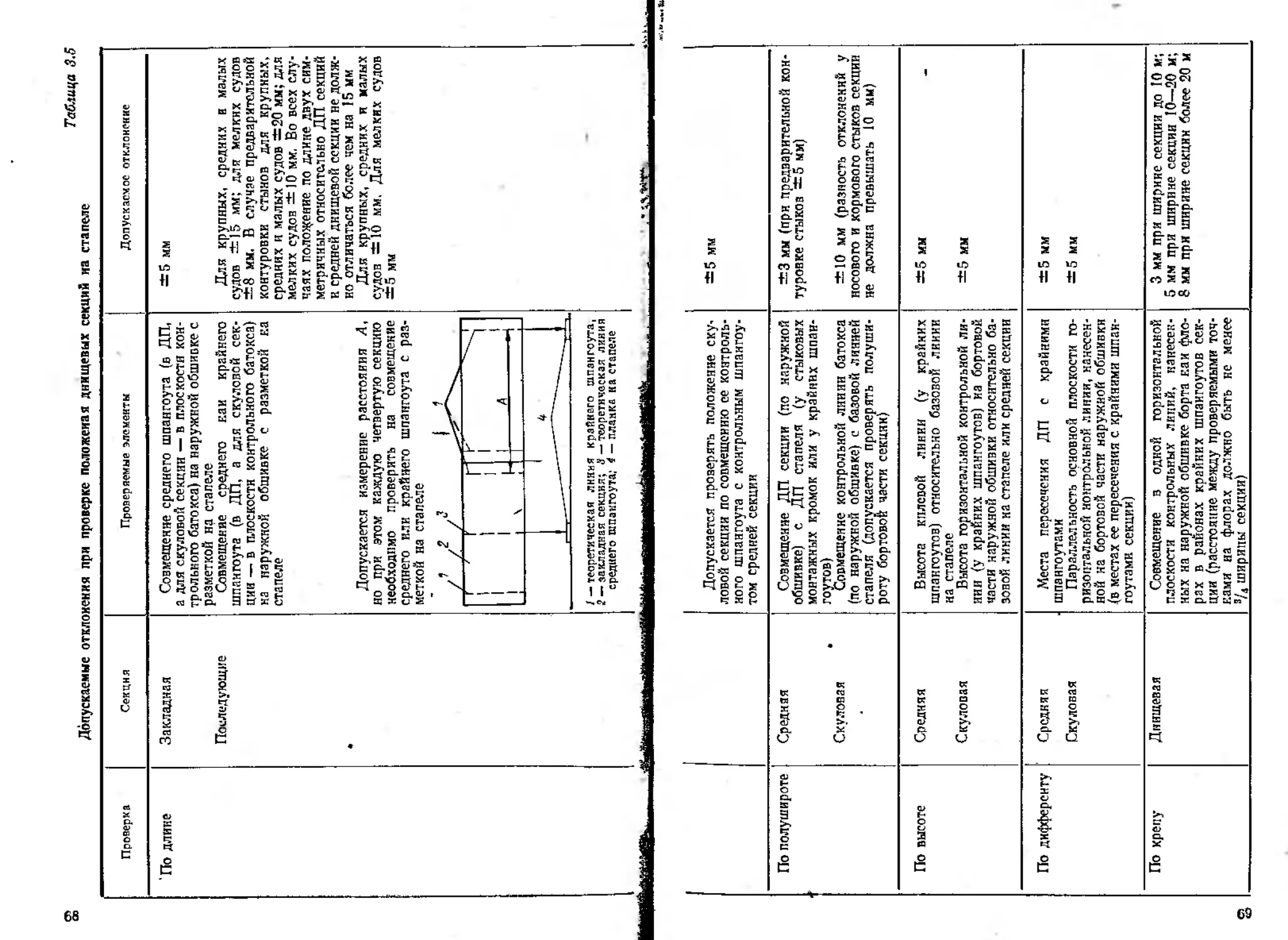
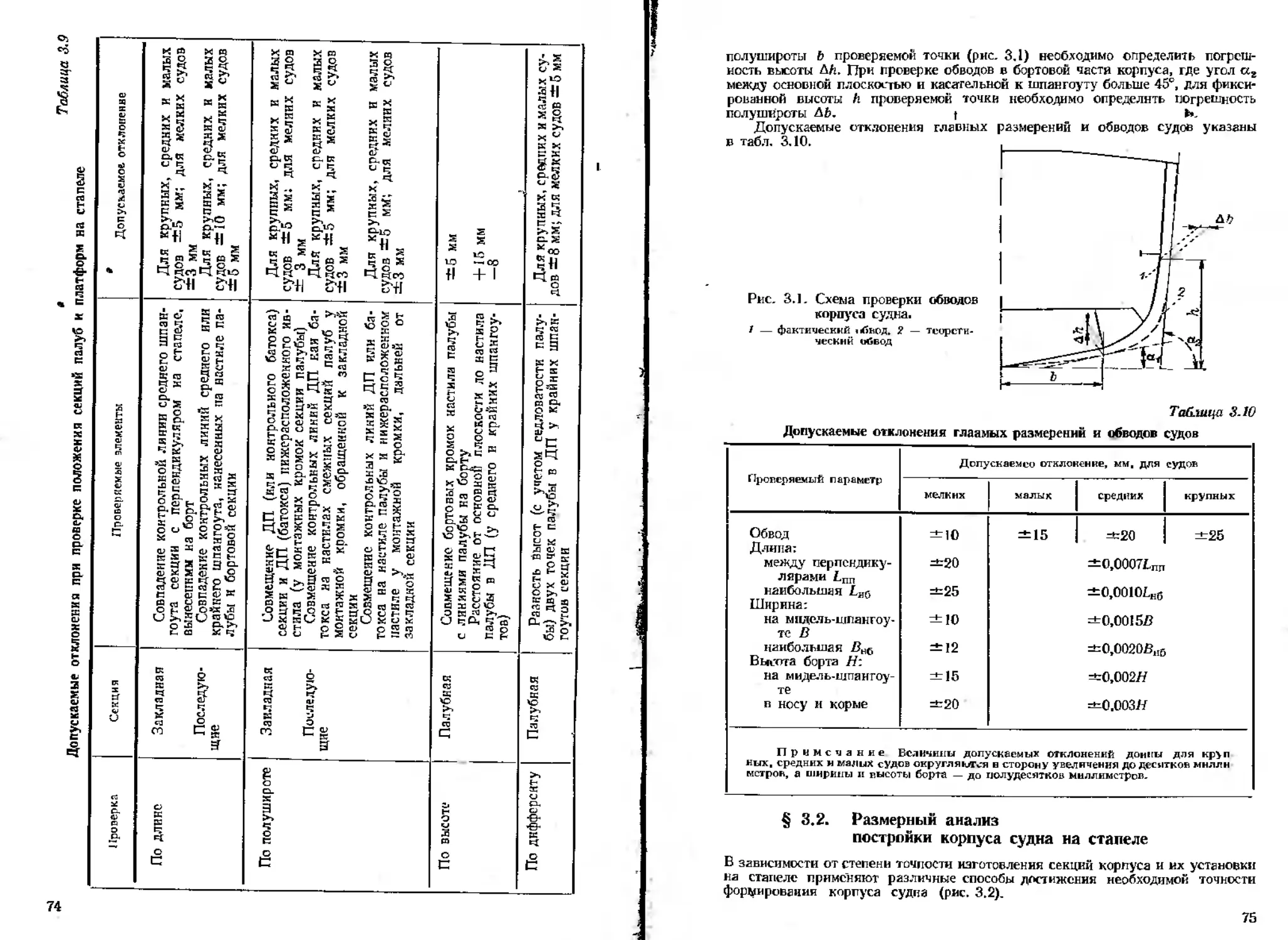
В табл. 3.5—3.9 приведены значении допускаемых отклонений положений на стапеле основных типов секций корпуса судна.
Форму и размеры корпуса судна проверяют после окончания всех основных сборочно-сварочных работ по корпусу.
Проверка обводов всех голоаных судов является обязательной. Необходимость ее на серийных судах определяется проектантом, заказчиком и организацией, Наблюдающей за постройкой судна. По длине судна обводы проверяют в 5—10 сечениях, совпадающих по возможности с поперечными переборками: у мндель-шпангоута, в районах установки носовых и кормовых марок углублении, на поперечных переборках в районе % длины от воса и кормы у судов длиной до 140 м, на поперечных переборках в райопе V6 и 1/з длины от носа и кормы у судов большей длины, а также в других промежуточных сечениях.
Для судов, на которых бортовые секции стыкуются непосредственно наружной обшивкой с оконтуроваиными в чистый размер секциями поперечных переборок, палуб и платформ, обводы в районе подобных понеречных переборок не проверяют.
В намеченном к проверке поперечном сечении судна проводят измерении па каждом борту в 7—10 точках (3—7 точек по днищу и 4—5 точек по борту) по возможности вблизи пересечения плоскости шпангоута с продольной связью (с вертикальным килем, днищевым или бортовым стрингером, крайпям междудонным листом, продольной переборкой, палубой, платформой И т. п.).
При проверке обводов в днищевой части корпуса, где угол а. между оспов-• ной плоскостью и касательной к шпангоуту не более 45й, для фиксировзнвой
5 АдлерШТейн Л. Ц. 65
Таблица 3.3
Допускаемые смещения элементов секций до начала сборки
Контролируемый
Смешение Д крайних элементов набора смежных секций, идущих вдоль монтажного соединения д = д$ — д«
Для крупных, средних и малых судов 10 мм при шпации не более 2000 мм и 15 мм при шпации более 2000 мм; для мелких судов 5 мм
Смещение Aj набора, пересекающего монтажное соединение
Для крупных, средних й малых судов 10 мм при шпации не более 2000 мм (при этом не более чем на 25°е балок набора каждого монтажного стыка допускается смещение до 15 мм) и 15 мм при шпации более 2000 мм Для мелких судов 4 мм
бор, идущий вдоль монтажного стыка. 4 — набор, пересекающий
Смещение Да набора, пересекающего угловое монтажное соединение (например, бортового шпангоута и бимса!
Для крупных, средних и малых судов 10 мм; для мелких судов 4 мм
Продолжение табл 3.3
Контролируемый параметр Допускаемое смещение Эскиз
Размер монтажной шпации Для крупных, средних и малых судов ±25 мм; для мелких судов ± 15 мм; для всех типов судов ± 10 мм, если монтажная шпация между двумя секциями полностью перекрывается конструкцией, устанавливаемой позже
Ширина перекроя (для заклепочного соединения внакрой) ±3 мм при диаметре заклепок менее 10 мм; ±5 мм при диаметре заклепок более 10 мм -
Смещение а монтажных стыков и пазов смежных секций по полотнищу 40 мм для крупных, средних и малых судов; 20 мм для мелких судов . 1 g ,. -
Таблица 3.4
Донускаемые смещения элементов секций до начала сварки
Контролируемый параметр Допускаемое смещение Эсх 3
Смещснве по толщине кромок полотнища и набора £ 0,5—3 мм (в зависимости от толщины металла и вида сварки) ня
Отклонение от прямолинейности стыкуемых ветвей набора, пересекающих монтажный 6—8 мы в зависимости от ацда набора
Несовпадение разделенных листом связей Si —— S _ 0,5 толщины связи Ш; о
67
Таблица 3.5
Допускаемые отклонения при проверке положена я днищевых секций на стапеле
Проверка Секция Проверяемые элементы Допускаемое отклонение
По длине Ьйкаамжм.. . Закладная Последующие Совмещение среднего шпангоута (в ДП, а для скуловой секции — в плоскости контрольного батокса) на наружной обшивке с разметкой на стапеле Совмещение среднего каи крайнего шпангоута (в ДП, а для скуловой секции — в плоскости контрольного батокса) на наружной обшивке с разметкой на стапеле Допускается измерение расстояния А, но при этом каждую четвертую секцию необходимо проверить на совмещение среднего или крайнего шпангоута с разметкой на стапеле / /. / — 5 мм Для крупных, средних и малых судов *15 мм; для мелких судов *8 мм. В случае предварительной контуровки стынов для крупных, средних и малых судов *20 мм; для мелких судов *10 мм. Во всех случаях положение по длине двух симметричных относительно ДП секций и средней днищевой секции не должно отличаться более чем на 15 мм Для крупных, средних и малых судов *10 мм. Для мелких судов *5 мм
Г 4 *
4
/ — теоретическая линия крайнего шпангоута, г — закладная секция; 8 — теоретическая линия среднего шпангоута; 4 — планка на стапеле
Допускается проверять положение скуловой секции по совмещению се контрольного шпангоута с контрольным шпангоутом средней секции *5 мм
По полушироте Средняя Скуловая Совмещение ДП секции (по наружной обшивке) с Дп стапеля (у стыковых монтажных кромок или у крайних шпангоутов) Совмещение контрольной линии батокса (по наружной обшивке) с базовой линией стапеля (допускается проверять полу широту бортовой части секции) *3 мм (при предварительной кон-туровке стыков *5 мм) *10 мм (разность отклонений у носового и кормового стыков секции не должна превышать 10 мм)
По высоте Средняя Скуловая Высота килевой линии (у крайних шпангоутов) относительно базовой линии на стапеле Высота горизонтальной контрольной линии (у крайних шпангоутов) на бортовой части наружной обшивки относительно базовой линии на стапеле или средней секции *5 мм *5 мм
По дифференту Средняя Скуловая Места пересечения ДП с крайними шпангоутами Параллельность основной плоскости горизонтальной контрольной линии, нанесенной на бортовой части наружной обшивки (в местах ее пересечения с крайними шпангоутами секции) *5 мм *5 мм
По крепу Днищевая Совмещение в одной горизонтальной плоскости контрольных линий, нанесенных на наружной обшивке борта каи флорах в районах крайних шпангоутов секции (расстояние между проверяемыми точками на флорах должно быть не менее 3/4 ширины секции) 3 мм при ширине секции до 10 м; 5 мм при ширине секции 10—20 и; 8 мм при ширине секции более 20 м
Таблица 3.6
Допускаемые отклонения при проверке положения бортовых секций на стапеле
Проверки Секция Проверяемые элементы Допускаемые отклонения
По длине Закладная Последующие Совмещение контрольной линии среднего шпангоута с разметкой на стапеле Совмещение контрольной ливни среднего или крайнего шпангоута с разметкой на стапеле —5 мм Для крупных, средних и малых судов а: 15 мм; для мелких Судов —8 мм. Во всех случаях положение по длине симметричных относительно ДП секций не должно отличаться более чем на 15 мм, для мелких судов на 8 мм
По полуширотс Бортовая Совмещение с разметкой на стапеле теоретической линии палубы на наружной обшивке (или линии продольной связи или горизонталь ной контрольной линии у верхнего паза) в местах е* пересечения со средним и крайним шпангоутами Совмещение с разметкой на стапеле линии продольной связи как горизонтальной контрольной линии в средней по высоте части секции в месте ее пересечения с крайним шпангоутом Для крупных, средних и малых судов —5 мм у крайних шпангоутов и —12 мм у среднего шпангоута; для мелких судов соответственно — 3 и *6 мм Для крупных, средних и малых судов SI2 мм; для мелких судов — 6 мм
Продолжение табл, 3.6
Проверки Секция Проверяемые элементы Допускаемое отклонение
По высоте Бортовая, устанав-лиивемая до секции поперечной переборки Бортовая, устанавливаемая после секции поперечной переборки Расстояние от основной плоскости до теоретической линии верхней палубы или горизонтальной контрольной линии в местах ее пересечения с крайними шпангоутами Совмещение горизонтальных контрольных линий на бортовых секциях и секциях переборок Для крупных, средних и малых судов ct 8 мм; для мелких судов й:5 мм — 5 мм
По дифференту Бортовая Разность высот горизонтальной контрольной линии относительно основной плоскости у крайних шпангоутов — 5 мм
Примечания. 1, При установке бортовых секций непосредственно наружной общинной к окоитуропанныи поперечный пеое-боркам бортовые секции по полушироте на данном шпангоуте можно не проверять 2 Если палубный стрингер отнесен к бортовой секция, то полушироту верхней части последней можно проверять по контрольному батоксу на стрингере.
Таблица 3.7
Допускаемые отклонения при проверке положения секций поперечных переборок на стапеле
Пронерка Проверяемые элементы । Допускаемое отклонение
По длине Совмещение нижней кромки переборки с линией шпангоута на нижележащей конструкции -5 «м
По полушироте Совмещение ДП секции (для бортовых частей переборок батокса) с ДП (батоксом) на нижележащей конструкции —3 мм
Т1о высоте Расстояние от основной плоскости до горизонтальной контрольной линии в ДП (или в плоскости батокса) ^5 мм
Совмещение горизонтальных контрольных линий на секции поперечной переборки и на продольной или бортовой секции (если поперечная переборка устанавлиалется после продольной переборки или бортовой секции) 2:5 мм
Высота от основной плоскости до верхней кромки переборки в ДП на секции поперечной переборки, оконтурованной в размер по высоте и ие имеющей шельфа к палубе 4-10 мм —5
По крену Горизонтальность контрольной линии или вертикальность линии ДП (батокса) 3 мм при ширине (высоте) секции до 10 м; 5 мм при ширине (высоте) секции более 10 м
Но дифференту Совмещение плоскости переборки с плоскостью шпангоута в ДП и у крайних стоек 2:2 мм на 1 м высоты переборки, но ие более 15 мм на всю высоту
72
Таблица 3.8
Допускаемые отклонения при проверке положения секций продольных переборок на стапеле
I
Проверка Проверяемые элементы Допускаемое отклонение
По длине Закладная секция — совмещение контрольной линии среднего шпангоута на переборке с контрольной линией этого же шпангоута на нижележащей конструкции Последующие секции — совмещение контрольной линии среднего или крайнего шпангоута иа переборке с контрольной линией этого же шпангоута на нижележащей конструкции —5 мм ±10 мы
По полу широте Совмещение нижней кромки переборки с линией разметки на нижележащей конструкции ±5 мм
По высоте Совмещение горизонтальной контрольной линии продольной переборки и ранее установленной поперечноп переборки или (если нет поперечной переборки) отстояние от основной плоскости горизонтальной контрольной линии у крайних стоек вереборки Если секция оконтурована по высоте и не имеет шельфа к падуге, проверяют высоту от основной плоскости до верхней кромки переборки у крайних стоек ±5 мм
По дифференту Разность высот точек пересечения горизонтальной контрольной линии с крайними стойками гЬб ММ
По крену Совмещение плоскости переборки с вертикальной плоскостью, проходящей через линию притыкания нижней кромки переборки ± 2 мм па 1 м высоты. но ие более 15 мм на всю высоту
73
Допускаемые отклонения при проверке положения секций палуб и платформ на стапеле
полушироты b проверяемой точки (рис. 3.1) необходимо определить погрешность высоты Aft. При проверке обводов в бортовой частя корпуса, где угол Oj между основной плоскостью и касательной к шпангоуту больше 45°, для фиксированной высоты ft проверяемой точки необходимо определить погрешность полушйроты ЛЬ. t
Допускаемые отклонения главных размерений и обводов судов указаны
Таблица 3.10
Допускаемые отклонения глаамых размерений и обводов судов
Проверяемый параметр Долускаемео отклонение, мм, для судов
мелких малых | средних 1 крупных
Обвод Длина: между перпендикулярами £пп наибольшая LB6 Ширина: на мндель-шпангоу-те В наибольшая 2?в6 Высота борта Hz на мидель-шпангоу-те в носу и корме Н 14 1+ 1+ Н Н Н о ёй йэ © сл о е +1 Ее 9 rf Й § з; 5 f § 8 8 § | § Ti О © о о о о +1 (1 +1 й « и ti
Примечание Величины допускаемых отклонений донны для круп иых, средних и малых судов оиругляьл\_-я в сторону увеличения до десятков мнллн метров, а ширины и высоты борта — до полудесятков миллиметров.
§ 3.2. Размерный анализ постройки корпуса судна на стапеле
В зависимости от степени точности изготовления секций корпуса и их установки на стапеле применяют различные способы достижения необходимой точности формирования корпуса судна (рис. 3.2).
75
Последовательность изготовления секций
Рнс. 3.2. Способы обеспечения точности формирования корпуса судна.
Способ достижения необходимой точности формирования корпуса судна выбирают на основе размерного (размерно-технологического) анализа постройки (формирования) корпуса судна.
Размерный анализ выполняют путем расчета сборочных размерных цепей по корпусу судна.
Размерной цепью называют расположенные по замкнутому коптуру размеры, непосредственно влияющие на точность одного из размеров контура. Сборочная размерная цепь определяет относительное положение и точность какого-либо параметра в собранном корпусе судна
Основная цель размерного анализа — организация производства при постройке корпуса судна по принципу взаимозаменяемости, причем степень взаимозаменяемости должна быть оптимальной с точки зрения се технико-экономической эффективности.
Взаимозаменяемостью применительно к судовому корпусостроснню называется возможность детали, узла или секции быть установленной па свое место в конструкции корпуса судна без дополнительной подгонки по месту (или с небольшой подгонкой) с соблюдением при этом требований к форме корпуса и сопряжения со смежными конструкциями.
Расчет размерных цепей является одним из средств расчетного определении рациональных допусков, обеспечивающих наиболее экономичное изготовление корпуса судна.
Цели размерного анализа следующие
— определение количественной взаимосвязи между точностью изготовления секций и точностью постройки корпуса судна на стапеле;
— назначение технологических допусков па форму н размеры секций и их установку на стапеле (с учетом конструктивных допусков на форму и размеры корпуса и его элементов);
— определение монтажных соединений корпуса, которые целесообра то (при определенных технических средствах и способах изготовления и установки секций) предварительно контуровать по данным с плаза или чертежа и собирать на стапеле без монтажных припусков;
— определение монтажных соединений корпуса, по которым следует оставлять монтажные (компенсационные) припуски, удаляемые до установки секций на стапель по залгйрам с места (с судна);
— определение монтажных соединений корпуса, по которым следует оставлять монтажные (компенсационные) припуски, удаляемые после установки секций на стапель по замерам с места (с судна);
— расчет величины монтажных припусков;
— уточнение номинальных размеров корпусных конструкций с учетом случайных и систематических погрешностей при их изготовлении и установке;
— исследование конструктивно-технологических факторов (разбивки корпуса судна на секции, конструктивного оформления монтажных соединений, технологии изготовления и установки секции и др.) с точки зрения их илияиия на точность изготовления и установки корпусных ковструкций.
Погрешности размеров корпусных конструкций вызываются производственными Причинами, основные из которых:
— отклонения формы и размеров деталей корпуса;
— неточность размеров псиасгки (стендов, постелей, опорпого устройства и т. д.);
— деформации корпусных конструкций в результате сварки;
— изменения величин параметров, влияющих на сварочные деформации (режимы сварки, геометрия разделки кромок, цепень закрепления судовых корпусных ковструкций и т. д.);
— .метрологические погрешности, главным образом в процессе выполнения разметочных и проверочных работ;
— ошибки рабочего.
Размерный анализ конструкции и расчет размерных цепей по корпусу судна следует ныполнять, как правило, в период проектирования технологического процесса постройки корпуса судна. Такой расчет называют проектным.
77
[Расчет поля рассеяния рааме-\ ! | ра замыкающего звена ,8'8 |
Сравнение расчетных и допускаемых значений поля рассеяния замыкающего звена и 5»)
Уточнение места монтажного припуска с учетом относительной эффективности предварительной кон-
Схема монтажных припусков
Таблица допускаеных отклонении формы и размеров корпусных конструкции
Рекомендации по обеспечению требуемой точности
Определение места и величины монтажного приписка
Уточнение номинальных размеров замыкающих и поставляющих звеньев
Определение объема пригонки по монтаз нами соединению
Таблица наминали ных размеров корпусных конструкции
Рис. 3.3. Схема размерного анализа корпуса судна.
Прикцдочпые расчеты некоторых размерных цепей следует производить при разработке технического проекта судна.
Основные этапы размерного анализа формирования корпуса судна, последовательность их выполнения н взаимосвязь показаны на рис. 3.3. В зависимости от конкретных целей размерный анализ можно выполнять не в полном объеме.
Рассмотрим основные положения по выполнению отдельных этапов размерного анализа.
Корпус судна в целом, а также его отдельные части (узлы, секции) должны отвечать определенным требованиям точности формы, размеров и яэаииного положения элементов конструкции. Количественным выражением этих требований являются конструктивные и технологические допуски.
Рис. 3.4. Эскиз (я) и схема (6J размерной цепи, определяющей монтажную шпацию.
В качестве примера составим, решим и проанализируем одну простейшую размерную цепь по корпусу судна, определяющую величину монтажной шпации (рис. 3.4).
Требования к точности, которые должны быть выдержаны при форми-ровавии корпуса судна, фиксируются в виде замыкающих звеньев размерных цепей. Звеном размерной цепи является каждый размер по контуру цепи (например, размеры Б1г .... Б{, Б% — величина монтажной шпации цепи Б на рис. 3.4). Размерная цепь состоит из замыкающего (исходного) и составаяющих звеньев.
Исходным звеном размерной цепи при выявлении требований точности называют размер, к которому предъявляют осноииое требование по точности конструкции (по данной размерной цепи). В рассматриваемом примере таким размером будет величина монтажной шпации Eg. Исходное звено в про
цессе постройки корпуса судна становится замыкающим, так как формируется в последнюю очередь, замыкая размерную цепь. Остальные звенья размерной цепи называются составляющими.
Замыкающие звенья выявляют и фиксируют в порядке установки секций (в соответствии со схемой формирования корпуса).
Звенья размерных цепей по корпусу судна могут быть линейными или угловыми.
После выявления замыкающих звеньев определяют параметры точности как самих секций (форма, положение набора, линейные размеры), так и их положения* па стапеле (взаимное положение секций, координаты их относительно базовых линий на стапеле), влияющих на конечную точность замыкающего звена, т. е. на выяалепве составляющих звеньев.
Рассмотрим выявление составляющих звеньев цепи Б. С замыкающим звеном Eg сопряжен размер Б, (расстояние от теоретической линии левого на эскизе
флора до средней линии профиля монтажной кромки секции), влияющий на точность замыкающего звена. Стсдовательно, Б, — составляющее звено.
Далее с составляющим звеном Б, сопряжен размер Бг (расстояние между средними линиями профилей монтажных кроМок смежных секций), влияющий на точность замыкающего звена. Следовательно, £2 — также составляющее звено. На точность замыкающего звена влияет перемещение секции, вызванное сваркой монтажного соединения, которое тоже является составляющим звеном Б3. Наконец, к замыкающему звену Б % с другой стороны примыкает размер Et (расстояние от теоретической линии правого на эскизе флора до средней
линии профиля монтажной кромки секции), также влияющий на точность замыкающего звена и поэтому являющийся составляющим звеном.
Таким образом, получен замкнутый контур размерная цепь Б, эскиз и схема которой показаны на рис. 3.4.
По схеме размерной цепи определяют основное уравнение размерной цепи, которое аналитически связывает замыкающее звено с составляющими *. Оно выражает два основных свойства размерной цели- язанмосвязапность всех звеньев и замкнутость цепи, что предполагает равенство алгебраической суммы составляющих звеньев замыкающему звену.
Составляющее звепо может быть увеличивающим или уменьшающим. Увеличивающим называется звено, с увеличением которого увеличивается замыкающее звено, а уменьшающим — звено, с увеличением которого замыкающее звено уменьшается. Соответственно в уравнении при увеличивающих звеньях стоит знак плюс, а при уменьшающих — минус.
В размерной цепи на рис. 3.4 звенья Бг, Бг и Ба — увеличивающие, а звено Б3 — уменьшающее. следовательно, уравнение цепи Б может быть записано в виде
Бг = В1 + В2-Б3Ч-В4. ' (3.1)
Как правило, при размерном анализе корпуса судна решается прямая задача. т. е. определяются параметры составляющих звеньев размерной цепи по заданным параметрам замыкающего звена. К таким параметрам звеньев относятся номинальный размер звена и допускаемое отклонение размера звена. Эти параметры определяют по формулам
Ч - у Х'А’ ; (3 2)
~ (*', +«А) - “А. (з.з)
где б — половина. поля рассеяния размера звена (6' — расчетное значение); k — коэффициент относительного рассеяния размера звена; а — коэффициент относительной асимметрии распределения отклонений звена; N — поминальный размер звена; А — передаточное отношение, определяющее влияние составляющего звена на замыкающее и равное для одномерных размерных цепей +1 для увеличивающих звеньев н —I для уменьшающих. В этих формулах индекс X относится к параметру замыкающего звеиа, a i — составляющего.
Размерные цепи решают способом попыток. Он заключается в том, что вначале назначают (по руководящим техническим материалам и на основании опыта) допуски на составляющие звенья б,, по формулам (3.2) и (3.3) определяют отклонения замыкающего звена б^. которые сравнивают с. заданными 6£. Затем, при необходимости, допуски па составляющие звенья корректируют, и размерную цепь пересчитывают. Поэтому дальнейшим этаном размерного анализа является определение допускаемых отклонений замыкающего и составляющих звеньев.
В примере размерной цепи Б допуск на размер замыкающего звена Б£, представляющего величину монтажной шпации, составляет для мепких судов — 10 мм. Таким образом, половина поля допуска на размер замыкающего звена цепи Б будет б2Б = 10 мм.
В примере размерной цепи Б рассмотрим назначение допускаемых отклонений составляющих звеньев. Допуск на звенья Бл и Бл, представляющие расстояние от монтажной кромки секции до ближайшего флора, на основании опытных данных можно принять бд, — бв4 = 7 мм. Половину поля рассеянии
• Имеется в виду, что размерные цепи по корпусу относятся к одномерным, т. е. к таким линейным цепям, у которых все звенья параллельны, и к таким угловым целим, у которых все звенья лежат в одной плоскости.
6 Адлерштейн Л. И- 81
звена £2, характеризующего степень непрямолинейности монтажной кромки, также по опытным данным принимаем 6б, = 2,2 мм, а половину поля рассеяния звена Бя (величина перемещения секции от сварки) fijs, = 2,5 мм (по материалам наблюдений).
Для размерного анализа постройки корпуса судна коэффициенты относительного рассеяния ki надо принимать в пределах 1—1,2. При более жестких допусках kt необходимо брать ближе к верхнему пределу, а при широких допусках — ближе к нижнему пределу.
Входящий в формулу (3.2) коэффициент можно принимать равным единице, если соблюдено одно из следующих условий:
1) = 1;
2) не менее пяти составляющих звеньев имеют однородные по величине допуски среди звеньев с любыми симметричными законами распределения*, но с меньшими допусками;
3) ие менее восьми составляющих звеньев имеют однородные по величине допуски среди звеньев с любыми одновершинными законами распределения, но с меньшими допусками.
Если перечисленные условия отсутствуют, то нужно пользоваться формулой (для одномерных цепей)
<3-4’
В примере размерной цепи Б можно привить
kBi=kB = И = 1; fefi>=i,2.
Тогда
2.7+°2.?+2.Sl 2-2' I '.2- 2J -
— K2-7s-|-2,284-2,5«) = ],005«w 1.
В этом случае по формуле (3.2) составит
б'ХБ = ^2.72-{-2,22+ 1.22-2.5а = 10,4 мм.
Полученное расчетом значение необходимо сравнить с допускаемым значением 6г. При этом возможны три случая: S2<C 62 и 6^- > бг-
В первом и втором случаях точность замыкающего звена (а в конечном итоге точностные требования к корпусу судна) можно обеспечить иа основе принципов взаимозаменяемости, т. е. изготовления корпусных конструкций в допусках и их установки на стапеле без монтажных припусков. Причем, если <S 6£, то можно увеличить поля допусков составляющих звеньев, когда это оправдано технически, т. е. позволит упростить технологию и соответственно уменьшить себестоимость изготовления корпуса судна.
В третьем случае обеспечить требуемую точность замыкающего звена па основе принципов взаимозаменяемости невозможно. Поэтому прежде всего необходимо уменьшить поля допусков всех или некоторых составляющих звеньев (при технической возможности) впи в допустимых пределах увеличить поле допуска замыкающего звена.
Уменьшение поля допуска составляющего звена должно быть обосновано соответствующим изменением технологии изготовления или установки секции, например, уменьшение отклонения расстояния между средними линиями кромок от прямолинейности за счет введения полуавтоматической газовой резки яэамен ручной; уменьшение величины отклонения габарита секция от заданного улучшением технологии контуровки секции и т. д.
• Показателем симметричности распределения является условие aj= О.
82
Рис. 3.5. График зависимости величины 2$ от соотношения
После возможного изменения полей допусков составляющих звеньев (уменьшения) или замыкающего звена (увеличения) повторно рассчитывают величину 62-Если получают, что 6^,^ то расчет на этом заканчивают. Если же и при повторном расчете > 6г, но все возможности обоснованного изменения полей допусков исчерпаны, необходимо принять другие конструктивно-технологические меры, обеспечивающие соблюдение требуемого поля допуска замыкающего звена. К таким мерзм относятся изменение конструкции корпуса судна, в 'частности, конструктивного оформления монтажных соединений секций, а также уменьшение количества составляющих звеньев размерной цепи за счет укрупнения секций и т. д.
Если такие меры не приводят к требуемому уменьшению то необходимая точность должна обеспечиваться введением в конструкцию компенсирующих элементов, применительно к судовому корпу-состроению, например, введением монтажных припусков.
Если не намного (на 5—10%)
превышает то в технически обоснованных случаях можно не пересчитывать размерную цепь и допустить несколько большую вероятность выхода размеров замыкающего звена за границы поля допуска. (При вj = б2 вероятность выхода размера замыкающего звена за границы поля допуска составняет 0,27%.) В этом случае вероятность выхода размеров замыкающего звена за границы поля допуска 2р сле-
дует определять в зависимости от соотношения $£/б£ по графику на рис. 3.5. г В примере размерной цепи Б было получено: 5zg = 10,4 мм, = = 10 мм, т. с. Однако не намного превышает бхв, поэтому
нет необходимости изменять размерную цепь и допускаемые отклонения на ее звенья. Можно допустить небольшое увеличение веронтности выхода размеров замыкающего звена за границы поля допуска. По графику на рис. 3.5 для
б£ .. Ю
«£ ,0-4
= 0,96
зта вероятность составит 0,4% (вместо 0,27%), что вполне допустимо.
Следовательно, для цепи Б сравнение расчетных и допускаемых величии поля рассеяния размера замыкающего звена показывает, чтс^требуемая точность замыкающего звена может быть обеспечена при изготовлении корпусных конструкций в допусках и их установке на стапеле без монтажных припусков. В данном случае можно утверждать, что величина монтажной шпации будет выдержана в допусках при обработке стыковых кромок днищевых секций в чистый размер.] .
В'тех случаях когда ковструктивно-технслогические меры не дают требуемого уменьшения поля рассеяния размера замыкающего звена, необходимую точность должны обеспечивать введением монтажного припуска. Величину монтажного припуска П, необходимую для компенсации полной погрешности
83
Последовательность изготовления секций
Рис. 3.2. Способы обеспечения точности формирования корпуса судна.
76
При пробивке следа вертикальной плоскости теодолит необходимо закрепить, чтобы он не вращался вокруг вертикальной оси. После этого можно наносить промежуточные точки пробиваемой линии, вращая трубу теодолита вокруг горизонтальной оси и последовательно фокусируя ее на предварительно намеченные места (например, на планках стапеля). Для упрощения операпии нанесения рисок можно применять линейки с миллиметровыми делениями.
Для построения в горизонтально}! плоскости перпендикуляра к линии теодолит устанавливают и центрируют над отмеченной точкой, оптическую ось трубы совмещают с вертикальной плоскостью, проходящей через линию. Теодолит закрепляют от возможности вращения вокруг вертикальной осн нй время снятия
отсчета по горизонтальному лимбу. Освободив теодолит, поворачивает его на 90"' и вновь закрепляют. Затем вращают трубу вокруг горизонтальной оси, последовательно нанося точки перпендикуляра.
При пробивке следа горизонтальной плоскости (например, следа основной плоскости) зрительную трубу устанавливают горизонтально и закрепляют от возможности вращения вокруг горизонтальной осн. Далее вращают трубу вокруг вертикальной оси, последовательно нанося точки следа горизонтальной пло скости.
Нанесение базовых линий на стапеле. Нанесение линии ДП и Л1 иий, параллельных ей, производят следующим образом (рис. 3.6). В носовой и кормовой частях стапеля определяют с помощью рулетки точки оси симметрии стапеля, между которыми будут пробивать линию ДП, и на металлических планках чертилкой наносят риски. Теодолит устанавливают и центрируют предварительно над носовой (кормовой) точкой оси симметрии стапеля. Ось вращения теодолита устанавливают по уровню отвесно. Затем теодолит окончательно центрируют над точкой. Вертикальный штрих перекрестия зрительной трубы теодолита совмещают с кормовой (носовой) точкой осн симметрии стапеля. Корпус теодолита закрепляют, чтобы он не вращался вокруг вертикальной оси. Зрительную трубу наводят поочередно на планки, расположенные по ДП, и фиксируют на них положение следа ДП.
Линии батокса на стапеле наносят так же, как ливни ДП.
Для нанесения на стапеле перпендикуляров к ДП иа планках, расположенных по линии ДП, намечают положение точек пересечения перпендикуляров с ДП
85
(мцдель-шпапгоута, крайних иан средних шпангоутов секций и блоков и др.). Теодолит устанавливают последовательно над каждой из точек пересечения перпендикуляра с ДП и центрируют над ней. Оптическую ось зрительной трубы совмещают с ДП и закрепляют теодолпт от возможности вращения вокруг вертикальной оси на время снятия отсчета по горизонтальному кругу. Затем корпус теодолита поворачивают на 90“ вокруг вертикальной оси и вповь закрепляют. Далее зрительную трубу вращают вокруг горизонтальной оси и наносят последовательно точки соответствующего перпендикуляра на планках стапеля.
Для нанесения базовой основной линии ось вращения теодолита устананли-вают по уровню отвесно. Ось зрительной трубы устанавливают горизонтально. Вращая корпус теодолита вокруг вертикальной оси, наносят последовательно точки следа базовой плоскости на стойках, колоннах стапеля, эллинга или на других конструкциях.
Проверка положения на стапеле корпусных конструкций. Для проверки положения днищевых секций по длине теодолит устанавливают сбоку от проверяемой секции (рис. 3.7). если позволяет ширина стапеля, или под секцией над базовой линией среднего шпангоута па стапеле. Затем, теодолит выравнивают и центрируют. Оптическую ось зрительной трубы совмещают с плоскостью среднего шпангоута па стапеле, а корпус теодолита закрепляют от возможности вращения вокруг вертикальной осн, но труба теодолита может вращаться в плоскости среднего шпангоута. Зрительную трубу наводят на секцию и определяют положение днищевой секции по длине- Совмещение вертикального штриха зрительной трубы теодолита с линией среднего шпангоута секции достигается перемещением последней вдоль стапеля.
Положение днищевых секций по полушироте, высок-, дифференту и крену проверяют с одной установки теодолита (см. рис- 3 7). Лишь при проверке полу-широты закладной секции в некоторых случаях теодолит устанавливают дважды (или пользуются двумя теодолитами), со стороны носа и со стороны корны.
Теодолит устанавливают на стапеле в ДП в пос или в корму от проверяемой секции по возможности не ближе чем на 8—10 м. Труба теодолита по высоте должна быть ниже основной плоскости судна. Оптическую ось зрительной трубы устанавливают в ДП стапеля. Теодолит закрепляют от возможности вращения вокруг вертикальной оси, но труба теодолита свободно вращается в ДП. Для проверки полушироты зрительную трубу теодолята наводят на риску ДП на наружной обшивке у монтажного стыка секции. Совмещение вертикального штриха зрительной трубы с риской ДП на секции достигается перемещением секции по полушироте.
«6
Для проверки положения днищевой секции по высоте, к|>ену и дифференту ось зрительной трубы теодолита устанавливают в плоскости, параллельной основной. Трубу теодолита закрепляют от возможности вращения вокруг горизонтальной оси, наводит на стойку и памечают га ней риску положения плоскости, параллельной основной (по горизонтальному штриху сетки трубы). Размер, равный расстоянию между нанесенной риской и риской основной линии на стойке, откладывают на рейках, которые устанайлизают в точках пересечения крайних шпангоутов с ДП секции. Зрительную трубу теодолита наводит на указанные риски, и секцию выравнивают по высоте и дифференту до совмещения перекрестия зрительной трубы с риской на рейке.
Проверку по крену производят, устанавливая рейки в точках пересечения линий крайних шпангоутов с контрольными линиями на наружной обшивке борта влн флорах секций по обоим бортам. Зрительную трубу теодолита наводит па рейки, секцию выравнивают до получения одинаковых показаний на рейках обоих бортов.
Проверку положения бортовых секций по длине производят аналогично проверке днищевой секции.
Положение бортовой секции по полушироте может быть проверено одним из трех способов (рве. 3.8).
По первому способу на настиле второго ниа заранее должен быть нанесен контрольный батокс, а на бортовой секции в проверяемых точках следует установить марки (или рейки) с рисками того же контрольного батокса. Теодолит устанавливают и центрируют над линией контрольного батокса. Оптическую ось зрительной трубы совмещают с плоскостью контрольного батокса и закрепляют трубу от возможности вращения вокруг вертикальной оси. Зрительную трубу последовательно наводят на марки бортовой секции. Совмещение вертикального штриха зрительной трубы теодолита с рисками на марках секции достигается перемещением оерхней части бортовой секции.
87
Второй способ отличается тем, что базовую линию батокса наносят заранее на стапеле, а марки с рисками полушироты устанавливают снаружи бортовой секции,
Третий способ применим, если палубный стрингер расположен на бортовой секции. На палубном стрингере должна быть заранее нанесена контрольная линия батокса, а ее положение на смежной секции должно быть уточнено (с учетом погрешности установки секции). Теодолит располагают на палубном стрингере ранее установленной бортовой секции.
Для проверки положения бортовой секции по высоте и дифференту необходимо иметь базовую риску высоты, которой может служить непосредственно одна из рисок горизонтальной базовой линии влн риска, вынесенная н& ранее усыновленные конструкции пли на стойку вблизи от проверяемой секции. Теодолит помещают на дншценую секцию, его вертикальную ось устанавливают отвесно. Зрительную трубу приводит в горизонтальное положение и закрепляют. Затем определяют положение по высоте оптической оси зрительной трубы, для чего последнюю наводят на риску высоты и измеряют расстояние от риски до проекции горизонтального штриха сетки трубы.
Зрительную трубу изводят на бортовую секцию в районе ес крайних шпангоутов. Секцию выравнивают по дифференту до получения одинаковых расстояний от горизонтальной контрольной линии на секции до проекции горизонтального штриха сетки трубы. Затем определяют высоту секции путем измерения расстояния ог проекции горизонтального штриха сетки до горизонтальной контрольной линии па секции п сопоставления ето с расстоянием ог проекции того же штриха до риски высоты.
Положение переборок проверяют так же, как и положеняэ бортовых секций.
§ 3.4. Инструмент для разметочно-проверочных работ
Проверочный и измерительный инструмент и првепособлеиия, применяемые при выполнении проверочно-разметочных работ, могут быть любого образца при условии обеспечения требуемой точности. При выборе типа инструмента следует учитывать, что предельная погрешность метода измерения не должна превышать 0,3 поля допуска контролируемого размера.
Таблица 3.11
Типоразмеры рулеток РЗ и допускаемые отклонения действительной длины их шкал от номинального значения
Шкала Допускаемые отклонения действительной длкиы, нм, he более
I-Я класс 2-й класс 3-Я класс
Общая длина, м: ’ 2 5 10 20 30 50 Отдельные подразделения: дециметровое и метровое сантиметровое миллиметровое и I» it , , it 1* , . ЯЯР ||—р|| о’— — м со ю о ©о* +1 +i +1 +1 +i +1 +1 -ни 1+ ин- и 1+ н 1+1+ н 1 ООО ~ТСЛ<*_Ь5Юр cow'-f- СП 00
Примечание. В таблице указаны отклонения при температуре 30“ С и ватежеиии ленты 10 кге (—1Н) доя рулеток длиной более III м и 5 кге (~0,5 Н> для рулеток длиной до 10 ы
88
Инструмент для линейных измерений. Для линейных измерений при постройке корпуса судна на стапеле применяют следующий инструмент.
1. Измерительные металлические рулетки типа РЗ (рулетки в закрытом корпусе) по ГОСТ 7502—69.
Типоразмеры рулеток и допускаемые отклонения действительной длины шкал рулеток ог номинального значения указаны в табл. 3.11.
Рулетки 1-го и 2-го классов точности должны сопровождаться поверочным аттестатом, в котором необходимо указать действительную длину измерительной ленты на горизонтальной плоскости nph температуре 20° С и натяжении, указанном в примечании к таблице.
2. Складные металлические метры по ГОСТ 7253—54 для измерения длины до 1 м.
Допускаемые отклонения для всей длины метра и отдельных его подразделений приведены ниже:
Подра здслсние
шкалы
Допускаемые от. клонеяия дейст-пптельпоП длины, мм, нс более
Вся длина метра и расстояниз от любого штриха до обоих концов метра (кроме штриков, расположенных на расстоянии менее ПО м от конца меры) .... ±1
Отдельные подразделения: дециметровое......................... ........... —0,5
сантиметровое (включая стыповое)................ ±0,3
миллиметровое................................ — 0.2
Началом и концом меры служат торцевые грани крайних звеньев метра. Отклонение развернутого метра от прямолинейности не должно превышать 0.2 мм на длине отдельного звева и 1 мм на длине 1000 мм.
3. Измерительные металлические линейки по ГОСТ 427—56 для измерения небольшой длины (не превышающей длину линейки). Их изготовляют с верхними пределами измерений 150, 300, 500,1000 мм и с ценой деления 0,5 и. 1 мм.
Ниже показаны допускаемые отклонения действительной длины шкал линеек от номинальных значений, а также отклонения от прямолинейности.
Общая длина линеек и расстояния от любого
штриха до начала или конца шкалы, мм
Допустимые отклонения, mi
До 300 .................................. ±0,10
300—500 ................................. ±0,15
Свыше 1000............................... ±0,20
Отдельные подразделения: сантиметровое...................... —0.10
миллиметровое и полумиллиметровое ................................. ±0,05
4. Щупы для проверки величины зазоров под сварку и плотности обжатия под клепку. Применяют щупы трех типов: пластины-щупы по ГОСТ 882—64, ступенчатые и клиновидные.
5. Штангенциркули типов ШЦ-1, ШЦ-11 н ШЦ-Ш по ГОСТ 166-73 для измерения наружных и пиутрениих диаметров, толщин материала и т. д.
6. Бухтиномеры для измерения стрелок прогиба листовых и профильных элементов судовых корпусных конструкций.
89
Рис. 3.9. Транспортиры двух типов.
Инструмент для ifejoeux измерений. Для угловых измерений при постройке корпусов судов на стапеле применяют следующий инструмент.
1. Транспортьры из дюралюминия двух типов (рис. 3-9). тип 1 (й = 125, 250, 375 и 5СН) мм); тип II (й = 500. 750, 1000, 1250 и 1500 мм.)
2. Угломеры для контроля углов разделки кромок иод сварку двух типов (рис. 3.10).
3. Малочники семи типов (рис. 3.11). Малочник типа 1 имеет два типоразмера: a) L.—150 мм; La — —140 мм; б) -= 250мм; I 8— 240 мм.
4. Квадрант-угломер’* КО-1 пу ГОСТ 13402—67, соединяющий о себе конструктивно угломер с уровнем.
Цена деления шкалы Г (0,29 мм на 1 м); цена деления ампулы продольного уровня 30".
Проверочный и ризметечный инструмент и приспособления. При постройке корпусов судов на стапеле применяют следующий проверочный и разметочный инструмент и приспособлений
1. Отвесы (шнуровые) для проверки вертикальности нескольких типов, в том числе регулируемый отвес ОР-2, который имеет иглу, устанавливаемую в корпусе. Длину отвеса регулируют за счет разматывания или сматывания шнура с катушки, находящейся внутри отвеса.
2. Шлапговыс уровни для проверни горизонтальности.
3. Уровни для проверки установки конструкций в горизонтальное или вертикальное положение: рамные и брусковые уровни по ГОСТ 9392—60, строительные уровни по ГОСТ 94(6—67 (для неответственных работ).
Рис. 3.10. Угломеры.
90
Рис. 3.11. Малочииии.
4. Угольники 90о,для проведения и проверни перпендикуляров. Применяют уг^ьншш^с^размерами сторон в мм: 63/40, 400/250, 1000/630, 2000/1250 (по
Рис. 3.12. Прогиб шергевей под влиянием собственной массы, f — прогиб; L — длина шергеня; h — высота сечения шсргеия.
5. Шергени для создания базовых плоскостей, от которых проверяют положение корпуса судна или секций. Шергени изготовляют из сосны первого сорта
Рис. 3.13. Разметочный циркуль.
с абсолютной влажностью 15%. Шергени большой длины дают прогиб от собственной массы, который необходимо учитывать (рис. 3.12}.
6. Циркули разметочные (рис. 3.13) с длиной ножек L = 200. 300 и 500 мм.
92
7. Циркули для приперчивания (рис. 3.14), снабженные уровнем для установим нижней ножки.
8. Чертилки нескольких типоразмеров.
9. Кернеры по ГОСТ 7213—72 четырех типоразмеров длиной 90, 100, 125 и 150 мм.
10. Теодолиты. Их применяют при подготовке построечного места к закладке судна (построение базовых линий), нанесении плоскости контуровки монтажных стыков блоков и секций корпусе судна, контроле формы и размеров корпусных конструкций, проверке положения корпусных конструкций на стапеле, нанесении ватерлинии, определении формы упругой линии судна и других операциях, требующих построения прямых линий в пространстве, горизонтальных и верги
Рис. 3.14. Циркуль для приперчивания.
квльных плоскостей, построения и измерения углов. При этом могут быть использованы теодолиты Т2, Т5*. Т10 по ГОСТ 10529—70 и другие типы теодолитов, обеспечивающих ту же точность. Их основные характеристики приведены в табл. 3.12.
Все теодолиты устанавливают на штатив типа ШР по ГОСТ 11897—66. Высота штатива 970 мм с вдвинутыми ножками и 1450 мм с выдвинутыми ножками.
Теодолит Т2 (рис. 3-15 и 3.16) состоит яэ зрительной трубы, колонки, вертикального и горизонтального кругов, треножника и штатива. Основные детали и узлы теодолита защищены от попадания пыли, грязи, брызг воды. Зрительная труба переводится через зенит обоими концами.
* Теодолит Т5 по требованию заказчика может выпускаться в двух вариантах: с уровнем при алидаде вертикального круга Т5 и с оптическим компенсатором Т5К- Наличие оптического компенсатора обеспечивает автоматическую установку места нуля вертикального круга с точностью —2" при наклоне подставки инструмента в пределах —3', что позволяет использовать теодолит как технический нивелир.
93
Теодолиты снабжаются комплектом электрооборудования для освещения отсчетной системы, уровня при алидаде вертикального круга и подсветив сетки зрительной трубы. Теодолиты обеспечиязют возможность работы при температуре от+50 до —40°С. Теодолиты хранят в футлярах, имеющих гнезда для размещения принадлежностей по уходу, наплечные ремни и ручки для переноски.
Рис. 3.15. Общий вид теодолита Т2.
I юстировочный винт уровня; 2 — уровень при алидаде горизонтального круга; 3 — штекерное гнездо; 4 — окуляр микроскопа, 5 — диоптрийное кольцо, б — колпачок, закрывающий юстировочные винты сетки нитей; 7 —
Рис. 3.16. Теодолит Т2 на штативе.
чакрывающая
тельной трубы. 10 — оптический визир: I! — крышка колонки, 12 — барабанчик микроме-
крепления треножника; 4 - рукоятка горизонтального круга;
5 — рукоятка переключения микро-гилпя- е. — объектив зрительной ручка для переноски
трубы;
дящке винты.
кия ручки; 9 — лупа уровня при алидаде вертикального круга; 10 — окно: 11 — зеркало: 12 — винт уровня; 13 — окуляр оптического отвеса; 14 — крышка; 15 — трснож ннк: 16 — столик штатива: П — ста-
Срок службы теодолитов не менее 7 лет при условии проведения ежегодных профилактических мероприятий.
Среднюю квадратичную ошибку измерения угла р, из одного приема вычисляют по уклонениям от среднего значения, полученного пе менее, чем из 12 приемов, по формуле
(ЗТ>
где о/ — уклонения от среднего значения результатов отдельных измерений угла; т— число приемов.
94
Таблица 3-12
Технические характеристики точных теодолитов
Основные параметры Значения параметров различных моделей теодолитов
Т2 То TI5
Длила трубы, мм 182 т 152 150
Увеличение, крат 25 27 25
Диаметр светового отверстия объектива, мм 35 38 30
Наименьшее расстояние визирования, м 1,5 2 1,2
Диаметры шкал лимбов, мм (гор./верт.) 90/65 95/70 90/70
Цена деления 20' 1° 1°
Цепа деления шкалы микрометра 1" 1' Г
Пределы измерения вертикальных углов, град от 4-60 до —62 ст 4-58 до —63 от 4' 60 до —55
Цепа деления уровней, при алидаде горизонтального круга, с’2 м 15 25—35 25—35
при алидаде вертикального круга, с/2 мм 20 - 15
круглого уровня, миц/2 мм 12 10
при трубе, с/2 мм — 20
Средняя квадратичная ошибка измерения горизонтального угла, с =(2,2—2,6) = (4-5) =Ы5
Высота теодолита, мм 298 270 280
Масса, кг: теодолита 5.2 3.6 3.5
футляра 4,2 3 3
штатива 5,3 5,3 5.3
Цена основного комплекта, руб. —-800 —500 —250
45
Глава 4
СБОРОЧНЫЕ РАБОТЫ
§ 4.1. Соединения корпусных конструкций на стапеле
Соединения корпусных конструкций, выполняемые на станеле, классифицируют по следующим признакам: I
— типу соединения;
— расположению соединении в пространстве;
— степспи доступности соединения в процессе выполнения стапельной сборки;
— форме сопряжения соединяемых кромок;
— количеству сопряжений, входящих в соединенна;
— характеру сборки соединяемых элементов и т. д.
Монтажные соединения обшивки, настилов, полотнищ и балок набора клас* сифицируют:
— по типу — стыковые, внахлестку, угловые и тавровые;
— по положению в пространстве — нижние, на вертикальной плоскости и потолочные;
— по условиям удобства доступа — неограниченные для доступа, частично ограниченные для доступа и труднодоступные;
— по форме сопряжения соединяемых элементов — имеющие сопряжения по прямой линии, по линии с кривизной одного авака и по линии двоякой кривизны;
— по количеству входящих сопряжений элементов — состоящие из единичных сопряжений и комбинации сопряжений.
К неограмиченным для доступа относятся соединения, которые в процессе сборки могут обслуживаться крановым оборудованием стапелей, не закрываются лесами и конструкциями корпуса судна (настилами, комингсами и мостиками), а также могут выполняться в любой удобной для сборщика позе. Частично огравиченпыми для доступа являются соединения, которые в процессе стапельной сборки ке могут обслуживаться стапельными кранами, т. е. находящиеся под перекрытиями, в замкнутых отсеках, под корпусом судна, связанные с обязательным применением лесов, по выполняемые снаружи или внутри судна в удобных для работы позах, позволяющих рабочему в случае необходимости стоять в полный рост. Труднодоступные — это соединения, при выполнении которых рабочий вынужден производить сборочные операции в неудобных позах (согнувшись, на коленях, на корточках, лежа), снижающих призводигельность труда на 50—70% по сравнению с работой в свободных местах.
По количеству входящих в соединение элементов сопряжения эти элементы разделяют на размещающиеся в одной (единичное сопряжение) или нескольких (комбинация сопряжений) плоскостях. К единичным сопряжениям относятся соединения листов обшивки, настилон или полотнищ без балок подкрепляющего их набора (соединения последних расволожеиы в перпендикулярной плоскости к плоскости обшивки); к комбинации сопряжений — соединения обшивки, име-♦ющие балки подкрепляющего выбора. Соединения балок набора полособульбо-вого и таврового профиля (несмотря на сопряжение поясков и стенок в различных плоскостях) относятся к группе единичных сопряжений. Соединения высокого рамного набора, днищевых стрингеров, флоров и вертикального киля (у судов с двойным дном), имеющие подкрепления в виде дополнительно приваренных ребер жесткости, являются комбинацией сопряжений.
96
Таблица 4.1
Относительная длиЪа монтажных соединений
Характеристика соединения
мая длина ыовтажных
%
Тип Стыковое, внахлестку Угловое, тавровое 31—85 15-69
Положенве в пространстве Нижнее Вертикальное Потолочное 31-47 19-42 17—34
Степень доступности Неограниченное для доступа Частично ограниченное для доступа Труднодоступное 8—18 77—86 2 10
Форма сопряжения элементов По прямой лилии По линии с кривизной ОДНОГО знака По линии с дооякой кривизной 58—73 24—40 2-4
Количество сопряже-пий_алементов Единичные сопряжения Комбинация сопряжений 36—71 29-64
si Характер сборки В составе корпусной конструкции Из узлов и деталей россыпи 78-81 19-22
Относктелышя ДДйпа монтажных соединений различных типов указана в табл. 4.1.
Трудоемкость выполнения монтажных соединений на стапеле состааляет 30—37% общей трудоемкости работ, связанных с формированием корпуса строящегося судна. С учетом операций выполнения монтажных соединений трудоемкость (взитая за 100%) распределяется следующим образом:
Сведение или выравнивание кромок обшивки, настилов, полотнищ и концов балок набора 56—65
Подрезка соединяемых кромок или концов балок и проверка правильности сборки . 5—13
Скрепление соедипвемых кромок па электроприхватках или гребенках..................8—13
Зачистка соединений после сборки .........3—6
Сборка соедвиений корпусных конструкций из узлов и деталей россыпью..............10—20
7 АдлерштеГн Л- Ц.
97
§ 4.2. Параметры для определения технологических смещений элементов корпусных конструкций и усилий для их соединения на стапеле
При соединении элементов корпусных конструкций на стапеле в наиболее часто встречающихсв случаях сборки отклонения кромок обшивки, кастилов и полотнищ от требуемого обвода каи плоскости соединяемых корпусных конструкций (в стыковых или нахлесточных соединениях), концов балок набора от торцов смежных балок или необходимой плоскости (в стыковых соединениях), а также кромок обшивки, настилов, полотнищ и концов балок набора от линии разметки (в угловых или тавровых соединениях) характеризуются величинами, значения которых могут быть определены из графиков, представленных на ри<?. 4.1 и 4.2.
Рис. 4.1. Изменение отклонений монтажных кромок обшивки, настилов и полотнищ.
А<>бИ1 — среднее отклонение монтажных кромок; в — толщина обшивки
С помощью этих графиков по заданным толщине обшивки, полотнища, настила б; высоте стенки балок набора Лст; шарике пояска балки пабора fcn; толщине стенки балки набора 6^ определяют относительные величины Добп/6, Дст/йег, Дп/Лц, Дет <£ш'бст и по ним абсолютные значения отклонений кромок обшивки, настилов, полотнищ ДпЛш концов балок набора вдоль стенки Дст; концов балок набора поперек стенки (у места приварки к обшивке) Дст.обш и концов балок набора вдоль пояска Ап.
При стапельной сборке соединений обшивки, полотнищ и балок набора корпусных конструкций величину наибольших сборочных усилий, необходимых для сведения их кромок, определяют с помощью графиков (рис. 4.3 и 4.4).
§ 4.3. Ручной инструмент и приспособления для сборки корпусных конструкций
Для сборки соединений обшивки, настилов, полотнищ и балок корпуса судпа применяются ручные приспособления и инструмент нестандартных конструкций, к которым относятся сборочные клинья, скобы и струбцины, винтовые домкраты и распорки, ломики.
Технические характеристики основных конструктивных типов нестандартных ручных приспособлений и инструмента для стапельной сборки приведены в тебл. 4.2.
Наряду с нестандартным ручным инструментом и приспособлениями используют кувалды (ГОСТ 11401—65) и пинтовые талрепы (ГОСТ 9690—71).
Приспособления и инструмент крепят к соединяемым корпусным конструкциям с помощью захватов или временно привариваемых скоб, обушков и т.п,, которые приваривают' односторонним угловым швом, а удаляют с помощью тепловой строжки с последующей зачисткой мест приварки заподлицо с основным 98
Рис. 4.2. Изменение отклонений элементов балок набора.
Дст Дп ДсГ „gm — средине отклонении балок вдоль стенки, вдоль пояска и поперек стенки (у места приварки к обшивке); Ьп, Сст — высота стенки, ширина поиска и толщина стенок балок.
99
Таблица 4.2
Технические характеристики основных конструктивных типов нестандартных ручных приспособлений и инструмента
Приспособление или инструмент Схема Разме ы. мм н Масса. Иаиболь-усилие. Применение
Клин сборочный 150 250 28 35 ,75 ,2 До 7 500 Поджатие, разведение, совмещение и прав ка любых элементов корпусных конструкций
Z J
Приспособление тина «рыбий XBOCTf t К ,» /Ж 275 500 600 700 210 275 300 360 5,5 11.7 15,9 16,4 До 1 000 Поджатие и выравнивание элементов тонколистовых корпусных конструкций
Приспособление для обжатия и правки и» ,5; 500 600 750 800 330 330 330 330 23,1 24,6 26,7 27,4 2 Поджатие, выравнивание и правка элементов толстолистовых корпусных конструкций
'Струбцина сборочная * С 124 185 230 320 410 530 86 130 170 230 305 380 ,6 .56 ,94 ,47 ,8 ,7 - Поджатие и скрепление элементов корпусных конструкций
.—t—i1 24 -
Продолжение табл. 4,2
102
металлом. При этом не допускаются выхваты основного металла соединяемых корпусных конструкций. Удалять приварные скобы, обушки и т. и. ударами кувалды, рычагами или клиньями запрещается.
Простейшие инструменты и приспособления с нажимными винтами применяют для сборки монтажных соединений обшивки, настилов и полотнищ толщиной до 7 мм, а также балок набора, имеющих момент инерции <10 см4.
§ 4.4. Сборочные инструменты
с ручным гидравлическим приводом
К сборочному инструменту с ручным гидравлическим приводом относятся гидравлические талрепы, прижимы, силовые узлы-распорки, домкраты. Технические характеристики сборочных инструментов с ручным гидравлическим приводом представлены в табл. 4.3.
Гидравлический талреп (рис. 4.5) соснрнт из стальной проушины 1, ввернутой в крышку 2. В крышке установлен компенсатор 3, обеспечивающий приме-
Рис. 4.5. Устройство гидравлического талрепа.
нсние гидравлического талрепа во всех пространственных положениях. Внутри корпуса 4 талрепа перемешается поршень 5 со штоком, на конец которого навернута вилка 7. На корпусе укреплен ручной гидравлический насос 8. Емкостью для масла в талрепе служит полость корпуса, образованная с торцов компенсатором 3 и поршнем 5,в который вмонтирован предохранительный клапан 6, отрегулированный на определенное давление масла в гидросистеме талрепа.
Разработана и применяется серия гидравлических талрепов, рассчитанных па создание усилий 5—20 тыс. кге (технические характеристики этих талрепов приведены в табл. 4.3).
Особое значение имеют облегченные гидравлические талрепы, работающие при давлении масла 12и0—1600 кгс/см2 и позволяющие получать значительные усилия на единицу их массы. Такие талрепы весьма удобны в условиях стапельной сборки.
Наряду с гидравлическими талрепами при стапельной сборке используют гидравлические прижимы и распорки, которые работают от ручного насоса.
Гидравличесыш прижим (рнс. 4.6) состоит из трех основных узлов: ци -лиидра 1. насоса высокого давления с клапанамщХ_4 и ручным приводом 5, резервуара рабочей жидкости X с ко.мпенсатором_6, который обеспечивает ра-боту прижима в любом пространственном положении. _ ‘
Принцип действия гидравлического прижима аналогичен припишу действия гидравлического талрепа.
Для выполнения монтажных соединений обшивки и балок набора тдравли ческий прижим используют в парс с различными скобами и фиксаторами, позволяющими крепить прижим к соединяемым на стапеле корпусным конструкциям, обеспечивая тем самым приложение сборочных усилий к кромкам соединяемых элементов этих конструкций.
ЮЗ
Технические характеристики сборочных инструментов с ручным гидравлическим приводом
104
Рис. 4.7. Устройство домкрата с ручным гидравлическим приводом.
Аналогичный принцип действия имеют применяющиеся при стапельной сборк е гидравлические силовые узлы-распорки. От гидравлических прижимов они отличаются прочным корпусом масляного бачка, благодаря чему их корпус может воспринимать сжкиающие усилия, если силовой узел используется как распорный элемент сборочного приспособления. В остальном узлы-распорки используют так же, как и гидравлические прижимы, например в качестве силового элемента судосборочных приспособлений (скоб, «рыбьих хвостов»). В этом случае с резьбовой части их корпуса снимают защитный кожух и узел-распорку ввертывают в резьбовой узел сварной скобы или упора. При использовании же силового узла в качестве раснорки на резьбу, наоборог. надевают защитный кожух и по мере надобности присоединяют к нему удлинительные насадки. Технические характеристики гидравлических у в лов-распор ок и прижимов приведены в табл. 4.3.
Для корпусосборочных работ, связанных с монтажом соединяемых секций я правкой монтажных соединений, применяют домкраты с ручным гидравлическим приводом (рис. 4.7), которые отличаются компактностью, малой массой, а также возможностью использоваться в любом пространственном положении.
Домкраты состоят из корпуса 2, масляного бачка 3, имеющего компенсирующий поршень 4. В нижней части корпуса домкрата размещается ручной плунжерный насос L Принцип действия домкратов такой же, как у гидравлических прижимов и гидравлических уэлов-распорок.
Технические характеристики домкратов приведены в табл. 4-3.
Инструмент с ручным гидравлическим приводом применяют для выполнения соединений обшивки, настилов и полотнищ толщиной 6—10 мм, а также балок набора с моментом инерции менее 300 см4.
§ 4.5. ’ Пневмогидравлический сборочный инструмент
Отличительной особенностью инструмента с пневмогидравлическим приводом яилястся наличие поршневого пневматического двигателя с гидравлическим насосом и гидравлического домкрата.
Пневмогидравлический сборочный инструмент (рис. 4.8) состоит из двигателя с поршнем 10 и плунжером насоса 9. клапанного блока с всасывающим клапа-
Рис.ф4.8. Устройство пневмогидравлического сборочного инструмента.
номЗ, нагнетательным кааваном 7 и переливным крапом 6, масляного бачка с компенсационным поршнем 5, силового домкрата 2 с поршнем 3, силовым плунжером 1 и предохранительным клапаном 4.
При стапельной сборке пневмогидравлический инструмент может быть установлен на время приложения силового воздействия в различные сборочные приспособления, предназначенные для подтягивания соединяемых корпусных конструкций- Эти приспособления специально спроектированы так, чтобы универсальный силовой привод мог быть вставлен в них и удален без снятия самого приспособления, которое остается на месте выполняемого соединения до конца сборки.
К таким приспособлениям относятся фиксаторы (рис. 4-9), представляющие собой металлические конструкции, в коробчатый коркус 1 которых вдвигается 106
также коробчатая обойма 2. Корпус и обойма имеют по концам раздвоенные рамы 3 с отверстиями для прохода фиксирующих штырей. С помощью рымов и штырей фиксатор может скрепляться с обухом, приваренным к корпусу судна, захвату или зацепу. В окно, образованное торцами корпуса и обоймы фиксатора, устанавливают пневмогидравлический сборочный инструмент, которым обойма фиксатора либо вдвигается в его корпус, либо выдвигается из него. Таким образом, фиксатор, а вместе с ним и пневмогидравлический инструмент используют как стягивающее или раажкиающее сборочное приспособление.
Рис. 4.9. Фиксатор для стапельной сборки.
С помощью временных приварных элементов (скоб, обушков и т. п.) пневмогидравлический инструмент применяют для сборки соединений обшивки или балок нибора. Оп может быть также использован как домкрат при выполнении сборочных или монтажных работ на стапеле.
Технические характеристики различных модификаций пнеимогидравлическо! о сборочного инструмента приведены в табл. 4.4.
Таблица 4.4
Технические характеристики пневмогидравлического сборочного инструмента
ДПГ-10 дпг-зо дпг-sn ДПГ-21
X арактеристика
Рабочее усилие (при давлении воздуха- 5 кгс/см2), кге Рабочий ход енло-ного штока, мм Масса, кг Габариты, мм 10 000 60 8 430X133X64 20 000 100 13 450/ 200X90 50 000 100 23 560Х 205.-' Х132 20 000 100 ' 15 450X205X114
Выполняемые операции Поджатие, разведение и совмещение собираемых элементов корпусных конструк- Установочные перемещения тяжеловесных кор пусных конструкций Перемещение-корпусных конструкций, когда ускаия, развиваемые ДПГ-20, недостаточны Установочные перемещения корпусных конструкций С ПОМОЩЬЮ штанги, продеваемой через отверстие в штоке и днище цилиндра домкрата
С помощью пневмогидравлического инструмента на стапеле выполняют монтажные соединения обшивки, полотнищ и настилов толщиной >»10 мм, а также балок набора с моментом инерции ^300 см4.
107
§ 4.6. Сборочный инструмент ударно-вращательного действия
Для сборки соединений обшивки и балок набора корпуса судна на ставеле применяют инструмент ударно-вращательного действия- домкраты, стяжки-распорки, силовые приводы.
Основными частвми этого оборудования являются приводной ротационный пневматический двигатель и вращательно-импульсный преобразователь. Кроме того, в домкратах и стяжках-распорках имеется присоединенная к выходу преобразователя винтовая пара.
Специфическая особенность механизма ударно-вращательного действия —• передача энергии от ведущего звена к ведомому посредством удара. При этом время набора кинетической энергии ведущим звеном на несколько порядков больше времени соударения.
Основной овределяющей частью механизма ударно-вращательного действия является вращателыю-ныпульсный преобразователь, который превращает энергию непрерывного вращения на входе в периодические ударные импульсы па 108
выходе. При работе вращательно-импульсного преобразователя вращающий момент передается через вилкообразный поводок ведущей муфты 1 (рис. 4.10) на молоток 2. свободно сидящий на оси 4. Цапфы оси 4 закреплены в обойме 3. Наковальней служит шпиндель 5.
В сборочном инструменте ударно-вращательного действия применяют пневматические двигатели ротационного типа. Мощность этих двигателей, отнесенная к единице массы, а два-три раза выше, чем у универсальных электродвигателей аналогичной мощности.
Домкраты удврно-вращатсльного действия (рис. 4.11) состоят из пневматического двигателя 3, вращательно-импульсного преобразователя 4 с молотком, охватывающим наковальню, пусковой рукоятки 2 и грузового винта 1.
Аналогичное домкрату конструктивное устройство (расположение пневматического двигателя 2 и вращательно-импульсного преобразователя 3 внутри корпуса с рукояткой 1) имеет сборочный инструмент под названием «стажКа-рас-порка ударно-вращательпого действия» (рис. 4.12).
Основными частями силового привода (гайковерта) ударно-вращательного Действия (рис. 4.13) являются смонтированные в одном корпусе с рукояткой 2 пневматический двигатель 1 ротационного типа и расположенный параллельно ему вращательно-импульсный преобразователь 3.
Технические характеристики домкратов, стяжек-распорок и евловых приводов (гайковертов) ударно-вращательпого действия приведены в табл. 4.5.
Таблица 4.5
Технические характеристики сборочного инструмента ударновращательного действия
Домкраты Силовые приводы
Характеристика >> С Ч Й ч Стяжка распорка СПУ-20 с Г- § С ь. s' С
Рабочее усилие (при давлении воздуха б кгс/см2). кге Крутящий момент (пр» давлении ноздуха б kic/cm1), кгм Рабочий ход, мм Скорость перемещения нажимного элементе, Мощность дви1 этелр. Масса, кс Габариты, мм 10 000 СО 250 355Х хюох XI55 20 000 60 200 1.7 12 390Х Х125Х Х200 10 000 100 >60 3 27 490Х Х1С0Х Х270 20 000 100 200 1.7 14 125Х 270Х Х35О 20 000 80 1.6 4 .5 100Х Х180Х хзоо 30 000 150 3 9.6 135Х Х210 Х438 50 000 -100 5 18.7 165Х XI90X Х570
Выполняемые операции Поджатие и раз падение элементов корпусни х конструкций, соеди няемых на стапеле при сборочных и монтажных рабо- Установой иые перемещения коргцсных конструк- Использование в качестве гайковерта для знтажни и отвинчивания резьбовых соединений, а также в качестве универсального при вода различных сСорочных приспособлений. имею щих винтовые нажимные элементы
109
Технические характеристики сборочных инструментов с ручным гидравлическим приводом
104
При использоваваи силовых приводов ударно-вращательного дейсгвй'я для создания стягивающих усилий применяют специальные винтовые талрепы. Эти талрепы (рис. 4.14) состоят из сварного корпуса, в торце которого имеется резьбовое отверстие с рабочим винтом. На конце винта насажены два упорпых подшипника, установленных в крышне.
Рис. 4.14. Талреп для стягивания корпусных конструкций на стапеле при помощи инструмента ударно-вращательного действия.
В талреп для его работы помещают силовой привод. Выходной конец шпинделя силового привода вставляют в гнездо («квадрант») винта талрепа. При пуске двигателя силового привода винт талрепа обеспечивает «стягивание» или «распирание» соединяемых корпусных конструкций.
Технические характеристики винтовых талрепов приведены в габл. 4.Ь.
Таб.ища 4.6
Технические характеристики винтовых талрепов, работающих с применением силовых приводов ударно-вращательного действия
Характеристика Склокой гну-ей привод ГНУ-130
Максимально допустимое рабочее усилие, кге Рабочий ход, мм Масса, кг Габариты, мм 18 500 180 9,3 630.- 130x100 30 000 120 18 680 180 - 125
С помощью инструмента ударно-вращательного действия выполняют монтажные соединения обшивки, полотнищ и настилов толщиной более 10 мм, а также балок набора с наибольшим моментом инерции от 300 см4 и выше.
111
§ 4.7. Инструмент, необходимый для бригад судовых сборщиков
Необходимое количество каждого вида сборочного инструмента определяют по выражению
М, = _
11 2чад.кР ’
(4.1)
где Q — трудоемкость сборочных работ, выполняемых при постройте на стапеле корпуса рассматриваемого судка, в течение года; К„ — коэффициент использования (по продолжительности) данного вида инструмента при сборке корпусных конструкций на стапеле (с учетом сменности работы стапельного производства
или цеха); Ф — годовой фонд рабочего времени; Кп — коэффициент выработки норм в стапельном производстве (цехе); Кс — коэффициент сменности t. стапельного производства (цеха);
— коэффициент потерь времени на ремонт или замену сборочного инструмента.
С учетом годовой потребности бригады судовых сборщиков оснащают сборочным инструментом в определенном количестве (табл. 4.7).
|Ддя улучшения условий труда судовых сборщиков на стапеле, комплектации сборочного инструмента и его досгавки к месту ныполненвя работ применяют контейнеры н специализированные посты судового сбор
। шика.
Инструментальный контейнер сборщика корпусов судов на стапеле (рнс. 4.15) предназначен для хранения и транспортировки сборочного инструмента и приспособлений, шлангов, руч • оборудования, сварочных щитков
простейшего проверочного инструмента, электрододержателей, чертежной документации и т. п.
Количество и состав инструмента и оборудования, содержащегося в контейнере, определяются характером выполниемой работы и численным составом бркгады судовых сборщиков. Контейнер позволяет хранить в нем и транспортировать до 30 единиц инструмента и оборудовании, необходимого для выполнения сборочных, газорезательных и сварочных работ-
Стапельный пост судового сборщика (рнс. 4.16) предназначен для улучшения организации труда бригад судосборщиков за счет комплексного обеспечения их нужным инструментом и приспособлениями непосредственно на рабочем.месте.
Стапельный пост представляет собой металлическую конструкцию для хранения равличного рода инструмента, приспособлений, технической документации, медицинской аптечки и других предметов, необходимых при выполнении производственного процесса сборочной бригадой, а также для кратковременного отдыха члеков бригады и их обогрева при низкой температуре воздуха. Стапевь-ный пост имеет окно для. естественного освещения и вентиляции. Для поддержания нормальной температуры в холодное время внутри поста имеется теплоизоляция- В качестве нагревательного элемента в нем установлены два электрорадиатора с терморегуляторами.
Таблица 4.7
Вид и количество сборочного инструмента, необходимого для бригады судовых сборщиков при постройке корпуса судна на стапеле
Вид инструмента Марка инструмента Количество, шт . на бригаду при постройке судов
g м § .-редких и Крупных
Пневматический инструмент ударно- Домкрат: ДПУ-10 2 1
вращательного дей- ДПУ-20 1 2
ггния и приспосо- ДПУ-40 — -
Слепня к нему Стяжка-распорка СПУ-20 1 2
Силовой привод: ГПУ-80 2 1
ГПУ-150 , 1 2
ГПУ-400 — 1
Винтовой талреп для: ГПУ-80 12 6
ГПУ-150 4 16
Пневмогидравлический инструмент Домкрат: Vflnr-iO 2 1
ДПГ-20 V 1 2
Д11Г-50 — 2
ДПГ-21 1 2
Инструмент с ручным гидравлическим Трлрепы усилием, кгс: .1'5 000 2
приводом ? 10 000 V 15 000 1 2
20000 — 2
25 000 — 2
*- Прижимы и силовые узлы-распорки усилием, кгс: 5 000 2
10 000 ч — 2
v Домкраты усилием, кгс: 25000 2
50000 — 2
Ручной инстру- ^Кувалда сборочная 6 6
мент и приспособле- , 'Ломик сборочный 6 6
НИЯ Приспособление типа «рыбий хвост» 8 12
Талрепы усилием, кгс; .-1 200 6
'2 500 6 —
5000 2 6
10 000 2 12
20 000 — 3
113
8 Адлерштеби Л. Ц.
Продолжение табл. 4.7
Вид инструмента Марка инструмента Количество, шт , на бригаду при построПке судов
малых (водо-нзмепсением до .W0U т) средних и
Ручной инструмент и приспособления г ' - i /-йх' .Струбцины VДомкраты винтовые усилием, кге: 3 000 '6 000 V 10 000 i Клинья сборочные 10 I 18 8 I 30
Примечания. I. Домкрат ДПГ-10 может применяться при отсутствии домкратов ДПУ 10, домкрат ДПГ-20 — при отсутствии домкрата ДПУ-20, а домкрат ДПГ-21 — при отсутствии стяжки СПУ-20. 2 Гидравлические талрепы усилием 25 000 кге могут использоваться при отсутствии стяжки СПУ-20. 3 Дом-краты усилием 25 000 кге могут применяться при отсутствии домкратов ДПУ-20 или ДЦГ-20, а домкраты усилием 50 000 кге — при отсутствии домкратов ДПГ 50 4 Виатовые талрепы усилием 20 000 кге можно использовать при отсу тствни стяжек СПУ-20 или домкратов ДПГ 21
Пост рассчитав ла обслуживание бригады судосборщиков из 6—10 человек. Одновременно в нем может находиться 3—4 человека. Масса поста с оборудованием и инструментом 3200 кг.
114
Перемещение контейнера и стапельного поста крановым оборудованием про-
изводится по мере перехода бригады судовых сборщиков от одного меаа работы
К /Другому.
§ 4.8. Эргономические характеристики сборочных работ
Ручной труд при выполнении сборочных работ (в зависимости от количества затраченной энср1ии) может быть легким — расход энергии до 150 ккал.'ч, средней тяжести — расход энергии 150—220 ккал/ч и тяжелым — расход энергии свыше 220 ккал/ч.
Для правильной организации сборочных работ (чередования труда и отдыха) степень тяжести их выполнения оценивают расчетами энергоаатрат, связанных с применением различного сборочного инструмента и приспособлений.
При использовании Битовых приспособлений величину энергозатрат определяют работой, затрачиваемой на общее количество поворотов винта
Л.-3.14 + O.47J (42)
где Ак — работа, связанная с вращением винта при оледенении кромок обшивка или концов балок набора па стапеле, кге • м; <1Сп — средний диаметр резьбы нажимного винта, м; ссв-— угол наклона резьбы, град; Рг. — усилие, создаваемое винтом для соединения кромок обшивки или концов балок вабора при стапельной сборке, кге; йв — шаг винта при соответствующем dcp, мм (d€P выбирается но
наружному диаметру' винта rf„— 1,28 , где [с]Сж — допускаемое на-
' Исж.
пряжение сжатия материала винта).
При выполнении сборки при помощи сборочного инструмента с ручным гидравлическим приводом энергозатраты определяются работой, связанной с приводом в действие (качанием рукояток) гидравлических насосов
(4.3)
где Лд — работа, затрачиваемая на привод в действие ручного гидравлического наеоса, кге-м; Кц — коэффициент, учитывающий соотношение диаметров поршня I идроцдливдра и нажимного плунжера; ан угол сектора поворота рукоятки насоса при рабочем качании, град; гр — длина рукоятки насоса гидравлического сборочного инструмента от оси сс вращения до места приложения усилия работающей руки, м; [р] — предельно допустимое усилие руки при движении рукоятки насоса, кге; гн — часть длины рукоятки насоса, равная расстоянию между осью вращения рукоятки и точкой ее скрепления с плунжером гидравлического насоса, м; dK — диаметр поршня i идравлического насоса, м; [о ]сж — допускаемое напряжение сжатия материала, из которого изготовлеп плунжер, кгс<м®; Рд — усилие, создаваемое нажимным плунжером гидравлического домкрата для соединения кромок обшивки или концов балок набора, кге.
При использовании для сборки пневмогидравлического инструмента, инструмента ударно-вращательного действия, газовых резаков, электрододержате-лей и т. и. энергозатраты олредсляют ио роду выполняемых работ и движениям работающей руки (табл. 4.8). На основе этих данных и с учетом скорости, регламентированной режимами сварки, газовой резки и т- п., определяют во времени энергозатраты, связанные с применением оборудования и инструмента на one рациях стапельной сборки.
Предельно допустимые нагрузки при переносе и удержании (статическое нагружение мышц работающего), а также подъеме и установке (динамическое нагружение мышц работающего) сборочного инструмента, оборудования, приспособлений, деталей и т. п. одной рукой принимаются в соответствии с данными табл- 4.9, а двумя руками — в 1,4—1,45 раза больше, че^по'табличным данным.
Затраты энергии на выполнение отдельных операций стапельной сборки при различном положении тела работающего в зависимости от продолжительности и характера работ
| 1 S 8§§| 88 8 8 Soli М Ю 1-~ Сч о о 1 — й ст
с - ® 1 8 а® е§ §g I
S § 2 § —• СО &> g| gg §| ।
- § s | з § g §g ।
Sg 88 ||g
8 8 8 8 — сч co сч g§§
* S 8 | 8 sg g§ §8si
то 8 § | 3 sa as 8888 — СЧ CO SO O> СЧ Ю
- 88 S3 8888 — —’ сч «' co co <5
- 8 $ 8 a
* Лежа, сидя Стоя При ходьбе При подъеме Работа кистью руки: легкая тяжелая Работа всей рукой: легкая тяжелая 1 Работа всех/ корпусом: легкая средняя тяжелая очень тяжелая
ojanoteiogud штаг оинэткогои Rioged daiMBdey
116
Таблица 4.9
Предельно допустимые нагрузки для одной руки при сборке корпусных конструкций на стапеле, кгс
Положение работяющсП руки
Предельно допустимая нагрузка
статическая
Опушена вниз
Согнута под прямым утлом на уровне:
пояса плеч
Подмята над головой
§ 4.9. Общие требования к подготовке монтажных соединений для сборки и сварки
При подготовке соединений к сборке и сварке выполняют:
— зачистку соединяемых кромок обшивки и набора;
— соединение кромок на электроврихватках или временных эластичных креплениях;
— установку и закрепление приспособлений, предотвращающих возник но вепие сварочных деформаций.
Размеры зачищаемых поверхностей, мм (рис. 4.17) определяют по следующим формулам:
— для стыковых соединений
(5 -4- Ю),
при этом для автоматической вертикальной сварки с принудительным формированием шва I — 50 мм;
— для угловых соединений •
Xi - k + (5 — 10); £г - 5 + 2k + (5 - 10);
La~ s-! 2g+(5 -10); L4= S4-(g+gi) I (5-10);
L0-*i ’I' (5 — 10).
Зачистку от ржавчины производят проволочными щетками и пневматическими машинами, технические характеристики которых указаны в табл. 7.13. Питна масла или краски удаляют уайт-спиритом или другими растворителями с последующей протиркой очищенного места сухой ветошью.
Соединенные кромки обшивки и набора закрепляют для сварки при помощи электроприхваток или эластичных креплений (гребенок, угольников с болтами и ДрЗ-
Электроприхватку и приварку эластичных креплений выполняют электродами той же марки, что в основную сварку. Если детали эластичного крепления изготовлены из металла, отличного от металла соединяемых конструкций, их приваривают электродами, применяемыми для сварни обоих металлов между собой. На конструкциях из плакированной ств.чи установку прихваток и приварку временных креплений производят со стороны основного слоя и лишь в исключительных случаях со сторовы планирующего слоя.
117
Размеры электроприхваток и расстояние между ними выбирают в соответствии с данными табл. 4.10.
По концам стыкуемых листов ставят по две-три усиленных электропрнхватки длиной 50—70 мм, расположенные на расстоянии 100—150 мм друг от друга В конструациях, где толщина обшивки, соединяемой встык, больше 8 мм, электро-прихватки сначала ставят по концам соединения, а затем, если соединение будет свариваться автоматом, от середины к концам; если сварку будут выполнять вручную или полуавтоматом — от концом к середине. На обшивке толщиной 8 мм
Рис. 4.17. Размеры зачищаемых поверхностей соединяемых кромок обшивки и набора.
прихватки ставят от середины к концам соединения. Этот порядок установки прихваток соблюдается при сборке угловых соединений.
Некачественно выполненные электроприхватки обязательно должны быть удалены воздушно-дуговой строжкой с последующей зачисткой мест их установки.
При сборке стыкового и вазового соединений корпусных коиструкций вместе с электроприхватками применяют эластичные крепления, на которых собирают одно из двух свариваемых соединений (стык либо дач конструации).
Соединения, при сварке которых возможно возникновение местных деформаций («домиков», заломов кромок, ребристости обшивки и т. п.), собирают с использование»? гребенок, предотвращающих появление этих деформаций. Гребенки устанавливают парпллслыю друг другу со стороны, обратной выполнению первого прохода сварного шва. под углом 41Г к оси этого шва и с приваркой к обоим стыкуемым листам.
При сборке прямолинейных стыкоиых соединений используют прямоугольные гребенки (рнс 4.18, о). Для сборки криволинейных стыковых соединений
Таблица 4.10
Размеры электропрнхваток и расстояние между ними в зависимости от толщины соединяемых листов
Па рамстры Толщина соединяемых листов, мм
Э лект|и и гри х каток 1-3 4—10 11—15 !»-•-> >23
Длина, мм 10-15 20—25 30—35 35—40 40—50
Расстояние между прихватками, мм 200—250 250—300 300—350 350-400 400—450
Высота при сварке стыковых и угловых соединений со скосом кромок, мм Не более МСНЬШсЙ ТОЛЩИНЫ одной из свариваемых деталей 0,5—0,7 наименьшей толщины одной из свариваемых деталей (ио не более 12 мм)
Катет при сварке тавровых соединений без скоса кромок, мм 3 4 5 6 6
Примечание Высота и ширина усилении прихваток при снарке стыковых соединении без скоса кромок не должны превосходить размеров усилении сварного шва
применяют гребенки со скошенной стороной (рис. 4.18,6), которые устанавливают с вогнутей стороны обшивки. Гребенки при помощи скобы с клином поджимают к обшивке и закрепляют электроприхватками (рис. 4.19). Длину гре-
Рис. 4.18. Гребенки, применяемые при сборке корпусных конструкций.
— радиус голубимиы; Ь — ширина сварного шва: k — катот сварного шва.
бенок выбирают на 50 мм меньше шпации, но нс более 350 мм, а высоту — пе менее 80 мм. Для сборки угловых соединений применяют гребенки в виде косынок с подрезанными углами (рис- 4.18, в). Стыковые соединения, подготовляемые под вертикальную автоматическую сварку, собирают на сборочных планках
119
Рис. 4.19. Поджатие гребенок при их установке, гребенка. 2 - стык обшивки; 3 - обшивка судна. 4 — 5 — клин.
120
(рис. 4.20), установленных на расстоянии 400 мм Друг ог друга под углом 70— Ж1‘ к оси стыка.
Во всех случаях толщина гребенок должна быть равна толщине собираемых листов обшивки (но не более 24 мм), а расстояние между гребенками быть таким же, как между электроприхватками.
Гребенки и другие эластичные крепления приваривают односторонними швами, катет которых выбирают в зависимости от толщины обшивки;
Толщина обшивки, мм . 1—4
Катет, мм................. 3
4—10
11—15
>15
6
Гребенки и другие временные крепления удаляют газовой или воздушно-дуговой строжкой. Концентраторы (выхваты и утолщепия), образовавшиеся после удаления креплений, ликвидируют посредством зачистки и подварки мест установки креплений.
§ 4.10. Основные требования к подготовке корпусных конструкций под клепку
Работы, связанные с подготовкой соединений к клепке, проводят только после окончания сварочных работ в районе заклепочных швов.
В незаверенной корпусной конструкции допускается подготавливать соединения под клепку (сверлить отверстия, ставить прокладки и т. п-) на участках, расположенных fie менее чем в 1 м от выполняемых сварных соединений. При сборке надстроек разрешается подготавливать их комингс для клепки до его приварки к палубе судна при высоте комингса не менее 150 мм. Подготовку под клепку соединений стрингерных угольников и барьерных пазов, пересекающих монтажные соединения секций или блоков корпуса судна, прерынают на расстоянии не менее 500 мм от незаверенного монтажного соединения.
Диаметры отверстий под заклепки и размеры зенковки под закладные головки в подготавливаемом под клепку соединении указаны в табл. 4.11, а под замыкающие головки — в табл. 4 12.
Заклепочные отверстия сверлят с таким расчетом, чтобы расстояние от их центра до кромки было не менее 1,5 диамегра заклепок для деталей, кромки которых не подлежат чеканке, и не менее 1.75 диаметра заклепки для деталей, кромки
которых чеканятся.
Максимальное расстояние от центров заклепочных отверстий крайнего ряда до кромки соединяемых деталей пе должно превышать диух диаметров заклепки. Прямолинейность ряда заклепочных отверстий на протяжении 1 и должна выдерживаться с отклонениями не более 1 мм, а расстояния между центрами отверстий в одном ряду не должны изменяться более чем на 3 мм.
В многорядном заклепочном соединении расстояния между рядами заклепоч-
ных отверстий сохраняются при цепном расположении заклепок для пазов не менее 2,5 диаметра заклепки, для стыков — не менее 3,5 диаметра заклепки, а при шахматном расположении — от 1,85 до 2,5 диаметра заклепки. При этом расстояние между заклепочными отверстиями по диагонали должно быть не менее 3 диаметров заклепок.
В корпусных конструкциях, где требуется особая плотность заклепочного соединения, в иефте- и маслопелроницаемых швах, предварительно выполняют маломерные заклепочные отверстия, диаметр которых на 2—3 мм меньше полно-мерных. Эти отверстия рассверливают до требуемого диаметра после сборки и об жатия соединяемых деталей.
В корпусных конструкциях, имеющих заклепочные соединения, расположенные на криволинейных поверхностях, полномерные заклепочные отверстия спер-лнт лишь после того, как соединяемые детали будут подогнаны в соответствии с требуемым обводом корпуса судна.
В остальных -случаях полномерные заклепочные отверстия предварительно сверлят только в одной из соединяемых деталей.
121
Талшца 4,11 Параметры заклепочных отверстий
Таблица 4.12
Размеры зенковки под замыкающие головки заклепок
Глубина зенковки, мы Угол зенковки, град
номинальная допускав отклоне- допускав отклоне-
детали, ми
До 9 На толщину детали —0,5 Равный закладной головке заклепки ±2
9—12,5 На толщину детали —1 60 ±2
>12,5 0,9 толщины детали —1.5 45 ±2
Конструкции, в которых производилось сверление, развертывание и зенкование заклепочных отверстий, перед сборкой под клепку разбирают, их сопрягаемые и наружные поверхности очищают от заусениц, стружки, грязи, масла и ржавчины. Конструкции из стали очищают от стружки проволочными щетками, а кон струкции из алюминиевого сплава — волосяными щетками. Заусеницы удаляют специальными шпателями или зенкерами большего диаметра, чем диаметр за клепочного отверстии.
Очищенные поверхности корпусных конструкций грунтуют, при этом детали непроницаемых соединений собирают под клепку до высыхания грукта кли краски.
122
Уплотнительные и коррозионно-защитные прокладки устанавливают в соответствии с указанием чертежей так. чтобы при наложении прокладок не образовывались складки, а кромки прокладок выступали по обе стороны от поверхности контакта корпусных конструкций ие менее чем па 15 мм. Стыки прокладок располагают между заклепочными отверстиями. Прокладки, пропитанные уплотнительными составами, устанавливают после образования па их поверхности загустевшей пленки, под которой сохраняется иезагустевший состав.
Для уплотнительных прокладок применяют парусиновую ткань толщиной 0,5—1 мм либо тонкую стальную сетку из проволоки диаметром 0.3 мм. Прокладки для подо- и газонепроницаемых швов пропитызают свинцовым суриком или свинцовыми белилами на натуральной олифе, а прокладки для нефге- и маслонспроницасмых швов — специальными составами.
В местах пересечения заклепочных швов с непроницаемыми сварными конструкциями ставят перемычки длиной, равной 2—3 шагам заклепок. Перемычки делают из 3—5 жгутов прокладочного материала диаметром 6—8 мм, укладываемых поперек шва между сопрягаемыми поверхностями корпусных конструкций, либо из стальной сетки, пропитанной уплотнительным составом.
Соединяемые корпусные конструкции собирают под клепку без усиленного поджат ия склепываемых кромок сборочными болтами. Кромки соединяют путем свободной подгонки и центровки по просверленным, развернутым и зенкованным отверстиям- Собранные под клепку конструкции сврепляют сборочными болтами, установленными в заклепочных отверстиях из расчета 1 болт на 3—4 заклепочных отверстия Для водо- и нефтсмаслопепроницаемых швов. При сборке других соединений один сборочный болт ставят на 6—7 заклепочных отверстий. Для предохранения поверхностей соединяемых конструкций под головки или |айки сборочных болтов помещают предохранительные шайбы!
Сборочные болты затягивают так, чтобы в собранном под клепку соединении на расстоянии полутора диаметров заклепки от осн заклепочного отверстия не было зазора, а в остальных местах допускается зазор не более 0,2 мм.
§ 4.11. Пранка корпусных конструкций
Правку корпусных конструкций на стапеле выполняют только в тех случаях, когда общие и местные деформации, вызванные сваркой, превосходят величины, допустимые чертежом, отраслевыми стандартами, правилами Регистра и технической документацией на проверку и приемку корпусных копезрукций-
Не допускается правка корпусных конструкций с общим изгибом при наличии в них клепаных соединений. Конструкции с местными деформациями, имеющие клепаные соединения, можно править тепловым методом, но при этом расстояние от мест нагрева до клепаною соединения должно быть не менее 1 м.
Запрещается править корпусные конструкции в районе недоваренных сварных швов.
В процессе постройки корпуса судна на стапеле правку пронаводят после окончания всех сварочных работ и приварки насыщения, при этом сначала выправляют более жесткие конструкции, а легкие выгородки —в последнюю очередь. На всех конструкциях сначала правят набор, затем полотнище. У многоярусных надстроек в первую очередь правят наружные стенки, а затем перекрытия, расположенные между ними, начиная с верхнего яруса к нижнему.
Правку корпусных конструкций осуществляют следующими методами: — холодным с механическим воздействием:
— тепловым безударным (кратковременными нагревами).
— комбинированным (одновременным нагревом и механическим воздействием).
При холодном методе правки зону сварных соединений проколачивают пневматическим мологком со специальным зубилом кли кувалдой через гладкль ный молоток-
При тепловом безударном или комбинированном методе правки допускается приневенис искусственного охлаждения водой или сжатым воздухом. При правке корпусяых конструкций ацетилено-кислородным пламенем, плазменной струей
123
Таблица 4.13
Температура нагрева материала и окружающей среды при правке корпусных конструкций ацетилено-кислородным пламенем или с применением природного газа
Марка материала Максимально допу, стимая температура нагрева. ’С Темпе- Минимально допустимая температура окружающей среды.
основного материала сварных нагрева основного матери^ при тепло безударной правке при ком-биниро-яавпой правке
Ст.3с, Ст.4с 1000 1000 650 ° # 0
О9Г2, СХЛ-4 толщиной до 16 мм 950 950 750 —25 —25
СХЛ-4 толщиной более 16 мм 900 900 750 —25 —25
или с применением природного газа оптимальная температура нагрева выбирается по данным табл, 4.13.
Режимы правки, выполняемой с использованием ацетклело-кискородного пламени, принимают соответственно данным табл. 4.14.
Таблица 4.14
Режимы правки корпусных конструкций ацетилено-кислородным пламенем в зависимости от толщины материала
X арактеристи на Толщина материала, мм
2 3 • 5-6 7—S 10
Номер наконечника горелки типа «Москва» Расход газа, луч: 2 3 4 5 6 7
ацетилена 250 500 750 1200 1700 2800
кислорода 270 10 550 825 1300 1850 3000
Алина ядра пламени, мм И 12 14 15 Г/
Расстояние мундштука от поверхности нагреваемой конструкции, мм 12—14 13—15 14—17 16-19 17—20 19—22
Примечание. При правке без применения механического воздействия
При выполнении правки с применением природного газа обеспечиваются режимы, указанные в табл. 4.15. Правка с нагревом плазменной струей ведется при режимах, приведенных в табл. 4-16.
124
Таблица 4.15
Режимы правки корпусных конструкций с применением природного газа в зависимости от толщины материала
Характеристика Толщина мг териала. мм
2-3 4-в 6—8 г>ю
1 Номер наконечника горелок типов «Звезда» и «Москва» * Расход, л/ч: кислорода природного газа Расход, л/ч: кислорода пропан-бутана Давление, кге/см2: кислорода природного газа пропан-бутана Длина пламени, мм. ядра факела Ширина пламени, мм 3 800—1 200 400-600 1 260-1 400 290 -400 2—4 >0,01 >0,0! 8-12 140—160 20-25 4 1 500—2 500 750—1 250 1 750—2 800 500—800 2—4 >0,01 ^0,0^ 8—10 210—250 30—35 6 4 000—7 000 2 000—3 500 4 900—8 400 1 400—2 400 2-4 >0,35 >0.35 6-8 250—260 35-40 7 7 000— -10 000 3 500—5 000 8 400— —12 200 2 400—3 500 2—4 >0.35 >0,35 5—6 260-300 40-45
При использовании в качестве источника тепла электрической дуги правку стальных корпусных конструкций выполняют при режимах, соответствующих режимам снарки этих конструкций. Режимы правки электрической дугой неответственных тонколистовых корпусных конструкций из стали сохраняются соответственно данным табл. 4.17. Режимы правки электрической дугой конструкций, изготовленных из алюмипиево-магнисвых сплавов, соответствуют данным табл. 4.18.
Нагрев корпусных конструкций при правке тепловым методом производится отдельными зонами — в виде пятен, полос, штрихов, треугольников и спиралей.
Наиболее рациональные способы нагрева:
— пятнами при исправлении бухтин конструкций толщиной менее 4 мм-, — полосами при правке бухтин одного знака на конструкциях толщиной 4 мм и более;
— штрихами при правке больших бухтин переменного знака,
— полосами над набором (со стороны, противоположной его приварке, при правке местных деформаций в виде бухтин (впадин) с крниизной одного знака, направленных в сторону приваренного набора, на смежных участках обшивки, ограпнченвых параллельными кли перекрестными ребрами жесткости;
— треугольниками при правке волнистости по свободным кромкам обшивки и по кромкам вырезов, а также при правке общего изгиба балок набора;
— спиралями при правке бухтин с кривизной разного знака и направленных как в сторону приваренного набора, так и в сторону, противоположную ему.
Форма, расположение мест, направление и очередность нагрева при правке теплолым безударным и комбинированным методами (без расплавления поверхности норнусвых конструкций) принимаются соответственно рис. 4.21 и 4.22.
При тепловом безударном и комбинированном методах правки полосы и пятна нагрева имеют размеры, соответствующие данным табл. 4.19.
125
Таблица 4.16
Режимы правки корпусных конструкций плазменной струей в зависимости от толщины материала
X ирактери стика
а-5 4—.; >10
Диаметр вольфрамового электро- 3 4 4 5
да, мм
Диаметр заточенною конца элек-' 1.5 2 2 з
трода. мм
Напряжение холостого хода, В 65-90 (м—90 65—90 65—90
Сила тока пагрева, А Скорость перемещения горелки 200 250 350 1 400
при правке, сы/мин, при нагреве конструкций:
стальных 30—40 30—40 30-40 30—40
из сплавов АМГ 50—60 50—60 50—60 50-60
Расстояние электрода от. торца 2-5 2-5 2—5 2-5 i
сопла, мм
Расстояние между соплом горелки 15—30 15—30 15-30 15-30
и изделием, мм
Диаметр совла горелки, мм Расход газа, л/мин: 6 8 8 10
аргона 100-150 100—150 100—150 100—150
азота 200—260 200—260 *>00—260 200—260
Расход смеси газов, л/мин.
аргона 16—22 16—22 16—22 16—22
азота 150—200 150—200 150—200 150—200
Таблица 4.17
Режимы правки электрический дугой неответственных тонколистовых корпусных конструкций
Характеристика Толщина материале, мм
3-4 4—3 6-8
Диаметр вольфрамового электрода, мм Диаметр заточенного конца элек трода, мм Сила сварочного Тока, А Напряжение в дуге. В Скорость передвижения горелки, см/мин 5 1,5—3 200—250 12—15 150—200 1,5—3 250—270 12—15 150—200 6 2,5—4 300—350 12—15 150—200
При правке с расплавлением поверхности корпусных конструкций электрической дугой плавящимся электродом или неплавящимсв вольфрамовым электродом нагревы выполняют в виде «холостых» валиков или «холостых» проходов, которые обычно располагают с невидимой внутренней стороны корпусной конструкции кли со стороны, подлежащей покрытию.
126
Местные деформации' в виде про) ибов («домиков»), образующихся в районе сварных стыковых соединений секций и блоков секций корпуса судна, устраняют:
— нагревом полотнища корпусных конструкций вдоль сварного соединения па расстоянии 20—30 мм от сварного шва;
Рис. 4.2J. Форма и расположение нагревов при правке корпусных ковструкций тепловым безударным и комбинированным методами" а — правка бухтин пятнами; б — правка бухтин полосами; в — правка бухтин штрихами; а — правка ребристости нагревом полосами над набором; д —правка волнистости по свободным кромкам обшивки и вырезам нагревом треугольниками.
I, П. Ill, /V — народность нагрева точек (штрихов, треугольников) и
рядов; /. Д, 3, 4, 3, 6, 7, 8 — очередность нагрева
каждом ряду.
при правке.
> — направление ведения горелки
— повторной наплавкой сварного шва после предварительной подрубки или строжки части шва с выпуклой стороны «домика»;
— нагревом обшивки и выжиманием сварного соединения домкратами, приспособлениями типа «рыбий хвост» и т. д.
127
Для устранения провалов применяют «тепловые домкраты» с "механическим воздействием. При этом нагрев производится одновременно с обеих сторон сварного соединении в форме полос шириной --—150 мм, а выправляемый стык выжимается наружу нажимными приспособлениями типа «рыбий хвост» кли поперечными технологическими планками с клиньями.
Рис. 4.22. Схема нагрева спиралью при правке сферических бухтин: I а — правка выпучин; б — правка впадин.
1, 11 — последовательность правки бухтин; —-----, контур бухтин.
Таблица 4.18
Режимы правки электрической дугой корпусных конструкций из алюминиево-магниевых сплавов
Характеристика
Напряжение на дуге, В
Скорость перемещения га редки при выполнении прав-
присадкн
присадочного
128
Таблица 4.19
Размеры полос и пятен нагрева при тепловой правке безударным и комбинированным методами
н пятен нагреиа, мм, при толщине материала, мм
2 3—4 - 7—10 11—1Б 15-20 20
Ствль марок: Ст.Зс, Ст.4с, О9Г2, СХЛ-1, СХЛ4, МС-1 8-10 10-15 20—25 25 .40 30-35 Две толщины материала Три толщины материала
20-25 30-35 35—40 40—45 43—50 50-60
Сплавы АМг 8—10 10-15 15—20 20-25 25-30 35—40 45-50
15-20 20-25 25—30 30-35 35-40 40-45
II р я м е ч а н и я. I В числителе приведена' величина видимой щнрнны нагреваемых полос, в знаменателе — величина видимого диаметра нагреваемых пятен. 2. На алюминиевых сплавах размеры нагреваемых полос и йятен не видны, однако они могут Сыть определены с помощью термокараидащей
Глава 5 СВЛРКЛ
§ 5.1. Способы сварки, применяемые при постройке корпусов судов, и расчет объема сварочных работ
Способы сварки при работах на стапеле. При постройке корпусов судов приметши следующие способы сварки.
ф/втематическая сварка под флюсом. Рекомендуется для швов стыковых соединений длиной болееЗм с предварительным наложением подварочного шва при толщине свариваемых листов 2—50 мм. Допускается угол наклона иаделия к горизонту вдоль шва до 15°, поперек шва до 20°.
Применение этого способа сварки определяется условиями доступности установки автомата и защищенностью участков от ветра и осадков.
V Автоматическая вертикальная сварка в углекислом газе с принудительным формированием шва. Рекомендуется для швов стыковых соединений при толщине листов 8— 24 мм, расположенных в плоскости с радиусом кривизвы от 2 мм и выше и при отклонении плоскости стыка от вертикали па угол —35° при протяженности сварного шва более 2 м.
Автоматическая вертикальная сварка под флюсом (э л е к тр о ш л а к о в а я). Применяется для прямолинейных швов стыковых соединений толщиной 16—30 мм, расположенных в вертикальной плоскости при отклонении от иее на угол до ±25° и длине сварного шва более 3 м.
V Полуавтоматическая сварка под флюсом. Рекомендуется для швов стыковых, тавровых и электровакленочных соединений, прямолинейных и криволинейных, любой длины, расположенных в нижнем положении.
9 Адлерштейи Л. 11. 129
Допускается угол наклона изделия к горизонту вдоль шва на 15е, поперек шва — до 20“. Протяженность прямолинейных стыковых соединений ограничивается длиной 1,5 м.
Этот способ сварки для стыковых соединений следует применять при толщине листов 3 мм и более с предварительным наложением подварочного шм
Для тавровых соединений этот способ применяют;
— при двусторонней и односторонней сварке без скоса кромок для стенки толщиной 3—40 ММ;
— при двусторонней сварке с двумя скосами кромок для стенки толщиной 16—40 мм;
— при двусторонней сварке с одним скосом кромки с предварительным наложением подварочного шва для стенки толщиной 10—24 мм;
— при двусторонней сварке с двумя скосами кромок с предварительным наложением подварочного шва для стенки толщиной 20—40 мм;
— при односторонней и двусторонней сварке точечными швами для полотнища или полки тавра толщиной 2—5 мм и егенки толщиной 2—7 мм.
Для соединений листов электрозаклепками полуавтоматическую сварку под флюсом следует применять при толщине верхнего листа 0,8—14 Ограничение в применении обусловлено трудной доступностью места сварки и условиями защищенности от ветра и осадков.
При равных условиях предпочтительнее полуавтоматическая сварка в угле-(кислом газе.
«Полуавтоматическая сварка в углекислом газе. • Рекомендуется для шврв стыковых и тавровых соединений, выполняемых вЪ всех пространственных положениях при толщине листов 1—50 мм.
При сварке па повышенных режимах этот способ применяют только для швов, расположенных в нижнем положении при годщнпе свариваемых листов стыковых и тавровых соединений 8—50 мм.
Полуавтоматическую сварку в угленислом газе прниеняют для точечных, односторонних и двусторонних швов тавровых соединений, выполняемых во всех пространственных положеиних, при толщине полотнища или полки тавра 2—5 мм и толщине стенки 2—7 мм; для электрозакленочных швов, выполняемых во всех пространственных положениях, при толщине верхнего листа 0,8—22 мм; для приварки шпилек во всех пространственных положениях (диаметр пшклек 2— 12 мм, толщина конструкций более 2 мм).
Ограничении в применении полуавтоматической сзарки в угленислом газе обусловлены трудной доступностью места сварки, условиями техники безопасности, скоростью ветра па открытых площадках, которая не должна превышать 7 м/с.
Полуавтоматическая приварка шпилек специальными пистолетами. Полуавтоматическую прниарку шпилек специальными пистолетами выполняют двумя способами;
— в н пишем положении под слоем флюса;
— во всех пространственных положениях с применением флюсовых или керамических шайб.
Диаметр привариваемых шпилен 2—12 мм, толщина конструкции более 2 мм. V Ручная электродуговая сварка. Применяют для швов стыковых и тавровых соединений, выполняемых во всех пространственных положениях. Толщина свариваемых листов 2—50 мм.
При раалых условиях и отсутствии ограничений для полуавтоматической сварки в углекислом газе предпочтение следует отдавать сварне в углекислом газе-
Если объем того или иного вида сварки (кроме ручной электродуговой) невелик, то рациональность применения каждого вида сварки должна дополнительно оцениваться экономической целесообразностью данного вида сварки по формуле
<51>
130
*
где Т? —минимальный (критический) объем нового вида сварки в год, I’lllln
в пормо-ч ручной сварки; — дополнительные капитальные вложения в год, руб.; а — средняя стоимость 1 вормо-ч, руб., для укрупненных расчетов а = 0,5 руб.; kp — коэффициент приведения, характеризующий производительность внедряемого нового способа сварки по сравнению с обычной ручной электро-дуговой сваркой (значения ij см. в табл. 5.1).
Ропат объема сварки. Объем сварки при постройке корпусов судов определяется длиной шва L. м; площадью продольного сечения шва F, м2; массой наплавленного металла q. кг; трудоемкостью сварочных работ, приведенной к трудоемкости ручной сварки Тр, нормо-ч; трудоемкостью сварочных работ данного вида сварки Ten, пормо-ч.
Объем сварки при изготовлении металлических корпусов устанавливают непосредственными замерами по чертежам конструкций кли нормированием трудоемкости сварочных работ и расхода материалов.
Для укрупненного расчета объемов сварки применяют следующие формулы.
Длина шва L равна
(5.2)
год Q — масса металлического корпуса, т; S — средневзвешенная толщина основных листов, входящих в корпус (г. е. листы наружной обшивки, главных поперечных и продольных переборок, палуб и основных платформ), мм; k — коэф-фициент пропорциональности, учитывающий также и удельный вес стали.
Под длиной шва L для стыковых, угловых и тавровых соединений, выполняемых как двусторонней, так и односторонней сваркой со сплошным проваром и бет него, а также для тавровых соединений, выполняемых прерывистыми и точечными швами, подразумевается суммарная длина сварных соединений (в суммарную длину швов пе входят его отдельные составляющие, например, подвароч-иые и облицовочные швы, дополнительные проходы шва. образующие специальные усиления, и т. п.)
Средневзвешенную толщину свариваемых листов S вычисляют в соответствии с удельным значением толщины каждого из основных листов, входящих в конструкции корпусв,
0, + Q,+ •••+&
! Qs [ , Qn
St 4‘ Ss +"' + Sn
(5.3)
где SIt S2, . . ., Sl( —толщвна основных листов, входящих в конструкцию корпуса, мм; Qx, <2Я, . . ., — масса листов данной толщины, т.
Значения коэффициента k зависят от габаритов прпменяеных листов:
Габариты, м . . 1,6X6 1,8X6 2X8 3,2X16 4,5.-: 16
Коэффициент k . . 425 425 415 380 375
Площадь продольного сечеиия шва F, м2, определяется произведением рас* четной выаггы па его длину:
— для швов стыковых соединений
S1
‘ с ~ 1000 ’
(5.4)
— для односторонних швов тавровых соединений
Р,7А1 .
’]ПОй '
9*
131
(5.5)
— для двусторонних швов тавровых соединений
_0, 1000 '
— для швов стыковых соединений, выполняемых комбинированно различными способами сварки (автоматическаи иля полуавтоматическая сварка по ручной подварке и пр.)
г Syl . р 3а1 . р _ Snl ”"' 1000’ а 1000’ 1000 ’
(5.7)
где S и k — соответственно толщина свариваемых листов и расчетный катет углового шва, мм; I —длина свариваемого соединении, м; Fp, Fa и Fn — площадь продольного сечении шва, выполненного соответственно ручной, автоматической и полуавтоматической сваркой, м2; Sp, Sa и Sn — высота продольного сечения шва, выполненного соответственно ручной, автоматической и полуавтоматической сваркой, мм.
В формулах (5.4)—(5.7) значения F и S принимают без учета площади и вы--соты усиления шва.
Площадь продольного сечения всех швов даяной конструкции определяют по формулам; ,
— при Qsg 1000 т
F - 0.26Q;
(5.8)
— при Q> 1000 т
F = O.22Q + 40,
(5.8а)
где Q — масса металлического корпуса или его части, т.
Массу наплавленного металла q, кг, вычисляют по формулам:
— при Q <• 1000 т
9 = 27Q; (5.9)
— при Q= 1000-5-2000 т
9=25(2; (5.9а)
— при <2 > 2000 т
9 = 22Q.
(5.96)
Трудоемкость сварочных работ, приведенную к трудоемкости ручной сварки Тр, нормо-ч, определяют по формулам:
— при Q<5 1000 т
Тр = 19Q 4- 1000; (5.10)
— при Q— 1000-^-4000 т
ТР = 20<2; (5 10а)
— при О 4000 т
Тр =- 30Q — 40 ОСО. (5.106)
Формулы (5.8), (5 8а), (5.9), (5.9а), (5.96), (5.10), (5.10а), (5.106) действительны при массе металлического корпуса более 100 т и габаритах листов 1,6x6 132
и 1,8x6 м. При изменении габаритов основного количества листов в указанные формулы вводят поправочные коэффициенты й:
Габариты, м . . 2.<8 3,2Х 16 4,5Х 16
Коэффициент k ... 0,96 t0,89 0,87-
Трудоемкость фактически применяемых способов сварки ТСЕ, нормо-ч, определяют по формуле
Тс-Тгр-У(S.II)
где У — уровень механизации сварочных работ в относительных величинах; йр — средневзвешенный коэффициент приведения трудоемкости механизированных видов снарки к трудоемкости ручной сварки.
Фактическую трудоемкость отдельного вида сварки Т”в, нормо-ч, вычисляют по формуле
ч,- |.
где Ир — коэффициент приведения трудоемкости данного способа сварки к трудоемкости ручной сварки (принимается по табл. 5.1).
Таблица 5.1
Приведение трудоемкости применяемых на стапеле механизированных способов сварки к трудоемкости ручной алекгродуговой сварки
Способ сварки Коэффициент приведения при средней толщине свариваемого металла, мм
до 7 7—12 18-19 20-29 >30
С Ручпая Автоматическая под флюсом Автоматическая вертикальная под флюсом (электрошлаковая) Автоматическая вертикальная в углекислом газе с принудительным формированием шва Полуавтоматическа я иод флюсом и в углекислом газе на повышенных режимах Полуавтоматическая в защитных газах 1 1.5 2 2 2 1,5 3 2 2 2,5 1,5 1 4 4 2.5 1,5 1 5 7 2.5 1.5
Примерная номенклатура сварочных работ на отдельных технологических этапах, распределение трудоемкости сварочных рабрт по типовым строительным районам, по объемам сварки, видам сварных соединений и распределение этих работ между цехами (участками) предварительной сборки и сварки и стапелем приведены в табл. 5.2—5.7.
133
Таблица 5.2
Примерней иоменалатура сварочных работ на отдельных типовых технологических этапах
Технологические этапы Номенклатура работ Удельное значение в общей трудоемкости сварочных работ, %
1 Сборка и сварка закладных секций и блоков 15—45
II Сборка и сварка закладных секций и блоков. Установка и сварка переборок, выгородок, палуб, платформ. Начало работ по ^сборке и сзарке надстроек 20—60
III Сборка и сварка секций. Установка и сварка переборок, палуб, платформ. Сборка и сварка надстроек. Испытания на непроницаемость 10-20
IV V Сборка и снарка надстроек. Общекорпусныс .-работы. Испытания иа непроницаемость Общекорпусные работы. Сборка и сварка дымовых труб, мачт и т. д. Испытание на непроницаемость
Таблица 5.3
Распределение трудоемкости сварочных работ по типовым строительным районам
Таблица 5.4
Распределение объемов сварки при постройке корпуса по видам сварных соединений, %
Строительный район Удельное значение в общей трудоемкости сварочных работ, %
Нос 12
Средняя часть корпуса 21
Машинное от деление 27
Корма 21
Надстройка " 1
Виды соединений 8 £ 11 5S 11 0 fl Трудоем-сварочных работ, приведенная к трудоемкости ручной сварки Тр
Стыковые 20 30 35
Тавровые 80 70 65
Примела для всего корпуса "сед. Обьеи сварки
134
Таблица 5-5
Распределение объемов сварки между цехами (участками) предварительной сбсрки и сварки и стапелем, %
Место сварочных работ Виды Длина Площадь продольного Трудоемкость сварочных приведенная к трудоемкости ручной сварки Тр
соединений L шва >
Цехи (участки) предварительной сборки и Стыковые Тавровые 10-20 60—70 17—27 53—63 18-28 47—57
сварки Всего 70—90 70—90 65-85
Стапель ('тыковке Тавровые 23—7 12—4 18—6 17—7 18-8
Всего 30—10 30—10 35—15
Примечание Объем сварки всего корпуса 100%
Таблица 5.6
Распределение объемов сварки на стапеле по видам соединений, %
Виды соединений Длина сварных соединений U Площадь ПродолЬобго сечений F Трудоемкость сварочных работ, приведенная к трудоемкости ручной сварки Тр
Стыковые 20—30 35—45 40-60
В том числе:
длиной до 3 м 9-13 15—19 17-25
» более 3 м 11—17 20—26 23—35
Тавровые 80—70 65—55 60-40
В том числе:
длиной до 3 м 31—27 25-21 23—15
» более 3 м 49-43 40-34 37-25
[ Таблица 5.7
Распределение площади продольного сечения шва F, %, в зависимости от пространственного положения сварного соединения при формировании корпуса судна на стапеле
нижнее вертикальное потолочное
Стыковые П 15 8 6
В том числе: длиной до 3 м 4 8 3 2
» более 3 7 7 5 4
Тавровые 24 15 17 ’ 4
В том числе: длиной до 3 м 8 4 9 2
» более 3 м 16 11 8 2
Всего; 35 30 25 10 *'
В том числе: длиной до 3 м 12 12 12 4
» более 3 м 23 18 13 6
100%. 2 Объемы сварки, выраженные в других показателях, могут быть установлены путем следующего пересчета. Длина швов L или трудоемкость сварочных работ Тр для каждого пространственного положения швов устанавливается по соответствующему значению площади продольного сечения шва с учетом поправки.
пинаются по табл. 5.6. Например, длина швоп стыковых соединений, выполняемых
Fn — площади продольных сечений стыковых швов, выполненных в яижнем п потолочном положениях: L и F — общая длина и площадь продольных сечений всех стыковых швов. В соответствии е данными табл. 5 6 и 5 7 получим £п =
§ 5.2. Материалы, применяемые при сварке. Технические требования к свойствам металла шва и сварного соединения
Сварочные материалы следует выбирать в зависимости от способа снарки и технических требований к металлу шва и сварному соединению.
При сварке под флюсом (автоматической, полуавтоматической и односторонней автоматической с обратным формированием шва) сталей марок Ст.З, БСт.З, ВСт.З, Ст.Зс, Ст.4, Ст-4, Ст.4с, G, 09Г2, ЮГ2С1Д-35, 10Г2С1Д-40, 10ХСНД, 10ХСН2Д, 48КС. МС-1, 10. 15, 20, 20Л, 25Л, 08ГДНЛ, 08ГДНФЛ и поковок из сталей марок 08ГДН и 08ГДНФ применяют-
— сварочную проволоку марок Св-08, Св-08А, Св-08АА, Св-ЮГН и Св-08ГСМТ, при этом проволоку марки Св-08 используют при содержании фосфора в ней нс более 0,03%; проволоку марки 10ГН — для швов наружной об.
136
шивки корпусов судов п других корпусных конструкций, подверженных интенсивным коррозионным разрушениям в морской воде, и для однодуговой сварки стали толщиной 12—30 мм на неподвижной флюсо-модной подкладке; проволоку марки 08ГСМТ —для мвогодуговой сварки стали толщиной 16—30 мм на неподвижной флюси-медной подкладке;
— флюсы марок ОСЦ-45, АН-348А — для автоматической двусторонней и односторонней сварки; флюсы марок ОСЦ-45М, АН-348АМ и ФЦ-9 — для полуавтоматической сварки
При сварке в углекислом газе (автоматической и полуавтоматической) перечисленных выше марок сталей и поковок применяют:
— сварочную проволоку марок Св-08ГС, Св-08Г2С и Св-08ГСНТ. при этом проволоку марки Св-О8ГС используют только для полуавтоматической сварки углеродистых сталей с пределом текучести не более 30 кге/мм*; проволоку марки Св-08ГСНТ —только для швов наружной обшивки корпусов судов и других корпусных конструкций, подверженных интенсивным коррозионным разрушениям в морской воде;
— углекислый газ сортов I и II.
При сварке порошковой проволокой в углекис-л о м газе (полуавтоматической и автоматической вертикальной) сталей марок Ст.З, БСт.З, С и 09Г2 применяют проволоку марки ППЮ8С и углехиелый газ сортов I и II.
Для автоматической вертикальной электрошла-ковой сварки марки сварочных материалов указаны в табл. 5.8, дли ручной дуговой сварки — в табл. 5.9.
Таблица 5.8
Материалы для автоматической вертикальной алектропглаковой сварки
Марка стали Марка сварочной проволоки Марка флюса
БСт.З, ВСт.З. 09Г2, 10Г2С1Д-35, 10Г2СЩ-40, 10ХСНД Св 10Г2 ’ ОСЦ-45, АН-348А, ЛН-22. АН-8
20Л, 25Л, 8ГДНЛ, 08ГДНФЛ, поковки 08ГДН, 08ГДНФ Св-10Г2 ОСЦ-45, АН348А, АН-22, АН-8
Для сварки на плану стыковых соединений корпусных сталей марок Ст.З, БСт.З, ВСт.З, Ст.Зс, Ст.4, Ст.4с, С, 09Г2, 10Г2С1Д-45, 10Г2С1Д-40, 10ХСНД и МС-1 при наложении первого прохода применяют:
— сварочную проволоку марок Св-10Г2, Св-ЮГН и Св-08ГСНТ;
— пеплавящийся электрод — лвнтанированный вольфрам диаметром 4—5 мм (ТУ ВМ2-529—57);
— защитный газ — аргон высшего, первого и второго сортов.
Для последующих проходов сьарочные материалы выбиралт в зависимости ог способа сварки в соответствии с приведенными выше указвниями.
Стали свариваемые корпиенж. Для корпусов судов применяют следующие марки сталей.
Сигам уелероди&пая обыкновенного качества в зависимости от назначения и
гарантируемых характеристик подразделяется на три группы: А — поставляемая по механическам свойствам; Б — поставляемая по химическому составу; В —
поставляемая по механическим свойствам и химическому составу.
137
Таблица 5.9
Материалы для ручной дуговой сварки
Мирка стали Марка электрода Область применения
Ст.З. БСт.З, ВСт.З, Ст.Зс, Ст.4, Ст.4с, С АНО-4, АНО-6, АНО-9, МР-3, ОЗС-12 Для сварки углеродистых сталей (электроды марки МР-3 только для судов внутреннего плавания)
Ст.З, БСтЗ, ВСт.З, Ст.Зс, Ст.4, Ст.4с, С, 10. 15. 20, 09Г2, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, МС-1, 10ХСН2Д, 48КС, 20Л, 25Л, 08ГДНЛ, 08ГДНФЛ, поковки 08ГДН, 08ГДНФ УОНИ-13/45 Для сварки углеродистых сталей и углеродистых с низколегированными
УОНИ-13/45А f При сварке корпусов, в основном изготовленных из низколегированных сталей
Э-138/50Н Для швов наружной обшивки корпусов и других кон-' струкпнй, подверженных интенсивным коррозионным разрушениям в морской воде
УОНИ-13/55 Для сварки сталей 10ХСН2Д и 48КС и этих сталей с другими углеродистыми и -низколегированными корпусными ста-
Ст.З, БСт.З, ВСт.З. 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД ИТС-1 Для гравитационной сварки
ОЗС-15Н Для гравитационной сварки конструкций судов внутреннего плавания из сталей Ст.З, БСт.З и ВСт.З
Сталь изготовляют следующих марок, группа А — Ст.О. Ст.1, Ст.2, Ст.З, Ст.4, Ст.5, Ст.6; группа Б — БСт.О, БСт.1, БСт.2, БСт.З, БСт.4, БСт.5. БСт.6; группа В— ВСт.1, ВСт.2, ВСт.З, ВСт.4, ВСт.5- Группу А в обозначении марки стали не указывают.
Сталь всех групп с номерами 1, 2, 3 и 4 по степени раскислении изготовляют кипящей (кп), полуспокойной (пс) и спокойной (сп), с номерами 5 и б — полу-спокойной (пс) и спокойпой (сп)
Полуспокойпую сталь с номерами марок 3 и 5 выпускают с обычным и повышенным содержанием мйрганца.
Для обозначения полуспокойиой стали с повышенным содержанием марганца к обозначению марки стали после номера марки ставят букиу Г, например ВСт.ЗГпсЗ.
С гарантией свариваемости поставляют сталь марок ВСт.1, ВСт.2, ВСт.З всех степеней раскисления И ВСт.З с повышенным содержанием марганца, а по 138
Требованию заказчика — сталь марок БСт.1, БСтД, БСт.З всех степеней рас* кисления и БСт.З с повышенным содержанием марганца.
Сталь с содержанием углерода в готовом прокате более 0,22% применяют для сварочных конструкций при условиях сварки, обеспечивающих надежность сварного соединения.
Углеродистую корпусную сталь маркируют следующим образом:
Красный и зеленый Белый и черный Желтый
Красный
Черный
Зеленый
Синий
Красный и синий
Зеленый и белый
Сталь углеродистая корпусная м а р к и С выпускается с содержав нем углерода до 0,20% в зависимости от толщины листов в трех состояниях: горячекатаная, нормализованная, закаленная с последующим отпуском.
Механические свойства и химический состав углеродистой корпусной стали приведены в табл. 5.10 и 5.11.
корпусов судов выпускается следующих марок: маргвнцовистая 09Г2, кремне-Еаргаяцовая 09Г2С, кремнемаргавцовая с медью 10Г2С1Д (МК), хромокремне-икелевая с медью 10ХСНД (СХЛ-4).
Химический состав низколегированной конструкционной стали приведен в табл. 5.12. Механические свойства стали (при растяжении) в состоянии поставки и ударная вязкость должны соответствовать данным табл. 5.13.
Сталь марки 10Г2С1Д может поставляться с различным пределом текучести: не менее 35 кге/мм8 марка 10Г2С1 Д-35 (МК-35) и не менее 40 кге/мм8 марка 10Г2С1Д 40 (МК-40).
По требоввнию заказчика низколегированная конструкционная сталь для корпусов судов поставляется в термически улучшенном состоянии (после за калки и отпуска).
Проволока сварочная. Химический состав применяемых для сварки корпусных сталей марок проволоки приведен в табл. 5.14.
Ф.1Юаа сварочные. Для механизированной снарки углеродистых и низколегированных сталей углеродистой и низколе! врованной проволокой применяют следующие марки сварочных флюсов: АН-348А, ОСЦ-45, АН-348АМ, ОСЦ-45М, ФЦ-9, АН-22, АН-8 (табл. 5.15).
Буквы М, С, П в марках флюсов имеют соответственно следующие значения: мелкий, стекловидный, пемзовидный.
Флюсы сварочные классифицируются по назначению, химическому составу и способу изготовления.
По способу изготовления флюсы разделяются на «сплавленные (керамические) и плавленные. Плавленные флюсы представляют собой сплавы окислов и солей металлов, наплавленные — механическую смесь различных руд, минералов, солей и легирующих металличеевнх добавок в виде ферросплавов.
Вследствие малой механической прочности, большой зависниости состава наплавленного металла от режима сварки и большой стоимости неплааленные флюсы при сварке корпусных сталей не применяются. Основная область их ис-пользоввнни — сварка высоколегированных специальных сталей и наплавочные работы.
По химическому составу различают флюсы:
— окислительные, состоящие в основном из окислов маргавца и кремния;
139
Механические свойства углеродистой корпусной
Марка стали Толщина. Вад термической обработки стали (состояние поставки) Предел текучести, кге/мм5. нс непсе Временное сопротивление, кге/мм*
Ст.Зкп До 20 20—40 42—100 Горячекатаная 24 23 22 37-47
СтЗпс, Ст.3сп До 20 20—40 42—100 Горячекатаная 25 24 38—49
Ст.ЗГсп До 20 20—40 40-100 Горячекатаная 25 24 23 1 38—50 41—52
Ст. 4кп До 20 20—40 42—100 Горячекатаная 26 25 24
Ст.4ис, Ст.бсп До 20 20—40 42—100 Горячекатаная 27 26 25 42—54
с 3-14 16—20 Горячекатаная Горячекатаная или нормализованная 24 41—50
22—30 Нормализованная или закаленная с последующим отпуском
Примечай ил 1 По требованию заказчика сталь марки ВСт 3 поставляет марки С толщиной 22—30 мм, в том числе по проценту волокна в изломе, устанавлива кой пробы при статическом приложении нагрузки Проба должна выдержать загиб на две отдельные части. Стали остальных марок испытывают на холодный изгиб узкой В изломе образца при толщине листов 12—20 мм должно быть волокнистое строение на , при испытаниях на изгиб на 180" увеличивается на толщину образца.
140
Таблица 5.10
141
Таблица 5.11
Химический состав углеродистой корпусной стали, применяемой в судостроении
Марка стали Содержание элементов,
углерод марганец крсмиий
Ст.Зкп 0,14—0,22 0,30—0,60 Не более 0,07
Ст.Зпс 0,14—0,22 0,40—0,65 0,05—0,17
Ст.Зсп 0,14—0,22 0,40—0,(15 0.12—0,30
Ст.ЗГпс 0,14—0,22 0,80-1,10 Не более 0,15
Ст.4ки 0,18—0,27 0,40—0,70 » » 0,07
Ст.4лс 0,18—0,27 0,40—0,70 0,05—0,17
Ст.4сп 0,18—0,27 0,40—0,70 0.12—0,30
С 0,14—0,20 0,50—0,80 0,12—0,35 ?
Примечание. Во всех марках стали содержание фосфора должно быть не более 0,04. серы — нс бо«ее 0,05 (для стали — не более. 0,04). хроме — |>е более 0,3, цнксля — не более 0,3, меди — нс боке 0,3 и мышьяка — не белее
— безокислительные, содержащие в небольшом количестве окисли марганца и кремния и состоящие в основном из солей щелочных и щелочноземельных металлов;
— бескислородные, состоящие из солей щелочно-земельных и щелочных металлов.
По химическому составу устаиовлелы следующие типы флюсов:
— высококремнистые марганцовистые (сильно окислительные); состав: SjO2 = 354-45%; МпО = 354-45%; CaF2 = 24-9%; область применения: сварка углеродистых и низколшированных сталей;
— кремнемарганцчвистые (окислительные); состав- SfO2 — 304-40%; №10=20^30%; А12Оя-= 104-15%; СаО= 3-5-7%; MgO—3-1-8%; CaF2 = = 10-5-20%; область применения: электрошлаковая сварка углеродистых и низколегированных сталей;
— кремнистые безмарганцовистые (слабо окислительные); состав SiO2 — = 254-35%; МпО—до 3%; А12ОЯ = 154-25%; Са0 = 34-7%; MgO — 154-4-20%; CaF2 — 204-25%; область применения, сварка нержавеющих сталей при умеренных требованиях и коррозионной стойкости сварных швов;
— безмарганцовистые и бескремпистые (неокислитйчьные); состав: SiO2 — до 4%; МпО — до 0,3%; А12Оа = 254-30?,; СаО = 154-20У5; Mg= 14-3%; CaFE = 504-55%; область применения: дуговая и электрошлаковая сварка хромоникелевых сталей (сварные конструкции, работающие в сильно коррозионной жидкой среде или в газовой среде при высоких температурах);
— бескислородные; состав: SiO2—до 20%; MgO = 70-4-80%; CaF2 = = 204-25%; область применения такая же, как у безмарганцовистых и бескрем-нистых флюсов.
Электрода металлические для дуговой сварки. Электроды металлические для дуговой сварки разделяют на следующие группы."
— для сварки углеродистых и низколегированных конструкционных сталей;
— для сварки высоколегированных сталей с особыми свойствами;
— для сварки легированных теплоустойчивых сталей;
—для наплавки поверхностных слоев с особыми свойствами.
Электроды для сварки углеродистых, низколегированных, конструкционных сталей и легированных сталей повышенной прочности в зависимости от мехапи-142
ческих свойств металла шва и сварного соединения по ГОСТ 9467—60 делятся на типы (табл. 5.16).
Для сварки конструкционных и теплоустойчивых сталей применяют электроды со следующими видами покрытий.
Электроды с руднокислым покрытием Р. Шлакообразующую основу руднокислого покрытия составляют железные и марганцевые руды и кремнезем. Газовая защита расплавленного металла обеспечивается разлагающимися при нагревании и плавлении электрода органическими составляющими покрытия и карбонатами. Расплавленный металл раскисляется ферромарганцем.
Металл шва, выиолневпый электродами с руднокислым покрытием, характеризуется высоким содержанием кислорода (до О,12°4) и водорода (до 15 см8/100 г металла шва). Возможно возникновение кристаллизационных трещин при повышенном содержании серы и углерода в основном металле. Металл шва стоек к образованию пор при сварке кромок с окалиной или ржавчиной, а также при случайном удлинении дуги.
При сварке этими электродами спокойных сталей с высоким содержанием кремния возможно образование пор. Электродами с руднокислым покрытием можно вести сварку на форсированных режимах без образования пористости, однако качество и внешний вид швов резко ухудшаются.
Большими недостатками при сварке электродами данного вида являются по-вышенЛюс разбрызгивание расплавленного металла и обильное выделение сварочного аэрозоля (мельчайших пылинок окислов марганца и кремнезема) с высоким содержанием в нем вредных веществ.
Электроды с рутиловым покрытием Т. По качеству наплавленного металла эти электроды занимают промежуточное положение между руд1юкисл|лми и фтористокальциевыми электродами. Шлакообразующую иснову покрытия составляют рутил, алюмосиликаты и карбонаты. Металл раскисляется ферромарганцем. Количество марганца в этом покрытии шачигслыю меньше, чем в руднокислом, в результате чего содержание окислов марганца в аэрозоли при сварке в 3—5 раз ниже, чем при сварке электродами с руднокис-яым покрытием, что повышает гигиенические характеристики этих электродов.
В наплавленном металле содержится 0,06—0.09?о кислорода. Содержание водорода непосредственно после сварки может составлять до 30 смЕ/100 г металла. Водород почти полностью удаляется из шва в течение 2—3 нед.
Пористость в металле шва может появитьси при сварке швов тавровых совди--пений с зазорами, а также при сварке тонкого металла электродами большого диаметра в случае превышения рекомендованных режимов сварки.
Наименьшая пористость швов достигается при гарантированной алажности покрытия. Отсыревшие электроды рекомендуется сушить при температуре 180— 200е С в течение I ч, а сварку просушенными электродами выполнять не более чем через сутки после сушки.
Стойкость металла шва при сварке рутиловыми электродами против кристаллизационных трещин примерно такая же, как у руднокислых
Рутиловые электроды характеризуются высокими сварочло-технологическими свойствами Разбрызгивание расплавленного металла при сварке этими электродами в 4—5 раз меньше, чем у руднокислых электродов. При сварке рутиловыми электродами обеспечивается легкая отделимость швака и хороший внешний вид швов.
Электроды сфтористокальлиевым покрытием Ф. Шлакообразующую основу покрытия составляют карбонаты и плавиковый шпат. Газовая защита расплавленного металла обеспечивается углекислым газом и окисью углерода, образующимися при диссоциации карбонатов Расплавленный металл раскисляется ферромарганцем, ферросилицием и в некоторых покрытиях — ферротитаном и ферроалюминием.
Наплавленный металл содержит незначительное количество кислорода (менее 0,05%) и водорода (4—10 сма/100 г металла).
Металл шва характеризуется высокими пластичностью и ударной аязкостью при комнатной и низких темперигурах, мало склонен к старению и стоек против образования кристаллизационных трещин.
143
Химический состав низколегированной конструк Таблица 5.12 ционной стали для корпусов судов t
Марка стали Содержание члементов, %
углерод, не более кремний марганец хром никель медь сера фосфор мышьяк
не более
09Г2 О9Г2С 10Г2С1Д (МК) 10ХСНД (СХЛ-4) 0,12 0,12 0,12 0,12 * 0,17—0,37 0,50—0,80 0,80—1,10 0,80—1,10 1,40—1,80 1,30—1,70 1,30—1,70 0,50-0,80 Не более 0,30 » s 0,30 а » 0,30 0,60—0,90 Не более 0,30 » » 0,30 » х 0,30 0,50-0,80 Не более 0,30 » » 0,30 0,15-0,30 0,40-0,65 0,040 0,040 0,035 0,035 0,035 0.035 0,035 0,035 0,08 0,08 0,08 0,08
л, П_1? н м е 4 а и н я 1- В обмиачснии марок стали двузначные цифры слева указы цифр о&ыначаст Г — марганец, С — кремний. X — хром. Н — никель, Д — медь, элемента в целых единицах 2 По требованию заказчика для корпусов судов содержа ине VSv^'uS0"011 с пР*‘Лс-том текучести не менее 35 кг/ммг (сталь марки 10Г2С1Д-35). допу ; 10АСНД допускается технологическая длбзвка титана из расчета содержания его в гото вовленшЛ нормы" ЕЫПЛавие стели из керченских руд допускается содержание мышьяка чают (приблязнтольно) содержание углерода в сотых долях пролета Буква справа от цифры после букв указывают (приблизительно) процентное содержание с.хит.етствукипего серы в сталях марок 09Г2 и 09Г2С должно быть нс быке 0.035 3. В стали марки 10Г2С1Д. . кается снижение содержания кремния до ОДР* 4 В стали марок О9Г2, 101 л гд и том п.н.ьате 0.01—0.03% . для стали марки 09Г2С титан добавляют обязательно в том же io 0.15% при соответствующем снижении содержания фосфора до 0.005% против уста-
Механические свойства низколегированной Таблица 5.13 «обструкционной стали идя корпусов судов
Марка стали Толщина. Вид термической обработки стали (состояние поставки) Предел текучести Временное сопротивле-пне, кге/мм1 Относительное удлинение, %, нс меиее Относительное сужение. не кедес Ударная вязкость кге м '.-м=, не мёиее Суммарная площадь излома, занятая участками с волокнистым строением, %, не менее
при температуре, °C.
6.0 в, —40 -70
09Г2 4—20 Горячекатаная 30 Не менее 45 18 21 45 3 — 65
22—32 Нормализация или закалка с последующим отпуском 30 Не менее 45 18 21 45 5 3 75
09Г2С 32—56 Закалка с последующим отпуском 30 Не менее 46 18 21 50 5 3 50
1ОГ2С1Д-35 (МК-35) 4—16 Горячекатаная 35 50—70 18 21 50 4 - 60
10Г2С1Д-40 (МК-40) 4—9 Горячекатаная 40 54-75 16 19 — — —
10—32 Закалка с последующим отпуском 40 54—66 16 19 50 5 - 60
10ХСНД (СХЛ 4) 4—14 Горячекатаная 40 54—70 16 19 — 4 - 50 (с 10 мм)
16—32 Закалка с последующим отпуском 40 54—66 16 19 50 5 50
? ’JA? .—и н я 1 Иитытание на загиб в холодном состоянии ^™^Та5ие "а 8Я™6 в холодном состоянии широкой пробы н и- г-й—л '±.lblTliHe!i ,|а «агнб широкой пробы и излом устанавливаются нического старения должно быть не менее 3 кге м/см1. олжво обсспе Я чиоать загиб образца на угол 1806. при этом толщина оправки ь -* 2а, где а — толщина на излом для Я определения процента волокнистости производится по требованию заказчика нормы соглашением сторон. 3. Минимальное значение ударной вязкости при тпипературс 1-20° С после меха-
144 Я ]0 Адлерштейн Л. Ц. ^45
Химический состав марок проволоки, применяемой
Марка проволоки Химические
углерод кремний марганец хром. не более
Св 08 Св-08А Св-08АА Св-08ГА Не более 0,10 » » 0,10 » » 0,10 » » 0,10 Низ Не более 0,03 » » 0,03 » » 0,03 » Я 0,03 к о у г л е р 0,35—0,60 0,35—0,60 0.35—0,60 0,80—1,10 од и с т а я 0,15 0,12 0,10 0,10
Св-ЮГА Св-10Г2 СВ-08ГС СВ-08Г2С Св-ЮГН Св-08ГСМТ Св-08ГСНТ * » 0,12 » > 0,12 Не более 0,10 0,05—0,11 Не более 0,12 0,06—0,11 Не более 0,10 > » 0,03 » » 0,03 0,60-0,85 0,70—0,95 0,15-0.35 0,40—0,70 0,60-0,90 1,10—1,40 1,60—1,90 JI с г и р 1,40—1.70* 1,80—2,10 0,00—1,20 1,00 1,30 1,40—1,80 0,20 0,20 ванная 0,20 0,20 0,20 0,30 озо \
Примечания 1 Цифры, следующие за индексом Си, указывают среднее со в металле проволоки, обозначены Г — марганец, М - молибден, Н — никель, С — крем ментов, указывают среднее содержание элемента п процентах. После буавениого обозна 4. Буква Л в конце условных обозначений марок пизкоуглеродистои и легированной про волоке Св ОВАЛ сдвоенная буква Л указывает па пониженное содержаоне серы и фосфлрэ цепня величины допускаемых отклонений разрешается поставка проволоки с отклоне ние алюминия в проволоке нс более 0.01 %. 7. С согласия потребителя в проволоке ма
Флюсы сварочные плавленные для сварки
Марка флюса Химический
S1O, МпО СаО MgO
АН-348А ОСЦ-45 АН-348АМ ОСЦ45М ФЦ-9 АН-22 АН-8 41—44 38—44 41—44 38—44 38-41 18-21,5 33-30 34—38 38^44 34—38 38—44 38—41 7—9 21—26 Не более 6,5 » » 6,5 » » 6,5 » » 6,5 » » 6,5 12—15 6—7,5 Не более 2,5 5-7,5 1 Не более 2,5 » » 2,5 11,5-15 d 5-7,6 Я
Примечание С согласия потребителей допускается поставка флюса марки проволокой диаметром не более 3 мм ]
146
Таблица 5.14
ДЛЯ сварки стальных корпусных конструкций
состав. %
никель молибден титан не боли фосфор, не более
проволока
Не более 0,30 0,040 0,040
а 0,25 — 0,030 0,030
» » 0,25 — — 0,020 0,020
а » 0> — — 0,025 0,030
» » 0,30 — .—- 0,025 0,030
» » 0,30 — — 0,030 0,030
проволока
Не более 0,25 0,025 0,030
Не-более 0,25 —— — 0,025 0,030
0,90—1,20 — — 0,025 0,030
Не более 0,30 0,20—0,40 0,05—0,20 0,025 0,030
0,80—1,20 — 0,05—0,12 0,025 0,030
держание углерода в сотых долях процента 2 Химические элемепты, содержащиеся
ио сравнению с проволсиюй марки Св 08л 5 С согласия потре ителя при условии соблю-
ниями по содержанию нескольких элементов от норм, приведенных в таблице
рок Св 0S я С» Ю8А допускаете остаточков содержание алюминии до О,Н5%
Табмца 5.15 корпусных судостроительных сталей
состав, %
Aj,Oj К>о и Ма,О CaFs Fe,O, S
не более
Не более 4,5 4—5,5 2 0,15 0,12
» » 5 6-9 2 0,15 0,15
» » 4,5 3,5—4,5 2 0,15 0,12
» » 5 — 6—9 2 0,15 0,10
10—13 — 2—3 2 0,10 0,10
19—23 1—2 20—24 1 0,05 0,05
11—15 — 11—15 1,5-3.5 0.15 0,15
147
Таблица 6.16
Типы электродов для сварки конструкционных сталей по ГОСТ 8467— 60
334 342 342А
346 Э46А
Э50Л
120
180
120
Для сварки малоуглеродистых и низколегированных сталей ч
Для сварки сред-нсуглеродистых и низколегированных сталей
Э60А Э70
Э85 ЭКЮ 3125 3145
60
70
85
100
125
145
16
18
12
12
10
0,04 0,04 0,04 0,04 0,04
0,04 0,04
0Д4 0,04 0,04 0,04 0,04 0,04 0,04
Для сварки легировавших сталей повышенной прочности
При сварке электродами с фтористокальциевым покрытием при налички масла, окалины или ржавчины на сварипаемых кромках или в случае увлажнения покрытия или удаления дуги возможно образование пор в металле шва.
Сварка этими электродами производится на постоянном тоие при обратной полярности.
Электроды с органическим покрытием О. Покрытие этого вида содержит большое количество органических составляющих, разлагающихся в процессе плавления элентрода и обеспечивающих газовую защиту расплавленного металла. Шлакообразующими добавками являются рутил, карбонаты, алюмосиликаты и др. Раскислителем служит ферромарганец. По свойствам металла шва электроды этого вида блвзки к рутиловым.
Масса покрытия этих электродов меньше, чем у покрытий других видов электродов, поэтому при сварке образуется небольшое количестно шлака, что делает 148
применение этих электродов удобными л монтажных условиях. Содержание кислорода в металле шва не превышает 0,03%, содержание водорода — до 30 см®/100 г металла.
Характерным для электродов с органическим покрытием является сильное разбрызгивание металла (потери его составляют до 20% от массы расплавленного металла).
Покрытие невлагостойко и не допускает перегрева в процессе сушки и сварки.
Электроды с органическим покрытием в настоящее время в судостроении для сварки корпусных сталей нс используются.
Применяемые в судостроении марки электродов для сварки корпусных стался приведены в табл. 5.17.
Таблица 5.17
Марки электродов, применяемых в судостроении для сварки углеродистых и низколегированных корпусных сталей
Марна электрода рода Марка элеьтродиого стержня (ГОСТ 2246—70) Допускаемые диаметры электрод он. окраски
АНО-4 Э46 Св-08; Св-08А т 3; 4; 5; 6
АНО-6 Э42 Св 08; СВ-08А т 4; 5; 6 —
АНО-9 Э50А Св 08; Св-08А ф 4; 5
МР-3 Э46 Св 08; Св-08Л 4; 5; 6 .—.
УОНИ-13/45 Э42А Св-08А; Сп-08 * ф 1,6; 2; 2,5; 3; 4; 5; 6 Еордо-
УОНИ-13/45А Э42А Св-08А; Св-08 * ф 2; 2,5; 3; 4; 5; 6 Белый
УОНИ-13/55 Э50А Св-08А; Св-08 * ф 2; 2,5; 3; 4; 5; 6 Желтый
Э 138/50Н Э50А Св-10ГН ф 3; 4; 5; 6 жевый
* Проволоку фосфора не более марки С о.оз?;. -08 допускается применять пря содержанок в ней
Пример условного обозначения электродов по ГОСТ 9467—60: УОНИ-13/45-Э42А-4.0-Ф, ГОСТ 9467—60 (УОНИ-13/45 — марка электрода; Э42А — тип электрода; 4,0 — диаметр электрода, Ф — вид покрытия).
Типичный химический состав наплавленного металла и механические свой-
ства металла шва и сварного соединения при ручной электродугивон сварке корпусных сталей приведены в табл. 5.18 и 5.19.
Защитные газы для сварки. Защитные газы делятся на две группы:
1) химически пассивные, аргон, гелий и азот, последний в случае сварки меди и ее сплавов; эти газы со свариваемым металлом не взаимодействуют и не
растворяются в нем;
2) химически активные, взаимодействующие с металлом или растворяющиеся
Углекислый газ СО2. Для сварки корпусных сталей широко применяется углекислый газ СО2, который является активным газом.
Для сварки используют углекислый газ сортов 1 и П по ГОСТ 8050—64.
Характеристика сжиженного углекислого газа приведена в табл. 5.20.
В обычных условиях углекислый газ бесцветный, с едва ощутимым запахом, примерно в 1,5 раза тяжелее воздуха. Удельный вес 1,9768 кге/м8 при 0° С и давлении 750 мм рт. ст. Углекислый газ хорошо растворяется в воде, приО° С 1 объем воды растворяет 1,7, а при 20е С — 0,88 объема СО2.
!49
химччеси» акт., ,ам„д,,то„ „и„„ „чжд „ар„ юрру1нь|> !Ю
Марка электрода С Si S
АНО-4 ЛНО-6 АНО-9 МР-3 УОНИ-13/45 УОНИ-13/45А УОНИ-13/56 Э-138/50Н 0,08 0,09 0,06-0,10 0,11 Не более 0,12 « « 0,11 « « 0,11 « «011 0,70 0,65 1,0—1,2 0,58 0,35—0,75 0,35—0,65 0,65—1,20 0,45—0,75 0,10 0,10 0,35—0,65 0,17 0,18—0,35 0,18-0,35 0,18—0,50 0,15—0,35 0,7-1,1 0,04 0,04 0,04 0,04 0,03 0,03 0,03 0,03 0,04 0,04 0,04 0,04 0,03 0,03 0,03 0,03
tty. „„ , „,риог„ ттттп v ручвой 9ттр „.„ето
Марка электрода — Механические свойства
кгсУмм’ °В‘ кге/мм1 в„ •; Ч>. % пра°т +20 кге м/смг, мпературе, °C сварного сс о„, кге/мм’ единении угол iaгиба, град
АНО-4 АНО-6 АНО-9 МР-3 УОНИ-13/45 УОНИ-13/45А УОНИ-13/55 Э-138/50Н 37 33 40-42 38 36 36 142 41 48 45 50-55 48 46 44—54 52 51 25 26 22-34 25 26 26 24 24 65 60 65 65 65 62 15 14 13-26 15 22 22 _ 20 16 10 8 10 18 18 Не менее 3 Но менее 42 » * 50 » » 50 180 180 150—180 180 180 180 165 165
S
Выпускается три сорта аргона: высший, первый и второй. По физико-химическим показателям газообразный и жадюги аргон должен соответствовать нормам, указанным в табл. 5.21. Газообразный аргон перевозят в стальных баллонах (ГОСТ 949—73) под давлением 150 * 5 или 200* 10 кгс/см2 при 20° С,
Таблица 5.21
Химический состав газообразного и жидкого аргона
Компоненты Норма для сорта
ныспкго первого второго
Аргон, •• объемтые, не менее 99,988 99,98 99.95
Кислород. % объемные, пе более 0.00! 0.003 0,005
'Азот, •» объемные, не более 0,008 0,01 0,04
Водяные пары, г/м’, при нормальных условиях (20° С и 760 мм рт. ст.), %, пе более 0,01 0,03 * 0,03
Двуокись углерода, окись учлеро да н углеводороды в сумме, % объем ные, нс более 0,003 0.005 0,005 у
Допускается поставка газообразного аргона в таре большей емкости, отвечающей требованиям технической документации.
Жидкий аргон поставляют в спецтанках, сосудах Дьюара, железнодорожных цистернах и авюцистернах. При возврате баллонов остаточной давление аргона должно быть не ниже 0,5 кгс/см2.
Газообразный и жидкий аргон после газификации в зависимости от сорта * предназначается:
— высший сорт — для сварки и плавки активных и редких металлов (Ti, Zr, Nb) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления;
— первый сорт — для плавки и сварки плавнщимсв электродом и пеплавя-щимся вольфрамовым электродом сплавов на основе алюминия и магния, а также других сплавов, чувствительных к примесям газов, растворимых в металле;
— второй сорт — для сварки и плавки нержавеющих хромоникелевых жаропрочных сплавов, легированных сталей различных марок и чистого алюмкиия.
При постройке корпусов судов из малоуглеродистых и низколегированных сталей аргон применяют при евзрке на плаву первого прохода стыковых монтажных соединений корпуса неплавягцнмся элентродом.
§ 5.3. Подготовка кромок корпусных сталей под сварку
Подгчтовка кромок для автоматической и полуавтоматической сварки под флю-сом, для полуавтоматической снарки в углекислом газе и ручней дуговой сварки регламентирована государственными стандартами. Дли других способов сварки . подготовку кромок производят по специальным указаниям.
Размеры конструктивных элементов кромок корпусных сталей, подготовленных под сварку, приведены в табл. 5.22—5.30.
152
Таблица 5.22
Размеры конструктивных элементов кромок стыковых соединений, подготовленных для автоматической сварки под флюсом (швы двусторонние)
Толщина Конструктивные Условное
Форма елемемгы
подготовленных кромок подготовленного соединенны ЛИСТОН S, соединения |ГОСТ 8713—70)
Ь. мм и, град с. мм
Без скоса 1 2 3 4 5-14 0+0,3 0+0,5 0+0,5 0+1,0 1111 — С2
Со скосом двух кромок 4 ъ 16-20 0+1 30-223 6=1 С13
С двумя симметричными скосами двух кромок
20-50 011 30=3 6=1 сзо
Таблица 5-23
Размеры конструктивных элементов кромок стыковых соединений, подготовленных для автоматической и полуавтоматической сварки под флюсом с предварительным наложением подварочного шва (швы двусторонние)
Форма подготов- подготовленного соединения itf- К окструкпшиые s лпиеиты Условное обозначение соединении (ГОСТ B7J3—70)
Ь. мм а. град с. мм Л, мм
скоса ъ g2 (+5=0,5 1,0=1 - = - СЗ
Со СКОСОМ двух кромок 'cJ а+^_ 5—7 8-9 10—12 14 2=1 2=1 2=1 2=1 оз с*эс*э оз - +1+10 М VIC 03 С16
SHi.s 1 Wl — 1 1 ь 16—21’ 28—36 88 40—50 ойа 30=3 30=3 30=3 30±3 1,5=1 1,5*1 1,5*1 ЙШ I С34
153
Таблица 5.24
Размеры конструктивных элементен кромок тавровых Соединений, Подготовленных для автоматической и полуавтоматической сварки под флюсом
Форма подготовленных подготовленного ш г- В * ! Колструктнвные элементы Усвовное обозначение
кромок соединении scL°m 6, мм а. град с. мм (ГОСТ 8713-70)
Без скоса. Шов двусторонний и односторонний Л 2 3 4-5 0+0,6| 0+0,8 0+1,0 0+1,5 “и - Т1, тз, Т4, Т5, Тб, Т?, Т8
6-40 —
у-.: ..из
С двумя скосами одной кромки. Шов двусторонний 16—40 0+1,5 50±5 4-2-1 , тю
•вВЗ
Приме 1 а > и с Si'i 0.7S
Таблица 5.25
Размеры конструктивных элементов кромок тавровых соединений, подготовленных для автоматической к полуавтоматической сварки под флюсом с предварительным наложением подварочного шва (швы двусторонние)
ПОДГОТОН" ленных кромок 9 |« ш ф к! §S5g t-o ag Колструктненыс элементы Условное обозняченне соеапиенин (ГОСТ 8713-70)
Ь, мм а,град С, ММ Л. мм
Без скоса 3-5 6—10 12—20 0+1,5 0+2,0 0+3,0 - - - Т2
С одним скосом' ОДНОЙ j кромки S- |-Ч _к 8—24 2*2,0 50*5 2*1 - T9
С двумя скосами одной кромки S 20-24 2G—28 30—34 36—40 >,5*1,5 1.5* 1.5 1.5* 1.5 1,5*1,5 СЛ Сл СЛ СЛ 1 IS! 7 8 10 12 Т11
“ll+dk
Примечание S, & 0.7S
154
Таблица 5.26
Размеры конструктивных элементов кромпк тавровых соединений, подготовленных для ручной электродуговой и полуавтоматической сварки в углекислом газе для всех пространственных положений швов (режимы нормальные)
СП
Таблица 5.27
Размеры конструктивных элементов кромок стыковых соединений, подготовленных для ручной электоодуговой и полуавтоматической сварки в углекислом газе для всех пространственных положений швов (режимы нормальные)
Форма подготовленных кромок Эскиз подготовленного соединения Толщина сваривае г Конструктивные элементы Условное обозначе- соединения (ГОСТ 62(14-89) Применение
листов Ь, мм а. град с, ММ. ft, ММ
Без скоса 1 2—4 2± 1 С4 Для швов, выполняемых в нижнем положении, при $ до 5 мм; в остальных положениях S до 4 мм
Со скосом одной кромки & 4-6 * 8-26 2±2 50+5 50±5 1± 1 2±J С8 Преимущественно при горизонтальном положении шва
Со скосом двух кромок “1 5 6—50 1±1 2=’ 27+3 27+3 1± 1 2+2 — С18 С15 Для всех пространственных положений шва, кроме горизонтального и при недоступности одной из сторон шва
г> {_ Ч
С двумя симметричными скосами одной кромки л >12 2±1 50 + 5 1±1 - СИ Преимущественно при горизонтальном положении шва
С двумя несимметричными скосами одной кромки а В 1 12—14 16—18 20-22 24-26 28—30 32—34 36—38 40-42 44-46 48-50 2+1 50+5 1+1 8—9 10-11 13-14 16—17 J8—19 20—22 23—25 26-28 29-30 31-32 С13 Преимущественно при горизонтальном положении шва и при плохой доступности одной из сторон шва
С двумя симметричными скосами двух кромок J Y' Ч/ Г; 1 >12 2+1 27+3 1 + 1 С21 Для нижнего положения шва при возможности кантовки изделия и вертикального положения шва при возможности сварки с обеих сторон шва
С двумя несимметричными скосами двух кромок 1 12-14 16—18 20—22 24—26 28-30 32—34 36—38 40—42 44—46 48—50 2+1 27 + 3 1+1 8-9 10-11 13-14 16—17 18-19 20,-22 23-25 26-28 29-30 31-32 С24 Для нижнего положения некантуемых изделий при потолочном положении одного из швов и при вертикальном положении шва, если доступ к нему с одной стороны затруднен
Ручная элеитродуговая я полуавтоматическая сварка в углекислом rase взаимозаменяемы
Таблица 5.2Ь
Размеры конструктивных элементов кромок тавровых соединений, подготовленных для полуавтоматической сварки в углекислом газе в нижнем положении на повышенных режимах (швы двусторонние)
Форма подготовленных кромок Эскиз подготовленного Толщина Конструктивные злсменты
листов S. мм Ь, мм а. град с, мм
Без скоса S 3-8 0+2 - -
Со скосом одной кромки Хи. J 10—26 0+1,5 50±с5 i 4=1
С двумя симметричными скосами одной кромки .д? 10—26 0+1,5 50—5 4—1
Примечания I. Соединения со скосом одной кромки применяют при трудной доступности к одной из сторон шва 2 S, 5, 0.7S. 3. Условные обозначения соединений ГОСТом не регламентированы.
Таблица 5.29
Размеры ковструктнвиых кромок стыковых монтажных соединений, подготовленных для автоматической вертикальной сварки
Форма подготовлсн- кромок Способ сварки
пед флюсом (электрошлаковая) в углекислом газе
Эскиз подготовленного соединения Толщина сваривае листов S, мы Эскиз подготовланного соединения Толщнеа сваривае листов
Без скоса 12—30 8-24
Примечание. Соединения ГОСТом не регламентированы
158
Таблица &3I>
Размеры конструктивных элементов кромок стыковых соединений, подготовленных для сварки наружной обшивки корпуса на плаву (швы односторонние)
Форма подготовленных кромок Эскиз подготовленного соединения Толщина свариваемых листов S,
Со скосом двух кромок 2jT 6—30
§ 5.4. Режимы сварки
Режим сварки характеризуется следующими главными параметрами: силой сва* рочного тока 7са, А, напряжением дуги l/ц. В, и скоростью сварки VCB, м/ч'. В число параметров режима сварки может быть включен диаметр сварочной проволоки или электрода с!эл, мм, и расход защитного газа Р, л/ч.
При выборе параметров режима сварки руководствуются следующим:
— режим должен обеспечить сплошность сварного соединения, удовлетво* ригельное формирование шва и стабильность сварочного процесса;
— режим должен характеризоваться термическим циклом, создающим оптимальную совокупность механических свойств металла шва, зоны термического влияния и основного металла;
— выбранный режим должен обеспечивать наибольшую производительность и экономичность процесса.
Выбор отдельных параметров режима сварки определяется также пространственным положением швов.
По пространственному положению сварные швы разделяются на четыре группы: нижние, вертикальные, горнвонтальные и потолочные.
Нижние швы выполняются на горизонтальной плоскости кли па плоскостях, имеющих наклон к горизонтали до 45°. Вертикальные швы выполняются на вертикальной плоскости или при отклоневни ее от вертикали на угол до 45°. Горизонтальные швы выполняются параллельно горазонгу на вертикальной плоскости или при отклонения сс от вертикали на угол до 45°. Потрлочные швы выполняются под плоскостью с углом наклона от вертикали к горизонту более чем на 70°
Выбор режима сварки начинают с оиредедевня параметров, обеспечивающих стабильность сварочного процесса, удовлетворительное формирование шва и сплошность сварного соединения.
Сплошность сварного соединения (сплошной провар) достигается.
— проплавлением основного металла па заданную глубин}' (односторонняя в двусторонняя однопроходная снарка, автоматическая и полуавтоматическая сварка под флюсом и в углекислом газе);
— заполнением заранее подготовленной разделки кромок свариваемых деталей наплавленным металлом без глубокого провара корня шва (ручнвн электро-Дуговая, автоматическая и полуавтоматическая сварка под флюсом и в углекислом газе, однопроходная и многопроходная сварка без глубокого провара).
159
Разделка кромок при сварке методом проплавления основного металла про* изводится только а случае невозможности получить при заданном режиме сварки необходимую глубину проплавления или соответствующую форму шва.
Сварные стыковые соединения (рис. 5.1) характеризуются следующими геометрическими параметрами. S — толщина свариваемых листов; с — высота усиления шва, b -с ширина шва; Ь3 — ширина первого прохода шва; h — глубина проплавления основного металла; — глубина проплавления основного металла при паложевии первого шва; йа — глубина проплавления основного металла при наложении второго шва; hB — высота шва без усиления; й01 — вы-
Рис. 5.1. Основные геометрические параметры швов стыковых соединений.- а — стыковое соединение без скоса кромок; б — стыковое соединение с¥-обраэной разделкой кромок; в — стыковое соединение с Х-образной разделкой кромок.
сота второго шва без усиления; р — высота притупления; hnl — глубина проплавления притупления при наложении первого прохода первого шва; йла— глубина проплавления притупления при наложении первого прохода второго шва; k — перекрой первого и второго швов; п — толщина нерасплавленного слоя притупления при наложении первого прохода первого шва; И — полная высота шва. Н — It -|- с или Н — h0 -{- с. Форма шва характеризуется следующими параметрами: фпр — коэффициент формы проплавления (относительная глубина проплавления), фпр = h/b; фу — относительная высота усиления, фу = = с/b; <ру — коэффициент формы усиления, <ру = Ыс.
Тавровые соединения (рис. 55) характеризуются следующими геометрическими параметрами: S — толщина стенки; — видимый катет шва; Ар — расчетный катет шва; b — ширина шва; с — высота усиления шва (плюс— выпуклый шов, минус — вогнутый шов); h — глубина проплавления; й0 — действительное опасное сечение (расчетный параметр) ;gt — глубина проплавления стенки от первого шва; g2 — глубина проплавления стенки от второго шва; k — перекрой первого и второго швов; па — толщина нерасплавленного слоя полки; п3 — толщина нерасплавленного слоя стении.
160
Чтобы обеспечить сплошность сварного соединения при сварке с глубоким проплавлением, необходимо выполнить следующее.
1. Для стыковых однопроходных швов (см. рис. 5.1, а и б):
— для соединений без разделки кромок
ft* _|_ й2 = S -Ц А при k > О; (5.13)
— для соединений с V-образной разделкой кромок
hot + hB2 = S -I- k при k > 0. (5.14)
Максимальную глубину проплавления металла ht при выполнении первого шва выбирают по минимально допустимой толщине нерасплавленного слоя п, равной 2, 2,5, 3, ЗД и 4 мм соответственно толщине листов 6, 8, 10, 12,14 мм и более.
Рис. 5.2. Основные геометрические параметры швов тавровых соединений: а — односторонний вогнутый шов; б — односторонний выпуклый шов; в — двусторонний шов со сплошным проваром.
2. Для стыковых многопроходных швов (см. рис. 5.1,6)-. — для первого прохода шва
Лп1 + hra = Р-1'k ПРИ k > °-
(5-15)
— вто1юй и последующие проходы назначают из условия заполнения разделки (рис. 5.3).
Максимвльная глубина проплавления притупления р должна быть независимо от толщины листов не более 2 мм при сварке проволокой диаметром менее 3 мм и не более 4 мм при сварке проволокой диаметром 3 мм и более.
3. Для тазровых соединении со сплошным проваром (см. рис. 52, в)
gt + Sz = S + А при А > 0; gi — S — пг. (5.16)
Максимальную величину g следует устанавливать по минимально допустимой толщине нерасплавленного слоя п, которая принимается равной 1,5, 2, 2,5, 3 и 3,5 мм соответственно толщине листов 4, 6, 8, 10. 12 мм и более.
При сварке стыковых соединений листов разной толщины режим сварки назначают с учетом условий сварки листов меньшей толщины.
При выборе режимов сварки следует также руководствоваться данными табл. 5.31. _
Автоматическая и полиа&политическия сварка под флюсом. Режимы сварки швов стыковых соединений. Типичная зависимость геометрических параметров шва от режима сварки представлена па рис. 5.4, 5.5. 5.6, 5.7 и 5.8.
И Адлерштейв Л. Ц.
Тай.тца 5.31
Род тока и полярность я зависимости от вида сварки и способа ее выполнения
Еад сварки сварки, марки электродов Диаметр сварочной проволоки электродв, Рол тока я полярность “
Под флюсом Автоматическая, двусторонняя на весу 1,6-2 3-6 Постоянный, обратная полярность Переменный или постоянный, обратная полярность *
Автоматическая, двусторонний на флюсовой подушке 4-6 Переменный или постоянный, обратная полярность ♦
Автоматическая, двусторонняя и односторонняя с предварительным наложением подварочного шва 1,6-2 3-6 Постоянвык, обратная полярность Переменный или по-стоянвый, обратная полярность *
Автоматическая односторонняя на флюсо-медной подкладке 3—6 Постоянный, обратная полярность ‘
Автоматическая односторонняя на скользящем медном ползуне 1,6-4 Постоянный, прямая полярность
Полуавтоматическая 1,6-2 Постоянный, обратная полярность
Электрошлаковая 3 Переменный
В углекислом Автоматическая в нижнем положении 1,6-4 Постоялый, обратная полярность
Автоматическая в вертикальном положении с принудительным формированием шва 1,6 Постоянный, обратная полярность
Полуавтоматическая 0,8-2 Постоянный, обратная нолярность
Полуавтоматическая порошковой проволокой 2-3 Постоянный, обратная полярность
162
Продолжение табл. 5.31
Вид снарки Способ выполнения сварки, марки электродов Диаметр сварочной проволоки электрода, Род тока и полярность
Приварка шпилек Полуавтоматическая с применением флюсовых и керамических шайб - Постоянный, обратная полярнссть
Ручная элек-тродуговая УОНИ-13/45 1.6—6 Постоянный, обратная полярность
УОНИ-13/45Л, УО НИ-13/55 2-6 Постоянный, обратная полярность
Э-138/50Н 3-6 Постоянный, обратная полярность
АНО-4 3—6 Переменный или постоянный, прямая или обратная полярность
АНО-6, АНО-9 3-6 Переменный или постоянный, прямая или обратная полярность
МР-3, ОЗС-12 2—6 Переменный или 'постоянный, прямая или обратная полярность
Гравитациоп-цая и азто-коитактная | * При от ИТС-1 5-6 Постоянный, обратная полярность
ОЗС-15Н утствии на предприятиях вс очников пи Переменный танин переменного тока.
Диапазон параметров режимов сварки, в пределах которого достигается стабильность сварочного процесса и удовлетворительное формирование наплавленного металла, ограничен требованиями к форме шва.
Форма шва характеризуется относительной высотой усиления фу или ее сбратной величиной — коэффициентом формы шва фу и коэффициентом формы проплавления фпр. Для оптимальной формы шва характерны следующие значения этих коэффициентов: 0,2; фу^2; фрр^ 0,8.
На рис. 5.9, 5.10, 5.11 и 5.12 представлены номограммы, с помощью которых выбирают параметры режима сварки швов однопроходных стыковых соединений по заданной глубине проплавления А, удовлетворяющих приведенным выше условиям. При пользовании номограммами напряжение дуги выбирают по табл. 5.32.
163
Рис. 5.3. Число проходов многопроходного шва в зависимое^ от площади поперечного сечения всего шва и площади попе-
речного сечения отдельных проходов.
— площадь поперечного сечения наплавленного металла без учета площади первого прохода; N — число проходов без учета первого прохода
Тиблица 5.32
Режимы сварки стыковых соединений без скоса кромок, обеспечивающие стабильность сварочного процесса и удовлетворительную форму шва (<^у > 2, Фпр 0,8)
4ал- А Напряжение дуг» £7Д. В. ирн скорости сварки VCB> м/ч
15 яи 46 60 75
350 30-38 31—38 34—38 35-38 36—38
400 32—39 32—39 36—39 36-39 37—39
3 500 38-40 38-40 38-40 37—40 37—40
600 — 40-42 41—42 39-42 38—42
650 — — — 40—42 38—42
400 30-38 30-38 31—38 32-38
500 32—39 32—39 32-39 33-39 —
4 (Ю0 36-41 35-41 34—41 34-41
700 40-42 38-42 37—42 36-42
800 42—44 41—44 40-44 38—44 —
650 30-38 30—38 31-38 31—38 —
600 30-39 30—39 31-39 32 39 —
о 700 32-40 32—40 33-40 33-40 —
800 38-42 36—42 36—42 36—42 —
900 —— 42-43 39-43 38-43 —
950 — — 41—44 39-44 —
700 32—38 32—38 32-38 33—38 —
800 35—40 34—40 34—40 34-40 —
6 900 39—41 37—41 35—41 35—41 —.
1000 — 40-42 38-42 38—42 —
1100 41—43 43-43 39—43 —
1200 — 43-44 —
164
165
8
Рис. 5.7. Типичная зависямость площади проплавления основного металла Fnp от; я — силы сварочного тока /Св', б —напряжения дуги Уд; а —скорости сварки VCb’> г — диаметра сварочной проволоки
При одной и той же глубине пройлавЛения ОСНОВНОГО металла й в зависимости от выбранных параметров режима сварки можно получать швы с различными геометрическими параметрами.
Очертание зоны проплавления основного металла (рис. 5.13) в диапазоне режимов сварки, обеспечивающих удовлетворительное формирование шва, приближенно может быть описано кривой нормального распределения
= (5.17)
где hy — глубина проплавления в любом месте сечения шва, см; hm — максимальное значение глубины проплавления, см; k — коэффициент, характеризую
Рис. 5.13. Очертание зоны проплавления основного металла в диапазоне удовлетворительного формирования шва.
щий форму кривой нормального распределения (коэффициент остроты очертания зоны проплавления), см-2; значения коэффициента принимаются по табл. 5.33.
Величины геометрических параметров швов определяют по следующим фср-мулам.
Площадь проплавления основного металла Fnp, см2, можно определить:
— по заданной глубине проплавления
Fm = —(5.18)
V-
— по заданным параметрам режима сварки
0,24/свС,д ^свТ^пл
Рпр — Чпр
(5.19)
где ijup—полный тепловой к. п.д., который выражает отношение тепла, необходимого для проплавления основного металла в единицу времени, к полной тепловой мощности дуги; т]пр в зависимости от и ид изменяется в пределах 0,12—0,30; от напряжения дуги т)пр практически не зависит; значения 1)пр принимаются по графикам рис. 5.14; /св — сила сварочного тока, A; VCB — скорость сварки, см/с; VK — напряжение дуги. В; у> — удельный вес, гс/см2, для малоуглеродистой стали у — 7,8; 5„л — теплосодержание расплавленного металла при температуре плавления, включающее скрытую теплоту плавления, кал/г; для малоуглеродистой стали £пл = 325 кал/г.
Для малоуглеродистой стали Fnp, см2,
’k’15awe- <5-20>
Ширина шва (ширина зоны проплавления) Ь, см.
Ь - 2
V
In hm -j- 3,5
(5.21)
17|
k
Таблица 6.33
Значения коэффициента остроты очертания зоны проплавления основного металла k в зависимости от режима сварки
ч® ^св’ Коэффициент k, си-1
^эл ас = 3«м ЛИИ ия, В 4»л = 4 мм при Уд. В 4ад = 5 мм ПРИ Уд> В о‘зл = 6 мм при ия, в
86 40 44 яз J8 40 44 м 40 44 32 36 40 44
15 3,3 3,0 2,6 2,3 2,6 2,3 2,0 1.7
400 30 4,7 4,3 3,8 3,5 3,3 3,0 2,6 2,2
45 6,2 5 / 5,3 4,8 4,2 3,8 3,4 3,0
60 7,9 7,4 6,8 6,3 5,5 5,0 3,6 4.2
15 3,9 3,4 2,8 2,4 2,7 2,4 2,1 1,8
5ЛГ) 30 5,4 4,8 4,1 3,6 3,4 3,1 2,7 2,3 —— — < __
45 7,2 6,4 5,5 5,0 4,4 4,0 3,6 3,1
60 8,7 8,1 7,1 6,5 5,7 5,3 4,8 4’ь — — — — — - —
15 4,8 3,9 3,0 2,5 2,0 2,5 2,2 1,9 2,4 2,2 1,9 1,5
ООО 30 6,6 5,5 4,5 3,8 3,8 3,3 2,8 2,5 3,0 2,8 2,4 2,0
45 8,4 7,3 6,3 5,4 4,8 4,2 3,7 3,3 3,9 3,6 3 1 2.7 .
60 9,9 9,4 8,0 7,0 6,2 0,0 5,0 4,6 4,3 4,5 4,0 3,6 — - -
15 — 3,4 2,8 2,4 2.1 2,6 2,-8 2,0 1.6 2,3 2,1 1,7 1.4
30 — — —- -—• 4,3 3,6 3,1 2,6 3,3 2,9 2,5 2,1 2,9 2,6 2,2 1,7
700 45 — — — 5,4 4,6 4 1 3,5 4,4 3,6 3,2 2,8 3,8 3,4 2.9 2,3
60 6,8 6,0 5,4 4,8 ,Ь,| 4,6 4,1 3,7 4,9 4,5 3,9 3.1
Продолжение табл, 5,33
Коэффициент k, см-8
А *мА = 3 МЯ при Уд В йэл = 4 ям при Уд в о=5 мм при Уд в rfsn = 6 мм при У .в
;и 36 40 44 32 36 40 44 ° аг, 40 44 Ч 36 40 41
15 — 4,1 3,2 2.7 2,2 2,8 2,4 2,1 1,7 2,5 2,2 1,8
800 30 — — — — 6^3 4,0 3,4 2,9 3,4 3,0 2,6 2,2 3,1 2,7 2,3 1.8
45 — — 5,1 4,2 3,8 4,3 3,8 3,3 2,9 4,0 3,5 3,0 2,5
60 — — 8,0 6,7 5,7 5,0 5,2 4,8 4,2 3,9 5,0 4,5 4,0 3,4
15 — — — 4,7 3,7 3,0 2,5 3,2 2,6 2,2 1,8 2.7 2,3 2,0 1,6
900 30 — — — — 5,8 4,6 3,8 3,3 3,9 3,3 2,8 2.3 3,3 2,8 2,5 1,9
45 — — 7,2 5,8 4,9 4,3 4,8 4.1 3,5 3,0 4,3 3,7 3,2 2,0
60 — — 9,0 7,7 6,4 5,6 5.8 5,0 4,4 4,0 5,4 • 4,7 3.5
15 3,6 3,0 2,5 1,9 2,9 2,4 2.1 1,7
1000 30 4,2 3,6 3,0 2,5 3,6 3,0 2.6 2.1
45 5,1 4,5 3.8 3,2 4.6 3,9 3,3 2,7
60 — — — — 6,1 0.0 4,8 4,6 5,8 5,0 4,3 3,7
15 4,0 3.4 2,8 2,3 3,4 2,7 2,2 1.8
1100 30 4,8 4,1 5,0 3,4 2,8 4,1 3,3 2.8 2,3
45 5,8 4,3 3,5 5,3 4,3 3,6 3,0
60 6,8 6,0 5.2 4,4 6,5 5.5 4,6 3,9
15 — — — — 4,0 3.1 2,5 2,2
1200 30 4,8 3,8 3,1 2,5
6 1 4,8 4,0 3,2
60 — — — — — — — — 7,4 6,0 5,0 4,2
(5.22)
Площадь наплавленного металла (площадь поперечного сечения усиления шва) Гц, см*, _ «н/св н “ 100yVCB '
где а„ — коэффициент наплавки, г/(А-ч); принимается по графикам (рис. 5.15 и Б.16); зависит от тока, напряжения Дуги и диаметра сварочной проволоки; скорость сварки на ав заметного влияния не оказывает.
Рис. 5.14. Зависимость полного теплового к. п. д. проплавления чпР от значения параметров режима сварки.
Рис. 5.15. Зависимость коэффициента наплавки от параметров режима сварки (ток переменный).
Z — 1>„ •= 32 В; 2 — U = 36 В;
3 — V* = 40 В; 4 - 1/д = 44 В.
Высота усиления шва с, см, определяется из условия, что его очертания могут быть описаны кривой полуэллиисв, отсюда
(5.23)
Обычно для сварки малоуглеродистых и низколегированных сталей выбирают режимы, обеспечивающие минимальную высоту усиления шва.
При сварке под флюсом стыковых соединений без скоса кромок высота усиления шва с вследствие большого количества расплавляемой проволоки, как правило, больше, чем высота усиления при ручной и полуавтоматической сварке
174
в углекислом газе. Поэтому, когда при однопроходной сварке необходимо получить большую глубину проплавления основного металла, сохранив при этом небольшую высоту усиления, производят разделку кромок (см. рис. 5.1,6).
Требования, предъявляемые к форме шва, позволяют сваривать стыковые соединения без екоса при толщине листов 4—12, 5—14, 6—14, 8—15 мм и диаметре сварочной проволоки соответственно 3, 4, 5, 6 мм.
При сварке с разделкой кромок при однопроходном заполнении всей разделки глубина проплазления основного металла йр (см. рис. 5.1,6) увеличивается пропорционально площади разделки Fp (форма разделки не влияст).'В этом случае
hp = h -}- aFp, (5.24)
я) б)
жима сварки (ток постоянный); а — прямая полярность; б — обратная полярность.
где h — глубина проплавления при наплавке, мм; а — коэффициент пропорциональности, 1/мм» от напряжения дуги практически не зависит; значения коэффициента а приведены в табл. 5.34.
Диапазон параметров режимов сварки под флюсом стыковых соединений различных типов, обеспечивающий удовлетворительное формирование шва, приведен в табл. 5.35 и 5.36.
магическую и полуавтоматическую сварку швов тавровых соединений выполняют пакленным электродом (рис. 5.17, а, б) и в лодочку (рис. 5.17, в).
При сварке швов тавровых соединений под флюсом в условиях стапеля пли доков применяют в основном полуавтоматическую сварку наклонным электродом.
Автоматическую и полуавтоматическую сварку наклонным электродом и в лодочку можно выполнять однопроходными и многопроходными швами.
При однопроходном выполнении швов тавровых соединений наклонным электродом можно получать швы удовлетворительного формирования катетом 3—8 мм. Швы тавровых соединений катетом более 8 мм при сварке наклонным электродом выполняют, при катетах 9—14 мм в два прохода, 14—16 мм в три прохода и 16—18 мм в четыре прохода.
175
Таблица 5.34
Значения коэффициента а для определения глубины проплавления при разделке кромок Лр
Режим сварки Коэффициент а при диаметре сварочной проволоки 4ЭЛ. мм
/св- А гсв- 3 4 S с
10 0,070 0.061
20 0,098 0,086 — —.
500 30 0,122 0,109 — —
40
50 — — —
10 0,062 0.055 0,047 0,042
20 0,082 0,076 0,079 0,066
600 30 0.102 0 094 0,088 0,074
40 0,120 0,108 0.101 0,098
50 — — 0,110 0,105
10 0,058 0,050 0,043 0,037
20 0,075 0,005 0,058 - 0,054
700 30 0,091 0,081 0.074 0,068
40 0,105 0,092 0,084 0,07^
50 0,120 0,109 0,100 0,094
10 0,055 0,046 0,038 0,033
20 0,067 0,057 0,048 0,043
800 30 0,080 0.069 0,059 0,053
40 0,093 0.080 0,069 0.061
50 0,103 0,092 0,082 0,075
10 0,04! 0,033 0,029
20 — 0,049 0,040 0.034
900 30 — 0,060 0,050 0,040
40 — 0.069 0,056 0,047
50 — 0,078 0,085 0.057
10 0,034 0,029
20 .— —— 0,036 0,030
1000 30 — — 0,040 0,033
40 .— — 0,045 0,037
50 — — 0,050 0,045
10 0,028 0 023
20 — —— 0,030 0,024 ’
1100 30 — .— 0.034 0.029
40 .— — 0.036 0.030
50 — 0,038 0.034
10 0,021
20 —. — — 0,022
1200 30 —«- 0,023 I
40 — —. — 0,025
50 — — 0,026
17(5
Таблица 5.35
Рекомендуемые режимы сварки под флюсом стыковых соединений корпусных сталей (швы двусторонние)
о о Режим сверки |
=
Форма подготовленных Г:-Л
кромок эВ ?» X Ь*1 Ц
4 я ни X Sg ПЗсчТ = х& ah
1 1,6* 110-120 30-32 55- -60
11 1 1.6* 110—120 30—32 55-60
1 1 2 • 210-260 30-32 50-70
11 1 2* 210—300 30-32 50-65
I 1 3 370 «СО 32—34 55-60
Без скоса И 1 3 420—450 32- 34 50-55
1 1 4 430—450 32—34 28 30
II 1 4 510—540 32—34 32-34
1 1 5 430-(Й0 34-36 34-37
11 1 5 510—700 32 36 28 -30
1 • 1 5 700—850 35-39 28- 32
II 1 5 850—900 38—42 32-36
I 1 5 750—950 36-42 26 30
Со скосом с одной II I 5 850—950 40—42 34-38
стороны •• I •• 2 5 750—950 36-42 28 -33
1! 1 5 900—950 40 12 32-34
1 1 Б 850-950 40—42 32 34
11 1 5 900-1003 40—42 32 34
1 j 6 950—1100 40 42 24 .fl
11 1 6 950—1100 40- 42 28 • 32
Со скосом с двух 1 2 5-6 850-950 38-42 28 34
сторон 11 2 5-6 850-1СОС 38 12 28 34
I 3 5-6 900—950 40—42 26 32
И 3 5-6 950—100 j 40—42 28 32
1 4 5-6 850—950 38-42 24 30
II 4 5-6 850—1000 38-42 24 30
*• Первый шов выполняют со стороны разделки
12 Лдлерштсйн JI. U.
Таблица 5.36
Рекомендуемые режимы сварки под флюсом стыковых соединений корпусных сталей (швы двусторонние с предварительной подваркой; подварка полуавтоматическая в углекислом газе или ручная дуговая)
Форма подготовленных кромок bl it Режим сварки
“1, ggj Six? 11 |= хё Скорость евар-1 КЯ 1'СЕ, м/ч
2 1 1.6 110—120 30—32 50—55
3 2 220-240 30—32 60—65
4-5 1 2 300-360 30—32 40—55
4-5 1 3 400 460 31—34 4 50—55
Со скосом с одной сторо- 5-6 1 4 500 600 30—34 34—38
8— К 1 5 650-850 34—38 30-36
12-14 1 о 800-900 38-34 30-34
16 I 850-900 38—40 30—32
18-22 2 5—6 800-950 36-42 26—32
24—28 3 5-6 800-950 38—42 26—32
Со скосом с двух сто- 30—32 4 5-6 900—1000 38-44 24—31
ров 34—36 5 5-6 900—1000 38-44 22—31
38—4£ 6 5-6 900—1000 38-44 22—31
45 8 5-6 900—1000 38-44 22—31
50 10 5—6 900-100.0 38—44 22-24
* При S = 2 — 5 мм ляриостн. варку производят па
*• При сварке листов 50 мм перин.
кеиием сварочной проволок» диаметром 5 мг С1СТЯЛ1 тыс — диаметром Ь мм. "Три
сварке листов о — 30 мм и более часть завершающих проходом должна располагаться попарно в одном слое- ппи S = 30 32 мы лплжиы ипняпнп пясполя-
гаться третий и четвёртые проходы: It и S — -1 36 мм — четвертый я пятый про
третий и четвертый. ятый и шестой проходы при
пятый и тестой, седьмой и восьмой, де< 1ТЫ и
и десятый проходы. При размещении проходов в одном слое riottapnt конец свароч-
сстояиин 2—4 г м от сеаркеасмых кромок
Отпипение расчетного параметра шва ha к расчетному катету шва kr> при однопроходной и многопроходной сварке наклонным электродом принимается равным 0,7.
Сварку швов тавровых соединений наклонным электродом следует выполнять проволокой диаметром 2 мм на постоянном токе обратной поляр паств. Допускается применять (с несколько худшими результатами) сварочную проволоку диаметром 3, 4 и 5 мм и переменный ток (при отсутствии на предприятии оборудования, необходимого для выполнения сварки на постоянном токе), 178
При сварке однопроходных швов наклонным электродом Проволокой диаметром 2 мм конец электрода направляется в вершину угла соединения (см. рис. 5.17, и), при сварие щюволокол диаметром 3—5 мм конец проволоки следует смещать па полке тавра на величину, равную половине диаметра проволоки (см. рис. 5.17,6).
При многопроходной сварке наклонным электродом для выполнения отдельных проходов сварочную проволоку следует устанавливать в соответствии с рис. 5.18 и данными табл. 5.37.
Рис. 5.17. Расположение конца сварочной проволоки при одпопроход-ной сварке швов тавровых соединений; а — при сварочной проволоке диаметром 2 мм и менее, б — при сварочной проволоке диаметром свыше 2 мм; в — при сварке в лодочку.
Режимы сварки швов тавровых соедивений наклонным электродом назначают:
— по заданному расчетному катету шва fep, если катет выбирают исходя из условий прочности или по конструктивным соображениям;
— по заданной глубине проплавления стенки g из условия ее сплошного провара или заданной величины провлавленйя.
Рис. 5.18. Расположение конца сварочной проволоки при многопроходной сварке швов тавровых соединений наклонным электродом; а — первый проход; б — второй проход; в — третий проход; г — четвертый проход.
Для одиопроходпых швею параметры режима сварки, обеспечивающее заданный расчетный катет Ар или глубину проплавления g, могут быть выбраны по номограммам (рис. 5.19, 5.20, 5.2], 5.22 и 5.23).
При большой толщине свариваены.х элементов, когда нельзя обеспечить заданную глубину проплавления Степан при первом проходе шва, производят разделку кромок стенки таврового соединения.
Режимы последующих проходов назначают из условия заполнения разделки (см. рис. 5.3).
При назначении режимов сварки швов тавровых соединений па переменном токе для обеспечения удовлетворительного формирования шва применяют более высокое напряжение дуги, чем на постоянном токе.
12* 179
Таблица 5.37
Величины смещения оси сварочной проволоки от стенки тавра при многопроходной сварке швов тавровых соединений наклонным электродом (см. рнс. 5.18)
ища, мм чество проходов Помер прохода Смещение осн сварочное проволоки 1, мы, от стенки тавра при диаметре 4ЭЛ.
2 3 4 Б
9-14 2 Первый Второй 5-7 4—6 3—5 4-6 1-3 4—6
14—16 3 Первый Второй Третий * 1—2 В кром 5—7 1,5—2,5 ку первогс 3-S 2—2,5 прохода 2,5—3 на полке 1—3
16—18 • третьем 1 Первый Второй Третий * Четвертый роходе 1 — расстоян 1-2 | 1,5—2,б| 2—2,5 В кромку первого прохода 2—3 | 2—3 | 3—4 1—2 1—2 2—3 е от центра второго прохода. 2,5—3 за полке 3-4 х 2 -3
Для сохранения удовлетворительной формы шва при увеличении силы сварочного тока напряжение дуги повышается, при увеличении скорости сварки — уменьшается.
При выборе параметров режима сварки однопроходных швов тавровых соединений следует учитывать, что, имея один и тот же катет, швы, полученные при разных параметрах режима, будут отличаться по форме и химическому составу. Швы, полученные при высоких значениях силы тока и скоростях сварки, имеют большую глубину проплавления основного металла g и величину расчетного сечения шва kp, а также большую высоту усиления (как правило, швы имеют выпуклую форму).
Швы, выполненные при малой силе тока и скорости сварки, имеют при одинаковых катетах меньшую глубину проплавления основного металла (меньшую величину расчетного сечения шва) и, как правило, вогнутую форму.
При однопроходных швах с одним и тем же катетом путем регулирования глубины проплавления можно изменять химический состав металла шва.
Если необходимо получить максимальное легирование шва элементами, входящими в состав основного металла, швы выполняют при максимальной силе тока и скорости; при необходимости получения минимального легирования — при минимальной силе тока и скорости.
При сварке многопроходных швов тавровых соединений наклонным электродом независимо от катета шва силу сварочного тока ныбиряют по диаметру сварочной проволоки
d3.i, мм . . . . 2 3 4 б
/СР, А . . . . 300—400 400—500 500-600 700-800 '
При сварке швов тавровых соединений в лодочку сварное соединение (полка) должно располагаться под углом 65° к горизонту, а сварочная проволока направляться по биссектрисе угла разделки кромок (см. рис. 5.17, в).
180
~},5
181
-1.0
У* „-3
«finis ifi 3.0 f
' 'i 2^. 4 45 . _„
У , is, ifi ifi ii> 3fi *f
' is 2fi Zfi
tfi is if if l'/-=s
is гл %=*
Рис. 5.20. Номограмма для определения параметров режима автоматической и полуавтоматической сварки под флюсом швов тавровых соединений без скоса кромок наклонным электродом (ток переменвый; т1Эл == 2 мм).
------— граница удовлетворительного формирования шаа; А.-в—видимый катет шва; — расчетный катет шва; g— глубина проплавления вертикальной стенки; I 1 —
- выпуклый пюв, минус — погнутый шоп.
182
Режимы сварки многопроходных швов без сплошного провара тавровых соединений наклонным электродом приведены в табл. 5.38.
Скорость сварки (автоматической и полуавтоматической) под флюсом при применении сварочной проволоки диаметром менее 3 мм для исключения повы-
Рмс. 5.21. Номограмма для определения параметров режима автоматической и полуавтоматической сварки под флюсом швов тавровых соединений без скоса кромок наклонным электродом (ток переменный; Изя — 3 мм).
граница удовлетворительного формирования шва; йв — видимый катет шва;
рекомендуемое напряжение дуги для данного тока и скорости сварки, с — высота усиления шва, плюс — выпуклый шов; минус — вогнутый шов
шейного перехода фосфора из флюса в металл шва следует ограничить следующими значениями;
* Сила саврочного тока /с;е, А . 200 275 350 Более 350
Скорость сварки Усв, м/ч, ее менее............40 16 10 Без ограни-
чения
163
Рис. 5.22. Номограмма для определения параметров режима автоматической и полуавтоматической сварки под флюсом швов тавровых соединений без скоса кромок наклонным электродом (ток переменный; Лзл = 4 мм).
— граница удовлетворительного формирования шва: kB — видимый катет шва;
рекомендуемое напряжение дуги для данного тока н скорости сварки, о — высота усиления шва. плюс — выпукаый шов, минус — погнутый шов
184
i_____।___.—i—j kp=10
3,0 4,0 5fi e.O 7,0 p,
ts to 3,5 4,0 kc 6.0 kfi=S
ff 2fl 3fi ' 4~0 to ^~в
Zfi Й 3fl *p=7
2fl ts t.0 *Р^
to to ts *d=5
Рис. 5.23. Номограмма для определения параметров режима автоматической и полуавтоматической сварни под флюсом швов тавровых соединений без скоса кромок наклонным электродом (ток переменный; —« 6 мм).
•---------граница удовлетворительного формирования шва; £ — водимый катет шва;
Ар — расчетный катет шва; £ — глубина проплавления вертикальной стенки, i i — рекомендуемое напряженке дуги для данного тока и скорости сварки; с — высота усиления шва; плюс — выпуклый шов; минус — вогнутый шов.
185
Та/йпца 5.38
Рекомендуемые режимы автоматической и полуавтоматической Многопроходной сварки под флюсом наклонным электродом швов тавровых соединений без скоса кромок (соединение без сплошного провара)
Режим сварки
Катет uiua, мм проходов Диаметр сварочной проволоки Сила сварочного тока Гсв. А Напряжение дуги Нд, В Скорость сварки Усо, м/ч
9-10 2 2 3 4 5 300—350 400-450 500-550 700-750 30-32 30—32 32—34 33-35 16—18 20—22 30—32 42-44
11—12 2 2 3 4 300-350 400—450 550-600 700-750 30—32 зо-за 32—34 33—35 12—14 16—18 28—30 32-34
13-14 2 2 3 4 5 300—350 450-500 550-600 700-750 30-32 32—34 32-34 33-35 1Ь—12 16—18 20—22 24-26
15-16 3 2 3 5 350-400 450-500 550600 700—750 32—34 32—34 32—34 33-35 16—18 18—20 22—24 28—30
17—18 При производят других дна шов с одной дится к со 4 м с ч а и и я на постоянно иетров — на п стороны соед| тветствнн с р 2 3 4 5 . Сварку с п токе обратно временном ток нения 3. Устав ис. 6 17 и 5.1£ 350-400 450-500 550—600 700—750 римененнем nj й полярности, 2 Число про овна иоама сва 32—34 32-34 32—34 33—35 оволоки диам с применеаме* ходов указа не >очпов проволс 16—18 20-22 24—26 30 32 трои 2 мм проволоки на каждый кн проиэво-
При сварке стыковых и тавровых соединений вылет сварочной проволони 1Э (расстояние от поверхности металла или вершины разделки до торца наконечника) должен быть:
йэл, мм .... 2 3 4 5 6
la, мм . 15-25 30-35 30- 40 35-45 45-60
Автоматическая и полуавтоматическая сварка в углекислая газе. Автоматическую спарку в углекислом газе без принудительного формирования шва применяют только для швов в нижнем положении.
186
Сплошность сварного соединения получают при сварке с глубоким проплав, .пением основного металла.
При автоматической сварке может быть применена сварочная проволока диаметром 1,6, 2, 3 и 4 мм. При этом при двусторонней однопроходной сварке могут быть сварены со сплошным проваром стыковые соединения без скоса кромок толщиной 6—22 мм и со скосом кромок толщиной 22—32 мм, а тавровые соединения без скоса кромок толщиной 6—16 мм и со скосом кромок толщиной 18—30 мм.
В судостроении при сварке монтажных соединений применение автоматической сварки в углекислом газе ограничено. На стапеле наиболее распространена полуавтоматическая сварка в углекислом газе.
В зависимости от положения шва в пространстве и толщины свариваемых листов применяют проволоку диаметром 0,5, 0,8, 1, 1,2, 1,4, 1,6 и 2 мм. Использование проволоки диаметром меньше 0,8 мм целесообразно только при сварке листов толщиной менее 2 мм.
Сварка вертикальных, горизонтальных и потолочных швов возможна при применении проволоки диаметром 1,4 мм и менее.
В судостроении преимущественно применяют полуавтоматическую сварку проволокой диаметром 1 и 1,2 мм.
При сварке проволокой диаметром 1,6 и 2 мм происходит сильное разбрызгивание расплавленного металла. При многопроходной сварке стыковых соединений проволокой этих же диаметров также возможно образование трещин в кратерах швов первых проходов. Поэтому применение полуавтоматической сварки в углекислом газе проволокой диаметром 1,6 мм н более при изготовлении корпусных конструкций ограничено.
При полуавтоматической сварке корпусных сталей конструктивные элементы подготовки кромок и размеры швов в целях взаимозаменяемости принимают такими же, как и при ручной дуговой сварке.
Типичная зависимость геометрических параметров шва от параметров режима сварки представлена на рис. 5.24, 5.25, 5.26 и 5.27. Приведенные зависвмости получены при прямолинейном движении элекгродов. При колебательных движениях электрода глубина проплавления основного металла несколько уменьшается, а ширина шва увеличивается.
Рекомендуемые режимы полуавтоматической сварки в углекислом газе, обеспечивающие стабильный процесс и удовлетворительное формирование шва в зависимости от свариваемой толщины материала и пространственного положения шва, приведены в табл. 5.39. -г
При применении сварочной проволоки диаметром 1—1,2 мм и нормальных режимов~сварни получают следующие сварные соединения со сплошным проваром:
— стыковые соединения без скоса кромок при толщине листов до 7 мм (при толщине листов 5 и 6 мм применяют подрубку корня шва после наложения первого прохода); »-* •-*
— тавровые соединения без скоса кромок при толщине листов до 5 мм;
— стыковые соединения со скосом кромок при толщине листов 4 мм и более; — тавровые соединения со скосом кромок при толщине стенки 4 мм и более. Режямц полуавтоматической сварки в углекислом газе стыковых и тавровых соединений могут назначаться исходя из заданной глубины проплавления основного металла и условий заполнения подготовленной для сварки разделки.
При нормальных режимах сварки и применяемых в судостроении диаметрах сварочной проволоам (0,8—2,0 мм) глубина проплавления основного металла* h может иметь следующую величину:
^лш1 = 0,6 мм при сварке проволокой диаметром 0,8 мм (режим сварки: /св-60 А; С/д = 24:26 В; ^«,= 40 м/ч);
Лщах = 2,5+3 мм при сварке проволокой диаметром I —1,6 мм (режим сварки: /га = 180 А; С/д = 22+24 В; уга= 22+25 м/ч).
При сварке на повышенных режимах (сварка в нижнем положении):
Amin = 2 мм при сварке проволокой диаметром 2 мм (режим сварки: /св — = 200 А; С/д = 25 BjJVcb = 60 м/ч);
187
в)
Рис' зависимость глубины проплавления основного металла h при сварке в углекислом газе от
параметров режима сварки: а — силы сварочного тока; 6z— напряжения дуги; в — скорости сварки.
Рис. 5.25. Типичная зависимость ширины шва (ширины зоны проплавления Л) при сварке в углекислом газе от пара, метров режима сварки: а—силы сварочного тока; б — напряжения дуги; в — скорости сварки.
3
Рис. 5.26. Типичная зависимость высоты усиления шва с при сварке в углекисиом газе от параметров режима сварки: а — силы марочного тока; б — напряжения дуги; в — скорости сварки.
Рис. 5.27. Зависимость геометрических параметров шва при полуавтоматической сварке в углекислом газе от пространственного расположения шва: а — глубина проплавления; б — ширина шва; в — высота усиления. ------— евэрка нижних швов:---— — сварка вертикальных швов снизу вверх; — — — сварка вертикальных швов сверху вниз.
Рекомендуемые режимы полуавтоматической сварки в углекислом газе в зависимости от диаметра сварочной проволоки, толщины свариваемого материала и положения шва в пространстве
к 8 j 7 i i iiii 7 7i iiii 8 8
ё е< с
а ё — I к S h = £< Ч Л 'а S ё uh g Ss p co co co Cl Cl Cl Cl i 2 2 J, ci ci ci 3 3 8 3 8 н Ц § 41 <0. I I i 2 T. ; i । । । S€
У* Sg ЕЙ <u 3 я Cl CD co co _ Cl C) Cl Cl ч Д 1 J, Д я — 8 cl cf X Q. 3 я to co g a 5 1111 _ CO <0 CO IQ g ci d ci co 3
" jp 5£ X 8 8 8 8 7 7 7 7 8 s § § S 3 8 8 7 7 7 7 8 8 8 3 Cl СЧ СЧ co
h' sil Cl ci ci Cl cc co ep — ci co co С] О Cl Cl 7 7 J 7
ч S- “ 2- -- -- -• °
192
Лтах — 0 мм ПРИ сварке проволокой диаметром 2 мм (режим Сварки- /св 500 А. 1/д — 30 В, Vw = 30 м?ч).
При нормальных режимах (/€в — Ь0т-200 А) мии.но сварить стыковые о -единения без скоса кромок толщиной I—6 мы, а на повышенных режимах толщиной 6—16 мм.
При необходимости сварки со сплошным проваром на нормальных режимах стыковых соединений толщиной более 6 мм и тавровых соединений с толщиной стенки белее 4 мм, а на повышенных режимах стыковых соединений толщиной более 16 мм и тавровых соединений с толщиной стенки более 8 мм производится разделка кромок.
Режимы сварки многопроходных швов стыковых н тавровых соединений выбирают в такой последовательности:
— в зависимости от типа шва и толщины свариваемых листов определяется площадь наплавленного металла (рис. 5.28 и 5.29),
— для заданного диаметра сварочной проволоки назначается величина сварочного тока (см. табл. 5.39);
— по заданному диаметру сварочной проволоки и сварочному току устанавливается площадь поперечного сечепия наплавленного металла одного прохода (Fnp) для выбранной скорости сварки (рис. 5.30) (при этом руководствуются данными табл. 5.40, учитывающими пространственное расположение шва);
Таблица 5.40
Рекомендуемые площади поперечного сечения отдельных проходов при многопроходной полуавтоматической сварке в углекислом газе
Положение шва Толщина Проходов, мм1
в пространстве первого второго я после дующих
Нижнее 6—10 20—30 30—60
SJ2 20-30 40-60
Вертикальное 6—10 20—40 40—60
>-12 20—40 40-70
Горизонтальное 4—8 20-30 20-40
>.10 20—30 30-40
Потолочное 4-8 20—30 20-40
>_-10 20—30 30-40
— определяется число проходов (рис. 5.30) путем деления площади поперечного сечения наплавленного металла всего шва на площадь поперечного сечения наплавленного металла одного прохода; для этого из общей площади поперечного сечеиия наплавленного металла вычитается площадь поперечного сечения наплавленного металла первого прохода.
Рекомендуемые режимы сварки швов стыковых и тавровых соединений со сплошным проваром приведены в табл. 5.4|, 5 42, 5.43 и номограмме (рис. 5.31).
Сварку вертикальных швов стыковых соединений толщиной более 4 мм рекомендуется выполнять снизу вверх колебательными движениями электрода.
Скорость иодачи сварочной проволоки V„ Зависит от применяемого тока
При полуавтоматической сварке в углекислом газе вылет сварочной проволоки и расстояние от сопла горелки до изделия принимаются равными: при диаметре проволоки Оэл 1.2 мм вылет 5—10 мм, расстояние сопла до изделия 10—15 мм; при диаметре проволоки <(эл2* 1,4 мм вылет 15—25 мм, расстояние сопла до изделия 15—20 мм. "
13 Адлсрштсйк Л. Ц. 193
Рис. 5.28. Зависимость площади поперечного сечения наплаалеииого металла швов стыковых и тавровых соединений с разделкой кромок от толщины свариваемых листов.
Рис. 5.29. Зависимость площади поперечного сечения наплаалеииого металла швов тавровых соединений FH от катета шва.
Рис. 5.30. Зависимость площади поперечного сечения одного прохода от евлы сварочного тока и скорости сварки.
194
Таблица 5.4!
Рекомендуемые режимы двусторонней однопроходной полуавтоматической сварки в углекислом газе швов стыковых соединений без скоса кромок (режимы нормальные для всех пространственных положений швов)
Режим сварки (ток постоянный, полярность обратная)
Толщина Номер шва Диаметр Сила Скорость
S, мм проволоки «V мм тока /"в, Л ДУГИ ил. Е
1 I И 0,8 0.8 50—1» 50-60 16-18 17-19 20-25 20-25
1,6 I 11 0,8 0,8 60-70 75-85 18-20 18-20 20-25 20-25
I II 0,8 0,8 70—80 80—90 18-20 18-20 20-25 20—25
2 I II 1 0 1,0 до—юо 110—120 90—100 * 19—21 20-22 18-20 22-24 22-24 20-22
3 I II 1.0 1.0 110-120 120—180 110—120 * 20-22 20-22 20-22 21—23 21—23 19-21
I II 1,2 1,2 120—130 130-140 21—23 21—23 24-26 24—26
I II 1,0 1,0 130-140 130—150 120—130 * 20—22 21—23 20-22 21—23 21—23 18-20
I II 1.2 1.2 140-160 150—160 21—23 22-24 24-26 24—26
I 11 1.4 1.4 140—160 150—180 21—23 22—24 24-26 25—27
I И 1,6 1,6 140—160 150-180 21 23 22—24 24-26 25-27
I и 1,0 1.0 130—140 150—160 120-130* 20-22 20—22 20—22 18—20 16-18 16-18
I и 1.2 1.2 145—155 160—170 21-23 22—24 22—24 22—24
I п 1,4 1.4 140 160 160—180 21—23 22-24 24—26' 25 27
11 1,6 1,6 140—160 160-130 21-23 22-24 23-25 24—26
13*
195
Продолжение табл . 5.41
Толщина Номер шва Режим свар Диаметр сварочной проволоки Лэл« мм ки (т<ж постоя сварочного тока /ев. Л 1ИЫЙ. полярно! Напряжение дуги Ь'Л, Б ть обратная) Скорость сварки VO|,
I И 1,о 1.0 140—150 145-155 130-140* 21-23 21-23 20-22 со со со
6 II 1,2 1,2 160-170 170-180 22—24 22—24 20-22 19-21
I и 1.4 140-160 160-180 21—23 -22—24 22—24 23—25
* Дл I II вертикально! 1,6 1,6 • горизонталь 140—1С0 160-180 ноте и потолоч 21—23 22—24 кого моложе ни 22-24 23-25 5
Таблица 5.42
Рекомендуемые режимы двусторонней однопроходной полуавтоматической сварки в углекислом газе швов тавровых соединений без скоса кромок со сплошным проваром (режимы нормальные для всех пространственных положений швов)
Толщина Номер шва Режим сварки (ток постоянный, полярность обратная)
Диаметр св аротней проволоки сварочного Напряжение дуги 1/д, В Скорость сварки VlB, М/Ч
1 1 И 0.8 0.8 60-70 60-70 17—19 17—19 23-25 22-24
1,6 I II 1,0 1.0 80—90 80-90 18—20 18—20 22-24 23-25
2 I II 1.0 1,0 90—100 90—100 18—20 18-20 20-22 20-22
3 1 и 1,0 1,0 100—110 110-120 18-20 18—20 20-22 20-22
1 и 1.2 1.2 120-130 120-130 21—23 21—23 22-24 22-24
4 11 1.2 1.2 130-140 130-140 21—23 21—23 22-24 21—23
I 11 1,4 1.4 140-160 160—180 21—23 22—24 24-26 25—27
I и 1.6 1.6 140-160 160-180 21-23 22—24 24-26 25-27
196
Таблица 5.43
Рекомендуемые режимы полуавтоматической сварки в углекислом газе наклонным электродом шавв тавровых соединений корпусной стали со сплошным проваром (режимы повышенные; швы двусторонние нижние)
форма подготовленных кромок | | g Режим сварки (ток постоянный, лярпость обратная)
а S S & Диаметр сварочной проволоки |/зд, мм !| 52 sea h п Ом
Без скоса 3-4 1 II 1 1 1,0 1.2 1,6 1.0 1.2 1.6 160—190 190—220 220—260 160—190 190-220 220—260 20-22 21-23 23-25 20-22 21-23 22-24
6—8 1 1 1,0 1,2 1,6 250-320 320—350 350—380 28-30 33 31 36-38 16-20 777, 3, 26-30
И I 1,0 1.2 1.6 250—320 320—350 350—380 28—30 33-35 36-38 16-20 23- 26 26—30
Со скосом одной кромки стенки 12 I 4* 1.0 1.2 1.6 250—320 320—350 350—380 28—30 34 36 36- 38 16-23 2.' 26 26 30
II 1 ** 1,0 1,2 1,6 250—320 320-350 350-380 28-30 34-36 36—38 16—20 23—26 26—30
18-26 I II 8* 1 1.0 1.2 1.6 1.0 1,2 1.6 250—320 320-350 350—380 250-320 320—350 350-380 28-30 34- 36 3*5 38 23- 30 34-36 36 38 I BBS 1 1 Ив 1 Ш
197
Продолжение табл. 5.43
1 1 Режим сварки (ток постоянный, полярность обратная)
S
Форма подготовленных кромок H «о. - 8- 851
ь Е S «я» Is « * ЕЙ
1 3 1,0 1,2 1,6 250—320 320 -350 350-380 28—30 34—36 36-38 16-23 23-27 27—30
Со скосом двух кро- И 3 1.0 1.2 1.6 250 320 320—350 350—380 28—30 34—36 36—38 16—20 23—26 27—30
мок стенки 18 26 I 4 1.0 1,2 1.6 250—320 320—350 350—380 28-30 34—36 36-38 16—23 23—26 26-30
II 4 1.0 1.2 1,6 250-320 320—350 350—380 28—30 34—36 36-38 16-20 23-26 26-30
Режимы сварки со стороны притуплений.
Увеличение вылета сварочной проволоки приводит к нарушению газовой защиты, снижению устойчивости горения дуги, увеличению разбрызгивания, ухудшению формировниня шва И образованию вор.
Надежная защита сварочной дуги и сварочной ванны от окружающей атмосферы обеспечивается соответствующим расходом углекислого пава при сварке (табл. 5.44).
При выборе режима, удовлетворяющего условиям выполнения сварки во всех пространственных положениях без корректировки его параметров, силу сварочного тока для однопроходных и многопроходных швов следует назначать ио верхнему пределу его значений, установленному для сварки швов в потолочном положении. Для сварки швов, находящихся только в нижнем положении, силу сварочного тока следует назначать ближе к верхнему пределу его значений.
Сварка швов стыковых и тавровых соединении при толщине листов 30 мм и более производится блоками (рис. 5.33 и 5.34). Длина блока должна быть не более ИХЮ мм. Сварку всех блоков по длине шва следует выполнять одновременно. В пределах длины блока отдельные проходы накладываются непрерывно или с небольшими интервалами во времени.
При сварке на обычных режимах количество проходов по ширине шва (в одном слое шва) следует устанавливать с учетом ширины разделки кромок соединения*. при ширине менее 20 мм один слой выполняется за одни проход, при ширине более 20 мм количество проходов в слое необходимо увеличить.
.При двусторонней сварке на обычных режимах перед сваркой корень первого шва с обратной стороны зачищается до чистого металла Еоздушяо-дуговой, газовой строжкой, шлифовкой или другими способами.
198
При двусторонней сварке на повышенных режимах удаление корня выполненного ранее шва не производится. Сварку швов стыковых и тавровых соединений па повышенных режимах выполняют без поперечных колебаний; сварка этих же швов на обычных режимах выполняется с поперечными колебаниями конца сварочной проволоки.
Рис. 5-31. Номограмма для определения параметров режима полуавтоматической сварки в углекислом газе швов тавровых соединений, находящихсв в нижнем положении, без скоса кромок при сварке проволокой диаметром 1,4 и 1,6 мм.
--------граница удовлетворительного формировании шва; k ~ Лр н — расчетный и видимый катеты шва; I I — рекомендуемое наприже-
Полуавтоматическая сварка в углекислом газе порошковой проволокой. Полуавтоматическую сварку в углекислом газе порошковой Проволокой выполняют с применением проволоки диаметром 1,6—3 мм. Режимы полуавтоматической сварки в углекислом газе порошковой проволокой приведены в табл. 5.45.
кромам пч1ла полуавтомата до савриваеного изделия не должно превышать диаметра соила. Колебания конца сварочной проволоки должны быть плавными и иметь скорость не более 60 мм/с.
1S9
Расход углекислого газа устанавливается в соответствии с данными табл. 5.44. Скорость истечения газа должна быть в 1,2 раза больше скорости ветра, но не более 8 м/с и не менее 0,8 м/с.
Ручная электродугович сварка. Режимы ручной элсктридуговой сварки стыковых и тавровых соединений в зависимости от диаметра электрода и простран-
Рис. 5.33. Последовательность наложения проходов ио сечению многопроходного шва. а — V-образная разделка; бив — X-образпая разделка.
>—/6 порядковые номера пре
ходов.
16-20
ственного положения шва приведены в табл. Б.46 и 5.47 (характеристика пространственных положений швов такая же, как и при полуавтоматической сварке в углекислом газе).
Однопроходными швами со сплошным проваром могут быть сварены стыковые соединения толщиной до 6 мм в нижнем, до 7 мм в вертикальном, до 4 мм
Рис. 5.34. Схема наложения проходов при сварке блоками.
в горизонтальном и потолочном положениях; тавровые соединении — до 7 мм в нижнем, до 9 мм в вертикальном и до 7 мм в потолочном положениях. При большей толщине листов применяют многопроходные швы. Число проходов при ручной сварке определяется в такой же последовательности, как и для многопроходных швов, выполняемых полуавтоматической сваркой в углекислом газе.
2(0
Расход углекислого газа при сварке
«х - s ? 1 [ о 7 § 88 II 77 8 । 77
i || 8g i g II
4 Стыковое Тавровое s s Тавровое Стыковое Тавровое Стыковое 1 Тавровое Стыковое | Тавровое | S 3 Стыковое Тавровое
5 § 1
3 | Защищенные участки <v 3 1 Ё О Открытые площадки и (ветер до 7 м/с) Открытые площадки и (ветер до 7 м,с) Защищенные участки Защищенные участки Открытые площадки и ’ (ветер 4—7 м'с)
о< 0 S 7 8 с J g 7 1
rth ° - О Я.
SCO S 4g g-^ ё J °- 2
5 Полуавтоматическая порошковой проволокой 1, < 1 с 1 с. 2 ж $ S
201
Таблица 5.45
Режимы полуавтоматической сварки стыковых и тавровых соединений порошковой проволокой в углекислом газе
Тип соединении Толщина листов S или катет шва Способ сварки Режим сварки (ток постоянный, полярность обратная)
сила напря- ду! II U , В д
тока /се. А
Стыковое без ско- S= 34-4 Двусторонняя 220—250 23—25
са кромок S = 54-6 однопроходная 250—450 25-27
Стыковое со ско- S= 84-10 Двусторонняя 350 -550 26—28
сом кромок S — 12-=-20 многопроходная 350—600 27-29
Тавровое без скоса кромок м ul oa II II V fc « Односторонняя и двусторонняя однопроходные 220—250 250—450 350—600 24—26 26—28 26-28
1. Устанавливается площадь наплавленного металла в зависимости от типа шва и толщины свариваемых листов (см. рис. 5.28 и 5.29)
2. Для заданного диаметра алектрода назначается величина сварочного тока (см. табл. 5.4b и 5.47).
Чтобы избежать потерь времени на регулировку силы тока при сварке на стапеле или в местах, удаленных от регулятора тока, рекомендуется выбирать такую силу тока, которая позволит выполнить сварку без дополнительной регулировки режима при изменении простравственного положения шва или замены электрода меньшего диаметра па больший.
В первом случае силу тока следует устанавливать близкой к нижнему пределу, рекомендуемому для сварки швов в нижнем положении, или к верхнему пределу, рекомендуемом)' для сварки швов в вертикальном, потолочном и горизонтальном положениях.
Во втором случае — при сварке электродом меньшего диаметра — силу тока следует устанавливать по верхнему пределу, при этом при переходе на больший диаметр электрода из-за уменьшения сопротивления дуги евла тока автоматически повышается до значений, близких к пижнему пределу для электрода большего диаметра.
3. Для данной толщины свариваемого металла и простравственного положения шва выбирается площадь поперечного сечения шва отдельных проходов. При этом можно использовать данвые табл. 5.40.
4. Рассчитывается число проходов (см. рис. 5.3). При этом m площади поперечного евчения шва вычитают площадь сечения первого прохода. При сварке листов разной толщины диаметр электрода н силу тока назначают по меньшей толщине; силу тека устанавливают по верхнему пределу.
При двусторонней сварке со сплошным проваром стыковых и тавровых соединений, начиная с толщины 4 мм и более, удаление корня (строжку, шлифовку, подрубку) следует производить ранее выполнения шва.
Последовательность наложения проходов по сечению шва устанавливают с учетом условий изготовления конструкцив* доступности сварки, возможности кантовки, технологической последовательности сборки и сварки и т. п.
Наиболее ^рациональная последовательность наложения проходов по сечению шна при V-образной разделив — выполнение в первую очередь основного, 202
а затем подварочного (второго) шва (см. рис. 5.33, а), при Х-образной разделке — чередующееся или одновременное наложение проходов с обеих сторон (см. рис. 5.33, б).
Количество проходов по ширине шва (в одном слое) устанавливают с учетом ширины разделки. При ширине разделки менее 16—20 мм слои рекомендуется выполнять в один проход- При большем раскрытии разделки выполняют двух-проходное и многопроходное наложение слоев соответственно ширике разделки.
При толщине листов 30 мм и более сварку многопроходных швов следует выполнять отдельными блоками (участками) (см. рис. 5.34). Длину блока устанавливают в зависимости от толщины в пределах 300—2000 мм. Чем меньше толщина свариваемых листов, тем больше может быть длина блока.
По всей длине блока отдельные проходы должны накладываться непрерывно или с небольшими интервалами во времени, чтобы поддержать металл шва и околошовной зоны в нагретом состоянии (не ниже 40—60 С).
Лвто-яеипичеекая вертикальная сварка с принудительным формированием шва. Этот вид сварки выполняют под флюсом (электрошлаковая сварка) и в углекислом газе.
Сварку производят без скоса кромок с большим зазором между стыкуемыми кромками за один проход. Автоматической вертикальной сваркой под флюсом сваривают стыки корпуса толщиной 12—30 мм. Автоматической вертикальной сваркой в углекислом азе сваривают стыки корпуса толщиной 8—24 мм.
Автоматическая вертикальная сварка под флюсом- При этом способе сварки предусматривается принудительное формирование шва. Расплавленный металл в процессе сварки удерживается на вертикальной плоскости с двух сторон специальными медными ползунами или с одной стороны медным ползуном, а с другой стороны стыка неподвижной медной подкладкой. Медные ползуны и подкладка охлаждаются проточной водой.
Автоматическая вертикальная сварка выполняется с использованием дугового или электрошланового процесса.
Для листов толщиной 12—30 мм в судостроении применяют электрошлаковую сварку, которая по сравнению с дуговой имеет следующие преимущества: более высокое качество металла шва и всего сварного соединения; возможность удобного наблюдения за процессом сварки, в том числе за уровнем сварочной ванны; лучшие условия для корректировки положения сварочной проволоки в зазоре; высокую стабильность сварочного процесса за счет исключения разбрызгивания жидкого металла и шлака, и, как результат, резкое снижение расхода флюса; улучшает безопасность работы.
При электрошлаковой сварке плавление проволоки и оплавление кромок свариваемых листав происходит За счет, тепла, выделяемого перегретым расплавленным флюсом.
Независимо ог толщины листов монтажные стыки собирают с зазором, равным 14 ± 2 мм. Сварку выполняют одной проволокой диаметром 3 мм без поперечных колебаний.
Электрошлаковую сварку можно проводить при отклонении стыка от вертикали до 25° и радиусе его кривизны не менее 2,5 м.
Режим электрошлаковой сварки характеризуется силой сварочного тока /св, напряжением на шлаковой ванне 1/ш. глубиной шлаковой ванны скоростью подачи сварочной проволоки Рп и скоростью сварки Ксн.
Рекомендуемые режимы электрошлаковой сварки монтажных стыков корпуса приведены в табл. 5.48. Контроль за режимом сварки осуществляется по показаниям приборов, наблюдением за уровнем шлаковой ванны и цветом шва под ползуном.
Нормальное расположение уровня шлаковой ванны определяют но устойчивости шлакового процесса, отсутствию признаков выливапия шлака из-под нижней части ползуна и сливания жидкого шлака с верхней его части. Уровень ванны также контролируют по цвету каления шиа, выходящего из-под ползуна,— цвет ие должен быть светлее светло-желтого.
При наличии перепада толщин по длине стыка на листах большей толщйпы делается ласка по обе стороны ог стыка на участках длиной 120 мм и шириной
203
Таблица 5.46
Режимы ручной электродуговой сварки швов стыковых соединений (швы двусторонние)
Форма подготовленных кромох Положение । Толщикн шва в ппо- металла S. странсти* мм Первый проход Второй и последующие проходы
первый шов второй шов
Диаметр электрода </9л, мм сварочного тока /св. А Диаметр элаьтпода я'9л, мм сварочного тока /св, А Диаметр электрода г/,л, мм сварочного тока /св. А
Беа скоса Нижнее 2 2 3 55-60 90-120 2 55-60 3 90—120
4 3 5 100-130 160—200 200-250 3 5 100-130 160—210 220—260 2
Вертикальное 2 3 2 3 50—55 80—100 2 3 50-55 80-110 z
Горизонтальное и потолочное 2 3 2 50-55 90-110 1 2 3 60-55 90-110 -
Нижнее 5 4* 160-210 -0 4 100-130 180—210 -
sS-6 4* 160-210 4 6 180—210 220—260 280—300 5 160-210 220—280 ЗЛО—320
Со скосом двух кромок (V-образ-пая) Вертикальное 4-6 3* 90—120 3 90-120 - -
7-10 3 * 90-120 120-160 3 90—120 4 120-160
^11 4 * 120-160 4 120-160 4 160-200
Горизонтальное и потолочное 4—8 3 * 90-120 3 90-120 4 140-160
^9 3* 4 * 90—120 140-160 4 190—120 140—160 4 140-160 140—160
С двумя симметричными скосами двух кромок (Х-обрави<151) * Первый шо Нижнее _.л12 4 160-210 5 6 160-210 220—280 300-320 5 6 160-210 220-280 300—320
Вертикальное 12-18 3 90-120 120—160 4 120-160 4 120- 160
_>19 з 90- 120 120-160 4 120-160 120-160 4 120-П50
Горизонтальное и потолочное со стороны ра 12-18 3 90-120 4 140 160 4 140—160
ьг--19 зделки 4 140-160 4 140-160 4 140- 160
s Режимы ручной электродуговой сварки швов тавровых соединений (швы двусторонние) Таблица 5.47
Форма Положение шва Толщина Первый первый шов проход второй шов Второй и последующие проходы первого и второго швов
подготовленных кромок в пространстве катет шва k. Диаметр электрода мм Сила сварочного тоха /св. А Диаметр электрода мм сварочного токи /св, А Диаметр электроде rfa,, мм сварочного тока /ск. А
2 2 55—65 2 55-65. - -
k= 3 3 100-120 3 100—120 - -
Нижнее 4 3 4 100—120 160—200 3 4 100—120 160-200 = -
Без скоса кро- k = 54-6 5 6 160—200 220—280 3Q0—320 4 • 5. 6 160-200 220—280 300—320 —
мок k ^7 4 5 6 160—200 220—280 - 300-320 4 б 6 160—200 220-280 300—320 5 6 220—280 300-320 300—320
Вертикальное ь -I-сч сото li 11 II Л 2 4 4 -50—60 90—120 120—160 120-160 2 3 4 4 50-60 90—120 120—160 120-160 4 120—160
г
Потолочное k-Ч, k = 3 4 i=5-:-6 Й&7 • 2 3 4 4 50-60 90—120 120-160 140—160 2 3 4 4 50—60 90-120 120-160 140 160 4 140-160
Со СКОСОМ ОДНОЙ кромки Нижнее S^7 4* 160-200 4 160—200 4 6 160—200 220—280 300—320
Вертикальное 8^7 3 * 4 * 90—120 120-160 3 4 90—120 120-160 4 4 120—160 120-160
Потолочное 8^7 4 * 90-120 140-160 3 4 90-120 140—160 4 4 140-160 140—160
С двумя скосами одной кромки Нижнее S> 12 4 160—200 4 160—200 4 5 6 160—200 220—280 300-320
Вертикальное S> 12 3 4 90—120 120-160 3 90—120 120-160 4 120-160 120-160
* Первый шов •* Для толщин Потолочное со стороны раздели стенки 2—30 мм, S> 12 4 90—120 140—160 ,3 90—120 120—160 4 4 140—160 140—160
Таблица 5 48
Режимы вертикальной автоматической электрошлаковой сварки с принудительным формированием шва монтажных стыков корпуса
Толщина листов 5. Режим сварки
Скорость пода- Напряженке на шлаковой ванне Сгш, В Скорость свар ки VCB, м/ч
Vn. М/Ч го тока /св, А
12 231 500-550 30-32 11—13
14 231 500-550 30-32 О ] I
. 16 247 550-600 32-34 Ci 11
18 247 550-600 32—34 8-10
20 260 500-650 34-36 9-10
22 ай) 14)0—650 34—36 7—9
24 294 700-750 36—38 7—9
26 294 700 -750 36-38 Р
28 353 750—800 38—40 6—8
30 353 750—800 38-40 . 5-7
П р и ч с ч а и II я I варку выполняют проволокой диаметром 3 мм
2 Затор мсл'ау стыкуемыми ройками для всех олщнн ЛИСТОВ ранен И ±2 мм
GO мм. При сварке листов различной толщипы ласку делают па более трастом листе на ширину 100—150 мм.
При сварке листов с двумя медными ползунами смещение спариваемых кромок относительно друг друга допускается не более 5 мм, а при сварке с применением неподвижной медной подкладки — не более 2 мм. Сварку стыка необ-. ходимо вести бел перерывов. При вынужденном перерыве следует удалить шлак и шварить образовавшийся «карман» полуавтоматической в углекислом газе или ручной дутовой сваркой. Термическая обработка монтажных стыков из корпусной стали, выполненных электрошлаковой сваркой, не проиЗводнтся-
Автомагическая вертикальная сварка в углекислом газе. Формирование металла шва при этом cmjcoGe сварки выполняют двумя медными ползунами, охлаждаемыми проточной водой. Автоматическая вертикальная старка л углекислом газе — дутовой процесс. Защита дуги и сварочной ванны осуществляется углекислым газом, котърый подастся в зону дуги через сопло, вмонтированное в один из формирующих ползунов.
Сварка производится одной проволокой диаметром 1,6 мм без поперечных колебаний. Зазор при сварке монтажных стыков независимо от толщины листов равен 12 ± 2 мм. В случае уменьшения зл_юра выполнение сварки затрудняется из-за частых замыканий проволоки на кромки листов. Увеличение зазора приводит к уменьшению скорости сварки и ухудшению механических свойств сварного соединения.
Сварку можно проводить при отклонении стыка иг вертикали до 35” и радиусе его криви ты до 2 м.
Режим автоматической сварки в углекислом гите характеризуется силой сварочного тока напряжением дуги ия и скоростью сварки
Рекомендуемые родимы вертикальной автоматической сварки в углекислом газе приведены в табл. 5.49. Режимы сварки контролируют по приборам и внешнему виду шва, выходящему из-под ползунов
В случ.те перерыва процесса сварку возобновляют без вырубки и подогрева шва.
Термическая обработка монтажных стыков из корпусных сталей, выполненных автоматической сваркой в углекислом газе в вертикальном положении, не требуется-
208
Таблица 5.49
Режимы вертикальной автоматической сварки в углекислом газе с принудительным формированием шва монтажных стыков корпуса
। Толщина Режим сварки Расход углекислого газе,
сварочного тока /св. А Напряжен не дуги 17д, В Скорость сварки в закрытых помещениях сварка при вепре 4—7 бал-
380-400 400—420 420—140 34—36 3G—38 38—40 7—9 5-7 3,5—4,5 <00—900 9С0-1ЙЮ 1200- 1600 900- 1300 1300-1800 1800 2100
Примечания Г Сварку выполняют проволокой диаметром 1,6 мм 2 Зазор между стыкуемыми кромками для всех толщин листов равен 12 ±2 мм
Сварка на плаву. Этот вид сварки применяют для наружной обшивки при стыковании корпусов судов из раздельно спущенных на воду частей и в отдельных случаях при выполнении ремонтных работ по наружной обшивке.
Сварку на плаву монтажных стыков производят при толщине листов С— 30 мм.
Сварку на плаву части монтажного стыка, лежащей ниже действующей ватерлинии, выполняют изнутри корпуса. Первый проход производится ручной аргоноду। овой сваркой ненлавящимся вольфрамовым электродом с припуди
Рис. 5.35. Принципиальная схема выполнения шва при сварке па плаву. /—5 — порядковые номера проходов
тельным формированием шва на медном охлаждаемом проточной ьодои ползу нс; последующие проходы — полуавтоматической сваркой в углекислом тазе или ручной дуговой сваркой. Сварку на плаву применяют и при V-образной разделке кромок с постоянным для всех толщин зазором, равным 8 ± 2 мм. Принципиальная схема выполнения шва при сварке на плаву показана на рис. 5.35.
Режимы сварки на плаву приведены в табл. 5.50. Высота первого прохода со стороны разделки кромок (высота первого шва без усиления) должна быть не менее 3 мм.
Часть монтажного стыка, находящуюся выше действующа ватерлинии (над водой ), сваривают обычными для монтажных стыков способами
При сварке монтажного стыка должна быть обеспечена надежная герметизация сто подводной части. Допускается незначительная фильтрация забортной
14 Дтлерштейн Л. Ц. 209
Режимы односторонней сварки на плаву подводной части монтажных стыков наружной обшивки толщиной 6—30 мм
210
воды б рабочую камеру герметизирующего устройства. Количество воды, поступающей в герметизирующее устройство, не должно приводить к смачиванию свариваемых кромок.
Ползуны, обеспечивающие формирование шва с наружной стороны стыка, следует оснастпгь устройством для поджатия его к свариваемым кромкам.
Сварку первого прохода монтажного стыка, расположенного в нижнем положении, выполняют справа налево, при этом сварочная проволока перемещается впереди сварочной дуги. Сварку монтажного стыка, расположенного в вертикальном положении, проводят снизу вверх, вольфрамовый электрод при этом располагается под углом 70° к горизонту.
Рис. 5.36. Геометрические параметры точечных швов тавровых соединений.
мн; FT — площадь расчет
Полуавтояапшческая сварка тавровых соединений точечными швами. Полуавтоматическую сварку тавровых соединений точечными швами выполняют под флюсом и в углекислом газе. Точечные швы тавровых соединений характеризуются геометрическими параметрами, приведенными на рис. 5.36.
Площадь расчетного сечения сварной точки F имеет форму полуовала, вытянутого вдоль соединения.
Удовлетворительное формирование точки может быть получено при ее диаметре — 64-12 мм и площади расчетного сечения Гт — 15-^45 ми2.
Диаметр точки dT выбирается в зависимости от минимальной толщины свариваемых листов Snnn и должен соответствовать следующим величинам: при Smin = 2 мм dT = 6ч-7 мм; при Smin = 2,5 мм dT = 8s-10 мм; при Stnin = — 3 мм d?= 8s 11 мм; при Sn>m " 4—5 мм dT — 8 .-12 мм.
Каждому диаметру точки эквивалентна следующая площадь расчетного сечения точки:
Диаметр точки dr, мм 6 7 8 9 10 II 12
Площадь расчетного
евчения точки Гт, мм2 ................ 15 20 25 30 35 40 45
14*
211
Шаг точечного шва t назначается для соединительных нерасчетных швов по следующим данным:
Минимальная толщина сваривае-
мых листов Snnn, мм 2 2,5 3 4 5
Диаметр точки d, мм . . .68888
Шаг шва t, мм......... 20 25 30 40 50
Шаг точечного шва t для расчетных швов определяется по формуле
(5.25)
где Р — усилие па отрыв или срез, приходящееся па точечный шов длиной L, кгс; р — усилие, допускаемое на одну точку, кгс (принимается в зависвмости от площади расчетного сечения точки и допускаемого напряжения па срез или растяжение для применяемых сварочных материалов).
Шаг расчетного точечного шва должен быть не менее двух диаметров точки и ле более десяти толщин свариваемых листов.
Точечные швы тавровых соединений могут быть односторонними и двусторонними.
При сварке тавровых соединений двусторонними точечными швами отдельные точки располагают с двух с горой стенки набора в шахматном порядке.
Геометрические параметры точки зависят от режима свару: силы сварочного тока 1СВ, напряжения дуги 1/д и продолжительности выполнения отдельной точки tCB.
Сварка тавровых соединений точечными швами под флюсом. Точечные швы применяют при полуавтоматической сварке под флюсом тавровых соединений и приварке набора к полотнищам вЬрпусиых конструкций при толщине полотнища или полки тавра 2—5 мм и толщине стенки 2—7 мм. Сварку точечными швами под флюсом выполняют в нижнем положении.
Наклон полки тавра или полотнища к горизонту допускается вдоль шва до 40°, поперек шва — поворот полки вниз до 10°, вверх до 100й.
Удовлепюритсльнос формирование точки может быть получено при площади ее расчетного сечения 15—45 мм2.
Для сварки тавровых соединений точечными швами под флюсом применяют проволоку диаметром 1,6 и 2 мм. Полуавтоматическую сварку точечными швами выполняют на постоянном токе обратной полярности с постоянной скоростью подачи проволоки. Режимы сварки назначают в зависимости от толщины .свариваемых листов и заданной площади расчетного сечепня точки (табл. 5.51).
Угол наклона электрода к вертикальной стенке должен составлять 35—40°. Конец электрода направляется в вершину угла соединения, при этом каждая отдельная сварная точка выполняется без перемещения сварочной дуги вдоль соединения и без поперечных колебаний.
Сварка тавровых соединений точечными швами в углекислом газе. Точечные швы при полуавтоматической сварке в углекислом газе применяют во всех простравстаснных положениях для тавровых соединений и приварки набора к полотнищем при толщине свариваемых листов I—5 мм.
Полуавтоматическую сварку точечными швами в углекислом газе выполняют па постоянном токе обратной полярности. Все остальные условия сварки те же, что и для сварки точечными швами под флюсом.
Режимы сварки назначают в «анисикости от толщины свариваемых листов и заданной площади расчетного сечения точки (табл. 5.52). Для сварки точечными швами в углекислом газе применяют проволоку диаметром 0,8—1,6 мм.
Приварки шпилек. Приварку шпилек к листовым корпусным конструкциям осуществляют при помощи специальных установок, состоящих из источника питания, шкафа управления и сварочного пистолета, выполняющего основную операцию приварки: возбуждение дуги между концом шпильки и изделием и опускание шпильки в сварочную ванну для образоваиия сварного соединения.
212
Таблица 5.51
Рекомендуемые режимы сварки под флюсом тавровых соединений точечными швами
Мини- Режим снарки
толщнаа свариваемых jhs-ч, 5о vs S Я К У £ 2 о. go Диаметр сварочной про волоки Токарев. Напряжение Время сварки 'си- с сварных
2 15 б 1,6 140—150 24—26 1,5 36
20 7 1.6 2,0 150 1Ь0 200—210 25-27 28—30 1,5 1,0 36 50
2,5—3 25 8 2,0 170—180 210—220 26-28 28-30 2,0 1,0 28 50
30 9 1,6 2,0 170—180 210—220 26—28 28—30 2,5 1,3 22. 42
35 10 1,6 2,0 170—180 210—220 26—28 28—30 3,0 1.5 18 36
40 11 1,6 2,0 170-180 210-220 26-28 28—30 3,5 1,8 16 32
35 10 1,6 2,0 190-200 210- 220 26-28 28—30 2,5 1,5 22 36
4-5 40 11 1.6 2.0 180—300 210—220 26—28 28—30 3,0 1,8 18 32
45 12 1,6 2,0 190—200 210—220 26-28 28—30 3,5 2,0 16 28
Приварку шпилек можно выполнять под слоем флюса только в нижнем положении, а с применением специальных флюсовых или керамических шайб — во всех пространственных положениях. В судостроении более предпочтительно применение флюсовых или керамических шайб. В менее ответственных случаях можно применять приварку шпилек специальными пистолетами без защиты дуги.
Приварку шпилек с применением флюсовых или керамических шайб выполняют при диаметрах шпилек 2—12 мм и толщине листовых конструкций 2 мм и более; приварку шпилек без защиты дуги — при диаметрах шпилек 4—6 мм и толщине конструкций 4 мм и более.
Приварку шпилек проводят ка постоянном токе обратной поляр кости.
Режимы приварки шпилек с применением флюсовых или керамических шайб приведены в табл. 5.53. Режимы приварки шпилек без защиты дуги даны в табл. 5.54.
Влияние режима сварки на механические свайсака спорных швов. Механические свойства металла шва и околошовиой зоны зависят от химического состава шва, химического состава основного металла и термического цикла сварки (изменения во времени температуры металла шва и околошовиой зоны.)
213
Таблица_5.Б)
Рекомендуемые режимы сварки в углекислом газе тавровых соединений точечными швами
Мннн -мальцая толщина ваеыых листов ®пив' Площадь сечеиия сварной Диаметр сварной Простра! 1СТВСН-ноложские шва Режим сварк»
Диаметр сварочной ироволо-ККммЭЛ’ погост ок а 'св’А Напряжение по дуге Пд.В
Нижнее и вертикальное 60—80 18-20
1 15 С Горшюнталь-иое и потолочное 0,8 50—70 18—20
2 20—30 7—9 Нижнее и вертикальное 1,0 8(3—110 20-22
Горизонтальное и потолочное 70—110 20—22
3—4 25—40 8-11 Нижнее и вертикальное 1.0 1.2 90—110 110—120 20-22 21—23
Горизонтальное и потолочное 1.0 1,2 70—110 НО 120 20-22 21—23
5 25-45 8—12 Нижнее 1,0 1.2 Л 1.6 110—140 120—150 130—150 140—150 21—23 22-24 23-251 24—26
Вертикальное 1.0 1,2 100—120 110—130 20-23 21—24
Горизонтальное и потолочное 1.0 1.2 90-110 110-120 20—22 21—24
214
Таблица 5.53
Режимы приварки шпилек с применением флюсовых или керамических шайб
диаметр шпильки. rfUI. мм сварочного Продолжительность сварки, с. при голодании III ва в пространстве
иая толщина спариваемых листов Sm]n, мм
Нижнем вертикаль
и горизонтальном
2-3 80—90 0,40 0.35 0,25
4 100—180 0,35 0,30 0,20
5 200-220 0,30 0,25 0.15
6 240—260 0.25 0,20 0,12
8 300—320 0,35 0,30 0,20
10 320—400 0,30 0,25 0,15
12 450—500 0.40 0,35 0,20
Таблица 5.54
Режимы приварки шпилек специальными пистолетами без защиты дуги (толщина листов 4 мм и более)
Диаметр шпильки dUI, мм 5 6
Сила сварочного тока 7СВ, А 320—4<Ю 500—GDO 600—700
Установочный зазор, мм 1.5 2 2.5
Примечания. 1 Длина шпилек 25 мм и более. 2 Продолжительность сварки 0.4—0,6 с.
Сварка малоуглеродистых и низколегированных корпусных сталей происходит без предварительного и сопутствующего подогрева. Поэтому сварки таких сталей характеризуется простым термическим циклом, изображенным на рис. 5.37, 1де 7*|1Я — температура плавления; Тты—максимальная температура нагрева околошовной зоны; Гв — начальная температура изделия, равная температуре окружающей среды; Т = Ac, 4- 100° С — температура начала интенсивного р’юта зерна аустенита; Аг, — начальная температура распада аустенита; Т’р — наименьшая температура распада аустенита; t, — продолжительность нагрева металла до начала интенсивного роста зерна аустенита; tK—длительность нагрева металла при температуре выше Ас, 100 С; tP — время охлаждения металла в интервале температур Аг, — Тр.
Из параметров термического цикла сварки на механические свойства металла шва и околошовной зоны влияют главным образом скорость охлаждения металла в интервале субкритических температур 77, — 7р, в котором происходит распад аустенита с образованием ферритоперлнтной структуры, а также длительность нагрева металла <н при температуре выше Ас, 4 100° С, при которой растет зерно.
215
Высокие прочностные свойства и хорошая пластичность металла шва при относительно низком его легировании обусловлены закалочным эффектом, который проявляется при сварке вследствие большой скорости остывания шва. При этом на малоуглеродистых и низколегированных норпусных сталях твердость околошовной зоны не превышает критических значений.
Скорость охлаждения металла шва и околошовной зоны определяется по формулам (5.26) и (5 27) (скорость убывания температуры в шве и в околошовной зоне почти одинакова)
— при наплавке на массивное тело
— при сварке листов встык
2яЬт(Т- 7„Р
(9
где &> — мгновенная скорость охлаждения металла, ' С-с; Т -• Т1пц) —температура наименьшей устойчивости аустенита; То — температура окружающей среды, начальная температура тела, X — коэффициент теплопроводности, калДсм с сС); с — удельная теплоемкость. кал/(г С); у — удельный вес, г/см8; су— объемная теплоемюлть. кал?(см3 ГС), 6 — толщина листе®, см; q!x>— эффективная погонная энергия, кач/см.
216
Для большинства марок углеродистой и низколегированной корпусной ъталн аустенит при изотермической выдержке павмепее устойчив при Tmin. лежащей в промежутке температур 450—GOO3.
Для расчетов механических свойств н структуры металла корпусных сталей mi поволную скорость охлаждения w определяют при Тп.п — То — 550° С.
Для малоуглеродистых и низколегированных сталей к — 0;09 кал/(см с-°C); с~ 0,155 калДч "С); у = 7,85 г/см®.
Эффективная погонная энергия равна
0,24 т]и/ свО^д
(5 28)
гче 'Qu — эффективный к. п. д. процесса нагрева изделия дугой (является отношением эффективной мощности дуги д к полной тепловой мощности дуги ?0); /си — сила сварочного тока. А; £/д — напряжение дуги, В; Ксю — скорость сварки, см'с.
а)
6)
б)
600 600 1000 1200
20 Ь0 60 ВО
У,м/ч
Рис. 5.38. Значения эффективного к. п д. пагрева изделия дугой >]и в зависимости от параметров режима сварки под флюсом: а — влияние силы сварочного тока /св; 17д — 32-5-35 В; V сй = 304-50 м/ч; б — влияние напряжения дугиУ/д; /св — 700 А; ^св = 30ч-50 м/ч; в — скорость сварки Угв; /о,— 700 А; [1/св = 30ч-50 м-'ч.
Тепловую мощность дуги q0 условно принимают равной тепловому экии-валеиту электрической энергии
<7о = 0,24£7д/с„. (5.29)
Эффективная мощность дуги д равна соответственно Ч 0,24т)и1/д/св.
(5.30)
Эффективная мощность дуги q есть количество тепла, введенного в единицу времени в металл изделия.
Эффективный к. п. д. нагрева изделия дугой Т)и в основном зависит от силы сварочного тока и напряжения дуги; при изменении скорости сварки, рода тока и полярности он меняется мало (рис. 5.38). Наибольшее влиянве силы сварочного тока и напряжения на ijB проявляется при сварке под флюсом.
Величина т)и имеет следующие значения: при сварке под флюсом (ОСЦ-45, А 348 и им подобные) т]п -= 0,84-0,85 (с увеличением стабилизирующих свойств флюсов т]и несколько увеличивается); при ручной электродугово’й сварке »]„ — 0.7—0,75; при сварке в углекислом гаэе\и — 0,64-0,7.'
Рассчитывая эффективную мощность дуги д при сварке под флюсом, значения т]и следует принимать в зависимости от параметров режима сварки /се и 1/д (см рис. 5.38); при электродуговой сварке и сварке в углекислом га ж, а также при сварке на малых токах величину т]и следует принимать близкой к максимальному значению; при сварке на больших токах — ближе к минимальному значению.
217
Длительность нагрева металла /„ при температуре начала интенсивного роста зерна аустенита определяют по формулем:
— при наплавке на массивное тело
— при однопроходной сварке встык
где Г)ЯЯХ — максимальная температура нагрева тела (см рис. 5 37); f, п /2 — коэффициенты, зависящие от безразмерной темвературы 6, равной
здесь 7 — температура, при которой определяется длительность нагрева, Т — = Ле, -J- 100° С; для малоуглеродистой стали Т = 900° С; /, и /2 определяются соответственно данным табл. 5.55.
Таблица 5.55
Значения коэффициентов /, и fz в зависимости от безразмерной температуры в
Структуру и механические свойства металла шва и околошовиой зовы в зависимости от их химического состава и при зздвнной скорости охлаждения можно определять по эквниалентному содержанию в них углерода, т. е. по эквиваленту углерода Сэ. В этом случае эквивалент углерода вычисляют по формуле
Формула (5.34) с достаточной для расчетов точностью позволяет при данном режиме сварки (соответствующей ему скорости охлаждения) определить следующие механические свойства: твердость по Виккерсу HV, временное сопротивление ое, предел текучести о, и относительное удлинение 6-. Номограмма для их определения приведена на рис. 5.39.
Значения ударной вязкости и относительного сжатия металла определяются их конкретным химическим составом и не могут быть установлены при помощи эквивалента углерода. В частности, при одинаковом эквиваленте углерода ударная вязкость и относительное сжатие будут больше у металлов, содержащих никель (более 0,8—1%). Зависимость этих характеристик от эквивалента углерода не является монотонной, поэтому формула (5.34) не может быть применена для расчетного определения ожидаемых значений ударной вязкости и относительного сжатия металла шва и околошовиой зовы.
Типичные зависимости ударной вязкости от скорости охлаждения для малоуглеродистой и низколегированной стали показавы па рис. 5.40.
218
219
Для малоуглеродистых сталей, в отличие от низколегированных, характерно возрастание ударной вязкосги при увеличении скорости охлаждения до 20— 30” С/с. При дальнейшем увеличении скорости охлаждения металла ударная вязкость уменьшается.
Влияние длительности нагрева металла при температурах выше Ас, + + 100° С прояаляется следующим образом-
— продел текучести и временное сопротивление при увеличении длительности нагрева металла па каждые 10 с возрастают на 1,5—2 кге'мм2, достигая максимума при = 604-70 с;
— относительное удлинение и сжатие с увеличением длительности нагрева металла практически не изменяются;
— ударная вязкость при положительных и отрицательных температурах несколько снижается (при длительности нагрева металла более 30 с примерно на 1 кгс-м/емг);
— твердость с увеличением длительности нагрева металла увеличивается на каждые 10 с на ~ 10 единиц по Виккерсу.
Примерная структура и твердость металла и околошовной зоны при сварке малоуглеродистых и низколегированных корпусных сталей в зависимости от эквивалентного содержания углерода и скорости охлаждении приведена в табл. 5-56.
Номограммы для определения скорости охлаждения металла шва в зависимости от режима сварки и толщины свариваемых листов для случая сварки встык приведены на рис. 5.41 и 5.42. .
Структура и твердость HV металла и околошовной зомы при сварие малоугг металла и энн
UoS Структура и твердость I
0, *> 0.53
2-8 Феррит и перлит 140—150 Феррит и перлит 160—170 Феррит и перлит ' 190—200 1
10-20 Феррят и сорбитооб-разный перлит 150—160 Феррит и сорбито-образпый перлит I8C-2OO Феррит и сорбито-' образный перлит 220-250
30-40 Феррит и сорбитооб-разный перлит 150—160 Сорбитообразиый перлит 220-230 Сорбит и нсбачь- ' шое количество феррита 270—290 Ж
70— 100 Феррит и сорбптооб-разиын перлит с ориентацией по мартенситу 160-170 Сорбитообразный перлит с ориентацией ио мартенситу 250-260 Сорбит И небольтЯ шое количество фертЯ рита Ж 300-320 S
220
Ввиду того что при сварке малоуглеродистых и низколегированных корпусных сталей применяют малоуглеродистые и низколегированные ферритные сварочные материалы и прочностные свойства сварных соединений в этом случае достигаются за счет закалочного эффекта, проявляющегося при сварке, при выборе режима сварки необходимо ограничивать эффективную мощность дуги.
Наиболее благоприятный комплекс механических свойств металла шва и околошовных зон достается при режимах сварки со скоростью охлаждения металла в субкритическом интервале температур в пределах 8—20° С/с
В соответствии с этим для малоуглеродистых и низколегированных корпусных сталей наиболее оптимальные режимы сварки должны характеризоваться следующими значениями эффективной погонной энергии-
Точщика ЛВС- Эффективна» погонная
тое, мм энергия, кал/си
10 3 000—4 000
15 4 000—6 000
20 6 000—8 000
25 7 000—10 000
30 7 000—12 000
35 7 000—15000
2а 40 7 000—18 000
Таблица 5.56
родистых и низколегированных сталей в зависимости от скорости охлаждения валента углерода
при эквиваленте углерода Сэ ",
0.68 0.89 >.07
Феррит и сорбитообразный перлит 220—250 Феррит и сорбнтообраз-ный перлит 280—300 Сорбит 340-350
Сорбит 270-310 Сорбит и троостит, ориентированный по мелкоигольчатому мартенситу 320-360 Сорбит и троостит, ориентированный по игольчатому мартедси-ТУ 400-420
Сорбит и троостит. ориентированный по мелкоигольчатому мартенситу 330 -350 Сорблг И- ТрООС|ИТ, ориентированный по игольчатому мартенси ту 380-390 Сорбит и троостит, ориентированный по игольчатому мар>ец-СИГ>’ 440—460
Грооетомартенсит с равномерно распредслен-шлщ участками перлита 360 -370 Троостомартенсит с равномерно распределенными участками перлита ' 390—410 Троостомар гснсит, участки мс.ткоию.зьча того мартенсита 460-470
221
Рис. 5.42. Номограмма для определения режима сварки по скорости охлаждения металла шва при различной толщине свариваемых листов S (сварка в углекислом газе и ручная дуговая сварка).
§ 5.5. Сварочное оборудование
Оборудование, применяемое при сварочных работах на стапеле, должно быть сравнительно простым в управлении и достаточно универсальным для того, чтобы использовать его при сварке корпусных конструкций различной толщины.
Для полуавтоматической сварки в углекислом газе и ручной дуговой сварки универсальность применяемого оборудования обусловлена также необходимостью выполнения сварных соединений, расположенных в различных пространственных положениях.
Сварочное оборудование, используемое для работ па стапеле, его компоновка с источниками питания сварочного тока и условия применения приведены в табл. 5 57.
При выборе сварочного оборудования руководствуются следующим.
1. Оборудование должно соответствовать оптимальному диапазону режимов сварки по его параметрам. При этом необходимо стремиться к максимальному использованию оборудования по мощности.
2. Для основных и сварочных материалов, сварка которых возможна на переменном и постоянном токе, предпочтительно применение источников питания переменного тока, как более экономичных.
3. Когда объемы сварки на переменном токе в общем объеме всех сварочных работ малы, для всех сварочных работ целесообразно применять оборудоввние для постоянного тока.
4. При колебаниях напряжения сети более допустимых значений (более —5% номинального) для обеспечения высокого качества работ*предпочтительнее вращающиеся преобразователи тока, чем выпрямители. (Лучшим вариантом в данном случае является стабилизация напряжения сети.)
Расчет требуемого количества оборудования для сварочные работ. Расчет т]>ебуемого количества оборудования для сварочных работ производит в зависимости от того, устанавливается это оборудование стационарно ийи яаляется переносным.
Переносное оборудование предназначено для одаого сварочного поста и комплектуется в специальном контейнере, люлька или корзине, располагаемых по возможности ближе к месту выполнении работ; эти контейнеры (люльки и др.) устанавливают непосредственно на изготовляемую конструкцию иля на специальную площадку. При переходе сварщика в другой район работ туда же краном переносят и необходимое сварочное оборудование.
При стационарно-групповом размещении оборудования последнее устанавливается отдельной группой стационарно на специальные энергоплощадки; в стапельных цехах площадки размещают, как правило, между колоннами на уровне главной или верхней палубы.
При большом объеме и концентрации сварочных работ па отдельных построечных местах стационарно-групповое размещение оборудовании наиболее рационально, так как характеризуется наименьшим уровнем непроизводительных затрат времени, главным образом за счет сокращении сроков на монтаж и демонтаж сварочного оборудования и на ожидание и перенос его крапами.
Стационарно-групповое размещение сварочного оборудования оказывается предпочтительным в стапельных цехах и доках, так как позволяет:
— разгрузки» цеховые краны от переноски сварочного оборудования;
— освободить леса и часть производственной площадки и непосредственно сами конструкции от установки па них сварочного оборудования;
— обеспечить лучшую сохранность оборудования и удлинить срок ето службы,
— обеспечить более удобные условия обслуживания и текущего ремонта;
— улучшить условия техники безопасности за счет сокращения количества временных коммуникаций электрического тока напряжением 380 В;
— улучшить производственно-эстетическое состояние цехов и площадок.
При стационарно-групповом размещении сварочного оборудования в цехах из-за неравномерного распределении трудоемкости сварочных работ по времени (по отдельным технологическим этапам) на одном и том же построечном месте или строительном районе количество необходимого оборудования увеличивается
224
Таблица S.f>7
Сварочное оборудование, применяемое на стапеле, и его компоновка с источниками питания сварочного тока
Способ сварки Оборудование Рекомендуемые источники питания
Марка Назначение и условия применения
Автомата ческа я под флюсом АДС-1000 2 Автомат тракторного типа для сварки стыковых соединений на переменном токе сварочной проволокой диаметром 3—6 мм. Рекомендуется применять в условиях частой перестройки режимов сварки при толщине свариваемых листов 12 мм и более ТСЛ-1000-4
АД-1000-3 Автомат тракторвого типа для сварил стыковых соединений на постоянном токе сварочной проволокой диаметром 3—6 мм. Рекомендуется применять в условиях частой перенастройки режимов снарки при толщине свариваемых листов 12 мм и более ПС 1000, ВС-1000-2
ТС-17МУ, ТС-17Р Автоматы унвяер-салышс тракторного типа для снарки на пе-ременвом и постоянном токе стыковых и тавровых соединений, в том числе наклонным влек-тродом сварочной проволокой диаметром 1,6— 5 мм. Рекомендуется применять там, где нс требуется частая перенастройка режимов сварки ТСД 1000 4
15 Адлсрштебн Л. Ц.
225
Продолжение табл. 5.57
Способ сварки Оборудование Рекомендуемые источники питания
Марка Назначение и условия применения
Автоматическая под флюсом АДФ-500 Автомат универсальный тракторного типа малогабаритный для сварки на постоянном токе стыковых и тавровых соединений, в том числе наклонным электродом сварочной проволокой 1,6—2,5 мм. Рекомендуется применять при частой перенастройке режимов сварки н толщине свариваемых листов до 14 мм ВКС-500-1, ПСО-500
ТС-32 Автомат тракторного типа для односторонней однопроходной сварки на постоянном токе с обратным формированием на скользящем ползуне стыковых соединений толщиной 5— 20 мм вс-1000-2, ПС-1000
АСУ-5. АСУ-2 Автоматы тракторного типа, специализированные для сварки швов тавровых соединений — приварки набора к полотнищам наклонным электродом при высоте стенки от 40 мм и выше. Сварка на постоянном токе проволокой диаметром 2— 3 мм ВС-1000-2, псн-юоо, ВКС-500-1, ПСО-500
Автоматическая под флюсом вертикальных швов с принудительным формированием шва (электрошла-ковая) А-535 Одноэлектродный автомат для сварки монтажных соединений толщиной 12—100 мм с одним формирующим ползуном и неподвижной формирующей подкладкой или с двумя формирующими ползунами ТШС-1000-3, THIC-f000-1, тше-зооо-з
226
Продолжеоие табл. 5.57
Способ сварим Оборудование Рекомендуемые источники лягания
Марка Назначение и условия применения
Автоматическая под флюсом вертикальных швов с принудительным формированием шва (электроыла-ковая) А-433р, А-433м Одноэлектродный автомат Для сварки монтажных соединений толщиной 12—100 мм с одним формирующим ползуном и неподвижной формирующей подкладкой кли с двумя формирующими ползунами. Автоматы перемещаются по монорельсу, на котором укреплена зубчатая рейка ПСМ-1000, ВС-1000-2, ТШС-1000-1
А-612 Одноэлектродный автомат Для сварки монтажных соединений толщиной 20—100 мм. Автомат безрельсового тапа, перемещающийся непосредственно по листу с помощью двух кареток, равмещеиный по обе стороны стыка и соединенных через зазор тягами ТШС-1000-3, ТШС-1000-1
А-681 Одноэлектродный автомат для сварки монтажных соединений толщиной 14—60 мм сварочной проволокой диаметром 2,5—3 мм с двумя формирующими ползунами с обеих сторон ВС-1000-2, ПСМ-1000
А-820, А-1150 Одноэлектродный автомат для сварки монтажных соединений толщиной 12—30 мм сварочной проволокой диаметром 2,5—3 мм с двумя формирующими ползунами с обеих сторон стыка. Автомат перемещается по угольнику, закрепленному на свариваемом листе ВС-1000-2, ПСМ-1000, ПСМ-1000
15*
227
Продолжепие табл. 5.57
Способ сверки Оборудование Рекомендуемые источники питания
Марка Назначение и условия применения
Полуавтоматическая под флюсом ПШ-54, ПДШР-500 Полуавтоматы для сварки швов стыковых и тавровых соединений на постоянном токе сварочной проволокой диаметром 1,6—2 мм ВКС-500-1.
Автоматическая в углекислом газе АДС-1000-2У Автомат тракторного типа для сварии стыковых соединений толщиной 6—32 мм сварочной проволокой диаметром 1,6—4 мм ВС-1000-2 i
АДПГ-500 Автомат тракторного типа для сварки швов стыковых и тавровых соединений сварочкой проволокой диаметром 0,8—2 мм ВС-500,, ПСГ-500-1, ИДГМ-1000/1601
ТС 35, ТС-35П Универсальный автомат трактор кого типа для сварки швов стыковых и тавровых соединений сварочной проволокой диаметром 1,6— 2 мм. Может быть при--менен при сварке под флюсом проволокой диаметром 1,6—5 мм ВС-500, ПС-500, ПСГ-500-1
ЛСУ-6У Автомат тракторного типа для сварки прямолинейных и криволинейных швов тавровых соединений, в том числе для приварки набора к полотнищам ВС-1000-2, ПСМ-1000, ПСГ-500
228
Продолжение табл. 5.57
Способ сварки Оборудование
Марка Назначение и условна применения источники питания
Автоматическая в углекислом газе вертикальных швов с принудительным формированием сИнгул» Одноаяектродный автомат для сварки монтажных соединений толщиной 8—24 мм сварочной проволокой диаметром 1,6—2 мм с двумя формирующими ползунами с каждой стороны соединения. Выполняет сварку прямолинейных и криволинейных швов с радиусом кривизны до 2 и и отклонением плоскости стыка от вертикали на угол до 35°. Автомат перемещается с помощью ходового колеса с острыми зубцами, прижимаемыми к кромке лружипами ПСГ-500-1
Полуавтоматическая в углекислом газе ПДПГ-500, Л-537 Полуавтоматы для снарки швов стыковых и тавровых соединений сварочной проволокой диаметром 1,6—2 мм (ПДПГ-500 может использовать проволоку диаметром 0,8—2 мм). Полуавтоматы могут быть использованы при сварке на повышенных режимах ВС-500, ПСГ-500-1, ИДГМ-1000/1601
«Нева», «Гранит-2» Полуавтоматы для сварки швов стыковых и тавровых соединений сварочной проволокой диаметром 1—1,6 мм. Могут быть использованы при сварке на повышенных режимах. Полуавтомат «Неав» цслс-сообравпо использовать на открытых незащищенных площадках ВС-500 (для «Гранита-2» еще ПСГ-500-1)
229
Продолжение табл. 5.57
Способ сварки Оборудование Рекомендуемые источники питания
Марка Назначение и условии применения
Полуавтоматическая в углекислом газе пдг-зоо, ПДГ-302 Полуавтоматы для сварки швов стыковых и тавровых соединений диаметром 0,8—1,2 мм. Удобны в условиях частой перенастройки режимов сварки ВДГ-301, ВС-300, ПСГ-500-1
А-547у, А-825 Полуавтоматы для сварки швов стыковых и тавровых соединений сварочной проволокой диаметром 0,8—1,2 мм. Характеризуются наиболее простой электрической схемой и конструкцией. Особенно удобны в условиях, когда отсутствует необходимость частой перенастройки режимов ВС-300, ПСГ-500-1. вдг-зо! 1
аСпутиик-2» Малогабаритный полуавтомат для сварки швов стыковых и угловых соединений сварочной проволокой диаметром 0,8—1 мм в труднодоступных и стесненных местах при необходимости частой перенастройки режимов сварки ПСГ-500 1, ВДГ-301, ВС-300
Полуавтоматическая порошковой проволокой в углекислом гаве А-1035м Полуавтомат для сварки швов стыковых и тавровых соединений порошковой проволокой диаметром 1,6—Змм ПСГ-500-1, ВС-500, ВС-600
Ручная электродусова я штучными электродами РБ-301, РБ-501, РБС-300-1, БВР-4У 300-1 Балластные реостаты для ручной электродуго-вой сварки штучными электродами от много-постовых сварочных выпрямителей и преобразователей ВДМ-3001, ВДМ-1601, ВКСМ-1000, ПСМ-1000
230
Продолжение табл. 5.57
Способ сварки Оборудование Рекомендуемые
Марка Назначение и условия применения
Ручная электродуго-вая штучными электродами Источники питания для однопостовой алек-тродуговой сварки штучными электродами ВКС-500-1, ПСО-500, ВДУ-504, ПД-500, ВДГ-300, ВД-302, ПСО-303, ПД-300
Ручная электро дуговая неклавящнм-ся вольфрамовым электродом - Сварка первого прохода стыковых монтажных соединений на плаву УДГ-301, УДГ-501
Приварка шпклек с применением флюсовых или керамических шайб УПШ-1А, ПШМ-1М, ПД-500 Привариа шпилек для ирепления иастила, изоляции к листовым ноц-струкниям ПС-500, ПСО-500, ПСУ-500
по сравнению с переносным вариантом его размещения. Однако эти дополнительные затраты окупаются перечисленными выше преимуществами, получаемыми при стационарном размещении.
При использовании переносного сварочного оборудован ия расчет необходимого количества единиц сварочного оборудовании N по отдельным видам сварки для выполнения годового объема сварочных работ производится по формуле
7"н.ф , F
(5.35)
где Т”в ф — фаятическан трудоемкость сварочных работ для давнего способа сварки на годовую программу; — номинальный годовой фонд времени работы единицы оборудованвя в одну смену (в среднем можно принимать равным 2100 ч); т— количество рабочих смен (в судостроении принимается т =2); Лп, — коэффициент, учитывающий затраты времени на плановый ремонт сварочного оборудовании, при т — 1, 2, 3 соответственно k л,= 0,97; 0,96. 0,93; k3 — коэффициент загрузки оборудования по времени для данного свособа снарки с учетом двухсменной работы.
При отсутствии на предприятии фактических данных по трудоемкости сварочных работ Т”в ф данного способа сварки последний может быть вычислена следующим путем,
1. Определяется приведенная к нормам ручной сварки трудоемкость сварочных работ, заданная по плану иа год Тр>п.г (см. формулу (5.10)1.
231
2. Вычисляется годовая, заданная по плану Трудоемкость сварочных работ данного способа снарки, приведеинав к трудоемкости ручной сварки.
(5.36)
где Уп —относительный объем применении данного способа сварки (см. § 5.7).
3. Определяется плановая на год трудоемкость сварочных работ данного вида сварки, выраженная в нормах данного способа сварки,
тп т'1 - Р п Г Ар
(5.37)
где Ар — коэффициент приведения трудоемкости ручной сварки к трудоемкости другого способа сварки (принимается по табл. 5.1).
4. Находится фактическая годовая трудоемкость сварочных работ данного вада сварки
(5.38)
где Ан — среднегодовой уровень выполнении сварщиками норм (принимается по фактическим данным, при их отсутствии А,, = 1,25).
Коэффициент загрузки Аа принимается по данным предприятия или в приближенных расчетах берется равным Аэ — 0,3 для автоматической сварки под флюсом, элсктрошлаковоп сварки и автоматической сварки в углекислом газе; Аэ — 0,4 для полуавтоматической сварки под флюсом и А3 ' ’ 0,7 для полуавтоматической сварки в углекислом газе и ручной электродуговой сварки.
Определенное расчетом по задаккой трудоемкости сварочных работ количество постов для ручной дуговой сварки увеличивают на 15—20%, чтобы обеспечить ныполненис дополнительных неучтенных работ (постановка прихваток при сварке, заварка дефектных мест, проведение испытаний и т. л.).
При использовании переносного оборудованвя полученное расчетом количество его единиц увеличивают для всех способов сварки на 10%, чтобы ком-пенсвроватъ затраты времени на его перестановку, демонтаж и мовтаж сварочной аппарятуры.
Определяя количество сварочного оборудования для ручной электродугоной сварки, каждый многопостовой источник сварочного тока принимают за количество единиц оборудования, равное номинальному числу постов, обслуживаемых данным источником.
При стационарно-групповом размещении сварочного оборудования расчет необходимого его количества выполняют с учетом неравномерного распределения трудоемкости сварочных работ по длине судна (строительным районам).
Эта неравномерность может быть охарактеризована «плотностью» работ на данном участке рстр, представляющей трудоемкость сварочных работ в данном строительном районе, приходящуюся на 1 м длины этого района,
Тсв. стр
Рстр----;--------
(5.39)
где Тсв нс — трудоемкость, приходящаяся на данный строительный район, нормо-ч; /стр — длина данного строительного района, м.
При отсутствии фактических данных по трудоемкости сварочных работ, приходящейся на каждый строительный район, расчет потребности в сварочном оборудовании для отдельных строительных районов можно выполнить следующим образом.
232
I. Определяется средняя плотность сварочных работ данного способа сварки рпср
Р«>
где Т"в — трудоемкость сварочных работ данного способа сварки в год, нормо-ч; L — длина судна, м.
2. Рассчитывается максимальная этапная плотность сварочных работ p”mox для каждого строительного района
<б«>
где Аэ — относительный коэффициент максимальной этапной плотности сварочных работ для данного строительного района, характеризует неравномерность распределения трудоемкости сварочных работ по длине судна, Аэ — — р" maxfPcp-
По усредненным данным для отдельных типовых условных строительных районов (см. табл. 5.3) при наличии в каждом из них нескольких (более одного) технологических этапов относительный коэффициент Аэ имеет следующие значения- для первого строительного района (нос) Аэ, — 0,45; для второго строительного района (средняя часть) ks, = 0,50; для третьего строительного района Sмашинное отделение) Аэ, — 0,70 и для четвертого строительного района (корма) !э. = 0,50.
Пятый строительный райов (надстройка) расположен так, что он перекрывает по длине судна другие строительные районы. В большинстве случаев район надстройки расположен над районом машинного отделения (третьим строительным районом).
По принятой технологии постройки судов максимальная этапная плотность сварочных работ в пятом строительном районе, как правило, всегда меньше максимальной плотности в других строительных районах. Поэтому трудоемкость сварочных работ в пвтом районе не влияет на распределение максимальной этапной Плотности по всей длине судна и при расчете потребного количества оборудования может не рассматриваться.
3. Определяется максимальная этапная трудоемкость сварочных работ в данном строительном районе (или в районе, обслуживаемом данной электроплощадкой)
(S«)
где I"—длина данного строительного района (района, обелужиавсмого данной энергоплощадкой).
Под максимальной этапной трудоемкостью понимается трудоемкость сварочных работ того технологического, этапа, для которого характерно максимальное эначеиие' этой трудоемкости в данном строительном районе.
4. Рассчитывается потребное количество единиц сварочного оборудования для данного строительного района (района, обслуживаемого данной энергоплощадкой)
1де — номинальный фонд времени работы единицы оборудования в одну смену в часах длительности технологического этапа. Остальные обозначении по формуле (5.35).
При стационарно-групповом размещении сварочного оборудования в стапельных цехах большое значение для эффективного его использовании имеет правильное его размещение по отношению к району работ, который обслуживается этим оборудованием
233
Выбор правильного стационарного размещения сварочного оборудования будет определяться наименьшими непроизводительными затратами времени сварщиками на передвижение от места выполнения работ к пунктам установки оборудования. Эти затраты определяются длиной и сложностью пути, по которому передвигаются сварщики.
Время, затрачиваемое не передвижение от места выполнения работ до пункта установки сварочного оборудования, определяют по формуле
*АВ~ Ч.1>в(а + Ь)
(5.44)
где L^B—расстояние между местом выполнении работ и пунктом установки сварочного оборудования по прямой, м; k—коэффициент сложности пути, k~. = здцсь —время движения рабочего от места работы до пункта
установки оборудовании па условном примем горизонтальном пути; а — суммарная длина горизонтальных участков пути (проекции L^g па горизонтальную плоскость), м; Ь — суммарная длина вертикальных участков пути (проекция L^B на вертикальную плоскость), м; vr — средняя скорость движения рабочего на прямых горизонтальных участках пути, м/мин (км/ч), экспериментально установлена и равна 75 м/мин (4 км/ч); vD — средняя скорость движении рабочего на условном примом вертикальном пути при подъеме и спуейе, м/мин (км/ч), экспериментально установлена и равна 15 м/мии (0,9 км/ч).
Значения L^B, акЬудобно определять по чертежу кли эскизу, вычерченному в масштабе. Коэффициент сложности пути k f=& 4.
При принятых значениях ог, оп и k расчет непроизводительных, затрат времени, мин, на передвижение сварщиков к пунктам установки оборудования проводят по формуле
!.%,(« +5») tAB~ 20(а-}-£>) ‘
(5.44а)
§ 5.6. Контроль качества швов сварных соединений
Методы и нормы контроля. Качество швов сварных соединений корпусных сталей контролируют: ииешпам осмотром и измерением; рентгене- и гаммаграфи-рованием клн ультразвуком (УЗК); испытанием непроницаемости и герметичности (см. гл. 8) и вскрытием.
Методы и нормы (относительные объемы) контроля качества назначаются в соответствии с категорией сварных соединений, а также с учетом особенностей и возможностей их проверки.
Под нормой (относительным объемом) контроля понимается отношение суммарной длины проверенных участков шва ко всей дливе швов на корпусе судна или данной отдельной корпусной конструкции, выраженное в процентах, кли количество проверенных участков, приходящихся на 1 м шва или один технологический участок шва.
Все сварные соединения корпусных конструкций судов по относительным значениям объемов контроля делятся на четыре категории, определяемые по двум признакам:
1) классу ответственности и условиям работы сварных соединений;
2) технологической сложности выполнения сварных швов.
Для корпусов надводных судов установлены три класса ответственности: второй, третий и четвертый (первый клвсс отсутствует).
Ко второму к л а сс у отв е тс т в е и и о ст и относятся сварные соединения корпусных конструкций, размеры связей которых определены расчетом прочности. Эти сварные соединения обеспечивают общую и местную прочность корпуса.
234
В типовую номенклатуру свариЬЛ Соединений второго класса входя!"
— стыковые соединении связей, расположенных в районе средней части корпуса и входящих в состав крайних поясков эквивалентного бруса, а также стыковые соединения основных связей, обеспечивающих местную прочность корпуса (средней частью корпуса считается район протяженностью порядка 20®« длины корпуса в обе стороны от миделя);
— стыковые соединения (стыки и пазы) днищевой обшивки, пастила второго дцаа верхней палубы (палуба полубака) в средней части длины корпуса, а также стыковые соединении ледового пояса бортовой обшивки по всей длине судна, предназначенного для плавания в ледовых условиях;
— стыковые соединении вертикального киля и стрингеров в средней части длины корпуса, секционные стыковые соединении ребер жесткости по наружной обшивке днища, второму дну и верхней палуба; в этом же районе стыковые соединения комингсов грузовых люков и карлингсов верхней палубы в средней части длины корпуса;
— тавровые соединении верхней палубы с шмрстреком;
— танровые соединении непроницаемых влементов ыеждудонного набора с наружной обшивкой и настилом второго дна;
— тавровые соединения по контуру главных поперечных и продольных водонепроницаемых переборок;
— стыковые и тавровые соединения фундаментов под главные механизмы и котлы, а также стыковые и танровые соединения подкреплений под мачты и установки.
К третьему классу ответственности относятся сварные соединении корпусных конструкций, в которых расчетные напряжения (<тр) не достагают норм, установленных для допускаемых папряжевий (ор 0,бОд). К этим соединениям могут быть отнесены стыки и пазы связей корпуса, пе являющиеся крайними точками эквивалентного бруса, стыки и пазы связей, расположенных в оковсчностях корпуса, а также стыковые и тавровые соединен вя конструкций корпуса, обеспечивающие его местную прочность.
В типовую номенклатуру сварных соединений третьего класса могут быть включеиы:
— стыковые и тавровые соединения фундаментов под вспомогательные механизмы, подвергающиеся действию вибрационной нагрузки;
— стыки и пазы днищевой обшивки, настила второго диа, верхней палубы и комингсов грузовых люков в оконечностях корпуса;
— стыни и пазы насткла платформ, средней и нижней пвлуб, главных поперечных и продольных водонепроницаемых переборок, а также наружной обшивки борта по всей длине корпуса;
— стыковые соединении балок продольного набора по основным ;связям, а также стыковые соединения поперечного набора корпуса;
— тавровые соединения набора с наружной обшивкой, иастклом второго дна, палубой, а также тавровые соединенна платформ, глаквых поперечных и продольных переборок и боковых килей;
— стыки и пазы надстроек первого и второго ярусов;
— стыковые соединения форштевней, ахтерштевней с наружной обшинкой.
К четвертому классу ответственности относятся сварные соединения корпусных конструкций, не предназначенных для обеспечения общей или местной прочности корпуса, размеры связей которых устанавливаются с учетом износа или по другим конструктивным соображениям. К прочности этих соединений требовании не предъявляются.
К типовой номенклатуре сварных соединений четвертого класса могут быть отнесены.
— стыковые и тавровые соединения листов и набора внутренних легких переборок, выгородок, настилов полов, фундаментов под вспомогательные механизмы, не подвергающиеся действию вибрационных нагрузок;
— стыковые и танровые соединения листов машипно-котельных отделений.
По технологической сложноста швы сварных соединений керпусных конструкций разделяются на две группы: первая — швы, выполняемые в затрудненных условиях (шим, выполняемые при монтаже, швы, недоступные для после
235
Дующих осмотров При эксплуатации и ремонте; низы приварки деТалей к корпус* пым конструкциям после их испытаний на непроницаемость); вторая — швы, выполняемые в нормальных условиях.
Распределение сварных соединений корпусных конструкций по категориям и методы их контроля приведены в табл. 5.58.
Таблица 5.58
Распределение сварных соединений корпусных конструкций по категориям, определяющим методы их контроля
Категория СПОРНЫХ соединений Класс отаететвсаиостя и группа технологической сложности сварных соединений Методы контроля
Первая Второй класс ответственности при первой группе технологической сложности Внешний осмотр и иэмере-пне Рентгено-, гаммаграфпро-вание или уль^раквук для швов со сплошным проваром всего соединения * Испытание на непроницаемость (если это специально оговорено технической документацией)
Вторая Третья Второй класс ответственное™ при второй группе технологической сложности Третий класс ответственности при первой группе тедно-логической сложности Третий класс ответственности при второй группе технологической сложности
Четвертая К Четвертый класс ответственности при первой и второй группах технологической СЛ<>Ж1|ОСТИ Внешний осмотр и измере- Испытание на непроницаемость (если это специально оговорено технической документацией)
* В отдельная случаях может быть назначено рентгене или гаммаграфи рованис швов тавровых, угловых в нахлесточных соединений. не имеющих оплот-него провара для установления наличия трещин в шве и околошовной зоне и нс сплавления по кромкам
Контроль сварных соединений внешним осмотром и измерением устанавливает наличие:
— трещин в шве и околошовной зоне, прожогов, свищей, незаверенных кратеров, протеков металла, наплывов на границе шва, несоответствия формы и размеров шва заданным чертежам, местные скоплепия газовых пор и шлаковых включений;
— отдельных нор размером бцлее 0,1 минимальной толщины листов 3 при 3 до 20 мм и пор размером более 2 мм при S свыше 20 мм;
— пор размером менее 0,1 минимальной толщины листов 3 при 3 менее 20 мм и пор размером менее 2 мм при 3 более 20 мм, если их количество больше трех на 100 мм длины шва (суммарная длина участков шва с порами менее трех на 100 мм шва не должна превышать 10% длины технологически самостоятельного шва);
236
— йодрйзов основного металла глубиной 0,5—1 мм При их длине более 15 мм и подрезов более 1 мм при любой их длине;
— западаний между валиками, бугристости и чешуйчатости величиной более 0,1 минимальной толщины листов $ при S до 20 мм и более 2 мм при S свыше 20 мм; величину западания замеряют от вершины занаданвя до прямой, соединяющей две точки, расположенные на двух соседних валиках при расстоянии (базе) между точками 12 мм, бугристость и чешуйчатость замеряют между вершинами бугорков и чешуек;
— нарушения плавности сопряжения крайних валиков шва при многопроходных швах с основным металлом.
Перечисленные выше дефекты являются недопустимыми.
Внешнему осмотру и измерению подвергается каждый сварной шов незаг виевмо от категории сварного соединения по всей его длине с двух сторон до контроля его другими методами.
При контроле швов измерением должно быть установлено соответствие размеров сварных швов требованиям технической документации При этом измеряются: ширина и высота усиления шва, катет шва, шаг прерывистых швов, размеры сварных точек и шаг точечных швов. Измерение производят не реже чем через каждый 1 м шва, но пе менее одного измерения на каждом отдельном шве, а также в местах, где при внешнем осмотре предполагаются отклонении от допускаемых размеров. Длину проваренного участка й шага шва в прерывистых швах измеряют в выборочном порядке.
Контроль качества точечных швов тавровых соединений выполняют внешним осмотром точек и выборочным замером их шага и диаметра.
К качеству точечных швов предъявляют следующие требования:
— контур сварной точки должен иметь форму окружности, симметрично расположенной относительно иершины угла соединсвия; допускается эллиптическая форма точки с расположением большой оси эллипса вдоль и поперек соединенна; асимметрия расположении точки не должна превышать половины допуска на диаметр точки;
— поверхность точки должна быть ровной, без пор и трещин; в середине точки допускается лунке (след литейной усадки); размер лупки в поперечнике должен быть не более 2 мм, а глубина — нс более 1 мм;
— глубина подрева у краев точки допускается не более 0.5 мм при толщине свариваемых листов 4 мм н менее, пе более 1 мм при толщине 5 мм и выше;
— допуск на диаметр сварной точки должен быть: для точки диаметром 6 мм ±1, для точек диаметром 7—12 мм ±1,5;
— допуск на размер шага должен быть ±3 мм.
Дефектные точки вырубают и заменяют качественными; при наличии дефектов поверхности точки и отклонении ее размеров в меньшую сторону дефектную точку можно не вырубать, а ставить с пей рядом качественную.
Контроль качества сварных швов рентгене- и гаммаграф и рованием или УЗК устанавливает наличве в них внутренних дефектов.- трещин, пепроваров, газовых, шлаковых и металлических включений, размеры которых более допустимых.
Швы стыковых, тавровых, угловых и нахлесточных сварных соединений проверяют рентгене- или гаммаграфированисм в выборочном порядке в следующем объеме:
— швы сварных кояструкций из сталей с пределом текучести до 52 кге/мм2: первая категорвя — 20% протяженности швов, вторая и третья категории — соответственно 5 и 2%;
— швы сварных конструкций из сталей с пределом текучести 52 кгс/см® и более, первая категория — 20% протяженности швов, вторая и третья категории — соответственно 10 и 5%
При рентгено- и гаммаграфировании длина снимка установлена 400 мм. В случаях, ногда по техническим причинам невозможно поместить на контролируемый участок пленку указанной длины кли получить полноценный свинок такой длины, а также при проверке криволивейных швов допускается уменьшение длины снимков до возможных размеров. При уменьшении длины свимка
237
Таблица 5. St)
Критерии сценки в баллах качества сварных швов стыковых соединений стальных конструкций, выполненных с применением ферритных и низколегированных сварочных материалов
Вид дефекта Критерии, соответствующие оценкам в баллах
3 2
Отдельные включения округлой формы: поры, газовые и шлаковые включения При 5 С 10 мм диаметр включений до 1 мм При S "> 10 мм диаметр включений до 2 мм Не более одн&го включения на 100 мм длины шва При 5 С 10 мм диаметр включений до 1 мм При S > 10 мм диаметр включений до 2 мм Не более двух включе-чений на 100 мм длины шва при предельных размерах дефектов и не более трех при меньших размерах дефектов
Отдельные включения продолговатой формы: поры, газовые и шлаковые включения Длина включений до 0,35, но не более 3 мм; ширина не более 2 мм Не более одного включения на 100 мм длины шва При 5 С 10 мм длина включений до 0,35, но не более 3 мм. ширина не более .2 ММ При 5 > 10 Ьм длина включений до 0,35, ко не более 5 мм, ширина пе Солее 3 мм Не более двух включений на 100 мм длины шва при предельных размерах дефектов и не более трех при меньших размерах дефектов
Цепочки включений округлой формы: газовые и шлаковые Не допускаются Диаметр отдельных включений в цепочке: при 5 С С 10 мм до 1 мм, при 5 > >10 мм до 2 мм. Длина цепочек не более 10% длины участка сваркого шва, проконтрол ированного снимком
Цепочки включений продолговатой формы: газовые я шлаковые Не допускаются Длина отдельных включений в цепочке до 0,35, но не более 3 мм, ширина не более 2 мм Длина цепочек не более 10% длины участка сварного шва, проконтролированного снимком
238
Продолжение табл. 5 59
Вид дефекта Критерии, соответствующие оценкам в баллах
3 2
Скопление включений округлой формы: газовых и шлаковых Не допускается При S С 10 мм диаметр отдельных включений до 1 мм; при S > 10 мм — до 2 мм. Длина скопления пе более 15 мм
Скопление включений продолговатой формы: газовых и шлаковых Не допускается Длина отдельных включений до 0.3S, но пе более 3 мм, ширина не более 2 мм. Длина скопления не более 15 мы
Непровары Не допускаются Не допускаются
Трещины Не допускаются Не допускаются
Суммартая протяженность всех дефектов Не более 5% длины участка шва, проконтролированного снимком Не более 10% длины участка шва, проконтролированного свймком
Примечания. 1. Швы оцениваются баллом 1. если размеры, количество или суммарная протяженность дефектов превышают значение, указанные для .балла 2. 2. S — минимальная толщина сварвааемых деталей.
необходимо сохранить суммарную протяженность контролируемых участков швов, предусмотренную технической документацией.
Качество швов сварных стыковых соединений стальных конструкций (листового проката и таврового профиля) по рентгено- и гамма-свимкам оценивают по трехбалльной системе (табл. 5.59).
При оценке качества швов стыковых соединений полособульбового профиля (симметричного и несимметричного) необходимо руководствоваться следующим.
Сварной шов оценивают баллом 1 при наличии в кем хотя бы одного из перечисленных ниже дефектов:
— в шве головки полособульба — непровары, трещины, цепочки кли скоплении дефектов любых размеров, отдельные газовые и металлические включения размером более 2 мм и шлаковые включения протяженностью более 3 мм, газовые, металлические и шлаковые включения ненывего размера при количестве их более трех;
— в шве стенки полособульба — непровары, трещины, скопления дефектов любых размеров, отдельные газовые и металлические включения размеров более 2 мм и отдельные шлаковые включения протяженностью более 0,3 толщины стенки, отдельные газометаллическне и шлаковые включения меньшего размера при суммарной длине их более 10% длины шва стенки полособульба; цепочки газовых и металлических включений протяженностью более 10% длины шиа стенки полособульба.
239
Таблица 5.60
Критерии оценки в баллах качества сварных швов тавровых соединений стальных конструкций, выполненных с применением ферритных и низколегированных материалов
Вид дефекта Критерии, соответствующие оценкам в баллах
3 2
Отдельные включения округлой формы- поры, шлаковые включения Диаметр включений до 3 мм Диаметр включений до 5 мм
Отдельные включения продолговатой формы: поры, шлаковые включения Длина включений до 5 мм Длина включений до 15 мм
Цепочки включений округлой формы: газовые и шлаковые Не допускаются * Диаметр отдельных включений в цепочке до 3 мм. Расстояние между отдели ными включениями не меньше размера дефекта
Цепочки включений продолговатой формы: газовые и шлаковые Не допускаются Длина отдельных включений в цепочке до 3 мм. Расстояние между отдельными включениями не меньше размера дефекта
Скопление включений округлой формы: газовых и шлаковых Не допускается Диаметр отдельных включений в скоплении до 3 мм. Протяженность скоплений до 10% длины участка шва, проконтролированного снимком
Скопление включений продолговатой формы: газовых и шлаковых Но допускается Длина отдельных включений в скоплении до 3 мм. Протяженность скоплений до 10% длины участка шва, проконтролированного снимком
Непровары Не допускаются Не допускаются
240
Продолжение табл. 5.60
Ввд дефекта Критерии, соответствующие оценкам в баллах
2
Трещины •Не допускаются Нс допускаются
Суммарная протяженность всех дефектов Нс более 5% длины участка шва, проконтролированного снимком Не более 15% длины участка шва, проконтролированного снимком
При м"е 'la inif Швы оцениваются баллом 1, если размеры, количество балла 2
Качество швов сварных тавровых соединений (при полном проваре всего шва) стальных конструкций по рентгене- и гамма-снимкам оценивают также по трехбалльной системе (табл. 5.60).
Участки швов, оцененные по снимкам баллом 3 или 2, считаются годными. Участки, оцененные баллом 1, считаются забракованными, подлежат исправлению и повторному контролю.
Для предварительного определения абсолютного объема контроля качества швов, выполненных на стапеле, гаммаграфированием или УЗК может быть применена формула
£..„-0,00291.(1+^), (5.4S)
где ст — суммарная длина проконтролированных участков шва, м; L — суммарная длила всех сварных соединений металлического корпуса, м [определяется по формуле (5.2) ]; Бс — показатель брака сварных швов по количеству забракованных снимков, % [определяется по формуле (5.56) ].
По имеющимся данным абсолютный объем контроля качества сварных швов, выполняемых на стапеле, как правило, превышает объем контроля швов, выполняемых на участках предварительной сборки и сварки, в 2—2,5 раза.
Трудоемкость контроля гаммаграфированием одного участка шва длиной 400 мм равна 0,7—0,9 чел.-ч (в среднем 0,8 чел.-ч). В трудоемкость контроля входит время, затрачиваемое на расшифровку снимков и оформление результатов контроля, равное 0,1 чел.-ч. Трудоемкость УЗК одного участка шва в среднем равна 0,3 чел.-ч.
В табл. 5.61 приведены удельные показатели трудоемкости в зависимости от относительного объема применения УЗК.
Контроль качества сварных швов вскрытием применяют для определения характера, размера и места нахождения дефектов в шве, выявленцых другими методами (если это не может быть выполнено без вскрытая шва), а также в особых случаях для установления отсутствия недопустимых внутренних дефектов в шве, когда для этого не могут быть применены другие методы контроля.
Шов можно вскрыть вырубкой, газовой или воздушно-дуговой строжкой, засверливанисм, зашлифовкой усиления шва, а также вырезкой участка сварного соединения с изготовлением из пего послойных макрошлифов.
Объем и способ вскрытая сварного шва для его контроля указывают на чертеже или в другой технической документации исходя из особенностей сварного
16 Адлерштейн Л. Ц. 241
Удельные показатели трудоемкости контроля качества сварных швов в зависимости от относительного объема применения УЗК
§ 2 § о 2 Примечания. 1. т£р — трудоемкость контроля, приведенная трудоемкости гаммаграфирования; Тр — трудоемкость сварочных работ по всему металлическому корпусу, приведенная к трудоемкости ручной сварки, может определяться по формуле <5.10); Тр< ет — трудоемкость сварочных работ на стапеле, приведенная к трудоемкости ручной Ьвврки. 2. Трудоемкость сварочных работ, приведенная к трудоемкости ручной сварки, связанв с трудоемкостью сварочных работ, выраженной в иормо-часах практически применяемых способов сварки по формуле (5.11).
8 О 0.875 g го
S $ 1,000 Й
S О 2 £
S S <э - 1 1,250 8 S
8 •g 1 й 5,85
9 § 1,500 2 2
g 8 S g 2
8 g S 2 Ч
S o’ £ of 2
° 8 § s 8
я>> = к и О н о. ©к Усредненная трудоемкость контроля одного участка Тк, Ср> чел.-ч Усредненная трудоемкость контроля 1 м контролируемой длины шва Тк, чел.-ч ТР ТПр
342
соединения и его Класса ответственности. Учитывается прй этом и следующее! допускается ие менее одного вскрытия при длине отдельного технологически самостоятельного шва, равной 1 м и менее, а также два-три вскрытия при длине отдельного технологически самостоятельного шва более 1 м.
Во всех случаях при первоначальном контроле вскрытием расстояние между местами вскрытия должно быть не менее 1 м.
При выявлении внутренних дефектов должны быть определены: вид дефекта (трещина, непровар, газовые включения и др.), характер включений (единичные цепочки или скопления), размер и протяженность дефектов. Если дефекты расположены на всем вскрытом участке, то вскрытие продолжают до установления границ расположения дефектов.
В случае выявления в шве при контроле вскрытием недопустимых внутренних дефектов назначают дополнительный контроль, т. е. вскрытке на этом же шве двух новых мест между ранее проконтролированным участком и участком, где вскрытием дефектов не обнаружено.
При контроле сварных швов вскрытием недопустимыми являются дефекты, перечисленные в табл. 5.59 и 5.60, при наличии которых контролируемый шов при рентгене- и гаммаграфировании оценивается баллом 1.
§ 5.7. Основные показатели сварочного производства
Основные показатели сварочного производства, приведенные ниже, являются дополнением к общим техинко-экономическим показателям.
Показатели сварочного производства разделяются на абсолютные (исходные) и относительные или удельные (производные).
Абсолютные показатели. Абсолютные показатели сварочного производства:
— выпуск сварных конструкций Q в год, тыс. т;
— трудоемкость сварочных работ Тп за год, тыс. нормо-ч;
— численность рабочих-сварщиков Св, чен.;
— численность рабочнх-сборщиков Сб, чел.;
— количество сварочного оборудования W, шт.;
— расход сварочных материалов Р за год, т.
При определении годового выпуска сварных конструкций отдельными цехами предприятия, например, стапельным и отдельно сборочно-сварочным, пользуются «условной» массой конструкций, выпускаемых данными цехами. В этом случае под «условной» массой сварных конструкций, изготовленных отдельным цехом Q', подразумевается масса конструкций, которая определяется площадью продольного сечевня шва, выполненного данным цехом при изготовлении этих конструкций. При этом исходят из того, что отношение площади продольного сечения шва всего корпуса к его массе является одинаковым для конструкций, изготовляемых в различных цехах, т. е. О' = kQ, где k — коэффициент, определяющий долю площади продольного сечения шза всего корпуса, выполинемого данным цехом.
Например, масса корпуса равна 1000 т. Определить «условную» массу сварных конструкций, выпущенных стапельным цехом.
Находим площадь продольного сечения сварных швов всего корпуса [см. формулу (5.8)1
F= 0,26Q=260 м*.
Определяем площадь продольного сечения сварпых швов конструкций, выполненных стапельным цехом (см. табл. 5.6),
Ест= 0,20-260 — 52 №.
«Условная» масса сварпых конструкций, выпускаемых стапельным цехом,
= 1000 «200 т.
При отсутствия данных по площади продольного сечения шва определение «условной» массы сварных конструкций, выпускаемых отдельными цехами, может 16* 243
быть выполнено исходя из массы наплавленного метвлла в каждом цехе. Масса наплавленного металла может быть определена по расходу электродов для ручной электродутовой сварки и сварочной проволоки для механизированных способов сварки.
Трудоемкость сварочных работ Тн за год, тыс. нормо-ч, представляется на фактически выполненный за год объем работ по изготовлению сварных конструкций. При определении трудоемкости в нормо-часах учитывается время рабочих-сварщиков, выполняющих работу при повременной оплате. В этом случае к сумме часов по нарядам прибавляется время по табелю в часах сварщиков, работавших повременно.
Относительные показатели. Относительные показатели сварочного производства:
— уровень механизации сварочных работ У, %;
— относительный объем применения каждого способа сварки У", пи;
— трудоемкость сварочных работ при изготовлеани I г конструкций Тг, нормо-ч/т;
— коэффициент загрузин сварочного оборудования А3;
— фактический коэффициент сменности работы сварочного оборудования kc;
— расход сварочных материалов на 1 т сварных конструкций Р, кг/т;
— показатели качесгва сварочных работ: показатель брака по количеству удаленных участков сварных швов Бу, °в, и показатель брака по числу забракованных рентгене- и гамма-снимков' Бс, %.
Под уровнем механизации сварочнйх работ У подразумевается отношение трудоемкости сварочных работ, выполняемых механизированными способами, выраженной в нормо-часах ручной сварки, к суммарной трудоемкости всех сварочных работ, выполняемых при изготовлении данной конструкции (объекта), выраженной также в кормо-часах ручной сварки.
Уроаень механизации сварочных работ (%) определяется подформуле
у=v, ^Тм-.пр— 100 (5 46)
£ТИ.пР-|-ЕТР
где £Тм иР — суммарная трудоемкость сварочных работ, выполненных механизированными способами, приведенная к нормо-часам ручной сварки; £ТР — суммарная трудоемкость всех сварочных работ, выполненных ручными способами, вычисленная в нормо-часах ручной сварки.
При определении уровня механизации сварочных работ расчет проводят исходя из объемов сварочных работ, выполняемых при изготовлении этих конструкций из стали и легких сплавов (наружной обшивки, продольного и поперечного набора, переборок, выгородок, палуб, платформ, настилов, площадок, надстроек, фальшборта и т. и.).
Для подсчета уровня механизации сварочных работ в цехах и по предприятию используют данные по трудоемкости фактически выполненных за год сварочных работ в нормо-часах, по нормативам. При механизированном учете трудоемкости для подсчета уровня механизации сварочных работ могут быть исполь-зовавы данные этого учета.
Трудоемкость определяют по нормам времени, действующим на предприятии.
В трудоемкость сварочных работ не включаются работы по обработке кромок под сварку, по электро- и газострожке, прихватке.
Трудоемкость сварочных работ, выполняемых механизированными способами сварки, приводится к трудоемкости ручной сварки по формулам (5.11) и (5.12).
При замене применяемых на предприятии технологических процессов, режимов сварки, оборудования, сварочных материалов новыми. изменяющими общую трудоемкость сварочных работ по сравнению с действующими нормами, коэффициент приведения Ар (см. табл. 5-1) Должен быть изменен по формуле
,5Л”
244
Сде k — измененный коэффициент приведения; Зн_д — трудоемкость ПО действующему нормативу; Тн.„ — трудоемкость по измененным нормативам, учитывающим внедрение новых процессов, оборудования и материалов.
При подсчете уровня, механизации сварочных работ в проектах (по чертежам) сначвла определяют уровень механизации, вычисленный по площади продольного сечения шва, затем выполняют пересчет этого уровня исходя из трудоемкости сварочных работ.
Рис. 5.43. Номограмма для определения соотношения между уровнем механизации сварочных работ Ут, вычисленным по трудоемкости, и уровнем механизации сварочных работ Ур, вычисленным по площади продольного сечения шва.
Кривая / — механизированными способами сварки еыло.т няются только швы, находящиеся в нижнем положении, кривые 2. 3, 4 — соответственно 20. 40. 60". швов, выполняемых в положениях, отличных от нижнего
Уровень механизации по площади продольного сечения шва У г ("<►) определяют по формуле
У> = __— 100, (5.48)
где S Fm_____суммарная площадь продольного сечения швов, выполняемых
механизированными способами сварки; X Fр — суммарная площадь продольного сечения швов, выполняемых ручными способами сварки.
Площадь продольного сечения urea F рассчитывается по формулам (5.4)— (5.7).
Соотношение между уровнем механизации, вычисленным по площади продольного сечения шва Ур, и уровнем механизации, определенным по трудоемкости сварочных работ, приведенной к нормо-часам ручной сварки У, находится по номограмме (рис. 5.43).
245
Номограммой полЬзуюТсД следующим образом. Например, в проекте А уровень механизации определен по площади продольного сечения шва и составляет 60?;. По данным этого проекта, из общего количества шнов, выполняемых механизированными способами сварки, 20% расположено в пространственных положениях, отличных от пижнего. Требуется определить уровень механизации сварочных работ У при вычислении его по трудоемкости.
На номограмме по оси абсцисс из точки У г = 60 восставляем перпендикуляр до пересечения с кривой 2. Из точки пересечения перпендикуляра с кривой 2 опускаем перпендикуляр на ось ординат и находим Ут= 54%.
Под относительным объемом применения каждого способа сварки У” подразумевается выраженное в процентах отношение объема сварочных работ, выполняемых данным способом, вычисленное в нормо-часах ручной сварин, ко всему объему всех сварочных работ, вычисленных также в нормо-часах ручной сварин, выполняемых при изготовлении данной конструкции (данного объекта).
Относительный объем применения данного снособа сварки (%) определяется по формуле
100,
(5.49)
где Т”р — суммарная трудоемкость сварочных работ данного? способа сварки, приведенная к нормо-часам ручной сварки; 2 Тилр — суммарная трудоемкость сварочных работ, выполненных всеми применяемыми способами механизированной сварки, приведенная к нормо-часам ручной сварки; 2 Тр — суммарная трудоемкость всех сварочных работ, выполненных ручными способами сварки, вычисленная в нормо-часах ручной сварки. 4
Определение относительного объема применения отдельных видов сварки У" по цехам и предприятию анвлогично расчету уровня механизации сварочных работ.
При определении относительных объемов применения отдельных видов сварки в йроектах (по чертежам) эти объекты (%) рассчитывают исходя из величины площадей продольного сечения шва по формуле
У" = ——£1—--------- 100, (5.50)
где Fn — суммарная площадь продольных сечений швов, выполняемых данным способом сварин; 2 FH — суммарная площадь продольных сечений швов, выполняемых всеми применяемыми способами механизированной сварки; 2 —
суммарная площадь продольных сечений швов, выполняемых ручными способами сварки.
Затем значение относительного объема применения отдельного способа сварки Ур переводят в относительный объем применения данного способа сварки, вычисленного по трудоемкости сварочных работ, приведенных к нормо-часам ручной сварки У” (см. рис. 5.43).
Трудоемкость сварочных работ при изготовлении 1т сварных конструкций Т определяется по формуле
Тт=-Ь_, (5.51)
где Тн — трудоемкость сварочных работ на годовой выпуск сварных конструкций, нормо-ч; Q — количество выпускаемых сварных конструаций в год, тыс. т.
Коэффициент загрузки сварочного оборудования Jin характеризует занятость сварочного оборудования по времени и определяется по формуле
Fo6(l —
(5.52)
240
где Тф — фактическое время занятости оборудования (фактическая трудоемкость, чел.-ч), Тф— 7и, Т’— трудоемкость свЯрочвых работ на годовой йыпуск по нарядам, нормо-ч; ku — сред!!ий годовой уровень выполнения сварщиками норм, %; Тп—трудоемкость работ, выполняемых повременно, чел.-ч; £об — номинальный годовой фонд временя работы единицы сварочного оборудования в одну смену, ч; т — количество рабочих смен (действительный фонд оборудования учитывает количество установленных рабочих смен; в судостроении, кан правило, принят двухсменный режим работы), т = 2; k п,— потери времени на ремонт оборудования в. относительных единицах, для сварочного оборудования при работе в две смены в судостроении kn, = 0,04 от поминального фонда; N — количество сварочного оборудования, шт. (при использовании мнотопостового оборудования единица такого оборудования приравнивается к числу постов, обслуживаемых данным оборудованием).
При определении k3 всего парка оборудования и отдельно постов для ручном сварки из общего количества этого оборудования должны быть исключены сварочные посты, занятые на сборочных работах. Количество этих постов определяется из расчета один пост па четырех сборщиков.
Фактический коэффициент сменности работы сварочного оборудования йс является показателем режима работы оборудования и определяется отношением действительного (расчетного) годового фоцда временя рабочих-сварщиков к действительному фонду временя работы сварочного оборудований в одну смену
Fcb(1— 4) Св с = £<>6(1-4)* ’
где Fcb — номинальный годовой фонд времени рабочего-сварщика при работе в одну смену, ч; kn, — коэффициент уменьшения номинального годового фонда рабочего времени сварщика из-за отпуска; при отпуске продолжительностью 24 рабочих дня Лп, = 12%; Св — численность рабочих-сварщиков; при обслуживании одного сварочного поста несколькими сварщиками (например, работа на кантователях, сложных сварочных установках) веничина Св уменьшается в соответствующее число раз.
Коэффициент сменности kc при kn, = 0,04, кПг = 0,12 и = F&. равен
kc = 0.92. (5.53а)
При правильной организации сварочных работ йс 1, если Лс<1 — на предприятии имеются излишки оборудования.
Расход сварочных материалов на I т сварных конструкций Рт определяют по формуле
(S.64)
где Р — расход данного вида сварочных материалов на годовой пыпуск сварных конструкций, кг.
Показатели качества сварочных работ определяют следующим образом. Показатель брака по количеству удаленных участков сварных швов Бу, %, находят по формуле
Бу =-у-100, {5.55)
где /у — длина уделенных участков шва, см (м); I — суммарная длина проверенных участков швов, см (ы)-
247
Показатель брака по количеству забракованных' рентгене- и гамма-снимков Бс, %, находит по формуле
Бс = “- 100, (5.56)
где Се — количество снимков, оцененных непроходным баллом, С — общее количество снимков, сделанных на данном объекте.
§ 5.8. Определение необходимого количества материалов дли сварочных работ
Расход сварочных материалов зависит от массы металлического корпуса (в металлический корпус включаются фундаменты и подкрепления) и рассчитывается следующим образом.
1. Определяется суммарная масса наплавленного металла для всего металлического корпуса данного судна [см. формулу (5.9)].
При более точвых расчетах потребности в сварочных материалах учитывается конкретный тип судна, в зависимости от которого принимаются значения массы наплавленного металла, приходящейся на 1 т массы металлического корпуса (табл. 5.62).
Таблица 5.62
Удельные значения массы наплавленного металла в вависимости от типа судпа н толщины металлического корпуса
Типы судов Толщина листов * S. Масса наплавленного металла, приходящегося на I т массы металлического корпуса q, Кг
Танкеры морские и речные, плавдо- До 6 20
ки, рыбоконсервные базы 1—9 25
10-11 23
2sJ2 22
Сухогрузные суда (рудовозы, лесо- До 5 20
возы, контейнеровозы и др.), тепло- 6-9 27
ходы, рефрижераторы, паромы 10-12 24
^13 22
Траулеры, ледоколы До 7 ^8 31 34
Сейнеры, буксиры До 6 28 30
Баржи самоходные и несамоходные До 5 24
Плавкраны, земснаряды, землечер- До 9 37
палки, электростанции, буровые установки и т. д. * Определяется по формуле (5 3) 33
248
При определении массы наплавленного металла в отдельных цехах, в том числе и в стапельном цехе, исходят из «условной» массы ме1зллоконструаций, изготавлвааемых данным цехом (см § 5.7).
В этом случае расчет проводят по формуле
«ст = <?'*,
(5.57)
где q„ — масса наплавленного металла в данном цехе, кг; Q' — «условная» масса сварных конструкций корпуса, изготавливаемых в данном цехе, т; k — масса наплавленного металла на 1 т «условной» массы металлического корпуса, кг (принимается по данным табл. 5.62).
Таблица 5.63
Расход сварочных материалов на 1 кг наплавленного материала при различных способах сварки
Сварочный материал Способ сварки Расход , сварочного материала плавленного металла, кг
Электроды: УОНИ-13/45; УОНИ-13/45А; УОНИ-13/55; Э-138/50Н; АНО-4; АНО-6; АНО-9 Ручная электродуговая 1J
Проволока: Св-08; Св-08Л; Св-08ГСМТ; Св-10ГН Автоматическая и полуавтоматическая под слоем флюса 1,03
Проволока.' Св-08ГС; СВ-О8Г2С; Св-08ГСМТ Автоматическая и полуавтоматическая в углекислом газе 1,15
Проволока: Св-10Г2; Св-08Г2С; Св-О8ГСНТ Электрошлаковая и автоматическая в углекислом газе вертикальных швов 1,05
Флюсы. ОСЦ-45; ОСЦ-45М; АН-348А; АН-348М; ФЦ-9 Автоматическая и полуавтоматическая под флюсом 1,35
Флюсы: ОСЦ-45; АН-348А; АН-22 Электрошлакова я 0,1
Углекислота сварочная Автоматическая и полуавтоматическая 1,6 2,3 (700 л)
Электроды вольфрамовые Ручная нсплавящимся электродом 0,02
Аргон Ручная неплавящимся электродом 3,8
249
Таблица 5.64
Некоторые теХнико-экоиомические характеристики различных способов сварки
Способ сварки Коэффи-нанлавки ан, г/(А ч) Коэффи- игнользо-вання поста Ав Производитель- Расход электроэнергии А, Относительная
поста Q, сварочных работ. %
Ручная алектродуго-вая сварка электродами типа: УОНИ-13 АНО 8,0—8,5 8,5—9,0 0,7 1.0 1.1 5,4 5,0 100
Полуавтоматическая сварка в углекислом газе при диаметре сварочной проволоки, мм: 1 2 12 16 0,6 1.4 З.о 2,4 4,0 45
Полуавтоматическая сварка под флюсом при диаметре сварочной проволоки 2 мм 13—24 0,6 2—6 4-5 30—50
Автоматическая сварка под факсом при диаметре сварочной проволоки, мм: 3 4 5 6 11—20 12-17 13—16 13—16 0,5 2-5 3—5 4-8 5-9 3-4* 25-30 [
Электрошлаковая сварка 24—30 0,5 6—12 2—3 40
• При сварке на пост янком токе расяод электроэнергии равен 6—8 к Вт-ч/кт.
250
2. Установленную для металлического корпуса данного судна массу наплавленного металла распределяют пропорцион в льно относительным объемам применяемых различных способов сварки
где qn — масса наплавленного металла данным способом саарки, кт; q — суммарная масса наплавленного металла всеми способами сварки, примененными на данном корпусе судпа, кг; У« — относительный объем применевня данного способа сварки, %.
3. В соответствии с полученными данными по массе наплавленного различными способами металла устанавлавают потребность в конкретных сварочных материалах, руководствуясь табл. 6.63.
Полученная по расчету масса наплавленного ручной электродуговой сваркой металла увеличивается па 15% для удовлетворения потребности на проведение дополнительных работ, связанных с прихваткой, приваркой временных креплений, првааркой технологических заглушек при испытаниях корпусных конструкций и т. п.
§ 5.9. Технико-экономические характеристики применяемых способов сварки
К основным технико-экономическим характеристикам различных способов сварки относятся:
— коэффициент наплавки, г/(А-ч);
— производительность сварочного поста по количеству наплавленного металла, кг/ч;
— расход влектроэнергии на 1 кг наплавленного металла, кВт ч/кг, — относительная стоимость 1 кг наплавленного металла по сравнению с ручной влектродуговой сваркой.
Производительность сварочного поста в одну смену кг/ч, определяют по формуле
/срС^Ля»
1600 ’
где /св — сила сварочного тока. А; п — число рабочих часов в смене, чел.; ая — коэффициент наплавки, г/(Л-ч); — коэффициент использования сварочного поста (отношение времени горения дуги к общему рабочему времени в смену).
Расход электроэнергии на 1 кг наплавленного металла, кВт ч, определяют ио формуле
(5.60)
где ил — напряжение дуги, В; т) — к. п. д. источника питания сварочной дуги.
Технико-экономические характеристики различных способов сварки (табл. 5.64) зависят от применяемого режима сварки. В паибольшей степени это проявляется при сварне под слоем флюса.
251
Глава 6
ТЕПЛОВАЯ РЕЗКА И СТРОЖКА
§ 6.1. Основные принципы тепловой резки и строжки;
материалы, применяемые при этих процессах
Тепловую резку и строжку можно ныполпять двумя способами.
1. Процесс газовой резки и строжки основав на сгорании (интенсивном окислении) металла в струе кислорода и удалении этой струей образующихся окислов.
Этот способ включает: ацетилено-кислородную резку и строжку; водороднокислородную резку; резку на жидком горючем (керосин); резку на пропанбутановой смеси; резку на природном газе (метан); резку на коксовом, пиролизном и других газах — заменителях ацетилена.
2. Газоэлектрическую резку и воздушно-дуговую строжку выполняют путем нагрева обрабатываемого мствлла электрической дугой, возникающей между электродом и изделием, до температуры плавления и удаления расплавленного дугой металла из зоны строжки струей защитных газов, истекающих из сопла специального резака. При этом процессе высокая интенсивность расплавления металла достигается благодаря высокой концентрации тепла на пятне нагрева, которая происходит за счег сжатия столба дуги под воздействием истекающей из сопла струи газов.
Газовую и газоэлектрическую резку на стапеле применяют для удаления технологических припусков по кромкам; подготовки односторонних и двусторонних разделок под сварку; пригонки отдельных соединяемых элементов по месту и вырезки отдельных мест (вырезов и отверстий) в корпусных конструкциях.
Газовую и воздушно-дуговую строжку на стапеле применяют для выплавки корня сварного шва при двусторонней сварке; выплавки дефектов сварных швов и пороков в основном металле; удалевня сварных швов и прихватои; удаления без повреждения поверхности основного металла временных подкрепляющих элементов (гребенок, рымов, обухов, косынок, угольников и Др.); вскрытия сварных швов для контроля качества их выполнения и для строжки кромок монтажных соединений после выполнения швов с одной стороны.
Способ строжки (газовой или воздушно-дуговой) выбирают в зависимости от технических возможностей производства. Качество кававок при обоих способах строжки равноценно. При равных технических возможностях следует применять воздушно-дуговую строжку, она более эффективна н обладает следующими преимуществами:
— более широкой областью применения и универсальностью процесса;
— более высокой производительностью (примерно на 40%);
— меньшим количеством тепловых деформаций вследствие более концентра- -рован ного и быстрого нагрева.
Газовую резку, газовую и воздушно-дуговую строжку выполняют на стапеле во всех пространственных положениях.
Объем работ по тепловой резке и строжне, выраженный в процентах по итиошекию ко всей длине сварных соединений, выполняемых на стапеле, характеризуется следующими данными:
Удаление технологических припусков и подготовка кромок под сварку.................................. До 15
Удаление дефектов сварных швов и их вскрытие для контроля ........................................ 4—7
Выплавка корня сварных швов ..................8—12
Удаление элсктропр их ваток и других временных крепле-
ний ........................................_1—1,5
252
При газовой резке и строжке в качестве горючих газов и жидкостей приме* няют ацетилен, водород, метан, нефтяной газ, коксовый газ, сланцевый газ, пропан-бутановую смесь, неросин и бензин, а в качестве окислительного газа — кислород.
При газоэлектрической резне в качестве защитного газа используют аргон, азот и водород.
В качестве электродов для газоэлектрической резки применяют омедненные угли и графитовые электроды.
Основные тсплофлзические свойства горючих газов и жидкостей, используемых при газовой резке и строжке, приведены в табл. 6.1. Основные свойства газов, применяемых при газоэлектрической резке, приведены в табл. 6.2.
Таблица 6.1
Основные теплофизические свойства горючих газов и жидкостей, применяемых при газовой резке и строжне металлов
Горючи П газ и жидкость Плотность при 20е С и 760 мм^>т. ст-. Низшая теплоте сгорания при 20’ С И 7*0 им рт ст.. Температура пламени в смеси с кислородом. Соотношение между кислородом и горючим га юн в смеси
Ацетилен 1,09 12 600 3 150 1,0-1.3
Водород 0,084 2 400 2 100 0,3—0,4
Метан Газ: 0.715 8 500 2 000 1.0—1,6
нефтяной 0,63—1,45 9 800— — 13 500 2 300 1,5—1,6
коксовый 0,4—0,55 0.74—0,93 3 500-4 200 2 000 0,75—0,8
славцевый Пропан-бутаноавя 3 000-3 400 2 000 0,7
смесь (85% пропана) 1,92 21 200 2 100 3,0—3,5
Керосин 0,816-0,841 10000— —10 200 2 450—2 500 1,7—2,4
Бензии 0,695-0,760 10 200— -10 600 2 500—2 600 1.7—2,4
Таблица 6.2
Основные свойства газов, применяемых при газоэлектрической резке
Газ Плотность нрн 20° С и 760 мн ^>т ст . Теплоемкость, ккал/(кг °C) Коэффкивент теплопровод- ккал/(ы ч °C) Сравнитель- стсвыость газов, %
Аргон чистый Азот техинческий Водород технический 1,660 1,166 0,084 0,125 0,250 3,408 0,0140 0,0116 100 3,5 9
Аргон (Аг). Для газоэлектрической резки по физико-химическим показателям аргон должен соответствовал, требованиям и нормам, указанным в табл. 5.21 (см. § 5.2).
Водород (Hs). Смеси водорода с хлором, кислородом и воздухом взрывоопасны. Нижний предел азрываемости смеси водорода с воздухом 4% (объемных), 253
верхний — 75% (объемных). Нижний предел изрываемости смеси водорода с ки<> I лородом 4% (объемных), верхний — 94% (объемных). Смесь водорода с хлором / (1:1) на свету взрывается. Молекулярная масса водорода 2,016.
В зависимости от способов получения технический водород выпускают I четырех марок:
А — водород, получаемый электролизом воды; ’
Б — водород, получаемый железопаровым способом и взаимодействием <]>срросилиция с раствором щелочи;
В — водород, получаемый электролизом хлористых солей;
Г — водород, получаемый при паровой конверсии углеводородных газов. Характеристика технического водорода представлена в табл. 6.3.
Технический водород транспортируют в баллонах, резинотканевых газ- . гольдерах и по трубопроводам.
Азот (N). Химический состав газообразного и жидкого азота приведен в табл. 6.4.
Газообразный азот отпускают в стальных бесшовных баллонах средней : и малой емкости по ГОСТ 949—73 под давлением 150 кгс/см® с допускаемым отклонением ±5 кгс/см8 при температуре 20° С.
Балловы, преднавиаченные для наполнения азотом, окрашивают в черный. цвет с коричневой полосой на верхней цилиндрической части. На верхней части . баллона должна быть надпись желтыми буквами «Азот».
Баллоны возвращают потребителям с остаточным давлением 2—5 кгс/см8-
Жвдкий азот отпускают в металлические сосуды Дьюара и в транспортные / емкости. Количество отпускаемого жидкого азота выражается в кубических • метрах газообравного азота при давлении 760 мм рт. ст. й температуре 20° С.
При пересчете массы и объема жидкого азота, выраженных в килограммах, вли литрах, в кубические метры газообразного азота исходят из следующих/ соотношений: 1 кг жидкого азота соответствует 0,86 м8 газообразного азОга: и 1 л жидкого азота соответствует 0,69 м8 газообразного азота.
Кислород (О4). Газообразный кислород — бесцветный газ без запаха. и вкуса. Молекулярная масса 32,006. Для газовой резки и строжки применяют • кислород чистотой не мекее 99,2% (объемных). В зависимости от содержания-, чистого кислорода технический кислород выпускают трех сортов: первый содер-, жит 99,7% (объемных) чистого кислорода, второй сорт — 99,5% (объемных), и третий сорт — 99,2% (объемных). ;
Содержание водявых паров во всех трех сортах кислорода при нормальных . условиях (температуре 20° С и давлении 760 мм рт. ст.) должно быть не более 0.005 г/м?.
Количество окиси углерода, газообразных кислот и оснований, азота и лру-ч гих гавов-окислителей,- а также запах не нормируются.
Технический газообразный кислород поставляют в стальных баллонах под -давлением 150 ±5 кгс/см8 и 200 ±10 кгс/см3 при температуре 20°С. Полностью.; наполненные стандартные баллопы емкостью 40 л при нормвлъвых условиях./ содержат около 6 м8 кислорода. -
Объем кислорода в баллоне Уп, м8, отнесенный к нормвльным условиями (температура 20° С и давление 760 мм рт. ст.), вычисляют по формуле
уп = kV1, )
где V, — емкость баллона, л; k — коэффициент для приведения объема газа. к нормальным условиям, учитывающий сжимаемость кислорода, м*/л,
ft ~ 2WH-? 1°«968Р г ’) V ,0-’
здесь t — температура газа в баллоне, °C; Р — избыточное давление газа в бал-*-лоне, измеренное манометром, кгс/см8; z — коэффициент сжимаемости кислорода;-0,968 — коэффициент для пересчета технических атмосфер в физические. j Остаточное давление в кислородных баллонах перед наполнением должно'
быть 0,5—5 кгс/см8. ” s
254
Таблица б.З
Характеристика технического водорода
Марка водорода -
Состан В Г
1-fl сорт 2-й Сорт 1-й сорт 2-й сорт
Водород в пересчете на сухой газ, % объемные, не менее Общее количество газов (кислород, азот, метан, окись углерода, двуокись углерода) в пересчете на сухой газ, % объемные, не более В том числе: кислород двуокись углерода Водяные пары при норме льных условиях (20° С и 760 мм рт. ст.), г/м8: в баллонах под давлением, не более в резинотканевых газгольдерах и трубопроводах Щелочь Сероводород Хлор Масло 99,8 0,2 0,2 Не определяется 0,5 25 Должен выдержать специальные испытания Не нормируется Не мир 98 2 0,3 0,3 1 25 Не нормируется Должен выдержать све-цивль-ные испытания порвется ,олжен 98,5 0,3 0,2 1 25 Долж держа цивлы пыт Не мир Долж держа циаль вцдерж испьп 97,5 2,5 0,5 0,3 1 25 •и выть спе- ые пения нор-ется ев вы- гь спе-ые нения ть спе 97,5 2,5 0,2 0,5 1 25 Не [ РУ Долж держа цнал испы Не РУ диальяы 95 5 0,2 1,2 1 25 ормй-ТСЯ н выть спе-ьные тания орми- тся
255
Таб.шца
Химический состал газообразного и жидкого азота, %
Состав Г азообразвый Жидкий
электровакуумный 1-й сорт 2-й сорт
Азот, не менее Кислород, не более 99;9 0,1 99,5 0,5 99 1 96 4
Ацетилен (CjHjJ. Растворенный ацетилен представляет собой находя- з щийся под давлением в баллоне раствор ацетилена в ацетоне; раствор равномерно * распределен по пористой массе. Молекулярная масса ацетилена 26,036. |
Содержание примесей в ацетилене, % объемные, должно быть следующим: 4 — воздух и другие мелорастворимыс в воде газы — не более 1,5; • j
— фосфористый водород РН3 — не более 0,02; 2
— сероводород HeS — нс более 0,05;
— влага — не более 0,8 г/Ы®. Ъ j
Давление ацетилена в наполненном баллоле должно быть не более 19 кгс/см2 •=; по показанию манометра при температуре 20° С. а
Остаточное давление в баллоне, поступающем от потребителя для наполме- 1 ния, должно быть не менее 0,5 кгс/см2 и не более 1 кгс/см2. J
Количество ацетилена, которое может быть отобрано из наполненного бал- j лона, должно быть нс менее 0,125 кг па 1 л вместимости баллона. •
Баллоны ацетиленовые окрашивают в белый цвет.
Электроды для воздушно-ду говой строжки. В качестве J электродов при воздушно-дуговой строжке применяют омедненные угли диаметром 6, 8, 10 и 12 мм или угольные электроды диаметром 6—12 мм, которые должны омедняться (толщина слои 20—30 мк). Допускается использование угольных или графитовых алекгродов диаметром 14—18 мм, а также электродов квадратных и прямоугольных (плоских) сечений, изготовляемых из отходов электродов элек-трических плавильных печей. Графитовые электроды могут првменяться без . медного покрытия.
§ 6.2. Оборудование и режимы тепловой резки и строжки
Рекомендуемое для тепловой резки и строжки оборудование перечислено в табл. 6.5.
Посты для газовой строжки оснащают следующим оборудованием и аппара- турой: i
— источниками питания кислорода и ацетилена (или газов-заменителей ацетилена там, где это допускается правилами техники безопасности); в качестве j источника питания могут быть использованы ацетиленовые и кпелородные бал- 1 лоны, цеховые газопроводы, а также ацетиленовые генераторы с рабочим давле- J вием ацетилена не ниже 0,2 кгс/см2;
— ручными резаками типа «Пламя» (ГОСТ 5191—69) с комплектом специальных мундштуков СГ-138 и строгачами типов РВП, РП или другого типа копегрукции ВН1Шавтогенмаш;
• — кислородным редуктором типа РК-53БМ (ГОСТ 13861—68);
— ацетиленовым редуктором тапа РД-2А (ГОСТ 13861—68) при отборе ацетилена от баллона или предохранительным жидкостным затвором типов ВЗСД-З и ЗСБ-З—58 (ГОСТ 8766—73) при отборе ацетилена от магистрали иля газогенератора;
— резиновыми рукавами для газовой сварки и резки металлов тина III (ГОСТ 9356—60) с внутренним диаметром 9 мм, рассчитанными на рабочее давле- J 256 j
Таблица 6.5
Оборудование, рекомендуемое для тепловой резки и строжки на стапеле
Оборудование Назначение Примечание
Переносная газорезательная машине 2РА-М Для прямолинейной и криволинейной газовой резки листовой стали Прямолинейную резку выполняют ® нижнем положении с применением переносных направляющих, состоящих из трех секций длиной 3 м каждая, а резку по окружности — с помощью циркульного приспособления. При установке резака под углом производят скос кромок ПОД сварку и снятие ласок
Переноснан газорезательная машина ПК-2 Для прямолинейной и криволинейной газовой резки листовой стали Прямолинейную резку выполняют в нижнем положении с применением переносных направляющих, состоящих из трех секций длиной 3 м каждая, а резку по окружности — с помощью циркульного приспособления. При установке резака под углом производят скос кромок под сварку и снятие ласок. .Машина может выполнять резку с одновременным снятием кромок под сварку
Переноснан установка УПЛ-1: УПЛ-1 — для ручной и машинной резки; , УПЛ-1Р — для ручной УПЛ-’1М — для машинной редки Для ручной и машинной плазменно-дуговой резки легких сплавов, цветных металлов, чугуна и сталей в среде сжатого воздуха, аэотно-водородной или аргоно водородной смеси Резку стали с применением сжатого воздуха производят в нижнем положе-
Установка ЭДР-60 Для плавменпс-дуговой резки в основном цветных металлов и сплавов из нержавеющих сталей. Может быть применена для резки обычных сталей —
Продолжение табл. 6.5
Оборудование Назначен не Примечание
Установка «Вихрь» Для ручной плазмеино-дуговой резки нержавеющих сталей, цветных металлов и сплавов. Может быть применена для резки обычных сталей Установка состоит из источника питания, плазменного резака и комплекта соединительных проводов и шлангов. Оснащена системой дистанционного управления: включение, автоматическое зажигание дуги, выход на рабочий режим резки
Установка ПВР-2 Полуавтомат для вертикальной газовой резки. Предназначен для удаления технологических припусков и подготовки кромок под сварку соединений, расположенных в вертикальном положении Полуавтомат перемещается по зубчатой рейне от сварочного автомата для электрошлаковой сварки типа А-433. Кромки при наличии технологического припуска обрабатывают за два прохода: сначала удаляют технологический припуск, затем снимают фаску. Полуавтомат перемещается по кромке и копирует се
Резаки типа «Пламя» конструкции ВНИИ автогенмаша Для ацетилево-кисло-родной резки и газовой строжки сталей при наборе специвльного комплекта мундштуков СГ-138
Строгачи типа РВИ, РП конструкции внии-автогенмаша Для газовой строжки стилей
Строгачи типа РВД конструкции ВНИИавто-генмаша Идя воздушно дуговой строжки сталей
258
ние не менее 10 кгс/см2 или резинотканевыми напорными рукавами типа Г (ГОСТ 18698—73) того же диаметра длиной не более 40 м каждый.
Посты для воздушно-дуговой строжки укомплектовывают.
— источниками питания постоянного тока с пределом регулирования до 300 А; для этого используют однопостовые сварочные выпрямители и преобразователи с падающей внешней характеристикой или многшостовые выпрямители и преобразователи (табл. 6.6),
— гибкими изолированными проводами марки ПРГД (ГОСТ 6731—68) или других марок с анвногичной характеристикой; сечение проводов выбирают в зависимости от силы тока
Сила тока, А ... Сечение провода, мм*, одинарного . двойного .
200 300 400 600
25 50 70 95
2X10 2/16 2/25 2X35
— источниками питания окатим воздухом (воздушная магистраль с давлением не менее 4 кгс/смг);
— шлангами для подачи сжатого воздуха: резинотканевые напорные типа Г (ГОСТ 18698—73) с внутренним диаметром 9—16 мм или рукава резиновые для газовой сварин и резки металлов типа Ш того же диаметра (ГОСТ 9356—60);
Таблица 6.6
Типы источников питавня током, применяемые дая воздушнодуговой строжки
Тилы источников h< Напряжение. В К-п-д., Пределы регулнрова иин силы
на холостом ходу К|
Выпрямители сварочные однопостовые-ВС-300 300 30 65 67 30-330 235
ВКС-500-1 500 40 78 74 80—550 385
ВС-1000-2 1000 17—50 28—М 78 До 1000 560
Выпрямители сварочные многопостовые- в кем-1000 1000 60 70 88 До 1000 650
ВКСМ-3000 3000 60 70 80 До 3000 1750
Преобразователи сварочные однопостовые: ПСО-300-3 300 30 75 53 75 320 440
ПСО-500 500 40 75 60 125—Ы» 540
ПС-500 500 40 85—90 54 120-600 940
Преобразователь сварочный многопо- 1000 60 85 76 До 1000 950
стовой ПСМ-1000
Мо<-ут быть применены и другие типы источников.
259
- воздушно-дуговыми строгачами тнпаРВД конструкция ВНИИавтогенмаша. " При применении многопостовых выпрямителей или преобразователей пост" подключают к ним через один или несколько параллельно включенных балластных реостатов типа РБ-ЗОО.
Источники питания током должны иметь напряжение холостого хода не более 80 В (в виде исключения.допускается 90 В).
Режимы газовой н воздушно-дуговой строжки приведены в табл. 6.7 и 6.8. Газовая и воздушно-дуговая строжка должны выполняться при температурах металла и окружающей среды, допустимых для сварки стали данной марки.
Режимы газовой строжки
Таблица 6.7
Параметры режима Толщина обрабатываемого металла, мм
6—10 11—16 >17
Номер мундштука: внутреннего наружного Давление, кгс/см4: кислорода ацетилена Скорость строжки, мм/мвн Расход кислорода: л/м л/мин Расход ацетилена: л/м л/мин Масса выплавленного металла, г: на 1 м в 1 мин 1 2,0—3,0 0,2—0.3 430—370 60—15'0 26-56 25-38 11—14 60-160 30-60 * 2 1 3,0—3,5 0,2—0,3 370—320 180—250 62—64 40-72 15—16 162—540 60—120 3 2 3,5—4,0 0,2—0.3 220-170 390-900 86—150 78—НО 17—19 545—1410 120—240
Основные размеры канавки, мм: ширина глубина 5-7 1,5-3 7—12 3-5 12—16 5—10
Примечание Отклонение от номинальных раэизрон канавок по ширине к глубине должно Сыть не более ±2 иы при строжке а нижнем, горизонтальном н вертикальном положениях и не более ± 3 ны при строжке а потолочном положении.
Применение для газовой строжки жидкого горючего (бензин, керосин и их смеси) в условиях работы на стапеле (при постройке и ремонте судов) и в замкнутых помещениях (отсеках, цистернах, котлах) запрещжтся.
Воздушно-дуговая Строжка на строящихся и ремонтируемых судах может выполняться с использованием источников тока, напряжение холостого хода которых не превышает (40 В (как исключение, не более 90 В). Воздушно-дуговая строжка производится на постоянном токе обратной полярности.
Нормы расхода газов при тепловой резке малоуглеродистых и низколегированных сталей при постройке судов на стапелях и в доках приведены в табл. 6.9.
260
Таблица 6.8
Режимы воздушно-дуговой строжки строгачом с концентричной подачей сжатого воздуха
Диаметр электрода, мм
Параметры режима 6 8 10 12
Сила тока4 Л Давление воздуха. кгс/см2 Скорость строжки, мм/мин Расход электроэнергии, кВт-ч/м Расход электродов, мм/м Расход воздуха, л/м Масса выплавленного металла, г: на 1 м в 1 мин 160—220 4—5 600—440 0,13 80—100 600 210—385 110—200 240—280 4—5 700—500 0,17 60—70 650 400—610 240—370 300-350 4—Б 800—600 0,21 50-60 700 620-880 430(ЙО 350-400 4-Б 800—600 0,24 45-55 800 880—1570 620—1100
Основные размеры канавки, мм: ширина глубина 6—8 3—4 8—10 4—5 . 10—12 5—6 12—15 6-8
Приыечяння. 1. При строжке плоскими электродами режимы строжки назначают по сечению электрода исходи из плотности тока 4—6 А/мм*. 2. Отклонения от номинальных размеров канавок по ширине и глубине должны быть не более *1*2 мм при строжке в потолочном положении-
Таблица 6.9
Нормы расхода газов при тепловой резке корпусных малоуглеродистых и низколегированных сталей на стапелях и в доках
Виды работ Расход материалов на I т проката черных изталлов
кислород. горючие газы. карбид кальция, кс
Ацетилено-кислородная резка и другие газопламенные работы с применением ацетилена Резка: керосиио-кнслородная п ропаншбу тан -кислород на я па природном газе 6.2 27 31 48 1.9 11 16 7.6
Примечания 1 В данные по расходу газов входит расход на резку, газопламенную обработку (пранка, рихтовка, просушка, предварительный подогрев, потери |еэа при транспортировке в хранении). 2. Расход керосина указан и килограммах
261
Глава 7 ПНЕВМАТИЧЕСКИЕ РАБОТЫ
§ 7.1. Сверлильные работы
Сверлильные работы при стапельной сборке заключаются в выполнении заклепочных отверстий, отверстий под болтовые соединения, отверстий для монтажа систем и оборудования. В зависимости от размера образуемого отверстия различают сверловку легкую (отверстия диаметром до 19 мм), среднюю (отверстия диаметром до 23 мм) и тяжелую (отверстия диаметром более 23 мм).
Сверлить отверстия можно по разметке, шаблонами или направляющим отверстиям в одной из соединяемых деталей. Сверление по разметке применяют для образования единичных отверстий, отверстий в деталях сложной формы забойных участков корпуса, при подгонке корпусных конструкций и насыщения по месту.
Шаблоны применяют при многоразовом сверлении отверстий в серийных корпусных конструкциях. При этом используют стальные или деревянные Шаблоны, закрепляемые в процессе сверления на обрабатываемом участке корпусной конструкции болтами или струбцинами. Для уменьшения изпоса в направляющие отверстия деревянных шаблонов вставляют втулки нз закаленной стали, обеспечивающие необходимую точность при многоразовом сверлении.
Сверление по направляющим отверстиям применяют при соединении деталей или корпусных конструкций внакрой- При этом способе через направляющие отверстия в наборе сверлят отверстия в листах обшивки, паегплов или полотнищ. Подобный способ сверления используют при соединении листовых деталей корпуса, когда отверстия в одной нз них сверлят через заранее выполненные отверстия в другой. При соедаяении различных по толщине листов отверстия сверлят через заранее выполненные отверстия в более толстой нз соединяемых деталей.
Независимо от способа образования отверстий последние сверлят либо сразу в окончательный размер (полномерные отверстия), либо меньше этого размера (маломерные отверстия). Полномерные отверстия сверлят диаметром на 0,2—2 мм больше диаметра заклепок (см. табл. 4.11) и па 0,5—0,8 мм больше диаметра болтов- Маломерные отверстия сверлят диаметром на 0,5—2 мм меньше диаметра болта или заклепки и используют как вспомогательные: в них при клепке устанавливают сборочные болты. Маломерные отверстия являются направляющими при рассверливании полномерных отверстий.
При необходимости полномерные отверстия центруют для образования глубокого потая, мелкого потая или галтели под буртик головки болта или заклепки. Глубокий пли мелкий потай образуется соответственно размерам полупотапных или потайных головок заклепок (см. табл. 4.11) и болтов.
В случае несовпадения отверстий, просверленных заранее в соединяемых на стапеле корпусных конструкциях, отверстая разворачивают до необходимого диаметра и совпадения их центров.
В качестве режущего инструмента для сверления, зенкования и развертывания отверстий применяют спиральные сверла, зенкеры и развертки из быстрорежущей инструментальной стали марок Р9, Р18, РК5,9ХС и У12А с хвостовиками нз стали марки 45, выполненными в форме цилиндра или конуса Морзе. Для получения отверстий хорошего качс-ства и облегчения их сверления применяемые сверла должны иметь углы заборного конуса (рис. 7-1) 2ф — 118 -.-120s и наклона винтовой канавки п — 25^-30'.
При зенковании и развертывании отверстий могут применяться комбинированные (рис 7-2, а, б, в) и обычные (рис. 7.2, г, д, е) зенкеры Применение комбинированных зенкеров обеспечивает зепковку гнезд отверстий одновременно с их сверлением и развертыванием. Комбинированные зенкеры могут быть монолитными и сборными, последние надсваюкя па обычное сверло (см. рис- 7.2, б) или развертку и удерживаются на них за счет трепня. Применение комбинированного режущего инструмента позволяет в случае поломки одной из его состав-
262
Рис. 7.1. Сверла с цилиндрическими хвостовиками (а) и конусом Морзе (б), спиральные развертки с цилиндрическим (в) и коническим (г) хвостовиками.
режущая кромка* 2 — каннека для отвода стружки; 3, 4 — хвостовики, ч
263
Таблица 7.1
Общая характеристика групп переносных пневматических сверлильных машин
Г руппа машины- Диаметр сверла, мм Масса машины. Осевое усилие. Крутящий момеит. кге-и
Легкая 6 9 0,6—1,5 1,0—1.6 30—50 50—70 ю 1 25
12 1.6-2,1 70—90 50 д
Средняя 15 3,1—7,5 90—110 70
23 7,0-9,3 150—300 235
32 ' 11,5-14 350—566 565
Тяжелая 50 14—17 500—750 1300
60 18-20 750—1000 2000
Таблица 7.2
Технические характеристики пневматических сверлильных машин
Гарна машины tj aS. Угловая скорость шпинделя. ь Р-|Г Si СЗ 1абариты, мм Масса, кг
л с «| g?
П р я ы е маши н ы
Д-2Б 5 1400 0,33 0.4 9 168X132X 52 1.2
СД-8 8 2000 1000 0,25 0.5 12 213Y52X155 1.6
PC 8 8 2000 1000 0,25 0,5 12 210X52X143 1,48
СП-ЭС 9 3000 1500 0.4 0.65 (2 163X58X149 1.05
лд-з 12 1000 500 (165 1 12 220Х65Х197 1,6
ПД-4 12 1000 500 0,65 1 12 250Х65Х 197 1,7
ПД-1 12 2000 1100 0,6 0,9 12 270Х62Х 198 2,1
Д2М 8 2500 — 0,33 0.4 9 1624132X 52 1,15
РС-22 22 400 300 13 1.7 16 552X118X342 9.3
РС-32 32 300 235 1.9 2 16 600Х 120.<350 12
И34-Л 32 350 2С0 2 2,5 18 7О0х 130:-: 460 12,6
Угловые машины
РСУ-8Л 8 2000 950 0,22 0,5 12 214x60X134
СПУ-10 9 3200 1600 0.4 0.6 12 200x 84x 53 1,45
И-69 32 350 270 2 2.3 ,ь 622X119X110 13,5
%
264
ляющих (зенкера, сверла, развертки) заменять только ее, а не весь инструмент в целом.
При выполнении зенкования отдельно от сверления и развертывания применяют зенкеры с иапрапляющими штифтами (рнс. 7.2, е), позволяющими точно совмещать оси заклепочного отверстия и венкуемого гнезда. При использовании сменного штифта (по размеру отверстия) один и тот же зенкер может быть применен для венкования гнезд в отверстиях различного диаметра.
В процессе стапельной сборки отверстия сверлят, зенкуют и развертывают с помощью переносных пневматических машин. Эти машины по мощности и массе подразделяются на три группы: легкие, средние и тяжелые. К легким относятся машины для сверления отверстий диаметром до 9 мм, к средним — до 23 мм, к тяжелым — до 60 мм. Общая характеристика групп этих машин приведена в табл. 7.1.
Легкие сверлильные машины не требуют применения вспомогательных устройств, так как возникающие при их работв реактивные крутящие моменты и осевые давления малы. При использовании средних и тяжелых сверлильных машин применение специальных устройств необходимо, в связи с этим в их конструкции предусмотрены специальные рукоятки, отжимные болты и т. п-
В зависимости от условий работы сверлильным машинам придается прямая или угловая форма. Прямые машины применяют в местах, где доступ к месту сверления относительно свободен, угловые — для сверления отверстий в углах и других труднодоступных местах.
Технические характеристики пневматических сверлильных машин различных марок, применяемых в судостроении для обработки корпусных сталей, приведены в табл. 1.2.
§ 7.2. Клепальные работы
Клепальные работы на стапеле выполняют сравнительно в небольшом объеме в основном для образования соединений корпусных конструкций нз разнородных металлов (стали, алюминиевых сплавов и т. п.) и «барьерных» швов.
На стапеле судовые конструкции соединяют с помощью горячей или холодной клепки. Горячую клепку применяют только для расклепывания стальных заклепок диаметром более 8 мм, холодную — для стальных Заклснок диаметром менее 8 мм и заклепок яз алюминиевого сплава независимо от величины их диаметра. Заклепки из стали, расклепываемые вхолодную, перед клепкой должны быть отожжены при температуре 940—950'С (время отжига 5—15 мин, охлаждение отожженных заклепок вместе с печыо). Заклепки из стали, расклепываемые в горячем состоянии, должны нагреваться до температуры 1000—1100° С. Заклелкл нагревают в угольных печах, алектро-горнах и электропечах.
В зависимости от диаметра используемых заклепок клепку соединений выполняют прямым или обратным способом- При прямом способе (рис. 7.3, п) замыкающие головки заилспок формируют клепальным инструментом, действую-
щим на выступающий конец стержня заклепки. Этот способ чаще всего применяют при горячей клепке. При обратном способе клепки (рис. 7.3, б) осаживание стержня заклепки и формирование ее замыкающей головки происходит вследствие колебаний соединяемых деталей. Действие клепального инструмента передается на закладную головку заклепки, а от нее на соединяемые детвли, которые, вибрируя, осаживают торец стержня заклепки о поддержку, формируя тем самым замыкающую головку.
Обратный способ производительнее, чем прямой, на 10—15%, и при нем затрачивается меньше усилий, прикладываемых к клепальному оборудованию.
265
Однако он может быть использован только для расклепывания заклепок малого диаметра, соединяющих тонколистовые конструкции.
Для формирования полномерных замыкающих заклепочных головок и качественного заполнения заклепочных отверстий при клепке прямым и обратным способами стержни используемых заклепок должны иметь длину, указанную в табл- 7-3.
Таблица 73
Зависимость длины стержней заклепок от формы замыкающих заклепочных головок
Длина стержня заклепки при клепке.
Эскиз Фарма холодной горячей
ft Полукруглая S-+- 1,44 5+ 1.5d
ft Бочкообразная -S’+ 1,3d X
ft Плоская S+ l,2d
ft Полуиотайная S-l IJd Sr- 1.2d
ft Потайная S — 0,9d S+ d
Прим ч а н и е S — толщина соединения rf — диаметр стержня заклепки
В условиях стапеля для выполнения заклепочных соединений применяют it пневматические молотки в паре с ручными кли пненматическими поддержками (технические характеристики этих молотков приведены в табл. 7.4, а пневмати- -Ж, ческих поддержек — в табл. 7.5). Пневматические поддержки предназначены длЯ-^д? клепки заклепками диаметром свыше 10 мм. Для выполнения соединений заклепках меньшего диаметра используют ручные поддержки. Ручные поддержи?-^, чаще всего применяют при клепке обратным методом. Опи могут быть с виброт-ЯЧ^у сящим устройством или без него. Ручные поддержки с виброгасящим устройствам-^ предназначены для работы в парс с соответствующими к.тепальными молотками, оборудованными также устройством для виброгашения (табл. 7.6). Для получения качественного заклепочного соединения массу ручных поддержек, не имеющих виброгасяще! о устройства, ныбирают в соответствии с диаметром расклепываемых заклепок (табл- 7.7). У
При выполнении прочноплотных и плотных соединений заклепки диаметром 20 мм и более расклепываются двумя молотками, один нз которых располагается со стороны закладной головки заклепок и используется взамен поддержки- •<?-
т
Таблица 7.4
267
Таблица
Марка Диаметр поршня, мы Ход поршня. Длина поддержки без выдвинутого поршня. NM Масса ю поддержки.®
Д-5 80 30 125 5,1 К
ПТ-80 80 30 135 6,2 И
И-48 89,5 77 360 8,0 h 10,0 Р
П-80 80 100 360
А-14 80 100 365 12,0 &
Таблица 7j
Характеристика ручных поддержек с виброгасящим устройством
Поддержка р
...олотка Массе, кг Диаметр, мм Длина, мм а
кмп-13 ( 55 180 'i
2 60 185
КМП-31 3 60 205 “
МКП-6М 4 70 205 1
КМ-42 6,6 65 346
Таблица Z.Fj
Характеристика ручных поддержек без виброгасящего устройства J
Диаметр заклепки, мм Масса поддержки, кг, для заклепок РЗЯс
из стали
3 3 1,5 lift
4 4 2 1Ж
5 5 2,5
6 6 з
8 8 4 - ГД
10 5
При клепке к поддержании головок заклепок применяют вставной pa6u4*gjg& инструмеш (обжимки, боики и поддержки) из инструментальной стали марки рабочая часть которого закалема до 52—56 HRC, а хвостовики до 42—48
После выполнения клепки проверяют плотность постановки заклепок склепииных конструкций, а также размеры и форму заклепочных головок. At
Плотность постановки заклепок проверяют простукиванием головок зач , пок, а плотность склепанных конструкций — щупом толщиной 0,2 мм. • ~~Де
Между склепанными конструкциями не должно быть зазора на расстояьЕЖяК полутора диаметров заклепки от оси заклепочного отверстия. В остальных
268
стах зазор не должен превышать 0,2 мм для непроницаемых швов и 0,3 мм для проницаемых швов. В плотных и прочноплотных соединениях с прокладкой между поверхностями соединяемых деталей зазора не должно быть.
Размеры и форму заклепочных головок (ке менее 5% общего количества головок) проверяют предельным шаблоном; наличие трещин (язвин) и подсочек на головках контролируют внзуалько.
В пречноплотных и плотных швах все заклепки, имеющие течь, необходимо заменить. Чеканка протекающих заклепок ке допускается. Незначительное просачивание воды нз-под головок заклепок может быть устранено их обкаткой, при этом количество таклх головок не должно превышать 15% общего числа заклепок на I м шва.
Заклепочные соединения не должны иметь отклонений, превышающих указанные в табл. 7.8. Дефектные заклепки следует удалять высверливанием потан зенковки, срубанием полукруглых и плоских головок, выжиганием их газовой резкой пли электрической дугой. После этого на место удаленной заклепки необходимо поставить новую. В случае повреждения заклепочного отверстия его рассверливают под заклепку ближайшего отверстия большего диаметра. Число таких заклепок ве должно превышать 15% общего количества заклепок на 1 м шва.
§ 7.3. Чеканка, рубка, резка
Чеканочные работы при постройке судов выполняют, чтобы обеспечить плотность корпусных конструкций, резервуаров и т. д. Чекаике подлежат:
— кромки листов корпуса, соединяемых внакрой и встык;
— головки заклепок;
— кромки обделочных угольников;
— мелкие трещины, образовавшиеся на поверхности корпусных конструкций;
— концы пробок, кромки накладных листов и наклепышей;
— швы цистерн, резервуаров, баллонов и т. д.
Рис. 7.4. Форма и элементы чеканки кромок листов (п) и стыковых швов-(б).
Чеканиться должны венропнцаемые заклепочные соединения листов, полок набора и т. д. толщиной не менее 4 мм. Все водо- и газонепроницаемые соединения чеканят с одной стороны по всему контуру деталей, нефте- и маслонепроницаемые соединения — с двух сторон.
Чеканка разрешается с соблюдением следующих обязательных условий:
— в соединении, подлежащем чеканке, должны быть полностью расклепаны все заклепки;
— зазор между соединяемыми детелями, подлежащими чеканке, не должен превышать 0,2 мм;
— кромки деталей, соединяемых внакрой и подлежащих чеканке, должны быть разделаны (состроганы на фаску) под углом 15 ± 3°.
Плотность прилегания поверхностей перед чеканкой проверяют щупом, при этом форма кромок должна соответствовать рис. 7.4, а размеры элементов чеканки — данным табл. 7.9.
Стыковые швы чеканят без установки заделок:
— при толщине соединяемых деталей до 9 мм и зазоре в стыке до 1 мм;
269
Таблица 7,8
Основные виды дефектов, возникающих при клепке, и способы их устранения
Характеристик а дефекта Эскиз Допус к, мм Способ выявления дефекта Способ устранения дефекта
Головка заклепки завышена d 6—12 16—24 27-36 1 1.5 2 Осмотр и проверка по шаблону Переклепка
Недостаточная высота головки заклепки « 6-12 16-24 27—36 0,5 1,5 Осмотр и проверка по шаблону Переклепка
Недоклепанная заклепка Осмотр Переклепка
Продолжение табл. 7.8
Характеристика дефекта Эскиз Допуск, мм Способ выявления дефекта Способ устранения дефекта
Неплотно поставленная заклепка Простукивание молотками Переклепка
Головка заклепки сбита па сторону; возвышение полупотайной головки смс щсио । < Ь d ь Осмотр и проверка шага Подрубка и обкатка до нормальных размеров
До 16 >20 До 4 До 6
Увеличенный диаметр головки До 16 >20 До 4 До 6 Осмотр и проверка Обрубка и обкатка до нормальных размеров
Полукруглая головка сбита на сторону 1 а Осмотр Переклепка
§
Продолжение табл. 7.8
Характеристика дефекта Эскиз Допуск, мм Способ выявления дефекта Способ устранения дефекта
Косо поставленная заклепка £ а^3° Осмотр заклепочных отверстий до клепка Переклепка
Головка пе прилегает к поверхности детали Осмотр Переклепка
Трешины на головка заклепки Осмотр Переклепка
«й,-...
------У-ЛЯЯ1Ц ншинитг- II-
Продолжение табл. 7.8
18 Адлсрштейи Л. Ц Характеристика дефекта Эскиз Допуск, мм Способ выявления дефекта * Способ устранения дефекта
Венчик вокруг заклепочной головки .,|1 £ с тс 3; b - 1,5 -=- 2 Осмотр и обмер заклепочного отверстия Подрубка и обкатка до нормальных размеров
Повреждение поверхности металла деталей вокруг головки заклепки d с Осмотр и обмер
0,2 0,3 0,5
6-12 16-24 27-31 заклепочного соединения Переклепка
d с СХмотр н обмер заклепочного соединения
§ Язвины и подсечки головок заклепок До 20 5*20 4 0,3 0,5 1 2 Псрекаепка
Таблица 7.9
Размеры чеканки деталей
— при толщине соединяемых деталей 10—12 мм и зазоре в стыис до 2 мм;
— при толщине соединяемых деталей от 13 мм и более и зазоре в стыке до 3 мм. v
Если при чеканке образуются большие зазоры между стыкуемыми деталями, разрешается постановка заделок из мягкой стали (табл. 7.10).
Таблица 7.10 -
Рекомендуемые заделки при чеканке деталей, соединяемых встык
Зазор, мм Способ установки заделки при толщине соединяемых деталей
S—8 мм 9—13 мм и более
2 3 4 5 6 Вбивается на всю глубину зазора Вбивается заделка п ставится сетка под стыковую планку То же Вбивается на ласках Чеканится без заделки Ставится только заделка Вбивается заделка и ставится сетка под стыковую планку То же Вбивается на ласках
Стыки листов разкой толщины чеканят со снятием ласки шириной 15—20 мм с более толстого листа для доведения его до толщины тонкого листа.
При стапельных работах чеканку выполняют рубильно-чеканочными молотками, технические характеристика которых приведены в табл. 7.11. Эти молотки (за исключением вновь разработанного молотка марки 25П1) не имеют виброгасящих устройств н обладают повышенной вибрацией. Но, несмотря на это, их используют для различных видов рубочных и чеканочных работ, так как молотки с удовлетворительной вибрационной характеристикой отсутствуют.
С помощью рубки на стапеле выполняют"
— удаленке монтажного припуска и разделку фасок под сварку;
— обрубку кромок под чеканку;
— вырубку ласок (клиновых, фигурных, ступенчатых, прямых и т. и.);
— зачистку конструкций после газовой резки и сварки,
— вырубку сварных швов в дефектных местах;
— вырубку дефектных заклепок;
— зачистку выступающей части потайных заклепочных -головок и пр.
Таблица 7.11
Технические характеристики рубильно-чеканочных пневматических молотков
Марка молотка Назначение Ж й й ч*
Р-1 Легкая чеканка 0,5—0,Ь 2400 4,8 300
Р-2 Средняя чеканка, легкая рубка Тяжелая чеканка, средняя рубка Средняя рубка — 0,5—0,6 1800 5.2 335
Р-3 — 0,5-0,6 1500 5,7 377
Р-4 0,7 0,5-0,6 1200 6.2 417
Р-5 Тяжелая рубка .— 0,5—0,6 1000 6,Ь 447
МР-4 Легкая чеканка 0.7 0,9 3500 4.2 305
МР-5 Тяжелая чеканка 0,75 0,8 2200 4,9 355
МР-6 Средняя рубка 0.78 1,8 1600 5,5 410
25П1 * • Легкая рубка Имеет ниброгасящее устройство. 1.78 2100 4.3 355
Пневматическая рубка в зависимости от толщины обрабатываемого металла ?азделяется на летку» (толщина металла до 10 мм), среднюю (толщина металла 0—22 мм) и тяжелую (толщина металла более 23 мм).
Среди всех работ, связанных с использованием ручного пневматического инструмента, пневматическая рубка является наиболее вредной в вибрационном отношении, поэтому ее следует применять только в исключительных случаях. Пневматическая рубка необходима;
— при удвлеаяи монтажного првнуска шириной до 5 мм.;
— подгонке деталей и подрубке, корня сварного шва;
Таблица 7.12
Технические характеристики лневматичеекю^переносных машин для обработки кромок
Параметры Вырубные ножницы МПН-ti Прорезные ножницы МПН-6 Кромкорсз ПМК-10
Толщина обрабатываемого металла, мм Мощность двигателя, Вт Наибольшая ширина скоса обрабатываемой кромки, мм Угол скоса обрабатываемой кромки, град Число двойных ходов в 1 мин Производительность, м/мии Габариты, мм Масса, кг 6 2200 Без скоса 450 415X275X100 13,7 8 2000 Без сйоса 900 460X355X220 14.2 8—20 1800 10 30,50 560 0.8-1 102X 235X455’ 12
18* 276
— удалении прихваток и временных креплении: — вырубке ласок и т. п.,
если указанные работы невозможно выполнить тепловой строжкой или резкой. Пневматическую рубку тая же, как чеканку, выполняют рубильно-чеканочными молотками (их технические характеристики приведены в табл. 7.11). При этом для чеканки и рубки используют вставной рабочий инструмент:
— чеканы из инструментальной стали марок У8 и 6ХС,
— зубила из инструментальной стали марок 6ХС и 60(2 А;
— крейцмейсели из инструментальной стали марок 6ХС и 60С2А;
— проводники из инструментальной стали марки 6ХС*,
— выколотки из инструментальной стали марки У8;
— насечки из инструментальной стали марки 6ХС.
Вставной инструмент из стали У8 должен иметь твердость рабочей части 52—56 HRC, а хвостовиков 42—48-HRC. Инструмент из стали 6ХС должен иметь такую же твердость хвостовиков при твердости рабочей части 54—57 HRC. Рабочая часть инструмента из стали 60С2А должпа быть закалена до твердости 57—59 НРС. а хвостовика до
Рис. 7.5. Кромкорез. 37—42 HRC.
Для фигурной и прямолинейной резки листов корпусных конструкций, а также обработки их кромок под сварку механическим путем на стапеле предназначены пневматические вырубные и прорезные перекосные ножницы и кромкорезы (табл. 7.12). Кромкорезы (рис. 7.5) позволяют резать и обрабатывать кромки соединяемой обшивки по прямолинейному и криволинейному контурам (с радиусом ис менее 50 мм). В качестве режущего инструмента кромкореза применен долбяк ивадратного сечения. Кромкорев
комплектуется сменными кронштейнами, обеспечивающими скос кромок под сварку.
§ 7.4. Зачистные работы
Назначение зачистных работ, выполняемых при стапельной сборке, следующее:
— удаление с корпусных конструкций грата от тепловой резки и строжки, брызг от сварки, алектроприхваток и остатков сварных швов ранее установленных и снятых корпусных конструкций, обушков, рымов, скоб и т. п.;
Рис. 7.6. Пневматическая машинв с абразивными кругами, армированными стекловолокном.
— зачистка от ржавчины и окалины разделок под сварку соединяемых листов и балок набора, поиерхности сварных швов при многопроходной
276
сварке, мест установки корпусных конструкций для алектроприхватки последних и т. II.
Для выполнения зачистных работ применяют переносные пневматические машины с абразивными шлифовальными кругами (табл- 7.13). Наибольшую производительность труда обеспечивают пневматические машины с абразивными кругами, армированными стекловолокном (рис. 7.6). С помощью этих машин возможно нс только зачищать поверхность корпусных конструкций, но также разделывать их кромки под сварку.
Таблица 7.13
Технические характеристики пневматических машин для вачметки корпусных конструкций
Параметры С неармнро ванным С абразивным кругом, армированным стекловолокном
кругом Торцевые Угловые
S 8 3 i Е а К Е Е Я С X Ё § i 1 €
Наибольший дна- 50 150 175 225 180 230 180 230
метр абразивного шлифовального круга, мм Частота вращения 8UOO 8500 6500 8500 (Ю00 8500 6500
шпинделя при нагрузке, об/мин Окружная скорость 42 80 80 80 80 80 80
абразивного круга. М/с Мощность двнга- 0.25 2 2.5 2,5 • ,8
теля, л. с. Масса, кг 0,9 6 4,5 5,5 6 7.5 5 6.5
Глава 8 ИСПЫТАНИЯ КОРПУСОВ СУДОВ
НА НЕПРОНИЦАЕМОСТЬ И ГЕРМЕТИЧНОСТЬ
§ 8.1. Общие положения
Испытания корпусе» судов на непроницаемость и герметичность производят в соответствии с Правилами классификации и постройки морских судов Регистра СССР, ГОСТ 3285—65 и отраслевыми нормалями. При атом под ИеПро-’ пицаемоегью понимают способность корпусных Конструкций, дельных вещей, устройств и оборудования не пропускать воду или другую жидкость, а под герметичностью — их способность нс пропускать газообразные вещества.
277
Испытанию иа непроницаемость подвергаются все конструкции корпуса, дельные вещи и другое оборудование, которые в эксплуатацвопных или предусмотренных расчетом аварийных случаях могут соприкасаться с водой или другой жидкостью и не должны ее пропускать. Испытанию на герметичность подвергаются конструкции, которые по своему назначению н условиям эксплуатации должны защищать ограничиваемые ими простравства от проникновения газообразных веществ.
Испытания корпусов судов на непроницаемость при ремонте или модерпнза- ' ции выполняют теми же методами и по тем же нормам, чго и для вновь строящихся судов. Объем испытаний определяется перечнем работ по ремонту пли модернизации. Если непроницаемые или герметичные конструкции, дельные вещи, арматура ремонтируемого или модернизируемого судна нусют прочность или уплотнения, недостаточные для восприятия испытательных нагрузок, предусмотренных действующими техническими требованиями, то вопрос об уменьшении величины испытательных давлений пли соответствующем подкреплении, а также замена конструкций решается в каждом отдельном случае самостоятельно.
Все части корпуса, обеспечивающие нахождение судна на плаву после спуска его со стапеля (в том числе расположенные внутри корпуса судна), а также кон струкции, которые могут оказаться недоступными для их осмотра со всех сторон и устранения выявленных дефектов при нахождении судна на плаву, испытывают на непроницаемость на стапеле. Испытания частей корпуса, доступных для осмотра со всех сторон ла плаву, могут производиться как иа стапеле, так и на плаву после спуска судна на воду.
При доковании судна в первод ремонта, модернизации или очередного освидетельствования обязательно испытывают на непроницаемость конструкции (из • числа подлежащих испытанию), которые могут оказатьен недоступными для их осмотра со всех стерон и устранении выявленных дефектов при нахождении судна на плаву. Остальные конструкции (нз числа подлежащих испытанию) можно испытывать после вывода судна нз дока
К корпусным конструкциям, подлежащим испытанию на непроницаемость, предъявляется рад требований, основные нз них следующие
— качество сварных соединений необходимо проверить в соответствии с требованиями ковтроля сварных швов до начала испытаний на непроницаемость;
— корпусные конструкции в составе корпуса судна не должны окрашиваться, цементироваться, асфальтироваться и т. п. до окончании испытаний их на непроницаемость;
— все испытанные и принятые на предварительной сборке конструкции могут быть полностью загрунтованы, за исключением участков шириной 30— 40 мм, примыкающих к монтажным кроикям; допускается грунтовка одним слоем тех конструкций, которые не были испытаны на непроницаемость на предварительной сборке и будут длительное время находиться на открытом воздухе и подвергаться влиянию атмосферных осадков, в этом случае грунтовка внутрвсек-цнониых сварных швов и участков, примыкающих к монтажным кромкам, не производится; на ремонтируемых и модернизируемых судах до испытания на непроницаемость допускается грунтовать те корпусные конструкции, по которым во время ремонта пли модернизации не будут выполняться сборочно-сварочные работы;
— поверхности испытываемых конструкций и соединений необходимо очистить от загрязнений; контрольная сторона, подвергаемая осмотру во время испытав ий. должна быть сухой.
§ 8.2. Методы проведения испытаний
Испытания корпусов судов на непроницаемость по назначению и технологической последовательности разделяются на предварительные, основные и контрольные.
Предварительные испытания на непроницаемость проводят при изготовлении секций и блоков для проверки плотности внутрвсекционных соединений корпусных конструкций. Объем их определяется принятой на заводе технологией по-278
стройки судов. Предварительные испытаний конструкций, по которым в Дальнейшем иа стапеле ие будут производиться сборочно-сяарочные работы (кроме сборки и сварим их по монтажным кромкам), могут считаться основными, если методы и пормы этих испытаний одинаковы. В таких случаях на стапеле необходимо проверять непроницаемость только монтажных швов.
Испытании плоских, криволинейных и незамкнутых секций производят смачиванием керосином. Методы и нормы предварительных испытаний замкнутых отсеков должны соответствовать таковым при основных испытаниях этих же отсеков на непроницаемость- Необходимо иметь в ваду, что испытания проводят только при условии полного окончания в отсеках сборочно-сварочных работ и работ по правке корпусных конструкций. В этом случае их можно рассматривать как основные.
Основные испыгвния на непроницаемость проводят па стапеле или на плаву, а в отдельных случаях при изготовлении секций и блоков, имеющих замкнутые отсеки, для проверки непроницаемости отдельных корпуспых конструкций, сформированных отсеков, помещений корпуса и надстроек, в которых закончены сборочно-сварочные работы, в том числе и правка корпусных конструкций.
Съемные листы или части секций, через которые впоследствии будет производиться погрузка механизмов, па период испытаний могут быть установлены на временные болты или приварены внакрой. После окончательной установки непроницаемость листов и частей секций проверяют, главным образом поливая их струен воды под напором.
По методу проведения основных испытаний на непроницаемость все отсеки и корпусные конструкции судов разделяют на две группы:
— группа I — отсеки и цистерны, в которых во время эксплуатации временно или постоянно будет находиться жидкость, а также форпик, ахтерпик, кингстонные ящики, пустотелые рули, направляющие пасадки;
— группа II — все прочие отсеки и конструкции корпуса, которые по условиям эксплуатации должны быть непроницаемыми.
Методы проведения основных испытаний на непроницаемость указаны в табл. 8.1. При назначении испытаний отсеков надувом воздуха необходимо провести расчетную проверку прочности конструкций на испытательное давлевие воздуха- Напряжения, возникающие во время испытаний в наборе наиболее слабого перекрытия, не должны превышать 0,8 величины предела текучести материала конструкций. Если наиболее слабое перекрытие отсека ке выдерживает испытательного давления воздуха, отсек испытывают наливом воды под напором.
Для судов внутреннего плавания напряжения, возникающие в наборе наиболее слабого перекрытия во время испытания конструкций воздухом, допускается принимать в соответствии с Правилами постройки стальных судов внутреннего плавания.
Основные испытания на непроницаемость отдельных конструкций производят с учетом следующих обстоятельств.
1. Шахты, непроницаемые выгородки и другие непроницаемые конструкции, входящие в соответствующие отсеки, испытывают теми же методами и по тем же нормям, что и отсеки, к которым опи относятся.
2. Двери, люки, горловины, иллюминаторы, вентиляционные заслонки и другие непроницаемые дельные вещи должны быть испытаны на предприятии-изготовителе согласно трсбоавниям соответствующих стандартов или технических условий. После установил на место в корпусе судна двери, люки, горловины, иллюминаторы, вентиляционные заслонки и т. д. испытывают одновременно с проверкой непроницаемости данного отсека, помещения или системы, к которым они относятся.
3. Двери, люки и иллюминаторы, устанавливаемые на конструкциях группы II, могут быть проверены на непроницаемость после испытания на непроницаемость соответствующих отсеков и помещений.
4. Металлические палубы, ие входящие в состав отсеков группы I (в том числе форпиков, ахтерпиков) или входящие в эти отсеки, но не испытанные наливом воды или надувом воздуха (при испытании на непроницаемость соответствующих отсеков), испытывают поливанием струей воды под нанором (открытые палубы) или смачиванием керосином (закрытые палубы).
279
Таблица 6.1
Методы проведения основных испытаний на непроницаемость
кон струи- Серийность судна Метод испытаний Примечание
Головное (для каждого предприятия-строителя) Наливом воды под напором В отдельных обоснованных случаях по согласованию с контролирующей организацией допускаются испытания надувом воздуха
Серийное Надувом воз духа или наливом воды под напором Выбор метода испы^вий должен согласовываться с контролирующей организацией Наливом воды под напором должны обязательно испытываться форпики и ахтерпики, а также другие конструкции, осмотр которых затруднен вследствие часто расставленного набора, узких проходов или имеющихся в составе этих конструкций клепаных соединений (вазы и стыки) В отдельных обоснованных случаях по согласованию с контролирующей организацией допускается испытание смачиванием керосином на судах внутреннего плавания классов О, Р, Л
Головное и серийное Наливом воды без напора Смачиванием керосином Обдувом струей сжатого воздуха Поливанием струей воды под напором Полиавнием рассеянной струей воды Метод испытаний (кроме испытаний наливом воды без напора и поливанием рассеянной струей воды) выбирается предприятием строителем исходя из условий иостройки судов и опыта предприятия но согласованию с контролирующей организацией Смачиванием керосином должны испытываться только сварные соединения (за исключением соединений внахлестку)
280
г
5. Закрытые палубы, имеющие в своем составе клепаные соединения (пазы и стыки), испытывают поливанием струей воды под напором или обдувом струей сжатого воздуха.
6. Деревянные палубы (без металлического настила) испытывают на морских судах и судах внутреннего плавания классов М И О поливанием струей воды под напором; па судах внутреннего плавания классов Р и Л — поливанием рассеянной струей воды.
7. Палубы в помещениях, где может скапливаться вода (душевые, умывальные, ванны, прачечные, камбузы и др.), испытывают наливом воды до урония комингса, имеющего в этом помещении наименьшую высоту от палубы. Если при наливе воды до уровня комингса вся палуба в пределах испытываемого помещения не будет залита водой (при постройке судов на наклонных стапелях и в других случаях), то части палуб, не испытавпые наливом воды, должны быть проверены на непроницаемость поливанием струей воды под напором.
Контрольные испытания на непроницаемость проводят лишь для отсеков и цистерн группы I, в том числе форпиков и ахтерпиков, если последние используются в качестве балластных отсеков. Эти испытания проводят после окончания всех монтажных работ, выполняемых с обеих сторон конструкций, ограничивающих отсек или цистерну. Для контрольных испытаний на непроницаемость применяют надув воздуха.
Испытания на герметичность так же, как и на непроницаемость, подразделяются на предварительные, основные и контрольные.
Предварительным испытаниям подвергаются помещения и отсеки, имеющие изолируемые ограждающие корпусные конструкции. Эти испытания проводят непосредственно перед установкой изоляции. Предварительные испытания не являются обязательными.
Основные испытания на герметичность осуществляют по окончании всех монтажных, установочных, а также достроечных работ с обеих сторон конструкций, образующих испытываемое помещение или отсек.
Контрольные испытания проводят в период ревизии (если она предусмотрена программой сдаточных испытаний). Этим испытаниям подвергают помещения или отсеки, в которых после основных испытаний на герметичность проводились работы, связанные с нарушением герметичности. По требованию контролирующей организации дополннтельво могут быть испытаны и другие помещения и отсеки.
Всв испытания на герметичность помещений и отсеков проводятся надувом воздуха.
§ 8.3. Гидравлические испытания
Гидравлические испытания конструкций включают испытания наливом воды под напором и без напора, испытания поливанием струей воды под напором и рассеянной струей. ____ ——
Испытания наливам соды под напором. По этому методу испытываемый отсек, цистерну или замкнутую конструкцию заполняют водой и создают требуемый по условиям испытания напор. По истечении определенного времени (обычно равного 1 ч) производят осмотр проверяемых конструкций и выявляют возможные дефекты. Как правило, дефекты обнаруживают визуально по появлению воды, мроинкшей через каналы неплотностей, на контрольную поверхность испытываемых конструкций. ——
При подготовке к гидравлическим испытаниям предусматриваются мероприятия, исключающие возможные смещения и общие деформации корпуса во время испытаний. При испытании отсеков судна, находящегося на плаву, должны быть обеспечены достаточная прочность корпусе и остойчивость судна, а также контроль за его осадкой, которая не должна превышать осадку судна в полном грузу.
Воду в отсеки в большинстве случаен наливают при помощи брезентовых или резиновых шлангов. Брезентовые шланги (ГОСТ 472—50) рассчитаны на гидравлическое давление до 12 кгс/см=, их внутренний диаметр 51, 66 или 77 мм. Резиксные шланги (ГОСТ 18698—73) рекомендуются тапа В с внутренним диаметром 38, 50, 65 или 75 мм, рассчитанные па давление 15 кгс/см».
281
Для создания в отсеке гидростатического напора на палубе, платформе или -* втором дне (т, е. конструкциях, ограничивающих отсек сверху) устанавливают напорную трубу диаметром ке менее 26 мм или резиновый шлапг того же диаметра. я достаточной жесткости.
Допускается создапие гидростатического напора с помощью механического или ручного пасосов. В этом случае гидростатический напор измеряют с помощью манометров (подбираются по ГОСТу), установленных на испытываемой конструкции и на напорном трубопроводе — непосредственно у насоса Манометры должны иметь класс точности 1,5—2,5 и предел измерений шкалы на */s больше испытательного давления.
При испытании наливом воды под напором не должно быть воздушных подушек в верхних частях испытываемых конструкций, для чего в наборе верхнего перекрытия делают шпигаты. Воздух из отсека выпускают через специальные отверстия диаметром 8—10 мм, которые после испытавнй заваривают и проверяют на непроницаемость смачиванием керосином или обдувом струей сжатого воздуха. На время испытаний закрывают все двери, люки. Крышки горловин уста-навливают на временные резиновые прокладки толщиной 4—5 мм и обязательно обжимают на все болты. Наварышн, стаканы, а также отверстия, расположенные по непроницаемому контуру отсека, закрывают временными заглушками (рве. 8.1). Отверстия диаметром менее 50 мм могут быть забиты деревянными пробками, изготовленными из твердых пород дерева. Наварыши и стаканы с внутренним диаметром свыше 50 мм закрывают обычно металлическими заглушками, изготовленными из стали толщиной 3—5 мм. Заглушки устанавливают на резиновые прокладки толщиной 3—5 мм и обжимают всеми болтами. Отверстия размером более 50 мм могут быть закрыты временными "металлическими заглушками, приваренными но контуру сплошным швом. Все заглушки по возможности устанавливают с наружной стороны испытываемого отсека.
Величина испытательвого напора воды определяется по нормам испытания, регламентированным ГОСТ 3285—65 или другими руководящими техническими материалами.
Продолжительность нахождения отсека под давлением воды определяется временем, необходимым для осмотра отсека, ко должна быть не менее 1 ч.
Отсек считается непровнцаемым, если ка контрольной поверхности испытываемых конструкций не будут наблюдаться течи в виде струй, потеков или капель.
После окончания испытавнй воду из отсека удаляют. При отсутствии откачивающих средств или штатных отверстий допускается сливать воду из отсека через заранее высверленные отверстия. На каждом отсеке рекомендуется высверливать не более двух отверстий диаметром не свыше 20 мм. Отверстия располагают в низшей точке отсека на расстоянии не менее 100 мм от близлежащих конструкций. После слива воды отверстия заваривают и испытывают на непроницаемость смачиванием неросивом или обдувом струей сжатого воздуха.
Расположение сливных и воздушных отверстий определяется специальной схемой, раврабатываемой предприятием-строителем. Перед спуском судна на воду составляется акт о заделие сливных и воздушных отверстий.
При доковании судна (в период текущего ремонта или очередного освидетельствования) испытание междудонных отсеков проводят в два этапа:
1) палив отсека водой с требуемым напором для освидетельствования наружной обшивка днища, устранения дефектов и ее окраски; для поддержания напора ‘ во время этих испытаний допускается производить доливание воды в напорные трубы (шланги) или подкачку воды насосом;
2) налив отсека водой с требуемым напором для освидетельствования настила второго дна и других конструкций.
Если испытания проводят при отрицательных температурах наружного воздуха и испытываемых конструкций, то налитую в отсек воду подогревают так, чтобы наружные поверхности испытываемых конструкций не отпотевали н имели положительную температуру, а вода, проходящая через неплотности, не замерзала. Нижний предел отрицательной температуры воздуха, при котором разре-шается проведение испытаний наливом воды, действующими руководящими ма- ' тер налами не ограничивается.
Подогрев воды обычно производит одним из следующих способов:
282
— пропусканием пара через змеевик, установленный в отсеке;
— пропусканием пара через воду, налитую в отсек;
— в паровых водоподогревателях или в специальных котлах. —
Испытания наливом воды без напора. Подготовка и проведение испытаний этим методом принципиально не отличаются от таковых при испытании наливом воды под напором. Отличие состоит лишь в том, что отсек наливается водой до заданного уровня без создания какого-либо дополнительного напора. Отсеки
считаются непроницаемыми, если на контрольной поверхности испытываемых конструкций не будут наблюдаться течи в виде струй, потеков или канель.
Испытания поливанием струей воды. Испытание поливанием производится струей воды под напором или рассеявной струей без давления.
В первом случае швы поливают из ствола (пожарного). Диаметр выходного отверстия насадки ствола принимают не менее 16 мм. Напор воды в шланге должен обеспечивать высоту струк воды, выбрасываемой вверх из ствола у места левы танин, не менее 10 м. Струю воды направляют перпендикулярно к поверхности шва с расстоянием от ствола до испытываемого участка не более 3 м.
Во втором случае испытание производится полнианием конструкций струей воды, падающей на вспытываемую поверхность без напора.
Поливание сварных конструкций производят с любой стороны, а клепаных конструкций — по возможности с нечеканенной стороны заклепочных спсдиие-
283
ннй. Вертикально расположенные сварные н клепаные конструкции поливают в направлении снизу вверх. В обоих случаях конструкции считаются непроницаемыми, если во время испытаний иа контрольной поверхности не будет наблюдаться течи в виде струй, потеков или капель.
Испытания поливанием струей воды, как правило, провидят при положительной температуре. По согласованию с контролирующей организацией допускаются испытания и при отрицательной температуре наружного воздуха. При этом для поливания применяют горячую воду, а испытываемые участки конструкций разогревают до положительной температуры, чтобы не происходило отпотевания контрольной стороны испытываемой конструкции и вода при выходе через неплотности швов не замерзала.
§ 8.4. Воздушные испытания
Воздушные испытания включают испытания надушм воздуха, вакуумным методом н обдувом струей сжатого воздуха.
Испытания надувая воздуха. При этом способе испытаний отсек, помещение или замкнутая конструкция заполняется сжатым воздухом до заданногохнзбы-точиого давления, измеряется величина изменевня давления за обусловленное нормами время и выявляктся неплотности путем нанесения пенообрезуюшего раствора на поверхность испытываемых соединений. Последнее обязательно при нспытанвн па непроницаемость; при испытании на герметичность смачивание пеиообразующам раствором производится только в случаях, когда действительное падспие давления воздуха превышает допустимое по нормам.
Подготовка отсеков, помещений или замкнутых конструкций к испытанию сжатым воздухом заключается в том, что закрывают все отверстия, устанавливают измерительную и предохранительную аппаратуру и обеспечивают возможность осмотра всех конструкций и особенно входящих в них соединений.
Требования к закрытию отверстий и установке временных заглушек те же. что и при подготовке к гидравлическим испытаниям.
На каждом испытательном отсеке, помещении или замкнутой конструкции устанавливают дна манометра и предохранительный клапан. Штуцера для установки манометров, предохранительных клапакон и для подключения воздушных шлангов размещают, как правило, иа крышках горловин или временных заглушках.
Для проведения испытаний на герметичность устанавливают штатные штуцера в соответствии с чертежом, разработанным конструкторским бюро. После окончавня испытаний эти штуцера закрывают штатными заглушками и проверяют на герметичность обдувом струей сжатого воздуха.
При испытании па непроницаемость давление воздуха измеряют с помощью пружинных манометров. При нспытиюльных давлениях воздуха, меньших 0,1 кгс/см2 (что имеет место главным образом во время испытаний на герметичность), могут применяться жидкостные дифференциальные манометры (водяные или другие).
Пружинные манометры выбирают по тем же стандартам и с учегсы тех же требований, что и для гидравлических испытаний.
Давление сжатого воздуха при испытании отсеков и помещений судов на непроницаемость и герметичность определяется в соответствии с табл. -8.2.
В качестве пспообразующего раствора может быть применен обычный водный мыльный раствор, раствор лакричного корпя и др.
Выявленные иеплолюсти, как правило, устраняют после осмотра всех соединений. Отдельные крупные неплотности, приводящие к быстрому падению испытательного давления, устраняют сразу после их обнаружения. При этом во всех случаях до начала устранения неплотностей давление в испытываемом объекте снижают до атмосферного.
После устранения всех выявленных неплотностей иепшывасмый отсек, помещение или замкнутую конструкцию заполняют сжд!ым воздухом повторно, проверяют качество устранения дефектов и замеряют величину падения давле** имя воздуха в течение обусловленного времени, которое равно 1 ч при испытании
284
Таблица 8.2
Давление (избыточное) сжатого воздуха при испытании корпусвых конструкций на непроницаемость и герметичность
Вид испытаний Испытания Испытательное точное) давление воздуха, КГС.’см* Примечание
На непроницаемое! ь Основные 0,3 Допускается (по согласованию с контролирующей организацией) уменьшение испытательного давления воздуха для судов внутренне го плавания до 0.2 кгс/см5
Контроль- 0,2 Если расчет прочности показывает, что конструкции ГОТО или иного отсека не выдерживают давление 0,2 кгс/см®, то контрольные испытания производят на давление, являющееся по расчету максимально допустимым для давнего отсека
На герметичность Все 0,02 Для судов, находящихся в эксплуатации, проходящих ремонт или модернизацию, и в исключительных случаях для строящихся судов, когда прочность конструкций, приборов и аппаратуры последних недостаточна для восприятия давлення сжатого воздуха, равного 0,02 кгс/см®, испытательное давланис может быть принято равным 0,01 кгс/см®
на непроницаемость и установлено соответствующими техническими требованиями при испытании на герметичность. При повторном испытании необходимо учитывать, что непосредственно после прекращения подачи сжатого воздуха давление его в испытываемом отсеке или помещении падает в тёчение первых 5—10 мин даже при отсутствии неплотностей. Поэтому через 10 мин после прекращения подачи добавляют воздух в отсек, доводя давление в последнем до требуемой величины.
Отсеки и другие конструкции считаются непроницаемыми, если при обмазывании ленообравующим раствором всех швов и других соединений по наружному контуру испытываемых конструкций не будут образовывайся воздушные пузырьан, а также если падение давления воздуха за 1 ч пе будет превышать 5% от первоначального испытательного давления. Падение давления воздуха в течение 1 ч при испытании отсеков, предназначенных для храпения во время эксплуатации судна керосина, бензина и других легких нефтепродуктов, ие допускается.
Помещения или отсеки считаются герметичными, если падение давления воздуха в них за обусловлсавое время кс будет превышать установленного соответствующими техническими условиями.
В зимнее время испытания на непроницаемость надувом воздуха проводят при температуре окружающего воздуха не ниже —10' С. При более низких тем
285
пературах воздуха испытаний на непроницаемость допускаются только ио согласованию с соответствующей контролирующей организацией. Проведение испытаний на герметичность температурой наружного воздуха не регламентируется.
Таблица 8.3
1
Количество хлористого натрия или хлористого кальция в водном растворе в зависимости от температуры воздуха при испытаниях
Температура исидуха во время испытав гй. ®С Количество NaCl в Количество CaCl и 1 л
От 0 до —5 83 100
я —о » —10 160 170
» —10 » —15 222 220
» —15 » —20 290 263
» —20 » —25 — 303
» —25 » —30 —_ 329 4
» —30 » —35 — 366
Для удаления замерзшей воды из неплотностей сварные швы и другие со- -единения конструкций просушивают путем их нагрева до положительной температуры. При отрицательной температуре наружного воздуха пенообразушщий
Рис. 8.2. Зависимость температуры замерзания растворителей от их концентрации.
I — раствор гликоля. 2 — раствор этаноламипа; 3 —раствор этн-
раствор приготовляют на незамерзающем и незагустевающем растворителе. При этом растворитель не должен увеличивать коррозию металла и ухудшать качество пены.
Наиболее распространенными и деше-’ выми пенообразующими растворами для применения в условиях отрицательных температур являются водные растворы хлористого натрии (поваренная соль) NaCl или хлористого кальция Cad с добавлением обычного хозяйственного мыла. Примерное содержание NaCl и СаС1 в водном растворе (%) в зависимости от температуры воздуха во время испытаний приведено в табл. 8.3.
Может быть рекомендован ненообразую-щий раствор, представляющий собой водный раствор кристаллического хлористого кальция (90%) с добавлением моющего средства ОП-Ю или ОП-7 (10%). В этом елучве количество хлористого кальция в водном растворе составляет 36, 44 и 55% при температуре воздуха во время испытаний соответственно до 10, 15 и 30° С. Водный раствор тщательно перемешивают и затем добавляют в него по рецепту моющее средство и вновь тщательно перемешивают. Перед нанесением на поверхность испытываемой конструкции раствор сильно взбалтывают в течение 5— 10 мин до получения обильной пены.
В качестве незамерзающего растворителя
при приготовлении пенообразующих растворов могут также применяться водные растворы этилового спирта, гликоля, этаноламина и некоторых других веществ. Завлсимость температуры замерзания растворителей от их концентрации приведена на рис. 8.2.
Результаты количественной оцении степени непроницаемости и особенно герметичности «ггсеков, помещений или замкнутых конструкций по величине
падения давления в них за время испытаний могут быть на практике искажены действием температурных факторов, приводящих к изменению температуры сжатого воздуха в испытываемом отсеке или помещении. Необходимо принимать меры к исключению или снижению действия температурных факторов или использовать аппарятуру, позволяющую учитывать температурное илниние иа количественную оценку результатов испытаний. Для этих целей изготовлено специальное измерительное устройство ГО-I, состоящее из непосредственно измерительного блока, двух дифманометров типа ДМ-6 с пределом измерения 250 мм рт. ст. и 250 мм вод. ст. и комплекта термосопротивлепий, у которых с изменением температуры изменяется сопротивление.
Для облегчения нахождения мест расположения неплотностей при испытании конструкций на герметичность могут применяться ультразвуковые течеискетели.
Принцип работы этих течеискателей заключается в том, что в испытываемом объеме создается избыточное или пониженное давление воздуха (или другого газа или смеси газов), вследствие чего подвижные молекулы проходящего через неплотности воздуха сталкиваются с менее подвижными молекулами окружающей среды. В результате этих столкновений течь становится источанком механических колебаний, имеющих непрерывный спектр с подъемом в области ультразвуковых частот (порядка 32—40 кГц). Соотношение амплитуд спектра сигнала мало изменяется при изменении размера неплотности и давления. Излучаемые ультразвуковые механические колебания регистрируются тсчеискателимн. Примером служит ультразвуковой течеискатель ТУЗ-5М, имеющий следующие технические характеристики:
Диаметр обнаруживаемой неплотности, мм . . . 0,1
Дальность действия, м .......................... 0,5—0,7
Избыточное давление внутри объема, кгс/сн2 . . 0,15—0,25
Точность обнаружения неплотности, мм . .... 2—3
Габариты, мм ................................... 32X210
Масса с телефонами и источниками питания, г 350
Испытания вакуумным методом. Вакуумный метод является разновидностью воздушных испытаний. Принципиально отличается от рассмотренного выше метода тем, что в этом случае перепад давлений воздуха создается разрежением пространства в специальной камере, установленной на сварном соединении (рис. 8.3).
Контроль проводят следующим образом. Наиболее доступную сторону контролируемого участка сварного соединения 7 смачивают пенообразующим раствором и на нее устанавливают вакуум-камеру, из которой откачивают воздух. Сварное соединение осматривают через верхнюю прозрачную часть камеры для обнаружения воздушных пузырьков 6, возникающих в местах неплотностей шва о. Дефектные места отмечают мелом рядом с камерой и после снятия последней эти пометки переносят на сварной шов.
Преимущества вакуумного контроля следующие. Этот метод контроля позволяет:
— проверять сварные соединения незамкнутых конструкций, а также конструкций с односторонним доступом;
— производить испытания непосредственно за сваркой, не дожидаясь изготовления всей конструкции;
— сварные конструкции, испытания которых по условиям безопасности проводят при небольшом избыточном давлении воздуха, контролировать при местном перепаде давлания почти до 1 хге/см®, что, безусловно, повышает эффективность (чувствительность) испытаний.
Основными элементами оснастки, необходимой для проведения испытаний вакуумным методом, являются переносные вакуум-камеры, которые разрабатывают в каждом случав отдельно с учетом конкретных условий проведения испытаний. В связи с последним обстоятельством ниже приведены основные сведения по конструктивным элементам вакуум-камер.
Переносная вакуум-камера (см. рис. 8.3) состовт из рамки П-образного сечения 4, сверху которой плотно прикреплен плексиглас 3, уплотняющей прокладки из губчатой резины 5, вставленной в рамку, вакуумметра / (ГОСТ 8625—69) и трехходового крапа 2.
Уплотняющая прокладкл вакуум-камеры должна:
— обладать эластичностью, обеспечивающей заполнение неровностей сварного соединения;
— создавать возможность контроля при наличии некоторых местных деформаций испытываемого участка конструкций;
— упруго сжиматься под действием перепада давлений воздуха начинай с 0,1—0,15 кгс/см2;
Рис. 8.3. Принципиальная схема вакуумного метода испытания.
— поддерживать устойчивость мипиманыюго перепада давлений воздуха (0,1 кгс/см2) для обнаружения сравнительно крупных неплотностей;
— обеспечивать получение максимального перепада давлений воздуха (до 0,95—1,0 кгс/см2) дли достижения максимальной чувствительности контроля;
— не давать остаточных деформапий в течение всего периода эксплуатации (1-2 года).
Лучше всего этим требованиям отвечают прокладки из губчатой резины (средняя плотность 0,45—0,54 г/см®), изготовляемые на основе комбинации натурального и синтетического каучуков. Могут примениться также прокладки из полосы губчатой резины сечением 15\60 мм (средняя плотность 0,28 г/см8). Эти прокладки обеспечивают устойчивый перепад давлений воздуха до 0,97 кгс/см2. Нижняя часть прокладки из губчатой резины должна иметь закругления, что облегчает присос камеры к изделию, в короткое время создает максимальный перепад давлений, уменьшает проникновение воздуха в камеру при контроле, улучшает условия работы вакуум-насоса.
Для проведения испытаний вакуумным методом рекомендуется вакуум-насос РВН-20. имеющий следующие характеристики;
288
Габариты, мм . . ... ... 620X 330X 415
Масса, кг................................. .... 75
Мощность электродвигатяя, кВт.................. 0,8
Быстрота откачки, л/с, при давлении 760 мм рт. ст. 2,7
1 мм рт. ст. ............................. 2,4
Число оборотов шкива в 1 мин .................. 400
Количес>во масла ВМ-4 или ВМ-6 на заправку ца-ыка, л......................................... 0,5
При наличии большого количества соединений, подлежащих проверке вакуумным методом, может быть применена специальная установка с механизированной вакуум-тс-лсжкой, имеющей размеры 705x335^330 мм и массу 28 кг. Эта установка состоит из подвижной полой рамы, являющейся одновременно вакуум-ресивером, вакуум насоса РВН-20, механизированной вакуум-тележки, набора переносных вакуум-камер, трансформатора освещения 220—380/6 В и пульта управления. Вакуум-тележка и переносные камеры соединяются с вакуум-ресивером гибкими трубками.
Механизированная вакуум-тележкл (рве. 8.4) состоят из рамы 7, установленной на колесах, двух цилиндров 2, вакуум-камеры 3, подвешенной к штокам поршней цилиндров, и четырехходового крана 4.
Работает вакуум-тележка следующим образом. Поворотом ручки четырехходового крана из положения / в положение // нижнюю полость цилиндров соединяют с вакуум-ресивером. Верхние полости цилиндров через небольшие отверстия постоянно соединены с атмосферой.
В результате созданного перепада даилевнй поршни цилиндров опускаются вместе с вакуум-камерой, которая прокладкой из губчатой резины иходит в контакт с коятролируемым участком конструкции. Одновременно цилиндры вместе с рамой тележки поднимаются над конструкцией, прижимая к пен резиновую прокладку- При этом пружины, расположенные в нижней полости цилиндра, сжимаются.
Поворотом ручки четырехходового крана в положение III вакуум-камера соединяется с вакуумной системой. Из камеры откачивают воздух, создавая в ней необходимое разрежение, и осматривают проверяемый участок соединения.
После отметки мест расположения неплотностей ручка четырех ходового крана устанавливается в положение 7. При этом атмосферный воздух поступает в вакуум-камеру и нижние полости цилиндров, благодаря чему вакуум-камера и рама тележки с цилиндрами под действием пружин возвращаются в исходное положение.
Скорость контроля сварных соединений рассматриваемым методом составляет 40—60 м/ч.
Вакуум-камеры, применяемые в рассмотренной установке, имеют следующие технические характеристики: при минимальных габаритах 150Х150Х У190 мм масса равна 1.8 кг, при максимальных габаритах 700 \295. <280 масса равка 3,8 кг.
Вакуум-ресивер (емкость 70 л) предназначен для получения запасного вакуумированного объема и очистки загрязненного воздуха, поступающего из камеры в вакуум-насос.
Величина разрежения в вакуум-камерах, необходимая для обнаружения неплотностей в судовых корпусных конструкциях, устанавливается, как правило, в пределах 600—700 мм рт. ст.
Испытание обдувом струей смотан воздуха. При проведении испытаний этим методом давление ещатого воздуха в шланге принимают пе менее 4 кгс/см*. Конец шланга, снабженный ниппелем диаметром 10—20 мм, подводят к поверхности испытываемого соединения на расстояние не более 100 мм.
Во время испытаний струю сжатого воздуха направляют перпендикулярно к сварному шву с любой стороны, а на заклепочные соеднвения — с нечеканен-ной стороны. Для обнаружения неплотностей сторону шва, противоположную
19 Адлсрштейн Л. Ц. 289
Рис. 8.4. Принципиальная схема работы механизированной вакуум-тележки.
290
обдуваемой, смачивают пенообразующим раствором. Чтобы обеспечить одновременное обмыливание и обдувание струей воздуха одного и того же участка шва, рекомендуется со стороны обдувания подавать звуковые сигналы ударами легкого молоткл.
Конструкции считаются непроницаемыми при отсутствии воздушных пу-нырьков на контрольной поверхности.
Испытании обдувом струей сжатого воздуха могут нровзводиться при температуре окружающего воздуха не ниже —10° С. Испытываемый участок перед обдувом воздуха должен быть просушен нагревом до положительной температуры для удаления замерзшей влаги.
§ 8.5. Испытания смачиванием керосином
Испытания смачиванием керосином проводят только для проверки непровн-цаемости сварных конструкций.
В оскове рассматриваемого метода испытаний лежит высокая проникающая способность керосина, особенно при прохождении через мельчайшие неплотности, где развивается большое капиллярное давление.
Сущность метода испытаний смачиванием керосином состоит в нанесении керосина на поверхность испытываемого соединения и осмотра противоположной (контрольной) поверхности этого соединения через определенный промежуток времени. Конструкция считается непроницаемой, если за время выдержки иа контрольной поверхности не появятся питна керосина.
Для лучшего выявления неилотностей* контрольная поверхность сварного соединения должна быть покрыта раствором мела (или каолина) в воде. Смачивание швов керосивом может производиться кистью только после высыхания мелового раствора. При испытании в условиях отрицательных температур до нанесения керосина вепытываемый шов должен быть прогрет и просушен. В этом случве меловой раствор приготовляется ка незамерзающем растворителе, сохраняющем белизну мела. Может примениться и водный меловой раствор при условии его обязательной просушки пламенем газовой горелки.
Основным количественным параметром метода яиляется время выдержки испытываемого соединения под действием керосини.
При испытании судовых корпусных конструкций время выдержки стыковых и односторонних угловых -швов под действием керосина при положительной температуре назначается в зависимости от толщины листа и положения шва в пространстве (табл. 8.4).
Таблица 8.4
Время выдержки стыковых и односторонних швов под действием керосина
Толщина листа, мм Время выдержки, мин, при положении шва
нижнем вертикальном нлн горизонтальном
До-6 40 60
6—25 60 90
>25 90 120
При испытании двусторонних угловых швов указанное в табл. 8-л время выдержки удваивается. Также удваивается время выдержки швов под действием керосина при проведении испытаний в условиях отрицательных, темперэтур.
В течение указанного в табл. 8.4 времени выдержки на поверхности испытываемого соединения должен постоянно находиться слой керосина, для этого сварные швы по мере его стекания или высыхания вновь периодически смачиваются керосином.
19* 291
Неплотности в испытываемых сварных соединениях обнаруживаются визуально по пятнам керосина, образующимся на’ контрольной поверхности соединения. Если в течение времени испытания на поверхности соединения пятен керосина ие обнаруживается, то соединение, как отменилось выше, считается выдержавшим испытание. Одно времен ко с проверкой сварных соединений необходимо просматривать всю поверхность испытываемой конструкции. В случае обнаружения мест, требующих дополнительной проверки, последние также испытывают смачиванием керосином.
§ 8.6. Способы устранения дефектов при испытании
• на непроницаемость и герметичность
При испытании на непроницаемость основными дефектами сварных соединений (нарушающими их плотность) являются кратеры, прожоги, непровары, поры, трещины и свищи.
В тех случаях, когда эти дефекты могут быть обнаружены путем внешнего осмотра конструкций, их устраняют до приведения испытаний. Дефекты сварных швов, выявленные в процессе испытаний, устраняют после осмотра всех
Рис. 8.5. Уплотнение головок заклепок а — чеканка; б — обкатка.
конструкций, образующих отсек. Отдельные крупные дефекты, вызывающие большую утечку воды вли сжатого воздуха, следует устранять немедленно после их выянления. Во всех случаях перед исправлением дефектов из отсека должна быть слита вода (при гидравлических испытаниях) или сияю давление сжатого воздуха (при испытаниях надувом).*
Дефекты сварных швов, выявленные во время испытаний, исправляют в соответствии с требованиями, применяемыми при проверке качества сварных швов. \
При испытании на непроницаемость заклепочных соединений наиболее характерными дефектами (нарушающими их непроницаемость) являются течи по заклепкам и между соединяемыми деталями. В обоих случаях заклепки (давшие течь или расположенные в местах течи по зазору между соединяемыми деталями) замениют новыми.
Незначительная течь заклепок (отпотевание или отдельные капли), а также незначительное пропускание сжатого воздуха (появление одиночных, медленно растущих мыльных пузырьков) могут быть устравеиы обкаткой или чеканкой заклепок (рве. 8.5). При чеканке заклепок глубина бороздки не должна превышать 0,2 диаметра заклепки Диаметр обкатанной заклепочной головки должен соответствовать диаметру потая заклепочного отверстия (зенковки).
Чеканку и обкатку, как правило, выполняют на замыкающих головках заклепок; чеканку — для нолупотайпых и полукруглых головок, обкатку — только для полупотайных голов».
Незначительные нарушения чеканки заклепочного соединения всправляют подчеканкой. Если между чеканными кромками при соединениях впакрой появился зазор более 0,3 мм. то такое соедивенне следует переклепать и зачеканить вновь.
292
Во время испытаний обкатку и чеканку заилейок, а также подчеканку кромок заклепочных соединений допускается проводить только после снятия испытательного давлении.
Иногда течь заклепочного соединения ве может быть устранена с помощью чеканки, например в местах пересечения клепаных стыков и павов с водонепроницаемыми флорами, переборками, палубами н другими непроницаемыми конструкциями в результате неправильной сборки н некачественной постановки перемычек. В таких случаях по согласованию с контролирующей организацией разрешается заполнение пустот между соединяемыми деталями специвльной мастикой с помощью шприца.
Рекомендуется праменять следующие составы мастик, %:
— для водонепроницаемых соединений
сурик свинцовый . . . 95
олифа натуральная . . ... 5
— для нефтенепроницаемых соединений
сурик свинцовый белила евлнцовые мел плавленый .
олифа натуральная шеллак ...............
жидкое стекло .
37,4
30,0 . . 27,4 . . 4,98 . . 0,12
0,10
Наиболее характерные дефекты, нарушающие герметичность конструкций их примерное соотношение в % (по данным большого количества испытаний) приведены ниже:
Неплотности:
от прожогов................
по швам приварки насыщения
в сальниках:
индивидуальных групповых . . в дверях-
между резиной и металлом . по сальникам ..............
в крышках;
между резиной и металлом .
ио сальникам .............. ............
в иллюминаторах между резиной и металлом в соединениях трубопроводов и арматуры . . во фланцевых соединениях труб вентнлиини . в запорной арматуре вентиляции ...........
в клепаных соединениях..................
в сальниках и стаканах приводов . . . незаделапныс отверстия ....
Прочие дефекты . ...
°,,от "общего количестве
23,30
2,76
23,50
8,15
0,85
0,73
0,27
16,60
7,40
1,63
1,51
Анализ этих данных и результатов наблюдений во время испытаний позволяет отметить следующее.
1. Основными дефектами корпусных конструкций являются прожоги (23,3%), незаделаниые отверстия (4,3%) и неплотности швов приварки деталей насыщен ния (2,8%).
Причинами большого количества прожогов, особенно на тонколистовых конструкциях, и дефектов швов приварки деталей насыщения можно считать:
— приварку большого числа деталей насыщения и креплений после испытания корпусных конструкций на непроницаемость;
293
— выполнение сварочных работ по установке деталей насыщения Н креплений сварщиками низкой квалификапин.
Недоделанные отверстия — прямое следствие недостаточного контроля работ но подготовке помещений под испытание.
2. Значительную часть дефектов составляют неплотности в сальниках электро-кабелей (в индивидуальных сальниках 23,5%, в групповых 8,3%). Эти дефекты вызываются отступлениями от требований инструкции по набивке сальников, некачественным уплотнением и небрежностью проверки сальников при их испытании на непроницаемость.
3. Дефекты в уплотнениях в сальниках дверей и крышек, а также в -уплотнениях иллюминаторов составляют примерно 6,1% (причем половина из них — дефекты уплотнительной резины, другая половина — неплотности сальников). Эти нарушения герметичности в основном вызваны:
— отсутствием в ряде случаев проверки герметичности даерей и крышек па предприятиях-изготовителях;
— недостаточной тщательностью регулировки дверей, крышек и иллюминаторов на задраивание, а также проверки качества уплотнительной резины перед испытаниями помещений на герметичность.
4. Сравнительно большое количество неплотностей в соединениях трубопроводов и арматуры рааличиых систем (1(5,6%) объясняется тем, что к началу испытаний многих помещений на герметичность пе вес састемы, которых проходят через эти помещения, испытываются на плотность.
5. Дефекты в соединениях труб и запорной арматуры систем вентиляции (около 9%) являются результатом;
— невозможности заранее выявить и устранить неплотности в соединении труб и арматуры (особенно в труднодоступных местах) из-за того, что до качала испытания ка герметичность не все системы вентиляции, входящие в это помещение кли проходящие через него транзитом, были испытаны на непроницаемость;
— недостатков конструкции арматуры некоторых типов.
6. К остальным дефектам, составликлцим сравнительно небольшую часть (6,4%), относятся неплотности в заклепочных соединениях, сальниках и стаканах приводов, а также прочие неплотности.
Отмеченные основные причины появления дефекюв, нарушающих герметичность конструкций, позволяют определить основные конструктивные, технологические и организационные мероприятия, направленные на предотвращение поввления таких дефектов. Способы устранения выявленных во время испытаний дефектов в каждом конкретном случае обусловлены характером дефекта и местом его расположения.
Глава 9 ОПРЕДЕЛЕНИЕ ТЕХНИЧЕСКОГО УРОВНЯ КОРПУСОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Планирование технического уровня производства следует рассматривать клк составную часть общей проблемы планирования научно-технического прогресса судостроительного производства. Весь комплекс планирования научно-технического прогресса можно разделить на следующие этапы.
Первый этап. Оценивается технический уровень производства па начало планируемого периода Унач- Этому уровню соответствует уровень производительности труда П„ач, трудоемкость постройки судна Т11ЯЧ и т. Д.
Второй этап. По заданному на планируемый период росту провзводитель-чости труда рассчитывается, на сколько кужио повысить технический уровень
294
производства АУ1)Л, чтобы обеспечить заданное повышение показателей, и определяется технический уровень на конек планируемого периода Укок
Укок-Уиач-ЬАУнл. (9.1)
Третий этап. Определяется состав мероприятий, необходимых для достижения требуемого технического уровня на конец нлвнируемого периода Укон, и разрабатывается комплексный план научно-технического прогресса.
Судостроительное производство разделяется на технологически сопоставимые (при межзаводском анализе) части, т. е. виды производства. Независимо от многообразия структур цехов и участков судостроительных предприятий постройка судна любого проекта включает следующие виды производств: корпусообрабатывающее, сборочпо-сварочное, корпусострсителыюе, трубомедницкое, механо-монтажное, производство изделий МСЧ, монтаж слесарно-корпусных изделий и систем вентиляции, отделку и оборудование судовых помещений, подготовку и монтаж изоляции, подготовку и нанесение лакокрасочных покрытий, испытание и сдачу судов.
В свою очередь, каждое из десяти названных провзводств делится на виды работ (укрупненные операции), каждый из которых является перничным объектом, с которого начинается непосредствевная оценка технического уровня. Каждый вид работ состоит из первичных операций — определителей.
Технический уровень по виду работ D, вычисляется как среднварифметиче-ское оценок данных совокупности всех определителей
Di = А4-л»4-А4- —4-А» . , (9 2)
где А„ А2, А3, .... Ат — оценки технического уровня, которые были даны на основе отдельных определителей; т — количество оценок.
Технический уровень по ваду производства в целом У/ определяется как средневзвешенная величина по формуле
У, =0,01 2 Digi. jgjj
где gi — удельное значение 1-го вида работ, ?в.
Технический уровень судостроительного провзаодства по рассматриваемому проекту Ус определяется как средневзвешенная величина по формуле
<=ю
Ус - 0.01 £ У,•/>,-, (9-4)
где pt — удельное значение i-го вида производства по судну, %.
Технический уровень судостроительного производства по предприятию в целом при строительстве судов по нескольким проектам (Ус)н определяется по формуле
<у„>„- y>°g° <S.S>
где (Ус)д, (Ус)б — найдеппая по формуле (9.4) величина технического уровня постройки судов основных проектов А и Б; Qa, Qe — удельное значение годового объема производства по проектам А и Б.
Система определителей технического уровня корпусостроительного про изводства прннедена в табл. 9.1.
295
Система определителей технического
Биг, работы (укрупненные операции) Содержание определителей техияче
Технический уровень 0.200 Технический уровень 0.400
Проверочные Работы производятся с помощью простейшего инструмента (металлические метры, рулетки, шланговые уровни, шнуровые отвесы и др.) Всв устанавливаемые корпусные конструкции имеют монтажный припуск От 40 до 80% работ (по технологической трудоемкости) провзводятся с помощью оптических приборов (тина теодолита) От 40 до 80% корпусных конструкций устанавливаются на стапеле без монтажных припусков
Установочносборочные Установка корпусных конструкций провзводится на простейшее опорное устройство Сборка монтажных соединений выполняется вручную с помощью простейших приспособлений и инструмента (кувалда, клни, винтовой талреп и т. п.) Прирубочные работы, разделка корня шва, удаление дефектов, прихваток и т. д. выполняются пнеиматической рубкой Установка корпусных конструкций производится на киль-блоках, тележках и других элементах опорного устройства, имеющих винтовые или гидравлические домкраты с ручным приводом Сборка более 50% монтажных соединений (по трудоемкости) производится с помощью переносного инструмента с ручным гидравлическим приводом Ог 30 до 60% прирубочных работ, разделка корня шва, удаление дефектов, прихваток и т. д. выполняются газовой-строжкой
Сварочные Уровень механизации до 15% Питание сварочным током производится от индивидуальных источников Применяется сварочиов оборудование без двстандионного регулирования режима сварки Уровень механизации J5— 30% Питание сварочным током производится от многопосто-вых машин (более 50% постов) Применяется сварочное оборудование с дистанциовным регулированием режима сварки (более 25% сварочного оборудования)
296
уровня корпусостроительного производства
Таблица 9.1
Технический уровень Технический уровень O.8Q0 Технический уровень 1.000
Свыше 80% работ (по технологической трудоемкости) производятся с помощью оптических (типа теодолитов) и пр«1ек-ционных приборов Свыше 80% корпусных конструкций устанавливаются на стапеле без монтажных припусков Установочно-проверочные работы выполняются с помощью механизированных я автоматизированных систем
Установка корпусных конструкций производится на кнль-блохах, клетках, тележках и других элементах опорного, устройства, имеющих гидравлические домкраты, подключенные к единой гидравлической магистрали, обслуживаемой насосной станцией Сборка монтажных соединений производится с применением переносного инструмента с пневмогидравлическим и ударио-импульслым приводом. Уровень механизации свыше 30% Свыше 60% прирубочиых работ, разделка корня шва, удаление дефектов, прихваток и т. д. выполняются газовой строжкой Установка корпусных конструкций производится с помощью механизированного комплекса Сборка монтажных соединений производится механизированным оборудованием. Уровень механизации 45% ‘.выше 50% прирубочиых работ, разделка корня шва, удаление дефектов, прихваток и т. д. выполняются газоэлектрической строжкой Установка корпусных конструкций производится с помощью автоматизированной системы Сборка монтажных соединений производится автоматическим оборудованием
Уровень механизации 30— 55% Питание сварочным током производится от миогопосто-вых машин через общий шинопровод Применяется сварочное оборудование с двстанционным регулированием режима сварки (более 50% сварочного оборудования) Уровень механизации 55— 85% Применяется сварочное обо рудовапие с дистанционным регулированием режима сварки. размещенное на специаль пых энергоплощадках или в энергостанциях, оборудованных устройствами для механизированного выноса пунктов подключения сварочных постов в район выполнения работ
297
Вид работы (укрупнсниые операции) Содержание определителей техниче t
Технический уровень 0.200 Технический уровень 0,400
Сварочные Питание сварочных постов защитными газами производится от отдельных баллонов Контроль качества швов просвечиванием с применением простейших приспособлений для установки ампул и крепления Питание сварочных постов защитными газами производится от баллонов, подключенных к отдельным рамкам V Контроль качества швов просвечиванием с применением специализированных приспособлений и оснастки для установки ампул и крепления кас-
Испытания корпуса на непроницаемость Испытания производятся с помощью гидравлики, смачиванием керосином, обдувом струей сжатого воздуха. Контроль надувом воздуха осуществляется менее чем в 50% помещений, для которых разрешен этот метод Испытания провзводятся с помощью гидравлики, сма-’ чивавнем керосином, обдувом струей сжатого воздуха. Контроль надувом воздуха осу-ществляется более чем в 50% помещений, для которых разрешен этот метод
Спусковые Спуск под действием силы тяжести с помощью деревянных спусковых устройств (деревянные полозья, подбрюшины, копыльн и пр.), на насалке Средства механизации мов-тажпых работ и оснастка отсутствуют Спуск под действием силы тяжести с помощью спусковых устройств из унифицированных элемелтов с применением антифрикциовных пласт- Применяются средства механизации при монтаже спусковых устройств
Все виды работ корпусостроительного производства Формирование корпуса судиа (включни надстройки) из секций Постройка судиа производится на наклонном стапеле Формирование корпусе судна (включая надстройки) из секций и блок-секций. Масса блок-секций составляет 20— 40% От всей массы корпуса судна Постройка судиа производится на горизонтвльном стапельном месте
298
Продолжение табл. 9.1
скоро уровня по видим работ и производству в целом
Технический уровень 0.600 Технический уровень 0.800 Технический уровень 1,000
Централизованное питание углекислотой сварочных постов производится от газификациои-ных станций через общий газопровод. Питание постов при сварке в среде других защитных газов производится от отдельных бвллоиов или рампы Контроль качества швов -просвечиванием с применением специализированных приспособлений и оснастки для установки ампул и крепления кассет. Контроль ультразвуком в объеме не менее 50% Централизованное питание всеми защитными газами производится от газнфекационных стапций или рампы через специальные । азопроводы с механизированным выносом пунктов подключения сварочных постов в район выполнения работ Контроль качества шзов просвечиванием с применением специализированных приспособлений и оснастки для установки ампул и крепления кассет Контроль ультразвук®! в объеме более 50%
Испытания производятся с помощью гидравлики, смачиванием керосином, обдувом струей сжатого воздуха. Контроль надувом воздуха осуществляется во всех помещениях, для которых разрешен этот метод. Механизированное нанесение и удаление пенообразующего раствора Предварительные и основные испытания выполняются с помощью специальных тече-иснателей
Механизированный спуск на судовозных тележких, вдок-ка-мерах и плавучих доках Спуск в строительных доках -
Применяются средстза механизации при сборке судовозных поездов - -
Формирование корпуса судиа (включая надстройки) из секций и блок-секций. Масса блок-секций составляет 40—80% От всей массы корпуса судиа Формирование корпуса судна (включая надстройки) из секций и блок-секций. Масса блок секций составляет более 80% от всём массы корпуса судиа -
299
Вид работы (у кру инейные операции) Содержание определи» елей техниче
Технический уровень 0.200 Технически^! уровень
Все виды работ кор-иусосгрои-тсльного производства Стапельные подъемно-транспортные средства обеспечивают секционную постройку судла Поетройка судна производится на открытом стапеле Стапельные подъемно-транспортные средства обеспечивают секционно-блочную постройку судов поточно-позиционным методом к
УКАЗАТЕЛЬ ЛИТЕРАТУРЫ
К главе 1
1. Памятка технолога и судостроителя. Л., Судпромгиз, 1959.
2. Постройка судов из частей, раздельно спущенных'на воду. Л., «Судостроение», 1974, Авт.: С Ш. Дурмашкин, Н. И. Лобзов, М. Л. Фукельман, В. Н. Мамченко. Л. Т. Федоров. Э. Г. Барсуке».
К главе 2
I. Краны грузоподъемные. Классификация. Типы. ГОСТ 18608—73.
2. Механизация корпусных работ на стапеле. Л., «Судостроение», 1973. Авт.- Л. Ц. Адлерштейн, А. Я- Розинов, В. Ф. Соколов, М. Р. Шраерман.
3. П л а х и н А. К- Комплексная механизация подьемпо-транспортных работ на судостроительных иерфях. Л-, «Судостроение», 1973.
4. Подъемно-транспортные машины и механизмы прерывного дейстави. Ряд грузоподъемностей. ГОСТ 1575—61.
5. Совершенствование продольного спуска судов. Л., «Судостроение», 1973. Авт.. А. А. Мильто, Л. И- Студенко, Л. П- Суслова, Н. И. Куриленко, В- Ф. Соколов.
6- С ы р к о в А. К. Основы технологического проектирования судостроительных верфей и цехов. Л., «Судостроение», 1970.
К главе 3
1. Керне]». ГОСТ 7213—72.
2. Корабли и суда надводные. Термины, условные обозначения и определения главных размерений. ГОСТ 1062—68.
3. Линейки измерительные металлические. ГОСТ 427—56.
4. Метры складные металлические. ГОСТ 7253—54.
5. Миронович М. И. Краткий каталог-справочник но маркшейдерско-геодезическим приборам. М., «Недра», 1972.
300
Продолжение табл. 9.1
ского уровня по видам работ и производству и целом
Технический уровень о.ыю Технический уровень O.fiOO Технический уровень 1.000
Стапельные подъемно-транспортные средства обеспечивают секционно-блочную постройку судов поточно-позиционным методом. Масса собираемых на стапеле блок шкцпй составляет 50, 125, 320 и 800 т при спусковой массе судов соответственно 1000—3500,3500—7000, 7000—20 000 и 20—000— 50 000 т Постройка судов производится в эллинге Стапельные подьемпо-трэкспортные средства обеспечивают секционно-блочную постройку судов чсточно-пози-ционным методом. Масса собираемых на стапеле блок-секций составляет 100, 200, 650 и 1500 т при спусковой массе судов соответственно 1000— .3500, 3500—7000, 7000 20 000 и 20 000 50 000 т
6. Рулетки измерительные металлические. ГОСТ 7502—69.
7. Суди металлические. Ливии теоретические корпуса. ГОСТ 2146—57
8. Теодолиты. Типы. Основные параметры и технические требования. ГОСТ 10529—70.
9. Угольники поверочные 90°. ГОСТ 3749—65.
10. Уровни рамные и брусковые для машиностроения. ГОСТ 9392—60.
11. Уровни строительные. ГОСТ 9416—67.
12. Швы сварных соединении. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы. ГОСТ 8713—70.
13. Швы сварных соединений. Дуговая сварка алюминия н алюминиевых сплавов. Основные типы и конструктивные элементы. ГОСТ 14806—69.
14. Швы сварных соединений. Ручвая электродуговая сварка. Основные типы и конструктивные элементы. ГОСТ 5264—69.
15. Штангенциркули. Типы. Основные параметры. Технические требования. ГОСТ 166—73.
16. Щупы. ГОСТ 882-64.
17. Штативы для геодезических инструментов. ГОСТ 11897—66.
К главе 4
1- Инструмент кузнечный для ручных и молотовных работ. Кувалды кузнечные тупоносные- Конструкция и размеры. ГОСТ 11401—65.
2. Р а б и н о в А. И- Новые виды средств механизации импульсного действия для сборочных и монтажных работ. ЛДНТП, 1973.
3. Рози нов А. Я- Клепка судовых корпусных конструкций из алюминиевых сплавов. Л., «Судостроение:», 1964.
4. Талрепы. ГОСТ 9690—71.
К главе 5
1. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М-, Маш-гиз, 1951.
2. Сварка металлов. Сборник стандартов. Ч. 1 и II. М., Изд-во стандартов, 1973.
301
3. Сварка судовых конструкций. Л., «Судостроение», 1971. Авт.: Г. А. Бельчук, К- М. Батовский, Б. А. Кох, В. Д. Мацкевич.
4. Тепловые процессы при сварке. Вып. 2.. М., Изд-во АН СССР, 1953.
5. ШраерманМ. Р., Лебедева К- И- Зависимость механических свойств околошовной зоны конструкционных сталей от термического цикла сварки.—«Сварочное производство», 1966, № И, с. 5—7.
6. Шраерман М. Р., Н и к о н о н А. В. Влияние режимов полуавтоматической сварки в углекислом газе на механические свойства металла шва. — «Сварочное производство», 1962, № 9, с. 19—22.
7. Электроды для дуговой сварки и наплавки. Каталог. Киев, Институт электросварки нм. Е. О. Патона, 1967.
К главе 6
1. Азот газообразный и жидкий. ГОСТ 9293—74.
2. Аргон газообразный и жидкий. ГОСТ 10157—73.
3. Ацетилен растворенный технический. ГОСТ 5457—60.
4. Баллоны ацетиленовые с пористой массой в ацетоном. Технические требования. ГОСТ 5948—60.
5. Водород технический. ГОСТ 3022—73.
6. Кислород газообразный технический и медицинский. ГОСТ 5583—68
К главе 7
1. Розинов А. Я- Кленка судовых корпусных конструкций из алюминиевых сплавов. Л., «Судостроение», 1964.
2. Р ы ч и н С. А. Пневматические инструменты в судостроении. Л., «Судостроение», 1964.
К главе 8
1. П а л л е р А. М., Соколов В. Ф. Непроницаемость и герметичность металлических судов. Л., «Судостроение», 1967.
2. Р а е в с к и й Г. В., t р у щ е и к о А. А. Вакуумный метод контроля непроницаемости сварных соединений. Киев, Институт электросварки им. Е. О. Патона, 1964.
3. Суда металлические морские и внутреннего плавания. Методы, нормы и правила испытания корпусов на непроницаемость и герметичность. ГОСТ 3285-65.
ОГЛАВЛЕНИЕ
Глава I. МЕТОДЫ ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПОСТРОЙКИ СУДОВ .......................................... 4
§ 1.1 Методы постройки судов и способы формирования кор-
§ 1.2. Постройка судов частями с их стыкованием на плаву 7
§ 1.3. Методы организации постройки судов. Организационно-технологический проект поточно-позиционной постройки судов ................................... 14
Глава 2. ОБОРУДОВАНИЕ И ОСНАСТКА СТАПЕЛЬНЫХ МЕСТ 20
§2.1. Подъемно-транспортное оборудование........
§ 2.2. Оворно-транспортное устройство горизонтальных построечных мест..................................
§ 2.3. Опорное устройство наклонных стапелей.....
§ 2.4. Наружные стапельные леса...................
§ 2.5. Внутренние стапельные леса................
Глава 3. УСТАНОВОЧНО-ПРОВЕРОЧНЫЕ РАБОТЫ ....
asss в is as s
§ 3.1. Технические требования к выполнению установочно-проверочных работ на стапеле.........................
§ 3.2. Размерный анализ постройки корпуса судна на стапеле
§ 3.3. Оптический способ выполнения проверочных работ на стапеле ..........................................
§ 3.4. Инструмент для разметочно-проверочных работ •
Глава 4. СБОРОЧНЫЕ РАБОТЫ................................
§ 4.1. Соединения корпусных конструкций на стапеле . . .
§ 4.2. Параметры для определения технологических смещений элементов корпусных конструкций и усилий дли их соединения па стапеле................................ 98
§ 4.3. Ручной инструмент и приспособления для сборки корпусных конструкций ................................... —
§ 4.4. Сборочные инструменты с ручным гидравлическим приводом ................................................ 103
§ 4.5. Пневмогидравлический сборочный инструмент .... 106
§ 4.6. Сборочный инструмент ударко-вращательного действия 108
§ 4.7. Инструмент, необходимый для бригад судовых сборщиков ................................................. 112
§ 4.8. Эргономические характеристики сборочных работ . • 115
§ 4.9. Общие требования к подготовке монтажных соединений для сборки и сварки........................ 117
§ 4.10. Основные требования к подготовке корпусных конструкций под клепку.................................... 121
§4.11. Правка корпуеных конструкций ... .... 123
Глава 5. СВАРКА............................................. 129
§ 5.1. Способы сварки, применяемые при постройке корпусов судов, и расчет объема сварочных работ . . . - —
§ 5.2. Материалы, применяемые при сварке. Технические требования к свойствам металла шва и сварного соединения ............................................. 136
§ 5.3. Подготовка кромок корпусных сталей под сварку ... 152
§ 5.4. Режимы сварки .............................. 159
§ 5.5. Сварочное оборудование ..................... 224
§ 5.6. Контроль качества швов сварных соединений . . 234
§ 5.7. Основные показатели сварочного производства . . . 243
§ 5.8. Определение необходимого количества материалов для сварочных работ................................. 248
§ 5.9. Техиико-экономическае характеристики применяемых способов сварки ............................ .... 251
Глава 6. ТЕПЛОВАЯ РЕЗКА И СТРОЖКА........................ 252
§6.1. Основные принципы тепловой резки и строжки; материалы, применяемые при этих процессах . . . . —
§ 6.2. Оборудование и режимы тепловой резки и строжки 256
Глава 7. ПНЕВМАТИЧЕСКИЕ РАБОТЫ 262
§ 7.1. Сверлильные работы............................. —
§ 7.2. Клепальные работы .......................... 265
§ 7.3. Чеканка, рубка, резка........_. . - 269
§ 7.4. Зачистные работы...............• . . 276
Глава 8. ИСПЫТАНИЯ КОРПУСОВ СУДОВ НА НЕПРОНИЦАЕМОСТЬ И ГЕРМЕТИЧНОСТЬ.......................... 277
§ 8.1. Общие положения............................... —
§ 8.2. Методы проведения испытаний................. 278
§ 8.3. Гидравлические испытания.................... 281
§ 8.4. Воздушные испытания......................... 284
§ 8.5. Испытания смачвааннем керосином............. 291
§ 8.6. Способы устранения дефектов при испытании на непроницаемость и герметичность...................... 292
Глана 9. ОПРЕДЕЛЕНИЕ ТЕХНИЧЕСКОГО УРОВНЯ КОРПУСОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА......................... 294
Указатель литературы . . 300
Леон Цалимович Адлер™ тейп, Арнольд Яковлевич Розинов, Владимир Федорович Соколов, Мирон Рафаилович Шраерман ПОСТРОЙКА КОРПУСОВ СУДОВ НА СТАПЕЛЕ
Художник В. В Бабанов
МБ № 288
фанов набор 12/XII 1976 г Подписано к печати 7/VII 1977 г
М-2Те8 Формат издавав 6*!Х90/,в. Бумага типографская X» 3
Уел. печ л. 19,0. Уч -изд. л. 23.5 Изд. № 3120 75
Тираж 48СВ экз. Заказ Л» 1413. Цена I р. 4В к.
Издательство «Судостроение». 191065, Ленинград, ул
Ленинградская типография № 6* СоюЗполнграфпрома при Государственном комитете Совета Министров СС чо делам издательств, полиграфии и книжкой торговли 193144, Ленинград, С-144, ул. Моисеенко, 10