/



Text
ОБЩЕСТВО ·знлниi:•УССР
К иевсквl n ом научно-технической пропаганды
Заочный семинар
АДЕЖНQСТЬ
МЕХАНИЧЕСКИХ
СИС 1ТЕМ
/
·' ·-
1
r
~'
l_
tl
1-
,,
Общество "Энание'' УССР
Киевский Дом научно-технической проnаtанды
/"'
.,.,~"' ,)
~ /.;i
~lf: ./,jl'f'_
Эаочннl\ оемнвар .
~, \}? f, , Щ1.дежна ть механических систем
./.А !''.
~ .~·.f&f •
·
-
В.М.ГСIУБ,
В.И . ЦАРИКОВСКИИ
n ОЧНОСТЪ ДЕТАЛЕЙ МАШИН И МЕХАНИ3МОВ - ОСНОВА
ИХ НАдЕIНОСТИ
НАдЕIНОСТЪ ПЛАСТМАССОВЫХ КОНСТРУКЦИЙ
Кие:в - I969
1
f''
•'
·'
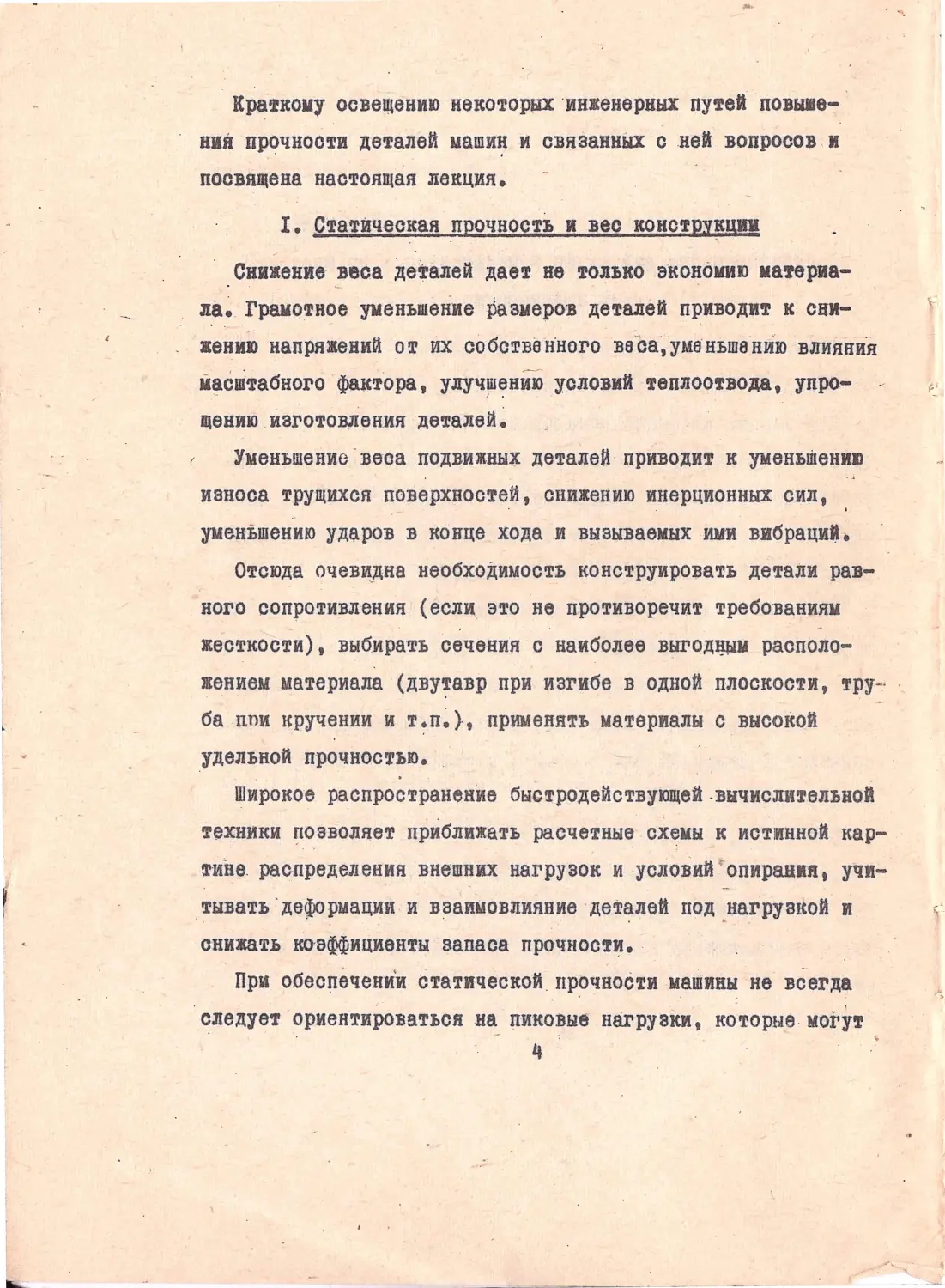
В.М.ГQПуб
ПРОЧНОСТЬ ДЕТАЛЕЙ МАШИН ki МЕХАiiиsмов - ОСНОВА
ИХ НАдЕЖIЩС,ТИ
Одним из главныХ факторов, определяющих надежность
.
-
большинства машин, является прочность.
Стремление ивбеiать о_тказов при эксплуатациk, исполь
зование упрощенных методов расчета привод~~т ино1'да к при-
'---
'
.
нятию весьма высок1.х коэффициентов запаса прочности, что
влечет за собой перетяжеление конструкц~и, нерациональное
ресходование конструкционных материалов.
Стоимость цзДелий часто пытаются снизить, применяя более
дешевые (и, как правило, менее прочные) материащi, избегая
таких технологических процессов,. кait поверхностное ~прочн:-
.
-
ние, антокорроэийное покрытие, термообработка и т.п., что
приводит к снижениiо 1,1аде;&ностИ и к увеличению стоимости
эксплуатации изделия.
Между тем, оптимальное конструирование деталей и узлов,
.
~·
правильное · составление технолог-ическоrо про_цесса и J:1рамот- ·
ная эксплуатация позволяют существенно -повысить до~овеч
ность и надежность изделий· даже при некоторой экономии в
весе.
·з
"
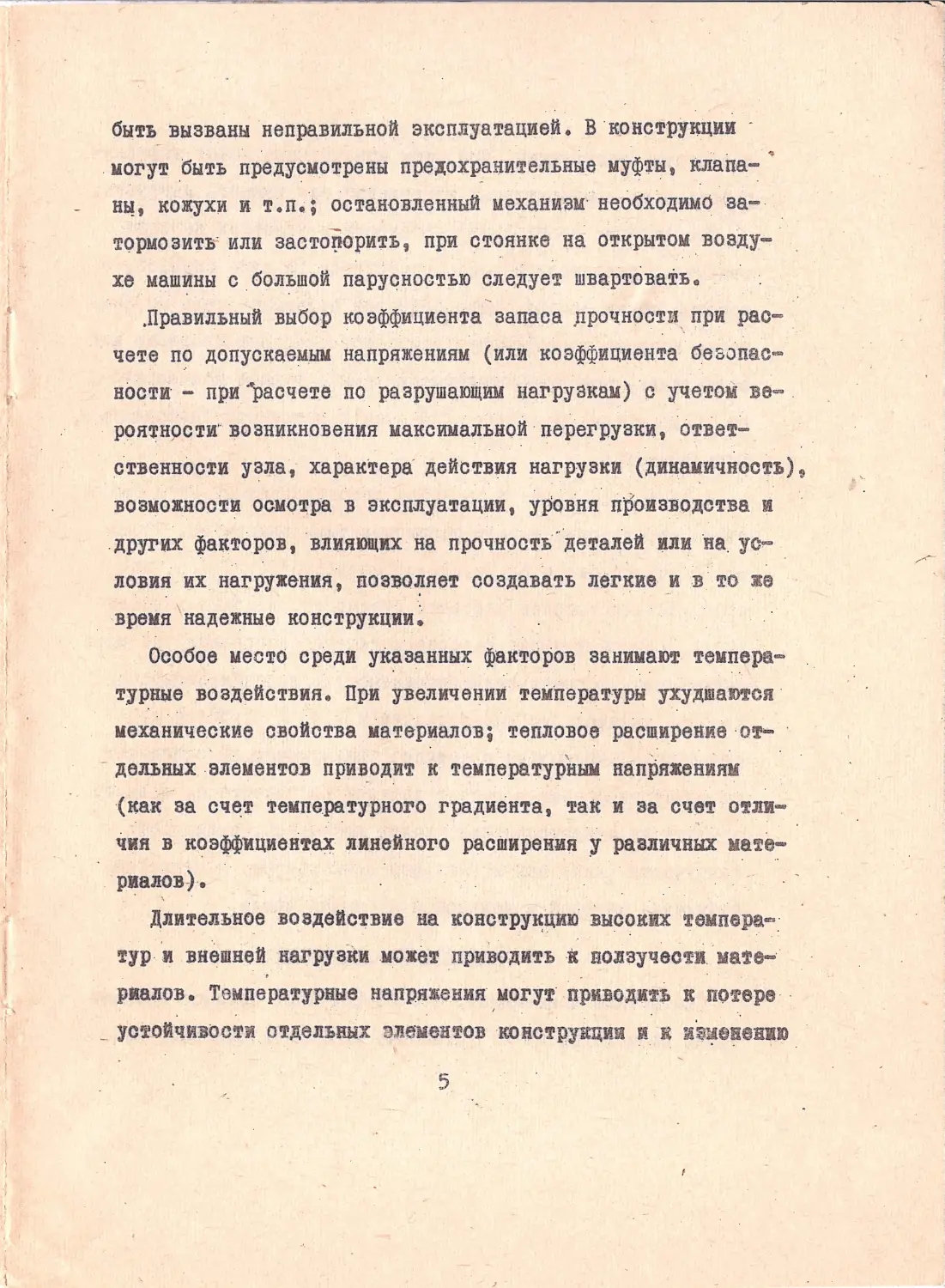
Краткому освещению некоторых инженериых путей повЬ11Ве
иия прочности деталей uаши~ и связанных с ней вопросов , и
посвящена настоящая лекция.
I. Статическая прочностЪ и вес констру~ции
Снижение веса деталей дает не только экономию ма'1'8риа
nа. Граuотн~е уменьшение J)азмеров деталей приводит к сни
жению напряжений от Их собстве ·нного ве·аа·,уменьшенИю влияния
u11сштабноrо фактора, улучJI!енИю условий теплоотвода, упро
щению . изготовления деталей.
Уuеньшение · :веса подвижИЬ1х деталей приводит к уuеныnению
износа трущихся поверхностей, сниже11ию инерционных сил,
уменьшению ударов в конце хода и вызываемых ими вибраций.
Отсюда оче:в~дна необходимость конструировать детали рав
ного сопротивления (есл~ это не противоречит требованиям
жесткости), выбира>rь сечения с наиболее выrод!ЩU располо
жением материала (д:ву~авр при изгибе :в одной плоскости, тру
ба пnи кручении и т~п.), применять материалы с :высокой
удельной прочностью.
Широкое распространение быстродействующей . вычислительной
техники по_эволяет приближать расчетные схемы к истинной кар
тине распределения внешних нагрузок и условий ' опир~шия, учи
тывать · деформацю~ и :взаимовлияние деталей под _наrрузкоИ и
снижат.ь коэффициенты запаса прочности.
При оОеспечени'и статической прочности машины не :всегда
cne.nyeт ориентироваться на пиковые нагрузки, которыемоrут
4
",
i'.
- ---- --
~~~-~~~~~--------------~------=
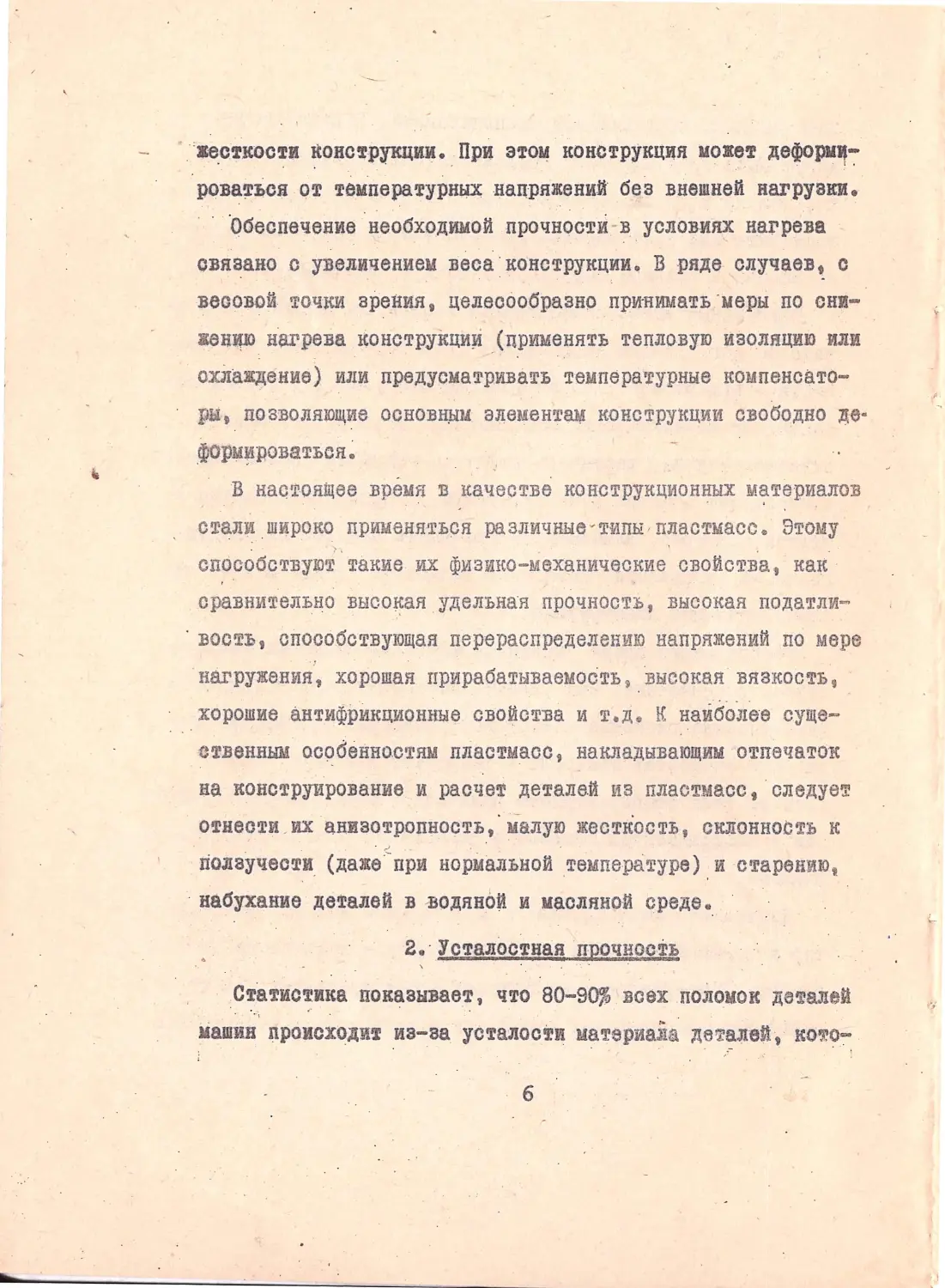
быт:ь вызваны неправильной эксплуатацией. В ко11струкции -
могут _быть предусмотрены пре;11;охр_ацительные муфты, клапа-:
НЬ!, кожухи и т.п.; остановленный механизм необходимо за
т<;>рмозитъ' или застщюрить , при стоянке на открытом возд у
хе машины с большой парусностью следуе т швартовать.
.
.
.Правильный выбор коэффициента запаса _прочност и при рас
чете по допускаемьw: напряжениям (или коэффициента беsо пас
ност1r1 - при "расчете по разрушающим нагруэкаи) с учето м ве- .
роятнрсти·возникновения максимальной - перегрузки, о твет
ственности узла , характера действия нагрузки (динаuично ст:ь),
возможности осмотра в эксплуатации, уровня производства и
1•
других факторов, влияющих на прочность· деталей или на ус.- _
ловия их нагружения, позво~яет создавать легкие и в·то же
время \ надежные конструкции~
Особое место среди указанных факторов занимают темпе ра
турн111е воздействия . При увеличении температуры ухудшаются
механические свойства материалов; тепловое расширеn ие от-
. дельных
элемента.в прив_одит к температурным напряже ниям
(I<ак за счет температурного градиента, таtс и за счет отли
Чия в I<Оэффициентах линейного расширения у различных мате
риалов.)-.
Длительное воздействие на констру~цию высоких темпера
тур ·и внешней нагрузки может приводить :К ползучести uаtе
рмалов. Т емпературные напря же ния uогут пр•t:водит:р к потере
_ ус~ойчи вос ти
о тдельных эnеu ен тов конструкции и к изменению
5
с:кестJ<ости конструкции • . При этом конструкция uожет дефОри"":'
роватЬся от температурных нацряжений без :внешней наrруэки.
·обеспечение необходимой прочностИ - :в у.словиях нагрева
связано с увеличением :веса конструкции. В ряде случаев. с
весовой точки зрения, целесообразно при·нимать меры по сни
жец}ЦО нагрева конструiщи~ (nрименять тепловую изоляцию или
охЛаждение) иJrи предусматривать температурные компенсато
ры, позволяющие осно:вщт элементам конструкции свободно де·
форм~ро:ваться~
В настоящее время в 1сачестве конструкционных м~териало:в
стали широко применя~ься различные - типы , пластмасс. Этому
.
.
способствуют такие их физико-механические свойства, как
сравнительно высоl\ая удельная прочность, высокая податли-
. вост:ь,
способствующая перераспределению напряжений по мере
нагружения, хорошая прирабатываемостъ , высокая вязкость,
хорошие антифрикционные свойства и т.д . К наИболее суще
ственным особенностям пластмасс, накладывающим отпечаток
на конструирование и расчет деталей из пластмасс, следует
отнести . их анизотропность, малую жесткость, склонность к
.
_,
Ползучести (даже - при нормальной температуре) и старению,
набухание деталей в -водяной и масляной среде.
2.Усталостная прочность
Статис:ика показывает, что 80-90% всех поЛоvок деталей
uашии происходит из-за усталости материаЛа де~~лей, ко~о-
6
,,
1
l_
рая uожет б!iт:ь вызвана itaк цимическиы наt'руJВ;ением, тaJt и
циклиЧ ес~ИJI изм енением те111пературы.
Особенность усталостноrо ра врушения состоит :в том, что
·.
оно происходит nод дейст1н1е!l :вьtсо ких м е стньtх наnряженйЙ
-
.
при до:вол:ъио ниэttих номинальных (сре дюtt) наnряж&ниях, по-
лучаемы.х ие ак.аде1.tического расчета; опирающегося яа до:вщ1ь~
но простую расчетную cxeuy и обычно ~е учит~:вающего нали
чия · концентратов напряжения в конструкции и МНОJВ;ества дру
гих факторов, :влияющих на усталостную прочность.
Кроме коицентрато:в наnряжения, к этmi фактораМ относят
ся размеры ~етали·(масштабный фак'l'ор), фид деформации, :ве
личина и знак :внутренних напряжений, режим и частота ~tа.
гружения, температурные условия, о.кружающая среда, термо
химич~ская _ обработка, химический соста:в материала, величи
на з~рна, металлурГические факторы, .фактор времени, нали
чие поверхностного намеnа, сосжояние поверхности. Процесс
:возникновения и раэ:вития усталостных трещин идет бопее ин
тенсивно при liаличии различных поверхностных повреждений _;
на деталях (царапины, риски, Забоины, инородные :включенИя,
оч.аги коррозии и т.д.) 1и в условиях активной окруцющей
сред.ы:.
дЛя создания кон с трукции, безопасной с точки зрения
усталости, и длЯ ус тановлен_ия г а рантий ног о срока: · службн и
периодичности осмотров. конструкции исследование ~сло:вий · '
развития усталостных трещин име ет важное звачен и . Опыт по:
7
казьр:1ает, что интеноИвнооть раопроотранения трещин тем
боп:ьше, ·чем :выше - общий уровень напрнжений и чем выше проч
_
кость материала.
Усталостная прочность за~исит от сочетания свойств по
верхностного слоя и основного металла детали. Основные
технологические способы по:вышеиия усталостной прочности
де~алей q:вirзаны-с получением остаточных напряжени~ . По
скольку предел усталости (:выносливости) металла зависит от
'
/...
б"' .
коэффици,ента асимметрии цикла 'С' = Э',,.,," .
(предел уста-
"""')(
лости при симметричном цикле :в большинстве случа ев :выше ,
чем при асиммеwчно~ ;:икле с растягивающим средним напря- .
жениеu в; = rп/п 2 то-к , но ниже, чем при асимметрич-'
ноu цикле со сЖимающим средним напряжением), ·:вполне обосно
ванным ЯВJiяетсн стремление получить на поверхности детали,
п-рИ ее изготовлении; оЖимающие остаточные напряжения.
·
Это достигается при помощи технолQгических процесс~:в,
приводящих к образованию наклепа на поверхности детали
(дробеструйная, пне:вмодинамическая,_ пескоструйн;~~обработ
ка , Чеканка, , гидрополирование, обкатка роликами, накатка
резьбы и т.n.). Выбор режима механической обработки также
.
.
.
,,.
.
'
Ш!ееТ бОЛЬШОе ЗНЗtlеНИiо В -QТJIИЧИе ОТ оdЫЧНОГО И СИJfОВОГО
/
резания скоростное резание приводит к образованию на обра-
батываемой поверхности остаточных напряжений сжатия. Сле
дует иметь в :виду, что :в случае работы при достаточно вы
~окой температуре поверхностное упрочнение сн_имается •· Обыч-
8
..
· но наклеп приводит к упрочнению металл~, однако в случае
"перенаклепа" происходит расэрыхление, отслаивание и ше-
лушение поверхности металла, появляются трещины.
На усталостную прочность большое влияние -оказывает
фактическая эпю,ра расПределещ.ш н_апряжений по сечению де
тали и их градиент. Последнее обстоятельство сильно эави
сит от наличия концентратов напряжений. Вблизи Itонцен.ра
тора напряжения нарастают весьма интенсивно, максимальное
. значение · напряжения
может превыша~·ь среднее в нес1tолыt0
раз,. что JI приводит при цикличе ском нагружении к обраао
ванию в данном месте усталостной трещины.
Различают силовые (в местах действия контактных -внешних
сил) и'геометрические концентраторы напряженийе
'.
в районе силовых концентра торов напряжений при повтор-
ном нагружении могут возникнуть §сталостные повреждения в
виде шелушения и отслаивания . поверхност~оrо слоя. Эти яв
ления моr_ут быть устранениы или ослаблены пу•rем поверхност
ного упрочнения контактирующих деталей. Весь~а важно ~ри
этом правилJ:>'нО подобрать толщину упрочниющего слоя и вяз
кость ядра детали •
. ГеометрическИе
концентра,торы_ нщrряжений J? свою очередь
Можно разделить на три группы: концентраторы· конструктив-:- .
ного, технологического и э1tсплуатационного проис.t!>ждения.
К концентраторам конструктивного происхождения отцосят
ся, раэличные отверстия, паэы, канавки, щлицы," резьба, ма1
9
лые радиусы переходов, галтели, проточки, подрезы на гра~
ницах механической обработки, .резкие изменения сечекия
детали, предусмотрiнные конструктором в чертежах клеймо,
маркировка, кернение, нарушающие поверхностный слой дета
лей.
К концентраторам технологического (производственного)
1.
происхождения относятся дефекты материала, шероховатость,
следы механИческой обработки на поверхности деталей, раз
меточные риски, оста точные напряжения и трещюш, возни-
_
кающие при сварке, клепке, механической обработке и сбор
ке, забоины, вмятины, царапины, нарушения упрочнцющих и
антикоррозийных покрытий, вызванные низкой . культурой про
изводства.
При небрежной эксплуатации также могу~ возникну ть за
боины, вмятины, царапины, являющиеся концентраторами на
пряжений.
Чем выше прочност:ь и ниже пластические свойства мате
риала, · _тем сильнее влияние концентраторов. Пластичные ма· .
териалы обладают способностью сгла)!Sиватъ неблагоприятные
....
д1rя усталостной прочности пики напряжений у концентрато
ра.
С понижениеu . частоты нагружения :выносливость деталей
также .понижается.
В коррозионной среде влияние частоты нагружеюш на
усталостную , прочность усиливается , п ос кольку в Э 'fРМ слу•
чае решающее значение приобретает фаv.тt1р I!рем ени .
,_
,
3начи11елы1ая доля повреждений деталей современных ма
щин происходит из-за напря;:tений, в01!ни~tающих при их ~щ
лебаниях · (вибрациях), :возбуждаемых различными периоди"
чеС!<ИМИ (например от работающего д:вигателя) или :внезапно
приложенным (при уд_арах, авто 1~ошэбаm1ях и т.п.) оилами,
действующими 1сак самос·rоятельно, - так и в сочетании с дру
гими силовыми факторами.
В некоторых случаях вйб_рационная нагрузка сама по се
бе может служить причиной разрушения. особенно при :воз
никновении резонанса. Повреждения, :вызываемые акустичес
кими :вибрациями, могут быть определ~ющими для прочности
тонких обшивок, расположенных J3 зоне шума высокого уров
ня (например, :в зоне работы мощного д:вШ'ателя),
Применение различных демпфирующих устройств и исполь
зования материалов с хорошими усталостными характеристи
каии - вот пути д1ш уменьшения колебательных деформаций
_.
и их вредного :влияния.
Пред:варительное приложение статической нагрузки боль
шой :величины (до О, 75 Gf ) оказ?Iвает существенное влия
ние на выносливость элементов конструкции: nри пульсиру~
щеы цикле предварительная статистическая нагрузка тоFо же
знака ("тренировка") :вызывает повышение выносли:еости кон
струкции , нагрузка обратного знака - снижение.
Бо;rее известна тренировка при нагрузках ниже .предела
:еыно сливости (обкатка), также по:вышающая :выносл ивость кон-
струкции .
п
/
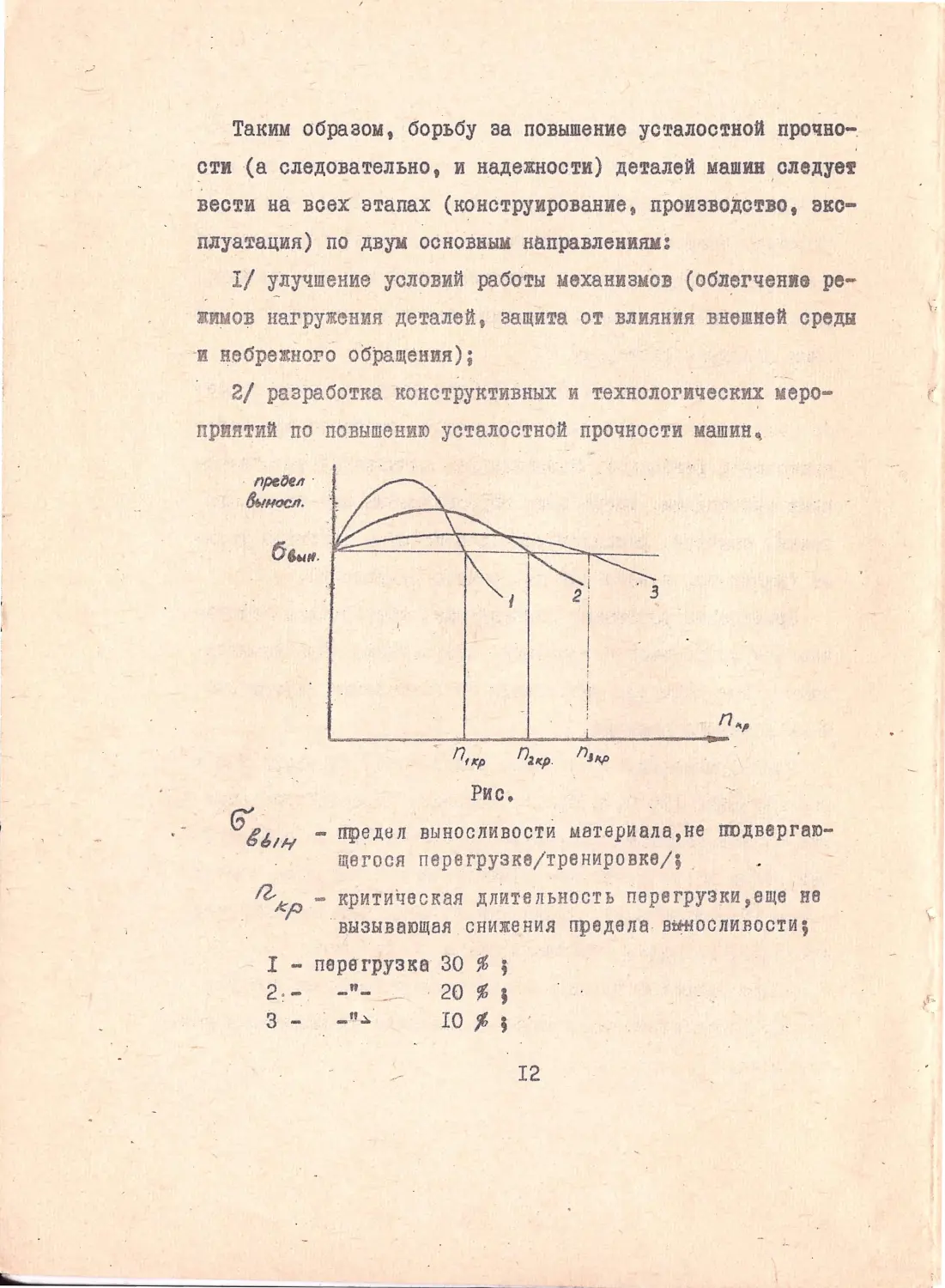
Таким обраэоы, борьбу эа повышение усталостной прочно
сти (а следовательно , и надежности) де талей ыашии , сл едуе!
вести на всех этапах (конструирование, производство, экс
плуатация) по дву:м ос новным н~правления.м:
I/ улучшение условий работы механизмов (облегче ние ре
жииов нагруж~ния деталей, защита от влияния внешией среды
-и небрежного о бращения);
2/ разработка конструктивных и технологических меро
приятий по повышению усталостной прочности машин~
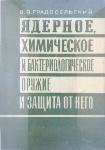
прееел ·
&tносл.
Рис .
6'g6,/../
-
Щ')едвл выносливости м ат е риала,не пюдвергаю -
щегося перегрузке/тренир о вке/; .
12-кр - критическая длитепьность п е регрузки,еще не
вызывающая снижения предела вЖiосливости;
I - перегрузка 30 % ;
2~--n-
·
20 %J
3-
. -"~
IO%;
I2
3. Некоторые рекомендации по конструированию
и иэготовлению деталей машин
Удачный поде5ор материалов, термохимическая обработка,
подача смазки в местах приложения сосредоточенных нагру
зок могут существенно уменьшить вредное влияние контакт
ных напряжений на выносливость и изно~ конструкции~ При
.
'
-
расчете конструкции на прочность следует иметь в виду
r·
·изuенение механических свойств . поверхности контак~иру»- ·
!
.\
1
г
щих деталей в процессе иэноса и изменение условий нагру-
жения некоторых деталей и~-за появившихся в процессе из
носа зазоров и лЮфтов.
Ненужные зазоры могут П?лучиться еще до эксnлуа'.Цiции
'Иэдеяия как результат накопления доnустИllЪIХ отклонений
размеров дет~nей при неправильно выбранной разм~рвой це-
почке. По той же причине не оговоренные в чертеже тоц11-
.
.
)
вы стенок, донышек, величины перемычек могут оказа'fЬОЯ
существенно менЬ111е номинальных размеров. Для наrружеивых
детЗJiей в этих случаях (если раэuериая цепочка не мо•е~
быть изменена) цеАесообрв.зно оговарива~ь мивJU&ЩJ:ЬВНе
!rО~iцииы (перемычки), ч т обы привлеч~ внимание aзrotoвиte
~eR и контроnера к данному размеру.
Иноrда в конс1рукции предусuатриваЮ'r некоторуЕ свобо
ду относительного перемещения сопрягаемых детапей, что~u
избежать закпививания механизмов и вовн~кновевая допожн.•
rз
тельных напряжений (применение саuоустанавливающихсяпод
шипников в опQрах валов , создание те~пературных компенса
торов, членение рулевых поверхностей -самолета , чтобы ис
кзпочить нагружение этих поверхностей от д~формаций крыла
и оперения и . т.д.).
~арактер нагружения деталей может быть изменен предва
рительной затяжкой болтов (во избежание перетяжки в чер-
,•
"
теЖ!ЭJС следует оговаривать величину усилия: или мо1r1 ента за-
1•
тяжки); с то й же целью вмес~о толстостенного цилиндра,
испытавающего .дей9твие вну~реннего давления , можно приие
нит:ъ два цилиндра, соединенные посадкой с .натягом .
Весьма важно исключить возможность возникновения не
учитываемых в расчетах на прочность монтажных (сборочных) ~
напр~женИй. Это достигается правиль~μм вы~ором ра~мерной
цепочки и жесткой системы допусков. Иногда более вЬl!'одна
в проиэводст:венцом отношении "мягкая" система допусков в
комплексе со специальными компенсаторами, устанавливаемн
ми по месту.
При конструктиро:вании практически невозможно полностью
избежать концентраторов напряЖений в наrруЖенных деталях,
однако всегда сл6дует сводить иХ количество и влияние к
~ИНЮlуУУо
• В чертехах деталей• иsrотавливаеuых из поковок , необ
ходимо указыщ~ть направление волокон (:волокна доnжнн быs
:ориен'fироваин в;цощ. осиовиоrо сипов6rо по'l'ока), ·· ацизотроп
'носп. ма'fериапа cJie;ц1e'l учи!'Ы:ват~ в ~qче~е .
1
1
1·
;,,
\
l
,
В ответственных деталях, подвергающихся повторному на
гру~ению, следует предусматривать создание остаточных по
верхностных сжимающих напряжений в процессе изготовления.
Это может быть достигнуто каи при помещи наклепа, так и
при поверхностной закалке или. пр~1 некоторых видах термо
химической обработки (азотирование, цементация , цианиро
вание).
Во И?бежание коррозии следует проанализировать возмож
ные :внешние условия. работы машины, грамотно подобрать па
ры сопрЯГаемых материалов, сорт смазки, вид антикоррозий
ного покрытия или выполняющей его роль термохими~еской об
рае5от1ш, а в случае , необходимости (например ,_ при отсутствии
доступа для - смазки) подобрать нержавеющие материалы. Оста
точные сжимающие напряжения в поверхностном слое такЖе _ по
:вышают коррозийную стойкость материала.
При сварке замкнутых полостей ' следует предусмотреть от
верстие длf1 выхода сварочных гаsов, которые могут посitужит:ь
причиной коррозии; отверстие в случае необходимости эа:вари-
вается в последнюю очередь.
Надежность изделий сильно зависит 't от технологии их -иэ-
го~овления.
__
Прежде всего,технолоr должен обесttечить получение доста
точно чистого и однородного металла нtfжной -маркм •. с этоИ
целью иногда применяется регулирова11ие процесса рекристап-:
лизации, плавка и разливка в :вакууме. Несоблюдение те~пеl
I5
"
рат1рных режимо:в при литье, штампо:вке, термохимичес:кой
обработке, неправильный :выбор мес,_.а для облоя, чре:mер
ное содержание - ВР!3дных примесей могут при:в_ести к полууе-
,.
нию некондиционного материала · с трещинами, раковинами,
рыхJ1отами, расслоениями и т.п., с . нестабильными даже в
пределах . одной детали :механическими свойствами, с повы
шенной склонностью к усталQстному разрушению и коррозии
(в том числе интеркристаллитной) и т.д~
Знак по-верхностных остаточных напряжений з~виси~~ от
-
.
:выбранного режима работы.
.
Вредные технологические остаточные напряжения могут -~
быть уменьшены или даже сведены к нулю, например, за
счет обеспечения зазора нужной величины между сваривае
мыми деталями, правильного выбора места крепления свари-
('
.~.
:ваемых деталей :в приспособлении, положения длинных и тон....
ких деталей в закалочной печи , последоват ~льности Е1ыпол
нения заклепочных щюв . Во избежание появления трещин
клепку хрупких материалов следует производить на прессах•
.
\
ПрИ разработке технологического процесса следует иметь
в :виду, что некоторые технологические операции могут - све
сти на нет пользу, полученную от предшествующей операции.
Например, термообработка накатанной резьбы снимает наклеп
с ее витков; при установке деталей с натягом и при клей
мении может быть нарушен и защитный слой; , прJli ·окончатель
ной механической обработке часто срезается цаменти-
Iб
1,)
_,
1t ·1
рованный или закаленный слой. В последнем случае необхо
димо увязывать глубину закаленного (цементированного)
слоя с величиной припуска на механическую обР.llботку или
переходить к таким видам термохимической обработки, кото
рые не требуm окончательной механической обработки (азо":"
ТИРОвание, борирование, изотермическая закалка).
.
, 4. Прочностные испытания
Целью прочностных испытаний является исследование усло
вий нагружения конструкции и ее несущей способности. Раз~
личают испытания эксплуатационные и лабораторные, ста~~
ческие, · динамические- усталостные (в тoli числе ускоренные),
вибрационные (часто~ные), тепловые, испытания отдеЛънЫх об
разцов и натурные.
В процессе натурных эксплуатационных. испытаний ут9чия
ется величина и повторяемость принятых при проектировании
на~рузок. Для ускорения этих испытаний из числа поступаю-
.
-
.
~
щих в эксплуатацию изделии выделяют так называемую лидер-
-
ную групп~ . Изделия этоИ группы должны иметь максимальную
наработку (по сравнению с Изделияп.1 основноrо парка) и
экспруатироваться в наиболее _ трудннх условиях. Это nоэво-
-
.
ляет :выявит:ь наиболее слабые места в конструкции и произ-
вести усиление изделий основного парка.
;
Исследование несущей способности изделия начинается со
статических испытаний , которые являются ооновНШI средством· ,
/
Г1
/
·-
, контроля· прочности конструкции (при действии пиковых на
'
· грузок) и доведения прочности до необходимого уровщ1,
·П;,
.:,юй проверкой расчета по разрушающим нагрузкам. Ре
зультаты статических испытаний часто служат основанием
для усиления или облегчения 1юнстру1щии. При статических
испытаниях моrут быть определены напряжения в различных
точках конструкции и ее Жесткость.
С ЦеJIЪю выявления фактических запасов прочности про
водится статическое испы'l'ание конструкцИИ до радрушения •.
Усталостные испытания проводят,с,я с 1;1ельi0 уточнения
пер~оначально принятого гарантийного срока службы и выяв7
Jiения сла6ьiх с точки зрения усталости мест в конструкции.
·программа усталостных -испытаний составляется на основании
статистических и эксплуатационных (полученных, например,
на изделиях-лидерах) данных о вели~не и повторяемости на
грузок, о наличии и характере сопутствующих им вибраций
или коriеdаний.;
:fсталос~ные исп~тания Позволяют определить скорость
распространенин трещин и установит,ь соответст:sующую перио
дичnость осмотров конструкции.
- для быстрейшего выявления ненадежных элементов иногда
проводятся ускоренные испытания. Такие испытания нежела-
. тельны
в ~ех случаях, когда на усталостную прочность из
делия и:nи · узла влияют факторы, действие кoтopliIX зависит от
.
..---
.
,времени (старение, ползучесть, коррозия, радиация и т.п.).
18
1
Целью частотныХ (вибрационных.) · исnытаний является выяв-
ление характера и типа колебаний с определением причин их
возникновения. определение собственных частот долебаний
отдельных детале.й или агрегатов, оценка допустимости коле
баний с точки ' зрения усталостной прочности. разработка ре
комендаций по уменьшению колебаний (отстройка от резонанс
ных cocтoffiiий, изменение режима работы, демпфирование ко
лебаний).
При серийном выпуске изделий для проверки соответствия
серийного изделия "эталонному", опытному, образцу рекомен
дуете~ проводить периодические испытания . (статические, - ус- -
талостНЬ1е, динамические) изделий серийного производства.
Чем сложнее и1 разнообразнее факторы, влияющие на проч
ность и надежность детали или машины, тем ·труднее воспроиз
вести их в процессе испытаний, почти всегда отличающихся
некоторой идеализацией. Например, динамическая нагрузка
обыч!lо заменяется "соответствующей" статической, сопутству
ющие работе изделия :вибрации и коррозионная среда часто не
воспроизводятся, поставленный на усталостные испытания
опытный экземпхяризделия может существенно (:в мелочах) от
личатьсЯ от серийного и т.п.
В целом испытан~я являются основным предварительиЬ!ll вта~
пом проверки прочности сложного изделия. Только на основа
нии специального комплекса эксплуатационных испытаниR и
сравнительного анализа результатоЕ лабораторных и зксIШу-
I9
аtациояных испытаний с учетом статистической информации
06 отказах зксш1уатирующихся изделий, может быть ·даиа
окончательная оценка прочности и установлен гарантийннй
срок надежной · работы современной машины.
Таким о6раэоУ, для 06ес11ечения п·рочности иsдеJiия не
обходимо учитывать все факторы, влияющие на ero состоя
· ние и работоспособность, в их вэаимосв~эи, выде~яя в каж
дом конкретном случае главные, веду~ие.
в.и.цариковский
НАДЕЖНОСТЬ ПЛАСТМАССОВЫХ КОНСТРУКЦИЙ
Как уже отмеча.Jf'ось ранее, в машиностроении все шире ,
начинают применяться различные типы nJiacтмacc в 1tачестве
конструкционных материалов. Хотя мы _пока что не распола-
.
.
../
гаем знанием ~сех характеристик пластмасс. Однако уже
сейчас, благодаря целому ряду специфиЧескР!Х свойств. этих
новых материалов, ·можно гарантировать пластмассовым ксз
струкциям большую надежность. и долговечноJ_ть, чем метал
лическим при _ работе в особы~ услов~ях '(агрессивные сре;цы,
морская вода~ трение и пр.).
Наиболее пригодным для , создания крупногабаритных кон
струкций являются армиро:ванцые пластмассы ~ и :в первую оче
редь стеклопластики. Они способна воспринимать большие
механические- нагрузки. Их средняя_ прочност.ь на ра_стяжение
и изгиб (25-{50 кr.мм2) :вполне сравнима с прочностью ста.;
лей и алюмин_ия.
I. Экономичност:ь иэгото:вления конструкций из .плас'.i:масс
Процесс изготовления стеклопластико:вых констру1щий зна
чительно отличается от Иэ!'отовления метаЛЗiических~ ..Мета.П•
лические детали иэг,ота:вJiи~аются, как !_lравило, . на бол:r.шоu
количестве разнообразного о_борудо:вавия с довол:ьно эна:1и-
2:I
'1
/
. ....
тельными отходами материала. При этом габариты детаJ1ей
ограничиваются размерами рабочей зоны оборудования.
J3 процессе определения размеров и изготовления стекло•
пластиковых конструкций на первое место выходит не обору
дование, а форма, по которой выполняются конструкции. На
эту форму механизированным или ручным способом наносят,
с минимальными потерями, необходимое колИчест:во армиру~о
~его материала, пропитанного синтетической смолой. Форма
выполняется по :внутреннему или наружному кон~уру изделий
и может иметь любу~ сложную конфигурацию :в пределах целе~
сообразного. После отверждения материала готовую . деталь
'снимают с формы и подвергают окончательной обработ1tе.
Дополнительное оборудование определяется уровнем тре
бований к конструкции детали.-
Для точной выдержки толщины стенок и :выполнения точных
размеров обеих поверхностей изделий применяют пресс~формы
(пущ1соны и матрицы). Для повышения прочности и тепло
стойкости изделия вместе с формами поцещают в термопечи и
/
проводят полимеризация по заданному режиму. Термообработ-
ка также сокращает срок Полимеризации материала.
Однако почти во всех случаях оборудование участников
ДJIЯ производства изделий из армированных пдастмасс самых ,
сложных конфигураций ограничивается ус •1•а новками для приго-
·т ов ления
смол, формами и термоnечами.
22
Указанная те;хнология является очень экономичной. Напри
мер, бункер для химических веществ, объемом 1400 л . с обо
лочкой из листовой нержавеющей стали, подкрепленной при
варенным металлическим каркасом, имеет трудоемкость . проиэ~
водства порядка 600 нормо-часов. _ В то же. время стеклоплас
тиковый бункер большого объема; состоящий из монолитной
оболочки и крышки, имеет трудоемкость производства 250-800
нормр-часов •· Это соотношение трудоемкости характерно для
большинстВа крупногабаритных металлических и пластмассовьрс
'
-
конструкций. Причем с повышением уровня механизации изго-
.'
товления стеклоп~стиковых конструкций и шярокого внедре
ния методов напыления, намотки, насасывания, пропитки под
давлением, а также повышения качества материалов и снижен ия
их токсичности , р~эница в соотношениях трудоемкости будет
постоянно увеличиваться .
2. Монолитность 1<онструкций
Проектируя машину из металла, конструктор ограничен
конкретной номенклатурой полуфабрикатов :в виде листов , про
филей , труб и отдельных деталей. Все эти элементы он у-вязы
вает в конструкцию, как правило, с помощью множества детал ей
крепежа - болтов,винто:в,эаклепок и пр.ПрИ этом- прочность до
талк пон ижается иэ-.за большого количества отверстий . О;цна.:.
ко такие конструкции достаточно надежны и с~ужат десятки
лет.
23
•
При изготовлении деталей машин иэ стеклопластика кон
струцтору можно проектировать монолитные конструк_ции прак
тически без стыков, отверстий и элементов крепежа. Равно
прочнос'!ь конструкций обеспечивается путем подбора нео6-
-~
ходимых толщин материалов и расположения волокоц армирую-
щего стеклонаполнителя в соотввтствии с направ11ением на
грузок .
Стеклоnластиковые конструкции, созданные указанными ме-
тодами, вследствие их монолитнос11:и, обладают значительно
меньniим весом, достаточной прочностью , жесткостью, вибра
ционной и к_орроэионной стойкостью, повышен ной герметично
стыо, и , как следствие , высокой надежностью.
Примером надежных 111он0Jштных · конструкций могут слу
жить корпуса автомобилей , шлюпок · и ~tораблей, емкости хими
ческой аппаратуры . 8а рубежом созданы даже саполетыt у ко~
торых крыJiья и фюзеляж выпоJtнены в виде монозштных агрега
тов.
·э.
Химическая стойкость 1со нстыукщ:!.й
'
13 настоящее время прюстически нецелесообразно создавать
.
'
машины, работающие - :в контакте с агрессивными средствами
беэ применеюш пл~стических масс, так 1сак их химич~ская
стойкость значительно превосходит стойкость ~еталлов - ста
лей : . алюминия.Задача создания :крупногабаритных 1сонструкций,
работающих с агрессивными средст:вами,такж8 привела к. необхо
димости применения :высокопрочных армированных пластмасс -
стеклоплас~иков.
24
Если сра:внитЬ реэуЛьтаты испытаний стали, алтпппtя и
стеклопластиков в ядохимихатах и удобрениях, применяеuwс
.:в сельском хоэяйст:ве (бордосской Ж~дКОС~И, селитре~ ~уцер..
фосфате, ПОЛИХЛОрпинене И др.)t 'l'O МОЖНО ОТМе'tИТЪ 1 Ч'l'О
. алюминийотноси'l'ельно легко поддается разрушению; иs ма
лей наиболее устойчи:ва тол:ько нержавеющая ста.лъ, 13 то вре
мя как стеклотекстолит на основе эnокоидных смол наиболdе
прочен и при непрерывном контакте о наМолее аrресоИ:виым~
Ядохимикатами :в течение года теряет ли111ь 20-40% первона_. .
чальной прочности. Плакирование С:теклотекстоJ.tИта·тонкими
слоями термопласто:в значительно уменьшае.т и это падение
прочности.
Химическая стойкость стемопластико:в tzоз:в()!J(яе1 изготав
ливать надежные конструкции ·са значительно 6ЬльmИМ реоур-
сом.
Так, бункеры сельскохозяйст:веннщ машия из лисi'о:Вой не-.
ржавеющей стали толщиной О,8 мм служат до поя:вле11ия дефек
тов IOO часо:в, :в то же :время монолйтНЬiе емкости из · мекло-
.
.
пластика, иэrот~:вливаемые сейчас :взамен металлических, эко
пЛуатируются без дефектов . уже свЫше !ООО часой и их общий·
. ресурс
должен быть :в З-:-4 и более раз :в.Ыте, чем ме~а:лл~чео- -
ких. Продлению ресурса способствует не только химичес.кая
стойкость стеклопластика, но и вибрационная стойкоо·ть, _
гладкость :внутренней рабочей по:верхностf.1, минимал:ьная ад
гезия к химикатам и отсутствие ~еобходИмости дополнИ<t.t~ль•
ной механической очистки стенок~ .
·-
'
Высокие качества конструкции бункера из стеклопластика
позволяют· улучшить качество работы всей машины, уыеньшить
ее .iростои и повысить ·производительность~
4. Антифрикционные И гидро!fрбные свойства материало:В
Коэффициент трения различных сред о ме~аллы достаточно
велИ'к и это ищ>гда затрудняет нормальную работу ~~rашин.
Так. из сталь!IЬIХ бункеров сельскохозяйственных машин зна
чительно затруднено высыпание химических веществ, сыпучие
химикаты налипают на стенки, уплотняются и зависают в бун
Rере•.
Лыжи аэросаней и других машин, Э.ксплуатирующихся в по
лярных условиях, примерзают на стоянке к снегу и для их
страгиванюt с места. необходимы· большие усилия, 1tоторые мо
гут цовредить конструкцию.
Описанные явления устраняются при выполнении поверхно
стей скольжения из полиэтилена или фторопласта. Тонкослой"
ны-е пластмассовые покрытия позволяют онИэить коэффициент
трения сред по конструкции в 2-: -3 раза, а их гидрофобные
свойства искшечают налипание и схватывание рабочих сред со
стенкаии конструкц_ии .
В ре-зультате , ресурс металлических бункеров :возрастает
в 5 раз и более, причем исмючается их механическая очист...
ка и упрощается э,ксплу!)тация всей машины~ Для аэросаней
знаqитеЛьно снижается усилие страгивания и уменьшаются за
траты мощности, необходИ)(Ьtе для движения или скольжении
по снеrу.
26
5. Внешний вид
Большая роль при ~оздании машин при.дается _эстетике .
Декорати:вная окраска конqтрукцийлакокрасочными материа
ЛВJ4И не дает возможности длительно сохрани~ь · требуемое
качест:во поверхности~ Лакокрасочные покрытия, я:вляясь ве
щест~амй иного соста:ва и обладая иным коэффИцИенТом: линей~
ного расширения~ чем материал конструкции, приэксплуата~
'
ции трескаются, отслаиваются и разрушаются ~
·прИменение пластических масс и синтетических смол, хо
рошо со:вмещающихся с красителями, позволяет изготавливать
конструкции,. 01фашенные ·в процессе производства в разнооб
разные цвета. Внешний вид этих конструкций соответствуе5.'
требо~аНИ!ПJ, а долговечность равна · сроку· службы самих из-.
делий.
6. Простота ремонта конструкций
Возможности ремонта конструкций в случае их по:врежде
·ния :всегда интересуют созда тел.ей машин. Все:м Известно, что
1
для ремоН1l'а металлических изделий часто нео6ходин опреде-
.,
ленный набор инструментов, электроэнергия , сжатый воздух,
демонтаж изделия с машины. СтеКлопластиков~е изделия в
этом отношении оченъ неприхотли:в~. Любую трещИну t про601щу,
царапину ыожно легко устранить путеJI наложения ~эаплат из
отекломатериало~ на выбранных для этой цели сиитетИческИх
1
,,
~енолах. После наложения· заплат место дефек'fа необходимо_ о,б- .
/
! ... ....
\
катать р0J1Юtом и.пи ДруI'им предыетом и не трогать до пол
ной nолиuёриэации.
Наиболее пригодnw д.nя ремонта -:- эпоксидНые cмoJIЬI. Ре
моюr .производится в любых условиях. Единственнw требова
нием является; отсутстви~ влаrи и желательное обесПечецие
температуры не ~иже IO-I5°C. Простота ремонта конструк
ций - одно из определяющих достоинств при разработке стек
поплаdтико:Вых изделий и обеспечении их высокой надежности
и долt'овечности. ,
- Ряд
приведенных примеров по1tазал,, что, несмотря на не-·
~остаточную. полноту наших знаний о свойствах пластических
масс, имеются реальные 11озможности обеспечения высокой на-
жеzности и долговечности не только мелких деталей, но И
крупногабаритных конструкций маш~н за счет использования
специфических свойств материалов.
·Дальнейшее исследование пластН~~еских масс, накопление
0ПЬ1та ,испытаний и эксплуатации конструкций будут способ- .
ствовать более_ широl(ому внедрению новых материалов, - обео
nеч~ающих nегкост:ь, эконоliичност:ь и на;цехност:ь конструк
ций.
Материал по;цrо~овлен Киевским' Домом
научно-:ехнической проп_агаи.цы
Научный редактор
доктор технических наук ,
npoweccop А.М.Гри:rорьев
Редактор _Т .П.Хоменко
Корректg_р .л.А.Хитровская
'-'
'1
/
...
БФо~аr~, 11.92.6'9.
, эа.каа П7;
·,тира•"30,·
. объем 1,25'_
Цена ·~ коп•
~днтп, Киев, ул.ВJiадимирская, 56.
\'
/
•
.
,
. Uена7 коr1
,: