/





























































































































Text
ТЕХНИЧЕСКОЕ
НОРМИРОВАНИЕ
СУДОКОРПУСНЫХ
И СУДОМОНТАЖНЫХ
РАБОТ
ББК 39. 42—01
Г 61
УДК [658.53:629.12] (075 8)
Рецензенты предметная комиссия спецдисциплин Ленинградского судострои-
тельного техникума (инж М. Н. Илюшина). ннж Ю. В. Егоров (з д им А. А. Жаа
нова)
Голота Г. Ф.
Г61 Техническое нормирование судокорпусных и судомонтажных
работ: Учебник.- 3-е изд., перераб. и доп.— Л.: Судостроение,
1987.—128 с.
ИСБН
В учебнике изложены теоретические основы и расчетный метод технического
нормирования судокорпусных н судомонтажных работ В первой части учебника
рассмотрены общие вопросы нормирования и разработки технических нормативов
с учетом новых требований к научному обоснованию норм, в специальной части
приведены вопросы технического нормирования основных видов судокорпусных
н судомонтажных работ с учетом прогрессивной технологии и новых форм орга-
низации труда в судостроении.
Книга предназначена для учащихся техникумов по специальностям «Судо-
корпусостроение» и «Судовые машины и механизмы», может быть полезна для
специалистов по нормированию труда
3605030000 — 068 __
MS(»l>-S7~’3-87
ББК 39.42 — 01
Учебник
Георгий Федорович Голота
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СУДОКОРПУСНЫХ
И СУДОМОНТАЖНЫХ РАБОТ
Заведующий редакцией Д В Павлов
Редактор II II Саяпина
Корректор Л. Г Кувалкин
Художественный редактор О. //. Андреев
Технический редактор Т Н Павлюк, Г Г Федорова
Переплет художника 10 И Васильева
ИБ № 1146
Сдано в набор 02 03 87 Подписано в печать 15 09 87 М-32266 Формат 7ОХ iOO’/ie Бумага офсетная № 2
Печать офсетная Гарнитура литературная Уел печ л. 10.4 Усл кр отт 21.29 Уч нэд л 11,1-
Гираж 5400 экз Изд № 41Й7- 85 Заказ 487. Цена 35 коп
Издательство «Сулостроение», 191065. Ленинград, ул Гоголя. 8
Ленинградская типография № 2 головное предприятие ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им Евгении Соколовой Союзполисрафпрома при
Государственном комитете СССР ио делам издательств полиграфии и книжной торговли 198052.
с Ленинград. Л 52, Измайловский проспект. 29
С Издательство «Судостроение», 1987 г.
ПРЕДИСЛОВИЕ
XXVII съездом КПСС
определен стратегический курс уско
рения социально-экономического
развития страны и перестройки на
родного хозяйства. Во исполнение
Решений съезда в мае 1986 г. были
приняты постановления ЦК КПСС и
Совета Министров СССР «О мерах
по коренному повышению качества
продукции» и «О коренном улучше-
нии использования сырьевых, топ-
ливно-энергетических и других ма-
териальных ресурсов в 1986—1990 гг.
и в период до 2000 года». Решению
этих задач способствуют рассматри-
ваемые в учебнике вопросы со-
вершенствования нормирования тру-
да, разработки и внедрения техни-
чески обоснованных норм.
Учебник по предмету «Техническое
нормирование» составлен в соответ-
ствии с учебной программой для
судостроительных техникумов. В кни-
ге, в общей ее части, подробно рас-
смотрены основы технического нор-
мирования, содержащие изложение
задач технического нормирования,
состава и классификации затрат ра-
бочего времени, способов их изуче-
ния, методов нормирования, а также
основы разработки нормативов вре-
мени. При рассмотрении методиче-
ских положений по нормированию
автором даны теоретические обосно-
вания расчета норм, приведены рас-
четные формулы, позволяющие опре-
делять нормы времени с использова-
нием рациональных режимов работы
оборудования и обоснованных исход-
ных данных.
Большая часть учебника посвяще-
на вопросам нормирования конкрет-
ных работ судокорпусного и судомон-
тажного производства’ обработки
корпусных деталей; узловой, секци-
онной и стапельной сборки; сварки;
достроечных, малярных и изоляцион-
ных работ; монтажа механизмов,
систем трубопроводов, слесарных
и слесарно-сборочных работ.
В настоящем издании по сравне-
нию с предыдущими (Л , Судострое-
ние, 1967, 1975) расширено содержа-
ние нормирования отдельных видов
работ с учетом сборки и сварки кор-
пусных конструкций на механизиро-
ванных линиях, таблицы нормативов
содержат обновленные затраты вре-
мени с учетом повышения техниче-
ского и организационного уровня на
судостроительных предприятиях за
последние годы. В учебник включены
также разделы, посвященные совре-
менной организации централизован-
ного нормирования труда с примене-
нием ЭВМ и бригадных форм орга-
низации труда. В книге приведены
справочные данные и выдержки из
действующих нормативов времени,
а также примеры нормирования от-
дельных видов работ
Примеры расчета технически обо-
снованных норм времени по каждой
теме даны с учетом нескольких пока-
зателей. В каждом примере сформу-
лирована задача, затем приведены
исходные данные и изложен ход ре-
шения задачи.
В таблицах нормативов помещены
расчетные формулы, позволяющие
з
рассчитывать нормы времени с уче-
том величин факторов, не предусмот-
ренных в таблицах. Это позволит
учащимся выполнять задания по тех-
ническому нормированию, курсовому
или дипломному проектированию без
использования сборников трудовых
нормативов Все таблицы норма-
тивов имеют иллюстративное значе-
ние.
Освещаемые в книге методические
положения и практические материа-
лы основаны на обширных трудах ав-
тора по созданию отраслевых норма-
тивов времени в области судострое-
ния.
С совершенствованием техники,
технологии и организации производ-
ства приведенные в книге нормативы
времени требуют корректировки.
Глава I
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
§ 1. Задачи и содержание технического нормирования
По определению
К- Маркса, под мерой затрат труда
понимаются общественно необходи-
мые затраты рабочего времени на
производство законченного коли-
чества продукции соответствующего
качества при наличии нормальных
условий производства и при среднем
уровне умелости и интенсивности
труда. Но так как условия производ-
ства на предприятиях отличаются от
нормальных условий в связи со сло-
жившейся организацией труда и
уровнем техники, методом нормиро-
вания устанавливают нормы затрат
труда — нормы времени, выработки,
обслуживания, нормативы числен-
ности с учетом конкретных организа-
ционно-технических условий данного
предприятия. Вследствие совершен-
ствования техники и технологии про-
изводства, внедрения передовых
форм организации труда, повышения
квалификации рабочих происходит
сокращение затрат труда на выпол-
нение работ, что влечет за собой
пересмотр норм на предприятиях
В нашей стране соблюдается прин-
цип обязательности установления
норм затрат труда на все. выполняе-
мые работы. В подписанном в 1918 г.
В. И. Лениным декрете «О порядке
утверждения коллективных догово-
ров» предусматривалась необходи-
мость обязательного указания поряд-
ка установления норм выработки и
введения гарантий, которые обеспе-
чивали бы выполнение утвержден-
ным штатом рабочих определенного
количества работ и надлежащего
качества. В 1920 г. в декрете
«Общие положения о тарифе» указы-
валось требование к каждому трудя-
щемуся, обязывающее выполнять то
количество работы, которое установ-
лено нормой выработки для данной
категории работ и рабочих. Из этих
ленинских декретов вытекает обяза-
тельность для всех трудящихся граж-
дан выполнения установленных норм
труда.
Эти требования не потеряли своего
значения и сегодня. В декрете «Об-
щие положения о тарифе» указыва-
лось на необходимость устанавли-
вать нормы выработки исходя из сред-
ней выработки в нормальных условиях
труда, достигнутой большинством ра-
бочих. Этот принцип научной обосно-
ванности установления норм труда
с учетом достижений научно-техни-
ческого и социального прогресса в
обществе является обязателышм и
в настоящее время. При расчетах
норм труда строго учитываются все
элементы труда на данном рабочем
месте: планировка и расстановка
оборудования; применение произво-
дительного инструмента, оснастки и
приспособлений; ор1анизация обслу-
живания рабочего места; состояние
санитарно-гигиенических условий
труда; передовой опыт предприятий
При установлении норм труда дол-
жен обеспечиваться и принцип рав-
ной их напряженности на одинако-
вые работы, выполняемые в анало-
гичных орга низа цион но-технических
условиях на предприятиях разных
отраслей промышленности или на
участках и цехах одного предприя-
тия. одной отрасли промышленности,
на предприятиях одного города, про-
мышленного района. Соблюдение
этого принципа исключает наличие
«выгодных работ» па отдельных
предприятиях, производственных
участках, что приводит, порой, к те-
кучести рабочих кадров.
Таким образом, нормирование тру-
да — это процесс установления меры
затрат труда на выполнение задан-
ного объема работ или на изготовле-
ние единицы продукции, выработки в
единицу времени или обслуживания
средств производства в определен-
ных организационно-технических
условиях.
Нормы труда, учитывающие дости
жения научно-технического прогрес-
са и передовой опыт, являются про-
грессивными нормами. Широкое при-
менение таких норм обеспечивает
рост производительности труда, по-
вышение эффективности произвол
ства. Производительность труда ра-
бочих пропорциональна величине
установленной нормы выработки.
Влияние нормирования труда на по-
вышение его производительности на-
ходит свое выражение в улучшении
использования рабочего времени.
Поскольку на затраты рабочего вре-
мени влияют многие технические и
организационные факторы, одна из
задач технического нормирования со-
стоит в определении наиболее выгод-
ного сочетания всех этих факторов,
их оптимальности и установления для
них величин затрат времени (норм
времени).
Нормы затрат труда в условиях
социалистического предприятия пре-
дусматривают многие функции. Так,
нормированием осуществляется
контроль над мерой труда и мерой по-
требления, проводится в жизнь прин-
цип социализма: «От каждого — по
способностям, каждому — по труду».
Норма дает возможность определять
долю каждого рабочего в обществен-
ном труде, его вклад в развитие про-
изводства Прогрессивные нормы
труда, предусматривающие наиболее
полное использование оборудования,
производственных площадей, воз-
можностей предприятий для эффек-
тивного выполнения работ, являются
основой планирования и организации
производства. Плановое хозяйство
немыслимо без системы норм труда.
Опираясь на них, плановые органы
составляют балансы использования
трудовых ресурсов, рассчитывают
производственные мощности пред-
приятий, анализируют и контроли-
руют пропорции в работе и развитии
отраслей народного хозяйства. При
планировании на предприятии с по-
мощью норм труда ведут расчеты
загрузки оборудования и рабочих
мест, осуществляют внутризаводское
и цеховое оперативное планирова-
ние, определяют численность рабочих
и ИТР по профессиям, специально-
стям и квалификации, рассчитывают
фонд заработной платы.
С помощью норм труда оценивают
эффективность внедрения на пред-
приятиях нового оборудования, инст-
румента, оснастки, приспособлений,
технологических процессов, различ-
ных форм научной организации тру-
да Нормы затрат труда являются
важным элементом ценообразования,
так как при составлении цен на про-
дукцию предприятий значительную
роль играет заработная плата, рас-
считываемая с учетом затрат труда.
Поэтому уровень цен во многом за-
висит от того, насколько правильно
и обоснованно установлены нормы
затрат труда на производство про-
дукции.
Однако задачи и содержание тех-
нического нормирования при социа-
лизме не ограничиваются только
экономической функцией. Нормы
труда не только отражают изменения
в затратах труда при внедрении
достижений научно-технического
прогресса в производство, но и учи-
тывают совершенствование органи-
зации труда, условий производства,
повышение технического, культур-
ного, образовательного уровня ра-
ботников, их квалификации.
За годы советской власти в области
технического нормирования труда
накоплен большой опыт. Еще в усло-
виях гражданской войны В. И. Ленин
в качестве одной из главных задач
экономической и социальной поли-
тики партии выдвинул задачу разра-
ботки социалистических методов нор-
мирования и оплаты труда. В 1918 г.
при ЦК профсоюза металлистов был
создан Всероссийский Совет норми-
рования труда, положивший начало
созданию органов по нормированию
труда. На II Всероссийском съезде
профсоюзов в 1919 г. были приняты
рекомендации о внедрении техниче-
ских норм, что явилось отправным
моментом в разработке положений
о нормировании и оплате труда.
В июне 1920 г. Совет Народных
Комиссаров РСФСР издал декрет
«О премировании труда». В этом
декрете были четко сформулированы
основные принципы оплаты и норми-
рования труда. Общее руководство
организацией премирования возлага-
лось на Отдел нормирования труда
ВЦСПС. В марте 1921 г. X съезд
партии дал решительный отпор оппо-
зиционерам, выступавшим против
сдельной оплаты и нормирования
труда. В принятой резолюции, в раз-
деле «Задачи в области нормирова-
ния труда», указано о необходимости
приведения в полное соответствие оп-
латы труда с результатами нормиро-
вания. Съезд обязал советские уч-
реждения точно и строго выполнять
все постановления органов по норми-
рованию труда. В резолюции XII
съезда партии (апрель 1923 г.) обра-
щено внимание на необходимость
большей зависимости заработной
платы от фактической выработки,
увязанной с результатами нормиро-
вания. Принятое в августе 1924 г.
Пленумом ЦК партии постановление
«О политике заработной платы» со-
держало указания о необходимо-
сти правильно организовать труд и
производство на предприятиях; пре-
дусмотреть полную загрузку рабо-
чих в течение рабочего дня; увели-
чить нормы выработки там, где они
не достигли технически возможного
уровня; установить систему периоди-
ческого пересмотра норм выработки
и сдельных расценок при условии
достижения технических и организа-
ционных улучшений, повышающих
выпуск продукции.
На 1 Всесоюзном съезде отделов
экономики труда и тарифно-нормиро-
вочных бюро было выдвинуто поло-
жение о том, что норма выработки и
научная организация труда состав-
ляют основу технико-нормировочной
работы и представляют собой состав-
ные части единой проблемы труда и
заработной платы. Съезд обобщил
накопленный за первое десятилетие
советской власти опыт в области нор-
мирования и оплаты труда и наметил
направления совершенствования
деятельности отделов труда в сфере
организации нормирования и оплаты
труда и повышения на этой основе
его производительности.
В 1927—1928 гг., а затем в 1930—
1933 гг. во всех отраслях промыш-
ленности была проведена тарифная
реформа. Она позволила значительно
улучшить межотраслевые соотноше-
ния заработной платы. В эти же сро-
ки осуществлялись мероприятия по
улучшению нормирования труда,
пересмотру устаревших и занижен-
ных норм. Возникшее в тридцатые
годы стахановское движение внесло
коренной перелом во взглядах на
использование и мобилизацию резер-
вов роста производительности труда,
улучшение нормирования и совер-
шенствование его методов. Состояв-
шийся в декабре 1935 г Пленум ЦК
партии отметил негативную практику
предприятий, где преобладают опыт-
но-статистические нормы труда, тор-
, мозящие рост его производительно-
сти. Пленум указал на необходимость
замены действующих норм, как уста-
ревших, более высокими.
В 1936—1940 гг. в стране развер-
нулась большая работа по улучше-
нию нормирования труда. Во всех
отраслях промышленности вырос
уровень нормирования труда, рас-
ширились научные разработки в об-
ласти нормативно-исследовательских
работ, активизировалась технико-
нормировочная работа на предприя-
тиях в части применения прогрессив-
ных норм труда
В годы Великой Отечественной
войны действующие нормы времени
на предприятиях стали значительно
перевыполняться благодаря энтузи-
азму рабочих, которые находили ре-
зервы повышения производитель-
ности труда. В то же время из-за не-
достатка кадров специалистов по
нормированию труда снизилось ка-
чество нормирования, прекратился
пересмотр норм, увеличился удель-
ный вес опытно-статистических норм.
В послевоенные годы, годы вое
становления народного хозяйства, на
промышленных предприятиях удель
ный вес технически обоснованных
норм не превышал 35—38 %. Нормы
труда, которые фактически не пере-
сматривались, выполнялись на 153—
179 % и превратились во многих
случаях в средство регулирования
заработной платы и не оказывали
непосредственного воздействия на
рост производительности труда. Тре-
бовались коренные изменения в
организации вопросов технического
нормирования и оплаты труда. Со-
стоявшийся в феврале 1956 г.
XX съезд КПСС поставил задачу
широкого внедрения технически
обоснованных норм, соответству-
ющих достигнутому уровню техники
и организации промышленного
производства и упорядочения зара-
ботной платы. Планомерное про-
ведение в стране в последующие годы
повышения тарифных ставок не-
изменно сочеталось с пересмотром
устаревших и заниженных норм.
В отраслях народного хозяйства ши-
роко развернулись нормативно-ис-
следовательские работы по совер-
шенствованию нормирования груда,
разработке и внедрению технически
обоснованных норм. Выполнение
норм выработки благодаря повыше-
нию их качества в промышленности
снизилось на 34 пункта и после за-
вершения упорядочения заработной
платы составило в 1961 г. 119 % при
последовательном росте производи-
тельности труда.
За годы развития народного хозяй-
ства, в результате внедрения новой
техники, прогрессивной технологии,
научной организации производства и
труда нормы времени постоянно со-
вершенствовались. В решениях XXVI
и XXVII съездов КПСС, постановле-
ниях партии и правительства разра-
ботаны и четко определены основные
направления дальнейшего совер-
шенствования нормирования, задачи
и методы работы в этой области всех
звеньев управления — от мини-
стерств до отдельных служб пред-
приятий.
На министерства, осуществляю-
щие управление отраслями, возложе-
ны руководство и организация нор-
мирования труда, контроль за свое-
временным пересмотром норм, обоб-
щение и распространение передового
опыта предприятий в нормировании
и росте производительности труда.
На промышленных предприятиях
за состояние технического нормиро-
вания, внедрение технически обосно-
ванных норм отвечают руководители
предприятий. В этой работе они ис-
ходят из соответствующих постанов-
лений и рекомендаций по организа-
ции нормирования труда и пересмот-
ру норм. В настоящее время ответ-
ственность руководителей и коллек-
тивов предприятий за состояние тех-
нического нормирования значительно
повышена. В коллективных догово-
рах предусмотрены взаимные обяза-
тельства адинистрации и рабочих по
улучшению нормирования и повыше-
нию производительности труда. Нор-
мирование стало одним из показа-
телей, по которым определяются кол-
лективы — победители социалисти-
ческого соревнования.
Принципиально новым направле-
нием в нормировании труда является
все более широкое распространение
технически обоснованных норм, рас-
считанных по отраслевым и меж-
отраслевым трудовым нормативам.
Такие нормативы разрабатываются
на научной основе, являются про-
грессивными и составляют мощный
рычаг управления нормированием
труда в отрасли, обеспечивают рав-
ную напряженность норм на одина-
ковые работы. Применение техни-
чески обоснованных норм, рассчи-
Однако для решения задач, по-
ставленных XXVII съездом партии
в области дальнейшего совершен-
ствования нормирования труда, тре-
буется настойчивое и последователь-
ное использование результатов на-
учных исследований в разработке
нормативов. Главное состоит в том,
как подчеркивалось на XXVII съезде
КПСС, чтобы все звенья управления
решительно осуществляли меры но
дальнейшему расширению сферы
нормирования и усилению его воз-
действия на ускорение роста произ-
водительности труда. В двенадцатой
пятилетке продолжается выработан-
ная КПСС линия на повышение на-
учной обоснованности норм труда,
улучшение и создание новых про-
грессивных отраслевых и меж-
отраслевых нормативов но труду,
дальнейшее совершенствование орга-
низации тех!1ического нормирова-
ния — важнейшего исючника моби-
лизации ресурсов производства и
повышения на этой основе его эффек-
тивности.
состав
тайных по отраслевым и межотрас-
левым нормативам, способствует
укреплению социалистического прин-
ципа оплаты по груду, снижению
трудоемкости и росту производитель-
ности труда. Так, по итогам работы
промышленных предприятий в деся-
той пятилетке, благодаря широкому
применению отраслевых и межотрас-
левых прогрессивных нормативов по
труду нормировался труд больший
ства рабочих. Качественное состоя-
ние нормирования характеризова-
лось следующим показателем: из 100
применяемых технически обоснован-
ных норм подавляющее большинство
рассчитано по отраслевым и меж-
отраслевым нормативам.
Плановое проведение пересмотра
норм на предприятиях, повышение
веса технически обоснованных норм
в общем объеме действующих имело
большое экономические значение, ха-
рактеризующееся уменьшением за
годы десятой пятилетки потребности
страны в трудовых ресурсах почти
на 2 млн человек.
§ 2. Производственный процесс и его
Для правильного установления ве
личины нормы времени необходимо
знать состав производственного про-
цесса. По составным частям произ-
водственного процесса определяют
виды работ, на которые требуется
определить затраты рабочего време-
ни. При этом тщательное изучение
производственного процесса явля-
ется исходным этапом установления
технических норм времени.
Производственный процесс есть
совокупность действий, направлен-
ных на превращение материалов,
полуфабрикатов, узлов и деталей в
законченную продукцию — объект
производства
Продуктом конечной стадии произ-
водства в судостроении является суд-
но. Его можно рассматривать как
составное изделие, включающее
большое число элементов разно-
образного вида и назначения. Для
такого сложного изделия производ-
ственный процесс проходит ряд ста-
дий производства, которые представ-
ляют собой частные производствен-
ные процессы. Например, стадия по-
стройки корпуса судна включает
частные производственные процессы:
обработку листов и профилей, сборку
и сварку узлов и секций корпуса,
монтаж механизмов и оборудования
судна и другие процессы, которые
в совокупности со вспомогательными
и обслуживающими процессами со-
ставляют производственный процесс
предприятия.
Производственный процесс разде-
ляется на две «'оставляющие части
(рис. I) — технологические и нетех-
нологические процессы. Технологи-
ческим процессом называется глав-
ная составная часть производствен-
ного процесса, в течение которой с
предметом труда (материалами, за-
j Производственный процесс |
Технологические
процессы
Нетехнологические
процессы
|_ Операции ]
| Переходы |
| Проходы |
Технологические комплексы
приемов
I Приемы
I Действия
I
| Движения |
Рис 1 Схема разделения производственного
процесса
готовками, полуфабрикатами, узла-
ми, деталями) происходят количест-
венные и качественные изменения
(размеров, формы, внешнего вида,
физических свойств, взаимного рас-
положения деталей и т. п.). Нетехно-
логическим процессом называется со-
ставная часть производственного
процесса, в течение которой выпол-
няются действия, обеспечивающие
нормальный ход технологического
процесса (комплектовка, транспор-
тировка, контроль и др.).
В условиях предприятия техноло-
гические процессы распределяются на
основные и вспомогательные. Харак-
тер выполняемых работ рабочими в
каждом технологическом процессе
обусловливает распределение рабо-
чих на две категории; основных (про-
изводственных) рабочих, выполняю-
щих основную, технологическую
часть производственного процесса, и
вспомогательных рабочих, выпол-
ю
няющих нетехнологические, трудо-
вые процессы в основных и вспомо-
гательных цехах предприятия, а
также связанных с обслуживанием
и поддержанием в исправном состоя-
нии оборудования, оснастки, инстру-
мента и приспособлений. При опре-
делении норм времени следует также
учитывать характер участия произ-
водственных рабочих в технологиче-
ском процессе и периодичность по-
вторения технологического процесса
В зависимости от характера уча-
стия производственных рабочих в
технологическом процессе и применя-
емого оборудования и инструмента
все технологические процессы разде-
ляются на следующие группы:
ручные, осуществляемые рабо-
чим (звеном рабочих, бригадой) с
применением ручных орудий труда
без использования источников энер-
гии,— сборка изделий, разметка,
правка вручную, шабрение, опиловка
и др.;
ручные механизирован-
ные, выполняемые рабочим с при-
менением механизированного инстру-
мента и использованием источников
питания — зачистка сварных швов,
мест установки деталей, соединяемых
кромок при сварке, сверление отвер-
стий электродрелью, обрубка деталей
пневматическим инструментом;
машинно-ручные, осуществ-
ляемые исполнительным механизмом
машины, которым рабочий управляет
вручную,— станочная резка, гибка,
строжка кромок, правка, механизи-
рованная сварка, тепловая резка;
машинные, производимые ис-
полнительным механизмом машины
без непосредственного участия рабо-
чего в процессе изменения формы,
размеров или внешнего вида пред-
метов труда — обработка деталей на
станках с автоматической подачей,
машинная плазменная резка;
автоматизированные, вы-
полняемые исполнительным механиз-
мом, направляемым автоматически,
при наблюдении со стороны рабочего
за правильностью работы машины и
ее загрузочных устройств.
Технологический процесс может
быть прерывистым, когда он преры-
вается и повторяется с начала про-
изводства каждой единицы продук-
ции, и непрерывным, когда техноло-
гический процесс прекращается толь-
ко в том случае, когда приостанав-
ливается подача сырья, заготовок,
материала Технологический процесс
состоит из ряда операций, выполняе-
мых на различных рабочих местах
и являющихся объектом техническо-
го нормирования.
Технологической операцией на-
зывается составная часть технологи-
ческого процесса, которая выполня-
ется на одном рабочем месте и
включает все последовательные дей-
ствия рабочего, звена, бригады над
предметом труда с целью измене-
ния размеров, формы, внешнего
вида, состояния или взаимного рас-
положения изделий (например, резка
кромок листа, разметка линий реза,
сверление отверстий, гибка листов,
труб, правка заготовок и т. д.).
При определении затрат рабочего
времени на технологическую опера-
цию ее разделяют на следующие
составные части: переходы, проходы,
приемы, действия и движения
Переходом называется часть опе-
рации, характеризуемая одной обра-
батываемой поверхностью, одним ре-
жущим инструментом и одним режи-
мом работы оборудования (напри-
мер, сварка шва с одной стороны,
разделка фаски с одной стороны ли-
ста, зачистка наружной поверхности
детали, выполнение одного погиба
трубы на станке). В ручных опера-
циях, например сборочных, перехо-
дом называется часть операции,
объединяющая законченные дейст-
вия рабочего (группы рабочих), на-
правленные на соединение двух или
нескольких деталей, узлов, конструк-
ций при неизменном составе сбо-
рочных элементов, применяемого
инструмента и технических условий
сборки.
Проход — часть перехода, ограни-
чиваемая наложением (или снятием)
одного слоя материала на обраба-
тываемую поверхность детали (на-
пример, снятие одного слоя металла
при строжке, наложение одного вали-
ка сварного шва, один пропуск листа
через правильные и гибочные валь-
цы).
Приемом называется законченная
совокупность действий рабочего,
имеющая определенное целевое на-
значение (например, закрепление де-
тали в приспособлении, включение
оборудования, смена инструмента).
Трудовым действием называется
часть приема, объединяющая не-
сколько физических движений рабо-
чего или его перемещений для того,
чтобы взять, перенес/и, повернуть
какой-либо предмет в процессе ра-
боты.
Под движением понимается часть
трудового действия, заключающаяся
в одном перемещении руки, детали,
инструмента (например, взять де-
таль, переместить деталь, отложить
готовое изделие). Продолжитель-
ность каждого движения будет зави-
сеть от прилагаемого усилия, сте-
пени свободы движений, навыка ра-
бочего, точности перемещения
Расчленение нормируемой опера-
ции на составные элементы дает воз-
можность детально изучить их,
учесть все организационные и техно-
логические факторы, влияющие на
затраты времени, и спроектировать
рациональный состав технологиче-
ской операции. Степень расчленения
технологической операции необходи-
мо устанавливать в зависимости от
типа производства. В массовом и
крупносерийном производстве, ха
растеризующимся наибольшей по-
вторяемостью операций, детально
разработанным технологическим
процессом, для расчета затрат време
ни требуется детальное расчленение
технологической операции до при-
емов, трудовых действий и движений.
В серийном производстве применя-
ется универсальное оборудование,
типовые технологические процессы,
ему свойственны меньшая повторяе-
мость операций. В этом случае для
изучения затрат рабочего времени на
рабочем месте выбираются наиболее
распространенные и типичные опера-
ции, которые расчленяются до комп-
лексов приемов или отдельных при-
емов.
Для единичного и мелкосерийного
производства — характерного типа
производства в судостроении — при-
сущи разнообразная номенклатура
работ, применение универсального
оборудования и приспособлений, ред-
кая повторяемость операций. Все это
исключает детальное расчленение
операций при изучении затрат рабо-
чего времени и проектировании тех-
нологической операции по состав-
ляющим ее элементам. Затраты рабо-
чего времени определяются в целом
на технологически однородные опе-
рации применительно к средним и
наиболее типичным условиям их
выполнения.
§ 3. Классификация затрат рабочего времени
В техническом нормировании зат-
раты рабочего времени изучают для
различных целей: для установления
рационально используемого рабочим
времени и выявления резервов роста
производительности труда; для уста-
новления технически обоснованных
норм трудовых затрат на выполне-
ние работ; для сбора материалов
по разработке нормативов времени;
для проверки правильности установ-
ления норм трудовых затрат; для
изучения методов труда передовых
рабочих с целью их последующего
распространения.
Под рабочим временем подразуме-
вается полная регламентированная
продолжительность рабочей смены, в
течение которой рабочий (бригада
или звено рабочих) выполняют про-
изводительную работу, предусмот-
ренную заданием, или непроизводи-
тельную роботу, не предусмотренную
заданием. В течение смены у рабоче
го могут возникнуть перерывы, когда
он не выполняет заданной работы
по личным и организационно-техни-
ческим причинам. Затраты рабочего
времени постоянно изучают для обес-
печения максимального использова-
ния рабочего времени, уменьшения и
ликвидации потерь времени.
В целях выявления резервов роста
производительности труда необходи
мо детальное изучение использова-
ния баланса рабочего времени по
элементам затрат. При этом опре-
деляют величину потерь рабочего
времени и причины их возникнове-
12
ния, с тем чтобы в дальнейшем разра-
ботать и осуществить мероприятия ор-
ганизационного и технического ха-
рактера, направленные на их устра-
нение или сокращение. Для установ-
ления технически обоснованных норм
трудовых затрат измеряют продол-
жительность выполнения отдельных
элементов технологических опера
ций, действий, которые связаны с
поддержанием рабочего места в со
стоянии, обеспечивающем высоко
производительную работу в конкрет
ных организационно-технических
условиях. При этом исследуют все со-
ставляющие технической нормы вре-
мени. При сборе материалов для раз-
работки нормативов времени опреде-
ляют продолжительность (методами
изучения затрат рабочего времени)
элементов основного, вспомогатель
ного времени, времени обслужива
ния рабочего места, на отдых и лич-
ные надобности и подготовительно-
заключительного времени. Причем
элементы времени основного и вспо-
могательного, входящие в состав
оперативного времени, изучают в
разрезе конкретных технологических
операций, а время подготовительно-
заключительное, обслуживания ра-
бочего места, на отдых и личные
надобности,— как правило, в течение
всего рабочего дня Для проверки
правильности установления норм
трудовых затрат изучают как зат-
раты рабочего времени в течение
рабочей смены, так и замеры про-
должительности выполнения опера-
ций в целом и их отдельных эле-
ментов.
Методы труда передовых рабочих
изучают с помощью фотографий их
рабочего дня и сопоставляют их с
фотографиями рабочего дня других
рабочих. При этом анализируются
все изменения, внесенные передови-
ками производства в трудовой про-
цесс, в организацию рабочего места,
применяемую технологическую и ор-
ганизационную оснастку и приспо-
собления, последовательность и сов-
мещения трудовых действий и движе-
ний
Независимо от поставленной цели
затраты рабочего времени исследуют
не вообще, а по отдельным его
элементам с учетом тех задач, кото-
рые необходимо решить.
Поскольку рабочее время объеди-
няет регламентированный период
(смены), на протяжении которого ра-
бочий либо занят выполнением за-
данной работы (производительным
трудом), либо занят непроизводи-
тельным трудом (не предусмотрен-
ным заданием), либо бездействует
(простаивает), все рабочее время
может быть подразделено па время
работы и время перерывов в работе
(рис. 2). В свою очередь время рабо-
ты может быть связано непосредст-
венно с выполнением производствен-
ного задания или с выполнением
работ, не предусмотренных производ-
ственным заданием.
Ко времени работы по выполне-
нию производственного задания от-
носят нормируемые затраты времени,
Рабочее время
| Время работь1|-
Время выполнения
производственного
задания
Нормируемы е затр а-
ты времени I
Подготови-
тельно-
заключи-
тельное
Опера-
тивное
время
(ОП)
(ПЗ)
Основное
время
(О)
| Машинное!
Время перерывов^
Время регламен-
тированных
Время выполнения
работ, не предусмот-
ренных проиэводст-
ственным заданием
(HP)
Время нерегла-
ментированных
перерывов
Время обслу-
живания
рабочего
(ОМ)
Время пере-
рывов на
отдых
и личные
надобно-
сти (ОТ)
Время пере-
рывов,
обусловлен-
ных техно-
Норми-
руемые
затраты
времени
гаиизацией
производ-
Вспомо-
i гатейьнос
время
(В)
Время тех-
нического
обслужи-
вания
Время op- [
ганиза-
э анион-
ного об-
служивания
Нормируе-
мые затраты
времени
Время пе-
рерывов,
вызванных
нарушением
нормального
течения
произвол
стенного
процесса
(ПО)
Время пере-
рывов, выз-
ванных на-
рушениями
трудовой
дисциплины
(ПР)
Машинно-
ручное
На отдых i
На личные
надобности I
Рис 2. Классификация затрат рабочего времени и условные индексы затрат, используемые
при наблюдениях
13
т. е. затраты, предусмотренные нор-
мой времени на выполнение задания:
подготовительно-заключительное
время, т. е. время, в течение которого
рабочий подготовляет все необходи-
мое для производственного задания
и приведения в надлежащее состоя-
ние рабочего места (на получение
задания, инструмента, приспособле-
ний, чертежа и технологической до-
кументации; ознакомление с работой;
инструктаж мастера, бригадира о по-
рядке выполнения работы; установку
приспособлений, инструмента; выбор
и установку режимов работы обору-
дования); выполнение действий, свя-
занных с окончанием работы (сня-
тие приспособлений, инструмента и
их сдача, сдача чертежа, технологи-
ческой документации и наряда;
предъявление выполненной работы).
Подготовительно-заключительное
время относится ко всей партии дета-
лей или ко всему заданию, независи-
мо от размеров партии (задания).
Оперативное время — это время, в
течение которого достигается конеч-
ная цель технологической операции,
т е. рабочий (бригада) с помощью
механизмов или вручную осуще-
ствляет изменение размеров, формы,
взаимного расположения изделий,
свойств предметов труда, а также вы-
полняет связанные с этим вспомо-
гательные действия Оперативное
время повторяется с каждой после-
дующей обрабатываемой, устанавли-
ваемой, собираемой деталью либо
через определенное количество дета-
лей (изделий). Оперативное время
состоит из основного и вспомога
тельного времени.
Основное время — это время, в те-
чение которого осуществляется каче-
ственное или количественное изме-
нение предмета труда, его свойств,
формы, взаимного расположения
предметов труда (сборка). Основное
время затрачивается на каждую
деталь или другой предмет труда,
входящий в партию (задание).
Вспомогательное время — это
часть оперативного времени, в тече-
ние которого рабочий (бригада) вы-
14
полняет вспомогательные действия,
обеспечивающие нормальный ход ос-
новной работы (установка и закреп-
ление деталей; повороты, снятие и
перемещение предметов труда; пуск
и остановка оборудования; подвод и
отвод рабочего инструмента; промер
и осмотр обрабатываемых деталей и
т. д.). Элементы вспомогательной
работы могут повторяться при обра-
ботке каждой детали (изделия) либо
через некоторое их количество.
Основное и вспомогательное вре-
мя, в зависимости от характера вы-
полняемой работы, применяемого
оборудования и инструмента может
быть машинным, ручным и машинно-
ручным. Основное машинное
время — это время, в течение кото-
рого предусмотренные технологи-
ческим процессом изменения предме-
та труда происходят под воздействи-
ем на него рабочей части машины
(правка листов в вальцах, машинная
тепловая резка, автоматическая
сварка). Основное ручное
время — время, затраченное рабо-
чим на действия вручную над пред-
метом труда или с помощью ручного
инструмента без применения каких-
либо источников энергии (правка
вручную после резки, сварки, слесар-
ная обработка, соединение кромок
собираемых конструкций, слесарная
обработка, шабрение). Основное
машинно-ручное время —
время, необходимое на действия над
предметом труда, которые осуществ-
ляются рабочей частью машины или
механизированным инструментом
под ручным воздействием рабочего
(ручная сварка, сверление отверстий
на станке с ручной подачей, зачистка
кромок пневматическим инструмен-
том и др.).
Вспомогательное машин
ное время — время перемещения
отдельных частей оборудования
(станков, прессов) и предметов тру-
да с помощью оснастки и устройств
механизированной подачи (кранов,
кантователей, рольгангов и др.).
Вспомогательное ручное
время — время на выполнение
вспомогательных действий рабочим
вручную (установка и закрепление
деталей в приспособлении для по-
следующей обработки, поворот дета-
ли при сварке, при резке, гибке,
штамповке и др,). Вспомога-
тельное машинно-ручное
время — время установки, поворо-
тов, закрепления и перемещения де-
талей, узлов с помощью подъемно-
транспортных средств (перемещение
с помощью тельфера, закрепление с
помощью пневматического прижима
и др.).
Время обслуживания рабочего
места включает затраты времени ра-
бочим на уход за оборудованием,
инструментом и поддержание рабо-
чего места в состоянии, пригодном
для выполнения работы на протяже-
нии всей смены. Время обслужива-
ния рабочего места разделяется на
время технического обслуживания и
время организационного обслужива-
ния. Время технического об-
служивания складывается из
времени на уход за оборудованием
и рабочим местом, обусловленный
выполнением конкретной работы
(время на смену затупившегося инст-
румента, регулировку оборудования
и смену режимов работы и др.) .Вре-
мя организационного об-
служивания — время на уход за
рабочим местом в течение рабочей
смены (время на раскладку и уборку
инструмента в начале и конце смены,
на осмотр и опробование оборудова-
ния, на смазку и чистку оборудова-
ния, уборку рабочего места).
Таким образом, работа по обслу-
живанию рабочего места проводится
в различные периоды смены Так,
некоторые элементы операций осу-
ществляются через определенное ко-
личество деталей, условий обработки
и т. д. (смена инструмента, подна-
ладка оборудования, смена режимов
работы), а другие — один или не-
сколько раз в смену (раскладка инст-
румента, уборка оборудования). При
этом время технического обслужива-
ния, как правило, зависит от конк
ретно выполняемой работы, тогда как
время организационного обслужива-
ния не зависит от конкретной работы
и его затраты осуществляются при
выполнении любой работы
Время выполнения работ, не преду-
смотренных производственным зада-
нием, включает время случайной ра-
боты и время непроизводительной
работы.
К времени выполнения
случайных работ относятся
затраты времени на выполнение ра
бот, не предусмотренных заданием,
но вызванных производственной не-
обходимостью (изготовление деталей
и заготовок вместо вспомогательных
рабочих и др.).
К времени выполнения
непроизводительной ра-
боты относятся затраты времени, не
дающие прироста продукции или
улучшения ее качества (ремонт обо-
рудования, инструмента, приспособ-
лений, вызванный неудовлетвори-
тельным их техническим состоянием,
съем излишнего припуска металла
при обработке, сварка электродами
малого диаметра вместо предусмот-
ренных технологическим процессом,
исправление брака нт д.).
Время перерывов — ято время, в
течение которого рабочий не участву-
ет в производственном процессе. Вре-
мя перерывов делится на время рег-
ламентированных перерывов и вре-
мя нерегламентированных переры-
вов.
В состав времени регламентиро-
ванных перерывов входит время пе
рерывов на отдых, производственную
гимнастику и личные надобности, а
также перерывы, обусловленные тех-
нологией и организацией производ-
ства. Перерывы па отдых
включают нормируемые затраты,
учитываемые нормой времени на про
изводственное задание Они исполь-
зуются рабочим для отдыха в целях
поддержания нормальной работо-
способности и предупреждения утом-
ления. Перерывы на личные
надобности также включают
нормируемые затраты времени, ис
пользуемые рабочим на личную ги
15
гиену (умывание, мытье рук, удале-
ние пыли, пота), а также на естест-
венные надобности.
В состав времени регламентиро-
ванных перерывов, преду-
смотренных технологией и
организацией производст-
венного процесса, входят нор-
мированные затраты, учитываемые
нормой времени на выполнение за-
дания, вызванные специфическими
условиями протекания технологи-
ческих процессов (ожидание остыва-
ния металла перед наложением по-
следующих проходов сварки; ожида-
ние нагрева корпусных конструкций
для правки бухтин; ожидание провет-
ривания помещений в процессе
окраски и т. д.)
Не регламентированные перерывы
включают: перерывы, вызванные на-
рушением нормального течения про-
изводственного процесса, и переры-
вы, вызванные нарушениями трудо-
вой дисциплины. К перерывам,
вызванным нарушением
нормального течения про-
изводственного процесса,
относятся перерывы в работе по орга-
низационно-техническим причинам
(ожидание получения задания, чер-
тежа, инструмента, материалов, заго-
товок, приспособлений, а также ожи-
дание мастера для инструктажа,
наладчика, рабочих смежных про-
фессий; работы грузоподъемных
средств; простои из-за отсутствия
электроэнергии, сжатого воздуха, из-
за поломки оборудования и приспо-
соблении)
Перерывы, вызванные на
рушениями трудовой дис-
циплины, возникают из-за опо-
зданий на работу, самовольных ухо-
дов с рабочего места, преждевре-
менного ухода на обеденный перерыв
и в конце рабочего дня, посторонние
разговоры и занятия, не связанные
с работой. К этой категории потерь
следует также отнести простои ра-
бочих, бригады (звена), которые не
могут работать из-за опоздания или
преждевременного ухода других чле-
нов бригады (звена).
Таким образом, ко времени, не-
обходимому на выполнение произ-
водственного задания, относятся вре-
мя работы по его выполнению, время
регламентированных перерывов, ус-
тановленных технологией и орга-
низацией производственного процес-
са, а также время на отдых и личные
надобности исполнителя в течение
рабочего дня. Эти затраты рабочего
времени, как правило, регламенти-
руются нормой времени на объем
выполняемых работ по заданию и в
пределах нормативных значений
представляют собой общественно не-
обходимые затраты
Наличие непроизводительных за-
трат и потерь рабочего времени, от-
носящихся к нсрегламентированным
перерывам, указывает на имеющиеся
в цехах Предприятия внутрипроиз-
водственные резервы. Поэтому вни-
мание руководства цехов, участков,
мастеров, служб по нормированию
труда должно быть направлено на
разработку и осуществление органи-
зационно-технических мероприятий,
позволяющих устранить причины,
вызывающие эти потери, и добивать-
ся роста производительности труда.
§ 4. Методы изучения затрат рабочего времени
Изучение затрат рабочего времени
является основным средством, с по
мощью которого решаются различ-
ные задачи: выявляются наиболее
производительные методы труда,
учитываются передовой производст
венный опыт и состояние организа
ции труда, выявляются потери рабо-
чего времени и другие резервы по-
вышения производительности труда,
определяется продол жител ьность
нормируемых затрат для разработки
технически обоснованных норм вре-
мени и др. От целей, стоящих перед
16
проводимым исследованием, зависят
методы и средства изучения затрат
рабочего времени
Затраты рабочего времени изучают
путем наблюдения на рабочих местах
двумя методами: методом непосред-
ственных замеров времени и методом
моментных наблюдений за процессом
труда. Применение обоих методов по-
зволяет получить при наблюдениях
объективные и достаточно точные
данные для нормирования труда.
Метод непосредственных замеров
времени даст возможность получить
наиболее полные и точные данные
о процессах труда и использовании
оборудования, о продолжительности
технологических операций, о приемах
и методах работы, последовательно
сти и совмещении ее отдельных эле-
ментов. Достоинством метода мо-
ментных наблюдений является воз
можность изучения одним наблюда-
телем затрат времени больших групп
рабочих при использовании боль-
шого числа единиц оборудования
(участка, цеха) силами производст-
венного инженерно-технического
персонала, без выделения для этих
целей специально подготовленных
наблюдателей.
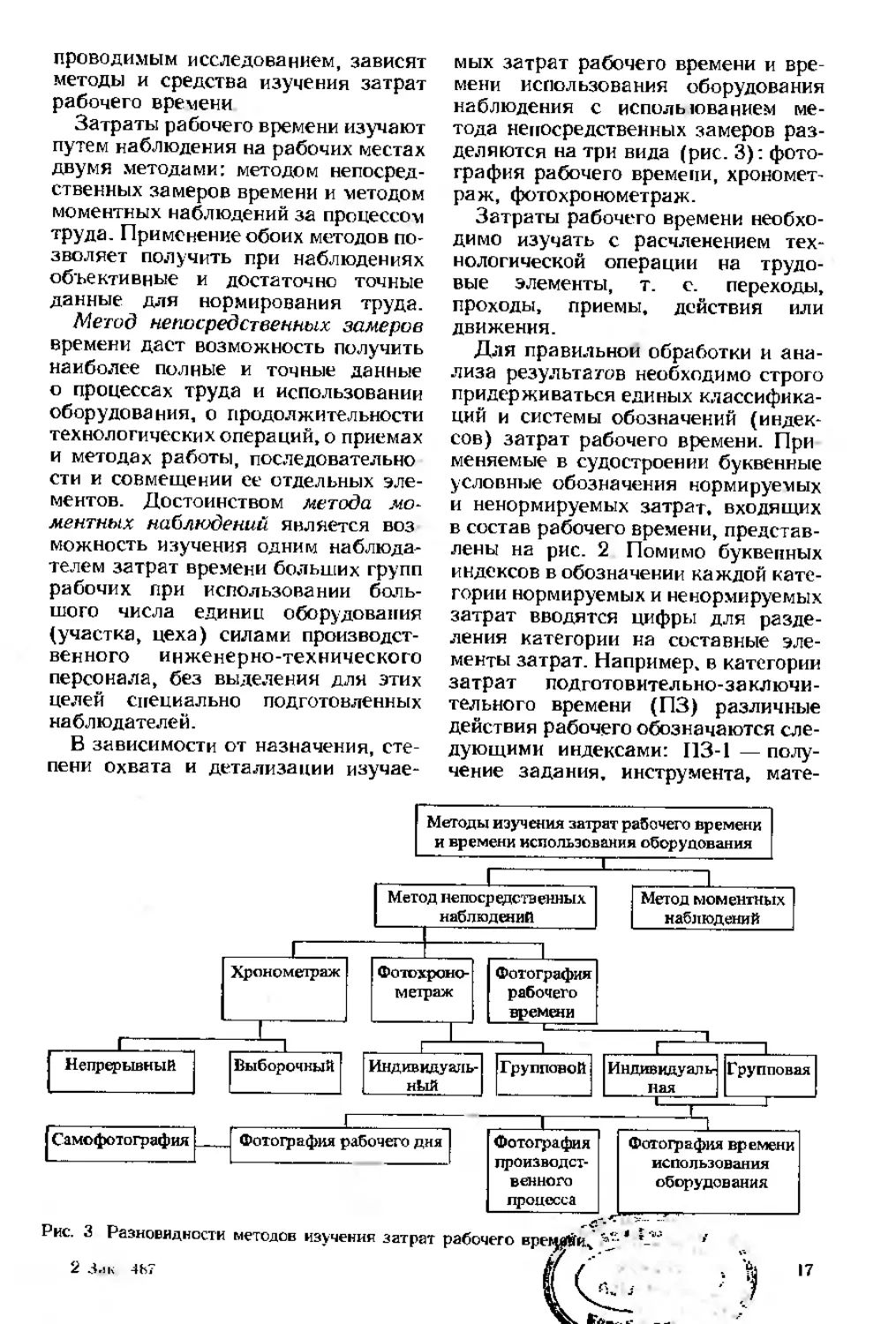
В зависимости от назначения, сте-
пени охвата и детализации изучае-
мых затрат рабочего времени и вре-
мени использования оборудования
наблюдения с исполыованием ме-
тода непосредственных замеров раз-
деляются на три вида (рис. 3): фото-
графия рабочего времени, хрономет-
раж, фотохронометраж.
Затраты рабочего времени необхо-
димо изучать с расчленением тех-
нологической операции на трудо-
вые элементы, т. с. переходы,
проходы, приемы, действия или
движения.
Для правильной обработки и ана-
лиза результатов необходимо строго
придерживаться единых классифика-
ций и системы обозначений (индек-
сов) затрат рабочего времени. При
меняемые в судостроении буквенные
условные обозначения нормируемых
и ненормируемых затрат, входящих
в состав рабочего времени, представ-
лены на рис. 2 Помимо буквенных
индексов в обозначении каждой кате-
гории нормируемых и ненормируемых
затрат вводятся цифры для разде-
ления категории на составные эле-
менты затрат. Например, в категории
затрат подготовительно-заключи-
тельного времени (ПЗ) различные
действия рабочего обозначаются сле-
дующими индексами: 113-1 — полу-
чение задания, инструмента, мате-
Методы изучения затрат рабочего времени
и времени использования оборудования
Е'амофотография_____ Фотография рабочего дня Фотография
----2----------1 I------2—2----- -------1 произведет-
венного
процесса
Фотография времени
использования
оборудования
Рис. 3 Разновидности методов изучения затрат рабочего врег^яНи, ‘ '
(<2
риала; ПЗ-2 — ознакомление с за-
данием, чертежом, технологией;
ПЗ-З — инструктаж мастера; ПЗ-4—
сдача выполненной работы и т. д.
В ненормируемых затратах потери
времени и затраты на непроизводи-
тельную работу обозначаются, на-
пример, следующими условными ин-
дексами: ПН-1 — изготовление при-
способлений, ПН-2 заточка ин-
струмента, ПП-З ремонт оборудо-
вания и др.
Для каждого вида производства
наименования затрат и причины по-
терь рабочего времени могут быть
весьма различными, и поэтому при
издании бланков документации по
изучению затрат рабочего времени
следует помещать в них наимевования
часто повторяющихся затрат рабо-
чего времени с установлением опре-
деленных индексов. Такие наблюде-
ния дают возможность получить все
необходимые данные для разработки
прогрессивных нормативов оператив-
ного (основного и вспомогательного)
времени, времени обслуживания ра-
бочего места, регламентированного
времени перерывов на отдых и лич-
ные надобности, а также подготови
тельно-заключительного времени.
Получаемые материалы служат для
разработки организационно-техн и
ческих мероприятий, направленных
на совершенствование технологи
ческих процессов и организации тру
да, на ликвидацию потерь рабочего
времени и на повышение производи-
тельности труда.
Для успешного выполнения работы
по изучению затрат рабочего врс
мени необходимы специальная подго-
товка работников, обучение их при-
менению инструмента и аппаратуры,
обеспечивающих точность замеров
времени, упрощение техники замеров
времени и освобождение наблюдате
ля от необходимости отсчета и записи
замеров, простоту регистрации и рас
шифровки замеров и обработки ре
зультатов наблюдений
" В состав современных инструмен-
тов и аппаратуры для изучения за-
трат рабочего времени наблюдением
18
входят стрелочные приборы времени
(часы, секундомеры); полуавтомати-
ческие приборы и аппараты, отме-
чающие или регистрирующие по-
казатели работы в момент нажатия
кнопки наблюдателем; автомати-
ческие приборы (например, осцилло-
графическая установка).
При использовании простейших
приборов начало и окончание рабо-
чим операции или отдельных ее эле-
ментов определяет наблюдатель, он
же регистрирует и затраченное вре-
мя. Если же применяются полуавто-
матические приборы, регистрация по-
казаний осуществляется приборами
при участии наблюдателя. В случае
использования автоматических при-
боров регистрация показаний иссле-
дуемого трудового процесса происхо-
дит без участия наблюдателя. Напри
мер, установка для осциллографиче
ской записи процесса с помощью
системы присоединенных к оборудо-
ванию электрических датчиков по-
зволяет автоматически фиксировать
показатели его работы
При длительности элементов тру-
дового процесса (перерывов) более
I мин и требуемой точности их опре-
деления до 0,5 мин используются ча-
сы, счетчики числа моментов наблю-
дений. Они применяются в основном
для изучения потерь рабочего време
ни и непроизводительных затрат тру
да. Кратковременные элементы рабо
ты, продолжительность которых со-
ставляет для циклических повторяю
щихся элементов не менее 2 с, а для
нециклических повторяющихся эле-
ментов не менее 5 с изучаются с по
мощью секундомеров и хронометров.
Точность замеров времени при этом
обеспечивается до 0,01 мин. Для изу-
чения элементов затрат времени про-
должительностью менее 1 —2 с или с
точностью, превышающей 0,01 мин,
используется киносъемочная аппара
тура.
Большую помощь в изучении зат-
рат рабочего времени и разработке
мероприятий, направленных на со-
кращение его потерь, имеют психо-
логические и социологические ис-
следования, которые помогают нор-
мировщику определить психологиче
ское состояние рабочего и величину
нервных нагрузок, предложить мере
приятия по их снижению
В связи с тем, что наблюдения при
изучении затрат рабочего времени и
обработка полученных данных —
процессы очень трудоемкие, большое
значение имеет механизация и авто-
матизация этих процессов. В настоя
шее время создан ряд приборов, ко-
торые автоматически регистрируют
затраты времени по отдельным эле-
ментам с помощью цифровых счетчи-
ков, а также осуществляется графи-
ческая регистрация и регистрация на
машиноноситель для последующей
обработки на ЭВМ.
Независимо от метода наблюдения
проведение каждого из них состоит
из нескольких этапов. Первый
этап — подготовка к наблюдению —
включает ознакомление наблюдателя
с условиями работы цеха, рабочими
местами, на которых будет прово-
диться наблюдение. При этом наблю-
датель должен изучить действующий
технологический процесс, параметры
работы оборудования, организацию
труда и выбрать исполнителя-рабоче-
го. В период подготовки к наблюде-
нию необходимо расчленить изучае-
мый процесс на составляющие его
операции, комплексы приемов, прие-
мы и определить фиксажные точки
наблюдения (фиксажными точками
называются резко выраженные мо-
менты начала и конца выполнения
рабочего приема, комплекса приемов,
операции). Вся подготовительная
работа должна быть завершена за
день до проведения наблюдения. Это
позволит в назначенный срок при-
ступить к наблюдению за ходом
§ S. Фотография рабочего времени
Фотография рабочего времени —
это такой вид исследований, при ко-
тором изучаются и замеряются все
без исключения затраты рабочего
времени в течение рабочей смены или
процесса. Второй этап представляет
собой собственно наблюдение, кото-
рое осуществляется в соответствии
с избранным методом. Гретий этап —
обработка полученных результатов,
которая заключается в проведении
расчета и определении средних зна-
чений всех изучаемых при наблюде-
нии показателей. Четвертый этап —
анализ полученных результатов. Он
является обязательным для всех ме-
тодов и видов наблюдений
В зависимости от числа рабочих
или единиц оборудования, рабочий
процесс которых изучает один наб-
людатель методом непосредственных
замеров времени, наблюдения раз-
личных видов могут быть индивиду-
альными и групповыми Если изуча-
ется работа одного рабочего или од-
ной единицы оборудования, наблюде-
ние называется индивидуальные, при
изучении работы бригады или звена
рабочих, а также нескольких единиц
оборудования наблюдение называет-
ся групповым Индивидуальные наб-
людения проводит один наблюдатель
методом непосредственных замеров,
групповые — два наблюдателя и бо-
лее (по одному наблюдателю на
двух-трех рабочих в бригаде, звене
или на две-три единицы оборудова-
ния).
Сокращение трудовых затрат на
производство продукции и повыше-
ние производительности труда явля-
ются основной целью выявления и
реализации резервов рабочего вре-
мени. Эта работа выполняется на
основе планов проведения фотогра-
фий рабочего времени и календарных
планов пересмотра норм работника-
ми отделов организации труда и за
работной платы предприятий н ра-
ботников по груду цехов
определенной ее части Данный вид
наблюдения затрат рабочего времени
имеет следующие цели
изучение и совершенствование ор-
ганизации труда, сокращение не-
2s
производительных затрат и потерь
рабочего времени;
совершенствование организации
производства путем увязки работы
смежных участков;
изучение и обобщение передового
опыта рабочих по использованию
рабочего времени, сбор исходных
данных для разработки нормативов;
определение подготовительно-за-
ключительного времени, времени об-
служивания рабочего места и врсме
ни на отдых и личные надобности,
выявление причин и времени пере-
рывов в работе,
внедрение рациональной организа-
ции труда внутри бригады;
выявление причин невыполнения
рабочими действующих норм и про-
верка этих норм;
определение длительности работы
и перерывов в работе оборудования;
проверка соблюдения технологи-
ческого процесса и контроль качества
выполняемой работы;
установление норм обслуживания
оборудования и нормативен числен
ности рабочих.
Фотографию проводит инженер-ис-
следователь — разработчик норма
тивов времени или инжснср-ор.гани
затор труда.
В зависимости от числа объектов
наблюдения фотография рабочего
времени может быть индивидуальной
и групповой При индивидуальной
фотографии рапочеги времени на-
блюдатель изучает использование
рабочего времени одним рабочим в
течение рабочей смены или какой-то
ее части с максимальной полнотой и
точно фиксирует затраты рабочего
времени К проведению фотографии
готовятся заблаговременно.
В период подготовки наблюдений
с их задачами и целями знакомят
рабочих, бригадиров, мастеров, с тем
чтобы результаты наблюдений были
правильными; оповещают о дне про-
ведения наблюдения на рабочем
месте. Наблюдатель изучает техноло
гический процесс выполняемых ра
бот, организацию рабочего места,
порядок его обслуживания, условия
выполнения работ, выявляет не-
достатки, приводящие к прямым
потерям рабочего времени и нера-
циональным его затратам. Если
фотография проводится с целью
разработки нормативов, то недостат-
ки, которые можно быстро устранить,
должны быть устранены до начала
наблюдения. Фотография с целью
изучения потерь рабочего времени
Таблица I Карта фотографии рабочего дня (первая страница)
Предприятие — «Суде верфь» Цех достроечный Участок мастера Ю И Смир- Смена первая Дата наблюдения 10 0185 Рабочий ФИО Бут о П В Табельный номер - 030315 Профессия — сборщик до- стройшик судовой Разряд — 4 Стаж — 3 года Характеристика — ие вы полияющий нормы Выполнение нормы: за предшествующий ме- сяц — 98 % за время наблюдения 90% Лист индивидуальной фо тографии рабочего креме ни № 11 Изделие Наименование — стел- лаж судовой Чертеж 241 481151 Материкл сталь юхенд Масса — 50 кг Операция изготовле- ние узлов стеллажа Разряд — 4 Норма времени — .19 мин Количество изделий по наряду — 11 Наблюдатель О П Игорев Начало наблюдений — 8 00 Окончание наблюдений 17 00 Продолжительность — 8 ч Вкладыш листов - 2 Оборудование Наименование — прегс-иож- иицы Н6—533 вертикально-сверлильный ста- нок 213—125 Инвентарный номер — 513 865(1 Основные данные И вструмеит Наименование газовый резак пневматическая машина Характеристика Приспособления
20
проводится при существующей орга-
низации труда. Предварительное
изучение недостатков организации
труда в этом случае дает возмож
ность провести наблюдение более ка-
чественно, а изучение по результатам
анализа поможет разработать меро-
приятия для совершенствования ор
га низа ции труда. В заключение под-
готовки к проведению фотографии
рабочего времени наблюдатель за-
полняет первую страницу карты фо-
тографии (табл. 1)
Для проведения фотографии рабо
чего времени наблюдатель должен
явиться на рабочее место за 15 мин
до начала смены. С сигналом, опове-
щающим о начале смены, наблюда-
тель делает первую запись: «Начало
наблюдения» — на второй странице
карты фотографии — листе наблюде-
ний (табл. 2) Если рабочий присту
лает к работе до начала смены, то
наблюдение следует проводить с мо-
мента начала его работы. Когда ра-
бочий продолжает свою работу после
окончания смены, наблюдение долж-
но проводиться до полного окончания
работы. Если рабочий начал рабо-
тать с опозданием, то необходимо
сделать соответствующую отметку в
листе наблюдений, так как это время
включается по результатам наблюде
ний в потери, связанные с наруше-
нием трудовой дисциплины.
В дальнейшем при проведении фо
то графин наблюдатель фиксирует
время окончания каждого действия
Таблица 2 Лист наблюдений (вторая страница карты фотографии)
Nt пп Наименование затрат времени TeKj вре Продолжи тельность категории времени
2 3 4 5 6 7 8 9 К) 12 13 14 15 16 17 18 19 24» 21 22 23 24 25 26 27 28 29 30 Начало наблюдения Изучение черп-жа Раскладка инструмента Ожидание мастера для инструкта Посторонний разговор Инструктаж мастера Ожидание заготовок Разметка заготовок Резка заготовок Переноска детален к прессу Ремонт пресса Наладка пресса на режим работы Посторонний разговор Перерыв на отдых Смена инструмента Изучение чертежа Разметка деталей Обеденный перерыв Поздний приход с обеда Сверление отверстий Перерыв на отдых Инструктаж масгера Ожидание крепежных деталей Сборка узлов стеллажа Перерыв на личные надобности Смазка пневмоинструмента Зачистка кромок Сборка узлов Уборка рабочего места Сдача работы 8 8 8 8 8 8 8 9 10 10 11 п 12 13 (3 13 13 13 13 15 15 15 15 16 16 17 00 12 19 30 37 42 57 30 10 25 НО 15 23 28 35 42 (NI 00 10 22 2Ь 43 04 15 35 39 45 00 12 07 07 05 (5 33 40 15 35 15 08 05 07 07 18 10 12 04 Об 81 07 04 20 64 06 15 ПЗ-1 ПЗ-2 ПО 1 ПР I пзз ПО-2 ОП оп НР-1 НР-2 ОМ-1 ПР-1 ОТ-1 ОМ-2 ПЗ-1 оп ПР 2 ОП ОТ-1 ПЗЗ ПО-2 ОП ОТ-2 ОМЗ оп оп ОМ-4 Г13-4
Подпись наблюдателя - 480 _ (Игорев
Таблица 3 Сводная карта фотографии рабочего дия
Индекс кате Категория Наименование Время, мин Средняя про Процент от общего вре мени фото- графии ра- бочего дня
горни затрат рабочего затрат рабочего затрат рабочего затрат рабочего № наблюдений тельиоеть наблю- ноеть затрат рабочего времени
времени времени времени 1 леи ня
ПЗ П одготов ительно- з а кл ю ч и - Изучение чертежа ПЗ-1 19 19 19 3,96 1,46
телыюе время Раскаадка инструмента ПЗ-2 07 07 07
Инструктаж мастера ПЗ-З 11 11 2.29
Сдача работы ПЗ-4 12 12 12 2,50
Всего подготовительно-за- ключительною времени ПЗ 49 49 49 10,21
ОП Оперативное время Основное время — — — —
Вспомогательное время — — — —
Всего оперативного времени ОП 268 268 268 55,83
ОМ Время обслуживания рабо- Наладка пресса на режим ОМ 1 15 15 15 3,12
чего места работы
Смена инструмента ОМ-2 07 07 07 1,46
Смазка пневмоинструмента ОМ-3 04 04 04 033
Уборка рабочего места ОМ-4 06 06 06 1,25
Всего временя обслуживания рабочего места ОМ 32 32 32 6.66
ОТ Время перерывов на отдых и Перерыв на отдых ОТ-1 09 09 09 1,87
личине надобности Перерыв на личные надоб- ОТ-2 07 07 07 1,46
кости
Всего времени на отдых и личные надобности ОТ 16 16 16 3,33
HP Время выполнения непраиз- Переноска деталей к прессу НР-1 15 15 15 3.12
волительной работы Ремонт пресен НР-2 35 35 35 729
Всего времени выполнения непроизводительной работы HP 50 50 50 10,41
§
-
= g
z too ю
о с □ о С Е о. с. а. ЕЕЕ
Ожидание мастера для ин- структажа Ожидание заготовок, кре- пежных деталей Всего времени перерывов в работе по организационно-тех- ническам причинам Посторонний разговор ; Поздний приход с обеда Всего времени перерывов, вызванных нарушением трудо- вой дисциплины Общее время фотографии рабочего дня |
I Время перерывов в работе по 1 организационно-техническом 1 | Время перерывов, вызван- ных нарушением трудовой дис- циплины
О Е О. Е
рабочего в графе «Текущее время»,
включая простои, разного рода ожи-
дания и другие перерывы в работе
Наблюдатель должен точно уста-
новить все причины отлучек рабочего
и причины его бездействия с тем, что-
бы правильно их отнести к той или
иной категории затрат времени Все
это необходимо делать для того, что-
бы максимально точно определить, из
чего складывается фонд рабочего
времени смены, чем вызваны в работе
перерывы и пепроизво дательные за-
траты времени.
В процессе проведения фотогра-
фии наблюдатель нс должен вмеши-
ваться в работу исполнителя, вносить
изменения в трудовой процесс и орга-
низацию рабочего места, отвлекать
рабочего от выполнения работы раз-
личными расспросами о причинах
простоев, изменения последователь-
ности выполнения работы и др. Все
изменения, происходящие в процессе
работы, должны отмечаться в листе
наблюдений с полнотой, достаточной
для анализа результатов наблюде-
ний
Рассмотрим на примере, как про-
води гея, оформляется и что дает ин-
дивидуальная фотография рабочего
времени. В табл. 2 представлены ре-
зультаты фотографии рабочего вре-
мени судового сборщика-дострой-
гцика, оформление в листе наблю-
дений.
11ри обработке фотш рафии в листе
наблюдений заполняют врафы «Про-
должительность затрат, мин» и «Ин-
декс категории затрат времени», в по-
следней приводят буквенные индексы
по категориям затрат Цифровые
индексы проставляют в порядке запи-
си элементов затрат по каждой кате-
гории. Затем продолжительность
одинаковых затрат (с одинаковыми
индексами) суммируют и дайные за-
носят в сводную карту фотографии
рабочего дня (табл 3) Анализ ре-
зультатов наблюдения проводят по
сводке одноименных затрат рабочего
времени, начинают его с установле-
ния необходимости и рациональности
выполнения отдельных элементов ра-
Таблица 4 Сводка одноиме!
Наименование затрат рабочего времени Индекс Затраты времени, мни Возможное сокращение рабочего времени
рабочего
времени руемые
Всего подготовительно-заключитель- ного времени, мин ПЗ 49,0 24.0 25.0
То же в процентах от времени наблю- дения пз 10,20 5,0 5,20
Всего оперативного времени, мин он 268.0 25П.0 18.0
То же в процентах от времени наблю дения оп 55,83 52,08 3.75
Всего времени обслуживания рабочего места, мин ом 32,0 24,0 8,0
То же в процентах от времени наблю- дения ом 6,66 50 1.66
Всего времени перерывов на отдых и личные надобности, мин от 16,0 10,5 5,5
То же в процентах от времени наблю дения от з..« 2.18 1,15
Всего времени выполнения непроиз водительной работы, мин HP 50,6 — 50,0
То же в процентах от времени наблю- дения HP (0.41 10,41
Всего времени перерывов в работе по оргаиизационно-техническим причинам. по 37,0 .37,0
То же в процентах от времени наблю- дения по 7,70 7.70
Всего времени перерывов, вызванных нарушением трудовой дисциплины, мин ПР 25.6 25,0
То же в процентах от времени наблю- дения [1Р 5,20 5,20
Общее время наблюдения, мин т 4» 1,0 168,5
То же в процентах от времени наблю дения 100,0 35,10
Выводы Процент улучшения использования рабочего времени Возможное сокращение затрат рабочего времени l)Jf] 1118,5 ую1' Общее время наблюдения (фактическое) Т * ' 480 *’ Процент возможного повышения производительности труда F,,u юо—р 100 ню—35,14 1,1(1 Предлагаемые организацвонно-техннческие мероприятия 1 Своевременное обеспечение вспомогательными рабочими рабочих мест заготовками и деталями 2 «Обеспечить постоян ное поддержание оборудования в исправном состоянии ремонтной службой цеха 3. Ввести звуковую сигнализацию для вызова мастера к рабочему месту 4 Укрепить трудовую дисцип- лину на участке
Составил Игорев Проверил Орлов
Дата Должность Подпись Дата Должность 11одпись
боты. По каждой категории норми-
руемых затрат времени определяют
время выполнения работы по техни-
чески обоснованным нормам (проек-
тируемые затраты времени). Воз-
24
можпое сокращение затрат времени
по их категориям находят как*раз-
ность между фактическими затрата
ми и проектируемыми: 7V, ,=7ф—Т».
Затем расчитывают процент улучше-
Таблица 5 Карта групповой фотографии рабочего времени
Рабочие, фамилии, и о
наблюдении Тобол он в п Шляпников Васильеи в и Александров В А. Буто п в .Патонин в в
8 ч 00 мин ПР ПЗ ПЗ ПР ПЗ ПР
05 ПР ОП ОП ПР ПР ПЗ
10 ОП ОП он ПЗ ОП ОП
15 ОП ОП ПР ПЗ от ОП
20 ОП ОП ОП ОП ОП ОП
25 от ОТ ОП ОП HP от
Зп ом ом ПЗ ОП от ОП
35 ом ом ОП по ОП ОП
40 ОП ОП ОП от ПР ОП
45 ОП ОП ом ПЗ ПЗ HP
50 ПЗ ПЗ он по по по
55 ОП ОП ОП по ОП ОП
9 ч 00 мин ОП ОП ОП по ОП ОП
05 по по ПР от ОП ОП
10 по по от HP он HP
(5 ОП ОП ОП HP от ОП
20 ОП ОП ОП on ОП ОП
25 от от ОП on ОП от
ния использования рабочего времени
Ру и процент возможного повышения
производительности труда Р„ п Более
достоверные данные получаются при
проведении нескольких фотографий
При этом по сводной карте фотогра-
фии рабочего дня (см. табл. 3) опре
деляют среднюю продолжительность
рабочего времени.
Завершающим моментом анализа
результатов фотографии рабочего
дня являются разработка организа
ционно-технических мероприятий,
обеспечивающих устранение выяв-
ленных недостатков в организации
труда, ликвидация потерь рабочего
времени и освоение проектируемых
затрат рабочего времени (табл. 4)
Групповая фотография рабочего
времени (табл. 5) проводится в тех
случаях, когда работу выполняют
бригада или звено рабочих, а также
при необходимости изучения исполь-
зования рабочего времени рабочими
участка, цеха в течение рабочей сме
ны. Одна из основных ее задач —
изучение распределения работы меж-
ду членами бригады и характера их
загрузки в течение рабочей смены
Когда исследователь ведет наблюде-
ние более чем за тремя рабочими,
изучение затрат рабочего времени
ведется путем обхода рабочих с фик-
сацией действий каждого из них по
текущему времени через равные про-
межутки времени (3—5 мин).
На основании анализа затрат ра-
бочего времени делают выводы о пра-
вильности принятого разделения и
кооперации труда в бригаде, разра-
батывают мероприятия по устране
пию выявленных недостатков в Орга
низации труда, приводящих к пря-
мым потерям рабочего времени и не-
рациональному его использованию.
Групповая фотография рабочего
времени для количества рабочих свы-
ше трех (до 10 чел.) осуществляется
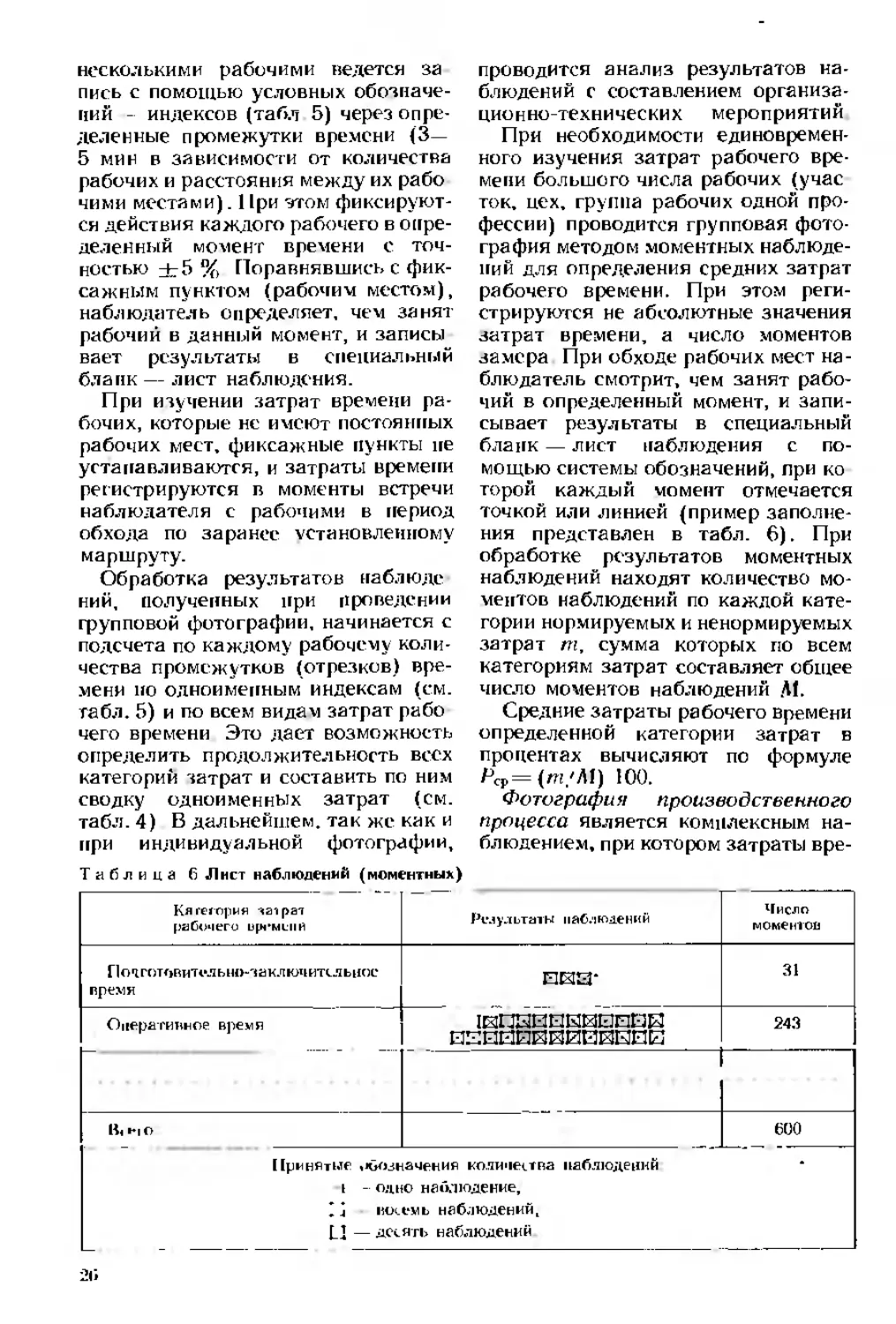
методом моментных наблюдений.
Она проводится с целью улучшения
организации труда, а также для раз-
работки нормативов численности и
норм обслуживания
На лицевой стороне карты груп-
повой фотографии приводится запись
общих сведений: наименования пред-
приятия, цеха, участка, а также фа-
милий и профессий рабочих, за ра-
ботой которых ведется наблюдение;
их разрядов и разряда выполняемой
ими работы; даты наблюдений и фа-
милии наблюдателя.
Групповая фотография проводится
наблюдателем путем обхода рабочих
мест по заранее выбранному мар-
шруту. При таких наблюдениях за
несколькими рабочими ведется за
пись с помощью условных обозначе-
ний - индексов (табл 5) через опре-
деленные промежутки времени (3—
5 мин в зависимости от количества
рабочих и расстояния между их рабо
чими местами). 11ри этом фиксируют-
ся действия каждого рабочего в опре-
деленный момент времени с точ-
ностью ±5 % Поравнявшись с фик-
сажным пунктом (рабочим местом),
наблюдатель определяет, чем занят
рабочий в данный момент, и записы
вает результаты в специальный
бланк — лист наблюдения.
При изучении затрат времени ра-
бочих, которые не имеют постоянных
рабочих мест, фиксажные пункты пе
устанавливаются, и затраты времени
регистрируются в моменты встречи
наблюдателя с рабочими в период
обхода по заранее установленному
маршруту.
Обработка результатов наблюде-
ний, полученных при проведении
групповой фотографии, начинается с
подсчета по каждому рабочему коли-
чества промежутков (отрезков) вре-
мени ио одноименным индексам (см.
табл. 5) и по всем видам затрат рабо
чего времени Это дает возможность
определить продолжительность всех
категорий затрат и составить по ним
сводку одноименных затрат (см.
табл. 4) В дальнейшем, так же как и
при индивидуальной фотографии.
Таблица 6 Лист наблюдений (моментных)
проводится анализ результатов на-
блюдений с составлением организа-
ционно-технических мероприятий
При необходимости единовремен-
ного изучения затрат рабочего вре-
мени большого числа рабочих (учас
ток, цех, группа рабочих одной про-
фессии) проводится групповая фото-
графия методом моментных наблюде-
ний для определения средних затрат
рабочего времени. При этом реги-
стрируются не абсолютные значения
затрат времени, а число моментов
замера При обходе рабочих мест на-
блюдатель смотрит, чем занят рабо-
чий в определенный момент, и запи-
сывает результаты в специальный
бланк — лист наблюдения с по-
мощью системы обозначений, при ко
торой каждый момент отмечается
точкой или линией (пример заполне-
ния представлен в табл. 6). При
обработке результатов моментных
наблюдений находят количество мо-
ментов наблюдений по каждой кате-
гории нормируемых и ненормируемых
затрат т, сумма которых по всем
категориям затрат составляет общее
число моментов наблюдений Л1.
Средние затраты рабочего времени
определенной категории затрат в
процентах вычисляют по формуле
рср=(П(/Л!) 100.
Фотография производственного
процесса является комплексным на-
блюдением, при котором затраты вре-
Категория та1рат рабочего ирт-мени Результаты наблюдений моментов
Почготг>вите.лыи>-'«аключитилыюс время НИЗ* 31
Оперативное время 1ЕПЗЕЕНИЕИЗИ ЕЕЕЕЕЙЕИЕЕЕЕЕ 243
Вт МО 600
Принятые (ЮОзначения количества наблюдений -1 - одно наблюдение, I i восемь наблюдений, [_1 — десять наблюдений
Таблица 7 Лист наблюдений (пример самофотографии)
Предприятие — «Судоверфь» Цех судомонтажный Участок слссарпо сборочный Смена первая Самофсцография Лист наблюдении .V» 48 Операция - мон- таж насоса
Дата Начало рябо- 1 Конец рабочего чего дня 1 дня Продолжитель- ность рабочС! о
101)7 85 8.0П ч 1700 ч 1 8 ч
Рабочий (фамилия, и. о) Орлов Н. Д Табельный К<? 303П21 Профессия — слесарь монтажник судовой, разряд 4 Обслуживаемое оборудование ... Выполнение норм в день самофотографии - чь %
№ я и Потери рабочего времени Начало Окончание Продолжит еяь кость потерь рабочего
2 Получение со сила да насоса и деталей крепления Хождение за инет рументом 8 ч 45 мин 13 ч 40 мин 9 ч 55 мин 14 ч 15 мин 70 мин 35 мин Неукомплектован нос.ть деталей, отсут ствие транспорта Отсутствие на ра бон ем месте необхо димого инструмента
Итоги" - - 105 мин
Оборотная сторона листа наблюдений Предложения рабочего по устранению потерь I) организовать доставку механизмов, уз лов, деталей вспомогательными рабочими по заявке мастера 2) разместить инструмент вблизи рабочих мест, .тля чего организовать на участке филиал инструментальной кладовой Подпись рабочего (Н Д Орл<ю)
меня рабоч'его-исполнитсля изучают-
ся одновременно с изучением времени
использования оборудования. Про-
изводственный процесс может изу-
чаться также методом непосредст-
венных замеров по текущему времени
и методом моментных наблюдений.
При этом регистрируются затраты
времени рабочего на выполнение
отдельных элементов работы, а так-
же время работы оборудования и его
простоев по отдельным причинам.
В соответствии с этим результаты
наблюдений обрабатывают раздель-
но по затратам времени рабочего и по
времени использования оборудова-
ния
При фотографии производственно-
го процесса работу исполнителей
наблюдают обычным путем (как и
при фотографии рабочего времени)
Самофотография проводится с
целью привлечения широких масс ра-
бочих к активному участию в выяв-
лении и устранении потерь и рацио-
нальному использованию рабочего
времени. Подготовка к проведению
самофотографии заключается в озна-
комлении рабочих со способом фик-
сации потерь и непроизводительных
затрат. Листы наблюдений (табл 7)
должны быть заранее подготовлены и
розданы рабочим Рабочий-исполни-
тель записывает в нем наименование,
причину, время начала и время окон-
чания перерывов в работе, относя-
щихся к категории потерь рабочего
времени и непроизводительных за-
трат. Свои предложения по устране-
нию выявленных недостатков в орга-
низации труда и ликвидации потерь
рабочего времени исполнитель запи-
сывает на оборотной стороне листа
наблюдений.
После проведения самофотогра-
фии необходимо собрать заполнен-
ные листы наблюдений, обработать
их, проанализировать выявленные
причины потерь рабочего времени.
Результаты самофотографий и пред-
§ 6. Хронометраж
Хронометражем называется такой
вид наблюдения, при котором изу-
чаются и измеряются повторяющиеся
элементы оперативной работы и нор-
мируемых затрат рабочего времени
Хронометраж выполняется с целью
получения исходных данных для
определения нормативов (основного
и вспомогательного), изучения пере-
довых приемов и методов работы,
проверки действующих норм време-
ни. Для проведения хронометража
в составе операции заранее выделя-
ют циклически повторяющиеся эле-
менты, определяют целесообразность
их выполнения и правильную, наибо-
лее выгодную последовательность от-
дельных переходов, проходов, прие-
мов. Хронометраж должен прово-
диться только при таком состоянии
организации труда, рабочего места и
условий труда, которые обеспечива-
ют высокую производительность.
В связи с этим на бланке хрономет-
ража заблаговременно записывают
содержание и последовательность
выполнения трудовых приемов, уста-
навливают фиксажные точки начала
и окончания каждого элемента, т. е.
моменты начала и конца выполнения
рабочим приема, комплекса приемов,
операции, которые подлежат хроно-
метражу.
Перед проведением хронометража
рабочего инструктируют о том, какие
элементы операции и в какой после-
довательности выполнять, на каких
режимах работать Это разъяснение
необходимо, потому что в целях эко-
номии времени рабочий часто объе-
диняет отдельные приемы, совмещает
разнообразные элементы операции,
например установку и снятие деталей
ложения рабочих рекомендуется об
судить на производственном совеща-
нии, наметить пути по улучшению
организации труда. Самофотографий
должны проводиться по ежегодному
плану, утвержденному руководите-
лем предприятия для цехов и участ-
ков.
с измерением, зачисткой кромок и
т. д. Правильнее, когда к разработке
рационального состава и последова-
тельности выполнения операции, при-
меняемых режимов, инструмента и
приспособления перед проведением
хронометража привлекаются техно-
лог, мастер, бригадир и сам рабочий,
труд которого будет изучаться при
хронометраже. При этом проверяют
соответствие качества инструмента,
материала,заготовок, деталей, соби-
раемых узлов и конструкций техни-
ческим требованиям при выполнении
нормируемой работы. Проверяют так
же и организацию рабочего места.
Все выявленные недостатки должны
быть устранены до начала наблюде-
ний Наблюдения рекомендуется про-
водить в течение рабочего дня дваж-
ды: первую часть требуемого коли-
чества наблюдений через 45—60 мин
после начала смены, когда работа
выполняется уже в нормально уста-
новившемся темпе, и вторую часть за
1,5—2,0 ч до окончания рабочего
дня, когда темп работы несколько
снижается. Рекомендуемое коли-
чество замеров при хронометраже
устанавливают в зависимости от
длительности изучаемых приемов и
характера работы (табл. 8). В зави-
симости от способа измерения дли-
тельности изучаемых элементов опе-
рации хронометражные наблюдения
могут быть непрерывными или выбо-
рочными.
Непрерывный хронометраж — это
такой способ проведения наблюде-
ний, при котором определяются пол-
ный состав и продолжительность
оперативного времени. Время выпол-
нения всех входящих в изучаемую
28
Таблица 8 Число замеров (количество наблюдений) при хронометраже
Характер работы Длительность наблюдения мин, не более
1 5 го Cbijuip
Активное наблюдение за работой машины 10 10 6 4
Машинно-ручная работа 15 15 10 6
Ручная работа 30 20 12 8
операцию элементов при непрерыв-
ном хронометраже замеряют по те-
кущему времени, т. е. отмечают время
окончания выполнения каждого эле-
мента но фиксажным точкам При
этом зафиксированный момент теку-
щего времени окончания первого эле-
мента операции одновременно явля-
ется моментом начала выполнения
последующего элемента операции, а
момент окончания последнего элемента
является началом следующего цикла
оперативной работы. Про дол житель
ность времени выполнения каждого
элемента операции в этом случае
определяется так же, как и при фото-
графии рабочего времени: путем вы-
читания из текущего времени давно
го элемента его величины в предыду-
щем элементе
При выборочном хронометране
изучаю! продолжительность только
отдельных элементов из состава опе-
рации. Наблюдаемые элементы one
рации и замеры времени запись:
вают в листе наблюдения карты хро-
нометража (табл. 9). При проведе-
нии хронометража помимо изучения
элементов операции и замеров их
длительности наблюдатель отмечает
дефектные замеры, полученные в ре
зультате воздействия случайных при
чин, повлиявших на нормальное те-
чение трудового процесса Дефект-
ные замеры исключаются при обра-
ботке хронометражного наблюдения.
По полученным замерам для каждого
элемента операции составляют хро-
нометражный ряд, который состоит
из различных замеров длительности
выполнения этого элемента опера-
ции, располагаемых в порядке их воз-
растания с указанием числа повторе-
ний (частоты) замеров одинаковой
длительности (табл. 10) Показате-
лем, характеризующим хрономет-
ражный ряд, является коэффициент
устойчивости, равный отношению
максимального значения замеров
хронометражного ряда к его мини-
мальной величине.
Величина колебания значений хро-
нометражного ряда зависит От вы-
полняемой работы, карактера учас-
тия в ней рабочего, длительности
элемента операции, квалификации
наблюдателя и др.
Качество результатов наблюдения
и пригодность полученного хроно-
метражного ряда определяют путем
сравнения коэффициента устойчи-
вости данного хронометражного ря-
да с нормативным коэффициентом
устойчивости, величина которого
зависит от серийности производства
и характера выполняемой работы
(табл 11).
Хронометражный ряд считается
устойчивым, если коэффициент ус-
тойчивости меньше, нормативного
значения или равен ему В случае
превышения нормативного значения
из хронометражного ряда исключают
крайние замеры (максимальное или
минимальное значение замера с
меньшим числом повторений) и снова
вычисляют коэффициент устойчиво-
сти, который сопоставляют с норма-
тивным. Такая обработка хрономет-
ражного ряда продолжается до тех
пор, пока коэффициент устойчивости
не будет равен нормативному (или
"меньше его значения) Затем опре-
деляют среднюю продолжительность
элемента операции, соответствую-
щую среднеарифметическому значе-
29
Т а бл и ii a 9 Лист наблюдений хронометражной карты
№ пн Элементы операции Фиксажные тпчки № наблюдений Реах жгаты наблюдений Факторы, влияющие на продолжительность элемента операции
2 !() средне арифметические с редпеот коррскт и р овани не
Суммарная 1 | 5 й = I s 5 | 1 s £ аГ & 1 h h • 2 || "1. Li а =
2 3 Ручная зачнет ка кромок перед сваркой Смена электро- да Взятие щет ки — укладка щетки в яшик Удаление оrap ков - зажигание дуги 0.15 o.i л ОДО 0.14 0,40 0.18 2,214 1,120 0 8 0,246 0 140 1,816 0.940 8 7 0.227 0,134 Длина кромок Положение шва
Дефектные замеры
№ элемента № и а блюде ния Продолжительность наблюдения, ник Причины отклонений Замечания наблюдателя
2 3 6 3 0.8 0.2 0.25 Посторопний разговор во время выполнения работы То же Неисправность электродцдержателя В процессе выполнения работы еввр- шнк исправлял электрододержатель н часто отвлекался
Та б л и и a 10 Хронометражный ряд (пример)
Длительность вы- полнения элементов операции, мин 0.12 0.15 0,211 0.25 0.26 0,30 0.32 1135 0 4(1 0,42 0.50
Чи»-ло повторений замеров одинаковой длительности (часто та) 3 2 2 I 3 2 1 1 2
Таблица II Нормативный коэффициент
устойчивости хронометражного ряда
Серийность производства Технологический процесс
машин МВ1ПИННО ручной ручной
Крупное ер и и Серийное Мелкосерийное и единичное L2 L3 1.7 2,0 2,3 3,0
нию из всех годных п замеров хроно-
метражного ряда по формуле
t Л+/2 + - +6,
*гр~ я
Более точные результаты получают
при нахождении среднего откоррек-
тированного значения продолжи-
§ 7. Фото хронометраж
Фотохронометрамем называв / ся
вид исследований по изучению затрач
рабочего времени, при котором одно-
временно изучают и замеряют как
продолжительность времени выпол-
нения отдельных элементов опера-
ции, так и другие категории затрат
в течение всей рабочей смены. Объек-
том фотохронометража является
один рабочий или группа рабочих,
а также обслуживаемое ими оборудо-
вание. При таком наблюдении наряд)'
с фотографией рабочего времени
проводят непрерывный хронометраж
всех элементов технологической опе-
рации, характеризуемых оператив-
ным временем (основным и вспомо-
гательным)
тельности времени выполнения эле-
мента операции по формуле
где /|, /2, •» tn — значения замеров
времени; ai, аг...а., — число по-
вторений (частота) замеров одинако-
вой продолжительности в хрономег-
ражном ряду
На основании анализа данных хро-
нометражных наблюдений устанав-
ливают рациональное содержание
технологической операции и проекти-
руемую продолжительность выполне-
ния отдельных элементов оператив-
ного времени. Завершающим этапом
анализа результатов хронометраж-
ных наблюдений является определе-
ние возможного сокращения затрат
основного и вспомогательного вре-
мени.
Фото хроно метра ж при ме нястся.
главным образом, в тех случаях, ко-
тда элементы операции не имеют
циклической повторяемости, вслед-
ствие чего нельзя изучить время их
выполнения в строго определенной
последовательности. Этот метод це-
лесообразно применять также при
изучении бригадной органтации
труда, если в работе участвуют не-
сколько рабочих и в выполнении ее
отдельных частей участвует разное
число исполнителей. В связи с этим
фотохронометраж может быть инди-
видуальным и групповым. При фого-
хропометражс наблюдения проводят
в том порядке, в котором фактически
выполняются элементы операции
31
Наблюдения записывают по текуще-
му времени в порядке действий (как
и при фотографии рабочего вре-
мени)
Обработку результатов фотохроно-
метражного наблюдения, и анализ
полученных данных всех нормируе-
мых и ненормируемых затрат вре-
мени проводят в той же последова-
тельности, что и при фотографии ра-
бочего времени, с составлением
сводной карты фотографии и сводки
одноименных затрат рабочего вре-
мени (см табл 3 и 4). Для элементов
оперативного времени составляют и
обрабатывают хронометражные
ряды
Фотохронометраж более целесо
образен в условиях мелкосерийного
и единичного производства, харак-
терного для судостроения вследствие
малых размеров партий продукции и
незначительной повторяемости эле-
ментов технологических операций.
РА-*.® ОУК А Н W'-H ? ИЧ Л'
§ 8- •> ?;.М.аТ’ЧВОВ
Нормативы времени
для нормирования труда представ-
ляют собой руководящие материалы,
действующие на предприятии, в от-
расли или в целой сфере народного
хозяйства и содержащие исходные
данные для установления методом
расчета технически обоснованных
норм времени на выполнение различ-
ных работ. Они содержат затраты
времени на единицу измерения объе-
мов работ по операциям или их со-
ставляющим (например, на 1 м2, один
слой ит. п.) в зависимости от одного
или нескольких факторов. Нормати-
вы обеспечивают единый уровень
норм времени на одинаковые виды
работ. Они служат базой для объек-
тивной оценки производительности
труда, правильной оплаты труда ра-
бочих с учетом норм времени, рассчи-
танных по нормативам для установ-
ления трудоемкости и стоимости про-
дукции.
Нормативы основываются на пере-
довой технологии, возросшей техни-
ческой вооруженности труда, на кри-
тическом анализе существующей
организации производства, преду-
сматривают передовые методы труда
и прогрессивные формы его разделе-
ния. По своему назначению, характе-
ру производства, масштабам приме-
нения и структуре технические нор-
мативы делятся на следующие виды.
Общемаишностроительные (меж-
отраслевые) нормативы предназна-
чаются для нормирования труда на
предприятиях разных отраслей про-
мышленности (или народного хозяй-
ства). Они содержат регламентиро-
ванные затраты времени на выпол-
нение отдельных элементов операций
в определенных организационно-тех-
нических условиях. Такие нормативы
времени обладают универсаль-
ностью. Общемашиностроительные
нормативы времени разрабатывают-
ся Центральным бюро нормативов по
труду (ЦЕНТ) при НИИ труда. Наи-
более характерными примерами та-
кого рода нормативов являются об-
щемашиностроительные нормативы
времени на все виды операций метал-
лообработки, на слесарно-сборочные,
литейные, кузнечно-прессовые, свароч-
ные работы и др. Общемашинострои-
тельные нормативы времени служат
исходной базой для разработки от-
раслевых и местных (заводских) ук-
рупненных нормативов и норм.
Отраслевые нормативы служат
для расчета технически обоснован-
ных норм времени на работы, специ-
32
фические для предприятий данной от-
расли промышленности. Например,
для судостроительных предприятий в
качестве обязательных для примене
ния утверждены отраслевые норма-
тивы времени на корпусосборочные
работы, слесарно-сборочные и мон-
тажные работы; на изготовление
судовых трубопроводов, на ручную
автоматическую и полуавтоматиче
скую сварку; на судовые малярные
и изоляционные работы и др Отрас
левые нормативы обеспечивают по
вышение уровня технического норми
рования и единство норм времени на
одинаковые виды работ на предприя-
тиях отрасли, способствуют росту
производительности труда Отрасле-
вые нормативы разрабатываются от-
раслевыми нормативно-исследова-
тельскими организациями в соответ-
ствии с единым координационным
планом нормативно-исследователь-
ских работ в отрасли.
Местные (заводские) нормативы
распространяются на специфические
работы, выполняемые на одном или
нескольких однородных предприя
тиях, т. е. на те виды работ, которые
не охвачены отраслевыми норматива
ми. Такие нормативы разрабаты
каются норматив но-исследователь
скими бюро (НИБ) предприятий.
В судостроении к заводским норма
тивам относятся нормативы времени
на ручную правку после сварки, на
рубочные, такелажно-парусные и
другие работы. Заводские нормативы
времени утверждаются руководите-
лями предприятий
По своей структуре нормативы вре-
мени могут быть элементными, или
дифференцированными, укрупненны-
ми и типовыми.
Элементные, или дифференциро-
ванные, нормативы разрабатываются
на отдельные приемы или более мел-
кие элементы работы раздельно по
каждой категории нормированных
затрат (в дифференцируемом виде).
Такие нормативы являются наиболее
точными, дают наименьшую погреш-
ность при расчете по ним норм
времени и являются универсальными.
гак как позволяют рассчитать нормы
на любые сочетания приемов техно-
логической операции.
Укрупненные нормативы разраба-
тываются на комплексы приемов или
целые операции. Если классифика-
ционным показателем являются со-
ставные части нормы времени, то
укрупненными называются норма-
тивы. содержащие штучное (непол-
ное) и штучно-калькуляционное
(полное) время. Достоинством ук-
рупненных нормативов является зна-
чительное упрощение расчетов техни-
чески обоснованных норм времени.
Однако укрупненные нормативы ме-
нее точные и менее гибкие по срав-
нению с элементными и не являются
универсальными. В судостроении, где
характер производства единичный и
мелкосерийный, укрупненные норма-
тивы широко применяются в виде от-
раслевых и заводских нормативов,
рассчитанных на технологические
процессы корпусозаготовительных,
корпусосборочных, сварочных, судо-
монтажных, слесар но-монтажных,
трубопроводных и других работ
Типовые нормы времени распро-
страняются на работы по изготовле-
нию изделий, аналогичных одно дру-
гому по конфигурации и конструкции,
выполняемых но типовой технологии,
но отличающихся своими размерами.
Типовые нормы времени рассчиты-
вают по элементным нормативам.
Они являются наиболее высокой
степенью укрупнения Применение
типовых норм позволяет упростить
оперативное нормирование, свести
расчеты технически обоснованных
норм времени к одному-двум простым
арифметическим действиям. Приме-
рами типовых норм, применяемых в
судостроении, являются типовые нор
мы времени на сборку узлов и секций,
на сварку типовых узлов набора кор
нуса, на изготовление и сборку дета
лей корпусного насыщения, на мои
таж типовых механизмов, деталей
креплений и т д.
Все виды нормативов времени дол-
жны отвечать следующим основным
требованиям:
33
отражать современный уровень
техники, технологии, организации
производства и труда, а также опыт
работы новаторов производства;
правильно оценивать влияние раз-
личных факторов на продолжитель-
ность выполнения работы;
основываться на конкретных орга
низационно-технических условиях и
особенностях техноле iических про-
цессов;
содержать методические положе-
ния по составу затрат рабочего вре-
мени, а также указания и формулы
по расчету норм времени, примеры
расчета и перечень оборудования,
инструмента, оснастки и приспособ
лепий;
быть удобными для пользования
при расчете технически обоснован
ных норм времени и обеспечивать
минимальные затраты времени на
нахождение нужных данных.
соответствовать точности расчета
норм, допускаемой для данного тина
производства,
быть максимально универсальны-
ми, т. е. пригодными для использова
ния при нормировании различных
операций.
При расчете норм по укрупненным
нормативам допускается следующая
точность нормативных значений вре-
мени 7,5 % — для крупносерийного
производства, 10 % для серийного
и 15 % -- для мелкосерийного и еди-
ничного производства.
, Ч Основные попоненмй и особенности корм-чт» даст»
Нормативы времени служат для
расчета технически обоснованных
норм времени, являющихся основным
видом норм затрат труда в судострое-
нии.
Нормой времени называется вре-
мя, установленное для выполнения
заданной работы в определенных
организационно-техни ческих усло-
виях с применением конкретного обо-
рудования, инструмента, оснастки и
приспособлений. На судостроитель-
ных предприятиях действуют два ви-
да норм; технически обоснованные и
опытно-статистические.
Технически обоснованной нормой
времени называется время, необхо
димое и достаточное для выполнения
заданной работы в определенных
организационно-технических усло-
виях с учетом полного использования
оборудования и инструмента, приме-
нения рационального технологиче-
ского процесса, передовых форм ор-
ганизации труда и обслуживания ра-
бочего места, исключающих непроиз-
водительные затраты и потери рабо-
чего времени.
Опытно-статистической нормой
времени называется время, устанав-
ливаемое на основе личного опыта
нормировщика, мастера, рабочего
или поданным статистического учета
трудовых затрат на ранее выполнен
ные аналогичные работы с учетом
необходимых поправок на материал,
размеры, форму изделия, особен-
ности работ и др. Опытно-статисти-
ческие нормы в отличие от технически
обоснованных не являются npoipec-
сивными и не способствую! рост)
производительности труда Как пра-
вило, эти нормы являются временны-
ми и закрепляются па определенный
срок, в течение которою они должны
заменяться технически обоснованны
ми нормами времени.
Технически обоснованную норму
времени рассчитывают на основе
следующих предпосылок:
исходя из уровня производитель
ности труда рабочего соответствую
щей квалификации, превышающей
средний уровень производительное! и
труда рабочих на данных работах,
но не являющейся рекордной (для
местных технически обоснованных
норм на данном предприятии, для
отраслевых на предприятиях от-
расли);
на основе разработки наиболее ра-
ционального технологическою про-
34
цесса при использовании производи-
тельного исправного оборудования и
инструмента, наиболее высокопроиз-
водительных и экономически целесо-
образных режимов и т. п.;
с учетом рациональной организа
ции рабочего места и его обслужива
имя с учетом рекомендаций НОТ (на-
учная организация труда);
при условии целесообразного сов
мещения смежных работ и выполне
ния части ручной работы в период
машинной работы оборудования;
на базе применения прогрессивных
нормативных материалов по труду.
Устанавливаемые на такой базе
технически обоснованные нормы вре-
мени подтягивают рабочих до уровня
передовиков и обеспечивают рост
производительности труда.
Технически обоснованные нормы
времени относятся к постоянным нор-
мам. Однако они не являются преде-
лом производительности для данного
вида работ или технологической опе-
рации и заменяются более прогрес-
сивными нормами при совершенство
вании техники, технологии и осна-
щенности производства, улучшении
организации труда, увеличении энер
говооруженности рабочего, роста
его технического и культурного
уровня.
При разработке нормативов не-
обходимо знать состав технически
обоснованной нормы времени для
возможности определения нормируе-
мых затрат. Технически обоснован-
ная норма времени состоит из нормы
подготовительно-заключительного
времени Г™ и нормы штучного вре-
мени 7
7'в= Тш + ТщИ, ())
где п — количество изготовляемых
изделий в задании (партии).
В норму штучного времени входят-
оперативное время Гоп, состоящее из
основного (технологического) време
ни То и вспомогательного времени-
ТЕ, не перекрываемого машинным
временем; время обслуживания рабо-
чего места Тоб.-; время на отдых и
личные надобности Гот л- Следова-
Рис 4 Состав технически обоснованной нор
мы времени и обозначения ее элементов
тельно, в общем случае норма штуч-
ного времени равна
Тю = Тт + То6с+Т,„я. (2)
Состав технически обоснованной
нормы времени схематически показан
на рис. 4.
В судостроении при мелкосерийном
и единичном производстве время
обслуживания рабочею места и вре-
мя на отдых и личные надобности
принято исчислять в процентах от
Оперативного времени. Норму штуч-
ного времени определяют по одной из
двух формул:
ГВ1==7’ПЛ.^1. (4)
где Оаб, — процент времени обслужи-
вания рабочего места; аотя про-
цент времени на отдых и личные
надобности;
Кобы == 1 Ч--гпд— ; (5)
При подетальном нормировании,
когда заданы партия деталей, подго
товительно-заключительное время и
необходимо установит!, норму време
ни на одну деталь, определяют штуч-
но-калькуляционное время
Tm=iT„/ni+T„. (6)
.15
Норму времени на изготовление
партии деталей или на задание рас-
считывают по формулам:
Л,ар=7'пз4-7'111п, (7)
Таар== Тыкп. (8)
Норма затрат труда на выполнение
задания может быть выражена также
в виде количества продукции, кото-
рое должно быть изготовлено (вы-
работано, обработано) в единицу
рабочего времени (одну смену, один
час) в определенных организацион-
но-технических условиях. В этом слу-
чае эта норма затрат труда будет
являться нормой выработки. Нормой
выработки называется количество
продукции, изготовляемой в единицу
времени, т. е. эго задание рабочему
на производство продукции в один
час, в одну смену, выраженное в
штуках, единицах массы и т. п. Меж-
ду нормой времени и нормой выра-
ботки существует обратная зависи-
мость; при снижении нормы времени
норма выработки повышается, при-
чем процент повышения нормы выра-
ботки всегда бывает несколько боль-
ше процента снижения нормы вре-
мени.
Норм\( выработки за одну рабочую
смену в штуках определяют по
формулам
Нвсм=(7'си-7'га)/7’т; (9)
Нв см ==Тсн ' TWK. (10)
где Гем — продолжительность рабо-
чей смены, мин.
Норма часовой выработки равна
ЯЕЧ=6О/Г,ик. (1))
Приняв за х процент уменьшения
нормы времени, а за у процент увели-
чения нормы выработки, уравнение
(10) можно записать в виде:
Из этого уравнения можно опре-
делить
у=100х/(100-х) или (12)
х==100у/(100+у). (13)
Так, если норма времени в резуль-
тате пересмотра уменьшилась на
20 %, то норма выработки увели-
чится на
.. - llW llW 21> _ 9R о/
У ЮН—х 100 —20 /о*
Полученные зависимости исполь-
зуются при расчетах планового роста
производительности труда, пересмот-
ре норм времени и выработки и сни-
жении трудоемкости.
На предприятиях многие рабочие
нормы выработки перевыполняют.
Причинами перевыполнения являют-
ся овладение рабочими техники вы-
полнения заданных операций, внесе-
ние улучшений в технологию, совер-
шенствование трудовых приемов, а
также оснастки и приспособлений,
в результате чего время выполнения
операций сокращается, а выработка
увеличивается
В практике работы судостроитель-
ных предприятий, характеризую-
щихся единичным и мелкосерийным
характером производства, нормы
устанавливают и доводят до сведения
рабочих обычно в виде нормы вре-
мени.
Отношение нормы времени к фак-
тическому времени выполнения зада-
ния характеризует процент выпол-
нения норм:
^^(Т'н/Т'ф) 100, (14)
где Г„ — норма времени на задание,
ч, мин; Тф — фактическое время вы-
полнения задания, ч, мин.
Для определения другого пока-
зателя — процента переработки
норм — служит уравнение
/7H=ZL2*100.
(15)
В структуре нормы находят отра-
жение организация труда и общая
организация производства, и чем
выше их уровень, тем более обосно-
ванной будет норма времени, тем
больше она будет приближаться к об-
щественно необходимым затратам
36
труда. Степень обоснованности норм
зависит от методов их установления,
что следует учитывать при разработке
нормативов. В судостроении при-
меняются два метода нормирования
труда: аналитический исследователь-
ский метод и суммарный (опытно-
статистический). Научным является
аналитический исследовательский
метод установления нормируемых за-
трат, предусматривающий предвари-
тельное изучение трудового процесса.
Он предлагает расчленение операции
на составные элементы, исследование
факторов, влияющих на продолжи-
тельность каждого элемента, изуче-
ние возможностей оборудования, ра-
циональности организации рабочего
места, применяемых приемов и мето-
дов труда, психофизиологических
факторов и санитарно-гигиенических
условий. На основании полученных
данных осуществляются меры по
совершенствованию трудового про-
цесса и рассчитываются затраты вре-
мени на составляющие элементы опе-
рации или комплексы приемов, явля-
ющихся исходными данными для раз-
работки нормативов. Одновременно
разрабатывают мероприятия, обеспе-
чивающие внедрение запроектиро-
ванного трудового процесса и уста-
новленной нормы Аналитический ис-
следовательский метод включает сле-
дующие этапы:
расчленение нормируемой опера-
ции на составляющие ее элементы
(переходы, проходы, приемы) и ана-
лиз этих составляющих с целью
исключения лишних затрат времени
и создания наиболее рациональной
сс структуры;
анализ существующего состояния
организации труда и рабочего места
с целью создания наиболее совер-
шенных их форм на основе рекомен-
даций научной организации труда;
проектирование наиболее произво-
дительного технологического режима
выполнения операции и работы обо-
рудования;
' расчет основного (технологическо-
го) времени с использованием про-
веренных исходных данных;
расчет вспомогательного времени
на основе полученных исходных дан-
ных и с учетом возможных перекры-
тий и совмещений отдельных прие-
мов;
определение подготовительно-за-
ключительного времени, времени
обслуживания рабочего места и вре-
мени на отдых и личные надобности
по результатам проведенных наблю-
дений;
расчет нормы штучного или штуч-
но-калькуляционного времени путем
суммирования всех категорий норми-
руемых затрат времени, полученных
на предыдущих этапах.
Перечисленные этапы работ вы-
полняют инженеры-исследователи —
разработчики нормативов.
Расчет технически обоснованной
нормы времени аналитическим иссле-
довательским метолом предусматри-
вает нормирование каждой ее состав-
ной части: подготовительно-заключи-
тельного времени, основного, вспомо-
гательного, времени обслуживания
рабочего места и времени на отдых
и личные надобности
Подготовительно-заключительное
время устанавливают по данным фо-
тографий рабочего дня и выражают-
в процентах от оперативного вре-
мени.
Основное (технологическое) время
рассчитывают по существующим в
методических положениях по техни-
ческому нормированию формулам
в зависимости от характера техно-
логической операции, применяемого
оборудования, инструмента, приспо-
соблений, оснастки, свойств обраба-
тываемого материала, рациональных
режимов работы оборудования и пр.
Все разнообразие технологических
операций в судостроении делится на
три основные группы, для каждой из
которых целесообразно применять
свой характерный способ расчета
основного времени.
К операциям первой группы
относятся: строжка кромок листов,
резка листов и профилей, правка на
станках, автоматическая сварка и
другие характерные работы Для та-
37
ких операций продолжительность
основного времени, зависит от разме-
ра и скорости линейного перемеще-
ния инструмента или обрабатывае-
мого изделия Например, для расчета
основного времени при тепловой рез-
ке листов, строжке, гибке и правке в
вальцах, автоматической сварке слу-
жит выражение
7'o==L,'v, (16)
где L - длина реза (при тепловой
резке) или длина строгаемой кромки;
путь, проходимый листом между вал-
ками (при гибке на гибочных валь-
цах) или длина листа (при правке
в вальцах); длина сварного шва;
v — скорость перемещения инстру-
мента или обрабатываемой детали.
В частном случае для резки листовой
стали на пресс-ножницах применима
зависимость
7~о==-,^' Л,, (17)
nil—а} ’ I1'/
где L, длина реза, п — число хо-
дов ножа в 1 мин; I — длина ножа;
а — не использованная при резке
часть длины ножа; Л'х — коэффи-
циент, учитывающий пропуск рабо-
чих ходов.
Во второй группе операций
продолжительность основного време-
ни зависит от количества наносимого
или удаляемого материала, ве-
щества. К операциям второй группы
относятся ручная и полуавтомати-
ческая сварка, наплавка, окраска,
нанесение изоляции, металлизация и
др. Основное время
Tt,— G • al, (18)
где G — количество (масса) наноси-
мого или удаляемого материала, ве-
щества; масса наплавляемого метал-
ла при ручной и полуавтоматической
сварке, наплавке, количество краски,
изоляционного материала, наноси-
мых на поверхность в один слой; а —
удельный коэффициент производи-
тельности (например, количество ме-
талла, наплавляемого в единиц)' вре-
мени при силе тока 1 А), I — пара-
метр, характеризующий выбранный
режим работы (например, сила сва-
рочного тока при ручной сварке, на-
плавке).
К третьей группе относятся
ручные операции, в которых трудно
отличить приемы основной работы от
вспомогательных приемов. К таким
операциям относятся разметка и
сборка корпусных конструкций, мон-
таж механизмов, изготовление и .мон-
таж труб, судовые малярные и изоля-
ционные работы и др. Для этих опе-
раций определяют оперативное время
путем проведения наблюдений на ра-
бочих местах с учетом организацион-
ных и технологических факторов-
марки материала, размеров и формы
изделий, применяемого оборудова-
ния, инструмента, приспособлений,
оснастки, организационно-техни-
ческих условий и т д Так, для опе-
рации разметки оперативное время
включает время переноса с чертежа
на металлические листы конструктив-
ных размеров и конфигурации кор-
пусных деталей с нанесением, про-
черчиванием и кернением контурных
линий и условных знаков, но которым
затем обрабатывают лист. Продол-
жительность оперативного времени
зависит от размеров и конфигурации
размечаемых деталей, применяемых
для разметки приспособлений (шаб-
лонов, каркасов, реек с плаза и т и.).
Вспомогательное время определя-
ется отдельно от основного для ма-
шинных и машинно-ручных опера-
ций, выполняемых на станочном обо-
рудовании (правка, резка, (ибка,
сверловка и т п.) и для некоторых
ручных операций, при которых вспо-
могательные приемы требуют значи-
тельных затрат времени и легко раз-
личимы в составе оперативной рабо
ты (операции: ручная электросварка,
газовая резка, элсктрострожка. сле-
сарные и слесарно-сборочные работы
и др.). Затраты вспомогательного
времени устанавливают на основе
непосредственного наблюдения па
рабочем месте
При определении вспомог атель-
него времени данные наблюдения,
38
характеризующие содержание онера
ции, последовательность и способы
выполнения отдельных приемов, а
также их продолжительность, под-
вергают тщательному анализ)' и пос-
ле выявления и исключения лишних
и непроизводительных приемов вклю
чают в состав вспомогательного
времени. При нахождении затрат
вспомогательного времени необходи-
мо предусмотреть условия, при кото
рых рабочий, выполняющий опера-
цию, по возможности полностью ОС
вобождается от подсобных работ, а
вспомогательные приемы, обеспечи-
вающие выполнение основной рабо-
ты, в большинстве своем совмеща-
ются с машинной работой
Время обслуживания рабочего ме-
ста, а также содержание работ по
обслуживанию устанавливают на
блюдевием на рабочих местах За
траты рабочего времени на обслужи-
вание рабочего места и их содержа-
ние зависят от характера выполняе-
мой работы, вида оборудования, ор-
ганизации производства и установ-
ленного порядка в обслуживании ра
бочего места. Для всех видов работ
время обслуживания рабочего места
исчисляется в процентах от оператив-
ного времени. При определении зат-
рат времени на обслуживание рабо
чего места необходимо также преяу
сматривать возможность их сокра
щения вследствие выполнения части
этих работ в течение машинного
времени (смазка оборудования,
уборка стружки и др.), организации
централизованной заточки инстру-
мента и др.
Время на отдых и личных надоб-
ности учитывают в составе техни-
чески обоснованной нормы времени
в процентах от оперативного времени
и определяют в соответствии с per
л а менти рова н ными централ изова и -
ными нормативами. Время на отдых,
необходимое для сохранения высоко-
го уровня работоспособности на про-
тяжении всего рабочего дня, зависит
от условий, в которых выполняется
работа. Оно включается в состав
нормы лишь при физически тяжелых
работах или при выполнении работ
с ускоренным темпом и при ручных
работах: судокорпусных, судомон-
тажных, трубопроводных, корпу-
содостроечных и др. При работе
на машинном оборудовании, не тре-
бующем непрерывного управления со
стороны рабочего, время на отдых
перекрывается основным (машин-
ным) временем и в норму не вклю-
чается.
При нормировании времени на от-
дых не учитывают отклонения от
установленных условий труда, явля-
ющиеся нарушением правил произ-
водства работ. Они должны быть
устранены администрацией пред-
приятия. Простои рабочих не должны
рассматриваться как время отдыха.
Время на личные надобности (на
умывание, на естественные потреб-
ности и г. д.) всегда включают в
норму времени и устанавливают на
рабочую смену. В практике норми-
рования в судостроении на основании
результатов наблюдений, а также
данных физиологических исследова-
ний, время на личные надобности
принимают равным 10 мин в одну
смену на все виды работ, выполняе-
мых в цехах, независимо от продол-
жительности рабочей смены. На от-
крытых площадках и построечных
местах, доках и других объектах, где
места общего пользования находятся
в отдалении, время на личные надоб
ности увеличивается до 15 мин. При
нормировании времени в судострое
нии с применением аналитического
исследовательского метола принято
подготовительно-заключительное
время также включать в состав
общего коэффициента А'овт- Тогда его
можно рассчитать по формуле
где Аовш — общий коэффициент, учи-
тывающий подготовительно-заклю-
чительное время, время обслужива-
ния рабочего места и время на отдых
и личные надобности.
Норму времени на задание или
партию изделий рассчитывают по
39
следующим формулам: для операций
машинной обработки
Ти-‘То+Тв)К^, (20)
для ручных операций
Ги=Х^Л'общЛ’, (21)
или
Тц—У^ Гшк W-=7',„KfW। -|-
Ч- /шк2Л'2+ - + Лиь ч&’н, (22)
где Г11ж1, 7111К2, .. , Тщк„ - штучно-
калькуляционное время на отдель-
ные операции; Л'г. Л’2, - - , Л'и коли-
чество узлов, деталей и т п Так,
норма времени па изготовление тру-
бы судового трубопровода состоит из
штучно-калькуляционного времени
на изготовление шаблона Т„,к|, раз-
метку трубы TaiK-2, резку Г1ик3, гибку
ГП1к4, установку фланцев 7^5, отбур-
товку У,,,кь участие в сварке Тшк7
и т д.
Суммарным (опытно-статистиче-
ским) методом нормирования преду-
сматривается установление опытно-
статистических норм времени без
анализа технологических операций и
определения затрат по составным
частям нормы. Этот метод установле-
ния норм времени не может быть
признан объективным и обоснован
ным, так как при определении норм
он не отражает влияния организа-
ционных и технологических факторов
на данный технологический процесс.
Суммарное нормирование имеет
ряд разновидностей:
суммарное нормирование по ана-
логии, или методом сравнения, при-
меняемое при изготовлении схожих
изделий, выполненных на прошлых
заказах, но отличающихся одним
или несколькими факторами (раз-
мерами, материалом, точностью об-
работки и пр) Для установления
норм времени на такие изделия
используют статистические данные, в
которые вносят поправки на отли-
чающиеся факторы;
нормирование методом экспертных
оценок по 'данным приближенного
подсчета, состоящее в том, что нор-
мируемую работу расчленяют тю
возможности на составные части —
машинную, ручную основную и вспо-
могательную и т. д Для каждой
части работы специалисты прибли-
женно определяют затраты на осно-
вании средних расчетных данных ре-
жимов работы и паспортных данных
оборудования, а также на основании
инструкций, справочных таблиц, опы-
та мастера и нормировщика без
глубокого изучения и анализа про-
изводственного процесса;
нормирование по суммарному рас-
ходу рабочего времени, часто при-
меняемое для установления общих
суммарных затрат путем фиксации
времени начала и окончания работы.
Производственный процесс при этом
не расчленяют на с<хтавные элемен-
ты и не анализируют его, а непрерыв-
ность в работе не фиксируют. Этот
способ установления норм дает гру-
бые и неточные суммарные затраты
рабочего времени на выполнение
работ.
Суммарные способы нормирования
все еще используются в судостроении
вследствие отставания в области
нормативно-исследовательской ра-
боты, слабого использования укруп-
ненных методов нормирования Наи-
более часто суммарное нормирование
применяют на участках при случай-
ных и разовых работах, при освоении
новых видов продукции, когда нет
разработанных технологических про-
цессов и экономически нецеле-
сообразно затрачивать время на их
разработку и нормирование Описан-
ные способы суммарного нормирова-
ния не отвечают задачам, стоящим
перед техническим нормированием,
являются серьезным тормозом роста
производительности труда, использо-
вания опыта новаторов производства
и производственных возможностей
предприятия
Несмотря на значительные дости-
жения в организации технического
нормирования за последние годы,
доля опытно-статистических норм,
устанавливаемых суммарным мето-
40
дом на судостроительных предприя-
тиях все еще высокая. Эти нормы
искусственно подгоняются под до-
стигнутый уровень заработной пла-
ты, не соответствуют современному
уровню техники и организации про-
изводства. По этой причине опытно-
статистические нормы времени необ-
ходимо заменять на технически обос-
нованные нормы, устанавливаемые
а нал итическим исследовательс ки м
методом.
Нормативы времени разрабаты-
вают по следующим основным эта-
пам:
1. Определение перечня работ,
операций и трудовых процессов, для
которых устанавливают нормативы,
а также сферы их применения. При
этом принимаются во внимание ра-
циональные технологические про-
цессы, виды изделий, узлов, кон-
струкций и другие показатели, на ко-
торые будут распространены норма-
тивы.
2. Установление нормативно-ис-
следовательских организаций и пред-
приятий — участников разработки.
На том этапе нормативно-исследова-
тельская организация, разрабаты-
вающая нормативы, согласовывает с
предприятиями задания по организа-
ции наблюдений и определению не-
обходимых исходных данных для раз-
работки нормативов.
3. Сбор, изучение и систематиза-
ция руководящей технической доку-
ментации, изучение технологических
процессов, чертежей, технических
условий, от которых зависят размеры
изделий и характеристики основных
факторов, влияющих на продолжи-
тельность работ. Находят рациональ-
ные режимы работы оборудования и
другие данные Выявляют и изучают
действующие нормативы, разрабо-
танные в смежных отраслях про-
мышленности.
4. Разработка макетов таблиц
нормативов. На этом этапе состав-
ляют наиболее рациональное содер-
жание элементов работы по выбран-
ным вариантам технологического
процесса; утверждают формы таблиц
нормативов, в которых указывают
основные факторы, влияющие на про-
должительность работ, приводят ти-
пы изделий, их характеристики и дру-
гие данные. Макеты отличаются от
таблиц нормативов лишь тем, что
не содержат значений времени
(табл. 12, 13).
5. Выявление и систематизация
исходных данных, их графоаналити-
Таблица 12 Время центровки валопровода по нагрузкам на подшипники
(макет таблицы нормативов)
Содержание работы проверка динамометров, доставка к месту установки, установка динамометров по растяжке оси валопровода Установка динамометров в лапы опорного и монтажного подшипников, установка приспособления для определения нагрузки на носовую опору базового механизма, проверка положения упорна о вала во вкладышах главного*упорного подшипника, проверка положения осевой линии валов и горизонтальной плоскости' по контрольным окружностям на торцах мортир и переборок, перевод (последо- вательно) нагрузки валопровода и подшипников на динамометры Проверка нагрузки на носовой опоре базового механизма, положения валов в мортирах и подшипниках Фиксиро ванне положения втулок мортир и опорных подшипников отжимными болтами Сдача центров- ки валопровода техническому контролю Проверка нагрузки на подшипники с помощью динамо- метров после пригонки и установки прокладок (клиньев) под подшипники. Проверка при летания валов к нижним вкладышам подшип киков, разности боковых зазоров и перекосов валов после крепления подшипников к фундаменту Сдача центровки валопровода техни ческому контролю и регистру Снятие динамометров и сдача в кладовую цеха
Диаметр шейки вала, мм 200 250 300 350 400 500 600 650 7<Ю 800 10511
Время, затрачен ное на один подтип - X - - - X X х
Таблица 13 Время ручной электродуговой сварки шва таврового соединения с двумя
симметричными скосами одной кромки алектродами УОНИИ-13/55 (Макет таблицы нормативов)
Толщина металла, мм Площадь попе- Режим сварки Время на сварку
ния шва. мм2 проходов Диаметр Сила тока
12 60 4 160
16 85 2 4/4 160
21‘ 130 2 4/4 160
24 180 3 4/4 160
28 235 4 4/4 160
30 270 4 4/5 I5O; 190
34 330 5 4/5 15*1/190
36 400 7 4/5 I50Z19C1
40 460 9 4/5 150/190
44 550 10 4/5 1ЯО/190
48 660 12 4/5 150/190 —
50 710 13 4/5 150/190 X
Примечание Положение шва нижнее
ческая обработка и заполнение маке-
тов таблиц нормативов. Для полу-
чения исходных данных по затратам
времени в макетах таблиц указывают
объем необходимых наблюдений с
целью установления закономерности
изменения продолжительности рабо-
ты в зависимости от основных факто-
ров. Затраты времени изучают выбо-
рочно, по крайним и средним значе-
ниям факторов (в макетах табл 12,
13 указаны крестиками)- Примеры
обработанных результатов хрономет-
ражных наблюдений приведены в
табл 14. Они служат исходными дан-
ными для построения нормативных
линий и вывода эмпирических фор-
мул для расчета нормативов.
Таблица 14 Результаты хронометражных
наблюдений после обработки данных
Центровка валопровода во нагрузкам на подшипники Ручная злектро дуговая сварка шва таврового соедине
Диаметр шейки вала Время, за- Толщина металла. Время на свар- и«ва. мин
один подшип-
20*J 5,0 12 28
350 12,6 28 50
650 13,1 30 9G
800 20.0 40 110
1050 22.1 44 190
— — 50 200
При построении простой графи-
ческой зависимости используют
обычную систему координат с равно-
мерными шкалами На горизонталь-
ной оси откладывают значения при-
нятого в макете таблиц технологи-
ческого фактора, а на вертикальной
оси — значения затрат времени на
вид работы. При более сложной зави-
симости, например когда она носит
степенной характер, удобнее поль-
зоваться сеткой с логарифмическими
шкалами Примеры построения нор-
мативных линий по данным табл. 14
приведены на рис 5,6. Расположение
точек на графиках дает ломаные ли-
нии, которые сглаживаются либо в
прямую линию (рис. 5), либо в плав-
ную кривую (рис. 6) нормативные
линии. С этих линий снимают значе-
ния затрат времени, которые заносят
в макеты таблиц нормативов. При
этом значения времени могут отли-
чаться от значений, полученных по
наблюдениям.
Заполненные макеты представ-
ляют собой таблицы нормативов вре-
мени, помещаемые в карты нормати-
вов. Примеры оформления карт нор-
мативов времени приведены в
табл. 15, 16 В них должны содер-
жаться: № карты (нумерация карт
сквозная, независимо от количества
разделов в сборнике нормативов);
42
Таблица 15 Карта нормативов времени на слесарно-сборочные работы
Карта № Центровка валопровода по нагрузкам на подшипники Седе ржание работы проверка динамометров, доставка к месту установки, установка динамометров п мортиры и проверка установки опорных подшипников по растяжке «ли валопровода Установка динамометров в лапы опорного и монтажного подшипников; установка приспособления для определения нагрузки на носовую опору базового механизма проверка положения упорного вала во вкладышах главного упорного подшипника, проверка положения осевой линии налов и горизонтальной плоскости по контрольным окружностям на торнах моргир и переборок, перевод (последовательно) нагрузки валопровода и подшип- ников па динамометры. Проверка нагрузки на носовой опоре базового механизма, положения валов в мортирах и подшипниках Фиксирование положения втулок мортир и опорных под- шипников отжимными болтами. Сдача центровки валопровода техннче< кому контролю Проверка нагрузки па подшипники с помощью динамометров после пригонки и установки прокладок (клиньев) под подшипники Проверка прклеганин валов к нижним вкладышам подшипников, разности боковых .зазоров и перекосов валов после крепления подшипников к фундаменту Сдача центровка валопровода техническому контролю Снятие динамометров и сдача в кладовую цеха
Диаметр шейки вала /), мм аи» 250 ДНО 350 400 500 600 650 700 800 I05G
Время, затрачен ное на один лодшип- 7.5 8.4 9.1 10,0 10.8 12,4 14.1 15.5 16.4 18,4 22,9
Примечании 1 Разряд работы 4 1 2 Приведенное время умножается на следующие коэф фициеиты при проверке* и сдаче центровки и сдаче валопровода 0,5 — на плаву, 0.7 - ва плаву с откреплением подшипников от-фундаментов. 0.2 —• при проверке прилегания гребных валов к втулкам мортир с под центровкой 3 Расчетная формула Г=0 0018 Л) 4-4
Таблица 16 Карта нормативов времени на сварочные работы
Карта №
Ручная электроду говая сварка односторонних швов тавровых соединений < ричными скосами одной кромки электродами УОНИИ-13/55 циумя сяммет
Толщина Площадь кипереч Режимы сварки
Количество
"Гми8' шва, мм2 проходов электрода. Сила тока
мм
12 60 1 4 I6O 09
16 85 2 4/4 160 30
20 130 9 4/4 160 44
24 180 з 4/4 |ЪО 60
28 235 4 4/4 160 70
30 270 4 4/5 150/190 80
34 330 5 4/5 160/190 100
36 400 7 4/5 150/190 115
40 4U) 9 4/5 150/190 140
44 550 10 4/5 150/190 160
48 660 12 4/5 150/190 190
51) 710 13 4/5 150/190 20а
Примечания 1 Положение шва нижнее 2 Приведенное с одной стороны 3 Разряд работы, в зависимости от сложности ляетсяпо Сдикочу тарифно квалификационному справочнику (1986 время рассчитало иа сварку шва вариваемых конструкций, опреде г, вын 2) 4 Расчетная формула
43
Рис. 5 Зависимость затрат времени
на центровку валопроводов по на
грузкам на подшипники с помощью
динамометров
I — линия значений времени по ре
зультатам наблюдений 2 — осрелнсн
Рис 7 Нормативные линии в
виде кривых второго порядка
ная прямая — нормативная линия
Рис 6 Зависимость затрат времени на ручную электродуговую сварку шва таврового соединения
от толщины металла
I — линия значений времени по результатам наблюдений 2 ~ осредиениая кривая — нормативная линия
наименование карты (нормируемой
работы, операции, детали, узла, кон-
струкции); эскиз (при необходи-
мости); содержание работы (текст);
таблица нормативов времени, в кото-
рой указывают основные факторы,
влияющие на величину затрат време-
ни нормируемой работы или опера-
ции и их буквенные обозначения;
наименование принятого измерителя,
на который установлены приведен-
ные в карте значения затрат времени;
затраты времени на принятый изме-
ритель (часы, минуты). Число и ве-
личину интервалов между табличны-
ми значениями времени устанавлива-
ют в зависимости от диапазона изме-
нения числовых величин факторов.
Обычно их располагают в порядке
возрастания или убывания чисел, так
чтобы каждое последующее значение
отличалось от предыдущего на неко-
торую величину, называемую шагом
или интервалом таблицы.
В карте нормативов приводят сред-
ний разряд работы в соответствии
с действующим Единым тарифно-
квалификационным справочником
(ЕТКС) Примечания к таблице по-
ясняют применение табличных зна-
чений времени, а также содержат
поправочные коэффициенты на раз-
личные варианты выполнения работ
и т. п. После примечания в карте
нормативов времени помещают эмпи-
рическую формулу, по которой мож-
но рассчитать значения времени в
зависимости от значений основных
факторов (см. табл. 15, 16). Эмпи-
рические формулы составляют по
характеру полученных нормативных
линий. Например, на рис. 5 норматив-
ная линия представлена в виде пря-
мой, уравнение которой имеет вид
у=ах-\-Ь, где у и х — соответствую-
щие значения переменных величин;
а - угловой коэффициент (численно
выражает тангенс угла а наклона
прямой линии к положительному
направлению оси абсцисс); b — сво-
бодный член уравнения, равный от-
резку, отсекаемому прямой на оси
ординат. Например, для точки, имею-
щей х=О = 500 мм (см. рис. 5),
получим у=Т—13 ч. При этом пря-
мая — нормативная линия — отсе-
кает на оси у отрезок b=4 ч. По этим
данным можно получить тангенс угла
наклона прямой к оси v:a = tga=
=9 - 500=0,018. Тогда эмпириче-
ская формула, выражающая зависи-
мость времени центровки валопро-
вода по нагрузкам на подшипники
от диаметра шейки вала D, примет
вид: Т=0,018D4-4. На рис. 6 норма-
тивная линия выражает зависимость
затрат времени на сварку от толщины
свариваемого металла и имеет вид
параболы, уравнение которой имеет
вид: у=ах*-]-Ь
Нормативные линии могут быть
выражены параболами, проходящи-
44
ми через начало координат (рис. 7),
уравнениями которых будуг выраже-
ния у-=ах~ (кривая /) и у~=их (кри-
вая 2), или гиперболой, представ-
ленной уравнением у=а 'х (кри-
вая 3). Например, зависимость зат-
рат основного времени от изменения
силы сварочного тока при ручной
сварке выражается гиперболой.
6. Оформление сборника нормати-
вов времени, включающего заполнен-
ные таблицы нормативов, поясни-
тельную записку и необходимые
приложения и направление его- на
предприятия для проверки в произ-
водственных условиях. Количество
предприятий, которым рассылается
проект сборника нормативов вре-
мени, определяют по формуле
= < (0,15Л'-Ь1), (23)
где К — коэффициент, учитывающий
возможность непредставления мате-
риалов проверки отдельными пред-
приятиями (принимается равным I,
2); А' — общее количество предприя-
тий, для которых предназначен дан-
ный сборник нормативов
Местные (заводские) нормативы и
нормы времени направляют в цехи,
на участки для проверки.
7. Проверка нормативов времени
на предприятиях, которая преследует
следующие цели:
выявление полноты охвата сборни-
ком нормативов на изготовление
изделий и на выполнение технологи-
ческих процессов, для нормирования
которых они предназначены;
установление правильности исход-
ных данных и основных факторов,
принятых при разработке нормати-
вов;
определение прогрессивности нор-
мативов на основе сравнения дейст-
вующих норм времени на предприя-
тии с полученными путем расчета
по нормативам,
анализ выявленных расхождений и
проведение выборочных контрольных
фотохронометра жных наблюдений;
составление предложений по кор-
ректировке и дополнению проекта
нормативов.
8. Корректировка проекта норма-
тивов времени по принятым замеча-
ниям и предложениям предприятий
(цехов, участков — для местных нор-
мативов)
После корректировки нормативы
времени представляются па согласо-
вание и утверждение
Судокорпусные работы
на судостроительном предприятии
включают комплекс самостоятельных
производственных процессов, пред-
назначенных для обработки листово-
го и профильного металла корпуса
судна, для сборки и сварки корпус-
ных конструкций и формирования
корпуса судна на построечном месте.
Каждый производственный процесс
состоит из многих технологических
операций, выполняемых в определен-
ной последовательности в цехах и на
открытых угчастках. Он включает раз-
метку корпусных деталей, обработку'
листов и профилей, сборку и сварку
узлов, секций, блоков корпуса и мон-
таж их на стапеле. Технологические
операции по обработке листов и про-
филей выполняют преимущественно
45
на машинном оборудовании, а сбо-
рочно-сварочные — с применением
ручного и механизированного инст-
румента, оснастки и приспособлений.
Перечисленные технологические опе-
рации нормируют с помощью таблиц
отраслевых нормативов времени, по-
лученных аналитическим исследова-
тельским методом на основе данных
изучения затрат рабочего времени.
Таблицы нормативов времени на руч-
ные и ручные механизированные опе-
рации содержат укрупненное штуч-
но-калькуляционное время, вклю-
чающее оперативное время, время
обслуживания рабочего места и вре-
мя на отдых и личные надобности,
подготовительно-заключительное
время.
Процессы обработки листового и
профильного материала, а также
процессы сварки состоят из машин-
ных технологических операций. Их
нормирование производят по табли-
цам нормативов времени, в которых
основное (машинное) время рассчи-
тывают по существующим формулам
с учетом оптимальных режимов и
паспортных данных оборудования,
вспомогательное время определяют
на основе обработанных данных хро-
нометражных наблюдений, а подго-
товительно-заключительное время,
время обслуживания рабочего места
и время на отдых и личные надобнос-
ти — по данным фотографий рабоче-
го дня.
Наряду со значениями времени по
всем видам судокорпусных работ в
нормативах приводят рекомендации
по применению оборудования, ин-
струмента, оснастки и приспособ-
лений, по составу технологических
операций в картах нормативов, а
также следующую рациональную ор-
ганизацию труда: проведение работ
бригадами рабочих, имеющих необ-
ходимую квалификацию и опыт;
минимальный состав звена, но доста-
точный для выполнения работ в со-
ответствии с их сложностью; разде-
ление труда в бригадах и звеньях в
соответствии с квалификацией рабо-
чих и присвоенным им разрядом;
46
обеспечение рабочих мест на участ-
ках судокорпусных работ технологи-
ческим оборудованием, оснасткой,
инструментом и приспособлениями,
достаточным освещением и отопле-
нием, централизованной подводкой
всех видов энергии, сжатого воздуха,
кислорода, горючих газов, вентиля-
ции; обеспечение свободных доступов
к оборудованию и рабочим местам,
своевременное и полное обеспечение
рабочих бригад и звеньев производ-
ственным заданием на полную рабо-
чую смену; своевременный инструк-
таж мастера по выполнению работ
рациональными и безопасными мето-
дами; исключение простоев и хожде-
ний рабочих за инструментом и ма-
териалами, исключение ожидания
выполнения работ рабочими смеж-
ных профессий. Инструмент постоян-
ного пользования закрепляют за
бригадами рабочих и хранят вблизи
рабочих мест в инструментальных
кладовых цеха. Ремонт и обслужива-
ние оборудования, оснастки и при-
способлений производят вспомога-
тельные службы. Крепежные детали
и мелкие Приспособления (скобы,
планки, гребенки) изготовляют цент-
рализованно Получение и доставку
их на рабочее место осуществляют
основные рабочие. Работу сдает от-
делу технического контроля мастер
при участии бригадира. При работах
должны соблюдаться правила безо-
пасности Администрация создает
условия труда, которые соответству-
ют установленным санитарным нор-
мам, допустимым концентрациям га
зов и пыли, температурному режиму,
нормам искусственного и естествен-
ного освещения, уровням шума и виб-
рации
В нормативах указывают затраты
времени в зависимости от основных
факторов, влияющих на продолжи
тельность работы В необходимых
случаях имеются примечания, допол-
нительно разъясняющие условия, на
которые рассчитано время в табли
цах нормативов и приведены попра-
вочные коэффициенты на изменение
условий работы. Если для расчета
нормы времени требуется применить
два коэффициента и больше, то окон-
чательную величину нормы времени
находят умножением табличного зна-
чения времени на произведение уста-
новленных коэффициентов.
Затраты времени в таблицах нор-
мативов приведены на звено (брига-
ду) в часах, т е учтена суммарная
трудоемкость работ, выполняемых
всеми участниками. Так, если время
в таблице нормативов составляет
1,6 ч, а состав звена определен два
человека, то затраты времени на
каждою рабочего составят 0,8 ч.
Количество указанных в картах нор
мативов разрядов работы соответ
ствует числу рабочих, участвующих
в работе. Например, если указано:
«Разряд работы 3; 2», то это зна-
чит, что в звене числится два чело-
века — один третьего разряда и один
второго. Если в картах нормативов
времени специально не оговари-
вается место выполнения работ (цех
или судно), то это значит, что затра-
ты времени по таблице карты норма-
тивов должны применяться незави-
симо от места работы
В данной главе по каждому виду
судокорпусных работ приведены до-
полнительные данные по рациональ-
ной организации тру?да, методика
технического нормирования с при
менением таблиц действующих от-
раслевых нормативов времени. Так-
же даны таблицы исходных данных
по категориям нормируемых затрат
времени и примеры расчета норм по
таблицам нормативов времени.
« » 3
Корпусозаготовительные работы в
судостроении включают комплекс
технологических операций, выполня-
емых в корпусообрабатывающих це-
хах: очистку и грунтовку деталей;
правку' листового и профильного ме-
талла, разметку деталей; резку? де-
талей на газорезательных машинах
и вручную, на гильотинных ножни-
цах и пресс-ножницах, дисковых, ры-
чажных и роликовых ножницах, на
ленточных пилах; гибку? на прессах,
гибочных вальцах и вручную; обра
ботку? кромок деталей на станках;
зачистку? кромок деталей пневмати-
ческими машинами; маркирование
деталей. Нормативы времени на кор-
пусозаготовительные работы преду-
сматривают рациональную органи-
зацию труда (см, § 10) в соответст-
вии с действующими в отрасли ти-
повыми проектами организации ра-
бочего места Кроме того, нормативы
на корпусозаготовительные работы
учитывают осуществление основны-
ми рабочими следующих работ:
управление различными типами обо-
рудования в соответствии со специа-
лизацией, настройку оборудования в
процессе работы, управление подъ-
емно-транспортными средствами с
пульта управления (установку и ук-
ладку листов, заготовок, снятие дета-
лей после обработки) или у?частие
основных рабочих при у?становке и
снятии их такелажниками, стропаль-
щиками
Правка деталей из листов. Для
удаления вмятин, волнистости, а так
же деформаций листов при транспор
тировании перед подачей на обра
ботку? их подвергают правке на пра-
вильных вальцах (валиковых листо-
правильных машинах). Применяе-
мые правильные вальцы имеют от 5
до 17 рабочих вращающихся валков,
между которыми пропускается лист
для правки. Листы толщиной 6 мм
и более правятся на пяти и семи-
валковых вальцах, а листы толщиной
менее 6 мм - девяти и семнадцати-
вал новых.'
Основное (машинное) время при
правке листовой стали — время про-
катывания листа между валками до
полного устранения неровностей
рассчитывают по формуле
To=(S/v)i, (24)
где 5 — путь, проходимый листом
между валками за один проход;
v — скорость прохождения листа
между валками, м/мин, i — число
проходов между валками.
Скорость прохождения листа меж-
ду валками
v — viK3, (25)
где — скорость вращения валков,
м/мин; К3 — коэффициент, учиты-
вающий замедление рабочего хода по
мере увеличения толщины листа.
Скорость вращения валков
щ = я£)д ' 1000, (26)
где D — диаметр (мм); п — частота
вращения валков, являющаяся пас-
портным данным оборудования,
об/мин.
Число проходов листа между вал-
ками i зависит от степени неровности
листа, марки стали, толщины листа и
мощности вальцов. Среднее число
проходов для семивалковых вальцов
и коэффициент замедления рабочего
хода К3 приведены в табл. 17.
Вспомогательное время состав-
ляют:
вспомогательное время на один
проход /в пр — время пуска и оста-
новки вальцов, перемены хода вал-
ков, перехода рабочего в процессе
правки, передвижения прокладок.
Часть указанных приемов перекры-
вается основным (машинным) време-
нем Время (Впр=0,15 мин;
вспомогательное время на изделие
4 и — время подачи листа и заправ-
ки его в валки, регулировки валков,
укладывания и снятия прокладок,
снятия листа. Время (в н зависит от
массы листов и равно для листов мас-
сой 50 кг — 2,0 мин; 100 кг —
3,5 мин; свыше 100 кг — 5,0 мин.
Время обслуживания рабочего
места состоит из времени на регули-
ровку и смазку вальцов и на уборку"
рабочего места. По данным фотогра-
фий рабочего дня, оно составляет
8 % оперативного времени.
Время на отдых и личные надоб-
ности значительно перекрывается
основным (машинным) временем и,
по данным фотографий рабочего дня,
составляет 5 % оперативного вре-
мени.
Под готов и тел ьно-за ключи тел ь ное
время включает время на получение
задания и ознакомление с ним, на
получение и подготовку/ к работе ин-
струмента и приспособлений, на пер-
воначальную наладку вальцов и сда-
чу выполненной работы по заданию.
Подготовительно-заключительное
время, поданным фото!рафий рабо-
чего дня, составляет 8 % оперативно-
го времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,21.
Штучно-калькуляционное время
на правку одного листа
7шк = (7о-|-(чн) ККю,(27)
где — коэффициент, учитываю-
щий влияние на штучно-калькуляци-
онное время правки ширины листа.
При ширине листа не более 900 мм
Кт—0,95; до 1500 мм — 1.0: до
2000 мм — 1,05.
Примеры значений штучно-кальку-
ляционного времени правки листов в
вальцах приведены в табл. 18, кото-
рые составлены с учетом паспортных
данных вальцов, размеров листов,
толщины и марки материала.
Таблица 17 Число проходов листа через вальцы и коэффициент замедлении рабочего хода
для малоуглеродистой и низколегированной стали
Толщина листа, мм Число проходов Коэф ф и циенты замедления
аимелленив листа, мм проходов
3-4 5—8 9—12 13- 16 8—9 6 7 4--5 1,00 0,97 0,93 0,90 17 20 21—24 25—28 3 4 2- 3 2—3 0.87 0,84 0.84
48
Т а б л и ц а
в часах)
18 Время правки листового проката на листоправильных вальцах (ня один лист,
Сод е р ж я и и е р подача и укладка листа б о т ы. pel улмровка зазора между валками вкльцы, правка .чиста, проверка на плотность на толщину листа, снятие листа
Толщина листа Длина листа Ширина листа Я.
мм L. к 1 2 3
2 8 3 3 3 0.193 0,258 0.169 0,225 0,121 0.161 0,218 0,290 0,193 0.258 0,145 0,193 0,242 0,322 0,218 0,290 0,169 0,225
Примечания- 1 Разряд работь на следующие коэффициенты. пр пра ЧИСТОВ 33 Приведенное время умножается
Количество Скорость правки. м/мин
проходов 5 6 7 8 9 10 15 и более
3 5 0,2 0.6 1.0 0,17 0,50 0,84 0,14 0,43 0,71 0,13 0,38 0,63 0.11 0,35 0,56 (1.10 0.30 0.50 0,07 0,20 0,33
3 Расчетная фор г= (0.48L 4-0X2) (0,0176 + 0.064) X (1,8- -0,1s)
Норма времени на правку листов
в вальцах
r.-lTw. («/„,). (28)
где N — количество листов; гц — ко-
личество листов, одновременно про-
пускаемых через валки.
Пример Рассчитать норму времени па
правку 40 листов толщиной 8 мм, шириной
I м, длиной 4 м Скорость правки 5 м/мин,
количество проходов — три Количество лис-
тов, одновременно пропускаемых через вал-
ки — 2
Решение Для листов толщиной 8 мм, ши-
риной I м и длиной 4 м („„=0,161 ч
(см табл 18)
Коэффициент, учитывающий скорость
правки 5 м/мин и количество проходов (три
прохода) К—0,6 (см табл 18) Норму време-
ни на правку 40 листов находят но форму
ле (28). 7„ =0.161-0.6(40/2)= 1,93 ч
Правка деталей из листового и
профильного проката вручную на
плите. В содержание этой работы
включают подачу и укладку деталей
на плиту, правку деталей, проверку
после правки и снятие деталей.
Оперативное время правки, кото-
рое состоит из времени на комплексы
технологических ручных приемов, вы-
полняемых в процессе правки, опре-
деляют по данным хронометражных
наблюдений в зависимости от типа и
размеров деталей.
Время обслуживания рабочего
места содержит затраты на смену
ручного инструмента и приспособле-
ний и на уборку рабочего места.
По данным фотографий рабочего
дня, это время составляет 8 % опера-
тивного времени.
Время на отдых и личные надоб-
ности на основании данных, получен-
ных по фотографиям рабочего дня на
участках ручной правки деталей, не
превышает 5 % оперативного вре-
мени.
Подготовительно-заключительное
время состоит из затрат времени на
подготовку всего необходимого для
выполнения задания и приведения в
надлежащее состояние рабочего мес-
та в конце смены; на ознакомление с
заданием; на инструктаж мастера,
получение инструмента и приспособ-
лений и сдачу выполненной работы.
По данным фотографий рабочего
дня, подготовительно-заключитель-
ное время равно 8 %.
49
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,21
Штучно-калькуляционное время
на ручную правку деталей, заготовок
в цехе рассчитывается по формуле
(21). Ниже приведен пример расчета
времени ручной правки на плите про-
фильного проката длиной 1 м:
Высота профиля, мм
Время на одну деталь, ч
Разметка деталей корпуса. Листо-
вой и профильный металл, обрабаты-
ваемый на механическом оборудова-
нии и тепловой резкой полуавтомата-
ми или вручную, перед обработкой
размечают При разметке на металле
строят контуры деталей в натураль-
ную величину с учетом припусков на
обработку и сборку, наносят вспомо-
гательные и контрольные линии, слу-
жащие для сборки и проверки кор-
пусных конструкций. Размеры откла-
дывают с помощью стальной рулетки,
а при построении используют уголь-
ники, циркуль, рейсмус. Прямые ли-
нии отбивают намеленным шнуром.
Линии контура деталей, вырезов и
фасок фиксируют кернением с по-
мощью кернера. Теоретические линии
набора, контрольные линии, линии
сломов и изгиба наносят чертилкой.
Разметку по шаблонам выполняют
путем очерчивания чертилкой кон-
тура шаблона. Разметка по рейкам
заключается в построении на металле
контура деталей с помощью реек,
разработанных на плазе Эскизный
метод разметки содержит разработку
и вычерчивание на плазе эскизов де-
талей корпуса, по которым выпол-
няют графическое построение на ме-
талле контура деталей.
При фото проекционном методе
разметки контуры деталей на метал-
ле воспроизводят по световому изо-
бражению негатива чертежа-шабло-
на с помощью диаскопического
проектора с дистанционным управле-
нием с выносного пульта, находяще-
гося у разметочного стола.
Нормативы времени на разметоч-
ные работы предусматривают рацио-
нальную организацию труда судовых
разметчиков (см. § 10). Участок раз-
метки является частью корпусообра-
батывающего цеха и тесно связан с
нлазово-разметочным бюро.
Оперативное время разметки
включает время на очистку поверх-
ности листа, установку шаблонов и
реек, построение контуров (очерчива-
60 100 200 300 400
она 0.09 0,11 0,12 0,15
ние деталей) и нанесение контроль-
ных рисок и теоретических линий,
кернение детали Оперативное время
определяют по данным хронометраж-
ных наблюдений.
Время обслуживания рабочего
места содержит затраты времени на
обеспечение рабочего места инстру-
ментом, приспособлениями и вспомо-
гательными материалами и на его
уборку На основании данных фото-
графий рабочего дня это время равно
6 % оперативного времени.
Время на отдых и личные надоб-
ности находят по данным фотогра-
фий рабочего дня, оно составляет
5 % оперативного времени.
Под гото вител ьно-за кл ючител ьное
время состоит из затрат на озна-
комление с заданием, на получе-
ние инструмента и приспособле-
ний и их установку и снятие, на
сдачу выполненной работы. По
данным фотографий рабочего дня,
по д готов ител ьно-заключительное
время составляет 6 % оперативного
времени.
Штучно-калькуляционное время
рассчитывают по формуле (21), в ко-
торой Кабы— 1,17. Примеры значений
штучно-калькуляционного времени
на ручную разметку приведены в
табл. 19, 20.
Норму времени на разметку опре-
деляют по формуле (22), где j,T,№ —
сумма штучно-калькуляционного
времени по разметке всех деталей,
имеющихся я задании.
Пример Рассчитать норму времени на
разметку по эскизу деталей следующих разме-
50
ров: 400X1800 при количестве углов 5, рав
иых 90°,— 8 деталей; 1000x3000 при коли-
честве углов 6, неравных 90 °, 4 детали флан
цев с наружным диаметром 400 мм, внут
реиним 200 мм при четырех размечаемых ли-
ниях на одной детали — 18
Решение Норму времени на задание рас
считываем по формуле (22). Штучно-каль-
куляционное время на разметку деталей
находим по табл 19. Для деталей400Ч1800 мм
с учетом коэффициента 1,15 на пять углов,
равных 90°, =0,18-1,15=0,207 ч; для де
талей 1000x3000 мм с учетом коэффициента
1.25 на шесть углов, неравных 90", Гш,2=
=0,31-1^5=0.388 ч
Штучно-калькуляционное время па размет-
ку фланцев находим по табл 20 Для фланцев
наружным диаметром 400 мм и внутренним
200 мм с учетом коэффициента 1,5, при четы-
рех размечаемых линиях на одной детали
7ш,з =0.070-1,5 =0,105 ч Тогда норма времс
ни на разметку всех деталей и фланцев
Т„ = 0,207 - 8 + 0,388 - 4+0,105 -18 = 5,098 ч
Резка деталей. Механическую рез-
ку деталей по разметке из листового
проката выполняют на гильотинных
ножницах и пресс-ножницах; резку
профильного проката на пресс-
ножницах; вырезку отверстий, дис-
ков — высечными, рычажными, ро-
ликовыми ножницами; резку труб —
Таблица 19 Время разметки деталей по эскизу (на одну деталь, в часах)
Содержание работы подготовка листа для разметки, сверка маркировки листа с маркировкой эскиза, разметка, нанесение контрольных линий, линий контура детали, провер ка по размерам и контрольным линиям, кернение контура детали, отметка детали в маршрутно технологической карте
Длина L, м Ширина детали В, м
0,1 0,2 0,4 0,6 0,8 1.0 1.2 ’,6 2,0 2 5
0,2 0,6 1,0 1,4 1,8 2.0 3.0 0,04 0,06 0,09 0,11 0,13 0,15 0,20 0,05 0,07 0,11 0,13 0,15 0,16 0,22 0,11 0,13 0.15 0.18 0,19 0,24 0.12 0,15 0,17 0,20 0,22 0,27 0,16 0,19 0,22 0,23 0,29 0.17 0,20 0,23 0,25 0,31 0,21 0,24 0.26 0,33 0.26 0,28 0,35 0.30 0,38 0.39
Примечания Разряд работы 3 — при разметке деталей прямоугольной формы, 3 5 — при разметке детазей непрямоугольной формы 2 Приведенное время умножается на следующие коэффи циенты при разметке 1,1 — по чертежу под вырезку различных вырезов 0,8 - но шаблону, при коли честве углов, более четырех. 1,15 — равных 90°, 1,25 — неравных 90“ 3 Расчетная формула Т= = 0 0194 + 0,0623 L 4- 0, II34 В —0 0017 L2—0,0313 В2 + 0.01« / В
Таблица 20 Время разметки фланцев и вырезов по диаметру (на один фланец и один вырез,
в часах)
Содержание работы подготовка листа для разметки, сверка маркировки листа с маркировкой эскиза, установка циркуля по размерам эскиза, наметка кон гура фланца, диска, выреза, кернение, снятие листа
Наружный дин- метр фланца, выреза D, м Внутренний диаметр фланца, выреза О м
0.1 02 0,4 0.6 0,8 0 9 I 0
0,2 0.4 0.6 0.8 1.0 0.044 0,054 0.UG5 0,076 0.086 0.052 0,064 0,077 0,089 0,101 0,070 0,085 0.098 0,111 0.081 0,096 0,109 0,121 0,114 0,129 0,136 0 138 -
Примечания 1 Разряд работы 2.8 2 Приведенное время умножается на слсчующие коэффициенты при разметке 1 1 - по чертежу 0 8 — но шаблону, 1 5 — на сферической поверхности 13 — при трех размечаемых линиях, 1,5 — при четырех размечаемых линиях 3 Расчетная формула Г=0 0314 4-0 06700+0,07030, —01)0420*—0 04400?+0,020600.
дисковыми ножницами; резку листо-
вого проката из сплава АМг — лен-
точной пилой.
При резке листового металла на
пресс-ножницах лист помещается
между двумя короткими ножами
(длиной 250—600 мм). Пресс-ножни-
цы с поперечным расположением но-
жей обеспечивают прямолинейную и
криволинейную резку при небольшой
кривизне линии реза.
Основное (машинное) время резки
рассчитывают по формуле
где п — число ходов ножа в минуту,
определяемое по паспорту пресс-
ножниц; I — полная длина ножа,
а - часть длины ножа, не исполь-
зованная при резке (<з =50 мм),
Л* коэффициент, учитывающий
пропуск рабочих ходов (табл 21).
Вспомогательное время, устанав-
ливаемое по хронометражным дан-
ным, состоит из затрат на отбивку
линии реза, застропку и подачу лис-
та, установку его на риску, пере-
стройку во время резки и поворот,
а также снятие листа (табл. 22)
Таблица 21 Значения коэффициента
при резке на пресс-ножницах
Длина пожа.мм Толщина листок, мм не более
fi 10 )4
250 1 Я 1.4 ‘.9
450 1.5 1 7 2,2
6011 1.6 1.9 2.5
Время обслуживания рабочего
места содержит время на подготовку
и уборку рабочего места, регулиров-
ку станка во время работы и его
смазку. На основании данных, полу-
ченных по фотографиям рабочего
дня, оно не превышает 8 % оператив-
ного.
Время на отдых и личные надоб-
ности устанавливают в размере 5 %
оперативного времени.
Подготовител ьно-за кл юч ител ьное
время включает время на получение
задания и ознакомление с технологи-
ческой документацией, на инструк-
таж мастера и предъявление выпол-
ненной работы. Это время, по данным
фотографий рабочего дня, равно 8 %
оперативного времени.
Коэффициент Д', учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,21.
Штучно-калькуляцией ное время
резки листового металла на пресс-
ножницах
Тшк = (ТоЬ+Та) к, (30)
где 'Г,1 — основное время резки 1 м
металла; L—количество метров
резки; Г„ — вспомогательное время,
затрачиваемое на деталь. Примеры
значений , штучно-калькуляционною
времени на резку листовой и профиль-
ной стали приведены в табл. 23, 24.
Норму времени на резку листов
на пресс-ножницах находят по фор-
муле (22), в которой уГшк--сумма
Таблица 22 Вспомогательное время при резке кромок (на один лист, в минутах) на пресс-
ножницах
Объем резки Длина листа, мм, не более
5(441 7000 свыше 7СЮ0
Толщина листа мм. не более
10 (5 ш 15 10 15
Четыре кромки листа Две короткие кромки * длинные » Одна длинная кромка » короткая » длинная и одна короткая кромки 7,0 3,0 5,5 3.0 2,5 4,0 9,0 5,5 7,0 5,0 3,5 6,0 8,5 3.5 6,5 3,5 з.о 5.0 11.0 6.5 8.5 6,0 4,0 7,0 10.0 5,0 8.0 4,0 3,5 6,0 13.0 8,0 10,0 7,0 8Д
52
Таблица 23 Время резки деталей из стали на гильотинных ножницах по разметке (на один
рез, в часах)
Содержание работы; укладка листа на рольганг, повороты и установка листа на кромку ножа, совмещение линии разметки с кромкой ножа, резка, снятие деталей, уборка деталей и отходов в контейнеры Отметка детали в маршрутно-технологической карте
Толщина заготовки заготовки L, м Ширина заготовки Я, м
0,1 0,3 0.5 1.0 20
1 0,3 0,6 1.0 2,0 — = 0.09 0.011 0.015 0,017 0,013 0,017 0,022 0,026 0,017 0.022 0,029 0.034
2 0,3 0,6 1,0 2.0 0,09 0,011 0,015 0,017 0,013 0,017 0,022 0,026 0,017 0,022 0,029 0,034 0,021 0,027 0.035 0,041
3 0,3 0,6 1,0 2.0 0,09 0,011 0,015 0,017 0,013 0,017 0.022 0,026 0,017 0,022 0,029 0,034 0,021 0,027 0,035 0,041 0,024 0,030 0,040 0,046
6 0,3 0.6 1,0 2.0 0,013 0,017 0,022 0,026 0,017 0,022 0,029 0,034 0,021 0,027 0,035 0.041 0,024 0,030 0.040 0.046 0,034 0,044 0,051
Примечания 1 Разряд работы 4.3 2 Приведение е время умножается на следующие коэф
фициенты: 1,3 — с продвижением заготовки 0,7 — при одновременной резке деталей более мула 7=(0.П038£ + 0,0081(0.608+0,7);”1,1 по длине реза, 1,5—при обрезке профиля но высоте, одной, 0.8 — при количестве резов 10. 3 Расчетная фор-
Таблица 24 Время резки профильного проката на пресс-ножнипах по высоте профиля
(на один рез, в часах)
Содержание работы установка заготовки иод нож по разметке, резки, снятие
деталей, укладки отходов в контейнеры, отметка деталей в маршрутно-технологической карте
Высота, диаметр Профиля Длина детали /, м
- 1 LJ собульбс вый, угл мой про • 10 -
Тавр вый про 2 филь 4 6 8 10
30 50 70 90 НО 0,033 0,034 0,037 0.041 0,044 0,034 0,035 0.038 0.042 0,045 0,035 ’ 0036 0,039 0,043 0,046 0,036 0,037 0,041 0,045 0,048 0,038 0,038 0.043 0046 0050 0,043 0,044 0.048 0,053 0.057 0,046 0,047 0,053 0.057 0JD61 0,049 0,050 0,056 0,060 0.066 0,053 0,055 0,059 0.065 0,070
Примечания I Разряд работы 2.8 2. Приведенное время умножается на следующие коэф
фициенты при резке: 0,8 — с подачей профиля по рольгангу, 0.7 при выполнении резки одним рабо-
чим 3 Расчетные формулы
при резке полособульбового и углового профиля
7=0.03385-0 00235 L+0ДОо<н)()88 Н°+0.0042440!) (7+0 000|)|>85» II/
при резке таврового профиля
7—2,72 (—3 51591206 +0,00443691 И—<>.04238570 L).
53
штучно-калькуляционного времени
на резку всех листов и профильных
заготовок по данному заданию.
Пример Рассчитать норму времени на
резку деталей из листового ЗХ1200 -.2000
и профильного проката из стали марки
09Г2 18 деталей размером 3 51)0x200/1 —
десять резок с продвижением заготовки на
гильотинных ножницах ио разметке, 20 дета-
лей из полособульбового профиля высотой
110 мм и длиной 2м — но два реза на кажду ю
деталь (резка на пресс ножницах с подачей
профиля по рольгангу)
Решение Л ля резки 18 деталей размерами
3X500 - 2000 из листового проката на гиль-
отинных ножницах Т-лт =0,034 ч на один рез
(см табл 23) с учетом коэффициентов 1,3
при резке с продвижением заготовки и 0.8 —
при количестве резов 10, ТтМ =0.034-1,3X
X 0.8 - 10-18=6X6 ч
Для резки 20 деталей из полособульби-
вого профиля высотой НО мм и длиной 2 м на
пресс-ножницах Г™ -- 0,046 ч на один рез
(см табл 24) с учетом коэффициента 0,8 при
резке с подачей профиля по рольгангу
Тши ~0,046-0,8 - 2 - 20 = 1,47 ч Норма времени
на резку всех деталей из листового и про-
фильного проката (формула 22) составит
Гв=6,3б+ 1,47=7.43 ч
Тепловая резка. Для вырезки дета-
лей из листового проката в судо-
строении широко применяют тепло-
вую резку на стационарных и пере-
носных машинах и вручную при
любой конфигурации кромок. Наибо-
лее распространены два вида тепло-
вой резки: кислородная (газовая) и
газоэлектрическая. Кислородная
(газовая) резка основана на сжига-
нии подогретого металла в струе
чистого кислорода. При этом окислы
в зоне реза выдуваются газовой
струей. В качестве горючих газов
используют ацетилен, природный газ,
пропанбутановую смесь.
Резка газоэлектрическая основана
на выплавлении металла по линии
реза теплом дуги, возбуждаемой
между двумя электродами или между
электродами и изделием. Наиболее
распространенным является способ
газоэлектрической резки — плазмен-
но-дуговая резка, при которой дуга
стабилизирована потоком собствен-
ной плазмы (сильно ионизированного
газа). Продуваемый газ удаляет рас-
плавленные продукты из места раз-
реза в виде мелких капель. В качест-
54
ве режущих инструментов исполь-
зуют резаки. В корпусообрабатыва-
ющих цехах наиболее широкое при-
менение получили стационарные ма-
шины для прямолинейной и фигурной
резки Переносные машины применя-
ются при обработке деталей корпуса
для резки прямолинейных и радиус-
ных кромок, а также для снятия фа-
сок, ласок. Ручная резка в корпусоза-
готовительных работах практикуется
в основном для разрезки полос и про-
фильного проката, резке перемычек,
оставленных при механизированной
резке и резке отходов для удобст-
ва их транспортирования. Руч-
ная газовая резка чаще употребля-
ется при сборке корпусных конструк-
ций — для удаления припусков, рез-
ке стыкуемых кромок соединяемых
конструкций, для удаления времен-
ных подкреплений.
Организация труда на рабочих
местах газорезчика должна отвечать
требованиям, приведенным в § 10.
Кроме того, предусматриваются сле-
дующие мероприятия: обеспечение
рациональной планировки рабочих
мест с учетом размещения основного
инструмента, оборудования и приспо-
соблений; хранение инструмента по-
стоянного пользования на рабочем
месте в инструментальных ящиках;
организация систематического конт-
роля качества выполнения работ,
своевременная приемка обработан-
ных деталей и транспортирования их
от рабочих мест вспомогательными
рабочими, бесперебойное обеспече-
ние специальными службами рабочих
мест документацией, копирчертежа-
ми, маршрутными картами, материа-
лом; снабжение газорезчика всеми
средствами индивидуальной защиты;
снабжение секционированными от-
сосами раскроечных столов при вы-
резке деталей из материалов, выде-
ляющих при резке вредные соедине-
ния; строгое соблюдение газорезчи-
ком заданных режимов и схем по-
следовательности резки.
Основное (машинное) время на 1 м
реза при тепловой резке
Го =1/ц, (31)
где v — скорость резки, м/мин, опре-
деляемая по таблицам режимов рез-
ки в зависимости от толщины и марки
материала, вида резки и др.
Вспомогательное время включает
время: на корректировку движения
резака; подвод суппорта с резаком
к листу и отвод суппорта; выверку
листа согласно копирчертежу и
направляющим; укладку и снятие
копирчертежа; подвод фотоголовки
к началу резки, перевод машины от
одной детали к другой; зажигание,
гашение и регулировку пламени; по-
догрев и пробивку металла, установ-
ку направляющих путей с машиной
на лист, выверку и снятие листов и
деталей; осмотр и проверку качества
обрезанных кромок. Вспомогатель-
ное время определено по данным
хронометражных наблюдений, С це-
лью упрощения расчетов вспомога
тельное время приведено на 1 пог. м
реза.
Время обслуживания рабочего
места складывается из затрат вре-
мени на подготовку машины к работе,
включение и выключение тока и га-
зов. регулировку машины, устране-
ние мелких неполадок и обеспечение
исправного состояния оборудования;
уборку рабочего места и др. По дан
ным фотографий рабочего дня, время
обслуживания рабочего места при
резке малоуглеродистых и низколеги-
рованных сталей составляет для ма-
шинной резки 4 %, а для ручной —
8 % оперативного времени, а время
на отдых и личные надобности 2 %
оперативного времени при машинной
резке и 5 % — при ручной.
Подготовительно-за кл юч ител ь ное
время состоит из времени на полу-
чение задания, ознакомление с ним,
инструктаж, на подключение и от-
ключение шлангов, включение и вы-
ключение тока, газов и воды и регу-
лировку их.расхода; на сдачу работы
Поданным фотографий рабочего дня
это время составляет 3 % оператив-
ного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,09 для машинной
резки и 1,16 для ручной
Штучно-калькуляционное время
рассчитывают по формуле (20), в ко-
торой Т„ — основное время тепловой
резки на 1 м реза, мин; Т„ — вспомо-
гательное время, приведенное к 1 м
реза, мин: Та1К — ('Л, 4-Г,,) К«,бщ.
Примеры значений штучно-кальку-
ляционного времени тепловой резки
приведены в табл. 25, 26
Норму времени на тепловую резку
деталей из листов находят по фор-
муле
TH = lTUKL, (32)
где Гшк — штучно-калькуляционное
время на 1 м реза, ч, L общая
длина реза деталей на листе.
Таблица 25 Время тепловой резки на стационарных машинах листового проката (на 1 м
реза, в часах)
Содержание работы зажигание резака, включение машины, резка деталей, отклонение резаки, отключение машины, уборка деталей
Толщина металла Марка стали
Ст4с, 091’2 АК ЮЗ, юзх Нержавеющая XI8H9T КД
5 10 15 20 0,037 0,040 0,044 0,048 0,050 0,056 0/163 0,071 0,028 0,031 0.034 0,037 0,075 0,088 0,093 0,096 0,047 0,055 O.OG2 0,068
Примечания 1 Разряд работы 3 2 Приведен» циенты при резке. 0,7 — двумя резаками одновременно, 1 на льны х кромок; 1.2 — малких деталей, 0,9 отходов ое время умножается на следующие коэффи ,5 — тремя резаками одновременно, I I — ле сномогательнымм рабочими
55
Таблица 26 Время ручной тепловой резки профильного проката из стали марок Ст4с, 09Г2
Содержание работы, очистка линяй реза, зажигание и регулировка резака, резка по разметке, отключение резаки, уборка деталей, отходов
Номер полособульбовоги профиля, мм 10 12 14 16 20 22 24 27
Время на один ре.з, ч 0.012 0.014 0,016 0,018 0,020 0,022 0,024 0,026
Высота таврового профиля, мм 100 120 140 160 180 200 270 ЗОН
Время на один рез, ч 0,014 0.016 0.018 0,020 0,022 0,024 0,030 0,032
Примечания 1 Разряд работы 3 2 Приведенное время умножается на следующие коэф- фициенты при резке 1Д под vi-чом. 1,1 — на фаску- I 4 — стали типа АК. 0 85 Стали тина ЮЗ, юзх
Приведенное в таблицах время
рассчитано на резку грунтованных
листов при чистоте кислорода 99,2 %
с подачей горючего газа (ацетилена)
и кислорода от магистрали при ма-
шинной резке и от баллонов при
ручной резке. При других условиях
к нормативам времени применяются
следующие коэффициенты: 0,93 —
при чистоте кислорода 99,5 %;
1,05—при чистоте кислорода
99,0 %; 1,15 — при чистоте кислоро-
да 98,5 %; 1,05 — при подаче кисло-
рода и горючего газа от баллонов;
1,2 — при резке с применением про-
панбутановой смеси или природного
газа; 1,2 — при ручной тепловой рез-
ке — в вертикальном и горизонталь-
ном положении; 1,4—при ручной
тепловой резке в потолочном поло-
жении.
Пример Рассчитать норму времени на
резку деталей из листового и профильного
проката* тепловая резка деталей из стали
тина АК на стационарной машине с центра
лизоазнной подачей газов Общая длина ре
за 80 м. толщина листа 15 мм, ручная тепловая
резка профильного проката таврового профи
ля из стали типа АК высотой 100 мм Общее
количество реэов под углом — 120 Подача
кислорода и горючего от баллонов
Решение Норму времени вычисляем по
формуле (32) Штучно калькуляционное вре-
мя тепловой резки деталей из листового
прокита на стационарной машине опреде
днем по табл 25 При толщине металла 15 мм
для стали типа АК =0,063 ч на I м реза.
а на 80 м реза 7'шк1= 0.0G3-Hi=5,04 ч Штуч
ио-килькуляционное время ручной тепловой
резки профильного проката определяем по
табл 26 Для таврового профиля высотой
1(H) мм 7’„1К =0,014 ч на один рез, а для
120 резов с учетом коэффициентов 1,2— на
56
резку под углом, 1,4 — из стали типа АК и
1,05 при подаче кислорода и горючего от
баллонов. Тша=0,0.14 -120 -1,2 -1,4 • 1,05=
=2.96 ч
Норма времени на задание 7'н = 5,044-
+ 2.96 = 8,0 ч
Строжка кромок листов. Кромки
листов, идущих под сварку с раздел-
кой обрабатывают на кромкостро-
гальных станках в тех случаях, когда
обработка с помощью тепловой резки
не обеспечивает требуемой точности.
Механическую строжку кромок вы-
полняют путем снятия стружки рез
цами с прижатием листа к нижней
неподвижной станине с помощью
электрических или гидравлических
прижимов.
Основное время строжки кромок
листов рассчитывают по формуле
Т°-Чг-- (33)
где L — длина строгаемой кромки
листа, м; I — сбег резца (для кромко-
строгальных станков с двойным
суппортом /=800 мм; с одним суп-
портом — 600 мм); v — скорость
движения суппорта, м/мин; i—чис-
ло проходов резца,
4=(а/бр)+3, (34)
где а — ширина припуска, мм; sP —
подача резца за один проход, мм;
3 — количество дополнительных
проходов (два пробных в начале
строжки и один чистовой в конце).
Таблица 27 Число проходов и подача резца при строжке кромок листов из
стали марок Ст4, 06Г2
Толщина листа, мм После резки листа на пресс ножницах После тепловой резки листа
По., хача резца. проходов Подача резца. проходов
10 3,0 5 2,0 6
12 2.0 7 1.5 8
15 1.8 8 1,2 12
Таблица 28 Вспомогательное время, мин, при строжке кромок листов массой до 1000 кг
Способ креолеиив листа к станине Длина кромки, мм
1000 2000 4000 6000 8000 10000
Винтовыми зажимами 2,0 4.0 5,0 6,0 7.0 8.0
Гидравлическими за- жимами 1.5 2,5 3,0 3,5 4,0 4.5
Примеры числа проходов я подачи
резца при строжке кромок листов из
стали марки Ст4; 09Г2 приведены в
табл. 27.
Вспомогательное время включает
затраты на установку и закрепление
листа, подвод суппорта, включение
и остановку станка, перемену направ
ления хода суппорта и снятие листа.
Примеры значения вспомогательного
времени, поданным хронометражных
наблюдений, приведены в табл. 28.
Время обслуживания рабочего
места содержит время на смену рез-
цов, регулирование работы и смазку
станка, уборку рабочего места. На
основании данных, полученных по
фотографиям рабочего дня, время
обслуживания не превышает 4 %
оперативного времени.
Время на отдых и личные надоб-
ности состааляет 3 % оперативного
времени.
П одгото вител ьно-заключ ител ь ное
время включает затраты времени на
получение задания и ознакомление
с ним, подготовку приспособлений к
работе, на инструктаж мастера и сда-
чу выполненной работы. Это время,
поданным фотографий рабочего дня,
равно 3 % оперативного времени.
Коэффициент К, -учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,1. Штучно-калькуля-
ционное время строжки кромок рас-
считывают по формуле: ГВ1К = (Го -|-
+ Гв) К, где Го —- основное время
строжки, мин; Тя — вспомогательное
время, мин. Примеры значений штуч-
но-калькуляционного времени строж-
ки кромок листов приведены в
табл. 29.
Норму времени на строжку кро
мок листов на кромкострогальном
станке определяют по формуле (22):
Г., = £Г111кА', где Х'Гшк — сумма штуч-
но-калькуляционного времени на
строжку кромок всех листов по зада-
нию; N — количество листов.
Таблица 29 Время строжки кромок листов
массой до 1000 кг из стали марок Ст4, 09Г2
ня кромкострогальном станке
Толщина листа, мм Длина кромки, мм
1000 2000 3000
10 2,5/3,О 3.0/4.0 4.0/5.0
12 3.0/4.0 4.0/5.0 5.0/6.0
15 4.0/5.0 5.0/6.0 6.0/7.0
25 5,0/6,0 6.0/7.0 7,0/8,0
30 6.0/9,0 7.0'9,0 8,0/10,0
Примечании 1 Числитель время {в
резки на ирес с-ножницах знаменатель — то же
умножается а следующие коэффициенты при
АК25 — I И 3 Разряд работы — 4
57
Пример Рассчитать норму времени на
строжку кромок листов из стали марки 09Г2 на
кромкострогальном станке листы после тепло-
вой резки с. длиной строгаемой кромки —
4000 мм, толщиной 15 мм — 3 листа, листы
после резки на пресс, ножницах с длиной стро
гаемой кромки 2000 мм, толщиной 10 мм —
6 листов
Решение Время сiрожки кромок листов
определяем по табл 29 Для листов, предва-
рительно обработанных тепловой резкой, с
длиной строгаемой кромки 4ГМЮ мм и тол-
щиной 15 мм Г„„| =7,0 мин, а для листов,
предварительно обработанных на прссс-нож-
ницах, с длиной строгаемой кромки 2000 мм
и толщиной 10 мм Т':.|к2=3,0 мин Тогда норму
времени на строжку кромок всех листов, пре
дусмотреццых заданием, рассчитывают по
формуле (22): Га=7,0-3+3.0-6=39 мин.
Сверление отверстий на станках.
Отверстия сверлят и зенкуют на ра-
диально-сверлильных станках. По-
воротная консоль станка длиной до
4,5 м позволяет сверлить отверстия
на листах или профилях без переме-
щения их для наведения сверла на
размеченные центры отверстий. От
верстия сверлят по кернам, намечаю-
щим центры отверстий Одинаковые
детали из листового материала свер-
лят пакетом толщиной до 80 мм.
Основное время сверления рассчи
тывают по формуле
= (/+6) (35)
где / — глубина сверления, мм; h —
размер врезания и перебега сверла.
зависящий от типа сверла и диамет-
ра, мм (при диаметре сверла 10 мм
этот размер равен 5 мм; до 20 мм —
8 мм; до 30 мм — 12 мм); sc — пода-
ча сверла на один оборот, мм; я —
частота вращения шпинделя, об/мин,
и = 1000y/nd. (36)
где v — скорость резания, м/мин.
Частоту вращения шпинделя и по-
дачу сверла определяют по таблицам
режимов резания в зависимости от
марки материала, диаметра и типа
сверла и с учетом паспортных данных
станка. Вспомогательное время
включает затраты времени на уклад-
ку и закрепление листа, детали; на
подвод суппорта к центру отверстия,
выведение сверла из отверстия и
очистку его от стружки; на включе-
ние и выключение подачи и уборку
листа детали. Вспомогательное вре-
мя разделяют на время, приводимое
на одно отверстие и на одну деталь,
устанавливают по данным хрономет-
ражных наблюдений. Примеры зна-
чений вспомогательного времени
сверления отверстий на детали мас-
сой свыше 50 кг приведены в
табл, 30, 31.
Время обслуживания рабочего
места содержит время на регулиро-
вание и смазку станка, смену инст-
румента, управление станком и убор-
Таблица 30 Время, затраченное на одну деталь, мин
Элементы операции Способ сверления Длина листа, мм
ЗИЮ 4000 ыюо 8000
Установка, закрепле- В один СЛОЙ 1.0 3.0 4.0 5,0
ние. снятие детали Пакетом в два 2.5 6,0 8.5 9,5
Пакетом в три слоя 4,0 8,5 10.0 11.5
Таблица 31 Время на сверление одного отверстия, мин
Элементы Способ Глубина Диаметр отверстия, мм
операции сверления 15 30 50
Подвод суппорта, выве- дение сверла из отверстия, очистка от стружки При разметке вручную 50 100 0,20 0.30 0,18 0,25 0,2н
При автоматичес- кой разметке 50 100 0,25 0,35 0,20 0.30 055
53
ку рабочего места. Время обслужи-
вания рабочего места, по данным
фотографий рабочею дня, составляет
4 % оперативного времени.
Время на сндых и личные надоб-
ности принято равным при ручной
подаче — 4 %, а при автоматиче
ской — 2 % оперативного времени.
Подготов ител ьно-закл ючител ь ное
время включает затраты на получе
ние задания и ознакомление с ним,
получение инструмента, приспособите
ний, инструктаж мастера, сдачу вы-
полненной работы. Подготовительно-
заключительное время, по данным
фотографий рабочего дня, не превы-
шает 4 % оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надоб-
ности и подготовительно-заключи-
тельное время, при работе с ручной
подачей равен 1,12, а при автома-
тической — 1,10.
Штучно-калькуляционное время
на сверление отверстий рассчиты-
вают по формуле
Пк=|(7’о+/и1) /и+Ш (37)
где То — основное время сверления
одного отверстия, мин; /В1 — вспомо-
гательное время на одно отверстие,
мин; /о о — вспомогательное время на
деталь, мин; т — количество отвер-
стий на детали. Примеры значений
штучно-калькуляционного времени
на сверление отверстий приведены в
табл. 32.
Норму времени на сверление от-
верстий в листах, деталях, входящих
в выполняемые задания, рассчиты-
вают по формуле (22), в которой
рГшк — сумма штучно-калькуляци-
онного времени сверления отверстий
на листах, деталях, включенных в
задание, N — количество листов, де
талей
Пример Рассчитать норму времени на
сверление отверстий на радиально-сверлиль-
ном станке с автоматический подачей свер
ламп из быстрорежущей стали в четырех
листах толщиной 16 мм но 140 отверстий
диаметром 12 мм на каждом листе, в восьми
пологах толщиной 10 мм — ио 125 отверстий
диаметром 20 мм на каждой полосе
Решение Норму времени рассчитываем но
формуле (22) Штучно-калькуляционное пре
мя сверления отверстий определяем по табл 32
для аистов толщиной 16 мм. при диаметре
отверстий 12 мм и автоматической подаче
7 нт=40 мин па 10н отверстий, а на 140 от-
верстий Гц.»i=40- 1,4-= 5(1 мин, для полос тол
щи иой 10 мм при диаметре отверстий 20 мм
и автоматической подаче 7 ,„„=45 мин на
100 отверстий, а на 125 отверстий 7’,„„г=
=45-1.25=56,25 мин Нор мп времени на за-
дание Г,, —5Б.4-1-56.25-8=1>74 мни
Гибка листовой и профильной ста-
ли. В настоящее время в судострое-
нии применяется, главным образом,
гибка в холодном состоянии на вал-
ковых листогибочных машинах
(вальцах), гидравлических прессах,
листогибочных станках, фланцеги-
бочных станках и на профилировоч-
но-гибочных прессах и др
Основное время гибочных работ —
время проката листа на станке до
получения необходимой формы —
находят по формуле
Tv—(L/vKo) I, (38)
где L - путь, проходимый листом за
Таблица 32 Время сверления отверстий на радиально-сверлильном станке сверлами из
быстрорежущей стали (на 100 отверстий, в минутах)
Толщина Диаметр отверстия мм
10 12 16 | 20 | 22 2. 30
Ручная подача
10 40 45 50 I 55 1 57 59 60 62
16 45 50 | 60 62 64 •»
Автоматическая подача
10 30 35 40 | -13 I 46 47 48 50
16 35 40 45 50 51 Г,2 53
59
один проход; v — скорость про-
хождения диета при холостом ходе,
м/мин; о=лОп/1(ЮО; D — диаметр
ведущего валка листогибочного стан-
ка, мм; п — частота вращения веду-
щего валка, об/мин; определяют по
паспортным данным оборудования;
/<<• — поправочный коэффициент,
учитывающий уменьшение скорости в
зависимости от толщины прокаты-
ваемого листа: при толщине листа
3—6 мм Кс = 0,90; 8—10 мм — 0,80;
12—16 мм — 0,75; I — количество
проходов (прокаток листа), которое
необходимо сделать для получения
заданной погиби;
i=(B'b) Кк. (39)
Здесь В — ширина участка .листа,
подвергающегося гибке, мм; b —
расстояние между следами прокаток
(шаг), мм; Кк — поправочный коэф-
фициент. учитывающий влияние тол-
щины материала на время гибки:
Толщина листа, мм
К.
Вспомогательное время склады-
вается из затрат времени на разметку
контрольных линий и границ прокат-
ки листа, подачу листа краном и
укладку его на ведущий валок, изме-
нение направления вращения валка,
повороты листа в процессе гибки;
управление станком; снятие листа;
проверка погиби по шаблону. Значе-
ния вспомогательного времени, по
данным хронометражных наблюде-
ний, приведены в табл. 33.
Время обслуживания рабочего
места состоит из затрат на проверку
и регулировку работы всех механиз-
мов станка, на его смазку в процессе
работы и уборку рабочего места. По
данным фотографий рабочего дня,
оно равно 3 % оперативного времени.
Время на отдых и личные надоб-
ности при работе на гибочных стан-
ках составляет 7 % оперативного
времени
Подготовительно-заключительное
время включает время на получение
задания и ознакомление с ним, полу-
чение инструмента и шаблонов, пер-
воначальную настройку станка в со-
ответствии с характером погиби,
инструктаж мастера и сдачу выпол-
ненной работы По данным фотогра-
фии рабочего дня, подготовительно-
заключительное время не превышает
5 % оперативного.
4 6 8 10 12
1,04 1,10 1,20 1,33 1,50
Штучно-калькуляционное время
на гибку одной заготовки определяют
по формуле Тшк— (Г«4-Гв)/(, где
Тс — основное время гибки, мин;
Тв — вспомогательное время на одну
деталь, мин. Коэффициент /( к рас-
чету штучно-калькуляционного вре-
мени равен 1,15 Примеры значений
штучно-калькуляционного времени на
Таблица 33 Вспомогательное время, мин, гибки стали на листогибочных станках
Элементы операции заготовки мм, не более Толщина заготовки, мм, не более
6 10 1 12
Ширина заготовки. мм, не более
1000 1600 1000 1600 1000 1600 ....
Подача заготовки повороты, снятие 1000 21100 1.5 1,7 15 1,8 2,0 2,5 2.0 2,2 2.7
Управление стан- ком в процессе гибки 2ГНЮ 5,0 6,0 6,6
Примечание При размегке и проверке детали с ординар ной кривизной при количестве табло нов в наборе I 2 в|н*мя ее 1ибки соо акинет 5 0 мни я детали с двойной кривизной 7,2 чин
60
гибку листов и профильной стали
приведены в табл. 34, 35.
Норму времени гибки листового и
профильного материала находят по
формуле (22), в которой £Г1ПК — сум-
ма штучно-калькуляционного време-
ни на гибку всех листов и профилей
по данному заданию; N — коли-
чество деталей (листов, профилей).
Время в таблицах рассчитано на гиб-
ку деталей из стали марок 10ХСНД,
10Г2С1Д в трехвалковых вальцах со
скоростью вращения валков 6—
8 м/мин, при количестве деталей в
партии 3 шт и угле гиба 90°. При
других условиях к нормативам вре-
мени применяются коэффициенты:
при количестве деталей в партии
Таблица 34 Время гибки деталей из листового проката на листогибочных вальцах (на одну
деталь, н часах)
Содержание работы: сверка маркировок заготовки и шаблона Размотка линии гиба. Установка заготовки между валками. Установка верхнего валка под углом (при гибке конических деталей) Гибка детали, снятие с вальцов, проверка по шаблону, доводка до полу-
чения необходимой погиби. нятие дегкаи, сдача техническому контролю.
Длина L. Ширина В Толщина летали s. мм
6 12 2» 30 40
Детали цилиндрической формы
1000 700 0,11 0,14 0,17 0,20 0,23 0,26 0.29 0.34
1000 0.15 0,18 0,23 0,27 0.31 0,35 0,38 0,45
2000 1000 0,27 0,32 0,41 0.48 0,56 0.62 0.69 0,81
1400 0,36 0,43 0.34 0,63 0.72 ом 0.90 1,07
Дета. iu конической формы
1000 700 0,16 0.19 0,24 0,28 0,32 0,36 0,41 0,48
1000 0.21 0,25 0,32 0,38 0,43 0.49 0.з4 0,64
2000 1000 0,37 0,44 0,55 0,65 0,74 0,85 0.94 ill
1400 0,49 0.3» 0./4 0,87 0.99 1,13 ,.23 1,48
Приме а н и я. 1 Разряд работ при то щине металла до 6 мм - 3.2, до 4 2. до
40 мм — 5, 3 2 Приведенное время для деталей конической формы умножается на следующие коэф-
летали цилиндрической формы
Г=0,0000006
Г=О,00Г)«Х)7
Таблица 35 Время гибки деталей из сварного таврового профиля с переменной кривизной
на гидравлическом прессе (на одну деталь, в часах)
Содержание работы сверка маркировок заготовки и шаблона, намет ка на заготов ке линии гиба, установка заготовки на матрицу пресса; гибка и доводка с проверкой по шаб- лону, снятие детали, сдача техническому контролю
Длина заготовки 1 мм Высота стенки профиля Н, мм
Кнд 200 300 400 500
1000 21X10 ЗИМ) 0.25 0,51 0,76 0.33 0,66 0.98 0,38 0,76 1.14 0.42 0.85 1,27 0.46 0,92 1,38
Примечания 1 Разряд работы при высоте стенки профиля, до 100 мы — 3, 2 (при длине заготовки до 3|Ю0 мм) до 160 мм — 4. 2 (при длине заготовки до 3000 мм) • до 360 мм 5,3 (при длине заготовки до 3000 мм): свыше 360 мм —6, 4 (при длине заготовки дю 3000 мм) 2 Приведенное время умножается на следующие коэффициенты при гибке профиля. 10 — на ребро, 0.9 на полку. 3 Расчетная формула 7=0 0000466 И"”и- 7 1 в-К.,-«м - Кс,
I шт.— Kn — 1,1; 5 шт.—0,95;
10 шт.— 0,90; для деталей из мате-
риалов марки АМг, 09Г2 Км=0,90;
АК-16— 1,3; КД— 1,5; при угле ги-
ба 45 ° Кг — 1,40; 60 ° — 1,15; 80 ° —
1,05; 100° — 0,95; 120° — 0,85;
140е — 0,75; 150° —0,70, при ско
роста вращения валков до 6 м/мин
Кв—1,20; свыше 8 м/мин — 0,8;
на гибку заготовок шириной менее
500 мм Ki — 0,80; при гибке в четы-
рехвалковых вальцах Кк — 0,85; при
величине стрелки погиби листов
40 мм К. 0,80; 80 мм — 0,90;
120 мм—1,00; 160 мм—1,15;
200 мм—1,25; 300 мм—1,45;
500 мм — 1,80; при величине стрелки
погиби деталей из фасонного и сорто-
вого проката 100 мм К, —0,80,
200 мм—1,00; 300 мм —1,20;
500 мм — 1,40.
Пример Рассчитать норму времени на
гибку деталей из листового проката марки
09Г2 на листогибочных трсхвалковых вальцах
<о скоростью вращения 6 м/мин Детали ци
лиидрмиеской формы при угле гиба 60й из
заготовок длиной 2п00 мм, шириной 1000 мм
и толщиной 12 мм, количество деталей 5 шт.
Рассчитать время гибки на гидравлическом
прессе детален из сварного таврового профиля
с переменной кривизвой из стали КД при
величине стрелки погиби 3U0 мм из заготовок
дливой 3000 мм и высотой стенки профиля
200 мм, количество деталей 10 шт, гибка -
на полку
Решение Норму времени рассчитываем по
формуле (22). Определяем штучно кнлькуля
ционное время Время гибки деталей цилинд
рической формы из листового проката на
листогибочных вальцах (см табл .34) при
длине заготовки 2000 мм, шириной 1(Юо мм
и толщиной 12 мм Гш,=0,41 ч, а с учетом
приведенных выше коэффициентов на гибку
деталей из материала 09Г2 =0,90, Кг = 1,15
на угол гиба 60°, /5, =0.95 на количество
деталей в партии — 5 шт. Г,|,К1=О,4|-О,90Х
X 1.15-0.95=0.403 ч Время гибки деталей из
сварочного таврового профиля с переменной
кривизной на гидравлическом прессе опреде-
ляем по табл 35 при длине заготовки 3000 мм
и высоте стенки профиля 200 мм, Г11ж=
=0,98 ч, а с уче том коэффициента на гибку
деталей из стали КД К„=1.Г». К,— 1.20 на
величину стрелки погиби 300 мм; =0,90 на
количество деталей в партии 10 шт. Тмг =
= 0.98-1,5-1.2.0.9=1.587 ч
Норма времени на задание Г„ =0,4413.5+
+1.587-10= 17ДВ ч
§12. Нормирование корпусосборочных работ
Работы по сборке корпуса судна
состоят из двух самостоятельных эта-
пов — предварительной сборки,
включающей изготовления узлов,
секций и блоков секций корпуса и
сборки корпуса на построечном
месте
Предварительная сборка выполня-
ется в сборочно-сварочном цехе.
В отдельных пролетах или участках
цеха собирают узлы и секции, рас-
пределяя их по типам, а также блоки
секций. Производственный цикл в це-
хе начинается с получения деталей
от комплектовочного участка кор-
пусообрабатывающего цеха и закан-
чивается испытанием и грунтовкой
(или консервацией) готовых секций
и блоков секций. Корпус судна соби-
рают на построечном месте из секций
и блоков секций, из1отселенных на
этапе предварительной сборки. Про-
цесс предварительной сборки заклю
чается в подгонке и предварительном
соединении простых корпусных дета-
лей из листового и профильного
металла в узлы и более сложные кон-
струкции с последующим закрепле-
нием соединяемых кромок электро-
прихватками. В процессе сборки
узлов и секций устанавливают эле-
менты собираемых конструкций в
положение, заданное чертежом и
придают собираемой конструкции за-
данную форму в пределах допусков,
проверяют и скрепляют собранные
сопряженные элементы зажимными
устройствами, стяжками и присно
соблениями для закрепления, стяги
вания, обжатия или обеспечения
жесткости конструкции и предупреж-
дения появления сварочных дефор-
маций при последующей сварке.
При сборке узлов и секций вы-
полняют также проверку комплект-
ности полученных деталей и узлов,
раскладку их для сборки, зачистку
кромок и мест установки под. сварку.
возобновление разметки после за-
чистки, ручную газовую подрезку
кромок, электроприхватку, под-
правку в процессе сборки, маркиров-
ку узлов и секций; освобождение от
креплений и снятие собранных узлов
и секций (совместно с такелажни-
ками).
Второй этап корпусосборочных ра-
бот — сборка корпуса на построеч-
ном месте — осуществляется секци-
онным или блочным способом. При
секционном способе корпус судна
собирают ИЗ ГОТОВЫХ плоскостных и
объемных секций, поступающих из
цеха предварительной сборки. Секци-
онным способом строят крупные суда
на наклонных стапелях, начиная от
установки закладной секции и до
спуска судна на воду при неизменном
положении корпуса. При блочном
способе изготовленные заранее сек-
ции собирают в блоки секций, кото-
рые затем испытывают на проницае-
мость, насыщают механизмами,
трубопроводами, оборудованием и
соединяют, формируя корпус суд-
на на стапеле. Блочным способом
собирают средние и малые суда на
горизонтальных построечных местах
с передвижкой частей корпуса по ме
ре его формирования.
Построечные места оборудуют
подъемно-транспортными средст-
вами, стапельными тележками с уст-
ройствами для вертикального и го-
ризонтального перемещения секций
и блоков при сборке, судовозными
тележками для перемещения судна, а
также другой оснасткой и приело
соблениями для закрепления, вырав
нивания и совмещения кромок кор
лусных конструкций при формирова-
нии корпуса судна на стапеле.
Построечные места централизованно
снабжаются сжатым воздухом, га-
зом, электроэнергией и заблаговре
менно изготовленными типовыми де-
талями для крепления; гребенками,
скобами, обухами и т д
На участках сборки размещают
кладовые с инструментом, приспособ-
лениями и вспомогательными мате-
риалами, необходимыми для работ по
стапельной сборке. Бригады судо-
сборщиков специализируются по
сборке на стапеле однотипных кон-
струкций и освобождаются от ряда
работ, не связанных с процессом
сборки: от подачи секций, узлов и
деталей корпуса на построечное мес-
то и от подготовки ограждений и
лесов для сборки. Судосборщики
совмещают операции по электро-
прихватке, ручной газовой резке, за-
чистке кромок, подправке и устране-
нию местных неровностей, а также
по проверке узлов и секций и по
местной разметке.
Сборочные работы на построечных
местах состоят из операций по уста-
новке узлов, секций и блоков кор-
пуса, временному их закреплению,
выравниванию с помощью грузо-
подъемных средств и приспособлений
и проверке с соблюдением припусков,
зазоров и отстояния от теоретических
и контрольных линий; по приперчива-
нию и удалению припусков (для
неоконтурованных конструкций),
подтягиванию секций и блоков с по-
мощью приспособлений, выравнива-
нию, подгонке и соединению соб-
ранных сопряжений по кромкам лис-
тов и набора на электроприхватках,
по предъявлению собранных конст-
рукций отделу технического конт-
роля. Продолжительность сбороч-
ных работ зависит от типа конструк-
ций, размеров и сложности формы
узла, секции, блока секции, места
сборки, применяемой оснастки, от
толщины и положения совмещаемых
кромок и других факторов.
Действующие в отрасли нормати-
вы времени на корпусосборочные ра
боты предусматривают рациональ-
ную организацию труда на рабочих
местах, приведенную в § 10. Кроме
того нормативы времени также учи
тывают выполнение однородных тех-
нологических операций или сборку
однотипных узлов, конструкций
(узлов набора, фундаментов, полот-
нищ, секций и т. п.) бригадами сбор-
щиков корпусов металлических судов
на специализированных участках,
выполнение взаимосвязанных техно-
63
логически разнородных работ (сбор-
ку блоков корпуса), охватывающих
часть технологического процесса для
данного вида изделий комплексными
бригадами; освобождение основных
рабочих комплексной бригады от ра-
бот, выполняемых вспомогательными
рабочими (доставку к рабочему
месту деталей, узлов, секций, на
ладку и ремонт оборудования и ос
настки; кантовку, перестановку и
уборку крупногабаритных тяжело
весных деталей и узлов; установку
лесов, ограждений, переходных пло-
щадок, трапов, вентиляции, обслу-
живание бригад комплектовщиками,
отвечающими за комплектное и свое-
временное обеспечение рабочих мест
деталями, узлами, секциями); совме-
щение бригадами сборщиков работ
по разметке, проверке, электропри-
хватке, ручной газовой резке,
пневматической рубке, клепке, за-
чистке, раскладке для сборки и уста-
новки деталей и узлов (совместно
с такелажниками), расконсервации
деталей, причерчиванию кромок де-
талей узлов и секций; подготовке,
установке и снятию всех необходи-
мых для сборки технологических при-
способлений, подправке в процессе
сборки и устранению местных неров-
ностей, разностенности соединяемых
кромок конструкций, маркировке
узлов и секций, сдаче под сварку и
окончательно техническому контро-
лю
Оперативное время корпусосбо-
рочных работ включает затраты вре-
мени по установке собираемых узлов,
секций и соединению совмещаемых
кромок листов обшивки, полотен и
набора. Его определяют по формуле
To-WU, (40)
где Ту,., — время на выполнение тех
нологических комплексов приемов по
установке и закреплению собираемых
узлов и секций, ч; /сов — время на
совмещение I м кромок собираемых
узлов и секций, ч; Ц — длина совме
шейных кромок, м.
При сборке простых узлов, напри-
мер тавровых балок, полотнищ и
6-1
других, оперативное время находят
по формуле
= (41)
Оперативное время устанавливают
но данным хронометражных наблю-
дений в зависимости от конструкции
собираемого изделия, его размеров,
формы и других факторов.
Время обслуживания рабочего
места при сборке, состоящее из вре-
мени на смену инструмента, регули
ровку оборудования и приспособле-
ний; на подключение и отключение
механизированного инструмента и
осветительной сети; на подналадку и
смазку оборудования в процессе ра-
боты; на обеспечение безопасных ус-
ловий труда на рабочем месте; убор-
ку рабочего места в течение смены,
принято, по данным фотографий
рабочего дня, в размере 5 % опера-
тивного времени.
Время на отдых и личные надоб-
ности на основании данных, полу-
ченных по фотографиям рабочего
дня, не превышает 7 % оперативного
времени.
Подготовительно-закл ючительное
время включает время на получение
задания, ознакомление с чертежом и
технологическим процессом; на полу-
чение инструмента и приспособле-
ний и подготовку их к работе, инст-
руктаж мастера и сдачу выполненной
работы. Подготовительно-заключи-
тельное время, по данным фотогра-
фий рабочего дня, установлено в раз-
мере 5 % оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,17.
Штучно-калькуляционное время
на сборку определяют по формуле
(21). В укрупненных нормативах вре-
мени на корпусосборочные работы
штучно-калькуляционное время да-
ется в виде нормативов на 1 м
сопрягаемых кромок или в виде ти-
повых норм на сборку отдельных
узлов, полотнищ и секций, на уста-
новку секций и блоков на построен-
ных местах и их уортаж при форми-
ровании корпуса в зависимости от их
размеров. Примеры значений штуч-
но-калькуляционного времени приве-
дены в табл. 36—43
Таблицами нормативов времени
предусмотрена сборка корпусных
конструкций в условиях выполнения
работ в цехе, в эллинге (в закрытом
отапливаемом помещении). При ра
боте на открытых сборочных площад
ках и построечных местах к норма
тивам времени применяется коэф
фициент 1,1. Время, приведенное
в таблицах, предсматривает сборку
корпусных конструкций из углеро-
дистых и низколегированных сталей
при выполнении работ в нижнем по-
ложении на плоской поверхности. При
других условиях к нормативам вре-
мени применяются следующие коэф-
фициенты: при сборке и установке
конструкций из сталей марок А К,
КД, 12X18HI0T — 1,3; при выполне-
нии работ в различных положениях:
в вертикальном—1,2; в потолоч-
ном— 1,4; на сферической поверх-
ности— 1,3; при установке деталей
и узлов под малку или с изломом —
1,2; при установке деталей в тесных
Таблица 36 Время сборки полотнищ, с погибью из листов на постели (на 1 м соединения,
в часах)
Содержание работы: укладка листов на постель, совмещение с контрольными линиями, стыкование кромок листов и закрепление электроприхватками, обжатнс к лекалам постели по плоскости; проверка контура, кернение, сдача работы
Толщина Секции до оконечности Секции оконечности на постели с погибью в двух направлениях
на постели с погибью в одном направлении на постели с погибью
Операции
Стыкование Обжатие Стыкование Обжатие Стыкование Обжатие
6 10 15 20 При м.е ч а н и с погибью, 4.0 — время умножаете 100 мм, 1.3 — и» формула Т =0.(J 0,27 0,29 0,32 0,35 я 1. Разряд при сборке л я нв следуюпп еющих вогнут «б (s-6) 1 + 0.15 0.17 0.18 _0,20 аботы 3,5 । тотниш секцг коэффициент выпуклую п ) 27 (на пост 0,32 0,35 0,38 _0.42 >и сборке пол й оконечносте ы при сборке п гибь, 1.5 - к ти с погибью 0,18 0,20 0,22 W4 тнищ секций i на постелях олотннщ 1.2 - левых коробо одном напра 0,37 0,40 0,44 0,48 до оконечност с погибью 2 со стрел кой п и выкружек, влекии). 0,21 0,23 0,25 0,27 на постелях Приведенное >огиба свыше 3 Расчетная
Таблица 37 Время установки набора таврового профиля на полотнище с выставленным
набором (на 1 м соединения, в часах)
Содержание работы установка узла на полотнище с выставленным набором по разметке, проверка, обжатие, закрепление электроприхватками, сдача работы.
Толщина стенки набора s, мм Высота набора Н. м
0.2 0.3 0,4 0.6 0.8 1.0 1.5 2.0
5 10 15 20 0,21 0,22 0,24 0.23 0.25 0,26 0,30 0.25 0.27 0.29 0,31 0,30 0,32 0,34 0,37 0,34 0,36 0,39 0,42 0,38 0,41 0.44 0,47 0.49 0,53 0,56 0.60 0,60 0,65 0,69 0,74
Примечания I Разряд работы 2.5 — на полотнище без погиби 3 0 — на полотнище с погибью в одном направлении 3,5 на полот нише с погибью в двух направлениях 2 Приваленное время умножается на следующие коэффициенты 0,8 без выставленного набора. 1,2 — между выставленным набором 1.3 — на вогнуто выпуклую поверхность 1,2 — в секции с погибью в он ном направлении 3. Расчетня формула Г=(0,2157/+0.17) (0.015s +0 92) (при установке на полотнище без погиби)
65
Таблица 38 Время установки набора полос обул ьбовог о и углового профиля на полотнище
(на I м соединения, в часах)
Содержание работы: установка набора по разметке, проверка, обжатие и закреп ление электроприхватками, сдача работы
Наименование профиля Вид полотнища
По-тособульбовый Угловой Без погиби С погибью в одном С погибью направлениях
несимметричный равнобокий | неравнобокий
Номер профиля Z
8 14 20 5,5 9 14 4.S/2.8 6,3/4 10/6,3 16/10 0,11 0,17 0,15 0,18 0,13 0,15 0.18 ол 0.15 0,16 0.21 0.25
Примечания* 1 Разряд работы 2.5 — при установке на полотнище без погиби, 3 0 — на полотнище с погибью в одном направлении 3,5 — с погибью в двух направлениях 2 Приведенное время умножается на коэффициент при установке набора 1.3 на вогнуто выпуклую поверхность 3 При расчете по формуле полученное время умножается на коэффициенты 1.2 — с погибью в олном направ ленин 14- с погибью в двух направлениях 4 Расчетная формула 7'=0.00447 Z+0 088 (при установке на полотнище без погиби)
Таблица 39 Время сты
кромен конструкций (на 1 м соединения, в часах)
Содержание работы совмещение и подгонка соединяемых кромок конструкций с помощью приспособлений, закрепление электроприхватками, сдача работы
Наименование Толщина кромок s мм
операции 4 6 10 15 20 25 30 35 40
Стыкование (соединение) Обжатие (примыкание) 0,27 0.21 0,26 0,20 0,28 0.21 0.31 0.24 0,34 0.26 0,38 0,29 0.41 0.31 0.44 0.33 0.48 0.37
Примечания 1 Разряд работы 3.0 2. Приведенное время умножается на следующие коэф фнцненты при стыковании обжатии кромок 1.2 — гофрированных. 0.8 — без набора, 1.2 — под верти кальную автоматическую сварку 3 При расчете по формуле полученное время умножается на коэф- фициент 0.76 для обжатия (примыкания) кромок 4 Расчетная формула 7 = 0.0064 («—6) | 4-0.26 (при стыковании кромок)
Таблица 40 Время ва установку кииц, бракет, флоров (одной детили, в часах)
- Содержание работы: разметка и установка детали, подгонка по месту, обжатие и закрепление электроприхватками, сдача работы
Толщина детали S. Полупериметр детвли Р. м
0.2 0,4 0.6 0.6 1.0 1.5 2.0 2,5 ЗЮ 5.0
2 10 15 20 0,09 0,10 0,13 0,16 0,20 0,10 0,11 0,15 0.18 0.23 о,и 0,12 0,16 0,21 0,26 0.13 0,14 0,19 0,23 0,30 0,15 0,16 0.21 0,26 0,33 0,22 0,29 0,36 0,45 0,39 0,48 0,61 0,52 0,65 0,82 0,70 0.88 2,33 2,93 3,67
Примечания 1 Разряд работы 2.5 2. Приведенное время умножается на следующие коэф фициеиты при установке книц- 0,7 — по одной кромке; 1,0 — по Двум кромкам; 1.2 — по трем кромкам, 1.3 — по четырем кромкам,. 1,2 — с вырезами для выставленного набора, 1.2 — в объемных секциях. 0,8 — внакрой 3 Расчетная формула Т=е — 2.583 4-0.045 s 4-0 59G Р
66
Таблица 41 Время установки непроницаемых заделок по набору (на одну заделку, и часах)
Содержание работы- установка заделки с подгонкой по месту, обжатие, закреп ленке электролрихватками, сдача работы.
В яд соединения Полупериметр заделки Р, я
0.1 0,2 0.3 0.4 0.6 0,8 1,0
Встык Внакрой 0,13 0,09 0,17 0.12 0,20 0,14 0,24 0.17 0.32 0,22 0,39 0,27 0,46 0.32
Примечания 1 Разряд работы 2,5. 2 Приведенное время умножается на коэффициенты при установке заделок 1,1—по круглым отверстиям, 1,2— в объемных секциях 3 1 |ри расчете по формуле полученное время умножается на коэффициенты 0.70 при установке заделок внакрой, 0.77 - при установке проницаемых заделок 4 Расчетная формула- 7 =0 37 04-0 04 (при установке встык непроницаемых заделок)
Таблица 42 Время стыкования и притыкания кенцен набора (иа одно соединение, в часах)
Содержание работы подгонка конца набора стыкуемых или притыкаемых профилей, удаление припуска, выравнивание по плоскости соединение кромок набора, закреп- ление электроприхватками, сдача работы
Наименование Высота набора Н. м
операции 0,2 | 0,3 | 0,4 | 0,6 | 0.8 | 1.0 | 1Д | 1.6 | 2.0
Стыкование Притыкание Стыкование Притыкание Тавровый, угловой, полособульбовый симметричный профили 0.27 I 0,30 | 0.33 I 0.37 1 0,44 1 0,52 I 0,60 1 0.68 1 0,80 1 0,90 0,19 | 0.21 | 0,25 | 0,27 | 0,32 | 0,38 | 0,45 | 0,50 | 0,60 | 0,67 Полосовой, полособульбовый профили 0.18 I 0,26 I 0,30 1 — I - I - | — I - 1 - I — 0,13 0,19 0,23 ------ —
Примечания 1 Разряд работы 2,5 2. Приведенное время умножается на следующие коэф фициенты при стыковании н притыкании концов набора 0.6 — на плите нлн на плоских полотнищах. 1.1 — двутаврового или швеллерного профвля; 0.8 — без припуске. 10 — на постели или в секциях. 0 9 - с применением магнитного прижима 3. При расчете по формуле полученное время умножается на коэффициент 0.75 при притыкании концов набора 4 Расчетные формулы Г =-0.04 Н24-0.426 Н -\- 4-0.213{ г.чя стыкования концов набора таврового, углового и полособульбового профиля, симметрия
местах (под настилом второго дна
высотой до 1,5 м, в бортовых объем-
ных секциях, в цистернах и коффер-
дамах); при работе с лесов или под-
мостей — 1,2. При установке заде-
лок, деталей насыщения, книц,
бракет коэффициент зависит от раз-
личного количества деталей в пар-
тии:
Количество деталей в партии,
шт . . I —2
Коэффициент . . . 1,30
При постройке серии судов одного
проекта к нормативам времени на
корпусосборочные работы применя-
ются следующие коэффициенты в за-
висимости от классификации судов и
годового выпуска на предприятии.
Крупнотоннажные суда длиной более
200 м: 0,95—1 судно в год, 0,90-
2—5 судов в год; 1,3- для головного
судна; 1,2 — для второго судна;
1,0 — для третьего судна Средние
суда длиной 80—200 м: 0.9 — 1 —
5 судов в год; 0,8 — 6 — 15 судов в
год, 0,75 — 16 — 25 судов в год;
3-5 6—10 11—20 21—30
1,15 1.00 0,85 0.75
1,3 — для головного судна; 1,2 —
для второго судна; 1,0—для тре-
тьего судна. Малые суда длиной
25—80 м: 0,9 — 1 — 10 судов в год;
0,8 — 11 — 25 судов в год; 0,75 —
67
Таблица 43 Время на установку конструкций корпуса на стапеле (одной секиии. б лен а.
в часах)
Содержание работы установка, выравнивание, подготовка под соединение кро- мок (стыкование, обжатие) Сдача работы.
Сумме основных Наименование секций, блоков
размеров объем
вых секций, бло- 1
ков или полуое- Днишевые цая Палубы „л 1 Бор Блоки , Коффер Оконеч 1'
риметр плоско "“н стройки и плат стиыт еги средней товые корпуса '•ну—' дамы ности ииьа сек •• скуловые ' * рубки формы ций X м чз<_1и । - ।
I Объемные секции блоки корпуса
14 5,8 7,3 [ 10.7 9,9 1 8,8 1 6,6 1 15,0 1 78
22 9.3 11,7 J 16.5 | 158 1 14,3 | 10,5 | 24,0 | 125
Плоскостные секции
14 5,3 1 65 I 10,0 I — I — I - I I 5,8
22 ! 7.1 | 9,2 13,5 - ~ [ - 7.8
Примечания 1 Разряд работы объемные секции в средней части — 4,0, в оконечностях 4,5.
на следующие коэффициенты при установке секции* с погибью в одном направлении — 1,2. в двух
время умножается на Следующие коэффициенты К., для секций днищевых в средней части — 0,49
скуловых - 0 49. бортовых 0.69, блоков корпуса — 086. надстроек рубок — 0.59. коффердамов
0.44, оконечностей — 1.0, палуб 0,521. для секций* днишевых в средней части — 0,53 скуло
вых — 0,69, бортовых — 1,0, палуб, платформ — 0.58 Из сталей малоуглеродистых и низколегиро
ванных — 1,0, марки АК — 1,4. марки 12XI8I110T 1,3. на наклонном стапеле |,| в сухом доке —
установки плоскостных секций Т= (0.61 Р4* 1.5) К„
26 — 50 судов в год; 1,2 — для го- ловного судна; 1.1—для второго судна; 1,0— для третьего судна. Норму времени на задание рассчи- тывают по формуле периметром 2,0 м толщиной 20 мм. с уста новкой по трем кромкам, с вырезами для выставленного набора, количеством -30 шт. заделок проницаемых полупериметром 0,4 м, устанавливаемых внак|>лй. количеством 120 шт Секция предназначена для среднего судна длиной 115 м. пятого судна в серии.
Т, = i = Т + 7',..! +...+ Т„„, на предприятии с годовым выпуском 10 судов. Решение Норму времени на сборку' секции
где Ги — норма времени на задание, ч, ТШк). Т’шкй, - - , Тшкп — штучно-каль- куляционное время по таблицам нор- мативов на отдельные работы по сборке корпусных конструкций, ч. Пример Рассчитать норму времени на сборку днищевой секции из низколегирован ной стали с погибью в одном направлении (со стрелкой погиби 400 мм), состоящей из полотнища наружной обшивки, собираемой в постели из листов толщиной 15 мм, с общей длиной соединяемых кромок 42 м и общей длиной обжатия к лекилам постели — 36 м, из ребер жесткости несимметричного поло- собульба № 20, длиной 6 м. в количестве 24 шт, общей длиной соединяемых кромок — 144 м и стыкуемых концов набора в количестве 8 шт с применением магнитного прижима, тавровых узлов вертикального киля (ВК) — высотой 1 м, длиной 12 м и толщиной — 20 мм; стрингеров — высотой 0,6 м, длиной 12 м и толщиной 15 мм — 4 шт.* бракет, уетанаали- ваемых между стрингерами и ВК — полу- находим по формуле (22). определяем штуч- но-калькуляционное время При сборке полотнища с погибью в одном направлении из листов ное гели (см. табл 36) дли толщины листа 15 мм время на 1 м следи нения составляет 0,32 ч для стыкования и 0.18 ч на обжатие к лекалам постели. При сборке полотнища из листов по стыкам и лазам при длине соединяемых кромок 42 м. обжатии к лекалам постели — 36 м, и с учетом коэффициента 1,2 на стрелку погиби свыше 100 мм (см табл 36) Г,,,. - (0,32-424- -|-0.18-.16) 1.2=23.4 ч Время иа установку на полотнище с погибью ребер жесткости из несимметричного нолособул1и'|л № 20 состав- ляет по табл 38—0.21 ч. а на соединение концов набора по табл 42—0,26 ч При общей длике соединяемых кромок 144 м и 8 соедипяе мых концов набора с применением магнитного прижима (коэффициент 0.9) Т„1К2 —0.21 -144 4- 4-0.26-8-0,9=32.1 ч Время на установку тавровых узлов опре деляем по табл 37 При высоте ВК 1 м и толщине стенки 20 мм оно составит 0.47 ч на 1 м соединении, а при высоте стрингера 0.6 м
68
и толщине стенки 15 мм — 0,34 ч. Всего время
нв установку ВК длиной 12 м. стрингеров
длиной 12 м — 4 шт и с учетом коэффициента
1,2 на установку в секции с погибью в одном
направлении Гакз=(047.12-|-0.34-12-41Х
X 1.2=26,35 ч.
Время на установку бра кет определяем во
табл 40 При полупсриметрс детали 2,0 м и
толщике 20 мм оно равно 0,61 ч на деталь
А на 36 деталей с учетом коэффициентов
1,2 при установке по трем кромкам, 1,2
в объемных секциях и 0.75 — при установке
количества деталей свыше 30 шт • Т,„м =
=0.61-.36-1.2-1.2.0.75=23.7 ч
Время на установку заделок непроницае-
мых по набору, находим по табл 41. Для
заделок полувериметром 0,4 м, устанавливае-
мых внакрой, норма времени составляет 0,17 ч
на одну заделку Для 120 шт. заделок с уче-
том коэффициента 12 на установку в объем
ной секции и коэффициента 0,75 при уста
новке количества деталей свыше 30' шт
Гшкв =0.17-120-1,2-0,75= 16.36 ч
Норма времени на сборку днищевой объем
ной секции с. учетом коэффициента 0,8 для
средних судов на предприятии с годовым
выпуском 10 судов Т„ -.= (23 9+32.1 +26,35+
+ 23.7+18.36) 0.8=09.5 ч
§ 13. Нормирование ручной электродугсвой сварки
Ручная электродуговая сварка ши-
роко применяется в судостроении при
изготовлении судовых корпусных
конструкций и формировании корпу-
са на построечных местах в районах,
где затруднено применение механи-
зированных процессов сварки. Орга-
низация труда, расстановка и обору-
дование рабочих мест при выполне
нии сварочных работ должны отве-
чать требованиям, приведенным в
§ Ю.
Кроме того предусматриваются
следующие условия:
выполнение сварочных работ по из
готовлению судокорпусных конструк-
ций специализированными брига-
дами сварщиков в цехе на специали-
зированных производственных участ-
ках, организованных по видам мате-
риалов, применяемой специальной
оснастки и т. д. и закрепленных за
определенным видом конструкций и
узлов; поступление па участок сварки
деталей и узлов, обработанных в со
ответствии с требованиями чертежей
и технических условий на изготовле-
ние свариваемых конструкций с соб-
людением конструктивных элементов
подготовки кромок под сварку, пре-
дусмотренных отраслевым стандар-
том с зачищенными и обезжирен-
ными кромками; выполнение кан-
товки, перестановки и уборки
крупногабаритных и тяжеловесных
изделий в процессе сварки и подго
товка для сварщиков ограждений и
подмостей вспомогательными рабо
чими; совмещение электросварщи-
ками работ по зачистке кромок, швов
и околошовной зоны в процессе свар-
ки; выявление и устранение дефек-
тов;
централизованное обеспечение ра-
бочего места постами энергии, сва-
рочными постами, местными отсоса
ми воздуха, шкафами для инстру-
мента;
тележкой для перемещения узлов
и деталей, тарой для отходов;
обслуживание рабочих мест вспо-
могательными рабочими по доставке
на рабочее место изделий, материа-
лов, заготовок, отправке готовых
изделий на склад;
обслуживание рабочих мест элект-
росварщиков дежурным электро-
монтером;
выполнение электросварки в замк-
нутых и труднодоступных помеще
ниях при непрерывной работе венти
ляции и при наличии рабочего
наблюдателя;
соблюдение электросварщиками
правил техники безопасности и про-
изводственной санитарии при элект-
росварочных работах, предусмотрен-
ных ОСТ 5.0241—78 и ОСТ 5.9823—
80.
Основное время — время горения
дуги — находят по формуле
+ (42)
I tcc„ /Й(Х||
где Fi — площадь поперечного сече-
ния сварного шва после первого про-
бе
хода (по данным исследований со-
ставляет 25—30 мм2); Fn — суммар-
ная площадь поперечного сечения
валиков на все последующие про-
ходы
F„=F-Fi. (43)
Здесь F — общая площадь попе-
речного сечения шва, мм2, определя-
емая для различных типов швов по
формулам, в которых значения кон-
структивных элементов кромок и вы-
полненного шва принимаются по
ГОСТ 5264 — 80; у — плотность ме
талла шва, г/см3 (для стали различ
ных марок 7=7,8 г/см3) А и 1„-
сила тока соответственно при первом
проходе и каждом последующем,
А (значения силы тока при сварке
электродами марки УОНИИ-13 при-
нимается поданным режимов сварки,
приведенным в ОСТ 5.9083—83
ан — коэффициент наплавки, прини-
маемый для электродов • марки
УОНИИ-13 равным 8,5 г/(А-ч).
Число проходов при сварке для
многопроходных швов
""p=Z7rL+1, ,44)
где Fn — площадь поперечного сече-
ния шва, приходящаяся на каждый
последующий проход. По данным
исследований, Fn = 30-=-55 мм2.
Вспомогательное время состоит из
затрат времени, зависящих от длины
шва (4 ш) и свариваемого изделия
и) -
Вспомогательное время, которое
зависит от длины шва и которое
определяют по данным хрономет
ражных наблюдений, складывается
из времени на зачистку кромок пе-
ред сваркой, смену электродов, за-
чистку шва от шлака после каждого
прохода, его осмотр, контроль разме-
ров и клеймение.
Вспомогательное время, завися-
щее от свариваемого изделия, содер-
жит затраты на установку в при-
способление или на рабочее место
свариваемых изделий, поворот и сня
тие их в процессе сварки, закрепле-
ние прижимными приспособлениями
70
и открепление, на передвижения
сварщика с инструментом. Вспомо-
гательное время, зависящее от сва-
риваемого изделия, устанавливают
по данным хронометражных наблю-
дений. Оно учитывается коэффи-
циентом Кв н, значение которого для
различных групп свариваемых кон-
струкций принимается равным 1,06—
1,15.
К группам работ по изготовлению
свариваемых конструкций относятся
следующие работы:
группа I — сварка стыковых сое-
динений плоских полотнищ и об-
шивки секций без установленного
набора с погибью; приварка набора
в полуобъемных секциях и мелких
фундаментов; сварка отдельных уз
лов набора и обрешетника, фунда-
ментов под неответственные механиз-
мы;
группа II — приварка набора к об
шивке во всех плоскостях секций
полуобъемных и объемных с по-
гибью; приварка секций полуобъем-
ных при формировании блоков сек-
ций; сварка фундаментов средней
сложности;
группа III — сварка монтажных
стыковых соединений объемных сек-
ций, блоков секций и блоков при
формировании корпуса; сварка
сложных фундаментов, кронштейнов
гребных валов, форштевней и ахтер-
штевней, резервуаров и т. п.
Время обслуживания рабочего
места состоит из времени на регули-
рование режимов сварки, включение
и выключение источников питания и
токоподводов, установку и перенос
шлангов, на уборку рабочего места
По данным фотографий рабочего
дня, оно составляет 3 % оператив
ного времени.
Время на отдых и личные надоб-
ности, по данным фотографий рабо-
чего дня, не превышает 6 % опера
тивного времени
Подготовительно-заключительное
время включает время на получение
задания, сварочных материалов,
инструмента и приспособлений; на
ознакомление с работой, инструктаж
и на сдачу выполненной работы. По
данным фотографий рабочего дня,
оно равно 4 % оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,13.
Штучно-калькуляционное время
сварки 1 м шва находят по формуле
Гшк = |(/’о=/вИ11Квн| ККу, (45)
где /<у — поправочный коэффициент
для учета различных условий сварки.
Примеры значений штучно-каль-
куляционного времени сварки раз-
личных типов швов приведены в
табл. 44, 45.
В формулу штучно-калькуляцион-
ного времени вводятся следующие
поправочные коэффициенты Ку: в не-
удобном положении — 1,06; в закры-
тых свободных или полуоткрытых
тесных объемах — 1,1; при сварке на
высоте свыше 3 м с применением
спецустройств или подмостей — 1,15;
при сварке крупногабаритных кон-
струкций с применением специальной
оснастки (постелей, стендов, канто-
вателей, кондукторов) — 1,2; в зак
рытых тесных объемах и с площадью
сечения менее 0,7 м2 — 1,25; в тесных
ячейках замкнутых отсеков, в закры-
тых объемах с двумя днищами и
пересекающимся набором — 1,4; для
криволинейных швов — 1,05; для
прерывистых швов— 1,1; для коль-
цевых поворотных швов—1,05; для
кольцевых неповоротных швов—1,1;
при сварке обратноступенчатым спосо-
бом — 1,1; при толщине'свариваемо-
го металла от 1 до 5 мм —1,15; при
выполнении сварки за бортом с под-
весных люлек—1,2; на открытых
сборочных площадках — 1,1, при
сварке конструкций 1 группы — 1,0;
11 группы — 1,04; 111 группы — 1.09;
при сварке после воздушно-дуговой
строжки корня шва — 1,3. Норму
времени на ручную электродуговую
сварку на задание (партию свари-
ваемых изделий) вычисляют по сле-
дующей формуле:
тк= (Twki/i+T,m2i2+.. -ьт1ик,мп,
(46)
где Tlwl, Гшхг, .... Тшгп — штучно-
вочнику (I9B6 г. ИЫЦ 2)
Таблица 44 Время ручной электродуговой сварки двусторонних швов стыковых соединений
с двумя симметричными скосами кромок (на I м шва, в минутах)
Толщина Площадь лоне речного сече пия шва. ми2 Положение шва
проходов нижнее кальное горилои- Точное
8 19.2 9.8 11,2 11.9 13.3
10 24,4 11.2 13.2 14.0 16.1
12 32 1 13,5 16,9 18.3 21,9
14 39.2 15,6 19.7 21 8 26,1
16 51.6 2 19,9 25.9 26.7 33.2
18 61.7 2 22.7 30,1 32,2 40.3
20 72.4 2 25,6 34,3 36 5 46.6
22 78.6 2 27.8 37.2 39 4 51,7
24 92,2 2 31.3 43.5 46,3 59,5
26 106.7 3 36.3 49,8 52 6 69.4
28 122.2 3 40.6 56,1 59.6 78,6
зо 138.7 3 45.5 63.1 67.3 89.8
и двусторонних швов
Таблица 45 Время ручной электродуговой сварки одностор(
тавровых соединений без скоса кромок (на I м шва, в минутах)
JL X
Катет Диаметр электрода. Плошадь попе- речного сечения шва, мм2 ство про Положение шва
ниж нее кальнос [оризон лочное
2 3 4 5 6 7 8 9 10 2,0 2.0 3,0 3,0 4.0/5.0 4.0/5.0 4.0/5.0 4.0/5.0 4,0/5.0 4,0/5.0 1,5 4.2 7.8 12.1 17.1 30.9 40,7 51,8 64,0 77,4 1 1 1 1 1 1 2 2 2 3.0 6.6 6.2 8,9 7,2 14*4 17.5 21.0 24.8 3.4 10.5 10,2 15,9 211,4 25,0 30,1 35,6 3,5 7.9 7.4 10,9 10,6 17.0 21.3 26,1 31,9 37.7 3.6 8.5 8.0 11,8 11,9 21.0 27,2 34,6 42,3 51.2
Примечания 1 Приведенное время рассчитано на сварку шва с одной стороны 2 При сварке шва с другой стороны время определяется по этой же таблице п зависимости от положения шва
в пространстве 3 Разряд работы в зависимости от сложности свариваемых конструкций определяется по Единому тарифно квалификационному справочнику (1Я86 г. вы и 2)
калькуляционное время на'сварку
1 м шва в зависимости от его типа,
пространственного положения и
условий сварки; 4...., In — длина
шва каждого типа на свариваемом
изделии, м, п — количество сварива-
емых изделий по заданию.
Пример. Рассчитать норму времени иа
сварку монтажного стыка наружной обшивки
корпуса на стапеле при следующих данных
1 Одно соединение стыковое с двумя сим-
метричными скосами кромок, двустороннее,
толщина металла 16 мм.
2 Шов внутренний в вертикальном по-
ложении, длиной 20 м; сварка в тесных закры
тых объемах
3 Шов внутренний в нижнем положении,
длиной 10 м. сварка в тесных закрытых
объемах
4 Шов наружный в вертикальном поло-
жении, дливой 20 м, сварка после воздушно-
дуговой строжки корни шва на высоте свыше
3 м с использованием лесов.
Решение. Норму времени определяем по
формуле (46) Штучно-калькуляционное
§14. Нормирование автоматической электродуговой сварки под флюсом
Автоматическая электродуговая
сварка под флюсом применяется для
сварки полотнищ обшивки, узлов на-
бора и других конструкций корпуса
судна. Этот вид сварки представляет
собой механизированный процесс,
обеспечивающий высокую произ-
72
время на сварку шва стыкового соединения
с двумя симметричными скосами кромок,
двустороннего, при толщине металла 16 мм
находим по табл 44 Для шва внутреннего
в вертикальном положении это время равно
25,9 мни на 1 м шва С учетом коэффициента
L.4 при сварке в закрытых тесных объемах и
1,09 для конструкций 111 группы, оно состав
ляет Гш1| =25.9-1.4-1.09=39.52 мин. для шва
внутреннего в нижнем положении время па
сварку составляет 19.9 мин па 1 и шва. а с уче-
том коэффициентов 1,4 при сварке п закрытых
тесных объемах и 1,09 для конструкций
111 группы- Г11ж2 —19.9-1.4-1.tW=30..W мин
Для шва наружного в вертикальном положе-
нии это время равно 25.9 мин, на 1 м шва,
а с учетом коэффициентов 1,3 — на сварку
после воздушно дуговой строжки корня lima.
1,15 при сварке на высоте свыше 3 м с. лесов и
1.09 для конструкций 111 группы оно состав-
ляет 7',„к„=25,9-1.3-1.15-1.09 =42.20 мин.
Норма времени на сварку одного монтаж-
ного стыка при длине твои внутреннего и
наружного в персика льном положении - 20 м,
внутреннего в нижнем положении 10 м со-
ставляет Г„=(39,52.20+30.36- 10+42.20Х
У 201 1 = 1938 мин.
водительность труда и хорошее ка-
чество сварных швов. При этом об-
легчается труд сварщика, так как
улучшаются условия выполнения
процесса сварки.
Нормативами времени на автома
тическую сварку предусматривается
рациональная организация труда,
приведенная в § 10. Кроме того,
учитывается следующий порядок ра-
боты:
выполнение сварочных работ спе-
циализированными бршадами рабо-
чих-сварщиков, закрепленными за
определенным оборудованием, видом
конструкций и узлов и т. д. (на-
пример, полотнищ, узлов набора,
плоскостных секций, объемных сек-
ций и г. д.); выполнение сварки
деталей и узлов, обработанных в
соответствии с техническими усло-
виями на изготовление свариваемых
изделий, с соблюдением конструктив-
ных элементов подготовки кромок
под сварку, установленных ОСТ
5.9083—83 «Корпуса стальных
судов. Сварка углеродистых и низко-
легированных сталей»;
обеспечение рабочего места мест-
ными отсосами загрязненного воз-
духа;
ограждение вспомогательными ра-
бочими рабочих мест сварщиков за-
щитными устройствами (ширмами,
экранами) для ограничения воздей-
ствия электрической дуги на окру-
жающих;
своевременное обслуживание ра-
бочих мест электросварщиков дежур-
ным электромонтером и наладчиком
автоматов;
подача деталей, материалов, заго-
товок на рабочее место сварщика и
отправка готовых изделий на склад
или на судно вспомогательными ра-
бочими; просеивание флюса и сорти-
ровка его по размерам зерен центра-
лизованно вспомогательными рабо-
чими; обеспечение флюсом рабочих
мест основными рабочими, выпол-
няющими сварку;
обеспечение администрацией усло-
вий для соблюдения сварщиками
правил техники безопасности соглас-
но ОСТ.5.9823—80.
Основное время — время горе-
ния дуги и наплавления металла на
1 м шва — определяют по фор-
муле
7’о=(60/цсв) п, (47)
где исв — скорость сварки, м/ч, при-
нимаемая по ОСТ 5.9083—83; п —
число проходов при сварке, принятое
в соответствии с ОСТ 5.9083—83.
Вспомогательное время включает
затраты времени, зависящие от сва-
риваемого шва — /в ш и от изде-
лия — /Е„.
Вспомогательное время, завися-
щее от длины свариваемого шва,
складывается из следующего време-
ни: на зачистку свариваемых кромок
от налета ржавчины перед сваркой;
сбор флюса, засыпку его в бункер
и выравнивание на флюсомедной
подкладке; на проверку правиль-
ности установки головки автомата
по центру шва с прокаткой его
вхолостую и откатку в исходное по-
ложение; на ожидание охлаждения
металла после каждого прохода и
зачистку шва от шлака; на удаление
остатка проволоки из головки авто-
мата, смену кассеты, подачу прово-
локи в мундштук головки; на осмотр,
промер и клеймение шва; на подтяги-
вание проводов и перестановку газо-
пылеприемника. Эту категорию зат-
рат времени определяют по данным
хронометражных наблюдений.
Вспомогательное время, завися-
щее от свариваемого изделия, содер-
жит такие затраты времени: на уста-
новку направляющих; перестановку
автомата и переход сварщика от шва
к шву; на передвижение портала с
автоматом,установку, поворот и сня-
тие свариваемых изделий; на подкан-
товку обечаек при сварке. Это время
устанавливают также по данным хро-
нометражных наблюдений. Оно учи-
тывается коэффициентом К* и, значе
ние которого для различных групп
свариваемых конструкций прини-
мается равным 1,3—1,65.
Различают следующие работы, со-
ставляющие три группы свариваемых
конструкций: группа 1 — сварка сты-
ковых соединений полотнищ и при-
варка набора к обшивке плоскост-
ных секций; группа 11 сварка сты-
ковых соединений в направлении без
погиби, полуобъемных секций с по-
гибью в одной плоскости и обечаек;
73
приварка набора к обшивке в на-
правлении без погиби; группа 111 —
сварка стыковых соединений в на-
правлении погиби, монтажных и
кольцевых стыков секций полуобъем-
ных с погибью в одной плоскости,
гофрированных полотнищ; приварка
набора к обшивке в направлении
погиби.
Время обслуживания рабочего
места складывается из времени на
устранение неполадок в работе авто-
мата, регулирование и поддержание
заданного режима сварки; включение
и выключение автомата: регулирова-
ние вылета присадочной проволоки,
уборку рабочего места. По данным
фотографий рабочего дня, оно со-
ставляет 5 % оперативного времени.
Время на отдых и личные надоб-
ности при работе на автомате, по
данным фотографий рабочего дня, не
превышает 3 % оперативного Вре-
мени.
Подготовительно-заключительное
время состоит из затрат времени на
получение заданий и сварочного ма-
териала, получение и сдачу инстру-
мента и приспособлений, ознакомле-
ние с работой и инструктаж мастера;
подготовку оборудования и приспо-
соблений к работе; на установление
заданных режимов сварки и проверку
их на пробных планках; на сдачу
работы мастеру. Поданным фотогра-
фий рабочего дня, подготовительно-
заключительное время равно 4 %
оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надоб-
ности и подготовите ль но-заключи-
тельное время, равен 1,12.
Штучно-калькуляционное время
на 1 м шва рассчитывают по фор-
муле (45).
Для учета различных видов свар-
ки используют поправочные коэффи-
циенты /<у: при сварке кольцевых
поворотных стыков — 1,05; при свар-
ке на открытых площадках и по-
строечных местах, свайке тавровых
узлов набора и фундаментов, обшив-
ки в открытых секциях и на постели
при высоте набора свыше 500 мм —
1,10; при сварке стыковых соедине
ний с погибью на постелях, кольце
вых швов обечаек, узлов таврового
набора к обшивке открытых секций
с погибью, фуидаментов сложной
конструкции — 1,20; при сварке
узлов таврового набора высотой свы-
ше 500 мм во всех направлениях
к обшивке открытых секций с погибью
в одной или двух плоскостях — 1,30;
при сварке узлов набора, фундамен-
тов, кронштейнов и других аналогич-
ных конструкций в закрытых объе-
мах — 1,35; при сварке узлов набора
и судовых корпусных конструкций
в закрытых секциях оконечностей,
машинно-котельных помещений с
большим количеством установленных
механизмов и трубопроводов — 1,45.
Примеры значений штучно-калькуля-
ционного времени на автоматиче-
скую сварку под флюсом приведены
в, табл. 46, 47.
Норму времени на автоматическую
электродуговую сварку под флюсом
определяют по формуле (46), в кото-
рой ГШк1, ТШк2, ..., Тшкп — штучно-
калькуляционное время на сварку 1 м
шва в зависимости от его типа, тол-
щины металла и условий сварки на
одном изделии; /ь fe,..., 1„ - длина
шва, м, для каждого типа шва на
одном изделии; п — количество сва-
риваемых изделий в задании.
Пример Рассчитать ворму времени на
автоматическую электродуговую сварку под
флюсом полотнищ двух полуобъемных борто-
вых открытых секций с погибью в одной
плоскости на постели с приваркой таврового
набора в направлении для погиби при
следующих данных.
шов на полотнище стыкового соединения со
скосом кромок двусторонний, толщина метал-
ла 18 мм, длина шва 20 м с каждой стороны,
сварка на постоянном токе,
шов таврового соединения без скоса кромок
двусторонний, катет шва 10 мм; длина швов
привариваемого таврового набора 26 м на
одном полотнище, высота набора -1<Ч> мм
Решение. Норму времени на сварку по-
лотнищ секций и приварку набора находим
по формуле (46) Определяем штучно-каль-
куляционное время на сварку швов стыкового
соединения с двумя скосами кромок (см табл.
4б). При толщине металла 18 мм для
II rpyrthbi конструкий для первой сторо
74
Таблица 46 Время автоматической электродуговой сварки под флюсом швов стыковых
соединений с двумв симметричными скосами кромок (на 1 м шва, в минутах)
! }
Толщина металла, мм Количество проходов Диаметр электродной проволоки. Средняя скорость сварки. Группа конструкций I II 111
18 20 24 26 28 30 18 20 22 24 26 28 30 Ток по 5 5 5 6 6 6 5/6 5 5 5 6 6 6 5/6 тоянный. по. 33.0 33,0 33,0 32,0 31.0 зо.о 33,0 Ток пере 32Л 31,5 31,5 31,0 31.0 зо.о зо.о гярность обр 4,25 4.32 4.57 4.65 4,74 4,83 9,25 ценный 4.48 4,52 4.70 4.74 4.74 4,83 10,06 тная 4,74 4,82 5,10 5.19 5,29 5,39 10,32 5.00 5,04 5,24 5.29 5,29 5.39 11,25 5,39 5,49 5,60 5.90 6.22 ' 6.33 11,74 5,69 5.74 5,97 6,02 6.02 6,13 12.00
Примечания-: I Приведенное время рассчитано на сварку с одно с двух сторон шва приведенное время необходимо удваивать. 2 Разряд раб ности свариваемых конструкций определяется по Единому тарифно-квали (1986 г . вып 2) i стороны шва При сварке оты в зависимости От слож- [>икационному справочнику
Таблица 47 Время автоматической электродуговой сварки под флюсом односторонних
и двусторонних шнев тавровых соединений без сноса кромок (на i м шва, в минутах)
Катет Количество Диаметр электронной Средняя скорость Группа конструкций
шва, мм проходов проволоки. сварки. ' 1 " 1 111
Ток постоянный, полярность обратная
4 1 2.0 47.5 3,73 4,16 4,73
5 1 2.0 42,5 3,93 4,39 4.94
6 1 2.0 40,5 4,04 4,50 5,13
7 1 2.0 37.5 4,21 4,69 5,34
8 1 2,0 32,5 4,57 5,10 5,80
9 2 2,0 17,0 14,49 16.16 18,39
10 2 2,0 17.0 14,49 16,16 18,39
Ток переменный
5 3,0 47,5 3,73 4,16 4,73
6 3,о 44,5 3.84 4/29 4,88
7 3,0 40,0 4.06 4,55 5,16
8 3.0 34,3 4,42 4,93 5,61
9 2 з;о 19.0 13,41 14,96 17,02
10 2 3,0 19.0 13,41 14,96 17,02
Примечания. 1 Приведенное время рассчитано на сварку одностороннего шва При сварке
двустороннего шва приведенное время необходимо удваивать 2 Разряд работы в зависимости от
сложности свариваемых конструкций определяется по Единому тарифно-квалнфикациониому справоч-
нику (1966 г , выв 2)
75
ны двустороннего шва оно равно 4,74 мин
и 4.74 мин для второй стороны на 1 м шва
с учетом коэффициента 1,2 при сварке стыко-
вых соединений секций с погибью на постелях
оно составит Tu>ki =4,74-1.2=5.69 мин и
Тшк2 =4.74 -12 =5.69 мин.
На сварку шва таврового соединения без
скоса кромок двустороннего (см табл. 47)
время на 1 м шва при катете шва 10 мм для
II группы конструкций равно 16.16 мин, а с
учетом коэффициента 1,2 на приварку узлов
таврового соединения к обшивке открытых
секций с погибью оно составит 7шэ=
= 16.16-1.2=19,39 мин
Норма времени на автоматическую сварку
под флюсом полотнищ при обшей длине швов
2(1 м и приварку узлов набора при общей
длине швов 26 м для двух борговых секций
7„ = (5.69-20 + 5.69-20'4-19.39-26-2 ) 2 =
=2471,8 мин
5 15. Нормирование полуавтоматической электродуговой сварки
под флюсом и в углекислом газе
Полуавтоматическая электродуго-
вая сварка широко применяется при
изготовлении узлов и секций корпуса,
а также при формировании корпусов
судов на построечных местах. Этот
вид сварки обеспечивает надежное
качество швов и высокую производи-
тельность сварочных работ.
Нормативами времени на полу-
автоматическую сварку предусмат-
ривается рациональная организация
труда, приведенная в § 10, а также
учитываются требования, изложен-
ные в § 13—14.
Основное время — время горения
дуги, необходимое для наплавления
металла на 1 м шва, рассчитывают
по формуле (42):
у Fty 60 । F,iV 60
Площади поперечного сечения шва
(мм2) F] и Fn, приходящиеся на
первый проход и все последующие
проходы (суммарная площадь) рас-
считывают по конструктивным эле-
ментам подготовки кромок и выпол-
ненного шва по ГОСТ 8713—79 для
полуавтоматической сварки под флю-
сом и по ГОСТ 5264—80 — в угле-
кислом газе. Fi берут равной 20—
40 мм2, а площадь на каждый по-
следующий проход F„=40-i-70 мм2.
Число проходов n„p рассчитывают по
формуле (44). Плотность наплавлен-
ного металла шва у равна 7,8 г/см1.
Силу тока (А) 1\ и /„ определяют по
ОСТ 5.9083—83. Коэффициент на-
плавки ан составляет 17 г/А-ч при
сварке под флюсом с использованием
сварочной проволоки марок, реко-
76
мендуемых ОСТ 5.9083—83, и
13 г/А-ч — при сварке в углекислом
газе.
Вспомогательное время состоит из
затрат времени, зависящих от длины
свариваемого шва — tB ш и от сва-
риваемого изделия — /в и.
Вспомогательное время, завися-
щее от длины шва, включает сле-
дующие затраты времени: на сбор
флюса и засыпку его в бункер; на
ожидание охлаждения металла после
каждого прохода и зачистку шва от
шлака (окисной пленки); откусыва-
ние огарков проволоки, удаление
остатка проволоки из головки полу-
автомата и подачу ее в мундштук
головки; на смену кассеты, зачистку
и обезжиривание свариваемых кро-
мок перед сваркой от налета ржав-
чины; осмотр, промер и клеймение
шва; на переход сварщика после
каждого прохода к началу шва; под-
тягивание проводов и установку газо-
пылеприемника. Эту категорию за-
трат определяют по данным хроно-
метражных наблюдений.
Вспомогательное время, завися-
щее от свариваемого изделия, содер-
жит такие затраты времени: на
установку, поворот и снятие свари-
ваемых изделий; на закрепление и
открепление изделий; на перестанов-
ку полуавтомата и газопылеприем-
ника и переходы сварщика от шва
к шву. Это время находят по данным
хронометражных наблюдений. Оно
учитывается коэффициентом Кв и,
значение которого для различных
групп свариваемых конструкций при-
нимается равным 1.15—1,35 — для
полуавтоматической сварки под флю-
сом и 1,1—1,3 — в углекислом газе.
Группы свариваемых конструкций
включают следующие работы: груп-
па 1 — сварка стыков набора, при-
варка набора к обшивке плоскост-
ных секций и секций с погибью в од-
ной плоскости; сварка узлов набора,
фундаментов и аналогичных конст-
рукций простой конфигурации; груп-
па 11 — приварка узлов набора и
фундаментов к обшивке полуобъем-
ных секций с погибью в одной или
двух плоскостях и других конструк-
ций средней сложности; группа 111 —
приварка узлов набора к обшивке
объемных секций с погибью, сварка
тавровых узлов и фундаментов слож-
ной конфигурации; сварка монтаж-
ных стыков объемных секций и на
построечных местах при формирова-
нии корпуса судна.
Время обслуживания рабочего
места состоит из затрат времени: на
подготовку полуавтомата к работе
и устранение мелких неполадок в ра-
боте полуавтомата; регулирование
режима его работы, включение и вы-
ключение полуавтомата в процессе
работы; установку и перенос шлан-
гов, смену баллонов и на уборку
рабочего места. По данным фотогра-
фий рабочего дня, оно составляет
5 % оперативного времени при свар-
ке под флюсом и 12 % — в углекис-
лом газе.
Время на отдых и личные надоб-
ности, по фотографии рабочего дня,
не превышает 5 % оперативного вре-
мени при сварке под флюсом и 6 % —
в углекислом газе.
Под готовител ьно-за кл ючител иное
время включает время на получение
задания и сварочных материалов,
получение и сдачу инструмента и при-
способлений, получение инструктажа
мастера в начале смены, подготовку
оборудования и приспособлений к ра-
боте, установление заданных '-режи-
мов сварки и проверку их на пробных
планках, сдачу работы мастеру. По
данным фотографий рабочего дня,
это время составляет 4 % оператив-
ного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,14 при сварке под
флюсом и 1,22 в углекислом газе.
Штучно-калькуляционное время
на 1 м шва рассчитывают по форму-
ле (45) Примеры значений шгучно-
калькуляционного времени полуавто-
матической сварки приведены в
табл. 48—50.
Для учета различных условий
сварки и видов свариваемых швов
в формулу штучно-калькуляционного
времени вводятся следующие попра-
вочные коэффициенты Ку: при сварке
швов криволинейных — 1,05; преры-
вистых, кольцевых неповоротных,
обратноступенчатых • кольцевых
поворотных — 1,05; при сварке сты-
ковых соединений конструкций на от-
крытых площадках и построечных
местах, при сварке стыковых соеди-
нений и таврового набора к обшивке
секций с погибью в одной плоскости,
узлов и фундаментов конфигурации
средней сложности — 1,10; при свар-
ке стыковых соединений и узлов тав-
рового набора к обшивке полуобъем-
ных открытых секций с погибью в
одной или двух плоскостях при вы-
соте пересекающегося набора до
500 мм и расстоянии между ребрами
набора до 640 мм в постелях и при
сварке тавровых узлов набора, фун-
даментов сложной конфигурации в
кондукторах и бортового набора на
построечных местах — 1,20; при
сварке узлов таврового набора к об-
шивке открытых секций с погибью
при высоте набора свыше 500 мм и
расстоянием между ребрами до
650 мм на постели, стыков палубного
набора на построечных местах, внут-
ренних цистерн — 1,30; при сварке
узлов набора, фундаментов, крон-
штейнов и аналогичных корпусных
конструкций при наличии ранее уста-
новленного набора в закрытых объе-
мах — 1,35; при сварке стыков меж-
дудонного набора при открытом вто-
ром дне на построечном месте и свар-
ке набора и переборок в оконечностях
Норму времени на полуавтомати-
ческую электродуговую сварку под
флюсом изделий, входящих в зада-
ние, определяют по формуле (46),
в которой ГШК|, Тшк2, .... Т^п — штуч-
но-калькуляционное время на сварку
1 м шва в зависимости от его типа и
толщины металла; It, I2, • , In —
длина швов различных типов на сва-
судна, слесарно-монтажного насы-
щения и заделок внутри корпуса —
1,4; при сварке узлов набора и анало-
гичных конструкций в закрытых
объемах секций оконечностей, коф-
фердамах и машинно-котельных по-
мещениях с большим количеством
установленных механизмов, трубо-
проводов и т. и.— 1,45
Таблица 48 Время полуавтоматической электродуговой сварки под флюсом двусторонних
швов стыковых соединений со скосом кромок (на 1 м шва, в минутах)
Толщина Площадь попе* Диаметр элек родной про- Группа конструкций
мм ння шва, мм2 волоки, мм А 1 Ill
Первая сторона шва
14 99.0 2.0 475 9.21 10.01 10,01
1а 112,0 2.0 475 10,26 11,46 12.05
16 127.7 2,0 475 11.40 12.40 13,39
17 153.2 2.0 475 13,36 14.52 15,68
18 170.4 2,0 475 14,67 15,95 17.22
Вторая сторона шва
14 / ’25.1 2.0 475 3.56 3,87 4.18
15 25.1 2.0 475 3,56 3,87 4.18
16 25.1 2.0 475 4,28 4.66 5,03
17 34.5 2,0 475 4.28 4.66 5,03
18 34,5 2,0 475 4,28 4.66 5.03
П р и м е ч а и и я. 1 Ток постоянный, полярноет обратная проходов - 1 3 При
веденное время рассчитано на сварку с одной стороны двустороннего шва 4 Разряд работы в зависи- мости or сложности свариваемых конструкций определяется по Елиному тарифно квалификационному*
справочнику (1986 г. вып 2).
Таблица 49 Время полуавтоматической электродуговой сварки под флюсом односторонних
и двусторонних швом тавровых соединений без скоса кромок (на 1 м шва, в минутах)
Толщина металла Площадь попе Количество Диаметр электродной проволоки. °АВ' Группа конструкций
нйя шва, мм2 п роходов I II III
7.1 1 2,0 250 2,88 3,13 3,38
12,6 1 2.0 300 3.34 3,69 3.92
5 19,6 1 2.0 325 4.02 4,37 4.72
6 28,3 1 2,0 375 4,56 4,96 5,35
7 38,5 1 2.0 400 5,32 5,78 6,25
8 50,2 1 2.0 425 6.Н 6,65 7,18
9 63,6 2 2.0 340 10,78 11,72 12.66
10 78,5 2 2.0 340 12.37 13,45 14,52
95,0 2 2.0 325 14,67 15.95 17,22
12 113,0 2 2.0 325 16,68 18,13 19,58
Примечания 1 Ток постоянный, полярность обратная 2 Приведенное время рассчитано на
сварку одностороннего шва. При сварке двустороннего шва приведенное время необходимо удваивать
3 Разряд работы в зависимости от сложности свариваемых конструкций определяется по Еднному
тарифно квалификационному справочнику (1986 г. вып 2)
78
Таблица 50 Время полуавтоматической электродуговой сварки в углекислом газе тавровых
односторонних и двусторонних соединений без скоса кромок'(на 1 м шва, в минутих)
eAs r.-.lL
Катет Диаметр Площадь Положение шва в пространстве
проволоки сечения? шва. проходов верти кальнос гориэон тальное потолоч-
З.о 4.0 5,0 6,0 7.0 8,0 9,0 10,0 1.4 1,4 1,4 7.8 12,1 17.1 30,0 40.7 . 51,8 64,0 77,4 5.3 6,3 7,0 9,8 11,8 13,6 19,4 22,4 5,6 6.7 7,9 12.2 15,2 20,6 24,4 28,4 5,8 7.1 8,4 13,1 18.3 22,0 28.2 32,5 6,0 9,1 14,3 20.0 24,1 32,4 37.6
Примечания 1 Приведенное время рассчитано на сварку шва с одной стороны При сварке шва с другой стороны время определяется по этой же таблице в зависимости от положения шва в прост- ранстве. 2 Разряд работы а зависимости ст сложности свариваемых конструкций определяется по
Единому тарифно квалификационному справочнику' (1986 г., вып. 2)
риваемом изделии; п — количество
свариваемых изделий в партии (за-
дании).
Пример Рассчитать норму времени на
полуавтоматическую сварку под флюсом сты-
ковых соединений полотнища трех открытых
полуобъемных секций с погибью Полотнище
сваривают швом стыкового соединения со
скосом кромок двусторонним, толщина метел
ла 18 мм, общия длина шва с одной еторо
цы 24 м.
Решение. Норму вренени находим по фор-
муле (46) Определяем штучно-калькуляцвон-
ное время для двустороннего шва стыкового
соединения со скосом кромок (см табл 48)
При толщине металла 18 мм для 11 группы сва-
риваемых конструкций оно равно 15,95 мин на
1 м шва для первой стороны шва и 4,66 мин
для второй стороны шва, а с учетом коэффи-
циента 1,2 на сварку стыковых соединений
полуобъемных открытых секций с ноьибью
Гнил »= 15,95-1,2 = 19,14 мин и Тшкз =
= 4.66-1,2=5.59 мин на 1 м шва.
Норма времени на полуавтоматическую
сварку полотнища открытых полуобъемных
секций яри длине шва 24 м равна Г„ =
=( 19,14 •24+5.59 - 24)3 = 1780.6 мин
Глава IV
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
КОРПУСОДОСТРОЕЧНЫХ РАБОТ
5 16. Основные положения
Ко рпу со достроеч ные
работы в судостроении объединяют
комплекс работ по изготовлению и
установке оборудования и оснаще-
нию судна, выполняемых после сбор-
ки и сварки основных корпусных
конструкций. Корпусе достроечные
работы ведут параллельно со сбороч-
но-сварочными работами при изго-
товлении секций, далее выполняют в
блоках, затем на построечном месте и
заканчивают после спуска судна —
на плаву. Параллельное выполнение
сборки и сварки корпуса судна и
корпусодостроечных работ позволяет
сократить продолжительность пост-
ройки судна. Производство большин-
ства корпусодостроечных работ на
стапеле обеспечивает их выполнение
в более благоприятных условиях, чем
на плаву. После спуска судна на воду
часть корпусодостроечных работ вы-
79
полняют на достроечных местах —
специально оборудованного участка
береговой линии (достроечной набе-
режной). К корпусодостроечным ра-
ботам относятся следующие работы:
по изготовлению и установке изделий
до изол я и ио иного насыщения; по из-
готовлению и монтажу судовых уст-
ройств и дельных вещей, изделий
судового оборудования помещений,
труб судовой вентиляции; работы по
тепловой изоляции судовых помеще-
ний, по зашивке тепловой изоляции,
установке полов и площадок; работы
столярно-заготовительные и столяр-
но-монтажные, такелажные, отделоч-
ные, окрасочные и др.
Для выполнения достроечных ра-
бот на судно подают с берега пар,
сжатый воздух, электроэнергию, аце-
тилен, кислород, воду и пр. Кроме
того, достроечные места оборудуют
грузоподъемными средствами, кладо-
выми с инструментом и вспомога-
тельными материалами, мастерскими
с механическим оборудованием и
приспособлениями на береговой по
лосе, исключающими необходимость
хождений в цех рабочих, выполняю-
щих работы на судне.
Работы по изготовлению изделий
насыщения судовых устройств и обо-
рудования специализированные
бригады сборщиков-достройщиков
выполняют в цехе, а установку —
в секциях, блоках корпуса или на
судне.
Организацией груда на рабочих
местах должны предусматриваться
следующие мероприятия: распреде-
ление работ в бригаде и звеньях
в соответствии с разрядом и квали-
фикацией рабочих; достаточное осве-
щение и отопление помещений цеха
и на судне, обеспечение свободного
прохода к рабочим местам; оборудо-
вание рабочего места на судне леса-
ми (при необходимости), подмостя-
ми, ограждениями, своевременное
обеспечение рабочего заданием на
полную рабочую смену, технол’оги-
ческой документацией, чертежами,
инструктажем по выполнению ра-
боты наиболее рациональными и
безопасными методами, с наимень-
шей затратой времени и материалов;
наличие на рабочих местах необхо-
димого количества оборудования,
инструмента и приспособлений для
производства достроечных работ и
грузоподъемных средств, обеспече-
ние рабочих мест всеми видами энер-
гии, вытяжной вентиляцией; наличие
вблизи судна переносной мастерской
с инструментом, приспособлениями
и вспомогательными материалами;
централизованное изготовление скоб,
гребенок и других технологических
приспособлений; выполнение обслу-
живания оборудования, инструмен-
та, оснастки и приспособлений вспо-
могательными рабочими; выполнение
работ, связанных с перемещением и
подачей изделий и материалов на
судно, вспомогательными рабочими;
хранение материалов в сухих крытых
помещениях вблизи рабочих мест;
участие основных рабочих в установ-
ке и снятии тяжеловесных изделий;
обеспечение администрацией условий
труда, правил техники безопасности
и производственной санитарии в со-
ответствии с ОСТ 5.0207—82 и осу-
ществление постоянного контроля за
исполнением рабочими должностных
инструкций по технике безопасности.
Нормирование корпусодостроеч-
ных работ производится по таблицам
нормативов времени, в которых за-
траты времени даются в зависимо-
сти от марки материала, размеров
и сложности изготовляемых изделий,
места их установки, типа крепления
и т. д.
В оперативное время помимо вре-
мени на операции по изготовлению,
сборке и установке изделий вклю-
чается также время на разметку и
зачистку мест установки, местную
подрубку, сверление, клепку, правку,
опиловку и зачистку после обработки
и сварки; на проверку в процессе
работы, маркировку готовых изделий
и перенос деталей в пределах участ-
ка. Выполнение работ на судне
предусматривается в нормальных
условиях. Для работ в узких прохо-
дах, в местах с ограниченным досту-
80
пом к установленному оборудованию,
арматуре, насыщению в таблицах
нормативов времени используется
коэффициент 1,2. При изготовлении
партии одинаковых изделий время,
приведенное в таблицах нормативов,
умножают на поправочный коэффи-
циент в зависимости от количества
изделий в партии:
Количество изделий в партии.
шт, не более . 1 5
Коэффициент 1,0 0.9
Для работ в различном положении
по установке, монтажу деталей, из-
делий, оборудования на судах в таб-
лицах нормативов применяются
коэффициенты: для работ в нижнем
положении— 1,0; вертикальном, го-
ризонтальном — 1,2; потолочном - -
1,5 При использовании различных
марок материала, из которого изго-
товляются изделия, время.указанное
в таблицах, умножается на коэффи-
циенты: из материала марки ВМСтЗ —
ю 20 30 50 75 100
0.85 0 8 0 75 0,7 06Я 0.60
1,0; 1Х18Н9Т —1,1; ч АМг 0.90.
Для работ на судне применяется по-
правочный коэффициент Ч1, К '
Изделия доизоляционного насы-
щения — детали и узлы крепления,
арматуры, светильников, электро-
трасс, оборудования помещений и
другие — изготовляют на специали-
зированных участках достроечных
цехов предприятий и крепят непо-
средственно к корпусным конструк-
циям. Их устанавливают обычно до
испытания корпусных конструкций
на непроницаемость. Организация
труда при выполнении работ должна
отвечать требованиям, приведенным
в § 16.
Работы по изготовлению и уста-
новке изделий доизоляционного на-
сыщения в большинстве своем со-
стоят из ручных операций, поэтому'
при их нормировании оперативное
время не разделяется на основное и
вспомогательное.
Оперативное время па изготовле-
ние слесарно-корпусных изделий до-
изоляционного насыщения включает
время на разметку, резку, правку,
гибку, штамповку, механическую об-
работку и зачистку, по слесарно-
сборочным работам — время на при-
хватку, маркировку и т. д. Оператив-
ное время на установку слесарно-
корпусных изделий доизоляционного
насыщения на судне содержит время
на разметку мест установки насыще-
ния, вырезку, сверление по разметке
отверстий в корпусных конструкциях,
установку и прихватку деталей насы-
щения, правку и сдаче работы. Это
время определяют по данным хроно-
метражных наблюдений в таниеи-
мости от типа и размеров изделий
и места их установки
Время обслуживания рабочего
места складывается из м грат на сме-
ну инструмента, регулировку обору-
дования и приспособлений, уборку
рабочего места в течение смены и
переходы рабочего на участке в про-
цессе работы По данным фотогра-
фий рабочего дня, оно составляет
8 % оперативного времени, а время
на отдых и личные на лобио-
сти - 5 %.
Подготовительно-заключительное
время содержит время на получение
задания, ознакомление с чертежом и
технологическим процессом, получе-
ние инструмента и ирис пособлений н
подготовку их к работе, на инструк-
таж мастера и сдачу выполненной
работы По данным фотографий ра-
бочего дня, это время установлено
в размере 5 % оперативною времени
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и по дготов и тел ыю-за к.ч ючител ыюе
время, равен 1,18.
Штучно-калькуляционное время
81
Таблица 51 Время на изготовление и установку панелей, желобов, комингсов, кожухов
электротрасс (на I м изделия, в часах)
Содержание работы Изготовление снятие? размеров с места, разметка, резка, гибка, сборка под сварку, сдача работы Уситивка установка деталей и узлов.подгонка по месту, сверление отверстий. крепление на винтах, болтах, электронрихиагкаыи Сдача работы
Наименование изчелия Тип Hixe.'itoi И СГОГОнЛСИт Установка
11.1И1 Л Г. 024 032
Желоб гС -44 ,ki frr^ 0 32 032
Кожух ж и 11 IL 022 О 12
Комингс прямой Обцелочцый yrcvibiBiK 0.1(5 005 0 32 0.32
фи ипсптм I 5
рП И>Г>ГГ0нЛ< НИИ кожухов
фи установке пзлмгий пи
ри и сг отоплении н:|дели>'
BOTIMMUKV I 2 - при сстяшжкс печении па вергикалыгогг нкчКоСги
Таблица 52 Время на изготовление и установку крепления арматур» (на одно изделие,
в часах)
Содержание работы Изготовление. разметка, резка, гибка.свержение отверстий,
сдача работы Установка разметка места установки, установка по разметке.закрепление иод
сварку, кленку или на вин гы. сдача работы
Тип изделия Sc4.rrn>i»i<a по Gopij Установка по подволоку
( 1 0.51 0 14 0.17
II TL 036 0.22 0.27
П1 °.г 0 08 0.05 0,06
IV (г^ 0 0.1 W 0.0(1 0.08
Примечания t Разряд работы 30 2 11ривсд< иное время умножается пя следующие
ксмффиииенты 15 при чтяповкс па гофрированную или сферическую поверхность I 1 при
1Пг0т0Ш|СПИИ и |делий толщиной более 6 мм и миссий более Ц> кг, 0 5 - при итютоялении скоб млтое
из перфпрпроианпой полосы
на изготовление и монтаж слесарно-
корпусных изделий доизоляционного
насыщения рассчитывают по форму-
ле (21),в которой Г™ оперативное
время на изготовление и монтаж
изделий. Примеры значений штучно-
калькуляционного времени привече-
ны в табл. 51, 52
Норма времени на изготовление и
монтаж изделий доизоляционно!о на-
сыщения находится по формуле (22),
в которой >?,,„ — сумма штучно-
калькуляционного времени на изго-
товление и монтаж отдельных дета-
лей, узлов и изделий, входящих в со
став задания.
Пример Рассчитать норму времени на
изготовление в цехе и установку на судне
следующих конструкций- панелей электро-
трасс длиной 18 м на переборке в вертикаль-
ной плоскости, скоб-мостов креплений арма
туры (тип IV) в количестве 16 шт. толщиной
8 мм. устанавливаемых по борту
Решение Норму времени на задание вы-
числяем по формуле (22) Штучно-калькуля
цнонное время на изготовление и установку
панелей электротраес определяем по табл 51
Время на изготовление панелей равно 7„,м =
-»0,24 мин на I м изделия, а на установку
се — 0.32 ч. с учетом коэффициента 1.2 на
установку в вертикальной плоскости оно рав-
но 7 «хх =0.32 • 1,2 =Q,ЗМ ч Штучно кальку-
ляционное время на изготовление и установку
скоб-мостов (тип IV) определяем по табл 52
Время на изготовление скоб -шц-гон равно
(1.09 ч (на одно изделие), а с учетом коэффи
циента 1,1 при изготовлении изделий толщи
ной ftwiw 6 мм оно составит 7'шкз=0.0'1 • I 1 —
=0.0'4’} ч Время на установку скоб мостов
по борту равно Twrt =0,06 ч (па одно изделие)
Норма времени на изготовление и уста
ковку панелей злектрцграсе длиной 18 м и
скоб носит крепления арматуры в количестве
1G шт «атавляет Т.=<<M4+U.384) 18-1-
+ (()О'Рг-|_().(||,) 16 = 13,78 о
§ S8
судовых «4 ДЯГчьйЫг bVif.-’ i.
К судовым устройствам относятся
устройства общего назначения —
швартовное, якорное, тентовое, шлю-
почное, леерное и другие, а к дельным
вещам — двери, крышки, иллюмина-
торы, трапы и пр Судовые устройст-
ва и дельные вещи изготовляют в
цехе или получают по межзаводской
кооперации.
До изоляции корпуса устанавли-
вают корпуса иллюминаторов, крыш-
ки сходных люков, горловины, монти-
руют комингсы дверей, трапы, при-
варивают стойки, детали якорного и
швартовного устройства. В послеизо-
ляционный период ставят рамки
иллюминаторов, полотна дверей, цеп-
ные и тросовые леера и т. п. Органи-
зация труда при выполнении работ
должна отвечать требованиям, при-
веденным в § 16. Рабочие места
обеспечивают необходимым оборудо
ванием, инструментом, оснасткой,
п риспособления ми. Админ истра ния
создает условия для выполнения
рабочими правил техники безопасно-
сти и производственной санитарии
в соответствии с ОСТ 5.0207 — 82
«Безопасность труда при стиоитель-
стве и ремонте судов».
Работы по изготовлению и монта-
жу судовых устройств и дельных ве-
щей в большинстве своем включают
ручные операции, выполняемые в це-
хе и на судне Поэтому их нормируют
без разделения оперативного време
ни на основное и вспомогательное
Оперативное время на изготовле-
ние и установку изделий судовых
устройств и дельных вещей содержит
время на разметку, резку заготовок,
гибку, сверление отверстий, правку,
сборку, установку, закрепление на
электроприхватках, болтах, шпиль-
ках. винтах (установленные изделия
проверяют в действии, испытывают и
сдают) Эту категорию затрат време-
ни определяют по данным хрономет-
ражных наблюдений в зависимости
от сложности изделий и особенностей
их изготовления и установки.
Время обслуживания рабочего
.места состоит из затрат времени: на
обеспечение рабочего места инстру-
ментом и приспособлениями в тече-
ние одной смены, на подключение и
отключение рабочего инструмента и
осветительной сети; на смену и за-
точку инструмента; на переходы в
пределах рабочей зоны; на уборку
рабочею места. По данным фотогра-
фий рабочего дня, время обслужи-
вания рабочего места составляет
8 % оперативного времени, время на
отдых и личные надобности 5 %
оперативного времени. Подготови-
тельно-заключительное время вклю-
чает затраты времени на получение
и сдачу задания, технической доку-
ментации, инструмента, приспособле-
ний; на ознакомление с заданием,
технологической документацией.
чертежами; на получение инструкта-
жа мастера. По данным фотографий
Т а б л и ц а 53 Время на установку иллюминаторов (на одну операцию, в часах)
Содержание работы подгонка выреза, подрубка, зачистка, установка рамы, закрепление на элсктронрихватках После сверления отверстий удаление электроирихваток. снятие рамы, зачистка Заготовка парусиновой прокладки, установка стекла на прокладку, закрепление винтами отрезка прокладки, установка деталей затемпителя под сварку, регули- рование барашек. прижимной планки, крепление затемни геля барашками по месту и «по-по- ходному» Сдача работы
Наименование операции измерении Иллюмина юры
Круглые диаметром мм Прямоугольные размером, мн
200 зьо Г>пОХ7(Х) 800 X 12Ш1
Установи.I иллюминатора Установка стекла Замена стекла с криго топлением «Герметнк.г» Установка и снятие при жнмиой планки Hi пытание иллюминат» ра струей воды, сдача тех. ническому контролю и за- казчику Один комплект Одно стекло Одни комплект 1.10 1.20 1.20 0,25 0.20 1,30 1.60 1,50 0,25 0.40 2220 2.40 2.0 0.35 O.GU 3,40 3.60 3,6 0.60 ох>
Примечания 1 Разряд работы 3.0 2 Примеченное Время умножается на следующие коэффициенты при установке иллюминаторов 0 7 - на переборку толшиной менее 6 мм. 0 8— иа участке секционной сборки 1 Время на озго'юи.ченис и установку одного козырька иллюминатора - 0.15 ч
рабочею дня, это время не превы-
шает 5 % оперативною времени
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,18. Штучно-калькуля-
ционное время на изготовление и
монтаж судовых устройств и дельных
вещей определяют по формуле (21),
в которой ?о„ оперативное время
на изготовление и монтаж изделий.
Для примера в табл 53 приведено
штучно-калькуляционное время на
установку иллюминаторов, а ниже —
на установку дверей
Время на установку дверей
Содержание работы Установка иод сварку сверка маркировки двери.
сня|ие полотна двери, правка переборки, оконтуровка и удаление припуска, за-
чис гка места установки установка комингса двери, подгонка, Укрепление на
злектроирихватках. правка после сборки установка двери подгонка и проверка
но периметру па плотное прилиаиис Сдача работы
Упаковка под клепку установка комингса на сборочных болтах, разметка
отверстий. сня!ие комингса, зачистка, установка прокладки комингса, обжатие
пот кленку, обрезка парусины, правка комингса, установка и подгонка двери,
регулирование задраек, защелок, клиньев на плотное- прилегание полотна двери
к комингсу, сдача под испытание, консервирование Сдача полотна двери для
имктяцин. уст.пгойка окончательная подгонка двери, правка и испытание поливом
воды С сача работы
Проницаемые
тяжелые
лчкис
с барашковым» задрайками
Вологазонепронииаемые с центральными
клиноными задрайками
Починен ронин ас vi I.1C
Примечания 1 Разряд работ V 2 Время на снятие парой резины,
зачистку и установку новой составляет 0,50 ч на 1 м
84
Норму времени на изготовление и
монтаж изделий судовых устройств и
дельных вещей рассчитывают по фор-
муле (22), где TIIIKi; Т,тг, .Т,пК„
штучно-калькуляционное время,
определяемое по таблицам нормати-
вов на изготовление и установку из-
делий, входящих в задание
Пример Рассчитать норму времени на
установку пяти круглых иллюминаторов дна
метром 360 мм и восьми прямоугольных раз
мерой 8(Х1 \ 1200 мм с заменой стекла, уста-
новкой и снятием прижимной планки, иены
тапнем струей волы и сдачей техническому
контролю Установка на стенке надстройки
толщиной 5 мм.
Решение Норму времени вычисляем по
формуле (22) Штучко-калькулянионнос врс
мя определяем по табл 53
Время на установку круглого пллюмина
тора составляет [.3 ч на один комплект, а с
учетом коэффициента 0.7 ори устапопкс на
аереОорку (стенку) толщиной менее Ъ мм оно
равно 7,wl = |.l 07=0.41 ч Время на замену
стекла составляет Г, «г=Ь'>0 ч на устшюпку
и снятие прижимной планки /',„„>=0,25 ч.
а на испытание струей воды и сдачу тс хин
четкому контролю /JS4=0 4 на один комн
Время на установку прямогч-одыкно пялю
минатора составляет 340 ч на один комплект,
а с учетом коэффициента <1.7 при установке
на переборку (с гайку) толщиной ме'тч’ (> мм
оно равно Г1111Л = 3 40-0,7 = 2.38 ч Время на
замену стекла - Т»«1=3<>0 ч; на установке
и снятие прижимной планки — Т ,.т . О.Ы> ч,
на испытание « груей поды н «дачу п'хниче
скачу контролю Г,хв=О.Ы) на один комн
Норма времени на задание но установке-
пяти круглых илЛ Юм и на горой гг («ними прямо
угольных е. комилектуюшик н нчелиями го
ставит 'Г, (0 <)| -KJ.50 0 2.» + 0 1) г> +
+ 2 38 - .1.00+0 60+ 0 80 8 = 74 II я
Изделия судового оборудования
помещений (металлическое оборудо-
вание и мебель) изготовляют в
достроечном цехе предприятия на
специализированных участках или
поставляют на судостроительное
предприятие по межзаводской коопе-
рации. Монтаж изделий судового
оборудования помещений выполняют
на построечных местах или на судне,
которое находится на плаву, после
окончания отделки помещений. Судо-
вое оборудование, размеры которого
превышают размеры дверей, люков,
подают в помещение в разобранном
виде или доставляют заранее Крепят
оборудование и мебель (шкафы, рун-
дуки, диваны, столы) на комингсах,
приваренных к настилу палубы. С ко-
мингсами изделия судового оборудо-
вания крепят винтами или клиньями.
Подвесное оборудование, устанавли-
ваемое на переборках, выгородках,
по борту, подволоку крепят на
шпильках с помощью скоб, планок,
угольников. Более крупное оборудо-
вание — камбузное, медицинское,
прачечное и другое — прикрепляют к
фундаменту болтами. Пластмассовое
санитарно-техническое оборудование
устанавливают на винтах или шуру-
пах
Работы по изготовлению и монта-
жу изделий судовою оборудования
помещений выполняю । специализи-
рованные бригады с борщиков-до-
стройщиков Рабочие места в цехе
расположены на специализирован-
ных участках или составляю г пере-
движную зону по району строяще-
гося судна Организация труда при
выполнении работ должна oiпечать
требованиям, приведенным в § 16
При работе должны соблюдаться
требования техники безопасности и
промышленной санитарии в соответ-
ствии с ОСТ 5.0241 —78 и
ОСТ 5.0207 — 82
Выполняемые работы по изготов-
лению и монтажу изделий судовою
оборудования включают преимуще-
ственно ручные операции. Поэтому
оперативное время нормируют без
разделения на основное и вспомога-
тельное.
Оперативное время включает вре-
мя на разметку, резку, правку н
гибку деталей при нз> отоплении,
сверление в них отверстий, сборку,
зачистку, установку и т д Эту кате-
85
горию затрат определяют по данным
хронометражных наблюдений в зави-
симости от типа и размеров изделий,
способа крепления и других факто-
ров.
Время обслуживания рабочего ме
ста складывается из времени на обсс
печение рабочего места инетрумен
том и приспособлениями в течение
одной смены; на включение и регули
ровку работы механизированного ин
сгрумснта; переходы рабочего но суд
ну н уборку рабочего места Оно
составляет 8 % оперативного вре
мени, а время на отдых и личные па
яобности — 5 %.
Подгото вител ьно -за кл ючител иное
время это затраты времени на по
лучение задания, инструмента и из
лелий, ознакомление с заданием и
инструктаж, подготовку инетрумен га
и приспособлений к работе; сдачу
выполненной работы мастеру. По
данным фотографий рабочего дня,
подготовится ьно-заключительное
время ме превышает 5 % оператив
кого времени
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и под! отовительно-заключительнпс
время, равен 1,18.
Штучно-калькуляционное время
на изготовление и монтаж изделий
судового оборудования помещении
находят по формуле (21), где 7’оп —
оперативное время на изготовление и
монтаж изделий.
Примеры значений штучно-кальку
ляционного времени на монтаж
отдельных изделий судового оборуло
вания помещений приведены в
табл. 54.
Пример Рассчитать норму времени на
установку мебели в помещениях гудка пяти
жесткости, двух диванов с четырьмя иодло
котниками размерами 500X 7505 200 мм,
грех шкафов без задней стенки размерами
ПК) <650 -г 1800 мм с установкой на один
комингс, четырех одинарных рундуков с пзго
ловьсм и поддоном, без задней < тении, с
установкой откидных спинок
РетеШК Норму времени на задание вычие
лясм по формуле (22) Штучно калькуляци-
онное время онределнем iio табл 54 Время
на установку стола на одной тумбе 226 ч, а с
учетом коэффициента 1.2 при установке в мес-
тах прохода ребер жесткости Г„,, =2.20-1 2 =
=2.64 ч Время на установку дивана размером
51X1X750*'. 21 ИЮ мм Г,,*/=2,20 ч, а на установ-
ку подлокотника 7„,нч=0.55 ч Время на ус-
тановку шкафа размером 31)0X650 1 НЮ мм
составляет 2,15 ч а с учетом коэффициента
1.1 при установке на один к<>миигс 'Г,ыз =
=2.15-1 1=2,37 ч Время на установку оли
задней стенки 7, .л =2 00 ч. а на установке' от
кпд вой спинки рундука Г11К<. 0.35 ч Норма
времени на таллине по установке пяти столов,
двух диванов с четырьмя подлокотинкимн, трех
шкафов и четырех рупду ков с откидными спиц
ками составит Т„ = 2 64 • 5 -J-2,20 • 2 4-0.55 -4 +
Т а б л и и а 5'1 Время на установку метал-
лической мебели на комингсах (одного из-
делия, в часах)
Содержание работы установка мебели на комингс, разметка н сверление отверстий, закретыение винтами, игнингале га мп. клиньями, установка откидных стенок рундуков на петлях, закрепление бараш ками, установка откидного ограждения на рундук, разметка и сверление отверстий, закрепление болтами или на эакленках Сдача работы
Наименование Изделие -«я л ней Иэяелпе стенкой
111к,|ф 2IKIzs450 • G00 ЙЮ- 650 .« 1800 650 • 10GO X 1750 Рундук е изголовьем и поддоном одинарный Ливан (каркас) 5011X 750 > 20«0 Верстак в сборе 580 - .<475 / 400 Стол на одной тумбе Подлокотник Откидная счинка рун 1,75 2.15 3.65 2.90 2. 0. 0. 1 45 L90 2 55 20 53 20 15
Примечания I Р 2 Прицеленное время ум» гц не коэфф и циен гы нгг уста азряд работы — .10 икается на следую говке мебели 1.5 —
с и pt лк ярится г, ной раэбор сборкой. 1.2 — в местах » кости. II Я0 один КОМИН
юхпда ребер жест с несколько шкафов
86
Трубы судовом вентиляции исполь-
зуются в качестве воздухопроводов,
входящих в единую систему судовой
вентиляции, наряду с аппаратами,
приборами, вентиляторами и различ-
ной арматурой. Трубы судовой венти-
ляции применяют круглого и прямо-
угольного сечения. По форме и наз-
начению трубы бывают прямые и
изогнутые — в виде отводов или ко-
лен, тройников и переходов Трубы
судовой вентиляции изготовляют из
тонколистовой стали или из алюми
ниевых сплавов толщиной от 0.5 до
3,5 мм. Работы по изготовлению и
монтажу труб судовой вентиляции
производят специализированные
бригады сборщиков-дострой тиков
Трубы изготовляют в достроечном
цехе предприятия на участках, обо-
рудованных станками, механизиро
ванным инструментом и приспособ
лениями для резки, гибки, сверления,
сборки и сварки труб, а устанавли
вают на судне. Организация труда
при выполнении работ должна отве-
чать требованиям, приведенным в
§ 16, а также учитывать выполнение
работ по доставке, установке и сня-
тию тяжелых изделий такелажни-
ками при участии сборщиков-дост
ройщиков, централизованное обеспе
чение арматурой, отводами, фланца
ми, подвесками, прокладками, за
гл ушкам и, болтами, заблаговре
менно изготовленными.
Действующие нормативы времени
по изготовлению и монтажу труб су
довой вентиляции учитывают обеспе
чение администрацией предприятия
условий труда, выполнение правил
техники безопасности и производст-
венной санитарии в соответствии с
ОСТ 5.0241—78 и ОСТ 5 0207-82
Работы по изготовлению и монта
жу изделий судовой вентиляции
включают преимущественно ручные
операции, выполняемые в цехе и на
судне. Поэтому при их нормировании
оперативное время не разделяют на
основное и вспомогательное. Опера-
тивное время па изготовление и мон-
таж труб судовой вентиляции скла
дывается из затрат времени на раз
метку, резку, гибку, штамповку, сбор-
ку под сварку, правку и шчистку пос-
ле сварки, испытание на плотность и
сдачу.
При монтаже труб судовой венти-
ляции следует учитывать время на
предварительный монтаж для уточ-
нения длин труб и расположения
фланцев отводов с креплением их на
временных болтах и окончательный
монтаж с соединением на платных
прокладках и креплением на подвес
ках Это время определяют но дан
иым хронометражных наблюдений
Время обслуживания рабочего
места содержит затраты времени, на
обеспечение рабочего места инстру-
ментом и приспособлениями в тече
нис одной смены, на включение, вы к
лючение и регулировку приспособлю
ний, на поддержание рабочего места
в постоянной готовности к работе; на
переходы по Судну и уборку рабочего
места По данным фотографий рабо
чего дня. время обслуживания рабо
чего места принято равным 8 % опе-
ративного времени, а время на отдых
и личные надобности — 5 %.
Подготовительно-заключительное
время включает время, на получение
задания и ознакомление с ним, на по-
лучение материала, инструмента,
приспособлений и подготовку их к ра-
боте: на инструктаж мастера и сдачу
работы. По данным фотографий
рабочего дня, это время принято
равным 5% оперативною времени.
Коэффициент К, учитывающий
впемя обслуживания рабочего места,
В|Ч'мя на отдых и личные надобности
и подготовительно-заключительное
время, равен 1.18
Штучно-калькуляционное время
на изготовление и монтаж труб су-
довой вентиляции рассчитывают по
формуле (21), в которой Т„„ опе-
ративное время на изготовление или
монтаж вентиляционных труб При-
меры значений штучно-калькуляци-
онного времени приведены в табл.
53—58
Норму времени на изготовление и
монтаж труб и изделий судовой вен-
тиляции определяют по формуле
(22), Ушкь '/«.2, Ти1КИ — штучно-
калькуляционное время на изготов-
ление или монтаж вентиляционных
труб.
Пример Рассчитать норму времени
на изготовление и предварительный монтаж
пяти прямых цилиндрических труб судовой
вентиляции на шести фланцевых соддит.
пнях диаметром .106 мм, длиной 100(1 мм, тол-
щиной 3 мм с двумя штампованными отроет
ками, с применением контактной сварки, диа-
метром 106 мм толщиной 2 мм. марка мате
риала ВМСтЗ
Решение Норму времени находим по
формуле (22) Определяем штучно кальку
ляциоиное время.
Время на изготовление прямых цилиндри-
ческих труб вентиляции (см табл 55) диа-
метром 306 мм, длиной Кии) мм и толщиной
1 Viм равно 0.06 ч на одну трубу, а с учетом
коэффициента 0.9 на партию изделий в коли-
честве пяти труб епгтавляет 7'зга|—0,66-0.9
=0,59 ч Время на изготовление ци.чиндоичес-
Kiix штампованных отростков диаметром 106
мм с применением контактной снарки (см
Т а б л и ц а 55 Время на изготовление прямых цилиндрических труб вентиляции (на одну трубу,
в часах)
Содержание работы определение размеров, разметка деталей, резка, правка, гибка, шчистка. соединение деталей, закрепление на электроприхватких, подгонка и сборка между собой участков трубы, проверка проковки швов после сварки, маркировка, сдача работы
Длина трубы s мм Диаметр трубы D, мм
/Р'мм It*» 2ОЪ W, 406 510 610 710
500 2'0 3.(1 0.20 0.26 0,29 0,2b 0.20 0,32 0,29 0,39 0.43 0.39 0 46 0.50 0,46 0,55 0,60 0,52 0,65 0,72 0.65 0.75 0,82
июо 1.5 2.0 3.0 0.30 0.40 0.44 0,40 0.45 0.50 0,45 0.60 0.66 0.60 0.70 0.77 0,70 0,85 0,93 0.80 1.00 1.10 (.00 1.(5 1.26
Примечания I Разряд работы 30 2 Расчетная формула 7, 0 2652+0.3871 s— —(10004 О 0.0882 т'-fO 0000001,4 D +0.000076 / s —0.1*1600079 /.Dф0.00015747 Л v
Таблица 56 Время на изготовление цилиндрических отводов, отростков (на один отвод.
Содержание работы разметка заготовок, определение размеров и количества элементов разметка элементов, резка пранка. »ибка. зачистка мест соединений, сборка, за- крепление на электроприхпятках проверка по шаблону, проковка швов после сварки марки- ровки. сдачл работы
ОЯ<мч Штампованный отвод, отросток 1 примтmкием коптакгцсш Штампованный отвод отросток под сварку в среде заики иых Из звеньев под сварку при количестве звеньев
2 3 4 5 6
1(И> 2Л6 306 0 17 021 024 0,20 0.26 0 29 0,35 0.45 0,60 0,60 0.70 0,90 0.70 0,80 1.05 090 1.10 1.40 (.05 1,20 1.55
Прпмсчаапп 1 Разряз работы для изготовления отвода отростка из звеньев 30 .тля изготчвтеппч 1*тимновапнмх оттыоя отростков 4.0 2 Расчетные формулы ответ шт ампояаппый с применением контактной сварки f,= t : (7(18775 П0(26 Л+0.()»ИЮ(ГМ П‘—0.0(10000002371У'). отвоз штампованный под сварку в среде защитных газов 7,^1: (6.028М- 11,0(11 Л+П(ХЮООТ25 I)1 —0.000000002.5.} D’j отвоз из звеньев поз сварку 7, —(1 01838575 П 0 507135 №>л 0.904 ЦЫ И,
Т а б .'| и и а 57 Время на сборку отростков с трубами вентиляции (на один отросток, в часах)
Содержание работы установка закрепление на электроприхпатках отростка в выре 1 рубы, подгонка под снарку
Полз пери метр Толщина отрчсткг з мм
г ичиндрического отростка сечепия призма тичсс кого отросз ка 2 0 10 4 <1 2» 1 yt
О мм ' чк Цп-жпарпчсскии ПрП »'.! ГГИ-псНИЙ
60 86 106 20b 306 *И1 135 1М1 1>« О(И1 0,26 0 53 (133 042 0.50 ОДЧ 037 0.17 0.45 0.55 0.31 0.40 0.40 0.-50 <1.61 0.33 11.37 0.15 I 037 0.42 0.46 0.50 0.5’; (Ц>1 , 0 6(> 0 Ht 0 41 0 50 0 Ы 0.70
Примечания ( Ратряч работы 4 (1 1 Pai четные формулы отрыты) ici'iitinpn'iii кис 7, :=<>.15175—11 <1(1181 р-рт <12418 , -ь<11ИИ1В8 />< отрмткп при |матичсч кт t „ —0.233824 + <10(Ю5ЙР -г 0.01 т 13* +И 00008787’s
Таблица 58 Время на установку и монтаж труб судовой вентиляции на фланцевых соедиве-
ниях (на одну трубу, в часах)
Содержание работы. Монтаж предварительный ус гановка труб воздухопровода на временные крепления по размеченной трассе, подгонка фланцевых соедцв« ний, приперчи ванне и удаление припуска, временное крепление* болтами, предъявление трасты к сдаче, маркировка труб, снятие, сдача под сварку с фланцами и покрытие, установи i трут» воздухо- провода на временные болты Монтаж окончательный установка прокладок м< жду фланцами, пробивка отверстий, установка труб на подвесках, закрепление болтами фла) цс-вых егхдин** ний Сдача работы
Диаметр цилиндрической трубы О мм Полупернметр сечения призматиче ской трубы Р мм Предварительный монтаж Окоцчате. ьпый мот а ж
Цилиндриче- ские грубы Призматиче- ские грубы Цилппдриче скис- трубы с кие- трубы
106 206 306 160 350 5<Й 0.41 0.64 0,76 0.42 0.82 1,15 0.75 0.40 0,90 1.05
Примечания 1 Разряд работы 4 3 2 2 Приведенное время умножает я гы елгдуишпе коэффициенты при монтаже труб через переборки 1.3. изолированных трубопроводов -12 3 Расчетные- формулы. Предварительный монтаж Г„—U.14G.T-I-0 ООП) D 1 01ЯЮ0017 Г>! (• ОСННЯЧИЧЮН» О' (трубы цилиизри-пч кис| т,. — 0 Овчн -н>JH1204P-г O.OOOiWW-—0 (КМзГЮОООбЙЧР’ (грубы и риз м атпче i кис) Окончательный монтаж 7„ = 11вПЧ7 —O.'HlM Г> -|-<) 01|01И)9 1)"—(>.()( инк). ЦК ।И Г)' (трубы цилницрп-п с ки> |. 7.. *=0 8П)9 —0 OiHHj! 7‘ | 1).(НИНЮ4 Р° 0 (НХХХХНИ)! 1 (трубы призматически! >
табл 56) составляет Tilms=0.17 ч на один от
росток Время на сборку отростков с трубами
определяем но табл 57. Для цилиндрического
отростка диаметром 106 мм, толщиной 2 мм оно
равно Гткт=О,33 ч на один отросток Bjicmh
на предварительный монтаж труб судонои вон
тиляции на фланцевых (см табл 58) цианид
ричечких соединениях диам< г рои Чип мм со-
ставляет Г„,и4 0 76 ч на одно <ч>ед)ню1ш<
Норма времени на задание по и и(«шипению
пяти труб судовой вентилянп» с двумя отросз
ками п предвари пильному Мцпзажу iiicctit
флапневых соединсциях равно /—11 14-5 I
8’3
§ -Ч- ev,» i»0 геряснюн
Тепловая изоляция предназначает-
ся для защиты помещений от охлаж-
дения в зимнее время или от нагрева-
ния при повышенных температурах,
а также для предотвращения отпоте-
вания поверхностей. По применяе-
мым группам материалов она разде-
ляется на плиточную, войлочную и
пленочную с прослойками: воздуш-
ными, из алюминиевой фольги или из
винипласта. По конструктивным
признакам различаются тепловая
изоляция, устанавливаемая на по-
верхность без последующей зашивки,
тепловая изоляция, покрываемая де-
коративной зашивкой; выносная теп-
ловая изоляция, устанавливаемая на
расстоянии от изолируемой поверх-
ности и покрываемая декоративной
зашивкой.
Теплоизоляционные работы под-
разделяются на заготовительные,
выполняемые в цеховых условиях,
изготовление деталей изоляции и
сборка их в узлы, изготовление щи-
тов, раскрой теплоизоляционных ма-
териалов, пошив матрацев, изготов
ление мастик, клеев, изготовление де
талей изоляции профильного набора,
плит, пакетов, станочная резка плас
тин, сборка и оклейка профилей набо
ра — и работы на судне, где выпол-
няются установка и крепление от
дельных деталей, узлов и щи гоп изо -
ляции, плит, пакетов; изолирование
плоских и цилиндрических поверх-
ностей, полособульбового и таврово
го набора; установка пленки гидро-
защиты; изолирование войлочными
материалами; напыление асбеста,
восстановление изоляции, облицовка
тканями, изоляция труб формован-
ными изделиями, асбестовыми гка
ними, мастичными материалами, пли-
тами ФОБ, асбошнурами, асбокарто-
ном, пенополиуретаном; нанесение
цел алита, настил керамической плит
ки; наклейка миткаля и парусины;
изоляция труб гладкой фольгой и др.
Работы по монтажу тепловой изо-
ляции в помещениях судна выполня-
ются после сборки блоков корпуса
од
или сборки корпуса на построечном
месте с установкой переборок, плат-
форм, выгородок, настилов, образу-
ющих судовые помещения
Действующие нормативы времени
разработаны с учетом прогрессив-
ной технологии выполнения работ по
тепловой изоляции, применения ме-
ханизированного оборудования и
пневматического инструмента. Они
предусматривают рациональную ор-
ганизацию труда (см. § 16), а также
учитывают выполнение работ в цехе
на постоянных рабочих местах специ -
ализированными бригадами рабочих;
оснащение рабочих мест необходи-
мым производительным технологи-
ческим оборудованием, оснасткой,
инструментом и приспособлениями,
подъемно-транспортными средства-
ми. Оперативное время на заготовку
в цехе деталей и сборку узлов тепло-
вой изоляции состоит из затрат вре-
мени на раскрой материала по длине
и ширине, его станочную обработку,
сборку в узлы и маркировку плит,
пластин, полос и щитов Оперативное
время на монтаж тепловой изоляции
на судне включает время на подго
товку и закрепление деталей и узлов,
щитов и пакетов тепловой изоляции
на клею, шпильках и винтах с приме
нснием приспособлений для крепле
ния; на заделку стыков и нанесение
гидрозащитпых покрытий. Эту кате-
горию затрат времени определяют по
данным хронометражных наблюде-
нии.
Время обслуживания рабочего
места содержит затраты на обеспече-
ние рабочего места инструментом и
приспособлениями в течение одной
смены, на включение, выключение и
регулирование работы оборудования
и механизированного инструмента,
осветительной сети; на смазку обору-
дования, уборку рабочего места, пе-
реходы по судну. По данным фото
графий рабочего дня, время обслу-
живания рабочего места составляет
4 % оперативного времени, а время на
отдых и личные надобности для работ,
выполняемых в цехе 6 %, на суд-
не — не превышает 8 % оперативно-
го времени.
Подготовительно-за ключ ител иное
время состоит из затрат времени на
получение задания, инструмента и
приспособлений; на ознакомление с
заданием и инструктаж, на подготов-
ку инструмента и приспособлений к
работе; на сдачу выполненной рабо-
ты. По данным фотографий рабочего
дня, подготовительно заключитель-
ное время равно 2 % при работе в це-
хе и 3 % оперативною времени при
работе на судне.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и гюдго । овнтелыю-заключительное
время, равен 1,12 при работе в цехе
и 1,15 при работе на судне
Штучно-калькуляционное время
на изготовление и монтаж тепловой
изоляции определяют по формуле
(21), в которой 7'оп — otiepaiHBiioe
время на изготовление и монтаж де-
талей и узлов тепловой изоляции.
Примеры значений штучно-кальку-
ляционного времени на изготовление
деталей и узлов отдельных видов теп-
ловой изоляции и их монтаж на суд-
не приведены в табл. 59 61. При
расчете норм времени по таблицам
нормативов применяются следующие
коэффициенты: 1.4 при выполне-
нии работ по тепловой изоляции па
судне в закрытых тесных обз.емах,
в шахтах, бортовых цистернах, в
междудонных отсеках и др ; при изо-
ляции труб. 1,2 — с двумя погибами
па I м трубы; 1,4 - с тремя погиба-
ми, 1,05 — е одним отростком па I м
трубы, 1,1 - с двумя отростками.
1,2 — с тремя отростками; 1.1 -при
работе но теплоизоляции с лесов,
имеющих более двух ярусов; 0,8
при длине трубы до 0,3 м, 1,0 при
длине трубы более 0,5 м, 0,8 при
длине отростка до 0,5 м. 1,0 при
длине отростка более 0 5 м, 1,2 при
Т а б .1 и и ы 54, 60 Время на раскрой плит изоляции на дисковой и ленточной пилах
С одержание работы снятие плиты из штабеля и укладка па с ол разметка по шаблону, рас ниливкл п ли 1Ы но упору (при мем инейных пластин) и по размет ке (криволинейных пластин) снятие со стола укладка п ппабел!. Сдача работы Раскрой по длине [табл -5.9)
Конфигурация пластин К Обору- Время па [00 к till 30 10(1 120
Прямолинсп чые (I) Дисковая пила Ленточная пила (2) (1,77 1,01 0,85 1 15 0.9b 1.30 1,07 1.47 1,2.1 1,72 1 44 2,05
Раскрой по толщине па ленточной пиле (табл 60}
мчте'иха М Ipi «я на 1110 0>) Ч Н 20(1 3110 4»> „„
ПХВ-1, IIXB2 (2) [IC 1 1,16 1 70 2,60 3,35 5,Ю
П р и м i-'iaii ия 1 Разряч работы 3 0 2 ери раскрое плит из асбестом рынку лита и асбсч при раскрое пи члипс 1 , ~ О Д612-1-0 7061 К (Н5№ П HD 107 (Hi 7 -г Р 0085 К.«-Н> (И) 15 1 |х при раскрое по толщине 7. —0 40-1+ 0 В НХ> я —11 (И ')•) -М — (1 чишННЛ •. | 11рпведеп тонерлита 2й Ю4-В III1U4 Mv ое время умножается 3 Расчетные форме. Ы П2 4-1)0011(117 s и । И|1зффика< нт 1 2 1) КИК' КП |
Таблица Bl Время на изоляцию плиточными материалами поверхности с набором (на 1 м2
в часах)
Содержание работы, подборка плит согласно маркировке, протирка изолируемой поверхности ветошью, подгонка плит по месту, нанесение клея на изолируемую поверхность и изоляционный материкл Установка плит изоляции, закрепление деталями крепления; снятие деталей крепления после высыхании клея, заделки стыков и мест прохода деталей крепления Сдача работы
Наименование Количество дета лен насыщения на Толщина плит S-. мм
поверхности П 1 м поверхности V шт 20 30 40 50 60 80 100
Палуба 11 ) 5 10 0.45 0.50 0,55 0.55 0.58 0,63 0.60 0.64 0,70 0,64 0.70 0,76 0.73 0.77 0.83 0,83 0.87 0.93 0,87 0.91 1,00
Переборка (2) 5 10 0.55 0.04 0.73 0.65 0,7! 0.83 0,73 0.83 0,97 0,78 0,91 1,04 0.86 0.97 1.12 0.96 1,04 1.21 1.06 1,14 1,32
Ьорт (3) 10 0,64 0.73 0,84 0.76 0,81 0,96 0,84 0,96 1,10 0,9! 1,05 1.20 0,98 1.Ю 1,29 1,10 1,20 1.22 1.32 1,53
Иодвгмюк (4) 5 10 0.76 0.88 1.00 0.90 0.97 1 15 1,0о 1,15 1.34 1.Ю 1,32 1,44 1.19 1,34 1,55 1.32 1.44 1.68 1.47 1.59 1,84
Примечании 1 Разряд работы 30 2 Приведенное время умножается на следующие коэф финненты при изоляции материалами IIXB 1 ПХВ 2. армированным пенопластом 1.25 бортов с по' ибью 1 1. плиточными материалам и криволинейной конфигурации— 12 3 Расчетная формула Г,. 0 186<> 4-0 064311—0 OtKH) 1 -V Б 0 () |Ч4 Ч Н) П021 П2+0 D0I ч>7 V—D 1)0005 s’ - 0.0064 П •¥ - р0(»0|2Пч оотц
работе в неудобных условиях; 1,4 -
в очень неудобных условиях, 1,3 —
при изоляции с применением предох-
ранительных поясов; 1,1 —при изо-
ляции на высоте более 2.5 м; 0,8 —
при площади изоляции до 0,5 м2;
1,0 при площади изоляции более
0,5 м2
Норму времени на работы по теп-
ловой изоляции рассчитывают по
формуле (22). в которой 7'1Икц Гиня,
7‘шкп - штучно-калькуляционное
время на изготовление, сборку и мон-
таж деталей и узлов тепловой изоля-
НИИ
Пример Рассчитан, норму времени на
ызготтюлецие плит и изоляцию помещений на
судне при слецуютих условиях плиты из ма
тс риал а ПХБ 1 толщиной 200 вд. раскрой по
голшипе ГиЮ м раскроя, раскрой но длине
прямолинейных пластин толщиной 1<Ю мм —
Емiti м раскроя на ленточной пиле Изоляция
плиточным материалом на ее дне поверхности
с набором переборок 150 м'", с количеством
деталей насыщения - 1(1 на 1 м2. борта
200 м\ с количеством деталей насыщения —
5 ни 1 м2. подволока
дсталей насыщения
150 м2, с количеством
10 на 1 м\ палубы
150 м2. с количеством деталей насыщения —
10 на I м2, палубы 150 м2, с количеством дета-
лей насыщения — б на 1 м2
Решение Норму времени рассчитыва-
ем по формуле (22) Определяем штучно-каль
кулишюннос время Время на раскрой по тм-
щинс 100 м плиты из ПХВ-1, толщиной 200 мм
(см табл 59) на пластины толщиной 100 мм
(один раз), равно T„,i=2.60 ч
Время на раскрой по длине 100 м пластин
прямолинейных толщиной 100 мм равно 7'юи/=
= 1,72 ч Время на изоляцию помещений на
судне плиточными материалами определяем по
табл 60 на изоляцию переборок при толщине
плит |<)0 мм и количестве деталей насыщения
на I м2 поверхности — 10. оно равно Т,„а —
= 1.32 ч на I м2, на изоляцию борта при тол
шине плит 100 мм и количестве деталей насы
щения — б на 1 м2 1.32 на I и2 поверх
ности. на изоляцию подволока при толщине плит
ЦМ) мм и количестве деталей насыщения 10
на 1 м2 7’u,bs= I 84 ч на I м2 поверхности: на
изоляцию палубы при толщине плит 11)0 мм и
количестве деталей насыщения 5 на I м2 To.,.s=
=0.91 ч на I м2 поверхности
Норму времени на изготовление плит и
изплнцию помещений судна с учетом размеров
поверхности переборок, борта, подволока, па-
лубы рассчитываем по формуле (22)
Норма времени на выполнение задания по
изготовлению плит изоляции в цехе из матери-
ала IIXB-I с раскроем плас ши по толщине
и длине на ленточной пиле и на изоляцию по-
верхностей с насыщением — борта, переборок
подволока помещений на судне плиточными
материалами (с учетом коэффициента 1.25 на
иючяцию материалом и< ИХ В I) со, ганит
7,_2,Ы)-5 -I 72-5+(|.32-1 HJ-t-T 12-200 4
-4-1,84-1») 4-0.91 -150)1.25=8ЧЬ.I ч.
Слесарно-монтажные и
трубопроводные работы на судах
включают большой комплекс техно-
логических процессов по монтажу ме
ханического оборудования, изготов-
лению и сборке судовых систем и
систем энергетических установок.
Эти работы на судостроительных
предприятиях охватывают следую
nine операции:
подготовку мест установки суде во
го оборудования на корпусных конс-
трукциях (проверка и обработка
опорных поверхностей фундаментов
и других плоскостей, на которых зак-
репляется механическое и электро-
техническое оборудование) и самого
оборудования к установке: комплек-
тование деталей, расконсервацию ме
ханизмов, цеховую сборку деталей в
узлы, агрегаты, которые грузят на
судно целиком и закрепляют на фун
даментах;
транспортировку к месту установ-
ки и установку механизмов и другого
оборудования в соответствии с за-
данными координатами, а для цент
руемых механизмов — центровку их
между собой или с приводом;
установку жестких прокладок (ме-
таллических, деревянных, пластмас-
совых) или амортизаторов под меха-
низмы и закрепление их па фунда-
ментах;
изготовление и монтаж судовых
систем и систем энергетических уста-
новок, обеспечивающих общесудовые
нужды и работу оборудования па су-
дах;
подготовку механизмов, систем и
устройств к пуску и проведение регу
л и ровочно- наладочных работ перед
испытанием,
проведение заводских, швартов
ных и ходовых испытаний судового
оборудования н сдаточных испыта
ний и ревизий механизмов.
Механомоптажныс работы обычно
выполняет монтажный цех, в котором
имеются специализированные участ-
ки по изготовлению и сборке отдель-
ных узлов, труб и arpeiaTOB
Норми ровапие слеса рно- монтаж
ных работ осуществляется ио табли-
цам нормативов времени на слесар-
ные, слесарно-сборочные и монтаж-
ные работы, па изготовление и уста
иовку судовых систем и трубопрово
дов; главных турбозубчатых aipera
тов, главных и вспомогательных кот
лов, валопроводов и гребных вин
тов; на изготовление теплообменных
аппаратов, на сборку и испытание
судовой арматуры и др
Действующими нормативами вре
мени на слесарно-монтажные и тру
бопроводпые работы предусмотрена
следующая рациональная организа-
ция труда. Работы выполняют, как
правило, бригады рабочих на участ
ках цеха, а также на судне.
Между бригадами и звеньями в
составе бриI ады работы распредели
ются с учетом специали тации ио ви
дам работ, предметному признаку и
квалификации рабочих е расчетом их
максимальной загрузки Численный
состав бригады (звена) устанавли-
вают в зависимости от объемов вы
полпяемых работ. Рабочие места обе
спечиваются полным комплектом
оборудования, инструмента, техно-
логической оснастки и приспособле-
ний, верстаками с тисками, центра-
лизованной подводкой всех видов
энергии, сжатого воздуха, горючих
газов’, вентиляцией, достаточным ос-
вещением; оборудуются лесами, под-
мостями, ограждением, переходными
трапами; оснащаются подъемно-
транспортными средствами, крап-
балками, талями, тельферами для
подъема и транспортировки узлов и
деталей Обеспечивают рабочие мес-
та материалами, деталями, а также
вы полня ют подъем но-транс портные
операции вспомогательные рабочие.
Инструмент постоянного пользова-
ния хранится на рабочем месте в ин-
струментальных ящиках, инструмент
временного пользования, специаль-
ный инструмент, приспособления, ма-
териалы и детали - в цеховых кла-
довых. Планировка рабочею места
при выполнении слесарно-монтаж-
ных операций предусматривает ра-
циональное размещение оборудова-
ния, оснастки, приспособлений, ин-
струмента и способствует повышению
производительности труда судовых
слесарей-монтажников Размещение
и организация работы кладовых, а
также оборудование вблизи судна
временных мастерских с верстаками,
тисками, точилами, сверлильными
станками должны исключать потери
времени на ожидания и излишние
хождения производственных рабо-
чих. Ремонт и межремонтное обслу-
живание оборудования, инструмента,
оснастки выполняют вспомогатель-
ные службы. Рабочие своевременно
обеспечиваются нарядами на работу
продолжительностью не менее одной
рабочей смены, чертежами, техничес-
кой документацией и инструментом.
Администрация предприятия создаст
условия для выполнения требований
ОСТ 5.0241 -78; требований безопас-
ности при работе с применением ос-
настки, находящейся под высоким
давлением, ОСТ 5.4038 71, «Пра-
вил безопасности и производст-
венной санитарии при электросвароч-
ных работах», утвержденных Прези-
диумом ПК профсоюза рабочих ма-
94
шиностроения, I960 г ; ОСТ 5.5325—
77 «Системы вентиляции судовых по-
мещений при постройке и ремонте ко-
раблей и судов». ГОСТ 12.2.010—
75 — при работе с пневматическим
инструментом; ГОСТ 12.3.028—81 —
при работе с абразивным инстру-
ментом; нормативных документов по
пожарной безопасности и осуществ-
ляет постоянный контроль за испол-
нением рабочими должностных
инструкций с применением средств
индивидуальной защиты.
В таблицах нормативов затраты
времени зависят от марки материала,
массы механизмов, агрегатов, диа-
метра труб, типов креплений, видов
соединения, сложности узлов, райо-
нов установки и других факторов.
В оперативное время помимо вре-
мени на выполнение операций по об-
работке, изготовлению, сборке и мон-
тажу деталей, узлов и отдельных ме-
ханизмов включается также время на
операции по получению и доставке
к месту выполнения работ и сдаче
на хранение материалов, деталей,
крепежа, арматуры, труб, механиз-
мов, по зачистке поверхности деталей
и места установки в процессе монта-
жа, на отдельные переходы по судну
и в пределах цеха в процессе изготов-
ления и монтажа изделий.
Выполнение работ предусматрива-
ется в нормальных судовых условиях
в нижнем положении При слесарно-
монтажных работах в других прост-
ранственных положениях и в различ-
ных судовых условиях в таблицах
нормативов времени используются
следующие поправочные коэффици-
енты: при выполнении операций в
вертикальном положении - 1,3, в
потолочном — 1,5; при работе в тес-
ных местах между механизмами и
грубопроводами, в узких проходах,
в бортовых цистернах и других мес-
тах с ограниченным доступом — 1,2,
под настилами, в труднодоступных
местах, под фундаментами с установ-
ленными механизмами и трубопрово-
дами, в шахтах и оконечностях суд-
на 1,4; при перенесении работ с
судна на участок цеха — 0,8.
% 23. Нормирование слесарных, слесарно-сборочных и мои wchair работ
Слесарные, слесарно-сборочные и
монтажные работы выполняются при
подготовке мест установки судовых
механизмов, оборудования на кор-
пусных конструкциях и при монтаже
механизмов, аппаратов, судовых сис-
тем и судовых чнер^ти четких уста-
новок.
Номен клату ра рассматриваемы х
работ весьма разнообразна. Опа со-
держит слесарные операции по об-
работке и изюговлению деталей ме-
ханизмов, по разметке, резке, гибке,
ручной обработке поверхностей, шаб-
рению, притиранию, пригонке, наре-
занию резьбы, слееарно-еборочные
операции по установке болов, гужо-
нов, колец, пружин, сальников, прок-
ладок, по установке и запрессовке
деталей, регулировке зазоров, зацеп-
лений шестерен, червячных пар, ко-
нических пар: слесарно-мошажные
работы по установке и центровке ме-
ханизмов, установке приборов, аппа-
ратуры, агрегатов, центровке вало-
проводов. установке apmaiypi»! и т д.
Организация труда при выполне-
нии работ должна отвечать требова-
ниям, приведенным в §22, а также
учитывать обеспечение рабочих моет
слесарей-моtn аж пиков оборудовани-
ем, инструментом, приспособлениями
и оснасткой для обработки поверх-
ностей, сверления отверстий, нареза-
ния резьбы. развертывания отверс-
тий, завинчивания болтов, винтов,
гаек, подъема, перемещения и уста-
новки механизмов, оборудования, уз-
лов, деталей и их крепления; изме-
рения и динамической балансировки
деталей, выполнения слесарных ра-
бот и др
Оперативное время на слесарные,
слесарно-сборочные и монтажные ра-
боты включает следующие затраты
времени: па установку, разметку,
кернение, рубку, резку, гибку, прав
ку листового и профильного матери-
ала слесарным инструментом, обра-
ботку деталей, припиловку, шабре-
ние, пригонку, выпиливание, сверле-
ние, зенкование, калибрование, наре-
зание резьбы, вырубку и вырезку
прокладок, установку и снятие бол-
тов; на ввертывание шпилек, пробок,
гаек; на установку винтов, штифтов,
прокладок, пружин, колец, сальни-
ковых уплотнений; па установку и
крепление деталей, проверку и регу-
лирование зазоров; на запрессовку
деталей, установку и центровку ме-
ханизмов, установку агрегатов и обо-
рудования; на установку арматуры и
другие операции.
Оперативное время, определяемое
по данным хронометражных наблю-
дений, зависит от применяемого обо-
ру дона пня. инструмента, приспособ-
лений и размеров обрабатываемой
поверхности, от марки обрабатывае-
мых материалов и точности обработ-
ки, оч типа крепления, количества
отверстий, их диаметра, конфи!ура-
цни и пр.
Время обслуживания рабочего
места включает затраты времени: на
обеспечение рабочего места инстру-
ментом и приспособлениями в тече-
ние смены, на подключение и отклю-
чение осветительной сети и механи-
ческого инструмента; на смену и за-
точку инструмента и смазку оборудо-
вания; на регулировку и наладку обо-
рудования в процессе работы, па
обеспечение безопасных условий тру-
да па рабочем месте; на переходы из
отсека в отсек в процессе работы; па
уборку рабочего места. По данным
фотографий рабочею дня, оно сос-
тавляет 4 % оперативного времени
при работе на участках цеха и 8 %
при работе па судне
Время на отдых и личные надоб-
ности, по данным фоки рафий рабо-
чего дня, не превышает 8 % опера-
тивного времени
11одготовительно-закл мнительное
время содержит затраты времени:
на получение задания, технологичес-
кой документации и чертежа и оз-
накомление с ними; на получение
инструмента и приспособлений и под-
готовку их к работе, на инструктаж
мастера и сдачу выпо щепной рабо-
93
Таблица 62 Время на обработку опорных поверхностей фундаментов, механизмов и узлов
пневматическими шлифовальными машинами (на 100 см\ в часах)
Содержание работы обработка поверхности с проверкой по плите на краску; притупление штрых кромок опорной поверхности, проверка качества обработки с помощью щупа, квачранта. i цдростатического уровня и по плите на краску; сдача работы; установка защитного кожуха
Материал Точность обработки (толщина щупа, которая не должна проходить между сопрягаемыми по верхноетями мм) Общая площадь обрабатываемой поверхности, см*
500 |0ПП 5(100 10000
Стали малоуглеродистые и низ- колегирован иые Стали марки АК 0,05 На сталь 0.40 0.54 ЧЫ£ К UIM 036 0.49 ях или П, 0.30 0.41 оклейках 0,24 0.32
Стали малоуглеродистые и низ ko.1l тированные Стали марки А К 0.10 0.33 0 45 0.30 0,40 5 5 0.20 0,27
Стали малоч лерп.чистые и нит I колегировапиые Стали марки АК 0,20 0.26 0.35 На амортизаторах 0,24 I 0.20 0.32 0,27 0.16 0,22
При м с ч а н к я 1 Разряд работы при обработке опорных поверхностей с точностью 0.05 мм. пг»д главные мсханн >мы с. точищтью 0.10 мм. расположенных в разных плоскостях — 5 под главные меха наймы с точно, тью (1.10 мм расположенных в одной ююскости и с точностью 0.20 мм расположенных в ратных плотностях — 4 под i.пивные механизмы с точностью 0.20 мм в одной плоскости и с точностью 0 10 чие разных им костях 3. опорные поверхности обрабатываемые е точностью 0.50 ми 2 2 При веденное время умножается на следу ющие коэффициенты при обработке поверхностей в цехе — 0 7 ручным шабером t 3
Таблица ЬЗ Время на обработку отверстий в фундаментах и установку призонных болтов.
втулок и штифтов (на один болт, штифт, в часах)
Содержание работ сверление отверстий в прокладках и фундаменте через игнерьтия в лапах механизма с помощью пневматической машины, подрезка площндки под головки болтов, гаек, развертывание отверстий, снятие замеров. Установки призом него болта, стопорной шайбы, навертывание гайки и закрепление установка штифта, сдача работы
Материал Диаметр калиброванной Длина калиброванного отверстия £ мм
части болта, пггифта D. мм 50 75 ЦЮ 125 150
(тали малое । ..1Сродиетые н низколегированные (ко эффициепг 1) 10 20 25 30 0.70 0,90 1.15 Ь75 0.80 IJ0 1,50 1.80 2.20 0.90 1,30 1.75 2.10 2.55 1.55 2.00 2.50 3.00 2.30 2.80 3,35
Стали марок АК (коэф финне) гг 2) 10 15 20 25 30 0,95 1.25 1.70 2.10 2,50 1.12 1,60 2.10 2,60 3,10 155 2*50 3,10 3,65 2,15 2,85 3.50 4.25 3.20 4,00 4.80
Примечания 1 Разряд работы стали малоу|лер<>листые и низколегированные стачн марок А К 53 2 Расчетная форму та для притонных болтов / — 1 1414г»'и,0 ft 67) 21,2‘Ю М—« 034 (4291 D - 0.00962198 L т 0.09599644 .М’ + 0 00054120 Р 4- +11 (1(1001153 L | (). IJ(388(18 MD + 000498716 £—0 ')L"J64737 DI
96
Таблица 64 Время иа разметку отверстий
на фундаментах (на один шаблон и на одно
отверстие, в часах)
Содержание работы Разметка по шаблонам проверка совпадения отвер- стий на шаблоне с отверстиями на лапах механизма, узла, установка шаблона на фундамент, проверка правильности установ- ки, закрепление на фундаменте, разметка отверстий на фундаменте по отверстиям на шаблоне, снятие шаблона, кернение отвер стий, нанесение контрольных точек и центров отверстий, кернение их Сдача работы Разметка по отверстиям в лаках механизмов, узлов разметка отверстий на фундаменте по отверстиям в лапах механизмов, узлов, аппаратов, кернение отверстий, нанесение контрольных точек, определение центров отверстий, кернение их, сдача работы Разметка по чертежам нанесение кончишь ных линий на фундаменте, разметка центров отверстий и кернение, нанесение окружнос- тей отверстий и кернение их, проверка раз- меров между центрами отверстий Сдача работы
Количество отверстий на одном шаблоне, шт Диаметр отверстия мм
20 40 Ы)
8 Разметка по шаблонам 0,16 I 0,17 I 0,19 0.19 | 021 | 0,24 Разметка по отверстиям на
лапах механизмов, узлов
0,018 | 0.026 | 0,032
по шаблонам в одной плос
механизмов, узлов в одной плоскости — 3.
в разных плоскостях — 4 по чертежам под цент-
ты. По данным фотографий рабочего
дня, подготовительно-заключитель-
ное время равно 6 % оперативного
времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобнос-
ти и подготовительно-заключитель-
ное время, равен 1,18 при работе в це-
хе и 1,22 — при работе на судне.
Штучно-калькуляционное время
на выполнение слесарных, слесарно-
сборочных, слесарне-монтажных опе-
раций определяют по формуле. (21),
в которой То,, — оперативное время
на слесарно-монтажные операции.
Примеры значений штучно-кальку-
ляционного времени приведены в
табл 62—65.
Норму времени на выполнение сле-
сарно-монтажных операций находят
ио формуле (22), где 7u«i, Типа.
7'шкв — штучно-калькуляционное
время на выполнение отдельных сле-
сарных, слесарно-сборочных и сле-
сарно-монтажных операций.
Время в таблицах нормативов рас-
считано на выполнение слесарных и
слесарно-сборочных работ в нор-
мальных условиях в нижнем положе-
нии. При изменении условий выпол-
нения работ к времени таблиц нор-
мативов применяются поправочные
коэффициенты, приведенные в §22,
а также при выполнении работ на су-
дах (вместо цеховых условий) — 1,2,
в неудобных условиях, затрудняю-
щих работу с инструментом, в согну-
том положении рабочего — 1,3; в
очень неудобных условиях при рабо-
те на ощупь, лежа, с соблюдением
мер осторожности и применением до-
полнительных приспособлений — 1,5.
Таблица 65 Время на установку болтов
и навертывание гаек (на один болт, в часах)
Содержав ие работы нанесение графитовой смазки на резьбу болта, заводка болта в отверстие, установка шайбы, навер тыкание гайки на болт, закрепление с по мошью гаечного ключа, сдача работы
Диаметр резьбы болта Длина болта 1. мм
100 200 300
8 12 16 22 27 30 0,0158 0,0220 0,0281 0,0371 0,0446 0,0490 0,0186 0,0259 11.0331 0,0437 0,0524 0.0576 0,0298 0.0381 0,0502 0.0603 0.1*662
Примечания 1 Разряд работы при креплении фланцевых соединений — 4. съемных листов, крышек, люков — 3 2 2 Приведенное время умножается на следующие коэффициенты ври установке болтов, с. контргайкой 1,1 временных—0,6 3 Расчетная формула Т= =0,0023о355 + 0ХЮ133733 £> 4- 0Д01Ю081О1 —0лМ0»е34 О’л-ОЩИИЮйЦ DI
Пример
Рассчитать норму времени на
разметку и обработку опорных поверхнос
97
тей фундаментов, сверление и обработку от
вс регий в фундаментах |Ю следующему задя
нию разметка отверстий по шаблону при ко
лмчестве отверстий на шаблоне — восемь, ди-
аметром 20 мм на трех фундаментах, обработ
ка ручип'м шабером опарных поверхности
фундаментов из стали марки АК площадью
ПООсм2, пневматической ди фокальной маши-
ной при способе установки на амортизаторах
с точностью обработки поверхности (1.20 мм,
на сверление и обраГнпку отверстий в фупда
ментах количеством 8 шт под притонные болты
хна метром 20 мм и длиной калиброванного
отверстии 100 мм Рабелы выполняются в тес
Решение Норму времени рассчилыва
ем по формуле (22). Определяем цпучно каль
ку.чиционное время
Время на разметку отверстий но шаблону
определяем по табл 64 При количестве от
верстий на одном шаблоне восемь и диаметре
отверстия 20 мм оно равно 0.19 ч на один шаб
лов. а на три фундамента, с учетом коэффици-
ента 1.2 при выполнении работ в тесных мес-
§ 14. Нормирование работ по монтажу валопроводов
и гребных винтов, главных турбозубчатых агрегатов
тах с ограниченным доступом Гц
Время на обработку опорных iioeepxiioc-
тей (см табл. 62) из стали марки АК пло
щадью 500 см2 при способе установки на амор
тизаторах с точностью обработки поверхности
0,20 мм составляет 0.35 ч на 100 см2 опорной
поверхности, а на 500 см2 поверхности для
трех фундаментов с учетом коэффициентов 1.3
на обработку поверхности ручным шабером и
1.2 при выполнении работ в тесных местах с 0г
ра ничейным доступом — T’Inlls = 0,35-5-3X
X 1.3-1.2=8,19 ч Время на сверление и обра
ботку отверстий в фундаментах (см. табл. 63)
из стали марки Л К и установку йризонных бол-
тов диаметром 20 мм и длиной калиброван
ног<> отверстия 100 мм равно 2,5 ч на один
подт, а на восемь болтов на киждом фунда-
менте для трех фундаментов с учетом коэф-
фициента 1.2 при выполнении работ в тес-
ных местах с ограниченным доступом Г11,кз=
Норма времени на задание состааляет
Г.,=068+8 194-72 0=80 87 ч
Работы по монтажу валопроводов,
гребных винтов и главных турбозуб
чатых агрегатов включают комплек-
сы операций, выполняемых на судне
и в цехе; сборку соединений валопро-
водов, муфт, подшипников, сальни
ков и установку, центровку валопро-
водов, установку, пригонку и балан-
сировку гребного пинта, комплексы
слесарных, слесарно-сборочных и
монтажных операций по погрузке и
установке на судне главных паро-
и газотурбинных установок (агрега
тов) и их узлов. Организация труда
при выполнении работ должна отве-
чать требованиям, приведенным
в § 22, учитывать комплектование
специальной оснастки и оборудова-
ния и доставку их на рабочее место
слесарями-монтажниками, создание
специализированных участков по
сборке валопроводов и гребных
1 а б ч н ц а 66 Время на пробивку осевой линии валопроводов при помощи оптических приборов (на одну линию, и часах)
Содержание работы доставка мишени н визирной грубы, установка приспособ пений для закрыт чин ви гирпой трубы установка и закрепление на ириен<|Соблениях визирной трубы уста понка и за крепление контрольной мишени проектирование перекрестия трубы па мишень проворачивание вала базового механизма, отметка гочек проекций, перемещение рубы отжимными болтами повторение переходов до полной пр|3бивки осевой линии вало- провода закрепление Tpytybt и проверка ч установки <^ia>ia техническому контролю пробивки осевой линии валопроводов
Дз«н.| «а |>11|><|но । । I Количество мишеней. ил
1 И I о 4 Ь 8 10
25 15 0 _£ .... . 16.9 20,7 21.6 26.5 31,5 -
11 р и м с « .1 и и я | Рачряг работы -3-1 2 Принс дсп ное время умножается на следующие коэф I 1)И1пь <|Ты при пап тарпон пробнике осикап линии наюкров" ia 0 8 при проверке центровки оптяче .кои трубы 1И?« х 1П1Ч ыом рабо 1Ы 1)1 3 Рас hi пан формула 7’.,—(0 44 / i 24 8) К 4 Рассчитанное
по формуле* носин умножается па «.теяуниппс коэффициенты А при количестве мишеней 2 шт — (1 42 до 4 III 1 - О 58 >«> « пгт () 71 ,1<| В III г 0.8W До 10 шт 1 0
винтов, выполнение монтажа турбо-
зубчатых агрегатов специализиро-
ванными бригадами слесарей-мон-
тажников, участвующих в подъемно-
транспортных операциях.
Оперативное время работ по мон-
тажу валопроводов и гребных вин-
тов, главных турбозубчатых агрега-
тов состоит из затрат времени: на
погрузку и монтаж на судне отдель-
ных блоков, механизмов и узлов; на
сборку и пригонку деталей, на уста-
новку и закрепление болтами, вин-
тами; на гидравлические испытания
подшипников; на заводку и укладку
валов; на обработку деталей; на
центровку валопроводов; на установ-
ку, пригонку гребных винтов, балан-
сировку и др. Оперативное время на-
ходят по данным хронометражных
наблюдений в зависимости от типа
агрегата, конструкции изделия, его
размеров, формы и других факторов.
Время обслуживания рабочего
места включает время: на смену инст-
румента в течение одной смены; под-
ключение и выключение оборудова-
ния и механизированного инструмен-
та, осветительной сети; на обеспечение
безопасных условий труда на рабо-
чем месте; на регулировку, смазку
оборудования в течение одной смены;
Таблица 67 Время на установку промежуточных валов в сборе с опорными подшипниками
(на одни вал, в часах)
Содержание работы: расконсервация опорных поверхностей подшипника и фун- дамента, изготовление креплений под свободный конец промежуточного вала, установка и закрепление, участие в погрузке вала с подшипником на судно, установка отжимных приспо спблений в опорный подшипник для центровки, центровка фланцев валов между собой, вре- менное соединение фланцев валов с помощью штатных крепежных деталей, сдача техническому контролю сборки фланцевого соединения и предварительной центровки промежуточного вала.
Диаметр промежуточного вала D, мм Длина промежуточного вала L. мм
2000 3500 5000 8000 Св 8000
80 160 220 300 7,2 8,3 9,2 10,4 8,3 9,6 10.7 12,1 12.0 13,6 155 17.4
Примечания 1 Разряд работы 4.1.2 Расчетная формула Т= (0.0246 D 4- К) 0) К 3 Рассчи таимое по формуле время умножается на следующие коэффициенты К при длине промежуточного вала до 2000 мм — 0.60, до 3500 мм — 0,70 до 5ГЮ0 мм - 0.78. до 8000 мм — 0,89 свыше'8000 мм — 1.0.
Таблица 68 Время на сборку фланцевых соединений судовых валопроводов (на одно
соединение, в часах)
Содержание работы: совмещение отверстий фланцев валов согласно контрольным рискам Протирки отверстий смазка болтов, забивка их в отверстия фланцев валов согласно маркировке, навертывание гаек на болты, равномерное их обжатие Сверление отверстий, установка шплинтов, стопорение гаек, сдача работы
Диаметр конусного болта D, мм Количество болтов в одном соединении, шт
6 8 9 1 10 12 14
20 30 40 2,0 2.2 2,4 3.4 3.9 4 1 4,8
Примечания. 1 Разряд работы 4,5 2 Приведенное время умножается на следующие коэф фмцненты при сборке соединений цилиндрическими болтами — 1.3- при сборке с поворотом вала — 1,1. при креплении гаек стопорными шайбами—0.75 при разборке фланцевых соединений -0.8 3 Расчетная формула. 7И = (0.0375 D2 6) К 4 Рассчитанное по формуле время умножается на следующие коэффициенты К при количестве болтов в одном соединении до 6 болтов — 0,60. до 8 бол тов - 0,80. до 9 болтов — 0.95 до 10 болтов — 1.0. до 12 болтов | .17. до 14 болтов — 1.36
99
на переходы в цехе и на судне в про-
цессе работы; на смену и заточку ин-
струмента; на уборку рабочего места.
По данным фотографий рабочего
дня, время обслуживания рабочего
места составляет 4 % оперативного
времени при работе в цехе и 8 % при
работе на судне. Время на отдых
и личные надобности, но данным
фотографий рабочего дня, составляет
8 % оперативного времени.
Подготовительно-заключительное
время состоит из затрат времени: на
получение и сдачу задания, техноло-
гической документации, чертежа.
приспособлений и оснастки, инстру-
мента, заготовок; на ознакомление с
чертежом и технологическим процес-
сом; на инструктаж мастера и под-
готовку инструмента и приспособле-
ний к работе. Подготовительно-зак-
лючительное время составляет 6 %
оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,18 при работе в цехе и
1,22 при работе на судне.
Штучно-калькуляционное время
Таблица 69 Время на центровку водопроводов по линейке н щупу (на одни вал, в часах)
Содержание работы замер величины излома и смещения по линейке и щупу при проворачивании вала с помощью приспособлений Центровка вала по линейке и щупу при перемещении опорных (монтажных) подшипников вала с помощью отжимных приспособлений, повторение операции до получения допускаемых норм на центровку; занесение в таблицу замеров по излому и смешению. Сдача центровки вплопровода техническому контролю.
Диаметр шейки вала D, мм Допуск на центровку
Смещение 0.10 мм Излом — 0 15 мм/м Смещение—0.15 мм Излом 0.20 мм/м
Длина вала, мм
3500 80(H) 3500 8000
80 160 220 300 420 1,6 2.4 з.о 3.9 5.0 2.0 3,0 3,8 4.7 6.3 1.4 2,1 2.6 з.з 4.4 1.8 2.7 3.4 4,3 5.6
Примечания- 1 Разряд работы 3.8 2 Расчетная формула Гв=<0,0125©+1,0) К 3 Рас считанное но формуле время умножается на следующие коэффициенты К при допусках на центровку и длине вала* смещение — 0.10 им, налом — 0,15 мм/м, длина вала—3500 мм — 0,81, длина вала 80Ги)мм— 1.0.смещение — 0,15 мм,излом0.20 мм/м.длина вала 3500мм —0.70. длина вала80INI мм - 0.90
Таблица 70 Время на сверление сквозных отверстий в фунданентах под турбины радиально*
Содержание работы установка сверла в шпиндель станки; подводка сверла н включение станки; сверление отверстий, вывод сверла из отверстия, выключение станка, снятие сверла, очистка от стружки сверла и отверстий
Диаметр сверла Глубина Отверстия ft, мм
30 40 5(1 60 70 80 90 100
18 22 26 30 0,054 0,055 0,057 0,059 0,064 0,066 0,068 0,070 0,074 0.077 0,079 0,081 0.085 0,087 0,090 0.092 0,096 0,099 0,102 0.105 0,106 0.110 0,113 0,116 0.119 0,123 0,126 0.1311 0.128 0.132 0,136 0.140
Примечании 1 Разряд работы —4.12 2 Расчетная формула 7Н= (0.001 D+0.11) X X (0 04)83 ft+<) 17)
Таблица 71 Время (в часах) иа монтаж
турбины высокого давления (ТВД)
Содержание работы, замер вы соты клиньев riot ле окончательного центри рования турбины к редуктору, занесение данных замеров в бланк эскиз и отправка в цех для изготовления клиньев: получение клиньев, проверка фактических размеров; маркировка, доставка к месту установки, проверка центрирования турбины с редук- тором перед установкой клиньев; подгонка и установка клиньев ио месту, проверка за- зоров щупом между рамой турбины, фунда ментом и клиньями, маркировка клиньев и места установки, разметка отверстий на клиньнх; выбивка клиньев, отправление клиньев в цех для сверления отверстий. Сверление отверстий в опорной балке через отверстии рамы турбины при помощи пнев- матической машины, подрезание площадок под головки болтов и гаек: доставка клиньев к месту монтажа, установка под раму турби ны согласно маркировке, закрсолснис на электроприхватках, проверка центрирования турбины с редуктором: закрепление турбины на опорной балке и на корпусе редуктора получистыми болтами с гайками, разверты ванне отверстия под призонныс болты, сня тие замеров, занесение данных замеров в бланк эскиз и отправление их в цех для из готовления призовных болтов, получение призов пых болтов, снятие размеров, марки- ровка, доставка к месту монтажа, установка призонных болтов, гаек, контргаек, закреп ление турбины; проверка центрирования турбины, срезание отжимных приспособле- ний, удаление с судна, зачистка мест уста- новки, сдача монтажа п центрирования тур- бины с редуктором техническому контролю
турбины .М. Количество клиньев под турбину -V. ШТ
кг 12 1 16 20
10 000 15 000 1 122,5 1.16.0 130,5 145.0 149,5 159.0
Примечания 1 Разряд работы — 5,1 2 Расчетная формула. Г.,= (0.002 .41+128.0) X X (0.0225 А'+0.55)
(табл. 66—73) на выполнение работ
по монтажу валопроводов, гребных
винтов и главных турбозубчатых аг-
регатов судов рассчитывают по фор-
муле (21), в которой 7'0П — оператив-
ное время на сборку и монтаж
валопроводов, гребных винтов, глав-
ных турбозубчатых агрегатов.
Время в таблицах нормативов рас-
считано на выполнение работ по мон-
тажу в нормальных условиях цеха
или на судне. При изменении усло-
вий выполнения работ к времени таб-
лиц применяются поправочные коэф-
фициенты, приведенные в §22, а
также коэффициенты 1,1 при работе
на открытых стапелях или доках и 0,8
при перенесении работ с судна в цех.
Норму времени на выполнение
работ по монтажу валопроводов,
гребных винтов и главных турбозуб-
чатых агрегатов на судах определя-
ют по формуле (22), в которой
£7'п1к - - сумма штучно-калькуляци-
онного времени на изготовление, сбор-
ку, установку, монтаж, крепление и
другие операции по отдельным изде-
лиям, узлам и деталям.
При м с р Рассчитап, норму времени на
монтаж валопровода во следующему заданию-
пробивка осевой линии валопровода при помо-
щи оптических приборов с мишенями в коли-
честве 6 шт и длине валопровода 24 м, ус-
тановка промежуточных валов в сборе с опор-
ными подшипниками при диаметре вала Ю мм
и длине 2000 мм — два промежуточных вала,
длина 5ШЮ мм — четыре промежуточных ва-
ла, сборка фланцевых соединений цилиндри-
ческими болтами диаметром 40 мм при коли
чсстве болтов в одном соединении 8 шт
и количестве соединений 7 с креплением га
ек стопорными шайбами, центровка валопро
вода по линейке и щупу с учетом допусков на
смещение- 0,10 мм и излом 0,15 мм/м
Решение. Норму времени па задапве
определяем по формуле (22) Определяем
штучно-калькуляционное время Время на
пробивку осевой линии валопровода при иомо
щи оптических приборов определяем по
табл 66 Для валопровода длиной 24 м при
количестве мишеней 6 шт ГИК| =26,5 ч на ли-
нию валопровода, на установку промежуточ-
ных валов в сборе с опорными подшипниками
(см табл 67) при диаиегре промежуточных
валов 300 мм и длине 2000 мм — 10,4 ч на
один вал, а на два промежуточных вала это
время равно 10,4-2=20,8 ч, при длине проме-
жуточного вала 5000 мм 13,6 ч на один вал,
а на четыре промежуточных вала 13,6-4 =
= 54,4 ч, все время па установку промежуточ-
ных валов равно Г,11к2 = 20.8-1-54,4=75,2 ч, на
сборку фланцевых соединений (см табл. 68)
при количестве болтов в одном соедине-
нии 8 шт и диаметре болта 40 мм — 3,4 ч
па одно соединение, а на семь соединений с
учетом коэффициентов 1,3 при сборке соедине-
ний цилиндрическими болтами и 0,75 при
креплении гаек стопорными шайбами 711ж3 =
=3,4-1,3-0,75-7 =23,2 ч, на центровку вало-
провода по линейке и щупу (см табл. 69) с уче
том допусков на смещение 0,10 мм и излом
0,15 мм/м при длине вала 2ИП0 мм Время иа
101
пробивку осевой линии равно 3,9 ч на один вал,
а на два вала 3,9-2=7 8 ч при длине вала
5000 м — 4,7 ч на один вал, а на четыре вала
4,7,4=188 ч
Все время на центровку валовровода
равно T,Mi =7,8+18,8=26,6 ч
Норма времени на задание составляет
Г„=26,5+75,2+23,2+26,6=151,5 ч
Таблица 72 Время на центрирование и монтаж редуктора на амортизаторах (на один
упорный амортизатор или редуктор, в часах)
Содержание работы участие в погрузке редуктора в машинно-котельное отделе- ние и установке- па отжимных ирииккоблениях, установка приспособления с визирной трубой на наружный венец зубчатой муфты редуктора, центрирование редуктора по мишеням и визир- ной трубе с помощью отжимных приспособлений, установка редуктора на опорные амортиза- торы, крепление амортизаторов к фундаменту и редуктору штатными болтами, установка упорных амортизаторов и закрепление болтами на фундаменте, замер высоты установочных шайб упорных амортизаторов, занесение данных замеров в бланк-эскиз, отправка их в цех для изготовлении шайб; получение шайб, проверка размеров, маркировка, доставка к месту установки, установка шайб, закрепление упорных амортизаторов Проверка центрирования редуктора; замер фактической просадки амортизаторов, запись в формуляр Предъявление центрирования и монтажа редуктора службе технического контроля
Масса упорно)о Редуктор
амортизатора или редуктора Количество опорных амортизаторов Л', шт
20 23 30 35 40 4.5
111! 52.6 54.(1 55.0 58,0 63.0 64,5 66.0 69,0 75,5 77.0 81,0 88,0 92,0 104,0 115,0
Примечания 1 Ра гряд работы установка упорного амортизатора 4,12, редуктора - 5,1 2 Расчетные формулы установка упорного амортизатора 7, =0.(122 Л14-0 4. учтанонкя редуктора на опорные амортизаторы Т,-= (0 001 М-р 1000} (0.02 Л 4-0 1}
Таблица 73 Время на центрирование турбины высокого давления (ТВД) с редуктором
Содержание работы участие в погрузке турбины в машинно котельное отделение и установке на судовой фундамент, совмещение отверстий под болты крепления турбины с редуктором, разметка места и установка отжимных приспособлений, закрепление на электро- прихватках к фундаменту, ввертывание в опорную раму турбины огжимных болтов; подъем турбины на отжимных болтах, удаление деревянных прокладок, центрирование турбины к редуктору с помощью отжимных приспособлений с выдержкой необходимых зазоров, установка стрелы на фланцы ротора турбины и шестерни второй ступени; центрирование турбины с редук- тором согласно требованиям чертежа, закрепление турбины на судовом фундаменте
Масса турбины М, кг 10 000 15000 20000 j 25000 30000
Время, ч 29,3 32,7 36,1 । 39,5 42,9
Примечания 1 Разряд работы — 5,1. 2 Расчетная формула- 7",, =0,0007 М 4-22,0
§ 25. Нормирование работ по изготовлению и установке
судовых систем Трубопроводов
Работы по изготовлению и установ-
ке судовых систем трубопроводов
включают комплексы операций по из-
готовлению труб в цехе и установке
их на судне, в том числе изделий, вхо-
дящих в состав системы: патрубков.
стаканов, приводов, водомерных ко-
лонок, контрольно-измерительных
приборов, фланцев, отростков, под-
весок и т. п. От конструкции соеди-
нений труб зависит выбор способа их
изготовления и установки. Большин-
102
ство труб имеет болтовые фланцевые
соединения. Трубы малого диаметра
могут иметь штуцерные и резьбовые
муфтовые соединения. Кроме того,
применяются дюритовые соединения.
Для обеспечения герметичности сое-
динений труб устанавливают уплот-
нительные прокладки.
Работы выполняют судовые трубо-
гибщики и трубопроводчики. Орга-
низация труда при выполнении работ
должна отвечать требованиям, при-
веденным в § 22, также учитываются
обеспечение рабочих мест оборудова-
нием, инструментом, приспособлени-
ями и оснасткой, необходимыми для
резки, гибки труб, пригонки и соеди-
нения труб, предварительного монта-
жа труб в цехе и окончательного —
на судне.
Оперативное время работ по изго-
товлению и установке судовых систем
трубопроводов состоит из затрат вре-
мени: на изготовление, пригонку и
установку труб; на обработку концов
труб в цехе; на раздачу концов труб;
на соединение труб из различных ма-
териалов; на сварку соединений тру-
бопроводов; на монтаж судовых сис-
тем трубопроводов; на установку
и крепление путевой арматуры, под-
весок, ограничителей; на испытание
судовых систем трубопроводов.
Оперативное время определяют по
данным хронометражных наблюде-
ний в зависимости от материала и
диаметра труб, их сложности, приме-
няемого оборудования, значений по-
гиби, типа соединений и пр.
Время обслуживания рабочего
места включает время: на обеспече-
ние рабочего места инструментом и
приспособлениями в течение одной
смены; на включение, регулировку и
выключение механизированного ин-
струмента и, оборудования; на пере-
ходы в цехе и на судне (из отсека в
отсек) в процессе работы; на смазку
оборудования и уборку рабочего мес-
та.
По данным фотографий рабочего
дня, время обслуживания рабочего
места составляет 4 % оперативного
времени при работе в цехе и 8 % —
при работе на судне, а время на от-
дых и личные надобности — 8 % опе-
ративного времени.
По д гото вительно-заключи тел ь ное
время складывается из затрат вре-
мени; на получение задания, техно-
логической документации и чертежа
и на ознакомление с ними; на получе-
ние инструмента, приспособлений,
материала и заготовок; на подготов-
ку инструмента и приспособлений к
работе и на сдачу их; на инструктаж
мастера и на сдачу выполненной ра-
боты мастеру. По данным фотогра-
фий рабочего дня, подготовительно-
заключительное время составляет
6 % оперативного времени.
При выполнении работ по монтажу
систем трубопроводов на судне в сос-
та в подготовител ьно-за ключительно-
го времени включаются также зат-
раты времени на подготовку рабочей
зоны к работе в помещениях судна,
на доставку труб, подвесок, армату-
ры, деталей креплений к месту выпол
нения работ.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовител ьно-за ключ ите л ь ное
время, равен 1,18 при работе в цехе
и 1,22 при работе на судне.
Штучно-калькуляционное время
на изготовление и монтаж судовых
трубопроводов рассчитывают по фор-
муле (21), в которой 7'0П — опера-
тивное время трубопроводных работ.
Примеры значений штучно-калькуля-
ционного времени приведены в
табл. 74—80.
Затраты времени, приведенные в
таблицах, рассчитаны на выполне-
ние работ в нормальных условиях
цеха или на судне. При выполнении
работ в других условиях к значениям
времени, приведенным в таблицах,
предусматривается применение коэф-
фициентов, указанных в § 22, а так-
же коэффициентов: на изготовление
труб из латуни и алюминиево-магние-
вых сплавов — 0,8; при выполнении
работ на открытых стапелях, в до-
ках— 1,1; при изготовлении и уста-
новке труб длиной свыше 3,5 м — 1,2.
юз
Таблица 74 Время на изготовление шаблонов конфигурации труб (на одну трубу или на один
шаблон, в часах)
Содержание работы Снятие размеров трупы ознакомление с чертежом, сире деление на судне места прохождения трубопровода и расположения трубы, снятие замеров с помощью метра, рулетки, координатометра, составление эскиза или занесение размеров в карточку, отправка на трубогибочный участок. Изготовление контурных шаблонов на судне: получение бирки, проволоки, ознакомление с чертежом, определение места расположения трубы, изготовление шаблона по месту Нанесение маркировки на бирку, закрепление бирки на шаблоне, доставка шаблона на трубогибочный участок Ичл>товление контурных шаблонов по плазовой разметке: вычерчивание осевой линии трубы на плазовом щите с нанесением условных обозначений и размеров; получение бирки, проволоки, правка ее, гибка шаблова по плазовой разметке, нанесение маркировки на бирку, закрепление бирки на шаблоне, доставка шаблона на трубогибочный участок.
Наружный диаметр трубы Снятие замеров на судне Изготовление контурного шаблона
метром или рулеткой координа тометром на судне по плазовой разметке
прямого прямого погибь
38 7G 194 0.15 0,35 0,15 0,20 0,25 005 0.80 0.13
Примечания 1 Разряд работы* снятие размеров на судне 2,5, изготовление контурных шаб донов с погибью в одной плоскости 2.5, в двух плоскостях — 3.08 с погибью в ратных плоскостях - 3 48 2 Приведенное время умножается на слсдуюшт коэЦфппиекты при изготовлении контурного шаблона но готовой плазовой разметке 0.3., при проверке ранее наготовленного контурного шаблона по месту — 9.4
Таблица 75 Время на гибку труб иа стан Норму времени на выполнение ра бот по изготовлению и установке су-
ках в холодном трубы, в часах) состоянии (на одну погибь
Содержание работы* смазка внутренней поверхности трубы, разметка места погиби, установка и закрепление трубы на станке, гибка трубы, проверка угла погиби, перестановка трубы для последую- щей погиби, разметка концов трубы под отрезку, снятие трубы со станка; проверка размеров трубы, сдача для последующей об работки довых трубопроводов находят по формуле (22), в которой £7',и11 — сум- ма штучно-калькуляционного време- ни на операции по изготовлению и сборке труб и монтажу трубопрово- дов. Пример Рассчитать норму времени на изготовление и сборку судового трубопровода
Наружный диаметр грубы D, мм Установка и первая Последую шая погибь с изготовлением контурных шаблонов. Трубы из низколегированной стали с приварными фланцами, незабойные, гибка труб на станках
в холодном состоянии, резка осуществляет- ся газорезателыюй машиной, гидравлические испытания труб проводятся на стенде при давлении 10,0 МПа Количество труб* диамет- ром 70 мм с одной погибью и двумя отростками диаметром 57 мм — 3, диаметром 76 мм с дву мя погибями — 2. диаметром 194 мм, с одним отростком диаметром 140 мм, прямые — 4 (без резки концов) Решение Норму времени на задание определяем по формуле (22) Находим штуч но калькуляционное время. Время на изготовление контурных шабло-
.«1 48 57 68 76 0,07 0,09 0,14 ОДО 0,24 0,04 0.05 0,08 0,12 0,14
Примечания 1 Разряд работы при гибке труб диаметром до 38 мм в одной плос кости 2.09. до 76 мм в разных плоскостях и под любой угол 2,50 2 Приведенно«- время умножается на коэффициент J.5 при проверке груб по плазу после гибки 3 Расчетные фор
установка и первая погибь труб диаметром до 170 мм Г,,=0 0054 D 0.1/ установка и первая погибь труб диаметром свыше 17(1 мм Т,—О.ОВД L> —0 6 нов на судне (см табл. 74) для труб диаметром 70 мм прямого участка — 0,20 ч, а на одну по- гибь — 0,05 ч на один шаблон Для трех труб с одной погибью время на изготовление кои-
ИИ
Таблица 76 Время на резку концов труб (на один рез. в часах)
Содержание работы Речки на стань? и газорезательной машине разметка, установка трубы на станок и закрепление, резка по размегке открепление и енктие грубы, зачистка кромок ши'ле резки Резка ручшлч трипоречач- разметка, заводка трубореза на трубу, установка по разметке, режа трубы, снятие трубореза зачистка кромок пекле резки Резка трубы газом, разметка, установка трубы, участие при резке, зачистка кромок после резки
Наружный диаметр /Х'мм На участке веха H.I судне
Способ резки
СР31 На станке с абразив иым крутом Г азореза машиной Диски 1 азом X» Ножов
18 30 48 68 76 о о о' о' о а 0 04 0.16 0,07 0.07 0 08 0,08 - 0,05 0,06 0JJ5 0Л6 0.08 0.09 0,09 0,10 0.09 0.09 0,10 0,11 0.08 0.10 0.1 1 0.14 0.16 0.17 0.11 0.13 0 17 0.19 0.21 0.23
Примечания 1 Ра >ряч работы 30 2 Расчетные формулы- при )кзке на станке типа GP3T 7,.—0.00042 D+0 02 при речке на станке i абпазпппым кругом 7,—(МиЮ7 D-S-0 03 при р, гче па га.юрсзате.т1.||пй машине 7,=0 0006 D-pO.OI яри речке на тисковой пилч 7,1=0 0008 D • 0 Oil 1 резке гатом 7„—0 Ортя В~-0 ()">, йди резке труборезом 7*„=0 (ННЫ О 1 4-0.054 п^и реэкс ||ОЖП|1К1>й'7„=<Нн12СИ О-рП U7
Таблица 77 Время на пригонку труб (на одну трубу, в часах) из малоуглеродистых и низко-
легированных сталей с фланцевыми соединениями предварительно на участке цеха и на судне
Содержание работы разметка трубы, отрезание припуска, зачистка, установка фланца, проверка и закрепление на электропрнхватках. доставка трубы па участок сварки Получение грубы после сварки: доставка па судно к месту установки трубы, арматуры, деталей крепления, установка фланца и временное крепление, установка трубы, потгопка по месту, наметка припусков, резка по разметке, зачистка, разделка фаски под с варку, калибровка конца трубы, установка трубы на место, закрепление на временных подвесках, рроперка положения трубы, устранение перекосов с выдержкой соосности и зазоров низ сварку С оедпнение трубы с фланцем, закрепление на элсктроприхватках Уточнение положении арма>уры. патрубков проверка правильности линии, разборка соединения, обвязка стыка трубы бязью, установка заглушек на фланцы Доставка трубы на участок сварки
Наружный Тип соединении
ИУмм фа aim ими фланцами фланцами
Нсзабойцая Забойна» труба 1 |езабойная труба 1абойная Незабойпан труб 1 Забойная
48 68 76 194 0,28 0.34 0,42 0.47 1.55 0..18 0.46 0,57 0.64 2,10 0.16 0.44 0.54 0.G0 2 00 0,48 0.59 0.73 0.81 2,70 0.48 0.58 0.72 0.86 2.611 0.65 0,78 0.97 1.07 3,58
Примечания 1 Разряд работы па пригонку трубы диаметр*,м до 7G мм 2.3 2 Расчетные формулы трубы пезабойпые с nacaailbtMH фланцами 7 ", =0 0(1475 D — (J U, трубы забойные с насадными ф.танцамц 7,—0.0116 Г)—0 08 3 Рассчитанное по фор му те время умножается па коэффициенты для трубы со , побочно* идящнми фланцами —0 775 для трубы с приварными фланцами 1 3*1
105
Таблица 78 Время на гидравлическое испытание труб на стенде (на одну трубу, в часах)
Содержание работы1 снятие технологических заглушек и укладка трубы на стенд, присоединение к трубе временного трубопровода от насоса, заполвение трубы водой, создание пробного давления, осмотр трубы, мест соединений, снижение давления, устранение веплот- ностей, поднятие давления по ступеням, испытание трубы согласно основным положениям, сдача техническому контролю, сниженве дивления, удаление воды, демонтаж временного тру- бопровода, продувка трубы воздухом, установка технологических заглушек
Диаметр трубы Давление МПа Время на осмотр одного отростка, отвода,штуцера.ч
5.0 10,0 15 0 20.0 50.0
30 48 57 68 76 90 194 0,08 0,10 0,11 0,12 0,13 0.14 0,24 0,10 0.12 0.14 0,15 0,16 0,18 0.30 0,14 0,17 0,19 0,20 0,22 0,24 0,41 0,18 0,22 0.24 0,26 0,29 0,31 0,53 0,27 0.31 0,36 0,39 0,02 0,03 0,03 0,04 0,04 0,04 0.07
Примечания. 1 Разряд работы при испытании труб давлением до 10 МПа — 3,08 свыше 10 МПа — 3,73 2 Приведенное время умножается на следующие коэффициенты 1 2 при испытании труб маслом. 1.1 —ври ступенчатом подъеме давлении 3 Расчетная формула Т„=0.001 D 4-0.05 (при давлении 5,0 МПа) 4 Рассчитаивое по формуле время умножается на следующие коэффициенты при испытании труб давлением до 10 МПа — 1,25 до 15 МПа — 1,70, до 20 МПа 2,20. до 50 МПа — 3.10. на осмотр одного отростка, отвода, штуцера — 0,31
Таблица 79 Время на сборку соединений труб и путевой арматуры с приварными фланцами
на судне (иа одно соединение, в часах)
Содержание работы разборка временно собранного трубопровода, проверка состояния фланцев, зачистка, продувка труб сжатым воздухом, установка труб, сборка соеди неиий с заводкой прокладок; установка болтов, шайб, гаек, закрепление соединения
Условный проход трубы Dy, мм Рабочее давление в трубопроводе МПа
1 5 2.5 5.0 10.0 25.0
25 0,22 0,26 0.30 0,34 0,40
38 0,26 0.31 0.36 0,41 0,47
50 0,30 0,36 0,41 0,47 0,54
70 0.37 0,43 0,50 0,58 0,65
80 0,40 0,48 0,55 0.63 0,72
90 0,44 0.52 0,60 0.69 0,78
Примечания 1. Разряд работы при давлении в трубопроводе 1,5 МПа - 3.0. до 10 МПа — 3.5
до 30 МПа — 4.5 2 Приведенное время умножается на следующие КО»фф| циенты при сборке соедине
ний труб, изолированных или полированных — 1.15, с проверкой по квадра ту — 1,1 с обжатием дива
ри рабочем давлении до 1.5 МПа - 0.73
до 2.5 МПа - 0.87. до 5 0 МПа — 1.00. до 10.0 МПа — 1.15 до 25 МПа
турных шаблонов (0,20 + 0,05)3 =0,75 ч, а для
двух труб с двумя погибями (0,20+0,05-2)2=
=0,6 ч. Для труб диаметром 194 мм, прямых,
время на одни шаблон составляет 0,25 ч, а
на четыре трубы — 0.25-4= 1,00 ч
Все время на изготовление контурных
шаблонов равно ГШК| =0.75+0.60+1.0 =
=2.35 ч
Время на гибку труб на станках в холод
ном состоянии (см табл 75) диаметром 76 мм
равно 0,24 ч на одну погибь, а для трех труб
с одной погибью ово составляет 0,24-3 =
=0.72 ч; для труб диаметром 76 мм с двумя
погибями время на установку и первую по
106
гибь 0,24 ч, на последующую погибь 0,14 ч,
а для двух труб с двумя погибями оно равно
(0,24+0.14)2=0,76 ч. Все время на гибку
груб Г,,»»=0,72 + 0.76 = 1.48 ч.
Время на резку концов труб (см. табл 76)
газорезателыюй машиной (диаметр труб
76 мм) равно 0,06 ч на одни рез
Все время на резку пяти труб (по два
конца иа каждой трубе) 7'и1х3=0,06-10=
±=0,60 ч.
Время па изготовнение и пригонку отроет
ков на кодим по табл 80 Время на изготовле-
ние отростка диаметром 57 мм составляет 0,14
и 0.28 ч на пригонку одного отростка, а на
Таблица 80 Время на изготовление и пригонку отростков к трубам (на один отросток, в ча-
сах)
Содержание работы Изгт>юмние подбор заготовки.разметка л режа в разм< р зачистка, подготовка кромок под сварку, установка фланца на отрос гик. закчсцлспис на *чек троприхватках, отправка на учат ток сварки Пригонка отрос с ли к труде ра (метка отростка по грубо, резка по размет ке. зачистка кромок подгонка отростка к требе цоД| сновка кромок под сварку, установка отростка на трубу, закрепление на элсктроприхпагках доставка трубы в сборе с ы ростком на участок сварки.
Наружный диаметр отростка Стали малоуглеродистые и ншколеп । рента иные Сплавы мели* iuk. левые
Изготовление Приюпка отростка И.ИОТОВЛ111 Ис оот<н"ка
38 48 57 68 140 0.12 0.13 0.14 0,16 0,26 0,18 0.23 0.28 0,34 0.72 0.13 0.14 0 15 0.18 0‘29 0.31 0 25 0.31 0.17 0,80
Примечания 1 Разряд работы при изготовлении и пригонке <ггр<кзю(1 хи ‘метром i<i 76 мм 2 50 2 Приведенное время умножается на следу кнцне коэффип и< пты при пригонке о р<н сков ыбнйпых на судне — 1,5 пол углом менее 90 1.10 3 Рлсчешыс формулы стали малоузлероцигтыс и низкоаггироваипыс' 7 . —0 Ш) 14 5 D—0 0(> (изготпвлевп е) Г„ -О.(МГ>3 £> О 02 (приюпка). сплавы медпонике-тсвыс 7„= (0.00145 1) J-0Uti) 1.10 (изготовление) 7 , = (0 0053 О —0 002j 1 10 (пригонка)
изготовление и пригонку трех труб с. двумя от-
ростками время равно (0,14 + 0,28) 2-3 =
=2,52 ч Время на изготовление отростков
диаметром 140 мм гостакаяет 0.26 ч, а на при
гонку одного отростка — 0,72 ч Время для из-
готовления четырех труб с одним отростком
на трубе равно (0,264-0,72)4 =3.92 ч
Все время на изготоаление и пригонку от
ростков равно =2,524-3.92=644 ч
Время на гидравлическое испытание па
стенде одной трубы диаметром 76 мм (см
табл. 78) при давлении 10 МПа равно 0,16 ч
и на осмотр одного отростка — 0,04 ч. а па из
готоаление труб с двумя отростками на трубе
равно (0,164-0,04-2)3==0,7Й\ч для двух труб
диаметром 76 мм (без отростков) — 0.16-2=
=0,32 ч Время на испытание одной трубы ди
аметром 194 мм с одним отростком состав-
ляет 0,40 ч. а на осмотр <>ihoio отростка —
0.07, на четыре требы (0,30 + 0,07) 4 =
-=. 1.48 <
Все время на гияр.тлдческос испытание
труб равно Гцж--,—0.72 4-0.12 ► 1,48--2 «">2 ч
Время на приюнк) од и n'i незабойной тру-
бы (см табл 77) с приварными фланками
диаметром 76 мм ещтанляс г 0,80 ч. а па пять
труб 0,8 - 5 =4.0 ч. па при гс нку одной трубы
диаметром 194 мм- 2 66 а чеплм-х труб —
2,(16.4=10 64 ч
Вес время на нрп<сшку tpyfi г приварными
фланцами 7„1М> -4.0 (-10,61 -14,64 ч
Норма времени на гсгание «чктавляет
Гг=2 354-1.48 4-0,011+ (>. 14 4- 2 »> J II.64 =
=28.03 ч
§ 26. Нормирование работ по монтажу
главных и вспомогательных котлов
Работы по монтажу судовых кот-
лов включают комплексы слесарно-
монтажных операций по подготовке
котла к погрузке и установке на су-
довой фундамент; установке опор,
домкратов, отжимных приспособле-
ний, технологических креплений, вы-
равнивающих прокладок, распорных
втулок; сверлению отверстий; уста-
новке болтов, деталей крепления;
монтажу арматуры н.1 котле; запол-
нению котла консервирующей смаз-
кой.
Организация труда при выполне-
нии работ должна отвечать требова-
ниям, приведенным в §22. а также
учитывать выполнение работ по мон-
тажу судовых котлов комплексными
бригадами, состоящими из слесарей-
монтажников и судовых трубопро-
107
водчиков, члены которой совмещают
работы по электроприхватке и газо-
резке
Оперативное время на работы по
монтажу судовых котлов состоит из
затрат на выполнение слесарных и
слесарно-монтажных операций и их
комплексов по установке котла в ма-
шинно-котельном отделении судна
на фундамент, креплении, монтажу
арматуры и сдаче котла техничес-
кому контролю и Регистру СССР.
Оперативное время определяют по
данным хронометражных наблю-
дений в зависимости от марки кот-
ла
Время обслуживания рабочего
места включает затраты на обеспече-
ние рабочего места инструментом и
приспособлениями в течение смены;
подключение и отключение механизи-
рованного инструмента; переходы в
процессе работы, обеспечение безо-
пасных условий труда на рабочем
месте. По данным фотографий рабо-
чего дня, это время составляет 6 %
оперативного времени. Время на от-
дых и личные надобности, поданным
фотографий рабочего дня, составляет
8 % оперативного времени.
Подготовительно-за ключ ител ьное
время содержит затраты времени; на
получение и сдачу задания, техноло-
гической документации, инструмен-
та, приспособлений, оснастки; на оз-
накомление с заданием, технологи-
ческой документацией, чертежами;
на инструктаж мастера’ и на сдачу
выполненной работы. По данным фо-
тографий рабочего дня, эта катего-
рия затрат времени составляет 6 %
оперативного времени.
Коэффициент К, учитывающий
время обслуживания рабочего места,
время на отдых и личные надобности
и подготовительно-заключительное
время, равен 1,20.
Штучно-калькуляционное время
на работы по монтажу судовых кот-
лов на судах рассчитывают по фор-
муле (21), в которой 7'1)П — оператив-
ное время по выполнению комплексов
слесарных и слесарно-монтажных
операций. Примеры значений штуч-
но-калькуляционного времени приве-
дены ниже
Время на установку котлов на судне ни переходных частях
Содержание работы проверка котлов внешним осмотром, установка
на котел приспособлений для погрузки, участие в погрузке и установке котла
на судовой фундамент, д«Н-тавка и установка домкратов и отжимных приспо-
соблений д.чя центровки котла Снятие приспособлений^ для погрузка котла,
установка временных технологических креплений, домкратов с монтажными
опорами и отжимных приспособлений, установка котла в заданное положение по
высоте крену и дифференту с помощью домкратов и отжимных приспособлений,
разметка и удаление припуска на переходных стульях, зачистка кромок под
сварку, опускание котла на фундамент с помощью домкратов, проверка положе
ния котла, едача техническому контролю под сварку, участие в сварке пере
ходных частей к судовому фундаменту, проверка тепловых зазоров, грунтование
переходных частей, демонтаж временных креплений котла, домкратов, отжимных
приспособлений, установка г гг.:ггло1г<\й мвг-гя. cpnvuprn fn^n^iiric
водоуказатсльных колонок
Регистру СССР
Марка котла
Время на один котел, ч
Марка котла
Время на один котел, ч
Марка котла
Время па один котел, ч
Марка котла
с подгонкой по месту верхнего крепления котла,
Сдача монтажа к«|ла техническому — -............
контролю и
Время на один котел, ч
КАВ 4/7-22 КВВА 15/5 КАВ 6,3/7
КВВА 6/5 КАВ 1.6/7-21
70.0
КАВ 10
КА В 2.5/7
КАВ 1,6/7
60,0
КАВ 4
КАВ 16/6
85,0
КАВ 16
КВН 98
КВ 1
244
90,0
КВГ 34 К
256,0
Примечание Разрнд работы — 5,0
108
Время на установку утилизационных котлов на выравнивающих прокладках
Содержание работы Зачистка опорных поверхностей судового фунда-
мента, проверка котла внешним осмотром. Расконсервация и зачистка опорных
поверхностей котла Установка на котел приспособлений для погрузки котла
Участие в погрузке и установке котла на судовой фундамент в мащинно
котельное отделение Доставка и установка домкратов и отжимных приспособлений
для центровки котла Установка и выравнивание котла на фундаменте с
помощью отжимных приспособлений Снятие размеров выравнивающих про-
кладок и распорных втулок, передача данных замеров в цех для изготокаении
Получение изготовленных выравнивающих прокладок, распорных втулок, проверка
размеров Пригонка и установка по месту выравнивающих прокладок, Укрепление
электроприхватками Сверление отверстий в прокаадках и фундаменте через
лапы котла, подрезка площадок под головка болтов, установка болтов в отверстия
неподвижных опор, распорных втулок и болтов в отверстия подвижных
опор, навертывание гаек и закрепление нижних опор котла к судовому фунда-
менту Снятие размеров узлов верхнего крепления котла и отправда в цех
для изготовления Получение изготовленных узлов верхнего крепления, подгонка
и установка по месту, закрепление монтажными болтами. Снятие размеров распор-
ных втулок, передача в цех для изготоаления Получение изготовленных распорных
втулок, отдача креплений монтажных болтов, установка распорных втулок,
обжатие верхнего крепления котла болтами Установка арматуры на котле,
заполнение котла консервирующей смазкой. Сдача монтажа котла техническому
контролю и Регистру СССР, грунтование узлов крепления
Марка котла
Время на один котел, ч
Марка котла
Время на одни котел, ч
Примечание Разряд работы — 4,0
куп 40/6 i
КУП 40/6
58,5
КУП 700-1
230.0
КУП 150/8
70,0
КУП 1100
243.0
КУП 165/7
196,0
Приведенное время рассчитано на
выполнение работ на судне в нор-
мальных условиях в нижнем по-
ложении, При изменении условий
выполнения работ применяются сле-
дующие поправочные коэффициенты:
в неудобном положении, лежа; при
работе между установленными
механизмами, трубопроводами; при
затруднительных работах с инстру-
ментом — 1,2; в очень неудобном
положении, при работе на ощупь,
с вынужденным применением раз-
личных приспособлений для работы
с инструментом— 1,4; в вертикаль-
ном боковом положении—1,3; в
потолочном — 1,5; на открытых ста-
пелях — 1,1.
Норму времени на выполнение
работ по монтажу судовых котлов
рассчитывают по формуле (22),
где 7шк — сумма штучно-калькуля-
ционного времени на комплексы
операций по установке и монтажу
котла в машинно-котельном отде-
лении судна.
Пример Рассчитать корму времени на
установку судовых котлов марки КВВА 15/5
на переходных частях — I шт. марка
КУП 1100 на выравнивающих прохлад
ках — 1 шт Работа в нижнем положении
в неудобных условиях
Решение Норму времени на задиние
рассчитываем по формуле (22) Определяем
штучно калькуляционное время
Время на установку котла марки
КВВА (5/5 на переходных частях состав-
ляет Г11Ж |=49,0 ч, а на установку- утилиза-
ционного котла марки КУП 1100—
=243,0 ч Все время на выполнение зада-
ния по установке котлов на судовые фунда-
менты с учетом коэффициента 1,20 на работу
в неудобных условиях составляет Т„= (49,0-1-
+243.0) 1,2 = 350,4 ч
§ 27. Нормирование работ по монтажу теплообменных ап таратов
и судовой арматуры
Работы по монтажу теплообмен-
ных аппаратов и арматуры на судне
включают комплексы слесарио-
монтажных операций, связанных с
погрузкой, установкой на судовой
фундамент и закреплением на нем
109
теплообменного аппарата; работы по
перемещению, установке, креплению
и испытанию судовой арматуры.
Организация труда при выполнении
работ должна отвечать требованиям,
приведенным в § 22, а также
учитывать выполнение работ звень-
ями слесарей-монтажников, специа-
лизированных по монтажу теплооб-
менных аппаратов судовой ар-
матуры и входящих в состав
комплексных бригад.
Оперативное время на работы по
монтажу теплообменных аппаратов
и судовой арматуры включает за-
траты времени на отдельные еле
сарные и слесарно-монтажные
операции: по участию в погрузке
и установке теплообменных ап-
паратов, арматуры в помещениях
судна; по обработке опорной по-
верхности; по расконсервации
опорных поверхностей фундамента и
теплообменного аппарата; по обра-
ботке опорной поверхности фунда-
мента; по снятию размеров и уста-
новке выравнивающих прокладок;
клиньев, по разметке и сверлению
отверстий на фундаменте; по уста
нОвке болтов, шайб; по заверты-
ванию гаек; по проверке сопряжений;
по консервации крепежных деталей.
Оперативное время определяют по
данным хронометражных наблюде-
ний в зависимости от марки мате-
риала фундамента, площади обра-
батываемой поверхности, диаметров
болтов, вида, габаритов, условного
прохода арматуры и др. Время
обслуживания рабочего места скла-
дывается из времени на обеспече-
ние рабочего места инструментом и
приспособлениями в течение одной
смены; на подключение и отключе-
ние механизированного инструмента,
осветительной сети; на обеспечение
безопасных условий труда на рабо-
чем месте; на уборку рабочего места
и переходы с участка цеха на судно
и внутри судна в процессе работы.
По данным фотографий рабочего
дня, это время составляет 8 % опера-
тивного времени при работе на судне
и 4 % — в цехе.
110
Время иа отдых и личные надоб-
ности на основании данных фотогра-
фий рабочего дня не превышает 8 %
оперативного времени. Подготови-
тельно-заключительное время со-
стоит из затрат на получение и сдачу
задания, наряда, технологической
документации, инструмента, приспо-
соблений и оснастки; на ознакомле-
ние с заданием, технической докумен-
тацией и чертежами; на инструктаж
мастера и сдачу1 выполненной ра-
боты.
Подготовительно-заключительное
время, по данным фотографий ра-
бочего дня, составляет 6 % оператив-
ного времени. Коэффициент К, учи-
тывающий время обслуживания
рабочего места, время на отдых и
личные надобности и подготовитель-
но-заключительное время, равен 1,22,
при работе на судне и 1,18 — в цехе
Штучно-калькуляционное время
на выполнение работ по монтажу
теплообменных аппаратов и судовой
арматуры определяют по формуле
(21), в которой Топ — оперативное
время на отдельные слесарные и
слесарно-монтажные операции. При
меры значений штучно-кал ькуля
ционного времени приведены в
табл. 81—83.
Приведенное время рассчитано на
выполнение работ в нижнем по-
ложении в нормальных условиях.
При изменении условий выполнения
работ, приведенные в таблицах
значения времени умножают на
следующие коэффициенты: при рабо-
те в вертикальном (боковом) по
ложении — 1,30; в потолочном —
1,50; для неудобных условий при
выполнении работ в согнутом по-
ложении или лежа, между' тесно
установленными механизмами, тру-
бопроводами, в междудонных отсе
ках, в бортовых цистернах, в узких
проходах с ограниченным доступом,
где работа с инструментом затруд-
нена,— 1,20; в очень неудобных
условиях при выполнении работ на
ощупь, лежа, под настилами ма-
шинных отсеков в труднодоступных
местах, под фундаментами с уста
Таблица 81 Время на погрузку, установку и выгрузку теплообменных аппаратов (на одно
изделие, в часах)
Содержание работы: подготовка места под погрузку, застройка теплопбмешюги аппарата, погрузка а машинное отделение судна, перемещение к мечту установки с помощью грузоподъемных средств и приспособлений, поднятие и установка на фундамент с перс-станоп кой такелажной оснастки, снятие такелажной «сиастки сдача на склад хр тения. зачистка мест установки
Масса аппарата М, Погрузка выгрузка Перемещение ио судну кам или Установка па шпиль ИзКЛ'ОпЛС нис и у< та понка очного Установка и снятие
10 20 50 100 0,19 0.22 0,25 0,33 0,05 0,06 0,07 0.09 0 23 0,27 0,30 0,38 0,29 0.33 0Д7 0,47 0.35 0.40 0.45 0.60 0,50 0.50 0,51) 0,51» 0 30 0.30 ОДО 0.30
Примечания- 1 Разряд работы при массе аппарата, до 2U кг — 2,5, чо 7!й1 ы 3,0 1111)0 кт 3.5 2 Приведенное время умножается на следующие коэффициенты при установке аппарата с помощью мостового крана — 0.7, при погрузке и перемещении аппаратов через переборки и тапки трюмов - 1 2 3 Расчетная формула 7=0.0U245 А1+0.33. 4 Рассчитанное по формуле время умн< жастся на следую щис коэффициенты при установке аппаратов на амортизаторы — 1,4), па шпильки — 0.8, по рискам нлн отверстиям — 0,65, при перемещении аппарата по судну на 1 м - 0 14. при noipy-зке или выгруз ке — 0.55
Т а б л и ц а 82 Время на монтаж теплообменных аппаратов, устанавливаемых иа стальных
выравнивающих прокладках (на одни болт, в часах)
Содержание работы расконсервация опорных поверхностей фундамента и лап теплообменного аппарата, обработка опорной поверхности фундамента. Замер толщины выравнивающей прокладки, заполнение бланка-эскиза, направление на участок цеха для нзшгивления выравнивающей прокладки; получение изготовленной прокладки, проверка размеров, установка под аппарат, маркировка Разметка отверстий на прокладке, сверление отверстий, подрезание площадок под головки бовтов. Установка прокладки согласно марки ровке, совмещение отверстий, проверка плотности сопряжений, установка болтов, шайб, навертывание гаек, закрепление аппарата на фундаменте, проверка сопряжений, стопорение гаек; консервация крепежных деталей
Площадь об- работки опорной поверхности фундамента F, Диаметр болта D, мы
8 12 16 20 24 27 33 36
20 30 40 60 80 100 0,53 0,56 0,59 0,63 0,6» 0,73 0,55 0,58 0,61 0,65 0,70 0,76 0,58 0,61 0,64 0.68 0.74 0,79 0,6» 0,64 0,67 0.72 0,77 0,83 0,69 0.74 0,80 0,86 0,76 0,82 0,88 0,87 0,93 0.95
Примечания 1 Материал фундамента СтЗ Ст4, 09Г2, 10ХС.НД 2 Ра 1ряд работы— 3.08 3 Приведенное время умножается па следующие коэффициенты при установке апп <ратов с пепгровкой по отвесу, уровню или квадренту— 1,2, ври снятии аппаратов с последующей установкой 0.7 4 Расчетная формула Гн = (0,0025 /+0,48) (0,01125 D-«-0 91)
новленными механизмами и трубо-
проводами, в шахтах лазов и в
оконечностях судна, где работа с
инструментом требует осторожности
и применения дополнительных при-
способлений,— 1,40, при выполнении
работ на открытых стапелях и в
доках — 1,10; при перенесении
работ с судна на участок цеха —
0,80.
hi
Таблица 83 Время на монтаж теплообменных аппаратов, устанавливаемых на стальных
клиньях или прокладках (на один болт, в часах)
Содержание работы расконсерваций опорных поверхностей фундамента и лап
теплообменных аппаратов, обработка опорной поверхности фундамента, замер толщины
и клина или прокладки, заполнение бланка-эскиза, отправление в цех для изготовления
Получение изготовленных клина, прокладки, проверка размеров, пригонка по месту, марки-
ровка, разметка отверстий на клиньях, прокладках, фундаменте по отверстиям в лапах аппа-
рата, снятие клиньев, прокладок, сверление отверстий, иодрезаиие площадов под головки
болтов, установка клиньев, прокладок согласно маркировке, проверка сопряжений, развер-
тывание отверстий под призонные болты, замер отверстий, передача замеров в цех для изго-
товления болтов, установка получистых или призонных болтов, шайб, развертывание гаек,
закрепление аппарата на фуадаменте, проверка плотности сопряжений с помощью щупа, сто-
Площадь обработки опорной поверхности фундамента F, см2 Диаметр болта /> мм
12 16 20 24 27
20 1,110 1,03 1,06
30 1,08 1,11 1,14 1.17 —
40 1.17 1,20 1.24 1.27 1,30
Примечаний I Материал фундамента — СтЗ, Ст4, &1Г2, ЮХСНД 2 Разряд работы — 4,12
3 Приведенное время умножается на следующие коэффициенты при пригонке клина с двух сторон —
1,1. при теганояке прокладок или клина без пригонки по месту — 0,6. при установке аппарата с цент-
ровкой по отнесу, уровню или квадранту—1,2 4 Расчетная формула 7= (0,0085 f 4-0,83) X
Норму времени на выполнение
работ по монтажу теплообменных
аппаратов и арматуры рассчиты-
вают по формуле (22), в которой
ЕТшк — сумма штучно-калькуля-
ционного времени на выполнение
комплексов слесарно-монтажных
операций по монтажу теплообменных
аппаратов и арматуры на судах.
Пример. Рассчитать норму времени па
погрузку, установку и монтаж четырех тепло-
обменных аппаратов иа судне: двух аппара
тов массой по 1по кт, с перемещением по
судну на Юме помощью талей, на четырех
рымах, установка по рискам на стальных
выравнивающих прокладках на фундаменте
из стали Ст4, площадь обработки опорной
поверхности J00 см2, крепление на четырех
болтах диаметром 16 мм, двух аппаратов
массой 50 кг каждый, установка с помощью
мостового крала по рискам, на еткльных
клиньях, устанавливаемых без пригонки
во мету иа фундаменте из стали марки
ЮХСНД, площадь обраб01ки 40 см2, крспле
ние на восьми получистых болтах диаметром
12 мм.
Решение Норму времени рассчитываем по
формуле (22) Определяем штучно-калькуля-
ционное время Время на погрузку и уста
новку теплообменных аппаратов находим по
табл 81 Для аппаратов массой 100 кг оно
составляет иа погрузку 0.33 ч, на пере
112
мешение но судну — 0,09 ч на 1 м; а ня
10 м—0.09-10=0 9 ч, на установку по
рискам 0,38 ч; на изготовление и установ-
ку одното рыма — 0,50 ч, а четырех рымов —
0,50-4=2,0 ч, на установку и снятие талей —
0,30 ч Все время на погрузку и установку
одного теплообменного аппарата массой JOO кг
равно = 0,33 + 0,9 + 0,38 4-2,0 4- 0,30 =
=3,91 ч.
Время на монтаж аппарата, устанавли-
ваемого на стальных выравнивающих про-
кладках (табл. 82) на фундаменте из стали
марки Ст4 при площади обработки опорной
поверхности НЯ» см2 и креплении болтами
диаметром 16 мм составляет 0,79 ч на один
болт, а при креплении иа четырех болтах —
7'Oi«s=0,79-4=3,16 ч. Время на погрузку и
установку теплообменных аппаратов (см
табл 81) массой Я» кг —0,25 ч, а с учетом
коэффициента 0.7 при погрузке с помощью
мостового крана — 0,25-0,7 =0,175. установка
го рискам — 0,30 ч, все время на погрузку
и установку аппарата равно 7ш«з =0,1754-
4-0,30=0,475 ч, на монтаж аппарата, уста
на вливаемого на стальных клиньях (см
табл 83) на фундаменте из сткли марки
ЮХСНД при площади обрабатываемой по
верхности 40 см2, при диаметре получистого
болта 12 мм время на один болт равно
1,17 ч, а на восемь болтов и с учетом коэф
фициента 0,6 при установке клина бет
пригонки по месту Г,„К4=1,17«8-0.6=5,61 ч
Норма времени на задание по погрузке,
установке н монтажу двух теплообменных
аппаратов массой по 1ft) кг и двух аппаратов
массой по 50 кг состакляет 7",=2(3,914-
4-3,16)4- 2г0,4754-5,61)=26,31 ч
Глава VI
ОРГАНИЗАЦИЯ НОРМИРОВАНИЯ ТРУДА
В СУДОСТРОЕНИИ
5 28. Организация нормирования труда
Нормирование труда в
судостроении осуществляется цент-
рализованно Руководство работами
по нормированию труда в отрасли
осуществляет управление органи-
зации труда и заработной платы
(УОТиЗ) через подразделения по
нормированию труда:
отдел нормирования труда при
УОТиЗ и головная отраслевая норма-
тивно-исследовательская лаборато-
рия (ГОНИЛ) в составе соответ-
ствующего научно-исследователь-
ского института;
отраслевые подразделения нор-
мирования труда по специализации
производственных процессов;
структурные подразделения по
нормированию труда предприятий —
отделы организации труда и зара-
ботной платы (ООТиЗ).
Отдел нормирования труда при
УОТиЗ осуществляет общее орга-
низационно-методическое руководст-
во работами по совершенствованию
нормирования труда в отрасли.
Головная отраслевая нормативно-
исследовательская лаборатория вы-
полняет координацию работ норма-
тивно-исследовательских подраз-
делений отрасли: разрабатывает
пятилетние и годовые сводные планы
нормативно-исследовательских ра-
бот отрасли, осуществляет мето-
дическое руководство по разработке
и внедрению отраслевых нормати-
вов по труду.
Отраслевые подразделения нормн
рования труда по специализации
производственных процессов раз-
рабатывают отраслевые нормативы
по видам работ в соответствии с
пятилетним и годовым сводными
планами нормативно-исследователь-
ских работ и оказывают помощь
предприятиям по внедрению разрабо-
танных нормативов, повышению
уровня технически обоснованных
норм и снижению трудоемкости
работ.
Структурные подразделения по
нормированию труда предприятий —
отделы организации груда и зара
ботной платы — являются ответст-
венными за совершенствование тех-
нического нормирования труда на
предприятиях.
При децентрализованном норми-
ровании службами, выполняющими
эти функции в составе ООТиЗ,
являются бюро технического нор-
мирования (БТН) и нормативно-
исследовательское бюро (НИ Б).
БТН занимается организацией опе-
ративного нормирования на заводе:
систематическим контролем за пра-
вильностью установления норм, за
применением нормативов времени и
тарифно-квалификационных спра-
вочников нормировочными группами
в цехах предприятия и за своевре-
менным изменением их в цехах при
совершенствовании техники, техно-
логии и организации труда на ра-
бочих местах; разрабатывает сов-
местно с цеховыми службами планы
пересмотра норм для снижения тру-
доемкости и руководит их выпол-
нением; осуществляет мероприятия
по расширению применения сдельной
системы оплаты труда; изучает при
чины потерь рабочего времени и
состояние организации труда и об-
служивания рабочих мест; составля-
ет мероприятия по устранению вы-
явленных недостатков; распростра-
няет совместно с технологическими
службами опыт передовиков произ-
водства. НИ Б ежегодно издает
приказом директора завода перечень
нормативов времени, обязательных
для применения в цехах предприя-
нз
тия; внедряет в производство обще-
машиностроительные и отраслевые
прогрессивные нормативы времени;
разрабатывает заводские технически
обоснованные нормы времени на от-
дельные виды работ, не охваченные
отраслевыми нормативами времени;
составляет укрупненные нормативы и
типовые нормы времени (на основе
отраслевых и общемашиностроитель-
ных нормативов) на типовые изделия
и на основные виды работы пред-
приятия, разрабатывает нормы обс-
луживания вспомогательных рабо-
чих; изучает технологические процес-
сы, организационно-технические ус-
ловия выполнения работ на местах и
участвует в разработке мероприятий
по совершенствованию технологии,
организации труда, распространению
передового опыта и внедрению меро-
приятий по научной организации
труда.
В цехах предприятий работой по
техническому нормированию занима-
ется бюро труда и заработной платы
цеха (БТЗ). Инженеры-нормиров-
щики этого бюро нормируют работы,
выполняемые в цехе; внедряют
отраслевые и общемашиностроитель-
ные нормативы; разрабатывают сов-
местно с работниками других служб
цеха мероприятия, обеспечивающие
внедрение технически обоснованных
норм, снижение трудоемкости работ
и рост производительности труда;
участвуют в изучении и распрост-
ранении передового опыта; анализи-
руют причины невыполнения норм
выработки отдельными рабочими,
выявляют потери рабочего времени
путем проведения фотографий ра-
бочего дня; пересматривают освоен-
ные и устаревшие нормы времени;
корректируют нормы и снижение
трудоемкости работ при совершен-
ствовании техники, технологии и ор-
ганизации труда на участках цеха.
Нормирование технологических
операций на основе нормативов и
действующих норм, указанных в
технологе-нормировочных картах
(ТНК), осуществляет БТЗ цеха.
Тех нолого -норм ировочные ка рты
1(4
разрабатывают технологические
службы (табл. 84). В них технологи
проставляют содержание работ по
операциям, объемы работ и другие
данные, необходимые для нормиро-
вания Отнормированные ТНК слу-
жат основным документом для вы-
писки рабочих нарядов.
Рабочий наряд (табл. 85) —
первичный и важнейший документ
для нормирования и оплаты выпол-
ненной работы. Каждый рабочий-
сдельщик или бригадир должен по-
лучить наряд до начала работы.
В рабочем наряде указываются
содержание и объем работ, разряд,
норма времени и расценок. В отдель-
ных графах наряда отдел техническо-
го контроля делает отметку о приемке
работы, нормировщик указывает
фактически отработанное время по
табелю, а также размер аванса по
проценту готовности работы.
Централизованное нормирование
является передовой формой органи-
зации нормирования труда на пред-
приятиях Оно осуществляется спе-
циальной службой, которая норми
рует ТНК на все виды работ по
утвержденным отраслевым, обще-
машиностроительным и заводским
нормативам. Утвержденные ТНК пе-
редают в цехи.
Централизованное нормирование
труда обеспечивает следующую орга-
низацию работ:
своевременную разработку и мак-
симальное внедрение технически обо-
снованных норм времени;
наиболее полное использование
отраслевых и межотраслевых норма-
тивных материалов по труду при
расчете технически обоснованных
норм и контроль за правильностью
их применения; исключение случаев
завышения норм времени по требо-
ванию администрации цеха;
равную напряженность норм на
однородные работы, выполняемые в
различных цехах при одинаковых
организационно-технических усло-
виях;
наиболее полный охват работ тех-
нически обоснованными нормами;
ииэиэйн вОвИ1 -еийон вдинйорэ Коу 1
giW ‘вянэяэвй g
h ‘инэиайе Ewdcy
g
и pdcpvH еюэпд s-
TBldvi enmniroj.
и 'вин -энис'эоо ehhitTj'
вядвм кв11фм<!г:£ la
ruoged ICistfced
ниЛон Гид И
HoeFLBwdoH Hides
III oaiMimro}] g
00
иипебэпо оинеж -йэкоэ и эмнедоиэниец 1 полотнище дета- лей набора в за- | зор между набо- !
ииээйфойи Vox 1
(Коя) urfnedauo ед-
-нэиЛмоТ эииэьвигадо 1
о
более широкое применение средств
вычислительной техники при норми-
ровании труда;
эффективное использование спе-
циалистов по нормированию труда
вследствие их специализации по
отдельным видам работ и освобожде-
ния от несвойственных им обязан-
ностей.
Применяются два варианта цент-
рализованного нормирования: час-
тичная централизация технического
нормирования по отдельным видам
работ и цехам основного произ-
водства и полная централизация
технического нормирования по видам
работ и цехам основного произ-
водства по всему предприятию в
целом. При обоих вариантах нор-
мирование работ осуществляет под-
разделение отдела организации тру-
да и заработной платы — бюро цент-
рализованного нормирования (БЦН).
При частичной централизации
бюро (группа) централизованного
нормирования — структурное под-
разделение отдела организации тру-
да и заработной платы, которое
централизованно разрабатывает
технически обоснованные нормы по
труду для определенных видов работ
и профессий и корректирует их в
связи с конструктивными, техно-
логическими и организационными
изменениями, определяет разряды
работ и сдельные расценки. Рас-
считанные в централизованном по-
рядке технически обоснованные нор-
мы по труду на основе отраслевых
и межотраслевых нормативов по-
мещают в отдельной :рафе ТНК-
Эти нормы внедряет в производство
бюро труда и заработной платы
(БТЗ) цехов совместно с бюро
централизованного нормирования
Работы, не охваченные централизо-
ванным нормированием, а также
разовые работы, выполняемые с от-
клонением от нормальных условий
(несоответствие марки материала,
немерность материала и др,), БТЗ
цеха нормирует самостоятельно, а
также оно нормирует сменно-суточ-
ные задания рабочих-повременщиков
Н5
Рис 8. Схема прохождения технолого-нормировочной документации при централизованной
системе технического нормировании труда на предприятиях"
1— разработка тсхпроцессоп. ин*тавленне ТНК (при механизированном расчете норм — заполнение
входной технологической информации), 2— нормирование ТНК, составление сводных ведомостей,
согласование норм в профсоюзном комитете, 3 — заполнение входной нормировочной информации,
механизированный расчет ворм па ЭВМ, 3» — утверждение сводных ведомостей норм и расценок.
4 — размножение ТНК и сводных ведомостей норм и расценок, 5 — обеспечение служб, цехов ТНК
меха визированный
цеха, ведет учет нормированной
трудоемкости строящихся судов и
изделий, учет и анализ выполнения
действующих норм времени, выра-
ботки по цеху, участкам и профес-
сиям рабочих.
При организации полного центра-
лизованного нормирования БЦН
состоит из групп (отдельных спе-
циалистов), специализирующихся в
нормировании определенных видов
работ и направлений. БЦН обеспе-
чивает своевременную разработку
технически обоснованных норм, та-
рификацию работ, расчет расценок
и оформление ТНК- При полной
централизации технического норми-
рования БТЗ цехов упраздняются.
Функции оперативного нормирова-
ния и организации труда в цехах
предприятия осуществляет бюро
оперативного нормирования (БОН) -
структурное подразделение отдела
организации труда и заработной
платы. Нормировщики бюро опера-
тивного нормирования являются
организаторами и ответственными
исполнителями работ по нормиро-
ванию труда в обслуживаемых
цехах.
При централизованном нормиро-
вании должно соблюдаться следую-
щее прохождение технолого-норми-
ровочной документации (рис. 8).
Технолого-нормировочные карты с
описанием технологических операций
и объемов работ отдел главного
технолога (ОГТ) направляет в БЦН
для технического нормирования.
Нормировщики бюро рассчитывают
нормы времени на основании отрас-
левых, межотраслевых и местных
нормативов по труду. Одновременно
с расчетом норм определяют разряды
работ и расценки. Установленные
нормы, разряды работ и расценки за-
носят в технологе-нормировочные
карты. По отсортированным ТНК со-
117
ставляют сводные ведомости норм
времени и расценок (учетные норми-
ровочные ведомости), в которых ука-
зывают виды работ, их количество и
объем, нормы времени и расценки,
индекс норм. Такие ведомости согла -
совывают с профсоюзным комитетом,
и утверждает их руководитель пред-
приятия.
Огнормированные технолого-нор
мировочные карты и учетные норми-
ровочные ведомости возвращаются
в ОГТ, а затем их направляют в
отдел технической документации для
размножения и обеспечения ими
цехов и служб, связанных с выпол-
нением данных работ, и в бюро
(группу) трудоемкостей, которое на
основании технолого-нормировочных
карт и учетных нормировочных ве-
домостей рассчитывает трудоемкости
по изделиям, судну, заполняет исход-
ную информацию для механизиро-
ванного расчета трудоемкостей и
направляет для обработки в АСУП.
Изменение норм в технолого-норми-
ровочных картах и учетных норми-
ровочных ведомостях производят
централизованно на основании из-
вещений ОГТ с указанием шифров
изменений.
Пересмотр действующих норм осу-
ществляется централизованно с учас-
тием цеховых нормировочных служб
или бюро оперативного нормирова-
ния ООТиЗ.
§ 29. Оперативное нормирование труда с применением ЭВМ
Судокорпусные и судомонтаж-
ные работы на судостроительных
предприятиях характеризуются боль-
шой и разнообразной номенклатурой
и отличаются различием в трудо-
емкости и сроках выполнения, что
усложняет их нормирование, тре-
бует значительных затрат ручного
труда по составлению технологи-
ческих процессов, определению
объемов работ, необходимых для
расчета норм по действующим нор
мативам времени, а также выписки
рабочих нарядов. Поэтому целе-
сообразным является применение в
оперативном нормировании системы
автоматизированного нормирования
труда (САНТ), предусматривающей
расчет норм на ЭВМ. Перевод
расчета норм на электронно-вычис-
лительные машины не только позво-
лит сократить его трудоемкость,
но главное, улучшит качество и
точность разрабатываемых норм,
освободит технологов от составления
вручную ТНК, а нормировщиков от
механической счетной работы и даст
им возможность сосредоточить вни-
мание на совершенствовании орга-
низации и нормирования труда.
САНТ представляет собой совокуп-
ность организационных и матема-
118
тических методов реализации задач
технического нормирования на ЭВМ.
Система обеспечивает выпуск техно-
лого-нормировочной документации и
ведение учета трудовых затрат по
видам судокорпусных и судомонтаж-
ных работ и технологическим опе-
рациям, которые включены в пакеты
расчетных программ нормативно -тех-
нической базы. Исходным материа-
лом для подготовки нормативно-
технической базы, на основе которой
формируются массивы справочной
информации для ЭВМ, являются
математизированные нормативы
времени. Они используются также
для составления инструктивно-мето-
дических материалов по оператив-
ному нормированию различных ви-
дов работ на ЭВМ.
Математизированные нормативы
подготовляются путем преобразо-
вания табличных данных действую-
щих сборников нормативов времени
в уравнения (аппроксимация норма-
тивов) с целью сокращения объема
исходной нормативной информации.
В картах нормативов времени под
таблицей помещают расчетные фор-
мулы, по которым определяют норма-
тивные значения, указанные в таб-
лице нормативов. В расчетные фор-
мулы включают факторы, от которых
зависит нормативное значение. Ус-
ловные обозначения факторов по-
мещают в головке таблицы с указа-
нием единиц их измерения. В отдель-
ных случаях таблице нормативов мо-
жет соответствовать несколько рас-
четных формул с указанием облас-
ти граничных значений факторов.
При переработке отраслевых нор-
мативов в связи с истечением срока
их действия расчетные формулы кор-
ректируют путем введения поправоч-
ного коэффициента в целом на всю
таблицу нормативов. При этом вид
формулы и ее параметры не меняют-
ся. В случае изменения общего вида
нормативной таблицы и ее сущест-
венной переработки рассчитывают
новую формулу, корректируют рас-
четно-техническую базу и массивы
справочной информации для ЭВМ.
Информационное обеспечение
САНТ представляет собой совокуп-
ность первичной документации, с
использованием которой готовится
достаточная и достоверная входная
информация, необходимая для
расчета нормативного значения на
единицу измерения, нормы времени
и расценки (методические указания
по подготовке исходной информации,
инструкции по оперативному норми-
рованию по видам судокорпусных и
судомонтажных работ). Входную ин-
формацию помещают в информа-
ционную карту (табл 86). которая
поступает непосредственно в отдел
автоматизированных систем управ-
ления предприятия для последующей
обработки и ввода в ЭВМ. Пре-
дусмотрен также ввод информации
с дисплея на автоматизированном
рабочем месте технолога
В рамках САНТ решаются также
задачи по разработке и подготовке
необходи мых сп ра вочно-и нформаци -
онных данных на магнитных носи-
телях, разработке алгоритмов и
комплекса программ математическо-
го обеспечения.
Программно-математическое обес-
печение (ПМО) САНТ разработано
применительно к ЭВМ третьего поко-
ления типа ЕС и представляет собой
комплекс программ, работающих под
управлением операционной системы
DOS/ЕС версии 2 2, написанных на
алгоритмических языках COBOL,
PL 1 и АССЕМБЛЕР
Т аб л и ц а 86 Информационна» карта
Те ХНО ЛОГИЧОСКИ1 комплект Код I документа Контрольная
1
С Код операции S * 8? 1 1 Код оборудоаа имя 5 Код тарифной ставки Расчетные данные
с с с 2466049 2456050 2195056 2195059 1120-145 001 1120 145-001 1120 141-001 1120-141 43 222 1 52,00 84,00 168.00 49 .ГЮ 16 00 16,00 24 00 8.00 1,40 1,40 1,40 0,24 1.40
Нормировщик Лист
Технолог Код строки 03 Цех Зака ЛИСТОВ
Разработали Ф И. О Под Дата ТНК
119
При функционировании САНТ
осуществляется ввод оперативной
информации (подготовленной на
специальных бланках — информаци-
онных картах), расчет норм времени
и расценок по оперативной инфор-
мации, создание базы данных —
массива пооперационно-трудовых
нормативов (ПТН) и ее попол-
нение, выпуск рабочей документации
для производственных подразделе-
ний предприятия (технолого-норми-
ровочных карт и ведомостей).
Программно-математическое обес-
печение САНТ содержит пять под-
систем, взаимно увязанных и имею-
щих относительную самостоятель-
ность:
подсистема ввода и корректировки
исходной информации. Осуществля-
ет ввод информации из информа-
ционных карт, ее проверку и под-
готовку для последующего расчета
норм времени и расценок, для чего
введенная информация записывается
на магнитный диск (МД) в виде
промежуточного рабочего файла;
при обнаружении ошибочных запи-
сей имеется возможность их коррек-
тировки;
подсистема нормативно-техниче-
ской базы для расчета норм времени
и расценок. Служит для определения
нормативного значения на единицу
измерения, нормы времени и рас-
ценки по операциям и является ядром
САНТ. Работа подсистемы основана
на принципах программы с оверлей-
ной структурой, в которой основным
ключом является код операции.
Результат работы данной подсис-
темы — записанный на МД проме-
жуточный (рабочий) файл опера-
ционно-трудовых нормативов на тот
объем информации, который был
введен в ЭВМ;
подсистема печати документации.
Позволяет выпускать необходимую
документацию (технолого-нормиро-
вочные карты, ведомости, наряды и
т. п.) как с промежуточного рабочего
файла ПТН, так и с базы данных
ПТН САНТ;
подсистема организации и ведения
120
Рис 9. Общая блок схема работы САНТ
базы данных САНТ. Обеспечивает
накопление информации в виде
единого файла по каждой операции,
а также оперативную корректировку
этой информации;
подсистема сервиса системных
справочных файлов. Служит для
создания и корректировки системных
и справочных файлов.
При работе каждой подсистемы
выдаются сообщения, позволяющие
следить за ходом выполнения любой
процедуры. Общая блок-схема ра-
боты САНТ представлена на рис. 9.
Методическое руководство рабо-
той по САНТ в отрасли осущест-
вляет головная (центральная) нор-
мативно-исследовательская лабо-
ратория (ГОНИЛ). Она координи-
рует и планирует разработку и реа-
лизацию задач нормирования труда
ООТИЗ ОГТ
Бюро централизо- ванного нормирова- ния (EUH) Технологические службы (БТПП) при децентрализованном нормировании
Постановка шифров опе-
раций, параметров и
объемов работ, шифров
тарифных сеток и
разрядов
I
Чертежи, принципиальная
технология, ТКС,
тарифные сетки, инструк-
ции
Информационные карты
I _____
Рис 10 Схема организации работ по автоматизированному нормированию труда на пред
приятии
на ЭВМ по видам работ в отрасли;
разрабатывает руководящие и ме-
тодические материалы по организа-
ции САНТ; оказывает методическую
помощь нормативно-исследователь-
ским организациям и предприятиям
по вопросам внедрения автоматизи-
рованного нормирования труда с
использованием ЭВМ.
Отраслевые нормативно-исследо-
вательские организации (ОНИО) с
учетом перевода нормирования труда
на ЭВМ разрабатывают нормативы
времени, содержащие раздел мате-
матизированных нормативов, пред-
назначенных для нормирования с
использованием ЭВМ. осуществля-
ют общее руководство работой под-
ведомственных предприятий по внед-
рению автоматизированного норми-
рования труда и оказывают им
необходимую методическую помощь.
Работы по опытному внедрению
САНТ ведутся на базовых предприя-
тиях по видам производства. Состав
базовых предприятий утверждается
министерством.
Мероприятия по автоматизиро-
ванному нормированию труда яв-
ляются неотъемлемой частью плана
организационно-технических меро-
приятий завода, утверждаются ди-
ректором и обеспечиваются соответ-
ствующей организацией и распреде-
лением работ по исполнителям.
Внедряют САНТ на предприятиях
отрасли отделы организации тру-
да и заработной платы (ООТиЗ)
совместно с отделом главного тех-
нолога (ОГТ) и бюро централи-
зованного нормирования (БЦН) при
организации централизованного
нормирования труда на базе ОАСУП
(рис. 10).
Внедрение системы САНТ про-
водится в следующем порядке.
ООТиЗ и ОГТ рассматривают пе-
речни типовых операций в инструк-
циях по оперативному нормированию
труда на ЭВМ (по видам работ)
и перерабатывают их, удаляя те
операции, которые не предусмотрены
на данном предприятии. Откорректи-
рованные перечни типовых операций
выпускаются для эксплуатации.
ООТиЗ также подбирает местные
нормативы, которые отсутствуют в
пакете САНТ, и составляет полный
121
перечень имеющихся на предприятии
операций, передаваемый в ОАСУП
для включения их в пакет САНТ,
так как программное обеспечение
предусматривает подключение в
пакет САНТ и местных нормативов.
При полном охвате САНТ всех видов
работ в отрасли местные нормативы
должны быть заменены отраслевыми
с подбором соответствующих техно-
логических операций и введением
необходимых поправочных коэффи-
циентов. ООТиЗ совместно с ОГТ и
ОАСУП организует опытное про
ведение работ по САНТ на пред-
приятии и обучение технолого-нор-
мировочного персонала заполнению
информационных карт.
Входную информацию, с которой
работает САНТ, можно условно раз-
делить на шесть групп:
параметры работ — реквизиты, по
которым определяется нормативное
значение;
объемы работ — реквизиты на
которые умножается нормативное
значение для получения нормы вре-
мени;
поправочные коэффициенты —
реквизиты, на которые умножается
норма времени с целью введения
поправки на условия работы;
общие наладочные параметры —
реквизиты, которые вводят поправку
на все операции в зависимости от
условий производства;
разрядность работ и коды тариф-
ных ставок — реквизиты, с помощью
которых определяется расценка ра-
боты;
кодовая информация, которая
осуществляет привязку текущей ин-
формации к планово-учетным и
конструктивным показателям.
Инструкции по оперативному нор-
мированию по видам работ включают
следующую информацию: перечень
кодов и наименований типовых
операций с указанием последователь-
ности заполнения параметров, объе-
мов работ и поправочных коэффи-
циентов по видам работ; перечень
и значение поправочных коэффици-
ентов по видам работ; особенности
122
заполнения исходной информации
для данного вида работ.
Информационная карта (см.
табл. 86) содержит информацию
об объемах и условиях выполнения
работ, необходимых для расчета
норм времени и расценок. Исходной
информацией служат данные рабоче-
го чертежа, требования технологиче-
ского процесса и инструкции для
оперативного нормирования по ви-
дам работ, в которых указываются
состав и коды типовых операций,
порядок заполнения расчетных дан
ных, поправочных коэффициентов,
а также примеры заполнения ин-
формационной карты. Инструкции
для оперативного нормирования на
ЭВМ по видам работ разрабатывают
нормативно-исследовательские ор-
ганизации (НИО) — разработчики
сборников нормативов — и утверж-
дает руководитель предприятия, в
составе которого находится НИО
Информационную карту при цент-
рализованном нормировании запол-
няет технолог специализированной
группы: бюро централизованного
нормирования (БЦН) или бюро
технологической подготовки произ-
водства (БТПП) — централизован-
ной технологической службы пред-
приятия; при децентрализованном
нормировании — технолог БТПП
цеха.
Исходная расчетная и управля-
ющая информация (табл. 87) за-
полняется в такой последователь-
ности: номер технологического комп-
лекта и код документа (с кодом
записи А); код операции, обозна-
чение чертежа, номер детали, код
оборудования, разряд работы, код
тарифной ставки, количество, ра-
счетные данные (запись с кодом
С).
Информационную карту необхо-
димо заполнять на каждый техно-
логический комплект в отдельности.
Запись исходной информации, отно-
сящейся к одному технологическому
комплекту, продолжают на сле-
дующих листах бланка с указанием
номера листа.
Таблица 87 Исходная расчетная и управ-
ляющая информация, помещаемая в инфор-
мационной карте
Наименование Макси мальная зитв
ЗАПИСИ реквизита реквизи та—коли- чество символов
А Расчетная ин- формация- номер техно- логического комплекта код докумен контрольная сумма 16 16 Цифро- вой »
С Код операции Обозначение чертежа или справочные дан- ные Номер Код оборудова- Разряд работы Код тарифной станки Количество Расчетные дав- 13 18 3 3 6 Цифро- вой Сим- ный »
D Управляющая информация проект цех заказ 5 3 5 Цифро вой
Запись с кодом А следует запол-
нять один раз на каждый техно-
логический комплект в отдельности.
На следующих листах бланка ин-
формационной карты, относящихся
к одному комплекту, запись с кодом А
не повторяют.
Реквизит «Контрольная сумма»
не заполняют, так как он необходим
только для отдела автоматизирован-
ных систем управления предприя-
тием (ОАСУП).
Запись с кодом С производят
столько раз, сколько технологических
операций входит в нормируемый
комплект
Реквизиты в записях необходимо
заполнять в последовательности.
указанной в табл. 87. Если отдель-
ные реквизиты заполнять не требу-
ется или они равны нулю, то эти
реквизиты не проставляют.
Реквизит «Разряд работы» в за-
писи типа С заполняют для целых
разрядов перечислением всех вхо-
дящих разрядов, например 4, 3, 2
(разряды работ — четвертый, тре-
тий, второй); для дробных разря-
дов — трехзначным кодом с первой
цифрой 9 и двумя последующими
цифрами, относящимися к разряду
работы (например, код 936 — разряд
работы 3,6).
Код тарифной ставки заполняют
в соответствии с табл. 88.
Количество п (см. табл. 86) до-
пускается заполнять как целое чис-
ло без дробной части двумя спосо-
бами:
числом изделий (деталей, узлов,
конструкций), если расчетные дан
ные описывают объемы работ на одно
изделие. Количество изделий не
должно превышать числа 9999, при
большем числе запись типа С повто-
ряется на недостающее количество
изделий;
символом 1 — единица, если рас-
четные данные описывают объемы
работ по всей операции.
В реквизите «Расчетные данные»
дробная часть отделяется запятой
от целой части.
Допускаемая максимальная длина
целой части — четыре знака, дроб-
ной — два знака. Дробную часть
следует проставлять во всех слу-
чаях, например: число 1000 записы-
вается как 1000,00; число 10,2 запи-
сывается как 10,20; число 0,1 как
0,10 и т- д.
При заполнении реквизита «Рас-
четные данные» (см. табл. 86) строки
С значения объемов и факторов
работ записывают в той последо-
вательности, в которой они указаны
в таблицах типовых операций со-
ответствующих инструкций для опе-
ративного нормирования по видам
работ.
Отдел организации труда и зара-
ботной платы осуществляет ввод в
123
Таблица 88 Коды тарифных ставок
Категории рабочих Форма оплаты Условия труда Продолжительность рабочего дня. ч
е 7
Рабочие машино- строительной и ме- таллообрабатываю- щей промышленности Повременная Нормальные Тяжелые и вредные Особо тяжелые н осо- бо вредные 112 113 114 На
Сдельная Нормальные Тяжелые и вредные Особо тяжелые и осо- бо вредные 121 122 124
Рабочие судост роения и судоремон- та (станки I группы с 10 % надбавкой) Повременная Нормальные Тяжелые и вредные Особо тяжелые и осо- бо вредные 211 212 213 214 215
Сдельная Нормальные Тяжелые и вредные Особо тяжелые и осо бо вредные 221 222 223 224 225
Станочники Повременная Нормальные Тяжелые и вредные 311 312
Сдельная Нормальные Тяжелые и вредные 321 322 -
действие (распоряжением руководи-
теля предприятия) норм времени и
расценок, полученных расчетным ме-
тодом с использованием САНТ, и
выполняет контроль за правиль-
ностью записи входной информации и
применением норм времени и расце-
нок, полученных с ЭВМ.
При функционировании САНТ
службы ОАСУП предприятия осу-
ществляют организацию работ по
приему информации, обработке ее
в кратчайшие сроки и выпуску ТНК
и другой технолого-нормировочной
документации, обеспечивают запись
на магнитный диск пакета САНТ,
подготовку этого пакета к работе и
его бесперебойную работу ежедневно
в отведенное для него время.
Внедрением САНТ на ЭВМ реша-
ются задачи ускорения технологичес-
кой подготовки производства, замены
ручного расчета норм и расценок
механизированным на базе дейст-
вующих прогрессивных общемаши-
ностроительных и отраслевых норма-
124
тивов времени, выпуска на ЭВМ
технолого-нормировочной докумен-
тации на стадии проработки ра-
бочих чертежей, создания массивов
информации о технологической
трудоемкости в разрезе технологи-
ческих комплектов и других планово-
учетных единиц.
В условиях гибких производствен-
ных систем (ГПС) нормирование
работ основывается на времени рабо-
ты оборудования. В статистической
сводке за одну смену, получаемой
с ЭВМ, содержатся данные о вре-
мени работы оборудования ГПС,
времени регламентированных пере-
рывов и времени простоев оборудо-
вания по различным причинам. Сок-
ращение времени простоев оборудо-
вания и в результате этого увеличе-
ние времени работы оборудования,
является основным показателем,
характеризующим эффективность
работы рабочих, обслуживающих
ГПС, и влияющих на размер зара-
ботной платы.
§ 30. Нормирование труда при бригадных формах организации
При выполнении судокорпусных
и судомонтажных работ в цехе
и на судне предусмотрена коллек-
тивная форма организации труда —
выполнение работ комплексными
бригадами, ориентируемыми на ко-
нечный результат, работающими по
единому наряду и распределяющими
общий заработок согласно коэф-
фициенту трудового участия. В таких
бригадах создаются условия для
быстрого роста квалификации работ-
ников, они получают возможность
совмещать профессии, осваивать
новые (смежные). Рабочие, объеди-
ненные в комплексные бригады,
в состоянии быстро привести в дейст-
вие значительные резервы. Как
показал опыт работы передовых
бригад, рост производительности
труда в них составил в среднем в
год больший процент, чем рост
производительности труда на участ-
ках с индивидуальной организа-
цией.
Эффективность бригадной формы
организации труда (БФОТ) в боль-
шой мере зависит от организации
нормирования труда, перехода к бо-
лее высокому уровню обоснованности
и прогрессивности применяемых
норм. Действующие в отрасли норма
тивы времени на судокорпусные и
судомонтажные работы наряду с
бригадной формой организации тру-
да учитывают также и индивидуаль-
ную, поэтому они не в полной мере
учитывают влияние, оказываемое
БФОТ на сокращение затрат рабо-
чего времени. Влияние бригадной
организации труда на величину
затрат, составляющих технически
обоснованную норму времени, раз-
лично. Так, величина оперативного
времени, включаемая в состав комп-
лексной нормы времени на бригаду,
при высокой напряженности индиви-
дуальных норм, как правило, остает
ся неизменной, и изменяется только
в случае совершенствования техно-
логического процесса и организации
труда.
Время обслуживания рабочего
места в условиях бригадной формы
организации труда уменьшается
вследствие улучшения обслужива-
ния, взаимозаменяемости, совмеще-
ния профессий и перераспределения
функций, расширения зон обслужи-
вания и др. Эти особенности БФОТ
не учитываются в действующих нор-
мативах времени. Подготовительно
заключительное время в условиях
БФОТ уменьшается в результате
перераспределения функций между
членами бригады, совмещения вре-
мени выполнения отдельных элемен-
тов подготовки к работе несколькими
членами бригады одновременно, вы-
полнения работ сквозной бригадой
без передачи смены, сокращения вре-
мени потерь по организационно-
техническим причинам и др.
Время на отдых и личные надоб-
ности также сокращается в условиях
БФОТ благодаря взаимной подмене
рабочих в период их отдыха. В
табл. 89 представлено рекоменду-
емое снижение нормируемых затрат
времени по видам судокорпусных и
судомонтажных работ в результате
внедрения бригадных форм органи-
зации труда на предприятиях. На
основании указанного рекоменду-
емого снижения трудовых затрат на
предприятиях в зависимости от типа
бригады, его численного и квалифи-
кационного состава; организации
труда и обслуживания внутри брига
ды; совмещения профессий, взаимо
заменяемости и составляющих,
влияющих на эффект коллективного
труда определяют численные значе-
ния соответствующих понижающих
коэффициентов, на которые необхо-
димо корректировать коллективную
норму времени на бригаду
1-(Д//100). (48)
где Д/ — процент снижения трудовых
затрат.
Коллективная норма на бригаду
будет меньше суммы операционных
125
Таблица 89 Рекомендуемое снижение нормируемых затрат времени по видам судокорпусных
и судомонтажных работ при внедрении БФОТ
Виды работ, учитываемые отраслевыми нормативами времени Величина снижения трудовых затрат, %
Корпусообработка, тепловая и механическая резка, гибка, изго товление и комплектация деталей корпуса судна 6-12
Разметочно-проверочные, пригоночно-сборочные и проверочные работы при узловой и секционной сборке судовых конструкций 8—15
Установочно-сборочные, проверочные, спусковые работы и работы по испытанию на непроницаемость при стапельной сборке судов 12—20
Ручная, полуавтоматиче» кая и автоматическая сварка корпус- ных конструкций 6—12
Ручная, полуавтоматическая и автоматическая сварка труб 4—8
Изготовление и установка достроечных деталей, узлов, изделий, дельных вещей, судовых устройств, оборудования, сбрешетника и др 8-16
Монтаж г.паваых и вспомогательных механизмов, устройств, теплообменных аппаратов, вилопроводов, арматуры, электрообо- рудования, трубопроводов при сборке в цехе и установке на судне 12—25
Заготовка, гибка, обработка, пригонка, испытание, предвари- тельный монтаж судовых труб и трубопроводов 8—18
Изготовление и мовтаж труб судовой вентвляции, кондициони- рования воздуха 10—18
Заготовка и монтаж изоляции, нанесение мастичных покрытий и установка линолеума, малярные работы 6 10
Подготовка механизмов, оборудования, устройств, систем трубо- проводов к швартовным испытаниям и проведение швартовных испытаний судов с различными типами энергетическах установок 15 25
(индивидуальных) норм по видам
работ, выполняемых бригадой. Бри-
гадную норму времени определяют
как сумму норм времени на онера
ции, выполняемые коллективом на
единицу конечного результата дея-
тельности бригады (деталь, комплект
деталей, бригадо-комплект и др.)
с учетом снижения норм времени на
процент, указанный в табл. 89 и
называют комплексной, так как она
характеризует трудовые затраты на
комплекс взаимосвязанных работ:
7’H.6=X7'„<,1A=7’1<Oni/(i +
+ Tn urfKz + ... + ТнеяпКп. (49)
где Т„ о -- норма времени на брига-
до-комплект или другую планово-
учетную единицу, по которой плани
руется работа бригады, нормо-ч;
Е Тп <|И —- сумма норм времени по
отдельным операциям (комплексам
операций), нормо-ч; Т„ «„ |, Т„ <>п 2, - - -.
7'вопи — норма времени на отдель-
ную операцию (работу), определяе-
мую по действующим нормативам
времени; К», Къ, .... — понижаю-
щие коэффициенты, на которые кор-
ректируются нормы времени на от-
дельные операции (работы), отра-
жающие преимущества БФОТ.
Пример. Рассчитать коллективную норму
времени на бригадо-комолект по выполвению
работы комплексной бригадой слесарей мои
тажников по установке и монтажу турбины
высокого давления массой 15 ОНО кг с уста
ковкой клиньев под турбину, количеством
16 шт. Сверление 16 отверстий в фуидамен
те под турбину диаметром 30 мм, глубина
отверстия 60 мм, центрирование турбины
с редуктором, монтаж редуктора массой
5000 кг на 30 опорных амортизаторах со
сверлением 30 отверстий диаметром 22 мм.
глубина сверления 40 мм
Решение. Норму времени на бригадо
комплект рассчитываем по формуле (49)
Определяем нормы времени на отдельные
работы по таблицам действующих нормативов
Норма времени на сверление отверстий
в фундаментах под турбину (см. табл. 70)
при диаметре 30 мм и глубине 60 мм время
на одно отверстие 0JW2 ч, а на 16 отверстий
Гшх1=0,092-16=1,41 ч; под редуктор при
диаметре 22 мм и I лубине 40 мм время
на одно отверстие 0,066 ч, а на 30 отверстий
Г..Ж 2 = 0,066-30= 1.98 ч. Всего норма времени
на сверление отверстий в фундаментах со-
ставит Тят1 = 1,41 + 1,98=3.39 ч.
Норма времени на установку и монтаж
турбины (см табл 71) массой 15000 кг и при
количестве клиньев под турбину 16 шт равна
Т'х «и г = 145,0 ч.
126
Норма времени на монтаж редуктора (см.
табл 72) массой 5000 кг, при количестве опор-
ных амортизаторов 30 шт—7h<„is=73,5 ч
Норма времени на центрирование турбины
с редуктором (см табл 73) при массе
турбины 15 000 кг — 7„ „„4—32.7 я.
Понижающий коэффициент, на который
необходимо корректировать коллективную
норму времени на бригаду, рассчитываем
по формуле (48).
Процент снижения трудовых затрат опре-
деляем по табл 89. На работы по монтажу
главных механизмов величина снижения
трудовых затрат составляет 12—25 %, ирнни
маем Д/ = 15%. тогда понижающий коэф
фианент к коллективной норме времени
А = 1 — (15/ИЮ) =0,85
Норма времени на бригадо комплект
7„7<1 = £7117„,|=(3.39 + 145.1)+73.5+32,7)Х
Х0,85=216.4 ч
СЛИСОК ЛИТЕРАТУРЫ
1 . Ленин В И О производительности
труда- Сб. М. Госполитиздат, 195b 152 с
2 Материалы XXVII съезд КПСС М:
Политиздат, 1986.
3 Гальцов А. Д Нормирование и основы
научной организации труда в машинострое
иии М.- Машиностроение, 1987 4i М с
4 Гслота Г Ф Техническое нормирование
в судостроении Учебн для судостронт
техникумов Л • Судостроение, 1975 181 с
5 . Изучение затрат рабочего времени и
разработка нормативных материалов по труду:
Методические рекомендации. М • НИИ труда,
1966. 253 с
6 Методика разработки нормативов вре-
мени на сборочные работы в машиностроении.
Изд. 3-е М НИИ труда, 1966 170 с
7. Научная организация труда на рабочих
местах Опыт предприятий’Сред Урала. М:
Профиздат, 1987 254 с
8. Нормирование труда в промышленности
М. Экономика. 1982
9 Нормирование труда рабочих в строи-
тельстве/Под ред Е Ф Баловой М Строй-
издат, 1985 440 с.
10. Опыт работы по улучшению нормиро-
вания труда: Материалы совещания и семина-
ра М: НИИ труда, 1979 Bun. 3.
11. Основные методические положения по
нормированию труда рабочих и народном
хозяйстве/Науч -исслед. ин i труда. М.: НИИ
труда. 197!
12. Применение ЭВМ для расчета норм
труда. Методические рекомендации/Под
ред А С Довбы, В. М. Рысса и Р П Миус-
ковой. М.- НИИ труда, 1978 Выц 1.
13 Развитие и совершенствование кол-
лективных форм труда на современвом
этапе//Соц. труд 1984. V» 6 С. 7- 72
14 Силантьева Н А. Математические
методы в техническом нормировании труда
М. Машиностроение, 1966. 132 с
15. Справочник нормировщика машино-
строителя: В 4-х т Т 1. Основы технического
вормироваиия/Иод ред. А. Д Гильцова М
Машгиз, 1959, 676 с
127
ОГЛАВЛЕНИЕ
Предисловие
Глава 1. Основы технического нормирования
§ 1. Задачи и содержание технического нормирования
§ 2. Производственный процесс и его состав
§ 3. Классификация затрат рабочего времени
§ 4. Методы изучения затрат рабочего времени
§ 5 Фотография рабочего времени . . .
§ 6 Хронометраж
§ 7 Фотохронометраж
Глава 1Г Разработка нормативного времени .
§ 8 Классификация нормативов
§ 9 Основные положения и особенности разработки нормативов
Глава 111 Техническое нормирование судокорпусных работ
§ 10 Основные положения по нормированию судокорпусных работ
§ 11 Нормирование корпусоэаготовительных работ
§ 12 Нормирование корпусосборочных работ
| 13. Нормирование ручной электродутовой сварки ... . . . .
§ 14 Нормироваияе автоматической электродутовой сварки под флюсом
§ 15 Нормирование полуавтоматической электродутовой сварки под флюсом и в угле-
кислом газе . ... ...
Глава IV Техническое нормирование корпусодостроечных работ
§ 16. Основные положения .
§ 17 Нормирование работ во изготовлению и установке изделий доизоляционного
насыщения .... ..........
§ 18. Нормирование работ по изготовлению и монтажу судовых устройств и дельных
вещей . ....
§ 19 Нормирование работ по изготовлению и монтажу изделий судового оборудования
помещений . . ...............
§ 20. Нормирование работ во изготовлению и монтажу труб судовой вентиляции
§ 21 Нормирование работ но тепловой изоляции судовых помещений
Глава V Техническое нормирование слесарно-монтажных и трубопро-
водных работ
§ 22. Основные положения ................
§ 23 Нормирование слесарных, слесарно-сборочных и монтажных работ . .
§ 24. Нормирование работ во монтажу валопроводов п гребных иянтов, главных турбо
зубчатых агрегатов . . ...
§ 25 Нормирование работ по изготовлению и установке судовых систем трубопроводов
$ 26. Нормирование работ по монтажу главных и вспомогательных котлов .
§ 27. Нормирование работ по монтажу теплообменных аппаратов и судовой арматуры
Глава VI Организация нормирования труда в судостроении
§ 28. Организация нормирования труда . ... . .
§29 Оперативное нормирование труда с применением ЭВМ.
§ 30 Нормирование труда при бригадных формах организации. . . .
Список литературы ...
12
16
19
28
31
32
32
34
45
45
47
62
69
72
79
79
81
83
85
87
90
93
93
95
98
102
107
109
113
113
118
125
127
128