/






































Author: Козлов Н.В.
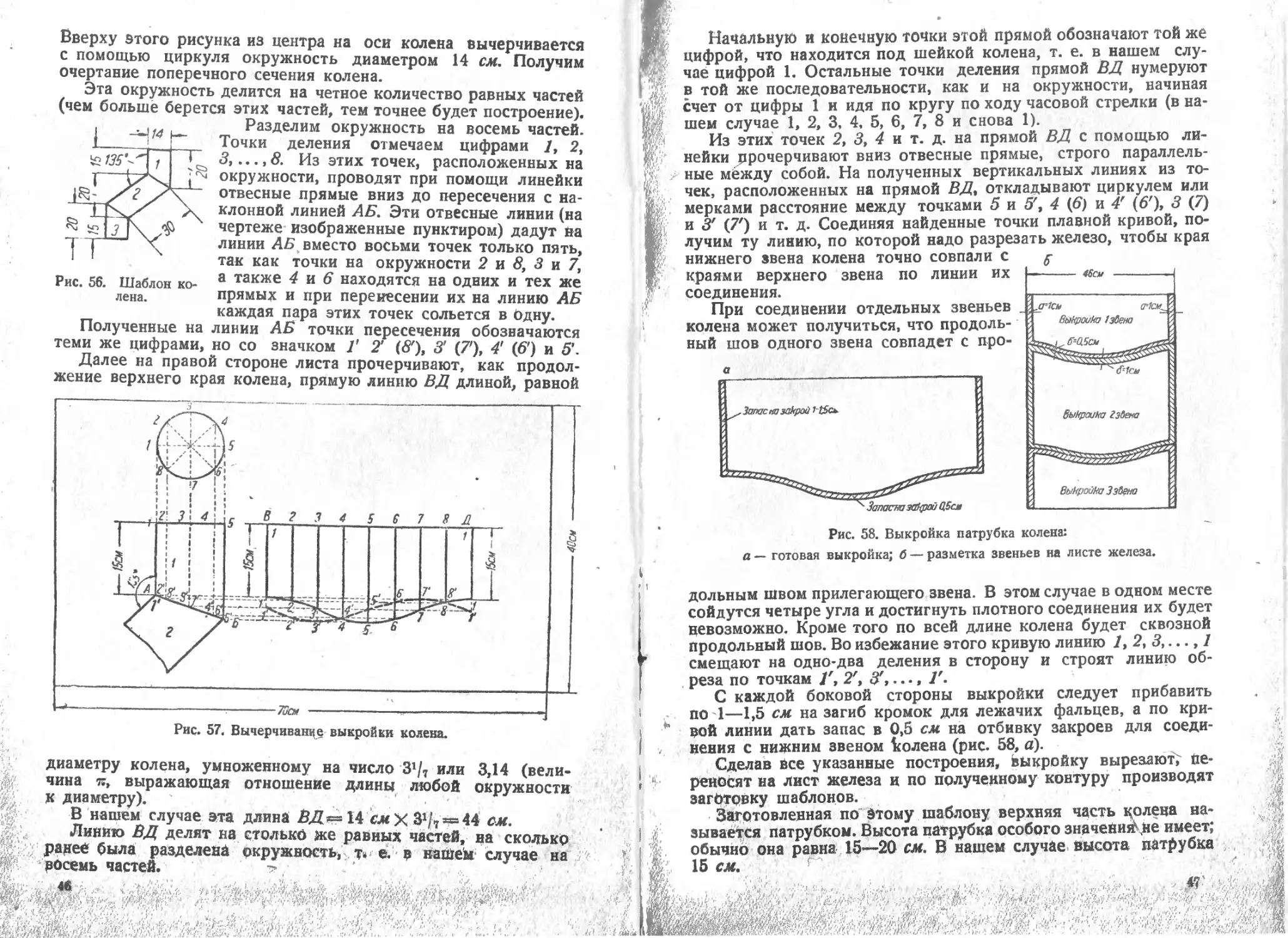
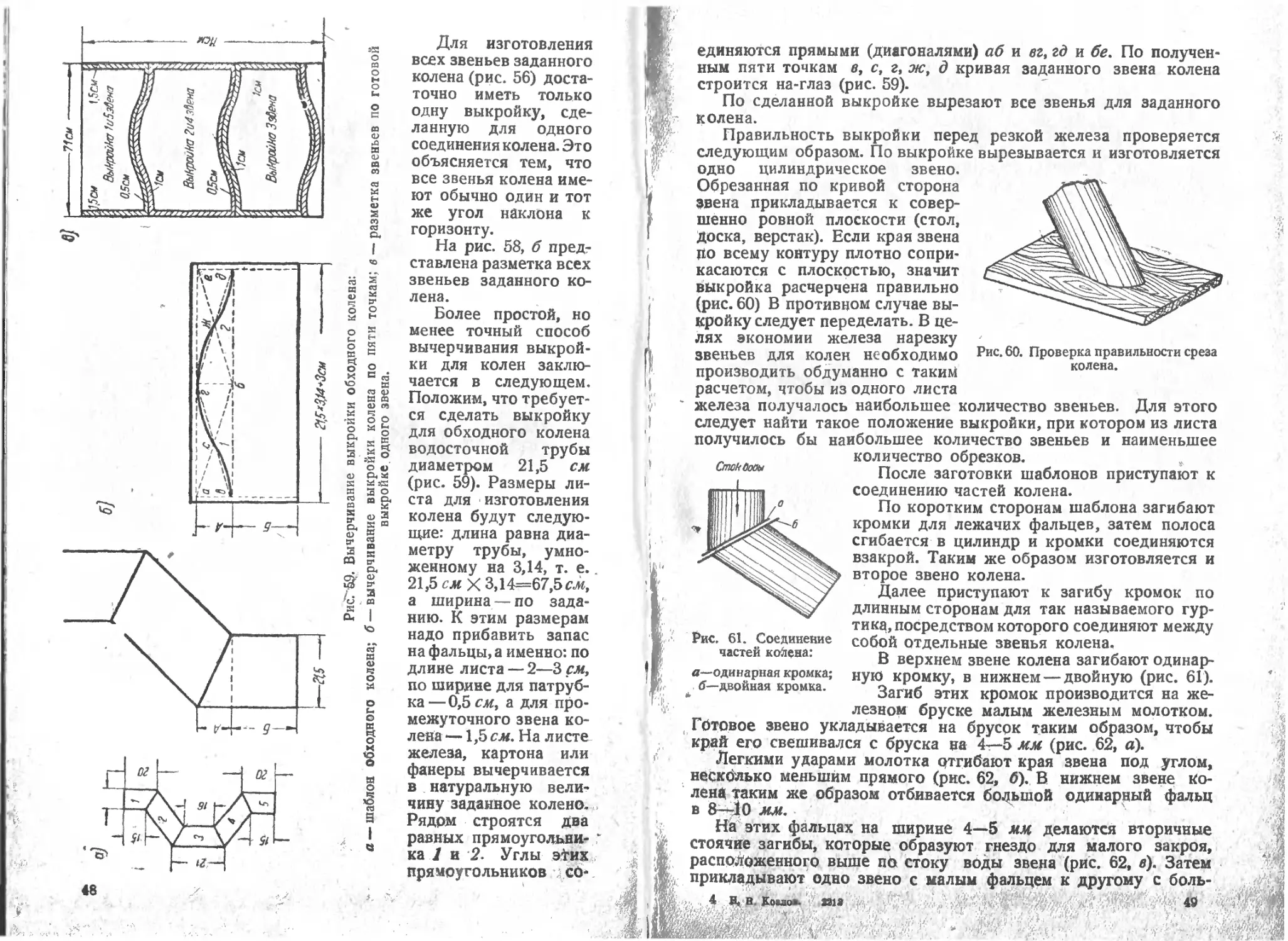
Tags: инженерия строительные конструкции строительное проектирование инженерное дело
Year: 1939




Text
и Ч Е С К И Й МИНИМУМ
Инж Н. В. КОЗЛОВ
КРОВЕЛЬНЫЕ
РАБОТЫ
СТРОЙИЗДУГ НАРКОМСТРОЯ
Инж. Н. В. КОЗЛОВ
К
КРОВЕЛЬНЫЕ
РАБОТЫ
Учебник для курсов техминимума
ж.
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО СТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1939 Ленинград
ад,
ф
Книга Н. В. Козлова .Кровельные работы* Написана пб программе,
утвержденной ГУУЗ НКТП.
В главе I даются общие сведения о формах крыш и частях кровли.
В главе II описываются материалы, инструменты и оборудование для
кровельных работ.
Главы III и IV содержат описание заготовки кровельного железа
для рядового покрытия и отдельных частей кровли (желоба, разже-
лобки и пр.). В главе V описываются-, процесс укладки на место от-
дельных элементов (карнизы, скаты и пр.); особенности покрытий из
оцинкованного и волнистого железа; требования, предъявляемые к го-
товым кровлям; ремонт кровли.
Изложение процессов заготовки и укладки элементов кровли ведется
с подробным описанием рабочих приемов в порядке их последователь-
ности. Производственный процесс тесно увязан с организацией рабочего
места, с вопросами разделения труда между рабочими в звене на основе
стахановского опыта. Описываются стахановские предложения по,
устройству станков для заготовки железа.
В главе VI даны указания об организации кровельных работ при
скоростном строительстве; излагаются основные понятия о норми-
ровании и планировании кровельных работ и сведения по технике
безопасности.
Книга предназначена для рабочих-кровельщиков, повышающих свою
квалификацию на курсах техминимума.
ОГЛАВЛЕНИЕ
Стр.
Введение........................................................ 3
Глава I. Формы крыш и части кровли.............. 5
Глава II. Материалы, инструменты и оборудование для кровельных работ
1. Кровельное черное железо.............................. . . . 9
2. Оцинкованное железо........................................ 12
3. Волнистое железо............................................. 15
4. Вспомогательные материалы.................................... 13
5. Инструменты и оборудование.................................. 16
Глава III. Заготовка кровельного железа для рядового покрытия
1. Проолифка железа.......................................... 20
2. Заготовка железа на верстаке................................ 22
3. Заготовка картин.......................................... 28
Глава IV. Заготовка железа для свесов, желобов, разжелобков и труб
i. Заготовка железа для свесов кровли............................30
2. Заготовка железа для настенных желобов...................... 35
3. Заготовка железа для п.тдтесицх желобов..................... 38
4. Заготовка железа для покрытия разжелобков................... 40
5. Заготовка водосточных труб................................... 43
2
Глава V. Укладка на место отдельных элементов покрытия
1. Обрешетка для железной кровли ..........................* . 60
2. Покрытие карниза...................................... . .. 63
3. Укладка настенных желобов................................... 65
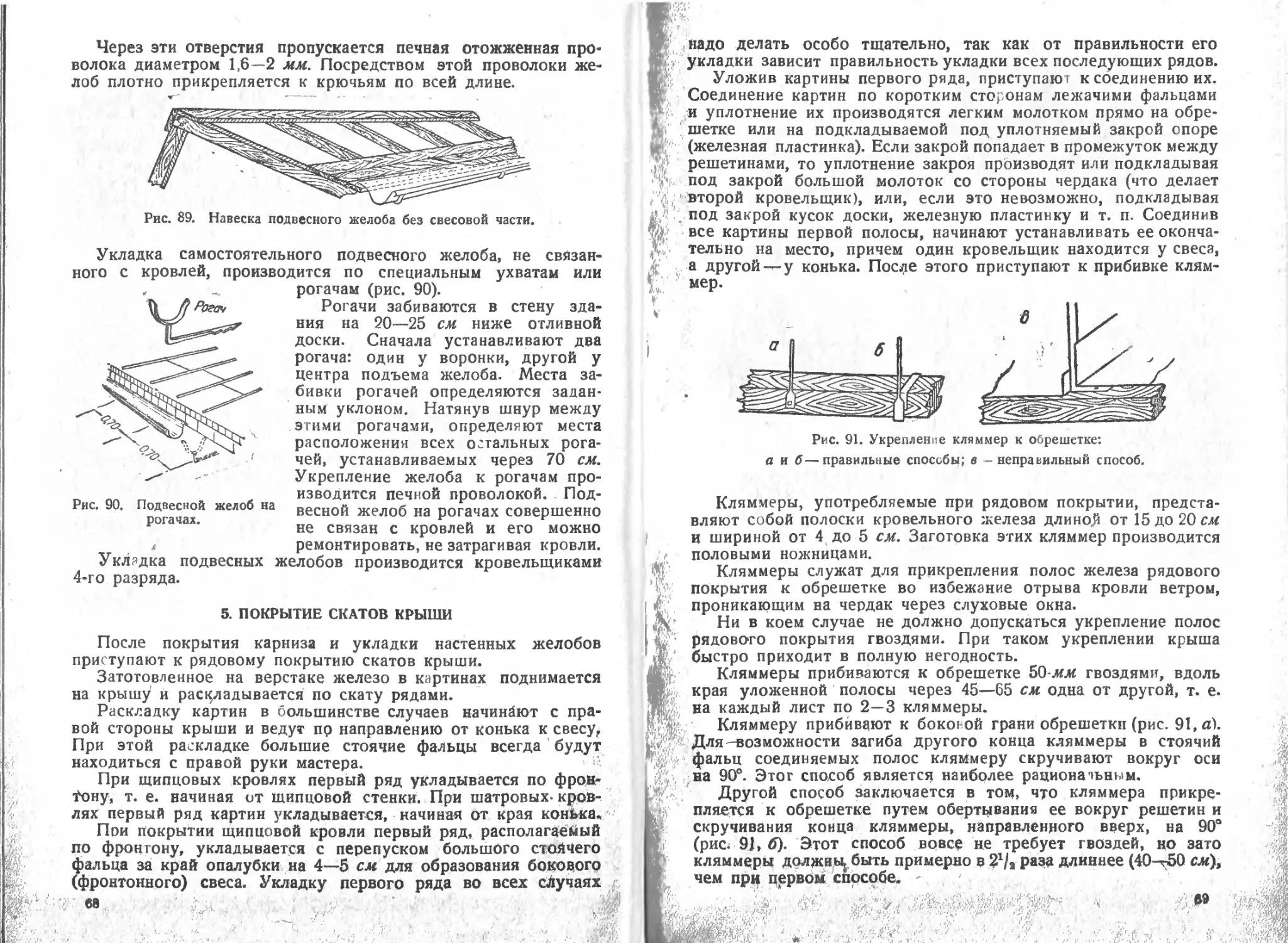
4. Укладка подвесных желобов................................... 67
5. Покрытие скатов крыши........................................ 68
6. Покрытие разжелобков........................................ 75
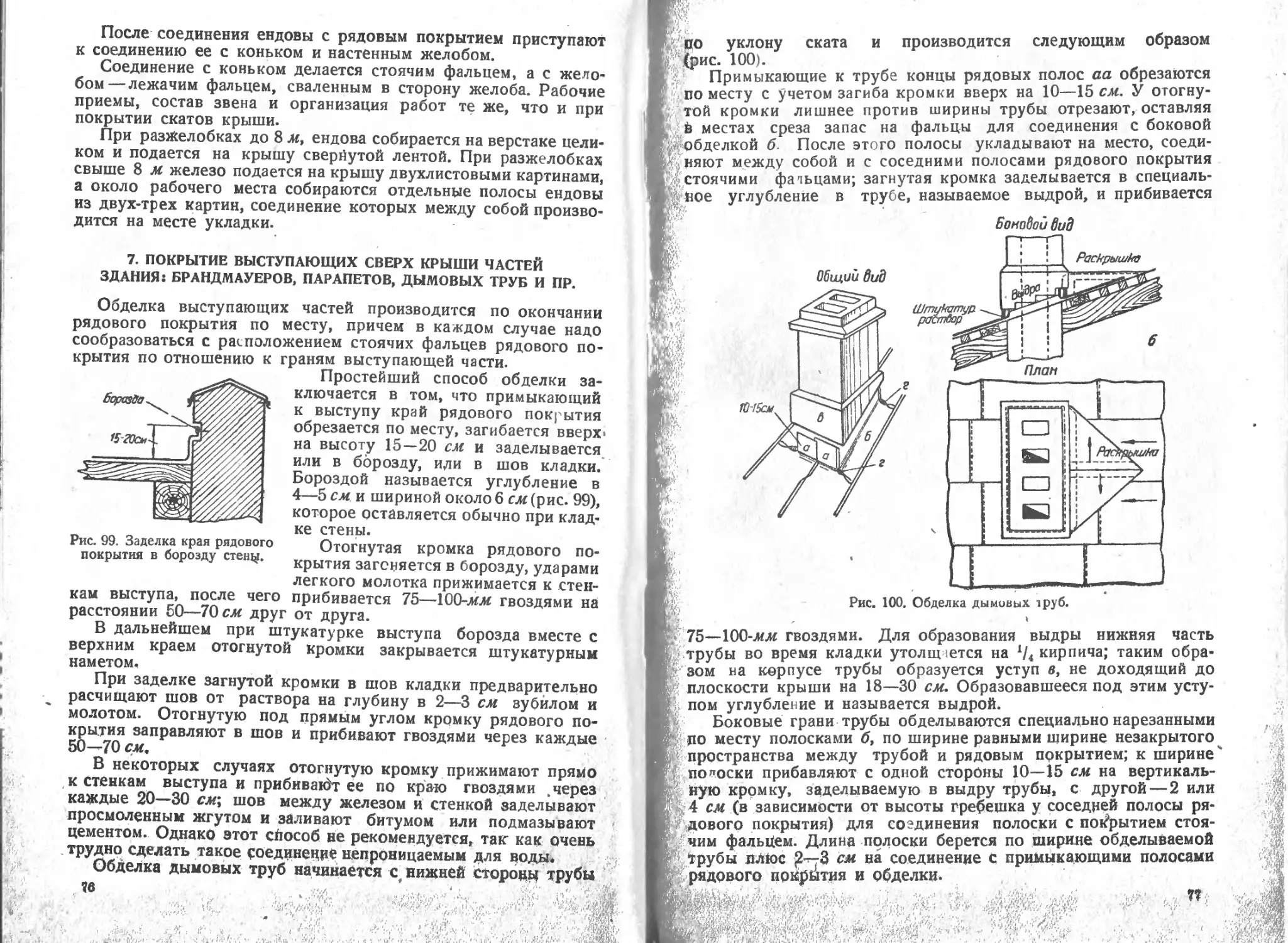
7. Покрытие выступающих сверх крыши частей здания: брандмауеров,
парапетов, дымовых труб и пр.................................... 76
8. Покрытие слуховых окон....................................... 79
9. Покрытие поясков, сандриков, подоконных отливов и обделка верха
дымовых и вентиляционных труб.................................. 83
10. Навеска водосточных труб.................................... 87
11. Кровля из оцинкованного железа и ее особенности..............88
12. Покрытие крыш волнистым железом............................. 89
13. Требования, предъявляемые к готовым железным кровлям . ... 91
14. Достоинства и недостатки железиых кровель.................. 92
15. Ремонт железных кровель ...............................'. . —
Глава VI. Организация кровельных работ. Нормирование. Планирование
1. Разделение труда и фронт работ................................ 93
2. Техника безопасности.......................................... 94
3- Обмер работ................................................... 95
4. Нормирование................................................ 97
5- Низовое планирование.......................................... 99
ВВЕДЕНИЕ
За годы первой и второй пятилеток в нашей стране развер-
нулось огромное строительство, в результате чего создана тех-
нически передовая, мощная тяжелая промышленность, создана
вооруженная новейшей техникой легкая промышленность, по-
строены тысячи новых предприятий в нишевой и лесной про-
мышленностях, на транспорте, в сельском хозяйстве и т. Д.
По темпам своего развития промышленность СССР стоит на
первом Месте в мире.
За эти годы построены такие огромные предприятия, как
Днепровская и Свирская электростанции, Магнитогорский и
Кузнецкий металлургические заводы, химические заводы в Бе-
резниках и Сталиногорске, Уральский и Краматорский машино-
строительные заводы, тракторные заводы в Сталинграде, Харь-
кове, Челябинске, Беломорско-Балтийский канал, канал Москва —
Волга, I и II очереди метрополитена и многие другие.
Общий объем капитальных работ в третьей пятилетие уста-
новлен в размере 192 млрд. руб. против 115 млрд. руб. за вто-
рую пятилетку.
Для выполнения намеченной программы строительных работ
XVIII съезд партии определил на третью пятилетку рост произ-
водительности труда в строительстве на 75% и снижение стои-
мости строительных работ к концу третьей пятилетки на 12%
против уровня конца второй пятилетки.
„Съезд,— говорится в постановлении XVIII съезда, — обра-
щает внимание на необходимость решительного внедрения
в практику скоростных методов строительства, для чего тре-
буется развитие строительной индустрии, всемерное укрепление
территориальных строительных организаций, превращение строи-*
тельной индустрии из отстающей в передовую отрасль народ-
ного хозяйства, с широким развитием комплексной механизации
и применением стандартных строительных деталей и конструк-
ций, построив необходимые для этого предприятия*.
Одним из важнейших условий выполнения строительных ра-
бот в третьей пятилетке является дальнейшее развертывание
социалистического соревнования и стахановского движения, не-
уклонное укрепление трудовой дисциплины, повышение квали-
фикации основных кадров строителей.
Обязательный техминимум для некоторых категорий рабочих,
введенный еще несколько лет назад, сыграл громадную роль
в освоении новой техники. Не случайно, что из среды отлични-
ков технической учебы, сдавших государственный технический
экзамен с наилучшими показателями, вышли лучшие стахановцы —
мастера высокой производительности.
Обязательный техминимум, подкрепленный другими формами
обучения без отрыва от производства, послужил той основной
базой, которая помогла передовым рабочим опрокинуть так на- .
зываемые „технически обоснованные нормы*.
Кровельные работы занимают в строительном деле одно из .
наиболее важных мест. > ' р
Защищая здание от атмосферных осадков, кровля сохраняет*
от сырости уже возведенные конструкции и дает возможность <
приступить к внутренним строительным и монтажным-работам.
При разработке календарных планов строительных работ всегда
предусматривается скорейшее возведение здания вчерне под
крышу с тем, чтобы создать наиболее широкий фронт работ и
сократить сроки окончания строительства.
Отсюда вытекает необходимость вести кровельные4 работы
наиболее быстрыми темпами.
Качество кровельных работ играет большую роль в отно-
шении долговечности здания.
При плохо сделанной кровле вода получает доступ во вну-;.|^м
тренние помещения здания, что помимо порчи отделки создает > У
благоприятные условия для появления и развития грибков, раз-
рушающих Деревянные конструкции.
Для того чтобы кровельные работы проводились быстро, » \
хорошо и дешево, каждый кровельщик должен в совершенстве ji
овладеть техникой своего дела. \
ГЛАВА I
ФОРМЫ КРЫШ И СОСТАВНЫЕ ЧАСТИ КРОВЛИ
Крыша устраивается для защиты здания от атмосферных
осадков (дождя, снега и т. п.) и солнечных лучей и обыкновенно
состоит из двух частей: из верхнего слоя, непроницаемого для
Рис. 1. Холодная кровля.
воды, называемого кровлей, и из несущих конструкций (стро-
пила, обрешетка и т. п.), поддерживающих кровлю и опреде-
ляющих ее форму.
— Рис. 2. Теплая кровля.
Кровли бывают холодные и теплые. Если здание отапли-
вается и имеет теплый потолок, устраивается холодная кровля;
та^ие же кровли устраиваются и над неотапливаемыми зда-
л,ниями (рис. 1).
5 Иногда же крыша является одновременно и верхним пере-
крытием отапливаемого помещения; в этом случае кровля де-
лается теплой (рис. 2). ~
В других случаях поддерживающая часть крыши отсутствует
и ее заменяет конструкция потолка здания; такай крыша вазы-
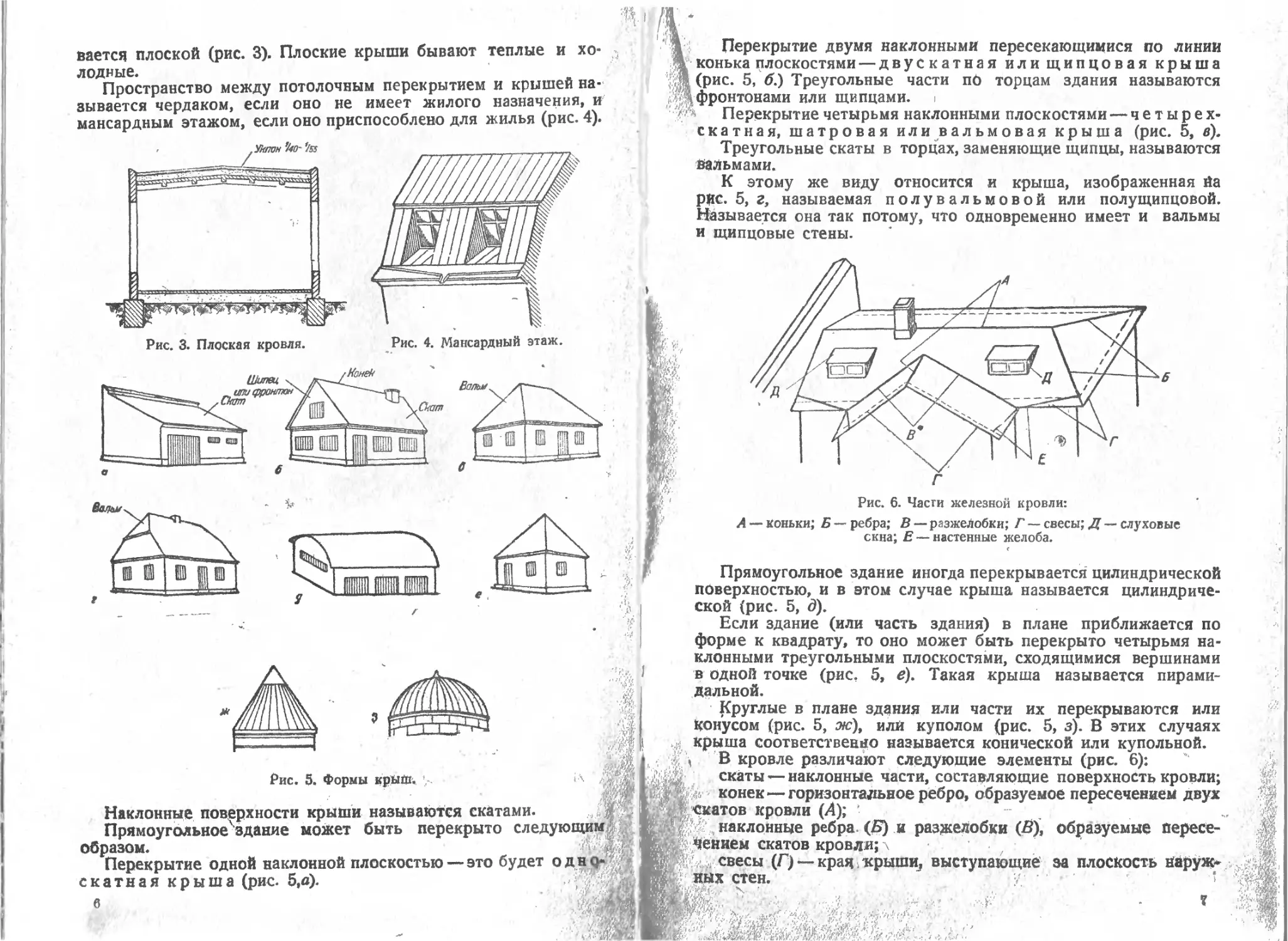
вается плоской (рис. 3). Плоские крыши бывают теплые и хо- -
лодные.
Пространство между потолочным перекрытием и крышей на-
зывается чердаком, если оно не имеет жилого назначения, и
мансардным этажом, если оно приспособлено для жилья (рис. 4).
Рис. 5. Формы крыш. i-X
Наклонные поверхности крыши называются скатами.
Прямоугольноездание может быть перекрыто следующим;
образом.
Перекрытие одной наклонной плоскостью — это будет одно-
скатная крыша (рис. 5,а). 'ЧЖГЙ
6
Перекрытие двумя наклонными пересекающимися по линии
Ж конька плоскостями — двускатная или щипцовая крыша
Ж (рис. 5, б.} Треугольные части пО торцам здания называются
Ж фронтонами или щипцами. ।
Перекрытие четырьмя наклонными плоскостями — четырех-
скатная, шатровая или вальмовая крыша (рис. 5, в).
Треугольные скаты в торцах, заменяющие щипцы, называются
пальмами.
К этому же виду относится и крыша, изображенная йа
РИС. 5, г, называемая полувальмовой или полущипцовой.
Называется она так потому, что одновременно имеет и вальмы
и щипцовые стены.
Рис. 6. Части железной кровли:
А — коньки; Б — ребра; В — разжелобки; Г — свесы; Д — слуховые
окна; Е— настенные желоба.
Прямоугольное здание иногда перекрывается цилиндрической
поверхностью, и в этом случае крыша называется цилиндриче-
ской (рис. 5, д).
Если здание (или часть здания) в плане приближается по
форме к квадрату, то оно может быть перекрыто четырьмя на-
клонными треугольными плоскостями, сходящимися вершинами
в одной точке (рис. 5, е). Такая крыша называется пирами-
дальной.
Круглые в плане здания или части их перекрываются или
Конусом (рис. 5, ж), или куполом (рис. 5, з). В этих случаях
крыша соответственно называется конической или купольной.
Д \ В кровле различают следующие элементы (рис. 6):
Ж скаты — наклонные части, составляющие поверхность кровли;
конек—горизонтальное ребро, образуемое пересечением двух
скатов кровли (4); " ,
,, наклонные ребре (£) и разжелобки (5), образуемые пересе-
лением скатов кровли; \
свесы (Г) —крья/крыши, выступающие за плоскость наруж*
$ иых стен.
у-
7
Для освещения чердака, проветривания его и сообщения
с кровлей устраиваются слуховые окна (Д) различного вида и
размеров.
Устройства для отвода воды с кровли бывают нижеследующие^
Желоба, предназначенные для приема воды, стекающей со
скатов кровли, и направления сборного потока к водосточным
трубам.
Желоба в свою очередь разделяются
ria настенные и подвесные. Настенные
желоба [рис. 6 (£) и 7] укладываются
по рядовому покрытию вдоль свесов
кровли, подвесные (рис. 8) подвешива-
ются под свесом кровли и таким обра-
зом расположены вне плоскости стен
здания.
Водосточные трубы (рис. 9), служа-
щие для отвода воды с крыши на землю,
состоят из воронки а, принимающей
воду из желобов, цилиндрических
звеньев б, располагаемых отвесно, раз-
личных колен в, соединяющих отдель-
ные части трубы в местах перелома, и
отмета г, отводящего воду от стен зда-
ния.
Рис. 7. Настенный желоб.
Рис. 8. Подвесной желоб.
Рис. 9. Водосточная
труба и ее части:
а — воронка; б —
звенья; а —t колено;
г — отмет.
Наиболее опасными в отношении протекания воды являются
разжелобки, обделки дымовых и вентиляционных труб, парапе-
тов, брандмауеров и других выступающих над кровлей частей; J
при покрытии этих мест'требуется особенно тщательное вы-
поление работы. ?
Крыша обычно устраивается с уклоном. Уклон или подъем
мому крышей пролету (рис. 1Q). Уклон крыши зависит от архи-
тектурного оформления здания, от климатических условий мест-
ности и от материала кровли.
При применении шереховатых ма-
териалов для покрытия кровли, а
также при большом количестве
атмосферных осадков (снега и дож-
девой воды) — дается большой
уклон (крутая крыша). Наоборот,
в местах, подверженных сильным
ветрам, крыши делают более поло-
гими, чтобы уменьшить давление
ветра на крышу. Надо иметь в
виду, что более крутая крыша
требует больше материала.
Нормальным уклоном крыши
тается
Рис. 10. Определение । подъема
крыши; / — пролет; h — высота
Л
конька; —--подъем крыши.
при железной кровле счи-
ГЛАВА п
МАТЕРИАЛЫ, ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ КРО-
ВЕЛЬНЫХ РАБОТ
1. КРОВЕЛЬНОЕ ЖЕЛЕЗО
Кровельное черное железо изготовляется в виде листов тол-
щиной от 0,38 до 0,82 мм. Размеры листов для всех сортов
черного железа установле-
ны одинаковые: длина—
142 см, ширина—71 см. В
продажу железо поступает
в пачках весом в 80 кг.
В табл. 1 приведены дан-
ные Общесоюзного стан-
дарта, относящиеся ко всем
сортам черного кровельно-
го железа.
Разрешаются допуски
(отклонения) в весе одного
листа в сторону увеличения
или уменьшения на 0,25 кг
if в весе одной пачки 0,5 кг.
Допуски в размере листа в
ту или другую сторону по
ширине и длине листа—
3 мм.
Таблица 1
с Размеры листа в см ... | Вес листа в кг Количество листов 1 в пачке Вес пачки без упа- ковки в кг
142 X 71 з 3,25 3,5 4 4,5 5 5,5 6 6,5 26-27 24-25 22—23 20—21 18—19 16—17 14—15 13—14 12—13 80
Кровельное железо вырабатывают из мягких сортов железа
горячей прокаткой.
Процесс прокатки заключается в нижеследующем. Нагретые
болванки металла пропускаются между двумя вращающимися
валами, просвет между которыми менее толщины болванки. При
этом болванка сжимается и вытягивается в длину и ширину-
Полученные после этой прокатки полосы разрезаются на от*
дельные куски» которые вновь пропускаются между вращающи-
мися валами.
Просвет между валами можно изменять, опуская или под-
нимая подшипники верхнего вала.
Прокатка продолжается между валами вдоль и поперек ли-
ста до получения лцстов железа требуемой ширины и толщины.
Очень тонкие листы кровельного железа под конец прока-
тываются по нескольку штук вместе.
Прокатанные листы отжигаются в особых печах для возвра-
щения железу мягкости, утраченной при прокатке. Затем листы
правят на чугунной доске и обрезают по размеру.
Глянцевитая поверхность придается железу или прокаткой
в холодном виде, или пробивкой под молотами после горячей
прокатки.
Глянцевые сорта железа являются лучшими.
Отличительный признак этих сортов — наличие на поверхно-
сти блестящей пленки окалины, не отстающей даже при изги-
бании железа. Назначение этой пленки — повышать сопроти-
вляемость железа ржавлению. Глянцевым сортам’ железа усту-
пает по качеству матовое железо. При выработке это железо
не подвергается пробивке на молотах, оно имеет темную мато-
вую поверхность.
Матовое железо обладает меньшей мягкостью и гибкостью,
Чем глянцевое, и более доступно ржавлению.
В строительном деле кровельное железо применяется для
покрытия крыш и изготовления отдельных частей их (желоба,
водосточные трубы, воронки и т. п.), для обивки деревянных
конструкций по войлоку или асбесту (в целях защиты кон-
струкций от огня), для изготовления кожухов к печам, колпа-
ков над трубами и очагами, баков, тары и т. п. Для покрытия
зданий употребляется железо весом от 4 до 5 кг в зависимости
от значения и капитальности сооружения.
Для изготовления водосточных труб, настенных и подвесных
желобов, колпаков над дымовыми трубами применяется железо
весом 4,5—5 кг. Для изготовления колпаков над очагами, .ко-
жухов для утермарковских печей, а также для покрытия кар-
низов, поясков и сандриков употребляется железо весом 5—6 кг.
Приемка кровельного железа заключается в наружном осмотре
железа, проверке веса и иЛытании на-излом.
По наружному осмотру определяется сортность железа. Ли-
сты кровельного железа всех сортов должны име^ь прямоуголь-
ную форму, чистую, гладкую поверхность с Плотной пленкой
окалины. Поверхности должна быть без трещин, плен и ржавых
пятен. Проверка веса должна дать результаты, соотвётств, ющие
данным табл. 1. ' , ..’Ж
Испытание кровельного железа на излом про-
изводится следующим образом; после наружного осмотра и qpcfej'
верки веса все железо разбивается на партии по 50 пач^к
,в каждой. В каждой партии две пачки распаковываются, и из
Них берут по одному листу.
Проба на загиб. Пробный образец из железа произволь-
ного размера сгибается деревянной киянкой до полного сопри-
косновения (сгиб на 180°) и снова разгибается. При этом на
внутренней и наружной сторонах загиба не должно появиться
трещин и надрывов. Отскакивание окалины допускается.
Проба на замок. Из железа вырезаются два пробных об-
разца произвольных размеров, но так, чтобы длина замка была
не менее 15 см. Вырезанные образцы соединяются на деревян-
47
Рис. И. Испытание на замок:
а — последовательность операции при соединении листов двойным замком;
б — сгибание соединенных листов.
ной подкладке двойным замком вплотную (рис. 11, а), после,
чего оба соединенных листа сгибаются поперек линии замка на
угол в 45° без последующего разгибания (рис. 11, б).
Соединение листов и сгибание производятся деревянной
киянкой. В месте сгиба не должно появляться трещин и над-
рывов, допускается лишь отскакивание окалины.
В случае неудовлетворительных результатов испытание по-
вторяется над двойным количеством образцов, и при отрица-
тельных результатах хотя бы одной повторной пробы вся пар-
тия железа бракуется.
;4 Кровельное железо обычно поступает на строительство
Я пачках.
На верхнем листе каждой пачки должна быть маркировка
с указанием завода-поставщика, сорта железа, веса листов и
номера стандарта. Кровельное железо хранится в сухих закры-
Таблица 2
s
Размеры
листа
в см
Вес
листа
в кг
К
s £
5 «->
о S
22
20
18
16
15
13
12
3,5
4
4,5
5
5,5
6
6,5
80
142 X 71
2. ОЦИНКОВАННОЕ ЖЕЛЕЗО
Оцинкованное железо изготовляется путем погружения ли-
стов черного железа в расплавленный цин£.
Листы тщательно очищают от ржавчины и окалины соляной
кислотой с песком; затем их опускают на некоторое время
в ванну расплавленного цинка, вынимают и обтирают паклей
излишний цинк.
При этом на железе остается тонкий плотно приставший
слой, снаружи состоящий почти из чистого цинка, а внутри —
из сплава железа с цинком, весьма устойчивого против сырости.
Благодаря этой пленке оцинкЬванное железо более долговечно,
оно лучше сопротивляется действию атмосферных влияний, во-
дяных паров, газов и не требует окраски.
В табл. 2 приведены
данные Общесоюзного стан-
дарта, относящиеся ко всем
сортам оцинкованного кро-
вельного железа.
Толщина листов оцинко-
ванного железа — от 0,44 до
0,82 мм.
Разрешаются допуски в
весе одного листа в сторо-
ну увеличения не более
0,25 кг.
В размере листа разре-
шаются следующие допуски:
по ширине — в сторону уве-
личения или уменьшения Змм, по длине—в сторону увеличения
10 мм, а в сторону уменьшения 3 мм. В строительном деле
оцинкованное железо применяется преимущественно для изго-
товления вентиляционных коробов и воздуходувов.
Для покрытия кровель и изготовления отдельных частей
их оцинкованное железо употребляется редко и только в тех
случаях, когда применение черного железа нецелесообразно,
например при устройстве бесчердачных кровель над помеще-
ниями, насыщенными водяными парами и сернистыми газами.
Приемка оцинкованного железа производится так же, как
и приемка черного железа; доброкачественность выделки оцин-
кованного железа определяется на месте работ.
Для испытания берут из каждых 100 листов по одному листу.
Из каждого листа вырезают образец произвольных размеров,
изгибают его на 110° и вновь разгибают. Железо не должно
давать при этом трещин, надрывов и отслаивания оцинковки.
Многократное сгибание образца до перелома не должно давать
отслаивания оцинковки.
Плотность слоя оцинковки проверяется двукратным погру-
жением кусков железа в раствор медного купороса (1 вес. ч.
медного купороса и 5 вес. ч. воды); Образец, погруженный
12
в раствор на г/2 мин., вынимается, обмывается чистой водой,
вытирается насухо и погружается в тот же раствор вторично
на х/2 мин. После обмывания образцов и обтирания их насухо
на них не должно быть красных пятен.
В случае неудовлетворительных „результатов, испытания по-
вторяются над двойным количеством образцов. При повторных
неудовлетворительных результатах хотя бы одной пробы вся
‘партия железа бракуется. Оцинкованное железо поступает на
строительство так же, как и черное, т. е. в пачках с марки-
ровкой на верхнем листе.
Хранение железа производится в сухих закрытых помеще-
ниях.
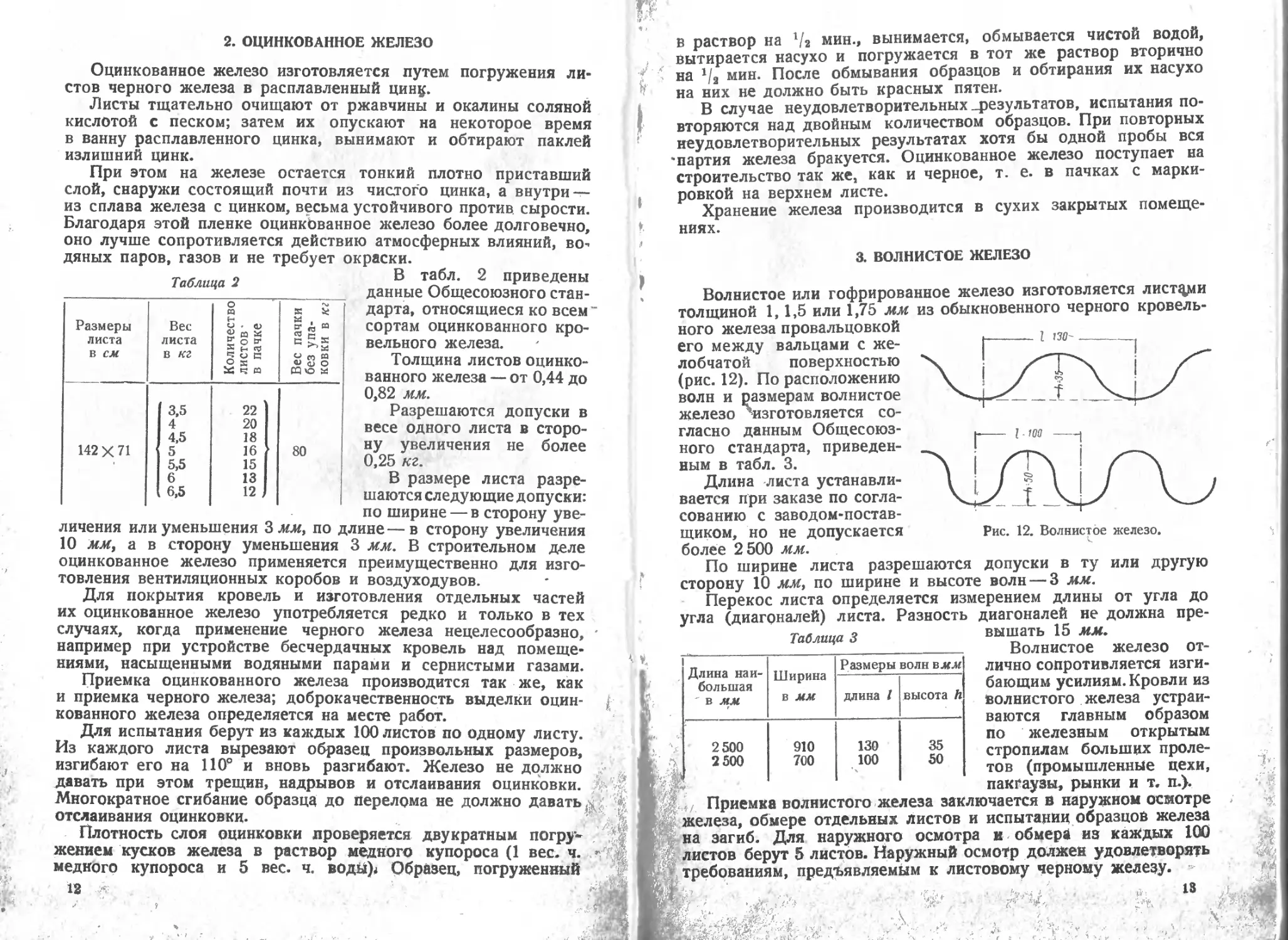
3. ВОЛНИСТОЕ ЖЕЛЕЗО
Волнистое или гофрированное железо изготовляется листами
толщиной 1,1,5 или 1,75 мм из обыкновенного черного кровель-
ного железа провальцовкой
его между вальцами с же-
лобчатой поверхностью
(рис. 12). По расположению
волн и размерам волнистое
железо изготовляется со-
гласно данным Общесоюз-
ного стандарта, приведен-
ным в табл. 3.
Длина листа устанавли-
вается при заказе по согла-
сованию с заводом-постав-
щиком, но не допускается
более 2 500 мм.
Рис. 12. Волнистое железо.
Таблица 3
1 Длина наи- большая ' в мм Ширина в мм Размеры волн ъмм
длина 1 высота h
2500 910 130 35
2 500 700 100 50
По ширине листа разрешаются допуски в ту или другую
сторону 10 мму по ширине и высоте волн — 3 мм.
Перекос листа определяется измерением длины от угла до
угла (диагоналей) листа. Разность диагоналей не должна пре-
вышать 15 мм.
Волнистое железо от-
лично сопротивляется изги-
бающим усилиям. Кровли из
волнистого железа устраи-
ваются главным образом
по железным открытым
стропилам больших проле-
тов (промышленные цехи,
пакгаузы, рынки и т. п.).
v Приемка волнистого железа заключается в наружном осмотре ;
железа, обмере отдельных листов и испытании образцов железа
на загиб. Для наружного осмотра и обмера из каждых 100
листов берут 5 листов. Наружный осмотр должен удовлетворять
требованиям, предъявляемым к листовому черному железу. -
Для испытания на изгиб от каждой прибывшей партии
волнистого железа берут 2 листа. От каждого листа вырезается
по одному образцу длиной не менее 15 см и шириной не
менее 1 см. Каждый образец сгибается на 180°, т. е. до сопри-
косновения сторон образца. Железо не должно давать при этом
трещин, надрывов, расслоений или излома.
Волнистое железо бывает оцинкованным. В этом случае оно
подвергается дополнительному испытанию на плотность оцин-
ковки тем же способом, что и при испытании простого оцин-
кованного железа.
4. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Кроме листового железа при кровельных работах употре-
бляются следующие материалы:
1) Гвозди кровельные (рис. 13) и строительные.
Продаются в ящиках чистым весом 10 и 20 кг. Данные при_
ведены в табл. 4 и 5.
Кровельные гвозди применя-
ются при укреплении к обре-
шетке карнизных свесов, клям-
мер и т. п.; строительные — при
заделке краев покрытий в выдры,
борозды и т. д.
Рис. 13. Гвоздь кровельный.
Таблица 4
Размеры и вес кровельных гвоздей
Диаметр в мм Длина в мм Вес 10U0 шт. в кг Количе- ство в 1 кг в шт.
3,5 40 3,02 332
3,5 и 4 45 3.40—4,43 294—226
3,5 и 4 50 3,78—4,92 264—203
4 60 5,90 170
2) Проволока, отожженная диаметром 1—1,6 мм.
Вес 100 пог. м проволоки: диаметром 1 мм — 0,62 кг, диаметром
1,6 мм —1,58 кг.
Проволока должна вы
Таблица 5
Размеры и вес обыкновенных
строительных гвоздей
Диаметр в мм Длина в мм Вес 1 000 шт. в кг Количество в 1 кг в шт.
2,6—3 7Q 2,92-3,88 343—260
3-3.5 80 4,44-6,04 225—166
3,5-4 90 6,80-8,86 f 147—ЦЗ
4-4,5 100 9,84-10,85 101-92
мауеров, парапетов, водосточных
заготовке желобов, спусков,
й т, д.
держивать без излома или
расслаивания 14 загибов
на 180°. '
В кровельном деле при-
меняется также проволока
толщиной 5—6 мм. Вес
1Q0 пог. М проволоки тол-
щиной 5 мм 15,4 кг и тол-
щиной 6 мм — 22,2 кг. Тон-
кая проволока употребляет-
ся при укреплении воронок^
покрытий поясков, бранд*
труб и т. д, толстая—при
покрытий, дымовых труб
3) Костыли (рис. 14). Изготовляются из отходов поло-
сового железа толщиной 5-^-6 мм и шириной от 25 до 35 мм.
Употребляются для поддержания карнизного свеса. Диаметр
отверстий для гвоздей — 5—6 мм.
4) Крючья (рис. 15). Изготовляются из отходов поло-
сового железа толщиной 5—6 мм и шириной от 16 до 25 мм.
Употребляются для поддержания настенных желобов.
5) Стремена или ухва-
ты (рис. 16). Изготовляются
из полосового железа на
месте работ или приобрета-
ются готовым и. Употребляются
ДЛЯ укрепления ВОДОСТОЧНЫХ рИСе 14. Костыль для поддержания свеса
труб.
6) Олифа, преимущественно натуральная (льняная или ко-
нопляная). Приготовляется из растительного масла путем варки
с добавлением особых веществ (сикативов), ускоряющих высы-
хание олифы. Употребляется для проолифки кровельного же-
леза и приготовления замазки.
Пригодность олифы для работ определяется* следующим
образом. На стеклянную пластинку наносится тонкий слой
олифы, после чего ставят ее наклонно под углом 45 на полчаса
Рис. 15. Крючок для поддержания настен- Рис. 16. Стремя или ухватик для
ного желоба. укрепления водосточных труб.
для того, чтобы избыток олифы стек со стекла. Затем пластрнку
оставляют в горизонтальном положении. При обычной комнатной
температуре (15—18°) через 24 часа олифа должна дать бле-
стящую прозрачную пленку. При надавливании пальцем на
пленке не должно получаться отпечатка. При срезании ножом
пленка должна отделяться от стекла в виде тонкой эластичной
стружки. Вполне доброкачественными заменителями натуральной
олифы являются олифа „Оксоль* и ИМС. Испытание этих сортов
$ олифы производится так же, как и натуральной олифы.
Олифа поставляется в железных или деревянных бочках
с железными обручами. Пробки должны быть забиты жестью
или листовым железом. Хранить олифу необходимо в сухом
закрытом помещении.
gjr- 7) Сурик железный и свинцовый сухой в виде порошка
г кирпично-красного (железный) й яркого красно-оранжевого
(свинцовый) цветов или тертый в виде густой тестообразной
массы, состоящей из сухого сурика и небольшого количества
олифы.
Употребляется как примесь к олифе для ее подкраски,
а также для приготовления замазки.
8) Замазка суриковая. Употребляется для промазки фальцев
в старых кровлях и состоит из 2 ч. олифы, 1 ч. тертого сурика,
2 ч. тертых белил и 4 ч. мела.
5. ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
Для производства кровельных работ применяются следующие
инструменты.
Ножницы половые (рис. 17, а) для разрезывания толстого
кровельного железа. Укрепляются на толстой доске и устана-
вливаются на полу у рабочего верстака. При резке железа
Рис. 17. Инструменты для железо-кровельных работ:
а—ножницы половые; б — ножницы ручные; в — деревянный молоток или
киянка; г— киянка для цилиндрических водосточных труб; д — ручник; е — под-
секольник; ж— зубило; з — пробойник; и—обсадка; к — обжимка,; л—плоско-
губцы; м — железная пластинка; н — щетка стальная.
этими ножницами кровельщик для устойчивости ножниц одной
ногой становится на доску.’ Верхний рычаг ножниц 1 — п^
движен; рычаг 2 одним концом наглухо прикреплен к доске.
Подняв правой рукой рычаг 1 вверх, левой рукой вставляют
лист железа между лезвиями ножниц и, с силой надавливая
на этот рычаг вниз, разрезают железо.
1в
6
a
подсекольник
фальцев, уплотнения
особая апаль
30мм
Полосовая стат
5исм
Юасы
Ножницы ручные (рис. 17, б) для резки мелких кусков
железа и вырезки выкроек.
Молоток деревянный или киянка (рис. 17, в) для
загибания Громок сколачивания фальцев и выправки железа;
при изготовлении цилиндрических водосточных труб приме-
няются киянки с двумя закругленными гранями (рис. 17,г).
Молоток стальной большой или ручник (рис. 17, д')
весом 0,7—1 кг для упора при загибе фальцев при их обжатии,
для сплочения двойных фальцев и т. п.
Молоток стальной малый или
(рис. 17, е) весом 0,4—0,6 кг для обжатия
готовых стыков, выравнивания сто-
ячих фальцев, прибивки кляммер
к обрешетке и т. п.
Зубило цтальное (рис. 17,ж)
для рубки же<еза и вырезки мелких
отверстий.
Бородок или пробойник
(рис. 17, з) имеет такую же форму,
как зубило, только с конусным, а
не с плоским концом. Применяется
для пробивки дыр, разгибания за-
гнутых и уплотненных фальцев
и т. п.
Обсадка (рис. 17, и) и обжим-
ка (рис. 17, к) для расклепки за-
клепок и обжима их.
Плоскогубцы (рис. 17, л);
железная пластинка (рис. 17,л«),
употребляемая в качестве под-
кладки ПОД уплотняемый закрой Рис, 18. Станковые ножницы для
при работе на кровле. Щетка резки железа,
стальная (рис. 17, н) для очист-
ки железа от ржавчины. Кроме перечисленных инструментов
кровельщику необходимо иметь стальной дли деревянный склад-
ной метр, циркуль, отвес и шнур.
Из всех кровельных инструментов самыми несовершенными
являются режущие инструменты.
Для облегчения и ускорения резки кровельщики-стахановцы
предложили несколько новых типов ножниц, заменяющих по-
ловые. Один из этих типов ножйиц изображен на рис. 18.
Устройство их несложно и заключается в том, что к боковой
стороне верстака наглухо привертывается неподвижная стальная
пластинка а, обращенная своим режущим ребром вверх. Режу-
щей частью является подвижной рычаг б* нижняя часть которого
представляет собой лезвие. Одним Движением рычага сверху
«вниз рабочей легко разрезает диет железа, помещаемый между
пластинкой и лезвием рычага.
В некоторых случаях верстак используется и для склады-
вания железа, и тогда длина его увеличивается до 3 >
'Д , 2 Н« 1$. Еомедц 2212 ' ’л* »' Д ' ' .
17
%
Эти ножницы могут быть устроены и на верстаке для заго-
товки железа; в этом случае размеры верхнего настила верстака
должны быть соответственно увеличены.
При централизованной заготовке железа в больших коли-
чествах для резки листового железа применяются рычажные
ножницы. Один из наиболее простых и употребительных
видов этих ножниц схематически изображен на рис. 19.
Станок представляет собой тяжелый деревянный стол раз-
мером 3 X 1,5 м, высотой 70—80 см, прочно укрепленный на
полу мастерской. Верх стола делается из гладкой доски тол-
щиной не менее 10 см с прямолинейными отфугованными
кромками; доска обивается железом.
Вдоль длинной стороны стола по ребру доски укрепляется
болтами стальная линейка, обращенная своим режущим ребром
вверх. Эта линейка служит
нижним неподвижным но-
жом резака.
Сверху вплотную к ниж-
нему ножу опускается под-
вижной, тяжелый острый
нож, укрепленный на оси в
углу стола. Нож имеет спе-
реди рукоятку для нажима
при резании, а сзади за осью
вращения— противовес, ко-
торый уравновешивает тя-
жесть ножа и облегчает его
„ подъем после резания. Пе-
ред резаком вдоль длинной
стороны стола имеется специальное приспособление, которое
может выдвигаться и устанавливаться на разном расстоянии от
резака.
Это приспособление служит опорой для отрезаемой части
железа.
Верстак этих ножниц используется обычно и для выпол-
нения всех остальных работ по заготовке железа.
В этом случае по другой длинной стороне стола, противо-
положной резаку, к ребру доски укрепляется кусок углового
железа сечением 50X50X5 мм. С одной короткой стороны
станины укрепляется оправка, а с другой — стержень диаметром
40—50 мм, который используется при изготовлении водосточных '
труб—выгибов звеньев, соединений их, уплотнения фальцев
и т. п.
Заготовка кровельного железа производится на специальных
верстаках. При работе с листами стандартных размеров —
1,42X0,71 наилучшимй размерами верстака будут ЗХ 1,5 м
на одного кровельщика. Обычная высота верстака — 0,7—0,8 м.
Верстак устраивается на козлах (рис. 20) или на специаль-
ных врытых в землю стойках с обвязкой поверху (рис. 21).
Верхний настил верстака обычно делается из, досок не
Рис. 19. Станковые рычажные ножницы для
резки железа.
тоньше 5 см. На одном из длинных ребер верстака укрепляется
железный уголок 25 X 25 мм, а с правой стороны верстака
К верхней плоскости настила прикрепляется оправка — кусок
квадратного желе-
за 50 X 50 мм. Свес
оправки за край
верстака должен
быть не менее 40—
50 см.
' Уголок прикре-
пляется к верстаку
гвоздями, а при от-
сутствии в уголке
специальных отвер-
стий для гвоздей
двумя полосками
кровельного железа
(кляммерами) шири-
Рис. 20. Верстак на козлах.
Ной 6—8 см, приши-
ваемыми к настилу
по концам уголка.
Оправка крепится к поверхности верстака в большинстве
» двумя кляммерами, пришитыми к настилу гвоздями.
Ж:
'И'Вч ---
Случаев
Рис. 21. Верстак на стойках.
плялщеры /
'Уголок S»5cm
Опрабка k6adpjkerr5,ScMi
-—не ——
менее 40см
быть с ровными и
Уголковое железо для оправки должно
$ непритупленными углами, так как в противном случае при
заготовке железа будут получаться неправильные линии изгиба.
ГЛАВА III
ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ РЯДОВОГО ПОКРЫТИЯ %
JB скоростном строительстве на самой постройке производятся
- основном сборка и монтаж конструкций из заготовленных
1»
В о!ношенйи кровельных работ пока что на скоростных
Стройках в течение подготовительного периода осуществляется
заготовка главным образом картин, водосточных труб, желобов
и отчасти разжелобков.
Заготовка отдельных элементов железной кровли, как правило,
должна производиться на строительных дворах, оборудованных
станковыми ножницами, специальными верстаками для загиба
фальцев и гребешков и т. д.
Кустарная заготовка железа допустима только при небольших
объемах работ, когда организация и оборудование строительного
двора не оправдывается.
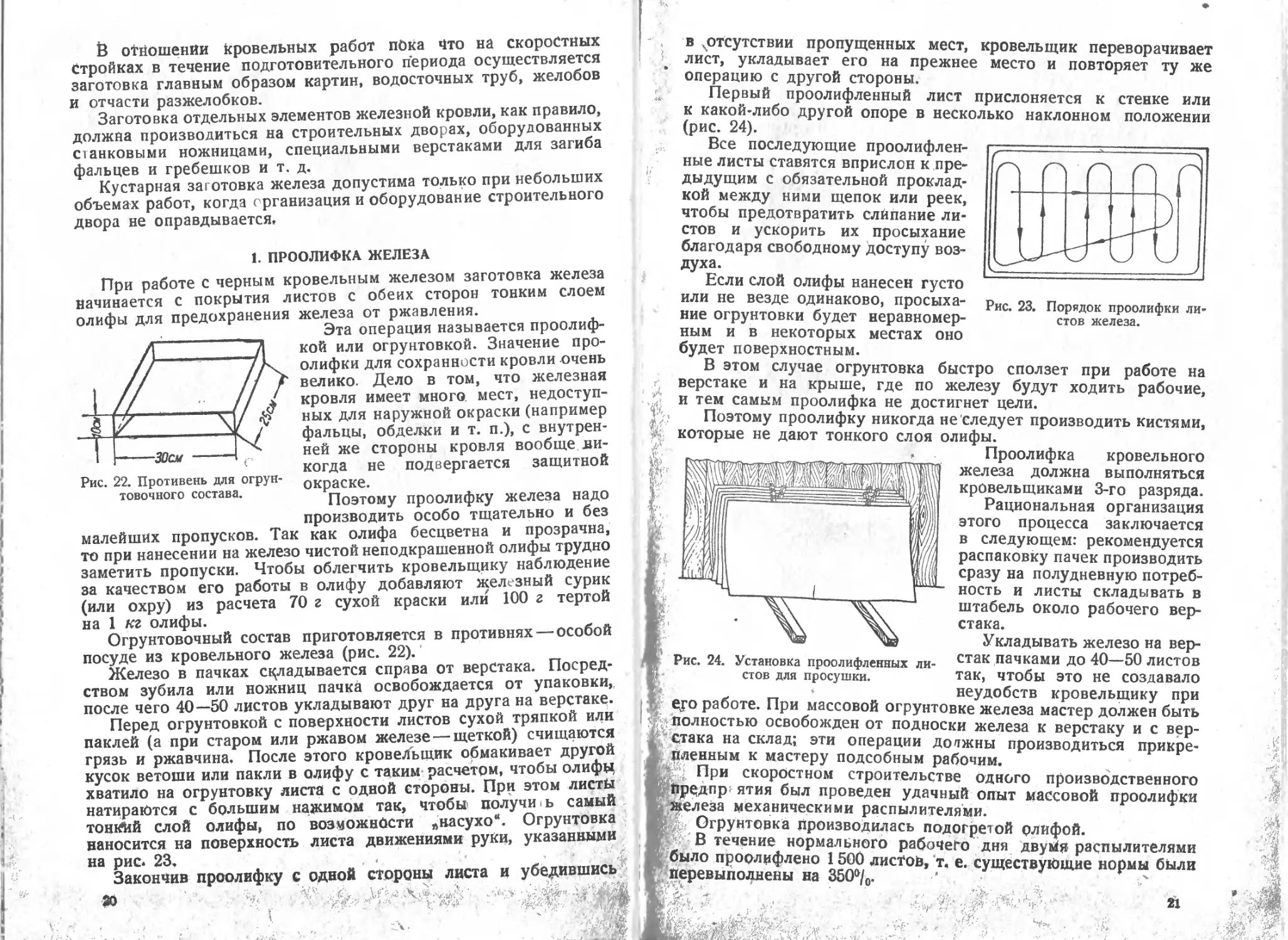
1. ПРООЛИФИЛ ЖЕЛЕЗА
При работе с черным кровельным железом заготовка железа
начинается с покрытия листов с обеих сторон тонким слоем
железа от ржавления.
Эта операция называется проолиф-
кой или огрунтовкой. Значение про-
олифки для сохранности кровли очень
велико. Дело в том, что железная
кровля имеет много мест, недоступ-
ных для наружной окраски (например
фальцы, обделки и т. п.), с внутрен-
ней же стороны кровля вообще ни-
когда не подвергается защитной
окраске.
Поэтому проолифку железа надо
производить особо тщательно и без
как олифа бесцветна и прозрачна,
олифы для предохранения
Рис. 22. Противень для огрун-
товочного состава.
малейших пропусков. Так
то при нанесении на железо чистой неподкрашенной олифы трудно
заметить пропуски. Чтобы облегчить кровельщику наблюдение
за качеством его работы в олифу добавляют железный сурик
(или охру) из расчета 70 г сухой краски или 100 г тертой
на 1 кг олифы.
Огрунтовочный состав приготовляется в противнях — особой
посуде из кровельного железа (рис. 22).
Железо в пачках складывается справа от верстака. Посред-
ством зубила или ножниц пачка освобождается от упаковки,
после чего 40 —50 листов укладывают друг на друга на верстаке.
Перед огрунтовкой с поверхности листов сухой тряпкой или
паклей (а при старом или ржавом железе—щеткой) счищаются
грязь и ржавчина. После этого кровельщик обмакивает другой
кусок ветоши или пакли в олифу с таким расчетом, чтобы олифы,
хватило на огрунтовку листа с одной стороны. При этом листы
натираются с большим нажимом так, чтобы получи ь самый
тонкий слой олифы, по возможности янасухо“. Огрунтовка
наносится на поверхность листа движениями руки, указанными
на рис. 23. . ' >
Закончив проолифку с одной стороны листа и убедившись
Рис. 23. Порядок проолифки ли-
стов железа.
в ^отсутствии пропущенных мест, кровельщик переворачивает
лист, укладывает его на прежнее место и повторяет ту же
операцию с другой стороны.
Первый проолифленный лист прислоняется к стенке или
к какой-либо другой опоре в несколько наклонном положении
(рис. 24).
Все последующие проолифлен-
ные листы ставятся вприслон к пре-
дыдущим с обязательной проклад-
кой между ними щепок или реек,
чтобы предотвратить слипание ли-
стов и ускорить их просыхание
благодаря свободному доступу воз-
духа.
Если слой олифы нанесен густо
или не везде одинаково, просыха-
ние огрунтовки будет неравномер-
ным и в некоторых местах оно
будет поверхностным.
В этом случае огрунтовка быстро сползет при работе на
верстаке и на крыше, где по железу будут ходить рабочие,
и тем самым проолифка не достигнет цели.
Поэтому проолифку никогда не следует производить кистями,
которые не дают тонкого слоя олифы.
Проолифка кровельного
железа должна выполняться
кровельщиками 3-го разряда.
Рациональная организация
этого процесса заключается
в следующем: рекомендуется
распаковку пачек производить
сразу на полудневную потреб-
ность и листы складывать в
штабель около рабочего вер-
стака.
Укладывать железо на вер-
стак пачками до 40—50 листов
так, чтобы это не создавало
Рис. 24. Установка проолифленных ли-
стов для просушки.
неудобств кровельщику при
его работе. При массовой огрунтовке железа мастер должен быть
полностью освобожден от подноски железа к верстаку и с вер-
стака на склад; эти операции должны производиться прикре-
пленным к мастеру подсобным рабочим.
При скоростном строительстве одного производственного
Прсдпрг ятия был проведен удачный опыт массовой проолифки
Делеза механическими распылителями.
Огрунтовка производилась подогретой олифой.
А; В течение нормального рабочего дня двуь<яраспылителями
было проолифлено 1500 листов, т. е. существующие нормы были
Перевыполнены на 350а/0
Нет сомнения, что при освоении этого способа проолифки
железа будут достигнуты еще лучшие показатели.
При организации рабочего места надо соблюдать следующие
требования:
1) пачки железа и склад готовой продукции должны нахо-
диться в непосредственной близости от верстака огрунтовщика;
2) рабочее место должно быть обеспечено железом в объеме
полной дневной потребности по фактической выработке мастера;
3) вспомогательные материалы (олифа, ветошь, пакля) должны
находиться у рабочего места (под верстаком) в готовом виде
и в количестве полной дневной потребности.
2. ЗАГОТОВКА ЖЕЛЕЗА НА ВЕРСТАКЕ
После проолифки и просушки железа приступают к заготовке
железа на верстаке.
В соответствии с порядком укладки заготовленных листов
на крышу работа начинается с заготовки картин для рядового
Рис. 25. Общий вид рядового псщрь^тия.
покрытия, на которое расходуется в среднем 70—8О°/о от потреб-
ности железа на всю кровлю. В рядовом покрытии (рис. 25)
железные листы соединяются между собой по коротким стороцам 1 \
лежачими фальцами или закроями, а по Длинным сторонам-^;
стоячими фальцами или гребешками.
Лежачие фальцы располагаются в рядовом покрытии^ парал-
лельно коньку и поперек стока воды. Ввиду сильного уплотнение •
ййШШ" •Мэдж
они не пропускают воду и в то же время не препятствуют ей
свободно стекать по скату.
При устройстве лежачего фальца необходимо чтобы загиб
расположенного выше по скату листа находил сверху на отгиб
нижнего листа. Стоячие фальцы располагаются вдоль ската
кровли и поэтому не могут мешать стоку воды; вместе с тем
стоячие фальцы придают кровле большую жесткость.
Лежачие и стоячие фальцы бывают одинарными и двой-
ными (рис. 26).
Соединение листов в одинарный фальц, как правило, при-
меняется при простых очертаниях кровли с нормальным укло-
ном (J/5—г/7). Двойные фальцы применяются в особо ответствен-
Рис. 26. Виды фальцев:
а — одинарный и двойной стоячие фальцы; б—одинарный и двойной
лежачие фальцы.
ных покрытиях, имеющих малые уклоны или сложные очерта-
ния. Двойные стоячие фальцы применяются также в местно-
стях, подверженных действию сильных ветров; эти фальцы
обеспечивают более прочное укрепление кровли к обрешетке и
усиливают общую прочность покрытия.
Отбивка фальцев производится на верстаке деревянным мо-
лотком— киянкой, который удобнее железного потому, что де-
ревянный молоток не разбивает железа; кроме того малый
объемный вес дерева позволяет придать ударной части молотка
большие размеры, что ускоряет работу.
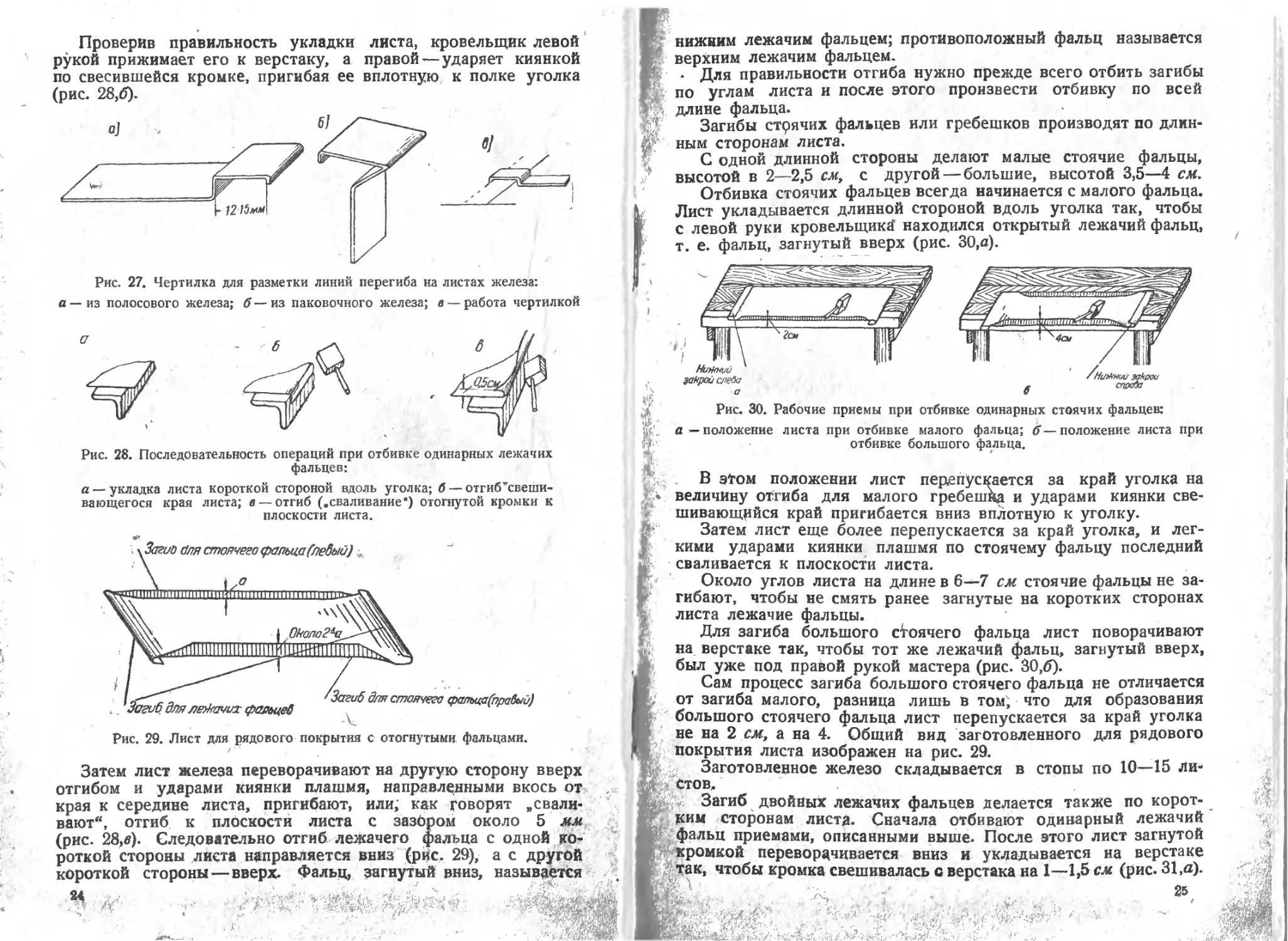
До приобретения навыка рекомендуется перед загибом
фальца разметить на листе линии отгиба с помощью линейки
или особой чертилки (рис. 27). Чертилка Делается из полосового
или паковочного железа.
?! Ддя загиба одинарного лежачего фальца лист железа укла-
дывается на верстак вдоль уголка таким образом, чтобы ко-
роткая сторона листа свешивалась за край уголка на величину
отгиба, т. е. на 12—16 мм (рис. 28>a)s ’ • '
Проверив правильность укладки листа, кровельщик левой
рукой прижимает его к верстаку, а правой — ударяет киянкой
по свесившейся кромке, пригибая ее вплотную к полке уголка
(рис. 28,6).
Рис. 27. Чертилка для разметки линий перегиба на листах железа:
а — из полосового железа; б — из паковочного железа; в — работа чертилкой
Рис. 28. Последовательность операций при отбивке одинарных лежачих
фальцев:
а — укладка листа короткой стороной вдоль уголка; б — отгиб свеши-
вающегося края листа; а —отгиб (.сваливание*) отогнутой кромки к
плоскости листа.
| 0Лоло2^
; уЗагий аля стоячего фальца (левый);
\______________
П11111ТППи1!1111ГППИГ11111П11111П1!11111ПП
, , Загиб для стоячего фалылаСлрабыи)
агиб для леЖачит фальцев
Рис. 29. Лист для рядового покрытия с отогнутыми фальцами.
Затем лист железа переворачивают на другую сторону вверх
отгибом и ударами киянки плашмя, направленными вкось от
края к середине листа, пригибают, или; как говорят „свали-
вают", отгиб к плоскости листа с зазором около 5 мм
(рис. 28,в). Следовательно отгиб лежачего фальца с одной ко-
роткой стороны листа направляется вниз (рис. 29), а с другой
короткой стороны — вверх. Фальц, загнутый вниз, называется
нижним лежачим фальцем; противоположный фальц называется
верхним лежачим фальцем.
- Для правильности отгиба нужно прежде всего отбить загибы
по углам листа и после этого произвести отбивку по всей
длине фальца.
Загибы стрячих фальцев или гребешков производят по длин-
ным сторонам листа.
С одной длинной стороны делают малые стоячие фальцы,
высотой в 2—2,5 см, с другой — большие, высотой 3,5—4 см.
Отбивка стоячих фальцев всегда начинается с малого фальца.
Лист укладывается длинной стороной вдоль уголка так, чтобы
с левой руки кровельщик^ находился открытый лежачий фальц,
т. е. фальц, загнутый вверх (рис. 30,а).
Рис. 30. Рабочие приемы при отбивке одинарных стоячих фальцев:
а — положение листа при отбивке малого фальца; б— положение листа при
отбивке большого фальца.
В этом положении лист перепускается за край уголка на
величину отгиба для малого гребешьл и ударами киянки све-
шивающийся край пригибается вниз вплотную к уголку.
Затем лист еще более перепускается за край уголка, и лег-
кими ударами киянки плашмя по стоячему фальцу последний
сваливается к плоскости листа.
Около углов листа на длине в 6—7 см стоячие фальцы не за-
гибают, чтобы не смять ранее загнутые на коротких сторонах
листа лежачие фальцы.
Для загиба большого стоячего фальца лист поворачивают
на верстаке так, чтобы тот же лежачий фальц, загнутый вверх,
был уже под правой рукой мастера (рис. 30,6).
Сам процесс загиба большого стоячего фальца не отличается
от загиба малого, разница лишь в том, что для образования
большого стоячего фальца лист перепускается за край уголка
не на 2 см, а на 4. Общий вид заготовленного для рядового
покрытия листа изображен на рис. 29.
v Заготовленное железо складывается в стопы по 10—15 Ли-
$ Стов,
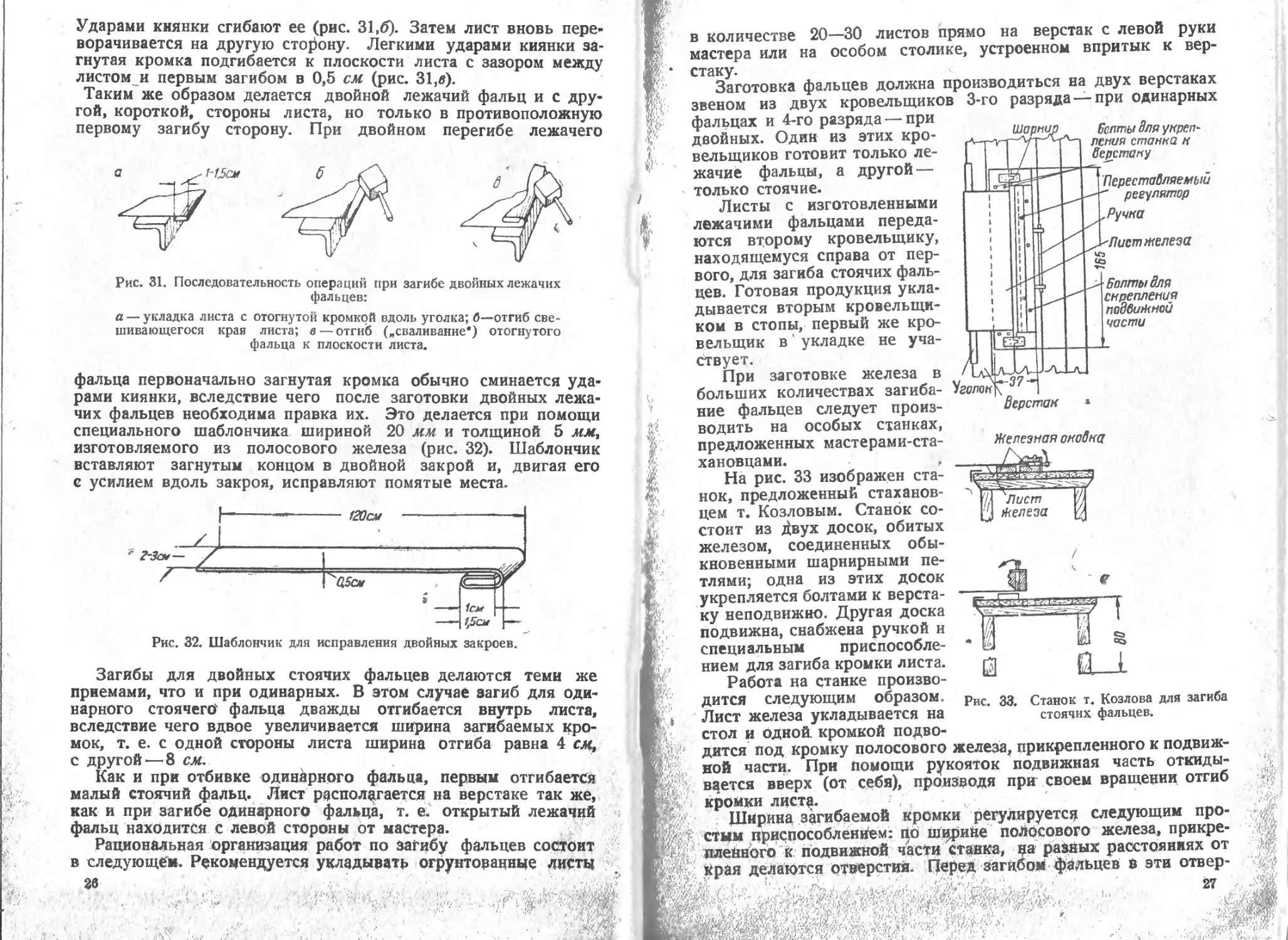
Загиб двойных лежачих фальцев делается также по корот-
ким сторонам листа. Сначала отбивают одинарный лежачий
фальц приемами, описанными выше. После этого лист загнутой
кромкой переворачивается вниз и укладывается на верстаке
так, чтобы кромка свешивалась с верстака на 1—1,5сж (рис. 31,а).
Ударами киянки сгибают ее (рис. 31,6). Затем лист вновь пере-
ворачивается на другую сторону. Легкими ударами киянки за-
гнутая кромка подгибается к плоскости листа с зазором между
листом и первым загибом в 0,5 см (рис. 31,/?)-
Таким же образом делается двойной лежачий фальц и с дру-
гой, короткой, стороны листа, но только в противоположную
первому загибу сторону. При двойном перегибе лежачего
Рис. 31. Последовательность операций при загибе двойных лежачих
фальцев:
а — укладка листа с отогнутой кромкой вдоль уголка; б—отгиб све-
шивающегося края листа; в — отгиб („сваливание") отогнутого
фальца к плоскости листа.
фальца первоначально загнутая кромка обычно сминается уда-
рами киянки, вследствие чего после заготовки двойных лежа-
чих фальцев необходима правка их. Это делается при помощи
специального шаблончика шириной 20 мм и толщиной 5 мм,
изготовляемого из полосового железа (рис. 32). Шаблончик
вставляют загнутым концом в двойной закрой и, двигая его
с усилием вдоль закроя, исправляют помятые места.
Рис. 32. Шаблончик для исправления двойных закроев.
Загибы для двойных стоячих фальцев делаются теми же
приемами, что и при одинарных. В этом случае загиб для оди-
нарного стоячего фальца дважды отгибается внутрь листа,
вследствие чего вдвое увеличивается ширина загибаемых кро-
мок, т. е. с одной стороны листа ширина отгиба равна 4 см,
с другой—8 см.
Как и при отбивке одинарного фальца, первым отгибается
малый стоячий фальц. Лист располагается на верстаке так же,
как и при загибе одинарного фальца, т. е. открытый лежащий
фальц находится с левой стороны от мастера.
Рациональная организация работ по загибу фальцев состоит
в следующем. Рекомендуется укладывать огрунтованные листы
в количестве 20—30 листов прямо на верстак с левой руки
мастера или на особом столике, устроенном впритык к вер-
• стаку.
Болты для укреп*
пения станка к
верстаку
Переставляемый
-" регулятор
,Ручка
"Пиот железа
Болты для
скрепления
подвижной
части
Уголок Z37'"
Верстак
Заготовка фальцев должна производиться на двух верстаках
звеном из двух кровельщиков 3-го разряда —при одинарных
фальцах и 4-го разряда — при
двойных. Один из этих кро-
вельщиков готовит только ле-
жачие фальцы, а другой —
только стоячие.
Листы с изготовленными
лежачими фальцами переда-
ются второму кровельщику,
находящемуся справа от пер-
вого, для загиба стоячих фаль-
цев. Готовая продукция укла-
дывается вторым кровельщи-
ком в стопы, первый же кро-
вельщик в ' укладке не уча-
ствует.
При заготовке железа в
больших количествах загиба-
ние фальцев следует произ-
водить на особых станках,
предложенных мастерами-ста-
хановцами. ,
На рис. 33 изображен ста-
нок, предложенный стаханов-
цем т. Козловым. Станок со-
стоит из ^вух досок, обитых
железом, соединенных обы-
кновенными шарнирными пе-
тлями; одна из этих досок
укрепляется болтами к верста-
ку неподвижно. Другая доска
подвижна, снабжена ручкой и
специальным приспособле-
нием для загиба кромки листа.
Работа на станке произво-
дится следующим образом.
Лист железа укладывается на
стол и одной, кромкой подво-
дится под кромку полосового железа, прикрепленного к подвиж-
ной части. При помощи рукояток подвижная часть откиды-
вается вверх (от себя), производя при своем вращении отгиб
кромки листа.
Ширина загибаемой кромки регулируется следующим про-
стым приспособлением: цо ширине полосового железа, прикре-
пленного к подвижной части стайка, на разных расстояниях от
делаются отверстия. Перед загибом фальцев в эти отвер-
. ’ 27
Железная оковка
Рис. 33. Станок т. Козлова для загиба
стоячих фальцев.
стия вставляются железные нагели (гвозди), которые и пред-
определяют ширину отгиба.
Другой тип станка предложен стахановцем т. Деминым.
Станок представляет собой верстак длиной 3,25 jh, шириной
1,1 ми высотой 0,9 м.
По обеим длинным сторонам верстака на длине 1,6—1,7 м
укреплены железные уголки на петлях. Остальная часть вер-
стака служит для складывания листов железа до заготовки и
после нее.
Станок позволяет загибать только одинарные фальцы. Стоя-
чие фальцы загибаются одновременно по двум длинным сторо-
нам листа. Для этого лист железа укладывается на станок та-
ким образом, чтобы кромки листа заходили под подвижные
уголки. Для регулирования ширины фальцев в уголках имеются
контрольные штыри, дающие возможность загнуть малый или
большой фальц.
Поворачивая уголки за особые рукоятки на 90° вверх, заги-
бают стоячие фальцы одновременно на обеих длинных сторо-
нах листа.
Лежачие фальцы загибаются поворачиванием рукоятки
на 180°, но не одновременно на обеих коротких сторонах листа,
а порознь, так как лежачие фальцы направлены в разные
стороны.
Лежачие фальцы загибаются на обоих описанных станках
после стоячих.
3. ЗАГОТОВКА КАРТИ)!
В целях ускорения работы обычно применяется способ по-
крытия не одиночными листами, а двумя листами, соединенными
друг с другом по короткой стороне. Каждая пара соединенных
листов называется картиной.
уСоединекие6закрой Первый\ s-crr"
\ ‘ лист
Второй лист
Рис. 34. Соединение листов в картину:
а — соединение листов лежачими фальцами; б — уплотнение стыка закроя.
Картины из трех листов неудобны ввиду большой длины их
(свыше 4 м} и затруднительности переноски их от мест^ загс*
товки к месту укладки.
Соединение листов в картины производится следующим
образом. На верстак, короткой стороной к мастеру, уклады-
вается лист лежачим фальцем вниз. Второй лист короткой сто-
роной располагается на уголке, лежачим фальцем вверх, а
другая короткая сторона этого же листа опускается с верстака
к ногам мастера (рис. 34).
Лежащий на верстаке первый лист прикладывается ко вто-
рому нижнему листу и своим закроем заводится в закрой вто-
рого листа.
Низ по
сНагтц
Рис. 35. Общий вид готовой картины.
После проверки правильности соединения листов по всей
длине закроя ударами киянки производится уплотнение
стыка.
При соединении листов нужно следить за тем, чтобы боль-
шие и малые стоячие фальцы' на длинных сторонах обоих ли-
стов совпадали. После уплотнения лежачего фальца произво-
дится ударами киянки выправление стоячих фальцев в местах
соединения картин.
Общий вид готовой картины изображен на рис. 35.
Кроме описанного способа
соединения листов в картины
иногда применяется неправиль-
ный способ соединения „засеч-
кой". Он заключается в том, что
соединенные по предыдущему
закрои отводят за край уголка
Рис. 36. Неправильное соединение ли-
стов в картину „засечкой".
и ударами киянки осаживают
лист а, лежащий на верстаке, до
уровня листа б, лежащего на
уголке, вследствие чего по всей длине стыка создается жело-
бок (рис. 36). В покрытии эти желобки неизбежно являются
местами скопления воды, что приводит к преждевременному
ржавлению закроев кровли и к быстрому ее разрушению. По-
этому способ соединения листов в картины с за-
сечкой стыкд совершенно недопустим.
Иногда заготовка картин производится на железном бруске,
укрепленном нВ верстаке или просто на земле. Этот способ,
называемый соединением листов на оправкё, не обеспечивает
качественного Выполнения и применяемся преимущественно при
мелких ремонтных работах,
-.л t* У' .. 29
'у.- -
-л."’ 1 г- ’ , ' *7/ У. ' с J «< У
ГЛАВА IV
ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ СВЕСОВ, ЖЕЛОБОВ,
РАЗЖЕЛОБКОВ И ТРУБ
Во всех случаях заготовки железа предварительно произво-
дится его проолифка по способу, изложенному в п. 1 главы III.
1. ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ СВЕСОВ КРОВЛИ
слева
Стон воды
Малый фальц
справа
Одинарный
лежачий фальц
Рис. 37. Заготовленный лист для рядового покрытия.
Спуски или свесы являются частью кровли, покрывающей
карниз здания. Покрытие спусков может быть двух видов:
а) рядовой спуск и б) спуск взакрой с отворотной лентой.
Заготовка железа для рядового спуска производится или
отдельными листами или картинами; последние применяются
при спусках длиной
свыше 8 м. Листы
(или картины) укла-
дываются длинной
стороной и соеди-
няются между собой
при рядовых спусках
стоячими фальцами,
а при спусках вза-
крой — лежачими.
Таким образом отли-
чительным призна-
ком рядового спуска
являются стоячие
фальцы.
Заготовка железа для рядового спуска производится сле-
дующим порядком: по длинной стороне листа, образующей свес
кровли, отбивается одинарный или двойной лежачий фальц.
Затем по двум коротким сторонам загибаются большой и малый
стоячий фальцы. При загибе этих фальцев закрои лежачего
фальца разрезаются с обеих сторон листа для того, чтобы
обеспечить смыкание отдельных листов (или картин) в местах
с отогнутыми закроями (рис. 37).
При соединении листов в картины листы надо класть так,
Чтобы большой стоячий фальц находился по левую руку кро-
вельщика, а малый — по правую.
Общий вид готовой спусковой картины представлен на
рис. 38.
Рядовые свесы применяются очень редко на кровлях второ-
степенного значения, так как по . прочности Они значительно
уступают спускам взакрой.
Заготовка железа Для Спусков взакрой с отворотной лентой
Производится следующим образом.
По коротким сторонам листов загибают лежачие фальцы.
После этого нй одной из длинных сторон, которая будет слу-
жить краем свеса, делается загиб специальной формы, назы-
J .ваемый отворотной лентой. Причем здесь уже не имеет зна-
чения расположение открытого лежачего фальца слева или
справа от мастера, и загиб отворотной ленты можно делать
на любой длинной стороне.
Изготовление отворотной ленты заключается в устройстве
капельника, который делается или одинарным загибом (рис. 39, а)
или двойным (рис. 39, б).
Рис. 38. Общий вид готовой спусковой картины.
Рис. 39. Типы отворотных лент:
а — одинарный загиб капельника; б— двойной загиб капельника.
г 'папепьник
Рис. 40. Последовательность рабочих приемов при обработке края спуска с оди-
нарным загибом капельника.
Нижний загиб капельника имеет назначение преградить путь
воде и направить ее вниз, чтобы предохранить стены здания;
й,; верхний загиб предназначен для обжима костылей, установлен-
ных вдоль свеса для укрепления листов на кровле.
Последовательность приемов изготовления отворотной ленты
с одинарным загибом капельника представлена на рис. 40.
* - Й5 Край длийной стороны листа свешивается с угольника на
Д'^б cjn (рис. 40, а). Ударами киянки по этой части загибают
•-У кромку под прямым углом к плоскости листа (рис. 40, б). Эта
(фомка и образует капельник.
После этого лист переворачивают на другую сторону вверх
капельником, перепускают за угольник на 3 см (рис. 40, в) и
легкими ударами киянки по свешивающемуся краю загибают
его впритык к уголку (рис. 40, г). Затем вновь переворачивают
лист загибом вверх (рис. 40, д) и осторожными ударами киянкой
плашмя подгибают весь загиб с капельником к поверхности
листа, оставляя зазор в 0,8—1 см (рис. 40, е, ж).
Проследим последовательность приемов изготовления от-
воротной ленты с двойным загибом капельника (рис. 41).
Как и в предыдущем случае, лист укладывают вдоль уголка
и перепускают край его на 0,5—1 см. Ударами киянки загибают
его по всей длине под прямым углом впритык к уголку
(рис. 41, а, б).
ротной лентой с двойным эагибом капельника.
Затем лист переворачивают на другую сторону и отогнутую
кромку подгибают к листу с зазором в 0,5 см (рис. 41, в). После
этого лист переворачивают еще раз, край листа с имеющимся уже
загибом перепускают на 1—1,5 см п ударами киянки вниз, де-
лают второй загиб не доводя его до уголка, чтобы не смять
первого загиба (рис. 41 г, д). > х
Этим заканчивают работу по изготовлению капельника.
Далее лист снова переворачивают, свешивают над краем
верстака на 2,5 см и ударами киянки делают загиб вплотную <
к уголку (рис. 41, ё). Перевернув лист на другую сторону, при-
гибают загиб к плоскости листа, но не вплотную» а с зазором
0,8—1 см (рис. 41г ж). Этим заканчивается изготовление отво-
ротной ленты с двойным загибом капельника. ; ?
Готовые спусковые листы перед подачей на крышу соеди-
няют попарно в картины теми же приемами, что и листы; для
рядового покрытия. Для удобства соединения листов в картины
лента отгибается на
Если же отворотная
Лежачий фальц
близ
Лежачий фальц
бберх
Лежачий фальц
$ близ
Лежачий
фальц бберт
'тбооотная лента
Рис. 42. Заготовленные картины для спуска:
а — загиб лежачих фальцев после выполнения от-
воротной ленты; б — загиб лежачих фальцев до вы-
полнения отворотной ленты.
необходимо иметь в виду следующее: если отворотная лента
сделана до изготовления лежачих фальцев по коротким сто-
ронам листа, последние отбиваются на надрезанных кромках
железа (рис. 42, а),
листах с отбитыми
лежачими фальцами,
то таковые выреза-
ются на длину от
края листа 5—6 см,
как изображено на
рис. 42, б.
Спуски с отво-
ротной лентой оди-
нарного загиба
устраиваются на зда-
ниях небольшой вы-
соты и когда край
спуска выступает за
наружную поверхность стены не более 13 см.
Двойной загиб капельника делает край свеса жестким и
не прогибающимся от нагрузок (снег, наледь, сосульки и т. п.),
что позволяет давать свесу больший вынос за наружную пло-
скость стены (более 13 см).
Рис. 43. Спуск с настенным желобом.
Свесы этого рода устраиваются на кровлях ответственных
ь’ зданий и большой высоты.
На стр. 32 указывалось, что заготовка спусков производится
обычно из целы$ листов железа. Этот способ является неэконо-
мичным, ввиду чего устройство спусков, как правило, следует
(делать из' специально выкроенные листов железа.
Как можно видеть на рис, 43, часть листов спуска (заштри-
хованная) перекрывается настенными желобами и поэтому
в работе кровли не участвует. Очевидно, заготовка спусков
из специально выкроейных, скошенных листов даст значитель-
ную экономию железа i
; На рис. 43 видно, что размеры и очертание спусковых листов
3 н. В, Козлов. 2212 ’’ S3
Г - г
>. , / е ’ .
за пределами настенного желоба определяются крутизной уклона
желоба. Уклон же желоба делается от ^20 до 1110 расстояния
между наивысшей точкой желоба (центром подъема желоба)
и центром воронки.
В нашем случае это расстояние равно 5 м и уклон сделан
в J/lo, следовательно подъем желоба, или, другими словами,
расстояние между самой высокой и самой низкой частями
желоба, будет 5,0 Л£:10 = 50 см. Расстояние же между центром
подъема желоба и краем спуска делается обычно равным 1/П)
длины ската кровли. Если считать, что скат имеет длину в 6,0 м,
то между желобом и краем спуска будет 6,0:10 = 60 см.
На рис. 44 показан пример разметки спусковых листов. Раз-
метка производится на ровной площадке или на временном
деревянном настиле. Если между центрами подъема желоба
и воронкой расстояние 5 м, то для разметки надо взять четыре
листа железа. Раскладываем листы в ряд таким образом, чтобы
они набегали друг на друга короткими сторонами с напуском
в 3 см для запаса на лежачий фальц. Один конец этого ряда
принимаем за центр подъема желоба.
Откладываем на этом конце по линии АБ 60 см-^-1 см
(1 см добавляем нф фальц). По линии БГ откладываем 5 м
и в этом месте отмеряем вниз по линии ГД величину уклона
желоба, т. е. 50 см-j-l см на фальц. При помощи мелового
шнура соединяем точки В и Д прямой линией, которая будет
линией разреза железа для получения спусковых листов. До
разрезки листов их следует пронумеровать во избежание пута-
ницы.
Куски 1, 2, 3 и 4 составят одну половину спуска. Куски
6, 7 и 8 могут быть использованы на вторую половину спуска,
куски 5 и 9 являются остатками.
Ту же разметку листов можно сделать, укладывая листы
друг к другу длинными сторонами с тем же напуском в 3 см.
В этом случае сначала отбивают меловым шнуром среднюю ,^’
линию АБ, от которой и откладывают в обе стороны по 60 см j-'.
-|-1 см на фальц. Куски с / по 8 включительно составят одну ;^,
половину спуска, а куски с Г по S'—вторую половину (рис. 45у
Куски с 9 по 14 могут быть использованы на заготовку листов
для других свесов, заштрихованные куски являются остатками.
Заготовка листов для спуска из косых кусков железа про-
изводится так же, как из целых
листов.
2. ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ НАСТЕН-
НЫХ ЖЕЛОБОВ
Заготовка железа для настенных
желобов состоит из следующих
процессов: а) заготовка фальцев;
б) отгиб отворотной ленты к кром-
ке желоба или закатывание прово-
локи в нее; в) соединение листов
в картины и г) выгибание самого
желоба.
У железных листов, предназна-
ченных для настенных желобов, с
двух сторон и с одной длинной
стороны загибаются лежачие фаль-
цы тех же размеров и теми же
способами, как и при заготовке
листов для рядового покрытия.
При отбивке лежачих фальцев
по коротким сторонам листа надо
помнить, что уклон желоба от наи-
высшей точки к воронкам напра-
влен в разные стороны, и следова-
тельно, здесь прежде всего надо
следить за правильным расположе-
нием фальцев.
При заготовке листов для левой
Рис.
45. Разметка листов для
спуска.
половины желоба (если смотреть
на крышу со стороны свеса) их
нужно укладывать на верстак так,
чтобы открытый лежачий фальц приходился по правую руку
мастера, а при заготовке железа для правой половины желоба —
по левую сторону мастера. Если этого правила не соблюдать,
легко может получиться неправильное расположение закроев в
желобе, именно против течения воды.
,, Кромка по одной длинной стороне листа, прилегающая
к рядовому покрытию, обрабатывается также лежачим фальцем,
загнутым вверх; этим фальцем желоб соединяется с картинами
рядового покрытия.
После того как загнуты лежачие фальцы по трем сторонам
листа, приступают к обработке второй длинной стороны листа.
Это делается двумя способами: или посредством загиба отво-
ротной ленты, или закатыванием в край желоба толстой про-
волоки. Такая обработка краев желоба производится, чтобы
й"’
придать им жесткость и способность сопротивляться *смя-
трю.
Отворотная лента изготовляется теми же приемами, что
и для спуска.
Закатывание проволоки производится следующим образом.
Лист с загнутыми лежачими фальцами укладывается на
верстак так, чтобы край листа по длинной стороне свешивался
за кромку уголка на О,В—1 см (рис. 46, а).
Ударами киянки по этой кромке загибают ее не под прямым
углом, а несколько закругленно для того, чтобы железо при
охвате проволоки не имело угловатой формы (рис. 46, б). После
этого лист переворачивают и пригибают загнутую кромку к пло-
скости листа, оставляя зазор, равный примерно диаметру зака-
тываемой проволоки, т. е. 4—6 мм (рис. 46, в, г).
Рис. 46. Последовательность операции при закатывании проволоки.
Проволока при помощи зубила и железного молотка раз-
рубается на куски по 70 см (для отдельных листов) и 140 см
(для картин). Эти отрезки закладывают сбоку по всей длине
загнутой кромки.
Лист с заложенной проволокой укладывают на верстак кром-
кой вверх и горизонтально направленными ударами тупой частью
железного молотка (подсекольника) обжимают кромку железа,
а острым концом молотка заправляют ее под проволоку
(рис. 46, д).
После этого производится соединение заготовленный листов
в картины так же, как при заготовке карнизных свесов.
Следующая операция — создание в листе специального вы-
гиба со стороны жесткой кромки, который служит для сбора
и направления воды к водосточным трубам, т. е. самого желоба.
Для этого заготовленные картины укладываются на верстак.
Посредством чертилки отмечается линия перегиба желоба,
определяющая высоту желоба (рис. 47, а).
Высота желоба зависит от площади кровли: чем больше,
площадь, тем выще должен быть желоб. Обычно желоб делаемся
высотой 15—20 см.
86
> •
Затем лист укладывается таким образом, чтобы отмеченная
чертилкой линия была направлена по краю уголка. Левой рукой
мастер придерживает лист на верстаке, а нажимом правой на
свешивающуюся часть листа придает ей форму желоба
(рис. 47, б).
Рис. 47. Рабочие приемы по отгибу желоба:
а — отметка линии перегиба желоба; б—перегиб листа; в —г — выравнивание
перегиба; д — „сваливание" желоба.
Рис. 48. Общий вид настенного желоба.
При таком приеме выгнутый желоб получает овальную
форму и установка его на место сопряжена с известными не-
удобствами. Поэтому после выгибания желоба необходимо сде-
лать выравнивание перегиба так, чтобы перелом приближался
к прямому уг^у.
Выравнивание производится двумя молотками: железным
и киянкой. Ударами киянкой по отогнутой части сбоку и руч-
ником сверху у линии перелома выравнивают перегиб под
прямым углом (ри£. 47, а). После этого, идя обратно, кровель-
i'h.. . . ; Г; . ...
щик левой рукой придерживает за отворотную ленту и поджимает
железо под верстак, а ударами киянки, находящейся в правой
руке, проходит по верху, вблизи линии перегиба (рис. 47, г).
Затем картина ставится отогнутой частью на ребро лицевой
плоскостью листа вверх и ударами киянки эта часть между
отворотной лентой и перегибом закругляется (рис.- 47, д). После
этого желоб немного сваливают наружу и выправляют отво-
ротную ленту.
Общий вид готового желоба представлен на рис. 48.
Заготовка настенных желобов производится кровельщиком
4-го разряда.
3. ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ ПОДВЕСНЫХ ЖЕЛОБОВ
Подвесные желоба применяются при устройстве железных
кровель на второстепенных зданиях, а также при шиферных,
черепичных, толевых и рубероидных покрытиях. Чаще всего
эти желоба устраиваются на крышах простого очертания — одно-
скатных, двускатных и четырехскатных.
Заготовка железа для подвесных желобов состоит из сле-
дующих процессов: а) резка листов; б) заготовка фальцев;
в) соединение листов в картины; г) обработка кромки желоба
отворотной лентой или закатыванием проволоки и д) выгибание
желоба.
Подвесные желоба изготовляются не из целых листов железа,
как настенные желоба, а из отдельных полос, полученных путем
разрезки листов железа вдоль. Ширина этих полос, а следова-
тельно и ширина подвесного желоба определяются площадью
кровли и ёе^ уклоном.
Чем больше площадь ската и чем круче крыша, тем больше
должен быть объем желоба во избежание переливания воды
через край желоба на стены.
Вместе с тем при назначении размера желоба нужно придер-
живаться правила, чтобы при резке листов железа на полосы,
не оставалось обрезков. Так например, при крутых ..кровлях
с уклоном в г1е — г1ь и при больших площадях скатов ширина
желоба принимается в 35 см, и тогда лист железа шириной
71 см разрезается на две полосы.
При пологих кровлях с уклоном 1/8—7ю и при небольших
площадях скатов ширина желоба принимается в 17,5 см\ в этом
случае лист разрезается на четыре полосы.
В большинстве случаев подвесные желоба устраиваются ши-
риной в 23,5 cMt т. е. из одного листа железа нарезаются три
полосы. . -
Резка железа производится половыми ножницами» а при боль-
шом объеме работ—станковыми, описанными на стр. 20.
По коротким сторонам нарезанных полос загибаются лежачие
фальцы, расположение которых, как и при изготовлении настен--
йых желобов, сообразуется с уклоном желоба. Полосы среди-
чяются в картины. После этого обрабатывают продольные стр-
роны картин, отгибая в кромках желоба отворотную ленту или
закатывая проволоку.
В тех случаях, когда подвесной желоб укрепляется под све-
сом кровли как самостоятельная часть, обрабатываются обе про-
дольные стороны желоба (рис. 49, а). Если же подвесной желоб
является продолжением рядового покрытия крыши, обрабаты-
вается только одна лицевая кромка желоба (рис. 49, б).
Рис. 49. Подвесной желоб:
а — с обработкой двух продольных кромок; б— с обработкой одной лицевой
продольной кромки.
Выгиб подвесного желоба производится так же, как и выгиб
настенного желоба.
При выгибании подвесного желоба часто происходит разъеди
нение в закроях отдельных листов железа, особенно при оди-
нарных фальцах.
Способ соединения подвес-
ного желоба внакладку устра-
няет это неудобство. Он за-
ключается в том, что каждая
отдельная полоса с отбитыми
фальцами выгибается в желоб
до соединения полос в карти-
ны. После этого полосы накла-
дывают короткими сторонами
одна на одну с запуском на
4—5 см, располагая накладки
по направлению течения воды.
При этом отворотная ленточка
нижнего по течению воды
Поперечный разрез
желоба б стыке
Рис. 50. Соединение листов подвесного
желоба внакладку.
листа вводится внутрь отво-
ротной ленты верхнего листа. С лицевого Сик^ желоба на рас-
стоянии. 2-*3 см от края по середине накладки пробивается при
помощи бородка сквозное Отверстие, в которое вставляется
заклепда длиной 1—1>5 см и диаметром 5—5,5 мм (на рис. 50
для наглядности Желоб показан, в'вертикальном положении);
с другого конца заклепка расклепывается*
С другого бока желоба, обращенного к стене, в железе
обоих листов делается по середине накладки ручными ножни-
цами вырез размером 2 см в длину (поперек желоба) и 3 см
в ширину (вдоль желоба). Вырез верхнего листа отгибается в сто-
рону стены и направляется в зазор между обоими звеньями, <
а вырез нижнего листа перегибается от стены через край выреза ‘
впритык к внутренней стороне желоба. Оба листа в месте вы-
реза уплотняются (рис. 50).
Кроме подвесных желобов, изготовленных из нарезанных
полос железа, практикуется заготовка этих желобов из целых
листов железа. Такой способ применяется в тех случаях, когда
подвесной желоб является продолжением спускового покрытия
крыши. Тогда по одной из длинных сторон листа выгибается
желоб, а по другой загибается лежачий фальц, посредством
которого лист соединяется с рядовым покрытием ската (рис. 49,6).
Изготовление подвесных желобов производится кровельщи-
ком 4-го разряда.
4. ЗАГОТОВКА ЖЕЛЕЗА ДЛЯ ПОКРЫТИЯ РАЗЖЕЛОБКОВ
По своему назначению разжелобки (ендовы) являются прием-
ником воды с двух скатов
а — продольный; б - поперечный.
40 . ч
" -%---.
и вместе с тем каналом для стока
этой воды к трубам. Заготовка
железа для покрытия разжелоб-
ков (ендов) в основном не отли-
чается от заготовки железа для ря-
дового покрытия.
При покрытии разжелобков ли-
сты могут располагаться вдоль раз-
желобка или поперек его. В первом
случае будем иметь продольную
ендову (рис. 51, а), «о втором — по-
перечную (рис. 51,6).
Поперечное на правление листов
ендовы применяется при длине ее
более 10 м, а также если уклон
кровли менее 11ч.
Надо заметить, что разжелобки
всегда имеют меньший уклон, чем
скаты, ввиду чего они являются
наиболее опасной шестью кровли.
Ввиду этого тщательность соедине-
ния листов ендовы в закроях при-
обретает особое значение.
Отдельные листы ендовы соеди-
няются между собой одинарными
или двойными лежачими фальцами.
При крутых разжелобках с уклоном
более ?/в отдельные листы соеди
К, J
\шются одинарными лежачими фальцами, при уклонах же ме-
йее —двойными.
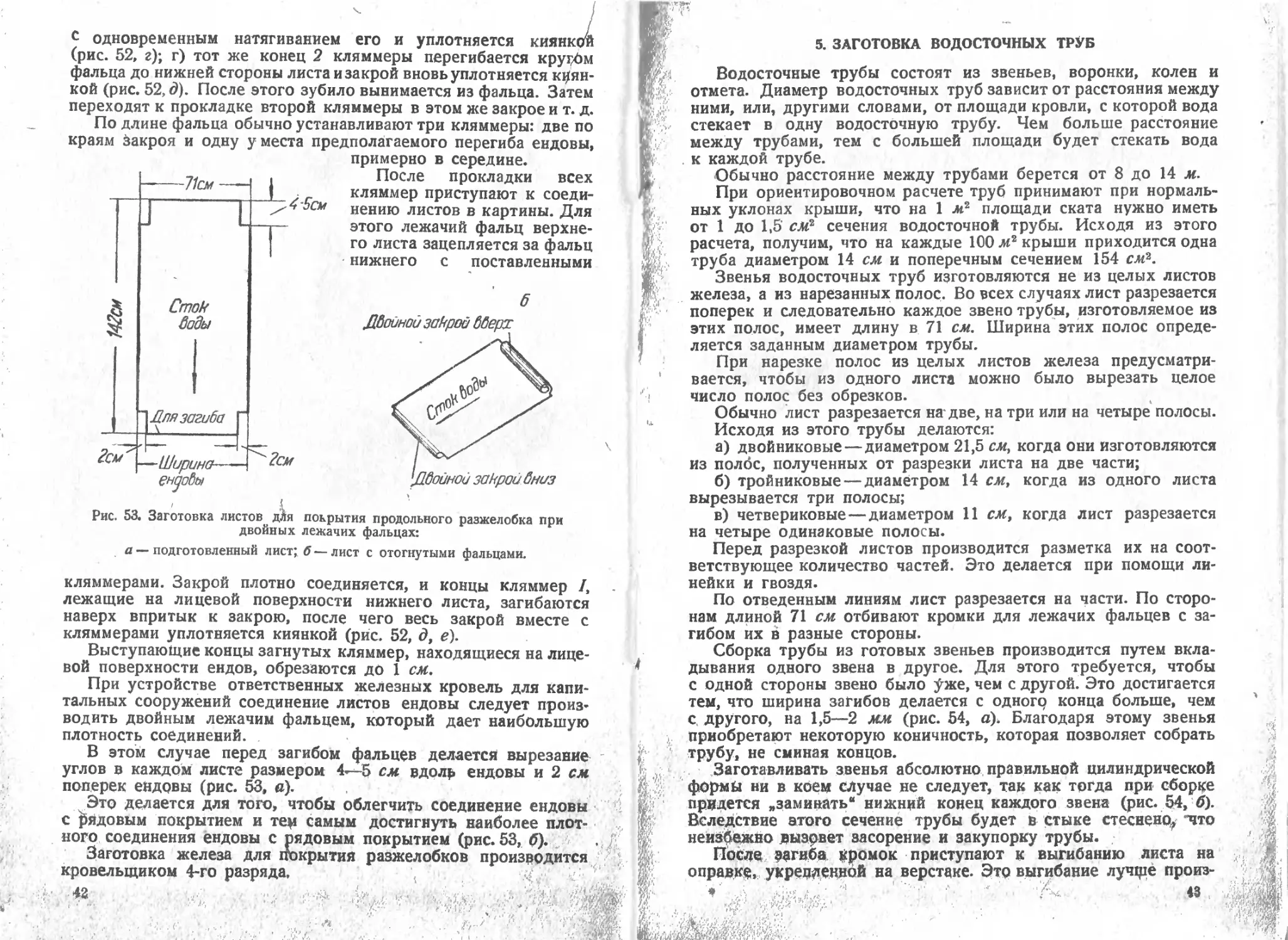
При заготовке листов для продольных ендов (т. е. шириной
70 см) лежачие фальцы отбиваются по коротким сторонам и
должны быть направлены в разные стороны.
При заготовке листов для поперечных ендов (т. е. шириной
140 см) лежачие фальцы загибаются по длинным сторонам и
также должны быть направлены в разные стороны.
В обоих случаях по двум другим сторонам листа, примы-
кающим к рядовому покрытию, отбиваются также лежачие
фальцы, но загнутые уже в одну сторону.
Рис. 52. Соединение листов покрытия разжелобка лежачими фаль-
цами на кляммерах:
а — кляммеры; б — перегиб кляммеры; в — закладка кляммеры под
кромку лежачего фальца; г — перегиб кляммеры поверх фальца;
д — перегиб кляммеры вокруг фальца до нижней стороны листа;
е — уплотненный закрой на кляммерах.
Так как крутые разжелобки бывают обычно глубокими, то
при выгибании ендовы зачастую происходит разъединение за-
кроев^ особенности одинарных, что вызывает при укладке ендов
необходимость их переделки.
Поэтому в целях усиления прочности закроев в них закла-
дываются при соединении листов две-три полоски шириной
1—1,5 см и длиной 8 см, называемые кляммерами (рис. 52, а).
Эти кляммеры заготовляют из рбрезков кровельного железа.
Заготовка их производится половыми ножницами без предвари-
тельной разметки полос, так как неодинаковые размеры клям-
мер существенного значения не имеют, t
Прокладка кляммер в одинарные закрои разжелобков произ-
водится в следующем порядке: а) на расстоянии 3 см от конца
кляммера перегибается (рис. 52, б); б) при помощи зубила клям-
Мёра подсовывается загнутым концом 1 под кромку лежачего
фальц? нижнего по /клону егдовы листа (рис. 52, а); фальц
в месте заложенного вубила уплотняется киянкой, И рубило
оставляется в закрой (зубило на рисунке не показано); в) алой-
ный конец Илялмёрь’ 2 перегибается вправо поверх фальцев
r ' ‘41
"W? ’’'Л’1. • Л!*! ’
с одновременным натягиванием его и уплотняется киянкой
(рис. 52, г); г) тот же конец 2 кляммеры перегибается кругам
фальца до нижней стороны листа и закрой вновь уплотняется киян-
кой (рис. 52, д). После этого зубило вынимается из фальца. Затем
переходят к прокладке второй кляммеры в этом же закрое и т. д.
По длине фальца обычно устанавливают три кляммеры: две по
краям Закроя и одну у места предполагаемого перегиба ендовы,
примерно в середине.
После прокладки всех
кляммер приступают к соеди-
нению листов в картины. Для
этого лежачий фальц верхне-
го листа зацепляется за фальц
нижнего с поставленными
Рис. 53. Заготовка листов для покрытия продольного разжелобка при
двойных лежачих фальцах:
а — подготовленный лист; б — лист с отогнутыми фальцами.
кляммерами. Закрой плотно соединяется, и концы кляммер /,
лежащие на лицевой поверхности нижнего листа, загибаются
наверх впритык к закрою, после чего весь закрой вместе с
кляммерами уплотняется киянкой (рис. 52, д, е).
Выступающие концы загнутых кляммер, находящиеся на лице-
вой поверхности ендов, обрезаются до 1 см.
При устройстве ответственных железных кровель для капи-
тальных сооружений соединение листов ендовы следует произ-
водить двойным лежачим фальцем, который дает наибольшую
плотность соединений.
В этом случае перед загибом фальцев делается вырезание
углов в каждом листе размером 4—5 см вдоль ендовы и 2 см
поперек ендовы (рис. 53, а).
Это делается для того, чтобы облегчить соединение ендовы
с рядовым покрытием и тем самым достигнуть наиболее плот-
ного соединения ендовы с рядовым покрытием (рис. 53, б).
Заготовка железа для покрытия разжелобков производится
кровельщиком 4-го разряда, ц
5. ЗАГОТОВКА ВОДОСТОЧНЫХ ТРУБ
Водосточные трубы состоят из звеньев, воронки, колен и
отмета. Диаметр водосточных труб зависит от расстояния между
ними, или, другими словами, от площади кровли, с которой вода
стекает в одну водосточную трубу. Чем больше расстояние
между трубами, тем с большей площади будет стекать вода
к каждой трубе.
Обычно расстояние между трубами берется от 8 до 14 лс.
При ориентировочном расчете труб принимают при нормаль-
ных уклонах крыши, что на 1 л2 площади ската нужно иметь
от 1 до 1,5 см2 сечения водосточной трубы. Исходя из этого
расчета, получим, что на каждые 100 м2 крыши приходится одна
труба диаметром 14 см и поперечным сечением 154 см2.
Звенья водосточных труб изготовляются не из целых листов
железа, а из нарезанных полос. Во всех случаях лист разрезается
поперек и следовательно каждое звено трубы, изготовляемое из
этих полос, имеет длину в 71 см. Ширина этих полос опреде-
ляется заданным диаметром трубы.
При нарезке полос из целых листов железа предусматри-
вается, чтобы из одного листа можно было вырезать целое
число полос без обрезков.
Обычно лист разрезается на* две, на три или на четыре полосы.
Исходя из этого трубы делаются:
а) двойниковые—диаметром 21,5 см, когда они изготовляются
из полбе, полученных от разрезки листа на две части;
б) тройниковые — диаметром 14 см, когда из одного листа
вырезывается три полосы;
в) четвериковые—диаметром 11 см, когда лист разрезается
на четыре одинаковые полосы.
Перед разрезкой листов производится разметка их на соот-
ветствующее количество частей. Это делается при помощи ли-
нейки и гвоздя.
По отведенным линиям лист разрезается на части. По сторо-
нам длиной 71 см отбивают кромки для лежачих фальцев с за-
гибом их в разные стороны.
Сборка трубы из готовых звеньев производится путем вкла-
дывания одного звена в другое. Для этого требуется, чтобы
с одной стороны звено было уже, чем с другой. Это достигается
тем, что ширина загибов делается с одногд конца больше, чем
с другого, на 1,5—2 мм (рис. 54, а). Благодаря этому звенья
приобретают некоторую коничность, которая позволяет собрать
трубу, не сминая концов.
Заготавливать звенья абсолютно правильной цилиндрической
формы ни в коем случае не следует, так как тогда при сборке
придется „заминать" нижний конец каждого звена (рис. 54, б).
Вследствие этого сечение трубы будет в стыке стеснено^ "что
неизбежно дызрвет засорение и закупорку трубы.
После загиба промок приступают к выгибанию листа на
оправке, укрепленной на верстаке. Это выгибание лучфе произ-
водить на круглой оправке (круглое железо, газовая труба и т. п.),
чтобы на железе не оставалось замятии от острых углов оправки.
Держа руками лист за отогнутые кромки, кладут его на
оправку таким образом, чтобы длинная сторона листа была на-
правлена параллельно оправке. Легким нажимом рук на лист
вниз выгибают его.
Передвинув лист по оправке на 2—3 см и вращая его около
оправки, опять легко нажимают на него руками и сгибают его.
Это действие повторяют до тех пор, пока лист не примет надле-
Рис. 54. Заготовка звеньев водосточных труб:
а — заготовка листа для водосточной трубы; б — неправильное
соединение звеньев; в — одинарное звено; г — двойное звено;
д — соединение звеньев. t
жащую форму. После этого загнутые кромки листа соединяются
друг с другом и уплотняются на той же оправке ударами киянки.
Звенья водосточных труб бывают одинарные (рис. 54, в) и
двойные (рис. 54, г). /
При заготовке двойных звеньев нарезанные листы предвари-
тельно соединяются короткой стороной в картину с такии рас-
четом, чтобы закрой соединения был направлен по течению воды
(рис. 54, д). Заготовленная картина выгибается в цилиндр, кромки
соединяются лежачим фальцем и уплотняются.
При выгибании Картин в цилиндры малых диаметров в неко-
торых случаях происходит раскрытие соединительного закроя,
так как здесь закрой изгибается по крутой кривой.
Вследствие этого двойные звенья делаются обычно при "‘вы-
делке труб большого диаметра—21,5 см. Надо иметь н виду,
что водосточные трубы с внутренней стороны не окрашиваются,
между тем эта сторона подвергнута непосредственному воздей-
ствию воды. Поэтому листы, идущие на заготовку труб, должны
быть проолифлены особо тщательно.
Более практичными являются трубы из оцинкованного же-
леза.
Для монументальных зданий такие трубы, колена и воронки
делаются не на постройке, а в специальных мастерских машин-
ным способом.
На рис. 55 изображена водосточная труба машинного изгото-
вления с фигурным отметом; поверхность трубы в этих слу-
чаях бывает обычно рифленая,
что придает ей более красивый
вид и большую жесткость.
Звенья водосточных труб из-
готовляются кровелыциком^З-го
разряда.
Для обхода выступающих
частей стены (карнизов, поясков
и т. п.) направление водосточных
труб может меняться под раз-
ными углами.
Чтобы соединить прямые ча-
сти трубы в местах их перелома,
делают короткие цилиндриче-
ские вставки, называемые коле-
нами. Очевидно, что диаметры
колен должны быть равны диа-
метру примыкающих к колену
звеньев. Поэтому эти колена
изготовляются из полос той же
ширины, ЧТО И звенья трубы. Рис. 55. Рифленая водосточная труба
Перед изготовлением колена с ФИГУРНЫМ отметом.
делается выкройка из толстой
бумаги или из картона. Прежде всего надо определить угол
наклона колена к прямой части водосточной трубы. Этот угол
обычно указывается в чертеже. Но в практике бывают случаи,
когда колено требуется сделать по месту. Тогда берется про-
волока диаметром 3—4 мм и длиной 1—1,5 м, которая и выги-
бается по натуре по всему контуру колена. По полученному
шаблону вычерчивают боковой вид звена, а по нему опреде-
ляют все размеры колена. Части колена обычно образуют угол
в пределах от 112° до 135°. Допустим, что требуется сделать
колено трубы диаметром в 14 см с углом наклона 135° (рис. 56).
Для выкройки берется лист бумаги или картона длиной,,
равной 5-кратному размеру диаметра колена, и шириной
40—50 см. ’ > '
В нашем случае для выкройки надо взять лист размерами
14X5 = 70 см на 40 см (рис. 57). В нижнем углу его слева вы-
черчивают колено заданных размеров в натуральную величину.
Рис. 56. Шаблон ко-
лена.
Вверху этого рисунка из центра на оси колена вычерчивается
с помощью циркуля окружность диаметром 14 см. Получим
очертание поперечного сечения колена.
Эта окружность делится на четное количество равных частей
(чем больше берется этих частей, тем точнее будет построение).
Разделим окружность на восемь частей.
Точки деления отмечаем цифрами 7, 2,
5,..., 8. Из этих точек, расположенных на
окружности, проводят при помощи линейки
отвесные прямые вниз до пересечения с на-
клонной линией АБ. Эти отвесные линии (на
чертеже изображенные пунктиром) дадут на
линии АБ вместо восьми точек только пять,
так как точки на окружности 2 и 8, 3 и 7,
а также 4 и 6 находятся на одних и тех же
прямых и при перенесении их на линию АБ
каждая пара этих точек сольется в Одну.
Полученные на линии АБ точки пересечения обозначаются
теми же цифрами, но со значком Г 2’ (8'), 3' (7'}, 4' (6') и 5’.
Далее на правой стороне листа прочерчивают, как продол-
жение верхнего края колена, прямую линию ВД длиной, равной
диаметру колена, умноженному на число Зг/7 или 3,14 (вели-
чина тс, выражающая отношение длины любой окружности
к диаметру). , ’ '
В нашем случае эта длина ДД==14 смХ 31/7«=44 см.
Линию ВД делят на столько же равных частей, на сколько
ранее была разделена окружность, т. е. а нашем случае на
восемь частей. »,
Начальную и конечную точки этой прямой обозначают той же
цифрой, что находится под шейкой колена, т. е. в нашем слу-
чае цифрой 1. Остальные точки деления прямой ВД нумеруют
в той же последовательности, как и на окружности, начиная
счет от цифры 1 и идя по кругу по ходу часовой стрелки (в на-
шем случае 1, 2, 3, 4, 5, 6, 7, 8 и снова 1).
Из этих точек 2, 3, 4 и т. д. на прямой ВД с помощью ли-
нейки прочерчивают вниз отвесные прямые, строго параллель-
ные между собой. На полученных вертикальных линиях из то-
чек, расположенных на прямой ВД, откладывают циркулем или
мерками расстояние между точками 5 и 5', 4 (6) и 4' (6'), 3 (7)
и 3' (7') и т. д. Соединяя найденные точки плавной кривой, по-
лучим ту линию, по которой надо разрезать железо, чтобы края
нижнего звена колена точно совпали с
краями верхнего звена по линии их
соединения.
При соединении отдельных звеньев
колена может получиться, что продоль-
ный шов одного звена совпадет с про-
46см
Рис. 58. Выкройка патрубка колена:
а — готовая выкройка; б — разметка звеньев на листе железа.
ff-ascM
.сПсм азслс.
Выкройка 7 эбена
d'lCM
Выкройка гэбена
Выкройка 3 эбена
дольным швом прилегающего звена. В этом случае в одном месте
сойдутся четыре угла и достигнуть плотного соединения их будет
невозможно. Кроме того по всей длине колена будет сквозной
продольный шов. Во избежание этого кривую линию 1, 2, 3,...»1
смещают на одно-два деления в сторону и строят линию об-
реза по точкам 2', 3',..., Г.
С каждой боковой стороны выкройки следует прибавить
по 1—1,5 см на загиб кромок для лежачих фальцев, а по кри-
вой линии дать запас в 0,5 см на отбивку закроев для соеди-
нения с нижним звеном колена (рис. 58, а).
Сделав Нее указанные построения, выкройку вырезают, пе-
реносят на лист железа и по полученному контуру производят
заготовку шаблонов.
Заготовленная по этому шаблону верхняя часть црлена на-
зывается патрубком. Высота патрубка особого значени^ве имеет;
обычно она равна 15—20 см. В нашем случае высота патрубка
15 см.
Для изготовления
всех звеньев заданного
колена (рис. 56) доста-
точно иметь только
одну выкройку, сде-
ланную для одного
соединения колена. Это
объясняется тем, что
все звенья колена име-
ют обычно один и тот
же угол наклона к
горизонту.
На рис. 58, б пред-
ставлена разметка всех
звеньев заданного ко-
лена.
Более простой, но
менее точный способ
вычерчивания выкрой-
ки для колен заклю-
чается в следующем.
Положим, что требует-
ся сделать выкройку
для обходного колена
водосточной трубы
диаметром 21,5 см
(рис. 59). Размеры ли-
ста для изготовления
колена будут следую-
щие: длина равна диа-
метру трубы, умно-
женному на 3,14, т. е..
21,5 см >< 3,14==67,Ъсм,
а ширина — по зада-
нию. К этим размерам
надо прибавить запас
на фальцы, а именно: по
длине листа — 2—3 см,
по ширине для патруб-
ка— 0,5 ог, а для про-
межуточного звена ко-
лена —1,5 см. На листе
железа, картона или
фанеры вычерчивается
в натуральную вели-
чину заданное колено. >
Рядом строятся два
равных прямоугольни- г
ка 1 и 2. Углы э^их
прямоугольников ’ сб-
48
единяются прямыми (диагоналями) аб и вг, гд и бе. По получен-
ным пяти точкам в, с, г, ж, д кривая заданного звена колена
строится на-глаз (рис. 59).
По сделанной выкройке вырезают все звенья для заданного
колена.
Правильность выкройки перед резкой железа проверяется
следующим образом. По выкройке вырезывается и изготовляется
одно цилиндрическое звено.
Обрезанная по кривой сторона
звена прикладывается к совер-
шенно ровной плоскости (стол,
Доска, верстак). Если края звена
до всему контуру плотно сопри-
касаются с плоскостью, значит
выкройка расчерчена правильно
(рис. 60) В противном случае вы-
кройку следует переделать. В це-
лях экономии железа нарезку
Звеньев для колен необходимо Рис. 60. Проверка правильности среза
производить обдуманно с таким колена,
расчетом, чтобы из одного листа
“ железа получалось наибольшее количество звеньев. Для этого
следует найти такое положение выкройки, при котором из листа
получилось бы
СтскОооы
Рис. 61. Соединение
частей колена:
а—-одинарная кромка;
б— двойная кромка.
наибольшее количество звеньев и наименьшее
количество обрезков. *
После заготовки шаблонов приступают к
соединению частей колена.
По коротким сторонам шаблона загибают
кромки для лежачих фальцев, затем полоса
сгибается в цилиндр и кромки соединяются
взакрой. Таким же образом изготовляется и
второе звено колена.
Далее приступают к загибу кромок по
длинным сторонам для так называемого гур-
тика, посредством которого соединяют между
собой отдельные звенья колена.
В верхнем звене колена загибают одинар-
ную кромку, в нижнем — двойную (рис. 61).
Загиб этих кромок производится на же-
лезном бруске малым железным молотком.
Готовое звено укладывается на бруерк таким образом, чтобы
край его свешивался с бруска на 4—5 мм (рис. 62, а).
Легкими ударами молотка отгибают края звена под углом,
несколько меньшим прямого (рис. 62, б). В нижнем звене Ко-
ленд таким же образом отбивается большой одинарный фальц
в 8-ЦО мм.
На этих фальцах на ширине 4—5 мм делаются вторичные
стоячие загибы, которые образуют гнездо для малого закроя,
расположенного выше пО стоку воды звена (рис. 62, а). Затем
прикладывают одно звено с малым фальцем к другому с боль-
> Ж1 > у.-V 1'. .
i.4
шим фальцем так, чтобы очертания труб совпали (рис. 62, г).
Острым концом молотка большой фальц пригибают к корот-
кому и легкими ударами уплотняют на железном бруске соеди-
нение закроя (рис. 62, д).
Для усиления гуртика уплотненные фальцы сваливаются под
шейкой на корпус колена (рис. 62, е). Загибание фальцев и со-
единение их нужно производить очень аккуратно легкими уда-
рами молотка, наблюдая за тем, чтобы фальцы были по всей
длине одинаковой ширины и не лопались при отбивке.
Рис. 62. Последовательность операций при соединении частей колена:
а и б — отбивка фальца; в — вторичный загиб большого фальца; г — соединение
звеньев; д — уплотнение гуртика; е — свалка гуртика.
Описанным способом изготовляются’ колена, имеющие по
одному стыку в месте поворота звеньев. Такие колена назы-
ваются одновязочными.
В двухвязочном колене поворот, совершается более плавно
посредством ввода промежуточного звена (рис. 63).
Для изготовления колен подобного типа достаточно сделать
выкройку только для среднего (промежуточного) звена.
Вычерчивание выкройки для среднего звена сходно с вычер-
чиванием выкройки простого колена. Разница лишь в том, что
в этом случае расстояние от линии ЕЕ до искомых точек кри-
вой откладывается не по одну сторону от линии ЕЕ, а по обе
стороны (рис. 63).
Верхние и нижние звенья изготовляются по тем же кривым
АБ и ВГ, что получились в выкройке промежуточного звена.
Высоты же АВ и ДД, определяющие длину среднего звена, бе-
рутся по заданным размерам.
Разметка тройникового двухвязочного колена на листе .же-
леза показана на рис. 64.
Одно- и двухвязочные колена обычно не применяются при
устройстве обходных колен около сильно выступающих частей
Здания (например карнизов) главным образом по архитектурным
соображениям. В таких случаях применяются так называемые
многовязочные или наборные колена, состоящие из пяти, десяти
и более звеньев (рис. 65).
гис. оз. Двухвязочное колено с промежуточным звеном:
а — общий вид колена; б — вычерчивание выкройки.
Вычерчивание выкройки для промежуточных звеньев много-
вязочного колена производится в основном по тем же принци-
пам, что и для двухвязочных колен.
Рис. 64. Разметка звеньев Рис. 65, Многовязочцое или наборное
двухвязочного колена. колено.
« ' ' ' I '
Весь переход осуществляется двумя многовязочными коле-
нами, между которыми располагается прямая вставка* Заданный
угол Л, взятый Из чертежа или по обмеру в натуре, делится на
несколько частей в зависимости от желаемой степени плавности
перехода. В нашем примере угол делится на четыре части.
Все дальнейшие построения показаны на рис. 66.
Изготовление простых и двухвязочных колен с разметкой
железа производится кровельщиком 4-го — 5-го разряда.
ZSd—-
175см
^Q75cf.
12-15С*
Рис. 67. Водосточная воронка:
а— ободок; б — конус или лейка; в —• стакан.
Рис. 66. Вычерчивание выкройки наборного колена.
Верхний конец водосточной трубы заканчивается воронкой,
которая служит для приема стекающей с крыши воды и напра-
вления ее в ствол во-
досточной трубы.
Воронка состоит из
трех частей: верхней
а — ободка или оби-
чайки, средней б — ко-
нуса или лейки й ниж-
ней в —стакана. Раз-
меры всех частей во-
ронки определяются в
зависимости от диа-
метра водосточной
трубы, для которой
изготовляется воронка
(рис. 67).
заготовки конуса* Раз-
водостбчной трубы: диа-
Изготовление воронки начинают с
меры конуса определяют по диаметру
метр нижнего основания конуса равен диаметру т
52 "
верхнего основания — в 2,5 раза больше диаметра трубы, а вы-
сота конуса в 1,25 раза больше диаметра той же трубы. Вы-
сота конуса определяет крутизну наклона стенок, поэтому, если
требуется сделать воронку более крутой, указанное выше соот-
ношение повышается до 1,50.
Предположим, что требуется изготовить воронку для трубы
диаметром 14 см. Исходя из этого, определяем размеры конуса:
нижний диаметр конуса равен диаметру трубы, т. е. 14 см-, верх-
ний диаметр равен 14 ел* X 2,5 = 35 см, а высота конуса равна
14 см X 1,25 = 17,5 см.
а — шаблон конуса; б — вычерчивание выкройки.
По этим размерам на листе бумаги, фанеры или картона
вычерчивается боковой вид конуса в натуральную величину
(рис. 68, а). Линия АБ соответствует верхнему диаметру конуса,
равному 35 см, линия ВГ—нижнему диаметру конуса, равному
14 см, ДЕесть высота конуса, равная 17,5 см.
Линии АВ. и БГ продолжаются вниз до их пересечения в
точке О. Затем на листе железа, предназначенном для изгото-
вления конуса, из какой-либо точки, назовем ее О, циркулем
или при помощи куска веревки очерчиваются две окружности:
одна—малая с радиусом, равным линии л)Г или ОВ, а другая—
большая с радиусом, равным линии ОБ или ОА, взятым на бо-
ковом виде конуса. ' . $
> На большой окружности в любом месте берут точку Б, и от
нее* при помощи бечевки или тонкой проволоки откладывают,
точно следуя по кругу, длину окружности верхнего о?н9ва.нця
конуса. Длинд этой окружности определяется путем умножения
верхнего диаметра конуса, равного в нашем случае 35 см» на'
З1/? или 3,14, так как всякий диаметр укладывается в своей .
окружности 3,14 раза
Следовательно в нашем примере длина верхней окружности
конуса будет равна 35 см X 3,14 = ПО см.
Отложив вту длину от точки Б по окружности, находим
точку А. Точки Б и А соединяются прямыми линиями с цен-
тром окружности, т. е. с точкой О. Часть площади, заключен-
ная по ходу часовой стрелки мейсду БГ и ВА, и есть выкройка
конуса воронки (на рисунке заштрихована). На загибе фальцев
к этой площади прибавляется: по большому кругу — 1 см, по
малому—-0,5 см, по двум остальным прямым линиям — по 1 см.
По намеченным линиям контур вырезается. половыми или руч-
ными ножницами, и полученный шаблон используется для за-
готовки всех конусов данного размера.
Шаблон устанавливают на листе железа таким образом, что-
бы использовать лист наиболее экономно с наименьшим коли-
чеством обрезков. В вырезанном шаблоне по линиям БО и АО
загибаются в разные стороны кромки для лежачих фальцев по
10 мм. Затем теми же приемами, что и при заготовке звеньев
водосточной трубы шаблон сгибается на железном бруске в усе-
ченный конус, один фальц зацепляется за другой, и полученный
закрой уплотняется киянкой. Для изготовления остальных ча-
стей воронки, (ободка и стакана) выкройки не делаются, так
как эти части в развернутом виде представляют собой пря-
моугольные полосы, которые могут быть вырезаны прямо из
листа.
Размеры ободка также определяются диаметром водосточной
трубы: диаметр ободка равен верхнему диаметру конуса, а вы-
сота составляет 0,75 диаметра трубы. В нашем примере диа-
метр ободка будет равен 35 см, высота 14 сму^0,75 = 10,5 см,
а длина окружности ободка 35 глсХ 3;14= ПО^слс.
Следовательно для изготовления ободка заданных размеров
требуется полоса шириной 10,5 см и длиной ПО см. К этим
размерам надо еще прибавить запас на отгиб кромок для фаль-
цев. Снизу ободок должен иметь малый закрой шириной 5 мМ,
а сверху—двойной шириной 10 мм. В некоторых случаях для
увеличения жесткости ободка по верхнему ребру отгибается
поясок шириной 30 мм. По двум коротким сторонам полосы
прибавляют на загиб фальцев по 1 см. Таким образом оконча-
тельные размеры полосы ^келеза будут: длина 110-|-2 = 112 сМ,
ширина 10,5-|-0,5-|-1 (или 3)*==12 (или 14) см.
Верхняя кромка ободка обрабатывается двумя способами:
1) двойной кромкой и« 2) пояском с двойной кромкой.
Первый способ за слючается в следующем: по верхнему краю
вырезанного шаблона на лицевую сторону ободка отгибается
один загиб (кант) шириной 5 мм. По коротким сторонам ша-
блона отбивают лежачие фальцы, направленные в разные сто-
роны. После этого полоса сгибается в цилиндр, короткие сто-
роны соединяются фальцами и полученный закрой уплотняется
кияцкой. Отбитий (верху ободка кант шириной 5 Мм вторично
загибается стоячим фаль цем наружу, почти под прямым углом
к корпусу ободка (рис. 69, а).
Поясок на ободке изготовляется
так: по верхнему краю шаблона от-
бивается двойная кромка 1 с загибом
ее внутрь ободка. После этого потому
же краю, но уже на наружную сто-
рону ободка загибается кромка 2 ши-
риной 3 см впритык к корпусу обод-
ка (рис. 69, б). Затем полоса соеди-
няется короткими сторонами и полу-
ченный закрой уплотняется киянкой.
В некоторых случаях для большей
крепости ободка по верхнему краю
пояска загибается наружу стоячий
фальц 3 шириной 5 мм под прямым
углом к корпусу ободка (рис. 69, а).
Нижняя часть боронки (стакан)
делается высотой 12—15 см незави-
симо от диаметра трубы. Диаметр
стакана в верхней части равен диа-
метру трубы, в нижней же части он
делается на 2—Змм меньше, чтобы
облегчить свободный вход стакана
в верхнее звено водосточной трубы.
Размеры полосы для изготовления
стакана определяются так же, как и
для ободка: длина — путем умножения
диаметра стакана на 3,14, ширина —
высотой стакана, которую берем рав-
ной 12 см.
Следовательно в нашем случае
длина полосы будет равна 14 см %
><3,14 = 44 см.
Прибавляя по 1 см к двум корот-
ким сторонам и к одной длинной на
изгиб фальцев, получим окончатель-
ные размеры полосы: длина 444-
4-2 = 46 см, ширина 124-1 = 13 см.
По коротким сторонам кромки за-
гибаются в разные стороны. Для при-
дания стакану небольшой конусности
ширина этих загибов увеличивается
книзу на 1—2 мм.
Затем полоса сгибается в цилиндр,
короткие стороны соединяются фаль-
цами и закрой уплотняется киянкой.
После изготовления всех состав-
ных Частей воронки приступают к
сборке их в одно целое.
образом
Рис. 69. Способ обработки верхней кромки ободка воронки:
обработка двойной кромкой; б и в — обработка пояском с двойной кромкой.
Сборка производится следующим* / Д L—<
По нижним окружностям ободка и конуса загибаются кромки а
цля. одинарных стоячих фальцев, а по верхним окружностям
конуса и стакана загибаются кромки б для двойных фальцев
(рис. 70). Двойной загиб делается в два приема; сначала
делается отгиб кромки в наружную сторону на ширину 10 мм,
• а затем в этой кромке на ширине 5 мм делают второй загиб,
направленный вверх под прямым примерно углом к первому.
Вставив затем одинарный фальц ободка в двойной фальц ко-
нуса, производят соединение этих двух частей воронки. Легкими
ударами железного молотка по двойному фальцу, положенному
на железный брусок, обжимают одинарный фальц между двумя
загибами двойного. Точно таким же образом соединяется с
Рис. 70. Сборка частей воронки:
а —одинарный фальц 4—5 мм; б— двойной фальц 8—10 'мм,
первый загиб; в —второй загиб; г —обжим одинарного фальца
двойным.
конусом и стакан. Нижний конец водосточной трубы, называе-
мый отметом или отводом, изготовляется точно так же, как и
колена, если диаметр отмета равен диаметру трубы. Между тем
иногда отметы устраиваются с уширением выходного отверстия.
Такие отметы, называемые копытами, более практичны, чем
обыкновенные, так как при них труба лучше освобождается от
льда, снега и т. п.
Вычерчивание выкройки такого отмета изображено на рис. 71.
На листе бумаги, картона, железа вычерчивается боковой вид
копыта.
.. Нижняя грань Ов и верхняя аб продолжаются до пересече-
ния в точке С. От этой точки откладывается линия Со, рав-
ная СО. Радиусом, равным половине длины линии 08, вычерчи-
вается половина окружности, которая делится на любое четное
число частей, в нашем примере на 8. Точки 1, 2, 3,...,7 соеди-
няются прямыми с точками С Далее переходят к построению
выкройки копыта.
Радиусами, равными С8, Са, Сб и Св, вычерчиваются четыре
дуги О—О. fl—-fl, б—б и в—в. На дуге О—О от точки д в обе
стороны откладываются деления 0—1, 1—2, 2—3,..., 7—8,
равные тем же делениям на полуокружности на рис. 71,6.
Полученные точки /, 2, 3,...»8 соединяются прямыми с цен-
тром С. На этих прямых от точки С сначала откладываются
расстояния, взятые на рис. 58,б и равные СГ, С2', СЗ',...»
C8f, а затем расстояния, равные СГ', СТ, СЗ",..., С8". По-
Рис. 72. Вычерчивание выкройки „копыта" по десяти точкам.
лученные точки Г, 2', 3',...J8' и Г', 2", 3",...,8" соединяются
плавными кривыми.
К полученному контуру прибавляется запас' на загиб фаль-
цев по 1|риА(рис. 71, б—заштрихованная часть).
Рис. 73. Выкройка лотка:
а —»вычерчивание выкройки; б — прикрепление лотка к опалубке
f ‘ "" " крыши.
Опытные кровельщики обычно не производят столь сложных
построений, а вырезают выкройку по десяти точкам, из кото-
рых 3-я, 4-я, 7-я и 8-я точки определяются путем деления линий
аб и вг примерно пополам (рис. 72).
"‘1
Для стока воды из настенных желобов в воронку устраи-
вается лоток, который устанавливается в специальных вырезах
настенного желоба. Для изготовления лотка из’ железа выре-
зается выкройка, изображенная на рис. 73, а.
Ширина выходного отверстия лотка должна быть не менее
диаметру трубы, длина определяется по месту (обычно 20—
40 см). ’
От. точек а и б, находящихся на расстоянии, равном диа-
метру трубы, при помощи линейки прочерчиваются линии ав и
бг до пересечения с верхним основанием лотка.
От точки в и г откладываются расстояния Б,
равные примерно высоте настенного желоба, а от
точки а и б — по 3—4 см. После этого выкройка вы-
резается. Треугольные части В и Г отгибаются вверх
по поперечным линиям ав и бг, образуя прямоуголь-
ный лоток. Край лотка Д подводится под настенный
желоб, против прореза в нем, и прибивается к опа-
лубке 75-ли/ гвоздями. Кромками дв и гж лоток
прикрепляется к вырезанным краям настенного же-
лоба (рис. 73, б). Края лотка де, ез и зж обраба-
тываются для жесткости уплотненными лежачими
* кромками.
Кроме круглых водосточных труб в строитель-
ной практике применяются также трубы квадратного
сечения (рис. 74).
Так же, как и при круглых водосточных трубах,
звенья этих труб делаются длиной 142 см и с неко-
торой коничносгью, облегчающей их сборку. Это
достигается тем, что ширина загиба фальцев де-
лается с одного конца шире, чем с другого, при-
мерно на 1,5—2 мм. Квадратные трубы собираются
обычно из отдельно заготовленных граней с отби-
тыми фальцами. Грани в свою очередь изготовля-
ются из нарезанных полос железа такой ширины,
чтобы при вырезке из целого листа железа не оставалось обрез-
Поперечный
разрез трубы
9
&
Рис. 74. Во-
досточная
труба ква-
дратного се-
чения.
ков. . ?•
Обычные размеры сечения квадратных труб — 12X10 и 12 X
/ X 15 см. Соединение граней между собой делается одинарным
лежачим фальцем. Колена квадратных труб делаются по задан-
ным углам и радиусам. Положим, что угол колена задан 75®,
а длина радиуса — 60 см (рис. 75, а), х
, ' Длина дуг I—I и II—II в развернутом виде определяется
шнуром нли по правилам геометрии по формуле:
/ 3,14-2*60
L‘ 360
* * I
V < * ‘ЙЯ
где 60—длина радиуса, -360*-число градусов В окружности,
а 75—число градусов в заданной'дуге.
Величины 3,14, 2 и 360—постоянны для всех случаев*
Л5' -х '
' : Л, " / ' •‘U _ 4
На рис. 75,6 и в показаны развертка граней колена и об-
щий вид колена.
Рис. 75. Колено квадратного сечения.
ГЛАВА V
УКЛАДКА НА МЕСТО ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ ПОКРЫТИЯ
1. ОБРЕШЕТКА ДЛЯ ЖЕЛЕЗНОЙ КРОВЛИ
Нагрузка от кровли на стропильные конструкции передается
через обрешетку. Обрешетка состоит из деревянных брусков,
которые укладываются по стропильным ногам на определенном
между собой расстоянии.
Назначение обрешетки заключается в том, чтобы распреде-
лить равномерно нагрузку от кровли по стропильным конструк-
циям и вместе с тем предохранить кровлю от прогиба под дей*
ствием этих нагрузок.
Надо иметь в виду, что прогиб железной кровли, даже не-
значительный, ослабляет уплотненность закроев и гребешков,
вызывает раскрытие их, что приводит к протеканию кровли и
быстрому разрушению покрытия. Очевидно, что долговечность
кровли в большой степени зависит от правильности устройства
обрешетки.
Поэтому перед укладкой железных листов на крышу кро^
вельщик обязан тщательно проверить, как выполнена обрешетка;
это тем более необходимо, что не все плотники знают, каким
требованиям должна удовлетворять обрешетка.
Размер поперечного сече-
ния решетки зависит от рас-
стояния между стропильными
ногами. При обычном рассто-
янии между стропилами в z м
обрешетка устраивается из
брусков квадратного сечения
размером 50X50 мм.
Бруски могут быть заме-
нены горбылями толщиной не
менее 40 мм, а также распй-
Рис. 76. Обрешетка из горбылей.
ленными пополам жердями
Толщиной 80 мм (рис. 76). Горбыли и жерди должны быть хорошо
Очищены от коры.
Какой бы материал ни был употреблен на обрешетку, необ-
ходимо соблюдать условие, чтобы верхние поверхности отдель-
ных решетин по всему скату находились в одной плоскости.
в свету не должно превы-
шать 20 см. При таком рас-
положении обрешетин нога
взрослого человека, идущего
по крыше поперек направле-
ния решетин, будет опираться
на две решетины, и листы же-
леза не будут прогибаться
под его тяжестью (рис. 77).
Если жё человек идет
вдоль решетин, листы железа
не будут полностью обеспе-
чены от продавливания. По-
этому при сооружении капи-
тальных крыш следует устра-
ивать решетку не из одних
брусков, а с укладкой 50-лмг
досок под каждый лежачий
Расстояние между брусками
Рис. 77. Схема расположения брусков
обрешетки.
фальц с тем, чтобы дать фальцу прочную опору на всем его
протяжении.
Исходя из длины листа железа 1,42 м и учитывая загиб ли-
стов в стыках, получим, что расстояние между лежачими фаль-
ШШИ равно 1,38—1,40 л<; на таком расстоянии (между центрами)
друг от друга и должны укладываться доски.
Общий вид такой обрешетки изображен на рис. 78. В каждом
пересечении со стропильной ногой решетина должна быть
плотно пришита, одним 100— 125-мм гвоздем.
Стыки решетин должны приходиться над стропильными но-
гами и распределяться ^вразбежку таким образом, чтобы на
’* ' ? ‘ "X.. ' К'. , ....
Одной стропильной нбге не располагалось несколько стыков под
ряд.
Обрешетка разжелобков, свесов, конька, всех выступающих
ребер, а также у брандмауеров и дымовых труб должна быть
Рис. 78. Обрешетка с укладкой досок под ле-
жачими фальцами.
выполнена не из брусков,
а из досок толщиной
50 мм.
Эта обрешетка устраи-
вается следующим обра-
зом. х
По коньку и всем вы-
ступающим ребрам дол-
жно быть уложено по
одной доске шириной
18—20 см с каждого ска-
та. Доски сплачиваются
между собой не по вер-
тикальному шву, апо на-
клонному (рис. 79).
Вдоль карниза укла-
дывают несколько досок
на ширину не менее 70 см
для настенных желобов (рис. 80). Крайние доски, называемые
отливными, должны быть закруглены
на 5 см. При покрытии, выполняемом
без настенных желобов, достаточно
иметь одну отливную доску шири-
ной 18—20 см. Иногда концы стро-
пильных ног не доходят до края свеса,
так что к ним невозможно прибить
и выпущены не менее чем
Рис. 79. Обрешетка конька:
а — правильный способ; б—непра- Рис. 80. Обрешетка свеса по
вильный способ. Кобылкам.
нижние доски обрешетки. В таких случаях концы ног искусственно
удлиняются путем‘пришивки к ним крбылок (обрезков досок)
толщиной не менее 63 мм (рис. 80).
В разжелобках средняя доска должна перекрывать ребро
< ' •• . ; * *.....................................
разжелобка (рис. 81). В обе стороны от средней доски уклады
Вают по 3—4 доски. Вокруг дымовых и вентиляционных тр}б —
по одной доске. Если ширина трубы поперек ската более 80 см.
тогда для отвода воды от тр;
устроены раскрытии (рис. 82).'
сок вдоль грани, обращенной
обрешетки вокруг ды-
мовыхтруб необходи-
мо, чтобы дерево не до-
ходило до стенки ды-
мохода на 5 см.
У брандмауеров, парапе-
тов и других выступающий
сверх крыши частей здания
доски должны быть уложены
на ширину 30 см. Верхняя
гбы должны быть кроме того
Они устраиваются из 25-cjk до-
к коньку. При устройстве
Рис. 81. Обрешетка разжелобка и
свеса.
Рис. 82. Обрешетка ската около труб
с устройством раскрышки.
поверхность дощатой обрешетки во всех случаях должна нахо-
диться в одной плоскости с обрешеткой скатов.
Примыкание горизонтальных рядов обрешетки из брусков
к дощатой обделке разжелобков и ребер выполняется в четверть
(рис. 81).
2. ПОКРЫТИЕ КАРНИЗА
После осмотра обрешетки и устранения обнаруженных в ней
дефектов приступают к покрытию кровли. Покрытие кровли
начинают с карниза. Вдоль карниза к обрешетке прибиваются
костыли, поддерживающие свесы покрытия карниза. Концы
костылей должны выступать за край обрешетки карниза на
одинаковую величину, чаще всего на 20 см.
С этой целью делается предварительная разметка: в двух
крайних точках свеса прибивают по одному костылю, распола-
1гая их Таким образом, чтобы концы! костылей свешивались за
край обрешетки на заданную величину спуска (рис. 83). Между
этими двумя костылями натягивается шнур, который и опреде-
ляет положение костылей по всей длине свеса. Костыли распо-
лагаются на расстоянии 70 см
один от другого. Места располо-
жения костылей отмечаются
мелом.
После этого на отмеченные
места кровельщик укладывает
костыли, следя за тем, чтобы
выступающие края костылей со-
впадали с натянутым шнуром.
Прибив костыли по всей дли-
не ската, приступают к покры-
Рис. 83. Установка кос ылей. тию карниза. Заготовленные кар-
тины или отдельные листы
(смотря по тому, как производилась заготовка железа) раскла-
дываются по обрешетке вдоль карниза впритык друг к другу.
Края картин с отворотной лентой располагаются не на обре-
шетке, а на весу во избежание смятия загиба капельника. Ле-
жачие фальцы картин соединяют и каждое соединение уплот-
няют киянкой.
Рис. 84. Общий вид спуска (свеса) на костылях.
/
Соединив картины в полосу по всей длине свеса, кровель-
щики, передвигая полосу, укладывают ее на костыли таким
образом, чтобы край свеса с отворотной лентой надвинулся на
выступающие концы костылей. Загиб ленты по всей длине
железной полосы должен плотно охватывать костыли.
После этого уложенная полоса хорошо натягивается и край
ее, обращенный к'рядовому покрытию, прибивается к обре-
шетке 50-лмг гвоздями. Гвозди располагаются через 40 см один
от другого. В последующем головки этих гвоздей должны быть
обязательно закрыты настенными желобами (рис. 84).
Покрытие карниза должно производиться звеном из двух
кровельщиков 5-го н 3-го разрядов. Подача материалов (железа,
гвоздей, костылей) на крышу производится заранее особыми
Подсобными рабочими; занесенные на крышу картины уклады-
ваются вдоль свесов по всему периметру здания. Перед подъе-
мом на крышу заготовленные листы соединяются на верстаке в
двухлистные картины.
3. УКЛАДКА НАСТЕННЫХ ЖЕЛОБОВ
После покрытия карниза приступают к укладке настенных
желобов. Настенные желоба укладываются вдоль ската по уло-
женному покрытию карнизов с уклоном к водосточным трубам
от 1:20 до 1:10.
Рис. 85. Разметка настенного желоба на спуске.
Для опоры желобов поверх уложенного покрытия свесов
прибиваются особые крючья с предварительной разметкой их
расположения. Для этого находят середину расстояния между
водосточными трубами (рис. 85). В нашем примере эта середина
находится на расстоянии 15:2 = 7,5 м от точек а и б. Допустим,
что уклон жалоба задан в Тогда подъем желоба, или рас-
стояние от высшей точки его до низшей, составит 750:15 = 50 см.
В начале и конце каждого 15-лг участка, немного отступя
от центра воронки (на 15—20 см), укрепляют первые крючки
на расстоянии 10—15 см от края свеса. Крючки прибиваются
к обрешетке двумя или тремя гвоздями. Третий крючок укре-
пляется в центре подъема желоба на расстоянии от края свеса,
равном 10—(15) от 7,5 м,т. е. на расстоянии 10 —(15) +
+ 50 =! 60 или 65 см.
V По этим трем крючкам натягивают намеленный шнур, отби-
вают линии ав и бв, по которым и прибивают все остальные
Крючья на расстоянии 70 см друг от друга (рис. 86).
После установки крючьев приступают к укладке заготовлен-
ных листов (иди картин) желоба.
Первая картина укладывается, начиная от воронки. Положе-
ние второй картины желоба определяется положением первой
картины, Отворотная лента нижележащей картины заводится в
отворотную ленту вновь укладываемой, затем картины соеди-
няются лежачими фальцами, направленными по стоку"воды, т. е»
к воронке.
После проверки правильности прилегания желоба к крючьям
соединенные закрои плотно сбивают киянкой, подкладывая под
закрой железную полоску. Выгнутые части желобов соеди-
Рис. 86. Установка крючьев для настенных желобов.
Рис. 87. Способы укрепле-
ния настенного желоба к
крючьям.
няются лежачими фальцами при помощи легкого железного
молотка, чтобы не смять желоба.
Для большей жесткости краев желоба они загибаются наружу
и надеваются отворотной лентой или закатанной проволокой на
крючья (рис. 87 а, б}.
Крючья, применяемые при укладке настенных желобов, бы-
вают различной формы^
Крючья, изображенные на рис. 88, а,
соединяются с желобом при помощи
заклепок б длиной 10 мм и диаме-
тром 5 мм. Крючья имеют три отверстия,
два из которых находятся на прямой
части крюка, а третье—в верхнем за-
гнутом конце его; оно служит для скре-
пления крючка с желобом посредством
заклепки. Пробойником в желобе про-
бивается отверстие, соответствующее
отверстию в крюке. В отверстие вста-
вляется заклепка, под головку ее подставляется тяжелый моло-
ток и ударами легкого молотка по другому концу ее расклепывают,
плотно прижимая загнутую часть желоба к крюку.
Такой способ укрепления желоба наиболее практичен.
< Применяются также крючья с оттянутыми концами (рис. 88,
В них только два отверстия, расположенных на прямой нести
«* •>? -• йг 1
крючка. Такой крючок скрепляется с желобом, загибанием верх-
него утоненного конца вокруг кромки желоба внутрь (рис. 87, в, г).
Загибание производят двумя молотками: тяжелым молотком
поддерживают крюк вместе с желобом со стороны конька
крыши, легким молотком — загибают оттянутый конец крючка
под прямым углом. После этого тяжелым к олотком подпирают
крюк с внешней стороны желоба и ударами легкого молотка
загибают отогнутый конец крючка вокруг кромки желоба, плотно
обжимая закатанную проволоку или отворотную ленту. Этот
Способ проще клепаного соединения, но менее надежен, так как
при очистке желобов от снега и льда торчащие тонкие'концы
крючьев легко отгибаются и обламываются, и закрои листов,
образующих желоб, разъединяются.
ь
Рис. 88. Крючья для укрепления настенных желобов.
Укладка настенных желобов, как правило, должна произво-
диться одновременно с покрытием карниза. Работы произво-
дятся звеном из трех человек; два кровельщика укладывают
спуски, а третий вслед за ними — настенные желоба.
При скоростном строительстве и при больших объемах ра-
бот настенные желоба заготавливаются заранее на строитель-
ных дворах и завозятся на строительную площадку' в готовом
виде. Отдельные звенья должны иметь четкую маркировку, что
значительно облегчает и ускоряет сборку желоба на крыше.
4. УКЛАДКА ПОДВЕСНЫХ ЖЕЛОБОВ
Подвесные желоба устраиваются большею частью при толе-
вых, черепичных и деревянных крышах.
Укладка подвесных желобов начинается с прибивки к опа-
лубке поддерживающих крючьев, изображенных на рис. 49,6.
Крючья прибивают на расстояний 70 см один от другого.
В случае устройства подвесных желобов отдельно от кровли
(без свесовой части) крючья прибиваются к нижней поверх-
йости отливной дбски (рис. 89) и, наоборот, при укладке же-
лоба со свесовой частью крючья прибиваются к опалубке сверху
(рис. 49 6). Этим создается уклон подвесного желоба.
Укладка желоба в обоих случаях начинается от воронки.
В тех местах, где желоб соприкасается с крючьями, пробойни-
ком пробиваются два отверстия в верхних краях желоба с обеих
сторон крючка.
Через эти отверстия пропускается печная отожженная про-
волока диаметром 1,6—2 мм. Посредством этой проволоки же-
лоб плотно прикрепляется к крючьям по всей длине.
Рис. 89. Навеска подвесного желоба без свесовой части.
Укладка самостоятельного подвесного желоба, не связан-
ного с кровлей, производится по специальным ухватам или
Рис. 90. Подвесной желоб на
рогачах.
рогачам (рис. 90).
Рогачи забиваются в стену зда-
ния на 20—25 см ниже отливной
доски. Сначала устанавливают два
рогача: один у воронки, другой у
центра подъема желоба. Места за-
бивки рогачей определяются задан-
ным уклоном. Натянув шнур между
этими рогачами, определяют места
расположения всех остальных рога-
чей, устанавливаемых через 70 см.
Укрепление желоба к рогачам про-
изводится печной проволокой. Под-
весной желоб на рогачах совершенно
не связан с кровлей и его можно
х ремонтировать, не затрагивая кровли.
Укладка подвесных желобов производится кровельщиками
4-го разряда.
5. ПОКРЫТИЕ СКАТОВ КРЫШИ
После покрытия карниза и укладки настенных желобов
приступают к рядовому покрытию скатов крыши.
Заготовленное на верстаке железо в картинах поднимается
на крышу и раск/адывается по скату рядами.
Раскладку картин в большинстве случаев начинают с пра-
вой стороны крыши и ведут пр направлению от конька к свесу,.
При этой раскладке большие стоячие фальцы всегда будут
находиться с правой руки мастера. *
При щипцовых кровлях первый ряд укладывается по фрон-
тону, т. е. начиная от щипцовой стенки. При шатровых-кров-
лях первый ряд картин укладывается, начиная от края конька.
Пои покрытии щипцовой кровли первый ряд, располагаемый
по фронтону, укладывается с перепуском большого стоячего
фальца за край опалубки на 4—5 см для образования бокового
(фронтонного) свеса. Укладку первого ряда во всех случаях
IJ'e
f' надо делать особо тщательно, так как от правильности его
укладки зависит правильность укладки всех последующих рядов.
Уложив картины первого ряда, приступают к соединению их.
Соединение картин по коротким сторонам лежачими фальцами
л. /и уплотнение их производятся легким молотком прямо на обре-
»" шетке или на подкладываемой под уплотняемый закрой опоре
’ (железная пластинка). Если закрой попадает в промежуток между
решетинами, то уплотнение закроя производят или подкладывая
’Чрь. под закрой большой молоток со стороны чердака (что делает
• '^ ’ второй кровельщик), или, если это невозможно, подкладывая
под закрой кусок доски, железную пластинку и т. п. Соединив
w все картины первой полосы, начинают устанавливать ее оконча-
тельно на место* причем один кровельщик находится у свеса,
а другой-г-у конька. Посде этого приступают к прибивке клям-
t.' ' меР-
Рис. 91. Укрепление кляммер к обрешетке:
а и б—правильные способы; в — неправильный способ.
Кляммеры, употребляемые при рядовом покрытии, предста-
вляют собой полоски кровельного железа длиной от 15 до 20 см
и шириной от 4 до 5 см. Заготовка этих кляммер производится
половыми ножницами.
Кляммеры служат для прикрепления полос железа рядового
покрытия к обрешетке во избежание отрыва кровли ветром,
проникающим на чердак через слуховые окна.
Ни в коем случае не должно допускаться укрепление полос
рядового покрытия гвоздями. При таком укреплении крыша
быстро приходит в полную негодность.
Кляммеры прибиваются к обрешетке 50-лш гвоздями, вдоль
края уложенной полосы через 45—65 см одна от другой, т. е.
на каждый лист по 2—3 кляммеры.
Кляммеру прибивают к боковой грани обрешетки (рис. 91, а).
Для-возможности загиба другого конца кляммеры в стоячий
фальц соединяемых полос кляммеру скручивают вокруг оси
на 90°. Этот способ является наиболее рациональным.
Другой способ заключается в том, что кляммера прикре-
пляется к обрешетке путем обертывания ее вокруг решетин и
скручивания конца кляммеры, направленного вверх, на 90°
(рис; 91, б). Этот способ вовсе не требует гвоздей, но зато
кляммеры должны быть примерно в 21/, раза длиннее (40-т5Р см\
чем при первой способе. "
Л
&
Я
Рис. 92. Расположение ле-
жачих фальцев в рядовом
покрытии.
Очевидно, что этот способ может применяться только При
обрешетке цз брусков или нешироких досок; при широких же
решетинах укрепление кляммер затруднительно.
Иногда кровельщики допускают неправильный способ при-
бивки кляммер к верхней грани решетин (рис. 91, в). Этот спо-
соб применять не следует, так как в местах соприкасания же-
леза с шляпкой гвоздя происходит быстрое ржавление железа.
Кроме того при этом способе гвоздь может быть вырван поры-
вом ветра.
При прибивке кляммер надо следить за тем, чтобы они не
попадали на лежачий фальц двух смежных листов, их надо ста-
вить выше или ниже фальца. После прибивки кляммер по всей
длине первой полосы приступают к сборке картин для второй
полосы. Эта работа производится так же, как и при сборке (
первой полосы.
Готовую вторую полосу устанавливают впритык к первой
таким образом, чтобы большой гребешок второй полосы прихо-
дился вплотную к малому гребешку |
первого ряда. . I
При этом надо следить, чтобы линия
лежачих фальцев второй полосы не со-
впадала с линией лежачих фальцев уло-
женного первого ряда, иначе в одной
точке получится соединение четырех
углов железа.
Для этого лежачце фальцы второй полосы сдвигаются отно-
сительно тех же фальцев первого ряда на 4—5 см (рис. 92).
Это достигается обрезкой на 4—5 см крайних верхних листов,
примыкающих к коньку. Совпадение лежачих фальцев соседних
полос в одном месте затруднило бы загиб стоячих фальцев, а
, при толстом и ломком железе это может вызвать даже разрыв
кромок. $
Уложенная вторая полоса соединяется с первой пока только
в местах постановки кляммер путем загиба большого стоячего
фальца второй полосы на длине 10—15 см. При этом полоса
плотно притягивается к обрешетке.
Затем прибивают кляммеры к малому стоячему фальцу вто-
рого ряда так, чтобы они по отношению к предыдущему ряду
располагались в шахматном порядке и на том же расстоянии
одна от другой.
Укладка всех следующих полос производится таким же об-
разом. У
При укладке полос рядового покрытия надо тщательно сле-
дить за тем, чтобы направление каждой полосы составляло
с коньком или с кромкой свеса прямой угол.
Если же в процессе укладки полос будет замечено отклоне-
ние от правильного их расположения, необходимо немедленно
приступить к исправлению косины-
1 Это выпрямление рядов достигается за счет ,игры“ на вели-
чине загиба большого стоячего фальца в верхней и нижней
К & • #2’ t '
t". 2л., .-22 .2.... V .. . Д-... .... . I
части полос. Закончив укладку рядов и проверив правильность
расположения их, приступают к соединению полос по всей длине
стыка стоячих фальцег. Эта работа производится в направлении
от конька к свесу. Кровельщик становится на скате лицом
.. к коньку, чтобы во время работы видеть перед собой весь за-
* гибаемый гребень.
Перегиб и уплотнение стоячих фальцев производятся двумя
' молотками: тяжелым в левой руке и легким — в правой. Работа
начинается на расстоянии 10—15 см от конька. Приставив боко-
вую часть большого молотка к верхушке большого гребешка
(с левой стороны), кровельщик острой частью легкого молотка
ударяет по большому гребешку (с правой стороны) на половине
его высоты (рис. 93, а). Таким образом верхняя часть большого
••• фальца загибается над малым примерно прд прямым углом.
Рис. 93. Рабочие приемы по загибу стоячих фальцев в рядовом по-
крытии:
а — загиб верхней части большого гребешка под прямым углом; б —
пригибание большого гребешка к малому; в — уплотнение загиба.
Проделав эту операцию на длине около 1 м, кровельщик
возвращается обратно и производит вторую операцию—уплот-
нение фальцев. Для этого он приставляет тяжелый молоток
к нижней части большого фальца (с левой ^стороны) и ударами
«' легкого молотка сверху по уже загнутой кромке большого
фальца пригибает ее к малому фальцу. Продолжая держать
тяжелый молоток в том же положении, полученный загиб сильно
уплотняют ударами легкого молоТка с правой руки, не делая
1 при этом слишком резких и сильных ударов (рис. 93, б, в).
При выполнении этой операции надо следить за тем, чтобы
S соединение гребешков было наиболее плотным, а сами гребешки
прямыми, одинаковой высоты, и в местах перегибов не имели
к разрывов.
Загибание стоячих фальцев в местах расположения кляммер
показано на рис. 94. В этих, местах необходимо сильно ^ажи-
мать на листы покрытия коленами, чтобы получить плдтное
прилегание .листов к обрешетке. v
Таким образом производится загиб стоячих фальцев по всей
> длине ската от конька к свесу.
Покрыв скаты кровли, приступает к устройству конькового
гребня. Он выполняется стоячим фальцем (рис. 95). Ручными
ножницами обрезаются выступающие за конек крыши края листов
с таким расчетом, чтобы оставались запасы в б см для большой
кромки и в 3 см для малой. Большая кромка делается обычно
со стороны главного фасада здания. Примыкающие к коньку
гребешки рядового покрытия на длине 12—15 см сваливаются
в сторону малого стоячего фальца. Это делается для удобства
Рис. 94. Рабочие приемы по загибу стоячих фальцев в местах распо-
ложения кляммер:
а — прибивка кляммеры; б — загибарие кляммеры за малый фальц;
в — уплотнение отгибов; г — свалка большого фальца; д — загибание
кляммеры и уплотнение всего гребня.
хождения по коньку и во избежание смятия при этом гребешков
рядового покрытия. Далее производятся перегиб большой конь-
ковой кромки на малую и уплотнение полученного гребня так же,
как и при уплотнении гребешков рядового покрытия.
Рис. 95. Выполнение конькового гребня:
а — стоячие фальцы; б — сваленнйй у конька стоячий фальц; в—готовый ковь-
/ ковый гребень.
' Н'” >>г
После устройства коньковых гребней приступают к соедине-
нию рядового, покрытия с настенным желобом. Прилегающий
к желобу нижние листы рядового покрытия обрезаются ручными
ножницами по длине желоба с таким расчетом, чтобы концы
листов рядового покрытия свешивались над кромкой желоба
ца 1—1,5 см. (рис. 96, а). При этом нет надобности в разметке
линии реза, так как направление его предопределено кромкой
желоба.
Рис. 96. Рабочие приемы при соединении листов рядового покрытия
с настенным желобом:
а и б — перегиб края рядового покрытия; в — заводка отогнутой
кромки под закрой желоба.
Для удобного соединения листов рядового покрытия с кром-
кой желоба в местах прохождения гребешков концы последних,
прилегающие к желобу, обрезаются несколько наискось и заги-
баются на длине 1—1,5 см (рис. 96, а). Обрезанный край ря-
дового покрытия боковой стороной тяжелого молотка прижи-
мается к лежачему. фальцу желоба. Ударами тупой стороны
легкого молотка по краю рядового покрытия пригибают его
а
Рис, 97. Укрепление кляммерами свеса фронтона:
а— образование свеса фронтона; б — деталь свеса; в —соединение кляммеры
с двойным гребешком свеса.
под прямым углом к лежачему фальцу желоба (рис. 96, б). Ото-
гнутая кромка ударами острой части того же молотка вбивается
под лежачий фальц желобного листа (рис. 96, в). Полученный
Закрой уплотняется ударами киянки сверху,
р: В заключение следует .сказать несколько слов об укреплении
фронтонного свеса. Оно осуществляется посредством кляммер,
прибиваемых к боковой фронтонной доске через каждые
30—35 см до укладки 'первой ( Ьронтонной) полосы рядового
покрытия (рис. 97).
После укладки картин первого ряда образовавшийся фрон-
тонный свес укрепляется посредством перегибания кляммеры
вверх и соединения ее в закрой со стоячим отгибом свеса
(рис. 97, б, в).
Все описанные выше приемы по укладке рядового покрытия
относятся к тому случаю, когда укладка полос железа начинается
с правой руки. Между тем в практике бывают случаи, когда
укладку надо начинать с левой стороны.
Как и при работе с правой стороны, ряды в этом случае
располагаются так, чтобы большие стоячие фальцы всегда на-
ходились с правой руки мастера.
Вся разница при покрытии с левой руки заключается только
в том, что малый гребешок последующего ряда будет прикла-
дываться к большому гребешку предыдущего, в то время как
при покрытии с правой руки это делалось наоборот. Во всец
остальном этот способ совершенно аналогичен вышеописанному.
Устройство рядового покрытия должно производиться звеном из
двух кровельщиков 5-го и 3-го разрядов.
Перед подъемом на крышу заготовленные для рядового
покрытия листы могут быть соединены в двухлистовые кар-
тины.
Кляммеры заготавливаются заранее из расчета по 2—3 пары
кляммер на картину.
Весь материал транспортируется на крышу теми же сред-
ствами, что и для остальных материалов (кран-укосина, система
блоков, стремянки). Заготовленные картины укладываются' на
специальную деревянную платформу размером 2,20 X 1 Плат-
форма поднимается лебедкой.
Материал поднимается в таком количестве, чтобы в любой
момент запас железа у рабочего места не превышал потребности
железа для двух полос рядового покрытия.
Картины раскладываются на крыше по обрешетке в напра-
влении от настенного желоба к коньку. Длинная сторона картин
должна быть обращена к работающим кровельщикам большим
гребешком (если работа производится с правой руки). Картины
прижимаются тяжелыми предметами во избежание сбрасывания
ветром. Инструменты должны храниться в переносном ящике из
фанеры или из тонких досок с удобной ручкой для переноски.
В этом же ящике отводится небольшое место для хранения гвоз-
дей и кляммер. Работа в звене распределяется так: если покры-
тие начинается с фронтона, то один кровельщик становится на
укрепление кляммер к боковой доске фронтона, а другой уча-
ствует в подъеме материалов, собирает и укладывает полосы.
Во всех других случаях на сборку и укладку полос рядового
покрытия становятся оба кровельщика.
После укладки первой полосы оба кровельщика сейчас же
переходят на прибивку кляммер. Закончив эту работу, оба кро-
вельщика переходят вновь на сборку картин следующей ПОЛОСЫ
рядового покрытия и т.. д. до тех пор, пока не будет уложено
0—6 полос (в зависимости от длины их). После этого один крО-
вельщик старшего разряда становится на перегибание и уплот-
нение гребешков, а другой продолжает сборку и укладку полос.
При кровлях с большими площадями скатов, работа произво-
дйтся несколькими спаренными звеньями, но принцип организа-
ции работ остается тот же.
6. ПОКРЫТИЕ РАЗЖЕЛОБКОВ
Покрытие разжелобков производится аналогично рядовому
покрытию скатов.
Покрытие начинается от конька. Верхний конец ендовы, при-
мыкающий к коньку, обрезается по форме конька. Края рядо-
вого покрытия, примыкающие к разжелобку, обрезаются руч-
ными ножницами по границам разжелобка.
Собранная ендова устанавливается на место так, чтобы загну-
тые продольные кромки ее подходили под обрезанный ранее
край рядового покрытия.
Нижний конец ендовы, при-
мыкающий к настенному жело-
бу, обрезается параллельно на-
правлению желоба и с таким
расчетом, чтобы листы ендо-
вы перекрывали желобные
* листы на 4—6 см.
Проверив правильность рас-
положения, ендову выгибают
по форме разжелобка, прижи-
мая железо к обрешетке но-
гами. После этого край рядо-
Рис. 98. Соединение картин с двойными
лежачими фальцами.
вого покрытия заправляют в загнутую кромку ендовы, как это
делается при соединении покрытия с настенным желобом (рис. 96),
и ударами-киянки уплотняют фальц.
Покрытие разжелобка является наиболее слабым местом же-
лезной кровли. Как показала практика, крыши чаще всего начи-
нают протекать именно в разжелобках. Поэтому надо принять
за правило, чтобы как сама ендова, так и соединение ендовы
с рядовым покрытием делались на двойных лежачих фальцах.
Соединение листов в этом случае делается иногда путем вдви-
гания одной кромки в другую, как изображено на рис. 98, после
чего полученный закрой уплотняется киянкой.
Однако такой способ соединения очень неудобен и в прак-
тике он применяется очень редко. Вместо него широкое распро-
странение получил способ соединения листов в двойной закрой.
Этот способ заключается в том, что края двух примыкающих
\ полос обрабатываются стоячими фальцами, причем на вышеле^
жащем листе отбивается большой фальц, высотой в 4 см, а на
нижележащем — малый, высотой в 2 см. Фальцы соединяются
вплотную, дважды перегибаются (Хвойной стоячий фальц), уплот-
няются и затем уваливаются по направлению уклона вплотную
к плоскости покрытия.
После соединения ендовы с рядовым покрытием приступают
к соединению ее с коньком и настенным желобом.
Соединение с коньком делается стоячим фальцем, а с жело-
бом— лежачим фальцем, сваленным в сторону желоба. Рабочие
приемы, состав звена и организация работ те же, что и при
покрытии скатов крыши.
При разжелобках до 8 лс, ендова собирается на верстаке цели-
ком и подается на крышу сверйутой лентой. При разжелобках
свыше 8 м железо подается на крышу двухлистовыми картинами,
а около рабочего места собираются отдельные полосы ендовы
из двух-трех картин, соединение которых между собой произво-
дится на месте укладки.
7. ПОКРЫТИЕ ВЫСТУПАЮЩИХ СВЕРХ КРЫШИ ЧАСТЕЙ
ЗДАНИЯ: БРАНДМАУЕРОВ, ПАРАПЕТОВ, ДЫМОВЫХ ТРУБ И ПР.
крытия по отношению к
Рис. 99. Заделка края рядового
покрытия в борозду стену.
кам выступа, после чего
расстоянии 50—70 см друг
Обделка выступающих частей производится по окончании
рядового покрытия по месту, причем в каждом случае надо
сообразоваться с расположением стоячих фальцев рядового по-
эзиям выступающей части.
Простейший способ обделки за-
ключается в том, что примыкающий
к выступу край рядового покрытия
обрезается по месту, загибается вверх*
на высоту 15—20 см и заделывается
или в борозду, иди в шов кладки.
Бороздой называется углубление в
4—5 см и шириной около 6 см (рис. 99),
которое оставляется обычно при клад-
ке стены.
Отогнутая кромка рядового по-
крытия загоняется в борозду, ударами
легкого молотка прижимается к стен-
прибивается 75—100-км гвоздями на
от друга.
В дальнейшем при штукатурке выступа борозда вместе с
верхним краем отогнутой кромки закрывается штукатурным
наметом.
При заделке загнутой кромки в шов кладки предварительно
расчищают шов от раствора на глубину в 2—3 см зубилом и
молотом. Отогнутую под прямым углом кромку рядового по-
крытия заправляют в шов и прибивают гвоздями через каждые
50—70 см.
В некоторых случаях отогнутую кромку прижимают прямо
к стенкам выступа и прибивак)т ее по краю гвоздями .через
каждые 20—30 см\ шов между железом и стенкой заделывают
просмоленным жгутом и заливают битумом или подмазывают
цементом. Однако этот сйособ не рекомендуется, так как очень
трудно сделать такое соединение непроницаемым для воды*
Обделка дымовых труб начинается с нижней сторону трубы
fcpo уклону ската и производится следующим образом
»НС. 100).
Примыкающие к трубе концы рядовых полос аа обрезаются
? по месту с учетом загиба кромки вверх на 10—15 см. У отогну-
той кромки лишнее против ширины трубы отрезают, оставляя
Ю в местах среза запас на фальцы для соединения с боковой
«Обделкой б. После этого полосы укладывают на место, соеди-
няют между собой и с соседними полосами рядового покрытия
стоячими фатьцами; загнутая кромка заделывается в специаль-
ное углубление в трубе, называемое выдрой, и прибивается
Боковой вид
Общий вид
fO-f5cM
Рис. 100. Обделка дымовых труб.
75-100-мм гвоздями. Для образования выдры нижняя часть
трубы во время кладки утолщ 1ется на кирпича; таким обра-
зом на корпусе трубы образуется уступ в, не доходящий до
плоскости крыши на 18—30 см. Образовавшееся под этим усту-
пом углубление и называется выдрой.
Боковые грани трубы обделываются специально нарезанными
до месту полосками б, по ширине равными ширине незакрытого
пространства между трубой и рядовым покрытием; к ширине
полоски прибавляют с одной стороны 10—15 см на вертикаль-
ную кромку, заделываемую в выдру трубы, с другой—2 или
4 см (в зависимости от высоты гребешка у соседней полосы ря-
дового покрытия) для соединения полоски с покрытием стоя-
чим фальцем. Длина полоски берется по ширине обделываемой
Лрубы плюс £’т-3 см на соединение с примыкающими полосами
рядового покрытия и обделки.
ЙМ
7?
Полоска укрепляется на Metre гвоздями, забиваемыми у верх-
ней по скату кромки под закроем лежачего фальца. Нижний
конец полоски соединяется с вырезом на полосе рядового по-
крытия лежачим фальцем, а с соседней полосой — стоячим фаль-
цем. Образовавшиеся после обделки трубы закрои г сваливают
на плоскость покрытия, несколько отступя от углов трубы, с
тем, чтобы отвести воду от боковых стенок трубы.
В случаях, когда ширина дымовой трубы в направлении,
перпендикулярном стоку воды, более 1 для отвода воды де-
лаются раскрытии (рис. 82). Покрытие раскрышек соединяется
с рядовым покрытием лежачим фальцем, примыкание же к
трубе осуществляется заделкой концов в выдру или в шов
кладки.
Рис. 101. Покрытие брандмауеров и парапетов:
а — сплошное с горизонтальным лежачим фальцем или с вертикальным стоячим
фальцем; б — верхнее покрытие; в — покрытие одной боковой стенки и верха.
Брандмауеры и парапеты очень осложняют покрытие кровли
железом.
Брандмауерами называются части поперечных стен, выступаю-
щие выше крыши. Назначение их — препятствовать распростра-
нению огня при пожаре.
Парапетами называются верхние части наружных стен, вы-
ступающие над крышей. Они служат для ограждения крыши и
для архитектурного оформления здания.
Брандмауеры и парапеты могут покрываться железом
сверху, а иногда и с боков (рис. 101). >
В зависимости от высоты брандмауера боковое покрытие может
производиться продольными и поперечными картинами. Для за-
-готовки боковых покрытий листы соединяют просто лежачими
„фальцами или лежачими фальцами на кляммерах, как в ендовах
(рис. 52). По верхней кромке листов, примыкающей к верхнему
покрытию брандмауера, делают отгибы шириной 2—2,5 а
нижние края листрв, обращенные к рядовому покрытию, обра-
батывают гребешками (рис. 101, /) или закроями (рис. 1р1, 2).
Ширина этих отгибов определяется шириной отгибов прилегаю-
щих полос: если край рядового покрытия примыкает к бранд-
мауеру большим гребешком, то в боковых покрытиях отби-
вается малый, и наоборот. Ц
i. Если брандмауеры или парапеты имеют высоту не более
50 см, обычно покрытие их делается сплошным, при высоких
же стенках с боков покрытие не производится.
Для покрытия верха брандмауера сначала вырезают листы
соответствующей ширины с прибавлением запаса на соединение
верхнего покрытия с боковым. Это соединение делается гори-
зонтальным стоячим фальцем (рис. 101,3) или вертикальным
лежачим фальцем (рис. 101, 4),
Сплошное покрытие брандмауеров начинают с укладки боко-
вых картин (рис. 101, а), соединяемых лежачим фальцем. При
укладке картин на место о'тгибы боковых покрытий смыкаются
с отгибами верхнего покрытия. При помощи большого и ма-
лого молотков эти отгибы соединяются стоячим фальцем, кото-
рый затем немного сваливается и уплотняется киянкой.
Если покрывается только верх брандмауера (рис. 101, б), то
кромки листов обрабатываются отворотной лентой. Укр епление
покрытия производится отгибом кромок на стенки брандмауера;
кромки привязывают проволокой к забитым в швы кладки гвоз-
дям или просто прибивают кромки гвоздями. Иногда укрепление
покрытия производится также кляммерами, заделываемыми
|в кромку картин и прибиваемыми к стене брандмауера гвоз-
дями.
Покрытие боковых стенок только с одной стороны можно
производить, как указано на рис. 101, в, т. е. с загибом одной
, кромки верхнего покрытия на стену и укреплением этой
кромки гвоздями или проволокой.
Все сказанное о покрытии брандмауеров относится и к по-
крытию парапетов.
Обделка выступающих частей является наиболее ответствен-
ной частью покрытия кровель. Именно в этих местах чаще всего
появляется течь. ПЬз»тому обделки, как правило, должны вы-
полняться обязательно под наблюдением квалифицированных
мастеров-кровельщиков. Не меньшее внимание следует уделять
и укреплению верхних покрытий брандмауеров и парапетов,
так как эти покрытия легче всего срываются ветром.
Покрытие брандмауеров и парапетов производится заранее
заготовленными картинами. При большой длине брандмауеров
или парапетов покрытие их производится частями,
которых состоит из нескольких картин; соединение
другом производится у рабочего места.
каждая из
их друг с
8. ПОКРЫТИЕ СЛУХОВЫХ ОКОН
Слуховые окна устраиваются для проветривания
Слуховые окна устраиваются для проветривания и освеще-
ния чердака и сообщения его с крышей. Основные формы слу-
ховых окон изображены на рис. 102. Наиболее распространен-
ными в строительстве являются окна прямоугольные на два
ската й прямоугольные хна один скат (рис, 102, а, г).
Слуховые окна покрываются обыкновенно после рядового
покрытия крыши. Покрытие прямоугольных слуховых окон ни-
чем не отличается от обычного рядового покрытия. Заготовка
листов производится на верстаке или сразу на все окно или
отдельными картинами, если окно большого размера.
Покрытие полукруглых и конических слуховых окон произ-
водится следующим образом.
Допустим, что требуется покрыть слуховое окно диаметром
50 см. По заданному диаметру находим длину огибаемой части
окна (полуокружности) умножением половины диаметра на 3,14.
Получим 25 ‘3,14 — 78,5 см.
Затем определяем расстояние между краями окна и сосед-
ними стоячими фальцами рядового покрытия (рис. 102, а, б).
Эти промежутки необходимы для свободного стока воды.
Рис. 102. Виды слуховых окон:
а — коническое; б — полукруглое; в и г — прямоугольные; д — треугольное.
Так как ширина покрытия между двумя стоячими фальцами
равна .64 см, а диаметр окна 50 см, то ширина промежутков
определится как разница между 64 и 50, т. е. будет равна
64 — 50 =±14 см.
Длину полуокружности 78,5 см складываем с шириной про-
межутков 14 см и добавляем к этому еще 8 см для загиба
фальцев в местах соединения покрытия окна с рядовым покры-
тием кровли.
В результате получаем общую развернутую длину:
78,54-14-|-8= 100,5 см. После этих предварительных подсче-
тов приступаем к вычерчиванию прямо на листах железа вы-1
кройки для этого слухового окна. На равндй площадке укла-
дываем два листа так, что край одного перекрывает другой
на 2,5 см (рис. 103). По одной из длинных сторон листа отклады-
ваем длину 64 4- 8 == 72 см, по 36 см от средней линии аб в обе
стороны, и получаем точки виг. , !.
По противоположной длинной стороне откладываем 100,5
по 50,25 см от средней линии аб в обе стороны* получаем
80 ,
Рис. 103. Разметка листов для покрытия
полукруглого слухового окна диамет-
ром 50 см:
аб — средняя линия; аж и аз — линии
загиба; вд и ег — линии отреза.
Точки д и е. На той же линии откладываем 78,5 см и отмечаем
точки ж и з.
По линиям вд и ге половыми или станковыми ножницами
Делаем разрезку железа. Обе части листов соединяются между
Особой или двойным лежачим фальцем или одинарным с клям-
мерами. В точках ж и з лист надрезается на 3—4 см и на длине
От точки ж до точки з загибается стоячий фальц (для придания
жесткости этому краю картины).
В После этого по линиям сгиба жа и за середина вырезанного
листа выгибается в форме полуконуса. Кромки вд и ге отгибают
Й для стоячих фальцев, а кром-
$*'Ки дж, зе, ва и аг обрезают
так, чтобы они были парал-
jy ле льны лежачим фальцам кров-
? ли, и загибают для образова-
ния лежачих фальцев. После
Ц этого заготовленная картина
£& укладывается на место и со-
ж единяется лежачими фальцами
с рядовым покрытием.
> Для покрытия слухового
окна диаметром до 50 см
^устройства обрешетки под же-
лезо не требуется. Наиболее
^распространенными являются
§ полукруглые слуховые окна
$ диаметром в 70 см. В этом
-f случае покрытие слухового
и, окна делается из трех листов
железа.
Длина выгнутой части по-
крытия при диаметре окна
70 см будет равна (70:2)Х
X 3,14= 110 см.
Так как диаметр окна
(70 см} больше ширины покры-
I’ тия между двумя стоячими фальцами (64 см), то слуховое окно
Т>.
И может разместиться не менее как на двух полосах рядового
покрытия. Ширина проходов между окном и стоячими фаль-
цами будет равна (64-2) — 70 = 58 см. Сюда надо еще приба-
вить 16 см на загибы лежачих фальцев для соединения с рядо-
вым покрытием и на загиб стоячего фальца для соединения
• листов по верхнему ребру окна. Таким образом общая длина
картины будет равна 110 -f- 58 16 *= 184 см.
Вычерчивание выкройки для этого окна производится прямо
на железе, оно изображено на рис. 104. ' ;
У После разрезки листов в них загибают кромки Для лежачего
| и стоячего фальца, затем отдельные листы соединяют лежачим
фальцем. ‘ ‘ '
Таким фразой заготовленное покрытие будет состоять из
двух картин: передней двухлистовой и задней однолистовой.
Вся эта заготовка производится внизу на верстаке, после чего
картина переносится на кровлю.
Укладку заготовленных картин начинают с передней стороны
окна. Здесь укладывают первый ряд, равняя его по лицевой
стороне окна, и прибивают
Рис. 104. Разметка листов для покры-
тия слухового окна диаметром 70 см.
конька двумя-тремя гвоздями.
Затем картину выгибают по фор-
ме окна (по полукругу) и по
краю ее отбивают стоячую кром-
ку для придания жесткости свесу
покрытия. Прикрепление картин
к обрешетке производится клям-
мерами, закладываемыми в кром-
ки, образующие стоячие фальцы
по коньку окна, и в соединения
с рядовым покрытием.
После этого приступают к
установке второй картины, кото-
рая соединяется с первой лежачим фальцем.
Покрытие слуховых окон диаметром более 1 м производится
в следующем порядке. Предварительно заготавливают отдель-
ные ряды покрытия из двух-трех листов, соединенные по ко-
ротким сторонам в двойной 'или одинарный лежачий фальц' на
кляммерах, располагая фальцы по течению воды. Длина рядов
должна быть такой, чтобы ее
хватило от конька окна до стоя-
чего фальца примыкающего ря-
дового покрытия с запасом на
два стоячих фальца (по коньку
и в месте соединения с рядовым
покрытием) (рис. 105).
По лицевой стороне первого
ряда оставляется запас железа
на свес и двойную стоячую
кромку (для придания жесткости
свесу).
Концы этого ряда располага-
ются по коньку окна и прихва-
Рис. |05. Раскладка рядов железа
для полукруглого слухового окна
диаметром свыше 70 см.
тываются двумя-тремя гвоздями.
После этого производится обсадка, т. е. перелом картины
по месту соприкасания обрешетки слухового окна с обрешеткой
кровли. Второй ряд покрытия окна укладывается на первый вна-
хлестку с таким расчетом, чтобы отогнутый на обрешетку крыши
конец второго ряда заходил на первый ряд на 5^—6 см. Конь-
ковые же концы полос в этом случае будут находить один на
другой значительно больше.
После установки всех рядов одной половины покрытия окна
производится прочерчивание линии перелома аа по всем ул о*
женным рядам. Затем гвозди, укрепляющие ряды,, выдергивают,
ряды снимают, выправляют и по сделанной разметке произ.
де й' ' a W
водят прирезку листов и заготовку фальцев для соединения
рядов между собой по кромкам бб. Так как эти кромки при
укладке листов на место получаются ломаные, то соединение их
между собой в фальц делается только до линии перелома аа.
После соединения на верстаке листов каждого ряда между
собой готовую картину поднимают на крышу, укладывают на
место и обсаживают в углах перелома, затем концы вб рядов
7, 2, 3 и 4 соединяют между собой в фальц на кляммерах. Сое-
динение и уплотнение фальцев производятся на подкладываемой
под закрой железной полосе. С особой осторожностью и тща-
тельностью производится заделка фальцев в переломе покрытия,
« т. е. в местах, обозначенных буквой в. Расправив зубилом ниж-
* ний по уклону фальц, под него заводят верхний загиб ударами
• острого конца легкого молотка (рис. 106). После соединения
Рис. 106. Последовательность рабочих приемов при соединениях картин покры*
( тия полукруглых слуховых окон;
а — заводка отогнутой кромки покрытия слухового окна под закрой рядового
покрытия; б — в — уплотнение закроя.
фальцев концы рядов обрезаются ручными ножницами по линии
примыкающего стоячего гребешка рядового покрытия. Затем.
на Этих концах с помощью тяжелого и легкого молотков заги-
баются стоячие кромки, которые соединяются с примыкающей
стоячей кромкой рядового покрытия гребешком. По коньку
[ окна также отбивается на молотках стоячая кромка (лучше
малая), вдоль которой к обрешетке прибиваются кляммеры на
расстоянии 40—50 см друг от друга. На этом заканчивается
. покрытие одной половины окна.
Покрытие второй половины окна делается т^ким же образом.
. Работы по покрытию слуховых окон производятся звеном из
;двух кровельщиков; одного 5-го разряда и одного 3-го разряда.
д. ПОКРЫТИЕ поясков, САНДРИКОВ, подоконных отливов и
ОБДЕЛКА ВЕРХА ДЫМОВЫХ И ВЕНТИЛЯЦИОННЫХ ТРУБ
Кроме главного венчающего карниза на фасадах очень часто
устраиваются еще промежуточные карнизы на отдельных уровнях
-'этажей, называемые поясками.
R Они образуются постепенным напуском рядов кладки стен
или укладкой спец!«льно заготовленных бетонных плит.
Пояски Kpoiie украшения здания служат также для предо-
хранения стены от косого дождя.
Сандриком называется небольшой карниз, выступающий из
стены над оконными и дверными проемами; сандрики служат
для украшения фасада здания и предохраняют проемы от дождя
и стекающей по стене воды (рис. 107).
Для предохранения от разрушения верхняя часть поясков и
сандриков, а также наружных отливов у оконных проемов обде-
лывается в виде наклонной плоскости и покрывается же-
лезом.
Проолифленные листы режутся на полосы требуемой ширины,
равной ширине скрываемого выступа с добавлением 10—12 см
на загибы кромок. По длине эти полосы соединяются между
собой в картины двойным или одинарным лежачим фальцем.
По сторонам листа или картины, примыкающим к кладке,
загибаются стоячие фальцы шириной 2,5—4 см, а ло стороне,
образующей свес покрытия, производится загиб отворотной
ленты.
Заготовленные таким образом листы или картины уклады-'
ваются на место, загнутый край железа прижимается к кладке
и прибивается к ней круглошляпными 25—50-л<лс гвоздями
через 15—20 см. С противоположной стороны образуется свес
в 5—7 см. Свес покрытия укрепляется посредством отожженной
проволоки толщиной 2—3 мм и длиной 20—30 см, пропущенной
через два отверстия в железе диаметром 3—4 мм и своими
концами прикрепленной к гвоздям, вбитым в стену вплотную
под свесом покрытия через 50 см (рис. 107, б).
Край свеса покрытия иногда вместо отворотной ленты обра-
батывается закаткой в нижнюю кромку проволоки; в этом случае
свес привязывается к гвоздям выпущенными концами закатанной
проволоки.
Покрытие подоконных отливов ничем не отличается от опи-
* санных покрытий поясков и сандриков. Верхний загнутый край
листа также прибивается круглошляпными гвоздями, но только
не к стене, а к оконной коробке.
Для предохранения дымовых труб от разрушительных влия-
ний атмосферных осадков верхняя часть трубы обделывается
особыми железными колпаками.
Колпаки обычно изготовляются из отдельных частей, вы-
краиваемых по месту и соедини мых между собой лежачим
фальцем. Своей верхней кромкой полосы боковых частей кол
пака соединяются взакрой с крышкой, образуя покрытие дымо-
, вой трубы. На рис. 108 показана развертка составных частей
однополочного (с одной наклонной полкой) колпака и соедине-
ние их между собой. t
Боковая часть колпака состоит из четыре# полос, ‘вырезае-
мых по форме, изображенной на рис. 10 я, б. При определении
размера этих полос следует иметь в виду оставление sanacot
с обеих сторон не образование, закроев и свеса с отворотной
лентой.
Развертке "каждой боковой части коцпака и способ соеди
нения их между собой показаны на рис. 108, б, в.
В верхнем листе, служащем крышкой колпака, прорезаются
отверстия для выхода дыма в соответствии с дымоходом; ^при-
мыкающие к дымоходу кромки железа отгибаются вверх на 2 см
Рис. 108. Покрытие верха дымовых и вентиляционных труб (первый способ),
и для жесткости перегибаются наружу двойной кромкой; следо-
вательно размеры отверстий должны быть на 2 см больше раз-
Рис. 109. Покрытие верха дымовых
и вентиляционных труб (второй спо-
соб).
меров дымоходов.
В целях экономии железа
крышку i колпака следует изгото-
влять не из целого листа, а из
отдельных полос, соединяемых
между собой лежачим фальцем.
Существует другой Способ
изготовления колпаков, изобра-
женный на рис. 109.
В этом случае соединение от-
дельных полос боковых частей
колпака производится вдоль ре-
бер трубы только до карнизной
полки; по карнизной полке со-
единение полос идет уже не по
диагонали, как в первом слу-
чае, а из прямой, параллельной
стороне трубы в плане с соот-
ветствующим отступом от* угла.
Вэ всем остальном этот спо-
соб аналогичен первому. Укре-
пленна колпака производите*
отожженной проволокой толщи-
ной 2—3 мм, пропущенной в углах через два отверстия в по-
крытии наклонной полки колпака; концы проволоки прикре-
пляются к круглошляпным гвоздям, вбитым в шов кладки трубы
под свесом покрытия. Край свеса для жесткости покрытия обра-
батывается отворотной лентой или закатанной проволокой
(рис. 108,г).
Работы по покрытию поясков, сандриков, подоконных от-
ливов, а также по изготовлению и установке колпаков на ды-
мовые и вентиляционные трубы производятся кровельщиком
4-го разряда.
10. НАВЕСКА ВОДОСТОЧНЫХ ТРУБ
Навеска водосточных труб состоит из двух основных опера-
ций: 1) установки стремян и 2) сборки ствола и колен водо-
сточной трубы. <
Сначала приступают к установке двух контрольных стремян:
одного вверху у карниза, другого внизу у отмета. Места за-
бивки этих стремян намечаются строго по отвесу. В каменных
стенах сначала' пробивают шлямбуром отверстие глубиной
12—15 см, затем в него загоняют деревянную пробку, в которую
и, забивается конец стремени на глубину 12 см.
В бревенчатые стены стремена 'забиваются на глубину 10 см.
Между двумя направляющими стременами натягивается шнур,
по которому ^устанавливаются все остальные стремена, на рас-
стоянии в 1,40—1,50 м друг от друга. 'Места забивки стремян
должны располагаться против стыков звеньев будущего
ствола.
Все стремена должны быть забиты в стену на одинаковую
глубину для того, чтобы при сборке звеньев ствол трубы нахо-
дился от поля стены на одинаковом расстоянии (8—20 см) по
всей своей длине.
Закончив^ установку стремян, приступают к сборке прямых
звеньев водосточных труб. Заготовленные звенья соединяют
в отдельные части по 2—3 звена в каждой, причем верхнее по
стоку воды звено вдвигается в нижнее с запуском не менее 5 см.
При этом ни в КЬем случае нельзя допускать смятия труб
в местах их соединения.
Собранные части ствола устанавливаются в стремена, начи-
ная от верха здания. Развилины стремян должны охватывать
более половины окружности трубы. Обжим труб развилинами
стремян достигается посредством плотного стягивания их кон-
цов печной проволокой.
При трубах диаметром более 14 см следует применять стре-
мена с болтами. Обжим труб в этом случае достигается затяги-
ванием гаек этих болтов.
Если водосточная труба проходит около поясков или тяг
с небольшим выносом, то в ней не делают изгибов (рис. ПО,а);
если же эти части стены имеют большой вынос, то труба может
огибать их коленом (рис. 110,6). Впрочем лучше и в этом слу-
чае вести трубу без перегибов, заглубив ее в карниз, iaw как
Рис. 111. По-
дача звеньев
труб для
навески.
всякие перегибы вызывают засорение труб, а затем поломку их
и даже падение (рис. НО,в).
После сборки ствола водосточной трубы приступают к уста-
новке воронки в верху трубы и отмета внизу. Воронка соеди-
няется с звеном трубы путем вдвигания стакана воронки в верх-
ний конец звена или отводного колена.
Воронка и отводное колено привязываются печной проволо-
кой к железному свесу или вбитым в стену 150-лш гвоздям.
Отмет вдвигается в нижнее звено и укрепляется в стремени
так же, как и звенья трубы. Для того чтобы стекающая по
трубам вода не попадала на стены здания вследствие
задувания ветром, отмет укрепляется к трубам на
высоте не более 40—50 см от поверхности земли.
Навеска водосточных труб должна производиться
кровельщиком 4-го разряда и подручным.
Навеску в большинстве случаев производят с
лесов, установленных для разного рода отделочных
работ (штукатурки
фасадов, окраски и
др.). При отсутствии
лесов, при невысо-
ких зданиях приме-
няются обыкновен-
ные стремянки, а при
высоких — подвес-
ные люльки. Подача
звеньев \труб для
навески производит-
ся веревкой, на кон-
це которой привязы-
вается деревянный
брусок (рис. 111).
При больших
объемахкровельных.
работ, а также при скоростном строительстве заготовка водо-
сточных труб должна производиться на строительных дворах
заблаговременно.
На строительную площадку трубы завозятся в готовом виде,
и здесь производится только навеска их. Звенья труб должны
иметь маркировку. При скоростном строительстве стремена для
укрепления водосточных труб закладываются в кладку в период
возведения стен, и таким образом навеска труб Производится
уже при установленных стременах..
Рис. ПО. Типы водосточных труб
при поясках на фасаде^
а — прямая труба; б — огибание поя-
ска; в — пересечение пояска.
11. КРОВЛЯ ИЗ ОЦИНКОВАННОГО ЖЕЛЕЗА И ЕЕ ОСОБЕННОСТИ
Покрытие кровли оцинкованным железом производится теми
же способами и приемами, как покрытие черным железом. При*
^еняя оцинкованное железо, надо строго наблюдать ЗЯ тем,
чтобы при заготовке листов, соединении их в картины, укладке
4
й других работах, не была повреждена оцинковка (цинковая пленка);
если эта предосторожность не будет соблюдена, цинковая
пленка растрескается и железо в этом месте быстро заржавеет.
Из этих соображений все работы с оцинкованным железом
нужно производить только деревянными молотками и притом
с большой осторожностью. В наиболее ответственных местах
кровли из оцинкованного железа (разжелобки, желоба, обделки)
фальцы пропаиваются.
Оцинкованное железо допускается для покрытий только
в исключительных случаях и преимущественно при пологих
крышах с уклоном менее г/6. При этом иногда производится
пайка фальцев^ после чего крыша становится абсолютно водо-
непроницаемой.
Чаще всего оцинкованное железо как более стойкое упо-
требляется только для изготовления водосточных труб и тех
частей здания, которые по архитектурным соображениям окра-
шивать нежелательно (покрытие поясков, сандриков, оконных
отливов, зонтов над входами и т. п.).
Оцинкованное железо не требует предварительно проолифки,
не разрушается от действия водяных паров, сернистых и дру-
гих газов.
Однако практика эксплоатации кровель из оцинкованного
железа показывает, что и они через 8—10 лет службы зачастую
нуждаются в окраске, каковая обычно производится смесью
свинцовых и цинковых белил с предварительной протравкой по-
верхности железа раствором цинкового или медного купороса
с водой.
12. ПОКРЫТИЕ КРЫШ ВОЛНИСТЫМ ЖЕЛЕЗОМ
Преимущество волнистого железа перед обыкновенным кро-
вельным железом заключается в том, что оно лучше сопроти-
вляется изгибающим усилиям. Это дает возможность облегчить
Рис. 112. Соединение листов волнистого железа заклепками.
крышу вообще, применяя легкие стропила и редкую обрешетку.
.Стропила при кровле из волнистого железа можно ставить на
расстоянии 4 м друг от друга, а вместо частой обрешетки ста-
вящей деревянные: или металлические прогоны в расстоянии от
1 ДО 2 м. Эти прогоны укладываются обычно или только под-
концами листов или под концами и серединой их.
Укладка ьолннстого железа ведется от свеса к коньку. Листы
'’укладываются так, ^чтобы волны были направлены по скату
Рис. ИЗ. Соединение листов волнистого
железа на весу.
Рис. 114. Укрепление стыка листов волни-
стого железа к деревянной решетине.
кровли. Соединение листов по длине, т.е. в швах, идущих от свеса
к коньку, производится взакрой, причем крайние волны двух
смежных лйстов должны перекрывать друг друга.
Для большей плотности
это соединение скрепляется
заклепками толщиной 6 мм,
располагаемыми по верши-
не волны через £0—60 см
(рис. 112).
В горизонтальных швах
(параллельных коньку) ли-
сты также4 соединяются
внахлестку, перекрывая
друг друга на 15—20 см с
учетом уклона ската. Этот
шов должен располагаться
над решетиной, и в этом
случае стыкуемые листы не
склепываются Если же шов
будет на весу, что часто бы-
вает при сводчатых пере-
крытиях, то листы должны
склепываться одним или
двумя рядами заклепок
(рис. 113). Для плотности
шва в этих случаях прокла-
дывается между листами по-
лоска парусины с суриковой
замазкой. При стыке листов
над решетиной покрытие
укрепляется к ним следую-
щим образом.
' При деревянной обре-
шетке верхний край ниж-
него листа прибивается к
решетине 75—ЮО-лгм гвоз-
дя м'и.
К нижнему краю пере-
крывающего (верхнего) ли-
ста приклепываются 2—4
кляммеры, которые отвора-
прибиваются к решетинам
Рис. 115. Укрепление стыка листов волни-
стого железа к металлической решетине.
Рис. 116. Покрытие коньковыми листами.
чиваются вниз под углом в 90°
Ъбоку 75-.юи гвоздями (рис. 114).
При железной обрешетке верхние края нижних листов при-
клепываются к полочке обрешетки, нижние же края перекры-
вающих (верхних) листов зацепляются за полочку обрешетки
загнутой кляммерой, приклепанной к- краю верхнего листа
(рис* 115). Покрытие конька при кровлях из волнистого железа
----- 1 коньковыми листами, перекры-
< ,Н *
И
делается обычно специальными
вающими оба ската (рис. 116).
;ео л х -
13. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ГОТОВЫМ ЖЕЛЕЗНЫМ
" КРОВЛЯМ
Готовая железная кровля должна удовлетворять следующим
требованиям:
1) железное покрытие должно плотно прилегать к обре-
шетке, поверхность кровли должна быть ровной, гладкой, без
помятых листов и впадин; колебания в ширине картин до-
пускаются не более 3 мм\
2) фальцы должны быть равномерно уплотнены по всей
длине, без зазоров и разрывов в местах ,перегибов; стоячие -
фальцы (гребни) должны итти параллельно и иметь одинаковую
высоту; отклонения в высоте гребней допускаются не более 3 мм\
$ 3) лежачие фальцы должны располагаться не на одной пря-
мой, они должны быть сдвинуты относительно друг друга на
4г-5 см\ соединение стоячими фальцами двух противоположных
скатов кровли не должно производиться у конька (рис. 117);
4) покрытие и обделка брандмауеров, парапетов, труб и т. п.
должны плотно прилегать к кладке и не иметь выпуклостей;
Кромки обделок должны быть заделаны в борозду или в выдру
и укреплены гвоздями, зазоры между стеной и кромкой не до-
пускаются;
5) водосточные трубы не должны иметь помятин; они должны
быть прочно укреплены и навешаны строго по отвесу; 4
6) спуски должны плотно прилегать к опалубке и костылям
с одинаковым по всей длине свесом;
7) все покрытие должно быть укреплено исключительно на
кляммерах, прибитых сбоку обрешетин, кляммеры не должны
выступать из гребней; применение гвоздей допускается только
для прибивки карнизных листов по стороне, закрытой настен-
ными желобами;
8) при осмотре крыши с чердака через кровлю не должно
быть видно никаких просветов.
14. ДОСТОИНСТВА И НЕДОСТАТКИ ЖЕЛЕЗНЫХ КРОВЕЛЬ
К достоинствам кровель из черного железа нужно отнести:
1) малый вес, что дает возможность устраивать для них более
легкие поддерживающие конструкции (стропила, обрешетку
и пр.); 2) гйбкость самого железа, что дает возможность покры-
вать крыши сложной формы; 3) гладкость (не задерживается
вода), что дает возможность придавать кровлям небольшой
уклон; 4) невоспламеняемость; 5) легкость ремонта.
К недостаткам железной кровли относятся: 1) сравнительно
малый срок амортизации в 20—30 лет (при нормальном уходе
за кровлей); 2) теплопроводность; 3) малая сопротивляемость
повреждениям от уларов; 4) необходимость периодической (через
каждые 3—4 года) окраски; 5) слабая сопротивляемость железа
действию водяных паров, а также сернистых, аммиачных и дру-
гих газов. ,
15. РЕМОНТ ЖЕЛЕЗНЫХ КРОВЕЛЬ
Повреждается кровля главным образом атмосферными осад-
ками (дождем, снегом). В листах покрытия и в закроях со вре-
менем образуются мелкие отверстия и свищи, которые легко
обнаруживаются после очистки железа сверху металлическими
щетками. Если эти повреждения имеется на значительной части
кровли, проржавевшие листы снимают и заменяют новыми. Целые
полосы снимают, разогнув стоячие гребни и приподнимая по-
лосы кверху, отдельные листы вырубают зуби-ом по периметру.
ПЪ снятым листам заготавливают из проолифленного железа
новые и делают в них загибы для фальцев, при помощи кото-
рых новые листы соединяют со старыми с обязательной при-
бивкой кляммер. k
При осмотре крыши, предназначенной к ремонту, основное
внимание уделяют желобам, карнизам и разжелобкам. Желоба,
если их-не красить раз в три года, не счищать весной .и осенью
грязь, а Зимой- снег, очень быстро разрушаются в фальцах.
При вырубке части листа необходимо ставиТьЗаплату обйза-
тельно по линии обрешетины, чтобы новый стык приходился на
жестком основании. Мелкие заплаты должны соединяться с ли-
стами покрытия фальцами, но ни в коем случае не гвоздями/
Небольшие отверстия в кровле, образовавшиеся от гвоздей
случайных повреждений и т. п., заделываются тряпичными за-
платами, пропитанными масляным составом, замешанным до
полугустой замазки и состоящим из 1 кг олифы, 4 кг мела
и */2 кг железного сурика. После наложения заплаты надо дать
ей хорошо просохнуть.
Более мелкие отверстия могут быть заделаны просто замаз-
кой, состав ее: 1 кг олифы, 4 кг мела и 1 кг железного сурика.
Место вокруг отверстия хорошо очищается от ржавчины и покры-
вается маслом или жидкой краской; после этого накладывают
замазку.
При ремонте кровли часто приходится удалять листы, у ко-
торых повреждены только кромки (загибы). У таких листов
худые фальцы обрезаются; самые листы выправляют и исполь-
зуют на разные заплаты.
При правильно организованном ремонте кровли не должно
оставаться пригодных кусков старого железа кроме маленьких
обрезков. Части желобов и водосточных труб, пришедшие в не-
годность, должны быть заменены новыми, так как они не под-
даются ремонту.
После ремонта старой крыши ее необходимо сейчас же
окрасить.
ГЛАВА VI
f
ОРГАНИЗАЦИЯ КРОВЕЛЬНЫХ РАБОТ. НОРМИРОВАНИЕ.
ПЛАНИРОВАНИЕ
1. РАЗДЕЛЕНИЕ ТРУДА И ФРОНТ РАБОТ
Опыт скоростных строек, как отмечалось в главе III, внес
значительные изменения в организацию и производство кровель-
ных работ.
Сущность этих изменений заключается в том, что в подго-
товительный период, предшествующий скоростному, заранее
заготовляются отдельные элементы кровли (картины, желоба,
водосточные трубы). В основной же период производится только
сборка заготовленных элементов.
Заготовка отдельных элементов кровли должна произво-
диться в подсобных мастерских или на строительных дворах,
оборудованных усовершенствованными ножницами для резки и
станками для загиба фальцев и гребешков, распылителями для
механцческ' й проолифки и т. п.
Отдельные полуфабрикаты и изделия должны поступать на
строительную площадку примерно за 1—2 дня до их потребле-
ния. Это делается для того, чтобы до подъема элементов на
кровлю вся заготовка была тщательно проверена укладчиками.
При скоростнык методах строительства обязательной предпо-
> сылкой является сборность элементов кровли, которая позво-
ляла бы производить укладку их без каких-либо переделок заго-
товленных элементов на крыше. •
Описываемые ниже примеры организации относятся к тем
случаям, когда заготовку железа приходится'производить непо-
средственно на постройке.
Для достижения высокой производительности труда необхо-
димо так организовать производство, чтобы кровельщики были
освобождены от всех подсобных работ. Состав звена кровель-
щиков должен быть подобран так, чтобы квалификация каж-
дого рабочего соответствовала выполняемой им работе.
Состав звена прежде всего зависит от фронта работ. При
объеме работ в одном месте до 1 000 м2 звено должно состоять
из двух кровельщиков 4-го и 3-го или 5-го и 4-го разрядов
(в зависимости от сложности покрытия), причем оба кровель-
щика принимают участие как в заготовке, так и в покрытии.
При объеме работ в одном месте свыше 1 000 м2 звено
должно состоять из четырех человек: два кровельщика произ-
водят заготовку железа для спусков и настенных желобов, а два
других—‘для рядового покрытия. Затем двое (первая группа)
переходят на укладку свесов, третий на установку настенных
желобов, четвертый — продолжает заготовку. После установки
спусков и желобов все четверо переходят на рядовое покры-
тие; закончив его полностью или частично, двое переходят на
заготовку картин для рядового покрытия, а двое продолжают
крыть кровлю. Распределение работ в звене во многом зависит
от распорядительности бригадира и технического персонала
постройки. На количественный состав звена ^кроме объема ра-
бот влияют также и сроки работ.
Количество нужных для заданной работы звеньев исчисляется,
исходя из того соображения, что при укладке кровли на каждые
6 пог. м длины с^веса можно ставить двух кровельщиков. Группа,
работающая на заготовке, по численности должна быть примерно
равной работающей на укладке.
Весь процесс заготовки железа от проолифки до соединения
готовых листов в картине должен при большом объеме работ
производиться в четыре захватки: 1) проолифка железа; 2) заго-
товка лежачих фальцев; 3) заготовка стоячих фальцев и 4) сое-
динение листов в картины. *
Заготовленные картины разносятся к местам подачи их на
Кровлю.
Сборка железной кровли производится в следующей после-
довательности: 1) укладка покрытия карнизов и настенных
Желобов; 2) укладка рядового покрытия и покрытие видов;
3) покрытие парапетов, брандмауеров, слуховых окон и т. п.;
4)Г навеска водосточных труб.
Подробности организации работ при заготовке железа и
устройстве кровли были приведены в соответствующих главах
выше. j *
2. ТЕХНИКА БЕЗОПАСНОСТИ
Работа кровельщика является одной из опасных работ.
Поэтому следует стремиться к тому, чтобы при возведении но-
[ вых строений покрытие кровель производилось до снятия наруЖ-
I ных лесов, если таковые имеются, и верхних настилов на них
| с соответствующими ограждениями.
Правила безопасности предписывают кровельщикам, при ра-
* ботах на крыше со значительным уклоном (больше 1/б), а также
г при мокрых или покрытых льдом или инеем кровлях с уклоном
более 1/20, пользование предохранительным поясом, к которому
прицепляется веревка, привязанная другим концом к надежной
I части здания. При этом веревка должна быть прочной, толщи-
ной не менее 12 мм.
При работе на крутых крышах кроме привязывания рабочих
обязательно применение переносных стремянок шириной не ме-
| нее 25 см с нашитыми планками или лестниц, укрепленных
Ь таким образом, чтобы была исключена возможность их сдвига
I? по наклонной плоскости кровли. При производстве работ на
t краю крыши, как например при покрытии карнизов, укладке
f желобов и т. п., привязывание рабочего веревкой обязательно
при любом уклоне крыши и ее состоянии. Во время работы на
крыше рекомендуется надевать войлочные туфли с мягкими
р подошвами или галоши.
При навеске водосточных труб с люльки последнюю надо
прочно укрепить накатом к неподвижным частям строения.
► ’Канат пропускается через блок, причем тщательно проверяют
| правильность вращения колеса блока. Люльки перед началом
работ должны быть испытаны пробной двойной нагрузкой,
лебедка должна иметь предохранительное устройство, препят-
ствующее опусканию люльки, если рабочий опустил рукоятку
лебедки. Во время нахождения в люльке рабочие должны быть
снабжены поясом и привязаны предохранительным тросом
к надежной части здания. Сама люлька должна иметь сплошное
дно без щелей, а со всех сторон — сплошные прочно укреплен-
L ные барьеры высотой не менее 1 м.
3. ОБМЕР РАБОТ
Обмер кровли в большинстве случаев сводится к определе-
нию площадей плоских фигур по правилам геометрии.
Допустим, что требуется сделать обмер двускатной кровли.
Каждый скат этой кровли представляет прямоугольник (рис. 118).
Площадь кровли, изображенной на рис. 118, состоящей из
двух одинаковых наклонных прямоугольников, будет равна
[ (7 • 12) - 2 = 168 м*.
Крыша, изображенная на рис. 119, представляв! собой уже
Г комбинацию нескольких различных плоских фигур.
Обмер такой крыши заключается в определении площадей
всех составляющих фигур и в суммировании их. Как видно из
рисунка, крыша в плане состоит из треугольников Д, -четырех-
угольников Б и многоугольников В.
Площадь треугольника А равна (10 • 5,25): 2 = 26,25 м*.
Площадь каждой трапеции Б равна (2-f“5,6)• 4:2з* 15,2 м*.
q
/•«
>•' >3*. V"
:<$7
i
Так как в нашем примере все четыре трапеции одинаковы,
то общая площадь их будет равна 15,2-4 = 60,8 м2. Площадь
любого многоугольника можно определить, если разбить его на
простые геометрические фигуры, нахождение площадей которых
нам известно.
В нашем примере площадь многоугольника В можно опре-
делить, например разбив его линией бб на две трапеции—I и //.
Тогда общая площадь многоугольника В будеТ равна сумме
площадей трапеции / и II.
Площадь трапеции / равна (24-6) • 4:2= 16 м2.
Площадь трапеции II равна (64-4,8) • 0,7:2 = 3,78 м2.
Общая площадь многоугольника В равна 164-3,78 = 19,78 мК
Второй многоугольник В имеет те же размеры, что и первый;
площадь обоих многоугольников фудет равна 19,78 • 2 = 39,56 м2.
Общая площадь крыши равна сумме площадей отдельных
фигур, т. е. 26,254-60,84-39,56=126,61 м2.
При оппеделении площади покрытия стоячие фальцы отдельно
не обмеряются.
мМЙ'Vtysr/». ,г'
Скаты (рядовое покрытие), карнизные свесы, настенные
, желоба, разжелобки и обделки замеряются и нормируются
отдельно.
Площадь, занимаемая на скатах слуховыми окнами, трубами,
брандмауерами и парапетами из общей площади покрытия ска-
тов не исключается.
Покрытие слуховых окон, брандмауеров и парапетов заме-
ряется и нормируется отдельно.
Покрытие поясков, сандриков, подоконных отливов и отдель-
’/' ................г
>. i J- L-* 4 Л*. 1 - л'
ных карнизов нормируется отдельно с 1 пог. м покрытия в зави-
симости от ширины покрытия.
Изготовление прямых звеньев водосточных труб, колен, отли-
вов, воронок и лотков нормируется отдельно: прямые звенья —
с 1 пог. м, все остальные изделия — со штуки.
Навеска водосточных труб нормируется с 1 пог. м со вклю-
чением в общий погонаж колен, отливов, воронок и т. п.
Изготовление и установка колпаков на дымовые и вентиля-
ционные трубы нормируются отдельно со штуки в зависимости
от количества каналов в трубе.
4; НОРМИРОВАНИЕ
Объем работ, выполняемый рабочим в единицу времени (за
час, за смену) составляет так называемую норму выработки.
Затрата времени (в часах) на единицу продукции называется
нормой времени.
Каждому виду продукции в зависимости от сложности вы-
полнения ее соответствует определенный квалификационный раз-
ряд рабочего.
Чем сложнее работа, тем выше должна быть квалификация
рабочего. •
Для рабочих, занятых на строительстве установлена 7-раз-
рядная тарифная сетка, каждому разряду соответствует опреде-
ленная часовая и дневная ставка.
Ставки приведены в табл. 6.
Таблица 6 4k
Разряды 1 2 3 4 5 6 7
Тарифный коэфициент 1,0 1,17 1,40 1,71 2,15 2,75 3,60
Дневные строителей- сдельщиков 4-56 5-34 6-38 7-80 9—80 12—54 16—42
расчетные стдвкй металлистов- 5-00 18—00
сдельщиков 5-85 7-00 8-55 10—75 13-75
Дневные тарифные строителей- повременщиков 3-84 4—49 5-38 6-57 8—26 10—56 13-82
Ставки металлистов- повременщиков 4—12 4-82 5—77 7-г*-05 8—86 11—33 14-83
Умножая норму времени на часовую ставку, получаем рас-
ценку на данную работу.
Кроме норм выработки и норм времени существуют нормы
расхода материалов, потребных для данной работы с учетом
Отходов и Т. п. z
К. В. Еовдо. ? 91
Все эти нормы и составляют Единые нормы выработки и
расценки на строительные работы.
Помимо того Единые нормы содержат краткие технические
условия по производству работ, дают указания об обмере ра-
бот, основных требованиях техники безопасности и по органи-
зации работ. В них же перечисляются случаи, когда при норми-
ровании тех или иных работ разрешается вводить поправочные
коэфициенты на нормы.
На основании данных Единиц норм можно: 1) правильно орга-
низовать строительный процесс; 2) дать производственные зада-
ния рабочим; 3) производить расчет с рабочими; 4) определить
потребное для данной работы количество рабочей силы и мате-
риалов. 4
Пример. Требуется в течение четырех дней покрыть новым
кровельным железом (вес листа 4 кг) скаты крыши общей пло-
щадью 1 500 м2 с заготовкой железа. Определить состав звеньев,
потребность железа в листах и расценку на 1 м2 покрытия
крыши.
Решение. По § 16—1 Единых норм 1939 г. заготовка
железа для рядового покрытия производится одним кровельщи-
ком 3-го разряда. В этом случае общая потребность времени на
заготовку 1500 м2 выразится в количестве 0,44-150=66 час.,
или 66:8 = 8,25 дней.
Следовательно для того, чтобы выполнить заготовку в 4 дня,
надо поставить (8,25:4) двух кровельщиков.
Согласно тому же § 16—1 укладка железа производится зве-
ном из двух кровельщиков: один кровельщик 5-го разряда и
один — 3-го разряда.
В этом случае общая потребность времени на укладку 1 500 мг
выразится в количестве 2,16 • 150 = 324 час., или 324: 8 = 40,5 дня,
т. е., чтобы выполнить работу в 4 дня, надд поставить всего
(40,5:4) десять кровельщиков, или, иначе говоря, пять кровель-
щиков 5-го разряда и пять 3-го разряда.
Таким образом для выполнения заданной работы в 4 дня
потребуется на заготовку жёлеза поставить двух кровельщиков
3-го разряда, а на укладку — пять звеньев, каждое звено из двух
кровельщиков 5-го и 3-го разрядов-
По той же таблице определяется расход кровельного железа^
на Ю л2 покрытия идет 45,2 кг, а на всю крышу 45,2 • 150,—
= 6 780 кг, что составляет 6780:4=1695 листов.
Расценка определяется следующим образсГм: норма временя
иа 10 м2 заготовки—0,44 часа, часовая ставка рабочего сдель-Х,
щика 3-го разряда 6 р. 38к.:8 = 80 коп. Умножая часовую ставку
на 'норму времени, получим искомую расценку: 80 «0,-44 = 35 коп.
Норма времени на 10 м2 укладки составляет 2,16 часа для
звена из одного кровельщика 5-го разряда и одного — 3-го раз-
ряда, т. е. по 1,08 часа на каждый разряд.
Умножая часовые ставки рабочих сдельщиков 5-го и З го раз-
рядов Нй 1,08 (9,80:8) • 1^18 = 1,323 руб,,
(6,38: 8) • 1,08 = 0.864 руб. ' '
и складывая результаты, получим расценку 1,323 + 0,864 = 2р. 19 к-
за 10 л/2 укладки.
Для удобства расчетов с рабочими расценки приводятся
в Единых нормах в готовом виде.
Перевыполнению норм в значительной степени содействует
также установление прогрессивной оплаты труда.
Сущность этой системы заключается в том, что выработка
в пределах установленной нормы оплачивается по нормативным I
расценкам, а все, что выполнено, сверх нормы, оплачивается по
повышенным расценкам, а именно:
а) при перевыполнении нормы до 10% оплата излишка сверх
нормы производится по цене на 15% больше нормальной
расценки;
б) при перевыполнении норм от 10 до 20% оплата излишка
сверх нормы производится по цене на 30% больше нормальной
расценки;
в) при перевыполнении нормы от 20 до 50% оплата излишка
сверх нормы производится по цене, на 60% превышающей нор-
мальную;
г) при перевыполнении нормы больше чем на 50% весь изли-
шек сверх нормы оплачивается по двойной расценке.
* Пример. Каков будет заработок звена кровельщиков, если
они выполнили норму на 135%.
Ответ. Заработок кровельщиков вместе с премиальными
составляет 100+35-1,6=156% ставки или для рабочего 4-го
разряда — 7,80-1,56= 12 р. 17 к., для рабочего 3-го разряда
6,38-1,56 = 9 р. 95 к.
Кроме сдельной оплаты труда за последнее вргмя получила
большое распространение аккордная система, при которой в на-
ряде указывается не расценка за единицу продукции, а общая
цена за всю работу, подсчитанная на основании Единых норм.
Практика применения на строительстве аккордной системы
показывает, что она хорошо стимулирует труд рабочих и сокра-
щает сроки производства работ.
5. НИЗОВОЕ ПЛАНИРОВАНИЕ
Всякая работа должна выполняться организованно, для этого
перед' приступом к работе необходимо учесть все те обстоя-
тельства, которые могут повлиять на темпы, производитель-
ность труда и качество работ, т. е. составить план работы.
ЛПпанирование работ на строительной площадке может быть
общим, когда составляются планы на все строительство в целом
или иа один объект или на комплекс работ в течение длитель-
ного срока (год, квартал), и низовым (оперативным), когда план
составляется в месячном и декадном разрезах.
Для рабочего планом является выданное ему производствен-
ное задание.
До приступа к кровельным работам каждому звену или от-
дельным рабочим должнобыть выда на производственное задание
99
(наряд), в котором указываются перечень и объем всех тех pa*<Fs
бот, которые должны выполнить рабочие, сроки выполнения 'А*
этих работ, а также расценки за единицу работы.
Наряд выдается рабочим не позже чем за день до приступа»
к работе для тою, чтобы они имели возможность обсудить и
продумать организацию и выполнение работ. <;
По окончании работ десятником совместно с бригадиром t
производится обмер фактически выполненных работ. Результат
обмера и время, затраченное на всю работу, заносятся в наряд» *
после чего по имеющимся в наряде расценкам подсчитывается
заработок рабочих.
В целях контроля выполнения плана и своевременного выявле- ?
ния причин отклонения от плана необходимо производить за-
меры работ не только по окончании работ, но и в процессе про-
изводства их. Если имеется отставание от плана, бригадир обязан
выявить причины срыва и совместно с техническим персоналом
строительства принять меры для устранения всех неполадок.
»•
Редактор инж. Л. Heuuimadm. Техн, редактор Д. Судак.
Сдано в набор 29/VI 1939 г. Подп. в печ. 11/XI 1939 г. 61/< печ. лист. Бумажн.
лист. ЗУд. Печ. зн. в бум. л. 101 000. Формат бум. 60 X 921/»» Индекс С-34-2-2. /31^
Уч. № 6026. Уал 6,69. Уполн. Главлита А-17137. Тираж 10000. Заказ № 2212. Ж
" - — . ... п .......... —. I .$*». ‘
1-я типография Машгиз? НКТМ. Ленинград/ул. Моисеенко, 101