/










































































































































































































































































































































































































































































































































































































































































































































































































































Similar




Text
Р AC HET
И КОНСТРУИРОВАНИЕ
ТРОБОПРОВОДНОЙ
АРМАТУРЫ
'.ж-
. * ’
ft
ч
'у
--•К *
МАШИнбсТП)? ->
1 ’ * *; Д‘ t *♦ * ’
Оглавление
Д. Ф. ГУРЕВИЧ
РАСЧЕТ
И КОНСТРУИРОВАНИЕ
ТРУБОПРОВОДНОЙ
АРМАТУРЫ
Издание четвертое,
переработанное и дополненное
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАД 1969
УДК 621.646 (022)
3—13—1
322—69
Конструирование и расчет трубопроводной арматуры,
Гуревич Д. Ф. Изд-во «Машиностроение», 1968 г., 888 стр.
Табл. 159. Илл. 540. Библ. 20 назв.
Книга содержит данные по вопросам конструирова-
ния и расчета трубопроводной арматуры. Приведены кон-
струкции арматуры для работы при различных условиях
и на различных средах и приводы, применяемые для управ-
ления арматурой. Представлены сведения о материалах,
применяемых для деталей арматуры. Рассмотрены во-
просы конструирования основных узлов и деталей. По-
дробно изложены методы расчета арматуры. Приведены
справочные данные, необходимые для конструирования
и расчета.
Книга предназначена для инженерно-технических ра-
ботников заводов, конструкторских бюро и проектных ин-
ститутов, а также может быть полезна студентам и аспи-
рантам высших учебных заведений.
Рецензент инж. В. В. Манеров
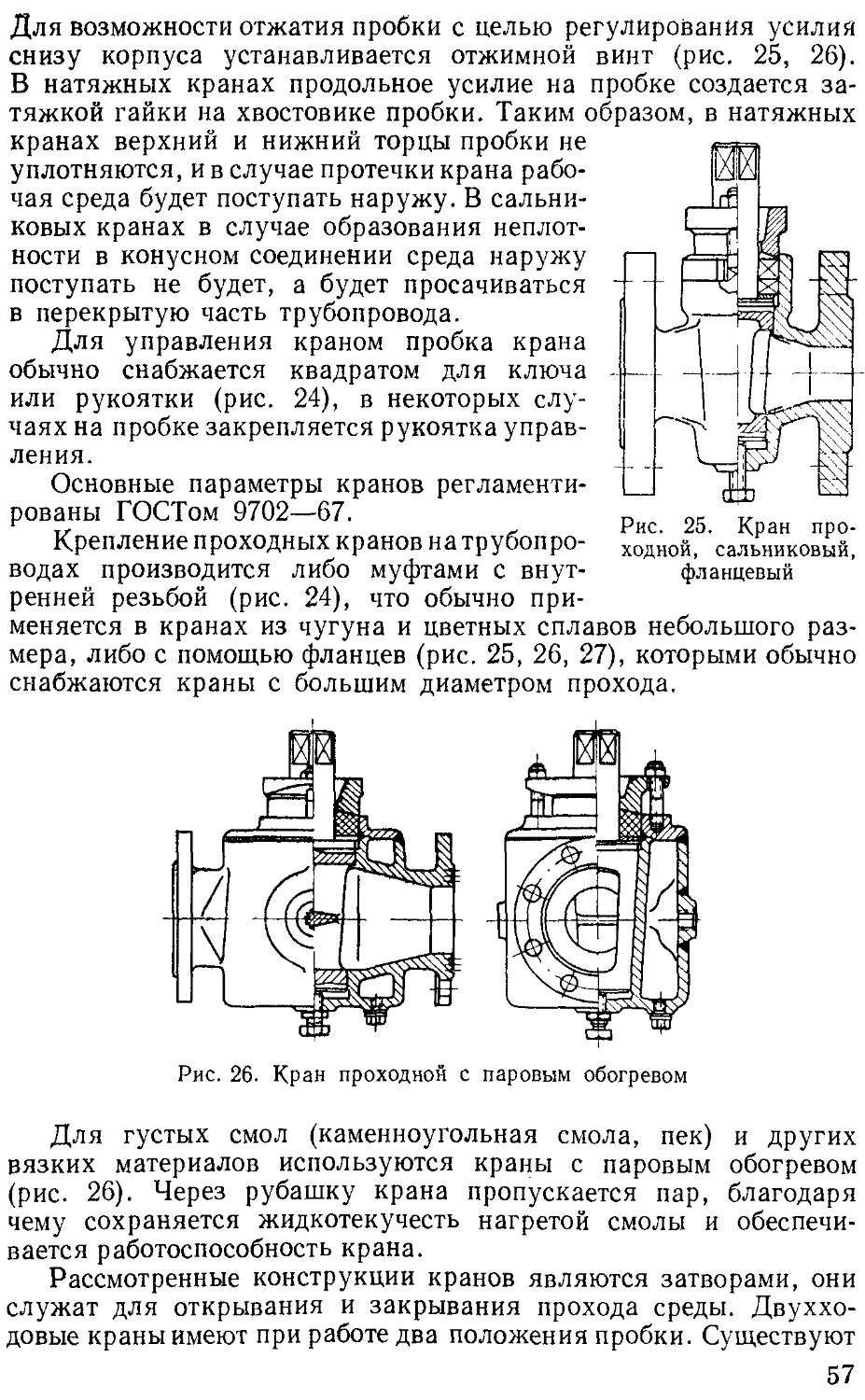
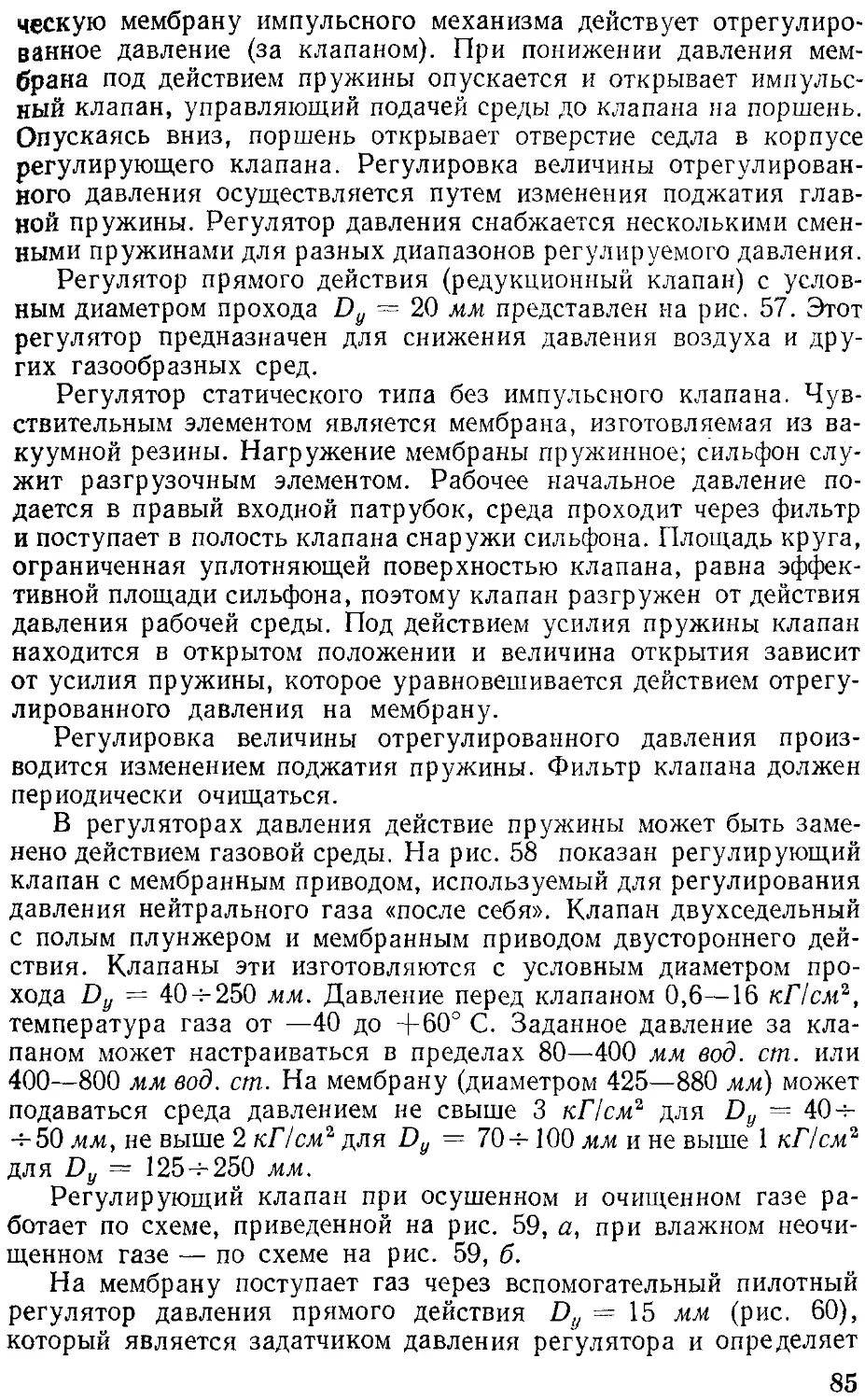
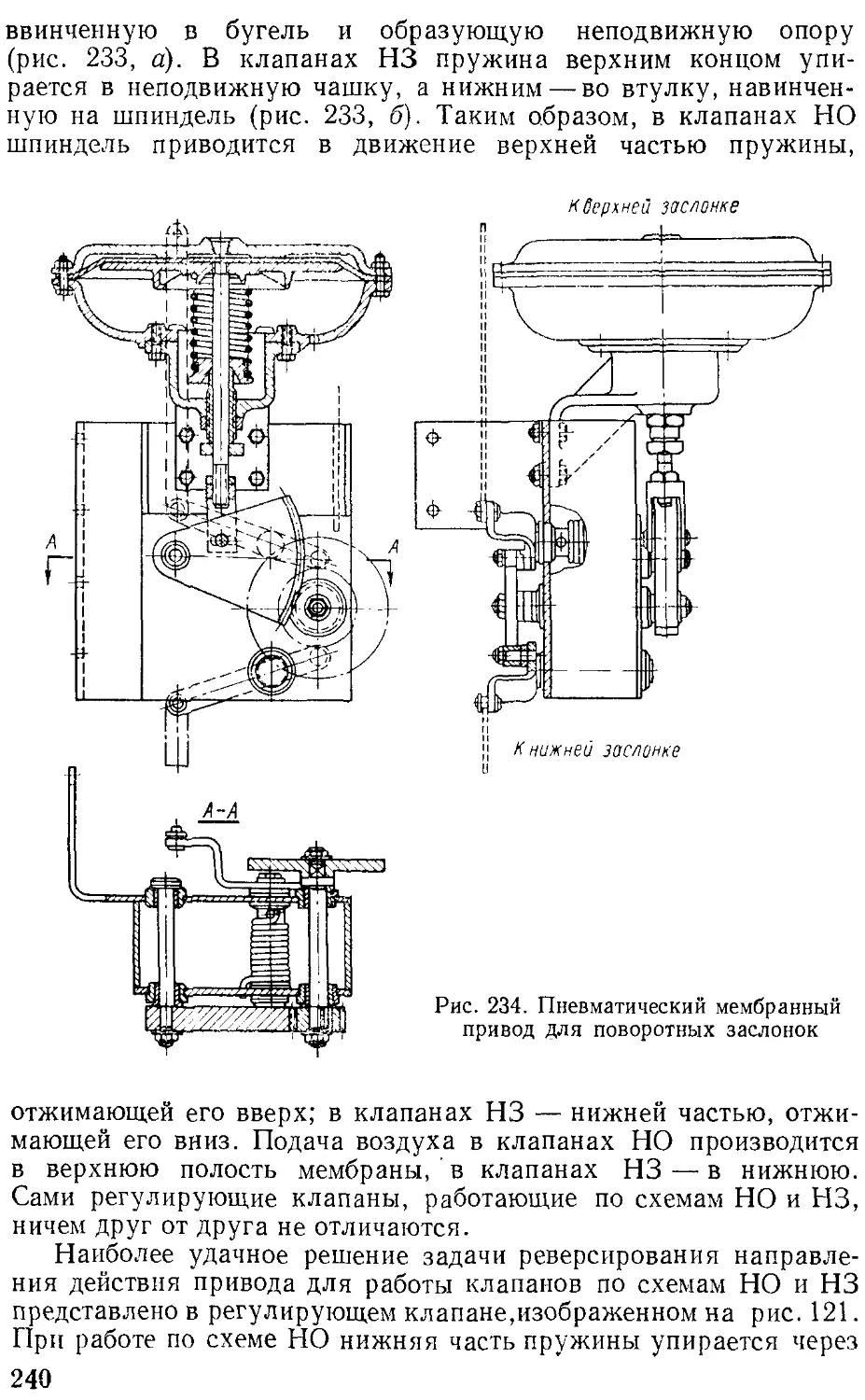
ПРЕДИСЛОВИЕ
Трубопроводной арматурой оснащаются многие установки и
агрегаты в химической, нефтедобывающей и нефтеперерабатываю-
щей промышленности, в металлургии и энергетике.
Большое количество арматуры используется в судостроении,
холодильной промышленности, жилищном и промышленном строи-
тельстве и других отраслях народного хозяйства.
Быстрое развитие техники вызывает необходимость разработки
и изготовления большого количества различных конструкций
арматуры для самых разнообразных условий работы. Диапазоны
температур, давлений, вязкостей и других свойств применяемых
различных сред, в которых работает арматура, непрерывно рас-
ширяются, поэтому число проблем, с которыми сталкивается кон-
структор, несмотря на большое количество выполняемых экспери-
ментальных и теоретических разработок, все время возрастает.
Конструктору приходится решать различные задачи из многих
областей: механики, гидравлики, трения и износа, эрозии, корро-
зии, прочности и жесткости деталей, влияния температурных
воздействий и т. д. Он должен прежде всего учитывать условия
работы арматуры и обеспечить надежность и долговечность работы
конструкции, а также ее технологичность и возможность изготов-
ления с малыми затратами.
В связи с возрастающей ролью автоматизации управления про-
изводственными процессами увеличивается роль электрического,
пневматического и гидравлического приводов арматуры, дистан-
ционного управления арматурой, что вызывает усложнение кон-
струкций.
Данные, необходимые конструктору для проектирования тру-
бопроводной арматуры, приведены в настоящей книге. По сравне-
нию с предыдущими изданиями расширен объем материалов по
конструированию, увеличено количество таблиц и других справоч-
ных данных, предназначенных для практического использования
1* 3
в процессе конструирования. Приведено большое число конструк-
ций арматуры как отечественных, так и зарубежных, среди них
много конструкций ЦКБА (Центральное конструкторское бюро
арматуростроения).
В книге сохранены размерности, принятые в предыдущих
изданиях и применяемые пока в инженерной практике, поскольку
сохраняется действие ГОСТов, разработанных в этих единицах
измерений, и используются приборы со шкалами, градуирован-
ными в кПсм2.
Для справок приводятся соотношения между единицами, часто
встречающимися в книге, и новыми единицами ГОСТа 9867—61:
килограмм-сила 1 кГ = 9,81 н (ньютон), давление 1 кПсм2 =
= 98,1 • 103 н/м2, или приближенно 0; 1 Мн!м2 (меганьютон),
температура — Г С = Т° К — 273,15°.
Автор надеется, что изложенный в книге материал поможет
инженерно-техническим работникам в решении задач конструиро-
вания и расчета арматуры.
Все замечания и пожелания по содержанию книги автор просит
высылать по адресу: Ленинград, ул. Дзержинского, 10, Ленинград-
ское отделение издательства «Машиностроение».
Автор
ЧАСТЬ ПЕРВАЯ
ПРОМЫШЛЕННАЯ
ТРУБОПРОВОДНАЯ
АРМАТУРА
РАЗДЕЛ ПЕРВЫЙ
НАЗНАЧЕНИЕ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Глава 1. КЛАССИФИКАЦИЯ ТРУБОПРОВОДНОЙ
АРМАТУРЫ
1. ВВЕДЕНИЕ
Трубопроводной арматурой называются устройства, предна-
значенные для управления движением по трубопроводам потоков
жидкостей, газов (паров), а также сыпучих материалов путем не-
посредственного на них воздействия. Трубопроводная арматура
используется также для управления движением части потока или
его отдельной фазы — жидкой или газовой.
Общая классификация арматуры, предусматривающая разде-
ление арматуры по различным признакам, приводит к сложной
схеме, неудобной для практического применения. Целесообразно
иметь ряд частных классификаций по тем или иным признакам.
Практика подтвердила правильность такого решения. В соответ-
ствии с этим имеются классификации арматуры по диаметрам тру-
бопровода, величине рабочего давления среды и температуре, по
типам арматуры, конструктивным признакам и т. д.
2. КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Подавляющее количество арматуры устанавливается на трубо-
проводах и лишь сравнительно небольшая часть монтируется непо-
средственно на аппаратах, котлах, установках, агрегатах и пр.
Номинальный диаметр отверстия в трубе или в арматуре, слу-
жащего для прохода среды, называется условным диаметром про-
хода и обозначается Dy. Величины условных диаметров регламен-
тируются ГОСТом 355—67 и представлены в табл. 1.
Трубопроводы можно разделить на магистральные, техноло-
гические, энергетические, судовые, авиационные и т. д. Каждый
из них имеет свои характерные особенности условий монтажа и
эксплуатации, что необходимо учитывать при конструировании
арматуры. Арматура, установленная на магистральных трубопро-
водах, как правило, приводится в действие сравнительно редко.
7
Таблица I
Условные диаметры проходов Du (в мм) трубопроводов и арматуры
(по ГОСТу 355—67)
Основе ые Вс по мога тел ь н ые 3; 6; 1; 1,5; 2; 2,5; 4; 5; 8; 10; 15; 20; 25; 32; 40 13 *
Основные 50; 65; 80; 100; 125; 150; 200; 250; 300
Вспомогательн ые 00; ’ 175; 225; 275/ 3251
Основные 330; 400; ,300; 60и; 800; 1000: 1200
Вспомогательные 375/ 450; 700; 900; 1101)
Основные 1400; 1600; 2000; 2400
Вспомогательные 1300;* 1500;* 1800 ; 2200; 2600; 2800
Основные 3000; 3100; 4000
Вспомогательн ые 3200; 3600; 3800
Примечание. Основные размеры предназначаются для трубопроводов, фитингов и арматуры общепромышленного назначения и рекомендуются для применения в первую очередь. Вспомогательные размеры не могут применяться для трубопроводов, фитингов и арматуры общепромышленного назначения. Вспо- могательные размеры, обозначенные*, могут быть применены в виде исключения лишь для обеспечения работы существующих трубопроводных систем или уста- новок, разработанных и изготовленных до ввода в действие ГОСТа 355—67.
На технологических трубопроводах она обычно эксплуатируется
более интенсивно. Так, на некоторых установках цикл открытие—
закрытие совершается в течение суток много раз. Арматура судо-
вых трубопроводов часто подвергается действию вибраций,
а в авиационных трубопроводах помимо вибраций могут возник-
нуть также ускорения, в несколько раз превышающие ускорение
силы земного притяжения.
Трубопроводы проектируются и изготовляются в соответствии
с правилами, установленными Госгортехнадзором. Исключение
составляют трубопроводы с невысокими значениями параметров
среды, например трубопроводы для пара, эксплуатируемые при
давлении до 2 кПсм2 (абс.); для воды с температурой до 120° С;
временно установленные трубопроводы со сроком действия до од-
ного года и некоторые другие. В зависимости от рода и параметров
рабочей среды энергетические трубопроводы подразделяются на
четыре категории.
К первой категории относятся трубопроводы перегретого пара
при температуре 450—660° С независимо от давления пара, а также
трубопроводы горячей воды и насыщенного пара при давлении
свыше 184 кПсм2, и температуре свыше 120' С.
Ко второй категории относятся трубопроводы перегретого пара
при температуре свыше 350 до 450' С при давлении до 39 кПсм2,
а также трубопроводы горячей воды и насыщенного пара при
давлении свыше 80 до 184 кПсм2 при температуре свыше 120° С.
8
Третью категорию составляют трубопроводы перегретого пара
при температуре свыше 250 до 350° С и давлении до 22 кПсм2,
а также трубопроводы горячей воды и насыщенного пара при дав-
лении свыше 16 до 80 кПсм2 и температуре свыше 120° С.
К четвертой категории принадлежат трубопроводы перегре-
того и насыщенного пара давлением свыше 1 до 16 кПсм2, и при тем-
пературе свыше 120 до 250° С.
Правилами безопасности, утвержденными Госгортехнадзором
СССР в газовом хозяйстве заводов черной металлургии, разре-
шается прокладка газопроводов как межцеховых, так и цеховых
с давлением до 6 кПсм2. В случае производственной необходимо-
сти допускается давление до 12 кПсм2. Для прокладки газопрово-
дов с давлением свыше 12 кПсм2 требуется разрешение Управле-
ния округа Госгортехнадзора СССР.
В зависимости от максимального рабочего давления газа газо-
проводы и газовые установки делятся на газопроводы и газоуста-
новки:
низкого давления при Рраб^ 0,15 кПсм2-,
низкого давления при 0,15 кПсм2 <^Рраб С 1 кГ/см2",
среднего давления при 1 кПсм2 < Рраб 3 кГ/слг2;
высокого давления при 3 кПсм2 <« Рра5 6 кПсмг;
высокого давления при 6 кПсм2 <ZPpa6^ 12 кПсм2.
Установка бронзовых кранов или задвижек с бронзовыми коль-
цами на газопроводах коксового газа запрещается.
Дисковые задвижки на газопроводах должны быть с выдвиж-
ным шпинделем. При наличии указателей величины открытия и
направления вращенир шпинделя допускаются задвижки с невы-
движным шпинделем. Пробки кранов должны иметь ограничитель
поворота на 90° и риску, показывающую положение крана.
После дисковых задвижек для надежного отключения отдель-
ных участков от действующих газовых сетей устанавливаются
листовые задвижки (при Рраб 0,4 кПсм2) либо заглушки. При
давлении газа свыше 3 кПсм2 дисковые задвижки и краны должны
быть стальными.
Для изготовления газопроводов применяются трубы из хорошо
сваривающихся малоуглеродистых и низколегированных сталей
с содержанием углерода не выше 0,27%. Относительное удлине-
ние стали при пятикратных образцах должно быть не менее 18%.
Трубопроводы, используемые в газовом хозяйстве городов,
промышленных предприятий или других потребителей, в зависи-
мости от давления газа подразделяются так:
газопроводы низкого давления, работающие при рабочем дав-
лении 0,05 кПсм2 и ниже;
газопроводы среднего давления, работающие при рабочем
давлении свыше 0,05 до 3 кПсм2-,
газопроводы высокого давления, работающие при рабочем
давлении свыше 3 до 6 кПсм2.
9
В городском газовом хозяйстве в зависимости от назначения
газопроводы подразделяются на транзитные, распределительные
и ответвления. Транспортировка газа по городскому газопроводу
допускается под давлением не выше 12 кПсм2.
К трубопроводам и арматуре, предназначенным для транспор-
тирования на химических производствах огне- и пожароопасных
сред, а также для токсичных сред, предъявляются высокие требо-
вания в отношении прочности и плотности. Независимо от темпе-
ратуры рабочей среды, при транспортировании их под вакуумом
или под давлением при диаметре трубопровода до 400 мм должны
применяться стальные бесшовные трубы. Сварные трубы могут
применяться только при условии изготовления их по специальным
техническим условиям.
Соединения в трубопроводах для транспортирования сжижен-
ных газов должны осуществляться главным образом сваркой.
В местах установки арматуры и с целью присоединения оборудова-
ния могут быть применены фланцевые соединения. Они могут быть
использованы и в трубопроводах, требующих периодической раз-
борки с целью очистки или замены отдельных участков.
3. КЛАССИФИКАЦИЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ
До настоящего времени отсутствуют стандарты на общую клас-
сификацию трубопроводной арматуры. Ниже приводятся некото-
рые данные классификации по отдельным признакам или парамет-
рам, часть из которых уже является общепринятыми или стандар-
тизованными, а некоторые должны рассматриваться как предвари-
тельные предложения, требующие уточнений и подтверждения их
целесообразности на практике.
По назначению арматуру можно подразделить на пять больших
классов:
1) запорная арматура 1 — устройства, применяемые для перио-
дического или разового включения или отключения части трубо-
провода или объекта (вентили, клапаны, задвижки, краны и др.);
2) регулирующая арматура — устройства, применяемые для
частичного перекрытия проходных сечений и изменения количества
протекающей жидкости с целью регулирования расходов, давле-
ния, уровня, температуры, состава среды и т. д. (регулирующие
клапаны, регуляторы давления, регуляторы уровня, редукцион-
ные клапаны, смесительные клапаны и др.);
3) предохранительная арматура — устройства, используемые
для ограничения рабочих параметров и предотвращения аварийных
условий: выпуска избытка среды при чрезмерном повышении
давления (предохранительные и перепускные клапаны), предот-
1 Представляется целесообразным конструкции запорной арматуры назы-
вать затворами, а узел, с помощью которого осуществляется перекрытие
потока среды, называть замком затвора.
10
вращения движения среды в обратном направлении (обратные
клапаны);
4) контрольная арматура — устройства, предназначенные для
определения наличия или уровня жидкости (пробно-спусковые
краны, указатели уровня);
5) разная арматура — устройства, применяемые, например,
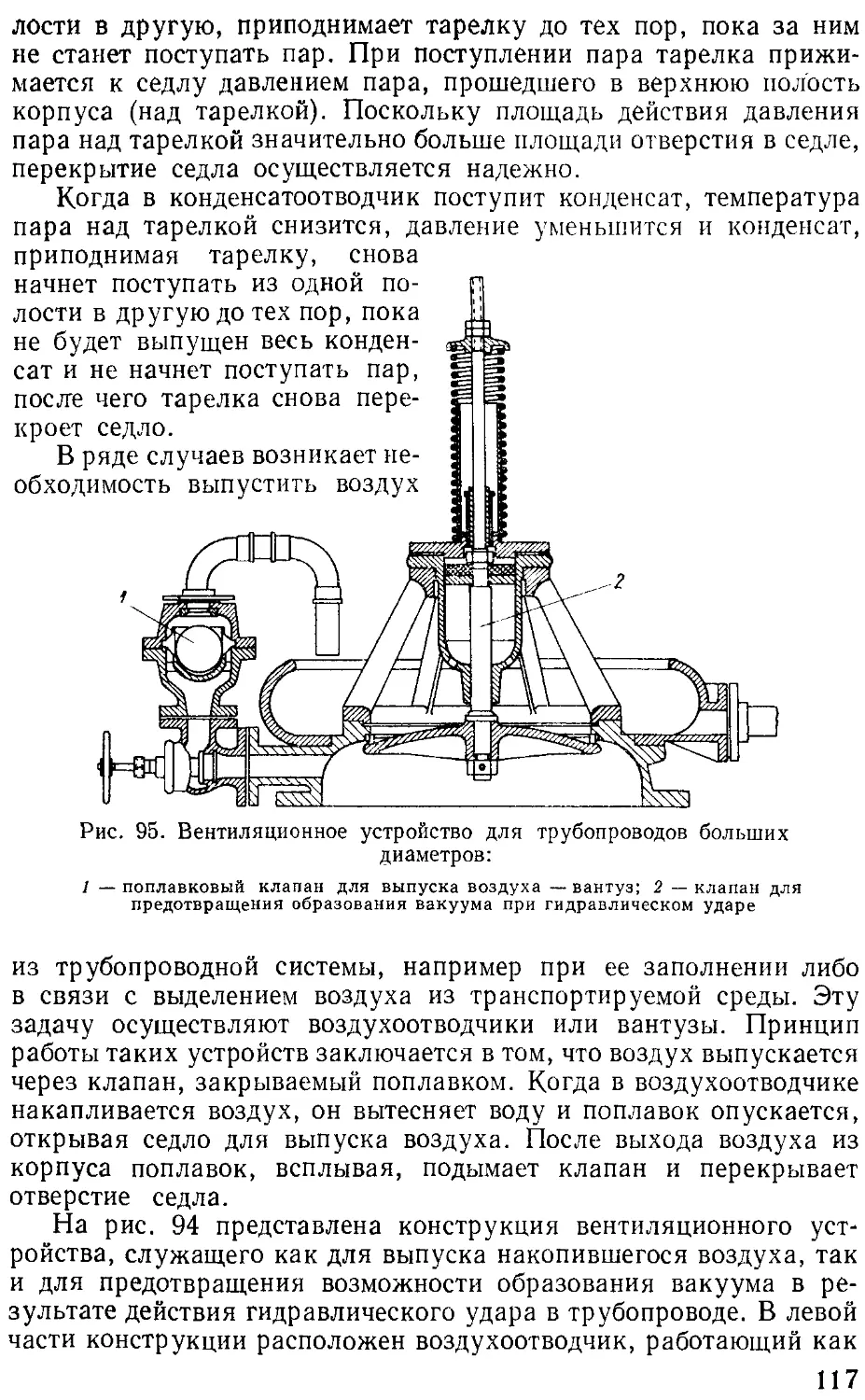
для отвода одной из фаз среды: конденсата (конденсатоотводчики),
воздуха (вантузы), масла (маслоотделители) и др.
Для наглядности приводится схема классификации арматуры
по назначению.
КЛАССИФИКАЦИЯ АРМАТУРЫ ПО НАЗНАЧЕНИЮ
Основными, наиболее важными и широко применяемыми пара
метрами арматуры являются следующие:
1) условный диаметр прохода Dy — номинальный внутрен
ний диаметр трубопровода, к которому присоединяется арматура
2) рабочее давление Ррад — давление, при котором осущест
вляется эксплуатация арматуры;
3) условное давление среды Ру — номинальное давление среды
соответствующее обычно рабочему давлению при темпера'
среды t = 0-и 120° С для чугунной арматуры и t = 0-ь200° С
арматуры из углеродистой стали (ГОСТ 356—59);
1
4) пробное давление Рпр — давление, при котором произво-
дится гидравлическое испытание арматуры на прочность.
Из линейных размеров необходимо выделить строительную
длину L мм, равную длине отрезка трубы, который она замещает.
Для фланцевой арматуры строительная длина равна расстоянию
между наружными торцовыми плоскостями присоединительных
фланцев. Условные диаметры проходов трубопроводной арматуры
имеют (табл. 1) 31 основной размер, предназначенный для преиму-
щественного применения, 19 вспомогательных размеров, не реко-
мендуемых для арматуры общепромышленного назначения, и 8 раз-
меров, которые могут быть использованы в виде исключения лишь
для изготовленных ранее и эксплуатируемых трубопроводов.
По размерам условного диаметра прохода можно выделить
следующие пять групп арматуры:
1) группа сверхмалых размеров до 5,0 мм включительно;
2) группа малых размеров — от 6 до 40 мм включительно; ар-
матура этих диаметров прохода применяется в разветвленной сети
водопроводов, газопроводов, в аппаратах и т. д. и изготовляется
в большом количестве;
3) группа средних диаметров прохода — от 50 до 300 мм вклю-
чительно; применяется для разводящих линий трубопроводов и
отдельных магистралей; изготовляется крупносерийно;
4) группа больших диаметров прохода — от 350 до 1200 мм\
используется в основном в магистральных трубопроводах, изго-
товляется серийно или мелкосерийно;
5) группа сверхбольших диаметров прохода — от 1400 мм и
выше; используется в основном в металлургии, гидротехнических
сооружениях и в некоторых других отраслях промышленности;
изготовляется мелкосерийно и индивидуально.
По условным давлениям арматуру можно разделить на
6 групп:
1) арматура для глубокого вакуума, используемая для давле-
ний ниже 1 • 10~3 мм рт. ст.',
2) вакуумная арматура, используемая для давления от
1 • 10“3 мм рт. ст. и выше — до 1 ата (абс.);
3) арматура малых давлений, применяемая до 16 кПсм2-,
4) арматура средних давлений — от 25 до 100 кГ!см2',
5) » высоких » — от 160 до 800 кПсм2',
6) » сверхвысоких » — от 1000 кГ!см2 и выше.
Рабочие давления при температурах до 120° С для чугуна и до
200° С для стали равны условным. При повышении температуры
допускаемое рабочее давление снижается в зависимости от мате-
риала корпусных деталей арматуры.
По температурному режиму арматуру можно разделить на пять
категорий.
1. Арматура обычная, изготовляемая из углеродистой стали,
ковкого или серого чугуна; арматура из углеродистой стали при-
12
меняется для температуры от —40 до -|-450° С, арматура из ков-
кого чугуна от —30 до 400° С; арматура из серого чугуна от —15 до
300° С. (Пределы применения при низких температурах указаны
для неответственных объектов и при низких давлениях. Для от-
ветственных объектов, например газопроводов, работающих при
температуре ниже —30°, применяется стальная арматура из
легированной стали, специальных сплавов или цветных металлов
с ударной вязкостью при рабочей температуре не менее 2 кГ -м/см2.)
2. Арматура для высоких температур, изготовляемая из спе-
циальных сталей и применяемая для температур 450—600 С.
3. Арматура жаропрочная, применяемая для температур свыше
600° С.
4. Арматура для низких температур, работающая при темпера-
турах до —70° С.
5. Арматура для глубокого холода, пригодная к эксплуатации
при температурах ниже —70° С.
При применении арматуры из углеродистой стали для темпера-
тур свыше t = 200° С рабочее давление с повышением температуры
снижается и допускается до следующих значений:
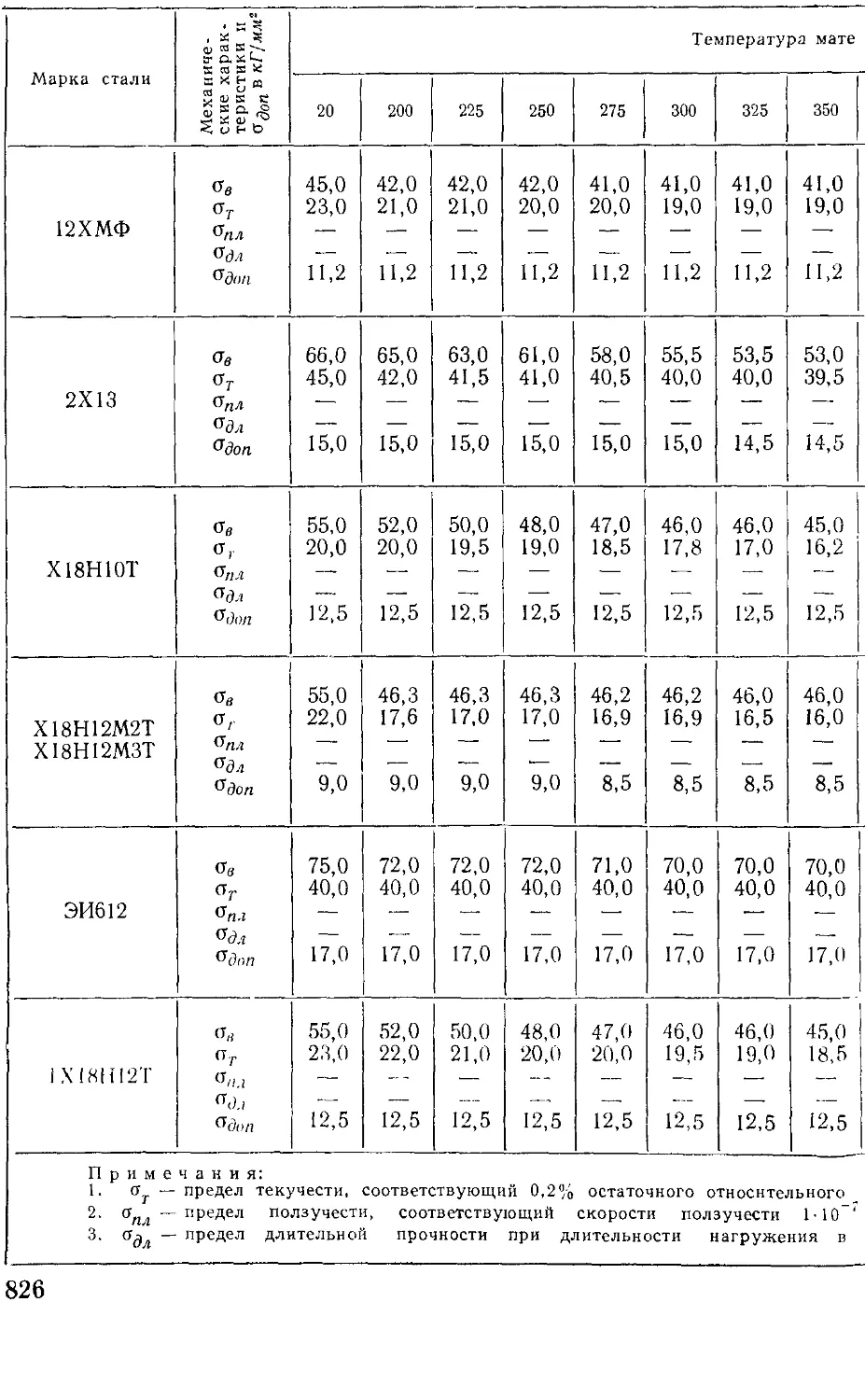
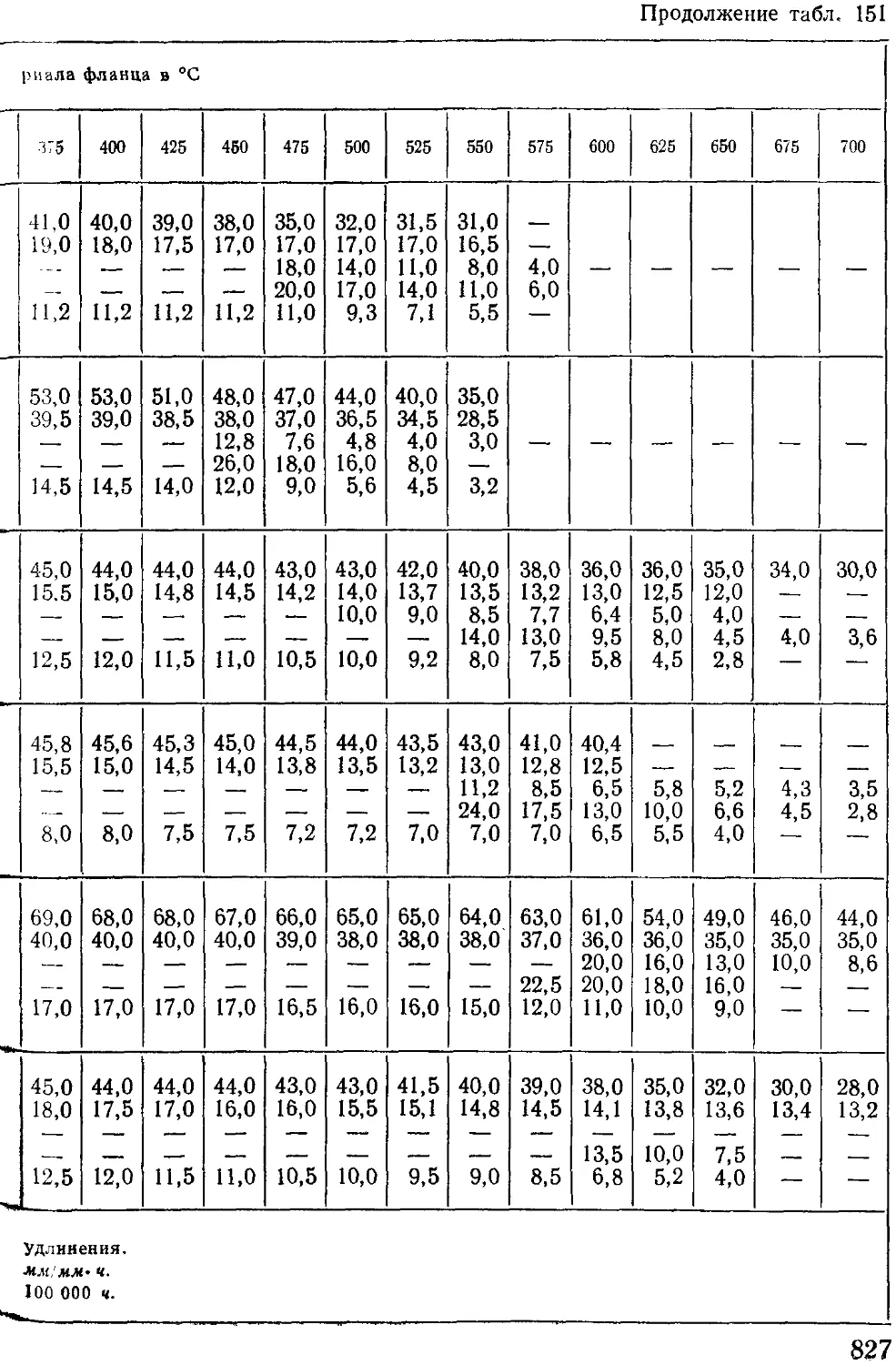
t в °C 250 300 350 400 425 450
Р раб 0,90Ру 0,80Ру 0,70Ру 0,64Ру 0,56Ру 0,42Р;/
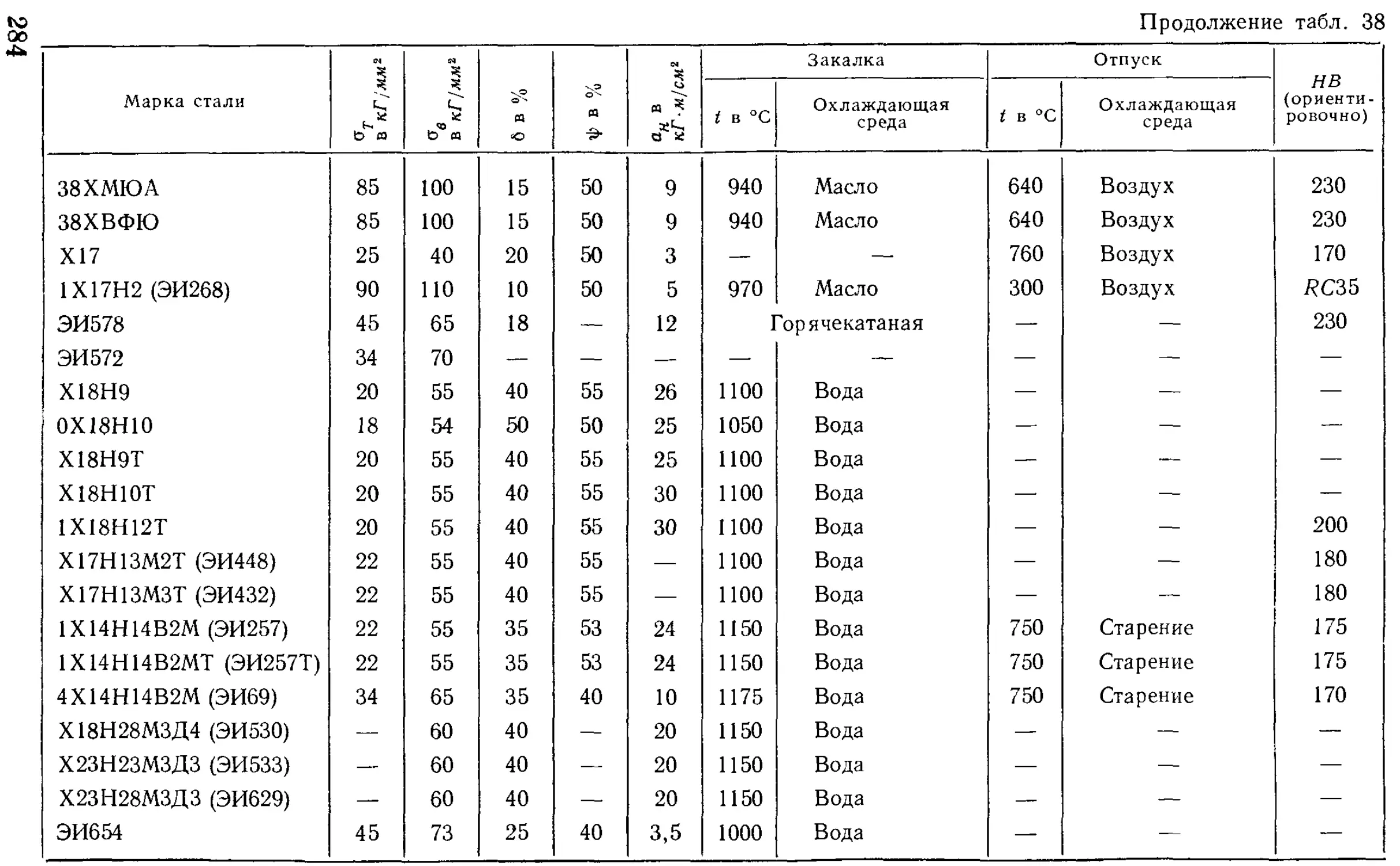
Для арматуры, изготовленной из других сталей, снижение
рабочего давления при повышении температуры определяется
свойствами стали (табл. 2 и 3).
Рабочее давление при различных температурах может обозна-
чаться цифровыми индексами внизу буквы Р, которые соответ-
ствуют рабочей температуре среды. Например, если написано
Р400 = 64 кПсм2, то это обозначает рабочее давление среды
64 кПсм2 при температуре 400° С.
При конструировании арматуры целесообразно по возможности
максимально унифицировать детали, т. е. создавать конструкции
деталей, которые могли бы быть использованы для различных
изделий и для различных условий работы. Особенно важное значе-
ние приобретает унификация конструкций корпусных деталей,
имеющих обычно наиболее сложную форму, для производства
которых требуется изготовление моделей. Использование системы
условных давлений Ру и соответствующих им различных рабочих
давлений Рра5 при различных температурах позволяет унифициро-
вать такие сложные детали, как корпуса, крышки и другие детали
работающие в различных условиях. Одну градацию рабочих дав-
лений при различных температурах, когда данному условному
13
Температурные ступени для стальной арматуры
(по ГОСТу 356—59)
Таблица 2
Группа сталей Марки сталей Номер температурной ступени
Номер Обо- значе- ние Наименование 1 2 3 i 4 5 6 1 7 8 1 9 1 10 I 11 1 12 | 13
Температура >абочей среды в °C
I с Углеродистая (С <0,3) Ст.З; МСт.4; 25 До 200 225 250 275 300 325 350 375 400 410 425 430 435
II м Молибденовая 16М До 200 275 320 375 450 465 475 — — — —
III MX Хромомолибденовая 12МХ До 200 275 320 375 450 475 490 495 500 505 510 510 515
IV хм Хромомолибденовая 15ХМА; 20ХМЛ До 200 275 320 375 450 475 490 495 500 505 310 510 515
V ХМФ Хромомолибдсно- ванадиевая 12Х1МФ; 20ХМФЛ; 15Х1М1Ф; 15Х1М1ФЛ До 200 275 320 375 450 500 510 515 520 530 535 540
VI Х5Т Хромотитановая Х5ТЛ До 200 285 325 360 390 415 425 — — — - — —
VII Х5 Хромомолибденовая и хромовольфрамовая Х5МЛ; Х5ВЛ До 200 285 325 360 390 415 430 445 450 460 470 480 490
VIII Х8 Хромовольфрамовая Х8ВЛ До 200 285 325 360 390 415 430 445 450 460 470 480 490
IX хн Хромоникелетита- новая и хромонике- левольфрамовая Х18Н10Т; 1Х18Н12Т; 1Х14Н14В2М; 1Х14Н14В2МТ; Х18Н9ТЛ До 200 275 320 375 420 460 480 500 520 540 560 580 590
X хг Хромокрем немар- ганцевая 14ХГС До 200 225 250 275 320 350 — — — — — __ —
XI ХФ X ромомолибдено - вольфрамованадиевая ХЗМВФ До 200 300 350 400 440 460 475 500 510 — — — —
Продолжение табл. 2
Группа сталей Марки сталей Номер температурной ступени
Номер Обо- значе- ние Наименование 14 15 16 17 18 19 20 21 22 23 24 25 26 27
Температура рабочей среды в °C
I С У гл еродистая (С <0,3) Ст.З; МСт.4; 25 440 445 450 — — — — — — — — — —
П М Молибденовая 16М
ш мх Хромомолибденовая 12МХ 515 520 525 530 — — — — — — — — —
IV хм Хромомолибденовая 15ХМА: 20ХМЛ 520 525 530 535 540 — — __ — — — — — —
V ХМФ Хромомолибдене - ванадиевая 12Х1МФ; 20ХМФЛ; 15Х1М1Ф; 15Х1М1ФЛ 545 550 555 560 565 570 '575 580 585 — __ —
VI Х5Т Хромотитановая Х5ТЛ —
VII Х5 Хромомолибденовая и хромовольфрамовая Х5МЛ; Х5ВЛ 495 500 505 510 515 520 525 530 535 540 545 550 — —
VIII Х8 Хромовольфрамовая Х8ВЛ 495 500 510 515 520 525 530 540 545 550 555 565 570 575
IX ХН Хромоникелетита- новая и хромонике- левольфрамовая Х18Н10Т; 1Х18Н12Т; 1Х14Н14В2М; 1Х14Н14В2МТ; Х18Н9ТЛ 600 610 620 630 635 640 650 660 670 675 680 690 695 700
X ХГ Хромокремиемар- ганцевая 14ХГС — — — — — — — — — — — —
XI ХФ Хромомолибдене- вольфрамованадиевая ХЗМВФ — — — — — — — — — — — — — —
Примечание. В соответствии с существующими положениями применение сталей, легированных никелем, допускается
лисп, в технически обоснованных случаях и требует соответствующего разрешения.
Рабочее давление при различных температурных ступенях для стальной арматуры
(по ГОСТу 356—59)
Таблица 3
Да вл ение условное ру в кГ/см2 Давление пробное р пР в кГ!см2 Номер температурной ступени
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 23 24 j 25 26 27
Рабочее давление P0Q- (наибольшее) в кГ/см-
1 2,5 4 6 10 16 25 40 64 100 160 200 250 320 400 500 640 800 1000 4 6 g 13 24 38 60 96 150 240 300 350 450 560 650 800 1000 1230 1 2,5 4 6 10 16 25 40 64 100 160 200 250 320 400 500 640 800 1000 1 2,4 3,8 6 9,5 15 24 38 60 95 150 190 235 300 380 475 600 750 950 0,9 2,2 3,6 5,6 9,0 14 36 56 90 140 180 225 280 360 450 560 710 900 0,9 2,1 3,4 5,3 8,5 13 21 34 53 85 132 170 210 265 340 425 530 670 850 0,8 2,0 3,2 5,0 8,0 12,5 20 32 50 80 125 160 200 250 320 400 500 640 800 0,8 1,9 3,0 4,8 7,5 12 19 30 48 75 118 150 190 235 300 380 475 600 750 0,7 1.8 2,8 4,5 7,0 11 18 28 45 71 112 140 180 225 280 360 450 560 710 0,7 1,7 2,6 4,2 6,7 10,5 26 42 67 106 132 170 210 265 340 425 530 670 0,6 1,6 2,5 4,0 6,4 10 16 25 40 64 100 125 160 200 250 320 400 .500 640 0,6 1,5 2,4 3,8 6,0 ' 9,5 15 24 38 60 95 118 150 190 235 300 380 475 600 0,6 1,4 2,2 3,6 5,6 9 14 22 36 56 90 112 140 180 225 280 360 450 560 0,5 1,3 2,1 3,4 5,3 8,5 13 21 34 53 85 106 132 170 210 265 340 425 530 0,5 1,2 2,0 3,2 5,0 8 12,5 20 32 50 80 100 125 160 200 250 320 400 500 0,5 1,2 1,9 3,0 4,8 12 19 30 48 75 95 118 150 190 235 300 380 475 0,5 1,1 1,8 2,8 4,5 7 11 18 28 45 71 90 112 140 180 225 280 360 450 1,0 1,7 2,6 4,2 6,7 10,5 17 26 42 67 85 106 132 170 210 265 340 425 1,0 1,6 2,5 4,0 6,4 10 16 40 64 80 100 125 160 200 250 320 400 0,9 1,5 2,4 3,8 6 9,5 15 24 38 60 75 95 118 150 190 235 300 380 0,9 1,4 2 2 3,6 5,6 9 14 22 36 56 71 90 112 140 180 225 280 360 0,8 1,3 2,1 3,4 5,3 8,5 13 21 34 53 67 85 106 132 170 210 265 340 0,8 1,2 2,0 3,2 8 12,5 20 32 50 64 80 100 125 160 200 250 320 0,7 1,2 1,9 3,0 4,8 12 19 30 48 60 75 95 118 150 190 235 300 0,7 1,1 1,8 2,8 11 18 28 45 56 71 90 112 140 180 225 280 0,7 1,0 1,7 2.6 4,2 6,7 10,5 17 26 42 53 67 85 106 132 170 210 265 0,6 1.0 1,6 4 6,4 10 16 40 50 64 80 100 125 160 200 250 0,6 0,9 1,5 2,4 3,8 6 9,5 15 24 38 48 60 75 95 118 150 190 235 0,6 0,9 1,4 О 3.6 5,6 9 14 36 45 56 71 90 112 140 180
Примечание. Давление Р ; РПр и Р paQ — избыточное.
давлению и рабочей температуре соответствует одно рабочее давле-
ние, для деталей, изготовляемых из различных сталей, применять
нецелесообразно, так как это приведет к недостаточно эконом-
ному использованию специальных сталей. Поэтому ГОСТ 356—59
предусматривает разделение сталей на одиннадцать характерных
групп, каждая из которых имеет свою градацию температур
в соответствии с изменениями механических свойств данных сталей
при повышении температуры. В табл. 2 приведены градации темпе-
ратур по ступеням для различных групп сталей, в соответствии
с ГОСТом 356—59. В табл. 3 приведены величины рабочих давле-
ний при различных температурных ступенях для различных услов-
ных давлений. Рассмотрим пример применения табл. 2 и 3.
Допустим, требуется изготовить задвижку из хромомолибдено-
вой стали марки 20ХМЛ, работающую при Ррай == 100 кПсм2 и
температуре t — 500° С.
По табл. 2 устанавливаем, что для стали 20ХМЛ температура
t = 500° С соответствует 9-й температурной ступени, а по табл. 3
определяем, что для 9-й температурной ступени при Ру =
= 160 кГ/см2 Рраб = 100 кПсм2.
На основании этих данных и табл. 2 и 3 определяем, что за-
движка, изготовленная для заданных условий, может быть исполь-
зована для давлений от Рраб — 160 кПсм? при t 200° С (1-я тем-
пературная ступень) до Рраб = 60 кПсм2 при t 540° С (18-я тем-
пературная ступень).
В соответствии с правилами Госгортехнадзора на энергетиче-
ских трубопроводах ограниченных параметров и диаметров про-
хода может устанавливаться и чугунная арматура, изготовленная
из чугунов определенных марок. Опыт эксплуатации чугунной
арматуры на электростанциях выявил нецелесообразность ее при-
менения на энергетических установках при давлениях свыше
Рраб = 4-S-5 кПсм2 и температуре свыше t = 150-5-160° С в связи
с тем, что в условиях работы электростанций при более высоких
параметрах работы чугунная арматура часто выходит из строя.
Для чугунной арматуры предусмотрено шесть температурных
ступеней (табл. 4). Для арматуры из бронзы и латуни предусмот-
рены три температурные ступени (табл. 5), причем для давлений
Ру > 40 кПсм? допускается температура t 120° С.
В технически обоснованных случаях, например в случаях
применения специальных сталей, чугунов и бронз, для арматуры
специальных установок и т. д. допускается отклонение от данных,
приведенных в таблицах, при условии, что при Рра0 прочность
арматуры будет обеспечена и не будет снижена применением чрез-
мерно высоких значений Рпр (см. табл. 7).
При использовании приведенных выше таблиц 3 и 4 необхо-
димо иметь в виду, что для управления задвижками при разных
Рраб (например, 160 и 60 кПсм1) потребуется применение различ-
ных усилий и моментов.
2 д. ф. гур евич
17
Таблица 4
Температурные ступени для чугунной арматуры
(по ГОСТу 356—59)
Чугуны Номер температурной ступени
1 2 1 3 | 4 5 6
Температура рабочей среды t в °C
Серый До 120 200 250 300 —
Ковкий До 120 200 250 300 350 400
Давление условное ри в кГ/см2 Давление пробное р пр в кГ/см2 Рабочее давление Р paQ (наибольшее) в кГ/см2
1 2,5 4 6 10 16 25 40 2 4 6 9 15 24 38 60 1 2,5 4 6 10 16 25 40 1 2,5 3,6 5,5 9 15 23 36 1 2 3,4 5 8 14 21 34 1 2 3,2 5 8 13 20 32 0,8 1,9 3 4,5 7,5 12 18 30 0,7 1,6 2,8 4,2 7 10 16 28
Таблица 5
Температурные ступени для арматуры из бронзы и латуни
(по ГОСТу 356—59)
Давление условное ру в кГ/см2 Давление пробное Рпп в кГ/см2 Номер температурной ступени
1 2 3
До 120° С 200° С 250° С
Рабоче е давление Рра^ в кГ/см2
1 2 1 1 0,7
2,5 4 2,5 2 1,7
4 6 4 3,2 2,7
6 9 6 5 4
10 15 10 8 7
16 24 16 13 11
25 38 25 20 17
40 60 40 32 27
64 96 64 — —
100 150 100 — —
160 240 160 — —
200 300 200 — —
250 350 250 — —
18
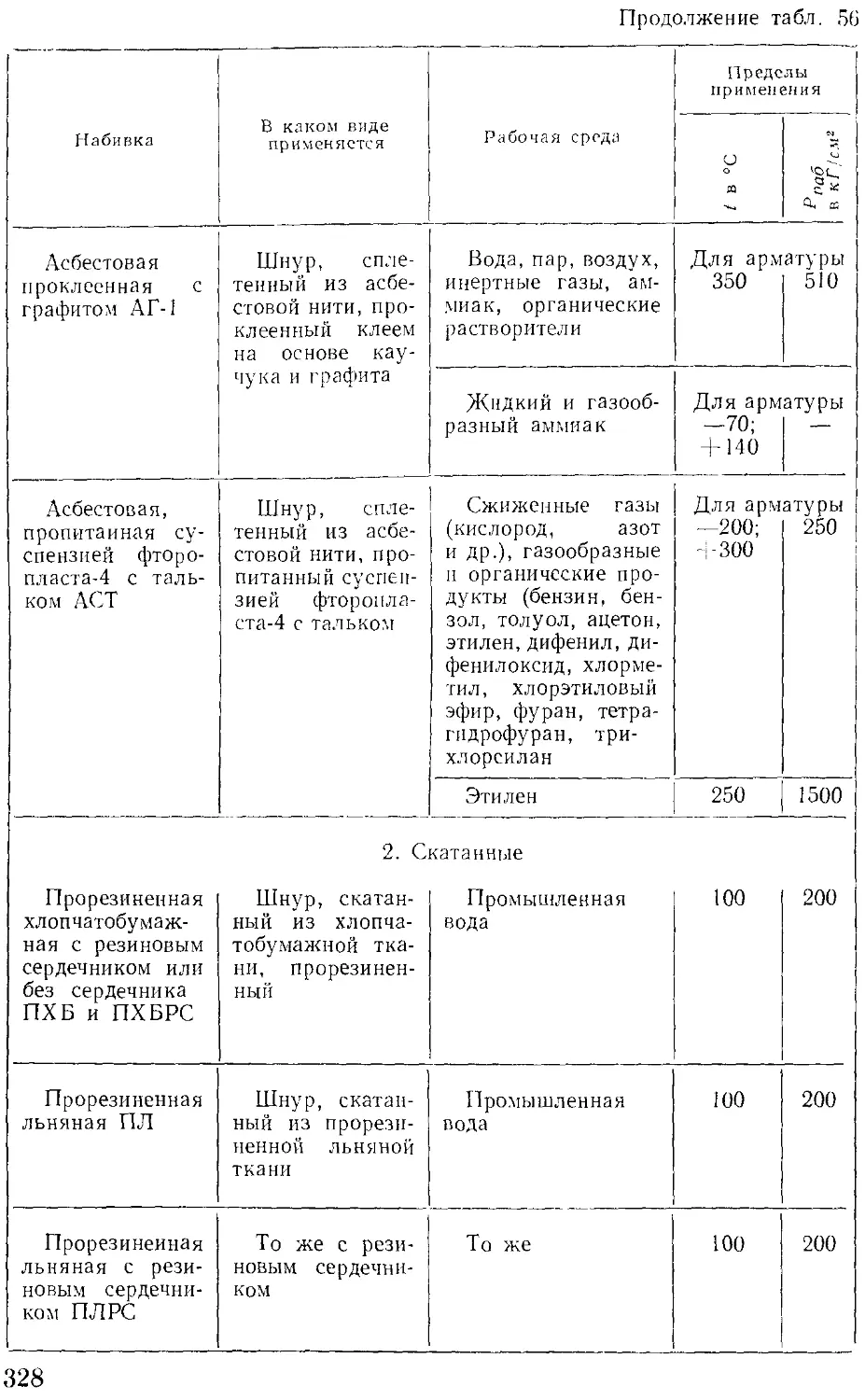
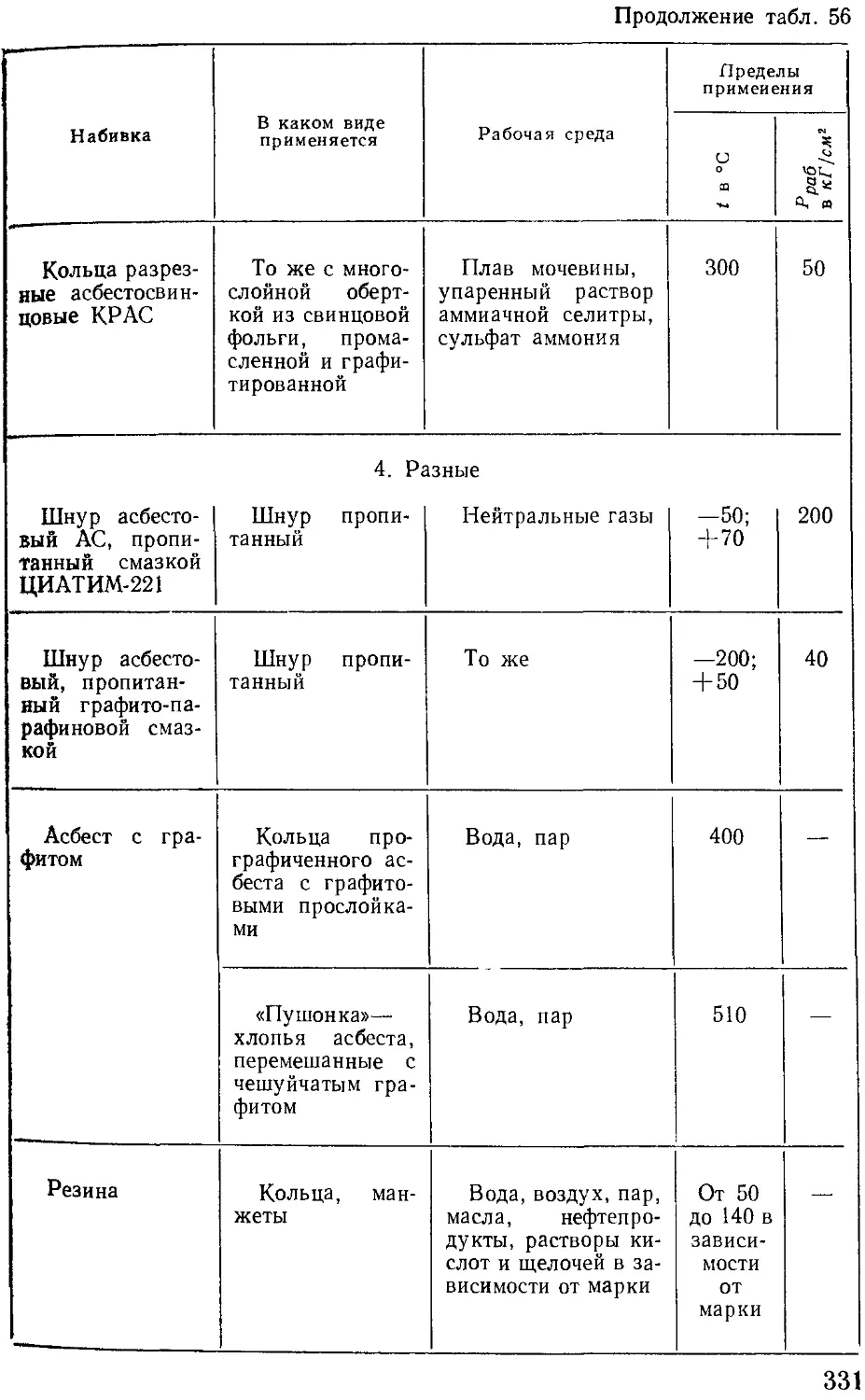
В зависимости от свойств рабочей среды выбираются мате-
риалы уплотняющих колец, набивки сальника и материалы основ-
ных деталей. В трубопроводах перемещаются самые разнообраз-
ные вещества: вода холодная и горячая, пар насыщенный и пере-
гретый, газы, смеси газов, кислоты, щелочи, пульпа, жидкие
металлы (теплоносители), различные химические материалы в виде
полупродуктов, продуктов или отходов. Каждая среда имеет свои
свойства и особенности, в соответствии с которыми при выборе или
проектировании арматуры подбирают или разрабатывают конст-
рукцию и выбирают материал деталей.
Арматура применяется в различных отраслях народного хо-
зяйства, многие из которых имеют свои особые условия эксплуата-
ции и предъявляют специфические требования к конструкции,
материалам и управлению арматурой.
В народном хозяйстве наиболее широко представлена так
называемая промышленная арматура, используемая в жилищ-
ном и промышленном строительстве, водопроводной и газовой
сети, в различных отраслях промышленности и в сельском
хозяйстве.
В химической промышленности помимо промышленной арма-
туры используется большое количество коррозионноустойчивой
арматуры для агрессивных сред, для высоких и сверхвысоких дав-
лений. Судостроительная промышленность предъявляет к арма-
туре помимо основных требований еще требование минимального
веса конструкции. В нефтяной промышленности для фонтанной
арматуры используются материалы, обеспечивающие износостой-
кость стенок против абразивного износа песком, содержащимся
в сырой нефти в некоторых месторождениях. В энергетике (тепло-
вые электростанции) используется арматура в условиях колеба-
ний температур и давлений, что требует соответствующих конст-
руктивных решений для обеспечения плотности подвижных и не-
подвижных сопряжений в конструкциях.
По способу крепления арматуры в трубопроводах она подраз-
деляется на фланцевую, муфтовую, цапковую и приварную.
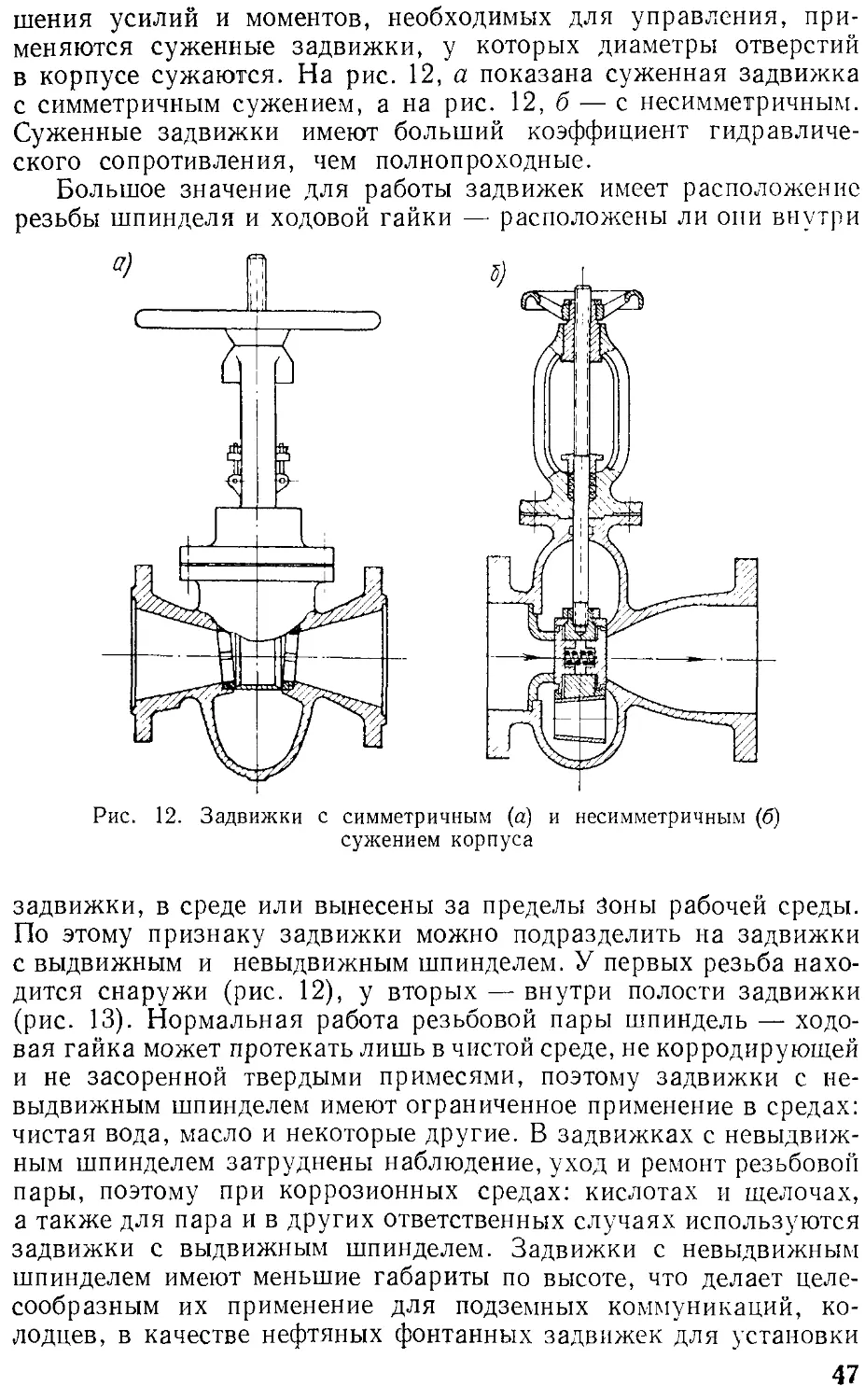
По принципу основного действия (перекрытия потока среды)
арматуру можно разделить на две категории: клапанную — рис. 1
и золотниковую — рис. 2.
В клапанной арматуре поток среды перекрывается путем пере-
мещения диска вдоль оси потока; в золотниковой — поперек оси
потока.
К первой категории арматуры относятся:
1) клапаны (вентили) — рис. 1, а (диск перемещается поступа-
тельно вдоль оси потока);
2) заслонки — рис. 1, б (диск поворачивается вокруг оси,
перпендикулярной потоку и проходящей через ось трубопровода);
3) обратные клапаны поворотные (захлопки) — рис. 1, в
(диск поворачивается вокруг оси, перпендикулярной потоку и
о*
19
Рис. 1. Схема действия клапанных
устройств: а — клапан; б — заслон-
ка; в — поворотный клапан («за-
хлопка»)
Рис. 2. Схема действия золотниковых устройств: а—задвижка (пло-
ская); б — задвижка кольцевая; в — золотник плоский; г — золот-
ник цилиндрический; д — золотник полый; е — кран
20
смещенной обычно 'за пределы проходного отверстия; клапан
надвигается на поток путем поворота).
Ко второй категории относятся следующие устройства:
1) задвижки (плоские) — рис. 2, а (диск или клин переме-
щается в плоскости, перпендикулярной к оси потока);
2) задвижки кольцевые — рис. 2, б (цилиндр пересекает коль-
цевой поток);
3) золотники плоские — рис. 2, в (управление потоком произ-
водится смещением или поворотом пластины, снабженной канав-
ками или отверстиями);
4) золотники цилиндрические — рис. 2, г (управление потоком
производится с помощью цилиндра, снабженного выточками,
канавками или отверстиями и перемещающегося вдоль осп, пер-
пендикулярной потоку);
5) золотники полые — рис. 2, д (управление потоком произ-
водится при помощи полого цилиндра, снабженного сквозными
пазами, через которые проходит среда);
6) краны — рис. 2, е (перекрытие потока производится пово-
ротом цилиндра, шара или конуса — пробки вокруг своей оси,
снабженного сквозным отверстием).
По способу управления арматуру можно разде-
лить на арматуру с ручным управлением и арматуру приводную.
Ручное управление производится в настоящее время главным
образом в тех случаях, когда арматура переключается редко, ис-
пользуется как запасная или резервная, предназначенная на слу-
чей аварии, ремонта трубопроводной сети и т. д. При хорошем
доступе к арматуре она используется с прямым ручным управле-
нием, а при установке в труднодоступных местах, например на
трубопроводах, расположенных высоко, в низкорасположенных
камерах, недоступных по условиям безопасности для обслуживаю-
щего персонала помещениях и т. д., используется арматура с ди-
станционным ручным управлением.
Наиболее совершенным является механическое и автоматиче-
ское управление арматурой, осуществляемое различного типа при-
водами, которые одновременно являются устройствами, обеспечи-
вающими возможность дистанционного управления. Такие способы
управления находят все большее распространение как для целей
периодических переключений, так и для регулирования потоков
в трубопроводных системах.
По способу уплотнения подвижного сопряжения
шпиндель — крышка арматура подразделяется на сальниковую,
сильфонную и мембранную. Для управления диском, клином,
цилиндром или конусом, перекрывающим поток среды, из полости
арматуры, заполненной средой, выводится наружу шпиндель или
вал, образующий с крышкой или корпусом подвижное сопряже-
ние, которое должно быть уплотнено. Для этой цели применяются
сальники, сильфоны или мембраны. В последнее время получает
21
развитие бессальниковая арматура с бесконтактным и внутренним
приводом. В последней группе арматуры привод встроен таким
образом, что из полости, заполненной средой, выводятся наружу
лишь трубки или электропровода и, следовательно, подвижное
сопряжение, требующее уплотнения, отсутствует.
По способу расположения следует различать
арматуру, допускающую использование ее только на горизон-
тальных трубопроводах с вертикальным расположением крышки
или шпинделя вверх (подъемные обратные клапаны, грузовые
предохранительные клапаны и т. д.), па горизонтальных и верти-
кальных трубопроводах в любом положении и только в вертикаль-
ных трубопроводах. Это объясняется тем, что не все конструкции
арматуры могут нормально работать будучи смонтированы на
трубопроводах или аппаратах в любом положении.
Глава II. УСЛОВИЯ РАБОТЫ И ИСПЫТАНИЕ
АРМАТУРЫ
1. УСЛОВИЯ РАБОТЫ
Условия работы арматуры определяются многочисленными
факторами, главнейшими из которых являются следующие: рабо-
чее давление среды, рабочая температура, свойства среды, колеба-
ния температуры и давления, периодичность срабатывания или
переключений, тип привода, местонахождение арматуры на трубо-
проводе (установке или агрегате), расположение на открытом ме-
сте или в закрытом помещении и др.
Чтобы обеспечить прочность арматуры при высоких давлениях
среды, толщину стенок и другие размеры деталей делают доста-
точно большими. При этих условиях усилия и моменты, необхо-
димые для управления арматурой, имеют большую величину.
Усложняются условия для обеспечения внутренней плотности
(в замке) затвора, в сальнике и прокладках. Большие скорости
среды в Седле, вызываемые высокими давлениями, создают эро-
зионный износ плунжера и уплотняющих колец. Чтобы обеспечить
достаточный срок службы вентилей или задвижек в таких усло-
виях, детали, подвергаемые эрозионному износу, изготовляют из
эрозионноустойчивых аустенитных сталей или наплавляют стел-
литом. В некоторых случаях седло и плунжер изготовляют из
твердых сплавов.
Высокая температура среды создает особо сложные условия для
работы деталей. Материал деталей должен в зависимости от усло-
вий работы и назначения деталей обладать жаропрочностью,
жаростойкостью (окалиностойкостью), не должен быстро стареть
при сменах или колебаниях температуры, т. е. должен быть тепло-
устойчив — иметь высокий предел тепловой усталости. Предел
22
длительной прочности и предел ползучести материала при рабочей
температуре должны обеспечивать достаточно длительный срок
эксплуатации арматуры.
При работе на коррозионных средах арматура должна обладать
достаточной устойчивостью против химического действия среды,
в противном случае срок службы арматуры будет недопустимо мал.
Требования химической устойчивости против действия среды отно-
сятся ко всем деталям, соприкасающимся со средой, включая
прокладки и набивки сальника.
Колебания давления и температуры создают условия для раз-
уплотнения фланцевых соединений. Периодическое повышение
температуры вызывает пластическую деформацию прокладки
в связи с временным увеличением затяга болтов и шпилек. При сни-
жении температуры затяг прокладки оказывается недостаточным,
и прокладочное соединение теряет плотность. Колебания давления
и температуры оказывают специфическое влияние на свойства
материала, вызывают старение материала, снижение его пластиче-
ских и механических свойств.
Периодичность срабатывания арматуры оказывает большое
влияние на общий срок службы арматуры. Можно условно счи-
тать, что ряд деталей, таких, как ходовая гайка, уплотняющие
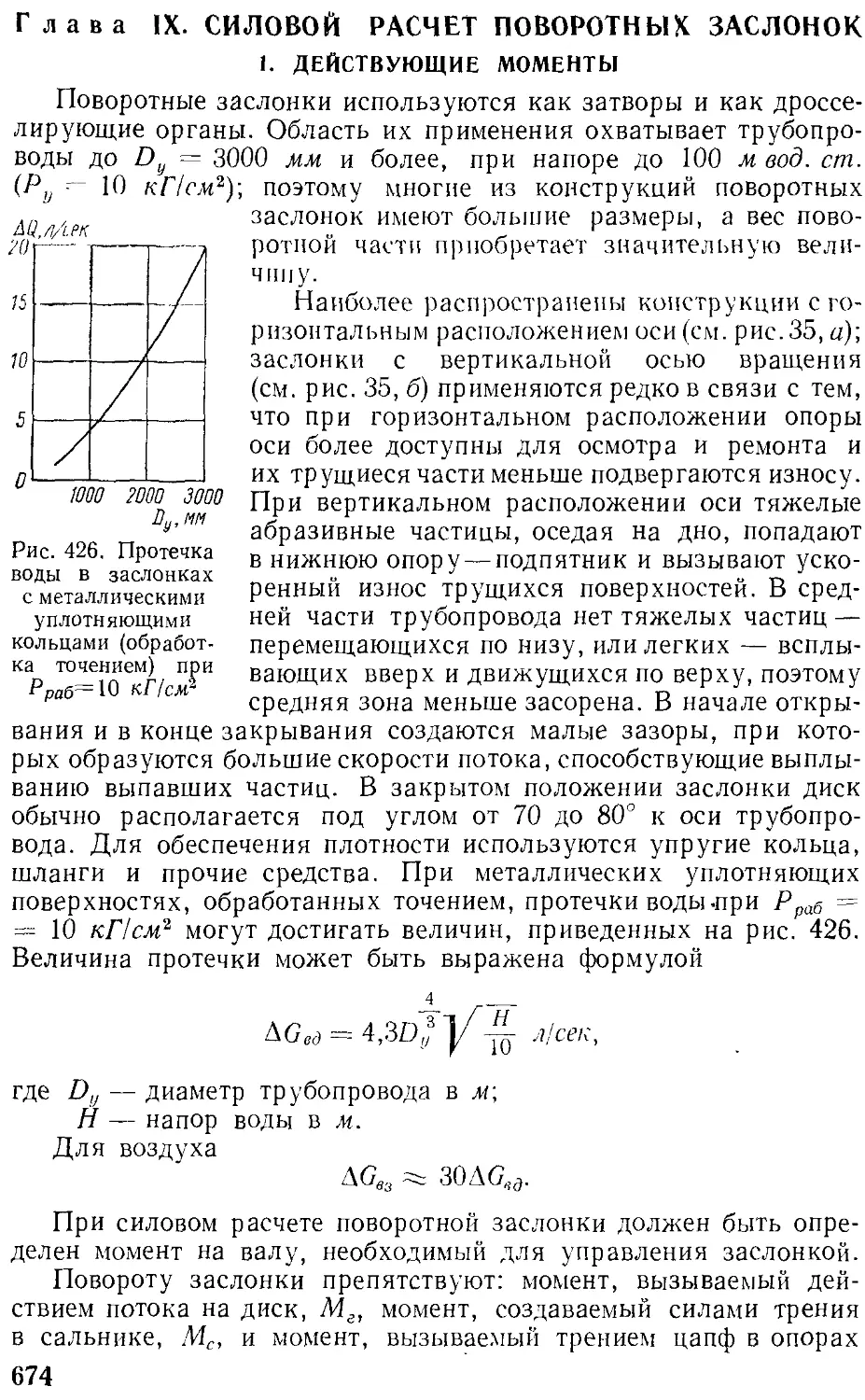
кольца задвижек, набивка сальника и некоторые другие детали,
могут выполнить определенное число циклов, после чего должны
быть подвергнуты ремонту или замене. При частом срабатывании
арматуры срок службы этих деталей, естественно, будет сокра-
щен.
Каждый тип привода имеет свою силовую характеристику,
в зависимости от которой в арматуре создаются различные вели-
чины удельных давлений на уплотняющих кольцах, напряжений
в шпинделе и ходовой гайке, бугеле и других деталях. Электро-
приводы создают ударную нагрузку на уплотняющих кольцах
в конце закрывания, в особенности в вентилях, гидравлический
привод создает обычно более плавное нагружение. В предохрани-
тельных клапанах пружины и грузы при закрывании клапана
создают удары, что ухудшает состояние уплотняющих поверхно-
стей и оказывает влияние на срок службы клапана.
При расположении арматуры на открытом воздухе ухудшаются
условия ее эксплуатации, иногда нарушается регулярная смазка,
в сопряжения деталей попадает пыль и песок, влага, дождь и снег,
что ускоряет износ деталей.
Для более длительного срока службы арматуры необходимо,
чтобы конструкция арматуры и материал корпуса, крышки, уплот-
няющих колец, шпинделя и других основных деталей соответство-
вали условиям работы, в противном случае неизбежен быстрый
выход арматуры из строя. За арматурой должно быть организо-
вано тщательное наблюдение и своевременный контроль ее состо-
яния.
23
2. ВЫБОР АРМАТУРЫ ДЛЯ РАЗЛИЧНЫХ УСЛОВИЙ РАБОТЫ
При выборе конструкций используется номенклатура промыш-
ленной арматуры общего назначения, изготовляемой серийно.
Размерные характеристики и параметрические данные ее приво-
дятся в каталогах. Данные об осваиваемой арматуре дают типажи
запорной, предохранительной и регулирующей арматуры промыш-
ленного назначения. При отсутствии конструкций, достаточно
полно удовлетворяющих требованиям эксплуатации, и при доста-
точном обосновании технических требований производится раз-
работка новых конструкций арматуры.
Прежде всего определяют условный диаметр прохода. В подав-
ляющем большинстве случаев он бывает равен диаметру прохода
трубопровода, но для регулирующих и дроссельных клапанов, если
не требуется их полнопроходности, диаметр прохода может быть
меньше диаметра трубопровода; в этом случае он выбирается по
пропускной способности. По пропускной способности выбирается
и размер предохранительных клапанов, устанавливаемых на кот-
лах и аппаратах. При выборе регулирующего клапана необходимо
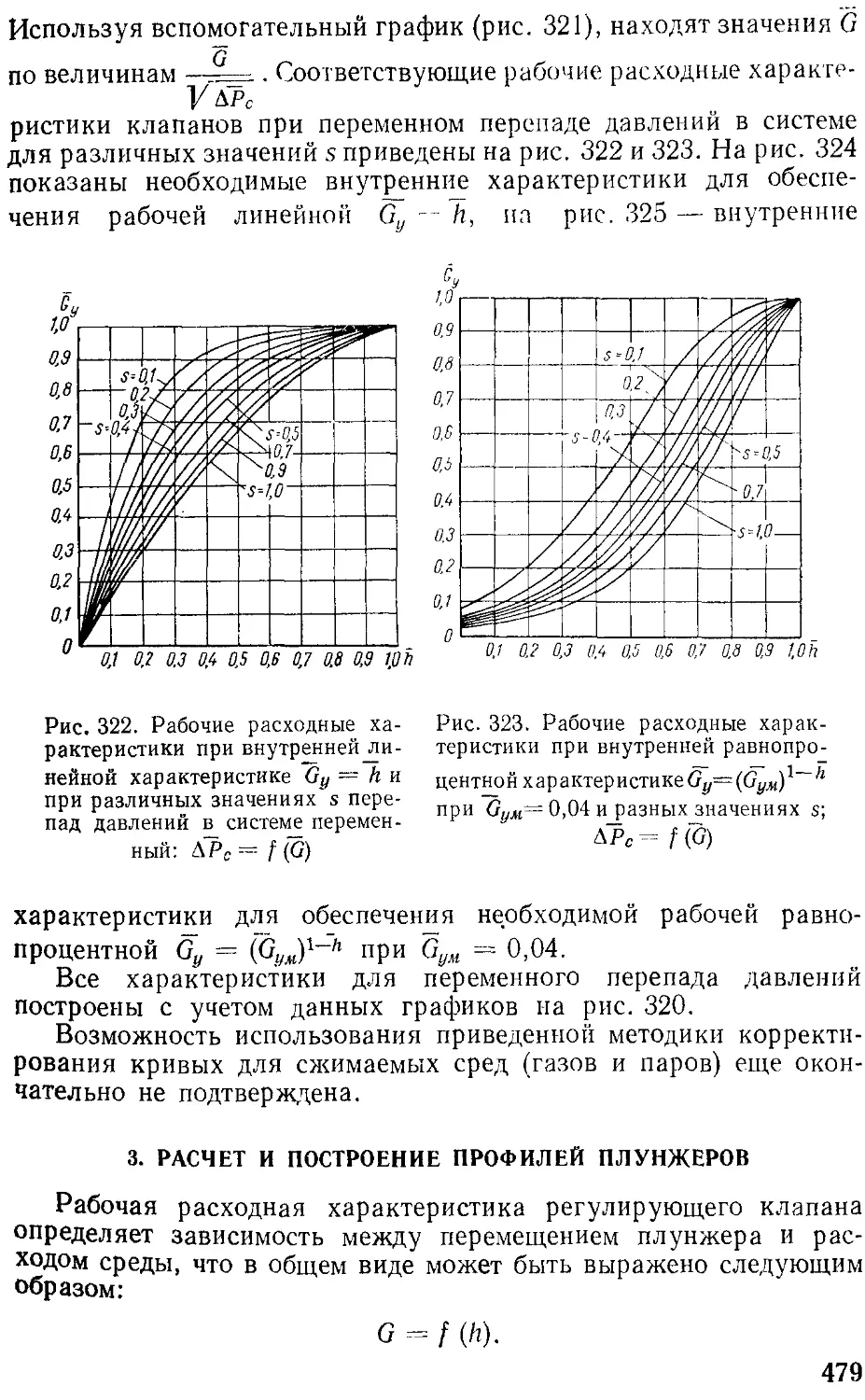
выявить, какая в данном случае требуется расходная характери-
стика плунжера (линейная, равнопроцентная или параболическая).
Если характеристики плунжеров, выпускаемых серийно, не могут
удовлетворить требованиям эксплуатации, — плунжеры рассчи-
тываются по заданным условиям.
При установке запорной арматуры в трубопроводе, через кото-
рый осуществляется большой расход среды, предпочтение следует
отдавать конструкциям с малым гидравлическим сопротивлением:
задвижки, краны, прямоточные клапаны, заслонки. Для концевых
запорных устройств или для арматуры, находящейся в постоянно
закрытом виде, коэффициент сопротивления обычно не имеет зна-
чения, поэтому могут быть использованы вентили (для диаметра
трубопровода 200 мм).
Материал корпусных деталей выбирается в зависимости от
рабочих параметров среды и ее коррозионных свойств. Чугунная
арматура является наиболее дешевой, но хрупкость чугуна за-
ставляет относиться к нему с осторожностью. Во всех случаях
установки арматуры на ответственные объекты и трубопроводы
применяют стальную арматуру как более прочную и надежную.
В энергетических трубопроводах и установках, при транспорти-
ровке огне- и взрывоопасных сред, для сжиженных газов и ток-
сических продуктов и в других подобных случаях применяют
только стальную арматуру. Арматура из легированных сталей
используется и при газообразных средах с температурой ниже
—30° С. Арматура должна обладать внешней плотностью, т. е. не
должна пропускать рабочую среду в окружающую атмосферу,
п внутренней плотностью (за исключением регулирующей), т. е.
в закрытом положении не должна пропускать среду из одного
24
отделенного ею участка трубопровода в другой. Внешняя
плотность обеспечивается соединениями: шпиндель — крышка,
крышка — корпус и корпус — трубопровод. Плотность подвиж-
ного соединения шпиндель — крышка обеспечивается сальнико-
вым или сильфонным узлом. Во всех случаях, где это допустимо,
используется сальниковая арматура как более дешевая, причем
в ряде случаев, например в арматуре больших диаметров прохода,
сильфонное уплотнение из-за большого хода шпинделя неосу-
ществимо. При выборе конструкции сальника и материала на-
бивки решающими факторами являются: температура и корро-
зионные свойства среды. Для трубопроводов, аппаратов и уста-
новок с огне- и взрывоопасной, радиоактивной или токсической
средой выбирается арматура сильфонная, обеспечивающая пол-
ную герметичность соединения шпиндель — крышка. Крышка
с корпусом наиболее часто соединяется с помощью фланцев, в арма-
туре малых диаметров прохода применяется резьбовое соедине-
ние. В арматуре энергетических установок находит применение
и бесфланцевое соединение крышки с корпусом с применением
прокладок, самоуплотняющихся под действием усилия, созда-
ваемого давлением среды, действующей на крышку.
Крепление арматуры к трубопроводу наиболее часто обеспе-
чивается применением фланцевых соединений, которые допускают
быструю замену арматуры для ремонта или замены изношенных
деталей. Тип фланцевого соединения и материал прокладки выби-
раются в зависимости от условий работы арматуры, давления,
температуры и коррозионных свойств среды. В трубопроводах
с малыми диаметрами прохода распространены резьбовые соеди-
нения. Наиболее надежным способом присоединения является
приварка арматуры, поэтому в энергетических установках с вы-
сокими и сверхвысокими параметрами пара, в трубопроводах
для огне- и взрывоопасных сред и при других ответственных
и опасных условиях работы арматуры применяется приварка во
всех случаях, где это допустимо.
Внутренняя плотность арматуры обеспечивается тщательной
пригонкой замка затвора: тарелки клапана к седлу, клина к кор-
пусу задвижки, пробки к корпусу крана и т. д. Если материал
клина и корпуса для задвижки, тарелки и корпуса для клапана
или вентиля коррозионно (и эрозионно) устойчив в отношении
рабочей среды, уплотняющие кольца выполняются заодно с де-
талью, в противном случае уплотняющие кольца делаются встав-
ными (или наплавленными) из соответствующего материала:
латуни, бронзы, коррозионностойкой стали, стеллита, фторопласта,
резины и других материалов.
Ручное управление арматурой используется лишь при редком
ее срабатывании. В случаях частого использования арматуры,
необходимости механизировать или автоматизировать управле-
ние производственными процессами, необходимости быстрого
25
У С Л О В Н АЯ СХЕМА
Запорная |'
Класс плотности
арматуры
। | Назначение арматуры | ।
| Условия работы |
Условный диаметр
прохода D в мм
—|Регулирующая |—
—| Предохранительная | —
| Контрольная |
I Разная I
г
Условное давление
Р в кГ/см2
] | Рабочее давление | i
| i-----------------------
| Рабочая температура |
26
ЫБОРА АРМАТУРЫ
у —, Стр. 36—190; 568—569
1 1
Табл. 86 и 88 ГОСТ 355—67 (табл. 1)
1 4 1
ГОСТ 356—59 и др. 1 Табл. 2, 3, 4 и 5
।
Табл. 24—45 и 149
1 4
"| Сальник | ]' Материал набивки | >—| Табл. 56 1
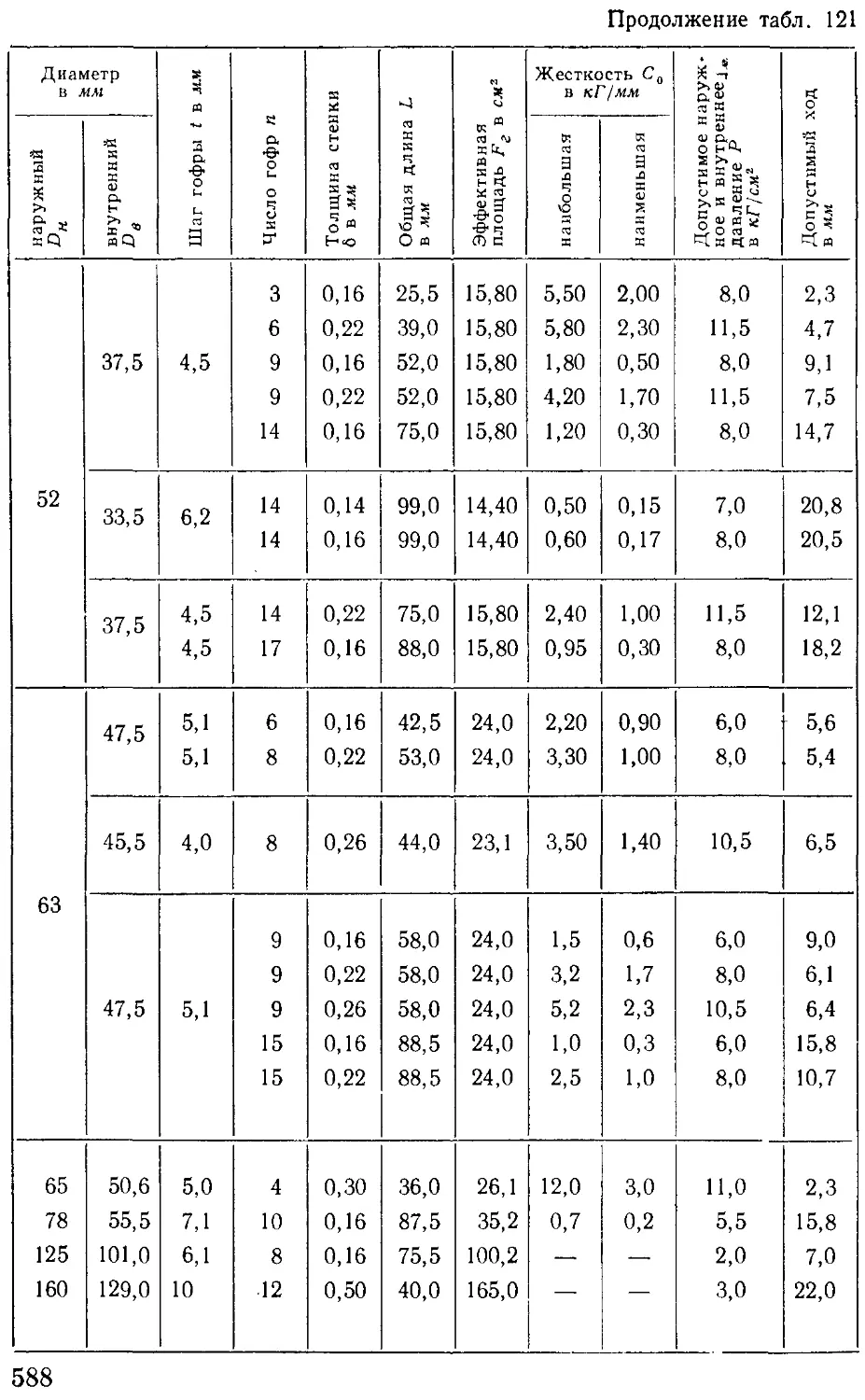
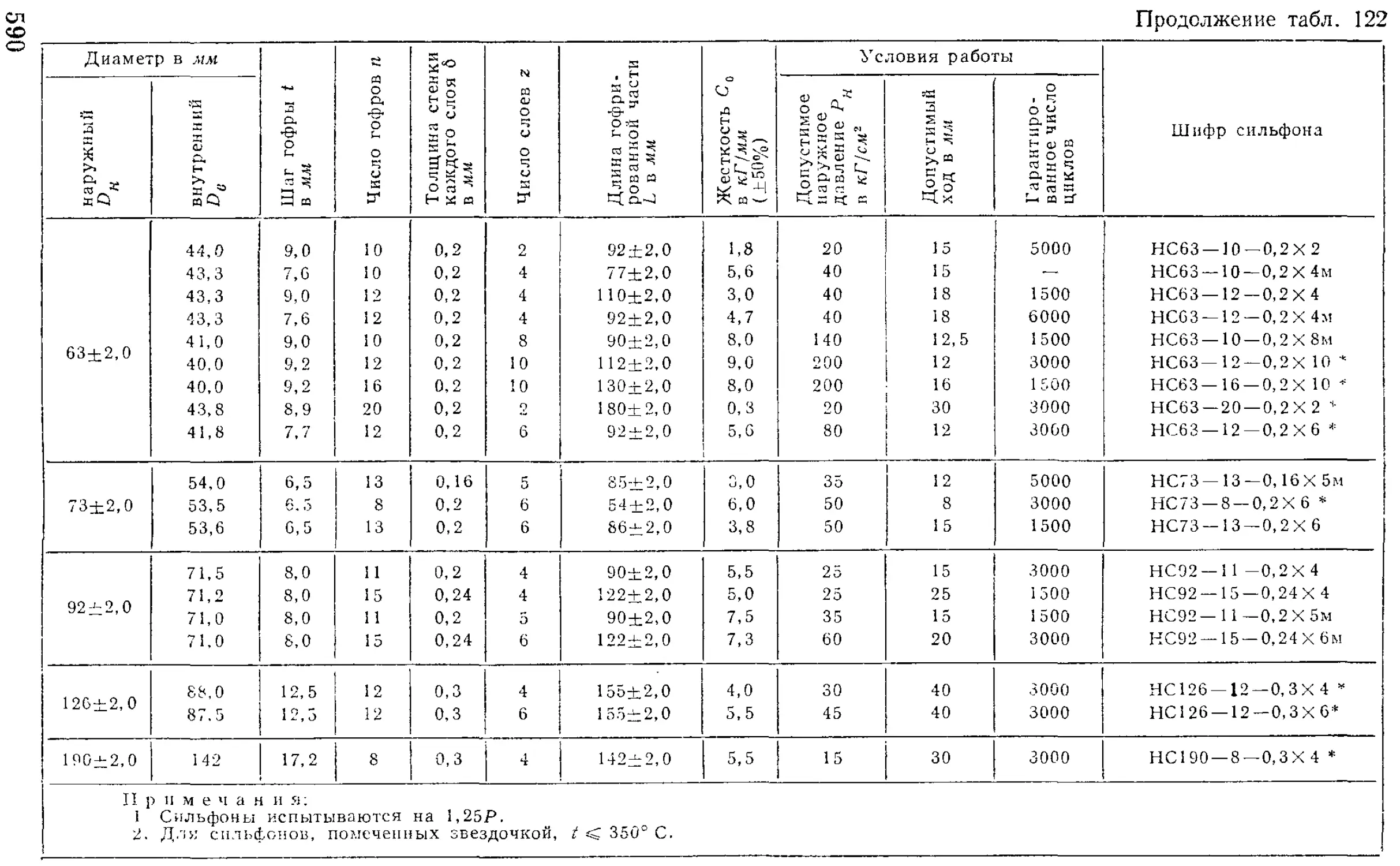
_| Сильфон | > | Тнп снльфоиа | >' | Табл. 120—122 |
~| Фланцы | 1
Табл. 79 |
”[ Резьба | Сварка | |
—| Фланцы | —| Резьба Табл. 79 ГОСТ 1233—67 и др.
“1 Муфта | 1 4 1
| Табл. 63. Табл. 67 |
“| Электропривод | 1 ф
“I Г идропривод I — > Стр. 191—252. Табл. 13—19
“ | Пневмопривод | V
Стр, 224—227
”“| Маховик | Табл. 80
~| Редуктор | 1
1 Мощность привода | "*1 Вес | "*1 Стоимость | > | Каталоги
27
открытия арматуры в опасных условиях или аварийных случаях
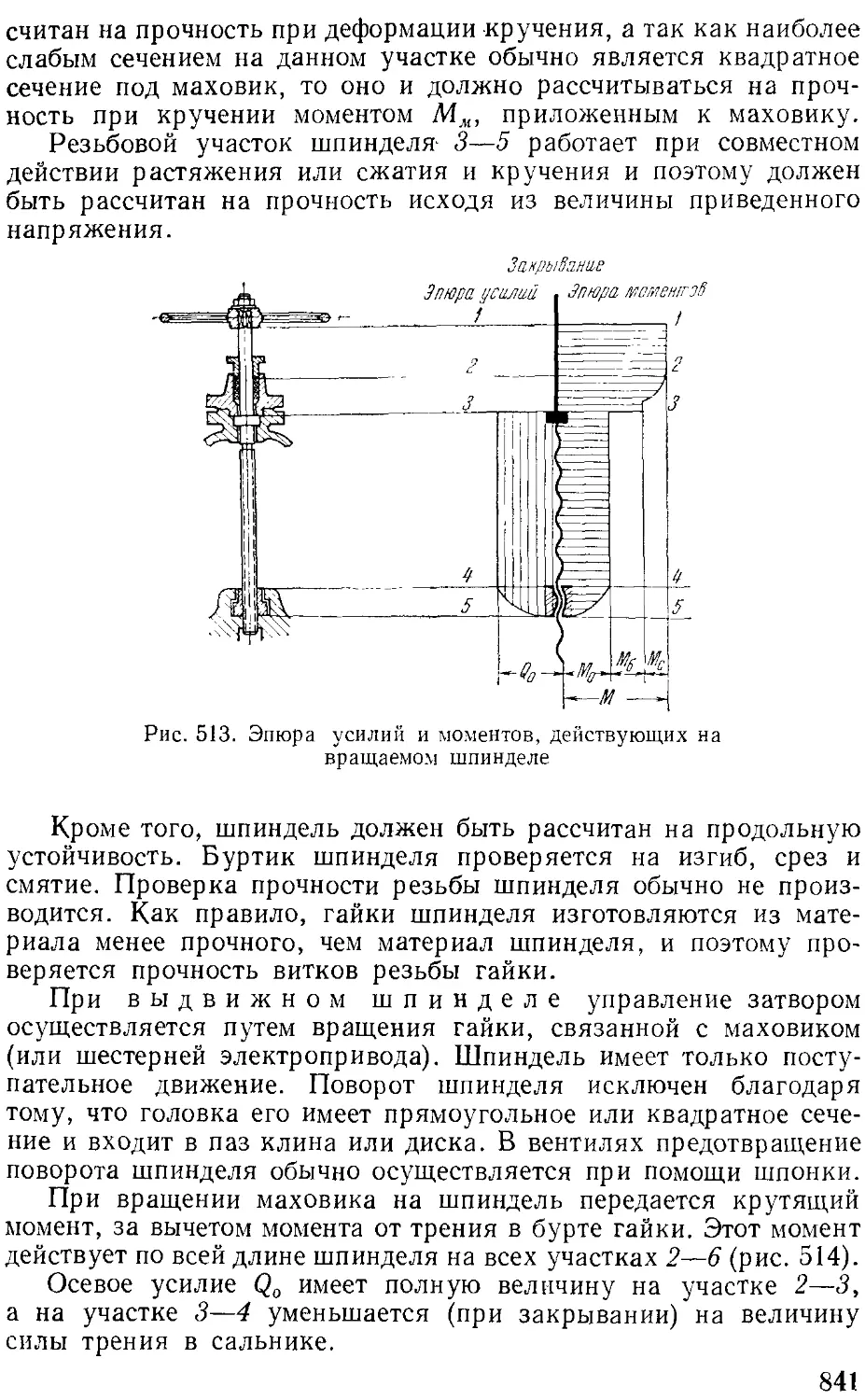
применяются электрические, пневматические или гидравлические
приводы с местным или дистанционным управлением.
Чтобы облегчить выбор арматуры для работы в заданных
условиях, ниже приведена условная схема последовательности
решения этой задачи с указанием таблиц и других данных, со-
держащихся в книге, которые могут быть использованы для этой
цели.
3. ИСПЫТАНИЕ АРМАТУРЫ
В связи с ответственным назначением к арматуре предъяв-
ляются высокие требования в части прочности и плотности;
для обеспечения этих качеств детали арматуры и конструкции
в собранном виде подвергаются разностороннему контролю.
Визуальный осмотр и инструментальный контроль размеров дета-
лей и изделий производятся с целью установить соответствие их
чертежам по форме и размерам. В отливках проверяется отсут-
ствие раковин, трещин, перекосов, разностенности и других
недопустимых дефектов. Собранная конструкция проверяется на
легкость хода и отсутствие заеданий. В деталях ответственных
изделий помимо проверки твердости металла производится кон-
троль его механических и пластических свойств. Перечень кон-
тролируемых показателей в зависимости от назначения изделия
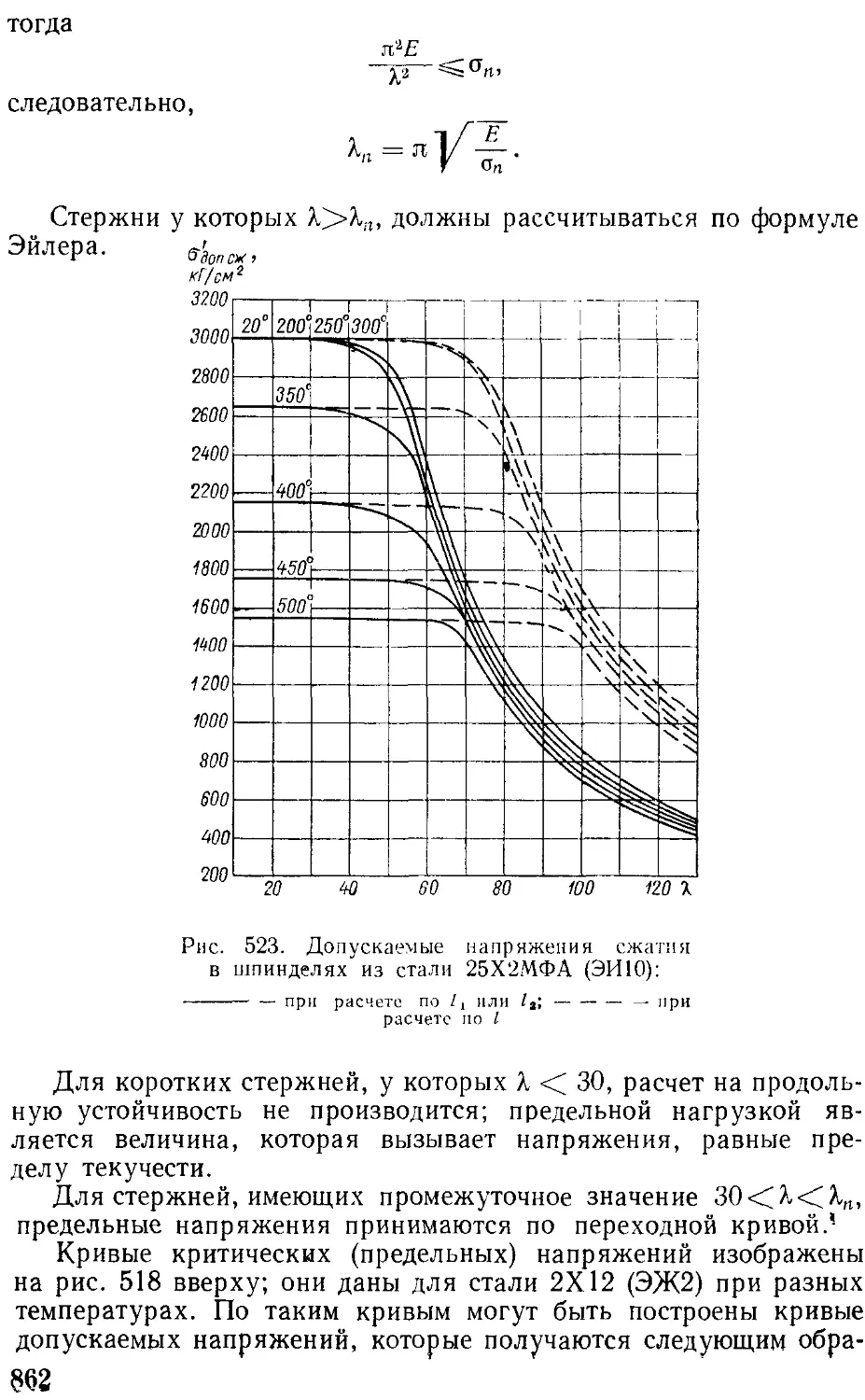
устанавливается техническими условиями. Литые и кованые
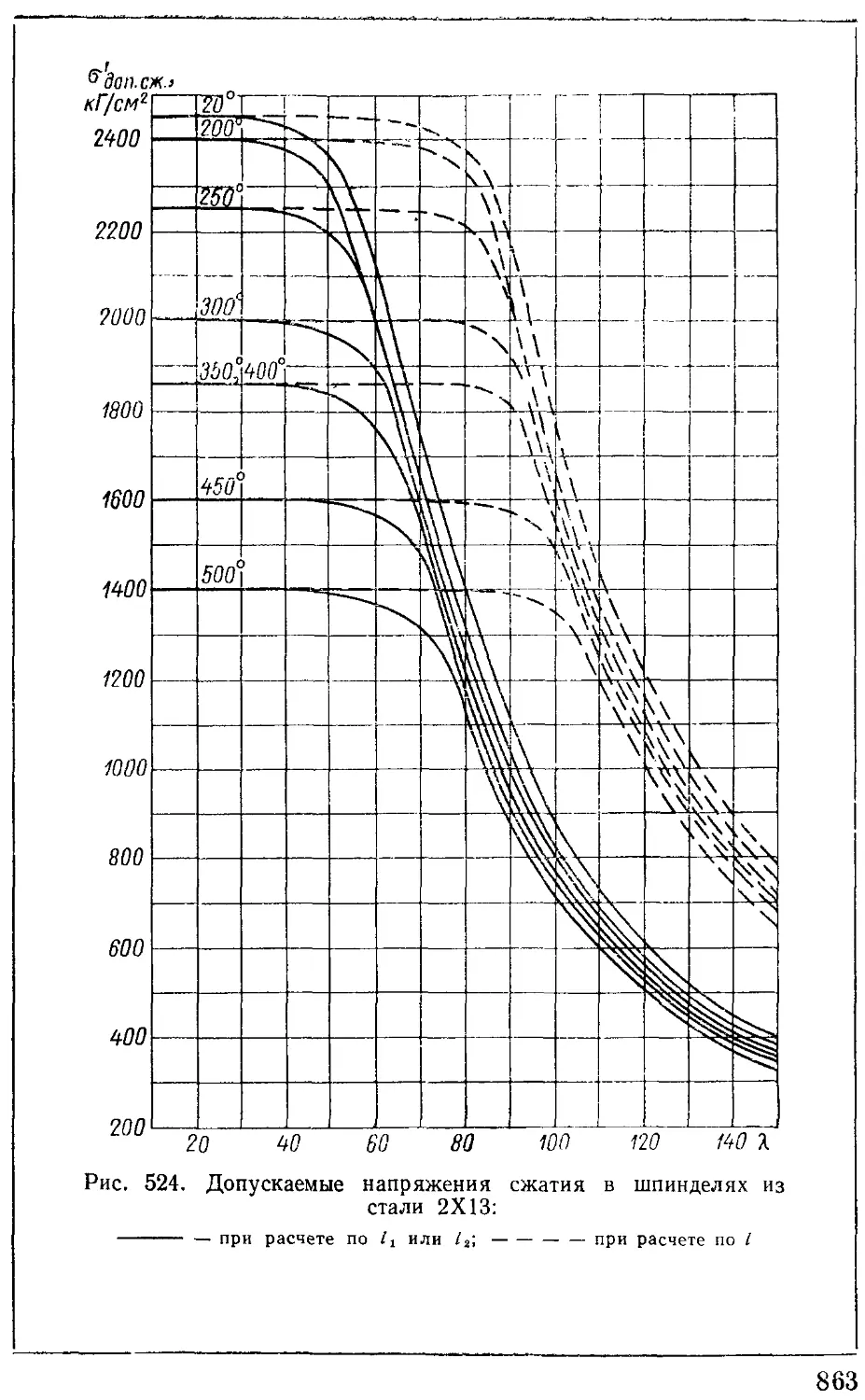
детали для особо ответственных изделий, а также сварные соеди-
нения в них подвергаются дополнительному контролю методами
дефектоскопии. Наиболее надежным методом является рентгено-
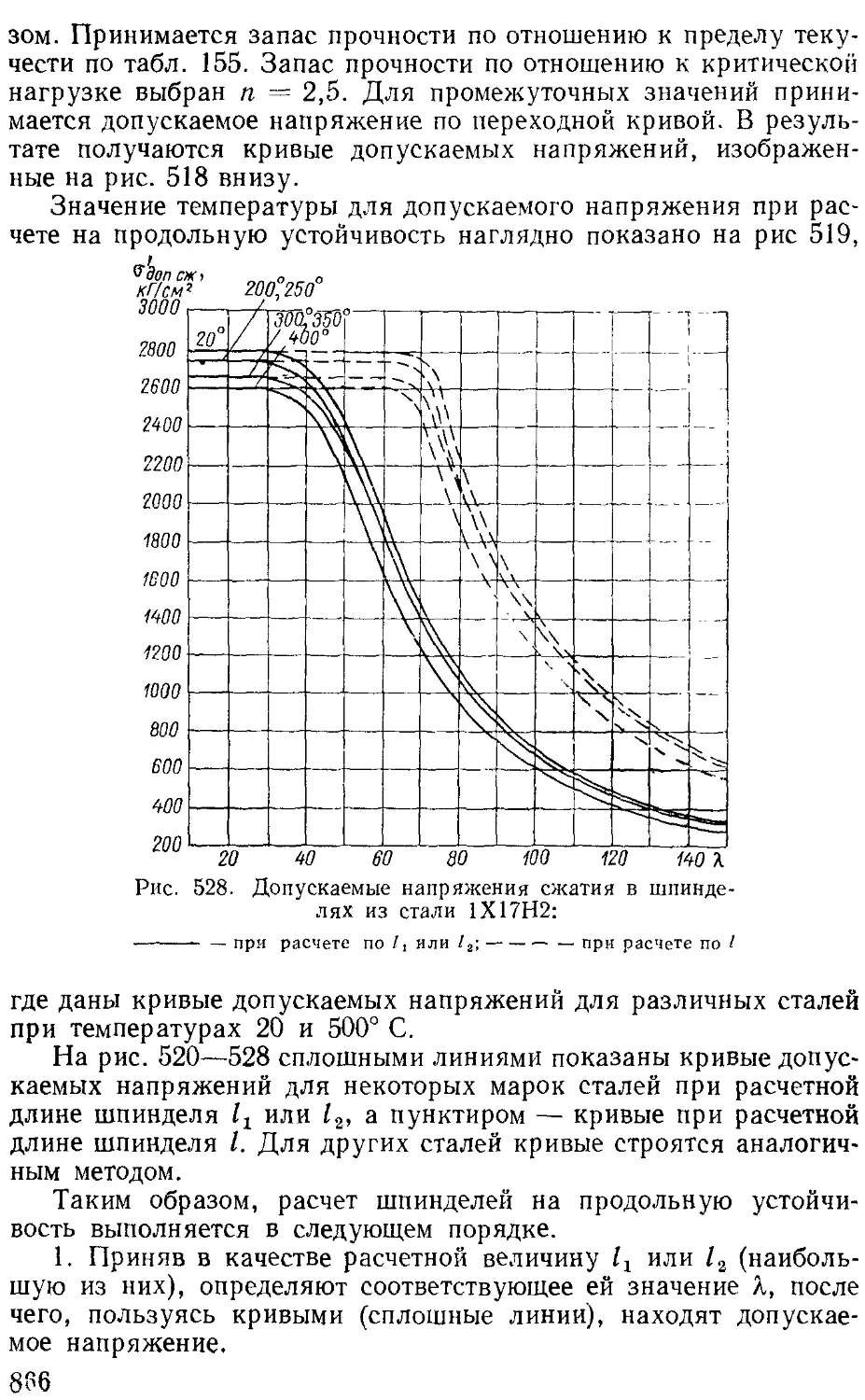
или гамма-дефектоскопия, при которой с помощью рентгеновской
установки или источника гамма-излучения просвечиваются стенки
(толщиной 10—150 мм). С одной стороны помещают источник
излучения (обычно кобальт-60), с другой стороны — сверхчув-
ствительную пленку, которая засвечивается гамма-лучами, про-
ходящими через металл. На заснятых пленках газовые раковины
в отливках выглядят в виде затемнений благодаря меньшей тол-
щине слоя металла с четким очертанием контура, усадочные ра-
ковины — со слабо выраженным очертанием. Трещины выглядят
как интенсивные темные ломаные линии и т. д. С помощью гамма-
дефектоскопии может быть выявлена ликвация металла. Ценным
свойством гамма-дефектоскопии является возможность установ-
ления наличия дефектов в сварных швах и выявление их характера:
непровар, трещина, газовая или шлаковая раковина.
Поверхностные дефекты могут быть обнаружены также ви-
зуально одним из следующих способов. Поверхности отливок из
хромоникелевых сталей в местах выявления дефектов (места пере-
ходов, сварные швы) зачищаются шлифовальными кругами и по-
лируются до зеркального блеска, смачиваются керосином и вы-
держиваются в течение часа, а затем обрабатываются песком.
28
Через полчаса после обработки производится осмотр. Часто де-
фекты удается обнаружить на полированной поверхности без
дополнительной обработки, в некоторых случаях применяют трав-
ление полированной поверхности.
Применяется также магнитная дефектоскопия, основанная на
обследовании магнитного сопротивления шва или металла цельной
детали. При наличии дефектов искажается форма магнитного поля,
создаваемая мелким порошком окиси железа. На деталь наклады-
вают сверхчувствительную бумагу, на которую насыпают ровный
тонкий слой порошка и помещают в поле сильного соленоида
постоянного тока, порошок опрыскивают быстросохнущим про-
зрачным лаком (цапонлак и др.), затем бумагу освещают силь-
ным светом и проявляют. На бумаге создается картина магнит-
ного поля.
Для выявления дефектов используется и ультразвуковой метод
дефектоскопии, при котором о наличии дефектов судят по распо-
ложению импульсных сигналов в осциллографе, получаемых в ре-
зультате коротких ультразвуковых сигналов.
Основными методами выявления скрытых дефектов являются
методы просвечивания рентгеновскими или гамма-лучами. Магнит-
ный и ультразвуковой методы применяются как вспомогательные.
После предварительного установления годности литые кор-
пуса, крышки и некоторые другие детали обычно поступают на
предварительное гидравлическое испытание с целью выявления
возможных дефектов литья (сквозных трещин, раковин, рыхло-
стей и т. д.).
Вся арматура в собранном виде подвергается обязательному
гидравлическому испытанию вначале на прочность, затем на плот-
ность. В первом случае производится проверка прочности арма-
туры, выявление трещин, неплотностей в металле корпусов и
крышек, прочности соединения корпуса и крышки. Во втором
случае проверяется плотность замков — отсутствие протечек
между уплотняющими кольцами корпуса и тарелки клапана или
корпуса и клина по периметру уплотнения и плотность сальни-
кового уплотнения.
Представляется целесообразным в арматуре выделить внеш-
нюю плотность, при создании которой обеспечивается
отсутствие выноса рабочей среды из полости арматуры в атмо-
сферу, и внутреннюю плотность, при создании ко-
торой обеспечивается отсутствие выноса рабочей среды из одной
части трубопровода в другую, разделенного арматурой.
Гидравлическое испытание арматуры на прочность произво-
дится водой при нормальной температуре, а наличие или отсутствие
протечек определяется внешним осмотром испытуемой арматуры
или определяется по падению давления.
Давление обычно создается с помощью насосов, чаще всего
ручных. Применение воздуха, других газов или пара для этих
29
целей недопустимо, так как опасно для персонала: гидравличе-
скому испытанию подвергаются конструкции, прочность которых
может вызвать сомнение, так как отсутствие возможных дефектов
в деталях еще окончательно не установлено. В случае разруше-
ния деталей под действием гидравлического давления, созданного
насосом, давление быстро снижается в начале деформации дета-
лей и не создает большой опасности для обслуживающего персо-
нала, так как при этом энергия сжатой жидкости невелика. Сжа-
тый воздух, газ или пар обладают большим запасом энергии, при
разрушении деталей во время их испытания на прочность давле-
нием газа происходит резкое расширение газов и разброс оскол-
ков деталей с большой ударной силон, создается угроза обслу-
живающему персоналу. По этой же причине для испытания на
прочность давление в полости арматуры не следует создавать
гидравлическими аккумуляторами.
Трещины и другие дефекты металла, не вызывающие разруше-
ния деталей, но создающие течь при гидравлическом испытании
водой, легко обнаруживаются визуально; при испытании сжатым
воздухом их обнаружить трудно, так как визуальный осмотр
ничего не дает.
По указанным причинам при гидравлическом испытании на
прочность из полости арматуры должен быть полностью удален
воздух (при испытании арматуры больших диаметров прохода
с большими полостями открываются пробки, сальники и др.).
Кроме опасности для обслуживающего персонала, воздух создает
подушку, задерживающую падение давления при протечке воды
и изолирующую соприкасаемые с ней стенки от воды, в связи
с чем участок стенки в районе подушки не может быть тщательно
проверен на отсутствие протечек.
Применение водопроводной воды обычного состава, используе-
мой при гидравлических испытаниях арматуры, приводит к кор-
розии поверхности деталей. После испытания смоченные поверх-
ности деталей покрываются налетом ржавчины. Чтобы уменьшить
коррозионные свойства воды, в ее состав (температура 15—25° С)
можно ввести следующие ингибиторы: бихромат калия К2Сг3О7 —
0,1% и кальцинированную соду Na2CO3 — 0,2%. Такой раствор
используется в замкнутых непроточных системах и должен иметь
pH в пределах 7—8. После гидравлического испытания изделия
для сушки подвергаются обдувке теплым фильтрованным возду-
хом в течение 1—10 мин.
Раствор указанных ингибиторных добавок готовится заранее
с тем, чтобы в объеме воды, используемом для испытаний, полу-
чить нужный состав. Ежедневно должна производиться про-
верка химического состава и анализ pH раствора в лаборатории.
В случае несоответствия состава или наличия в воде следов масел,
смазок или механических примесей раствор к использованию не
допускается.
30
Для испытания мелких изделий на плотность при небольших
давлениях (после испытания на прочность) используется сжатый
воздух заводской нагнетательной системы, а подвергаемые испы-
танию изделия погружаются в воду; появление при этом пузырь-
ков свидетельствует о пропуске воздуха и неплотности соединения.
При испытаниях на плотность воздухом (с малым давлением)
больших изделий (после гидравлического испытания на прочность)
место подозреваемого пропуска смачивается мыльной водой и при
пропуске воздуха в этом месте образуются хорошо видимые мыль-
ные пузыри. Пропуск воздуха можно обнаружить также по откло-
нению пламени свечи, поднесенной к месту возможной протечки.
Арматуру, работающую в трубопроводах ответственного назна-
чения при высоких параметрах пара, подвергают длительному
испытанию паром, чтобы выяснить качество изделий при работе
в условиях высоких температур.
Как правило, испытание плотности арматуры производится
рабочей средой при рабочей температуре либо соответствующими
заменителями, например проверку на герметичность изделий,
работающих при глубоком вакууме и в некоторых других слу-
чаях, производят гелием. Керосин хорошо смачивает металличе-
ские поверхности и имеет малую вязкость, благодаря этому он
легко проникает через малые зазоры, поэтому керосин исполь-
зуется для обнаружения расслоений металла, мелких трещин
или пористости металла.
Гидравлическое испытание арматуры на прочность произво-
дится при давлении, равном пробному давлению Рпр по ГОСТу
356—59 (см. табл. 3, 4 и 5). Пробное давление принимается рав-
ным
Р = zP
1 пр 4,1 У’
Значения z — табл. 6.
Таблица 6
Значения z
Ру в кГ1см2 1 2,5—200 250—400 500 640 и выше
Z 2 1,5 1.4 1,3 1,25
При рабочем давлении ниже 1 кПсм? пробное давление пре-
вышает рабочее на 1 кПсм\ этим давлением производится также
испытание на плотность. Для испытания вакуумной арматуры
принимается пробное давление Рпр = 1,5ч-2,0 кПсм2.
В тех случаях, когда арматура изготовляется из материалов,
отсутствующих в ГОСТе 356—59, величина РПр также может
быть определена по формуле
Р = zP
^пр у
31
где условное давление Ру равно
р р г>т,п (I)
у Раб<Удоп(20)-
Здесь пдяп (t) — допускаемое напряжение на растяжение мате-
риала корпуса и крышки при рабочей темпера-
туре tpa6 °C;
аЛт (20) — допускаемое напряжение на растяжение мате-
риала корпуса и крышки при температуре 20г С.
Для сталей до 200 С, чугуна и бронзы до 120 С
<^доп (0 _ I
о*Д20)~ ’
Испытанию давлением Рп должны подвергаться все полости
арматуры, заполненные рабочей средой, поэтому при испытании
на прочность давлением Рпр задвижки, вентили, клапаны, краны
и т. д. испытываются в открытом виде, но с заглушенными про-
ходными отверстиями. Литые детали при испытании на прочность
простукиваются свинцовым или медным молотком весом 0,8—
1 кг с целью лучшего выявления протечек.
Внутренняя плотность арматуры, т. е. плотность перекрытия
замка затворов, проверяется путем испытания изделия гидрав-
лическим давлением, равным условному давлению Ру. Давление
создается с одной стороны, с противоположной производится
осмотр, затем давление создают с другой стороны и с противо-
положной производят осмотр. Энергетическая арматура высоких
параметров, изготовляемая по особым техническим условиям
[141, испытывается при давлениях, указанных в табл. 7.
Арматура, снабженная приводами, дополнительно испыты-
вается на плотность перекрытия приводом.
По окончании гидравлических испытаний необходимо удалить
воду и убедиться в том, что из всех полостей арматуры вода уда-
лена. Вода, оставшаяся в закрытых полостях при замерзании,
во время хранения в зимнее время может вызвать разрывы сте-
нок арматуры, что наиболее вероятно для арматуры больших
размеров. Оставшаяся в арматуре вода может быть также зане-
сена в трубопроводы при монтаже арматуры.
Арматура ответственного назначения должна быть снабжена
клеймением, в котором обозначаются: завод-изготовитель, услов-
ный диаметр прохода, рабочее давление, рабочая температура
и клеймо контролера. Клеймение производится на корпусе арма-
туры.
В смонтированном виде арматура, за исключением сильфон-
ной, вместе с трубопроводом обычно испытывается гидравлическим
давлением, равным 1,25 Р/мб, при этом арматура устанавливается
в открытое положение.
32
Таблица 7
Гидравлическое давление при испытании арматуры
высоких параметров, изготовляемой по специальным техническим
условиям [14]
Рабочие параметры Давление при испытании
Рабочее давление р раб 3 кГ'см2 Рабочая температура t в °C на прочность рпр в кГ/с*2 на плотность Рп в кГ/см*
34 535 150 43
36 570 165 45
140 570 350 175
180 565 360 225
215 575 430 270
230 230 350 250
240 575 480 300
250 240 500 310
280 100 385 280
280 228 465 350
4. НАДЕЖНОСТЬ И ДОЛГОВЕЧНОСТЬ АРМАТУРЫ
Трубопроводная арматура должна сохранять работоспособ-
ность, т. е. состояние, при котором она может выполнять задан-
ные функции возможно большее время. Когда работоспособ-
ность изделия нарушается, возникает отказ. Не всякая неис-
правность должна рассматриваться как отказ. Отказом считается
такая неисправность, которая приводит к необходимости перерыва
в работе арматуры либо изъятию ее с места установки. Для арма-
туры отказами являются: потеря плотности замка затвора, выход
из строя ходовой гайки шпинделя, поломка деталей привода
ит. п.
Продолжительность работы арматуры в часах либо в циклах
срабатывания называется наработкой. Работа арматуры без
вынужденных перерывов определяет ее безотказность.
В процессе эксплуатации в деталях арматуры протекают про-
цессы, результатами которых являются изменения свойств ма-
териала и размеров деталей. Когда влияние этих изменений ста-
новится настолько большим, что дальнейшее использование арма-
туры является невозможным либо опасным, наступает предельное
состояние арматуры, в результате которого она должна быть
заменена либо подвергнута ремонту.
Предельное состояние определяет срок службы арматуры,
являющийся показателем ее долговечности.
3 Д. Ф. Гуревич 33
Долговечность, ограничиваемая такими процессами, как корро-
зия, износ,тепловое старение и т, п., может быть рассчитана при
условии, что известны закономерности рассматриваемого процесса
и влияние на него различных факторов (концентрации, темпе-
ратуры, давления и пр.). Например, по скорости изменений тол-
щины стенки от коррозии при заданных условиях работы можно
определить, через какой промежуток времени толщина стенки
корпуса или крышки уменьшится до предельно допустимой ве-
личины.
Поскольку даже закономерные процессы, такие, как коррозия,
износ и пр., в арматуре протекают в условиях эксплуатации,
когда режим работы изделий подвергается известным изменениям,
их результаты также подвержены определенным колебаниям
и носят случайный характер поэтому должны оцениваться на
основе статистических данных методами теории вероятности.
Наряду с закономерными процессами в арматуре могут иметь
место и случайные явления, например потеря плотности замка
затвора от попадания твердых частиц, заклинивание деталей
в подвижных сопряжениях в связи с колебаниями температуры,
поломка деталей в результате внутренних напряжений либо тре-
щин, нарушение контакта в электрических системах управления
и т. п. Вероятность возникновения таких явлений, как случайных,
также определяется методами теории вероятности.
Показателями надежности арматуры могут служить: вероят-
ность безотказной работы за заданное время, наработка на отказ,
среднее время безотказной работы, интенсивность отказов в те-
чение заданного времени в зависимости от закона распределения
времени безотказной работы (экспоненциальный, нормальный
либо какой-нибудь другой). Закон распределения времени без-
отказной работы зависит от параметров, по которым оценивается
отказ, от типа изделий, условий эксплуатации и т. д. Выбор пока-
зателя надежности зависит также от того, является ли изделие
восстанавливаемым или невосстанавливаемым.
Испытания арматуры на показатели надежности подразде-
ляются на определительные и контрольные (ГОСТ 13216—67).
Определительные испытания служат для определения фактических
показателей надежности арматуры и по ним определяется соответ-
ствие фактических показателей надежности с требованиями
технического задания, необходимость внесения в техническую
документацию соответствующих данных и установления групп
надежности. Контрольные испытания служат для контроля выпу-
скаемой продукции и соответствия ее техническим условиям на
арматуру данного типа. Контрольные испытания проводятся
периодически, в сроки, предусмотренные соответствующими тех-
ническими условиями, а также в случае изменения конструкции,
материала или технологии производства, которые могут сказаться
на показателях надежности. Количество изделий, необходимое для
34
выполнения контрольных испытаний на надежность, зависит от
нйжнего значения вероятности безотказной работы, допустимого
при испытаниях.
Теория надежности в настоящее время разработана достаточно
полно, однако применение ее для арматуры требует еще значи-
тельного объема исследований для определения соответствующих
показателей надежности, необходимых статистических данных,
изучения влияния различных факторов на надежность конструк-
ций арматуры и т. п.
3*
РАЗДЕЛ ВТОРОЙ
ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ АРМАТУРА
Глава I. ЗАПОРНАЯ АРМАТУРА (ЗАТВОРЫ)
1. ВВЕДЕНИЕ
Промышленная арматура имеет универсальное назначение и
служит для работы в определенном интервале параметров, имею-
щих (относительно) широкое распространение. Наиболее часто
используется запорная арматура; она предназначена для того,
чтобы в нужные моменты времени перекрывать проход в трубо-
проводе, отделяя одну часть от другой. Это бывает необходимо
или при выполнении программы технологического процесса, или
для целей ремонта, замены оборудования, на случай аварии и т. д.
Затворы чаще всего находятся в полностью открытом положении
и перекрываются лишь на сравнительно короткие промежутки
времени. Значительно реже они предназначаются для работы
в постоянно закрытом положении (концевая арматура, пробно-
спусковые краны, резервные байпасные линии и т. д.).
В зависимости от размеров и формы внутренних полостей арма-
тура оказывает большее или меньшее гидравлическое сопротив-
ление прохождению среды. Это выражается потерей напора, для
компенсации которого необходимо затрачивать дополнительную
энергию.
Качество арматуры, характеризуемое ее гидравлическим со-
противлением, оценивается по величине коэффициента гидравли-
ческого сопротивления £, выраженного в относительных единицах.
Он представляет собой коэффициент пропорциональности между
перепадом давлений на арматуре (потеря напора) и скоростным
напором. Во избежание больших потерь напора коэффициент
гидравлического сопротивления полностью открытой запорной
арматуры должен иметь возможно малую величину.
Коэффициент гидравлического сопротивления С дает каче-
ственную оценку арматуры, независимо от величины условного
диаметра прохода, поэтому для определения расхода среды G т/ч,
проходящей через затвор, помимо С, должен быть также известен
условный диаметр прохода Dg мм. Для практических целей
36
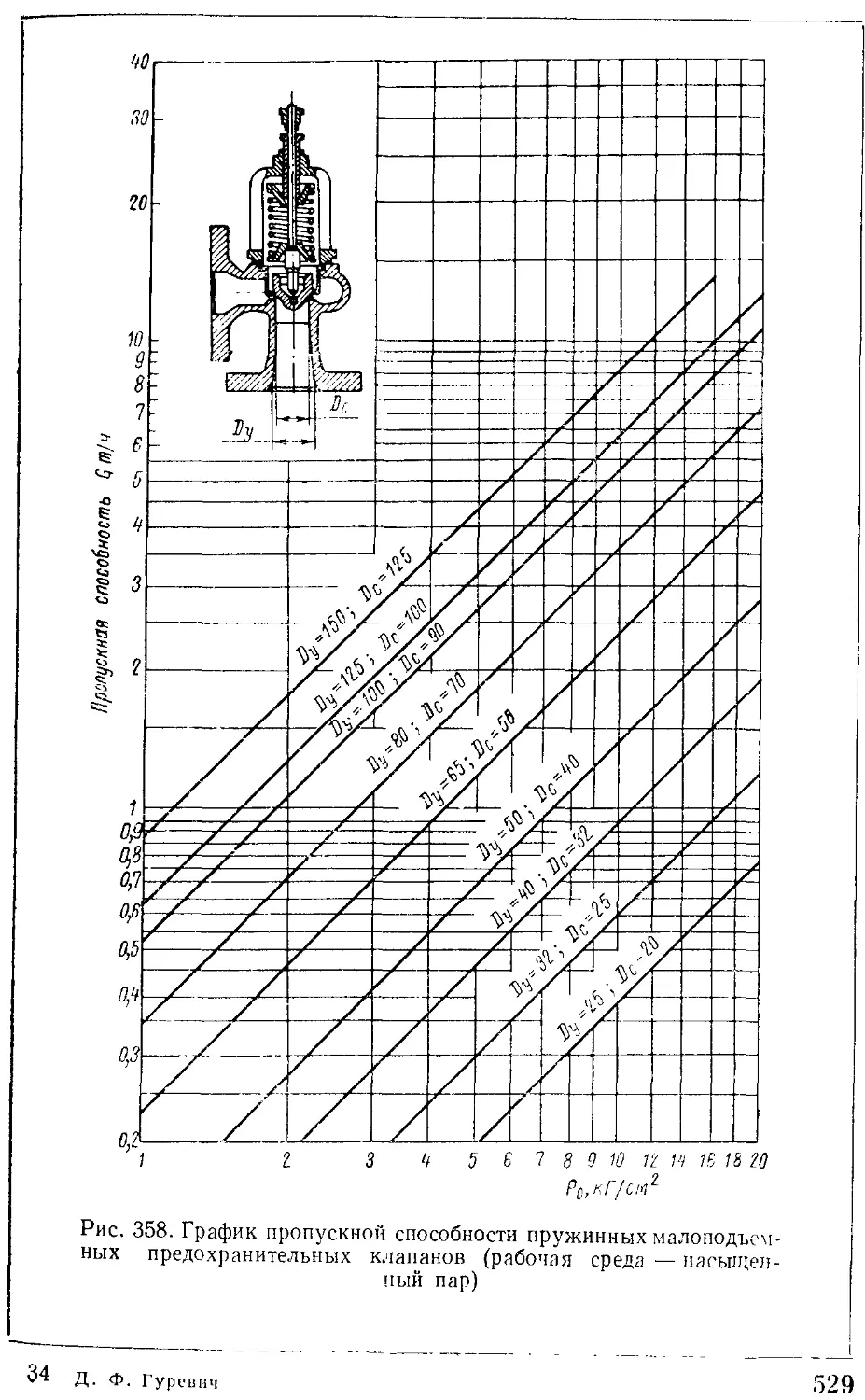
целесообразно иметь данные о пропускной способности арматуры
с учетом ее размеров при определенных условиях работы (задан-
ный перепад давлений и удельный вес среды). Для этих целей
наиболее подходит оценка арматуры по условной пропускной
способности Gy, выраженной в тоннах в час; она представляет
собой расход воды с удельным весом в 1 г!см3 при перепаде давле-
ний на арматуре в 1 кПсм2. Эта характеристика хорошо допол-
няет такие данные об арматуре, как условный диаметр прохода Dy
в мм и условное давление Ру в кПсм2.
Свойства арматуры, определяемые значением Gy, оцениваются
также коэффициентом пропускной способ-
ности ku mlч -= Gy т/ч.
Пропускная способность зависит от степени открытия арма-
туры, поэтому при Gy и kv ставится индекс, обозначающий, к ка-
кой степени открытия арматуры или части h полного хода ftmax
(отсчет производится от закрытого положения) относится указы-
ваемое значение ka. Например, kVM обозначает значение kv для
арматуры при 50% подъема плунжера, тарелки клапана или клина.
Обозначение &агаах соответствует значению kv при полностью
открытой арматуре — &апмх = &а100.
Для запорной арматуры в основном определяется значение
^ашах, промежуточные значения kv обычно имеют второстепенное
значение.
В технике применяется очень большое количество конструкций
арматуры, подчас отличающихся друг от друга незначительными
особенностями; все их привести здесь невозможно и нецелесооб-
разно. Ниже приведен обзор конструкций, наиболее часто при-
меняемых на практике.
2. КЛАПАНЫ И ВЕНТИЛИ
В технике (двигателях внутреннего сгорания, насосах, компрес-
сорах и пр.) клапаном принято называть диск, снабженный што-
ком, скользящим в направляющем отверстии, предназначенный
для перекрывания потока среды путем перемещения клапана
вдоль оси и посадки его на седло. В арматуростроении клапа-
ном называют все устройство (затвор), служащее для перекры-
вания потока в трубопроводе с помощью диска—тарелки клапана,
при поступательном движении шпинделя—штока вдоль оси по-
тока, перпендикулярно к плоскости седла.
Поступательное движение шпинделя обеспечивает простоту-
конструкции и возможность быстрого перемещения тарелки кла-
пана, но требует значительных усилий для управления клапаном
и дополнительных устройств для фиксации тарелки в нужном
положении. Вентиль представляет собой клапан со шпин-
делем, ввинчиваемым в резьбу неподвижной ходовой гайки,
расположенной в крышке или бугеле. Применение резьбы,
37
обладающей свойствами самоторможения, позволяет оставлять
тарелку клапана в любом положении с уверенностью, что это
положение сохранится и не будет самопроизвольно изменяться
под действием давления среды. Использование резьбы позволяет
применять малые усилия на маховике для управления вентилем.
Вентиль отличается простотой конструкции и создает хорошие
условия для обеспечения надежной плотности при закрытом
Рис. 3. Вентили запорные: а — проходной; б — угловой
положении затвора. В силу этих причин вентили получили
очень широкое распространение, главным образом в запорной
арматуре.
Вентили в промышленности наиболее широко используются
на трубопроводах малого диаметра и по мере увеличения услов-
ного диаметра трубопровода, начиная с Dy = 50 мм, уступают
место задвижкам. Так, уже при диаметрах Dy = 200-ь250 мм
вентили используются редко. При больших диаметрах трубопро-
водов (свышеП^ = 250 мм) вентили, как правило, не применяются.
Это объясняется тем, что тарелка вентиля воспринимает на себя
и передает полностью на шпиндель усилие, создаваемое давлением
среды на площадь тарелки. При больших диаметрах прохода
и высоких давлениях усилие на шпинделе возрастает настолько,
что вентиль становится трудноуправляемым. Помимо этого, вен-
тили запорные обычной конструкции имеют, как правило, высо-
кий коэффициент гидравлического сопротивления (£ = 3-ь5 и
более). При больших диаметрах прохода применение вентилей
создает большие потери энергии в связи с большим количеством
38
транспортируемой по трубопроводу среды и вызывает излишние
расходы из-за необходимости соответственно повышать начальное
давление в системе.
Положительным качеством вентиля является сравнительно
небольшой ход тарелки, необходимый для полного открытия вен-
тиля. Для этой цели тарелку вентиля достаточно поднять на V4
диаметра отверстия в седле, тогда как для открытия задвижки
необходимо клин или диск переместить на величину, равную диа-
метру отверстия, т. е. в четыре раза больше. Поэтому вентиль
имеет значительно меньшую га-
баритную высоту, чем задвижка
того же диаметра прохода, но
строительная длина его (рас-
стояние между наружными тор-
цами проходных фланцев вен-
тиля) больше, чем в задвижке,
причем с увеличением диаметра
прохода эта разница увеличи-
вается.
По месту расположения вен-
тиля на трубопроводе различают
проходные (рис. 3, а) и угловые
(рис. 3, б) вентили. Первые уста-
навливаются на горизонтальном
или вертикальном участке тру-
бопровода, вторые — на месте
поворота трубопровода. Угло- Рис. 4. Вентиль запорный прямоточный
вые вентили имеют меньшее
гидравлическое сопротивление, однако область их применения
ограничена поворотными участками трубопровода. Прямоточные
вентили (рис. 4), шпиндель которых расположен под углом к оси
прохода, имеют относительно малое сопротивление, но ход шпин-
деля для полного открывания вентиля значительно больше, чем
в обычных.
Как правило, вентили конструируются и устанавливаются
так, чтобы движение среды происходило «под клапан», т. е. на-
встречу движению тарелки клапана при закрывании (рис. 3, а).
Обратное движение среды, т. е. «на клапан», осуществляется редко
и применяется главным образом в вентилях большого диаметра
прохода, длянеответственных установок, с целью разгрузить
шпиндель от больших продольных усилий сжатия. В связи с воз-
можным несовпадением центра приложения гидродинамического
давления среды на тарелку с точкой соприкосновения ее со шпин-
делем могут возникнуть напряжения изгиба в шпинделе, которые
при больших диаметрах тарелки достигнут значительной вели-
чины. Серьезным недостатком конструкции вентиля с подачей
среды «на клапан» является также то обстоятельство, что здесь
39
сальник все время находится под действием давления среды даже
при закрытом положении вентиля.
Вентили большого диаметра прохода снабжаются внутренним
(рис. 3, б) или наружным (рис. 5, б) обводом для того, чтобы по воз-
можности выравнять давление по обе стороны тарелки и этим сни-
зить необходимое усилие для открывания вентиля. Таким путем
также уменьшается вероятность воз-
никновения гидравлического удара
в системе. Внутренний обвод соз-
дается с помощью вспомогательного
клапана, устанавливаемого на та-
релке вентиля. В больших вентилях
среда подается «на клапан», и пере-
пад давлений прижимает тарелку
к седлу. При подъеме шпинделя сна-
Рис. 5. Обводы вентилей: а — внутренний; б —
наружный
чала открывается вспомогательный клапан обвода, а тарелка
вентиля остается прижатой к седлу (рис. 5, а). После того как
давление за вентилем выравняется с давлением до вентиля до
нужной величины, производят дальнейший подъем тарелки вен-
тиля и открывают основной проход. Наружный обвод создается
вспомогательным вентилем, соединяющим обе полости главного
вентиля (рис. 5, б). Выравнивание давления осуществляется откры-
тием вспомогательного вентиля.
По расположению ходовой резьбы можно выделить вентили
с внутренней и наружной резьбой. В вентилях с внутренней резь-
бой она выполняется непосредственно в крышке до сальника,
и работа резьбового соединения происходит при соприкосновении
40
с рабочей средой (рис. 6, а и б), так как сальник расположен
выше резьбы. Такие конструкции обычно применяются для не-
больших диаметров прохода, если среда не имеет коррозионных
свойств, ядовитых и агрессивных компонентов и если вентиль не
работает при высокой температуре или высоком давлении. Вен-
тили с наружной резьбой (рис. 3 и 4) применяются во всех ответ-
ственных случаях. Такая конструкция облегчает уход, смазку
и ремонт резьбового соединения.
Вентили можно разделить на сальниковые (рис. 3—6) и силь-
фонные (рис. 7). В последних сальниковые устройства, обеспе-
чивающие плотность подвижного соединения шпиндель—крышка,
заменены сильфонными. Благодаря наличию сильфона (в пре-
делах срока его работы) исключаются какие бы то ни было про-
течки между шпинделем и крышкой. Сильфонные вентили исполь-
зуются лишь в случае особой необходимости, так как срок работы
сильфона ограничен, а замена сильфона представляет собой слож-
ную операцию.
Для присоединения к трубопроводам вентили снабжаются
фланцами (рис. 3), муфтами с внутренней резьбой либо цапками
с наружной резьбой (рис. 6, а и б). Для энергетических установок
в настоящее время широко используются вентили, ввариваемые
в трубопровод, для чего они снабжаются соответствующими па-
трубками (рис. 6, в и а).
Вентили чаще всего приводятся в действие вручную, с помощью
маховика. В связи с развитием автоматизации управления про-
изводственными процессами в последнее время все шире при-
меняются вентили с электрическим, электромагнитным, пневма-
тическим и гидравлическим приводами.
На рис. 8 приведена конструкция вентиля с электроприводом.
Необходимость создания значительных продольных усилий для
управления вентилем, наличие сравнительно сложных элементов
привода и устройств для ограничения крутящего момента при-
водят к тому, что привод по сравнению с самим вентилем полу-
чается значительных размеров. Для клапанов небольших прохо-
дов при относительно малых давлениях применяются также
электромагнитные приводы, которые обеспечивают быстрое сра-
батывание клапана и возможность дистанционного управления.
Чтобы исключить необходимость держать электромагнит постоянно
под током, применяют специальные защелки, удерживающие
тарелку клапана в заданном положении при отключенном элек-
тромагните. Электромагнитные клапаны изготовляются с диа-
метром прохода до 70 мм включительно. Применение вспомога-
тельных устройств в виде мембран позволяет расширить область
применения электромагнитных приводов для клапанов до Dy =
= 200 мм.
На рис. 9 показан клапан для фреона, аммиака, пресной и
морской воды с условным диаметром прохода от Dy = 3 мм до
41
Рис. 6. Вентили с внутренней ходовой резьбой (а и б) и наруж-
ной ходовой резьбой (в и г)
42
Рис. 7. Вентиль сильфонный
Рис. 8. Вентиль с электроприводом
Рис. 9. Клапан бессальни-
ковый с электромагнитным
приводом
Dy — 50 мм, рассчитанный на давление среды Рраб = 17 кГ1см\
Управление производится постоянным или переменным током,
режим работы электромагнита — длительный. Наличие холостого
разбега якоря позволяет использовать его динамические усилия
(удар) для открывания клапана в случае прилипания тарелки
к седлу.
На рис. 10 приведен запорный клапан с электромагнитным
приводом с главным и управляющим малым клапанами. Для
управления главным клапаном используется вспомогательное
поршневое устройство. На рис. 11 представлена конструкция
прямоточного запорного клапана с поршневым гидравлическим
приводом.
В вентилях тарелка, перекрывающая проход в седле, обычно
соединяется со шпинделем шарнирно, с тем чтобы тарелка могла
самоустанавливаться и плоскость уплотняющей кольцевой по-
верхности тарелки совпадала с плоскостью кольца корпуса.
Для соединения тарелки со шпинделем последний снабжается
кольцевым буртиком или канавкой, а тарелка имеет соответствую-
щий цилиндрический выступ с выемкой под головку шпинделя.
Сцепление шпинделя с головкой осуществляется с помощью накид-
ной гайки или колпачка, полуколец, шариков и т. и. В некоторых
конструкциях дополнительные элементы, указанные выше, не
используются, а шпиндель вводится через боковую прорезь в рас-
точенное гнездо верхней части тарелки (рис. 5, б).
Ходовая гайка шпинделя устанавливается либо в бугеле,
отлитом заодно с крышкой (рис. 3 и 4), либо на траверсе (попере-
чине), закрепленной на колонках (рис. 5, б). В последнее время
конструкции с колонками употребляются редко.
Уплотняющие кольца вентилей изготовляются из металла,
резины, пластмасс или кожи. Поверхности колец выполняются
либо плоскими, либо конусными с фаской. Первые проще
в изготовлении, вторые имеют основание считаться более плот-
ными, т. е. обеспечивающими лучшее уплотнение при одинаковых
усилиях прижима тарелки к корпусу. Кольца с конусным уплот-
нением лучше обеспечивают также удаление твердых включений,
находящихся или попадающихся в среде из зоны между уплот-
няющими поверхностями колец, что несколько увеличивает на-
дежность работы замка затвора. При больших диаметрах про-
хода уплотняющие поверхности вентилей делаются плоскими,
так как при конусном уплотнении создаются радиальные уси-
лия, распирающие кольцо. С увеличением диаметра прохода
усилие, приходящееся на единицу длины кольца, возрастает,
поскольку усилие вдоль шпинделя растет пропорционально
квадрату диаметра, а развернутая длина окружности кольца
пропорциональна диаметру. При больших диаметрах усилия
возрастают настолько, что могут деформировать уплотняющее
кольцо (вставное), ухудшая условия обеспечения плотности.
44
Рис. 10. Клапан бессальниковый 'с элект-
ромагнитным приводом И вспомогатель-
ным поршнем
Рис. 11. Прямоточный запорный клапан с гидроприводом
Чтобы уменьшить возможную протечку среды через неплот-
ности сальника, когда вентиль полностью открыт, и иметь воз-
можность перенабить сальник, вентили обычно снабжаются так
называемым верхним уплотнением, которое перекрывает проход
среды через зазор сопряжения шпиндель—крышка. С этой целью
в нижней части крышки создают внутреннюю конусную поверх-
ность, а на нижнем бурте шпинделя, а иногда на колпачке тарелки
или на выступе тарелки образуют наружную конусную поверх-
ность. При подъеме шпинделя вверх до отказа конусные уплот-
няющие поверхности соприкасаются, чем исключается возмож-
ность прохода среды в сальник через кольцевой зазор.
Использование конуса на колпачке или на выступе 'тарелки
для верхнего уплотнения не рекомендуется, так как во время
эксплуатации вентиля, при приложении на маховике больших
усилий, может быть сорвана тарелка со шпинделя или поврежден
узел головки шпинделя со всеми вытекающими отсюда послед-
ствиями.
Основные параметры сальниковых, сильфонных и мембран-
ных (диафрагмовых) вентилей регламентированы ГОСТом 9697—67.
3. ЗАДВИЖКИ
Задвижки имеют большое распространение и применяются
обычно для трубопроводов от Dy = 50 мм до Dy = 2000 мм.
В диапазонах размеров, выходящих за эти пределы, применение
задвижек ограничено. Положительными качествами задвижки
являются сравнительная простота конструкции и малое гидрав-
лическое сопротивление. У задвижек коэффициент гидравличе-
ского сопротивления находится обычно в пределах £ = 0,08ч-0,2,
в то время как у вентилей он составляет £ = Зч-5 и более. Малое
гидравлическое сопротивление задвижек делает их особенно цен-
ными, например для трубопроводов, через которые постоянно
движется среда с большой скоростью, в частности для трубопро-
водов большого диаметра. В энергетике — на электростанциях,
в водопроводах, газопроводах, в нефтеобрабатывающей промыш-
ленности и т. д. — в качестве запорного устройства — затвора,
как правило, используются задвижки, а вентили используются
лишь при малых Dy. Недостатком задвижек является их относи-
тельно большая высота, поэтому в тех случаях, когда затвор дол-
жен быть, как правило, закрыт, а открывание производится редко,
в целях экономии места при Dy sg; 200 мм используются вентили.
В настоящее время имеется большое разнообразие конструк-
ций задвижек, которые можно подразделить по различным при-
знакам на группы.
Задвижки обычно изготовляются полнопроходными, т. е. диа-
метры отверстий в проходах задвижки не сужаются. В некоторых
случаях, с целью экономии места при монтаже и с целью умень-
46
шения усилий и моментов, необходимых для управления, при-
меняются суженные задвижки, у которых диаметры отверстий
в корпусе сужаются. На рис. 12, а показана суженная задвижка
с симметричным сужением, а на рис. 12,6 — с несимметричным.
Суженные задвижки имеют больший коэффициент гидравличе-
ского сопротивления, чем полнопроходные.
Большое значение для работы задвижек имеет расположение
резьбы шпинделя и ходовой гайки — расположены ли они внутри
Рис. 12. Задвижки с симметричным (а) и несимметричным (6)
сужением корпуса
задвижки, в среде или вынесены за пределы Зоны рабочей среды.
По этому признаку задвижки можно подразделить на задвижки
с выдвижным и невыдвижным шпинделем. У первых резьба нахо-
дится снаружи (рис. 12), у вторых — внутри полости задвижки
(рис. 13). Нормальная работа резьбовой пары шпиндель — ходо-
вая гайка может протекать лишь в чистой среде, не корродирующей
и не засоренной твердыми примесями, поэтому задвижки с не-
выдвижным шпинделем имеют ограниченное применение в средах:
чистая вода, масло и некоторые другие. В задвижках с невыдвиж-
ным шпинделем затруднены наблюдение, уход и ремонт резьбовой
пары, поэтому при коррозионных средах: кислотах и щелочах,
а также для пара и в других ответственных случаях используются
задвижки с выдвижным шпинделем. Задвижки с невыдвижным
шпинделем имеют меньшие габариты по высоте, что делает целе-
сообразным их применение для подземных коммуникаций, ко-
лодцев, в качестве нефтяных фонтанных задвижек для установки
47
Рис. 13. Задвижка клиновая с невыдвижным шпинделем и с обво-
дом
Рис. 14. Задвижки параллельные: а — с выдвижным шпин-
делем и электроприводом; б — с нрвылвижным шпинделем
48
на «елках» нефтяных скважин и т. д. В последнее время число
конструкций задвижек с невыдвижным шпинделем сокращается.
В зависимости от расположения уплотняющих колец в кор-
пусе задвижки можно разделить на параллельные и клиновые.
В параллельных задвижках (рис. 14) уплотняющие кольца кор-
пуса расположены параллельно, в клиновых (рис. 15) кольца рас-
положены под углом. Параллельные задвижки могут иметь два
диска с клиновым распором (рис. 14, а и б) или один плоский диск
для работы самоуплотнением (рис. 16). Последняя конструкция
применяется сравнительно редко.
Клиновые задвижки, в свою очередь, подразделяются на за-
движки с цельным клином (рис. 15, а) и задвижки клиновые
двухдисковые, у которых клин образуется двумя дисками, рас-
положенными под углом (рис. 15, б). Применение цельного диска
создает жесткую и надежную конструкцию, но жесткость клина,
полезная для обеспечения надежной плотности замка, создает
при колебаниях температуры опасность заклинивания клина со
4 Д. Ф. Гуревич 49
Рис. 16. Задвижка ли-
стовая (шиберная) с
мягким уплотнением
всеми вытекающими отсюда последствиями из-за невозможности
открыть задвижку. В задвижке с двухдисковым клином вероят-
ность заклинивания значительно меньше. Цельный клин в за-
движке лучше направляется, чем двухдисковый, что является
ценным качеством. В последнее время разрабатываются конструк-
ции упругого цельного клина.
Задвижки изготовляются из чугуна, стали, цветных металлов
и сплавов и из пластмасс. Задвижки большого прохода для малых
давлений иногда изготовляются сварными.
Поперечное сечение корпуса задвижки может
иметь вид прямоугольника, овала или круга.
Такое же сечение имеет и соответствующая
крышка.
Под действием внутреннего давления сре-
ды стенки плоских и овальных корпусов и
крышек начинают выпучиваться, прибли-
жаясь к форме цилиндра, которая наиболее
благоприятна для восприятия внутреннего
давления. Плоские и овальные формы сече-
ния используются лишь для арматуры не-
больших давлений. Можно примерно считать,
что задвижки с плоским корпусом (рис. 17)
применяются при давлении до Ру = 4 кПсм2.
Чугунные задвижки с овальным корпусом
(рис. 18) используются при давлениях до Ру=
= 10 кПсм2, стальные — до Ру = 16 кПсм2.
При больших давлениях применяются за-
движкис круглым сечением корпуса (рис. 19).
Для увеличения жесткости плоских и
овальных корпусов и крышек они снабжаются
ребрами жесткости. Задвижки с круглым
корпусом ребер не имеют. Ребра могут быть
расположены внутри (рис. 18) или снаружи (рис. 17). Изготовле-
ние внутренних ребер технологически несколько сложнее, чем
наружных. В наружных ребрах, расположенных вдоль длинной
стенки, под действием давления среды возникают напряжения
растяжения, во внутренних — напряжения сжатия.
Допускаемые напряжения сжатия для чугуна значительно
больше допускаемых напряжений растяжения, поэтому чугунные
задвижки с внутренними ребрами при тех же размерах и усло-
виях работы прочнее, чем с наружными ребрами; в силу этого
чугунные задвижки стараются снабжать вдоль длинной стенки
ребрами, расположенными внутри. Для стальных задвижек рас-
положение ребер снаружи или внутри равнозначно, поэтому
их чаще всего выполняют с наружными ребрами, изготовление
которых проще. Ребрами жесткости снабжаются также диски или
клинья больших задвижек,
50
Рис. 17. Задвижка клиновая двухдисковая с плоским корпусом
4*
51
Рис. 18. Задвижка параллельная с овальным корпусом
Рис. 19. Задвижка клиновая с круглым сечением корпуса
В задвижках используются либо ручной привод, либо элек-
трический. Задвижки с электроприводом изображены на рис. 17,
18 и 19. Для задвижек находят применение и поршневые гидрав-
лические или пневматические приводы (рис. 20). Для уменьшения
крутящего момента на ма-
ховике ручного управления
используют редуктор с чер-
Рис. 21. Задвижка клино-
вая с червячным редуктором
для ручного управления
Рис. 20. Задвижка с гидро-
приводом
вячной передачей (рис. 21) или редуктор с зубчатой конической
передачей (рис. 22). При наличии электро- или гидропривода
задвижки снабжаются ручным дублером управления для того,
чтобы иметь возможность управлять задвижкой при отсутствии
электрического тока или давления в системе управления задвиж-
кой.
Для снижения усилий, необходимых для открывания задвижки,
и уменьшения вероятности возникновения гидравлического удара
в системе задвижки часто снабжаются обводом. В задвижках
53
применяется только наружный обвод (рис. 18 и 19), он ставится,
как правило, на задвижках больших диаметров прохода и на мень-
ших задвижках при больших давлениях среды. Все задвижки
имеют сальниковое уплотнение шпинделя, так как сильфоны не
Рис. 22. Задвижка клино-
вая с редуктором с кони-
ческой зубчатой передачей
создают достаточного хода, чтобы обеспе-
чить работу задвижки.
Задвижки, также каки вентили, обыч-
но снабжаются верхним уплотнением для
перекрытия сальника. Для соединения
с трубопроводом задвижки обычно снаб-
жаются фланцами. Хорошо себя зареко-
мендовал в эксплуатации энергетических
установок метод приварки арматуры без
применения фланцев. Отсутствие фланцев
ликвидирует возможные протечки в сты-
ках, уменьшает вес арматуры и снижает
количество деталей, необходимых для сое-
динения, при этом нет необходимости иметь
прокладки, болты, гайки и шайбы. Однако
демонтаж арматуры для ремонта несколько
усложняется. Эксплуатация подтвердила,
что положительные качества приварного
соединения арматуры, например в усло-
виях работы энергетических трубопрово-
дов, значительно превосходят недостатки,
поэтому такое соединение стальной арма-
туры с трубопроводами получает широкое
применение и в других отраслях промыш-
ленности.
В некоторых случаях задвижки малых
диаметров прохода с £5^=80 мм и меньше
имеют муфты с резьбой для присоедине-
ния к трубопроводу. Задвижки канали-
зационных систем для присоединения к
чугунным или неметаллическим трубопро-
водам снабжаются специальными растру-
бами.
для ручного управления При неблагоприятных условиях работы
уплотняющих колец, во избежание кор-
розии и задирания рабочих поверхностей, применяются задвижки
со смазкой (рис. 23). Смазка несколько повышает также внутрен-
нюю плотность задвижки. Полость корпуса заполняется конси-
стентной смазкой, которая и смазывает уплотняющие кольца.
В корпусе запрессованы два бронзовых кольца с кольцевыми
канавками, в которых размещены кольца съема смазки, поджи-
маемые к диску пружинами. Плотность перекрытия задвижки
обеспечивается тем, что правый диск при движении вниз в пози-
54
ции закрывания упирается верхним упором в корпус, а левый,
продолжая свое движение вниз, скользит вдоль клина, уплотняя
замок затвора.
При эксплуатации арматуры во многих случаях необходимо
знать, в каком положении находится задвижка (закрыта или от-
крыта) и какова степень открытия ее; для этой цели задвижки
Рис. 23. Задвижка параллельная со смазкой
снабжаются указателем подъема. Указатель имеет либо линейную
(вертикальную) шкалу, либо круговую. Указателем подъема в не-
которых случаях снабжаются и вентили.
При управлении задвижками в шпинделе возникают значи-
тельные осевые усилия, воспринимаемые буртом шпинделя или
буртом гайки. В опоре бурта возникает большой момент от силы
трения, для уменьшения которого устанавливаются опорные
шариковые подшипники. Благодаря этому значительно снижается
необходимая мощность привода. Задвижки больших и средних
диаметров прохода, работающие при больших давлениях среды,
снабжаются шариковыми упорными подшипниками.
Основные параметры этих задвижек регламентированы
ГОСТом 9698—67.
55
Приведенные выше конструкции относятся к задвижкам, у ко-
торых уплотняющая поверхность колец корпуса и диска или клина
образует плоскость. Имеются также так называемые кольцевые
задвижки, схема работы которых приведена на рис. 2, б. В этих
задвижках с помощью поршня перекрывается кольцевое сечение
полости, через которую проходит среда. Такого типа задвижки
используются сравнительно редко и в основном для воды при
больших диаметрах трубопроводов. Положительным качеством
этих задвижек является малая высота конструкции, что позво-
ляет использовать их в помещениях малых размеров.
4. КРАНЫ
Краны имеют более ограниченное применение, чем задвижки
или вентили, и не располагают таким разнообразием конструкций.
Они используются главным образом для трубопроводов малых
диаметров. Лишь последнее время получили распространение
краны для трубопроводов с Dy = 700 мм и более. Положитель-
Рис. 24. Краны проходные: а — сальниковый;
б — натяжной
ными качествами крана являются: простота
конструкции, компактность, малое гидравли-
ческое сопротивление, сравнительно неболь-
шие размеры по высоте, возможность предо-
хранения уплотняющих
поверхностей корпуса
и пробки от воздейст-
вия протекающей среды
при открытом положе-
нии крана и возмож-
ность применения смаз-
ки уплотняющих по-
верхностей, так как
уплотняющие поверхно-
сти корпуса и пробки
соприкасаются посто-
янно. Вместе с тем кра-
ны имеют недостатки,
основными из которых являются: сравнительно быстрый износ
и потеря плотности корпусного соединения в связи с большим тре-
нием соприкасающихся поверхностей при повороте пробки, при
разнице в величине пути трения для верхней и нижней части
пробки, а также относительная сложность процесса притирки
пробки к корпусу крана. Краны изготовляются из латуни,
бронзы, чугуна, стали, пластмасс и других неметаллических
материалов.
Краны подразделяются на две большие группы: сальниковые
(рис. 24, а) и натяжные (рис. 24, б). В сальниковых кранах
поджатие пробки осуществляется путем затяга сальника, через
набивку которого передается осевая нагрузка на пробку крана.
56
Для возможности отжатия пробки с целью регулирования усилия
снизу корпуса устанавливается отжимной винт (рис. 25, 26).
В натяжных кранах продольное усилие на пробке создается за-
тяжкой гайки на хвостовике пробки. Таким образом, в натяжных
кранах верхний и нижний торцы пробки не
уплотняются, и в случае протечки крана рабо-
чая среда будет поступать наружу. В сальни-
ковых кранах в случае образования неплот-
ности в конусном соединении среда наружу
поступать не будет, а будет просачиваться
в перекрытую часть трубопровода.
Для управления краном пробка крана
обычно снабжается квадратом для ключа
или рукоятки (рис. 24), в некоторых слу-
чаях на пробке закрепляется рукоятка управ-
ления.
Основные параметры кранов регламенти-
рованы ГОСТом 9702—67.
Крепление проходных кранов натрубопро-
водах производится либо муфтами с внут-
ренней резьбой (рис. 24), что обычно при-
меняется в кранах из чугуна и цветных сплавов небольшого раз-
мера, либо с помощью фланцев (рис. 25, 26, 27), которыми обычно
снабжаются краны с большим диаметром прохода.
Рис. 25. Кран про-
ходной, сальниковый,
фланцевый
Рис. 26. Кран проходной с паровым обогревом
Для густых смол (каменноугольная смола, пек) и других
вязких материалов используются краны с паровым обогревом
(рис. 26). Через рубашку крана пропускается пар, благодаря
чему сохраняется жидкотекучесть нагретой смолы и обеспечи-
вается работоспособность крана.
Рассмотренные конструкции кранов являются затворами, они
служат для открывания и закрывания прохода среды. Двуххо-
довые краны имеют при работе два положения пробки. Существуют
57
также трехходовые краны (рис. 27), имеющие четыре положения
пробки, при которых поток среды может либо разветвляться по
двум направлениям, либо направляться в каждое из них в отдель-
ности, либо поток может перекрываться полностью.
Для управления кранами больших диаметров прохода при
высоком давлении среды необходимы значительные моменты для
проворота пробки, поэтому такие краны обычно снабжаются чер-
вячным редуктором, как это показано на рис. 28, где пробка рас-
положена вершиной конуса вверх. На уплотняющих поверхно-
Рис. 27. Краны трехходовые
стях этого крана сделаны канавки, в которые подается смазка.
Смазка имеет определенную консистенцию в зависимости от тем-
пературы и давления среды. На уплотняющих поверхностях при
повороте пробки образуется пленка смазки, что повышает степень
плотности подвижного конусного соединения, уменьшает силы
трения и износ поверхностей. Подача смазки осуществляется
ввинчиванием болта в пробку, обратный шаровой клапан исклю-
чает возможность обратного выдавливания смазки.
На рис. 29 показана бесколодезная установка на трубопроводе
стальных кранов Dy = 400-ь700 мм для рабочего давления среды
Рраб = 64 кПсм2. Присоединение крана к трубопроводу произ-
водится путем сварки. Управление крана — ручное с помощью
червячного редуктора. Кран снабжен обводом (байпасная линия)
для выравнивания давления по обе стороны пробки. Для этой
цели на кронштейне смонтирован трехходовой кран со смазкой,
управляемый вручную через червячный редуктор. Два патрубка
использованы для работы обвода, третий служит для контроль-
58
a)
СП
CD
Рис. 29. Бесколодезная установка стальных кранов на трубо-
проводе
Рнс. 30. Кран с поршневым пневматическим приводом
60
ного выпуска газа, а также для продувки газопровода при выпол-
нении ремонтных работ.
Управление краном можно осуществлять с помощью пневма-
тического привода. Конструкция крана со смазкой для Dy =
приводами
= 200 мм на Ру — 16 кГ/см2,
управляемого пневмоприводом,
приведена на рис. 30. Поршень
пневмопривода приводит в дви-
жение рейку,сцепленную с зуб-
чатым сектором, насаженным
на ось пробки. При перемеще-
нии поршня поворачивается зуб-
чатый сектор, а вместе с ним и
пробка крана. Необходимое дав-
ление воздуха в цилиндре при-
вода 3—5 кПсм*.
Так называемые конусные
затворы (рис. 31) по принципу
действия и конструкции сходны
с кранами и используются, например, для предотвращения обрат-
ного потока воды при остановке насоса (выполняют роль обрат-
ного клапана). Конусный затвор имеет корпус и пробку такие
же, как и у крана, но отличается от крана тем, что при закры-
вании и открывании прохода производится предварительный
подъем пробки на некоторую высоту, необходимую для того,
чтобы уплотняющие поверхности пробки и корпуса разош-
лись, и во время поворота пробки устранялось трение и износ
61
уплотняющих поверхностей. Последовательные действия подъема
поворота пробки осуществляются с помощью специального меха-
низма, основными деталями которого являются шпиндель с гай-
кой, вилка и ползун с роликом (рис. 31, а). Ползун с помощью
шатуна связан с кривошипом, поворачивающим гайку шпинделя.
Привод перемещает ползун вдоль направляющих. Подъем пробки
происходит при повороте гайки в то время, когда вилка заблоки-
рована роликом. Затем ролик заходит в вилку, после чего гайка
и вилка поворачиваются совместно и происходит поворот припод-
Рис. 32. Кран с цилиндрической
пробкой
нятой пробки. При дальнейшем дви-
жении ролик выходит из вилки и
блокирует ее положение, двигаясь
дальше, при этом пробка опускается
вниз. При движении ползуна в обрат-
ном направлении все происходит в
обратной последовательности. Управ-
ление осуществляется либо при по-
мощи электропривода (рис. 31, а),
либо с помощью гидравлического при-
вода (рис. 31, б). Конусные затворы
изготовляются для трубопроводов с
диаметром прохода0^=200 = 800мм.
Существуют конструкции кранов
с цилиндрической пробкой (рис. 32).
В связи с пониженными возможно-
стями обеспечения внутренней плот-
ности по сравнению с конусными,
эти краны используются для вязких
сред или в тех случаях, когда требо-
вания к плотности перекрытого крана
могут быть снижены.
В последнее время получают распространение шаровые краны,
у которых пробка имеет вид шара, поворачивающегося вокруг
вертикальной оси (рис. 33). Эти краны успешно применяются
для агрессивных сред и для низких температур при различ-
ных диаметрах прохода. На рис. 34 показан шаровой кран
со смазкой Dy = 800 мм, Рраб = 55 кПсм2 для бесколодезной
установки на трубопроводе.
5. ПОВОРОТНЫЕ ДИСКОВЫЕ ЗАТВОРЫ (ЗАСЛОНКИ)
Поворотный дисковый затвор представляет собой круглую
дисковую заслонку с уплотнением, позволяющим обеспечить пере-
крытие потока (рис. 35, а). Такие затворы по каталогу ЦКБА
изготовляются для диаметров прохода Dy = 400—1600 мм, они
используются и для больших трубопроводов гидротехнических
сооружений. Уплотнение затвора обеспечивается смещением оси
вращения диска и применением уплотняющего резинового шнура.
62
Для уменьшения гидравлического сопротивления диск изготов-
ляется в форме чечевицы. Привод в рассматриваемой конструкции
осуществляется с помощью электродвигателя через червячный
редуктор. Привод имеет ручной дублер для управления дисковым
затвором в аварийных условиях (при отсутствии электроэнергии).
Затвор предназначен для работы при давлениях до Ру =
= 10 кПсм?. Достоинствами поворотных дисковых затворов (за-
слонок) являются: минимальная строительная длина, малый вес,
простота конструкции, малое количество деталей и относительно
низкая стоимость. Эти преимущества по отношению к другим
типам затворов возрастают с увеличением условного диаметра
прохода. Недостатком этих конструкций является необходимость
применения привода с большим крутящим моментом при больших
перепадах давлений на дисковых затворах большого диаметра
прохода. Для этих целей применяют также гидропривод в виде
цилиндра с поршнем.
Поворотные дисковые затворы в последнее время получают
все большее распространение; их применяют как для работы при
значительных давлениях и перепадах давлений, так и при очень
малых давлениях и вакууме. Существуют конструкции дисковых
затворов и с вертикальной осью вращения диска (рис. 35, б).
Помимо круглых заслонок, применяют также заслонки прямо-
угольной формы — одинарные и многостворчатые.
64
Рис. 36. Кольцевая задвижка с кривошипным механизмом
привода
Рис. 37. Кольцевая задвижка с винтовым приводом
5 Д. Ф .Гуревич
65
6. КОЛЬЦЕВЫЕ ЗАДВИЖКИ
Кольцевые задвижки образуют отдельную группу конструк-
ций. Они применяются для трубопроводов больших диаметров,
имеют относительно небольшие габариты и сравнительно малый
коэффициент гидравлического сопротивления. Принципиальная
схема работы кольцевой задвижки приведена на рис. 2, б. Ци-
Рис. 38. Кольцевая задвижка со встроенным гидропри-
водом
линдр, перемещаясь вдоль оси трубопровода, перекрывает про-
странство, через которое движется транспортируемая по трубо-
проводу среда, и таким образом отделяет одну часть трубопровода
от другой, прекращая поток среды.
На рис. 36 представлена конструкция кольцевой задвижки
с кривошипным механизмом привода, расположенным в полости,
заполненной средой. На рис. 37 показана конструкция с винто-
вым приводом, механизм которого работает в изолированном от
среды пространстве. На рис. 38 показана кольцевая задвижка
с встроенным гидроприводом. В отечественной арматуре кольце-
вые задвижки пока широкого распространения не получили.
66
Глава II. РЕГУЛИРУЮЩАЯ АРМАТУРА
1. ВВЕДЕНИЕ
С помощью регулирующей арматуры один или несколько пара-
метров технологического процесса производства или рабочего
процесса машины поддерживаются в требуемых пределах. Регули-
рование мо'жет быть ручное или автоматическое. При ручном регу-
лировании изменение степени открытия арматуры производится
оператором по результатам показаний измерительных приборов.
При автоматическом регулировании регулируемые параметры
поддерживаются в нужных пределах путем автоматического управ-
ления арматурой, снабженной соответствующими приводами.
Система автоматического регулирования состоит из объекта
регулирования и присоединенного к нему автоматического ре-
гулятора.
Автоматический регулятор состоит из измерительной и регу-
лирующей систем. В измерительную систему входят: первичный
элемент (поплавок, термопара, мембрана и т. д.), показывающее
или регистрирующее устройство и передаточная связь.
Регулирующая система состоит из регулирующего устройства,
исполнительного механизма и исполнительной связи, соединяю-
щей регулирующее устройство и исполнительный механизм.
Исполнительный механизм в арматуре представляет собой
дроссельное устройство, снабженное приводом, который может
быть электрическим, электромагнитным, пневматическим, гидрав-
лическим и т. д.
По роду действия регуляторы бывают прерывного и непрерыв-
ного действия. В регуляторах прерывного действия регулирующий
орган перемещается периодически, через некоторые промежутки
времени, при достижении определенных значений регулируемого
параметра, изменяющегося непрерывно. В регуляторах непрерыв-
ного действия регулирующий орган перемещается непрерывно
при непрерывном изменении регулируемого параметра.
В трубопроводных системах в качестве регулирующего органа
наиболее часто применяются регулирующие клапаны.
Регулирующий клапан представляет собой дроссельное устрой-
ство с регулируемым сечением отверстия для прохода среды.
Управление регулирующим клапаном может производиться
непосредственным действием среды, транспортируемой по данному
трубопроводу, либо от постороннего источника энергии.
В регулирующих клапанах, управляемых действием среды
на привод плунжера, положение плунжера будет определяться
соотношением сил, передаваемых на плунжер со стороны привода,
и сил, действующих от давления среды непосредственно на плун-
жер. Такие регулирующие клапаны действуют автономно, не
требуют преобразования одного вида энергии в другой, имеют
свой первичный (чувствительный) элемент и по существу являются
5* 67
регуляторами прямого действия. К этой группе регуляторов
относятся, например, регуляторы давления «до себя» и «после
себя», регуляторы уровня и др. (рис. 39). К регуляторам прямого
действия относятся также регуляторы, предназначенные для зна-
чительного понижения давления, называемые редукционными
клапанами.
Регуляторы давления обычно имеют тарельчатый плунжер и
небольшой ход.
В регулирующих клапанах, управляемых от постороннего
источника энергии, связь давление—расход разорвана и осуще-
ствляется по элементам: давление—ход плунжера и ход плун-
жера — расход среды.
В этих клапанах (рис. 40) положение плунжера фиксируется
приводом, действующим от постороннего источника энергии,
управляемого чувствительным элементом, и не зависит или
мало зависит от непосредственного воздействия давления транс-
портируемой среды по данному трубопроводу на привод и плун-
жер.
К этой группе относятся регулирующие клапаны с пневмати-
ческим, гидравлическим и электрическим приводами, смеситель-
ные клапаны и некоторые другие. Регулирующие клапаны могут
быть использованы для решения самых разнообразных задач
автоматического регулирования — регулирования давления, рас-
хода, температуры, состава среды и пр., в зависимости от изме-
нения тех или иных параметров различных звеньев технологиче-
ского процесса или рабочего процесса машины. Регулирующие
клапаны имеют обычно профилированный плунжер и значитель-
ный ход.
Автоматические регуляторы по характеристике действия под-
разделяются на следующие.
Астатические регуляторы, у которых при отклонении
регулируемого параметра от заданного значения регулирующий
орган перемещается в одном направлении до тех пор, пока пара-
метр вновь не получит заданное значение. При перемене знака
отклонения регулируемого параметра астатический регулятор
меняет направление движения регулирующего органа. К аста-
тическим типам регуляторов относятся и двухпозиционные регу-
ляторы типа «открыто—закрыто».
Пропорциональные, или статические регуляторы,
у которых при отклонении регулируемого параметра от заданного
значения регулирующий орган изменяет свое положение в за-
висимости от величины отклонения параметра. Каждому значению
регулируемого параметра соответствует определенное положение
регулирующего органа, скорость перемещения которого пропор-
циональна скорости изменения параметра. К пропорциональным
типам регуляторов относятся и регуляторы давления с мембран-
ным исполнительным механизмом.
68
Рис. 39. Регуляторы прямого действия: а — регулятор уровня с поплавком; б — регулятор давле-
ния «до себя»
Рис. 40. Регулирующие клапаны: а — регулирующий клапан (регулятора расхода) с мембран-
ным, пневматическим приводом; б — регулирующий клапан (регулятора температуры) — сме-
сительный клапан с электрическим приводом
Изодромные (равнобегущие) регуляторы, у ко-
торых совмещены свойства пропорциональных и астатических
регуляторов. Пропорциональные свойства обеспечиваются обрат-
ной связью, а астатические или изодромные осуществляются ме-
ханизмом изодрома, который после действия пропорциональной
составляющей доводит параметр до заданного значения.
Пропорциональные, или изодромные регу-
ляторы с предварением, у которых имеется дополнительное
устройство, позволяющее осуществлять регулирование с учетом
скорости изменения параметра. Регулирующий орган в этих регу-
ляторах перемещается с некоторым опережением, величина кото-
рого пропорциональна скорости изменения регулируемого пара-
метра.
Решающее значение имеет характеристика регулятора, она
определяет зависимость между перемещением регулирующего
органа и изменением регулируемого параметра, причем здесь
оказывают влияние все элементы (реле, привод и т. д.), связанные
с перемещением регулирующего органа (плунжера) при измене-
нии регулируемого параметра.
При расчете и конструировании трубопроводной арматуры
должна быть обеспечена необходимая расходная характеристика
регулирующего органа. Различают конструктивную, внутреннюю
расходную и рабочую расходную характеристики регулирующего
органа.
Конструктивная характеристика определяет зави-
симость между площадью открытого сечения и перемещением
регулирующего органа (плунжера).
Внутренняя расходная характеристика плун-
жера определяет зависимость между условной пропускной спо-
собностью клапана Gy т/ч (коэффициентом пропускной способ-
ности ka) и ходом плунжера, выраженным в долях полного хода
при постоянном перепаде давлений на клапане. В условиях экс-
плуатации, когда перепад давления на клапане меняется, вну-
тренняя расходная характеристика изменяется и называется
рабочей. При конструировании регулирующих клапанов
общего назначения, как правило, задаются внутренней расходной
характеристикой, по которой и проектируют плунжер, принимая
ДР = const. г
Существует три основных типа внутренней расходной харак-
теристики: линейная, параболическая и рав-
нопроцентная (логарифмическая). При конструировании
регулирующих клапанов для конкретных установок плунжер
проектируют по рабочей расходной характеристике, для чего
необходимо подготовить график зависимости перепада давлений
на клапане от расхода среды через клапан.
Для того чтобы регулятор оказывал влияние на режим работы
регулируемой системы, сопротивление регулирующего клапана
71
должно составлять по возможности значительную часть сопротив-
ления всей системы, в противном случае его влияние на систему
будетлмало поможет даже наступить потеря регулируемости си-
стемы.
При расчете регулирующего клапана решающими факторами
являются его гидравлическое сопротивление и расходная харак-
теристика; они должны быть подобраны таким образом, чтобы
был обеспечен нормальный ход технологического процесса про-
изводства в соответствии с заданной программой.
Считают, что сечение проходного отверстия клапана должно
быть менее 0,7 диаметра трубопровода, чтобы не могла воз-
никнуть потеря регулируемости системы. На работу регулирую-
щего клапана как элемента системы большое влияние оказывает
сопротивление самой системы, поэтому размер клапана и его рас-
ходную характеристику следует подбирать только с учетом реаль-
ных условий его работы в системе. Выбор характеристики клапана
не относится к области проектирования арматуры и решается при
проектировании всей системы в целом.
Для проектирования регулирующего клапана обычно исполь-
зуют заранее подготовленные данные о пропускной способности,
которую должен иметь клапан при заданных перепадах давления
и расходной характеристике, которая должна быть осуществлена.
Для регулирования потоков среды в трубопроводах принци-
пиально можно использовать любую схему работы затворов
(вентиль, задвижку, кран, заслонку и т. д.). Однако эксплуата-
ционные качества их различны, поэтому тип дросселирующего
устройства выбирается в зависимости от среды, давления, темпе-
ратуры, расхода и других условий эксплуатации. Условия работы
регулирующей арматуры более сложны, чем условия работы
затворов, поэтому и конструкции должны быть разработаны с уче-
том соответствующих требований. Дросселирующее устройство
должно обеспечивать необходимую зависимость изменения рас-
хода от степени открытия арматуры (степени подъема плунжера).
Привод должен обладать достаточной чувствительностью, т. е.
способностью срабатывать при малейших изменениях давления
на приводе: давления рабочей среды (для регуляторов прямого
действия) или командного давления (для регуляторов непрямого
действия). Порог чувствительности Л представляет собой мини-
мальное изменение давления (в кПсм2) на приводе, необходимое
для того, чтобы началось перемещение дроссельного устройства
(плунжера) при давлении в арматуре, равном Ру, и перепаде
давления на плунжере в 1 кПсм2.
Конструкция регулирующего устройства должна обеспечи-
вать нормальную работу также в случаях возникновения пульса-
ций давления в потоке внутри корпуса, поперечно-кольцевых
потоков на поворотах струи, гидродинамических импульсов, эро-
зионного действия струи при больших скоростях и других явле-
72
отрегулированным;
Рис. 41. Регулирующий
вентиль с патрубками для
приварки к трубопроводу
ний, возникающих при дросселировании жидкостей и газов (в ча-
стности, понижение температуры газов). Для обеспечения высокого
качества процесса регулирования арматура в некоторых случаях
приобретает довольно сложную конструкцию и схему работы.
При регулировании давления «после себя» давление до дроссе-
лирующего устройства Рг называется регулируемым, давление за
дросселирующим устройством Р2 называв'
при регулировании давления «до себя»,
наоборот, давление Рг называется отрегу-
лированным, давление Р2 — регулируе-
мым.
2. РЕГУЛИРУЮЩИЕ
И ДРОССЕЛЬНЫЕ ВЕНТИЛИ
Наиболее простым регулирующим уст-
ройством является регулирующий вентиль,
который при использовании на больших
перепадах давлений (при 2<0,57^1) назы-
вается дроссельным. Конструкция регули-
рующего вентиля приведена на рис. 41.
Для регулирования потоков проходное
сечение отверстия в седле изменяется пу-
тем опускания или подъема плунжера с по-
мощью резьбового соединения шпиндель —
ходовая гайка.
Плунжеры бывают четырех основных типов: стержневые, по-
лые, сегментные и тарельчатые (рис. 42). Наиболее часто употреб-
ляются плунжеры первых двух типов.
Рис. 42. Основные типы плунжеров: а — стержневой;
тный; г — тарельчатый
б — полый; в — сегмен-
В стержневых плунжерах регулирование расхода среды осу-
ществляется изменением площади кольцевой щели между седлом
и плунжером, в полых изменяется отрытая площадь окон плун-
жеров для прохода среды, а в сегментных изменяется площадь
щели, имеющей форму сегмента, между седлом корпуса и плунже-
ром. Тарельчатые плунжеры обычно применяются для двухпози-
ционного регулирования.
Регулирующие (дроссельные) вентили применяют для руч-
ного регулирования. В установленном положении вентиль
имеет определенное гидравлическое сопротивление, которое не
73
изменяется до последующей перестановки плунжера, поэтому
такие регулирующие устройства применяются лишь для работы
при установившемся режиме работы системы. Для более сложных
условий работы используются регулирующие клапаны.
3. РЕГУЛИРУЮЩИЕ И ДРОССЕЛЬНЫЕ КЛАПАНЫ
Регулирующий клапан, работающий в условиях, когда отре-
гулированное давление Р2 меньше половины ре-
гулируемого Plt называется дроссельным.
Регулирующие клапаны могут быть односедельными и двух-
седельными. Односедельные клапаны для регулирования при-
меняются сравнительно редко и лишь в тех случаях, когда пло-
щадь тарелки невелика или требуется надежная герметичность
клапана в закрытом положении. Недостатком односедельных кла-
Рис. 43. Регулирующий клапан с ры-
чажно-грузовым нагружением и ди-
станционным управлением с помощью
троса
Рис. 44. Двухседельный регулирующий
клапан со стержневым плунжером
панов является наличие значительного усилия вдоль шпинделя
от действия давления среды. На рис. 43 приведен односедельный
регулирующий клапан. Управление клапаном осуществляется пу-
тем поворота рычага с помощью троса, который крепится к концу
рычага. Груз на рычаге должен создавать усилие вдоль шпинделя,
превышающее усилие от давления среды и от сил трения. Такие
74
клапаны устанавливаются так, чтобы вращение рычага происхо-
дило в вертикальной плоскости. Управление регулирующим кла-
паном производится либо с помощью колонки дистанционного
управления, либо от колонок автоматического регулирования.
Может быть применено также ручное дистанционное управление
и другого типа.
Двухседельные регулирующие клапаны имеют уравновешенный
плунжер и требуют меньших усилий и грузов для управления. На
рис. 44 показан двухседельный регулирующий клапан со стержне-
вым плунжером, у которого изменяется сечение кольцевой щели
вокруг плунжера, а на
рис. 45 — двухседельный
Рис. 45. Двухседельный регу-
лирующий клапан с полым
плунжером
Рис. 46. Регулирующий клапан с пово-
ротным полым плунжером
регулирующий клапан с полым плунжером, у которого при
подъеме плунжера изменяется площадь открытых фасонных отвер-
стий, изготовленных в стенке полого плунжера. На рис. 46 пред-
ставлен регулирующий клапан, работающий по принципу действия
крана. Открытая площадь отверстия в стенке полого плунжера
изменяется путем поворота плунжера.
Приведенные выше регулирующие клапаны имеют рычажно-
грузовой механизм с грузовым силовым замыканием. Они управ-
ляются с помощью троса, ограничивающего опускание груза. Та-
кой способ управления используется, например, на электростан-
циях; он отличается простотой и надежностью, но пригоден лишь
в условиях, когда управление может производиться с относительно
небольших расстояний в пределах одного здания. При необхо-
димости управления с больших расстояний обычно используются
не механические, а электрические или пневматические способы.
Наиболее широкое применение получили регулирующие кла-
паны с мембранно-пневматическим приводом и пружинной нагруз-
кой. Они управляются командным давлением воздуха, подводи-
мого от постороннего источника, и могут быть использованы для
75
автоматического регулирования при работе на различных пара-
метрах и свойствах среды и для различных условий эксплуатации.
Пружина на приводе создает определенную зависимость между
усилием и ходом, благодаря чему
на клапане создается зависи-
мость между командным давле-
нием и ходом. На рис. 47, 48
представлено несколько конст-
рукций регулирующих клапа-
нов. Клапаны могут работать по
схеме НО (нормально открыт)
или по схеме НЗ (нормально
закрыт) в зависимости от того,
открыт или закрыт клапан при
отсутствии давления на мемб-
ране привода.
На рис. 47 изображен сталь-
ной двухседельный регулирую-
щий клапан Dy = 25-н 200 мм
с пневматическим мембранным
приводом и стержневым плун-
жером. Переход со схемы НО на
г схему НЗ производится переста-
новкой плунжера с прямого на
обратное положение. Клапан
предназначен для некорроди-
рующих нефтепродуктов, пара
и воды при давлении до Ру =
= 64 кПсм? и температуре до
300°С. Конструкция двухседель-
ного регулирующего клапана
с мембранным пневмоприводом
и полым плунжером с фасон-
ными окнами представлена на
рис. 48, а; такие же клапаны
п „ с электромоторным исполнитель-
Рис. 47. Двухседельныи регулирующий г „„
клапан со стержневым плунжером и ным механизмом показаны на
мембранным пневматическим приводом рис. 48, б. Эти клапаны чугун-
ные, изготовляются с условным
диаметром прохода Dy — 50 н-100 мм на условное давление Ру ~
= 16 кПсм*. Они предназначены для жидких сред, пара и воз-
духа. Корпус изготовлен из серого чугуна и имеет, так же как
и в предыдущем клапане, форму, симметричную относительно
горизонтальной плоскости. Нижняя горловина закрыта плоской
крышкой и используется при работе клапана по схеме НЗ.
В некоторых случаях может быть использован беспружинный
регулирующий клапан, принципиальная схема привода которого
76
воздуха
Рис. 48. Двухседельные регулирующие клапаны с полым плунжером:
а — с мембранным пневматическим приводом; б—с электромоторным при-
водом; в — схема действия беспружинного привода
77
приведена на рис. 48, в. Головка привода имеет две мембраны и две
герметично изолированные полости. В одну из них подается сжатый
воздух или газ, упругость сжатого воздуха используется взамен
пружины. Во вторую полость подается командное давление воз-
духа. Упругость сжатого
)
Рис. 49. Смесительный кла-
пан с мембранным пневмати-
ческим приводом
воздуха в полости нагружения опреде-
ляет собой силовую характеристику
регулирующего клапана ход — давление
командного воздуха. Такие регулирую-
щие клапаны не требуют пружины, но
на их работу могут оказывать влияние
колебания температуры окружающего
воздуха и возможные утечки воздуха
или газа из полости нагружения. Не-
смотря на эти недостатки, такие регули-
рующие клапаны в последнее время по-
лучают применение.
Основные параметры и конструктив-
ные исполнения регулирующих клапа-
нов (с поступательным перемещением
плунжера по направлению потока среды
в клапане) для условных диаметров про-
хода от 6 до 400 мм на давления
до Ру = 320 кГкм~ регламентированы
ГОСТом 9701—61.
На рис. 49 представлена конструк-
ция трехходового смесительного кла-
пана с пневмоприводом. Корпус изго-
товляется из серого чугуна, имеет одно
седло и снабжен нижней горловиной
с фланцем, к которому присоединяется
патрубок со вторым седлом. Горячая
и холодная вода подаются через левый
и нижний патрубки; отрегулированная
смесь выходит через правый патрубок.
Регулирование температуры смеси (или
состава смеси) осуществляется переме-
щением полого плунжера, снабженного окнами. При опускании
плунжера вниз площадь открытого сечения верхних окон уве-
личивается, а нижних уменьшается. Таким путем изменяется тем-
пература воды в выходном патрубке.
На рис. 50 показан регулирующий клапан, используемый в хо-
лодильных установках в качестве регулятора давления. Клапан,
пропуская воду для охлаждения конденсатора, поддерживает по-
стоянное давление конденсации фреона. Фреон подводится в по-
лость мембраны, и его давление уравновешивает усилие пружины,
действующее на тарелку клапана. При повышении давления мем-
брана прогибается и опускает тарелку клапана, увеличивая подачу
78
воды в конденсатор. В результате снижается температура и давле-
ние конденсации, мембрана регулирующего клапана снова зани-
мает исходное положение, снижая расход воды.
Сальниковое устройство штока снабжено масляным затвором
для предотвращения возможности попадания фреона в водяную
магистраль в случае прорыва мембраны.
Рис. 51. Регулирующий клапан для
пара высоких параметров в виде
задвижки с плоским диском
Рис. 50. Регулирующий клапан для
подачи воды в конденсатор холо-
дильной установки
Помимо клапанов, для регулирования иногда применяются
также задвижки. В качестве регулирующего элемента они носят
название регулирующий шибер, или регулирующий клапан. На
рис. 51 приведена задвижка, используемая на электростанциях
при высоких и сверхвысоких параметрах пара как регулирующий
орган для питательной воды. Опыт показывает, что в этих условиях
такие регулирующие устройства по своим эксплуатационным ка-
чествам превосходят обычные регулирующие клапаны. Задвижка
имеет плоский диск, который под действием перепада давлений
плотно прижимается к уплотняющему кольцу корпуса, обеспечи-
вает надежное уплотнение и предотвращает эрозионный износ
уплотняющих колец. В диске имеется фасонное отверстие, пло-
щадь сечения которого изменяется с подъемом диска шпинделем.
79
Электропривод позволяет автоматизировать управление и осуще-
ствлять его с пульта управления.
Поворотные заслонки как органы регулирования потоков
в трубопроводах промышленности используются для воды, воз-
Рис. 52. Поворотная заслонка с круглым диском
духа и газов. На рис. 52 показана одна из таких конструкций
с круглым поворотным диском. Применяются также многоствор-
чатые пластинчатые прямоугольные заслонки, например в уста-
новках для кондиционирования воздуха.
4. РЕГУЛЯТОРЫ ПРЯМОГО ДЕЙСТВИЯ
В регуляторах давления в привод регулирующего клапана
подводится рабочая среда, а силовое нагружение осуществляется
грузом или пружиной. В ряде случаев привод не выделен отдельно,
а составляет с регулирующим органом общую конструкцию. Регу-
лятор давления имеет тарельчатый плунжер и незначительный
ход, а мембрана или поршень выполняет роль не только привода, но
и чувствительного элемента. Регулятор давления обычно настраи-
вается на определенный узкий интервал давлений, изменение хода
тарелки или плунжера происходит при изменении давления среды.
Приращение давления, необходимое для подъема плунжера на
1 мм, представляет собой неравномерность регулирования и яв-
ляется одной из важных характеристик регулятора прямого дей-
ствия.
Регулятор давления позволяет осуществлять автоматическое
регулирование давления после регулятора («после себя») или до
регулятора («до себя»).
Регулятор давления «после себя» приведен на рис. 53, а, ре-
гулятор давления «до себя» — на рис. 53, б; они носят название
«после себя» или «до себя» в зависимости от участка, на котором
должно поддерживаться давление. Такие регуляторы отличаются
80
Cl
й
е
. Гуревич
Рис. 53. Регуляторы давления с мембранно-грузовым приводом: а — регулятор давления «после себя»; б — регулятор
давления «до себя»
оо
простотой конструкции, не требуют посторонних источников энер-
гии, длинных электро- или пневмокоммуникаций. Груз обеспе-
чивает силовое замыкание системы, заставляя плунжер (тарель-
чатый) подниматься вверх, а мембранный привод ограничивает
подъем плунжера в зависимости от давления среды в контролируе-
мом участке. Расходная характеристика типа давление — подъем
плунжера зависит от изменения эффективной площади мембраны
с подъемом грибка. На характер изменения эффективной площади
мембраны оказывает влияние диаметр
мембраны и грибка, толщина и свойства
материала мембраны.
Рис. 54. Односедельный сталь-
ной регулятор давления «пос-
ле себя»
В регуляторе давления «после себя» тарелки плунжера устанав-
ливаются сверху седла, а надмембранное пространство соединяется
с участком трубопровода, расположенным за регулятором. При
повышении давления мембрана, преодолевая действие груза, опу-
скается вниз и прикрывает проход в седле, доводя давление в трубо-
проводе за регулятором до нужной величины. В регуляторе давле-
ния «до себя» тарелка плунжера устанавливается снизу седла,
а надмембранное пространство соединяется с участком трубопро-
вода до регулятора. При повышении давления мембрана, опуская
плунжер, открывает проход в седле; при этом давление до регуля-
тора снижается до нужного предела.
Односедельный стальной регулятор давления прямого действия
«после себя» приведен на рис. 54. Он применяется для работы на
нефти, пластовых водах и природном газе; устанавливается на
нефтяных скважинах с целью защиты от высоких давлений техно-
логической арматуры и аппаратуры низкого давления, располо-
женных за клапаном. Регулятор имеет мембранный привод, в ко-
торый подается давление от участка за седлом. Он расчитан на
82
максимальное рабочее давление до 50 кПсмг. При повышении дав-
ления за клапаном свыше 11 кПсм* клапан закрывается и отсекает
участок трубопровода, расположенный за ним. Привод может
срабатывать и при других давлениях в зависимости от заданного
усилия пружины. Мембрана и уплотняющие кольца тарелки кла-
пана изготовлены из нефтестойкой резины. Значительное превы-
Рис. 55. Регулятор давления
с пружинно-поршневым при-
водом
Рис. 56. Регулятор давления с поршне-
вым приводом и внутренним импульсным
механизмом
шение площади мембраны над площадью тарелки клапана обеспе-
чивает надежное прижатие тарелки к седлу при возникновении
высокого давления. При пропарке трубопровода привод выклю-
чается с помощью пробкового крана. Смазка сальника произ-
водится с помощью лубрикатора.
Регулятор давления «после себя» прямого действия, работаю-
щий в условиях, когда отрегулированное давление Р2 меньше по-
ловины регулируемого Рг, т. е. при Р2 < 0,5 Р1; называется ре-
дукционным клапаном.
В приведенных регуляторах прямого действия используются
приводы с резиновыми мембранами с тканевой прокладкой, а
6* 83
нагружение производится рычажно-грузовым механизмом. В кон-
струкциях регуляторов прямого действия используется также пор-
шневой привод. В качестве чувствительного элемента используются
металлические мембраны, а нагружение производится с помощью
пружин. Это создает более компактные конструкции, обладающие
меньшей инерционностью и большей чувствительностью.
На рис. 55 показан регуля-
тор прямого действия (редук-
ционный клапан) Dy = 25 -4-
-т- 150 мм, используемый для
понижения давления пара с 14,5
до 1 кПсм2 и выше при темпе-
ратуре /^225° С. Для регули-
рования используется действие
пружины и усилие от давления
пара на поршень и тарелку кла-
пана, которые уравновешива-
ются в определенном положении
тарелки.
При повышении давления
пара увеличивается усилие на
поршень в верхней части ци-
линдра и поршень стремится
закрыть клапан, этому противо-
действует возрастающее усилие
пружины и давление на та-
релку клапана. Для получения
нужного давления редуциро-
ванного пара с помощью ниж-
него маховика изменяется уси-
Рис. 57. Регулятор давления с мемб- лие пружины. Регулятор снаб-
ранно-пружинным приводом жается двумя сменными пружи-
нами для редуцированного дав-
ления пара до 4 кПсм2 и до 10 кПсм2. Поршень снабжен резино-
выми манжетами, для защиты которых от действия пара в цилиндр
заливается вода. Иа линии вдоль редукционного клапана и за ним
должны быть установлены запорные вентили с обводным устрой-
ством. Клапан устанавливается в горизонтальном трубопроводе,
в вертикальном положении маховиком вниз. За клапаном дол-
жен быть установлен предохранительный клапан и манометр для
контроля величины давления.
Регулятор прямого действия (редукционный клапан) с поршне-
вым приводом и внутренним импульсным механизмом (пилотным
устройством), представленный на рис. 56, используется для реду-
цирования давления пара, воздуха или газа при температурах до
300° С с давления 16 кПсм2 до 1 —10 кПсм2. Эта конструкция
обеспечивает повышенную точность регулирования. На металли-
84
ческую мембрану импульсного механизма действует отрегулиро-
ванное давление (за клапаном). При понижении давления мем-
брана под действием пружины опускается и открывает импульс-
ный клапан, управляющий подачей среды до клапана на поршень.
Опускаясь вниз, поршень открывает отверстие седла в корпусе
регулирующего клапана. Регулировка величины отрегулирован-
ного давления осуществляется путем изменения поджатия глав-
ной пружины. Регулятор давления снабжается несколькими смен-
ными пружинами для разных диапазонов регулируемого давления.
Регулятор прямого действия (редукционный клапан) с услов-
ным диаметром прохода Dy = 20 мм представлен на рис. 57. Этот
регулятор предназначен для снижения давления воздуха и дру-
гих газообразных сред.
Регулятор статического типа без импульсного клапана. Чув-
ствительным элементом является мембрана, изготовляемая из ва-
куумной резины. Нагружение мембраны пружинное; сильфон слу-
жит разгрузочным элементом. Рабочее начальное давление по-
дается в правый входной патрубок, среда проходит через фильтр
и поступает в полость клапана снаружи сильфона. Площадь круга,
ограниченная уплотняющей поверхностью клапана, равна эффек-
тивной площади сильфона, поэтому клапан разгружен от действия
давления рабочей среды. Под действием усилия пружины клапан
находится в открытом положении и величина открытия зависит
от усилия пружины, которое уравновешивается действием отрегу-
лированного давления на мембрану.
Регулировка величины отрегулированного давления произ-
водится изменением поджатия пружины. Фильтр клапана должен
периодически очищаться.
В регуляторах давления действие пружины может быть заме-
нено действием газовой среды. На рис. 58 показан регулирующий
клапан с мембранным приводом, используемый для регулирования
давления нейтрального газа «после себя». Клапан двухседельный
с полым плунжером и мембранным приводом двустороннего дей-
ствия. Клапаны эти изготовляются с условным диаметром про-
хода Dy = 40ч-250 мм. Давление перед клапаном 0,6—16 кПсм2,
температура газа от —40 до +60° С. Заданное давление за кла-
паном может настраиваться в пределах 80—400 мм вод. ст. или
400—800 мм вод. ст. На мембрану (диаметром 425—880 мм) может
подаваться среда давлением не свыше 3 кПсм2 для Dy = 40 ч-
ч-50 мм, не выше 2 кПсм2 для Dy = 70 ч- 100 мм и не выше 1 кПсм2
для Dy = 125ч-250 мм.
Регулирующий клапан при осушенном и очищенном газе ра-
ботает по схеме, приведенной на рис. 59, а, при влажном неочи-
щенном газе — по схеме на рис. 59, б.
На мембрану поступает газ через вспомогательный пилотный
регулятор давления прямого действия Dy = 15 мм (рис. 60),
который является задатчиком давления регулятора и определяет
85
Рис. 58. Регулирующий клапан с мембранным беспружинным
приводом
Рис. 59. Схема работы регулятора давления газа «после себя»:
1 — регулирующий клапан; 2 — вспомогательный пилотный регулятор давле-
ния; 3 —фильтр-дроссель; 4 — выравниватель давления
86
давление среды после регулятора на линии низкого давления.
Вспомогательный регулятор является односедельным регулятором
давления «после себя» с мембранно-пружинным приводом. Через
фильтр-дроссель (рис. 61) газ из полости мембраны основного
регулирующего клапана поступает в линию низкого давления
при осушенном и очищенном газе (рис. 59, а) и в атмосферу при
влажном и неочищенном (рис. 59, б). В последнем случае основной
регулирующий клапан может располагаться только приводом
вверх, чтобы выделившаяся влага не попадала в привод и не нару-
шала его работы. Газ из вспо-
могательного регулятора давле-
ния выпускается в атмосферу,
так как давление его ниже, чем
в линии низкого давления.
При повышении давления га-
за в линии низкого давления по-
Рис. 60. Вспомогательный пилотный регулятор давления
вышается давление и под мембраной основного клапана. Золотник
подымается вверх, уменьшая площадь открытого сечения (клапан
типа НЗ — «нормально закрыт»), и давление на выходе умень-
шается. В работе системы участвует выравниватель давления
(рис. 62), который представляет собой двусторонний перепускной
клапан, предназначенный для предупреждения возможности рез-
кого возрастания давления с одной стороны мембраны. Когда раз-
ность давлений становится больше 0,05—0,3 кПсм2, одна из
мембран выравнивателя, на которой создается увеличенная раз-
ность давлений, отходит от седла и полости по обе стороны мем-
браны основного клапана соединяются. После выравнивания
давления эти полости снова разъединяются.
Отдельную группу в арматуре образуют поплавковые регуля-
торы уровня. Управление клапаном здесь производится при по-
мощи поплавка, положение которого определяется уровнем жидко-
сти в резервуаре или аппарате. Такие устройства могут быть
использованы как для двухпозиционного регулирования, так и
пропорционального. Поплавковые регуляторы уровня могут быть
87
использованы как сигнализаторы положения уровня, а также для
дистанционного измерения уровня.
Поплавковые регуляторы могут монтироваться внутри емкости
или снаружи, они могут быть проходного типа, через которые про-
ходит регулируемая среда, и непроходного, через полость по-
плавка которых регулируемая среда не проходит. В подавляющем
большинстве случаев поплавок создается в виде полого шара, из-
готовленного из листового материала. Поплавок должен быть гер-
метичен. Чаще всего поплавки изготовляются металлическими,
Рис. 61. Фильтр-дроссель газа:
/—крышка; 2 —корпус; 3— сетка; 4—гай
ка; 5— втулка; 6—прокладка
но они могут быть из пластмас-
сы и даже из стекла.
Наиболее простая конструк-
ция поплавкового регулятора
представлена на рис. 63. Регу-
лятор предназначен для работы
в качестве ограничителя налива
в цистерны сжиженного газа
(не более 85% объема цистерны).
В корпусе 1, присоединяемом
к трубопроводу с помощью флан-
цев, седло внизу перекрывается
тарелкой клапана 2. Поплавок 3,
перемещая трубчатую штангу,
управляет тарелкой клапана и
при достижении заданного уров-
ня перекрывает подачу сжижен-
ного газа. В нижней части кор-
пуса расположен дренажный
клапан 4, с помощью которого
производится продувка ограничителя налива.
Регулятор уровня, показанный на рис. 64, может быть исполь-
зован для пропорционального регулирования расхода среды, про-
ходящей через контролируемый аппарат при заданном положении
уровня среды. Помимо этого, он может быть использован для ди-
станционной световой или звуковой сигнализации уровня либо
для дистанционного его измерения. Регуляторы уровня могут
монтироваться как внутри емкости, так и снаружи. Приведенная
конструкция предназначена для наружного монтажа и может
быть использована для работы под давлением до Рраб = 16 кПсм?
и t = 200° С. Предел регулирования, сигнализации или измере-
ния уровня — 250 мм.
Полый шаровой поплавок 2, расположенный в корпусе 1, со-
единенном с полостью аппарата или емкости, при изменении уровня
поворачивает штангу 3 и ось 6, проходящую через сальник 7.
При этом поворачивается рычаг 9 с уравновешивающим грузом 8
и серьга 5, которая с помощью рычажной системы воздействует на
шток пневматического реле 4, управляющего движением регули-
88
рующего клапана с мембранным исполнительным механизмом,
устанавливаемым отдельно. С подъемом поплавка угол поворота
рычага 9 увеличивается, в связи с чем увеличивается давление
воздуха (выходное давление 0,1—0,9 кГ/см2), поступающего из
реле в мембранный исполнительный механизм регулирующего кла-
пана, при этом площадь открытого сечения клапана уменьшается
и количество подаваемой в аппарат среды снижается.
При работе в качестве сигнализационного устройства — сигна-
лизатора уровня — вместо пневматического реле 4 устанавли-
Рис. 62. Выравниватель давления
вается электрическое сигнальное устройство, контакты которого
замыкаются (или размыкаются) при достижении определенного
уровня.
Для дистанционного измерения регулятор соединяется со вто-
ричными манометрическими приборами.
Поплавковый регулятор, приведенный на рис. 65, используется
в холодильных установках и предназначен для регулирования
уровня жидкого аммиака в испарителе. Регулятор непроходного
типа, так как жидкий агент после седла клапана сразу поступает
в испаритель, минуя камеру поплавка. Жидкая среда подводится
к верхнему отверстию 13 мм в вертикальной стенке и отводится
в испаритель через нижнее отверстие 13 мм. Нижнее и верхнее
окна 25 мм трубками присоединяются к испарителю соответ-
ственно выше и ниже уровня аммиака в испарителе. Рычаг по-
плавка снабжен противовесом для обеспечения нужного положе-
ния поплавка при нормальном уровне жидкости, который должен
89
о
Рнс. 63. Поплавковый ограничитель
налива сжиженных газов в цистерны
Q
Рис. 64. Поплавковый регулятор уровня
проходить через горизонтальную ось симметрии корпуса регуля-
тора. Противовес также повышает чувствительность регулятора.
К числу регуляторов прямого действия (двухпозиционных)
условно можно отнести и регуляторы максимального расхода,
Рис. 65. Поплавковый регулятор уровня для испарите-
лей холодильных установок
предназначенные для ограничения максимального расхода среды,
проходящей через регулятор. На рис. 66 представлена одна из
конструкций регуляторов максимального расхода. Принцип дей-
хода -7
ствия такого регулятора заключается в том, что при возникновении
чрезмерно большого расхода и высокой скорости среды давление
в зоне седла становится ниже статического давления и таким обра-
зом создается разность давлений снизу и сверху поршня, благодаря
91
чему поршень поднимается вверх и с помощью тарелки перекрывает
седло. При снижении расхода уменьшается скорость среды, дав-
ление с обеих сторон поршня и тарелки выравнивается, и под
действием значительного веса, соответственно рассчитанного, та-
релка вновь опускается и открывает проход для среды.
Глава III. ПРЕДОХРАНИТЕЛЬНАЯ АРМАТУРА
1. ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Предохранительные клапаны предназначены для исключения
возможности повышения давления сверх установленного в обслу-
живаемых объектах и системах путем сброса рабочей среды. По-
скольку при срабатывании предохранительного клапана поступле-
ние рабочей среды в объект не прекращается, пропускная способ-
ность предохранительного клапана должна быть достаточной,
чтобы сброс среды превосходил поступление.
Процесс работы предохранительного клапана можно схема-
тично разделить на пять этапов.
1. Давление в объекте и клапане равно рабочему, при этом
клапан закрыт плотно.
II. Давление возрастает до величины Р = К0Р0, где Ко —
коэффициент перегрузки клапана; Ро — номинальное (начальное)
давление в установке. При этом усилие пружины равно усилию от
давления среды. В связи с исчезновением силового взаимодействия
между уплотняющими кольцами имеет место интенсивная про-
течка среды при отсутствии видимого хода тарелки клапана.
III. Давление среды возрастает свыше К0Р0, тарелка клапана
приподнимается над седлом и начинается пропуск излишней
среды. По мере возрастания давления тарелка клапана переме-
щается вверх, а расход среды увеличивается.
IV. Со сбросом среды давление в объекте снижается и дости-
гает величины, при которой происходит посадка тарелки клапана
на седло. Это давление обычно ниже давления, при котором начи-
нается подъем тарелки и зависит от особенностей конструкции
предохранительного клапана. Тарелка клапана садится на седло,
по мере снижения давления плотность замка клапана повышается
и протечка среды уменьшается.
V. При достижении рабочего давления клапан плотно закры-
вается и протечка среды прекращается.
Предохранительный клапан является одним из наиболее ответ-
ственных устройств арматуры, поскольку неудовлетворительная
работа его может повлечь за. собой очень тяжелые последствия.
В связи с этим выбор размеров предохранительных клапанов и их
обслуживание должны осуществляться тщательно в соответствии
с положениями, установленными Госгортехнадзором. На паровых
92
котлах паропроизводительностью до 100 кГ/ч разрешается уста-
навливать один предохранительный клапан; на котлах большей
производительности должно быть не менее двух предохранитель-
ных клапанов, параллельно включенных и работающих незави-
симо друг от друга. Один из клапанов является контрольным, он
должен иметь устройство, которое не позволяло бы обслуживаю-
щему персоналу изменять регулировку клапана, но не мешало бы
проверке состояния предохранительного клапана.
Предохранительные клапаны должны непосредственно сооб-
щаться с паровым пространством котла. Между котлом и предо-
хранительным клапаном установка каких бы то ни было запорных
устройств запрещается. Предохранительный клапан должен сраба-
тывать под действием давления пара непосредственно на тарелку
клапана или на импульсный клапан. Котлы с номинальным давле-
нием пара свыше 40 ати должны быть оборудованы только им-
пульсными предохранительными клапанами.
В табл. 8 приведены давления пара, при которых в соответ-
ствии с требованиями Госгортехнадзора должны открываться
предохранительные клапаны.
Таблица 8
Давления пара, при которых должны открываться
предохранительные клапаны, устанавливаемые
на паровых котлах
Рабочее давление пара в котле Давление пара, при котором должен открываться предохранительный клапан, в кГ/см2
Рабочий Контрольный
Рраб^ 13 кГ/см2 Рраб 4“ 0,2 Рраб 4“ 0,3
13 < Рраб =С40 кГ/см2 1 >03Р раб 1,05Р раб
Рраб > 40 кГ/см2 1,05Р раб 1,08Р раб
Обычно считают, что простые малоподъемные предохранитель-
ные клапаны при этих величинах повышения давления подни-
маются примерно на 0,05£)с (Dc — диаметр седла), а полноподъем-
ные — на 0,25 Dc и более. На котлах с рабочим давлением до
40 кПсм2 предохранительные клапаны должны иметь диаметр
прохода не менее 25 мм и не более 125 мм, а на котлах с рабочим
давлением свыше 40 кГ/см2 — не менее 15 мм и не более 125 мм.
Число и размеры предохранительных клапанов в соответствии
с требованиями Госгортехнадзора определяются по формуле
nDch = A-^,
где п — общее число установленных клапанов (рабочих и кон-
трольных);
Dc — внутренний диаметр тарелки клапана (диаметр седла) вс.м;
93
h — высота подъема клапана в см;
G — номинальная производительность котла в кПч;
Р — абсолютное давление пара в котле в кПсм2;
А — коэффициент, равный: для малоподъемных клапанов
при высоте подъема й-s 0,05£>с А = 0,0075; для полно-
подъемных при высоте подъема /г>г0,25Ос Л =0,015.
Предохранительные клапаны изготовляются из чугуна, стали
и при особых условиях работы — из других материалов. Чугун-
ные предохранительные клапаны изготовляются для давлений не
выше 16 кПсм2.
Рис. 67. Предохранительный клапан
грузовой открытого типа
Рис. 68. Предохранительный кла-
пан грузовой закрытого типа
Предохранительные клапаны различаются методом выброса
среды, числом тарелок, величиной подъема клапана, методом на-
гружения и т. д.
По методу выброса среды (пара) предохранительные клапаны
можно разделить на клапаны открытого типа (рис. 67), у которых
пар непосредственно выпускается в атмосферу, и клапаны закры-
того типа (рис. 68), у которых пар может отводиться в назначенное
место. По числу тарелок предохранительные клапаны разделяются
на одинарные (рис. 68) и двойные (рис. 69); по методу нагруже-
ния — на рычажно-грузовые (рис. 68) и пружинные (рис. 70).
По высоте подъема тарелки предохранительные клапаны разде-
ляются на малоподъемные, у которых высота подъема несколько
больше или равна 0,05 диаметра седла (рис. 67—70), и полноподъ-
емные, подъем тарелки которых не менее 0,25 диаметра седла.
Существуют предохранительные клапаны с высотой подъема та-
релки менее 0,25, но более 0,05 диаметра седла, такие клапаны
можно назвать среднеподъемными. В связи с недостаточной из-
ученностью свойств этих клапанов они включаются в число мало-
подъемных,
Пропускную способность предохранительного клапана жела-
тельно иметь возможно большой. С целью повышения пропускной
94
способности некоторые элементы конструкции изменяются, в ре-
зультате чего получаются полноподъемные предохранительные
клапаны прямого действия. По принципу работы их можно разде-
лить на следующие типы: активного действия среды, реактивного
действия среды и смешанного типа. Кроме полноподъемных пре-
дохранительных клапанов прямого действия, применяются полно-
подъемные предохранительные клапаны непрямого действия, в ко-
торых срабатывание производится с помощью поршневого привода
после открывания вспомогательного так называемого импульсного
Рис. 69. Предохранительный клапан грузовой двухрычажный
клапана. Последний открывается либо давлением среды, как пре-
дохранительный клапан, либо управляется электромагнитом.
Управление электромагнитом хотя и применяется, но должно
считаться временным решением, допустимым до окончательной
разработки надежных предохранительных клапанов, так как про-
тиворечит указаниям Госгортехнадзора о том, что предохрани-
тельный клапан должен открываться в результате непосредствен-
ного воздействия среды на тарелку клапана (главного или импульс-
ного).
В предохранительных клапанах активного действия среды
(рис. 71, а) увеличенный подъем тарелки достигается увеличением
площади тарелки сразу за седлом, благодаря чему увеличивается
рабочая площадь, воспринимающая давление пара, но при этом
закрывание клапана происходит при более низком давлении, чем
в малоподъемных клапанах.
В предохранительных клапанах реактивного действия среды
(рис. 71, б) увеличение подъема тарелки осуществляется путем ис-
пользования кинетической энергии пара или газа, создающего
реактивное действие на вспомогательные специально образован-
95
Рис. 70. Предохранительный кла-
пан пружинный
Д'РиссслчруюШ'С.е сечение
Зона, повышенного Мления
Зона высокого давления
Рис. 71. Принципиальные схемы действия полноподъемных
предохранительных клапанов: а — активного действия; б —
реактивного действия; в — активно-реактивного действия
Рис. 72. Полноподъемный пре-
дохранительный клапан
ные поверхности. Эти поверхности расположены на тарелке на
некотором расстоянии от седла, на пути прохождения среды, где
она имеет значительную скорость.
В некоторых конструкциях используется одновременно актив-
ный и реактивный методы увеличения подъема тарелки (рис. 71, в).
Конструкция полноподъемного предохранительного клапана
прямого действия DB = 50-4-100 мм приведена на рис. 72. Клапан
стальной, пружинный, предназначен
для пара и газообразных сред при
давлении Ру = 16 кПсм2 и темпера-
туре до 400° С. Эта конструкция полу-
чила широкое распространение, бла-
годаря возможности регулирования
давления подъема и посадки тарелки
клапана.
Наружная поверхность выступаю-
щей части седла имеет резьбу, на кото-
рую навинчивается нижнее регули-
рующее кольцо; с помощью этого
кольца производится регулировка
давления посадки тарелки клапана.
При подъеме нижнего кольца и при-
ближении его к тарелке давление по-
садки уменьшается, при опускании
кольца и удалении от тарелки — уве-
личивается. В нижней части корпуса
имеется резьбовое отверстие, закры-
тое пробкой, через которое осуществ-
ляется регулировка положения коль-
ца. После регулировки установлен-
ная на место пробка фиксирует поло-
жение кольца конусом, входящим
в один из пазов на наружной боковой
поверхности кольца. Тарелка кла-
пана направляется в обойме, на ниж-
ней части которой навинчено верхнее регулирующее кольцо,
с помощью этого кольца регулируется давление подъема тарелки
клапана. При опускании верхнего регулирующего кольца вниз
давление подъема тарелки клапана уменьшается, при подъеме,
наоборот, увеличивается. Регулировка положения верхнего регу-
лирующего кольца производится через верхнее резьбовое отвер-
стие в корпусе, закрываемое пробкой. После регулировки пробка,
будучи завинчена, своим длинным концом фиксирует положение
регулирующего кольца.
Положение верхнего и нижнего колец оказывает некоторое
влияние и на нерегулируемые ими параметры, а именно; верхнее
кольцо — на давление посадки и нижнее — на давление подъема.
7 Д. ф. Гуревич
97
Изменение положения верхнего регулирующего кольца оказы-
вает
него
вать
a)
Рис. 73. Полноподъемные предохранительные
клапаны для поршневых компрессорных
установок: а — фланцевый закрытого типа;
б — штуцерный открытого типа
большее влияние на давление посадки, чем положение ниж-
на давление подъема, поэтому вначале следует отрегулиро-
положение верхнего регулирующего кольца, а затем нижнего.
Продувка предохранительного клапана
производится поворотом вручную рычаж-
ного устройства. Пружины клапана смен-
ные: одна пружина служит
для работы клапана при
давлениях 8—13 кПсм1,
вторая — для диапазона
давлений 13—16 кГ/см1.
В НИИхиммаше разра-
ботаны типовые конструк-
ции полноподъемных пре-
дохранительных клапанов
с высотой подъема h
^0,4Dc для воздуха и не-
агрессивных газов на рабо-
чее давление до 400 кПсм2
при температуре до 200° С.
Некоторые из конструк-
ций этих предохранитель-
ных клапанов приведены
на рис. 73. Уплотняющие
кольца корпуса предусмот-
рены из стали 3X13, уплот-
нение в тарелке клапана
при низких давлениях —
из фибры, при высоких
давлениях — из эбонита.
Кроме полноподъемных
предохранительных кла-
панов прямого действия,
применяются также предо-
хранительные полноподъемные клапаны непрямого действия
с импульсным клапаном (рис. 74). При срабатывании импульс-
ного предохранительного клапана рабочая среда направляется
в поршневой привод главного предохранительного клапана,
в результате чего он открывается. Чтобы исключить удары при
посадке тарелки, предусмотрен гидравлический демпфер. Приме-
няются схемы и с электромагнитным управлением импульсного
клапана (рис. 75). При возникновении давления, превышающего
допустимое, срабатывает электроконтактный манометр ЭК.М. Цепь
нижнего электромагнита ЭЗ размыкается, и замыкается цепь верх-
него электромагнита ЭО, который создает дополнительное усилие
к усилию, действующему от давления пара на тарелку импульс-
98
лого клапана ИК- Этим гарантируется открытие клапана в тре-
буемый момент. Пар направляется в поршневой привод главного
предохранительного клапана ПК, происходит открывание кла-
пана и выпуск избыточного пара. Когда давление упадет до
нормы, ЭКМ переключает цепь, обесточивается верхний элект-
ромагнит ЭО и включается нижний ЭЗ, который обеспечивает
необходимую плотность перекрытия импульсного клапана. С по-
мощью переключателя КУ (ключ управления) можно производить
принудительные подъем и посадку импульсного клапана. Двух-
полюсный выключатель Р позволяет обесточивать всю систему.
Для наблюдения за работой схемы в цепь включены сигнальные
лампы СЛО и СЛЗ. При отсутствии тока импульсный клапан
работает как обычный рычажно-грузовой предохранительный кла-
пан и производит управление главным предохранительным клапа-
ном. Запорный вентиль ЗВ позволяет отключить электроконтакт-
ный манометр ЭКМ. РПЗ и РПО на схеме—промежуточные реле.
Полноподъемные предохранительные клапаны непрямого дей-
ствия с импульсным управлением обладают высокой пропускной
способностью и позволяют направлять сбрасываемый пар для
дальнейшего использования.
Предохранительны?! клапан должен не только надежно откры-
ваться при достижении соответствующего давления, но и плотно
перекрывать седло после посадки тарелки. В этом отношении ры-
чажно-грузовые клапаны работают еще не всегда надежно; приме-
нение предохранительных клапанов с импульсным электрома-
гнитным управлением повышает степень надежности работы пре-
дохранительных устройств.
Так как при длительном пребывании в закрытом положении
уплотняющие кольца тарелки и корпуса могут «прикипеть», необ-
ходимо производить периодическую проверку работоспособности
клапана. С этой целью предохранительные клапаны снабжаются
устройством, позволяющим производить пробное срабатывание
(«подрыв») клапана.
Это устройство обычно выполняется в виде рычага, действую-
щего на шток тарелки. Чтобы обслуживающий персонал не мог
произвольно изменять положение грузов на рычажно-грузовых
предохранительных клапанах, грузы стопорятся, а клапаны по-
крываются кожухами, с откидными крышками, запирающимися
на замок. В крышке клапана делается прорезь, через которую
выпускается цепочка, используемая для подъема рычага при про-
дувке. Пружинные клапаны регулируются путем завинчивания
затяжной гайки пружины до распорной контрольной трубки,
ограничивающей затяг пружины. Регулировочный барашек и за-
щитный колпак пломбируются. При большом весе грузов клапана
должно быть предусмотрено приспособление, позволяющее одному
человеку приподнимать груз для проверки и продувки клапана.
Предохранительный клапан оборудуется трубами, отводящими
7* 99
о
о
б)
Рис. 74. Предохранительный клапан с импульсным управлением для пара высоких параметров: а — с фланцевым
п'.гиеоедпнепием к трубопроводу; б — с приваркой к трубопроводу; в — импульсный клапан; г — схема установки
импульсного клапана
/ — главный предохранительный клапан; 2 — импульсный
пар за пределы котельной при их срабатывании и продувке. В этих
трубах предусматривается отвод конденсата.
В зависимости от среды и условий работы конструкции предо-
хранительных клапанов имеют различные особенности. Так, на-
пример, для сжиженных нефтяных газов и нефтяных сред, имею-
щих большую вязкость, применяется пружинный предохрани-
тельный клапан Du = 80 мм, изображенный на рис. 76. Клапан
предназначен для давления
а) д-—------1-| кГ/см2 и нормальной тем-
пературы. Чтобы избежать при-
Ч'р -г-Н мерзания и прилипания тарелки
Рис. 75. Схема установки предохранительного клапана с электромагнитным управ-
лением импульсного клапана: а — монтажная схема; б — электрическая схема
клапана к седлу в зимнее время, в корпус клапана вмонтирована
спираль из трубки, через которую пропускается пар с температу-
рой t = 120ч-160° С. Для работы при различных давлениях среды
в клапане используются сменные пружины.
Перепускные клапаны по своему назначению близки к предо-
хранительным. Они предназначены не для ликвидации аварийных
условий, а являются элементом системы, в которой возможно повы-
шение давления, но оно нежелательно. Поэтому перепускные кла-
паны срабатывают значительно чаще, чем предохранительные,
они никогда не выпускают среду в атмосферу, как это произво-
дится, например, в предохранительных клапанах открытого типа
для пара в котлах с малой производительностью, а перепускают
среду в заранее предусмотренные емкости или трубопроводы. Пере-
пускные клапаны не регламентируются требованиями Госгортех-
надзора.
102
Рис. 77. Перепускное устройство
Рис. 76. Предохранительный клапан с обогревом для вязких нефтя-
ных сред
о
Перепускной клапан, так же как и предохранительный, по
существу представляет собой двухпозиционный регулятор давле-
ния «до себя» прямого действия. Перепускные клапаны могут быть
прямого действия, когда они срабатывают под влиянием повыше-
ния давления среды без вспомогательных устройств, и непрямого
действия при наличии импульсного клапана, после срабатывания
которого открывается перепускной клапан.
На рис. 77 приведена конструкция перепускного устройства для
продуктовых магистральных трубопроводов. Оно служит для
перепуска нефтепродуктов из трубопровода с высоким давлением
в трубопровод с низким давлением, когда давление превосходит
установленное Рраб = 75 кПсм.2. Перепускное устройство состоит
из двух перепускных (предохранительных) клапанов: перепуск-
ного клапана Dy — 200 мм и импульсного клапана Dv = 50 мм.
Выходной патрубок импульсного клапана подключается к вход-
ному патрубку поршневого привода перепускного клапана; нагру-
жение клапана осуществляется с помощью тарельчатых пружин.
При повышении давления открывается импульсный клапан и
подводится среда под поршень перепускного клапана. Поршень
движется вверх, сжимая тарельчатые пружины, поднимает шток
и открывает перепускной клапан; при этом среда из трубопровода
высокого давления сбрасывается в трубопровод низкого давле-
ния. После снижения давления в трубопроводе высокого давления
до нормы импульсный клапан закрывается, давление под поршнем
снижается. Под действием усилия тарельчатых пружин среда
из-под поршня постепенно выжимается через зазоры импульсного
и перепускного клапанов в отводящий патрубок, расположенный
вверху, в трубопровод низкого давления. Перепускной клапан
закрывается.
2. ОБРАТНЫЕ КЛАПАНЫ
Обратные клапаны служат для предотвращения обратного
потока среды в трубопроводе, например при остановке насоса в си-
стеме и т. д. Обратные клапаны подразделяются на подъемные и
поворотные. В подъемном обратном клапане при прохождении
среды в заданном направлении тарелка поднимается над седлом,
открывая проход. На рис. 78 показан муфтовый подъемный обрат-
ный клапан, на рис. 79 — фланцевый.
Для того чтобы при подъеме тарелки не происходило торможе-
ния средой (демпфирования) в направляющем отверстии хвосто-
вика тарелки, в хвостовике делается небольшое отверстие, соеди-
няющее направляющее отверстие с полостью клапана. Чтобы
обеспечить надежное перекрытие седла клапана, иногда между
крышкой и хвостовиком устанавливается пружина, прижимающая
тарелку к седлу (рис. 80). Этим, однако, увеличивается гидравли-
ческое сопротивление, поскольку в открытом виде перепад на
клапане будет больше.
104
На рис. 81 представлен обратный клапан, используемый в на-
сосных установках при всасывании воды. Для защиты системы от
возможного попадания и засасывания посторонних тел клапан
защищен предохранительной сеткой, образованной в виде полого
чугунного цилиндра, снабженного отверстиями.
Рис. 78. Обратный подъемный Рис. 79. Обратный подъемный кла-
клапан муфтовый пан фланцевый
Для предотвращения обратного потока используются также
поворотные обратные клапаны. На рис. 82 показан поворотный
обратный клапан с обводом, регулируемым задвижкой. Обвод
Рис. 81. Обратный подъем-
ный клапан с защитной сет-
кой для водопроводов
Рис. 80. Обратный подъемный кла-
пан с пружиной возврата
необходим для обратных клапанов большого диаметра прохода
с целью предотвращения гидравлического удара в системе при
срабатывании клапана. С этой же целью обратные поворотные кла-
паны в некоторых случаях снабжаются гидравлическим демпфе-
ром, связанным с поворотной осью тарелки.
На трубопроводах большого диаметра устанавливаются много-
дисковые обратные поворотные клапаны (рис. 83). Вместо одной
105
196
большой тарелки в этих клапанах имеется несколько поворотных
дисков малого диаметра, что уменьшает инерционность этого
устройства. Во избежание гидравлического удара здесь также уста-
навливается обвод в виде задвижки с электроприводом. Когда
среда движется по трубопроводу, диски не находятся в покое. Под
действием пульсирующей струи жидкости колеблются вокруг
осей, вызывая износ осей и проушин тарелок. Ударяясь о корпус,
они создают опасность поломки осей и проушин, что в некоторых
случаях имело место.
Рассмотренные конструкции обратных кла-
панов предназначены для горизонтальных
трубопроводов. Для вертикальных трубопро-
водов могут быть также применены как
подъемные, так и поворотные обратные кла-
паны. На рис. 84 показан обратный поворот-
ный клапан, устанавливаемый на вертикаль-
ном трубопроводе за питательным насосом на рис §5. Клапан обрат-
тепловых электростанциях. Когда поворот- ный поворотный безу-
ная тарелка садится на седло клапана, предот- дарный
вращая обратный поток воды, автоматически
включается перепускной клапан (рис. 84, б), связанный с по-
мощью рычагов с осью поворота тарелки. Игольчатый вентиль
служит для установления количества воды, необходимого при
перепуске. При подъеме тарелки перепускной клапан автомати-
чески закрывается. Перепуск воды в данных условиях необходим
для того, чтобы предотвратить запаривание насоса при закрытом
обратном клапане. Обратные поворотные безударные клапаны
(рис. 85) отличаются тем, что ось вращения тарелки не вынесена
в сторону от прохода, а расположена в проходе, будучи смещена
в сторону от оси. Поскольку в таких клапанах среда обтекает
тарелку, гидравлическое сопротивление клапанов малого прохода
должно быть больше, чем клапанов большого прохода, поскольку
в последних относительное перекрытие диском площади отверстия
прохода меньше.
Глава IV. КОНТРОЛЬНАЯ И РАЗНАЯ АРМАТУРА
1. ПРОБНО-СПУСКОВЫЕ КРАНЫ
Пробно-спусковые краны (рис. 86) используются для проверки
наличия и определения уровня воды, масла и других жидкостей
в резервуарах и сосудах. Пробно-спусковые краны, как правило,
сальниковые, имеют резьбовую цапку с наружной резьбой для
установки на резервуар. На рис. 86, а показан пробно-спусковой
кран с выпуском среды наружу, на рис. 86, б — с выпуском среды
в отводную линию.
107
Рис. 86. Иробно-сп\сковые краны: а—с выпуском среды наружу;
б — с выпуском среды в отводную систему
Рис. 87. Указатели уровня с цилиндрическим водомерным стек-
лом: а — с кранами; б — с вентилями
108
2. указатели уровня
С помощью указателей уровня производится наблюдение за
уровнем воды и других жидкостей в котлах и резервуарах. На кот-
лах обычно устанавливаются два указателя уровня; они ставятся
таким образом, чтобы высший и низший уровень воды проходил
через смотровое стекло не ближе 25 мм от края. На рис. 87, а
показан указатель уровня обычного типа с водомерным стеклом
в виде цилиндрической трубки. Такие указатели уровня приме-
няются для воды и пара при давлении до Ру — 16 кГ1смг и темпе-
ратуре до 225° С. Нижний кран, расположенный по оси стекла,
служит в качестве пробно-спускного устройства для продувки,
остальные два крана являются, запорными. В рабочем положении
ручки кранов расположены книзу. Цилиндрические смотровые
стекла указателей уровня должны быть снабжены щитками для
ограждения обслуживающего персонала в случае разрыва стекол.
Плоские стекла снабжаются слюдяными пластинами.
Указатель уровня, показанный на рис. 87, б, предназначен
для воды и пара при давлении до Ру = 40 кПсм1 и температуре
до 425° С и для коррозионных сред при температуре до 300° С.
Указатель имеет водомерное стекло в виде трубки, запорные уст-
ройства вентильного типа и затвор, с помощью которого автома-
тически перекрывается подача среды в указатель уровня в случае
поломки стекла. Если стекло будет разбито, шарик будет захвачен
струей, прижат к седлу и перекроет проход. После замены стекла
шарик отводится на свое место с помощью наконечника шпинделя
нижнего вентиля.
На рис. 88, а показано плоское водомерное стекло, закрепляе-
мое в рамке с помощью прокладки. Применяются гладкие и риф-
леные стекла с продольными вышлифованными канавками. Бла-
годаря тому, что стекло рифленое, вода при рассмотрении через
это стекло приобретает темный оттенок и хорошо видна при наблю-
дении в гранях стекла.
Краны указателя уровня с плоским водомерным стеклом пока-
заны на рис. 88, б. Для предохранения стекла от химического
воздействия воды ставится тонкая слюдяная пластина.
Указатели уровня иногда бывают расположены на котлах в ме-
стах, неудобных для обслуживания и наблюдения. В таких слу-
чаях применяются указатели уровня с дистанционным управле-
нием кранов (рис. 89) и переключение кранов производится с по-
мощью троса. Лампами осуществляется подсветка водомерного
стекла.
На рис. 90 приведен указатель уровня гидростатического типа
(сниженный), с помощью которого можно осуществлять контроль
за уровнем воды с отметки управления котлоагрегатом. Работа
указателя уровня осуществляется с помощью гидростатического
прибора. Прибор представляет собой дифференциальный мано-
метр, заполненный специальной жидкостью.
109
3. КОНДЕНСАТООТВОДЧИКИ
В связи с потерей тепла при работе теплообменных аппаратов
и при прохождении пара по трубопроводам часть пара, конденси-
руясь, превращается в воду, которая обычно удаляется из системы
с помощью конденсатоотводчиков.
Конденсатоотводчик должен выпускать воду и задерживать
пар, что осуществляется с помощью гидравлического или механи-
ческого затвора. Наиболее широко распространены конденсато-
отводчики с механическим затвором.
Установки или агрегаты, в которых используются конденсато-
отводчики, можно разделить на две группы: энергетические и обо-
гревательные. В энергетических установках образование конден-
сата происходит нерегулярно, например в периоды пуска уста-
новки, включения байпасных линий и в других случаях, когда
осуществляется прогрев тех или иных участков системы. При
установившемся режиме работы этих установок образование кон-
денсата, как правило, не должно происходить. В нагревательных
установках, где пар используется не как источник энергии, а как
теплоноситель, конденсат выделяется непрерывно и в значитель-
ных количествах, так как образование конденсата здесь происхо-
дит постоянно.
Для обслуживания энергетических установок обычно приме-
няют конденсатоотводчики периодического действия поплавко-
вого типа с механическим затвором. Для обслуживания обогрева-
тельных установок используются конденсатоотводчики непре-
рывного действия с гидравлическим затвором — лабиринтные или
сопловые.
Гидравлический затвор создается либо столбом конденсата —
в гидравлических колонках, либо гидравлическим сопротивле-
нием, создаваемым лабиринтом или подпорной шайбой.
Механический затвор создается клапаном, автоматически от-
крывающимся или закрывающимся при определенных условиях,
связанных с наличием конденсата. Таким образом, конденсатоот-
водчик с механическим затвором представляет собой по существу
двухпозиционный регулятор прямого действия, в котором роль
чувствительного элемента и привода одновременно выполняет
поплавок или термоэлемент (термостат или биметаллические
термопластины). Пропускная способность конденсатоотводчика
зависит от диаметра отверстия в клапане и гидравлического со-
противления выпускной части. Клапан периодически открывается
и закрывается. Периодичность срабатывания клапана зависит от
пропускной способности конденсатоотводчика, перепада давления
до и после клапана, объема поплавка и количества поступающего
конденсата. При срабатывании клапана конденсатоотводчика мо-
гут возникать гидравлические удары в системе. Кроме того, удары
клапана по седлу ускоряют износ уплотняющих поверхностей,
111
поэтому следует принимать меры для уменьшения частоты сраба-
тывания клапана; с этой целью размеры конденсатоотводчика вы-
бирают таким образом, чтобы он имел небольшой запас пропуск-
ной способности.
Рис. 91. Конденсатоотводчики поплавкового типа: а — с закрытым поплавком;
б — с открытым поплавком; в — колокольного типа; г — с открытым поплавком
для энергетических установок (Dy = 25 мм; Ру = 100 кГ/см2; tpao = 450° С)
Наиболее распространены конструкции конденсатоотводчиков
поплавкового типа (рис. 91). Они могут быть с закрытым поплав-
ком, с открытым и с «опрокинутым» поплавком — колокольного
типа. Рассмотрим работу конденсатоотводчика с закрытым по-
плавком (рис. 91, а). По мере накопления конденсата (воды) закры-
112
тый поплавок в виде полого шара всплывает и поворачивает ры-
чаг, управляющий выпускным клапаном — скользящим золотни-
ком. При накоплении определенного количества конденсата зо-
лотник открывается и выпускает конденсат. При большом коли-
честве поступающего конденсата клапан открыт постоянно и
работает как конденсатоотводчик непрерывного действия. При
малых количествах конденсата поплавок периодически опускается
и подымается, открывая золотник на короткие промежутки вре-
мени. Поплавок снабжается противовесом для увеличения чув-
ствительности. Закрытый поплавок должен быть герметичным, так
как при появлении течи он теряет плавучесть. Для принудитель-
ного открывания золотника и продувки конденсатоотводчика
имеется рычаг, с помощью которого приподнимается поплавок.
Через выходное отверстие выпускается конденсат вместе с паром
и захватывает при этом выпавшие примеси. Для выпуска воздуха
предусмотрен вентиль, расположенный в верхней части корпуса.
Конденсатоотводчик с открытым поплавком изображен на
рис. 91, б. В корпусе конденсатоотводчика расположен цилиндри-
ческий полый поплавок, который при поступлении конденсата
всплывает и закрывает отверстие выпускного клапана. При даль-
нейшем поступлении конденсата он заполняет пространство между
поплавком и корпусом, переливается через край поплавка и за-
полняет поплавок. Поплавок теряет плавучесть, опускается вниз
и открывает верхний клапан. Под действием давления пара кон-
денсат вытесняется через вертикальную выкидную трубу и клапан,
проходит через обратный клапан и поступает на слив. Когда из
поплавка будет удален конденсат, поплавок снова всплывает и,
поднимаясь, закроет выпускной клапан. Конденсатоотводчик
имеет обводный канал, перекрывающийся вентилем, который на
рис. 91, б не показан. Обводный канал служит для пуска конден-
сатоотводчика в работу. Для этого выпускной вентиль, показан-
ный слева, закрывают, а выпускной вентиль, не показанный на
рис. 91, б, открывают. Затем производится обратное действие и
конденсатоотводчик включается в работу.
В верхней части стенки выкидной трубы имеется отверстие
малого диаметра (2 мм) для выпуска воздуха. С помощью этого
отверстия пространство внутри выкидной трубы соединяется с по-
лостью корпуса. Запирающий клапан имеет наконечник с отвер-
стием, которое, в свою очередь, запирается иглой, связанной с по-
плавком. Игла по отношению к наконечнику имеет продольный
ход. Такое устройство с малым диаметром иглы создает малое уси-
лие на игле от гидравлического давления среды, что позволяет
поплавку опускаться при малом весе. Последующее открывание
наконечником основного седла позволяет обеспечить необходимую
пропускную способность конденсатоотводчика.
Конденсатоотводчик с «опрокинутым» поплавком колоколь-
ного типа показан на рис. 91, в. Поплавок представляет собой
8 Д. ф. Гуревич 113
полый цилиндр, открытый снизу. Из нижней трубы в него посту-
пает конденсат. Своим весом поплавок, действуя на рычаг, откры-
вает клапан. Пока поплавок находится в конденсате, идет выпуск
конденсата через открытое отверстие клапана. Когда в поплавок
начнет поступать пар, он поднимет поплавок и таким образом за-
кроет выпускной клапан. При новом поступлении конденсата пар
выжмется через малое отверстие в верхнем донышке и поплавок
снова опустится. Потери пара через малое отверстие незначительны.
Рис. 92. Конденсатоотводчики термостатные: а — с сильфо-
ном; б — с биметаллическими термопластиками
Действие термостатных конденсатоотводчиков основано на ис-
пользовании разности температур конденсата и свежего пара. Для
приведения в действие конденсатоотводчиков используется способ-
ность некоторых жидкостей испаряться при температуре пара и
занимать во много раз больший объем, чем при температуре кон-
денсата. Так, например, для удаления конденсата с температурой
85—90° С используется смесь из 25% этилового спирта и 75% про-
пилового спирта. После заливки этой смеси сильфон нагревают до
интенсивного кипения ее и в таком состоянии запаивают верхнее
отверстие, благодаря чему в сильфоне создается вакуум. При ис-
пользовании полутомпаковых сильфонов конденсатоотводчик при-
меняют для давлений до 6 кПсм2 и температур пара не свыше 150° С.
При применении стальных сильфонов эти параметры могут быть
повышены.
На рис. 92, а приведен термостатный конденсатоотводчик
с сильфоном. При прохождении пара залитая в сильфон легко
испаряющаяся смесь испаряется, создается давление, и сильфон,
удлиняясь с помощью конусного клапана, перекрывает отверстие
седла. Когда накопится конденсат, температура снизится,
114
жидкость сжижается, сильфон укорачивается и клапан открывает
в седле отверстие для прохода конденсата. Большого распростра-
нения такие конденсатоотводчики не получили из-за недостаточ-
ной долговечности сильфонов. Так как теплоотвод от сильфона дол-
жен происходить нормально, термостатные конденсатоотводчики
Рис. 93. Конденсатоотводчики: а — лабиринтного типа;
б — соплового типа; в — тарельчатый с термодинамиче-
ским диском
с сильфоном нельзя располагать в зоне высоких температур и
в условиях, когда теплоотвод затруднен из-за плохой теплоотдачи
в связи с изоляцией или тепловой защитой.
На рис. 92, б представлен термостатный конденсатоотводчик
с биметаллическими термопластинами. При поступлении пара
термопластины изгибаются и с помощью шарика перекрывают
отверстие для выхода пара. При поступлении конденсата пластины
в связи с охлаждением, выпрямляются и снова открывают отвер-
стие для выпуска конденсата.
На рис. 93, а представлена принципиальная схема конденсато-
отводчика с гидравлическим затвором в виде лабиринтной
8* 115
системы. Лабиринтная система из чередующихся сужений и расши-
рений проходного сечения создает большое сопротивление для пара
и малое для конденсата (воды). Приведенная конструкция яв-
ляется конденсатоотводчиком непрерывного действия. Пропуск-
ная способность этого конденсатоотводчика регулируется подъ-
емом плунжера.
Конденсатоотводчик соплового типа показан на рис. 93, б. Прин-
цип действия его заключается в том, что конденсат выпускается
через цилиндрическое сопло, имеющее ступенчатое сечение с рас-
Рис. 94. Вентиляционное устройство для трубопроводов:
/—поплавковый игольчатый клапан для выпуска воздуха—вантуз;
2—поплавковый клапан для предотвращения образования вакуума
при гидравлическом ударе
ширением. Такая форма сопла не образует большого сопротивле-
ния для прохода конденсата. Для прохода пара сопротивление его
значительно больше, так как при этом происходит внезапное рас-
ширение пара и скорость его соответствует критическому перепаду
давлений, в то время как на конденсат действует весь перепад
давлений. Наблюдение за работой конденсатоотводчика осуще-
ствляется через смотровые окна.
Конструкция конденсатоотводчика тарельчатого типа термоди-
намического действия показана на рис. 93, в. В этом конденсатоот-
водчике конденсат перепускается из одной полости в другую, а
при поступлении пара диск-тарелка перекрывает проход и выпуск
пара не происходит.
Работа конденсатоотводчика осуществляется путем использо-
вания гидродинамических свойств струи пара и изменения темпе-
ратуры и давления пара, находящегося над тарелкой, проникшего
при поступлении конденсата. Конденсат, проходя из одной по-
116
лости в другую, приподнимает тарелку до тех пор, пока за ним
не станет поступать пар. При поступлении пара тарелка прижи-
мается к седлу давлением пара, прошедшего в верхнюю полость
корпуса (над тарелкой). Поскольку площадь действия давления
пара над тарелкой значительно больше площади отверстия в седле,
перекрытие седла осуществляется надежно.
Когда в конденсатоотводчик поступит конденсат, температура
пара над тарелкой снизится, давление уменьшится и конденсат,
приподнимая тарелку, снова
начнет поступать из одной по-
лости в другую до тех пор, пока
не будет выпущен весь конден-
сат и не начнет поступать пар,
после чего тарелка снова пере-
кроет седло.
В ряде случаев возникает не-
обходимость выпустить воздух
<s
1
-I
в
Рис. 95. Вентиляционное устройство для трубопроводов больших
диаметров:
1 — поплавковый клапан для выпуска воздуха — вантуз; 2 — клапан для
предотвращения образования вакуума при гидравлическом ударе
из трубопроводной системы, например при ее заполнении либо
в связи с выделением воздуха из транспортируемой среды. Эту
задачу осуществляют воздухоотводчики или вантузы. Принцип
работы таких устройств заключается в том, что воздух выпускается
через клапан, закрываемый поплавком. Когда в воздухоотводчике
накапливается воздух, он вытесняет воду и поплавок опускается,
открывая седло для выпуска воздуха. После выхода воздуха из
корпуса поплавок, всплывая, подымает клапан и перекрывает
отверстие седла.
На рис. 94 представлена конструкция вентиляционного уст-
ройства, служащего как для выпуска накопившегося воздуха, так
и для предотвращения возможности образования вакуума в ре-
зультате действия гидравлического удара в трубопроводе. В левой
части конструкции расположен воздухоотводчик, работающий как
117
описано выше. В правой части клапан с седлом большого диаметра
будет закрыт лишь при наличии избыточного давления. При обра-
зовании вакуума седло откроется и пропустит воздух, чтобы не
создать опасности разрушения трубопровода внешним атмосфер-
ным давлением. Когда в трубопроводе будет создано избыточное
давление, клапан закроется. Такое же устройство для трубопро-
водов большого диаметра приведено на рис. 95.
Глава V. КОНСТРУКЦИИ АРМАТУРЫ ПРИ ОСОБЫХ
УСЛОВИЯХ РАБОТЫ
1. КОНСТРУКЦИИ АРМАТУРЫ ДЛЯ КОРРОЗИОННЫХ СРЕД
При конструировании арматуры для коррозионных сред наи-
более сложным и ответственным является решение следующих
задач: выбор материалов, коррозионно устойчивых при работе
в данной среде, обеспечение плотности подвижного сопряжения
шпиндель — крышка (внешняя плотность).
Наиболее экономичным представляется применение конструк-
ций, в которых детали изготовляются из обычных, недорогих
сталей и чугунов и футеруются или облицовываются неметалличе-
скими коррозионностойкими материалами (резиной, винипластом,
полиэтиленом и т. д.), или покрываются кислотостойкими эма-
лями. При гаком решении снижаются затраты на стоимость ме-
талла и уменьшается потребление дефицитных специальных высо-
колегированных сталей, но усложняется технологический процесс
изготовления деталей. Некоторые неметаллические материалы,
пригодные для защиты деталей от коррозии, не выдерживают
высоких температур. Резкие колебания температур также отри-
цательно сказываются на некоторых покрытиях, вызывая возник-
новение трещин, расслоений и других дефектов. Это сужает
область применения футерованной арматуры. Однако по мере со-
вершенствования качества облицовочных материалов и техноло-
гических процессов футерования, удельный вес футерованной ар-
матуры в химической промышленности будет возрастать.
В условиях работы вентиляционных установок промышленных
предприятий часто металл арматуры подвергается действию кор-
розионных паров, содержащихся в транспортируемом воздухе
(гальванические цеха), и быстро разрушается. В этих условиях
применение арматуры, облицованной винипластом или полиэти-
леном, дает хорошие результаты.
На рис. 96 представлены конструкции запорной арматуры,
внутри облицованной коррозионностойкой пластмассой, резиной
или наиритом. Торцовые поверхности фланцев также облицовы-
ваются коррозионностойкими материалами.
118
Конструкции, представленные на рис. 96, широкого распростра-
нения не имеют и в серийном порядке не изготовляются, так как
технологический процесс облицовки металлических поверхностей
пластмассой при сложной конфигурации поверхностей характе-
ризуется большой трудоемкостью и еще достаточно не отработан.
Фторопласты не допускают методов изготовления арматуры
с применением пластической деформации в подогретом виде и
сварки, что затрудняет изготовление из них сложных деталей.
Исключительно высокая коррозионная
стойкость этих материалов заставляет раз-
рабатывать другие пути для изготовления
деталей, но пока ограничиваются изготов-
лением простых.
Рис. 96. Арматура, облицованная пластмассой: а — кран; б — прямо-
точный вентиль
На рис. 97, а показан кран из коррозионностойкой стали с проб-
кой из фторопласта, предназначенный для сред при давлении
до 3,5 кГ/см2 и температуре до t - 80° С. Постоянное поджатие
пробки к корпусу обеспечивается пружиной. На рис. 97, б пока-
зана одна из конструкций шаровых кранов. Уплотнение пробки
обеспечивается применением фторопластовых колец в корпусе
крана. Применяются также уплотняющие кольца из резины, кап-
рона, нейлона или пластиката, иногда используют шары, покры-
тые нейлоном. Благодаря применению фторопластовых колец
достигается коррозионная стойкость и обеспечивается возмож-
ность использования этих кранов для низких температур (—250° С
и ниже). Фторопластовые уплотняющие кольца создают возмож-
ность работы крана без смазки с малыми силами трения. В настоя-
щее время шаровые краны наиболее широко применяются для
условных диаметров проходов до 300 мм, но имеется тенденция
к применению шаровых уплотнений и для больших диаметров
прохода (до 1000 мм). Шаровые краны могут быть использованы
119
для значительных давлений (320 кПсм2 и выше) при условии, что
уплотняющие кольца будут иметь соответствующую надежную
конструкцию. Шаровые краны применяют также для вакуума
Рис. 97. Краны для коррозионных
сред: а — кран из кислотостойкой
стали с пробкой из фторопласта;
б — шаровой кран из кислотостой-
кой стали с уплотняющими коль-
цами из фторопласта; в — шаровой
эмалированный кран с уплотняю-
щими кольцами из фторопласта
при давлении Р= 1 • 10“влгл рт. ст.
На рис. 97, в изображен шаро-
вой эмалированный кран с уплот-
няющими кольцами из фторо-
пласта. Чугунный корпус покрыт
кислотостойкой эмалью, шаровая
пробка и шпиндель изготовлены
из коррозионностойкой стали.
Имеются попытки создания
сильфонных кранов, у которых
сальник заменен сильфоном. Это,
однако, вызвало усложнение кон-
струкции в связи с необходимостью
преобразования поступательного
движения во вращательное. На
рис. 98 приведена конструкция
сильфонного крана. Преобразова-
ние поступательного движения
шпинделя во вращательное дви-
жение пробки происходит благодаря винтовому механизму, соз-
данному на нижнем штоке пробки. Резьба с большим шагом (не
самотормозящая) в паре с двумя штифтами (см. сечение по А—Л),
установленными в корпусе, заставляет поворачиваться пробку
при вертикальном ее перемещении.
Большой интерес представляет возможность применения кера-
мических материалов для футеровки и изготовления деталей
120
Рис. 98. Сильфонный кран
121
амратуры, предназначенных для коррозионных сред. Керамичес-
кие детали дешевы в изготовлении и имеют очень высокую химиче-
скую стойкость. Они обычно выходят из строя не в результате
коррозии, а по другим причинам. Недостатком керамических
деталей является высокая хрупкость, чувствительность к ударам
и резким колебаниям температуры, а также сложность соединения
с металлическими трубопроводами. Керамические детали с трудом
поддаются механической обработке и притирке, ремонт керамиче-
ских деталей также затруднен. Из-за этих недостатков керами-
Рис. 99. Фарфоровый кран:
/ —пробка из фарфора; 2 —корпус из фар-
фора; 3 — термоизоляционная прослойка
из стекловолокна; 4— обойма из чугуна
ческие детали еще редко приме-
няются в производстве, однако
низкая стоимость и доступность
исходного материала делает це-
лесообразным решение пробле-
мы использования керамики для
изготовления коррозионностой-
кой арматуры.
На рис. 99 показан пробко-
вый конусный кран, в котором
корпус и пробка изготовлены
из фарфора. Корпус имеет чу-
гунную обойму, защищающую
фарфоровые детали от повреж-
дений ударами. Из фарфора мо-
гут быть изготовлены и вентили
(рис. 100, а), в которых так же,
как и в кранах, корпус из
фарфора защищается чугунной
обоймой. Арматура из фарфора
используется для небольших давлений — не свыше 6 кПсм2.
Стеклянный вентиль из боросиликатного стекла (рис. 100, б)
может быть использован при Рраб 3,5 кПсм2 и t 200: С.
Графит имеет высокую химическую стойкость при работе в кис-
лых средах (не пригоден для щелочей и окислителей), поэтому его
используют в арматуростроении для изготовления как набивок,
так и деталей арматуры. На рис. 101 показан кран из графито-
пласта для давлений до 4—5 кПсм2. С учетом свойств материала
корпуса шпильки для крепления крана сделаны сквозными.
Для коррозионных сред и пульп получают широкое примене-
ние мембранные (неправильно называемые диафрагмовыми или
диафрагменными) вентили, у которых перекрытие прохода осуще-
ствляется путем опускания мембраны на перемычку корпуса.
При открытом вентиле (рис. 102) мембрана передает нагрузку на
кольца, упирающиеся в этом положении в радиальные ребра, рас-
положенные в крышке. По мере закрывания вентиля тарелка,
опускаясь, отжимает книзу кольца, начиная с меньшего, воспри-
нимает на себя нагрузку, опускает мембрану, прикрывая проход
122
к?
Рис. 100. Фарфоровый вентиль (а) и стеклянный вентиль (б) Рис. 101. Кран из графптопласта
Рис. 102. Вентили мембранные с разгруженной мемб-
раной: а — с ручным управлением; б — с мембран-
ным исполнительным механизмом; в — с электро-
приводом
Материалы футеровки и мембран мембранных вентилей
для различных условий работы
Таблица 9
Материал Среда, в которой футеровка химически стойка Предельная концентрация и температура среды
футеровки корпуса диафрагмы % °C
Резина группы 1а Кремнефтористоводо- родная кислота Плавиковая кислота Соляная кислота Серная кислота Сернистая кислота Уксусная кислота Фосфорная кислота Растворы едких ще- лочей Растворы солей мине- ральных кислот Любая 50 Любая 50 50 80 85 Любая » 65
Эбонит группы IX Резина группы 1а
Винипласт Пластикат В118 Азотная кислота Плавиковая кислота Серная кислота Соляная кислота Уксусная кислота Фосфорная кислота Растворы щелочей Спирты 40 40 20
Пластикат В118 40 Любая 60 Любая » » 40
Полиэтилен Азотная кислота Плавиковая кислота Соляная кислота Серная кислота Уксусная кислота Растворы щелочей Спирты Растворы солей мине- ральных кислот 50 Любая » 50 10 Любая » » 40
Фторопласт-40111 Спецсреды — 150
125
Продолжение табл. 9
Материал Среда, в которой футеровка химически стойка Предельная концентрация и температура среды
футеровки корпуса диафрагмы о/ /о °C
Фаолит «А» Фторо- пласт-4 Соляная кислота Серная кислота Уксусная кислота Фосфорная кислота Растворы солей ми- неральных кислот Газы (хлор, сернистый газ) Любая 70 50 50 Любая » 100 70 100 100 100 100
Наирит Резина группы 1а Серная кислота Фосфорная кислота Едкий натр Растворы солей ми- неральных кислот Вода 40 85 Любая » 65
Эмаль кислото- стойкая Фторо- пласт-4 Большинство мине- ральных (исключая пла- виковую) и органиче- ских кислот и солей, сухие газы, органиче- ские вещества, нефте- продукты, пищевые про- дукты, спирты и др. — 130
Фторо- пласт-ЗМ Фторо- пласт-4 Азотная кислота Плавиковая кислота Соляная кислота Серная кислота Уксусная кислота Фосфорная кислота Растворы едких ще- лочей Растворы солен мине- ральных кислот Газы (хлор, серни- стый газ) Органические раство- рители Любая 70
126
Рис. 103. Вентиль мембранный из
полиэтилена
для среды. В крайнем нижнем положении перемычка корпуса
плотно соприкасается с мембраной в диаметральном сечении.
Гидравлическое давление среды передается через мембрану на
металлические кольца, упирающиеся в тарелку. Такие вентили
применяются для давлений до Рраб = 10 кПсм\ изготовляются
из чугуна и легко футеруются различными материалами, приме-
няемыми в зависимости от назначения клапана. Мембраны также
изготовляются из различных мате-
риалов, в зависимости от свойств
среды, в которой они работают.
В табл. 9 приведены материа-
лы, применяемые для футерования
мембранных вентилей, и материа-
лы мембран. Мембранные вентили
изготовляются с условным диамет-
ром прохода от Dy=6 мм до Db=
= 100 мм. Мембранные вентили
используются как затворы и как
регулирующие вентили и клапаны.
Отсутствие сальника делает мемб-
ранные вентили очень надежными
в работе, но срок службы их обычно
ограничивается долговечностью
мембраны.
На рис. 103 показан мембран-
ный вентиль, изготовленный из
полиэтилена. Этот вентиль, не-
сущий конструкции, т. е. без металлических обойм, предназначен
для работы при давлении до Рраб = 3 кПсм2 и температуре до 60° С.
По эксплуатационным свойствам и принципу действия к мем-
бранным вентилям близко подходят шланговые, или пережимные
клапаны, принцип действия которых основан на том, что для пере-
крытия прохода пережимается труба из эластичного материала
(резины), расположенная в корпусе вентиля. Преимуществом
шланговых клапанов является простота обеспечения абсолютной
внешней плотности благодаря тому, что путь движения среды
внутри вентиля ограничен эластичным шлангом и, пока шланг
цел, среда не может проникнуть наружу. Отпадает необходимость
в сальниковых устройствах — источнике возможных протечек.
Шланговые клапаны могут быть применены на трубопроводах,
транспортирующих химически агрессивные жидкости (щелочи и
кислоты), вязкие жидкости и жидкости, содержащие твердые ча-
стицы: суспензии, пульпы, шламы и т. п. Эти клапаны приме-
нимы и для сыпучих материалов. Марка резины шланга выбирается
в зависимости от свойств рабочей среды. Свойства резины ограни-
чивают применение их для сред с температурой в 65J С при давле-
нии до 6—10 кГ1смг. Шланг является наиболее слабым звеном
127
128
В этих клапанах и ограничивает их срок службы. На рис. 104
показана конструкция шлангового клапана Dy = 200 ч-300 мм
для давления Рраб = 6 кПсм? с ручным управлением. При враще-
нии маховика две траверсы, расположенные с противоположных
сторон шланга, двигаясь навстречу друг другу, пережимают шланг
и таким образом разъединяют части трубопровода, прекращая
подачу среды. Шланговые клапаны могут иметь электрический
Рис. 106. Шланговый клапан с электроприводом (пережим шланга дву-
сторонний)
привод или пневматическое управление. На рис. 105 приведена
конструкция шлангового клапана Dy =- 20 ч-50 мм с односторон-
ним пережимом шланга, на рис. 106 — конструкция шлангового
клапана Dy = 80ч-300 мм с двусторонним пережимом шланга.
Клапаны имеют электроприводы мощностью 0,2—2,8 кет. Про-
должительность открывания или закрывания клапана 4—20 сек.
Управление шланговым клапаном для регулирования может про-
изводиться и электромоторным исполнительным механизмом.
На рис. 107 представлена конструкция шлангового регулирую-
щего клапана с электроприводом, в котором применяется электро-
моторный исполнительный механизм типа ПР-1 с 30-секундной
настройкой времени поворота вала на угол 180°. Он работает от
Переменного тока 220 в, потребляемая мощность 60 вт. На
9 Д. Ф. Гуревич 129
w
о
Рис. 107. Клапан шланговый с электромоторным Рис. 108. Клапаны шланговые с мембранным исполнительным меха-
исполнительным механизмом низмом; а—по схеме НО; б—по схеме НЗ
рис. 108, а и б такие же клапаны снабжены пневматическим мем-
бранным приводом с резиновой мембраной. Первый работает по
схеме НО — нормально открыт, второй по схеме НЗ — нормально
закрыт. Вентили предназначены для чистых и загрязненных сред
при давлении до 3 кГ/см1 и температуре до 40° С. Вентили имеют
условный диаметр прохода 50—200 мм включительно.
Рис. 109. Регулирующий шланговый клапан с пневмоприводом
и ручным дублером (пережим шланга двусторонний)
Недостатком указанных выше конструкций является отсутст-
вие ручного управления. При прекращении подачи сжатого воз-
духа теряется возможность управления клапаном. Конструкция,
показанная на рис. 109, лишена этого недостатка, так как имеет
ручной дублер, с помощью которого управление клапаном может
производиться и вручную.
Управление шланговым клапаном может производиться и
непосредственным воздействием командного давления на наруж-
ную поверхность шланга. На рис. ПО, а показана конструкция
подобного затвора для Dy = 25-т-ЗОО мм при = 6 кПсм2.
9* 131
Рис. ПО. Шланговый клапан с пневмопережимом: а—шланговый кла-
пан; б — регулирующий шланговый клапан с пневмопережимом и реле
управления
Рис. 111. Клапан с резиновым вкладышем
132
Управляющая среда — вода или воздух — подается в полость
корпуса под давлением Р = 10 кПсм2. Такой клапан, снабженный
реле давления (рис. ПО, б), может быть использован для регули-
рования расхода среды. Командное давление от 0,1 до 1,1 кПсм2
регулирует подачу среды с управляющим давлением в 10 кПсм2,
которое, действуя на шланг, пережимает его, перекрывая проход
в затворе. Клапан предназначен для рабочего давления среды
в трубопроводе до Рраб = 6 кГ!см1.
На рис. 111 приведен запорный клапан, работающий также
путем пережима резинового вкладыша управляющей средой (вода
или воздух) давлением в
10—12 кПсм2, действую-
щей на наружную поверх-
ность вкладыша.
Клапан диаметром про-
хода от Dy = 25 мм до
Z)y = 400 мм предназначен
для рабочего давления
Рраб = 6 кПсм2 при tpaf
65° С. Корпус клапана
образуется двумя патруб-
ками с резиновым чехлом,
внутри соединенными меж-
ду собой шпильками. Меж-
ду патрубками зажат рези-
новый вкладыш. Между
вкладышем и фланцем пат-
рубка установлена про- Рис. 112. Клапан с резиновой обоймой
кладка из фторопласта-4.
Клапан имеет указатель положения в виде стержня, выступающего
из корпуса клапана. В клапане, конструкция которого приведена
на рис. 112, рабочая среда проходит через кольцевое простран-
ство, образованное снаружи упругим резиновым кольцом, распо-
ложенным в корпусе, а внутри — гильзой обтекаемой формы, от-
литой заодно с одним из патрубков и имеющей дно со стороны
подвода среды. Гильза и патрубок соединены ребрами. В верхней
части клапан показан в открытом виде, в нижней — в закрытом
виде. Управление клапаном производится с помощью управляю-
щей среды (вода или воздух), подаваемой в полость снаружи
резинового кольца. Резиновое кольцо формуется и вулканизи-
руется в положении, когда оно прилегает по диаметру обтекае-
мого стакана. До установки в корпус резиновое кольцо в растяну-
том виде надевается на стальные кольца и удерживается на них
с помощью буртов. При подаче управляющего давления кольцо,
деформируясь, сближается с внутренним стаканом и таким пу-
тем перекрывает кольцевой проход. Окна в виде пазов на ста-
кане играют роль обвода. При выпуске управляющей среды из
133
наружной полости резиновое кольцо, удерживаемое кольцами,
снова приобретает увеличенный размер, открывая таким образом
кольцевой проход.
В зависимости от метода и системы управления шланговые
пережимные клапаны могут играть роль запорного или регулиру-
ющего органа или выполнять
роль отсечных или обратных
клапанов, перекрывая проход
при образовании чрезмерно
большого потока или при пере-
мене его направления.
Рис. 113. Вентиль с металличе-
ской мембраной для дистанцион-
ного управления
Рис. 114. Вентиль сильфонный из
кованой кислотостойкой стали
Для отделения внутренней полости корпуса от внешнего про-
странства используются также металлические мембраны. Послед-
ние обычно допускают небольшой ход, поэтому они применяются
только в вентилях малых диаметров прохода. Металлические
мембраны могут быть использованы для высоких температур и
давлений, для которых непригодны резиновые или пластмассовые
мембраны. На рис. 113 изображена конструкция запорного вен-
тиля Dy = 13 мм с металлической мембраной.
134
Сильфоны дают значительно больший ход, чем металлические
мембраны, поэтому имеют более широкое применение. На рис. 114
приведен вентиль с условным диаметром прохода Dy от 6 до 25 мм
для коррозионных сред при давлении до Р а5 — 200 кПсм2 с тем-
пературой t 360° С. Вентиль имеет сильфон и запасное сальни-
ковое устройство, являющееся вспомогательным элементом на слу-
чай выхода из строя сильфона. Корпус изготовлен из кованой кис-
лотостойкой стали, имеет наплавленные уплотняющие поверхности
на корпусе и на тарелке клапана.
Рис. 115. Вентиль для азотной
кислоты из алюминия
Рис. 116. Вентиль из кислотостойкой
стали с электроприводом
Для азотной кислоты при температуре до 100° С и давлении до
6 кПсм" применяется конструкция вентилей, приведенная на
рис. 115, корпус и крышка которых изготовляются из алюминия;
диаметр прохода вентилей от £>,/ = 15 мм до Dy = 100 мм.
На рис. 116 представлен вентиль Dy = 15 мм с электроприво-
дом для коррозионных сред при давлении до 200 кПсм2 и темпера-
туре до 350° С. Корпус вентиля изготовляется из кислотостойкой
стали. Вентиль снабжен сальником, имеющим набивку большой
длины.
Двухседельный регулирующий клапан для коррозионных
сред со стержневым плунжером Dy = 80 мм показан на рис. 117.
Клапан предназначен для работы при рабочем давлении Рраб =
= 55 кПсм2 и температуре до 80° С. Клапан имеет линейную
135
Рис. 117. Двухседельный регулирую-
щий клапан для коррозионных сред с
электромоторным исполнительным ме-
ханизмом. Плунжер стержневого типа
расходную характеристику. Плунжер клапана приводится в дви-
жение электромоторным исполнительным механизмом типа ПР-1
с 30-секундной настройкой поворота на 180°, мощностью 60 вт.
Передача движения на плунжер осуществляется с помощью реечно-
зубчатого механизма. Корпус клапана сварного типа. На рис. 118
представлен регулирующий клапан, изготовленный из кислото-
стойкой стали для коррозионных сред, с электромоторным ис-
полнительным механизмом типа ПР-1. Клапан рассчитан на давле-
ние Ру = 100 кПсм2 и предна-
значен для работы при 6=g300°C.
Корпус двухседельный, плун-
жер полый с фасонными окнами.
Двухседельный регулирую-
щий клапан со стержневым плун-
жером и мембранным пневмати-
ческим приводом с позиционером
приведен на рис. 119. Клапан
предназначен для газообразных
и жидких коррозионных сред
при давлениях до ^=64 кПсм2
и температурах до t — 300° С.
Клапан изготовляется из кор-
розионностойкой стали диамет-
ром от Dy = 15 мм до Dv=300 мм.
Указанные выше регулирую-
щие клапаны (рис. 116—119)
имеют сальниковое уплотнение
шпинделя.
На рис. 120 изображена кон-
струкция двухседельного силь-
фонного регулирующего клапа-
на из коррозионностойкой стали с диаметром Dy = 15 = 80 мм
для коррозионных, летучих, жидких и газообразных сред. Кла-
пан предназначен для работы при давлении до Ру = 16 кПсм2
и температуре до 400° С. Привод клапана мембранный пневмати-
ческий, снабжен позиционным реле. Плунжер стержневого типа.
Сальник имеет вспомогательное назначение и предусмотрен на
случай выхода из строя сильфона. В крышке имеется отверстие
с резьбой для установки и закрепления датчика, служащего для
обнаружения протечек среды при выходе из строя сильфона.
На рис. 121 показан сильфонный односедельный регулирую-
щий клапан с полым плунжером и пневматическим мембранным
приводом для летучих жидкостей и газообразных сред. Корпус,
крышка и другие детали изготовляются из латуни или бронзы.
Сильфоны из полутомпака установлены с обеих сторон крышки,
таким образом уплотнение сильфонное дублировано; при выходе
из строя нижнего комплекта сильфонов уплотнение обеспечивает
136
верхний комплект. Крышка имеет гнездо для установки индика-
тора обнаружения протечки среды. Во фланцах предусмотрена
установка двух прокладок — мягкой и металлической, простран-
Рис. 118. Двухседельный регулирующий клапан для коррозион-
ных сред с электромоторным исполнительным механизмом.
Плунжер полый
ство между прокладками соединено каналами с приваренными
к фланцам штуцерами, к которым присоединяется индикатор
обнаружения протечки. Клапан предназначен для работы при
давлении до Рраб = Ь кПсм?, при температуре от—195 до +70° С,
диаметры прохода клапанов от Dy = 10 мм до Dy ~ 80 мм.
137
исполнение НО
Рис. 119. Двухседельный регулирующий клапан из кислотостойкой
стали с мембранным исполнительным механизмом
138
Исполнение НО
Рис. 120. Двухседельный сильфонный регули-
рующий клапан с мембранным исполнитель-
ным механизмом
139
исполнение НЗ
Рис. 121. Односедельный сильфонный
регулирующий клапан для летучих
жидкостей и газообразных сред с мемб-
ранным исполнительным механизмом
исполнение НО
140
Переход работы со схемы НЗ на схему НО производится переста-
новкой гаек крепления на резьбе шпинделя. В первом случае
нижняя опора пружины подвижна и связана со шпинделем; опор-
ный стакан направляется в гильзе, во втором случае со шпинделем
соединена верхняя опора пружины, а нижняя — неподвижна.
Для коррозионных сред при давлении Ру = 200 кПсм2 и тем-
пературе до 90° С предназначен односедельный регулирующий
клапан со стержневым плунжером и электромоторным исполни-
тельным механизмом типа ПР-1, представленный на рис. 122. Саль-
ник со смазкой, снабжен лубрикатором.
На рис. 123 приведена конструкция сильфонного двухседель-
ного регулирующего клапана с пневматическим мембранным
приводом, имеющим позиционное реле. Клапан предназначен для
летучих, жидких и газообразных сред с давлением Ру = 200 кПсм2
и температурой до 70° С; диаметры прохода DtJ = 6н-25 мм. В кон-
струкции предусмотрены уравновешенная система сильфонов и
сальник, как запасный элемент на случай выхода из строя верх-
него комплекта сильфонов. Корпус сварной конструкции.
Обратные подъемные клапаны для коррозионных сред изго-
товляются обычной конструкции, причем крышка и тарелка кла-
пана изготовляются из коррозионностойкой стали либо из другого
Материала, стойкого по отношению к рабочей среде. На рис. 124
и 125 приведены две конструкции сварных обратных поворотных
141
исполнение НО
Рис. 123. Двухседельный сильфонный регулирующий клапан
с мембранным исполнительным механизмом
142
клапанов из коррозионностойкой стали, предназначенных для
коррозионных сред. Представленный на рис. 124 обратный пово-
ротный клапан, диаметром прохода Dy = 25ч-100 мм, предназна-
чен для работы при рабочем давлении до Рраб = 10 кПсм2 и темпе-
ратуре до 500° С. На уплотняющих поверхностях наплавлен стел-
лит. На рис. 125 изображен обратный поворотный клапан Dy =
= 90ч-150 мм для работы под давлением Рра0 =~- 200 кПсм2. Для
уменьшения износа шарнира при вибрации тарелки в потоке среды
в этой конструкции, помимо уплотняющих поверхностей, стелли-
том наплавлены также все поверхности шарнирных соединений.
Эти клапаны отличаются простотой конструкции и отсутствием
Рис. 124. Клапан обратный поворотный
из коррозионностойкой стали с резь-
бовыми цапками
Рис. 125. Клапан обратный поворот-
ный из коррозионностойкой стали с
патрубками для приварки к трубопро-
воду
съемной крышки, что исключает необходимость применения про-
кладок, которые обычно при высоких температурах часто при-
ходят в негодность, являются ненадежным элементом конструкции
и требуют большого внимания.
Используются также конструкции обратных поворотных кла-
панов с гуммированными корпусами и крышками. На рис. 126
изображен такой чугунный обратный клапан, корпус и крышка
которого облицованы кислотостойкой резиной; остальные части,
не приспособленные для гуммирования, изготовляются из корро-
зионностойкой стали. Клапан применяется для давлений до
3 кПсм2 и температур до 60° С.
При температурах, ограниченных применением резины (65° С)
в качестве обратных клапанов могут быть использованы конструк-
ции, в которых для предотвращения обратного потока работают
специальные резиновые манжеты, пропускающие среду только
в одном направлении. Одна из таких конструкций приведена на
рис. 127. Между патрубком 1, несущим обтекаемый стакан 2, и кор-
пусом 3 закреплен фланец резиновой манжеты 4, которая в сво-
бодном состоянии прилегает к стакану 2. При движении среды
по направлению стрелки тонкая часть манжеты отходит от ста-
кана, открывая проход среде. При перемене направления движе-
143
ния среды манжета, прилегая к стакану, перекрывает проход.
Аналогичное устройство может быть использовано и взамен тарель-
чатого обратного клапана в приемных клапанах с сеткой (рис. 128).
Рис. 126. Клапан обратный поворот- Рис. 127. Обратный клапан манжетного
ный чугунный гуммированный типа
Задвижки для коррозионных сред применяются, как правило,
с выдвижным шпинделем,
Рис. 128. Приемный клапан с об-
ратным клапаном манжетного
типа
с цельным или составным клином —
двухдисковые клиновые. Параллель-
ные задвижки обычно не использу-
ются из-за сложности обеспечения
внутренней плотности арматуры вви-
ду повреждения уплотняющих поверх-
ностей коррозией. На рис. 129 приве-
дена конструкция клиновой задвижки
0^ = 50=150 мм, предназначенной
для коррозионных сред при услов-
ном давлении Р&=64 кПсм?. Задвиж-
ка может быть использована до тем-
пературы 300°С. Если уплотняющие
кольца такой задвижки наплавить
стеллитом, то ее можно использовать
до температуры 500°С. (При рабочем
давлении Р500 =36 кПсм2.) Задвижка
имеет выдвижной шпиндель, цельный
клин и прокладку из коррозионно-
стойкой стали овального сечения. На
рис. 130 показана задвижка для кор-
розионных сред Dy = 125 = 200 мм со сплошным клином для
давлений до Рраб = 100 кГ/см2 и температуры 300° С.
Установка задвижки в трубопроводе производится путем при-
варки проходных патрубков.
144
Конструкция задвижек больших диаметров проходов Dy =
= 3004-800 мм для коррозионных сред приведена на рис. 131.
Задвижки имеют цельный клин с уплотняющими кольцами, на-
плавленными стеллитом. Для приварки к трубопроводу служат
проходные патрубки. Задвижки предназначены для работы под
Рис. 129. Клиновая задвижка
для коррозионных сред с руч-
ным управлением
Рис. 130. Задвижка для коррозионных сред
с электроприводом
давлением до 20 кПсм2 при температуре до 200° С. Управление
задвижками — дистанционное.
Двухдисковые клиновые задвижки с условным диаметром
прохода Dy — 100 мм для коррозионных сред с приваркой к тру-
бопроводу представлены на рис. 132 и 133. Для отвода просочив-
шейся среды сальник снабжен отводной трубкой. Корпус сварной
конструкции. Задвижка, показанная на рис. 132, предназначена
для давлений до 10 кПсм2 и температуры до 100° С. Уплотняющие
поверхности корпуса и дисков наплавлены стеллитом. Управле-
ние задвижкой — дистанционное. Задвижка, изображенная
на рис. 133, предназначена для рабочего давления 150 кПсм2 и
|0 Д, ф. Гуревич 145
температуры 300° С. Уплотняющие поверхности наплавлены стел-
литом. Для надежного соединения корпуса с крышкой применена
сварка на «ус» корпуса и крышки. Задвижки предназначены для
дистанционного управления.
Для коррозионных сред применяются также ранее рассмотрен-
ные конусные затворы. В этом случае корпус затвора и пробка
Рис. 131. Задвижка для
коррозионных сред с ди-
станционным управлением
Рис. 132. Двухдиско-
вая клиновая задвиж-
ка для коррозионных
сред на давление до
10 кГ/см2
Рис. 133. Двухдисковая
клиновая задвижка для
коррозионных сред на дав-
ление до 150 кПсм2
изготовляются из коррозионностойкой стали. Во избежание зади-
рания конусных уплотняющих поверхностей и с целью повышения
стойкости, уплотняющие поверхности корпуса и пробки наплав-
ляются стеллитом. Крышка и шпиндель также изготовляются из
коррозионностойкой стали. Применяются также и титановые
сплавы для изготовления арматуры, предназначенной для корро-
зионных сред. С учетом технологических характеристик титано-
вых сплавов, трубопроводную арматуру из них изготовляют свар-
ной.
146
На рис. 134 представлены конструкции проходного и угло-
вого вентилей из титана. Регулирующий клапан из титана изоб-
ражен на рис. 135. Несмотря на некоторое усложнение технологии,
связанное со сваркой и необходимостью изготовления корпуса из
значительного количества деталей, он выполнен сварным. Кон-
струкция задвижки из титана представлена на рис. 136. Здесь
показана задвижка с выдвижным шпинделем, имеются конструк-
ции титановых задвижек и с невыдвижным шпинделем.
Рис. 134. Вентили из титана: а — проходной; б — угловой
Шаровой кран из титана с пневмоприводом показан на рис. 137.
Кран имеет строго симметричную конструкцию, пневмопривод
поршневого типа с поворотным силовым цилиндром. На рис. 138
показан обратный клапан из титана. Как и все предыдущие кон-
струкции арматуры из титана, он выполнен сварным. Таким обра-
зом, из титана может быть изготовлена арматура самых различных
конструкций.
Предохранительные клапаны, предназначенные для работы на
коррозионных средах, обычно снабжаются сильфоном или мем-
браной. Это необходимо для уплотнения подвижного соединения
шток—крышка и для предохранения пружины от контакта с кор-
розионной средой, отчего пружина быстро выходит из строя.
На рис. 139 показана конструкция предохранительного пол-
ноподъемного клапана Dv = 80 мм на Ри — 16 кПсм*. Он
10* 147
Рис. 135. Регулирующий клапан из титана
148
СО
предназначен для газов и нефтепродуктов. Мембрана изготов-
ляется из бензостойкой резины.
В этом предохранительном клапане применено уплотнение
замка типа резина—металл, что облегчает условия обеспечения
плотности. Нижняя часть тарелки клапана гуммирована полу-
твердой бензостойкой резиной марки
3825. Седло корпуса изготовлено из
стали 3X13. Благодаря применению
мембраны срок службы пружины уве-
личивается в несколько раз.
На рис. 140 изображен предохра-
нительный клапан для коррозионных
Рис. 138. Обратный клапан из титана Рис. 139. Полноподъемный
предохранительный клапан
с мембраной для газов, корро-
сред, В котором пружина И ШТОК знойных сред и нефтепродук-
отделены от полости клапана сильфо- тов
ном. Применение сильфона снижает
надежность работы предохранительного клапана, поскольку срок
службы сильфона значительно ниже срока службы остальных
деталей, вместе с тем при наличии сильфона значительно удли-
няется срок службы пружины и штока. При расчете предохра-
нительных клапанов со стальными сильфонами, жесткость кото-
рых значительна, учитывается как жесткость пружины, так и
жесткость сильфона.
Необходимость обеспечить безусловный сброс давления при
опасных условиях работы установок и трубопроводов с коррозион-
150
устанавливаемые
Рис. 140. Предохрани-
тельный клапан с силь-
фоном для коррозион-
ных сред
ными, агрессивными или токсичными средами привела к созданию
ряда конструкций предохранительных устройств с использова-
нием разрывных мембран. При достижении опасного предела дав-
ление среды разрывает мембрану, специально для этой цели пред-
назначенную, в связи с чем избыточная часть среды выпускается
и давление снижается. Отдельное место в этих устройствах зани-
мают графитные предохранительные мембраны,
между защищаемым сосудом и выпускным
трубопроводом. Мембрана, изготовленная из
графитопласта,—высококачественного графи-
та, пропитанного смолой, зажимается между
фланцами, в металлической обойме, имеющей
диски с отверстиями. Графитная мембрана
помещается между дисками. При достижении
опасного предела давление разрушает мемб-
рану, продавливая графит через отверстия
дисков. Такие мембраны используются при
Dy ^600 мм для давлений до 80 кПсм2 при
рабочей температуре до 180° С (и даже до
210° С). Точность срабатывания в пределах
±10% Ру.
2. КОНСТРУКЦИИ АРМАТУРЫ ДЛЯ ВЫСОКИХ
И СВЕРХВЫСОКИХ ДАВЛЕНИЙ
Высокие и сверхвысокие давления приме-
няются в химической и нефтеперерабатываю-
щей отраслях промышленности. Ниже пред-
ставлена арматура, предназначенная для ра-
боты при высоких и сверхвысоких давлениях,
при относительно невысокой температуре,
когда температура не оказывает значитель-
ного влияния на прочность металла. Арма-
тура, работающая при высоких давлениях и
турах, действующих одновременно, как это имеет место, напри-
мер, в энергетических установках, рассматривается в п. 3.
При высоких давлениях решающее значение имеет прочность
корпусных деталей и эрозионная стойкость деталей, непосред-
ственно дросселирующих среду. При дросселировании под боль-
шим давлением создаются большие скорости среды, которые
оказывают сильное разрушающее действие на рабочие поверхности
уплотняющих колец.
На рис. 141 показана конструкция запорных вентилей с услов-
ным диаметром прохода 6—125 мм для нефтепродуктов и других
жидких и газообразных сред при рабочем давлении Рраб =
= 320 кПсм2 и температуре до t = 200° С. Для уменьшения
крутящего момента шпиндель сделан разъемным. Крепление кры-
шки и фланцев на резьбе. Фланцы предназначены для линзового
высоких темпера-
151
уплотнения в корпусе. На рис. 142 показан регулирующий вентиль,
предназначенный для работы при таких же условиях. При диамет-
рах прохода Dy = 70 мм и более крепление крышки к корпусу
производится при помощи шпилек. Нижняя часть шпинделя
сделана съемной, что облегчает ремонт изношенных плунжеров.
Рис. 142. Вентиль регулирующий для
жидких и газообразных сред при ра-
бочем давлении Ppag=320 кГ/см?
ный вентиль (рис. 143, а) и регули-
рующий вентиль (рис.143, б) предна-
Рис. 141. Вентиль запор-
ный для нефтепродуктов и
других жидких и газообраз-
ных сред при рабочем дав-
лении Ppag — 320 кГ/см2
значены для нефтепродуктов и других жидких и газообразных
сред при Рраб=320 кПсм2 и /=200° С. Шпиндель сделан разъем-
ным и совершает только поступательное движение. Проходной
запорный вентиль (рис. 144) и регулирующий вентиль (рис. 145)
с Dy = 10 мм для газообразных сред при Рраб = 450 кПсм1
и 100° С имеют конструкцию, сходную с вентилем, показан-
ным на рис. 142. На рис. 146 представлен запорный угловой
вентиль с £>„=6 = 32 мм для нефтепродуктов при Р аб=700 кПсм1
и t = 200° С.
152
a)
Рис. 143. Запорный (а) и регулирующий (6) вентили
с электроприводом на рабочее давление РРаб ~
= 320 кГ/см-
153
На рис. 147 показана конструкция задвижек малого размера,
диаметром прохода Dy = 15ч-40 мм, предназначенных для работы
при давлении Ру = 160 кПсм2 и температуре t - 450° С. За-
движки клиновые с выдвижным шпинделем. Корпус из кованой
углеродистой стали сварной образуется сваркой трех элементов.
Крышка к корпусу крепится с помощью накидной гайки. Гайка
шпинделя изготовлена в
бугеле, образованном за-
одно с крышкой. Затяжка
сальника осуществляется
гайкой, действующей на
Рис. 144. Проходной запорный вентиль
Dy = 10 мм на рабочее давление Рраб =
= 450 кГ/см2
Рис. 145. Угловой регули-
рующий вентиль £1^= 10 мм
на рабочее давление Рраб=
= 450 кГ/см2
крышку сальника, фланцевые выступы которой проходят сквозь
пазы в крышке. Присоединение задвижек к трубопроводу про-
изводится с помощью трубной резьбы. Эти задвижки могут быть
использованы как на трубопроводах непосредственно, так и на
обводах арматуры и байпасных линиях. Основным преимущест-
вом этих задвижек перед вентилями является их малое гидрав-
лическое сопротивление.
Задвижка для работы при Р„аб = 320 кПсм2 и температуре до
200° С приведена на рис. 148. Диаметр прохода таких задвижек
Dy =- 40-3-125 мм. Задвижка параллельная, снабжена обводом,
предназначена для нефтепродуктов и других жидких и газообраз-
154
Рис. 146. Запорный угловой вентиль для нефте-
продуктов на рабочее давление Рраб=700 кГ/см2
155
Рис. 147. Задвижка кли-
новая 0^=154-40 мм на
рабочее давление Ppag=
= 160 кГ/см2
ных сред; шпиндель задвижки разъемный, шток, проходящий
через сальник, имеет только поступательное движение.
Для работы на жидких и газообразных средах при давлении
Ру — 320 кПсм2 и температуре до 50° С изготовляются двух-
сёдельные регулирующие клапаны диаметром прохода Dy = 25 =
4-80 мм; они имеют стержневой плунжер, пневматический мем-
бранный привод и позиционное реле.
Односедельный регулирующий клапан
Dy = 6-4-15 мм для различных газообраз-
ных сред при давлении Рраб = 450 кПсм2
и температуре до 200°С показан на рис. 149.
Клапан имеет пневматический мембран-
ный привод с позиционным реле. В кор-
пусе клапана предусмотрены каналы для
парового обогрева клапана, так как при
дросселировании в связи с расширением
газов происходит интенсивное охлаждение
и в результате намораживания среды вбли-
зи седла может нарушиться нормальная
работа клапана. Для подвода и отвода
пара предусмотрены два штуцера. Одно
гнездо предусмотрено для размещения тер-
мопары, с помощью которой может произ-
водиться контроль за температурой кла-
пана.
Регулятор прямого действия «после
себя» (редукционный клапан) с условным
диаметром прохода Dy= 10 мм, применяе-
мый для воздуха и газообразных сред при
регулируемом давлении Рраб = 300 кГ1см2
и температуре до 30° С, представлен на
рис. 150. Регулятор имеет резиновую мемб-
рану (чувствительный элемент), которая
нагружается пружиной. При повышении давления сверх установ-
ленного мембрана, поднимаясь, сжимает пружину и прикрывает
седло. Регулировка давления производится поджатием пружины.
Более сложная конструкция регулятора давления «после себя»
прямого действия (редукционного клапана) приведена на рис. 151.
Клапан Dy = 6 мм предназначен для работы на воздухе и на газо-
образных средах при давлении до Рра6 — 400 кПсм2 и темпера-
туре до 30° С. Регулятор имеет поршневой привод с внутренним
импульсным механизмом (пилотное управление). Главная пружина
действует через мембрану на плунжер импульсного клапана.
При понижении отрегулированного давления за главным плун-
жером металлическая мембрана, опускаясь под действием главной
пружины, приоткрывает импульсный клапан и направляет среду
на поршень. Опускаясь, поршень открывает седло главного
156
Рис. 148. Задвижка параллельная на рабочее
давление Рраб = 320 кГ/см2
157
Рис. 149. Односедельный регулирующий клапан с паровым обо-
гревом Dy=(>~-15 мм для газообразных сред при Роаб~- 450 кГ[см?
158
плунжера и отрегулированное давление повышается. Равновесное
положение устанавливается, когда отрегулированное давление
при определенном расходе среды, действуя на мембрану пилот-
ного устройства, будет уравновешивать усилие пружины.
При работе на газообразных средах, вызывающих значитель-
ное понижение температуры в связи с дросселированием, регуля-
Рис. 150. Регулятор давления «после
себя» (редукционный клапан) Dy =
= 10 мм для воздуха и газообраз-
ных сред на Рраб ~ 300 кГ/см1
Рис. 151. Регулятор давления «после
себя» (редукционный клапан) Dy 6 мм
для воздуха и газообразных сред на
Рраб ~ 400 кГ/см-
На запорные вентили высокого давления (320 кПсм2 и более)
иногда устанавливаются гидроприводы с рабочим давлением масла
200 кПсм2. Для управления такими гидроприводами предназна-
чен золотниковый распределитель, показанный на рис. 152. Для
обеспечения длительного срока службы распределителя тру-
щиеся детали выполнены из стали 40Х и термически обработаны.
Золотниковый распределитель обеспечивает три положения золот-
ника: открывание, закрывание вентиля и нейтральное положение.
Установка распределителя в нужное положение осуществляется
вращением рукоятки управления.
159
На рис. 153 представлен обратный клапан с Dv = 104-125 мм
для Рраб = 320 кГ!смг и температуры до 200° С. Обратный клапан
предназначен для нефтепродуктов и других жидких и газообраз-
ных сред. Присоединительные фланцы предусмотрены для линзо-
вого уплотнения. Седло клапана съемное, тарелка поджимается
к седлу пружиной. Клапан устанавливается в вертикальном
трубопроводе. Обратный клапан, приведенный на рис. 154, пред-
назначен для давлений до Ррай 700 кПсм2 и температуры до
Рис. 152. Золотниковый распределитель для гидро-
привода арматуры
200° С. Седло в отличие от седла предыдущего обратного клапана,
показанного на рис. 153, имеет форму круга, а не кольца. Фланцы
и корпус конструктивно усилены. Клапаны изготовляются с диа-
метром прохода Dy = 15-ъ80 мм.
Малоподъемные пружинные предохранительные клапаны Dy —
= 6ч-25 мм на Рраб -- 700 к.Псм\ приведенные на рис. 155, пред-
назначены для нефтепродуктов и других жидких и газообразных
сред, имеющих температуру t 200° С. Диаметр выходного пат-
рубка в 2,0—2,5 раза больше входного. В системах с подпором
предохранительные клапаны могут быть также использованы как
перепускные клапаны. В этом случае клапаны обеспечивают сброс
среды при повышении первоначально отрегулированного рабо-
чего давления на заданную величину при условии, что подпор не
превышает 0,5Рраб. При наличии давления за клапаном сброс среды
из камеры пружины в дренажную систему осуществляется через
160
патрубок крышки. Постоянное давление за клапаном может создать
значительные утечки среды в дренажную систему через зазор
между штоком и втулкой корпуса, что нежелательно. Если давле-
ние за клапаном не может возникнуть, патрубок в крышке следует
заглушить. Уплотняющие поверхности штока и седла наплав-
ляются стеллитом ВЗК. Изношенные седло корпуса и шток легко
сменяются. Арматура для сверхвысоких давлений часто имеет
малые диаметры прохода. Так, регулирующий вентиль, представ-
Рис. 153. Обратный подъемный клапан
на Рраб — 320 кПсл?
рис. 154. Обратный подъемный клапан
на Рраб ~ ”00 кГ/см?
ленный на рис. 156, имеет условный диаметр прохода Dy = 3 мм
и предназначен для газообразных сред при давлении Рраб =
= 1500 кПсм? и t Ю0° С. Регулирующая игла имеет малый
угол конусности и обеспечивает плавное регулирование расхода
среды. На рис. 157 изображен запорно-регулирующий вентиль
для газообразных сред для Рраб = 2000 кГ1см2 и t -с 100° С.
Шпиндель вентиля разъемный, седло — сменное. Набивка саль-
ника асбестовая, пропитанная.
На рис. 158 показана (без пневматического мембранного при-
вода) конструкция регулирующих (дросельных) клапанов Dy =
= 5ч-10 мм, предназначенных для давления до Р^ = 1500 кПсм2.
Дросселирование среды производится до давления 450 кГ!см2.
Клапаны имеют пневматический мембранный привод с позицион-
ным реле и применяются для автоматизации производства по-
лиэтилена, так как могут быть использованы при автоматиче-
ском дистанционном управлении. Давление командного воздуха
И Д. Ф. Гуревич
Рис. 155. Малоподъемный предо- Рис. 156. Регулирующий вентиль Рис. 157. Запорно-регулирующий вен-
хранительный клапан на Рраб= Dy=3 мм на Рраб—1500 кПсмг тиль на Ррад = 2000 кГ/см2
= 700 кГ1см-
(в позиционном реле), как обычно, 0,2—1,0 кПсм2-, давление рабо-
чего воздуха (на мембране) до 2 кГ1см2. Корпус клапана снабжен
каналами, через которые пропускается пар под давлением 16 кГ/см2
для обогрева клапана. В
корпусе, в зоне дроссели-
рования газа, установлена
термопара, позволяющая
контролировать темпера-
туру среды. Клапан имеет
сменное седло и плунжер,
изготовленные из быстро-
режущей стали Р18, что
обеспечивает длительную
работу клапана на режиме
дросселирования.
Когда в обогреве кор-
пуса нет необходимости,
применяются конструкции,
приведенные на рис. 159, а
(исполнение НО) и на рис.
159, б (исполнение НЗ).
Рис. 158. Регулирующие (дроссельные) кла-
паны Dy= 54-10 мм на Рраб= 1500 кГ/см?
На рис. 160 приведены конструкции вентилей с Dy — 5 мм на
сверхвысокие давления с гидравлическим и дистанционным управ-
лением. На рис. 160л а показана конструкция поршневого гид-
Рис. 159. Регулирующие (дроссельные)
клапаны Dy = 54-10 мм на Ррад =
= 1500 кПсм2 без обогрева: а — клапан
по схеме НО; б — клапан по схеме НЗ
ропривода вентиля, представ-
ляющего собой цилиндр с дву-
мя поршнями, соединенными
штоком. Рейка, изготовлен-
ная на штоке привода, вра-
щает шестерню с внутренней
резьбой. Шестерня является
ходовой гайкой шпинделя.
При перемещении штока при-
вода шпиндель опускается
или поднимается. Корпус
вентиля обогревается паром
при давлении 16 кГ/см2 и тем-
пературе 200°С. На рис. 160, б
приведена конструкция узла
перемещения шпинделя при
дистанционном управлении
вентилем.
Обратный клапан с условным диаметром прохода Dy =
= 10 мм для газообразных сред при рабочем давлении Рраб =
=2000 кПсм2 и температуре Л^200°С изображен на рис. 161. Кла-
пан предназначен для вертикальных трубопроводов и не имеет под-
жимной пружины ввиду больших усилий, создаваемых средой.
11*
163
3. КОНСТРУКЦИИ АРМАТУРЫ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ
ТЕМПЕРАТУРАХ
Арматура работает при высоких температурах в энергетичес-
ких установках, в аппаратах по переработке нефти, в металлургии
и в других отраслях промышленности.
Арматуру, работающую при высоких температурах и при вы-
соких давлениях одновременно, называют арматурой для высоких
и сверхвысоких параметров. Арматура, работающая при высоких
температурах и относительно низких давлениях, в ряде случаев
работает при более высоких температурах, чем арматура энерге-
тических установок.
Считают возможным сделать подразделения по режимам ра-
боты трубопроводной арматуры в энергетических установках со-
гласно табл. 10.
Таблица 10
Параметры работы энергетических установок
t в °C Д° PpaQ в кГ/смг Название области
До 510 100 Высокие параметры
» 570 140 Повышенные параметры
575 215 Сверхвысокие параметры
При температуре до 450° С применяется арматура из углеро-
дистой стали, при температуре свыше 450° С — из легированной
стали.
При создании арматуры для высоких температур и давлений
основными проблемами являются обеспечение прочности деталей
в течение длительного срока работы и создание надежной внутрен-
ней и внешней плотностей арматуры. Прочность крышки, корпуса
и шпинделя достигается соответствующим подбором материала.
Надежная внутренняя плотность арматуры создается применением
наплавленных уплотняющих колец. Для обеспечения внешней
плотности большинство конструкций арматуры высоких и сверх-
высоких параметров присоединяется к трубопроводу при по-
мощи сварки.
На рис. 162 и 163 представлены конструкции вентилей и за-
движек, обычно применяемых для воды и пара при высоких и повы-
шенных параметрах. Уплотняющие кольца корпуса задвижки
привариваются. Конструкции арматуры на сверхвысокие пара-
метры сходны с конструкциями арматуры на высокие и повышенные
параметры, разница заключается лишь в толщине стенок деталей,
применяемых марках металла и в способах контроля.
На рис. 6, г представлена конструкция вентиля с дистанцион-
ным управлением на повышенные и сверхвысокие параметры.
165
Ходовая гайка вращается на шариковых подшипниках. Крепле-
ние вентиля в трубопроводе осуществляется с помощью сварки.
Быстродействующие задвижки
с Dy = 50-т-250 мм, представлен-
ные на рис. 164, изготовляются
из жаропрочной стали. Эти задвиж-
ки предназначены для управления
процессом одностадийного дегид-
рирования под вакуумом (синтез
изопренового каучука). Рабочая
температура до 650°С при рабочем
давлении от вакуума (0,1 ата) до
давления Рраб = 4 кПсм2. Управ-
ление задвижкой производится
электроприводом во взрывобезопас-
ном исполнении, вынесенным из
зоны высоких температур. Движе-
ние на шпиндель задвижки пере-
дается с помощью шарнирного ва-
ла. Продолжительность полного
открывания и закрывания задви-
жек самого большого диаметра про-
хода сокращена до 16 сек путем
применения трехзаходного червяка
в редукторе, использования двух-
заходной резьбы на шпинделе за-
движки и дополнительной пары
зубчатых колес. Сальник вынесен
из зоны высоких температур и
отделен от крышки тепловой защи-
той в виде ребристой охлаждающей
поверхности. Чтобы предотвратить
выход среды из задвижки в атмос-
феру и исключить поступление воз-
духа в задвижку, а также чтобы
избежать просачивания среды через
неплотности замка с одной стороны
закрытой задвижки в другую, во
все фланцевые соединения и под
сальники предусмотрена постоян-
ная подача нейтрального газа (азо-
та) под избыточным давлением.
Циркуляция азота также способст-
Рис. 164. Быстродействующая за-
движка для рабочей температуры
(раб ==: 650° С
вует охлаждению крышки. В бугельном узле предусмотрен пру-
жинный компенсатор температурных линейных расширений.
Основные детали задвижки изготовляются из жаропрочных ста-
лей ЭИ612, ЭИ695 и Х18Н10Т. Для обеспечения продолжитель-
167
ного срока службы задвижки рабочие поверхности трущихся
деталей наплавлены стеллитом марки ВЗК.
На рис. 165 изображена клиновая двухдисковая задвижка
сварно-литой конструкции для пара на сверхвысокие параметры.
Задвижка имеет съемные уплотняющие кольца корпуса, закрепляе-
мые резьбовыми нажимными втулками. Опыт показал, что такое
крепление колец не может обеспе-
чить длительную надежную работу
задвижки, так как пар просачивается
через резьбу, ослабляет крепление
колец и создает большие протечки.
цевым соединением крышки с
корпусом
Рис. 165. Сварно-литая задвижка на сверх- Рис. 166. Задвижка с бесфлан-
высокие параметры пара
Фланцевые соединения в арматуре широко применяются для
всех параметров и сред, однако опыт эксплуатации показывает,
что при высоких давлениях и при высоких температурах фланце-
вые соединения не всегда обеспечивают надежную плотность. Коле-
бания температуры, изменения сил, действующих на фланцевое
соединение, например корпуса с крышкой, создают возможность
пропуска среды, поскольку усилия от давления среды и усилия
вдоль шпинделя действуют в сторону разуплотнения прокладоч-
ного стыка.
В последнее время все более положительную оценку получают
конструкции бесфланцевого соединения крышки с корпусом, при
168
Рис. 167. Задвижка для пара высоких
параметров Рраб= 140 кГ/см- и tpa6=
= 570° С; Dy= 100-ь 300 мм с бес-
фланцевым соединением крышки с кор-
пусом
которых давление среды и усилие вдоль шпинделя действуют в сто-
рону самоуплотнения соединения.
На рис. 166 представлена конструкция задвижки с Dy = 50 мм
на давление Ру — 64 кПсм2 и при температуре до t = 350° С.
Для обеспечения плотности соединения корпус — крышка при-
менено бесфланцевое самоуплотняющееся соединение с резьбовым
упорным кольцом. При монтаже
вначале производится предвари-
тельный затяг с помощью гайки,
благодаря чему прокладка фа-
сонного профиля заклинивается
между соответствующим кону-
сом крышки и поверхностью кор-
пуса. При возникновении давле-
ния среды обеспечивается на-
дежная плотность такого соеди-
нения. Для уплотнения бесфлан-
цевых соединений применяются
металлические (жесткие), неме-
таллические (мягкие) или ком-
бинированные (полужесткие)
кольца.
Задвижка с бесфланцевым
соединением крышки с корпусом
на более высокие параметры
(Рраб = 140 кГ/см2 и t = 570° С)
показана на рис. 167. Такие за-
движки для пара изготовляются
размером Dy = 100-е- 300 мм.
Задвижки предназначены для
дистанционного управления.
На рис. 168 приведена конст-
рукция сварно-литой клиновой
задвижки с Dy = 150 мм на
условное давление Ру = 160 кПсм2 для работы при температуре
до 450° С. Для крепления крышки использовано бесфланцевое
соединение с разрезным кольцом. Задвижка предназначена для
использования на коммуникационных и магистральных линиях
нефтеперерабатывающих заводов для газообразных и жидких неф-
тяных сред. Корпус задвижки сваривается из четырех отдельных
литьевых элементов. Такая конструкция позволяет применять
простые высококачественные отливки малого веса и упрощает
механическую обработку корпуса. Задвижка имеет шестеренча-
тую передачу с вынесенной осью, что позволяет осуществлять
дистанционное управление задвижкой.
На рис. 169 показан быстровключающийся клапан в виде
однодисковой параллельнойJ задвижки. Он предназначен для
169
Рис. 168. Сварно-литая задвижка с бесфланцевым со
единением крышки с корпусом
170
редукционно-охладительных установок, работающих при темпера-
туре пара t = 570° С и рабочем давлении Рраб — 140 кПсм2. Управ-
ление клапаном производится с помощью поршневого привода,
в котором используется энергия питательной воды. Такие же кла-
паны применяются с электроприводами, см. задвижку (клапан),
изображенную на рис. 51.
Рис. 169. Быстровключающийся клапан в виде
однодисковой задвижки с поршневым приводом
Задвижка для работы при высокой температуре среды
до 1000° С и давлении до 0,4 кПсмъ показана на рис. 170. За-
движка параллельная, двухдисковая, с клиновым распором. Рас-
пор достигается с помощью нескольких клиньев, расположенных на
диске, которые разжимаются клиньями, расположенными на ниж-
нем упоре, боковых вкладьГшах корпуса и на наконечнике шпин-
деля. Уплотняющие поверхности колец наплавлены сормайтом.
Цилиндрические поверхности присоединительных патрубков фу-
терованы огнеупорным кирпичом. Набивка сальника асбестовая,
сухая. Задвижка имеет электропривод.
171
Рис. 170. Задвижка для высоких температур /Раб sS
sS 1000° С при РРаб = 0,4 кГ/см2
172
Трение в сальнике регулирующих клапанов должно быть ми-
нимальным. При высоких температурах трудно обеспечить малые
силы трения в сальнике, так как он работает в неблагоприятных
условиях. Чтобы улучшить условия работы сальникового устрой-
ства, сальниковые узлы регулирующих клапанов выносят из зоны
Рис. 172. Предохранительный
клапан 50 мм дл я р аботы при
tpa6 ==600° С и Ру = 160 кГ/слР
Рис. 171. Двухседельный регулирую-
щий клапан на Ру = 64 кПсм? и
tpa6 =5=420° С
высоких температур на некоторое расстояние от корпуса, а про-
межуточную поверхность крышки используют для охлаждающих
ребер, как показано на рис. 171, где изображен клапан стальной,
двухседельный, предназначенный для воды, пара, воздуха, нефте-
продуктов и газообразных сред; он рассчитан на условное давление
до Ру = 64 кПсм2, и температуру до t = 420° С (Р42о = 37 кПсм2).
Клапан имеет полый плунжер с профильными окнами.
Предохранительный клапан Dy = 50 мм для работы при тем-
пературе 600° С на условное давление Ру = 160 кПсм2 показан
на рис. 172. Корпус клапана изготовляется из стали Х18Н9ТЛ.
173
Если он работает с противодавлением, то температура среды про-
тиводавления не должна превышать 200° С. Уплотняющие поверх-
ности тарелки клапана и
сплавом. Для работы при
седла корпуса наплавляются твердым
различных
От импульс-
ного клапана
Рис. 173. Быстровключающийся клапан на
высокие и сверхвысокие параметры
давлениях клапан снабжен
сменными пружинами.
Быстровключающийся
клапан для высоких и
сверхвысоких параметров
пара приведен на рис. 173.
Управление производится
от импульсного клапана
путем подачи пара в порш-
невой привод. В верхней
части клапана имеется гид-
равлический демпфер для
смягчения ударов при
срабатывании клапана.
Этот клапан может также
работать как главный пре-
дохранительный клапан с
импульсным управлением.
4. КОНСТРУКЦИИ
АРМАТУРЫ ДЛЯ РАБОТЫ
ПРИ низких
ТЕМПЕРАТУРАХ И
ГЛУБОКОМ ХОЛОДЕ
Арматура, предназна-
ченная для работы при низ-
ких температурах, исполь-
зуется в холодильной про-
мышленности, в судострое-
нии для рефрижераторных установок, в торговом оборудовании,
в химической промышленности для некоторых процессов и т. д.
Арматуру для пониженных температур можно разделить на две
группы: арматуру для низких температур — для работы со сре-
дами, имеющими температуру до—70° С, и арматуру для глубокого
холода — для работы со средами с температурой ниже —70° С.
Подавляющее большинство материалов, включая стали, при
низких температурах становятся хрупкими, их прочность в неко-
торых случаях снижается настолько, что исключает возможность
их применения. Так, например, кипящая углеродистая сталь не-
пригодна для конструкций, работающих на морозе, так как при
низкой температуре под нагрузкой в такой стали образуются тре-
щины. Латунь, никель и некоторые другие материалы (фторо-
пласт) могут быть использованы для глубокого холода, так как
174
с понижением температуры у них мало снижаются пластические
свойства.
Конструкции арматуры для низких температур отличаются от
арматуры общего назначения в основном применяемыми материа-
лами для уплотнений.
На рис. 174 и 175 приведены конструкции вентилей, используе-
мых в холодильных установках с жидким и газообразным аммиа-
Рис. 174. Вентиль запорный
для аммиака Dy= 15 мм с цап-
ковым присоединением для ам-
миака при Ру = 25 кГ/см2,
рабочей температуре от —70° С
до +150° С
Рис. 175. Вентиль запорный с
фланцевым присоединением для
аммиака при Ру = 25 кПсм2 и
рабочей температуре от —70 до
+ 150° С
ком при температурах от —70° до +150° и при давлении до
25 кПсм2. Корпус и крышка изготовляются из стали, внутреннее
уплотнение работает по схеме фторопласт (либо баббит) —• сталь.
На корпусе образовано выступающее уплотняющее кольцо из ос-
новного материала, а на тарелке клапана кольцевая канавка за-
полнена фторопластом либо залита баббитом. Вентили имеют
также верхнее уплотнение шпиндель-крышка для перекрытия
сальника. На рис. 174 показан вентиль с Dy = 15 мм со штампо-
ванным корпусом и цапковым резьбовым креплением к трубопро-
воду. На рис. 175 показан вентиль с кованым корпусом и с флан-
цевым креплением.
На рис. 176 изображен вентиль, предназначенный для работы
в тех же условиях, но с большим диаметром прохода Dy = 100 ч-
-4-200 мм. Корпуса и крышки вентилей таких диаметров прохода
175
литые. Вентиль также имеет уплотнение замка и верхнее уплот-
нение сальника с применением фторопласта либо баббита. Вентили
предназначены для работы на жидком и газообразном аммиаке.
Регулирующий вентиль, приведенный на рис. 177, пред-
назначен для работы на жидком и газообразном аммиаке при
температуре от —70 до +150° С и давлении до Ру = 25 кПсм2.
Вентиль имеет конусный стержневой плунжер и верхнее уп-
лотнение.
Присоединительные фланцы установлены на резьбе и закреп-
лены сваркой, а средний фланец под крышку выполнен с примене-
нием проволочного бурта, закладываемого в кольцевую канавку
корпуса.
Для работы на жидкой и газообразной кислоте при темпера-
туре от —80 до +150° С и давлении до Рраб = 100 к.Псмг предназ-
начен вентиль с Dy = 10 15 мм, приведенный на рис. 178.
Крепление его к трубопроводу производится с помощью резьбо-
вых цапок.
Для сред с низкими температурами, в особенности при глубо-
ком холоде, применяются обычно вентили. Задвижки, как пра-
вило, не применяются, так как возможно замораживание среды
и примерзание уплотняющих колец. В случае возникновения та-
ких явлений открыть вентиль значительно проще, чем задвижку.
Кроме того, понижение температуры может вызвать защемление
клина задвижки.
На рис. 179 показаны конструкции угловых вентилей с руч-
ным управлением для установок глубокого холода. Вентили с ус-
ловным диаметром прохода Dy = 10 -г- 150 мм, для рабочей тем-
пературы до —208° С, для рабочего давления Рраб = 0,5 -н
-4-22 кПсм2. Вентили предназначены для трубопроводов, транс-
портирующих водород и азот с температурой до — 208° С и ниже.
Вентили устанавливаются внутри изоляционного кожуха; саль-
никовая коробка, маховик ручного управления и указатель подъ-
ема тарелки клапана выведены наружу. На рис. 179, а и б пока-
заны запорные вентили, на рис. 179, в, г и д — регулирующие
вентили. Вентили угловые и патрубки выведены под пайку. По-
дача среды производится «под клапан»; в запорных вентилях до-
пускается подача среды «на клапан». Вентили устанавливаются
в любом положении, чаще всего с горизонтальным расположением
шпинделя. Детали вентилей изготовляются из стали Х18Н10Т
или из латуни ЛЖМц59-1-1. Дроссельный вентиль, изображенный
на рис. 179, д, пригоден для дросселирования газа с давления
150—200 кПсм2.
На рис. 180 показан вентиль с электроприводом для устано-
вок глубокого холода диаметром прохода D,, = 32 -г- 200 мм.
Эти вентили устанавливаются с горизонтальным расположением
шпинделя. При низких температурах сальниковое устройство
работает в сложных условиях. Набивка теряет упругость, при
176
Рис. 176. Вентиль запорный Dy — 100-г 200 мм
для аммиака при Р^=25 кПсм* и рабочей тем-
пературе от —70 до +150° С
Рис. 177. Вентиль регулирую
щий для аммиака
Рис. 178. Вентиль запорный Dy=
= 10-е-15 мм для кислоты иа
Рраб ~ ЮО кГ1см2 для темпера-
туры от —80 до +150° С
12 Д. Ф. Гуревич
177
Qo
Рис. 179. Вентили угловые для глубокого холода: а — запорный
среднего диаметра прохода; б—запорный малого диаметра прохода;
в — запорно-регулирующий; г — дроссельный малого диаметра про-
хода; д — дроссельный сверхмалого диаметра прохода
Рис. 180. Вентиль для глубокого холода с элек-
троприводом
пропуске среды и намораживании шпинделя в связи с испаре-
нием может произойти заедание. Чтобы улучшить условия работы
сальника, устанавливают термическую перемычку и обеспечивают
обогрев сальника. В первом случае средний участок удлиненного
штока от маховика или привода изготовляют из неметаллического
материала с возможно низким коэффициентом теплопроводности
(текстолит и т. д.), в результате чего потери тепла из сальника
значительно сокращаются. Во втором случае сальниковое устрой-
ство окружают кожухом и в образованное пространство подво-
дят среду с температурой, достаточной для поддержания сальника
в работоспособном состоянии.
5. КОНСТРУКЦИИ АРМАТУРЫ ДЛЯ ВАКУУМА
Наиболее сложной задачей конструирования арматуры для
вакуума является обеспечение внешней и внутренней плотности.
Это обычно достигается применением сильфонов и мягких прокла-
док из вакуумной резины.
На рис. 181 приведен вентиль
сильфонный запорный Dy = 3^-
-ь-20 мм, изготовляемый из ла-
туни для работы при вакууме до
10“5 мм рт. ст. или при рабочем
давлении не более 1 кПсм2 — при
температуре t 60° С. Вентиль
имеет сильфон из полутомпака, изо-
лирующий внутреннюю полость от
проникновения внешнего воздуха
через зазор между крышкой и
шпинделем. Сальниковое устрой-
ство с набивкой из графита с цере-
зином является запасным на слу-
чай выхода из строя сильфона при
применении вентиля для вредных
газообразных сред. Уплотняющие
Рис. 181. Вентиль сильфонный для
вакуума
кольца тарелки и прокладки изго-
товляются из вакуумной резины.
На рис. 7 показан вентиль для
вакуума до 10 2 мм рт. ст. для работы при температуре до 50° С.
Допустимое рабочее давление не более 2,5 кПсм'2. Вентиль флан-
цевый; корпус изготовляется из ковкого чугуна; крышка и тарелка
из стали, сильфон из полутомпака, шпиндель латунный; уплот-
няющее кольцо тарелки и прокладки из вакуумной резины.
На рис. 182 приведена конструкция вентиля из коррозионно-
стойкой стали Dy — 4 -г- 20 мм для работы при вакууме до
5-10~6 мм рт. ст. и температуре до 50° С. Рабочее давление не бо-
лее 0,5 кПсм2. Вентиль снабжен сильфоном и имеет, кроме того,
12*
179
верхнее уплотнение мембранного типа из вакуумной резины. Уплот -
няющее кольцо на шпинделе для перекрытия седла изготовлено
из специальной резины. Вентиль имеет дисковый указатель подъ-
ема и устройство для подключения индикатора сигнализации по-
вреждения сильфона.
Бессальниковый вакуумный вентиль из коррозионностойкой
стали Dy = 6 мм с электромагнитным приводом показан на
Рис. 183. Вентиль с элек-
тромагнитным приводом
для вакуума
рис. 183. Вентиль предназначен для установки на емкостях с га-
зовой средой при вакууме 150 мм рт. ст. и температуре до 60° С.
Управление вентилем дистанционное.
Электромагнит постоянного тока. Вентиль снабжен боковым
штуцером для отбора среды.
6. КОНСТРУКЦИИ АРМАТУРЫ ДЛЯ ПУЛЬП, ШЛАМОВ
И СЫПУЧИХ МАТЕРИАЛОВ
При работе на пульпе, шламах и сыпучих материалах арматура
подвергается, помимо коррозионного воздействия среды, еще
гидроабразивному износу, создаваемому движущимися твердыми
180
частицами среды, поэтому внутренние поверхности арматуры
должны быть износостойкими, а полости должны иметь плавные
переходы и возможно равновеликие проходные сечения, чтобы не
происходило выпадения твердых компонентов и осаждения их
в местах уменьшения скоростей потока. Уплотняющие поверх-
ности должны быть такой формы, чтобы твердые частицы по воз-
можности не осаждались на них и не препятствовали плотному
перекрытию замка затвора. В некоторых случаях арматура ра-
ботает на густом шламе или пасте при высоких давлениях и тем-
пературах, что создает особо сложные условия эксплуатации.
На рис. 184 приведена конструкция углового запорного вентиля
Dy — 10 н- 125 мм для работы на трубопроводах с вязкими и за-
грязненными средами (шламах, пастах и др.). Наибольшее рабо-
чее давление Рраб = 320 кПсм2 при температуре t = 200° С.
Корпус из кованой стали. Шпиндель вентилей с диаметром про-
хода Du = 10 -4- 32 мм не имеет съемного наконечника. Фланцы
вентиля выполнены под линзовое уплотнение. Шпиндель соединен
с электроприводом с помощью специальной муфты, связанной
с верхним концом шпинделя скользящей шпонкой.
На рис. 185 показаны угловые патронные дроссельные вентили
Dy = 25 40 мм для давлений 320—700 кПсм2, предназначен-
ные для работы на загрязненных средах (шламах, пастах и т. д.),
при температуре 200—400° С. Корпус вентиля стальной, кованый,
снабжен сменным седлом с коническим уплотнением замка. Дрос-
селирующие детали выполнены из твердого металлокерамического
материала. При работе вентилей на среде с температурой до
400° С для уменьшения действия высокой температуры на сальни-
ковое устройство последнее охлаждается проточной водой, про-
ходящей через рубашку, образованную в нижней части корпуса
сальника (рис. 185, б). Вода под давлением 6 кПсм2 подается че-
рез отверстие в нижней части стойки и отводится через верхнее.
Набивка сальника — асбестовая, пропитанная.
Регулирующий клапан с мембранным пневматическим приво-
дом, применяемый для работы на загрязненных жидких и газообраз-
ных средах, приведен на рис. 186. Клапаны чугунные, имеют услов-
ный диаметр прохода 50—250 мм, предназначены для давлений
до 1 кПсм2 или вакуума до 4 мм рт. ст. при температуре до 40° С.
Седло делается из резины, плунжер снабжен защитной облицов-
кой. Пневматический привод работает с позиционным реле. Саль-
ник регулирующего клапана со смазкой снабжен лубрикатором.
Затворы для сыпучих материалов работают в тяжелых усло-
виях, так как сыпучая среда, набиваясь между седлом и тарелкой
клапана, затрудняет закрывание затвора, а движущиеся твердые
частицы изнашивают уплотняющие поверхности. Представляет
интерес конструкция клапана для сыпучих материалов, представ-
ленная на рис. 187, в которой предусмотрена защита тарелки кла-
пана от интенсивного износа твердыми частицами и возможность
181
Рис. 184. Запорный угловой вентиль с
электроприводом для загрязненных сред
(шламов, паст и др.) на Рраб=320 кГ/см1
182
Рис. 185. Угловые патронные дроссельные вентили
для загрязненных сред (шламов, паст и др.) на
Рраб = 3204-700 кГ/см2-. а — на tpae=200° С; б—
на tPa6 = 400° С
183
Рис. 186. Регулирующий клапан для загрязненных
сред на Рраб < 1 кГ/см* с мембранным пневмопри-
водом
184
продувки водяным паром или газом уплотняющих поверхностей
тарелки клапана 1 и седла 2 перед закрытием клапана. При закры-
вании клапана тарелка вначале надвигается своим конусом 3 на
отсечное кольцо 4, находящееся в опущенном положении. При
этом поток среды прекращается, хотя уплотняющий конус тарелки
не доходит до седла. Производится продувка уплотняющих поверх-
поднимают до упора в седло корпуса.
При открывании клапана отсечное
кольцо опускается на верхний торец
седла и своим кольцевым буртом
ностей, после чего тарелку
Рис. 187. Клапан запорный для
сыпучих материалов: 1—тарелка
клапана; 2 — седло; 3 — конус;
4 — отсечное кольцо; 5 — защит-
ное кольцо
Рис. 188. Клапан запорный сварной для
сыпучих материалов
перекрывает уплотняющее кольцо
седла, защищая его от эрозионного
действия движущейся среды. Та-
релка клапана в своем крайнем нижнем положении садится в защит-
ное кольцо 5, благодаря чему уплотняющее кольцо тарелки кла-
пана также предохраняется от эрозионного действия среды, так
как на защитном кольце, имеющем значительную глубину, обра-
зуется неподвижный слой материала, защищающего кольцо та-
релки.
Для мелких сыпучих материалов (порошков) может быть ис-
пользована конструкция клапана, представленная на рис. 188.
Клапан выполнен сварным. Обычной конструкции задвижки не-
применимы для сыпучих материалов, которые, забиваясь в по-
лости корпуса, препятствуют движению клина или диска. С уче-
том специфических особенностей этих материалов разработана
конструкция задвижки £>й=200 мм, показанная на рис. 189. Она
работает в горизонтальном положении (на вертикальном трубо-
проводе) и управляется пневматическим поршневым приводом.
185
Для сыпучих материалов используются и конусные краны,
которые для работы в данных условиях имеют тарельчатую конст-
рукцию с углом конуса на тарелке в 90°. Для горячих материалов
(Z 1000° С) может быть использована конструкция, представ-
ленная на рис. 190. Во избежание заклинивания и зависания
а)
Рис. 189. Задвижки для сыпу-
чих материалов: а — с ручным
управлением; б — с пневмопри-
водом
транспортируемого материала проходное сечение увеличивается
от места засыпки до выпускного отверстия. В этой конструкции
предусмотрено одно загрузочное окно. На рис. 191 показана
конструкция тарельчатого конусного крана с четырьмя загрузоч-
ными окнами. Закрытие крана осуществляется поворотом руко-
ятки на 45°.
Обратный подъемный клапан, имеющий Dy = 25 -- 60 мм
для вязких и загрязненных сред (шлам, паста, мазут и т. п.)
представлен на рис. 192. Клапан предназначен для давления
Рраб = 320 кГ/см2 и температуры до 200° С. Корпус клапана сталь-
186
ной, состоит из двух частей, соединенных шпильками. Уплотнение
плоское, беспрокладочное. Тарелка клапана имеет каплевидную
форму с направляющими ребрами. Присоединительные фланцы
выполнены под линзовое уплотнение. Клапан предназначается для
Рис. 190. Тарельчатый конусный кран
с одним окном для сыпучих материа-
лов
1
Рис. 191. Тарельчатый конусный
кран с четырьмя окнами для сыпу-
чих материалов
установки в вертикальном трубопроводе седлом вниз. Такой же
конструкции обратные клапаны изготовляются для давлений
Рраб = 700 кПсм2, при температуре до 200° С. Корпус такого кла-
пана имеет увеличенную толщину стенок.
При малых давлениях для пульп успеш-
но применяют шланговые клапаны, описан-
ные ранее и приведенные на рис. 104—111.
Прямолинейный проход в корпусе кла-
пана создает хорошие условия для про-
движения среды, а отсутствие выступов,
создающих завихрения, уменьшает вероят-
ность местного осаждения твердых компо-
нентов. Мембранные вентили, приведен-
ные на рис. 102, также могут быть исполь-
зованы для пульп.
7. КОНСТРУКЦИИ АРМАТУРЫ
СВЕРХБОЛЬШИХ ДИАМЕТРОВ ПРОХОДА
Арматура сверхбольших диаметров про-
хода — свыше 1200 мм (1400—4000 мм)
обычно используется в металлургии и гид-
ротехнических сооружениях. Давление
в арматуре диаметром прохода 1400 мм и
Рис. 192. Клапан обрат-
ный подъемный для вяз-
ких и загрязненных сред
(шламов, паст, мазута и
пр.) на Рраб= 320 кГ/см?
187
более редко превышает 10 кПсм2. Для трубопроводов сверх-
большого диаметра применяются в основном затворы трех типов:
задвижки, заслонки (дисковые затворы) и кольцевые задвижки.
Каждый из этих типов затворов
имеет свои преимущества и недо-
< статки. Задвижки установившихся
_____ форм хорошо изучены, требуют
относительно небольших усилий и
-—мощностей для управления, но
жесткость корпуса и крышки их
обычно невелика. Для сверхбольших диа-
метров прохода задвижка с корпусом круг-
Рис. 193. Клиновая чу-
гунная задвижка Dy =
= 2000 мм на Р„ =
= 2,5 кПсм?
лого сечения получается громоздкой, а
плоская — недостаточно жестка. Приме-
нение ребер несколько увеличивает жест-
кость, но все же не обеспечивает надежной
жесткости. Заслонки или дисковые затворы
просты по конструкции, но требуют боль-
ших крутящих моментов на валу для управ-
ления, поэтому привод их получается гро-
моздким, часто используется гидравлика,
кроме того, в открытом виде диск перекры-
вает часть площади прохода в трубе. Коль-
цевые задвижки довольно компактны по
габаритам и не требуют мощного привода,
но сложны по конструкции.
С диаметрами прохода до 2000 мм за-
вижки используются сравнительно часто.
При диаметрах прохода свыше 2000 мм
обычно используются заслонки (дисковые
затворы). Кольцевые задвижки в отечест-
венной технике используются редко.
На рис. 193 показана чугунная задвиж-
ка на давление Ру — 2,5 kFIcm2, при t
< 200°С с вращаемым шпинделем и цель-
ным клином, имеющая диаметр прохода
до 2000 мм.
Задвижки диаметром прохода до 1600 мм
включительно изготовляются полнопро-
ходными. Задвижка диаметром прохода
2000 мм выполняется с сужением с 2000 мм
до 1800 мм. Задвижка снабжена электро-
приводом и ручным дублером. Она имеет
латунные уплотняющие кольца и пред-
назначается для воды и пара. На рис. 194 приведена конструк-
ция чугунной задвижки для давления кПсм2 и темпера-
туры /<;120° С для воды и пара. Задвижка имеет электропривод
188
Рис. 194. Клиновая чугунная задвиж-
ка Dy = 1600 мм на Ру = 10 кПсм*
Рис. 195. Стальная двухдисковая
клиновая задвижка с электропри-
водом Dy = 2000 мм на Рраб =
= 10 кГ!см? и tpaQ = 400° С
189
Рис. 196. Затвор с поворотным щит-
ком
и снабжена обводом. Корпус задвижки овального сечения, близ-
кого к кругу; ребра жесткости расположены внутри. Такие
задвижки изготовляются диаметром прохода до Dy = 1600 мм,
причем задвижки, имеющие диаметр прохода 1600 мм, изготов-
ляются суженными с переходом на 1400 мм.
Стальная задвижка диаметром прохода до 2000 мм приведена
на рис. 195; она предназначена для работы при давлении Рраб =
= 10 кПсм2 и температуре до 400°С.
Задвижка имеет двухдисковый
клин, выдвижной шпиндель и снаб-
жена электроприводом.
Конструкция заслонки (диско-
вого затвора) для сверхбольших
диаметров прохода — 1600 мм и
больше — приведена на рис. 35, а.
Такие заслонки предназначены для
воды при давлении до Рраб =
= 10 кПсм2 и температуре до
60° С.
Принципиальная схема затвора
с поворотным щитком приведена
на рис. 196. Перекрытие потока
в трубопроводе в этом затворе осу-
сферического щитка вокруг оси
образом щиток заводится между
кольцевыми поверхностями корпуса и одна часть трубопровода
отъединяется от другой. Для уплотнения замка затвора исполь-
зуется упругий шланг, в который после перекрытия щитком про-
хода автоматически подается среда из напорной части трубопро-
вода (вода). Под действием давления шланг плотно перекрывает
зазор между щитком и корпусом. Управление затвором (Dy =
= 3700 мм) производится гидроприводом. Затвор снабжен бай-
пасным устройством с перепускным клапаном для смягчения
возможных гидравлических ударов.
ществляется путем поворота
центральной цапфы. Таким
РАЗДЕЛ ТРЕТИЙ
ПРИВОДЫ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Глава I. РУЧНОЙ ПРИВОД
1. РУЧНОЕ УПРАВЛЕНИЕ АРМАТУРОЙ
Ручное управление арматурой является наиболее старым, про-
стым и надежным методом управления арматурой, осуществляется
вращением маховика или рукоятки, закрепленной на шпинделе
или ходовой гайке. В зависимости от диаметра маховика и места
его расположения относительно корпуса человека усилие, которое
может приложить к маховику физически нормально развитый
человек, находится в пределах 19—85 кГ (табл. 11).
Таблица 11
Максимальные расчетные усилия и крутящие моменты,
допустимые иа маховиках
Управление одной рукой Управление обеими руками Управление двумя операторами
Диаметр маховика в мм Расположение маховика
Любое Вертикальное на уровне груди или пояса Горизонтальное на уровне груди Г оризонтальное на уровне груди
Усилие в кГ Крутящий момент в кГ см Усилие в кГ Крутящий момент в кГ-см Усилие в кГ Крутящий момент в кГ'СМ Усилие в кГ Крутящий момент в кГ-см
50 19 47 19 47 18 45 — —
65 21 68 24 78 23 75 — —
80 23 92 32 128 30 120 — —
100 25 125 38 190 36 180 —
120 — — 44 264 41 246 — —
140 — — 50 350 45 315 — 1
191
Продолжение табл. 11
Управление одной рукой Управление обеими руками Управление двумя операторами
Диаметр маховика в мм Расположение маховика
Любое Вертикальное на уровне груди или пояса Горизонтальное на уровне груди Горизонтальное на уровне груди
Усилие в кГ Крутящий момент в кГ-см Усилие в кГ Крутящий момент в кГ'СМ Усилие в кГ Крутящий момент в кГ-см Усилие в кГ Крутящий момент в кГ-см
160 — — 56 448 50 400 — —
180 — — 64 575 55 495 — —
200 — — 68 680 57 570 100 1000
225 — 71 800 61 686 — —
240 .— — 75 900 62 744 110 1320
250 — — 75 938 62 775 — —
280 — 80 1120 64 896 118 1652
320 — — 83 1328 65 1040 128 1968
360 — — 85 1530 66 1188 128 2304
400 — — 85 1700 68 1360 132 2640
450 — — 82 1845 65 1462 135 3040
500 — — 75 1875 61 1525 136 3400
560 — 75 2100 61 1708 136 3810
640 — — 75 2400 61 1952 136 4352
780 — — 75 2700 61 2196 139 5004
800 — 75 3000 61 2440 139 5560
900 — — 75 3375 61 2745 139 6255
1000 — — 75 3750 61 3050 139 6950
Примечание. Диаметр маховика не должен превышать 0,8 строитель- ной длины арматуры.
К рукоятке могут быть приложены усилия несколько мень-
шие, чем к маховику (табл. 12).
В подавляющем большинстве конструкций арматуры для управ-
ления запорным или дроссельным элементом (тарелка клапана,
плунжер, диск, клин и пр.) используется винтовой механизм
и лишь в некоторых случаях применяются другие способы. Преиму-
щества винтового механизма перед другими заключаются в про-
стоте конструкции, дешевизне изготовления, возможности полу-
192
Таблица 12
Максимальные расчетные усилия и крутящие моменты, допустимые
на рукоятках и ключах (управление одним человеком)
Рукоятки Ключи
Длина рукоятки или ключа Расположение
Вертикальное иа уровне груди или пояса Г оризоитальное на уровне груди Вертикальное на уровне груди или пояса Горизонтальное на уровне груди
в мм Усилие в кГ Крутящий момент в кГ'СМ Усилие в кГ Крутящий момеит в кГ см Усилие в кГ Крутящий момент в кГ’См Усилие в кГ Крутящий момент в кГ’См
80 20 80 14 56 28 224 22 176
90 21 94,5 15 67,5 30 270 24 216
100 22 ПО 16 80 32 310 26 260
110 23 126,5 17 93,5 33 363 27 285
120 24 144 18 108 34 409 28 336
130 25 162,5 19 123,5 36 467 30 390
140 26 182 20 140 37 518 32 448
150 27 202,5 21 157,5 38 570 34 510
160 28 224 22 176 40 640 35 560
170 29 246,5 23 195,5 41 696 36 612
180 30 270 24 216 42 755 37 665
190 31 295 25 238 43 817 38 721
200 32 320 27 270 45 900 40 800
210 33 347 29 304,5 47 986 42 882
230 37 426 33 379 49 1125 44 1010
240 40 480 35 420 50 1200 45 1080
250 43 537 37 462 52 1300 46 1150
260 46 597 39 507 53 1380 47 1220
270 49 660 41 553 54 1460 48 1300
280 52 727 43 601 55 1540 49 1370
290 55 797 45 652 56 1625 50 1450
310 60 930 48 744 58 1800 51 1580
320 62 990 49 784 60 1920 52 1665
400 68 1360 53 1060 — — — —
450 70 1575 54 1215 — — — —
500 71 1775 55 1375 — — — —
550 72 1980 56 1540 — — — —
П р и м е ч длины арматуры а и и е. Длина рукоятки ие должна превышать строительной
13 Д. Ф. Гуревич
193
Рис. 197. Клапан с ручным эксцентриковым приводом
194
чения больших усилий и создании условий самоторможения, бла-
годаря чему установленная степень открытия арматуры не может
самопроизвольно изменяться и сохраняется до последующей пере-
становки, независимо от величины усилий, которые создаются
давлением среды и передаются на шпиндель. В качестве примера
применения других механизмов на рис. 197 приведен сильфонный
клапан с кулачковым (эксцентриковым) управлением. Шпиндель
клапана усилием пружины поджимается вверху. Поворотом эксцен-
трика с помощью рукоятки шпиндель опускается книзу. Такое
управление целесообразно для быстродействующих клапанов.
2. РУЧНОЙ ПРИВОД С ЗУБЧАТОЙ ПЕРЕДАЧЕЙ
Во многих случаях для управления арматурой необходимо
прилагать к маховику большие усилия, что затрудняет работу
обслуживающего персонала. Чтобы уменьшить усилие на рукоятке
Рис. 198. Редуктор для ручного управ-
ления с зубчатой конической переда-
чей для правой ходовой резьбы
Рис. 199. Редуктор для ручного
управления с зубчатой кониче-
ской передачей для левой ходо-
вой резьбы
маховика, необходимое для управления арматурой, наиболее часто
применяют редукторы с зубчатой или червячной передачей.
На рис. 198 и 199 показаны конструкции редукторов с ко-
нической зубчатой передачей, из которых один дает правое
13* 195
вращение гайке, другой — левое при одном направлении вращения
маховика. Редуктор может быть установлен на задвижке с выдвиж-
ным шпинделем. Крепление на крышке задвижки производится
с помощью квадратного фланца, на торце которого установлена
шпонка, входящая в паз на крышке и предотвращающая проворот
редуктора. Верхняя труба кожуха шпинделя изготовляется по
месту. Редуктор снабжен указателем подъема клина вертикаль-
ного типа. Соединение ступицы шестерни с ходовой гайкой за-
движки осуществляется с помощью торцовых кулачков.
В табл. 13 приведены основные данные применяемых редук-
торов с конической передачей.
Таблица 13
Основные данные редукторов с конической передачей
Наибольший крутящий момент М в кГ-м Передаточное число i Наружный диаметр маховика DM в мм Наибольшее усилие на маховике в кГ
40 3 400 70
100 3 560 125
150 3,75 640 132
250 4 1000 132
3. РУЧНОЙ ПРИВОД С ЧЕРВЯЧНОЙ ПЕРЕДАЧЕЙ
При необходимости создания моментов более 250 кГ-м приме-
няются редукторы с червячной передачей. Задвижка с ручным
приводом, снабженная червячным редуктором, показана на рис. 21.
Основные данные таких редукторов приведены в табл. 14.
Таблица 14
Основные данные редукторов с червячной передачей
Крутящий момент М в кГ-м Передаточное число t Наружный диаметр маховика DM в мм Наибольшее усилие на маховике в кГ
250—320 7,5 4 130
320—480 10 3 150
480—800 15 2 165
4. РУЧНОЙ ДИСТАНЦИОННЫЙ ПРИВОД
В связи с необходимостью устанавливать арматуру в местах,
труднодоступных для обслуживающего персонала, возникла не-
обходимость в дистанционном ручном управлении арматурой.
Одним из первых способов дистанционного управления является
применение цепной передачи.
196
Цепь тяговая, сварная, калиброванная используется для при-
ведения во вращение шкива, насаженного на вал привода. Шкив
имеет канавку с фасонными выемками под звенья цепи. На рис. 200
показан цепной привод задвижки. Такой привод может приме-
няться только для арматуры, расположенной над оператором.
Недостатком цепного привода является также и то, что цепь
иногда соскакивает со шкива.
Более совершенным приводом является дистанционный ручной
привод с помощью валов, соединенных шарнирами Гука. Такой
привод имеет широкое распространение в настоящее время. Раз-
работаны конструкции колонок дистанционного управления,
с помощью которых вручную или с помощью электропривода про-
изводится управление арматурой, расположенной в труднодоступ-
ных местах. Колонки дистанционного управления рассчитаны для
передачи крутящих моментов до 60 кГ-м и имеют указатель
подъема для определения степени открытия арматуры. Валы
197
CD
00
a) 6)
Рис. 201. Схемы применения коло-
нок ручного дистанционного управ-
ления при расположении колонки
выше трубопровода: а — для корот-
ких расстояний; б — для длинных
расстояний
6)
Рис. 202. Схемы применения колонок ручного ди-
станционного управления при расположении колон-
ки ниже трубопровода: а — для горизонтального
трубопровода; б — для вертикального трубопро-
вода
/ЖЖ
передачи устанавливаются таким образом, чтобы наибольший
угол отклонения от оси не превышал 30°.
На рис. 201 и 202 приведены некоторые схемы компоновки пере-
дачи с применением колонок дистанционного управления. На
рис. 201, а и б показаны схемы для дистанционного управления
арматурой, установленной на горизонтальных трубопроводах,
Рис. 203. Конструктивное оформление выходных узлов за-
движек с выдвижным шпинделем под дистанционное управ-
ление: а — с зубчатой передачей и выносной осью; б — с
трубчатой гайкой
расположенных ниже колонки, на рис. 202, а и б — схемы при
управлении арматурой, расположенной на горизонтальном и вер-
тикальном трубопроводах выше колонки.
Для того чтобы иметь возможность присоединять задвижку
с выдвижным шпинделем к колонке дистанционного управления,
либо на задвижку устанавливают зубчатую цилиндрическую пере-
дачу (рис. 203, а) и шарнир Гука устанавливают на оси, парал-
лельно шпинделю, либо ходовую гайку удлиняют и заканчивают
стержнем для установки шарнира Гука (рис. 203, б), а конец вы-
движного шпинделя при открывании задвижки перемещается
в полой части ходовой гайки.
199
Глава II. ЭЛЕКТРОПРИВОД
1. УПРАВЛЕНИЕ АРМАТУРОЙ С ПОМОЩЬЮ ЭЛЕКТРОПРИВОДА
Электроприводы получили широкое применение для управле-
ния арматурой благодаря тем достоинствам, которые они имеют.
Доступный вид энергии и простота создания коммуникаций для
транспортировки этой энергии позволяет устанавливать арматуру
с электроприводом в любых труднодоступных местах.
С помощью электропривода сравнительно легко осуществляются
следующие действия, связанные с управлением арматуры:
1) закрывание и открывание прохода в арматуре с пульта
управления путем нажатия кнопок «закрыть», «открыть» и «стоп»;
2) автоматическое отключение электродвигателя при превыше-
нии крутящего момента на выходном валу сверх установленного;
3) автоматическая остановка запорного или дросселирующего
элемента арматуры при помощи путевого выключателя;
4) сигнализация на пульте управления крайних положений
шпинделя;
5) указание степени открытия арматуры на циферблате путе-
вого выключателя для местного наблюдения;
6) дистанционное указание положения запорного элемента на
пульте управления при помощи сельсин-датчика и сельсин-
приемника;
7) ручное управление арматурой в аварийных условиях, при
отсутствии электроэнергии или выходе из строя какого-либо
участка электрической части привода;
8) электрическая блокировка электропривода с работой дру-
гих приводов и механизмов.
Электроприводы обычно имеют компактную конструкцию и
небольшие габариты. Лишь для арматуры малых проходов они
получаются относительно громоздкими. Электропривод устанав-
ливается непосредственно на арматуре или на расстоянии; в этом
случае передача движения от электропривода к арматуре осу-
ществляется с помощью соответствующих передаточных звеньев
(валы, муфты, зубчатые передачи, шарнирные муфты и т. д.).
Электропривод по мощности обычно выбирается так, чтобы
крутящий момент на шпинделе арматуры имел величину в преде-
лах 40—100% от наибольшего крутящего момента, развиваемого
данным типом электропривода. Стопроцентную нагрузку электро-
привод может принимать только при повторно-кратковременном
режиме (ПВ 15%).
Значение ПВ% при повторно-кратковременном режиме работы
определяется по формуле
/7В = g-т- 100 = 100%-
сраб “Г С >цикла
200
где tPa6 — продолжительность работы под нагрузкой в мин\
t0 — продолжительность перерыва между нагрузками в мин.
ПрОДОЛЖИТеЛЬНОСТЬ ОДНОГО ЦИКЛа 1цикла = tpa6 + ПРИ п0‘
вторно-кратковременном режиме работы не должна превышать
10 мин.
В момент закрывания арматуры, когда уплотняющие кольца
клина и корпуса соприкасаются, происходит резкое торможение
движения, при этом момент на выходном валу возрастает за счет
использования кинетической энергии ротора двигателя. Чтобы
обеспечить нормальную работу арматуры, закрывание должно
производиться с моментом, достаточным для обеспечения плотности
замка затвора. Чрезмерное повышение момента при закрывании
затрудняет последующее открывание и может вызвать поломку
деталей.
После закрывания затвора под действием увеличенного момента
и в связи с повышением коэффициента трения при трогании с места,
мощность электродвигателя для открывания затвора может ока-
заться недостаточной. Чтобы избежать этого, все электроприводы,
снабженные электродвигателем, имеют устройство, ограничиваю-
щее момент на выходном валу при закрывании арматуры. Для этой
цели применяются муфты ограничения крутящего момента (меха-
нический способ) или реле ограничения максимальной силы тока
в электродвигателе (электрический способ).
Применение муфт ограничения крутящего момента (МОКМ)
несколько усложняет и удорожает изготовление электропривода,
но механические характеристики электроприводов с МОКМ лучше,
чем с реле ограничения максимальной силы тока, или, как их
обычно называют, реле максимального тока. Последние допускают
отклонения от установленного момента и переход кинетической
энергии ротора двигателя в работу по закрыванию затвора. Муфта
ограничения крутящего момента позволяет ограничивать моменты
там, где это требуется как при электрическом, так и при ручном
управлении. При использовании реле максимального тока разница
между номинальным моментом на выходном валу электропривода
и моментом при закрывании будет тем больше, чем выше жесткость
механизма привода и арматуры, поэтому для арматуры больших
проходов разница будет меньше, чем для арматуры малых про-
ходов. Для задвижек разница между механической муфтой и реле
силы тока будет меньше, чем в вентилях. Несмотря на указанные
недостатки, электроприводы с реле максимального тока полу-
чили применение благодаря своей простоте и дешевизне.
Муфты ограничения крутящего момента можно разделить на
следующие группы: муфты с радиальным кулачком, с торцовым
кулачком, с подвижным червяком и муфты фрикционного действия.
Муфты могут быть одностороннего и двустороннего действия.
У арматуры, не имеющей верхнего уплотнения (перекрытие саль-
ника), муфта может быть одностороннего действия, при этом
ограничение момента происходит только в сторону закрывания
арматуры. При открывании момент от действия электродвигателя
не ограничивается. При наличии верхнего уплотнения применяются
муфты двустороннего действия, в которых ограничение момента
производится при движении в обе стороны.
2. ЭЛЕКТРОПРИВОД С ЗУБЧАТОЙ ПЕРЕДАЧЕЙ
В электроприводах используют как простую цилиндрическую
передачу, так и планетарную. На рис. 204 показана кинематиче-
ская схема электропривода с цилиндрической зубчатой передачей
и муфтой ограничения крутящего момента с торцовым кулачком.
Конструкция такого привода приведена на рис. 205. От электро-
двигателя 1 (рис. 204) через редуктор с червячной передачей
гг—z2, z3—z4, z6 — ze с передаточным числом i — 15 движение
передается на вал поперечины муфты ограничения крутящего мо-
мента. Пружина сжатия 5 прижимает ролики 4 муфты, насаженные
на поперечину, в выемку чашки 3. Благодаря этому приводятся
во вращение шестерни г7 — г8, обеспечивающие вращение выходной
кулачковой муфты 10. При возникновении крутящего момента,
большего, чем допускается муфтой, ролики, накатываясь на скос
паза в чашке, отжимают пружину крестовины и муфта расцеп-
ляется. При этом электродвигатель выключается и останавли-
вается.
Для ручного управления служит маховик 6. Чтобы перейти
на ручное управление, необходимо рукоятку 2 механизма пере-
ключения перевести в верхнее положение, тогда нижняя кулач-
ковая муфта расцепится и отключит редуктор от привода, а верх-
няя кулачковая муфта сцепится и включит маховик. При враще-
Основные данные электроприводов
с цилиндрической зубчатой передачей
Таблица 15
Наибольший кру- тящий момент элек- тропривода при от- крывании М в кГ-м Сменные шестерни Общее передаточное отношение 1 Число оборотов вы- ходной муфты п в об/мин Скорость открывания арматуры в мм/мин
*7 г» Шаг резьбы шпинделя в мм
5 6 8
50 30 62 28,2 46,3 230 278 370
75 22 70 43,4 30,0 150 180 240
100 18 74 56,0 23,3 116 140 185
202
нии маховика 6 приводится в движение крестовина муфты и через
ролики 4, прижатые к чашке 3, движение передается шестерням
z7— zs. Эти шестерни сменные, благодаря чему общее передаточное
число от электродвигателя к выходной кулачковой муфте может
иметь три значения. Основные данные такого электропривода при
мощности электродвигателя
N—2,2 кет и числе оборотов
п = 1305 об!мин приведены
в табл. 15.
Момент, указанный в таб-
лице, действует при открыва-
б
Открыто
Закрыто
Рис. 204. Кинематическая схема электро-
привода с цилиндрической зубчатой пере-
дачей и муфтой ограничения крутящего
момента с торцовым кулачком
нии арматуры, а при закрывании арматуры крутящий момент
будет на 20% меньше. Это достигается разными углами наклона
правой и левой сторон канавки под ролики на чашке 3. При
срабатывании муфты ограничения крутящего момента срабаты-
вает выключатель 7 и электродвигатель останавливается.
С помощью шестерен айв приводится в движение червячная
передача коробки путевых выключателей, вал 9 приводится во
вращение и с помощью кулачков 8 срабатывают магнитные выклю-
чатели. При достижении шпинделем арматуры крайних или задан-
ных промежуточных положений электродвигатель останавли.
203
вается. Одновременно дается сигнал на щит управления и вклю-
чаются соответствующие сигнальные лампы.
На коробке путевых выключателей устанавливается указатель
степени открытия арматуры (подъема шпинделя). Коробки путе-
вых выключателей изготовляются для различного количества обо-
ротов между крайними положениями шпинделя (табл. 16). Всего
изготовляется 6 типов коробок для следующих количеств оборо-
тов: 1—3; 3—7; 7—14; 14—35; 35—75; 75—160.
Цилиндрическая планетарная передача также применяется
в электроприводах арматуры. Положительными свойствами пла-
нетарной передачи является возможность получения больших пере-
даточных чисел и компактность конструкции, однако она требует
применения большого числа деталей. Кроме того, коэффициент
полезного действия планетарной передачи может оказаться зани-
204
женным при неудачном проектировании. Существует несколько
конструкций электроприводов с планетарной передачей для кру-
тящих моментов 2,5—73 кГ-м.
На рис. 206 показана кинематическая схема электропривода
с планетарной передачей с наружным зацеплением и муфтой огра-
ничения крутящего момента с радиальным кулачком. На рис. 207
приведена конструкция этого электропривода. Электродвигатель 1
(рис. 206) при помощи зубчатого колеса приводит во вращение
колесо z2, являющееся водилом. Вокруг солнечной шестерни г3,
Таблица 16
Число оборотов коробки
путевых выключателей
Количество оборотов шпинделя между его крайними положениями Марка или тип коробки переклю- чателей
1—3 А
3-7 Б
7—14 В
14—35 Г
35—75 Д
75—160 Е
6
7
Рис. 206. Кинематическая схема
электропривода с планетарной
передачей с наружным зацепле-
нием и муфтой ограничения кру-
тящего момента с радиальным
кулачком
заторможенной муфтой ограничения крутящего момента, обкаты-
ваются планетарные шестерни z4. Соединенные с ними шестерни г5
вращают шестерню z6, сидящую на одной оси с шестерней г7,
которая передает вращение последней шестерне г8. Оси планетар-
ных шестерен поддерживаются диском 2, вращающимся вместе
с водилом. Вращение передается на шестерню г8 до тех пор, пока
при помощи ролика 4, прижатого пружиной к пазу диска, затор-
можен диск 3 муфты ограничения крутящего момента. При воз-
никновении крутящего момента больше предусмотренного ролик
муфты, преодолевая сопротивление пружины, выходит из паза,
диск 3 проворачивается, а вместе с ним проворачивается и ше-
стерня z3. Вся система планетарной передачи при этом вращается
вхолостую.
Для включения ручного управления переключают рукоятку 5,
сцепляя маховик 6 с шестерней z7, при этом ролик муфты
205
ограничения крутящего момента отходит от диска. Электроприводы
такого типа имеют основные данные, которые приведены в табл. 17.
При закрывании арматуры наибольший крутящий момент сни-
жается на 20%. Коробка путевых выключателей обеспечивает
выключение электродвигателя в крайних или промежуточных
положениях, как эго было указано выше.
В электроприводе, схема которого изображена на рис. 208,
применена планетарная передача с внутренним зацеплением.
Муфта ограничения крутящего момента — бескулачкового типа,
с выключением электродвигателя подпружиненной рейкой. Работа
электропривода происходит следующим образом. Электродвига-
тель 1 приводит во вращение кривошип 2, на оси которого сво-
бодно вращается двойная шестерня zr—г3. Верхний барабан 3
удерживается от проворота червяком-рейкой 4. В нижней части
барабана находится шестерня г2 с внутренним зацеплением.
При вращении кривошипа 2 шестерня zr обкатывается по ше-
206
стерне z2; шестерня г8, связанная с шестерней гх, приводит в дви-
жение шестерню z4, благодаря чему вращается нижний барабан <3
с шестерней г5. С помощью шестерен ze и z7 приводится во вра-
щение выходная муфта.
Ограничение моментов про-
исходит следующим образом.
При возникновении моментов
Открывание
ЗакрыВани
ii»IIU
Рис. 208. Схема электропривода
с планетарной передачей с внут-
ренним зацеплением
больше предусмотренных окружное усилие, действующее на верх-
нем барабане, сжимая пружину, смещает рейку. При этомчервяк4
Таблица /7
Основные данные электроприводов с планетарной передачей
Электродвига- тель Наибольший кру- тящий момент при открывании М в кГ-м Сменные шестерни Общее передаточ- ное отношение i Число оборотов вы- ходной муфты д в об/мин Скорость открывания арматуры в мм/мин
Мощность W в кет Число обо- ротов п в об/мин 27 Z8 Шаг резьбы шпинделя в мм
4 5 6 8
7,0 45 75 27,5 51,7 207 259 310 —
0,62 1400 10,0 34 86 41,7 34,0 136 170 204 —
15,0 26 94 59,6 24,0 96 120 144 —
41 23 53 31,6 41,3 165 205 248 330
2,2 1305 58 18 58 44,3 29,0 118 198 177 236
73 15 61 55,8 23,0 93,5 117 140 187
207
Рис. 209. Конструкция электропривода с планетарной передачей соот-
ветственно схеме на рис. 208
208
выключает электродвигатель 1. Регулировка момента произво-
дится с помощью гаек 5. Ручное управление производится с по-
мощью маховика 7, сцепляемого с верхним барабаном при помощи
кулачковой муфты. Переключение с электрического привода на
ручное управление производится поворотом рукоятки 6. При этом
червяк выходит из зацепления с червячным колесом верхнего
барабана. С валом выходной муфты соединена коробка путевых
выключателей.
На рис. 209 изображена конструкция этого привода.
В последние годы в машиностроении получает развитие новый
вид передачи — так называемая волновая передача, использую-
щая мелкомодульные зубчатые колеса. Такие передачи приме-
няются для передаточных отношений не менее 1 : 50. Состоит
волновая передача из трех основных элементов: гибкого колеса
(колеса с тонкой деформируемой стенкой), жесткого колеса и гене-
ратора волн. Волновая передача допускает передачу вращения
через герметичную стенку, что позволяет использовать ее в ответ-
ственных конструкциях арматуры, предназначенных для токсич-
ных, коррозионных, радиоактивных и других опасных сред без
применения сильфонов и сальников.
При малом весе волновой редуктор обеспечивает большое пере-
даточное отношение и соответственно большой крутящий момент
на выходном валу. Вместе с тем следует иметь в виду, что для нор-
мальной работы волновой передачи должна быть обеспечена тща-
тельная смазка.
Волновые передачи имеют широкие перспективы для приме-
нения в арматуростроении и в этом направлении должны быть раз-
вернуты соответствующие работы.
3. ЭЛЕКТРОПРИВОД С ЧЕРВЯЧНОЙ ПЕРЕДАЧЕЙ
Электроприводы с червячной передачей имеют компактную
конструкцию, сравнительно малое число деталей, большие пере-
даточные отношения и дешевы в изготовлении. В электропри-
водах с червячной передачей могут быть применены либо муфты
ограничения крутящего момента, либо реле максимального тока.
В настоящее время широко применяются реле максимального тока
благодаря тому, что они вносят значительное упрощение в кон-
струкцию электропривода.
Схема одной из конструкций электропривода с червячной пере-
дачей приведена на рис. 210. Электродвигатель 1 через кулачко-
вую муфту 2 приводит во вращение червяк 3 и червячное колесо 4.
С помощью кулачков А на червячном колесе и кулачков Б на вы-
ходном валу вращение с червячного колеса передается на выход-
ной вал 5. Выходной вал снабжен кулачковой муфтой для пере-
дачи крутящего момента арматуре.
Включение ручного привода для управления маховиком 6
производится перемещением валика 8 внутри полого червяка.
14 Д. Ф. Гуревич 209
N>
м
о
Рис. 211. Схема электропривода для больших
моментов с червячным и зубчатым редукторами
Рис. 210. Схема электропривода с червячной
передачей
При этом расцепляется муфта 2 и сцепляется муфта 7, благодаря
чему маховик оказывается сцепленным с червяком, а электро-
двигатель отключенным. Передача движения на коробку путевых
выключателей осуществляется с помощью шестерен и z2.
Кулачки червячного колеса А и выходного вала Б изготовлены
с большим свободным ходом в 30—45°, что позволяет производить
открывание арматуры с использованием инерции ротора электро-
двигателя. На рис. 211 представлен электропривод с червячной
передачей для больших крутящих моментов. Электродвигатель 1
с помощью муфты 2 приводит во вращение червячную пару 3—4.
Вал 5 через зубчатую передачу Z!—z2 и г3—zi передает движение
на выходную муфту 6 для передачи крутящего момента арматуре.
Через муфту 7 в движение приводится коробка концевых выклю-
чателей.
Электропривод, изображенный на рис. 211, отличается от при-
вода на рис. 210 дополнительным редуктором с зубчатой цилин-
дрической передачей. Ручное управление маховиком 8 осущест-
вляется после переключения вала 9, благодаря чему муфтой 2
отключается электродвигатель, а муфтой 10 включается маховик
ручного управления. Ограничение крутящего момента в послед-
них двух электроприводах осуществляется применением реле
максимального тока.
В тех случаях, когда необходимо применение привода с червяч-
ной передачей и муфтой ограничения момента двустороннего дей-
ствия, может быть использована схема, приведенная на рис. 212.
Привод имеет два червячных редуктора. Первый червячный редук-
тор состоит из червяка 1 и червячного колеса 2. Червяк с помощью
кулачковой муфты 3 соединен с электродвигателем 4. С червяч-
ным колесом 2 соединен червяк 5 второго редуктора, сцепленный
с червячным колесом 6. Червячное колесо с помощью кулачка 8
приводит во вращение выходной вал, на котором закреплен
кулачок 7. С помощью шестерен 9 и 10 приводится в движение
червячная передача коробки путевых выключателей.
При повышении крутящего момента сверх установленного чер-
вяк перемещается вдоль оси и сжимает одну из пружин И (в зави-
симости от направления движения шпинделя). Усилие пружин
регулируется гайками 12. При перемещении червяка с помощью
рычага срабатывает выключатель 13 прямого или обратного хода.
Ручное управление осуществляется с помощью маховика 14.
Включение ручного управления производится валиком 15, при
перемещении которого кулачковая муфта 16 сцепляется, а муфта 17
расцепляется.
На рис. 213 приведена конструкция электропривода с червяч-
ной передачей и реле максимального тока (рис. 213, а) или одно-
сторонней муфтой ограничения крутящего момента (рис. 213, б).
Такая конструкция принята как типовая для электроприводов
типа Б, В, Г и Д с червячным редуктором. При применении
14* 211
двусторонней муфты ограничения крутящего момента конструкция
электропривода имеет вид, изображенный на рис. 214, в соот-
ветствии со схемой на рис. 212 (электроприводы типа Б, В и Г).
На рис. 215 показан общий вид электропривода типа Д, предназ-
наченного для крутящих моментов 450—750 кГ-м с червячным
Рис. 212. Кинематическая схема электроприводов типа
Б, В и Г с двусторонней муфтой
и цилиндрическим редукторами и односторонней муфтой ограни-
чения крутящего момента (рис. 211).
В помещениях, где имеется опасность появления горючих или
взрывоопасных сред, применяются конструкции закрытых при-
водов во взрывобезопасном исполнении, в которых все источники
возможного появления электрических искр закрыты специаль-
ными кожухами.
В рассмотренных приводах помимо типов муфт ограничения
крутящего момента, представляет интерес фрикционная муфта
с многодисковым зацеплением, приведенная на рис. 216. Кон-
212
213
Рис. 213. Электроприводы типа Б, В, Г и Д: а —с реле ограничения тока; б — с односторонней муф-
той ограничения крутящего момента
to
I
Рис. 214. Электроприводы типа Б, В и Г с двусторонней муфтой ограничения крутящего момента
струкция предназначена для плавного выключения и включения
передачи без остановки электродвигателя. Движение от электро-
двигателя передается на шестерню 1, которая через длинную
втулку 2 приводит в движение средний диск 4. С помощью штиф-
тов средний диск связан с внутренними распорными кольцами 5.
Между наружными распорными кольцами 7 и внутренними 5 за-
жаты шарики 8, расположенные в соответствующих выемках.
Наружные распорные кольца связаны штифтами с дисками 3 и 9,
Р ис. 215. Электропривод типа Д с одно-
сторонней муфтой ограничения крутя-
щего момента (общий вид)
Рис. 216. Муфта ограничения крутя-
щего момента с многодисковым сце-
плением
которые с помощью стержней 10 приводят в движение внутренние
диски муфты. Наружные диски связаны с помощью пальцев 6
с чашкой 11, сидящей на выходном валу 12. Пружина 14 сжи-
мает диски муфты и обеспечивает движение от ведомой шестерни 1
к выходному валу 12. При возникновении большого крутящего
момента шарики, преодолевая сопротивление пружины 15, выка-
тываются из выемок, диск 9 опускается, а диск 3 поднимается.
При этом пружина 15 сжимается. С помощью стержней 16 верхний
нажимной диск 13 поднимается. Диски муфты расцепляются, и
передача движения на ведомый вал 12 прекращается. При дальней-
шем вращении ведущей шестерни 1 прямым или обратным ходом
шарики западают в выемку и муфта вновь сцепляется.
Выходные валы электроприводов выполняются либо с кулач-
ковой муфтой, либо с квадратным отверстием.
Примеры компоновки электроприводов на задвижках при-
ведены на рис. 17, 18, 19, 170, 194 и 195. Примеры компоновки
215
электроприводов на вентилях приведены на рис. 8, 116, 184 и 217.
В конструкции, представленной на рис. 184, шпиндель вентиля
приводится во вращение электроприводом с помощью кулачковой
муфты. Скользящая шпонка позволяет шпин-
делю опускаться при винтовом движении.
На рис. 8 представлен электропривод, в кото-
ром с помощью кулачковой муфты вращается
ходовая гайка. Шпиндель имеет только посту-
пательное вертикальное движение. Электро-
привод, показанный на рис. 217, передает
вращение штоку с помощью шлицевого по-
движного соединения. Вентиль имеет разъем-
ный шпиндель.
На рис. 218 показана кон-
струкция привода с реечной
передачей на арматуру. Та-
кая передача применяется,
когда в качестве двигателя
Рис. 217. Компоновка электропривода на
запорном вентиле высокого давления (элек-
тропривод с асинхронным двигателем)
Рис. 218. Компоновка электроприво-
да нарегулирующемклапане(испол-
нительный механизм типа ПР-1)
используется электромоторный исполнительный механизм типа
ПР-1. Выходной вал этого электромоторного исполнительного
механизма имеет медленное вращение и обычно настраивается на
30 сек при повороте выходного вала на 180°. Диапазон настройки
216
от 20 до 240 сек. Крутящий момент на выходном валу Мкр —
= 0,1 кГ-м. Такие приводы пропорционального действия полу-
чают широкое применение для регулирующей арматуры.
В приводах затворов (запорной арматуры) наиболее часто
используются трехфазные асинхронные электродвигатели с по-
вышенным скольжением, в закрытом обдуваемом исполнении
типа АОС, наиболее пригодные для работы при периодической
Рис. 219. Типовые схемы электрических соединений для управления запорной
арматурой: а — задвижками; б — вентилями
ударной нагрузке. Электрическая схема электропривода опре-
деляется условиями работы и предъявляемыми требованиями
к электроприводу. На рис. 219, а и б показаны типовые схемы
управления задвижками и вентилями при использовании муфт
ограничения крутящего момента. При использовании реле макси-
мального тока в цепь электродвигателя вводится реле. Для управ-
ления арматурой предусмотрены три кнопки: «открыть», «закрыть»
и «стоп» (на схемах соответственно КО, КЗ и Стоп). Три сигналь-
ные лампы «открыто», «закрыто», «муфта» (на схемах ЛО, ЛЗ и
ЛМ) позволяют следить за положением арматуры. При нажатии
пусковой кнопки КО — «открыть» замыкается цепь катушки ревер-
сивного магнитного пускателя, при этом главные контакты Во
пускателя включают в сеть электродвигатель ЭД, а блок-контакт Вх
пускателя открытия шунтирует пусковую кнопку; после этого
217
она может быть отпущена. Когда клин задвижки или тарелка
вентиля дойдет до крайнего верхнего положения, сработает
путевой выключатель КВО — концевой микропереключатель
открытия. Он разрывает цепь питания катушки В магнитного
пускателя и замыкает цепь лампы ЛО, что служит сигналом
полного открытия арматуры. Микропереключатели муфты хода на
открывание — ВМО и на закрывание — В М3 предусматривают
возможность выключения электродвигателя при срабатывании
соответствующей муфты. Для закрывания арматуры нажимают на
пусковую кнопку КЗ; при этом замыкается цепь катушки Н
пускателя закрытия и главные контакты пускателя закрытия Но
включают электродвигатель в сторону закрывания, а блок-кон-
такт пускателя закрытия блокирует пусковую кнопку. При
закрытом положении арматуры разрывается цепь катушки Н
магнитного пускателя. В задвижках это осуществляется с по-
мощью концевого микропереключателя закрытия ДВЗ’, в венти-
лях — с помощью муфты ограничения крутящего момента, кото-
рая при сжатии пружины заставляет срабатывать микропереклю-
чатель муфты хода на закрывание, благодаря этому создается при-
нудительное прижатие тарелки к седлу вентиля. Дополнительные
путевые микропереключатели ДВХ и ДВ2 создают возможность
блокировки электропривода с другими агрегатами, установками
или механизмами, связанными с данной арматурой технологи-
ческими связями. Балластное сопротивление БС включено для
увеличения срока службы ламп ЛО и ЛЗ, в цепь лампы ЛМ со-
противление не включается в связи с тем, что она включается отно-
сительно редко и как аварийный сигнал должна иметь повышен-
ную яркость. Одна сигнальная лампа ЛМ может быть установлена
на группу электроприводов.
На электропривод устанавливаются различные путевые вы-
ключатели в зависимости от общего количества оборотов шпинделя
между крайними положениями запорного элемента. При выборе
марки (типа) путевого выключателя необходимо полный ход шпин-
деля между крайними его положениями разделить на шаг резьбы
шпинделя. В результате получается количество оборотов шпин-
деля, по которому для электроприводов типа Б, В и Г подбирается
путевой выключатель, используя данные табл. 16. Для электро-
привода типа Д полученное количество оборотов шпинделя арма-
туры следует умножить на 1,88, так как в электроприводе типа Д
передаточное число между приводным валом электропривода и
ведущим валиком коробки путевых выключателей равно 1,88;
у остальных оно равно единице.
При использовании в качестве ограничительного элемента
реле максимального тока для различных моментов применяют
разные типы реле, данные о которых приведены в табл. 18.
Основные технические данные червячных электроприводов
типов А, Б, В, Г и Д приведены в табл. 19.
218
Таблица 18
Технические данные реле максимального тока
Пределы регули- ровки тока сраба- тывания в а Тип реле Последовательное соединение катушек Параллельное со- единение катушек
Ток в а
Установка тока срабатывания Установка тока срабатывания
0,5—2 РТ 40/2 0,5—1 1—2
1,5—6 РТ 40/6 1,5—3 3—6
2,5—10 РТ 40/10 2,5—5 5-10
5—20 РТ 40/20 5—10 10—20
12,5—50 РТ 40/50 12,5—25 25—50
25—100 РТ 40/100 25—50 50—100
Эксплуатация приведенных выше конструкций электроприво-
дов выявила некоторые их недостатки: большое число оборотов
рукоятки при ручном закрывании и связанное с этим длительное
закрывание вручную и некоторые другие. В настоящее время эти
электроприводы заменяются другими конструкциями, более со-
вершенными — унифицированными, в которых учтены положи-
тельные качества электроприводов ряда конструкций, разрабо-
танных различными заводами и конструкторскими бюро.
Для регулирующей арматуры при малых усилиях и моментах
могут быть использованы электромоторные исполнительные меха-
низмы для двухпозиционного регулирования ДР, ДР-1 и для
пропорционального регулирования ПР и ПР-1. В исполнительных
механизмах ДР и ДР-1 (рис. 220, а) электродвигатель 1 с помощью
зубчатой передачи приводит во вращение вал редуктора 2. Ползун
блокирующего устройства <3 соединен с валом 2 и находится на
контакте 4 или 5. Когда замыкается контакт 8 на минимум авто-
матического позиционного регулятора, начинает вращаться элек-
тродвигатель и приводится во вращение ползун 3. Когда он сходит
с контакта 4 и соприкасается с токонесущей пластиной 6, блоки-
руется контакт регулятора и таким образом цепь электродвигателя
оказывается замкнутой независимо от замыкания контакта 4.
Когда ползун сделает половину оборота, он сойдет с пластины 6
на контакт 5 и электродвигатель остановится, сделав поворот
ведущего диска на 180° в сторону открывания арматуры. При
включении контакта 8 на максимум ведущий диск повернется
в обратную сторону на полоборота, при этом используется токо-
несущая пластина 7.
На рис. 220, б показан внешний вид и габаритные размеры
исполнительного механизма типа ДР-1. Он может работать только
при горизонтальном положении оси электродвигателя.
219
Таблица 19
Основные технические данные червячных электроприводов
типов А, Б, В, Г и Д
Тип элек- тро- при - вода Макси- мальный крутящий момент в кГ'М Число оборотов привод- ного вала в об/мин Способ ограничения крутящего момента Тип и мощность электро- двигателя в кет
А 2,5 12 Муфта двусторонняя ФТ—0,10/2 0,1
8,0 12 » »
12,5 60 Реле тока АОС 31—4Ф2 0,6
25 60 » » АОС 32—4ФА 1,0
15 60 Муфта односторонняя АОС 31—4Ф2 0,6
Б 25 60 » » АОС 32—4Ф2 1,0
16 16,5 » двусторонняя АОЛ 21—4ФЗ 0,27
25 16,5 » » АОЛ 22—4ФЗ 0,4
45 50 Реле тока АОС 41—4Ф2 1,7
80 50 » » АОС 42—4Ф2 2,8
в 45 50 Муфта односторонняя АОС 41—4Ф2 1,7
80 50 » » АОС 42—4Ф2 2,8
в 50 12,5 Муфта двусторонняя АОС 31—4Ф2 0,6
100 12,5 » » АОС 32—4Ф2 1,0
140 47 Реле тока АОС 51—4Ф2 4,5
225 47 » » АОС 52—4Ф2 7,0
140 47 Муфта односторонняя АОС 51—4Ф2 4,5
г 225 47 » » АОС 52—4Ф2 7,0
160 11,5 » двусторонняя АОС 40—4Ф2 1,7
300 11,5 » » АОС 42—4Ф2 2,8
450 13 Реле тока АОС 51-4Ф2 4,5
750 13 АОС 52—4Ф2 7,0
Д 450 13 Муфта односторонняя АОС 51—4Ф2 4,5
750 13 » » АОС 52—4Ф2 7,0
220
Чаще используется исполнительный электромоторный меха-
низм пропорционального действия типа ПР-1; он состоит из ре-
версивного электродвигателя, редуктора, реостата обратной связи
и конечных выключателей, смонтированных в алюминиевом
корпусе. Число оборотов двигателя 1500 об/мин, мощность 60 впг.
Концевые выключатели позволяют устанавливать угол поворота
выходного вала от 0 до 180°. Продолжительность поворота выход-
ного вала на 180° также можно изменять. На выходном валу наса-
Рис. 220. Схема электрических соединений (а) и габарит-
ные размеры (б) исполнительного механизма типа ДР-1
жен диск, с помощью которого приводится в действие арматура.
При вращении выходного вала изменяется сопротивление реостата
обратной связи по углу поворота (рис. 221). Исполнительный меха-
низм ПР-1 включается в систему пропорционального автомати-
ческого регулирования, в которой имеется автоматический потен-
циометр или уравновешенный мост с реостатным регулирующим
устройством и специальный прибор — балансное реле. Движок
реостата регулирующего устройства перемещается в сторону
равновесия измерительной системы (в случае нарушения его) при
отклонении регулируемого параметра от заданного значения.
На рис. 221, а обозначены: А и Б — регулирующее устрой-
ство и его реостат, В и Г — исполнительный механизм и его рео-
стат, Д — реверсивный двигатель исполнительного механизма,
Е — балансное реле, Ж — контактирующая пластина, Н и К —
контакты цепи питания катушек Л и М. балансного реле, Н' и К' —
221
контакты обмотки статоров, Л' и М' — катушки цепи питания, О—
сердечник балансного реле, О' — сердечник реле питания.
Когда регулируемый параметр соответствует заданному зна-
чению, движок реостата регулирующего устройства и движок
Рис. 221. Схема электрических соединений (а) и габаритные
размеры (б) исполнительного механизма типа ПР-1
реостата исполнительного механизма занимают среднее положе-
ние. При отклонении регулируемого параметра от заданного
значения движок реостата регулирующего устройства смещается
со среднего положения, включая цепь питания обмотки одного
из статоров. После этого электродвигатель будет вращаться до
тех пор, пока не установится равновесие электрической системы
реостата регулятора и реостата исполнительного механизма.
222
Число конструкций приводов арматуры и исполнительных ме-
ханизмов быстро возрастает. Для удовлетворения требований,
выдвигаемых условиями эксплуатации арматуры, проектируются
и применяются приводы с различными сочетаниями кулачков,
пружин и электрических узлов — реле и выключателей. В некото-
рых зарубежных конструкциях в качестве одного из составных
элементов привода используют также обгонные муфты. Быстро
растет также число конструкций приводов арматуры как для по-
зиционного, так и для пропорционального регулирования, так
называемых исполнительных механизмов: ИМ — исполнительный
механизм, БИМ — бесконтактный исполнительный механизм,
ИМИ — импульсный исполнительный механизм, ИМТ — испол-
нительный механизм с электромагнитным тормозом, который
предназначен для арматуры, требующей для управления значи-
тельных моментов. Так, например, номинальный момент на вы-
ходном валу ИМТ — от 6 до 100 кГ-м, пусковой момент 8—
150 кГ-м. Время одного оборота выходного вала 30—120 сек.
В конструкцию ИМ входит электродвигатель, шестеренчатый
редуктор, конечные выключатели и реостат обратной связи. Ко-
нечные выключатели используются для ограничения наибольшего
угла поворота выходного вала; регулировка наибольшего угла
поворота осуществляется специальными перемещаемыми кулач-
ками. При отклонении регулируемого параметра от заданного
положения в ту или иную сторону ползунок реостатного датчика
измерительного устройства регулятора сместится, что вызовет
рассогласование входного моста регулятора и в диагонали моста
возникнет напряжение. Замкнется командный контакт реле регу-
лятора, и вал электродвигателя исполнительного механизма
начнет вращаться в таком направлении, при котором изменение
регулирующего органа уменьшает отклонение регулируемого
параметра от заданного значения. Ползунок реостата обратной
связи исполнительного механизма будет также перемещаться
в сторону уменьшения величины рассогласования входного моста
регулятора и, когда рассогласование станет близким к нулю,
замкнутый командный контакт реле регулятора разомкнется и
электродвигатель исполнительного механизма остановится. Каж-
дому значению отклонения регулируемого параметра соответ-
ствует определенное положение ползунка реостата обратной связи,
а следовательно, и определенное положение регулируемого ор-
гана. Исполнительные механизмы имеют также ручное управление
с указателем степени открытия регулируемого органа.
Бесконтактные исполнительные механизмы типа БИМ работают
в системах автоматического регулирования комплектно с бескон-
тактными регулирующими устройствами типа БРУ и различными
измерительными устройствами, "имеющими реостатные датчики.
При работе этих исполнительных механизмов для управления
используются электрические схемы с применением электроники.
223
4. ЭЛЕКТРОМАГНИТНЫЙ ПРИВОД
С развитием химии, атомной техники и других новых отраслей
промышленности все большее значение приобретает обеспечение
надежной внешней плотности арматуры. В настоящее время для
агрессивных жидкостей, радиоактивных и некоторых других сред
в качестве затворов используются вентили с сильфонным уплот-
нением шпинделя. Задвижки для этих целей не применяются из-за
малого хода, допускаемого сильфонами. Кроме того, сильфон
имеет сравнительно малый срок службы, исчисляемый иногда
несколькими тысячами ходов. Новые широкие возможности от-
крываются применением бесконтактного метода управления арма-
турой, при котором ротор электродвигателя, помещенный внутри
полости арматуры (например, задвижки), отделен стенкой от
статора и приводится в движение путем использования индуктив-
ного поля. В таких конструкциях отпадает надобность в сальни-
ках и сильфонах. Первый шаг в этом направлении был сделан
созданием электромагнитных клапанов.
На рис. 222 приведены две конструкции фланцевых клапанов
с электромагнитным управлением. В клапанах с электромагнит-
224
НЫм приводом среда подается «на клапан». Эти клапаны, Имею-
щие Dy — 254-40 мм, предназначены для работы на аммиаке
или на фреоне при Рраб = 13 кПсм?. Электромагнитный привод
рассчитан на длительный режим работы и может изготовляться
для постоянного тока напряжением ПО или 220 в и переменного
тока напряжением 127, 220 и 380 в. Потребляемая мощность при
постоянном токе — до 200 вт. При включении тока сердечник
магнита втягивается в катушку и клапан открывается. Чтобы
уменьшить усилие, необходимое для подъема тарелки клапана,
имеется разгрузочный клапан, который открывается при подъеме
сердечника. При этом над поршнем уменьшается давление и под
действием усилия на поршне, создаваемого перепадом давлений
и усилия на сердечнике, тарелка клапана поднимается вверх.
При выключении тока перепускной клапан закрывается и тарелка
клапана опускается под влиянием веса деталей подвижной си-
стемы и перепада давлений, действующих в направлении закры-
тия клапана. Для ручного управления служит винт, расположен-
ный в нижней части корпуса.
На рис. 222, б приведен электромагнитный клапан с защелкой.
Диаметры прохода вентилей Dy = 25-7-70 мм. Рабочее давление
Рраб = 16 кПсм? для проходов 25—50 мм и Рраб = 6 кПсм2
для клапана проходом 70 мм. Эти клапаны с электромагнитным
приводом применяются для воды и газообразных сред при тем-
пературе до 150° С. Привод имеет главный электромагнит для
управления сердечником и электромагнит защелки для управле-
ния замком. Электромагниты постоянно отключены от сети и
включаются только для производства переключений клапана.
Отключение производится с помощью путевых выключателей.
Электромагниты предназначены для работы от постоянного тока
ПО или 120 в, при работе на переменном токе 220 в применяется
селеновый выпрямитель. Главный электромагнит потребляет мощ-
ность не более 600 вт; электромагнит защелки — не более 300 вт.
Для ручного управления служит рукоятка, с помощью которой
поворачивается рычаг, поднимающий тарелку клапана.
При включении тока сердечник втягивается внутрь электро-
магнита, открывает разгрузочный клапан и поднимает тарелку
клапана. По достижении верхнего положения срабатывает за-
щелка и не дает сердечнику опуститься вниз. Подвижная система
остается в подвешенном положении и находится под действием
веса подвешенных деталей и усилия сжатой пружины, располо-
женной в нижней части сердечника. Для закрытия клапана вклю-
чается электромагнит защелки, и подвижная система опускается
вниз, закрывая седло клапана.
На рис. 223 показан вентиль с электромагнитным приводом и
мембраной Dy => 50 мм на рабочее давление до Рраб = 16 кПсм*.
Тарелка клапана соединена с мембраной, повышающей чувстви-
тельность клапана. Применение мембраны создает возможность
15 Д. Ф. Гуревич 225
адежной работы клапана при малых перепадах давления (до
0,2 кПсм.2). Открывание клапана осуществляется давлением
среды на площадь тарелки. При этом управляющий клапан
находится в закрытом положении, а давление над мембраной по-
степенно снижается, так как надмембранная полость соединена
каналом в направляющем стержне и отверстием в тарелке клапана
с полостью за клапаном. При закрывании клапана соединитель-
ный канал открывается электромагнитом, и над мембраной соз-
Рис, 223. Клапан с электромагнитным при-
водом и с мембраной
дается давление на пло-
щади большей, чем пло-
щадь тарелки клапана.
Электромагниты,исполь-
зуемые для управления
клапанами, могут быть тя-
нущего или толкающего ти-
па, но обычно использу-
ются электромагниты тяну-
щего типа. Электромагниты
могут быть использованы
как для постоянного, так
и для переменного тока,
напряжением 127, 220, 380
и 500 в. По характеру на-
грузки электромагниты мо-
гут предназначаться для
длительного режима рабо-
ты (ПВ 100%) или повтор-
но-кратковременного ре-
жима (ПВ 10%) на 400
циклов в час при увели-
ченномтяговомусилии. Без
ущерба для нормальной
работы электромагнитов допускается колебание напряжения в пре-
делах +5% 4—15% от номинального. Электромагниты, рассчи-
танные на длительный режим работы (ПВ 100%), могут использо-
ваться и на повторно-кратковременном режиме при номинальном
тяговом усилии и при определенном числе включений. Для элект-
ромагнитов переменного тока серии ЭС1 (ПВ 100%) наибольшее
тяговое усилие создается при полном втягивании якоря в катушку,
при смещении якоря на 10 мм тяговое усилие снижается при-
мерно вдвое. Электромагниты рассчитаны для установки в верти-
кальном положении — якорем вниз, однако допускается установка
и якорем вверх. Во время эксплуатации трущиеся поверхности
якоря и направляющих латунных скоб должны периодически сма-
зываться тонким слоем технического вазелина.
Электросхемы управления клапаном с электромагнитным при-
водом и защелкой приведены на рис. 224: для постоянного тока
226
220 в (рис. 224, а) и переменного тока 220 в (рис. 224, б). На схе-
мах приняты следующие обозначения: О и 3 — кнопки «Открыть»
и «Закрыть»; ЭГ и ЭЗ — электромагниты главный и защелки;
Л — сигнальная лампа; КГ — контакт главного электромагнита;
КЗО — контакт защелки нормально открытый; КЗЗ — контакт за-
щелки нормально закрытый; R — разрядное сопротивление;
СВ — селеновый выпрямитель; П—предохранитель.
Электромагнитный привод арматуры получает распростране-
ние благодаря возможности использования его в системах элек-
Рис. 224. Схемы электрических соединений для управления кла-
панами с электромагнитным приводом с защелкой: а — для по-
стоянного тока; б — для переменного тока
трического управления и в связи с быстрым срабатыванием.
Арматура с электромагнитным приводом используется не только
как запорный орган, но применяется и для целей управления
работой механизмов с пневматическим или гидравлическим при-
водом. В последнем случае электромагнитный привод управляет
трехходовым клапаном либо золотниковым устройством. Такие
конструкции называются распределителями. Распределитель мо-
жет иметь один либо два электромагнита управления.
Глава III. ГИДРАВЛИЧЕСКИЙ И ПНЕВМАТИЧЕСКИЙ
ПРИВОДЫ
1. ГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ ПРИВОД
Наиболее важными достоинствами поршневого привода, яв-
ляются: возможность использования энергии рабочей среды,
транспортируемой по трубопроводу при коротких коммуникациях,
простота конструкции и ограниченное число необходимых дета-
лей. При применении поршневого привода ограничение усилия
15* 227
достигается наиболее простым методом — ограничением давления
в приводе. Поршневой привод позволяет создавать большой ход
и большие усилия при поступательном движении. Благодаря
этим качествам поршневой приводна многих производствах исполь-
зуется для механизации и автоматизации управления задвиж-
ками и вентилями. Многие конструкции арматуры с ручным при-
Рис. 225. Гидропривод для парал-
лельной задвижки
водом сравнительно просто могут
быть переоборудованы на управле-
ние с помощью поршневого при-
вода путем использования подруч-
ных материалов. Так, например,
для цилиндров поршневых приво-
дов низкого давления в некоторых
случаях используют асбоцемент-
ные трубы, предварительно рас-
шлифованные и доведенные до нуж-
ного размера. Трубы дешевы и не
корродируют при работе на воде.
Для обеспечения прочности в этих
приводах, например для задвижек
ЗОчб (типа«Лудло»), верхняя и ниж-
няя крышки цилиндра стягиваются
сквозными шпильками, располо-
женными снаружи цилиндра. При-
мер модернизированной конструк-
ции задвижки ЗОчб для перевода
ее с ручного управления на гидро-
привод показан на рис. 225. Для
уплотнения зазора между порш-
нем и цилиндром гидропривода
обычно применяются резиновые
манжеты.
На рис. 11 показан клапан
с гидроприводом, а на рис. 20 —
задвижка с гидроприводом. Порш-
невые приводы, установленные на
этих конструкциях, двустороннего действия, среда подается
попеременно на разные стороны поршня. Движение от поршня
на арматуру передается штоком привода, уплотнение штока осу-
ществляется сальниковым устройством. Регулировка скорости
закрывания арматуры осуществляется дроссельным устройством,
включенным в подводящую или отводящую линию гидропривода.
Поршневой привод используется также и в регулирующей
арматуре (см. рис. 56 и 160) и в предохранительной арматуре
(см. рис. 74 и 173).
Конструкция задвижки с внутренним бессальниковым гидро-
приводом изображена на рис. 226. Для открывания и закрыва-
228
Рис. 226. Задвижка с внутренним бессальниковым гидроприводом (а) и
схема управления задвижкой (6);
1 — задвижка; 2 — трехходовой клапан; 3 — вентиль управления
229
Рис. 227. Гидропривод для клапана с
фиксацией крайних положений шари-
ковыми замками
ния задвижки в этой конст-
рукции использованы два
поршня одностороннего
действия,встроенные в кор-
пусе, управляемые давле-
нием среды из постороннего
источника или среды, тран-
спортируемой по трубопро-
воду. Все приводы армату-
ры, как правило, имеют
ручной привод для управ-
ления арматурой в аварий-
ных условиях; недостатком
этой конструкции является
отсутствие ручного дубле-
ра для управления задвиж-
кой.
Недостатком поршнево-
го привода (гидропривода
п пневмопривода) является
необходимость силового за-
мыкания системы для удер-
жания арматуры в откры-
том или закрытом положе-
нии (крайних положениях).
При отсутствии давления
в гидроприводе, показан-
ном на рис. 225, задвижка
может самопроизвольно
закрыться под действием
веса деталей, связанных со
шпинделем. Клапан может
открыться под действием
давления под тарелкой кла-
пана при отсутствии давле-
ния в поршневом приводе,
либо закрыться под дейст-
вием веса шпинделя и свя-
занных с ним деталей. Для
того чтобы иметь строго
фиксированные крайние
положения клапана, разра-
ботана конструкция пор-
шневого гидропривода
с шариковыми замками
(рис.227). В средней верти-
кальной гильзе размещены
230
два ряда шариков, из которых верхний ряд фиксирует нижнее поло-
жение тарелки клапана, нижний—верхнее положение. Шарики,
западая в соответствующую кольцевую канавку подпружиненного
стакана, удерживают шпиндель в нужном положении, будучи
заблокированы кольцевой обоймой. При движении поршня вверх
верхнее кольцо освобождает верхние шарики, которые выходят
из выточки стакана, а нижнее кольцо блокирует нижние шарики,
удерживая их в кольцевой канавке, и тем фиксирует верхнее
положение поршня и шпинделя.
Обычный гидропривод не приспособлен для точной фиксации
промежуточных положений арматуры; чтобы обеспечить точную
Рис. 228. Гидропривод для регулирующих клапанов
регулировку положения тарелки клапана, можно применить гидро-
привод конструкции, изображенной на рис. 228, который отли-
чается применением резьбовой пары. С помощью поршня переме-
щается рейка, сцепленная с шестерней, насаженной на гайку.
При вращении гайки перемещается шпиндель. Таким путем соз-
даются большие усилия на шпинделе при малых и точно фикси-
рованных его перемещениях.
В ряде случаев поршневое устройство используется в арма-
туре как гидравлический тормоз (см. рис. 74 и 173) для обеспече-
ния плавного срабатывания механизма и устранения ударов
тарелки клапана по седлу.
Гидравлический поршневой привод успешно применяется для
управления дисковыми затворами — круглыми дисковыми за-
слонками большого диаметра.
2. ГИДРАВЛИЧЕСКИЙ МЕМБРАННЫЙ ПРИВОД
При гидравлическом управлении арматурой наиболее часто
применяется поршневой привод, мембранный гидравлический
привод используется лишь в регуляторах прямого действия, когда
рабочей средой является жидкость. В этом случае чаще всего
231
применяются резиновые мембраны, но в некоторых случаях и метал-
лические, которые обычно работают не в качестве силового эле-
мента, а в качестве чувствительного и управляющего элементов
(пилотное устройство). Для коррозионных и агрессивных сред
применяются мембраны из пластмасс (фторопласты и пр.).
3. ПНЕВМАТИЧЕСКИЙ ПОРШНЕВОЙ ПРИВОД
Гидравлические поршневые приводы не могут обеспечить бы-
строго срабатывания арматуры. В некоторых же случаях срабаты-
вание должно происходить в доли минуты, а иногда и менее се-
кунды; в этом случае для управления арматурой используется
сжатый воздух (или пар). Сжатый воздух используется для управ-
ления как запорной арматурой, так и регулирующей. Когда ход
клапана небольшой, применяется мембранный привод, и лишь
при больших перемещениях применяется поршневой. Поршень
при газообразной рабочей среде имеет манжеты либо поршневые
кольца.
На рис. 20 приведена конструкция поршневого привода с внут-
ренним сальником, пригодная лишь в тех случаях, когда в приводе
используется рабочая среда, транспортируемая в трубопроводе,
и незначительная протечка среды в трубопровод через задвижку
существенного значения не имеет, так как при открытой задвижке
среда проходит свободно, а при закрытой — может поступать из
сальника привода лишь в полость крышки, отделенную от трубо-
провода клином. Труднодоступный сальник в этих условиях не
требует тщательного ухода.
В тех случаях, когда используется не среда, транспортируемая
в трубопроводе, а сжатый воздух высокого давления или масло
системы управления, сальник должен быть выполнен таким обра-
зом, чтобы можно было обеспечить систематический уход за его
состоянием. В этом случае цилиндр привода отделяют от крышки
стойками (см. рис. 11) и вместо одного общего сальника делают два
(для арматуры и для привода отдельно).
Пневматический поршневой привод может быть применен и для
управления арматурой пфи вращении шпинделя или ходовой гайки.
Поршень снабжается зубчатой рейкой, которая сцепляется с ше-
стерней, сидящей на вращаемом валу. Такая передача используется
для управления кранами (см. рис. 30) и вентилями (см. рис. 160).
Пневматический поршневой привод крана со смазкой Dy =
== 80 мм на условное давление Ру = 16 кПсм- без реечной зуб-
чатой передачи показан на рис. 229. Вместо зубчатой реечной пере-
дачи здесь применен шатунно-кривошипный механизм. Шатун
связан со штоком цилиндра, а кривошип с пробкой. При повороте
пробки крана цилиндр привода также поворачивается на неко-
торый угол. Необходимое давление воздуха в цилиндре этого
привода Р = 5-7-8 кПсм\
232
Рис. 229. Пневматический поршневой привод крана со смазкой
233
Для управления кранами больших диаметров прохода тре-
буются значительные крутящие моменты, что вызывает необхо-
димость повышенных давлений воздуха в силовом цилиндре —
свыше 10 кПсм2. В этом случае работа привода становится не-
устойчивой: движение происходит неравномерно — рывками.
Чтобы устранить этот недостаток, используют гидроприставки,
с помощью которых работу силовых цилиндров переводят на
жидкость. Это улучшает динамические свойства привода, причем
5)
Рис. 230. Схемы четырехцилиндровых приводов: а — с зубчатой передачей;
б — с рычажной передачей;
/ — насос; 2 — цилиндр привода; 3 — линия под давлением; 4 — зубчатая (рычажная)
передача; 5 — линия слива; 6 — распределитель
источником энергии остается сжатый газ. Схема работы при-
вода с четырьмя цилиндрами для управления краном приве-
дена на рис. 230.
В некоторых случаях возникает необходимость сблокировать
управление двумя элементами, например задвижкой и захлопкой,
как это представлено на рис. 231, а. При открывании задвижки 1
здесь принудительно открывается захлопка 4, расположенная
на приемо-раздаточном патрубке внутри резервуара. Такие устрой-
ства применяются для дистанционного управления приемо-разда-
точными операциями в резервуарных парках нефтеперерабаты-
вающих заводов и нефтебаз.
Задвижка (JDy = 200 мм) имеет выдвижной шпиндель и вра-
щаемую гайку, снабженную выходом с кулачковой муфтой. Муфта
передает вращение промежуточному приводу заслонки, закре-
пленному на кронштейне над задвижкой. При открывании за-
движки полый шток промежуточного привода с закрепленным на
нем подвижным блоком опускается вниз и таким образом пере-
мещает трос 2. Трос направляется верхними блоками, проходит
через гидравлический затвор 3 и, поворачивая тарелку захлопки 4,
открывает ее.
234
Рис. 231. Сблокированный привод управления задвижкой и захлопкой:
а — схема работы привода; б — промежуточный привод
235
Шпиндель 2 промежуточного привода (рис. 231, б) получает
вращение от кулачковой муфты 1. Благодаря неподвижной гайке 4
полый шток 5 получает поступательное движение и перемещает
подвижной блок, закрепленный на его верхнем конце. Механизм
промежуточного привода расположен в корпусе 3, установленном
на кронштейне, закрепленном на стенке резервуара.
В случае необходимости ручного управления, например при
несрабатывании привода задвижки, наружный конец троса отсоеди-
няется и с его помощью управление захлопкой производится
вручную.
4. ПНЕВМАТИЧЕСКИЙ МЕМБРАННЫЙ ПРИВОД С РЕЗИНОВОЙ
МЕМБРАНОЙ
В трубопроводной арматуре широко распространен мембран-
ный привод с резиновой мембраной. Мембраны изготовляются из
резины толщиной 2—4 мм с тканевой прокладкой или без про-
кладки. По форме сечения мембрана может быть плоской, плоской
собранной и формованной (рис. 232). Плоская и плоская собранная
мембраны изготовляются из листовой резины. В плоской мембране
отверстия под болты и на фланцах совпадают. Плоская собранная
мембрана имеет отверстия под болты, расположенные по окружно-
сти большего диаметра, чем во фланце, благодаря этому при уста-
236
новке мембраны в привод она приобретает вогнутую форму
Формованная мембрана приобретает вогнутую форму при изго-
товлении ее в прессформе; она имеет наименьшую жесткость,
следовательно, обладает наиболее целесообразной формой. Во
всех случаях передача усилия с мембраны на шток осуществляется
с помощью опорного диска или грибка, образующего для мембраны
опорную площадку.
Наиболее широко мембранный привод с резиновой мембраной
применяется в регулирующей арматуре, где он носит назва-
ние пневматического мембранного исполнительного механизма
(рис. 232, г). С его помощью производится перемещение и уста-
новка регулирующего (дросселирующего) элемента — плунжера
в соответствии с сигналом, поступающим от командного устройства.
Пневматический мембранный исполнительный механизм может
работать с пружиной или без нее, по этому признаку мембранные
исполнительные механизмы подразделяются на пружинные и бес-
пружинные.
В пружинных пневматических мембранных исполнительных
механизмах сжатый воздух перемещает мембрану, а опорный
диск или грибок, опускаясь, сжимает пружину возврата. Обратный
ход совершается под действием пружины. В беспружинных меха-
низмах перемещение мембраны и грибка в обе стороны осуще-
ствляется сжатым воздухом, газом или жидкостью, либо с по-
мощью груза.
В зависимости от характера движения пневматические мембран-
ные исполнительные механизмы можно разделить на прямоход-
ные — с выходным штоком, совершающим возвратно-поступа-
тельное движение, и с колебательным движением выходного ры-
чага. Первые применяются часто, вторые — редко.
Для управления приводами с резиновой мембраной приме-
няется командное давление воздуха 0,2—1,0 кПсм2.
Стандартом (ГОСТ 9887—61) установлены размеры мембран
и ходов привода пневматических и мембранных исполнительных
механизмов, приведенные в табл. 20.
Диаметр опорного диска d составляет 0,75—0,85£>.
В приводах без позиционного реле, при рассогласовании в 1 %
действительного перемещения выходного звена и перемещения,
соответствующего давлению сжатого воздуха при данном поло-
жении, минимальное усилие, развиваемое приводом, должно быть
не менее указанного в табл. 21.
Привод должен обеспечивать пропорциональную (линейную)
зависимость между командным давлением и ходом. Максималь-
ные отклонения от линейной зависимости по абсолютной вели-
чине не должны превышать 4% от полного рабочего хода штока.
Конструкция мембранных исполнительных механизмов должна
допускать возможность установки позиционного реле, пневмати-
ческих или электрических конечных выключателей. Привод
237
Таблица 20
Расчетный диаметр заделки и рабочий ход мембраны
(по ГОСТу 9887—61)
Расчетный диаметр заделки мембраны D в мм 125 160 200 250 320 400 500
Полный рабочий ход вы- 4 4 — —. — — —
ходного звена h в мм 6 6 6 — — — —.
10 10 10 10 — — —
16 16 16 16 16 — —
— 25 25 25 25 25 25
— — 40 40 40 40 40
— — — 60 60 60 60
— — — — — 100 100
Таблица 21
Минимальное усилие привода при рассогласовании хода в 1%
Расчетный диаметр за- делки мембраны D в мм 125 160 200 250 320 400 500
Минимальное усилие Qmln в кГ 0,63 1,0 1,6 2,5 4,0 6,3 10
должен иметь указатель хода со шкалой. При ходе штока более 16л.и
цена деления должна быть равна 10% от полного рабочего хода,
при величине хода штока 6—16 мм включительно цена деления
шкалы равна 25% от полного хода.
Привод должен работать нормально в любом положении при
температуре от —30 до +50° С. Полость привода должна быть
рассчитана на давление Ру — 2,5 кПсм2 и Ру — 4 кПсм2. Гидра-
влическое испытание на прочность стенок полости привода про-
изводится соответственно при давлении 4 и 6 кГ/см2. Предвари-
тельное сжатие пружины устанавливается таким, чтобы движение
штока начиналось при давлении на мембрану Р = 0,2 ±
± 0,05 кПсм2.
На рис. 53 показаны пневматические мембранные приводы
с грузовым нагружением, применяемые в регуляторах давления
прямого действия «после себя» и «до себя».
На рис. 48 и 49 приведены конструкции пневматических мем-
бранных механизмов с пружиной, применяемые в регулирующих
клапанах.
При сжатии пружины возникает крутящий момент и, чтобы
этот момент не оказал влияния на характеристику пружины, для
опоры пружины сжатия обычно используется шариковый упорный
238
подшипник. Сальники регулирующих клапанов делаются со смаз-
кой, а шпиндель применяют минимального диаметра, чтобы
уменьшить силу трения, создающую нечувствительность меха-
низма.
В конструкциях пневматических мембранных приводов, при-
веденных на рис. 48 и 49, для перехода со схемы НО на схему НЗ
необходимо снимать верхнюю и нижнюю крышки корпуса и пере-
ворачивать плунжер, устанавливая его в обратном направлении.
В конструкциях приводов регулирующих клапанов, показанных
на рис. 108, использован другой принцип. Плунжер сохраняет
постоянное положение и в зависимости от схем НО и НЗ конструк-
ция привода имеет свои особенности. Недостатком этого способа
является увеличение числа конструкций приводов.
Более целесообразно осуществлен переход со схемы НО на
схему НЗ путем реверсирования движения привода в угловых регу-
лирующих клапанах, показанных на рис. 233. (Они предназна-
чены для работы при Ру = 64 кПсм? и при t sg 350° С. Условные
диаметры Dy = 6ч-25 мм. Для уменьшения влияния температуры
сальник вынесен далеко от полости среды, а крышка снабжена
охлаждающими ребрами.) В клапанах НО пружина верхним кон-
цом упирается в опорный диск мембраны, а нижним — во втулку,
239
ввинченную в бугель и образующую неподвижную опору
(рис. 233, а). В клапанах НЗ пружина верхним концом упи-
рается в неподвижную чашку, а нижним — во втулку, навинчен-
ную на шпиндель (рис. 233, б). Таким образом, в клапанах НО
шпиндель приводится в движение верхней частью пружины,
Рис. 234. Пневматический мембранный
привод для поворотных заслонок
отжимающей его вверх; в клапанах НЗ — нижней частью, отжи-
мающей его вниз. Подача воздуха в клапанах НО производится
в верхнюю полость мембраны, в клапанах НЗ — в нижнюю.
Сами регулирующие клапаны, работающие по схемам НО и НЗ,
ничем друг от друга не отличаются.
Наиболее удачное решение задачи реверсирования направле-
ния действия привода для работы клапанов по схемам НО и НЗ
представлено в регулирующем клапане,изображенном на рис. 121.
При работе по схеме НО нижняя часть пружины упирается через
240
подвижную гильзу в корпус привода, а верхняя часть — в шпин-
дель с помощью упорной шайбы и двух стопорных гаек. При ра-
боте по схеме НЗ пружина верхним концом упирается в непо-
движное резьбовое кольцо с помощью упорного фланца, а ниж-
ним — в шпиндель через подвижную гильзу и две стопорные
гайки. При этом решении не требуется никаких дополнительных
деталей для перехода со схемы НО на схему НЗ.
На рис. 234 приведена конструкция пневматического мембран-
ного исполнительного механизма,
зована для одной или двух пово-
ротных заслонок, либо для другой
арматуры, управляемой поворотом
ведущего вала. Представленная
конструкция предназначена для
управления двумя многостворча-
тыми заслонками. Последние с по-
мощью тяг соединены с рычагами,
концы которых снабжены ролика-
ми и скользят по профилированной
поверхности кулачка. Шток мемб-
ранного пневматического привода
поворачивает зубчатый сектор,
сцепленный с шестерней, сидящей
на оси ролика. При перемеще-
нии штока поворачивается сектор,
при этом поворачивается кулачок,
управляющий рычагами, нетворки
заслонок занимают необходимое
которая может быть исполь-
Рис. 235. Лопастной пневмогидро-
привод:
1 — лопасть; 2 — корпус привода;
3 — упор
положение.
Как поршневой, так и мембранный привод создают поступатель-
ное движение, преобразование его во вращательное осуществ-
ляется применением реечно-зубчатых либо рычажно-поворот-
ных механизмов. Весьма заманчива перспектива создания гидро-
или пневмопривода для арматуры, который обеспечивал бы
вращательное движение на выходном валу. Во многих случаях
(краны, заслонки и др.) для управления арматурой достаточен пово-
рот выходного вала на 90°. Это может быть обеспечено применением
лопастного привода, схема работы которого приведена на рис. 235.
Поворот вала привода происходит при подаче воздуха или воды
с одной «тороны лопасти. Несмотря на простоту конструкции
лопастной привод не получил распространения ввиду сложности
обеспечения плотности между корпусом и лопастями. Эта кон-
струкция может быть использована и как гидравлический тормоз
для предотвращения удара в обратных поворотных клапанах (за-
хлопках) и в других случаях.
16 Д. Ф. Гуревич
241
5. ПОЗИЦИОННОЕ РЕЛЕ
Для высококачественной работы мембранного исполнитель-
ного механизма необходимо, чтобы его порог чувствительности был
низким, т. е. он должен отзываться на малейшее изменение давле-
ния воздуха. Между тем наличие сил трения в сальнике, а также
между седлом и плунжером (в связи с возможным прижатием
плунжера боковой струей в корпусе клапана) и жесткость мем-
браны создают условия, при которых не всякое увеличение давле-
ния вызовет изменение положения плунжера. Чтобы плунжер
переместился в новое положение, необходимо такое увеличение
Рис. 236. Принципиальные схемы
работы позиционных реле: а — реле
с рычажной передачей; б — реле
с пружиной
S)
Командное I | Рабочее
давление I J давление
С от регулятора) Сжатый ( из сети)
давления на мембране, которое создает приращение усилия больше
силы трения. Для перемены направления движения плунжера
необходимо на штоке изменить усилие на величину, вдвое большую
силы трения.
Для малых перемещений на мембране создается малое измене-
ние давления. Так, например, для изменения хода штока на 1%
командное давление на мембране изменится на 0,008 кПсм2, что
создает небольшую перестановочную силу. Помимо этого, при
работе регулирующего клапана на больших перепадах давлений
неизбежная статическая и гидродинамическая неуравновешен-
ность плунжера создает дополнительные усилия вдоль плунжера,
изменяющиеся в зависимости от режима работы регулирующего
клапана. Все эти явления искажают зависимость между ходом и
давлением и вызывают соответствующие искажения изменений
регулируемого параметра по отношению к величине командного
давления воздуха.
Для ликвидации или уменьшения влияния этих нежелатель-
ных явлений применяются позиционные реле (позиционеры).
Используя вспомогательные источники с повышенным давлением
воздуха (до 2 кПсм2), эти реле в случае несоответствия положения
штока привода командному давлению повышают давление на
мембране до тех пор, пока это несоответствие не будет устранено.
242
Принципиальная схема позиционного реле с рычажной пере-
дачей приведена на рис. 236, а. На мембрану регулирующего
клапана подается сжатый воздух из сети давлением до 2 кПсм?.
Изменение давления на мембране производит позиционное реле
в зависимости от командного давления, подаваемого регулятором
(левое плечо рычага), и положения штока привода (правое плечо
рычага). Сжатый воздух из сети подается в камеру 1, откуда он
поступает в мембранный исполнительный механизм. Регулирова-
ние давления на мембране осуществляет клапан 2, имеющий верх-
нее и нижнее седла. Нижним седлом регулируется подача сжатого
воздуха, верхним — выпуск его в атмосферу.
Так как над мембраной полость закрыта, то в установившемся
положении регулирующего клапана клапан 2 позиционного реле
должен занимать такое положение, при котором весь поступаю-
щий через нижнее седло воздух будет успевать выходить через
верхнее седло, сохраняя при этом необходимое давление на мем-
бране привода. При нарушении этого условия давление на мем-
бране будет повышаться либо понижаться. Если пренебречь вели-
чиной изменения равновесного положения клапана 2, которое
относительно невелико, то указанное условие будет примерно
сохраняться, когда величина хода вверх сильфона 3 будет про-
порциональна ходу вниз штока 4. При этом условии точка пово-
рота рычага 5 сохранит свое положение. При изменении команд-
ного давления левое плечо поднимется или опустится, вызывая
подъем или опускание клапана 2, что, в свою очередь, вызовет
соответствующее изменение давления на мембране.
Равновесное положение клапана восстановится, когда под дей-
ствием изменения давления шток 4 изменит свое положение так,
что точка вращения рычага 5 примерно сохранит свое положение.
Таким образом обеспечивается соответствие между командным
давлением и положением штока 4 независимо от сил трения, про-
тиводавления и других усилий, действующих на штоке 4, так как
повышение давления на мембране будет происходить до тех пор,
пока шток не будет приведен в нужное положение, соответствую-
щее командному давлению.
Как видно из приведенного описания, позиционное реле по прин-
ципу действия является пропорциональным регулятором с обрат-
ной связью, осуществленной по положению регулирующего элемен-
та. На рис. 236, б представлена принципиальная схема позицион-
ного реле другого типа. В этой конструкции обратная связь осуще-
ствлена рычагом 8, действующим на клапан 1 в полости 2 позицио-
нера через -пружину 4. Клапан позиционного реле уравновеши-
вается усилием (вниз) пружины, зависящим от положения штока 7
мембранного исполнительного механизма и усилием (вверх), зави-
сящим от давления среды на неуравновешенную площадь силь-
фона 3 и жесткости сильфона. Передача движения от штока 7 на
рычаг 8 осуществляется толкателем 6 и рычагом 5.
16*
243
Позиционное реле крепится к регулирующему клапану сбоку
(рис. 237). Сжатый воздух из сети (рабочее давление привода)
поступает в камеру 1 после редуцирования клапаном 2, откуда
подводится в привод на мембрану. Командное давление подается
в сильфон 3. При повышении командного давления сильфон
удлиняется и сжимает пружину 4. При этом клапан 2 поднимается
Рис. 237. Конструкционная схема позиционного
реле с пружиной
вверх, увеличивая подачу воздуха и уменьшая выпуск. Давление
над мембраной возрастает, и шток 7 начинает перемещаться вниз.
Рычаг 5, связанный при помощи тяги 6 со штоком 7, действует
на рычаг 8, который своим концом сжимает пружину 4 и тем самым
заставляет клапан 2 опуститься книзу. Равновесное положение
клапана установится тогда, когда усилие от пружины сравняется
с усилием, передаваемым сильфоном. Передаточное отношение
между рычагами 5 и 8 может регулироваться с помощью перестав-
ного опорного ролика, благодаря этому позиционное реле может
обеспечивать работу мембранных приводов с различными ходами
от 10 до 60 мм.
244
Рабочее давление, командное и давление на клапане контроли-
руются с помощью трех манометров. С помощью крана 9 позицион-
ное реле может быть отключено от пневматического привода и
тогда командное давление будет подаваться непосредственно
в полость над мембраной.
Более компактная конструкция
позиционного реле показана на
рис. 238. Принцип действия этого
реле заключается в следующем.
Командное давление воздуха по-
дается в камеру 1 между двумя
мембранами, имеющими разную
эффективную площадь. Давление
командного воздуха создает уси-
лие, подымающее подвижную си-
стему вверх. На мембраны сверху
вниз действует усилие пружины 2,
Рис. 238. Позиционное реле с двумя Рис. 239. Положение позиционера на ре-
мембранами гулирующем клапане
регулируемое выходным стержнем 3, который, будучи подведен
к подвижной системе регулирующего клапана, например к опор-
ному диску мембраны, осуществляет обратную связь в системе.
Рабочее давление из сети подается в полость 4, откуда воздух,
дросселируемый клапаном 5, подводится в полость мембранного
привода.
При подаче командного давления в полость 1 позиционера, обе
мембраны подымаются вверх в зависимости от величины команд-
ного давления и положения выходного стержня, т. е. в зависимости
от положения штока мембранного привода. Если положение штока
245
мембранного привода не соответствует заданной величине команд-
ного давления, то клапан 4 займет положение выше или ниже,
в полости мембранного привода давление будет повышаться или
понижаться, шток привода и выходной стержень 3 переместятся,
сжимая пружину. Усилие на мембранах позиционного реле из-
менится, и они займут такое положение, при котором шток мем-
бранного привода будет также занимать положение, соответствую-
щее величине командного давления.
Пример установки позиционного реле на регулирующем кла-
пане, работающем по схеме НО, приведен на рис. 239.
6. ПРИВОД С МЕТАЛЛИЧЕСКОЙ МЕМБРАНОЙ
В тех случаях, когда на мембрану действует высокое давление,
высокая температура или коррозионная среда, используются
металлические мембраны, изготовляемые обычно из тонкой листо-
вой стали Х18Н10 толщиной 0,2—0,3 мм. Мембрана состоит из
одной или нескольких пластин.
Недостатками металлических мембран являются малый допу-
скаемый ход и значительная жесткость мембраны. Для мембраны
из стали Х18Н10 толщиной 0,2 мм предельными можно считать
величины, указанные в табл. 22. Значения h приведены относи-
тельно плоскости заделки. Для обеспечения длительной работы
мембраны целесообразно применение нагартованного материала
марки Н. Мягкий материал марки М имеет более высокую корро-
зионную стойкость и создает меньшую жесткость, но мембраны
из этого материала обладают пониженной долговечностью при
циклической нагрузке.
Таблица 22
Предельно допустимые величины хода металлических мембран
Диаметр заделки мембра- ны D в мм 25 40 60
Предельный ход h в мм ±0,12 ±0,16 ±0,22
Анализ показывает, что в системе мембрана — пружина, при-
меняемой в регуляторах давления прямого действия, жесткость
мембраны имеет решающее значение, поэтому для повышения чув-
ствительности регуляторов (редукционных клапанов) целесо-
образно применять мембраны возможно большего диаметра.
Во время испытаний однослойные мембраны толщиной 0,2 мм
с опорными дисками при статической нагрузке выдерживали давле-
ние: при D = 25 мм Р = 200 кПсм2, при D = 40 мм Р =
= 150 кПсм2, при D = 60 мм Р = 70 кГ/см2. После соответ-
ствующей проверки указанные величины давлений, вероятно,
можно будет значительно повысить.
246
Необходимо учитывать, что с повышением давления умень-
шается срок службы мембраны. Конструкции регуляторов давле-
ния с пилотным управлением, в котором используется внутренний
импульсный механизм с металлической мембраной, показаны на
рис. 56 и 151.
7. ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ АРМАТУРОЙ
Дистанционное управление арматурой и наблюдение за сте-
пенью открытия может осуществляться несколькими способами.
Дистанционное управление с ручным приводом. При этом спо-
собе управления изменение степени открытия арматуры осуще-
ствляется периодически, физическими усилиями оператора. Меха-
низм дистанционного управления в этом случае состоит в основ-
ном из передаточных валов, шарнирных муфт (типа шарниров
Гука) и конических передач.
При ручном дистанционном управлении часто используются
колонки дистанционного управления, с которых оператор осуще-
ствляет управление арматурой. Некоторые из схем дистанцион-
ной передачи при ручном управлении с ручным приводом приве-
дены на рис. 201 и 202.
Ручное дистанционное управление с использованием приводов.
В этом случае арматура, имеющая электрический, гидравлический
или пневматический привод, открывается или закрывается по
команде с пульта управления в зависимости от показаний соот-
ветствующих приборов, контролирующих ход технологического
процесса или работу агрегатов. Включение приводов производится
периодически. Ручное дистанционное управление приводами
может осуществляться с применением КДУ или без них.
При электрическом дистанционном управлении трубопровод-
ной арматурой широкое применение имеют КДУ — колонки
дистанционного управления (рис. 240). Они существуют в не-
скольких модификациях, отличающихся друг от друга конструк-
тивными особенностями и мощностью. КДУ состоит из электро-
двигателя, редуктора и реостатного датчика положения выходного
вала исполнительного механизма КДУ. К реостатному датчику
для дистанционного контроля степени открытия арматуры при-
соединяется вольтметр. Наибольший угол поворота выходного
вала КДУ 90°.
Колонки дистанционного управления (КДУ) имеют ручное
управление с помощью маховиков на случай отсутствия электро-
энергии.
Дистанционное управление задвижками с гидроприводом осу-
ществляется по различным схемам в зависимости от конкретных
условий их работы. Одна из универсальных схем управления
задвижками с гидроприводом приведена на рис. 241.
Для наблюдения за степенью открытия арматуры могут быть
использованы два метода: позиционный метод с применением
247
сигнальных ламп и метод непрерывного наблюдения с помощью сель-
синов. В первом случае полное открытие или закрытие арматуры
сигнализируется сигнальными лампами, включаемыми концевыми
выключателями, во втором случае возможность наблюдения за
степенью открытия арматуры обеспечивается применением сле-
дящей системы, образуемой сель-
сином-датчиком и сельсином-при-
емником.
Автоматическое позиционное
дистанционное управление. Более
совершенным способом управле-
б)
°)
240. Колонка дистанционного
Рис.
управления типа КДУ-П/ПК-' а—внеш-
ний вид колонки; б — схема внутрен-
них электрических соединений
ния арматурой являются способы управления, осуществляемые
автоматически с помощью соответствующих приборов. Приборы
реагируют на изменение регулируемого параметра, в связи с чем
на исполнительный механизм подается соответствующая команда.
Исполнительным механизмом в этом случае может служить элект-
ропривод, гидропривод или пневмопривод.
В зарубежной практике начинают применять для дистанцион-
ного управления задвижками электрогидравлический привод,
который, имея линию обратной связи, обеспечивает плавное откры-
тие и закрытие арматуры. На рис. 242 электродвигатель 1 с по-
мощью насоса 2 нагнетает рабочую жидкость (масло) через регу-
лятор давления <3 с перепускным клапаном и обратный клапан 4
в аккумулятор 5. Фильтр 6 обеспечивает отсутствие твердых
частиц. Золотниковое устройство 7 производит регулирование и
переключение подачи масла в цилиндр путем поворота вокруг оси 8.
Установочная пружина 9 и регулировочный винт 10 обеспечивают
необходимую регулировку. Соленоид 11 служит для приема по
линии 12 электрических импульсов с пульта управления, он
248
поворачивает в ту или другую сторону золотник 7 для изменения
направления движения поршня цилиндра 16.
Для обратной связи служат: плоская пружина 13, закреплен-
ная на втулке 15, поддерживающая ролик, движущийся по
кулачку 14. Когда в систему привода с пульта управления либо
от датчика системы автоматического регулирования поступает
электрический импульс, срабатывает
соленоид 11 и поворачивает соответ-
ственно золотник 7. Поршень 16 пере-
мещает шток задвижки, а вместе с ним
и кулачок 14. Ролик, катящийся по
кулачку и прижатый к нему пружи-
ной 13, перемещает клапан золотни-
кового устройства, чем осуществ-
ляется обратная связь и создается
плавное открытие и закрытие за-
движки. Величина хода клапана зо-
лотника ограничивается силой при-
тяжения соленоида и регулировоч-
ным винтом 10.
На рис. 243 приведена схема ди-
станционного управления пробковым
краном. Пробка крана 1 поворачи-
вается с помощью поршневого пнев-
мопривода 3, работающего под дейст-
вием магистрального газа, пропу-
щенного через фильтр-осушитель 4.
Перед началом поворота пробки
в кран через мультипликатор 2
подается смазка, с помощью которой
пробка несколько приподнимается.
Управление работой пневмопривода
осуществляется при помощи электро-
магнитных клапанов 5. Конечные
Рис. 241. Принципиальная схема
управления задвижками с гидро-
приводом:
1—резервуар с рабочей жидкостью;
2—игольчатый вентиль; <3—-ручной
насос; 4—перепускной клапан; 5 —
ручной многоходовой вентиль; 6 —
линия к управляемым задвижкам;
7 —электропрнводной многоходовой
вентиль управления задвижками;
8—реверсивный клапан; 9—мано-
метр; 10—спускной кран; 11—насос
с электроприводом; 12 — обратный
клапан
выключатели 6 по окончании хода выключают подачу газа в пнев-
мопривод. В случае необходимости можно осуществлять ручное
управление краном с помощью маховика 7. Кнопка открытия
(КО) 8 и кнопка закрытия (КЗ) 9 служат для включения соответ-
ствующего электромагнитного клапана. Кнопка сброса 10 и доба-
вочные сопротивления 1СД и 2СД И, педаль ручного управле-
ния 12 и электромагниты клапанов 13, 14 и 15 обеспечивают
работу системы. Когда кран открыт, на щитке управления горит
зеленая лампа ЛЗ. В начале закрывания электромагнит 14, реле
РМ и сигнальное реле РО обесточиваются, а на щитке заго-
рается белая лампа ЛБ. Включенные одновременно белая и
зеленая лампы показывают, что идет поворот пробки. В конце
хода закрывания обесточивается соленоид 15 и срабатывает
249
Рис. 242. Принципиальная схема управления задвиж-
кой с электрогидравлическим приводом
250
сигнальное релеРЗ. Зеленая лампа при этом гаснет, остается гореть
белая лампа. Как только закрылся кран, замыкается реле вре-
мени РВ, вновь открывается электромагнитный клапан 14 и смазка
под давлением поступает в смазочные канавки крана и зазоры,
чем улучшает герметичность крана.
Кнопки дистанционного управления: открывания — КО и за-
крывания — КЗ имеют собственные электромагниты и остаются
втянутыми до конца операции.
Рис. 244. Схема регулирования давления прн помощи пробкового крана: а —
газопровод высокого давления; б — газопровод с отрегулированным давлением;
1 — пробковый кран-регулятор; 2 — блокировочные проходные краны; 3 — линия
подачи газа в пневмосистему; 4 — фильтр; 5 — газовые редукторы; 6 — водоотделитель;
7 — предохранительный клапан; 8 — регулятор давления; 9 — отбор регулируемого
давления; 10 — подача газа в регулятор давления; 11 — пневмолиния управления краном;
12 — перепускной кран; 13 — рукоятка ручного регулирования; 14 — золотниковый
механизм с указанием степени открытия; 15 — маховик ручного управления
Автоматическое непрерывное дистанционное управление про-
порционального действия. При этом способе управления непре-
рывному изменению регулируемого параметра соответствует не-
прерывное изменение положения регулирующего (дросселирую-
щего) элемента. Наиболее часто такое управление осуществляется
с помощью пневматического мембранного исполнительного меха-
низма или с помощью электромоторного исполнительного меха-
низма типа ПР-1, ИМ и др.
На рис. 244 приведена схема регулирования давления при
помощи пробкового крана. Управление краном осуществляется
поршневым гидроприводом, рабочей средой которого является
масло. Источником энергии является сжатый газ, транспортируе-
мый по трубопроводу.
Приведенные выше примеры конструкций и схем не ограни-
чивают возможностей дистанционного управления арматурой.
Схемы и конструкции, применяемые для этой цели, непрерывно
251
совершенствуются и усложняются по мере усложнения задач,
выдвигаемых для решения в этой области. Развитие дистанцион-
ного управления идет в направлении от простых механических
передач с применением валов, тросов, шарниров и цепей к электро-
приводу, пневмоприводу и гидроприводу с применением раз-
личных элементов автоматики.
Задачи дистанционного управления арматурой, например
магистральных трубопроводов, отличаются от задач дистанцион-
ного управления арматурой в технологических системах нефте-
перерабатывающих заводов или энергоустановок. В соответствии
с этим и схемы дистанционного управления имеют свои особен-
ности. Наиболее ярко требования дистанционного управления
предъявляются к арматуре, работающей на линиях транспор-
тировки или в зоне влияния радиоактивных сред, когда дистан-
ционного управления требует арматура не только при выполне-
нии технологического процесса, но и при промывке, ремонте
или замене арматуры.
Дополнительные требования в отношении взрывобезопасности,
недопустимости искрообразования заставляют в ряде случаев
использовать не электропривод, а пневмо- или гидропривод.
Таким образом, окончательное решение при выборе схемы и
способа дистанционного управления принимается с учетом ряда
различных факторов экономического и технического характера.
ЧАСТЬ ВТОРАЯ
КОНСТРУИРОВАНИЕ
ТРУБОПРОВОДНОЙ
АРМАТУРЫ
РАЗДЕЛ ПЕРВЫЙ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В АРМАТУРОСТРОЕН И И
Глава I. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
КОНСТРУКТИВНЫХ МАТЕРИАЛОВ
1. ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ
В арматуростроении используется большое число разнообраз-
ных материалов: чугуны, стали, цветные металлы и сплавы,
пластмассы, набивочные и прокладочные материалы и т. д. В этом
разделе приведены краткие сведения об основных свойствах мате-
риалов, применяемых в арматуростроении, более подробные дан-
ные приводятся в разделах, где освещены вопросы расчета и
конструирования деталей.
Технология изготовления детали (отливка, прокат, поковка,
штамповка и т. д.) оказывает значительное влияние на свойства
материала, поэтому свойства материала целесообразно уточнить
с учетом условий изготовления детали. Такие данные приводятся
в главах, где указаны свойства материалов при различных усло-
виях работы, необходимые для расчета и конструирования с учетом
технологии изготовления деталей.
Область применения материала зависит от результатов оценки
целого комплекса его свойств, с учетом необходимой долговеч-
ности конструкции и стоимости материала. Из этого комплекса
можно выделить основные свойства, которые являются решаю-
щими. Например, для деталей, работающих при высоких давле-
ниях на химически нейтральных средах, основным свойством
является прочность металла; для арматуры, работающей на
агрессивных или коррозионных средах при низких давлениях,
важнейшим свойством является коррозионная устойчивость мате-
риала в данной среде при соответствующей концентрации и
температуре. Прочность металла в последнем случае не имеет
решающего значения и во многих случаях при этих условиях
применяются пластмассы, имеющие по сравнению с металлами
значительно меньшую прочность, но высокую химическую стой-
кость. Для прокладочных и набивочных материалов решающими
свойствами являются упругость и пластичность. При наличии
материалов с одинаковыми свойствами используется более дешевый.
255
Когда свойства материалов не равноценны и более дорогой мате-
риал обладает лучшими свойствами, выбор следует производить на
основании результатов соответствующих расчетов и сопоставлений.
При выборе конструкционных металлов прежде всего исходят
из их прочности и технологических свойств. Прочность металлов
оценивается по результатам испытаний образцов на испытатель-
ных машинах, главным образом на разрывных. Основной характе-
ристикой прочности хрупких материалов является предел проч-
ности при разрыве ое, т. е. наибольшее напряжение, в кПмм2,
отнесенное к первоначальному поперечному сечению образца,
которое он выдерживает при разрыве. Для пластичных материалов
помимо предела прочности важное значение имеет (условный)
предел текучести ог, т. е. напряжение, в к.Пмм2, соответствующее
остаточному относительному удлинению в 0,2%.
Расчет деталей из пластичных материалов обычно производят
с учетом предела текучести, так как в машинах, как правило,
нельзя допускать значительных остаточных деформаций, которые
могли бы вызвать нарушение работы. В связи с этим величина
предела текучести при растяжении определяется напряжением,
которое вызывает остаточное относительное удлинение в 0,2%.
Во многих деталях арматуры такая величина деформации не вызы-
вает опасений за качество работы изделия, и в ряде случаев можно
было бы ориентироваться на предел текучести при остаточном от-
носительном удлинении больше 0,2%, например в 0,5%, однако
таких данных еще очень мало и при расчете арматуры используют
значения предела текучести от0Л. Предел пропорциональности оп
или наибольшее напряжение, до которого деформация изменяется
пропорционально напряжению, используется в основном при
расчете на продольную устойчивость. Модуль упругости при
растяжении Е кГ/мм2, характеризующий жесткость материала, его
способность сопротивляться деформациям, входит в формулы во
всех расчетах при определении деформаций растяжения, изгиба
или сжатия (прогиб стенок деталей, дисков, тарелок и пр.).
При определении деформации кручения (пружины) в формулы
входит модуль сдвига G кПмм2. Модуль упругости при растяже-
нии представляет собой условное напряжение, которое должно
быть создано в материале, чтобы длина его увеличилась вдвое.
Модуль упругости при сдвиге для сталей при температуре t —
= 20° С обычно равен G 0,38Е.
При растяжении образца из пластичной стали имеет место
продольная и поперечная деформации сечения образца, которые
характеризуют пластические свойства материала. Пластические
свойства оцениваются по относительному удлинению при разрыве,
относительному сужению и ударной вязкости. Относительное
удлинение при разрыве б определяется для образцов с соотноше-
нием длины к диаметру 10 : 1 — б10 или 5:1 — б5, выражается
в процентах и представляет собой отношение увеличения длины
256
образца при разрыве к его первоначальной длине. Относительное
сужение ф выражается в процентах и представляет собой отноше-
ние уменьшения площади поперечного сечения образца при раз-
рыве к первоначальной площади образца. Ударная вязкость ма-
териала ан кГ-м/см2 характеризует способность материала сопро-
тивляться динамическим нагрузкам и определяется количеством
энергии, затрачиваемой на излом единицы площади сечения
образца. Величина ан вычисляется как частное от деления работы
в кГ-м, затраченной на излом образца, на площадь поперечного
сечения образца в см2 в месте излома. Эта характеристика имеет
большое значение также для оценки пластических свойств мате-
риала. При расчетах на прочность используется также коэффи-
циент Пуассона — v, который представляет собой отношение
относительной поперечной деформации к относительной продоль-
ной. Коэффициент Пуассона до предела пропорциональности
имеет постоянное значение и равен: для стали v = 0,25-ь0,33,
для чугуна v = 0,23-^0,27, для бронзы v = 0,32ч-0,35, для ла-
туни v = 0,32-4-0,42, для каучука v = 0,47. При v = 0,5 объем
материала при деформации не изменяется, как это, например,
происходит с резиной, при v <0,5 растяжение вызывает увели-
чение объема материала, сжатие — уменьшение.
С повышением или понижением температуры свойства мате-
риалов меняются. С повышением температуры обычно повы-
шаются пластические свойства, а прочностные характеристики
снижаются, при понижении температуры наоборот — пласти-
ческие свойства ухудшаются, металлы и другие материалы ста-
новятся хрупкими, а прочностные характеристики становятся
выше. При высоких температурах в арматуре часто одновременно
действуют и высокие давления, вызывающие в деталях значи-
тельные напряжения. В этих условиях под действием высоких
напряжений и температур в металле непрерывно протекают внут-
ренние процессы, оказывающие существенное влияние на проч-
ность металла и на перераспределение напряжений.
Особо важное значение в этих условиях приобретает явление
ползучести, которое заключается в медленной и непрерывной пла-
стической деформации металла, протекающей при постоянном
напряжении. В металле при высокой температуре одновременно
протекают противоположные процессы: упрочнения в связи
с деформацией под действием напряжений и разупрочнения в
связи с действием высоких температур. В различные периоды
времени эти процессы дают различные результаты, в связи с чем
весь процесс ползучести можно разбить на три периода. На
рис. 245 показана характерная кривая ползучести. В первый
период скорость деформации все время уменьшается и достигает
определенной постоянной величины. Во втором периоде со-
храняется установившаяся минимальная скорость ползучести.
В третьем периоде скорость ползучести возрастает.
17 Д. Ф. Гуревич 257
При расчете деталей необходимо обеспечить условия, чтобы
в течение всего заданного срока службы изделия материал работал
в пределах второго периода ползучести. В ряде случаев это условие
является необходимым, но недостаточным, так как значительная
деформация деталей, даже в пределах второго периода ползучести,
может нарушить нормальную работу машины. В этих условиях
задаются определенной скоростью ползучести, исходя из наи-
большей допустимой величины деформации.
В качестве предела ползучести опл при расчете деталей арма-
туры принимают напряжение, вызывающее суммарную деформа-
цию в 1% за 100 000 ч работы или 1-Ю'7 мм/мм-ч.
Рис. 245. Кривая ползучести
Рис. 246. Кривые ползучести при
разных напряжениях
< OS < а4 < Из)
Характер графика и значения скоростей ползучести зависят
как от свойств сталей, так и от действующей температуры. Скорость
ползучести зависит и от напряжения (рис. 246). Скорость ползу-
чести металла в установившемся периоде ползучести, в зависи-
мости от напряжения при постоянной температуре, может быть
выражена эмпирической зависимостью
Vna = л о",
где vnJl — скорость равномерной ползучести;
о — напряжение в стали;
А — коэффициент;
п — показатель степени.
Некоторые данные значений Ann см. [19].
Указанные выше механические характеристики не исчерпы-
вают всех свойств металлов. Эксплуатация деталей при высокой
температуре показала, что при длительном воздействии высокой
температуры и больших напряжений снижается прочность ме-
таллов.
Большую опасность представляет возможность хрупкого раз-
рушения стали, возникающая в результате длительного совмест-
ного действия высокой температуры и высоких напряжений.
В зависимости от температуры и длительности ее воздействия
на металл могут иметь место два вида разрушения сталей: внутри-
258
кристаллическое и межкристаллическое. При внутрикристалли-
ческом разрушении происходят значительные деформации зерен.
При межкристаллическом разрушении деформации зерен незначи-
тельны. В качестве величины, характеризующей длительную
прочность материала, принимается предел длительной прочно-
сти одл. Он представляет собой напряжение, которое при дан-
ных условиях длительного испытания на прочность приводит
образец к разрушению. В арматуростроении, как и в энергетике
вообще, принимается в качестве предела длительной прочности
напряжение, выдерживаемое образцом в течение 100 000 ч, что
обеспечивает непрерывную работу материала при этом напря-
жении в течение десяти лет и более. Предел длительной проч-
ности в зависимости от темпера-
туры можно выразить формулой
k
одл = Be1 ’
где одл —предел длительной проч-
ности;
Т — абсолютная температу-
ра;
е основание натуральных рис 247. кривая релаксации
логарифмов;
В — коэффициент
k — показатель степени
постоянные величины.
При температуре среды до 550° С предел ползучести обычно
меньше предела длительной прочности.
Для оценки условий работы деталей арматуры при высоких
температурах необходимо учитывать и явление релакса -
ц и и, тесно связанное с явлением ползучести. Релаксация пред-
ставляет собой самопроизвольное снижение напряжений в мате-
риале при неизменной величине начальной деформации. Резуль-
таты этого явления наиболее отчетливо проявляются, например,
в болтах и шпильках фланцевых соединений, работающих при
высоких температурах. В этих условиях упругая деформация
металла от первоначального затяга переходит в пластическую, за-
тяг болтов и шпилек самопроизвольно снижается и нарушается
плотность соединения. Поэтому в таких соединениях возникает
необходимость периодически подтягивать гайки. На рис. 247
схематически показана кривая релаксации. К сталям, работаю-
щим при высоких температурах, предъявляются определенные
требования релаксационной стойкости, т. е. способности сохранять
напряженное состояние. Релаксационную стойкость стали оце-
нивают по скорости снижения напряжения со временем.
С течением времени в стали, даже находящейся при нормальной
температуре, происходят структурные изменения, которые при-
водят к так называемому старению стали. Кратковременные
17*
259
нагревы до 200—300° С ускоряют этот процесс. В результате ста-
рения снижаются пластические свойства стали и в особенности
ударная вязкость. Длительное пребывание стали в интервале тем-
ператур 400—500° С может вызвать особый вид хрупкости стали,
так называемую тепловую хрупкость. К тепловой
хрупкости склонны стали, содержащие хром, марганец или ни-
кель; присадки молибдена, вольфрама и ванадия снижают склон-
ность стали к тепловой хрупкости. Тепловая хрупкость стали
может быть выявлена лишь испытанием на ударную вязкость.
При возникновении тепловой хрупкости ударная вязкость сни-
жается вдвое и более. Наиболее опасна тепловая хрупкость для
деталей, имеющих острые выточки и резьбы, где создаются кон-
центрации напряжений, например в шпильках и болтах. Эти
детали для работы при высоких температурах рекомендуется
изготовлять из сталей, не содержащих никеля, так как низколеги-
рованные хромоникелевые стали имеют склонность к тепловой
хрупкости. При работе некоторых деталей арматуры в струе пара
или газа создаются условия для быстрого эрозионного износа.
Для таких деталей важно обеспечить эрозионную стойкость
материала. Очень сложные условия для работы арматуры создают
коррозионные среды. Влияние коррозионного воздействия на
металл, особенно от щелочей, не ограничивается уменьшением
толщины стенки; коррозия, проникая в глубь металла, снижает
его прочностные свойства.
При длительном пребывании паровой арматуры при высоких
температурах на поверхности стенок, соприкасающихся с паром,'
с течением времени образуется окалина. Интенсивность процесса
образования окалины зависит от жаростойкости или
окалиностойкости металла. С образованием окалины
толщина стенок арматуры уменьшается; чтобы компенсировать
утонение стенок, дается прибавка на толщину из расчета 0,07—•
0,17 мм/год, исходя из длительности работы арматуры от 10
до 20 лет.
Под длительным действием высокой температуры происходит
также графитизация стали, заключающаяся в том, что
в металле выделяется свободный графит в виде сфероидальных
зерен. Это приводит к ослаблению структуры металла и снижению
его механических свойств.
Сложные условия работы материала в трубопроводной арма-
туре требуют не только квалифицированного выбора марки мате-
риала, точного соблюдения технологии изготовления деталей, но
и тщательного контроля свойств металла как при изготовлении
арматуры, так и в процессе ее эксплуатации.
Пластмассы как конструкционные материалы широко при-
меняются в арматуростроении и имеют большие перспективы
для использования их в особенности для арматуры химических
производств. В связи с разнообразием методов изготовления пласт-
260
масс и свойств исходного материала свойства различных пласт-
масс сильно отличаются, а их механические характеристики имеют
большое разнообразие. На свойства пластмасс большое влияние
оказывает температура. Некоторые пластмассы, как, например,
винипласт, могут быть использованы в относительно узком интер-
вале температур — до 60° С или несколько выше. В различных
пластмассах большое значение имеют специфические свойства,
такие, как длительная прочность (винипласт), ползучесть (фторо-
пласт), явление старения (полиэтилен) и др. Многие проч-
ностные характеристики различных пластмасс еще достаточно
тщательно не изучены, особенно свойства пластмасс при работе
в условиях эксплуатации, и в настоящее время подвергаются
дальнейшим исследованиям. Поэтому пока для пластмасс, как и
для металлов, обычно используются такие характеристики, как
предел прочности на растяжение, на сжатие, на изгиб, на круче-
ние или сдвиг, предел текучести, модуль упругости, относитель-
ное удлинение и т. д. с учетом действующей температуры.
Пределы применения различных конструкционных материалов,
их механические свойства при различных температурах и допуска-
емые напряжения приведены в таблицах при рассмотрении рас-
четов соответствующих деталей.
2. ОЦЕНКА КОРРОЗИОННОЙ СТОЙКОСТИ МЕТАЛЛОВ
Оценка коррозионной стойкости металла производится в соот-
ветствии с данными ГОСТа 5272—50 по десятибалльной системе.
В табл. 23 приведена оценка коррозионной стойкости металла.
При выборе металла для изготовления химической аппаратуры
пригодными считаются такие металлы, скорость коррозии кото-
рых не превышает 0,1—0,5 мм/год, т. е. материалы, химическая
стойкость которых оценивается не ниже 6-го балла.
Таблица 23
Шкала коррозионной стойкости металлов
(по ГОСТу 5272—50)
Группа стойкости Балл корро- зионной стойкости Скорость коррозии в мм/год ! Г руппа стойкости Балл корро- зионной стойкости Скорость коррозии в мм/год
Совершенно стойкие 1 <0,001 Пониженно- стойкие 6 0,1—0,5
7 0,5—1,0
Весьма стойкие 2 0,001—0,005
Малостойкие 8 1-5
3 0,005—0,010
Стойкие 4 0,01—0,05 9 5—10
Нестойкие 10 >10
5 0,05—0,10
261
Глава II. ЧУГУНЫ
1. СЕРЫЕ ЧУГУНЫ
Чугун является наиболее дешевым материалом для изготовле-
ния сложных фасонных отливок, однако хрупкость чугуна огра-
ничивает область его применения. Хрупкое разрушение деталей,
явление нежелательное вообще, приобретает значительную опас-
ность для арматуры. При разрушении деталей из пластичных мате-
риалов имеет место период пластических деформаций, в течение
которого создается возможность установить наступление опасного
состояния материала. При хрупком разрушении эта возможность
исключена, так как разрушение детали происходит неожиданно
для обслуживающего персонала. Кроме того, хрупкие материалы
хуже переносят динамические нагрузки и быстрые температурные
изменения, во время которых могут возникать температурные
напряжения, они также более чувствительны к концентрации на-
пряжений и т. д. В связи с хрупкостью область применения серого
чугуна ограничена относительно невысокими давлениями и тем-
пературами.
Серый чугун представляет собой сплав железа с углеродом и
другими элементами и содержит углерода 2,5—3,6%, из которых
0,8—0,9% содержится в связанном состоянии в виде цементита
(карбид железа), остальная часть находится в свободном состоя-
нии в виде пластинок или зерен, кремния 1,6—2,4%, марганца
0,5—1,0%, фосфора до 0,8% и серы до 0,12%. Прочностные свой-
ства чугуна зависят от соотношения содержания перлита и фер-
рита в его структуре, формы и размеров зерен графита. Уменьше-
ние величины зерен, повышение однородности структуры улуч-
шают механические свойства чугуна.
Несмотря на ограничения области применения чугунной
арматуры, чугун как конструкционный материал имеет широкое
применение. Низкая стоимость и прекрасные литейные качества
чугуна дают возможность получать сложные и тонкостенные
отливки. Из серого чугуна изготовляются водопроводная и газо-
вая арматура низкого давления, кронштейны, стойки, маховики,
корпуса редукторов, шестерни и т. д. Для изготовления деталей
арматуры наиболее часто применяются чугуны следующих марок:
СЧ15-32, СЧ18-36, СЧ21-40, СЧ24-44 и СЧ28-48. Основные проч-
ностные характеристики серых чугунов приведены в табл. 24.
Ударная вязкость литых заготовок диаметром 30 мм из чугуна
СЧ21-40 и СЧ24-44 составляет ан = 0,9 kF-mIcm2, из чугуна
СЧ28-48 ан = 1,0 кГ-м!см\
В обозначениях марок серых чугунов первое число показывает
предел прочности при растяжении, второе — предел прочности
при изгибе. Чугун имеет в 1,5—2,0 раза меньший, по сравнению
со сталью, модуль упругости, причем величина его уменьшается
с увеличением растягивающих напряжений. Уменьшение модуля
262
Таблица 24
Механические характеристики отливок из серых чугунов
(по ГОСТу 1412—54)
Марка Предел прочности в кГ/ммг (не менее) Твердость НВ
при растяжении при изгибе 0в. изг при сжатии °в. сж
СЧ-00 Не испыты- Не испыты- Не испыты- Не испыты-
вается вается вается вается
СЧ12-28 12 28 50 143—229
СЧ15-32 15 32 55 163—229
СЧ18-36 18 36 70 170—241
СЧ21-40 21 40 75 170—241
СЧ24-44 24 44 85 170—241
СЧ28-48 28 48 100 170—241
СЧ32-52 32 52 НО 197—248
С435-56 35 56 120 197 —248
СЧ38-60 38 60 130 207—262
упругости серого чугуна по сравнению с модулем упругости стали
объясняется влиянием графитовых включений. В области упру-
гих деформаций чугун не подчиняется закону Гука, т. е. ведет
себя не как упругий материал" ввиду остаточных деформаций,
создаваемых пластическим деформированием отдельных микро-
объемов металла. Поэтому характеристика модуля упругости
серого чугуна отлична от характеристики модуля упругости для
стали. Введение понятия «условный модуль упругости чугуна» Ео
соответствует тангенсу угла наклона касательной к кривой рас-
тяжения в начале координат. В качестве примера можно привести
следующие данные: литые заготовки диаметром 30 мм имеют мо-
дуль упругости при 20° С: СЧ21-40 Ео = 8500 кПмм2\ СЧ24-44
Ео = 11 000 кПмм2\ СЧ28-48 Ей = 12 000 кГ/мм2. При увели-
чении диаметра заготовки до 100 мм модуль упругости сни-
жается на 20%.
В чугунных деталях симметричного профиля, подверженных
изгибу, распределение напряжений несимметрично и выражение
(®рьст)нб (&сж)нб — >
применяемое для стали, требует для чугуна введения поправоч-
ных коэффициентов, зависящих отЗюрмы рассчитываемого сечения.
С целью лучшего использования материала рекомендуется созда-
вать такие формы чугунных деталей, при которых в чугуне созда-
вались бы напряжения сжатия. Поверхности, воспринимающие
263
давление, рекомендуется изготовлять сферическими, выпуклостью
обращенной навстречу действию давления. Сечения асимметрич-
ной формы в чугунных деталях более выгодны, чем симметрич-
ные, если их построить так, чтобы при изгибе напряжения сжатия
имели большие значения, чем напряжения растяжения.
Серые чугуны повышенной прочности обычно применяются для
ответственной арматуры с большими диаметрами проходов, где
требуется помимо прочности обеспечить достаточную жесткость
конструкции, для чего необходимо иметь чугун с высоким услов-
ным модулем упругости. Механические свойства серого чугуна
повышаются путем его модифицирования.
Модифицирование чугуна производится введением небольших
добавок графитизирующих материалов: силикокальция или си-
ликоалюминия или ферросилида. Таким путем улучшается одно-
родность материала, а структура становится мелкозернистой, что
обеспечивает повышение статической и динамической прочности,
а также износостойкости. Химическая стойкость по сравнению
с серыми немодифицированными чугунами также повышается.
На механические свойства чугуна оказывают влияние не
только химический состав, но и условия заливки, остывания и
кристаллизации отливки, форма деталей и толщина стенок.
Поэтому при расчете и конструировании арматуры к выбору марки
чугуна и определению допускаемых напряжений следует подхо-
дить осторожно, предварительно взвесив мозможность получения
нужной марки в данных условиях производства и с учетом особен-
ностей конструкции, тйкжак опыт показывает, что имеют место
случаи, особенно при изготовлении арматуры больших диаметров
прохода, когда ожидаемые механические свойства чугуна по тем
или иным причинам не достигаются или не могут быть достигнуты.
2. ВЫСОКОПРОЧНЫЕ ЧУГУНЫ
Высокопрочные чугуны получаются введением в расплавлен-
ный чугун добавок из магния или магниевых лигатур. Это приводит
к изменению формы графитовых включений в чугуне, вместо
пластинчатой они приобретают шаровую форму, образуя мелкие
сферические зерна. Благодаря этому снижается концентрация
напряжений возле зерен, и металл приобретает повышенные меха-
нические свойства, в ряде случаев приближающиеся к механи-
ческим характеристикам сталей. Удлинение, ударная вязкость и
усталостная прочность некоторых высокопрочных чугунов таковы,
что в ряде случаев этим материалом можно заменить сталь. Меха-
нические характеристики высокопрочных чугунов приведены
в табл. 25.
В обозначении марки высокопрочного чугуна первое число
показывает предел прочности материала при растяжении, второе —
удлинение при разрыве образца. Высокопрочные чугуны имеют
264
Таблица 25
Механические характеристики высокопрочных чугунов
Марка чугуна Предел прочности в кГ/ммг 1 Предел теку- чести сгг в кГ!ммг Относительное удлинение 6 в % Ударная вяз- кость ан в кГ-м/см2 Твердость НВ
при рас- | тяжении °в ! при из- гибе ®в- изг при сжа- тин °в. cq
ВЧ45-0 45 70 — 36 — — 187—225
ВЧ50-1.5 50 90 — 38 1,5 1,5 187—225
ВЧ60-2 60 ПО — 42 2,0 1,5 197—269
ВЧ45-5 45 70 200 33 5,0 2,0 170—207
В 440-10 40 70 220 30 10,0 3,0 156—197
модуль упругости Е = 13 000-И 6 000 кПмм2. Для отливок кор-
пусов и крышек арматуры наиболее часто применяются высоко-
прочные чугуны марок ВЧ45-5 и ВЧ40-10, они используются для
давлений до Ру = 25 кПсм2 и температуры t 300° С. Для
других деталей высокопрочные чугуны применяются при более
широких пределах давлений и температур.
3. КОВКИЕ ЧУГУНЫ
Ковкий чугун имеет условное название, так как коваться он
не может, хотя имеет повышенные по сравнению с другими чугу-
нами пластические свойства, что позволяет применять его для
более высоких давлений и температур, чем серый чугун. Ковкий
чугун представляет собой частично обезуглероженный чугун,
получаемый в результате термической обработки отливок из белого
чугуна. Ковкий чугун по механическим свойствам занимает сред-
нее положение между чугуном и сталью и дает плотные отливки.
Ковкий чугун применяется для изготовления арматуры малых
диаметров прохода, поскольку он должен подвергаться длитель-
ной термической обработке в специальных печах. Отливки деталей
из ковкого чугуна получаются хорошо, даже при тонких стенках.
Нормами Госгортехнадзора допускается применение в энергети-
ческих установках арматуры из ковкого чугуна марки не ниже
кчзо-6 для температуры не более 400° С и рабочего давления
среды до 40 кПсм2 при условном диаметре прохода арматуры Dy
80 мм. Для арматуры с условным диаметром прохода Dy =
= 100 мм допускается температура t 300° С и рабочее давление
среды до 20 кГ!см2. В табл. 26 приведены механические характе-
ристики ковких чугунов,
265
Таблица 26
Механические характеристики ковких чугунов
(по ГОСТу 1215—59)
Марка ковкого чугуна Предел прочности при растяжении CJQ в кГ/мм2 (не менее) Относительное удлинение 6 в % (не меиее) Твердость НВ (ие более)
КЧЗО-6 30 6 163
КЧЗЗ-8 33 8 163
КЧ35-10 35 10 163
КЧ37-12 37 12 163
КЧ45-6 45 6 241
КЧ50-4 50 4 241
КЧ56-4 56 4 269
КЧ60-3 60 3 269
КЧ63-2 63 2 269
В обозначении ковкого чугуна первое число показывает пре-
дел прочности при растяжении, второе — относительное удлине-
ние в процентах при разрыве образца. Для чугунов КЧЗО-6 и
К.ЧЗЗ-8 предел прочности при изгибе составляет щ. изг =50 кПмм2,
предел текучести ог = 20 кПмм1, ударная вязкость 1,2 =
4-1,3 кГ-м!см2, модуль упругости Е т 16 000 кПмм2.
4. ЖАРОСТОЙКИЕ (ОКАЛИНОСТОЙКИЕ) ЧУГУНЫ
Жаростойкость чугунов невысока, но она может быть значи-
тельно повышена путем введения добавок хрома 1,5—2,5%, ни-
келя 15—18% и меди 2,5—3,5%. При изготовлении арматуры
могут быть использованы аустенитные жаростойкие чугуны
ЖЧ-1 и ЖЧ-2. Некоторые данные о механических характеристи-
ках чугунов этих марок приведены в табл. 27.
Таблица 27
Механические характеристики жаростойких чугунов
/Марка чугуна aQ в кГ/мм2 %, изг в кГ/мм2 6 в % НВ
ЖЧ-1 15 32 — 120—170
ЖЧ-2 30 — 4 170—200
Приведенные марки чугунов могут быть использованы для
работы при температуре до 600° С. Из чугуна указанных марок из-
готовляются ходовые гайки шпинделей, работающих в среде кок-
266
сового и доменного газов при температуре до 120° С, в среде бен-
зольных углеводородов при температуре до 150° Сив средах,
содержащих растворы щелочей, в маслах и каменноугольных сре-
дах — при температуре до 225° С. Чугуны ЖЧ-1 и ЖЧ-2 неустой-
чивы против действия азотной кислоты и сухих щелочей.
5. КИСЛОТОСТОЙКИЕ ЧУГУНЫ
Коррозионная стойкость серого чугуна невелика, поэтому
он не может применяться для работы в коррозионных средах.
Различие в структурных составляющих чугуна создает значи-
тельную разность потенциалов (между ферритом и графитом дости-
гает 0,8 в), что создает условия для химического разрушения мате-
риала. С увеличением напряжений коррозионное воздействие
увеличивается и усиливается проникновение коррозии в глубь
металла.
Введение значительных добавок хрома, никеля, кремния, мо-
либдена и других элементов увеличивает коррозионную устой-
чивость чугуна до значительных пределов. Так, чугуны высоко-
хромистые с содержанием хрома до 30% устойчивы к азотной кис-
лоте и ее солям, к фосфорной кислоте, уксусной кислоте, хлори-
стым соединениям, к серной кислоте и ее соединениям. Такой чугун
обладает высокой износоустойчивостью и жаропрочностью, позво-
ляющей работать при температуре до 1200° С.
Аустенитные чугуны с содержанием до 19% хрома и до 9% ни-
келя устойчивы против азотной кислоты и могут работать при
температуре до 1000° С.
Высококремнистые чугуны: ферросилиды с содержанием угле-
рода 0,3—0,8% и кремния 14,5—18% и антихлор с содержанием
кремния 14,5—16% и молибдена 3,5—4,0% устойчивы против
действйя кислот и других агрессивных сред. Химическая стой-
кость этих чугунов создается благодаря тому, что на его поверх-
ности образуется прочная защитная пленка SiO2. Ферросилиды
против соляной кислоты неустойчивы. Для деталей арматуры,
работающей на нагретой соляной кислоте, может быть применен
антихлор, устойчивый против этой кислоты, разрушающий боль-
шинство металлов и сплавов. Механические характеристики
высококремнистых чугунов приведены в табл. 28.
Таблица 28
Механические характеристики высококремнистых чугунов
(по ГОСТу 2233—43)
Марка Предел прочности в кГ/мм? НВ
ав. изг
Ферросилид С-15 6—8 14—16 300—400
Ферроснлид С-17 5-7 14—15 400—460
Антихлор МФ-15 5,9—7,5 14—18 400—450
267
Ударная вязкость ферросилида С-15 низка и составляет ан =
= 0,454-0,5 кГ-м/см2. Высококремнистые чугуны имеют ряд
недостатков, в связи с чем они не получили широкого применения.
Высокая твердость и способность выкрашиваться под действием
резца не позволяют производить их обработку резанием обычным
инструментом; они обрабатываются только шлифованием абразив-
ными кругами. Высококремнистые чугуны обладают высокой
хрупкостью и плохо переносят быстрые изменения температуры,
образуют горячие трещины в отливках, имеют большую линейную
усадку. Эти качества, а также невозможность получения отвер-
стий сверлением заставляет придавать деталям из этих чугунов
простейшие формы с отлитыми заранее пазами или отверстиями.
Устойчивостью при работе в атмосферных условиях, в продуктах
горения топлива при t 600° С на разбавленных растворах сер-
ной и соляной кислот при нормальной температуре обладает
также аустенитный никеле-меде-хромистый чугун-нирезист —
ЖЧНДХ 15-17-2 (ов = 22ч-30 кГ/мм2, 6 - 14-3%). Он приме-
няется лишь при особой необходимости, так как содержит 14—
17% никеля; служит для изготовления трущихся деталей — саль-
никовых втулок и ходовых гаек.
Задвижки из кислотостойкого высокопрочного чугуна
марки КВЧ, разработанной Гипронефтемашем в условиях работы
на сернокислотных средах и при действии жирных кислот, имели
большой срок службы.
Чугун марки КВЧ, модифицированный магнием, имеет повы-
шенную кислотостойкость и высокие механические свойства, обла-
дает аустенитной структурой и шаровидной формой строения
графита.
Механические характеристики чугуна КВЧ: = 40 ч-
-ь50 кПмм2, 6 = 104-15%, ак=4-г-10 к.Г-м!см2. Эта марка чугуна
пригодна к применению для арматуры при эксплуатации на
агрессивных сернокислотных средах при повышенной темпера-
туре и давлении. Чугун марки КВЧ содержит углерода 2,5—
3,0%, кремния 2,2—2,5%, марганца 1,4—1,7%, никеля 15—17%,
меди 3,0—3,5%, хрома 0,2—0,5%.
6. ЩЕЛОЧЕСТОЙКИЕ ЧУГУНЫ
Серые чугуны неустойчивы также против действия щелочей,
в присутствии которых они быстро разрушаются. Особенно быстро
развивается межкристаллитная коррозия под действием горячих
концентрированных растворов щелочей. Возникает так называе-
мая щелочная хрупкость. Для работы в присутствии едких щело-
чей применяются специальные щелочестойкие чугуны СЧЩ-1
и СЧЩ-2 с содержанием углерода 3,2—3,6% (из которых 0,5—
0,8% связанного), хрома 0,4—0,8% и никеля 0,35—1,0%. Щелоче-
стойкие чугуны СЧЩ-1 и СЧЩ-2 имеют предел прочности при рас-
тяжении <Ув = 32^-38 кГ/см2 и твердость НВ = 200-ь260.
268
7. АНТИФРИКЦИОННЫЕ чугуны
Антифрикционные чугуны обладают пониженным коэффициен-
том трения и используются для замены бронзы и других цветных
сплавов в подшипниках. Антифрикционные чугуны прирабаты-
ваются хуже, чем бронза, поэтому требуют более тщательного
выполнения монтажа, надежной смазки и более длительного пе-
риода приработки на холостом ходу. Зазоры при применении анти-
фрикционных чугунов должны быть увеличены на 15—30% по
сравнению с зазорами, принятыми для бронзы, а в условиях зна-
чительного нагревания зазоры увеличивают на 50%.
Антифрикционные, или подшипниковые, чугуны делятся на
три группы:
1) чугун с пластинчатым графитом: АСЧ-1, АСЧ-2 и АСЧ-3;
2) ковкий чугун: АКЧ-1, АКЧ-2, титано-марганцовистый и
медистый;
3) чугун с шаровидным графитом: АВЧ-1 и АВЧ-2. Твердость
отливок из антифрикционного чугуна находится в пределах
НВ — 160-Т-260. Антифрикционные чугуны используются как
в термически обработанном виде, так и без термической обработки
(в зависимости от марки). В арматуре антифрикционные чугуны
могут быть использованы для изготовления подшипников в редук-
торах приводов, для ходовых гаек и венцов червячных шестерен.
8. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЧУГУНОВ
ПРИ ВЫСОКИХ И НИЗКИХ ТЕМПЕРАТУРАХ
С повышением или понижением температуры изменяются ме-
ханические характеристики чугунов. На рис. 248, а показано
изменение механических характеристик серого чугуна с повыше-
Рис. 248. Изменение механических характеристик серого чугуна (а) и ковкого (б)
при повышении температуры
нием температуры. Предел прочности при растяжении ое серого
чугуна до температуры 400° С изменяется сравнительно мало,
при дальнейшем повышении температуры предел прочности быстро
269
снижается. Твердость также мало изменяется до температуры
400° С, после чего она быстро падает. Ударная вязкость серого
чугуна с повышением температуры изменяется неравномерно.
Серые чугуны для деталей арматуры, работающих при высоких
температурах, обычно не применяются ввиду того, что при дли-
тельном пребывании чугуна под действием высокой температуры
свыше 400° С происходит так называемый «рост» чугуна. Это явле-
ние состоит в том, что объем чугуна медленно необратимо увеличи-
вается. Происходит окисление и графитизация чугуна в связи
с тем, что цементит распадается на феррит и графит, окисление
развивается путем проникновения кислорода воздуха через поры
и вдоль пластинок графита. Образующиеся окислы имеют больший
удельный объем чем феррит, поэтому объем чугуна при окислении
увеличивается. Изменение структуры чугуна вызывает резкое
снижение его прочности, он становится непригодным для исполь-
зования в конструкциях.
Модифицированные чугуны более жаростойки чем серые, а чу-
гуны с шаровидным графитом обладают еще большей жаростой-
костью (окалиностойкостью). Некоторые данные о свойствах
чугунов при высоких температурах, на основании литературных
источников, приведены ниже. Они основаны на результатах от-
дельных испытаний и должны использоваться с известной осто-
рожностью. Так, серый чугун СЧ24-44 при температуре 425° С
показал предел прочности при растяжении <тв = 22,0 кПмм2, при
500° С <тв = 16,3 кПмм2, ударная вязкость соответственно равна
й„=1,2 и ан =0,9 кГ-м!см2. При низких температурах серые чу-
гуны становятся хрупкими. Таким образом, область применения
серых чугунов сужается вокруг температур, близких к нормаль-
ным. С понижением температуры до —80° С предел прочности при
растяжении увеличивается до 111% и до 114% при температуре
—180° С, если принять за 100% предел прочности при t = 20° С.
Ударная вязкость снижается соответственно до 85 и 72%.
Изменение механических характеристик ковкого чугуна с по-
вышением температуры показано на рис. 248, б. Изменение предела
текучести с повышением температуры приведено в данных табл. 29.
Таблица 29
Предел текучести ковкого чугуна при повышенных температурах
Марка i в °C 100 300 500
КЧЗО-6 ог в кПмяг 19 17 13,3
КЧЗЗ-8 от в кГ/мм1 21 19 15,5
Значения ударной вязкости ан ковких чугунов КЧЗО-6 и КЧЗЗ-8
приведены в табл. 30.
270
Таблица 30
Ударная вязкость ковких чугунов К.ЧЗО-6 и КЧЗЗ-8
при пониженных температурах
t в °C +20 0 —20 —40 —60
ан в кГм1смг 1,2 1,0 0,7 0,6 0,5
В высокопрочных чугунах с повышением температуры повы-
шаются пластические свойства и понижается прочность. Некото-
рые данные о механических характеристиках материала отливок
из высокопрочного чугуна приведены в табл. 31.
Таблица 31
Механические характеристики материала отливок
из высокопрочного чугуна при повышенных температурах
Марка чугуна t в °C СТв в кГ!мм2 в кГ/мм2 ан в kT'M/cm2
20 59,7 46,8 1,2
350 62,9 40,6 6,1
ВЧ45-5 425 52,9 37,1 7,2
500 37,0 23,6 11,1
20 44,1 31,6 15,8
ВЧ40-10 350 41,2 26,2 11,7
425 35,9 24,1 14,5
500 22,8 19,6 15,2
Несмотря на повышенные прочность и коррозионную стойкость,
область применения специальных чугунов в арматуростроении
относительно продолжает сужаться. Это вызывается тем, что не-
смотря на постоянное совершенствование технологии литейного
дела, задача получения чугунной отливки из легированного чу-
гуна с постоянными механическими и физическими свойствами во
всех ее сечениях остается еще не решенной. Тот значительный
риск, которым сопровождается применение чугунной арматуры,
учитывая возможные отклонения фактических свойств отливки
от требуемых, имеет большее значение, чем экономия от примене-
ния чугуна по сравнению со сталью. Если к этому добавить, что
развитие техники сопровождается повышением рабочих парамет-
ров (давление, температура и др.) различных производственных
и технологических процессов, то становится понятным, почему
чугунная арматура постепенно все более энергично вытесняется
или заменяется стальной.
271
Глава III. СТАЛИ
1. УГЛЕРОДИСТЫЕ СТАЛИ
Сталь, благодаря высокой механической прочности и пластич-
ности, является высококачественным материалом для изготовле-
ния ответственных деталей арматуры. Пластичность стали способ-
ствует выравниванию напряжений в отдельных точках детали и
уменьшает опасность ее внезапного разрушения, что особенно
важно для арматуры высоких давлений.
Изменением состава легирующих элементов легко добиться
получения стали с требуемыми прочностными или пластическими
свойствами, химической стойкостью, жаростойкостью и т. п.
Сталь легко подвергается обработке любым технологическим спо-
собом: отливкой, ковкой, штамповкой, прокаткой, резанием, давле-
нием и т. д. Термическая обработка позволяет изменять свойства
стали в широком диапазоне как по поверхности деталей, так и по
всему сечению; химико-термическая обработка стали — цемен-
тация, азотирование и др. позволяет еще больше расширить эти
возможности. Малоуглеродистые стали хорошо свариваются; при-
менением соответствующих легирующих добавок, специальных
электродов и последующей термообработкой можно создавать
прочные сварные соединения и из легированных сталей.
Детали арматуры в зависимости от условий их работы (давле-
ния, температуры, коррозионных свойств среды) изготовляют из
углеродистых, легированных или высоколегированных сталей.
Углеродистая сталь содержит углерода 0,01—1,5%. Сплавы с со-
держанием углерода менее 0,02% называются техническим желе-
зом. Углеродистая сталь может содержать 0,1—0,35% кремния и
0,2—0,8% марганца. Содержание естественных примесей серы и
фосфора не должно превышать 0,025—0,05% каждого.
Основными характеристиками прочности сталей при темпера-
туре t -с 3004-350° С являются предел прочности о8 и предел теку-
чести оу. При расчете деталей, работающих при температуре
свыше 350° С, учитывается предел ползучести <зпл и предел дли-
тельной прочности сдл. Детали трубопроводной арматуры, рабо-
тающие под давлением, изготовляются из мартеновской стали.
Качество стали в значительной мере определяется методом раскис-
ления, применяемым при выплавке. Кипящая сталь (раскислен-
ная ферромарганцем) продолжает выделять газы после заливки
в изложницы. В результате этого прокат, полученный из кипящей
стали, может содержать волосовины, плены, неоднородности в сере-
дине сечения, повышенное содержание серы и фосфора. Спокойная
сталь (раскисляемая марганцем и кремнием) заливается в излож-
ницы после выделения газов, поэтому имеет более однородную
структуру и лучшие механические свойства. Кипящая сталь более
склонна к старению, чем спокойная; ее применение ограничено дав-
лением до 5 кПсм2 и более узкими пределами рабочей температуры.
272
Углеродистые стали могут применяться при низких температу-
рах до следующих пределов: спокойная —до минус 40° С, кипя-
щая — до минус 30° С.
С повышением температуры прочность углеродистых сталей
понижается. На рис. 249 показано изменение предела прочности
ов углеродистых сталей с повышением температуры, на рис. 250 —
изменение предела текучести от. Как видно на рис. 249, с повыше-
нием температуры до 200° С пре-
дел прочности углеродистых ста-
лей возрастает, после чего начи-
нает быстро снижаться, достигая
Рис. 249. Изменение предела
прочности углеродистых ста-
лей с повышением темпера-
туры
Рис. 250. График изменения пре-
дела текучести углеродистых ста-
лей при повышении температуры
при температуре 350—380° С значений, которые он имеет при нор-
мальной температуре. Это повышение ов по сравнению с о, при
нормальной температуре в арматуре практически не используется.
Так как при нормальной температуре арматура должна иметь
прочность не ниже, чем при повышенной температуре, расчет на
прочность ведется без учета временного повышения ов. Предел
текучести углеродистых сталей с повышением температуры моно-
тонно снижается без резких переломов и при 500° С становится
примерно в 2,5 раза меньше, чем при 20° С. График изменения удар-
ной вязкости при повышении температуры приведен на рис. 251.
При температуре —100° С имеет место первое снижение ан (хладно-
ломкость), при +100° С ударная вязкость увеличивается при-
мерно вдвое, затем снижается и достигает второго минимума при
температуре 400—500° (синеломкость); затем снова повышается,
18 Д. ф. Гуревцч 273
достигая максимума при 700° и снижаясь до третьего минимума
при температуре 900—1000° (красноломкость), которая наиболее
сильно выражена при повышенном содержании серы.
Модуль упругости углеродистой стали с повышением темпе-
ратуры снижается, так, для стали марки 15 он снижается с Е =
= 20 500 кПммъ при нормальной температуре до Е =
= 16 000 кПммг при t = 400° С. Относительное удлинение 6
и относительное сужение ф при повышении температуры до 200° С
несколько снижаются (на 25—30%), затем повышаются, увеличи-
Рис.251. График изменения удар-
ной вязкости некоторых углеро-
дистых сталей с повышением
ваясь примерно вдвое при темпера-
туре 600° С.
Углеродистая сталь изготовляется
обыкновенного качества по ГОСТу
380—60 и повышенного качества —
качественная — по ГОСТу 1050—60.
Углеродистая сталь обыкновенного
качества подразделяется на две груп-
пы А и Б и подгруппу В. Стали
группы А изготовляются с гаранти-
рованными значениями механических
характеристик; стали группы Б изго-
товляются с гарантированными зна-
чениями химического состава; стали
подгруппы В изготовляются с гаран-
тированным комплексом механиче-
температуры ских характеристик и химического
состава. Стали группы А применя-
ются для неответственных деталей, а для более нагруженных
деталей применяют стали группы Б или В. Стали группы А рас-
пространены значительно больше, чем стали групп Б и В. Стали
группы А изготовляются с гарантированными значениями предела
прочности и относительного удлинения, полученными после горя-
чей прокатки. По требованию заказчика должны быть обеспечены
определенные значения ударной вязкости и предела текучести.
Механические характеристики стали дифференцированы в за-
висимости от разряда толщины проката (см. табл. 32, в которой
приведены разряды толщин стали).
Таблица 32
Разряды тол цины гтального проката
Разряд Толщина проката в мм
Сортовая сталь Листовая сталь
1 До 40 От 4 до 20
2 Св. 40 до 100 Св. 20 » 40
3 » 100 » 250 » 40 » 60
274
В табл. 33 приведены механические характеристики углеро-
дистых сталей обыкновенного качества по ГОСТу 380—60.
Таблица 33
Механические характеристики горячекатаной
мартеновской стали обыкновенного качества
(по ГОСТу 380—60)
Марка стали ат в кГ/мм2 (не менее) Gq В кГ/ММ2 6 в % (не менее)
Размеры толщины проката 01О 6.
1 2 3
Ст.0 — — — Не менее 32 18 22
Ст.1 — —~ — 32—40 28 33
Ст.2 22 20 19 34—42 26 31
Ст.З 24 23 22 38—40 41—43 44—47 23 22 21 27 26 25
Ст.4 26 25 24 42—44 45—48 49—52 21 20 19 25 24 23
Ст.5 28 27 26 50—53 54—57 58—62 17 16 15 21 20 19
Ст.6 31 30 30 60—63 64—67 68—72 13 12 11 16 15 14
Ст.7 — —- — 70—74 75 и более 9 8 11 10
Ударная вязкость стали марки Ст.З — ан = 74-10 кГ- м/см2, стали Ст.4 — ан — 64-8 кГ- м/см2.
18:
275
Углеродистая качественная конструкционная сталь по
ГОСТу 1050—60 изготовляется в виде проката и поковок; выпла-
вляется в мартеновских или электрических печах и подразделяется
на две группы: группу I, с нормальным содержанием марганца, и
группу II, с повышенным содержанием. В буквенном обозначении
сталей группы II помимо цифры, показывающей сотые доли про-
цента содержания углерода, ставится еще буква Г. Образцы под-
вергаются механическим испытаниям. Механические характери-
стики качественной углеродистой конструкционной стали при-
ведены в табл. 34.
Таблица 34
Механические характеристики качественной углеродистой
конструкционной стали
(по ГОСТу 1050—60)
Группа стали Марка стали °т в кГ/мм2 ав в кГ ! мм2 6 s в % 4’ в % ан в кГ-м/см2
08 20 33 33 60
10 21 34 31 55
15 23 38 27 55 —
20 25 42 25 55 —
25 28 46 23 50 9
I 30 30 50 21 50 8
35 32 54 20 45 7
40 34 58 19 45 6
45 36 61 16 40 5
50 38 64 14 40 4
15Г 25 42 26 55 —
20Г 28 46 24 50 —
25Г 30 50 22 50 9
II ЗОГ 32 55 20 45 8
35Г 34 57 18 45 7
40Г 36 60 17 45 6
45Г 38 63 15 40 5
50Г 40 66 13 40 4
Поковки из стали изготовляются в соответствии с данными
ГОСТа 8479—57, которыми регламентируются требования, предъ-
являемые к поковкам из конструкционной углеродистой и легиро-
ванной сталей, изготовляемым методом свободной ковки и горя-
чей штамповки.
276
В зависимости от объема и методов контроля механических
свойств и условий комплектования партии, поковки подразде-
ляются на пять групп.
Группа I. Испытания механических свойств не производятся.
Поковки изготовляются из стали одной марки.
Группа II. Определяется твердость НВ образцов от партии.
Поковки изготовляются из стали одной марки и подвергаются
термической обработке по одному режиму.
Группа III. Определяется твердость НВ каждой поковки.
Поковки изготовляются из стали одной марки и совместно подвер-
гаются термической обработке.
Группа IV. Определяется твердость НВ каждой поковки и ме-
ханические характеристики от или ов, 65, ф и ан образцов от пар-
тии. Поковки изготовляются из металла одной партии и совместно
подвергаются термической обработке.
Группа V. Определяются механические характеристики каждой
поковки ат или <ув, 66, ф и ан. Каждая поковка принимается инди-
видуально.
Поковки подразделяются на категории прочности — КП в за-
висимости от механических характеристик металла. После обозна-
чения КП ставится цифра, соответствующая пределу текучести
металла. В зависимости от уровня пластических свойств каждая
категория разделяется на два вида А и Б. В зависимости от диа-
метра или толщины поковки разделяются по механическим харак-
теристикам. При увеличении диаметра или толщины поковки тре-
бования к пластическим свойствам материала снижаются.
В табл. 35 приведены данные о механических характеристиках по-
ковок из углеродистых и легированных сталей по ГОСТу 8479—57.
В арматуростроении диаметр или толщина поковки редко пре-
вышает 200 мм, поэтому данные, приведенные в табл. 35, ограни-
чены размером 200 мм.
Отливки из углеродистой стали по ГОСТу 977—65 подразде-
ляются на три группы: группа I — обыкновенного назначения;
группа II —ответственного назначения; группа III —особо от-
ветственного назначения.
Проверка твердости по Бринелю стали группы I произво-
дится лишь по требованию заказчика. Отливки группы II подвер-
гаются испытаниям по определению от, 8 и ан. У отливок группы!!!
проверяются значения ат, 8 и ан. Отливки II и III групп прове-
ряются по химическому составу. Химический состав отливок
I группы проверяется по сере и фосфору.
Отливки всех групп по требованию заказчика проходят до-
полнительно специальный вид контроля, если по мнению заказ-
чика в этом есть необходимость: испытание гидравлическим давле-
нием, дефектоскопия и пр.
В термически обработанном состоянии стали для отливок
должны удовлетворять данным, приведенным в табл. 36.
277
Таблица 35
Механические характеристики поковок из углеродистых
и легированных сталей
(по ГОСТу 8479—57)
Категория прочности 1 ZWW/.JH H D | zww/jx a 9o : Диаметр или толщина поковки перед термообработкой в мм НВ
до 100 101— 200 до 100 101— 200 до 100 101— 200 н м/смг
«5 В % Ф В % а в кГ-
КП18 18 36 28 25 55 50 6,5 6,0 101—140
КП20 20 40 25 22 55 50 5,5 5,0 111—156
3 КП22 22 44 22 20 53 48 5,5 4,5 123—167
X м КП25 25 50 20 18 48 42 4,0 3,5 140—179
ГО (X КП28 28 56 18 16 40 38 4,0 3,5 156—197
КП32 32 62 16 14 38 35 3,5 3,0 174—217
КП35 35 67 14 12 35 33 — — 187—229
X Kn36g 36 60 18 17 45 42 6,0 5,5 174—217
2 го CQ 14 12 42 40 5,5 5,0
sS О CQ и Kn40g 40 63 17 13 16 12 45 42 42 40 6,0 5,5 5,5 5,0 187—229
X 2 КП45ц 45 65 16 15 45 42 6,0 5,5 197—235
X и <и> 12 12 42 40 5,5 5,0
ЕГ X КП50^ 50 70 16 14 45 42 6,0 5,5 212—248
го 12 11 42 40 5,5 5,0
ными г. КП56ц 56 75 15 12 14 11 45 42 42 40 6,5 5,5 6,0 5,0 223 —262
X о> в 3 X KH60g (60) 80 14 12 13 11 45 42 42 40 6,5 5,0 6,0 4,5 235—277
1альными и ш д КП63£ 63 85 13 11 12 10 42 38 40 35 6,5 5,0 6,0 4,5 248—293
KI467g (67) 88 13 10 12 9 42 38 40 35 6,5 5,0 6,0 4,5 262—302
г о X КП716 D 71 90 13 9 12 8 42 38 40 35 6,5 5,0 6,0 4,5 269—311
X X 2 ф КП75ц (75) 95 13 9 12 8 42 38 40 35 6,5 5,0 6,0 4,5 277—321
го Д КП80£ 80 100 11 9 10 8 42 38 40 35 6,5 5,0 6,0 4,5 293—331
278
Таблица 36
Механические характеристики отливок из углеродистой стали
(по ГОСТу 977-65)
Марка стали Су. в кГ/мм2 ад в кГ/мм2 в в % 4’ в % ан в кГ-м/см2
15Л 20 40 24 35 5,0
20Л 22 42 22 35 5,0
25Л 24 45 19 30 4.0
ЗОЛ 26 48 17 30 3,5
35Л 28 50 15 25 3,5
40Л 30 53 14 25 3,0
45Л 32 55 12 20 3,0
50Л 34 58 11 20 2,5
55Л 35 60 10 18 2,5
Для отливок из углеродистой стали в арматуростроении наи-
более широко используется сталь марки 25ЛКП. Она применяется
при давлении Ру 64 кПсм2, и температуре t 425° С. Для
работы в условиях Ру -с 200 кПсм? и температуре 450° С, когда
требуется гарантировать определенные показатели ударной вяз-
кости, применяется сталь марки 25Л—III.
2. ЛЕГИРОВАННЫЕ СТАЛИ
Сталь, содержащая элементы, специально вводимые для при-
дания ей особых свойств, называется легированной. Существует
следующее приближенное подразделение сталей, согласно
ГОСТу 5200—50, по общему содержанию легирующих элементов:
низколегированные стали — общее содержание легирующих
элементов менее 2,5%;
среднелегированные стали — общее содержание легирующих
элементов от 2,5 до 10%;
высоколегированные стали — общее содержание легирующих
элементов свыше 10%.
Такое подразделение имеет приближенный характер, по-
скольку каждый легирующий элемент по-своему и в зависимости
от наличия других легирующих элементов влияет на свойства
стали. Более обоснованным является подразделение стали на че-
тыре класса в зависимости от структуры, образующейся при
обычном медленном охлаждении стали. По этому принципу раз-
личают стали перлитного, мартенситного, аустенитного и феррит-
ного классов.
В настоящее время применяются две системы обозначения
марок сталей. По основной системе обозначение марок сталей
279
выражается сочетанием цифр и русских букв, условно обозначающих
легирующие элементы, содержащиеся в данной стали, и цифр
(следующих за буквами), указывающих процентное содержание
данного элемента. Первая цифра в марке обозначает число десятых
процента углерода, цифры, следующие за буквами, показывают
целые проценты. Если содержание легирующего элемента не пре-
вышает одного процента, цифра за буквенным обозначением не
ставится. Некоторые марки сталей, выплавляемые с особо высо-
кими требованиями в части низкого содержания вредных примесей
серы и фосфора, имеют в конце обозначения букву А. Буквенные
обозначения элементов и основные свойства, сообщаемые сталям
этими элементами, приведены в табл. 37.
Таблица 37
Условные обозначения элементов в марках сталей
и основные свойства, сообщаемые сталям
Химический состав Латинское обозначение Обозначение в марке Основные свойства, сообщаемые стали
Алюминий А1 ю Хорошо раскисляет сталь. Способствует процессу азоти- рования стали. Повышает жа- ростойкость, сильно снижает сопротивление ползучести. Ис- пользуется для азотируемых сталей, не работающих при высоких температурах
Бор В р Используется редко в малых количествах (до 0,005%). Спо- собствует сохранению аусте- нитной структуры. При нали- чии других элементов повыша- ет прочность стали. Затруд- няет сварку
Ванадий V ф Способствует распаду аусте- нита. Повышает прочность стали и улучшает ее жаро- прочность. Улучшает свари- ваемость
Вольфрам W в Повышает прочность стали при высокой температуре и твердость. В аустенитных ста- лях уменьшает интеркристал- литную коррозию
Кобальт Со к Упрочняет аустенитные ста- ли. Повышает жаростойкость (окалиностойкость)
280
Продолжение табл. 37
Химический элемент Латинское обозначение Обозначение в марке Основные свойства, сообщаемые стали
Кремний Si с Хорошо раскисляет сталь. Повышает окалиностойкость, жаростойкость и жаропроч- ность стали. Способствует рас- паду аустенита
Марганец Мп г Хорошо раскисляет сталь. Способствует сохранению ау- стенитной структуры. Повы- шает ов и от до 300° С. Спо- собствует развитию тепловой хрупкости. Не применяется для сталей, работающих при высокой температуре
Молибден Мо м Способствует распаду аусте- нита. Повышает прочность и жаропрочность стали, особен- но при наличии других леги- рующих элементов
Медь Си д Повышает коррозионную стойкость стали. Используется ограниченно
Никель Ni н Способствует сохранению аустенитной структуры. Повы- шает прочность, пластичность и вязкость стали. Улучшает свариваемость. Совместно с хромом способствует развитию тепловой хрупкости в низко- легированных сталях
Ниобий Nb Б Способствует распаду аусте- нита. Повышает прочность и жаропрочность стали путем улучшения структуры
Титан Ti Т Способствует распаду аусте- нита. Улучшает структуру и прочность перлитных сталей. В аустенитных сталях пони- жает склонность к интеркри- сталлитной коррозии. Улуч- шает свариваемость
281
Продолжение табл. 37
Химический элемент Латинское обозначение Обозначение в марке Основные свойства, сообщаемые стали
Фосфор р п Используется в малых коли- чествах ~0,1% в некоторых строительных сталях
Хром Сг X Сильный раскислитель ста- ли. Способствует распаду ау- стенита. Повышает антикор- розионные свойства стали и жаростойкость (окалиностой- кость). При 5—8% хрома и более сталь становится нержа- веющей. Ухудшает сваривае- мость стали
Другая (вспомогательная) система обозначений стали обра-
зовалась в результате назначения экспериментальной исследова-
тельской электростали ЭИ порядкового номера, например ЭИ69,
обозначаемая по основной системе 4Х14Н14В2М. После выпуска
1000 порядковых номеров, последующие стали с 1959 г. обозна-
чаются новым порядковым номером с буквами ЭП, например,
стали ЭП1, ЭП2 и др. Существуют и заводские обозначения марок,
например ЭЯ1Т и некоторые другие.
Стали перлитного класса применяются в основном для арма-
туры, работающей при температуре не выше 450° С, и для крепежа.
Стали аустенитного класса используются для арматуры, работаю-
щей при высоких температурах, а также для арматуры химических
установок. Аустенитные стали имеют высокие пластические свой-
ства, жаропрочны и жароустойчивы, немагнитны и коррозионно
устойчивы. Ниже приведены некоторые данные о механических
характеристиках легированных сталей при нормальной темпера-
туре, применяемых в арматуростроении. Данные приведены для
термически обработанных образцов с указанием режима термо-
обработки. Область применения сталей для различных деталей
при высоких и низких температурах, а также механические харак-
теристики сталей при этих температурах и допускаемые напряже-
ния приведены в главах, где рассмотрены расчеты этих деталей.
По ГОСТу 5632—61 подразделяют: коррозионностойкие стали,
жаропрочные стали и жаропрочные сплавы.
В табл. 38 приведены механические характеристики легиро-
ванных сталей, коррозионностойких сталей, жаропрочных сталей
и жаропрочных сплавов, применяемых в арматуростроении.
282
Таблица 38
Механические характеристики легированных сталей, коррозиоииостойких сталей,
жаропрочных сталей и жаропрочных сплавов, применяемых в арматуростроении.
Образцы в термически обработанном виде
Марка стали zWW/jn я £ 0° И б В % % я * ан в кГм/см* Закалка Отпуск НВ (ориенти- ровочно)
t в °C Охлаждающая среда t в °C Охлаждающая среда
Яе менее
16М 25 40 25 60 12 880 Воздух 630 Воздух 149
зох 75 90 13 45 7 860 Масло 500 Вода, масло 187
35Х 80 95 12 50 7 860 Масло 500 Вода, масло 300
40Х 85 100 10 45 6 850 Масло 550 Вода, масло 320
15ХМ 30 45 22 60 12 900 Воздух 650 Воздух 156
ЗОХМА 85 100 12 45 8 880 Масло 540 Масло 229
35ХМА 90 105 12 45 8 850 Масло 560 Вода, масло 240
35ХГ2 70 85 12 45 8 860 Масло 600 Масло, вода 270
40ХФА 75 90 10 50 9 880 Масло 650 Масло, вода 260
12ХМФ 23 45 22 50 10 970 Воздух 750 Воздух 156
12Х1МФ 25 50 22 50 9 980 Воздух 750 Воздух 156
25Х2МФА (ЭИ 10) 80 95 14 55 8 900 Масло 620 Воздух 240
2X13 65 85 10 50 6 1050 Масло, воздух 650 Масло 300
3X13 70 90 10 35 5 1050 Масло 650 Масло 270
15Х11МФ 50 70 16 53 6 1050 Воздух 740 Воздух 240
15Х1М1Ф 38 58 23 75 24 1050 Нормализация Воздух 750 Воздух —
Продолжение табл. 38
Марка стали sww/jj/ а я % % я 9 % я ф 3 о д е и Закалка Отпуск НВ (ориенти- ровочно)
t в °C Охлаждающая среда t в °C Охлаждающая среда
38ХМЮА 85 100 15 50 9 940 Масло 640 Воздух 230
38ХВФЮ 85 100 15 50 9 940 Масло 640 Воздух 230
Х17 25 40 20 50 3 — — 760 Воздух 170
1Х17Н2 (ЭИ268) 90 ПО 10 50 5 970 Масло 300 Воздух RC3t>
ЭИ578 45 65 18 — 12 Горячекатаная — — 230
ЭИ 572 34 70 — — — — — — — —
Х18Н9 20 55 40 55 26 1100 Вода — — —
0Х18Н10 18 54 50 50 25 1050 Вода — — —
Х18Н9Т 20 55 40 55 25 1100 Вода — — —
Х18Н10Т 20 55 40 55 30 1100 Вода — — —
1Х18Н12Т 20 55 40 55 30 1100 Вода — — 200
Х17Н13М2Т (ЭИ448) 22 55 40 55 — 1100 Вода — — 180
X17H13M3T (ЭИ432) 22 55 40 55 — 1100 Вода — — 180
1Х14Н14В2М (ЭИ257) 22 55 35 53 24 1150 Вода 750 Старение 175
1Х14Н14В2МТ (ЭИ257Т) 22 55 35 53 24 1150 Вода 750 Старение 175
4Х14Н14В2М (ЭИ69) 34 65 35 40 10 1175 Вода 750 Старение 170
Х18Н28МЗД4 (ЭИ530) — 60 40 — 20 1150 Вода — — —
Х23Н23МЗДЗ (ЭИ533) — 60 40 — 20 1150 Вода — — —
Х23Н28МЗДЗ (ЭИ629) — 60 40 — 20 1150 Вода — — —
ЭИ654 45 73 25 40 3,5 1000 Вода — — —
Продолжение табл. 38
285
Марка стали °т в кГ/ммг м * м б в % ф в % м Q * Закалка Отпуск НВ (ориенти- ровочно)
t в °C Охлаждающая среда t в °C Охлаждающая среда
ХН35ВТ (ЭИ612) 40 75 15 40 11 1180 Вода 750 Старение 210
1Х14Н16Б (ЭИ694) 25 57 50 73 21 1120 Воздух — — —
1Х14Н18В2Б (ЭИ695) 22 55 35 70 22 1150 Воздух — — —
1Х13Н18В2БР (ЭИ695Р) 22 55 35 70 22 1150 Воздух — — —
1Х16Н16ВЗМБ (ЭИ713) 25 55 40 65 20 1180 Вода — — —
Х18Н11Б (ЭИ724) 20 55 40 55 21 1100 Воздух — — —
20ХЗМВФ (ЭИ415) 60 80 13 40 6 1050 Воздух 680 — 269
ЭИ802 60 75 15 45 6 — — — — —
ЭИ723 100 ПО 16 64 6 — — — — —
ЭИ909 (20Х1М1Ф1) 85 95 15 68 6 980 Масло 700 Старение —
ЭИ405 24 55 40 50 8 1100 Вода 750 Старение 10 ч —
25ХЗНМ 45 65 18 40 6 910 Масло 680 — —
Х23Н18 (ЭИ417) 20 50 35 50 — 1150 Вода, воздух — — —
20ХНЗА 80 95 12 55 10 820 Масло 500 Вода или масло 240
ХН38ВТ — 65 50 52 — — — — — —
Х14Г14НЗТ (ЭИ711) 25 65 35 50 18 1080 Вода — — —
Х21Г7АН5 (ЭП222) 37 70 35 45 13 1050 Вода — — —
0Х23Н28М2Т — 55 35 — — — — — — —
0Х23Н28МЗДЗТ (ЭИ943) — 55 35 — — — — — — —
ХН60В (ЭИ868) — 80 60 — — — — — — —
36НХТ (ЭИ702) 35 70 38 — — •— — — —“ —
В табл. 39 приведены стали, применяемые для изготовления
цилиндрических пружин из проволоки круглого сечения, и их
механические характеристики.
Таблица 39
Механические характеристики сталей для пружин
Марка стали ат в кГ/мм.2 ав в кГ/мм* в в % t В %
Углеродистая холоднотянутая сталь т ( d=2 мм класса I { d=6 » — 200 145 — —
класса II ( “М"* ( а~о » — 180 125 — —
ттт f d=2 мм класса III ( d=8 » — 140 100 — —
65Г 60С2 60С2А 50ХФА 4X13 Х18Н10Т 80 120 140 ПО 90 20 100 130 160 130 ПО 55 8 5 5 10 12,5 40 30 25 20 45 32 55
Механические характеристики отливок из легированных сталей,
применяемых в арматуростроении, приведены в табл. 40.
Таблица 40
Механические характеристики отливок из легированных сталей
Марка стали °7 в кГ/мм2 3 д еГ о ffl в % ан в кГ-м/см2 Вид термообработки и температура
20ХМЛ и 20ХЛ 25 45 18 30 3 Нормализация при 900° С. Отпуск при 650° С
20ХНЗЛ 40 60 12 20 6 Нормализация. От- пуск
20ХМФЛ 32 50 — — — —
ЛАЗ 24 45 20 — 4,5 Закалка, аустенити- зация при 1180° С, ох- лаждение на воздухе
15Х1М1ФЛ 50 35 12 30 3 Гомогенизация при 1040°С
286
Продолжение табл. 40
Марка стали °т в кГ/мм* в кГ /мм* o'* Ш О Ф В % гко/к а «о Вид термообработки и температура
10Х18Н9ТЛ 20 45 25 32 10 Закалка при 1100° С, охлаждение в воде
ЮХ18Н4Г4Л 25 45 25 25 8 Закалка при 1050° С, охлаждение в воде
10Х18Н12МЗТЛ 22 45 30 30 10 Закалка при 1150° С, охлаждение в воде
10Х18Н12М2ТЛ 22 45 30 30 10 Закалка при 1150° С, охлаждение в воде
5Х23Н28МЗДЗЛ 20 45 30 30 10 Закалка при 1150° С, охлаждение в воде
ЭИ654ЛК 25 50 15 30 2,8 Закалка при 1200° С, охлаждение в воде
5Х23Н28М2ТЛ 25 45 30 30 10 Закалка при 1150° С, охлаждение в воде
С повышением и понижением температуры свойства легиро-
ванных сталей изменяются различно в зависимости от структуры
химического состава и термообработки стали.
Глава IV. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
1. ЛАТУНИ
В арматуростроении широко используются цветные металлы и
сплавы: латуни, бронзы, алюминиевые сплавы, никелевые, тита-
новые и др. Наибольшее применение имеют латуни и бронзы.
Сплав меди с цинком называется латунью при содержании цинка
20—55%, при содержании цинка до 20% сплав меди с цинком на-
зывается томпаком. Для придания латуни необходимых свойств
вводят дополнительные присадки олова, кремния, свинца, алюми-
ния, никеля, железа или марганца.
Красная медь (марки Ml и М3) используется в арматуре глав-
ным образом для токопроводящих деталей и для прокладок в ар-
матуре, предназначенной для низких температур, если среда не
содержит кислот.
Марка латуни или томпака обозначается буквой Л, бронзы —
буквами Бр, после которых ставятся буквы, обозначающие назва-
ния компонентов сплава по начальной букве русского названия
Компонента (О — олово, М — медь, Мц — марганец, А — алю-
миний и т. д.). Цифры за буквами обозначают в латуни и томпаке
287
процентное содержание меди и других элементов, остальное —
цинк, в марках бронзы — процентное содержание компонентов.
В трубопроводной арматуре латуни применяются для изго-
товления уплотняющих колец арматуры для воды, ходовых гаек,
электропроводящих деталей приводов. В некоторых случаях из
латуни изготовляется также мелкая пароводяная арматура,
когда такая необходимость технически обоснована.
Латунь — пластичный материал, легко обрабатывается реза-
нием, имеет хорошую коррозионную стойкость (для повышения
коррозионной стойкости производится отжиг латуни). С пониже-
нием температуры механические свойства латуни повышаются,
поэтому она успешно применяется для арматуры, работающей при
низких температурах. В табл. 41 приведены механические харак-
теристики латуней, применяемых в арматуростроении.
Таблица 41
Механические характеристики латуней,
применяемых в арматуростроении
Марка латуни Вид заготовки и состояние материала °т в кГ/мм2 3 «0 to и 6 в % % Я ф. ан в кГ-м/см2
4е менее
Л62 и Л68 Прутки тянутые и ка- таные — 38 15 —
Термически обрабо- танная (мягкая) 11 36 49 66 14
Твердая (поковки и штамповки) 44 52 10 52 —
Л80 Катанка — 30 25 — —
(полутомпак) Термически обрабо- танная (мягкая) 12 31 52 69 16
Термически обрабо- танная (твердая) 36 56 10 40 —
ЛС59-1 Прутки тянутые и ка- таные — 40 12 — —
Отливки 15 34 27 — 2Л
ЛК80-ЗЛ Отливки в землю 24 25 10 11 —
Отливки в кокиль — 50 12 — 10
ЛМц58-2 Прутки тянутые и ка- таные — 43 25 — —
Отливки 16 36 24 47 12
ЛМцС58-2-2 Отливки в землю 16 25 10 — 7
Отливки в кокиль 13 35 8 5 —
ЛЖМц59-1-1 Прутки тянутые и ка- таные 18 50 18 — 12
288
Латуни применяются при температуре t 2254-250° С. Для
неответственных литых деталей арматуры, работающих при низ-
ких давлениях, применяется кремнистая латунь марки ЛК80-ЗЛ
и латунь свинцовистая марки ЛС59-1Л. Латунь ЛЖМц59-1-1
используется для поковок шпинделей, ходовых гаек и в других
случаях. Для изготовления ходовых гаек применяются также
латуни марок ЛК80-3, ЛМцС58-2-2 и ЛС59-1. Уплотняющие кольца
задвижек и вентилей изготовляются из латуней марок: Л62 (про-
кат), ЛМцС58-2-2 и ЛК80-ЗЛ (отливки). Латунь ЛЖМц59-1-1
может применяться для изготовления деталей арматуры, рабо-
тающей в условиях низких температур (до —196° С).
2. БРОНЗЫ
Бронза обычно имеет более высокие механические свойства,
чем латунь, но пластические свойства у бронзы хуже, чем у ла-
туни. В арматуростроении бронза применяется для изготовления
шпинделей, ходовых гаек, подшипников, втулок, венцов червяч-
ных колец, а также пружин, работающих в коррозионной среде
или электромагнитном поле. Раньше других начали применяться
оловянистые бронзы. Они устойчивы против атмосферной корро-
зии, обладают высокими прочностными и антифрикционными
свойствами. В настоящее время помимо оловянистых бронз для
изготовления деталей арматуры применяются свинцовистые, фос-
фористые, алюминиевые, кремнистые и др. Механические харак-
теристики бронз, применяемых в арматуростроении, приведены
в табл. 42.
Таблица 42
Механические характеристики бронз, применяемых в арматуростроении
Марка бронзы Вид заготовок и состоя- ние материала zWWlj-x а 1 «0 О й 6 в % 11? в % 1 СЙ о «
Не менее
БрАЖМцЮ-З-1,5 Прутки 19 60 12 30 6
Отливки в землю — 40 10 — —
Отливки в кокиль 16 50 12 25 6
БрАЖН 10-4-4 Прутки — 65 5 — —
Отливки — 65 10
БрАЖН11-6-6Л Отливки в землю и в кокиль 48 60 2 2 —-
19 д. ф. Гуревич
289
Продолжение табл. 42
Марка бронзы Вид заготовок и состоя- ние материала °г в кГ/мм2 в кГ/мм2 6 В % Ф В % ан Б кГ-mJcm2
Не менее
БрКМцЗ-1 Прутки тянутые d=- 14-е 30 мм — 48 15 — —
Прутки катаные d= 30-е-100 мм — 40 15 — —
Отливки в кокиль 10 35 25 — 13
БрАЖ9-4 Прутки — 55 15 — —
БрАЖ9-4Л Отливки в землю Отливки в кокиль 40 50 10 12 —' —
БрАМц9-2 Прутки тянутые до 30 мм — 55 12 — —
Прутки прессо- ванные 50—120 мм 30 48 20 — —
Отливки в землю и в кокиль 15 40 20 — —
Поковки 17 50 25 44 8
БрОЦЮ-2 Отливки 18 22 10 10 —
БрОЦСНЗ-7-5-1 Отливки в землю Отливки в кокиль 10 13 18 21 8 5 20 —
БрОЦС6-6-3 Отливки в землю Отливки в кокиль 8 15 18 6 4 6 2
БрБ2 Прутки и полосы мягкие 25 40 30 — —
Полосы твердые толщиной до 6 мм — 66 2 — —
Облагороженная (закалка с 800° в во- де, отжиг при 300°; 2 ч) 128 130 1,5 1,25
БрББ Проволока до 12 мм, облагорожен- ная 130 0,5 — —
290
Безоловянистая бронза БрАЖМц10-3-1,5 применяется для
изготовления шпинделей и ходовых гаек, работающих в широком
диапазоне температур (от—180 до +300° С). Бронза БрАЖН10-4-4
используется для шпинделей, а бронза БрАЖН! 1-6-6 — для ходо-
вых гаек, работающих при температуре от —180 до +350° С. Для
изготовления литых деталей, работающих при низких темпе-
ратурах (до —180° С), применяется безоловянистая бронза
БрАЖН! 1-6- 6Л. Детали, работающие в морской воде, изготовляют
из бронзы БрОЦЮ-2.
3. АЛЮМИНИЕВЫЕ СПЛАВЫ
Алюминиевые сплавы не получили очень широкого применения
в арматуростроении в связи с тем, что они могут быть использо-
ваны лишь в сравнительно узком диапазоне температур (от —80
до +100° С). Из алюминиевых сплавов марок АЛ2 и АЛ8 изготов-
ляется мелкая арматура, краны и детали приводов. Алюминий
марки АО применяется для изготовления арматуры, работающей
на азотной кислоте при давлении не более 6 кГ1смъ и температуре
до —196° С. Алюминий А2 используется для прокладок, работаю-
щих при температуре от —198 до +300° С. Алюминиевые листы
изготовляются марки АО, с содержанием 99,6% алюминия, либо
марки А2, с содержанием алюминия 99,0%. Механические харак-
теристики алюминия марки АО следующие: предел прочности
св = 7 кПмм\ относительное удлинение 6 = 8%; алюминий
марки А2 имеет предел прочности <тв = 154-13 кПмм? и 6 = З-н
5%. Прутки, изготовленные из алюминия АД и АД1, содержат
99% алюминия, имеют предел прочности сгв = 11 кПмм1 и 6 =
= 25%. В табл. 43 приведены механические характеристики
алюминиевых сплавов, применяемых для изготовления деталей
арматуры.
Таблица 43
Механические характеристики отливок,
изготовляемых из алюминиевых сплавов
Марка сплава Метод отливки °т в кГ/мм* % в кГ/мм1 6 в % ан в кГ-м/см?
АЛ2 В землю 8 15 4 0,7
В кокиль 8 16 2 0,5
АЛ8 В землю 12 28 9 1
В кокиль 13 30 5 0,3
С повышением температуры прочность алюминиевых сплавов
быстро снижается; так, например, при 200° С предел текучести и
предел прочности уменьшаются примерно в 1,5 раза по сравнению
19* 291
со значениями этих параметров при нормальной температуре.
Модуль упругости алюминиевых сплавов при нормальной темпе-
ратуре Е 7000 кГ/мм2.
4. НИКЕЛЕВЫЕ СПЛАВЫ
Никель и никелевые сплавы хорошо противостоят действию
коррозионных сред и, в частности, действию морской воды. Одним
из важнейших свойств никеля является его способность сохранять
пластичность при низких температурах. В интервале температур
от +650 до —271° С пластические свойства никеля не изменяются.
Из никелевых сплавов наибольшее значение для арматуры
имеет монель-металл НМЖМц28-2,5-1,5, устойчивый против дей-
ствия морской воды, содержащий никеля 68%, меди 28%, железа
2,5% и марганца 1,5%. Его механические характеристики приве-
дены в табл. 44.
Таблица 44
Механические характеристики монель-металла
Состояние металла ат в кГ/мм2 в кГ/мм2 6 в % ан в кГ'М/см2
Не менее
Прутки тянутые мягкие, d=5-> 45 25
ч-40 мм
Прутки тянутые твердые, d=5-=- — 60 10 —
—40 мм
Прутки катаные <1=35-ь70 мм — 50 18 —
Отливка в землю 21 35 20 9,5
Твердый монель-металл 55 63 18 8
Помимо монель-металла в арматуре применяется никель
(ограниченно) следующих марок: Н1 (99,8%), Н2 (99,6%) и НТ.
5. ТИТАНОВЫЕ СПЛАВЫ
Титан и титановые сплавы получают все большее применение
в технике и, в частности, в арматуростроении. Титановые сплавы
имеют высокие механические характеристики, хорошую корро-
зионную стойкость и относительно малый удельный вес (у =
== 4,5 а+м3), но они значительно дороже кислотостойкой стали
Х18Н10Т. Титан имеет низкие антифрикционные свойства и склон-
ность к задиранию при трении скольжения, поэтому рабочие
поверхности пар трения должны подвергаться соответствующей
обработке либо наплавке. Титан по титану и по другим металлам
имеет высокий коэффициент трения. Он быстро наволакивается
(налипает) при трении скольжения и хуже, чем сталь, адсорби-
рует смазку.
292
В среде, содержащей 30—35% и более кислорода под давле-
нием титан способен самовозгораться даже при комнатной темпе-
ратуре. Титан стоек в атмосферных условиях, в пресной и морской
воде, горячих минеральных маслах, щелочах калия и натрия,
пищевых продуктах, в ряде кислот и других средах. Титан яв-
ляется хорошим коррозионностойким материалом для работы
в сильно агрессивных средах в присутствии следов окислителей.
Арматура из титановых сплавов пригодна для работы при низких
и повышенных температурах, она обычно выполняется сварной,
сварка производится в среде инертного газа — аргона, гелия или
их смеси, под слоем специального бескислородного флюса. Из ти-
тановых сплавов изготовляются также сильфоны. В табл. 45 при-
ведены механические характеристики некоторых титановых
сплавов.
Таблица 45
Механические характеристики некоторых титановых сплавов
Марка сплава Состояние материала 1 к О м Со О М 6 в % С'- СО I щ <3 «
Не менее
ВТ1 Поковки 40 50 20 50 7
ВТЗ-1 Поковки 80 90 10 25 3
ВТ5 Прутки и поковки 70 80 12 30 3
4ВТЗ Прутки и поковки 65 70 14 40 4,5
ВТ1Д1 Листы до 2 мм — 45 25 50 —
Глава V. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
АРМАТУРЫ
А. ПЛАСТМАССЫ
Опыт применения пластмасс в трубопроводной арматуре еще
сравнительно невелик, и окончательные рекомендации могут
быть разработаны лишь через определенный период времени на
основании результатов тщательного анализа эксплуатационного
опыта. Применение пластмасс в арматуре идет по двум основ-
ным линиям: использование их как коррозионностойких мате-
риалов для изготовления или облицовки внутренних поверхно-
стей (футерования) корпусов, крышек, тарелок клапанов и дру-
гих деталей, непосредственно соприкасающихся с коррозионными
средами, и как материалов, заменяющих металлы для изготовления
293
втулок, шестерен, гаек и др. с целью облегчения веса деталей;
уменьшения трения, шума или использования их диэлектрических
и диамагнитных свойств.
1. ВИНИПЛАСТ
Винипласт представляет собой твердую негорючую
пластмассу, получаемую путем термической пластификации поли-
винилхлоридных смол. Винипласт обладает высокой химической
стойкостью против действия многих агрессивных сред — кислот,
щелочей и их растворов. Из винипласта изготовляются некоторые
конструкции трубопроводной арматуры — вентили, краны, кла-
паны и др. Винипласт используется также как футеровочный
материал. Применяется для рабочей среды с температурой до
40—60° С.
2. ФТОРОПЛАСТ
Фторопласт-4 является полимером тетрафторэтилена.
По химической стойкости фторопласт-4 и его сополимеры превос-
ходят все химически стойкие материалы, включая золото и пла-
тину. Практически стойкий против химического действия всех
минеральных и органических кислот, щелочей, органических
растворителей, окислителей и других агрессивных сред. Раз-
рушается лишь под действием расплавленных щелочных металлов
и элементарного фтора. По внешнему виду фторопласт-4 напоми-
нает парафин, имеет белую и скользкую поверхность. Не смачи-
вается водой и не набухает. Обладает очень высокими диэлектри-
ческими характеристиками и имеет очень низкий коэффициент тре-
ния движения.
Детали из фторопласта-4 изготовляются из порошка путем
прессования и последующей термической обработки — нагрева
до 375° С с охлаждением. Фторопласт-4 после закалки приобретает
повышенные прочность и удлинение, но при этом снижается его
модуль упругости. Закаленные детали целесообразно использо-
вать лишь при эксплуатации в условиях нормальной темпера-
туры, так как при повышенной температуре закалка снимается.
Обычно температура эксплуатации лежит в пределах от —195
до +250° С. Пленка из фторопласта-4 при температуре ниже
минус 100° С сохраняет гибкость. Недостатком этого материала
является ползучесть, которая повышается с увеличением удельной
нагрузки и температуры. Постоянное течение материала создается
при удельных давлениях q = 200ч-250 кПсм2, но уже при удель-
ной нагрузке q == 30 ч-50 кПсм2 создается заметная остаточная
деформация. Некоторые сополимеры фторопласта-4 имеют повы-
шенные механические свойства по сравнению с фторопластом-4,
сохраняя вместе с тем химическую инертность. Фторопласт-4
используется для изготовления деталей кранов, вентилей, труб,
сильфонов, мембран, прокладок, сальниковых набивок и различ-
ных деталей электро- и радиоаппаратуры.
294
фторопласт-.') является полимером мопихлортрнфтор-
этилена. Представляет собой химически инертный материал, стой-
кий против всех кислот и щелочей. Разлагается при высокой тем-
пературе под действием расплавленных щелочных металлов и
элементарного фтора. Выпускается промышленностью в виде
плит толщиной 1—8 мм, трубок и шнура. Фторопласт-3 исполь-
зуется также для покрытия шероховатых металлических поверх-
ностей, покрытие производится поверхностей, предварительно
нагретых до температуры 275° С, которые затем резко охлаж-
даются. При нагревании фторопласт-3 кристаллизуется и стано-
вится хрупким, поэтому область его применения ограничивается
температурами t «g 70° С.
3. ПОЛИЭТИЛЕН
Полиэтилен представляет собой высокомолекулярный
продукт полимеризации этилена. Обладает высокой химической
стойкостью против многих агрессивных сред. Используется для
работы при температуре в пределах от —60 до -{-50° С.
Выпускаются следующие марки полиэтилена: ПЭ-500, ПЭ-450,
ПЭ-300 и ПЭ-150, в которых цифры обозначают величину относи-
тельного удлинения при разрыве в %. Каждая из марок полиэти-
лена, в зависимости от пластичности, подразделяется на пять ти-
пов. Марки полиэтилена, обладающие большим удлинением и
пластичностью, используются обычно как кабельные материалы
для изоляции проводов.
Полиэтилен используется как коррозионностойкий материал
для изготовления и футерования арматуры, изготовления отдель-
ных деталей, уплотняющих колец, прокладок. Из полиэтилена
иногда изготовляют шестерни для бесшумной работы и некоторые
другие детали.
4. ПРОЧИЕ ПЛАСТМАССЫ
Текстолит — слоистый пластик, получаемый путем прес-
сования уложенных слоями полотнищ ткани, пропитанной смолой
фенолоформальдегидного типа. Из текстолита наиболее часто изго-
товляют шестерни и подшипники. Используется при температуре
t 100° С.
Древесные слоистые пластики (ДСП) выпускаются в виде плит
и листов, изготовленных из тонких листов лущеной древесины
(шпона), пропитанных синтетической смолой и склеенных между
собой при высокой температуре и давлении. В машиностроении
наиболее широко применяются следующие марки.
ДСП-Б — со смешанным расположением волокна в слоях
шпона. Через каждые 5—20 слоев с параллельным расположением
волокна размещается один слой с перпендикулярным направле-
нием. Древесный волокнистый пластик ДСП-Б используется как
конструкционный и антифрикционный материал.
295
ДСП-В — с перекрестным расположением волокон в смежных
слоях используется как конструкционный материал в тех случаях,
когда необходимо иметь одинаковую прочность при растяжении,
сжатии и изгибе вдоль и поперек волокон.
ДСП-Г — со звездообразным расположением волокон в смеж-
ных слоях. Этот пластик обычно используется для изготовления
зубчатых колес и шкивов. В арматуре получили распространение
червячные шестерни электроприводов из ДСП-Г.
Древесные слоистые пластики используются для работы при
температуре t 100° С.
Ф а о л и т — кислотоупорная пластмасса, изготовляемая на
основе бакелитовой смолы (фенолоформальдегидной резольной,
т. е. при нагревании способной переходить в неплавкое нераство-
римое соединение) с наполнителем из асбеста (либо из асбеста с гра-
фитом или песком). Применяется как для футерования арматуры,
работающей при температуре среды до t = 120° С, так и для из-
готовления некоторых конструкций вентилей и кранов.
Капрон, полипропилен и нейлон получают применение в маши-
ностроении для изготовления некоторых деталей. В частности,
капрон используется в ряде случаев как износоустойчивый мате-
риал для изготовления втулок подшипников. Нейлон в некоторых
случаях может быть использован для изготовления крепежных
деталей. Капрон гигроскопичен, он впитывает влагу из воздуха
и воды и набухает; с повышением температуры теряет прочность,
поэтому применяется в арматуре редко и лишь для температур от
— 10 до +70° С.
5. ВЕНТИНИТ-65
Для изготовления уплотняющих колец вентилей разработан
новый асбофрикционный материал вентинит-65. Он употребляется
вместо бронзовых колец для рабочей температуры среды до 225° С.
Этот материал имеет твердость по Бринелю 15—20, предел проч-
ности на сжатие составляет 200 кПсм2.
Б. ГРАФИТНЫЕ МАТЕРИАЛЫ
Графит представляет собой один из видов чистого углерода, он
имеет кристаллическую решетку, в которой силы сцепления между
атомами велики, но структура материала слоистая, со слабой
связью между слоями, поэтому скольжение одного слоя относи-
тельно другого происходит легко, при малых действующих силах.
На поверхности большинства металлов графит образует пленку,
благодаря значительным силам молекулярного сцепления. Тонкий
слой графита на поверхности металла заполняет микронеровности,
частицы графита, ориентируясь в направлении движения, создают
хорошие условия для снижения сил трения между поверхностями
соприкасающихся деталей.
296
Графит может быть естественного происхождения и искус-
ственный; последний получается путем обогащения естественного
графита, угольных материалов (кокса, антрацита и др.) термиче-
ской обработкой при температуре в 3000° С. В технике исполь-
зуется в основном искусственный графит. Для антифрикционных
материалов применяется графит, получаемый в виде порошка из
нефтяного кокса — остатка перегонки мазута.
Цвет графита от серебристого до черного, удельный вес в преде-
лах 1,6—2,3, температура плавления 3845° С. Коэффициент ли-
нейного расширения примерно в четыре раза меньше, чем у стали
и чугуна (2,7 • 10~6), коэффициент теплопроводности в несколько
раз выше, чем у черных металлов. Графит обладает хорошей элек-
тропроводностью. Модуль упругости при сжатии Е = 4,7-104—
—7,5 • 104 кПсм2, он имеет постоянное значение до разрушения мате-
риала. Коэффициент сухого трения 0,03—0,05. В пределах темпе-
ратур от —200° С до +800° С его физические и механические свой-
ства изменяются мало.
Недостатком этого материала является хрупкость и пори-
стость. Детали из графита чувствительны к местным напряже-
ниям, возникающим в местах резкого изменения формы. Пори-
стость графитовых материалов достигает 25%, размеры пор
около 1 мк. При малых толщинах стенки среда может просачи-
ваться сквозь материал. Для устранения пористости графитовые
материалы пропитываются различными составами, что, не снижая
антифрикционных свойств материала, приводит и к повышению
его прочности.
Основными из выпускаемых антифрикционных графитных ма-
териалов являются материалы марки АО — антифрикционный
обожженный и марки АГ — антифрикционный графитированный.
Первый используется для работы по чугуну и хромовым покры-
тиям, второй — для работы по стали. В обозначение марки входит
давление прессования порошков в кПсм2 (АО-600, АО-1500 и т. д.).
Материал марки АГ проходит процесс графитизации при высокой
температуре, в связи с чем улучшается его кристаллическая ре-
шетка, повышается теплопроводность и электропроводность, но
механические характеристики его по сравнению с материалом
АО снижаются.
Антифрикционные графитные материалы, пропитанные фе-
нолформальдегидными смолами и кремнийорганическими соста-
вами, обладают в 1,5—2,0 раза более высокими механиче-
скими характеристиками по сравнению с непропитанными, но
предельная температура их применения снижается и стано-
вится равной предельно допустимой температуре материала про-
питки.
Применяются также графитные материалы, пропитанные метал-
лами: свинцом, баббитом, медью и пр. По объему такие мате-
риалы содержат всего 7—12% металла, и удельный вес их
297
увеличивается на 40—70%. Такие материалы при определенной
толщине непроницаемы для жидких и газовых сред.
Промышленностью выпускаются следующие углеметаллические
материалы: углесвинцовооловянистый АО-1500-СО5, пропитанный
свинцом с 5% олова, и углебаббитовый АО-1500-Б83, пропитан-
ный баббитом Б83, графитосвинцовооловянистый АГ-1500-С05 и
графитобаббитовый АГ-1500-Б83. Углеграфитометаллические
материалы хорошо работают в средах: вода, антифриз, фреон,
жидкое топливо и др. Они могут быть использованы при низких
температурах до —60° С.
Композиционные материалы, получаемые горячим прессова-
нием смеси порошков искусственного графита и фенолформальде-
гидных смол, называются антегмитами (ATM). В результате
прессования получаются детали, имеющие готовую форму или
требующие незначительную дополнительную обработку. Некото-
рые данные о механических характеристиках графитных материа-
лов приведены в табл. 46.
Таблица 46
Механические характеристики некоторых графитных материалов
Марка Пропитка Предел прочности
на сжатие ав. сж в кГ/см* на изгиб °в. изг в кГ/смг
АО Непропитанный 1500—2000 600—900
АО Фенолформальдегидная смо- 4000 1700
ла
АО Кремнийорганические со- 3500 1300
единения
АГ Непропитанный 700—1000 300—500
АГ Фенолформальдегидная смо- 1500 700
ла
АГ Кремнийорганические соеди- 1000 600
нения
АО-1500-СО5 Свинец с 5% олова 1000 —
АГ-1500-С05 Свинец с 5% олова 700 —
АО-1500-Б83 Баббит Б83 1100 —
АГ-1500-Б83 Баббит Б83 800 —
АТМ-1 — 1000—1200 400-500
ATM-10 — 550 260
АТМ-1 Г — 450 200
Графитный материал марки 2П-1000 имеет предел прочности на
сжатие в 1300—1400 кПсм* и хорошо работает со сталью 2X13
даже в морской воде.
298
В трубопроводной арматуре из графитных материалов изготов-
ляются набивки и кольца для сальниковых набивок паровой арма-
туры- Подшипники скольжения и направляющие втулки в ряде
случаев могут быть также изготовлены из этих материалов. Поло-
жительные результаты дали испытания поршневых колец из гра-
фитных материалов; они могут применяться в поршнях пилотных
устройств регуляторов давления и в предохранительных клапанах.
Детали кранов и другие, работающие в коррозионных средах,
могут изготовляться из графитов.
Графитные материалы находят также применение в предохрани-
тельных устройствах химических производств в виде разрывных
мембран, устанавливаемых в металлические обоймы с круглыми
окнами. При достижении давления выше предельно допустимого
графитная мембрана продавливается через окно и открывает путь
среде.
В. СТЕКЛО И КЕРАМИКА
Стекло успешно применяется для изготовления труб и мо-
жет быть использовано для изготовления трубопроводной арма-
туры. Стекло с давних пор успешно применяется, например, для
изготовления мерных стекол. Хрупкость стекла создает серьезные
препятствия для внедрения стеклянной арматуры в промышленное
производство, однако в лабораторных условиях она используется
успешно. Наиболее пригодным для изготовления арматуры явля-
ляется боросиликатное стекло, содержащее окись бора, оно имеет
высокую химическую стойкость и теплоустойчивость. Механиче-
ские характеристики боросиликатного стекла приведены в табл. 47.
Стекло-ситалл заслуживает особого внимания, так как
оно обладает высокой химической стойкостью, прочностью (при-
ближающейся к прочности стали), жаропрочностью и отсутствием
хрупкости. Это стекло нечувствительно к ударам и резким измене-
ниям температуры, поэтому оно должно найти применение и для
изготовления деталей арматуры.
Кварц плавленый представляет собой химически
стойкий материал, имеет ничтожно малый коэффициент линейного
расширения, но хрупок.
Диабаз плавленый может быть использован для
изготовления простейших деталей и для футеровки их.
Фарфор и кислотоупорная керамика
также могут быть использованы лишь для изготовления простей-
ших деталей. Детали из этих материалов химически устойчивы, но
хрупки. Пористая керамика глазуруется. Механические характе-
ристики керамики приведены в табл. 47. Износостойкость и корро-
зионная стойкость керамических деталей очень высокая, и они
обычно выходят из строя не в результате действия коррозии, а по
Другим причинам. Керамические детали чувствительны к резким
изменениям температуры и к ударам, поэтому непригодны для
GO
Ф
Ф
Механические характеристики некоторых неметаллических материалов и пластмасс,
применяемых для изготовления арматуры
Таблица 47
Материал Предел прочности в кГ]см2 б в % в кГ-см/см2 НВ
®в. раст с ж ав. азе V ср
Винипласт 400 800 900 420 20 — —
незакален- Фторопласт-4 ный закаленный 140—250 160—315 200 110—140 — 250—500 100 3—4
незакален- Фторопласт-3 ный закаленный 350—400 300—350 500—570 600—800 — 20—40 100—200 20—30 10-13
Полиэтилен ПЭ-300 100 125 120—170 — 300 16 2-3
Пластикат листовой поли- хлорвиниловый — 100 — — 150 — —
Фаолит А формованный 200 600—900 500 300 — 2—6 20
Капрон (капролактам) 600—800 — — — — —
Стекловолокнистый мате- риал АГ-4, В сГ 800 3000 1300 1300 1000 5000 — — — —
Продолжение табл. 47
Материал Предел прочности в кГ/см* в в % ан в кГ-см/см2 НВ
$в. раст $в. сж ав. изг хв. ср
Текстолит ПТК 1200 2500 * Г500 1600 — — 35 —
ПТ 850 2300 1300 1450 — — 35 —
ПТ-1 650 2000 1200 1200 — — 25 —
Древесные слоистые пла- Вдоль Вдоль ВОЛОКОН По клее-
стики ВОЛОКОН вому шву
ДСП-Б 2600 1600 2800 150 — 80 —
дсп-в 1400 1250 1800 140 — 30 25
ДСП-Г — 1250 1500 140 — 30 25
Боросиликатное стекло 500—900 6000—12 000 — — —
Керамика 60—115 3200—5800 230—460 250—300 — 1,3—1,9 __
Числитель — при сжатии перпендикулярно слоям, знаменатель — при сжатии вдоль слоев.
работы в условиях смены температур и на морозе свыше —40° С.
Изготовление керамических деталей происходит путем формовки,
прессования или отливки и последующего обжига при температуре
1120—1300° С. Керамические материалы не получили распростра-
нения в арматуростроении из-за низких механических свойств и,
в частности, хрупкости. Появление химически стойких пластмасс
в значительной мере снизило интерес к этим материалам.
Стекловолокнистый материал (СВAM) типа АГ-4 используется
для температур от —60 до +200°С.
Глава VI. СПЛАВЫ ДЛЯ НАПЛАВКИ
УПЛОТНЯЮЩИХ КОЛЕЦ
1. ЛАТУНИ
Арматура из серого и ковкого чугуна и из стали при рабочей
температуре воды или пара до 225—250° С снабжается латунными
уплотняющими кольцами. Они изготовляются в виде отдельных
деталей и закрепляются в арматуре (в корпусах, клиньях, дисках
и тарелках) путем пластической деформации кольца в канавках
типа «ласточкин хвост», «на ус» и др. Весьма целесообразным яв-
ляется наплавка латуни непосредственно на уплотняющие поверх-
ности соответствующих деталей, что позволило бы сократить
количество цветного металла, затрачиваемого на арматуру, и упро-
стило бы обработку деталей. Попытки освоить этот процесс пред-
принимались давно и в ряде случаев заканчивались успешно,
однако повсеместного применения этот метод не получил — не
всегда обеспечивалась плотность наплавленного слоя и его проч-
ное сцепление с основным. Следует признать целесообразным даль-
нейшую разработку и внедрение этого технологического процесса.
2. ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
Наплавка высоколегированных сталей на уплотняющие по-
верхности для улучшения работы арматуры применяется широко.
Наплавленный металл в зависимости от марки электрода в раз-
личной степени сообщает поверхности коррозионную и эрозионную
стойкость, износостойкость и устойчивость против задираний.
Наплавленные поверхности легко ремонтируются путем восста-
новления наплавленного слоя. Наплавка производится электро-
дуговым методом или с помощью ацетиленового пламени. Наплав-
ленные материалы должны по возможности иметь коэффициент
линейного расширения, равный или близкий к коэффициенту
линейного расширения основного металла, и достаточные пласти-
ческие свойства, чтобы при температурных изменениях не проис-
ходило растрескивания наплавленного металла. Качества наплав-
ленного слоя зависят от материала стержня электрода, от состава
обмазки и от режима наплавки. В настоящее время для изготовле-
302
ния стержней электродов применяются в основном следующие
стали: 0Х18Н9, 0Х18Н9Т, Х18Н10Т, Х25Н13, Х25Н20 и 2X13.
Некоторые данные о свойствах наплавленных слоев из высоко-
легированных сталей и области их применения в арматуре приве-
дены в табл. 48.
Таблица 48
Применение высоколегированных сталей
для наплавки уплотняющих поверхностей арматуры
Материал стержня электрода Марка электрода (наплавка постоянным током) Область применения Основные свойства наплавленного слоя
0Х18Н9 ЭНТУ-ЗМ Наплавка арматуры для воды и сварка ки- слотостойкой стали Металл типа 18-8 ов>50 кПмм?\ 6>35%; ак^12 кГ-м/см2
0Х18Н9 ЦН-6 Наплавка вентилей для воды и пара повы- шенных параметров (7sy «=500° С) RC 28—32
ОХ18Н9Т ЦТ-1 Наплавка арматуры для воды и коррозион- ных сред. Сварка жаро- прочных сталей ЭИ257, ЭИ69 и др. Наличие молибдена создает слой без трещин. /=20° С; 00=73; 6=33,5%; ак=7,1; /=450° С; <тв=58; 6=32,2%; ак=7,3; /=650° С; ав=45; 6=45,2%; ан=7,5
Х18Н10Т цл-зм Наплавка арматуры для воды. Сварка ки- слотостойкой стали с%'2=50 кПмм2-, 6>г >г35%; ак= 12 кГ-м/см?
Х18Н10Т ЦЛ-4 Наплавка арматуры для воды. Сварка ки- слотостойкой стали <Гв>г55 К.Г/ММ?', 6^ ys30%; аи= 11 к Г • м/см?
Х25Н13 ТКЗ-А Наплавка арматуры для воды и пара НВ 150-180
Х25Н13 ТКЗ-АТ Наплавка арматуры для воды и пара НВ 220—270
Х25Н13 ОЗЛ-2 Наплавка арматуры для воды. Сварка жа- ропрочных сталей Металл типа Х25Н13, легированный молибде- ном. ЩУабО кГ/мм1-, 6=35%; ац^ПЪкГ-м/смя
Х25Н20 . - 03 Л-1 Наплавка арматуры для воды. Сварка жа- ропрочных сталей Металл типа Х25Н20, легированный молибде- ном. кГ/лл2; 6=35%; ан= 12 к Г- м!см-
1 2X13 мн Наплавка вентилей НВ 350—400
303
3. СПЛАВЫ ПОВЫШЕННОЙ стойкости
Наплавка уплотняющих поверхностей такими сплавами при-
дает им наиболее высокие качества в отношении износостойкости,
эрозионной стойкости и стойкости против задиров как при высоких
температурах, так и при высоких давлениях. Поверхности, по-
крытые этими сплавами, имеют высокую твердость, обладают жаро-
прочностью и способны выдерживать большие удельные давления.
Недостатками являются: дороговизна и дефицитность материалов
(кроме сормайта), хрупкость наплавленного слоя, возможность
появления трещин при резких колебаниях температур. Для
наплавки уплотняющих поверхностей в арматуростроении приме-
няются следующие сплавы повышенной стойкости: стеллит ВЗК
(кобальтовый сплав ЦН-2), сплав ЦН-3 и сормайт № 1. Некоторые
данные об этих сплавах, применяемых в арматуростроении, и об-
ласти их использования приведена в табл. 49.
Таблица 49
Сплавы повышенной стойкости,
применяемые для наплавки уплотняющих поверхностей арматуры
Материал стержня электрода Марка электрода и метод наплавки Область применения Основные свойства 1 наплавленного слоя
ВЗК ВЗК. Наплавка ацетиленовым пламе- нем на деталь, на- гретую до 500° С. Охлаждение с печью с 600° С. Подслой в 2—4 мм из стали Х18Н10 Арматура высоких и сверхвысоких па- раметров, коррози- онных и агрессив- ных сред, высоких давлений, высоких температур. Тру- щиеся и уплотняю- щие поверхности при температуре от — 196 до +600° С Ов^бО кГ/мм2-} Высокая из- носостойкость, устойчивость про- тив эрозии, кор- розии и задира- ния
ВЗК ЦН-2. Наплавка постоянным током на деталь, нагретую до 600° С Арматура высоких и сверхвысоких па- раметров tpa6^ ^570? С Высокая из- носостойкость, устойчивость про- тив эрозии, кор- розии и задира- ния
0Х18Н9 ЦН-3. Наплавка постоянным током на деталь, нагретую до 600° С Арматура высоких и сверхвысоких па- раметров Высокая стой- кость против эро- зии и коррозии. Качества ниже ЦН-2
Сормайт № 1 Наплавка ацети- леновым пламенем Уплотняющие по- верхности задвижек 7?С^48
304
Глава VII. КОРРОЗИОННАЯ И ЭРОЗИОННАЯ
СТОЙКОСТЬ МАТЕРИАЛОВ
1. коррозионная стойкость ЧУГУНОВ
Коррозионная стойкость материала приобретает решающее
значение в арматуре, работающей на коррозионных средах.
Вопросы коррозионной стойкости металлов находятся еще в стадии
широкого и интенсивного изучения. Несмотря на большое количе-
ство уже имеющихся данных, материалы по коррозионной стой-
кости еще достаточно четко не систематизированы. Для оценки кор-
розионной стойкости материалов еще нет общепринятой системы,
поэтому существуют различия в методах оценки, что мешает обоб-
щению имеющихся данных. Для металлов была приведена
10-балльная система оценки по скорости коррозии металлической
поверхности (см. табл. 23), однако привести все имеющиеся данные
к этой системе пока затруднительно. В большинстве случаев огра-
ничиваются более общей оценкой.
Серые и ковкие чугуны неустойчивы против действия коррозии
в связи с неоднородностью структуры. Наличие зерен графита
создает пористость, в силу которой среда вдоль графитных пласти-
нок проникает в металл, где создаются микропары, в которых
графит или цементит является катодом, а феррит анодом. Пара
феррит—цементит имеет меньший потенциал, чем пара феррит—
графит, поэтому чугуны, содержащие углерод в связанном состоя-
нии, являются химическими более стойкими. Литейная корка
химически более устойчива и создает препятствия для проникнове-
ния среды в металл, поэтому для повышения коррозионной стой-
кости чугунов желательно обеспечивать сохранение литейной
корки и высокую плотность отливки. В табл. 50 приведены некото-
рые данные о чугунах, применяемых для работы в коррозионных
средах.
Таблица 50
Чугуны, применяемые в арматуре для коррозионных сред
Чугун Предельная температура t в °C Область применения (среда)
Ферросилнд С-15 Ферросилид С-17 — Азотная кислота, серная, хромовая и др. Органические кислоты: уксусная, муравьиная, лимониая и пр. Неприме- ним для нагретой соляной кислоты, сер- нистой и фтористых соединений, раство- ряющих пленку SiO2
Антихлор МФ-15 — Соляная кислота и др.
Нирезист ЖЧНДХ15-17-2 600 20 Продукты горения топлива. Слабые растворы щелочей, серной и соляной кислот
20 Д. Ф. Гуревич 305
Продолжение табл. 50
Чугун Предельная температура t в °C Область применения (среда)
Щелочестойкий СЧЩ-1 Щелочестойкий СЧЩ-2 500 Растворы щелочей
Высоко хромистый Сг~ -30% 1200 Азотная кислота и ее соли, фосфорная, уксусная кислоты, хлористые соедине- ния, сера и ее соединен ня
Аустенитный Сгд;19%; Nia9% 1000 Азотная кислота
Кислотостойкий высоко- прочный квч — Серная кислота и др.
2. КОРРОЗИОННАЯ СТОЙКОСТЬ СТАЛЕЙ
При выборе стали для деталей арматуры, работающей в корро-
зионных средах, используют как данные исследований, так и опыт
эксплуатации рассматриваемой стали в заданных условиях, так как
процессы коррозии различно проявляются в зависимости от усло-
вий работы арматуры. Так, в процессе работы арматуры на химиче-
ских аппаратах высокого давления, предназначенных для синтеза
аммиака, мочевины, искусственного жидкого топлива и некоторых
др., наблюдаются следующие виды коррозии сталей.
Азото-водородная коррозия (синтез аммиака),
степень действия которой на металл с повышением температуры
и давления повышается. В этих условиях рекомендуется применять
сталь марки 25ХЗНМ при работе арматуры на среде с температу-
рой 300° С и давлением Рра5 -<z 700 кПсм2. При температуре
500° С и давлении Ррай = 800-4-1000 кПсм2 рекомендуются стали
аустенитного класса.
Водородная коррозия, действующая в связи с реак-
цией, протекающей при высоких температурах между водородом
среды и углеродом стали. Степень действия коррозии увеличи-
вается с повышением температуры и давления. В этих условиях
(/ 200° С и Рраб 300 кПсм2) целесообразно применение сталей
с пониженным содержанием углерода и с легирующими элемен-
тами, связывающими углерод в виде карбидов.
Карбонильная коррозия (синтез метанола и изо-
бутанола) протекает при температуре 150—350° С и давлении
Т’рао = 325-н700 кПсм2. Устойчивыми в этих условиях являются
высоколегированные стали, содержащие хром 18—20% й более или
медь и марганцовистые бронзы (Мп = 1,5ч-2,0%).
Сероводородная коррозия протекает в арма-
туре, работающей на средах, содержащих серу и образующих
306
сероводород (процесс гидрогенизации топлива), при температуре
300°С. Для этих условий применяются хромомолибденовые стали
(Сг —3%, Мо —0,5%).
Коррозия раствором и плавом мочевины,
против которой устойчивы стали Х18Н12МЗТ и 0Х17Н16МЗТ.
Окончательное решение при выборе марки стали приходится
принимать с учетом ряда факторов. Коррозионная стойкость
сталей, как и других металлов, быстро падает с увеличением кон-
центрации раствора и повышением температуры, поэтому эти усло-
вия должны учитываться в первую очередь. Большое значение
имеет состояние материала — его микроструктура. Учитываются
также технологические свойства данной стали, ее стоимость,
а также необходимый срок службы арматуры. В табл. 51 приве-
дены некоторые данные о применимости сталей, алюминия и меди
для ряда химических сред при нормальной температуре.
Таблица 51
Применимость сталей, алюминия и меди в арматуре
для некоторых коррозионных сред при температуре t = 20° С
Коррозионная среда Малоуглеродистая сталь (железо) Х17 и 1Х17Н2 Х18Н4Г4 Х18Н10Т и Х18Н12М2Т Х23Н28МЗДЗ и Х23Н23МЗДЗ Алюминий Медь
Азотная кислота н 65 50 90 — 60 —
Серная кислота н Н Н 100 100 40 —
Соляная кислота н Н Н 5 — — —
Уксусная кислота н 10 50 100 — 100 100
Фосфорная кислота — 5 50 90 — — —
Едкий натр — 30 20 30 — — —
Аммиак (газ и водные рас- творы любой концентрации) — П П п — — —
Спирты бутиловый и эти- ловый п П п п п п п
Углеводороды жидкие п П п п п п н
Примечания: 1. Цифры в таблице обозначают предельно допустимую концентрацию в %. 2. Буквенные обозначения: Н — материал непригоден для применения в Данной среде, П — материал пригоден к применению в данной среде любой концентрации.
20*
307
3. КОРРОЗИОННАЯ СТОЙКОСТЬ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
И ПЛАСТМАСС
Среди неметаллических материалов и пластмасс имеются
материалы, значительно более стойкие против коррозии, чем ме-
таллы, однако известные их недостатки (низкие механические
свойства, низкая температура размягчения или хрупкость, напри-
мер, стекла, фарфора и др.) ограничивают область их приме-
нения. В табл. 52 приведены некоторые данные о применимости
неметаллических материалов и пластмасс для арматуры при темпе-
ратуре 20°С.
Таблица 52
Применимость неметаллических материалов и пластмасс в арматуре
для коррозионных сред при температуре 20° С
Коррозионная среда Винипласт Полиэтилен Полихлор винило- вый пластикат , Фаолит z\ 1 1 Резина 1 1 Эбонит ! 1 1 i Асбестовый картон | Паронит
Азотная 50 50 35 10 — — 98 10
Серная 90 70 90 70 50 50 90 50
Сернистая — — — 70 100 50 98 —
Соляная 100 100 100 100 100 100 98 —
Фосфорная 100 — 100 85 85 85 98 —
3 Плавиковая 40 100 40 — 50 — — —
о Борная — — — — 100 — 98 —
Кис Уксусная 60 10 60 50 80 80 98 97
Хлоруксусная — — 100 — — — 98 —
Муравьиная — — 50 — — — — —
Фтористоводо- родная — — 60 — 100 — —
Кремнефтори- стоводородная 100 60 32 100 50 ——
X Едкий натр 40 50 40 50 50 50 50
о Едкое кали 40 50 40 — 50 50 50 50
Аммиак жидкий 40 40 40 100 100 50 1 ; 100 1
308
Продолжение табл. 52
Коррозионная среда Винипласт Полиэтилен Полихлорвиниле- ВЫ11 пластикат Фаолит Л Резина Эбонит Асбестовый к-.птон 6 с
Органические соединения Метиловый спирт Ацетон Органические растворители Нефтепродукты (бензин и др.) Углеводороды жидкие п н н п п п п п п п п п п п п п 11 п п п
Растворы солей Алюминий хло- ристый Алюминий азотнокислый Железо серно- кислое, закисное, окисное Калий серноки- слый, сернисто- кислый Медь серноки- слая, хлористая, цианистая Магний хлори- стый, серноки- слый Натрий азотно- кислый, серни- стый, хлористый, углекислый Олово хлори- стое Цинк хлори- стый 100 100 100 100 100 100 100 Допустима любая концентрация 100 100 100 100 | х) Допустима любая концентрация | | | 100 100 100 Допустима любая концентрация
309
Продолжение табл. 52
Газы
Коррозионная среда Винипласт Полиэтилен Полихлорвиниле- вый пластикат Фаолит А
Воздух и п п п
Газы инертные (азот, водород и др.) п II п п
Хлор (сухой газ) п п п
Сернистый газ, о кислы азота — II —
Бутан - — — —
Генераторный газ — — — —
Коксовый газ — — — —
Крекинг газ — — — —
Нитрозные газы -- — — —
Конвертиро- ванный газ — — —
Аммиак газо- образный — — п —
Кислород — — п —
Озон — — п —
Сероводород — — — —
Двуокись водо- рода — -- —
Фреон -- —
Примечания:
1. Цифры в таблице обозначают предельно допустимую концентрацию.
2. Буквенные обозначения: Н — материал непригоден для применения в дан-
ной среде, П - материал пригоден к применению в данной среде любой концен-
трации.
3. Фторопласт-4 н кислотостойкая эмаль применимы для всех указанных
сред любой концентрации.
Резина Эбонит Асбестовый картон Паронит
п п п п
п п п п
п — п п
—- — 11 п
— — — п
— — п п
— — п п
— — п п
— п п
—- — п п
— — — п
— — п —
п — — —
п -— — —
п — п
310
4. ЭРОЗИОННАЯ СТОЙКОСТЬ МЕТАЛЛОВ
При работе арматуры в условиях значительных перепадов дав-
лений, когда в седле клапана или в проходе задвижки создаются
высокие скорости среды, имеет место эрозионный износ деталей,
непосредственно соприкасающихся со струей или воспринимаю-
щих удар струи. В первом случае, когда эрозия протекает в усло-
виях щелевого потока воды, процесс разрушения поверхностного
слоя металла происходит в результате электрохимической корро-
зии и гидродинамического воздействия среды. Во втором случае,
когда эрозия протекает при ударном воздействии струи, процесс
разрушения поверхности металла в большей степени определяется
гидродинамическим воздействием струи. Эрозионное воздей-
ствие воды и влажного пара значительно выше, чем перегретого
пара.
Поданным результатов исследований в ВТИ [18] по относитель-
ной эрозионной стойкости сравнительно со сталью Х18Н10Т
стали можно разбить на 5 групп (табл. 53). Наиболее целесооб-
разным методом защиты уплотняющих колец вентилей и задвижек
от воздействия эрозии является наплавка кобальтовым стеллитом
ВЗК или сплавами ЦН2 и ЦН6. Для тяжелых условий работы арма-
туры (Р = 255 кПсм* и t = 585° С) рекомендуются кобальтовые
стеллиты.
Таблица 53
Относительная эрозионная стойкость некоторых материалов
при работе в среде водяного пара.
Для стали Х18Н10Т (эталон, k = 1)
Группа стойкости Материал Коэффициент относительной эрозионной стойкости k3 (приближенно)
№ Название
1 Весьма стойкие fe>l Титан ТВ-1 ЭИ612 диффузионное хро- мирование и нитридизация, < = 1140° С ЭИ572 газовое борирование ЦН2 наплавка на Х18Н10Т ЭИ612, диффузионное хро- мирование ЭИ612, азотирование 2,3 1,8 1,6 1,5 1,4 1,2
311
Продолжение табл. 53
Группа стойкости Материал Коэффициент относительной эрозионной : стойкости кэ [ (приближенно)
№ Название
2 Стойкие /гэ= 1,0: 0,5 Х18Н10Т, ЭИ695 ЦНЗ, наплавка на Х18Н10Т ЦН6, наплавка на Х18Н10Т ЭИ612, газовое борирование ЭИ628 (1Х17Н2) ЭИ612 диффузионное хроми- рование и нитридизация, t= = 1100° С ЭИ572 1,0 0,90 0,85 0,80 0,70 0,65 0,60
3 Пониженно стойкие k,= = 0,54-0,25 ЭИ607 ЭИ909 диффузионное хро- мирование 2X13 3X13 0,40 0,35 0,30 0,25
4 Малостойкие ^а=0,25= = 0,01 ЭИЮ 38ХМЮА, 40ХФ ЭИ909 (20Х1М1Ф1) Сталь 20 хромированная Бронза, латунь, медь, се- ребро 0,22 0,14 0,08 0,07 0,017—- 0,015
5 Нестойкие fe5<0,01 15ХМ Сталь 20, с га ль 25Л Чугун серый Сталь 40 Сталь У10 0,008 0,005 0,0023 0,0020 0,0015
312
Глава VI11. ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ПРОКЛАДОЧНЫМ МАТЕРИАЛАМ
Прокладки играют важную роль в работе арматуры. Для изго-
товления прокладок используется большое количество различных
материалов: резина, картон, асбест, паронит, пластмассы и ме-
таллы, обеспечивающие плотность неподвижных соединений при
различных условиях работы арматуры и при различных-жидких
и газовых средах. К прокладочному материалу предъявляются
специфические требования, исходя из условий работы арматуры.
По возможности он должен быть дешевым и доступным, так как
в процессе эксплуатации приходится заменять прокладки; отсут-
ствие нужного материала или его дефицитность может создать
затруднения не только на заводе-изготовителе арматуры, но и на
объектах, где арматура установлена. Для создания надежной
плотности материал прокладки должен заполнять неровности
уплотняемых поверхностей — чаще всего поверхностей фланцевых
соединений. Это достигается затяжкой прокладок с помощью бол-
тов, шпилек или другого резьбового соединения. Чтобы плотность
достигалась легко, материал прокладки должен быть упругим
(эластичным) — упруго деформироваться под действием возможно
малых условий. Вместе с тем прочность прокладочного материала
должна быть достаточной, чтобы при затяжке не происходило раз-
давливание прокладки или выжимание ее в сторону между уплот-
няемыми поверхностями давлением среды.
Упругость прокладки обеспечивает сохранение плотности
соединения при возможном искривлении поверхности фланца,
что наиболее вероятно в сварной арматуре больших диаметров
проходов для малых давлений. Упругость прокладки компенси-
рует также в той или иной степени влияние колебаний или сниже-
ние усилий затяжки в связи с колебаниями температуры или
в связи с действием релаксации напряжений в материале шпилек,
болтов и фланцев.
Материал прокладки должен сохранять свои физические свой-
ства при рабочей температуре среды и не должен подвергаться
действию коррозии.
При применении металлических прокладок металл прокла-
док не должен пластически деформировать уплотняющие поверх-
ности, поэтому металл прокладки должен иметь твердость и пре-
дел текучести ниже, чем металл уплотняемых поверхностей флан-
цев или патрубков. Он не должен образовывать с металлом
арматуры при данной среде электролитическую пару. Коэффи-
циент линейного расширения материала прокладки желательно
иметь близким к коэффициенту линейного расширения материала
арматуры и болтов или шпилек.
313
2. РЕЗИНА
Резина является материалом, наиболее пригодным для уплот-
нений в неподвижных соединениях. Высокая эластичность (при
разрыве относительное удлинение ее достигает 150%) резины поз-
воляет легко достичь плотности между металлической поверх-
ностью и прокладкой при малых усилиях зажатия. Резина практи-
чески непроницаема для жидкостей и газов, имеет достаточную
химическую стойкость. При сжатии объем резины не меняется, по-
этому для свободного деформирования резины необходимо преду-
смотреть запас ширины канавки. Чрезмерное сжатие ухудшает
эксплуатационные свойства резины, поэтому высоту деформации
необходимо ограничивать величиной в 20—40%. В случае необ-
ходимости предусматриваются ограничивающие выступы или
кольца, так как при больших сжатиях, порядка 60%, резина со вре-
менем разрушается. В затянутой резиновой прокладке со свременем
происходит релаксация напряжений — усилие затяжки в течение
нескольких часов после затяга падает, после чего устанавливается
на постоянном уровне. С повышением толщины резины прокладка
становится более эластичной, однако при этом увеличивается
радиальное усилие, стремящееся выдавить прокладку в сторону
между уплотняющими поверхностями. При большой относительной
высоте сечения может произойти потеря устойчивости, поэтому
с учетом этих особенностей резины высоту сечения не делают
больше ширины.
Для прокладок обычно применяется листовая техническая
резина по ГОСТу 7338—65 без тканевых прослоек, так как при
наличии прослоек иногда создается протечка среды через волокна
прослойки. По твердости резину подразделяют на мягкую, средней
твердости и повышенной твердости. Существует пять типов ре-
зины: маслобензостойкая (марки А, Б и В в зависимости от степени
стойкости), кислотощелочестойкая, теплостойкая, морозостойкая
и пищевая. При низких давлениях в воздухопроводах, например
в установках для кондиционирования воздуха, устанавливают
прокладки из губчатой резины, поглощающие звук, способствую-
щие борьбе с шумом. Коэффициент трения покоя между резиной
и металлом без воды и смазки равен р = 0,6. Модуль упругости
Е — 15ч-50 кПсм2 (табл. 54). Модуль сдвига G =~- Е. Область
применения резины обычно не выходит за пределы 150—220° С
в зависимости от сорта резины. Под действием повышенной темпе-
ратуры в резине значительно ускоряются процессы «старения»,
имеющие место и при нормальной температуре, эластичность
резины снижается, твердость повышается. Применяемые в настоя-
щее время сорта прокладочной резины, как правило, представляют
собой обычно синтетический материал, натуральный каучук для
этой цели не применяется. В настоящее время получены сорта син-
тетического каучука, превосходящие по качествам натуральный.
314
Таблица 54
Свойства и область применения прокладок
из неметаллических материалов
Материал Среда Предельная температура t в °C
Резина листо- вая техническая Кислотощело- честойкая Вода, воздух, рас- творы кислот и щелочей в зависимости от марки -30; [ 50
Теплостойкая Воздух Пар —30; +90 + 140
Морозостойкая Воздух, нейтральный газ —45; +50
Маслобензо- стойкая Повышенной маслобензостой- кости Масла, легкие нефте- продукты, воздух, ней- тральный газ —30; -1-50
Соприкасаю- щаяся с пищевы- ми продуктами Питьевая вода и дру- гие чистые жидкие среды —30; +50
Резина вакуумная Воздух и нейтральные газы —30; +90
Картон прокладочный, целлюлоз- ный Вода, пар Масло Нефтепродукты 120 80 85
Асбест, шнур из асбестовых нитей Горячие газы и воздух 600
Паронит Вода, пар и нефте- продукты 450
Пластикат полихлорвиниловый прокладочный Коррозионные среды —15; +40
Полиэтилен Коррозионные среды -60; +50
Винипласт листовой Коррозионные среды -15; +65
315
Продолжение табл, 54
Материал Среда Предельная температура t в °C
Фторопласт-4 Коррозионные и аг- рессивные среды —250; +200
Фторопласт-3 —60; +70
ФУМ (фторопластовый уплотни- тельный материал) -60; +150
Фибра листовая авиационная Бензин, керосин, ма- сла, кислород, углеки- слота + 100
3. КАРТОН ЦЕЛЛЮЛОЗНЫЙ И ФИБРА
Прокладки из целлюлозного картона (класса П-промышленно-
технического) широко используются в арматуре для пара низкого
давления, воды при температуре до 120° С и при давлении до
6 кПсм2, для масла при t 80° С и Рраб sg 40 кГ!см* и в других
случаях. Применяется картон водонепроницаемый по ГОСТу
6059—63 и картон прокладочный, пропитанный, по ГОСТу
9347—60; последний используется и для нефтепродуктов при
t 85° С и Рраб 6 кПсм*. Для картона допускается удельное
давление не более 550 кПсм?. Для высоких температур целлюлоз-
ный картон не пригоден, так как обугливается.
Фибра листовая представляет собой бумагу или целлюлозу,
обработанную хлористым цинком и затем каландрированием,
применяется для прокладок арматуры, работающей при темпера-
туре до 100° С. Используется при работе арматуры на керосине,
бензине, смазочном масле, кислороде и углекислоте. Коэффициент
трения между фиброй и сухой сталью ц == 0,33.
4. АСБЕСТ
Асбест в качестве прокладочного материала используется в ар-
матуре при повышенных и высоких температурах. Материал мине-
рального происхождения, в технике используется после перера-
ботки в виде листового картона или шнура. Свойства асбеста зави-
сят от типа, определяемого месторождением минерала. Наибольшее
распространение имеет белый хризотиловый асбест, используемый
для различных целей. Из всех типов асбестов он имеет наиболь-
шую прочность при нормальной температуре. При 500° С его проч-
316
цость снижается на 33%, а при 600° С — на 77%. Температура
плавления волокна 1500° С. Антофилитный асбест (Сысертское ме-
сторождение) имеет прочность в 1,5—2,0 раза меньше хризотило-
вого, но при температуре 500° С теряет прочность лишь на 15%,
а при 600° С — на 48 %. Температура плавления волокна 13001 С.
Голубой асбест (Анатольское месторождение) и крокидолит (Юж-
ная Африка) по прочности приближаются к хризотиловому, но
При 600° С полностью теряют прочность. Температура плавления
волокна 900—1000° С.
К щелочам все асбесты достаточно хорошо устойчивы, против
кислот наиболее устойчив антофилит-асбест.
Асбестовый непропитанный картон имеет рыхлое строение,
низкую прочность, но высокую жаростойкость, используется для
арматуры, работающей при температуре до 600° С (для задвижек
горячего дутья, генераторных и дымовых газов и другой арматуры),
не работающей на жидкости. Пропитанный натуральной олифой
асбестовый картон может быть использован для нефтепродуктов
при давлении до 6 кПсм2 и температуре t 180° С, однако замена
его при смене прокладок или ремонте арматуры затруднена ввиду
того, что он прилипает к металлическим поверхностям. Для уплот-
нения средних фланцев газовых больших задвижек используется
также асбестовый шнур, который укладывается спиралью на по-
верхность фланца, предварительно смазанную техническим вазе-
лином. Для изготовления прокладок используются также специ-
альные ткани с пряжей из мягкой латунной или никелевой прово-
локи. Изготовляют также комбинированные прокладки из колец
различной формы и сечений, сердцевина которых изготовляется
из асбеста, а облицовка — из тонкого металлического или пласт-
массового листа. Такие прокладки имеют хорошие эксплуата-
ционные свойства, но сложны в изготовлении.
5. ПАРОНИТ
Паронит (ГОСТ 481—58) изготовляется из асбеста и каучука
путем вулканизации и вальцевания под большим давлением.
Теплостойкость паронита зависит от количества в нем резины.
Паронит содержит 60—70% асбестового волокна, 12—15% кау-
чука, 15—18% минеральных наполнителей и 1,5—2,0% серы.
Паронит является универсальным прокладочным материалом и ис-
пользуется в арматуре для насыщенного и перегретого пара, горя-
чих газов и воздуха, растворов щелочей и слабых растворов кислот,
аммиака, масел и нефтепродуктов при температуре до 450° С.
Коэффициент трения паронита по металлу р =-• 0,5.
Упругость паронита невелика. При удельном давлении выше
320 кПсм? все неплотности в материале устраняются. Релаксация
Напряжений в период, ближайший после затяга, значительна.
После обжатия с удельным давлением в 700 кПсм2 плотность
317
соединения становится такой, что при удельном давлении на про-
кладке, равном рабочему, плотность соединения сохраняется.
Наибольшее допускаемое удельное давление на паронит достигает
1300 кПсм2. Для улучшения условий обеспечения плотности и уве-
личения сопротивления распору прокладки средой на уплотняю-
щих поверхностях соединения обычно создают две-три узкие ка-
навки углового сечения, в которые паронит вдавливается под
действием усилия затяга. Такие канавки делаются и при примене-
нии других неметаллических прокладок. Листы паронита изготов-
ляются толщиной 0,3—6,0 мм. Целесообразно применять возможно
более тонкую прокладку толщиной, достаточной для уплотнения
при данной чистоте (шероховатости) обработанных поверхностей
и размерах уплотняемой поверхности.
Некоторые данные о неметаллических материалах для прокла-
док приведены в табл. 54.
6. ПЛАСТМАССЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРОКЛАДОК
Пластикат полихлорвиниловый по своей эластичности наиболее
близко подходит к резине. Он легко деформируется и уплотняет
фланцевые соединения при относительно небольших усилиях
затяга. Используется для арматуры химических производств при
сравнительно узком интервале температур — от —15 до +40° С.
Полиэтилен также используется как прокладочный материал.
Обладает высокой химической стойкостью, но не выдерживает вы-
соких температур. Используется при температуре среды от —60
до +50° С.
Фторопласт-4 наиболее химически стойкий материал. Приме-
няется для изготовления прокладок плоского и круглого сечений,
а также для сложных прокладок, у которых сердцевина изготов-
ляется из асбеста, резины или гофрированной стали, а облицовка —
из фторопласта. В таких прокладках сердцевина обеспечивает
упругость, а облицовка — высокую химическую стойкость. Фто-
ропластовые прокладки используются при температуре от —195
до +200° С. В последнее время получил применение фторопласто-
вый уплотнительный материал ФУА1, выпускаемый в виде шнуров
различных профилей и размеров поперечного сечения. ФУМ
(марки В, Ф и К) имеет такие же антикоррозионные свойства, как
и фторопласт-4, но более удобен для применения. Шнур из ФУМа
укладывается в прокладочное соединение типа «шип—паз» в виде
кольца, концы которого скручиваются или укладываются вна-
хлестку. После этого соединение затягивается болтами из расчета
удельного давления на прокладке в 300 кПсм*.
Винипласт как прокладочный материал используется ограни-
ченно. Он стоек против действия кислот и щелочей. Пригоден для
работы при температуре не выше -(-65° С. Некоторые сведения
о прокладочных материалах из пластмасс приведены в табл, 54.
318
7. МАТЕРИАЛЫ МЕТАЛЛИЧЕСКИХ ПРОКЛАДОК
Металлические прокладки изготовляются в виде плоских колец
прямоугольного сечения из листового материала или в виде колец
фасонного сечения из труб или поковок. К последним относятся
Линзовые прокладки чечевичного сечения, овальные прокладки
сечением в виде овала, расположенного параллельно оси про-
кладки, и гребенчатые прокладки, имеющие сечение плоского
прямоугольника с треугольными выступами в виде гребенки.
Помимо этого изготовляются комбинированные прокладки с се-
чением, состоящим из мягкой сердцевины (асбеста или паронита),
облицованной листовым материалом из алюминия, малоуглероди-
стой стали или кислотостойкой стали 0Х18Н9 или Х18Н10Т.
Металлические прокладки обладают следующими достоин-
ствами. Обеспечивают достаточную плотность при высоких давле-
ниях и при высоких температурах среды, имеют коэффициент
линейного расширения, близкий к коэффициенту линейного рас-
ширения материала фланца и шпилек или болтов, могут быть ис-
пользованы несколько раз после соответствующего ремонта.
К недостаткам следует отнести: необходимость создания больших
усилий для обеспечения плотности соединения, относительно
низкие упругие свойства, значительная релаксация напряжений
и относительно высокая стоимость изготовления. В табл. 55 при-
ведены некоторые сведения о металлах, применяемых для изготов-
ления прокладок арматуры.
Таблица 55
Металлы, применяемые для изготовления прокладок
Металл Марка Область применения
Среда Температура t в °C
Железо Армко 05КП (особая) Водяной пар Щелочи, кислоты, га- зы, содержащие серу. Непригоден для водных растворов кислот и ще- лочей От —100 до +475 До 320
Сталь 15-30 Водяной пар, нефте- продукты До 550
Коррозионно- стойкая сталь 0Х18Н9 Х18Н10Т Водяной пар, нефте- продукты, коррозион- ные среды, кроме серной кислоты От —196 до +600
319
Продолжение табл.
Металл Марка Область применения
Среда Температура t и °C
Алюминий А 2 Воздух, вода Нефтепродукты, азот- ная, фосфорная и дру- гие кислоты, сухой хлор, сернистые газы До 430 От —198 до -| 300
Никель НТ Водяной пар Хлор и др. Окислительные среды До 430 От —180 до +450 До 750
Монель-металл НМЖМц28-2,5-1,5 Морская вода, корро- зионные среды Водяной пар До 800 До 430
Медь Ml, М2 Растворы щелочей, низкие температуры. Непригоден для сталь- ных фланцев при нали- чии воды, растворов со- лей, кислот и щелочей. Непригоден для коксо- вого газа От —180 до +300
Свинец С2 Коррозионные среды, кислоты От —180 до +100
Глава IX. НАБИВОЧНЫЕ МАТЕРИАЛЫ
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К НАБИВОЧНЫМ МАТЕРИАЛАМ
Подавляющее большинство конструкций арматуры имеет саль-
никовое устройство для уплотнения подвижного соединения
крышка—шпиндель. Количество видов изделий, не имеющих
сальников (арматура сильфонная, мембранная, шланговая и элек-
тромагнитные вентили), еще относительно очень невелико. Саль-
никовое уплотнение во время эксплуатации арматуры требует
непрерывного внимания и создает наибольшее количество неис-
правностей, поэтому правильный выбор материала для набивки
имеет важное значение для обеспечения бесперебойной эксплуата-
ции арматуры.
320
Материалы сальниковых набивок должны иметь высокие упру-
гие свойства, физическую стойкость при рабочей температуре,
химическую стойкость против действия рабочей среды и возможно
малый коэффициент трения. В качестве набивочных материалов
В основном применяются: хлопчатобумажные материалы, пенька,
асбестовый шнур, графит, тальк, стекловолокно и фторопласт.
Наиболее часто используется асбест в виде плетеного шнура
квадратного или круглого сечения, но могут быть использованы
и скатанные шнуры без плетения или чесания волокна (пенька
и др.). Наиболее целесообразным является применение набивки
из заранее приготовленных и отформованных колец.
Плетеные набивки изготовляются по ГОСТу 5152—66
следующих марок:
Хлопчатобумажная сухая ХБС;
Хлопчатобумажная пропитанная ХБП;
Пеньковая сухая ПС;
Пеньковая пропитанная ПП;
Асбестовая сухая АС;
Асбестовая пропитанная АП;
Асбестопроволочная АПР;
Тальковая сухая ТС;
Тальковая пропитанная ТП;
Асбестовая маслобензостойкая АМБ;
Асбестовая прорезиненная пропитанная АПП (НВДТ-1);
Асбестовая прорезиненная сухая АПС (НВДТ-1с);
Асбестопроволочная прорезиненная пропитанная АПРПП
(НВДТ-2);
Асбестопроволочная прорезиненная сухая АПРПС (НВДТ-2с);
Асбестовая проклеенная с графитом АГ-1;
Асбестовая пропитанная суспензией фторопласта-4 с таль-
ком ACT.
Скатанные набивки изготовляются десяти марок:
Прорезиненная хлопчатобумажная ПХБ;
Прорезиненная хлопчатобумажная с резиновым сердечником
ПХБРС;
Прорезиненная льняная ПЛ;
Прорезиненная льняная с резиновым сердечником ПЛРС;
Прорезиненная асбестовая ПА;
Прорезиненная асбестовая с резиновым сердечником ПАРС;
Прорезиненная асбестометаллическая ПАМ;
Прорезиненная асбестометаллическая с резиновым сердечни-
ком ПАРМС;
Компенсирующая хлопчатобумажная КХБ;
Компенсирующая льняная КЛ.
Кольцевые набивки изготовляются пяти марок:
Манжеты хлопчатобумажные Л1ХБ;
Манжеты льняные МЛ;
21 д. ф. Гуревич 321
Манжеты асбестовые МА;
Кольца разрезные асбестоалюминиевые КРАА.
Кольца разрезные асбестосвинцовые КРАС.
2. ХЛОПЧАТОБУМАЖНАЯ И ПЕНЬКОВАЯ НАБИВКИ
Хлопчатобумажная набивка сухая или пропитанная приме-
няется для воды, воздуха, нефтепродуктов при давлении Рраб
200 кПсм1 и температуре до 100“ С. Пеньковая или джутовая
набивка в сухом или пропитанном виде, применимы для темпера-
туры до 100° С и давления до 160 к.Г1см\ Под действием кислот
и щелочей, а также при высокой температуре хлопчатобумажная
и пеньковая набивки теряют прочность и разрушаются. Положи-
тельным качеством этих набивок является их дешевизна и доступ-
ность. В виде кольцевых манжет из прорезиненной ткани вулка-
низированными и графитизированными хлопчатобумажные ткани
используются для пара, воды, воздуха и жидкого топлива при
давлении до Ргмб = 400 кПсм2 и температуре до 100° С.
3. АСБЕСТОВАЯ НАБИВКА
Асбестовая набивка является наиболее универсальной и ши-
роко применяется в арматуре. Чаще всего асбестовая набивка
применяется в виде заранее приготовленных и отформованных
колец, укладываемых последовательно в коробку сальника.
Асбест в сухом виде применяется для набивки сальников только
для сухих газов, имеющих температуру до 550° С (допустимо крат-
ковременное повышение до 700° С). Под влиянием воды и пара
сухой асбест выщелачивается и разрушается. Асбест, пропитан-
ный цилиндровым маслом 6 или вискозином 7, приобретает устой-
чивость при работе на воде и используется до температуры 250° С.
Перед установкой в сальниковую коробку асбестовые кольца
протирают графитом, что уменьшает трение набивки о шпиндель.
Для пропитки отдельных нитей расплетенного шнурового асбеста
используется также масса из 90% графита по весу и 10% цилин-
дрового масла. Применяется также масса, состоящая из 0,6 кГ
асбеста, 0,25 кГ графита и 0,15 кА масла. В последнее время при-
меняют для арматуры высоких параметров набивку из сальнико-
вых колец, изготовленных из сырого асбеста, обильно протертого
графитом. Между кольцами насыпаются прослойки сухого гра-
фита в 3—4 мм толщиной.
Для сальниковых набивок используются также шнур из асбе-
стовой пряжи с медной или латунной проволокой. Асбестовые
шнуры применяются для температуры до 550° С, выше которой
их механические свойства снижаются.
322
Из асбестовых набивок следует отметить промасленный шнур
набивки типа «Рациональ», пропитанный антифрикционным со-
ставом. Для сальниковых набивок арматуры высоких давлений
применяют также прографиченный асбестовый шнур диаметром
3—4 мм, обернутый в несколько слоев чистой алюминиевой фоль-
гой, обильно посыпанной графитом; набивка опрессовывается
в сальниковой коробке. Такая набивка хорошо ведет себя, напри-
мер, при температуре пара 470° С и давлении Рраб = 100 кПсм2.
При давлении до ПО кПсм2 и температуре до 510° С применима
набивка типа «Пушонка», состоящая из хлопьев асбеста, переме-
шанных с чешуйчатым графитом. Верхнее и нижнее крайние кольца
изготовляют из асбеста, а пространство сальниковой коробки
между ними заполняют «Пушонкой».
Широкое применение имеют асбестовые набивки типа НВДТ.
Набивка НВДТ-1 представляет собой асбестовый прорезиненный
и вулканизированный шнур. Снаружи шнур графитирован и про-
питан, что снижает силу трения его о шпиндель. Применяется
для давлений до 325 кПсм2 и температуры до 200° С. Набивка
типа НВДТ-2 представляет собой асбестовый шнур с латунной
проволокой, прорезиненный и вулканизированный. Снаружи
шнур графитирован и пропитан. Применяется для давлений до
700 кПсм2 и температуры до 200° С. Набивка типа НВДТ-2с
представляет собой асбестовый шнур с латунной проволокой,
прорезиненный, вулканизированный. Снаружи графитирован. На-
бивка НВДТ-2с может быть использована для давлений до
700 кПсм2 и температуры до 450° С.
Комбинированная набивка, состоящая из колец прографичен-
ного асбеста с графитовыми прослойками, применяется для ответ-
ственных объектов арматуры при температуре до 300° С, когда
требуется безусловно надежная работа сальникового соединения,
например в тех случаях, когда арматура установлена в местах,
недоступных для ее обслуживания во время работы системы.
Такая набивка обеспечивает непрерывную надежную работу саль-
никового соединения в течение длительного времени.
4. ГРАФИТОВАЯ НАБИВКА
Графит представляет собой жаростойкий и химически стойкий
набивочный материал. Он не впитывает влагу, обладает антифрик-
ционными свойствами и высокой теплопроводностью. Графит
является наиболее надежной набивкой при высоких температурах
(свыше 550° С). Вместе с тем графит при наличии влаги образует
с некоторыми сталями гальваническую пару и оказывает на них
корродирующее действие. В связи с этим арматура хранится на
складе без графитовой набивки, графитовая сальниковая набивка
устанавливается на арматуру непосредственно перед ее работой.
21* 323
При употреблении графитовой набивки шпиндель обычно азоти-
руют во избежание износа. Для набивок используют чешуйчатый
графит кристаллического строения, очищенный от минеральных
и органических примесей. Сальники с хорошо выполненной гра-
фитовой набивкой могут работать без подтяжки в течение несколь-
ких лет. Чтобы не происходило утечки графита через зазор между
крышкой и шпинделем, зазор делают минимальным (не более
0,1 мм). Сверху и снизу набивки ставят асбестовые кольца, либо
прослаивают графит кольцами из паронита. В некоторых случаях
полость сальниковой коробки заполняют кашицей из графита,
разведенного водой или чистым вазелином (но не маслом). Полу-
чило положительную оценку также применение колец или полу-
колец из прессованного графита. Применяются различные набивки
также из мастики, составленной из смеси графита с асбестом.
5. ФТОРОПЛАСТ-4 и СТЕКЛОВОЛОКНО
В связи с развитием химических производств и расширением
производства синтетических материалов находит применение в ка-
честве набивочных материалов фторопласт-4 и его сополимеры,
стекловолокно, фторлон и др., используемые для коррозионных
сред. Набивки из фторопластовых колец, манжет или стружки,
смазанные смесями из графита, парафина, масла и пр., могут быть
использованы при температурах от —195 до -(-250° С и давлении
до 100 кГ/см2 в зависимости от стойкости смазки. Фторопласт
обладает ползучестью, и если сконструировать манжеты таким
образом, чтобы влияние ползучести при высоких давлениях не
проявлялось сильно, они могут быть использованы до 300—
400 кГ/см2. В связи с малой упругостью фторопласта целесооб-
разно применять при малых давлениях дополнительные упругие
элементы — резину, пружины и пр. и предусматривать возмож-
ность подтяжки манжет снаружи. Основные материалы, приме-
няемые для сальниковых набивок, приведены в табл. 56.
Кроме фторопласта-4, применяют другие марки фторопласта
и сополимеры. В последнее время для набивок используется
ФУМ, изготовленный в виде шнура. При квадратном сечении
шнура в камеру укладываются отдельные кольца, разрезанные
под углом 45°, при круглом сечении ставится спираль из шнура,
намотанного на шпиндель. Затяг сальника производится из рас-
чета удельного давления ЗРраб.
Набивки из стекловолокна применяются для арматуры,
работающей на кислотах при температурах до 100° С. Рези-
на в сальниковых уплотнениях арматуры используется ограни-
ченно.
Интенсивное старение резины при повышенной температуре
уменьшает эластичность ее и ограничивает область ее примене-
ния.
324
Основные материалы сальниковых набивок
(с учетом данных ГОСТа 5152—66)
Таблица 56
Набивка В каком виде применяется Рабочая среда Пределы применения
и СП Рраб в кГ/см2
Хлопчатобу- мажная сухая ХБС 1. п Шнур, сплетен- ный из хлопчато- бумажной пряжи летеные Воздух, питьевая вода, спирты, пище- вые продукты, сма- зочные масла, орга- нические раствори- тели, углеводороды, нейтральные рас- творы солей 100 200
Жидкий и газооб- разный аммиак минус 40
Хлопчатобу- мажная пропи- танная ХБП То же, пропи- танный анти- фрикционным со- ставом Воздух, промыш- ленная вода, нефтя- ное топливо, смазоч- ные масла, инерт- ные пары и газы, углеводороды 100 200
Пеньковая су- хая ПС Шнур, сплетен- ный из льняной, пеньковой или джутовой пряжи Воздух, промыш- ленная вода, водя- ной пар, смазочные масла, нефтяное топ- ливо светлое, угле- водороды 100 160
Жидкий и газооб- разный азот минус 40
Пеньковая про- питанная ПП То же, пропи- танный анти- фрикционным со- ставом Воздух, промыш- ленная вода, топли- во нефтяное тем- ное, смазочные ма- сла, инертные пары и газы, углеводоро- ды, растворы щело- чей, соленая вода 100 160
325
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
1 t в °C Q. в
Асбестовая су- хая АС Шнур, сплетен- ный из асбесто- вой нити Воздух, водяной пар, промышленная вода, инертные газы и пары, органиче- ские растворители, растворы щелочей 400 45
Жидкий и газооб- разный аммиак минус
Асбестовая пропитанная АП То же, пропи- танный анти- фрикционным со- ставом Воздух, нефтепро- дукты, слабокислот- ные растворы, газы и пары агрессивные 300 45
Асбестопрово- лочная АПР Шнур, сплетен- ный из асбесто- вой нити с ла- тунной проволо- кой, пропитанный антифрикцион- ным составом или графитированный Промышленная вода, нефтепродукты, слабокислые масла 300 45
Тальковая су- хая ТС Шнур, сплетен- ный из пенько- вой или хлопча- тобумажной пря- жи с сердечни- ком из талька Промышленная во- да, нейтральные рас- творы солей, водяной пар, слабокислые среды 130 10
Тальковая пропитанная ТП То же, спле- тенный и пропи- танный анти- фрикционным со- ставом Промышленная вода, нейтральные растворы солей, сла- бокислые среды 130 10
Асбестовая ма- слобензостойкая АМБ Шнур, сплетен- ный из асбесто- вой нити, пропи- танный антифрик- ционным масло- беизостойким со- ставом Нефтяное топли- во, кислые масла, органические рас- творители 300 30
326
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
и и Рраб в кГ/см2
Асбестовая прорезиненная пропитанная АПП (НВДТ-1) Шнур, сплетен- ный из асбесто- вой нити, проре- зиненный, вулка- низированный, пропитанный и графитированный Н ефтеп р оду кты, нефтяные газы, пар насыщенный и пере- гретый. Вода пере- гретая, смолы, пасты и шламы, состоящие из углей, торфа, сланцев в смеси с тя- желыми маслами и смолами. Слабые ор- ганические кислоты, жиры и щелочи, спирты, сухой воз- дух 200 325
Асбестовая прорезиненная сухая АПС (НВДТ-1 с) Шнур, сплетен- ный из асбесто- вой нити, проре- зиненный вулка- низированный и графитированный То же 450 300
Асбестопрово- лочная прорези- ненная пропитан- ная АПРПП (НВДТ-2) Шнур, сплетен- ный из асбестовой нити с латунной проволокой, про- резиненный, вул- канизированный, пропитанный и графитированный То же 200 900
Асбестопрово- лочная прорези- ненная сухая АПРПС (НВДТ-2с) Шнур, сплетен- ный из асбесто- вой нити с латун- ной проволокой, прорезиненный, вулканизирован- ный и графитиро- ванный То же 450 900
327
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
t в °C р - г>ао , в кГ/см2
Асбестовая проклеенная с графитом АГ-1 Шнур, спле- тенный из асбе- стовой нити, про- клеенный клеем на основе кау- чука и графита Вода, пар, воздух, инертные газы, ам- миак, органические растворители Для арм 350 а туры 510
Жидкий и газооб- разный аммиак Для арматуры —70; I — + 140
Асбестовая, пропитанная су- спензией фторо- пласта-4 с таль- ком ACT Шнур, спле- тенный из асбе- стовой нити, про- питанный суспен- зией фторопла- ста-4 с тальком Сжиженные газы (кислород, азот и др.), газообразные н органические про- дукты (бензин, бен- зол, толуол, ацетон, этилен, дифенил, ди- фенилоксид, хлорме- тил, хлорэтиловый эфир, фуран, тетра- гпдрофуран, три- хлорсилан Для арм 200; + 300 атуры 250
Этилен 250 1500
Прорезиненная хлопчатобумаж- ная с резиновым сердечником или без сердечника ПХБ и ПХБРС 2. С Шнур, скатан- ный из хлопча- тобумажной тка- ни, прорезинен- ный катанные Промышленная вода 100 200
Прорезиненная льняная ПЛ Шнур, скатан- ный из прорези- ненной льняной ткани Промышленная вода 100 200
Прорезиненная льняная с рези- новым сердечни- ком ПЛ PC То же с рези- новым сердечни- ком То же 100 200
328
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
t в °C рраб в кГ/см2
Прорезиненная асбестовая ПА Шнур, скатан- ный из асбесто- вой ткани проре- зиненной Промышленная вода, перегретый и насыщенный водяной пар 400 100
Прорезиненная асбестовая с ре- зиновым сердеч- ником ПАРС То же с рези- новым сердечни- ком То же 400 100
Прорезиненная асбометалличе- ская ПАМ Шнур, скатан- ный из асбесто- металлической прорезиненной ткани То же 400 100
Прорезиненная асбометалличе- ская с резиновым сердечником ПАМРС То же, с рези- новым сердечни- ком Промышленная вода, водяной пар 400 100
Компенсирую- щая хлопчатобу- мажная КХБ Шнур фасон- ный многослой- ный из хлопчато- бумажной проре- зиненной ткани, вулканизирован- ный Промышленная вода, соленая вода 100 200
Компенсирую- щая льняная КЛ Шнур фасон- ный многослой- ный из прорези- ненной льняной ткани, вулкани- зированный То же 100 200
329
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
и и 1 ! р I рао в кГ/см2
3. Кольцевые
Манжеты хлопчатобумаж- ные MX Б Кольца цель- носкатанные или разрезные много- слойные фигур- ного сечения из хлопчатобумаж- ной прорезинен- ной ткани, вул- канизированные и графитизиро- ванные Инертные газы, воздух, промышлен- ная вода, пар, неф- тепродукты 100 400
Манжеты льня- ные МЛ То же из про- резиненной льня- ной ткани, вул- канизированные и графитирован- ные То же 100 400
Манжеты асбе- стовые МА То же из асбе- стовой прорези- ненной ткани, вулканизирован- ные и графити- рованные То же 300 200
Кольца разрез- ные асбестоалю- миниевые КРАА Кольца разрез- ные квадратного или прямоуголь- ного сечения, со- стоящие из сер- дечника (асбесто- вых пропитанных нитей) с много- слойной оберт- кой из алюминие- вой фольги, про- масленной и гра- фитированной Нефтепродукты 400 50
330
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
t в °C Рраб в кГ/см2
Кольца разрез- ные асбестосвин- цовые КРАС То же с много- слойной оберт- кой из свинцовой фольги, прома- сленной и графи- тированной Плав мочевины, упаренный раствор аммиачной селитры, сульфат аммония 300 50
4. Разные
Шнур асбесто- вый АС, пропи- танный смазкой ЦИАТИМ-221 Шнур пропи- танный Нейтральные газы —50; + 70 200
Шнур асбесто- вый, пропитан- ный графито-па- рафиновой смаз- кой Шнур пропи- танный То же —200; + 50 40
Асбест с гра- фитом Кольца про- графиченного ас- беста с графито- выми прослойка- ми Вода, пар 400 —
«Пушонка»— хлопья асбеста, перемешанные с чешуйчатым гра- фитом Вода, пар 510 —
Резина Кольца, ман- жеты Вода, воздух, пар, масла, нефтепро- дукты, растворы ки- слот и щелочей в за- висимости от марки От 50 до 140 в зависи- мости от марки —
331
Продолжение табл. 56
Набивка В каком виде применяется Рабочая среда Пределы применения
t в °C р раб 1 в кГ/см2
Графит чешуй- чатый Чешуйчатый графит. Снизу и сверху по асбе- стовому кольцу Вода, пар и дру- гие среды 550 и выше
Графитовая па- ста
Прессованные графитовые коль- ца и полукольца
Графито-цере- зиновая Графит с цере- зином Агрессивные сре- ды 80 16
Асбесто-графи- то-цинковая Набивка Фреон, аммиак —70; + 150 40
Фторопласт-4 Стружка, кольца или ман- жеты Коррозионные сре- ды —250; 200 50
Фторопласто- вый уплотнитель- ный материал ФУМ-В Шнур квадрат- ного или круг- лого сечения Коррозионные среды -60; + 150 64
Фторлон Набивка Минеральные кис- лоты 100 —
Стекловолокно Волокнистый материал Коррозионные среды 100 —
332
Глава X. РАЗНЫЕ МАТЕРИАЛЫ
1. СМАЗКИ
Значение смазки для подшипников общеизвестно, однако и для
таких тихоходных пар, какими являются шпиндель — ходовая
гайка, значение смазки велико. Так, результатами исследований
установлено, что гайка из латуни ЛС59-1, работающая в паре со
шпинделем из стали Ст.5 и выдерживающая при работе под боль-
шой нагрузкой со смазкой несколько тысяч ходов без заметных
следов износа, при отсутствии смазки изнашивалась быстро.
Подбор смазывающих материалов должен производиться та-
ким образом, чтобы они в рассматриваемых условиях работы обес-
печивали сохранение жидкой прослойки, не выдавливались,
были бы физически и химически стабильными.
Важнейшей характеристикой смазок является их вязкость
(кинематическая вязкость в сст или относительная в градусах
Энглера °Е). При замене одного вида смазывающего материала
другим прежде всего подбираются смазки, близкие по вязкости,
а затем проверяются другие свойства заменителя. Консистентные
смазки характеризуются пенеграцией, оцениваемой в градусах
по глубине погружения конуса за 5 сек. Чем мягче смазка, тем
больше число пенеграции. Для оценки свойств смазки важными
являются также температура каплепадения и температура
вспышки.
По основному назначению смазки можно разделить на а н т и -
фрикционные, защитные и уплотняющие. По
основным свойствам смазки подразделяются нанизкоплав-
к и е — с температурой каплепадения до 65° С; средне-
плавкие — с температурой каплепадения до 100° С; туго-
плавкие—с температурой каплепадения свыше 100° С;
водостойкие — не растворяющиеся в воде; м о р о з о -
стойкие — сохраняющие работоспособность при температуре
ниже —30° С; активированные — для особо высоких
нагрузок; защитные от коррозии, не раство-
ряющие резину и кислотоупорные.
Смазочные материалы используются в арматуре для смазки:
редукторов приводов (подшипники, зубчатые и червячные пере-
дачи и др.), резьбовых пар шпиндель —ходовая гайка, сальников
регулирующих клапанов, уплотняющих поверхностей кранов
и задвижек, а также для пропитки сальниковых набивок.
Широкое применение имеют антифрикционные смазки
ЦИАТИМ-201 и ЦИАТИМ-221. Смазка ЦИАТИМ-201 по ГОСТу
6267—59 представляет собой минеральное масло, загущенное
литиевым мылом. Она может быть использована при температуре
от 60 до +120° С. Смазка хорошо химически стабильна, но не
рекомендуется для работы в контакте с цветными сплавами.
Смазка ЦИАТИМ-221 по ГОСТу 9433—60 используется в широком
333
диапазоне температур от —60 до +150° С и представляет собой
кремнийорганическую жидкость, загущенную литиевым мылом.
Смазка не действует на резину, поэтому она может быть использо-
вана также для смазки резиновых манжет. Смазка ЦИАТИМ-221
стойка в парах кислот.
Смазка редукторов может производиться машинным маслом
марки Л или марки С, широко используемым в машиностроении
(ГОСТ 1707—51), или автолом 6. Смазка резьбовых пар шпин-
дель — ходовая гайка должна удовлетворять следующим требо-
ваниям: не стекать после нанесения на резьбу, выдерживать
большие удельные давления, по возможности не растворяться
в атмосферных осадках, быть стойкой при заданной температуре.
При нормальной температуре для этой цели подхрдит также соли-
дол, состоящий в основном из вязкого минерального масла, за-
гущенного кальциевым мылом жирных кислот. Он предназначен
для работы при больших нагрузках, небольших скоростях сколь-
жения и температуре до 55° С. При повышенных температурах
следует применять более тугоплавкие смазки.
При высоких температурах в состав смазки обычно вводится
в качестве компонента чешуйчатый или коллоидный графит,
который при высоких температурах оказывает хорошее смазываю-
щее действие в трущихся парах, однако при отсутствии кислорода
и воды графит работает как абразив. Кроме того, на аустенитных
сталях и стали 3X13, где много хрома, графит при высокой тем-
пературе образует карбиды хрома и создает точечную (язвенную)
коррозию. Карандашный мелкозернистый графит с малой золь-
ностью для смазок лучше чешуйчатого и наилучшим является
дисперсный графит, оба они не дают язвенной коррозии.
Для узлов трения без воды при температуре до 115° С широко
применяется универсальная тугоплавкая смазка УТ-1 по ГОСТу
1957—52 — консталин жировой, а при температуре до 135° С —
смазка УТ-2.
Для сальников регулирующих клапанов применяется конси-
стентная смазка различного состава (в зависимости от температуры
рабочей среды), она должна создавать минимальное трение между
штоком и набивкой. Пропитка сальниковых набивок производится
специальными составами с учетом назначения набивки и условий
ее работы. В частности, применяются для пропитки масло цилин-
дровое 6 и смазка МГС, а также смазка бензиноупорная марки БУ.
Для работы в контакте с агрессивными средами применяются фто-
рированные смазки.
Смазка уплотняющих поверхностей чугунных газовых кранов
осуществляется специальной кальциевой смазкой на касторовом
масле. Смазка применима при температуре от —30 до +60° С.
Уплотняющие поверхности кранов из цветных сплавов — бронзы
и латуни — смазываются смазкой «Карбюр». Смазка пригодна
для температур от —30 до 4-50° С.
334
Для уплотняющих поверхностей чугунных и стальных задви-
жек применяется синтетическая смазка типа 1—13С. Смазка
пригодна для температур от —30 до +100° С.
Большие перспективы для использования в арматуре имеет
смазка, содержащая дисульфит молибдена — двусернистый мо-
либден — MoS2. Такая смазка может значительно улучшить ра-
боту кранов и резьбовых соединений шпиндель — ходовая гайка,
уменьшить силы трения и износ при работе деталей до +250° С,
а для стали Х18Н10Т при температуре до +350° С. Она может
также улучшить условия работы уплотняющих поверхностей
арматуры. Смазка представляет собой кремнийорганическую
жидкость с дисульфитом молибдена. Дисульфит молибдена стоек
В атмосфере азота, водорода, в серной, фосфорной и уксусной
кислотах при температуре от —200 до +450° С. В окисляющих
средах не стоек, так как окисляется содержащаяся в нем сера.
При консервации деталей арматуры на время складского хра-
нения наилучшую защиту создает пушечная смазка УНЗ по
ГОСТу 3005—51, она, как правило, используется лишь для ответ-
ственных объектов. Для обычной арматуры используется техни-
ческий вазелин — смазка универсальная низкоплавкая УН
по ГОСТу 782—53:
В условиях тропического климата создаются особо сложные
условия эксплуатации арматуры, так как она при этом подвер-
гается интенсивному воздействию лучистой энергии солнца и со-
ляных туманов. Интенсивно происходит и плеснеобразование.
Для этих условий смазка должна подбираться особенно тщательно
и иметь свойства, обеспечивающие нормальную работу арматуры.
Некоторые смазочные материалы и области их применения при-
ведены в табл. 57.
Таблица 57
Некоторые смазочные материалы н области их применения
Смазка Область применения Предельная температура t в °C
Машинное масло Л Машинное масло С Автол 6 Подшипники, механические пере- дачи и др. —
Консталин жировой УТ-1 Узлы трения без контакта с водой 115
Консталин жировой УТ-2 Узлы трения без контакта с водой 135
Консталин синтетиче- ский УТс-1, У Тс-2 Заменитель жирового консталина —
335
Продолжение табл. 57
Смазка Область применения Предельная температура t в °C
Солидол жировой УС-1, УС-2, УС-3 Узлы трения при контакте с водой 55
Солидол синтетиче- ский УСс-1, УСс-2, УСс-3 Заменитель жирового солидола —
Самолетомоторная НК-50 Узлы трения, резьбовые пары 180
ЦИАТИМ-201 Узлы трения, работающие при по- вышенной влажности. Химически стабильна —60; j 120
ЦИАТИМ-221 Узлы трения, работающие в кон- такте с агрессивными средами. Хи- мически стабильна, водоупорна, не разрушает резину -60; + 150
ВНИИНП-225 Узлы трения, работающие при повышенной температуре —60; +350
Фторированная 5-ОКФ, Ю-ОКФ Узлы трения, работающие в кон- такте с агрессивными средами —
Морская АМС-1 Защита металлических поверхно- стей, соприкасающихся с морской водой —
Технический вазелин УН-1 Защита металлических поверхно- стей при хранении 35
Технический вазелин УН-2 Защита металлических поверхно- стей при хранении 45
Смазка для газовых кранов Герметизация арматуры на маги- стральных газопроводах 50
336
2. ЗАЩИТНЫЕ И ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
Покрытия служат для придания поверхностям деталей таких
свойств, как повышенная коррозионная стойкость, повышенная
износостойкость или высококачественный внешний вид. Для по-
крытий применяются цинк, никель, хром, кадмий, олово, медь,
свинец и другие металлы.
Наиболее часто покрытия производят гальваническим или
химическим способом, но иногда применяются также анодиза-
ционный и диффузионный способы. В качестве дополнительных
способов обработки покрытий используются в некоторых случаях
хроматирование и наполнение маслом.
Рассмотрим виды покрытий, используемые в арматурострое-
нии.
Цинкование (гальваническое) является наиболее деше-
вым и распространенным покрытием, оно применяется для защиты
от коррозии при работе деталей на сухом воздухе до 150° С, в воде,
керосине и бензине до 70° С. При более высокой температуре
такое покрытие теряет свои антикоррозионные свойства. Оно
непригодно для работы в среде аммиака. Цинковое покрытие сред-
ней твердости хорошо выдерживает изгибы и развальцовку основ-
ного металла. Применяется для покрытий поверхности пружин,
крепежных и других деталей. Толщина покрытия составляет
обычно 15 мкм, что достаточно для защиты от действия атмо-
сферной коррозии; для влажной атмосферы, загрязненной топ-
ливными газами, продуктами горения и сернистыми газами (про-
мышленные районы города, цехи завода и т. д.), толщина слоя
цинка удваивается. Для предохранения от действия бензина,
керосина и масел толщина цинка составляет 20—50 мкм. Для
повышения коррозионной стойкости покрытия целесообразно
применение цинкования с хроматированием.
Кадмирование (гальваническое) применяется для по-
крытия деталей и крепежа в случае их работы во влажном морском
климате, в атмосфере морских испарений, при соприкосновении
С морской водой и подобных ей растворов при температуре до 70° С.
Покрытие кадмием мягкое, применимо для деталей сложной формы
или имеющих резьбу. Для повышения коррозионной стойкости
покрытия в атмосферных условиях кадмирование обычно приме-
няется с последующим хроматированием. Предельная температура
применения деталей с таким покрытием 150° С. Оно непригодно
Для трущихся поверхностей и в средах, загрязненных серой.
В зависимости от условий работы деталей толщина покрытия
создается от 10 до 50 мкм, обычно рекомендуется применять слой
в 20 Л4/СЛ1. Кадмирование применяется лишь для деталей ответ-
ственных изделий в связи с дефицитностью кадмия.
Никелирование (гальваническое) деталей произво-
дится для защиты от атмосферной коррозии и для декоративной
22 Д. ф. Гуревич 337
отделки деталей, изготовляемых из стали, меди и ее сплавов.
При никелировании сталей рекомендуется создавать подслой
из меди толщиной 20 мкм и затем слой никеля 10 мкм. Никель
хорошо полируется и на воздухе не тускнеет. Никелевое покрытие
средней твердости сравнительно прочно сцепляется с основным
металлом, выдерживает изгибы и запрессовку основного металла.
Никель стоек в щелочах и слабых кислотах, при работе в раство-
рах щелочей и кислот никелевое покрытие делают толщиной
50—200 мкм. Предельная температура применения 500° С.
Хромирование (гальваническое) делается однослой-
ным и многослойным — с подслоем меди и никеля, применяется
как защитно-декоративное покрытие для влажной атмосферы,
воды и пара, растворов щелочей, аммиака, паров азотной кислоты.
Покрытие повышенной твердости и износостойкости, жаростойко —
может быть применено для температур до 500° С. Сцепление
с основным металлом прочное. В связи со сложностью выполне-
ния технологического процесса хромирование применяется огра-
ниченно.
Лужение (гальваническое) применяется для защиты кон-
тактирующих деталей от коррозии, так как образует мягкое эла-
стичное покрытие с высокой электропроводностью. Применяется
также для защиты поверхности стали при азотировании.
Освинцовывание поверхностей производится для за-
щиты деталей от действия серной кислоты и растворов ее солей,
сернистых и сернокислых соединений. При слабых растворах
толщина слоя делается 50—200 мкм, при концентрированных
растворах 200—1000 мкм. Для защиты от действия атмосферной
коррозии достаточен слой свинца в 30—50 мкм.
Химические покрытия применяются в арматуростроении в ос-
новном следующие: химическое никелирование, фосфатирование
и пассивирование.
Химическое никелирование создает покрытие
с более высокими качествами по сравнению с гальваническим (бо-
лее высокой стойкостью поверхности против задирания при тре-
нии, повышенной коррозионной стойкостью и более прочным
сцеплением с основным металлом). Последнее достигается путем
применения термообработки при температуре 400° С. Рекомен-
дуемая толщина слоя покрытия 15 мкм. Применяется для работы
в воде, в среде пара, аммиака, едких щелочей и в разбавленной
соляной кислоте.
Фосфатирование применяется для коррозионной за-
щиты деталей (пружин и др.), работающих в неагрессивной атмо-
сфере, внутри и снаружи помещений. Неприменимо для работы
в атмосфере сероводорода. При механических воздействиях, тре-
нии и изгибе возможны разрушения слоя. Практически не меняет
размеров деталей. Обычно применяется с последующим промасли-
ванием для работы стали при температуре до 100° G или с после-
338
дующим хроматированием для работы до 500° С. Детали, подлежа-
щие окраске, не промасливаются.
При химическом пассивировании литых де-
талей, изготовленных из сталей Х18Н10Т и ЭИ654, на поверхно-
сти металла образуется пассивная пленка, повышающая корро-
зионную стойкость поверхности материала.
Оксидирование стальных деталей производится для
защиты их от коррозии в закрытых помещениях со средой, не со-
держащей коррозионных элементов, а также для декоративной
отделки инструментов.
Анодизационные покрытия алюминия и его
сплавов хорошо защищают поверхность алюминия от коррозии
и используются как для декоративной отделки, так и для повыше-
ния поверхностной твердости и сопротивления износу.
Окисное покрытие по титану и его сплавам
применяется для работы в условиях сухого трения до 350° С.
Придает поверхности повышенную твердость и стойкость против
задирания при удельном давлении не выше 100 кГ/см2.
Диффузионные покрытия поверхностей деталей
хромом и другими элементами повышают износостойкость и кор-
розионную стойкость. В зависимости от условий работы деталей
применяются: хромирование, азотирование, цементация и другие
покрытия с глубиной слоя от 12 до 1000 мкм.
3. КРАСКИ
Арматура из черных металлов снаружи окрашивается краской.
Окраска производится для защиты металла от коррозии во время
хранения и транспортировки арматуры. Окраска придает арматуре
хороший вид, а цвет окраски подбирается и одновременно служит
для обозначения материала основных деталей и уплотняющих
колец. После установки арматуры на рабочее место арматура
закрашивается в общий для данного трубопровода цвет.
Для окраски применяются обычно масляные или пентафтале-
вые эмали и лаки с растворителями (уайт-спиритом или сольвен-
том), сохнущие при нормальной температуре 20° С около 48 ч.
При работе арматуры в поясе с тропическим климатом применяются
глифталевые, эфироцеллюлозные или перхлорвиниловые эмали.
Обычно цвет окраски и материал эмали на рабочих чертежах арма-
туры конструктором не указывается, а делается лишь ссылка
на технические условия на изготовление арматуры, в которых
имеются необходимые указания на существующие нормали.
4. ФУТЕРОВКИ И ЭМАЛЕВЫЕ ПОКРЫТИЯ
Футеровка представляет собой защитный слой значительной
толщины из коррозионностойкого материала, предназначенный
для защиты поверхности детали от коррозионного действия
22* 339
среды. Футерование внутренних поверхностей арматуры, сопри-
касающихся с рабочей средой, является эффективным и экономич-
ным технологическим приемом. Применение футеровок позволяет
экономить значительное количество дорогостоящих высоколеги-
рованных сталей. Футеровки широко применяются в настоящее
время и имеют широкие перспективы для дальнейшего распро-
странения. Хорошо себя зарекомендовали, например, футерован-
ные мембранные («диафрагмовые») вентили. Для футеровки
используются: резина, наирит, эбонит, фаолит, винипласт, поли-
этилен, фторопласт и эмали. Область применения футеровки опре-
деляется химической стойкостью и предельно допустимой темпе-
ратурой. Температура рабочей среды при применении резиновой
или пластмассовой футеровки ограничивается температурой 40—
65° С. Эмалированная арматура может быть использована при
температуре до 130—150° С.
РАЗДЕЛ ВТОРОЙ
КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ
АРМАТУРЫ
Глава I. ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ
КОНСТРУКЦИЙ АРМАТУРЫ
1. ИСХОДНЫЕ ДАННЫЕ
Арматура должна обеспечивать длительное и надежное выпол-
нение своих функций как элемент трубопроводной системы; по-
этому конструирование арматуры необходимо производить с уче-
том всех требований, предъявляемых к ней в отношении прочно-
сти, коррозионной и эрозионной стойкости, удобства управления,
гидравлической характеристики и т. д. Конструирование должно
производиться лишь на базе заранее подготовленных и четко опре-
деленных технических данных. Разработка конструкций при от-
сутствии некоторых данных, на основе предположений, неминуемо
приводит к необходимости переделок чертежей или уже готовых
изделий.
Основными и первостепенными исходными данными, необхо-
димыми для проектирования, являются следующие.
1. Назначение арматуры.
2. Рабочее давление среды.
3. Рабочая температура среды.
4. Диаметр прохода.
5. Строительная длина.
6. Способ присоединения к трубопроводу.
7. Коррозионные свойства среды.
8. Способ управления арматурой.
На основе вышеуказанных данных может быть начато эскиз-
ное проектирование.
Для разработки технического проекта должны быть известны
Дополнительные данные.
9. Вязкость среды.
10. Пропускная способность арматуры.
И. Расходная характеристика.
12. Продолжительность закрывания и открывания (или время
срабатывания клапана).
13. Источник энергии и его характеристика (переменный или
постоянный ток, напряжение, давление воздуха и т. д.).
341
14. Местонахождение арматуры и условия ее обслуживания
(взрывобезопасное исполнение, исполнение для тропического кли-
мата и др.).
При разработке рабочего проекта должны быть учтены также
следующие возможные требования к арматуре.
15. Ограничения габаритов.
16. Ограничения веса.
17. Виброустойчивость.
18. Особые условия эксплуатации (морской или тропический
климат и т. д.).
19. Особые требования долговечности.
20. Особые требования надежности.
2. разработка КОНСТРУКЦИЙ
При разработке конструкций прежде всего должны быть ре-
шены принципиальные вопросы. Выбирается тип запорной или
регулирующей арматуры (задвижка, вентиль, кран и т. д.).
Определяется материал корпусных деталей и уплотняющих колец,
прокладок и сальниковых набивок. Выбирается тип привода.
Определяется величина хода шпинделя. На основе соответствую-
щих ГОСТов и нормалей разрабатывается эскизный проект кон-
струкции. Проверяется и уточняется компоновка отдельных узлов.
Производятся расчеты: гидравлический, силовой и расчет на
прочность. При этом уточняются размеры внутренних полостей,
профили регулирующих элементов, усилия пружин, размеры мем-
бран; определяется момент и усилие на маховике, необходимые
для открывания и закрывания; проверяются размеры элементов
фланцевого соединения крышки с корпусом, толщина стенок и т. д.
На основе данных расчета уточняются и наносятся на чертежи
основные размеры узлов и деталей, габаритные и присоединитель-
ные размеры изделия, в результате чего создается технический
проект.
При конструировании арматуры обычно эскизный и техниче-
ский проекты разрабатывают последовательно, но за один этап.
Технический проект некоторых конструкций предварительно
согласовывается (с заказчиком), уточняются все технические дан-
ные и на этой основе производится разработка рабочего проекта.
Прежде чем представить рабочие чертежи к изготовлению,
должен быть определен вес деталей, размеры и вес необходимых
заготовок, проставлены номера соответствующих ГОСТов и нор-
малей. Должна быть тщательно проверена возможность сборки
и разборки конструкции, возможность применения ключей для
завинчивания гаек и достаточность величин предусмотренных
регулировок.
Следует обратить особое внимание на направление ходовой
резьбы шпинделя. Вращение маховика при закрывании всегда
342
должно производиться по часовой стрелке, открывание — про-
тив часовой стрелки, поэтому в арматуре с вращаемым или выдвиж-
ным шпинделем (рис. 13 и 15), ходовая резьба делается левая,
в арматуре с ввинчиваемым шпинделем (рис. 3) ходовая резьба
делается правая. При наличии редуктора с промежуточной
передачей между маховиком и шпинделем или гайкой направле-
ние ходовой резьбы назначается в зависимости от применяемой
передачи, чтобы вращение маховика при закрывании арматуры
происходило по часовой стрелке. Следует проверить, везде ли
предусмотрена достаточная смазка, необходимые надписи.
Должны быть заданы режимы испытаний на прочность, плот-
ность, а в случае необходимости — также и на влагоустойчивость,
виброустойчивость и надежность. В конструкциях должна быть
предусмотрена возможность выполнения таких испытаний.
В результате разработки рабочего проекта создается комплект
детальных, узловых и сборочных чертежей, по которым изготов-
ляется арматура.
В испытаниях арматуры, как правило, участвует ведущий кон-
структор, после чего вносятся необходимые изменения и уточнения
в рабочие чертежи для серийного производства.
При конструировании запорной арматуры и выборе конструк-
ции затвора (задвижки или вентиля) можно воспользоваться сравни-
тельными данными о преимуществах и недостатках каждого из них.
Преимуществами задвижки являются: малый коэффициент гид-
равлического сопротивления, малые усилия, необходимые для упра-
вления, меньшая строительная длина по сравнению с вентилем.
Недостатками задвижки являются: большой ход при закрыва-
нии, большие размеры по высоте, трудность обеспечения полной
герметичности, неблагоприятные условия работы уплотняющих
колец, при которых они подвергаются задиранию, сложность под-
гонки клина к корпусу в клиновых задвижках.
Преимуществами вентилей являются: легкость и простота
обеспечения герметичности, возможность применения кроме про-
ходных угловых вентилей, благоприятные условия работы уплот-
няющих колец, при которых уплотняющие поверхности не под-
вергаются задиранию, возможность изготовления уплотняющих
колец из эластичных неметаллических материалов (резины,
пластмасс, фибры, пластикатов и др.), малый ход шпинделя и воз-
можность достижения полной герметичности сопряжения шпин-
деля с крышкой путем применения сильфонов (или мембран)
взамен сальников.
Недостатками вентилей являются: необходимость больших
усилий для управления, чем в задвижках (поэтому вентили при-
меняются лишь для диаметров прохода не выше 250 мм), большие
значения коэффициента гидравлического сопротивления, большая
строительная длина по сравнению со строительной длиной задви-
жек.
343
Глава II. КОНСТРУИРОВАНИЕ ОТЛИВОК
1. ОСНОВНЫЕ требования
Подавляющее большинство конструкций арматуры в настоя-
щее время изготовляется с литыми корпусами и крышками.
Кроме этого, имеется группа деталей, которые обычно изготов-
ляются в виде отливок: диски, клинья,тарелки, клапаны,стойки,
корпуса пневмоприводов и т. д. В связи с этим конструктору арма-
туры приходится проектировать много литых деталей (до 90%).
Правильный учет технологических факторов имеет решающее зна-
чение для получения качественной отливки.
Форма отливки должна обеспечивать: возможность получения
(при достаточно низкой стоимости) отливки с точными размерами,
с высокими механическими качествами, высокой плотностью ма-
териала, без трещин, раковин, рыхлостей и других дефектов.
Конструктор должен представлять себе ясно, как сконструирован-
ная отливка будет заформована, где будет проходить разъем
формы, как должны быть расположены стержни в форме, как будет
производиться заполнение формы жидким металлом и как должен
протекать процесс остывания отливки.
В результате анализа и оценки всех этих факторов конструк-
тор должен принять меры к тому, чтобы были устранены все при-
чины для возникновения брака литья и ослаблений прочности
металла.
Необходимо проверить возможность создания знаков для уста-
новки стержней и беспрепятственного извлечения модели после
формовки. Должны быть предусмотрены плавные переходы от
утолщений отливки к более тонким частям. В некоторых случаях
при сложной технологии изготовления одной отливки целесооб-
разно изменение конструкции детали с заменой одной отливки
двумя, более простыми с последующим соединением их болтами.
В некоторых случаях, наоборот, целесообразно две отливки заме-
нить одной, если технология их изготовления не представляет
сложности. При выборе толщины стенок и радиусов переходов
необходимо учитывать литейные свойства металла и сплава (чу-
гуна, стали, алюминия, цинковых или медных сплавов).
Предварительный выбор толщины стенки отливки для арма-
туры, имеющей Dy 5= 200 мм, может производиться исходя из
приведенного габарита детали N, определяемого по формуле
N=^±P± м,
где L — длина отливки в м;
b — ширина отливки в м;
h — высота отливки в м.
По значению N (при N 0,5 м) с помощью графика на рис. 252
может быть определена минимальная толщина стенки для чугун-
ных и стальных отливок.
344
Рис. 252. График для определения
минимальной толщины стенки отли-
вок:
1 - стальные отливки; 2 — чугунные
отливки
Наименьшая толщина отливок при литье в песчаные формы
может быть принята также по табл. 58.
Чугуны с содержанием углерода до 3% и кремния менее 1,5%
имеют пониженную жидкотекучесть, поэтому толщину стенок для
таких отливок увеличивают на 20—25%. По этой же причине
толщина стенок для отливок из модифицированного чугуна прини-
мается на 15—20% больше, чем для деталей из серого чугуна.
Жидкотекучесть чугуна с шаровидным графитом и обычного серого
чугуна одинакова, поэтому минимальные толщины стенок отливок
принимаются для них одинако-
выми.
Многие легированные стали,
например коррозионностойкая,
имеют пониженную жидкотеку-
честь по сравнению с углеродистой
сталью; для таких сталей при оди-
наковых деталях толщину стенок
увеличивают на 20—30%.
Внутренние стенки желательно
изготовлять на 10—30% тоньше
наружных для обеспечения равной
скорости охлаждения. Это способ-
ствует получению отливок без тре-
щин.
Ковкий чугун обладает повышенной по сравнению с серым
чугуном объемной и линейной усадкой и требует наиболее тща-
тельного соблюдения равномерности толщины стенок.
Таблица 58
Наименьшая толщина стенки отливки,
применяемая при литье в песчаные формы
Материал отливки Толщина стенок s отливок в мм (наименьшая)
мелких средних крупных
Чугун серый 5—6 10 15
Чугун ковкий 3—5 8 —
Сталь 6—8 12 20
Цветные сплавы 3 6 —
Наиболее качественная структура отливок создается при обеспе-
чении условий направленного затвердевания, происходящего по-
степенно по направлению к элементам питания. Для создания нор-
мальных условий формовки на наружных поверхностях моделей
или в стержневых ящиках должны быть созданы уклоны согласно
табл. 59.
345
Таблица 59
Углы уклона наружных поверхностей моделей
и внутренних поверхностей стержневых ящиков
Высота формуемой поверхности в модели h в мм Угол уклона 3 (не более)
Выплавляе- мые модели Оболочковые формы Металличе- ские модели Деревянные модели
До 20 Св. 20 до 50 » 50 » 100 » 100 » 200 » 200 » 300 » 300 » 800 » 800 » 2000 » 2000 0° 20' 0° 15' 0° 10' 0° 45' 0° 30' 0° 30' 0° 20' 0° 20' 1° 30' 1° 0° 45' 0° 30' 0° 30' 0° 20' 3° 1° 30' 1° 0° 45' 0° 30' 0° 30' 0° 20' 0° 15'
В ряде случаев внутренняя поверхность отливки образуется
без стержней, путем образования в форме земляного «болвана».
В этом случае угол уклона поверхности модели, образующей
болван, должен быть больше, чем на наружной поверхности. Углы
уклона для этих поверхностей приведены в табл. 60 и применимы
для случая, когда диаметр или наименьшая ширина болвана d
больше его высоты h. Если болван снимается вместе с верхней опо-
кой, формовочный уклон может быть увеличен вдвое по сравнению
с данными табл. 60.
Таблица 60
Углы уклона внутренних поверхностен модели,
образующих «болван»
Высота формуемой поверхности в модели h в мм Металлическая мо- дель Деревянная мо- дель
Углы уклона (не более) при ~ > 1
До 20 Св. 20 до 50 » 50 » 100 » 100 » 300 » 300 » 800 3° 2° 1° 0° 45' 0° 30' 3° 2° 30' 1° 30' 1° 0° 45'
Расположение горизонтальных стенок нежелательно во избе-
жание скопления газа и образования газовых раковин; горизон-
тальные стенки лучше заменить наклонными. Все переходы от
346
толстой к тонкой стенке, расположенные в одном направлении,
должны выполняться с постепенным переходом длиной в 4—5 раз
больше разности толщины стенок.
При сопряжениях под углом стенок разной толщины в чугун-
ных отливках наружный радиус должен быть равным толщине
стенки, а внутренний — равным Ve—V3 полусуммы толщин обеих
стенок.
В отливках из стали и ковкого чугуна рекомендуются радиусы
сопряжений, приведенные в табл. 61.
Таблица 61
Радиусы сопряжений в отливках из стали
и ковкого чугуна
Толщина основной стенки s в мм ==£12 15 20 30 50 70
Радиус сопряжения г в мм r=s 12 15 18 25 30
По возможности следует избегать скоплений металла, вызы-
ваемых пересечением стенок, припуском на обработку и утолще-
ниями по требованиям прочности и по другим причинам. Увели-
чения прочности более целесообразно добиваться применением
усиливающих ребер.
Ребра жесткости в деталях из серого чугуна должны распола-
гаться на той стороне, на которой возникают напряжения сжатия.
В частности, в овальных корпусах и крышках задвижек из серого
чугуна следует располагать ребра у длинной стороны внутри,
а у короткой — снаружи.
2. КОРПУСА АРМАТУРЫ
Корпус является одной из наиболее сложных отливок, так как
имеет большие габариты, сложную форму и к нему предъявляются
требования высокой прочности и плотности.
Построение детали производится по данным сборочного чер-
тежа с учетом необходимости обеспечить соответствующий ход
тарелке клапана или клину, конструкцию и размеры присоедини-
тельных элементов для крепления к трубопроводу и присоедине-
ния крышки. Обычно корпус арматуры имеет вид тройника,
чаще всего с тремя фланцами. Установка стержня в форме отливки,
как правило, не вызывает затруднений.
Строительная длина и размеры присоединительных (маги-
стральных) фланцев выбираются по соответствующему ГОСТу
или по нормали. Размеры фланца под крышку уточняются про-
верочным расчетом на основе конструктивных данных, получен-
ных после предварительного расчета.
Толщина стенки корпусов малых размеров, как правило, опре-
деляется по технологическим соображениям и чаще всего намного
347
превышает толщину, необходимую для обеспечения прочности.
В корпусах арматуры больших диаметров проходов толщина стенки
лимитируется помимо технологических возможностей еще и проч-
ностью.
Для предварительного выбора толщины стенок корпусов и кры-
шек арматуры общего назначения или так называемой общепро-
мышленной арматуры может быть использована табл. 62.
Таблица 62
Рекомендуемые толщины стенок литой арматуры общего назначения
! Условный диаметр прохода Dy в мм Серый чугун Ковкий чугун Углероди- стая сталь Коррозионно- стойкая сталь
не ниже СЧ 18-36 не ниже КЧ 30—6 25Л -11 10Х18Н9ТЛ, 10Х18Н4Г4Л, 10Х18Н12М2ТЛ, 10Х18Н12МЗТЛ
по ГОСТу 1412—54 по ГОСТу 1215—59 по ГОСТу 977—65 по ГОСТу 2176—67
Толщины стенок в мм при Ру в кГ/см~
<2,5 6 и 10 16 <16 25 40 <25 40 64 <16 25 40 64
15 — 4 3,5 3,5 — — — — — — —
20 — — 4,5 — — — — — — — —
25 — — 5 6 — — — — —
32 — — 6 4 4 7 7 — 6 — — __
40 — — 7 5 5 7 — 7 7 7 —
50 — 7 9 —
70 — 8 8 6 7 8 8 10 8 8 8 —
80 — 9 9 7 8 9 9 9 10 10 —
100 — 8 9 10 8 10 11 10
125 10 10 — — — 9 14 11 —
150 — — 10 11 11 11 12 —
200 — 11 12 — — — 11 12 16 — 13 14 18
250 — 12 14 — — — 12 14 19 — 14 16 19
300 13 15 — — — 14 .6 22, — .16, 18, 22
348
Продолжение табл. 62
Условный диаметр прохода Dy в мм Серый чугун Ковкий чугун Углероди- стая сталь Коррозионно- стойкая сталь
не ниже СЧ 18—36 не ниже КЧ 30—6 S Ю LO ! 25Л-П I 10Х18Н9ТЛ, 10Х18Н4Г4Л, 10Х18Н12М2ТЛ, 10Х18Н12МЗТЛ
по ГОСТу 1412—54 по ГОСТу 1215-59 по ГОСТу 977-65 но ГОСТу 2176—67
Толщины стенок в мм при Ру в кГ/см2
<2,5 6 и 10 16 <16 25 40 <25 40 64 <16 25 40 64
400 — 15 — — — — 16 18 26 —’ 18 20 26
500 12 16 —• __ — —- 18 22 30 — 20 22 30
600 14 20 — — — — 20 26 — — 22 26 32
800 15 24 — — — — 22 32 — — 28 32 34
1000 16 28 — — — — 26 — — — 32 38 45
1200 18 32 — — — — — — — — __ — —
1400 20 36 —
1600 22 38 —
1800 24 — —
2000 26 —
Предварительно выбранные толщины стенок проверяются за-
тем соответствующим расчетом. Табл. 62 применима для выбора
толщин стенок цилиндрических, шаровых и эллиптических (при
отношении диаметров эллипса до 1 : 1,5) частей корпусов и крышек
арматуры и при температуре рабочей среды не выше 400° С. Для
плоских стенок корпусов и крышек табл. 62 неприменима.
В чугунных корпусах задвижек больших диаметров проходов
очень важно обеспечить получение материала с высоким модулем
упругости, что является наиболее эффективным методом увели-
чения жесткости задвижки. Возможности повышения жесткости
корпуса путем увеличения ребер в задвижках больших проходов
обычно ограничены.
Сечение полости, в которой среда движется по дуге окружности,
Целесообразно проектировать в виде овала или прямоугольника
таким образом, чтобы длинная ось сечения была направлена
349
перпендикулярно радиусу поворота полости (трубы), а короткая —
по радиусу поворота. Таким образом уменьшаются габариты кор-
пуса и уменьшается разность скоростей среды по внутреннему
и наружному радиусам закругления, что способствует уменьшению
гидравлического сопротивления данного участка корпуса.
Построив форму внутренней полости корпуса, фланцы, выбрав
толщину стенок, создают сопряжения фланцев с корпусом по
ГОСТам 1235—54 и 1240—54, размещают ребра жесткости, если
таковые предусмотрены. Толщина наружных ребер по техноло-
гическим соображениям принимается равной 0,7—0,8 толщины
Рис. 253- Возможные места сры-
ва земляного «болвана» h и I
стенок отливки; толщина внутрен-
них ребер 0,6—0,7 толщины стенки.
В местах установки ребер с обеих
сторон стенки целесообразно распо-
ложить их в шахматном порядке. Вы-
соту ребер, исходя из технологиче-
ских факторов, желательно иметь не
более 5 толщин стенки.
Чтобы обеспечить достаточную
прочность земляного «болвана», рас-
положенного между магистральным
и средним фланцем, необходимо раз-
меры h и I (рис. 253) выдержать
в следующих пределах:
для фланцевых корпусов Dy 50 мм, 22 мм, I 30 мм’,
для фланцевых корпусов Dy 2s 70 мм, h 45 мм, I 2s 35 мм.
Следует иметь в виду, что стальные корпуса для обеспечения
плотности металла часто формуются с применением открытых при-
былей (рис. 254, а), закрытых (рис. 254, б) или отводных (рис. 254, в).
При определении положений по высоте линии фланцевого
разъема корпусов и крышек плоских и овальных следует учиты-
вать, что повышение разъема относительно оси прохода повышает
прочность и жесткость корпуса задвижки, но усложняет техно-
логию изготовления корпуса (отливку, обработку). Поскольку
обеспечение прочности и жесткости задвижки является перво-
очередной задачей, целесообразно высоту корпуса делать макси-
мальной за счет сокращения высоты крышки. На рис. 255 приве-
дены способы увеличения прочности и жесткости корпусов за-
движек помимо тех, которые показаны в конструкциях, приведен-
ных ранее. На рис. 255, а показано применение наружных ме-
стных ребер на части корпуса; на рис. 255, б приведен корпус
стальной задвижки Dy = 1200 мм на условное давление Ру —
= 16 кПсмг. Крышка и верхняя часть корпуса образуют шаровую
полость, в стенках которой давление среды вызывает только де-
формацию растяжения. Такая конструкция корпуса при малой
строительной длине приближается по жесткости к «круглым»
корпусам (цилиндрическим).
350
Рис. 255. Способы увели-
чения жесткости корпу-
сов задвижек: а—приме-
нением наружных ребер
на короткой стороне; б—
применением шаровой
формы
7055
351
3. КРЫШКИ И ПРОЧИЕ ОТЛИВКИ ДЕТАЛЕЙ АРМАТУРЫ
Трубопроводная арматура малых диаметров прохода обычно
изготовляется с крышками, отлитыми заодно с бугелем. Задвижки
большого прохода, как правило, имеют съемный бугель или стойку.
Основные размеры крышки получают на основании разработок
сборочного чертежа. Фланец крышки и средний фланец корпуса
делают одинаковыми. Крышки плоских и овальных задвижек
большого диаметра прохода снабжают ребрами, упрочняющими
стенку.
С целью улучшения условий установки стержня в крышках
задвижек большого диаметра прохода верхнее отверстие под саль-
никовую коробку целесообразно делать возможно больше, чтобы
использовать его для образования знака. Применение жеребеек
в отливках арматуры не рекомендуется в связи с тем, что они
создают условия для нарушения плотности тела отливки в месте
их установки.
Диски, клинья, тарелки клапана обычно не представляют за-
труднений для технологии изготовления. Более сложным является
корпус редуктора электропривода, но обычно он имеет относи-
тельно небольшие размеры.
4. СВАРНЫЕ КОНСТРУКЦИИ КОРПУСОВ И КРЫШЕК
По мере совершенствования сварочной технологии сварка все
шире внедряется ь арматуростроение. Во многих случаях, осо-
бенно при мелких сериях изготовления, а также в тех случаях,
когда требуется обеспечить минимальный вес, корпуса и крышки
изготовляются сварными из листовых материалов. Такие кон-
струкции приведены на рис. 34, 134—138. В последнем случае
представлены конструкции арматуры из титановых сплавов.
Изготовление сварными из листового материала здесь диктуется
особенностями технологии и свойствами титана. Применяются
также сварные конструкции корпусов из кованых элементов
(рис. 124, 125, 147) или литых частей (рис. 165 и 168).
Развитие технологии сварки с применением инертных защит-
ных газов, электрошлаковой сварки, обеспечивающих высокое
качество шва, создает перспективу увеличения удельного веса
сварных конструкций в арматуростроении.
Глава III. КОНСТРУИРОВАНИЕ ЗАМКОВ ЗАТВОРОВ
1. УПЛОТНЯЮЩИЕ КОЛЬЦА ВЕНТИЛЕЙ
Уплотняющие кольца вентилей подразделяются на мягкие
и металлические. Мягкие или неметаллические кольца изготов-
ляются из кожи, резины, пластиката и других пластмасс. Метал-
лические изготовляются из медных сплавов, никелевых сплавов,
сталей и сплавов повышенной стойкости.
352
В зависимости от особенностей каждого из материалов приме-
няются те или иные методы крепления колец. На способ крепления
колец оказывает влияние и тип уплотнения замка затвора. Приме-
няются плоские уплотнения, конусные с кольцевым уплотнением
и конусные с линейным уплотнением, а также уплотнения ноже-
вого типа. В табл. 63 приведены различные типы уплотнений в зам-
ках вентилей.
Таблица 63
Типы уплотнений в замках вентилей
I. Уплотнения с применением неметаллических материалов
Конструкция Эскиз Область применения
Плоское уплотнение I Уплотнение с про- кладкой из кожи, пла- стиката, резины, пласт- массы JSh Вода, воздух и дру- гие нейтральные среды PySglO кПсм2
То же с врезанной прокладкой в виде кольца Вода, воздух и дру- гие нейтральные среды Pv«rl6 кПсм?
Уплотняющее кольцо из резины или пласт- массы запрессовано в паз тарелки клапана —1 Нейтральные и кор- розионные среды
Уплотнение в дета- лях из пластмассы —1 —1 Коррозионные и аг- рессивные среды
Конусное уплотнение Уплотнение в дета- лях из пластмассы Коррозионные среды
Уплотнение в гумми- рованных деталях sfllj Коррозионные среды с твердыми частицами
Д. Ф. Гуревич
23
353
Продолжение табл. 63
I. Уплотнения с применением неметаллических материалов
Конструкция Эскиз Область применения
Ножевое уплотнение Резиновое или пласт- массовое кольцо в ка- навке. Кольцо корпуса с плоской фаской J 1 Газы или жидкости Ру^16 кГ/см2,
Резиновое или пласт- массовое кольцо в ка- навке. Кольцо корпуса с радиусным скругле- нием kikL——-j Газы или жидкости P^-Ah кГ/см2
II. Металлические уплотнения
Конструкция Эскиз Область применения
Плоское уплотнение Цельные кольца, из- готовленные заодно с корпусом и тарелкой клапана Чугунная и стальная арматура для некорро- зионных сред. Арма- тура из медных сплавов и кислотостойкой стали для коррозионных сред
В тарелке клапана кольцо посажено на «ласточкин хвост», в корпусе запрессовано по цилиндру И 1 Кольца из ^медных сплавов при постоян- ной температуре экс- плуатации
1
В тарелке клапана кольцо посажено на «ласточкин хвост», в корпусе посажено на «ус» КМ г ; — 1 ! Кольца из медных сплавов при возможных колебаниях температу- ры
Кольцо в тарелке клапана завальцовано, в корпусе посажено на наружный конус раз- вальцовкой кольца Г) 1 ( у 5 1 Кольца из коррози- онностойкой стали или из медных сплавов
Кольцо в корпусе по- сажено на «ласточкин хвост» 'в № L _ I 1 Кольца из коррози- онностойкой стали или из медных сплавов
354
Продолжение табл. 63
II. Металлические уплотнения
Конструкция Эскиз Область применения
Плоское уплотнение Кольцо в корпусе из- нутри обвальцовано ма- териалом корпуса — Кольца из коррози- онностойкой стали
IL———
Кольца наплавлены сплавом повышенной стойкости пт — Для пара и других сред при высокой тем- пературе среды
ЧУЯ
Кольцо в корпусе установлено на резьбе и притерто по низу бурта 1 Для колец из твердых сталей
Кольцо в корпусе установлено на резьбе и притерто но нижнему торцу 11 Для паровой и водя- ной арматуры
Кольцо в корпусе притерто по нижнему торцу и прижато резь- бовым кольцом Ви Для колец из твердых сталей и азотированных колец
Конусное кольцевое уплотнение Без вставных колец Для коррозионных сред в арматуре из кор- розионностойкой стали
Со вставным кольцом на резьбе Для арматуры паро- вой и водяной
23!
355
Продолжение табл. 63
II. Металлические уплотнения
Конструкция Эскиз Область применения
Коническое кольцевое уплотнение С кольцом, приварен- ным к корпусу — Для арматуры высо- ких параметров
Уплотнение на по- верхности, наплавлен- ной сплавом повышен- ной стойкости Для арматуры высо- ких параметров, высо- ких давлений или со взвешенными твердыми частицами
Конусное линейное уплотнение Кольцо в корпусе с внутренним конусом. Тарелка клапана с двойным конусом Hl i Для арматуры высо- ких давлений
Ножевое уплотнение Кольцо тарелки кла- пана плоское. Кольцо корпуса ножевое с пло- ской фаской или ра- диусным скруглением Л Для сред со взвешен- ными твердыми части- цами
Плоское уплотнение в вентилях обычно применяется для
жидких и газообразных сред без взвешенных твердых частиц,
а также при отсутствии направления тарелки клапана в корпусе.
Конусное уплотнение используется для жидких и газообраз-
ных сред при наличии направления тарелки клапана в корпусе.
Ножевое уплотнение используется обычно для давлений до
40 кПсм2. Твердое металлическое кольцо на тарелке клапана при
ножевом уплотнении применяется для жидких и газообразных
сред со взвешенными твердыми частицами. Резиновое или пласт-
массовое кольцо в тарелке клапана при ножевом уплотнении при-
меняется для воздуха и других газов и жидкостей.
Рекомендуемые размеры уплотняющих поверхностей в венти-
лях Dy 200 мм (рис. 256) приведены в табл. 64.
356
Кольца, устанавливаемые на резьбе, облегчают и удешевляют
ремонт арматуры и позволяют применять азотируемые стали,
поэтому арматура с кольцами на резьбе используется во многих
Рис. 256. Основные размеры уплотняющих поверхностей в зам-
ках запорных вентилей: а — плоское уплотнение; б—конусное
уплотнение; в — ножевое уплотнение
отраслях промышленности и в энергетике. Однако опыт эксплу-
атации такой арматуры на высоких параметрах пара показал,
что через зазоры в резьбе между кольцом и корпусом проникает
Таблица 64
Основные размеры уплотняющих поверхностей
в замках запорных вентилей в мм
Плоское уплотнение (рис. 255, а) Конусное уплотнение (рис. 256, б) Ножевое уплотнение (рис. 256, в)
Dy ь Dy ь D h а° b R
Сталь Латунь
6 2 6 0,2 0,3 9 4 60 6—25 Ov-F4 0,4—1,0 1,5 ОД8
10—25 2,5 10 0,2 0,3 14 5 60 32—40 D,+ 5 0,4—1,0 1,5 Dy+10
32—50 3 15 0,2 0,3 21 6 60 50—80 Dy+& 0,4—1,0 1,5 D,+ 12
70—80 3,5 20—50 0,3 0,6 ОуЧ-6 7 60 100—125 Dy+7 0,8—1,5 2 Dy+14
100 4,5 70—80 1,0 1,5 Оу+Ю 8 90 150—200 Dy+8 0,8—1,5 2 16
125 5 100 1,0 1,5 НО 9 90
150 6 125 1,0 1,5 140 12 90
200 7 150 1,0 1,5 165 12 90
200 1,0 1,5 220 15 90
пар, происходит разрушение металла и посадка кольца ослаб-
ляется вплоть до выпадения его. Более надежным креплением ока-
залась приварка колец к корпусу. Весьма эффективна также на-
плавка сплавов повышенной стойкости на уплотняющие по-
верхности корпуса и тарелки клапана.
В вентилях и клапанах из серого или ковкого чугуна наРуг<д
16—25 кГ/см2 и Dy 20 мм уплотняющие кольца изготов-
ляются из латуни ЛС59-1, Л62 или ЛМцС58-2-2 с плоским или
конусным уплотнением. Для давлений Ру = 25-4-40 кПсм2 при
Dy = 25ч-80 мм в вентилях из ковкого чугуна применяются как
а) Кольцо до посадки
D(npt3) *73 Остальное
5) . Кольцо до посадка „
d(As) d^Da-3 .
Выточка под кольцо
Выточка под кольцо
Рис. 257. Латунные уплотняющие кольца для вентилей на Р;/=16 кГ/см2'.
а — для вентилей Dy -~- 15-4-20 мм; б — для вентилей Dy= 25-4-200 мм
латунные кольца, так и кольца из нержавеющей стали 2X13
с плоским уплотнением. Закрепление колец в корпусе произво-
дится либо путем запрессовки кольца с пластической деформацией
кольца по наружному диаметру и конусной выточке корпуса, либо
путем развальцовывания на станке с применением развальцовки
с тремя или более роликами.
На рис. 257, а показаны латунное кольцо и посадочное место
в корпусе (выточка под кольцо) для посадки кольца в корпус путем
запрессовки. Нижний торец кольца выполнен в виде конуса.
Такой метод применяется для корпусов Dy — 15ч-20 мм. Для кор-
пусов Dy = 25ч-200 мм применяется развальцовывание колец
(рис. 257, б). Размеры колец на рис. 257, а приведены для венти-
лей на давление Ру — 16 кПсм2. Для больших давлений высоту
кольца и выточку увеличивают. В вентилях Dy = 25-4-200 мм
из серого и ковкого чугуна на давление Ру = 16ч-40 кПсм2
тарелка клапана изготовляется из ковкого чугуна или из углеро-
дистой стали, а уплотняющие кольца (из латуни или нержавею-
щей стали) устанавливаются по методу, показанному на рис. 258.
Кольцо, установленное в выточку тарелки клапана, обвальцовы-
вается металлом тарелки и таким образом обеспечивается плот-
ность и надежность посадки.
Некоторые данные по разме-
рам уплотняющих колец венти-
лей соответственно рис. 257 и
258 приведены в табл. 65.
Наиболее совершенным мето-
дом является наплавка корпу-
сов, седел, колец и тарелок вен-
тилей нержавеющей сталью или
сплавами повышенной стойко-
сти. Таким образом создастся
уплотняющая поверхность с вы-
сокой коррозионной и эрозион-
ной! стойкостью. Здесь отсут-
ствуют резьба и другие сопря-
жения, являющиеся источни-
ками неплотностей и протечек.
На рис. 259 показаны форма
кольцевой канавки под наплав-
ку в корпусах вентилей для
Dy = 25 н-200 мм на давление
На рис. 260 представлены ко
тарелках клапана, создаваемых
Кольцо до посадки —г .
V© Остальное
Кольцо после посадки, и одрадотки
Рис. 258. Уплотняющие кольца тарелок
клапана на Ру= 16-н40 кГ/см2
Ру-^М кГ/см2.
[струкции уплотняющих колец на
путем наплавки, — на рис. 260, а
Рис. 259. Наплавленные уплотняющие кольца корпусов вен-
тилей
без направляющей в тарелке, на рис. 260, б с направляющей.
Для получения качественного и плотного материала наплавка
уплотняющих колец производится не менее чем в два слоя. На-
плавка производится на материал корпуса с содержанием угле-
рода С < 0,35%.
Некоторые данные по размерам наплавленных колец в венти-
лях в соответствии с рис. 259 и 260 приведены в табл. 66.
359
°)
I Обработка пий наллабку
Рис. 260. Наплавленные уплотняющие кольца тарелок кла-
пана: а—без направления; б—с направлением тарелки в седле
Обработка под нлплабт!
Профиль канадки
Наплаблена
Рис. 261 .Наплавленные уплотняющие кольца вставных
седел вентилей и колец задвижек
Обработка под наплабку
Обработано
Рис. 262. Наплавленные уплотняющие кольца тарелок клапана
вентилей со вставными седлами
360
Таблица 65
Основные размеры (в мм) уплотняющих колец
запорных вентилей (рис. 257 и 258)
Кольца корпусов Р = 16 кГ/см* Кольца тарелок Р = 164-40 кГ/смг
(рис 257, б) (рис. 258)
Dy И h h2 ь ПУ н * О2 О, 6
25—40 50—80 7 9 4 5 2,3 2,8 о см о СО QO 1 ! LO О CM Tf 8 9 4,5 Dy+ 12 D.+ 14 0 4-1 л. 64
100—125 150—200 11 7 3,8 4,5 «5 \о СЗ
13 8 н 100 10 6 D,f\-15 н
б 125 11 6 D^-18 0+2 о
150—200 12 6 г>;,+ 18
Таблица 66
Размеры (в мм) наплавленных колец в корпусах
и тарелках вентилей (рис. 259 и 260)
Dy Dj н D, | 1 D
25—32 0^-10 O.+ 14 3 Оу-мо D,r-5 6 D-Dy-\-2b
40—50 о^+ю Оу+15 4 Оу+12 8 Значения b
70—100 0^+12 О (/+15 4 — — — CM.
125—200 Оу+15 0^+20 4 — — — в табл. 64
В тех случаях, когда наплавка на корпус затруднена или не-
возможна по технологическим соображениям или по свойствам
материала корпуса, в него устанавливаются седло (вентили) или
вставные кольца (задвижки) —см. рис. 261. В этом случае диа-
метры колец имеют большие размеры, а тарелка клапана имеет
конструкцию, приведенную на рис. 262.
2. УПЛОТНЯЮЩИЕ КОЛЬЦА ЗАДВИЖЕК
В задвижках уплотняющие кольца работают в более сложных
условиях, чем в вентилях. Взаимное относительное перемещение
колец клина и корпуса создает условия для повышенного износа.
По мере изнашивания клин в корпусе опускается, причем в связи
с малым углом конусности даже небольшое уменьшение толщины
уплотняющих колец вызывает значительное опускание клина.
При повторной притирке во время ремонта клин садится вниз
на значительную величину. В связи с этим ширину кольца клина
выбирают больше ширины кольца корпуса, а начальную посадку
клина в корпусе осуществляют при наиболее высоком положении
361
клина. Ремонт уплотняющих колец в задвижке осуществить труд-
нее, чем в вентиле. Все это заставляет внимательно относиться
к выбору материала и конструкции уплотняющих колец задвижек
во избежание частых ремонтов и быстрого выхода колец из строя.
В табл. 67 приведены типы уплотнений в замках клиновых
задвижек. Мягкие неметаллические уплотнения в задвижках
применяют в редких случаях в отдельных конструкциях гумми-
рованных или пластмассовых задвижек. В плоских параллельных
(листовых или шиберных) задвижках иногда применяют уплот-
няющие кольца из фторопласта или полиэтилена.
Таблица 67
Типы уплотнений в замках задвижек
Конструкция Эскиз Область применения
Уплотняющие кольца из фторопласта-4 или полиэтиле- на в параллельных задвиж- ках с плоским диском . J Коррозионные среды. Небольшие давления
Цельные кольца, изгото- вленные заодно с корпусом и клином Стальная, чугунная, бронзовая и пластмас- совая арматура для сред, не действующих химически на материал деталей
Кольцо в корпусе посажено на «ус», в клине—на «ласточ- кин хвост» Водяная и паровая арматура. Кольца из медных сплавов или из коррозионностойкой стали
Кольцо в корпусе посажено на наружный конус; в кли- не—иа «ласточкин хвост» Я Ж Водяная и паровая арматура. Кольца из медных сплавов или из коррозионностойкой стали
Кольцо в корпусе закре- плено развальцовкой или че- канкой. Кольцо в клине за- креплено чеканкой Л । L \ Задвижки стальные
Продолжение табл. 67
Конструкция
Эскиз
Область применения
Кольцо в корпусе устано-
влено на резьбе и притерто
по нижнему торцу
Кольцо в корпусе устано-
влено на прокладке и под-
жато нажимным резьбовым
кольцом
Кольцо в корпусе напла-
влено и приварено; в клине
наплавлено
Паровая и водяная
арматура. Арматура
для нефтепродуктов
Паровая и водяная
арматура. Арматура
для нефтепродуктов
Для паровой арма-
туры высоких и сверх-
высоких параметров
Уплотняющие кольца цельные, изготовленные заодно с корпу-
сом или клином, применяются для некоррозионных сред в чугун-
ной и стальной арматуре, а также для коррозионных сред в арма-
туре из коррозионностойкой стали, медных и алюминиевых спла-
вов. Уплотняющие кольца из медных сплавов чаще всего устанав-
ливаются с применением пластической деформации кольца, таким
же методом крепления, но значительно реже пользуются для колец
из коррозионностойкой стали.
Кольца на резьбе имеют высокую ремонтоспособность, но так
же, как и в вентилях, опыт применения их на арматуре для пара
высоких параметров показал, что в этих условиях резьба быстро
выходит из строя. Более надежным является крепление колец
приваркой. Наплавкой колец на корпус создают весьма надежную
конструкцию, но ремонт колец в этом случае затруднен. Быстро-
сменное кольцо с прокладкой и нажимным разьбовым кольцом
создает высокую ремонтоспособность корпуса, но при высоких
параметрах пара менее надежно, чем наплавленные кольца.
На рис. 263 приведены конструкции уплотняющих колец и по-
садочные канавки под них для корпусов чугунных задвижек.
На рис. 263, а показаны кольца для корпусов чугунных задвижек
Dy = 50^-500 мм, которые развальцовываются с тремя или более
роликами. На рис. 263, б приведены конструкции колец, устанав-
ливаемых в корпусе чугунных задвижек больших проходов Dy —
= 6004-1000 мм путем забивки вручную или механическим спо-
собом. В табл. 68 приведены основные размеры таких колец и по-
садочных канавок под кольца.
363
Рис. 263. Уплот-
няющие кольца
чугунных кор-
пусов задвижек:
а — для Dy —
= 50+500 мм;
б — для Dy =
= 600 + 1 000 мм
Рис. 264. Уплотняющие кольца стальных
корпусов задвижек: а — для Dy =50+
+ 100 мм; б — для £>,,= 150+500 мм
Таблица 68
Размеры колец в корпусах задвижек (по рис. 263)
Рис. 263, а Рис. 263, б
°У D Н Hi h Du D ь а п, h f t
50 60 И 9 6 600 635 22 15 10 5 7
80 92 И 9 6 700 740 5 22 15 10 5 7
100 112 12 10 7 800 840 6 27 19 13 7 8,5
125 140 12 10 7 900 940 7 28 19 13 7 8,5
150 200 165 215 12 14 10 11 7 8 1000 1040 7 29 20 14 8 8,5
250 268 14 И 8 В стальные корпуса 0^=504-100 мм
300 320 16 13 9 устанавливаются кольца конструкции,
350 370 16 13 9 приведенной на рис. 264, а, и закреп-
400 420 17 14 10 ляются путем развальцовки металла
500 520 18 14 10 корпуса, среднего В корпуса стальных задвижек диаметра Dy — 150 = 500 мм
устанавливаются кольца в соответствии
с рис. 264, б и закрепляются также развальцовкой металла кор-
пуса. В корпуса стальных задвижек больших диаметров прохода
Dy — 600-4-1200 мм устанавливаются кольца согласно рис. 265
Рис. 265. Уплотняю-
щие кольца стальных
корпусов задвижек
Dy ~ 600-г 1200 мм
и закрепляются путем запрессовки и обчеканкн. Основные раз-
меры уплотняющих колец и посадочных мест под кольца для
стальных корпусов задвижек приведены в табл. 69.
365
Таблица 69
Основные размеры уплотняющих колец и посадочных мест
под кольца в стальных корпусах задвижек
Du D d D, Л Ну h i Примечание
50 80 64 — 13 и 8 —
80 112 96 — 13 11 8 — Рис. 264, а
100 135 116 — 14 12 9 —
150 180 160 185 16 14 10 10,5
200 230 210 235 17 14 10 10,5
250 280 260 290 18 15 И 11,5
300 335 310 345 19 16 и 11.5 Рис. 264, б
350 385 360 395 21 17 12 13
400 435 410 445 21 17 12 13
500 510 510 г)55 22 18 12 13
ООО 090 625 670 22 18 12 13
700 800 725 775 25 20 14 15
800 910 825 875 27 21 14 15
900 1015 925 980 27 22 15 16 Рис. 265
1000 ИЗО 1030 1095 28 22 15 16
1200 1345 1230 1305 29 23 15 16
В дисках и клиньях чугунных задвижек латунные кольца
устанавливаются так, как показано на рис. 266, а. Для задвижек
Dy = 50-ь150 закрепление колец производится путем раскатки
тремя роликами, для задвижек Dy 200 мм закрепление колец
производится под прессом либо вручную ударами молота.
В дисках и клиньях стальных задвижек Ру = 25 кПсм2, nDs =
--- 50ч-1200 мм латунные кольца закрепляются путем запрессовки
с последующей зачеканкой пневматическим способом или вручную.
Конструкция таких колец приведена на рис. 266, б.
В табл. 70 приведены основные размеры латунных колец для
дисков и клиньев задвижек согласно рис. 266, а и б.
На задвижках создаются также уплотняющие кольца путем
наплавки нержавеющей стали или твердых сплавов. Способ обра-
зования таких колец на корпусах задвижек показан на рис. 267, а,
на клиньях и дисках — рис. 268. Толщина наплавленного
кольца после обработки h принимается для задвижек до
Dy = 250 мм включительно равной h — 3 мм, для больших
366
Рис. 267. Наплавленные уплотняющие кольца стальных корпусов
задвижек; а — при D —~ Dy', б — при D Dy
Рис. 266. Уплотняющие кольца дисков и клиньев
задвижек; а — для чугунных; б — для сталь-
ных задвижек
Обработка
под
наплабку
Рис. 268. Напла-
вленные уплот-
няющие кольца
клиньев и дис-
ков стальных
задвижек
Таблица 70
Основные размеры (в мм) уплотняющих колец и посадочных мест
под кольца для стальных дисков и клиньев задвижек Ру = 25 кГ/см1
Чугунные диски (рис. 266, а) Стальные диски (рис . 266 б)
иу D d Di н Di h f t D d Ох н Н, h f t М
50 53 45 64 10,5 7 3,5 1 4,8 78 60 84 13 11 8 — 8.5 2
80 83 75 96 10,5 7 3,5 1 4,8 ПО 92 116 13 и 8 — 8,5 2
100 103 1'5 116 11,5 7,5 4 1 5,5 130 по 140 13 11 8 — 8.5 2
150 155 145 170 11,5 7.5 4 1 5.5 1'5 148 190 16 14 10 1.0 11 3
200 205 115 220 14 8.5 5 1 7 225 198 240 17 14 10 1,0 11 3
250 255 245 274 14 8,5 5 1 7 280 248 295 17 14 10 1,0 11 3
300 305 295 326 15 9,5 5 1,5 7 330 298 350 18 15 10 1,0 11 3
350 355 345 376 15 9,5 5 1,5 7 380 348 400 21 17 12 l.o 13 4
400 405 3'5 426 15 9,5 5 1,5 7 430 398 450 21 17 12 1,0 13 4
500 505 495 526 16 9.5 5 1,5 7 535 498 560 22 18 12 1,5 13 4
600 612 600 642 17 10,5 5 2,0 7 665 616 696 22 18 12 1,5 13 1
700 713 700 748 18 12,5 5 2,0 7 775 716 808 24 20 14 1,5 15 5
800 813 800 848 20 12,5 6 2,5 8.5 885 816 918 26 21 14 2.0 15 5
900 913 900 948 21 12,5 6 2,5 8,5 990 916 1025 27 22 15 2,0 16 5
1000 1015 1000 1050 21 12,5 6 2,5 8,5 П05 1020 1140 28 22 15 2,0 16 5
1200 — 1315 1220 1355 29 23 15 2,0 16 5
размеров h = 4 мм. Наплавка ведется не менее чем в два слоя.
Высота наплавленного валика hY принимается равной для Dy
л 250 мм hr — 4 мм, для Dy > 250 мм hT = 5 мм.
Глава IV. КОНСТРУИРОВАНИЕ САЛЬНИКОВЫХ
УЗЛОВ
1. САЛЬНИКОВЫЕ УЗЛЫ ОБЩЕПРОМЫШЛЕННОЙ ЗАПОРНОЙ
АРМАТУРЫ
Для надежной работы сальникового узла решающее значение
имеет правильный выбор материала набивки, размеров сальнико-
вой полости под набивку и технология уплотнения набивки саль-
ника.
Набивка укладывается из отрезков шнура или в виде заранее
приготовленных и отформованных колец. В нижнюю часть саль-
никовой полости закладывается опорное кольцо (грундбукса),
для того чтобы набивка, захваченная шпинделем, не защемлялась
в зазоре между шпинделем и крышкой. Опорное кольцо может
иметь вид плоского кольца, плоского кольца с конусной проточ-
кой или вид втулки, служащей в нижней части направлением для
368
шпинделя. Конусная проточка делается для того, чтобы создать
радиальные составляющие усилий в набивке, прижимающие на-
бивку к шпинделю. Сальниковая набивка затягивается крышкой
сальника через нажимную втулку.
В табл. 71 показаны основные разновидности конструкций
сальниковых узлов запорной общепромышленной арматуры. В ар-
матуре малых диаметров прохода обычно крышку сальника вы-
полняют в виде накидной гайки. В арматуре для фреона помимо
сальникового узла, выполненного с крышкой сальника, имеющей
вид резьбовой втулки, применяется герметизирующий колпак,
который изолирует сальниковый узел от внешней среды. В каче-
стве колпака используется маховик.
Основные типы конструкций сальниковых узлов
общепромышленной запорной арматуры
Таблица 71
Конструкция Эскиз Область примене- н ИЯ
Крышка сальника в виде накидной гайки В н- iiLsi Арматура ма- лых диаметров прохода
Крышка сальника в виде резьбового кольца. Имеется герметизирующий колпак 1 Арматура для фреона
Крышка сальника цельная.
Затяжка сальника болтами
или шпильками
Арматура из се-
рого и ковкого
чугуна и сталь-
ная арматура
24 Д. ф. Гуревич
369
Продолжение табл. 71
Конструкция
Эскиз
Область примене-
ния
Крышка сальника разъем-
ная. Затяжные болты откид-
ные, шарнирные
Стальная арма-
тура
Крышка сальника цельная.
Затяжка сальника анкерны-
ми болтами
Чугунная арма-
тура
Упругое поджатие набивки
резиновыми кольцами
кольца -2шт
„Навивка
пеньковая
Арматура низ-
ких давлений
у® I пропитанная
сП I Мст'Металличест
7/пт
'Металлические
кольи,а-2шт
В чугунной арматуре средних диаметров прохода крышка
сальника обычно выполняется заодно с нажимной втулкой.
В стальной арматуре часто нажимная втулка изготовляется
отдельно. Затяжка крышки сальника осуществляется двумя бол-
тами либо шпильками, ввертываемыми в крышку корпуса. Наи-
более качественная конструкция создается при применении шар-
нирных болтов, откидывающихся на осях, что при перенабивке
сальника исключает возможность потери болтов. В крышке саль-
ника делаются соответствующие прорези для того, чтобы можно
было, ослабив гайки, вывести болты не снимая гаек. После этого
крышка поднимается для перенабивки сальника.
При конструировании сальниковых узлов должна быть пре-
дусмотрена замена набивки, поэтому необходимо обеспечить воз-
370
мОжносТь подъема крышки сальника на достаточную высоту для
удаления старой и установки новой набивки. Головки откидных
болтов вращаются на осях, установленных в проушинах крышки.
В чугунной арматуре вместо откидных и шарнирных болтов ста-
вятся анкерные болты, головки которых заводятся под соответ-
ствующие заплечики в крышке.
Размеры сальниковой полости выбираются обычно таким обра-
зом, чтобы толщина набивки s — расстояние между шпинделем
и крышкой — составляла от s = 0,7]/dc до s = l,5]/dc, где dc —
диаметр шпинделя. Высота набивки h выбирается в зависимости
от давления и ответственности изделия. Для арматуры невысоких
давлений и неответственной арматуры h 4s и более. При высо-
ких давлениях высота набивки составляет h 10s.
На эксплуатационные свойства сальникового узла большое
влияние оказывает чистота поверхности шпинделя и стенок саль-
никовой полости. При большой высоте микронеровностей (шеро-
ховатости) поверхности шпинделя он действует на набивку как
напильник, изнашивает ее и быстро создается зазор между шпин-
делем и набивкой; кроме этого, большая шероховатость шпинделя
и стенки полости значительно увеличивает силу трения. Необхо-
димо обеспечивать максимально высокий класс чистоты поверхно-
сти шпинделя и стенки полости в пределах, допускаемых техно-
логическими возможностями.
В последнее время получают распространение сальники с по-
стоянным поджатием набивки резиновыми кольцами либо пру-
жиной, расположенной в полости сальника.
2. САЛЬНИКОВЫЕ УЗЛЫ АРМАТУРЫ ДЛЯ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
Высокие температуры и давления создают сложные условия для
работы сальниковых узлов в энергетической арматуре. В каче-
стве основного набивочного материала для сальников служит
асбест, пропитанный различными составами и армированный про-
волокой. Все большее применение получает также графит, при-
меняемый в виде порошка, в виде пасты в смеси с маслами или
прессованный в виде колец или полуколец.
Крышка сальника, как правило, делается разъемной, нажимная
втулка — из стали марки 25, 35 или 3X13, затяжные болты —
шарнирные откидные. Опорное кольцо изготовляется из стали
3X13 или стали Х18Н10Т.
Качество набивки должно быть подтверждено соответствую-
щим паспортом на применяемый материал. Графитовая набивка
устанавливается перед монтажом арматуры, а на складе арматуры
хранится без графита во избежание действия коррозии на металл
шпинделя при длительном хранении.
При установке арматуры в труднодоступных местах и при необ-
ходимости обеспечить длительный срок работы сальникового
24* 371
узла без подтяжки применяется сальник, состоящий из двух на-
бивок. Между ними расположено разделительное кольцо, из поло-
сти которого в случае протечек отводится пар по специальной
трубке в соответствующие приемники или в атмосферу. В арма-
туре, работающей на среде с высокой температурой, сальник по
возможности выносят вверх — дальше от основной массы металла
арматуры. Промежуточная цилиндрическая часть между сальником
и крышкой иногда снабжается охлаждающими ребрами для сни-
жения температуры сальника.
В табл. 72 приведены основные типы сальниковых узлов арма-
туры для энергетических установок.
Таблица 72
Основные типы сальниковых узлов арматуры
для энергетических установок
Конструкция Эскиз Область применения
Набивка из асбестового шнура пропитанного, програ- фиченного. Асбестовый шнур прорезиненный, вулканизиро- ванный, с проволокой или без проволоки; снаружи програ- фичен Арматура невысо- ких параметров /- = -200-450° С
i Ии
ш
Кольца прографиченного асбеста, разделенные про- слойками графита г ЙЙ Арматура высоких параметров /==т570° С
Между двумя асбестовыми кольцами с крышками сверху и снизу набивка из хлопьев асбеста, перемешанных с че- шуйчатым графитом ,1 Арматура высоких параметров /^510° С
372
Продолжение табл. 72
Конструкция Эскиз Область применения
Графитовая втулка распо- ложена между двумя асбесто- выми кольцами (сверху и снизу) ип Арматура высоких параметров/sj510°С
Прографиченный асбест с графитовыми прослойками. Набивка на двух участках, разделенных разделительным кольцом. Отвод просочившей- ся среды осуществляется дре- нажной трубкой fii zS * ZH Арматура, распо- ложенная в трудно- доступных местах или требующая вы- сокой надежности при длительной экс- плуатации
3. САЛЬНИКОВЫЕ УЗЛЫ АРМАТУРЫ ВЫСОКИХ ДАВЛЕНИЙ
Для обеспечения плотности подвижного соединения в сальнике
при высоких давлениях среды приходится создавать большие дав-
ления в сальнике, что при зна-
чительных диаметрах шпин-
деля вызывает большие мо-
менты трения. Чтобы снизить
их величину, поверхность
шпинделя часто азотируют и
полируют. Высоту сальни-
ковой набивки принимают
большую — /i=10s и более.
Когда арматура работает при
сравнительно невысоких тем-
пературах, для уплотнения
сальника используют ман-
жеты различных типов и кон-
струкций (некоторые из них
обладают свойствами само-
уплотнения), однако слож-
Рис. 269. Сальниковые узлы арматуры
высоких давлений: а — с накидной ган-
кой; б — с составной крышкой сальника
и откидными болтами
ность их изготовления и затруднения при замене во время
ремонта заставляют часто применять для высоких давлений
асбестовую набивку.
На рис. 269 приведена конструкция сальникового узла запор-
ного вентиля Ру — 1500 кПсм1 D„ = 3 мм для работы при темпера-
туре до 100° С. Сальниковая набивка — асбестовая пропитанная.
373
4. САЛЬНИКОВЫЕ УЗЛЫ РЕГУЛИРУЮЩЕЙ АРМАТУРЫ
Одна из наиболее часто применяемых конструкций сальников
для регулирующей арматуры приведена на рис. 270.
Основное внимание при разработке
Рис. 270. Сальник со смаз-
кой регулирующей арматуры
конструкций сальниковых узлов для
регулирующей арматуры, помимо обес-
печения плотности, уделяется созда-
нию сальника с минимальным трением.
С учетом этого выбирается минималь-
ный диаметр штока, подбирается состав
набивки и обеспечивается постоянное
наличие смазки; при выборе набивки
учитывается состав и температура сре-
ды. Сальник обычно снабжается разде-
лительным кольцом и лубрикатором.
Получают распространение в регули-
рующей арматуре и сальники с по-
стоянным поджатием набивки резино-
выми кольцами либо пружиной.
Глава V. КОНСТРУИРОВАНИЕ СИЛЬФОННЫХ УЗЛОВ
1. УЗЛЫ С ОДНОСЛОЙНЫМИ СИЛЬФОНАМИ
Сильфонный узел должен быть сконструирован таким образом,
чтобы сильфон работал на сжатие, обеспечивая длительную рабо-
тоспособность сильфона. Соединение сильфона с арматурой должно
быть безусловно плотным. В связи с тем, что сильфон может выйти
Рис. 271. Присоединение сильфона из полутомпака к деталям
арматуры
из строя, желательно обеспечить возможность замены сильфона
без серьезных переделок конструкции. Для удобства монтажа
сильфоны часто снабжаются концевыми втулками. Однослойные
сильфоны могут устанавливаться и без концевых втулок.
Сильфоны из полутомпака используются при относительно
низких температурах и давлениях, поэтому для соединения их
с деталями арматуры допускается применение пайки мягкими
374
свинцово-оловянистыми припоями. Для ответственных соедине-
ний в особых случаях используется пайка твердыми (серебря-
ными) припоями.
Способы соединений сильфонов из полутомпака с деталями ар-
матуры приведены на рис. 271.
Присоединение сильфона путем припайки к внутренней ци-
линдрической поверхности детали без дополнительного крепления
приведено на рис. 271, а. Та-
кое крепление не всегда обе-
спечивает достаточно прочное
соединение. Более прочное
соединение создают способы,
приведенные на рис. 271, бив,
путем завальцовки или раз-
вальцовки материала сильфо-
на вокруг заплечика детали
с последующей пайкой соеди-
нения.
Стальные сильфоны, изго-
товляемые из стали Х18Н10Т,
применяются для температу-
ры до 450° С;они использу-
ются в арматуре с коррозион-
ной или агрессивной средой.
Сварные стальные сильфоны,
изготовляемые из штампован-
ных лепестков стали, снабжа-
ются фланцами (рис. 272),
Рис. 272. Крепле-
ние стального силь-
фона путем при-
варки фланца силь-
фона
Рис. 273. Крепле-
ние стального силь-
фона путем при-
варки патрубков
которыми они привариваются
к деталям арматуры (крышка
и шпиндель) с помощью дуго-
вой сварки. Таким образом
создается прочное и плотное
крепление сильфона.
Для присоединения однослойных стальных сильфонов может
быть использован способ, приведенный на рис. 273. Цилиндриче-
ские патрубки сильфона надеваются на соответствующие посадоч-
ные места соединяемых деталей и привариваются к ним ролико-
вой короткоимпульсной сваркой. Благодаря коротким импульсам
тока создается возможность соединять детали, одна из которых
тонкостенная (0,05—0,5 мм). Для создания качественного шва
сильфон должен плотно надеваться на привариваемую деталь.
2. УЗЛЫ С МНОГОСЛОЙНЫМИ СИЛЬФОНАМИ
Стальные многослойные сильфоны выпускаются с присоедини-
тельными резьбовыми втулками, с помощью которых сильфон
скрепляется с другими деталями. Несмотря па наличие резьбы
375
Рис. 274. Сильфон-
ный узел с много-
слойным сильфо-
ном, кольцевые
втулки которого
приварены на тон-
костенный «ус»
Рис. 275. Сильфонный узел
с многослойным сильфоном,
концевые втулки которого
приварены кромкой
Рис. 276. Механическое креп-
ление сварного сильфона
к арматуре
Рис. 277. Механическое крепление сильфона с примене-
нием конусного зажима
во втулках, обеспечивающей прочность соединения, втулки должны
быть приварены к присоединяемым деталям, чтобы обеспечить
герметичность соединения. Обычно это выполняется приваркой
втулок на тонкостенный «ус». На резьбовых втулках изготовляются
Рис. 278. Сильфонный
узел с двумя последо-
вательно соединенны-
ми сильфонами
Рис. 279. Присоединение много-
слойных сильфонов к деталям арма-
туры с помощью аргонно-дуговой
сварки без промежуточных при-
соединительных деталей
Рис. 280. Ограничение хода
сильфона упорами
Рис. 281. Последова-
тельное соединение
сильфонов
тонкостенные патрубки, которые привариваются к присоединяе-
мым деталям либо шовной электроимпульсной сваркой (рис. 274)
по цилиндрической поверхности патрубка, либо аргонно-дуго-
вой сваркой по кромке патрубка (рис. 275). При применении элек-
троимпульсной шовной сварки затрудняется замена вышед-
шего из строя сильфона, так как при этом приходится заменять
и присоединенные к сильфону детали, что особенно большое
377
значение имеет для сложных деталей (крышки). Способ механиче-
ского крепления сильфона к крышке путем зажатия лепестка
сильфона механическим способом между крышкой и корпусом
(рис. 276) позволяет производить замену сильфона с минималь-
ными затратами.
Механическое разъемное крепление сильфона можно осуще-
ствлять так же, как показано на рис. 277. Здесь патрубок сильфона
плотно защемляется в конус-
ном сопряжении между дву-
мя конусными деталями стя-
гиваемыми болтами.
Рис. 283. Герметизация сильфоном
узла с вращательным движением
Рис. 282. Телескопическая ком-
поновка сильфонов
В тех случаях, когда ход одного сильфона недостаточен, при-
меняется последовательное соединение двух и более сильфонов.
Пример такого соединения приведен на рис. 278. Наиболее эко-
номичная конструкция крепления сильфона показана на рис. 279.
Она не требует специальных резьбовых втулок и позволяет умень-
шить габариты конструкции. Сильфон изготовляется без концевых
втулок и приваривается к присоединяемым деталям с помощью
аргонно-дуговой сварки. Для приварки сильфона на деталях
должны быть подготовлены места с размерами в соответствии
с рис. 279.
При последовательной установке сильфона желательно пре-
дусмотреть для каждого сильфона ограничение хода в преде-
лах допускаемого. Для двух сильфонов это может быть вы-
378
полнено так, как это показано на рис. 280, при большем
числе сильфонов такая конструкция неприменима. В этом слу-
чае к кольцам, соединяющим два сильфона, крепятся гильзы,
скользящие вдоль шпинделя и ограничивающие ход сильфона.
При соединении сильфонов, как показано на рис. 281, воз-
можный ход шпинделя определяется тремя последовательно уста-
новленными сильфонами, но один комплект дублирует другой,
и в случае выхода из строя одного сильфона герметичность
соединения обеспечивает
другой комплект. Жесткость
системы сильфонов, рабо-
тающей по схеме на рис. 280,
Рис. 285. Вентиль с сильфоном
из пластмассы (фторопласт-4)
Рис. 284. Сильфон из пласт-
массы (фторопласт-4)
будет повышенной. Конструкция, представленная на рис. 282,
когда сильфоны работают по телескопической схеме—один внутри
другого, — усложнена и требует применения сильфонов большого
диаметра.
Приведенные конструкции обеспечивают поступательный ход
шпинделя; для вращательного движения с использованием силь-
фона может быть применена конструкция, представленная на
рис. 283. Здесь сильфон подвергается деформациям изгиба.
Помимо металлических сильфонов начинают применяться
и сильфоны из пластмасс, что обеспечивает их высокую коррозион-
ную стойкость. Сильфон из фторопласта-4 показан на рис. 284,
а вентиль с таким сильфоном приведен на рис. 285.
Глава VI. КОНСТРУИРОВАНИЕ УЗЛОВ
ХОДОВОЙ ГАЙКИ
1. НЕВРАЩАЕМЫЕ ХОДОВЫЕ ГАЙКИ
Невращаемые ходовые гайки применяются как в вентилях,
так и задвижках. Во всех случаях и во всех типах гаек направле-
ние резьбы выбирается таким образом, чтобы закрывание арматуры
происходило при вращении маховика по часовой стрелке. Это
предусмотрено правилами Госгортехнадзора. Различные конструк-
ции узлов с невращаемой ходовой гайкой приведены в табл. 73.
379
Таблица 7-3
Основные конструкции узлов с невращаемой ходовой гайкой
Конструкция Эскиз Область применения
Гайка ввинчена наружной метрической резьбой в пере- мычку бугеля Вентили разных размеров и параме- тров среды
Ходовая резьба изготовлена в крышке. В крышках из чер- ных металлов шпиндель ла- тунный цельный или сталь- ной с насадной латунной резь- бовой рубашкой ц ^2 Вентили малых размеров. Среда не коррозионная
То же. Увеличенный ход шпинделя 0®; & 1 Вентили малых и средних размеров. Среда не коррозион- ная
Гайка ввинчена в крышку и застопорена. Большой ход шпинделя г ‘ 1 L 1 Задвижки малых размеров. Среда не коррозионная
380
Продолжение табл. 73
Конструкция Эскиз Область применения
Ходовая гайка расположена в гнезде клина Клиновые задвиж- ки с вращаемым шпинделем. Среда не коррозионная
Ходовая гайка расположена в гнезде клина. Гайка состав- ная, в обойму ввинчен вкла- дыш из латуни 01 □ 1 гг 1 -- Клиновые задвиж- ки больших диаме- тров прохода. Среда не коррозионная
Ходовая гайка расположена в гнездах дисков —- I 1 1 Двухдисковые па- раллельные задвиж- ки. Среда не корро- зионная
Наиболее распространена конструкция, в которой гайка пред-
ставляет собой полый цилиндр с внутренней трапецеидальной
и наружной метрической резьбой. С помощью наружной резьбы
гайка ввинчивается в перемычку бугеля и стопорится винтом,
завинчиваемым в «полтела» одновременно в гайку и в бугель.
Вентили малых размеров обычно имеют крышку, снабженную
ходовой резьбой. В клиновых задвижках при некоррозионной
среде ходовая гайка устанавливается в гнезде клина. В клино-
вых задвижках больших диаметров прохода с целью экономии
цветного металла гайка из латуни ввинчивается в обойму,
381
изготовленную из черного металла. Гайки, расположенные внутри
полости арматуры, находятся в среде, эксплуатируются в тя-
желых условиях, сравнительно быстро изнашиваются и выходят
из строя; замена их затруднительна, поэтому их применение
ограничено.
2. ВРАЩАЕМЫЕ ХОДОВЫЕ ГАЙКИ
Вращаемые ходовые гайки широко используются для задвижек
с выдвижным шпинделем при их работе в различных, в том числе
и сложных условиях (при высокой температуре, высоком давлении,
в коррозионной среде и т. д.). Вращаемые ходовые гайки, распо-
ложенные в бугеле, изолированы от действия коррозионной среды,
имеют температуру значительно ниже температуры стенок корпуса
и крышки, удобно расположены для обслуживания и смазки.
Ремонт и замена таких гаек обычно проще, чем невращаемых.
Основные конструкции узлов с вращаемой гайкой приве-
дены в табл. 74. В буртах гаек под действием больших усилий
Таблица 74
Основные конструкции узлов с вращаемой ходовой гайкой
Конструкция Эскиз Область применения
Ходовая гайка с ниж- ним буртом без шарико- подшипника. Смазка пе- риодическая через резьбо- вое отверстие gill я § Арматура (за- движки) невысо- ких параметров, малых и средних диаметров про- хода
Ходовая гайка с нижним буртом без шарикоподшип- ника. С постоянной смаз- кой с помощью масленки Арматура (за- движки) невысо- ких параметров, малых и средних диаметров про- хода
Ходовая гайка с вкла- дышем и с одним упорным шарикоподшипником Бу- гель с упорным резьбовым кольцом nw г у _. j Арматура средних и боль- ших проходов
382
t
Продолжение табл. 74
Конструкция
Эскиз
Область применения
Ходовая гайка с вклады-
шем и с одним упорным
шарикоподшипником. Бу-
гель с упорным фланцем
Арматура сред-
них и больших
проходов
Ходовая гайка с ниж-
ним буртом, без шарико-
подшипника. Ванна со
смазкой
Сильфонные
вентили ответ-
ственного назна-
чения, располо-
женные в трудно-
доступных ме-
стах
Ходовая гайка с двумя
упорными шарикоподшип-
никами
Ответственная
арматура прн
больших усили-
ях вдоль шпин-
деля
Ходовая гайка с вкла-
дышем и одним упорным
шарикоподшипником
Задвижки с ди-
станционным
приводом
383
Продолжение табл. 74
Конструкция
Эскиз
Область применения
Ходовая гайка с вкла-
дышем и одним упорным
шарикоподшипником
Ходовая гайка с вкла-
дышем и одним упорным
шарикоподшипником. Бу-
гель с упорным фланцем
Задвижки с
электроприводом
Задвижки с
электроприводом
создаются значительные моменты трения, затрудняющие управле-
ние арматурой; в связи с этим в задвижках при значительных уси-
лиях вдоль шпинделя ходовые гайки снабжаются упорными шари-
ковыми подшипниками. Применяются конструкции как с двумя
подшипниками, расположенными по обе стороны бурта, так и с од-
ним упорным подшипником, используемым для восприятия усилия
как в одну, так и в другую сторону. (Последние применимы лишь
при небольших осевых усилиях.) В последнем случае половина
сечения подшипника по оси шариков служит для опоры шпинделя,
вторая — для упора в бугель. Гайка снабжается упорным резьбо-
вым кольцом, а бугель либо также упорным резьбовым кольцом,
либо упорным фланцем.
Гайки задвижек больших диаметров прохода в целях экономии
цветных металлов делаются составными: корпус — из черных метал-
лов, а резьбовой вкладыш (собственно ходовая гайка) — из латуни.
Ходовая резьба должна периодически смазываться. При отсут-
ствии смазки увеличиваются крутящие моменты, необходимые
для управления арматурой и ускоряется износ ходовой резьбы.
384
В тех случаях, когда требуется быстрое ручное закрывание
арматуры малого размера, применяют две гайки, как в конструк-
ции, приведенной на рис. 286. За один оборот шпинделя диски
поднимаются на величину, равную сумме шагов нижней и верхней
гайки, сохраняя при этом условия самоторможения резьбового
соединения.
Шпиндели и ходовые гайки, как
правило, снабжаются нормальной
трапецеидальной резьбой по ГОСТу
9484—60 (см. табл. 123). При сталь-
ном шпинделе и латунной или брон-
зовой гайке с обычно применяемой
смазкой эта резьба обеспечивает нор
мальную работу арматуры и обла-
дает свойствами самоторможения.
При увеличении шага резьбы
уменьшается число оборотов шпин-
деля, необходимое для закрывания
арматуры, но одновременно увеличи-
вается и усилие на маховике и соз-
дается опасность прекращения само-
торможения. При уменьшении шага
резьбы усилие на маховике сни-
жается, но увеличивается число обо-
ротов маховика, необходимое для за-
крывания или открывания арматуры.
Должно быть безусловно обеспе-
чено условие самоторможения ходо-
вой резьбы в арматуре, в противном
случае может иметь место самопроиз-
вольное открывание арматуры под
действием давления среды, что совер-
шенно недопустимо. Условие само-
торможения будет обеспечено тогда,
Рис. 286. Быстрозакрывающаяся
задвижка с двумя гайками
когда угол подъема резьбы будет меньше угла трения. Поскольку
при одном и том же шаге резьбы угол подъема резьбы увеличи-
вается с уменьшением диаметра шпинделя, то в наиболее опасном
положении в смысле прекращения самоторможения оказываются
шпиндели малого диаметра (30 мм и менее), для которых угол
подъема резьбы составляет более 4° и при диаметре шпинделя
в 10 мм доходит до 6° 25' — см. табл. 123.
При наличии упорного шарикоподшипника и высококачествен-
ной смазки с пониженным коэффициентом трения самоторможение
может быть потеряно. В этих условиях необходимо выбирать
резьбу с уменьшенным шагом. Резьба с уменьшенным шагом
используется также в тех случаях, когда на маховике при нормаль-
ной резьбе создается чрезмерно большое усилие, необходимое для
25 Д. Ф. Гуревич
385
управления арматурой, более усилия, развиваемого физически
нормально развитым человеком. Наиболее часто такие случаи
могут иметь место в арматуре высокого давления (Р.,аб =
= 200 кПсм2, и более).
Глава VII. КОНСТРУИРОВАНИЕ УЗЛОВ
ГОЛОВКИ И БУРТА ШПИНДЕЛЯ
1. УЗЛЫ ГОЛОВКИ ШПИНДЕЛЯ ЗАПОРНЫХ ВЕНТИЛЕЙ
Головка шпинделя запорного вентиля несет на себя тарелку
клапана. Она должна обеспечить центровку тарелки и передачу
усилия от шпинделя на тарелку таким образом, чтобы усилие
вдоль шпинделя равномерно передавалось на поверхность уплот-
няющих колец. Наиболее часто встречаются шпиндели, у которых
нижняя часть головки имеет форму сферической поверхности,
а опорная площадка на тарелке плоская. Таким образом соз-
дается сопряжение плоскости с шаром, благодаря чему тарелка
клапана получает возможность самоустанавливаться по уплотняю-
щей поверхности кольца. Радиальные зазоры в узле должны по-
зволять тарелке поворачиваться на небольшой угол.
Различные конструкции узлов головки шпинделя запорных
вентилей приведены в табл. 75.
Таблица 75
Основные конструкции узлов головки
шпинделя запорных вентилей
Конструкция Эскиз Область применения
Уплотняющий конус f ii Игольчатые вентили
выполнен непосред- fug- малых диаметров про-
ственно на шпинделе хода
Хвостовик тарелки 1Й| Вентили малых дпа-
клапана обвальцован метров прохода
металлом шпинделя
||Н||1
386
Продолжение табл. 75
Конструкция Эскиз Область применения
Запорный конус вы- полнен на плунжере, закрепленном на голов- ке шпинделя резьбовой втулкой $ |Ч- 1 1 Вентили малых диа- метров прохода. Высо- кие давления
Тарелка клапана за- креплена на головке шпинделя путем обваль- цовки металла тарелки ? Вентили на невысо- кие параметры и неот- ветственного назначе- ния
—4-
Тарелка клапана на- правляется в корпусе. Головка шпинделя заве- дена в паз тарелки 1 1 S Вентили различного назначения небольших диаметров прохода
Тарелка клапана на- правляется в корпусе и движется вдоль шпо- нок. Головка шпинделя заведена в паз тарелки 5 1 Вентили небольших диаметров ответствен- ного назначения
Тарелка клапана с
нижними направляю-
щими. Головка шпин-
деля заведена в паз
тарелки и зафиксиро-
вана штифтом
Тарелка клапана
центрируется на цилин-
дрическом бурте голов-
ки шпинделя и фикси-
руется резьбовой втул-
кой с заплечиком (кол-
пачком) и стопорной
шайбой
Вентили различного
назначения
25*
387
Продолжение табл. 75
Конструкция Эскиз Область применения
То же. Резьбовая втулка без бурта. Сто- порение производится с помощью винта Вентили различного назначения
Тарелка клапана за- креплена на шпинделе с помощью двух полу- колец и резьбовой втул- ки (колпачка) со сто- порной шайбой Вентили различного назначения
Закрепление тарелки клапана произведено с помощью двух полу- колец разных размеров. Полукольца заблокиро- ваны бандажным коль- цом Вентили на высокие параметры и на корро- зионные среды
Тарелка клапана за- фиксирована на шпин- деле с помощью прово- лочного хомутика, за- водимого в выточку шпинделя и тарелки i ж Вентили неответ- ственного назначения
U —
Тарелка клапана за- фиксирована на шпин- деле с помощью шари- ков, заведенных в вы- точку шпинделя и та- релки д ^8 Вентили невысоких параметров
Тарелка клапана вы- полнена заодно со шпинделем. Шпиндель разъемный, движется поступательно 1 Вентили высокого давления
388
Уплотняющую конусную поверхность непосредственно на
шпинделе без съемной тарелки выполняют в вентилях малых диа-
метров прохода, а также в некоторых конструкциях вентилей вы-
сокого давления.
Для перекрытия сальника во время ремонта (нижнего уплот-
нения сальника) на шпинделе делается конусный бурт. Исполь-
зование для этой цели конусов на тарелках не рекомендуется,
так как создается опасность повреждения узла головки шпинделя
и выхода вентиля из строя.
Для соединения тарелки клапана со шпинделем применяется
Т-образный паз, куда заходит головка шпинделя, фиксируемая
штифтом. Тогда при направлении тарелки в корпусе создаются
условия, при которых положение шпинделя в тарелке зафиксиро-
вано. Для закрепления тарелки на круговой головке шпинделя
применяется резьбовая втулка (колпачок). Наличие такой головки
вызывает необходимость применения заготовок увеличенного диа-
метра для изготовления шпинделя. Головка, выполненная заодно
со шпинделем, образуется кузнечным способом. С целью снижения
Таблица 76
Узлы головки шпинделя вентилей с внутренним обводом
(внутренним разгрузочным клапаиом)
Конструкция
Эскиз
Область применения
Тарелка клапана с внутрен-
ним обводом. Головка шпин-
деля заведена в паз разгру-
зочного клапана. Ход разгру-
зочного клапана ограничен
резьбовым кольцом, ввинчен-
ным в тарелку
Вентили большого
диаметра прохода
для неответственных
объектов
Тарелка клапана с внутрен-
ним обводом. Разгрузочный
клапан зафиксирован на шпин-
деле с помощью двух полу-
колец. Ход разгрузочного
клапана ограничен резьбовым
кольцом, ввинченным в та-
релку
Вентили большого
диаметра прохода
для неответственных
объектов
Тарелка клапана с внутрен-
ним обводом. Головка шпин-
деля заведена в паз разгру-
зочного клапана. Ход разгру-
зочного клапана ограничен
кольцом, связанным с тарел-
кой клапана полукольцами
Вентили большого
диаметра прохода
для неответственных
объектов
389
стоимости изготовления шпинделя применяют крепление тарелки
с помощью кольцевой канавки на шпинделе, куда закладывают
полукольца, проволоку либо шарики. При применении таких
конструкций необходимо обеспечить такие осевые зазоры в узле,
чтобы при закрывании вентиля усилие вдоль шпинделя переда-
валось только через шаровой торец, не нагружая соединительные
элементы.
В вентилях большого диаметра иногда в неответственных кон-
струкциях применяют подачу среды «на клапан». Такой способ не
рекомендуется, так как создает возможность выхода из строя
вентиля при повреждении узла головки шпинделя или аварии
при обрыве элементов крепления тарелки при открывании. Кроме
того, сальник будет ставиться в условия, когда он постоянно на-
ходится под действием давления среды, даже и после перекрытия
вентиля. Положительной стороной такой конструкции является
отсутствие на шпинделе значительных сжимающих усилий. Для
того чтобы облегчить открывание таких вентилей, тарелка клапана
обычно снабжается разгрузочным вспомогательным клапаном
(внутренний обвод), с помощью которого производится предвари-
тельное выравнивание давлений до и после седла. Некоторые кон-
струкции узлов головки шпинделя таких вентилей приведены
в табл. 76.
2. УЗЛЫ ГОЛОВКИ ШПИНДЕЛЯ ЗАДВИЖЕК
Головка шпинделя используется для перемещения клина или
дисков в задвижках с выдвижным шпинделем. Обычно головка
шпинделя задвижки имеет прямоугольную форму с заплечиками.
Головка шпинделя заводится в паз на клине, и с помощью заплечи-
ков создается возможность перемещать клин вниз или вверх.
Для создания головки шпинделя, выполненной заодно со шпин-
делем, требуются дополнительные кузнечные работы по «высадке»
головки. С целью экономии головку шпинделя делают часто на-
садной, навинчиваемой на резьбе. Учитывая, что на головке
шпинделя при открывании задвижки создаются значительные осе-
вые усилия, сечение резьбовой части шпинделя под головку нельзя
делать произвольным — оно должно быть проверено расчетом,
так же как и соединительная резьба.
Различные конструкции узла головки шпинделя в задвижках
приведены в табл. 77.
В двухдисковых клиновых задвижках головка шпинделя соеди-
няется с тарелкодержателем (крестовиной). Соединение осуще-
ствляется обычно с помощью резьбы. Иногда применяют конструк-
цию, в которой прямоугольная головка шпинделя входит в паз
на тарелкодержателе. Тарелкодержатель снабжен двумя направ-
ляющими полозьями, движущимися в пазах или по гребням кор-
пуса задвижки. Иногда вместо полозьев применяют направляющие
ролики.
390
Таблица 77
Основные конструкции узла головки шпинделя в задвижках
Конструкция Эскиз Область применения
Прямоугольная головка шпинделя заведена в по- перечный паз клина Клиновые задвижки с выдвижным шпинде- лем
Круглая головка шпин- деля заведена в попереч- ный паз клина I J Jj я "Ж-'1 Клиновые задвижки малого прохода с ввин- чиваемым шпинделем
Прямоугольная головка шпинделя заведена в про- дольный паз клина —1 £ f Клиновые задвижки с выдвижным шпинде- лем
Прямоугольная головка шпинделя заведена в про- дольный паз клина. Голов- ка шпинделя насадная с глухим резьбовым отвер- стием с гп^^\ Клиновые задвижки с выдвижным шпинде- лем
Прямоугольная головка шпинделя заведена в про- дольный паз клина. Голов- ка шпинделя насадная со сквозным резьбовым от- верстием Клиновые задвижки с выдвижным шпинде- лем
391
Продолжение табл. 77
Конструкция Эскиз Область применения
Прямоугольная головка шпинделя насадная. Клин со сквозным отверстием для прохода шпинделя 1(0^ Клиновые задвижки с выдвижным либо вра- щаемым шпинделем
Прямоугольная головка шпинделя заведена в гнез- да дисков Параллельные за- движки с клиновым рас- пором
1 МС УЛ] L
Прямоугольная головка насажена на резьбовой ко- нец шпинделя и заведена в гнезда дисков Из И ЦПУ О- ljKB ГТ| dl То же
Прямоугольная головка насажена на резьбовой конец шпинделя и заведена в гнезда дисков “Tg Г да .— g и- - <? : к J Клиновые двухдиско- вые задвижки
392
Продолжение табл. 77
Конструкция
Эскиз
Область применения
Резьбовой конец шпин-
деля закреплен в диско-
держателе (крестовине) с
направляющими полозьями
Клиновые двухдиско-
вые задвижки
Резьбовой конец шпин-
деля закреплен в диско-
держателе (крестовине) с
направляющими полозьями
и направляющей трубой
Клиновые двухдиско-
вые задвижки
На резьбовой конец
шпинделя насажена пря-
моугольная головка. Го-
ловка заведена в паз ди-
скодержателя с направля-
ющими полозьями
Клиновые двухдиско-
вые задвижки
393
Продолжение табл. 77
Конструкция
Эскиз
Область применения
Прямоугольная головка
насажена на резьбовой
конец шпинделя и заведена
в гнезда дисков. Между
дисками шар со штангой.
Роликовые направляющие
на осях между дисками
Клиновые двухдиско-
вые задвижки больших
диаметров прохода
3. УЗЛЫ БУРТА ШПИНДЕЛЯ
Кольцевой бурт фиксирует положение шпинделя по высоте
и служит для передачи осевого усилия, действующего вдоль вра-
щаемого шпинделя на крышку и корпус задвижки. В табл. 78
приведены основные конструкции буртов шпинделя, применяемые
в задвижках. Чтобы уменьшить момент трения, создаваемый
в бурте в задвижках, при больших усилиях вдоль шпинделя
устанавливают упорный шарикоподшипник.
Таблица 78
Основные типы конструкций бурта шпинделя
Конструкция
Эскиз
Область
применения
Бурт шпинделя без ша-
рикоподшипника располо-
жен между крышкой и
корпусом сальника
Задвижки
с вращаемым
шпинделем
394
Продолжение табл. 78
Конструкция
Эскиз
Область
применения
Бурт шпинделя образо-
ван двумя полукольцами,
заблокированными резьбо-
вой втулкой
Бурт шпинделя образо-
ван упорным шарикопод-
шипником, установленным
на насадной обойме шпин-
деля. Маховик насажен на
обойму
Бурт шпинделя образо-
ван упорным шарикопод-
шипником, установленным
на насадной обойме шпин-
деля. Обойма снабжена ку-
лачками
Задвижки с вра-
щаемым шпинде-
лем
Задвижки
с вращаемым
шпинделем и с
ручным приводом
395
В задвижках малых диаметров прохода с ручным приводом
бурт обычно создается заодно с материалом шпинделя. В задвиж-
ках малых размеров иногда бурт создается путем установки в коль-
цевую выточку шпинделя двух полуколец.
В задвижках больших диаметров прохода, больших давлений,
в задвижках с электроприводом бурт шпинделя конструируется
таким образом, чтобы трение скольжения было заменено трением
качения. С этой целью используется упорный шарикоподшипник.
Глава VIH. КОНСТРУИРОВАНИЕ
ПРИСОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ АРМАТУРЫ
1. ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Фланцевое соединение является универсальным разъемным
соединением и широко применяется для различных сред, давлений
и температур. В арматуре малых и сверхмалых диаметров прохода
часто бывает более выгодным применять резьбовое цапковое соеди-
нение. Это объясняется тем, что фланцевое соединение требует
сравнительно много металла и создает значительный дополни-
тельный вес. Вес фланцевого соединения в арматуре малых и
сверхмалых проходов может приближаться к весу самой арматуры
(без фланца) или даже превышать его, поэтому применение флан-
цевого соединения в таких условиях становится нерациональным.
В энергетических установках высоких и сверхвысоких пара-
метров в настоящее время присоединение арматуры производится
путем приварки ее к трубопроводу, для чего арматура снабжается
соответствующими патрубками.
В табл. 79 приведены конструкции фланцев, наиболее часто
применяемые в арматуре. Фланцы полного профиля с плоским
уплотнением применяются в арматуре из серого и ковкого чугуна,
из стали и из цветных сплавов. Для давлений до 25 кГ/см? про-
кладки могут устанавливаться между торцовыми поверхностями
фланцев без специальной выточки — в соединении незащищенного
типа. При давлениях в 40 кПсм2, и выше прокладки устанавли-
ваются в соединениях защищенного типа, образуемых выточкой
в одном фланце и выступом в другом. Такое соединение защищает
прокладку от выбивания ее из соединения действием давления
среды, но несколько усложняет демонтаж арматуры и смену
прокладок. Для повышенных давлений применяют канавку коль-
цевого типа и соответствующий кольцевой выступ на ответном
фланце, образуется соединение типа шип—паз.
Для уменьшения веса в арматуре из ковкого чугуна и из цвет-
ных сплавов применяют фланцы с облегченным сечением, у кото-
рых сечение по мере приближения к внешней поверхности умень-
шается. Во фланцах футерованной арматуры футеровка должна
396
Таблица 79
Присоединительные элементы арматуры
Конструкция Эскиз Область применения
Литой фланец пол- ного сечения. Обрабо- тана поверхность под прокладку. Тыльная сторона не обработана 1 Арматура из серого и ковкого чугуна. Ар- матура из цветных спла- вов
-
1
Литой фланец облег- ченного сечения. Обра- ботана поверхность под прокладку. Тыльная сторона не обработана Арматура из ковкого чугуна и нз цветных сплавов
Литой фланец пол- ного сечения. Обрабо- тан кругом. На тыль- ной стороне иногда вместо проточки дела- ют цековки под гайки шпилек 1 1 Стальная арматура для различных сред и параметров работы
Литой фланец с фу- терованной присоедини- тельной поверхностью Футерованная арма- тура для коррозионных и агрессивных сред
397
Продолжение табл. 79
Конструкция
Эскиз
Область применения
Кованые или штам-
пованные фланцы на
резьбе. Уплотнение
линзовое
Стальная кованая ар-
матура для высоких и
сверхвысоких давлений
Фланцы на резьбе с
дополнительной при-
варкой. Уплотнение
плоской или овальной
прокладкой
Стальные фланцы
стальной литой армату-
ры для различных усло-
вий работы
Съемный фланец с креплением проволоч- ным кольцом Стальная арматура невысоких параметров
Резьбовой фланец с шаровым уплотнением Арматура для трубо- проводов, подвержен- ных вибрациям
л
398
Продолжение табл. 79
Конструкция
Эскиз
Область применения
Патрубок для при-
варки арматуры к тру-
бопроводу
Арматура энергети-
ческих установок высо-
ких и сверхвысоких па-
раметров
Муфтовое резьбовое
соединение арматуры
с трубопроводом
ПодключЗ
Арматура малых диа-
метров прохода и отно-
сительно невысоких дав-
лений
Цапковое резьбовое
соединение
Арматура малых и
сверхмалых диаметров
прохода для различных
сред и давлений
4StS№SS8S8SS
распространяться также и на присоединительную поверхность
фланца для защиты ее от действия коррозионной среды.
Резьбовые фланцы обладают высокой технологичностью, по-
этому имеют широкое применение в стальной арматуре, в том числе
и для высоких и сверхвысоких давлений. Для больших диаметров
прохода резьбовые фланцы не применяются. Съемный фланец
с креплением проволочным кольцом прост и дешев в изготовлении,
но применяется обычно при относительно небольших давлениях.
Для высоких давлений часто применяется линзовое уплотнение,
шаровое уплотнение обладает теми же качествами, что и линзовое,
но более устойчиво при вибрациях трубопровода. В нефтеперера-
батывающей промышленности широкое применение получили
фланцевые соединения с овальными металлическими прокладками.
2. ПРОЧИЕ ВИДЫ СОЕДИНЕНИЙ
Для арматуры энергетических установок решающее значение
имеет соединение ее приваркой к трубопроводу. Эта беспрокла-
дочная конструкция создает надежное соединение в отношении
399
плотности, на которое не оказывают влияние ни деформации трубо-
провода, ни колебания температуры, что имеет место при приме-
нении прокладок. Приварка арматуры затрудняет смену ее для
ремонта, но преимущества беспрокладочного соединения перекры-
вают дополнительные трудности, возникающие при ремонте.
Присоединение арматуры с помощью резьбовых муфт и цапок
осуществляется в арматуре малых и сверхмалых диаметров про-
хода, когда обычно применяются вентили, клапаны и краны.
Муфтовое соединение с внутренней резьбой используется чаще
всего для низких давлений, цапковое — с наружной резьбой
применяется для самых различных сред, давлений и температур.
Глава IX. МАХОВИКИ И РУКОЯТКИ
ДЛЯ РУЧНОГО УПРАВЛЕНИЯ АРМАТУРОЙ
1. МАХОВИКИ И РУКОЯТКИ ВЕНТИЛЕЙ И ЗАДВИЖЕК
Вся трубопроводная арматура снабжается маховиками или
рукоятками для ручного управления, в редких случаях (отдельные
конструкции кранов) имеется только квадрат на шпинделе под
рукоятку управления. Маховики предназначены для выполнения
основной задачи — ручного управления; при наличии приводов
маховики служат для вспомогательной цели: используются в ава-
рийных условиях при отсутствии источника энергии для работы
привода.
Основная масса вентилей и задвижек имеют маховики, а ру-
коятки применяются лишь в вентилях высокого и сверхвысокого
давлений.
Маховики общепромышленной арматуры, как правило, изготов-
ляются из серого чугуна. В судостроении серый чугун как хруп-
кий материал не применяется для маховиков, маховики выпол-
няются стальными или из алюминия. В отдельных случаях для
трубопроводной арматуры изготовляют маховики и из ковкого
чугуна.
Маховики малых диаметров (маховички) до 120 мм в последнее
время все чаще изготовляют из пластмасс, они имеют привлека-
тельный вид, малый вес и при массовом изготовлении — низкую
стоимость. Для того чтобы не происходило смятия пластмассы
в квадратном отверстии, при прессовке маховика закладывают
металлический вкладыш.
Различные конструкции маховиков приведены в табл. 80.
Пластмассовые маховички, как правило, изготовляют в виде
сплошного диска, без спиц. Металлические маховики изготов-
ляются обычно со спицами овального сечения. Применяются как
прямые спицы, так и изогнутые. Прямые спицы, расположенные
в плоскости обода, создают значительные напряжения в маховике
400
Таблица 80
Маховики и рукоятки в арматуре
Конструкция Эскиз Область применения
Маховики с ободом облегченного сечения. Спицы прямые, распо- ложенные наклонно— по конусу Общепромыш- ленная арматура различного наз- начения
Маховики с ободом сплошного сечения. Спицы прямые или ко- сые расположены в пло- скости обода Арматура боль- ших диаметров прохода
Маховики с ободом сплошного сечения. Ступица насаживается на гайку шпинделя Задвижки с вы- движным шпин- делем. Вентили для фреона
Маховики для управ- ления одной рукой. Поверхность обода вол- нистая 'Г' Вентили малого диаметра прохода
Маховички из пласт- массы. В ступицу зало- жен металлический вкладыш «И Арматура мало- го диаметра про- хода при низких давлениях
26 Д, ф. Гуревич
401
Продолжение табл. 80
Конструкция Эскиз Область применения
Двусторонняя руко- ятка. Насаживается на квадрат шпинделя Вентили высо- кого и сверхвы- сокого давления
! )
Ц]
Плоский гребень, от- литый заодно с проб- кой Краны малого диаметра прохо- да и низких дав- лений
Деревянная рукоятка привинчена к пробке ВИНТОМ Пробно-спуско- вые краны
Односторонняя руко- ятка насажена на ква- драт пробки гу— Конусные и ша- ровые краны раз- личного назначе- ния
Рукоятка в виде стержня с шаровым на- конечником Шаровые краны
при остывании отливки, особенно в металлах с большой усадкой,
но они более просты в изготовлении по сравнению с маховиками,
имеющими изогнутые спицы.
Для уменьшения внутренних напряжений прямые спицы рас-
полагают наклонно по поверхности конуса.
Для уменьшения веса маховика поперечное сечение обода
делается не сплошным, а в виде незамкнутого полого овала, для
лучшего охвата маховика рукой при приложении усилия поверх-
402
ности маховика придают иногда волнистый профиль. Крепление
маховика на щпинделе производится с помощью квадрата (ци-
линдрического или конического). На ходовых гайках маховики
крепятся с помощью шпонки.
2. РУКОЯТКИ кранов
Для управления кранами малого диаметра и при низких давле-
ниях, например для пробно-спусковых кранов, применяются дере-
вянные ручки, привинчиваемые к пробке с помощью винта. Такая
конструкция пригодна лишь для малых усилий при провороте
крана, для больших давлений она непригодна, так как винт с те-
чением времени либо вывинчивается, либо изгибается. Для кранов
ответственного назначения применяют рукоятки, насаживаемые
на квадрат пробки. Краны большого диаметра прохода при зна-
чительных давлениях управляются с помощью червячного редук-
тора, приводимого в движение маховиком ручного управления.
В табл. 80 приведены конструкции рукояток, применяемые
для кранов.
Глава X. ДОПУСКИ И ПОСАДКИ
В ТРУБОПРОВОДНОЙ АРМАТУРЕ
1. ДОПУСКИ И ПОСАДКИ ЦИЛИНДРИЧЕСКИХ СОПРЯЖЕНИЙ
С повышением точности изготовления деталей стоимость кон-
струкции резко возрастает, поэтому конструктор при назначении
допусков и посадок должен выбирать для деталей наиболее низкий
класс точности, обеспечивающий нормальную работу конструкции.
В общепромышленной трубопроводной арматуре нет необходи-
мости применять высокие классы точности, обычно применяется
3, 4 или 5-й классы точности. В конструкциях специального
назначения приходится применять иногда 2-й и даже 1-й классы
точности. Последнее имеет место сравнительно редко.
Эксплуатация арматуры часто происходит на открытом воз-
духе под воздействием атмосферных осадков и пыли. Усилия,
применяемые для управления арматурой и действующие от давле-
ния среды, часто бывают велики и вызывают упругие деформации
деталей. Рабочая среда, химически действуя на металл, вызывает
коррозию поверхностей деталей и тем самым изменяет их размеры.
Колебания температуры создают необходимость обеспечивать
достаточно большие зазоры, чтобы избежать заклинивания по-
движных деталей. Все это оказывает влияние на выбор допусков
и посадок в сторону увеличения допусков и зазоров.
Примеры применения допусков и посадок для различных
сопряжений в арматуре энергетических установок высоких пара-
метров приведены на рис. 287 и 288. Обозначения в числителе отно-
сятся к отверстию, обозначения в знаменателе — к валу. Как
обычно, посадки выбираются в системе отверстия.
26*
403
Рис. 287. Допуски и посадки сопряжений вен-
тиля Dy = 50 мм для энергетических устано-
вок высоких параметров
404
Рис. 288. Допуски и присадки сопрягаемых деталей арматуры для энергетических установок: а—задвижка; б—вентиль;
/ — крышка—грундбукса; 2 — шпиндель—грундбукса (втулка), кольцо сальника; 3— крышка— направляющая втулка; 4 — корпус —
крышка; 5 — тарелкодержатель верхний — обойма; 6 —гнездо грибка—грибок; 7—тарелка—тарелкодержатель нижний; 8—тарелка —
обойма; 9—тарелкодержатель — шайба —гайка; 10 — шпиндель —направляющая втулка; 11 — крышка — кольцо сальника; 12 — шпин-
дель — гнездо маховика; 13 — тарелка — головка шпинделя; 14 — тарелка —седло
2. РАЗМЕРНЫЕ ЦЕПИ В ТРУБОПРОВОДНОЙ АРМАТУРЕ
Размерная цепь представляет собой совокупность размеров,
расположенных в определенной последовательности по замкну-
тому контуру, координирующих взаимное расположение поверх-
ностей и осей одной или нескольких деталей.
Размерная цепь может быть подетальной или сбо-
рочной.
Размерные цепи делятся на линейные, плоскостные
и пространственные.
В трубопроводной арматуре, как и в машиностроении вообще,
наиболее часто рассчитываются линейные цепи, в основном сбо-
рочные. Расчету подлежат цепи, в которых расположены сильфоны,
пружины, мембраны, бурты шпинделя, тарелки клапана или плун-
жеры и ряд других.
Размерная цепь с сильфоном рассчитывается для определения
предельных размеров сильфона при полностью открытом положе-
нии клапана и при закрытом положении. Устанавливают, работает
ли сильфон в постоянно сжатом положении и соответствует ли
максимально возможный ход клапана техническим данным силь-
фона. Размерная цепь с пружиной рассчитывается с целью установ-
ления предельных значений усилий пружины в положении пред-
варительного поджатия и в сжатом положении при действии рабо-
чего усилия. Расчет размерной цепи с мембраной производится
для установления возможных предельных значений хода мембраны.
Контроль размерной цепи с буртом шпинделя служит для
определения возможных значений зазоров в осевом направлении
и отсутствия условий для защемления бурта.
Размерная цепь с тарелкой клапана или плунжером рассчиты-
вается для того, чтобы установить возможность достаточного
подъема тарелки клапана или плунжера, необходимого для нор-
мальной работы клапана.
Расчет размерной цепи включает в себя построение схемы раз-
мерной цепи и определение размеров, составляющих размерную
цепь, называемых звеньями размерной цепи.
Размерная цепь состоит из первичных звеньев, выполне-
ние которых не зависит от выполнения других размеров и з а -
мыкающего звена, размер которого получается в результате
построения размерной цепи.
Первичные размеры подразделяются на увеличивающие
Аув, увеличение которых увеличивает замыкающий размер и
уменьшающие Аум, увеличение которых уменьшает замы-
кающий размер S.
При расчете размерной цепи обычно решается основное урав-
нение размерной цепи
т п
$ном = У, Ауе — у Аум,
1 1
406
где tn — число увеличивающих размеров;
п — число уменьшающих размеров.
Таким образом, номинальный размер замыкающего звена ли-
нейной размерной цепи равен разности между суммой номинальных
увеличивающих размеров и суммой номинальных уменьшающих
размеров.
Замыкающим звеном S может являться не только размер детали
или ее ход, но и осевой зазор, например между буртом шпинделя
и гнездом под бурт.
Поскольку в арматуре точность изготовления деталей обычно
невелика и должна быть обеспечена полная взаимозаменяемость
деталей, задача расчета размерной цепи обычно сводится к опреде-
лению Smax и Smln, т. е. к определению предельных размеров за-
мыкающего звена:
Smax = $ном + BOS; Smln = SH0M 4- HOS,
где BOS и HOS — верхнее и нижнее отклонения замыкающего
звена, определяемые по формулам:
т п т п
BOS = £ ВОАув- £ НОАум; HOS = £ НОАув - £ ВОАум.
11 11
Здесь ВО Аув, НО Ауд, ВОАум и НОАум, соответственно верхнее
и нижнее отклонения увеличивающих и уменьшающих звеньев
размерной цепи.
Верхним отклонением называется разность между
наибольшим предельным размером и номинальным.
Нижним отклонением называется разность между
наименьшим предельным размером и номинальным.
Выполнение расчета размерной цепи производится в следующем
порядке.
1. Уточняется задача расчета и выделяется замыкающее звено.
2. Для построения размерной цепи используется сборочный
чертеж узла или изделия (ватман или синекопия), включающий
размерную цепь. Вместо чертежа может быть составлен эскиз,
на котором изображается рассматриваемая часть конструкции.
Изображение деталей на эскизе может осуществляться в укруп-
ненных данных, без ненужных подробностей, не имеющих значения
для расчета цепи, в произвольном масштабе с искажениями не-
которых размеров для создания наиболее четкой схемы. Некоторые
детали, части деталей или зазоры могут быть изображены в уве-
личенном виде, чрезмерно длинные части укорачивают.
3. По сборочному чертежу или эскизу составляется замкнутая
размерная схема, на которой взамен цифр проставляется буква А,
либо Б, либо В, и т. д. с цифровыми индексами, показывающими
порядковый номер размера. Размеры, относящиеся к одной и той же
цепи, обозначаются одной и той же буквой, но различаются по-
рядковыми индексами. Для большей четкости проведения работы
буквенные размеры на схеме изображаются в виде отрезков пря-
407
Таблица 81
К примеру расчета размерной цепи по определению хода тарелки
клапана и прогиба сильфона
Исходные данные Расчетные данные
Наименование и номер чертежа детали нлн сборочного узла Условное буквенное обо- значение звена на схеме 1 | Номинальный размер 1 1 Буквенное х ! обозначение _ Е □ , 1 Я ФХЗ 1 1 =3> Цифровое ® я g 1 1 обозначение § г । * 1 1 Номинальный : размер «< । 53 . . Ф личивающие размеры Предельные отклонения 1 Номинальный | размер 4 1 : г еньшающие размеры Предельные отклонения
о> <и аз X Q./-X <и +> со И 1 । нижнее НО 1 верхнее , во нижнее ! | НО
Сборка корпуса Прокладка Кольцо сильфона верхнее Втулка переходная (сб.) Шпиндель Тарелка » » Кольцо уплотняю- щее а. А-> Аз д4 Аз Ац Ai Аз ^9 157 2 6 27 90 20 45 6 6 1 to С: Си 1 -J V» уз О’ У ГЦ if* 4-0,26 —0,40 —0,16 4-0,28 4-0,23 4-0,28 —0,34 —0,30 —1,00 157 2 6 20 6 1 ° 1 О 1 1 000 to to ! со сл 0 -0,40 —0,16 0 —0,30 27 90 45 6 +0,28 +0,23 0 0 0 0 —0,34 —1,00
Сумма 191 +0,54 —0,86 168 +0,51 —1,34
Расчетная схема: а; __А// 1 Расчет: SH0M = %Аув - ^Ауя = 191 — 168 = 23 мм BOS = %ВОАув - %Н0Аум == = + 0,54 4- 1,34 = +- 1,88 HOS = УНОА,,, - = = — 0,86 — 0,51 = — 1,37 8 = 23±|;^ мм
' S | , л Г &7 ]
408
мых со стрелкой на одной стороне, обозначающей направление
отсчета. Увеличивающий размер отсчитывается слева направо
(или снизу вверх) и пишется со знаком плюс, уменьшающий размер
отсчитывается справа налево (или сверху вниз) и пишется со
знаком минус. Отсчет должен вестись последовательно и непре-
рывно вдоль замкнутого
контура размерной цепи.
4. Составляется расчет-
ная таблица по форме, при-
веденной в табл. 81, с по-
мощью которой определя-
ются: номинальный размер
замыкающего звена, его
наибольший и наименьший
предельные размеры.
5. Определяют, удов-
летворяют ли предельные
размеры замыкающего зве-
на требованиям нормаль-
ной работы конструкции.
В случае необходимости
производится корректи-
ровка размеров и предель-
ных отклонений первичных
звеньев цепи.
Ниже приводится при-
мер расчета размерной це-
пи для определения хода
тарелки сильфонного вен-
тиля.
На рис. 289 показана
Рис. 289. К примеру расчета хода тарелки
сильфонного вентиля
конструкция рассматри-
ваемой части вентиля и обозначены звенья размерной цепи бук-
вами А с соответствующими цифровыми индексами.
Замыкающим звеном размерной цепи является ход тарелки,
предельными положениями которой являются: предельное нижнее
положение — при закрытом вентиле, когда уплотняющее кольцо
тарелки прижато к седлу, предельное верхнее положение ограни-
чивается упором бурта шпинделя в крышку.
Используя размеры деталей, указанные в детальных чертежах,
заполняются графы исходных расчетных данных табл. 81 и опре-
деляется сумма величин на каждой графе.
Определяется номинальный размер замыкающего звена SH0M =
== 23 мм.
Определяются верхнее и нижнее отклонения замыкающего
звена: BOS = +1,88 мм; HOS = —1,37 мм.
Таким образом, ход тарелки имеет величину S = 23^|;эт мм.
409
3. ДОПУСКИ НА РЕЗЬБЫ
В арматуре используется большое число соединений с метри-
ческой, трапецеидальной и трубной резьбой. Класс точности
резьбы выбирается в зависимости от степени ответственности
конструкции. Так, в метрической резьбе при наибольших зазо-
рах, предусмотренных третьим классом точности, статическая
прочность соединения (с учетом среза и смятия витков) может
снизиться на 38%, что для ответственных объектов совершенно
не допустимо. В связи с этим третий класс точности в метрической
резьбе применяется лишь для неответственных деталей. В шпиль-
ках фланцевых соединений арматуры на высокие давления и вы-
сокие параметры пара назначается второй класс точности.
Резьба имеет пять геометрических элементов: наружный,
внутренний и средний диаметры, угол при вершине и шаг резьбы,
которые должны быть выдержаны в определенных пределах,
чтобы обеспечить взаимозаменяемость и свинчиваемость болта
и гайки. Расположение полей допусков винта и гайки в метри-
ческих резьбах общего назначения предусматривает образование
сопряжения типа скользящей посадки с минимальным зазором,
равным нулю. При проверке резьбы на деталях с помощью пре-
дельных калибров контролируются только размеры диаметров,
причем допуск на средний диаметр включает как допуск на ве-
личину диаметра, так и допуски на компенсацию погрешностей
угла и компенсацию погрешностей шага в заданных пределах
путем соответствующего изменения среднего диаметра винта
и гайки. Это предусмотрено с целью обеспечить свинчиваемость
винта и гайки без создания натягов при условии сохранения
размеров угла и шага в допустимых пределах.
ЧАСТЬ ТРЕТЬЯ
РАСЧЕТ ТРУБОПРОВОДНОЙ
АРМАТУРЫ
РАЗДЕЛ ПЕРВЫЙ
ГИДРАВЛИЧЕСКИЙ РАСЧЕТ АРМАТУРЫ
Глава I. ЗАТВОРЫ
1. ОСНОВЫ ГИДРАВЛИКИ ТРУБОПРОВОДОВ, ОСНАЩЕННЫХ ЗАТВОРАМИ
Гидравлический расчет служит для определения параметров,
связанных с гидравлической характеристикой изделия: гидравли-
ческого сопротивления (потери напора), пропускной способности
(производительности), необходимой площади поперечных сечений
полостей и отверстий, профиля плунжера, обеспечивающего
требуемую расходную характеристику и т. д.
Арматура, установленная в трубопроводе, создает для дви-
жущейся в ней среды дополнительное сопротивление, так назы-
ваемое местное сопротивление, на преодоление которого тратится
энергия.
Затрата энергии выражается потерей скоростного напора,
в связи с чем давление перед затвором будет больше, чем за ним.
Это вызывает необходимость определять величины, связанные
с гидравлическим сопротивлением арматуры: потерю напора или
давления (или перепад давлений, т. е. разность давлений до и
после затвора), расход среды при данном режиме и т. д.
Все гидравлические расчеты арматуры исходят из нескольких
основных формул, но разрабатываются далее в зависимости от
типа арматуры и условий ее работы.
В простейшем случае при горизонтальном трубопроводе общий
напор расходуется на приведение жидкости в движение (создание
скоростного напора) и преодоление гидравлических сопротивлений,
что выражается в виде известной формулы
Н = AHV + АНТ + AHC + Yi (1)
где Н — полный напор;
ЛЯ0 — часть напора, затрачиваемая на образование скорост-
ного напора;
АНТ — потеря напора на преодоление трения в трубопро-
воде;
413
АНС — потеря напора на преодоление сопротивлений в по-
воротах трубопровода, соединительных частях, коле-
нах, переходах и т. д.;
— потеря напора на преодоление местного сопротивления
арматуры (затвора, регулятора и т. д.).
Как известно, в трубопроводах возможны два режима движения
среды: ламинарный и турбулентный. В первом случае потеря на-
пора пропорциональна средней скорости потока в трубе, во вто-
ром — квадрату скорости, в зависимости от ReD — числа Рей-
нольдса, выражающего отношение сил инерции к силам трения
в потоке.
При условии ReD < ReK имеет место ламинарный режим дви-
жения; при условии ReD > ReK — турбулентный режим. Здесь
ReD — число Рейнольдса, отнесенное к диаметру трубы; ReK —
критическое значение числа Рейнольдса (обычно для труб прини-
мают ReK = 2320), для различных схем оно различно и может
доходить до ReK = 2- 104ч-1 • 10®.
При Reo > 105 безусловно имеет место турбулентный поток
с квадратичной зависимостью АН = f (v2).
Для труб круглого сечения
т-> VD
~ 100v ’
где v — скорость движения среды в трубопроводе (средняя по
сечению) в м/сек-,
D — диаметр отверстия трубы в см-,
v — кинематическая вязкость среды в м2/сек.
Кинематическая вязкость среды может быть задана также
в стоксах (ст) и сантистоксах (сст):
1 ст — 10-4 м2/сек-, 1 сст — 10~6 м2/сек.
Вязкость среды может быть задана также динамическим коэф-
фициентом вязкости ц в пуазах (пз) или сантипуазах (спз), связан-
ным с кинематическим коэффициентом v следующим соотношением:
v=Ам2/сек’
где т) выражено в кГ-сек/м2, у — в Г/см3, причем 1 пз = 1,02 X
X 10~2 кГ-сек/м2-, 1 спз = 1,02-10-4 кГ-сек/м2.
Величина потери напора при прохождении среды через арма-
туру может быть в общем случае выражена формулой
АДЛ = Av + Bv2,
где А и В — постоянные для данной степени открытия арматуры.
При вязких средах и очень малых скоростях решающее значе-
ние приобретает первый член Av, а в остальных случаях — второй
член Bv2.
414
В подавляющем большинстве случаев движение среды в трубо-
проводе имеет турбулентный характер и влияние величины Av
на потерю напора невелико, что позволяет этой величиной прене-
бречь; поэтому при расчете арматуры обычно пользуются форму-
лой
ДЯА = Bv2.
Экспериментально доказано, что эта формула более точно
должна быть выражена так:
Д//д = В Vх,
где х может иметь значение от 1,6 до 2,4.
Пока нет достаточных сведений о влиянии конструкции арма-
туры на показатель степени х, поэтому обычно принимают х = 2.
Опыты на большом числе изделий показали, что для воды, при
обычно применяемых режимах движения среды через затвор,
может быть принято х — 2.
Для гидравлических расчетов арматуры необходимо знать
скорость движения среды v в трубопроводе, которую можно опре-
делить, зная количество среды, проходящее через трубопровод
в единицу времени, т. е. расход G в тоннах за час или Q в кубиче-
ских метрах за час.
В трубопроводах обычно применяются следующие скорости
для транспортировки среды:
Среда и в MjceK.
Жидкость...............................................2—3
Газ низкого давления до 6 кГ/см2......................6—10
Газ высокого давления................................12—24
Сжатый воздух.........................................8—16
Насыщенный пар до 12 кГ/см2 ........................16—24
Насыщенный пар высокого давления ...................24—40
Перегретый пар .....................................40—60
Принимаемые скорости среды в трубопроводах зависят от тех-
нических и экономических факторов и конкретных условий экс-
плуатации. Так, на электростанциях скорости в паропроводах
высокого давления в связи с большим удельным весом пара при
высоких давлениях принимаются более низкие, чем в паропроводах
низкого давления.
В гидравлических расчетах обычно применяется система мер:
метр—килограмм—секунда. Такая система применительно к ги-
дравлическим расчетам арматуры вызывает необходимость выпол-
нения громоздких вычислений. С целью упрощения расчетов
в предлагаемых ниже формулах для гидравлических расчетов арма-
туры применены следующие размерности: скорость среды в м!сек,
площадь в см2, удельный вес для жидкостей и газов в г!см2 и давле-
ние в кПсм2. Опыт ЦКБ А подтвердил удобство применения этих
размерностей.
415
РукГ/см2
Рис. 290. Значения
коэффициента сжимае-
мости Кс Для воздуха
Рис. 291. Значения
коэффициента сжимае-
мости Кс для кисло-
рода
Рис- 292. Значения
коэффициента сжимае-
мости Кс для водорода
___
416
Если расход Q задан в м3/ч, то скорость определится по фор-
муле
Q ,
v = м сек,
0,36Fy
где Fy — площадь поперечного сечения отверстия трубы по ус-
ловному диаметру в сл«2.
Если расход G задан в т/ч, то
G
v = a icF м сек.
О.Збр^у
(2)
Здесь у — действительный удельный вес жидкости или газа в г!см3
при данных условиях, т. е. при давлении (абсолютном)
Р кПсм2, и температуре 1° С.
Рис. 293. Значения коэффициента сжимаемости
Кс для азота
Если средой является сжимаемая жидкость (газ), то ее удельный
вес определяется по формуле
ЮР уГ . .,
7 ~ rtkc ~ Fc г'см'’
ЮР , „
где уТ — теоретический удельный вес газа при данных
ЮРМ
условиях, или уТ = -^^-
Кс — коэффициент сжимаемости, учитывающий отклонение
действительного удельного веса от теоретического (под-
считанного для идеальных газов), некоторые значения Кс
приведены на рис. 290—299, для других газов — см. [21;
27 д. ф. Гуревич 417
Рис. 294. Значения коэффициента сжимаемости Кс
для аммиака
Рис. 295. Значения коэффициента сжимае-
мости Кс Для метана
418
Рис. 296. Значения коэффициента сжимаемости К;:
для пропана
Рис. 297. Значения коэффициента сжимаемости
Кс для окиси углерода
27'
419
Т — абсолютная температура по шкале Кельвина °К, Т -=
= 273° + t°;
R — газовая постоянная в кГ -м!кг -град, R = — ;
М — молекулярный вес (табл. 82).
Потеря напора на затворе может быть определена либо в метрах
ЛЯ, либо в атмосферах (кГ/см2) &Р. Зависимость между этими
величинами выражается следующими формулами.
Рис. 298. Значения коэффи-
циента сжимаемости Кс для
углекислого газа
Рис. 299. Значения коэффициента
сжимаемости Кс для водяного
пара
Известно, что столб воды высотой в 10 м создает давление
в 1 кГ/см2, поэтому для воды
Р = ~ кГ/см2,
где Я — напор в м.
Для жидкости с удельным весом у соответственно
Р = кГ/см2 и ДР = кГ/см2.
Так как
ли АР-10
ЛЯ =------м,
У
то формулу (1) можно также представить в следующем виде:
Р - ДР0 + ЛРГ 4- ДРС 4- 2 (3)
где Р — давление, создаваемое напором Я;
ДР0 — часть давления, затрачиваемая на образование ско-
ростного напора;
ДРГ — потеря давления, вызванная преодолением трения
в трубопроводе;
ДРЬ. — потеря давления, вызванная преодолением сопротив-
лений в поворотах трубопровода, соединительных
частях, коленах, переходах и т. д.;
420
Таблица 82
Основные параметры некоторых газов
Газ Газовая по- стоянная R в кГ-м/кг-град ! Молекуляр- ный вес М I и 0,1 II 1^ - II s 11 а к Критические параметры
ткр в р Гкр в кГ/см2
Азот N2 30,25 28 1,4 126,0 33,5
Аммиак NH3 49,8 17 1,32 450,6 111,5
Аргон Аг 21,2 40 1,67 — —
Ацетилен С2Н2 32,5 26 1,23 308,9 61,6
Водород Н2 420,5 2 1,41 33,2 12,8
Воздух 29,27 29,96 1,4 132,5 37,2
Гелий Не 211,9 4 1,66 — —
Кислород О2 26,5 32 1,4 154,3 49,7
Метан СН4 52,8 15 1,3 190,7 45,8
Окись углерода СО 30,25 28 1,4 134,4 34,6
Пропан С3Нв 19,25 44,1 1,14 370,0 42,0
Пропилен С3Н6 20,15 42,1 — 365,5 45,0
Сернистый газ SO2 13,23 64 1,27 430,4 77,7
Углекислый газ СО2 19,25 44 1,31 304,3 72,9
Хлор С12 11,95 71 1,34 417,2 76,0
Этан С2Н6 28,2 30 1,32 305,3 48,8
Этилен С2Н4 30,23 28 1,24 282,9 50,9
Азотоводородная смесь N2+3H2 99,9 8,5 1,406 — —
&РА — потеря давления на затворе или регулирующем кла-
пане, вызванная преодолением данного местного со-
противления, причем
^Ра = Р, - Р^
здесь Рг — давление до местного сопротивления;
Р2 — давление после местного сопротивления.
Приняв, что вся потенциальная энергия жидкости превращается
в кинетическую, получим скорость движения идеальной жидкости
под действием гидростатического напора Н, равной скорости тела,
падающего с этой же высоты
v = V2gH м!сек.,
следовательно,
421
С учетом этих соотношений составляющие формулы (3) имеют сле-
дующий вид:
= кГ/сл12;
лр,= “Orf;
КГ/СМ2,
где у — удельный вес среды в г/см3;
g— ускорение силы тяжести; g = 9,81 м/сек1;
X — коэффициент трения;
L — длина трубопровода в м;
D — диаметр трубопровода (условный) в м;
— коэффициент местного сопротивления соединительных
частей трубопроводов (фиттинги и пр.), т. е. коэффи-
циент пропорциональности между скоростным напором
и перепадом давлений на данном местном сопротивлении;
— коэффициент местного сопротивления затвора или регу-
лирующего клапана, т. е. коэффициент пропорциональ-
ности между скоростным напором, рассчитанным по
условному проходу арматуры, и перепадом давления
на этой арматуре.
Подставляя приведенные выше выражения в формулу (3),
получаем
Ml+*T+S^VTHS^-T^/7rf.
Отсюда следует, что при данном общем напоре скорость среды
в трубопроводе, а следовательно, и расход среды через трубопровод
будут различными в зависимости от сопротивления трубопровода
и арматуры, установленной на нем.
Изменение сопротивления арматуры в системе трубопровод —
арматура при постоянной величине общего напора изменит и рас-
ход среды, причем изменение расхода будет та-
ково, что при вновь установившейся ско-
рости общая сумма потерь напора оста-
нется той же. Влияние L, на изменение скорости будет
зависеть от суммарного сопротивления системы.
Для того чтобы не быть связанными величиной сопротивления
1рубопровода, которая усложняет решение задач арматурострое-
ния, обычно пользуются зависимостью
ЬРа = ^-^ кГ/см*. (4)
422
Так как в дальнейшем речь будет идти лишь об арматуре, то
для простоты будут применяться обозначения ДР, ДЯ и t, без
соответствующих индексов.
Чтобы учесть влияние дополнительных факторов на потерю
напора, в формулу (4) вводят следующие коэффициенты:
Рис. 300. Поправочные коэффициенты, учитывающие
влияние вязкости среды: фр — на перепад давлений;
фй — иа расход среды; фд — на размер (диаметр) кла-
пана
а) для газообразных сред коэффициент б, учитывающий влия-
ние сжимаемости среды на потерю напора;
б) для вязких сред и малых скоростей коэффициент фр, учиты-
вающий влияние вязкости среды на перепад давлений ДР.
В общем виде получают формулу
ДР = бфР£кГ/см2. (5)
В тех случаях, когда величина £ неизвестна, а задано открытое
сечение в седле f см2 и общий коэффициент расхода ц для данной
423
f
степени открытия клапана или задвижки ~ , коэффициент сопро-
г у
тивления t, определяют по формуле
В тех случаях, когда величина £ неизвестна, а задана условная
пропускная способность арматуры Gy, коэффициент сопротивления
определяется по формуле
Когда скорость среды в проходном отверстии не задана, она
определяется по приведенным ранее формулам
G о
V = л оке " ИЛИ v = л iac У
'JfOUFy'Y 0,«3о/^
где G — весовой расход жидкости в т/ч',
Q — объемный расход жидкости в л3/ч;
у — удельный вес жидкости в г/см3.
Полученные значения v и £ подставляют в формулу (5).
За исключением особых случаев влиянием вязкости жидкости
на перепад давлений можно пренебречь (фр = 1). В случаях транс-
портировки по трубопроводу вязкой жидкости коэффициента фр
может быть определен в зависимости от числа Рейнольдса Reo; при
Reo 1000 фр = 1; при Reo < 1000 величина фр определяется
по кривой на рис. 300.
2. ПОТЕРЯ НАПОРА В ЗАТВОРАХ
Поскольку свойства сред несжимаемой (жидкость) и сжимаемой
(газ, пар) имеют свои особенности, расчет потерь напора для этих
сред рассматривается раздельно.
Рабочая среда — несжимаемая жидкость
В этом случае обычно принимают 6 = 1. Часто жидкости,
транспортируемые в трубопроводах, имеют малую вязкость; для
этих условий фр = 1. Тогда формула (5) приобретает вид:
кГ/см2-
Пр и м е р. Определить перепад давлений на клапане Du =
= 100 мм при расходе воды Q = 80 м*1ч. Коэффициент сопротивле-
ния клапана £ = 4,5.
Решение. Скорость среды в трубопроводе
Q 80 П OQ / .
V ~~ 0,36/7 ::Т 0,36-0,785- 10т = 2,88 м!сек-
424
Перепад давлений
5-WTtV = 0,184 кГ/см?.
Экспериментальные исследования показали, что значение 6 = 1
применимо лишь для сравнительно низких температур. С повыше-
нием температуры величина 6 приобретает значение, отличное от
единицы и приближающееся по мере приближения температуры
к точке кипения к значениям для паров. Для каждой температуры
/ДР\
жидкости выявился свои критический перепад давления (лг) >
сверх которого увеличение давления не вызывает увеличения ско-
рости истечения. Для различных конструкции значение 1-^-1
может иметь разные значения.
Для двухседельных регулирующих клапанов со стержневым
золотником при испытаниях на воде установлено при t = 20° С
=0,76, где Рг— в абсолютных атмосферах. Испытание
дроссельных шайб — диафрагм также выявило наличие критиче-
ского перепада давлений при испытаниях на воде.
Рабочая среда — сжимаемая жидкость (газы и водяной пар)
Исходным при расчете служит то же уравнение, что и при
несжимаемой жидкости. Однако в связи с тем, что плотность газа
изменяется в зависимости от давления, необходимо учесть влияние
этого явления на потерю напора при прохождении газа через
арматуру. Расчетное уравнение в этом случае имеет вид:
АР = 6^.^- кГ/см*,
где Ti — удельный вес газа при давлении Plt т. е. перед затвором,
в Псы? и температуре /у
fx — скорость движения газа в трубопроводе (при удельном
весе ух) в м/сек.
Величина 6 зависит от степени расширения газа, а следова-
тельно, от величины отношения
Рг _ Л-ДР , ДР
Рх Рх - Рх •
Здесь необходимо различать следующие случаи (рис. 301):
а) первый диапазон перепадов давлений ~ > 0,9; АР </
<0,1Р1;
б) второй диапазон перепадов давлений 0,5 <-~ <0,9;
0,5Рх> АР > 0,1Рх; 1
425
р
в) третий диапазон перепадов давлений <0,5; ДР >
0,57>,.
Первый диапазон перепадов давлений. Из законов газодина-
мики известно, что когда скорость движения газа при данном ме-
стном сопротивлении не создает большой разности давлений (ДР <
Рис. 301. Изменение расхода газа при
истечении из сопла при увеличении
отношения давлений
Р±.
Pi •
<0,1?!), то условия протека-
ния газа незначительно отли-
чаются от условий протекания
несжимаемой жидкости.
В этом случае с точностью,
вполне достаточной для прак-
тики, можно использовать урав-
нение для несжимаемой жидко-
сти, т. е. принять 6 = 1. Следо-
вательно, при условиях, соз-
дающих перепад давлений ДР<
<0,1?!, т. е. в пределах пер-
вого диапазона перепадов давле-
ний, применима расчетная фор-
мула (6).
Определим наибольшую ско-
рость движения среды в трубо-
/ — теоретическая кривая; 2 — экспери-
ментальная кривая для клапана (предо-
хранительного)
проводе vAt при которой пере-
пад давлений на данном местном
сопротивлении, при данных
условиях (давление, среда) не
выходит еще за пределы первого
диапазона. Наибольшая ско-
рость будет иметь место при наибольшем перепаде давлений; по-
этому, подставляя значение ДР = 0,1?! в формулу (6), получаем
Л
0 1Р — Г-Д •
U,1/i 2g 10’
откуда имеем
м!сек.
(7)
Так как действительная скорость среды в трубопроводе при
рассмотренных условиях не превышает vA, то для первого диапа-
зона перепадов давлений характерной особенностью является
условие
Vj < VA.
Второй диапазон перепадов давлений. Здесь явление расши-
рения газа за клапаном оказывает значительное влияние на дви-
жение газа, и оно должно быть учтено. При уменьшении отноше-
426
ния P^IP-L скорость газа в суженном сечении увеличивается и до-
стигает максимума при критическом отношении давлений
которое для случая истечения газа через сопло может быть опре-
делено по формуле
v = (_
кр \ k + 1 /
Давление Р2, соответствующее vKp, называется критическим
давлением и обозначается Рк , а скорость — критической ско-
ростью и обозначается vKp.
Для воздуха и двухатомных газов (кислород, водород, азот,
окись азота, окись углерода, хлористый водород) показатель адиа-
баты k = 1,4, в этом случае vKp = 0,53 (точнее, vKp = 0,528).
Для перегретого пара и трехатомных газов k = 1,3 и значение
критического отношения давлений равно vKp = 0,55.
Приведенные выше значения vKp относятся к случаю, когда
истечение газа происходит через сопло и в точности не соответ-
ствуют условиям работы арматуры, где изменение сопротивления
осуществляется путем изменения сечения отверстия в седле.
Результаты экспериментов показывают, что с изменением условий
истечения изменяется и значение vKp. Так, при истечении через
диафрагму (стенку с острыми краями) vKp имело значение 0,04
для воздуха (при истечении через сопло vKp = 0,528), для перегре-
того водяного пара 0,13 (при истечении через сопло vKp = 0,546).
Можно ожидать, что для различных конструкции арматуры
значение vKp будет также различно; например, для регулирующих
клапанов с полым плунжером оно должно приближаться к значе-
ниям при истечении через диафрагму, для регулирующих клапанов
со стержневым плунжером значения vKp должны приближаться
(при малой степени открытия клапана) к значениям при истечении
через сопло.
Эксперименты, выполненные в НИИхиммаше Т. Ф. Кондратье-
вой [16], выявили возможность применения для предохранитель-
ных клапанов при работе на воздухе vKp = 0,34-0,4, что, вероятно,
применимо и для запорных вентилей и клапанов при работе на
газах с показателем адиабаты в пределах k = 1,2 <-1,6. В дрос-
сельных клапанах, регулирующих клапанах со стержневым плун-
жером при большой степени открытия запорной арматуры крити-
ческое отношение давлений будет приближаться к теоретическому
значению vKp = 0,5. Если принять приближенно это значение, бу-
дут иметь место следующие зависимости.
В пределах второго диапазона перепадов давлений, когда
0,5<-~<0,9 или 0,5>^>0,1,
* 1
427
расчетная формула имеет вид
АР = 6^--^ кПсм>, (8)
По данным В. В. Ароновича величину 6 можно принимать рав-
ной
Подставив в формулу (9) значение k = 1,4, получим
Введя это выражение в расчетную формулу (8), получим
р Г/ р2 V'43 ( р2 У'7Н
L\ pt ) \ р\ ) J ~ 688 ’
Величина АР = — Ръ из этого выражения определится
после того, как путем подбора будет найдено значение Р2.
При k = 1,3
р Г/ Р2 У'54 / Р2 у.77] __
1 L\ pi ) \ pl / J 851 •
Наибольшая скорость среды в трубопроводе в пределах второго
диапазона перепада давлений vB будет иметь место тогда, когда
в отверстии седла затвора скорость достигнет критической вели-
чины, определяемой по формуле
t’»= /УУтУУ =
Подставив k = 1,4, получим для воздуха и двухатомных газов
выражение для критической скорости
vKp = 3,38 VРТ.
Принимая Р = 29,27, получаем при t — 20° С
vKp — 314 м'сек.
Определим наибольшую скорость движения среды в трубо-
проводе vB, при которой перепад давлений на затворе (или регули-
рующем клапане) не выходит еще за пределы второго диапазона.
428
Для этого воспользуемся формулой
2
^Ркр = М -V^~ 7Ц- кГ!см2’
(10)
где &Ркр и 6В соответствуют значениям ДР и 6 при критическом
р р
отношении давлений = vKp, так как наибольшая скорость
о
второго диапазона vB будет иметь место, когда в открытом сечении
седла (наиболее узкое сечение арматуры) скорость среды достиг-
нет критической vKp.
Величина Ь.Ркр определится следующим образом:
следовательно,
Р2=Р^кр,
При = 0,5 kPKp = 0,5^!.
Величина коэффициента 6В определится путем подстановки
р
в формулу (9) значений = 0,5 и ДР — 0,5Р1; в результате
*1
чего получим 8В = 2,1.
Подставив в формулу (10) полученные величины &РКр и 6В,
получим
ив = 6,84 1/ZC м/сен. (И)
’ &Т1
Так как действительная скорость среды v± в трубопроводе при
рассмотренных условиях больше величины vA, но не должна пре-
вышать значение vB, то для второго диапазона перепадов давлений
характерным является условие vA <Z vr <; vB.
Третий диапазон перепадов давлений. В открытом сечении
отверстия седла скорость газа не может быть выше критической.
Увеличение давления перед клапаном Р, не вызовет увеличения
скорости истечения в узком сечении отверстия (см. рис. 301), и
скорость среды в трубопроводе установится такой, которая соот-
ветствует критическому отношению давлений, создаваемому мест-
ным сопротивлением при коэффициенте сопротивления £ (отнесен-
ном к скорости среды в трубопроводе) и при данном состоянии газа.
Следовательно, во всех случаях,
Л,
следует вести исходя из условия ~
среды через трубопровод определится с
Р,
когда <jvKp, расчет
= vKp; при этом расход
учетом того, что скорость
среды в трубопроводе до затвора или регулирующего клапана
равна vr = vB. Таким образом, для третьего диапазона отношений
давлений характерно условие vr = vB.
Необходимо иметь в виду, что выше рассмотрены случаи, когда
сопротивление арматуры создается в связи с перекрытием в седле,
и потеря напора вызывается потерей скорости среды при расшире-
нии струи. Сопротивления, создаваемые поворотами струи и дру-
гими плавными изменениями потока, могут несколько изменить
значения vA и vB; однако для практического использования в обыч-
ных технических расчетах арматуры приведенные выше формулы
для определения значений vA и vB применимы.
При малых значениях £ величины vA и vB получаются боль-
шими и могут превысить скорости звука. Как известно, при исте-
чении газов и паров из цилиндрических насадок скорости истече-
ния не могут превысить скорость звука и реально используемые
скорости среды в трубопроводах обычно в несколько раз меньше
скорости звука. Полученные значения vA и vB показывают не
реальные скорости, апределы скоростей для соответ-
ствующих диапазонов перепада давлений. Поэтому полученные
данные для vA и vB (например, превышающие скорость звука)
будут говорить лишь о том, что в реальных условиях перепад
давлений на арматуре будет невелик ДР <0,1^! и расчет можно
производить без учета влияния расширения газа или пара по фор-
муле для несжимаемой жидкости.
Когда требуется определить перепад давлений (или потерю
напора) на арматуре, рекомендуется следующий общий порядок
расчета, если средой в трубопроводе является воздух, газ или
перегретый пар (& = 1,3):
1) по заданному расходу среды определяют скорость и,
G
vi = — мсек-,
1 0,36/4/?!
2) вычисляют предельные скорости vA и vB (vB 1,5оА)
vA = 4,44 м/сек-,
3) сравнивая величину с величинами vA и vB, определяют,
в каком диапазоне отношений давлений находится искомая ве-
P-L
личина
4) определяют перепад давлений на затворе, причем пользуются
формулами:
р
а) если </v4, то > 0,9 и ДР <0,17^, значит коэф-
Г 1
фициент 6 = 1, а расчетная формула имеет вид
б) если и, < v, < vB, то 0,5 <Гт <0,9 и 0.1Р, < ЛР <
<0,5Plt а расчетная формула имеет вид: при k = 1,4
р [7 У'43 ( Рг У’71! ^71
1 L\ Pl / \ Pl ) J 688 ’
430
при k = 1,3
Р Г/ -Ps А1’54 ( Р2 У-771 _ fr'b’i
ЧЫ \Рг ) J 851 ’
р
величина определяется подбором;
в) максимально возможная скорость в трубопроводе ч, = vB,
а перепад давлений на затворе при этом соответствует критическому
отношению давлений vKp; если при расчете получится > vB,
то в действительности будет иметь место 14 = vB и &РКр = 0,5Р Р
Приведенные выше формулы с использованием показателя
k = точно отображают адиабатический процесс для идеаль-
ного газа и соответствуют свойствам реальных газов в области
где РКр и Ткр — давление и температура [°К1 в критической
точке реального газа.
Значения РКр и Ткр для некоторых газов приведены в табл. 82.
Для реального газа при высоких давлениях и температурах,
близких к критическим, в формулах адиабатического расширения
следует пользоваться не теоретическим показателем адиабаты k,
а объемным показателем kv реального газа
kv = k —.
Здесь
х RT ’
Р2 / dv \
RT \ дР )р
Значения см. [16].
В практических расчетах достаточно применять коэффициент
сжимаемости Кс при определении у (см. п. 1); введение его в извест-
ной мере компенсирует отклонения, создаваемые использованием
формул, выведенных для идеального газа при истечении реального
газа.
П р и м е р 1. Определить потерю давления на вентиле Dy =
= 50 мм при расходе воздуха G = 1000 кПч. Давление Рг =
= 5 кПсм2. Температура t = 20° С. Коэффициент сопротивления
вентиля $ = 4.
Решение. 1. Удельный вес воздуха при давлении Рг =
= 5 кПсм2 и температуре t = 20° С
— RTKc ~ 29,27-293-1 = 00582 Г/СМ3,
где R = 29,27 и Кс = 1.
431
2. Скорость движения среды в трубопроводе
_ G 1,0
О.Зб/ур! 0,36-19,6-0,00582 ~ 24,4 Л1/сек-
где Fy = 0,7857)2 = 0,785-52 = 19,6 см2.
3. Предельная скорость vA первого диапазона отношений дав-
лений
ол = 4,44 = 4,4464’8 м!сек-
В данном случае имеем ух <7 иА, следовательно, отношение дав-
лений находится в первом диапазоне.
4. Определяем потерю давления по формуле для первого диа-
пазона:
ad y Vi л 24,4- 0,00582 ПА_ , „
? 2£ ’ 10 4‘ 2-9,81 ’ 10 К,Г/сМ“.
Пример 2. Определить потерю давления на вентиле Dy =
= 20 мм при расходе воздуха G = 10 000 кПч. Давление =
= 120 кПсм2. Температура t = 40° С. Коэффициент сопротивле-
ния вентиля С = 8.
Решение. 1. Удельный вес воздуха при давлении Рг =--
= 120 кПсм- и температуре t = 40° С.
10?! 10-120 „ г, з
71 ’ RTKc ~ 29,27-313-1 ~ 81 Г1С1А
2. Скорость движения среды в трубопроводе
G 10 .
V — ---= 7ГДД~о ~1 Г~гГ~1оТ = 67,0 М СвК,,
Q.ZbFgyY 0,36-3,14-0,131
где Fy = 0,785О2 = 3,14 см .
3. Предельная скорость vA первого диапазона отношений дав-
лений
О л = 4,44/3:= 4.44 47,5 А./СЖ.
4. Предельная скорость св второго диапазона отношений дав-
лений
ив = 1,5цл = 1,5-47,5 = 71,8 лг/сед.
5. Определяем диапазон отношения давлений. В данном случае
имеет место
Уд < Ух < Оз-
следовательно
0,5<-^- <0,9.
1
432
6. Подбираем величину Р2, удовлетворяющую условиям рас-
четной формулы
Р 17 V’43 ^1Y1 8-67,6 0,131 спс
1 1\ Л 7 \ Pl ) J 688 688 Э,УЬ-
Таким образом,
Р Г(_^У'43 — =6,95, по Pj - 120 кГ/слР,
тогда
(4Г-(7Г=^
р
Вначале примем = 0,7 и посмотрим, насколько близко
ч
к искомому это отношение, у = О,?1-43 — 0.71-'1. Обозначим
0,74-43 = Zj и ОД1-71 = z2; тогда
lg г1 = 1,43 1g 0,7; Zj 0,600;
lg z2 = 1,71 1g 0,7; z2 =-- 0,543;
у 0,600 — 0,543 = 0,057.
p
Так как у <0,058, задаемся другим значением . Примем
= 0,67, тогда
у = 0,67’-43 — 0,671>71;
zx = 0,674-43 = 0,564; z2 = 0,674-71 == 0,504;
у = 0,564 — 0,504 = 0,060, т. е. у > 0,058.
Р Р
Следовательно, 0,67 <-7- <0,70. Принимаем — 0,69, от-
О о
сюда получаем
Р2 = 0,6977 или Р2 = 0,69-120 - 82,8 кПсм2.
Потеря давления
р = __ р2 „ 120 — 82,8 37,2 кПсм\
Рассмотренная методика расчета потери напора имеет некото-
рую условность, так как при таком расчете принимается заданной
скорость движения среды, которая, в свою очередь, зависит от со-
противления арматуры. Наиболее точным является определение
потери напора с учетом условий работы всего трубопровода, однако
конструктор арматуры часто не располагает этими данными и вы-
нужден использовать данные, связанные лишь с условиями ра-
боты затвора.
28 Д. Ф. Гуревич
433
3. ГИДРАВЛИЧЕСКОЕ СОПРОТИВЛЕНИЕ АРМАТУРЫ
При обычных условиях затвор (клапан, задвижка, кран и т. д.)
либо полностью открыт, либо полностью закрыт; промежуточные
положения могут иметь место лишь как исключение и не являются
основными рабочими положениями затвора.
В связи с этим наибольший интерес в данных видах арматуры
представляют собой величины сопротивления затворов в открытом
положении.
Ниже приводятся некоторые сведения о гидравлическом сопро-
тивлении затворов. Сведения эти, хотя и получены в результате
тщательно проверенных экспериментов, все же должны рассма-
триваться как ориентировочные, так как конструктивные особен-
ности каждого изделия могут существенно изменить коэффициент
его сопротивления. Этим в значительной степени и объясняется
то обстоятельство, что различные исследователи для одних и тех же
видов арматуры дают иногда различные данные. Кроме того, как
показали исследования, на коэффициент сопротивления затвора
оказывают влияние и качество выполнения внутренних полостей
данного затвора.
Гидравлическое сопротивление элементов арматуры
Величина коэффициента сопротивления £, характеризующая
сопротивление данного изделия протеканию через него жидкости,
зависит от размеров изделия, его конструкции и конфигурации
внутренних полостей, определяющих прямолинейность потока,
постоянство сечений и т. д. Коэффициент сопротивления £ опре-
деляется для каждой конструкции опытным путем.
С определенной степенью точности можно считать, что каждое
из изделий в арматуре представляет собой систему последова-
тельно установленных элементов, создающих сопротивления (по-
ворот струи, расширение, сужение, снова поворот и т. д.), поэтому
потеря напора в арматуре будет примерно равна сумме потерь
напора в каждом из элементов арматуры. Общий коэффициент
сопротивления изделия приближенно можно рассматривать как
сумму коэффициентов сопротивления отдельных элементов, т. е.
? = + ?2 + Сз 4- . . . +
где £2, £3, . . . — коэффициенты сопротивлений элементов ар-
матуры, отнесенные к одной и той же ско-
рости среды в трубопроводе.
Следует иметь в виду, что изменение сопротивления одного из
элементов системы может изменить или перераспределить сопротив-
ление в системе, т. е. здесь имеет место взаимозависимость участков
потока.
434
Для оценки влияния составляющих элементов на сопротивление
арматуры приводятся данные о сопротивлении наиболее часто
встречающихся элементов арматуры в зависимости от их формы и
соотношения размеров. При расчете необходимо значения £ отно-
сить именно к тем сечениям и скоростям, относительно которых
они получены. Применение £ к другим скоростям, в других сече-
ниях может привести к серьезным ошибкам.
Внезапное расширение струи (рис. 302, а)
создает наибольшие потери напора. В этом случае скорость ча-
стиц жидкости теряется на
образование завихрений, пе-
ремешивание жидкости, на-
гревание ее и т. д. Приближен-
ная зависимость коэффициен-
та местного сопротивления от
соотношения площади сече-
ния трубы до расширения /
и площади сечения трубы пос-
ле расширения F потока вы-
ражается формулами:
Рис. 302. Схема движения жидкости в пе-
реходах: а — внезапное расширение; б —
постепенное расширение
где £ — коэффициент сопротивления, отнесенный
среды в трубе до расширения (табл. 83);
t,' — коэффициент сопротивления, отнесенный
среды после расширения.
к скорости
к скорости
Таблица 83
Значение коэффициента местного сопротивления 'Q
при внезапном расширении
f!F 1,0 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1
0 0,01 0,04 0,09 0,16 0,25 0,36 0,49 0,64 0,8!
Постепенное расширение струи — диффузор
(рис. 302, б) обычно вызывает значительно меньшие потери напора,
чем в случае внезапного расширения; поэтому там, где это воз-
можно, переход с внезапным расширением следует заменять ко-
нусным переходом с возможно большей длиной I конусной части,
т. е. с возможно малой величиной <р.
28*
435
При малых углах (<р 12°) можно приближенно принимать
т (х f \2
С = Sin ф 1--'р- J ,
где f — площадь сечения трубы до расширения;
F — площадь сечения трубы после расширения;
Ф — угол конуса в переходной части.
Общие потери давления в диффузоре состоят из потерь на
расширение и потерь на трение, в соответствии с этим
Рис. 303. Схема движения жидкости
в переходах: а — постепенное сужение;
б — внезапное сужение
? - Д
где
е fl (l 1 \2 Р
~Р — п ) ’ п ~~ f ’
при величине угла расширения
ср - 0 4-25°
0,, ^ 3,2/г
здесь k 1 ч-2 — коэффициент,
учитывающий
влияние усло-
вий входа на
коэффициент
сопротивле-
ния
~ __ А, п- — 1
' Т ~ о . Ф ’ П 2 ’
8 sm
где X — коэффициент сопротивления трения единицы длины диф-
фузора, зависящий от числа ReD и степени шероховатости
стенок.
Диффузоры с углом ф > 40° дают большое сопротивление,
поэтому применение их нецелесообразно. В случае необходимости
установки короткого диффузора с углом расширения ф > 40°
более целесообразно выполнить внезапное расширение.
Постепенное сужение потока (рис. 303, а)
создает обычно небольшие потери напора.
При небольшом угле конусности (ф < 5°) и при хорошо за-
кругленном переходе потеря напора имеет место лишь на трение.
При этом можно принимать £' — 0,06ч-0,005.
Коэффициент сопротивления £', отнесенный к скорости среды
после сужения, можно определить по формуле
С' = И (1
Значения р — коэффициента смягчения входа — приведены
в табл. 84.
436
Таблица 84
Значения коэффициента смягчения входа т]
<₽° 1] при 1/D, равном ф° Г| при 1/D, равном
0,25 0,60 1,00 0,25 0,60 1,00
5 0,80 0,70 0,60 45 0,20 0,13 0,10
10 0,67 0,45 0,31 50 0,18 0,12 0,10
15 0,55 0,32 0,23 55 0,17 0,12 0,10
20 0,45 0,27 0,19 60 0,16 0,12 0,10
25 0,35 0,22 0,16 65 0,16 0,13 0,10
30 0,30 0,19 0,12 70 0,17 0,14 0,10
35 0,26 0,16 0,11 75 0,18 0,15 0,11
40 0,22 0,14 0,10 80 0,19 0,16 0,12
Внезапное сужение потока (рис. 303, б) создает
сопротивление, зависящее от отношения сечений f/F.
Коэффициент сопротивления , отнесенный к скорости по-
тока, после сужения определяется по формуле
Рис. 304. Поворот трубы: а — плавный; б — резкий
Плавный поворот трубы (рис. 304, а) создает
сопротивление, зависящее от величины D/R, т. е. от отношения
диаметра трубы к радиусу закругления и от угла поворота трубы
в месте закругления. В связи с действием сил трения, сил инерции
и разности скоростей движения жидкости в трубе по внутреннему
и внешнему закруглениям в повороте трубы образуются попереч-
ные потоки жидкости. Эти поперечные потоки создают дополни-
тельные сопротивления и увеличивают площади мертвой зоны
в потоке при повороте. В арматуре целесообразно при поворотах
потока создавать сечения, приближающиеся к прямоугольным
с малой стороной прямоугольника по направлению радиуса
закругления.
437
Для круглой трубы постоянного сечения при повороте на 90°
и условии D 2R 5D (табл. 85)
/ D \3,5
4о = 0,131 4-0,16 .
Ср
Если угол поворота не равен 90 , то = 4»
Рис. 305. График изменения коэффициента сопротивления £
для симметричных патрубков
Для труб диаметром 100—1000 мм с углом поворота ср -- 90°
коэффициент сопротивления достигает £ = 0,4 э-0,5.
Резкий поворот трубы (рис. 304, б) может встре-
чаться в кованой арматуре, где проходы для среды создаются
путем сверления отверстий, и в сварной арматуре.
Коэффициент местного сопротивления (табл. 85) может быть
приближенно определен по формуле
£ = sin2 — + 2 sin4 -2-.
ъ 2 1 2
Исследование гидравлического сопротивления симметричных
конусных патрубков (рис. 305), приближенно имитирующих за-
438
движку с суженным проходом, показало, что коэффициент сопро-
тивления здесь может определяться по формуле
J=2,54tg4(i-1)2,
где Fc — площадь сечения по суженному диаметру Dc.
Введение «карманов» не дало ощутимых изменений величины £.
Гидравлическое сопротивление затворов
Задвижка является одним из наиболее распространен-
ных затворов. Существенным преимуществом задвижек по сравне-
нию с вентилями является малый коэффициент местного сопро-
тивления. Фактические значения £ находятся в пределах от 0,1
до 1,5 в зависимости от размеров и конструктивных особенностей
задвижки.
В табл. 86 представлены значения £ некоторых конструкций
арматуры.
Таблица 85
Значения коэффициента местного сопротивления
при повороте трубы
При закруглении. Угол пово- рота ф = 90° При резком повороте трубы
D R £ ч>° £
Гладкие трубы Шероховатые трубы
0,4 0,137 15 0,04 0,06
0,5 0,145 30 0,13 0,20
0,6 0,157 45 0,30 0,35
0,7 0,177 60 0,47 0,55
0,8 0,204 90 1,Ю 1,27
0,9 0,241
1,0 0,291
В целях уменьшения габаритов, веса и стоимости задвижки,
а также величины хода клина, усилий и моментов, необходимых
для управления ею, применяется сужение сечения прохода в кор-
пусе задвижки. Сужение прохода увеличивает коэффициент
сопротивления задвижки в некоторых случаях на значительную
величину.
Для защиты уплотняющих колец задвижки от разрушаю-
щего действия струи и улучшения гидродинамических свойств
в задвижках иногда применяют направляющую трубу (рис. 12
439
Таблица 86
Коэффициенты гидравлического сопротивления t,
и условная пропускная способность Gy
(коэффициент пропускной способности kv)
для некоторых конструкций арматуры
Конструкция
LTt
н -h“ J
2/^z
Обозначение Dy в мм Z Gy в тп/ч
ЗОчббк; ЗОчббр 50 0,5 140
80 0,4 400
100 0,2 885
150 0,1 2 820
200 0,1 5 000
250 0,1 7 850
300 0,1 11 260
350 0,1 15 350
400 0,1 20 000
30кч70бр 40 0,6—0,8 82—71
50 0,2—0,5 221 — 140
70 0,4—0,8 307—217
80 0,3—0,6 462-326
440
Продолжение табл. 86
Конструкция
Обозначе-
ние
Dy в мм
у 3 т/ч
30с64бр;
30с64нж
30с76бр;
30с76нж
50 0,6—0,7 128—118
80 0,4—0,9 400—267
100 0,4—О', 5 627—560
100
150
0,5—1,2
1,0—1,2
560—362
890—813
Задвижки
суженные
без напра-
вляющей
трубы
300/200; 1,8 2 650
<,36 300/205; 1,45 2 950
ср= 22° 200/150; 0,60 2 040
переход криво- линей- ный 200/200; 0,39 3 970
переход криво- линей- ный 250/200; 0,28 4 700
<р -- 22° 1600/ 0,18 232 000
1400; <р= 14°
441
Продолжение табл. 86
Конструкция Обоз начение D в мм £ Gy в т/ч
Задвижки суженные с напра- вляющей трубой 300/200; ф—36° 300/205; ф—22° 200/150; переход криво- линей- ный 250/200; переход криво- линей- ный 250/200; Ф=22° 1,4 1,3 0,60 0,37 0,23 3020 3120 2040 4080 5170
См. рис. 226 Задвижка бессальни- ковая 70/42 80/50 2,5 2,3 123 167
14цж614ст 80 0,8 275
15нж58бк 15с58нж 15с58бр 80 100 1,0 1,4 253 336
15ч52св Dc~0,9Dg 25 40 50 2—2,5 2—2,5 2—2,5 17,5— 15,6 45—40 70—62
Вентиль прямо- точный (по литера- турным данным) 25 38 50 65 75 100 125 150 200 250 1,04 0,85 0,73 0,65 0,60 0,50 0,46 0,42 0,36 0,32 24,3 61,8 116 207 289 560 914 1375 2640 4400
-4уЖ<Я т -с? _L
442
Продолжение табл. 86
Конструкция Обозначение D.. в мм ? У 1 ® G у в т/ч
УЖ1 1 1 и1- “у-Л Др) /f Л“Ч / 15кч16бр j 15кч22бр J 32 40 50 70 80/70 5,5 5,5 5,6 5,3 7,2 17 27 42 84 95
15кч16нж 40 50 70 80/70 5,8 5,8 6,5 7,7 26,4 46,0 75,5 91,5
М—
0
♦ 15кч18р 1 15кч18к J 15 20 25 32 40 50 4,54-5,5 4,2—3,8 7,5—6,7 11,7— 10,5 19,1— 17,2 30,0— 27,0 46,5— 42,0
4?^ и— ЕПЙ_ Х\^\х~ 15кч18бр 15 20 25 32 40 50 5,5н-6,0 3,8—3,7 6,7—6,5 10,5— 10,0 17,2— 16,6 27,0— 25,9 42,0— 40,2
443
Продолжение табл. 86
444
Продолжение табл. 86
Конструкция
Обозначение
D в мм
Gy в т/ч
15нж65бк 40 5,8 26,4
50 6,2 39,6
70 5,3 84
80 5,6 107
15ч14бр 100 5,2 174
По литера- 13 10,8 2,0
турным данным 20 8,0 5,6
40 4,9 28,6
Вентиль 80 4,0 126
проходной 100 4,1 196
150 4,4 423
200 4,7 728
250 5,1 1100
15с27нж1 15 3,8—3,6
20 5,5—6,0 6,7—6,5
25 10,5— Ю,1
32 17,2— 16,5
445
Продолжение табл. 86
Конструкция Обозначение Dy в мм t Gy в т/ч
14нж10бк 25 32 8,0 8,0 8,8 14,3
/-Х \//7A /1к 1 h
> / ZvA - 15нж64бк 15 20 25 7-8 3,4-3,2 6,0—5,6 9,4—8,8
15с12бт 20 25 32 6,0 6,7 7,5 6,5 9,6 14,8
По литера- турным данным 13 20 25 30 40 50 15,9 10,5 9,3 8,6 7,6 6,9 1,67 4,9 8,1 12 23 37,6
о
Е р ЧР с? i'x\\ 9
1 } 1 к 15ч70н I—IX 10 7 1,5
15ч71гм1 15 25 5 3,5 4 13,3
- 15ч72п II—III 15ч72гм IV 100 4,4 188
1эчбОгм 25 40 50 80 100 1,5—2,0 20—18 52—45 81—70 206—180 324—280
446
Продолжение табл. 86
Конструкция Обозначение 1)^ в мм t в т/ч
15с11бк 10 4,2 1,9
15нж46бк 6 10 4,1 3,3 0,7 2,2
14с33ст | 14с033ст J 25 5,9 10,3
jl 14нж76ст 10 3 2,3
|||| iW| 15Б34бк-1 10 6,7 1,54
14нж16ст 6 10 15 20 25 5 6 0,64— 0,58 1,77— 1,62 4,0—3,6 7,1—6,5 11,0— 10,4
14пж66ст 50 9 33
15нж077ст; 15нж077ст-1 25 50 8,5 6,5 8,5 39
L_ [ =±| 1 Черт. С26189 Движение среды под клапан 25 50 70 100 150 4,6 5,6 5,6 6,0 7,8 11,5 42 82 162 320
iB >ЛЛТ77ЛгЛ1 ~4Я lJ Движение среды на клапан 25 50 70 100 150 5,8 7,6 8,2 9,2 11,0 10,3 36 68 131 270
См. рис. 222 Электро- магнитный клапан 15кч881р СВА 15 25 40 3,0 5,7 4,2 5,2 10,4 31,0
447
Продолжение табл. 86
Конструкция Обозначение Dy в мм Gy в т/ч
См. эис . 223 Электро- магнитный клапан 15кч888р 25 50 11,5 12,5 7,3 28
4 гп 15с13бк 10 2,3 2,6
гН 1 М Р~П 16кч9бр 16кч9нж 32 40 50 70 80 6,3 4,5 9,1 5,8 10,4 16 30 33 81 78,5
ж 1 16кч9бт 40 50 70 3,9 6,7 4,0 32 38 97
1бчббр 100 6,4 156
16нж10бк 40 4,6 29,5
448
Продолжение табл. 86
29 Д. Ф. Гуревич
449
Продолжение табл. 86
Конструкция
Обозначение
По литера-
турным
данным
По литера-
турным
данным
19ч18бр;
19ч18р
(по литера-
турным
данным)
1 « кл' | <; О в т/ч
40 1,3 56
70 1,4 165
100 1,5 323
200 1,9 1 145
300 2,1 2 450
500 2,5 6 270
750 2,9 26 000
800 1000 1,8—1,9 18 goo- 18 300 29 500— 28 700
100—300 0,3—0,4
450
Продолжение табл. 86
и 23). Наибольшее влияние она оказывает в задвижке со значи-
тельным сужением и большими расстояниями между уплотняю-
щими кольцами. В других случаях гидравлический эффект от ее
применения оказывается не более 15%.
Для определения коэффициента сопротивления суженной за-
движки может быть использована формула
s=ctg4(^-iy,
Z \ г с /
где коэффициент С — 64-8.
Формула применима при сужениях
нусности <р = 15-ь40°.
= 0,64-0,8 и угле ко-
Задвижки больших проходов диаметром Dy 5004-1000 мм,
даже суженные, обычно имеют небольшой коэффициент сопро-
тивления, равный £ = 0,24-0,5.
Значения коэффициента сопротивления суженных задвижек
приведены в табл. 86.
На величину коэффициента сопротивления большее влияние
оказывает длина участка трубопровода за задвижкой и меньшее —
до задвижки (по направлению движения потока). За задвижкой
необходимо иметь участок длиной ее менее (124-15) Dy, в про-
тивном случае коэффициент сопротивления задвижки может
резко возрасти. Известны случаи, когда при коротком участке
трубопровода после суженной задвижки коэффициент сопротив-
ления ее возрастал до £ — 3,54-4,0 и более.
29*
451
Вентиль обычно имеет значительно больший коэффициент
сопротивления, чем задвижка. На величину коэффициента сопро-
тивления вентиля оказывает влияние как конструкция корпуса,
так и форма тарелки.
С допустимой степенью точности гидравлическое сопротивле-
ние вентиля можно рассматривать как сумму сопротивлений,
создаваемых в корпусе и седле
С = + Св>
где t,a — характеризует потерю напора на корпусе;
— характеризует потерю напора в седле вентиля.
Значения £, £а и отнесены к — скорости среды в трубо-
проводе.
При различной степени открытия вентиля влияние t,a и
различно. При малых степенях открытия вентиля решающее
Рис. 306. Схема движения среды в различных корпусах
вентилей: а — в корпусе проходного вентиля с вертикаль-
ными отделительными стенками; б — в корпусе проход-
ного вентиля с плавными переходами; в — в корпусе углового вентиля
значение будет иметь £в, а влияние 'Са будет мало. При полностью
открытом вентиле, наоборот, влияние обычно мало, и решаю-
щее значение имеет ^а. Величина зависит от конструкции
корпуса.
На рис. 306, а показано движение струи в корпусе с верти-
кальными отделительными стенками, а на рис. 306, б — в корпусе
улучшенной конструкции; в последнем, очевидно, потери напора
окажутся меньшими, так как поток имеет меньше поворотов
и образует меньше завихрений.
Угловые вентили (рис. 306, в) обычно имеют меньший коэф-
фициент местного сопротивления по сравнению с проходными.
Исследование вентилей показало, что в литых корпусах плохо
очищенные поверхности отливки служили причиной увеличения
коэффициента сопротивления на 0,5—1,5 единицы. Тарелки
с кожаным уплотнением имели лучшую обтекаемость, чем тарелки
с латунными кольцами; поэтому в таких вентилях коэффициент
сопротивления уменьшался на 0,5—1,0. Величины коэффициентов
сопротивления некоторых вентилей, полученные при испытаниях,
приведены в табл. 86.
452
Кран обычно имеет малый коэффициент сопротивления,
несмотря на то, что форма сечения отверстия в пробке удлиненная.
Это объясняется тем, что сечения отверстия в кране не имеют
резких переходов и потери напора здесь в основном идут на дефор-
мацию струи. Некоторые данные о коэффициентах сопротивления
кранов приведены в табл. 86.
Поворотный обратный клапан бывает обычной,
конструкции и «безударной».
Сопротивление поворотного обратного клапана зависит от веса
поворотной детали (тарелки), положения ее центра тяжести отно-
сительно оси поворота и размеров самой тарелки. Некоторые
данные о значениях £ для поворотного обратного клапана приве-
дены в табл. 86.
Пропускная способность затворов
Коэффициент гидравлического сопротивления £ арматуры
дает качественную оценку арматуры. Чтобы определить потерю
напора на затворе, необходимо знать скорость движения среды Vj.
Последняя определяется по расходу G и диаметру трубопровода Dy.
Таким образом, чтобы определить потерю напора ДР при за-
данном расходе среды G либо, наоборот, чтобы определить пре-
дельно допустимый расход, при котором потеря напора не превы-
шает заданной величины, необходимо знать £ и Dy арматуры.
Эти параметры арматуры объединяются одной характеристикой
Gy — условной пропускной способностью (или kv — коэффициен-
том пропускной способности k0 = Gy), которая представляет
собой количество воды в т/ч, проходящей через арматуру при
перепаде давления на арматуре ДР = 1 кГ/см2.
Для определения расхода среды при других условиях для
несжимаемой жидкости пользуются формулой
G = Gy Ут/ч.
Более подробно этот вопрос рассмотрен в гл. II.
Значения Gy для различных конструкций арматуры приве-
дены в табл. 86.
Глава II. РЕГУЛИРУЮЩИЕ КЛАПАНЫ
1. ПРОПУСКНАЯ СПОСОБНОСТЬ РЕГУЛИРУЮЩЕГО КЛАПАНА
Пропускная способность регулирующего клапана, опреде-
ляющая расход среды через клапан G т/ч, может быть определена,
если известен ожидаемый перепад давлений на клапане и указаны
среда и ее удельный вес. Если необходимых данных для точного
решения недостаточно, принимают перепад давлений на клапане
заданным заранее, несмотря на то, что сопротивление клапана
453
оказывает влияние на всю систему и, следовательно, точное ре-
шение вопроса о расходе среды через клапан может быть принято
лишь с учетом сопротивления системы.
Расход среды через клапан при заданных условиях его работы
определится следующим образом. Из формулы (5) для несжимае-
мой жидкости (6 = 1)
1 1 1 /” I
v — 14 I/ м сек.
г Ыт
Подставляя это выражение в формулу (2), получаем
G =-(21^ |/ДРу т/ч,
или
G ==-^_4f (^/ДРу т/ч.
Обозначив —L= = ф0, получаем
V Фр
С = ф0^у^/ДРу t'i/ч-
Здесь ДР — реальный перепад давлений в кПсм2 или подсчитан-
ный с учетом влияния вязкости на увеличение перепада давлений,
т. е. с учетом фр. Значения ф0 в зависимости от числа Рейнольдса
приведены на рис. 300.
Для жидкостей, не обладающих повышенной вязкостью,
при ReD 1000 т|’о = 1, и последняя формула приобретает вид
G = ^* ]/ДР^ т/ч.
Таким образом, чтобы определить расход среды через клапан
при данных условиях его работы, необходимо помимо коэффи-
циента сопротивления £ и площади проходного отверстия Fy
знать перепад давлений ДР, при котором клапан будет работать,
и удельный вес среды у.
Большие удобства создает введение понятия условной пропуск-
ной способности клапана Gy (или коэффициента пропускной спо-
собности Kv), которые равны расходу воды через клапан при пере-
паде давлений в одну атмосферу, т. е. при ДР = 1 и у = 1. Таким
образом,
Л- 5,04F„ ,
т/ч.
Используя эту величину, расход среды через регулирующий
клапан можно определить по следующим формулам.
454
Если средой является несжимаемая жидкость,
то применима формула
G = Gyy\Py т/ч.
При ReD < 1000
G — т/ч.
Если средой является воздух, газ или п а р, то расчет
производится по формулам: при перепаде давлений АР < 0,lPj
G=GyY&PVi т!4',
при перепаде 0,1/\ < АР <0,5Pj
G = l,2GyS т/ч.
Коэффициент 1,2 принимается с учетом результатов испытаний
клапана при работе на сжатом воздухе. При показателе адиабаты
k = 1,4
применима также приближенная формула
j/1-0,8^.
При k = 1,3
применима также приближенная формула
1 — 0,8
где z — коэффициент, определяемый по графикам на рис. 307.
Для перегретого пара или трехатомного газа величина z опре-
деляется по кривой, соответствующей k -- 1,3.
При критическом и сверхкритическом перепаде давлений АР
0,5Рх расход равен
G = GKp= 1,2-0, Збр/j/ 20g_^r piYi т/ч
или
GKp^: l,2Gy 1 / k р / 2 \7Щ1 ,
V Л + 1 1 \ 1г + 1 ) г‘
Здесь GKp расход при критическом перепаде давлений.
Для газов и паров с показателем адиабаты k = 1,4 и k = 1,3
GKp Зр/ /Р7^ т/ч и GKp 0,6Gу VT^h т/ч.
455
СП
а>
Рис. 307. График значений коэффи-
циента z
а
!,0
Рис. 308. График значений коэффициента докритического расхода а
для газов и паров с различными значениями /г:
/- k = 1,135 (vKp = 0,35); 2 — 6=1,3 (v =0,318); 3—*=1,4 (vKp=0,3):
4-k = \,67 (V =0,258); 5-6=2,0 (4^ = 0,216); 5-6 = 2,5 (vsp = 0,163/
Для определения расхода сжимаемой жидкости (газа, пара)
через арматуру может быть также использована следующая
формула, в которой докритический расход определяется как
часть GKp:
Здесь а — коэффициент докритического расхода
т-. I \ пс , , , 1 / ДР ДР -
Приняв (рЧ =0,5, получаем акр = 1,41 |/ при -у- >
0,5 а = 1.
На рис. 308 приведены кривые значений а, уточненных на
основании экспериментальных данных [16].
Ускорить расчет можно применением заранее подготовленных
табличных данных.
Для докритического перепада давлений можно воспользо-
ваться следующими формулами:
при заданных величинах £ и Dy (а следовательно, и Fy)
G= А-^Х]ЛР1у1 т/ч;
если известны площадь открытого сечения fK и соответствую-
щий коэффициент расхода рк
G = АрЛ т/ч;
при заданной условной пропускной способности
, / k ( ± *±1\
где А = 5,04 I/ k _£-j- \ v k — v k j — см. табл. 87;
k — показатель адиабаты данного газа;
Pi
Здесь, как и выше, значения Рг и Р2 — в ата.
При расчете регулирующих клапанов следует учитывать,
что дросселирование жидкостей с температурой, близкой к точке
кипения, может вызвать мгновенное ее вскипание в области по-
ниженного давления за седлом, что резко изменит предполагаемую
картину движения среды в регулирующем клапане. Такие про-
цессы иногда имеют место, например в конденсатоотводчиках,
когда конденсат с температурой, близкой к точке кипения, вски-
пает снова при поступлении в область пониженного давления.
457
Таблица 87
Коэффициенты
Гь
А - 5>04 V v k ~'v k '
p2 v=^ к 1,135 k 1,21 /г - 1,3 k 1,4 k « 1,66
= 0,577 vk,n — 0,557 0,516 VKp - 0,528 v,<p = 0,498
1,000 0 0 0 0 0
0,999 0,15 0,15 0,15 0,15 0,16
0,998 0,23 0,24 0,23 0,22 0,23
0,997 0,28 0,28 0,27 0,27 0,28
0,996 0,31 0,32 0,31 0,31 0,32
0,995 0,35 0,36 0,35 0,36 0,36
0,994 0,39 0,39 0,39 0,39 0,38
0,993 0,43 0,43 0,42 0,42 0,43
0,992 0,45 0,46 0,45 0,44 0,45
0,991 0,48 0,48 0,47 0,47 0,48
0,99 0,51 0,51 0,50 0,50 0,51
0,98 0,62 0,71 0,71 0,69 0,77
0,97 0,86 0,89 0,81 0,85 0,85
0,96 0,98 0,99 0,98 0,96 0,99
0,95 1,11 1,12 1,09 1,09 1,10
0,94 1,19 1,20 1,18 1,17 1,21
0,93 1,26 1,29 1,28 1,27 1,29
0,92 1,34 1,37 1,36 1,35 1,38
0,91 1,42 1,46 1,44 1,42 1,46
0,90 1,47 1,52 1,50 1,50 1,52
0,89 1,55 1,57 1,55 1,54 1,59
0,88 1,59 1,63 1,57 1,61 1,64
0,87 1,68 1,69 1,67 1,67 1,71
0,86 1,71 1,75 1,72 1,73 1,75
0,85 1,80 1,80 1,76 1,78 1,82
0,84 1,81 1,83 1,81 1,81 1,87
0,83 1,86 1,88 1,86 1,86 1,91
0,82 1,88 1,91 1,87 1,90 1,96
0,81 1,91 1,97 1.94 1,93 2,02
0,80 1,95 1,98 1,98 1,98 2,01
458
Продолжение табл. 87
Рг V == —— Р1 k = 1,135 k = 1,24 k = 1,3 k = 1,4 k = 1,66
vKp = 0,577 vKp — 0,557 ^„ = 0,546 vKp = 0,528 VKP = °,4Э8
0,79 1,97 2,03 2,01 2,02 2,07
0,78 2,01 2,07 2,05 2,05 2,12
0,77 2,04 2,11 2,07 2,08 2,15
0,76 2,06 2,13 2,11 2,08 2,18
0,75 2,08 2,17 2,14 2,13 2,22
0,74 2,13 2,18 2,15 2,14 2,26
0,73 2,13 2,20 2,18 2,18 2,28
0,72 2,14 2,21 2,19 2,20 2,30
0,71 2,17 2,25 2,21 2,23 2,30
0,70 2,18 2,25 2,25 2,25 2,34
0,69 2,20 2,26 2,26 2,27 2,38
0,68 2,21 2,29 2,27 2,29 2,40
0,67 2,23 2,30 2,29 2,30 2,42
0,66 2,25 2,32 2,30 2,31 2,44
0,65 2,25 2,33 2,31 2,32 2,46
0,64 2,25 2,33 2,33 2,34 2,47
0,63 2,25 2,34 2,33 2,35 2,49
0,62 2,26 2,35 2,34 2,37 2,50
0,61 2,26 2,36 2,34 2,38 2,52
0,60 2,27 2,37 2,36 2,39 2,53
0,59 2,27 2,37 2,36 2,39 2,54
0,58 2,27 2,37 2,37 2,40 2,55
0,57 — 2,37 2,37 2,40 2,56
0,56 — 2,37 2,38 2,41 2,57
0,55 — — 2,38 2,41 2,58
0,54 — —. -- 2,42 2,58
0,53 — — — 2,42 2,59
0,52 — — - — 9 59
0,51 -— — — — 2,59
0,50 — — — — 2,60
Примечание, ствующее V . При v \'кр следует принил з ть значение 1. СООТЙСГ-
459
Рассмотренная выше методика определения расхода среды
через клапан используется в том случае, когда известен коэф-
фициент сопротивления клапана или его условная пропускная
способность.
При гидравлических расчетах систем размеры клапана часто
бывают неизвестны и подлежат определению. Выбор размера
регулирующего клапана производится на основе технических
данных выпускаемых и уже эксплуатируемых изделий.
В табл. 88 приведены значения Gy и Ge для некоторых кон-
струкций регулирующих клапанов. Величина Ge представляет
собой условную пропускную способность клапана, отнесенную
к одному квадратному сантиметру площади проходного отверстия
корпуса, т. е.
G(/
Ge = — т!Ч‘СМ~,
''//
и может быть названа удельной условной пропускной способ-
ностью клапана.
Таким образом, расход среды через клапан при данных усло-
виях его работы можно выразить формулой!
G -- GeFy УАРу >ч/ч.
При ReD <1000
G = ^eGeFy У А Ру т/ч.
С использованием данных табл. 88 определение размера регу-
лирующего клапана может быть выполнено по приведенному
ниже методу, который должен считаться приближенным, так как
точный расчет клапана требует привлечения данных о свойствах
системы, в которую он устанавливается.
Для выполнения расчета должны быть известны следующие
данные:
1) рабочая характеристика регулирующего клапана (при от-
сутствии необходимых данных — внутренняя);
2) значения наибольшего Gg и наименьшего GM расходов
в т/ч, которые должен обеспечить клапан;
3) перепады давлений на клапане АР == Рх — Р2 кГ/см
при соответствующих Gg и GM;
4) удельный вес среды у, Г/см3;
5) в случае сжимаемой среды — абсолютное давление перед
клапаном Р± кГ/см2.
При расчете системы устанавливается внешняя характеристика
клапана, по которой подбирается соответствующая ей для данных
условий внутренняя характеристика. Для этого необходимо знать,
какую часть от перепада давлений на всей системе, включая кла-
пан, составляет перепад на клапане при полном его открытии.
460
Таблица 88
Условная пропускная способность некоторых конструкций
регулирующих клапанов
Конструкция клапана Условный диаметр прохода °У мм Тип плунжера Полиый ход плунжера мм Условная пропуск- ная спо- собность т/ч Удельная условная пропуск- ная спо- собность т/ч-см2
15 Двухседельный 10 4 2,26
стержневой. Харак- 16 6,3
20 теристика линейная 2,01
25 или равнопроцент- ная 16 10 2,04
32 25 16 1,99
40 25 25 1,99
50 25 40 2,15
70 40 63 1,64
Рис. 119 и 40 80 40 100 1,99
100 63 160 2,04
125 63 250 2,04
150 63 400 2,26
200 100 630 2,01
250 100 1000 2,04
300 100 1600 2,26
15 Двухседельный 10 3 1,69
20 стержневой 16 5 1,59
25 16 8 1,63
Рис. 120 32 16 12 1,50
40 25 20 1,59
50 25 32 1,63
70 25 50 1,30
80 25 80 1,59
461
Продолжение табл. 88
Конструкция клапана Условный диаметр прохода Dy' мм Тип плунжера Полный ход плунжера мм Условная пропуск- ная спо- собность Gy,l т/Ч Удельная условная пропуск- ная спо- собность Ge’ т/чсмг
40 50 Тарельчатый двухседельный 25 40 1,99 2,15
Рис. 53 80 100 1,99
100 160 2,04
150 360 2,04
200 640 2,04
50 80 Стержневой одно- седельный 25 40 30 76 1,53 1,51
100 63 120 1,53
Рис. 186 125 63 192 1,57
150 63 302 1,71
200 90 480 1,53
250 100 750 1,53
10 20 Односедел ьпый ПОЛЫЙ 1,0 3,3 1,27 1,05
Рис. 121 32 10,5 1,31
50 31 1,58
80 82 1,63
6 10 Двухседельный сегментный 6 6 0,5 1,2 1,78 1,58
Рис. 123 15 10 3,0 1,69
20 10 5,0 1,59
25 10 8,0 1,63
25 Клапан шланго- 10 15 3,05
Рис. 108 50 вый 20 60 3,06
80 30 150 2,95
100 40 240 3,06
462
Определив величину
где АР — перепад давлений на клапане, кПсм21,
&РС — перепад давлений на всей системе, включая клапан,
кГ1см\ подбирают по графикам такую внутреннюю
характеристику, которая при заданных условиях
работы (величине s) давала бы нужную внешнюю
характеристику.
После подбора характеристики определяют необходимую
условную пропускную способность клапана. Для того чтобы обес-
печить некоторый запас пропускной способности, принимают
в качестве расчетной пропускную способность клапана на 10%
больше требуемой. Таким образом, принимается
G6 = 1,10б.
Тогда условная пропускная способность
Gu = т/ч.
При пользовании этой формулы необходимо иметь в виду
следующее. Если перепад давлений на клапане изменяется в за-
висимости от условий регулирования при постоянном общем
напоре на системе (что имеет место сравнительно часто), то при
наибольшем расходе среды перепад на клапане будет наименьшим,
а при наименьшем расходе среды — наибольшим. Это объясняется
тем, что перепад на клапане в этих условиях представляет собой
разность между полным перепадом давлений на всей системе
и перепадом давлений в этой же системе без клапана. Уменьше-
ние расхода среды осуществляется путем увеличения сопротив-
ления регулирующего клапана, в результате чего перепад дав-
лений на системе без клапана в связи со снижением расхода умень-
шается, а на клапане — увеличивается.
Таким образом, в последнюю формулу при определении услов-
ной пропускной способности следует подставить наименьший
перепад давлений.
После того как определена условная пропускная способность
клапана, выбирают тип клапана из числа имеющихся с учетом
требуемой характеристики и пропускной способности.
Если существующие конструкции не могут быть использо-
ваны и требуется создание нового клапана, то его размер опре-
деляют, используя данные о величинах удельной условной про-
пускной способности клапанов, близких к нему по типу. Можно
также воспользоваться данными табл. 88.
463
Площадь проходного отверстия клапана определяют по фор-
муле
г- 2
Fy= -°- см \
после чего находят диаметр проходных отверстий
Dy = 1,13]/Fy см.
Если регулирующий клапан работает на вязкой жидкости
(при Re0 < 1000), диаметр клапана следует откорректировать,
умножив его на коэффициент зависящий от числа Рейнольдса.
Значения представлены на рис. 300.
Рис. 309. Регулирующие клапаны: а — со стержневым плунжером; б — с полым
плунжером
Таким образом, для клапана, работающего на вязкой жидкости,
Dy — % 1,1.3]/^ см.
При выборе размера клапана можно пользоваться заранее
D2U
определенной аналитической зависимостью Gy = или графиком
Gy — ср (Dy) для данного типа клапана. Расход Gy выбирается,
как ранее указано, с запасом, путем введения коэффициента 1,1.
Для нормального ряда двухседельных регулирующих клапанов
Dy — 20 — 250 мм (по ГОСТу 9701—67) со стержневым плунжером
(рис. 309, а)
бу = бЙ т^4,
отсюда
Dy^^yGy мм.
При расчете с запасом в 1,1 следует пользоваться формулой
£>р^8] 1,1 Gy мм.
464
Значение Dy, полученное расчетом, округляется до ближай-
шего большего значения Dy по ГОСТу 9701—67.
Для двухседельных регулирующих клапанов Dy = 20-ь250 мм
с полым плунжером (рис. 309, б) зависимость Gy при полностью
открытом клапане от условного диаметра прохода Dy выражается
формулой
О,2.
Gu ~ 64Т5
откуда
Dy як 8 ]/Gy мм.
Таким образом, наибольшие значения Gy для клапанов со стер-
жневыми и с полыми плунжерами практически можно считать
равными.
Для односедельных регулирующих клапанов Dy = 50-ь 250 мм
со стержневым плунжером (см. рис. 186) применима формула
D1
1П/Ч’
откуда
Dy = 9,13 |/Gy мм.
Значения Gy, определенные по приведенным эмпирическим
формулам, соответствуют наибольшей его величине при наи-
высшем подъеме плунжера в пределах хода регулирования.
Выполненные эксперименты показали, что пропускная спо-
собность двухседельных регулирующих клапанов зависит от
направления потока. В обычных конструкциях регулирующих
клапанов подача среды производится в полость между седлами,
поток раздваивается, проходя через отверстия в седле, обтекает
рассекатель и снова образует одну струю в отверстии выход-
ного фланца. Если направить поток в обратном направлении,
т. е. сначала по направлению к рассекателю с тем, чтобы, проходя
через отверстия в седле, среда поступала в пространство между
седлами, и затем на выход, то пропускная способность регулирую-
щего клапана может увеличиться на 50—60%. Таким образом,
при использовании регулирующих клапанов с «обратным потоком»
могут быть применены клапаны следующего, меньшего размера.
Определение размера регулятора прямого действия или редук-
ционного клапана производится по той же методике, что и опре-
деление размера регулирующего клапана. При этом считают,
что путем регулирования усилия пружины будет обеспечена не-
обходимая пропускная способность регулятора при требуемом
перепаде давлений. Так же как и в регулирующих клапанах,
запас пропускной способности принимается равным 1,1.
30 д. ф. Гуревич 465
Для регулятора прямого действия Du = 50-ь150 мм одно-
седельного с тарельчатым плунжером (рис. 310) конструкции,
приведенной на рис. 55 (редукционного клапана), применима
формула
Gu = Тё9 ’ где D,J в мм>
откуда
Dy— 13 У Gy мм.
Коэффициент сопротивления таких регуляторов при полном
подъеме тарелки равен £ = 45 (регуляторы не полнопроходные).
Рис. 310. Регулятор давле-
ния с тарельчатым плун-
жером, снабженным на-
правляющими ребрами
Рис. 311. Регулятор давления с та-
рельчатым плунжером без направ-
ляющих ребер
Для регулятора прямого действия (Dy = 50-ь 150 мм), кон-
струкции, изображенной на рис. 56, односедельного, с тарельчатым
плунжером (рис. 311) применима формула
откуда
Dy^ 11,75 У(Гу мм.
Коэффициент сопротивления таких регуляторов при полном
подъеме тарелки равен £ 20-ъЗО (регуляторы не полнопро-
ходные).
По окончании расчета регулирующего клапана или регулятора
прямого действия рекомендуется поверить, обеспечивает ли вы-
бранный размер требуемые расходы Gg и GM.
Гидравлический расчет регулирующих клапанов и регуляторов
прямого действия представляет собой сравнительно сложную
задачу. Получить универсальный и в то же время достаточно
466
точный метод расчета для различных типов клапанов, регуляторов,
для различных сред, давлений и режимов работы пока еще не
представилось возможным.
Наиболее правильным представляется путь разделения регу-
лирующих клапанов и регуляторов на группы в зависимости
от их назначения, с тем чтобы применительно к отдельным груп-
пам получить для расчета уточненные экспериментальные данные.
2. РАСХОДНЫЕ ХАРАКТЕРИСТИКИ ПЛУНЖЕРОВ
Регулирующие клапаны, предназначенные для непрерывного
регулирования, снабжаются плунжерами, имеющими сложный
фасонный профиль, который обеспечивает регулирующему кла-
пану определенную расходную характеристику. Расходная харак-
теристика (статическая) опреде-
ляет зависимость между услов-
ной пропускной способностью
клапана Gy (или коэффициентом
пропускной способности Kv) и
ходом плунжера h в относитель-
ных величинах.
Существуют следующие рас-
ходные характеристики плунже-
ров: линейная, параболическая
и равнопроцентная (логарифми-
ческая). Наиболее часто приме-
няется линейная характеристи-
ка, реже •— равнопроцентная,
параболическая—в редких слу-
Рис. 312. Линейные характеристики:
- = 3~%лг-
= 0,5
чаях.
При линейной расход-
ной характеристике
обеспечивается пропорциональ-
ная зависимость между весовым
расходом среды G и перемещением плунжера h, отсчитанным
от крайнего нижнего его положения в пределах хода регули-
рования. В общем виде эта зависимость может быть представлена
уравнением прямой линии, не проходящей через начало координат
(рис. 312),
G - ch 4- G,
где с — постоянный коэффициент, зависящий как от конструкции
и размеров клапана, так и от среды и перепада давлений
4 = ^');
GM — минимальный расход среды (при h = 0).
Наиболее часто регулирующие клапаны изготовляются таким
образом, чтобы при опущенном плунжере клапан был перекрыт,
30* 467
тогда GM — 0 и зависимость ход плунжера — расход выражается
графически прямой линией, проходящей через начало координат,
G = ch.
Указанные зависимости выражены в абсолютных величинах.
В относительных величинах приведенные уравнения будут пред-
ставлены следующим образом:
G = ch + G„ и G ch,
где G — расход среды, выраженный в относительных единицах
(например, в %) от наибольшего расхода Gfl в пределах
-Д. о
регулирования, т. е. G —
GM — минимальный (нерегулируемый) расход среды, выра-
женный в относительных единицах, G,,
h — перемещение плунжера, соответствующее расходу G,
—
выраженное в относительных единицах, /г д—, где hn —
flll
полный ход регулирования, или регулирующий ход;
с — постоянный коэффициент, равный с hoG6~
= 1 и hn = 1, следовательно, с = 1 — GM.
Подставив это значение с, получим уравнение линейной ха-
рактеристики в относительных величинах
G = (1 — ОД А 4-GM.
При GM ~ 0 уравнение примет вид
G = h.
На рис. 312 это представлено графически. Для точки х расход G
равен
G = Ах — АВ 4- Вх = GM 4- h tg а,
но
। 64 Gm , д;
tg а = —=----= 1 - - GM,
hn
поэтому получаем то же уравнение
G = (\-GM)’h + GM.
Это уравнение определяет линейное изменение относительного
расхода среды с подъемом плунжера, т. е. представляет собой
рабочую линейную характеристику плунжера.
Весовой расход среды зависит от удельного веса и скорости
среды, т. е. от факторов, не зависящих от регулирующего клапана.
Для того чтобы создать внутреннюю характеристику плунжера,
необходимо исключить эти факторы.
468
При заданных постоянных условиях работы регулирующего
клапана (среда, перепад давлений, температура) весовой расход
прямо пропорционален условной пропускной способности клапана
Gy (или коэффициенту пропускной способности Kv); поэтому урав-
нение линейной характеристики плунжера примет вид
Gy - Cyh -I- Gv, (12)
и при GyM = О
Gy = Cyh,
где Gy — условная пропускная способность клапана при рас-
сматриваемом положении плунжера;
— минимальная пропускная способность клапана;
Су — постоянный коэффи-
циент.
Используя относительное
значение G,. = — и соответст-
G
венно Оу„ = -~, получим ана-
логично приведенному ранее
Gy = (1 — GyM) h -|- GyM.
Это уравнение представляет
собой внутреннюю линейную
характеристику плунжера, обес-
печивающую получение рабо-
чей линейной характеристики
Рис. 313. Параболические характери-
стики:
' - % 2 ~°ум “ 0.02: Л - -G =
J = 0,04
при постоянном перепаде давле-
ний на клапане и при незна-
чительном сопротивлении си-
стемы без клапана.
Значения относительных ве-
личин G, Gy и h могут изменяться в пределах от 0 до 1.
При параболической расходной характе-
ристике обеспечивается следующая зависимость (рис. 313):
G = ch2 + G„; (13)
когда GM = 0
G = ch2.
Выразив зависимость между расходом и подъемом плунжера
в относительных величинах, как это было сделано при описании
линейной расходной характеристики, получим
G = ей2 + GM и G = ch2.
_При h — 1 G = G5 = 1, тогда 1 — с — G„, откуда с — 1 —
GM, и формула приобретает вид
G = (1 — GJ h2 + GM,
469
при Ga = О
G = h2.
Рис. 314. Равнопроцентные характе-
ристики:
Г, --- 1) I
Эта зависимость определяет собой расходную параболическую
характеристику.
Условная пропускная способность Gy выражается зависимо-
стью Gy --- cyh2 4- GyM, и в относительных величинах
Ge = (1 -Gy^h2 + GyM.
Последнее уравнение дает
внутреннюю параболическую
расходную характеристику
плунжера, обеспечивающую по-
лучение рабочей параболиче-
ской при постоянном перепаде
давлений на клапане и при
незначительном сопротивлении
системы без клапана.
При равнопроцент-
ной расходной харак-
теристике (рис. 314) обес-
dG
печивается зависимость =
cG, т. е. при этой характе-
ристике первая производная от
расхода среды по ходу плун-
жера пропорциональна вели-
чине расхода, следовательно,
чение расхода, пропорциональ-
ное величине расхода. Отсюда эта характеристика и получила
свое название.
Разделив переменные и проинтегрировав обе части, получаем
подъем плунжера создает уве;
G ~ ~ GMech,
(14)
и в относительных величинах
G - G^h,
где GM — расход среды при h - 0;
с — постоянный коэффициент.
Величина этого коэффициента определяется следующим обра-
зом:
In G ~ In G„ -( ch,
при G = G6 — 1 п h = 1 получаем 0 -- 1пОЛ 4 с, откуда с ~
- - — In G,,. Следовательно,
G = GM(GM)^.
470
Окончательно имеем
G = (GJ1-"-
Это и есть уравнение равнопроцентной рабочей расходной
характеристики (см. рис. 314).
Для создания внутренней равнопроцентной характеристики
плунжера составим ее уравнение в значениях условной пропускной
способности, выраженной в относительных величинах
Gy = (GyMY~K
Значения условной пропускной способности клапана для равно-
процентной характеристики при GyM — 0,02 приведены в табл. 89,
а при GyM = 0,04 — в табл. 90.
Таблица 89
Значения Gy при равнопроцентной характеристике с (Зуя 0,02
/г 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Gy 0,020 0,030 0,044 0,065 0,095 0,141 0,209 0,309 0,457 0,676 1,0
Таблица 90
Значения Gy при равнопроцентной характеристике с GyM — 0,04
h 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Gy 0,040 0,055 0,076 0,105 0,145 0,200 0,276 0,381 0,524 0,725 1,0
Если использовать обозначение Kv (коэффициент пропускной
способности), уравнения внутренних характеристик получают
следующий вид.
При линейной характеристике
К^у Oyh Д /Су min,
При /Со mln = 0
Ку -= Cyh;
и в относительных величинах ( Kv - тт~^— и h т-—}
\ Atiniax "max/
__ Kv (1 Kv min) (’ Kv min,
ПРИ Dornin = 0
K„ = h.
При параболической характеристике
/Су cyh Д /Су inln,
471
при Кйт1п - О
/<0 - суй2;
в относительных величинах
Kv = (1 Kv min) + Kv mini
При -/Cumin С) _ ____
Kv = h\
При равпопроцентной характеристике
Kv = (Komin)1^-
Используя в соответствии с заданной характеристикой одну
из приведенных формул, определяют для разных положений плун-
жера расходы среды, по которым находят размеры открытых се-
чений в седле и рассчитывают размеры и форму плунжера.
Приведенные выше зависимости, определяющие внутреннюю
характеристику регулирующего клапана, имеют место, когда
перепад давлений на клапане сохраняется постоянным. В реаль-
ных условиях перепад на клапане обычно составляет лишь часть
общего перепада давлений на всей системе и изменяется в зависи-
мости от степени открытия самого регулирующего клапана. Это
обстоятельство вызывает искажение рабочей внешней характери-
стики, и она приобретает вид, отличный от внутренней.
Рассмотрим работу клапана на несжимаемой жидкости, уста-
новленного в системе с трубопроводом постоянного сопротив-
ления. Коэффициент сопротивления системы без клапана примем
постоянным t,T = const, а перепад давлений на клапане ДРК
изменяется в зависимости от расхода среды.
Согласно принятым условиям
ДРК = кРс — ДРГ,
где ДРС — перепад давлений на всей системе, включая клапан;
ДРГ — перепад давлений на системе без клапана.
Величина ДРТ пропорциональна квадрату скорости среды
в трубопроводе, следовательно, пропорциональна квадрату рас-
хода среды через трубопровод, поэтому
ДРГ= ДРгб-4 = А/5гб62,
Ge
где ДРГО- — перепад давлений на системе без клапана при наи-
большем расходе среды G6.
Подставляя выражение ДРГ в значение ДРК, получаем
АРК = \РС — \PT6G2.
Обозначим
s Л
ЛРсб ’
472
где АРкб — перепад давлений на клапане при наибольшем расходе
среды в пределах регулирования;
АРсб — перепад давлений на всей системе, включая клапан,
при наибольшем расходе среды в пределах регулиро-
вания.
Ранее было выведено
G= GyVKP^
G6 = Gy6 V&РкбЧ
Разделив первое уравнение на второе, получим
ЬРК
&Р кб
Подставим значение AP,C
G=G
SPc—SPt6G-
&P кв
тогда
G2bPK6 = G2y(APc— &Pt6G2}-
следовательно,
G2 (APK6 + G2APr6) = G2APf,
откуда
G2aP,
Ho
ЬРКб G2, t±pj-6
и
APr6 = АРсб — АРкб,
тогда
02ДР,
V А^б + ^Д^б-С2ДРкб ’
П ДРС АР«
Выделим сократим на Gy и заменим -r-g-
1±Гсб АГ,
сб
s:
G =
ДРсб
Обозначив = n, получим
А Реб
G =
2
!!
s
473
При постоянном перепаде на всей системе (рис. 315) АРС =
ЛРсб и п — 1, тогда
Подставляя различные значения Gy для разных положений плун-
жера при заданных величинах s, получаем рабочие характеристики
для заданных условий.
При линейной внутренней характеристике Gy = h (когда GyM =
— 0), если перепад давлений на системе постоянный, то для
разных значений s получим кривые,
I - приведенные на рис. 316. Для рав-
I ~ нопроцентной характеристики Gy ~
= (GyM)'~l1 при GyM = 0,04 для раз-
Рис. 315. Схема работы клапана в условиях постоян-
ного напора в системе
пых s кривые приведены на рис. 317. Аналогично этому могут
быть получены кривые для других значений GyM.
В случае, если клапан работает в системе с насосом при изме-
няющемся перепаде давлений на системе, то расчет усложняется
в связи с необходимостью установить зависимость п — f (G)
с учетом характеристики насоса.
Графики на рис. 316 и 317 показывают, что если на клапан
приходится небольшая часть напора по сравнению с общим, то
рабочая характеристика значительно отличается по виду от
внутренней.
В случае, если при положении полного открытия регулирую-
щий клапан принимает на себя значительную часть полного на-
пора (0,8 и выше), то приближенно можно считать, что при ли-
нейной характеристике плунжера перемещение последнего вызо-
вет пропорциональные изменения расхода. Если же при положении
полного открытия регулирующий клапан принимает на себя
меньше 0,8 напора, то пропорциональная зависимость, несмотря
на линейную характеристику плунжера, не будет выдержана.
Анализ графиков рабочих равнопроцентных характеристик
на рис. 317 показывает, что при малых значениях s внутренняя
474
Рис. 316. Рабочие расходные характеристики при внут-
ренней линейной характеристике Gy = /1 и при различ-
ных значениях s; перепад давлений в системе ДРС =
= const
Gy
Рис. 317. Рабочие расходные характеристики _при
внутренней равнопроцентной характеристике Gv =
— (GyM)x~h при GyM = 0,04 и разных значениях s;
ДРС= const
равнопроцентная характеристика плунжера обеспечивает рабочую
характеристику, приближающуюся к линейной, в то время как
клапаны с внутренней линейной характеристикой при малых
значениях s создают рабочие характеристики, далекие от линей-
ной.
В подавляющем большинстве случаев в системах необходимо
обеспечить линейную рабочую характеристику регулирования.
При выборе плунжера необходимо учитывать значения s. При
больших значениях s для обеспечения рабочей линейной характе-
ристики можно использовать плунжеры с линейной внутренней
характеристикой. Если значения s малы (0,4 и менее), более целесо-
образно применять клапаныс внутренней равнопроцентной характе-
ристикой при GyM — 0,024-0,04, которые в этих условиях создают
рабочую внешнюю характеристику, близкую к линейной. Такой
метод может быть применен, когда используются готовые плун-
жеры, изготовленные заводами для общепромышленной арматуры.
В тех случаях, когда проектируют плунжер для конкретных
условий работы регулирующего клапана, внутренняя характе-
ристика плунжера может быть так откорректирована, что при за-
данных условиях (величина s и изменение перепада давлений
на системе) она будет обеспечивать получение необходимой внеш-
ней характеристики: линейной, равнопроцентной и пр. С этой
целью Р. Д. Гинзбург разработана система необходимых внутрен-
них характеристик, обеспечивающих для несжимаемых жидкостей
нужную рабочую характеристику при заданной величине s.
Из ранее полученной формулы имеем
где п ----- f (G).
Для случая
п = 1,
постоянного перепада давлений в системе, когда
Подставляя при заданном значении s различные величины G,
получают значения Gy. При линейной внешней характеристике
G - 1г (если GyM --- 0), при равнопроцентной характеристике G —-
-= (G,,)1-'1. Таким образом, определяется необходимая внутрен-
няя характеристика для получения заданной внешней. На рис. 318
приведена необходимая внутренняя характеристика клапана для
получения линейной Gy = h при различных значениях s. На рис. 319
показана необходимая внутренняя характеристика клапана для
476
Рис. 318. Внутренние расходные характеристики,
необходимые для получения рабочей линейной
Gg=h при различных значениях s; APc=l = const
Рис. 319. Внутренние расходные характеристи-
ки, необходимые для получения рабочей равно-
процентной Gu = (GyM)]~h при GyM = 0,04 и
при разных значениях s; ДРС = 1 = const
получения равнопроцентной GtJ -- (Gy^x~h при GyM = 0,04 и
разных значениях s.
Приведенные выше данные соответствуют условиям, когда
перепад давлений в системе постоянный и не зависит от расхода.
Это выполнимо, если питание системы осуществляется из резер-
вуаров или аккумуляторных установок. Во многих случаях
напор создается насосами, тог-
да напор в системе изменяется
Рис. 321. Вспомогатель-
ный график
Рис. 320. Характеристика систе-
мы по перепадам для некоторых
насосов (К, КМ, 6К12, 32В 12)
в зависимости от расхода среды, и перепад давлений на системе
(включая клапан) АД выражается зависимостью
АД = f (G),
где G — расход в рассматриваемый момент времени.
В относительных величинах
Здесь
АД =/(G).
АП __ 7' _ @
Рс~ \Рсб' °~G6’
где АРСЙ — наименьший перепад давлений на системе, включая
клапан, при наибольшем расходе G6.
Для ряда насосов характеристика системы по перепадам в отно-
сительных величинах АРС == f (G) может быть представлена в виде
кривой, приведенной на рис. 320 [20]. Этот график применим
лишь для случая, когда при регулировании используется весь
возможный диапазон регулирования. При частичном его исполь-
зовании график должен быть перестроен по другим пределам
АР и G.
Построение расходных характеристик при переменном пере-
паде давлений производится с применением зависимости G =
f [ -Д=| , построенной по заданной зависимости APc = f (G).
\У ЛРС J
478
Используя вспомогательный график (рис. 321), находят значения G
по величинам —. Соответствующие рабочие расходные характе-
Удрс
ристики клапанов при переменном перепаде давлений в системе
для различных значений s приведены на рис. 322 и 323. На рис. 324
показаны необходимые внутренние характеристики для обеспе-
чения рабочей линейной Gy —• h, на рис. 325 — внутренние
Рис. 322. Рабочие расходные ха-
рактеристики при внутренней-Ли-
нейной характеристике Gy — h и
при различных значениях s пере-
пад давлений в системе перемен-
ный: АРС = f (G)
Рис. 323. Рабочие расходные харак-
теристики при внутренней равнопро-
центнон характеристике Gy-- (0уМ)г~~11
при GyM= 0,04 и разных значениях s;
АЛ /(О)
характеристики для обеспечения необходимой рабочей равно-
процентной Gy = (Gyvy~h при GyM = 0,04.
Все характеристики для переменного перепада давлений
построены с учетом данных графиков на рис. 320.
Возможность использования приведенной методики корректи-
рования кривых для сжимаемых сред (газов и паров) еще окон-
чательно не подтверждена.
3. РАСЧЕТ И ПОСТРОЕНИЕ ПРОФИЛЕЙ ПЛУНЖЕРОВ
Рабочая расходная характеристика регулирующего клапана
определяет зависимость между перемещением плунжера и рас-
ходом среды, что в общем виде может быть выражено следующим
образом:
G = f (й).
479
Рис. 324. Внутренние расходные характеристики,
необходимые для получения рабочей линейной
Gy = h при различных значениях s; ЛРС = f (G)
Рис. 325. Внутренние расходные характеристики,
необходимые для получения рабочей равнопро-
центной Gy = (Gy.v)X~h при GyM~0,04 и при раз-
ных значениях s; Л/< — f (G)
Зная эту зависимость, определяют потребную пропускную
способность клапана GK для каждого из положений плунжера,
соответствующих его подъему hK.
По величине расходов GK или условной пропускной способности
GyK определяются площади открытых сечений fK в седле клапана
при различных положениях плунжера.
В соответствии со значениями Д. производят расчет размеров
плунжера и его графическое построение.
Ниже приведены применяемые методы расчета.
>
Определение площадей открытых сечений в седле клапана
Расходы GK, которые должен обеспечить клапан, могут быть
заданы для расчета в абсолютных величинах — в тоннах за час.
Однако чаще, величину расхода выражают не в абсолютных,
а в относительных величинах GK как часть наибольшего расхода G6
в пределах регулирования, причем изменение расходов требуется
подчинить определенному графику.
В этом случае удобно представлять площадь открытого сечения
в седле клапана fK при разных положениях плунжера как часть
площади проходного отверстия Fy. Наибольшая площадь открытого
сечения при полностью поднятом плунжере тогда представится
в виде
/с = mFу,
где т 1 — коэффициент полнопроходности, показывающий, ка-
кую часть площади проходного отверстия состав-
ляет площадь открытого сечения в седле клапана
при полностью поднятом плунжере.
Клапан, в котором т = 1, обычно называют «полнопроходным».
Вычисление значений fK может производиться с помощью коэф-
фициентов сопротивления общих коэффициентов расхода рк,
коэффициентов расхода седла и по условной пропускной спо-
собности GyK (или коэффициенту пропускной способности Ка).
Эти величины связаны между собой, однако применение каждой
из них имеет некоторые особенности. При использовании экспери-
ментальных данных о значениях коэффициентов рк и фя необ-
ходимо иметь в виду, что вычисление их проводилось относи-
тельно определенных сечений и соответствующих им скоростей
среды.
Определение площадей открытых сечений в седле клапана
с помощью коэффициентов сопротивлений
при известных абсолютных значениях расходов выполняется
следующим путем.
Пользуясь зависимостью GK = f (hK), т. е. зависимостью вели-
чины расхода от степени подъема плунжера, определяют необ-
ходимую величину GK для различных положений плунжера.
31 Д. Ф. Гуревич 481
Для каждого значения GK определяют соответствующее ему зна-
чение t,K из выражения
lk = 5,042 №'WJy.
Величина ДР в этом выражении должна быть задана либо
определена для каждого значения GK. При отсутствии необхо-
димых данных обычно принимают условно для приближенного
— ( —
расчета ДР - const. Обозначим Д где fK — площадь
‘у
открытого сечения в относительных величинах (при Д - Fv,
h - 1).
Пользуясь графиком зависимости Д - О (Д) для данного
типа и размера клапана, определяют необходимую степень откры-
тия клапана/к, соответствующую данному значению Затем вы-
числяют площадь открытого сечения fK в седле клапана из выра-
жения fK = fKFu.
Пример графика зависимости = О (/к) для двухседельных
клапанов приведен на рис. 326.
Исследования показали, что коэффициент сопротивления кла-
пана t,K при данном положении плунжера определяется в основ-
ном степенью открытия клапана fK,! зависит от формы корпуса
и мало изменяется с изменением профиля плунжера. Отсюда
следует, что приведенный график может быть использован для
определения коэффициентов сопротивления регулирующих кла-
панов с различными профилями плунжеров.
Если абсолютные значения расходов неизвестны и заданы
значения t,K в виде графика или формулы, то расчет площадей
открытых сечений в седле клапана производится в следующем
порядке.
Зная конструкцию и размеры корпуса, задаются значением
коэффициента сопротивления клапана t,M, соответствующим наи-
большему подъему плунжера в пределах хода регулирования;
Определяют зависимость между и и вычисляют значе-
ния для различных положений плунжера.
Пользуясь графиком = 0 (/к), определяют величины fK,
соответствующие полученным значениям £к.
Вычисляют площади открытых сечений
fK = Uy
Ниже приводится пример расчета площадей открытых сечений
по значениям расходов при условии постоянного перепада дав-
лений на клапане.
Пример. Определить площади открытых сечений в седле
двухседельного регулирующего клапана Dy = 80 мм с внутр еи-
482
05
Рис. 326. График изменения коэффициента гидравлического сопротивления двухседельных регули-
рующих клапанов в зависимости от степени открытия клапана
00
ней линейной расходной характеристикой. Коэффициент сопро-
тивления клапана при наибольшем открытии = 8,0.
Решение. В рассчитываемом клапане внутренняя расход-
ная характеристика плунжера линейная, из чего следует зависи-
мость
GK == G6h.
Разделив весь ход плунжера hn на п частей и обозначив бук-
вой k порядковый номер рассматриваемого сечения, соответст-
вующего подъему плунжера hK, получаем ход плунжера, выражен-
ный в относительных единицах:
h = = L
’ hn n
Поскольку
G6 = V ATy и GK = /АР7,
V
TO
Ho
____________________________ 1 ___ n
Gm ~ h ~ k'
следовательно, для линейной характеристики
Принимая п = 10 и подставляя в эту формулу различные зна-
чения k, получаем величину t,K для каждого из положений плун-
жера.
Используя график на рис. 326, определяем степени открытия
клапана ~fK для соответствующих значений
Вычисляем площади открытых сечений в седле клапана. Для
рассматриваемого клапана Fy = 0,785-82 = 50,27 с.м2.
Данные расчета приведены в табл. 91.
Определение площадей открытых сечений в седле клапана
с помощью общих коэффициентов расхода рк
может производиться как по абсолютным, так и по относительным
значениям расходов.
Прежде чем перейти к рассмотрению методов расчета, уста-
новим, что представляет собой общий коэффициент расхода
Из законов гидравлики известно, что теоретическая скорость
движения жидкости в трубе без сопротивлений равна
= ]/2g/7 .м/сек.
484
Таблица 91
(П \“ ~ '
-г ) , g„, fK, f„ и fK
h / •-’Л * rv 'Л ' r\
(к примеру на стр. 483)
Порядковый номер сечения k W Коэффициент сопротивле- ния £ = £ (—У 7 = — 'к F У Общая открытая площадь см2 Открытая площадь каждого из плунжеров / = — 'к 2
1 100 800,0 0,031 1,56 0,78
2 25 200,0 0,056 2,82 1,41
3 11,1 88,8 0,088 4,43 2,21
4 6,25 50,0 0,12 6,04 3,02
5 4,00 32,0 0,16 8,05 4,02
6 2,78 22,21 0,21 10,45 5,22
7 2,04 16,32 0,26 13,10 6,55
8 1,56 12,50 0,32 16,10 8,05
9 1,23 9,85 0,40 20,10 10,05
10 1,00 8,00 0,51 25,64 12,82
Действительная скорость вследствие наличия сопротивления
имеет меньшую величину, равную
vд — г — У2gH м/сек,
К1+?
где £ — коэффициент сопротивления трубы, т. е. в нашем слу-
чае — всей системы, в которую установлен клапан,
включая и регулирующий клапан.
Таким образом,
= <pvr,
где <р — коэффициент скорости, показывающий, во сколько раз
действительная скорость меньше теоретической, т. е.
Vd 1
(р — - — .
/1 + £
Величина <р связана лишь с величиной чтобы найти связь
между действительной скоростью (а следовательно, и расходом)
и площадью открытого сечения клапана, выведем, пользуясь
опытными данными или значениями £, зависимость
485
где ф — коэффициент расхода седла, т. е. коэффициент расхода
открытого сечения клапана, отнесенный к скорости
среды в трубопроводе.
Отсюда
ф = —
fK /1 + tc
Коэффициент сопротивления £t, учитывающий сопротивление
всей системы, включая клапан, представим в виде суммы
Ъ = Ъ +
где — коэффициент сопротивления системы без клапана;
— коэффициент сопротивления регулирующего клапана
при данной степени его открытия.
Тогда
[к К1 +
Если сопротивление системы настолько мало по сравнению
с сопротивлением регулирующего клапана, что им можно пренеб-
речь (£г як 0), то, приняв ф = фк, получим
и, следовательно,
^ф/ттга--
’ 1 ТЬТТ W
Отсюда следует, что коэффициент расхода фк зависит не только
от сопротивления регулирующего клапана при данной степени
его открытия, но и от сопротивления трубопровода. В некоторых
случаях при расчете и проектировании арматуры не представ-
ляется возможным иметь данные о сопротивлении системы, в ко-
торую устанавливается рассматриваемый регулирующий клапан.
Например, большое количество регулирующих клапанов входит
в число так называемой общепромышленной арматуры, выпускае-
мой для использования ее при различных условиях, и при проекти-
ровании этих регулирующих клапанов приходится принимать
условно £т = 0.
Это условие, хотя и делает расчет несколько приближенным,
не выводит его за пределы реальных условий, так как при правиль-
ном использовании регулирующий клапан всегда принимает
на себя значительную часть действующего напора, т. е. сопротив-
ление регулирующего клапана всегда велико по сравнению с СО'
противлением системы без клапана,
486
Представим коэффициент сопротивления клапана в виде
р2
С = у — 1
" УН ’
тогда, подставив его в формулу расхода, получим
GK = —
у
г У
Знаменатель этого выражения при малой степени открытия кла-
пана близок к единице; так, например, при — 0,1 он равен 0,99.
г у
Следовательно, при малой степени открытия клапана расход
можно рассчитывать по приведенной выше формуле, приняв
знаменатель за единицу.
Заменим
и назовем р.к общим коэффициентом расхода, тогда
GK = 5,04р.к/к У&Ру т!ч.
Эту формулу часто применяют при расчетах арматуры, причем
пользуются величинами ц полученными заранее эксперименталь-
ным путем.
Определение значений р.к по экспериментальным данным
должно производиться по формуле
5,04/к VДР? ’
Поскольку
5,04u KfKVKP^ = УКР^,
V
ТО
, Fy Fy i
'‘Л- Гб или ~ КЙЁ " TTrS1-
Таким образом, коэффициент общего расхода зависит от степени
открытия арматуры fK и коэффициента сопротивления ПРИ
данной степени открытия.
На величину коэффициента сопротивления оказывают
влияние не только fK, но и форма и размеры проточной части кор-
пуса, относительное значение которых возрастает при увеличе-
нии степени открытия арматуры.
487
При определении площадей открытых сечений в седле fK по
абсолютным значениям расходов GK расчет с помощью общих
коэффициентов расхода выполняется в следующем порядке.
Пользуясь зависимостью величины расхода от степени подъема
плунжера, определяют расход для разных положений плунжера.
Для каждого из значений GK вычисляют необходимую вели-
чину «действующей площади», определяемую произведением рк/к,
n f = _________
5,04 Кар?
Поскольку величины рк и [к взаимно зависимы, определение их
несколько затруднено. Существуют следующие методы опреде-
ления fK:
1) метод подбора по произведению ркД, при котором оно дает
требуемую величину; при этом используется график зависимости
общего коэффициента расхода от степени открытия клапана
= Ф (Л);
2) метод, предложенный П. А. Гуткиным, при котором исполь-
зуется заранее построенная кривая рк = ср (рчЛ)-
При определении площадей открытых сечений в седле fK по
относительным значениям расходов GK расчет с помощью общих
коэффициентов расхода рк выполняют в том же порядке, что
и расчет по абсолютным значениям расходов. Так как расчет
по относительным значениям расходов встречается сравнительно
часто, то он приводится ниже в более подробном виде, примени-
тельно к линейной характеристике плунжера.
Для расчета плунжера с линейной внутренней характеристикой
представим наибольший расход через клапан в виде
G6 = A\kmmFy т/ч,
где А = —--------расход среды через единицу «действующей
Jl/nfflr у
площади» при полном подъеме плунжера;
цт — общий коэффициент расхода при полном
подъеме клапана.
При линейной характеристике, если GM = 0, то
GK = G6
если GM 0, то
Подставив значение G6, получим
GK^AvmmFy^.
488
Для промежуточных положении плунжера
GK — A [iKf к.
Приравнивая полученные значения GK, получаем
Нк/к = •
Определяем путем подбора значения fK, при которых произ-
ведения [i.KfK дают требуемые величины, или по кривой |iK - <p (pKfK)
определяем значение а затем д.
Пример. Рассчитать откры-
тые сечения в седле односедель-
ного регулирующего клапана Dy =
— 50 мм с линейной характери-
стикой плунжера при коэффициен-
те полнопроходности т = 1 (т. е.
клапан ' полнопроходный). Ход
плунжера hn = 65 мм. Наимень-
ший расход GM = 0.
Решение. Определяем пло-
щадь проходного отверстия
Fy = 0,785-52 =-- 19,63 см2.
Рис. 327. Графики значений общего
коэффициента расхода для некото-
рых односедельных регулирующих
клапанов
Так как абсолютные значения расходов не заданы, расчет произ-
водим по относительным значениям GK. Принимаем АР = const.
Выбираем число расчетных сечений п = 10. Используем ранее
k
полученную формулу для линейного плунжера цк[к = [i,nmFy —.
Для определения значений fK воспользуемся данными рис. 327.
Для условий примера применима нижняя кривая, по которой
определяем
при ~fK = 1 = 0,42.
Используя имеющиеся данные, получаем:
цKfK = 0,42 19,63 — = 8,25 - см2.
К ’ П п
Подставляя последовательно значения k, получаем величины
«действующих площадей» откуда путем подбора определяем
площади открытых сечений fK в седле. Подбираем значения fx,
при которых произведения дают требуемые величины. Расчет
выполняется путем ряда последовательных приближений до тех
пор, пока два последних значения не окажутся равными.
Необходимость применения способа последовательных при-
ближений вызвана тем, что при данной величине произведения
Нк/к сомножители могут иметь несколько значений, причем сами
значения сомножителей между собой связаны зависимостью,
представленной на рис. 327,
Расчет площади открытого сечения седла
методом последовательных приближений
Порядковый номер сечения k Действую- щая площадь *KfK Начальные данные Первое приближение Второе приближение
=‘Ч|х'*’ II м* fK (к 1к
1 0,825 0,1 0,80 0,75 1,10 0,056 0,80 1,03 0,051
2 1,650 0,2 0,80 0,80 2,06 0,105 0,80 — —
3 2,475 0,3 0,78 0,80 3,09 0,157 0,80 — —
4 3,300 0,4 0,73 0,80 4,13 0,210 0,80 — —
5 4,125 0,5 0,66 0,80 5,16 0,262 0,79 5,22 0,266
6 4,950 0,6 0,59 0,79 6,76 0,319 0,77 6,44 0,328
7 5,775 0,7 0,53 0,76 7,60 0,387 0,74 7,80 0,397
8 6,600 0,8 0,48 0,73 9,05 0,460 0,69 9,57 0,487
9 7,425 0,9 0,45 0,56 13,33 0,680 0,55 13,60 0,693
10 8,250 1,0 0,42 0,42 19,63 — — — —
Данные расчета сведены в табл. 92.
Значения общих коэффициентов расхода для разных клапанов
- fK
при одинаковых значениях fK =~- несколько различаются между
г у
собой в зависимости от конструкции плунжера и корпуса клапана.
Для двухседельных регулирующих клапанов со стержневым
плунжером (рис. 309, а) при линейной характеристике значения рк
для = 0,1 -5-0,7 могут быть приближенно определены по фор-
муле
1,2 (1-1 — 4;),
или
1,2 (1,1 -/к).
Как указывалось выше, может быть использован и графи-
ческий метод, при котором по графикам рк = <р (Д) строятся
графики рк = <р (рк/к) или цк = <р с помощью которых
по значениям определяются величины рк. Величина
Г У
имеет размерность сл2. Чтобы создать общие значения рк/к,
применимые для различных Dy в относительных величинах, по оси
490
Таблица 92
односедельного регулирующего клапана
с использованием общих коэффициентов расхода
ШЙ 1 Третье приближение Четвертое приближение Пятое приближение Принятые значения
Их fK fK fK fK fK fK fK в смг
0,80 — — — — —. — — — 0,80 1,03
— — — — — — — — — 0,80 2,06
— — — — —- — — — — 0,80 3,09
— — — — — — — — — 0,80 4,13
0,79 — — — — — — — — 0,79 5,22
0,76 — — — — — — — — 0,77 6,44
0,73 7,92 0,403 — — — — — — 0,73 7,92
0,67 9,85 0,502 0,66 10,00 0,510 0,65 10,15 0,517 0,65 10,20
0,54 13,90 0,710 0,53 14,00 0,714 0,52 14,05 0,695 0,53 14,05
*— — — — — — — — 0,42 19,63
абсцисс откладываются значения [к в относительных величинах
f — —
Гк Fy'
На рис. 328, а приведена исходная кривая, а на рис. 328, б —
кривая рк = ф (|xJK), построенные по данным графика =
= Ф (/к).
Таким образом, при графическом методе определения
вместо составления таблиц сближения строят вторые графики,
с помощью которых по значениям определяют
значения рк, а затем и fK. У
В связи с накоплением опытных данных в последнее время
получает применение и метод определения величины fK с п о -
мощью граф и ков условной пропускной спо-
собности GyK = ф (/х), полученных для различных типов
регулирующих клапанов. В этом случае определение значений fK
производится следующим образом.
В соответствии с необходимой внутренней характеристикой
плунжера определяются значения GK для каждого из положений
плунжера и затем величины условной пропускной способности
G = Gk
ук 1W
491
Используя графики GyK = ср (/к), для каждого данного диаметра
прохода Dy соответствующей конструкции клапана получают
значения fK = для каждого значения G.,K. Площадь откры-
‘‘у >
того сечения определится следующим образом
fK = hFy
С помощью коэффициентов сопротивления £к, общих коэф-
фициентов расхода рк или по условной пропускной способности GyK
Рис. 328. График значений общего коэффициента расхода = ф (fK) для
односедельного регулирующего клапана Dy=25 мм (а) и построенная
по этому графику кривая (б) значений ~ ф (рк/к)
можно рассчитать плунжеры для предварительно испытанных
корпусов, для которых построены соответствующие графики.
Построить плунжер для нового корпуса можно лишь при-
ближенно, приняв график какого-либо регулирующего клапана,
по конструкции близкого к проектируемому, за ожидаемый.
Значения £к, и GyK зависят от двух основных величин:
сопротивления корпуса клапана и сопротивления суженного
прохода в седле. Влияние каждой из этих величин не выявляется,
и они учитываются в виде суммы, а изменение £к, и GyK прини-
мается как результат изменения fK, что является недостатком
такого метода расчета.
Сопротивление регулирующего клапана можно условно (с опре-
деленным приближением) рассматривать как состоящее из трех
частей (рис. 329).
Сечения А—-А и В—В характеризуют сопротивление кор-
пуса до и после седла, сечение Б—Б — сопротивление отверстия
в седле, регулируемое плунжером.
Общий коэффициент сопротивления представим в виде суммы
Ск = Cl + Си + С1П-
492
Обозначим t,a = & + Sin — коэффициент сопротивления корпуса;
С/, = Сп—коэффициент сопротивления плунжера, тогда (рис. 330)
= Sa + Zb-
Коэффициенты сопротивления отнесены к скорости среды
в сечении Fy.
Рис. 329. Схема сопротивления элементов регулирующего кла-
пана
Сравним несколько клапанов, отличающихся между собой
лишь корпусами (рис. 330, а, б ив).
График = 0 (fK) можно разбить на две части, соответствую-
щие £а и £ь; тогда (рис. 330, г)
АР = \Ра -|- АР6.
Рис. 330. Схема изменения коэффициента сопротивления регулирующего
клапана с подъемом плунжера при разных коэффициентах сопротивления
корпуса t,a и соответствующие перепады давлений на корпусе ЛРа и
плунжере :\Р/,
Графики коэффициентов сопротивления будут иметь следую-
щий характер.
Верхние участки графиков, соответствующие величинам £ь, оди-
наковы, а нижние, соответствующие ^а, различны. Следовательно,
величина fK = -ic вполне определяет значение не зависящее
от корпуса и одинаковое для всех рассмотренных нами клапанов
при одинаковых конструкциях плунжера. Это положение, хотя
и не может считаться абсолютно точным, для практики может
493
быть принятое достаточной степенью точности. Взаимное влияние
и t,b теоретически возможно, однако при выполнении обычных
расчетов им можно пренебречь.
Если принять условие ДР = const, то графики изменения
ДРа и ДР6 будут иметь вид, показанный на рис. 330, г.
Для определения площадей открытых сечений в седле fK с по-
мощью коэффициентов расхода седла вос-
"'“"аю аго о,за ом o.ooooo оло aso ом too
пользуемся выражением
(16)
Рис. 331. Графики значений коэф-
фициента расхода седла:
/—для двухседельных клапанов
— 0,84-1,0); 2—для односедельных кла-
панов D — 50 леи и D; -- 70
”1,0)
аналогичным формуле (15), но в ко-
тором коэффициент расхода седла
ф&отнесен только к сопротивлению
седла, т. е.
= 06 (~Ру} ‘
Из формулы (16) получаем
fK ______1_____'
Ри +
Значения ф(, для некоторых
двухседельных и односедельных
клапанов приведены на рис. 331.
Таким способом расчета удобнее пользоваться, чем способом
расчета по общим коэффициентам расхода так как величина
изменяется в сравнительно небольших пределах.
Для удовлетворительной работы регулирующего клапана необ-
ходимо иметь -у При невыполнении этого условия степень
воздействия плунжера на поток будет чрезмерно мала.
В самом деле, при Сь = 0 перемещение плунжера в клапане
не увеличивает сопротивления последнего и, следовательно,
не изменяет расхода среды.
При проектировании корпусов регулирующих клапанов жела-
тельно обеспечить малое их сопротивление; для этого следует по
возможности сделать размеры сечений полости для прохода среды
равными между собой и близкими Fv.
Выше было приведено несколько методов определения /к.
Выбор метода зависит от того, какие данные для расчета имеются.
Наиболее просто расчет производится путем применения значе-
ний G!/K. Более распространен способ с применением |щ.
Построение профилей плунжеров
Для построения профиля плунжера пользуемся расчетными
данными величин площадей открытых сечений fK для разных
положений плунжера, составленных в виде таблиц или графиков.
494
Рис. 332. Схема движения жидкости
между плунжером и седлом
Построение профилей плунжеров различных типов произ-
водится по-разному.
Стержневой плунжер. Рассмотрим движение среды при регу-
лировании потока с помощью стержневого плунжера.
В различные моменты времени плунжер будет занимать раз-
личное положение относительно седла, и в зависимости от пло-
щади открытого сечения расход среды также будет иметь разные
значения. При построении профиля плунжера задача заключается
в том, чтобы для соответствующих его сечений создать размеры от-
крытых площадей, согласно ве-
личинам, полученным расчетом.
На первый взгляд кажется,
что лимитирующей площадью
является площадь кольцевого
сечения между плунжером и сед-
лом в плоскости А А (рис. 332).
Однако это сечение вовсе не
является наиболее узким и не
лимитирует проход среды. Более
правильным является мнение,
что лимитирующая площадь fK
представляет собой площадь бо-
ковой поверхности усеченного
конуса образующая
которого MN является перпен-
дикуляром, опущенным на боковую поверхность плунжера из
ближайшей к плунжеру точки, расположенной на седле. Это
предположение также не приводит к точному решению.
Наиболее точные результаты дает метод построения профиля
плунжера путем применения кривых образующих усеченных
конусов с равновеликими площадями боковых поверхностей;
эти кривые в дальнейшем для краткости будем называть кривыми
равновеликих площадей (метод предложен автором).
Обеспечить площадь открытого сечения [к при заданном поло-
жении плунжера (рис. 333) — значит создать такие условия,
чтобы в наиболее узком для прохода среды месте площадь прохода
имела величину, равную fK.
Из точки М проведем ряд лучей под разными углами а. Если
представим себе эти лучи как образующие конусов, у которых
площадь боковой поверхности равна fK, то получим на этих лу-
чах отрезки МС\, МС2, МС3 и т. д.
Соединив точки Сг, С2, С3 и т. д., получим кривую образую-
щих усеченных конусов с равновеликими площадями боковых
поверхностей, по величине равными fK. При прохождении между
седлом и плунжером струя будет огибать точку М; поэтому на
участке, расположенном ниже наиболее узкого места между
плунжером и седлом, профиль плунжера строится так, чтобы
495
он не пересекал кривую образующих равновеликих площадей. Одна
из точек (лимитирующая) должна совпадать с профилем плунжера,
который касается кривой равновеликих площадей в этой точке.
Кривую образующих равновеликих площадей можно построить
Рис. 333. Схема построения кривых
равновеликих площадей по координа-
там хну
Рис. 334. Схема построения кривых
равновеликих площадей по координа-
там х и р
Площадь боковой поверхности усеченного конуса должна
быть равна открытой площади плунжера
f __ л/ (D + d)
- 2 ’
где / — длина образующей, в нашем случае I — МС;
С — точка на кривой (С1; С2, Ся., . . С^, соответствующая
верхней точке образующей рассматриваемого конуса;
D — диаметр нижнего основания, в нашем случае D = Dc;
d — диаметр верхнего основания, d. = Dc — 21 cos а.
Подставив эти значения, получим:
fK = nlDc — л12 cos а.
Чтобы построить кривую образующих равновеликих площадей,
установим начало координат в точке М\ тогда
I = Ух2 + у2 и cos а = г х.- ,
V х2 + у2
и, следовательно,
)'к = лУх2 + у2 (Dc — x);
2 2 __
Х У ~ л2 (/Д — ху2 ’
у2 = ( У. V ___]______х2
у \ л ) (Dc — x)2 л '
Используя последнее уравнение, построим кривые равнове-
ликих площадей (рис. 333).
496
A. H. Дьяченко предложил для построения кривых равно-
великих площадей использовать координаты х и р, где х — абсцисса,
р — расстояние от начала отсчета (рис. 334).
В этом случае в точках хг, х2 и т. д. на абсциссе х проводят
вертикали и на них отсекают высоты, определяемые радиусом р,
" л (Dc — х)
В связи с тем, что коэффициент
расхода меняет свое значение с изме-
нением открытой площади, может
иметь место такое расположение кри-
вых образующих равновеликих пло-
щадей, при котором одна из них
выпадает из общей огибающей, т. е.
общая огибающая для всех кривых
равновеликих площадей .не может
быть построена. Это происходит, ког-
да полный ход плунжера hn имеет
недостаточную величину.
Чтобы обеспечить приближенно
возможность построения общей оги-
бающей, необходимо выдержать усло-
вие
hn Ss п (х-_2) — yt (х-_2)] мм,
Рис. 335. Расположение конеч-
ных участков кривых равнове-
ликих площадей и дуг окруж-
ностей
где 1/£_1 (х?_2) — ордината на кривой с порядковым номером
I—1 при абсциссе, равной х°, расположенной
на кривой с порядковым номером i—2;
yi [x?_2J — ордината на кривой с порядковым номером i
при абсциссе х°, расположенной на кривой
с порядковым номером i—2.
Наиболее часто, как правило, в необходимости контроля
выполнения данного условия нуждаются последние из кривых
(i = п). Если построение плунжера производится как обычно
в 10 сечениях, то
hn > /(fit-fl - \/fl-fl I -
I 8
гДе Fc — площадь отверстия в седле;
х% — см. рис. 335;
/в» /а и /10 — площади открытых сечений при h — 0,8,
h = 0,9 и h — 1,0.
32
Д- Ф> Гуревич
497
На основании приведенного материала построение профиля
плунжера производят в следующем порядке (рис. 336):
I) выбирают масштаб, в котором будет производиться построе-
ние профиля плунжера (обычно 10 : 1), и проводят вертикальную
ось плунжера, а по обе стороны ее еще две линии на расстоянии,
соответствующем — (в выбранном масштабе);
2) откладывают ход плунжера и делят его на п частей;
3) определяют величину fK
для каждого из сечений от 1-го
до и-го;
4) для каждого из сечений
строят кривую образующих рав-
новеликих площадей;
5) проводят огибающую по-
строенных кривых.
Очертание крайней нижней
части плунжера может быть про-
извольным, но профиль плун-
жера нигде не должен пересе-
кать кривую образующих рав-
новеликих поверхностей, пост-
роенную для
/к = titFy.
О
1
2
3
О
5
6
7
8
S
10
о
1
2
3
5
6
-=i 7
8
з
ю
Рис. 336. Схема образования профиля
плунжера
Для упрощения хода расчета можно с достаточной для практи-
ческих целей точностью заменить кривые, для которых 0,9,
дугами окружности, где у0 — ордината при х = 0; х° — абсцисса
при у — 0.
Построение кривых можно не производить, определив предва-
рительно число
Так как
nQ
сечений, для которых -^5-^0,9.
то при X = О
-CYL—L_____Х2
i ) (Dc-X)* Х’
ио = _А_,
У лРс ’
при // — О
х°
Рс
2
Di
__4
4 л
Используем
одну
ветвь профиля
,, D,
Х =-2
4 л
498
На оснований полученных данных составляем неравенство
откуда после соответствующих преобразований имеем
Д «с 0,09л/)2 или fK^.O,36Fc,
где Fc = 0,785 £>2.
f /
Таким образом, для сечений, где у-sg: 0,36/для полнопро-
ходных клапанов 0,36 ) кривые равновеликих площадей
г у )
заменяются дугами окружности.
Пример. Построить профиль плунжера для односедельного
регулирующего клапана Dy = 50 мм с ходом регулирования
hn = 65 мм. Характеристика линейная, перепад давлений на
клапане постоянный. Значения fK — см. пример на стр. 489.
Решение. Для каждого из 10 сечений составляем частное
уравнение кривой равновеликих площадей путем подстановки
значения fK, соответствующего данному сечению. Решение при-
водится в двух вариантах.
1. В прямоугольных координатах
«2 _ f А \2—!— х-2
J \ Л ) (йе — ху •
Из полученных уравнений определяем для каждого сечения
х°— значение х при у = 0 и для уп — значение у при х = 0.
Для тех сечений, в которых кривые по форме близки к дугам
окружности, кривые не строим, а проводим дуги окружности ра-
диусом это пРименяется Для сечений, где 0,9
(табл. 93, сечения от h = 0,1 до h = 0,6). Обычно это применимо
Для сечений, у которых [к О.Зб/А
Построение кривых можно ограничить участком, близким
к ожидаемой точке касания кривой с профилем плунжера — см.
рис. 337.
2. В координатах х и р имеем
р = —------ мм.
f л (Dc — х)
Для сечений, где fK «=; 0,36Fc, уравнение приобретает вид
0,3271к
Р = -уг - - мм.
Результаты расчета приведены в табл. 94. Построение кривой
Ограничивается участком от x°-i до х°к, где х°к — абсцисса при
32» 499
500
Таблица 93
Расчетные данные для построения профиля плунжера в прямоугольных координатах (к примеру на стр. 499)
Порядковый но- мер сечения k Относительная высота подъема плунжера ft — k/п Уравнения кривых равновеликих площадей Координаты Значения координат х и у в мм Отношение коор - динат y°lxQ Радиус дуги R
0 0 х —0, //=0 -1-1 - 1 - 1-1 - 1 - 1 - 1 - I-I-I-I-I-I-I- - —
1 0,1 978 " (50 —х)“ Х * i ?? ° 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0,972 0,64
2 0,2 4000 (50-л)< * * to с 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! 1 1 1 1 1 1 1 1 1 1 0,972 1,28
3 0,3 J (50 — х}2 л' | 0 | - | - 1-1 - | - 1 - 1 - I-I-I-I-I-I-I 2,0 у |1,94| - | - |-| - | - 1 - | - | — | — ( — i — ! — 1 — 1 0 0,971 1,98
4 0,4 .. 17 390 п и (50-х)* х х | 0 | - | - |-| - | - 1 - | - | - | - | - | - | - | - | 2,8 у |2,65| - | - |-| - | - | - | - I-I-I-I-I-I-I0 0,945 2,72
5 0,5 29 000 U - (50-х) 2 х|о| - 1 - |-| - 1 - 1 - | - I-I-I-I-I-I-I 3.7 у |з.40| - 1 - |-| - | | - | - l-1-l-l-l-l-lo 0,920 3,55
6 0,6 45 400 У (50 —Л')“ Х х | 0 | - | - |-| - | - 1 - 1 - | - | - | - | - | - | - [ 4,7 у |4.2б| - | - |-| - 1 - | - | - I-I-I-I-I-I-I0 0,907 4,48
7 0,7 , 69100 U (50-.V)-' Х х | 0 | 2 | 3 | 4 | 5 | 5.5 | - | - | - | - | - | - | - I - | 6,0 у |5,2б| 5,11 i 4,73 |4.06( 3,21 | 2,16 | — | - 1— |-|-|-!-|-|о 0,879 Строятся кривые по координатам
8 0,8 106 000 (50 — х) - х | 0 3 | 4 j 5 | 6 | 7 — | — — | — | — | — [ — | — 1 7,7 у |б,511 6,25 | 5.84 |5,24| 4,32 | 2.88 | - | — |-|-|-|-|-| — | 0 0,845
9 0,9 - 177 000 _ 2 У (50 — х)- х 1 0 | 6 | 7 | 8 | 9 | 10 | - | - I-I — I- I- I- I- |10,7 у |8,41| 7,45 | 6,84 |б,05| 4,92 | .3,28 | — | — | — | — |— | — | — | — | 0 0,785
10 1,0 390 600 (50 -л)2 Л' х | 0 | 8 | 9 | 10 | И | 12 | 13 | 14 ) 15 | 16 | 17 | 18 | 19 1 20 125,0 у |12,5| 12,53 | 12,29 |12,0; 11,66 | 11,22 | 10,82 | 10,25 19,69[9,06;8,4017,58|6,78|5,83| 0 0,500
Значение находится по формуле
х°
Dc l/Fc-fK
2 г я
Профиль плунжера представляет собой огибающую всех построен-
ных кривых и дуг окружностей. Обычно огибающая строится гра-
фическим методом, но может
быть определена и аналити-
чески. В связи со сложностью
аналитический метод примене-
ния на практике не получил.
Как было указано, очертание
крайней нижней части плунже-
ра может быть произвольным,
но профиль плунжера нигде не
должен пересекать кривую рав-
новеликих площадей, построен-
ную для fw.
После построения профиля
плунжера определяются диамет-
ры плунжера для простановки
их на рабочих чертежах.
Прежде всего определяется
конусный участок в верхней
части плунжера, где образую-
щая представляет собой пря-
мую линию. С конца этого уча-
стка вниз начинается фасонный
участок. Число сечений для про-
становки на чертеже зависит от
требуемой точности построения
и степени кривизны участка.
Для проверки плавности по-
лученной кривой профиля на
фасонном участке следует убе-
диться в том, что каждое последующее уменьшение диаметров
плунжера на равноотстоящих сечениях больше предыдущего.
Окончательные размеры плунжера желательно уточнить путем
экспериментальной проверки работы клапана в лабораторных
условиях.
Полый плунжер. В полом плунжере среда проходит через
открытые сечения, образованные в виде окон в стенке плунжера,
имеющего вид полого цилиндра. Окна могут быть прямоуголь-
ными или фасонными.
Построение профиля фасонного окна производят в следующем
порядке. Вначале строят приближенный профиль, образуемый
501
Рис. 337. Построение профиля стерж-
невого плунжера (к примеру на
стр. 499)
Расчетные данные для построения профиля плунжера
Порядковый номер сече- ния k Относительная высота т k подъема h = Площадь открытого сече- ния f в мм2 Относительная величина т 4- открытого сечения iK== Уравнения кривых равновеликих площадей Порядковый номер сече- ния k Относительная высота - k подъема п = п Площадь открытого сече- ния f в мм2 Относительная величина т открытого сечения Уравнения кривых равновеликих площадей
0 1 0 0,1 0 103 0 0,051 Ро =0 0,327-103 Р1 50 ' — 0,67 7 ол 792 0,403 792 р!~ л (50 — х)
8 0,8 1020 0,502 1020 Р“~ П (50 —х)
2 0,2 206 0,105 0,327-206 Р* - 50 — 1,34
3 0,3 309 0,157 0,327-309 Рз - 50 = 2,02
9 0,9 1405 0,710 _ 1405 Р“ л (50-х)
4 0,4 413 0,210 0.327-413 Р‘ 50 = 2,70
10 1.0 1963 1,00 - 1963 р1,1 л (50 — х)
5 0,5 522 0,266 0,327-522 ₽5 50 = 3,41
6 0,6 644 0,328 0,327-644 Рв' 50 = 4,21
отрезками прямых (рис. 338), а затем по нему очерчивают кривую,
которая дает окончательный профиль отверстия.
При построении приближенного профиля используют формулу
(рис. 338, а)
где 1К — ширина окна в рассматриваемом сечении, с.м;
4-1 — ширина окна в предыдущем сечении, сл<;
4 — площадь открытого окна плунжера для рассчитывае-
мого сечения, см2;
/к_х — площадь открытого окна для предыдущего сечения, см2-,
h — расстояние между сечениями, см;
г — число окон.
Вышеприведенная формула получается следующим образом:
/к 4-1 ___ (4 ~т 4-1)
г 2
502
в координатах х и р (к примеру на стр. 499)
Таблица 94
Расчет значений радиуса р
О 1 / 1S63 - 792 „ „ *к~25 У' -3.14 =5’7Л“ X 0 2 3 4 5 — — —
Рт 5,04 5,25 5,36 5,48 5,60 — — —
0 1 Г 1963 — 1020 , , *2=25 V 3,14 7-7мм X 0 3 4 5 6 7 — —
р8 6,50 6,92 7,07 7,22 7,39 7,56 — —
0 ос 1 Л 1963- 1405 Л = 25— 1/ 5-j-j =11,4 лш л- F 0,14 X 0 6 7 8 9 10 11 —
р. 8,95 10,1 10,4 10,6 10,9 11,2 11,5 —
х® = 25 мм X 0 8 9 10 11 12 13 —
Рю 12,5 14,8 15,2 15,6 16,0 16,4 16,9 —
х® = 25 мм X 14 15 16 17 18 19 20 25
Рю 17,4 17,8 18,4 18,9 19,5 20,1 20,9 25
откуда
2 (fK— 1) — zhl-K + zhlK,y
следовательно, v ' v 1
, 2(fK-fK-i) ,
1k — zh K-1'
Когда коэффициент расхода изменяется плавно и приращение
сечения fK — [к_г также изменяется постепенно, приближенный
профиль, построенный прямыми, сравнительно легко заменяется
плавной кривой. В тех случаях, когда коэффициент расхода изме-
няется по сложной кривой, приращение сечения fK — fK_t также
претерпевает большие изменения, и приближенный профиль окна
может получиться с зубцами. В этом случае необходимо увеличить
число сечений на сложном участке, уменьшив величину h.
Построение предварительного пофиля можно производить и
С помощью прямоугольников (рис. 338, б). В этом случае
I __ fK fK~1
1к~ zh
503
Рис. 338. Построение профиля окон полого плунжера: а — по
методу трапеций; б — по методу прямоугольников
Рис. 339. Построение окон в полом плунжере: а —сум-
марная площадь окон; б — распределение площадей
в односедельном клапане; в— распределение площадей
в двухнедельном клапане
504
Точность построения профиля в значительной степени зависит
от числа расчетных сечений, в связи с чем рекомендуется выби-
рать его по возможности большим. Особенно важно на большое
число сечений разбить нижнюю часть профиля.
В тех случаях, когда окна получаются слишком узкими, что
усложняет технологию изготовления плунжера и может вызвать
ускоренный износ его в процессе эксплуатации, целесообразно
сократить число действующих окон на определенном отрезке хода
с целью увеличения их площади. Это осуществляется путем после-
довательного введения окон в действие. Вначале производится
построение одного окна с общей суммарной площадью и с профи-
Рис. 340. Приближенное построение сечений сегментного
плунжера с плоским срезом
лем, соответствующим заданной конструктивной характеристике
(рис. 339, а), затем полученная площадь распределяется по отдель-
ным окнам, число которых должно быть четным. На рис. 339, б
представлен случай применения 4 окон в односедельном клапане.
В двухседельном клапане, согласно рис. 339, в, изготовляется
по 4 окна в каждом седле с попарно равными профилями.
Сегментный плунжер. Площадь открытого сечения в седле
при сегментном плунжере с плоским срезом (рис. 340) может быть
приближенно определена по формуле
= — — A)] cos <р
или
' к = \ 180 ~ Sin а )COS(P-
Для построения более точного профиля может быть использо-
ван способ равновеликих площадей (рис. 341). Расчет и построение
профиля производятся в следующем порядке.
1. Ход плунжера делят на п частей (обычно п = 10) и для каж-
дого положения плунжера по высоте определяют значение [к.
2. Для каждого из положений плунжера из точки А (рис. 341,6)
проводят линии под различными углами а (а, =0; а, = 10°;
«з = 20°; а4 - 30 и т. д.).
505
3. Для каждого значения а определяют величину blt которая
вычисляется как высота сегмента эллипса с полуосями гиг cos а.
Основание сегмента равно CD (рис. 341). Он получается как про-
екция площади АгсЬ, образующейся в плоскости седла профиль-
ным срезом плунжера,
Ьг = b cos а.
Высота кругового сегмента b вычисляется по формуле
fK = г2 arccos r f b— (г — b)]^2rb — b2.
Для ускорения вычислений могут быть использованы таб-
личные данные о площадях и высотах сегментов круга с еди-
ничным радиусом.
4. На радиусах, проведенных под
различными углами, откладывают от-
резки bi.
5. Строят кривые равновеликих пло-
щадей, соединяя полученные точки.
«'м
Рис. 341. Расчет и построение сегментного плунжера
6. Строят огибающую кривую семейства равновеликих площа-
дей, построенных для разных fK (при разных положениях плун-
жера по высоте /г), которая является искомым профилем среза сег-
ментного плунжера.
Если на плунжере изготовляется несколько срезов, то профили
срезов строятся для соответствующих им значений /к.
При приближенном расчете, с погрешностью в пределах 5—
10%, кривые равновеликих площадей могут быть заменены отрез-
ками дуг окружностей, радиусы которых равны соответствующим
значениям Ь.
Сегментные плунжеры обычно применяются лишь для регули-
рующих клапанов малых размеров, имеющих малую пропускную
способность.
Выше рассмотрены расчеты регулирующих клапанов так назы-
ваемого общепромышленного типа приработе их на жидкой среде и
перепаде давлений до 25 кГ!см\ При расчете регулирующих клапа-
нов, условия работы которых значительно отличаются от указанных
выше, необходимо учитывать влияние дополнительных факторов.
506
4. ДРОССЕЛЬНЫЕ ВЕНТИЛИ
Дроссельный вентиль предназначен для понижения давления
среды в условиях, когда перепад давлений имеет значительную ве-
личину
ДР > О.бРр
Рис. 342. Профиль плунжера
дроссельного клапана
Профиль плунжера в подавляющем большинстве случаев не
рассчитывается, а выбирается приближенно. Наиболее часто плун-
жеру придают форму конуса (рис. 342), иногда, значительно реже,
он имеет вид цилиндра с клиновыми канавками, создающими про-
ход дросселируемой среде.
Большие скорости движения среды
в седле между корпусом и плунжером
вызывают быстрое разрушение поверх-
ностей этих деталей — так называемое
явление эрозии. Известны случаи, когда
плунжеры по этой причине выходят из
строя через 2—3 дня после начала ра-
боты.
Чтобы по возможности уменьшить
влияние эрозии, плунжеры изготовля-
ются из эрозионностойкого материала
(Х18Н10Т, стеллит и пр.), и им при-
дается обтекаемая форма в виде конуса
с углом при вершине 14—18°. Это одно-
временно дает возможность работать на
сравнительно больших подъемах клапана, так как дросселирова-
ние на малых щелях, как правило, не рекомендуется. В связи
с этим приобретает значение правильный выбор размера дрос-
сельного вентиля.
Диаметры проходных отверстий (входного Dv и выходного О2)
определяются в зависимости от расхода среды, давления, темпе-
ратуры и перепада давлений при дросселировании.
Для пара или газа можно пользоваться формулами:
D, = 1,88 V— см
1 Г Vjyi
и
D2= 1,88 У— см,
' ^2X2
откуда
D. = D, T/АД. см или D, = £>! l/Afi см<
' ysYs ’ а
где Q — расход среды, т/ч;
Vj и у2 — скорости пара на входном и выходном отверстиях,
ж/се/с;
507
Yi и y2 — удельный вес среды при заданной температуре и
соответствующих давлениях Рг и Р2 (ата).
Не всегда диаметры проходных отверстий берут в соответствии
с результатами расчета. Иногда в целях нормализации размеров
деталей и удешевления производства (при скоростях потока до
10—15 м/сек) принимают Ьг = D2. При больших перепадах дав-
ления, создающих скорость потока свыше 15 м/сек, берут D2 =
= 2Dt.
Диаметр отверстия в седле корпуса должен быть выбран таким,
чтобы расход среды был обеспечен при использовании около 70%
площади отверстия с учетом допустимой скорости среды, которая,
например, для воды не превышает 60 м/сек.
Большой диаметр выбирать не рекомендуется, так как в этом
случае работа вентиля будет протекать на малых щелях, что уси-
лит эрозию плунжера. При малом диаметре может оказаться не-
обеспеченным резерв пропускной способности, необходимый иногда
в процессе эксплуатации вентиля.
В связи с этим расчетную пропускную способность (G6) прини-
мают примерно в 1,4 раза больше заданной. Для расчета можно
использовать данные, приведенные в гл. II, п. 1.
При отсутствии точных данных о сопротивлении рассчитывае-
мого клапана для определения диаметра отверстия в седле при
дросселировании несжимаемой жидкости можно использовать
общую формулу
G6 = 5,04ршД. А Ду т/ч,
где G6 — наибольший расход среды при открытом вентиле, т/ч;
рот—коэффициент расхода при расходе G6;
fc — площадь седла вентиля, см2.
В условиях сверхкритического истечения газов и пара приме-
няются формулы
G6^6p,Je у/ —уР^г т/ч,
ИЛИ
- 1,20, у РЛ (у^-г)» »/,;
при k — 1,4 и k — 1,3
G6^3pmfcV Ру^ т/ч,
или
Cg^O^GgV Д1у1 т/ч.
При расчете диаметра седла Dc, как указано выше, расчетную
пропускную способность вентиля рекомендуется принимать рав-
508
ной 1,4 заданной, а коэффициенты расходов седла для предвари-
тельных расчетов могут быть приняты равными:
Dy в мм 6 4-10 15э-25 324-100
Цт 0,30 0,354-0,40 0,604-0,70
Внутренняя характеристика дроссельного вентиля с кониче-
ским плунжером может быть определена, исходя из данных,
приведенных в гл. II, п. 3. Упрощенное решение сводится к сле-
дующему.
Площадь открытого сечения между коническим плунжером и
седлом (см. рис. 342) принимается равной (приближенно)
/к — Я 2 у /,
ИЛИ
fK = я (Dc—h sin a cos a)h sin а.
Для предварительных расче-
тов коэффициент расхода прини-
маем в пределах от 0,9 до 0,5,
используя значения цк для одно-
седельных регулирующих вен-
тилей Dy = 40 и- 50 мм.
При расчете внутренней ха-
рактеристики задаемся подъ-
емом клапана, выраженным вдо-
Рис. 343. Внутренняя характеристика
дроссельного клапана. Плунжер ко-
нусный с углом 2а = 16°
лях диаметра, и затем опреде-
ляем площадь /к открытого сечения между плунжером и седлом
по вышеприведенной формуле. По значениям К = подбираем
' 'у
соответствующие коэффициенты расхода рк, с использованием
которых определяются величины
zj___ 6 к______
Об P/nfc
В табл. 95 приведены результаты расчета дроссельного вентиля
с конусным плунжером, имеющим угол 2а = 16°.
На рис. 343 приведена внутренняя характеристика такого вен-
тиля, на основании которой можно утверждать, что в вентиле
с углом плунжера 2а = 16° регулирование (до 95% G6) протекает
при ходе плунжера до 1,4Z?C. Дальнейший подъем плунжера не-
значительно сказывается на расходе среды.
509
Таблица 95
Расчетные данные дроссельного вентиля
с конусным плунжером, имеющим угол 2а = 16°
h Dc fK D<c L. 1 к F У »KfK II c, 1*
0,2 0,086 0,11 0,90 0,077 0,196
0,4 0,166 0,21 0,89 0,148 0,377
0,6 0,242 0,31 0,87 0,210 0,534
0,8 0,313 0,40 0,84 0,263 0,670
1,0 0,380 0,48 0,80 0,304 0,776
1,2 0,440 0,56 0,78 0,343 0,875
1,4 0,495 0,63 0,74 0,366 0,935
1,6 0,548 0,70 0,69 0,378 0,965
1,8 0,595 0,76 0,65 0,386 0,985
2,0 0,636 0,81 0,61 0,388 0,990
5. ШЛАНГОВЫЕ КЛАПАНЫ
Эксплуатационные качества
щиеся в малом коэффициенте
возможности использования их
шланговых клапанов, выражаю-
гидравлического сопротивления,
на коррозионных и агрессивных
Рис. 344. Расходные характери-
стики шлангового клапана с двух-
сторонним пережимом
Рис. 345. К расчету сечения
шланга
средах, а также на средах высокой вязкости, шламах и пульпах
с высоким содержанием твердых фракций способствовали их быст-
рому развитию и широкому применению. Такие клапаны исполь-
зуются и как регулирующие. Конструктивная характеристика
шлангового клапана с двухсторонним пережимом (см. рис. 109)
представлена на рис. 344 [31, она занимает среднее положение
510
между рабочими расходными характеристиками для газа и для
жидкости. Площадь открытого сечения в проходе клапана опре-
деляется формулой (рис. 345).
F = г (21 + яг).
Здесь г — радиус дуговой части;
I — расстояние между центрами дуг.
Расчет условной пропускной способности шлангового клапана
с двухсторонним пережимом при работе на пульпе с учетом этих
специфических условий предлагается вести по следующей мето-
дике [31.
FmeQ'6
Ку &Р м
мя/ч.
Qy —
Здесь Qs — наибольшая расчетная пропускная способность кла-
пана, ж3/ч;
АРМ — наименьший перепад давлений, создающийся в кла-
пане при наибольшем регулируемом (расчетном)
расходе, кПсм\
— учитывает удельный вес регулируемой жидкости
при рабочей температуре, определяется по табл. 96;
Кт, — коэффициент, учитывающий содержание твердых
частиц в пульпе
где Gm, — вес твердых частиц в единице объема;
вж — вес жидкости в единице объема.
Таблица 96
Значения коэффициента Ку
V S Y S Y S
0,070 3,779 0,55 1,350 1,30 0,877
0,080 3,535 0,60 1,290 1,40 0,895
0,090 3,333 0,65 1,240 1,50 0,817
0,100 3,126 0,70 1,195 1,75 0,756
0,138 2,691 0,75 1,155 2,00 0,707
0,15 2,581 0,80 1,117 2,25 0,664
0,20 2,240 0,85 1,081 2,50 0,633
0,25 2,000 0,90 1,055 3,00 0,577
0,30 1,825 0,95 1,025 4,00 0,500
0,35 1,688 1,00 1,000 4,5 0,472
0,40 1,586 1,05 0,972 5,0 0,447
0,45 1,489 1,10 0,953
0,50 1,414 1,20 0,923
511
В случае газового потока с твердыми частицами, имеющего
место при пневмотранспорте, расчет выполняется с применением
следующей формулы
Qu =--------~тв®° . _____ м?!ч,
у 0,143РКуКтКсКр /ДРЛ
где Л/
Кг
к
— коэффициент, учитывающий удельный вес газа; опреде-
ляется по табл. 96 в зависимости от у - —-—отноше-
Y«
ния удельного веса газа, регулируемого при рабочей
температуре, к удельному весу воздуха при / --20 С;
— коэффициент, учитывающий влияние температуры на
„ -1/293 1 / 293
удельный вес газа; — |/ ^- = |/ 97ч - у ; прини-
мается по табл. 97;
— коэффициент, учитывающий
принимается по табл. 98 в
условия расширения газа;
зависимости от величины
Кр — коэффициент, учитывающий влияние перепада давле-
ний на клапане; принимается по табл. 99 в зависимости от
— ДР
ДР = —где Р — давление (абсолютное) газа на
входе в клапан.
Таблица 97
Значения коэффициента Кт
/°C —30 —20 —10 0 +20 +40 -1-60 + 80 + 100
Кт 1,205 1,158 1,114 1,072 1,000 0,936 0,931 0,902 0,875
Таблица 98
Значения коэффициента Кс
k 1,001 1,02 1,04 1,08 1,1 1,2 1,4 1,6 1,8
Кс 1,000 1,095 1,016 1,029 1,038 1,070 1,130 1,182 1,203
Таблица 99
Значения коэффициента Кр
АР.« Р 0,5 0,3 0,25 0,20 0,15 0,10 0,05 0,02
Кр 1,0 0,94 0,90 0,84 0,76 0,65 0,45 0,25
512
Рис. 346. График изменения условной
пропускной способности Gy шлангового
клапана Dy - 50 мм при подъеме плун-
жера
При расчете следует учитывать, что минимальная скорость
в трубопроводе на входе в клапан должна иметь величину не ме-
нее v = 1,5 3 м!сек. для жидкости и не менее vL ~ 6 -ь 10 м/сек
для газа. Перепад давлений
на клапане не менее ДР =
= 0,2Р. Расчетная величина
расхода должна быть при-
нята Qg = 1,3Q6.
При чистых жидкостях и
газах /С¥ = 1 и Ктв = 1.
В зависимости от получен-
ных значений выбирается
диаметр условного прохода
шлангового клапана с двух-
сторонним пережимом, ис-
пользуя табл. 100.
Пропускная способность
шлангового клапана Dy =
= 50 мм показана на рис. 346, где приведены результаты испы-
таний конструкции, соответствующей рис. 108. В таких клапанах
ход шпинделя составляет всего 20 мм, поэтому при полностью
поднятом шпинделе шланг частично перекрывает проход.
Таблица 100
Значения Qy для шланговых клапанов в мЧч (для воды в т/ч)
Dy в мм 15 20 25 32 40 50 70 80 100 125 150 200
Qy в м3/ч (для'воды в т/ч) 12 20 32 50 80 125 200 320 500 800 1250 2000
6. ГИДРАВЛИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЗАТВОРОВ
Затворы предназначены для работы либо в полностью открытом,
либо в полностью закрытом виде. Использование их не по назна-
чению (в качестве дроссельного органа) может привести к аварии
из-за поломки клина задвижки или тарелки клапана вследствие
сильных вибраций, либо к преждевременному выходу из строя
вследствие эрозии на малых щелях.
Ниже приводятся данные о гидравлических характеристиках
затворов, которые могут быть использованы при уточненных сило-
вых расчетах приводов и для оценки работы затвора.
В вентилях величина открытой площади fK зависит от
конструкции клапана и его подъема над седлом.
При плоской поверхности уплотнения (рис. 347, а) величина
открытой площади может быть приближенно определена по фор-
муле
fK = л Dch см2.
Д. Ф. Гуревич 513
При конической форме клапана (игольчатый клапан, рис. 347, в)
применима формула
fK = л (Dc — h sin a cos а) h sin а см2.
Плоский клапан с фаской (рис. 347, б) занимает промежуточное
положение. При малых подъемах клапана, когда дно клапана не
Рис. 347. Форма тарелок в вентилях: а — плоская; б — плоская
с фаской; в — конусная
подымается над плоскостью седла, применима формула для кони-
ческого клапана. При большом подъеме величина fK приближается
к значениям, определяемым формулой для тарелки с плоским
Рис. 348. График изменения коэф-
фициента сопротивления Z в зави-
симости от подъема h тарелки:
1 — вентиль проходной 15ч14бр Dy —
— 100 2 — вентиль прямоточный
Dy = 100 мм
уплотнением, но при этом подъем
тарелки следует вычислять по рас-
стоянию между дном тарелки и
верхней плоскостью седла.
Экспериментальные данные по
гидравлическому сопротивлению
некоторых вентилей в зависимости
от подъема тарелки над седлом
приведены на рис. 348.
В прямоточных вентилях (с на-
клонным шпинделем) коэффициент
гидравлического сопротивления £
изменяется в зависимости от подъе-
ма тарелки клапана над седлом так,
как это представлено в табл. 101
для Dy = 38 мм и Dy ~ 200 мм.
Представленные выше данные
относятся к автомодельной об-
ласти, при ReD>3-105, когда вели-
чина £ не зависит от числа Рей-
нольдса Reo. Для других обла-
стей, при ReZ) <3-105, можно использовать данные, приведен-
ные в табл. 102. В этом случае £Re = и Gy^e = фсСф.
В табл. 103 приведены данные (ориентировочно) по величинам
местного сопротивления в седлах вентилей, отнесенные к скорости
среды в трубопроводе при Dy = Dc.
514
Таблица 101
Коэффициенты сопротивления g
для некоторых прямоточных вентилей
h 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,2 1,4
'о,- = 38 мм 12 4,4 2,6 2,0 1,7 1,5 1,3 1,1 0,95 0,85
=2& мм 13 5,8 3,2 2,0 1,4 1,0 0,8 0,5 0,4 0,36
Таблица 102
Значения поправочных коэффициентов ф^ и фд
для малых значений Ren
Rep 5-103 1-10* 2-104 5-10* 1-105 2- 10й 3-106
Ф? 1,40 1,07 0,94 0,88 0,91 0,96 1,00
Фб 0,85 0,97 1,04 1,07 1,05 1,02 1,00
Таблица 103
Коэффициенты местного сопротивления в седлах вентилей
(приближенно)
Эскиз Формулы и таблицы значений коэффициента сопротивления
gc = 0,75 + 0,155 ( Dc \2 h /
х Д1. \ \
*1 ,, /г 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,25
43,8 24,8 16,3 11,5 8,7 6,8 5,5 4,6 4,0 3,4 3,2
\ J\ + = 1,35 + 0,21 | Dc \2 )
и 1 \J ч h ~D^ 0,06 0,08 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,25
60,0 34,2 22,4 16,0 12,0 9,6 7,8 6,6 5,7 5,0 4,8
33*
515
Продолжение табл. 103
Таблица 104
Расчетные значения величин fK и g
h
в зависимости от для задвижек
Dy
h Dy 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
7 _ fK !к — г Гу 0,05 0,13 0,19 0,25 0,31 0,37 0,44 0,50 0,55 0,61
— — 53 28 17 11 7,0 4,5 3,0 2,0
h D^ 0,55 0,60 0,65 0,70 0,75 0,80 ' 0,85 0,90 0,95 1,00
fK U Fy 0,66 0,71 0,76 0,81 0,86 0,90 0,93 0,96 0,98 1,00
£ 1,5 1,0 0,7 0,5 0,3 0,25 0,22 0,20 0,20 0,20
516
В задвижках с круглым диском площадь открытого се-
чения может быть определена по формуле
/к — (~90—F sin 2а) см2,
где угол а определяется из условия
h
Sin а = .
иу
h — подъем диска в см;
Dy — диаметр прохода в
задвижке в см.
В табл.
Здесь
Рис. 349. Изменение коэффициента сопро-
тивления £ в задвижках ЗОчб в зависи-
мости от относительного подъема —
Dy
1 ~ Dy = 100 л*; 2 — Dy = 76 льи; 3
Dy = 50
fK
значения -4?-
вочно) для
104 приведены
и 'Q (ориентиро-
различных поло-
жений диска задвижки в зави-
h
СИМОСТИ ОТ ВЫСОТЫ отно-
сительного подъема диска.
На рис. 349 представлен
график изменения коэффи-
Рис. 350. Сравнение гидравличе-
ских характеристик затворов:
1 — проходной пробковый кран; 2 —
вентиль муфтовый; 3 — задвижка па-
раллельная; 4 — вентиль типа Косва
(муфтовый); 5 — вентиль прямоточный
(фланцевый)
ЦИента сопротивления t, в зависимости от величины относитель-
ного подъема диска в дисковых задвижках ЗОчб.
517
Сравнение гидравлических расходных характеристик затворов
разных типов Dy — 50 мм приводит к результатам, приведенным
на рис. 350. Наиболее плавное регулирование расхода обеспечи-
вает кран, наихудшие условия регулирования создает прямоточ-
ный вентиль, у которого дросселирование создается лишь в самом
конце хода.
7. СМЕСИТЕЛЬНЫЕ КЛАПАНЫ
Смесительные клапаны регулируют подачу двух сред одновре-
менно, например подачу холодной и горячей воды, с тем чтобы из-
менение температуры смеси при перемещении плунжера подчи-
нялось определенному заранее заданному закону.
Одна из распространенных конструкций смесителей показана
на рис. 40, б.
В таких смесительных клапанах имеются два седла — верхнее
и нижнее. Подача смешиваемых компонентов производится через
верхнее и нижнее седла в расположенную между ними камеру сме-
шения, откуда смесь через выходной фланец поступает по назна-
чению.
В результате испытаний установлено, что взаимное влияние по-
токов, переходящих через верхнее и нижнее седла, незначительно.
На пропускную способность клапана при прохождении среды
через верхнее седло не влияет поток из нижнего седла. В связи
с этим расход через клапан рассчитывается как сумма расходов
G = Gj ф- Gn.
Если общие площади окон полого плунжера для верхнего и
нижнего седла равны, то общая пропускная способность клапана
остается постоянной на всем протяжении хода, в противном случае
пропускная способность клапана изменяется с ходом плунжера.
На рис. 351 приведен схематический график изменения услов-
ной пропускной способности смесительного клапана при опуска-
нии плунжера с неравновеликими окнами в верхнем и нижнем
седле.
Для того чтобы обеспечить постоянный расход на клапане при
линейной характеристике плунжера, необходимо выдержать усло-
вие
&Pi __ / Gy\\6 — Оу\\м \2 Vii
&Pn \ Gy\6 — Gy\M ) Yi ’
где АЛ и &РЦ — перепад давлений на верхнем и нижнем
седле;
Yi и Yu — удельный вес среды, поступающей через
верхнее и нижнее окна;
Gul6, GyiM 11 Gyng, GyU.. — наибольший и наименьший условный
расход среды через верхнее и нижнее
седло.
518
Рис. 351. Смесительный клапан: а — конструкция; б — график изменения условной пропускной способности
Gy т/ч при опускании плунжера с неравновеликими верхними и нижними окнами при отсчете h от крайнего
верхнего положения; в — график изменения условной пропускной способности, смесительного клапана Dy =
= 100 мм при различной площади, сечения окон J-= J--
‘ч
By,т/ч
В числе разработанных ЦКБА конструкций имеются смесители
с разной условной пропускной способностью в следующих преде-
лах:
Dy, мм 25 50 | 80 | 100 125 150
Gy, т/ч | 5—12,6 14,7—52 35,6—113 | 45—162 101—252 147—362
Ниже рассматривается расчет сечений плунжера смесителей
горячей и холодной воды применительно к конструкции, приве-
денной на рис. 351.
Примем следующие обозначения:
Наименование Для среды I Для среды П Для смеси ,
Температура в °C б б| t
Теплоемкость в ккал!кг-град С| СП с
Давление в кГ/см2 Р\ Рц р
Удельный вес в Г/см2 YI Ун У
Расход в т/ч б’п G
При регулировании температуры жидкой капельной среды
имеют место следующие условия:
сумма расходов горячей и холодной воды постоянна и равна
расходу смеси
G, + G„ = G;
количество тепла, потерянного горячей водой при охлаждении
ее до температуры смеси t, равно количеству тепла, полученному
Рис. 352. График изменения
температуры t (к примеру
на стр. 522)
холодной водой при нагревании ее до
температуры смеси t
GjCi (/[ — t) — 6пСц (t — /л);
если смешиваются одинаковые
жидкости (вода), то их теплоемкости
равны (с, як сп) и можно считать при-
менимым отношение
б — t = бц
/ — 6i 0|
Для конструирования и расчета сме-
сителя необходимо задаться законом из-
менения температуры смеси с подъемом
плунжера. В большинстве случаев применим линейный закон изме-
нения температуры смеси при подъеме плунжера t = f (/i) — см.
рис. 352. Тогда температура смеси может быть выражена формулой
t =- tu -! kh,
520
где
hn
hn — полный подъем плунжера при температуре /п.
Задача расчета состоит в том, чтобы определить открытые
сечения fK как функцию подъема плунжера /г. Для этого следует
выяснить, как должны изменяться расходы Gj и Gn с подъемом
плунжера, чтобы была выдержана заданная зависимость t ~ f (h).
Для линейной зависимости (рис. 352) из полученного ранее
отношения следует
Ci = 0,1 f
Заменив GH = G — Gj, имеем
г, _ (° — Gi) G — Gi)
1 ~ ’
откуда
«.(1 + )Д?) = о(^Дг)'
В результате получаем
G, = Ц'-'А. и Gn = G( 1 — ,
ti — tn \ G — hi J
т. e. получаем линейную зависимость Gt и Оц от t.
Если при прямоугольных окнах в полом плунжере принять
приближенно постоянным коэффициент расхода, то величины Gi
и Оц будут также иметь линейную зависимость от хода плунжера h.
Величина площади открытого сечения определяется по фор-
мулам
IKl 5,04цкКЛР1У1
Дп=--------°”----- см2.
5,04цкКДРпУп
Величины коэффициентов расхода могут быть определены
по формуле
1
гДе L = ~-.
Г У
Значение р.„, соответствует коэффициенту расхода при fK -----
= fm> т. е. при наибольшем открытии окон данного седла, и ос-
тается постоянным для всего хода плунжера.
В общем случае гидравлический расчет смесителя выполняется
в такой последовательности.
Ход плунжера hn разбивается на п частей; для каждого из
положений плунжера определяют температуру смеси t, значение Gt
И площади открытых сечений /Д; по данным fK{ находят размеры
521
окон в верхней части плунжера; вычисляют величины расходов
Gjj = G — Gf, определяют значения fK11 в нижней части плунжера
и по ним вычисляют размеры нижних окон.
При расчете сечений fKl и fKll, за отсутствием более точных
данных, приходится принимать
ДР, = Р1 __ р, др„ = />„ _ р.
В частном случае, когда смешиваемые среды имеют одинаковую
теплоемкость, а температура смеси изменяется по линейному
закону, достаточно принять форму окон прямоугольной и опре-
делить сечения окон при нижнем и верхнем положениях плунжера.
При этом коэффициент расхода для каждого типа окон прибли-
женно принимают постоянным, независимым от положения плун-
жера.
Пример. Рассчитать размеры окон в смесительном клапане
Dy = 50 мм с полым плунжером для смешивания горячей и хо-
лодной воды. Температура смеси с подъемом плунжера должна
изменяться по линейному закону.
Исходные данные:
Горячая вода (/; - - 80° С)............. APj—0,07 кГ/см1
Холодная вода (/ц — 20° С)...............ДРц=0,4 кГ/см-
Ход плунжера ............................ й„=40 мм
Расход смеси.............................. G -9,4 т/ч
Решение. Принимаем форму окон прямоугольную. Опре-
деляем сечение окон в верхней части плунжера для горячей воды
по формуле
г Gj 9,4 , , о о
L; = ------7= = ------------7= =11,0 СМ“.
5,04^1 И APjy 5,04-0,6 К 0,07
Здесь коэффициент расхода принят равным pKj = 0,6 при
_ f
fm ~ 0,6, по результатам испытаний данной конструкции.
Принимаем число окон равным 4, получаем ширину каждого
из окон
В, = -4е = 44= 0,74 см = 7,4 мм.
1 nhn 4,4
Соответственно для холодной воды получаем:
5,04pKjTAPnY 5,04-0,85 И0,4
Здесь по данным испытаний принят равным 0,85 при
fm = 4 = 0,176.
‘У
Принимаем число окон равным 4, получаем ширину каждого
из окон
= 44г = 0,22 см = 2,2 мм.
" nfin 4,4 ’ ’
22
Глава III. ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
1. ВВЕДЕНИЕ
Гидравлический расчет предохранительного клапана сводится
к определению его пропускной способности. Перепускные клапаны
по конструкции близки к предохранительным и методику рас-
чета предохранительных клапанов в известной мере можно ис-
пользовать для расчета перепускных с учетом величины давле-
ния за клапаном. Вместе с тем необходимо учитывать особенности
условий работы каждого из этих типов клапанов.
Расход среды через клапан с тарельчатым плунжером зависит
от подъема тарелки клапана.
Зная величину подъема тарелки, можно определить и расход
среды; таким образом, задача расчета пропускной способности
предохранительного клапана сводится к задачам, которые ре-
шаются при расчете регулирующих клапанов.
Неизвестной величиной здесь является высота подъема та-
релки, которая при заданных допустимых пределах превышения
давления зависит в основном от конструкции клапана.
В связи с этим предохранительные клапаны можно разделить
на малоподъемные — с ходом тарелки h. 0,05 Dc, среднеподъем-
ные — с ходом тарелки 0,05 Dc < h < 0,25 Dc и полноподъем-
ные — с ходом тарелки h 2= 0,25 Dc.
В связи с тем, что ход тарелки в среднеподъемных клапанах
не гарантируется, но в зависимости от конструкции может из-
меняться в больших пределах, эту группу клапанов по пропуск-
ной способности причисляют к малоподъемным и рассчитывают
их пропускную способность исходя из хода тарелки 0,05 Dc.
Превышение фактической пропускной способности клапана над
расчетной идет «в запас».
Пока еще нет точного аналитического решения, учитывающего
влияние всех факторов на пропускную способность предохрани-
тельного клапана. До настоящего времени расчет пропускной
способности предохранительного клапана по существу произво-
дится эмпирическим способом, исходя из принятого хода тарелки
клапана ориентировочно в 0,05 Dc для малоподъемных и больше
для других типов.
Применяемые для этой цели формулы, рекомендуемые нормами
Госгортехнадзора, обычно обеспечивают запас пропускной спо-
собности, что делается с учетом большой ответственности назна-
чения предохранительных клапанов и недостаточной их изучен-
ности.
Ниже рассмотрен анализ условий работы предохранительных
клапанов и приведены некоторые выводы, получаемые на основа-
нии этого анализа.
523
2. РЫЧАЖНО-ГРУЗОВЫЕ МАЛОПОДЪЕМНЫЕ ПРЕДОХРАНИТЕЛЬНЫЕ
КЛАПАНЫ
Эти клапаны (рис. 353) обладают существенным недостатком —
значительной инерцией массы груза и рычага. Положительной
стороной этой конструкции является постоянство величины уси-
лия при данном весе груза.
Для удержания тарелки клапана на седле, если за клапаном
давление равно атмосферному, что наиболее часто имеет место, при
номинальном давлении среды должно быть выдержано условие1
Qo = K0P0FK,
где Qo — усилие в кГ, стремящееся прижать тарелку клапана
к седлу; представляет собой вес грузов и других по-
движных частей, приведенный к оси клапана;
Ко — коэффициент перегрузки клапана;
Р„ — номинальное (начальное) давление в установке в к.Г1см~;
FK — площадь тарелки (по среднему диаметру уплотняющих
колец) в см2.
При правильно отрегулированных и хорошо притертых уплот-
. няющих кольцах клапана
/<„=-1 Г/<„ = 1 02-^1 051
Pile. 353. Схема рычажно-грузового
малоподъемного предохранительно-
го клапана
Рис. 354. Схема движения среды
при подъеме тарелки клапана
При повышении давления свыше номинального тарелка кла-
пана отделяется от седла, приподнимается над ним и открывает
проход среде (рис. 354).
В этом положении на тарелку клапана действуют следующие
силы:
1) усилие Qo, стремящееся прижать тарелку клапана к седлу;
2) усилие от давления среды на тарелку клапана Qcp, действую-
щее под влиянием разности давлений под клапаном и над клапаном;
1 Во всех формулах, приведенных в этой главе, давление следует понимать
как избыточное.
524
3) воздействие на тарелку клапана движущейся среды (сила
удара струи) Qde;
4) инерционные усилия J, возникающие в механизме (приве-
денные к тарелке клапана) вследствие наличия ускорений в про-
цессе движения клапана;
5) сила трения Т, приведенная к оси штока клапана.
Полное уравнение равновесия тарелки клапана имеет вид
Qo ± J ± Т = Qcp + Qde-
Знак перед величинами Т и J принимается в зависимости
от направления движения клапана — при открывании знак плюс,
при закрывании — минус.
При тщательном анализе явлений, сопровождающих работу
предохранительного клапана, необходимо помимо величины J
учесть также и влияние емкости и производительности котла или
агрегата, на котором данный клапан установлен. Качество работы
предохранительного клапана можно определить точно лишь
в том случае, если рассматривать его как регулятор и построить
кривую затухания с учетом чувствительности регулятора. Кон-
структор арматуры обычно лишен этой возможности.
Если рассматривать работу клапана в стационарном потоке
я пренебречь влиянием J и Т, то можно записать
Qo — Qcp + Qde!
где
Qcp = <Р &PKFK;
или
V2 (4-У FKy
Qde = Р 20g~'
Здесь \РК — разность давлений под тарелкой и над тарелкой,
являющаяся функцией подъема тарелки;
Ф — коэффициент, учитывающий уменьшение давления
под тарелкой клапана в связи с увеличением ско-
рости потока и влияние части тарелки клапана,
выступающей за пределы среднего диаметра колец
(коэффициент использования площади); опреде-
ляется экспериментально;
FK — площадь клапана по среднему диаметру колец в см2;
Fc — площадь отверстия в седле в см2;
vc — скорость среды в отверстии седла в м1сек;
у — удельный вес среды в Псмг;
Р — коэффициент, учитывающий влияние формы тарелки
клапана и ее положения над седлом на сопротивле-
ние потоку (определяется экспериментально).
525
Пропускная способность $,т/ч
Начальное давление Р$кГ/см1
Рис. 355. График пропускной способности рычажно-грузовых пре-
дохранительных клапанов (рабочая среда — насыщенный пар)
526
На рис. 355 дан график пропускной способности рычажно-
грузового предохранительного клапана приведенной конструкции
(построенный по данным таблицы каталога 1951 г. б. фирмы
«Шеффер и Буденберг») для случая, когда средой является насы-
щенный пар при превышении давления на 10% (К = 1,1).
3. ПРУЖИННЫЕ МАЛОПОДЪЕМНЫЕ
ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Отличительной чертой этих клапанов (рис. 356) является нали-
чие пружины, которая обладает определенной жесткостью, в связи
с чем усилие пружины изменяется по мере подъема тарелки кла-
пана. В соответствии с этим расчетное
уравнение пропускной способности полу-
чает несколько иной вид.
Уравнения равновесия
Qo + 10с ft ± J ± Т = Qcp + Qge,
если не учитывать влияния сил трения
и инерции, имеет вид
Qo + Юс/i = Qcp + Qdfl,
где Qo — начальное усилие пружины в
момент закрытия клапана;
h — высота подъема тарелки кла-
пана в см;
с — жесткость пружины в кГ/мм;
Qcp — усилие от давления среды на
тарелку в кГ;
Qds — динамическое действие струи
на тарелку в кГ.
Для увеличения производительности
пружинного предохранительного клапана
необходимо выбирать по возможности
наиболее мягкую пружину с наименьшим
значением жесткости пружины. Во всяком случае производитель-
ность пружинного предохранительного клапана всегда будет не-
сколько ниже производительности такого же рычажно-грузового
клапана из-за влияния жесткости пружины.
На рис. 357 и рис. 358 представлены графики пропускной
способности пружинных предохранительных клапанов приведен-
ных конструкций при работе клапанов на воде и насыщенном
паре и превышении давления на 10% (К = 1,1), построенные
по данным таблиц каталога 1951 г. б. фирмы «Шеффер и Буден-
берг»1.
1 При определении необходимого числа предохранительных клапанов над-
лежит руководствоваться расчетными формулами по нормам Госгортехнадзора.
1 рафики на рис. 355, 357 и 358 являются вспомогательным справочным мате-
риалом.
Рис. 356. Схема пружин-
ного малоподъемного пре-
дохранительного клапана
527
28
Пропускная способность G т!ч
Рис. 357. График пропускной способности пружинных
малоподъемных предохранительных клапанов (рабочая
среда — вода)
Пропускная способность б т/ч
Рис. 358. График пропускной способности пружинных малоподъем-
ных предохранительных клапанов (рабочая среда — насыщен-
ный пар)
34 д. ф.
Гуревич
__
529
Силу, действующую на тарелку предохранительного клапана
в сторону подъема, можно представить как функцию АРК в виде
формулы
Qn Р^с ^Рк или PQcp,
где Q„ — подъемная сила в кГ;
р — коэффициент подъемной силы, определяемый экспери-
ментально.
Рис. 359. Результаты испыта-
ний рычажно-грузовых пре-
дохранительных клапанов
JJfifimiiue f да/и
По данным исследований [16], величина р изменяется в зна-
чительных пределах и зависит от конструкции тарелки клапана,
седла, корпуса предохранительного клапана и некоторых других
элементов.
Одним из важных требований, предъявляемых к предохрани-
тельным клапанам, является требование посадки тарелки на седло
при давлении, близком к давлению открывания. При конструиро-
вании элементов, обеспечивающих повышение подъема тарелки,
необходимо учитывать, что некоторые мероприятия, предприни-
маемые с этой целью, повышают давление посадки.
530
Одним из рациональных мероприятий по обеспечению доста-
точно высокого подъема тарелки является использование явления
инжектирования для понижения давления над тарелкой. С этой
целью камера над тарелкой, отделенная стаканом пружины на
боковой поверхности, снабжается отверстием, направленным в сто-
рону потока среды (усилить это действие можно инжектирующей
насадкой). При возникновении потока в отводящем патрубке
благодаря инжектирующему действию падает давление над та-
релкой. При понижении давления по мере уменьшения потока
отводимой среды инжектирующее действие снижается и клапан
садится на седло.
На рис. 359 представлены результаты испытаний двух кон-
струкций предохранительных клапанов. Уменьшение сопротив-
ления клапана путем удаления направляющих золотника и пере-
несения направления на верхнюю часть, а также улучшение гидро-
динамических качеств корпуса и др. значительно улучшают
свойства предохранительного клапана, увеличивают его пропуск-
ную способность и уменьшают разницу давлений в котле при
открывании и закрывании клапана.
В связи с тем, что пропускная способность предохранительных
клапанов колеблется в больших пределах в зависимости от осо-
бенностей конструкции и качества изготовления, нормами Гос-
гортехнадзора предусматривается расчет пропускной способности
клапанов, обеспечивающий достаточный запас. Размер и коли-
чество предохранительных клапанов определяются исходя из
следующей величины пропускной способности предохранитель-
ного клапана:
G = 0,220FPama У У т/ч,
где F — рабочее сечение клапана в см2, равное: для полно-
подъемных клапанов и с импульсным управлением
F = 0,785 D2y (Dy — условный диаметр прохода в см);
для тарельчатых клапанов малоподъемных F =
= 2,22 Dch (Dc — внутренний диаметр седла в см;
h — высота подъема клапана в сл);
Рата — абсолютное давление среды в кГ/см2;
М — молекулярный вес проходящих через клапан паров
или газов (для водяного пара М = 18);
Т — абсолютная температура, Т = 273 + F С.
Приведенная формула гарантирует запас пропускной способ-
ности клапана.
Зададимся условием, что при определенной величине коэф-
фициента перегрузки клапана (например, К() = 1,1) и превышения
Давления К в пределах, допускаемых существующими правилами,
подъем клапана будет обеспечен на определенную требуемую
34* 531
клапана Dy = 10ч-200 мм
при h = 0,05 Dc можно
Рис. 360. Малоподъемный пружин-
ный предохранительный клапан
высоту (например, h = 0,05 Dc). Тогда определение расхода
среды через клапан можно вести по условной пропускной способ-
ности клапана с помощью формул, ранее приведенных для регу-
лирующих клапанов (с тарельчатым плунжером), приняв коэф-
фициент расхода равным ц = 0,6. При повышении подъема
тарелки до h = 0,1 Dc коэффициент расхода снижается до
ц = 0,5’
Пропускную способность малоподъемного предохранительного
конструкции, приведенной на рис. 360,
определить с помощью формул типа
Gy = где Dy — в мм;
при Dc = Dy
о2
Gy~-=^ т!ч-
при Dc ~= 0,8 Dy
D2
Gy = т/ч.
В соответствии с этим при вы-
боре предохранительного клапана
по заданному значению Gy можно
использовать следующие формулы:
при Dc = Dy
Dy = 14,5 y^Gy мм;
при Dc = 0,8 Dy
Dy = l7,8VGy мм.
При подъеме клапана до h = 0,1 Dc пропускная способность
предохранительного клапана увеличивается в 1,67 раза (увели-
чение в 2 раза в связи с увеличением подъема вдвое и снижение
в -g- — 0,835 в связи с уменьшением коэффициента расхода от 0,6
до 0,5).
4. ПОЛНОПОДЪЕМНЫЕ ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
В полноподъемных предохранительных клапанах тарелка
поднимается на высоту не менее 0,25 Dc. Обычно полноподъемные
предохранительные клапаны изготовляются с сужением в седле,
при котором диаметр седла в 1,5—2,0 раза меньше условного
диаметра прохода. Чтобы обеспечить достаточный подъем тарелки
клапана и необходимую пропускную способность, перед седлом
клапана создают конусный переход — конфузор с плавными
закруглениями на подводе среды, а выход среды осуществляется
через седло, выполненное в виде сопла с высокими гидродинами-
532
ческими свойствами — сопло Лаваля. Благодаря этому в седле
создаются высокие скорости среды, обеспечивающие образова-
ние значительной подъемной силы, действующей на тарелку
клапана.
Подъем тарелки клапана в 0,25 Dc в связи с высокими скоро-
стями среды в седле не исчерпывает полностью возможности
предохранительного клапана, его пропускная способность растет
до хода h — 0,4 Dc.
Исследования пропускной способности полноподъемных пре-
дохранительных клапанов для компрессорных установок выпол-
нены в НИИхиммаше [16].
При выборе полноподъемного предохранительного клапана
необходимо не только определить его условный диаметр прохода
и подъем тарелки, но и следует выяснить, обеспечивает ли он
в принятых условиях работы (значения Ко и /<) требуемую про-
пускную способность.
Расчет пропускной способности полноподъемных предохрани-
тельных клапанов ведется по площади отверстия в седле исходя
из того, что тарелка клапана поднята на высоту до 0,4 Dc, а коэф-
фициент расхода имеет значение р = 0,85 -е 0,90. Для точного
расчета расхода среды через предохранительный клапан необхо-
димо учитывать сопротивление подводящего патрубка и отводя-
щего трубопровода.
В табл. 105 приведены приближенные значения условной
пропускной способности Gy для различных предохранительных
Dc
клапанов при разных отношениях и при разной высоте подъема
иу
тарелки в полноподъемных клапанах. Как видно из таолицы,
увеличение пропускной способности клапанов при ~ 0,5
происходит с подъемом тарелки до 1г ~ 0,4 Dc.
5. ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ С ИМПУЛЬСНЫМ
УПРАВЛЕНИЕМ
Клапаны с импульсным управлением срабатывают при воз-
никновении импульса, созданного вспомогательным органом управ-
ления (вспомогательный предохранительный клапан, электро-
магнит и т. д.); при этом рабочая среда направляется в соответ-
ствующий привод, который производит открывание основного
клапана.
Пропускная способность предохранительного клапана с им-
пульсным управлением определяется только размерами и сопротив-
лением основного клапана.
При выборе размера полноподъемного предохранительного
клапана с импульсным управлением можно использовать данные
табл. 105.
533
Таблица 105
Условная пропускная способность Gy предохранительных клапанов
Du в мм Малоподъемные h=0,05Dc 11олноподъемные |
D=0,8Dy Dc=Dy D, в мм Л=0,1Пс /г=0,2Дс h=0,ЗДс h^=0.Wc
Gy, в т/ч °у в т/ч
6 — 0,17 3 — 0,20 0,25 0,29
10 0,315 0,474 5 0,28 0,49 0,66 0,80
15 0,700 1,06 7,5 0,66 1,10 1,50 1,80
20 1,21 1,90 10,0 1,40 2,20 2,80 3,20
25 1,90 2,96 12,5 2,20 3,30 4,20 5,00
32 3,22 4,85 16,0 3,50 5,80 7,60 8,10
40 4,85 7,60 20,0 5,50 9,20 11,50 12,50
50 7,89 11,8 25,0 8,60 14,0 17,50 20,0
50 7,89 11,8 30,0 12,6 20,0 25,5 29,0
70 14,9 23,2 32,0 14,0 23,0 29,0 33,0
80 19,4 30,4 40 22,0 36,0 46,0 53,0
80 19,4 30,4 50 32,0 56,0 72,0 80,0
100 31,5 47,5 60 45,0 76,0 100 115
125 49,4 74 75 77,0 120 160 175
150 71 106 90 95,0 170 220 260
175 — — 100 136 220 — —
200 121 190 — — — — —
6. ОТСЕЧНАЯ АРМАТУРА
Быстрое развитие трубопроводного транспорта, рост протяжен-
ности трубопроводных систем, в том числе магистральных трубо-
проводов, вызвали развитие арматуры, предназначенной для
быстрого отключения участка трубопровода в случае возникно-
вения в нем аварийных условий. Когда происходит быстрое по-
нижение давления в связи с утечкой среды (разрыв трубы и т. п.),
должна быть произведена отсечка аварийного участка; арматура,
предназначенная для выполнения этого действия, получила на-
звание отсечной (отсекатели).
Отсекателем может быть клапан, задвижка, кольцевая задвижка
кран или заслонка при условии, что привод обеспечит быстрое
срабатывание. В магистральных трубопроводах чаще всего для
534
привода отсекателей используется энергия транспортируемой
среды, но отсекатели могут работать и от других источников
энергии (электропривод и пр.).
Управление отсекателем может осуществляться с помощью
автоматического устройства, срабатывающего, например, при рез-
ком понижении давления, либо посредством дистанционного управ-
ления из диспетчерского пункта.
Отсекатели могут быть использованы также для отключения
участков трубопровода при ремонте, испытании или ликвидации
аварии. Их устанавливают на ма-
гистральных трубопроводах через
каждые 20—40 км.
Ниже приведены два примера
применения отсекателей [11. На
2
№
Рис. 361. Схема использования крана
в качестве отсекателя:
/ — аккумулятор газа; 2 — диафрагма; 3 —
двухходовой кран; 4 — клапан для сброса
газа; 5 — манометр; б — поршневой привод
Рис. 362. Схема использования за-
движки в качестве отсекателя:
I —самописец дифференциального дав-
ления; 2 — клапан управления обрат-
ным потоком; 3 — предохранительный
клапан; 4 — регулятор; 5 — обратный
клапан; 6 — обратный поток; 7—пря-
мой поток; 8—пневмопривод: 9— кла-
пан управления прямым потоком
рис. 361 приведена схема использования крана в качестве отсе-
кающего устройства. Кран имеет поршневой привод, действующий
от давления газа, транспортируемого по трубопроводу.
На рис. 362 показана схема использования задвижки в ка-
честве отсечного устройства. Срабатывание задвижки происходит
при возникновении повышенной скорости среды в месте ее уста-
новки, либо в случае возникновения обратного потока, при этом
сама задвижка используется в качестве дифференциального
измерительного устройства.
Гидравлический расчет отсекателей сводится к установлению
пропускной способности арматуры и определению перепада
давлений, при котором отсекатель должен сработать.
535
Глава IV. КОНДЕНСАТООТВОДЧИКИ
1. УСЛОВИЯ РАБОТЫ КОНДЕНСАТООТВОДЧИКА
При гидравлическом расчете конденсатоотводчика определяется
его пропускная способность для открытого клапана. Пропускная
способность конденсатоотводчика зависит от диаметра отверстия
в клапане и гидравлического сопротивления выпускной части.
Клапан периодически открывается и закрывается. Периодич-
ность срабатывания клапана определяется пропускной способ-
ностью конденсатоотводчика, перепадом давлений до и после
клапана, объемом поплавка и количеством поступающего кон-
денсата. При срабатывании клапана конденсатоотводчика могут
возникать гидравлические удары в системе. Кроме того, удары
клапана по седлу ускоряют износ уплотняющих поверхностей;
поэтому следует принимать меры для уменьшения частоты сра-
батывания клапана. С этой целью размеры конденсатоотводчика
выбирают таким образом, чтобы он имел небольшой запас пропуск-
ной способности.
Расчет пропускной способности конденсатоотводчиков до на-
стоящего времени выполняется приближенно, без учета большого
числа сложных явлений, которые имеют место при движении
пара и конденсата. Наиболее часто расчет ведут по холодной воде
и с учетом полученных данных оценивают расход конденсата
при заданных условиях.
Конденсатный поток, состоящий из пара и воды, может дви-
гаться в трубопроводе с паровыми или водяными «пробками»,
с размещением пара и конденсата слоями, а также в виде эмульсии
пара и воды. На разных участках создаются различные условия
и различные сочетания потоков. В результате падения давления
часть конденсата самоиспаряется, благодаря чему образуется
пар вторичного вскипания. В связи с этим процессы, имеющие
место при выделении, транспортировке и отводе конденсата,
приобретают сложный характер.
Конденсат и вода могут увлекаться движущимся паром, что наб-
людается при движении насыщенного пара со скоростью порядка
20—30 м/сек и перегретого пара со скоростью 50—80 м/сек и более.
В конденсатопроводе скорость движения конденсата обычно
принимается примерно 0,3—2,0 м/сек, меньшие скорости исполь-
зуются в конденсатопроводах меньших диаметров.
2. РАСЧЕТ КОНДЕНСАТООТВОДЧИКОВ С МЕХАНИЧЕСКИМ ЗАТВОРОМ
При расчете количества проходящего по трубопроводу не-
охлажденного конденсата во избежание чрезмерного усложнения
расчетов считают, что пар и конденсат образуют эмульсию с удель-
ным весом конденсатной смеси
уси = -j7— Г/смл,
,см Kvn
536
где Усм — удельный вес пароконденсатной смеси (эмульсии)
в Псм?\
vn— удельный объем пара в см?! Г',
Q
К — доля пара; К = -£ (Gn — количество пара; G — об-
щее количество конденсата).
Давление смеси определяют по формуле
Рем — Рк
Ук
Чем. ’
где Рсм — давление смеси;
Рк — давление конденсата;
Ук — удельный вес конденсата в Псм?.
Расход смеси определяют исходя из расходов конденсата по
формуле __
Q = Q 1/ У™
см к V ук ’
где GCM — расход смеси;
GK — расход конденсата.
Для расчета расхода конденсата через конденсатоотводчик
при его работе на охлажденном конденсате можно воспользоваться
обычной формулой расхода воды (несжимаемой жидкости при pl)
Ge — 5,04/р ]/ АР т/ч,
где АР — перепад давлений на конденсатоотводчике — разность
давлений до и после конденсатоотводчика во время его
работы с учетом возможного повышения давления
за ним за счет гидравлического сопротивления дренаж-
ного трубопровода.
Коэффициент расхода колеблется от ц --- 0,82 для малых
диаметров отверстий при значительной относительной длине
отверстия до р = 0,5ч-0,6 для больших диаметров (в клапанах
крупных конденсатоотводчиков).
Следует иметь в виду, что в условиях, когда конденсато-
отводчик работает на неохлажденном конденсате, имеет место
самоиспарение конденсата в связи с падением давления в дрос-
сельном отверстии.
Если условно принять, что общая площадь отверстия f в кла-
пане должна быть равна сумме площадей сечений для пропуска
Пара fn и- для пропуска воды /в, то получим формулу f = fn -|- ft,
где для воды
=------~^-=- см2;
5,04ц р ДР
Для пара
/„ =-----СМ2.
2,27р. К РУ1
537
0,1 0,2 0,3 0,9 0,5 О,В 0,10,3 0,91,0 2,0 3,0
ЛР,кГ/смг
Рис. 363. Пропускная способность конденсатоотводчиков
538
Здесь Ga = G — Gn (G — общий расход смеси);
P — Pi — Kp — давление (абсолютное) образования пара
вторичного вскипания;
ДР — (1 — ср2) (Pj — Р2) кПсм2, — перепад давлений на
конденсатоотводчике (ф 0,9 — коэффициент ско-
рости);
— удельный вес пара в установке.
На рис. 363 приведены некоторые данные о фактической про-
пускной способности конденсатоотводчика с открытым поплавком
конструкции, изображенной на верхней части диаграммы.
Пропускная способность конденсатоотводчиков с открытым
поплавком для энергетических установок может быть прибли-
женно определена по формуле
Ge = 0,032£>с /ДР т/ч,
где Dc — диаметр отверстия в седле клапана в мм;
&.Р — перепад давлений на конденсатоотводчике.
В табл. 106 приведена пропускная способность на холодной
воде конденсатоотводчиков с поплавком колокольного типа (см. рис.
91, в). При работе на горячем конденсате пропускная способность
Таблица 106
Пропускная способность на холодной воде конденсатоотводчиков
с поплавком колокольного типа
Ступени пере- падов давлений Д% и ДРб в кГ/см2 Dy в мм
15, 20, 25 32, 40 50
Диаметр отверстия в седле Dc в мм Макси- мальная пропуск- ная спо- собность Gв т/ч Диаметр отверстия в седле Dc в мм Макси - мальная пропуск - ная спо- собность Gq в т/ч Диаметр отверстия в седле Dc в мм Макси- мальная пропуск- ная спо- собность Gq в т/ч
От 0,5 до 1,5 9 2,4 14 6,35 20 7,80
Свыше 1,5 до 4 6 2,2 10 5,90 14 8,20
» 4 » 8 4 1,5 7 4,10 10 6,90
» 8 » 13 3 1,2 5,2 2,95 8 6,30
в 3—4 раза меньше, чем указано в табл. 106. Значения наиболь-
шей пропускной способности G6, указанные в табл. 106, соот-
ветствуют наибольшему перепаду давлений ДРб. При работе на
других перепадах давлений ДР^ фактическая пропускная спо-
собность конденсатоотводчика Оф определяется по формуле
539
Пропускная способность на холодной воде конденсатоотвод-
чика, изображенного па рис. 92, а, приведена в табл. 107. На
горячем конденсате пропускная способность в 2—3 раза меньше,
чем указано в табл. 107.
Таблица 107
Пропускная способность на холодной воде
термостатных конденсатоотводчиков с сильфоном
Перепад давлений, ДР в кГ/смг 0,1 0,.Ч 0,5 0,7 0,9 1,0| 3 5 6 7 8 10 12 11 16
G в т/ч Dy ~ 15 мм 0.15 0,25 0,34 0, 40 0,45 0,48 1 1 ! 1 0,83)1,08 1 1,17 1, '-'7 1,38 1,52 1,66 1,80 2,15
Dy — 20 мм 0,20 0,45 0,60 ; 1 0,70|0,78|0,83 1,4 1.9 2,05 2,20 2,37 2,66 2,90 3,15 3,75
Гидравлический расчет конденсатоотводчиков соплового типа
(рис. 93, б) сводится к следующему. При пропуске охлажденного
Рис. 364. Номограмма i — s для расчета конденсатоотвод-
чика соплового типа при Рг= 11 ата
конденсата пропускная способность рассчитывается, как обычно.
При пропуске пара через цилиндрическую насадку имеет место
критический перепад давлений с соответствующей ему ограни-
ченной скоростью истечения пара.
Для определения режима работы сопла пользуются диаграм-
мой i — s. Энтальпия i — теплосодержание; энтропия s — один
540
из параметров состояния газа, определяемый условием
где ds — бесконечно малое изменение энтропии;
dq — бесконечно малое изменение количества тепла;
Т — абсолютная температура.
Также
где с — истинная теплоемкость газа.
Размерность энтропии та же, что и теплоемкости,—ккал!кг-град.
На рис. 364 приведен участок диаграммы i — s для пара при
давлении Рг — 11 ата и графически показан процесс расширения
пара при одноступенчатом и многоступенчатом сопле. При про-
хождении пара без конденсата через сопло происходит его расши-
рение по линии АБ до критического давления. При этом кине-
тическая энергия превращается за соплом обратно в тепловую
энергию с приростом энтропии вдоль линии БВ. Понижение дав-
ления пара при его вихревом движении за соплом обозначено
на диаграмме сплошной линией на участке от В до Ж.
Штриховые линии соответствуют процессу расширения пара
при многоступенчатом сопле. В случае применения пяти ступеней
ни в одной из них не будет звуковой скорости, образующейся
при критическом перепаде давлений. Весь тепловой напор будет
распределяться на пяти перепадах. Опыт подтверждает, что при-
менение большого числа ступеней нерационально, хотя и ведет
к некоторому уменьшению потерь пара.
При одном сопле скорость будет высокой, но сопло благодаря
простой форме может быть легко изготовлено из эрозионностой-
кого материала.
РАЗДЕЛ ВТОРОЙ
СИЛОВОЙ РАСЧЕТ АРМАТУРЫ
Глава I. ПЛОТНЫЕ СОЕДИНЕНИЯ
1. КЛАССИФИКАЦИЯ ПЛОТНЫХ СОЕДИНЕНИЙ
Силовой расчет служит для определения усилий и моментов,
необходимых для управления арматурой: сил сопротивлений,
возникающих в различных элементах арматуры при управлении
ею (трение в сальниках, трение на уплотняющих кольцах, трение
в сопряжениях привода и т. д.), усилий вдоль шпинделя задвижки
или вентиля, усилий на маховике, необходимых для управления
задвижкой или вентилем как при ручном управлении, так и при
наличии электроприводов. Силовым расчетом также определяются:
характеристики пружин предохранительных клапанов, регулирую-
щих клапанов и других устройств, размеры мембран в приводах
регулирующих клапанов, размеры рычагов, величины грузов их рас-
положение в регулирующих и предохранительных клапанах ит. д.
Среди соединений деталей арматуры имеется особая группа
соединений, к которым помимо обычных требований, предъявляе-
мых ко всем соединениям в отношении прочности, жесткости,
долговечности и т. д., предъявляются еще требования, имеющие
специфический характер. Они заключаются в том, что между
соприкасающимися поверхностями деталей, образующих сопряже-
ние, не должна проходить жидкая или газовая среда, находящаяся
обычно под давлением. Такие соединения называются плотными
или герметичными (абсолютно плотные с непроницаемой стенкой).
Требования, предъявляемые к плотным соединениям, иногда
смягчаются тем, что за определенный промежуток времени до-
пускается пропуск некоторого обычно небольшого количества
среды.
Физические свойства и условия обеспечения плотности этих
соединений изучены еще далеко не полно, хотя имеется ряд работ,
посвященных исследованию этих вопросов.
Условия работы, конструкция элементов соединений для раз-
личных условий работы и методы обеспечения плотности в соеди-
нениях могут быть различны.
Плотные соединения можно разделить на следующие группы.
542
1. По степени плотности:
абсолютно плотные (герметичные) соединения, через которые
протечка газа или жидкости совершенно не допускается;
условно плотные соединения, через которые допускается про-
пуск некоторого количества газа или жидкости.
2. По характеру действия:
неподвижные соединения с постоянным уплотнением (фланце-
вые соединения, пробки, резьбовые муфты и пр.);
подвижные соединения с постоянным уплотнением (сальники,
поршни, пробки кранов и пр.);
подвижные соединения с периодическим уплотнением (замки
затворов, обратных и предохранительных клапанов и т. п.), кото-
рые, в свою очередь, могут быть подразделены на соединения с по-
ступательным, вращательным или винтовым движением. При посту-
пательном движении подвижной детали соединения разъем замка
может осуществляться путем перемещения ее в плоскости уплотне-
ния — арматура золотникового типа (задвижки) или перпенди-
кулярно к плоскости уплотнения — арматура клапанного типа
(вентили).
3. По форме уплотняющей поверхности:
с плоской уплотняющей поверхностью (фланцы, кольца за-
движек, кольца вентилей и пр.);
с цилиндрической уплотняющей поверхностью (поршни, саль-
ники и пр.);
с конической уплотняющей поверхностью (краны, конусные
затворы и пр.);
с уплотняющей поверхностью смешанного типа (сферические,
ножевые, рифленые, гофрированные и т. д.).
4. По свойствам уплотняющей поверхности:
с жестким металлическим контактом без промежуточных
упругих элементов, уплотнение в которых обусловлено тщатель-
ной обработкой соприкасающихся поверхностей (уплотняющие
кольца задвижек, вентилей и пр.);
с упруго деформируемыми элементами (кольца поршней, ко-
жаные и резиновые манжеты, шлаговые уплотнения и пр.);
с упруго-пластически деформируемыми элементами (про-
кладки, набивки и пр.).
5. По характеру температурного режима:
работающие при постоянной нормальной температуре;
работающие при постоянной высокой температуре;
работающие при переменном температурном режиме.
6. По наличию смазки-уплотнителя:
соединения без смазки-уплотнителя;
соединения со смазкой-уплотнителем.
Классификация (см. схему) облегчает и уточняет вопросы
исследований и расчетов плотных соединений, так как более четко
очерчивает круг соединений, имеющих общие свойства.
543
СХЕМА КЛАССИФИКАЦИИ ПЛОТНЫХ СОЕДИНЕНИЙ
Плотные соединения
По наличию смазки- уплотнителя
Работающие без смазки-уплотнителя
Работающие со смазкой-уплотнителем
544
2. УСЛОВИЯ, ОБЕСПЕЧИВАЮЩИЕ ПЛОТНОСТЬ СОЕДИНЕНИЙ
Отключение одной части трубопровода от другой при помощи
затворов (запорной арматуры) обеспечивается в том случае, когда
уплотняющие кольца клина, диска или тарелки, плотно сопри-
касаясь с уплотняющими кольцами седла корпуса, образуют
непрерывный уплотняющий контур — замок, через который среда,
находящаяся в трубопроводе, пройти не в состоянии.
В затворах наиболее часто применяются жесткие металличе-
ские уплотняющие кольца, образующие плотные соединения
с плоской поверхностью сопри-
косновения. Эти соединения
относятся к подвижным соеди-
нениям с периодическим уплот-
нением. Изучив условия обеспе-
чения плотности в них, можно
многие из выявленных свойств
и закономерностей учитывать
при решении задач обеспечения
плотности и в других типах
уплотнений.
Рассмотрим плотное соедине-
ние с плоской металлической
уплотняющей поверхностью де-
талей.
Рис. 365. Схема плотного соединения
Если сосуд 1 (рис. 365), наполненный жидкой или газовой
средой, находящейся под давлением, перекрыть диском 2, то на
него будет действовать сила гидростатического давления среды
Qcp = FP кГ,
где F — площадь действия среды на диск в слг;
Р — гидростатическое давление в сосуде (избыточное)
в кГ/см2.
Чтобы удержать на месте диск 2, необходимо приложить к нему
снаружи усилие Q = Qcp в направлении, перпендикулярном
к плоскости соприкосновения сосуда с диском. При этом условии
обеспечено лишь прилегание торцовых поверхностей и среда не
будет проходить между двумя соприкасающимися поверхностями
лишь в том случае, если уплотняющие поверхности представляют
собой идеальные плоскости. В реальных условиях обработанные
поверхности имеют определенную степень шероховатости и те или
иные отклонения от идеальной плоскости. Все применяемые
способы притирки лишь уменьшают эти отклонения, но не унич-
тожают их полностью. Кроме того, в условиях эксплуатации
возникают причины, которые вызывают появление дополнитель-
ных искажений плоскости: коробление и упругие деформации
под действием сил.
д. ф. Гуревич
545
Чтобы обеспечить гидравлическую плотность соединения,
необходимо создать силовое взаимодействие между уплотняющими
поверхностями, т. е. прижать с силой диск к сосуду.
При действии силы Q > Qcp на соприкасающихся уплотняю-
щих поверхностях создаются определенные удельные давления,
благодаря чему имеющиеся неровности деформируются.
Если деформация происходит в пределах упругости материала
и при этом создаются незначительные остаточцые деформации, то
плотное соединение может оставаться плотным в каждом случае
приложения силы Q.
Для создания таких условий необходимо обеспечить тщатель-
ную обработку уплотняющих поверхностей.
Если на уплотняющих поверхностях отклонение от плоскост-
ности велико и шероховатость значительна, то для обеспечения
плотности соединения следует приложить большие усилия, кото-
рые создадут на уплотняющих поверхностях большие остаточные
деформации.
Считая, что плотное соединение не будет пропускать среду
лишь тогда, когда зазоры между уплотняющими поверхностями
будут меньше диаметра молекулы среды, - приходим к выводу,
что для предотвращения пропуска воды через плотное соединение
необходимо обеспечить величину зазоров менее 0,003 мк. В то же
время глубина бороздок на тщательно обработанных и хорошо
притертых поверхностях металла, обеспечивающих плотность
соединения, превышает 0,1 мк, т. е. более чем в 30 раз превышает
диаметр молекулы воды. Отсюда следует, что приведенный выше
упрощенный подход к вопросам обеспечения плотности является
неправильным. Плотность соединения обеспечивается совместным
действием большого количества сложных физических явлений,
многие из которых еще изучены очень слабо.
Современное представление о свойствах плотного соединения
сводится к следующему.
Абсолютно плотное соединение на практике осуществить трудно,
и обычно даже через плотное соединение с течением времени лро-
сачивается или испаряется какое-то количество среды, но при
хорошем уплотнении соединения это количество просочившейся
среды бывает ничтожно малым и им можно пренебречь.
Величина расхода среды (протечки) через плотное соединение,
образованное двумя соприкасающимися плоскими металличе-
скими поверхностями (замок затвора), зависит:
1) от качества поверхности уплотняющих колец (микрогео-
метрии уплотняющей поверхности, волнистости и степени откло-
нения ее от идеальной плоскости);
2) ширины уплотняющих колец;
3) разности давлений внутри и снаружи уплотняемого кон-
тура;
4) материала уплотняющих колец и его состояния;
546
5) свойств среды;
6) смачиваемости (гидрофильности) или несмачиваемости (ги-
дрофобности) уплотняющих поверхностей;
7) наличия смазки-уплотнителя между соприкасающимися по-
верхностями;
8) конструкции затвора;
9) силового взаимодействия уплотняющих колец — величины
удельных давлений, создаваемых на уплотняющих кольцах.
В начальный период работы плотного соединения количество
просачивающейся через соединение среды не остается постоянным.
Благодаря явлению облитерации (зарастанию щели) количество
Рис. 366. Микронеровности двух соприкасающихся поверхностей:
а — до приложения усилия; б — после приложения усилия
протекающей через зазор среды со временем уменьшается и через
некоторый промежуток времени приобретает постоянное значение.
Протечка среды может при известных условиях со временем пре-
кратиться, если благодаря облитерации щели зазор заполнится
фиксированным слоем полярных молекул. Это возможно лишь при
зазорах, не превышающих 0,02 мм.
Значение перечисленных выше факторов неодинаково.
Для объяснения связи между количеством среды, протекаю-
щей через плотное соединение, и свойствами соприкасающихся
поверхностей предложена следующая теоретическая схема.
Представим себе поверхности двух соприкасающихся уплот-
няющих колец в увеличенном виде до (рис. 366, а) и после
(рис. 366, б) приложения нагрузки. В последнем состоянии вер-
шины гребешков несколько смяты, а имевшиеся ранее зазоры
уменьшились. Между поверхностями остались извилистые зазоры,
через которые может проходить среда.
Если принять, что образованные проходы представляют собой
капиллярные трубки диаметром d, то расход среды через каждый
сантиметр уплотняющего контура соединения будет равен
0=п4-4(Р1~Рз)’ (17)
547
38'
где п — число трубок, расположенных на одном санти-
метре уплотняющего контура;
Ь — длина трубки (ширина уплотняющего кольца);
у — удельный вес среды;
г; — динамический коэффициент вязкости среды;
Рг — Р2 — разность давлений по обе стороны уплотнения.
Если принять, что зазоры между поверхностями представляют
собой плоские каналы, то расход среды через каждый сантиметр
уплотняющего контура будет равен
с = (18)
где h — зазор между уплотняющими поверхностями;
со — коэффициент, учитывающий степень заполненности за-
зора.
Влияние капиллярных явлений можно учесть путем увеличе-
ния или уменьшения разности давлений на условную величину
давления, зависящую от свойств смачиваемости или несмачивае-
мости уплотняющих поверхностей средой и от размеров щелевых
зазоров.
Эти теоретические предпосылки пока не привели к результатам,
пригодным для практического использования, так как исходные
схемы лишь условно отображают реальные условия. На самом деле
в обеспечении плотности соединения играет роль большое коли-
чество факторов, среди которых важное место занимает величина
силового взаимодействия между уплотняющими кольцами (удель-
ное давление), учесть которое при помощи формул (17) и (18) не
представляется возможным.
3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ПЛОТНОСТЬ СОЕДИНЕНИЯ
В ЗАМКАХ ЗАТВОРОВ
Качество уплотняющих поверхностей
играет решающую роль при удельных давлениях на кольцах
примерно до 400 кПсм2. Исследование зависимости величины про-
течки воздуха через плотное соединение с жестким металличе-
ским контактом от чистоты поверхности дало результаты, при-
веденные на рис. 367. Образцы имели диаметр 50 мм, давление
воздуха Р = 5 кПсм2.
Графики показывают, что при малых удельных давлениях на
уплотняющих кольцах протечка воздуха быстро возрастает с ухуд-
шением чистоты поверхности, в то время как при больших удель-
ных давлениях на кольцах влияние чистоты поверхности на вели-
чину протечки значительно меньше.
Это объясняется тем, что при больших значениях удельного
давления q поверхности уплотняющих колец сглаживаются более
интенсивно, чем при малых значениях, и разница в зазорах между
кольцами для различных классов чистоты становится небольшой.
548
Влияние волнистости поверхности уплотняющих колец и
влияние степени отклонения поверхности от идеальной плоскости
на плотность соединения также велико, однако до настоящего
времени данных по этому вопросу не имеется.
Ширина уплотняющих поверхностей со-
единения определяет длину капилляра, и, следовательно,
с увеличением ширины увеличивается сопротивление движению
жидкости, а также вероятность создания мест закупорки каналов
путем деформации бороздок.
Увеличение ширины уплот-
няющих колец способствует
уменьшению износа колец от
эрозии в арматуре высокого да-
вления.
Увеличение ширины уплот-
няющих колец вызывает прямо
пропорциональное увеличение
длины пути просачивающейся
жидкости и, следовательно, со-
гласно формулам (17) и (18),
должно пропорционально умень-
шить величину протечки. В дей-
Рис. 367. График влияния чистоты пло-
ских металлических уплотняющих по-
верхностей на протечку воздуха Q при
различных удельных давлениях на
кольцах q
степени. Зазор становится пере-
ствительности это не имеет места,
так как вследствие деформации
деталей в обеспечении плотности
участвует не вся ширина уплот-
няющего кольца в одинаковой
менным по длине пути движения жидкости между поверхностями.
Разность давлений внутри и снаружи
контура (до седла и за седлом), согласно формулам (17) и
(18), должна оказывать прямо пропорциональное влияние на ве-
личину протечки. Однако выполненные опыты показали, что при
Прочих равных условиях рост протечек «обгоняет» рост разности
давлений и связь между протечкой и разностью давлений может
быть выражена приближенно формулой
G = М (NAP2 + SAP),
где М, N a S — постоянные коэффициенты, зависящие от ма-
териала, качества обработки уплотняющих по-
верхностей, величины удельных давлений на
уплотняющих кольцах и прочих условий.
Материал уплотняющих колец и его со-
стояние оказывают значительное влияние на величину про-
течки. Плотность соединения обеспечивается тем, что две поверх-
ности подходят друг к другу настолько близко, что оставшиеся
зазоры в виде капиллярных щелей затрудняют проход жидкости
Или газа. Величина оставшихся щелей зависит от того, насколько
549
деформируются гребешки микронеровностей поверхностей дета-
лей. Поэтому, чтобы обеспечить одинаковую степень плотности
в соединениях, образованных кольцами из твердого металла
(сталь) и кольцами из мягкого металла (латунь), в первых необ-
ходимо создать большие удельные давления, чем во вторых.
Процессы, связанные с уплотнением соединения: деформации
гребешков, изменение размеров и геометрии зазоров и другие
явления протекают в поверхностном слое металла. Как известно,
свойства поверхностного слоя могут резко отличаться от свойств
основного материала. На свойства поверхностного слоя значи-
тельное влияние оказывают геометрия инструмента и режим обра-
ботки. Изменения, связанные с влиянием обработки, могут ска-
заться на толщине слоя до 50 мк. При притирке поверхностей
основной металл почти не обнажается, и в работе участвуют по-
верхностные слои с измененной по сравнению с основным слоем
металла структурой. Поэтому один и тот же образец, будучи
дважды испытан, после двух различных режимов обработки даже
при одном и том же классе чистоты поверхности может дать раз-
личные результаты. Это приводит к тому, что влияние свойств
материала по сравнению с влиянием геометрии и микрогеометрии
оказывается небольшим и разброс точек на кривой, отображающей
результаты экспериментов, оказывается значительным даже для
одного и того же образца, последовательно обработанного примерно
под один и тот же класс чистоты. При этом разница, вызываемая
различием металла, зачастую перекрывается влиянием других
факторов, что наиболее характерно для работы уплотняющих
колец при сравнительно небольших давлениях. При больших
удельных давлениях (свыше 400 кГ!смг) влияние чистоты поверх-
ности на плотность соединения уменьшается, а влияние материала
несколько возрастает.
Поэтому удельные давления на металлических уплотняющих
кольцах, необходимые для обеспечения плотности в замках затво-
ров, не имеют между собой большого различия.
Влияние свойств жидкости на величину про-
течки определяется в основном вязкостью. В одном и том же
соединении, при одних и тех же условиях более вязкой среды
пройдет через зазор значительно меньше, чем менее вязкой.
Еще большая разница наблюдается при сравнении газовой и
жидкой сред.
При прохождении жидкости через капиллярные зазоры и ка-
налы, образованные уплотняющими поверхностями, газовые пу-
зырьки «засоряют» проходы и затрудняют движение жидкости.
При прохождении же газа капельки жидкости, попавшие в ка-
налы, засоряют их и затрудняют проход среды.
Смачиваемость поверхностей влияет на про-
течку в силу известных свойств капилляров. Известно, что даже
незначительный слой жира на уплотняющих поверхностях уве-
550
личивает давление, необходимое для прохождения воды через
замок затвора. Благодаря хорошему смачиванию металлических
поверхностей керосин легко проникает через зазоры и щели в отлив-
ках, соединениях и др., поэтому керосином пользуются для ги-
дравлического испытания плотности соединений и отливок в наи-
более ответственных случаях. Считают, что испытание плотности
керосином без давления примерно соответствует проверке плот-
ности водой под давлением 3—4 кПсм2.
Достаточно тщательных опытов по изучению влияния смачи-
ваемости поверхностей на плотность соединений еще не было про-
ведено.
Присутствие смазки-уплотнителя между
поверхностями соединения при низких давлениях заметно сказы-
вается на его плотности. Во-первых, присутствие смазки ухуд-
шает смачиваемость поверхностей соединения рабочей средой, что
требует большей разности давлений, необходимой для прохожде-
ния среды через капилляры. Во-вторых, при наличии густой
смазки как бы закупориваются пути прохода среды, что способ-
ствует созданию плотности соединения.
Применение смазки в кранах значительно улучшает их эксплуа-
тационные качества. В отдельных случаях смазка применяется
и для уплотняющих колец задвижек.
При применении смазки конструкция затвора должна преду-
сматривать возможность возобновления слоя смазки, уменьшаю-
щегося в процессе эксплуатации.
Применяемая смазка не должна растворяться в транспортируе-
мой по трубопроводу среде, не должна испаряться или подвер-
гаться каким-либо химическим изменениям.
Жесткость и конструктивные особен-
ности затворов влияют на плотность в силу упругости
деталей. В связи с тем, что детали затвора, обеспечивающие его
плотность и образующие замкнутую силовую цепь, не являются
абсолютно твердыми телами, а обладают определенной упругостью,
их размеры изменяются под действием усилий, связанных с давле-
нием среды. Это влечет за собой изменение силового взаимодей-
ствия уплотняющих колец.
Для лучшей компенсации влияния этих изменений на плотность
затвора желательно, чтобы уплотняющие кольца имели малую жест-
кость, т. е. чтобы упругая осевая деформация колец была бы по воз-
можности большой. Это подтверждает хорошая работа полых уплот-
няющих колец из металлического листа с асбестовой набивкой.
Величины деформаций, искажающих геометрическую форму
Деталей, особенно значительны в деталях арматуры больших про-
ходов, например в деталях больших задвижек.
Для лучшего обеспечения условий плотности упругие дефор-
мации соприкасающихся точек разных деталей (например, корпуса
и клина в задвижке) должны быть равными.
551
Рассмотрим влияние жесткости деталей на работу вентиля,
для чего представим себе вначале вентиль «абсолютно жесткой»
конструкции, который закрыт до подачи давления в корпус. Для
плотного перекрытия такого вентиля достаточно к шпинделю при-
ложить усилие Qy, т. е. усилие, определяемое лишь величиной
удельного давления на уплотняющих кольцах, необходимого для
создания плотности. В случае подачи давления в корпус под
клапан силовое взаимодействие уплотняющих колец в рассматри-
Сеи3/.1*!.'.-/
Р, кГ/см2
Рис. 368. График изменения коли-
чества среды при повышении дав-
ления в вентиле Dy~25 мм после
закрывания с разными моментами:
— X—X— подача среды под клапан;
— 0—0— подача среды на клапан
ваемом вентиле не изменится, и он
сохранит состояние плотного пере-
крытия.
Иная картина будет при нали-
чии упругих деталей в вентиле.
Усилие Qy будет недостаточным
для сохранения плотности после
подачи давления в корпус; потре-
буется усилие, равное Q-^Qy-.Q,.,,
так как усилие давления среды Qcp,
возникающее дополнительно и дей-
ствующее на золотник, в резуль-
тате деформации шпинделя разгру-
зит уплотняющие кольца и оставит
на них действовать лишь усилие Qy.
Нами рассмотрена схема в наибо-
лее упрощенном виде и в элемен-
тарном изложении, на самом деле
влияние упругих свойств деталей
на работу вентиля сложнее. Но
несомненным остается положение,
что упругость деталей имеет боль-
шое значение и оказывает значи-
тельное влияние на величину уси-
лий, необходимых для управления арматурой. На рис. 368 при-
веден график изменения количества пропускаемой вентилем среды G
при повышении давления Р. Кривые отображают влияние жест-
кости конструкции деталей вентиля на величину протечки.
Температура также оказывает значительное влияние
на плотность соединения. С повышением температуры уменьшается
вязкость среды и изменяются линейные размеры деталей. Дефор-
мация деталей приводит к нарушению плотности ранее притертых
соединений. Исследования показали, что плоская поверхность
диска при нагреве его в одном месте до температуры 60° С иска-
жается и становится не плоской. В связи с этим в наиболее ответ-
ственных случаях (например, в предохранительных клапанах,
где необходимо обеспечить минимальные удельные давления)
окончательную притирку уплотняющих колец целесообразно
производить при рабочей температуре. Это позволит создать такие
552
поверхности, которые с учетом возможных деформаций от действия
температуры обеспечат плотные соединения в рабочих условиях.
Силовое взаимодействие уплотняющих
колец является управляемым фактором. Изменение удельных
давлений на уплотняющих кольцах используется для создания
необходимой плотности в соединениях арматуры при различных
условиях.
4. УДЕЛЬНЫЕ ДАВЛЕНИЯ НА УПЛОТНЯЮЩИХ КОЛЬЦАХ
Многие обстоятельства играют роль в обеспечении плотности
соединений деталей арматуры, но не все они с должной степенью
точности могут быть учтены и выявлены.
Обычно конструкция затвора и размеры уплотняющих колец
определяются конструктором сообразно назначению изделия; при
силовом расчете затвора требуется определить усилие, с которым
одно уплотняющее кольцо должно быть прижато к другому для
того, чтобы обеспечить плотность замка при
данных условиях. Величина этого усилия мо- /фффхфщХ
жет быть определена лишь на основе исполь- I
зования экспериментальных данных. /(ф
Обычно считают, что для данного типа фф---------------Пф
затвора (вентиль, задвижка и т. д.) величина \ фф
усилия, необходимого для обеспечения плот- j
ности, зависит лишь от ширины уплотняю-
щих колец, их материала и давления среды
(перепад или разность давлений принимается Рис. 369. Площадь дей-
равным избыточному давлению среды). При ствия среды между
этом считают, что состояние уплотняющих
поверхностей соответствует какой-то средней
величине, обеспечиваемой путем притирки.
Для определения величины удельных давлений, обеспечиваю-
уплотняющими коль-
цами
щих определенную степень плотности замка затвора, проведено
большое количество исследований; однако это еще не привело
К созданию общепринятых норм вследствие большой разницы
в результатах исследований.
Для обеспечения плотности клапанного сопряжения необхо-
димо иметь > 1, где Qo — осевое усилие, действующее на
Qcp
тарелку клапана в сторону закрывания, кГ\ Qcp — усилие от
Давления среды, кГ.
При определении значения Qcp = FcpP = 0,785D2P кГ не-
обходимо установить истинное значение Fcp — площади действия
среды, которая зависит от площади проникновения среды между
уплотняющими поверхностями (рис. 369). При отсутствии про-
течки между кольцами, когда вся площадь, заштрихованная на
рис. 369, находится под действием давления Р, площадь действия
среды равна площади проникновения. Величина FCp зависит от
553
степени совпадения геометрии поверхности уплотняющих колец,
их макро- и микрогеометрии, а также от силового воздействия на
клапан как со стороны шпинделя, так и со стороны действия
среды. Она определяется контуром уплотнения, создаваемым уплот-
няющими кольцами, который зависит и от степени соосности
шпинделя с клапаном.
Когда клапан закрыт без давления среды, под действием цен-
трально приложенной силы он деформируется так, как это пред-
ставлено на рис. 370, т. е. раскрытие кольцевого сопряжения
замка происходит снаружи. Под действием давления среды, воз-
никающего под тарелкой клапана, эта деформация еще больше
. усиливается. В этих условиях наибо-
I лее вероятно значение D, близкое
а к
Когда клапан закрывается под
действием давления в начальный мо-
Рис. 370. Схема деформации та-
релки клапана
мент соприкосновения колец, пло-
щадь действия среды определяется
наружным диаметром, т. е. D^Dr
По мере увеличения удельных давле-
ний на уплотняющих кольцах раз-
мер D должен приближаться к Dc.
Однако для того чтобы выдавить
среду, оставшуюся в тонком зазоре
между кольцами, необходимо повышенное усилие и определенный
отрезок времени. Это действие называется «обрыв струи».
При силовом расчете арматуры принимают, что действие среды
распространяется до среднего диаметра уплотняющей поверх-
ности колец Ок; с учетом этого рассчитываются усилия от давле-
ния среды Qcp. Если исходить из этого, то следует считать, что
на площади колец, где действует среда, не действуют удельные
давления и если давление среды распространяется в пределах
диаметра DK, то усилие Qcp передается на оставшуюся половину
площади, по которой происходит непосредственное соприкоснове-
ние колец. Такое суждение имеет определенное основание. Однако
следует иметь в виду, что контур площади проникновения среды
между кольцами имеет сложную форму, что сами поверхности не
идеальные плоскости, что фактические удельные давления на
соприкасающихся (контактирующих) поверхностях значительно
отличаются от расчетных, что площадь действия среды по мере
увеличения усилия вдоль шпинделя уменьшается, а площадь
соприкосновения колец увеличивается, и т. д. Поэтому значения
необходимых удельных давлений qy имеют определенный услов-
ный характер и опираются в основном на практические данные.
Уменьшив расчетную величину площади соприкосновения колец,
необходимо соответственно увеличить удельные давления. В связи
с этим обычно в технике необходимые удельные давления qy и
554
фактические удельные давления qK относят ко всей площади
колец.
Обозначим в условиях обеспечения плотности клапанного
сопряжения
Qo = QcP + Qy,
где Qy — усилие, на которое Qo превышает Qcp, достаточное для
обеспечения плотности сопряжения, т. е.
Qy = Qo - Qcy-
Таким образом,
Qa __ Qcp + Qy _ j । Qy
Qcp Qcp. Qcp
Обозначим 1 + = /Со, тогда Qo = K0Qc„-
Чср
Назовем Ko коэффициентом перегрузки. Величина Ko за-
висит от упругих свойств клапана и геометрических параметров
плоскости соприкосновения уплотняющих поверхностей.
Для обеспечения плотности кольцевого сопряжения необхо-
димо создать замкнутый контур уплотнения. Рассмотрим условия
создания его при отсутствии влияния упругости шпинделя,, кор-
пуса и других деталей вентиля, как это имеет место на грузовых
испытательных стендах, когда Qo, передаваемое на испытываемые
образцы, постоянно.
Могут быть предложены две гипотезы и соответственно два
критерия, определяющих достижение плотности клапанного сопря-
жения.
1. Образование замкнутого контура уплотнения и обеспечение
плотности сопряжения достигается при создании достаточных
удельных давлений qy на уплотняющих поверхностях колец.
2. Образование замкнутого контура уплотнения и обеспечение
плотности сопряжения достигается при создании достаточной
погонной нагрузки по периметру уплотнения.
Здесь
4i = ЧуЬ.
При закрывании клапана без давления среды с усилием Qo,
достаточным для уплотнения, создается величина удельного дав-
ления на кольцах
а = Qo
Чк<> nDKb
При подаче среды под клапан с металлическими уплотняющими
кольцами можно приближенно считать
Qo Qcp
qKC = nDKb •
555
Для клапана с упругими уплотняющими кольцами (резина,
пластикат полихлорвиниловый и др.)
а = Qo-
Чкс :xDKb ‘
Заменив Qo = K0Qcp = Ко —j— Р,
получаем
zz DKP , ,, DKP
Чко = Ко и qKC = (Ко — 1) .
Таким образом, при одинаковом значении Ко, т. е. когда уплот-
няющее усилие Qy = nDKbqy составляет определенную часть
усилия от давления среды Qy = (Ко — 1) QcP, величина удель-
ного давления до подачи среды и после при разных диаметрах
различна и зависит также от давления среды Р. Если принять
для всех колец постоянную ширину Ь, то удельные давления дк0
и qKC будут пропорциональны произведению DKP. Чтобы сохра-
нить постоянство удельных давленийдля различных диаметров DK,
необходимо, чтобы ширина колец увеличивалась пропорцио-
нально DK. Это на самом деле в конструкциях не имеет места
(в вентилях и клапанах b 0,15]/^), следовательно, при по-
стоянном значении 7С0 с увеличением Dfi удельные давления
будут возрастать, отношение -----будет равно
Яке
J/ko_ _ Кр
Яке Кр I
Рассмотрим случай, когда для обеспечения плотности- необ-
ходимо создать на кольцах удельные давления, равные qy = qKC =
cP
= -у , что соответствует условиям, когда погонная нагрузка по
периметру колец не зависит от ширины кольца. Тогда
и
откуда
ЯкР ___ | I Рк
Яке ~ 4с ’
Следовательно, в последнем случае
<?о = (1 + Qcp-
Исследования плотности плоских кольцевых соединений вы-
явили следующую закономерность изменения величины удельных
давлений, необходимых для обеспечения плотности от давления
среды (рис. 371) для малых и средних давлений.
556
При повышении давления среды Р удельные давления q воз-
растают по кривой, показанной жирной линией. На участке до qKp
имеет место значительный разброс экспериментальных данных
(заштрихованная площадь). При достижении критического удель-
ного давления qKp микронеровности и другие дефекты поверхности
настолько взаимно сглаживаются, что при повышении давления
их влияние мало, а решающим фактором оказывается влияние
упругости элементов конструкции. При давлениях свыше РА
повышение давления вызывает пропорциональное повышение не-
обходимых удельных давлений. После обжатия уплотняющих
поверхностей с удельным давле-
нием qKp обеспечение плотности
соединения достигается более
низкими удельными давлениями
(штриховая линия ОА и далее
по линии А1). Таким образом,
после обжатия с удельными дав-
лениями свыше qKp зависимость
<?=/ (Р) выражается прямой ли-
нией I—I. Чтобы обеспечить
необходимую плотность сопря-
жения, величину удельных дав-
лений приходится выбирать,
исходя из ограничивающей пря-
мой II—II с применением коэф-
фициента запаса. В соответст-
Рис. 371. Схематический график необ-
ходимых удельных давлений на уплот-
няющих кольцах
вии с этим при давлениях,
близких к нулю, удельное давление не должно быть ниже qmin.
Если учесть, что арматура работает после производства гидрав-
лических испытаний на плотность, выполняемых при давлении, рав-
ном условному Ру, и что при испытаниях имеют место удельные
давления на кольцах qK0, создающие в известной мере обжатие
уплотняющей поверхности, так как qK0 > qy, то величина gmin
может иметь сравнительно малое значение.
Из последней формулы видно, что при принятом выражении qy
значение /<0 уменьшается с увеличением DK и, следовательно, при
больших значениях DK величина Ко будет приближаться к еди-
нице, a Qo к Qcp. При изменениях Р (гидравлические импульсы,
удары и пр.) может иметь место момент, когда Qcp станет равной
или даже будет превышать Qo. Таким образом, при одинаковых
допустимых колебаниях давления и при постоянном значении qy
особое значение имеет коэффициент запаса для арматуры больших
диаметров прохода. Для определения структуры формулы, опре-
деляющей величину qy, в первую очередь необходимо знать зави-
симость qy от Р и Ь.
Линейная зависимость между qy и Р при тщательно притертых
и предварительно обжатых поверхностях установлена рядом
557
исследований при малых и средних давлениях и серьезным сом-
нениям не подвергается, могут быть лишь разные мнения о коэф-
фициенте пропорциональности. Меньше выявлено влияние ши-
рины колец.
Из схемы работы колец, представленной на рис. 370, видно, что
в работе пообеспечению плотности участвует не вся ширина кольца,
а часть ее, в связи с этим длительное время считалось, что зави-
симость qy от Ь выражается соотношением qy =
cP
Уь
это нашло
свое отражение в соответствующих формулах. Некоторые экспе-
рименты показали возможность использования такой зависимости,
однако последние наши исследования, выполненные с плоскими
кольцами одинаковой ширины от 1 до 7 мм, выявили более резкое
влияние ширины колец, соответствующее зависимости qy =
cP
Ьх ’
где х находится в пределах от 1,2 до 1,7, причем полученные
данные для колец шириной 4—5 мм сравнительно хорошо совпа-
дают с применяемыми значениями qy. Более широкие кольца по-
казали меньшие, а более узкие большие значения qy.
С Р
Рассмотрим зависимость qy =-----. Когда х = 1, величина Qy
ьх
не зависит от ширины колец и, следовательно, Qo также не за-
4с
висит от Ь; /Со = 1 Ч—, как было выведено выше.
При х < 1 с увеличением ширины колец увеличиваются ве-
личины Qy и Qo. При узких кольцах усилие, необходимое для
закрытия клапана, меньше, чем при широких.
При х> 1 с увеличением ширины колец уменьшаются вели-
чины Qy и Qo. В этом случае при широких кольцах усилие, необ-
ходимое для закрытия клапана, меньше, чем при узких.
Нами рассмотрены условия работы вентиля и клапана при
подаче среды «под клапан», как наиболее часто применяемые.
При подаче среды «на клапан» перегрузка колец создается после
подачи среды. В этом случае
, DKP
qK0 = 7(4 qKc = qy +
Величина qy может приниматься небольшой для обеспечения
плотности при малых давлениях, когда самоуплотнение сопря-
жения еще не достигнуто. Такое же положение имеет место при
работе задвижек в условиях одностороннего самоуплотнения.
Заслуживает внимания проблема установления оптимальной
ширины уплотняющих колец. Какими должны быть кольца:
широкими или узкими? Имеются сторонники и того и другого
решения. Положительными качествами широких колец являются:
меньшие удельные давления на кольцах, в связи с чем требуется
меньшее усилие закрывания (при х > 1) и меньшая опасность
558
задирания и прихватывания металла (для задвижек); меньшая
опасность эрозионного износа при протечках.
Положительными качествами узких колец являются: меньшие
размеры деталей арматуры (корпуса, тарелки клапана или клина
и пр.), упрощение процесса притирки и достижения наиболее
полного совпадения поверхностей, а также большие возможности
Взаимного обжатия и достижения qKp.
В некоторых случаях, например в предохранительных клапа-
нах, узкие уплотняющие кольца диктуются необходимостью
обеспечить четкий обрыв струи и идентичность срабатывания
клапана, в других случаях, например в задвижках, широкие кольца
обеспечивают запас долговечности и создают возможность выпол-
нения повторных притирок.
Таким образом, определение оптимальной ширины колец
должно производиться с учетом влияния целого ряда конструк-
тивных, технологических и эксплуатационных факторов.
С увеличением размера арматуры ширина колец увеличивается,
хотя и не пропорционально DK. Если принять для всех размеров
cP
арматуры значения qt = cP, что соответствует qy = , то на
1 см периметра уплотняющего контура колец придется одинаковая
нагрузка независимо от DK, а значение Ко с увеличением DK
будет уменьшаться, между тем на уплотняющих кольцах большого
размера достичь такого же качества притирки, как и на малых,
труднее, да и погрешности формы на больших кольцах больше,
чем на малых. Чтобы учесть размерный фактор целесообразно
ввести поправочный коэффициент KD, учитывающий необходи-
cP
мость увеличения qy в случае qy = -у- . Это обстоятельство в не-
которой степени может быть учтено, если принять зависимость
„ _ cP
, при которой значение qt с увеличением ширины кольца
возрастает. В этом случае
Ко = 1 +
и некоторое увели1
чение Ь с увеличением DK частично компенсирует уменьшение
для больших размеров арматуры.
В связи с указанным впредь до получения новых досто-
верных данных рекомендуются для применения величины qy,
приведенные ниже, уже используемые в течение целого ряд лет
и показавшие положительные результаты при силовом расчете
арматуры.
Для определения величины необходимых удельных давлений
на уплотняющих кольцах запорной арматуры для жидкости при
нормальной температуре служит общая формула:
С kP j-, . g
qy = - -кГ/CM2,
(19)
559
где с — постоянная величина для данного материала колец;
/г — коэффициент, учитывающий влияние давления среды на
величину удельного давления при заданном материале
колец;
Р — рабочее давление среды в кПсм2-,
b — ширина уплотняющей поверхности кольца в см.
В табл. 108 приведены частные формулы (19) и некоторые
цифровые данные для определения qy для жидкости при нормаль-
ней температуре в зависимости от материала уплотняющих колец.
При пользовании этими формулами необходимо иметь в виду
следующее.
1. Величины удельных давлений отнесены к 1 см2 поверхности
уплотняющих колец.
2. Данные приведены для колец с плоской поверхностью со-
прикосновения.
3. Приведенные данные предназначены для обеспечения надеж-
ной плотности при уплотняющих кольцах с тщательно притертой
поверхностью до 10-го класса чистоты, работающих в технически
чистой воде или другой жидкой среде (кроме бензина и керосина),
не загрязненной посторонними твердыми примесями.
4. При уплотняющих кольцах, изготовленных из разных
материалов, величина qy принимается по наиболее мягкому ма-
териалу.
5. Формулы применимы для определения величины удельных
давлений не свыше qy = 700 кПсм2.
6. Для отдельных жестких конструкций вентилей и при очень
тщательной притирке колец (примерно 11-й класс чистоты) до-
пускается снижать удельные давления на 25%.
7. Повышение температуры требует увеличения удельных дав-
лений. Так, по некоторым данным, увеличение температуры воды
с 15 до 100° С потребовало увеличения удельных давлений при-
мерно до 2 раз.
8. Приведенные в таблицах величины удельных давлений отно-
сятся к арматуре 2—3-го классов плотности (см. табл. 112 и 113).
Ориентировочно можно считать, что для обеспечения соответ-
ствующей степени плотности нужно обеспечить на уплотняющих
поверхностях колец чистоту поверхности:
для 1-го класса плотности — не ниже 11-го класса чистоты
» 2-го » » » 10-го » »
» 3-го » » » » 9-го » »
9. В ответственной арматуре 1-го класса плотности, предназна-
ченной для весьма агрессивных сред, а также для текучих сред —
водорода, гелия и т. п., рекомендуется значения указанных выше
удельных давлений увеличивать в 1,8 раза.
10. Влияние посторонних примесей в среде на величину удель-
ных давлений не может быть точно учтено, так как оно зависит
от их физических свойств, размеров и степени загрязненности среды.
560
. Гуревич
Таблица 108
Необходимое удельное давление qy (в кГ!см2) на уплотняющих кольцах затворов
для жидкости при нормальной температуре
г, 35+ Р Сталь н твердые сплавы о,. = — у Уь . , 18 + 0.9Р Алюминий и его сплавы, полиэтилен, винипласт q,,~ 5— у J/+
„ . , 30 + Р Чугун, бронза и латунь а — !-=— у j/ь Резина средней твердости, пластикат полихлорвиниловый 4 + 0.6Р к*
ь в мм qy для чугуна, латуни и бронзы при Р в кГ/см2 ь в мм qy для стали и твердых сплавов при Р в кГ!см2
2,5 4,0 6,0 10 16 25 40 64 80 | 100 160 6 10 16 25 40 64 80 100 160 225 250 320 400
2,0 2,5 3,0 3,5 4,0 5,0 6,0 7,0 8,0 10,0 12,0 14,0 16,0 75 65 60 55 50 45 40 40 35 32 30 27 26 80 70 65 60 55 50 45 40 38 34 31 29 27 85 75 70 65 60 50 45 45 40 36 33 30 28 90 80 75 70 65 60 50 50 45 40 37 34 32 100 90 85 82 75 65 60 55 50 46 42 39 35 120 НО 100 90 90 80 70 65 60 55 50 46 42 160 140 130 120 НО 100 90 85 75 70 64 60 55 210 190 170 160 150 130 120 НО 105 95 85 80 75 250 220 200 190 175 160 140 130 120 НО 100 92 290 260 240 220 200 185 170 155 145 130 120 300 270 245 230 215 190 2,0 2,5 3,0 3,5 4,0 5,0 6,0 7,0 8,0 10,0 12,0 14,0 16,0 90 80 75 70 65 55 55 50 45 40 37 35 32 100 90 80 75 70 65 58 55 50 45 41 38 36 115 100 90 85 80 70 65 60 55 50 47 43 40 130 120 110 100 95 85 80 75 65 60 55 51 47 170 150 140 130 120 105 100 90 85 75 68 63 60 220 200 180 170 155 140 130 120 ПО 100 90 84 260 230 210 190 180 160 150 140 130 115 300 275 245 230 210 190 175 160 150 135 440 390 355 330 310 275 250 230 220 195 580 520 475 440 410 370 335 310 290 640 570 520 480 450 400 370 340 320 650 600 560 500 460 425 400 690 620 560 520 485
Примечание. Значения получаемые по приведенным формулам, применимы при нормальной температуре для
всех жидкостей, кроме бензина н керосина. Для газообразных сред (воздух, пар и пр.), для бензина и керосина при нормальной
СП температуре, а также для жидкостей (кроме масел и других вязких сред) при температуре свыше 100° С удельные давления уве-
О личиваются в 1,4 раза.
Следует признать, что величины qy в значительной степени
диктуются экономическими факторами. Современное машино-
строение располагает технологическими возможностями для полу-
чения поверхностей уплотняющих колец весьма высокой степени
чистоты и плоскостности, при которых значения qy могут быть
снижены по сравнению с обычно применяемыми. Однако высокая
стоимость изготовления таких поверхностей заставляет искать
оптимальное решение: обеспечить плотность арматуры, не при-
бегая к чрезмерно большим усилиям на маховике, и в то же время
сохранить возможность обработки уплотняющих поверхностей
в условиях серийного производства.
В результате ручного управления и изменений давления среды
после закрывания вентиля на уплотняющих кольцах могут воз-
никнуть и часто возникают удельные давления, значительно
большие, нежели qy. Необходимо предусмотреть при расчете,
чтобы фактические удельные давления qK не вызывали бы значи-
тельных пластических деформаций и не изменили бы геометрии
поверхности, полученной притиркой.
Для этого необходимо выдержать условие
Я у < Чк <
где qy — удельные давления, необходимые для обеспечения
плотности соединения;
qK и qn — соответственно фактические и предельно допусти-
мые удельные давления.
Значения qn для вентилей приведены в табл. 109.
Уплотняющие кольца задвижек работают в условиях значи-
тельно более тяжелых, нежели уплотняющие кольца вентилей,
так как относительное перемещение колец вызывает износ уплот-
няющих поверхностей, а при больших удельных давлениях воз-
никает опасность заедания (задирания). При расчетах задвижек
для определения qy рекомендуется пользоваться формулами
табл. 108.
Предельно допустимые удельные давления на уплотняющих
кольцах задвижек приведены в табл. ПО.
В кранах контакт между уплотняющими поверхностями в про-
цессе работы не нарушается, кроме того в них применяется смазка
уплотняющих поверхностей. Все это создает благоприятные усло-
вия для работы крана и требует для обеспечения плотности зна-
чительно меньших удельных давлений, чем в вентиле и задвижке.
Испытания стальных серийных кранов со смазкой заводского
изготовления при конусности 1 : 7, выполненные автором, пока-
зали, что для обеспечения плотности на воздухе при давлениях
до 25 кПсм2 (при нормальной температуре) достаточно удельное
давление на уплотняющей поверхности
qc = 0,045Р2аб кПсм1
562
Таблица 109
Предельно допустимые удельные давления qn (в кГ/см2)
на уплотняющих кольцах вентилей при /^ 200° С
Материал колец Марка Состояние материала Твердость Чп
Латунь ЛС59-1 ЛМцС58-2-2 Прокат и отливка НВ 80—95 800
Латунь кремни- стая ЛК80-3 Отливка НВ 95-110 1000
Бронза БрАЖМцЮ-3-1,5 Прокат и отливка НВ 120—170 1000
Сталь коррозион- ностойкая Х18Н10Т ЭИ654 ЭИ628, ЭИ629, ЭИ448 Прокат, отливка, наплавка НВ 140—170 НВ 155—170 НВ 135—185 1500
Сталь нержавею- щая 2X13 1Х17Н2 То же НВ 200—300 2500
Сталь легирован- ная 35ХМЮА 38ХМЮА Азотиро- ванная HV 800—1000 3000
Твердый сплав (наплавка) Стеллит ВЗК и ЦН2 Наплавка HRC 40—45 2500
Твердый сплав Сормайт № 1 Наплавка HRC 48—51 1500
Резина, пластикат полихлорвиниловый 2P-II Листовая Средней твердости 50
Примечания:
1. Данные приведены для конструкций вентилей, у которых при закрывании
ие происходит относительного кругового перемещения поверхностей уплотняющих
колец тарелки клапана и корпуса.
2. Для конструкций вентилей, у которых тарелка клапана жестко связана
со шпинделем (изготовлена заодно) и при закрывании вентиля происходит отно-
сительное круговое перемещение поверхностей уплотняющих колец тарелки кла-
пана и корпуса, значения qn принимаются, как у задвижек, по данным табл. 110.
3. Приведенные значения дп являются ориентировочными.
36*
563
Таблица 110
Предельно допустимые удельные давления qn (в кГ/см2)
на уплотняющих кольцах задвижек при t 200° С
Материал колец Марка Состояние материала Твердость Чп
Чугун серый СЧ15—32 и др. Отливка НВ 170—220 300
Латунь ЛС59-1 ЛМцС58-2-2 Л62 Прокат, отливка НВ 80—95 200
Латунь кремни- стая ЛК80-3 Отливка НВ 95—110 250
Бронза БрАЖМцЮ-3-1,5 БрАЖН 10-4-4 Прокат, отливка НВ 120—170 350
Сталь углероди- стая 25Л Отливка НВ^170 300
Сталь легирован- ная 20ХМЛ Отливка НВ 135—180 350
То же 35ХМЮА 38ХМЮА Азотиро- ванная HV 800—1000 800
Сталь кислото- стойкая Х18Н10Т ЭИ448 ЭИ654 ЭИ628, ЭИ629 Прокат, отливка, наплавка НВ 140—170 НВ 135—185 НВ 155—170 НВ 135—185 150
Сталь нержавею- щая 2X13 (ЭЖ2) Прокат, отливка, наплавка НВ 200—300 250
Твердый сплав Стеллит ВЗК н ЦН2 Наплавка HRC40—45 800
Твердый сплав Сормайт № 1 Наплавка HRC 48-51 500
Примечания: 1. Приведенные значения qn являются ориентировочными. 2. Значения qn даны в предположении, что оба уплотняющих кольца изго- товлены из одно о и того же материала. 3. Для аустенитных сталей Х18Н10Т и др. отсутствие задирания не может быть гарантировано.
564
с учетом запаса можно принимать qc = 0,06Рраб кПсм2; qc опре-
делялось так:
<7с = 4^- кГ/см2,
где Qy — осевое усилие вдоль пробки в кГ;
Fq — проекция конусной поверхности пробки в см2;
Fq = ~(D26 — Dl) см2.
Здесь Dd и DH — наибольший и наименьший диаметры конусной
части пробки в см.
Таким образом, используя приведенные значения qc, осевое
усилие вдоль пробки можно определить по формуле
Qy = кГ-
Помимо плоских кольцевых уплотнений в арматуре приме-
няются также конусные (рис. 372) с углом ср от 30 до 45°. Конус-
ные поверхности труднее при-
тираются, так как в этом слу-
чае нельзя использовать пло-
ские притиры; крометого, при
малых значениях угла ср тем-
пературные колебания могут
привести к защемлению та-
релки, а при больших диа-
метрах седла и больших уси-
лиях расклинивающее дейст-
вие становится настолько
большим, что может дефор-
мировать вставные кольца.
Однако в конусном уплотне-
Рис. 372. Схема действия сил в конусном
седле
нии менее вероятно защемле-
ние твердых засорителей, а
удельные давления при тех
же осевых усилиях обычно большие, чем в плоском. В связи с этим
при малых диаметрах прохода и ответственной арматуре приме-
няют и конусное уплотнение.
Из рис. 373 следует, что
Q = 2N sin ср + 2Т cos ср,
где N — реакция конусного кольца;
Т — силы трения на поверхности кольца.
Так как Т = где — коэффициент трения, то
Q = 2N (sin ср + ps cos ср),
или
Q = 2N sin ср ( 1 -}
tg ф )
565
Но (см. рис. 372)
2N = nDKlq, I = D“-~Dc-, DK = °'
к ч 2 sm <р ’ к 2
Следовательно,
откуда
4 (4 — Dz) (1 +
4 \ и £/ \ tg <р /
Обозначим 4 (D« — Dc) = Fq, где F4 — проекция конусной
поверхности на плоскость отверстия седла. Тогда
Рис. 373.
Многоуголь-
ник сил
<7 =
Q
Величина Q!Fq представляет собой удельное да-
вление, получаемое от деления осевого усилия на
проекцию уплотняющей конусной поверхности. Обо-
Q
значим = qc.
ьч
Тогда
дс
1'к
tg <р
Чтобы обеспечить на конусной уплотняющей поверхности
удельные давления, равные qy, в соответствии с табл. 108 при
расчете можно пользоваться формулой
Qy = nDKbnqv,
где DK = Dc + b-,
b — ширина проекции седла (см. рис. 372);
п = 1 +
t£T *
Для вентилей высокого давления, уплотнение в которых выпол-
няется в виде конуса на золотнике и фаски 0,4—0,6 мм под углом
45° в корпусе, расчет также ведется по данной формуле, с уче-
том п = 1,3, а необходимые удельные давления принимаются
равными:
При Ру = 320 кГ/см1......................qy = 920 кГ!см2
» Ру = 700 » ....................qy= 1150 »
Для стали и стеллита ВЗК допускается bnqy^ 1200 кГ/см
566
В арматуре применяются также уплотнения с линейным кон-
тактом (рис. 374). В реальных условиях уплотнение происходит
не по линии, а вдоль полоски небольшой ширины, поскольку под
действием усилия вдоль шпинделя соприкасающиеся поверхности
уплотняющих колец деформируются.
Расчет приведенных на рис. 374, а и б соединений ведется
с учетом необходимости обеспечения определенного усилия на
единицу длины соприкасающихся поверхностей Qy = nDKqi- Зна-
чения qt приведены в табл. 111.
Рис. 374. Уплотнения с линейным контактом: а — ноже-
вое уплотнение радиусного профиля; б — ножевое уплот-
нение углового профиля; в— конусное уплотнение с ли-
нейным контактом
Так называемые ножевые уплотнения (рис. 374, б) исполь-
зуются в арматуре для загрязненных твердыми частицами сред.
При линейном конусном уплотнении (рис. 374, в)
Qu = xDKqt sin + ~^
Расчет производится по формуле
Qv = nDK/iZ<?Z-
Для стали и стеллита ВЗК допускается qt 1200 кПсм.
Таблица 111
Необходимые удельные давления qt для уплотнений
с линейным контактом при давлении среды Ррод 25 кГблг
Материал более мягкого уплотняющего кольца q^ в кГ/см
Мягкая резина и пластикат Фторопласт и полиэтилен qt = 0,4+0,6Рраб <7Z = 1,0+ Рраб
567
5. КЛАССИФИКАЦИЯ ЗАТВОРОВ ПО СТЕПЕНИ ПЛОТНОСТИ
Как указано было ранее, плотное (условно плотное) соедине-
ние иногда пропускает какое-то количество среды. Если эта ве-
личина протечки практического значения не имеет, то соединение
считается плотным.
Техническими условиями на изготовление арматуры обычно
предусматривается, какой пропуск среды допускается при испы-
таниях при закрытом положении затвора.
Для обеспечения высокой степени плотности затворов необ-
ходимо добиваться чрезвычайно тщательной притирки уплотняю-
щих поверхностей, увеличения удельных давлений на уплотняю-
щих кольцах, повышения жесткости конструкции и т. д.
Опыт эксплуатации арматуры показывает, что в ряде случаев
нет необходимости предъявлять к арматуре особо высокие требо-
вания в отношении плотности, так как иногда вполне допустима
некоторая незначительная протечка среды, которая не отразится
на эксплуатационных качествах арматуры. В то же время обеспе-
чение высокой степени плотности этих изделий значительно услож-
нило бы технологию изготовления и повысило бы их стоимость.
Чтобы установить определенную систему в назначении и выборе
затворов по степени плотности разработана классификация арма-
туры по степени плотности, основные положения которой при-
ведены в табл. 112 и 113 (по ГОСТу 9544—60).
Таблица 112
Распределение арматуры по классам плотности
(ГОСТ 9544—60)
Класс плот- ности Назначение Среда для испытания на плотность
I Арматура для опасных сред, энергетических и ответственных установок, а также концевая арматура Вода Керосин Воздух
II Арматура для безопасных сред Вода Воздух
III Арматура для безопасных сред на Pz/-<40 кГ/см2 Вода
Примечание. Классификация распространяется на все виды затворов (запорной арматуры) с Dy < 2000 мм и на Ру< 200 кГ/см2.
568
Таблица 113
Допускаемый пропуск среды при испытании на плотность
(по ГОСТу 9544-60)
При выборе класса плотности и установлении допустимой про-
течки следует учитывать, что в арматуре высоких давлений про-
пуск среды между уплотняющими поверхностями вызывает эро-
зию поверхностей, а при наличии агрессивной среды происходит
разъедание металла в месте протечки. По мере увеличения щели
протечка быстро возрастает и арматура выходит из строя. Поэтому
к арматуре, работающей при высоких давлениях или на агрессив-
ной среде, следует предъявлять повышенные требования в отно-
шении обеспечения плотности.
Глава II. САЛЬНИКИ
1. ОБЩИЕ СВЕДЕНИЯ
В арматуре наиболее часто применяются сальниковые уплотне-
ния с мягкой набивкой из пеньки или асбеста. В регулирующих
клапанах для уменьшения сил трения применяются сальники со
смазкой. Высота сальниковой камеры, высота набивки h и тол-
щина кольцевого слоя s выбираются с учетом целого ряда факто-
ров: давления, температуры, степени ответственности изделия
и пр.
569
Величина h выбирается обычно в пределах от 4s для неответ-
ственных изделий при низких давлениях до 10s — для уплотне-
ния среды при высоких давлениях.
Толщина набивки выбирается в пределах от s == 0,7 ]/dc до
s= 1,5 V d„ где dc — диаметр шпинделя в мм.
В связи с уплотнением материала набивки при сборке перво-
начальная высота набивки, т. е. занимаемый ею объем, умень-
шается. Наибольшее изменение претерпевает набивка из шнуро-
вого асбеста и из пеньки; даже в заранее подготовленных сальни-
ковых кольцах высота также уменьшается.под действием усилия
Рис. 375. Схема сальникового уплот-
нения
Таблица 114
Значения коэффициента кц
для набивок АС и АПП (НВДТ)
Давле- ние Р в кГ/см2 kh
при сечении кольца 4X4 мм при сечении кольца 6x6 мм
50 0,88 0,85
100 0,77 0,70
200 0,62 0,52
400 0,50 0,41
600 0,46 0,37
900 0,42 0,33
затяжки. В табл. 114 приведены экспериментальные значения
коэффициента снижения первоначальной высоты набивки feft.
Из табл. 114 ясно, что с увеличением сечения набивки усадка
материала увеличивается.
При силовом расчете сальниковых уплотнений требуется опре-
делить необходимое усилие затяжки сальника и силу трения между
сальниковой набивкой и шпинделем.
Рассмотрим процесс уплотнения сальника мягкой набивкой
(рис. 375).
При нажатии втулки сальника 2 набивка, уплотняясь, раз-
дается в стороны и плотно охватывает шпиндель 1. Одновременно
с этим набивка прижимается к стенкам крышки 3, благодаря чему
создается уплотнение между подвижным шпинделем 1 и крышкой 3.
Выделим кольцевой элемент набивки высотой dy и рассмотрим
действующие в сальнике усилия.
Под действием усилия, передаваемого втулкой, в упругой на-
бивке возникает осевое давление Ру, величина которого в связи
с наличием сил трения изменяется по высоте набивки.
Благодаря упругости набивки возникает радиальное давле-
ние Рх, величина которого также изменяется по высоте.
570
Величина Ру больше Рх. Примем Ру = пРх, где п — коэф-
фициент пропорциональности, больший единицы. Величина п не
является постоянной, так как она зависит от упругих свойств
материала набивки, степени уплотнения набивки и ряда других
факторов. Для мягких набивок АС и АПП (НВДТ), изготовлен-
ных в виде колец, были получены значения коэффициента п,
приведенные в табл. 115. Из таблицы видно, что с увеличением
давления и с увеличением сечения колец пластичность набивки
увеличивается, в связи с чем при прочих равных условиях уве-
личиваются и значения Рх.
Таблица 115
Значения коэффициента п
для набивок АС и АПП (НВДТ)
Давле- ние Р в кГ/см2 п
при сечении кольца 4X4 мм при сечении кольца 6x6 мм
50 5 3,0
100 3 2,2
200 2,3 1,8
400 1,7 1,6
600 1,5 1,5
900 1,4 1,4
Таблица 116
Соотношение
между коэффициентами ц2 и щ
Давле- ние Р в кГ/см2 Для набивки АПП Для набивки АС
200 р2= 1,2|.tj Р2=1,6Р1
400 Щ=1,4Ц1 p2=l,8pi
600 рг=1,5Ц1 Р-2 2,0pi
800 ^2=1,6^! 14=2,2^
Характер изменения Ру (а следовательно, и Рх при постоян-
ном значении п) по высоте набивки показан на рис. 375. Изменение
величины Ру зависит от коэффициентов трения: — между
сальниковой набивкой и шпинделем и и, — между сальниковой
набивкой и крышкой, причем р2 >> pv
Соотношения между р2 и рх для сальниковых колец сечением
4x4 мм при одинаковой чистоте поверхности шпинделя и саль-
никовой камеры приведены в табл. 116.
2. УСИЛИЕ, НЕОБХОДИМОЕ ДЛЯ ЗАТЯЖКИ САЛЬНИКОВОЙ НАБИВКИ
Чтобы определить усилие, необходимое для затяжки сальника,
будем исходить из следующего условия. Плотность сальникового
соединения будет обеспечена при условии, что на нижнем кольце-
вом участке радиальное давление сальниковой набивки должно
превышать рабочее давление среды.
Выше было показано, что пластичность набивки и коэффи-
циенты трения зависят от давления и размеров сечения сальника.
К этому следует добавить, что созданное усилие затяжки со
571
временем снижается в связи с пластичностью материала набивки
примерно вдвое за 20 мин для набивок АПП, на 30% для АПРПП
и АС и на 25% для фторопласта. Со временем снижение давления
уменьшается и величина давления приобретает постоянное зна-
чение.
Точный расчет с учетом влияния изменений всех вышеуказан-
ных факторов чрезмерно усложняет вычисления, поэтому для
решения практических задач приходится принять некоторые упро-
щающие расчет допущения.
Примем значение п постоянным для всех сечений рассматри-
ваемого сальника. Будем в качестве расчетной величины прини-
мать усредненное значение коэффициента трения ц — ДцЬИ? ( дей-
ствующим на поверхности шпинделя и поверхности сальниковой
камеры.
Тогда уравнение равновесия кольцевого элемента набивки
будет иметь вид:
л (D + dc) цРх dy = —~ (D2 — d2) dPy.
р
Эта формула после подстановки в нее Рх = —— и преобразова-
ния примет вид
dPy _ 4udy
Ру - n(D-dc)
Для обеспечения плотности, согласно принятым условиям,
необходимо иметь в сальниковой набивке Рх = Рра5 при у = h.
Для того чтобы определить давление Ру в сечении, находя-
щемся на расстоянии у от линии АА (рис. 375), интегрируем диф-
ференциальное уравнение и находим интеграл для участка от у
до h, так как давление в сечении зависит от трения, действующих
на участке ниже этого сечения
1п ру = . h~y
пРраб п D~~dc '
п Ц г D — dc
Примем — = / и —~ s; тогда
y^L
Ру = пРрабе s .
Давление Рс, необходимое для затяжки сальника, получим
при условии у = 0, откуда
У —
Рс = "Рраб? S
Для удобства выполнения расчета можно использовать выра-
жение
Рс ф Р раб>
2f —
где ф = пе s —коэффициент пропорциональности (табл. 117).
572
Необходимое усилие затяжки сальника
Qc = -^(D2-d2)Pc кГ.
Как следует из табл. 115, значение п = 1,4 соответствует усло-
виям наибольшей пластичности набивки, чему способствует повы-
шение давления и увеличение величины s. Принимая п = 1,4,
получаем наименьшее значение необходимого усилия затяжки.
Для определения <р при других значениях п достаточно значе-
ния <р, приведенные в табл. 117, умножить на i = . Значе-
Таблица 117
Значения коэффициентов <р и ф
. . _ Л
при п = 1,4 для различных Ррад и —
Рабочее давление Рраб в кГ/см2 h S 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 и более
До 25 (|г=0,1) ф 2,13 2,28 2,45 2,63 2,82 3,02 3,25 3,47 3,72
ф 1,14 1,39 1,65 1,94 2,22 2,55 2,90 3,26 3,65
26—63 (ц=0,07) ф 1,89 1,98 2,09 2,20 2,31 2,42 2,55 2,68 2,82
ф 0,77 0,92 1,08 1,25 1,43 1,61 1,80 2,00 2,24
64—159 (р.=0,05) ф 1,73 1,80 1,86 1,93 2,01 2,08 2,15 2,23 2,31
ф 0,53 0,62 0,73 0,84 0,95 1,06 1,19 1,30 1,43
160—349 (ц=0,03) ф 1,59 1,63 1,67 1,70 1,73 1,77 1,81 1,85 1,89
ф 0,31 0,35 0,42 0,46 0,53 0,59 0,66 0,70 0,77
350—500 (ц=0,02) ф 1,52 1,54 1,56 1,58 1,60 1,62 1,64 1,66 1,68
ф 0,18 0,22 0,26 0,29 0,31 0,35 0,37 0,41 0,44
Примечание. При > 500 кГ/см2 следует принимать <р — 1,4,
ния ф, приведенные в этой таблице, определены из условия, что
в самом нижнем кольцевом слое путем затяжки сальника создается
Давление на шпиндель, равное рабочему давлению среды, бла-
годаря чему среда не в состоянии отжать набивку и просочиться
Между ею и шпинделем. Это условие может привести к завышен-
573
ным значениям <р, в особенности для сальниковых, уплотнений
в арматуре высоких давлении, имеющих большие значения —.
Величину <р можно несколько снизить, учитывая следующие
обстоятельства.
1. Уплотнение набивки при сборке создается обычно путем
затяжки сальника не по всей высоте сразу, а отдельными слоями
друг за другом, что значительно облегчает условия обжатия на-
бивки.
2. Давление среды, действующее на сальниковую набивку
снизу, может в некоторых случаях создать усилия, при которых
сальниковое устройство самоуплотняется, т. е. плотное обжатие
шпинделя набивкой обеспечивается действием давления среды.
3. В сальниковых уплотнениях с большой высотой набивки,
т. е. с большим значением отношения ~ , нет необходимости созда-
вать условия Рх = Рраб при у = h, так как нормальная работа
сальникового уплотнения обеспечивается и при меньших у.
Для запаса прочности болтов сальника должно быть выдер-
жано условие
Рс 5э 1,2Рраб кПсм\
что относится, главным образом, к арматуре высокого давления,
так как при низком давлении это условие всегда обеспечено.
Для быстрого ориентировочного определения необходимого
усилия затяжки сальника иногда применяют выражение
Рс = гРраб кГ/сМ2.
Значения коэффициента z указаны в табл. 118.
Таблица 118
Значения коэффициента z
Рабочее давление Рраб в кПсм1 2,5 6 10 16 25 40 64 100
Коэффициент z 3,0 3,0 2,6 2,2 2,0 1,5 1,3 1,2
3. СИЛА ТРЕНИЯ МЕЖДУ САЛЬНИКОВОЙ НАБИВКОЙ И ШПИНДЕЛЕМ
Сила трения между элементом набивки и шпинделем
dT — ndcdyPxy,
где dy — высота элемента набивки;
р, — коэффициент трения.
574
При п = 1,4
обозначим
тогда
Эта формула после преобразования и интегрирования примет
вид
h
f
Т = п dcyPpa5 J е s dy,
о
откуда
Т — 0,5ndcsnPpa6^e2f s — 1).
Т= 2,2 d.sP„e(e2' • - 1);
,f = 2.2 (/^-1).
Т = ^dcSPpaQ.
Значения ф даны в табл. 117, в которой принято, что коэффи-
циенты трения между набивкой и шпинделем уменьшаются с по-
вышением давления (это подтверждено экспериментами). Кроме
того, в арматуре для высоких давлений обычно применяются
шпиндели с более тщательно обработанной поверхностью,часто
закаленной, шлифованной и полированной, что уменьшает силу
трения.
При выборе других значений п величины ф, принятые по
табл. 117, следует умножить на коэффициент i =
При расчете сальниковых уплотнений со смазкой, используе-
мых в регулирующих клапанах, применяется следующая фор-
мула:
Т — 1 ,5Ртл dch кГ,
где Рт 0,025 кГ/см2 — удельная сила трения, приходящаяся
на единицу уплотненной поверхности штока;
dc — диаметр штока в см\
h — высота набивки в см.
Глава III. СИЛЬФОНЫ
1. УСИЛИЕ, СОЗДАВАЕМОЕ СИЛЬФОНОМ
Быстрое развитие химии и атомной энергетики вызвало потреб-
ность в арматуре, работающей на агрессивных и радиоактивных
средах. К этой арматуре предъявляются повышенные требования
в отношении плотности всех соединений. Помимо этого должна
быть обеспечена безопасность дистанционного обслуживания и
предусмотрена возможность дистанционного монтажа и демонтажа
арматуры. Сальниковые уплотнения с мягкой набивкой не удов-
летворяют этим требованиям, так как они требуют периодической
575
Рис. 376. Сильфон
цельный
подтяжки, а иногда и замены набивки. В связи с этим быстрое
развитие получила так называемая сильфонная арматура, в ко-
торой уплотнение соединения шпиндель—крышка обеспечивается
сильфоном (при поступательном, а иногда и вращательном дви-
жении шпинделя). Сальник в этом случае либо вовсе отсутствует,
либо играет вспомогательную роль.
Используются сильфоны также и для вы-
полнения задач привода, в этом случае силь-
фон заменяет цилиндр с поршнем. Иногда ис-
пользуют упругие свойства сильфона и для
замены пружины, что имеет место при необ-
ходимости установки сильфона.
Первоначально сильфоны в арматуре
использовались для целей привода в термо-
статных конденсатоотводчиках, в настоящее
время наибольшее применение они имеют
в вентилях.
Сильфоны изготовляются из полутомпака
Л80ииз коррозионностойкой стали Х18Н10Т
и других марок, а также из неметаллических материалов (фторо-
пласт и др.). По числу слоев сильфоны бывают однослойные и
многослойные. К сильфонам предъявляются обычно требования,
по которым они должны обеспечить определенный ход при рабо-
чем давлении и гарантировать нор-
мальную работу изделия в течение
достаточного срока, т. е. иметь необ-
ходимую долговечность. Очень часто
к ним предъявляются также требо-
вания по антикоррозионной устой-
чивости.
До настоящего времени нет доста-
точно простого и удобного для прак-
тического применения аналитиче-
ского метода расчета сильфонов.
Некоторые из имеющихся практи-
ческих данных, которые могут быть
использованы при расчете, приведены
ниже. Следует иметь в виду, что эти
формулы и графики дают прибли-
Рис. 377. Сильфин сварной
женные величины жесткости и долговечности и в практике могут
иметь место отклонения от полученных расчетным путем.
По методу изготовления сильфоны могут быть цельными
(рис. 376) и сварными (рис. 377); их упругие свойства различны.
С точки зрения упругих свойств сильфон (при отсутствии дав-
ления среды) можно приравнять к пружине с жесткостью Сп, где
Со = кГ/мм,
576
где Qre _ нагрузка, кГ (сила упругости сильфона — без дей-
ствия давления среды) в кГ\
А, — упругий ход сильфона в мм.
На основном участке (упругого хода) жесткость Со является
величиной постоянной, следовательно, приближенный график
изменения силы от прогиба будет иметь вид прямой линии, про-
ходящей через начало координат (рис. 378). Такой график не вполне
точно отвечает свойствам сильфона в связи с наличием петли
гистерезиса (штриховая линия), но для практических целей он
вполне применим.
Жесткость цельного однослойного сильфона (рис. 376) при
отсутствии давления среды может быть определена по формуле
„ _ 2,5£D„(1 + 0,013г) б2'45
°- n(DK-De)3
где DH и De — наружный и внутренний диаметры сильфона в мм\
t — шаг гофра в мм\
6 — толщина стенки сильфона в мм\
п — число гофров в сильфоне;
Е — модуль нормальной упругости в кПмм\
Модуль упругости полутомпака Л80 равен 11 600 кПмм2,
стали Х18Н10Т — 20 200 кПмм2.
Для упрощения вычислений разработана номограмма значе-
ний у = 2,5 (1 + 0,013/2) 62’45, приведенная на рис. 379.
С использованием номограммы формула для определения
жесткости приобретает вид
С° = n (DH — De)3 V кГ!мм-
Как видно из формулы, на жесткость сильфона большое влия-
ние (степень 2,45) оказывает толщина стенки 6. Вследствие слож-
ности технологического процесса изготовления сильфона толщина
стенки получает местные изменения и не может быть выдержана
в жестких допусках. Во всяком случае колебания толщины стенки
в пределах 10% считаются вполне допустимыми. Это дает значи-
тельные отклонения фактической жесткости сильфона от расчетной.
Для получения более точных результатов рекомендуется
в формулу подставлять уточненные значения 6 = 6', полученные
путем усреднения толщины стенки в соответствии с фактическим
весом сильфона:
6' = А?*- мм,
(Jh
где 6Н — толщина стенки по нормали в мм;
GH — расчетный вес сильфона по нормали;
Оф — фактический вес рассчитываемого сильфона.
Если жесткость сильфона подсчитана по толщине стенки 6Н,
т- е. имеется теоретическая жесткость сильфона, то уточнение
37 д. ф. Гуревич 577
Усилие
Рис. 379. Номограмма для определения коэффициента у.
Пример: дано 6 = 0,2 мм t= 5,5 мм; находим: у — 6,5 НО-2
11 И 1 1 I I !j..! 1 I I I.’ 11 I I I I I I Щ1.|| 1 1 II 1 I 1 III I II II I 111111111111 lllllllllljllunnil
578
жесткости по усредненной толщине стенки 6' можно произвести
/ д' \2,45
иутем умножения на соответствующее значение \~y~y , т. е-
/ д' \ 2,45
Со = Со I -т- ) кГ1мм,
\ Он J
где Со — уточненное значение Сц.
При действии гидростатического давления снаружи или внутри
сильфона последний деформируется под действием усилия Qcp =
= PFe, где Fc — площадь действия гидравлического давления
в см2. Обычно считают
0,785/92,
где
n DH + Ог
De = —- см.
В подавляющем большинстве случаев сильфоны работают
в сжатом состоянии и лишь в редких случаях, на некоторых
участках хода, — в растянутом.
При сжатом сильфоне сила упругого сопротивления сжатию
действует в сторону действия усилия от давления среды, при рас-
тянутом сильфоне — в обратную сторону.
Это условие можно представить в виде формулы
О.сФ Qcp — Qyc*
где QCfp — сила, передаваемая сильфоном, в кГ.
Знак «плюс» принимается для сжатого сильфона, «минус» —
для растянутого.
В аналогичных случаях (расчет мембран) пользуются понятием
«эффективная площадь», которая учитывает общий результат
действия гидравлического давления среды и силы, вызываемой
силами упругости. Принимают Qcl[> = PF3.
Приравнивая PF3 = Qcp ± Qyc, получаем
F3 = Q£P±Qjjl. cm\
В тех случаях, когда усилие от жесткости сильфона имеет
незначительную величину по сравнению с усилием от действия
среды величиной Qpc пренебрегают и принимают Qc(l} = Qcp.
На рис. 380 приведен пример расчетного графика из числа
применяемых при расчете сильфонов.
График дан для двухслойного сильфона с наружным диа-
метром DH = 27 ± 0,84 мм и внутренним D,, = 17,3 мм. Шаг
гофра t = 2,5 мм, Fs = 3,75 см2.
37* 579
СП
00
о
Жесткость Ср,кГ/мм 2 4
Рис. 380. Расчетный график сильфона НС27-12-0,16 X 2:
] — линейный ход Л; 2 — жесткость Ср, 3 — установочная длина L
2. ДОЛГОВЕЧНОСТЬ СИЛЬФОНОВ
Долговечность сильфона определяется числом циклов, ко-
торые он может сделать до разрушения. Разрушение сильфона
вызывается напряжениями, многократно возникающими в нем
на сгибе материала, и зависит от величины этих напряжений.
Напряжения в сильфоне определяются действующим давлением
Рис. 381. Номограмма для определения долговечности однослойных
сильфонов из полутомпака
Наибольшие напряжения в стенке однослойного сильфона
от прогиба могут быть определены по формуле
„___ О ЕРц V л
Р (£>« - De)3 ' 62
где
6 = 3 (1 — 21n<z а = — •
Р 2.1 \ а2 — 1 / ’ De ’
у = 2,5(1 + 0,013/2) б2-45
(определяется по номограмме на рис. 379);
X — ход сильфона в мм;
6 — толщина стенки сильфона в мм.
На основании приведенной формулы можно оценить влияние
различных параметров сильфона на величину возникающих
напряжений, а следовательно, косвенно и на долговечность силь-
фона.
До настоящего времени не получено аналитического выра-
жения для определения долговечности сильфона в зависимости
от различных действующих факторов.
Для приближенного определения долговечности цельного
сильфона из полутомпака в зависимости от величины хода и дав-
ления, выраженных как части от наибольших допустимых, может
быть использован график на рис. 381,
581
Пример. Определить долговечность сильфона DH = 34 мм
при 12 гофрах для работы с ходом на сжатие в 4 мм и при внутрен-
нем давлении 0,6 кПсм2.
Решение. По табл. 119 определяем наибольший допустимый
ход для сильфона данных размеров — он равен 8 мм, следова-
тельно, мы используем 50% наибольшего хода. Наибольшее до-
пустимое давление, согласно той же таблице, составляет 3,0 кПсмг,
следовательно, рабочее давление в данном случае имеет величину
в 20"о от наибольшего.
Таблица 119
Данные сильфонов отечественного производства
из полутомпака Л80 (по МН 420—64), однослойных,
с внутренними посадочными поверхностями
Наружный диаметр D в мм Внутренний ! диаметр De j в мм j 1 Шаг гофра t 1 в мм Число гоф' ров п Толщина стенки 6 в мм к м О л Эффективная площадь Г г в см2 Жесткость 1 CQ в кГ/мм наибольшая Жесткость Со в кГ/мм : наименьшая Допустимое наружное и внутреннее : давление Р в кГ/см2 Допустимый ход в мм
12 7,0 1,0 15 0,14 21 0,75 3,2 0,70 10,3 2,1
16 9,0 1,2 / 0,09 14,5 1,27 0,71 0,40 6,0 1,7
16 9,0 1,2 20 0,09 29,5 1,27 0,29 0,08 2,0 5,0
20 10,8 2,2 13 0,11 34 1,96 0,45 0,25 3,0 4,8
28 18,0 2,0 8 0,12 23 4,3 0,90 0,30 4,0 2,8
28 18,0 2,7 12 0,12 40 4,3 0,65 0,16 3,5 6,6
28 18,0 1,8 16 0,12 35,5 4,3 0,53 0,13 3,0 4,5
34 20,8 2,2 6 0,15 20,5 6,1 1,12 0,34 4,0 2,5
34 20,8 2,2 12 0,15 33,7 6,1 0,56 0,17 3,2 5,4
48 30,7 3,5 5 0,14 27 12,2 0,87 0,31 2,5 3,2
52 34,6 3,4 15 0,12 60,5 15,0 0,20 0,10 2,0 11,0
60 36,0 4,8 11 0,18 63 18,5 0,29 0,13 2,5 11,5
Соединяя прямой линией точки, соответствующие 50% на
шкале хода и 20% на шкале давления, мы среднюю шкалу пере-
секаем в точке, соответствующей 1000 000 циклов, это и составит,
приближенно, долговечность сильфона при данных условиях.
Для определения долговечности сильфонов могут быть по-
строены графики, один из которых представлен на рис. 382.
График выполнен для однослойного сильфона с наружным диа-
метром DH = 38 мм п толщиной стенки 6 = 0,22 мм при
12 гофрах.
Аналогичного типа графики строятся для каждого типоразмера
сильфона отдельно и отражают влияние на долговечность только
нагрузочных факторов (давление и ход сильфона). В действитель-
ности долговечность сильфона определяется его напряженно-
582
Внешнее давление Р, кГ/chi
Долговечность 5 циклах
Рис. 382. График долговечности сильфона НС38-12-0,22
СП
QO
со
деформированным состоянием, которое зависит от большого
числа параметров: нагрузочных факторов (давление и ход), гео-
метрических данных (размеры гофров, закруглений, толщина
материала и пр.) и механических характеристик материала (мо-
дуль упругости и коэффициент Пуассона).
Расчет сильфонов на основе теории оболочек представляет
собой очень трудоемкую работу
Рис. 383. График зависимости между
долговечностью сильфона N (числом
циклов) и напряжением <т,у
I реализация его в инженерных
расчетах стала возможной лишь
с применением электронно-вы-
числительных машин (ЭЦВМ).
В настоящее время методика
такого расчета разработана и
применяется в ЦКБА для одно-
слойных сильфонов [101. Разра-
Рис. 384. Сильфон многослойный с
резьбовыми втулками
ботан алгоритм расчета напряженно-деформированного состояния
сильфона, по которому составлена программа для ЭЦВМ типа
БЭСМ-ЗМ. Расчет производится для группы сильфонов, имеющих
общую геометрическую модель. В результате расчета для каждого
из сильфонов определяются все величины, характеризующие на-
пряженно-деформированное состояние сильфона (линейные и угло-
вые деформации, напряжения, эффективная площадь и пр.). Кри-
терием оценки долговечности сильфона является величина aN —
меридиональное напряжение на опасном участке гофра (в районе
возле внутреннего радиусного закругления), которое определяется
на основании данных ЭЦВМ.
По значению oN определяется ожидаемая долговечность N,
выраженная в количестве рабочих циклов или нагружений, ко-
торые сильфон может выдержать до разрушения. Для этой цели
используется экспериментально установленная зависимость
между N и oN, представленная графически на рис. 383. Эта за-
висимость выражается формулой
° У
584
Для стали 0Х18Н10Т К = П-1011 и х = 4,42.
Таким образом, для однослойных сильфонов из стали0Х18Н10Т
Потребная долговечность сильфонов, установленных в постоян-
но действующих регулирующих клапанах, зависит от условий их
работы и назначения. Она может колебаться от 10 000 до 1 000 000
циклов. В особо тяжелых условиях работы сильфонов иногда
ограничиваются долговечностью в 1500 циклов.
Некоторые данные о сильфонах отечественного производства
приведены в табл. 119, 120, 121 и 122.
Таблица 120
Данные сильфонов отечественного производства
из прлутомпака Л80 (по МН 425—64), многослойных,
с внутренними посадочными поверхностями
Диаметр в мм Шаг гофры t в мм Число гофров п , Толщина стенки каж- дого слоя б, в мм Число слоев z Общая длина L в мм Эффективная площадь Fs в см2 Жесткость в кГ/мм Допустимое наружное и внутреннее давление Р в кГ/см2 Допустимый ход в мм
наружный DH внутренний наибольшая наименьшая
12 6,6 1,0 15 0,14 2 21,2 0,75 5,25 1,20 13 1,1
28 17,5 2,6 8 0,12 2 28,0 4,3 2,50 0,50 8,2 3,1
34 20,9 2,2 6 0,12 2 20,5 6,1 1,30 0,36 7,0 2,1
38 24,2 2,9 6 0,11 2 25,0 7,95 1,00 0,36 5,0 3,2
38 24,2 2,9 8 0,11 2 32,5 7,95 0,60 0,25 3,0 4,0
38 26,0 2,7 6 0,15 2 23,5 8,2 3,65 1,10 7,0 2,2
38 26,0 2,7 8 0,15 2 30,5 8,2 2,74 0,82 7,0 2,1
38 26,0 2,7 17 0,15 2 53,4 8,2 1,00 0,39 7,3 7,2
40 26,2 3,0 16 0,17 3 60,0 8,8 1,52 0,74 10 5,8
50 33,9 3,5 10 0,14 2 43,5 14,1 0,97 0,38 3,0 5,6
56 36,2 4,3 11 0,20 2 55,6 17,1 1,25 0,47 4,0 7,0
585
Таблица 121
Данные сильфонов отечественною производства из стали Х18Н10Т
(по МН 429—64), однослойные с внутренними посадочными
поверхностями
Диа мегр в мм № Жесткость Со в кГ/мм «э tf
наружный ф £ '° xQ Шаг гофры t Числе гофр п Толщина стен 6 в мм Общая длина в мм Эффективная площадь FP з наибольшая наименьшая Допустимое н ное и внутре! давление Р в кГ/см- 3 р с 2 и
4 0,12 15,0 1,18 6,0 1,6 17 1,0
6 0,16 19,0 1,18 12,0 4,6 25 1,5
8 0,12 22,7 1,18 3,0 0,9 17 2,4
10 0,12 27,0 1,18 2,4 0,7 17 3,2
10 0,14 27,0 1,18 3,4 1,3 21,5 2,9
12 0,12 30,5 1,18 2,0 0,6 17,0 3,8
15 9,5 1,9 12 0,14 30,5 1,18 2,9 1,0 21,5 3,5
14 0,12 34,5 1,18 1,8 0,5 17,0 4,5
14 0,14 34,5 1,18 2,5 1,0 21,5 4,2
14 0,16 34,5 1,18 5,3 2,0 25,0 3,9
16 0,12 38,0 1,18 1,5 0,4 17,0 5,2
16 0,14 38,0 1,18 2,1 0,8 21,5 4,8
18 0,12 42,0 1,18 1,4 0,4 17,0 5,9
18 0,14 42,0 1,18 1,9 0,7 21,5 5,5
6 0,12 20,5 1,7 3,2 1,2 17,0 3,0
6 0,14 20,5 1,7 4,4 1,8 21,5 2,8
6 0,22 20,5 1,7 7,9 4,5 31,0 2,4
18 11,5 2,2 10 0,12 30,0 1,7 1,9 0,6 17,0 5,4
10 0,14 30.0 1,7 2,8 1,3 21,5 5,2
18 0,18 46,0 1,7 3,0 1,0 26,0 5,4
22 0,18 56,5 1,7 2,5 0,8 26,0 6,7
6 0,12 27 2,34 2,9 1,2 11,5 3,3
10 0,12 40 2,34 1,7 0,8 11,5 6,0
21 13,5 3,2 10 0,14 40 2,34 2,2 1,0 16,0 5,6
10 0,18 40 2,34 4,7 2,0 20,0 4,8
12 0,10 46 2,34 1,2 0,2 8,0 7,7
14 0,14 53 2,34 2,0 0,7 16,0 8,0
586
587
45 40 38 27 наружный DH Диаметр в мм
33,5 29 25,5 17,5 i внутренний N
3,7 4,0 фффффффффф О О ND Си О СП си о io nd 3,3 1 Шаг гофры t в мм
О ОО QO СП С". СП to o>ndndooooo>o>nd ND ND О О Оо 00 Ф Число гофр п
р о о о о р io nd nd к- *— to ND 00 ND 00 СП 0,22 р р р р р р р р р р io ND ~ СО ND — io — to ND СП to Ф to to СП СП р р О р р р р О Ф О Ф СП Ф Ф Толщина стенки 6 в мм
--J Ф Ф СО СО CD р р *“* 5° Р О О О СП Си Си ' 60,0 “-ТСЛОСЛФСЛСЛСОСО —• Со Оо О to со СП Сп Ф сл Оо СП СП Ф ф ф ф СО со to со ро to to си СП to Си Сп Си Сл Общая длина L в мм
12,00 12,00 12,00 12,00 12,00 12,00 9,42 7,94 7,94 7,94 7,94 7,94 7,94 7,94 7,94 7,94 7,94 р СО со СО СО со со 00 00 00 00 00 00 00 Со Оо Оо Со Оо Оо Оо Эффективная площадь Ег в см*
4,50 5,50 9,00 4,20 7,00 3,40 О 5,0 1,6 4,5 0,71 0,91 3,00 9,00 0,80 2,50 1,80 р* р р р р р р "Ч Со •— О Со О Со наибольшая Жесткость С„ в кГ/мм
1,80 2,20 4,20 1,30 1,70 0,85 2,70 2,5 0,8 2,3 0,15 0,30 1,20 6,00 0,40 1,00 0,80 р р р р J— р р Ф СП — к] Ф наименьшая
9.0 10,0 12,0 10,0 12,0 12,0 12,0 И.5 11,5 16,0 7,5 8,3 16,0 20,0 11,5 16,0 16,0 СП р сл р си р р О Си О СП О СП СП Допустимое наруж- ное и внутреннее давление Р в кГ1см2
4,0 4,0 4,0 5,6 5,6 12,0 । 8,8 1,1 5,6 4,8 10,8 10,8 8,6 10,7 12,3 10,6 14,4 р р СП р Ф СП ND ND io io СП CH izD ND Допустимый ход в мм
Продолжение табл. 121
588
СЛ ю о О СЛ 00 СЛ СП со Сл to наружный DH Диаметр в мм
50,6 55,5 101,0 129,0 47,5 45,5 47,5 37,5 33,5 37,5 i внутренний De
5,0 7,1 6,1 10 сл 4,0 сл 5я Сл Сл сп "to 4,5 Шаг гофры t в мм
to 00 О 4^ Си Сл CD CD О 00 00 СП £ £ £ 4^ О О W Число гофр п
Сл — — Ъэ о сл сл о 0,16 0,22 0,26 0,16 0,22 0,26 0,16 0,22 0,22 0,16 0,14 0,16 0,16 0,22 0,16 0,22 0,16 Толщина стенки 6 в мм
Д Ч СО О Сл jcn О Сл Сл О 00 00 СП СП СП 00 00 00 00 00 Сл Си о о о 44,0 42,5 53,0 00 -Ч ро 5я 99,0 99,0 Ч Сл Сл СО ЬО сл to JO сл о "о "о "о "сл Общая длина L в мм
о о со to Сл JZ> Си "о "to "to 24,0 24,0 24,0 24,0 24,0 23,1 24,0 24,0 15,80 15,80 14,40 14,40 Сл Сл Сл Сл Сл 00 00 00 00 g Эффективная площадь Гг в см2
12,0 0,7 to ~ Сл СО сл "о "to "to "сл 3,50 2,20 3,30 2,40 0,95 0,50 0,60 Д н- СЛ СЛ "о 8 8 8 S наибольшая Жесткость Со в кГ/мм
3,0 0,2 0,6 1,7 2,3 0,3 1,0 1,40 00*1 06‘0 0£‘0 00*1 0,15 0,17 2,00 2,30 0,50 1,70 0,30 наименьшая
со ьэ сл j— "о О СП О 00 СП О 00 сл "о "о Сл о "о 10,5 00 СП 11,5 8,0 7,0 8,0 00 J— 00 J— 00 о "сл О СП "о Допустимое наруж* ное и внутреннее^ давление Р в кГ/см2
2,3 15,8 7,0 22,0 О СЛ СП сл со "-Ч 00 4^ "о 6,5 5,6 5,4 12,1 18,2 to to СЛ 00 ф* Г"4 5° ч сл - ч Допустимый ход в мм
Продолжение табл. 121
Таблица 122
Данные сильфонов отечественного производства из стали Х18Н10Т (по НАС 350—59).
Многослойные с резьбовыми втулками (см. рис. 384) для температуры среды t 450° С
Диаметр в мм Шаг гофры t в мм Число гофров п Толщина стенки каждого слоя 6 в мм Число слоев z Длина гофри- : рованной части L в мм Жесткость Со в кГ/мм (±50%) Условия работы Шифр сильфона
3 X Я Р. У nj xQ внутренний Допустимое наружное давление Р zWo/jx а Допустимый ход в мм Г арантиро- ваниое число циклов
17,3 3,8 12 0,16 2 44± 1 4,0 25 7 5000 НС27 —12 —0,16X2
17,0 3,8 9 0,14 3 35± 1 6,0 30 7 1500 НС27 —9 —0,14X3 *
17,0 3,8 12 0,16 3 44+1 6,0 40 6 5000 НС27 —12—0,16X3
16,5 3,8 10 0,14 5 37± 1 7,0 160 4,5 1500 НС27—10 —0,14x5
27± 1 16,0 3,8 4 0,14 6 16± 1 29,0 225 2 1500 НС27 —4—0,14Х 6м
16,0 4,0 9 0,16 6 36±1 19,0 225 5 3000 НС27 —9 —0,16X6 •
16,0 4,0 13 0,16 6 51± 1 13,0 225 6 3000 НС27 —13 —0,16Х 6 *
24,6 5,5 16 0,2 3 89±1,5 4,0 30 17 3000 НС38 —16— 0,2 X 3 *
24,6 5,5 12 0,2 3 66±1,5 5,5 50 8 5000 НС38 —12 — 0,2Х 3
о ОХ * » Ь 24,2 5,5 12 0,2 4 66+1,5 7,0 80 8 5000 НС38—12 —0,2Х 4
23,5 5,5 13 0,2 6 72±1,5 10,0 225 10 3000 НС38 —13 —0,2Х 6м
32,8 5,1 10 0,2 2 52± 1,5 3,0 25 10 3000 НС48—10—0,2Х 2
32,0 5, 1 16 0,2 4 82±2 4,0 50 12 5000 НС48 —16 —0.2Х 4м
32,0 5, 1 10 0,2 4 52+1,5 6,0 50 9 5000 НС48 —10 — 0,2 X 4
48± 1,5 31,3 5,1 10 0,2 6 52±1,5 10,0 80 8 5000 НС48 —13 —0.2Х 10
30,0 7,0 13 0,2 10 93±2,0 21,0 200 12 3000 НС48 —13 —0.2Х 10 *
31,3 5,1 16 0,2 6 82 + 2,0 6,0 80 8 5000 НС48 —16 — 0,2 X 6
сл
00
со
06S
И to я to to 11- to 1+ to о я to наружный DH X 2 го
) и м е ч а ь Сильфоны Для силы £ сл о о о to Сл сл СП сл сл сл о сссоооосососоо внутренний De W £
~ го = о я С tr . • я - to го to сл сл со СО СО со ООО сл сл сл СО О О О "О О --1 о •о о to to О О О О о Шаг гофры t в мм
о » го 5 го го = а со to to сл — сл — СО СО СО to о о to о to Ю О о Число гофров п
ст я * 5 (ч3 S S р я я to to to to t o to — О to to to to to to to to to Толщина стенки каждого слоя 6 в мм
13 Ъ о • Л О St f- О сл О) О'- сл OtOOOCO^rf».^tO Число слоев Z
/Л Сл Г) to н- to от СЛ о» сл П- 1+ to to to co to о to о to о Я Я 1+ н- to to to to со сл СО И 1+ я to to to ООО to О О to О to О “'J to l-i- 1+ H- H-H-H-H-H-H- to to to to to to to to to ooooooooo Длина гофри- рованной части L в мм
Сл Сл -£* сл о ~-4 ~-4 сл сл co сл О сл со о о сл О CO О CO О W сл “ О CO О О О ~-4 О О Co Жесткость Са в кГ/мм (±50%)
СЛ 4Х СО О сл сл сл сл сл со о о сл ОС to С О А А -О -О IO Допустимое наружное давление Рн в кГ/см2 п
о ё й to — to — о сл сл сл сл со to toocttotococoyioi сл Допустимый ход в мм о со X X о с\ о
о о § О сл сл о Сл о О О со — со —• СО — Сл о о сл о сл о сл । с> g о g о о о о 1 о Гарантиро- ванное число циклов X
I о I I * £ X ° 2 to to о о LI to ю i i СО со о SISI о о п п to to to to L L L L сл •— сл — i i L i to to to to ISI ООО т п uf Я to Я to X “ о v о „ Л * сл IIIIIIIII nnonoonno сл с. се с; О О О', сс сс со со со со со со со со со 1 1 1 1 1 М 1 1 to о с: to о to to о о to to to to to to to to to XXXXXXXXX c, tj - - a jx jx и Е ё- Q 2 0" е о я о
Продолжение табл. 122
Глава IV. ПОТЕРИ НА ТРЕНИЕ В ПЕРЕДАЧАХ
Силы трения в арматуре достигают значительной величины
и должны быть учтены при расчете арматуры и оценке усилий,
необходимых для ручного или механического управления арма-
турой.
Особое значение силы трения приобретают при работе автома-
тически действующей арматуры, где прилагаемые усилия приво-
дов строго рассчитаны.
Учет сил трения может производиться двумя методами: не-
посредственным подсчетом величины сил трения, действующих
в данном узле, и введением коэффициента полезного действия
к. п. д., который представляет собой отношение работы получен-
ной к работе затраченной.
В механизмах управления арматурой используются различ-
ные передачи: винтовая, зубчатая, червячная, цепная и др.
Силовой расчет необходимо производить с учетом условий ра-
боты передач в арматуре.
Ниже приведены некоторые данные по расчету применяемых
в арматуре передач.
1. ВИНТОВАЯ ПЕРЕДАЧА
Винтовая передача обычно рассматривается как преобразо-
ванная наклонная плоскость. Развернем винтовую линию резьбы
шпинделя на плоскость и представим гайку в виде груза А, пере-
мещаемого по наклонной плоскости, образованной развернутой
винтовой линией (рис. 385).
В работе рассматриваемой передачи следует различать два
случая:
1) винт (или гайка) перемещается в сторону, противоположную
направлению действия сил сопротивления, что имеет место при
закрывании вентиля, когда среда действует «под клапан», и при
закрывании задвижек независимо от направления движения среды;
2) винт (или гайка) перемещается в ту же сторону, куда на-
правлено усилие, что происходит при открывании вентиля, когда
среда действует «под клапан».
Представим осевое усилие Qo, передаваемое гайкой, прило-
женным к резьбе шпинделя в точке М на среднем диаметре
резьбы dcp (рис. 385) и рассмотрим взаимодействие всех сил,
приложенных к шпинделю и приведенных к этой точке.
В точке М усилие Qo вызывает появление реакции N и силы
трения Т = \iN, где р — коэффициент трения. Силы N и Т можно
заменить их равнодействующей R, наклоненной к оси шпинделя
под углом а ф р, где а — угол подъема винтовой линии резьбы
шпинделя, р — угол трения, определяемый из условия tgp = р.
К точке М следует приложить усилие Qd, создаваемое моментом,
приложенным к маховику при ручном управлении арматурой
или к шестерне при наличии электропривода.
591
Таким образом, следует считать, что к точке М приложены три
силы: осевое усилие Qo, реакция шпинделя R с учетом действия
силы трения и окружное усилие Qd.
Рис. 385. Схема винтовой передачи
При равномерном вращении винта треугольник сил, образуе-
мый этими силами, должен быть замкнут (рис. 386, а). Из тре-
угольника сил видно, что
Qd = Qo tg (а + р) кГ,
а момент на шпинделе, необхо-
димый для закрывания затвора,
имеет величину
Мо= Qotg (а-I-р) кГ-см,
Рис. 386. Условия равновесия сил ГдС ^ср /а i р\ = £_______услов-
в винтовой передаче 2 ® '
ное плечо момента (табл. 123).
Во втором случае при открывании вентиля, среда в котором
действует «под клапан», усилие Qo сохраняет направление, а на-
правление действия силы трения изменится на противоположное,
так как шпиндель будет вращаться в обратную сторону.
В соответствии с этим треугольник сил будет иметь другой
вид (рис. 386, б), а величина окружного усилия выразится фор-
мулой
Qd = Qo tg (а — Р) кГ.
При условиях самоторможения, когда р > а, направление
окружного усилия изменится на обратное (рис. 386, в), и, приняв
592
Таблица 123
. Гуревич
Значения L и L' (в см) для шпинделей с трапецеидальной резьбой по ГОСТу 9484—60
Наружный диаметр шпинделя </0 в мм Резьба L ~ —~ tg (а + р) L' = dcp ~ tg (p' —a)
Шаг S в мм Средний диаметр dcp в мм Угол подъ- ема а р = 0,15 (р = 8’32') ц = 0,17 (р = 9’39') р = 0,20 (р = 11’29') 1 04 Ю o’ 04 aS p = 0,30 (p = 16’42') p' = 0,25 (p' = 14’02') о o""1 11 II iS p' = 0,30 (p' = 16’42') p' = 0,35 (p' = 19’17') p' = 0,40 (p' = 21’48')
10 3 8,5 6° 25' 0,113 0,122 0,136 0,159 0,181 0,057 0,065 0,077 0,097 0,117
12 3 10,5 5° 12' 0,128 0,139 0,156 0,183 0,212 0,082 0,091 0,106 0,132 0,158
14 3 12,5 4° 22' 0,143 0,156 0,176 0,208 0,241 0,106 0,119 0,137 0,166 0,196
16 4 14,0 5° 12' 0,171 0,185 0,208 0,244 0,282 0,109 0,123 0,142 0,175 0,209
18 4 16,0 4° 32' 0,186 0,203 0,227 0,269 0,311 0,134 0,150 0,173 0,210 0,249
20 4 18,0 4° 03' 0,201 0,219 0,247 0,294 0,341 0,158 0,176 0,201 0,245 0,258
22 5 19,5 4° 39' 0,229 0,249 0,279 0,330 0,381 0,161 0,180 0,208 0,255 0,301
24 5 21,5 4° 14' 0,244 0,266 0,299 0,355 0,410 0,186 0,206 0,238 0,289 0,341
26 5 23,5 3° 53' 0,259 0,283 0,319 0,380 0,440 0,211 0,234 0,267 0,324 0,380
28 5 25,5 3° 34' 0,274 0,300 0,339 0,405 0,470 0,236 0,261 0,297 0,359 0,420
30 6 27 4° 02' 0,301 0,328 0,371 0,441 0,511 0,238 0,264 0,304 0,368 0,432
32 6 29 3° 46' 0,316 0,347 0,392 0,465 0,541 0,263 0,291 0,348 0,403 0,472
34 6 31 3° 31' 0,330 0,362 0,410 0,490 0 570 0,288 0,318 0,363 0,437 0,512
36 6 33 3° 19' 0,346 0,380 0,431 0,515 0,600 0,312 0,345 0,382 0,472 0,551
38 6 35 3° 07' 0,360 0,397 0,450 0,540 0,630 0,338 0,372 0,422 0,507 0,592
40 6 37 2° 57' 0,376 0,413 0,470 0,565 0,660 0,362 0,398 0,453 0,542 0,631
Продолжение табл. 123
Наружный диаметр шпинделя </0 в Резьба L = dcp tg (а-f- Р) L’ = ЙСР tg (Р' — а>
Шаг S в мм Средний диаметр drn в мм Угол подъ- ема а ц= 0,15 (р = 8°32') (,6£об = <9 Л‘0 = И Ц = 0,20 (р = 11-29') ц = 0,25 (р = 14-02') ц = 0,30 (р = 16-42') Ц' = 0,25 (р' = 14°02') ||.' = 0,27 (р' = 15°07') ц' = 0,30 (р' = 16°42') ||.' = 0,35 (р' = 19-17') р/ =-- 0,40 (q' = 21°48')
42 6 39 2° 48' 0,390 0,431 0,490 0,591 0,690 0,387 0,426 0,482 0,576 0,672
44 8 40 3° 38' 0,432 0,473 0,535 0,638 0,740 0,367 0,406 0,464 0,560 0.656
46 8 42 3° 28' 0,446 0,490 0,555 0,663 0,774 0,392 0,433 0.494 0,595 0,695
48 8 44 3° 18' 0,462 0,506 0,574 0,687 0,800 0,417 0,460 0,525 0,630 0,736
50 8 46 3° 10' 0,476 0,523 0,594 0,712 0,830 0,442 0,486 0,554 0,665 0,775
52 8 48 3° 02' 0,492 0,541 0,615 0,737 0,862 0,467 0,514 0,583 0,699 0,-315
55 8 51 2° 51' 0,514 0,566 0,645 0,773 0,905 0,504 0,555 0,629 0.752 0.875
60 8 56 2° 36' 0,551 0,608 0,694 0,838 0,980 0,566 0,622 0,703 0,840 0,974
62 10 57 3° 12' 0,591 0,650 0,737 0,885 1,030 0,545 0,601 0,683 0,822 0,959
65 10 60 3° 02' 0,615 0,675 0,768 0,920 1,077 0,583 0,643 0,729 0.875 1.020
70 10 65 2° 48' 0,651 0,718 0,817 0,985 1,150 0,645 0,710 0,805 0,961 1,118
75 10 70 2° 36' 0,689 0,760 0,867 1,045 1,225 0,707 0.777 0,880 1,048 1,218
78 10 73 2° 30’ 0,712 0,785 0,898 1,082 1,270 0,745 0,816 0,915 1,100 1,279
80 10 75 2° 26' 0,721 0,802 0,918 1,109 1,301 0,770 0,845 0,954 1,135 1,317
85 12 79 2=46' 0,790 0,870 0,991 1,200 1,395 0,788 0,865 0,981 1,170 1,360
90 12 84 2° 36’ 0,828 0,913 1,040 1,255 1,470 0,850 0,932 1,054 1,259 1,461
i 95 12 89 2= 27' 0,865 0,955 1,090 1,319 1,545 0,912 1,000 1.129 1,348 1,560
I 100 12 94 2° 20' 0,902 0,996 1,142 1,380 1,620 0,973 1,066 1.205 1,430 1,660
это направление положительным, можно представить усилие Qd
в виде
Qd = Qo tg (Р — “)
Момент на шпинделе для этого случая
Мо = Qo tg (р — а) кГ см.
Коэффициент полезного действия винтовой передачи ц можно
представить отношением:
для первого случая
_ tg а
1| “ tg(a {-pf ’
для второго случая
n = tg (a — Р)
tg a
Ориентировочные значения коэффициентов трения при дви-
жении для расчетов резьбовых соединений арматуры приведены
в табл. 124.
Таблица 124
Величины коэффициентов трения в резьбе |и
для стальных шпинделей, применяемые
при силовом расчете арматуры
Материал гайки Коэффициент трения Ц
Резьба вне среды Резьба внутри наделия (в среде)
при хорошей смазке при слабой смазке
Бронза, латунь, чугун 0,15 0,17 0,20—0,25
Сталь 0,20 0,25 0,30—0,35
Древеснослоистый пластик (ДСП) 0,10 0,12 —
При трогании с места расчеты арматуры могут проводиться
с применением коэффициента трения, приближенно равного
р' = р 4- 0,1.
В арматуре, работающей на трубопроводах перегретого пара
высоких и сверхвысоких параметров, резьбовая пара шпиндель—
гайка также нагревается, в связи с чем уменьшается зазор в резьбе
и увеличивается коэффициент трения. При температурах резь-
бового соединения свыше 200° С зазор в резьбовой паре шпин-
дель—гайка должен быть увеличен по сравнению с нормальным
зазором во избежание заедания резьбы.
38* 595
Некоторые значения коэффициента трения при повышенных
температурах (при сухом трении) приведены в табл. 125.
При трогании с места коэффициент сухого трения увеличи-
вается на 30%. В этом случае значения ц, приведенные в табл. 125,
следует умножить на 1,3.
Таблица 125
Наибольшие значения коэффициента сухого трения ц
для некоторых материалов при различных температурах
Материалы деталей ц при t в °C
20 120 225 300
Х18Н10Т—БрАЖМц 0,25 0,28 0,28 0,34
Х18Н10Т—ЖЧ2 0,27 0,26 0,35 —
1Х17Н2-БрАЖМц 0,28 0,28 0,29 0,37
1Х17Н2—ЖЧ2 0,31 0,31 0,33 —
2X13—ЛМцС 0,30 0,37 — —
2X13—БрАЖМц 0,25 0,30 0,30 0,34
2X13—ЖЧ2 0,28 0,28 — —•
Ст.5—ЛМцС 0,27 0,31 — —
40Х—БрАЖМц 0,27 0,31 0,33 0,36
40Х—ЖЧ2 0,22 0,25 — —
2. ЗУБЧАТАЯ ПЕРЕДАЧА
Учет потерь на трение в зубчатой передаче обычно осуще-
ствляется с помощью к. п. д., который определяется по формуле
где Мв — момент на ведомом валу;
Мп — момент на ведущем валу;
i — передаточное отношение зубчатой передачи.
Величина к. п. д. зубчатой передачи в основном зависит
от типа передачи, материала зубчатых колес, способа и качества
обработки поверхностей зубьев.
В качестве средних величин можно принять для арматуры
данные значений к. п. д. одной пары зубчатых колес, приведен-
ные в табл. 126.
596
Таблица 126
Значения к. п. д. одной пары зубчатых колес,
принимаемые при расчете арматуры
Обработка зубьев Тип передачи
Цилиндрическая с прямыми зубьями Коническая с прямыми зубьями
Зубья чугунные литые » фрезерованные » стальные шлифован- ные Новые—0,8; при- работавшиеся—0,9 0,96 0,97 Новые—0,75; приработавшиеся— 0,85 0,95 0,96
При последовательной работе нескольких пар зубчатых колес
общий к. п. д. передачи определяется из произведения
П = ПгЪ-Пз- • -П/1.
ц— общий к. п. д. всей передачи;
п. д. пар зубчатых колес, составляющих
где
П1. Ъ, Пз. • ••, Пл —к-
передачу.
Эта формула не распростра-
няется на планетарные передачи.
3. ЧЕРВЯЧНАЯ ПЕРЕДАЧА
Коэффициент полезного дейст-
вия червячной передачи опреде-
ляется по формуле
где а — угол подъема винтовой
линии червяка?
р — угол трения;
Ио — к. п. д. опор.
Рис. 387. График зависимости коэф-
фициента трения ц от скорости
скольжения v в червячной паре
При подшипниках качения при-
нимают т|о=0,99, при подшипни-
ках скольжения т|0 = 0,94.
На рис. 387 (кривая 1) показано изменение коэффициента
трения |х между стальным закаленным шлифованным червяком
и бронзовым колесом в зависимости от скорости скольжения.
Кривая 2 показывает коэффициент трения между стальным
закаленным шлифованным червяком и червячным колесом из
Древеснослоистого пластика (ДСП).
597
Применительно к условиям работы арматуры получено: для
пары стальной червяк—бронзовое червячное колесо р 0,08,
для пары стальной червяк—червячное колесо из ДСП р 0,05.
Рис. 388. Схема
карданной пе-
редачи
4. ЦЕПНАЯ И КАРДАННАЯ ПЕРЕДАЧИ
В арматуре наиболее часто применяются цепи сварные тяговые
калиброванные, которые обычно используются для ручного управ-
ления арматурой, расположенной в труднодоступных местах.
Для одного блока с подшипником скольжения
можно принять 1] =- 0,924-0,94.
Схема простейшей карданной передачи приве-
дена на рис. 388.
Этот тип передачи применяется для дистанцион-
ного управления арматурой как при ручном управ-
лении, так и при электроприводе.
к. п. д. одной карданной пары выражается
формулой
«(т + т) + М >
где р, — коэффициент трения;
г — радиус шипа вилки кардана;
7? — расстояние от оси вала до середины
опоры шипа;
у — угол между осями.
5. подшипники и подпятники
Условия работы подшипников и подпятников
в арматуре имеют свои особенности, которые за-
ключаются в том, что работа их часто протекает
при недостаточной смазке, на открытом воздухе,
при отсутствии тщательного ухода, с длитель-
ными перерывами в работе и т. д. В связи с этим
значения коэффициента трения должны быть приняты такими,
чтобы они в полной мере отражали эти условия и обеспечивали бы
надежную эксплуатацию арматуры.
Момент трения в цилиндрическом подшипнике скольжения
определяется по формуле
ЛД — p,,QкГ-см,
где Q — нагрузка в кГ;
р„ — коэффициент трения в подшипнике;
d —диаметр вала в см.
Средние значения коэффициента трения в подшипниках сколь-
жения при обычно применяемых удельных давлениях указаны
в табл. 127.
598
Таблица 127
Средние значения р;(, принимаемые в арматуре
Материал Коэффициент трения в подшипниках р
вала втулки Хорошая смазка Слабая смазка Трение никоя
Сталь Бронза Чугун Сталь 0,05—0,10 0,06—0,12 0,10—0,15 0,10—0,20 0,12—0,20 0,15—0,25 0,15—0,30 0,16—0,32 0,20—0,40
Для упрощения расчета часто потери на трение в подшипни-
ках скольжения приближенно учитывают введением в него к. п. д. т],
который ориентировочно можно принимать:
Для подшипников скольжения при особо хорошей смазке . 1] =- 0,98
Для подшипников скольжения при нормальной смазке . . т] = 0,96
Для подшипников качения ......................т] = 0,99
Опоры для деталей при осевых нагрузках — подпятники —
В конструкциях арматуры применяются главным образом в виде
Таблица 128
Значения коэффициента треиия
принимаемые при расчете арматуры
Материал ^б
бурта опоры
Сталь Бронза 0,20
» Чугун 0,22
» Сталь 0,30
Латунь Чугун 0,20
Рис. 389. Схема работы пяты: а — коль-
цевой; б — шаровой
кольцевой пяты — на шпинделях, гайках и маховиках (рис. 389, а)
и в виде шаровой пяты — на шпинделях вентилей (рис. 389, б).
Для кольцевой опоры, изображенной на рис. 389, а, при со-
пряжении заплечика шпинделя и крышки с вполне достаточной
степенью точности момент трения можно принять равным
Мб = p.6Q ~ кГ см,
где Q — осевое усилие;
d6 — средний диаметр опоры; d6 — ;
Рс — коэффициент трения в опорах шпинделей, средн не
значения которого приведены в табл. 128.
599
Для шаровой опоры (рис. 389, б) момент трения вычисляется
по формуле
Мш = O,25puzQduz.
Расчет момента производится исходя из того, что в месте
контакта головки шпинделя с опорой создается площадка диа-
метром dM (рис. 389), который определяется по формуле
4„=1,76 у^см.
Принимая = 0,3, получаем момент трения в шаровой опоре
типа шпиндель — тарелка при одинаковых материалах этих
деталей
MIU^O,132Q кГ-см,
где Q — осевое усилие в кГ;
Re — радиус головки шпинделя в см;
Е — модуль упругости в кПсм2.
При разных материалах шпинделя и тарелки клапана приме-
нима формула приведенного модуля упругости
р ______ 2Е1Е2
п?ив — + >
где Е Е2 — модули упругости материалов шпинделя и тарелки.
Глава V. СИЛОВОЙ РАСЧЕТ ВЕНТИЛЕЙ
1. ОПРЕДЕЛЕНИЕ УСИЛИЙ НА ШПИНДЕЛЕ,
НЕОБХОДИМЫХ ДЛЯ УПРАВЛЕНИЯ ВЕНТИЛЕМ
Величина и направление усилий на шпинделе, необходимых
для управления вентилем, определяются силами сопротивлений,
действующих в вентиле при перемещении тарелки. Силы сопро-
тивлений создаются в результате гидравлического давления
на тарелку и шпиндель, трения в сальнике и резьбе, трения между
головкой шпинделя и тарелкой и т. д. Помимо этого для надеж-
ного перекрытия вентиля необходимо на уплотняющих кольцах
создать достаточное силовое взаимодействие, определяемое вели-
чиной удельных давлений на уплотняющих поверхностях колец.
600
Величина и направление действия сил сопротивления зависит
от того, производится ли закрывание или открывание вентиля
и подается ли среда под клапан или на клапан (рис. 390).
Рис. 390. Схема вентиля и конструкция узла шпинделя
с тарелкой клапана
Закрывание вентиля при движении среды под клапан
В начале хода закрывания, когда тарелка клапана находится
в крайнем верхнем положении, силами сопротивления являются
сила трения в сальнике Т и сила действия давления среды на попе-
речное сечение шпинделя QMn, стремящаяся вытолкнуть шпиндель
из вентиля.
По мере закрывания вентиля тарелка клапана, приближаясь
к седлу, перекрывает проход, вследствие чего давление за клапа-
ном уменьшается и, таким образом, увеличивается перепад дав-
лений на клапане. Наибольшей величины этот перепад достигнет
в закрытом вентиле; когда за тарелкой давление снизится до нуля,
перепад давлений на клапане будет равен рабочему давлению Рраб-
В это время давление среды, действующее на тарелку клапана,
создает силу
Qcp = 0,785РкРряб кГ,
где DK — средний диаметр уплотняющей поверхности колец в см.
В связи с уплотнением соединения действие среды считают
распространяющимся не на всю поверхность уплотняющих колец,
а на часть ее, ограниченную средним диаметром, значение которого
вводится в формулу.
601
1_| <____। । <
0 0,05 0,1 0,15 0,20 0,25 h/Dc
Открывание
Рис. 391. Схематический график
изменения усилия вдоль шпин-
деля при закрывании вентиля
По мере закрывания вентиля в результате уменьшения дав-
ления за клапаном сила, выталкивающая шпиндель, Quill умень-
шается и при наличии перепада давлений на клапане, равном Рраб
становится равной нулю.
Сила трения в сальнике Т принимается постоянной по величине
независимо от давления, действующего в данный момент в вентиле,
и всегда направлена в сторону, противоположную перемещению
шпинделя относительно набивки. Поэтому в зависимости от
характера движения шпинделя (вращательное, винтовое или посту-
пателыгое движение) составляющие силы трения будут
у иметь различную величину.
Для того чтобы вентиль в закрытом виде не пропу-
скал среду, необходимо, как было указано ранее, создать
силовое взаимодействие уплотняющих колец, при кото-
ром удельные давления на них имели бы величину не
меньше qy, для чего следует прило-
жить усилие, равное
Qy = 3,14DKb^ кГ,
где b — ширина уплотняющих ко-
лец в c.w;
qy — удельное давление на уплот-
няющих поверхностях ко-
лец, кГ!см\
С перемещением тарелки клапана,
по мере закрывания общее усилие па
шпинделе увеличивается, достигая
наибольшей величины при полном перекрытии вентиля. Харак-
тер изменения этого усилия показан на рис. 391. Относительное
перемещение тарелки h/Dc определяется отношением подъема
тарелки над седлом h к отверстию в седле Dc. График дан для
условий, когда через вентиль проходит среда, и давление за
тарелкой падает по мере закрывания вентиля, что создает наи-
большие усилия, необходимые для управления вентилем, но не
всегда имеет место в условиях эксплуатации.
В вентилях наиболее часто применяется шпиндель, ввинчи-
ваемый в гайку, расположенную на крышке, а тарелка соеди-
няется со шпинделем шарнирно, как показано на рис. 390. Для
такой конструкции наибольшее усилие, которое надо создать
вдоль шпинделя, чтобы обеспечить плотное перекрытие вентиля,
будет равно
Qo Qr;, ! Q„ Д Т sin а.
Здесь а — угол подъема винтовой линии резьбы шпинделя.
При расчете по приведенной формуле предусматривается соз-
дание на уплотняющих кольцах удельных давлений, равных д„
и необходимых для образования плотного замка в затворе. Такие
602
удельные давления в действительности будут созданы, если выдер-
жаны предусмотренные при расчете условия, а именно: закры-
вание вентиля происходит при движении среды, под давлением,
и в отключенной части трубопровода давление понижается до нуля.
При работе вентиля в других условиях и при изменении давления
под клапаном удельные давления не будут сохранять величину qy,
предусмотренную расчетом, а будут иметь какое-то значение qK,
величина которого зависит от упругости деталей вентиля.
Чтобы выявить влияние этого фактора па работу вентиля,
рассмотрим вентиль, закрытый с усилием Qo при отсутствии среды
в трубопроводе. Под действием этого усилия во всех деталях
Рис. 392. Схема перемещения плоскости соприкосновения уплотняющих
колец в вентиле:
I — положение в момент соприкосновения; II — после воздействия усилия,
передаваемого шпинделем; III — после подачи среды под давлением
вентиля, создающих силовое замыкание цепи, в которой распо-
лржены тарелка и корпус, возникнут упругие деформации.
При подаче давления под клапан величина деформации деталей
изменится, тарелка несколько переместится, произойдет пере-
распределение усилий в деталях, и удельное давление на уплот-
няющих кольцах снизится.
Положение уплотняющих колец в момент их соприкосновения
(рис. 392, /) изменится после приложения усилия (рис. 392, //).
Таким образом, плоскость А А переместится на величину Хк =-^-;
одновременно с этим произойдет упругая деформация шпинделя
на величину
Величина Ск — жесткость цепи деталей, поддерживающих
уплотняющее кольцо корпуса, и определяется жесткостью эле-
ментов деталей, деформация которых при увеличении давления
среды уменьшается. Величина Сш — это жесткость цепи деталей,
поддерживающих кольцо тарелки клапана; она определяется жест-
костью элементов деталей, деформация которых увеличивается при
повышении давления среды. Главное значение здесь имеет жест-
кость шпинделя. После того как будет создано давление под
603
тарелкой, лк уменьшится до величины (рис. 392, III), а цепь
шпинделя увеличит деформацию до Хш.
Обозначим усилие взаимодействия колец в данный момент
(переменную величину) QK; тогда на верхний узел будет действо-
вать усилие QK + Qcp, а на нижний — QK.
Определим величину QK в зависимости от Qo, Qcp, Ск и Сш:
у" _ Qk и _____ Qk4~QcP
Лк — -у,- И Лш — ---у-->
причем
Ки ~ 4* (ск — Кс)
Сделав подстановку
получим
QK = Q0-QcP (20)
-j- С к;
Таким образом выражается влияние подачи давления среды
в вентиль на величину силового взаимодействия колец (а следо-
вательно, и на величину фактически действующих удельных
давлений) в зависимости от жесткости элементов вентиля.
Анализ этого выражения приводит к следующим выводам:
1) для вентиля со шпинделем малой жесткости (упругим)
при жестких кольцах
Сш + Ск ’
и выражение (20) приобретает вид
Qk — Qo — Qcp,
из которого видно, что в таком вентиле давление среды оказы-
вает большое влияние на величину удельных давлений и, чтобы
(вследствие действия давления среды) не произошло недопустимой
разгрузки колец, необходимо всегда закрывать вентиль с уси-
лием не менее
Qo = QK + Qcp\
2) для вентиля с жестким шпинделем и упругими кольцами
и выражение (20) приобретает вид
QK Qo,
из которого видно, что в таком вентиле давление среды почти
не оказывает влияния на величину удельных давлений. Это соз-
604
дает благоприятные условия для управления вентилем; так,
для закрывания вентиля при отсутствии потока среды достаточно
приложить усилие, необходимое для обеспечения плотности,
Qo = Qy<
и возникновение перепада давлений на закрытом клапане не нару-
шит плотности замка.
Отсюда становится понятным стремление конструктора соз-
давать упругие эластичные кольца с применением резины, асбеста
и тому подобных материалов.
Открывание вентиля при движении среды под клапан
Для обычного вентиля (рис. 390) усилие открывания равно
Qo = Т sin а — Qcp.
Здесь Т sin а — вертикальная составляющая сила трения в саль-
нике в кГ.
Если при работе рассчитываемого вентиля может иметь место
падение давления под клапаном и сохранение давления над
клапаном, то при открывании будет преодолеваться сила дей-
ствия гидравлического давления на тарелку и необходимое усилие
получит величину
Qo = Qcp — Quin + Т sin а.
Здесь Qtun = 0,785dcPpa6 — усилие, выталкивающее шпиндель;
оно вызывается действием гидравлического давления на площадь
поперечного сечения шпинделя диаметром dc.
Закрывание и открывание вентиля при движении среды
на клапан
Усилие, необходимое для закрывания вентиля в условиях
движения среды на клапан, равно
Qo = Qy + QMn — Qcp + T sin <x;
усилие, необходимое для открывания вентиля, имеет величину
Qo = Qcp Quin Т sin и.
Приведенные выше величины усилий, необходимых для управ-
ления вентилем, соответствуют наиболее распространенной кон-
струкции (см. рис. 390). Во многих случаях конструкции венти-
лей и условия эксплуатации имеют особенности, требующие при-
менение других формул, что должно быть учтено при расчете.
В табл. 129 даны различные наиболее часто встречающиеся
варианты конструкций вентилей и приведены соответствующие
им формулы для определения необходимой величины усилия
вдоль шпинделя при закрывании вентилей.
605
606
Таблица 129
Формулы для силового расчета вентилей различных конструкций
Изделие Эскиз Рассматри - ваемый момент управления вентилем Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
изделия узла
Вентиль запорный с ввинчивае- мым шпин- делем 1 Н 22к-~ir// Конечный момент закрывания Qn = Qcp т- + Q(J -г Г sin а М = Л1о + -г- Л1с + мш Усилие от давления среды = 0,785Е>2 Р Усилие, необходимое для уплотнения, Qy = 7tDKbqy Сила трения в сальнике Т = Момент в резьбе •'‘о - Qo tg (а -у р) Момент трения в сальнике Мс — Т cos а Момент трения в пяте VI - П 1Д9Р т3/^^QoRe Мт UjIozQq 1/ Момент в резьбе К = Qo (р' — «) Момент трения в пяте .ЗЛ2(?О^ —0.1.6(?0 |/ е
Начальный момент открывания Q'o = Qo м' = м0 +
607
’ Вентиль запорный с ввинчивае- 11г Конечный момент закрывания В потоке среды: при Qy > Qcp Qn — Qy — Qcp + Qiun + -|- T sin a при Qy < Qcp Qo = Qcp — Quin — T sin a Без потока среды Qo = Q у + ~т~ Quin Ч- -j- T sin a м = мв + -Ч Мс + Мш Усилие от давления среды Qcp = 0,785£>*Р Усилие, необходимое для уплотнения, Qy = nDKbqg Сила, выталкивающая шпиндель, Qwn = 0,785d> Сила трения в сальнике Т = ^dcsP
мым шпин- делем. Тарелка с разгрузоч- ным клапаном. Движение среды — «на клапан» Vi 1 ц h—1 Начальный момент открывания тарелки большого клапана В потоке среды Q'o = Q'cp - — Qiun -rT sin'a Без потока среды Q'o = Qo М' =МВ + + М С “Ч М д м’ = м0 + + ^с + < Момент в резьбе A'/0 = Qo-^tg(a + p) Момент трения в сальнике .Ис -= Т cos a .Момент трения в бурте 1 | /') Ч~ ^2 .. _ Усилие от давления среды Q'p 0,785О9-?' (Р1 — перепад давлений 1!а клапане)
Продолжение табл. 129
608
Изделие Эскиз Рассматри- ваемый момент управления вентилем Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
изделия узла
Вентиль запорный ма- лого прохода с ввинчивае- мым шпинде- лем ййж \Ик | Конечный момент закрывания Qo = Qcp + + Qy + Т sin а Л1 = + + МС+ мк Усилие от давления среды Qcp = 0,7850^ Усилие, необходимое для уплотнения, Qy = nDKbqy Сила трения в сальнике Т = Момент на шпинделе Л1о Qo tg (а + р) Момент трения в сальнике Мс = Т cos а Момент трения на кольцах Мк - QK цк Момент в резьбе 4= Qo ^-tg(p'-«) Момент трения на кольцах
Начальный момент открывания Qo» Qo М’ = < +
Вентиль
запорный
с разъемным
шпинделем
05
О
Конечный :
момент
закрывания
!
Начальный
момент
открывания
Qo — Qcp + + Qy + M = Mo + + М.Ш Усилие от давления среды Qcp = 0,7851)2 Р Усилие, необходимое для уплотнения, (?„ = nDKbqy Сила трения в сальнике Т — tydcsP Момент в резьбе ^0 = Q0~tg(a + p) Момент трения в пяте Мш = oj32Q-’V%2(rR1/r) Момент в резьбе -'ио = <?« 4^- tg(p'—а) Л1омент трения в пяте • 4 -и..„ = т Мш
Qo * Qo м’ =М0 + + K
Продолжение табл. 129
610
Изделие Эскиз Рассматри - ваемый момент управления вентилем Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
изделия узла
Вентиль дроссельный с выдвижным шпинделем 1 Г Clip , „ Ишп й Конечный момент закрывания Qo = Qcp У + Qy + r + + т шп М = М0 + Усилие от давления среды С> = 0,7850^ Усилие, необходимое для уплотнения, Qy = nDKbqy Сила трения в сальнике Т = QdcsP Сила трения в шпонке т _ Qcp 4- Qy У тс i urn г, *\щп । P-.inRcp tg(a+p) Момент в резьбе Л40 = Qo Ш (а У р) Момент трения в бурте М5 ~= QoP6 Момент в резьбе Мо = Qo tg (р' — “) —
Начальный момент открывания 1 Q'o-Qo м' = М0 + +к
Вентиль сильфонный li '-я 1 Конечный момент закрывания Qo = Qcp + + Qy + Qyc + + Тшп при работе сильфона толь- ко на сжатие и при DK > Dcp м = м0 + 4-мб Усилие от давления среды Qcp = 0.785D* Р (если Dcp > DK, то вместо DK следует подставлять п Ч~ Рв \ Ucp ’ 2 ) Усилие, необходимое для уплотнения, Q у — nDKbq у Усилие сильфона Qyc = СРК (Ср—жесткость сильфона; Л — величина поджатия сильфона) Сила трения в шпонке ТШп—см. выше Момент в резьбе Мо = Qo ‘8 (а -г Р) Момент трения в бурте М5 == Qo(i6 -1 Момент в резьбе MO^QO^£(P' -«)
tW Dcp = ^ Начальный момент открывания Q'o-Qo Л1' =м' + + м'о
Продолжение табл. 129
612
Изделие Эскиз Рассматри- ваемый момент управления вентилем Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
изделия узла
Вентиль с выдвижным шпинделем и с металли- ческой мем- браной Конечный момент закрывания Qo — Qcp + + Q у Q м + + Q пр "Ь Тшп М = Л70 + 4-Л7б Усилие от давления среды Qcp = О,785Р2 Р Усилие, необходимое для уплотнения, Qy = n,DKbqy Усилие мембраны QM — см. гл. X Усилие пружины Qnp — см. гл. X Сила трения в шпонке Тшп — см. выше Момент в резьбе Мо ~ Qo tg(a + p) Момент трения в бурте ^6 - Qu -у Рб Момент в резьбе мо = tg (р' - а)
XI* •Г\\\
Начальный момент открывания Q'o^Qo М = м’о .j-
ж [Ж
613
Вентиль запорный с резиновой мембраной г~ Конечный момент закрывания Qo — Qo + + Qy м = м0 + + Mq Усилие от давления среды и сопротивления мембраны Q3 = PFyC, где <р и С — коэффициенты Усилие, необходимое для уплотнения, Qy = f*qy Момент в резьбе Мо = Qo tg (а + р) Момент в бурте ~ Qo ~2~ Рб Момент в резьбе Мо = Qo -^-tg (р'-а)
Начальный момент открывания Qo + Qo м' = Мй + + M6
1
Примечание. При наличии в крышке верхнего уплотнения сальника следует вычислить усилие на шпинделе, необ- ходимое для плотного перекрытия сальника.
2. МОМЕНТЫ НА МАХОВИКЕ, НЕОБХОДИМЫЕ
ДЛЯ УПРАВЛЕНИЯ ВЕНТИЛЕМ
Величина крутящего момента, который должен быть приложен
для того, чтобы создать усилие, необходимое для закрывания
и открывания вентиля, зависит от типа механизма, преобразую-
щего вращательное движение в поступательное.
Рис. 393. Диаграмма наи-
больших усилий, которые
может приложить человек
со средними физическими
данными к маховикам раз-
ных диаметров:
/—один человек обеими ру-
ками; 2—два человека обеи-
ми руками; 3 — одни человек
одной рукой
Наиболее часто этот механизм представляет собой, как и на
рис. 390, винт и гайку. Здесь имеет место следующая зависимость:
(«Т-р),
где Л40 — крутящий момент в кПсм\
Qo — усилие вдоль шпинделя в кГ;
dcp — средний диаметр резьбы шпинделя в с.м;
а — угол подъема винтовой линии резьбы шпинделя;
р — угол трения tg р = р;
р — коэффициент трения в резьбе.
Подсчитанные значения ~~ tg (а + р) ----- L — условного плеча
момента для шпинделей с трапецеидальной резьбой по ГОСТу
9484—60 приведены в табл. 123.
Усилие на маховике Q,, имеет величину
/-> 2М г
= Т57 кГ’
где DM — диаметр маховика в см.
Для выбора размера маховика можно воспользоваться диаг-
раммой, изображенной на рис. 393. Она показывает величину
усилия, которое может быть приложено к маховику в зависимости
614
Таблица 130
Максимальное усилие и крутящие моменты на маховиках
3 со При управлении одной рукой При управлении обеими руками При управлении двумя операто- рами
Q СЧ Расположение маховика
W X X о CJ Любое Вертикальное (на уровне груди или пояса) Г оризонтальное (на уровне груди) Горизонтальное (на уровне груди)
S о, X
ф 2 W X X о * >э X к И 9 >»« 3 к. as § * Я 2 Й X 5 * >э X Крутя • щнй момент в кГ • с/ Усилие в кГ 5 = 5 £ 5 О.Х oL a S * о * >э X Крутя- ' щий ! момент ! в кГ-сл
50 19 47,5 19 47,5 18 45 — —
65 21 68 24 78 23 75 — —
80 23 92 32 128 30 120 — —
100 25 125 38 190 36 180 — —
120 — — 44 264 41 246 2 2
140 — — 50 350 45 315 — —
160 — — 56 448 50 400 — —
180 — — 64 575 55 495 — —
200 — — 68 680 57 570 100 1000
225 — — 71 800 61 686 — —
240 — — 75 900 62 744 но 1320
250 — — 75 938 62 775 — —
280 — — 80 1120 64 896 118 1652
320 — — 83 1328 65 1040 128 1968
360 — —— 85 1530 66 1188 128 2304
400 — — 85 1700 68 1360 132 2640
450 — — 82 1845 65 1462 135 3040
500 — — 75 1875 61 1525 136 3400
560 — — 75 2100 61 1708 136 3810
640 — — 75 2400 61 1952 136 4352
780 — — 75 2700 61 2196 139 5004
800 — — 75 3000 61 2440 139 5560
900 — — 75 3375 61 2745 139 6255
1000 — — 75 3750 61 3050 139 6950
Примечание. Диаметр маховика не должен превышать О, В строитель-
ной длины арматуры.
615
от его диаметра человеком со средними физическими данными.
Более точные значения приведены в табл. 130.
Указанные в таблице усилия являются максимальными
и для нормальной эксплуатации арматуры желательно, чтобы
- 4
расчетное усилие на маховике имело бы величину -g- усилия,
приведенного на диаграмме; поэтому при выборе маховика реко-
Рис. 394. График расчетных крутя-
щих моментов на маховике, необхо-
димых для закрывания некоторых вен-
тилей
мендуется крутящий момент,
полученный расчетом, умно-
жить на 1,25.
Приведенные усилия на ма-
ховике допустимы лишь как
кратковременные; длительное
управление арматурой при та-
ких условиях недопустимо. По-
этому эти данные применимы
лишь для сальниковой армату-
ры, где наибольшее усилие соз-
дается в конечный момент закры-
вания или начальный момент
открывания. Для сильфонной
арматуры, где значительные
усилия вдоль шпинделя дейст-
вуют на протяжении всего хода
шпинделя, следует принимать
при расчете усилия, уменьшен-
ные в два раза по сравнению
с данными диаграммы на рис.
393 и табл. 130.
Формулы для определения
крутящих моментов при откры-
вании и закрывании вентилей
различных конструкций приве-
дены в табл. 129.
Для быстрого ориентировочного определения величины кру-
тящего момента на маховике и вентилях размеров от Dy = 15 мм
до Dy = 100 мм при рабочих давлениях 16, 25, 40, 64 кПсм2,
на рис. 394 приведены графики, построенные по расчетным данным.
Глава VI. СИЛОВОЙ РАСЧЕТ РЕГУЛИРУЮЩИХ
И ПРЕДОХРАНИТЕЛЬНЫХ КЛАПАНОВ
1. РЕГУЛИРУЮЩИЕ КЛАПАНЫ
Регулирующие клапаны имеют два основных элемента: дрос-
селирующее устройство в виде седла и плунжера и привод, слу-
жащий для перемещения плунжера. В некоторых случаях плунжер
61G
перекрывает седло не непосредственно, а с помощью мембраны
(мембранные или «диафрагмовые» клапаны — см. рис. 102) или
шланга (шланговые клапаны — см. рис. 108). Если плунжер
разгружен от усилий, создаваемых гидравлическим давлением
Среды, то силовая характеристика регулирующего клапана цели-
ком определяется приводом. Если плунжер частично или пол-
ностью не разгружен и воспринимает давление среды, то он ча-
стично или полностью принимает на себя функции привода,
И силовая характеристика регулирующего клапана определяется
результатами совместного действия сил на плунжере и при-
воде.
Регулирующие клапаны могут управляться с помощью электро-
моторного исполнительного механизма либо пневматического или
гидравлического (мембранного или поршневого) привода. Электро-
моторный привод осуществляет двустороннее движение шпин-
деля и не требует применения грузов или пружин. Мембрана
и поршень обычно используются в регулирующей арматуре как
источник одностороннего движения, для возврата требуется
обеспечить силовое замыкание, что осуществляется грузом, пру-
жиной или мембранным устройством с противодавлением. В ка-
честве источника энергии для привода можно использовать либо
давление сжатого воздуха специальной системы управления
(регулирующие клапаны), либо давление рабочей среды, транс-
портируемой по трубопроводу (регуляторы прямого действия).
Задача привода регулирующего клапана заключается в том,
чтобы создать определенную зависимость
h = f (Р),
где h — ход плунжера в мм\
Р — давление на приводе в кПсм2.
Зависимость между давлением в трубопроводе и давлением
на приводе обеспечивается в регуляторах непрямого действия
соответствующей системой преобразования; в регуляторах пря-
мого действия давление на приводе равно отрегулированному
давлению в трубопроводе.
В регулирующем клапане в процессе регулирования все время
обеспечивается равновесие между усилием привода (включая
и усилие неуравновешенного плунжера) и усилием нагрузки,
созданным грузом или пружиной.
Силовой расчет регулирующего клапана с мембранным приво-
дом сводится к определению основных размеров мембранно-
пружинного привода и к выявлению нечувствительности клапана.
Давление воздуха над мембраной в процессе работы клапана
изменяется от в начале хода до Р2 в конце хода. Каждой вели-
чине давления между Pt и Р2 должно соответствовать определен-
ное положение плунжера. При проектировании следует обеспе-
чить с наибольшей точностью пропорциональную зависимость
617
между приращением давления среды, действующей на мембрану,
и приращением хода плунжера (т. е. приращением хода мембраны).
Характер регулирования режима движения среды по трубо-
проводу определяется характеристикой плунжера. Иногда в це-
лях корректировки или изменения характера регулирования
между мембраной и клапаном устанавливают преобразующий
механизм.
Силовой расчет мембранного привода приведен в гл. X.
Для расчета привода должны быть подготовлены данные о зна-
чениях Рг и Р2, величинах хода плунжера и перестановочного
усилия Q. Давление Рг представляет собой давление трогания
с места и в существующих конструкциях принимается равным
0,2 кПсм2. Давление Р2 принимается равным 1,0 кПсм2. Таким
образом, Р2 — Pi — ^Рд — 0,8 кГ/см2.
Величина ДРа представляет собой диапазон измене-
ния команд н'о го давления на приводе и равна изме-
нению давления на мембране, необходимому для перестановки
плунжера из одного крайнего положения в другое.
При выборе привода желательно использовать мембрану наи-
меньшего диаметра, что обеспечивает возможность применения
пружины с наименьшим усилием. Однако применение такой мем-
браны вызывает увеличение неравномерности движения плунжера
в связи с большим влиянием изменения эффективной площади
мембраны на усилие, передаваемое тарелкой, и увеличение зоны
нечувствительности регулятора при тех же силах трения.
Необходимое перестановочное усилие определяется в зависи-
мости от схемы работы регулирующего клапана: «нормально от-
крыт» — схема НО или «нормально закрыт» — схема НЗ.
Для регулирующих клапанов, работающих по схеме НО,
наибольшее необходимое перестановочное усилие привода (в конце
хода без учета жесткости пружины) будет равно
Q6 = APf — G + Т кГ,
где ДР — перепад давлений на плунжере, т. е. разность давлений
до и после плунжера при закрытом его положении,
в кГ/см1',
f — неуравновешенная площадь давления среды на плун-
жер в см2',
G — вес деталей, соединенных со шпинделем и плунжером
(грибок и др.), в кГ;
Т — сила трения в сальнике в кГ.
Регулирующий клапан не должен выполнять функции затвора,
запорного органа, поэтому нет необходимости на уплотняющих
кольцах создавать значительные удельные давления, обеспечи-
вающие плотность клапана.
Для двухседельного клапана
f = 0,785 (Di —Оз) см2,
618
где Z?i — средний диаметр уплотняющего кольца большего седла
(верхнее) в см\
D2 — средний диаметр уплотняющего кольца меньшего седла
(нижнее) в см.
Наименьшее необходимое перестановочное усилие привода
(в начале хода) без учета жесткости пружины равно
QM = Т - G кГ.
Нечувствительность регулирующего клапана определяется раз-
ностью усилий, необходимых для перемены направления движе-
ния плунжера на обратное при одном и том же его положении.
Нечувствительность создается силами трения в сальнике, в на-
правляющих плунжера и внутренним трением в материале мем-
браны.
Наибольшая сила трения создается в сальнике, который в регу-
лирующих клапанах с целью уменьшения трения конструируется
таким образом, чтобы шток, проходящий через набивку, имел ми-
нимальный диаметр и был бы обеспечен смазкой. Трение в саль-
никах подобного типа (см. гл. II) определяется по формуле
Т
Зона нечувствительности, определяемая изменением давления
на мембрану, необходимым для изменения направления движения
плунжера на обратное, определится по формуле
АРТ = -р- кГ/см ,
г э
где ДРГ — разность давлений на мембране в кГ/см2 , необходимая
для перемены направления движения плунжера;
F3 — эффективная площадь мембраны при данном ее поло-
жении в см2.
Отношение зоны нечувствительности к диапазону измене-
ния командного давления на мембране \Рд определяет степень
нечувствительности
ег = ^-100%.
Степень нечувствительности регулирующих клапанов с типовыми
сальниками, а также мембранных шланговых клапанов не должна
превышать 5%, а клапанов с фторопластовыми сальниками или
с сильфонами — 3 %.
Привод должен, как правило, обеспечивать пропорциональ-
ную зависимость между ходом и давлением над мембраной; однако
в результате искажений характеристики пружины и характери-
стики мембраны, а также вследствие влияния неуравновешенности
плунжера и действия других факторов линейная зависимость
ход — давление искажается.
619
Отклонение фактической характеристики ход плунжера
давление на мембране от линейной зависимости носит название
нелинейности. Степень нелинейности е/г определяется отношением
максимальной разности между фактическим ходом плунжера и
теоретическим, соответствующим давлению на мембране Дйл,
к полному ходу плунжера hn
еЛ = 4^-100%.
В серийных регулирующих клапанах степень нелинейности не
должна превышать 5%.
В регулирующих клапанах с мембранным приводом и пружин-
ной нагрузкой, снабженных позиционным реле, командное давле-
ние подается в позиционер, а на мембрану через позиционер по-
дается управляющее давление, которое дросселируется в позицио-
нере и подается на мембрану в отрегулированном виде. Оно
увеличивается до тех пор, пока плунжер не станет в требуемое по-
ложение, соответствующее величине командного давления. Исход-
ное управляющее давление, подводимое в позиционер, равно
2 кПсм2.
При наличии позиционера степень нечувствительности кла-
пана не должна превышать 0,5%, а степень нелинейности — не
более 0,5%.
Исследования работы регулирующих клапанов выявили влия-
ние конструкции плунжера на работу клапана. Так, в двухседель-
ных клапанах со стержневым плунжером, несмотря на статическую
уравновешенность конструкции, при больших перепадах давле-
ний плунжер в результате динамических воздействий среды
испытывает значительные осевые усилия, что в конечном итоге
искажает рабочую характеристику клапана. С целью повыше-
ния степени уравновешенности и улучшения технологичности
конструкции применяются регулирующие клапаны с полым плун-
жером, на которых при работе хотя и возникает крутящий момент,
но он сравнительно мало сказывается на работе регулятора.
Вместе с тем следует иметь в виду, что стержневой плунжер более
пригоден для работы на вязких и загрязненных средах.
2. РЕГУЛЯТОРЫ ДАВЛЕНИЯ
Регуляторы давления могут работать по схеме «после себя»
(см. рис. 53, а), когда участок трубопровода за клапаном, считая
по направлению движения среды, соединен с приводом и при уве-
личении давления клапан уменьшает подачу среды, и по схеме
«до себя» (см. рис. 53, б), когда с приводом соединен участок
трубопровода до клапана, при этом с повышением давления клапан
увеличивает подачу среды.
620
Силовой расчет регуляторов прямого действия имеет много
общих элементов с расчетом регулирующих клапанов, но при этом
следует иметь в виду, что в первых на приводе действует давление
среды, транспортируемой по трубопроводу, а рабочее положение
клапана должно обеспечивать заданный расход при поддержании
необходимого давления. В связи с этим рабочий перепад давлений
должен создаваться при каком-то среднем положении плунжера,
При котором его перемещение вверх или вниз обеспечивает увели-
чение или уменьшение давления при заданном расходе.
Расчетные формулы и порядок расчета зависят от конструкции
регулятора и от заданной пропускной способности, определяющей
среднее положение плунжера над седлом.
Регуляторы прямого действия с мембранным приводом (испол-
няющим роль чувствительного элемента) и пружинной нагрузкой,
а также с поршневым приводом и пружинной нагрузкой обладают
определенной степенью неравномерности, определяемой по фор-
муле
s=4s
h ’
где hn — полный ход плунжера в мм;
h — прогиб (поджатие) пружины в мм, необходимый для со-
здания усилия пружины, отрегулированной на заданное
отрегулированное давление.
При выборе пружины привода следует учитывать величину 6.
3. ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
При силовом расчете малоподъемных рычажно-грузовых и пру-
жинных предохранительных клапанов определяется усилие, необ-
ходимое для создания плотности, что будет обеспечено, если к
шпинделю приложено усилие
Q = Qcp + Qy — G,
где Qcp — усилие, создаваемое давлением среды в к.Г;
Qy — усилие, необходимое для уплотнения в кГ, создаваемое
давлением
Qcp = 0,785Z)S.
Здесь DK — диаметр уплотняющих колец по среднему диаметру
уплотнения в см;
Р — давление среды в кПсм2.
Усилие, необходимое для уплотнения,
Qy = 3,14£>к b qy,
где qy — удельное давление в кПсм2;
Ь — ширина уплотняющих колец в см.
621
Нормами Госгортехнадзора установлены предельно допусти-
мые давления пара в котле Ртах, при которых предохранительные
клапаны должны быть открыты и должны обеспечивать требуемую
пропускную способность и соответствующий расход среды:
раб
з
60
> 60
кПсм2
»
»
р
1 шах
РраГ, + 0,5 кПсм2
1,1
Разность ДЛпах Рты — Рраб может быть использована для
создания удельных давлений на уплотняющих кольцах с целью
обеспечения плотности закрытого предохранительного клапана,
а также для подъема тарелки клапана с учетом преодоления сил
инерции, сил трения и жесткости пружины.
По нормам Госгортехнадзора предохранительные клапаны
должны открываться в котлах с давлением до 13 кПсм2 при
Рраб + 0,2 кПсм2-, в котлах с давлением более 13 кПсм2 до
40 кПсм2 — при 1,03Рри1- и в котлах с давлением свыше
40 кПсм2 — при 1,05Ррао-.
Следовательно, в наихудших условиях находятся предохрани-
тельные клапаны низкого давления — на Рраб 13 кПсм2, для
13 2
которых коэффициент перегрузки составляет АД = -j— = 1,015.
1 o,U
В этом случае усилие уплотнения
Qy = 0,2FK кГ,
где FK — площадь круга по диаметру уплотняющих колец в см2.
Фактические удельные давления на уплотняющих кольцах
в этом случае будут равны
_ Qy _ 0,2FK __ 0,2DK
~~ nDKb nDKb 4b
ИЛИ
= 0,05 кГ/см2.
Приняв ширину уплотняющего кольца клапана b = 1 мм =
= 0,1 см, получаем
qK -- 0,5DK кГ/см2,
где Dh — в см.
Таким образом, для предохранительных клапанов диаметром
Dc = 10 мм qK 0,5 кПсм2, для клапанов Dc = 100 мм qK
SS 5 кПсм2.
При таких малых значениях удельных давлений добиться
плотности можно лишь весьма тщательной притиркой. Для уплот-
нения сред с относительно невысокой температурой используют
фибру, эбонит и некоторые другие материалы.
622
С повышением рабочего давления среды допустимые удельные
давления на уплотняющих кольцах возрастают, но одновременно
усложняются и условия обеспечения плотности.
Приняв Ко = 1,05, имеем
l,05Qcz, = Qcp 4- QK или QK = 0,05Qcp.
Таким образом, 3,l4DKbqK = 0,05-0,785DkPo, откуда
_ O,O125DKPo
— b
Для обеспечения плотности при таких условиях требуется
весьма тщательная притирка колец. Величина qK увеличивается
с увеличением DK, Ро и уменьшением Ь. Следовательно, для улуч-
шения условий работы предохранительного клапана целесообразно
уменьшать ширину колец Ь, к чему обычно в практике и прибе-
гают. Вместе с тем следует иметь в виду, что чрезмерно узкие
кольца создают благоприятные условия для эрозионного износа
вследствие неплотности при работе клапана на повышенных и вы-
соких давлениях.
При силовом расчете рычажно-грузовых клапанов ограничи-
ваются определением веса грузов и их положения (см. рис. 353)
по формуле
Q __ Gql-l 4~ брС Ч~ бп/з -|- Gg. ,7i
° 11 ’
где Gq, Gp, Gn, G..— вес в кГ соответственно: поступательно
движущихся частей, рычага, подвижного
регулирующего и главного груза;
1±, 12, /3, It — расстояния от оси вращения рычага до
точки приложения соответствующего
груза в см.
Наличие трения в шарнирах рычага и направляющих штока
несколько увеличивает силу, необходимую для подъема клапана.
С целью уменьшения трения в шарнире применяют призматические
опоры.
При подъеме рычага точка приложения силы несколько сме-
щается (рис. 395, а), что ухудшает условия подъема клапана.
Рычажная схема, обеспечивающая постоянство направления
(рис. 395, б), хотя и имеет принципиальные преимущества, однако
не получила распространения из-за сложности. Кроме того,
грузовые предохранительные клапаны обладают большей инер-
цией, при срабатывании создают сильные удары по уплотняющим
кольцам, поэтому постепенно вытесняются предохранительными
клапанами с пружинной нагрузкой.
Силовой расчет пружинного малоподъемного предохранитель-
ного клапана также сводится к определению силы Qo = KgQcp,
по которой определяется установочное усилие пружины с учетом
веса подвижных деталей.
623
Таким образом, установочное усилие пружины при предвари-
тельном поджатии пружины равно
Qnp = K0Qcp — G кГ,
где G — вес подвижных деталей, действующий на тарелку кла-
пана.
В связи с увеличением усилия при сжатии пружины стремятся
применять возможно мягкую пружину, имеющую наибольший
диаметр и наибольшее число витков, допускаемые данной кон-
струкцией.
Рис. 395. Схема подъема клапана: а—при простом шарнире; б--при
улучшенном
Силовой расчет полноподъемных (пружинных) клапанов отли-
чается от силового расчета малоподъемных тем, что жесткость
пружины должна иметь оптимальную величину, так как при чрез-
мерно мягкой пружине закрытие полноподъемного клапана
происходит с запозданием.
В полноподъемных предохранительных клапанах достаточный
подъем обеспечивается конструкцией клапана и соответствующим
ходом струи, создающей дополнительную подъемную силу.
Глава VII. СИЛОВОЙ РАСЧЕТ ЗАДВИЖЕК
1. УСЛОВИЯ РАБОТЫ ЗАДВИЖЕК
По расположению уплотняющих колец задвижки можно раз-
делить на две группы.
1. Клиновые задвижки, уплотняющие кольца которых распо-
ложены под углом и образуют клин (см. рис. 15). К этому типу
относятся задвижки с цельным клином (рис. 15, а) и с клином,
образованным двумя дисками (рис. 15, б).
2. Параллельные задвижки, уплотняющие кольца которых
расположены параллельно друг другу (рис. 14).
624
Величина угла при вершине клина (2ф) оказывает важное влия
ние на эксплуатационные свойства задвижек. При малых углах
уменьшается величина усилия, необходимого для закрывания
задвижки, но увеличивается вероятность заклинивания клина
в корпусе при деформациях трубопровода, вызываемых колеба-
ниями температуры.
Обычно при tpaC> <" 120° С применяют
клинья с уклоном 1 : 20 (ф=2°52'), а при
t/?a6> 120° С—с уклоном 1 : 12 (ф = 5°).
Во избежание защемления клина в кор-
пусе необходимо, чтобы клин не был само-
тормозящим; это выполнимо при условии
где Цк — коэффициент трения.
Для задвижек с углом <р—2°52' tg <р —
0,05, для задвижек с углом <р~ 5'J tg ср —
30
5
О
_ Область дабле^'''
ний, не обеспечи -
Оающих самоуплот-
нения J
Область самоуплотнении
WO 200 300 000 500 ООО 700 800 900 WOO
Dy,мм
Рис. 396. Диаграмма давлений среды, обеспечивающих само-
уплотнение задвижки:
1 —для задвижек со стальными уплотняющими кольцами; 2 -для
задвижек с латунными кольцами
=0,09. В реальных условиях эксплуатации клиновых задвижек
коэффициент трения больше указанных величин, поэтому клино-
вые задвижки обычно работают в условиях самоторможения клина.
В параллельных задвижках угол распорного клина имеет вели-
чину порядка ф = 20°. Такие значения ф обеспечивают отсутствие
самоторможения клина (при хорошей чистоте поверхностей клина и
дисков).
Силовые расчеты задвижек производятся с учетом условий,
В которых создается плотное перекрытие среды задвижкой. Рас-
смотрим основные из них.
При одностороннем самоуплотнении удель-
ное давление на уплотняющих кольцах, необходимое для обеспе-
чения плотности, создается давлением среды, действующим на
диск. Для этого должно быть выдержано условие Qcp > Qy, т. е
усилие, создаваемое давлением среды на клин или диск, должно
быть больше усилия, необходимого для обеспечения плотности.
40 Д. Ф. Гуревич 625
Для обеспечения плотного перекрытия задвижки удельное
давление, фактически действующее на уплотняющих поверхностях
колец, должно быть больше удельного давления, необходимого для
обеспечения плотности:
> qy-
Если задвижка работает в условиях самоуплотнения и уплот-
няющие кольца клина и корпуса соприкасаются на полную ширину
наиболее узкого из колец, то
= _0сР_
Чк nDKb
или
и к
При давлении ниже указанного плотность задвижки не будет
обеспечена. Таким образом, в задвижках при одностороннем
самоуплотнении плотность обеспечивается лишь начиная с опре-
деленной величины давления и выше; при давлении ниже этой
величины плотность задвижки не гарантируется.
Для ориентировочного определения условий, при которых воз-
можно самоуплотнение задвижек, приведен график на рис. 396.
Данные этого графика соответствуют значениям qy из табл. 108.
В этом случае полости корпуса и крышки заполнены средой
даже при закрытой задвижке. Конструкция задвижек, предназна-
ченных для работы в таких условиях, иногда не предусматривает
разжимающих элементов для дисков в параллельных задвижках
(клин, винт, кулачки и т. д.), вследствие чего между уплотняю-
щими кольцами диска и корпуса сохраняется зазор со стороны
входа среды.
Если такая задвижка перекрыта в трубопроводе с неподвижной
средой, то независимо от величины давления в трубопроводе
плотность перекрытия ее не будет обеспечена до начала движения
среды. При этом части трубопровода не будут разобщены до тех
пор, пока не начнется движение среды через задвижку и пока
расход среды не достигнет величины, создающей перепад давле-
ний, при котором возникнет усилие, достаточное для перемещения
диска к кольцу корпуса и плотного прижатия его. Во избежание
такого недостатка задвижки, даже предназначенные для работы
в условиях самоуплотнения, очень часто снабжаются распорным
устройством, которое в данном случае служит в основном для
сближения уплотняющих колец диска и корпуса вплоть до их со-
прикосновения.
626
Управление задвижками, работающими в условиях самоуплот-
нения, может производиться с фиксацией достигнутого положения
диска в закрытой задвижке — при помощи концевых выключа-
телей.
При одностороннем уплотнении с поджа-
тием задвижка работает в условиях, когда давление среды
не обеспечивает самоуплотнения, т. е. когда Qcp <Z Qy — усилие,
создаваемое давлением среды на диск или клин, меньше усилия,
необходимого для создания плотности. Закрывание задвижки про-
изводится с поджатием клина шпинделем для создания определен-
ных удельных давлений. При низких давлениях задвижка
не обладает достаточной плотностью и дает протечку. Плотность
задвижки в этих условиях гарантируется лишь при достижении
определенного давления. При меньших давлениях плотность
не гарантируется.
Односторонняя гарантированная плот-
ность в задвижке на всем диапазоне давлений от нуля до Ру
обеспечивается в том случае, если под действием шпинделя на
уплотняющих кольцах задвижки создаются удельные давления,
достаточные для создания плотности как при действии среды, так
и при ее отсутствии.
С возникновением перепада давлений усилия на кольцах изме-
няются под влиянием упругости элементов задвижки; при этом
величина удельного давления на кольцах со стороны входа среды
снижается, а со стороны выхода — повышается. Величина этих
изменений зависит от соотношения упругости дисков и корпуса.
В результате действия среды в этом случае плотность обеспе-
чивается в задвижке лишь на стороне выхода среды, и в полость
корпуса и крышки может проходить среда.
Задвижки при односторонней гарантированной плотности
должны закрываться путем применения ограниченного момента.
Двусторонняя гарантированная плот-
ность в задвижке на всем диапазоне давлений от нуля до Ру
обеспечивается тем, что усилие, создаваемое на уплотняющих
кольцах действием шпинделя при помощи распорного устройства,
гарантирует плотность как со стороны входа, так и со стороны
выхода среды, независимо от направления ее движения. После
перекрытия задвижки среда в полость корпуса и крышки не про-
ходит.
Закрывание задвижек при двусторонней гарантированной
плотности должно производиться с ограничением момента.
Следует считать, что для задвижек наиболее надежным является
последний метод уплотнения, т. е. обеспечение двусторонней
гарантированной плотности; однако для достижения этого
задвижки должны быть изготовлены с особой тщательностью и точ-
ностью и корпус должен обладать большой жесткостью, что зна-
чительно удорожает изготовление задвижек. Помимо этого, для
40* 627
обеспечения двусторонней плотности требуется применение боль-
ших усилий. В связи с этим обычно ограничиваются обеспечением
односторонней гарантированной плотности, а для задвижек боль-
ших проходов обычно ограничиваются условиями самоуплотнения.
Рассмотрим силы, действующие на клин задвижки, и удельные
давления на уплотняющих поверхностях колец.
Для обеспечения плотности задвижки фактические удельные
давления на уплотняющих поверхностях колец qK должны иметь
величину не ниже qy, т. е. должно быть выдержано условие qK>qy.
На величину qK и характер распределения удельных давлений
на поверхностях колец задвижек оказывает влияние ряд факто-
ров: давление среды, усилие вдоль
шпинделя, силы трения, конструк-
ция корпуса и клина и т. д.
Эпюра распределения удель-
ных давлений qK на кольце кор-
пуса от действия давления среды
на клин будет иметь вид линии
/ — 1 (рис. 397), расположенной
параллельно плоскости кольца.
При закрывании задвижки и
перемещении клина вниз между
головкой шпинделя и клином воз-
никает сила трения Тг, которая,
действуя на клин, изменяет рас-
пределение удельных давлений на
чего эпюра давлений приобретает
Тг на эпюру
Рис. 397. Диаграмма распределения
удельных давлений на уплотняю-
щих кольцах задвижки
кольце корпуса, в результате
вид линии II—I. Такой характер влияния силы
удельных давлений будет иметь место лишь при условии жесткой
конструкции клина и корпуса и пропорциональной зависимости
между деформацией и напряжением в уплотняющих кольцах.
Когда клин при движении вниз дойдет до положения, при кото-
ром он соприкоснется с уплотняющим кольцом корпуса на стороне
входа среды, возникнет дополнительная сила — реакция Rly
действующая на правое уплотняющее кольцо корпуса с эксцен-
триситетом г, зависящим от угла и расстояния между уплотняю-
щими кольцами корпуса. В результате действия силы равно-
мерность распределения удельных давлений еще больше нару-
шается, и эпюра давлений приобретает вид прямой III—III.
Неравномерность распределения дельных давлений, вызван-
ная силой Те на уплотняющих кольцах задвижек, уменьшается
с увеличением диаметра прохода, и для конструкций с большим
диаметром прохода она ничтожно мала.
Влияние конструкции корпуса и клина на распределение удель-
ных давлений на уплотняющих кольцах заключается в следующем.
Под действием давления среды корпус задвижки деформи-
руется, и расстояние между уплотняющими кольцами увеличи-
628
Рис. 398. Перемещения
уплотняющих поверхно’
стей корпуса и клина при
деформации задвижки
вается (рис. 398). Величина деформации в верхней части корпуса
ав больше, чем в нижней ан, поэтому повышение давления в корпусе
вызывает увеличение угла 2<р между уплотняющими кольцами
корпуса на величину 2у, что, в свою очередь, сказывается на рас-
пределении удельных давлений на кольцах. В нижней части кор-
пуса удельные давления на кольцах становятся больше, чем в верх-
ней. Этот фактор сказывается особенно значительно в клиновых
задвижках с жестким клином, когда удельные давления на коль-
цах создаются не действием среды, а принудительным поджатием
клина. В результате имеют место, напри-
мер, такие явления. При уплотнении за-
движки путем поджатия клина часто за-
движки при испытании дают протечку,
которая с увеличением поджатия клина не
ликвидируется. Однако достаточно шпин-
дель повернуть на полоборота обратно, и
плотность задвижки обеспечивается. Это
явление можно объяснить следующими
причинами. Продвигаясь вниз, клин за-
клинивается между уплотняющими коль-
цами корпуса, причем наиболее сильно вни-
зу. При возникновении давления в корпусе
угол между кольцами увеличивается, а в
клине сохраняется без изменения. Это вы-
зывает протечку, так как клин в связи
с малой величиной <р, будучи заклинен
внизу, не может повернуться, чтобы лик-
видировать угловой зазор. Когда клин отжат и освобожден от
защемления в нижней части, он под действием гидравлического
давления прижимается к кольцу корпуса, что обеспечивает плот-
ность перекрытой задвижки.
Отсутствие экспериментальных данных пока не позволяет
учитывать в расчете влияние неравномерности распределения
удельных давлений на работу задвижки, и поэтому условно счи-
тают, что они распределены равномерно. Однако анализ влияния
жесткости элементов задвижки на работу замка и раскрытие меха-
низма действия этого фактора представляется полезным как для
получения практических данных, так и для разработки методики
постановки дальнейших исследований.
При работе клина в условиях самоуплотнения, когда реакция
входного кольца , равна нулю, деформация корпуса оказывает
небольшое влияние на плотность задвижки. Существенные изме-
нения могут иметь место, если деформации корпуса превратят
уплотняющую поверхность корпуса из плоской в криволинейную,
в Деформации клина вследствие его жесткости при рабочем давле-
нии не компенсируют искажения плоскости уплотняющего кольца
корпуса и между уплотняющими кольцами клина и корпуса
629
Рис. 399. Схема опускания
образуются местные зазоры. Задвижки с самоуплотнением работают
обычно при больших диаметрах прохода, в этих условиях имеют
место большие деформации корпуса. Опыты показали, что даже
при значительных деформациях корпуса в задвижках с большим
диаметром прохода клин обычно обеспечивает плотное перекры-
тие, поскольку его жесткость (жесткость плиты большой площади
и относительно малой толщины), как правило, невелика.
В процессе работы задвижки на уплотняющих кольцах кор-
пуса и клина создаются усилия, которые вызывают соответствую-
щие упругие деформации. Приложив на клине вдоль оси задвижки
усилие /?0, получим деформацию плоскости кольца корпуса вдоль
оси на величину а. Эти величины связаны
между собой зависимостью
Ro = Саа,
где Са — жесткость собранной задвижки
в кПмм, т. е. коэффициент про-
порциональности между усилием
/?0 и перемещением а кольца
вдоль оси прохода собранной
задвижки. Общая деформация
корпуса вдоль оси равна 2а.
Клин также подвергается упругой дефор-
мации; обозначим деформацию клина с од-
ной стороны b (общая деформация 26), тогда
При деформациях корпуса собранной задвижки под действием
клина, перемещаемого вниз, имеют место следующие явления
(рис. 399).
Если после соприкосновения с обоими уплотняющими коль-
цами корпуса переместить клин на величину h, то сечение
клина АА займет положение ВВ. При этом корпус и клин полу-
чат упругие деформации и расстояние 1А сократится до 1В за счет
упругости корпуса и клина.
Для корпуса
для клина аналогично а
Ь =
Таким образом,
Поскольку для корпуса и клина /?0 равны, то
Сиа = С„Ь и 4 =
630
6
Упругая
деформация
клина
а Упругая дефор-
мация корпуса
Конечная
плоскость
контакта
h Вертикальное
перемещение
клина
Точка W соприкосновения клина и корпуса после опускания
клина останется на исходной плоскости МА1 лишь в том случае,
если а = b или Са = Сь, что бывает редко. При цельном клине
Са < Сь и продвижение клина вниз вызовет смещение точки N
вправо от плоскости ММ за счет того, что деформация корпуса
будет больше, чем деформация клина. Как указывалось ранее,
жесткость корпуса в нижней части больше, чем в верхней (между
уплотняющими кольцами); поэтому при продвижении цельного
клина вниз в нижней части клина сжимающие
больше, чем в верхней, и жесткость соединения
ляться в основном жесткостью нижней
части корпуса и клина, чему соответст-
вуют большие значения Са и Сь.
Уплотняющие поверхности составного
или цельного упругого клина, составлен-
ного из двух дисков, соединенных в центре
перемычкой или стягивающим стержнем,
могут устанавливаться в соответствии с
изменением угла <р в результате деформации
корпуса; при этом значения Са и Сь опре-
деляются конструкцией корпуса и клина
в целом при действии сил вдоль оси про-
хода. При составном клине обычно Сь<ССа
в особенности для задвижек большого про-
хода, следовательно, ЬР>а, и при продви-
жении клина вниз точка N будет смещаться
влево от исходной плоскости ММ.
Для того чтобы сечение клина А—А заняло место сечения В—В,
необходимо, чтобы упругие деформации металла корпуса и клина
равнялись величине 1А— 1В, т. е.
усилия будут
будет опреде-
ли
Исходная
плоскость
контакта
М
Рис. 400. Схема переме-
щения уплотняющих по-
верхностей
1А - 1В = 2 (а + Ь).
Но 1а % 1в = h tg <р (рис. 400), тогда
h tg <р = а + Ь.
Таким образом,
откуда
Этой формулой выражается зависимость между перемещением
клина и горизонтальным усилием Ro на кольцах (без учета сил
трения между клином и корпусом).
Реакции на кольцах R = Rg cos <р, тогда
7? = /г sin ф ГС^-.
Ca + Cb
631
Ранее было найдено для клинового соединения (см. рис. 377)
Qx = 2/?sincp (1
где Qx — усилие вдоль шпинделя.
Подставив найденное значение /?, получим
«, = 2Лй"!'Р + сгггг’
отсюда
С помощью этой формулы можно определить величину верти-
кального перемещения клина под действием силы Qx в пределах
упругих деформаций уплотняющих колец корпуса и клина.
Под действием усилия Qx вертикальная система получает
деформацию z, которая представляет собой перемещение нижней
точки головки шпинделя как результат накопленной упругой
деформации шпинделя, гайки, бугеля, крышки и других элемен-
тов, составляющих силовую цепь шпинделя.
Из зависимости Qx = C,z следует, что
Значение Сг можно сравнительно несложно определить в ре-
зультате измерения величин Qx и соответствующих им значений z.
Вертикальное перемещение клина
h
________________21_____________
2 sin-<р (1 +
\ tg Ф/ Са + Сь
Реакции уплотняющих колец
n l • СаСь
R = h sin ср -у,----2, -
ИЛИ
Q,
2 sin <р (1 + 'j
\ tg ф/
Деформация уплотняющих колец (суммарная) равна
2а 2Ь = 2h tg ср
или
а + h =____=_______________*_____
СаСь СаСь ’
632
В условиях одностороннего самоуплотнения в корпус прони-
кает среда со стороны входа; поэтому вся полость корпуса и
крышки подвержена действию давления.
Деформации корпуса под действием давления среды обычно
не выходят за пределы упругости материала. Поэтому RP = Саар,
где RP — усилие от действия гидравлического давления, вызы-
вающее перемещение колец корпуса вдоль оси на величину аР.
Величина Са в условиях эксплуатации зависит от жесткости
того участка трубопровода, в котором задвижка установлена.
Для того чтобы расстояние между кольцами по оси задвижки
увеличилось на 2ар, необходимо увеличить расстояние между
проходными фланцами примерно на ту же величину. Перемещению
фланцев препятствует трубопровод. В этих условиях
RP — (Са + Ст) ар,
где Ст — жесткость трубопровода в кПмм.
Если трубопровод подвешен на опорах, позволяющих свобод-
ные перемещения участков, а задвижка установлена с компенса-
тором, то величина Ст будет невелика по сравнению с Са и во
всяком случае не больше жесткости компенсатора. В трубопро-
водах малого прохода или высокого давления обычно эти условия
имеют место, и лишь в редких случаях (например, в трубопрово-
дах с большим диаметром прохода) жесткость трубопровода может
оказывать значительное влияние на упругие свойства задвижек,
которые при малых давлениях и больших диаметрах прохода
имеют небольшие величины Са. В условиях гидравлических испы-
таний арматуры на заводских стендах, когда одна сторона за-
движки заглушена диском (без применения стяжных болтов или
стенда, связывающего оба проходных фланца), можно считать Ст
= 0.
Усилие Rp вызывается действием давления среды на стенки
полости задвижки. Представим
RP = FPP,
где Fp — эквивалентная или приведенная площадь поверхности
D
полости задвижки, определяемая из условия Fp — —F-;
здесь Rp — усилие, которое должно быть приложено
вдоль оси задвижки, чтобы произошла деформация аР,
созданная при действии давления Р.
Таким образом,
а - — — Fp Р
иР - г — г.
Величину Fp!Ca определить экспериментально не представ-
ляется сложным — путем замера деформаций аР при давлениях Р.
633
В задвижке, закрытой без среды, на кольцах клина и корпуса
создаются реакции Ro и соответствующие им упругие деформации
колец а и Ь. После подачи давления величина реакции изменяется,
так как корпус и клин под действием давления деформируются.
Изменения деформаций зависят от величины давления, упругости
корпуса и клина и его конструкции (сплошной или составной) и от
условий работы задвижки — проходит ли среда в полость корпуса
и крышки или плотность обеспечивается на входной стороне и
среда в полость задвижки не проходит.
Рассмотрим задвижку со сплошным клином, когда среда про-
п Лпижина паг.тяжения
Сохранилась упругая пружина сжатия
деформация а-2 &а
Рис. 401. Схема упругой модели за-
движки
ходит в полость задвижки.
В результате подачи давле-
ния в полость задвижки корпус
и клин деформируются, плос-
кость соприкосновения входного
кольца корпуса и клина пере-
местится на величину х и соз-
дастся равновесие сил при новом
положении плоскости соприкос-
новения. Перемещения колец
корпуса и клина одинаковы, но
сила трения на правом кольце
будет больше, так как реакция
на нем больше на величину Qcp.
С левой стороны это усилие Q'
будет передаваться на корпус не через клин, а непосредственно
(действием на заглушку или трубопровод). Рассматриваем дейст-
вие сил и деформации корпуса в продольном сечении по оси про-
хода.
В результате заклинивания клина на обоих кольцах создаются
реакции Ro, которые вызывают деформацию корпуса на величину
D D
а = и деформацию клина b = —- с каждой стороны. После
подачи давления корпус будет иметь упругую деформацию,
созданную действием распирающего усилия Ro + Qp, а клин
будет сжат действием усилия Ro + Qcp, где Ro — реакция вход-
ного кольца после подачи давления; QP — приведенная сила от
действия давления среды в корпусе.
Благодаря тому, что при подаче давления расстояние между
кольцами в корпусе увеличивается, реакция Ro будет меньше
реакции Ro.
На рис. 401 представлена схема упругой модели задвижки
в виде двух пружин: пружины растяжения с жесткостью Са—моде-
ли корпуса и пружины сжатия с жесткостью Сь — модели клина.
Мы рассматриваем условия упругой деформации корпуса и
клина, образующих замкнутую цепь, когда плоскости колец кор-
634
пуса и клина не расходятся; поэтому упругие деформации корпуса
равны упругим деформациям клина, но с обратным знаком. После
подачи давления в корпус упругая деформация корпуса увели-
чится на величину Да, а упругая деформация клина уменьшится
на ЛЬ == Да. Изменение усилия на плоскости входного кольца
корпуса равно
Ro + Qp — Ro — 2&ctCa-
Изменение усилия на плоскости входного кольца клина равно
Ro + Qcp — Ro = —2Д&С*.
Обозначим Да = Ab = х. Из полученных уравнений имеем
Qp Qcp = (Са Сь),
откуда
2 __ Qp ~ Qcp _ P(Fp — Fk)
Ca + Cb Ca + Cb ’
где Fp — приведенная площадь действия давления на корпусе;
FK — площадь по среднему диаметру уплотняющих колец.
Определим значение реакции
Ro = 2хСа + Ro — Qcp-
Подставим значение х
Ro = + Ro - PFP,
-j-
откуда
После преобразований получаем
Ro — Ro— RRP 1
С помощью этого уравнения можно решить ряд практических
задач. Так, приравняв реакцию Ro нулю, определим давление,
при котором на входном кольце удельные давления будут равны
нулю:
р __________
Приравняв Ro = Q;/, где Qy = nDKbqy — усилие, необходи-
мое для уплотнения, можно определить наибольшее давление,
до которого будет сохраняться плотность на входе в задвижку,
закрытую без действия среды, и т. д. Следует отметить, что в дан-
ном случае не учитывается влияние угла раскрытия у, образова-
ние которого при жестком клине на верхних участках колец может
вызвать раскрытие при давлении меньше расчетного Р. При упру-
гом клине угол у не должен оказывать существенного влияния
на работу задвижки.
Рассмотрим задвижку, закрытую плотно без давления среды
в корпусе так, что на уплотняющих кольцах горизонтальные
реакции Ro > Qy. После подачи среды реакция со стороны вход-
ного кольца будет равна Ро, а на выходном кольце Ро + Qcp.
Подставив в полученную для Ро формулу FP = FK, имеем
Ро = Ро — PFK = Ро — Qcp.
Таким образом, в рассматриваемом случае реакция входного
кольца равна разности между предварительно созданной реакцией
и усилием от давления среды Qcp независимо от жесткости состав-
ляющих элементов задвижки.
Все рассмотренное относится к задвижкам с цельным клином.
При работе задвижки с двухдисковым или составным клином при
двусторонней гарантированной плотности в соответствии с урав-
нением Ро = Ро — Qcp- При односторонней гарантированной
плотности значение Ро будет несколько отличаться от значений,
получаемых по формуле, так как величина силы упругости диска
со стороны входа не зависит от давления среды и меняется лишь
с изменением величины деформации корпуса.
2. СИЛЫ, ДЕЙСТВУЮЩИЕ НА КЛИН ЗАДВИЖКИ
При перемещении клина в задвижке необходимо преодолевать
силы сопротивления, которые возникают в основном вследствие
трения между деталями задвижки.
Силы трения в задвижке возникают между уплотняющими
кольцами клина и корпуса как со стороны выхода, так и со сто-
роны входа среды. До соприкосновения клина с уплотняющими
кольцами корпуса может действовать сила трения между клином
и направляющими гребнями корпуса, которая создается давлением
среды на клин и моментом на шпинделе, хотя влиянием последнего
обычно пренебрегают.
Силы трения между направляющими клина и корпуса и между
уплотняющими кольцами клина и корпуса одновременно дей-
ствовать не могут, поэтому в расчете учитывается лишь одна из них.
В конце закрывания и в начале открывания задвижки, когда
клин еще не коснулся уплотняющего кольца корпуса, при нали-
чии перепада давлений действует сила гидравлического давления,
составляющая которой Q., помогает закрыванию и противодей-
ствует открыванию (рис. 402).
636
Рис. 402. Схема дейст-
вия силы Qs на клин
Вес деталей QG, подвешенных к шпинделю, обычно по сравне-
нию с силами, действующими в задвижке, имеет незначительную
величину и существенного влияния на ее работу не оказывает
даже в том случае, если шпиндель задвижки расположен верти-
кально. При горизонтальном расположении шпинделя вес этих
деталей незначительно увеличивает силу трения между клином и
корпусом. Часть момента, действующего на шпинделе, передается
на клин и вызывает изменение силы прижатия клина к корпусу,
увеличивая удельное давление на одной стороне кольца и умень-
шая его на другой. Так как влияние этого
фактора сказывается в пределах 2—4%, то
при обычных расчетах задвижек он не учи-
тывается.
При силовых расчетах задвижек не учи-
тывается также и сила трения Тг — между
головкой шпинделя и клином, которая также
очень мало сказывается на величине усилия,
необходимого для управления задвижкой.
Рассмотрим процесс закрывания и откры-
вания клиновой задвижки и выявим силы,
действующие на клин.
Перемещение клина при закрывании
задвижки в потоке среды протекает следую-
щим образом: клин, опускаясь вниз, постепен-
но перекрывает отверстие корпуса, вследствие
чего увеличивается разность давлений по обе
стороны клина, и последний встречает все большее сопротивление
увеличивающейся силы трения Тн между направляющими кор-
пуса и клина.
В период, когда клин еще не коснулся уплотняющего кольца,
он движется вертикально вниз вдоль направляющих. Сила давле-
ния среды Qcp, направленная нормально к плоскости уплотняю-
щего кольца, образует угол с направляющими клина, благодаря
чему создается дополнительное усилие Qa (рис. 402), направленное
в сторону движения клина и равное
Qa = Qcp sin ф.
Клин при движении вниз коснется одного уплотняющего
кольца и благодаря зазору между направляющими начнет дви-
гаться вдоль плоскости уплотняющего кольца. В это время сила
Давления среды направлена нормально к плоскости движения и
создает лишь силу Тк — силу трения между уплотняющими по-
верхностями. В дальнейшем, когда клин коснется обоих уплот-
няющих колец, к действующим силам сопротивления прибавляется
сила трения ТК1 во второй паре уплотняющих колец со стороны
входа среды. Величина сил трения между уплотняющими поверх-
ностями в этот момент зависит не только от силы действия
637
давления среды Qcp, но и от усилия, которым шпиндель дей-
ствует на клин, Qj (рис. 403).
Таким образом, при закрывании задвижки в потоке среды сле-
дует различать три периода движения клина.
1. Движение клина вниз вдоль направляющих со все увеличи-
вающимся перепадом давлений, и увеличивающейся силой трения
Т„ между направляющими корпуса и клина; это будет происходить
до соприкосновения клина с одним из колец корпуса (рис. 403, а).
Рис. 403. Многоугольники сил, действующих на клин при
закрывании задвижки: — усилие вдоль шпинделя,
необходимое для перемещения клина; Qa — вес подвиж-
ных деталей
2. Движение клина вдоль уплотняющей поверхности кольца
корпуса при действии силы трения Тк между кольцами корпуса и
клина. Сила трения Тн между направляющими корпуса и клина
исчезла, так как появился зазор между ними (рис. 403, б).
3. Движение клина вдоль направляющих между двумя уплот-
няющими поверхностями колец корпуса (процесс заклинивания)
при действии сил трения Тк и ТК1 между обеими парами колец и
при действии реакции кольца R со стороны выхода среды и реак-
ции Rt со стороны входа среды (рис. 403, в).
Силы трения имеют следующую величину:
Тн = Тк =- ^?рк, TKl RipK,
где р.н — коэффициент трения между направляющими;
р.к — коэффициент трения между уплотняющими кольцами.
При открывании задвижки подъем клина начинается сколь-
жением его по уплотняющим кольцам корпуса. Основными силами
сопротивления, действующего в этот момент, являются силы тре-
638
ния между уплотняющими кольцами (с учетом коэффициента тре-
ния покоя). При дальнейшем движении клина вверх вдоль уплот-
няющих колец в результате смещения клина под действием усилия
гидравлического давления среды Qcp выбирается зазор между
направляющими клина и корпуса, после чего клин начинает дви-
гаться вертикально вверх вдоль направляющих. С этого момента
действует составляющая Qe силы гидравлического давления среды
на клин
Q, -- Qlp sin <|>,
направленная в сторону, обратную движению клина; эта сила
по мере подъема клина уменьшается в связи с уменьшением уси-
Рис. 404. Многоугольники сил, действующих на клин
при открывании задвижки
лия QCp. Таким образом, и при открывании задвижки в потоке
среды движение клина можно разделить на три периода.
1. Расклинивание — когда клин выходит из соприкосновения
с уплотняющими кольцами и движется вдоль направляющих
вверх (рис. 404, а).
2. Скольжение вдоль одного из уплотняющих колец, когда
клин отжимается в сторону давлением среды, что происходит
до тех пор, пока не выберется зазор между направляющими кор-
пуса и клина (рис. 404, б).
3. Скольжение клина вверх вдоль направляющих, когда клин,
прижимаемый потоком среды к направляющим, перемещается
вертикально. Основной силой сопротивления движению клина
в этот период является сила трения между направляющими,
которая по мере подъема клина уменьшается (рис. 404, в).
639
3. РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ПЕРЕМЕЩЕНИЯ КЛИНА
ПРИ ОДНОСТОРОННЕМ САМОУПЛОТНЕНИИ
Закрывание задвижки
Рис. 405. Схема действия сил
па клин при самоуплотнении
При расчете задвижки для условий самоуплотнения обычно
считают, что клин полностью перекрывает проход и соприкасается
с одним из уплотняющих колец корпуса. Это соответствует мо-
менту, когда сила давления среды на клин имеет наибольшую
величину. В другие промежуточные моменты разность давле-
ний среды на поверхность клина меньше и силы сопротивле-
ния имеют также меньшую величину. За расчетный принимается
второй период закрывания задвижки (рис. 403, б).
Рассмотрим наиболее часто встре-
чающийся случай, когда задвижка уста-
новлена в трубопроводе вертикально,
маховиком вверх.
Клин, прижатый давлением среды
Qcp к уплотняющему кольцу корпуса, пе-
ремещается под действием силы и си-
лы собственного веса Qa, которые долж-
ны преодолевать силу трения Тк между
уплотняющими кольцами (рис. 405).
Из многоугольника сил, приложен-
ных к клину, составленного исходя из
условий равномерного движения клина
(рис. 403, б), получаем уравнения
Qi + Qg = R sin ср + 7^ cos ср — Qcp sin ср;
R cos <р = Тк sin ср + Qcp cos ср,
из которых после преобразований имеем
Г) _ ______I'kQiP______fl
cos <р (1 — ji« tg ф)
Для задвижек небольшого прохода, проектируемых для ра-
боты в различных положениях, можно принять Qo = 0, тогда
Q _________PxQcp____
V1 cos ср (I — р» tg ф) ’
Учитывая малую величину угла ср, можно для практического
использования принимать
Ql V-kQcp Qg-
Для уплотняющих колец из бронзы и чугуна принимается
коэффициент трения щ = 0,25; для колец из углеродистой стали
щ, = 0,30; для колец из стали Х18Н10Т рк = 0,35.
Такие значительные величины коэффициентов трения между
уплотняющими кольцами объясняются тем, что в процессе эксплу-
640
атации задвижек уплотняющие кольца изнашиваются, что уве-
личивает силу трения. Кроме этого следует учесть возможность
попадания твердых частиц (накипь, песок и пр.) между уплот-
няющими кольцами.
Открывание задвижки
Усилия, действующие на клин, при расчете принимаются
направленными так, как показано на рис. 404, б.
Таким образом, при открывании задвижки второй период
движения клина принимается за расчетный. Первый период (рас-
клинивание) в задвижке, работающей в условиях одностороннего
самоуплотнения, не должен иметь места. В третий период дей-
ствует дополнительно составляющая усилия гидравлического
давления; однако коэффициент трения имеет меньшую величину,
нежели во второй период, когда он принят равным коэффициенту
трения покоя. Повышенный коэффициент трения (покоя) рк
оказывает при расчете больше влияния, нежели Qe.
Уравнения равновесия имеют вид (рис. 404, б)
Qi = Qcp sin ф + Тк cos (р ф- Qg — R sin ф;
R cos ф = QCp cos ф — TK sin ф.
Преобразуя эти выражения, как и в случае закрывания, полу-
чаем
П 11к@ср ।
Qi =------,,-у———у -г Qg-
cos ср (1 tg ср)
Учитывая малую величину угла ф, можно для практического
использования принимать
Qi = ^kQcp + Qg-
Коэффициент трения покоя для задвижек можно принимать
равным
Рк — Цк 4~ 0,1.
Большие значения коэффициентов трения при расчете усилий,
необходимых для открывания задвижек, принимаются с учетом
возможности «прикипания» колец, т. е. увеличения молекулярного
сцепления между материалом кольца клина и материалом кольца
корпуса в результате длительного пребывания задвижки в закры-
том положении, когда уплотняющие кольца прижаты друг к
другу с большим усилием. Для коррозионностойкой стали
Х18Н10Т коэффициент трения принят наибольшим в связи с из-
вестными ее свойствами. Когда эту сталь применяют для работы
при высокой температуре, коэффициент трения может достигнуть
величины щ- = 0,5ч-0,6.
41
Д. Ф. Гуревич
641
Когда задвижка работает в условиях самоуплотнения и закры-
вается перемещением клина до определенного положения, изме-
нение давления в пределах условного не может вызвать увеличе-
ния усилия, необходимого для открывания, свыше Qi независимо
от того, закрыта задвижка под давлением среды или без давления
среды.
4. РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ПЕРЕМЕЩЕНИЯ КЛИНА
ПРИ ОДНОСТОРОННЕМ УПЛОТНЕНИИ С ПОДЖАТИЕМ
Закрывание задвижки
В начале опускания клина в задвижке усилие, необходимое для
перемещения клина при действии среды, имеет такую же величину,
как и в задвижке, предназначенной для работы в условиях само-
уплотнения без поджатия. Это усилие, как ранее было указано,
будет увеличиваться по мере увеличения перекрытой площади
прохода и перепада давлений, пока не достигнет величины Qj =
Qcp-
Так как в рассматриваемых нами условиях уплотнение за-
движки действием давления среды не обеспечивается, то с целью
достижения плотности перекрытия клин при помощи шпинделя
опускают ниже, до соприкосновения его с обоими уплотняющими
кольцами корпуса (рис. 403, в).
Уравнения сил, действующих на клин, будут
<2i + Qe = Я sin <р + Тк cos <р + ТК1 cos <р — Qcp sin <р +
+ 7?! sin ср;
R cos ф = Тк sin ф — TKl sin ф 4- Qcp cos ф + R± cos ф.
Из этих уравнений получаем
Q1 = 2R sin ф (1 + - Qcp sin ф [ 1 + - Qg,
где рк — угол трения, tg рк =-= рк.
Для того чтобы обеспечить гидравлическую плотность, необхо-
димо для наших условий создать R > Qv, где Qv — aDKbqy.
При R = Qy
= 2Qy sin ф (1 + — Qcp sin ф [ 1 + ] — Qg-
По этой формуле усилие вдоль шпинделя, необходимое для
обеспечения Плотности задвижки, должно определяться лишь при
Qcp < Qy- В наихудших условиях при Qcp 0 и Qa 0
Q1=2Qvsinrp (1 +^).
Уменьшение силы при увеличении давления среды объяс-
няется уменьшением величины реакции Rr и соответствующим
уменьшением трения при сохранении той же величины Qy.
642
Открывание задвижки
При подъеме клина под действием среды в первый момент
движения, когда он еще соприкасается с обоими уплотняющими
кольцами корпуса, клин движется вертикально вверх. При даль-
нейшем подъеме между клином и уплотняющими кольцами обра-
зуется зазор; давлением среды клин прижимается к кольцу кор-
пуса на стороне выхода среды и движется после этого вдоль пло-
скости кольца в пределах хода, допускаемого зазором между
направляющими клина и корпуса, после чего клин снова движется
вертикально вверх, вдоль направляющих корпуса.
В качестве расчетной принимается величина усилия, необхо-
димая для подъема клина в первый период движения (рис. 404, а).
Уравнения равновесия сил, действующих на клин в данный
момент, имеют вид
Qi = Qcp sin Ф — /?! sin <р 4- Qg -f- 7\ cos <р 4- Т'кХ cos ф— R sin ф;
7? cos ф — Qcp cosф 4- 7?icos ф — TK sintp 4- TK\ sin ф.
Из приведенных уравнений получаем
Qi 2R sin ф (
41 т \tg ф
1 — Qcp Sin ф
tg (Рк ~ ф) _
tg ф
4" Со-
Усилие R (зависящее и от Rr) может иметь разное значение
в зависимости от условий, при которых происходит закрывание
и открывание задвижки. В соответствии с этим усилие Qi также
зависит от условий, при которых происходит закрывание и откры-
вание, а также от величины Qr
Рассмотрим основные случаи.
Если задвижка закрыта с усилием, которое обеспечивает соз-
дание удельного давления на уплотняющих кольцах, необходи-
мого для плотного перекрытия, то можно подставить R = Qy,
тогда
Qi — 2Q„sin ф |
XI -хр ’ \ tg ф
1 — Qcp sin ф
tg (р«-(р) ,
tg ф
+ Qo-
Значение Qi для разных конструкций задвижек приведено
в табл. 131 и 132, в которых коэффициенты трения приняты с уче-
том эксплуатационных условий.
Если задвижка закрыта с усилием Qlt превышающим усилие,
необходимое для закрывания ее при действии давления среды, то
усилие взаимодействия между уплотняющими кольцами клина
и корпуса равно
n = Pi 4- Qcp cos ф [tg (рк + Ф) 4- tg ф] + Qg
2 cos ф (tg ф 4- рк)
41*
643
и
/?! = R----.
tg Ф Ч-1
В результате получаем
Qi = r^Ttlrp! *2i + соь 'Р № + 'Р) +18 Ф1 + Q<?i —
Р’К “Г '-fe, Т
— Qcp cos ф [tg (р«— ф) — tg ф] + Qg.
Если закрывание произвести при отсутствии среды, а откры-
вание под давлением, то величина Qi будет иметь иное значение,
зависящее от упругих свойств корпуса и клина задвижки.
После закрывания задвижки без среды имеем
n _ Qi -j- Qo
2 cos ф (tg <р 4- рк) ’
Создав после этого давление, получим на входной стороне
( 1
/?i = R— PFpCos ф I 1--
у 1
на выходной стороне
/?' = /?+ Qcp — PFp cos ф
5. РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ПЕРЕМЕЩЕНИЯ КЛИНА
ПРИ ОДНОСТОРОННЕЙ ГАРАНТИРОВАННОЙ ПЛОТНОСТИ
В данном случае должно быть обеспечено плотное перекрытие
задвижки для всего диапазона давлений от нуля до Ру только
действием шпинделя, без учета действия давления среды. Под
действием давления среды может начаться пропуск среды во вну-
треннюю полость задвижки со стороны входа.
Закрывание задвижки
Расчетным является третий период закрывания, при котором
в соответствии с заданными условиями на уплотняющих кольцах
при отсутствии среды нужно действием шпинделя создать уси-
лие Qy, необходимое для обеспечения плотности.
Из многоугольника сил на рис. 403, в с учетом QCp = 0 полу-
чаем
Q1 = 2Qi/sinT (1 + ^)-Q0.
При закрывании задвижки в потоке среды необходимо усилие
<?1 = 2Rs1nq>(l+;fc)-<2,„sl„<P [1 + lgl^-<f)-] -Qa.
644
которое определено нами ранее из условия совместного действия
шпинделя и среды. В рассматриваемых условиях мы должны обес-
печить уплотнение на кольцах даже в том случае, если в закрытой
задвижке действие среды будет мало, т. е. Qcp 0.
Для того чтобы выяснить, какими условиями следует зада-
ваться при расчете задвижки в данном случае, рассмотрим дей-
ствие сил в закрытой задвижке при
выключенном приводе.
Представим себе задвижку, за-
крытую во время движения потока
среды, на клин которой действует
усилие шпинделя Если давле-
ние среды будет снижаться, то сила
трения между кольцами умень-
шится, и клин под действием уси-
лия Qlt передаваемого шпинделем,
благодаря действию сил упругости
может перемещаться вперед (вниз).
Усилие Qj будет уменьшаться, а
реакции и по мере переме-
щения шпинделя вниз будут увели-
чиваться. Этот процесс будет про-
Рис. 406. Схема действия сил на
клин при поджатии клина шпин-
делем
должаться до тех пор, пока не наступит новое равновесие сил при
меньшем значении силы Qt. Величину перемещения клина и усилия
на шпинделе и кольцах можно определить с учетом жесткости кор-
пуса клина и шпинделя с помощью приведенных ранее формул.
Рис. 407. Многоугольник сил, действующих на клин в закрытой
задвижке при наличии давления среды во внутренней полости
Следует заметить, что даже и тогда, когда действие усилия Q1
прекратится, плотность задвижки может не нарушиться, так как
угол ф невелик и tg ф < поэтому клин и корпус образуют
самотормозящуюся пару. В этом случае при действующих силах,
приведенных на рис. 406, многоугольник сил будет иметь вид,
показанный на рис. 407. Силы и 1К1 имеют величину, необхо-
димую для предотвращения движения клина вверх под действием
реакций Я и Rt и, таким образом, являются лишь частью сил
Тк и Тк1.
Из многоугольника сил (рис. 406) видно, что при Q 0
реакции R и Rx равны, т. е. R = Rx.
645
Для обеспечения плотного перекрытия задвижки необходимо
при отсутствии среды создать условие
R = Rj. = Q,-
При закрывании задвижки в потоке среды для создания гаран-
тированной плотности расчет Qx следует вести исходя из условий
R = Qcp + Qy и Rx = Qy, тогда из многоугольника сил
(рис. 403, в) получаем
Qi = 2 (Q, + Qcp) (1 + ^) sin ср - Qcp sin ф [ 1 + - Qo-
Открывание задвижки
Усилие, необходимое для подъема клина в начальный момент
его движения, когда он еще соприкасается с обоими уплотняю-
щими кольцами, имеет величину согласно многоугольнику сил
на рис. 404, а:
Qi = 2/?cos ф (|4 — tg ф)~ Qcp cos ф [tg (р« — ф) — tg ф] + Qa.
Если открывание происходит без потока среды после закры-
вания, также выполненного без потока среды, то принимая Qcp =
= 0 и R = Qy, получаем
Qi = %Qy sin ф ~ 1) + Qg-
Если открывание происходит в потоке среды после закрывания,
также выполненного в потоке среды, то принимая R = Q;/ + Qcp,
имеем
Q[ = 2(Q,+ Qcp) 1) sin ф ——
„ . Г (Px — ф) , 1 , Z,
— Qcp sin Ф -----------1 + Qo-
Эта формула принимается в качестве расчетной. Она приме-
нима и для случая, когда открывание происходит без среды после
закрывания, выполненного в потоке среды. Когда произойдет
падение давления, то благодаря упругости корпуса сила взаимо-
действия колец корпуса и клина (при упругом корпусе) сохра-
нится. При жестком корпусе величина Qi снизится. Это относится
к работе задвижек как при односторонней, так и двусторонней
гарантированной плотности.
Если открывание происходит в потоке среды после закрывания,
выполненного с произвольной силой Q1( без потока среды, то
усилие, необходимое для подъема клина в начальный момент дви-
жения, равно
Q1 = + Qg) + Qcp cos Ф [2,u« — tg (P; — ф) — tg ф] — Qa.
646
в. РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ПЕРЕМЕЩЕНИЯ КЛИНА
ПРИ ДВУСТОРОННЕЙ ГАРАНТИРОВАННОЙ ПЛОТНОСТИ
Для создания двусторонней гарантированной плотности в за-
движке обе стороны клина должны быть плотно прижаты к уплот-
няющим кольцам корпуса, чтобы во внутреннюю полость задвижки
не могла проникнуть среда (рис. 408).
Для выполнения этого условия не-
обходимо иметь 2s Qg.
В закрытой задвижке при отсут-
ствии силового воздействия шпинде-
ля на клин силы, действующие на
клин, образуют многоугольник, по-
казанный на рис. 409. Здесь сила
давления среды Qcp направлена не
параллельно реакции R, а под углом
Рис. 408. Направление действия
усилия от давления среды на
клин при двусторонней гаранти-
рованной плотности
к ней в связи с тем, что при отсутст-
вии давления среды во внутренней
полости задвижки сила Qcp действует
на входную сторону клина.
Рис. 409. Многоугольник сил, действующих на клин в закры-
той задвижке при отсутствии давления среды во внутренней
полости
Закрывание задвижки
В конце закрывания задвижки схема действия сил на клин
имеет вид, изображенный на рис. 410; в соответствии с этим урав-
нения равновесия перемещаемого клина будут выражаться сле-
дующим образом:
Qi + Qo = Qcp sin ср + R sin ср +
+ Тк cos ср + ТК1 cos ср + R j sin ср;
R cos ср = Qcp cos ср + Ri cos ср -Т
+ Тк sin ср — ТК1 sin ср.
После преобразований получим
Qi = 2R cos ср (tg ср + рк) — Qcp cos ср [tg (ср + pj —
— tg ср] — Qe.
647
Для того чтобы во внутреннюю полость задвижки не могла
проникнуть среда, необходимо при отсутствии среды в задвижке
создать при закрывании R R t = Qv + Qcp, тогда
Qi = 2 (Qy + Q.p) cos cp (tg ср -I- |xK) — Qc.
Рис. 410. Многоугольник сил, дейст-
вующих на клин при закрывании за-
движки в условиях двусторонней га-
рантированной плотности
Эта формула и является рас-
четной, так как предусматри-
вает плотное перекрытие за-
движки независимо от направ-
ления движения среды.
Открывание задвижки
При открывании задвижки
без потока среды усилие, необ-
ходимое для перемещения клина
в начальный момент подъема,
Qi = 2 (Qy + Qcp) cos ср (рк — tg <р) + Qg.
Работа задвижек в условиях двусторонней гарантированной
плотности имеет большие достоинства, так как при этом обеспе-
чивается повышенная плотность перекрытия (два замка) и в по-
лость задвижки давление не проникает; это улучшает условия
работы сальникового узла и уменьшает распирающее усилие
в задвижке от действия давления среды. Однако обеспечение дву-
сторонней плотности требует применения повышенных моментов и
усилий на маховике. Особенно большая разница в необходимых
усилиях создается при высоких давлениях. Двусторонняя плот-
ность практически легко осуществима при малых давлениях среды
в задвижках с составным клином путем весьма тщательной при-
тирки уплотняющих поверхностей. В остальных случаях достичь
ее трудно, и обычно расчет задвижек ведут для условий односто-
ронней гарантированной плотности.
Приведенный выше анализ усилий, необходимых для переме-
щения клина в зависимости от условий работы задвижки, позво-
лил установить расчетные формулы и выявить влияние различных
факторов на величину усилий на шпинделе, необходимых для
управления задвижкой.
При использовании полученных формул следует иметь в виду,
что они выводились с учетом определенных свойств задвижки,
характеризуемых упругостью ее деталей.
Вполне возможные отклонения от принятых нами условий
могут сказаться и на величине усилий, необходимых для управле-
ния задвижкой.
В табл. 131 и 132 приведены расчетные формулы для опреде-
ления наибольших усилий, необходимых для перемещения клина
648
Таблица 131
Наибольшие усилия, необходимые для перемещения клина в клиновых
задвижках с углом уклона клина <р — 2°52'
Условия обеспечения плотности Материал уплотняющих колец корпуса и клина
Латунь или чугун Ид. = 6,25; - 0,35 Сталь углеродистая Цд. 0,30; ц'. — 0,40 Сталь корро- зионностойкая X18H10T Цд. = 0,35; Вк - 0,45
Односторон- нее само- уплотнение (только при Qcp Q у) Конечный момент закры- вания Qi~— 0,25Qcp — Qg Qi = 0,30QCp — — Qg Qi — Q,35Qcp— — Qg
Начальный момент от- крывания Qj = 0,35Qc;)+ + Qg q{ =-oaoqcp+ + Qg <?i -’= 0,45ргр4“ 4~ <?G
Односторон- нее уплот- нение с под- жатием (только при Qcp < Qy) Конечный момент закры- вания Q± = 0,60(2^ — — 0,35Qcp — — Qg Q i = 0» /0Q у — 0,40QCp — Qg Q i — 0,80Q cp— — QA^Qcp — — Qg
Начальный момент откры- вания <?; = 0,606^ - -0,25Ocp + + Qo Qi = 0,/OQ^ — О.ЗОУср 4“ 4- Qg Q'x = 0,WQy- — §,3§Qcp + + Qg
Односторон- няя гаран- тированная плотность Конечный момент закры- вания Qi = 0.60Qу -|- 0,25Qcp — — Qg Qi = 0.70Q,/ 4- 0,30Qcp — Qg Qi — -|- — Qg
Начальный момент откры- вания Qi = 0.60Q,, + % 0,35Qcp 4- + Qg Q\— 0,70Qу 4- 4-030QCp 4- + Qg Qi = 0,806^ 4~ 4- 0,45Qcp 4~ 4- Qg
в клиновых задвижках с различными уплотняющими кольцами.
Формулы даны для работы задвижек при различных условиях
с учетом применяемых коэффициентов трения для каждого из
материалов колец. Значения коэффициентов трения учитывают
сложные условия эксплуатации задвижек. В тех случаях, когда
средой является вязкая жидкость с хорошей смазывающей спо-
собностью, предохраняющая уплотняющие кольца и шпиндель
от коррозии, коэффициенты трения, принятые в таблицах могут
быть значительно снижены вплоть до величины, равной 50% от
приведенных. Значение Q,. для вязкой среды может быть снижено
на 30%. У
При испытаниях задвижек на машиностроительных заводах,
где происходит их изготовление, усилия и моменты на маховике,
необходимые для управления задвижкой, также требуются мень-
шие, чем в условиях эксплуатации.
649
Таблица 132
Наибольшие усилия, необходимые для перемещения клина в клиновых
задвижках с углом уклона клина гр = 5°
Условия обеспечения плотности Материал уплотняющих колец корпуса и клина
Латунь или чугун = 0,25; = 0,35 Сталь углеродистая == 0,30 >4 = 0,40 Сталь корро- зионностойкая Х18НЮТ Цд. = 0,35; = 0,45
Односторон- нее само- уплотнение (только при Qcp Та Q у) Конечный момент закры- вания Qi = 0,26Qcp—• — Qg (?! = 0,31 Qcp— — Qg Q^O^Qcp- — Qg
Начальный момент откры- вания Qi = °>34Qcp+ + Qg (?; = 0,39Qcp + + Qg Qj — 0’44(?Cp-]- + Qg
Односторон- нее уплот- нение с под- жатием (только при Qcp Qy) Конечный момент закры- вания Qt = 0,67Qy — ~0,43Qcp — — Qg Qi = 0,77Qy - -— 0,48Qcp -Qg Qi = 0,87Qy - — Qt54QCp — Qg
Начальный момент откры- вания Qj=0,52Qp — -0,17Qcp + + Qg (?; = 0,62Qp- ~0,2lQcp + + Qg Qi --0,72Qp — — 0,26QCp + Qg
Односторон- няя гаран- тированная плотность Конечный момент закры- вания Qi 0,67Qу -J- + 0,24Qcp — — Qg Qi = 0.77Qу -f- + 0,29QCp - — Qg Q1=9,87Qy + + 0,33Qcp — — Qg
Начальный момент откры- вания Q;=0,52Qp + + 0,36Qcp + + Qg (?; = 0,62Q„ + 4~ 0,41 Qcp + 4- Qg Q; = 0,72Qp + -J- 0,46QCp 4~ + Qg
Усилия или моменты, прилагаемые к шпинделю при ручном
управлении задвижками, в реальных условиях эксплуатации
точно не соответствуют рассчитанным и во многих случаях зависят
от физических данных и опыта человека, управляющего задвиж-
кой, а коэффициенты трения в большой степени зависят от состоя-
ния задвижки и условий эксплуатации. Поэтому нельзя быть уве-
ренным в том, что задвижка, рассчитанная для условий самоуплот-
нения, в реальных условиях будет работать с поджатием, или
наоборот.
Этот факт не умаляет значения приведенного выше материала,
а требует лишь получения для расчетов более тщательно про-
веренных данных об условиях эксплуатации задвижек.
650
7. РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ПЕРЕМЕЩЕНИЯ ДИСКОВ
В ПАРАЛЛЕЛЬНОЙ ЗАДВИЖКЕ С КЛИНОВЫМ РАСПОРОМ
Отличие расчета параллельной задвижки с клиновым распором
от клиновой объясняется особенностями ее конструкции, которые
заключаются в том, что в параллельной задвижке диски раскли-
ниваются распорным клином, расположенным между ними, под
действием усилия, передаваемого шпинделем. Такая задвижка
(рис. 411), так же как и клиновая, может работать при условиях
Рис. 411. Положение дисков
при закрывании парал-
лельной задвижки с кли-
новым распором
Рис. 412. Положение дисков в за-
крытой параллельной задвижке
с клиновым распором
одностороннего самоуплотнения, самоуплотнения с поджатием,
односторонней гарантированной плотности и двусторонней гаран-
тированной плотности.
Работа параллельной задвижки с клиновым распором проте-
кает следующим образом.
При закрывании задвижки шпиндель перемещает вниз диски,
которые несут с собой клин. При наличии потока диск I прижи-
мается давлением среды к кольцу корпуса и оказывает сопро-
тивление движению шпинделя; диск II удерживается заплечиком
шпинделя. После того как клин коснется корпуса и остановится,
шпиндель еще некоторое время будет перемещать диск I, умень-
шая зазоры и г2 (рис. 411) до нуля, после чего клин «выжмет»
диск II кверху, и, следовательно, в шпиндель будут упираться
уже оба диска (рис. 412). С перемещением дисков вниз удельные
давления на уплотняющих кольцах все увеличиваются. При дей-
ствии среды величины удельных давлений на уплотняющих коль-
цах дисков I и II различны.
651
Рассмотрим условия равновесия дисков.
Усилия, действующие на диск / (рис. 413):
Часть усилия вдоль оси шпинделя............... cQr
Усилие, создаваемое давлением среды .......... Qcp
Реакция уплотняющего кольца корпуса.............. R
Сила действия клина ............................. N
Сила трения между уплотняющими кольцами....... Тк
Сила трения между клином и диском................ Т ц/
Сила трения между головкой шпинделя и диском ... Тг
Усилия, действующие на диск II (рис. 414):
Часть усилия вдоль оси шпинделя...............(1—с)
Реакция уплотняющего кольца корпуса...........
Сила действия клина ............................ N
» трения между уплотняющими кольцами........ ТК1
» трения между клином и диском.............. Т
» трения между головкой шпинделя и клипом .... Тг1
Сила трения между головкой шпинделя и диском Тг имеет
обычно небольшую величину и сказывается лишь на распределе-
нии удельных давлений на поверхности уплотняющих колец
задвижек небольшого диаметра прохода, и то в сравнительно
небольшой степени. Для того чтобы чрезмерно не усложнять
расчет, силу трения Тг учитывать не будем.
Характер распределения удельных давлений, создаваемых
силой N на поверхности уплотняющих колец, зависит от точки
приложения этой силы к дискам. Для равномерного распределения
удельных давлений необходимо, чтобы точка С (пересечение линий
действия силы N с плоскостью соприкосновения уплотняющих
колец корпуса и дисков) лежала на геометрической оси проход-
ных отверстий (рис. 415, в).
Действительное положение точки С зависит от геометрии клина
и дисков, которые изготовляются путем отливки без механической
обработки и могут иметь значительные отклонения от заданных
размеров. Влияние этих отклонений показано на рис. 415, а и б.
Если клин изготовлен с углом ср большим, чем в диске, то
точка С сместится вниз и уплотняющие поверхности в нижней
части будут лучше уплотнены, нежели в верхней, и наоборот.
Учитывая влияние силы трения Тг, следует признать, что целе-
сообразно иметь в дисках угол ср больший, чем в клине.
Для равномерного распределения удельных давлений на уплот-
няющих кольцах усилие N должно действовать в вертикальной
плоскости симметрии.
Горизонтальное сечение дисков и клина в обычных конструк-
циях параллельных задвижек с клиновым распором, изображенном
на рис. 416. Поверхность клина здесь может соприкасаться с дис-
ком в двух точках I и II. Практически в обеих точках соприкос-
652
ДискП
Диск I
Рис. 415. Точки приложения силы N при разных углах клина
и диска
Рис. 416. Возможные точки соприкосновения клина
и диска
653
новения клина и диска не произойдет (поверхности клина и дисков
литые); следовательно, действовать будет либо сила Nlt либо
сила JVn, которые приложены к диску на расстоянии т от оси,
что повлечет неравномерное распределение удельных давлений
на поверхности уплотняющих колец. Отсюда’ следует, что кон-
струкция плоского клина не может обеспечить хорошей работы
узла. Более правильная конструкция изображена на рис. 415, б
и самая правильная (сферический клин) — на рис. 415, в. Влияние
величин е и т на неравномерность распределения удельных давле-
ний будет тем больше, чем больше е и т и чем меньше диаметр
прохода задвижки. Для задвижек с диаметром Dy 500 мм и
и диск I (б)
больше эти величины по сравнению с Dy настолько незначительны,
что существенного влияния на работу задвижки не оказывают.
Расчет задвижек будем рассматривать для наиболее правильной
конструкции (рис. 415, в).
При определении степени плотности закрывания задвижки
решающую роль играют величины реакций уплотняющих колец
корпуса 7? и /?!, которые для обеспечения плотности не должны
быть меньше усилия Qy, обеспечивающего плотность замка
затвора.
Для определения величин R и строим многоугольник сил
(рис. 417) для диска I и диска II.
Уравнения равновесия имеют вид:
для диска I
R = Qcp + N cos <р — TN sin ср;
cQ1 = N sin ф 4- TK + TN cos ф--- ;
для диска II
Rl = N cos ф — TN sin ф;
(1 — c)Qi = У sin ф 4- 7'к1 + 7’Л,созф —
654
Имея заданными величины Qcp, Qlt Тк и TN, можно найти
значения R и Rlf а также с и N.
Рассмотрим действие задвижки при различных условиях.
При одностороннем самоуплотнении
(Qcp ’ Qy) усилие на шпинделе, необходимое для перемещения
дисков, определяется силой трения между уплотняющими коль-
цами (без учета Qa): при закрывании Q± = pKQtp, при открыва-
нии Ql = HkQcp-
Работа клина при этом сводится к подводу дисков вплотную к
уплотняющим кольцам корпуса, что особенно необходимо, когда
отсутствует поток среды. Следует учесть, что надежная работа
задвижки по принципу самоуплотнения может быть осуществлена
лишь при достаточно больших значениях Dy и Рраб.
При одностороннем уплотнении с поджа-
тием усилие на шпинделе, необходимое для перемещения дисков
при закрывании, определится из уравнения
Qi = %% [tg (<Р + РлО + р J — Qcp [2 tg (<р + РлО + pj — Qg,
которое получается из уравнений равновесия сил, приложенных
к дискам.
Так как параллельные задвижки обычно бывают с чугунными
или латунными уплотняющими кольцами, для наиболее распро-
страненного значения угла <р = 20° имеем
Qi = 2,147? — l,89Qcp — Qe.
Здесь принято рк = 0,25 — коэффициент трения между уплот-
няющими кольцами;
pjV = 0,35 — коэффициент трения между клином и
диском (поверхности не обработаны);
Рдг = 19°20' —• угол трения, соответствующий зна-
чению piV = 0,35.
Задавшись R = Qy, имеем
Qi = 2,14Qy - l,89Qcp - Qe.
В начальный момент открывания усилие вдоль шпинделя
имеет величину и направление силы Q±. При подъеме шпинделя
сначала выбирается «мертвый ход» шпинделя, клин освобож-
дается, так как клиновое соединение в данной конструкции несамо-
тормозящееся, после чего в начале подъема дисков усилие,
необходимое для перемещения дисков, имеет величину
Qi — P'kQcp + Qg-
В качестве расчетной должна быть принята величина, наиболь-
шая из этих двух.
655
При односторонней гарантированной
плотности задвижки на всем диапазоне от нуля до Ру
усилие на шпинделе, необходимое для закрывания задвижки
без потока среды, имеет величину
Qi = 2Qy [tg (rp + pyv) pj — Qo.
Подставляя числовые значения, приведенные выше, получаем
Qi = 2,14Qy - Qc.
При закрывании в потоке среды следует обеспечить условие
R = + Qcp, тогда
Qi = 2 (Qy + Qcp) [tg (ф H- рЛ0 + рJ —
— QCp [2 tg [ф + p,v) -I- рJ ~ Qo-
Подставляя принятые числовые значения, имеем
Qx = 2,14Q, + 0,25Qfp- Qo.
Следовательно, усилие закрывания задвижки в потоке больше,
чем при отсутствии его.
При открывании задвижки на шпинделе в начальный момент
будет действовать усилие, по величине и направлению равное Qn
а затем, после того как будет выбран «мертвый ход» шпинделя,
усилие, необходимое для подъема дисков, станет равным
Qi PkQcp - Qg-
При двусторонней гарантированной плот-
ности на всем диапазоне давлений от нуля до Ру усилие вдоль
шпинделя должно обеспечить такую плотность перекрытия, при
которой во внутреннюю полость задвижки не проходила бы среда.
При закрывании задвижки без потока среды следует обеспечить
условие Р = Pr = Qy + Qcp; тогда при возникновении давления
среды с любой стороны между уплотняющими кольцами будет
продолжать действовать сила Qy, обеспечивающая плотность соеди-
нения. Для этих условий выражение усилия на шпинделе, необ-
ходимого для закрывания, имеет вид
Qi = 2 (Qy + Q£(.) [tg (ф + рк) + рк] — Qa.
При открывании задвижки усилие на шпинделе вначале имеет
величину и направление, равное силе Qlt а затем становится рав-
ным Qi = pKQcp + Qg- Расчетной является величина Qi = Qi.
Как указано выше, ввиду больших требуемых усилий расчет на
двустороннюю плотность ведется лишь в исключительных слу-
чаях.
В табл. 133 приведены формулы для определения усилий на
шпинделе, необходимых для управления параллельными задвиж-
ками с клиновым распором при угле наклона клина ф = 20°.
656
Таблица 133
Наибольшие усилия, необходимые для перемещения дисков
в чугунной параллельной задвижке при угле наклона клина ср = 20°
Условия обеспечения плотности Уплотняющие кольца из чугуна или латуни = 0.25; - 0,35
При одностороннем самоуплотнении (только при QCp 5s Qy) Конечный момент закрывания Qi = 0»25Qcp — Qg
Начальный момент открывания (?; = 0,35Qfp + Qa
При одностороннем Конечный момент закрывания q1= 2,14Qy— 1,89QCP-QG
уплотнении с поджа- тием (только при Qcp < <Qy) Начальный момент открывания Принимается наиболь- шая величина Qj = Q-, или Q' = 0,35Qcp + Qg
При односторонней гарантированной плот- ности Конечный момент закрывания Q1=2,14Qp 0,25Qep~~QG
Начальный момент открывания Qi = <2i + Qa
Данные приведены для управления задвижками в эксплуатацион-
ных условиях, когда коэффициенты трения выше, чем в условиях
гидравлических испытаний на машиностроительных заводах,
изготовляющих эти задвижки.
При использовании задвижек для вязких сред, где гидравли-
ческая плотность обеспечивается сравнительно легко, и для сред,
обладающих хорошей смазывающей способностью, усилия QT
и Qi могут быть уменьшены на 30—40% по сравнению с данными
табл. 133.
8. МОМЕНТЫ НА МАХОВИКЕ, НЕОБХОДИМЫЕ ДЛЯ УПРАВЛЕНИЯ
ЗАДВИЖКАМИ
При управлении задвижкой момент на маховике изменяется
в зависимости от сил сопротивления, которые возникают при дви-
жении клина и шпинделя.
Закрывание клиновой задвижки
Считая, что закрывание происходит таким образом, что клин
движется непрерывно, получаем наибольшее усилие вдоль шпин-
деля и соответствующий ему наибольший крутящий момент на
маховике в конце закрывания.
42 Д. Ф. Гуревич
657
В задвижках с выдвижным шпинделем (не вращаемым) наиболь-
шее усилие вдоль шпинделя
Qo = Qi + QMll + т,
где Qiun — усилие от давления среды на шпиндель, выталкиваю-
щее шпиндель из задвижки;
Т — сила трения в сальнике.
Наибольший момент на маховике при выдвижном шпинделе
М = Мо + Мб,
где Мо — момент в резьбе;
Мб — момент трения на бурте шпинделя или в шарикопод-
шипнике.
В задвижках с вращаемым шпинделем наибольшее усилие
вдоль шпинделя имеет величину
Qo = Qi-
Наибольший момент на маховике равен
М = Мо + Мс + Мб,
где Мс — момент трения в сальнике.
Открывание клиновой задвижки
Момент при открывании отличается от момента при закрыва-
нии тем, что в первом случае необходимо преодолеть инерцию по-
движных деталей, и тем, что коэффициент трения при трогании
с места больше коэффициента трения при движении. После дли-
тельного пребывания задвижки в закрытом положении кольца
могут «прикипеть», что потребует приложения повышенного уси-
лия вдоль шпинделя; при длительном соприкосновении двух
металлических поверхностей, прижатых друг к другу с большим
усилием, и в особенности при высокой температуре, между ними
могут возникнуть силы молекулярного сцепления.
В начале поворота маховика на открывание шпиндель, нагру-
женный силой О0 и прижатый к клину, начнет разгружаться;
нагрузка при дальнейшем повороте дойдет до нуля, и после того
как будет выбран «мертвый ход» в гайке и в сопряжении головка
шпинделя — клин, усилие на шпинделе переменится на обратное.
На рис. 418 показаны положения шпинделя и действующее на
него усилие до и после выбирания «мертвого хода» между головкой
шпинделя и клином.
Наибольший момент в резьбе, необходимый для подъема
выдвижного шпинделя в начальный момент открывания
(рис. 418, а), равен
X = Qo tg (Р' - а),
усилие Qa направлено в сторону движения шпинделя.
658
После того как будет выбран «мертвый ход» z (рис. 418, б),
усилие Qo исчезнет, и для подъема клина потребуется усилие Qo.
При этом момент в резьбе, необходимый для подъема шпинделя,
будет равен
М = Qo tg (а + р),
усилие Qo направлено в сторону, противоположную движению
винта. Обычно /VI0 больше Л4о, поэтому расчет следует вести
по величине Мо.
Рис. 418. Схема влияния «мертвого хода» г на связь
шпинделя с клином
Для быстрого определения ориентировочной величины необ-
ходимого крутящего момента при управлении клиновой задвиж-
кой можно воспользоваться приведенным на рис. 419 графиком.
Закрывание параллельной задвижки с клиновым распором
Наибольшее усилие вдоль шпинделя имеет величину
Qo — Qi + О.шп + Т.
Наибольший момент на маховике
М = Мо + Мб;
здесь момент в резьбе
= Qo 4г- tg (а + р),
момент трения в бурте
Мб = Qo Иб-
42*
659
<55
<55
О
Формулы для силового расчета задвижек различных конструкций
Таблица 134
Изделие Эскиз Рассматри- ваемый момент управления задвижкой Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
изделия узла
Задвижка параллельная с выдвижным шпинделем 0//Д Конечный момент закрывания Qo — Qi т Quin + Т М = Л1о + + мб Усилие перемещения кли- на при закрывании Qi — ЦкРср Qg Усилие перемещения кли- на при открывании = Рк9ср + Qg Сила, выталкивающая шпиндель, Quin= °,785^Р Сила трения в сальнике Т = tydcsP Момент в резьбе ^0 = 9о4(а + Р) Момент трения в бурте = Qo ~2~ '1б Момент в резьбе жо= 9' ~~ tg (а + Р) Момент трения в бурте м'б = Q'o Ре
/Л Начальный момент открывания .1+ О- е II <5 V 1 м' =Л1' + + К-
Задвижка клиновая с выдвижным шпинделем iiMllfi жЬ Конечный момент закрывания Qo — Qi + + Qian + Т М^М0 + + Мб Усилие перемещения кли- на при закрывании Qpp = = 2°52' (см. табл. 131); Ф = 5° (см. табл. 132) Усилие перемещения кли- на при открывании Qp ф = 2°52' (см. табл. 131); ф = 5° (см. табл. 132) Сила, выталкивающая шпиндель, <?ш„ = 0,7854> Сила трения в сальнике Т = •[ dcsP Момент в резьбе Мо = Qo tg (а + р) Момент трения в бурте М& = Qo Рб Момент в резьбе ч=<?; 4гtg (а+р) Момент трения в бурте Мй = Qo ц;
Начальный момент открывания — Quin Ч~ Т М'=М'0 + +к
662
Изделие Эскиз Рассматри- ваемый ’ момент управления задвижкой
изделия узла
Задвижка клиновая с вращаемым шпинделем Конечный момент закрывания
Начальный момент открывания
Продолжение табл. 134
Наибольшее усилие вдоль шпинделя Наибольший крутящий момент на маховике Формулы
Qo= Qi М=М0 + + Л4С + M.j Усилие перемещения кли- на при закрывании ср = = 2°52' (см. табл. 131); ср = 5° (см. табл. 132) Усилие перемещения кли- на при открывании Qv ср = = 2°52' (см. табл. 131); ср =5° (см. табл. 132) Момент в резьбе Мо = Qo tg (а + р) Момент трения в саль- нике МС = Т Момент трения в бурте Мб = (Qo Quin) Цб Сила, выталкивающая шпиндель, (?ш„ = 0,785^Р Момент в резьбе М0 = Оо (а + Р) Момент трения в бурте К = <?; 4г Мб
<?;=<?; м' = м'0 + + Мс + + М’б
663
Задвижка параллельная с клиновым распором и выдвижным шпинделем Конечный момент закрывания Qo — Qi + Quin. + т М = Мо + + мб Усилие перемещения ди- сков при закрывании (см. табл. 133) Усилие перемещения ди- сков при открывании <?j (см. табл. 133) Сила, выталкивающая шпиндель, Qlun = 0,785d^P Сила трения в сальнике Т = i|)dcsP Момент в резьбе Мо = Qo ~ tg (а + р) Момент трения в бурте Мб = Qo Мб Момент в резьбе М0 = <?о tg (р/ ~ а) Момент в резьбе M0 = Q'o —2P-V£ (“ + Р)- при самоуплотнении Момент трения в бурте при открывании m'6 = Q0^ 14
1 — I1 -tr \\ 4 н Начальный момент открывания 1 ? II 4Т м' =М'0 + + М6
Рис. 419. График расчетных крутящих моментов, необходимых для
открывания клиновой задвижки под полным перепадом давлений при
одностороннем самоуплотнении
—-----— шпиндель вращаемый; -------- — шпиндель выдвижной с гайкой и
упорным шарикоподшипником;-----— значения крутящих моментов, развивае-
мых электроприводами А, Б, В, Г, Д
664
Открывание параллельной задвижки с клиновым распором
Величина момента на маховике, необходимого для открыва-
ния, определяется выражением
М’ = Мо + Мб.
В начальный момент открывания до отжатия дисков
Mo=Q0 4pg (р'-а).
В дальнейшем, когда будет выбран «мертвый ход»,
Мо = tg (а+ р).
Расчетной величиной является наибольшая из полученных.
В большинстве случаев первая имеет большую величину и поэтому
обычно считается расчетной.
В табл. 134 приведены формулы для силового расчета задвижек
различных конструкций.
При выборе электропривода следует тщательно проанализи-
ровать условия работы задвижки, с тем чтобы четко установить,
какие требования должны быть предъявлены к данной задвижке
для обеспечения ее плотности. Необходимо выяснить, возможно
ли присутствие в транспортируемой по трубопроводу среде твер-
дых примесей, которые могут значительно увеличить силы трения,
что вызовет увеличение необходимого крутящего момента на ма-
ховике.
Глава VIII. СИЛОВОЙ РАСЧЕТ КРАНОВ
1. РАСЧЕТ КОНУСНЫХ (ПРОБКОВЫХ) КРАНОВ
Краны с конусной пробкой изготовляются без сальника (на-
тяжные) и с сальником (сальниковые). При силовом расчете кра-
нов определяется общий момент на оси пробки, необходимый для
ее поворота. В натяжных кранах (рис. 420) в начале закрывания он
равен сумме моментов от уплотнения конуса Мк и на натяжной
шайбе Мб, в конце закрывания к этому добавляется момент от
действия среды на пробку МР. В итоге имеем
44 — Мк + Мд + МР.
Эта величина определяет наибольший момент, необходимый
для управления натяжным краном. В сальниковых кранах
(рис. 421) общий момент на оси пробки равен в начале закрывания
сумме моментов от уплотнения конуса Мк и в сальнике Мс,
а в конце закрывания к этому добавляется момент от действия
давления среды на пробку МР
м = Мк + мс + Мр.
665
Экспериментальные исследования показали, что момент тре-
ния мало изменяется с поворотом пробки. Для кранов малого диа-
метра прохода момент почти не зависит от давления среды. С уче-
том этих условий можно считать, что при периодической работе
крана момент в начале открывания крана равен моменту в конце
закрывания, т. е. М' = М.
При длительных перерывах в работе пробка «прикипает» к кор-
пусу и для срыва ее требуется увеличенный момент, после чего он
приобретает нормальное значение. Испытания стальных кранов
Рис. 420. Схема натяжного крана
Рис. 421. Схема сальниково-
го крана
со смазкой показали, что при длительных перерывах в работе
в некоторых случаях имело место двукратное увеличение момента.
Момент трения в сальнике вычисляется по формуле
Мс = Т-^,
где Т — сила трения, определяемая по ранее приведенным дан-
ным, в кГ;
dc — диаметр хвостовика пробки в см.
Момент от действия давления среды МР определяется следую-
щим образом:
Л4р = QpUK ,
где Qp — усилие от действия среды, QP = FPP;
FP — площадь проходного отверстия корпуса, перекрытая
пробкой, см2;
Р — давление среды в кПсм2;
рк — коэффициент трения на конусной поверхности;
DK — средний диаметр конуса соприкосновения пробки и кор-
пуса (рис. 422)
DK = = 2R.
666
Момент на бурте
M6=Q6^,
где Qg — усилие затяга конуса в кГ;
Рб — коэффициент трения между натяжной шайбой и корпу-
сом крана;
d6 — средний диаметр опорной кольцевой поверхности со-
прикосновения корпуса крана с натяжной шайбой.
Определим момент Мк и усилие Qq.
Обозначим угол конуса пробки 2<р (рис. 422).
Усилие Q, действующее вдоль оси пробки и передаваемое
равномерно на внутреннюю поверхность корпуса, создает реак-
ции, также равномерно распределенные.
Представим результат действия реакций
в '.виде 2N (см. рис. 373), тогда
Q = 2N sin ф + 2ТК cos ф,
где Тк — силы трения на конической по-
верхности, соответствующие нор-
мальным силам N.
Заменив Тк = Мрк, получаем
Q = 2N (sin ф + рк cos ф),
или
Q = 27V sin m (1 +
т\ 1 tgcp/
Представим реакции 2N в следующем
виде
2N = nDKlq,
Рис. 422. Расчетные раз-
меры крана
где I — длина образующей конусной поверхности соприкоснове-
ния
/ — — ^2 .
2 sin ср '
q удельное давление на поверхности соприкосновения
в кПсм\
Учитывая, что DK = —, получаем
Обозначим — £>2) = Fq-, Fq— проекция конусной по-
верхности на горизонтальную плоскость. Тогда
667
откуда
Q 1
q = ----------.
f 9 ii Мк
1+
Q
Обозначим -jr- = qc — удельное давление, получаемое от
rq
деления осевого усилия на проекцию уплотняющей конусной по-
верхности на горизонтальную плоскость. Таким образом,
При цк = 0 q = qc.
Если обозначить qy удельное давление на конусной поверх-
ности, необходимое для обеспечения плотности, то вертикальное
усилие, достаточное, чтобы обеспечить плотность крана, будет
равно
Qy = ^DKbnqy,
где
п — коэффициент, п = 1 +
Крутящий момент на конусе
где 2Т = 2Л^цк.
Но
2N = ---------------,
sin ср (1 + ~г-1к )
\ tg <р )
следовательно,
л л Q ДкЩ
Эта формула выведена без учета явления «переноса движения».
Влияние этого фактора имеет место и при работе крана, поскольку
усилие Q действует в направлении, перпендикулярном к направ-
лению движения пробки при ее повороте.
Значение явления «переноса движения» заключается в следую-
щем. Выделим элементарную площадку dF на конусной поверхно-
сти пробки (рис. 423), на которую действует усилие dq, прижимаю-
щее поверхность пробки к корпусу крана. При опускании пробки
под действием усилия Q без вращения на поверхности соприкосно-
вения этой площадки с корпусом крана возникает сила трения
dT0 = \tKdq, направленная в сторону, противоположную движению
(опусканию) конуса — скорости и0.
668
При вращении пробки вертикально действующее усилие Q
стремится перемещать конус вниз, но в связи с вращением пробки
со скоростью ve действительное направление движения поверх-
ности dF будет соответствовать скорости v = ]/ Ug -j- Вели-
чина силы трения на поверхности dF остается неизменной (dT =
= ^Kdq), но направление ее будет противоположно скорости v
и под углом 6 к горизонтали.
Таким образом, в этих условиях dTQ = dT sin 6. Поскольку
вертикальное перемещение очень мало по сравнению с горизон-
тальным, 6 0 и sin 6 О, поэтому и dTo^0. Отсюда следует,
что при вращении пробки разложение вертикальной силы Q на
Рис. 423. Схема действия явления «переноса движения»
реакции М можно производить без учета силы трения. Тогда
Q — 2N sin <р и q = qc.
Момент трения на конусной поверхности определяется по
формуле
Мк = Z(lQRllK кГ-СМ,
где z0 — коэффициент усиления при п = 1;
2
г° “ к ’
М — конусность крана
/у — ^>1
' I
Q — продольное усилие, действующее на пробке; для нор-
мальной работы достаточно Q = Qy = qyFq\
— коэффициент трения.
Удельное давление, необходимое для обеспечения плотности
крана, отнесенное к проекции конусной поверхности пробки,
qy = cP2 кПсм2.
Для кранов латунных: Dy 25 мм, Р < 10 кГ/см2, с = 0,3;
при Dy $s 40 мм Р 10 кПсм2, с = 0,15.
Для кранов (натяжных) алюминиевых с латунной пробкой
Dy 25 мм, с = 0,2.
Для кранов со смазкой стальных с чугунной пробкой с = 0,065.
669
Проекция поверхности соприкосновения пробки и корпуса
Fq в см2 определяется по формуле
Fq = «F,
где F — проекция конусной поверхности на горизонтальную
плоскость см2;
F=^-(dI-DI);
а — коэффициент полноты боковой поверхности
Здесь FK — боковая поверхность конуса в см2;
Fo — суммарная площадь окон корпуса и пробки в см2;
F* = = 2 (Л + В) Н (см. рис. 422);
R — средний радиус конусной поверхности в см
г>____________________ + d2
Рекомендуется принимать значения коэффициента трения
приведенные в табл. 135.
Таблица 135
Значения коэффициента трения щ
для конусных пробковых кранов
Материал корпуса и пробки Удельные давления д в кГ/см2
До 8 8—12 12-20 Свыше 20
Корпус и пробка ла- тунные или чугунные 0,18 ' 0,15 0,12 0,10
Корпус—алюминий Пробка—латунь 0,22 0,20 0,18 0,13
Кран со смазкой Корпус—сталь Пробка—чугун 0,15 0,12 0,10 0,08
Силовой расчет приводов для кранов и расчет на прочность
квадрата пробки следует вести исходя из действия расчетного
момента
670
2. РАСЧЕТ ШАРОВЫХ КРАНОВ
Краны с шаровой пробкой изготовляются с сальником
(рис. 424). Уплотнение этих кранов происходит без осевого затяга.
Удельные давления на уплотняющих кольцах создаются в связи
с действием давления среды на шаровую пробку, которая отжи-
мается к выходному кольцу. Шаровые краны обычно снабжаются
упругими уплотняющими кольцами в основном из фторопласта 4,
а также из полиэтилена, нейлона, капрона и др. Уплотняющие
кольца имеют обычное сечение, сходное с манжетами, благодаря
чему создается дополнительное уплотняющее действие.
В открытом положении удельные
давления на кольцах невелики. Наи-
большее значение момент трения на
пробке имеет при закрытом проходе
в конце закрывания или в начале откры-
вания.
Момент на пробке в этом положении
равен
м = мк + мс,
,, Рис. 424. Схема шарового
где Мк — момент на кольцах; краиа г
Мс — момент в сальнике.
При закрытом положении крана на пробку действует усилие
О — — [Рр
Чср — 4 ииР
где DK — средний диаметр уплотняющих колец.
Сила Qcp создает на уплотняющих кольцах удельное усилие
на единицу длины (погонное усилие), равное
Qcp dkp
Таким образом, усилие на единицу длины кольца пропорцио-
нально диаметру колец и давлению. Поэтому, чтобы удельное дав-
ление на кольцах сохранялось постоянным, в кранах разных диа-
метров прохода ширина уплотняющих колец в сплошном сечении
должна быть пропорциональна произведению DKP. Это диктуется
необходимостью предотвратить расплющивание пластмассовых
колец.
Следовательно, необходимо сохранить условие
Qcp nDKbqn,
где b — ширина колец в сплошном сечении.
Для колец из фторопласта 4 предельно допустимые удельные
давления qn не должны превышать 200 кПсм2.
Расчетная схема момента трения на уплотняющем кольце при-
ведена на рис. 425.
671
Выделим бесконечно малый участок длины кольца dl с коорди-
натами х и у. На этом участке действует элементарная сила dQ =-
— qtdl и соответствующая ей элементарная сила трения dT = у,кд$1.
Рис. 425. Расчетная схема
шарового крана
Момент элементарной силы трения
равен
dMK = R^^dl,
где
Rl = / (a); dl = RK da.
Общий суммарный момент относи-
тельно вертикальной оси вращения равен
Л
У
мк = 4 j RxR^^da
О
или
л
У
Мк = fyKqiRK J Rtda.
о
Для решения задачи необходимо
установить зависимость R, от а.
Из рис. 425 следует, что
R1 = ]/а2 + х2 ,
конструкции;
р __
*\к — 2 ’
где а — расстояние, заданное в
х = RK sin а,
Таким образом,
Ri = ] о. + RK sin а = R,
а2 , . 2
д2 +Sltl а
и
2
Мк = 4j.iKqiR2K j + sin2 ad а.
о
Приведенный интеграл обычными методами не берется. Если
учесть, что в применяемых конструкциях выдерживается
соотношение = 0,44-0,6 и что а = 1 R2U — R2K , т. е.
г а
а= RK\/ —У—1, получим= 2,34-1,4. Угол а находится
V A’2
в пределах 0 < а < 2л и 0 < sin2 а< 1, Приняв постоянное
1
среднее значение sin а = вместо переменной величины, по-
672
лучим возможные наибольшие погрешности от ±4 до ±12%.
Учитывая, что в выражении Мк стоит сомножителем коэффициент
трения Цтс, который определяется со значительно большей отно-
сительной погрешностью, можно принять
л TL
2______________2
f]/ i + sl" + +
О n
Усилие qt равно
Qcp
“ лДк (sin р + р« cos Р) ’
• а а
где sin ₽ = -=-,
Кш
или
a DkP
41 4 (sin р ± рк cos Р) ’
В результате имеем
1/ ± I о”
м =_________г....*_____-
к sin р ± рк cos р
Поскольку от точного аналитического решения ввиду сложно-
сти пришлось отказаться, можно приближенную расчетную фор-
мулу получить следующим путем. Радиус 7?z примем равным сред-
нему значению между Rt = а (наименьшее значение) и /?; = Rut
(наибольшее значение). Тогда
_ ОсрР* (а + Rm) _ лК2кРцкРш(1 + sin Р)
к ~ 2 (sin р ± рк cos р) — 2 (sin р + рк cos Р)
С учетом обычно применяемых в шаровом кране геометриче-
ских соотношений получаем
Мк = 1,9рк7?3кР.
Значениямогут приниматься по табл. 136.
' Таблица 136
Значения коэффициента трення рк для шаровых кранов
Материал колец Чугун Резина Фторопласт 4 Поли- хлор- винил
Условия работы Со смазкой В жидко- сти В газе В жидко- сти В газе Без смазки
Рк 0,1 0,3 0,4 0,05 о,1 0,2
Момент Мс определяется в соответствии с ранее приведенными
данными.
43 Д. ф. Гуревич
673
воды в заслонках
с металлическими
уплотняющими
кольцами (обработ-
ка точением) при
Рраб=10 кГ/см2,
Глава IX. СИЛОВОЙ РАСЧЕТ ПОВОРОТНЫХ ЗАСЛОНОК
1. ДЕЙСТВУЮЩИЕ МОМЕНТЫ
Поворотные заслонки используются как затворы и как дроссе-
лирующие органы. Область их применения охватывает трубопро-
воды до Dy = 3000 мм и более, при напоре до 100 м вод. ст.
(Ptj — 10 кГ/см-у, поэтому многие из конструкций поворотных
заслонок имеют большие размеры, а вес пово-
ротной части приобретает значительную вели-
чину.
Наиболее распространены конструкции с го-
ризонтальным расположением оси (см. рис. 35, «);
заслонки с вертикальной осью вращения
(см. рис. 35, б) применяются редко в связи с тем,
что при горизонтальном расположении опоры
оси более доступны для осмотра и ремонта и
их трущиеся части меньше подвергаются износу.
При вертикальном расположении оси тяжелые
абразивные частицы, оседая на дно, попадают
в нижнюю опору — подпятник и вызывают уско-
ренный износ трущихся поверхностей. В сред-
ней части трубопровода нет тяжелых частиц —
перемещающихся по низу, или легких — всплы-
вающих вверх и движущихся по верху, поэтому
средняя зона меньше засорена. В начале откры-
вания и в конце закрывания создаются малые зазоры, при кото-
рых образуются большие скорости потока, способствующие выплы-
ванию выпавших частиц. В закрытом положении заслонки диск
обычно располагается под углом от 70 до 80° к оси трубопро-
вода. Для обеспечения плотности используются упругие кольца,
шланги и прочие средства. При металлических уплотняющих
поверхностях, обработанных точением, протечки воды-при Рра6 =
= 10 кПсм2 могут достигать величин, приведенных на рис. 426.
Величина протечки может быть выражена формулой
4 __
AGed = 4,3D,fj/^ .Рсе/>,
где Du — диаметр трубопровода в м;
Й — напор воды в м.
Для воздуха
AGe3 30AG,a.
При силовом расчете поворотной заслонки должен быть опре-
делен момент на валу, необходимый для управления заслонкой.
Повороту заслонки препятствуют: момент, вызываемый дей-
ствием потока на диск, Ме, момент, создаваемый силами трения
в сальнике, Мс, и момент, вызываемый трением цапф в опорах
674
под действием веса поворотной части (диска) и перепада давлений
на диске, Мт.
В соответствии с этим общий момент будет равен
М = Мг + Мс + Мт кГ-см.
Несмотря на симметричность расположения диска, при обте-
кании его создается несимметричный поток, вследствие чего на
оси заслонки создается момент, изменяющийся с поворотом за-
слонки и действующий в сторону закрывания заслонки.
Хотя закрывание заслонки
при полном перепаде давлений
происходит редко, расчет дол-
жен производиться исходя из
этих условий, как наиболее
сложных. Обычно перед откры-
ванием заслонки с помощью
обвода производится перепуск
среды с целью выравнивания
давлений, что обеспечивает от-
сутствие гидравлических уда-
ров, снижает нагрузки на привод п ,07 т- .
и способствует повышению его на диск заслонки в трубопроводах
долговечности. Заслонка должна большого диаметра
работать так, чтобы часть ее,
обращенная в сторону поступающей среды, опускалась книзу
при закрывании. На нижнюю часть действует большее давление,
чем на верхнюю (разный гидростатический напор), и заслонка
в этих условиях приобретает момент, действующий в сторону
закрывания (рис. 427). Эксцентричное расположение оси может
способствовать увеличению этого момента.
На диск закрытой заслонки, расположенный под углом р
к вертикали, действует усилие от давления среды, направленное
наклонно; составляющие этого усилия: горизонтальная — Qj
и вертикальная — Q2. При малом диаметре трубопровода и при
относительно большом гидростатическом напоре, когда по высоте
поперечного сечения трубопровода у заслонки давление мало
изменяется, на диск действует усилие
Qcp = 0,785D^P кГ.
При больших значениях Dy и относительно малом значении на-
пора Н (рис. 427) давление на диск заслонки распределяется со-
гласно заштрихованной горизонтально трапеции. Нагрузка на
диск выражается весом объема косо срезанного кругового цилин-
дра, центр тяжести которого расположен ниже оси трубы на рас-
стоянии
е
43:
675
7?“tg« 1 Г> АГО
так как e, = —~~ , a n = R и a = 45 .
1 4h ’
Объем этого цилиндра Wx определяет собой Qt
Qi = Г1Т)
где Wx = nR2R = л/?3;
у — удельный вес жидкости (воды).
Помимо силы Qy в горизонтальном направлении действует
также сила Qcp, создаваемая давлением Р на площадь поперечного
сечения трубы (горизонтальная проекция диска заслонки). Давле-
ние Р соответствует напору на верхней образующей отверстия
трубы, поскольку дополнительный напор по высоте диаметра трубы
учитывается силой Сила QCp
Рис. 428. Гидродинамическая картина
в потоке при обтекании диска заслонки
не создает момента на заслонке,
но вызывает появление соответ-
ствующего момента трения.
Вертикальная составляющая
Q.2 действует на заслонку также
эксцентрично относительно оси
вращения, причем создаваемый
этой силой момент действует
в сторону закрывания заслонки.
Величина Q2 определяется
весом объема жидкости, соответ-
ствующего двум цилиндрам эллиптического сечения: одного с ос-
нованием F = лаЬ и высотой Н — R, где а = R, a b = R tg 0,
следовательно, F = л7?2 tg 0, и другого, срезанного косо, высо-
той 2R. В итоге
Q2 % лД2 tg 0 (Д - R + R) у = л/?2 tg $Ну.
Эксцентриситет е2 приложения этой силы относительно оси вра-
щения диска невелик.
Общий момент, действующий в сторону закрывания при за-
крытой заслонке, равен
= Мг + М2 = лД3-^ + nR2H tg 0ye2
или
/Изк = лД2у + Н tg 0е.2) .
В случае эксцентрично расположенной оси диска значения еу
и е2 соответственно изменяются.
При малых значениях R относительно Н общее усилие, дей-
ствующее на диск, равно
Q = 0,785О2Ду —Ц- кГ.
46 ’ У ' COS р
При открывании заслонки необходимо преодолеть момент МзК.
По мере увеличения площади открытого сечения разность дав-
лений до заслонки Рг и после заслонки Р2 (рис. 428) уменьшается.
676
Поток среды, обтекая диск заслонки, образует гидродинамиче-
ское поле, в котором наибольшая скорость и наиболее низкое дав-
ление имеют место в самой узкой части потока; позади диска обра-
зуются сложной формы потоки с завихрениями. Направление
результирующей нагрузки Q? не проходит через ось вращения
заслонки, в связи с чем создается момент, действующий в сторону
закрывания. Эпюры давлений на каждую из сторон диска приве-
дены на рис. 428.
2. ОПРЕДЕЛЕНИЕ МОМЕНТОВ
Момент, действующий на заслонку, может быть представлен
в виде
Мг = Q.R,
где Qg — усилие, создаваемое скоростным напором;
R — расстояние от точки приложения Q,. до оси заслонки.
Величина Qe зависит от площади диска и скоростного напора
и может быть представлена в виде
D2 У& г
& ~ С1 12 ' 20g кГ’
Здесь D —диаметр трубопровода в см;
v — средняя скорость жидкости в м/сек;
у — удельный вес жидкости в Г/см3;
g — ускорение силы тяжести в м/сек2.
Расстояние от точки приложения силы Qr, до
оси диска заслонки зависит от диаметра заслонки
R = c2D.
О го 40 ВО 80
Рис. 429. Зна-
чения коэффи-
циента k
В результате, заменив ctc2 = k, получаем
— R 12 20g ,
yt>3
где --------скоростной напор — динамическое давление жидко-
сти на диск заслонки;
k — коэффициент, учитывающий положение диска пово-
ротной заслонки относительно оси трубопровода.
Значения k приведены на рис. 429. Наибольшего
значения k достигает при а 17° (k 0,785).
В тех случаях, когда скоростной напор создается столбом
жидкости, можно использовать формулу
D3
M£=k-^yHc,
где Нс часть общего напора, расходуемая на создание скорости
потока жидкости (общий напор за вычетом напора,
расходуемого на противодавление).
677
Момент трения в сальнике определится из формулы
Мс= Т~ кГ-см,
где Т — сила трения в сальнике в кГ (см. гл. II);
d — диаметр цапфы поворотного диска в см.
Момент, вызываемый трением цапфы в опорах, равен
Мт = QpкГ-см-,
здесь Q — суммарная нагрузка создаваемая весом поворотного
диска и давлением среды на площадь диска, в кГ\
р — коэффициент трения в опорах (р = 0,34-0,4).
Суммарная нагрузка Q со-
стоит из веса поворотной части
QG и усилия QP, создаваемого
давлением,
Qp = 0,7857))) АР кГ.
Перепад давлений на диске
зависит от положения диска.
При положении диска вдоль оси АР 0, при закрытом располо-
жении АР == Ру или всему напору жидкости в трубопроводе
Р = уН. В промежуточных положениях диска АР будет изме-
няться от 0 до Ру.
Результирующая обеих сил QP и QG по величине и направ-
лению зависит от угла поворота а и расположения оси трубопро-
вода.
Наибольшего значения величина Q достигнет в закрытой за-
слонке (рис. 430), расположенной в вертикальном трубопроводе.
В этом случае
Q - Qp -I- Qg,
где Qp O,785D2yP.
В расчете следует принимать Р - = 1,27^, учитывая некоторое
повышение давления у заслонки при ускоренном дросселировании
жидкости во время закрывания (непрямой гидравлический удар).
В последнее время в запорной арматуре получают распростра-
нение .поворотные заслонки с эксцентричным расположением
диска. Такие заслонки, получившие название дисковых затворов,
используются как герметичные затворы. Простота конструкции,
малые габариты, малый вес и относительно низкая стоимость
создают им перспективу для дальнейшего развития.
При расчете таких заслонок следует учитывать влияние эксцен-
тричного расположения диска на усилия и моменты, создаваемые
весом диска и гидродинамическим действием струи. Из-за отсут-
ствия проверенных экспериментальных данных для заслонок
с эксцентрично расположенным диском принимают приближенно
М, = 1,ЗЛ4.
678
Глава X. СИЛОВОЙ РАСЧЕТ ПРИВОДОВ АРМАТУРЫ
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПРИВОДАМ АРМАТУРЫ
Трубопроводная арматура все в большей степени оснащается
приводами, которые позволяют автоматизировать управление
арматурой из одного или нескольких пунктов, что необходимо для
современных энергетических, химических, нефтеперерабатываю-
щих и других предприятий, атомной энергетики, судостроения
и т. п.
С целью обеспечения надежной и длительной эксплуатации
арматуры к приводам предъявляются следующие требования,
которые должны быть учтены при расчете.
1. Привод должен создавать момент или усилие, обеспечиваю-
щие надежную работу арматуры, но величина их не должна выхо-
дить за известные пределы, допускаемые прочностью арматуры.
2. Должна быть обеспечена необходимая скорость перемеще-
ния шпинделя.
3. Конструкция привода должна предусматривать использо-
вание заданного источника энергии (электричество, воздух, вода,
газ, пар или рабочая среда, транспортируемая по трубопроводу)
и его параметры.
4. Во всех конструкциях приводов, как правило, требуется
наличие ручного управления для использования в аварийных
условиях при отсутствии основного вида энергии.
В связи с большим разнообразием конструкций арматуры
и условий ее работы существуют различные типы и конструкции
приводов. При ручном управлении арматурой помимо непосред-
ственного управления маховиком используются также и передачи:
зубчатые цилиндрические и конические, цепная и карданная —
для управления арматурой, расположенной в труднодоступных
местах, зубчатая и червячная — для увеличения крутящего
момента.
При механизированном управлении арматурой используется
электропривод с электродвигателем (иногда со следящей системой),
электромагнитный привод, пневматический и гидравлический при-
вод с цилиндро-поршневым или мембранным устройством, роторно-
пневматический привод и ряд других.
2. СКОРОСТНЫЕ ХАРАКТЕРИСТИКИ АРМАТУРЫ
Управление арматурой сводится в конечном счете к перемеще-
нию или повороту запорного или регулирующего органа — клина,
тарелки, плунжера, диска и т. д. Открывание и закрывание затво-
ров (запорной арматуры) производится либо периодически, со
значительными интервалами времени, либо лишь в случае осо-
бой необходимости. В регулирующих клапанах перемещение
679
плунжера, как правило, происходит непрерывно в зависимости от
хода регулируемого процесса.
Наиболее развитая сеть трубопроводов магистральных и тех-
нологических оснащается большим количеством затворов (запорная
арматура), закрывание или открывание которой должно произво-
диться быстро, но так, чтобы не вызвать возникновения гидравли-
ческих ударов. При быстром закрывании затвора в связи с пре-
кращением движения жидкости возникает гидравлический удар
с ударным давлением
Р -= vh,
где v — скорость движения жидкости до удара;
h — приращение ударного давления на каждую единицу сни-
жения скорости.
В трубопроводах возникает прямой гидравлический удар,
если открывание затвора, установленного в длинном трубопро-
воде, протекает за период, меньший 2L/a, где L — длина трубо-
провода в м, а — скорость распространения ударной волны в дан-
ном трубопроводе в м/сек. При закрывании затвора за период
времени больше 2L/a возникает непрямой гидравлический удар;
сила удара, выраженная в метрах, оказывается меньше величины
АЛ = —5 м,
g
где у о — скорость течения жидкости в трубопроводе до закрыва-
ния в м/сек-,
g — ускорение силы тяжести в м/сек*.
Во избежание возникновения гидравлических ударов закры-
вание задвижек малого диаметра (Dy = 150 мм) должно проте-
кать за время t = 304-40 сек, задвижек большого диаметра (Dy =
= 800 мм) — за время t = 1404-200 сек. Следовательно, закры-
вание задвижек должно производиться со скоростью v = 44-
4-5 мм/сек. Задвижки обычно управляются с помощью шпинделя,
снабженного резьбой. Если принять шаг резьбы для малых задви-
жек 5=4 мм, а для больших — 5 = 12 мм, то необходимое число обо-
ротов электропривода на выходном валу будет п = 604-75 об/мин
для малых задвижек и «=204-25 об/мин для больших задвижек.
Электроприводы, как правило, имеют постоянную скорость
вращения выходного вала, и регулирование скорости закрывания
в процессе эксплуатации не допускается.
Полное открытие прохода в вентилях достигается при подъеме
тарелки над седлом на высоту hn = (0,254-0,30) Dy, поэтому
полное открытие клапана происходит за путь в 3—4 раза более
короткий, чем путь перемещения клина в задвижке. Следовательно,
вентили должны закрываться со скоростью в 3—4 раза меньшей,
чем задвижки. Поскольку вентили обычно используются в трубо-
проводах небольших диаметров, число оборотов на выходном валу
электропривода должно составлять 154-25 об/мин.
680
3. СИЛОВЫЕ ХАРАКТЕРИСТИКИ АРМАТУРЫ
При управлении арматурой должны быть преодолены силы
сопротивления, создаваемые:
а) гидравлическим давлением среды на элементы затвора или
регулятора, на тарелку вентиля, на поперечное сечение шпинделя
в сальнике, на сильфон, на мембрану ит. д.;
б) силами трения в сальнике, в направ-
Усилие вдоль
шпинделя
П
ляющих клина задвижки, между уплот-
няющими кольцами задвижки, в бурте
шпинделя, в резьбе шпинделя и гайки
и т. п.;
в) упругими элементами при деформа-
ции пружин сильфонов, мембран и т. д.
п
О Открывание —Перемещение
запорного органа
Рис. 431. Силовой график работы затворов
Силовая характеристика вентиля или задвижки изображена
на рис. 431. Линией I—I можно разделить график на две части —
переменную Qh = f (h) и постоянную Qc = const.
Величина Qft создается действием гидравлического давления
на тарелку вентиля Qcp, силами трения в направляющих Тн или
между уплотняющими кольцами в задвижке Тк, усилием, необхо-
димым для уплотнения, Qy, и др.
Постоянная величина Qc образуется силами трения в саль-
нике Т, весом подвешенных к шпинделю деталей QG, усилием,
выталкивающим шпиндель, Quin, и пр.
Характер изменения общей кривой Q f (h) зависит от кон-
струкции арматуры, материала деталей (коэффициенты трения)
и давления среды. Так, в вентилях высокого давления, при диа-
метре шпинделя dc, близком к диаметру седла или большем диа-
метра седла, силовая характеристика приближается к кривой
‘I I' на Рис- 431. Это объясняется тем, что усилие, выталкиваю-
681
щее шпиндель, QIun имеет почти постоянное значение и относи-
тельно большую величину. Вторая постоянная — сила трения
в сальнике Т также имеет большие значения. Эти две постоянные
силы в основном и определяют характер графика.
В задвижках большого диаметра, наоборот, наибольшее зна-
чение имеет сила трения между уплотняющими кольцами, которая
приобретает максимальную величину в конце закрывания. В этом
случае кривая приобретает круто падающий характер.
4. СИЛОВОЙ РАСЧЕТ ЭЛЕКТРОПРИВОДОВ
В электроприводах скорость открывания и закрывания арма-
туры и крутящий момент на выходном валу привода определяются
числом оборотов и мощностью электромотора и передаточным от-
ношением механизма привода. Крутящий момент, создаваемый
электромотором при постоянной нагрузке, в момент резкой оста-
новки при закрывании затвора резко возрастает за счет исполь-
зования кинетической энергии ротора. Для ограничения момента
используются муфты или реле ограничения тока.
Общая схема силового расчета электропривода (статический
расчет без учета перегрузки и использования кинетической энер-
гии ротора) заключается в следующем.
1. Определяется необходимое общее передаточное число ре-
дуктора привода
• _ П-НОМ
” Пв ’
где пном — номинальное число оборотов электродвигателя в ми-
нуту (при номинальной нагрузке);
пд — число оборотов в минуту выходного вала привода.
Общее передаточное число привода в зависимости от конструк-
ции и числа пар зубчатых колес разбивается на ряд передаточных
чисел таким образом, чтобы было выдержано условие
i = Ог2гЗ • • • гп>
где ц, i2, i3, . . in — передаточные числа частных передач.
2. В зависимости от типа, числа передач редуктора и характера
их выполнения (наличие масляной ванны, открытая передача и пр.)
определяется общий к. п. д. редуктора
Л = Л1Л2П3. • • •, Пи.
где рх, т)2, Пз, • • •, 11м — к- п. д. частных передач (к. п. д. пла-
нетарной передачи не равен произведению составляющих).
Значения р для различных передач, применяемых в армату-
ростроении, приведены в гл. IV.
3. Определяется необходимая мощность электродвигателя.
Для приводов арматуры наиболее часто используются трех-
фазные асинхронные электродвигатели с повышенным скольже-
682
нием в закрытом обдуваемом исполнении типа АОС, наиболее при-
годные при периодической работе с ударной нагрузкой.
Механическая характеристика асинхронного двигателя при-
ведена на рис. 432 и рис. 433 п = / (/И) и ($), т. е. зависи-
мость числа оборотов в минуту п от вращающего момента М и вра-
щающего момента М от скольжения s.
Скольжение s равно
nt-
где пс — синхронное число оборотов, зависящее только от частоты
тока (числа периодов в секунду) и числа полюсов элек-
тродвигателя;
п — фактическое число оборотов.
Рис. 432. Характеристика
n=f (.-И) асинхронного эле-
ктродвигателя трехфазного
тока
Рис. 433. Характеристика
Л4-=ф (s) асинхронного эле-
ктродвигателя трехфазного
тока
При синхронном числе оборотов пс = - 1500 об/мин двигатели
типа АОС при номинальной мощности дают пном =-• 1300 ч-
4-1395 об!мин в зависимости от мощности электродвигателя.
Из графика п = f (/И) видно, что асинхронный мотор допу-
скает значительное превышение момента по сравнению с номи-
нальным.
В рассматриваемых двигателях начальный, или пусковой,
момент Мнач = (2,2 ч-2,3) МНОС, наибольший момент Мнб -=
= (2,34-2,6) Л4„,„ .
Так как наибольшая нагрузка в затворах возникает в последний
период закрывания или в первый период открывания, а эти периоды
обычно кратковременны, то выбор электродвигателя целесообразно
производить с учетом коэффициента перегрузки 1\п (см. табл. 137).
Расчетная мощность электродвигателя может быть определена
по формуле
1\Т __ МвПв
расч — 974001)
кет,
683
здесь Л4„ — момент на выходном валу привода в кГ-см-,
пв — число оборотов выходного вала привода в об!мин.-,
ц — общий к. п. д. передачи привода.
С целью экономии мощность электродвигателя можно прини-
мать равной
Лрасч
По полученной мощности Nвыбирается по каталогу двига-
тель, ближайший по мощности, с тем, однако, чтобы мощность
выбранного электродвигателя не была бы ниже Nde более чем
на 20%. В противном случае выбирается электродвигатель боль-
шей, чем Nде, мощности.
Таблица 137
Значения коэффициента перегрузки К,:
Условный диаметр прохода Dy в мм Условный диаметр прохода D в мм «п
150 2,2 500-800 1,6
150—300 2,0 800—1200 1,4
300—500 1,8 1200 1,2
5. СИЛОВОЙ РАСЧЕТ ПОРШНЕВЫХ ПРИВОДОВ
Зазоры сопряжения поршень—цилиндр в приводах арматуры
обычно уплотняются резиновыми или кожаными манжетами.
Если рабочей средой привода является газ или пар с высокой тем-
пературой, не допускающей применения резины, то уплотнение
осуществляется поршневыми кольцами.
При силовом расчете поршневого привода вначале приближенно
определяется необходимый диаметр поршня Dn по заданной вели-
чине необходимого усилия Qo кГ и давлению рабочей среды
Р кГ/см2.
Из равенства
Qo = 1.5ЕР = 1,5- 0,785 -D2nP
получаем
Dn^ 1,Ь см.
Коэффициент 1,5 учитывает уменьшение полезной площади
поршня, создаваемое штоком, и влияние сил трения в сальнике
и между поршнем и цилиндром.
После установления конструктивных размеров привода про-
изводится уточненный расчет величины усилия Qn, создаваемого
приводом.
684
Усилие, создаваемое на штоке привода, равно
Qn — Qp — Т Тп,
где QP — усилие от давления среды на поршень в кГ;
Т — сила трения в сальнике в кГ;
Тп — сила трения между манжетами или поршневыми коль-
цами и цилиндром в кГ.
Усилие от давления среды на поршень определяется по фор-
муле
QP = 0,785 (D2 — d2) Р кГ,
где Dn — диаметр поршня в см;
dc — диаметр штока, проходящего через сальник, в см;
Р — давление жидкости или воздуха (пара) в кПсм2.
Сила трения в сальнике определяется по формулам, приведен-
ным в гл. II.
Силу трения между манжетами и цилиндром можно определить
следующим образом:
Тп = 3,14 Dnb[iMPn кГ,
где b — ширина манжет в см;
— коэффициент трения между манжетами и цилиндром;
Р — давление рабочей среды привода в кПсм2;
п — число манжет.
Для кожаных манжет, работающих со смазкой, = 0,15;
для кожаных манжет, работающих без смазки, цЛ1 = 0,20 = 0,40;
для резиновых манжет, работающих в воде, = 0,1.
Сила трения между поршневыми кольцами и цилиндром опре-
деляется по формуле
Тп = 3,14Z)„/ip.rt (qz + 2Р) кГ,
где h — высота кольца в см;
р„ — коэффициент трения между поршневыми кольцами и ци-
линдром;
q — удельное давление, создаваемое упругостью колец,
в кГ/см2;
z — число колец.
Для новых колец 0,25, для приработанных колец
0,15, для колец, работающих при хорошей смазке, —
= 0,10=0,15.
При выводе последней формулы принято, что давление среды
действует только на первые два-три кольца. Задавшись на первом
кольце давлением 0.75/3 и на втором 0,25Р и принимая во внима-
ние действие давления с обеих сторон поршня, получаем суммар-
ное давление 2Р.
Удельное давление, создаваемое упругостью колец q, с точ-
ностью, достаточной для силовых расчетов приводов, может быть
принято равным 0,8 кПсм2.
685
6. СИЛОВОЙ РАСЧЕТ МЕМБРАННЫХ ПРИВОДОВ С РЕЗИНОВОЙ
МЕМБРАНОЙ
Силовой расчет мембранного привода с резиновой мембраной
начинается определением диаметра мембраны, исходя из задан-
ного хода. При конструировании рекомендуется мембрана наи-
меньшего размера, что допускает применение пружины с наимень-
шим усилием. Это условие, однако, не всегда обеспечивается.
При расчете наиболее важным является определение изме-
нения тягового или перестановочного усилия мембраны в зависи-
мости от прогиба мембраны.
Усилие Q3, передаваемое мембраной на шток, меньше силы,
создаваемой давлением Р на площади круга диаметра D. Вели-
чина Q3 зависит от размеров D и d, свойств резины и типа мем-
браны. Она определяется по формуле
Q, =- РРэ,
где Р — давление среды в кГ/см2-,
F3 — эффективная площадь мембраны в см2.
Таким образом, влияние всех указанных факторов учитывается
величиной F3.
Из геометрических соотношений можно получить зависимость
Л, = -J(^2 + Dd + d2),
где D — диаметр по окружности заделки;
d — диаметр жесткого центра.
Эту формулу можно применять для приближенного определе-
ния при силовом расчете приводов затворов (запорной арматуры),
если ход не превышает ±0,050. При расчете регулирующей арма-
туры требуется более точное определение F3.
Экспериментальные исследования позволили уточнить эту
зависимость, в связи с чем рекомендуется применять следующую
формулу:
Q, =--- фсР/7 кГ,
где F — 0,785О2 — полная площадь мембраны по диаметру за-
делки в СМ2',
Ф — коэффициент эффективности при нулевом про-
гибе мембраны, т. е. при нейтральном поло-
жении ее, равный отношению эффективного
усилия, действующего на шток, ко всему
усилию, действующему на мембрану, от
. Qs
давления среды; при с — 1 ф - , где
V
Q PF;
с — коэффициент неравномерности, учитывающий
изменение F3 (влияние жесткости мембраны,
зависящее от величины прогиба).
686
Для плоских мембран толщиной от 3 до 5 мм с размером D =
= 1004-300 мм, как снабженных тканевой прокладкой, так и без
нее, получена следующая зависимость для коэффициента эффек-
тивности (см. рис. 434):
ср 0,14 + 0,8/г,
. d
где k = -р- ,
Эта зависимость действительна
8 кГ/см2.
Коэффициент неравномерности
с имеет разную величину для мемб-
для всех давлений от 1 до
ран D s^. 160 мм и Dy 160 мм.
Для мембран 0=^160 мм с тка-
невой прокладкой можно прини-
мать (с точностью до ±10%)
h
1 ± '0,14 +0,8fe ’
отсюда при k = 0,8
с= 1 ± 1,28-^-;
при k — 0,7
с == 1 ± 1,43“;
при k = 0,6
с= 1 ± 1,61 — ,
Г7
где h — смещение мембраны от
нейтрального (среднего)
положения.
Рис. 434. Коэффициент эффектив-
ности <р для плоских резиновых
мембран:
1 — кривая площадей по формуле ?э~
- 2 ~ кривая
л Г. ЛЭ2 ч,
площадей по формуле гэ — —-— X
X (о, 14 + 0,8-^-)
Для мембран D 160 мм без тканевой прокладки с 1
для всех значений k.
Для мембран D > 160 мм с тканевой прокладкой и без про-
кладки, для обычно принимаемых величин k = 0,6-ь0,8 коэффи-
циент неравномерности
с = 1 ± 2,15
Знак «плюс» берется в том случае, когда мембрана смещена от
нейтрального положения в сторону уменьшения объема среды,
действующей на мембрану (рис. 435, положение /), знак «минус» —
когда мембрана смещена в сторону увеличения этого объема
(рис. 435, положение II).
Плоская собранная («вялая») мембрана создается следующим
образом.
687
Рис. 435. Значения коэффициента неравномерности с
для резиновых плоских собранных (вялых) мембран
Рис. 436. Изменения усилия Qna штоке в зависимости
от хода для формованных резиновых мембран:
/ = 4 = 0; 2 _ 4 = 0,з4; 3 - =0,39; 4=4 =
= 0,45; 5-----~ = 0,58; б = 0,62; 7------------ = 0,67
688
Мембрану устанавливают в изделии так, что она не образует
плоской поверхности, а имея слабину, садится мешком. С этой
целью мембрану либо вытягивают путем подъема или опускания
грибка, после чего закрепляют между фланцами, либо устанав-
ливают на болты по отверстиям в мембране, расположенным на
окружности большего диаметра, чем в корпусе и крышке.
В результате испытаний установлено, что для мембран этого
типа диаметром D = 90-ИЗО мм, изготовленных из однослойной
резины толщиной 5—7 мм с одной тканевой прокладкой, при
значениях от +0,08 до —0,08 для давлений до 12 кПсм2
коэффициент неравномерности ориентировочно можно принимать
равным
1 + 2оо(4)3 + 800 (4Г
Здесь величина h принимается отрицательной, когда мембрана
находится в положении II, и положительной, когда она занимает
положение I.
Некоторые данные о результатах испытаний формованных
мембран приведены на рис. 436.
При расчете резиновых мембран на прочность пользуются
формулой
Q,7PFK = лО6тдоп,
где Р —давление среды, действующее на мембрану, в кПсм'1;
FK — кольцевая площадь; FK = 0,785 (О2 — d2) см2;
6 = общая толщина резины в см;
хдт — допускаемое напряжение на срез резины в кПсм2.
По результатам испытаний резины с разрывной прочностью
а = 50 кПсм2 установлено, что при использовании ее в виде листов
с одной тканевой прокладкой можно принимать допускаемые на-
пряжения, приведенные в табл. 138.
Таблица 138
Допускаемые напряжения в резиновых мембранах
с одной тканевой прокладкой
Толщина резины 6 в см 0,27 0,5 0,7
Допускаемое напряжение хлоп, кГ/см2 30 24 21
Ход мембраны рекомендуется выбирать не более 0,150 для
плоских мембран и не более (0,20-^0,25) О для формованных
мембран.
Величина диаметра грибка d устанавливается в зависимости
от необходимого усилия и допустимых колебаний усилия,
44 д. ф. Гуревич 689
передаваемого на шток. С увеличением отношения увеличивается
эффективная площадь мембраны, но уменьшается допустимый ход
при заданных изменениях усилия (или увеличивается изменение
усилий при заданной величине хода). Наиболее часто используется
отношение ~ 0,8. Иногда с целью получения более равномер-
ного усилия используют отношение ~ = 0,7.
Мембранный привод в арматуре наиболее часто работает по
схеме, приведенной на рис. 437, т. е. с пружиной возврата, создаю-
щей необходимую зависимость
h - f (Р),
где h — перемещение плунжера в мм;
Р — давление рабочей среды привода в кПсм1.
В приводе конструкции регулирующего клапана, приведенной
на рис. 437, необходимо возможно точнее обеспечить условие
dh ,
jts = const,
ar
т. e. зависимость h = cP, что достигается применением мембраны
с возможно более постоянной эффективной площадью и пружины
с характеристикой, наиболее близкой к линейной. С этой целью
используют сравнительно малый ход мембраны, а пружину опи-
рают на шариковый упорный подшипник во избежание дополни-
тельного скручивания ее силами трения.
Построение приближенного графика зависимости усилия,
создаваемого давлением воздуха на мембрану, от хода мембраны
производится следующим образом (рис. 438). Начальные и конеч-
ные ординаты соответственно равны
<21 ~ Р 1^0з И Qn = РП.Р0э5
здесь Pj и Рп— давление в кГ/см2 на мембрану в начале и в конце
хода hn;
Fo, — эффективная площадь мембраны при прогибе
мембраны, равном нулю.
В результате получаем на графике прямую I—I с углом наклона
х„ _________________ Qn - Q1 __ f 0Э (Рп- 7*1)
g hn ~ hn
На графике откладываем постоянно действующие усилия:
1) усилие QP ф- Qtun, создаваемое перепадом давлений на
плунжере и действующее на разность площадей верхнего и ниж-
него седла, и усилие, выталкивающее шпиндель, в кГ; это усилие
направлено в сторону действия пружины, поэтому откладываем
его вверх от нулевой линии — получаем линию II—II;
690
*
Рис. 438. Расчетный график мембранного привода
о
с©
Рис. 437. Конструкция мемб-
ранного привода
2) усилие Qo — вес деталей, подвешенных к штоку, в кГ;
это усилие направлено в сторону, обратную действию пружины
(принимаем положение регулирующего клапана вертикальным,
что обычно имеет место), поэтому откладываем его вниз от линии
II—II — получаем линию III—III.
Ординаты I—III дают необходимые значения усилий пру-
жины Qycm в начале хода и Qpa6 — в конце.
В регулирующих клапанах с пневматическим приводом наибо-
лее часто принимают Р, 0,2 кПсм2\ Рп 1,0 кГ!см\
Рис. 439. Расчетный график мем-
бранного привода с учетом влия-
ния жесткости пружины:
/ — расчетная характеристика; 2 —
уточненная характеристика; 3 —при-
ближенная характеристика
Рис. 440. Расчетный график
мембранного привода с учетом
влияния эффективной площади
мембраны:
/ — постоянное значение Q при
Рэ = const; 2 — действительная
характеристика мембраны Q ~
= f (h) при Р = const; 3 — приб-
лиженная характеристика мемб-
раны
Сила трения Т в сальнике и
направляющих плунжера, штока
и привода создает определенную нечувствительность клапана
заключающуюся в том, что при изменении усилия на штоке в пре-
делах до 2Т направление движения штока не изменяется. Отложив
от линии I—I значения ±Т, получаем линии IV—IV и V—V,
ограничивающие зону нечувствительности клапана.
т
Таким образом, в пределах ДР = ± -j— изменение давления
не вызовет изменения направления движения штока. Для пере-
мены направления штока на обратное потребуется изменение дав-
ления в 2ДР. В соответствии с этим погрешности в положении
плунжера будут равны Д/i = ± • При перемене направ-
ления движения штока при тех же значениях Р положения штока
будут отличаться на величину 2A/i.
При уточненном расчете могут быть учтены отклонения харак-
теристики пружины от линейной и изменение эффективной пло-
щади мембраны с изменением хода.
С увеличением прогиба пружины сжатия жесткость каждого
витка несколько уменьшается, поэтому и жесткость всей пружины
692
должна уменьшаться. Это справедливо для длинных пружин.
В коротких пружинах со значительной величиной жесткости,
какие применяются для приводов арматуры, уменьшение жестко-
сти витков с увеличением нагрузки не уменьшает жесткость пру-
жины; наоборот, жесткость пружины с увеличением прогиба
увеличивается в связи с тем, что число рабочих витков, участвую-
щих в работе, уменьшается, так как крайние витки начинают
Рис. 441. Уточненный график мембранного привода
с учетом совместного влияния жесткости пружины и
эффективной площади мембраны:
/—требуемый теоретический график P—ch', 2—изменение
усилия пружины Q — f (h); 3— изменение усилия на мемб-
ране
изображенной на рис. 439. Если мы заменим расчетную харак-
теристику 1 приближенной 3, повернув ее на угол аг, то погреш-
ность работы в середине хода несколько возрастет, но конечные
усилия будут совпадать с расчетными.
Эффективная площадь плоской и штампованной резиновой
мембраны не остается постоянной. В начале хода она имеет боль-
шую величину, в конце хода — меньшую. Постоянство Е, сохра-
няется лишь при прогибах мембраны, близких к нулю. Заменив
горизонтальную прямую прямой АА (рис. 440), наклоненной под
Углом а2, получим более точные результаты расчета.
С целью уточнения расчета линию I—I (см. рис. 438) целе-
образно строить по величинам эффективной площади в точке А
В Рис- 440, а характеристику пружины — по линии 3 на рис. 439.
результате получается график, изображенный на рис. 441,
693
где прямая 1 представляет собой теоретический линейный график
Р =ch\ линия 2 изображает изменение усилия пружины от хода h
и линия 3 — изменение усилия на мембране при изменении давле-
ния по прямой 1. Как видно из графика на рис. 441, в этих усло-
виях сохраняется требование, предъявляемое к давлениям в точ-
ках А и В\ в промежуточных точках линейность графика не сохра-
няется.
Рассмотрим произвольную точку М при прогибе hT. Вместо
теоретического значения усилия QT пружина будет создавать
усилие Q,fl. Эффективная площадь мембраны при данном h больше
необходимой; поэтому равновесие установится при давлении
где F3 — эффективная площадь при данной величине хода h.
Величина Рф создает на оси ординат неравномерную шкалу.
Используя данные об изменении усилия пружины и эффективной
площади мембраны от хода, можно построить уточненный график
h = f (Р) или Р = ф (/г).
Отклонение хода от прямо пропорциональной зависимости
можно определить следующим образом.
При давлении Рт фактический ход мембраны (привода)
в точке М не равен теоретической величине hT, а больше ее на
величину Д/г
или
. , Qr Q<f> (Рт Рф)Рэ
tga tg а
Фактическое давление на мембране будет равно
или
Qt
= Тэ ’
Помимо рассмотренных сил в регулирующем клапане возни-
кают усилия от гидродинамического воздействия потока на плун-
жер, создающие на стержневом плунжере осевые усилия, стремя-
щиеся закрыть клапан, на полом плунжере — крутящие моменты.
Усилия могут достигать при больших перепадах давления на кла-
пане значительной величины и оказывать существенное влияние
на работу клапана. Величина этих усилий теоретически не рассчи-
тывается, а должна определяться экспериментально.
694
7. СИЛОВОЙ РАСЧЕТ МЕМБРАННЫХ ПРИВОДОВ С МЕТАЛЛИЧЕСКОЙ
МЕМБРАНОЙ
Металлические мембраны в арматуре наиболее часто приме-
няются в импульсных механизмах регуляторов прямого действия.
Принцип действия импульсного механизма показан на рис. 442.
Импульсный клапан 1 работает в условиях «нормально откры-
тый». При достижении определенного
давления, создающего на грибке 2
с помощью мембраны 3 усилие, пре-
вышающее усилие пружины 4 при
данном ее положении, пружина начи-
нает сжиматься и клапан 1 под дей-
ствием пружины 5 перемещается в сто-
рону седла на величину прогиба пру-
жины 4. Когда прогиб станет доста-
точно большим, клапан 1 садится на
седло. Таким образом, в этом регу-
ляторе импульсный мембранно-пру-
жинный привод играет роль чувстви-
тельного элемента и привода импульс-
ного клапана; поэтому параметры
мембраны оказывают большое влия-
ние на работу регулятора.
Пренебрегая усилием, создавае-
мым пружиной 5 и клапаном 1, кото-
рое обычно невелико, можно считать,
что грибок 2 находится в равновесии
Рис. 442. Импульсный механизм
регулятора давления
под действием сил, создаваемых пру-
жиной 4, давлением среды на мембрану 3 и упругостью мембраны.
Поэтому уравнение статического равновесия здесь имеет вид
Qn - Qp + QyM = о,
где Qn — усилие, создаваемое пружиной;
Qp — усилие, создаваемое давлением среды на мембрану, без
учета жесткости мембраны;
QUm — усилие, создаваемое жесткостью мембраны.
Для удобства расчетов обычно силы QP и QyM рассматривают
совместно и выражают в следующем виде:
Q = Q Q =
где F3 — эффективная площадь мембраны в см2.
Отсюда следует, что эффективная площадь мембраны является
условной величиной, отображающей влияние площади и геометри-
ческой формы мембраны, ее жесткости, диаметра грибка, радиуса
сферы грибка и положения мембраны относительно плоскости за-
жима, на величину рабочего усилия, передаваемого давлением
среды через мембрану на грибок.
695
При любом сочетании прочих факторов диаметр мембраны D
по периметру зажима остается постоянным и вполне определен-
ным; поэтому целесообразно величину эффективной площади вы-
числять относительно площади F, определяемой диаметром D, т. е.
F3 = q>F см2,
где F — площадь мембраны по диаметру D; F = 0,785Z)2;
Ф — коэффициент эффективности, показывающий, какую часть
от F составляет эффективная площадь F3.
Коэффициент ф целесообразно представить в виде
ф - Сф0,
здесь с — коэффициент изменения ф, учитывающий влияние хода
мембраны на F3 (при h = 0 с — 1);
ф0 — начальный коэффициент эффективности, учитывающий
влияние на эффективную площадь прочих факторов;
при нейтральном положении мембраны Ф = Фо-
В конструкциях типа, приведенного на рис. 442, обычно приме-
няют плоские мембраны и грибки с шаровой опорной поверх-
ностью. Мембраны изготовляются обычно из стали Х18Н10 тол-
щиной 6 = 0,2 мм (от 6 = 0,1 до 6 = 0,3 мм).
Можно предложить следующую методику определения эффек-
тивной площади плоских металлических мембран диаметром от
D ~ 25 мм до D == 60 мм из стали Х18Н10 толщиной 0,1—0,3 мм.
Коэффициент с выражается формулой
с = 1 ± wch,
где wc — коэффициент жесткости мембраны;
/г — ход мембраны в мм.
Знак «плюс» соответствует прогибу мембраны от нейтрального
положения в сторону рабочей среды, знак «минус» — в сторону
пружины.
Величина начального коэффициента эффективности опреде-
ляется по формуле
Фо = 0,7 k^kjkfjkpk^k,,,
где частные коэффициенты &e, kd, kp, kP, k„ и kn (табл. 139)
учитывают влияние на ф0 соответственно толщины листа 6, диа-
метра грибка d, радиуса поверхности грибка /?г, давления среды Р,
состояния материала и числа слоев п.
Величина коэффициента жесткости мембраны определяется
по формуле
wc ~
частные коэффициенты KD, Х,6, кч, /.Р и (табл. 140) учитывают
влияние на wc соответственно диаметра мембраны D, толщины
листа 6, состояния материала, давления среды Р и числа слоев.
696
Таблица 139
Значения частных коэффициентов k
k& б = 0,1 мм б = 0,2 » 6 = 0,3 » ю о co О p P II II II «о «о «Ф
при R- s=;2D kd - 1,0
kit Для 7) = 40 мм При Rs - 3D ti|c- t>|a- = II II II II II il p p p p p p lo <£> 00 Ci СЛ СЛ kd = 0,85 kd = 0,92 kd = 0,98 kd = 1,03 kd = 1,10 kd = 1,16
R?=2D Rz= 4D kp = kR = 0,90 1,00
D — 25 мм P = 100 кГ/см2 P = 150 » P =~- 200 » feP= 1,10 feP= 1,00 fep= 1,04
kP D — 40 мм P --- 60 кПсм'- P = 100 » P = 120 » kP = 1,08 kP = 1,00 kP = 0,92
D — 60 мм P = 20 кГ/см2 P= 40 » P = 60 » kP = 1,03 kp = 0,98 kP = 0,90
kM Нагартованная (H и OH) Kit = = 1,0
Мягкая (M) Ku - - 1,08
1 &п n = 1 n — 2=3 kn - kn = : 1,0 0,94
697
Таблица 140
Значения частных коэффициентов к
kfj D = 25 мм D = 40 » D = 60 » kD = 1,25 ku = 0,95 kD = 0,60
kf, 6 - 0,1 мм Л 0,2 » 6 0,3 » kb 0,85 /,й - 1,00 - - 1,15
км Нагартованная Н kM-~- i,o
Особо нагартованная ОН kM = 1,1
Мягкая М kM = 0,75
Кр D ~ 25 мм Р = 100 кГ/см2, Р = 150 » Р = 200 » l о ю о OO b- —o' о II II II <<<<<<
D ~ 40 мм Р = 60 кГ/см2 Р = 100 » Р = 120 » п"1 ?” II 11 11 р р ~ 00 to о
D ~ 60 мм Р = 20 кГ/см2 Р = 40 » Р = 60 » Хр •— 1,0 Кр = 0,95 Кр 0,90
кп п = 1 и— 2 п = 3 о р II II II
При выборе величины полного хода металлической мембраны
рекомендуется ограничиваться пределами, указанными в табл. 141.
Таблица 141
Предельный ход металлических мембран
D в мм 25 40 60
hn в мм ±0,12 ±0,16 ±0,22
698
В этих пределах зависимость изменения усилия на грибке от
высоты подъема мембраны h при постоянном давлении выражается
прямой линией, проходящей через точку у = P(f0F при х = О,
с углом наклона tg а = wc.
При выборе величины хода необходимо учитывать также долго-
вечность мембраны.
Применение двухслойных и трехслойных мембран (из двух
и трех листов) незначительно снижает величину начальной эффек-
тивной площади сро/7 (примерно на 6%), но существенно увеличи-
вает жесткость мембраны. Мембрана из двух листов имеет на 20%,
а мембрана из трех листов на 40% большую жесткость, чем
такая же однослойная мембрана.
В регуляторах давления с импульсным клапаном мембрана
является приводом импульсного клапана, но при этом она также
выполняет задачу чувствительного элемента, обеспечивающего
изменения давления на поршне в зависимости от изменения давле-
ния в регулируемом потоке. Чувствительность регулятора тем
выше, чем выше чувствительность импульсного механизма. По-
Л/г
следнюю можно оценить отношением -д^-, т. е. отношением при-
ращения хода мембраны к приращению давления. Поскольку же-
сткость мембраны с увеличением хода изменяется, то величина
Л/г
отношения зависит от рассматриваемого положения мем-
браны. Для большей определенности приращения хода будем
отсчитывать от нейтрального положения мембраны, тогда, заме-
нив A/i = h, получим отношение , где h — ход мембраны
при изменении давления на величину АР.
Рассмотрим влияние различных факторов на величину хода
мембраны.
Уравнение равновесия грибка (и мембраны) при подъеме
центра мембраны на величину h имеет вид
Qi + Cj/i — (Q2 — C2/i) — PjtpP - 0.
Здесь Qi и Q2 — установочное усилие большой и малой пружины
(при h = 0);
С\ и С2 — жесткости большой и малой пружины;
Р± — давление среды, соответствующее подъему мем-
браны на высоту й;
ф — коэффициент эффективности при подъеме мем-
браны на высоту h.
Заменив ф = <?ф0, где с = 1 — wch (при подъеме мембраны
вверх от нейтрального положения), и учитывая, что (Д — Q2 =
= -^оФо^ (Ро — давление среды при h = 0), в результате соответ-
ствующих преобразований получаем
h _____________<P0F________
АР -j- Сг -j- шсф0Р (Pq + АР)
699
С увеличением отношения -др- увеличивается ход мембраны h
при одном и том же приращении давления, т. е. клапан будет
более чувствительным. Следовательно, чувствительность клапана
возрастает с увеличением начальной эффективной площади
(не пропорционально), с уменьшением жесткости пружин Су и С2
и жесткости мембраны wc. При этом, однако, следует иметь в виду,
что с увеличением начальной эффективной площади увеличивается
усилие пружины, а следовательно, изменяется и ее жесткость.
Если пренебречь значением С2 по сравнению с Су и значе-
нием \Р по сравнению с Ро, то получим
h _ g-pF
м™ др ~ Сх + шс<р0РР0
ИЛИ
h _ 1
Таким образом, чувствительность мембранного привода зави-
Q
сит от суммы двух величин: —Е и wcP0. Из первого выражения
ФоГ
следует, что увеличение эффективной площади целесообразно лишь
в тех случаях, когда оно не приведет к пропорциональному увели-
чению жесткости пружины Су. Для увеличения чувствительности
также целесообразно уменьшение коэффициента жесткости мем-
браны wc. При прочих равных условиях с увеличением Ро чув-
ствительность мембранного привода снижается.
Выявим влияние диаметра мембраны D на чувствительность
мембранного привода. Примем, что число витков пружины по-
стоянно и средний диаметр пружины пропорционален диаметру
мембраны D.
Эффективная площадь мембраны при постоянном значении ср0
пропорциональна D2. Чтобы уравновесить усилие среды при уве-
личении диаметра мембраны в п раз, необходимо увеличить уси-
лие пружины в п2 раз. Усилие пружины можно выразить зависи-
мостью
где с0 — обобщенный коэффициент;
d — диаметр проволоки;
DCp — средний диаметр пружины.
Чтобы усилие пружины увеличилось в /г2 раз при увеличении
диаметра Dcp в п раз, необходимо d увеличить в п раз. При этом
жесткость одного витка возрастет в п раз, так как она выражается
формулой
Р__ Gdl
~ 8D3cpk2 ’
700
где G — модуль сдвига;
k2 — коэффициент (см. п. 9).
Таким образом, с увеличением диаметра мембраны в п раз
жесткость пружины возрастает также в п раз, а эффективная пло-
2 Ci
щадь в пй раз, следовательно, отношение уменьшится в п раз.
Отсюда следует, что с увеличением диаметра мембраны чувстви-
тельность мембранного привода увеличивается.
Q
Сопоставим значения и дасРона конкретных конструкциях
и выявим относительное значение жесткости пружины и мембраны.
Рассмотрим регулятор давления «до себя» с поршневым при-
водом и встроенным импульсным механизмом на рабочее давле-
ние Ppag = 200 кПсм2. В этом регуляторе установлена мем-
брана диаметром D = 30 мм из трех листов толщиной 6 = 0,2 мм
при = 0,97. Радиус сферы грибка = 90 мм. Большая
пружина имеет жесткость Сг = 33,3 кПмм. В этом случае имеем
_ 1 _ 1 If) f)°°R
4Р ^+»“"6'73+№ '
Здесь принято: F = 7,06 см2\ <р0 = 0,70; wc = 0,53.
с
Таким образом, = 6,73, a wcP0 = 106, т. е. влияние жест-
кости мембраны является решающим, а жесткость пружины боль-
шого значения не имеет, так как она составляет примерно 6,5%
второго слагаемого знаменателя.
Рассмотрим условия работы регулятора, рассчитанного на
давление Ру = 10 кГ/см2. Он имеет мембрану диаметром D =
= 60 мм (F = 28,27 см2), диаметр грибка d = 44 мм (отношение
= 0,74). Жесткость большой пружины С± = 12,3 кПмм.
При толщине мембраны 6 = 0,2 мм примем <р0 = 0,77 и
wc = 0,26.
Подставив эти значения, получаем
h __________________J__________ 1 _ о я 17
АР ~ 12’3 +0 26-10 °'56 + 2’6
28,27-0,77 ' ’
В обоих рассмотренных конструкциях жесткость мембраны
имеет большее значение, чем жесткость пружины; однако в пер-
вом случае (D = 30 мм, Рраб = 200 кПсм2) жесткость мем-
браны примерно в 16 раз больше жесткости пружины, во втором
случае (D = 60 мм, Ру = 10 кПсм2) — примерно в 4,6.
Из приведенного анализа следует, что для повышения чувст-
вительности мембранного привода в первую очередь следует
обеспечивать малую жесткость мембраны (увеличение диаметра
701
мембраны, уменьшение толщины, применение мягкого ненагарто-
ванного материала и т. д.); уменьшение же жесткости пружины
(увеличение числа витков и пр.) не может дать существенных ре-
зультатов при жесткой мембране.
Полученные данные позволяют определить, какое приращение
давления по абсолютной и относительной величине потребуется
для получения заданного хода мембраны.
Подъем импульсного клапана при пружинно-мембранном при-
воде с плоской металлической мембраной равен
h =
АР
или приближенно
61 + С2
Фо/7
4~ wc (Ро -f- ДР)
ДР
+ ^р°
Для рассмотренных нами случаев приближенное решение дало
результаты: для первого
, ДР
п — ууу мм;
для второго
. ДР
h = -75-77Г ММ.
О, 10
Если принять ход мембраны в обоих случаях равным 0,2 мм,
то в первом регуляторе потребуется изменение давления на
ДР = 113/i= 113-0,2 = 22,6 кГ/см2;
во втором регуляторе на
ДР = 3,16/г = 0,63 кПсм2.
При этих условиях в первол! регуляторе (Ро = 200 кПсм2') АР
составит 11,3%; во втором регуляторе (Ро = 10 кПсм2) АР соста-
вит 6,3%.
8. РАСЧЕТ ЭЛЕКТРОМАГНИТНЫХ ПРИВОДОВ
Силовой расчет электромагнитных приводов производится до
настоящего времени приближенно в связи с недостатком данных,
подтвержденных экспериментами.
Чтобы срабатывание электромагнитного клапана происходило
быстро, тяговое усилие электромагнита должно превышать сумму
сил, противодействующих открыванию.
Дифференциальное уравнение движения тарелки клапана при
его открывании электромагнитным приводом может быть выражено
в общем виде формулой
d-x . (dx\2 n n n
m-~,—A l-rr) — Bx — C = 0.
dt2 \ dt )
Начало отсчета пути x от положения клапана в закрытом виде;
начало отсчета времени t — момент начала открывания.
702
Здесь tn — масса подвижных частей, связанных с якорем магнита,
а также масса жидкости, заполняющей клапан и дви-
жущейся вместе с клапаном;
А — значение сил, вызывающих повышение давления на
клапан в связи с вытеснением жидкости из надклапан-
ного объема;
В — значение сил, изменяющихся в зависимости от поло-
жения клапана над седлом, — тяговое усилие магнита,
усилие от перепада давлений на клапане;
С — значение сил, имеющих постоянную величину, — вес
подвешенных к якорю магнита деталей, сила трения
в сальнике и в направляющих.
Поскольку в работе электромагнитного клапана принимают
участие пружины, поршни, мембраны и т. п., силовой расчет дол-
жен включать и элементы гидравлических расчетов с целью опре-
деления скоростей в соединительных каналах и разности давле-
ний на клапане, поршне или мембране в различные моменты вре-
мени и при различных положениях клапанов.
9. РАСЧЕТ ПРУЖИН СЖАТИЯ
В конструкциях арматуры применяются пружины сжатия,
растяжения и кручения. Наибольшее распространение в машино-
строении, и в частности в арматуре, приобрели цилиндрические
винтовые пружины сжатия из проволоки круглого сечения. Это
объясняется большей надежностью их работы по сравнению с дру-
гими и сравнительно простой технологией изготовления.
По требованиям эксплуатации, пружины можно подразделить
на ответственные, 1-го класса точности, используемые в регули-
рующих, редукционных и предохранительных клапанах, муфтах
ограничения крутящего момента и т. д., и пружины обычного на-
значения, 2-го класса точности, применяемые в рукоятках, защел-
ках, обратных клапанах как пружины возврата деталей в исход-
ное положение и т. д.
В пружинах 1-го класса точности допускаются отклонения про-
гиба до ±10% от номинала для достижения заданного усилия или
пружины изготовляются по особым техническим условиям; в пру-
жинах 2-го класса точности допускаются отклонения прогиба
±15% от номинала для достижения заданного усилия.
Ниже приводится расчет только пружин сжатия, как наиболее
распространенных.
Статическое усилие Q, действующее на пружину, вызывает
в каждом из поперечных сечений проволоки пружины следующее
суммарное напряжение от среза и кручения (рис. 443):
__ 4Q 8QDCp 4Q ( . 2DCp\
Т nd2 1 лйР nd2 \ d /
703
Отбрасывая единицу в скобках, как величину малую по срав-
нению со вторым членом, получаем приближенную формулу
8QDCp
т пд3- кГ/мм2.
Прогиб пружины находим из формулы
eQD^pn
Gd*
F =
ММ,
где Dcp — диаметр пружины по оси сечений витков (средний диа-
метр) в ММ',
d — диаметр проволоки пружины в мм;
G — модуль сдвига в кПмм2.
Для учета влияния дополнительных факторов вводят попра-
вочный коэффициент, и формула напряжений получает вид
2,55Q£)cp
Т = 'г1------ К-Пмм2,
где коэффициент
К
4m —1 , 0,615 Dcp
---- _L _!--. т = —- .
4m—4 1 m ’ d
Формула для определения величины прогиба пружины имеет
k2= 1+ ' _ '
2 1 2m 2m-
анормальной работы пру-
следует величину т. вы-
Рис. 443. Основные размеры пружины держать в пределах 4s^/?i5^12
сжатия (в виде исключения допускается
3 т 20).
При расчете пружин значительную помощь в смысле нагляд-,
ности оказывают диаграммы зависимости прогиба пружины F
от действующего усилия Q (рис. 444), которые используются для
последовательного определения параметров пружины.
Действительная (уточненная) характеристика несколько отли-
чается от линейной (рис. 445). При увеличении нагрузки жесткость
длинных пружин несколько снижается из-за уменьшения угла
наклона витков; жесткость коротких пружин, используемых, на-
пример, в регулирующих клапанах, наоборот, увеличивается
в связи с уменьшением числа рабочих витков при сжатии пружины.
Допускаемые напряжения, принимаемые обычно при расчете
пружин, имеют большие значения и находятся обычно в пределах:
для стали — от 40 до 135 кПмм2, для бронзы — от 30 до 45 кГ/мм1.
704
Величина допускаемого напряжения зависит от материала про-
волоки и изменяется с изменением диаметра, так как проволока
малого размера благодаря процессу волочения приобретает повы-
шенные механические качества. Для катаного материала допускае-
мое напряжение не зависит от диаметра.
Величины допускаемых напряжений, применяемых при рас-
чете пружин из различных материалов, приведены в табл. 142
Рис. 445. График Q = / (F) — характери-
стика пружин сжатия:
Рис. 444. График изменения усилия
при сжатии пружины:
QyCtn—усилие предварительного под-
жатия, с которым пружина устанавли-
вается в механизме, соответствует наи-
меньшему усилию, с которым пружина
работает в механизме; наиболь-
шее усилие пружины, которого она
достигает в процессе работы механизма;
Qnp — пробная нагрузка при испыта-
нии; усилие пружины при сжатии
ее до соприкосновения витков; AQ —
приращение усилия &Q=Qpa6—Qycm;
F уст' Fpa6, Fnp н Дж~пР°гибь1 nPV
жины, соответствующие усилиям QyCm*
Чраб' Qnp н С)сж' h ~ Х°Д пружины,
равный h = Fpa6 - Fycm
/—расчетная характеристика; 2—уточненная
теоретическая характеристика длинных пру-
жин; 3 — уточненная теоретическая характе-
ристика коротких пружин
ли (марки В), подвергаются упроч-
няющиму отпуску для снятия на-
пряжений при температуре 240—
260° С с выдержкой в 10 —-30 мин
в зависимости от диаметра прово-
локи. Охлаждение производится
на воздухе.
Пружины из легированной ста-
ли подвергаются закалке с охлаж-
дением в масле. Температура нагрева: для стали 60С2А — 820—
840° С, для стали 50ХФА — 850—860° С и для стали 4X13 —
1000—1100° С. Выдержка при нагреве в пределах от 8 до 30 мин
в зависимости от диаметра проволоки пружины. После закалки
пружины из легированной стали подвергаются отпуску в соля-
ной ванне с нагревом, стали 60С2А — 400—425° С (HRC 48—
52), стали 50ХФА — 400—420° С (HRC 46—50) и стали 4X13 —
480—495° С {HRC 46—50).
Пружины из стали Х18Н10Т подвергают упрочняющему от-
пуску для снятия напряжения при температуре 400—430° С с вы-
держкой 20—30 мин и охлаждением на воздухе.
45 Д. Ф. Гуревич
705
Таблица 142
Допускаемые напряжения в пружинах из углеродистой стали
Материал пружины Углеродистая сталь диаметром 0,2—8,0 мм холоднотянутая, без термообработки после навивки *
Допустимые условия эксплуатации (без покрытий) Атмосфера темпера нормальной влажностью при туре от —40° С до -ф-120° С
Класс проволоки Класс I Класс II Класс III
d в мм хдоп в кГ1мм'
0,20; 0,22; 0,25; 0,28; 0,30 135 115 90
0,32; 0,36; 0,40; 0,45; 0,50; 0,56; (0,60) ** 135 НО 85
0,63; 0,70; (0,75); 0,80 130 НО 85
(0,85); 0,90 130 105 85
1,0 125 105 85
1,1; 1,2 120 100 80
(1,3); (1,4) 115 95 75
(1,5); 1,6 НО 95 75
(1,7); 1,8 105 90 70
2,0 100 90 70
2,2; (2,3) 95 85 70
2,5; 2,8 90 85 65
3,0; 3,2; (3,4); (3,5); 3,6 85 80 60
4,0 80 75 60
4,5; 5,0; 5,6; 6,0 75 70 55
6,3;,7,0; 8,0 75 65 50
* С применением упрочняющего отпуска * * Размеры, заключенные в скобки, прим для снятия напряжений, сиять не рс.'Комендуется.
706
Таблица 143
Допускаемые напряжения в пружинах из легированной стали
Марка стали 60С2 60С2А 50ХФА 4X13 Х18Н10Т
Материал в состоянии поставки и диаметр проволоки d в мм Прокат, 5- 50 мм Холодно- тянутая, 3 — 12 мм Термически обработана. Прокат, 5—50 мм, проволока, 0,5 — И мм Термически обработана, 0,2 -6,0 мм Нагартован- ная или холоднотя- нутая, 0,2 — 8,0 мм
Термообработка после навивки Закалка HRC н отпуск 8—52 Закалка и отпуск HRC 46 — 50 Вез термо- обработки
Допустимые условия эксплуатации (без покрытий) Атмосфера с нормальной влажностью Атмосфера с нормаль- ной влажностью. Вибраци- онные нагрузки Влажная атмосфера, пресная вода, слабые растворы кислот Н щелочей Коррозион- ные среды. Низкие и высокие температуры
Температура при эксплуатации От —40 до +250° С От —40 до + 350° С От —40 до + 400° С От —196 до + 400° С
d в мм хдоп в К-Г'/Л1Л12 хдоп в кГ/мм2 *
Проволока 0,20; 0,25; 0,30; 0,35; 0,40; 0,45; 0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5 — — — 45 90 *•»
1,6; 1,8; 2,0; 2,2; 2,5; 2,8 — 75 45 90 **
0,5; 0,8; 1,0; 1,2; 1,4; 3,2; 3,8; 4,2; 4,8 — — 75 — —
3,0; 3,5 — 75 75 45 90 **
4,0; 4,5 — 75 75 45 85 **
5,0; 5,5 75 75 45 85 **
6,0 — 75 75 45 80 **
6,5 75 __ — 80 **
7,0; 7,5; 8,0 — 75 75 75 **
8,5; 9,0; 9,5; 10; 11; 12 — 75 75 — —
10,5; 11,5 — 75 __ — —
13; 14 — 75 — —
Прокат 5,0; 5,6; 6,3; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 24; 25 75 — 75 — —
* Для термически обработанной хдоп = 55 кГ/мма. ** Проволока холоднотянутая. х^оп = 40 кГ/ммг; для нагартованной
45*
707
Таблица 144
Допускаемые напряжения в пружинах из бронзы
Марка бронзы БрКМцЗ-1 Бр-ОЦ4-3 ББ
Материал в состоянии поставки и диаметр про- волоки в мм Нагартованная
0,2-10 0,2 — 12 0,5 — 12
Термообработка после навивки Без термообработки Облагораживание
Допустимые условия эксплуатации (без покры- тий) Влажная атмосфера, пресиая вода, пар. Нема- гнитна Влажная атмосфера, пресная и морская вода, пар Применяется в исключительных случаях. Во взры- воопасных средах. Высокая немагиит- иость
Температура при экс- плуатации От -40 до +200° С От —180° С до + 200° С
d в мм хдоп в кГ/ммг
0,20; 0,25; 0,30; 0,35; 0,40; 0,45 45 36 Нагарто- ваниая Облаго- рожен- ная
0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,90; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,3; 2,4; 2,5; 2,6 45 36 38 65
0,85; 0,95 45 36 __ —
1,9; 2,1; 2,7; 2,9 — — 38 65
2.8; 3,0; 3,2; 3,5; 3,8; 4,0; 4,2; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0 42 31 38 65
8,5; 9,0; 9,5; 10 40 31 38 65
11; 12 — — 38 65
708
Пружины из проволоки марки Бр.КМцЗ-1 подвергают упроч-
няющему отпуску для снятия напряжений при температуре 120—
150° С с выдержкой в течение 1—2 ч и последующим охлаждением
на воздухе.
Пружины из бериллиевой бронзы марки ББ подлежат закалке
с охлаждением в воде комнатной температуры. Нагрев перед
закалкой — до 780° С с выдержкой 1—2 ч. После закалки произ-
водится облагораживание при температуре 325° С с выдержкой
2—5 ч в зависимости от диаметра проволоки пружины.
Для стабилизации размеров пружин, изготовленных из зака-
ливаемых сталей, и предварительной проверки качества материала
и результатов термической обработки пружины непосредственно
после закалки и отпуска подвергаются заневоливанию на 6 ч
путем сжатия пружины до соприкосновения витков.
Пружины, изготовленные из углеродистой холоднокатаной
стали (марки В) без закалки после навивки, после упрочняющего
отпуска для снятия напряжений подвергают заневоливанию на 6 ч
либо взамен этого производят 3—5-кратное сжатие пружины до
соприкосновения витков.
Антикоррозионные и электролитические покрытия пружин и
прогревы, выполняемые после покрытий с целью удаления водо-
рода, могут быть источником возникновения хрупкости пружины;
поэтому такие пружины после покрытий подвергаются заневоли-
ванию на 24 ч до соприкосновения витков. В тех исключительных
случаях, когда заневоливание путем сжатия пружины до соприкос-
новения витков недопустимо из-за чрезмерно больших напряже-
ний, которые могут возникнуть, заневоливание производится на
величину наибольших деформаций, создаваемых в пружине при
ее работе в арматуре.
В связи с тем, что пружина сжатия работает под действием
осевой нагрузки, при проектировании следует обеспечить ее про-
дольную устойчивость против бокового выпучивания.
Продольная устойчивость пружины зависит от отношения ~~~,
т. е. отношения длины пружины в свободном состоянии к среднему
диаметру пружины, и от способа закрепления конечных витков,
определяющего возможность поворота крайних витков пру-
жины.
Следует различать два случая крепления (рис. 446): конечные
витки имеют возможность поворачиваться относительно верти-
кальной оси (/) и не имеют (II).
Для того чтобы пружины не теряли устойчивости при любом
прогибе, необходимо выдержать:
При закреплении по типу 1
» » » » //
На
Dcp
Но
Dcp
709
Расчет пружины обычно выполняется методом подбора путем
последовательного сближения ряда решений. Для облегчения вы-
бора пружины рекомендуется пользоваться табл. 145. В ней при-
ведены значения Q — нагрузки на сжатую пружину при дости-
жении напряжений т и жесткость одного витка пружины Сх. Вели-
чины напряжений т в табл. 145 соответствуют допускаемым напря-
жениям %до1г при диаметрах от 1 до 2,8 мм для проволоки класса II
из углеродистой стали и при диаметрах от 3,0 мм и более для сталей
марок 60С2 и 60С2А. Когда допускаемое напряжение принимается
Рис. 446. Схемы за-
крепления конеч-
ных витков пружин
сжатия:
1 —центрирование по
оси с возможностью
поворота витков; 11 —
фиксирование по пло-
скости без возмож-
ности поворота вит-
ков
иное (другая марка стали, пружина из бронзы,
особые условия работы), величина §сж опреде-
ляется по формуле
v v JlL V <4» 7
где Q и т — данные табл. 145.
В табл. 145 приведены также значения жест-
кости одного витка пружины из стали при мо-
дуле сдвига при кручении G = 8000 кПсм2.
В тех случаях, когда величина G имеет иное зна-
чение (для стали Х18Н10Т G == 7000 кПсм2,
для бронзы G = 4000 кПмм2, для бериллиевой
бронзы G = 5100 кПмм2), величина опреде-
ляется по формуле
С1 — С\ (табл) gQQQ КГ/ММ.
При определении шага пружины t зазор между витками 6
принимается равным: 6 2d при d 5 мм, 6 0,1,d при
. с I л Dcp Dcp \
> 5 мм \ обычно —5— t .
Число рабочих витков п выбирается кратным 0,5 и должно быть
не менее 2, т. е. и > 2.
Ответственные пружины регулирующих и редукционных кла-
панов, предназначенные для обеспечения определенной расходной
характеристики, должны иметь число рабочих витков не менее 5,
т. е. п 5.
Методика расчета пружин для одного из часто встречающихся
случаев заключается в следующем.
Заданы: усилие предварительного поджатия в кГ\ наи-
большая рабочая нагрузка Q„.6 в кГ; ход пружины Я в мм-, средний
диаметр пружины Dep в мм.
1. Определяют из технических условий, а если таковых нет, то
задаются величиной нагрузки при сжатии пружины до соприкос-
новения витков, которая может быть принята, QCM > 1,25Q/?q6.
Для ответственных пружин принимают Qcx l,:iQpa6-
710
2. Выбирают материал для пружины, исходя из условий ее
эксплуатации, степени ответственности, температурного режима
работы и пр., после чего задаются наибольшим допустимым для
данного материала напряжением тйоп, соответствующим нагрузке
при сжатии пружин до соприкосновения витков.
3. Пользуясь табл. 145, предварительно выбирают диаметр про-
волоки по величине нагрузки 0,сж и среднему диаметру пружины
Dcp с учетом соотношения между принятым допускаемым напряже-
нием тдоп и напряжением, принятым в таблице.
4. Определяют действительное напряжение в проволоке пру-
жины при QCM
2,55кх()сЖОср
T — ----------- К1 /ММ.
5. Вычисляют необходимую жесткость пружины, исходя из за-
данных условий,
Сп = кГ/мм,
где AQ = Qpa5 — Qyan — приращение нагрузки;
h = Рраб — Руст — ХОД ПруЖИНЫ.
6. Находят жесткость одного витка пружины, пользуясь
табл. 145, или вычисляют по формуле
7. Определяют необходимое число рабочих витков, исходя из
Q
соотношения /г округляя его до 0,5 витка при и<20 и
до 1 витка при п > 20.
8. Вычисляют полное число витков пружины пл =яф2.
9. Определяют шаг пружины
t = d + мм.
10. Находят длину пружцны в свободном состоянии, когда
конечные витки поджаты и зашлифованы,
Но = nt -j- l,5<i мм.
11. Проверяют, сохранены ли условия устойчивости, для чего
в свободном состоянии пружины должны быть выдержаны следую-
щие соотношения
При закреплении пружины по типу I..............Нп ^3Dcp
> » » » Яо 5Dcp
Если это условие не выдержано, то пружину следует составить
из нескольких частей, обеспечив направление конечных витков
этих частей с помощью направляющих втулок.
711
Значения нагрузки Q (верхнее число) и жесткости одного витка С±
сталь, О —
Диаметр проволоки d в мм 1,0 1,1 1,2 1,3 1,4 1,5 1,6
Напряжение т в кГ]мм2 105 100 100 95 95 95 95
Средний диаметр пружины DCp в мм Q — нагрузка в кГ при т в кГ/мм2 Сх — жесткость одного витка пружины:
8 4,35 1,845 5.41 2,706 7,01 3,795 8 22 5,22 10, 1 7,05 12,21 8,43 14,58 11,85
9 3,93 1,31 4,92 1,90 6,27 2,22 7,48 3,69 9,24 4,90 11,16 7,42 13,38 8,37
10 3,61 0,956 4,50 1,40 5,77 1,97 6,86 2,70 8,45 3,63 10,28 4,75 12,22 6,13
И 3,27 0,711 4, 15 1,05 5,33 1,48 6,35 2,03 7,81 2,73 9,48 3,59 1 1,34 4,61
12 3,07 0,559 3,81 0,815 4,93 1,15 5,89 1,57 7,25 2,12 8,86 2,78 10,53 3,58
13 2,85 0,439 3, 78 0,044 4,60 0,905 5,51 1,24 6,80 1,67 8,30 2,19 9,91 2,82
14 2,66 0,353 3,35 0,515 4,31 0,727 5,15 0,998 6.36 1,34 7,80 1,76 9,32 2,27
15 2,56 0,287 3,15 0.419 4,05 0,590 4,86 0,81 5 6.04 1,09 7,44 1,43 8,80 1,Ь5
16 2,36 0,237 2,98 0,347 3,8 0,488 4,58 0,674 5,66 0 904 6,94 1,18 8,30 1,53
17 2,20 0,198 2,83 0,289 3 62 0,407 4,35 0.560 5,39 0,755 6,49 0,990 7,91 1,28
18 2,14 0,16 7 2,67 0,245 3,44 0,345 4,13 0,473 5.10 0,673 6,24 0,837 7,49 1,08
19 2,03 0,142 2,53 0,208 3,27 0,293 3,94 0,402 4,86 0,540 5,95 0,710 7,14 0,926
20 1,925 0,122 2,43 0,179 3,13 0,250 3,75 0,346 4,66 0,465 5,68 0,610 С, 83 0,790
21 2 31 0,156 3,00 0,218 3,50 0,303 4,44 0,403 5,43 0,527 6,51 0,683
22 0J35 2,88 0,191 3,44 0,262 4,28 0,352 5,23 0,458 6,30 0,595
23 2,77 0, 166 3,30 0,229 4,10 0,308 5,00 0,407 6,03 0,522
24 1 2 64 0.146 3, 18 0Л85 3,94 0,273 4,81 0,356 5,81 0,460
2а 3, 05 0, 180 3,79 0,242 4,55 0,316 5,59 0,422
712
Таблица 145
(нижнее число) для пружин сжатия или пружин растяжения. Материал —
8000 кГ/ мм2
1.8 ео 2,0 2,2 2,5 2,8 3,0 3,5 4,0 4,5 5,0 5,5 6,0
90 85 85 85 75 75 75 75 75 75 75
изменение усилия в кГ на 1 мм прогиба
19,00 19,05 25,1 28,60 30,5 41,7 42,5 69,2
17,47 13,33 22,5 20,2 28,3 29,5 39,6 48,7 53,3 76,1 55,8 99,7
16,1 9,75 21,5 14,8 26,5 21,62 36,8 35,6 50,2 55,8 52,7 73,6
15,0 7,36 20,’ 2 1 1*2 24,6 16,3 34,8 27,0 47,3 42,2 49,7 55,4 74.1 101,6
14,0 5,70 18,8 8,67 23,1 12,6 32,8 22,6 44,6 32,7 47,2 43,0 71,0 79,0 99,0 133,5
13,3 4,53 17,6 6,85 21,7 9,99 30,9 16,3 42,2 25,8 44,7 33,9 67,1 62,3 95,5 105,0
12,4 3,59 16,6 5,50 20,6 7,78 29,2 13,2 40,0 20,7 42,4 27,2 64,0 50,1 91,0 84,8 123 135
11.7 2,95 15,7 4,49 19,5 6,70 27,8 10,8 38,0 16,9 40,5 22,2 61,4 40,8 87,6 69,4 118 110 155 167
11,05 2,44 14,8 3,72 18,5 5,42 26,4 8,94 36,2 14,0 38,6 18,4 58,5 38,8 84,3 57,8 ИЗ 91,0 149 138
10,5 2,06 14,2 3,10 17,5 4,52 25,2 7,45 35,7 11,7 36,9 15,3 56,1 28,3 80,6 47,9 110 76,2 144 115 185 168
10,0 1,73 13,5 2,62 16,7 3.8Л 24,0 6 33 33,0 9,9 35,3 13,0 53,9 23,9 77,5 40,5 106 64,5 140 97,5 180 142 223 200
9,55 1,46 12,9 2,23 15,9 3,25 23,0 5,33 31,7 8)42 33.8 И.7 51,7 20,3 74,7 34,4 103 55,0 135 83 173 121 217 172
9,12 1,26 12,3 1,92 15,3 2,81 21,9 4,52 30,4 7,25 32,4 9,52 40 : 17,5 71,9 29,6 98,6 43,3 130,5 71,5 168 194 211 147
8,72 1,09 11,8 1,66 14,6 2,42 21,1 4,00 29,2 6,25 31,2 8,25 48,0 15,1 69,1 25,6 96,0 38,3 126 62 162 90 206 127
8,35 0,950 11,3 1,45 14,1 2,11 20,3 3,49 28,1 5,46 30,0 7,20 46,3 13,2 67,0 22,4 92,3 35,6 124 54,0 158 78,5 199 111
8,05 0,837 7,75 0,732 7,46 0,65 10,9 1,26 13,6 1,85 19,5 3,06 27,0 4,79 29,0 6,30 44,7 11,6 65,0 19,6 89,5 31,3 119 47,6 154 69,0 194 97.2
10,5 1,11 13,0 1,63 18,8 2,70 26,3 4,25 27,9 5,56 43,2 10,25 62,7 1 17,3 87,1 27,6 116 41,9 149 60,8 188 85,6
10,1 0.99 12,7 1,44 18,1 2,30 25,1 3,75 27,0 4,91 41,7 9,06 60,7 । 84,0 15.3 । 24,5 112 37,1 145 54,0 183 75,8
713
Диаметр проволоки d в мм 2,2 2,5 2,8 3,0 3,5 4,0 4,5
Напряжение т в кГ/мм2 85 85 85 75 75 75 75
Средний диаметр пружины Dc? в мм Q С\ — нагрузка в кГ при т в кГ/мм.2 — жесткость одного витка пружины:
26 12,1 1,27 17,6 2,12 24,4 3,34 26,1 4,41 40,3 8,07 58,8 13,7 82,9 21,7
27 1 1,8 1,15 17,0 1,90 23,6 2,99 25,3 3,94 39,2 7,25 57,0 12,3 80,6 19,5
28 11,5 1,03 16,4 1,71 22,9 2,68 24,6 3,52 37,9 6,49 55,3 1 1,0 78,1 17,5
29 И,1 0.932 15,9 1,54 22,2 2,41 ‘23,8 3,18 36,9 5,85 53,8 9,96 76,0 15,8
30 10,7 0,841 15,5 1,39 21,3 2, 18 23,1 2,88 35,7 5,30 52,4 8Л6 74,1 14,3
32 10,2 0,695 14,6 1,15 20,3 1,80 21,9 2,37 34,0 4,37 49,7 7,43 69,0 11,8
35 9,32 0,532 13,5 0,880 18,7 1,38 20,2 1,82 31,4 3,38 46.2 5,70 64,2 9,10
38 8,65 0,414 12,5 0,691 17,4 1,08 18,8 1,42 29,3 2,63 43,0 4,46 59,9 7,11
40 8,25 0,352 12,0 0.593 16,7 0,929 18,0 1,22 28,1 2,26 41,1 3,83 57,5 6,12
42 7,95 0,309 11,5 0,512 15,9 9,803 17,2 1,06 26,8 1,96 39,5 3,32 55,2 5,30
45 10,7 0,416 14,9 0,632 16,1 0,860 25,2 1,69 37,1 2.70 52,2 4,30
48 10,1 0,345 14,0 0,540 0,699 '3.8 1,31 35,1 2,24 49,3 3,56
50 9,73 0, б05 12;5 0,480 14,6 0,631 22,9 1,16 33,8 1,97 47,4 3,16
и 13,1 0,426 14,2 0,560 22, 1,03 32,7 1,76 45,8 2,82
55 12,4 0,360 13,4 0,476 21,2 0 876 31.1 1,49 43,7 2,38
58 12,8 0,405 20,0 0,750 29,6 1,27 41,6 2,03
60 12,4 0,367 19,5 0,677 28,6 1,15 40,4 1,84
62 । 18,9 0,615 27,8 1,04 39,2 1,67
714
Продолжение табл. 145
5,0 5.5 6,0 6,5 7,0 8,0 75 9,0 10 11 12
75 75 75 75 75 75 75 75 75
изменение усилия в кГ на 1 мм прогиба
108 33,0 141 48, 1 178 67,7 219 92,8 268 124 380 210
105,9 29,6 137 43,0 173 60,8 214 83,4 261 111 371 189 490 270
103 26,5 134 38,7 169 54,5 209 75,0 256 100 363 169 485 243
100 23,9 1 30 34,9 166 49,0 204 67,5 250 90,5 356 153 474 220
98,0 21,6 127 31,5 161 44,4 199 61,0 245 81,7 349 138 462 199 621 338
92,9 17,0 121 20,0 154 36,0 190 50,5 234 67,6 334 114 455 181 599 275
86,7 13,8 1 13 20,0 144 28,-3 179 38,8 219 52,0 316 88 430 140 568 212 728 310
80,9 10, Z 106 1 1.7 135 22,1 168 30,4 206 40,7 297 69 408 НО 540 166 693 226 862 342
77,4 9,25 102 13,5 130 19,0 162 26,2 200 35,0 287 59,4 395 94,5 523 143 674 207 844 293
74,4 8,00 97,7 11,7 125 16,5 156 22,7 192 30,4 276 50,4 380 81,5 507 124 654 179 820 252
70,5 6,54 92,6 9,51 118 13,4 148 18,4 182 24,3 263 41,8 364 66,5 485 101 62'4 147 788 207
66,4 5,40 87,3 7,87 112 11,1 140 15,2 172 20,4 250 34,6 347 55,0 462 83.5 596 122 754 171
64,5 4,78 81,4 6,98 108 9,85 136 13,5 167 18,1 242 30,7 336 48,7 450 74.0 583 108 734 152
62,2 4,26 81,4 0,22 104 8,76 131 12,0 162 16,1 236 27.3 327 43,4 436 65,9 563 96,0 714 135
59,1 3,60 77,7 5,25 100 7,45 125 10,2 155 13,7 225 23,1 313 36,8 419 56,0 543 81,5 690 115
56,4 3,09 74,3 4,50 95,0 6,35 119 8,74 148 11,7 215 19,8 299 31,6 402 47,9 522 69,8 664 98,0
54,7 2,79 72, 1 4,07 9?, 6 5,74 116 7,90 143 10,6 210 17,9 291 28,6 392 43,4 509 63,2 648 89,0
53,2 2,56 70, 1 3,71 90,1 5,21 ИЗ 7,17 140 9,61 203 16,1 284 25,9 382 39,4 498 57,0 632 80.7
715
Диаметр проволоки d в мл/ 6,0 6,5 7.0 8,0
Напряжение т в кГ/мм2 75 75 75 75
Средний диаметр пружины Drr, 4J в мм Q —нагрузка в кГ при т в к-Г/мм2 —жесткость одного витка пружины:
65 86, i 4,50 108 6,23 134 8,36 196 14,1
68 82,9 3,96 104 5,45 129 7,32 189 12,4
70 81,0 3,64 102 5,00 126 6,70 184 11,4
72 78,9 3,34 99,2 4,58 123 6,17 180 10,5
75 76,2 2 96 95,6 4,07 119 5,47 174 9,27
78 73,4 2,64 92,3 3,63 114 4,88 1681 8,24
80 71,8 2,44 90,5 3,36 112 4,51 164 7,65
82 70,0 2,27 88,4 3,12 110 4,20 161 7,11
85 67,9 2,04 85,7 2,80 106 3,77 155 6,40
88 65,9 1,84 83,0 2,55 103 3,40 151 5,77
90 64,7 1,72 81,4 2,37 101 3.18 148 5,41
92 63,4 1,61 79,7 2,22 98,7 2,98 146 5,05
95 61,6 1,47 77,6 2,01 96,0 2,70 141 4,60 -
98 59,7 1,33 75,2 1,84 93,4 2,46 137 4,20
100 58,4 1,26 73,9 1,73 91,5 2,31 135 3,95
105 56,3 1,09 70,5 1,49 87.8 2,01 129 3,42
110 53,8 0,947 68,0 1,30 84,2 1,75 124 2.97
120 49,4 0,734 62,5 1,00 78,0 1,35 115 2,29
Примечания: 1. Значения г соответствуют допускаемым напряжениям ТдоП при диаметрах от 1 и более Для сталей марок 60С2 и 60С2А. 2. При допускаемых напряжениях т^оя = т нагрузка Q соответствует ()сж — уси
716
Продолжение табл. 145
9,0 10 11 12 13 14 15
75 75 75 75 75 75 75
изменение усилия в кГ на 1 мм прогиба
273 22,5 367 34,3 482 49,5 610 70,3 760 96,2 930 130 1116 170
264 19,7 354 30,0 463 43,6 588 61,5 734 84,3 898 113 1082 149
257 18,1 346 27,5 452 40,0 576 56,5 718 77,5 880 104 1060 136
251 16,7 338 25,3 442 36,8 564 51,9 703 71,3 862 95,5 1039 125
243 14,8 327 22,4 488 32,7 546 46,1 682 63,1 836 84,5 1010 111
235 13,2 317 19,9 415 29,0 529 41,0 661 56,2 812 75,4 981 99,0
230 12,2 311 18,5 406 27,0 519 38,1 648 52,2 796 69,7 963 92,0
225 11,4 304 17,2 398 25,1 508 35,4 636 48,6 781 65,0 946 85,5
218 10,2 295 15,5 386 22,6 494 31,9 618 43,6 760 58,5 921 77,0
212 9,20 286 14,0 376 20,4 480 28,8 600 39,5 739 52,8 896 69,0
208 8,61 282 13,1 367 19,0 471 26,8 590 37,0 726 49,5 879 65,0
204 8,05 276 12,3 362 17,8 464 25,2 579 34,6 714 46,3 866 61,0
198 7,34 268 11,2 352 16,2 450 22,9 564 31,4 696 42,0 844 55,4
193 6,71 261 10,2 343 14,8 439 20,9 550 28,7 680 38,4 824 50,5
190 6,30 257 9,56 337 14,0 433 19,7 541 27,0 667 36,4 809 47,6
181 5,46 246 8,30 321 12,1 415 17,1 519 23,3 643 31,4 779 41,2
174 4,75 236 7,21 311 10,5 398 14,8 501 20,3 618 27,3 750 35,9
162 3,67 220 5,56 288 8,14 371 11,5 465 15,7 575 21,1 698 27,7
До 2,8 мм для проволоки класса 11 нз углеродистой ста Лию пружины, сжатой до соприкосновения витков. ли н при диаметрах от 3,0 мм
717
12. Длину пружины в сжатом состоянии (конечные витки под-
жаты и зашлифованы) определяют по формуле
Нсж — (п + 1,5) d мм.
13. Вычисляют наибольший прогиб пружины
Есж Hq Нсж ММ.
14. Определяют длину заготовки (без технологического при-
пуска)
L 3,ЗОср (ге + 2) мм.
Пример. Рассчитать ответственную пружину редукционного
клапана, исходя из следующих данных: Qpa6 = 80 кГ\ Qbcm =
= 60 кГ', h = 30 мм', Dcp = 80-^100 мм.
Решение. Qcx = 1,3QQpa6, Qcx = 1,3-80 = 104 кГ.
Материал пружины — сталь 60С2. Принимаем tdon = 75 кПмм\
Пользуясь табл. 145, находим, что для пружины со средним
диаметром Dcp = 85 мм из проволоки диаметром d = 7 мм при
тдоп = т = 75 кПсм* нагрузка QCJ,C = Q = 106 кГ, а жесткость
одного витка Сг = 3,77 кГ/мм. При понижении нагрузки до
Qcx ~ Ю4 кГ напряжение в пружине уменьшается примерно на 2%.
Необходимая жесткость пружины
&Q Qpa6 Qycm ~ 80 — 60 пс-7 Г/
=------h----! = —зб- = 0,67 кГ/мм.
Необходимое число рабочих витков
Ci 3,77 к „„
n= с; = ад7 = 5’63-
Принимаем п = 5,5.
Полное число витков
п1 — п 4- 2; пх —5,5 + 2 = 7,5.
Шаг пружины
t = d + = 7 + = 34,6 мм.
С j_ и, I I
Принимаем t = 35 мм.
I Dcp DCp \
(Условие выдержано!.
Длина пружины в свободном состоянии
Но = nt + 1,5 d; Но -= 203 мм.
Проверяем, выдержано ли условие устойчивости
2L _ _ 9 л
DCp 85
условие устойчивости выдержано.
718
Рис. 447. Номограмма для определения нагрузки Q в пружинах
сжатия. Пример. Дано: диаметр проволоки d = 3 мм, наруж-
ный диаметр пружины D = 35 Мм, допускаемое напряжение т=
= 75 кГ/мм". Решение: Q = 22 кГ
719
Рис. 448. Номограмма для определения жесткости
пружины сжатия Сп. Пример. Дано: диаметр про-
волоки 3 мм, наружный диаметр пружины 0=35 мм,
число рабочих витков п = 10. Решение: жест-
кость пружины Сп = 0,24 кГ/мм
720
Длина пружины в сжатом состоянии
Нсж ~ (п + 1>5) d — 49 мм.
Наибольший прогиб пружины
F,.,H(. = Но — Нсж 203 — 49 154 мм.
с jtt, и с Jn,
Длина развернутой пружины
L = 3,3Dcp (п +2); L = 3,3-85-7,5 = 2100 мм.
Для расчета пружин может быть использован и графический
метод. На рис. 447 и 448 приведены номограммы для определения
нагрузки Q и жесткости Сп в пружинах малых размеров.
С помощью номограммы, представленной на рис. 447, опреде-
ляется нагрузка Q. Для этого точки, соответствующие значениям
диаметра проволоки d и наружного диаметра пружины D, соеди-
няются линией, которая продолжается до вертикальной вспомо-
гательной линии. Затем эта точка соединяется прямой с точкой на
шкале т, соответствующей допускаемому напряжению. Пересе-
чение этой линии со шкалой Q показывает нагрузку пружины.
Для определения жесткости малых пружин сжатия используется
номограмма на рис. 448. Заданные значения диаметра проволоки d
и наружного диаметра пружины D соединяются линией, которая
продолжается до вспомогательной вертикали. Эту точку соеди-
няют прямой со значением п числа рабочих витков пружины, и
продолжают линию влево до пересечения со шкалой С„.
Чтобы определить прогиб пружины, необходимо нагрузку Q
разделить на жесткость пружины С„
Е- Q
F = мм.
^п.
Графический метод дает приближенное решение в связи с воз-
можными погрешностями при построении линий.
46
Д. Ф. Гуревич
721
РАЗДЕЛ ТРЕТИЙ
РАСЧЕТ ДЕТАЛЕЙ АРМАТУРЫ НА ПРОЧНОСТЬ
Глава I. РЕЖИМ РАБОТЫ ДЕТАЛЕЙ АРМАТУРЫ
1. СИЛОВОЙ РЕЖИМ РАБОТЫ ДЕТАЛЕЙ АРМАТУРЫ
Расчет на прочность служит для проверки прочности деталей
арматуры и приводов. Пользуясь данными силового, расчета по
усилиям и моментам, действующим в деталях, определяют вели-
чину напряжений в материале деталей и запас прочности. При рас-
чете по методу предельных нагрузок определяется величина наи-
большего из допускаемых усилий или моментов.
Проверке на прочность подлежат: корпусные детали, т. е. де-
тали, воспринимающие давление среды (корпус, крышка, клин,
тарелка клапана и т. д.), болты и шпильки, фланцевые и резьбовые
соединения, шпиндели и ходовые гайки, шестерни приводов,
валы и т. д.
В зависимости от условий работы детали арматуры можно раз-
делить на две группы. В первую группу входят детали, непосред-
ственно воспринимающие давление среды, — корпуса, крышки,
клинья, тарелки клапанов, диски, заглушки и др. Во вторую
группу входят детали, не воспринимающие непосредственно дав-
ления среды, — стойки, маховики, крышки сальника, детали пе-
редач и некоторые другие.
Нагрузки, воспринимаемые деталями арматуры, можно разде-
лить на основные и дополнительные. К основным следует отнести
нагрузки, создаваемые давлением среды и возникающие при управ-
лении арматурой. К дополнительным относятся нагрузки, воз-
никающие при монтаже и в процессе эксплуатации арматуры
(влияние колебаний температуры, гидравлических ударов и т. д.).
Нагрузки, вызываемые давлением среды, обычно создают нап-
ряжения, имеющие постоянный характер, и сравнительно легко
подсчитываются. Нагрузки, связанные с управлением арматурой,
часто носят временный характер, и величина их может коле-
баться в зависимости от состояния арматуры и условий эксплуа-
тации. При ручном управлении величина нагрузок на детали за-
висит также от квалификации обслуживающего персонала.
722
Нагрузки, возникающие при монтаже арматуры на трубопроводе
в связи с затяжкой болтов, создают напряжения, величина кото-
рых остается постоянной в течении длительного срока и изменяется
с течением времени. Величина и характер созданных при монтаже
усилий и напряжений в элементах арматуры в значительной сте-
пени зависят от качества обработки присоединительных поверх-
ностей и в особенности от квалификации монтажников. При веде-
нии монтажа без динамометрических ключей, указывающих или
ограничивающих величину усилий затяжки болта, усилие затяжки
зависит от индивидуальных навыков монтажников и может коле-
баться в широких пределах. Особенно большую роль усилие затяга
болтов играет при монтаже установок, работающих в условиях
высоких давлений и температур, когда болты фланцевого соедине-
ния работают при очень больших нагрузках. От опытности мон-
тажника в большой степени зависит появление напряжений, свя-
занных с неравномерной затяжкой болтов и другими причинами.
В процессе эксплуатации дополнительно к уже действующим
нагрузкам возникают усилия, вызванные колебаниями температуры
среды, транспортируемой в трубопроводе, температуры окружаю-
щего трубопровод воздуха, действием гидравлических ударов и
весом частей трубопровода, воспринимаемым элементами арма-
туры. При расчете арматуры не могут быть точно учтены все особен-
ности работы задвижки или вентиля в данном конкретном отрезке
трубопровода; поэтому арматура рассчитывается обычно лишь на
основные нагрузки, при этом считают, что напряжение от действия
дополнительных нагрузок перекрываются запасами прочности,
предусмотренными при расчете.
В конструкциях арматуры необходимо обеспечить статическую
прочность деталей, поскольку они, как правило, воспринимают
статические нагрузки. В этих условиях опасное состояние мате-
риала определяется либо возникновением больших остаточных де-
формаций в пластичных металлах, либо возникновением трещин
(разрушение) в хрупких металлах.
Соответственно этому при расчете статической прочности дета-
лей критерием прочности пластичных металлов считается предел
текучести оу, а хрупких — предел прочности оу.
Определение прочных размеров деталей из пластически дефор-
мируемых металлов при простых деформациях производится срав-
нительно просто:
при растяжении (и сжатии)
Qnp ед
при изгибе
^пред WoT,
при кручении
Мк. Пред
46*
723
где Qnped — предельно допустимая нагрузка в кГ;
Мпред — предельно допустимый изгибающий момент
в кГ-см\
М-к.пред — предельно допустимый крутящий момент в кГ-см.
В деталях машин вообще и в деталях арматуры в частности наи-
более часто возникает сложно-напряженное состояние материала.
В этом случае, имея данные о допускаемых напряжениях для ма-
териала при линейном напряженном состоянии и необходимый за-
пас прочности, мы должны определить прочные размеры детали
по величине трех главных напряжений.
Т1 > > Оз-
При объемном напряженном состоянии материала общим выра-
жением для обеспечения прочности детали служит формула
@прив ^доп-
Однако определение значения <зпрШ) в зависимости от значений
01, ^2, Оз Лает различные результаты в зависимости от используе-
мой теории прочности.
В соответствии с первой теорией прочности —
теорией наибольших нормальных напря-
жений— опасное состояние материала возникает в том случае,
когда наибольшее по абсолютной величине нормальное напряже-
ние приближается к пределу прочности при растяжении. Исходя
из этого, прочность обеспечивается при условии, что
®доп-
Эта теория на используется для определения прочности деталей
в условиях сложно-напряженного состояния материала, так как
она не подтверждается практикой.
По второй теории прочности — теории
наибольших деформаций — считается, что опасное
состояние материала является результатом возникновения отно-
сительных деформаций, по величине равных деформациям при
достижении предела прочности.
Прочность обеспечивается при условии, что
°i — v (ff2 + п3)
где v — коэффициент Пуассона.
Эта теория применима для хрупкого состояния материала.
По третьей теории прочности — теории
наибольших касательных напряжений —
опасное состояние материала возникает при значениях касательных
напряжений, которых они достигают при разрушении материала
путем растяжения. При растяжении наибольшие касательные на-
пряжения достигают величины полуразности главных растяги-
724
вающих, поэтому прочность будет обеспечиваться при условии,
что
г ___ __ &доп
lmax 2 ^оп — 2 *
Эта теория применима для пластически деформируемых мате-
риалов.
Четвертая — энергетическая теория проч-
ности признает опасным состояние материала тогда,
когда потенциальная энергия деформации, вызывающая изменение
формы, достигает определенного предела. Прочность обеспечи-
вается при условии
V0,5 [(<г1 — о2)2 + (°2 — О’з)2 + (<Ч + <Ч)21 <
Результаты, получаемые на основании этой теории, хорошо согла-
суются с практикой.
По обобщенной теории прочности Мора
нарушение прочности зависит лишь от и о3. Пространственная
картина напряжений заменяется плоской с изображением круга
Мора, построенного на главных напряжениях Oj и сг3 в координатах
о ит. Графическим путем определяется предельное напряженное
состояние и допускаемое напряженное состояние. Явление плас-
тической деформации и разрушение путем среза отражаются хо-
рошо, но явление отрыва отражается неправильно.
Эта теория имеет ограниченное применение. Здесь условия
прочности выдерживаются при следующей зависимости
° доп. раст
^1 era &3 < & рост-
и доп. сж '
Объединенная теория Давиденкова —
Фридмана учитывает возможные явления разрушения мате-
риала как путем отрыва, так и путем сдвига. Учитываются напря-
женное состояние и свойства материала. Прочность оценивается
на основе теории наибольших касательных напряжений и теории
Наибольших удлинений.
При расчете на прочность по этой теории необходимо для каж-
дого из материалов построить диаграмму его механического состоя-
ния, учитывающую свойства материала и вид напряженного со-
стояния (рис. 449). Напряженное состояние материала оценивается
по отношению наибольшего касательного напряжения к наиболь-
шему растягивающему напряжению в данной точке
_ Т^тах
+ ^^гпах
Лучи 1—7, проведенные из начала координат, определяют на-
пряженное состояние материала: 1 — всестороннее растяжение;
2 — растяжение или изгиб надрезанных образцов; 3 — осевое
725
растяжение Отах — 2rmax (при tg а. = tn =-- 0,5); 4 — кручение и
срез (Tmax " (1 + v) rmax (при tn ~ -pq—5 — осевое растяже-
ние Omax = 2vrmax (при m — 27); 6— вдавливание или сжатие
под боковым давлением; 7 — всестороннее неравномерное сжатие.
Напряженное состояние может быть «мягким» — лучи 5, 6 и 7
и «жестким» — лучи 1, 2 и 3.
Наибольшее приведенное растягивающее напряжение
Рис. 449. Диаграмма Фридмана механического состояния материала
Если луч, характеризующий напряженное состояние мате-
риала, проведенный из начала координат, пересекает сначала
прямую тр, а потом прямую о”, то разрушение материала про-
изойдет путем среза (луч 3 — осевое растяжение). Если луч пере-
секает прямую о" раньше, чем прямую тр, то материал разрушается
путем отрыва (лучи 2). Если наклон луча, изображающего напря-
женное состояние материала, меньше отношения ——, т. е.
Одоп.рост
если
Д- Ор)ах СТ1 V (ст2 <3доп. рост. ,
то разрушение произойдет путем отрыва, и расчет производится
по теории наибольших удлинений. Если т > ——— , то разру-
®доп. раст
726
шение произойдет путем среза, а расчет производится по теории
наибольших касательных напряжений.
Для пластичных материалов при ——— = -У проверка проч-
®доп. раст *
ности обычно производится по теории наибольших касательных
напряжений.
В последнее время разрабатывается статистическая тео-
рия прочности, учитывающая то обстоятельство, что ме-
таллы представляют собой материалы, состоящие из большого
числа различно ориентированных кристаллов. Практического при-
менения эта теория еще не получила.
На основании приведенных выше данных для сложно-напря-
женного состояния при действии нормальных и касательных на-
пряжений условия прочности выражаются следующими фор-
мулами:
по первой теории — наибольших нормальных напряжений
^прив = -у (tf + 2 + 4т2) О доп,
по второй теории — наибольших относительных удлинений
Gnpue = 0.35о 4- 0,65 Vс2 + 4т2 < адОп,
по третьей теории — наибольших касательных напряжений
сПрив = Уо2 + 4т2 c5wi;
по четвертой теории — наибольшей потенциальной энергии
изменения формы
сприв = Vo2 + Зт2 о доп.
Таким образом, решение вопроса об условиях прочности детали
представляет собой сложную задачу. При этом необходимо иметь
В виду, что в зависимости от того, по какой теории прочности про-
изводится расчет, допускаемое напряжение сдоп и запас проч-
ности п будут иметь различные значения. При переходе от одной
теории прочности к другой изменится не только приведенное на-
пряжение, но и величина допускаемого напряжения и запас проч-
ности. Применив для различных теорий одни и те же значения адоп
и п, можно совершить грубую ошибку.
В арматуре используются как хрупкие (чугуны), так и вязкие
(стали) материалы. Условия работы деталей создают в материале
разнообразные сочетания напряжений, что, учитывая высокую
ответственность арматуры (особенно в энергетике, химических
предприятиях, атомных установках и пр.), требует самого вни-
мательного подхода к решению задачи о прочных размерах дета-
лей арматуры.
727
Основными характеристиками прочности сталей при темпера-
туре t 300-7-350° С являются предел прочности ств и предел те-
кучести стг.
Предел прочности является критерием при расчете хрупких
материалов. Расчет пластичных материалов обычно производят
с учетом предела текучести, так как в машинах, как правило,
нельзя допускать значительных остаточных деформаций, которые
могли бы вызвать нарушение работы. В связи с последним обстоя-
тельством величина предела текучести при растяжении, сжатии
и изгибе определяется напряжением, которое вызывает 0,2%
остаточного удлинения. Во многих деталях арматуры такая вели-
чина деформации не вызывает опасений за качество работы изде-
лия, в связи с чем нет необходимости выдерживать большие за-
пасы по отношению к пределу текучести ст?.. В этих деталях боль-
шое значение приобретает величина ст„, которая и определяет
прочность материала, а также соотношение между величинами стг
и ств, в определенной мере характеризующее и пластические свой-
ства материала. Пластичность материала способствует выравни-
ванию напряжений в отдельных точках детали и уменьшает опас-
ность внезапного разрушения изделия, что особенно важно для
арматуры высоких давлений. Условия работы многих деталей
арматуры вполне позволили бы применение в качестве критерия
предела текучести ог0<5, определяемого напряжением, вызываю-
щим 0,5% остаточного удлинения, однако отсутствие таких дан-
ных заставляет использовать величины ог 0 2 с соответствующим
уменьшением коэффициента запаса.
2. ТЕМПЕРАТУРНЫЙ РЕЖИМ РАБОТЫ ДЕТАЛЕЙ АРМАТУРЫ
Трубопроводная арматура применяется в различных установ-
ках, температурные режимы которых значительно отличаются
друг от друга. Так как физическое состояние материала, а следо-
вательно, и его механические свойства зависят от температуры,
при расчете на прочность необходимо учитывать влияние этого
фактора.
При работе изделий в условиях низких температур следует
учитывать уменьшение ударной вязкости (повышение хрупкости)
многих сортов сталей и некоторые другие изменения физиче-
ских и механических свойств применяемых в арматуре мате-
риалов.
При расчете деталей, работающих при температуре до 300—
350° С, расчетной характеристикой является предел текучести
для стали или предел прочности для чугуна, при более высоких
температурах — предел ползучести или предел длительной проч-
ности (с учетом соответствующих запасов прочности).
Детали арматуры, установленной на трубопроводе, по которому
движется нагретая среда, имеют обычно температуру несколько
728
ниже температуры среды, транспортируемой по трубопроводу,
в связи с отдачей тепла в атмосферу.
Температура детали зависит от места расположения на изделии
и удаленности ее потока среды. Так, различные точки корпуса
и крышки имеют разную температуру.
В зоне высоких температур даже незначительные изменения
температуры оказывают влияние на прочность металла, в особен-
ности на ползучесть и длительную прочность; поэтому при рас-
Рис. 450. График изменения температуры в деталях сужен-
ной задвижки Dy = 200/150 АУ; Р= 100 кГ/см2-, / = 500° С;
G = 200 пара в час.
Температура: 1 —пара; 2 — фланца по внутреннему диаметру;
3 — болтов; 4 — крышки; 5 — бугеля; 6—перемычки бугеля.
чете различных элементов деталей (фланцев, бугелей и т. д.)
следует учитывать их фактическую температуру.
На рис. 450 показаны изменения температуры в различных де-
талях задвижки с течением времени. Температура отдельных ча-
стей стальной клиновой задвижки при температуре пара 502° С
приведена на рис. 451
^Из приведенных данных видно, что температура многих дета-
лей задвижек при отсутствии тепловой изоляции значительно от-
личается от температуры среды. В араматуре, защищенной тепло-
вой изоляцией,температура стенок корпуса и крышки близка
к температуре среды (ниже на 2—3%).
729
Рис. 451. Температура деталей задвижки при темпе-
ратуре пара t = 502° С
730
Глава II. КОРПУСА И КРЫШКИ
Расчет корпусов и крышек арматуры производится по отдель-
ным элементам: стенки, фланцы, бугели и т. д.
Стенки корпусов и крышек обычно имеют сложные очертания,
поэтому расчет их, как правило, выполняется для различных
участков отдельно. Обычно выделяют фланцы, участки с шаровой
формой стенки, цилиндрической, плоской и т. д. и рассчитывают
их в соответствии с условиями, в которых они работают (давление,
температура и др.), затем учитывают влияние дополнительных фак-
торов (переходы, ребра, местные утолщения и т. д.).
В последнее время находят применение сварные и сварно-
литые конструкции арматуры. В таких деталях проверяется также
прочность швов и учитывается возможное влияние наложения
швов на прочность основного металла в местах соединений различ-
ных элементов.
1. РАСЧЕТ СФЕРИЧЕСКИХ СТЕНОК
Тонкостенная шаровая оболочка (рис. 452), нагруженная вну-
тренним избыточным давлением Р в кГ/см2, в любом сечении
имеет растягивающие напряжения одинаковой величины.
При внутреннем радиусе г и толщине
стенки s можно написать условие
пг2Р = л (2r + s) so,
Откуда
__ РР
° ~ (2r + s)s ’
или, пренебрегая величиной s в выраже-
нии 2r + s, получим
Рис. 452. Тонкостенная
шаровая оболочка
Рг
27-
Под действием коррозии стенки арматуры с течением времени
становятся тоньше; поэтому при расчете толщины стенки преду-
сматривают запас
Где с — прибавка толщины стенки.
В толстостенных оболочках шаровой формы (рис. 453) напря-
жения имеют величину
_ Рг3 Л £3\
О R3 — r3\ р3) ’
п Рг3 h
t R3 — Д Г 2p3) ’
731
Следовательно, всегда ot > о0, причем при р = R,
_ 3 Рг3
~ 2 ‘ R3 — г3 ’
при Р = г
_ 1 P(R3 + 2/-3)
2 ' R'1 — г3
При определении толщины стенки толстостенной шаровой обо-
лочки по допускаемым напряжениям различные теории прочности
дают отличающиеся друг от друга результаты:
Рис. 454. Оболочка с двумя
радиусами кривизны
Рис. 453. Элемент толстостенной
шаровой оболочки
2) теория предельного напряженного состояния
R = r
tR п в доп Ч~ (1 — т) Р
V 2адоп—— 2т) Р
где т = -а*-р—, т. е. отношение предела прочности при растя-
О в сж
жении к пределу прочности при сжатии;
3) энергетическая теория
&доп__
<3доп —\,ЬР'
Путем усреднения тангенциальных и радиальных напряжений
по толщине стенки можно получить формулу
вприв — 400 (s_c) кГ/мм ,
где оприв — приведенное усредненное напряжение.
732
Отсюда следует, что для обеспечения прочности стенки необ-
ходимо выдержать условие
2Рг
S — ~а7\г\---гГ “Г С ММ.
400адоп — Р 1
Для тонких стенок, имеющих два радиуса кривизны (рис. 454),
ст — ст — РР‘г (2___
2s > °2 2s v Pi/’
следовательно,
° 2 °1-
2. РАСЧЕТ ЦИЛИНДРИЧЕСКИХ СТЕНОК
стенок при -=£- < 0,05 толщина обычно опреде-
Для тонких
ляется по формуле
о _ PDm ।
S — —--- —f— с см,
Ъвдоп '
где Р — рабочее давление в кПсм1;
DeH — внутренний диаметр в см;
°доп — допускаемое напряжение в кПсм2;
с — прибавка на коррозию и на отклонение толщины
стенки от номинала при изготовлении.
В стенках толстостенных цилиндров
(рис. 455) напряжения имеют величину
Рг2 /. R- \ f ---------
Р ^2 у р2 у >
„ _ Рг2 / . Р^_\
£>2 _г2 у 1 “г р2 у >
т. е. всегда щ > ор.
Крайние значения
_ Pfl
Нм R2 _____г 2 >
_ Р (Р2 + Г2)
нб р2 _______г2
Рис. 455. Толстостенный ци-
линдр
Главные напряжения в точках внутренней поверхности ци-
линдра (наиболее опасные) имеют величину:
Р (Р2 + г2) Рг2
и1 ^2 ________r2 > v2 ^2 ________ г2 >
(У3=—р.
Различные теории дают следующие формулы для расчета на
прочность толстостенных цилиндров:
733
1) теория наибольших касательных напряжений
_ р / R2 + Р , \
&доп ' \ __ri л ‘ I
ИЛИ
Рг (2Р - а50„) + г^доп - О,
откуда
D г 1 / адоп .
X V Odon-ZP’
2) теория предельных состояний
п 'I/” ° доп + О — т) Р
г Odon-(l-m) Р’
где
6 в раст
/П —------.
сж
3) энергетическая теория
р __ , 1 / °доп
' ate-l,73P-
В результате усреднения тангенциальных и радиальных напря-
жений по толщине стенки получается приведенное напряжение
cfnpue = 230 (s —с/ кГ/мм\
Для обеспечения прочности необходима толщина стенки
PDbh I
S _ 230<j5ot - Р + С ММ’
где DeH — внутренний диаметр цилиндра в мм;
°доп. — допускаемое напряжение на растяжение в кПмм^;
Р — давление среды в кПсм".
Эта формула рекомендуется Госгортехнадзором и применима
D
при значениях — 1,8.
3. РАСЧЕТ СТЕНОК ФАСОННЫХ ДЕТАЛЕЙ
Приведенные выше формулы предназначены для тел сравни-
тельно простой формы. В арматуре часто применяются так назы-
ваемые фасонные детали — отливки сложной формы, в которых,
наряду с наличием отдельных участков шаровой, цилиндрической
и конической формы имеются места сопряжений и сложных пере-
ходов; поэтому расчетом отдельных участков ограничиться нельзя,
а необходимо проверить прочность детали с учетом их взаимного
действия под нагрузкой.
Наиболее распространены фасонные детали типа тройника и
крестовины (корпуса задвижек, вентилей, регулирующих клапанов
и т. д.). Элементарная схема такой детали показана на рис. 456.
734
Если эту деталь условно разделить на участки и рассматривать
прочность участков трубы (цилиндров) обособленно, то прочность
стенок, рассчитанных как стенки цилиндров, можно считать обес-
печенной лишь на тех участках, где стенки имеют замкнутую
цилиндрическую поверхность. В средней части, где отсутствует
Рис. 456. Схема корпуса затвора (трой-
ника)
материал, на площади сечения,
изображенной штриховыми ли-
ниями, напряжения на участке
от /—/ до II—II должны ока-
заться примерно вдвое больши-
ми, нежели на остальных участ-
ках. Однако такое примитивное
толкование характера распре-
деления напряжений можно при-
нять лишь как предваритель-
ное, так как при этом прини-
маются следующие условия:
1) материал каждого элементарно короткого участка трубы
воспринимает лишь нагрузку от давления среды на данном участке;
2) вертикально расположенные стенки среднего участка не
влияют на величину и распределение напряжений в стенках гори-
зонтально расположенного участка трубы;
Рис. 457. Схема условного рас-
пределения расчетных площа-
дей действия давления среды
при различных радиусах пере-
ходов
Рис. 458. Схема условного распре-
деления напряжений при различных
радиусах переходов Р=300 кГ/см*
3) фланцы, конусные переходы, галтельные участки и др. не
влияют на прочность отдельных участков.
Если придерживаться такой упрощенной схемы, согласно ко-
торой в местах переходов напряжения определяются усилием от
Давления среды, действующим на площадь, расположенную в не-
посредственной близости от места перехода, то расчетные площади
и напряжения будут распределяться так, как показано на рис. 457
И 458. Здесь приведена крестовина с различными радиусами
735
сопряжений и показано, как увеличение радиуса уменьшает напря-
жения в местах перехода. Обозначив Fly F2, Fь и т. д. — площади
действия среды, относящиеся к участку сопряжения двух цилинд-
ров, a flt f2, fa и т. Д- — площади сечения стенок, относящиеся
Рис. 459. Кривая значений коэффи-
циента т
к этим участкам, получим
условные напряжения в сече-
ниях переходов
PF
'
Если придерживаться такого
элементарно простого представ-
ления о распределении напря-
жений, то в отливках типа кре-
стовины толщина стенок в ме-
стах сопряжений может быть
определена по следующей фор-
муле:
где sx —• толщина стенки крестовины в местах сопряжений;
Sj — толщина стенки, определенная расчетом как стенка
трубы;
т — коэффициент (рис. 459);
с — прибавка к расчетной толщине.
Рис. 460. Тройник высокого давления
с местными утолщениями
Рис. 461. Схема образования корпуса
задвижки
Подсчитанная таким образом толщина стенки не должна распро-
страняться на общую длину корпуса свыше двух диаметров от-
верстий прохода. Этот метод применим для арматуры до давле-
ний 64 кГ1см\ при больших давлениях целесообразнее вводить
местные усиления стенок (рис. 460).
736
Приведенный выше метод расчета является неточным, так как
базируется на условных представлениях о неравномерном распре-
делении напряжений — по отдельным, независимым участкам кор-
пуса, однако нельзя считать, что напряжения по всему сечению
корпуса распределяются равномерно. Построив центр тяжести а
площади f сечения стенок (рис. 456) и центр тяжести А площади F
свободного пространства, в котором действует среда, замечаем,
что точки а и А не совпадают. Это говорит о том, что ожидать рав-
номерного распределения напряжений, даже при самых благо-
приятных предпосылках, не следует. Напряжения в стенках
корпуса хотя и будут распределяться неравномерно, но различие
между ними будет, видимо, меньше, чем показано на рис. 457
и 458; это вызывается одновременностью деформации во всех точ-
ках данного сечения корпуса.
Применение в конструкции местных утолщений, кольцевых
приливов и т. п. для упрочнения деталей усложняет технологию
изготовления отливок, что имеет особо важное значение для отли-
вок из легированной стали и арматуры высокого давления.
Более целесообразным является применение хорошо развитых
плавных переходов от одного участка к другому в виде дуг боль-
шого радиуса, что, однако, не всегда выполнимо. Если общая
площадь «дополнительного» сечения материала — приливы и пере-
ходы, помимо основной цилиндрической части, превышает 75%
«удаленного» (обозначенного штрихами на рис. 456), то коэффи-
циент т может быть принят равным единице.
В корпусах задвижек цилиндрические части приливов под
кольца вдаются внутрь корпуса и должны рассматриваться как
усиление продольного сечения корпуса. На рис. 461 показано
оформление переходов в корпусах задвижек из коррозионностой-
кой стали для высоких давлений и температур.
4. РАСЧЕТ КОРПУСОВ ВЕНТИЛЕЙ
Расчет литого корпуса отличается от расчета кованого. Расчет
корпусов проходного и углового вентилей большого различия не
имеет.
Расчет литого корпуса вентиля (рис. 462) может быть выполнен
в такой последовательности:
1) рассчитываются или выбираются по ГОСТу размеры про-
ходных фланцев;
2) рассчитываются размеры среднего фланца;
3) проверяются напряжения в стенке корпуса по сечению А—А
по формуле цилиндрической трубы;
4) проверяются напряжения в стенке корпуса по сечению Б—Б
как на участке трубы диаметром DB;
5) определяются напряжения в стенках при растяжении кор-
пуса в продольном сечении В—В
, о FP г. „
о = 1,2 -j- кГ/см ,
737
47 д. ф. Гуревич
где Р — давление в кПсмг;
F — площадь сечения полого пространства в продольном
разрезе в сж2;
f — площадь сечения стенок в продольном разрезе в см2;
1,2 — коэффициент запаса на неравномерность распределения
напряжений.
В вентилях малых проходов толщина стенки часто лимити-
руется технологическими возможностями литейного производ-
Рис. 463. Кованый корпус^вен-
тиля
ства, так как расчетная толщина стенки оказывается меньше той,
которая может быть получена отливкой.
t При расчете корпусов вентилей высокого давления (рис. 463)
и подобных им можно придерживаться следующего порядка:
1) определяется результирующее напряжение в стенке по се-
чению А—А от совместного действия среды и усилия вдоль
шпинделя;
2) определяются напряжения в стенке корпуса по сече-
нию Б—Б;
3) определяются напряжения в стенках при растяжении кор-
пуса в продольном сечении Б—Б
о = 1,2-^- кГ/см2;
738
4) проверяется прочность резьбы под фланцы;
5) проверяется прочность стенок в наиболее опасных местах,
не охваченных предыдущим расчетом.
5. РАСЧЕТ КОРПУСОВ ЗАДВИЖЕК
При расчете корпусов задвижек их целесообразно разделить
на следующие группы в зависимости от формы сечения полости,
в которой перемещаются клин или диски: круглые, овальные и
прямоугольные.
Чугунные овальные задвижки, близкие к плоским, исполь-
зуются для давлений до 4 кГ/см*. Плоские задвижки больших
диаметров с корпусом прямоугольного сечения обычно изготов-
ляются сварными. Овальные чугунные задвижки применяются
для давлений до 10 кПсм\ стальные — до 16 кПсм21. Для больших
давлений корпус задвижки изготовляется круглого сечения.
Расчет круглого корпуса задвижки с цилиндрическими стен-
ками имеет много общего с расчетом корпуса вентиля.
Расчет овального корпуса усложняется тем, что его форма
имеет сложную конфигурацию, плохо поддающуюся расчленению
на отдельные рассчитываемые участки. Это же можно сказать и
про прямоугольные (плоские) корпуса.
Расчет корпусов задвижек не ограничивается расчетом на проч-
ность. Для обеспечения хорошей работы задвижки корпус ее дол-
жен быть достаточно жестким, в противном случае деформация
корпуса под действием давления среды оказывается настолько
большой, что замок затвора теряет плотность. В связи с отсут-
ствием достаточно разработанных данных расчет корпусов за-
движек пока носит условный характер.
Тензометрирование ряда задвижек приводит к следующим вы-
водам. В корпусе и крышке задвижки напряжения распределены
неравномерно. Наибольшие напряжения в корпусе имеют место
В его верхней части между линией оси трубопровода и средним
фланцем. Фланцы и приливы упрочняют фасонную деталь. Напря-
жения в точках, расположенных на теле корпуса, по мере удале-
ния их от фланцев и приливов возрастают. Несмотря на прогиб
корпуса, доходящий до 0,5 мм, обеспечивается хорошая плот-
ность задвижки большого прохода.
На рис. 464 показаны результаты тензометрирования одной
задвижки из числа подвергшихся исследованиям. Напряжения,
показанные здесь, отложены от контура задвижки.
При расчете корпуса задвижки важно определить напряже-
ние и деформации в сечении abcdefgiklm, где они имеют наиболь-
шую величину.
При расчете корпус можно рассматривать как раму, оболочку
Или деталь, состоящую из отдельных элементов. Расчет овального
Корпуса как оболочки требует выполнения сложных вычислений.
Один из методов такого расчета заключается в следующем.
47* 739
Рис. 464. Распределение напряжений в корпусе стальной задвижки Dy = 300 мм,
Ру = 16 кПсм? при давлениях:
i — Р = 4 кГ/сл2; 2 — Р = 6 кГ/см2; 3 — Р = 10 кГ/см2; 4 — Р = 12,5 кГ/см2; 5 —
Р = 16 кГ/см2,
Рис. 465. Схема действия сил при расчете
стенки корпуса овального сечения
740
В корпусе со стенками относительно тонкими, имеющими форму
эллипса с полуосями а и b (рис. 465), выделим элемент длиной
1 см. В сечении этого элемента, расположенном в точке С с ко-
ординатами х и у, под действием давления Р создается момент
МР= МА + РН-^-
— Ра\а — х).
Но Н2 = (а—х)2+у2, поэтому
МР — МА + X
X [(а — х)2 + у2 — 2а (а — х)],
или
МР = М а + (а2 — 2ах +
+ х2 + у2 — 2а2 + 2ах).
Из схемы видно, что г2 =
= х2 + у2, где г — радиус-
вектор точки С, тогда
МР = МА + ~(г2-а2).
Рис. 466. К расчету стенки корпуса оваль-
ного сечения
Под действием момента МР участок стенки длиной dl (рис. 466)
поворачивается на угол dp
dp =
Mpdl
EJ
откуда
Сечение корпуса в виде эллипса имеет симметричную форму
относительно осей х и у. До деформации и после деформации угол,
заключенный между точками А и В, равен . Таким образом,
накопленное значение угла р на этом участке сечения корпуса
при его деформации под действием давления равно нулю, т. е.
Р = 0. Следовательно,
в
А
После подстановки значения МР, имеем
в в в
MA^dl + ~ j г2 dl — ~ j a2 dl = 0.
А А А
741
В этой формуле
в
j dl = ----длина окружности квадранта кольца;
А
В
j r2dl = i2 — полярный момент инерции квадранта кольца
А
(i — радиус инерции);
в
\a2dl = -~а2.
А 4
Таким образом, имеем
о I Р , Р /2______ Р . L „г__л
4+2 4 1 24° U’
откуда
МА = -^-(а2-12).
Поскольку МА соответствует моменту в точке А, для которой
г = а, то для других точек, где г =/= а,
МР = 4 (г2 — I2) кГ • см.
Момент сопротивления выделенного элемента корпуса длиной
1 см составит
1 с2
W = -V- см\
О
где s — толщина стенки в см.
Напряжение изгиба
Мизг 3P(r2 —i2) г. 2
оызг - ± —4^—~кГ/см
Тангенциальное напряжение
Общее напряжение в точке А составит
а==±^^Г + ^кГ/см2.
Изгибающий момент в точке В равен
Мв = МА - Ра + РЬ А = МА - 4 (а2 - Ь2)
или
мв= 4(а2_ 1'2 — а2 + Ь2),
742
следовательно,
Мв = (Ь2 — г'2) кГ • см.
Напряжение изгиба в точке В
Радиус инерции I для эллипсного сечения может быть опреде-
, „ а + b
лен графически. Проводят окружность радиусом —
(рис. 466), затем строят кривую
y=r2--i2 =f (I) (рис. 467) для всех
точек овала от В к А. Здесь г — ра-
диус-вектор каждой точки. При у =
= 0 г2что соответствует точке С
на рис. 466.
Общая площадь кривой AF =
= —F! 4~ F 2 соответствует величине
в
J у dl = AF. Следовательно,
А
В
J (г2 — и) dl = AF.
Рис. 467. Вспомогательная кри-
вая у = f (/)
Величина радиуса-вектора равна действительному радиусу инер-
ции г = I при условии, что AF = 0. Поскольку значение Д —
было выбрано приближенно и произвольно, то условие AF = 0
может быть не выдержано. Для проверки вычерчивается кривая,
согласно рис. 467, по данным у -- г~ — ц ~ f (Z) и интегрируется.
Если AF положительно, то следует принять i2 > ilt если AF отри-
цательно, то выбирают i2 <Zii- Если при расчете получают зна-
чение AF с противоположным знаком по сравнению с предыду-
щим, то точки D и Е (рис. 466), построенные на расстояниях AF j
и AF 2, соединяют, и точка F пересечения этой линии с линией О А
Дает значение i = I, которое используется для расчета момен-
тов МА и Мв.
В точке пересечения окружности г = i с осевой линией стенки
сечения МР = 0, т. е. изгибающих напряжений нет, а действуют
только тангенциальные напряжения
kF/cm2,
где s' — толщина стенки, измеренная по диагонали.
Наибольшее значение момента, равное МА, будет в точке А
На большой оси, где находится опасное сечение. Это место в не-
которых случаях усиливают ребрами (см. рис. 255). Для корпуса
с сечением круглой формы а = г и j МР = dl = 0, т. е. напря-
А
жения изгиба отсутствуют.
При прямоугольной форме корпуса радиус инерции опреде-
ляется следующим путем:
JP = 4 (4 + 4);
L = 4 (а + Ь\,
Ja=^ + ba2-, Jb = ^- + ab\
Таким образом,
*2=(-тн^2 + ^2 +-r)^+T = L-V>
откуда
а 4- b
1 ~ /3
Такой прием при расчете прямоугольных корпусов носит в из-
вестной степени формальный характер, поскольку прямоугольное
сечение корпуса образует раму и требует соответствующей мето-
Рис. 468. Сечение корпуса оваль-
ной формы, образованной пло-
скими и радиусными стенками
дики расчета.
Когда сечение корпуса имеет фор-
му овала и образовано двумя пло-
скими стенками и двумя полукруг-
лыми (рис. 468),
i2 = т2 + Ь2 + -----(362 — х2).
т + 4Г
С целью упрощения расчета оваль-
ных корпусов подбирается форма
эллипса, наиболее близкая к рассчи-
тываемому овалу, и радиус инерции рассчитывается прибли-
женно по зависимости ~ = f приведенной на рис. 469.
Приведенная методика имеет следующие недостатки. Корпус
рассматривается как деталь, имеющая стенки постоянной тол-
щины, ребра и утолщения не учитываются. Не учитываются и
особенности изменения сечения формы корпуса по высоте. Усилие,
передаваемое клином на корпус, в расчете не принимается во вни-
мание, расчет ведется только с учетом внутреннего давления.
Между тем указанные выше факторы в большинстве случаев играют
решающую роль.
744
Приближенный расчет исходит из упрощенной схемы, но учи-
тывает все факторы, указанные выше, поэтому дает более реальные
результаты. Он заключается в том, что рассчитываемый участок
корпуса рассматривается как балка с поперечным сечением
abcdefgiklm (см. рис. 464), лежащая на двух опорах. Условно счи-
таем, что балка воспринимает равномерно распределенную на-
грузку от давления среды на площадь, равную F = HL, и сосре-
доточенную нагрузку в середине балки, равную одной трети пол-
ного усилия от давления среды на клин. В этих условиях изгибаю-
щий момент в рассматриваемом
сечении
______ QfL । Qкл^
тизг 8 ' 4 ’
здесь Qf = PHL,
где Н — высота рассчитываемого
сечения в см;
L — длина рассчитываемого
сечения в см;
= -4- Qcp (QcP = 0,785D2kP).
Напряжения в крайних волок-
нах
°иэг ц/ >
где
W — момент сопротивления
сечения abcdefgiklm от-
носительно оси М—М
Рис. 469. Вспомогательный график
для расчета корпусов овального
сечения
(подсчитывается отдельно для
волокон, подвергаемых растяжению и подвергаемых
сжатию).
При расчете корпуса определяются напряжения растяжения
и напряжения сжатия. Наибольший прогиб равен
где
f — fi + /2,
. _ QF 5L3
1 ~ EJ 384 ’
f __ Qk.I iP
'2“ EJ ’ 48 '
Допускается прогиб не более 0,001Dy.
Исследования подтвердили возможность использования такого
упрощенного метода для приближенного вычисления напряжений
и прогибов в корпусах задвижек больших проходов.
Для упрочнения конструкции корпуса и крышки задвижек
больших проходов снабжаются ребрами жесткости, в которых воз-
никают большие напряжения. В стальных корпусах, материал
745
которых одинаково работает на сжатие и растяжение, ребра могут
изготовляться либо внутри, либо снаружи в зависимости от сообра-
жений улучшения технологичности конструкции. В чугунных кор-
пусах (и крышках) ребра целесообразно располагать внутри вдоль
длинной стенки корпуса, так как в этом случае максимальные
напряжения в ребрах возникают от сжатия материала. Поскольку
чугун лучше сопротивляется сжатию, чем
растяжению, при внутренних ребрах здесь
могуг быть допущены большие напряжения,
а следовательно, создается более прочная
конструкция.
Расчет плоских сварных корпусов
(рис. 470) производится аналогично расчету
плоских литых корпусов, а именно: опреде-
ляется напряжение в стенке корпуса от
изгиба под действием усилия от гидравличе-
ского давления на стенку корпуса
QF = PHL
Рис. 470. Сварной корпус задвижки большого диаметра прохода
и г/3 усилия от давления среды на клин или диск
Qka — Qcp-
Изгибающий момент равен
.« QfL . QcpL
Ми3г — ~8 1 12~ ’ См’
наибольшее напряжение равно
КГ/СМ2’,
момент сопротивления сечения
W = ^- смА,
У
746
где JF — момент инерции (суммарный) сечения всей стенки от-
носительно общего центра тяжести в см*;
у — расстояние от центра тяжести общего сечения до наи-
более удаленного волокна в см.
Для определения момента инерции сечение разбивается на
участки f2, f3, fit f3 прямоугольной формы (рис. 470) с расстоя-
ниями е2, е3, е4, е5 от центра тяжести участков до оси хх. Про-
дольные ребра не учитываются.
Общий момент инерции равен
Jf ~ J1 7 2 + Jз + J4 + J5,
где J±, J2, Jg, Ji, — моменты инерции отдельных прямо-
угольных сечений относительно центра
тяжести общего сечения, определяемые
по формуле
J=^. + ba(e~ery,
где ер — расстояние от центра тяжести всего сечения до оси
определяется по формуле
р __ /1е1 + + /зй3 + J- f
F A + fa + fs + A + Л
Расстояние от центра тяжести общего сечения стенки до наи-
более удаленного волокна равно
у = Но — eF.
Величина прогиба ориентировочно определяется по формуле
f __ L3 ( i_ Qcp \
' 48£V \ 8 3 )
Допускается f 0,001ц,.
В ребристых конструкциях наибольшую нагрузку несут на
Себе ребра, а материал стенки используется сравнительно слабо;
поэтому целесообразно (с целью экономии металла) проектировать
стенку возможно тоньше, а ребра массивными. При этом, однако,
необходимо обеспечить достаточную прочность стенки на участке
С наибольшей площадью F = al. При расчете участка стенка между
ребрами рассматривается как пластина, опертая по краям и равно-
мерно нагруженная по всей площади давлением Р. Наибольшее
Напряжение в центре участка будет в сечении, параллельном на-
правлению I; оно равно
______0,75Я2
s2 (1 4- 1,61а3) ’
747
При расчете в формулу подставляется Р = Р^. Расчет на
прочность корпусов задвижек круглого и овального сечения Dy
300 мм, Ру 64 кГ!см2 (рис. 471) имеет сходство с расчетом
корпусов вентилей.
Рис. 471. Корпус задвпж.
ки
Прибавками расчетной толщине стенки на коррозию и на откло-
нения толщины стенки от номинала для паропроводной арматуры,
по данным ЦКТИ, может иметь следующие значения: с = 3 мм
при (s — с) =^10 мм\ с = 2 мм при 10,5 (s— с) 20 мм\
с = 1 мм при 20,5 (s — с) 30 мм.
6. РАСЧЕТ КРЫШЕК
Стенки крышек, имеющих шаровую или эллиптическую форму,
рассчитываются по соответствующим формулам, приведенным
в п. 1. Одним из наиболее трудно рассчитываемых элементов яв-
ляется бугель. Бугель при шпинделе с маховиком (без электро-
привода) с вертикально расположенными колонками рассчиты-
вается на растяжение или сжатие и изгиб, как стойка. Расчет
стального бугеля вентиля, имеющего форму кольца, в упрощенном
виде можно также вести на растяжение двух сечений кольца, но
при этом допускаемое напряжение должно быть снижено на 20%,
чтобы учесть деформации изгиба.
Плоские крышки (заглушки) бывают круглой, овальной (эллип-
тической), прямоугольной и квадратной формы. Иногда плоским
крышкам придают слегка сферическую форму, что повышает их
прочность. В этом случае чугунные крышки ставятся куполом
в сторону давления, чтобы в крышке создавались напряжения
сжатия.
748
Крепление крышек может производиться опорным способом
(рис. 472, а), когда прокладка располагается по обе стороны
болтов (шпилек), или консольным способом (рис. 472, б и в), когда
прокладка располагается с одной стороны болтов, а края крышек
образуют фланец, работающий как консоль.
Плоские крышки из хрупких материалов (серый чугун, ферро-
силид и др.) рассчитываются на прочность по наибольшим напря-
жениям с помощью формул, основанных на применении первой
теории прочности.
Плоские крышки из пластичных материалов (сталь, латунь
и пр.) могут рассчитываться как по методу наибольших напря-
Рис. 472. Типы плоских крышек: а — крепление опорным спосо-
бом; бив — консольным способом
жений, так и по методу предельных нагрузок, так как высокие
местные напряжения в них не вызывают опасений за прочность
детали. При повышении давления рабочей среды плоские крышки
из пластических материалов деформируются так, что приобретают
форму, более выгодную в отношении прочности, нежели исходная;
поэтому при испытании плоские крышки из пластических мате-
риалов обычно не разрушаются. При расчете плоские крышки,
закрепленные опорным способом, рассматриваются как пластина
постоянной толщины, свободно опертая по контуру и нагруженная
давлением среды Р. Крепление болтами не дает возможности счи-
тать плоскую крышку защемленной по контуру.
Ниже приводятся формулы, основанные на теории тонких
пластин, применимые как для хрупких металлов, так и для пла-
стичных. Коэффициент Пуассона принят равным v = 0,25.
Для круглой плоской крышки наибольшее напряжение
(создаваемое в центре) равно
онб = 0,30(-^-)2РкГ/сл12.
Здесь и ниже приняты следующие обозначения:
D6 — диаметр окружности расположения болтов в см;
s — толщина крышки в см;
749
Р — давление среды в кПсм?;
адт — допускаемое напряжение на изгиб в кПслР;
Е — модуль упругости в кПсм?;
с — добавка на коррозию и пр.
Допустимая толщина определяется по формуле
sdon = Q,55D6 1/ + с см.
г и доп
Наибольший прогиб в центре равен
D*P
fH6 = 0,0461 -=4- см.
f rtU ? L. e 3
Для овальной (эллиптической) плоской крышки наи-
большее напряжение равно
оуб = 0,3 (2 — а) Р кГ/см2,
где а = . Здесь а — большой, Ь — малый диаметр эллипса
по контуру расположения болтов.
Допускаемая толщина
Sdon = 0,67b 1/(2 — а) ~~ + с см.
F идоп
Наибольший прогиб в центре
Для прямоугольной плоской крышки наибольшее на-
пряжение
0,75РЬ2 г. „
анб = "sTi К Г ГсТ~^ к‘ см,
но s2 (1,0 + 1,61а3)
допустимая толщина крышки
Sa0„ = 0,87b 1/ ., -----И с см’,
don т (1 4- 1,61а3) <Удоп
наибольший прогиб
, 0,142Р&4 , п
?нб ~~ Es3 (1 + 2,21а3) СМ (nPHV— 0,3),
b 1
где а = — 1.
Здесь а — длинная, b — короткая стороны по периметру рас-
положения болтов;
Квадратная плоская крышка рассматривается как част-
ный случай прямоугольной, у которой а = b и а = 1.
750
В результате подстановки получаем следующие формулы: наи-
большее напряжение
анб = О,ЗОР (-у У кГ/см2;
допускаемая толщина крышки
sdon = 0,53а 1/-f- + с см;
г ®доп
наибольший прогиб
fH6 = 0,44 ~ см.
Стальные плоские крышки могут рассчитываться по методу
предельных нагрузок, что дает возможность применять более эко-
номичные, более тонкие конструкции. При этом методе расчета
несущая способность крышки исчерпывается при образовании пла-
стичного шарнира.
Для материалов, не обладающих упрочнением (наклепом),
могут быть применены следующие формулы:
при круглой плоской крышке предельное давление
Рпред^ 6<Ь (т^г)2 кГ/см2;
допустимая толщина крышки при запасе прочности пт = 2,0
по отношению к пределу текучести от
sdon = 0,58D6 V~ + с см;
г U у
при квадратной плоской крышке предельное давление
Рпред = б.бСТг (Д-)2 кПсм2;
допустимая толщина при запасе прочности пт = 2,0
sdotl = 0,55а 1/ + с см.
г Оу
Для расчета плоских крышек может быть также использована
формула
s = D I/ —- 4- с см,
г ®доп
где D — расчетный диаметр в см;
Р — давление в кПсм2;
°доп — допускаемое напряжение при растяжении в кПсм2;
с — прибавка к расчетной толщине.
D — Dg и k = 0,162 — для крышек типа, изображенного на
рис. 472, а;
751
D = Dn и k = 0,3 -1- 4-^-----Для крышек, у которых болты
Qcp и
изгибают крышку (рис. 472, б и в);
Qp — расчетная нагрузка на болты в кГ;
Qcp — усилие от давления среды в кГ;
I — расстояние от окружности болтов до окружности диа-
метра Dn.
Расчет круглых сферических крышек (рис. 473) ведется раз-
дельно по элементам:
1) определяют напряжение в сферической части с учетом дей-
ствия давления среды и усилия Q6 вдоль шпинделя при закры-
вании
®Раап =
где kc — коэффициент, учитывающий влияние коррозии;
Рис. 473. Круглая сферическая
крышка задвижки
кГ/см2',
2) определяют напряжение среза по диаметру dr в месте соеди
нения коробки сальника со сферой
т — t Qo
4kcs л drkcs
3) определяют напряжение в поддерживающих ребрах по се-
чению А—А, пренебрегая влиянием заделки опорных площадок,
<Урас,п = -^ кГ/СМ2,
где f = тп (рис. 473).
Напряжение в опорах под стойку при изгибе их относительно
ребра равно
Омг = кГ/СМ'2’
752
где изгибающий момент
Мизг = ^-1 КГ-СМ,
а плечо изгиба
. а — т
1 ~2~ '
Момент сопротивления сечения
ir = ^-2
6 ’
где В и 77 — см. рис. 473.
Напряжение изгиба в ушках
_ — ^изг W
U3e Wy
Изгибающий момент, действующий в ушке,
M^(z/) = 0,04Q(t? + 4)’
где Q — нагрузка на шпильку (болт) сальника в кГ.
Момент сопротивления
W = —,
w у 6 ’
где
А=7?-4.
Расчет сварных крышек задвижек большого диаметра прохода
(рис. 474) имеет много сходного с расчетом корпуса. При расчете
Рис. 474. Сварная крышка (нижняя часть) задвижки большого диаметра
прохода
стенка рассматривается как балка длиной L, опертая по кон-
цам и нагруженная равномерно распределенной нагрузкой —
Давлением Р. Для расчета выделяют отрезок стенки шириной В =
= — , где 77 х и 77 2—наибольшие расстояния между ребрами,
48 д. Ф. Гуревич
753
расположенными по ширине двух соседних участков. Продольные
ребра в расчет не вводятся.
Изгибающий момент в рассматриваемом сечении равен
Л4ивг = kF-см,
где Q = PF — общая нагрузка на стенку в кГ (F — BL —
(Нх + Яг) L
= -- - 2- - --площадь рассматриваемого участ-
ка в см2).
Наибольшее напряжение изгиба в стенке
°изе ~ /См2’
где IF = —----момент сопротивления сечения в см3-,
J — момент инерции сечения стенки (тавра) в см*',
J — -J- -^5- + bhs (s + /г) — е2 (Bs ф- bh) см*.
О о
у = s -р h — е — расстояние от центра тяжести сече-
ния тавра до наиболее удаленного волокна в см;
здесь
____ Bs2 + 2bhs + bh2
в ~ 2(Bs + Wl)
см.
Помимо расчета стенки на изгиб, расчету на прочность подвер-
гаются остальные элементы крышки: нижний и верхний фланец
И т. д.
7. РАСЧЕТ СТОЕК
Стойки задвижек могут иметь колонковую (рис. 475, а) или
трубчатую (рис. 475, б) конструкцию. Стойка подвергается растя-
жению усилием, равным Qo (см. силовой расчет задвижек) при
закрывании задвижки, или сжатию усилием Qo при открывании
и действию крутящего момента. Крутящий момент подвергает
колонки изгибу, а в трубе создает напряжение сдвига.
В задвижках с ручным управлением без редуктора при ввинчи-
ваемом шпинделе Мк = Мо, т. е. крутящий момент равен моменту
в резьбе шпинделя; во всех остальных случаях Мк = Мб — мо-
менту трения в бурте. При наличии редуктора в задвижках с руч-
ным управлением или с электроприводом Мк = М, т. е. равен
наибольшему моменту на шпинделе.
В стойках колонковой конструкции проверяются величины
напряжений в сечениях А—А и Б—Б (см. рис. 475, а). Проверяется
на прочность также резьба горловины.
754
Напряжение в сечении А—А равно
^сумм $ рост Н~ О'изг,
где Ораст. ~ — напряжение растяжения в кПсм2-,
^изг=~^-—напряжение изгиба в кПсм2.
<а
Рис. 475. Стойки задвижки: а — колонковая; б — трубчатая
этих формулах:
Q — расчетное усилие вдоль шпинделя, берется по силовому
расчету задвижки в кГ\
f = fi + fz = bihi + b2h2 — площадь сечения, подвер-
гаемая растяжению, в см\
Ми3г = — изгибающий момент в сечении А—А,
создаваемый усилиями, образуемыми от крутящего мо-
мента и приложенными на наибольшем расстоянии
Но + е от сечения А—А;
0>5fibi + /2 (^i + 0,56»)
е = - у 1 ---~ — расстояние от центра тяжести
сечения тавра до оси В—В.
Момент сопротивления в сечении А—А (тавра)
755
В сечении Б—Б возникает напряжение изгиба, равное (условно)
_ __ Мизг _ Qx
изг ~ Ws ~ 4№в ’
где плечо изгиба
(n ——Л2) + 62(а —
Л “ ' '----------------V' Jfl •
| 462 + (й1 Л2)2
Момент сопротивления в сечении Б—Б
W
w б ~ 6 ’
где ____________
т ]/462 + (/ц -й2)2
В =---------5,------ см.
2Ь2
В колонках трубчатого типа рассчитывается на растяжение и
кручение трубчатая часть в наиболее узком месте, а в раздвоенной
опорной части проверяется прочность верхнего и нижнего опор-
ного фланцев и другие элементы. При расчете опорного фланца
следует иметь в виду, что нагрузка на болты в этом случае не рас-
пределяется равномерно. Болты, расположенные у ребер, несут
большую нагрузку, нежели болты, удаленные от ребер (располо-
женные на плоскости полуколец). Это объясняется тем, что упру-
гость полукольцевых частей, расположенных между ребрами,
велика, и на болты, расположенные в средней части плоских полу-
кольцевых частей фланцев, будет передаваться лишь то усилие,
которое создается упругостью кольца при соответствующей вели-
чине деформации изгиба в точке кольца, где расположен болт.
Экспериментальные исследования подтверждают правильность та-
кой оценки условий работы болтов.
8. ЗАПАСЫ ПРОЧНОСТИ И ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Как известно, запасы прочности и допускаемые напряжения
зависят как от назначения и условий эксплуатации изделий, так
и от методики расчета. При расчете деталей на прочность разли-
чают расчет деталей из хрупких материалов (серый чугун и пр.)
и из пластичных (сталь, алюминий и пр.). При расчете деталей
из хрупких материалов применяются формулы, основанные на
первой теории прочности (теория наибольших нормальных напря-
жений). В деталях из этих материалов высокие местные напряже-
ния недопустимы, поэтому прочность деталей определяется по
величине наибольших напряжений. Расчет ведется по пределу
прочности, а запасы прочности выбираются достаточно большими:
от 5 до 8.
При пластичных металлах местные напряжения не представ-
ляют значительной опасности для деталей и поэтому в них допу-
756
скается усреднение напряжений по сечению. В отливках прини-
маются допустимые напряжения в 1,4 раза меньше, чем в прокате
или в кованом металле.
Запасы прочности по пределу текучести могут иметь следующие
величины:
Для гладких цилиндрических деталей без фланцев
и других сложных переходов из кованого материала пт= 1,44-1,5
Для кованых деталей с фланцами.................пт= 1,64-1,7
Для отливок из стали...........................ц7.= 2,0
Запас прочности по пределу прочности составляет цв=34-4
Запас прочности по пределу длительной прочности /1^=1,54-3,0
Запас прочности по пределу ползучести..........плл=0,9-М,0
Глава ill. ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
1. ЗАДАЧИ РАСЧЕТА ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Фланцевые соединения в трубопроводах имеют чрезвычайно
широкое распространение; они применяются для самых разно-
образных сред, давлений и температур.
Фланцевое соединение выполняет весьма ответственную роль,
так как во многих случаях разрушение фланцевого соединения
связано не только с большими материальными потерями, но и
с опасностью для жизни обслуживающего персонала. Поэтому
прочность фланцевого соединения должна быть гарантирована
безусловно. В то же время, большое количество металла, затра-
чиваемое на изготовление фланцевых соединений, требует приме-
нения рациональных, научно обоснованных методов расчета.
Фланцевое соединение состоит из трех элементов: фланцев,
болтов и прокладки, физико-механические свойства которых зна-
чительно влияют на работу соединения. Расчет фланцевого соеди-
нения затрудняется большим числом факторов, влияющих на его
работу; условиями эксплуатации трубопровода или установки,
на которых смонтировано данное фланцевое соединение, квали-
фикацией обслуживающего персонала, упругостью, весом и кон-
струкцией данного участка трубопровода, колебаниями темпера-
туры.
Плотность фланцевого соединения обеспечивается путем соот-
ветствующей затяжки болтов.
При расчете должно быть обеспечено условие, заключающееся
В том, что при возникновении рабочего давления в трубопроводе
Запасы прочности болтов и фланца по отношению к действующим
Усилиям не должны быть ниже определенной величины.
Таким образом, расчет фланцевого соединения содержит три
Элемента:
757
1) определение величины затяга прокладки, необходимой для
обеспечения плотности соединения;
2) определение количества и размеров болтов;
3) определение размеров фланцев.
Эти элементы расчета необходимо рассматривать как составные
части единого комплекса данных.
В различных методах применяются различные эмпирические
данные, которые применимы только для определенного метода
расчета фланцевого соединения. Поэтому расчет всех трех элемен-
тов должен вестись по единой методике.
Рис. 476. Типы жестких фланцев
Усилие затяга во фланцевом соединении не сохраняется по-
стоянным, оно изменяется со временем вследствие релаксации на-
пряжений в прокладке и болтах. Релаксация напряжений в про-
кладке протекает как в начальный период работы соединения,
вскоре после затяжки, так и в нагретом виде. Имеются сведения
о том, что через 24 ч усилие затяг соединения с паронитовой про-
кладкой уменьшается на 30%, что можно ликвидировать повтор-
ными затяжками.
Релаксация напряжений в болтах и шпильках возникает в про-
цессе эксплуатации, когда болты и шпильки нагреваются до вы-
сокой температуры.
Явление текучести металла в шпильках (при высоких темпера-
турах болты не применяются) приводит к тому, что удельные дав-
ления на прокладку снижаются и могут вызвать протечку среды.
В трубопроводах и арматуре применяется много различных
конструкций фланцевых соединений, но почти все их можно свести
в две большие группы:
1) жесткие фланцы, в которых кольцевая часть изготовлена
заодно с цилиндрической (рис. 476);
2) свободные фланцы, в которых кольцевая часть изготовлена
отдельно от цилиндрической и связана с ней при помощи упора,
резьбы и прочих соединительных элементов (рис. 477).
758
Применяемые в настоящее время методы расчета фланцевых
соединений также можно разделить на две группы:
I) метод расчета по допускаемым напряжениям;
2) метод расчета по предельным нагрузкам.
Расчет фланцев по допускаемым напряжениям применим для
всех металлов при всех условиях работы.
Расчет фланцев по предельным нагрузкам является более со-
вершенным, но он применим лишь для нехрупких металлов, ра-
ботающих при таких условиях, когда температура фланцев лежит
в зоне, где основной характеристикой прочности .металла является
предел текучести.
Рис. 477. Типы свободных фланцев
Таким образом, расчет всех чугунных фланцев и стальных,
работающих при высокой температуре, когда ползучесть металла
приобретает значение, следует вести только по допускаемым на-
пряжениям.
Несмотря на сравнительно большое количество работ и иссле-
дований, посвященных этому вопросу, до настоящего времени нет
установившегося и общепризнанного метода расчета фланцевых сое-
динений. В данной главе рассмотрены наиболее обоснованные ме-
тоды.
2. РАСЧЕТ УСИЛИЯ, НЕОБХОДИМОГО ДЛЯ ЗАТЯГА ПРОКЛАДКИ
Для работы прокладки характерны два периода. Первый пе-
риод — до подачи среды в трубопровод, когда прокладка пред-
варительно обжата между уплотняющими поверхностями на месте
ее установки с тем, чтобы на ней в известной мере отпечатался
рельеф уплотняемых поверхностей (рис. 478) и материал прокладки
перестал пропускать среду через имеющиеся в нем поры, расслое-
ния и неплотности. Усилие обжатия в основном зависит от мате-
риала прокладки и площади обжатия. Второй период работы
прокладки начинается с того момента, когда в трубопровод по-
ступает среда, в связи с чем фланцевое соединение испытывает
759
влияние колебаний давления, температуры, сотрясений и т. д.
В этом случае предварительно обжатая прокладка обеспечивает
плотность соединения в силу своей упругости. На характер работы
Рис. 478. Схема обжатия прокладки: а — до обжа-
тия; б — после обжатия
прокладочного соединения в условиях эксплуатации значительное
влияние оказывает и соотношение между упругостью прокладки
и упругостью болтов и фланцев.
Рис. 479. График силового состояния фланцевого сое-
динения
Диаграмма состояния фланцевого соединения (рис. 479) дает
возможность наглядно представить взаимное влияние действия сил
от давления среды, затяга болтов и упругости прокладки фланцев
и болтов. По оси ординат отложим QH — усилие, созданное пред-
варительным затягом фланцевого соединения до поступления
среды и возникновения Qcp — усилия от давления среды (откла-
дывается по оси абсцисс).
760
Если бы усилие от давления среды Qcp не оказывало влияния
на усилие, действующее на болты, Qq (раб) и на реакцию про-
кладки Rn, то имело бы место равенство Q„ = Q6 (раб) = Rn =
= const (горизонтальная линия на рис. 479). Однако в связи с влия-
нием упругости элементов фланцевого соединения это равенство
не сохраняется. С повышением давления среды реакция прокладки
уменьшается, а зависимость изменения нагрузки на болты от сум-
марного действия давления среды и реакции прокладки имеет
вид прямой, наклоненной под углом а к линии QH = const.
Реакция прокладки Rn с повышением давления уменьшается,
а изменение реакции прокладки от действия давления среды имеет
вид прямой, наклоненной под углом (3 к линии QH = const. При
одинаковых горизонтальных и вертикальных масштабах и при
весьма упругой прокладке а = 45°, а |3 = 0; при очень жесткой
прокладке, наоборот, а = 0, а |3 = 45°. Расстояние по вертикали
между точками этих наклонных линий равно Qcp.
Задавшись определенным давлением среды Р и отложив на
оси абсцисс значение Qcp, соответствующее Р, проводим вертикаль-
ную линию, которая при пересечении с наклонными линиями
дает значения фактической реакции прокладки Rn и фактической
нагрузки на болты Об (раб) в рабочих условиях.
Обозначим tg а = т], тогда tg |3 = 1 — т], так как
. а ab ас — cb Qcp л Qcp 1
Ч^= = —.Г = <?„ =1 -ч-
Таким образом, нагрузка на болты в рабочих условиях равна
Об (раб) = Он “Ь
Реакция прокладки в рабочих условиях
Rn = Он — (1 — П) Qcp-
Физическая сущность коэффициента г] может быть определена
из следующих зависимостей
Об (раб) ~ Он 4~ nQcp — Rn Т~ Qcp,
откуда Qcp (1 — т|) = QH — Rn и 1 — г] = . Следовательно,
г. _ | _ Qh Rn
1 Qcp •
Определим значение г] в зависимости от упругости элементов,
составляющих фланцевое соединение. Обозначим: кб =
упругость болтов, — упругость прокладки и
= — упругость фланца, где Д/б, Д/„, и Дфб,
А/б
^0.6
кф =
&Rn,
761
AQ^j соответственно приращения деформаций и усилий в болтах,
прокладке и фланцах.
При поступлении среды и возникновении усилия Qcp нагрузка
на болты увеличивается, а реакция прокладки и усилия сжатия
фланца снижаются.
Болты удлиняются на величину
(Qcp Rn Qh) мм,
прокладка — на величину
Aln (Qh Rn)
а фланцы — на
2А/Ф = 2 (QK - Rn) кф.
Удлинение болтов соответствует длине, на которую увеличились
толщины прокладки и фланцев.
Таким образом
(Qcp + Rn - Q«) h = (Qh - Rn) К + 2 (QH - Rn) кф,
отсюда
(1 — М%б 4~ -|- ка I
= к0
Обозначим = w, тогда
Л(5 -f- /Лф Л/г
QcP = -^~L nRn = QH — wQcp.
В принятом нами обозначении w = 1 — ц, откуда
_ . __ _ ,_________кр______ + 2кф
кп 2кф -f- ко кп ~р ‘2кф ~р ко
Для жестких фланцев высокого давления с паронитовой про-
кладкой толщиной б = 0,6 мм экспериментально найдено г] =
= 0,10-J-0,12. В этом случае Rn QH — 0,9Qcp.
Для упругих прокладок (резина и т. д.) значение ц увеличи-
вается и возникновение усилия Qcp оказывает меньшее влияние
на Rn.
При жестких прокладках с повышением давления среды усилие
уплотнения (реакция прокладки) быстро снижается.
Полное разуплотнение соединения наступит тогда, когда Rn =
= 0, что соответствует точке d, т. е. при условии
При г) — 0,1 tg 0 = 0,9 и Qcp = 1,11Q„.
Частичное разуплотнение может наступить раньше.
Если представим усилие, необходимое для уплотнения соедине-
ния, условно в виде прямой, проходящей через начало координат
762
(рис. 479), Qn (н) — <р (Qcp), то пересечение этой линии с линией
Rn f (Qcp) покажет наибольшее значение Qcp, до которого будет
обеспечена плотность соединения (точка е) после затяга с уси-
лием Qn. При повышении давления соединение начнет разуплот-
няться.
Усилие предварительного затяга, необходимое для обеспечения
плотности прокладочного соединения, может быть определено по
формуле
Qu ' kQcp,
где k — коэффициент, показывающий, во сколько раз усилие за-
тяга QH должно быть больше QlP.
Этот метод, применявшийся ранее, не получил распростране-
ния, так как величина k должна учитывать влияние большого числа
факторов: материал прокладки, ее размеры, давление среды и пр.
Поэтому более результативным оказался метод расчета с приме-
нением формулы
Qh Qcp Q рпл,
где QljnJl — усилие, на которое предварительный затяг QH должен
превышать Qcp, чтобы обеспечить плотность прокла-
дочного соединения.
С учетом упругости элементов фланцевого соединения для ра-
бочих условий, когда действует давление среды,
QH = /?„+(!- n) Qcp-
Реакция прокладки должна иметь такую величину, которая
обеспечила бы сохранение плотности прокладочного соединения.
Это достигается созданием на площади прокладки достаточных
удельных давлений на каждый квадратный сантиметр площади
уплотняемого контура, либо достаточных усилий на один санти-
метр периметра уплотняемого контура.
Анализ результатов исследования показывает следующее.
При малых удельных давлениях на прокладке эксперименты
дают значительный разброс данных (см. рис. 371) при общей тен-
денции повышения необходимых удельных давлений с повыше-
нием давления среды. При достижении критического удельного
давления qKp на прокладке дальнейшее повышение давления вы-
зывает увеличение удельных давлений на прокладке пропорцио-
нально давлению среды. После обжатия прокладок с удельным
Давлением qKp плотность соединения в последующих испытаниях
может быть достигнута при более низких удельных давлениях,
чем при первоначальной затяжке.
Опыт эксплуатации фланцевых соединений показал, что нельзя
ограничиваться величиной удельных давлений на прокладке, по-
лученных при экспериментах в лабораторных условиях. В про-
цессе эксплуатации влияние на плотность соединения оказывают
763
дополнительные факторы: релаксация напряжений в болтах и
прокладке, вибрации трубопровода, температурные колебания,
изменения упругих свойств прокладки со временем и ряд других.
Поэтому считают, что, несмотря на обжатие прокладки с опреде-
ленным усилием при затяжке соединения, в процессе эксплуа-
тации, при действии давления среды, на поверхности прокладки
должны сохраняться удельные давления, превышающие рабочее
в определенное число раз, зависящее от упру-
Копьцоиз Котцоиз гих свойств материала про-
давление среды
кладки.
Таким образом, имеют мес-
то два критерия условий обе-
спечения плотности. Первый
критерий — удельные давле-
ния, которые должны быть
созданы, чтобы уплотнить
рельеф кольцевого контура;
величина этих давлений опре-
деляется главным образом
пластическими свойствами ма-
териала прокладки. Второй
критерий — удельные давле-
ния, которые должны быть
сохранены на кольце-
вом контуре в эксплуатацион-
Кольцо из металла
или пластмассы
Рис. 480. Типы самоуплотняющихся про-
кладок
ных условиях, после подачи
давления среды, чтобы соеди-
нение сохранило плотность,
что определяется главным образом упругостью прокладок.
В соответствии с указанными выше критериями плотности про-
кладки можно разделить на упругие (резина, пластикат), мягкие
(паронит, асбест) и жесткие (металл). Упругие прокладки харак-
терны тем, что созданное в соединении усилие сохраняется дли-
тельное время и подача давления среды практически не
оказывает влияния на величину реакции прокладки. Усилие на
болтах при этих прокладках в момент разуплотнения представ-
ляет собой сумму усилий от предварительного затяга и от давле-
ния среды.
Металлические прокладки требуют значительных удельных
давлений и обладают малой упругостью. При подаче среды реакция
металлической прокладки практически снижается на величину,
примерно равную усилию от давления среды. Мягкие прокладки —
асбестовые и паронитовые — занимают промежуточное положение.
В последнее время получают все большее распространение про-
кладки самоуплотняющиеся, в которых давление среды исполь-
зуется для создания плотности. Такие прокладки чаще всего пред-
ставляют собой резиновое кольцо круглого сечения, которое за-
764
данных по методике рас-
Рис. 481. Полые трубчатые про-
кладки' а — плоское сопряжение;
б—цилиндрическое сопряжение
кладывается с зазором в канавку прямоугольного или иного сече-
ния. Под действием давления среды резина вдавливается в щель
между соединяемыми деталями и таким образом уплотняет соеди-
нение. Применяются также самоуплотняющиеся прокладки метал-
лические, фторопластовые и другие. Некоторые типы самоуплот-
няющихся прокладок приведены на рис. 480. Получают примене-
ние также полые трубчатые прокладки, изготовленные из трубок
с использованием меди, алюминия, стали и других материалов
(рис. 481).
Несмотря на ряд выполненных исследований, пока не суще-
ствует общепринятого метода и ед
чета прокладочного соединения.
В качестве исходной теоретиче-
ской базыдля установления необхо-
димого удельного давления обычно
принимают определенную степень
деформации материала прокладки,
из чего следует, что основным
параметром, характеризующим
уплотняющие свойства материала
прокладки, является модуль упру-
гости Е. Чем меньше модуль упру-
гости, тем прокладки должны луч-
ше уплотнять. В реальных усло-
виях работы прокладок на величину удельных давлений оказы-
вает влияние большое число факторов, и поэтому не всегда данные,
полученные на основе теоретических расчетов, могут быть без
соответствующих поправок использованы. Обычно для определе-
ния значений необходимых удельных давлений используют экспе-
риментальный метод испытаний в лабораторных и эксплуата-
ционных условиях.
Ниже приводятся данные, уже используемые длительное время
в арматуростроении и давшие положительные результаты.
Плоские неметаллические прокладки (упругие и мягкие) (рис. 482)
При ширине прокладки В >= 4 мм и толщине 6 4 мм расчет
может выполняться по следующей методике.
Для обеспечения плотности соединения прокладка должна
быть предварительно обжата на месте ее установки
с усилием
Qo6 = ЬВдокф, QH = Qo6 при Р = 0,
где L — длина периметра прокладки по средней линии: для
круглой прокладки L = 3,14Z)„ см; для овальной
L = 3,14 2 (а2п 4- bfy см; для прямоугольной L —
— 2 (Ап + Вп) см;
765
В — ширина прокладки в см\
кф — коэффициент формы, учитывающий наличие бороздок,
пересекающих поверхность уплотнения, неравномер-
ность деформации фланцев, а следовательно, и нерав-
номерность деформации прокладок фланца; рекомен-
дуется принимать: для круглого фланца кф ~ 1,0;
для овального кф = 1,2; для прямоугольного кф =
= 1,3;
qQ — удельное давление на прокладке, необходимое для
создания плотности и зависящее от материала про-
кладки, ее ширины и толщины.
Рис. 482. Плоские неметаллические прокладки
При затяге фланцевого соединения вследствие изгиба фланцев
прокладка обжимается неравномерно (по наружному краю силь-
нее, чем по внутреннему), поэтому фактически действующая
ширина прокладки уменьшается. Помимо этого с увеличением
ширины и толщины прокладки условия обеспечения плотности
соединения улучшаются.
Для определения значения q0 используется формула
—
Vid /В ’
дающая на практике удовлетворительные результаты.
Здесь толщина прокладки 6 принимается в мм, ширина В —
в см.
Для обеспечения лучших условий эксплуатации толщина
прокладки должна выбираться по возможности малой: 6 = 1 +
+ 2 мм. Паронит большой толщины используется для арматуры
большого диаметра прохода, где возможны отклонения от пло-
скостности и деформации уплотняющих поверхностей фланцев.
Рекомендуются следующие значения qy:
Для прокладок из паронита ........................ 200 кПсм2
» » » картона, пропитанного солидолом
УСс............................................. 100 »
766
Коэффициент С, учитывающий увеличение шероховатости
и других отклонений от идеальной плоскости в связи с увеличе-
нием диаметра прокладки, для плоских неметаллических про-
кладок равен __
С=1+0,
где Dn — средний диаметр прокладки в см.
Для овальных диаметров Dn — 2ап, для прямоугольных
Dn — Ал.
Для прокладок упругих с большой деформационной способ-
ностью (резина, пластикат), влиянием ширины и размеров про-
кладки на q0 можно пренебречь и принимать
’«= кГ1см‘-
Для резины мягкой с гладкой поверхностью ?у=20 кГ/см2
Для резины средней твердости с шерохова-
той поверхностью и пластиката .... <7^=40 кГ/см2
Для листового фторопласта (по данным раз-
личных источников)....................... qy= 100н-350 кПсм2
и выше
Фторопластовые прокладки из пленочных материалов допу-
скают меньшие значения qy.
Эксперименты по изучению уплотняющих свойств паронита
и определению необходимых удельных давлений на прокладку
неизменног показывают большой разброс данных, вызываемый
неоднородностью структуры состава, пористости и прочих свойств
паронита. Шероховатость поверхности фланца под прокладку,
созданная кольцевыми или спиральными бороздками, улучшает
уплотняющие качества соединения.
Имеются некоторые данные о том, что при удельном давлении
предварительного обжатия д0 = 320 кПсм? уплотняются все
неплотности в материале прокладки из паронита. Для уплотне-
ния жидкостей требуется меньшее удельное давление (q0 =
= 100 кГ/см?), для уплотнения газов и при грубо обработанных
поверхностях с бороздками, не имеющими замкнутого характера,
удельное давление значительно возрастает (д0 = 500 кГ/см2).
Наибольшее удельное давление на прокладку из паронита
доходит до 1300 кПсм\ на картонную — до 550 кПсм?, на рези-
новую — до 200 кГ/см?. По данным ЦКТИ, при расчете парони-
товых прокладок необходимо выдержать q^ 100 кПсм?.
При использовании резиновых прокладок следует иметь в виду,
что в результате чрезмерного сжатия ухудшаются эксплуатаци-
онные свойства резины, поэтому сжатие резины по высоте огра-
ничивают величиной в 20—40%, что должно быть обеспечено
конструкцией соединения. Поскольку резина практически
767
несжимаема, следует предусматривать возможность деформации
резины в ширину при сжатии прокладки.
Фланцевые соединения с фторопластовыми прокладками также
должны предусматривать ограничение сжатия прокладки по тол-
щине и малые зазоры в канавке. Сжатая прокладка должна иметь
толщину не менее 0,85 первоначальной.
Для обеспечения плотности в рабочих условиях
(при действии среды) реакция прокладки должна сохранять зна-
чение
Rn = RBqP,
где Яр — необходимое давление на прокладку в рабочих усло-
виях, зависящее от материала прокладки, ее ширины
и толщины:
тР раб
q” /6 /В ’
где В — ширина прокладки в см\
6 — толщина прокладки в мм;
Рраб — рабочее давление в кПсм2-,
т — коэффициент уплотнения; для прокладок из паро-
нита т = 4,5; для прокладок из картона т = 3.
При возникновении усилия Qcp + Qo, действующего в напра-
влении разуплотнения, реакция прокладки уменьшится на вели-
чину (1 — г]) (Qcp + Qo); поэтому, чтобы сохранить необходимое
значение Rn, требуется начальное усилие затяга, равное
QP = LBqp + (1 -n) (Qcp + Qo).
Для рабочих условий
Qn = Qp-
Для фланцев с прокладкой из паронита г] = 0,10-ь0,15; из
фторопласта — т| = 0,05; из пластиката — г] = 0,90; из мягкой
резины— г) = 0,95. Для соединений с плоскими металлическими
прокладками и для беспрокладочных соединений т] = 0.
Усилие от давления среды
Qcp ~ РсрРраб’
где Fcp — площадь действия давления среды в см2.
Для круглой прокладки................. Fcp=0,785D2n
Для овальной прокладки ............... Fcp=3,14anbn
Для прямоугольной прокладки............. Fcp=AnBn
В вентилях высокого давления, где диаметр шпинделя в саль-
нике dc имеет относительно Dn значительную величину,
Qcp = 0,785 (D?„ — Р кГ.
768
При расчете фланцевых соединений крышек с корпусом зна-
чение Qo берется по наибольшему усилию вдоль шпинделя. При
расчете проходных или магистральных фланцев Qo = 0.
По данным ЦКТИ, при расчете паронитовых прокладок необ-
ходимо выдержать qp Щ 1,5Рраб.
Необходимое усилие затяга прок л ад к и Q„
определяется большей из двух величин — Qo6 или Qp, вычислен-
ных для данного фланца.
Таким образом, QH = Qo6 при Qo6 > Qp и QH = Qp при Qo6 <
<QP.
В прокладочных соединениях незащищенного типа (см.
рис. 472, а, 477, 478) прокладка под действием давления среды
может быть выдавлена («выбита») наружу. Этому препятствует
прочность материала прокладки и сила трения между фланцем
и прокладкой, действующая по обе стороны прокладки. Поскольку
прочность материала мягких прокладок мала, решающее значе-
ние имеет сила трения.
Для сохранения прокладки должно иметь место неравенство
л (Dn — В) 8Р 2nDnBq[i,
где q — удельное давление на прокладку в кПсм2",
ц — коэффициент трения.
Пренебрегая в левой части величиной В по сравнению с Dn,
после сокращения имеем
Рд
q 2Вц '
Коэффициенты трения ц для прокладки по металлу имеют сле-
дующие значения: для паронита ц = 0,5; для резины ц — 0,6.
Принимая ц = 0,5, получаем
Здесь 6 — толщина прокладки до установки; уменьшение после
затяжки создает запас надежности.
В обычных, условиях для плоских прокладок отношение —
1 1
— ~5—-уф-, что обеспечивает нормальную работу прокладки без
выдавливания. Высокие резиновые прокладки, для которых
рассматриваемое явление представляет угрозу, ставятся, как
правило, при соединениях защищенного типа (см. рис. 476, б, в).
При высоких давлениях, когда в связи с большой нагрузкой
болтов происходит некоторая разгрузка прокладки от сжима-
ющих усилий, опасность «выбивания» прокладки из незащищен-
ного соединения возрастает.
49 д. ф. Гуревич 7b9
Плоские металлические прокладки (рис. 483)
При ширине 4—16 мм расчет усилия затяга может выполняться
по следующей методике. Прокладка должна быть предва-
рительно обжата на месте ее установки с усилием
Qo6 = 3,\WnBqQkt,
где Dn — средний диаметр в см;
В — ширина прокладки в см;
kt — коэффициент, учитывающий температуру фланцевого
соединения (при t 400° С kt = 1);
q0 — удельное давление на прокладке, необходимое для
создания плотности, зависящее от материала и раз-
мера прокладки,
Qo = ЧуС.
На основе данных Уотерса рекомендуется принимать следующие
Рис. 483. Плоские металли-
ческие прокладки
значения qyдля различных материалов:
Мягкий алюминий.......... 300 кГ/см?
Мягкая медь или латунь . . 450 »
Мягкая сталь и железо . 700 »
Сталь Х18Н10Т......... 930 »
Другие авторы рекомендуют значе-
ния qy в 2—3 раза большие.
Коэффициент С для металлических
прокладок определяется по формуле
С= 1+0,15]/
В рабочих условиях (при
действии среды) требуется обеспечить
усилие затяга, равное
Qp — 3,]ADnBqp + Qcp + Qo,
(принято Т| = 0),
где
qp = кПсм2.
V В
Рекомендуется принимать следующие значения т для различ-
ных материалов:
Мягкий алюминий..................................... 4
Мягкая медь или латунь.............................. 5
Мягкая сталь и железо .............................. 6
Сталь Х18Н10Т....................................... 7
Для прокладок из свинца qp = 70 кГ/см2.
770
Рис. 484. Результаты испытаний
воздухом прокладок из паронита
В = 0,9 см:
I — б — 0,6 мм; 2—6 — 0,8 мм; 3 —
6 = 1,05 мм; 4 — 6 — 1,4 мм
Во избежание чрезмерной деформации прокладки в прокла-
дочных соединениях незащищенного типа желательно выдержать
условие qp 1,5<тг, в соединениях защищенного типа (шип—паз)
может быть допущено qp 1,5щ (Раст)-
Необходимое усилие затяга прокладки QH
представляет собой наибольшую из двух величин Qo6 и Qp, вы-
численных для данной прокладки. Таким образом, при Qo6> Qp
О.» Qo6t при Qo6^>Qp Q« = Qp*
При использовании металличе-
ских прокладок возникает необхо-
димость в больших удельных давле-
ниях, что заставляет усиливать
фланцы и шпильки. В связи с этим
металлические прокладки целесо-
образно применять лишь при до-
статочно высоких давлениях. Так,
алюминиевые прокладки применя-
ются при t 430° С до Рраб =
= 250 кПсм2, если рабочей сре-
дой является воздух, и до Рраб~
=400 кПсм2, если рабочей средой
является вода. Прокладки из меди
используются для давлений Рраб =
= 300ч-900 кГ1см2 при темпера-
туре до 250—300°С. Для более вы-
соких давлений применяют сталь-
ные прокладки.
Для уменьшения удельных дав-
лений, необходимых для уплотне-
ния соединения, прокладку и по-
верхность под прокладку необхо-
димо тщательно обрабатывать и по
возможности взаимно притирать.
Исследование плотности прокладок, выполненное X. X. Муха-
метшиным, является одной из работ в этой области. Испытания
проводились водой и воздухом при давлении до 100 кПсм2.
Некоторые из полученных результатов приведены ниже.
При испытаниях паронита воздухом, на графике (рис. 484)
можно выделить два участка:
при Р 5 кГ!см2
Qy —
170 4-28Р
во,збо,б
кГ/слР-,
при Р > 5 кПсм2
24ОР0-16 г. ,
Qu — —„о nr- кГ см2,
^0,3^0,6 '
49
771
Уплотнение при испытаниях водой обеспечивалось более
низкими удельными давлениями:
при Р 5 кПсм2
50+12Р г, „
Чу = —^Г~ кГ/см '
при Р > 5 кПсм2,
72Р0,3
Чу = кГ'см*-
; смазок дало значительный
УН-25 позволило снизить удель-
ное давление в 2—4 раза, а
применение герметика ПСТ—
в 2,5—10 раз. Эффектив-
ность применения герметизи-
рующих смазокособенновели-
ка при низких давлениях.
Испытание водой картон-
ных непропитанных прокла-
док показало их непригод-
ность для уплотнений в связи
с пористым строением мате-
риала. Для картонных про-
кладок, пропитанных соли-
долом,
48 + 2.5Р г, ,
Чу = кПсм?.
D
Резиновые прокладки тол-
щиной 0,5—2,0 мм при испы-
таниях показали зависимости
qy = f (Р), показанные на
обеспечения плотности воды
Рис. 485. Результаты испытаний воздухом
и водой прокладок из резины (с шерохова-
той поверхностью)
1 — б = 3,7 мм; 2 — б = 2,0 .и.к; 3 — б =
— 1,5 мм; 4 — 6 == 1,0 мм; 5—6 --= 0,5 мм
рис. 485. Удельные давления для
и воздуха близки и могут быть выражены формулой
27 + 0.6Р г. „
Чу =-— кГ/слР.
Эта формула применима для области, где qtj Рк = . При
значениях Р > Рк имеет место qy == Р. Ширина резиновых
прокладок не оказывала влияния на величину удельных давлений.
Листовая резина, выпускаемая отечественными заводами,
имеет обычно одну сторону гладкую, другую шероховатую.
Резина с шероховатой поверхностью требует при прочих равных
условиях удельных давлений в 2—3 раза больших, чем гладкая.
Приведенные выше данные относятся к резине с шероховатой
поверхностью.
772
Во всех приведенных выше формулах ширина прокладки В
выражена в см, а толщина 6 — в мм.
Испытания металлических плоских прокладок воздухом при
давлениях до 150 кПсм2 дали результаты, показанные на рис. 486.
Для прокладок из отожженной красной меди марок Ml—М3
qy = 14004-1550 кПсм2.
Для прокладок из алюми-
ния марок АД и АО
qy = 700—0.122Р1-7 кПсм2.
Последняя формула при-
менима для случая, когда
Dn 5В, что обычно имеет
место в реальных условиях.
В противном случае при рас-
чете усилие затяга для высо-
ких давлений может оказать-
ся меньше, чем для низких.
При узких и высоких не-
защищенных алюминиевых
прокладках может иметь мес-
то выжимание (выдавливание
или «выдувание») их между
фланцами, как это выше ука-
зывалось при расчете мягких
прокладок. Для сохранения
прокладки необходимо выдер-
жать условие (см. выше)
Рис. 486. Результаты испытаний воздухом
прокладок из меди (/) и алюминия (2)
кГ/см2-
Для соединений, работаю-
щих при высоких температу-
рах, используются железо-
асбестовые прокладки, обра-
зованные из листового асбеста, армированного железной сеткой.
С целью увеличения плотности пористого асбестового материала
их окантовывают стальной лентой толщиной 0,15—0,25 мм.
Ширина окантовки 2—4 мм.
Испытания таких прокладок на воздухе дали результаты, при-
веденные на рис. 487. Расчет этих прокладок может производиться
с применением удельных давлений qy 650—700 кГ/см2. Расчет
усилия затяга ведется по площади окантовки.
С целью ускорения расчетов по определению qy предложены
номограммы для прокладок из паронита (рис. 488) и для про-
кладок из резины с шероховатой поверхностью (рис. 489).
773
Рис. 487. Результаты испытаний воздухом желе-
зоасбестовых прокладок:
/ — не окантована, 6 = 1,5 мм; 2 — не окантована,
6 = 1,9 мм; 3 — окантована, 6 = 1,9 мм
Рис. 488. Номограмма для определения необ-
ходимых удельных давлений qlt при проклад-
ках из-паронита (среда—воздух). Пример.
Дано: d= 1 мм, В== 1,2 см, Р = 30 кГ/см'-.
Решение: qy = 390 кГ/слР
Приведенные формулы и номограммы дают значения qy в мо-
мент начала нарушения плотности. При использовании в расче-
тах их следует увеличить, введя коэффициент запаса для мягких
прокладок К3 = 1,3 и для металлических прокладок = 1,5—1,8.
Рис. 489. Номограмма для определения необходимых удель-
ных давлений qy при прокладках из резины (среда—воздух).
Пример. Дано: 6 = 1 мм, Р = 25 кПсм2, Р = 25 кГ/см2.
Решение: qy = 37 кГ/см2
Гребенчатые металлические прокладки (рис. 490).
При ширине прокладок до 20 мм расчет может производиться
по следующей методике.
Усилие обжатия при установке
Qo6 = 3,\4ОпВд0К^,
775
где
n £»i + й»
~= --Ly—см;
qn — удельное давление на прокладке, необходимое для
создания плотности: q0 ~ qC;
Kt — коэффициент, учитывающий влияние высокой темпера-
туры (при t 400J С Kt ~ 1).
Рис. 490. Гребенчатые металлические прокладки
Можно принимать следующие значения qy для различных
материалов:
Сталь XI8Н1 ОТ .............................. 300 кПсм2
Мягкая сталь и железо........................ 240 »
Медь......................................... 170 »
Алюминий..................................... 140 »
Коэффициент С для гребенчатых прокладок можно принимать
равным
С=1+0,15}/>.
Усилие затяга в рабочих условиях
Qp^3,\WnBqp + Qcp+Q0,
где
qP = -ру кГ/см2.
Значения т для различных материалов:
Сталь Х18Н10Т 4,2
Мягкая сталь и железо............................3,8
Медь.............................................3,5
Алюминий.........................................2,8
Необходимое усилие затяга прокладки
равно наибольшей из величин Qo5 и Qp, определенных для данной
776
прокладки. Гребенчатые прокладки используются для давления
до Ру — 140 кПсм? и t 570° С. При чрезмерно больших давле-
ниях гребни расплющиваются и прокладка превращается в пло-
скую.
Гребенчатые прокладки требуют меньших удельных давлений
для уплотнения по сравнению с плоскими. При одинаковых раз-
мерах Dt и D2 гребенчатая прокладка требует усилия затяга
в 2—2,5 раза меньшего, чем плоская.
Для обеспечения надежной плотности уплотняющие поверх-
ности гребенчатых прокладок и фланцев должны быть весьма
тщательно обработаны.
Линзовые прокладки (рис. 491).
В исходном состоянии линзовые прокладки имеют линейное каса-
ние; под действием усилия затяга создается уплотняющая кольце-
вая полоска общей поверхности соприкосновения линзы и фланца.
Для обеспечения плотности соединения необходимо усилие
затяга
Qu = Qcp + Qa-
Усилие от давления среды
Qcp = 0,785/^Р кГ.
Усилие прижатия прокладки
О = sin + р)
л 0,112Z? cos р sin (3 ’
Рис. 491. Линзовые прокладки
где Dn — диаметр по окружности соприкасания прокладки
с фланцем в см;
Е — модуль упругости в кПсм2;
а и 0 —см. рис. 491 (обычно 0 = 20°);
р — угол трения (для стали р = 0,15 принимается
р = 8° 30');
= <ЕРЬ кПсм2;
для стальных прокладок малого диаметра а = 4550; b = —0,0202.
Если подставить эти значения для стальных прокладок, то
получим
п / 255 + 0,ZSSP1’0404 ^ г
~ I р0.0404 I Un K1
В зависимости от давления QH принимает следующие значения:
Р раб В кГ/см1 6 100 320 700
QH в кГ 2400; 2900 2 45002 750£>2
777
Для определения необходимого усилия затяга прокладки может
быть также использована формула
= ttDnqn,
здесь qn — удельная нагрузка на 1 см по периметру средней
окружности уплотнения, определяемая из выраже-
ния qn = ф/<о, где /<0 = («Р + 1) D2n + ЬР -ф с,
ф = 1,14-1,6— коэффициент запаса; а, b и с —
коэффициенты, зависящие от материала линзы; так,
для линз из сталей марок 15—30 в случае, если
патрубок имеет более твердую поверхность, чем
линза, принимаются а = 0,013, b = 1,12, с = 50.
Рис. 492. Зависимость усилий, необходимых для затяга
линзовых прокладок, от диаметра прокладки
На рис. 492 приведен график расчетных усилий, необходимых
для уплотнения линзовой прокладки, если средой является вода,
при давлении Рра6, равном 325 и 700 кГ1см\
778
С учетом геометрии линзы и свойств уплотняемой среды при-
меняется следующая формула:
Q« = nDnqA + (1 — 11) (Qcp -I- Qo) кГ,
где i] = 0,10:0,15;
qA = 20]//? кПсм для азота и других газов и qA =
= 30 У R кПсм для водорода и гелия;
R — радиус сферы линзы в мм.
Поверхности линз и конусные посадочные места труб или флан-
цев должны быть тщательно отработаны и притерты до чистоты
поверхности V9. Хорошие результаты дает электролитическое
покрытие линз цинком при толщине слоя 10—20 мк.
Ориентировочно применимо также: qA = 300 кГ/см для Dy =
= 6-ь45 мм и q, = 300 = 500 кПсм для Dy = 45 = 200 мм.
Линзовые прокладки используются для давлений до Рраб =
= 1000 кГ/см2 и температуры t 900° С. Они изготовляются
как из малоуглеродистых, так и из хромистых и высоколегиро-
ванных сталей. Под действием давления, распирающего линзовую
прокладку, такое соединение в известной мере самоуплотняется.
Эффект от самоуплотнения повышается с увеличением диаметра
прокладки и рабочего давления среды. Для повышения свойств
самоуплотнения сечение линзовой прокладки иногда выполняют
с кольцевой полостью.
Овальные и восьмигранные прокладки (рис. 493)
Эти прокладки используются примерно при тех же параме-
трах давлений и температур, что и линзовые. Они, как и линзо-
вые, имеют преимущество перед плоскими в том, что меньше
Рис. 493. Овальная (а), восьмигранная (б), овальная с расточ
кой (в) прокладки
подвержены разуплотнению при деформациях трубопровода от
температурных колебаний и требуют меньших усилий затяга.
Овальные и восьмигранные прокладки должны изготовляться из
материала более мягкого, чем поверхность фланца, так как при
затяге поверхность такой прокладки несколько сминается. Оваль-
ные и восьмигранные прокладки обладают еще более высокими
самоуплотняющими свойствами, чем линзовые. Для обеспечения
779
свойств самоуплотнения необходимо, чтобы толщина прокладки
была малой, а фактическое касание прокладки с фланцем проис-
ходило по наружной линии соприкосновения. Иногда в овальной
или восьмигранной прокладке возможность касания по внутрен-
ней линии соприкосновения ликвидируют изменением формы,
придавая внутренней поверхности цилиндрическую форму по
диаметру, близкому к оси симметрии (см. рис. 493, в).
Исследования уплотняющих свойств овальных прокладок,
так же как и линзовых, еще продолжаются.
Усилие обжатия при установке равно
Qo6 = 3,\4DnBq(lKt,
где В — ширина прокладки в см;
qn — условное удельное давление обжатия, отнесенное к про-
екции прокладки па плоскость фланца, в кГ/см2;
Яо == qvc.
Можно предложить следующие значения qu: для прокладок
из мягкой стали и железа qu = 160 кГ/см1; для прокладок из
хромистой стали и из стали Х18Н10Т q,t 220 кПсм2; Kt—
коэффициент, учитывающий влияние высокой температуры (при
t 400° С Kt = 1).
Коэффициент С для овальных прокладок можно определять
по формуле
С = 1 + 0,1
Усилие затяга в рабочих условиях равно
Qp = 3,l^D„Bqp + Qep + Qo-
где qp = тРраб (m = 1,5).
Необходимое усилие затяга прокладки QH имеет величину
наибольшего из значений Qog и Qp, определенных для данной
прокладки.
Если использовать формулу, предлагаемую для линзовых
прокладок,
п sin (“ + Р)
0,112£cosp sin р ’
то для овальных прокладок получим
п (D1 + Dl) sin (а0 + Р)
0,112£ cos р sin Ро
где EK и Z)2 — диаметры касания овальной прокладки с канав-
кой фланца;
«0й Ро — значения углов а и Р для овальной прокладки
(см. рис. 493).
780
В результате имеем
(Р? + £>2)sin (“о I- р) sin Р
ХПО -- гч‘2 • / 1 ч • г.
©„ sm (а + р) sin р0
В целях упрощения расчетов примем, что
D\ + Dl = 2Dl
тогда
Qno = 2Q_;
sin (a0 + P) sin |3
sin (a + p) sin p0
Ранее были определены значения при р = 20° и р = 8° 30'.
Овальные прокладки наиболее часто изготовляются с профи-
лем канавок, у которых ро = 67° 20'; a — 22 ’40"; если принять
и в этом случае р = 8°30', то Q,10 0,4Qyi.
Таким образом, по данной формуле усилие, необходимое для
уплотнения овальной прокладки, примерно в 2,5 раза меньше
усилия, необходимого для уплотнения линзовой прокладки.
Беспрокладочные соединения
Эти соединения выполняются с тщательно притертыми поверх-
ностями (рис. 494). Принцип уплотнения в беспрокладочных
соединениях и уплотняющих кольцах вентилей один и тот же;
однако в первых нельзя исполь-
зовать удельные давления, при-
меняемые в вентилях, в связи
с тем, что чистота поверхности
в них значительно ниже (\7 8—
V9), нежели на уплотняющих
кольцах вентилей (V 10—V11).
Помимо этого, на плотность
беспрокладочного фланцевого
соединения оказывает влияние рис_ 494. Беспрокладочное соеди-
изгиб фланцев, создаваемый при пение
затяге. Определенное влияние
может оказать и жесткость уплотняющих поверхностей. С целью
уменьшения жесткости рекомендуется применение разгружающей
проточки т (рис. 494).
Расчетное усилие обжатия уплотняющей поверхности при
установке определяется по формуле
Qo6 = 3,\WnBqyCKt,
где qy — удельное давление на уплотняющих кольцах, необхо-
димое для обеспечения плотности в рабочих условиях.
781
Эксперименты, выполняемые для определения qy, обычно
показывают значительный разброс данных. Впредь до получения
уточненных данных можно принимать: для мягкой стали qy =
= 600 кГ/см?-, для стали Х18Н10Т qy = 800 кГ/см*.
Коэффициент С для беспрокладочных соединений прини-
мается равным
с = 1 + о,1ф>.
Для обеспечения плотности в рабочих условиях
требуется усилие затяга
QP = 3,l4DnBqp + Qcp Qo,
где qp — удельное давление
пР раб
qp ~~]ЙГ'
Коэффициент п можно принимать равным:
Рраб в кПсм1 40 40—80 80—120 120—200 200—350 350—600 600—800
11 8—7 7—6 6—5 5-4 4—3 3-2 2—1,5
Необходимое усилие затяга прокладки QH принимается рав-
ным при Qo6 У* Qp Q,, Qo6t при Qo£ Qp QH Qp.
Снижения необходимых удельных давлений в беспрокладоч-
ных соединениях можно добиться применением смазывающих
веществ (масло, графитовая паста, графит или специальные
уплотняющие мастики).
Прокладки бесфланцевых соединений
В последнее время все более широкое применение при высоких
давлениях (Ру 64 кГ/см*) получают бесфланцевые соединения,
в которых уплотнение достигается действием давления среды.
На рис. 495 и 496 приведены некоторые конструкции бесфланце-
вых соединений. В этих соединениях используются мягкие и
металлические прокладки. Наиболее часто применяют мягкие
армированные прокладки. Усилие затяга в таких соединениях
зависит от типа прокладки; оно требуется для обеспечения плот-
ности в начальный период работы арматуры до достижения высо-
кого давления, которое обеспечивает самоуплотнение соединения.
Методика расчета таких прокладок еще не разработана. Опыт
эксплуатации подтвердил положительные качества таких соеди-
нений, и число их продолжает увеличиваться.
782
Рис. 495. Бесфланцевое соединение
с упорной резьбой крышки с корпусом
в задвижке для энергетических уста-
новок сверхвысоких параметров
Рис. 496. Конструкция бесфланцевых соединений крышки с корпусом:
а и б—вентиль и задвижка Dy=70 мм, Рраб~ 300 кГ/см'-, /~-=650°С;
в — конструкция с резьбовым упором; г—конструкция с упорным коль-
цом
3. РАСЧЕТ НА ПРОЧНОСТЬ БОЛТОВ И ШПИЛЕК
Болты и шпильки фланцевого соединения работают в сложных
условиях постоянного напряженного состояния. В процессе
работы трубопровода могут иметь место колебания нагрузки
вследствие изменения давления, колебания температуры и т. д.
После затяжки фланцевого соединения в болтах появляется
нагрузка QK, которая после подачи давления в трубопровод
и создания усилия вдоль шпинделя Qo увеличивается до
Qdp Qu ’ i ’ Л (Qcp "Б Qo),
где коэффициент жесткости л принимается равным:
Для соединений с прокладкой из паронита . ., . 0,10—0,15
» » » прокладками из пластиката . . . 0,90
» » » » » мягкой резины 0,95
» » » » » фторопласта . • . 0,05
» » » металлическими прокладками и для
беспрокладочных соединений .............. 0
Таким образом, усилие, воспринимаемое болтами, зависит
от усилия затяга QH, усилия давления среды Qcp, усилия вдоль
шпинделя Qo и соотношения жесткостей болтов и прокладки
(соединяемых частей). Если жесткость болта будет большой по
сравнению с жесткостью соединяемых частей (весьма упругие
прокладки и короткие болты большого сечения), то усилие, вос-
принимаемое болтами, будет приближаться к сумме Q6p = QH +
+ Qcp + Qo! наоборот, при жестких металлических прокладках
и длинных упругих болтах усилие в болтах будет иметь вели-
чину, близкую к Q,;.
Диаметр и число болтов фланцевого соединения выбираются
в зависимости от конструктивных особенностей соединения, усло-
вий его работы, температуры среды, транспортируемой по трубо-
проводу, материала болтов и ряда других обстоятельств. Однако
при всех условиях должно быть
Q.6p Q'J Qdon.2 иГ,
где Qo — общая нагрузка, допускаемая болтами или шпиль-
ками;
Qdon — нагрузка, допускаемая на один болт или шпильку;
г — число болтов.
Выдержать это равенство сравнительно точно удается редко,
поэтому необходимо придерживаться следующих границ
Q6p^Qo^ l,25Q6p.
Обычно принимают 2,5d <Д <С 5,0Д где d — диаметр болтов;
I — шаг расположения болтов.
Расчет болтов и шпилек на прочность производится по сече-
нию стержня /0, так как считается, что гайки нормальной высоты
784
обеспечивают прочность резьбового соединения, равную проч-
ности сечения болта. Наибольшая допустимая нагрузка на один
болт имеет величину
Qdon [б® доп-
При этом предполагается, что нагрузка на болт приложена вдоль
оси болта и не вызывает никаких дополнительных напряжений
изгиба в стержне болта.
Допускаемое напряжение определяется как наименьшая вели-
чина из четырех значений:
допускаемого напряжения по пределу текучести
О'У
вдоп (<) = —;
допускаемого напряжения по пределу прочности
Одоп (в) — Пв ;
допускаемого напряжения по пределу ползучести
УУдоп (пл) = ~ ;
ппл
допускаемого напряжения по пределу длительной прочности
_ __ ®дл
(Удоп (дл) — ~Г~ у
пдл
где пт, пв, ппл и пдл — запасы прочности по пределам текучести,
прочности, ползучести и длительной проч-
ности.
Принято считать, что дополнительные напряжения в болтах,
вызываемые температурными колебаниями во фланцевом соеди-
нении, непродолжительны по времени действия и перекрываются
запасом прочности.
При определении величин допускаемых напряжений в болтах
необходимо иметь в виду следующее. Болты, как детали, нагру-
женные постоянно действующим усилием, должны иметь доста-
точный запас прочности по отношению к пределу прочности,
поэтому следовало бы ориентироваться на величину предела
прочности.
В то же время фланцевое соединение, к которому предъяв-
ляется требование плотности, будет надежно работать лишь до
тех пор, пока будет обеспечена упругость болтов.
Если допустить в болтах напряжение, близкое к пределу
текучести, то прочность болтов будет обеспечена, но соединение
быстро потеряет плотность вследствие пластической деформации
болтов и их придется часто подтягивать. Это обстоятельство
заставляет уменьшать напряжение в материалах с низким
50 Д. Ф. Гуревич 785
пределом текучести для обеспечения надежной работы фланце-
вого соединения.
В табл. 146 приведены марки сталей (и бронзы), рекомендуе-
мые для изготовления крепежа — болтов, шпилек и гаек.
Таблица 146
Металлы, применяемые для изготовления болтов, шпилек и гаек
фланцевых соединений
Материал • Применяется при темпе- ратуре среды в °C Материал Применяется при темпе- ратуре среды в °C
болта или шпильки гайки болта или шпильки гайки
20, 25, 35 Сталь 10, 20, 25 425 15Х11МФ Сталь 15ХИМФ 500
ЗОХМА, 35ХМА 20, 25 35, 35Х 450 1Х17Н2 1Х17Н2 400
Х18Н10Т X18H10T —196; +600
12Х1МФ 25Х1МФ 25Х2МФА ЗОХМА 35ХМА 530
ЗХ19Н9МВБТ (ЭИ572) 1Х14Н14В2М 600
35ХГ2 30 X -50; +200
ХН35ВТ (ЭИ612) ЗХ19Н9МВБТ (ЭИ572) 650
40ХФА 30 X 400
Бронза
2X13 2X13 425 Бр. АЖМц 10-3-1,5 Бр. АЖМц 10-3-1,5 —180; +250
В табл. 147 приведены данные о механических свойствах ста-
лей, применяемых для изготовления болтов и шпилек, применяе-
мых в арматуростроении.
Допускаемые нагрузки Qdon на один болт или шпильку при
температуре стержня болта от 20 до 650° С приведены в табл. 148.
Для болтов и шпилек малого диаметра запасы прочности уве-
личены в связи с тем, что в них при затяжке во время монтажа
легко создать усилия, превышающие допускаемые. Так, например,
ключом нормальной длины с приложением нормального усилия
в болтах диаметром М10 создается нагрузка (расчетная) в 935 кГ,
в то время как допускаемая нагрузка на болт М10 из стали Ст.5
равна 580 кГ. Для болтов большого диаметра, наоборот, допу-
скаемая нагрузка на болт больше нагрузки при нормальном
усилии, приложенном к рукоятке ключа нормальной длины.
Например, допускаемая нагрузка на болт М27 из стали Ст.5
равна 5380 кГ, а в нормальных условиях затяжки создается всего
2220 кГ, т. е. примерно в 2,5 раза меньше. Для создания необ-
ходимого усилия затяга потребуется применение больших уси-
лий и удлинение рукояток ключей.
786
Исходные величины запасов прочности по пределу текучести
для пластичных сталей, у которых1,5, приняты равными
°т
пт === 2,0-j- 2,6. Для сталей с высоким значением предела текуче-
сти, близким к пределу прочности, величина пт повышается,
поскольку достижение напряжений, равных пределу текучести
в этих сталях, не только приближает материал к пластичному
деформированию, но и ставит его под угрозу разрушения. Запас
прочности по пределу прочности принят равным
пв 3,7.
Учитывая, что металл болтов в связи с влиянием ряда факто-
ров имеет предел прочности на 12—14% выше предела прочности
материала образцов, в действительности получим
пв 4,0.
Запас прочности по пределу ползучести имеет величину
ппл 0,9 -г- 1,0.
Запас прочности по пределу длительной прочности прини-
мается равным
пдл > 2,0.
Меньшая величина запаса прочности пдл по сравнению с пв
объясняется тем, что кратковременное приближение нагрузок
к пределу длительной прочности представляет меньшую опас-
ность для конструкции, чем приближение к пределу прочности
металла.
Исходя из соображений такого же рода, запас прочности пдл
принят в 2 раза большим, чем запас ппл.
Проверку прочности болта по пределу длительной прочности
следует производить, когда температура стержня болта превы-
шает в низколегированных сталях 470° С, а в аустенитных ста-
лях 550° С.
Для углеродистой стали проверка на длительную прочность
производится при температуре стержня болта, превышающей
420° С, однако болты из этой стали обычно применяются лишь для
температур до 425° С.
При работе арматуры на средах с высокой температурой
крупный шаг резьбы на шпильках улучшает условия демонтажа,
так как при этом требуется меньшее усилие на отвинчивание
гайки. Однако крупный шаг резьбы ухудшает условия самотор-
можения, и при наличии вибраций может иметь место самоотвин-
чивание гайки. Применение более мелкого шага в этих условиях
предпочтительно. В связи с этим на шпильках диаметром свыше
30 мм иногда шаг более 3 мм заменяют шагом 3 мм, в связи с чем
сечение болта увеличивается на 6—12%. Если высота ганки
50*
787
Расчетные величины механических харак
Марка стали Механи- ческие характе- ристики и кГ/мм* Температура
20 ‘.'ПО
25(1 275 300
ВМСт.Зсп В КСт.Зсп Л 40,0 25,0 20,0 19,0 18,0 16,5 15,0
ВМСт.4сп ВКСт.4сп °т 42,0 26,0 22,0 21,0 20,0 18,5 17,0
ВМСт.5сп ВКСт.5сп °т 52,0 29,0 24,0 23,0 21,0 19,0 17,5
20 °пл (Удл 44,0 26,0 44,0 22,0 44,0 20,0 44,0 19,0 44,0 18,0 44,0 17,0
25 пв °т °пл °дл 48,0 28,0 48,0 24,0 48,0 22,0 48,0 21,0 48,0 20,0 48,0 19,0
30 °т °пл °дл 52,0 30,0 52,0 25,0 52,0 23,0 52,0 22,0 52,0 20,5 52,0 20,0
35 % °т °пл сдл 56,0 32,0 56,0 27,0 56,0 25,0 56,0 23,0 56,0 22,0 56.0 21,0
40 °т °пл °дл 60,0 34,0 60,0 28,0 60,0 26,0 60,0 24,0 60,0 23,5 60,0 23,0
788
Таблица 147
теристик сталей для болтов и шпилек
стержня болта в °C
325 350 375 400 425 450 475 500 525 570 575 600
14,0 13,0 12,0 11,0 ю.о 9,0 8,0 7,0
15,5 14,0 13,2 12,5 11,2 10,0 9,0 8,0
16,0 15,0 14,0
44,0 42,0 39,0 3G,0 33,0 30,0 27,0 25,0
16,0 1 5, 0 14,0 13,0 12,0 11,5 11,0 10.0
10,0 7,5 5,0 3,6 2,5
9,0 6,0 3.6
48,0 46,0 45,0 44,0 40,0 37,0 35,0 32,0 28,0 25,0 22,0 18,0
18,0 17,0 16,0 15,0 14,5 14,0 13,0 12,0 11,0 10,0 9,5 9,0
10,5 8,0 5,3 3,6 2,5
50,0 48,0 46,0 44,0 42,0 40,0 38,0 36,0
19,0 18,5 17,0 16,5 16,0 15,5 14,0 13,0
11,0 8,3 5,5 3,6 2,5
54,0 53,0 52,0 51,0 47,0 43,0 40,0 36,5 33,0 29,7 24,0 19,7
20,5 20,0 19,0 18,0 17,5 17,0 15,5 14,0 13,0 11,8 10,0 8,3
11,0 8,3 5,5 3,6 2,5
60,0 58,0 55,0 52,0 48,0 45,0 40,0 35,5
22,0 21,5 20,0 19,0 18,5 18,0 17,0 15,0
11,0 8,3 5,5 3,6 2,5
789
Марка стали Механи- ческие характе- ристики В кПММг Температура
20 200 225 250 275 300
В термически обработанном виде 35Х «о к е it} 90,0 75,0 85,0 68,0 85,0 68,0 85,0 67,0 85,0 65,0 85,0 64,0
40Х ат °пл адл 95,0 80.0 90,0 72,0 90,0 72.0 90,0 71,0 90,0 70,0 89,0 69,0
35ХГ2 а7 апл °дл 85,0 70,0 80,0 65,0
2X13 (ЭЖ2) 45 К «• 0 о О О 66,0 45,0 65,0 42,0 63,0 41,5 61,0 41,0 58,0 40,5 55,5 40,0
30 ХМ % аг апл °дл 80,0 60,0 78,0 55,0 78,0 54,0 78,0 52,0 77,0 50,0 76,0 48,0
35 ХМ п« °т °пл «дл 85,0 65.0 82,0 58,5 82,0 57.5 2,0 56,5 81.0 55.0 80,0 53,0 , !
40ХФА « к е о о 0 о 90,0 75,0 85,0 65,0 85.0 64,0 85.0 63,0 85,0 62,0 i 84,0 61,0
790
Продолжение табл. 147
стержня болта в °C
325 350 375 400 425 450 475 500 525 550 575 соо
80,0 63,0 75,0 61,0 70,0 60,0 65,0 58,0 61,0 56,0 56,0 52,0 52,0 47,0 48,0 42,0
85,0 67,0 80,0 65,0 75,0 63,5 70,0 62,0 65,0 59,0 60,0 55,0 55,0 49,0 50,0 44,0
53,5 40,0 53,0 39,5 53,0 39,5 53,0 39,0 51,0 38,5 48,0 38,0 12,8 26,0 47,0 37,0 7,6 18,0 44,0 36,5 4,8 16,0 40,0 34,5 4,0 35,0 28,5 3,0
75,0 46,0 74,0 44,0 72,0 42,0 69,0 40,0 66,0 37,5 14,0 62,0 35,0 11,0 23,0 58,0 32,5 7,7 18,5 54,0 30,0 5,5 13,5 50,0 3,5 46,0 2,8 42,0 38,0
78,0 51,0 75,0 49,0 72,0 46,5 69,0 44,0 66,0 41,5 14,0 62,0 39,0 11,0 24,0 58,0 36,5 7,7 20,0 54,0 34,0 5,5 15,2 50,0 3,5 11,0 46,0 2,8 7,8 42,0 38,0
82,0 59,0 80,0 56,0 75,0 52,0 70,0 48,0 65,0 43,0 7,0 60,0 39,0 6,0 55,0 36,0 5,0 50,0 34,0 3,5 2,0 1,2
791
Механи- ческие Температура
Марка стали ристики в кГ/мм2 20 200 225 250 275 300 325 350 375
25Х2МФЛ (ЭИЮ) °в а 95.0 80,0 90,0 78,0 88,0 76,0 86,0 74,0 84,0 72,0 82,0 70,0 80,0 68,0 78,0 66,0 76,0 64,0
1 XI7H2 (ЭИ268) Q Q Q Q о, а ч 80,0 60,0 79,0 59,0 79,0 59,0 78,0 58,0 77,0 57,0 76,0 56,0 75,0 55,0 74,0 54,0 73,0 53,0
ном виде 15X11 МФ пт ап.г °дл 70,0 50,0 70,0 50,0 70,0 50,0 70,0 50,0 70,0 50,0 70,0 50,0 70,0 49,5 69,0 49,0 69,0 48,5
ески обработан XI8HI0T Q Q Q Q 3 “S ® 55,0 20,0 52,0 20,0 50,0 19,5 48,0 19,0 47,0 18,5 46,0 17,8 46,0 17,0 45,0 16,2 45,0 15.5
в* S S ф и са ЭИ572 ** to е Ю Ю О О 70,0 34,0 67,0 32,0 65,0 32,0 62,0 31,0 58,0 30,0 57,0 29,0 57,0 29,0 56,0 28,5 55,0 28,0
4Х14Н14В2М (ЭИ69) Q Q Q Q О; Й OJ 'Л. ~ 65,0 34,0 65,0 32,0 65,0 32,0 65,0 32,0 65,0 31,5 65,0 31,0 65,0 30,5 65,0 30,0 65,0 29,5
ХН35ВТ (ЭИ612) Q Q Q Q О, 3 Ч ® 75,0 40,0 72,0 40,0 72,0 40,0 72,0 40,0 71,0 40,0 70,0 40,0 70,0 40,0 70,0 40,0 69,0 40,0
Примечания: 1. б? — предел текучести, соответствующий 0,2% остаточного относительного 2. $1гг — предел ползучести, соответствующий скорости ползучести 1-10 ? мм' 3. г — предел длительной прочности, соответствующий длительности натру 4. Линия раздела отделяет температуры, до которых применяется для крепежа
792
Продолжение табл. 147
стержня болта в °C
400 425 450 475 500 525 550 575 600 625 650 675 700 725 750
73,0 72,0 70,0 67,0 64,0 60,0 56,0
62,5 61,0 60,0 59,5 59,5 54,0 50,0
23,3 14,5 8,0 5,3 3,1
20,0 11,5 6,0 4,8 3,2
72,0 67,0 63,0
52,0 50,0 48,5
68,0 67,0 66,0 64,0 62,0 58,0 54,0 49,0 45,0
48,0 47,5 47,0 46,5 46,0 45,5 45,0 43,0 41,5
9,0
16,0
44,0 44,0 44,0 43,0 43,0 42,0 40,0 38,0 36,0 36,0 35,5 34,0 30,0 26,0 22,0
15,0 14,8 14,5 14,2 14,0 13,7 13,5 13,2 13,0 12,5 12,0
10,0 9,0 8,5 7,7 6,4 5,0 4,0
14,0 13,0 9,5 8,0 4,5 4,0 3,6
54,0 54,0 53,0 53,0 53,0 51,0 50,0 49,5 49,0 47,0 44,5
27,5 27,5 27,0 26,5 26,0 23,0 21,0 21,0 21,0 21,0 21,0
17,0 14,0 11,0 9,0 8,0
26,0 25,0 23,0 19,0 16,0 10,0 6,0
65,0 65,0 64,0 63,0 62,0 60,0 58,0 54,0 50,0 47,0 44,5 39,5 34,5 31,0 28,2
29,0 28,5 28,0 27,5 27,0 26,5 26,0 26,0 25,5 25,0 24,0 23,0 22,0 21,0 20,0
8,0 6,0 4,0 2,5 1,6
15,0 12,5 10,0
68,0 68,0 67,0 66,0 65,0 65,0 64,0 63,0 61,0 54,0 49,0 46,0 44,0
40,0 40,0 40,0 39,0 38,0 38,0 38,0 37,0 36,0 36,0 35,0 35,0 35,0
20,0 16,0 13,0 10,0 8,0
22,5 20,0 18,0 16,0
Удлинения.
ММ'Ч.
Ксения в 100 000 ч.
Данная марка стали.
793
Допускаемые нагрузки Qgon (в кГ) для болтов
Резьба М10Х1.5 М12Х1.75 М14Х2 М16Х2 М18Х2.5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали ®доп на 1 болт
ВМСт.Зсп, ВКСт.Зсп 502 762 1090 1560 1890 2430
ВМСт.4сп, ВКСт.4сп 523 793 1130 1630 1980 2540
ВМСт.Зсп, ВКСт.5сп 580 885 1270 1820 2210 2840
20 565 855 1215 1730 2100 2700
25 602 915 1310 1870 2280 2930
30 655 990 1415 2020 2450 3150
35 710 1065 1520 2160 2630 3380
40 760 ИЗО 1625 2310 2810 3600
35Х 1175 1750 2460 3500 4260 5460
40 X 1225 1845 2620 3710 4500 5790
иде 35ХГ2 1100 1660 2360 3320 4030 5190
п 2X13 (ЭЖ2) 890 1320 1845 2570 3120 4000
о к зохм 1005 1525 2180 3100 3770 4840
к сЗ 35ХМ 1070 1630 2330 3320 4030 5190
О лз О. 40ХФА 1150 1735 2460 3500 4260 5460
о S 25Х2МФА (ЗИЮ) 1200 1825 2620 3710 4500 5790
g 1Х17Н2 1005 1525' 2620 3100 3760 4840
к S 15X1 1МФ 900 1355 1710 2720 3300 4240
н XI8H10T 450 695 1005 1440 1750 2250
СП ЭИ572 795 1205 1715 2450 2980 3830
4Х14Н14В2М (ЭИ69) 795 1205 1715 2450 2980 3830
ЭИ612 915 1445 2010 2880 3500 4500
Марка стали $доп на 1 болт
ВМСт.Зсп, ВКСт.Зсп 397 610 880 1250 1520 I960
ВМСт.4сп, ВКСт.4сп 440 670 965 1370 1660 2140
ВМСт.5сп, ВКСт.бсп 480 730 1050 1500 1820 2340
20 512 778 1110 1580 1920 2480
25 550 840 1200 1730 2100 2700
30 575 878 1260 1800 2190 2810
35 618 938 1350 1940 2360 3040
40 640 975 1400 2010 2450 3150
794
Таблица 148
и шпилек при расчете фланцевых соединений
М22Х Х2,5 М24ХЗ М27ХЗ МЗОх Х3,5 МЗЗх Х3,5 М36Х4 М39Х4 М42Х4.5 М45Х4.5 М18Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1221 1376 1652
при температуре стержня болта t — 20° С
3040 3180 3540 3500 3660 4090 4710 4820 5380 5610 5870 6540 6990 7310 8150 8160 8540 9520 9 800 10 280 И 450 И 300 11 800 13 150 13 200 13 850 15 050 14 850 15 550 17 300 17 850 18 700 20 800
3380 3560 3940 4220 4500 3900 4220 4540 4870 5190 5120 5540 5970 6400 6820 6230 6750 7270 7780 8300 7 770 8 400 9 050 9 700 10 350 9 060 9 820 10 590 11 340 12 100 10 900 И 800 12 720 13 620 14 530 12 550 13 580 1 4 650 15 700 16 700 14 700 15 900 17 100 18 350 19 600 16 500 17 900 19 250 20 600 22 000 19 800 21 500 23 700 24 800 26 400
6850 7240 7900 8350 10 380 10 980 12 500 13 350 15 700 16 600 18 350 19 400 22 100 23 350 25 400 26 800 29 700 31 400 34 300 35 400 40 200 42 500
6470 5000 6050 6470 6850 7460 5770 6970 7460 7900 9 810 7 600 9 180 9 810 10 380 И 950 9 240 И 150 11 950 12 500 14 900 И 500 13 900 14 900 15 700 17 400 13 450 16 250 17 400 18 350 20 900 16 150 19 520 20 900 22 100 24 000 18 600 22 500 24 000 25 400 28 200 21 800 26 350 28 200 29 700 31 600 24 450 29 600 31 600 34 300 38 000 29 400 35 500 38 000 40 200
7240 6050 5290 8350 6970 6100 10 980 9 180 8 030 13 350 И 150 9 750 16 600 13 900 12 150 19 400 16 250 14 200 23 350 19 520 17 050 26 800 22 500 19 650 31 400 26 350 23 000 35 400 29 600 25 900 42 500 35 500 31 100
2820 4780 4780 5630 3240 5510 5510 6490 4270 7250 7250 8540 5 190 8 820 8 820 10 380 6 470 И ООО И 000 12 940 7 550 12 850 12 850 15 100 9 080 15 450 15 450 18 170 10 450 17 750 17 750 20 900 12 240 20 800 20 800 24 480 13 760 23 400 23 400 27 500 16 520 28 100 28 100 33 000
при температуре стержня болта t 200° С
2440 2670 2920 2820 3080 3370 3720 4060 4440 4520 4930 5400 5620 6140 6720 6570 7180 7850 7900 8630 9450 9 080 9 920 10 860 10 650 И 600 12 730 И 950 13 050 14 300 14 380 15 700 17 200
3100 3370 3520 3800 3940 3570 3890 4060 4380 4540 4700 5120 5330 5760 5970 5710 6230 6490 7000 7270 7110 7750 8080 8720 9050 8 310 9 060 9 440 10 200 10 590 10 000 10 900 11 350 12 250 12 720 И 500 12 520 13 050 14 100 14 650 13 450 14 680 15 300 16 500 17 100 15 100 16 500 17 200 18 550 1 9 250 18 200 19 800 20 650 22 300 23 700
795
Резьба М10Х1.5 М12Х1.75 М14Х2 М16Х2 М18х2,5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали Qdon на 1 болт
В термически обработанном виде 35Х 40Х 1075 1140 1630 1730 2330 2460 3320 3500 4020 4250 5190 5460
35ХГ2 2X13 (ЭЖ2) зохм 35ХМ 40ХФА 1020 875 985 1035 1075 1525 1300 1500 1570 1630 2200 1810 2140 2230 2330 3100 2540 3040 3170 3310 3760 3080 3690 3850 4030 4840 3960 4750 4950 5180
25Х2МФА (ЭИ 10) 1 Х17Н2 15X11МФ 1175 990 900 1760 1500 1360 2480 2140 1920 3500 3040 2710 4260 3700 3300 5460 4750 4240
Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) Э11612 445 743 743 905 685 1130 ИЗО 1370 995 1610 1610 1970 1440 2310 2310 2810 1750 2800 2800 3420 2250 3600 3600 4400
Марка стали <5 доп на 1 болт
ВМСт.Зсп, ВКСт.Зсп ВМСт.4сп, ВКСт.4сп ВМСт.5сп, ВКСт.бсп 360 403 418 550 616 640 785 880 922 1120 1250 1310 1360 1510 1590 1755 1960 2050
20 25 30 35 40 408 460 480 502 530 640 716 746 785 825 945 1050 1090 1140 1190 1370 1510 1580 1650 1730 1660 1840 1920 2020 2100 2140 2360 2480 2590 2700
В термически обработанном виде 35Х 40 X 1045 1120 1600 1710 2300 2460 3280 3500 4000 4250 5130 5460
2X13 (ЭЖ2) ЗОХМ 35 ХМ 40ХФА 865 930 1010 1040 1260 1420 1340 1590 1730 2020 2200 2270 2380 2880 3130 3240 2890 3500 3800 3940 1 3710 4500 4880 5060
796
Продолжение табл. 148
М22Х Х2.5 М24ХЗ М27ХЗ МЗОХ Х3,5 МЗЗХ Х3,5 М36Х4 М39Х4 М42Х4.5 М45Х4.5 М48Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1224 1376 1652
при температуре стержня болта t = 200° С
6470 6850 7460 7900 9 810 10 380 11 950 12 500 14 900 15 700 17 400 18 350 20 900 22 100 24 000 25 400 28 200 29 700 31 600 34 300 38 000 40 200
6050 4950 5930 6180 6470 6970 5700 6850 7140 7460 9180 7510 9000 9380 9810 11 150 9 120 10 950 11 400 И 950 13 900 11 400 13 640 14 250 14 900 16 250 13 250 15 930 16 620 17 400 19 520 16 000 19 200 20 000 20 900 22 500 18 400 22 000 23 000 24 000 26 350 21 600 25 800 26 900 28 200 29 600 24 200 29 000 30 200 31 600 35 500 29 100 34 900 36 400 38 000
6850 5930 5290 7900 6850 6100 10 380 9 000 8 030 12 500 10 950 9 750 15 700 13 640 12 150 18 350 15 930 14 200 22 100 19 200 17 050 25 400 22 000 19 650 29 700 25 800 23 000 34 300 29 000 25 900 40 200 34 900 31 100
2820 4500 4500 5490 3240 5190 5190 6320 4270 6830 6830 8320 5 190 8 300 8 300 10 100 6 470 10 350 10 350 12 600 7 550 12 100 12 100 14 700 9 080 14 500 14 500 17 700 10 450 16 700 16 700 20 400 12 240 19 550 19 550 23 900 13 760 22 000 22 000 26 800 16 520 26 400 26 400 32 200
при температуре стержня болта t = 250° С
2200 2440 2560 2540 2820 2960 3330 3720 3890 4050 4520 4520 5040 5620 5880 5900 6570 6880 7100 7900 8270 8150 9080 9100 9 550 10 650 И 150 10 730 11 950 12 500 12 900 14 380 15 040
2670 2950 3100 3230 3380 3090 3410 3570 3730 3900 4060 4480 4700 4910 5120 4930 5450 5700 5970 6230 6150 6800 7100 7440 7760 7190 7940 8310 8700 9070 8 640 9 540 10 000 10 450 10 900 9 920 И 000 11 500 12 000 12 500 11 630 12 850 13 480 14 100 14 700 13 050 14 450 15 000 15 800 16 500 15 700 17 350 18 150 19 000 19 800
6410 6850 7400 7900 9 730 10 380 И 850 12 500 14 750 15 700 17 250 18 350 20 700 22 100 23 850 25 400 27 900 29 700 31 400 34 300 37 700 40 200
4640 5620 6100 6340 5350 6490 7050 7300 7050 8540 9260 9600 8 560 10 400 11 250 11 700 10 650 12 950 14 050 14 550 12 450 15 150 16 400 17 000 15 000 18 200 19 700 20 450 17 230 20 900 22 700 23 500 20 200 24 500 26 600 27 600 22 700 27 500 29 800 31 000 27 280 33 000 35 800 37 200
797
Резьба М10Х1.5 М12Х1.75 М14Х2 М16х2 М18Х2.5 М20х2,5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали Qdon на 1 болт
л иде 25Х2МФА (ЭИ 10) 1 X17II2 1110 1000 1670 1500 2370 2140 3350 3040 4070 3700 5220 4740
« и - <L> Л V О 15ХИМФ 900 1360 1920 2710 3300 4240
S 0-2 О П Х18Н10Т 418 725 945 1370 1660 2140
И S. 'О о ЭИ572 4Х14Н14В2М (ЭИ69) 732 742 1100 1130 1570 1610 2230 2300 2720 2800 3490 3600
ЭИ61 2 900 1370 1760 2810 3420 4400
Марка стали ^доп на 1 болт
ВМСт.Зсп, ВКСт.Зси 298 456 660 936 1140 1 46(1
ВМСт.4сп, ВКСтЛсп 335 518 745 1060 1300 1665
ВМСт.бсп, ВКСт.бсп 345 533 765 1190 1330 1719
20 365 570 840 1220 1490 1910
25 420 646 945 1370 1660 2140
30 435 678 995 1440 1750 2250
35 455 708 1030 1510 1840 2370
40 500 785 1140 1660 2020 2590
35Х 1020 1580 2300 3280 4000 5140
40Х 1100 1670 2410 3460 4200 5400
о
Q 2X13 (ЭЖ2) 785 1140 1570 2160 2630 3380
S о 30 ХМ 860 1300 1860 2650 3220 3390
X <ч 35ХМ 952 1450 2060 2940 3570 4600
о 40ХФЛ 1000 1520 2200 3140 3820 4910
о S 25Х2МФЛ (ЭИ 10) 1050 1580 2240 3180 3850 4950
о ! Х17Н2 970 1460 2080 2950 3590 4620
S S 15X1 1МФ 900 1350 1920 2710 3300 42 10
В те Х18Н10Т 400 610 890 1280 1560 2000
ЭИ572 680 1030 1470 2090 2540 3260
4Х14Н14В2М (ЭИ69) 732 1100 1570 2230 2710 3490
ЭИ612 890 1310 1900 2710 3300 4240
798
Продолжение табл. 148
М22Х Х2,5 М24ХЗ М27ХЗ МЗОХ Х3,5 мззх Х3,5 М36Х4 М39Х4 М42Х4.5 М45Х4.5 М48Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1015 1224 1376 1652
при температуре стержня болта t == 250° С
6540 7530 9900 12 050 15 000 17 500 21 100 24 220 28 400 31 900 38 300
5'130 6850 9000 10 950 13 640 15 930 19 200 22 000 25 800 29 000 34 900
5290 6100 8030 9 750 12 150 14 200 17 050 19 650 23 000 25 900 31 100
2670 3090 4060 4 930 6 150 7 190 8 640 9 920 11 630 13 050 15 700
4360 5020 6620 8 050 10 000 11 700 14 100 16 200 19 000 21 300 25 600
4500 5190 6830 8 300 10 350 12 100 14 500 16 700 19 550 22 000 26 400
5490 6320 8320 10 100 12 600 14 700 17 700 20 400 23 900 26 800 32 200
при температуре стержня болта i = 300° С
1830 2110 2790 3370 4200 4910 5910 6800 7960 8 940 10 740
2080 2400 3160 3840 4780 5590 6720 7740 9050 10 150 12 400
2140 2470 3240 3940 4910 5740 6910 7950 9300 10 450 12 550
2390 2760 3630 4410 5500 6420 7 720 8 890 10 400 11 700 14 050
2670 3090 4060 4930 6150 7190 8 640 9 920 1 1 630 13 050 15 700
28 16 3243 4270 5190 6470 7550 9 080 10 450 12 240 13 760 16 520
2950 3410 4480 5450 6800 7940 9 540 11 000 12 850 14 450 17 350
3230 3730 4910 5970 7440 8700 10 450 12 000 14 100 15 800 19 000
6410 7400 9 730 11 850 14 750 17 250 20 700 23 850 27 900 31 400 37 700
6750 7800 10 250 12 450 15 500 18 150 21 800 25 000 29 400 33 000 39 600
4220 4870 6400 7 780 9 700 И 340 13 620 1 5 700 18 350 20 600 24 800
5170 5970 7850 9 550 И 900 13 900 16 730 19 250 22 500 25 300 30 400
5740 6620 8700 10 600 13 200 15 450 18 540 21 300 25 000 28 100 33 700
6130 7080 9300 11 300 14 100 16 500 19 800 22 800 26 700 30 000 36 000
6180 7140 9380 11 400 14 250 16 620 20 000 23 000 26 900 30 200 36 400
5760 6650 8750 10 630 13 250 15 500 18 600 21 400 25 100 28 200 33 800
5290 6100 8030 9 750 12 150 14 200 17 050 19 650 23 300 25 900 31 100
2500 2890 3800 4620 5 760 6 730 8 090 9 300 10 900 12 240 14 700
4080 4700 6190 7520 9 370 10 950 13 180 14 650 17 750 19 950 24 000
4360 5020 6620 8050 10 000 И 700 14 100 16 200 19 000 21 300 25 600
5290 6100 8030 9750 12 150 14 200 17 050 19 650 23 300 25 900 31 100
799
Резьба М10Х1.5 М12Х1,75 М14Х2 М16Х2 М18Х2.5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали (^доп п* 1 болт
ВМСт.Зсп, ВКСт.Зсп 260 396 565 806 980 1260
ВМСт.4сп, ВКСт.4сп 282 434 618 880 1070 1370
В1МСт.5сп, ВКСт,5сп 298 465 660 935 1140 1460
20 324 510 745 1080 1310 1690
25 366 570 840 1220 1490 1910
30 403 625 912 1320 1610 2070
35 435 678 995 1440 1750 2250
40 465 724 1060 1540 1870 2410
35 X 865 1260 1730 2380 2890 3710
40Х о 942 1370 1880 2600 3150 4050
S 2X13 (ЭЖ2) 742 1080 1490 2050 2490 3200
§ 30 ХМ 785 1200 1710 2440 2960 3800
1 35ХМ 890 1340 1910 2710 3290 4240
| 40ХФА 880 1330 1880 2660 3240 4160
га
О
° 25Х2МФЛ (ЭИ 10) 1000 1510 2150 3040 3700 4750
§ 1Х17Н2 942 1420 2030 2880 3500 4500
г 15X1 1МФ S 890 1340 1900 2680 3260 4180
а
£ Х18Н10Т 356 555 806 1170 1420 1820
га ЭИ572 665 1000 1430 2040 2490 3200
4Х14Н14В2М (ЭИ69) 705 1060 1520 2160 2620 3380
ЭИ612 890 1340 1900 2710 3290 4240
Марка стали Н£ 1 болт
20 282 442 650 936 1140 1 460 |
25 324 510 744 1080 1310 1690 !
30 356 556 806 1180 1430 1840
35 392 610 890 1290 1570 2020
40 413 647 942 1370 1660 2140 '
о га <
-од 35Х 628 915 1260 1730 2100 2700
S'O _
g-S.5 40Х u\O Ж 680 990 1360 1875 2280 2920
m °
800
Продолжение табл. 148
М22Х Х2,5 М24ХЗ М27ХЗ МЗОХ Х3,5 МЗЗХ Х3,5 М36Х4 М39Х4 М42Х4.5 М 45X4,5 М48Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1224 1376 1652
при температуре стержня болта t — 350° С
1590 1815 2390 2910 3620 4230 5080 5860 6850 7700 9 250
1730 1980 2600 3170 3940 4610 5540 6370 7470 8380 10 100
1830 2110 2790 3370 4200 4910 5910 6800 7960 8940 10 740
2125 2430 3200 3890 4850 5660 6800 7 840 9 180 10 300 12 400
2390 2760 3630 4410 5500 6420 7720 8 890 10 400 11 700 1 4 050
2610 2980 3930 4770 5950 6950 8350 9 610 11 250 12 650 15 200
2820 3240 4270 5190 6470 7550 9080 10 450 12 240 13 760 16 520
ЗОЮ 3470 4570 5550 6920 8080 9720 11 190 13 100 14 700 17 700
4640 5350 7050 8560 10 650 12 450 15 000 17 230 20 200 22 700 27 280
5060 5840 7690 9340 11 630 13 600 16 340 18 800 22 100 24 780 29 700
4000 4610 6060 7370 9 180 10 730 12 900 14 850 17 400 19 550 23 500
4750 5480 7220 8770 10 930 12 780 15 350 17 650 20 700 23 250 27 900
5290 6100 8030 9750 12 150 14 200 17 050 19 650 23 000 25 900 31 100
5200 6000 7900 9600 И 950 14 000 16 800 1 9 330 22 650 25 450 30 600
5930 6850 9000 10 950 13 640 15 930 19 200 22 000 25 800 29 000 34 900
5630 6486 8540 10 380 12 940 15 100 18 160 20 900 24 480 27 520 33 040
5240 6030 7950 9 650 12 040 14 050 16 900 19 450 22 800 25 600 30 700
2300 2630 3460 4200 5 240 6 120 7 350 8 460 9 100 И 150 1 3 400
4000 4610 6060 7370 9 180 10 730 12 900 14 850 17 400 1 9 550 23 500
4220 4860 6400 7780 10 000 11 330 13 600 15 680 18 350 20 600 24 800
5290 6100 8030 9750 12 150 14 200 17 050 1 9 650 23 300 25 900 31 100
при температуре стержня болта t = 400° С
1830 2110 2790 3370 4200 4910 5910 6800 7 960 8 940 10 740
2125 2430 3200 3890 4850 5660 6800 7840 9 180 10 300 12 400
2310 2660 3500 4260 5310 6200 7450 8560 10 050 11 300 13 550
2530 2920 3840 4670 5820 6800 8170 9400 И 000 12 400 14 850
2675 3080 4060 4930 6150 7180 8620 9920 11 600 13 060 15 700
3380 3900 5120 6230 7770 9060 10 900 12 550 14 700 16 500 19 800
3660 4220 5550 6750 8400 9820 11 800 13 580 15 900 17 900 21 500
51 Д. Ф. Гуревич
801
Резьба М10Х1.5 М12Х1.75 М14Х2 М16Х2 М18Х2.5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали Qdotl на 1 болт
2X13 (ЭЖ2) 742 1080 1490 2025 2490 3200
о КС 30 ХМ 706 1070 1540 2200 2680 3440
д 35ХМ 795 1200 1720 2440 2960 3810
S о к 40ХФА 706 1030 1410 194 5 2365 3040
та
о та 25Х2МФА (ЭИ10) 980 1450 2030 2840 3450 4430
Q. о 1 Х17Н2 930 1400 1990 2820 3430 4410
S 15Х11МФ 880 1320 1870 2650 3220 4150
CD
S р, Х18Н10Т 340 525 755 1080 1310 1690
о ЭИ572 638 1350 1910 1970 2400 3080
И 4Х14Н14В2М (ЭИ69) 680 1030 1460 2090 2540 3260
ЭИ612 875 1320 1870 2660 3220 4150
Марка стали $доп на 1 боЛ1'
20 261 411 597 865 1050 1350
25 308 480 690 995 1210 1552
30 345 540 796 1150 1400 1800
35 376 586 860 1250 1520 1960
40 402 625 912 1320 1610 2070
35 X 470 685 943 1200 1580 2025
40 X 496 723 995 1370 1670 2140
CD
КС S
Д g 2X13 (ЭЖ2) 716 1040 1430 1970 2400 3090
о X 30 ХМ 654 1000 1450 2070 2520 3240
X та 35ХМ 732 1 110 1580 2250 2730 3510
о
та о. о 25Х2МФА (3)1110) 970 1440 2010 2810 3410 4390
X X о 15X11МФ 860 1290 1830 2600 3150 4050
S S р. с_> Х18Н10Т 335 518 745 1060 1300 1660
и ЭИ572 4Х14Н14В2М (ЭИ69) 638 670 970 1010 1380 1440 1970 2040 2400 2490 3080 3200
ЭИ612 875 1320 1870 2650 3220 4150
802
Продолжение табл. 148
М22х Х2,5 М24ХЗ М27ХЗ мзох Х3,5 МЗЗХ Х3,5 М36Х4 М39Х4 М42/4,5 М45Х4.5 М48Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1224 1376 1652
при температуре стержня болта 1 — 00° с
4000 4610 6060 7370 9 180 10 730 12 900 14 850 17 400 19 550 23 500
4310 4960 6530 7950 9 900 11 550 13 900 16 000 1 8 750 21 000 25 300
4750 5480 7220 8770 10 930 12 780 15 350 17 650 20 700 23 250 27 900
3800 4380 5760 7000 8 730 10 200 12 250 14 100 16 550 18 600 22 300
5540 6390 8410 10 230 12 730 14 900 17 900 20 600 24 100 27 100 32 800
5520 6360 8370 10 180 12 670 14 800 17 800 20 500 24 000 26 950 32 400
5170 5970 7850 9 550 11 900 13 900 16 730 19 250 22 500 25 300 30 400
2125 2430 3200 3890 4 850 5 660 6 800 7 840 9 180 10 300 12 400
3860 4450 5850 7110 8 850 10 350 12 450 14 300 16 800 18 850 22 600
4080 4700 6190 7520 9 380 10 950 13 150 15 150 1 7 750 19 950 24 000
5170 5980 7850 9560 11 900 13 900 16 700 19 200 22 500 25 300 30 400
при температуре стержня болта t = 425° С
1690 1950 2560 3110 3880 4530 5450 6270 7 350 8 250 9 910
1940 2240 2940 3580 4460 5210 6260 7210 8 450 9 480 11 400
2250 2600 3420 4150 5170 6050 7270 8360 9 800 11 000 13 200
2440 2820 3720 4520 5620 6570 7900 9080 10 650 1 1 950 14 380
2590 2990 3930 4780 5950 6950 8350 9610 11 250 12 650 1 5 200
2530 2920 3840 4670 5820 6800 8170 9400 11 000 12 400 14 850
2680 3080 4060 4930 6150 7180 8620 9920 11 600 13 060 15 700
3860 4450 5850 7110 8 850 10 350 12 450 14 300 16 800 18 850 22 600
4050 4680 6150 7470 9 300 10 890 13 100 15 050 17 650 19 800 23 800
4390 5060 6660 8100 10 100 11 800 14 180 16 300 19 100 21 4 50 25 800
6490 6320 8320 10 100 12 600 14 700 17 700 20 400 23 900 26 800 32 200
5060 5840 7690 9 340 11 630 13 600 16 340 18 800 22 100 24 780 29 700
2080 2400 3160 3840 4 780 5 590 6 720 7 740 9 050 10 150 12 400
3860 4450 5850 7110 8 850 10 350 12 450 14 300 16 800 18 850 22 600
4000 4610 6060 7370 9 180 10 730 12 900 14 850 17 400 19 550 23 500
5170 5980 7850 9560 12 900 13 900 16 750 19 200 22 500 25 300 30 400
51
803
Резьба М10Х1.5 М12Х1.75 М14Х2 М16Х2 М18Х2.5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали ^доп на 1 болт
В термически обработанном виде ЗОХМ 35ХМ 606 628 900 922 1260 1270 1760 1760 2140 2140 2740 2740
25Х2МФА (ЭИ10) 15Х11МФ 940 847 1400 1280 1950 1810 2710 2560 3300 3120 4230 4000
Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 324 628 659 862 502 952 1000 1300 722 1360 1420 1830 1040 1940 2020 2590 1260 2360 2450 3150 1620 3040 3150 4050
Марка стали Qdon на 1 болт
В термически обработанном виде 25Х2МФА (ЭИ 1 0) 15Х11МФ 838 838 1220 1250 1670 1750 2300 2450 2800 2980 3600 3830
Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 324 618 655 854 495 938 984 1280 712 1340 1390 1810 1020 1900 1970 2560 1240 2310 2400 3120 1600 2970 3080 4000
Марка стали Qdon на 1 болт
В термически , обработанном виде 25Х2МФА (ЭИ10) 15Х11МФ 465 838 678 1220 800 1680 1280 2330 1560 2830 2000 3640
Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 324 618 654 847 495 930 983 1270 712 1320 1380 1800 1010 1870 1940 2540 1220 2270 2360 3080 1570 2930 3040 3960
Марка стали Qdon ”а 1 болт
В термически обработанном виде XI8HI0T ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 319 550 638 838 487 830 960 1250 690 1170 1350 1750 980 1650 1900 2450 1190 2010 2310 2980 1530 2590 2980 3820
804
Продолжение табл. 148
М22х Х2,5 М24ХЗ М27ХЗ МЗОХ Х3,5 МЗЗХ Х3,5 М36Х4 М39Х4 М42Х4,5 М45Х4.5 М48Х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1224 1376 1652
при температуре стержня болта t = 450° С
3430 3430 3960 3960 5210 5210 6330 6330 7900 7900 9220 9220 11 090 11 090 12 750 12 750 14 950 14 950 16 750 16 750 20 150 20 150
5290 6100 8030 9750 12 150 14 200 17 050 19 650 23 000 25 900 31 100
5000 5770 7600 9240 11 500 13 450 16 150 18 600 21 800 24 450 29 400
2025 2335 3070 3740 4 660 5 440 6 540 7 520 8 810 9 900 И 900
3800 4380 5770 7000 8 730 10 200 12 250 14 100 16 550 18 550 22 300
3940 4540 5980 7270 9 050 10 580 12 710 14 620 17 150 19 250 23 150
5060 5840 7690 9340 11 630 13 600 16 340 18 800 22 100 24 780 29 700
при температуре стержня болта t = 475° С
4500 5190 6820 8300 10 350 12 100 14 530 16 700 19 600 22 000 26 400
4780 5530 7250 8840 11 000 12 800 15 400 17 800 20 800 23 400 28 100
2000 2305 3030 3680 4 600 5 360 6 450 7 420 8 700 9 760 11 730
3720 4290 5640 6850 8 550 9 960 12 000 13 800 16 180 18 150 21 800
3860 4450 5850 7110 8 850 10 350 12 450 14 300 16 800 18 850 22 600
5000 5770 7600 9240 11 500 13 450 16 150 18 600 21 800 24 450 29 400
при температуре стержня болта t — 500° С
2500 2890 3800 4620 5 760 6 730 8 090 9 300 10 900 12 240 14 700
4550 5250 6900 8400 10 500 12 200 14 700 16 900 19 800 22 200 26 800
1970 2275 2990 3635 4 530 5 280 6 350 7 320 8 680 9 630 11 580
3660 4220 5540 6750 8 400 9 820 11 800 13 580 15 900 17 900 21 500
3800 4380 5770 7000 8 730 10 200 12 250 14 100 16 550 18 550 22 300
4950 5700 7510 9120 1 1 400 13 250 16 000 18 400 21 600 24 200 29 100
при температуре стержня болта t — 525° С
1915 2205 2900 3530 4 400 5 130 6 170 7 100 8 320 9 350 1 1 240
3230 3730 4910 5970 7 440 8 700 10 450 12 000 14 100 15 800 19 000
3720 4290 5640 6850 8 550 9 960 1 2 000 13 800 16 180 18 150 21 800
4780 5510 7250 8820 11 000 12 850 15 450 17 750 20 800 23 400 28 100
805
Резьба М10Х1.5 М12Х1.75 М14Х2 М16Х2 М18Х2.5 М20Х2.5
Площадь сечения в мм2 52,3 76,2 104,7 144,1 175,2 225,2
Марка стали Чдоп на 1 болт
। В термически обработанном ! виде Х18Н10Т ЭИ572 4Х14Н14В2М (Э1469) ЭИ612 314 496 628 733 480 754 945 1060 680 1070 1330 1460 965 1510 1870 2020 1 170 1840 2250 2455 1510 2360 1920 5150
Марка стали Чдоп иа 1 болг
В термически обработанном виде Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 314 496 496 602 472 755 724 878 649 1070 995 1200 950 1510 1370 1660 1150 1840 1660 2010 1480 2360 2140 2590
Марка стали ° доп иа 1 бол:
В термически обработанном виде Х18Н10Т ЭИ572 4Х14Н14В2М (ЭИ69) ЭИ612 262 496 392 523 381 755 571 762 523 1070 785 1050 720 1510 1080 1440 876 1840 1310 1750 1 130 2360 1680 2250
Марка стали ^доп па 1 болг
ЭИ612 В термически обработанном виде 470 685 943 1200 1580 2020
Марка стали *доп иа 1 болг
ЭИ612 В термически обработанном виде 418 610 838 1150 1400 1800
Примечание. Значения Q^n вычислены с точностью до третьего знака, что
806
Продолжение табл. 148
М22Х Х2,5 М24ХЗ М27ХЗ МЗОХ Х3,5 МЗЗХ Х3.5 М36Х4 М39Х4 М42Х4.5 М45х4,5 М48х5 М52Х5
281,6 324,3 427,1 519,0 647,2 755,2 908,4 1045 1224 1376 1652
—
При ГС ипературе стержня болта t = 550° С
1885 2175 2860 3480 4340 5 060 6 090 7 000 8 200 9 210 11 080
2950 3410 4480 5450 6800 7 940 9 540 11 000 12 850 14 450 17 350
3660 4220 5540 6750 8400 9 820 И 800 13 580 15 900 17 900 21 500
3940 4540 5970 7270 9050 10 590 12 720 14 650 17 100 19 250 23 700
при температуре стержня болта t = 575° С
1857 2140 2820 3420 4270 4990 6 000 6 900 8 700 9 060 10 900
2950 3410 4480 5450 6800 7940 9 540 11 000 12 850 14 450 17 350
2675 3080 4060 4930 6150 7180 8 620 9 920 11 600 13 060 15 700
3210 3730 4910 5960 7440 8680 10 450 12 000 14 100 15 800 19 000
при тс.мпературе стержня болта t = 600° С
1408 1621 2135 2595 3235 3775 4540 5 225 6 120 6 880 8 260
2950 3410 4480 5450 6800 7940 9540 11 000 12 850 14 450 17 350
2130 2430 3200 3890 4850 5660 6800 7 840 9 180 10 300 12 400
2820 3240 4270 5190 6470 7550 9084 10 450 12 240 13 760 16 520
при температуре стержня болта t — 625° С
2530 2920 3840 4670 5820 6800 8170 9400 1 1 000 12 400 14 850
при температуре стержня болта t = 650° С
2250 2600 3420 4150 5170 6050 7270 8360 9800 11 000 13 200
Достаточно для практических целей.
807
а — 1,2275Л1
<1— 1,227SK
1 — 1,227
1 — 1,227
обеспечивает достаточную прочность, то и усилие, допускаемое
на болт, можно повысить, умножив данные табл. 148 на коэф-
фициент 7G:
d
d
Здесь d — диаметр резьбы (наружный);
SM — шаг мелкой резьбы;
SK — шаг крупной резьбы (по табл. 148).
При расчете шпилек и болтов на прочность исходят из равно-
мерного распределения напряжений в стержне; в действитель-
ности напряжения распределяются неравномерно как по длине
свинчивания резьбы (высоте гайки), так и в поперечном сечении.
Наибольшую нагрузку воспринимает первый со стороны опор
виток, нагрузка на последующие витки постепенно уменьшается.
В поперечном сечении стержня болта напряжения также рас-
пределены неравномерно. По краю сечения имеет место повышение
напряжений, и по внутреннему диаметру резьбы может возник-
нуть зона пластической деформации, что приводит к снижению
прочности болта. Вместе с тем напряжения, действующие в по-
перечном направлении от усилий со стороны поверхности резьбы
гайки одновременно с осевым, создают объемную напряженность,
что увеличивает прочность болта.
Фактическая площадь поперечного сечения болта несколько
больше площади круга диаметром d1 по внутреннему диаметру
резьбы. Прочность болта обычно рассчитывают, исходя из сече-
ния по внутреннему диаметру резьбы dr, т. е. пользуются фор-
мулой
Qdon ~ ~ ® доп-
По ГОСТу 9253—59 расчет болтов на прочность рекомендуется
вести по диаметру dH0M, соответствующему номинальному размеру
внутреннего диаметра резьбы. Допускаемые отклонения диаметра
в сторону уменьшения не учитывают, принимая во внимание
указанные выше факторы.
Предел прочности металла болтов в связи с влиянием указан-
ных выше факторов на 12—40% выше предела прочности гладких
цилиндрических образцов, изготовленных из того же материала.
Влияние перекосов фланцев на прочность болта или шпильки,
при которых возникают изгибающие напряжения в стержне,
неодинаково для различных сталей. Высокопрочные стали, хруп-
кие, с пониженной величиной ударной вязкости, более чувстви-
тельны, чем стали вязкие, прочность которых при растяжении
с перекосом снижается мало.
808
На высокопрочные болты из малопластичных сталей большое
влияние оказывает концентрация напряжений в острых углах
резьбы. Для таких сталей радиусы закруглений в головке болта,
в резьбе и в месте выхода резьбы в ответственных случаях реко-
мендуется увеличивать на 30—50%.
При высоких температурах ряд сталей проявляет склонность
к увеличению хрупкости (в частности Х18Н10Т и некоторые
другие), что следует учитывать при выборе марок сталей и рас-
чете деталей.
Болты, изготовленные из титана, имеют вес на 45% меньше
стальных при высоких антикоррозионных свойствах и могут быть
использованы при температуре до 500° С.
При высоких удельных давлениях на поверхностях витков
резьбы в болтах возникают задиры, и коэффициент трения уве-
личивается до ц = 0,6 и более. Это явление возникает при на-
грузках на болт, приближающихся к разрушающим. Чтобы
исключить возможность появления задиров, необходимо выдер-
жать условие, определяемое формулой (исходя из равномерной
нагрузки витков)
Q.don Q mfi’
где QdOn — допускаемая нагрузка на болт в кГ;
Чем — допустимое удельное давление в кПсм2-,
f — площадь кольцевой поверхности витка в см2,
/=0,785 И — 4) см2;
i — число витков.
При нормальной температуре задиры возникают при удельных
давлениях qnped на витках:
Для высоколегированных сталей (кроме X18НЮТ) • . 2000 кГ/см1
Для мягких сталей..............................1200 »
Для смазанных резьб........................... 2000 »
При расчете можно принимать
<lnixi)
С/сж =: ’
"сж
где псж — коэффициент запаса, псж = 2,0.
Материал и конструкция гайки оказывают влияние на равно-
мерность распределения напряжений. Обычно гайки изгото-
вляют из материала более мягкого, чем материал болта, с мень-
шим модулем упругости. Это способствует выравниванию напря-
жений по виткам и уменьшает вероятность схватывания металла
гайки и болта. Возможность применения более мягкого материала
для гайки определяется тем, что площадь среза витков у гайки
больше (по наружному диаметру резьбы), чем у болта (по вну-
треннему диаметру резьбы).
809
В процессе изготовления болтов в головке болта в месте сопря-
жения со стержнем могут возникнуть значительные внутренние
напряжения, поэтому болты являются менее надежным элементом
крепления, чем шпильки. Кроме того, более соосное приложение
усилия вдоль стержня, создаваемого гайкой, по сравнению с го-
ловкой болта обеспечивает лучшие условия работы шпильки.
Учитывая сказанное, во фланцах арматуры для давлений Ру
— 40 кПсм1 и выше следует устанавливать шпильки; болты
применяются лишь для более низких давлений.
В соответствии с требованиями Госгортехнадзора для флан-
цевых соединений из аустенитной стали болты, шпильки и гайки
изготовляются из сталей того же класса. Крепежные детали из
аустенитной стали для фланцев из углеродистой стали, а также
иные сочетания (например, фланцы из аустенитной стали, а кре-
пежные детали из перлитной стали) могут быть применены лишь
в случае работы соединений при постоянной температуре.
Легированные стали, применяемые для изготовления крепеж-
ных деталей, подвергаются термической обработке — закалке
и отпуску или нормализации и отпуску.
4. РАСЧЕТ ФЛАНЦЕВ ПО ДОПУСКАЕМЫМ НАПРЯЖЕНИЯМ
Наиболее старым из методов расчета фланцев по допускаемым
напряжениям является метод, предложенный и разработанный
Бахом. Здесь фланец рассматривается как консольная балка.
Применяемые при этом формулы для определения необходимых
усилий затяга фланцевого соединения имеют весьма условный
характер, а допустимые нагрузки на болты подобраны заниженно,
с тем чтобы обеспечить возможность нормальной эксплуатации
фланцевого соединения. Тщательно разработанной научной базы
этот метод не имеет и в настоящее время не применяется. Этот
метод был несколько усовершенствован Зибелем в применении
к стальным фланцам высокого давления. Были введены коэф-
фициенты, учитывающие влияние жесткости кольцевой части при
скручивании фланца под действием нагрузки на величину напря-
жений в изгибаемых сечениях. Последний метод еще иногда
применяется. Он разработан применительно к стальным фланцам
трубопроводов перегретого пара при -~^2. Методика расчета
^0
состоит в следующем.
Вычисляют усилие от давления среды
Qcp = 0,78Ы?пР.
Определяют общую расчетную нагрузку на фланец Q6p = Q6paC4:
для узких прокладок (линзовых, остроугольных и зубчатых
с числом зубьев менее 7)
Q6p=3,25Qcp;
810
для широких прокладок (паронитовых, гофрированных, зуб-
чатых с числом зубьев более 7), а также для пришабренных бес-
прокладочных соединений
Q6p = 4,QQcp.
Выбирают размеры и число болтов фланцевого соединения
(можно воспользоваться табл. 148).
Температура болтов или сквозных шпилек t6 принимается
равной:
для соединений с жесткими фланцами (см. рис. 476)
/б= 0,944,;
для соединений со свободными
фланцами (см. рис. 477)
t6 = 0,904,,
где tcp — температура среды.
Определяется радиальное на-
пряжение в сечении I—I (рис. 497)
расчХ)К1
О/ = л/га (Г>0 + 2s0 ’
Определяется осевое напряже-
ние в сечении /—II
^(Do+S1) •
Рис. 497. Рассчитываемые сечения
фланца
Значения коэффициентов Ki и К2, учитывающих влияние жест-
кости кольцевой части фланца на его прочность, можно найти
с помощью графика на рис. 498 или определить по формулам
дг ___ Зтм2 + 1,8/пп
1 ~ 1 + 3/пп2 + 1,8/пп ’
К __ Зтп2
2 1 + Зтп2 -f- l,8mn ’
где
т =
Д» + si .
Г>н • т
II —
$1
h ’
Длина конусного перехода
При расчете свободных фланцев (см. рис. 477), кольцевое на-
пряжение определяется по формуле
Q о расцХз
°к = “ 2яГ ’
811
где
__ Dg DM
хя — 2 ’
щ/ (DH Dc 2dg)
12
При выборе допускаемого напряжения запас прочности по
отношению к пределу текучести во фланцах должен быть не
Рис. 498. Значения коэффициентов:
----------Кд---------К2
Значения коэффициентов Ki и К2 получены для стальных флан-
цев трубопроводов перегретого пара.
Наиболее обоснованным является метод расчета, разработан-
ный Уотерсом и др. и построенный на применении теории изгиба
круглых пластин. Влияние переходных частей и жесткости коль-
цевой части учитывается введением соответствующих коэффи-
циентов.
Расчет на основе этого метода в несколько упрощенном виде
для фланцев конструкций, указанных на рис. 476 и 477, при диа-
метрах проходов D 0 <: 1200 мм выполняется в такой последова-
тельности.
Определяется необходимое усилие затяга прокладки QH,
согласно данным, приведенным в п. 2.
812
Выбирается число болтов и определяется их диаметр в соот-
ветствии с данными, приведенными в п. 3.
Определяется расчетное усилие, по которому и производится
расчет фланца (см. п. 3)
„ Qg 4- Qcip
расч 2 *
Допускаемая нагрузка на болты учитывается в связи с тем,
что фактическое усилие затяга не может точно соответствовать
расчетному, а создается рабочим в зависимости от размера бол-
тов. Оно может иметь отклонения, зависящие от опыта и квалифи-
кации обслуживающего персонала.
При наличии усилий и моментов, возникающих во фланцевом
соединении от действия веса трубопровода или других присоеди-
нительных частей, влияние их должно быть учтено дополнительно.
Усилие вдоль шпинделя Qo при расчете средних фланцев вентилей
и задвижек входит в усилия QH и Q6p.
Расчет круглых жестких фланцев конструк-
ций, приведенных на рис. 476, выполняется следующим образом.
Вычисляются усилия, действующие на фланец:
усилие от давления среды
Qcp = 0,785£>лР кГ-
реакция прокладки
Rn ~ Qg расч (1 Л) Qcp ,
расчетное усилие, передаваемое болтами на фланец,
_ Qe + Qcp
^сб расч — 2 К.1 ,
Определяется условный момент по формуле
QcpXc + RnXfl „ ,
Мо = ----5-----кГ -см/СМ',
здесь
Do — диаметр отверстия трубы в см.
Вычисляются действующие напряжения (рис. 499):
осевое
° о = кГ/см-;
радиальное
(4/,z+0
°р =-----Lh^----- кГ!см2',
813
кольцевое
<+ =-^---гоР кГ/см2;
где f— коэффициент поправки напряжений, завися-
щий от отношений sjs и 1У/1О; принимается
по диаграмме на рис. 500; s — толщина стенки
трубы в см; 1У — длина горловины в см; 1у —
условная длина, /0 = ]УО05’
Sj — толщина стенки горловины в см;
hl j_ 1 №
L — коэффициент, L ----------}- -j-; d — коэффи-
циент, d = -у- /0s2;
р
I — коэффициент, Z = -г-; F — коэффициент, при-
*0
нимается по диаграмме на рис. 501;
h — толщина фланца в см;
V — коэффициент, принимается по диаграмме на
рис. 501;
Т, U, Y, Z — коэффициенты, принимаются в зависимости от
Рис. 499. Действие напряжений во фланце
Формулы для определения коэффициентов Т, U, Y, Z имеют вид:
k2 ( 1 +4,64-^ Igfe') — 1
jj — з \___________________
л(1 +v)(A- 1)(А+— 1) ’
7 + 1 .
fo? _ 1 >
для стали v = 0,3.
814
Величины коэффициентов Т, U, Y и Z для стальных фланцев
можно принимать по данным рис. 502.
Для чугунных фланцев этот метод расчета можно применять
лишь условно, так как он разработан применительно к стальным
Рис. 500. Значения коэффициента f
При расчете принимается: минимальное значение f = 1; при = 1
/= 1; для свободных фланцев f — 1
фланцам, без учета особенностей чугуна как конструкционного
материала. Однако отсутствие более точного метода расчета чу-
гунных фланцев заставляет считать целесообразным использова-
ние этого метода с соответствующими поправками, связанными
со значением v для чугуна.
Использование данного метода с применением значений Т,
U, Y и Z, приведенных на рис. 503, дало в ЦКБА удовлетвори-
тельные результаты.
815
!,0
Рис. 501. Значения коэффициента V и F
816
. Гуревич
Рис. 503. Значений коэффициентов Т, U, V и Z для чугунных фланцев
Во фланцах допускаются следующие напряжения
О0 ''4 1,5о^0л, Ор ^допг ' ^доп'
Кроме того, должно быть выдержано условие
ао 4 Ор о0 + ан
2 <'^^дот 2 ^^^доп"
Расчет круглых свободных фланцев кон-
струкций, приведенных на рис. 477, выполняется следующим
образом.
Усилие, действующее на фланец (см. п. 3),
____________________________ Qe-Y Qop
Чб расч — 2 ’
Условный момент
Л4() = Qg расч^О ^7 '
где Ой — диаметр окружности расположения болтов;
DM — средний диаметр кольцевой опорной поверхности фланца
(для резьбовых фланцев — средний диаметр резьбы).
Действующие напряжения во фланце (о0 = 0 и ор = 0)
О'1() „. 9
Ок = Ф К-Г/СМ?,
где Y — коэффициент для стальных фланцев (рис. 502); при
определении Y принимается k =
h — толщина фланца в см;
Ф — коэффициент, учитывающий ослабление фланцев от-
верстиями,
Рн-Рс
1 рн_ pc-d’
DH — наружный диаметр фланца в см;
d — диаметр отверстий под болты в см.
Помимо проверки толщины фланца должна быть проверена
прочность элементов, связывающих фланец с трубой: заплечика
(рис. 477, 7), кольца (рис. 477, 77), резьбы (рис. 477, 777).
Сравнивая рассмотренный метод расчета с консольным, можно
отметить, что он более точно отражает влияние многих факторов
на величину напряжений, возникающих во фланце; однако при
расчете по этому методу толщины фланцев часто получаются
несколько большими, чем при расчете по консольному методу.
В табл. 149 указаны стали, применяемые в корпусах и фланце-
вых соединениях, и пределы их применения.
52* 819
Таблица 149
Стали, применяемые для корпусных деталей
и фланцевых соединений
Марка стали Рекомендуемые пределы примене- ния до t, °C Область применения
Отливки
20Л-Ш —40; +425
25Л-Ш —40; +425 Арматура общего назна-
20ХМЛ 20ХМФЛ —40; +540 575 чения и для энергетиче- ских установок
Х5ТЛ 425
Х5МЛ Х5ВЛ 550 550 Арматура установок неф- теперерабатывающей про- мышленности
Х8ВЛ 575
5Х18Н9Л —196; +700
10Х18Н9ТЛ 10Х18Н12МЗТЛ —196; +700 —196; +650 Арматура для химиче- ских установок и высоких
10Х18Н12М2ТЛ —196; +650 температур
10Х18Н4Г4Л 350
5Х23Н28МЗДЗЛ ЭИ654ЛК 5Х23Н28М2ТЛ 100 80 100 Арматура для химиче- ских установок
Поковки, штамповки и прокат
ВМСт.Зсп —30; +300
ВКСт.Зсп ВМСт.4сп —30; +300
ВКСт.4сп ВМСт.бсп —30; +300 Арматура общего назна-
ВКСт.бсп М21 —30; +300 чения и для энергетиче- ских установок
25 —40; +450
40 —40; +450
40Х 450
820
Продолжение табл. 149
Марка стали Рекомендуемые пределы примене- ния до t, °C Область применения
Поко 16М 15ХМ 35ХМ 12ХМФ 25Х2МФА вки, штамповки и 450 540 500 575 530 прокат Арматура общего назна- чения и для энергетиче- ских установок
ЭИ578 Х17 Х18 1Х17Н2 2X13 5Х23Н28МЗДЗ ЭИ654 550 450 450 400 425 100 100 Арматура для химиче- ских установок
5Х23Н28МЗДЗТ 0Х18Н10Т Х18Н10Т Х18Н12М2Т Х18Н12МЗТ —196; +400 —196; +600 —196; +700 —196; +600 —196; +600 Арматура для химиче- ских установок низких и высоких температур
ЭИ612 1Х13Н16Б 1Х13Н18В2Б 1Х18Н12Т 1Х14Н14В2М 1Х14Н14В2МТ 650 600 650 700 700 700 Арматура для высоких температур
Примечания: 1. Стали легированные обработанном виде. 2. Стали, легированные ванных случаях н на основа и высоколегированные применяются в термически никелем, применяются лишь в технически обосно- нии соответствующего разрешения.
Величины допускаемых напряжений од0П для стальных флан-
цев приведены в табл. 150 и 151, а для чугунных фланцев —
в табл. 152.
821
Расчетные значения механических характеристик сталей,
и допускаемые напряжения а(-!оп
Марка стали Механиче- ские харак- теристики и адоп в «Г/мм2 Температура мате
20 200 225 250 275 300 325 350
20Л-Ш $8 &пл ®дл 6 доп 42,0 22,0 9,2 36,0 18,0 9,2 36,0 18,0 9,2 36,0 17,0 9,0 36,0 16,5 8,6 35,0 16,0 8,0 35,5 16,0 7,7 34,0 15,5 7,3
25Л-Ш <тв (7у впл $дл ^доп 45,0 24,0 10,2 37,0 19,0 10,2 37,0 19,0 10,2 37,0 18,5 10,0 37,0 18,0 9,5 37,0 17,5 8,7 36,5 17,5 8,2 36,0 17,0 7,7
20ХМЛ Gp ^пл &дл ^доп 47,0 25,0 11,5 45,0 23,0 11,0 45,0 23,0 п,о 45,0 23,0 11,0 45,0 23,0 11,0 45,0 23,0 11,0 45,0 23,0 11,0 45,0 23,0 11,0
20ХМФЛ (У р ^пл £>дл в доп 50,0 32,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5 48,0 26,0 12,5
10Х18Н9ТЛ Св Gp &пл &дл &доп 55,0 20,0 11,0 50,0 20,0 11,0 48,0 19,5 11,0 45,0 19,0 и,о 42,0 18,5 11,0 40,0 17,8 11,0 38,0 17,0 11,0 35,0 16,2 11,0
5Х23Н28МЗДЗЛ #8 Gp ^доп 45,0 20,0 11,0 — — — — — ‘
ЭИ654ЛК <ТВ Gp ®доп 50,0 25,0 12,0 — — — — __ —
5Х23Н28М2ТЛ СТв Gp ^доп 45,0 25,0 11,5 — __ — — — — —
822
Таблица 150
примениемых для отливок арматуры,
в литых стальных фланцах
риала фланца в °C
375 400 425 450 475 500 525 550 575 600 625 650 675 700
31,0 15,5 7,1 28,0 15,0 6,6 7,0 25,0 14,0 5,2 6,0 22,0 13,0 3,9 4,5 21,0 12,5 3,7 3,8 20,0 12,5 3,6 19,0 12,0 18,0 11,5 14,0 9,5 10,5 8,3 — — — —
34,0 16,5 7,4 31,0 16,0 7,0 15,3 7,2 27,0 15,0 5,5 12,0 6,1 23,0 14,0 4,0 9,5 4,5 23,0 13,5 3,8 7,0 3,8 23,0 13,0 3,6 4,8 21,0 12,5 20,0 12,0 15,0 10,0 11,0 8,5 — — — —
45,0 23,0 11,0 45,0 23,0 н,о 44,0 23,0 11,0 44,0 22,0 10,5 42,0 20,5 15,0 24,5 10,5 40,0 20,0 8,6 17,0 8,5 37,0 19,0 5,0 10,5 5,5 34,0 18,0 2,9 6,0 3,1 — — — — — —
48,0 26,0 12,5 48,0 26,0 12,5 47,0 26,0 12,5 46,0 26,0 12,5 46,0 25,0 н,о 24,0 12,0 44,0 25,0 н,о 21,0 10,5 38,0 23,5 10,5 17,0 8,5 32,0 22,0 5,0 12,0 5,5 30,0 22,0 3,0 7,0 3,2 28,0 22,0 4,0 26,5 21,0 25,0 20,0 23,5 19,5 22,3 19,3
35,0 15,5 10,5 35,0 15,0 10,5 34,0 14,8 10,5 34,0 14,5 10,0 33,0 14,2 9,5 33,0 14,0 10,0 9,0 32,0 13,7 9,0 8,0 30,0 13,5 8,5 14,0 7,2 29,0 13,2 7,7 13,0 6,5 28,0 13,0 6,4 9,5 5,0 27,0 12,5 5,0 8,0 4,5 26,0 12,0 4,0 4,5 2,8 24,0 11,5 4,0 23,0 11,0 3,6
— — — —
— — — — — — — — — — — — — —
—
823
Расчетные значения механических характеристик сталей,
штамповок, проката, и допускаемые напряжения вдоп
Марка стали Механиче- ские харак- теристики и адоп в кГ/мм2 Температура мате
20 200 225 250 275 300 325 350
ВМСт.Зсп ВКСт.Зсп <Ув (Ту. ^доп 46,0 23,0 9,5 20,0 9,0 19,0 9,0 18,0 8,5 16,5 8,0 15,5 7,5 14,0 13,0
ВМСт.4сп ВКСт.4сп <ув СГу’ ^доп 42,0 24,0 10,0 22,0 9,5 21,0 9,5 20,0 9,0 18,5 8,5 17,0 8,0 15,5 14,0
ВМСт.бсп ВКСт.бсп (Ув а г &доп 50,0 27,0 11,0 24,0 10,5 23,0 10,0 21,0 9,5 19,0 9,0 17,5 8,5 16,0 15,0
20, М21 <Ув ст, Опл °дл Одоп 42,0 24,0 11,0 42,0 22,0 11,0 42,0 20,0 11,0 42,0 19,0 11,0 42,0 18,0 10,8 42,0 17,0 10,3 42,0 16,0 9,5 42,0 15,0 9,0
25 <Ув (Уг ОПЛ УУдл о доп 48,0 28,0 11,8 48,0 24,0 11,8 48,0 22,0 11,8 48,0 21,0 11,8 48,0 20,0 11,5 48,0 19,0 10,9 48,0 18,0 10,3 46,0 17,0 9,7
16М (Ув (Ут (Упл (Удл (Удоп 40,0 22,0 10,7 40,0 22,0 10,7 40,0 22,0 10,7 40,0 22,0 10,7 40,0 22,0 10,7 40,0 20,0 10,7 40,0 17,0 10,7 40,0 16,0 10,7
15ХМ УУв УУпл Одл О доп 44,0 22,0 11,8 43,0 22,0 11,8 43,0 22,0 11,8 43,0 22,0 11,8 42,0 21,0 11,8 42,0 21,0 11,8 41,0 21,0 11,8 41,0 20,0 11,8
824
Таблица 151
применяемых для арматуры из поковок,
во фланцах этой арматуры
риала фланца в °C
375 400 425 450 475 500 525 550 575 600 625 650 675 700
12,0 — — — — — — — — — — —
13,2 —
14,0 —
39,0 14,0 8,4 36,0 13,0 10,0 7,9 33,0 12,0 7,5 7,4 30,0 11,5 5,0 8,0 5,6 27,0 11,0 3,6 6,0 4,0 23,0 10,0 2,5 3,6 3,0 20,0 9,0 18,6 8,0 16,0 6,8 14,2 5,6 — — — —
45,0 16,0 44,0 15,0 10,5 40,0 14,5 8,0 37,0 14,0 5,3 35,0 13,0 3,6 32,0 12,0 2,5 28,0 11,0 25,0 10,0 22,0 9,5 18,0 9,0
9,1 8,5 7,8 5,9 4,2 3,0 — __ — —
40,0 16,0 10,7 40,0 16,0 10,7 39,0 16,0 15,0 10,5 38,0 16,0 11,0 10,0 37,0 16,0 8,5 9,0 36,0 16,0 6,0 12,0 6,6 34,0 16,0 4,5 9,0 4,5 32,5 16,0 3,0 6,5 30,0 16,0 4,5 28,0 16,0 3,0 — — — —
40,0 20,0 11,8 40,0 20,0 11,8 40,0 20,0 15,5 11,6 40,0 20,0 12,0 24,0 11,4 39,0 20,0 10,0 18,0 11,0 39,0 19,0 8,0 11,0 9,0 38,0 19,0 5,3 8,0 6,4 37,0 19,0 4,5 5,3 4,4 34,0 18,0 30,0 18,0 — — — —
825
Марка стали Механиче- I ские харак- теристики и 1 Температура мате
20 200 225 250 275 300 325 350
12ХМФ ^пл &дл 6доп 45,0 23,0 11,2 42,0 21,0 11,2 42,0 21,0 Н,2 42,0 20,0 11,2 41,0 20,0 Н,2 41,0 19,0 11,2 41,0 19,0 11,2 41,0 19,0 11,2
2X13 Ов От опл Одл Одоп 66,0 45,0 15,0 65,0 42,0 15,0 63,0 41,5 15,0 61,0 41,0 15,0 58,0 40,5 15,0 55,5 40,0 15,0 53,5 40,0 14,5 53,0 39,5 14,5
Х18Н10Т Ов О, Фм Одл Одоп 55,0 20,0 12,5 52,0 20,0 12,5 50,0 19,5 12,5 48,0 19,0 12,5 47,0 18,5 12,5 46,0 17,8 12,5 46,0 17,0 12,5 45,0 16,2 12,5
Х18Н12М2Т XI8H12M3T О'/. ^пл &дл в доп 55,0 22,0 9,0 46,3 17,6 9,0 46,3 17,0 9,0 46,3 17,0 9,0 46,2 16,9 8,5 46,2 16,9 8,5 46,0 16,5 8,5 46,0 16,0 8,5
ЭИ612 os CTj- Опл &дя &доп 75,0 40,0 17,0 72,0 40,0 17,0 72,0 40,0 17,0 72,0 40,0 17,0 71,0 40,0 17,0 70,0 40,0 17,0 70,0 40,0 17,0 70,0 40,0 17,0
1 X 18HI2T о„ аг 0,1.1 Пд.1 Одоп 55,0 23,0 12,5 52,0 22,0 12,5 50,0 21,0 12,5 48,0 20,0 12,5 47,0 20,0 12,5 46,0 19,5 12,5 46,0 19,0 12,5 45,0 18,5 12,5
Примечания: 1. <тг — предел текучести, соответствующий 0,2% остаточного относительного 2. апл — предел ползучести, соответствующий скорости ползучести 1-10-' 3. вдл — предел длительной прочности при длительности нагружения в
826
Продолжение табл. 151
риала фланца в °C
375 400 425 450 475 500 525 550 575 600 625 650 675 700
41,0 40,0 39,0 38,0 35,0 32,0 31,5 31,0
19,0 18,0 17,5 17,0 17,0 17,0 17,0 16,5 —
— — — — 18,0 14,0 11,0 8,0 4,0 — — — — —
— — — — 20,0 17,0 14,0 11,0 6,0
11,2 11,2 11,2 11,2 11,0 9,3 7,1 5,5 —
53,0 53,0 51,0 48,0 47,0 44,0 40,0 35,0
39,5 39,0 38,5 38,0 37,0 36,5 34,5 28,5
— — 12,8 7,6 4,8 4,0 3,0 — — — — — —
— — — 26,0 18,0 16,0 8,0 —
14,5 14,5 14,0 12,0 9,0 5,6 4,5 3,2
45,0 44,0 44,0 44,0 43,0 43,0 42,0 40,0 38,0 36,0 36,0 35,0 34,0 30,0
15.5 15,0 14,8 14,5 14,2 14,0 13,7 13,5 13,2 13,0 12,5 12,0 — —
— — — — — 10,0 9,0 8,5 7,7 6,4 5,0 4,0 — —
— — — — — — — 14,0 13,0 9,5 8,0 4,5 4,0 3,6
12,5 12,0 11,5 11,0 10,5 10,0 9,2 8,0 7,5 5,8 4,5 2,8 — —
45,8 45,6 45,3 45,0 44,5 44,0 43,5 43,0 41,0 40,4
15,5 15,0 14,5 14,0 13,8 13,5 13,2 13,0 12,8 12,5 — — — —
— —. — —. — — — 11,2 8,5 6,5 5,8 5,2 4,3 3,5
— — — — — — — 24,0 17,5 13,0 10,0 6,6 4,5 2,8
8,0 8,0 7,5 7,5 7,2 7,2 7,0 7,0 7,0 6,5 5,5 4,0 — —
69,0 68,0 68,0 67,0 66,0 65,0 65,0 64,0 63,0 61,0 54,0 49,0 46,0 44,0
40,0 40,0 40,0 40,0 39,0 38,0 38,0 38,0 37,0 36,0 36,0 35,0 35,0 35,0
— — — — — — — — — 20,0 16,0 13,0 10,0 8,6
— — — — — — — — 22,5 20,0 18,0 16,0 — —
17,0 17,0 17,0 17,0 16,5 16,0 16,0 15,0 12,0 11,0 10,0 9,0 — —
45,0 44,0 44,0 44,0 43,0 43,0 41,5 40,0 39,0 38,0 35,0 32,0 30,0 28,0
18,0 17,5 17,0 16,0 16,0 15,5 15,1 14,8 14,5 14,1 13,8 13,6 13,4 13,2
— 13,5 10,0 7,5
12,5 12,0 11,5 11,0 10,5 10,0 9,5 9,0 8,5 6,8 5,2 4,0 — —
Удлинения.
мм 'мм- ч.
100 000 ч.
827
Таблица 152
Расчетные значения механических характеристик чугунов,
применяемых для отливок арматуры общего назначения,
и допускаемые напряжения в чугунных фланцах
Марка чугуна св (раст) св (изг) е о О Пределы применения
в кГ/мм* давления до Ру в кГ/см? температуры в °C
СЧ15—32 15 32 —. 6,4
Чугун серый СЧ18—36 18 36 — 7,2
СЧ21—40 21 40 — 8,0 16 —15; +300
СЧ24—44 24 44 — 8,5
СЧ28—48 28 48 — 9,0
Чугун высоко- прочный ВЧ45—5 ВЧ40—10 45 40 70 85 32 30 10,2 10,0 25 —15; +300
мм
Чугун ковкий Ру^ <^40 кПсм2 400
КЧЗО—6 30 21 8,5 4-150 мм ру= = 25 кГ/см2 300
КЧЗЗ—8 33 — 23 9,5
При определении значений од0П принималось:
GdonM = ~f----допускаемое напряжение по пределу теку-
чести, 2,0= 1,75;
Ов
°доп(в) =-----допускаемое напряжение по пределу проч-
Пв
ности, /гвЭ=4,0;
°!don(ni)=——-----допускаемое напряжение по пределу ползу-
Ппл
чести, ппг = 0,9н-1,0 при скорости ползу-
чести 1-10"7 мм/мм-Ч',
।
°аоп(д.ч — -----допускаемое напряжение по пределу длитель-
ной прочности, /гЛ1^2,0 при длительности
нагружения в 100 000 ч.
828
В качестве допускаемого напряжения <здоп принималось наи-
меньшее из полученных.
Величины запасов прочности для болтов и фланцев включают
в себя также запасы на возможное влияние следующих факторов:
а) превышение усилия затяжки над расчетным, что может иметь
место при отсутствии динамометрических ключей, недостаточно
качественной прокладке и наличии дефектов механической обра-
ботки уплотняющих поверхностей фланцев; б) возникновение
дополнительных напряжений от перекоса опорных поверхностей
гаек в связи с деформацией фланцев; в) возникновение дополни-
тельных напряжений в связи с влиянием веса трубопровода,
создающего моменты и усилия, воспринимаемые болтами фланце-
вого соединения; г) появление дополнительных напряжений
из-за удлинений трубопровода, разности температур фланца и
болта, что приобретает особо важное значение в периоды про-
грева трубопровода; д) периодическое или разовое повышение
давления в результате изменения напора или действия гидравли-
ческого (непрямого) удара; е) колебания в величинах прочности
металла и возможности дефектов в изготовлении болтов.
Все перечисленное требует увеличения запаса прочности.
Однако имеются и такие факторы, которые позволяют в отдель-
ных случаях снизить запасы прочности во фланцах и болтах.
Величина запаса прочности диктуется не только величиной
действующих сил, но и характером этих сил, который опреде-
ляется результатами и степенью опасности их действия. Так,
усилие от действия гидравлического давления в арматуре, соз-
даваемого ручным (или приводным) насосом без аккумулятора,
менее опасно для обслуживающего персонала, чем усилие от
давления, создаваемого сжатым воздухом. В первом случае при
возникновении трещины в арматуре давление быстро падает и
разрушение детали не создает угрозы обслуживающему персоналу,
во втором случае разрушение деталей (в особенности хрупких —
чугунных) создает реальную угрозу для рабочего, обслуживаю-
щего установку.
Усилия, действующие во фланцевом соединении, также можно
разделить на усилия, представляющие меньшую угрозу для ра-
боты фланцевого соединения (7?„), и на усилия, имеющие более
опасный характер (Qcp).
В процессе эксплуатации реакция прокладки Rn, как правило,
может изменяться только в сторону уменьшения, а при возник-
новении опасного состояния соединения (при чрезмерной дефор-
мации фланцев или болтов под действием увеличенной суммар-
ной нагрузки на фланец) величина Rlt либо уменьшается, либо
сохраняет свое значение, но при этом происходит перераспреде-
ление удельных давлений на отдельных участках прокладки.
Реакция Rn всегда является результатом действия других сил —
упругости болтов, фланцев и прокладки или действия среды,
829
а работа, которую она может совершить, ничтожно мала. Вели-
чина Qcp изменяется пропорционально изменению давления,
и при пусках или остановке агрегатов, открывании и закрывании
арматуры кратковременное повышение давления может дости-
гать значительной величины. При возникновении опасного состоя-
ния соединения величина Qc/J может сохранить свое значение вплоть
до разрушения фланцевого соединения.
Таким образом, в процессе эксплуатации разрушения флан-
цевого соединения в связи с действием реакции прокладки Rn
произойти не может. Действие усилия Qcp при повышении давле-
ния или ослаблении соединения вследствие повышения темпера-
туры, либо дефектов изготовления фланцевого соединения и т. п.,
может вызвать нарушение плотности или разрушение деталей
соединений. Следовательно, Qcp является активной силой, реак-
ция прокладки Rn — пассивной силой. Представим себе фланце-
вое соединение низкого давления при малой величине Dy, у кото-
рого отношение QcpIRn невелико. В таком соединении колебания
давления вызовут очень малые изменения напряжений в болтах,
запас прочности в процессе эксплуатации будет сохранять свое
значение. Поскольку запас прочности в таком соединении выдер-
жан по отношению к пассивной силе, не представляющей опас-
ности для прочности деталей, такое соединение имеет очень высо-
кую степень надежности. Во фланцевых соединениях низкого
давления при больших диаметрах прохода Dy отношение Qcp!Rn
велико. Колебания давления в таком соединении вызовут почти
пропорциональное увеличение нагрузки на болты, в особенности
при упругих резиновых уплотнениях. Запас прочности в таком
соединении по отношению к действующей величине силы в про-
цессе эксплуатации будет изменяться. Принят он относительно
опасной активной силы, действие которой может вызвать разру-
шение фланца. Следовательно, при формально одинаковых зна-
чениях запаса прочности для обоих фланцевых соединений пер-
вое соединение имеет «реально» больший запас прочности и пред-
ставляет меньшую опасность в смысле разрушения, чем второе.
При выборе запасов прочности величина отношения QcplRn
может уточнить условия работы фланцевого соединения и позво-
лит принять более обоснованные величины запасов прочности.
5. РАСЧЕТ ФЛАНЦЕВ ПО ПРЕДЕЛЬНЫМ НАГРУЗКАМ
В настоящее время в машиностроении успешно применяется
метод расчета на прочность по предельным нагрузкам; он значи-
тельно упрощает решение сложной задачи определения прочных
размеров фланцевого соединения. Сложную пространственную
картину напряжений, возникающих во фланце при его нагрузке,
трудно аналитически изучить, так как тензометрирование или
моделирование их чрезвычайно затруднено. Кроме того, при
830
расчете фланцев по наибольшим напряжениям для пластичных
материалов не могут быть допущены местные высокие напряже-
ния и некоторые местные пластические деформации, хотя они не
имеют существенного значения для прочности фланца, так как
носят местный характер, а также в силу того, что явление релак-
сации напряжений со временем снижает их величину. В то же
время, пользуясь даже наиболее современным математическим
аппаратом для расчета фланцев и теорией тонких оболочек,
мы получаем результаты, очень далекие от точных.
Например, рассматривать фланец толщиной 80—100 мм как
тонкую пластину можно лишь условно. Правда, все отступления
теоретической схемы от дейст-
вительности более или менее
успешно компенсируются введе-
нием поправочных коэффициен-
тов, но это очень усложняет
схему расчета и не всегда обеспе-
чивает достаточную точность.
Расчет фланцев по предель-
ным нагрузкам основан на более
простых и четких принципах.
Впервые этот метод в примене-
нии к фланцам был предложен
Л. М. Качановым и разработан
совместно с А. А. Захаровым.
Теоретические предпосылки при
Рис. 504. Кривая прогиба балки при
увеличении нагрузки
этом методе расчета также исходят из теории тонких пластин,
но искажения, вносимые в расчет вследствие значительной тол-
щины фланцев, носят иной характер и не играют такой сущест-
венной роли, как в предыдущих методах.
График зависимости прогиба f фланца из пластического мате-
риала (сталь) от нагрузки изображен на рис. 504. Указанная на
графике зависимость подтверждается экспериментами.
Из графика видно, что до точки т во фланце действуют упру-
гие деформации, которые на участке тп переходят в пластиче-
ские. Можно считать условно, что в точке п образуется пластиче-
ский шарнир, в результате чего дальнейший прогиб фланца
увеличивается при сравнительно небольшом увеличении на-
грузки.
Расчетной величиной является предельная нагрузка Q,4.e(h
создающая пластический шарнир.
Расчет деталей по предельным нагрузкам по сравнению с ме-
тодом допускаемых напряжений дает разницу в размерах сечений
в тех случаях, когда напряжение распределено неравномерно
по сечению детали.
Так, например, для балки, лежащей на двух опорах и нагру-
женной сосредоточенной нагрузкой Q, предельное состояние для
831
расчета по методу допускаемых напряжений наступит тогда, когда
напряжение в крайних волокнах достигнет предельно допустимой
величины. Для хрупких материалов это условие действительно
Рис. 505. К расчету балки по методу предельных нагрузок
ограничивает несущую способность балки, так как дальнейшее
увеличение нагрузки может вызвать появление трещин и после-
дующее разрушение детали.
Для пластичных материалов при этом условии не будет исчер-
пана несущая способность балки, так как по мере увеличения
Рис. 506. График изменения прогиба фланца с резь-
бой М80ХЗ при увеличении нагрузки
нагрузки крайние волокна начнут пластически деформироваться
в связи с перераспределением напряжений. Несущая способность
балки будет увеличиваться до тех пор, пока напряжения во всех
волокнах не достигнут предела текучести; в этот момент балка
достигнет состояния, соответствующего наличию «пластического
шарнира». Это и будет считаться предельным состоянием балки
по способу предельных нагрузок.
832
На рис. 505 последовательно изображены три состояния балки:
а — соответствующее упругому состоянию; б — при появлении
пластических деформаций; в — соответствующее наличию «пла-
стического шарнира».
Предельной нагрузкой на фланец будет считаться такая вели-
чина нагрузки Qnped, при которой во фланце образуется «пласти-
ческий шарнир». Возможность образования такого явления во
фланцах подтверждается экспериментами (рис. 506).
Из вышесказанного следует, что этот метод расчета применим
лишь для фланцев из нехрупкого металла, работающего при
условиях, когда основной характеристикой прочности является
предел текучести.
Расчет стальных фланцев, работающих при высокой темпера-
туре, когда характеристикой прочности является предел ползу-
чести или предел длительной прочности, должен производиться
по методу допускаемых напряжений.
Расчет жестких фланцев (см. рис. 476) произво-
дится по следующей методике. Предельная нагрузка на фланец
при $! > h определяется по формуле
Qnped = \,7(fkh2oTc кГ,
где h — толщина фланца в см (см. рис. 476);
от — предел текучести материала фланца в кПсм2',
Ф — коэффициент, учитывающий влияние отверстий под
болты на прочность фланца: ф = 1 при -----------4---5— <<
— Uq —
< 0,25; ф = 0,9 при 0,25 < -р.-------х— < 0,5;
k — коэффициент, k = 1 Ч- —; здесь х определяется из
уравнения
с—коэффициент плавности перехода от фланца к трубе,
который определяется следующим образом.
Если выдержано условие /„ —S1^~ S (О о + 2s), то считают,
S1 ~Г 5
что фланец с трубой соединен плавным переходом, и принимают
с = 1. Если 1У < g1 (О о + 2s), то с < 1 выбирается по
результатам экспериментальных исследований. При отсутствии
таких данных фланец можно считать соединенным с трубой без
плавного перехода, т. е. снабженным втулкой постоянной тол-
щины. В этом случае принимают с = 1, а значение х определяют
подбором из уравнения
53 Д. Ф. Гуревич
Величину х можно также определить с помощью номограммы
(рис. 507), разработанной автором.
Номограмма построена на основе преобразованного уравнения
1
имеющего вид а + Ьх = пгх, в котором
D
D6
, D'‘
Ь — ~rV"
De
De
DH ’
Рис. 507. Номограмма для определения коэффициентах. Пример. Дано:
а = 0,608, в = 0,520, т = 0,758. Решение. 1. Определяем величину W =
— 0,384. 2. Строим точки 1 и 3 и соединяем их прямой. Из точки 4 опускаем
вертикаль, получаем х= 0,5
m =
Определение х при помощи графика на рис. 507 производится
следующим образом:
определяют значения а, b и т;
I — а
вычисляют значение вспомогательного числа со = „ с , •
0,5 + b ’
на левой шкале откладывают значение а и получают точку 1;
834
на нижней шкале откладывают значение х = со и получают
точку 2;
из точки 2 восстанавливают перпендикуляр; пересечение его
с прямой I—I определяет точку 5; точки 1 и 3 соединяют прямой,
которую продолжают до пересечения с кривой соответственно
найденному значению т, получают точку 4 (промежуточные зна-
чения т находятся между кривыми);
из точки 4 опускают перпендикуляр на шкалу х и получают
искомое значение х.
Расчет свободных фланцев (конструкций, при-
веденных на рис. 477) производится следующим образом.
Величина предельной нагрузки определяется по формуле
Qnped = l,7(fckch2CfT кГ,
где kc = 1 + ;
Хс
<рс — коэффициент, учитывающий влияние отверстий под
болты на прочность фланца,
’’«“‘“аДг'Р”' 477>-
Значение хс определяется из уравнения
Последнее может быть представлено в виде
Рм . / Dm — Dc ) _ ( Рб
Do + Хс \ £»б ) \ D J
ас ф- Ьсхс = т\
и заменено
где
Номограмму на
ния значений хс.
Для резьбовых
формулу
Р» . I, _ Dm Dc . __ Dp
D6 ’ c Do ’ DH-
рис. 507 можно использовать и для определе-
фланцев Dc — DM получаем более простую
Для ускорения расчета резьбовых фланцев может быть исполь-
зована номограмма на рис. 508, разработанная автором, при
помощи которой по известным диаметрам определяется величина
53*
835
При упрощенном способе расчета применяются
следующие формулы приближенных значений коэффициента k,
предложенные А. А. Захаровым:
для свободного фланца (рис. 509)
ь 1 । ( В*
с D6 \DS- Dm
для фланца с воротником при /1 2s s (рис. 509)
ь 1 ।________Do Г ( Do +s \ -Ц _________11 •
“^Dc-Do-s L Do \ Do /г2 J’
для фланца с шейкой при h sy и Гу 0,75t0, где i =
__ Dp Ч~ 2s
si + s ’ x
Dn DH Dn + s \ st
h 1 _i_______0 __4 0 1 j_____*___1 .
D6-D0-s [ ПД D6 h? ‘J’
для фланца с укороченной шейкой при /г 2s g} и i < 0,7510
1 +
Рр ( Рн
D6 Dq s I Dq
s2 Г / s2 \ _____-M
+ [1 +111/7(2-7)] I,
(Si -4- s) /л-
Где v = •
Формула для определения k для фланца с воротником приме-
нима при условии, что выдержано необходимое соотношение
размеров
H — h J
Nt;
При
H — h < !
предельная нагрузка быстро уменьшается, приближаясь к зна-
чениям предельной нагрузки соответствующего свободного фланца,
что требует применения значений k, соответствующих свободному
фланцу. Жесткие фланцы показаны на рис. 510.
Допускаемая нагрузка на фланец определяется
как часть предельной в зависимости от выбранного запаса проч-
ности п.ф. Величина запаса прочности зависит как от свойств
металла (отношения—) и технологических особенностей изго-
\ /
товления фланца, так и от технических требований к фланцу
и условий эксплуатации.
836
Рис. 508. Номограма для определения коэффициента z при расчете резь-
бовых фланцев
Свободный С воротником
Рис. 509. Фланец свободный и фланец с ворот-
ником
Жесткие
Рис. 510. Жесткие фланцы
5
837
Допускаемая нагрузка на фланец равна
О Q пред
'ф~ Пф '
Для обычной арматуры всех размеров из
кованой и литой, при давлениях Ру
запаса прочности
стали f— 0,65)
\ CTe /
100 кПсм1 коэффициент
можно принимать равным
Рис. 511. Схема дей-
ствия усилий на
жесткий фланец
пф = 1,8;
для кованой арматуры при Ру~> 100 кПслР
пф = .1,8;
для литой арматуры при Д,>100 кПсм-
Пф = 2,0.
После того как определена допускаемая
нагрузка на фланец, она должна быть сравнена
с усилиями, возникновение которых ожидается
во фланце в процессе эксплуатации. Эти усилия
являются расчетными, так как их действитель-
ная величина неизвестна.
На рис. 511 показана уточненная схема действия сил на фланец.
На схеме: Q6 — усилие от действия болтов (реакция болтов);
Qi = Rn — реакция прокладки; Qcp — усилие от действия среды,
которое рассматривается как состоящее из двух усилий: Q3,
приложенного к среднему диаметру трубы, и Q2, приложенного
между средней окружностью прокладки и внутренней поверх-
ностью трубы; 11У /2 и 13 — плечи приложения соответствую-
щих сил.
Усилия приложены к фланцу в разных местах, поэтому сле-
дует ожидать, что их влияние на фланец будет зависеть от точек
приложения.
Поскольку фланец подвергается изгибу, определим приведен-
ное усилие Qnp, приложенное к трубе, которое вызывает момент
на фланце, эквивалентный моменту от действия сил, приложен-
ных к фланцу,
QnP — Qi -ц- + Q2 -ц- + Qa-
Таким образом, допускаемую нагрузку на фланец следовало бы
сравнивать с усилием Qnp, но иногда это не выполняется. Сталь-
ные фланцы, для которых и применим рассматриваемый метод
расчета фланцев по предельным нагрузкам, предназначены обычно
для работы при высоких давлениях, когда ширину прокладки
выдерживают в ограниченных размерах и стремятся прокладку
установить возможно меньшего диаметра. В случае, когда с до-
статочной для практики точностью можно считать, что % /,
13 расчет по Qnp существенных коррективов не вносит.
838
Вопрос о величине расчетного усилия для фланцев в армату-
ростроении еще нельзя считать окончательно решенным. Суще-
ствует мнение, что фланец должен быть прочнее болтов, для
того чтобы разрушение болтов предшествовало разрушению
фланцев. Имеются сторонники применения к фланцевому соеди-
нению принципа равнопрочности болтов и фланцев. Во всяком
случае должно быть выдержано условие
Q<p Qep-
Существует мнение, что целесообразно выдержать и условие
Q<p Qe-
Если Q6 значительно превышает Q6p, то последнее условие
может повлечь за собой излишнее увеличение толщины фланца.
Помимо приведенных выше методов расчета фланцев предло-
жены и другие формулы, которые по ряду причин широкого рас-
пространения пока не получили.
Расчет фланцев на прочность не исчерпывает всех задач,
стоящих перед конструктором арматуры, хотя и решает главную
из них. Помимо прочности фланец должен обладать достаточной
жесткостью, чтобы плотность соединения сохранялась, несмотря
на деформации фланца и поворот сечений фланца в радиальном
и кольцевом направлениях. Фланцы для малых условных про-
ходов и для высоких давлений, как правило, обладают доста-
точной жесткостью; более сложно обстоит дело с фланцами для
низких давлений и больших проходов. Помимо усилий от давле-
ния среды, болтовой нагрузки и реакции прокладки на фланцевое
соединение могут действовать и действуют момент от изгиба
трубы и момент от скручивания трубы.
Значительное влияние на работу фланцевого соединения могут
оказать и вибрации трубопроводов. Для учета влияния вышеука-
занных факторов еще не найдено окончательного решения, удоб-
ного для практического использования при расчете.
Предлагаемые для этой цели методы расчета отличаются слож-
ностью формул и условностью принятых схем. Работы в напра-
влении решения этих задач продолжаются.
Глава IV. ОБЩИЕ ДЕТАЛИ АРМАТУРЫ
1. РАСЧЕТ ШПИНДЕЛЕЙ
Условия работы
Винтовая пара шпиндель—гайка в механизмах управления
затворами применяется повсеместно, что объясняется значитель-
ными преимуществами этого механизма по сравнению с другими,
а именно: простой конструкцией, компактностью и малыми
839
габаритами, свойством самоторможения, благодаря которому да-
вление среды не может произвольно изменять заранее устано-
вленного положения затвора.
В зависимости от условий работы шпиндели арматуры можно
разделить на следующие типы (рис. 512): вращаемые, выдвижные
и ввинчиваемые.
Рис. 512. Типы шпинделей: а — вращаемый; б — выдвижной; в — ввин-
чиваемый
Шпиндели двух первых типов обычно применяются в задвиж-
ках, шпиндели третьего типа используются в конструкциях
вентилей.
При вращаемом шпинделе подъем и опускание
клина, диска или тарелки осуществляется с помощью гайки,
заложенной в клин. Шпиндель имеет только вращательное дви-
жение.
Продольное перемещение шпинделя исключено благодаря нали-
чию бурта, который воспринимает нагрузки, действующие вдоль
оси шпинделя. Для удобства выполнения расчетов рекомендуется
строить эпюры усилий и моментов, действующих на шпиндель.
Поворачивая маховик (или шестерню в электроприводе) при
закрывании или открывании задвижки, верхнюю часть шпин-
деля, до упорного буртика (участок 1—3, рис. 513), подвергаем
только действию крутящего момента, приложенного к маховику.
В соответствии с этим участок шпинделя 1—3 должен быть рас-
840
считан на прочность при деформации кручения, а так как наиболее
слабым сечением на данном участке обычно является квадратное
сечение под маховик, то оно и должно рассчитываться на проч-
ность при кручении моментом Мм, приложенным к маховику.
Резьбовой участок шпинделя- 3—5 работает при совместном
действии растяжения или сжатия и кручения и поэтому должен
быть рассчитан на прочность исходя из величины приведенного
напряжения.
Закрывание
Рис. 513. Эпюра усилий и моментов, действующих на
вращаемом шпинделе
Кроме того, шпиндель должен быть рассчитан на продольную
устойчивость. Буртик шпинделя проверяется на изгиб, срез и
смятие. Проверка прочности резьбы шпинделя обычно не произ-
водится. Как правило, гайки шпинделя изготовляются из мате-
риала менее прочного, чем материал шпинделя, и поэтому про-
веряется прочность витков резьбы гайки.
При выдвижном шпинделе управление затвором
осуществляется путем вращения гайки, связанной с маховиком
(или шестерней электропривода). Шпиндель имеет только посту-
пательное движение. Поворот шпинделя исключен благодаря
тому, что головка его имеет прямоугольное или квадратное сече-
ние и входит в паз клина или диска. В вентилях предотвращение
поворота шпинделя обычно осуществляется при помощи шпонки.
При вращении маховика на шпиндель передается крутящий
момент, за вычетом момента от трения в бурте гайки. Этот момент
действует по всей длине шпинделя на всех участках 2—6 (рис. 514).
Осевое усилие Qo имеет полную величину на участке 2—3,
а на участке 3—4 уменьшается (при закрывании) на величину
силы трения в сальнике.
841
На участке 4—5 усилие несколько меньше Qo и имеет величину
Q1 + Qmn- Так как опасное сечение находится на участке 2—3,
поскольку поперечное сечение резьбы меньше сечения шпинделя
на участке сальника, и усилие, действующее здесь, больше, то
именно этот участок должен рассчитываться на совместное дей-
ствие крутящего момента и осевого усилия.
Шпиндель должен быть рассчитан на продольную устойчи-
вость. Головка шпинделя имеет заплечики, которые должны быть
проверены на изгиб, срез и смятие.
Рис. 514. Эпюра усилий и моментов, действую-
щих на выдвижном шпинделе
Ввинчиваемый шпиндель совершает в затворе
винтовое движение, т. е. вращение вокруг оси, и одновременно
с этим опускается или поднимается. Тарелка клапана, связанная
шарнирно со шпинделем, перемещается вместе с ним поступа-
тельно. Как и при вращаемом шпинделе, постоянный крутящий
момент действует на участке 1—2 (рис. 515); на участке 2—3
момент резко снижается, а на других участках величина крутя-
щего момента сравнительно невелика.
Наибольшее усилие вдоль шпинделя имеет место на участке 3—4.
В соответствии с условиями работы сечение квадрата под махо-
вик необходимо рассчитать на действие крутящего момента Л1)(,
а резьбовой участок — на совместное действие усилия Qo и суммы
моментов Мс + Мш. Шпиндель следует проверить на продольную
устойчивость.
Заплечики или буртик шпинделя рассчитываются на смятие,
изгиб и срез при открывании затвора. В качестве примеров при-
ведены эпюры усилий и моментов, действующих при закрывании
затворов; при открывании эпюры будут иметь несколько иной
вид, но принцип построения их остается тот же.
842
Ручное управление арматурой в процессе эксплуатации осу-
ществляется обычно в условиях, при которых контроль действую-
щих усилий и моментов при помощи соответствующей аппаратуры
(динамометров и пр.) не представляется возможным, поэтому
момент, приложенный к маховику вентиля или задвижки, зави-
сит от физических данных оператора, его квалификации и тех-
нической грамотности. В силу этого момент на маховике часто
превышает величину, определяемую расчетом, однако он всегда
должен ограничиваться разумными пределами, так как, применяя
усиливающие рычаги, на маховике легко создать момент, который
Закрывание
Згтпгг ипалий Зпюоа шменгтЗ
Рис. 515. Эпюра усилий и моментов, действующих
на ввинчиваемом шпинделе
во много раз превзойдет расчетный и, следовательно, сможет
вызвать поломку деталей. Таким образом, мы имеем две величины
моментов и усилий на шпинделе: номинальные, необходимые для
управления арматурой, определяемые силовым расчетом и пре-
дельные, которые могут возникнуть при управлении арматурой
вручную.
Предельным моментом на маховике обычно считают такой
момент, который может быть создан человеком со средними физи-
ческими данными. В тех случаях, когда управление должно про-
изводиться двумя операторами одновременно, предельным мо-
ментом считается такой, который создается на маховике или ру-
коятке при действии двух человек одновременно.
Нельзя вовсе пренебрегать возможностью возникновения пре-
дельного момента, но в то же время ориентироваться лишь на
предельный момент не следует, так как это может вызвать чрез-
мерное и к тому же необоснованное увеличение размеров арма-
туры со всеми вытекающими отсюда последствиями. Поэтому
основной расчетной величиной должна являться величина
843
моментов и усилий на шпинделе, определяемая силовым расчетом,
т. е. величина номинального усилия и момента на маховике.
Если арматура предназначена не для установок, обслуживае-
мых специально подготовленными людьми, а для магистральных
трубопроводов, то при определении предельного момента на
маховике для расчета шпинделя на прочность данные диаграммы,
приведенные на рис. 393, целесообразно увеличить в 1,3—
1,4 раза. Это связано с тем, что при закрывании арматуры в от-
дельных случаях человек может приложить на маховике усилие
примерно в 1,5 раза больше указанного на диаграмме.
При действии предельного момента должна быть обеспечена
достаточная прочность, однако запас прочности при этом может
быть снижен. Меньшие запасы прочности при действии предель-
ного момента допустимы потому, что эти моменты в арматуре дол-
жны появляться лишь как исключение.
Расчет прочности сечений
Прочность всех сечений, несущих нагрузку, должна быть
проверена. Расчет прочности сечений должен быть произведен
в соответствии с условиями работы деталей и может быть выпол-
нен либо методом допускаемых напряжений, либо методом допу-
скаемых нагрузок. Последний метод является наиболее совершен-
ным и позволяет точнее определять несущую способность деталей,
т. е. более полно исчерпывать возможности конструкции. Однако
метод расчета по допускаемым нагрузкам еще недостаточно полно
разработан для различных условий работы деталей арматуры и
поэтому может быть применен не во всех случаях.
Характер деформаций в различных сечениях для основных
типов шпинделей определяется в соответствии с эпюрами, изобра-
женными на рис. 513, 514, 515. Для удобства выполнения расчета
сечений шпинделя, пользуясь числовыми величинами, получен-
ными при расчете по формулам, необходимо построить эпюры
усилий и моментов, действующих на шпиндель.
Сечения шпинделя могут работать при следующих деформа-
циях: растяжения или сжатия, кручения, кручения и растяже-
ния или кручения и сжатия, продольного изгиба.
При расчете должна быть учтена рабочая температура среды.
Расчет на ползучесть материала шпинделей, работающих при высо-
ких температурах, можно не производить, так как влияние пол-
зучести на работу шпинделей ничтожно мало. Шпиндели, как
правило, при эксплуатации арматуры периодически переме-
щаются, и каждая новая установка шпинделя при закрывании
арматуры компенсирует изменение длины шпинделя, вызванное
явлением ползучести.
Шпиндель подвергается длительной нагрузке обычно при за-
крытом затворе, когда на него действуют сжимающие усилия.
844
Растягивающие усилия возникают лишь при открывании арма-
туры и действие их кратковременно. Поэтому величина предела
длительной прочности материала шпинделей, работающих при
высокой температуре, как правило, не имеет значения. В спе-
циальных конструкциях, где шпиндель или шток подвергаются
длительной растягивающей нагрузке при высокой температуре,
необходимо произвести проверку на длительную прочность сече-
ний, подвергаемых растяжению.
Расчет сечений, работающих на Таблица 153
растяжение ИЛИ сжатие, Значения коэффициента т
по методу допускаемых нагрузок и
методу допускаемых напряжений дает
один и тот же результат, так как
действующие напряжения распреде-
лены равномерно по всему сечению
детали; поэтому расчет данных сече-
ний ведется только по методу допус-
каемых напряжений.
Сечения, работающие на сжатие
или растяжение без действия крутя-
Наружный диаметр резьбы шпинделя в мм т
До 80 1,0
81—100 0,95
101—120 0,90
щего момента, встречаются в арматуре сравнительно редко:
в разъемных шпинделях вентилей высокого давления, в шпинде-
лях сильфонных и соленоидных вентилей, в предохранительных
клапанах и некоторых других конструкциях.
Расчет сечения ведется по формуле
Qpac4
fp^doni
где Qpat4 — расчетная нагрузка в кГ;
fp — рабочее сечение шпинделя в см2;
сдоп — допускаемое напряжение в кГ/см2.
Допускаемое напряжение определяется по формуле
° доп = Сдопт’
где о'двп — основное допускаемое напряжение в кПсм2;
т — коэффициент, учитывающий уменьшение прочности
материала при увеличении диаметра заготовки шпин-
деля (табл. 153).
Расчетные величины механических характеристик сталей для
шпинделей приведены в табл. 154.
Значение величины основного допускаемого напряжения (без
учета т) определялось из выражений
&доп — ~~
Т(Эсш, кр 0,65(J(5o/2 * pac/nj
где nQ — запас прочности (табл. 155).
845
846
Таблица 154
Расчетные величины механических характеристик сталей для шпинделей
Марка стали Механические харак- Температура шпинделя в °C
теристики в кГ/мм2 20 200 250 300 350 400 450 500 550 600 650 700
Ов 50,0 48,0 48,0 46,0 44,0 42,0 40,0
ВМСт.бсп От 29,0 24,0 21,0 17,5 15,0 13,0 н,о
ВКСт.5сп On 25,0 21,0 18,0 15,0 13,0 12,0 10,0
Е 21 100 19 000 18 500 17 900 17 500 17 100 15 700
Ов 56,0 56,0 56,0 56,0 53,0 51,0 43,0 36,5 29,7 19,7
35 (J т On 32,0 31,0 27,0 23,5 23,0 21,8 21,0 20,0 20,0 18,0 18.0 16,0 17,0 14,0 14,0 12,0 11,8 8,3 — —
Е 21 100 19 000 18 500 17 900 17 500 17 100 15 700 14 300 — —
ов 95,0 90,0 90,0 89,0 80,0 70,0 60,0 50,0
40 X Cl Q 3 80,0 64,0 72,0 55,0 71,0 53,5 69,0 52,0 65,0 48,0 62,0 43,5 55,0 39,0 44,0 37,0 — — — —
£ 21 900 20 800 20 450 20 100 19 600 19 100 18 600 18 000
38ХМЮА 38ХВФЮ Ов ог 100,0 85,0 90,0 77,0 88,5 74,5 87,0 72,0 81,0 68,0 75,0 63,0 70,0 58,0 65,0 50,0 60,0 42,0
(в азотированном виде) оп Е 66,0 20 300 58,0 19 500 55,0 19 000 53,0 18 700 49,0 18 300 44,0 18 000 41,0 17 500 39,0 17 000 32,0 16 800
847
Продолжение табл. 154
Марка стали Механические харак- Температура шпинделя в °C
теристики в кГ/мм2 20 200 250 300 350 400 450 500 550 600 650 700
25Х2МФЛ (ЭИ10) Ов О' •р On Е 95,0 80,0 64,0 21 700 90,0 78,0 62,0 20 600 86,0 74,0 57,0 20 200 82,0 70,0 53,0 19 800 78,0 66,0 48,0 19 400 73,0 62,5 43,5 19 100 70,0 60,0 40,2 18 600 64,0 59,0 40,0 18 000 56,0 50,0 38,0 17 400 — — —
1Х17Н2 Ов о, оп Е 80,0 60,0 43,5 18 000 79,0 59,0 43,0 17 500 78,0 58,0 42,0 17 250 76,0 56,0 41,0 17 000 74,0 54,0 37,8 16 750 72,0 52,0 34,5 15 500 — — — — — —
2X13 (ЭЖ2) Ов о-,. оп Е 66,0 45,0 36,0 22 300 65,0 42,0 34,0 21 200 61,0 41,0 32,0 20 800 55,5 40,0 31,0 20 400 53,0 39,5 30,0 19 850 53,0 39,0 29,0 19 300 48,0 38,0 28,0 18 850 44,0 36,5 27,0 18 400 35,0 28,5 22,0 17 800 — - —
ЭИ654 " С г• Л ю е *с 73,0 45,0 22,5 18 000 63,0 38,0 19,0 17 600 61,0 36,0 18,0 17 400 58,0 35,0 17,0 17 000 57,5 33,0 15,5 16 400 57,0 31,0 14,5 16 000 — — — — — —
QO
4^
Продолжение габл. 154
Механические Температура шпинделя в °C
Марка стали
теристики в кГ/мм2 20 200 250 300 350 400 450 500 550 600 650 700
Ов 55,0 48,0 48,0 46,0 45,0 44,0 44,0 43,0 40,0 36,0 35,5 30,0
Х18Н10Т От 20,0 20,0 19,0 17,8 16,2 15,0 14,5 14,0 13,5 13,0 12,0 12,0
On 14,4 14,4 14,4 13,0 13,0 12,0 12,0 12,0 11,0 11,0 11,0 —
Е 20 200 19 300 18 900 18 500 18 100 17 700 17 300 16 900 16 400 16 000 15 500 —
ое 55,0 46,3 46,3 46,2 46,0 45,6 45,0 44,0 43,0 40,4
Х18Н12М2Т (ЭИ448) (У, 22,0 17,6 17,0 16,9 16,0 15,0 14,0 13,5 13,0 12,5
Х18Н12МЗТ (ЭИ432) Оц 15,0 14,0 13,8 13,5 13,0 12,0 11,0 10,0 9,0 7,7
Е 19 950 19 300 18 900 18 500 18 000 17 700 17 300 16 800 16 400 15 900
СТ(> 75,0 72,0 72,0 70,0 70,0 68,0 67,0 65,0 64,0 61,0 49,0 44,0
ХН35ВТ (ЭИ612) о, 40,0 40,0 40,0 40,0 40,0 40,0 40,0 38,0 38,0 36,0 35,0 35,0
On 35,5 35,0 35,0 35,0 35,0 34,5 34,5 34,0 33,0 32,0 29,0 29,0
Е 20 200 19 400 19 200 19 000 18 600 18 300 18 000 17 700 17 300 16 900 16 400 16 100
(Ув 65,0 65,0 65,0 65,0 65,0 65,0 64,0 62,0 58,0 50,0 44,5 34,5
4Х14Н14В2М (ЭИ69) О, 34,0 32,0 32,0 31,0 30,0 29,0 28,0 27,0 26,0 25,5 24,0 22,0
On 33,0 31,0 31,0 30,0 29,0 28,0 27,0 26,0 25,0 24,5 23,0 21,0
Е 21 200 20 100 19 400 18 800 18 300 17 800 17 300 16 900 16 600 16 000 15 700 15 200
Примечание. Механические характеристики легирова иных сталей даны с учетом термообработки
Таблица 155
Значения коэффициента па
°т Коэффициент °т Коэффициент По
при сжатии при растяжении при сжатии при растя - женин
0,40 1,30 1,50 0,72 2,00 2,20
0,45 1,35 1,55 0,74 2,10 2,30
0,50 1,40 1,60 0,76 2,20 2,40
0,55 1,50 1,70 0,78 2,30 2,50
0,60 1,60 1,80 0,80 2,40 2,60
0,63 1,70 1,90 0,82 2,50 2,70
0,66 1,80 2,00 0,84 2,60 2,80
0,70 1,90 2,10 0,86 2,70 2,90
В табл. 156 приведены основные допускаемые напряжения при
расчете шпинделей арматуры.
Сечения, работающие на кручение, обычно рассчи-
тываются по методу допускае-
мых напряжений
^расч WKXdon,
где М.расч — расчетный момент
в кГ-см;
WK — момент сопротивле-
ния при кручении
в см3;
хдоп—допускаемое напря-
жение при кручении
в кПсм2.
Шпиндели, подвергающиеся
кручению, имеют обычно круг-
лое и реже квадратное сечение.
Некоторые сечения ослабляются
отверстием под штифт (рис. 516)
или пазом под шпонку. Точное
определение наибольших на-
пряжений в этом случае может
быть достигнуто методом теории
упругости, что связано с необ-
ходимостью выполнения слож-
и Б
ных вычислений.
Для приближенного вычисления с достаточной для практики
точностью значений круглого и квадратного сечений, ослаб-
ленных отверстием, приводятся табл. 157 и графики на рис. 516.
54 Д. Ф. Гуревич
849
Основные допускаемые напряже
Температура
20 | 200 | 25С
Допускаемое
а о. о о
•8-5 •& «
Марка стали X 4» 3 S ф 3 X х « Q. х ех о. х
X X _ с х X _ 3 к
Ф X ® ф X Ф
s S S - « 2 е s £
£ * = S S ° = к £ “ 5 ° ® к Е
л^оЗ>>сг.оО «^uts^Cuo© 5 И w ’а
о . о. . * . о § S .О-.* . о ® О .а.
x§x§H§s=r = §®§я§=® = §«§
В ф Е © Е р Е S Е © Е ф Е р Е S Е ф С©
ВМ Ст. 5сп 1850 1650 1050 1750 1700 1500 950 1600 1550 1350
ВК Ст. 5сп
35 2100 1850 1200 1950 1950 1750 1100 1850 1750 1500
40Х 3000 2800 1800 2900 3000 2750 1800 2850 3000 2750
38ХМЮА, 38ХВФЮ 3150 2950 1900 3050 2800 2600 1700 2700 2800 2600
(в азотированном
ВИ Дс) 25Х2МФА 3000 2800 1800 2900 2750 2600 1700 2650 2700 2500
1Х17Н2 2800 2550 1650 2650 2750 2500 1600 2600 2750 2500
2X13 2450 2200 1450 2300 2400 2150 1400 2250 2250 2000
ЭИ654 2700 2400 1550 2550 2400 2100 1350 2250 2300 2000
Х18Н10Т 1550 1350 900 1450 1500 1300 850 1400 1450 1250
Х18Н12М2Т 1 Х18Н12МЗТ j 1700 1450 950 1550 1350 1150 750 1250 1300 1150
ЭИ 612 2700 2400 1550 2550 2600 2300 1500 2450 2600 2300
4Х14Н14В2М 2350 2050 1350 2200 2300 2000 1300 2150 2300 2000
Температура
450 | 500 1 550
Допускаемое
о. а.
о о
Марка стали X ф 3 X ф 3 X X к! О. Я Ч Си X
х х е х х е х
ф S >Х Ф X ’Х ф
Н £ и X 4 ч И [_ <и> X ¥ч Н , н
“ * t с >. с- П о 7? £ О а >> сс о о « S О о
сж ра - Р кр . к сл 1И сж ра • Р кр . к сл 1И сж ра • Р
agsgsgsa = §®§g§sj ®§®§
Е' О Е' О С \ Е S Е © Е ф Е Н Е 2 Е © Е О
——~~
ВМ Ст. Беп 850 750 500 800 — — — — — —
В К Ст. 5сп
35 1300 1150 750 1200 1100 950 600 1000 900 890
40Х 1750 1650 1050 1700 1550 1450 950 1500 — —
38ХМЮА, 38ХВФЮ 2250 2100 1359 2150 2200 2050 1350 2100 2200 2000
(в азотированном
виде)
25Х2МФА 2200 2000 1300 2100 1900 1750 1150 1800 1700 1600
2X13 1600 1590 950 1550 1400 1300 850 1350 1150 Юм>
ЭИ634 —_ __ — — —. — — — —
Х18Н10Т
Х18Н12М2Т 1100 950 600 1(00 1(50 9 59 600 1000 1050 000
Х18Н12МЗТ 1100 ( 50 600 1000 1050 900 600 950 1000 8л>
ЭИ612 2500 2200 1450 2350 2400 2100 1350 2250 2400 2100
4Х14Н14В2М 2100 1800 1150 1950 2000 1750 1150 1850 1950 1'00
850
напряжение шпинделя в напряжение । шпинделя в
600 550 1350 1100 1050 700 r CH I 8 1 при кручении хдоп. кр 1500 1300 СП о оосососъеъ 88888 950 1800 ' 1700 006 при кручении хдоп. кр
950 900 2250 1800 1650 1100 2100 850 при сложной дефор- мации ° доп. приз 2450 2150 1200 2600 2600 2100 2150 1350 1600 i 2850 2700 1450 прн сложной дефор- мгщии °'доп прив
оо to to о при сжатии W о О to to W I—* NO NO tO NO 1600 3000 2800 при сжатии 0J О о
©Слепо о оо о 1 1 1 1 1 8 1 ®доп. сж СП СП о о О 550 350 Ю0 100 150 8 ®доп. сж
850 850 2000 1550 1 1 1 1 1 550 при растяжении ®доп. раст о о 2250 ; 1950 j 1 П50 2400 2450 1800 1950 1200 1400 2750 2600 1150 при растяжении &доп. раст ч со
550 550 1300 1000 1 1 1 1 1 8 1 при кручении хдоп. кр о 1450 : 1250 g 1550 1600 1150 1250 800 900 1800 । 1700 750 при кручении хдоп. кр о о
900 900 2100 1650 1 1 1 1 1 g 1 при сложной дефор- мации прцв 2400 2100 1200 2450 2550 1900 2050 1250 1500 2850 2700 1200 при сложной дефор- мации °'доп. прив
1—1 1—1 при сжатии to to W _> tow to to 1550 2650 2550 )—1 при сжатии
иг сл । о оо о 1 1 1 1 1 1 1 ®доп. сж 88 CM О СП СП СП СП СП ООО о ф СП о ®доп. сж
4^СП> j Q0 [ 1 1 1 [ [ [ при растяжении 5 to О )-» )-»)-» N3 to О О -3 W to to I-* co Q при растяжении
оо о ®доп. раст. о So о о о о о <5oo о ®доп. раст со
£81о 1 1 1 III 1 оо о при кручении хдоп. кр о 1450 1250 О о 1500 1550 1100 1250 700 900 1600 1550 О прн кручении хдоп. кр СП о
|§lg 111 Ml 1 при сложной дефор- мации °'доп. приз 2350 2050 ; 1150 2350 2500 1750 2000 1150 1450 1 2550 2450 1050 при сложной дефор- ма«ии °'доп. прив
>—> 1—> при сжатии >—i 2300 2600 1850 2100 1150 to to *7* при сжатии
о сп 1 1 1 1 1 1 1 1 1 ®доп. сж О S g ОСЛО S co о g Qдоп. сж
Sgl 1 III III I при растяжении °доп. раст 2200 1850 1000 1 1 2150 2350 1700 1850 1000 1200 2000 2000 00 g при растяжении Gdon. раст
§81 1 III 111 1 при кручении хдоп. кр о о 1450 1200 s 1400 1550 1100 1200 650 800 ; 1300 ! 1450 СП СП о при кручении хдоп. кр 400
85 OOgI 00M 1 1 1 1 1 1 1 при сложной дефор- мации р'доп прив 2350 2000 OSOl 2200 2450 1750 1950 1050 1300 2050 2300 о при сложной дефор- мации р'дт прив
ния при расчете шпинделей арматуры
Таблица 157
Значения коэффициентов А н Б
d d —- ИЛИ D a A Б d d - или D A Б
0,10 0,179 0,198 0,23 0,154 0,182
0,11 0,177 0,197 0,24 0,152 0,181
0,12 0,175 0,196 0,25 0,150 0,179
0,13 0,173 0,194 0,26 0,148 0,178
0,14 0,171 0,193 0,27 0,146 0,177
0,15. 0,169 0,192 0,28 0,144 0,176
0,16 0,167 0,191 1 0,29 0,143 0,174
0,17 0,166 0,189 ! 0,30 0,141 0,173
0,18 0,164 0,188 0,31 0,139 0,172
0,19 0,162 0,187 0,32 0,137 0,171
0,20 0,160 0,186 0,33 0,135 0,169
0,21 0,158 0,184 0,34 0,133 0,168
0,22 0,156 0,183 0,35 0,131 0,167
Для определения \VK круглого сечения применяется формула
WK = AD3,
для квадратного сечения
WK = Ба3.
Величины, представленные в табл. 157, вычислены следующим
образом.
Для круглого сечения WK = AD3 (не прибегая к сложным
методам теории упругости), упрощенно принимаем
WK = ; Jp = Jx + Jу,
Т ~2~
где ________
, Di Г d . d /, о d2 \l/, d2 1
Jx ~ ДГ [arccos Ду дуд1 — 2 d2 ) r D2 J ;
, nD4 dD3
“64 12 ’
откуда _____
*. = D> {7 [arecosA + (1 - 2 * ) /1 - £ -
, л 1 d 1
32 (T’Tr
852
Для квадратного сечения WK = Ба3. Точное решение данной
задачи также требует применения методов теории упругости.
Решаем задачу приближенно.
Для сплошного квадрата
J'p = 0,167а4; JK = 0,140а4; К = 0,208а3;
следовательно,
4- = 0,843.
jp
В нашем случае
j _ j । j • j — — [2_______-___(—VI
jp — Jx Т- Jy, Jp — 12 L a a J J •
Принимаем
4 = 0,843-^ [2 — — — (—VI .
K ’ 12 L a \ a / J
Для сплошного квадрата
Г' 148 , 1,484
j а а
J к
Принимая в нашем случае такое же соотношение, имеем
Г, = 0,104а3 [2 - 4 - (4)’] .
Шпиндели, имеющие шпоночные пазы, расчитываются предва-
рительно в обычном порядке, затем после определения диаметра
для компенсации ослабления сечения шпоночным пазом диаметр
шпинделя увеличивают, умножая его на коэффициент 1,05,—при
одной шпонке, на 1,10 — при двух шпонках.
Расчет сечений работающих на кручение и растяжение или на
кручение и сжатие, рассматривается здесь совместно в связи
с тем, что характер действия деформаций в этих случаях имеет
много общего, а также еще потому, что сечение в шпинделях, ра-
ботающее при закрывании на кручение и сжатие, при открывании
работает на растяжение и кручение.
Напряжения в рассматриваемых сечениях являются резуль-
татом сложной деформации, поэтому при расчете необходимо ори-
ентироваться на приведенные напряжения, величина которых
определяется по соответствующей формуле в зависимости от при-
нятой теории прочности. Шпиндели арматуры, как правило, изго-
товляются из пластичных материалов, поэтому для расчета прини-
мается теория наибольших касательных напряжений. Согласно
этой теории, приведенное напряжение в материале определяется
по формуле
^прив — | о -г 4тк,
853
следовательно, для обеспечения прочности необходимо выдер-
жать условие
вдоп. прив >-' О “F 4тк.
Для упрощения расчетов можно выполнить преобразование,
заменив формулу
° доп. прш ° j/" 1 ( '"а У
выражением
®доп. пр ив
где ___________
г=/| + (Д"-)!-
Расчет на продольную устойчивость (продольный изгиб) яв-
ляется обязательным лишь для шпинделей, длина которых более
чем в 8 раз превышает диаметр. По сравнению с расчетом стерж-
ней, обычно находящихся под постоянно действующей нагрузкой
(весом), расчет на продольную устойчивость шпинделей затво-
ров имеет свои особенности.
1. Разрушение шпинделя под действием чрезмерно большого уси-
лия не может произойти внезапно, как это может случиться с ко-
лоннами, стойками и другими элементами сооружений.
2. Расчет шпинделей обычно ведут исходя из условий шарнир-
ного закрепления обоих его концов, в то время как соединение
шпинделя с гайкой в выдвижных и ввинчиваемых шпинделях не-
сколько приближает условия работы этой части шпинделя к усло-
виям заделки. В некоторых конструкциях вращаемых шпинделей
нижний конец его находится в условиях, близких к условиям
свободной опоры.
3. Шпиндель проходит через сальниковое устройство, которое
хотя и не может считаться надежной опорой из-за значитель-
ного зазора в сопряжении и упругих свойств набивки, но все
же оказывает значительное поддерживающее влияние, которое
должно быть учтено.
4. Нижняя часть шпинделя в некоторых конструкциях имеет
плохо центрируемую опору, и усилие к шпинделю может быть
приложено с большим эксцентриситетом относительно его оси.
5. Шпиндель не представляет собой цилиндрический стержень
постоянного сечения, какой обычно принимается при расчете,
а имеет выточки и утолщения в виде бурта. Расчетной величиной
считается внутренний диаметр резьбы шпинделя; некоторое упроч-
няющее влияние резьбы (по отношению к внутреннему диаметру)
может быть учтено лишь приближенно. Точный расчет шпинделя
с учетом влияния его утолщенной цилиндрической части не произ-
водится из-за сложности и громоздкости. Одновременно с этим
854
/ л2 М2 \
I "Т2 4£2J2 ) ’
необходимо иметь в виду, что наличие нарезки может несколько
снизить пластические свойства материала.
6. Теоретически влияние действия крутящего момента на про-
дольную устойчивость должно как-то сказаться. Анализ величин
показывает, что этим влиянием при расчете шпинделей можно пре-
небречь.
Совместное действие крутящего момента и сжимающей на-
грузки определяется формулой
। _ я2
4£2J2 + EJ ~ I2 ’
откуда
Qkp = EJ
В скобках знаменатель правого члена настолько велик по срав-
нению с его числителем, что величина дроби будет очень мала, и,
отбросив второй член в скобке, мы лишь несколько увеличим за-
пас на продольную устойчивость.
При расчете шпинделей на продольную устойчивость очень
важно выбрать схему, правильно отображающую условия работы
шпинделя, и определить расчетную длину его рабочей части.
В шпинделях вращаемого типа с ручным приводом схема рас-
чета и расчетная длина определяются сравнительно легко. В шпин-
делях остальных двух типов за расчетную длину можно принять
либо всю длину I, либо наибольшую из величин и /2 (рис. 517).
Существует мнение, что на продольную устойчивость влияет
общая длина I, которая и должна считаться расчетной. Действи-
тельная величина критической нагрузки, вызывающая разруше-
ние шпинделя, будет значительно больше, нежели критическая
нагрузка, рассчитанная с учетом длины Z, что объясняется поддер-
живающим влиянием сальникового устройства, которое в случае
деформации шпинделя при продольном изгибе явится промежу-
точной опорой.
Если проследить за поведением шпинделя при возрастании
действующей нагрузки, то можно обнаружить, что до тех пор, пока
нагрузка не достигнет величины критической нагрузки QKJ,(Z) при
соответствующей длине шпинделя I, шпиндель будет находиться
в устойчивом состоянии; когда нагрузка превысит величину QK/,(Z),
шпиндель начнет изгибаться и получит прогиб на величину, до-
пускаемую зазором между шпинделем и втулкой крышки. После
того как шпиндель в своей средней части упрется в стенку втулки
или тело крышки (при отсутствии втулки), схема работы его на
продольную устойчивость изменится. Расчетными величинами
становятся и /2, шпиндель приобретает большую устойчивость.
Отсюда, однако, не следует, что расчет можно производить ис-
ходя из условий второго периода работы шпинделя, так как при
855
работе арматуры следует обеспечить наиболее легкую управляе-
мость и гидравлическую плотность соединений, в особенности по-
движных сопряжений. С этой точки зрения, работа шпинделя по
схеме второго периода крайне нежелательна, так как при этом
Рис. 517. Расчетные схемы шпинделей при проверке на продольную
устойчивость
может резко возрасти трение во втулке (а возможно и в гайке
шпинделя) и увеличится опасность заедания шпинделя во втулке
сальника. Условия работы сальникового узла значительно ухуд-
шаются.
В связи с этим целесообразно нагрузку на шпиндель поддер-
живать не выше критической при расчетной длине шпинделя /.
Вместе с тем, учитывая, что величина эта не определяет прочности
шпинделя, запас по отношению к критической нагрузке в этих
856
условиях можно принимать сравнительно небольшим. Предельно
допустимая нагрузка на шпиндель не должна превышать наимень-
шую из величин
п ®кр11) . п @кр(1С> _ а _ ^кр(!г)
Ч.доп (!)— 125 ’ ^‘’”(6)— 2 5 ’ — 2 5
Если втулка крышки расположена близко к середине шпин-
деля, то критическая нагрузка, определяемая величинами и /2,
будет примерно в 4 раза больше QKp(z), поэтому производить рас-
чет величин Qdoati.) и Qd0n(/2) нет необходимости, так как
Qdon(h) Qdon (!) И Qdon(lz) Qdon (()•
В схемах, изображенных на рис. 517, все концы шпинделей
представлены как шарнирно закрепленные, так как часть шпин-
деля, входящая в гайку, хотя и направляется на некоторой длине,
но не может считаться закрепленной в связи с зазором в резьбе.
Свободный конец шпинделя, упирающийся в клин задвижки,
также может условно рассматриваться как шарнирно закреплен-
ный, так как сила трения, возникающая между головкой шпин-
деля и клином, при значительном коэффициенте трения не позво-
ляет головке шпинделя скользить по торцу клина.
Основной расчетной формулой для определения устойчивости
длинных стержней является формула Эйлера
п ____________________________л-EJ
чкр ~ TjnF ’
где QKp — критическая нагрузка стержня в кГ;
Е — модуль упругости материала в кПсм2;
J — момент инерции сечения в см1;
I.— длина стержня в см;
р — коэффициент длины, зависящей от характера закреп-
ления.
Основным является случай шарнирного закрепления концов
стержня, когда р = 1.
При одном свободном и другом защемленном конце р — 2;
при обоих защемленных концах р =
В расчетах на продольную устойчивость большое значение
имеет величина гибкости стержня X, которая определяется по
формуле
Л. =
где i — радиус инерции. Для круглого сечения i =
Формула Эйлера применима лишь при условии, что напряже-
ние в стержне в момент потери устойчивости не превосходит пре-
дела пропорциональности, т. е. ок 5=5 оп, но
л2Е
°к ~ ’
5
857
Рис. 518. Кривые критических и допускаемых напряжений на шпин-
делях из стали 2X13 при различных температурах:
/ — пределы текучести; 2 — критические напряжения: 3 —допускаемые на-
пряжения при расчете по G нли 12
858
Рис. 519. Допускаемые напряжения сжатия в шпинделях из раз-
ных сталей при температурах t — 20э С и t = 500° С
859
---------при расисте по /t или /2;-----------— при расчете ио I
860
QO
О
лях из сталей ВМСт. 5сп и ВКСт. 5сп:
— при расчете по или /2;------------при расчете по /
Рис. 522.
в
---------при расчете по или 12', —
расчете по /
Допускаемые напряжения сжатия
шпинделях из стали 40Х:
тогда
л2£
U"
следовательно,
^=л/4-
Стержни у которых должны рассчитываться по формуле
Эйлера.
Рис. 523. Допускаемые напряжения сжатия
в шпинделях из стали 25Х2МФА (ЭИ10):
----------при расчете по или /а; —
расчете ио I
при
Для коротких стержней, у которых А, < 30, расчет на продоль-
ную устойчивость не производится; предельной нагрузкой яв-
ляется величина, которая вызывает напряжения, равные пре-
делу текучести.
Для стержней, имеющих промежуточное значение 30<A,<Xrt,
предельные напряжения принимаются по переходной кривой?
Кривые критических (предельных) напряжений изображены
на рис. 518 вверху; они даны для стали 2X12 (ЭЖ2) при разных
температурах. По таким кривым могут быть построены кривые
допускаемых напряжений, которые получаются следующим обра-
863
Рис. 525. Допускаемые напряжения сжатия в шпинделях из стали
4Х14Н14В2М (ЭИ69):
--------при расчете по или 12;---------— при расчете по I
864
ti
е
. Гуревич
б'доп.сж.,
Рис. 526. Допускаемые напряжения сжатия в шпин-
делях из стали Х18Н10Т:
------- — при расчете но или /2;
чете по I
--- при рас
ЗС
<31
СП
Рис. 527. Допускаемые напряжения сжатия
в шпинделях нз стали ЭИ612:
------ — при расчете по I} или /2;-----— при
расчете ио I
зом. Принимается запас прочности по отношению к пределу теку-
чести по табл. 155. Запас прочности по отношению к критической
нагрузке выбран п = 2,5. Для промежуточных значений прини-
мается допускаемое напряжение по переходной кривой. В резуль-
тате получаются кривые допускаемых напряжений, изображен-
ные на рис. 518 внизу.
Значение температуры для допускаемого напряжения при рас-
чете на продольную устойчивость наглядно показано на рис 519,
— при расчете по /j или /2;----------при расчете по /
где даны кривые допускаемых напряжений для различных сталей
при температурах 20 и 500° С.
На рис. 520—528 сплошными линиями показаны кривые допус-
каемых напряжений для некоторых марок сталей при расчетной
длине шпинделя 1г или 12, а пунктиром — кривые при расчетной
длине шпинделя I. Для других сталей кривые строятся аналогич-
ным методом.
Таким образом, расчет шпинделей на продольную устойчи-
вость выполняется в следующем порядке.
1. Приняв в качестве расчетной величину 1Х или /2 (наиболь-
шую из них), определяют соответствующее ей значение Z, после
чего, пользуясь кривыми (сплошные линии), находят допускае-
мое напряжение.
866
2. Приняв в качестве расчетной длину I, определяют соответ-
ствующее ей значение X и, пользуясь штриховыми кривыми,
находят допускаемое напряжение для этих условий.
3. Определяют предельно допустимую нагрузку, приняв наи-
меньшее из полученных значений допускаемым напряжением при
расчете на сжатие.
Расчет конструктивных элементов
Буртик, воспринимающий продольную нагрузку, имеется
только во вращаемых шпинделях.
При расчете буртика с опорой скольжения, без шарикоподшип-
ника (рис. 529), следует проверить, не создаются ли в опоре чрез-
мерно большие давления, могущие вызвать «задирание» (повреж-
дение) опорной поверхности,
Qo< 0,785 (D?-D22H,
где Dr — наружный диаметр буртика в см;
D2 —диаметр отверстия в крышке в см;
q6 — допускаемые давления в опоре буртика в кПсм2.
Значения допускаемых давлений в опоре буртика q6 для
стального шпинделя:
Крышка стальная ....................... 250 кГ/смг
Крышка чугунная ................................ 300 »
В крышке бронзовая шайба....................... 300 »
В крышке латунная шайба....................... 200 »
Для обеспечения прочности буртика необходимо, чтобы уси-
лие не вызывало недопустимо больших напряжений:
1) при срезе по кольцевому сечению А—А, когда условие проч-
ности выражается формулой
0.0 d'phgTdoni
2) при изгибе по кольцевому сечению Л—А, когда условие проч-
ности выражается формулой
Чо 6 ^доп. изг<
ИЛИ
Qo ==5 hfrCgon, изг,
где
Сечение Л—Л рассчитывается на изгиб без учета упрочняющего
влияния кольцевой формы буртика, что обеспечивает повышенный
запас прочности при изгибе.
55* 867
Из этих формул следует, что равнопрочность буртика на изгиб
и на срез будет обеспечена при условии, что высота h6 равна двой-
ной ширине буртика, т. е. при h6 = Dt — dc [допустимо h6
^=0,9(D1 — dc)]. В этом случае достаточно произвести расчет
на одну из указанных деформаций. Однако такое соотношение
редко выдерживается, так как ширину буртика обычно увеличи-
вают с тем, чтобы обеспечить нармальную работу поверхностей
опоры; поэтому расчет буртика следует производить лишь на
изгиб, а прочность на срез будет при этом обеспечена.
Рис. 529. Буртик шпинделя
Рис. 530. Головка ввинчивае-
мого шпинделя
Условия работы и конструкция головок ввинчиваемого и вы-
движного шпинделей различны.
Головка ввинчиваемого шпинделя имеет
форму тела вращения с заплечиком, условия работы которого
несколько схожи с условиями работы буртика вращаемого шпин-
деля.
В конструкции, изображенной на рис. 530, при закрывании
затвора работает нижняя шаровая часть шпинделя, а при откры-
вании — кольцевое заплечико, образованное выточкой.
Расчет производится с учетом следующих условий. В вентилях
с подачей струи «на клапан» проверяется величина давления на
кольцевой поверхности заплечика с диаметрами d0 и dc:
Qo^ 0,785 (4-dl) q6.
Здесь значение q6 те же, что и для буртика шпинделя.
Прочность шпинделя на отрыв головки проверяется по фор-
муле
Qo^ 0,785d„,o^0„
. раст •
Во избежание изгиба заплечика обеспечивается условие
Г)' --- гг
чо / "oVdon. изг>
*0
868
где
dc —• dm
2
Проверка на срез производится по формуле
Qo nd-uiho^doti'
В вентилях с подачей струи «под клапан» шпиндель прове-
ряется на сжатие шейки
Qo 0, 785<7ус>,)оп. сж-
Головка выдвижного шпинделя обычно имеет
форму прямоугольника с двумя выступами, при помощи которых
перемещается клин или диски (рис. 531).
Рис. 531. Головка выдвижного шпинделя
При обработанных поверхностях головки шпинделя и клина
можно считать, что нагрузку воспринимают оба выступа, при
необработанных — один. Поэтому при расчете деталей с обрабо-
танными поверхностями в этом соединении выступы шпинделя
рассчитываются по формулам:
на смятие
Qo -У- %1Ь&доп. ему
где
од0П.ем о,8щ;
на изгиб
О' - 4
на срез
Qo ^heltSon-
869
При необработанных поверхностях допускаемая нагрузка при-
нимается в два раза меньшей.
Проверка прочности шейки шпинделя на отрыв производится
по формуле
Qo тД mlttdon.
раст •
2. РАСЧЕТ ХОДОВЫХ ГАЕК
Ходовые гайки в арматуростроении применяются обычно с тра-
пецеидальной внутренней резьбой. В целях экономии цветного
металла гайки больших размеров изготовляются из черных ме-
таллов с внутренним вкладышем из бронзы или латуни.
Рис. 532. Типы ходовых гаек:
а — вращаемая гайка; б — пе-
вращаемая гайка
Ходовые гайки можно разде-
лить на два основных типа (рис.
532): вращаемые иневращаемые.
Рис. 533. Гайка с обоймой
На рис. 533 представлена гайка, состоящая из обоймы и собст-
венно гайки; последняя имеет вид полого цилиндра, который внутри
снабжен трапецеидальной резьбой, а снаружи — метрической.
Внутренняя резьба служит для перемещения шпинделя, а наруж-
ная — для закрепления гайки в обойме. Гайки с внутренней тра-
пецеидальной и наружной метрической резьбами применяются
также в бугелях.
Расчет гайки подобного типа должен обеспечить прочность вну-
тренней резьбы, наружной резьбы и тела гайки, образованного
материалом, расположенным между внутренней и наружной резь-
бами.
870
Действующая нагрузка воспринимается витками резьбы нерав-
номерно: первые витки нагружены наиболее сильно, последние —
слабо. Это относится главным образом к резьбовым парам, у кото-
рых болт и гайка изготовлены из стали. В арматуре обычно шпиндель
(винт) изготовляется из стали, а гайка — из бронзы или латуни,
имеющей меньший модуль упругости, чем сталь. В связи с этим
шпиндель оказывает выравнивающее действие на нагрузку витков
гайки, и при расчете можно условно принять, что в работе уча-
ствуют все витки, по которым шпиндель соприкасается с гайкой.
Рис. 534. Профили трапецеидальной («) и MeipimecKoii (б) резьб
Расчет на смятие производится с целью проверки величины
удельных давлений на витках, так как чрезмерно высокие удель-
ные давления приводят к быстрому износу или задиранию поверх-
ностей. Расчет ведется по формуле
®доп. см z >
где Q — усилие, действующее на резьбу, в л Г;
z — число витков, воспринимающих нагрузку (г ———;
h — высота свинчивания гайки шпинделя в см^);
f — площадь смятия одного витка в с.*г; / = 0,785 (d2— d/)
d и di см. на рис. 534.
Значения Одт.с„ для разных материалов приведены в табл. 158.
Существующие методы предусматривают расчет резьбы на
изгиб
“доп. изо г б / /СМ ,
где Ми3г — изгибающий момент в резьбе
Ми3г — Qx кГ-см,
здесь х — плечо изгиба в см:
W — момент сопротивления одного витка резьбы в см3.
871
Таблица 158
Допускаемые напряжения в резьбе (при работе со смазкой)
Материал гайки ° доп. см Е кГ/см2 °Лт. изг хдоп. ср
Подвиж- ное со- Неподвижное соедине- ние (метрическая резьба)
единение трапеце- идальная резьба) Гайка на- винчивает- ся под на- грузкой Гайка навин- чивается без нагрузки в кГ/см?
Бронза
Бр.АЖМцЮ-З- 1,5 300 600 1000 800 600
Бр.АМц9-2 250 600 1000 700 500
Бр.АЖН11-6-6 300 600 3000 1500 1000
Латунь ЛС59-1 200 400 1000 750 500
ЛК80-ЗЛ 200 400 1000 750 500
ЛМцС58-2-2 200 400 1600 750 500
Чугуны
СЧ15—32 и ЖЧ1 400 800 2000 600 300
Чугун ковкий КЧ36' 350 700 1200 800 600
Стал г.
Х18Н10Т 250 600 1400 1100 700
2Х13иIX17H2 300 700 2500 1600 1000
Сталь углеро- дистая и легиро- ванная 350 800 0,7ог * ^доп. изз О^Т^он. изг
Фторопласт 4 при <=20° С 100 100 100 110 70
4 адоп.илг принимается равной меньшей из двух величин °в И 3,8 '
872
Для винта
Для гайки
Значения одоп. изг для разных материалов см. в табл. 158.
Практика показывает, что, как правило, разрушение трапе-
цеидальной резьбы происходит либо в результате износа гайки,
либо в результате среза витков на гайке по наружному диаметру
шпинделя, так как из-за значительной жесткости витков шпинделя
он, видимо, создает нагрузку на витки гайки, вызывающую изгиб.
При деформации витков гайки точка приложения усилия на ви-
ток гайки все время перемещается к наружному диаметру, т. е.
к месту заделки Витка. При этом величина нагрузки, определяю-
щей прочность витков, выражается условием
т.
00,1 zfs ,
где тдоп — допускаемое напряжение на срез в кПсм2 (табл. 158);
f3 — площадь витка в гайке, подвергаемая срезу, в см2.
В настоящее время имеется ряд эффективных смазок как для
нормальной температуры, так и для повышенных температур, при-
чем коэффициент трения в отдельных случаях может быть доведен
до ц = 0,05. Это вызывает опасность другого порядка — прекра-
щение действия самоторможения. Вентили, например, в таких
условиях могут самопроизвольно открываться под действием дав-
ления среды, что абсолютно недопустимо, так как это приводит
к аварии. При низких коэффициентах трения в резьбе необходимо
проверить, выдержано ли условие а •< р, где а — угол подъема
винтовой линии ходовой резьбы, р — угол трения (ц = tgр).
Если это условие не выдержано, следует заменить шаг резьбы на
следующий, более мелкий.
Расчет тела гайки зависит от формы гайки и характера распре-
деления нагрузки. Для гайки, приведенной на рис. 533, можно
считать нагрузку тела гайки незначительной в том случае, если
длина свинчивания наружной резьбы соответствует длине свин-
чивания внутренней. В этом случае толщина тела должна быть
такой, чтобы не происходило выламывания витка из тела гайки.
При расчете принимается
di — d,^s 2sr,
где dj — внутренний диаметр наружной резьбы гайки;
dT — наружный диаметр внутренней резьбы гайки (трапецеи-
дальной);
sT — шаг внутренней резьбы (трапецеидальной).
873
При расчете конструкции гайки, изображенной на рис. 535,
следует проверить прочность цилиндрической части и бурта.
Давление на опорной поверхности бурта не должно превышать
величину <Удо,г. см во избежании задирания, т. е.
Qo
Рис.535. Вращаемая гайки
Значение адсп. см можно принять по
табл. 158. Прочность цилиндрической
части проверяется с учетом совместного
действия растягивающего усилия и кру-
тящего момента, создаваемых силой тре-
ния в бурте.
Бурт можно рассматривать как фланец,
и толщину его йб определять как толщину
фланца, нагруженного усилием Qo, при-
ложенным равномерно по окружности диа-
метра
Рассчитанный таким образом бурт будет иметь большой запас
прочности, так как условия работы его в данном случае более
благоприятны, чем фланца.
При увеличении нагрузки по мере увеличения деформации
бурта точка приложения усилия будет все время перемещаться
к месту заделки, что позволяет применять упрощенный расчет
бурта, заключающийся в расчете на срез по кольцевому сечению.
3. РАСЧЕТ КРЫШЕК И ШПИЛЕК САЛЬНИКА
Сальниковое устройство (рис. 536, а) обеспечивает плотность
подвижного сопряжения, образуемого шпинделем 1 и крышкой
корпуса 2. С этой целью в крышке создается полость в виде чашки,
заполняемой упругой набивкой 3. Набивка уплотняется крыш-
кой сальника 4. Для предотвращения заедания или задирания
шпинделя в нижней части сальника в крышку корпуса иногда
вставляется втулка (групдбукса) 5.
Крышка сальника иногда делается составной — из нажимной
втулки и нажимного фланца (рис. 536, б).
В затворах малых проходов вместо нажимного фланца приме-
няется нажимная гайка (рис. 536, в). При расчете на прочность
элементов сальникового устройства должны быть проверены на
прочность шпильки и крышки сальника.
Расчет шпилек сальника производится для уплот-
нения сальниковой набивки
Qc = 0,785 (О2 - d'2) Рс,
874
где Рс — уРраб (значения ср см. табл. 117).
Условия работы шпилек сальника отличаются тем, что для
обеспечения плотности сальника в течение всего периода эксплуа-
тации арматуры гайки шпилек периодически подтягивают, что уси-
ливает износ резьбы. Поэтому для обеспечения длительного срока
службы шпилек сальника желательно не ограничиваться диамет-
ром шпильки, полученным по расчету на прочность, а принимать
его следующим по величине (табл. 148).
Рис. 536. Сальниковые устройства
Таким образом, при расчете шпилек сальника сначала опреде-
ляют усилие Qc, а затем, считая нагрузку на одну шпильку равной
определяют расчетный диаметр шпильки, исходя из условия
Qdon = -тр, используя табл. 148, по которой выбирается .диаметр
шпильки, следующий после расчетного.
Расчет крышки сальника ведется исходя из усилия
Qdon, соответствующего этому размеру шпильки.
При затяжке гаек на кольцевой поверхности сальниковой на-
бивки возникает реакция, действующая на торец цилиндрической
части крышки сальника. В этих условиях крышка сальника дефор-
мируется так, как показано рис. 537.
Опыты, проведенные с литыми стальными крышками сальника
из углеродистой стали показали, что крышка сальника для шпин-
деля диаметром 14 мм при нагрузке Q ~= 4500 кГ получила прогиб
фланцевых частей (в местах под гайки) до 4—6 мм (рис. 537). При
этом диаметр отверстия продольной осп в верхней части уве-
личился на 1,5—2 мм, в то время как в нижней части диаметр по
продольной оси уменьшился примерно на 0,5 мм.
При испытаниях таких же крышек сальников из ковкого чу-
гуна произошло их разрушение (рис. 538).
Расчет крышки сальника, изображенной на рис. 536, а, произ-
водится на изгиб.
875
Сечение А—А (рис. 539) проверяется по формуле
/И,
®доп. изг ’
где 1
х, I — D ,v, Bh2
— Qdorfli О-----2 ’ 1 — ~6 ’
Значение I, В и h см. на рис. 539.
Сечение Б—Б расчитывается в соответствии со схемой, изобра-
женной на рис. 540.
Расчетная формула
п > М|1
'Jdon. изг ™ ’
где 1
\ ^ / у
Момент инерции Jn определяется по формуле
= 4 у2 - {В-« ~D^y- w + (D~ dJ (я-УП
ГДе ,. = 1 Г JP— dc)H2 + (B,u—D) h2 1
У 2 L (D-dc)H + (BM-D)h J’
Обозначения Вм, dc, D, Н и h см. на рис. 539.
Допускаемые напряжения на изгиб см. в табл. 159.
Таблица 159
Допускаемые напряжения в крышках сальника
Материал Марка ° доп. изг в кГ}смг
Сталь углеродистая 25Л 1900
Сталь коррозионностойкая Х18Н10Т 1900
Ковкий чугун КЧЗО—6 1500
Модифицированный чугун МСЧ28—48 1200
Серый чугун СЧ15-32 1000
Расчет нажимного фланца производится также на
изгиб согласно схеме на рис. 540.
Расчетная формула
а > ААк
'-'don- изг - ур •>
где
(5,„ — dc) h"
6
876
Рис. 539. Крышки сальника
Рис. 540. Эпюры изги-
бающих моментов, дей-
ствующих иа крышку
сальника
877
ЛИТЕРАТУРА
1. А б д у л л а е в А. А., Владимирский Л. М., Г е ф т л е р Л. Н.,
Гинзбург М. Я- и Г у с с е й п о в Ч. С. Автоматизация магистральных
газопроводов за рубежом. М., Нефтегортопиздат, 1962.
2. Альбом графиков, приложение 18 к правилам 27—54 по применению
и проверке расходомеров с нормальными диафрагмами, соплами и трубами Вен-
тури. М., Стандартгиз, 1956.
3. Б а й ш Л. Г. и Б е л о з е р с к и й С. С. Регулирующие шланговые
клапаны. «Механизация и автоматизация производства», 1967, № 6.
4. Ворохов А. М., Ганьшин А. С. и Д о д о н о в Н. Т. Волок-
нистые и комбинированные сальниковые уплотнения. М., «Машиностроение», 1966.
5. Б у р ц е в К. Н. Металлические сильфоны. М.—Л., Машгиз, 1963.
6. Воло ш и н А. А. Расчет фланцевых соединений трубопроводов и со-
судов. Л., Судпро.мгиз, 1959.
7. Г р и н ч е н к о А. И. Предохранительная пластинчатая муфта. —
«Станки и инструмент», 1967, № 7.
8. Гу ткни П. А. Расчет плоских деталей. М.—Л., «Машиностроение»,
1966.
9. Гуревич Д. Ф. Расчет и конструирование трубопроводной арматуры.
М.—Л., «Машиностроение», 1964.
10. Дьяченко А. Н. Напряженно-деформированное состояние сильфо-
нов и его связь с долговечностью при циклическом нагружении. Автореферат
диссертации. Л., 1967.
11. Ж У н е в П. А., К о т е л е в с к и й Ю. М., Флеров И. И. и Эк-
слер Л. И. Краны для трубопроводов. М., «Машиностроение», 1967.
12. 3 а р и н с к и й О. Н. Регуляторы давления ппямого действия. М.,
ЦИНТИМаш, 1961.
13. 3 а х а р о в А. А. Расчет фланцевых соединений трубопроводов и ци-
линдрических сосудов. М.—Л., Машгиз, 1958.
14. И м б р и ц к и н М. И. и Н и к и т и н А. П. Справочник по трубо-
проводам и арматуре для тепловых электрических станций. М.—Л., Госэнерго-
издат, 1962.
15. И 1 е л ь сон Г. М. Титановое оборудование. М.—Л., «Машиностроение»,
1964.
16. К о н д р а т ь е в а Т. Ф. Предохранительные клапаны для компрес-
сорных установок. М.—Л., Машгиз, 1963.
17. П р ж и а л к о в с к и н А. Л. и Щ у ч и н с к и й С. X. Электромаг-
нитные клапаны. Л., «Машиностроение», 1967.
18. Р а т н е р А. В. Арматура для пара сверхкритнческнх параметров.
М.—Л., «Энергия», 1965.
19. Справочник по машиностроительным материалам. Под ред. Г. И. Пого-
дина-Алексеева. Т. I и III. М., Машгиз, 1959.
20. Туник Я. А., П р о с к у н о в И. Г. и Г и н з б у р г Р. Д. Регу-
лирующие клапаны. М , ЦИНТИАМ, 1964.
878
ОГЛАВЛЕНИЕ
Предисловие ................................................. 3
ЧАСТЬ ПЕРВАЯ
ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ АРМАТУРА
РАЗДЕЛ ПЕРВЫЙ
НАЗНАЧЕНИЕ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Глава I. Классификация трубопроводной арматуры............... 7
1. Введение........................................... —
2. Классификация трубопроводов....................... —
3. Классификация трубопроводной арматуры ............ 10
Глава II. Условия работы и испытание арматуры............... 22
1. Условия работы ................................
2. Выбор арматуры для различных условий работы...... 24
3. Испытание арматуры .............................. 28
4. Надежность и долговечность арматуры ............. 33
РАЗДЕЛ ВТОРОЙ
ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ АРМАТУРА
Глава I. Запорная арматура (затворы)....................... 3(5
1. Введение.......................................
2. Клапаны и вентили................................ 37
3. Задвижки ........................................ 46
4. Краны............................................ 56
5. Поворотные дисковые затворы (заслонки............ 62
6. Кольцевые задвижки .............................. 66
879
Глава II. Регулирующая арматура................................ 67
1. Введение................................................. —
2. Регулирующие и дроссельные вентили...................... 73
3. Регулирующие и дроссельные клапаны...................... 74
4. Регуляторы прямого действия............................. 80
Глава III. Предохранительная арматура....................... 92
1. Предохранительные клапаны ........................... —
2. Обратные клапаны .............................. 104
Глава IV. Контрольная и разная арматура............................ 107
1. Пробно-спусковые краны ................................ —
2. Указатели уровня ...................................... 109
3. Конденсатоотводчики ................................... 111
Глава V. Конструкции арматуры при особых условиях работы 118
1. Конструкции арматуры для коррозионных сред............... —
2. Конструкции арматуры для высоких и сверхвысоких давле-
ний ..................................................... 151
3. Конструкции арматуры для работы при высоких темпера-
турах ................................................... 165
4. Конструкции арматуры для работы при низких температурах
и глубоком холоде ....................................... 174
5. Конструкции арматуры для вакуума...................... 179
6. Конструкции арматуры для пульп, шламов и сыпучих мате-
риалов .................................................. 180
7. Конструкции арматуры сверхбольших диаметров прохода . . 187
РАЗДЕЛ ТРЕТИЙ
ПРИВОДЫ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Глава I. Ручной привод......................................... 191
1. Ручное управление арматурой............................. —
2. Ручной привод с зубчатой передачей.................... 195
3. Ручной привод с червячной передачей . . . ’........... 196
4. Ручной дистанционный привод............................. —
Глава II. Электропривод.............................................. 200
1. Управление арматурой с помощью электропривода .... —
2. Электропривод с зубчатой передачей...................... 202
3. Электропривод с червячной передачей..................... 209
4. Электромагнитный привод................................. 224
880
Глава III. Гидравлический и пневматический приводы.............. 227
1. Гидравлический поршневой привод ....................... —
2. Гидравлический мембранный привод.................... 231
3. Пневматический поршневой привод .................... 232
4. Пневматический мембранный привод с резиновой мембраной 236
5. Позиционное реле.................................... 242
6. Привод с металлической мембраной ................... 246
7. Дистанционное управление арматурой ................. 247
ЧАСТЬ ВТОРАЯ
КОНСТРУИРОВАНИЕ ТРУБОПРОВОДНОЙ АРМАТУРЫ
РАЗДЕЛ ПЕРВЫЙ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В АРМАТУРОСТРОЕНИИ
Глава I. Основные характеристики конструктивных материалов . . 255
1. Прочностные характеристики .......................... —
2. Оценка коррозионной стойкости металлов................. 261
Глава II. Чугуны.................................................. 262
1. Серые чугуны .......................................... —
2. Высокопрочные чугуны................................. 264
3. Ковкие чугуны........................................ 265
4. Жаростойкие (окалиностойкие) чугуны.................. 266
5. Кислотостойкие чугуны................................ 267
6. Щелочестойкие чугуны ................................ 268
7. Антифрикционные чугуны............................... 269
8. Механические характеристики чугунов при высоких и низких
температурах ............................................ —
Глава III. Стали ............................................... 272
1. Углеродистые стали.................................... —
2. Легированные стали ................................. 279
Глава IV. Цветные металлы и сплавы.............................. 287
1. Латуни................................................. —
2. Бронзы............................................... 289
3. Алюминиевые сплавы................................... 291
4. Никелевые сплавы .................................... 292
5. Титановые сплавы ...................................... —
56 Д. Ф. Гуревич 881
Г л а в а V. Неметаллические материалы, применяемые для изготовле-
ния деталей арматуры............................................
А. Пластмассы.............................................
1. Винипласт...........................................
2. Фторопласт..........................................
3. Полиэтилен..........................................
4. Прочие пластмассы...................................
5. Вентинит-65 ........................................
Б. Графитные материалы....................................
Б. Стекло и керамика......................................
Глава VI. Сплавы для наплавки уплотняющих колец.................
1. Латуни..............................................
2. Высоколегированные стали............................
3. Сплавы повышенной стойкости.........................
Глава VII. Коррозионная и эрозионная стойкость материалов . .
1. Коррозионная стойкость чугунов......................
2. Коррозионная стойкость сталей.......................
3. Коррозионная стойкость неметаллических материалов и
пластмасс...............................................
4. Эрозионная стойкость металлов ......................
Глава VIII. Прокладочные материалы..............................
1. Требования, предъявляемые к прокладочным материалам . .
2. Резина..............................................
3. Картон целлюлозный и фибра..........................
4. Асбест..............................................
5. Паронит.............................................
6. Пластмассы, применяемые для прокладок...............
7. Материалы металлических прокладок ..................
Глава IX. Набивочные материалы..................................
1. Требования, предъявляемые к набивочным материалам . .
2. Хлопчатобумажная и пеньковая набивки................
3. Асбестовая набивка..................................
4. Графитовая набивка .................................
5. Фторопласт-4 и стекловолокно........................
Глава X. Разные материалы.......................................
1. Смазки..............................................
2. Защитные и декоративные покрытия...................
3. Краски.............................................
4. Футеровки и эмалевые покрытия......................
882
РАЗДЕЛ ВТОРОЙ
КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ АРМАТУРЫ
Глава I. Последовательность разработки конструкций арматуры . .
1. Исходные данные.....................................
2. Разработка конструкций .............................
Глава il. Конструирование отливок..............................
1. Основные требования................................
2. Корпуса арматуры ..................................
3. Крышки и прочие отливки деталей арматуры...........
4. Сварные конструкции корпусов и крышек..............
Глава III. Конструирование замков затворов.....................
1. Уплотняющие кольца вентилей.........................
2. Уплотняющие кольца задвижек ........................
Глава IV. Конструирование сальниковых узлов....................
1. Сальниковые узлы общепромышленной запорной арматуры
2. Сальниковые узлы арматуры для энергетических установок
3. Сальниковые узлы арматуры высоких давлений.........
4. Сальниковые узлы регулирующей арматуры.............
Глава V. Конструирование сильфонных узлов......................
1. Узлы с однослойными сильфонами .....................
2. Узлы с многослойными сильфонами.....................
Глава VI. Конструирование узлов ходовой гайки..................
1. Невращаемые ходовые гайки ..........................
2. Вращаемые ходовые гайки ............................
Глава VII. Конструирование узлов головки и бурта шпинделя . .
1. Узлы головки шпинделя запорных вентилей.............
2. Узлы головки шпинделя задвижек.....................
3. Узлы бурта шпинделя ...............................
Глава VIII. Конструирование присоединительных элементов арма-
туры ..........................................................
1. Фланцевые соединения................................
2. Прочие виды соединений..............................
56*
Глава IX. Маховики и рукоятки для ручного управления арматурой 400
1. Маховики и рукоятки вентилей и задвижек................. —
2. Рукоятки кранов....................................... 403
Глава X. Допуски и посадки в трубопроводной арматуре............... —
1. Допуски и посадки цилиндрических сопряжений............. —
2. Размерные цепи в трубопроводной арматуре.............. 406
3. Допуски на резьбы..................................... 410
ЧАСТЬ ТРЕТЬЯ
РАСЧЕТ ТРУБОПРОВОДНОЙ АРМАТУРЫ
РАЗДЕЛ ПЕРВЫЙ
ГИДРАВЛИЧЕСКИЙ РАСЧЕТ АРМАТУРЫ
Глава I Затворы.................................................. 413
1. Основы гидравлики трубопроводов, оснащенных затворами —
2. Потеря напора в затворах ............................. 424
3. Гидравлическое сопротивление арматуры ................ 434
Глава II Регулирующие клапаны.................................... 453
1. Пропускная способность регулирующего клапана............ —
2. Расходные характеристики плунжеров.................... 467
3. Расчет и построение профилей плунжеров .............. 479
4. Дроссельные вентили ................................. 507
5. Шланговые клапаны .................................... 510
6. Гидравлические характеристики затворов ............... 513
7. Смесительные клапаны.................................. 518
Глава III Предохранительные клапаны.............................. 523
1. Введение............................................... —
2. Рычажно-грузовые малоподъемные предохранительные кла-
паны ................................................... 524
3. Пружинные малоподъемные предохранительные клапаны . . 527
4. Полноподъемные предохранительные клапаны ............ 532
5. Предохранительные клапаны с импульсным управлением 533
6. Отсечная арматура ................................... 534
Глава IV. Конденсатоотводчики.................................... 536
1. Условия работы конденсатоотводчика .................... —
2. Расчет конденсатоотводчиков с механическим затвором ... —
884
РАЗДЕЛ ВТОРОЙ
СИЛОВОЙ РАСЧЕТ АРМАТУРЫ
Глава I- Плотные соединения......................................
1. Классификация плотных соединений.....................
2. Условия, обеспечивающие плотность соединений ........
3. Влияние различных факторов на плотность соединения
в замках затворов .......................................
4. Удельные давления на уплотняющих кольцах ............
5. Классификация затворов по степени плотности..........
Глава П. Сальники................................................
1. Общие сведения ......................................
2. Усилие, необходимое для затяжки сальниковой набивки . . .
3. Сила трения между сальниковой набивкой и шпинделем . . .
Глава III. Сильфоны..............................................
1. Усилие, создаваемое сильфоном .......................
2. Долговечность сильфонов..............................
Глава IV. Потери на трение в передачах...........................
1. Винтовая передача ...................................
2. Зубчатая передача ...................................
3. Червячная передача ..................................
4. Цепная и карданная передачи .........................
5. Подшипники и подпятники .............................
Глава V. Силовой расчет вентилей.................................
1. Определение усилий на шпинделе, необходимых для управ-
ления вентилем .........................................
2. Моменты на маховике, необходимые для управления венти-
лем ....................................................
Глава VI. Силовой расчет регулирующих и предохранительных кла-
панов ..........................................................
1. Регулирующие клапаны...............................
2. Регуляторы давления.................................
3. Предохранительные клапаны ..........................
Г л а в а VII. Силовой расчет задвижек..........................
1. Условия работы задвижек.............................
2. Силы, действующие на клин задвижки..................
,3 . Расчет усилий, необходимых для перемещения клина при
одностороннем самоуплотнении .............................
4, Расчет усилий, необходимых для перемещения клина при
одностороннем уплотнении с поджатием .....................
5. Расчет усилий, необходимых для перемещения клина при
односторонней гарантированной плотности ..................
6. Расчет усилий, необходимых для перемещения клина при
двусторонней гарантированной плотности ...................
7. Расчет усилий, необходимых для перемещения дисков в па-
раллельной задвижке с клиновым распором...................
8. Моменты на маховике, необходимые для управления за-
движками .................................................
Глава VIII. Силовой расчет кранов...............................
1. Расчет конусных (пробковых) кранов ..................
2. Расчет шаровых кранов................................
Глава IX. Силовой расчет поворотных заслонок....................
1. Действующие моменты .................................
2. Определение моментов ................................
Глава X. Силовой расчет приводов арматуры.......................
1. Требования, предъявляемые к приводам арматуры . . . .
2. Скоростные характеристики арматуры..................
3. Силовые характеристики арматуры ....................
4. Силовой расчет электроприводов......................
5. Силовой расчет поршневых приводов ..................
6. Силовой расчет мембранных приводов с резиновой мембра-
ной ...................................................
7. Силовой расчет мембранных приводов с металлической
мембраной ................................ ............
8. Расчет электромагнитных приводов....................
9. Расчет пружин сжатия ...............................
РАЗДЕЛ ТРЕТИЙ
РАСЧЕТ ДЕТАЛЕЙ АРМАТУРЫ НА ПРОЧНОСТЬ
Глава I. Режим работы деталей арматуры..........................
1. Силовой режим работы деталей арматуры................
2. Температурный режим работы деталей арматуры..........
Глава II. Корпуса и крышки......................................
1. Расчет сферических стенок ..........................
2. Расчет цилиндрических стенок.................
886
3. Расчет стенок фасонных детален.......................... 734
4. Расчет корпусов вентилей ............................... 737
5. Расчет корпусов задвижек................................ 739
6. Расчет крышек........................................... 748
7. Расчет стоек ........................................... 751
8. Запасы прочности и допускаемые напряжения.............. 756
Г л а в а III. Фланцевые соединения................................. 757
1. Задачи расчета фланцевых соединений...................
2. Расчет усилия, необходимого для затяга нроклзд1Л .... 759
3. Расчет па прочность болтов и шпилек..................... 784
4. Расчет фланцев по допускаемым напряжения'.!............. 810
5. Расчет фланцев по предельным нагрузкам.................. 830
Г л а в а IV. Общие детали арматуры................................. 839
1. Расчет шпинделей......................................
2. Расчет ходовых гаек.................................... 870
3. Расчет крышек и шпилек сальника ..................... 874
Литература.......................................................... 878
Давид Файвупюв ГУ РЕВИЧ
РАСЧЕТ И КОНСТРУИРОВАНИЕ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Редакторы издательства В. П. Васильева и Л. Р. Кухтевич
Переплет художника Н. И. Васильева
Технический редактор Л. В, Щетинина Корректор Р. Г. Солодкина
Сдано в производство 31 X 1968 г. Подписано к печати 14'V11 1969 г.
М-15626. Формат 60х90/1в- Печ. л. 55,5 Уч.-изд. л. 55,2 Тираж 10 500 экз.
Заказ 5 Цена 2 р. 94 к.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Главполиграфпрома Комитета по печати
при Совете Министров СССР, Ленинград, ул. Моисеенко, 10