/












































































Text
ЦЕНТРАЛЬНОЕ АВТОТРАКТОРНОЕ УПРАВЛЕНИЕ
МИНИСТЕРСТВА ОБОРОНЫ СССР
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА КАПИТАЛЬНЫЙ РЕМОНТ
ДВИГАТЕЛЕЙ ЗИЛ
ЧАСТЬ II
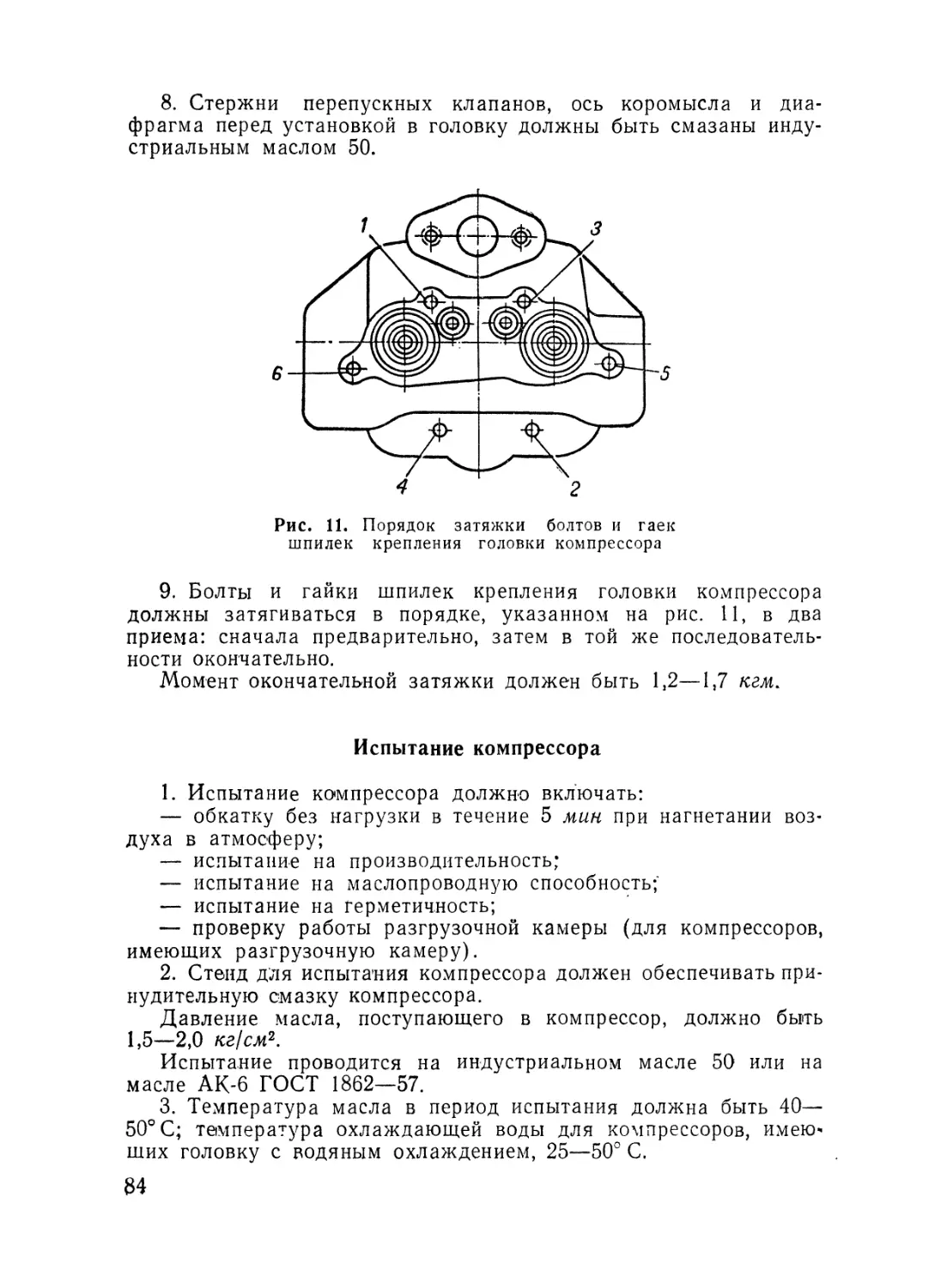
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА СБОРКУ И ИСПЫТАНИЕ
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА-1962
Настоящие Технические условия разработаны
старшими инженерами Бейлисом Я. М. и Чистовым Г. С.
под руководством инженер-подполковника
Киселева В. А<
ПРЕДИСЛОВИЕ
Настоящими Техническими условиями должны
руководствоваться ремонтные предприятия при капитальном ремонте
двигателей автомобилей ЗИЛ-157, ЗИЛ-164, ЗИЛ-151, ЗИЛ-150,
бронетранспортеров БТР-152 и БТР-152В1 и тягача АТ-П.
Технические условия состоят из двух частей:
часть I — Технические условия на контроль, сортировку и
ремонт деталей;
часть II — Технические условия на сборку и испытание.
Технические условия на сборку и испытание разработаны на
основании:
а) чертежей, технических условий и инструкций
завода-изготовителя;
б) опыта работы ремонтных предприятий;
в) Технических условий на капитальный ремонт автомобилей и
тягачей, изданных АВТУ МО.
Технические условия содержат основные требования по
разборке, сборке, регулировке и испытанию узлов, агрегатов, и
двигателя в целом.
В Технических условиях приведены эскизы основных узлов и
агрегатов двигателя с указанием сопряженных мест деталей,
размеры которых даны в соответствующих таблицах.
Технические требования к отремонтированным деталям
включены в часть I Технических условий на капитальный ремонт
двигателей.
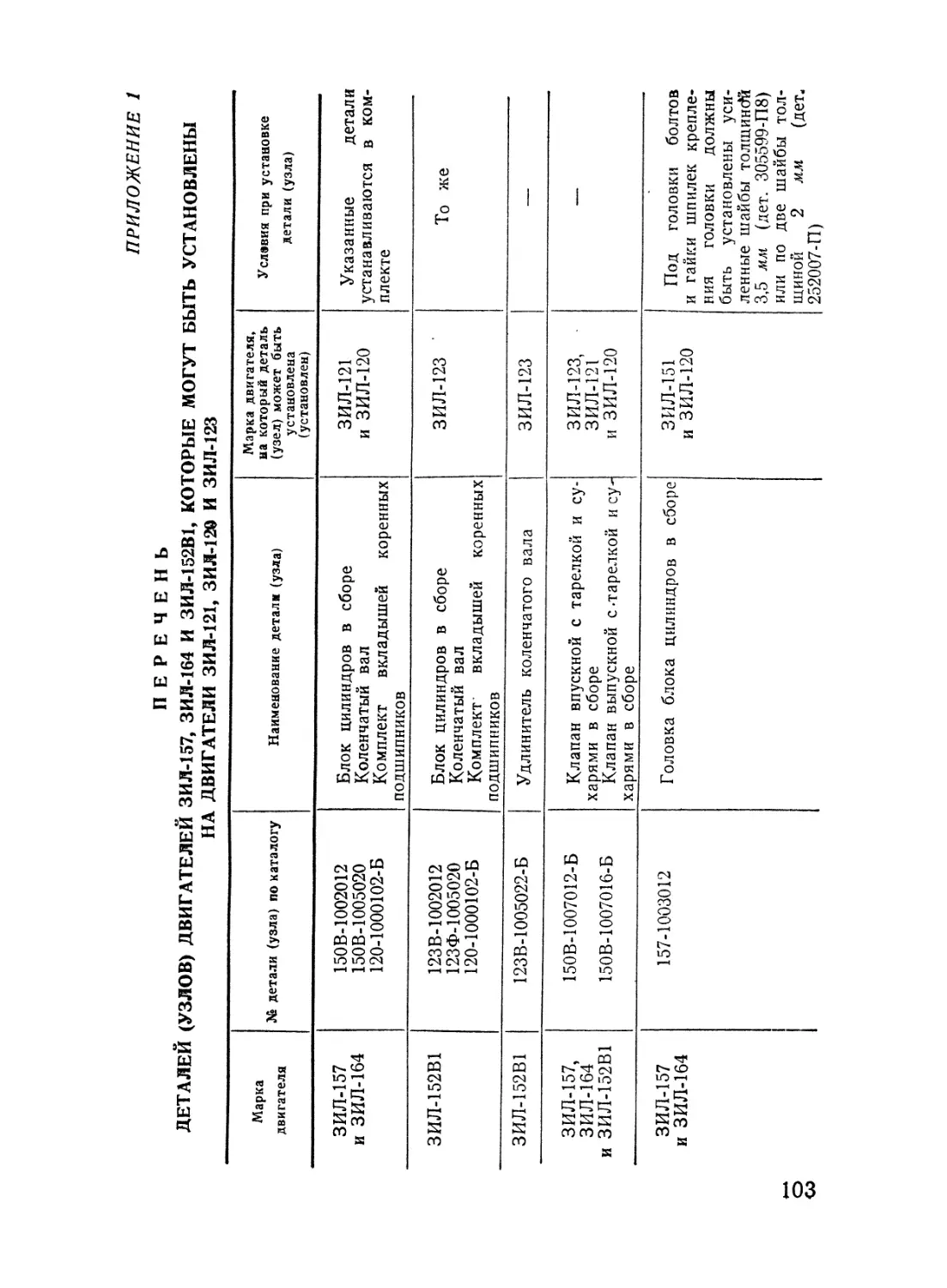
В приложении к Техническим условиям приведен перечень
деталей (узлов) двигателей ЗИЛ-157, ЗИЛ-164 и ЗИЛ-123, которые
могут быть установлены на двигатели ЗИЛ-121, ЗИЛ-120 и
ЗИЛ-152В1.
С выходом в свет настоящих Технических условий отменяются
в части, касающейся двигателя и его агрегатов, действующие
«Технические условия на ремонт, сборку и испытание автомобилей
Xй 3
ЗИС-150 и ЗИС-151», Зоениздат, 1954 г.; «Технические условия на
капитальный ремонт полубронированного гусеничного
артиллерийского тягача АТ-П», часть II, Воениздат, 1959 г.; «Временные
технические условия на капитальный ремонт бронетранспортера
БТР-152», часть 1, изд. ГБТУ МО, 1955 г.
О всех замеченных недостатках, а также о пожеланиях
сообщать в Центральное Автотракторное управление Министерства
обороны СССР.
РАЗДЕЛ I
ОСНОВНЫЕ УКАЗАНИЯ ПО РАЗБОРКЕ ДВИГАТЕЛЯ
НА АГРЕГАТЫ, УЗЛЫ И ДЕТАЛИ
1. Двигатель до поступления в цех для разборки должен быть
очищен от грязи и обмыт горячей водой.
2. Для каждой операции разборки должны быть применены
предусмотренные технологическим процессом инструмент и
приспособления.
3. Втулки, роликовые и шариковые подшипники следует вы-
прессовывать на прессе при помощи оправок или специальными
съемниками. Не допускается применение стальных молотков,
зубил или выколоток для ударов непосредственно по детали.
4. Детали, соединенные сваркой, клепкой или прессовой
посадкой (кроме подшипников качения), разборке не подлежат, за
исключением случаев, когда это вызывается условиями ремонта;
5. Шпильки из гнезд различных деталей вывертыванию не
подлежат, кроме тех случаев, когда это необходимо по условиям
разборки или ремонта (замены) шпильки или самой детали.
6. Двигатель и агрегаты должны разбираться таким образом,
чтобы не было поломок деталей и повреждений обработанных
поверхностей.
7. Все детали разобранных агрегатов и сами агрегаты при
разборке и ремонте могут быть обезличены, за исключением
следующих:
а) крышек коренных подшипников с блоком;
б) шатунов с крышками шатунов;
в) корпуса масляного насоса с корпусом нижней секции и
крышкой масляного насоса.
РАЗДЕЛ II
ОСНОВНЫЕ УКАЗАНИЯ ПО СБОРКЕ УЗЛОВ,
АГРЕГАТОВ И ДВИГАТЕЛЯ В ЦЕЛОМ
1. Поступающие на сборку детали должны быть чистыми и
сухими. Антикоррозийное покрытие, применяемое для консервации
деталей, должно быть удалено.
2. Забоины и заусенцы на сопрягаемых поверхностях деталей
не допускаются.
3. Смазочные каналы и отверстия должны быть тщательно
очищены и продуты сжатым воздухом.
4. Новые детали, поступающие на сборку, должны
соответствовать требованиям чертежей завода-изготовителя.
5. Восстановленные детали, а также детали, бывшие в
эксплуатации и признанные годными, должны соответствовать чертежам
и техническим условиям на контроль, сортировку и ремонт деталей
и иметь клеймо или маркировку ОТК.
6. При сборке узлов и установке их на агрегаты и двигатель
должны быть приняты меры, предохраняющие детали от поломок
и от повреждения обработанных поверхностей.
7. К сборке не допускаются крепежные детали (болты, винты,
шпильки, гайки и т. д.) нестандартного размера, с забитой и
сорванной резьбой более двух ниток (кроме особо оговоренных
случаев), с изношенными гранями (болты и гайки), а также с
забитыми или сорванными прорезями головок (винты).
8. Не допускаются к сборке стопорящие детали (замковые
шайбы и пластины, шплинты, вязальная проволока), бывшие
в употреблении; пружинные шайбы не должны иметь трещин,
развод шайбы должен быть не менее 1,3 толщины шайбы.
9. Трущиеся поверхности деталей должны быть смазаны.
10. Смазочные материалы, применяемые для заполнения
агрегатов и смазки трущихся поверхностей, должны соответствовать
указаниям настоящих Технических условий.
11. При сборке деталей, имеющих в сопряжениях подвижную
посадку, должна быть обеспечена возможность их свободного
относительного перемещения без заедания,
12. Сборка деталей, имеющих в сопряжении переходные й
прессовые посадки, должна производиться на прессе при помощи
специальных оправок или приспособлений.
Удары молотком непосредственно по детали не допускаются.
13. При постановке новых подшипников качения
предварительно следует удалить с них упаковочную смазку; подшипники
должны быть промыты, высушены и смазаны.
14. Напрессовка подшипников качения на валы и запрессовка
их в гнезда должны производиться специальными оправками,
обеспечивающими передачу усилий при установке на вал через
внутреннее кольцо, а при запрессовке в гнездо — через наружное
кольцо подшипника.
15. Шпонки должны быть плотно посажены в шпоночные пазы
валов при помощи молотка и оправки из цветного металла или из
текстолита.
16. Шпильки должны быть ввернуты в резьбовые отверстия до
упора в сбег резьбы, кроме сопряжений, особо оговоренных
настоящими Техническими условиями.
17. Допускается установка шпилек, болтов и конических
резьбовых деталей, по резьбе которых возможно просачивание воды
или масла, с применением сурика или белил.
18. Детали и отдельные узлы должны устанавливаться на
шпильки свободно, без заедания. Подгибание шпилек при
надевании на них деталей не допускается.
19. Крепить агрегаты, узлы или детали резьбовыми деталями,
если в настоящих Технических условиях нет особых указаний о
порядке затяжки, необходимо равномерно по периметру — сначала
предварительной затяжкой, а затем окончательной. Степень
затяжки должна быть одинаковой для всех гаек, болтов или винтов
данного соединения.
20. Завертывать болты и гайки следует только ключом
соответствующего размера. Во всех случаях, где это предусмотрено
настоящими Техническими условиями, должен быть обеспечен заданный
момент затяжки.
21. Во всех местах, где это предусмотрено чертежами или
спецификацией, необходимо устанавливать пружинные шайбы,
замковые шайбы, контргайки, вязальную проволоку, шплинты и т. д.
Замена одной стопорящей детали на другую не допускается.
22. Длина выступающей из гайки части болта (шпильки)
должна быть в пределах двух — трех ниток резьбы.
23. Шплинты должны устанавливаться соответствующих
размеров согласно чертежам и не должны выступать над прорезями
гаек. Концы шплинтов следует развести и загнуть: один — на болт,
другой —на гайку.
24. Должны устанавливаться только новые войлочные сальники
и уплотнительные прокладки (бумажные, картонные, пробковые,
паронитовые, резиновые).
25. Войлочные сальники перед установкой должны быть
пропитаны в течение одного часа в масле, применяемом для
двигателя и нагретом до температуры 90—100° С.
26. Сальники с кожаной манжетой и кожано-войлочные
сальники перед установкой должны быть выдержаны в смеси,
состоящей из 50% масла, применяемого для двигателя, и 50%
осветительного керосина ГОСТ 4753—49. Температура ванны должна
быть 45—55° С. Время выдержки 2—4 час. При этом сальники
не должны касаться горячих поверхностей подогревательных
устройств ванны.
27. Резино-войлочные сальники перед установкой должны быть
выдержаны в жидком масле при комнатной температуре. Время
выдержки 30 мин.
28. Самоподжимные сальники с резиновыми и кожаными
манжетами следует устанавливать в агрегаты так, чтобы маслосни-
мающая кромка манжеты была обращена внутрь полости с маслом.
29. Устанавливать сальники следует при помощи специальных^
оправок, предохраняющих сальники от повреждения; при этом
оправка и вал должны быть смазаны маслом.
30. Посадочные поверхности сальников с металлическими
корпусами и гнезда под сальники должны быть смазаны тонким
слоем нитрокраски, а рабочая поверхность резиновой манжеты —
тонким слоем смазки УС или УСс. Смазывать сальник следует
непосредственно перед установкой.
31. Картонные и паронитовые уплотнительные прокладки, не
смазываемые уплотнительными составами (приводимыми в
настоящих Технических условиях), для удобства сборки допускается
ставить с применением смазки УТ-2 (консталин).
32. Прокладки должны равномерно прилегать к сопрягаемым
поверхностям и должны быть плотно зажаты. Не допускается вы-
ступание прокладок за края сопрягаемых поверхностей, а также
перекрытие ими масляных, водяных и воздушных каналов.
33. Все агрегаты, приборы и сам двигатель после сборки
должны быть испытаны на стендах согласно режимам, приведенным
в настоящих Технических условиях, и иметь приемочное клеймо
ОТК ремонтного предприятия.
34. После сборки и испытания открытые отверстия в агрегатах,
узлах и приборах следует закрыть деревянными или резиновыми
пробками. Концы штуцеров и угольников должны быть обернуты
изоляционной лентой.
РАЗДЕЛ III
ДВИГАТЕЛЬ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СБОРКУ И ИСПЫТАНИЕ
СБОРКА ДВИГАТЕЛЯ
Установка картера сцепления на блок двигателя
1. Картер сцепления должен быть подобран к блоку так, чтобы
биение отверстия в картере сцепления под крышку подшипника
первичного вала коробки передач и плоскости крепления коробки
передач относительно оси коленчатого вала было не более 0,2 мм.
Рекомендуется при ремонте не обезличивать картер сцепления
и блок цилиндров.
2. Болты крепления картера сцепления к блоку должны быть
затянуты последовательно крест-накрест. Первыми следует
затягивать болты установочных отверстий.
Момент затяжки болтов должен быть 8—10 кем.
Сборка коленчатого вала с маховиком и сцеплением
(150В-1005010 —для двигателей ЗИЛ-157 и ЗИЛ-164)
(120-1005010-А — для двигателей ЗИЛ-120 и ЗИЛ-121)
(123-1005010 —для двигателей ЗИЛ-123)
(123В-1005010-А2 — для двигателей ЗИЛ-152В1)
(123Ф-1005010 —для двигателей ЗИЛ-123Ф)
1. Болты крепления маховика к коленчатому валу должны быть
установлены в установочные отверстия с зазором 0,000—0,105 мм.
Допускается обработка четырех установочных отверстий в
маховике и во фланце чколенчатого вала под ремонтный размер
14,250—14,285 мм или 14,500—14,538 мм. Обработка отверстий
должна производиться после установки маховика на коленчатый
вал.
2. Гайки болтов крепления маховика должны быть затянуты
равномерно крест-накрест (момент затяжки 10—12 кем) и за-
9
шплинтованы. Шплинты должны плотно прилегать к торцам
болтов.
3. Канал для смазки в маховике должен совпадать с каналом
в коленчатом валу.
4. Биение рабочей поверхности маховика относительно оси
коленчатого вала допускается не более 0,15 мм на радиусе 150 мм.
5. Шарикоподшипник переднего конца первичного вала
коробки передач (дет. 110-1701225) должен быть установлен в гнездо
коленчатого вала с посадкой от натяга 0,040 мм до зазора 0,023 мм.
Подшипник должен быть заполнен смазкой УТВ.
6. Перед установкой сцепления на маховик рабочие
поверхности маховика и ведомого диска сцепления должны быть тщательно
протерты.
7. Ведомые диски сцепления перед закреплением сцепления на
маховике должны быть сцентрированы относительно оси
коленчатого вала. Диски следует центрировать на шлицевой оправке при
опоре на подшипник переднего конца первичного вала.
8. Момент затяжки болтов крепления крышки сцепления
должен быть 3—4 кгм.
9. После закрепления сцепления на маховике должно быть
проверено и отрегулировано:
а) положение коромысел; концы коромысел должны лежать
в плоскости, параллельной поверхности наружного ведомого диска,
и отстоять от нее на расстоянии Б (рис. 1), равном 35—36 мм\
положение коромысел регулируется гайками винтов включения
сцепления; после регулировки гайки должны быть зашплинтованы;
б) выключение сцепления; при перемещении концов коромысел
на расстояние, равное 13 мм, должно происходить полное
выключение сцепления; коромысла должны качаться в окнах крышки
без заедания;
в) зазор В между средним ведущим диском и торцом упорных
регулировочных винтов (дет. 13-0317); зазор должен быть равен
1,25 мм; зазор регулируется завертыванием упорных
регулировочных винтов до упора в плоскость диска с последующим
отвертыванием на пять прорезей (щелчков).
10. Коленчатый вал в сборе с маховиком и сцеплением должен
быть динамически сбалансирован. Допустимый дисбаланс не более
150 гсм. Сбалансирование вала достигается установкой
балансировочных пластин (дет. 120-1601045-047 и 124-1601046) под болты
крепления крышки сцепления (не более трех штук под один болт).
11. Если коленчатый вал сбалансирован без установки
балансировочных пластин или с установкой не более одной пластины
толщиной 2 мм (дет. 124-1601046), должны устанавливаться
укороченные (20-мм) болты, в остальных случаях более длинные
(25-мм) болты.
12. При начальном дисбалансе более 1700 гсм узел следует
переукомплектовать другими деталями с последующей
балансировкой пластинами.
10
tip—'
Рис. 1. Сцепление в сборе
и
13. После балансировки взаимное положение маховика и
крышки сцепления, а также балансировочных пластин на крышке
должно быть отмечено краской; старые метки должны быть
зачищены.
14. Концы штифта крепления удлинителя коленчатого вала
(для двигателей ЗИЛ-123 и ЗИЛ-152В1) должны быть после
запрессовки штифта з-ачищены заподлицо с шейкой коленчатого вала.
15. Биение шейки удлинителя коленчатого вала относительно
шейки коленчатого вала под шкив допускается не более 0,1 мм.
Примечание. Не допускается установка длинных (35-лш) болтов
крепления маховика и высоких (16-мм) гаек при наличии в сцеплении
ведомых дисков с двухрядным креплением ступиц.
Подбор шатунных подшипников
1. Шатунные подшипники подбираются до установки
коленчатого вала в блок цилиндров.
2. Разница в весе шатунов одного комплекта на двигатель не
должна быть более 30 г.
3. Все шатуны, входящие в комплект на двигатель, должны
быть или старого выпуска — с внутренним каналом для смазки
поршневого пальца, или нового выпуска — с канавкой в верхней
головке шатуна.
4. Ремонтный размер вкладышей шатунных подшипников
должен соответствовать ремонтному размеру шатунных шеек
коленчатого вала.
Номинальные и ремонтные размеры вкладышей шатунных
подшипников и соответствующие им размеры шатунных шеек
коленчатого вала приведены в табл. 1.
5. Поверхности шатунов под вкладыши, вкладыши и шейки
коленчатого вала должны быть тщательно протерты.
6. Вкладыши шатунных подшипников в свободном состоянии
должны иметь распрямление 0,5—1,2 мм и плотно входить в гнездо
нижней головки шатуна. Площадь прилегания вкладыша к постели
шатуна должна составлять не менее 85% всей поверхности
вкладыша.
7. Плоскости разъема вкладышей, установленных в гнезда,
должны выступать над плоскостями разъема шатуна и крышки.
8. Под крышки шатунов должно быть установлено с каждой
стороны по одной прокладке из латуни толщиной 0,05 мм.
9. Шатуны должны быть установлены на шейки так, чтобы
метки (бобышки) на шатуне и крышке были направлены к
передней коренной шейке коленчатого вала.
10. Диаметральный зазор между шатунными шейками
коленчатого вала и вкладышами должен быть 0,026—0,078 мм. Зазор
должен проверяться при помощи калиброванной пластинки из ла-
12
Таблица 1
Номинальные и ремонтные размеры шатунных шеек коленчатого вала
и вкладышей шатунных подшипников
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
3-й ремонтный
4-й ремонтный
5-й ремонтный
Отклонение
диаметра шейки
от номинала
в мм
0,00 ,
—0,30
—0,60
— 1,00
—1,50
—2,00
Диаметр шейки
в мм
61 >7 -0,02
61 -4-0,02
61,0_0,02
60,5_002
6°.°-0,02
Толщина
вкладыша
в мм
V°_0,020
1 оП-0,013
А,У^_0,020
олс-0,013
- Аио-0,020
^,^^-0,020
9 са-0,013
*>ои-0,020
'V0-0,020
Примечание. На вкладышах ремонтных размеров величина
отклонения от номинального размера вкладыша по внутреннему диаметру наносится
на стальной ленте вкладыша с внешней стороны.
тунной фольги длиной 25 мм, шириной 12,5 мм и толщиной 0,08 мм
в такой последовательности:
а) установить пластинку, смазанную маслом, между
вкладышем и шейкой коленчатого вала вдоль шейки;
б) затянуть гайки болтов шатуна (момент затяжки 8—9 кем);
в) проверить рукой усилие, необходимое для провертывания
шатуна относительно коленчатого вала; масляный зазор считается
нормальным, если шатун провертывается туго или совсем не
провертывается (при условии, если до постановки пластинки он
провертывался свободно).
11. Продольный люфт шатуна на шейке коленчатого вала
должен быть 0,12—0,30 мм. Допускается увеличение продольного
люфта до 1,0 мм для деталей, прошедших ремонт.
12. На шатунах и крышках шатунов после подбора шатунных
подшипников должны быть поставлены порядковые номера
цилиндров. Номера выбиваются на сторонах, обращенных к
распределительному валу. Старые номера, если их нельзя использовать,
должны быть забиты.
Нарушение подбора шатунных подшипников при последующей
сборке двигателя не допускается.
13
Установка коленчатого вала и регулировка коренных подшипников
1. Масляные каналы блока цилиндров и коленчатого вала
должны быть тщательно очищены и продуты сжатым воздухом. Гнезда
в блоке, крышки коренных подшипников, шейки коленчатого вала
и вкладыши должны быть тщательно протерты.
2. Пробки масляных каналов блока должны быть завернуты на
белилах или на сурике.
3. Обоймы для набивки сальника заднего коренного
подшипника (для всех двигателей, кроме ЗИЛ-121 и ЗИЛ-120) должны
быть плотно установлены в гнезда блока и крышки. Набивку
необходимо опрессовать при помощи оправки. Выступающие над
плоскостью стыка торцы набивки должны быть ровными (не
лохматыми). Наползание набивки сальника между плоскостями
крышки и блока после укладки коленчатого вала и затяжки
болтов крышки не допускается. -
4. Резиновые уплотнители заднего подшипника (дет. 150В-1005160
и 150В-1005161) должны плотно сидеть в отверстиях крышки (для
всех двигателей,.кроме ЗИЛ-121, ЗИЛ-120 и ЗИЛ-123).
5. Упорные шайбы коленчатого вала должны быть
установлены: передняя — поверхностью, залитой баббитом, в сторону
шестерни коленчатого вала, задняя (с фаской по внутреннему
диаметру)— поверхностью, залитой баббитом, к щеке коленчатого
вала.
6. Распределительная шестерня коленчатого вала должна быть
установлена на вал до упора, при этом торец шестерни с меткой
на зубе для установки фаз распределения должен быть обращен
наружу от блока. Щуп толщиной 0,05 мм не должен проходить
между торцами шестерни и передней коренной шейки коленчатого
вала.
7. Шестерня должна быть установлена на шейку вала с
посадкой от натяга 0,034 мм до зазора 0,018 мм. Для деталей, бывших
в эксплуатации, допускается увеличение зазора до 0,05 мм.
8. Ремонтный размер вкладышей коренных подшипников
должен соответствовать ремонтному размеру коренных шеек
коленчатого вала.
Номинальные и ремонтные размеры вкладышей коренных
подшипников и соответствующие им размеры коренных шеек
коленчатого вала приведены в табл. 2.
9. Вкладыши коренных подшипников в свободном состоянии
должны иметь распрямление 0,5—1,2 мм и плотно входить в гнезда
блока и крышек. Площадь прилегания вкладыша к постели блока
должна составлять не менее 85% всей поверхности вкладыша.
10. Плоскости разъема вкладышей, установленных в гнезда,
должны выступать над плоскостью разъема блока и крышки.
11. Перед установкой коленчатого вала поверхности трения
вкладышей и шеек коленчатого вала должны быть смазаны
индустриальным маслом 50.
14
Таблица 2
Номинальные и ремонтные размеры коренных шеек коленчатого вала
и вкладышей коренных подшипников
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
3-й ремонтный
4-й ремонтный
5-й ремонтный
Отклонение
диаметра шейки
от номинала
в мм
0,00
—0,30
—0,60
—1,00
— 1,50
—2,00
Диаметр шейки
в мм
б6-0,02
65>7-0,02
65>4_0,02
65 -0,02
б4>5~0,02
64-0,02
Толщина
вкладыша
в мм
9 9^-0,013
z»zo_0,020
z>*u_0,020
9 ее—0,013
Лоо_0,020
9 нс-0,013
z>/o_-0,020
°iuu_0,020
<V°-0,020
Примечание. На вкладышах ремонтных размеров величина
отклонения ог номинального размера вкладыша по внутреннему диаметру наносится
на стальной ленте вкладыша с внешней стороны.
12. Клейменые стороны крышек промежуточных коренных
подшипников должны быть обращены в сторону распределительного
вала; порядковый номер крышки должен совпадать с порядковым
номером опоры на блоке.
13. Под крышки коренных подшипников должно быть
установлено с каждой стороны по одной прокладке из латуни толщиной
0,05 мм. Прокладки допускается не устанавливать при изношенных
(в пределах допустимых размеров) гнездах коренных
подшипников.
14. Диаметральный зазор между коренными шейками
коленчатого вала и вкладышами должен быть 0,026—0,090 мм. Зазор
должен проверяться поочередно у всех коренных подшипников при
помощи калиброванной пластинки из латунной фольги длиной 25 мм,
шириной 12,5 мм и толщиной 0,09 мм в такой последовательности:
а) установить пластинку, смазанную маслом, между
вкладышем и шейкой коленчатого вала вдоль шейки;
б) затянуть болты проверяемого подшипника; при этом болты
остальных подшипников должны быть ослаблены; момент
затяжки должен быть для средней и задней крышек 8—10 кем, для
передней и промежуточной 11 —13 кем;
в) проверить усилие, необходимое для провертывания
коленчатого вала рукой за противовес; масляный зазор считается
нормальным, если коленчатый вал провертывается туго или совсем не
провертывается (при условии, если до постановки пластинки он
провертывался свободно).
15
15. Болты крепления крышек среднего и заднего коренных
подшипников должны быть затянуты крест-накрест. Момент
окончательной затяжки болтов крышек должен быть: для среднего и
заднего подшипников 8—10 кем, для переднего и промежуточных
коренных подшипников 11 — 13 кем.
16. После окончательной затяжки подшипников крутящий
момент, необходимый для провертывания коленчатого вала, не
должен превышать 7 кем.
17. Осевой люфт коленчатого вала должен быть 0,05—0,23 мм.
Люфт замеряется щупом между шестерней коленчатого вала и
передней упорной шайбой подшипника. Регулируется люфт
подбором задней упорной шайбы подшипника по толщине.
Зазор между торцами остальных коренных подшипников и
торцами шеек коленчатого вала с каждой стороны должен быть не
менее 0,75 мм.
18. Боковые деревянные уплотнители заднего коренного
подшипника должны быть плотно забиты в гнезда. Выступающие
торцы уплотнителей должны быть зачищены заподлицо с
поверхностями крышки и блока.
Сборка ц установка шатунно-поршневой группы
Подбор поршней по цилиндрам
1. Поверхности цилиндров и поршней должны быть тщательно
протерты.
2. На двигатели ЗИЛ-123, ЗИЛ-152В1 и ЗИЛ-123Ф должны
устанавливаться луженые поршни (дет. 123-1004015).
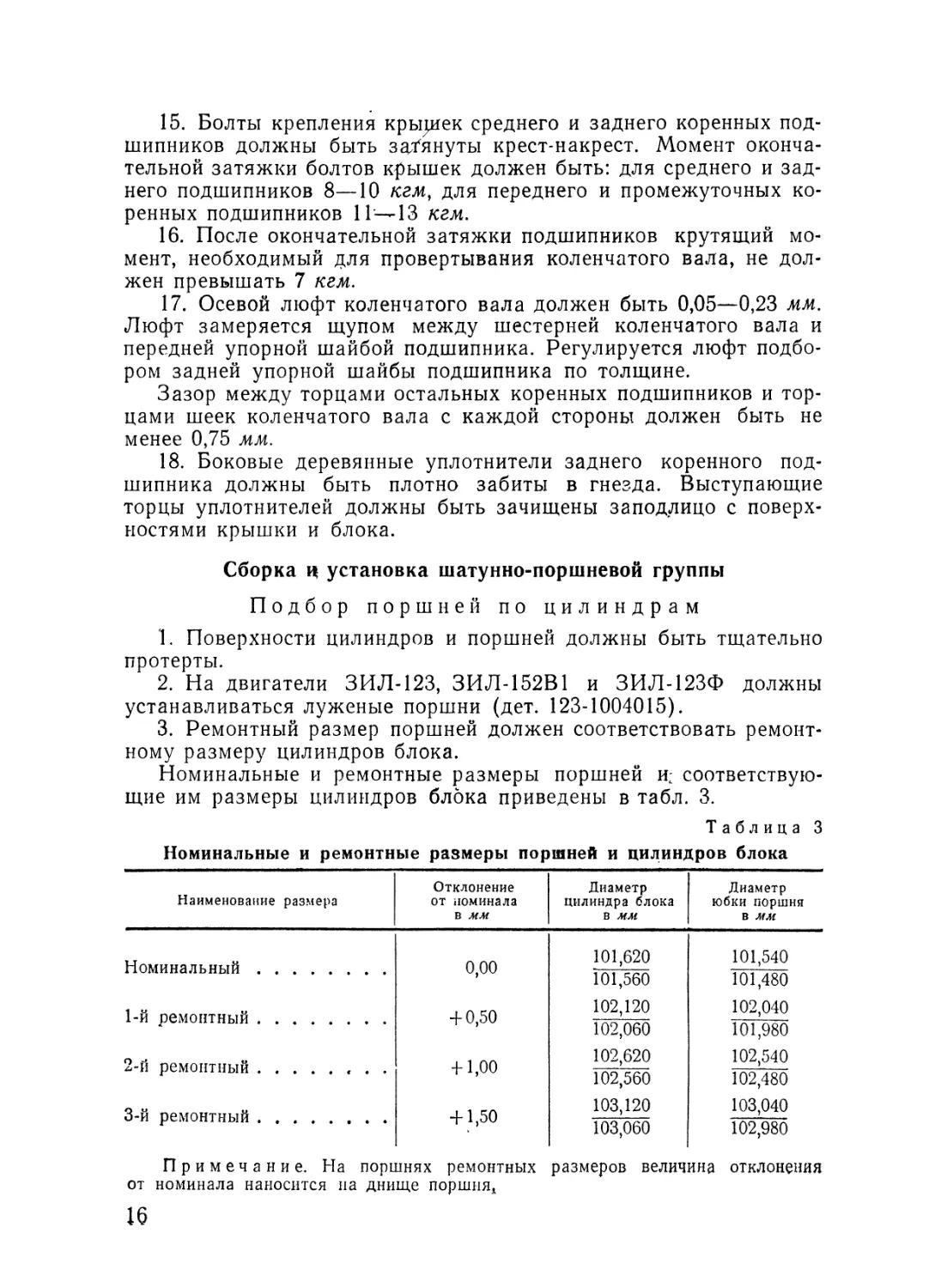
3. Ремонтный размер поршней должен соответствовать
ремонтному размеру цилиндров блока.
Номинальные и ремонтные размеры поршней и;
соответствующие им размеры цилиндров блока приведены в табл. 3.
Таблица 3
Номинальные и ремонтные размеры поршней и цилиндров блока
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
3-й ремонтный
Отклонение
от номинала
в мм
0,00
+ 0,50
+ 1,00
+ 1,50
Диаметр
цилиндра блока
в мм
101,620
101,560
102,120
102,060
102,620
102,560
103,120
103,060
Диаметр
юбки поршня
в мм
101,540
101,480
102,040
101,980
102,540
102,480
103,040
102,980
Примечание. На поршнях ремонтных размеров величина отклонения
от номинала наносится на днище поршня*
16
4. Поршни необходимо подбирать при температуре 10—30° С.
5. Зазор между цилиндром и поршнем должен быть 0,08—
0,10 мм. Зазор проверяется протягиванием ленты-щупа длиной
200 мм, шириной 13 мм и толщиной 0,1 мм между зеркалом
цилиндра и юбкой поршня (по всей длине- юбки) со стороны^
противоположной прорези поршня.
Усилие, необходимое для протягивания ленты-щупа, должно
быть: 2,25—3,65 кг для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121
и ЗИЛ-120; 1,4—2,2 кг для двигателей ЗИЛ-123, ЗИЛ-152В1 и
ЗИЛ-123Ф.
6. Разница в весе поршней одного комплекта на двигатель не
должна быть более 8 г.
Для облегчения подбора по весу на днище поршня выбит
порядковый номер весовой группы (арабской цифрой); на один
двигатель должны устанавливаться поршни одной группы.
7. После подбора поршней по цилиндрам на днищах поршней
должны быть поставлены порядковые номера цилиндров и номер
блока цилиндров.
Подбор поршневого пальца к поршню и сборка
поршня с шатуном
1. Номер комплекта поршней должен соответствовать номеру
блока цилиндров, а номер комплекта шатунов — номеру
коленчатого вала, к которому они подобраны.
2. Для облегчения подбора поршни, поршневые пальцы и
шатуны в сборе со втулками сортируются на четыре группы по
общему посадочному размеру (диаметру); при этом каждая группа
маркируется краской определенного цвета.
Размеры и маркировка приведены в табл. 4.
3. Поршневые пальцы должны подбираться к поршням и
шатунам так, чтобы входящие в узел поршень, палец и шатун
принадлежали к одной размерной группе; на двигатель допускается
установка указанных узлов с разными размерными группами.
4. Поршневой палец, устанавливаемый без смазки в шатун,
должен плотно входить в отверстие втулки шатуна под усилием
большого пальца руки.
•Для выполнения указанного условия допускается подбирать
пальцы, принадлежащие к соседним группам.
5. Поршневой палец должен устанавливаться в поршень с
предварительным нагревом поршня до 70—80° С; при этом поршневой
палец должен входить в отверстие бобышки поршня под усилием
большого пальца руки.
6. При сборке поршня с шатуном поршень должен быть
установлен так, чтобы стрелка, выбитая на днище поршня, была
направлена в сторону меток (бобышек) на двутавровой части ша-
2—2372 П
оо
Таблица 4
Сортировка на группы поршней, поршневых пальцев и шатунов в сборе со втулками
Наименование детали
Поршень
Шатун
Поршневой палец
Наименование размера
Диаметр отверстия под па-
JTPII
Внутренний диаметр втулки
Наружный диаметр
Номинальный
размер
в мм
27,995
27,985
28,007
27,997
28,000
27,990
Группы
1
2
3
4
Цвет маркировки
голубой
27,9950
27,9925
28,0070
28,0045
28,0000
27,9975
красный
27,9925
27,9900
28,0045
28,0020
27,9975
27,9950
белый
27,9900
27,9875
28,0020
27,9995
27,9950
27,9925
черный
27,9875
27,9850
27,9995
27,9970
27,9925
27,9900
Примечание. Маркировка наносится:
— на поршневом пальце — на внутренней поверхности у одного из концов;
— на шатуне — на наружной поверхности верхней головки шатуна;
— на поршне —: на наружной поверхности одной из бобышек под палец.
Поршни вместо маркировки краской могут иметь маркировку римскими цифрами III, IV, V и VI, нанесенными на
днище поршня и соответствующими группам 1, 2, 3 и 4.
туна и крышки, а маслоразбрызгйвающее отверстие в нижней
головке шатуна —в сторону, противоположную прорези поршня.
7. Стопорные кольца должны надежно фиксировать палец от
осевого перемещения.
Подбор поршневых колец по цилиндрам
и поршням и установка их на поршни
1. Ремонтные размеры поршневых колец должны
соответствовать ремонтным размерам цилиндров и поршней.
Поршневые кольца 1, 2 и 3-го ремонтных размеров на боковой
поверхности около разреза имеют соответственно маркировку
+ 0,5, +1,0 и +1,5.
2. Перед подбором поршневые кольца, поршни и цилиндры
блока должны быть протерты.
3. Световой зазор между стенкой цилиндра и наружной
поверхностью колец, установленных в цилиндр, не допускается.
4. Поршневые кольца должны быть подобраны по цилиндрам
так, чтобы тепловой зазор в замках колец, вставленных в цилиндр,
был:
— для верхнего компрессионного кольца — 0,25—0,60 мм\
— для средних компрессионных колец — 0,25—0,40 мм;
— для маслосъемного кольца — 0,15—0,45 мм.
Величина теплового зазора проверяется щупом при установке
кольца перпендикулярно к оси цилиндра на расстоянии 10—15 мм
от его верхней кромки.
При величине теплового зазора менее 0,25 мм для
компрессионных колец и 0,15 мм для маслосъемного кольца допускается при-
пиливание стыков колец в пределах данного ремонтного размера.
Плоскости стыков колец после припиливания должны быть
параллельны.
5. Поршневые кольца должны устанавливаться на поршень
при помощи специального приспособления, исключающего
возможность поломки колец и повреждения поверхностей канавок.
6. Верхнее компрессионное кольцо должно быть хромированным
по наружному диаметру и должно устанавливаться на поршень
проточкой или фаской (на внутреннем диаметре кольца) вверх,
остальные компрессионные кольца должны устанавливаться
проточкой (на наружном диаметре кольца) вниз.
7. После установки колец поршень должен быть промыт
керосином и обдут сжатым воздухом. Обтирка концами или ветошью
после промывки не допускается,
8. Поршневые кольца при встряхивании поршня должны
свободно перемещаться в канавках под действием собственного веса.
9. Зазор между поршневыми канавками и кольцами по высоте
должен быть:
— для компрессионных колец — 0,035—0,072 мм;
— для маслосъемных колец — 0,035—0,08,0 мм.
2* 19
Установка шатунно-иоршневой группы
в цилиндры
1. Поршни в сборе с шатунами должны устанавливаться в
цилиндры блока в соответствии с порядковыми номерами,
нанесенными на днищах поршней, шатунах и крышках шатунов при
подборе.
2. Поршень с шатуном и поршневыми кольцами, зеркало
цилиндра и шатунные шейки коленчатого вала должны быть
тщательно продуты сжатым Ёоздухом и смазаны индустриальным
маслом 50.
.3. Поршневые кольца должны быть расположены на поршне
так, чтобы стыки 1-го и 2-го колец были расположены под углом
180° и параллельно оси поршневого пальца, стыки 3-го и 4-го
колец— под углом 180° и перпендикулярно к оси поршневого пальца.
4. Поршень должен быть установлен в цилиндр так, чтобы
стрелка, выбитая на днище поршня, была направлена в сторону
передней коренной шейки коленчатого вала.
5. Прокладки крышки шатуна должны быть установлены без
перекоса по отношению к образующей поверхности шейки и не
должны закусываться торцами вкладышей.
6. Момент затяжки гаек шатунных болтов должен быть
8—9 кгм. Затянутые гайки должны быть зашплинтованы.
Ослабление затяжки гайки для постановки шплинта не допускается.
7. После затяжки гаек болтов шатуна зазор между торцами
верхней головки шатуна и бобышками поршня должен быть не
менее 1 мм с каждой стороны.
8. После окончательной установки шатунно-поршневой группы
момент, необходимый для провертывания коленчатого вала,
должен быть не более 10 кгм.
Сборка и установка распределительного механизма
Притирка и установка клапанов
1. Клапаны ремонтных размеров должны быть установлены
в направляющие втулки соответствующих размеров. Номинальные
и ремонтные размеры стержней клапанов и отверстий
направляющих втулок клапанов приведены в табл. 5.
2. Клапаны должны свободно перемещаться и вращаться в
направляющих втулках.
3. Рабочие фаски клапанов и гнезд в блоке после притирки
должны иметь по всей окружности ровную матовую полоску
шириной 1,5—2,0 мм. Верхняя кромка полоски должна отстоять от
верхнего края конусной поверхности головки клапана не менее
чем на 0,5 мм.
Рекомендуется вместо притирки производить планетарную
шлифовку гнезд клапанов.
20
Таблица 5
Номинальные и ремонтные размеры стержней, клапанов и отверстий
направляющих втулок клапанов
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
Отклонение
от номинала
в мм
0,00
—0,25
—0,50
Диаметр стержня
клапана
в мм
У)Ои_0,05
О9с-0,02
у,^_0,05
Диаметр
отверстия
направляющей втулки
в мм
9,50+°-ш
9,25+0'03'
9iOO+0,O3
4. Качество притирки или шлифовки конических поверхностей
клапанов и гнезд клапанов должно быть проверено на
герметичность воздухом. Падение вакуума или давления воздуха,
созданного над клапаном при помощи специального прибора, не
допускается в течение 1 мин.
5. Притертые клапаны должны быть занумерованы согласно
притертым гнездам блока.
6. После притирки клапанов блок и клапаны должны быть
тщательно промыты и обдуты сжатым воздухом.
7. Перед окончательной установкой клапанов стержни их
должны быть смазаны индустриальным маслом 50.
8. Зазор между наружным диаметром пружины клапана и
блоком должен быть не менее 0,8 мм.
9. Клапаны должны быть надежно зафиксированы сухарями
(в двигателях ЗИЛ-121, ЗИЛ-120 и ЗИЛ-123—чекой). При
установке клапанов ремонтнрго размера сухари клапана должны быть
установлены также ремонтного размера.
Размеры и зазоры в сопряжениях клапан — направляющая
втулка приведены в табл. 8 (стр. 26).
Сборка и установка то л к ателей и напра в л яющих
толкателей
1. Толкатели клапанов ремонтного размера должны
устанавливаться в отверстия направляющих толкателей соответствующего
ремонтного размера. Номинальные и ремонтные размеры
толкателей и отверстий в направляющих толкателей приведены в табл. 6.
2. Регулировочный болт толкателя клапана должен
ввертываться в толкатель свободно, без заедания; контргайка должна
надежно стопорить болт в любом его положении.
3. Перед подбором толкателей направляющие толкателей
необходимо промыть в чистом керосине; отверстия в направляющих
толкателей и толкатели должны быть протерты.
21
Таблица 6
Номинальные и ремонтные размеры толкателей клапанов и отверстий
в направляющих толкателей
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
Отклонение
от номинала
в мм
0,00
+ 0,25
+ 0,50
Диаметр
стержня
толкателя
в мм
16ПП-°>016
ш,ии_0)03з
iD>Z0_ 0,033
Диаметр отверстия в
направляющей толкателя в мм
два
крайних
четыре
средних
16.00+0'019-
16,25+0'019
16)5O+o,oi9
4. Толкатели должны равномерно, без усилия перемещаться и
вращаться в отверстиях своих направляющих.
5. Толкатели и отверстия в направляющих толкателей должны
быть смазаны индустриальным маслом 50.
6. Направляющие толкателей должны быть установлены на
блок цилиндров без перекосов; щуп толщиной 0,05 мм не должен
проходить между направляющими толкателей и площадкой блока
цилиндров.
7. Крайние болты крепления направляющих толкателей к блоку
должны быть затянуты; момент затяжки 7—9 кем.
8. После закрепления направляющих на блоке толкатели
должны свободно перемещаться в своих направляющих.
9. Тепловой зазор между торцом стержня клапана и головкой
регулировочного болта толкателя должен быть отрегулирован
после установки распределительного вала в пределах 0,20—
0,25 мм. Установленный зазор должен быть зафиксирован
затяжкой контргайки регулировочного болта, после чего необходимо
вторично проверить величину зазора.
Размеры и зазоры в сопряжениях толкателей и направляющих
толкателей приведены в табл. 8 (стр. 26).
Сборка и установка распределительного вала
1. Передняя втулка распределительного вала не должна
выступать за плоскость переднего торца блока цилиндров.
2. Отверстия во втулках для смазки должны совпадать с мас-
лоподводящими каналами в блоке цилиндров.
Допускается сверление новых отверстий во втулках через
отверстия в блоке.
3. Втулки после запрессовки и сверления отверстий для смазки
должны быть обработаны по внутреннему диаметру под номиналь-
22
ный или под ремонтный размер. Номинальные и ремонтные размеры
опорных шеек распределительного вала и отверстий во втулках
приведены в табл. 7.
Таблица 7
Номинальные и ремонтные размеры опорных шеек распределительного
вала и отверстий во втулках вала
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
3-й ремонтный
4-й ремонтный
Отклонение
от номинала
в мм
0,0
-0,2
-0,4
—0,6
-0,8
Диаметр опорных
шеек
распределительного вала в мм
O4iu_0,07
со 0-0,05
^,о_0,07
ко е-0,05
Э^,О_0,07
г-о 4 -0,05
го о-0,05
°«V-.0f07
Внутренний
диаметр втулок
вала в мм
54,0+0'03
53,8+0-03
536+0,03
53,4+0-03
53)2+о,оз
4. Внутренние поверхности втулок после обработки должны
быть гладкими, без раковин и следов дробления инструмента.
5. Несоосность осей отверстий втулок распределительного вала
допускается не более 0,06 мм.
6. Непараллельность общей оси отверстий во втулках
относительно общей оси отверстий под вкладыши коренных подшипников
допускается не более 0,1 мм.
7. Расстояние между осями отверстий втулок и отверстий под
вкладыши коренных подшипников должно быть 133,35—133,40 мм.
8. Шестерня распределительного вала должна быть
установлена на шейку вала до упора в распорное кольцо.
9. После затяжки гайки крепления шестерни и стопорения ее
замочной шайбой упорный фланец должен свободно вращаться.
10. Перед установкой распределительного вала в блок кулачки,
опорные шейки и поверхности втулок в блоке должны быть
смазаны индустриальным маслом 50.
И. При установке распределительного вала в блок кулачки
вала не должны задевать за внутренние поверхности втулок.
12. Момент затяжки болтов крепления упорного фланца к блоку
должен быть 2,3—2,8 кгмг
23
Рис. 2, Места сопряжений при установке клапанов
и толкателей^
24
13. Распределительный вал в сборе с шестерней должен быть
установлен так, чтобы метка на шестерне распределительного вала
совпадала с меткой на шестерне коленчатого вала.
Рис. 3. Места сопряжений при установке
распределительного вала
14. Боковой зазор между зубьями шестерен должен быть 0,04—^
0,12 мм. Для деталей, бывших в эксплуатации, допускается
увеличение зазора до 0,30 мм. Проверять зазор следует в трех точках
под углом 120° (по большой шестерне). Колебание зазора в одной
паре шестерен допускается не более 0,1 мм.
15. Распределительный вал должен' вращаться во втулках без
заедания.
Размеры, зазоры и натяги в сопряжениях распределительного
механизма приведены в табл. 8.
25
Размеры, зазоры и натяги в сопряжениях при
(Рис.
№ позиции
на рисунке
1
2
3 .
Модель двигателя
ЗИЛ-157 и ЗИЛ-164
ЗИЛ-121 и ЗИЛ-120 ^
ЗИЛ-123
ЗИЛ-152В1 и ЗИЛ-123Ф
Все модели ЗИЛ
Все модели ЗИЛ
• ЗИЛ-157, ЗИЛ-164,
ЗИЛ-152В1 и ЗИЛ-123Ф
ЗИЛ-121, ЗИЛ-120
и ЗИЛ-123
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-152В1 и ЗИЛ-123Ф
ЗИЛ-121, ЗИЛ-120
и ЗИЛ-123
Все модели ЗИЛ ч
Все модели ЗИЛ
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-150
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
№ сопрягаемой
детали
по спецификации
150В-1002015
120-1002015-Г
123-1002015-В
123В-1002015
120-1007032
120-1007032
150В-1007010-Б
120-1007010
150В-1007015-Б
120-1007015
120-1007075
120-1007076
120-1007055-А
123-1007055
Наименование детали
Блок цилиндров (диаметр
Втулка направляющая
клапана (наружный диаметр)
Втулка направляющая
клапана (диаметр отверстия)
Клапан впускной (диаметр
1 Клапан выпускной (диаметр
j стержня)
Направляющая толкателей
клапанов передняя
(диаметр четырех средних
отверстий)
Направляющая толкателей
клапанов задняя (диаметр
четырех средних отверстий)
Толкатель клапана (диаметр
26
Таблица 8
сборке и установке распределительнога механизма
2 и 3)
Размеры в мм
номинальный
17j0+0,027
17П4-0,075
g 5+0,030
q cr-0,020
У>°-0,050
16j0+0,019
1С Л-0,016
iv,v _0,033
допустимый
без ремонта
17,040
—
—
Зазор и натяг в мм
номинальный
зазор
0,020
0,080
0,016
' 0,052
натяг
0,013
0,075
—
допустимый без ремонта
зазор
—
натяг
0,000
0,р35
—
—
II
§ §,
4
5
5
7
Модель двигателя
Все модели ЗИЛ
Все модели ЗИЛ
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-151 и ЗИЛ-150
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157 и ЗИЛ-164
ЗИЛ-121 и ЗИЛ-120
ЗИЛ-123
ЗИЛ-152В1 и ЗИЛ-123Ф
Все модели ЗИЛ
То же
Все модели ЗИЛ
То же
Все модели ЗИЛ,
кроме ЗИЛ-123Ф
ЗИЛ-123Ф
Все модели ЗИЛ
Все модели ЗИЛ,
кроме ЗИЛ-123Ф
ЗИЛ-123Ф
№ сопрягаемой
детали
по спецификации
120-1007075
120-1007076
120-1007055-А
123-1007055
150В-1002015
120-1002015-Г
123-1002015-В
123В-1002015
120-1006024
120-1006025
120-1006024
120-1006025
150В-1006015
120-1006015-Б
120-1006020-Б
150В-1006015
120-1006015-Б
Наименование детали
Направляющая толкателей
клапанов передняя
(диаметр двух крайних
отверстий)
Направляющая толкателей
клапанов задняя (диаметр
двух крайних отверстий)
Толкатель клапана (диаметр
Блок цилиндров (диаметр
отверстия)
Втулка передней и задней
шеек распределительного
вала (наружный диаметр)
Втулка средних шеек
распределительного вала
(наружный диаметр)
Втулка передней и задней
шеек распределительного
вала (внутренний диаметр)
Втулка средних шеек
распределительного
вала(внутренний диаметр)
1 Вал распределительный (диа-
Шестерня
распределительного вала (диаметр
отверстия)
1 Вал распределительный (диа-
I метр шейки)
28
Продолжение
—
Размеры в мм
номинальный
1б+0,040
1О+0,016
1 £-0,016
1О—0,033
боч-о,озо
60to:o75
54-0,050
30+0.023
о04-0,036
допустимый
без ремонта
—
60,060
53,880
30,030
30,000
Зазор и натяг в мм
номинальный
зазор
0,032
0,073
0,050
0,100
0,008
натяг
0,045
0,135
0,036
допустимый без ремонта
зазор
0,150
0,030
натяг
0,015
—
29
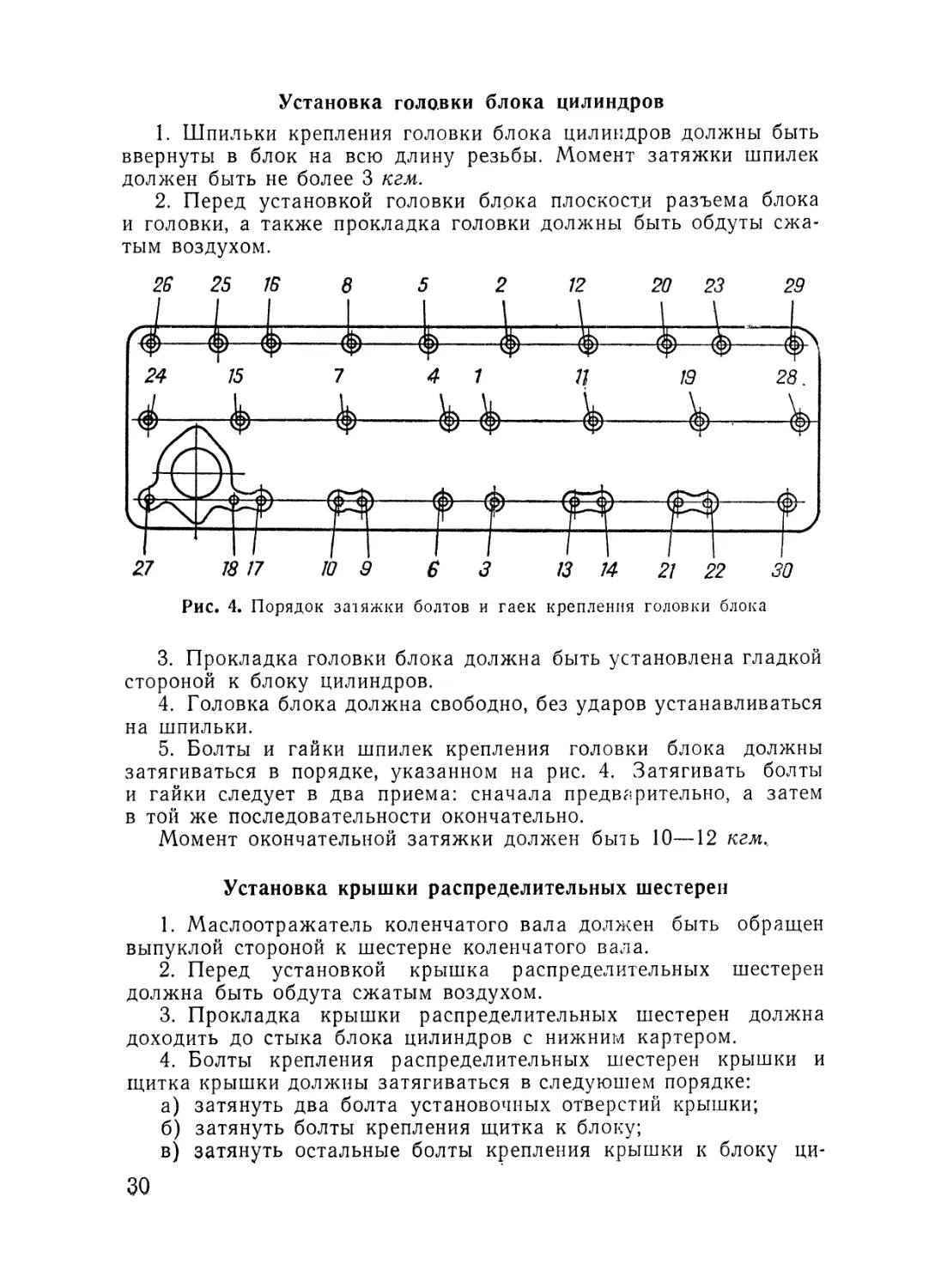
Установка голавки блока цилиндров
1. Шпильки крепления головки блока цилиндров должны быть
ввернуты в блок на всю длину резьбы. Момент затяжки шпилек
должен быть не более 3 кем.
2. Перед установкой головки блока плоскости разъема блока
и головки, а также прокладка головки должны быть обдуты
сжатым воздухом.
26 25
27 18 17 Ю 9 6 3 13 14 21 22 30
Рис. 4. Порядок затяжки болтов и гаек крепления головки блока
3. Прокладка головки блока должна быть установлена гладкой
стороной к блоку цилиндров.
4. Головка блока должна свободно, без ударов устанавливаться
на шпильки.
5. Болты и гайки шпилек крепления головки блока должны
затягиваться в порядке, указанном на рис. 4. Затягивать болты
и гайки следует в два приема: сначала предварительно, а затем
в той же последовательности окончательно.
Момент окончательной затяжки должен быть 10—12 кгм..
Установка крышки распределительных шестерен
1. Маслоотражатель коленчатого вала должен быть обращен
выпуклой стороной к шестерне коленчатого вала.
2. Перед установкой крышка распределительных шестерен
должна быть обдута сжатым воздухом.
3. Прокладка крышки распределительных шестерен должна
доходить до стыка блока цилиндров с нижним картером.
4. Болты крепления распределительных шестерен крышки и
щитка крышки должны затягиваться в следующем порядке:
а) затянуть два болта установочных отверстий крышки;
б) затянуть болты крепления щитка к блоку;
в) затянуть остальные болты крепления крышки к блоку ци-
30
линдров; затягивать болты следует равномерно крест-накрест
в два приема; момент окончательной затяжки болтов должен быть
10—11 кем.
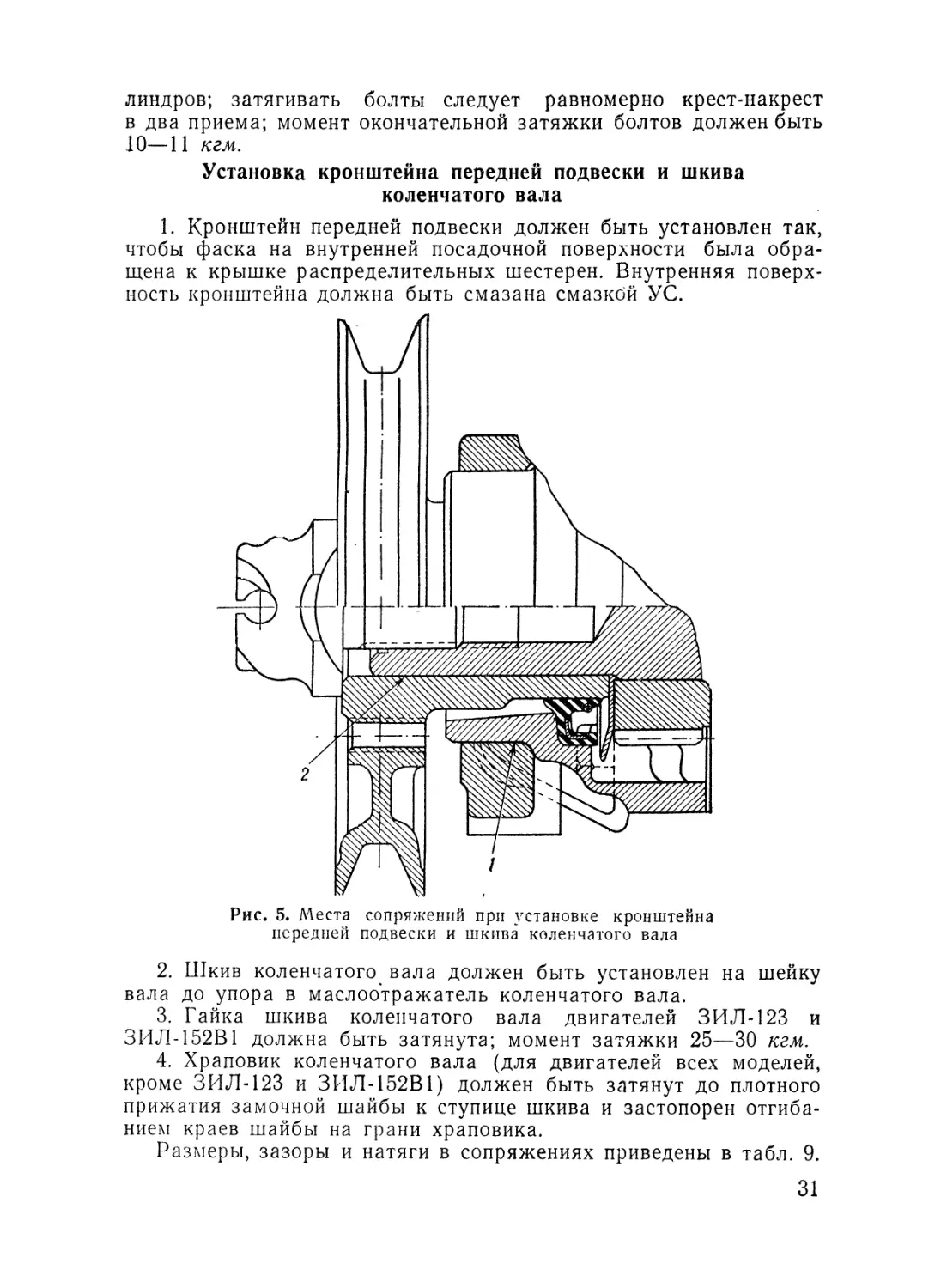
Установка кронштейна передней подвески и шкива
коленчатого вала
1. Кронштейн передней подвески должен быть установлен так,
чтобы фаска на внутренней посадочной поверхности была
обращена к крышке распределительных шестерен. Внутренняя
поверхность кронштейна должна быть смазана смазкой УС.
Рис. 5. Места сопряжений при установке кронштейна
передней подвески и шкива коленчатого вала
2. Шкив коленчатого вала должен быть установлен на шейку
вала до упора в маслоотражатель коленчатого вала.
3. Гайка шкива коленчатого вала двигателей ЗИЛ-123 и
ЗИЛ-152В1 должна быть затянута; момент затяжки 25—30 кгм.
4. Храповик коленчатого вала (для двигателей всех моделей,
кроме ЗИЛ-123 и ЗИЛ-152В1) должен быть затянут до плотного
прижатия замочной шайбы к ступице шкива и застопорен
отгибанием краев шайбы на грани храповика.
Размеры, зазоры и натяги в сопряжениях приведены в табл. 9.
31
Размеры, зазоры и натяги в сопряжениях при установке
(Рис.
У& ПОЗИЦИИ I
на рисунке |
1
2
2
Модель двигателя
Все, кроме ЗИЛ-152В1
ЗИЛ-152В1
ЗИЛ-157, ЗИЛ-164
и ЗИЛ-152В1
ЗИЛ-121, ЗИЛ-120
и ЗИЛ-123
ЗИЛ-123Ф
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-151 и ЗИЛ-150
ЗИЛ-123
ЗИЛ-152В1
ЗИЛ-157 и ЗИЛ-164
ЗИЛ-121 и ЗИЛ-120
ЗИЛ-123
ЗИЛ-152В1
ЗИЛ-123Ф
ЗИЛ-123Ф
№ сопрягаемой
детали
по спецификации
120-1001015
123В-1001015
150В-1002060
120-1002060-Б
123Ф-1002060
120-1005060
123-1005060
123В-1005060
150В-1005020
120-1005020-А
123-1005020
123Ф-1005020
123Ф-1005060
123Ф-1005020
Наименование детали
Кронштейн передней под-
( вески (диаметр отверстия)
Крышка распределительных
шестерен (диаметр шейки)
Шкив коленчатого вала
(диаметр отверстия)
Коленчатый вал (диаметр
шейки)
Шкив коленчатого вала
(диаметр отверстия)
Коленчатый вал (диаметр
32
Таблица 9
кронштейна передней подвески и шкива коленчатого вала
5)
Размеры в мм
номинальный
92+0,070
09-0,050
4б+0'027
4R-0.025
4Ь-0,050
4fi—0,007
4Ь-0,035
46-0,025
*°-0,050
допустимый
без ремонта
92,200
91,760
46,050
45,930
^46,020
45,930'
Зазор и натяг в мм
номинальный
зазор
0,050
0,210
0,025
0,077
0,043 *
натяг
—
0,010
допустимый без ремонта
зазор
0,440
0,120 .
0,090
натяг
—
—
3—2372
Установка газопровода
1. Каналы газопровода должны быть продуты сжатым
воздухом.
2. Прокладка газопровода должна быть установлена гладкой
стороной к блоку цилиндров.
3. Болты крепления газопровода должны быть затянуты
последовательно от середины к краям.
4. После затяжки болтов крепления газопровода не должно
быть зазоров между фланцами впускных патрубков газопровода,
прокладкой и блоком цилиндров.
Установка масляного насоса, нижнего картера и датчика
масляного манометра
1. Боковой зазор между зубьями спиральных шестерен
распределительного вала и масляного насоса должен быть не менее
0,1 мм. Проверять зазор следует не менее чем в четырех положе- N
ниях распределительного вала.
2. Спиральная шестерня масляного насоса должна быть
смазана индустриальным маслом 50.
3. Маслоприемник должен свободно поворачиваться до упора
в выступы ограничителя.
4. Перед установкой нижний картер должен быть обдут
сжатым воздухом.
5. Болты крепления нижнего картера должны быть затянуты
равномерно, поочередно с правой и левой стороны. Зазоры в
соединении картера с блоком цилиндров не допускаются.
6. Датчик масляного манометра автомобильных двигателей
должен быть установлен так, чтобы при полном ввинчивании его
в блок слово «верх», нанесенное на кожухе датчика, было наверху;
допускается отклонение от вертикальной линии не более чем
на 30°.
Установка водораспределительной трубы и крышки рубашки
охлаждения
1. Водораспределительная труба должна быть установлена
в отверстие переднего торца блока цилиндров прорезями вверх.
2. Труба должна входить в блок свободно на всю длину.
Заклинивание трубы не допускается.
3. Наружный конец трубы не должен выступать над
плоскостью переднего торца блока.
4. Болты крепления крышки водяной рубашки должны быть
затянуты последовательно от середины к краям.
34
Установка привода распределителя и распределителя в блок
цилиндров и установка зажигания
1. Устанавливать привод распределителя и распределитель
в блок, а также устанавливать зажигание необходимо в
следующем порядке:
а) установить поршень первого цилиндра в положение ВМТ
ВМТ
конца хода сжатия, метка -у-тг- на маховике должна совпадать
с риской на картере сцепления;
б) установить привод распределителя в гнездо блока
цилиндров, предварительно смазав валик привода и шестерню
индустриальным маслом 50. После зацепления шестерни привода с
шестерней на распределительном валу паз муфты валика привода
должен быть расположен параллельно оси коленчатого вала и
смещен относительно оси валика вверх;
в) повернуть вал распределителя в такое положение, чтобы
токоразносная^ пластина бегунка ротора находилась против
контакта провода к искровой зажигательной свече первого цилиндра;
г) установить распределитель в блок так, чтобы вакуумный
регулятор был направлен вверх;
д) совместить стрелку ни подвижной пластине
октан-корректора с меткой «0» на неподвижной пластине;
е) повернуть корпус распределителя против часовой стрелки
до начала размыкания контактов прерывателя и в этом положении
закрепить корпус распределителя стяжным винтом;
ж) проверить правильность присоединения проводов от свечей
зажигания к крышке распределителя; порядок работы цилиндров
двигателя: 1—5—3—6—2—4;
з) проверить зазор между контактами прерывателя; зазор
должен быть 0,35—0,45 мм,
2. Болт крепления привода распределителя должен быть
завернут до отказа и в этом положении застопорен гайкой.
Натяжение ремней водяного насоса, генератора и компрессора
автомобильных двигателей
1. Оси ручьев шкивов коленчатого вала, водяного насоса и
генератора, а также оси ручьев шкивов водяного насоса и
компрессора должны соответственно лежать в одной плоскости.
Допускается отклонение не более 2 мм,
2. Натяжение ремней должно быть отрегулировано так, чтобы
при нажатии на ремень в средней части между шкивами водяного
насоса и генератора, а также между шкивами водяного насоса и
компрессора с усилием 4 кг прогиб ремней был 15—20 мм.
Натяжение ремней регулируется изменением положения
генератора и компрессора.
3* ' . 35
ПРИРАБОТКА И ИСПЫТАНИЕ ДВИГАТЕЛЯ
Общие требования
1. Собранный двигатель должен быть подвергнут приработке и
испытанию на стенде для создания наиболее совершенных поверх:
ностей трения и всестороннего контроля за качеством ремонта.
Рекомендуется приработку и испытание двигателей производить
на электрических стендах СТЭ-28 или СТЭ-40 с асинхронным
двигателем с синхронным числом оборотов (1000 об/мин).
2. Двигатель, поступивший на приработку и испытание,
должен быть полностью укомплектован, за исключением вентилятора
и пускового подогревателя (для двигателей ЗИЛ-152В1 и
ЗИЛ-123).
Допускается испытывать двигатель с технологическим
воздушным фильтром.
Все вспомогательные агрегаты двигателя должны быть
предварительно испытаны на специальных стендах и приняты ОТК
согласно требованиям технических условий.
3. Наружная поверхность двигателя должна быть сухой,
особенно в местах соединения деталей, вокруг заплат и заваренных
мест.
4. Для заправки двигателей должны применяться следующие
масла:
— для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121 и ЗИЛ-120 —
индустриальное масло 50, АК-Ю или АК-6;
— для двигателей ЗИЛ-123, ЗИЛ-152В1 и ЗИЛ-123Ф при
холодной и горячей приработке на холостом ходу — индустриально^
масло 20В, ГОСТ 2854—51, с присадкой ЗИЛ-2 по ВТУ 101—57 в
количестве 3%;
— для двигателей ЗИЛ-123, ЗИЛ-152В1 и ЗИЛ-123Ф при
горячей приработке под нагрузкой и сдаточном испытании —
индустриальное масло 50 *.
На двигателях ЗИЛ-157, ЗИЛ-164, ЗИЛ-121 и ЗИЛ-120 после
испытания и приемки между карбюратором и впускным
трубопроводом должна быть установлена ограничительная прокладка с
диаметром отверстия 17 мм.
5. Рекомендуется при приработке двигателя для смазки его
деталей применять централизованную, независимую прокачк\
масла. Для контроля за качеством масла, циркулирующим в си
стеме насосной установки, должны периодически отбираться пробы
масла для лабораторного анализа.
Анализ масла по всем показателям, предусмотренным ГОСТ,
должен производиться не реже двух раз в месяц.
* При наличии сернистой присадки и необходимой подготовки
производства рекомендуется приработку и испытание двигателей производить на маслах
с сернистой присадкой, как указано в приложении 2.
36
Предельные значения данных лабораторного анализа не
должны превышать:
— кислотное число в мг КОН на 1 г масла — 0,8;
— механические примеси (несгораемые)—0,02%;
— коксуемость (по Конрадсону) —0,8%;
— содержание воды—0,02%.
При отрицательных данных лабораторного анализа масло
должно быть заменено.
Допускается применение регенерированного масла.
6. Температура масла и воды, подводимых в двигатель, должна
быть: воды 50—60° С, масла 60—80° С. Подводящие и отводящие
трубопроводы должны быть термоизолированы.
7. При отсутствии централизованной системы смазки
допускается заливка масла непосредственно в картер двигателя. Масло
следует заливать до верхней метки указателя уровня масла.
Заправочная посуда должна быть чистой, а воронка должна
иметь сетку.
В нижний картер двигателей старых выпусков на время
испытания должна быть установлена спускная пробка с магнитом
(дет. 305045-П).
Рекомендуется указанную пробку устанавливать также и после
контрольного осмотра двигателя.
8. Приработка и испытание автомобильных двигателей должны
производиться на бензине А-66 ГОСТ 2084—56, двигателей
специальных машин — на бензине А-72 или А-70 ГОСТ 2084—56.
9. Во время испытания двигателя в журнал испытания должны
заноситься результаты приработки и испытания двигателя.
10. Приработка, испытание и приемка двигателя должны
производиться в соответствии с режимом, приведенным в табл. 10.
Таблица 10
Режим приработки и испытания двигателя
Р^жим
Холодная приработка
Горячая приработка на холостом ходу
Горячая приработка под нагрузкой . .
Сдаточное испытание (приемка
двигателя)
Итого. . .
Продолжительность в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
25
40
55
30
150
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
25
155
720
60
960
37
Холодная приработка двигателя
1. После установки двигателя на стенд коленчатый вал
должен быть провернут несколько раз вручную, чтобы убедиться
в исправности двигателя и правильной установке его на стенде.
2. Перед началом холодной приработки в каждый цилиндр
двигателя должно быть залито 15—20 г свежего масла.
3. Холодная приработка двигателя должна производиться
согласно режиму, приведенному в табл. 11.
Таблица 11
Режим холодной приработки двигателя
Число оборотов коленчатого вала в минуту
600-700
900—1000
Итого. . .
Продолжительность приработки в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
15
10
25
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
15
10
25
На время приработки искровые зажигательные свечи должны
быть ввернуты, а бензопроводы перекрыты.
4. Холодная приработка двигателя без воды в системе
охлаждения не допускается.
5. В процессе холодной приработки проверяется на ощупь
нагрев доступных трущихся частей двигателя. Стетоскопом
прослушиваются шумы и стуки распределительных шестерен, шатунных и
коренных подшипников, поршневых пальцев и поршней.
При обнаружении дефектов приработка двигателя должна быть
приостановлена и после устранения их продолжена.
6. После окончания холодной приработки должны быть
проверены и при необходимости отрегулированы тепловые зазоры между
"торцами клапанов й головками регулировочных болтов толкателей.
Зазоры для всех клапанов должны быть 0,20—0,25 мм.
Горячая приработка двигателя на холостом ходу
и под нагрузкой
Приработка на холостом ходу
1. Горячая приработка на холостом ходу должна производиться
в соответствии с режимом, приведенным в табл. 12.
2. После окончания горячей приработки на холостом ходу
должны быть повторно проверены и при необходимости
отрегулированы тепловые зазоры между толкателями и клапанами.
38
Таблица 12
Режим горячей приработки на холостом ходу
Число оборотов коленчатого вала в минуту
800
1000
1400
1600
1800
2000
Итого. . .
Продолжительность приработки в мин
для двигателей
ЗЩ1-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
15
15
5
5
40
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
45
40
30
20
20
155
Приработка под нагрузкой
Горячая приработка под нагрузкой должна производиться
в соответствии с режимом, приведенным в табл. 13.
Таблица 13
Режим горячей приработки под нагрузкой
Число оборотов коленчатого
вала в минуту
1000
1200
1400
1600
1800
2000
2000
2000
2000
Итого. . .
Нагрузка в л, с.
10
15
20
30
40
45
50
60
70
Продолжительность приработки в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
20
20
10
5
55
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
первая
ступень
40
40
40
40
60
60
20
300
вторая
ступень
30
60
60
60
60
60
' 60
30
420
Примечание. После приработки на первой ступени двигатель должен
быть остановлен и осмотрен, должны быть подтянуты соединения (кроме болтов
и гаек крепления головки блока) и заменено масло в картере двигателя,
39
Требования, предъявляемые к двигателю
при горячей приработке на холостом ходу
и под нагрузкой
1. Температура воды, выходящей из двигателя, должна быть
75—90° С.
2. Температура масла не должна превышать 85° С.
3. Давление масла в системе смазки при 1000 об/мин
коленчатого вала и температуре масла 80° С должно быть не менее:
2,5 кг/см2 — для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-152В1 и
ЗИЛ-123Ф; 1,2 кг/см2 — для двигателей ЗИЛ-121, ЗИЛ-120 и
ЗИЛ-123 (если на них не установлены новые насосы повышенной
производительности).
4. Обороты коленчатого вала в установленных режимами
пределах должны повышаться равномерно.
5. Во время приработки следует тщательно наблюдать за
работой отдельных механизмов и приборов и проверять на ощупь
нагрев трущихся частей двигателя.
6. При работе двигателя должны периодически прослушиваться
стетоскопом: шестерни распределения, шатунные и коренные
подшипники коленчатого вала, поршневые пальцы и поршни,
толкатели и клапаны.
7. В двигателе не допускается:
— стук поршней и поршневых пальцев;
— стук шатунных и коренных подшипников;
— стук или повышенный шум шестерен распределения;
— заедание поршней;
— стук клапанов и толкателей;
— перегрев трущихся частей двигателя;
-— пропуск газов через прокладки;
— подсос воздуха через прокладки газопровода и карбюратора;
— выбрасывание или подтекание смазки, бензина или воды
через сальниковые уплотнения или через другие соединения;
— ослабление крепления отдельных узлов и деталей.
8. При соблюдении требований технических условий на сборку
в двигателе допускается:
— равномерный шум шестерен распределения, легкий стук
клапанов и толкателей, прослушиваемый при помощи стетоскопа при
равномерном повышении и понижении оборотов коленчатого вала;
— образование масляных пятен и отдельных капель в местах
сальниковых уплотнений и соединений деталей с падением не
более одной капли за 5 мин.
9. При обнаружении стуков деталей кривошипно-шатунного
механизма, заедания поршней и перегрева сопряженных деталей
горячая приработка двигателя должна быть приостановлена и об*
наруженные неисправности устранены.
40
10. При обнаружении стуков распределительных шестерен,
клапанов, толкателей клапанов и других дефектов, которые не могут
быть причиной поломки деталей в процессе дальнейшей
приработки, горячую приработку следует продолжать для выявления
других дефектов.
11. После устранения неисправностей, связанных с заменой
отдельных узлов и деталей, повторная приработка двигателя должна
проводиться в следующем объеме:
а) холодная приработка, горячая приработка на холостом ходу
и под нагрузкой в полном объеме согласно вышеприведенным
режимам в случае замены:
— блока цилиндров;
— коленчатого вала;
— поршней;
— компрессионных поршневых колец;
— вкладышей коренных и шатунных подшипников;
б) приработка на режиме, указанном в табл. 14, в случае
замены:
— шатунов;
— поршневых пальцев;
— распределительного вала и его втулок;
— клапанов и толкателей клапанов;
— головки блока цилиндров;
— упорной шайбы коленчатого вала;
— маслосъемных поршневых колец;
— шестерен распределения;
— карбюратора;
— масляного, водяного или бензинового насоса;
— распределителя зажигания;
— ведомых дисков сцепления.
Таблица 14
Режим повторной приработки двигателя
Число оборотов коленчатого
вала в минуту
1000
1200—1300
1400—1500
Итого. . .
Нагрузка в л, с.
10
20
Продолжительность в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
15
5
10
30
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
15
10
20
45
41
Двигатель подвергается повторной приработке в объеме,
указанном в п. 11,6, при условии, если до замены указанных деталей
была проведена приработка в полном объеме и на всех режимах.
В остальных случаях двигатель должен быть сначала
проработан без нагрузки в течение 7—10 мин при 1200 об/мин коленчатого
вала, а затем продолжен весь режим той приработки, которая
оказалась прерванной.
12. После устранения других неисправностей и при замене
деталей, не указанных в п. 11, режим повторной приработки
устанавливается ОТК в зависимости от характера устраненного
дефекта.
13. В процессе, приработки двигателя допускается подтягивать
крепления в местах течи масла, бензина или воды.
Не допускается подтяжка креплений газопровода и
алюминиевой головки блока цилиндров на прогретом двигателе.
14. К концу горячей приработки двигатель должен устойчиво
работать на малых оборотах холостого хода (400—500 об/мин) при
открытой воздушной заслонке.
Сдаточное испытание двигателя
1. При положительных результатах приработки двигатель
должен пройти сдаточное испытание по режиму, приведенному
в табл. 15.
Таблица 15
Режим сдаточного испытания
(приемка двигателя)
Число оборотов коленчатого
вала в минуту
1000—1300
1300—1600
1600—1900
Итого. . .
Нагрузка в л. с.
—
30
45
Продолжительность в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
10
10
10
30
для двигателей
ЗЙЛ-ШЗ, ЗИЛ-152В1
и ЗИЛ-123Ф
20
20
20
60
42
Во время испытания двигатель окончательно принимается ОТК.
2. В процессе сдаточного испытания проверяется работа
двигателя и состояние его навесных узлов в соответствии с
подразделом «Требования, предъявляемые к двигателю при горячей
приработке на холостом ходу и под нагрузкой»,
3. При прослушивании работы двигателя не допускается резкое
дросселирование.
4. Двигатель считается принятым, если он:
— прошел приработку и испытание по заданным режимам;
— запускается стартером или при помощи нормальной
пусковой рукоятки усилием руки от двух — трех оборотов коленчатого
вала;
— после прогрева устойчиво работает без перебоев и перегрева
на средних оборотах, а также на малых оборотах (400—450 об/мин)
холостого хода при открытой воздушной заслонке;
— не глохнет и не дает перебоев при переходе с малых
оборотов на большие и с больших на малые;
— равномерно работает (на всех цилиндрах) при всех
нагрузках и числах оборотов (проверяется на слух и по степени
нагрева);
— сохраняет давление масла в обусловленных пределах.
КОНТРОЛЬНЫЙ ОСМОТР ДВИГАТЕЛЯ
1. После сдаточного испытания двигатель должен
подвергнуться контрольному вскрытию и осмотру.
Объем контрольного вскрытия и осмотра:
для каждого двигателя — снятие и промывка нижнего картера,
удаление отстоя из фильтра грубой очистки, проверка затяжки
болтов крепления шатунных и коренных подшипников, проверка
крепления отдельных узлов двигателя.
для каждого пятого двигателя — объем, указанный для
каждого двигателя, и дополнительно: проверка вкладышей
шатунных подшипников и шатунных шеек коленчатого вала, шатунных
болтов;
для каждого пятидесятого двигателя, но не менее чем одного
двигателя в десять дней — объем, указанный для каждого пятого
двигателя, и дополнительно: снятие головки блока цилиндров,
проверка вкладышей коренных подшипников (без снятия
коленчатого вала), проверка поршней, поршневых колец и пальцев (не
менее двух пальцев), проверка зазора в стыках поршневых колец,
проверка зазора между поршнями и цилиндрами, проверка
качества притирки клапанов, состояния рабочих фасок клапанов и
гнезд в блоке.
2. Поверхности трения деталей двигателя должны иметь
хорошо приработанную матовую поверхность (вороненую)-.
43
Проверяемые детали должны отвечать следующим'
требованиям:
вкладыши коренных и шатунных подшипников — площадь
прилегания рабочей поверхности вкладышей должна быть не менее
85%; трещины, выкрашивание и отставание антифрикционного
сплава не допускаются; допускаются отдельные кольцевые риски
согласно утвержденному эталону;
коленчатый вал — допускаются отдельные кольцевые риски на
шейках согласно утвержденному эталону, а также ручная
зачистка мелких забоин на шейках вала, снятого с двигателя;
размер зачищенной шейки должен быть проверен;
болты шатунных и коренных подшипников — резьба болтов не
должна быть вытянута или повреждена;
поршни — допускаются отдельные продольные риски (на
поршнях двигателей специальных машин на глубину не более слоя
полуды) согласно утвержденному эталону;
поршневые кольца — кольца должны свободно перемещаться
в канавках; кольцо приработки для компрессионных колец
должно быть замкнуто по всей окружности; выкрашивание и сколы
колец не допускаются;
цилиндры блока — риски и натиры на поверхностях цилиндров
не допускаются;
поршневые пальцы — волосовидные трещины, риски и следы
выработки не допускаются;
клапаны — падение вакуума или давления воздуха,
создаваемого под клапаном при помощи специального прибора, не
допускается.
3. Все снятые детали перед постановкой их на двигатель
должны быть промыты в керосине, обдуты сжатым воздухом, а
трущиеся поверхности смазаны свежим маслом.
4. Результаты осмотра должны быть занесены в журнал
осмотра и испытания.
5. При обнаружении дефектов во время контрольного осмотра
периодичность и объем вскрытия последующих двигателей
устанавливаются ОТК в зависимости от характера дефекта.
6. Двигатели, прошедшие контрольный осмотр в объеме,
указанном для каждого пятого двигателя, должны быть испытаны по
режиму, приведенному в табл. 14, в объеме, указанном для
каждого пятидесятого двигателя, — по режиму, приведенному в
табл. 15.
7. В случае устранения неисправностей, связанных с заменой
узлов или деталей, двигатель должен пройти повторную
приработку в соответствии с пп. 11 и 12 подраздела «Требования,
предъявляемые к двигателю при горячей приработке на холостом
ходу и под нагрузкой».
44
КОНТРОЛЬНЫЙ ОСМОТР КОМПРЕССОРА
После приработки компрессора вместе с двигателем
компрессор должен быть подвергнут контрольному вскрытию и осмотру.
Объем контрольного вскрытия и осмотра:
— для каждого компрессора — снятие нижней крышки
картера, промывка крышки и проверка крепления шатунных
подшипников;
— для каждого десятого компрессора — объем, указанный для
каждого компрессора, и дополнительно: проверка шатунных шеек
коленчатого вала и шатунных подшипников, осмотр цилиндров,
поршней и поршневых колец.
При контрольном осмотре проверяемые детали должны
отвечать следующим требованиям:
шатунные подшипники — площадь прилегания рабочей
поверхности должна быть не менее 85%; на поверхности баббита не
должно быть трещин, глубоких, рисок, забоин, задиров и подплавле-
ния; отставание баббита от тела шатуна и крышки не
допускается;
шатунные шейки' коленчатого вала — шейки должны быть
гладкими, без рисок, задиров и забоин;
цилиндры и поршни — допускаются продольные риски согласно
эталону, утвержденному ОТК; задиры не допускаются;
поршневые кольца — кольца должны свободно перемещаться
в канавках поршня, кольцо приработки должно быть замкнуто по
всей окружности.
ДОУКОМПЛЕКТОВАНИЕ ДВИГАТЕЛЯ
1. После окончательной установки воздушного фильтра
(воздушный фильтр на двигатель ЗИЛ-123Ф не устанавливается) в
его ванну должно быть залито индустриальное масло 50 до уровня
указательной стрелки.
Фильтрующий элемент перед постановкой в корпус фильтра
должен быть смочен тем же маслом. Лишнее масло должно стечь
с элемента.
2. При установке вентилятора на шкив двигателей ЗИЛ-152В1
и ЗИЛ-123 резиновые демпферы должны быть сжаты гайками
шпилек до упора диска демпфера во втулки шпилек.
ОКРАСКА ДВИГАТЕЛЯ
1. Двигатель должен быть окрашен алюминиевой нитроглиф-
талевой эмалью ТУ МХП 1709—47 или нитроэмалью № 624-с
ГОСТ 7462—55 в один слой, без грунтовки. Неокрашиваемые
поверхности (бензонасос, распределитель зажигания, катушка за-
45
жигания, провода, шланги и др.) и поверхности, окрашенные в
черный цвет (стартер, генератор, воздушные фильтры и др.)»
должны быть защищены при покраске чехлами.
2. Поверхности, подлежащие окраске, должны быть очищены
от грязи и масла и обезжирены.
3. Краска должна лежать ровным слоем, без просветов,
подтеков, трещин, отслоений и пузырей.
4. Пленка краски не должна повреждаться в результате
воздействия на нее топлива и масла.
РАЗДЕЛ IV
АГРЕГАТЫ ДВИГАТЕЛЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СБОРКУ И ИСПЫТАНИЕ
МАСЛЯНЫЙ НАСОС С МАСЛОПРИЕМНИКОМ В СБОРЕ
(157-1011010 —для двигателей ЗИЛ-157 и ЗИЛ 152В1)
(150В-1011010 —для двигателя ЗИЛ-164)
(121-1011010 —для двигателей ЗИЛ-121 и ЗИЛ-123)
(120-1011010-Б — для двигателя ЗИЛ-120)
(123Ф-1011010-В — для двигателя ЗИЛ-123Ф)
Сборка масляного насоса
1. Ведущая шестерня масляного насоса должна быть
напрессована на вал до упора в пружинное кольцо (дет. 120-1011047).
2. Шестерня привода масляного насоса после напрессовки на
вал масляного насоса должна быть заштифтована. Штифт следует
•расклепать с двух сторон.
3. Зазор А (рис. 6 и 7) между шестерней привода и торцом
горловины корпуса масляного насоса должен быть 0,3—0,5 мм.
Зазор замеряется при упоре ведущей шестерни (у
двухсекционного насоса —при упоре ведущей шестерни верхней секции) в
корпус масляного насоса.
4. Радиальный зазор (на одну сторону) между маслонагнета-
тельными гнездами в корпусах насоса и наружным диаметром
шестерен допускается не более 0,2 мм.
5. Установленные в корпуса шестерни не должны утопать
относительно торцов корпусов- более чем на 0,05 мм.
47
6. Зазоры между торцами шестерен и корпусом масляного
насоса, а также между торцами шестерен и крышкой для
двухсекционного насоса должны устанавливаться минимальными; при этом
вращение шестерен от руки при затянутых болтах должно быть
свободным, без заедания.
120-1011047-
Регулиробочная
npQwaQKQ
Рис. б. Места сопряжений при сборке односекционного масляного насоса
Зазоры регулируются прокладками из кабельной бумаги,
устанавливаемыми между корпусом и крышкой (для двухсекционного
насоса — между корпусами и крышкой) масляного насоса
(рис. 6 и 7).
7. После окончательной сборки масляных насосов (157-1011010
и 123Ф-1011010-В) и проверки в соответствии с указаниями п. 6
отверстия под штифт (дет. 305421-П) должны быть обработаны
под ремонтный размер 6,449—6,464 мм (при несовпадении
отверстий), а затем в них запрессованы штифты ремонтного размера
6,500—6,475 мм.
120-Ю1Ю47
Регулировочные
прокладки
Рис. 7, Места сопряжений при сборке двухсекционного масляного
насоса
8. Маслоприемник должен перемещаться свободно, без
заедания.
Размеры, зазоры и натяги в сопряжениях приведены в табл.
16 и 17.
4—2372 49
Размеры, зазоры и натяги в сопряжениях при
(Рис.
В8
II
а си
«о; (в
Модель двигателя
№ сопрягаемой
детали по
спецификации
Наименование детали
ЗИЛ-164
ЗИЛ-120
ЗИЛ-164
ЗИЛ-120
150В-1011020
120-1011020-А
150В-1011042
120-1011042
Корпус масляного насоса (диаметр
отверстия) . »
Вал масляного насоса (диаметр
вала) « д л
Корпус масляного насоса (диаметр
отверстия)
Ось ведомой шестерни масляного
насоса (диаметр оси)
Шестерня ведомая масляного
насоса в сборе (диаметр отверстия во
втулке)
Ось ведомой шестерни масляного
насоса (диаметр оси) ... . . .
ЗИЛ-164
ЗИЛ-120
ЗИЛ-164
ЗИЛ-120
150В-1011020
120-1011020-А
150В-1011025
120-1011025
ЗИЛ-120
ЗИЛ-120
120-1011030-А
120-1011025
ЗИЛ-164
ЗИЛ-164
150В-1011032
150В-1011025
Шестерня ведомая масляного
насоса (диаметр отверстия)
Ось ведомой шестерни масляного
насоса (диаметр оси) ......
Шестерня ведущая масляного насо«
, са (диаметр отверстия)
Вал масляного насоса (диаметр
вала) . , .,
ЗИЛ-120
ЗИЛ-164
ЗИЛ-120
ЗИЛ-164
120-1011045
150В-1011045
120-1011042
150В-1011042
ЗИЛ-120
ЗИЛ-164
ЗИЛ-120
ЗИЛ-164
120-1011070
120-1011042
150В-1011042
Шестерня привода масляного
насоса (диаметр отверстия) . » . . .
Вал масляного насоса (диаметр
вала) * . «
Таблица 16
сборке односекционного масляного насоса
6)
Размеры в мм
номинальный
1 г+0,060
104-о,изо
15-0,012
1 с-f 0,060
lo-j-0,030
1 г+0,082
1О-{-0,070
1 г: +0,120
^4-0,095
i г+0,082
^4-0,070
15,1+0.027
i c+0,082
1D+0,070
i r+0,015
iD-0,012
15-0,012
i r+0,002
-1O-0,025
^^-0,012
допустимый
без ремонта
15,120
14,960
15,070
15,060
15,150
15,050
15,150
15,050
—
—
Зазор и натяг в мм
номинальный
зазор
0,030
0,072
0,013
0,050
0,018
0,057
0,027
0,014
натяг
0,010
0,052
0,012
0,025
допустимый без ремонта
зазор
0,160
0,100
0,100 -
—
натяг
Подбор,с
натягом не
менее 0,005
—
—
4*
51
Размеры, зазоры и натяги в сопряжениях при
(Рис.
Модель двигателя
№ сопрягаемой
детали по
спецификации
Наименование детали
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
157-1011020
157-1011110
150-1011042
Корпус масляного насоса (диаметр
отверстия)
Корпус нижней секции масляного
насоса (диаметр отверстия) . . .
Вал масляного насоса (диаметр
вала)
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
124-1011020-А
121-1011110-А
124-1011042
Корпус масляного насоса (диаметр
отверстия)
Корпус нижней секции масляного
насоса (диаметр отверстия) . . .
Вал масляного насоса (диаметр
вала) . s
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
157-1011020
157-1011110
150В-1011025
157-1011027
Корпус масляного насоса (диаметр
отверстия) .
Корпус нижней секции масляного
насоса (диаметр отверстия) . . .
Ось ведомой шестерни масляного
насоса (диаметр оси)
Ось ведомой шестерни нижней
секции масляного насоса (диаметр
оси)
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
1244011020-А
121-1011110-А
120-1011025
Корпус масляного насоса (диаметр
отверстия)
Корпус нижней секции масляного
насоса (диаметр отверстия) . . . .
Ось ведомой шестерни масляного
насоса (диаметр оси) « * * . . .
52
Таблица 17
сборке двухсекционного масляного насоса
7)
Размеры в мм
Зазор и натяг в мм
номинальный
допустимый
без ремонта
номинальный
зазор
допустимый без ремонта
зазор
1 r-f 0,060
iD+0,030
15
-0,012
15,120
14,960
0,030
0,072
0,160
i c+0,060
1D-f 0,030
, (-—0,006
1О-0,018
15,120
14,960
0,036
0,078
0,160
1 г+0,060
1д\г, ЮС)
'+0,030
1 с+0,082
1О+0,070
15,070
15,060
0,010
0,052
Подбор с
натягом не
менее 0,005
1 г+0,060
iO-f0,030
15
дао
15,070
15,060
0,010
Подбор с
натягом н©
менее 0,005
53
Модель двигателя
№ сопрягаемой
детали по
спецификации
Наименование детали
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123ф
150В-1011032
157-1011037
150В-10111025
157-1011027
Шестерня ведомая масляного
насоса (диаметр отверстия) . .
Шестерня ведомая нижней секции
масляного насоса (диаметр
отверстия)
Ось ведомой шестерни масляного
насоса (диаметр оси) . . . . . .
Ось ведомой шестерни нижней
секции масляного насоса (диаметр
оси)
Шестерня ведомая масляного
насоса в сборе (диаметр отверстия во
втулке)
Ось ведомой шестерни масляного
насоса (диаметр оси)
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
120-10111030-А
120-1011025
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157,
ЗИЛ-152 В1
и ЗИЛ-123Ф
150В-1011045
157-1011049
157-1011042
Шестерня ведущая масляного
насоса (диаметр отверстия) s . . . .
Шестерня ведущая нижней секции
масляного насоса (диаметр
отверстия)
Вал масляного насоса (диаметр
вала) ,
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
120-1011045
124-1011042
Шестерня ведущая масляного
насоса (диаметр отверстия) . .
Вал масляного насоса (диаметр
вала) . € ,
Шестерня привода масляного
насоса (диаметр отверстия) , , . . .
Вал масляного насоса (диаметр
вала) , . •
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
ЗИЛ-157,
ЗИЛ-152В1
и ЗИЛ-123Ф
120-1011070
157-1011042
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
120-1011070
124-1011042
Шестерня привода масляного
насоса (диаметр отверстия) , « . . .
Вал масляного насоса (диаметр
вала) ♦ * . .....
54
Продолжение
Размеры в мм
Зазор и натяг в мм
номинальный
допустимый
без ремонта
номинальный
зазор
допустимый без ремонта
зазор
15Д+0.027
1 Н-0,082
1D-t-0,070
15,150
15,050
0,018
0,057
0,100
icr-f-0,120
1D4-0,095
i с+0,082
1 D-f 0,070
15,150
15,050
0,013
0,050
0,100
i c-f 0,015
1D-0,012
15
-0,012
0,027
0,012
icr+0,015
lo-0,012
D-0,018
0,033
0,006
i q+0,002
10-0,025
15
-0,012
0,014
0,025
i r-f 0,002
iO-0,025
i r-0,006
1D-0,018
0,020
0,019
55
Испытание масляного насоса
1. Каждый собранный масляный насос должен быть испытан
на специальном стенде.
2. Испытание должно проводиться на вазелиновом масле
(масло Т) ГОСТ 1840—51 при температуре масла 18—20° С и при
675 об/мин вала масляного насоса.
Допускается испытывать насосы на смеси индустриального
масла 50 с керосином, имеющей вязкость 5,1—8,5 ест.
3. Масляные насосы повышенной производительности
(150В-1011010 и 157-1011010) должны при испытании
удовлетворять следующим требованиям:
а) давление,' создаваемое насосом при диаметре выпускного
отверстия 4,7 мм и длине его 5 мм, должно быть:
— для односекционного насоса или для верхней секции
двухсекционного насоса — не менее 2,5 кг/см2;
— для нижней секции двухсекционного насоса — не менее
0,9 кг\см2\
б) редукционный клапан односекционного насоса или верхней
секции двухсекционного насоса должен открываться при давлении
3—4 кг/см2;
в) перепускной клапан нижней секции двухсекционного насоса
должен открываться при давлении 1,2—1,5 кг/см2.
4. Давление, создаваемое масляными насосами старого выпуска
(120-1011010-Б и 121-1011010) при диаметре выпускного отверстия
1,5 мм и длине его 5 мм, должно быть:
— для односекционного насоса или для нижней секции
двухсекционного насоса — не менее 7 кг/см2;
— для верхней секции двухсекционного насоса — не менее
4,5 кг/см2.
Допускается испытание масляных насосов старого выпуска при
выпускном отверстии диаметрам 4,7 мм и длиной 5 мм (как и для
насосов повышенной производительности); при этом давление,
создаваемое насосом, должно соответствовать давлению,
создаваемому эталонным насосом.
5. При испытании масляных насосов не допускается:
— стук и задевание шестерен за корпус и крышки;
— заклинивание плунжеров клапанов;
=- течь масла через прокладки.
МАСЛЯНЫЙ ФИЛЬТР
(120-1012010-Б — для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121
и ЗИЛ-120)
(485-1012010 —для двигателей ЗИЛ-123 и ЗИЛ-152В Ц
(123Ф-1012010 —для двигателей ЗШ1-123Ф)
56
Сборка и испытание масляного фильтра
1. Все сменные элементы тонкой очистки подлежат замене.
2. Шарик перепускного клапана должен быть гладким, без
коррозии и выработки.
3. Пластины фильтрующего элемента грубой очистки должны
быть гладкими, плоскими и не должны иметь заусенцев и
шероховатостей.
4. При затянутых гайках стоек пластинчатого элемента валик
должен вращаться легко, плавно и не иметь осевого люфта.
Вращение валика регулируется изменением количества пластин (от
155 до 180 шт.).
5. Момент, необходимый для провертывания рукоятки
пластинчатого фильтра, должен быть 0,10—0,25 кгм.
6. Собранный фильтр должен быть испытан на герметичность
под давлением 6 кг/см2. Система фильтра при этом должна быть
заполнена маслом для высокоскоростных механизмов марки Л
(велосит).
Допускается применение смеси индустриального масла с
керосином с вязкостью 4—5 ест.
Время выдержки фильтра под давлением не менее 1 мин.
Подтекание масла не допускается.
ВОДЯНОЙ НАСОС
(120-1300014 —для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121
и ЗИЛ-120)
(152В1-1300014 —для двигателя. ЗИЛ-152В1)
(123-1300015—для двигателя ЗИЛ-123)
(120-1300016-А —для двигателя ЗШ1-123Ф)
Сборка водяного насоса
1. Крыльчатка должна быть напрессована на вал водяного
насоса так, чтобы торец вала был заподлицо с плоскостью
крыльчатки. Допускается выступание вала не более чем на 0,5 мм.
2. Штифт крепления крыльчатки на валу должен быть
расклепан с обеих сторон.
Допускается обработка отверстия под штифт в новом месте
или обработка отверстия под штифт ремонтного размера.
3. Шайба уплотняющая'сальника (дет. 120-1307040-Б2) и
обойма сальника (дет. 120-1307036-Б) должны свободно, без заедания
перемещаться вдоль пазов крыльчатки до упора в стопорное
кольцо,
57
Размеры, зазоры и натяги в сопряжениях
(Рис.
№
ПОЗИЦИИ
ia рисунке
№ сопрягаемой детали
по спецификации
Наименование детали
120-1307032-Б
120-1307023-А
Крыльчатка водяного насоса (диаметр
отверстия) . ,
Вал водяного насоса (диаметр шейки)....
120-1307015
120-1307050
Корпус водяного насоса (диаметр отверстия) . .
Шарикоподшипник № 20703 (наружный диаметр)
120-1307015
120-1307051
Корпус водяного насоса (диаметр отверстия) .
Шарикоподшипник № 20803 (наружный
диаметр)
Шарикоподшипник № 20703 (внутренний диа
метр)
Шарикоподшипник № 20803 (внутренний диа
метр)
Вал водяного насоса (диаметр вала)
120-1307050
120-1307051
120-1307023-А
58
Таблица 18
при сборке водяного насоса
8) '
Размеры в мм
номинальный
17-0,035
17+0,030
и +0,012
40+8:85
40-0,011
47±№
47-о.ои
17_о,ою
17~0,012
допустимый
без ремонта
—
40,030
47,030
16,980
Зазор и натяг в мм
номинальный
зазор
0,018
0,029
0,012
натяг
0,012
0,065
0,020
0,008
0,010
допустимый без ремонта
зазор
—
0,041
0,041
0,020
натяг
—
—
—
—
59
Торцовая поверхность уплотняющей шайбы, прилегающая к
корпусу, должна быть чистой, гладкой и притертой по торцу
корпуса до получения матовой полоски. Допускается постановка
утолщенной уплотняющей шайбы.
4. Перед постановкой крыльчатки в сборе с валом в корпус
водяного насоса торцовые поверхности уплотняющей шайбы
должны быть смазаны тонким слоем графитовой смазки (УСсА)
ГОСТ 3333-55.
120-1307040-62
120-1307036-6
Рис. 8. Места сопряжений при сборке водяного насоса
5. Шарикоподшипники должны быть установлены в корпус так,
чтобы фетровые уплотнения их были обращены наружу от
внутренней полости корпуса,
6. Момент затяжки гайки крепления шкива должен быть
5,5—7,0 кем. Гайка должна быть зашплинтована.
7. Болты крепления крышки к корпусу водяного насоса дол-
1 жны быть затянуты равномерно, в два приема*
60
8. Вал водяного насоса должен легко вращаться от руки, без
задевания за корпус и крышку.
9. Полость корпуса водяного насоса должна быть заполнена
смазкой УТВ; после сборки следует добавить смазку через хмас-
ленку до появления ее из контрольного отверстия.
Носик масленки должен быть обращен в сторону крышки
насоса.
Размеры, зазоры и натяги в сопряжениях приведены в табл. 18.
Испытание водяного насоса
1. Собранный водяной -насос должен быть испытан на
специальном стенде при 3000 об/мин вала насоса. Время обкатки
насоса 10—15 мин.
2. При испытании насоса не допускаются перегрев
подшипников, задевание крыльчатки за корпус и крышку, течь воды через
сальник.
КАРБЮРАТОРЫ К84 и К82
(К84 —для двигателей ЗИЛ-157, ЗИЛ-121, ЗИЛ-152В1
и ЗИЛ-123Ф)
(К82 —для двигателей ЗИЛ-164 и ЗИЛ-120)
Сборка карбюратора
Сборка верхнего корпуса
(121-1107300 —для карбюратора К84)
(120-1107300-Г —для карбюратора К82)
1. Концы винтов крепления воздушной заслонки к валику
следует рассечь крестообразно по центру.
2. Валик воздушной заслонки должен повертываться в
отверстиях корпуса свободно, без заедания.
3. Воздушная заслонка должна плотно прикрывать патрубок
корпуса. При полностью закрытой воздушной заслонке зазор
между стенкой патрубка и заслонкой допускается «не более 0,15 мм.
Заедание заслонки в любом положении не допускается.
4. Сетка фильтра подачи горючего перед установкой в корпус
должна быть промыта в бензине и обдута сжатым воздухом.
5. Игольчатый клапан подави горючего должен свободно, без
заедания перемещаться в корпусе под действием своего веса.
6. Зависание игольчатого клапана в седле, а также выход
запорного конуса из отверстия седла не допускаются.
7. Герметичность посадки игольчатого клапана к седлу клапана
должна быть проверена на специальной установке под вакуумом
1000—1100 мм вод, ст. в течение 0,5 мин. Падение вакуума при
любом повороте иглы не допускается.
61
При проверке на герметичность игольчатый клапан
прижимается к седлу усилием собственного веса.
Допускается смачивание клапана и седла клапана бензином.
8. Клапан подачи горючего в сборе должен быть плотно
завернут в отверстие верхнего корпуса. Расстояние от торца фланца
верхнего корпуса до торца стержня игольчатого клапана при
прижатии клапана к седлу должно быть 13,2—13,8 мм.
Положение игольчатого клапана регулируется прокладками
(дет. 120Д-1107247 и 110-1106021), устанавливаемыми между
фланцем верхнего корпуса и фланцем корпуса игольчатого
клапана.
Сборка корпуса поплавковой камеры
(121-1107400—для карбюратора К84)
(120-1107400-В2 — для карбюратора К82)
1. Дозирующие элементы карбюратора, устанавливаемые в
корпус поплавковой камеры, должньи быть проверены на
пропускную способность (количество пропускаемой воды в см3/мин).
Годными считаются дозирующие элементы, пропускная способность
которых соответствует данным, приведенным в табл. 19.
Пропускная способность проверяется при напоре водяного
столба высотой 1000 мм и температуре воды 20° С.
Таблица 19
Пропускная способность дозируюших элементов
Наименование дозирующего элемента
Пропускная способность в см3/мин
карбюратор К84
карбюратор К82
Жиклер главный
Распылитель .
Жиклер полной мощности
Корпус клапана вакуумного
экономайзера
Жиклер воздушный
350+^
165+IJ
350+44;|
490+7
110+lj
2. Поплавок должен иметь качественную пайку,
обеспечивающую герметичность и ровный шов. Герметичность поплавка
проверяется погружением его в воду, нагретую до 80° С. Выделение
пузырьков воздуха из поплавка не допускается.
3. Допускается пайка поплавка; при этом вес поплавка в
должен быть 18,7—19,7 г3
62
4. В случае необходимости замены .одного из поплавков
припайку поплавка к рычажку необходимо производить в
приспособлении, обеспечивающем параллельность днищ и соосность
поплавков.
5. Поплавок в сборе должен свободно качаться на оси, при
этом касание поплавка о стенки корпуса поплавковой, камеры не
допускается.
6. Уровень топлива в поплавковой камере должен быть на
18—19 мм ниже плоскости разъема корпуса поплавковой камеры;
уровень проверяется автотракторным керосином ГОСТ 1842—52.
Допускается регулировка уровня топлива в поплавковой ка-'
мере подгибанием подвески поплавка.
7. Пара — корпус и клапан вакуумного экономайзера — должна
быть испытана на герметичность под вакуумом 1000—1100 мм
вод. ст. в течение 0,5 мин.
Падение вакуума не допускается.
При испытании клапан экономайзера и корпус клапана
допускается смачивать бензином.
8. После испытания пара — корпус и клапа»н вакуумного
экономайзера — должна поступать на сборку комплектно.
9. Клапан вакуумного экономайзера должен включаться при
разрежении 125—135 мм рт. ст.
Момент включения клапана должен определяться на
специальной установке после соединения корпуса поплавковой камеры с
корпусом смесительной камеры.
10. Клапан механического экономайзера должен быть проверен
на герметичность на специальной установке под вакуумом 1000—
1100 мм вод. ст. в течение 0,5 мин. Падение вакуума не дойу-
скается. Проверяемый клапан допускается смачивать бензином.
11. Клапан механического экономайзера должен включаться
при образовании щели между дроссельной заслонкой и стенкой
корпуса смесительной кахмеры, равной 13,2 мм для карбюратора
К84 и 15,6 мм для карбюратора К82.
Момент включения клапана определяется на специальной
установке после соединения корпуса поплавковой камеры с корпусом
смесительной камеры.
12. Обратный шариковый и нагнетательный игольчатый
клапаны ускорительного насоса должны плотно прилегать к свои.м
гнездам. Заедание и залипание клапанов к седлам не
допускаются.
13. Поршневой механизм ускорительного насоса за десять
полных ходов поршня должен обеспечивать производительность не
менее 20 см3 для карбюратора К84 и 15 смъ для карбюратора К82.
Работа поршневого механизма проверяется на специальной
установке при равномерном качании рычага дросселя в .темпе
20 качаний в милуту.
63
Сборка смесительной камеры
(121-1107500—для карбюратора К84)
(120-1107500-Г — для карбюратора К82)
1. Концы винтов крепления дроссельных заслонок к валику
следует рассечь крестообразно по центру.
2. Валик дроссельных заслонок после затяжки гайки
крепления рычага дроссельных заслонок должен повертываться в
отверстиях корпуса свободно, без заедания.
Гайка крепления рычага дроссельных заслонок должна быть
завернута при закрытых дроссельных заслонках.
3. Дроссельные заслонки должны плотно перекрывать каналы.
При полностью закрытой дроссельной заслонке зазор между
стенкой корпуса смесительной камеры и заслонкой допускается не
более 0,05 мм.
Закусывание или заедание заслонок в любом положении не
допускается.
4. Упорный винт дроссельной заслонки должен туго (от
отвертки) ввертываться в отверстие рычага.
Общая сборка карбюратора
1. Все резьбовые соединения должны быть затянуты плотно, но
без лишнего усилия во избежание повреждения резьбы.
2. Вся система рычагов должна передвигаться свободно и
возвращаться в исходное положение под действием пружин.
3. Упорный винт дроссельной заслонки в собранном
карбюраторе должен находиться в положении, соответствующем работе
двигателя на малых оборотах.
4. При полностью открытой дроссельной заслонке расстояние
между кромкой заслонки и стенкой смесительной камеры должно
быть: для карбюратора К82 17,3—18,5 мм, для карбюратора К84
15,2—16,0 мм.
5. Собранный карбюратор должен быть проверен на отсутствие
подтеканий под давлением бензина 0,20—0,25 кг/см2 в течение
5—10 мин. Течь и просачивание бензина не допускаются.
В течение указанного времени уровень бензина в поплавковой
камере должен быть устойчивым и находиться ниже верхней пло-
скос.ти поплавковой камеры на 18—19 мм.
Испытание карбюратора
- 1. Карбюратор должен испытываться на двигателе при
проведении сдаточного испытания его в соответствии с настоящими
Техническими условиями.
2. При испытании карбюратора должны быть проверены:
— легкость запуска двигателя;
64
— устойчивость работы двигателя на холостом ходу;
— расход топлива при заданных оборотах холостого хода;
— приемистость двигателя.
3. Тепловой режим двигателя во время испытания должен
обеспечивать температуру выходящей воды 75—90° С, температуру
масла 60—85° С.
4. Воздушная заслонка карбюратора должна быть полностью
открыта. Допускается запуск двигателя с кратковременным
прикрытием воздушной заслонки.
5. На холостом ходу прогретый двигатель должен устойчиво
работать при 400—450 об/мин коленчатого вала; при этом расход
горючего должен быть 1,4—1,7 кг/час.
6. Во время испытания на приемистость (без нагрузки) при
открытии дроссельной заслонки двигатель должен сразу набирать
обороты и не останавливаться.
Обратные вспышки в карбюраторе и провалы при переходе с
одного режима на другой не допускаются.
ОГРАНИЧИТЕЛЬ ОБОРОТОВ
(121-1107810 —для двигателя ЗИЛ-157)
(121-1107810-Б —для двигателя ЗИЛ-164)
(123-1107810 —для двигателя ЗИЛ-152В1)
(123Ф-1107810 — для двигателя ЗИ71-123Ф, не имеющего
регулятора)
Сборка и регулировка
1. Ограничительные заслонки следует установить на валик так,
чтобы метки (треугольник или окружность), выбитые на них, были
обращены вверх.
2. Концы винтов крепления заслонок к валику должны быть
рассечены крестообразно по центру.
3. Валик заслонок должен повертываться в игольчатых
подшипниках свободно, без заедания.
4. Поршень вакуум-корректора должен перемещаться в
корпусе свободно, без заклинивания. Зазор между поршнем и цилинд*
ром корпуса должен быть 0,020—0,105 мм.
5. Тяга с пружиной и полость в корпусе, в которой они
находятся, должны быть смазаны смазкой УН (вазелин технический)
ГОСТ 782—59.
6. В собранном ограничителе оборотов заслонка ограничителя
(для карбюратора К84 — заслонки) должна находиться под
углом 9° к вер гикали. Положение заслонки регулируется винтом
отсечки витков пружины и гайкой натяжения пружины.
7. Окончательно собранный ограничитель оборотов должен
быть отрегулирован на величину максимально допустимых оборо-
5—2372 65
тов коленчатого вала двигателя согласно табл. 20 на специальном
стенде—двигателе путем изменения натяжения пружины
ограничителя.
8; Винт крепления малой крышки и один из винтов крепления
большой крышки должны быть соединены между собой
проволокой и запломбированы.
Большая крышка должна иметь соответствующий номер
ограничителя оборотов (согласно табл. 20) с указанием числа
оборотов, на которые отрегулирован ограничитель.
Таблица 20
Регулировочные данные
№ ограничителя
121-1107810-Б
121-1107810
123-1107810
123Ф-1107810
ограничителей оборотов
Обороты коленчатого вала,
отсекаемые ограничителем, об/мин
2600—2750
2Б00—2750
3000—3200
2900—3150
КАРБЮРАТОРЫ К80, К80-Б и К81-В
(К80 — для двигателя ЗИЛ-120 выпуска до 1956 г.)
(К80-Б — для двигателя ЗИЛ-121 выпуска до 1956 г.)
(К81-В — для двигателя ЗИЛ-123)
Сборка карбюратора
Сборка корпуса воздушной горловины
(К80-1107300— для карбюраторов К80 и К80-Б)
(К81-1107300 — для карбюратора К81-В)
1. Концы винтов крепления воздушной заслонки к валику
следует рассечь крестообразно по центру.
2. Валик воздушной заслонки после затяжки гайки должен
повертываться в отверстиях корпуса свободно, без заедания.
3. При полностью закрытой воздушной заслонке зазор между
стенкой корпуса воздушной горловины и срезанными краями
заслонки допускается не более 0,25 мм; на остальной части
заслонки не более 0,1 мм.
4. Сетка фильтра подачи горючего перед установкой в корпус
должна быть промыта в бензине и обдута сжатым воздухом
5. Игольчатый клапан подачи горючего должен свободно, без
заедания перемещаться в корпусе под действием своего веса.
6. Герметичность посадки игольчатого клапана к седлу клапана
должна быть проверена на специальной установке под вакуумом
66
1000—1100 мм вод. ст. в течение 0,5 мин. Падение вакуума при
любом повороте иглы не допускается. При проверке на
герметичность игольчатый клапан прижимается к седлу под действием
собственного веса. Допускается смачивание клапана и седла клапана
бешином.
7. Зависание игольчатого клапана в седле, а также выход
запорного корпуса из отверстия седла не допускаются.
8. Клапан подачи горючего в сборе должен быть плотно
завернут в отверстие корпуса воздушной горловины.
Расстояние от торца фланца корпуса до торца стержня
игольчатого клапана при прижатии клапана к седлу должно быть
26,8—27,2 мм.
Положение клапана регулируется прокладками (дет.
К80-1107091-А и 11-1373), устанавливаемыми между фланцем
корпуса воздушной горловиньи и фланцем корпуса игольчатого
клапана.
Сборка корпуса поплавковой камеры
(К80-1107400 —для карбюраторов К80 и К80-Б)
(К81-1107400 —для карбюратора К81-В)
1. Втулки осей крыльев должны быть запрессованы в корпус
поплавковой камеры заподлицо с внутренней поверхностью
корпуса.
2. Оси левого и правого крыльев диффузора должны быть
запрессованы в крылья в приспособлении, обеспечивающем
максимальный диффузор 32,0—32,4 мм (шаблон с размером 32~о,о25 мм
должен проходить на глубину не менее 34 мм)\ при этом
расстояние от нижнего фланца корпуса до нижнего угла ведущего рычага
правой оси должно быть 2,55—2,85 мм.
3. Крылья диффузора вместе со своими осями должны
свободно, без заедания повертываться во втулках.
4. Упор крыльев диффузора должен быть' установлен так,
чтобы наименьшее расстояние между крыльями диффузора
(диффузор холостого хода) было 13,9—14,3 мм.
5. Шторки крыльев диффузора должны плотно прилегать к
поверхности крыльев и легко повертываться на своих осях.
6. Поплавок должен иметь качественную пайку,
обеспечивающую герметичность и ровный шов. Герметичность поплавка
проверяется погружением его в воду, нагретую до 80° С. Выделение
пузырьков воздуха из поплавка не допускается.
7. Допускается пайка поплавка; при этом вес поплавка в сборе
должен быть 14,7—16,7 г.
8. Поплавок в' сборе должен свободно качаться на оси.
9. Уровень топлива в поплавковой камере должен быть на
39—40 мм ниже плоскости разъема корпуса поплавковой камеры.
Уровень проверяется автотракторным керосином ГОСТ 1842—52.
5* 67
Допускается регулировка уровня топлива в поплавковой камере
подгибанием кронштейна поплавка.
10. Распылитель должен быть проверен на пропускную
способность в специальном приспособлении.
При напоре воды в 1000 мм и температуре ее 20° С
распылитель должен пропускать 595—605 см3 воды в минуту.
Вода подводится снизу при горизонтальном положении
распылителя.
И. Допускается регулировка пропускной способности распыли*
теля подбором и установкой'заглушки с соответствующей длиной
цилиндрической части. Увеличение длины цилиндрической части
заглушки на 0,2 мм уменьшает пропускную способность
распылителя на 10—15 см3/мин, и наоборот.
Сборка смесительной камеры
(К80-1107500-А — для карбюраторов К80 и К80-Б)
(К81-1107500 — для карбюратора К81-В)
1. В собранном балансире дроссельной заслонки карбюраторов
К80 и К80-Б серьга на оси и ролик с осью в серьге должны
свободно вращаться.
2. Концы винтов крепления дроссельной заслонки к валику
следует рассечь крестообразно по центру.
3. Дроссельная заслонка в сборе с валиком, установленная в
смесительную камеру, должна свободно, без заедания
повертываться в игольчатых подшипниках.
4. Рычаг дроссельной заслонки в сборе должен быть
установлен так, чтобы верхний упор его выступал над плоскостью
разъема смесительной камеры на 3,3—3,7 мм\ при этом нижний упор
должен упираться в упор.ный винт.
5. При полностью закрытой дроссельной заслонке зазор между
двумя стенками горловины смесительной камеры и заслонкой
допускается не более 0,1 мм.
6. При сборке механизма ограничителя максимального числа
оборотов карбюраторов К80 и К80-Б должно быть обеспечено
свободное вращение винта пружины ограничителя и гайки
ограничителя, а также надевание на ролик пружины ограничителя.
Общая сборка карбюратора
1. Все резьбовые соединения должны быть затянуты плотно, но
без лишнего усилия во избежание повреждения резьбы.
2. В собранном корпусе поплавковой камеры со смесительной
камерой рычаг дроссельной заслонки и ведущий рычаг крыла
диффузора при открывании и закрывании дроссельной заслонки
должны работать плавно, без заедания и распоров.
68
Тяга, соединяющая рычаги, должна плотно прилегать к
поверхности шаровых пальцев, обеспечивая беззазорное соединение.
3. Зазор между рычагом дроссельной заслонки и ведущим
рычагом крыла диффузора при полностью закрытой дроссельной
заслонке долж;ен быть 0,6—1,0 мм. Для образования~указанного
зазора допускается подгибание рычага дроссельной заслонки.
4. При открытии дроссельной заслонки примерно на 80°
(соответствует расстоянию от стенки смесительной камеры до
заслонки в 11,1 —12,3 мм) свод крыльев диффузора (диффузор
максимальной мощности) должен быть 26,8—27,2 мм.
5. Диффузор максимальной мощности регулируется'
установочным винтом, который после регулировки стопорится штифтом.
Отверстие под штифт должно быть зачеканено.
6. После установки диффузора максимальной мощности
должен быть отрегулирован зазор между промежуточным рычагом
поплавковой камеры и регулировочным винтом в пределах 0,5—
1,0 мм, затем винт должен быть застопорен, а отверстие под штифт
зачеканеио.
7. Промежуточный рычаг не должен иметь продольного люфта
на оси; люфт должен бьить выбра.н постановкой шайб.
8. Угол отклонения от вертикали промежуточного рычага при
закрытой дроссельной заслонке должен быть 12—16°, а полный
угол поворота промежуточного рычага — 73—77°.
9. При полностью закрытой воздушной заслонке дроссельная
заслонка должна быть открыта на 1,7—2,5 мм.
10. Собранный карбюратор должен быть проверен на
отсутствие подтекания под давлением бензина в 0,20—0,25 кг/см2 в
течение 5—10 мин. Течь и просачивание бензина не допускаются.
В течение указанного времени уровень бензина в поплавковой
камере должен быть устойчив и находиться ниже верхней
плоскости поплавковой камеры' на 38,5—39,5 мм.
Испытание карбюратора
1. Карбюратор должен испытываться на двигателе при
проведении сдаточного испытания его в соответствии с настоящими
Техническими условиям^.
2. При испытании карбюратора должны быть проверены:
— легкость запуска двигателя;
— устойчивость работы двигателя на холостом ходу;
— расход топлива при заданных оборотах холостого хода;
— приемистость двигателя.
3. Тепловой режим двигателя во время испытания должен
обеспечивать температуру выходящей воды 75—90° С и температуру
масла 60-85° С,
69
4. Воздушная заслонка карбюратора должна быть полностью
открыта. Допускается запуск двигателя с кратковременным
прикрытием воздушной заслонки.
5. На холостом ходу прогретый двигатель должен устойчиво
работать при 400—450 об/мин коленчатого вала, при этом расход
горючего должен быть 1,4—1,7 кг/час.
6. Во время испытания на приемистость (без нагрузки) при
открытии дроссельной заслонки двигатель должен сразу набирать
обороты и не останавливаться. Обратные вспышки в карбюраторе
и провальи при переходе с одного режима на другой не
допускаются.
7. Ограничитель оборотов карбюраторов К80 и К80-Б должен
быть отрегулирован на начало прикрытия дроссельной заслонки.
Начало прикрытия дроссельной заслонки карбюратора при работе
двигателя под нагрузкой должно быть: для карбюратора К80 —
при 2300—2500 об/мин, для карбюратора К80-Б — при 2600—
2750 об/мин.
8. Пробка распылителя после испытания должна быть
зашплинтована вязальной проволокой, а в гнездо ограничителя
оборотов запрессована заглушка.
РЕГУЛЯТОР
(для двигателей ЗИЛ-123Ф выпуска после 1958 г.)
(561-10.51.002)
Сборка регулятора
1. Все детали, устанавливаемые в корпус регулятора, должны
быть смазаньи индустриальным маслом 50.
2. Разность весов грузиков регулятора, устанавливаемых на
один валик, не должна быть более 0,5 г.
3. Штифт крепления держателя грузиков должен быть рас-
кернен с обоих концов, а концы пальцев грузиков —
развальцованы.
4. Рычаг регулятора и держатель винта должны быть
закреплены коническими штифтами в положении деталей, когда грузики
прижаты один к другому, а вилка передаточного валика прижата
к упорному подшипнику^
Рекомендуется детали данного узла при разборке регулятора
ьге обезличивать.
5. После установки сальников и рычагов передаточный валик
должен провертываться свободно, без заедания.
6. Гайка валика грузиков должна быть затянута (момент
затяжки 1,8—2,4 кгм) и зашплинтована.
7. Валик с грузиками в собранном регуляторе должен
вращаться свободно от руки, без заедания.
Размеры, зазоры и натяги в сопряжениях приведены в табл.21.
70
Рис. 9. Места сопряжений при сборке регулятора двигателя ЗИЛ-123Ф
Размеры, зазоры и натяги в сопряжениях
(Рис.
№ позиции
на рисунке
1
2
3
4
5
6
Л6 сопрягаемой детали
по спецификации
561-10.51.118
561-10.51.129
561-10.51.129
561-10.51.106
561-10.51.109
561-10.51.113
561-10.51.108
204, ГОСТ 8338-57
204, ГОСТ 8338—57
561-10.51.113
561-10.51.115
561-10.51.113
Наименование детали
Корпус регулятора (диаметр
отверстия) ,
Втулка большая (наружный
диаметр)
Втулка (внутренний диаметр)
Валик передаточный (диаметр
валика)
Шестерня привода регулятора
(диаметр отверстия) -
Валик регулятора (диаметр шейки)
Корпус подшипника (диаметр
гнезда) , ...
Шарикоподшипник (наружный
диаметр)
Шарикоподшипник (внутренний
диаметр)
Валик регулятора (диаметр шейки)
Держатель грузиков (внутренний
диаметр) . .
Валик регулятора (диаметр шейки)
72
Таблица 21
при сборке регулятора двигателя ЗИЛ-123Ф
9)
Размеры в мм
номинальный
16+0,035
ifi+0,075
1D+0,040
Yi 4-0,035
11 -0,016
11-0,033
184-o,oi9
l8-0,012
474-0,007
4 '-0,020
47-0,0ll
20_0Д)10
9О4-0,007
^U-0,007
14+0,035
14+0,075
144-0,040
допустимый
без ремонта
—
11,100
10,900
—
47,010
19,980
—
Зазор и натяг в мм
номинальный
зазор
—
0,016
0,068
0,000
0,031
0,018
0,007
натяг
0,005
0,075
—
—
0,020
0,017
0,005
0,075
допустимый без ремонта
зазор
—
0,200
—
0,021 •
0,020
—
натяг
—
—
—
№ позиции
на рисунке
7
8
9
10
11
№ сопрягаемой детали
по спецификации
561-10.51.114-Б
561-10.51.115
561-10.51.116
561-10.51.110
561-10.51.117
561-10.51.113
8103, ГОСТ 6874—54
561-10.51.110
561-10.51.111
561-10.51.106
561-10.51.118
561-10.51.117
Наименование детали*
Грузик регулятора (диаметр
отверстия) . * ,
Держатель грузиков (диаметр
отверстия) i
Палец грузиков (диаметр пальца)
Муфта регулятора (внутренний п*а-
метр)
Штуцер (внутренний диаметр) . . .
Валик регулятора (диаметр шейки)
Шарикоподшипник (диаметр
отверстия кольца со стороны бурта
муфты)
Муфта регулятора (диаметр шейки)
Вилка регулятора (диаметр
отверстие) « , ,
Валик передаточный (диаметр ва-
" лика) . . . l " . .
Корпус регулятора (диаметр
отверстия) ,.,... . ....
и
Продолжение
Размеры в мм
номинальный
. б,5+0'030
а 5-0,015
°>°- 0,055
12+0,027
10-0,020
-0,060
17-0,010
17-0,045
х/-0,075
ц+0,035
П-0,016
11-0,033
18+0,027
1 о+0,027
1б+0,0©2
допустимый
без ремонта
6,600
'12,050
11,850
16,850
—
—
Зазор и натяг в мм
номинальный
зазор
0,015
0,085
0,020
0,087
0,035
0,075
0,016
0,068
0,025
натяг
—
—
0,027 -
допустимый без ремонта
зазор
0,155
0,200
ОД 50
—
—
натяг
—
—
—
75
Регулировка регулятора
1. После установки регулятора на двигатель длина тяги,
соединяющей регулятор с .большим рычагом на кронштейне, должна
быть отрегулирована так, чтобы при отводе рычага регулятора в
крайнее левое положение (к карбюратору) рычаг корпуса
заслонок находился в крайнем верхнем положении (полное открытие
заслонок).
2. Во время испытания двигателя регулятор должен быть
отрегулирован на ограничение максимального числа оборотов
коленчатого вала двигателя в пределах 2900—3000 об/мин при нагрузке и
не более 3150 об/мин на холостом ходу. Регулятор регулируется
изменением натяжения пружины при помощи упорного болта
рычага пружины.
3. Все соединения привода регулятора должны поворачиваться
свободно, без заедания и не касаться неподвижных частей
двигателя. Допускается подгибание тяг.
4. После регулировки упорный болт рычага пружины, гайки
винта пружины и вилка регулировочной тяги привода должны
быть запломбированы.
ТОПЛИВНЫЙ НАСОС
(123-1106010-А)
Сборка и испытание топливного насоса
1. Воздушный колпак пробки нагнетательного клапана
должен быть проверен на герметичность под вакуумом 1000— 1100 мм
вод. ст. в течение 0,5 мин\ падение вакуума не допускается.
2. Сальник валика ручного привода перед постановкой в
корпус должен быть смазан смазкой, состоящей из десяти весовых
частей смазки ЦИАТИМ-201 ГОСТ 6267—59 и одной части
графита ГОСТ 8295—57.
3. Клапаны должны иметь гладкую и ровную поверхность; при
необходимости они должны быть притерты.
4. В собранном насосе расстояние от плоскости фланца
крепления насоса к картеру двигателя до конца коромысла в свободном
его положении должно бьить не менее 49 мм, а при отжатом до
конца положении коромысла — не более 37 мм.
5. Окончательно собранный топливный насос должен быть
испытан:
— на производительность;
— на создаваемое давление (при отсутствии подачи горючего);
— на отсутствие подтекания горючего.
6. Насос должен испытываться на автомобильном бензине
ГОСТ 2084—56 при скорости вращения распределительного вала
1000—1300 об/мин.
7. Производительность насоса при высоте всасыва.ния 0,5 м И
76
йодаче топлива на высоту 0,5 м по трубопроводу диаметром б мм
должна быть не менее 60 л/час.
8. Давление, развиваемое насосом, должно быть 125—
175 мм рт. ст.
9. Подтекание топлива в соединениях топливного насоса не
допускается.
КОМПРЕССОР
(150В-3509015 — для, автомобилей ЗИЛ-157 и ЗИЛ-164)
(120-3509015-А —для автомобиля ЗИЛ-151)
(121-3509015 —для автомобиля ЗИЛ-150)
(123-3509015 и 123В-3509015 — для бронетранспортеров БТР-152) *
Сборка 'компрессора
Подбор шатунов по шатунным шейкам
коленчатого вала
1. Разница в весе шатунов, устанавливаемых на один
компрессор, не должна превышать 15 г.
2. Метки о спаренности на шатуне и крышке шатуна должны
совпадать. Под крышки шатунов должно быть установлено с
каждой стороны по шести латунных прокладок толщиной 0,05 мм.
3. Ремонтный размер подшипников нижней головки шатуна
должен соответствовать ремонтному размеру шатунньих шеек
коленчатого вала.
Номинальные и ремонтные размеры подшипников нижней
головки шатуна и шатунных шеек коленчатого вала приведены в
табл. 22.
4. Продольное перемещение шатуна на шейке коленчатого
вала должно быть 0,07—0,30 мм.
Таблица 22
Номинальные и ремонтные размеры подшипников нижней головки
шатуна и шатунных шеек коленчатого вала
Наименование
Номинальный
1-й ремонтный
2-й ремонтный
3-й ремонтный
4-й ремонтный
эазмера
Отклонение от
номинала в мм
0,00
-0,25
—0,50
—0,75
—1,00
Диаметр отверстия
нижней головки шату-
на по баббиту в мм
28)50+0.023
2825+0,02з
28,00+0-ш
27.75+0-023
27)50+0,023
Диаметр шатунных
шеек коленчатого
вала в мм
28,501»
28,2518$;
по лл—0,020
97 7^-°'020
27 50"~0'020
* Компрессоры 123-3509015 и 123В-3509015 в комплектность двигателя не
входят.
77
Баббит с торцов нижней головки шатуна должен сниматься
равномерно с обеих сторон. Торцы должны быть перпендикулярны
к оси головки с точностью 0,1 мм на длине 100 мм.
5. Диаметральный зазор между шейкой коленчатого вала и
нижней головкой шатуна должен быть 0,020—0,063 мм. Зазор
определяется замером диаметров шейки коленчатого вала и
отверстия нижней головки шатуна.
Допускается снятие по одной прокладке с каждой стороны
разъема шатуна с крышкой.
6. Площадь прилегания баббита к шейке коленчатого вала
должна быть не менее 85% общей площади.
7. Момент затяжки гаек шатунных болтов при подборе
должен быть 1,5—1,7 кем.
8. Шатун должен свободно повертываться на шейке вала.
Усилие для повертывания шатуна во всех положениях должно быть
одинаковым.
9. Шатуны должньи быть помечены порядковыми номерами
шатунных шеек, к которым они подобраны.
Сборка блока цилиндров с картером
компрессора и установка коленчатого вала
1. Блок цилиндров должен быть установлен на картер так,
чтобы фланец крепления воздушного фильтра на блоке находился
на одной стороне с опорной площадкой крепления картера
компрессора.
2. Перед установкой коленчатого вала шейки вала должны
быть тщательно протерты. Масляные каналы должны быть
прочищены проволокой и продуты сжатым воздухом.
3. Коленчатый вал должен устанавливаться в картер
компрессора со стороны привода (рис. 10).
4. Шарикоподшипники должны быть напрессованьи на шейки
коленчатого вала до упора в бурты шеек.
Шарикоподшипник со стопорной шайбой должен быть
установлен со стороны привода.
5. Упорная гайка коленчатого вала должна быть затянута до
отказа и застопорена замочной шайбой.
6. После установки задней крышки должно быть проверено
перемещение уплотнителя задней крышки (дет. 120-3509094).
Уплотнитель должен свободно, без заедания перемещаться и
возвращаться под действием пружины до упора в торец крышки.
7. Крутящий момент, необходимый для провертывания
установленного в картер компрессора коленчатого вала, не должен
превышать 0,3 кем.
8. Для обеспечения герметичности прокладки,
устанавливаемые под крышки и под блок цилиндров, разрешается смазывать с
обеих сторон цинковыми белилами.
Размеры, зазоры и натяги в сопряжениях приведены в табл. 23.
78
Сторона привода
компрессора,
устанавливаемого на
автомобили
Фланец крепления
фильтра
120-3509094
Сторона
привода компрессора^
уста на в лив а е. -»
мого на ВТР
Рис. 10. Места сопряжений при установке коленчатого вала компрессора
Размеры, зазоры и натяги в сопряжениях при
(Рис.
Ks позиции
на рисунке
1
2
3
Яа сопрягаемой детали
по спецификации
120-3509020
120-3509112
120-3509113
120-3509112
120-3509113
120-3509110
120-3509110
120-3509094
Наименование детали
Картер компрессора (диаметр
отверстия)
Шарикоподшипник 50207 ГОСТ
2893—54 (наружный диаметр) .
Шарикоподшипник 207 ГОСТ
8338—57 (наружный диаметр) . .
Шарикоподшипник 50207 ГОСТ
2893—54 (внутренний диаметр)
Шарикоподшипник 207 ГОСТ
8338—57 (внутренний диаметр) . .
Вал коленчатый компрессора
(диаметр шеек)
Вал коленчатый компрессора
(диаметр гнезда)
Уплотнитель задней крышки
компрессора (наружный диаметр) . .
80
Таблица 23
установке коленчатого вала компрессора
10)
Размеры в мм
номинальный
у9+0,030
72 —0,013
35-0,012
ог+0,020
°°4-о,ооз
25+0,033
ос-0,020
*°-0,040
допустимый
без ремонта
72,070
34,990
—
Зазор и натяг в мм
номинальный
зазор
0,000
' 0,043
•—
0,020
0,073
натяг
—
0,003
0,032
допустимый без ремонта
зазор
0,083
0,010
натяг
—
—
6-2372
81
Сборка и установка ша тунно -поршнев ой
группы
1. Ремонтные размеры» сопряженных деталей шатунно-поршне-
вой группы должны соответствовать.
Номинальные и ремонтные размеры поршней и цилиндров
блока приведены в табл. 24.
Таблица 24
Номинальные и ремонтные размеры поршней и цилиндров блока
Наименование размера
Номинальный
1-й ремонтный
2-й ремонтный
Отклонение от
номинала в мм
0,0
0,4
0,8
Диаметр цилиндра
блока в мм
52+0'03
52,4+0'03
52,8+°>03
Диаметр поршня в мм
«=9-0,03
oz-0,06
%4-0,06
сп й-0,03
%°-0,06
2. Цилиндры блока и поршни должны быть тщательно
протерты.
3. Поршни должны свободно, без заедания проходить в
цилиндры на всю их длину. Зазор между поршнем и цилиндром должен
быть 0,05—0,1 мм.
При установке поршней, бывших в эксплуатации, допускается
увеличение зазора до 0,13 мм.
4. Разница в весе поршней и шатунов в сборе,
устанавливаемых в один блок цилиндров, не должна превышать 20 г.
5. Поршневой палец должен быть подобран по отверстию во
втулке шатуна так, чтобы палец (без смазки) плотно входил в
отверстие втулки шатуна под усилием большого пальца руки (зазор
0,004—0,010 мм). При окончательной установке в шатун палец
должен быть смазан индустриальным маслом 50.
6. Поршневой палец должен входить в отверстие поршня под
действием легких ударов деревянного молотка (зазор 0,000—
0,006 мм).
7. Зазор в стьже поршневых колец, установленных в цилиндр
блока, должен быть 0,20—0,40 мм.
Допускается припиливание стыков колец.
8. Поршневые кольца должны свободно, без заедания
перемещаться в канавках поршня.
Зазор мажду поршневыми канавками и кольцами по высоте
должен быть 0,035—0,080 мм.
9. Поршневые кольца должны устанавливаться на поршень
проточкой вверх при помощи специального приспособления.
82
'. 10. Перед установкой в цилиндры поршни с кольцами должны
бьить обдуты сжатым воздухом. Поршень и шатунные шейки
коленчатого вала должны быть смазаны индустриальным маслом 50.
11. Поршневые кольца должны быть расположены на поршне
так, чтобы их стыки были смещены на 90° один относительно
другого; при этом стыки первого и второго (а также третьего и
четвертого) колец должны быть расположены один против другого.
12. Метки на шатунах и поршнях должны соответствовать
номерам шатунных шеек. Положение переднего и заднего торцов
нижней головки шатуна на шатунной шейке коленчатого вала
должно быть таким же, как при подборе шатунов по шейкам.
*13. Прокладки крышки шатуна должны быть установлены без
перекоса; количество прокладок должно быть таким же, как при
подборе шатунов по шейкам.
14. Момент затяжки гаек шатунных болтов должен быть 1,5—
1,7 кем. Затянутые гайки должны быть зашплинтованы.
Ослабление затяжки гайки для постановки шплинта не допускается.
15. После окончательной установки шатунно-поршневой группы
крутящий момент, необходимый для провертывания коленчатого
вала, должен бьить не'более 0,8 кем.
Сборкаи установка головки компрессора
1. Клапаны должны быть притерты к своим гнездам до полу*
чения непрерывного кольцевого контакта.
Кольцо притирки перепускных клапанов (для головки
компрессора, имеющей разгрузочную камеру) должно быть не менее
половины ширины фаски.
2. После притирки внутренние полости головки и клапаны
должны быть промыты в керосине и продуты сжатым воздухом.
3. Пробки выпускных клапанов и болтьи крепления крышки
разгрузочной камеры должны быть затянуты до отказа.
4. Выпускные клапаны должны отходить от седел под
действием легкого нажатия руки и опускаться под действием
клапанных пружин.
5. Перепускные клапаны головки компрессора, имеющей
разгрузочную камеру, должны свободно, без заедания перемещаться
в направляющих втулках головки.
Зазор между втулкой и стержнем клапана должен быть 0,025—
0,090 мм\ для деталей, бывших в эксплуатации, допускается
увеличение зазора до 0,16 мм.
6. Зазоры между торцами стержней перепускных клапанов и
регулировочными винтами коромысла должны быть 0,25—0,35 мм.
7. Коромысло под действием усилий руки должно отжимать
перепускные клапаны, а после снятия усилия клапаны* под
действием пружин должны свободно, без заедания возвращаться
в свое исходное положение.
S* 83
8. Стержни перепускных клапанов, ось коромысла и
диафрагма перед установкой в головку должны быть смазаны
индустриальным маслом 50.
Рис. 11. Порядок затяжки болтов и гаек
шпилек крепления головки компрессора
9. Болты и гайки шпилек крепления головки компрессора
должны затягиваться в порядке, указанном на рис. 11, в два
приема: сначала предварительно, затем в той же
последовательности окончательно.
Момент окончательной затяжки должен быть 1,2—1,7 кем.
Испытание компрессора
1. Испытание компрессора должно включать:
— обкатку без нагрузки в течение 5 мин при нагнетании
воздуха в атмосферу;
— испытание на производительность;
— испытание на маслопроводную способность;"
— испытание на герметичность;
— проверку работы разгрузочной камеры (для компрессоров,
имеющих разгрузочную камеру).
2. Стенд для испытания компрессора должен обеспечивать
принудительную смазку компрессора.
Давление масла, поступающего в компрессор, должно быть
1,5—2,0 кг/см2.
Испытание проводится на индустриальном масле 50 или на
масле АК-6 ГОСТ 1862—57.
3. Температура масла в период испытания должна быть 40—
50° С; температура охлаждающей воды для компрессоров,
имеющих головку с водяным охлаждением, 25—50° С.
84
4. Перед началом испытания вал компрессора должен быть
провернут вручную не менее чем на три оборота, чтобы избежать
заедания.
5. При испытании компрессора не допускаются подтекание
масла и воды через прокладки, сальники и другие соединения,
а также стук поршней, пальцев, клапанов.
Испытание на производительность
1. Для испытания на производительность компрессор должен
быть соединен с резервуаром, снабженным приспособлением для
выпуска воздуха в атмосферу через калиброванное отверстие
диаметром 1,6 мм и длиной 3 мм.
После создания компрессором в резервуаре давления
3,3 кг/см2 резервуар должен быть соединен с атмосферой; при
этом компрессор в течение не менее 3 мин при 1200—1350 об/мин
должен поддерживать давление в резервуаре не менее 3,3 кг/см2.
2. При указанном в п. 1 режиме работы компрессора
выбрасывание масла с нагнетаемым воздухом в резервуар допускается
не более 1,5 см3 в 1 час.
Допускается определение величины выброса масла при помощи
бумажного экрана, устанавливаемого на расстоянии 45—50 мм
от выходного отверстия. При работе компрессора в течение 5 мин
величина масляного пятна на бумажном экране не должна быть
более утвержденного эталона.
Испытание на маслопроводную способность
1. Для испытания на маслопроводную способность компрессор
при 1200—1350 об/мин и давлении масла 1,5—2,0 кг/см2
соединяется с резервуаром с постоянным давлением 3,3 кг/см2
(используется тот же резервуар, что и при испытании на
производительность).
2. При указанных условиях количество масла, вытекающего из
сливного отверстия в нижней крышке картера компрессора, не
должно быть более 150 г за 1 мин.
Испытание на герметичность
1. Для испытания на герметичность полости выпускных
клапанов неработающего компрессора соединяются с резервуаром
емкостью 1 л, в котором создано давление воздуха 6,5—7,0 кг/см2.
2. После соединения резервуара с компрессором падение дав«
ления в резервуаре допускается не более 0,5 кг/см2 в течение 40 сек.
85
Проверка работы разгрузочной камеры
1. Проверка работы разгрузочной камеры (действия
перепускных клапанов) производится на работающем компрессоре.
2. При подаче сжатого воздуха в резервуар после повышения
давления до 4,5—5,0 кг/см2 перепускные клапаны должны
опуститься и давление в резервуаре не должно подниматься.
При соединении разгрузочной камеры с атмосферой
перепускные клапаны должны подняться.
Контрольный осмотр компрессора
1. Компрессор должен быть подвергнут контрольному осмотру
в объеме, указанном в подразделе «Приработка и испытание
двигателя».
2. Осмотр компрессоров, предназначенных для установки на
автомобили, производится после испытания двигателя.
РАЗДЕЛ V
ЭЛЕКТРООБОРУДОВАНИЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СБОРКУ И ИСПЫТАНИЕ
АГРЕГАТОВ ЭЛЕКТРООБОРУДОВАНИЯ ДВИГАТЕЛЯ
ОБЩИЕ ПОЛОЖЕНИЯ
1. Лужение и пайка проводов должны производиться припоем
ПОСЗО ГОСТ 1499—54 с применением канифоли, паяльного лака
ЛТИ или бескислотных паяльных паст.
2. При разборке не рекомендуется раскомплектовывать
корпуса и полюсы генератора и стартера (обезличивание положения
каждого полюса относительно корпуса).
3. Контактные поверхности узлов и проводов не должны
иметь обгораний.
4. Изоляционные детали не должны иметь механических и
тепловых повреждений.
5. Узлы, имеющие обмотки и изолирующие детали, должны
быть обдуты сжатым воздухом и очищены ветошью, смоченной
в авиационном бензине.
Якоря стартера и генератора допускается промывать кистью,
смоченной в бензине.
Очищенные детали должны быть высушены горячим воздухом.
6. Все поверхности металлических деталей, кроме трущихся и
контактных поверхностей, следует предохранять от коррозии
металлопокрытием, краской или лаком (нитроэмаль № 660 ГОСТ
5753—51/ черная нитроэмаль ДМ ТУ МХП 520—54 и др.).
7. Изоляция всех узлов должна быть проверена на пробой
переменным током напряжением 550 в, частотой 50 гц в течение
5 сек. Мощность источника тока должна быть не менее 0,5 ква.
8. Сопротивление изоляции отдельных узлов и собранного
агрегата в целом должно быть не менее 1 Мом*
87
ГЕНЕРАТОР
(Г12-В—для двигателей ЗИЛ-157 и ЗИЛ-164 выпуска с 1959 г.)
(Г15-Б — для двигателей ЗИЛ-157 и ЗИЛ-164 выпуска до 1959 г.
и для двигателей ЗИЛ-121 и ЗИЛ-120)
(Г54 —для двигателей ЗИЛ-123 и ЗИЛ-152В1)
(Г5 —для двигателя ЗИЛ-123Ф)
Сборка генератора
1. Внутренний диаметр полюсов, установленных в корпус,
диаметр железа якоря, марка щеток и давление пружины на щетку
для генераторов различных марок приведены в табл. 25.
Таблица 25
Сборочные данные генераторов
Тип генератора
Г15-Б
Г12-В
Г54,
Г5
Диаметр полюсов,
установленных
в корпус, в мм
77 7+0'34
1 > —— 0.11
Диаметр железа
якоря в мм
68,8_0)0б
76)8-0,06
Марка щетки
ЭГ-13
ЭГ-13
ЭГ-13
Давление пружины
на щетку в г
1250-1750
600—800
1200—1700
2. Винты крепления полюсов должны затягиваться
пресс-отверткой с длиной воротка 200—250 мм. Перед установкой
полюсные винты следует опустить в натуральную олифу ГОСТ 7931—56
или в олифу «оксоль».
3. Биение посадочные поясков и торцов корпуса под крышки
относительно диаметра расточки полюсов допускается не более
0,1 мм по всей длине полюса.
Для соблюдения указанного требования и получения
номинального диаметра расточки полюсов допускается установка
между полюсами и корпусом прокладок из листовой стали с
последующей расточкой полюсов, а также допускается подбор полюсов.
4. Провода выводов, должны быть натянуты и не касаться
поверхностен, якоря.
5. Шарикоподшипники крышек должны быть заполнены на
2/з объема смазкой ЦИАТИМ-201 ГОСТ 6267—52 или смазкой
УТ-1 или УТ-2 ГОСТ 1957—52.
6. Крышки должны быть установлены на посадочные пояски
корпуса плотно до упора. Перекосы не допускаются.
7. Биение коллектора якоря в собранном генераторе
допускается не более 0,05 мм.
88
W/////J///////////////,
У//////////////^^^^
GO
CD
Рис. 12. Места сопряжений при сборке генератора
Размеры, зазоры и натяги в сопря
(Рис.
Тип
генератора
№ сопрягаемой детали
по спецификации
Наименование детали
Г5, Г54, Г15-Б
Г12-В
Г21-3701301
Г12-3701301В
202, ГОСТ 8338—57
I Крышка со стороны коллектора
I .(диаметр отверстия)
Шарикоподшипник (наружный
диаметр)
Шарикоподшипник (внутренний
диаметр)
Вал якоря (диаметр шейки) . . .
| Крышка со стороны привода (диа-
J метр отверстия)
Шарикоподшипник (наружный
диаметр)
Крышка со стороны привода
(диаметр отверстия)
Шарикоподшипник (наружный
диаметр) . . «
1 Шарикоподшипник (внутренний диа-
I метр)
Вал якоря (диаметр шейки) . . . .
Г5, Г15-Б
Г54
Г12-В
202, ГОСТ 8338—57
Г21-3701211
Г54-3701211
Г12-3701211
Г5, Г54
Г15-Б
Г20-3701401
Г21-3701401
303, ГОСТ 8338—57
Г12-В
Г12-3701401-В
203, ГОСТ 8338—57
Г5, Г54, Г15-Б
Г12-В
Г5, Г15-Б
Г54
Г12-В
303, ГОСТ 8338—57
203. ГОСТ 8338—57
Г21-3701211
Г54-3701211
Г12-3701211
Г5
Г54
Г15-Б
Г12-В
Г5, Г15-Б
Г54
Г12-В
Г54-3701051
Г54-3701051-Б
Г15-Б—3701051
Г12-3701051-В
Г21-3701211
Г54-3701211
Г12-3701211
Шкив (диаметр отверстия)
Вал якоря (диаметр шейки)
90
Таблица 26
жениях при сборке генератора
12)
Размеры в мм
номинальный
35+0,027
35-0,011
15-0,010
1 с+0,006
10-0,006
47+0,027
47-0,011
40+0,027
40-0,011
^-0,010
1 7+0,006
*'-0,006
допустимый
без ремонта
35,050
14,980
47,050
40,050
16,980
17,020
16,980
Зазор и натяг в мм
номинальный
зазор
0,000
0,038
0,006
0,000
0,038
0,000
0,038
0,006
0,021
натяг
—
0,016
—
0,016
0,018
допустимый без ремонта
зазор
0,061
0,020
0,061
0,061
0,020
0,040
натяг
—
—
—
—
—
91
со
to
Таблица 27
Рабочие характеристики генераторов при испытании
Тип
генератора
Г5, Г12-В,
Г15-Б
Г54
Испытание без нагрузки
напряжение в в
12,5
12,5
число оборотов
якоря для
достижения указанного
напряжения
(не более),
об/мин
825 •
1000
Испытание с полной нагрузкой
напряжение в в
12,5
12,5
ток
нагрузки
в а
18
28
число оборотов
якоря для
достижения указанного
напряжения
(не более),
об/мин
1450
1450
Испытание в
двигательном режиме
напряжение сети
в в
to to
ток,
потребляемый
генератором
(не более),
в а
5
7
Испытание на нагрев
в течение 20—30 мин
ток ,
нагрузки
в а
18
28
напряжение в в
to to
число
оборотов
якоря
в минуту
2500
2500
8. Якорь должен вращаться легко, без заедания. Осевой люфт
якоря не должен превышать 0,25 мм.
9. Щетки должны легко, без заедания передвигаться в
щеткодержателях.
10. Щетки должны быть притерты к цилиндрической
поверхности коллектора.
Притертая поверхность должна быть блестящей и составлять
не менее чем 2/з площади, соприкасающейся с коллектором.
11. После притирки щеток генератор должен проработать
вхолостую для пришлифовки щеток не менее 15 мин, после чего его
следует продуть сжатьим воздухом.
Размеры, зазоры и натяги в сопряжениях приведены в табл. 26.
Испытание генератора
1. После сборки генератор должен быть испытан на стенде;
при этом направление вращения якоря генератора должно быть
правое, если смотреть со стороны привода.
2. Каждый генератор должен отвечать требованиям,
приведенным в табл. 27.
3. При испытании генератора в режиме двигателя клемма Ш
генератора должна быть соединена с клеммой Я.
4. В конце испытания на нагрев температура коллектора не
должна превышать 115° С, а обмотки возбуждения — 100° С.
5. Коммутация щеток при работе генератора с полной
нагрузкой не должна быть более степени 1,5 по шкале ГОСТ 183—55
(мелкие голубоватые искры под большей частью щетки); при этом
коллектор не должен иметь следов подгорания.
6. Коллектор якоря после испытания должен быть чистым, без
задиров.
7. Течь смазки через уплотнения крышек не допускается.
СТАРТЕР
(СТ15-Б-ДЛЯ двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121
и ЗИЛ-120)
(СТ15-Г — для двигателей ЗИЛ-123, ЗИЛ-152В1 и ЗИЛ-123Ф)
Сборка стартера
1. Внутренний диаметр установленных в корпус полюсов
должен быть 73,70—74,43 мм.
Биение вогнутой поверхности полюсов относительно
внутреннего диаметра и торцов корпуса допускается не более 0,1 мм по
всей длине полюса.
93
Для соблюдения указанных требований разрешается
постановка между полюсами и корпусом прокладок из листовой стали
с последующей расточкой полюсов, а также допускается подбор
полюсов.
2. Винты крепления полюсов следует затянуть пресс-отверткой
с длиной воротка 200—250 мм и закернить. Перед ввертыванием
винты необходимо опустить в натуральную олифу или в олифу
«оксоль».
3. Шлицы вала якоря и направляющей втулки, втулку отводки,
сухари и ось рычага следует слегка смазать смазкой ГОИ' 54
ГОСТ 3276—54; остальные трущиеся поверхности, кроме
поверхности коллектора и щеток, должны бьить смазаны
индустриальным маслом 50.
4. Муфта привода должна обеспечивать передачу крутящего
момента в 2,7 кем от направляющей втулки муфты к шестерне
привода, а также разъединение шестерни привода от
направляющей втулки при передаче усилия от шестерни к направляющей
втулке (при вращении в том же направлении).
5. Промежуточный подшипник должен быть плотно притянут
винтами.
Перед ввертыванием винты следует смазать клеем БФ-4.
6. Рычаг отводки должен свободно поворачиваться на оси.
Осевой люфт рычага допускается не более 0,3 мм.
7. Привод стартера под действием рычага отводки должен
свободно, без заедания перемещаться по шлицам вала якоря и
возвращаться в исходное положение под действием возвратной
пружины.
8. При повороте шестерни привода в направлении по ходу
часовой стрелки (со стороны привода) якорь не должен трогаться
с места.
9. Начало замыкания главных контактов включателя стартера
СТ15-Б должно происходить при расстоянии между торцом
шестерни и упорной шайбой 4—5 мм. После замыкания главных
контактов плунжер включателя должен иметь дополнительный ход
не менее 1 мм.
10. Вспомогательные контакты (цепи зажигания) стартера
СТ15-Б должны замьжаться несколько раньше главных
контактов или одновременно с ними. Момент включения главных
контактов регулируется нажимным винтом рычага привода.
11. Зазор между торцом шестерни привода стартера СТ15-Б и
упорной шайбой при крайнем включенном положении привода
должен быть 1—2,5 мм. Величина зазора регулируется
установочным винтом в крышке привода.
12. Расстояние А (рис. 13) от фланца крышки стартера до
торца шестерни привода должно быть: в выключенном
положении— 30—-34 мм, во включеннохм положении привода — 51 —
54 мм.
94
5 в
У//////////////
ел
Рис* 13. Места сопряжений при сборке стартера
Размеры, зазоры и натяги в сопря
(Рис.
№ позиции 1
ыа рисунке 1
1
2
3
4
5
6
7
7
8
Тип
стартера
СТ15-Г
СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г
СТ15-Г и СТ15-Б
СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
СТ15-Г и СТ15-Б
№ сопрягаемой
детали
по спецификации
СТ06-3708301
2МАР-1065
1МЗ-40А
1МЗ-40А
СТ06-202А
СТ8-3708051
СТ8-3708052
СТ8-3708052
СТ06-202А
СТ15-3708621-Б
СТ8-3708622
СТ8-3708622
СТ06-202А
СТ15-3708401
СЛ-138-88
СТ8-3708401
СЛ-138-88
СЛ-138-88
СТ06-202А
Наименование детали
1 Крышка со стороны коллектора
I (диаметр гнезда)
Вкладыш (наружный диаметр) . .
Вкладыш (внутренний диаметр) . .
Вал якоря (диаметр шейки) . . .
Держатель подшипника (диаметр
отверстия)
Вкладыш (наружный диаметр) . . .
Вкладыш (внутренний диаметр) . .
Вал якоря (диаметр шейки) ....
Шестерня привода (диаметр
отверстия)
Вкладыш (наружный диаметр) . . .
Вкладыш (внутренний диаметр) . .
Вал якоря (диаметр шейки) ....
Крышка со стороны привода
(диаметр отверстия)
Вкладыш (наружный диаметр) . ,
Крышка со стороны привода
(диаметр отверстия)
Вкладыш (наружный диаметр) . . .
Вкладыш (внутренний диаметр) . .
Вал якоря (диаметр шейки) ....
96
Таблица 28
жениях при сборке стартера
13)
Размеры в мм
номинальный
19,00+Щ
19,35+°;™
16,22+°$°
16,15±8;81g
21,70+Ж
21,90_0>140
10 00+0,210
ШОП"0'025
15.65+0'075
15|80+0Л4Б
14,00+0'06
1ДОП-0,030
15,97+°>035
15,93+°>070
12,50+0'035
19 ^о-°'030
допустимый
без ремонта
16,260
16,080
—
19,230
18,800
—
14,090
13,900
—
—
12,550
12,400
Зазор и натяг в мм
номинальный
зазор
—
1 0,030
\ 0,110
! -
1 0,095
} 0,295
—
) 0,030
J 0,125
}-
) -
1 0,030
j 0,090
натяг
0,270
0,480
—
0,040
0,230
0,075
0,295
—
0,055
0,240
0,060
0,280
допустимый без ремонта
зазор
—
0,180
—
0,430
—
0,190
—
0,150
натяг
—
—
—
—
—
—
7—2372
97
Изменение расстояния регулируется у стартера СТ15-Г
винтом, ввернутым в якорь реле стартера, у стартера СТ15-Б —
штифтом, установленным на рычаге отводки.
13. Щетки следует устанавливать марки МГС-А или СМ.
Щетки должны легко, без заедания передвигаться в
щеткодержателях.
14. Щетки должны быть притерты к цилиндрической
поверхности коллектора. Притертая поверхность должна быть блестящей и
составлять не менее чем 2/3 площади, соприкасающейся с
коллектором.
15. Давление пружин на щетки должно быть 850—1400 г.
Носик пружины следует располагать посредине длины щетки.
16. Якорь стартера должен вращаться легко, без заедания.
Размеры-, зазоры и натяги в сопряжениях приведены в табл.28.
Сборка реле РС6 стартера СТ15-Г
1. Начало шунтовой и начало сериесной обмоток ярма
необходимо надежно обжать в наконечнике и пропаять.
2. Контактный диск должен свободно вращаться на втулке;
обработанная поверхность диска должна быть обращена в
сторону развальцовки плунжера.
3. Плунжер должен свободно перемещаться в своих
направляющих, а якорь — в латунном каркасе.
4. Ход плунжера до замыкания контактов должен быть 2—5 мм,
дополнительный ход—1,4—5,6 мм\ при этом полный ход
плунжера не должен быть более 7,5 мм.
5. Рабочие поверхности неподвижных и подвижных контактов
реле включения должны быть параллельны, а оси их должны
совпадать; допускается отклонение не более 0,1 мм.
6. Оба контакта реле должны замыкаться и размыкаться
одновременно.
7. При разомкнутых контактах реле зазор между ними должен
быть 0,85—1,15 мм.
8. При замкнутных контактах реле включения зазор между
якорем и стойкой ярма должен быть не менее 0,15 мм, между
якорем и сердечником — 0,15 — 0,40 мм.
9. Напряжение включения реле должно быть 6,0—7,6 в,
напряжение выключения — 3,0—5,5 в. Напряжение выключения и
включения регулируется рихтовкой нижнего конца держателя
пружины якоря и контактной стойки.
Испытание стартера
1. Стартер должен испытываться на холостом ходу и при
полном торможении якоря.
Якорь должен вращаться по ходу часовой стрелки (со стороны
привода).
98
2. На холостом ходу при напряжении 12 в стартер должен
через 30 сек после включения потреблять ток не более 80 а,
развивая при этом не менее 4500 об/мин,
3. При полном торможении якоря стартер должен при
напряжении не бо#ее 8 в, потребляя ток не более 600 а, развивать
тормозной момент не менее 2,6 кем.
4. Коммутация щеток при испытании стартера должна быть
без образования кругового огня на коллекторе, "
5. Повышенный шум, стуки, а также писк щеток не
допускаются.
Катушка зажигания
(Б1—для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121 и ЗИЛ-120)
(Б5 и Б5-Б—для двигателей ЗИЛ-123, ЗИЛ-152В1 и ЗИЛ-123Ф)
Испытание катушки зажигания
1. Катушка Б1 должна испытываться вместе с
распределителем Р21 или Р21-А, катушки Б5 и Б5-Б — с распределителем Р41
или Р51.
2. Катушка зажигания должна обеспечивать бесперебойное
искрообразование на стандартном трехэлектродном игольчатом
разряднике при напряжении 12 в и скоростях вращения кулачка
прерывателя 1900 об/мин и 1000 об/мин. Длина искрового
промежутка должна быть 7 мм при 1900 об/мин и 9 мм при 1000 об/мин.
Перебои искрообразования определяются на глаз и на слух
в течение 30 сек.
Распределитель зажигания
(Р21-А —для двигателей ЗИЛ-157, ЗИЛ-164, ЗИЛ-121
и ЗИЛ-120)
(Р41— для двигателей ЗИЛ-123Ф, ЗИ7Ы52В1 и ЗИЛ-123)
Сборка распределителя
1. Втулка с кулачком должна свободно, без заедания
поворачиваться на валике распределителя. Осевой люфт втулки на
валике должен быть 0,1 —1,0 мм.
2._ Грузики автомата • должны свободно поворачиваться на
своих осях.
3. Оси грузиков и валик распределителя должны быть
смазаны смазкой ЦИАТИМ-201 ГОСТ 6267—59; пазы ведомой
пластины должны быть заполнены! этой же смазкой.
7* 99
4. Шарикоподшипник пластины прерывателя распределителя
Р21-А должен быть установлен так, чтобы сепаратор его был
обращен к пластине. Шарикоподшипник должен быть заполнен
смазкой ЦИАТИМ-201.
Рычаг прерывателя должен свободно поворачиваться на оси.
Продольный люфт рычага на оси допускается не более 0,1 мм.
5. Усилие пружины прерывателя в момент разрыва,
направленное по оси контактов, должно быть 400—600 г.
6. Рабочие поверхности контактов прерывателя должны быть
параллельны, и центры их должны совпадать с точностью 0,25 мм.
7. Зазор между контактами в разомкнутом состоянии должен
быть 0,35—0,45 мм на каждой грани кулачка.
8. Войлочный фильтр должен слегка касаться выступов
кулачка прерывателя. Перед установкой фильтр следует пропитать
индустриальным маслом 50 и отжать.
9. Гайки установочного рычага (октан-корректора)
распределителя Р21-А должны свободно, от руки перемещаться по всей
длине регулировочной тяги, обеспечивая поворот корпуса
распределителя относительно нижней пластины в пределах шкальи на
пластине.
10. Тяга вакуумного регулятора распределителя Р21-А при
работе не должна соскакивать со штифта пластины прерывателя.
Допускается рихтовка тяги в вертикальной плоскости.
11. Валик с автоматом в сборе должен свободно, без заедания
вращаться в корпусе распределителя. Осевой люфт валика в
корпусе допускается не более 0,25 мм. Валик должен быть смазан
индустриальным маслом 50.
12. Расстояние между опорной плоскостью (пластиной)
распределителя и торцом выступа муфты валика должно быть 64,8—
67,2 мм.
13. Бегунок должен плотно, без качки устанавливаться на
шейку втулки и сниматься со втулки усилием руки.
14. В собранном распределителе Р21-А плоскость, проходящая
через ось фиксатора крышки, должна совпадать с нулевым
делением октан-корректора, а ось электрода бегунка в "момент
начала размыкания контактов не должна доходить до оси
фиксатора крышки (при вращении бегунка по ходу часовой стрелки) на
угол 20°30'—30°3(У.
15. В собранном распределителе Р41 рычаг установки
зажигания должен быть закреплен так, чтобы угол, образованный
плоскостью, проходящей через ось масленки, и нулевым делением
рычага, был равен 60° (по ходу часовой стрелки), а в момент
размыкания контактов угол, образованный осью лыски втулки
кулачка и плоскостью, проходящей через оси крепления крышки
экраца, должен быть 149—155° (при замере от шкалы
октан-корректора).
16. Контактный уголек крышки распределителя должен
перемещаться в гнезде под действием пружины, без заедания.
100
17. Конденсатор должен быть прочно укреплен на корпусе
распределителя. Наличие контакта между корпусом конденсатора и
корпусом распылителя должно бьить проверено напряжением 2 в.
Испытание распределителя
1. При испытании распределителя проверяется:
а) правильность искрообразования;
б) правильность работы центробежного автомата;
в) правильность работы вакуумного регулятора и его
герметичность (для распределителя Р21-А).
2. Перед испытанием распределитель должен быть обкатан
в течение 15 мин при скорости вращения валика 1500 об/мин.
3. Обкатка проводится совместно с катушкой зажигания
(Б1—для распределителя Р21-А и Б5 или Б5-Б — для
распределителя Р41). Напряжение на первичной обмотке катушки
должно быть 12,0—12,3 в, а искровой промежуток на стандартных
трехэлектродных разрядниках — 7 мм.
Частота включений вакуумного автомата во время обкатки
должна бьить 66 включений в минуту (одним включением счи-.
тается изменение разрежения от 100 до 450 мм рт. ст. и наоборот).
4. Распределитель должен обеспечивать бесперебойное искро-
образование на стандартных трехэлектродных игольчатых
разрядниках с искровым промежутком 7 мм при скорости вращения
валика до 1500 об/мин.
Проверка производится при напряжении на зажимах катушки
(при замкнутых контактах) 12,0—12,2 в и постепенном
повышении скорости вращения валика до 1500 об/мин.
Проверка на максимальных оборотах производится в течение
30 сек (для распределителей с вакуумным автоматом) как при
полном угле опережения, так и без разрежения. Заметных на глаз
и слух перебоев в искрообразовании не должно быть.
5. Образование искр должно происходить равномерно через
каждые 60° поворота валика распределителя. Отклонение момента
образования искры не должно превышать ±1° поворота валика.
Момент образования искры определяется при скорости
вращения валика распределителя не более 100 об/мин.
Таблица 29
Характеристика
Число оборотов валика
распределителя в минуту
Угол опережения по валику
распределителя в град . . .
работы центробежного автомата
400
1,5-3,5
600
4—6
800
6—8
900
7—10
1500
7—10
101
- 6. Центробежный автомат должен обеспечивать изменение
угла опережения зажигания в зависимости от числа оборотов
валика распределителя как при повышении, так и при понижении
скорости в пределах, указанных в табл. 29.
7. Вакуумный автомат распределителя Р21-А должен
обеспечивать изменение угла опережения зажигания в зависимости от
величины разрежения во впускной системе как при увеличении,
так и при уменьшении разрежения в пределах, указанных
в табл. 30.
Таблица 30
Характеристика работы вакуумного автомата
Разрежение в мм рт. ст.
Угол опережения по валику
распределителя в град . . .
100
0—2
230
3—5
400
7—9
Центробежный автомат должен быть при этом выключен путем
повышения оборотов валика до 1500 обIмин.
8. Вакуумный автомат распределителя должен быть
герметичным. При начальном разрежении 250 мм рт. ст. снижение
разрежения допускается не более 25 мм рт. ст. за 1 минл
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ
ДЕТАЛЕЙ (УЗЛОВ) ДВИГАТЕЛЕЙ ЗИЛ-157, ЗИЛ-164 И ЗИЛ-152В1, КОТОРЫЕ МОГУТ БЫТЬ УСТАНОВЛЕНЫ
НА ДВИГАТЕЛИ ЗИЛ-121, ЗИЛ-120 И ЗИЛ-123
Марка
двигателя
ЗИЛ-157
и ЗИЛ-164
ЗИЛ-152В1
ЗИЛ-152В1
ЗИЛ-157,
ЗИЛ-164
и ЗИЛ-152В1
ЗИЛ-157
и ЗИЛ-164
о
со
№ детали (узла) по каталогу
150В-1002012
150В-1005020
120-1000102-Б
123В-1002012
123Ф-1005020
120-1000102-Б
123В-1005022-Б
150В-1007012-Б
150В-1007016-Б
157-1003012
Наименование детали (узла)
Блок цилиндров в сборе
Коленчатый вал
Комплект вкладышей коренных
подшипников
Блок цилиндров в сборе
Коленчатый вал
Комплект вкладышей коренных
подшипников
Удлинитель коленчатого вала
Клапан впускной с тарелкой и
сухарями в сборе
Клапан выпускной с -тарелкой и
сухарями в сборе
Головка блока цилиндров в сборе
Марка двигателя,
иа который деталь
(узел) может быть
установлена
(установлен)
ЗИЛ-121
и ЗИЛ-120
ЗИЛ-123 '
ЗИЛ-123
ЗИЛ-123, -
ЗИЛ-121
и ЗИЛ-120
ЗИЛ-151
и ЗИЛ-120
Условия при установке
детали (узла)
Указанные детали
устанавливаются в
комплекте
То же
—
—
Под головки болтов
и гайки шпилек
крепления головки должны
быть установлены
усиленные шайбы толщиной
3,5 мм (дет. 305599-П8)
или по две шайбы
толщиной 2 мм (дет,
252007-П)
Продолжение
Марка
двигателя
ЗИЛ-152В1
ЗИЛ-157
и ЗИЛ-152В1
ЗИЛ-164
ЗИЛ-157
и ЗИЛ-164
ЗИЛ-157,
ЗИЛ-164 и
ЗИЛ-152В1
ЗИЛ-157
и ЗИЛ-164
№ детали (узла) do каталогу
123В-1003012
157-1011012
150В-1011012
121-1308010
150В-1601130
120-3701010-Б2
Наименование детали (узла)
Головка блока цилиндров в сборе
Масляный насос в сборе
Масляный насос в сборе
Вентилятор
Диск сцепления ведомый в сборе
Генератор Г12-В
Марка двигателя,
на который деталь
(узел) может быть
установлена
(установлен)
ЗИЛ-123
ЗИЛ-121
и ЗИЛ-123
ЗИЛ-120
ЗИЛ-121
и ЗИЛ-120
ЗИЛ-121,
ЗИЛ-120
и ЗИЛ-123
ЗИЛ-121
и ЗИЛ-120
Условия при установке
детали (узла)
То же
На двигатель ЗИЛ-121
установить нижний
картер (дет. 157-1009010).
На двигатель ЗИЛ-123
установить нижний
картер (дет. 123-1009010)
или изменить вырез в
перегородках старых
картеров
Установить нижний
картер (дет. 164-1009010-А)
или изменить вырез в
перегородках старого
картера
__
_
—
ПРИЛОЖЕНИЕ 2
ПРИРАБОТКА И ИСПЫТАНИЕ ДВИГАТЕЛЯ НА МАСЛАХ
С СЕРНИСТОЙ ПРИСАДКОЙ
1. При холодной и горячей приработке двигатели должны
заправляться автотракторными маслами АК-Ю, АК-6 или
индустриальным маслом 50 с добавлением сернистой присадки,
инструкция по приготовлению которой приведена в конце приложения.
При сдаточном испытании двигатели заправляются маслами,
применяемыми в эксплуатационных условиях.
2. Кроме анализа масла, указанного на стр. 36 и 37, необходимо
периодически проверять масло на содержание в нем серы.
Пробы масла берутся из маслопроводов насосной установки в
местах их подвода к стенду после приработки:
— 10 двигателей при емкости системы 200 л;
— 20 двигателей при емкости системы 400 л;
— 50 двигателей при емкости системы 1000 л.
При снижении содержания серы до 0,8% концентрация серы в
масле должна быть доведена до 0,9—1,1% путем доливки
сернистой присадки. Снижение содержания серы в масле менее 0,8% не
допускается.
3. Приработка, испытание и приемка двигателя на маслах с
сернистыми присадками должны производиться в соответствии с
режимами, указанными ниже, в таблицах.
Режим приработки и испытания двигателя на масле с сернистой
Режим
Холодная приработка
Горячая приработка на холостом ходу
Горячая приработка под нагрузкой . .
Сдаточное испытание (приемка
двигателя)
Итого ....
Продолжительность в
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
25
25
60
20
130
присадкой
мин
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
25
30
80
35
170
105
Режим холодной приработки двигателя
Число оборотов коленчатого вала в минуту
600— 700
900—1000
Итого ....
Продолжительность приработки в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
15
10
-25
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
15
10
25
Режим горячей приработки на холостом ходу
Число оборотов коленчатого вала в минуту
1000—1200
1200—1400
1400—1600
Итого ....
Продолжительность приработки в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
5
10
10
25
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
10
10
10
30
Режим горячей приработки под нагрузкой
Число оборотов коленчатого
вала в минуту
1200
1400
1600
1800
Итого. . .
1
Нагрузка в л. с.
25
28
50
60
Продолжительность приработки в мин
для двигателей
ЗИЛ-157, ЗИЛ-1С4,
ЗИЛ-121 и ЗИЛ-120
10
20
20
10
60
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
10
20
30
20
80
106
Режим повторной приработки двигателя
(в случае замены деталей двигателя, указанных в п. 11,6 на стр. 41,
и проверки шатунных подшипников при контрольном осмотре каждого пятого
двигателя, см. стр. 43)
Число оборотов коленчатого
вала в минуту
1200-1300
1400—1500
Итого. . .
Нагрузка в л. с.
10
20
Продолжительность в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
5
10
15
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
10
20
30
Режим сдаточного испытания
(приемка двигателя)
Число оборотов коленчатого
вала в минуту
1200—1300
1400—1500
1700—1800
2000—2800
Итого. . .
Нагрузка в л. с.
—
30
60
—
Продолжительность в мин
для двигателей
ЗИЛ-157, ЗИЛ-164,
ЗИЛ-121 и ЗИЛ-120
5
5
5
5
20
для двигателей
ЗИЛ-123, ЗИЛ-152В1
и ЗИЛ-123Ф
5
10
15 -
5
35
Примечание. По эт,ому же режиму должны испытываться двигатели
после контрольного осмотра в объеме, указанном для каждого пятидесятого
двигателя (см. стр. 43),
4. Остальные технические требования при приработке,
испытании, приемке и контрольном осмотре двигателя приведены в
разделе III, подраздел «Приработка и испытание двигателя».
107
ИНСТРУКЦИЯ ПО ПРИГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ СЕРНИСТОЙ
ПРИСАДКИ ДЛЯ МОТОРНОГО МАСЛА
Назначение
Присадка предназначена для добавления в масло, применяемое
для смазки двигателя, на время приработки его после ремонта.
Состав присадки
Наименование материала
Индустриальное масло 50 ГОСТ
1707—51 или дизельное масло Д-11
ГОСТ 5304—54
Сера порошкообразная сорт I или II
ГОСТ 127—51
Количество в % (по весу)
95,5
4,5
Технологический процесс приготовления присадки
Масло заливается в варочный котел, имеющий
перемешивающий механизм, приводимый в движение взрывобезопасным
электромотором, и нагревается до 130—135° С. Затем при постоянном
перемешивании в течение 2 час небольшими порциями засыпается
порошкообразная сера в количестве 4,5% по отношению к маслу,
после чего температура смеси постепенно, в течение 2 час,
доводится до 145—150° С.
При 145—155° С масло осерняется при непрерывном
перемешивании в течение 24 час, а всего, включая подогрев, — в течение
28 час.
Технические условия
Проба осерненной присадки должна выдерживать испытание на
коррозию (на медную пластинку по ГОСТ 5757—51).
"Содержание серы 4—4,5%, содержание влаги не более 0,02%.
Определение серы и влаги производится по ГОСТ 1431—49 и
ГОСТ 2477—44.
Применение
Присадка добавляется в автотракторные масла АК-Ю, АК-6
ГОСТ 1862—57 или в индустриальное масло 50 ГОСТ 1707—51
в соотношении: 75% масла и 25% присадки.
Перед амешиванием с маслом присадка должна быть
тщательно перемешана при 20—25° С.
Полученная смесь перед заливкой в картер двигателя
подогревается до 60—80° С при постоянном перемешивании.
Содержание серы в масле с сернистой присадкой должно быть
0,9-1,1%.
СОДЕРЖАНИЕ
Стр.
Предисловие «.,*»,. s 3
Раздел I. Основные указания по разборке двигателя на агрегаты, узлы
и детали 5
Раздел II. Основные указания по сборке узлов, агрегатов и двигателя
в целом о ....,, » 6
Раздел III. Двигатель , 9
Технические условия на сборку и испытание —
Сборка двигателя ■ —
Установка картера сцепления на блок двигателя —
Сборка коленчатого вала с маховиком и сцеплением —
Подбор шатунных подшипников 12
Установка коленчатого вала и регулировка коренных
подшипников 14
Сборка и установка шатунно-поршневой группы 16
Сборка и установка распределительного механизма 20
Установка головки блока цилиндров 30
Установка крышки распределительных шестерен —
Установка кронштейна передней подвески и шкива
коленчатого вала 31
Установка газопровода 34
Установка масляного насоса, нижнего картера и датчика
масляного манометра —
Установка водораспределительной трубы и крышки рубашки
охлаждения —
Установка привода распределителя и распределителя в блок
цилиндров и установка зажигания 35
Натяжение ремней водяного насоса, генератора и компрессора
автомобильных двигателей —
Приработка и испытание двигателя ..,.„♦.. \ 36
Общие требования ...... —
Холодная приработка двигателя^ 38
Горячая приработка двигателя на холостом ходу и под
нагрузкой * _.
Сдаточное испытание двигателя ...... 42
Контрольный осмотр двигателя . s ! . ] . ! 43
Контрольный осмотр компрессора ..«..,!...!..* 45
Доукомплектование двигателя « f , 1 .'.!!![ —
Окраска двигателя . . 0 ! ! ! !
Р а з л е л IV. Агрегаты двигателя , 47
Технические условия на сборку и испытание
Масляный насос с маслоприемником в сборе —
Сборка масляного насоса * \ \
109
Стр.
Испытание масляного насоса . , i . . , 56
Масляный фильтр -• ~~
Сборка и испытание масляного фильтра 57
Водяной насос .,«...- —
Сборка водяного насоса .«.*...,......... —
Испытание водяного насоса .*,.*. 61
Карбюраторы К84 и К82 ...... —
Сборка карбюратора ..*«*.«*.» —
Испытание карбюратора ,...** 64
Ограничитель оборотов *....,.. 65
Сборка и регулировка —
.Карбюраторы К80, К80-Б и К81-В , 66
Сборка карбюратора —
Испытание карбюратора « 69
Регулятор , 70
Сборка регулятора - ~
Регулировка регулятора ....*.* '6
Топливный насос —
Сборка и испытание топливного насоса —
Компрессор 77
Сборка компрессора . « « —
Испытание компрессора ......,» 84
Контрольный осмотр компрессора .»',.,* 86
Раздел V. Электрооборудование .*.*...... 87
Технические услбвия на сборку и испытание агрегатов
электрооборудования двигателя *!<<>»« —
Общие положения ..,,.,» —
Генератор ..,...«.., 88
Сборка генератора —
Испытание генератора 93
Стартер <.,....•« —
Сборка стартера ......... —
Сборка реле РСб стартера СТ15-Г .............. 98
Испытание стартера , —
Катушка зажигания . . 99
Испытание катушки зажигания s —
Распределитель зажигания , , s —
Сборка распределителя , . , . , , , . t —
Испытание распределителя .*,.,..*. 101
Приложения:
1. Перечень деталей (узлов) двигателей ЗИЛ-157, ЗИЛ-164 и
ЗИЛ-152В1, которые могут быть установлены на двигатели
ЗИЛ-121, ЗИЛ-120 и ЗИЛ-123 ЮЗ
2. Приработка и испытание двигателя на маслах с сернистой
присадкой <«.»•»,. 105
Под наблюдением инженер-подполковника Блохина Г. В.
и редактора Горячева В. Т.
Технический редактор Соломоник Р. Л. Корректор Сафошкина Л. А.
Сдано в набор 10.10.61 г. Подписано к печати 22.3.62 г.
Формат бумаги бОХ^О1/^ — 7 печ. л. = 7 усл. печ. л. 6,13 уч.-изд. л.
Г-80519
Военное издательство Министерства обороны СССР
Москва, Тверской бульвар, 18
Изд. № 5/4035 Зак. № 2372
2-я типография Военного издательства Министерства обороны Союза ССР
Ленинград, Д-65, Дворцовая пл., 10
Продаже не подлежит