/










































































Author: Кротов И.В.
Tags: проектирование аэродинамика ракетная техника ракетостроение модели ракет
Year: 1979



Text
МОДЕЛИ РАКЕТ
Проектирование
Лбвкакска» об .«ллнаньял гор. С к б л и о т *
МОСКВА
ОРДЕНА «ЗНАК ПОЧЕТА> ИЗДАТЕЛЬСТВО ДОСААФ СССР 1979
Кротов И В.
Модели ракет: Проектирование—М.: ДОСААФ, 1979.—
176 с., ил.
65 к.
В книге освещается процесс проектирования моделей ракет. Содержится описание новых методов расчетов, новых материалов и технологические рекомендации по их применению в ракетном модели »ме.
Кинга предназначена дли кружков технического моделирования.
—------L 94_78 4306030000 6Т6.Б
•2(02)—79
[здательство ДОСААФ СССР. 1979 г.
iii’iVUKViopn’.;
В настоящее время ракетно-космический моделизм приобрел большую популярность среди молодежи и школьников как в нашей стране, так и за рубежом.
Ракетно-космический моделизм является одним из наиболее эффективных средств приобщения детей и молодежи к изучению межпланетных полетов и вопросов космонавтики.
Занимаясь моделизмом, школьники знакомятся с аэродинамикой и баллистикой полета, методами проектирования и конструирования летающих моделей, с термодинамикой и материаловедением, с вопросами прочности и эксплуатации ракетных моделей, с технологией изготовления и историей реактивной техники. Все это создает предпосылки для осознанного, глубокого восприятия школьниками физики математики. химии и других учебных предметов.
Ракетный моделизм имеет целый ряд особенностей, отличающих его от других видов моделизма: при (внешней простоте конструкции модели он требует длительной и сложной технологической подготовки, значительно более сложной, чем авиа- или судомоделизм
Наличие пиросистем в наземном оборудовании и на борту ракет, применение термостойких материалов и покрытий, особенности аэродинамики и баллистики, требования многоразового применения модели еще более увеличивают сложность этого вида моделирования. Все это подготавливает моделиста к восприятию мира большой техники, стирает психологи-, ческий барьер между школьными классами и залами конструкторских бюро, пролетами цехов, стартовыми площадками.
Оборонное Общество всегда уделяло большое внимание ракетному моделизму. Так. в приказ председателя Центрального совета Осоавиахима в июле 1932 г о создании производственной базы ГИРДа 9 был включен пункт о работах по ракетному моделизму. И начальник ГИРДа С П. Королев, в буду-
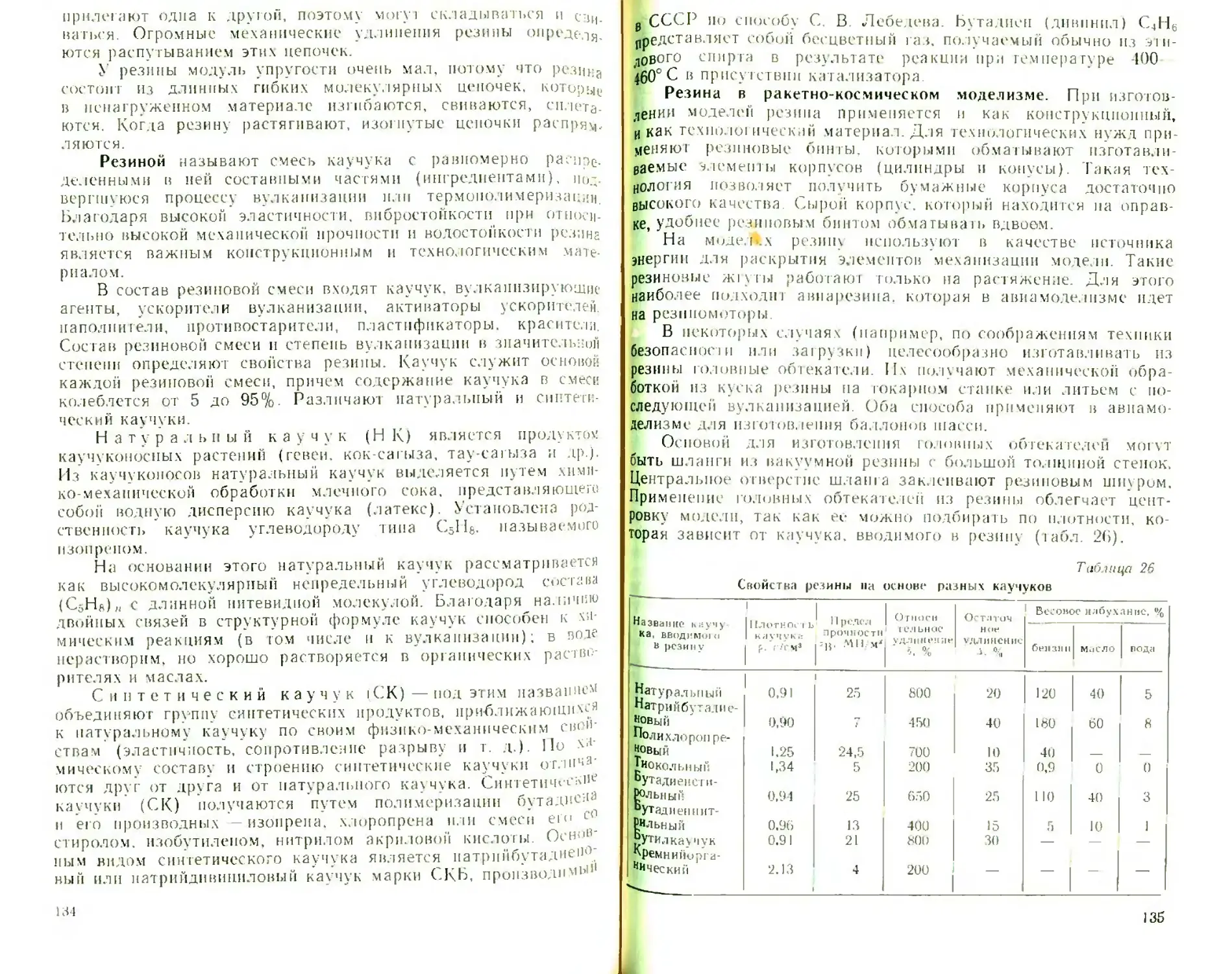
з
щем Главный конструктор ракетно-космических систем, уделял большое внимание ракетному моделизму.
После перехода ГИРДа в промышленность функции по пропаганде космических идей берут на себя Стратосферный комитет Осоавиахима и его реактивная секция. Эта секция с 1934 по 1939 г. спроектировала 6 ракет, в том числе ракету Р-1 «Осоавиахим» конструкции А. П. Полярного, первую в мире ракету с воздушно-реактивным двигателем на твердом топливе Р-3 конструкции И. А. Меркулова, выпускала научные сборники, проводила научные конференции и вместе с тем уделяла внимание ракетному моделизму.
В секции работали пионеры ракетного моделизма Е. М. Матысик — создатель школьных музеев истории космической техники, Е. Л. Букш, Б. И. Романенко и другие.
Комитет космонавтики ЦК ДОСААФ СССР осуществляет большую научную работу (организация чтений, издание научной литературы и т. д.), а также уделяет внимание ракетному моделизму.
Книга И. В. Кротова «Модели ракет» предназначена для инструкторов ДОСААФ СССР по ракетному моделизму, спортсменов-ракетомоделистов, руководителей кружков ракетно-космического моделирования внешкольных учреждений и общеобразовательных школ, а также старших школьников, занимающихся этим видом технического творчества и спорта.
Автор книги, член Комитета космонавтики ЦК ДОСААФ СССР, судья республиканской категории, является руководителем Экспериментального конструкторского бюро ракетно-космического моделирования юного техника (ЭКБ РКМ ЮТ). Он представлял СССР на XXIV Международном астронавтическом конгрессе в секции «Безопасность ракетных экспериментов с юношеством и молодежью». За пятнадцать лет работы в ЭКБ РКМ ЮТ И В. Кротов воспитал много учеников, ставших инженерами и связавших свою жизнь с миром летательных аппаратов. В настоящей книге использован богатый опыт этой работы.
Председатель Комитета космонавтики ЦК ДОСААФ СССР докт. техн, наук, профессор О. А Чембровский
Глава I. РАБОЧЕЕ МЕСТО КОНСТРУКТОРА
Работа проектировщика, конструктора и технолога (а в моделизме все три роли исполняет один человек, проектирующий модель ракеты)—это умственный труд, который требует научной организация.
В течение суток, недели, года работоспособность меняется. Вопрос о правильности режима работы, а следовательно, о планировании ее не праздный. Систематичность и плановость в умственной деятельности дают возможность своевременно контролировать результаты работы, дисциплинируют, а также вносят целенаправленность в работу. Создается привычка работать в определенные часы. Она вызывает желание, а затем потребность сесть в установленное время за работу и свести до минимума время на вхождение в нее. Для этого необходимо создать рабочую обстановку: соответствующее помещение, рабочее место, рабочую зону, температуру и влажность воздуха, освещение, звуковое поле. Постоянное место, порядок на рабочем столе, привычная обстановка быстро приводят к деловому настрою.
Моделист за чертежной доской выполняет не только работу конструктора, которая является своеобразным ответом на вопрос «что делать?», но и выполняет работу технолога, проектируя модель так, чтобы можно было ответить на вопрос «как делать?».
Разнообразию технологических процессов нет конца. В каждом вопросе изготовления есть своя специфика, свои технологические секреты. .
Как конструктивное, так и технологическое решения должны быть оптимальными, т. е. наивыгоднейшими. По далеко не всегда «прямой» ход мысли дает такое решение. Иногда кажется, что какой-то вопрос неразрешим, пока вдруг не обнаружится удивительно простое решение. Когда оно становится очевидным, все удивляются, почему оно раньше не приходило в голову. А решение было не «прямое», а «обходное». Лишь незначительное число людей имеет природную склонность к обходному мышлению, однако для проектанта, конструктора и технолога, в том числе и моделей ракет, это очень важное
б
Рассматривая чертеж на горизонтальном столе, кружковец инстинктивно стремится создать взаимоперпендикулярность плоскости с линией взгляда. Он наклоняет голову, приближает глаза к чертежу. Наклонное положение головы создает биомеханические условия, при которых мышечные усилия, направленные на уравновешивание сил тяжести, будут наибольшими. Биоэлектрическая активность мышц шеи при работе за столом с горизонтальной чертежной доской будет в несколько раз больше, чем за тем же столом, но с наклонным положением доски. Кроме того, глаз при работе за столом с горизонтальной доской утомляется быстрее.
Имеющиеся по этому вопросу физиологические исследования показывают, что наклон доски под углом в 30° от горизонтали является наиболее правильным.
Затрата энергии при стоянии несколько большая, чем при сидении Поэтому поза «сидя» является более экономичной. При стоянии площадь опоры и устойчивость тела будут меньшими, чем при сидении. В связи с этим нагрузка на опорнодвигательный аппарат детей при стоянии увеличивается.
Однако было бы неправильным делать вывод об абсолютном преимуществе сидячей позы во всех случаях. Рабочая поза является элементом трудового процесса. поэтомуг характер ее определяется прежде всего целесообразностью в выполнении трудовых операций. Конструкторы и архитекторы часто предпочитают за кульманом работать стоя.
Чертежи больших форматов (начиная с формата 22) более производительно выполнять в положении стоя, при этом меньше смещений тела и лишних движений При позе «стоя» увеличивается диапазон движения рук и зона обслуживания чертежной доски становится больше. При работе стоя свободно обслуживается ширина чертежной доски, равная 50—60 см. а при работе сидя зона свободных движений рук ограничивается 30—35 см. Поэтому при изготовлении чертежей большого формата рациональным является использование чертежных досок, устанавливаемых на нужную высоту' и под необходимым углом, за которыми можно работать и стоя и сидя. Такая смена позы, в зависимости от величины рабочей зоны, будет служить бла гоприятным моментом в снижении утомления работающего и в повышении производительности труда.
Работа на вертикальной доске (угол наклона 60—82°) зна чительно легче, в связи с тем что рабочее положение является более удобным, так как возможности изменения положения рук и тела не ограничены. В этой позе, без изменения положения тела, чертеж рассматривается под более удобным для глаза углом
При выполнении чертежей небольшого размера (фор мат II) влияние положения чертежной доски на производи телыюсть труда у квалифицированных исполнителей не про является.
8
1 » при конструкторский работе
°. ' ' -.-rntp. .ый чертежный стол мидель 553. В «о. б финский
, ’ р " •' 1 '«‘мня. .. чертежная д.хка вдоль стены. оборотная грифельная доска для черновых расчетов и эскизов- .• —
Д7' ' ' • 4 Р>б 1Ы эп чертежной доской > стул удобный для
(X, ' " м * "Дин из вариантов рабочего места кпнструкт<м»ов в
ВО1МОЖМНХ компомон.ж рабочих мест: I стол } чей. теЖ|1п ‘ 1 • ► •> .< СГул. 4 чертежный ст«н<тк ' р
9
Работа у горизонтальной доски вызывает сжатие грудной клетки (при наклоне над доской или упоре на нее грудью), что может привести к значительным функциональным расстройствам в органах дыхания, так как свободное дыхание тормозится и сокращается объем воздуха, поступающего в грудную клетку
Учитывая особенности чертежной работы, где требуются точность и аккуратность, необходимо стремиться к организации индивидуальных рабочих мест Работая за одноместным столом, кружковец привыкает к правильной организации своего места он глубже сосредоточивается и лучше выполняет задание Класс лаборатории необходимо снабдить кульманами или чертежными столами, применяемыми в школьных кабинетах черчения и рисования (рис. 2)
Иногда кнопки, удерживающие чертежную бумагу, замени ют различными пружинами Они удобны только в тех случаях, когда чертежный прибор вместо линеек имеет угольник (рис 3)
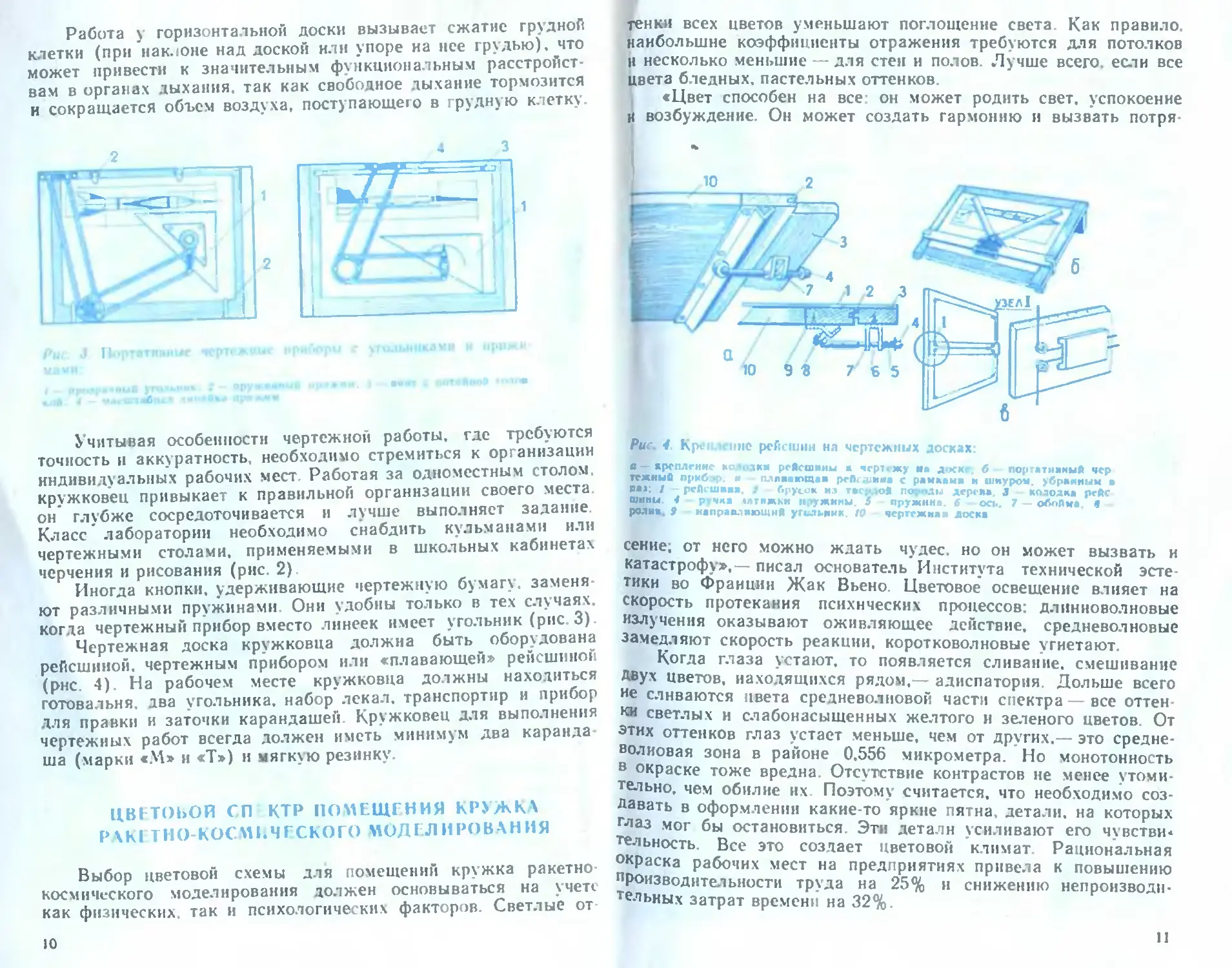
Чертежная доска кружковца должна быть оборчдована рейсшиной, чертежным прибором или «плавающей» рейсшиной (рнс. 4). На рабочем месте кружковца должны находиться готовальня, два угольника, набор лекал, транспортир и прибор для правки и заточки карандашей Кружковец для выполнения чертежных работ всегда должен иметь минимум два каранда ша (марки «М» и «Т») и мягкую резинку.
ЦВЕТОВОЙ СП ктр помещения КРУЖКА
РАК! тно-космпчгского МОДЕЛИРОВАНИЯ
Выбор цветовой схемы для помещений кружка ракетно-космического моделирования должен основываться на учете как физических, так и психологических факторов. Светлые от
тенки всех цветов уменьшают поглощение света. Как правило, наибольшие коэффициенты отражения требуются для потолков и несколько меньшие — для стен и полов. Лучше всего, если все цвета бледных, пастельных оттенков.
«Цвет способен на все он может родить свет, успокоение И возбуждение Он может создать гармонию и вызвать потря-
Рис. 4 Kpi lemie рейсшин на чертежных досках:
а — «рсплгиие иа'.акм рейсшины * чертежу и* ддехг б портативный чер тгжныв приблр. и плпввютав рейсшина с рамками и шнуром, убранным а ваз; 1 - рсйсшввв. / брусок из таср.юй породы дерем. 3 кододка рейс Шины 4 р«ч»а 1ЯТНЖКН пружины 5 пружина. 6 ось. 7 — обойма Я родив. 9 направлвюший угсльиик. 10 чертежиав лоска
сение, от него можно ждать чудес, но он может вызвать и катастрофу»,— писал основатель Института технической эсте тики во Франции Жак Вьено. Цветовое освещение влияет на скорость протекания психических процессов: длинноволновые излечения оказывают оживляющее действие, средневолновые замедляют скорость реакции, коротковолновые угнетают
Когда глаза устают, то появляется сливание, смешивание Двух цветов, находящихся рядом,— адиспатория. Дольше всего не сливаются цвета средневолновой части спектра — все оттен ки светлых и слабонасыщенных желтого и зеленого цветов От этих оттенков глаз хстает меньше, чем от других.— это средневолновая зона в районе 0,556 микрометра. Но монотонность в окраске тоже вредна. Отсутствие контрастов не менее утомительно. чем обилие их. Поэтому считается, что необходимо создавать в оформлении какие-то яркие пятна, детали, на которых глаз мог бы остановиться Эти детали усиливают его чхветви* тельность. Все это создает цветовой климат Рациональная окраска рабочих мест на предприятиях привела к повышению производительности труда на 25% и снижению непроизводительных затрат времени на 32%.
Ю
11
Дети несколько иначе, чем взрослые, воспринимают иве? н реагируют на него. Младшие больше любят яркие цвета оранжевый, желтый и. следовательно, лучше себя чувствуют при теплых тонах окраски, подростки — голубой. Поэтому для помещений, где работают младшие школьники, рекомендуются теплые, оранжево-желтые тона, а для старших—более холодные, синеватые
Рекомендуется использовать совместимые группы цветов (табл 2). чтобы тот или иной цвет не показался неуместным не «выпирал» из обшей цветовой схемы
Таблица 2
Совместимые группы цветом
Нотвлек Верхняя час гь стгиы Панель стены Пол Дряпнрсвка Мебели оборудование
Белый 1 Бледно-зеленый Зеленый средней насыщенности Зеленый средней насыщенности Зеленый средней насыщенности Зел сноватосерый млн светло-коричневый
Бледно-желтый Бледно-желтый Рыжевато-коричневый Коричневый средней насыщенности Коричневый средней иасы-ШШНОСТН Светло-коричневый
Белый Ьлсдио-роэовый Розовый Рыжевато-корнчневый средней насыщенности Рыжевато-коричневый средней насыщенности Рыжеватый или светло-коричневый
Белый Бледно-голубой ОрыА средней насыщенности Серый Голубой средней насыщенности Серый с го-лубым от- | тенком
Некоторые цвета из данной группы можно применять комбинированно. Однако следует избегать следующих сочетаний синий с зеленым, синий с желтым, красный с зеленым. Цвета светлых оттенков могут быть выбраны одинаковыми для потол ка и стен (включая деревянную облицовку) Окраска потолка стен и деревянной облицовки одним цветом создает иллюзию увеличения размеров помещения. Отделка натуральным деревом применима во всех приведенных выше сочетаниях, однако прн условии, что она выдержана в светлых тонах.
Для того чтобы сочетание цветов соответствовало целевом) назначению помещения, его выбор должен быть психологически обоснован Для рабочих зон рекомендуются достаточно нась;
щенные цвета, стимулирующие активность человека Некоторые цвета сообщают помещению «теплоту», в то время как другие рызывают ощущение «холода». Красный, желтый и коричневый вета считаются теплыми; синий и зеленый — холодными
ОСН I ШЕННЕ ПОМЕЩЕНИЯ КРУЖКА р\к»iho-космич некого МОДЕЛИРОВАНИЯ
I
Хорошей освещенности нельзя достигнуть одним только добавлением источников света Прн планировании системы освещения должны учитываться следующие важные факторы: подходящая для данной работы кружковцев яркость равномерное освещение объекта труда;
оптимальный яркостный контраст между объектом труда н фоном;
отсутствие блёскостн как от источника света, так и от рабочей поверхности (чертежа собираемой модели пли обрабаты ваемой детали);
соответствующее качество н цвет светильников в поверхностей
Освещенность является также и психологическим фактором. С помощью освещения можно создать различные условия, располагающие человека к отдыху и покою или. наоборот, вызывающие его возбуждение. Однако создание посредством освещения определенного «психологического климата» нс должно нарушать оптимальных условий зрительною восприятия. При чертежных работах местная освещенность должна быть До 1000 люкс
Использование и регулирование естественного дневного света. Правильное использование дневного света в его регули рованне желательно не только для экономии электроэнергии, но также для уменьшения утомляемости и повышения производительности трчда кружковцев. Состояние нервной системы некоторых людей ухудшается, если их надолго изолировать от солнечного света
Стена вокруг окна, покрашенная в тёмные тона, вызывает яв ленне блёскостн нз за большого контраста между стеной и площадью окна. Рекомендуется употреблять светоотражающие краски, при этом, однако, следует избегать блестящих поверхностей
На уровень и качество естественного освещения в помещении большое влияние оказывает ориентация окон по отношению к странам света Окна в детских учреждениях в средней полосе СССР и его северных районах должны быть ориентированы на юг или юго-восток В южных районах РСФСР Закавказских к Среднеазиатских республиках. Украинской и Молдавской ССР рекомендуется ориентировать окна на северную сторону Объясняется это тем. что чертежные работы додж
1 4
ны производиться при равномерном освещении, а последнее лучше всего достигается при северной ориентации окон.
Солнцезащитные шторы должны применяться только светлых тонов. Кроме того, они должны легко отодвигаться и не затенять окна при отсутствии яркого света. В современны? условиях уровень естественного и искусственною освещения можно регулировать автоматически с помощью фотореле
Системы искусственного освещения. Прямое освещение обеспечивает максимальное использование света на рабоче> плоскости. Обычно от 90 до 100% мощности светильника направлено вниз на рабочую поверхность. Существенным недос татком прямого освещения являются слишком высокие яркост ные контрасты, резкие ленн и блёскость. Диффузное освещение обеспечивает рассеянный свет, одинаково распределенный п< всем направлениям. Оно требует меньшей мощности, но вызы вает частичное образование тенен и блёскостн Применение люминесцентных ламп с рефлекторами разрешает большинства проблем, связанных с блсскостыо рассеивателя света.
При необходимости можно комбинировать прямое или не прямое освещение с диффузным, чтобы создать требуемые условия освещения. Люминесцентная настольная лампа сочетает направленность света вниз, характерную для прямого освещения. с диффузным характером свечения люминесцентных трубок.
Полезно кроме общего освещения предусматривать дополнительные источники света непосредственно у рабочего места При этом лампа должна быть расположена так, чтобы се свет не был направлен прямо в глаза работающего и не слепил его. отражаясь от рабочей поверхности. Необходимо учесть возможность возникновения теней от рук работающего.
Проблема блёскостн. Под блёскостью понимается свойство ярко освещенной поверхности вызывать ослепление или дезадаптацию наблюдателя. Блёскость — наиболее вредный эффект освещения. Имеется зона прямой блёскостн. которую можно устранить илн по крайней мере уменьшить правильным расположением светильников и защитных экранов илн, если положение светильников закреплено, путем соответствующей пере становки столов н стульев. Светильники, расположенные под потолком, следует для устранения прямой блёскостн загора живать экранами под углом примерно 453, располагая их от пола на высоте 2,8 м
Недопустимы блики на стеклах очков. Во избежание их появления светильники должны быть расположены не менее чем на 30° выше оси зрения, не менее чем на 40° ниже оси зрения или по се бокам за пределами двух зон но 15° каждая (рнс. 5).
Продолговатые светильники следует располагать таким образом, чтобы длинная сторона световой арматуры был?
П; раллельна рабочей поверхности (длинной стороне стола) В противном случае появится большой блик поперек рабочей 'оверхности.
Идеальные условия освещения могут быть при применении светящегося потачка. В этом случае между источниками света и рабочей поверхностью помещается полупрозрачная рама Поскольку применена открытая конструкция без излишних
Риг 5. Pai положение светильников при чертежных работах, нсхлю-чаюшее бл&кость
< 6 — мгдгту<тммлв мма положенмм свииниимьч» лрм раГюте • очка» <И ГОрЖ 1D Л Т Ж Л kHrjft а.’ОГКПСТИ б Jbrpt IUOCXOCTW!. в — Пр*
мсвинпг рве ююжошт u / дкоугтныдн юна. У
мяса Hirsi оя оттгиаммаиа J юн* блесжостм
перегородок на раме не скапливается грязь, которая снижала бы освещенность Раму следует конструировать так. чтобы она легко снималась для замены светильников.
Можно комбинировать люминесцентные лампы с обычными лампами накаливания. Лампы накаливания добавляют к спектру теплые тона, смя>чая тем самым холодный свет люминесцентных ламп.
Установка скрытых карнизных светильников является одним из лучших способов сочетания оптимальной диффузии и снижения блёскостн общего освещения Внутренность карниза и прилегающую часть стен следует окрашивать в матовый цвет, чтобы довести до максимума коэффициент отражения света изнутри ниши на площадь потолка, и притом без бликов. Потолок следует окрашивать в светлые топа, во многих случаях нет Необходимости делать его белым (см. табл. 2).
Не рекомендуется употреблять светонепроницаемые абажуры, поскольку они вызывают большую потерю света и, кроме того, создают очевь контрастные светотени, утомляющие зрение
Ось лампы над письменным столом, используемых! для черчения, должна находиться на расстоянии 225 мм от человека из Уровне его глаз, т. е в 350 мм над плоскостью стола, имеющего высоту 750 мм Эти размеры, конечно, приблизительны
14
15
и могут меняться при условии, что свет не создает блёскости от чер1ежа Нижний край абажура должен быть расноложе» не выше 375 мм над поверхностью стола чтобы не была вндн! яркая внутренность абажура. Две пампы, расстояние межд которыми составляет примерно 750 мм могут быть установлен^ на расстоянии 550 мм от переднего края стола
Способность глаза к восприятию резко снижается поел* продолжительного черчения. Так, за период трехчасового непр?. рывного черчения при прямом освещении эффективность раби ты снижается из-за блескости на 80%. а при системе отражен кого света — лишь на 10%
Юва И- ПРОЕКТИРОВАНИЕ МОДЕЛЕЙ РАКЕТ
ПЛОЩАДЬ И ОБЪЕМ ПОМЕЩЕНИЯ
Под проектированием понимается как общее проекткрова ние. так и конструирование
В практике работ конструкторских бюро (КБ) по летательным аппаратам многих стран процесс проектирования нового образца условно подразделяют на два этапа общее проекти-------- --------- .j проектирование его отдельных частей вплоть до дета тровки,— констру ирование Такая разбивка процесса проектирования на два этапа приемлема в для проектирования моделей ракет в кружках ракетпо-космнческого моделирования.
Этап общего проектирования включает поиск основных параметров, разработку аэродинамической и прочностной схе мы, определение типа и количества двигателей компоновку и центровку модели, принципиальное увязывание агрегатов между собой, расчеты рассматриваемых вариантов.
Всякое проектирование начинается с выдачи технического задания (ТЗ). В ракетно-космическом моделизме ТЗ является заданием на проектирование конкретного класса модели, где уже заложены ограничения по допустимой стартовой массе
Гигиенические требования ограничивают удаление стол* (чертежных досок) от грифельной доски. Расстояние боле;
10.5 м <атрудняет зрительное и слуховое восприятие. Расстоя ЛПЭ "ртДиппш
ние между последними столами и стеной должно быть не меии" 65 см. Поэтому общая длина комнаты где ведутся занятш по проектированию, не должна превышать II м Ширина, ecai комната имеет окна с одной стороны, должна быть не бол»ч 6 м. иначе освещенность рабочих мест, наиболее удалении;
от окон будет недостаточной.
Минимальная площадь на одного кружковца проектант* составляет 3.5 м2. В кружке обычно 15 человек Отсюда мини мальная площадь помещения составляет 52.5 м2, а максималь ная — 66 м2 (11x6) Объем помещения будет отвечать гигиеническим требованиям, если при заданной площади высота потол ков не менее 3 м.
Чертежные столы можн ставить впритык дрхг к лругу пределу суммарного импульса в данном классе количеству сту-но с достаточным промежутком между парами столов, чтобь пеней jирйменя\ыч материалам и т д был обеспечен свободный проход (см. рис. 2. ж)
пеней применяемым материалам и т д
КРАТКИЙ ИСТОРИЧЕСКИЙ ОБЗОР РАЗВИТИЯ МЕТОДОВ ОБЩЕГО ПРОЕКТИРОВАНИЯ
В первой трети этого сточетня проектированию и конструи рованию обучали по методу, который можно считать классическим. Поискам решения и конструктивного оформления учи-чнсь тогда на имевшихся примерах, а методику учащиеся пере шмали от своих учителей. Успех зависел от способностей уча Щегося, а также от личности педагога и его искусства излагать материал.
Затем стали находить применение дидактические прннцн-ПЬ|- которые все настойчивее вводятся в последние двадцать
17
лет. Появились такие понятия как анализ ошибок, сравните, кчасса Конструктор стремится спроектировать модель
ные оценки, организующие понятия и основной принцип. того же - ,аннымн чем v существующих. Основные парамет методика конструирования представляет ценность нс то с и пакеты рекомендуется выбирать с помощью без-ко для б твенно конструирования, но и для технических пр Ры М°ныХ величин, ха актернзуюших совершенство конструк-ме в, где важно развивать творческие способности учащего Размер 1ВОту заполнения относительные массы (топлива по-а также такие ценные качества, как систематичность мышлен ини> ° ' гоуза и т. п.). баллистические возможности модели, последовательность образа действий, самокритичность, уме? леЗН2ь? пг>и этом необходимо помнить, что метод прототипов лязывать различные рабочие процессы прн разработке, спосс/ если имеется достаточное количество образцов моделей, юсть к абстрагированию и связыванию наглядного и абстракХорО „„явивших себя в полетах Такие возможности появляют-"ОГОп г >Жгог1а когда каждый год (или через год) проводятся сорев
любому руководителю технического кружка необходи ся что позволяет иметь и обрабатывать достаточно бога-энакомство с сущностью и особенностями методики проектн; нован ЯТНСТИКу
вания н конструирования, эти знания ему помогут науч.гТ'Ю метОп оптимального проектирования моделей ракет —это кружковцев поиску наилучшнх компоновочных н констрхкт наНвыгоднейших параметров моделей, полной гармонии нь>х рсшениИ Хду ее гурией, массой, тройное ью. летными характе-
Исторня техники свидетельствует, что ни одна новая м> ’Утками конийностью
шина даже если в ней использован необычный принцип, Г в ос)1ове этого инженерного поиска параметров и характе-создастся на пустом месте. Все новое в технике несет в crf„u_T11K моделей лежит метод. который нанлучшим образом опытТ₽ Ргь.,пХ™ £ТТГ° “ ба,"1лстся на предшествующе Р вЛетворяет выбранному критерию оценки. Однако это не о; ыте. например, К Аден в своих попытках построить саыол^, ’ ает что Прн проектировании статистику следует отбросал» (1890 г) копировал силуэт летучей мыши, а самол “вообще
«I аккель IX» 1912 г) напоминал в плане хищную парящ\ q появлением .метода оптимального проектирования суще-птнцу. Корпус ракеты А-4 имел аэродинамически обтекаемьгтвенно сужается роль интуиции конструктора, уступая место формы фюзеляжа самолета периода 30- 40-х гг. нахчно обоснованному решению, что. разумеется, не исключает
таким образом, первые методы общею проектнровангтво1)ческого начала в тзысканнях, постановке и методах реше КГ!! ЙК0НаХ ТОб "" “ ,"рмктиромния.
. те од подобия и копирования продолжает примените Развитие метода оптимального проектирования означает, достаточно широко в ракетно-космическом моделизме, особени по существу, внедрение в изыскательскую работу конструктора к< да сроки проектирования и постройки модели по тем ил диалектического метода, в основе которого лежит идея о взаи-нным причинам чрезвычайно сжаты. По при создании летателтнезависимости и взаимообусловленности всех качеств модели, ных аппаратов эти методы почти не применяются так как oi Уравнен ie массового баланса модели, выраженное через огран I нвают творческий поиск лучших решений на ости составляющие массы можно выразить через >етныс характе уже достшнутого, а следовательно, влекут за собой цтетавгристики и другие параметры. С помощью преобразованного ние н этих вопросах Метод копирования/имеет еще и тот при*уравнения, называемого уравнением существования, можно от-пипнальныи недостаток, что в основе егд могут лежать разли' ветать на вопрос возможно ли осуществление летающей моде ные назначения модели различные классы) той. с которой вообще
копируют, и той которую конишнок^ Рассмотрим подробнее основные методы проектирования
. 1СТОД подобия и копирхйания предполагает неизменное^- моделей ракет
для копируемой моделц/Некоторых параметров !/одейи-ирнг» нала, например, удлинение' корпуса и стабилизаторов стреле видность н относительная толщина стабилизаторов, удлинена' головного обтекателя, хогт, оптимальные значения этих пара метров зависят от мЯссы и размеров модели.
Четоды подобия и копирования могут быть заменены J общем проектировании статистическим методом, известны’1 также под названием метода прототипов. По этому методу па раметры нового образца модели ракеты получают путем срав нения их со статистическими данными построенных моделей 18
МЕ1 ОД ПРОТОТИПОВ (СТАТИСТИЧЕСКИЙ)
Достаточно ярким примером применения метода прототипов является проектирование (схемное решение), а затем конструирование грузоподъемной модели ракеты, предназначенной -ыя подъема двух грузов ФАИ на высоту полета Эга модель била включена н Положение о II Всесоюзных соревнованиях ракетомоделнстов-школьннков, которые проходили в августе
I?
19G9 г. в калуге Будущим участникам было выдано одни, „„ V этой модели имеется не только пустой объем, но вое техническое задание (ТЗ) спроектировать грузовую мо шива111иение его балластным наполнителем (см рнс 7. б) ракеты двойного класса отвечающую всем требованиям Г? за." * „ приложить силу тяги Р от одного из двух работающих вил нз которых известно что модель не может иметь б» ' РДТТ к и.т модели и разложить ее на вертикальную Рх трех ступене . максимально допустимая стартовая масса МНК^||3онтальную Ру составляющие как вектор то видно этого класса—180 г. масса грузов Ф\И —56,6 г (два i я Р величина потерь за счет горизонтальной составляющей по I унции), диаметр цилиндра груза ФАИ-19.1 ± 0,1 мм (ЛЭК м пи< 7. а) Вертикальная составляющая, проходя по осн должен свободно выниматься нз модели), допустимый сум/ * не обпазхет момента, а горизонтальная составляющая ныи импульс от 10.01 до 40.00 Нс. *°Д* «гн создает боковое перемещение модели в полете. Это
Анализ прототипов. Когда хотят заняться новой моде?*”*’ -о» движение создает боковую аэродинамическую силу не всегда целесообразно сразу же начинать с теоретиче<. которая будет приложена в центре давления (ц.д). Эта выкладок илн абстрактных соображений. В данном c.nv/j'’ о создаст момент относительно центра тяжести Л1П(/-Хм«!И»Те С°СТаВИТЬ Себе пРнближенное представлений ’ “гле с_ плечо (расстояние) между ц.т и ц.д. которое т n 6Р лГ° КЯасса “ ознакомиться с существующий ^вается запасОм устойчивости Этот момент будет опроки
таблицГна б\мТагеЛ,,иУ Пр°ТОТ”ПОВ сведя "ученные Данны«азвать м0ДеЛь Таким образом заложенная идея в схемном l- \| р ' nt-iiteiiuii оказалась неоправданной. И чем больше запас устои-
К Всесоюзным соревнованиям ракетомоделнстов-шкг.₽ v этой модели, тем больше опрокидывающий момент ников готовились во многих кружках. Большинство кружк™0™ •-/ХстХ^атых моделей эт^го класса целесообраз-!ii!-,₽T1bH° 6ucTP° набросали эскиз, который отвечал пе; рассмотреть ' модели, выполненные по тянущей схеме численным условиям н в котором отразилась возникшая НаР первой модели (см рис 8. я) грузы ФАИ были
кружковца или руководителя идея схемного решения Эти к положены на кольце которое подвешивалось к стабилнза
поновочные схемы могут быть чрезвычайно разнообразны ^ХТлЬ “ой стХ^и диостн
Наибольшее количество команд представило модели Р Авт‘ Этой схемы исходили нз обеспечения максимальной SiVidhcTo0» лВарианте с од,,,,м Двигателем в каждой с уСТОйч,пХтн модели. Но лобовое сопротивление ее по крайней т™' ’ ° мере в три раза больше, чем у второй модели (см. рис. 8. б)
1акое решение могло возникнуть в тех кружках, где из у неовой модели точка приложения силы тяги первой и "° макснмальнон надежности а сведений о подобных чвтордй JvneHJ1 расположена выше центра тяжести и центра делях к тому времени было опубликовано достаточно Ра»давления, а поэтому на активном участке модель устончнна меется такая модель не могла претендовать на рекордиь Цеито давления v этой модели расположен выше центра "0Лтяжести № ниже при.тоже,.ин ен.ты тяги. Поэтому но
Модели в одноступенчатом варианте со «связкой!» двнг.окончании работы двигателей обеих ступеней модель становится телец (см. рис 6, в. г и д) могли быть сделаны в кружка статически неустойчивой н весь пассивный участок высоты, где уже было освоено надежное одновременное воспламенен который бы она иона набрать, пропадает так как она разво-нескольких двигателей рачивается стабилизатором вверх, а затем беспорядочно пада
Недостаточная отработка одновременного воспламенен ет Нижняя ступень выполнена в виде стакана в котором рас мнкрореактивного двигателя твердого топлива (мнкро-РДТТположен мнкро-РДТТ так что ступенью такая1 конструкция вызв а к жнзн i ори инальную разработку схемы с боковые может называться весьма условно
двигателями, расположенными под углом, оси которых прол Конструкция второй модели удачнее и позволяет ей сохра-дят через центр тяжести (ц.т) модели (рнс 7) Авторы эт< пять устойчивость на всех участках полета
схемы полагали, что в случае невоспламепсиня одного нз бокс На этих соревнованиях были представлены модели и в вых двигателей, модель все же выполнит поставленную перс- трехступенчатом исполнении Одна из них имела по одному ней задачу (с некоторой потерей высоты полета) я'команд мнкро-РДТТ в каждой ступени По компоновочной схеме она получит очки в этом классе. очень близка к трехступен'чатой модели Е Л. Букша «Стрела»
Если учесть, что мнкро-РДТТ были массой по 25 г. то к» (7е, с 9 рис 21 Но та модель была без грузов ФАИ и поэтому конструкцию модели остается 20 г. и заполнение пустот меж.!} хорошо летела Когда же схему, имеющую но одному двигателю двигательными отсеками даже бобышками нз бальсы приве -к тому, что модель этой схемы превысила стартовую Массу, чг - цНфра уКя.»ымет источник. включенный в список литературы в конпе определилось, к сожалению, только при предполетном взв'. ЭТо* книги 20
21
DOS’
f’lt, b Модели pa*cl Г ДВуМЯ rpyvlMU ФЛП
П 'T*' •и . й - М»"оаи.»..11ы> a f в а - П Нюамаеаа. I - годом»'
«вмихо «. ш- » iana j rpyi ФЛН (л еопиы., t иск <1,. фамМк) « n-tVi’ Mp«»in • (»|. »• !(>><<>*, H«;u. S napauivn Кдооа •Т«Ч'»>Ч’И <Н 11 ”♦ м'< • ••Час,с и-ярЛ [•!)»»»« II). бумага. • - Лтекао-дк <41. лапа s
• ;и П.-1ФОЛ . ,.,.,до ,, ,г,н с парадигт
I воаДОмеиааа «I». Л,магач 4> ы«1и|>сйРд41 - омж Ui aai.
22
9
Лп|м'*Л,,’"””,|'вс г» III. ft - n»V»X.I»k l-«e ^A1IZX«N7X^« |h
.. _ — гг»Л». <ii4iop U< ф-*ая»..• I u »p* ч» uue »" (? Л. • «г-®
|| _ I < »r • *<»*•» . . T., I* ЧЧМ
eJ_“ •««•▼*••• rt-;i4 ( •[. in * .MV • (Jj л>м»’». <2»
"Г’7^ p - *"• op — течете. p«>?.me Ui. N-
ДТП», е-л Я prfip" 131. » гг.ъ-Miar* t Г. РВМЦ U -
’*• ’ >Ж4 I
23
24
Я«с * Модл,н рик.г тшу.цей „CWu с wywq грумми
* м»дель р» >з>ви>аи|1лч I Лис» -.- о» г
-’'*“’• «-пи.^р.с, ’ .IT»;( »•
.i«- О> •SKXtT^'s»^ (""^«-r«<h годвегнп ||,. eaur.yi; „ ,г„',.л"ft >'; «»рмг»ля ы^м к «. ,
.lLi-t7,M.:"'’ «и.'.че, л vj ; л?* '/. т-л/г’о- и», «. и
.’« „„pt,,... „г.г, ЛМ% * 1 ’»• -.
" №«• |». Оа.к и.У(.Н|(||
ждой ступени, взяли для грузовой модели двойного класса ' Какоо-₽ДТТ ДБ 1.СМ.6, то у нее не хватило тяговооружеииос-- и она смогла только «спрыгнуть» с направляющей Н Анализ схемного решения Из всех рассмотренных вариац-
ии один не отвечает поставленной задаче. Но чтобы отвеять на вопрос, какая же схема лучше, необходимо эти схемы рассмотреть а затем рассчитать Если в выбираемых микро-РДТТ топливо одинаково, то достаточно довести расчет до чне-7а Циолковского (z), так как удельные импульсы (/у) и корости истечения (U7) на всех ступенях будут равны.
Расчеты показали, что наибольшую высоту полета даст '.хема, изображенная на рис. 9 но при обычном изготовлении тартовая масса этой модели не укладывалась в допустимую величин При конструктивной проработке этой схемы было принято решение для максимального облегчения модели стабилизаторы н головной обтекатель изготовлять из бальсы (последний— пустотелым) стакан под грузы — с одним картонным шпангоутом, все элементы конструкции корпусов делать из одного слоя ватманской бумаги.
В конструкции нижней ступени пришлось отказаться от традиционного круглого сечения и перейти на «плоскую» конструкцию чтобы уменьшить не только лобовое сопротивление но н стартовую массу модели
Летные испытания этой модели подтвердили, что схемный анализ был выполнен абсолютно правильно.
Практика работы ЭКБ РКЦ ЮТ показывает, что даже при самом простом задании на разработка модели ракеты илн ее узла, как правило, невозможно немедленно заняться его непосредственным решением; целесообразна, а при более сложном задании необходима определенная подготовка
Совершенно понятно желание сразу после получения задания устремиться на поиски готовых решений, однако это таит в себе опасность оказаться привязанным к некоторому решению. которое хотя и пригодно, по не является лучшим Обычно в подобном случае о собственно творческой работе не заботятся, хотя знания в области проектирования при этом повышаются Поэтомх всегда разумнее сначала продумать задание сделать обзор возможных вариантов, составить таблицу прото-типов привести в порядок собственные соображения и лишь ° да приступать к тщательным исследованиям в соответствии с уровнем технического оснащения кружка Такой прием рационален еще и потому что могут возникнуть проблемы, которые в задании не были поставлены, но решение которых, как оказалось, необходимо
Для решения проблемы следует выяснить, что уже известно этой области, а при необходимости включить н свой поиск постараться решить новую исследовательскую задачу При-еРом такого поиска может быть приведенное конструктивное
26
нижней ступени рассмотренной выше грузоподъемной ещенне н руководитель кружка может только в том °ДеЛН пассчнтывать на успех своих кружковцев, если бу чет пучае Р оошрять и направлять их творческий поиск прн вы-семерно го аналнза и нахождении конструктивных
олнении
eURHp оассмотрениые схемные решения н их комбинации могут Ju использованы для других классов грузоподъемных и вы «нх моделей, а также носителей ракетопланов контейнерного я Единственное отличне для спортивных высотных моде-й- отсутствует требование, относящееся к величине груза •руз выбирают самостоятельно, учитывая прн этом требования ентровки модели.
Для ракетопланов полезным грузом будет планер
п.р.шггтн.« 1В| х«Оэ ««!« „„/ . опо?"“я шг "Гоут <11. ыртои 5 Д,*’,, «4 •*p.«Je;n“22r.“4 .Lp^'^L!’ П?!ф °* 7 — «ojicr^iep гор трети* стуогнв н* б.лис,; ^'^7 ’Р«™* ету «ш * ’ * ««»»-»»* • иоргммтор («). рм«н» Ч ОСЬ (II. i.oie. /у-
И — корпус (1ropofl ступени (|i бумага /Л Г»’?1 ггосо® «тупепи «> липа, вальса: м _ корпус '*' Х*г* > в?м.-*.в,^“,°р <«•
®ум,г*: М - паросмстеиа III стопи" ОПШ * J пЛ~’,1,ер*"аво* “">г <<•-
*"«»•»»•• Сум,г. „ Л^ Ь^ТТ Гт* -Ж
И - ппрамчл Х1Ч изгагпИден<я ,7 <в‘ ду1ГЯ^н**тт л»Р*оО <гр»емм (| 2S
МЕТОД ОПТИМАЛЬНОГО ПРОЕКТИРОВАНИЯ
Многоступенчатые модели ракет. Основная задача, которая гонт перед моделистом, заключается в том. чтобы заданному рузу модели ракеты сообщить наибольшую конечную скорость. ( тем самым набрать максимальную высоту полета.
В зависимости от величины заданного груза (грузов ФАИ на рузоподъемных спортивных моделях, загрузки головных обте-сателей на копиях моделей ракет или полезного груза в виде вскрывающегося планера ракетоплана) и допустимого запаса оплнва (суммарного импульса) может быть получена та или «ная конечная скорость модели ракеты Чем больше груз и «апас топлива тем больше габариты н масса модели ракеты, 1 это приводит, в свою очередь, к тому, что растут требования, деедъявляемые к ее прочности.
Одноступенчатая модель ракеты так же, как и ее натурный прототип (при заданном грузе и суммарном импульсе), имеет
теоретически возможный «потолок», но ни одна из них не может достигнуть его фактически Если увеличить суммарный импульс, го будет возрастать и стартовая масса С увеличением суммар «ого импульса будет расти и скорость, однако скорость эта Зудет возрастать в арифметической прогрессии, а стартовая масса модели — в геометрической. А увеличение стартовой мас-'ы в каждом классе моделей ограничено Правилами. Основной недостаток одноступенчатых моделей ракет состоит в том. что корость у них сообщается не только полезному грузу, но и всей конструкции, а это приводит к непроизводительной затра-
энергнн От указанного недостатка частично свободны состав-с (многоступенчатые) модели ракет.
в Нод составной понимается такая модель ракеты, у которой полете, когда еще не израсходован весь запас топлива проходит сброс использованных н ненужных для дальнейшего
29
полета элементов конструкции, которые называются ступл п подъеме модели ракеты работает микро-РДТТ первой модели ракеты. Ири б1адаЮщий наибольшим суммарным импульсом (или
Многоступенчатую модель ракеты можно подразделит гупеИ«ка микро-РДТТ), способный поднять н разогнать мо-ступенн и субракеты. Ступенью модели ракеты будем назывКС СВ комплекс, включающий в себя один или несколько мнкро-Р1^,,™ помнить, что какой бы величины ни был суммарный и конструкцию ступени, в которой размещен двнгатепь но если суммарная тяга в каждый момент времени
пнросистема (или другая система) и система спасения . aiJ”^ меньше стартовой массы, т. е. тяговооруженность будет ступени. Одна ступень нлн несколько ступеней модели pa^^e I. то модель ракеты не сдвинется с места — останется вместе с полезным грузом образуют субракету. Полезный йе^аптовом столе.
не рассматривается как часть ступени. Ступе'нь должна of После того как будет израсходовано топливо двигателя ннж-ляться от модели во время полета, а сама модель дол^ й СТупенн, она вместе с корпусом микро-РДТТ отделяется и состоять не более чем из трех действующих ступеней 'ячинает спуск на своей системе спасения Дальше полет моде-
Часть модели, не имеющая двигателей, не считается Д. пакеты продолжается при работающем двигателе второй пенью. \пенн имеющем менынпй суммарный импульс, но способном
Отсчет ступеней начинается с той, которая начинает р?л™бщнть облегченной модели ракеты (второй субракете) до-тать во время старта модели ракеты. золнительную скорость.
Для составных моделей ракет характерно большое мпо После того как выгорит топливо второй ступени и она будет образно конструктивных схем, нз которых можно выделить кОтстреляна для возвращения на своей системе спасения, вклю-структнвные схемы с так называемым поперечным и ирод чается микро-РДТТ третьей ступени (первой субракеты), ным делением. в отличие от одноступенчатой модели ракеты в трехступен-
Составная модель ракеты поперечного деления продетанлячатон конечную скорость полу’чает только первая субракета собой конструкцию, в которой все последующие субракеты ^третья ступень плюс полезный груз), а не вся конструкция, гут рассматриваться как полезная нагрузка нижней ступеМассы же предыдущих ступеней получают меньшие скорости, (см рис. 9). Скорость н высота полета многоступенчатых моделей ракет
Схема с продольным делением такова, что двигатели пос.У многоступенчатой модели ракеты скорость полета верхней дующих субракет можно использовать совместно с нижней субракеты— конечная скорость — к моменту выгорания топлн-|*1 1 I—I _ - t V I w_ •• ___ __ ____ _ Il П I 'I'
ЛИ
Схема с продольным делением такова, что двигатели пос.У многоступенчатой модели ракеты скорость полета верхней _________________________ _ . ._____________________________________________________________________________— ___ пенью Например, ракета-носитеть (PH) первого спутника Зева будет равна сумме скоростей, полученных от мнкро-РДТТ ли ПО, с. 158. рнс. 60]._нижних ступеней:
Если число ступеней больше двух, возможно применен! < систем с комбинированным продольно-поперечным деление ’ например ракета-носитель космического корабля «Союз», где Рассмотрим трехступепчатую модель ракеты: первая ex' ракета с массой mi будет состоять из с полезным грузом, масса которых т0, и сой т3. Тогда
t’K — V1OI 4" Ujct 4“ t’l сувраксты-
i/JeT—скорость полета модели ракеты в момент конца работы микро-РДТТ первой ступени,
СгсТ — приращение скорости от работы мнкро-РДТТ второй ступени;
головного обтекате.' третьей ступени с ма
mi =- /пр 4- т3.
Вторая субракета с массой /пц состоит нз первой субракеть которая является полезным грузом для второй, н второй ступ<. нн с массой та Тогда масса второй субракеты будет равна ,
сувршеты—приращение скорости от работы микро-РДТТ первой с\бракеты.
Каждую нз этих скоростей можно определить по формуле Циолковского.
Приватом если модель ракеты имеет мнкро-РДТТ во всех сту 1енях с одинаковым удельным импульсом (скоростью истечения), то формула дтя определения конечной скорое н верх-В!ц = mi 4- т2 = т0 -j- т3 4- т2. ней субракеты к моменту выгорания топлива в верхней ступени
Р- , _ примет вид
Отсчет субракет начинается с тон, которая последней нес** , _ПГ)С.
полезный груз с массой т0. Ц< = /у In ZiZjZa = /у • gг^гз.
Иногда для удобства, чтобы не вводить встречную нумерзгде г —число Ни 1ковского-
дню. говорят: верхняя субракета и нижняя субракета. Втора /у —удельный нмпутьс тяги, равный отношению тяги двнга субракета с первой ступенью - полная модель ракеты. теля к расходу топлива, м 1с. В литературе, изданной до 1974 г„
зо
31
вместо термина «удельный импульс» применялся термин «у» пення. Это значит, что после отделения ступени Полунин тяга». Численно удельная тяга в 9,81 раза меньше * °тде^_ьшее приращение скорости на каждую единицу тяги, ного импульса зется о°-
Однако на практике параметры мнкро-РДТТ, поставь ,1е; в ступени могут быть-существенно различными Поэтомч ходится сначала вычислять величины скоростей каждой ракеты а затем определять скорость верхней субракеты м j как сумму скоростей всех субракет
Высота полета многоступенчатой модели ракеты будет q дываться из высот полета достигнутых субракетами как активных участках, так и на пассивном участке (верхней ракетой).
= Waj + H,2 4- /7.3 4- ЯП|,
т , —масса стартовая;
масса третьей субракеты (т<гт=/п111), __масса второй субракеты.
— масса первой субракеты
jnJ—масса топлива первой ступени, масса топлива второй ступени т‘— масса топлива третьей ступени, п’ масса конструкции («сухая» масса) первой ступени, г ’__масса конструкции («сухая» масса) второй ступени;
zn? — масса конструкции («сухая» масса) третьей ступени
конца раб
полета
полета
полета
за счет работы
за счет работы
микро-Р,1
мнкро-РД
mo —масса полезного груза;
Г( конечная скорость третьей субракеты, рн — конечная скорость второй субраксты, = иж— конечная (максимальная) скорость первой (третьей ступени с полезным грузом)
пассивного участка nepi
где — высота полета модели ракеты в момент мнкро-РДТТ первой ступени //, — прирост высоты второй ступени;
Нь —прирост высоты третьей ступени;
НПу — прирост высоты субракеты
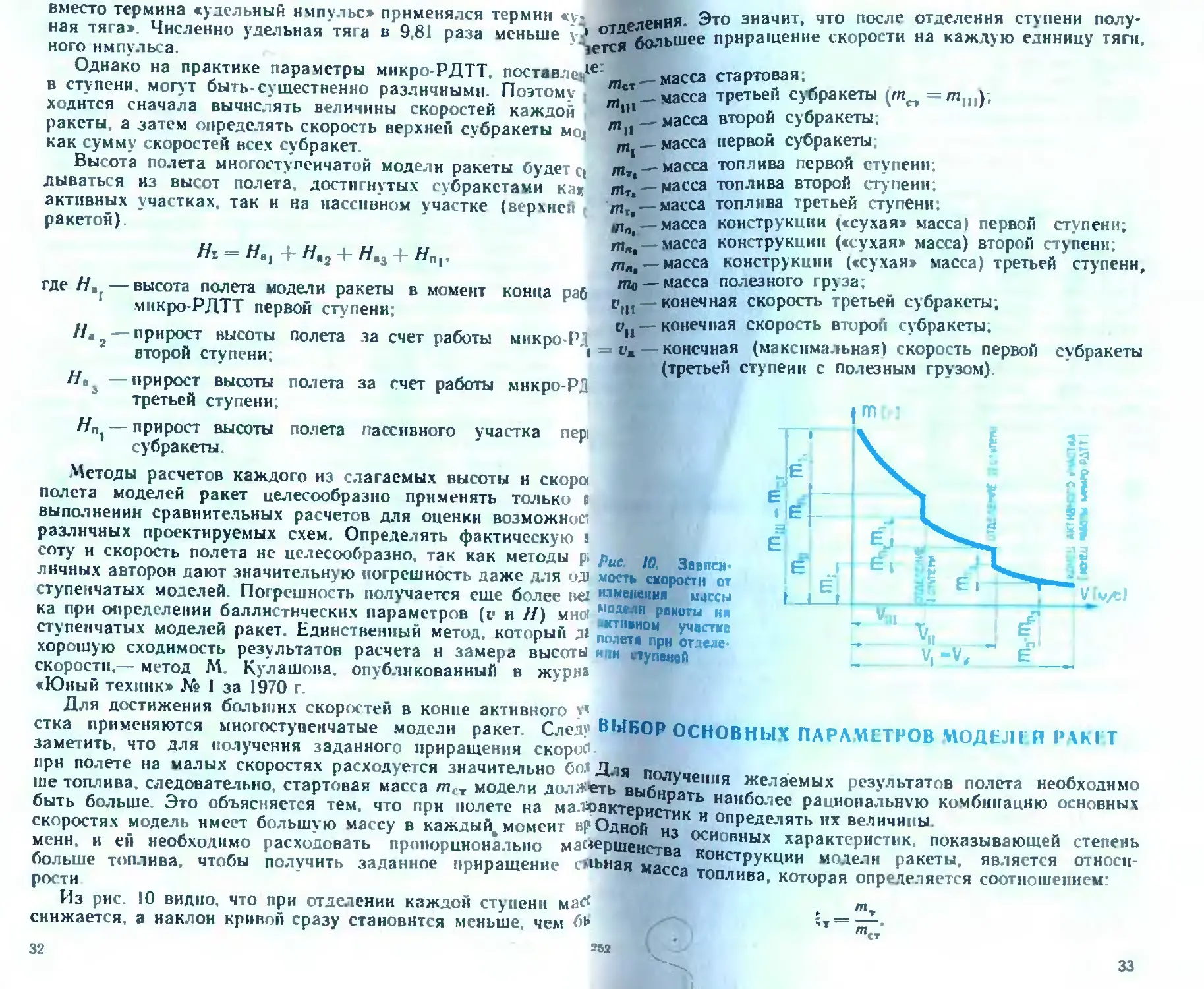
Методы расчетов каждого из слагаемых высоты н скоро! полета моделей ракет целесообразно применять только в выполнении сравнительных расчетов для оценки возможное: различных проектируемых схем. Определять фактическую 5 соту н скорость полета не целесообразно, так как методы р. личных авторов дают значительную погрешность даже для оД1 ступенчатых моделей Погрешность получается еще более в« ка прн определении баллистических параметров (с и Н) мнси ступенчатых моделей ракет Единственный метод, который дг хорошую сходимость результатов расчета и замера высоты hi к «тупмой скорости,— метод М Кулашова. опубликованный в журна «Юный техник» № 1 за 1970 г.
субракеты
Рие. 10 Зввнеи моет» скорости от изменения массы модели рахиты ня активном участке полета при отделе
Для достижения больших скоростей в конце активного у’
стка применяются многоступенчатые модели ракет. Следу ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ МОДЕЛ1 П Р\К1 Т заметить, что для получения заданного приращения скорой
грн полете на малых скоростях расходуется значительно бо»Для получения жетаемых пезепьтатов попета необхопимо ше топлива, следовательно, стартовая масса znfT модели долАеть выбнпятр. а Х 'ЛЬТ в °- т холимо быть больше Это збъясняется тем. что прн .шлете на ма ЪактериХи апЛ Раиио,,альнУЮ ^мбш.ацню основных скоростях модель имеет большхю массу в каждый,момент врОдной из осилпми^1ЯТЬ "Х величН|,ы
меня и ей необходимо расходовать пропорционально масзершенства *аРактсРн™. показывающей степень
бо ьше топлива чтобы получить заданное приращение сяьная м1ССа Ц " Р ЯВ',ЯеТСЯ
р0 тн ‘ «леса топлива, которая определяется соотношением:
Из рнс. 10 видно, что при отделении каждой ступени маЛ , /пт
снижается, а наклон кривой сразу становится меньше, чем бь > • ;т=й~‘
32
252
33
Р
Чем ближе величина Е т к единице, тем выше совершен _______ ..
модели ракеты (субракеты). У моделей ракет относите.^ P?STOM OQ ЮС И Раст>т массы корпусов мнк-
масса топлива равна 0.15 --0,45 (средняя 0,25) ро-РДТТ. а ил - в ,че,1ия осевых перегрузок приходится
Другой не менее важной характеристикой модели явлг делать ^onct Р " мс 1ТЫ кон трукцнн модели ракеты.
тяговооружепность, определяющая, во сколько раз тяга Mr что тоже пр i - явввю ми 1Ы С другой стороны, при РДТТ больше се веса малой тяговоору женностн растет время разгона модели ракеты
до потребной скорости, а следовательно, и потери скорости на преодоление сил земного притяжения — составляющая nt. Это в свою очередь требует увеличения идеальной скорости т е
где Р тяга двигателя, Н Под тягой двигателя поним^!*®**^^*ведет к* doctv ^мзеги'м ЛОС1,,же,,,,я заданной вы равнодействующая сил давления, действующих щ с гёшеетвуют оптимальные оделн ракеты.
ружные и внутренние поверхности двигателя; кЯжпой субоакеты модечн к т пыр"”” гя,ово<,РУжс,||1‘н'т» для G - вес модели (субракеты) .11 °®и ш™ ’ ’ Р МОЖ,,° выяв,‘т’- задавшись
У моделей ракет тяга по времени полета меняется в г,Р „ГПтЬоПВЯНмем пои °' а по£ле-Г1<>патс-'’Ы1ые расчеты масс широких пределах, а вес меняется за счет выгорания тоЩвалтнстпке поочностных М'Л' ог,1о“ыва,о,,1ихся иа
Поэтому в расчетах удобнее пользоваться средней ведши п выборе тяговоооуж нпгт.. ” ан?лизс стат»’стнкн.
тяговооружепносгн. которая у .моделей ракет обычно коле4 ускорения получаемые м * ,1собхплимо также учнты-ся в ппедетлх п ,.==7—10 вать ускорения, получаемые моделью ракеты в конце работ
я в пределах Цен / ю. ступени, когда их величина максиматьпа Эги егкпп.....,а
Иногда удобнее проводить оценку модели не по тигова,о„жны пвевышятк -пгпттпи.,, U 11 >СКОР1,|”Я ие
• - ди.1лиы превышать допустимых значении так как ат.»
ЖС1Н1ОСТИ, а но энерговооруженности, определяющей, во с1Ппнвестн к потоп уст,..-....______ rdh как этп может
ко риз сумиарпый импульс’(ямыпе стартовой (начально , работы приборои. если они имеются' на3 боэтс’мо" "ар!",п||"° сы модели ракеты (субракеты) П.р.„РетрыР совершеис^Хией
n. -к.1О., Ц.с/т РаИТ МраКгеризу«п следующие безразмерные
относительная масса ЧОракеты - отоошоик- массы стопа
Коэффициент 103 позволяет в формуле принять размерэксты к полезному грузу г
принятую в ракетомоделизме, где /»— суммарный импульо субракеты, Н с;
/пиг — масса субракеты, г
Относительная масса топлива энерговооруженность), ’ всршепство модели ракеты, существенно влияют па ее чсские параметры — скорость и высоту полета Относительная масса топлива, тяговооружепность вооруженность связаны между собой завнснмостью Pt~m1lv /._, где Р — тяга микро-РДТТ', Н;
t—время работы мнкро-РДТТ. с;
znT масса топлива, кг;
/у—удельный импульс, м^с;
/j. — суммарный импульс. Н с (формула дана с размерностью в системе СИ).
Если части сравнения поделить на стартовую массу ракеты (начальную массе субракеты), то это уравнение но переписать в виде g;i/-;T/y Щ
т‘
Р> "Ч—Г
относительная масса мололи ракеты — отношение стартовой rw V ы «ПЛг. --ил—— — ---— -- **
kowhidH и J^coi к«ассы к массе полезного груза всей модели ракеты
характеризующие конструктивна
балл’ _ т т1'П7тл
'Пет - — - - m -pip-sps^llpi.
Де знак П обозначает произведение i членов;
конструктивная характеристика ступени — отношение массы т}”ени модели ракеты, заполненной топливом, к «сухой» мас-е ступени
м. 'n..f + m4
Под «сухой» массой понимается систем н корпуса двигателей за
Конструктивная характеристика говеошен-
ення ступени топливом. Чем выше велич‘“';* 5‘\Т“‘ ^ПТРП О1 ступень модели ракеты. Однако значение s. зависит
*
ме
масса конструкции ступени, вычетом массы топлива.
s, покатывает степень запол-
34
35
параметров других ступеней, так как масса корпуса мнкро-Р'Ц 0 максимуме скорости модели ракеты I /ипм,к
входящая в массу ти. зависит от массы субракеты, котор) "п™ * " 'ь
разгоняет этот микро РДТТ В первом приближений^. ной Ц’^ачу можно сформулировать так ври заданных массах определить, пользуясь статистическими данными, которые не, акеты и полезного груза/п0 определить наивыгоднейшее ходнмо собирать, взвешивая все изготовленные ступени В ДЦ “°" Гленне масс ступеней, обеспечивающее максимально
иейшем после определения массы отдельных ступеней и сумчН ун J ’
кого импульса микро-РДТТ (можно по приближенным массо^скор^тема“т„ческая формулировка этой задачи сводится к тому формулам) следует уточнить массу тП/ и величину Эь После yL „водимо определить относительный максимум нения s, производится окончательный расчет массы модели । /тах
кеты и отдельных ее ступеней у _
Число Циолковского г, и параметры s* н р, могут быть , ражены через относительные массы топлива субракеты ;т и е пени ;т:
Н 2.3)
V U"Jn2„
е
т
где ЯГ, — скорость истечения кро-РДТТ Гй ступени, прн дели ракеты
продуктов сгорания из заданной относительной
величины
сопла мн-массе мо-
тп/ + тт<
Действительно, число Циолковского имеет очень простую! висныость от относительной массы топлива субракеты:
/л,-Zt — -------
1 т — т
т.
т1
Конструктивная характеристика ступени имеет такую зависимость от относительной массы топлива ступени
т„ 4- т„ т,
"г т« п< т;
3/ =------------------------
">п т.. + тТ т
т
т
п(
в max
/щ.т = Пр,
Относнтельная массы топлива как ж, Р^т
масса субракеты субракеты, так и
т,
т1 “ ('%,
1
,______
тп( + тт{ зависит от ступени:
1___________
+ m7i /П_ т, mil
Для определения значений р,. обеспечивающих максимум скорости V«, при заданной т„ можно записать
ЭК. <м> =0 (£= 1. 2, 3), dpi др{ "
где ). — неопределенный множитель Лагранжа, а fm»x
Ф= V Г |пг, — у„. £«=»!
Для определения идеальной конечной скорости V„ более
относителцелесообразно пользоваться массовым методом расчета
Этот метод является разновидностью формулы Цнолковско-। о, в которую введены безразмерные конструктивные парамет-= ——г" >ы- хаРактернзующне совершенство модели ракеты.
I
1 — ’Tf
и Pi выражаются через два параметр» МЕТОД МАССОВОГО РАСЧЕТА МНОГОСТУПЕНЧАТЫХ МОДЕЛЕЙ РАКЕТ
Поскольку
и ?Т(, то очевидно, что они не являются независимыми Уравнения, связывающие их:
s, — 1
Pi = *i
Л- \
РЛ
Pi 4- »
zi(Pi— О —-------- или
Si л , Pi~ zi
2
s< = -
1-J
Pi
Задачу выбора параметров и массового ра че а м те •акеты можно свести к выяснению распределения масс по от ельным ступеням прн заданной стартовой массе, обеспечиваю максимальную скорость VH модели ракеты в конце активно участка
Так как чем больше Ук. тем больше Н, и Нп. а следователь-°' н Hi, но VK является функцией VM. поэтому вопрос ' матрнвать относительно Ув-
36
Система /тлх -f- I уравнений дает возможность опредрг1| «шах 4 I неизвестных pt и л Опуская промежуточные выкла^ запишем выражение для р„ получаемое из уравнения
pt— — (s.
где /Лет — относительная масса субракеты.
Уравнение легко разрешается в слх чае одинаковых скород истечения = W, а следовательно, одинаковых удельных пульсов /у — /у, так как V — /у, где — скорость истечения продуктов сгорания нз сопла кро-РДТТ /-ft ступени, mi, IT—скорость истечения продуктов сгорания нз сопла кро-РДТТ на модели ракеты при одинаковых дев телях на всех ступенях, м/с;
/У/ -удельный импульс мнкро-РДТТ i-й ступени, м.с;
/у — удельный импульс микро РДТТ на модели ракеты г одинаковых двигателях на всех ступенях, м/с.
Опуская ряд выкладок и проведя подстановки, найдем
< /-------------
msx / _
____max I max
П f—I
Опредетнв p, можно найти число Цнолковск го zt, испо зуя которое,можно определить
Pi - — 1) •
Пример расчета. Определим плиныгоднейшее распределение двигателей по ступеням модели ракеты
Подбирая наиболее подходящие отечественные твнгатети (табл 3). изготовленные до I января 1976 г составим ступени моделей ракет
Таблица 3
М«рк* Д»«г*тел»< Удслыгый импульс /г м/с Маооа топлива тТ . г Маасе двн1 а теля лздв. г С-уммлрмыА ИМПУЛЬС /Е. Н с Удельная типовая Масел Ш, г/ Н с
ДБ 1.СМ-6 300 20 27 6 4,5
АРД-2 415 24 32 10 3 2
ДБ 3 СМ 10 455 22 30 10 3 0
ДБ 3 С.5 455 II 20 5 4,0
ДБ.З.С.2,5 455 5,5 13.6 2,5 5.44
ДБ 51 СМ 10 700 14 3 20 10 20
№ 530 900 17 45 15 3,0
Модели па подъем двух грузов ФАИ ограничены
по стартовой массе 180 г;
по массе полезного груза 28.3-2=56,6 г,
по допустимому суммарному импульсу 10.1 40 Н с;
по количеству ступеней п 3.
Будем считать, что полезный груз вместе с головным обтекателем и контейнером под грузы имеет массу 60 г. Тогда из формулы
\ 1Г,1пг,.
Расчету модели ракеты предшествует выбор типа а следовательно, скоростей истечения IF, Конструктивные характеристики s, можно также по формуле
mnt + mr,. _ |
m m .
' I — 1
онепин примерно, каксю часть массы ступени может з^ топливо. Это н есть разновидность уравнений существо»» пени не модели.
После определения масс отдельных ступеней и топлив также типа двигателей можно провести предварительную 1 I поновку модели ракеты и выявить ее геометрические раз'” где р В результате будут получены все исходные данные для точного расчета высоты полета модели ракеты
двпгаты
onpc.teJ
можно модель
f max
/7^, -niQ П pt
определить относительный вес модели ракеты, если трехступенчатая и выполнена по весу «на пределе»:
— ®ог 180 Q
т™* “ ^7 ~ Р'Р^ - 60 ~ 3‘
показала практика летных испытаний, при расположе-га’,?.“сГ1 по одному с суммарным импульсом /s = IO 11-с трехступенчатом варианте и использовании двигаю
---
Как нии двигателей каждый в -ре . ------------ ;..
чей заводского изготовления на черных ворохах без фор ир. вання двигателя, которое заиренюио Правилами, у пижнен у ло”" хватает тягонооружснности
ет/у Р = — gf 8т б тяга двигателя в данный момент нременп,
°-'вес, который меняется от стартоного до «сухого».
38
39
Применить более трех двигателей с удельным имну.иц /у=300 м/с. который могут дать ДБ.1.СМ.6; нельзя из-за огр.' ничення но массе.
Таким образом для рассмотрения остаются стедующ схемы:
одноступенчатые модели со связками двигателей—два Ц. три в связке (табл. 4),
двухступенчатые моде <н. имеющие по одному двигать в ступенях или в верхней — один, а в нижней — два двигать (табл 5),
тре.хступенчатые модели (табл. 6), для которых нужны гатели с меньшей массой, чем для одно- и двухступенчатых, таких случаях обычно используют двигатели или с меньид суммарным импульсом (ДБ.ЗС.5), или с большим удельнк импульсом (ДБ.51.СМ.10)
Не каждый моделист пойдет на увеличение количества ст пеней или количества двигателей в связке, так как это умев шает надежность модели в целом
Расчет будем вести из условия что суммарная масса л гателей будет не более 80 г.
Из расчетов видно по величине так как /А — f (VH)t, преимущества имеют модели, которые скомпонованы на полв энергетическую возможность: Д = 40 Н с
Уложиться в стартовую массу для модели данного клас с полной энергетикой оказалось возможным только при уди ном импульсе не менее 700 м/с и при удельной гяговон мае двигателя не более 2
ш = г'Н-с
Таблица
Ох Г V ПРИМАТЫ «к мкм
При этом необходимо помнить что в характеристиках двигатели указывается удельный импульс /у. а в расчетах Ш? метров полета применяется скорость истечения W Эти ве-' чины связаны между собой уравнением W=ly, м/с.
Двигатель № 530 который имеет еще больший уделы импульс /у=900 м/с, не может обеспечить высоких скоро*' У„ на конце активного участка именно из-за большой уделЫ тяговой массы эзо =3,
По предлагаемой схеме можно сделать расчеты любого к' са моделей и выбрать оптимальное соотношение количества*' пеней, количества двигателей, распределение масс по ступе* нт д., а также регу тировать возможность модели конструк' ными параметрами.
Расчет здесь начинается с верхней субракеты, нумера’ субракет и ступеней также начинается сверху
40
Таблица 5
Двухступенчатые модели ракет
I ЛЙ п/п Субрихгты Двигатели (количество и Млрка} по субраке- п там г арный улье Нс «с а <= ж а ч» Масса топлива «1т. г Скорость истсчгмня и7 М.С Масса полезного грузе ш0 г Мисси еубраксгм г Масса конструкции i тп. г Относительная масса топлива 1т = — т 'п1 Числе Циолкопскс-1 го '* * КТ'. Относительная нас са субрлкеты т( p^^=i Комструктнпяаи ха рдктеристякд WHi т wTf ’ ‘ ">111 Относительная масса модели _ ‘max wCT** [| PiPt f-1 Идеальная скорость полета а конце активного участка । м/с
1 1 II 1 ДБ.З.С.М 10 1 ДБ.З.СМ. 10 10 10 20 22 22 455 455 60 115 115 гпст = 150 33 13 0,191 0,147 1,24 1.17 1.92 1,30 1.67 3.45 2,5 169,5
2 I 1 ДБЗ.(.,у\ Ю 2 ДБ 3 см. 10 10 20 30 22 44 455 60 115 115 глст= 180 33 21 0,191 0.244 1.24 1.32 1,92 1,57 1,67 3,10 3 225
3 1 I! 1 ДБ 51 СМ 10 3 ДБ-51 СМ. 10 10 30 40 14.3 42.9 700 700 60 105 105 Кг= 180 30,7 32.1 0,136 0.238 1.16 1,31 1,76 1.72 1.46 2.34 3 293
4 1 1 1 ДБ.З.СМ 10 1 № 530 10 15 25 22 17 445 900 60 115 115 m =170 СТ 33 38 0,191 0,1 1.24 1.11 1,92 1,48 1,67 1,45 2.84 191.7
5 X « ДБ. 51 СМ. 10 \ ъ*. ггит 10 V 25 14.3 700 *»<«> 60 05 30.7 0.136 1.16 1.76 1.16 ч 205,5
Таблица 6
1Ч1ТЫС моде н ракет
Суммарны* импульс /х Н ь Е 9 г О ь с ► £ Относительная масса топлива "т< • -. «=» — т fflf б U а о . К 1 Конструктив* характеристик* ’ m +1 1 — ..IT , ill . актиа-| rJ
u/u к 31 1 Г £ <? Двигатели (количество н мерк») по субрахе-там суммарный Масса то пл а 1 г Скорость ИСТ VPf. и /с Масса полем груаа то, г Массе субрак *"<• г Масон констр И1п(. г Число Цволк 1 го т, - 1—ст 1 a Id нихебрба ti 1НЧ1ЗДИЭОИХО Откоситесь™ масса модели (max Идеальная ci полета а коя и него Г< ,СТ* И** м'е —
1 1 11 1 ДБ.З.СМ. 10 1 ДБ З.С.М 10 10 10 25 22 22 455 455 60 115 115 150 33 13 0,191 0,147 1,24 1,17 1.92 1,30 1,665 2.69 200
111 ДБ.З.С 5 5 И 455 150 М сл II 14 0.063 1,07 1.165 1.785 2,92
2 1 1 ДБ.З.С.5 5 11 455 60 105 34 0.105 1.12 1.75 1,32
II ДБ.З.С.5 5 20 II 455 105 130 14 0,085 1.09 1.24 1.785 156,5
III ДБ.З.С.5 10 22 455 130 „з Е° 38 0,122 1.14 1.38 1,58 3
3 I II 1 ДБ.51.СМ.10 1 ДБ.51.С.М10 10 10 40 14.3 14,3 700 700 60 105 105 130 30,7 13,7 0,136 0.11 1,16 1,12 1,75 1.24 1,465 2,04 306
III ДБ 51~СМ 10 20 28.6 700 130 тст 21,4 0.159 1,19 1,38 2,34 3
= 180
ПроПолжение тибл
? и Mr'ar/MlX — м ! вмхэеьА одон ЭННОМ KXJlfOU дхэосТояэ вемче«гэУц S — СМ »
!=« Ц = хеш/ “ Н1гзУок еэ -WK KCMRtraXBUOHXQ ГС 3,09 J
—=/ж еннхзмйэхмей -ex BwitgHixAdxjHOM о £ S 1,32 2 34 1.445 L
d=^=f<l -эек ыемдуахиэондо 1,67 1,25 1.44 1,75 1,24 1,42 L
1 = од 1 ОУЭНЬ 8 g 2 1,12 1.12 1,1 I
X ва и ьчгоа вэ -ЭВК teeНЧЬ'Э 1ИЗОНДО 0,055 0,088 0,0045 | ? о о с
1 •?иш н ни мА du ном е»е|\* 34.5 14 38 34 10,7 38
А '?Ш игэней^Хэ еззг^ о ш § © еч £— Е Ч? о II с2 Е £2 С- S '
j 'Otu etXdj емоигэгои 1ээс к с © |Л 25 см 60 105 130
э.и ->л мнндъзхзн 4X3odoMj tO t£ С * Ci. S 8 8 чГ Г- (Л
5.5 II 17 11 14,3 17
Суммарны!! ммп^льс gnaderaX? 22,5 °
NV1 -эмвЛрХэ оп tn О? Ш ‘Л to О Щ
Двигатели (КОЛИ'П-ГТВО и мирна) 1 ЛБ 3 С 2,5 ! ДЬ З.С.5 1 У 51Х) о “Ч ~--с ” « й ^3 =1 d
НХЗМеддХз а— ”
U/U 1\- ЧТ
44
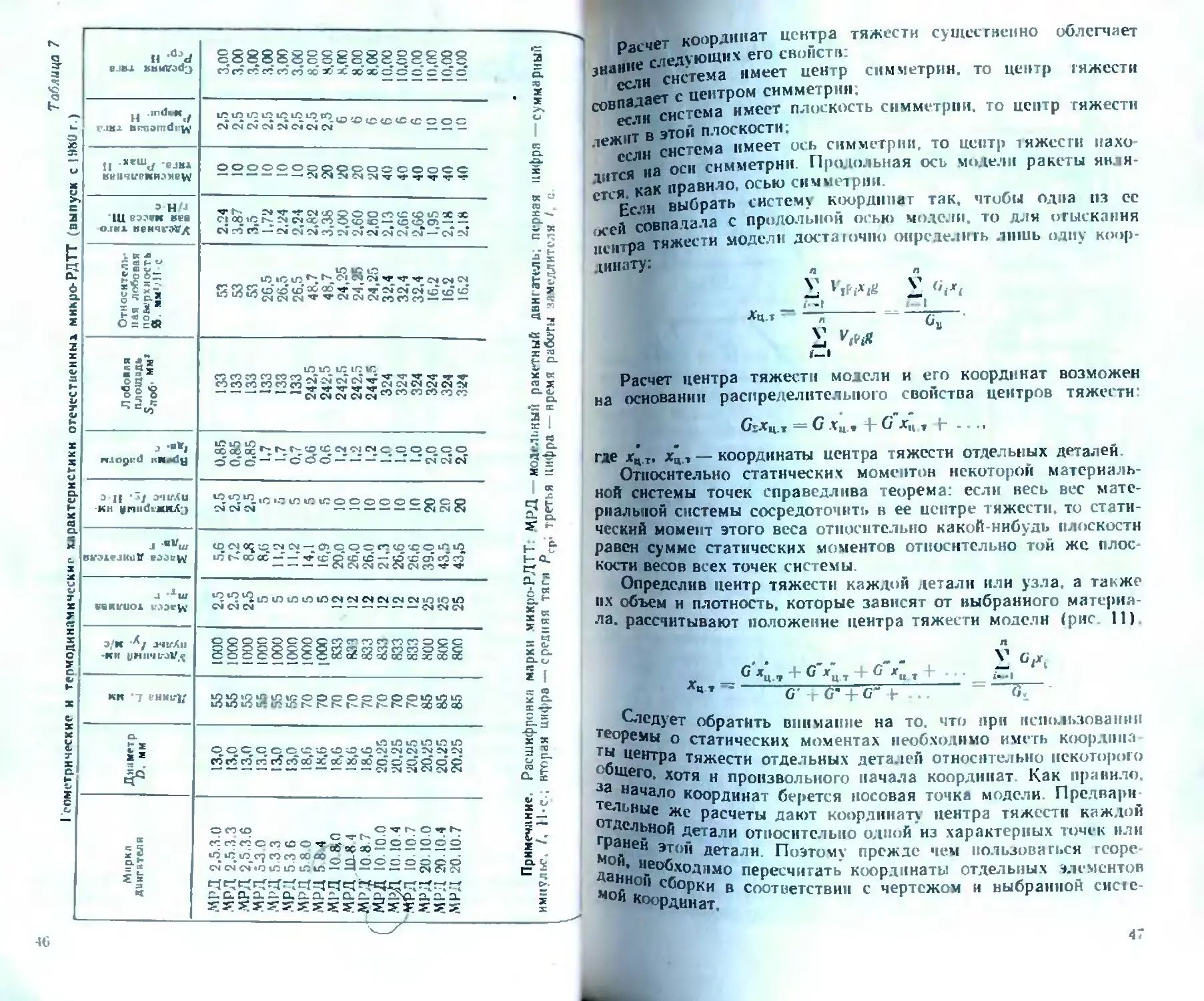
Можно взять характеристики любых мнкро-РДТТ и рассчн-вы отные возможности проектируемой модели. При этом Т8ТЬ возможность получить сравнительные данные для модели ^двигателями, выпускаемыми в разных странах и различными
выборе мнкро-РДТТ (табл. 7) для получения нанмень-го лобового сопротивления модели нас будет интересовать, шеастндсти. возможное минимальное мнделево сечение модели Впп выбранном двигателе. Сравнивать различные двигатели тобнее по величине относительной лобовой поверхности, котовая равняется отношению площади лобовой поверхности 5лоб мнкро-РДТТ (а она лимитирует мнделево сечение модели) к средней тяге илн суммарному импульсу двигателя:
S = мм'-'Н-с.
Ч«
Удельная тяговая масса равна отношению массы мнкро-РДТТ к его средней тяге или*его суммарному импульсу:
w = . г/Н с.
* т “ДЛ
Чем 0 и in меньше, тем совершеннее мнкро-РДТТ По данной методике можно рассчитать модели ракет под любые мнкро-РДТТ
ОПРЕДЕЛЕНИЕ ЦЕНТРА ТЯЖЕСТИ И ЦЕНТРА ДАВЛЕНИЯ ПО ЧЕРТЕЖУ МОДЕЛИ
Определение центра тяжести по чертежу модели. Физическим представленном силы тяжести является вес тела. Поэтом} центром тяжести (ц. т) можно назвать точку приложения равнодействующих системы векторов, изображающих вес отдельных материальных точек системы. Для этого необходимо найти вес модели и точку приложения се центр тяжести модели
Вес однородного тела обычно считают пропорциональным объему, занимаемому этим телом, н удельной плотности Слож-|1Ые детали, входящие в моде «ь. можно разбить на элементарные фигуры: цилиндр, конус, усеченный конус и комбинации раз' Ф,1ГУР‘ КОРПУС модели удобнее рассчитать как листовую
V -^1 1 _„3.
* ЦНЛ---д v 1 КОН - 3 '*•
Кус.кон = (/?2 + Г2); 1лнет корп — “Hfp/Shopn.
Ма_?Гмнож,1В объем детали на ее плотность Гр •= т, получают п_„ У ^ой Детали, а введя в формулу земное ускорение g, по^чают вес: gVp-G. Н * *
Г
Таблица 7 1 еометрнческие и термодинамические характеристики отечественных микро-РДТТ (выпуск clitSOr.) 11 ajd BJtu ьимТ^заэ 8 g8 88 8 8 8 8 8 8 8 8 8 8 8.8. cn г? се с** л ос x x ж x о о о p о о
н (чих itpuamdirw счечсмсчсчсчсчсч — — —
!1 ,,гш<7 eJ“* вшнчитки.тиеш 10 10 10 10 10 10 20 20 20 20 20 40 40 40 40 40 40
Э H/J Щ вез о.ша венчго^д ct xjn n n cn x rt о <c — c <5 ci — — счгос*: — смечсчеосчоГсчсчсчем — счеч
Относительная лобовая поверхность Я. мм</Н* с из «С tn T. ''r_ сч сч сч fx Й Й <o' '-O <о °? X T? °* G4* to <0 *^ьо1грсчсчсчП,ч.СМСМСчс<зсосо —— —
«Пововля площадь 5ЛО0. мм* Ю (Л LC in l£ Й5тй”Й5!£1Е1£25^‘^^'‘^‘^^'
Л •"*! rciopird BK^dg лЙк,'.г'г-0,£;0<С1е!^с°с.со ooc~ ~ cco- — — — — — cTcicJ
э ц •*/ э-iiMu -кн yniidiMMA;) 'С о c c c c c g c g
J eVw BroAeJKdtf u5 a> co ~ ~ кг tc p ф ic — о cn <rS co — CSC^CNWCSCNrt'?^
J VS И If UO A U.Tdrft *2 lo in m to m еч ея еч еч см см ю »с ш счсчсм СЧСЧСЧ
Э/К □•lifXli -Klf UHllUL-jV iJ ... 88888888^3SSggg®8
kk 7 eHNirtf ioin»Qintnmo©ccocc>©^tOto lOiQiOlCintQr-t'-t^r-'-t'^r-t-fr^XJXQO
Диаметр D мм to lo tQ m m in ооссоо^огосэгосэечечсчсчсчеч
Мирил диигйтеля О CO <n О "’Г О 4^ r*“ ei ет « о co to о те § J о о с о о о •Д^^.е?«сосооо0 . ооооо Хо OI сч сч io «л lO lO m — -Л — — „ —. сч сч п п ГТ t*rx =1EJ ст r-S4^ ГТ т* г( г- с.а.а.а.^а.с.п.п.о.с.а. г>о. ' *. f. ' 5? 51 Ж У У Я У Зё J
х. у’"'
Примечание эасшифр<>нка марки микро-РДТТ 4(РД модельный ракетный двигатель, первая цифра суммарный пьс. /, Н-е , вторая цифра — средняя тяги Рср, третья цифра—время работы замедлителя I. с
46
координат центра тяжести существенно облетает .«Je слеД'ЮЩнх его свойств:
знание сН(;тема имеет центр симметрии, то центр тяжести говмдает с центром симметрии.
008 пн система имеет плоскость симметрии, то центр тяжести wJh?b этой плоскости;
1 -ли система имеет ось симметрии, то центр тяжести иахо-- на осн симметрии. Продольная ось модели ракеты явля-
ет1 я как правило, осью симметрии.
С Ес и выбрать систему координат так, чтобы одна из сс 1 совпадала с продольной осью модели, то для отыскания ХС| ра тяжести модели достаючно определить лишь одну коор-
динату:
Y I'lFiM г—I
•Кц.т-----~п
1—1
Расчет центра тяжести модели и его координат возможен на основании распределительного свойства центров тяжести'
GLxUT = G хц , 4- G хп т ,
где Хц.т, ХцЭ — координаты центра тяжести отдельных деталей
Относительно статических моментов некоторой материальной системы точек справедлива теорема: если весь вес материальной системы сосредоточить в ее центре тяжести, то статический момент этого веса относительно какой-нибудь плоскости равен сумме статических моментов относительно той же илос кости весов всех точек системы.
Определив центр тяжести каждой детали или узла, а также их объем и плотность, которые зависят от выбранного материала, рассчитывают положение центра тяжести модели (рис. 11)
, , „ - - • \ 1 G,x
„ __ *ц.т хц т х|| Т_____________• __ 1~1
И ц'т С -f- G" 4- 6“ р .,. G»
Следует обратить внимание на то. что при использовании соремы о статических моментах необходимо иметь коордппа-центра тяжести отдельных деталей относительно некоторого за .Г’ ХОТЯ н пР°«звольного начала координат Как правило, тел ЭЧало кооРДннат берется носовая точка модели Предвари отпсВЫе Же Расчеты лают координату центра тяжести каждой гРане’Н°й Летали относительно одной нз характерных точек или н этон детали Поэтомх прежде чем пользоваться георе данноге°гХОД1,М0 пеРесч1,тать координаты отдельных элементов мой ко* > °РКн в соответствин с чертежом и выбранной систе-
47
// Центры тяжести и uenrpu давлении wo.ie.in и ее частей
J - «“ •» .типе м»,д»и*г . тр» тяжгств и пенгр» л аал erm о; определен» дала » уе-'МНт- чта чеае’и р.»-и п< чаргежд: 6 — инлож.-чие це*ггра дпалеппе rw* реи ни иекптпрыц гйы.гм» т«бмли »атг»[М*
Площадь стабилизаторов целесообразно разбить на пр стекшие фигуры: прямоугольник и треугольник. Центр гяжсси прямоугольника лежит на пересечении диагоналей, а трехтоЛ ника — на пересечении медиан (рнс. 12)
Объем стабилизаторов будет найден
•/ ^втив (^кори ^ксиц) ч
* ' 2 ^ота€
+ v'=l'c^ X п.
’’став " где н—число стабилизаторов, t’kopi. - корневая хорда стабилизатора; /став — размах пера стабилизатора ^КСЖЦ концевая.хорда стабилизатора встав — толщина пластины стабилизатора
Определение центра давления по чертежу модели (по пл<>' кой фигуре). Возмущения, действующие в полете на моде-11 ракеты не велики. Ее угол атаки изменяется мало и не дост* гает углов 90' На малых углах атаки положение центра I3* лення (ц. д) не соответствует положению прн боковом обтеМ
жИ Координата цен и ф
вторых состоит м деть ракеты
Г!,Т.М»«*С "и ’ “ ' 2 6~ У"*Н Н“ УС
ЭЛ» - IRr -u V* Я* + Я -f. ,*
UtPUP"*’"" Ов^04** np~D.n3- -•*"“ _а, * центры т«*г in фи
**П,,2 иоторых состои стхби IHMT р при» у Г'Р- >>• — и» пересечен н,< ДмпгоиалеИ рсуголь » пересечении *1едиии
нии Но тем не менее при проектировании можно воспользоваться приближенным методом определения центра давления. Его положение прн боковом обтекании будет соответствовать положению центра тяжести плоской фигуры модели Центр тяжести плоской фигуры определяется на основаинн тон же
теоремы, что и центр тяжести.
Разобьем модель на ряд простых фигур и найдем координату суммарного статического момента (см рис 11)
.«ОД
где s’®— площа (ь 5*О|,П — площадь 5 — площадь Xго *1
проекции головного обтекателя;
проекции корпуса модели, (цюекцни всех стабилизаторов
^ц-д — координата ц д головного обтекателя, — координата ц.д корпуса модели, *“-* — координата ц. д стабилизаторов.
3 Если —х^»д_с является положительным числом, то это моде”1' ЧТО мадель будет устойчива, где с запас устойчивости •чи ракеты Чем больше с, тем полет будет устойчивее
затовп Ы Воз1>осла с' необходимо увеличить площадь стабнли-тяже 8 ИЛН массУ головного обтекателя, или же сместить центр За™ плОщаДн стабилизаторов назад на величину Дх.
Довод ЭС >стойч,>вости необходимо определи>ь но субракетам а мене™ СГо Дп нсличнны более гт,11=3/> нецелесообразно, с одного калибра (<ет4* —D} нельзя При этом если мнк
48
ро-РДТТ находится в кормовой части, то центр тяжести ~_____
холимо определять с учетом топлива По мере выгорания т< л”- Й^кольку аэродинамическая сила зависит от скорости лива с будет расти Если же микро-РДТТ находится в носСНо1 1 t,------------------о ..v 1Т1Я ^Vinnui.IA
части (тянущая схема), то центр тяжести надо определят! га. 10 топлива, так как по мере его выгорания с будет уменыпагы. ф‘111,,еНТЫ
Графоаналитический метод определения центра давления дели ракеты Положение центра давления зависит от относите.ц. I ного удлинения корпуса модели).--—. Для моделей ракет с ц. пРичеМ Cr = CR о t-CR —Crk 4- Crq + CRcr лнндрнческим корпусом без оперения и коническим (или 6.i1Q. g расчете принимается, что цилиндрическое тело при малых ким к конусу) головным обтекателем положение центра дав.>. ах атаки не создает подъемной силы, поэтому коэффициент ння (ц. д) на оси модели хд.д можно найти по графику (рис 13j L рмальиой силы цилиндрического тела близок к нулю. Расчет Зная положение центра тяжести и центра давления неоперс8" определяет аэродинамические показатели для головного ооте-ного корпуса, задаются запасом устончивэстн с и по график, каТеля конической переходной части и стабилизаторов. Приия-находят коэффициент К^, зная который вычисляют площай одного пера стабилизаторов у четырехстабилизаторпой модели
Sir = 0.8КсЛ2тл.
коническую, вторую цилиндрическую и стабилизаторы модели л-сКо.пъку аэродинамическая сила зависит от скорости поле-лучше определить не сами силы, а их безразмерные коэф
i Cr В этом случае формулу можно переписать так:
_ сягоХп> + Сд1х' ~ + С*?х2 + С*стХ«
I “Д CR
н г
10. Ка — °!r i
X.J'M,]
03
0.2 015 ----------—
0 20 40 €0 80 100
<rq_ ИА ЦТ /—у
XS-_X _ С '
Е=Ь, -Lr
U1
Аналитический метод определения положения центра давления по чертежу модели. Модель ракеты состоит, как правило, не только из ц». линдрнческих частей, но и ряда конических. Графоаналитический хе тод этого не учитывает, а на каж-дую из этих частей действует нормальная аэродинамическая сила Зная ее величину и точку приложения, легко найти полную аэродинамическую силу R как сумму отдела пых сил и ее координату хц.д:
R охго ^кхк ^2Х2 ^сггс* I
~R
где /?го, /?ь RK. /?2, Ret— аэродинамические силы, действующие соответственно на головной обтекатель первую цилиндрическую часть мод^
Рис. /3 Графоаналитический чегид деления центра дапленил моделей р’ 4 грдфии пототгини ncitvya а* мл гм tn «лес морчусэ и iMMitrnworrit oi мп удъ»-*' О > вреде, никли ilwuiuh
?ыс обозначения геометрических данных модели ракеты показаны па рис. 14, а. Необходимо учитывать, что присутствие цилиндрического тела влияет на воздушный ноток возле корневых хорд стабилизаторов.
Распространены головные обтекатели двух типов конические и оживальные Для обоих типов коэффициент нормальной сиды о ли на ков Сцго = 2
Для конического головного обтекателя центр давления рас-патожен на расстоянии х^.ц—^-lro отего носовой точки, а для
•Ч I
оживального х«д —2Т5 ‘го. где /го— длина головного обтекателя (см. рис 14.б).
Коническая переходная часть может увеличивать или уменьшать диаметр модели. Коэффициент нормальной силы для конической переходной части подсчитывается по формуле
диаметр усеченного конуса, диаметр усеченного конуса, головного обтекателя
где d( — нижннй
dt — верхний d —диаметр
Для сужающегося конуса этот коэффициент получится отри Нательным. Это означает что сила /?1; направлена против других сил н что корпуса, различающиеся кормовой частью, будут иметь неодинаковое положение центра давления (см. рис. 14.fi).
Положение муле
центра давления
X» — 1р Т 3
где
конуса рассчитывается но фор-
d, 2
расстояние от носовой точки модели до конуса, м — высота конуса.
51
1Т-
.«нтнзаторы сложной формы в плане всегда могут быть дставлены как сумма стабилизаторов простой формы, а их
СИЛЫ
Ся„ —
КОНЦ
СЧ СЧ СЧ
мы
3й5
& £,
^КОр1ЛкЛ)НЦ
г
где
^КОИЦ д, [ ь '
°корн ' °КОНЦ
Р етг*1
гг«
зр:=| «м|;с !?8Ш
J-S? | р5 ох» И5 < « Б = •
< о
где /^—размах пера стабилизатора
/ср - размах по средней линии.
Коэффициент3 завис»> от количества стабилизаторов (см рис 14. г)
Аэродинамическое взаимодействие стабилизаторов и корну» са модели ракеты учитывается коэффициентом
где г — радиус кормовой части модели.
Тогда коэффициент нормальной силы для всей кормовой части модели ракеты
С*ст = КР • С««
Положение центра давления стабилизатора зависит от фор । стабилизатора в плане и его размещения:
__ £ (^корн ~1~ ^конц) I 3 ( 'корн 4" &конц)
! — расстояние от носовой точки модели до корневой хорды ста бил и за то ров;
Ы— расстояние между началом корневой и концевой хорд стабилизатора
Теперь остается найти коэффициент нормальной аэроднна чнческой силы для всей модели Не нужно только забывать, то в расчете не учитываются цилиндрические части модели лн /оведем сравнительный расчет центра давления для моде-pe3faKCTu (см- Р,,с- 21, fl) описанными методами и сравним его _„Л‘1ьтаты с результатами продувки модели в аэродннамиче-ской трубе (табл. 8)
Дг РаФоаналнтический метод определения положения центра
-“я П° чеРтсжУ модели ракеты может быть применен для 11 этотС'ЧеН,,Я ЦентРа Давления только одноступенчатых моделей, дается МеТ°Л дает заны,,,еииую площадь стабилизаторов и иуж-
в практической проверке после изготовления модели.
Таблица Погрешности методов определения центра давления модели ракеты Глава
Метод определения ц д по чертежам модели Координата ц д мм % Абсолютная погрешность. Мм Относнгед. ПАЯ I1QJ КОСТЬ. •£*
По «плоской фигуре» Графоаналитический Аналитический Результаты продувки 292 230 341 345 63.5 50 74,2 75 53 115 4 11.5 25 0.9
Определение центра давления по «плоской фигуре» являй
///. КОНСТРУИРОВАНИЕ МОДЕЛЕЙ РАКЕТ
ся наиболее простым Его целесообразно применять, если ид Конструкция моделей ракеты вктючая почти каждую деталь, сознательно на ошибку более 10 Аналитический метод значительной степени определяется условиями полета модели ходим при проектировании «рекордной» модели или для моде.' мцогооб лзностью ее применения. Наиболее важным являет -с очень высокими четными требованиями. Этот метод мож»" , обстоятельство, что масса и объем конструкции модели применять для определения центра давления многоступенчаты р Ы ограиичены жесткими требованиями.
моделей по субракетам, в гом числе и моделей-копий. Успешный полет модели ракеты обеспечивается наземным
оборудованием- системой воспламенения микро РДТТ. направляющим устройством. приборами, следящими за моделью и определяющими высоту полета, аппаратурой, связи теодолитных точек со стартом, наземным радиооборудованием для управления радиоуправляемым ракетопланом и т д. Из этих элементов только модель ракеты обычно проектируется и конструируется для выполнения вполне определенной задачи (мак»
симальная высота илн время полета, натурность полета и т. д.). Остальные элементы рассчитаны на выполнение целого ряда задач; как правило, они являются унифицированными и для выполнения определенной задачи редко модифицируются.
Этап конструирования предполагает разработку конструк инн отдельных агрегатов, узлов и деталей, расчет их на прочность и выбор материала.
О иовными деталями конструкции которые встречаются поч н во всех моделях ракет, являются головной обтекатель корпус и стабилизаторы.
Головным обтекателем называется головная часть модели, которая позволяет уменьшить лобовое сопротивление модели счет своей совершенной аэродинамической формы.
но *^°РпУсом называется часть модели ракеты, в которой обыч РазмеЩаются все основные ее системы Иногда корпус раз-отсек°Т ь? ,,аРаи,ютный кон1ейнер. приборный и двш ательный собой*1 К°РПУС предназначен также для соединения между часте^ и Деталей модели
стн а0илизаторамн называются аэродинамические поверхпо-баланс едназ,,ачснныс для обеспечения продольной и путевой Устойчивости. а в ряде случаев н управляемости
”5
ЭЛЕМЕНТЫ КОНСТРУКЦИИ
Модель ракеты, как и любая другая конструкция.— dTo
язъемным соединениям относят свободную посадку на К Р езьбовые соединения н цанговые. Винтовые, болтовые.
тРеинНые шпоночные, шлицевые, а также прессовое (которое вокупиость взаимоувязанных конструктивных элементов. к1йН°то условно относить к разряду разъемных соединении) того, эти элементы можно подразделить на детали п сборов nPIlH”1I <ня в ракетном моделизме обычно не применяются единицы (узлы н агрегаты) как это делается в большой » сСнеоазъемнымн соединениями являются клееные, сварные нике летательных аппаратов. пластмасс растворителем), паяные (бортовая элек-
Деталь. являющаяся своего рода элементарной части» ^ттоводка). завальцоваппые (пластмасса с подогревом), кле-коиструкции,—это. но определению государственного сг Нд> тр%е (соединение разнородных материалов на нннипластовых та (ГОС1 2 I—68). изделие, изготовленное из матери» "«клепках с подогревом)
одной марки без применения сборочных операций Это же , ’сборочная единица это изделие составные части которого лне после нанесения защитного или декоративного покрыв подлежат соединению между собой сборочными операциями (например, головной обтекатель, па который нанесено лакокь Так например, головной обтекатель, в который пос авлена. ось
сочное покрытие), как п изделие, изготовленное с применен» -г,я крепления фала, считается узлом Корпус, собранный из
местной сварки, пайки, склейки (корпус модели ракеты, си нескольких цилиндров и конусе в. тоже является узлом, а тот
енный из листовой заготовки или сваренный из пластмассой же орпус. соединенный со стабилизаторами, будет агре а ом.
заготовки), также называют деталью Целение это достаточно условно, но им принято пэльзова ь я
Деталь должна быть предельно проста, не иметь ничего тю Дидактические принципы обучения, в которые, в ч тностн. него. В хорошей конструкции нет маловажных деталей Взг входит принцип научности, предусматривают, чтобы на заня-хотя бы шпильку, удерживающую груз ФЛИ (см рнс. тиях пользовались только научной терминологией. принятой в Забыли ее поставить, и груз выпадет из головного обтекатЛ большой технике, на схемах, эскизах и чертежах применялись изменится центровка модели, полет может стать неустонч шы изображения и условные обозначения принятые I О a npi отстреле парашюта груз выпадет, н полет не будет заеч тан. Но гамос главное — падающий груз может нанести трав* Таким образом, н шпилька — этот маленький кусочек бамбуц вон палочки — так же важна, как и любая другая деталь мод ли ракеты
Различают детали общего и специального назначения. К вым относят шарриры резиновые жгуты систем мехапиз (раскрывающегося корпуса), стаканы под двигатель, парат пые фалы и карабинчики и другие детали, которые, встреча в различных конструкциях моделей ракет и ракетопланов, полняют присушу ю каждой из них вполне определенную фупк
Детали специального назначения, как правило, яв ihkj принадлежностью только отдельных видов моделей: ств открывающегося корпуса, переходной конус, шпангоут и т
КОМПОНОВКА МОДЕЛЕЙ РАКЕТ
Компоновка — это составление из отдельных частей или деталей (компонентов) одного целого в соответствии с определенным замыслом.
В процессе компоновки необходимо решить следующие задачи:
уточнить геометрические размеры и масштаб модели копии окончательно определить формы и увязки по ступеням;
уточнить массы для каждой из субракет;
выбрать и разработать конструктивно-силовые схемы;
решить конструктивное соединение и разъединение по ступеням
Соединение деталей. В каждой конструкции встречаю^ Конструируется ионам модель. Ее ограничивающие парамет-
разъемные (разборные) и неразъемные (постоянные) сое.иН Ры — максимально допустимая стартовая масса пире е У^ ння Разъемные соединения позволяют разобрать и снова <* тнмого суммарного импульса — заданы Правилами _ „
брать тот или иной узел конструкция без повреждения сосДН«* Ракетному моделизму Сделаны расчеты оптимального р' •
тельных деталей. Так, например в большинстве случаев гол®* деления масс и энергетики по субракетам мее я ной обтекатель имеет свободную посадку в корпусе v ме«т мнкро-РДТТ. Теперь можно приступать к компо ____________
ракеты и выход его посадочной части из корпуса при отстрч системы спасения является его функциональной задачей
Неразьемные соединения могут быть разобраны лишь иу'Н разрушения соединения и частично самих деталей, иапри41' соединение конуса корпуса модели с цилиндрической част*в корпуса.
Компоновка по праву считается одним лз самых важных по ^ДОемких этапов конструкторской работы Именно при ком стп°ВКе ,,анболее ощутимо проявляется талант настоящего кон-итт1пТ0Ра' компоновоч,,ые прочерчивания (или эскизы) ярко ралГ^РирУ107 его творчество. Именно в период компоновочных °°т Руководителю кружка наиболее легко увидеть и под
сказать своем} воспитаннику правильный выбор его пальм шей профессиональной ориентации.
Компононка требует устойчивого и самостоятельного тр Д работы ровной и систематической, проработки нескольких j риантов чтобы можно было их сравнить, защищая свою ко^Я новочную схему перед товарищами в кружке
Компонуя модель ракеты, т е определяя рациональное мешение ее элементов констрхктор учитывает множество pj личных условий и требований. Вот некоторые из них.
1 Если в модели ракеты имеются детали нли даже узлы, yJ буюшне регулярного осмотра, а иногда замены перед кажл пуском (бортовая электросеть н ее контакты бортовой источ электрической энергия и бортовой включатель, пирочека «е, низмы, работающие по перегрузке или скоростному напор-, конструктор должен так скомпоновать модель чтобы досД к этим деталям (узлам) пе загораживали другие детали, а <av детали (узлы) легко снимались — это эксплуатационные тр^ нания. Например, груз ФЛИ из грузового контейнера модели (см рис. 6, б. в г) вынимается и укладывается в к тейпер свободно и требует небольшого усилия при снятии < инструмента головного обтекателя с грузового контейнер У другой модели (см. рис. 6. а) груз ФАИ размещен в голов обтекателе. Чтобы вынуть груз, необходимо выбить или вы вить бамбуковую шпильку, которая ею там удерживает а 5 требует специального инструмента -(Аотя бы гвоздя) и зна тельпо большего усилия чем в первом Случае Кроме того, так компоновка требует большого диаметра модели, так как диаметр головного обтекателя получается больше, а это приводит к узе личснию миделева сечения, а значит, и лобового сопротинле модели
Простота сборки н разборки облетает работу судейсм коллегии, а моделисту — наладку, регулировку, проверку и мопт. 11ранда. есть в этом условии и исключения Если моде.» предназначена для одноразового действия (отработка или п^' верка узла, системы и г д.) ни к чему де »ать ее разборной
2 Очень важное условие компоновочной работы — наибов* рационально разместить все системы все элементы модели , максимально увеличить плотность за счет уменьшения объем* Уменьшение объема позволяет выбрать более мелкий масштя' модели копни относительно прототипа, создать более компа» ную спортивную модель. Это. в свою очередь, уменьшит мнде-^и во сечение, а значит, тобовое сопротивление модели
Критерием оценки компактности модели может быть уело’’ ная плотность модели:
Имея статистику по параметру ?угл в данном классе моде-,ей ракет, можно судить о совершенстве компоновочной схемы
За критерий удачной и неудачной компоновок связки мнкро-рДТТ принято брать отношение полезной площади к суммарной площади двигательного отсека (рис. 15). В расчетах дна уегр одного микро-РДТТ условно можно принять за единицу (табл. 9).
Таблица 9
Совершенстве компоновки двигательного отсека
Ho*P ;екя
Таблица
Пустая площадь %
Тусл г/см®,
где Шет — стартовая масса модели;
V — объем модели.
Площадь се-чеяия дгигв-телиюгп отсек8 St
Критерий компоиопкм диис втель-плго отсгча
Площадь сечения микро-РДТТ 5ДВ
Калнчггг по ^мкро-РДТТ
баб./^ Плотность компоновки двигательного отсека mhkjk РДТТ
^“•Ро-РДГТ б—щигяп л»<ия1сли- —корпус ля кг.,г:>.» «я
I 2 3 4 5 6 7 8 9
10 11 12 13 14
I 2
2 3
3 3
3
0.787 3,148 1,787 7.083 2,787 3.360 2,720 12.592
3.787 4,575 3,787 7,083 3.622 3.148
0.787 1.574 1,574 2,361 2.361
2.361 2.361 3,148 3.148
3.148 3.148 3.148 3.148 3.148
100
50
88,3 33.3 85 65 87 25
83.5 68.8
83.4 33.3 84
100
0
50
11.7
66.7
15
35
13
75
16,5
31,2
16,6
66,7
16
0
59
Mt
Табл. 9 рассчитывалась no формуле К к = 4г •,и()-где Я к — критерий компоновки двигательного отсека;
5ЯВ — площадь сечения двигательного отсека, занятая кро РДТТ
St—суммарная площадь двигательною отсека — миделе* *, сечения.
Но коэффициент} Jy „ можно судить о компоновочной плот пост н «пустой» площади в мнделевом сечении, если она ц занята системой спасения ступени, создающей дополнительно лобовое сопротивление модели.
Относительная «пустая» площадь сечения будет равнять?} S„ 100-К», %-
Заполнив таблицу, можно построить диаграмму для.|\к, на которой проведем линию ограничения допустимого и недонуств-1 мото (рнс 16).
Рис- 16 Коэффициент КМ1ЮНОВОЧ11ОЙ плотности хи- рзэлнчных схем компоновки двигательного отсека моделей ракет. I жгл*телки«я плотяоегь; 2 — допустима» плотное! ь. 2— нежалвтельная плотность
При компоновке конструктор модели ракеты выполняет Ра боту бригады общих видов в КБ летательных аппаратов. Кои структорская практика богата примерами, когда удачное коЛ поковочное решение определяло в конечном итоге успех все! работы. Здесь кружковцев уместно познакомить с примерам» удачных и неудачных компоновочных решений.
Для размещения систем спасения могут понадобиться спе анальные контейнеры или другие объемы. Выброс систем сП» сепия и других специальных систем производится с помощью механических, аэродинамических, пиротехнических и други* специальных систем, для приведения в действие которых служа* источники энергии; резиновые жгуты, пружины, пиронавеск»-электробатареи и т. л
60
Компоновка систем спасения, в свою очередь, влияет на кон-тоукин*0 модели ПРИ этом необходимо определить объем, остаточный для размещения системы спасения
Д Для грузовых моделей ракет система спасения — это, как павнло. парашюты. Удельную нагрузку на парашют определят по формуле
Руд - V - Г ’м‘-
•’пар
де mcyt —-«сухая» масса модели илн субракеты, г. Snap — площадь системы спасения (парашюта), дм2.
Практически на модели (рнс. 17) Рул определяют не по формуле, а с помощью контрольного яйца Если удельная нагрузка мала (прн доста точной площади парашюта), контроль ное яйцо не разобьется Судейская коллегия имеет право применять подобный контроль на соревнованиях.
АНАЛИЗ КОНСТРУКЦИИ МОДЕЛЬ Л РАКЕТ
Рассмотрим некоторые конструктивные особенности и схемные решения моделей ракет, представленных на 11 Всесоюзных соревнованиях в двойном классе (все модели доработаны и отеют системы спасения на всех ступенях согласно Правилам).
Корпуса моделей двойного класса (рассчитанных па подъем на высоту двух грузов ФАИ) были склеены на правках диаметром 20,5—22 мм. Стабилизаторы изготовлялись из липы, ’Эльсы или авиационной фанеры толщиной 1 мм.
2
3
Б
7
‘20 IA J в/лА
17 Модель для прслслении i иустнмий г»в-1Ы1о| HirnyiMH на систему с шгення (паз-Р»вот.н. С Мнрзояюм)
. ’Si0!*®* овпк»тм|, (I), лш«, I — кпрпус груао-оми • И), бум*г« J- гру» (Н. к»ис « —
*о»вы-"«,п*,,гоГт ® анорпиатором <1). **рто* ? епро '*), «У* wP««0AnM* (11, «»*, < строп* ft *.Jn,T2?': 7 - п«Р*чж>г (I ПЭтФ ОД. t - пыж IS-. !???'• — Шбирянтно» Т1ИОТН0НН» ( | картон tapa*.*?."**’®»*»» 14), файере тослиаиоа 1 мм,- II —
»>- микро РДТТ й». ДВИ.С.Я: P“M«K>me* кольцо }»>. бум* •
9С
61
Одноступенчатые модели ракет двойного класса. llpocrJ шая модель ракеты — одноступенчатая, с одним двигате. Двигатель для этого класса модели должен обладать сумм2 ным импульсом более 10.01 Н-с и менее 40 Н-с. Для моэдЗ ракет с такими двигателями характерно наличие переходи конуса (юбки) между основной частью корпуса и двигате^ ным отсеком (рис. 18). Юбки изготовляют как из бумаги клейкой на оправке с последующей сборкой иа сборочной оцр^ ке, так н из древесины, в основном из липы, механической боткой на токарном стайке.
Рис. 18 Стыковка ступеней с микро-РДТ! рашых ипметроп
а с бумажным переходным каиусоМ; б—v тчмиаым дг ренжнчич кокуг«>м
Направляющие кольца устанавливают на двигательном отсеке у одного из стабилизаторов, что увеличивает плошал приклейки.
Дефицитность двигателей большой энергетики породила симы. состоящие из связок по два, три и четыре двигателя Конструктивная схема в этом случае остается неизменной. Тольяи в цилиндр двигательного отсека вклеивают стаканы под устй новку микро-РДТТ диаметром 20.5 мм (см. рис. 6, в, г. д) Пе|*| ходные юбки делают цельноточеными или клееными на оправь*
Такое конструктивное решение позволяет отказаться от Ш-правляющих колец, заменив их трубкой, пропущенной чер° двигательный отсек Сквозь эту трубку проходит направляют11^ штырь, по которому модель скользит в начальной стад*1 подъема.
Для симметричного обтекания иногда делают две трубх*-а при двух двигателях ставят центральное ребро жесткости фанеры толщиной I мм Это ребро создает жесткость цилиндр1 и необходимый зазор, позволяющий не спиливать лыски на 6<*Г тах микро-РДТТ (см рнс. 6. г).
Установка шпангоута на стыке двигательного отсека и ю®* в который упираются стаканы, а также стабилизаторов, с1"' кующихся с корпусом, юбкой и дви1 ательным отсеком, увели4*1 вает жесткость и живучесть .модели
62
g переходной юбке, изготовленной механической обработ-а целесообразно предусмотреть посадочные гнезда под дни
|С°_2ли. К тому же такая конструкция позволяет поставить Г%ЖКУ с гайкой нз стеклотекстолита, что исключит «отстрел» (потерю в полете) корпусом микро-РДТТ (см рис. 6. дет. 27).
у моделей, выполненных но тянущей схеме со связкой по а Трц или четыре двигателя, интересна, конструкция двигательного отсека. Стаканы для микро-РДТТ собирают в блок на шпангоуте, от которого отходит трубка В этой трубке про-ожеиа ниросисгема. предназначенная для включения системы спасения Кроме того, эта трубка является силовым элементом конструкции: к ней на резьбе крепится корпус модели и прижимает корпуса микро-РДТТ. исключая их «отстрел». Грузы ФАИ находятся под головным обтекателем (см. рис. 8 б)
Особенностью этих моделей является необходимость зашиты верхней части корпуса от воздействия пороховых газов. Гай кв корпуса изготовлялась из стеклотекстолита, а сам бумажный корпус на высоту 100 мм покрывался слюдой или асбестовой бумагой (лучше его изготовить из стеклотекстолита методом намотки). Система спасения отстреливалась вниз. Для снижения массы кормовой обтекатель рекомендуется делать деревянным а не пластмассовым Недостатком этой схемы является необходимость спроектировать и изготовить специальное стартовое оборудование (см. рис 8, в).
Двухступенчатые модели ракет двойного класса. Простей шей среди двухступенчатых моделей является модель. \ которой в каждой нз ступеней находится ио одному двигателю
В основном эти модели различаются видом посадки нижней ступени Выделяют следующие виды посадок:
посадка но контейнерам и стабилизаторам при равенстве диаметров ступеней (рис. 19.а);
посадка по цилиндрическим поверхностям — посадочное кольцо наружное или внутреннее (см рис. 19. б, д);
посадка на стабилизаторах нижней ступени развернутых относительно стабилизаторов верхней ступени на 45° (см Рис. 19, в);
посадка на двигателе, причем корпус нижней ступени входит од стабилизаторы верхней ступени (см рис. 19. г) ;
посадка на направляющих штырях (см рис 7, о)
Крэме того, модели отличаются друг от друга конструкцией контейнера под грузы ФАИ. которые могут закладываться:
в головной обтекатель и крепятся там осью (см. рис. 6, а) ;
в корпус модели на опорный шпангоут (см. рис. 6. д);
в специальный грузовой контейнер (см. рис. 6. б, в)
Последняя конструкция технологически наиболее удобна.
о конструктивном и компоновочном отношениях предпочти-вльнее других схема, у которой в нижней ступени двигатель
63
шюнчрич zu м. , d в верхнем ди.э мм (см рис Ъ. схема с и, рсходной юбкой)
Интересна схема модели, в которой на нерпой и на нтора ступени расположено по два двигателя Правда такхю схе£ х!ожет выбрать только тот моделист, который успешно р jJ проблему воспламенения связки двигателей в полете.
Рис 19 Методы стыковки ступеней моделей ракет
• — вококы» Сломав и ггвби.тмвагпрвв. б — па иаруампы пгргводном кпльс-в - ив стабнлишгпрвх, t по ыикри РДТТ) б — и» виугргоипм n*pe«oxai -кадки» по мвыврв кпмигвни» ППРДТ
Трехступенчатые модели ракет двойного класса. Простей' ним представителем трехступенчатых моделей этого класса является модель, у которой в каждой ступени расположено одному одииаковомх микро-РДП Такая конструктивная схе ма в принципе возможна, если из нижней ступени поставит* мнкро-РД1Т с большой тягой Но полет такой ракеты может состояться если тяговооружепность первой ступени будет больше единицы на всем активном участке полета
Другой вариант мо гели имеет на нижней ступени двигатель с большим диаметром а следовательно, и с большей тягой-Конструктивно нижняя и вторая ступени могут быть соединены так. как показано на рш 18 пли же вся модель можсТ иметь диаметр, равный диаметру двигателя нижней стуиен< (см рис 19 д)
ы
К этому же классу относится модель призера II Всесоюз-соревнованнй 1969 г А. екса^тра Городинского Основное нЫЛ..му1дество модели — предельная простота.
ПРС ц'одель эта облегчена до предела так как с мнкро-РДТТ к т рых /у=300 м/с (ДБ 1.СМ 6). было очень трудно уложиться в заданною массу. Головной обтекатель был изготов • н3 батьсы (можно заменить пенопластом) н облегчен кор 3 а н все бумажные элементы конструкции выполнены один слой Прн изготовлении нижней ступени моделист стре ми1Ся к тому, чтобы объем и площадь поверхности были минн-яатьны (см’ рис 9).
Изготовление стабилизаторов из бальсы для всех трех ступеней в виде одного «пера» и посадка ступеней на двпгаге тях позволили избавиться от дополнительного лобового сопротивления
УНИФИКАЦИЯ И AI РЕАГИРОВАНИЕ В РАКЕТНОМ МОДЕЛИЗМЕ
Унификация и агрегатирование являются одним из направлений стандартизации.
Унификация в ракетном моделизме. Под унификацией понимается рациональное сокращение числа типов деталей одного назначения.
Для унификации характерен принцип конструктивной пре емственности, в соответствии с которым прн реконструировании каждой модели в максимальной степени используются уже отработанные н применявшиеся детали и узлы
Современное производство немыслимо без унификации, которая вносит коренное изменение в практику проекгно-конст РУкторскн.х работ В этом отношении унификация деталей в кРУжке может стать психологическим мостиком от школьных соре «четких дисциплин к практике современного производ-
^ннфикацня начинается с анализа чертежей детален п в3лов моделей. \же разработанных как в своем кружке, так и других Проводится классификация деталей и узлов по кои-Р ктнвным илн технологическим признакам.
pv ЛсДуюшин этап — это отбор наиболее совершенной коист-Щ /,Н дсталей и узлов нлн создание новой конструкции дета-
°Т0Рая отвечала бы поставленной задаче.
"Ую (’ HaK0HCU- организация изготовления чертежей на выбраи-ванйп1еПеРь УЖе унифицированную) деталь и ее специализнрс
Vе Изготовление.
бецн0 йГотовле,,ие и применение унифицированных деталей осо,-лы о Ыг°Дно в том случае, когда в кружке организованы брига-- н кружковец затратит в несколько раз меньше вре-
*-252
65
мени, чтобы выточить n-е количество головных обтекатели имеющих одинаковое назначение и поэтому унифицирован^^ по ряду или всем размерам чем л человек, которые буД точить их по одному.
Для унифицированного головного обтекателя может изготовлен лаже специальный фигурный резец или нанн^Я технология с указанием углов поворота суппорта для обра^г кн конической или ожнвалыюй поверхности (образованной д 1 гой окружности).
Для одного или нескольких (ограниченное количестэ; типов стабилизаторов проще изготовить хорошие, даже мет лические. шаблоны, что значительно упростит их нзготовле
Унификация диаметров корпусов позволяет иметь одн иые оправки для их изготовления, значительно сокращая холимое количество технологической оснастки.
Унификация, целесообразность которой обоснована сокД шепнем времени изготовления моделей (а это может быть wj важно перед соревнованиями) или специализацией кружконД (специализация всегда сокращает время изготовления и поь! шаег качество изготовленных деталей), должна проводит*;? с учетом перспектив развития конструкций моделей
Показатели уровня унификации. В современной промыл! лешкк'гн пользуются различными показателями, характеризуй! щими уровень (степень) унификации. В ракетном моделизме качестве показателя уровня унификации по количеству дста>| применяется процентное отношение количеств в модели:
в моде. 1 и Уд । . унифицированных детален к их общему числу
Уд = Ь- 100.
•оП оснастки в ракетно-космическом моделизме позволит агре-Сатнровать из унифицированных деталей и узлов новые техво-гогнческие приспособления. При проектировании новой модели необходимо учитывать уже имеющуюся технологическую оснастку и если она унифицирована, то это значит, что наиболее трУдоемкие-детали и узлы оснастки уже готовы
Практически унификация приводит к уменьшению количества разнотипных детален (разных по конструкции и размерам) а арсенале технологической оснастки кружка. Унификация конструкции неразрывно связана с унификацией размеров, в первую очередь базовых и присоединительных, и. таким образом. с обеспечением взаимозаменяемости и созданием условий для многократного использования (обратимости) унифицированных детален и узлов. Это положение распространяется и на резьбовые соединения Для технологической оснастки в ракетно-космическом моделизме наиболее целесообразно использовать резьбы Мб. М8. ЛП О
В кружке, которым руководит автор, была унифицирована резьба М8 X 1.25. Это позволит иметь минимальное количество резьбонарезного инструмента, а кружковцам выполнять резьбонарезные операции более высокого качества. Требования к допустимости сочетаний те же, что и для бортовых подвижных элементов
Предпочтительные числа и размеры. Ряды предпочтительных чисел и основные на них предпочтительные размеры базируются на математических закономерностях. Широко используются ряды предпочтительных чисел, построенные на геометрической прогрессии. Геометрическая прогрессия представляет собой ряд чисел с постоянным отношением двух смежных чле нов; каждый член прогрессии является произведением члена н постоянной для данного ряда величины прогрессии
где Ду—количество унифицированных деталей;
Дв — общее количество деталей.
Аналогичные показатели могут быть по массе, объем) досмкости
Унификация деталей специального назначения В моде-1' часто применяются такие, детали, как стаканы под дннгате* ступеней и т. д. Эти детали могут быть унифицированы
Стандартизация винтовых пружин различного назначс"*’ не осуществлена ни в одной стране, несмотря на i_~
типность этих детален. В ракетном моделизме существ, реальная нозможность провести унификацию пружин, 1 киваюшпх систему спасения на катушке, и пружин раскрЫ7’" элементов механизации. uu-‘aci
Унификация при проектировании технологической ocnacTk сМитНтельны> Применение метода унификации прн разработке тсхноД°г’' 66
пи
а ах ах2 ах3 . , . ах"-1.
Возьмем семь значений прогрессии при а=315 и х= 1,585. юлучнм геометрическую прогрессию’
_ 3 >5; 5; 8; 12.7; 20: 31.5; 50 (рнс. 20. а).
пйротрубки. элементы подвески систем спасения,• 55.^J
ли По Из рассмотренного ряда геометрической прогрессии пред-
выеокую м’""тельных чисел можно рекомендовать промышленности дна-ДнамЫ МИКР°РДТТ. равные 12,7; 20 и 31,5. В свою очередь, Чус етРы корпусов базируются на диаметрах мнкро-РДТТ, вы-КцеМЫх промышленностью.
- ... области стандартизации применяются также ряды прел--Ии чисел, построенные на арифметической прогрес-
3*
67
Между смежными числами арифметической прогрессии с\. щсствует постоянная разность:
а а + х а + 2х а + Зх . . . а + (п — I) х.
Возьмем семь значений прогрессии при а =4,5 и х = 8 По. лучим арифметическую прогрессию: 4.5; 12,5; 20.5; 28.5; ЗоЯ 44,5 (см рис 20. б)
Для диаметров микро-РДТТ можно предложить: 12.5, 20 j 28,5.
На какой прогрессии — арифметической или геометриче-ской—целесообразно остановиться в том или ином случае пр» построении размерных рядов? Из рис. 20 и без расчетов вид«0 что ряд диаметров, основанный на геометрической прогрессии, более равномерен, а значит, в большей степени отвечает требф. ваниям производства, чем ряд, построенный на арифметически
прогрессии. Единственным достоинством ряда арнфметичесК0 прогрессии является присутствие диаметра 20,5 мм i12 й ка.и^Р' который в моделизме был долгое время основным. Но от нс-п°
68
исторически сложившихся явлений приходится отка-°увать я, если они начинают мешать прогрессивному развп-
Другое дело унификация длин корпусов моделей. Возьмем нфметическую прогрессию, где а = 210 и х = 210 (половина ,азмера высоты полуватманского листа для школьных чертежей)- Получим ряд чисел: 210, 420, 630, 840, 1050... Если ре-аить эту задачу на основании геометрической прогрессии, где ₽ 210 и х = 2. то получим 210; 420, 840; 1680.
Как видно из рядов, для длин корпусов предпочтительнее рифметическая прогрессия
Техническая эстетика пропорций. Эстетические требования — jio требования к красоте формы, т. е. техническая эстетика может рассматри заться как теория художественного конструирования .
Знакомство с любой новой машиной, в том числе я с моделью, начинается с ее внешности. Чем грамотнее, рациональнее конструкция в инженерном смысле, тем будет красивее ее внешний ®ид Поэтому, используя унифицированные ряды размеров, нельзя забывать о зрительной эстетической оценке модели
Эстетические требования в нормативах имеют историю, начиная с древнегреческих канонов, устанавливающих единые «правильные и красивые») пропорции в архитектуре, скульптуре н живописи. Наибольшую известность получила пропор пня «золотого сечення»—1618 Она образуется отношением целого к большей части, которое равно отношению большей части к меньшей Обладая несколькими замечательными геометрическими свойствами, пропорция «золотого сечения» широко испотьзуется в архитектуре. Эта пропорция нашла отраже не, с коррекцией на десятичный принцип исчисления, в системе предпочтительных чисел.
Унификация в любых ее формах не может дать полного мического эффекта, ест она не применяется одновремен-3 с агрегатированием. J ннфикаиия узлов и деталей органи-4 хи связана с методом агрегатирования и. по существу, явля-ется его первым этапом.
Агрегатирование — прогрессивный метод создания моделей *ет- Агрегатирование это принцип создания конструкций, ИОванный на геометрической и функциональной взапмозаме-С6<остн отдельных агрегатов и узлов.
а Опыт показывает, что в условиях быстрой смены моделей Частности. по классам) агрегатирование является наиболее зцв.?еССивным методом конструирования Агрегатирование ба-tro еТСЯ иа положениях и законах теории механизмов и машин; Раке'|ЛеД^ет Рассматривать как метод конструирования моделей “спо. И3 Инфицированных деталей и узлов многократного
1ьзОвания, при котором за счет изменения характера соеди-
69
Рис. 21 Модели различных классов. собранные из унифицированных Л. Молчановым Д Ерма с Ош» модель: б — модель со ступенями, совгаинимн по схеме пр»л > > модель г иаеесмымн блоками верхней ступени д модель со ступенями, с 6 рмческмй корпус; 3 — перо стабилизатора: 4 кольцо стыковки верхних сзуге
нений и пространственных сочетаний этих деталей и узлов меннтельно к новым задачам обеспечивается сборка но8 моделей .Можно не создавать каждый раз заново оригнН® ную, единственную в своем роде модель, а перекомпоновать имеющихся унифицированных деталей, не создавая юпо-’ тельного технологического оборудования (рис 21).
Надо помнить, что разработка и отработка модели ’ участия в больших соревнованиях требует около двух ' Исключение составляют тс случаи, когда модель полн L
70
леталгй (ра.фабпгяпы В Кичылнт.м II Кульчнныч А Фсоктпстпиич. «вин. В. Донченко»:
°*о «единя а модем. со ступеппкп с бр «мчи по ueruniHo* схеме
-_ц 110 схем»» iitoicpruiMHо дг1«!мии ro.iowtofi обтгкдтрль 2 ЦН.ШМЛ*
штырь навескп верхних бликов — ехб|аакег
копируется по уже разработанным чертежам, а не разрабатывается заново, или же руководитель выполняет работу за круж °вца превращая его в «киопконажимателя» Судейская кол-егия установив, что работа выполнена фактически руководи •чем. обязана снять участника с соревнований.
г Агрегатирование и унификация могут сократить время под-Из °ВК11 МОЯС-'1И по крайней мере вдвое, а компоновка моделей п унифицированных детален и узлов позволяет собрать модель Ктически любого класса.
71
Внедрению унификации и агрегатирования могут прелятс^ вовать опасения «нивелировки, культурного обнищания, те.хщ. иеского застоя и ограничения творчества конструктора». По.юб. ные опасения являются необоснованными, так как практически речь идет об отдельных случаях нарушения принципов стандар. тизацин Унификация призвана лишь устранить неоправданные излишества, не приносящие никакой пользы, а лишь увеличц. вающие затраты средств и времени
Унифицированные детали и размеры периодически могут пересматриваться Следовательно, упрек в «техническом застое» неоправдан.
Несостоятельно опасение «ограничения творчества конструктора». Работа конструктора, который широко использует огромные возможности стандартизации, заслуживает особенно высокой оценки. Все виды стандартизации, и в том числе унификация и агрегатирование, облегчают и упрощают работу конструктора. давая ему возможность сосредоточиться на решении общей конструктивной задачи.
КОНСТРУКТИВНАЯ ЭФФ1 KI И ВНОС ЛЬ МОДЕЛИ! PXMJ
Под конструктивной эффективностью понимается способ ность модели успешно выполнять свою задачу (полет на высота или на время, получение стендовых очков илн за натурносп полета) при минимальных затратах на ее проектирование, изготовление. примененные материалы н удобства эксплуатации
В настоящее время отсутствует простой критерии, характеризующий конструктивную эффективность II все же относительная масса конструкции модели является важным показа телем ее совершенства Ее снижение в целях конструктивно# эффективности более целесообразно в кормовой части, чей в носовой.
Прн определении конструктивной эффективности необхо-днмо также учитывать технологичность конструкции модели прочность н жесткость, примененные материалы и относительную стоимость.
После определения массы модели ракеты и ее субракет, габаритов и количества ступеней можно перейти к окончатель-ной компоновке модели, ее силовой схеме н выбору миКР0’ РДТТ
• Массовая сводка. Составление массовой сводки являете’ очень эффективным средством контроля массы моделей рдкет Летные качества модели в значительной степени зависят of того, насколько хорошо была распределена масса по деталям-узлам и системам. Хорошая массовая сводка помогает ocyiuei* влять экономию массы на модели и в тех ее частях, где наиболее целесообразно
72
в массовую сводку вписывают расчетную массу всех дета р ц сборок, а затем фактическую массу этих же конструктивных элементов.
Надежность конструкции модели достигается в результате целого ряда мер, основными нз которых можно считать применение отработанных (проверенных в полете) деталей, узлов и систем стремление к простоте конструкции и проведение испытаний для каждой пар гни моделей
Полная надежность модели ракеты равна не средней надежности. а произведению надежностей всех се частей, работающих последовательно. Нанрнмер, если модель ракеты состоит из 10 составных частей, каждая из которых имеет надежность 99%, то полная надежность получается равной только 903%. Следовательно, при 100 запусках надо ожидать 9,7
случая с отказами, которые приведут к невыполнению моделью поставтениой задачи. Если же модель содержит 100 частей, работающих последовательно, с той же надежностью каждая — 99%, то полная надежность станет равна лишь 36,5%, то есть прн ЮО запусках надо ожидать 63,5 отказов.
Надежность модели ракеты требует не только того, чтобы каждая отдельная система модели сама по себе была удачно сконструирована, но также и того, чтобы взаимодействие всех систем между собой было удовлетворительным. Даже если пределенная система (10, гл. 10] сама по себе целесообразна, от нее придется отказаться, если в сочетании с другими системами она ухудшает общие характеристики модели Например, стабилизаторы нижней ступени, разворачивающиеся после от-
стрела ступени в ротор, на котором спасается ступень, сами по себе имеют малый вес. надежны и не занимают большого объема внутри модели, но их большой размах и резиновые жгуты поворота на угол атаки лопасти могут создать дополнительное лобовое сопротивление, которое может оказаться больше чем от контейнера вод парашютную систему спасения (см Рис. 6. а, б).
Рекомендуются следующие 12 правил увеличения надежности моделей ракет.
I Избегай сложных конструкций. Попытка увеличения на-ежностн путем усложнения конструкции приводит к значительному увеличению ее частей, иногда почти вдвое.
п Очень сложная конструкция никогда не станет надежной. ‘Ростота должна стать искусством, призванием и целью каж-ДОго конструктора летающей модели.
2. Не доверяй установившемуся понятию о сложности сра-втываиия частей. Во время полета модели ты отсутствуешь ® ее борту и не можешь ей помочь. Те системы, которые могут Казать,— дублируй (например, две параллельные системы Ксения ступени):
73
3. Обязательно проводи летные испытания от партии (пар. тия — минимум 4 модели), изготсвтенной по единой техноло, гии. Обязательно проводи анализ отказов в полете. Устанав-ливай точную причину отказа Никогда не испытывай от партии только одну мидель.
4. Никогда ис беспокойся, что разрабатываемая часть м0. дели получается со слишком высокой надежностью» если бы даже для этого пришлось разработаль принципиально иную систему Это гарантия, что в полете не произойдет отказа
5 Проектируй конструкцию которую можно было бы изго-товнть. Дефект изготовления может быть заложен \же в про, ектном чертеже.
б Обозначай детали, которые должны быть заменены через определенный промежуток времени (например, резиновые жгуты).
7 В шарнирных соединениях и резьбах не допускай соприкосновения алюминиевых сплавов или нержавеющей стали (ст. 12Х18Н10Т).
8. Там. где это возможно, применяй крепление в ценлре тяжести
9 Применяй гальванические покрытия или другие способы обраб >ткн металла в шарнирах для защиты от коррозии.
10. Сталь как конструкционный материал не должна применяться за исключением тех случаев, когда это требуется для электромагнитных цепей в системе радиоуправления или для достижения необходимой прочности (осн шарниров, пружинные шарниры, пружины).
11 Избегай, где это возможн применения трхщихся и прижимных контакте в как в борт вой электропнросистсме так и в системе радиоуправления.
12. Не применяй металлы образующие гальванические пары при которых один нз металлов разрушается (см. табл. 10).
Допустимым сочетанием, не образующим сильно корродирующую гальваническую пару, считается такое, в котором разность между номерами групп будет составлять не более 2
Так, нержавеющая сталь 7-я группа) и латунь (9 я группа) 9—7=2 — допустимое сочетание алюминиевые епчаны, не со-1 держащие медь 2 я группа) и сталь (5-я группа): 5 2>2 — недопустимое сочетание.
Как видно из табл. 10, фосфатные и оксидные пленки (покрытия) раздвигают номер группы на одну единицу, а анодирование— на две
Технологичность конструкции. Технологичность модели ра-кеты "оценивают трудоемкостью ее изготовления и относительной взаимозаменяемостью элементов конструкции
74
Трудоемкость изготовления модели ракеты можно поедете-- в виде суммы затрат времени на основные виды работ-
ТИР Т3 -Тм-Тск. чел.-дн..
Тз — трудоемкость заготовительных операций;
' тм -трудоемкость операций, связанных с механической обработкой;
Таблица 10
Гальванический ряд металлов и сплавов
Груша Корродирующий конец (анодный, менее благородный)
1 Магний или магниевые сплавы, анодированные или оксиди-] рованпые
Цинк, цинк хроматированный, оцинкованная сталь. Алюминий, алюминиевые силаны, ие содержащие медь, плакированный дюралюминий
3 Кадмий, кадмий хроматированный Анодированные алюминиевые сплавы оксидные плен Ни иа алюминии н его сплавах, пропитанные хромпиком нлн анк лино ними красителями, оксишые износостойкие пленки на алюмннни и его сплавах
4 Фосфатные и ок сидкые пленки по стали, пропитанные смаэкоА Алюминиевые сплавы, содержащие медь
Сталь, чугуи
1 ‘ - Легированные стали н чугуны
7 ' Никелевые сплавы для электросопротивлений Нержавеющие стали с содержанием хрома 12—17%
8 Свннцово-оловяннстые припои, нержавеющие стали с содержанием хрома 18% и более Олово, свинеп
9 Латунь. Марганцовистые бронзы, морская латунь. Молибден, никель Алюминиевые бронзы, томпак
10 Медь Кремнистые бронзы, мельхиор, сложные брои ы
11 1^, Никель пассивируемый, хром Манель Нержавеющие стали пассивируемые Титан- Тнтанрвые сплавы
12 Родий, палладий, серебро, платина, долото
Некорродирующнй коней (катодный, более благородный)
75
Тсм — трудоемкость сборочно-монтажных операций
Составляющие трудоемкости взаимосвязаны и зависят . оснащенности мастерской (лаборатории) оправками, шаб,-| нами, режущим и мерительным инструментом, материала^
Взаимозаменяемость является очень важной характернст^ кой технологичности конструкции. При оценке количественны» показателей технологичное™ моделей пользуются относится^ пой взаимозаменяемостью nlu1. Относительная взаимозамеияе, мость характеризует не только качество модели, но и rapag. тирует сроки ее летной эксплуатации Если нз общего количе. ства деталей мотели ракеты пчр некоторая их часть может быть заменена в процессе изготовления или предполетной под. готовки без подгонки и механической обработки аналогичными деталями с близкими физико-механическими или другими сноП-ствами, то относительная взаимозаменяемость модели ракеты б дет
= - 100%,
пир
где пвз — количество взаимозаменяемых деталей в моде.11 ракеты.
Повышение относительной взаимозаменяемости моде.» ракеты приводит, с одной стороны, к увеличению сроков разработки модели ракегы и ее изготовления, с другой — к большему удобству ее эксплуатации. Поэтому существует оптимальная величина относительной взаимозаменяемости, определяющая минимум условной стоимости разработки, нзготовтения и эксплуатации модели ракеты
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОС НАСТКИ ДЛЯ МОДЕЛЕЙ РАК» I
Процесс изготовления модели ракеты в значительной степени приближается к процессам, протекающим в современно’1 производстве. В авиа-, авто- и судомо елизме, как правило-можно приступать непосредственно к изготовлению модели без технологической подготовки, без проведения подготовительны* работ. Ракетно-космический моделизм исключает такую воз можность, требует предварительного проектирования и нзгото®’ ления оснастки. Процесс современного производства вкдючзЧ в себя следующие этапы: проектирование изделия. проектирО’ ванне оснастки для изготовления изделия (сюда же входит Рал работка технологического процесса), изготовление оснастки только после этого изготовление (выпуск) самого изделия же этапы необходимы и для изготовления моделей ракег Имев
76
этой своей особенностью ценен ракетно-космический моде И°3м так как кроме общих для всех видов моделизма досто-л”тв в подютовке подрастающего поколения (развитие ните ” а к технике, профессиональная ориентация и т. д.) он облает еше и тем достоинством, что подготавливает члена кружка к масштабному пониманию современного производства к В кружке ракетно-космического моделизма с правильно доставленной работой ребята хорошо представляют тот боль той и необходимый труд, который выполняет технолог. Именно наличие полного комплекса технологической оснастки и служит психологической подготовке кружковца, пониманию юли технолога И вторая, тоже очень важная роль оснастки. Она помогает приучить детей не работать «на коленке», воспитать у них технологическую культуру. Поэтому каждый отказ от изготов ленИя какой-либо оснастки — это невыполнение руководителем кружка своего морального долга перед его воспитанниками.
К сожалению, в некоторых кружках до сих пор придают большее значение внешнему виду модели чем воспитанию тех иологического мышления.
Технологическую оснастку руководитель иногда делает сам. иногда заказывает «на стороне», используя возможности шеф ствующих предприятий.
Если такое положение в какой-то степени допустимо для работы крхжка в пионерском лагере, где время не позволяет провести полный цикл изготовления то для школьных кружков, Дворцов пионеров и станций юных техников полный комплект технологической оснастки просто необходим
Материалом для оснастки чаще всего служат сплавы на алюминиевой основе. Легкая и удобная, она имеет один недостаток— пачкает руки и детали. Поэтому ее лучше анодировать. Сплавы на магниевой основе применяют редко, их обязательно надо жсидировать.
Стальные оправки тяжелы, и детям с ними менее удобно работать но применение их в ряде случаев необходимо, например. если по технологии изготовления детали ее торцы нужно притереть с использованием наждачной бумаги, не снимая Деталь с оправки. Такие оправки изготовляют из высокоуТлеро-Дистой закаленной стали, чтобы они практически почти не изнашивались.
Допустимые пары при изготовтенни оснастки выбирают £ Учетом их гальванических свойств (см. табл 10) и требова “и, предъявляемых к свинчивающимся парам. Не допускается Резьбовое соединение типа «алюминий по алюминию» и «нержавеющая сталь по нержавеющей стали», например, для стали 12Х18Н10Т.
с . Примером технологической оснастки для модели может «Ог>КИТЬ оснастка для модели-копии метеорологической ракеты '~/Соавиахнм*. Дли изготовления головного обтекателя мето-
77
76
за Меле- -к t P 1 <O a
P* *c **, (P-06) К ( АКЦИИ \ И П«мр-I**1 ijoaejb ра«работана Л Аникеевым ,‘ е’ Со рыкнных)
В «Осоовм 1ЧМ14» «О е_ на р кк
3? ₽влЯЬиоч»<м» (Mi 3 <» 1емналог1»*сгкдя
р.-> голойн. й <>бтекмтгл|. (I). лила 3 — вИР^р^пд щипнап (31. нитка капраисаая; J
< ЭГФ-ОЛ; з - чгчол плрлгпмга (I».
4 коробкл кмигатор гит юпр юидч» ^LrtoMa С— корпус иилинлрччегмА (I) бу W:Л; —Ш4Ж (21 «ятз rf — ллбмриигное бо с fib мартен. 9 пшлмгоут (И ляпа Жррп РДТТ ||). МРД 10 10.7. II — стакан *2Хдя <1>. бумага 12 иормовоЯ кону (II Гнв 41 М — стабилпаа-»? (•!. фанера. Н - у -ъ ^^^Kfiyvard. /5 — цилнидпняссквч справка ()1 аЧгб рнсдировапман] /6— коническая оправка II) ст MS (цннкпвянк»* с хроматом!. /? оправка LJj ст£ан двигатели (If. ст. 45 (tivhkmumwc с «ВОИОТОУ • сг«-
,деь длв снятия моргусд с опрлнкн (II 20 — ста нлк ДЛЯ установка стабнлмэатиров lAHrti. ано-jtyoMMawSl. собираетеч с дсталюо 17
пом точения к токарному станкх необходим набор резцов илн стамесок Корпус изготовляют на цилиндрической оправке.
• кормовую часть—на конической (рис. 22) Резьбовые хвое товики позволяют собрать коническую и цилиндрическую час-ти Из них получается стапель для сборки корпуса
Для обеспечения соосности двигателя с аэродинамически ® екаемой частью корпуса модели ракеты необходимо оправку лля изготовления стакана двигателя собрать с цилиндрической Правкой корпуса. Это позволит вклеить стакан двигателя на Шпангоуте с высокой точностью соосности.
Стабилизаторы изготовляют по шаблону. При этом полу-ga тся мииимазьная разница в размерах отдельных перьев, стапель для установки стабилизаторов вворачивают оправку Двигателя, на которую надевают собранный корпус, о обеспечивает достаточную точность установки стабилиза-Ров относительно оси стакана двигателя. Точная устано”" ®х аэродинамических поверхностей относительно
я обеспечит почти полное отсутствие боковой сосу
!! l-'.li'b I‘l ПГ МПкрп |>Д? ] 1 4. II |а м .
•’ Hi. । \ п.1 v.'iit i. । и 1'i.t.i Mi-i;.
?.-1 ( I? t |ЬЫ ДЛЯ 1:111'14 K>ipllV<'£ С
кг«»’Кк iff Hi .i.ispi-.liir unieeiKs :i i-.i к.un'i.-ti ri.-i’f: v ..i
:i j :i: ;i' сьн iiu ,\..p i\njit , > ipapi к
I'li-.ci >jui -i • patera < kn.<!:.u.i\i'.M I-.; i i
X II 11ол«|>|<цг: й:|Ми eif/.iH-HTfiptiJK’iin it lU.jii r r> |4 i
| ii iXU.'Hil! IK. (). (-.(“(Д’. I li.'f'Bl'II.-. 4.1,1 b 11 l ЯМ
iwi.iacb P I, зап .’.; .О».i;i3it:t\.iv •. л н 1936 г Kiai.’i
11->.il при: ii.i.i. ['Vb 'ti.i.i'.iMa-/ И 1.. ..яргь:м i.r-:i. \- .in
:e |.|Ч1 ur'TK.k I’.ui l> LI'. -ПОП pjkiTnil. 3 li’L). j.'ia III
ii.ii uo im.u’rc P-lib ,-n Гы м । -:jh .•iiiiei. h:ia pai-.i-Tj , ц i i ci:a.’i;>i.i.iv ЖР.1. ip ; in in. i4 55 apni <• l'W7
яra.ii>i:i.iii acni-: itriffl и ипазин.ii<j-j‘ji r: blu >r\ .!> PU-ii a
:’а.-;г:iMc.ia iitir. I7:i() мм. .щлметр 12n v.i । р,ч'.,а
Hi:, n <ar. pi n {[.JU I'm Г;upio::;in 41i№ спггав. v. j |:1 ,<r , Г|||
.и <i-:.in rarpi ih:i {1,5 кг Данган- nr.iaa. mtv .al' lie !
a : ro i‘|iiva pai’-i'bi пн разы | <- П ft •.:r'ii p-
угмпя.п.niii:i ii.я i aparri.ii c > r'rii> im-iv _i я p i |. •Гр.азч Killa’I' I Я.м :!' <): >n 11 К Ли Bl a lh-' „. C |p; i[.. i\| rp; fi|,l|4' 'i'i. 'pni'i. 'ip-.i.iii.' .’bi 5-b . ih u il'-i я- n-м tip;.i \ , ,
iiaR U; ч.1\ VI. I ||.<Г.'ВЛ>: -lacil, BK'l'H C a?-ll',::p;”.|-iT.lr.ll fill-
л корпус ic ta taaa я HUi'in . oil} c:-:;.lac». 1,1 utnvi' i- i.v'ii'.'i В i 11..-H ii’j m а:< ‘|..1; ai r.i raila ti .i:ti \ia.i.i
II.IJC'!I1I Л 4.V, U\ Hiirl.’Tn rl-ni .la.ll: ILilill.il Vaii"'ia.| 1.1.1 ,|,|t
ill nri-ii jin,ль: । .ii’-i.iri;' i- i ’.iiiiiv: ilci i .t.i' kC'.i’i. \ n ’
i;i>i\ i ii” i >• п-a <’n>.n.n’.j; v.i и i ci । t, v. pn. 22 ,, ।
M.'t.ie.ii. \. пня -aKi’ii; P-! ()ci.>uiif:\,iM iP-l>i.i -i in. neria a Maiaiar.’.- | -5 км !n v _’J. i’>i Ha i.r.iu ipi’iu-. in -ji:-ПЧ СИМ V.i'I PK III-1 ’ilr,. I’.’.-llbl hi.por'b! I l$l h,i6i Ti.-li. ki.it!-’
3ч.n L.lc.l.l I 11.5 lip I (: ’I..I k pa Sih- ...I roil uliiMbl I'.’I! 6.1 I’ II’I paBr.i. К p.Mi.-iiaM i-a r’> hi-i'i”ii- >.;ii! . In. r . i‘'.':iai i:,i i: im '
:>:”kCr. ip 'fa.'ir корпуса l к ii;ii кI'A.ii-' ч tax -c.iaaini । "с и. 11.111 - такая .i n.i :i ii..\ i,.’.
H < ПГ1 r’:|”.'. 4,!V ’l.lcll. и 1.Ч. Г--..1 ЛЯ II <’.n ih.H ullE r >
r-.ipiyi'a i.'n6iip:ic7C}i c.'ia’i:.1 a , k; i:i-: in i-.ci ‘ агц.н.. a <; • V
aii.:i'i:“i.i'.b-cKnii ;лн civn .- ' ! r. j । nr»-i-n K<iPM:>iu>r*i
I a ii.:h ii чл r: in i.> pin । . ц v pin 22. ।
A'. iv:’. храся! л и p.-прц i ii ii.u t a.i-'. i :'K.h i »;-.i.-., '
.1и и!рчза- н.п I'. ici ki.ii, avn ги'. я ti.i.i i...p. i i.i ,ia v Ha.ia ici I:.': i. r..in*.ли ..лг.cm* ”1‘Г'!:7|<.1. *i<i’। :. г.р; , i.n • *'1' 'kiii.s’. i;i
/I It I'l) I lien I f. . 11 I Molli II \
14 m, i и иных лю;| i .'ii и
KOH f II' I I I' I II \$l in'O'l ЦЧ1 I I V..J,1I . il If r \ l I I
Ha mx’ie.'.ii u л . i>> i. г к u i. । :'e . к.пл нагрузки npi;
транспорткрсил..', n.j । тарн-- it ьо.кчг а пи „-.pyrin тиках ikc плуатаина. Слслсшательн , ” тлели n . ж. а быть прочниЛ. A аргч-ность^эп» св^Лстао маг» pi: j и к.с:ргГ1:?ляг.ся paэруuici>.i!i-:> под действием н ип.па си-, В i ечпом i'tgit. :ip; чпсс’ь определяется ct.-к г> М l-U, ка.<й.1-тгь "i... I4t‘i-r. i;po<-iiHt n:>i.p.:.< рушится или ic ;u|n •ннчя c-ipc к:::тя i:o . ir»i. ihiicm внешних сил. lie -ipc-i‘uca- ли lanpfiiKi'Hlic в материале .tuiiyi тнмых npe.ic-. n
В модель ракен-: .нельзя лплоиопъ ip» нерп грам-вкп чр.с-i мерный запас :ip. rtac'i: i.zei.i. K:is.r.;.i грамм массы на учете. Наука, 1а11кмачч|..:.чсм и i iiiawi р.н-что и i;: прочность деталей конструкций. 11».<Ы -list 1-1; i:|ip<ilnli Н T-li-M MJ : epi Л. |1>K.
Основным inuiMTi eM н . г: । та'Tirri. материале!- пун." Деформанин В ti-.i.i пи .ter.-iin-v n!.iriiii:i \ пл i г-н- ляют свою форму — .i-.vi-.iitя Де<] )рм;ч:ня это челичннг удлинения стсажня пол 'i:ir; учкен. й1плч'нная к |.:а,1альи<,;| Длине. Отреши р;| >. 1ИЧ:'ll r‘il'.,i:ll грг I.t-Hili И П?Г| Ни натр» (he получают и а 1-1 :ру|-.а;ы.\ .к. i ihqc утляиенне Нслн 'тГчт.-л13-чить деформацию ц-рез с. т
где Д/ — iro.-jKsc ‘.дли-нч-лл iiipn-jaiip'Hiie ДЛ?1НЫ ю счёт .шйетпня нагрх ш г >.
I — нач 1 iiiiia.i .1. ।пи ।
Деформация, о .нм. • i.ii> in че i.-.k:i:.:i4 •а.осле ир1,крлЩ<'|:1-.й действия iiricini.i-\ .и. 1и<ь:н.,'К£ ynpyrriil пси-рмацгеи. 1ч-и^Чезающая леФор-мация п»- шгсю'/я •. т.чтз нь>й л.ефчреацнгй
0 увеличением: i-ieiniii:.\ i и. i у :;c л ii'i-mae лм n Aiici3iie -н.р. i-Р^нннх сил. т с нааряже:- ио Укс-лнчснно рнутрспних сил .im а*ДОгО MSirp I.T,:.: VuzKel l.l»i-I e\ i t,:| I, ;.|..:.*г. H <:*<l ; .HH • -Р^Лела, \;:pxi, repii:c" для ir<i-i мсл-раала 11п?том\ п h i.pi.ii-Илы могут ;ц.) ц| |м и i ph, Гю.л,i:i;im i. чп; кип ренине eii.il.1 ₽И Данных leov. 1 :н i--i ;:нх :ri iMe:;n r a-.- .•*.ioi yi r.x °Весить. и -i ia. . . i.<p ir.i 1
H IrJ'i г Puuipt Гуч <ilu?|iv'. i.-ii r.h. . । Ким a
I. Hill Ik.IrfU if С-1.1Л’. 1 l- Hl I MVIJIl- lll'iilbij .1 11 I : . I .
•>' M..I HI. I' а'1-’np..l 3.:Ki<|: ГулИ Я'МИеП.Я , . Д’*
KHMfls.'M Ik’.ra U‘\l!ll|-..:i. ll-i C'. ыМ.Ч' Г'. C:
' *1 । f и/bi*'in; bi м cut .r!:Oi:>i,’i;ii м. «и глис иыгскги". из чиряк reprt =11 Tillll.vo U’lK I 411' llp:= -l.-l'ЙП. II.Jill'. Деф : x .
1Й !0Я':- > ИГ r:bi|IO|l|l |i Uli П. |:ц- ' II MCA V I.HiPrfAl III ' Ml| ‘I „
формациями ar i.<i,д-1гя a ;.'.;c.'ia. i hj n''i:. :tii-.i .•:e-|,..>:iv;:i:i iipchuiir i.-i. 'in а в л я .il: Назоне за и i r< •.’I'. м-. a p. ups:ai.-.iiikm:i i: лесч:рмлц.|му|- .iiipci'iiia. lipa м.:.|ыч ..ecu • IGIMX Яр: kl i V IIF.I pi IKI- Г па Ji ll’s All rjl'lip t .1 '.I
Виды деформаций. В нрак : пке ц-t.i.c i:.'-.!>, a i. |>. А.'гречаки. я дне • а та ма с. ь a :;ыг вады деформации. ! I. < I’Vfo Hipi; маЦПН! МО’А:1:: P.’l i. I:: И . I. il.’l 1Л ЧЧ’ТГ'Н |J. I с ц,| 'Ll рыс iu r:)f“ а.ол’,1 и и .•чигу rf-iu> i\t -> нкде
Л е ф :i [I у а । к и р. .'I I > <• I. и и '.а|1.н<Т1.[Ч1 <)f. ica BPiiHii.
аиненнем a <\”|.’!i,i:i i np v:i "!.i:(’;i сал.л n ciuitjicjr i livio'.aa.x цл;. vi-.’i.iibix laiips-Ai-iliir rui ;’ci ' и oCJt :<niii Jlpcii. Ж1:м 1 ir c i i:.i viii'' ::i ra i r?..’ic.iciibi pa'.Hi'.iv.i’pi > ia; •>.-л i e:ii ri-iii. i ripn.Aeiai эп it.’: ipy .<i-;;: । а: .синая к <• । и ।
и.чща s i.
p I [
, кН VM-, лес см-’, V|Ji ’ la । las h... i.i
г
г::с I1 - c.i.ia. iipi:.ioa<ciiti.i:-: вдоль оси детали.
Г д:и!Ь:.ц. сечения матер ia.ia дсп: и ipi i 23. а. 6..'. ь i Ipi зтом I кге мм- Ji|O кге . V I 1 ч-‘ I1'- Н м-
I I У.е!"«П1Ы4Я'::-Н 11 Ilk
Ilqii’ii'i.i e.iio'Hii laii.'iгния грчт_ko;i cia 'i mi., л .i .'i*'. ( II ia t ii.<a.i\ ii:r;i. ч:и сре.мхд н;= еистгмх СИ в v. i " v i ! ep.i.i i । :e.’lr.iiiii hi u ржньа. icm. a:< как > . няча i. vciii.ii н;:ел нрнОорон \ ;>:ium..ii-;. ||г\1:-,,'ипл>л я н эм i.i-.. i ifi. Г1л.чл1.1 ' pa t’. i:pi.i-.a;i|ji и ri-xnn-i-.-cKini итияг елл.ппг ...a-uni;;; кге мм- ipainsia i я \н :i i?., a k'i ем- ля i.i.c utCs .: .Zpi’i'ec.a.ibi.
I .’p Jive pi:' ЭГ::Г‘| H.l.'.l'. П'фнрМаЦ:! И !S< I р-сЧаК’.'СЧ !* '„.14.
M:i le.jiisv.i C,iай|,.1!.-,л:ч;-.:л-.| i.rr к лпп.рым i pi/aI'i i. '«' ко i.< ipvirM Ф\'| i и...и- : .ai'ifta ... .i.i ;:aci»/M i । . I IVl :,<) ti’.'lll 7L'!:\ Jii4i C'.rM.jl’l. -:|:; 'Ы I CTlii'.lbl llkpa.lll I'
i i|..’Ti,’Vbl :o>Ke p.:6n:;;4>r :ii. рас I .IMI'ili'. ill’!; рас Г'.|ЖсЧ.:?1 I'lia.A-. l lic ITJHR’.I Л’.Ч |.11Я 1'pnjii :.LihI P M. ПНЯ u> i'ek.i 'P ' лагру.элн .у. ;i । cjxc. iipo.iii:'4:;I.ii1; '':iibi. iliA'i..ni-.тся nn.ii.i'-l l Ч.Д .'ip::1!: pl-IMLI lb.1.1'. 'll, IIP l<. I OJ’.HM;. MOA''-. ?П1 •.’:lll. i
I.:;:;. i<U:i li'.ii! i;i.jee '•'к ;i:iii!'.a: ь laipyjKV. ia. i.:;i‘' '.|::'.ie;i!. MJr.Iil .'•a:r-|..j. p.’l ipi :.ia:-| cm .'-Jro ; <)i:1 '41 C ' HVi' i JIP» I-' -I p. " JiGi’T.I
Сравнит*’ 1 1 уводить no Zip. w "цределоv uelfriuee напряленсд. : Pr
» 'CU'.lh
upovr-i. r!: у.;.г
• -x Ti-
er и i физическим i
котором образен i
i i.i ii । ia г n
|-:злылае;ея то iian-,ki.|-i"i к .Ma icpna.i.'i
деформируется oei 4;; тадка текучести ц:, не у всех материалом якну условноп> реле юдего оста :оч пом>_
MCl.-lo’o Ч зе. 1ПЧ:.-Н1:Я 1к.гр-. о-, i ’ • сааграммс Г\ ка |.м рис 2л ц, . В -»гом случае ргкомеидчтя на-.}чесн как izaizp:-:Aei i-я,
Г',1-.!:С11ПИ1 и 21 ,
. IF.IO-ааб. ikciIctch Г>; а п. .че. :н too । Bern вс
Д С Ф О р Я <= .1 I! Я ; А I: II г ,ц: |:>А,- |> 1111КI. I > .<>. .1 IP Я
сечении нор Mil.’ Ы'.''I! СИЛЫ I 'l::p’.'-| r>:!|.,X ll.ilipil/K-. Г111. Ц. M I;pi-, ТНВ0ПОЛ0ЖНОМ li;-.llp:-4.l' I I I: <1:11 ч liu-.r.ro Г;:-1Т. 41,.. бы If, ;ipn растяжении. Сгкаыи .1,1:1.111.11441 л лчве мо.и-лл . аксн. в ми «ент старта и тю.“етз. i:;iaira. H-iopai ы за к еда я iiapr.iiooi г»ю
СНСТСМХ г>,|1 21. it 2-7 I IJiH- 1СЛ ItpOCIli <1 .! tipi. с.-f..l ,|
лелеется но форму.и
Ж... А
Д V ф С T и I: и С Л -3 а Г :i I С р Г- i I: б-. Лс I p . c
KOf.ia i-a .IcTi’.. ‘ : I’POI l.li.iTb.a.oKni.l' i -<ip:.| :еГч-I,-. l-:i j ла. перпсн щкуляриые oc.t ц-тздк Матери илы v-яо ж t., П0П71:В.1ЯК>ТСЯ СДВИГУ Э’.О Г31:: l:iM-IH:i. fp:j pI: г;'.af:<i'K. pvKUiiH В практики c timr H чистом зиле Полу ч;г:ь pvt-; . ipe-.j’ Ножипца.м и). О|;ыччо .те.формалн.н с. вига conpm..ж -. ....’
гимн ин.там.и jr.'QppMJin;i;i н ч:лде него .и-оирмл ьн и i ।
В ракетном моде.поме деталь. рябепаюпыя в услов t'-i.-. ,-С|1 КИХ К ЧИСТОМ\ СЛЕЗПГХ (CM p;rc 6. и. ТОТ Jj. — ЗД- IICI. И накипая грузы ФЛИ Другим примером, может служит;- t. rev. рис. 24. б. :ип 2u|. (Дре ten кр.очпогтн р;> слы:" .лриде.в. ется :;о формуле -\Л11 —- —. МЛ м-. а предел теку’кеи прн том срезе лежит э тегазопе от и.5 ,ц; (1.6 предела । лчеп. при растяжении.
Д < -:|i о р м а п а я । з । ,i б a встречset.л в сх
когда деталь работа-; i как балка. :wii.> шагтт.ту i ay.-опорах a.i.i .GiKpiii.ieei:яя котсо.ьн-.о им. рнс. 2- u i !ри i.iitue один нолпкна сжим, a lot о: .труглг р<с1я.; ат и; i’l Tt, волокна, которые -и. нсды n.iaujo: >>r pin :яжс по . с.-."
тин 9,-.ц слои laakaaeTCK нейтраль ikim. iv-омс ияо. ггг>' плоские :i:ii'cpi“r:t!itc icHc-iiib: и кос. с ;:ci:i-:ipм;:!:пи . ;-гл
:i i:;ck;ivi: Д~я otipc.icji i te лапрнжслан г. ! \ р.п: ipe -it-.-1'3. 1:бзем. ,;| детали псобхо I VO onpc.LC.Ti: 11- ИС лба оГИЛ- и гы ;i иоисре п:ые cat;,. с-.чсния.х ?T.:ii ie .:.!ii. ih; и я..Д;:: момегты. поперечные сил.'.; к пх satin- нмосы- mi-ж t-. опрел- 1якмсм t o . i'ojti ме Ж.• райского
Ал:еб;:апчсскяя с\мм.. тгх нн.идпх .-.и т. ncitci .it х ‘ дета.;!, балку то одну c t-:r:i;i:y гстгиея. назълк-.ст..я пол д ’ кл1: aepei'e.Mit Htrozm ti сад. е it зюм ,e';c.,:t и \\...мс-пг p;i i.'-" । ующег га J.I । rotk'pe л . л сила л сила а и:.тс..ке i t. 1 Ga.jKnl. представляющей .:. тсбр;-.|0|-..-с.-ЛТо .-.мм;-. мом.< t ntie.THinx сил с нс; i>\ к ни!: \ п> одн\ старо.г. л сс.е ь я
т.п.: г е о тел р,| 7ЯЖ1 -т:;. rittiar я г о ih.ii пн \ 3 сс'п-ппн
В ракетном миле.щ.чме чаг;|.1И п.ггб :сгрс-та-с.ся т; t -1’ topi f.pi ii.'.e Mi.„e -er пигру-хи га корихvui: т :-к*)Ме л' Л •|-ма пепетрт тка.х i:.. i 6o.it>nntii п.и пба-олый м.о>-1:1 1
зя.тденс।a.nkiTi-. ta ai:te.1лы м.|.1с-лсп-к...-щ1г., глет; pt.niai ' Vl'"' !ii:.? eoB a'3i)O.iaiia.-.ii: tec'KO. 0 ; tc rpt’.Tis i дрсгне koi:-ie ала.
С>коло lSt»t - ic-Mae HJ.ir пгч-лпел К ы-ги-.-р. . что исЛ it 1 tuba riiC.t tie cifti-i.roT-ibiMc. тлачсасимл ci--.-, п гуилценг.;! = r.:-!t-
Kt
р«к1.яях. а на;-1 ряженаями a iiipnpy.atiiiK.v.i iu <a;<on ]\ м. lillh'H'Ulh If C.If.lVKlUU’M il|:K': 1'011*1. JCljfF K:K. !3t>411..",. И n
кошпачп-. Hii.nii.TCH neoп.см темой x?.pjb.oipiic:i‘Kr;ii каж...i. , Mi'.MviKoii; ".eaivcis;. и npe.ie rai-. :nei lt-> жест kw 1». M;.j ?:y Mui.iiii :•> mo.tv.ivm Югта пли mo;:-v.:i-m •.npxroci,
'+vCTK«Hlb KOI'.Vi'px ICIIIII KlHlkllt I.Г IO.lj.KO О. W>„\ »Я Юц-,| : от геоУ1-1р11чеекп\ ;popv Ko/icipxi-.цаа.
Прочмосп. И /Kecllv'i II. П' II Ю ?KV. >!<i-.TK;;cli. I Mil , K'h'.i J ЛОКа.Шнаст. :i:i;. i<>i.ti,a > .10 la r raj.ijv. яолхеггя m.i t цг. 11р-> Н1ч :ь xar.aK 1 epi-. <\ стен llfilip» a>- ijicv. -.c: rf» м 1 viь:x; i. r и» оточы -ли- ма p,. «;>» i:.rr-.
1 lv. K'l.o.hs крайня межатомных c-i.'i плавно срохо.чн j r( цуле-'ЛЮ Ийку. модх.п, ;();[: a i.'«: ".кнхц'и Mtnep.ia.ia i-H/IM-.-быть ii.THna-<::r A.ih. я v ауте pai.иже 1 ia. зек и а г."уч;к сж. a? ОаНЙМ. M.ITcplia.i»:*, с-Нс-дкт.ШНх I ><«>>. 11.'1: 60 .b.II',111 '.I -. I , • line linpal. ilHIipMMCp НГ1-М11.1ЯГ1. r-rn jlUT-IvlUlM :!7ja pjCTHao I ( сж;>| it иногда й-маюг р<= <,ii’.4iu ;ми Пуа слатаа Mo r..:i. г'-..u-•jJl благодаря rov.v Ццры ii ipe iia i:.i гмыкак'.п'я
-J..1M i.UH 'a лаК'..-l I\xa выпажасгси ..ai>il; livru,-ri.l-:: T — ~
1 u- i каеиIг i;.l.iii t h,i.as>.:iia- 1::г р> л<1111П
(.1 X|i> A 1.1 vnpvi .1. Tl. Lpl: urili.' I.ia Mu..' \ UP’. -, |„-1 _.|
рога рода:
; » ii-Kiirc.ibiiuH не..1:11111a Деф.'PV.-ijii: »r.:ii c.iic.iri-
Mu.-i- iv ue.la'iiiaam;i n (i для •lI-ioi;. i 10:0 же ма ла.:; |х.И‘к»: iel>:i..‘i-AI-к’ТЬ (s - П, I/.
1.7М |:ilA l’* • |>I : (. С:1СНИ>- :3 |'\ ЯхсГИ-'Л Oi..ll\ll Я :l. I Я. Г. ‘ к ным ;-.ц- 1’. г.ги.ч: рале) »тчо
К И_
К ’
:.<*• И । <11::'ч1 :о:паa v.ixtcar. к: п рый ua’ic'Kvci в данпм\'. д ’ ГИ:! 1)| рЗ:|<-|; ..•|-.с . VII.КАННОЙ !;.Т рас;’ ГиЯНХ . I-''-1 ;»Я: I ГИ В I -ММ.
.• pa;'..":i»i-i;n aaceM i•pi-.inaeM'ii шики от аеЙ7рг.:к:1 !-
А’ -ранне ир'лпаз]п.1 йалкл. гп rii';.H?ii:'ik я :ю.; .ia::--.i । / МоМс.-и i i-.c: но! сс1< г:-:я ija.i.s'ii: чырг’.Ж.'нмея ь mv iIo.hi;'iiii.j ve.Mi-ur л.-н рцип /, ae.ill inna чисто t. -.r •кчкай, HCfl..!: 11ОЛОЖНТеЛЬ!-Д1Я. ЧяШе HI lTil Ihl.lsOl HM Я:1. I'. ni-Hip еи-еиая. Сумев i 1= тени. . j.l w (тарных ii.i->-i: piiccMaгрпвасмого cviv.-iioi i a квадрат р.дч юяаня до •>того cc'ic.-i ал, и-жащсго я Т1.:-:игк.и и чтогг Ссчсаяя. раиро. »'•' Till 01 n;> fCH tl-i II. I I.lia.ll., Hl Iblb.h 1СЯ llo.IHp.il5.IM 40VV ' и-н jaiii,!. O«'ib”iiio if примчит*.* ракетном» m i u-.ihtv:i finpr .c • .vocri пцераи^- i .'I: o. 1 icii.io _-i iii i p... 11.11 »;i ii-.'H. к.cor. --1 О: н.п ггстас <a i;i4 an in;; i pcXo.in «... ;н ; центр 'hh-.i-i i 1 turn B-.. .ii'iii-ia /.:.•«• p.j i.:ii'|i|Lix JcovcTjMriceKii.x d»;:.'V7i ;:a J1'1 •• i гм'. I. I[1.
ъ>.
PciH сечснн-с :i;«. p-Ki'.i r< re.’Mi.ibbiix г.рнм.1'.
пнМсР квалр:*. ram ;ч reiij-.я корксга. лбсл i.n;i । |В*мН или пе»1о:’.ккТм|ШМ|| :i;:4-.soy o.n> гымк :'.iacri-;| ‘pHT ННериии милег бы:ъ ri.ip re i вы гита чаем v.iv.i ^дезалолнсялях mien сечения
1,|,ц8лрЯЛ<С'кис- '* ^:| l:'1 |1| :ч'-11 |ЯНЛ ;in форх’у'е
;iko:
Наибольшее ;i»i:p«/Ke!ii:e а еечемия будет гч. ' к ee.i’i' г-,иакснма.-ыга
Для прямо;. ьа.к.1.
. "r'P : V
_3eft —высот ирямоутп. панно сечелля йа.'к г.
ft—ширина lip>IM'iyro.‘35*iiOl4j сечеии»! би.».чи.
Вот почемV npi: V.A-.|:|‘ езпги '<1.1.11 Г.1Ы балки 'J.TIiov ve iOCTb возраста(: и четыр ра <а
На стабиягг ит ip.ix н ракеты Петра г-М
гикает боковин сила В penn.ia.i -ото сгеакп корпус;. ;s ni.i швают касиie.ibjii.ie гаар.'•лсшгк rVB. к>но'.>ые ;* ..ri>-r.i:i <c.'i-ih у грузовых 'io.il jei i •'iJcoK'i ; а.полете । i .iv nentpoM гяжести.
Касатель-гке гоя ряло.i-.uh uoar.ns -.e ко .iyca i*<p\;m я лнжнего cno.lu-1. .ч К1Я:и iji.iyauiorcs ci i:i?cine.ir. n v;r и 'j лрнближс-ннсм расчете v.oiyi Ci.iil •'ryi ie n.i 1].,ч 23. u i
2;2* h-
2»L,eer4. ।
k:-
,'b псгтем. ‘.in напряжения р.а вре ic.ieju pai ь -.•_vr ..
,лм п\ . pa.i ie tun in.iv на n.i .iaa.li. <- чег; i ,
TH Ol"s||:i:i>K| , :.;.;Гчр1!Я |i<i;- ipillll1 M 'Ie II.г (J
N Корпуса .ini:: м;:гокчл i,) incr.-p-UHiai'к г н < 1 ,,
КОНЫМИ I пиками ЯЫ-.i'lol 2 3 !). H on;::.;|. ,;i:\ ciir<,
2 I)'. ' I J-,,
где £—толщина -16111 iiiuai кур ;vca, D диаметр кариудя
Cic.iiJbH v.ii.i-m. - V’ ? ,
J. и :|l s> P V л |J I-: я К P ’ •• C II I: Я 15;’I pc'iaelCH a h.\ ксала к летали стержню кре:.’<сч i--.ieiins :ipi .юм i сил . маминюм .U,| лей -1вуниаах ? г...о .mi -th. i'cpbc i i ной oca iiu.at! .ipa. Liii la.'i.if: цм.л .leik'i isih m этиг. vnv.i,:. iT. пслЫ:Ына~ь лефорчаиию. :ia>i.ib;u y\л скречииа t н-v lip: ось летали oriai'icH пркмпЛ r iau. i-,ai ten ncr.vr кр\че«;;> Cj ния re.-icii.THK} 1я:'чые Oi i кручеиия. огтаггся нала т. 1?Л Г V.’Viy. <1 y:u.l соизрптг: КО Itle'ii|Г.I гч<--!?я I ,
но ’ним уыом <акр;. чизаоан
1?«'п 6o.-i.ii ее з на чип не напряжения при крич-’। ут цилиндр:: будет у cm iioi=.i-pxij;.i 1 г Нипряженнс > p.-"iri
где г - рад^р.ч кручения:
-полярной мпмеьл .i.-icpr-HH.
Огиошенис I. к на |бчл и емч ралисеу cr-ч-. i ня н. । у->мепн:м спиро.’нн.’.ения кручению
Г
Тогда напряжение :>т чрсчення <i\ ter - ’
U
Moveiil сопрггилле-ыя кручения ДЛЯ Кру .1 PTlell.
и ,
f 1
Момент гоирш пн.ни । я кр.у ichhh
пли
1Г... - >=(! ri = H.2LI
Д,ю.м<4| ГЗНРч 1Н.1СННЯ Kpvi i'll как ра йки уч MiiMviiioi' еспро..-m. КРУ Г-Tli
Sh
p paiivTucv Mi.,.!-, ii Bpauuii.u v. .cue-;!
Я сйл I вс-l HV'-ii- dll' ^^..ounil -Ч.Я K. .1
। г и । r.i .leiiii ii-.cm aipo jin Профиль ; |:,.6i'..l‘ oiropi :*| a M’llhp-i-i-’Д l Г) .l-i’i ’^дьной зил?। ix,i liepxiA-;! viyneH'.i
I*j(acaT'.’. .ы1 и папряжег i ч корпуса v.i.ic.ih гакеи.| и Ha crai'iijn rirn pi.1 - Uie:iMv.ci?:i4;‘iOi i:pnil>n,k v i;-. °’ k>. r i практик! гем рис. 25 й).
.RiM MIC СИЛЫ 1И klCpei r.l’ nl'p.: >• в:т пйр
ДЭрОД"!
.узываюно-в. к||‘. сi ги корпуса:
К л — KO.1H41VIL4! < 1ЛГЦ|.~,Н.К. рг в.
г^г1леч:> K?yiHi:u-f:> v.;-.,vcnri nr cii.iw Q
;ст гик iipir.inuii и.;.»’ opiehh
- iici-isi вы.гь.игй J r:cii
НаЙЛС:П1:.11 k-'S К.ЕЫ? Mi'MC '7 toil типа V.-1I K'-k J > -il I M:: | касательиьк i ;r > яж<.-1 i кр1. чч- ыя
Осевые моменты пнгрции in ipemiKHiiMxtH
про<ты\ 1Г1»и-гриЧ1Чки5 фи|ур. и ttp.iKiHk<* p.i<4eniH
Гержетричкь. I ;
ПрЯМ0’.1 ИЛ li
КМ Др 27
Треугольник
Круг
Круговое х>-..i.iii
nOTtl'M .V< IdlPIIIIUH I И -)JH Ml ННЖ l<OH< IP.VKUHII \mmii . и и I» \m i
Потеря \i ..lij'ii'Mi ,i= inn-ki сr;• =ъ_rк T:у кориусон m-':>
•1ей раке! c vii.a;’ r- !ii;it!i..n •.ii.iim: ::t:.-i чип. in J;1 Г-i. a.ni r-r :Ц₽*№трсм, a ia.4?<<- \ i.\ ”i;i;i.yx <• iспилит. Tina tnai.;
®^6poca f;;);4lu;n;T ! i !• ' .p>: ГТГ’|.!;ГЯ I .-I K:pil;U. V-1 Tc I I ’.l.OKe; РОИЗойти iq и -.e.-i!'' ij i пыл i. , кр- : 1 v imchiii. ti i'u
•’е'1НЫх ей. i| [! v о; I.- c i zr.. j.i'i la ?i жеa.
f треХСЛОНИоЙ 1)61Ш1ВКОЙ МОЖНО ИЗГОТОВЛЯТЬ ИЗ 1131 майской •^«ГН в один слои. Это значительно дешевле, чем однослойная
из стеклоткани на эпоксидной смоле 110. с 93- 951.
"Технология изготовления обшивок, подкрепленных солен Довольно широко применяются трехстопные обшивки с
в качестве наполнители. Необходимое требование-подбор соломы по диаметру Кроме того, с соломы \4хен быть удален глянцевый слой. После разделения соло-^?Tga половинки очищают внутреннюю поверхность и над (спиртовкой, газовой горелкой) выправляют перекручен
, заготовки, добшшяч» прямолинейное! и. Кроме |рсхслойной обднвки с соломой (см. рис 26. ж) могут быть применены обшивки ионы шеи ной прочности н обшивки на моделях копиях (рис. 27)
цые
им и гаторы । офрнронанной
^С* 27 Or in hh.i । । in, < i i .i x) К
импшм):
Монтаж обшивки начинают с разметки и наклеивания лрингеров. выкройки .внутренней обшивки и сворачивания ее * Цилиндр ИЛИ Конус.
После этою по разметке, строго нал <" риторами. пак.теи-уот обработанные голомянки. манима.ibiinh диаметр которых ^~*~3 мм. Продольные элементы наружной обшивки паклен-Ют Между соломинками на эмалнте или клее ЛК-20
^^Ношаж общипки хтожно нести на : оризонт а.п.иой ii.ioe-nj и> а зан’м сворачивать ее в ободочку нужной формы.
Пангоуты г'чоиран.’г В n-.u-.lc !:ОМ1Ч оЧере.|!>.
02
I lit. inu lit Г.. ЖЛ IGUV if-К
v-i/Im г iii}je:ym i;: /I ri i.
. и.;;-., г in Jipiiri lee
Iv.-I.'t ll'.ll 4
IKMI'p.n-; |
Ml ! <l".| III ||.:('T :li
I In
K; i нчч
I l:\-r
>1-1 :>t ДЛИНЫ jpiil.i ll.il: Il i
Kt
^ерше.стнз к-., VaK) ЗПЭЧ1ТС..К. »>*’»•
дефектов.
Устойчивость
crp-.Kiiihi П:ъ> -ло.м .".river ivt.u tai
i i/K . ' . . p тг.м с учаг. cc.iii бы T e I'Mi If! >.il».T:iM<.'P:lVK) 70.1111 illl\ II
корпуса с тргхслойной обжинкой.
кие KOilCTp1-KI..-I I корпус.),! PI.I I ili'HOri'H
ЛИНДР<’С~ вж ini.e.-- a ся СЛОЙ va.lii'ipc'iiinio
IvP.тре’.гн i i между let к >ro .-.aiio.ii . I. in
P.3 ni!VJi
Ki Ti pi.l I a Kile
небольшом весе ито объясняется
’ j * n I ' Lil гбО.ННд,;
:1U ЯМГ.К1
Трехслой-
топких ’.•I. них л supavea
и lift i T np-f
;с।t;iн>г высокой ;iT'n:iii.ien-,Ki !i .-кесткоет-.т,. it i pbj.pi < i pe.i’. o-.i ii ,>v мпыс-ным . i i’ i;h
i:n>(:w.rv i.e.iee образно ир,1ме.чят1' .ip i I &>.- чиж .i.itrii- ? обллочка млжет :;зн’рят1. -.cioilч'.ni. о.т.н дели ки выражением
/1:
% ( 11 .'irblbiX’ 11
11 и n
1..Ы I .ГК1 l-'ll.l =11 II <"l ' p.lUll II 1.1 IvtJ!. I := IV
iC'.-li'M linitpa-i.ii i rr ;iiti‘. i. В rn м e.iji Ч.11 n\ i.Hipi'-ti hiii г ivci'feioi i;i::p.vv t
< JI
i inn:
-и»
ii.
II км|нгм ;г
I ЛЧ KI!II
i i Г:«Г ‘И| ii.
|(l.l э- M Г
t lll.l KII.’ili II I I f.p I .!<)>': lll.l j|. KiOHUIV ' e; hire il j icl.l:ii. ?i
b-h
HU' J II.
III
i.+.
I'Illi
III S.-II|I4
1 . la'll
II ii -III". i 11.1
I
r;i -.iii.Kiia, । r:y rpeinici । . iib-i i ii-xii
сечения KopiAia. (..к-дуст нм:,и. a виду. что з.-л.o.i;! itc.-i. (рис 2'i) ii'ivci '•:i~i r '.ii.i: । yap-. г:ц-и. а и >a к >i[i'~p'."-;n ta с жесткиiiit i.."a'riA rai и (i.v. рис t;i п расчете iia ie:>-'
устойчивое! II Itl.L . lu-iai» не licio lap. Ki.pliVra. a Ii,>.. расстояние Mi'Jtli ZHl.Tliroy 7f;M:| I • ill o: hr.CliTi It. IЛЯ lo.I.lllila заполнителя :i..-.7iiK;r <6 >3. । Mi;zK! -.> .iPeiicfipe'H. Choi :печ-
ной ЦЗП|Г>Н<Ч| ,+.се-к > •T'.I.I ll•.,c^ll:l . C lripli
Как пока< np..Ki i?. ракета к >сх-.и* с ка го х-о а.пкми при ДИЭУеТЧе Koi’.iyea r-. iee IO w . pc 'if. 'O.! i;m oCciiiinva
позволяет IKI r.’.l'.l H..I pl: I t P •>; . I1 H> t p; I'llel i'pi г K-.pir. e: M
ТИпа MOil'iXOn. i:’< 11 'В и- I ll.IV 13 ex Же \ :re;i; I I; p.
Прочное! it жестii i!. vi'.ie.iec ракег .inx'.HTnp'.e'irn условиями I эапе н р' г.р'аП соарки максама. ihiKiii i e'.tei <к it1 n полете и режиме?.! нога ik;i.
При tU'/o'.iarereii i< o'.'.i.i-p, ik'ii.ji ii.h: c4i e. (и..”, к. pnvea большого l-l.l'C. I p;i С ДЧ.1Л1 епн .м <:l ia; r.v ,г;ч:ч||о:.ТГ It *erf-KOCTii получаю-, я ч ч <мерц.. r'-r.<.vTi,rci Зна ;it .ii.ii .в г'.
получается корпусе р.-.-несечч .3 = •Pi.iiibki:!' а ec.ni г-чт г.н-ШНВКИ erje.iaiteir.l междт епбоп ц|... v.eA’. 7iГ1:1Ы- МП Ч.'еМгII i ИМ И. то получаеюя I . L\.. I Я I ИЯ or’.;i.l рка, К нория ..чет . м»р: I I работает на сжапч г кр-. ic-r-ii. В жинг.са' ба згн н. "i av.etpa моделей раке: np.ir.ie.iMn i гофрпропапн^е г- нибоаны? lauo. пп телн нз iiii:i.i4.г,ч h i.с:'..-1 "tun lat 'i.'a км п.н. До), кпгг.рын может 6ьг1. ! tc.hie i hi :'iv\:ai!i. картона, фанеры г. r xin.'
материален. Такие книгтрекнии ii..<?4".из»-,- i.piif.v.i-iiMп> сало ВЫе эле.мс'|"|»| ‘ I'H'II.IHI. i i • Iioi-ам <.ГЦ".'РК;> v i icix I t'etiiier в наружной), i .< ...i',j I 'i i.it- iiihit K;:r;t"i' i -енкп: - IBP.II При Относите 11“ 1 ей: I.ГН г- I j|*:le KO?' ixca .;i H-.k I it :i"c. .1» ii'ex-сЛойцоп o6iij;>hki: мгйчет не .гсет'. tijici io или ночере п:ы'. Дементов iiiriaa;:e. :<i4|. В ri.-c e lacv. с.г.чае i’|i>'..3'-ih.-ii.te эле-Менты мотi • i'i.i । । itok n in.1 i< inn in i m. pile <1 I c i i ОНИ изготив 1Г.-1Ы in ovvaiii. in их i;c.ic-.i’=i6p.i »=н 3е1'1'1 c Разного i;.n= к in.-. I. |c pi.i и i Cl.'1 i-iilH ic'.l. ptl-' 2u. */)
В Kti iei i.-H niir=; in Ki p.»'. i.iTtH'i сечения. 1<рл>ноЩ|^
РаЗНОВНЛ|1:1С-|,ю -.|,“'1. .(111-i H5?6ii. ice Hi. liCi’Ol’p.: CH-i ®8ТЬ бумаг» ••)|>I <;1Ч:>."11ГТе. 13. .!:> <11ч t«i’T SiX’el'.. чеЦР^
Мёжлу лр;>.1ч. II.HI.I СИ Il-Mill 1 ;i мн оНР 1 ^’8). Bhvit.i Hir.li: .1 И.Г'ужН 1“ 6 .1 >ЧМ
11 111 ' t’?<i'cloH L'ad1’
in <ii.n.iirdtU41.>i! i \il vitioiej ukiij:\dj.MiOM bbS5^
Л|,1--лч'<л.ин '• я и»i: -ssi in'tK-.iKun.i л .xi;i f? вч^*
л си-к-р.' М..Х1ЧЛ-.Ч1 n.dui <mi i n:c-nr ияицкло ntf
i [](]-< .dv|.:i\ -i.SPi.Mll? 1Ill[] |t|i.HJ : I '1.11.? fit lOi.EHI.’OHl'lB
i:i:d;j;ni Mniitllih’ir I.'ti vinr.u . >>. Л” it \d O'‘ic<>£ej .
Hngw
It-.II ГК> Ain! I.II VI (yflf’dlK: 'Ilt’fllf H-Z.il. 1'1 II <il!‘(r,i.L;i< КОС КС
I.41IIIII ill. li.u-’j:.ii!i.<1.я .'Mi 1МГ1, ;;il .'-I il . VI'II.hImRE
•ЭХЯВ13
г
i 'I t. M IK i ir.’.incrdrjM Hit I.'. .1)1 'I 111 I K-iUH 11.: ipdi'E-ii ' i.rna iiL iji-j f iiruiMfiir. vj и; I 1.44111 .1 pi .1 >
11.’1.>ггп<|.1-111 I: i
I, ’III l-ldltM I.’I-i tin. ‘Ill I l\I4l.ld.‘'Kl:UL’ lli.ll 1:1 I li.’.,\4.< X 14 I
’iji-.4 it \MliiCCy-; f ir .i -:i xr!i£J"SA<y fit i'a i>do.r.r.id.:.i— КОС |f 14 II I I 11 > Ч 111 1 hIh’.-I'.I UIIV 14 lldl.4.4 It ..Vii itlign H.'ls ‘K.V.!l! J I . i. ii.’iu hi r.i.vi ni»i::n ibli.j.i .'I i.v'itc i.i i ом irr-4 i. д t?.i\i ' q I- 41111:01» V.'.dnil ll.vl.'PI xn:j..i.i| I II 4 . XHH.'.lSHdrilllL :i? - +‘!i ) 1 t,i.:.."ipd o-ii.iom "г -.г <>K HMitdi'yo.’ nmJitii-.H ini ‘ i.tu
,_j; ITI.il H 1(- 1414 I Uud 1.441111;.' IL’.V ItJIlll li:| ,!lh I. Г1 ?
) | 1-1И1 HCI Jiodll Г'П I lliijl» li.-tllll.ld 1 \Hfl lihlll II.(JI 1.. W|;n.-i.t.1 \ ’X » i’;i г.п.»и: <!кг:ч j v г i.iMi’d н.июч-ч ’.'»L<:’1\ iii'iii'L’C'i
n..4.:”-.ugo iKi.110.4 1 1 ?.1 ян igttio 4.1.11 i riuiroj - ;
L 1..JPI IM jy U IB.H.’iLM .1’01’1 \\ JlM'I'.il d/1113 Ll.’l. IJ'i’Iil.TI Alli.l i:l Il-.v I 1 Hl 4 lilH-OI-IMI 'i-irj-.L.’ III-hIci 1-C.lM ld!..iij M-n| HOl.’C '-I.idl. Bi t J'.i '.?'-l' 101’11 i.’.'AllilOH 'If Tfl Ito :I4 XMHiiil Г dci’i.' ;v;X.1 1;Я l‘ 4М1Г1Л.Г41 <t|"J lUJIj\\x I'it.lH-.td 11,1 I :’l-'i!..4’..
I’.'l ft. .4 л in kl 1 1 HL’(i\ И? ill 41'1 ‘j? .111. v; i:.| до t
,:.i лч 1.1'jt ru«».wi ii<;ii'.i 1.nr itmi.i iiHiti « |t:ji:d.n’< \\
I ; IIJl'AlJ .<1 tlRHI’ijl4i \j 14л i_r( got; I Hllljir,..' \1.'ЛН>||
f. <•*:•-. ! I Krt Ij(.-ij| diOK-iUl' KIlioiMttd 'J AM |;r„-| (J(>S
.-iri.l \.-.i.:l4H l.’rl 1 Hi I . i!n:.'i.-.\ I..’' lt|.T4'.i-r- 1 я 5 d-H. i'i
1; IVlti B3II_.)I 'll I’W 11ГГК1 .HVIllil ll|ll!<l.' I’.’l.I Villi .IHxO-'kfM i'. 1 ’ pi r i мшчс.ъ.1 siiiiiM <:i:l km. ;.|.:'-ic:ij.',. . ki j_ .’... S’Jlf KJ.l.'.I.’l L 1: \l\ DI |< Ullll.l’ I.T'Al- Al I i-lilt I U.i.V-l (|
IL:i.?rii'. ent 111 1>.;V jlthlzirndill’.K:'’ l\.l J illllll.J riJAXL't!
i l 1 • uni; x 1C111 1 ii(tn-ii.'i. .4:..ii -id|| t'.'i t}f 1. <.i 1 ? ]’
itj s4*:il м |[ ы .»> <il 1 Kcitii.’wi'iit; 1 m fuj- ;i 1‘.|.»;г
-J ._.i;4i:ti;|in?A HH.V'i:и i.?.1.:о no:;...n on;-:. iij.•:•:!?.: ccoruii К ус C1,-l H'.'i I I It’-i ' <1 I.г J" IH.I.IH.’IJ '.I’.AEi d 4\ I ’ll’lld. I 1.4
.(•-J. ‘i i'.ii.I.i I Ijt:l ' l.'c.l I tfC.I 03 Al\ tllii’ J.J.'I.M.. ! и ЛД (JI.-^I r J 1.4.11 n.4.4 \I1':.| »I (i 1 du.' -.||\ Bl I I.-; I 1 ЯН if|.
.1 j iM’nl инк'Bii: :dn 11 kim j...1 i’4i i'\|/
l.l.I.ll ". 4 l:’- 1 'll ” 11 |1‘ l-l'l'l 1 ’1-.Ч4 ’.IIIIKi. ’’ll
'(. "j i-i'.-.it i r ’«[i.'jou к:’j- / oiiiituM < 1 .'-v и J :n.'i;\.i.’ |. I ]| . I,.;. 2.ГЦ|;ГМ'(ГСЦ IK.'.J tl?:.lr:;i.4 ’ I! A It'14‘. >'|. .1 K.4:l\ 1 ''4Г сч.гцс a iionor'. '-о hitii.ir.4 t cd ;.>>i’4 ’Uii 'ii.'.i.j u.'iiM'r.il iuip —11 104 4.41.1 Kld-iJHlI LCMKI.'flUi.'-il.'.'ilri ll. AL iiK . II> fl 1ХГ ‘Jill
! 'j.-.jl oA Ч1И<<| в hi -iri.tii cifJC-nK ' 4Ni!Li:io;i i:-i <|.ч vrixod..
’ ’I 1.1 < 4-1 I .11 1 Л II '-ИНН kill.’I I 4 .. H.-ll 4 д. I I • I 14 ] -
I-’.irrii ин ы.чр.ян’; i' ;rj .'i.i.j'iiPf bi ’J ’ill . ’d.4 rnti’i’A-’.
|_ИЧ1'н1н<1.. ".’.r'l'X J. i II llu.'.ii . v I . Ml I.Ill; .1 fl
i\.'»ii<iL i?j.x. d:-h4i ii.^ttjft к юг.хипп и xki ’1 luJHi'H.n '-I H.n-.IBV v-illdll I 11 I’ly III’ I i’Hni r.-.i(j|.i[
.'H<|:’d:iu I’ll l:l.’..‘tl /III I’.iiji |).\|| .’ll .II-.I- P' ' .‘ l ’14141.10V P':4HII:(J| nir 111:1.4 Iff 1 I. ..I I i’ I’l-ll.l { \|(. 1'4 ’I’ l.’ii l..lt\PI:L’ <:jel"E',’r«j..H. KVOAltdi-M via TOD'il 1.ЧГ
' •' 1 I ' ’d j 1IW .4 <71.1.1 l <iid,l I I ..lil. IILf’.M n. -.4»; I ll'JD
Мидель ко"п«> .inyxcTUirH'iaTort ракеты А-1 ’АдЛ«.-г,
рога»» .чрася! в бедып ивы Па \-l n.r.uHi дегме:р; ,-| ib’'J' наклонные красные п<хпк'ы. иГ-рл «с тле трехи . ыч к. af тпззюры кра.тнз-ое. ы.е Им pic 2М.
При irpuu'hl >1рнВ£ИШ'. модели -ICOOXii.ll’MO 1!ЫДСЛН|. I t|, аую пагрулку злеме itw i;e. iccwopaTi'• ри,-,.'
гать так. чтобы ax ось 6:.i.t:i аапракле.ча ianai.ic ц,.,. главных папря:-:е;ый. I еле же г'нля лаь'ны.х iiarpa^ei и-л.1м1’яе;< я от оси ирод. лыксо ср ливого пабо?а более Чем 4. 15°. тс £И.:он1л"! набор стан-.аптся нео^фскт i-ihiwм lin-ц . Ci:..(cioii набо; деле;ообра.’но стаь-нь. если . рех.;. ш/.-ая .Г. 4 . ка работаС) га i iJpiifimeCb. чти лздно.гл? yv.eiiii::?.। '.‘ар-.
ITO.r. НО. Г
Bl.lba” И \ f! РII \. I У
Д Я .Ivl ЭТеЛЬЧЫХ aillli.pH I: il3 Г ||?T3|-:HJ:X М: Ле I: I |> . не в.еда сямын ii| rini.iii m:i n?p;ia.i буди: и сам:..м -ц ।
При пропслс-ши рае кт;;в па ирпчнисть . f.t.
мяться к епчн "ai.’iiio надежности ;г|боц,: коне ipx кыш Ч:>'.11; f Hr .;_T!-|-J. к'.бДНЯ Г'и.'Я НЙ Нб. | . ТЦ'Н II]-.Hill1 II I lipif I;«I ’:-:-ь шах расходе m:iтерял.'а и мя-се к-н стр-.k.ihis.
Иоэюму. кш ет,:} ;:р'. ч епдель. гежнп шат; не tiuti. :• к ками" v.a rer'i’a.। ыя еее s-iumctch i-ait.;1, -пл-iм но и к-:-'.1зме.:1нтся ее масса и с счас прпмененая ipxio'.i матеряа.к ЧчДе ист в слоем расдормм-.енп,i п.'лжен иметь в.е даш i i д.л «транш 1!пя магнрналиа i'o характеристикам « лсль/шг г.рч' и с , чтобы опреде пть н!.;игрып: пли потери п ма-ле при i ’ pf pa «.'H'l.iaix Maic:'..iiLTi>i!. У teл:.чая i.pOKi-oci |ЦН',ц та8.:яе7 от бои >>lll-i!IK-Hlle xnpak.epifcT.lh Г . . I К U lbili l .............'
M.: I ери a I a (p).
Выриж1‘нис1 - у част реесмгсгдизаегся как ллказате м стр.уктлзнрй запрейгиыпх-гл дй:1:-:1>1и материала, так клк y:>e.'i Ченпе ci-1 .i ia’-VibiM вызывает х мсньше-ын массы. llei'Tx; in“" •отменим. 47'1 "с'и1.ина yn>i; 'Iiiciii'H бсдет зз.янтть •>! |"П каким об азом будел inpc.n*.игке л Если под р.э i:>m:-k |И,л шшимзи. зремепп-ie о-ирогин eni'e. кмла н кюпстне хлр «к рпстпки V 1с-’|ЫЫ1; np j-IHDCril l.’.leCV 1Г)|. ШСНЛ? Ti. . 1 I-однако, учет одного то ько в?ем« иного со|:роТ1!влегН1Я lie ' -1’ д(п-т;«тс,'1.1ым дли сраваепля мзозреалон. рябо;jinninx п- Г11, тН/кенгс. необходимо счл i и и гь -т оггН'.Тс .счиыс ребоь-я '" касакнциеся ос:aio'oiux .ieip. рмакг.1; ко.-птрукнин. Б i.^11’ г.тучаях делесоибразно псп: .:ь.яя«.чть в pac'ieiax iipe.ie.i Тс-т •сети <|>’-1-чц,|е.-к;гй или ссл.п'пып). го да у ie.ii.пая др. mi 'Д1 буд-.-г харзкгеризоаа г;.ея к.:кгм-л-|б| из еле г-, и notx -ir i пл- 111
т 'j Н.П' з . '
.-)то p.ienp:x'। ранях :с:- ы ?.сс н i;:..; .Tuipop'.iaiiHJi
!>к
.M.v деформация. Если же ’• ^ьную прикидку вр0ЧНОСТ1>. материв
как
Поэтому >Д» ьпукт проч, ч г.-, nenisx даме определять по том.'
-.сторая является для данной детали главной и ..сеух твуют, то редвар:'iC.ii.кую сравни М«>ЖН0 I ровестн по ;г< . так
1 рч
:а при р<гэ.".1!‘.цг.'х по характеру нагрузках ^«независимы но для. различат.х материалов э м та тятей мостт. чожет нссколкм отличатtea.
Если лета.'|. работает т:рг. i:oBMi:ieiin<»;i температуре । кор иус nupoeiTTi-'.ti.i, серьга пиричекн, камера лджиганая i, то .тре-дел прочности для >:т ределе пня в».1:п.!1олт:е;"глкн удельной прочности необходимо брать .три ion темнернп ре. при которой работает де:а.и.
Сравнение магериадтя* у п.п.тий i;nri тосги может 04а заться цет’р1:г iдым для к > тструкипй. p;ii)o'.:i:<n тттх да потери» устойчивости Так. для р.-.бо-аюп;их на продольное сжатие тог костенных элементов. ;.ти которых пепбо.т местная потеря усин-чппост т удельными прочности (а тп’июс — у< т: г типости। будут
e верон гной бсдег характерце гика мн oiiloiilei.. я вида:
где р — плотнее:т> ма терпя.т.:
I
Причек ат!<опн ini | 1 хар;:ктсрт:*уст удельную жег киегь (устоАчинисть) п.кккт.л члемен'оь гя.та плаентнок. а отнолтсн.те относится к пп.тп тлрпчесним оболочкам и полуоболочкам.
При выборе M.tie:)ii:i.i;,B следует учитывать скорость распространения iL.i.iMe-.ii т:ри -орспап различных материалов в термонагружепп.мт ю те модели пгеск м.тлри-РДТТ, п трлеисте-на и т д табл. 12)
Скорость рлгп|.юс Г|1.|ценим иличеии для ралличных материален- мм с
4 П-Йг
! .киш I М \ I I РИАЛЫ В РАМ ПЮ-
К0СМИЧ1 ( КОМ ХЮД1 1ИЗМ|
-1.:и । 'iiuGij ; vl.no 1:1:1ч м .и.-ль Гм i 111>-:-Ti i । h.'.rl.l'JI'HI il li>."IiihC llii.'l'. !i Mt,i iOJ ;< I ii'lsj,
BOli, нужно HiitTli llliu.7B.i Ml ri-pilU. :< i.i. Is lv i.
u-.GiBJUH чи.:е. i: Кроме ptrts. ( •пине иеханнчускрх 'арп:-рнгтии .чеобнлзимо i;'pj: расчетах ни i:p> rra лета/сй i;
ici’. a ii!<iii;ir ii.ioTHori i: izoiuo.izir ctiu tin чертиh, IBIi. IZi’IiTp .-hzliCUld Kfi.U’.lsl st- Ii C.IV'lJli’ tli!> iG Vi i ;,l V.ik’I I! O.UIH v.;i IL-I qiyii'.l (C .ipy.iMI l.’li -TI’iH’ I «’«I I UMi II I I-:|-Т11Ж1-1 III В ml. 1.ЧСМ-. IO П Ki
1 !риЧ:»1Х'Т|. , НШ. Ill Ki'll- IV;. K'UM II К Jjllf.-Z > Uupc <:;l-\-Hi ХИ UH !<•?.; KI \ II фг..|Ц|;1'сК-!\ lyilA'-iii.i K47n|:|.H "р- 1ч \
!’:i M-lX'Kl 1Яр| i-M yp:>H|!t' lli.-j|::M\ 'Г.ЦЛ'Ч> ц,; |ц;:| ч xu.’ii.iiH •i:iL?ti[H'.4;jib i!ni > i; i/i к;:-.i 1 i> ,.n i. r.zr. i._ m-, ; coacpueni'n Is«! 1 o»i-z--LliH-pi?Xn.l':Ti. 07 .x.:.c;i-<3'i<;;.\ npv .c!5? .teiiiii! и чисто |cxiui4e::K4M, .gbi-pzuj.i . скачки и . i-i • -:> H.V.KII .1 _.[iy • fi:: V.:1i’jHi;:.i j:il- il’!i:ll.-. HL p;: >-t'i4."i ' ii.--:
язь-ком. i.i.xi. nrc« .11 1 ku и..' л.
Hi 1ЧС. i:i ip :c:o .1-i i i?.iii izpMVLiu 1 нм и миж.Г. :
ii'ict!.'-.! v.-rc;' i;i.iti'i ;i K!Kihi.'1m:i кru. i-in h->r физик;-,i vi-'c1
Z: :< Kure III- IV C'lCiC I’Mfl.lU II ' Zl\K:- ( . ,i. TJ Klfl.O Z Cl- II Z ’
repll. -I :i‘ 11- 1ПЯ
В i;i. i z-isic: zipi-’.ni iipi vi- icinzi- м;г p;',:. о;; в !>u4-.t i- . Ml!' I -K >M v-l|. nil'll In l|-|'!i I I >i;|14!!:l. I..UL I
Трудно i;r. 1. н моле, .ii.i w L'-.l.’ii-i 1 !!vi:i:4Zi: i n.i/i<ci;ini К;;Ии 1 •-. к i l up- i'i-ii.i i; 1 > i.-'iZ'.;i т .1 z:iii • -,i’!;!,]\ v,.i p i Pai'CMil ZpkKBJi H:j.;cc 1 l!il'7:,:!!v;" lli-pri.,7. MiL-hTii -lil TlS-’T — il 1 нчг-ipei.i и i i'Bbix и.i;h-i"iici. ih- i'h-piii u L'4. ilia i khv nb'Z ’t’ai l'K.;|l, -,I3.'| 1 Il iTI'C .l l-ZI.Ul IKnpHW :.!!* M: I mgikii hi i :cM;-,i4i-ii,M;;> и t4;:i:i: 1 ii’<"'i 1ят иннчл :t, м.-nV. UTZ'- KI.Ill M I; ’ll'. М1ЧСЧ ’•.ill IZII'.I i-||.I- 11. i ;i 1 1 ’’
. •• 1. к’
I IL <-.\ i'Mi-H IKII'.i i-- «•ilMi'zhi OCTI II lll<--. i III H Hili'. I:i.-'.'v I I i.'Ki'X '..i.• 'I •i :,;n.
Dp i'.--' I 1 ,IC II ГЦ-1', для Ml- L -lll'.ri V I • i- III.:. I'.l'l .
чаи i4;ii i -i k.t -i.pcniri i i-н. r.-• ipc r.,- ,- .ri naib i-.-м :;i: i { V,. It,:i ic.i; св I Висс-нс-hili-.
fepacii'.i.'i' II Пип, » (гьс , »i:h !. ’спхтч-м II Bce-D<^cifii-'r'" 1 :>1‘ ,,l'‘11 ш:и 1‘‘Г1 i-
Wi.ie la ракет Ms ч.гч .к i.i.i, из „wi.- nvvji ч. ре.ыны цебьК>Ш1’1:СЯ 11-131 ГМакы l| -pv Tl\ ;|;i.c-ihilBx Villi-p’l l li.h H'1711 без мета. -....... Kir. 'it.-e 11 i.
Из x:i I :i I k.l ps-CGi.: in I Hl.isi . ргнВНЫС ooiexaie. I. н турбулиза: уч>.. no-.vr.s-а ’.in.:. ich и стара । in-.iriai- хии.да (H.iii -РУ 1 i’ г.е.и.а. ы:ы» ».ц’.ч.| г пре .па па ен.чыг I е СКОЛЬЖС I И1 Цо Ik.rp, И-Iri I-Iks-I-) . i ..bll.- IK IT 1.ы I I I I sJI'i ИЫе антенны па vo.|i' uix-ki iiiie\ (v.:iuri.i .ч гепт или ;pynic наружные oi pi.-па ipaii.н'тгле мелсыи, .1 ниже корпуса ruipo-Texiin:ieck.ix i-.-sci. и
HI Wl I VI ill’ll ( Kill \1 V] I PH \.1Ы
К пемег । i ; ч cktij. ма s -ii:i him ц.цкягя leciirin и древсегкк. i.-i \ л. ..ii-.i. Л-, v । । г.?.р|.л, ri-i i- ,i тхгии,
резина и i:/.- i v,:. г i. лак"лр;’.1-:1 in л v. ri.-'iia.u а к..ей.
Древесина
На н.’м.с inn ip.n i;:>r сея на тыгич едх-ых .iiHhx г.-', и дерева. Же.теппм- .Ирена и еакг.чмл i-iiiyi в виде, a riiiiii'.>xi:ii::. растущая i .ч Кебе ь 25 раз era зо.:ы. Не i-.axiii'.co ги.ье.гс ЭШНПОМе 1Ы Гт.-|,va. -I II I. 1ЛлХХ1 IJiin.i< Ъ, Л.:К 63.II.I .J. имеет па'<ся. р.-н i . ыая н нагни , u, р< i ни nice
Несмотря il ,1 i i ipiiiBir । । мчлтг; । io Ш1:11.|х е. п-раа ЛОВ. дрене сипа летзспя и.тел и», ire пилти^тягдлм маггрн.;.!о\: тля Целого ря ia шитеи кдгй- и |:>м ччг.и для i ил р.п; з.irroti. некоторых .inis гельв ч.'и'ц|Ц|' и.. i in.ix. их л ччисча । .тля моделей
Лрепес । I.; и рент ш л :ie.i и-ио.ы ipiiMi, пкип. я .ч рач-личныч областях c-. uixi. пл ihh.i.i является мпьттук; ин ным матсоиа i;.>\i fii.’CX pai'.’ei-.i-..!- У тисктгач'. п.ri’.:cpi:i.0 ы-Шество хип.1 о icir. ' чх.>же :-а г .полог-. I Ictk- < i.i ив
epo.v. ГТ Bil.iaiiT I lilBirri.llsi lip'ol il'.: -*-- Pin I liprpi! u . нТ;ц._ I HI . Mi.I ИЛ ГчЛВЧЫ нее.Х. .Таг-лГ ГГ. ЬИО
°тличаи'.щгхея г.::п«т гд .треля > paiivin к xi iа11 сути
°Динаконы. Кг<-uip.iдття гвчи. меж :> ни. i.i;.-.mi: e ix.ipa янли етея самых хя. вахты" niiiini' в се 'лнх.ии n>.| m-t.ickx е. ки|о-
РаЯ MO'Aei •>i.~l!i;ii. я i.iihx иск I Kl x ro's г г’ icerini.ix
Ячеек.
Эта ctf , x-sja i'B.ii!,» i : b is.u.ii.-rai’e'.i npi«< гых xiimp ^ЗЛиев. no.,mmx iiH’VriiMT . i.o mo..-.-.ci: x ;чл hi i i<"} m a.i'.iiijii T,taHii. ri6p-|i’. ii;i-ij|«u it гр., h’Hii.ix i s- pi к мечдхегся
етСЯ прим Функции И
Дрсвссича состэш Hi Ло'ыкот числе (Чуб^атых я>ч h локон. плоти* • iipit-ic. аюшых одно к другому. С инженерной т ки зрения любую лренссину можно считать лучком пара д п.-._ Еых трубок. Поскольку материал ->гих -рубок для всех д, одинаков, то п.1-чгн.к'*ь <н дельных пород твитит ;>т Толп |L:t" стенок ipyfioK Отсюда. а первом приближении мг-хагич.-.* характеристики дрс Bi'iini--.i np >:i:ipi;i'->'kXn>:ibi <-v n.l iT.irc иронорцнппи.гина i.
Механи и-i кг.с свопегвя древесины в основном не । ча
ются е.т сппйегн. которые можно ожидать от лучка трепок волокон. В боковом чзпраь ie>i;in золокка разделяются |Л <'Xi;r>i3WTi >i доэпльно п*;ко. поттпмм прочность на раз? ,|ц сжагг.с поперек подокон невелика (ченьта 10 МН'м'-’] . 'к-к.у Лоро uj можно г мина 1ь ia.ii. нами. N дхба содержится ка число волокся-:. расположенных ко радахсх' от аеитрз i -3:1.1г и пересекающих !’.?<:: •.чьятас волокна под прямых- г л м -* •*. объясняется 'ру цнкть механической обработки дсба
Гг ;н соразмерить механические характеристики древе -н на разрыв с плотностью. :<> она окажется -жпгза.ътi a ci.ini с временным сопротивлением о, - 2000 Ml I v; Пглнд-i. ?а практике не так-то легко ‘»||гфёК~|Твнс> игтюльзен-атк вы. ь-.i.i Прочность дреж-i ши на разрыв. tf.. ipeneciiira ok.mi. и. с ц-t* слабни при сжатии вдоль но.пжои Под сжимаюлтей натру ат тонкая стенка о.н-оп из трубок теряет устойчивость, на h.-i f разуется ск.-адка. а все остальные трубки влжгы с л с 1 >. л it за ней. Поэтому п„ на сжатие древесины в 2 4 раза м<:п2т. ои на рас|Яжеи1ге.
Наиболее употребимы в ракегио-космическом moji.-г е.ч следующие юроды древесины: пальмовое дерева (ea\:n:i i очень тяжелое ( > — 1.39 1 0 ?.-см3|. очень твердое, i ". '
раскалынаеня и обрабатывается- тико-юе дерево, дуб •ке-Д-бук, граб. береза. ли< гвечиида — гяже.-ыс — 0.62 г.-сме). твердые. н> обрабатываются легче, оль.ха, с> нг ель. пихта, лила, толяль легкие I- =0.53 0.4 ггч’|
мягкие, легко обрабатываются, осиьа и липа—самые чо.лг вне местные породы
Плотность з ciKTi ve СП измеряется в кг-'м1. Праазв'ыны? от кг и м - к см. Поэтому правомерно ч югцость измерить "• г,см3 Это удобно, так к;-ж па оборотной стороне лога? i |о||!' ческой линейки плотность лается в т/см3
Древесина хвойных пород дистаточко Te.xii<j.n 1И1:па и 1 ка к .за:нинаг1'!<1. а ярямослойиость кйэоляет нзготян.'Ы’-^ детали прото.ibfio'ii ch.I'ib'.mo набора с высокой спелью п i’i,,ф i-octi.io jeia.ii1 из дрезесины хвойных порог пл- хо юлнру т* а без груятонК!!. из ia неравномерною впитывания к •з*11 крох чу и.-.ет слоистая етрхктера
Сосна пбладаг! смолистой прямое lonnon npc-iv i " белого или розового ьвега с х'алым ко.тичес1ном ехчкер ',rt
|ГО
^,| ИЗГ тетаюши
самых pacnpixi раненных ч;«н pii.i пи> i.im i.ixi ринки x x-.o.ic Tea. Сосне. j. .vT.ip-ifi годичные c.Ti.t мелки лру. к .ip’cn. называется Конд-гюи (Дм самая креп 'jgл до.иивечнан
Инея ia бынае- rpy..i-о иг.ы п.н. ipruCiHiiy сосны п ели. Сосна и ель б.дикие рч ictbchh in.it >1 по древесине схоже. йеЖДУ собой. <>Гн см.и.нн тые. u6i имеют б-.ел1:ыр’рнем1ок слоен н крупные bi.ioK-ui Зачастею ах различи>ь и не трсбуекя. тогда их называют ч.ич:;1КН|Ь' xiioeii
Ел он as. дрене -uia fir-ti.tix <n lac. н белизну. она мягч: ноздреватое <лчкл » ели г.ни н:е и более хрупки Она загни зает быстро. снией ро кчнелнлны. Следи обладает более зримо с.юйными но..imijmi!. iro ’.e.ib важпн для продольных элементов. рабе-тающих -ia нгиб.
У пашей обыкгодеГ1 он сосны iiri.;e ро ici ist iiiihmi: на юге теплолюбивые, вроде пи jyи .скоп pox-.a.-iioii сосны, на севере очень выплел дан с, типа кре:гл >._ч, к и. жг.:гл.>. кедредчзга стланика
С п б и р к и Kit? । im близкая родгч сосне. ыж? научное на jis.iiitii ei > *. осн.: ч б,1:н к.;я»
У кедра егбгргжно qteiu-; нг.т мягкая. лпямоелоЛиля и мел кос.! он на я с *-а 1ыхц , мол i.’i ими .ipix донками. lAl'er снег ЛО-бурыЙ. t:tt inin.li Гн.;с| :се. чех-. сосна и < |Ь обладает легкой и Прочной дрене i сон
Л н с т к с i а и к а драл (Шсс ки не гниет в юн. л только крепнет.
Древесина дихты мя-кая и л> гхия, свек.ых :-шлв. почти белая с розовым пли «i'.iihhhbjv oiicjikom. [1о своим качегт-зам близка к .х-.шел древе.; i:v с i i
Сосна iifn.i !<! |i.н н .h i iHil. Ke.IP .lasi'isei u> бПП. ель ло 1200, пихта л . I.Sijn .-l4
Древесина днеiвенных порол дрекрассо иолг.рхе:ся. и поэтому болыюисы lei.к.си ;В этих м ।гериа.шч можно не кра-с«ть, а, сохраняя ее'естчеччыа ihi i трсзесилы или дав ему Подкраску, Пон; 5.IT . ие.-цне: HI.IX-. ..КОК
В Совен ком Cuii».ii /arici i<i?:.K Hi'.ioB бе^-лы. I:, i ь высо-Кис березы io 2>' м дылсой. а г-.п. юм . лрпнчки нс выше к°леиа, вр.лде ларлнмшон n i.iMpnini березки, ill Дальнем Вос ’°ке ecu. у нас Ochcki же eoiasi <>н;-. ...к плотна, что 7..iei вводс.
Дрезеснна <j - р у ( Н| г,е 1: । , нэета. и юткия. кренкля ‘‘Олодое дор-, в ii и1 асгея нбкосг-.ю старое хрупко \о[ю ’’° обраба'ыьается на токарном сткнк» и нблируеТся Окраши-®0тся водными л . i.iip’.ohi. ••!.! к.-д; i-.iI- irix'ii иод орух и Kt'.acij>e '<еРево. |[, otv-en.i H3.o.dis.i<i:<; егсЕ aiinarjiou-iasi фанера.
и и а :»:;га из н.л-юлп гы.х i.np.i.. Цве tpe ;ei ины ^Ноц лиги б,. |,in. . еве||| . > । жел -[> >1 c'l.in Древе: .-.на маг-
чая и iir,"n:..i iMi.i.Tia О.. ;;ч i ' и-л i, v д v р*,4|-. еня Ок р.ч гл газе гея Д'.дпсмк i >.и ip.<>t>:„M.i »;m-. i u.ir. пе глубоко. I :ч б\ •. г jil-iii >c.[»•... -I и гр', ver r:-i.
Ольха Ho'.iit тика:' -ке x .-..i.i'oii ii.i >r i- :ьи . как лапа. кг. ;>6..ai:icT худшими мс.хаит есккмн ларамеги. i i^av-.' более .хрупкая ;i а..ом. кет.я ’Ii«-i..-m; ie следует npi.-, ольху г я деталек. рибо:oai i.\ «на via? ' Она грях.: i Гц./ c I'.'ieHi: у.е..'к;г>!11 г •>hmi„ .'leiixo :ip;:6i-i.rj*c7cs. .lai’i 'ii’.ii’J .|;|церм1,.ч 7i., полируется. Ольху iiwmio чр.. i ,
;ipy i не король;
Ольха очно ii- ia• шпаг.. имеет ecree 'ыHiiuii upt -'l;) pxмчаеп • icpi'bivr .•..ii'sriivn. Грдс.и1 ..o.i ipon<:' ji- \ । o.Tja.i vtu;хт быть luKpbiiui o.u.rio 6ee.i?el.1Ь:м откох:
Г о И :> .1 ь корнет МЯ": к и yjyxi. Применяется ка--. пптель 1и:||„.
О е । ! а не!*.вп „ля. .1иГг । к-i.ira ii a i:,e ггч я. пр • -’а-, би.ке сче:1!. ii > ia'..’.a;».iM В-абл: ;ri. na.i.ii i.'ipyjK iu.'i ст- ii ..-.j avaaii.i i i.i.iaw f Jr-..-rpoui!i7i.i>- ,ii:ir, I'l.KpPiaii 'кань.: i:.im i.,. «)>!. auceT iikiynaif,.|;>д\ .,г:егг;К ! fe еэо ix к.тче. i iiaxi лу li.i.- r:. Il I..SI.
Клеи (";.1.1 ..er rne-'.t in riiiapo in.» '.рсвесич i 6 ". цвети. pv ui:i i j .i-um, M.p'.cii" no pycit-.i и •1~;рьЕ:?л.1. =
Лучшая । i.u-тк£ для ;eia.n i и < к.’ена a .aipoai-.a ip 1.1.
к. нтурс.'й
Op i X -lisp.". ll.xpxiIOK .’Ipi lie.a a j'Vi-.T i Kp.n .a. il Ti jn-cepo/o .Tn MipizHHviKi-o с гиг! Кр.лса н.:м:• < i i i 'o.-.hi,i , .>n
мн. [Ipекp.'iel:»• ilo.ii.pvf lea 1 !.< ia । .тес пени ii i:rpi.i irae > «раеок дета г на i pcxa окра: i n.a i. i:e ie.M*i x ipa.i n>
.1 \ 6 iite;:::ii;i n usi.x.xaii Гре: ye r>:iC: •• .icipa о i н p;.x 13. У lie!:) .Kl'.ll:>=!::TU Kl:pr,i:il b'.l l ailvl стаетлавып : I X i'.inr'i n резлг.г кер очка iip.Ti.riii. iiiij.x . x a i: Xi-p i.ii.i н । ’ii 'eiii.ie ten: и
Грс-буг r.'laie I.lull a :.:el .e:l:l :H cyli:h7! I! 1-58 IK. PH- I . pa. ipis Kinsiiii.n.
A’:'pe’i.,ia Д’. Й Эп» lyfionne СТВОЛЫ. n‘.~-.a nil II I. рек: .Кч'яГкн а лаже c:-,ra.- ;ei '1:;;бь: -;:i<-. .ire.aei них ибр.т> ТЙТ1. cC rpl'X 1.1; | И ;:б.;ат SI:I.HIK->M [lii’-’XI ii.Bill III .? 'f I K.iver••П-1.Ч;p-.Liii. <p.:.n ii.ii м ipe-iUr .i; х'ГТср la.i । чите’laioii к-.чч'.о-. т i.
Ясен!, га; ей pcBeer.iioi: инхлж :ia lyn Об’адар- гЫ1' Ki.xiii x'exanii'H < k.i vii an:ii-hj’.ii:. нядо.к. i-ч р i i i:e K i' к ii.s ipe; кив. к;.-:О. Ой[1.1б:тг:а?1:ет; я га.-. ?Ke. как :хб
!> х'к . кп.т । Гшыч \:;pi ii:>' обт-аба• i.iaaeT .-я о т -ла.трх 'сеатом и г:и ыруеия .Ipeiiei inia роз<1жии> ue.iiiOi tnv'1" 1[\!С I СК.|:.Ч Г:ПеТЬ К I r.ie telll'l I 7iX|I.I 'K-pCl xllba.'l II 1 ’ riiliBailiili: в yr.l I'lriix IH-p.-Xleji’.i ri n i,u -t|
I’ p a 5 -oi Гч.п.11 буч. '.ii-Лл CT|i|i; ixi', о :е:=-. ini'-'1'
Ijy. ih'i :-бр::бчты лае'.-я. xi»piiii:o потпехется ,'1[и-.че'а.ч;| 1,1 цвета.
Ьалы' । <>. . i.tci уликой, .дтхой. кге.япо-
сЛ01'|Ной i- lii-p.i roit .ipei!i<-.ui:nt {'). ! .H’iix- _<H -ичпгтнк Па.н.-.чу gaK кбнструкп лгянюго Maiep.na.ia iin простоту i: атк-чп, об паботки .Чолатленя it охр.лл.|иае-ся плохо. трубу, i 1 рлт.тоька. 11ДСТ To.lr.X-.l la ||< С I1.. |/е IClii к
С а м ill и । кивка r-кия лил.мп ih iryv;;.i-i>a бул,-у-
СОВЬ1Х ДрСМСГПНл o.lHUp-1 l:ian. r.-iTHJK. o' г Ii. 6.IC НЮ
желтого циста. X'i;-.i-ii:u ибраба! мюи-ття i очин асу ;i in.. .r. pvi-Tvrf Целесообла in-1 ipiixn idti ' .ля u -.i.ieii i i.o iru'.ii; ii ic: , ы-.гл кромка гл.
P я б и i >: нл-т.п.. г r'Jne.la. бу i:<i c.ini oi-ам xoi ii Ppc-. liox ее мелких с.пч'ь. :o кор глени красный. ю я-п.'нби;?! ын сиры ваег исобмчайг.ул киасоту. кпТпр.тя видна гос.ч ilu.iiipniiKn К нанесен itu бес ли.. юн:? гка.
Ч е р с У: у х а пн'кя, xpei.xa и кр; сива.
Cy'IK iKI: t.',IC КрИИЬЬ Ch. Л! рябиПЫ I Чг'.еМуХИ 1ТЭ нр<‘-красный гитерии ля io .oh i'jx обтеки re.ieii
Обион летея ллолоный i.i., iripjje ipyini! и n6.i.i!-;i . •.i и'.!--И BHiHiiii isi.r-;.i!i irBriiaaioT lofn.i -a Venn. i. v.i>юлыми П ap.i этом npcijia i;n r ipa ::i.fiiii;:M .iprm;. i i:h
Я 6.i > и и жел-min [-к.n-;-|ii-.io л?с-н<чпп\ ко-п-рую легко и- । j i.-tu ; ia..i.i;b>p;i?i..
Слипа об a i:ip- бога ei'aiin pacimciK •.•< .то । иесгряг от розовых, красных, же тых. ,e.i< in.ix кори не пил гн.пи i-. к Покрытая про ip«i4и Г‘ по.1-1’ пикой. . ппм-ьая .нччитння сверкает нерелннчагым блеском
В II III 1’ Я Иро-ин;» Г X.lpoil'.: ( и ду.
Г р \ ша Hi : рескается и не коробки я Дрене;! га о н и. плотная и u.;iiop:i.;i.an 11л-и н< >г: к г. Уехиирпчкпе ха рак rcp.ic-ТИКИ различие- в Olli,ц IMOI TI! ill 3oip,.i i;i a C-. pill Прекрасно обрабатынгк и я i lo. iipxei. i. Цист iреши inn.। oi < ner.io розового до кра i'.oti.
Гекноло! ическне рекомендации при нм отоплении детален из древесины
Тр\ПЧа;ые la.-ioitlla легко .'.1И:|ЛН-.СЯ. 1::ЭТОМу Л ДреЧеСП :1V Легко загонять иоздп и ’.п>р} rj. Hr pa.iiteiлян се 1 позли, Д0стато,;1П: огторОж.-Г! i‘.6:iri5ie в lepep.o i. ниера'.тые а пего ^УРупы аамепи. де ос, ,:5 еют лрещ-rii'i’. лерено у 1;гп'тель:1:’> стойко к Ktiiiuei;ri' inn.t напряжении
В го.пжа Hi o6:\k:iгель i.i.’h err. Tr._in\Ki.| i.in a apyiy*) 5®Ta,1|s сд; Ц|;\lu. C ;cH,|. P.O Uli. I Tl. lynnu Ul.n.TI, l.’onbl
деталь не i]n-; i;; in Пере нно-лг -in;», i.iev aiypyii.i ic io.xo riv.i nPocBep.i|ti i. -itki- . । не
С Острым инструментом работать Ceioiarnee TynijA 6^ рвать .icpem». смилать во >кп;| .1 чаще <чнкал:.лыи;:iг.. <ц более послушен. Эю унствуется л при изготовлении на т ном станке i 'Лсвных обтекателей к псреходдико-г.
Если ошибка в размерах ।>бн;-.ружилахт. после npi-и.нчр?_ нация н-реьян < tii зегали. г. ее не юн обраба i ы.чатъ интг1.--ментом. Крупинки наждака. застрявшие в волокна*. мюГ?#. талию затенят стах-рскх. pcie;: и,ли рубанок. I Ieo6xo.;nx;i . ц3. Чг1.1<: соскобли :ь >r.r к_ реп ну u> п.-ве хнозть. а гольк. чо|.г. обраби тыкать
Снятие ворса. Ipi iio.i ipoii.iiiiH и: . лаккр.'Ба la3 верхкости хорошо крошкуреннон летали i голодном обтеки тс > стабилизаторах, конусных переходниках) в лету а и к ее и t бугорки, портяшпе ц>.-цр<г1кх Эю ворс мелки-? волом,а веенны, Енлазлсррые ?> время г?бр.:бп-кв и лоры Пере, i .. i:=_. ропанпем. надо lapn.iee нолями» поре. и снять сто Эля i-n-& меле обр, б, и,.: шкуркой номеру ю<чь деревянных ле.а. Г-c.’eiKa емч'нпают водой npi пом: цл ванюю гам'ьша и luiaa ляют просохпvri, Волокна плоххан..: г освобождаются ’и дс.? тренеенпы, ioi-inv.a«ci. в виде ворса который ч'гмто- ме.-н.’г н курков Попел хвост к гша.сльно шлифуют .то 'iirorn у пенни ворса, оставляя в теплом сухом помещен в о око-н т . г нон просушки
После нросешки на подеп.хностп все. такт, ннокк поя?л»:ются слеты ворса Для того чтобы ах хбр.атт, поверхность след-е ппл.тошнтв frpOTcpeTE до тонн. |еиим .hi ко о блеска1 * i'hioS’ лубяш н .ToHie'iKH или гучкох' конского во юса.
Если на новхрх;юст;| дегалн имеются небольшие тр> пдвж' или забо|нн.| н.х мо;-к । i кокни мслсвон.. aiiiчсн.’.ной i:.:i. -г рошнатлевкой
Для того чтобы ме..оная шг.атлезка бы ; veree тахчтгт. -нее дпбичлмю। сухой iii масляной краска юд hbi.i :г-т??а После то-о кик плат евка прое-лчпгт, ее зя-ннцаю! я шякр-itocisi rik.iiei-.Hi» просирают
Морение. Зачастую очень жал:-, прятан, под лакокрш••>ч--покрытие естественный рису чок волокон Этою мнжвп I. |Лс жать, си.хрт |яя a TvTiniecKi.'i Соотношение t.iloh частег. мн i—.
Белый it а ел. Для юте. чтоб» получить искрист.» 1 •' 1 г «снежное» ц-рсво. н пятналнатппронен:пый н-дзный р...с':’-‘Р .lepuKHca водорода слсдхет iisksitiп. in-.i.iaibip-'oro спи : 4
бы сильно пси. ть: вал я e-о апах. П.л-.с>ся1 его на де-н-ни । l?1’ клен т.1пе| тря! . гь-.xi в-мл.зкох'.. смывают во.тон с xi..i пли содой.
К р в с । ы й ine । Чисто-бс.тхю |:ове;>хность liaxia.ii. ion ме; i’i.ixi K'c.inpoci'.х‘ (60 i :i I i в» ты) а ,агс?а нокрыюю 1 рад paciBOpoxt желто/. кро-1Я:-.ой соли I 1011 ; на 1 л »о-Ы КаЯчДое ВС.Л-.КН ГОЛНТ ПГН .O-Kp'ICII ,IV : ГН х; •:|llvi:il"
нм
ЬеВО _ CJ".iuiii в г.:\ti.i и- .ipeyei.niibi i-.iviHirii кра/Ца-я .lav.iiivi Нанося i краснх... 1:ро|рзнх i;a берсзх. ольху бук.
К v d l н । ? a i - к j p а >. н e в u и Растворяй. в i г ре воды CTI •'"ВУ‘° -южку "бь.чн. и марганцовки.
Ярко же । и й В лигре воды ;>3.»nei : и 11'0 i со inn >
кислого ап ft. i.i и и.
Темно м р 1. ч-i е н ы . Сначала нанести раствор 25 г
калия в I .1 виды. Затем намазать вторично ложки марганнозкп в литре ноли Все эти i:poBu.r,iTL в резиновых перчатках i Згнин-
двухромовоКНСЛи; о раствором .. толо-юн работы нсобх...т.1мо пых очках
Цвет । ie чел i.
г. । иь мо. » г ia ;же х потребляться как
протравы
Попадание жира, гряди или Пота на иодгот; в.lenny.o к .морении:- n.inepx-io< in нытывдет и iHH.ic.4Ke ил Дей светлых пяте-1. Поэтом) । пнерхи п :ь пе.ыя :p:i. Л1Ь руках-i, a Tiani я в а ь;я. если в этом ес:т. необходимееiь. итлылт сухой чистой тряский Недопустимо ытже зес:и обработку загрязненным н.н: жирным
ННСТруМшП '!
В некоторых е.вчаяч .ля ни т-ч-чня H'eo-.exinn гп. ы щна морение лролзз । iht -icckc. ir.-ci риз
Лак ip .'звание проа Miijja. -я im ei-.ip.ii шны.х i e..cn а придания некоторой ио.Ь1С'л1йк:>е i и пчиерхносгн. 1ля гилелки деревянных leia.iiii ip;-xieit>iioi лnpi• .чые it наивны лаки, которые нанося । а и- I-,. pxit;>’।ь н _ ой
Лакирование спиртовыми лагами. Для отделки мереных поверхностен древесины с красивых! pi-.схцком п.тп.ту икнм является светлы.! 1£c"'<-.!iiiu;i джк В качптпе эаигшпеля может быть йен-1ть.'онаи светлый мебе |,нь.г. .ч;-ж Лаки с коричневыми отте.и;;амв. лучин- x'limреб.тяя> для гсмлых напри-
мер ореха и м>..рено’। • дуба
Красные .ты крцмсняцт тля работы по красных: арптра вам и греве i.i.e е кра |.ьг е.ттеикох:, Ппд-г.-идк: ь н px’im-in к лакирона.-i.ro ’лклитчасгся в :н:ате.и. i-.-n ее огив гке, cunuifi ворса, если .чадо, и мкраил:!*.чини протрг-.вог в нужцыЯ Ивет и Лишен.in Лак наносят учгм-х: бе.п п.нх-. а..и барсук вым флейием али кистью, игаратл i-.отсрой выбв.рается тем болт. Шен, чем. больше дета и. У’.ожно .так.-|ро.чать и большим ватным. Тампоном, обернутых! в марлю.
Кист1 и r.i laxiiion е.м.а'ынанI .!ак -М и нанося, его ровными слоями с таким расчего.х', чтобы м.аткп . вались 11 переходы
®Ь1лк нс»ам1':ны. После высыхания, ко:о;.ч.с дрододжа. гея и Ю мн-i. проледх рм x'...i>KHii .1ов:о:н1: ь и исправит’, неу |ач-'ые мсста. Однако не след хе: xioynt треб ять лк »м и нзн.ыт-:г:.. его более 2 i i ин-в.
•Лакирование масляными лаками. . h .. .;слхтх и.не маелк-нЫе лакц обр.’з;. ил ьи-тчуп-.р-гую <ерк:-.:ы1хто лленку.
1 ImIu [Г\-| >< I. ц-г:п;; :ji i;.-n ,:u ;;<• . Ки.ч I
fil’pl: !?r.ix 1:!Чч-,|.
. >.. Ki:"-:»sj.’4ll4-. II л ас-'.'"».- II; K'lII ClII.I.i. :«;i.l I Iip-i I Ils i II! , «IKpH Ь! , i:;b .i:|'.; X .’ll IH iVt-'tlcHilHX. Т.Н’ ill I lll.l I I. ,'!t- ll'i 7.1, IHV-.i .1' я in.’. i| i6i>' и «беж:» ri. i;;;i;.~: i:> l ля la ;i.'p-..i и ... t
I Tj 11,1 1И. K:iTi>p..>l •irjja.p, г; larp.ii и .TT'.iCII!
4.if,)mui.i,i .к i;ia-i..hi па поперxa u?:i, i-.rr:ни i.,. б-i. |;,!|l<l.‘l vi<i rvcnillj '.IV/KH.I f. le.lltT., i.: nv, •i|:.<"ll j;L- 6 ц "Ч 1’ч И I H.llblX er.. Miltl-.i В I IliiOI.’ lie 'Г1/..1 И IBJ I!,’’. 1-. 1 .1 <' ’.I 4<i дика Jin 1; зам. на ц;;д тудаХ .1 нал.танах
Нелен риПп.тть Kii. r.n i 1 пик. м бы: r:»>. i.ik aJji- a n )Ti»M 1.1)1 Й1 it бус. T ir'i-'U IHliWHaibCM ly ibipi.KK [I.tll-.’CH ;
ia:..a .|a:i)7 e'.p. HO.III: л.ТЬв ! Про: n.\|r 11. Ii Ti‘t'-'-l ie 3 lit 1 ем уже ll.'ii'iicMi г.едсющг.ё.
I l;iii6n.iee при: rnii c:n>ci;6 . ..к г':;ЗиН1.и с-' iCKpi hi ц Til.Hl ЖП.1К1 XI 7V,;. 1ИГ1 iX ч 2 3 L.IOH
I :» .iiuiii.li- i>6tc-ii;i~i*it 1 tpyiite .er.i.in I'.paiiieiraa .г. ц(. Мирить и и, 11 pinta .i, закреп ‘енныvn на лаж.
Полирование. В йч.ii.'iihiicme сдунаей л-i irp>>h.i i.n: 4.1 i.„ p. lili'ICM |..4BU;iie lOri'Kaie.I.I 113 ipeiCCCib. I lit. p..l,l l Mi’ IS-. । -iiiii.x ’и.in".,, ne 'Mci'iiii.-:x i.iy6n«i!\ iiu:’. a pi.ix btx ip-.ic.i ।••. I .. Ki'ii. 1 и ibi.iHpie 1 ch орех, береза, храенчг и.’еьс. к и i .. i за Ulllii 1 ln.iiip.i.i.-ii'iiiH п-азерхн.ц u. vt x; ailtfei e. Trer.-U’ia . 1 n-i
nepeHii. ;i <•’!) pn--’.ii<iK ci a i>. окате 4 <-i:;e ap’ie i. кра; iiiui-. ’ b .-. iii>eTb ii'i.r. i.’K l-.’Я «ерча ib:i > I. Hpii’iiion r v.a..-i Metinei.v । bpi'Meiu;-’.’ I up,iBii.im м i4ii;i.i>7 t.iKAi? tipc,ji;riir. ।
• Kp.iiae;rtiLic .। тали.
fell -I.i с 1.1611. lll.iJT iPi.l. ll’iT : li.T il 1111. .1: Hi I . I e:.’.’ .Ill л рева. 6:..|i . и е.’с it i!i >.;n пч ~.i 'r.;.i iiiiiH: v i.le, ы .
перед lipin-. ie i-;i.,i их к Mij.ii.tn vjp-.leip.n I’aiHepiti'i; 11 ; e> i’-liiMn 1 .’i '-i1 11.
Разбухание. O.Jitv. it ic.lm i a ikii Древес. 1.1 HH.t-.e. ч m.W’pil-.CliilijCTb l«IM,lCi>nKI!tij l!.i;ini. .liiiA'Iii teMlip.’.r I’*
•in t iyx x: '.tier .се ржать какое to Kt»..i iecT?.n h.i.ti ii i' l in'e.’lH’i.iii выдержка tt) ь la.'MioM Hi’. '.l-. xe i teBvt ini.; " . Г .•||.'сржа ь 22 23 у, зилы, а в оменк сухим — 5% <mH\;i н ii iv x..."en;i:i in массы v.tiериj.;;i ;i’.ieir< it . n nil ч --’л'ИИс. j iHHl'nc ->li усадка i'll’ pa <б\ ланге. Ka.K.'.in iitMeiieiiii и. 1aжы»сia laer ukij.i » ;iii-i>n.i:i’4 i'pi.1.1111 i .1: :'a:«r..x:><i;iH. Обынаые яsMetn iii'h и.’.иж itier i - . t-
i- t < -.te и ini- p.. ixirpi.ia.
Пороки дренгсины ipnoKoiioio происхождения, lb.it 11ч.: ;С;к 11 t let.ribix tucii.iy III !:ебё|-|'|.. I о ’.Гин l I Ve’! - I i.:H г-i i.n ni-<n;ii, cull i Bi.'iiCH.-i.’icii -.на -.r-KiiV era ।
Me.I П :• 1= .'ei-cnpl.r.’l rp;.|,r-II К Ti pblt Ipo Il'KIC H .. p l !=-. I >' II <MCHH:<.ir I’l’.el Ы1 iuK’.lii И il . I.IH. !||'OT ’X !.;« i II О ’T. [>. .
jpxriie •:iip...'lt •.peBvCI;::bl кма*:!1’:1а il 1 lep.Tt.H ti'MItim.’l 1 uni: iplii’i Гп/i-.i pa re. i;. .’.ерей» тсиГа it . г.-r it'.i n I. o. n.:.
кй В ГИИ Bl’» ip; V Лояв-тясген 1,11 r’ пЯтна. |,(Л' l'vl'' лед-1СП11:' • 1 пробуран’| I ' чем то coiipi иггукзтур.кои вдали or ;..м
H> ГЫ-Т.
T.!K
ip.lt Ilk "Ii IC
iv кик. обсзвреЖ!
. in i i- N -.ii сже:п. <
-ir;i г I'lim ft., io.i .nt ;n уже лр; i:iik t:i p I.. I.i HI ITIllT.l’l .K-cieiiliia ; lit '.IxvDpfi'.:. .cm ей. iii-KlK-.v. ' >;i|:;l I Я1 SJlIbilJilW 11 ItiVIBX
IC DIV
’10-
*Я НСВ1 l-»^-’ ’*»'* 1'0 ' *1’ НГ'КсМ X'l'pinH I v il ’".ЛИ
у С'pun I'! о lD’.|D|j:i|.. Гр.II',.: l.-.-l !. li|\l:i.!nil - III Г. ’ TI i I .III ГрИО.
корневая :убка. i p in c.’.ni k. ri»;. i;i;'i.i"pi... TMii ::y6i B'.ik и cue несколько О.1Л менее отз, nt.i. no in ...e iipun >c»i <ii:i iitie.h.KKi* вред I II ILHIIV -ip( ’’-ei’.’IL. раз.':>ЖеППх Г'нн'к.’М. м.П.рЫЙ паря зитмрте: де сче не.i.i .щозы. ..c-Mjeiino oii.ki-o 117.11 рлажгости
древесины . коло . » г.
Нскси рые ip'Kiij'iwiviL ii p'i ii.i. ianiie как тик и гринкарт.
содержат сд-Сллыл-'е ко i:r-iei твл и жса icckiix ксшестн и кремнезема Опп заиг' цтпе ;р;вг< и.-р. <п иа -екп'п х 'г.енмя. но являются при1"! । зил.х<п 1:. hi мости ябрибо: Ki. . y itiuix тропических :i:>;’o.i к;н м!и-зс’.1 s’hiii быстро :у:.|!г инструмент а
щенки грин слога я.-.mi: 1 ы.
Материалы. прш отопленные из древесины
Фанера нр-. iьи : i>u’. ч; iivi'C’-:.и’пк;. coi i-••liiiyio и ipex или более iK.ec:!'”\ «ri г =б i спев n:::niia с niai.M:ii. пср-пеид1!ку.:я?:1:.1м p;.<,:i >я:; hcv-.i с..св. В p.-.i;ci ш* космическим
Моделизме ii[i:ivi- нн > я Гч ре i.:.-,. :t :ni a.i;*.>1111:0’ флис;»*. 11 чот-ность фанеры й. .ej ikc.. > кк Mcini i/.-и i 3a:iiicav..i;.Ti ir: ее толщины .i K.i.-iPkcrua спев Ф..нс;-.а л. CB'.eii e<n 1 101 1 ;.i чти H прочное?» npeii-DCV.i llir Г»!.1.1;.I >CTIl:l 1П' ICIi iprBi’.e!|:-l!4.
Дрепссала го. в.ч hj .|\.пчек c .khwxii.ho ;•••1 кпмг стенки MH. а Поверх:i; ci к фснсры । нр.:л\e:\’i: GniLiHl'M Ч-ЦСЛом :р\бск. ВЫХОДЯЩИХ H. p AV 11>..т Mi: I '.i II II I iklODp 1HlK. Ollill.IX <>T-верещи. П|1 4‘Зке ппоиа «po'-.Ki сре>а ;. ipyooH Ц.:.ир.2жде11Ы и механически ;toi«i.ibihj слаЛы ll,..i6i,i ск..><^кп была псг.И'Ж Чой, клей l(i l;-.: II Проникнуть I IpXOKl: ял век-пору и; I’.iyuiiny. В провес е |.д.Т’Г(.ц |е:1;!я »ак:з .e.i-uмЪ фанеры кромки глубок эагцугы внутрь сряч тми ii.iiai-ii-i :ipcec<i Она ipei ражле!’..? путь клею ic.iy ii’i. губск. а ктеенле сое i ineniie не имеет чр:;т «ости. Полу’inn. ка in .hi HHi.n'i клееной i.idi-, .г.пжпл. чре лари-телыю сняв ПмВрежл-.-нпын e.n i фанеры нс’пг-кгг i-iHcpXii-H'TH Шкуркой Легкое rcp. -’ii.i.H ш кто не ta т
Лигностон каменное дерево. I I.i.iy ’-ас.ся '.ipp н.1с-!кг>и Т®МПер*турс 1 d: i.i. ннн i и npeccej. on ia ;aei Г>...I’.atoa jip.'i’i-ИОСТЬЮ I- II. Ii I-н II. |:-. и: /ЛС lie In. l.i.HaiblH Д.111 I H I-.HiilJ X Cif теКате.’еа йе.< >; но: 'V x’i . 1 i.-cki'v \ ip.iicri”- 1. 1.1 kii \ lyrua-^тся r.pi.rnpti uh a :.::o i :i-ri о i.и : i.i <i а. цо с’лчжаетги
107
трещиио; Топко, r. ,'J.ii ii..cioii । j и ,irVi i'.itGi• i ,
iiepieiiui I.:. врыл :>;i I'.icpiiii
Облагороженная древесина ДСП дре к н х
пластик ';ai u.i слог. h.jii ре'.: i.i.ь. c-kviii.i как -. б.дц*
ры. про ia lai'bi 1ре'1".11ч|| рМа.ГлД! I Liliiii h.i i Kpi <o.lo.j- । ,ivi a.uio.i гмолой a t npec; • ibui-.ы ijpii уле.дкноц лак.ie i । l;i Alii v-', it’vrivp;:iype !2<l loil • a лы.Ъ-ржкс I ". м i । ."iV.i.ia .ipeiJiriiiia .1H-U3JII. ле.Тьг. .iin-.in 11. в iHiui/r , ii’Tjm,
Злаки
Злаки »ii: pucre iiiM ;n cexei-:-;i>a 1>;зго,;а н.п1'X . п ц.м стеблем n xi.ia'-u нем;. Ba p h.-ei:r-i ; тптп ripai p, . •IIi.Lli жщппе к семги.‘Hj. .«.тзкгв. ’ p;.i-,Hiiiie i:,h? В pi t mi Lie. in .(Me in i <>. 1ьз\стен i'jicd. im.;i iiv p;:e 27)
Бамбук это щев: i и jn.iji i. . i-._ npr i 3; । гаю цлл ? ";f. ipuiuiKax ,Le ••пая i.ic i. ipeaci ii i’.i меж.:1-. vj.j.tvr . н-ц i'1'ii1 ;1я и iJitiHaii. I> гябгк i r1 i риска ыкаедся в:. i i коп ii inercfi нал пламенем без цч 1ни:’ател1>л го р..с ia;>'i i и цл В paKeino kc-cm.i ibckiim mi'.и.«ме r.iaveiiFci;я как pec. i i., материал: власiннчаiьч пружины элемешон механ ; n. ; ппырсвые тmci;ri>: m«j ie.ien-кч i iii. гл.садп'-кнг штыри . i .1.
TpociHHK имеет такое же iioei.i.e как ,i бамбук I мех.:н;г1еск:-у качк-пам грастпик eroai между бпмоу i соломин х roiiiix 3 lax.iii Гик как тр<ч'и:гк е:: Г-ч-нае? «г осенью. । pa. Tei он нлн.п. oeiH 'ini рек. г>.;ер и h.i б-.4 1 1 *>
его \ добги срезан, noc.it -.амер«адим эн i 1гм-.;ц. T:’h i»»i 1- г i более ie ct образа i |" м« я:ь п трехе oini 1 См и к. моде, it'ii
Чий iipisi- e.aci ас ь К i е хе.-. >;• i К ер-и «ск ы ет.ся viioro.Ti'ihi м злаком По гцонм качесы;-.м он зил'-ппг н-п lyiuie рое’пнк.1 и yeixiiaci :о н.ко ё.чмбукх Мчиа i iie.in’i бамбх к и тростник
Солома кик культурных растении, та-ч I .1 ':io|r.ic:‘- г.пх триvei’Ki its для имнга::1и ro.jipiipo-nii-.i-.ор пли i'.mcIi.iiic. 1:1 v позочиыс ребра (.o’ii<| 061.1113К.4 молелен-мя:i ii, в трех г общипке уч'|бен|-:о двлта о n.iiu.x o>.’eK..ni i также д « л*:-ЛНЧСНИЯ .т.1 С I к И.Л И Г снижения X'Jti .1 -.оДМ IIIOH lacTII
Недостатком всех «так. вых янлягтся пл \ллон::1->еп. г ”е Постоянная тилкчи-а I ieon.xu i-imo iiepe.i склеиванием . i-и'1, !липкеныи i.iibi a io-п ск.lei’iKH. так kgk и чем iciuxo Де' -к г ея клей.
Физике меха.1-! ie.-кис- .хв.щг-хтт । и-, г-.гхи .чеки щ х ма ' ток и н.\ плзт.члегн. |!ривг-.еипьк :i табл. 13. .iai-.ы iля т?1” lecn.-ibi е влажл icTbio К 10°.’: ('|<еже1 pi'Tia-iHue дг-:м.Ц|- 1
пл гл чек I ь а 1'6. in лите । го i .8 ра 1:1 61 >. няне
III*
Тлбл::ио /7?
Фи тико-мсхаинчеСКне характеристики древесины. применяемой и ракетно-космическим моделизме
I порода 1-дЙш* нрск-цкс- 1 !ip«*Ctl.’lpu я-i*. «'ЯРС ГД<С18. Ш»яо
llt.lUIll'A. It. гм5 | С^Л-: н ku-l МН R1
| рЯСТЯ-л-.СРИЮ сдрщ у 2Д.1 1 । 'нн>л‘' 1 it.i. нб > Пкч
" 1 л 4 1 *д ii 1 - A
Баль« Бамбук Береза обыкновен ная ЗлНй ирИЭЛЬ-наи часть Юж-::-::ii Америки И 1 риг.н.ыд Кл.тхид:-.. Аджария Енро-ч и. -.ла часть СССР 1). 1—0.2 Г*52 ‘1.72 8 6 1S 1**1 — 1
Береза черная и же.т тая ЛЗ,1-.=;ИЙ В<К’- ТОК 0.73 Г> 120 s 13 E5
Бук Граб Груша ЬаВК.-.ч KI-UM, Украина Гир| иасься ист.. СССР Катал СССР u.R*> ч.С.' 11.73 39 46 47 93 74 12 13
Дуб Г Ьр '.11141*. k'<Jh ‘hlUb Мл.'Р и. 7 10 100 7 10 74
Ель мбьк-ковенная П.4 32 • J 5 s 60
Ель акнскзк Кедр Клеи Р1.Т ни’- Вт ТС. К I jir'jllpl. Гнр'.'Ч Ислам Част <> Р {1.47 о/Г 32 3-1 •*± 75 1 5 s •jU
Листвен »«и и ₽ СИбнрСКЙЧ Сцбг. рь 42 93 -U 75
Липа Ольха Орех Осипа oieiicxan часть СССР СССР ЕгрчТ.еЙсКсЯ члст:- СССР. Кавка.» СССР С.4К 0.73 0.43 27 ЗЯ 75 GO 39 90 12 5 4-
Пихта Пробка (пробкознй Д)б| Самшит Солома К.ЁБКаЗ, Н’.:<г. Ч-ная чгсть СССР С;>с'НаеУП:л К.ачкяз Коим. К а их л -. Везде 0.44 0,24 ..0 U. 1-т 34 —•> 5 7,5 5-S
Сосна ЛгГНЬл p'cft'JtlL. (ССР й.52 35 63 li'l' 1 Go
10°
I
i ; 1 5 : *
ii n> i fii:if fl lul:- I.L-1 1
SI. I if : 6|. ,- rfln.ll -l.lll S:; < in. vn -l- II я u.f:.; й ' ' < P Г.-.р.|ц->\К;;Я ||.-|C-.|. t'i.l'f1 I.i.i и R <1. 1 O.>I.X 10 3=; 1 li> U-l 4 12 JI -
л* \ <P:.iiv|- i Г" - ЧЖ 1 uuillfe .1.-4 — Jll
|'C.0 -В.1Л Uldl »'! 1-1НИДЧ l.-P . up- 1 I .iClf Ki i).T u,4 C.77 4 2*5*1 . [
Б: -1.-11ИГ elf*™ 4 "II. "Ьл ll. :£.ri iikii . l-ll -.41 II B И ll-R J< I--I 1.3 I..S- - 1.4 1 -1 l.l 1 220 2>iH In 4«i III-i l;uT • t ?l . iiMi i .‘M ,i ।
В ДС11-Б ла каждые |п 20 елось ni.ii-iia с riap.i.i.ie.n.i .i-|г?ихо.г1'1Я u.iiiii е •.icpixri.ii'K- яциым расиолнжчпнем
В ДСП В :1>>.н:кча дрспесячи в .,-ме>1Лп.:х c.Tnfix нуд-лт г,;;: iv i =' пени1 । i;ik>.(ярил' r.iiijj.ih ie i;ie. В ДСП I iMi.'biKiiJ: .:--.ii- . пи,-«Донора л-w (радиально, i 4.1 1 .ns ii-iini-.
Бу Mill a
1!. 'Jlzl.lk UlMilia I Kapli-.H ( Пр-CCl lllllc.l-. I II jMhf I |:-|-CK WKuM МпДС.ЛГЗ.С.е ЯиЛЯИПСЯ j.lBJM U3 < iCIItfHI: bi X МЯ-C[||::I I- В-О hi плут не корпуса Mn.ic eii: цилиндры. конусы стаканы v.i -1-pl.’p.ll l iU'Villlti Ijtexi .lOlOilfK <16:11 IliKII. CI'.HMiirfC FvWI •' in.1 an os 1 ы, ci :hi i: еры. .1 ni;-<ep<i4icl.
'iaiv.i..ci. 1 .чая n 1.1.i.ip.nci.is йух:.пл tip i-.-.i-rifleicsi для i. a tt. oT'iH. куп-I II lb. мсмбпалчыч Kpl- I.CI*. lie: HCpHoil |"<Д1:П i i я в кружках a ihkhsi- л я приклепки сп/м в i lakpiii-'1 ii-ipexTHH б\ mi:/k;ii.iх [к-iiii i’i.’x i< i t n-ii
Знание массы бумаг 1 ипможе| .lap.ance определи:)' mj < детален, л >чапие <-е пкппь. ni.iiiiirt сир n-»ir.p;sh.s:i нс 1 '
i учетом голнылы корпус.-., »:ic5bl nn.iy'i:i:i 1 aiiii.ii ли.'ii’i мг. ;e -| ( ti H-c.i'.'i rrj ii.-iHiiii для ’hi в нм": Ki 1.1.Г
К-Hi.ll':lr. Ы l.pnt.4 Г>ум;ца l| на M :i 11:ЧН.|Я .ТЛЯ -J.il-K J pn'-l ! -• 1,1
идо как iesj!:*rini4cexe« ло.1к.1»лка up*! ч:1гчтпа.л,шн1 X'l-piiV спи Hj'i-ют-ipari lu-aiaH r>.iK.iei!r.4ii;ii i«iy iy< а к i..рачке
При и <'n:'ri.!< in i n'lyncur ii< 'i6.\o brc.fi v'. HbiauTi. 'ianp ленце в<|.н>к>|Ц .i’ii':a 6VM1ITI. B'i.i: Ki:a j'ari:ixni;ni4iin.it n*'
111'
вЯц ни * .
“ув от l’op<ix :г»,
ЮГИЧНО Itpl 1ЬЛС " I..' I. РаСГ'.'Л he I К Hi I ^biioii r«’Xiu>.i i ин i тает на 1 'Ти-рн . <"' 1 лрактчческ । in o-.iiiilk (ТСЯ "рч J'i'.c । > 'Ok, i.ill лусов c n?i- .'<!> Iv. I Г1Ы что бума гг ипя i ки невоз'ь-.-м ! I ! h|
I lip"1- IL
• I3“cl‘i:»l. il l I k::pi:\
'I..-I I i Ijil ЧКПМ -.'гарте <ы :! :-.p\i. riKi :i'n |>;ГПХ,1И KO.Th'.KlMII ILvT. :!J Vil-lllbJ nil’ll 6'.'-i:i I T,V Illi III 1.ЦПГ ciki , К1ИГГ.С , i.\...|l: 1ГЯ е:.ЧЧЙТ'... CrlHTI'i’
пЫМ ПрИВ 1 Ы’ ’ р, hili bixj. I 1.Г' :ip:l r; Ml.l’. .-.•фи?'.’..ill 1ЯМ и потере те...1.11Л . |ЧМ;| ,1 II 'I -.1 I1V.LCT охряскн К>, 1,с обклеивают цы iiu;i пинит i r.ii' i III
Бумажный кириугя. как гранили, icnr.i i.uKpa» кой покры-
вают ама ьном чв н- « > г..к» \i-,..iihbi <аг масет ксргм... Пи улучшает ,_л1.-»ич 1:-»с.".е.тув:г1Ь*м навес'.:г.ин . 1ам>кр:н-;• iiio-h
покрытия.
чг.т к'.
Г.ум..’ In.'ljt» i'- ~1 У 8г.:гч-.‘ IH-1
V -' ’I.! 1 'V-•U> li,v\ M I.’I- II 1» >1 ГЧ Ips M I4’ V- 'I . 'чУи* «1 1
• Ватман Vii 2.»'L 0,<k> К.-Г- .vr.l Ь 1 C up
Полч’кг-тмян •» C-J ,4 1
Для 0ИСПР.1 UM । ’ . S 0.1'7 X. pir i n 2 c.lr.»
Калька Г'.Ол I.-..-. .'!.Й4 Kr*.-vc.* L‘ r;
Крафт щ< л/пч.; .. •..« су.тм];иг;:.и!' Г..1? <i.i}S V
Панир>к' >=:-.« J-1 •1, O.il? 3.r, *.r.. ai
Кондгиг.1 тарная f'Jli 1 exixi.i.'i ичкнап
МнКО.Т( .-т -4-. '•JI2 7 II. He .Ih-|!LI-i«av:c>: I.i?.i.; i-i. к- мембран IILK КрЫЛ >'
Каргой (цр,-с. । । ) I.Ni I. >!:< r-.pilid b i r |;:ii
Цветная ..икни II.-.1 |>.Г. .1, Kcp;.iинная •|дел- K.l .1
В Г
:|Vl.m:l I !чИ* бил ем tiiji-
При иго. к । проа;..rm vi кн ни.г'>.м> ,пмг у п;гывлт1. i:e •ОЛЬКО ТОЛЩ|:И;, бум llil. и II :> l.li'.’l} K.li.-eli Ш t;: I II |»ры-Т,1Я. Так. наприкгр. т;>. гит;. '• .мцт;1т;-.;| к.-рп-с;. ii in vai ;•. ; т>: Рисования «> i.i;i с dh c \ iciom k.h’vi-o . in.» i i i iKjsura»-: Равна ripiiM’-’p i '.*.75 мм
ill
Ни г кн
В раке।н»-к1М’ми .ecw.v п,-.
ХЛОКЧИТГИЙумаЖНЬЗе КЛПро |<.|.Мп
стеклянные голпамилпг.н- и । . n-'.it. iv-ч. и? стриты и | , .-| ,i; к
Г"Ь. тля гралппш i ни i при v.nм i ЛГИ :ц pat'jbl.X VaTefil т li >Ь C TOC I, [. p HJl'l'l Jri'TKOIt or'.vn | -:n клеем. I. "ер, Coe hihchc.m lepcBMinii.x [: ii'ipi i:paVa r in iipv.-i i nnjy.ii iavn ipac 29). для гм ат .- 111111 chip u-. in-ion ii.: корпусах v<) ie.lei'i-Koiini 1 i д Хлопчатобумажные нитки бю. н pa.-f-IIPT/J.X марок: «Экстр.:» b 3 , г и,-Пия. «Крам»' в 3 ел же । 1Я. • -H-i.il-1Л1.1Ы1- ь б сложений и /О' .»б । > . П!.:с» н 9 В 12 i ложе i tii В м де. i i -Mi y;i«i6;i: применять ,-ыгк|! с i;>-.i:h I II Г’ЛС . I'Ol’l При 1'ГЧ:11. К Тиры-. Bill - -каются зля районов с тр: i.i ни-.’ климатом. На все iiiitk.-: г np.-’.rib i л:>СТ|1)1| lipcilln KI К pHi'I-.piCI ра 1Я1--.ПЯ |(>р'.|:>| По ф.|<:<:> V, , четким показаle.iHM, усгяпонле1'".и- 1ля цвешых г. черг: х ч-ток. Нитки как г.ервон , так и и;чрг-.ц| сорта лолжты г
влажность не более 7'>
Наиб:»льи1ую маее\ км.-тт 1е!’ные. цветные а сер н!п.н 1 < кн. мсныиую белые (рис. ЗП1 йн ьир.п) троч-в.сть i.imi-. 1,_ вые cvpoHWi: и белые мс-ны1Г.Р' - матовь'-. лветые и ie, г-(рис. ЗГ)
Капроновая швейная нии. выраг-атыьл1-_ся н.< бдс, г ш ' - капрона с кручением nineJI а ши приеме Нитки иып-.екаг-нч в отваренном и крашеном зиле ч также обработанные ip<cH-впожи:.темой пропнгкий перво!" и второю copra
В ракет и о кое мн чес ком моделизме капроновые hht.-ji i 1 мепя-oi -iMccro хлопчатобумажных гам. де нужна болт.а ч Прочносгп. Кроме топ», парашотпые стрелы и ir .ioH.ie't-i .в 11 капроновых виг ж к натертые тальком inoc ’e прпн.i i i- । ' куполу), заряжаются ста гинее к нм злекгр.л-1сетвом o.ii-uiin. ocii' и отталкиааюгея друг от лрхта. что исключает пере-гстываг^1 строп
Стеклянная крученая нить вырабатывается г: йлк'мойоре салнкатго!о ггекла В рпкегго-ко. мическом моте. п.<мс i=' :i"'!,‘
H-2
еТся д->я ИГ.. , стекло! .ллi.i-. JpoCfbiKoii. ДЛИ ' рабшаи» l нЫх перчатках и с коже» с. едчч 1внные [,|,'м 11:1 jjHHOM Я!И!1Ке I; •текляинои неги
>•!. h‘IIIIH HUMU И». IIЯ ». ГК Г
Лр. Hllllbn.l U[‘.V ими нитками pecn.i;:;i турах.
->:>i:.»:Sil IIO-IH Н: обмоГКН ..•lill /KV.IulldX ]t*T м*|!
В случае c<ii:piiKiuiji>neHHS
КД ' \ JI К
и?. । ;и>н.1х н hi
н коробке из . uipp.ipoHiiHiioi о картже: Марка
«Б» - а.|.<)',г:бо: 1)<-и.т1‘.к<ч г п.1Й <••:»<• гак стекла-
«С» — hi npi рыя:1ая илемг гарная игль (е |лклс;;ую1Изя ®*фра означает иомгпа >ы;ып ли;1х:етр з.и-мсн.^pi-.r.'ii niirnj. •юсле таре об < pi;i i.HTCJ- ti .iiihiii. клм г.'експоЛ i перзнчлий) "Г» и 4iic.1l < I-1 г i-1'i первом, bi pi.v и трегьем .-•Kpvqi
’«НИЯХ
Техническая и рмос тонкая нить «лрнмид Т» на шмиамнд-" Основе II; । । ip ivn I м i \ i прп.ме гл./я i.i мо ц. вх аКет и в pu.'.e । и. । пит. в i ерм > i 11 . .-re i .i.x vex i ax I cp .. r. -n-
I 4
iJfi, этих iii.iiji при |«'hi ।
2ько на Л ' I e :ilp:.. ла
^лнРат0Г""’ ' ,iU 1 1 1 !V: 11
ВЫ Ср/Л-. la. ЛИ I >"l
•I I]" .1 >1-1) < . 1e' | n '-I
<il;i lei i-.-i I к'рч.лок i
Ткани
ТкаЛИ •* p.iKi'll i. кп.-'.i; кч-ь:• \i Mr.ч; <\ jqjiHO широко. ():>n i„г. r .a i;ip.:i:nrj-'i.i, x зелей ясно. ы1 " । и i ci :r;ec < i<> .i.kiim i. - ЭТО 0б’ЬН1 1МСГСЧ TCV. ЧТО l IIHILlil lecKHe ^достатки. 1 i и i..:eii:i i.-reiciio cm ipn азов), ho :i:>:i :o'.i <r ri ri-i.i.i _n. iix'.i ы
i* l. IM этих
i массу, a iiaivpa.ii.-.iui тка i-i ii hi i ыпжих npmii (na:i:>i:-jep, шелк), и in i xh.-h't 6i. ii.jiy.o v.hccy
В KOHi I p> aii .1 i xih.ic ie:i rpi ’.ii iMt ich •|-'\inp>»'i. rie Thatn.io вклеивание) кар1 иных II Gx •.i;ia<nt.i\ i:i i;iii i>\ i i;>. i -абп.-p.-.ar<i pjB н Других ir"2.К'и. ребх nil, i.x ini ibiiiK'isi i>ii ipii'iipii 1’ n. главное, живучее-:n. Illi:: uinyr. межлу hapiniiiiwxni e.i.-.H\i:i которого вклеен; \'"П атпбх vs л-гая .кань, n'leji. жннхч и ерх’ <расно Bocnpi i i:xi ie- х дарпые -i ir?v п-i’ lo.:v:i;ieren епиегч ЙДа ТрСХСЛоГП1.:> К I ТрХ К'Г.’Я Ipl’i 32i
***г. 32. К > >ц. i ,. к *ИИые ткгш к. 'вуияга
Из roiiKii'. к;н:р":
ПОЛОТНа illlX TK.III1
*• КОТОрь < С> Ч1НЧ- п Кошт ук.1:1: HI 1<е к:1111
/фпус С rnH|,-J|[i.-||III.IX- Ц-рх
а । к-<1
к, ->.р:.п- р
। е«
1'Л ИВ. Ы1-Н1Н1Г
К И:1!1'1 Ч
и
квают
:|ЙМ' ,h:l ' к' и>| 1:1111 г,т‘-'1
РОсистех! зыр.1 "i.iTM’iriioг пл и. -oxi |Гн>[ 'л-Р*а,|Иех’ к. I.H-.B 111е.!ч:11-|.г ие:;:... ^Т5.154.-> 72.
<> i
перчатках и респираторах. vua>
t-<;iiii u । ii-. i jia.'i.n-1 i.hi ree it
j.lH и: ВОЛ:
на ыо
I Ipocnc-iai>;iH пит ikpe.MCiL'Hiii
EuCJ!» при T-'ILLl'.F.i’ ткани. 7
1.1 и 11 !.1 Г111
Н1:ГГ. in м
„ого V) „оиятия £тек-'10
модели
к>
lit n
правильно выбрать для к н« но ibi лила
‘-Hi-,
кинегр.х к i
VIIII I'
I.IIDII ХПНГОП
। г.-I । l(_.
Пластмассы
Bi ipan .io. (ini!-ia потевшего rait-тая >.«navei-оналаг . и- -рым ра пмитн'м и л ir довашп и .триилн-1 к на il. ..c.v;n Uh-Кое pai lipin*i pai-.ciiai- этих материален в ящ-мыш.? :-л •: -laciHoi iii в Ka-iccrm- констрк кипенных Уйтерпалпь в и гате.с;' иых аппаратах. создал.' предпосылку для ippmc iliith ыаг мас; в конструкции моделей ракет и ракетопланов, не ь..й уже о лепетэу-оших чвкетах аогмцчсеких яи-паратов
Пластмасс» г редела и ля?.* собой материалы :-а ч>.-й выепкомолеку.тяр пах органических соединении, об. а . ц« на oniK’.w.ieinioii cra.ii'P. проапи>дегв<т пласти icckh.mi. • «Ленами и перерабатываемые и изделия методами лла, г i r-CKJf дефлрман in реп’.-илаием I ir.:м. obKoi'I. накс\мг;’м r<r-1
нинием, лип.еч под дан leir.iex >i ;рутнмн методами.
B;oKiuTnci м ком .lout н под шт-х пластмасс ян ляс я .рглнт веское соединение i к-олпмер) называемое также ri-.н уьi.J=i* инцест ном. В подавляющем бо.п шинс'ве случаев в а-r=t iпя зуюц;-,'! о вещества применяя лея искусственные ти.г а ' ди. идущие на изготовление h wtm;-.ci . цодраздсдяц.кп <-
терморсактивные и термолчастичные.
Терморг,TKi ii.iHbiMi нап/г.аклся смолы, кот.-pi.i. аги зн-: НЙПИ1 претерпевают необратим .и? 1зме н но '(Ттвержле к - 'у ре.ходя и i:e:i ia;iKGt‘ и nep.ic;ворпуос состояиие и. Upn> iupcT-при сюм 11:ячн1е.:ы|ук' прочность и твердое л. B;i/Ki:ei'H>|Vl iepsiope;iKT пв.чымн cxiu.iav.ih- гслv-inniiiiiMii п настпми?-г ,!Г1Л наиболее iinipoxie иримерен-и- в технике, являются фс и .i"4 j мл.1ьдс1 идиыг, эпоксидные, ihi.iii «фг.риыс, хп чсвиил С' -р'-’-' легплныс I: полисил.иксановые i Kpi мнийе.рганнческиг ли’ -1 1
ПИЯ)
I i-рмоилзет ичпымп называю емнеритх пк, сноски-гетвеюшей
смолы, нагрев кот' ила стг.чегкох HI.3 свойств м и герналы и прк ;ювто?1."Х' га р
I i!li-
За г пер-11'
Пё-
.Т
яг вызывает -|сспр:1тимых после оХ'.деж 1Г11.ТЯ. сохраняли pa.-ruopi 5 имея. К чижиейнл-.м
Меи. я..- акрилат (оргстекло) i.u.iHcrnpo.i. п »л их то pi*1 -ляэт1 н-i и. .in i ipai:ui'P3Ti ч-u ri-.iiiavi;.\ы и uoii'xp
us
flnaci v.'i . и мпадч cociotiiiixii>k>< из чыс1'Кимо.|1-?.у.-я? lain; иск. i" neaiecipa (ii-uhim-, par и в -лом елхчас иi.iux’epa и i;.-;.« : v. ci и сипла мни (no. hi a.ic'-i. opi-;.|i I Oi-Llh-i н ip-i.iiiB iHHUiicM Гимылнити • '.учагв пластмасс помимо ;;вязс?э1це.гп Beniei rna .'.ходят i;;i;ii.i-
\тыи. вл. стгфпка'и? J. T'.cp.ii'Ti.'в, •-aci.ie.i. r ipjrii -^авляюшп
Наибольшее B.ir.H.iiic in ой тки мех; и и Kin свойств.;! щастмасс иказы-la-o: i .t:H'. i:iirr in. киюрые i.u.ip.i ,к. ч."-ся на ПороШК'-образиыг I iperfii на»: м\к;., мюг’.in квирд. сл х)да. целлюлоза). ho.-uKKlc; ,ц i x.iphki i'i-i. , .1:1'11 и.-к,и- н сикляп-gie волокна; и incTi-ie,ie (бхм!гл х топчлобх м;.^ 1.1Я. eicx-цянная и асбе. - I н я :каН| , др« iceij.iii ни I
Пластп||-1п,.11i.-ры н.<- |Я। tit 1 оиыпепич и-пчпч и i-яблегчепня нерср:|й| и ли п.ыгтм л>. с в и.зделич ) leKiiiupi.ii ила тификаторы. кроме тоги. :;г:-в»,ипи|от vopi.n-i ir-пк.к 1 н умсян шают В0Л011О1 I KUieX'Oi - I -.-I М;ц ( Г-H HHi M С". Ml III б-'|Ь-шинстио i. .ас |д| iihaii рч t \ и -шв и и я. ч. нрвв- л i к изменению свойств I. I 1Ре 1И.О I tlia.IMT ilo-т М\ СТ рс.Х. ЯТС Я IP • ВОЗМОЖНОСИ ICHI.UIII XIII HIX’. . i ll г KI .1. Il- |Чо ЭТО? г. с ,.в ляющей.
В качег.вг .1.laciiiipi-'Kaiop..в r;':iMt-iis:ioT; -.i кмифорл. кис:; -ровое масли, либузплфталат и лретне неиц-г«пл.
В зависим'>сти от характера .-апи.нл-леля г. слоений переработки n.TaCTiPH CKiii- v.;-.i;T,i v i3'. 110 дсдраз.и ли л- да |.-Ле.г. Ю-шне ociiQiiin.il хины с..иис1ье I стмаоы ?е ч Г'фптнки и волокнистые МЛ-ериилЫ. . .ИТьеЗЫ. Ы. ПЛеРоЧ|-Ь.ч- il
листовые ила-. iMa. i ..г t лз.1-1ап-.:дге1 ые ила. i ма. -.л, П.ТО1НОГН- пластических масс колеблется и нирсьих ир« делах в .Чав1к г. м. о 1 и ОТ ига и-. i.in..Hio::in.\ леммнн ншн, их соотношения и ii.xiTi.ii'inii ин lob.iiiinn. ;кг.'.бо.нг легкий пластмассой як. яг.ся Miiuop:i i f. - 0.02 гем’), а с, мин тяжг ой—npeci мйте'лиат 1.1 основе 1Йг11.оД||ф|.-рмалъле1Т1.;||ой смолы «свиниов'.й 1:1 п i з — ID ч‘| 11од<!11.тяв ll e 6 и ни 1 тио властмнсс nvcei 51,-Т1>ткоет1. в пределах ' — 0.9 I,К гчм1.
Механически, гвийгтца : iac -оке в ч ьп- i < и :ii.hii завн СЯт от природы, к ui' i-e-на i -pmг 1 тп 1:1 на:н-.inure.;я H;iii;bi чее высокими значениям И ллыпн* iip",;Bo«'i и нбладак!' г и зстые пластинн. и.ме-imiiii в к.лн.гт-'с nano i-'iiic.iy ctck imiiiimc * асбестовые в лдокпа н.-р ixani. Не;, угря па отчекч- и-ль- о высокие и-.ачекня миделя пор малы ой х ipxi >с п у .лог.стых Ластиков |:ipaмх pi.о п 10 рал mc.iliiji . чем х cia.iu) э н у;1. *₽Иалы об..и,ia.-<)7 ср:|1'311:те.’:,1-.и X'ip.->:neii Содротив.тясмо, ii>in
Jjfrepe \ стоисирог п По е,СЛО|1ЛасТ1!К I прет ц \о 1Я ’°вЫе сплаэы
«на п.пня'1 । -;i.in а
KpilTepi'.e-l
ПиМПППСВЫГ
I
II
Влияние метеорологических условии па механические xapaii герметики конс1рукционн1.1х пластмасс. Пластмассы и ВЫСОКИЙ XI’USI'TTIO'Л СГ.1ЙКОС1 !.1О И KC.luCll'i'lK'jCIblO. !IO ,Ц|. f ладаки скл rruiii-i.i'i к старению под .тсйствкем .= i м: cq етцц условна При п->пы:игН1!и гемгет'атуры характеристики j:-r Г"С1 и резко ’пн-Пткан'.тси в м сильной сеие-Ей ярияялие <я | ~ jV-ii.cIПри i!niiH/Kv:iiu>H TCMacptiTvpi ре.н;и i::i.i;ht or.ni.r^ Чис v.i.i.-i.iemie. i маrc^'iia.i стаи jbhicm xpxbki’m рис Зл г' 15.1
3hcn.i\iitaiiHiHUKje игрипнчеиие для деталей, н31оп»н.тец|<ы\ из 11.1aC1.44cc
~~
Bniiii'.i,ier О С. Si-
1 >!’ С- 3-1 - ' "
О|'..1Н11-ксё1>1- С:еК.:ч 03 Л.!:--»: я кнн-ц. с
Cl. n.li Ti-xcr: ,;и . L’l-.l 1 IXIIIHKeitHII С. Г|3 Ч|,
1 Ие.-.цлпид 130 ।
НиКИ За I e.lcv 114 nOl.lOUUl И, H.Tfjy ejKO vxy.im i4v их фи f^H К кор-6 V:in-.o a i: ’рвения зна.......
йстойкимп лторэтилеч JeCHOC-IOHCT: СЬ1 на основе
Правила I н i
viiiv яц-av си rx i‘noc'6-:1.1.11ИМГ.Hill I lie НЫ.1Ы1!.:С Г .CKIIX СИ:Я"|СТВ
и м se: i:?n-;ij 5;i -иi.hii’k I Bc-
i r.ipM/Kviii'ii ii.-acrva.’Ciiv i являются •u)-;irti’i и др I laii.MVHsiueii ни мстолкоеiь.о i-б..алию! ичиг пластики па oc-iotc ое-иг-тьпых «мл п n.iacr>t'ac-
,‘3 пластмассы. Il.ll i ГсЧЗ. Vi'llblX M(i Ir.LIJU'.l. :H> И ,1 I I. IV.I 11.< ."аборов ДЛЯ склсивалия M.iKvinb раке) >i iniyyiiicK !•..> i. iiiiuac bl, имеющихся a np:;ciaa;i.‘ В данных и мгде..в-Konifi! -ito ,i >..ж-40 быть or' mop-.-iKi a npe.ic jh i-io в судейскую 1МЛ.:е1 ни: Для опенки копи Гн о ia 'binли i hvcvi nrieTeiTii-iiiiocn. за саблю-jeHHe маепп.чйи м ie и m.iii'i ткенй, собранном из фаГрпч-(Ого набора, л ;м.ыл । гре.1С’а:,ат1 данные. подтверждающие. 1Т0 модель. i длани.о-, и i ьабора, сч-ir «леппгт орггиналх и
определенном. член: i а> >с.
Газонаполненные пласымассы (пеноилас1ы). Д >я и •;uv: i.'ici :собый ii-iTcpcc грелсанля «л и.-ткие и.кв гмасек, i япсобные заменить нмт ртнум iij.ii.су Эти i;.-ai.'-vacc’J уже nai’i .n дп-латочпое ра. про: •ратч ге и ч:.ч срукдвях хмлелей ракет Правильна1 Kuici р\ нрпначне vo.iv леи п <n.'in;*v г-\-и.нн кческих зозможп:.)сгее ::.ii>i-ni-i...inciii'bi'. пластмасс иоз'зчтят си-мстью
сказаться -м импортных маicpiia.ii и-
П л п г л |- и 1.11 г v к ii 1 т a v г I ? -1 м е р к и \ и Б ирсл-павляет сиб н-: iv.ccim <mi:;iki :ia ie i:>i'c zio.thciа?с*‘5Э c opru in-:еских1 га и'OLipabHi:: о. ,vm. Nctch-ihii к ,;<ч1с ишю н:>ды. inip’a, щетона. r.rjiivpiiT.i. Pacin.ipMv.cn в бгпллне. hvpi:eiinv. емя iu>; 2ЫХ маслах и дрхти.х |;е<|>тя1:д:х продукт ax. Горит коп.>лм.м Замене*.. 1>аб юам tcvik’.ui п рь ' 'лР С. ОГраба i ь'.мен я на ^ревообр.тба'ывм-'ЛЦ'х и мстилло' брчбпты-м’.юпк.ч с_а1:ка.х: -кленнаетск: vc;-..i' vi o.iii и с -.рсгими м: ivpnj lavii -см.1‘ же 'Леями, чт :i ii-i.iiu про До г-.<• i.ivi i;iopxMii:irnv в иiirr.v-.ixj •^Тоянин (i.h'-л I til
MexiiHiiHeChiH1 свойств;! neH.in.i;<cr.i Г1Г | c 0.2 r cm3
I км:.ii.K-ci IlC-l bjiiHi r.iivicm различной ti.iniHui.11; h нисим-остн ат ?т»<и Cynei меняшся ji предел Jipo4iii,..--;i сжатии Iрис 31). •*
Пен и .. а с т П.ХВ-1 мирки А и Ь пре kovi:ojh;ib«i h.i qthuhc нолнхлпрннннловий смолы . целый алюминий . иргаивчечких :>.i• а л юу i; пневых и : IIИII КОЗ 1.1 X |?>К
ваз натрия), (л иск к дейс вню Вытываег коррозию НсзидиИКтшыл ванных м.11 iiiii'i-.ы\ ci anjn. ненка
А pra;i: ,;|Нс[,6
i ipnr ;:i.< :с удаления из пламени н не загинвае PaGi'i.is neparvya ii() (. OGnaftai кичатся па легиво- и mi- . Грэ-бат ынакицлх мишках, ск’лси.чаеггя методе собой и с .i.v.h мазервиламн геми же клеями, чтг; !i .хлорнияил . 1оа1 ф •" меваглг ь на решм i<i<-t>»'iii i itulm. 17i.
.Мс’хрничи-екии свойства пенни uern IIXB I c (JilO—n Г1 г lm'1
I luii'Ki.iaci riX'B-1 iibinvi кас:ся i i: ч:п ч-п.ю - |)l i).:?3 cmj
Al a ii np a a v. i :i • p ;= м a ? к i. H Ali:Ti.p,; л к : г И ''. :с;’1!Н'!-ф К’мл. 11.дегид;|;;Г' смолы г пар1н>6ризоиа'е.'ем. а а 11 -с йгнсзлщи иыми 1П.тями Хрупкий шикоир-' t up.i.i.i е oi..—иГ ий гиг >сюи.ini.ос। ‘.ю [ |рц сжатии и -1'1 .. >азрукии ня При л{.1Г' С . 6yiлинаёгея, ио не гоги. тоек Н зашивает Дзлус!! мая влажв«ХТ! не боле
Сравним |hi ii.Ki? мех.'ги'ц-скле йЬ1Х пластмасс с ;е. клми
& Is)
’ В завигпмпеги di K*iM'.ii>3'riH'
И ИНЫМИ ТСХИР.1. ГИЧТЧКЯМП КО.ЧХ Пенопласт II1..-! молПН' склеивать красить красками на лн-цдеИТЬ Т'.:.!!.. ...... :
мн красками. Шпатлевка сТСя на топ ж мсгрпе чт
харгки.-ри: i.кп Hi.ni.Hiiin.i на i уральнымл Ma’ipiia. ими
IJICT И' 13ЛЭСТ ГсМ-1 :м.н Гак например. БФ-2. БФ 1. № ,ч*. llvl i ill.lJCI Н.ХВ-l МОЖ::и только клейми БФ 1. и кр.-лан. только масляпы-
д in п<|-:"Плас।I'B-iii .ц-:ллп приме; я-
Фн^нко-мехаинчсскнг характеристики легких материалов
1
Г..-К пр.' :... -i- ’* Л'-чг » ДЯ "ZO'iMncfi.
Нэнм«*-|"ь;-him* ч ip«t« ч ,"f. ГХ.‘|ГШ’ i. >tii »* • |'A
Пробка и --\р .н.п я -o.il 1 Ln .1 4. 3 I1.-V.2
Бальса 1. — н.24 Хрт -Г-1ЛЯ -'1
Певополи.—--‘г л II1 * * о..' ;.)? О.'.4 4 1.225
> 1К 1 Ч.О' л. 5"| го 0Д.Г7 .)!' 1
1 II' J5-; и. 1.91 p.i'?;
> IKf 1 J in 0.1'.. J.:l -1.4r 0.0'j :'.O5
• 11| ,! 0.2 1.П i:.i5
е И'ЛК — — 1
П»ВОПОЛИМ HI. '1-1: рсг..;ч1 |.| ч 1'.Г_ II. l'."-l И. 12. —41, 1 1*4
Пеаоп.тагт ПХВ . 1. Г> :V 0 1 0.7 | -Д1
( » ПХЙ2 •гл тс. ".•j—I 2 H.I.I4J II, ll.-'~
Переплат— Ф<1' •1. !9 l.L'-i IX— 1 I 1 0.2 ns) 1)
» ФК-20 (1,. Ilfl.T U.22 -0. И. I ii.u'‘ H.IC2
Певополиу|11.-*.1н П> и 0.1 -'•2 {1/Л --‘.2 j i'l‘22 i'i.i'i?.
Поропласт ФК-2Г1 ст < .1 1
Пёяоплаг- К Ю l'.2 I', i i.S 3.2 "ЛЬ —11,"2
Минора 11.02 P:. ч.-гч
Сотопласт- iViii ..2 1Д | <1.211 it.24
Певоэпокснты |’.ич о 12 —
техно.шгич-пью Ит .ю-И ~ IM 1р\ ГНС
^°бор\ довано ж.1.1.»: ’’’ется' в спираль г tyrpcHiteMv й^Ыч ж Wypin.ix)
М
I Из всех обработки пепппласта нчиби является резка :ie inrjarr.i ineKip i'iccK-iv л
’ОПласът ни(савлинакн самые p;i.<ni>r.6pa:5iii>ie детали. ^Сле го пчмыи об екателк, к ip.ci-ыг переходники
1е1али вращения [10. с 79—^1|
Способ ivp'.iuHLCK'iii резки iieiit>i:.::u .он <а ^Ьзованпа обыки. .iu-нио- о <лек гропая.п.пика.
медная пропилока i ымс чк. чтобы ее внешний .и р\ гнезда п;:.я н.иик;: Гак ЬЫ1 i-секо. .к. (прямой даб! । «гоирап. 3i:\Tpi‘i
•7 СИ К IU -орого ilex'V lf.< П pilHLH.Ii. Я |Ифиц-.1ре,
cm переходных конусов или обрабатыва [ [а наружные цГ| ности. которые нс являются деталями вращения.
Трубы из пластмасс для корпусов моделей ракет Д.,. из пластмасс различных диаметров производят экстру oivij! 4 изготовления труб в при.шиле могул быть исиол ьзова иы н.л. ‘ ’ мол,] ас ты । некоторые гер.морсак гнвпые композиции гибл р? Наибольшее распространение получило произволе г.ю |Г|._ из полиэтилена ВД и 11Л. винил.час] я, фа и. ти i а, нискольку материалы обладают рядом преимуществ.
Т<i;;;;j ...
Геометрические параметры некоторых стандартных i руб
1 .М iTPpn.i.nj Наружны?- । р />-.г мм Вну per И1.И I ДИ IMl'Tp ,О.рг мм 1 । 1|-ИК" -7пч. IM
I ||>1иэг11.к г ВД 25 20 2.5
Ио.тэгиаип НД 25 20
Витни.;;ici 63 50
V 166 150 к
15—10
При обработке стантартной трубы необходимо нос]тнлц. с обоих концов заглушки с центра.ншыми отверстиями. что позволит обработать трубу в центрах юкарною станка. Прт. обработке корпуса для модели-копии рскомепду г т > я зтедго изготовлять (оставлять) имитаторы кольцевых сварных :ы-.т пли другие наружные детали. Внутреннюю новерхносiк обрабатывать сложнее, поэтому целесообразно трубу подбирать тс виутреппему диаметру. Пластмассовые трубы lie годятся для э: среда парашюта или крыла пороховыми газами в <мч:-ь:и сварка парашюта с корпусом). Лучше всего отстрел пр-изволют с помощью резинового жгута или пружины, скоростным тором и т. д.
Механическая обработка пластмасс. Для сверления iu пользуют вертикально-сверлильные станки и сверла с ib i’KC. -' ко пион геометрией. чем для металлов (гибл. 20). Ирг озе? лепип термопластов сгандартнымн сверлами (с татошоь ъ,г металла) наблюдается «затягивание» их в материал и .нв-.ы ние. Этот недостаток можно устранить заточкой н<-Т
При обработке отверстий необходимо применяй- cbd'-у несколько большего (на 0.04 0 1 мм) диаметра, чем иы'11'1 отверстия. Это позволит получать отверстия с учетом огк1'-пений в результате упругий деформации материала, а гаь^1 усадочных и релаксационных явлений! в ним при повыше темпера г\ры за счет трения. Отверстия глубиной более 10 рекомендуется сверлить в два приема (сначала свсрлоМ- -11“ метр которого в два раза меньше нужного)
Таблица 20
Характеристики спиральных сверл и режимы сверления пластмасс
Г*'"'*' ХаракгсрнстН! <и сверла Режим . перлон ня
.Материал материал •й ИМ Г' -И н tA C(U‘P я. ПОД | Ч<1. скорость
инс I р умо-г । а 'i ж 72 Vi; d ми ног L’CJ.I 11ДН1 J4MI ГН и рад мм об резиния. М ЧИ’1
— У.
Винипласт Органическсе стекло (поли мети л мег а к г и -лат) ретин акс PI8, У10А 70 15 17 4—8 0.2 - -0.4 30—50
Р9. Р18 70 10—15 4—8 0,06—0,12 40 60
Р9, PI8 65 90 15 17 10 11 0.10—0,15 30-35
Текстолит Стеклотекстолит । i 10А и др. Р9, Р18 65—90 50—60 15 17 15—17 10 1-1 10 .14 0.1 -0,4 0.05—0,1 35—100. 100—120!
Рис. 25.
о я ал я с в< сверленим сверлами hi ’'Гссс.мап [и
Токарная обработка пластмассовых деталей производится специально заточенными резка ми на обычном токарном оборудовании, применяемом для металлов {табл. 21). Для точения термопластов применяются резни из инструментальной Углеродистой и быстрорежущей стали. Геометрия резца: не Рсдний угол 15—20°. задний угол — до 20°, угол в плане 45°, угол наклона главной режущей кромки —0°.
При токарной обработке термореактивных пластмасс используются резцы из быстрорежущей стали и с пластинками ?3о твердого сплава. Геометрия резка: передний угол:— 10 задний угол —10 20°. угол в плане — 45°. угол наклона Главной режущей кромки — 0 е.
Режимы резания для разных марок пластмасс существен отличаются
123
Tii'/Aima 2j
Режимы резания пластмасс при токарной обработке
Материал Глубиия резания, мм Г1 сдаче. ММ 116 СкороГЬ ре., апия. м мин ..?"7ОТй в l6OThj,
Орган и ч ее ко е сто к л о, полистирол 0,5—1,5 0,02 0,1 100—200 1 ~. ' и,/.
Вини пласт. пол и а м иды, полиэтилен 0,5- 3 0,1 —0,2 200—500 l.j- Г - 1
Детали из пресс порошков (аминопласты, фенопласты) 0,5—1,5 0.05- -0,25 500- 600 «‘Vi, _д|
ВолокиИТ 1.0-2,5 0,05—0,1 400 -600 | j -
Текстолит 0,5— 1,0 0,05- -0.2 150 -300 КЛII 1 5
Небольшие внутренние и наружные резьбы нарезают стандартными плашками и метчиками со смазкой маслом или мыльным раствором У метчиков должен быть предельный угол
отрицательным (от 5 до 10е), а канавки с целью повышения срока службы инструмента должны полироваться и хромироваться. Нарезание резьбы в деталях из слоистых пластмасс параллельно слоям наполнителя производить не следует м избежание расслаивания пластмасс. В деталях из полиэтилена и других эластичных пластмасс резьбу лучше нарезать резном-так как при нарезании резьбы метчиком и плашками возм.окпо искажение размеров.
Особенность механической обработки пластмасс. Механическая обработка пластмасс характеризуется образованием »1 развитием микротрещин в полимерной основе перед рабочен кромкой режущего инструмента и развитием этой трещины в нужном направлении для формирования стружки (рис ЗЬ»
Однако наряду с главной доминирующей трещиной в п1;1' стмассе образуется целая сетка мелких трещин, идущих в материала и являющихся дефектом обработанной поверхности Поверхностная сетка микротрещин снижает механически прочность пластмассовой детали, особенно резьбы
124
у деталей из хрупких пластмасс при «закусывании» одного цтка малейший перекос сочленяемых деталей вызовет разрушение (выкрашивание) этого витка. Для удобства сборки езьбового соединения следует предусмотреть предрезьбовую цапфУ- Наличие цапфы обеспечивает соосность соединяемых еТадей уже в самом начале, и благодаря этому предогзращает-я выкрашивание заходпых витков резьбы. Вместо центрирующей цапфы можно предусмотреть центрирующий поясок на детали с внутренней резьбой.
Чтобы локализовать вредное влияние мнкротрешип. поверхности, полученные методом механической обработки — резанием, покрывают защитным слоем полимера толщиной 0.005 0015 мм (эпоксидной, фенолоформальдегндной или полиамидной смолы).
к другим способам локализации поверхностных трещин относятся доводочные и отделочные' операции: шлифование, шабрение, полирование. Шлифование и полирование производятся на станках с вращающимися вертикальными и горизонтальными кругами или на ленточных станках. Для шлифования используются наждачные, полотна, войлочные и тряпичные (шерстяные) шайбы. У тельное давление прижима детали к кругу или полотну должно быть 0,05 0.15 МН/м2, подача 1,5 м/мин.
С целью придания блеска после шлифования поверхности полируют. Для этого используют круги толщиной 40 мм и диаметром 60- -250 мм. собранные из слоев ткани и зажатые между металлическими шайбами. Полировальные круги должны иметь окружную скорость 15—35 м/мин (т е. 1000— 2000 об/мин). Полирование обычно ведут в две стадии: вначале на кругах с нанесением на них паст (ВНАМ-2, ГОИ, смесь окиси хрома с парафином или стеарином и др.) а затем на сухих хлопчатобумажных кручах при незначительном прижиме.
Шабрепие осуществляют с помощью Для наиболее точной доводки Юкрывают тонким слоем краски ?бских поверхностей.
Пластмассовые пленки. Промышленность выпускает плен-методом экструзии из полистирола, полиэтилена, пропиона, полиэтилеитерефталата и полиамидов (табл. 22). Тол-пленок разнообразная — от 300 до 5 мкм (0,3—0,005 мм).
В ракетно-космическом моделизме получили распространив металлизированные (с напылением алюминия) тонкие /Онки толщиной 5 12 мкм Они применяются для парашю-Ов- мембранных крыльев, стриммеров и для наружной отделки Опусов моделей ракет (па моделях-копиях для имитации еталда) Металлизация можем быть как односторонняя, так двусторонняя.
ручных инструментов, поверхность перед шабрением как при шабрении мсгалли-
125
Филино механические характеристики пластмасс rt пленках
Н III III.', м.|рк,> 11 р'1Чн । 'ii. и .i pa <pi.i I. -Р1Л]1 мн м- Ofi ,-ц .. .ь \ Д.”а И г 11 II 1
11о.ТИЭ1 плен В,Ч 13 30(1- .Ц||.
П;>.:и JOl.le 1 1 Ц 2п зое l-ivi
Пе. in । рои и ii к 33 ЗОН Юн
1 1(|.-|ЦВП.1П.1Х.1ор][Д !п 13'Т
Нолиамид [ IK 1. полиамид ИКРТ-3 10 50 юн Ни1
1 loanплел leptin a. ia i 1511 5о
В зависимости от техно,ioi ическнх во еможкосюй л .я г,;1. дппеиия ми । аллпзпроваиноп пи. по i и чин ! срсфтал атиои п.ц h ПЭТФ-ОА/ДА можно нотьзоватвся клеями 88 НН и С.В.] или сваркой с лептой PC (рис. 37).
Luu.l Hlieii iic I I.li-п I.,.
0 <.1 'i i' . л 3. T । К' J 'I di <
. — «..•-’dlilll IllOb l Cr-.LCil Л Hi Ji ... . I.............
hi му j !<• in и i<ii ; о — к. i.-ci..-,i .и и- ic-S i i I ]।\ 11ч-1ii; и ch i il<~ 11 и ; > , ,< ( i i
। iii ijrt i.ii.-iKH .пнищ 1ч ,.<•1 :';j
’ I I -J I . - I < . CKwpi । In ,Ui|i In, ;| , ।I.
* 'I M ; .' Ihl.JilL, J IH-.,I l.l_l' I i'-
ll 11 1 1'! OX । .int. |‘i
- - i 111 >. i. :
Слоистые пластмассы. В ракетно-космическом моделизме стаби шзаторы, ншаш о\ты. лонжероны, элеме;иы мсхачьм-ь н. капели электро- и радпобортовых систем и другие .тетт^-несущие значнтельные нагрузки, могут изготавливаться и’ стовых слоистых пластмасс
Т е к с 1 о л м г и о д е л о ч и ы й |таб.т. 23) состоит | 3 х. ПИ1ЧЗтобумажиой ткани нроии i тиной искусственными ф-|П’ лоформа тъдегидными смолами. Выпускается в вию толщиной 0,5 мм. Подвергается всем видам мех а и л чет к- *• обработки, склеивается междх собой и с тругимЛ мл ери-q,:’ ми, имеет плотность о = 1,3 1.4 г/см3.
Г е т и н а к с л и с т о в о й состоит из бумаги су.ткфлП пролит аплой фенолоформ альдегид поп смолой. Подвср’ -н’'1'" всем видам механической обработки. Рекомендуются болы-11'1 скорости резаиня и малые иодачн. П1лиюустся. ко н-р:1’'/ склеивается, имеет плотность у = 1.3- 1.1 г/см3 11рсим’'д'\ ственно применяется как пизкочастотиый диэлектрик, как кь‘"
^рукгивиый ма|еРпа;! редко. При нагрузке на скалывание вдоль слоев хрупок, предел прочности ов = ^0 МН/м2.
Механические свойства текстолита
'Габ.ища 2.3
Марки материалов Предел прочное; и на разрыв 7В. МН м“ Предел прочности на ил и б изг- мн Модуль ЮН! d Л. МН и Ударная Вязкое гь а. кН м № .Модул ь второго рода а. мн №
***' птк 100 160 10000 35 2500
пт 85 145 9500 35 2500
ПТ-1 65 120 6500 25 —
Стекло- п а с. б о т с к с т о л и т ы. Для деталей отсека микро-РДТТ или пиросистемы, работающих при повышенных темпера гурах, применяются стекло- и асботекстолиты (табл. 24). Они подвергаются всем видам механической обработки при режимах, близких к режимам обработки металлов. 11ри этом необходимо предусмотреть мощную вентиляцию и другие меры для удаления видной пыли. Коптакг со стеклогекс!опитом СК-9Ф вызывает коррозию незащищенных алюминиевых и оксидированных магниевых сплавов
Таблица 24
Физико-механические характеристики стекло- и асботекстолитов
«Марки зи i t чиал.ж 1 [ЛмТНОСТь ! С.Ма . [редел прочности 43 МН v Удельная прочность ’В-л Мнн ималь-н«я толщина ЛИСП-мм Предельная крайкопре мен пая рабочая температура 1.
Стеклотекстолит КАСТ 1.6 л,8 270 150 168 0,5 150
Стеклотекс соли г КАСТ-В 1.85 270 146 0,5 150
Стеклите кетолит ВФТ-С 1,55—1,75 400 228—256 300
СтекЛотекстолит СК-9Ф 1.65—1.8 370 205—224 800
Асботекстолит А и Б 1,6- 1,8 65—120 36—76 Плиты 900 i
Стеклотекстолит КАСТ представляет собой стеклянную ткаш> АСТТ и фснолоформа чьдегидпо поливпнилбутиралвную сМоду БФ; КАСТ-В — стеклоткань марки Т или АСТТ n-Cj и связующее ВФБ-1; ВФТ-С— стеклоткань АС ГТ п-С2 И связующее ВФТ; СК-9Ф — стсклОткапь марок АСТТ п-С2, Ч и фенольнокремпий органическое связующее 9Ф; асботек-Столит — асбестовая гкапь марки 35Д и федолоформальдегид-
127
ная смола на оари гопом катализаторе резольного типа. Ст<>к лотекстолит КАСТ-В выпускается листами толщиной от д7 до 5 мм.
Стеклопластик АГ 4В (табл 25) состоит из пропитанное модифицированной фено.гоформальдегидной смолой резолы^ типа и спутанного стекловолокна бесщелочного состава.
7 ао.ищи J5
Физико-механические свойства стеклопластиков
Мирки материалов Плотность р. г ом* Предел срочности jg, МН м1 Удельная ороч ПОСТ» р Удврнля 1!ЯЗН0{ J и. кН м м*
А Г-4 В АГ-4С ~-J -4 1 L L ОС ОС 1 80 200 44—47 111 -1J7 . _____ 25 100
Стеклопластик Al 1С состоит из пропитанного модифицированной фенолоформальдегндной смолой резольного типа ленты, изготовленной из однонаправленного стеклянного волокна. Детали изготавливаются в прессформах при температуре 145—165 С и давлении 3000 7000 МН/м2 Время выдержки при прессовании 1 —1,5 мин на 1 мм толщины детали. Материал допускает воздействие температуры 250° С до 5 ч и 2000е С до 15 с тля деталей разового применения (сои.та мпкро-РДТТ).
Композиционные материалы (армированные) применялись еще в древнем Египте. Современные армированные пластмассы ведут свое начало от материалов па основе неорганических волокон, нашедших применение в конце второй мировой войны. Они применялись как радиопрозрачные обтекатели га антенна\ локаторов,
Если по удельной прочности стеклопластики превосходят металлы, то по удельной жесткости они равнозначны. Прее-лемму жесткости призваны решить композиционные материалы типа углеродопластиков, боропластиков и г. д Удельная прочность волокон, изготовленных из этих материалов, растет в г1!' периодической зависимости с \ мспьшение.м диаметра волоко
Полиакрилаты и полиметакрилаты (органическое стел--0) являются высокомолеку 1ярными карбонеппымп полимерам’’' получаемыми полимеризацией акриловой или мет акрпл,)1}С:’ кислоты и их производных (эфиров, амидов, нитрилов).
Акриловые полимеры обладают рядом ценных технически4 свойств: оптической прозрачностью и бесцветностью (по.ти<1Ь рилаты большинства марок), высокими физико-механически41^ свойствами, атмосферо- и светостойкостью, водо-, бензо-маслоустойчивостыо, устойчивостью к грибкам и плесени, |К токсичностью, легкостью переработки разными способами. poiueii окрашиваемостью, блеском, возможностью повт'>‘>н<” использования, высокой стабильностью размеров
128
Их недостатки, относительно низкая теплостойкость большинства марок, невысокая твердость, склонность к поверхностному растрескиванию под действием напряжений и агрессивных сред, нестойкость к ряду органических растворителей йорганических кислот.
Акриловые полимеры растворяются в муравьиной и уксусной кислотах, .метиловом эфире, дихлорэтане и метакриловой кислоте.
По своему фазовому состоянию при комнатной температуре эти полимеры являются аморфными.
Термопластичность полиметил метакрилата позволяет получать из него детали методом горячего формования, прессования или горячей штамповки. Этот пластик хорошо обрабатывается резанием, применяется для тех же деталей, которые изготовляются из винипласта и полистирола. Кроме того, из акрилатов делают фонари кабин на копиях ракетопланов и приборные отсеки для моделей ракет.
Изготовление приборных отсеков из прозрачных пластиков целесообразно в том случае, если это облегчает взведение механизма, постановку чеки, а также упрощает осуществление судейского контроля. Например, при прозрачном отсеке с грузами ФАИ модель нс надо «открывать» перед стартом и после полета контроль наличия груза может быть осуществлен через прозрачный корпус.
Технологический процесс формовки деталей из органического стекла в основном сходен с технологическим процессом формовки деталей из винипласта (рис. 38) Однако имеются н отличия как в самом процессе, так и в подготовке к нему, наиболее существенными из которых являются следующие:
1. При раскрое заготовок защитную бумагу с листов органического стекла не снимают.
2. Столы тля раскроя заготовок из органического стекла Должны быть покрыты резиной или байкой.
3. Термошкаф нагревается до температуры 150 180° С.
4. Перед подвеской в термошкаф заготовку очищают от бумаги и клея, вымыв в теплой воде (40—50е С) с мылом.
5. Нагревают заготовку из органического стекла до следующих температур (показания ио потенциометру ЭПВ-11А):
Марка органического стекла Температура нагрева t, “С
СОЛ 120 — 125
СТ-1 130-135
' 2—55 150 155
€т°технич еское СНПТ 120 — 130
и пуансон нагревают до температуры 110
!20°с 1
Отформованную заготовку охлаждают ю температуры "40° С на воздухе (лучше в потоке воздуха).
«252
129
Гис
I .IIICI 'I I
J — lld|'» ' П '.lOTIIu. .• нуЙН1 111 , М|ЦЛ1<М. I Л ул I' Ж I' I
к
| рхп.. ; |н|._ |<пй г.;-и,’* *и чин 'К-Й и
J | ь < V В1.1МЫ1Н Чнику, в у.1П.*Н1. Н Tf?M'
Iiaip. ц, | - f МН 11Алф JU .I*1' V. О пометить И Г^рмии.к ».|> мл | • . I . I и I I И . v 1 . а: м I 11 И IIII I- " 1 '
iimv. iri'. н I'ins.i»j' • •• и1'’1»ьи iiu nt'Ti .л nH'i'v ii -in •
I, и 111 n •<< i. у iii Hsmh 'H. । i/; фор Mi >h .пь и uwjrp*iiii1 'И миг. ' t
11 У I . I . : >[• > j '.11 4.1 .1 . I .1.11. Ill 11III 1.г. I I 11 | ч Л1 .1'1. I . I ' " !
Ha 111- I|'lfr'-I 'line. M ............... 1.Г l.-.i Mr, ||. H'lRl PMI’CU, "
rciTOMl’fl 1ГТДЛН _
[30
Пр«П)( фИЫН ОТССК МОЖС1 МЫТЬ О1 фор М< >ваИ ИЗ ДВУХ 110.10-рцнок. которые потом между собой соединяются.
Для сварки растворителем (склейки) иоли.метилметакри-да?а (органического стекла) можно применять в качестве астворитсля хлороформ, метиленхлорид. щхлорэтан, метил-Зтилкетои. ацетон, толуол, диокс.аи, этилацетат, бутнлацетат. рдяную уксусную кислоту, муравьиную кислоту и хлоргпд-цн. Для регулирования скорости размягчения полимера и предупреждения испарения растворителя с поверхности во время набухания применяют смеси растворителей. При работе с. раст-зорителями. имеющими низкую температуру кипения, необходимо в помещении, где износят растворитель, поддерживать
минимальную температуру.
Обычно для сварки полимстилметакрилата применяют щхлорэтан или уксусную кислоту. Растворитель рекомендуйся наносить иа свариваемые поверхности мягкой кистью. Поверхности, которые не подлежат соединению, защищают от действия паров растворителя бумагой, липкой лептой или за-дитной пленкой. Продолжительность открытой выдержки (период времени от папессипя растворителя до сборки свари-аемых деталей) должна составлять не более 2 мин.
Подготовка сопрягаемых поверхностей к сварке деталей фганического стекла метакриловым растворителем выполняет-Я в следующем порядке:
тщательно подогнать сопрягаемые поверхности деталей; .ели сопрягаемые поверхности представляют исходную поверхность или грубо обработаны, то необходимо их зачистить шлифовальной шкуркой;
обезжирить сопрягаемые поверхности тампоном из хлопча-обумажной бязи, смоченным в бензине;
выдержать обезжиренные поверхности в течение 15—20 мин ри комнатной температуре;
нанести на сопрягаемые поверхности кистью равномерный Юй метакрилового растворителя;
выдержать в течение 1 2 мни при комнатной темпера гуре;
соединить сопрягаемые поверхности с одновременным выяснением пузырьков воздуха из свариваемого шва;
поместить свариваемые детали в приспособление, обеспе-^Вающее давление 0.1—0,2 МН/м2. При запрессовке иеоб.хо чМо применять прокладки из плотной бумаги или кальки, па ^торые помещают другие прокладки из резины толщиной ^4 мм;
выдержать свариваемые детали иод давлением в течение "6 ч при комнатной температуре;
снять давление со сварного соединения;
соединенные детали могут механически обрабатываться еРанее чем через 18 ч пос.те распрессовки i
131
При изготовлении приборного отсека сварку целесообрд3н производите, па ни шндрической оправке, покрытой слоем качки. После установки свариваемых деталей их необходн^' обернуть с юем кальки и стянуть резиновым бинтом. Снят резиновый бинт можно через 4 ч при использовании дих.-^ этана и через 8 ч при использовании уксусной кислоты. ннческая обработка может быть проведена не ранее чем чепе-. 24 ч после снятия бинта. Выдержка собранных деталей момента запрессовки не должна превышать 15 мин. Сложен ные детали выдерживают под давлением 0.2—0.5 МН/м2 Ир(1 температуре нс ниже 15е С. время выдержки такое же. как цр;) использовании резинового бинта. Механическая обработка [; эксплуатация соединенных сваркой деталей и изделий скается не раньше чем через 24 ч после распрессовки
Для соединения поверхностей сложной конфигурации при. меняют сварку растворителем с присадочным материалом, представляющим собой тот же полимер. Введение пол и метил, метакрилата в дихлорэтан в количестве 2—5% повышает вязкость последнего, снижает скорость его испарения и ускоряет процесс соединения. Аналогичными способами производят сварку органического стекла с помощью других растворителей
11 р и г о т о в л е. н и е мета к р и л о в о г о р а с т в о р и т е-л я. Применение и хранение метакрилового растворителя па основе дихлорэтана в помещении, где находятся дети, запрещается.
При применении метакрилового растворителя на основе дихлорэтана все работы по его приготовлению и соединению деталей следует выполнять на рабочем месте, оборудованном местной вытяжной вентиляцией, в резиновых перчатках.
Приготовление и хранение метакрилового растворителя i-Д основе дихлорэтана производится в стеклянной посуде с притертой пробкой. Метакриловый растворитель представляет собой рас (вор органического стекла (метакрилата) в дихлорэтане в следующем соотношении: дихлорэтан — 98—98,5 г; органическое стекло (стружка) 1,5- 2 г. Приготовлять растворитель следует в такой последовательности:
мелко настрогать органическое стекло, взвесить его стружку,
налить дихлорэтан в посуду со стружкой из органически стекла.
перемешивать раствор в течение 25—30 мин,
выдержать раствор в течение 1—2 суток, периодичен встряхивая до полного растворения стружки. х ,
Растворитель должен представлять собой однородную цветную прозрачную жидкость без посторонних примесей. ‘1<-1 ко наносимую на детали кистью.
Срок хранения до 3 месяцев. ifC
Технологический процесс приготовления мстакрн^80 , „ ..г. бо.'к
растворителя на основе уксусной кислоты аналогичен, ио с
132
безопасен и потому им можно пользоваться при выполнении работы с участием детей,
С к .1 с и в а и и е о р г а н и ч с с к о г о стек л а. Не всегда удается достать дихлорэтан, которым обычно сваривают органическое стекло. Заменителем с успехом может служить клей для кожи, который имеется почти в каждом магазине хозяйственных товаров. Процесс склеивания очень прост: склеиваемые поверхности густо смазывают клеем и просушивают при температуре 30 35° С в течение 15 мин.
Окраска органического с i е к л а. Очень часто надо окрасить изделия из органического стекла в белый цвет (корпуса моделей-копий и т. д.)_ Дтя этою надо погрузить окрашиваемую деталь в концентрированную серную кислота на 1 — Ю мин После обработки в кислоте деталь тщательно промывают в проточной воде и сушат
При выдерживании в кислоте в течение 1—3 мин оргаии ческое стекло не потеряет глянца на поверхности и будет иметь молочный цвет, если же травить его дольше, то поверхность будет белой и слегка матовой. С увеличением времени пребывания органического стекла в кислоте белый слой становится толще. Если он получился недостаточно глубоким, то процесс можно повторить.
Промывать деталь следует осторожно, так как полученный слой мягок и его можно легко повредить Следует отметить, что прн глубокой обработке механическая прочность обработанной поверхности несколько меньше, чем у органическою стекла
Те места детали, которые необходимо оставить прозрачными, покрывают гонким слоем воска. После промывки н просушки воск удаляют.
Если время травления довести до 20—30 мин. то после высыхания поверхность принимает такой вид. как будто она покрыта лаком «муар». Для окраски органического стекла в любой другой цвет надо растворить анилиновый краситель Желаемого оттенка в ацетоне, протравить органическое стекло в кислоте в течение I 3 мин промыть, высушить, а затем Погрузить в приготовленный раствор красителя. Так можно Имитировать анодированную поверхность титановых сплавов КК «Джемпнаи» и т. д
При работе с кислотой надо быть осторожным. Если кислота попадет на руки, то их надо хорошо вымыть.
Эластомеры
Эластомеры — это натуральные и синтетические резины. ^Ни до некоторой степени напоминают полимеры, так как их Секулы образуют длинные цепи Но эти цепи не очень плотно
133
прилегают одна к другой, поэтому могу] складываться и ваться. Огромные механические удлинения резины оиределя. ются распутыванием этих цепочек.
У резины модуль упругости очень мал. потому что резщ:а состоит из длинных гибких молекулярных цепочек, которые в нснагружеино.м материале изгибаются, свиваются, сплетаются. Когда резину растягивают, изогнутые цепочки распрям-л я юте я.
Резиной называют смесь каучука с равномерно раеиэе. Деленными в ней составными частями (ингредиентами), ио.;, верпнуюея процессу вулканизации или термополимеризашт Благодаря высокой эластичности, вибростойкости при относительно высокой механической прочности и водостойкости резана является важным конструкционным и технологическим материалом.
В состав резиновой смеси входят каучук, вулканизирующие агенты, ускорители вулканизации, активаторы ускорителей, наполни гели, иротивостарители, пластификаторы, красители. Состав резиновой смеси и степень вулканизации в значительной степени определяют свойства резины. Каучук служит основой каждой резиновой смеси, причем содержание каучука в смеси колеблется от 5 до 95%. Различают натуральный и синтетический каучуки.
Натура л ь и ы й к а у ч у к (Н К) является продуктом каучуконосных растений (гевеи, кок-сагыза, тау-сагыза и др.). Из каучуконосов натуральный каучук выделяется путем химико-механической обработки млечного сока, представляющего собой водную дисперсию каучука (латекс) Установлена родственность каучука углеводороду типа C5IU. называемого изопреном.
На основании этого натуральный каучук рассматривается как высокомолекулярный непредельный углеводород состава {C5Hfi)M с длинной нитевидной молекулой. Благодаря наличию двойных связей в структурной формуле каучук способен к химическим реакциям (в том числе н к вулканизации); в воде нерастворим, но хорошо растворяется в органических растворителях и маслах.
Синтетический каучук (СК)—под этим названием объединяют группу синтетических продуктов, приближающие^ к натуральному каучуку по своим физико-механическим свойствам (эластичность, сопротивление разрыву и г. i) 11о ел мическому составу и строению синтетические каучуки отличаются друг от друга и от натурального каучука. Синтетические каучуки (СК) получаются путем полимеризации бутадиена н ею производных - изопрена, хлоропрена или смеси его со стиролом, изобутиленом, нитрилом акриловой кислоты. Основным видом синтетического каучука является патрийбутадпеп0' ный или натрийдивипиловый каучук марки С]\Б, производи411 1
134
в СССР но способу С. В. Лебедева. Бутадиен (дивинил) С4Н6 Представляет собой бесцветный газ. получаемый обычно нз эти-дового спирта в результате реакции при температуре -100 460°С в присутствии катализатора
Резина в ракетно-космическом .моделизме. При изготовлении молелен резина применяется и как конструкционный, и как технологический материал. Для технологических нужд применяют резиновые бин гы. которыми обматывают изготавливаемые элементы корпусов (цилиндры и конусы). Такая технология позволяет полечить бумажные корпуса достаточно высокого качества Сырой корпус, который находится на оправке, удобнее резиновым бинтом обматывать вдвоем.
На моде т .х резину используют в качестве источника энергии для раскрытия элементов механизации модели. Такие резиновые жпты работают только на растяжение. Для этого наиболее подходиi авиарезина, которая в авиамоделизме идет на рези но моторы.
В некоторых случаях (например, по соображениям техники безопасности или загрузки) целесообразно изготавливать из резины головные обтекатели. Их получают механической обработкой из куска резины па токарном станке или литьем с последующей вулканизацией. Оба способа применяют в авиамоделизме для изготовления баллонов шасси.
Основой для изготовления головных обтеки гелей могут быть шланги из вакуумной резины с большой толщиной стенок, Центральное отверстие шланга заклеивают резиновым шпуром. Применение головных обтекателей из резины облегчает центровку модели, так как ее можно подбирать по плотности, которая зависит от каучука, вводимого в резину (1абл. 26).
Таблица 26
Свойства резины на основе разных каучуков
Название внучу ка, вводимо! <i в резину । 11 Могнпс । ъ 1 кнучукг: р. г .'СМ3 11 релел прочности :В' Mll.x' Относи I ильное удлинение f, 0- Оститом Ное удлинение з. % Весовое и я бух ан не, %
бензин МаСЛО пода
Натуральный Натрийбуталие- 1 0,91 25 800 20 120 40 5
Новый Полихлорои ре- 0.90 450 40 180 60 8
новый 1.25 24,5 700 10 40 — —
Тиокол ь ный Бутадиене!и- 1,34 5 200 35 0,9 0 0
Ррльный Бутадиен нит- 0.91 25 650 25 110 40 3
РИльный Бутилкаучук 1'ремнийор! а- 0,96 13 400 15 5 10 1
0.91 21 800 30 — —
ии чес кий 2.13 4 200 — — —
135
Одним из наиболее важных свойств резины является ynpv. гость (эластичность). Резина способна подвергаться значц. тельным и многократным деформациям растяжения-сжатия При растяжении резины происходит значительное увеличение ее длины и одновременно уменьшение поперечного сечения Характер кривой растяжения зависит от типа каучука, степени вулканизации, окружающей температуры, количества и типа составных частей резиновой смеси.
Технология изготовления резиновых изделий основывается на способности резиновой смеси формоваться, склеиваться и растворяться.
Технологический процесс изготовления резиновых изделий включает следующие основные операции: приготовление резиновых смесей (подготовка каучука и составных частей, пластификация каучука, смешивание его с. составными частями); формование смесей; раскрой и сборку резиновых изделий; ву.ъ
канизани ю.
В качестве растворителей каучуков и резин применяют бензин, керосин, скипидар, бензол, толуол, четыреххлористый
углерод, сероуглерод и минеральные масла.
11од влиянием окружающей температуры резина изменяет своп свойства. С повышением температуры эластичность резины подрастает, хотя прочность значительно падает. При охлаждении резина теряет эластичность и становится твердой и хрупкой, причем после отогревания ее свойства полностью восста
навливаются.
Поэтому если полеты моделей ракет проходят зимой при минусовой температуре, то лучше резиновые источники энергии заменить пружинами, пружинными элементами или резиновыми жгутами. Все эти устройства должны быть легкосъемными для их периодической замены.
С течением времени резина значительно изменяет свои физико-механические свойства. Такое изменение свойств полу
чило название старения резины.
Явление старения резины вызывается взаимодействием каучука с кислородом воздуха, усиливающимся при повышении температуры и воздействии ультрафиолетовых лучей. У резин па основе натурального каучука в процессе старения поверхность становится твердой и хрупкой, покрываясь сеткой мелких трещин. Эластичность их теряется незначительно, по потеря прочности очень велика. В резинах на основе синтетических каучуков при старении происходит резкое ухудшение эластич-
пости при малом изменении прочности.
Процесс старения каучука усиливается при наличии солф” , железо), которые. актю Дефор м а ни я кауч укз у сл о в и я х многократной ПрОИС-ХО'
некоторых металлов (мель, марганец вируя кислород, ускоряют окисление.
также ускоряет старение, причем в деформации кроме химического старения каучука
I Зб
дИТ и механическое разрушение вследствие усталости кау-цука.^
Характер механических свойств резин на основе различных каучуков при старении (рис. 39) свидетельствует о том, qTO синтетические каучуки значительно менее склонны к старению, чем натуральные.
Ра. 11 < мснгюн \:с.':анич.ч‘О‘>. .о.?:"-’ * ' и к ”р;> .ттч,-
нич О;мрев 1004 л с- 1ст . н е н
Нвтур . , , 'г
(СКСз । 4
Повышенные температуры вызывают так называемое тепловое старение резины, которое усиливает процесс окисления каучука под влиянием нагревания. Скорость окисления каучука увеличивается в 2,5 раза прн повышении температуры на каждые 10° С. Однако для интенсивного протекания процессов теплового старения необходимо продолжительное воздействие высоких температур на резину.
При световом старении прочность резины снижается, поверхность становится более твердой и блестящей, в то время Как структура и свойства внутренних слоев резины мало изменяются. Если резина находится в деформированном состоянии, то процесс светового старения значительно усиливается. Особенно сильно в этом случае действует атмосферный озон, который в нижних слоях атмосферы постоянно содержится в концентрации 2ч-4-10-6%. Вследствие воздействия озона на резине, находящейся в напряженном состоянии, образуются трещины, расположенные перпендикулярно направлению растяжения.
Важное значение в борьбе со старением играет соблюдение Определенных условий при хранении и эксплуатации резиновых Изделий. Наиболее стойкими к действию солнечных лучей являются резины на основе хлоропренового каучука.
Поэтому при хранении и эксплуатации резиновых деталей (особенно жгутов для срабатывания механизации) необходимо
13Z
нс оставлять их иод напряжением (растянутыми), храпит?, р темном месте (деревянная и картонная закрывающаяся кирор/ ка), не перегревать и не переохлаждать. Механические харак-герпстикн будут дольше оставаться постоянными, если жгуты источников энергии, находящихся в растянутом состоянии, г,у. дуг смазаны касторовым маслом или рыбьим жиром.
Вулканизация является завершающим этапом технолог нчг-ского процесса превращения каучука в резину. Вулканизация повышает прочность, твердость, эластичность, диэлектрические свойства, сопротивление износу и стойкость резины к темпер;;, турпым изменениям. Однако при низких температурах ( —35еС и ниже) эластичность резины заметно снижается, особенна v изготовленной на основе синтетического каучука.
Растворимость резины в органических растворителях после вулканизации уменьшается, а приобретается повышенная химш ческая стойкость по отношению к минеральным кислотам и щелочам.
В качестве вулканизирующего вещества используется главным образом сера. Мягкие эластичные сорта резины содержат от 0,5 до 5% серы (от массы каучука), а твердые, т. е. эбонит, не менее 32% для натурального и 35% для синтетического каучука.
Эбонит, содержащий значительное количество серы, является одним из химически стойких материалов против действия кислот, щелочей и солей.
Вулканизация эбонита имеет большую продолжительность •-10—20 ч, после чего он становится твердым роговидным материалом. Эбонит обладает относительно высокими механическими свойствами и применяется в ракетно-космическом моделизме наравне с пластмассами. Не рекомендуется его применять только в термонагруженных деталях. В расчетах плотность эбонита можно принимать равной 1,15 г/см3.
Клеи
Склеивание - это неразъемное соединение деталей из оД-породных или разнородных материалов при помощи клея.
Клей это материал, обладающий связующими способностями. Прочность клеевого соединения обеспечивается силами сцепления затвердевшего клея с поверхностями склеиваемых деталей, а для древесины и бумаги -отчасти впитыванием клея в норы. Наибольшая прочность склеенных kohciрукШ’1' получается ори толщине клеевого шва около 0,1 мм.
Преимуществом клеевого соединения является вы<<)КаЯ прочность. Клеи образуют непрерывную связь и обеспечиваю-довольно равномерное распределение нагрузок по всей соединяемой площади (у кромок, перпендикулярных направлению
138
нагрузок, нередко наблюдается концентрация напряжений в клеевой пленке). Как правило, разрушение модели, если выдержана технология склейки, происходит не ио клеевому шву, а по основному материал} (бумажному корпусу).
Самое большое преимущество клеевых соединений заключается в том, что они являются единственным средством соединения в сложных конструкциях, таких как трехслойная обшивка (см. рис. 26).
Недостатком клеевых соединений является необходимость большой точности сопрягаемых деталей (бумажного цилиндра и деревянного точеного переходника), так как при больших зазорах между склеиваемыми поверхностями из-за усадки клея в шве возникают большие напряжения, ослабляющие место склейки и вызывающие коробление бумажных деталей. Для обеспечения удовлетворительного соединения детали должны быть хорошо очищены.
Подготовленные поверхности не следует трогать руками, процесс склейки рекомендуется проводить в хлопчатобумажных перчатках. Воздух в помещении, где проводится склейка, не должен быть запыленным, а клей должен иметь вязкость в заданных пределах.
Клеи по древесине. Различными клеями можно соединять деревянные детали как между собой, так и с бумажными цилиндрами и конусами.
С тол я р н ы й к л е й чаще всего встречается двух сортов: мездровый и костный. Мездровый клей делают из кожевенного сырья, он считается лучшим; костный готовят из костей, копыт и рогов. По виду их отличить трудно. При сожжении на спичке кусочка отломанного клея мездровый рассыпается в мелкую золу, а костный — спекается в темный шлак. Мездровый клей приготовляют более жидким, а костный —более густым.
Приготовляя к использованию, столярный клей заливают кипяченой водой, выдерживают 6—10 ч, пока он не набухнет, и разогревают в водяной ванне (рис, 40, а). Нельзя оставлять в клее комков, а также доводить его до кипения; избегать появления пены. Разведенный горячий столярный клей должен стекать с кисти ровной, прозрачной струйкой.
Сборку, склеенную столярным клеем, например кормовую часть модели с микро-РДТТ, следует оберегать от влаги, сильного нагрева и холода. В клеевом шве может завестись грибок, поскольку желатин - прекрасная пища для грибков и бактерий.
Несмотря на отмеченные недостатки, желатиновые клеи являются более надежными, чем гуммиарабики и клейстеры, которые варятся из некоторых сортов муки.
К а з с и и о в ый к л е й был известен еще древним египтянам, а средневековые художники применяли его как растворитель для красок. В начале 30-х годов нашего века он стал применяться в самолетостроении.
139
Казеин приготавливают из обезжиренного творога - зТо содержащаяся в молоке сыворотка, которая выделяется из молока любой слабой кислотой, в технике — слабой соляной кислотой Казеин медленно реагирует с известью, образуя нерастворимый в воде казеинат кальция.
Казеиновый клей не надо подогревать. Пользоваться им удобнее. Разводится казеиновый порошок в холодной воде, размешивается, чтобы не было комков, и наносится на склеиваемые детали кистью. Он схватывается за один-два дня полностью, при
этом швы получаются более или менее влагостойкими. Хотя казеинат кальция и не растворим в воде, при намокании он немного размягчается. Если бы мир был стерильным, казеин был бы практически идеальным клеем. Но так как казеин представляет собой смесь творога и извести, то он, так же, как творог, с течением времени портится. Он превращается в жидкость, выползающую из соединения, оставляя после себя лишь грязные пятна. Другой недостаток казеина — это его большая объемная усадка - Д (см. рис. 40, б). Поэтому бумажные конструкция собирать на казеине не рекомендуется.
Ф е и о л о ф о р м а л ь д е г и д н ы е к л е и. Феполоформаль-дегидная смола или бакелит позволила создать ряд очень хороших клеев. Правда, использовать их можно только в том случае, если возможна обработка теплом (при температуре около 150еС) и давлением.
Фенолоформальдегидные клеи оказались вполне пригодными для производства водостойкой и высококачественной авиационной фанеры.
Клей ВИЛМ Б-3 состоит из феполоформальдегндиой смолы, ацетона и керосинового контакта. Если мездровый и костный клей перед употреблением надо разогревать, то клей.
140
0ИАМ Б-3, наоборот, охлаждают, В клеянку бросают кусочки льда, чтобы клей остудился и не твердел раньше времени. Клеевые швы ВИАЛА Б-3 не боятся грибковых заболеваний. Клей в растворе токсичен и требует очень осторожного обращения Следует остерегаться попадания клея на кожу, так как пары ^дея раздражают слизистые оболочки, В детских учреждениях клей ВПАЛА Б-3 применять запрещается. Проводить склейку клеем ВПАЛА Б-3 можно только в вытяжном шкафу.
В современном производстве этот клей не применяется, он заменен клеем ВПАЛА Ф-9.
Клей ВПАЛА Ф-9 связующим материалом имеет феноло-формальдегидную смолу. Л\енсс токсичен, чем клей ВИАЛ\ Б-3. Водо-, бензо-, масло- и грибостоек. Температура эксплуатации i 60° С. Склеивает древесные материалы, пенопласты (марок ПС-1, ПС-4, ПХВ-1), слоистые пластики, органическое стекло. Детали перед нанесением клея рекомендуется разогреть, но предварительно проверить, нет ли на них пыли, жирных пятен и смолы. Наносить клей лучше тонким слоем, причем делать это надо быстро, чтобы клей не начал схватываться раньше' времени.
Клей ФР-12 имеет связующим материалом резориино-формальдегидлую смолу. Быстро отвердевает при нормальной температуре в присутствии как кислых, гак и основных реагентов; подо-, бензо-, маслостоек. Температура эксплуатации от -60 до -г80° С.
Эм алит (аэролак А1Н первого покрытия) это нитроклей, изготовленный из прозрачной целлюлозы. Как любая целлюлоза, не является влагостойким. В целом ряде случаев эмали г является наиболее технологичным клеем для сборки моделей ракет.
Термореактивные клеи- спиртовые растворы рсзольпофор-мальдегидной смолы и поливинилбу тирадя. В случае необходимости разбавляются этиловым спиртом.
Клеи БФ-2 и БФ-4 склеивают пластмассы и сложные пластики (на основе фенолоформа. тьдегидных и мочевинофор-Мальдегидных смол), полипропилен, полиэтилен, химически обработанный фторопласт, пенопласты (марок ПС-1, ПС-4. ПХВ-1. ПХВ 2. ПУ-3), целлулоид, слюду, древесину, фанеру, картон, бумагу, эбонит, пробку, хлопчатобумажные нитки, металлы (стали, алюминиевые и медные сплавы) в различных сочетаниях. Нс токсичны.
Клей БФ-4 используется также для склеивания стеклопластиков, по сравнению с. клеем БФ-2 он имеет более эластичный Клеевой шов и повышенную стойкость к вибрации. Оба клея водо-, бензо-, масло- и грибостойки.
Температура эксплуатации клея БФ-2 находится в пределах от —(50 до + 130е С, а клея БФ-4 от —60 до -4-200° С. Клеевой Шов устойчив в условиях 98%-ной влажности при температуре до 42° С
141
Клей наносят в два слоя, расход 1.5—2 г/дм2 на один c.TOif Открытая выдержка каждого елея при комнатной температ'.р, должна составлять нс менее 1,5 ч. Отверждение — под дазлезиеу 0.5 0,6 МН/м2. Если отверждение будет происходить при температуре от 140 до 160° С, то механическая прочность клеевого ;нва будет в 3 -6 раз выше, чем при температуре отверждения or бр до 130'С. Выдержка при температуре склеивания более 140 г составляет 1 ч. а при меньшей — ее менее 6 ч
Клем ВФ-1 применяется для тех же материалов, чти и клей БФ-2. но отличается повышенной ген ioci ойкм. стыо: температура его эксплуатации находится в пределах ,р-— 60 до J- 200° С. Этот клей целесообразно применять для дни гате.тьного отсека. Наносят его в два слоя, расход 1,5 2 гдхб на один слой, открытая выдержка при комнатной температуре и давлении 0,05— 0,25 МН/м2 -24 ч. Для более н|шч пых соединений режимы отверждения рекомендуется брать щ ОСТ 92 0949—74.
Клей БФ-6— спиртовой раствор феполоформальдеги шин смолы с поливинилбутиралем, мягчителями и пластификаторами. Склеивает ткани, миколентную бумагу с металлизирование? полиэтилентерефталатиой пленкой секторов парашютов, ткани с бумагой и картоном.
Перед нанесением клея ткань смачивают водой и хорошо отжимают. На увлажненную поверхность наносят два слоя клея, просушивают па воздухе каждый слой до исчезновения липкости, после чего склеиваемые поверхности соединяют и накладывают на них через увлажненную ткань утюг, нагретый до температуры 100 -120° С. Через 10 — 12 с утюг снимают на 2—3 с. затем вновь прижимают н так до тех пор, пока склеиваемые поверхности не высохнут.
Клей БФ-6 эластичен, воло-, бензо- и маслостоск. Температура эксплуатации находится в пределах от —60 дп 4-1Ж С.
Срок хранения клея в герметичной закрытой таре 6 месяцев. Расход клея 1,5- 2 г/дм2 на каждый слой.
Недопустимо попадание в клей даже небольших количеств воды.
К л с й Д-9 эпоксидный клей холодного отверждения, пр-1-меняется для склеивания древесины, гетинакса, текстолита, стеклопластиков, пенополистирол а, иепоэпокс ида, доли эти. и.: а. фторопласта и металлов.
Клей состоит из эпоксидной смолы ЭД 20 или ЭД П' (100 вес. ч_), дибутилфталата или полиэфира (10 15 вес. н.)-полиэтиленполиамипа (12— 1-1 вес. ч.), пылевидного кварца или алюминиевой пудры (80- 200 вес. ч. ). Клей готовят на мггтс применения: вводят отвердитель полиэтилешюлиамнн и перемешивают компоненты до однородного сост чя. Пригодность приготовленного клея составляет 30 -40 Клей нанося*
’42
^истыо или шпателем в один слой на обе поверхности. Отверждение протекает под давлением 0,05 -0,07 МН м2 (табл. 27).
Расход клея составляет 1,5— 2 г/дм2.
Таблица 27
Режимы огиерждения клея Д-9
Температура. С Время выдержки, ч О Т н оги тел Ь Н ая i: р о ч нот т ь клеевого шва, %
15—35 24 100
70 5 300
100 3 400
К л е й РАФ-10 имеет в качестве связующего материала ре-зориннополивинпланетагноформальдегидную смолу в спиртовом растворе. Готовится на месте потребления. Ограниченно водостоек. бензо- и маслостоек. Предназначен для склеивания пластмасс: полиамидов, полистирола, фенопластов, аминопластов, слоистых пластиков и орг эпического стекла, на котором не вызывает появления «серебра». Склеивание пластмасс можно производить в различных сочетаниях и даже с металлами.
На поверхность наносят слой клея и сушат его при температуре -j- 55 — 5° С в течение 1 ч, затем наносят второй слой и выдерживают при комнатной температуре до «отлипа», соединяют склеиваемые поверхности и создают давление 0.05— 0,1 МН/.м2. Отверждение производится при температуре 70° С в течение 1 ч или при температуре 25± 10е С в течение 24 ч. Детали, склеенные без подогрева, выдерживают после снятия давления 48 ч. а склеенные с подогревом — 4 ч. Расход клея на один слой составляет 1,5—2 г/дм2. Температура эксплуатации находится в пределах от 40 до Г 100" С.
Клей ЭЗК-4 (клей-комлаунд), Д-2 и Д-96 имеют связующим материалом эпоксидную смолу (табл, 28) Это эпоксидные клеи горячего отверждения при давлении 0,05—0,1 МП/.м2. Механическая прочность на 30—50% выше, чем у клеев холодного отверждения. Обладают хорошей адгезией. Водо-, бензо- и маслостойки, стойки к разбавленным кислотам и щелочам.
Температура эксплуатации клеев ЭЗК-4 и Д-2 находится в пределах от 60 до 4-120 'С, клея Д-96 от -60 до |-150J С. Эти клеи используются практически для любых материалов. Расход составляет 1,5—2 г/дм2.
Для приготовления клея смолу ЭД-6 разогревают до 120 ± ± 10° С. а затем вводят в нее подогретый до тон же температуры полиэфир и перемешивают 1,5—2 ч. После этого в смесь добавляют наполнитель, подогретый до 80 5е £. а после него—маленький ангидрид, расплавленный при той же темпе-
и *
. ,—.... r -—ч и ильин) нс? перемешивают до од пор о д; i и с,
состояния.
Перед употреблением клей разогревают до нужной вязкости, но часто разогревать клей не рекомендуется. Поверхности, подготовленные для склеивания, тоже подогревают (до 50 70° С). Все работы необходимо проводить в сушильном шкафу с вытяжкой, в резиновых перчатках и респираторе.
Таблица 2*
Характеристики клеев ЭЗК-4, Д-2 и Д-96
1 Наименование компонентов и другие данные Един иUii измерений 1 Марки клея
1 ЭЗК-4
Д-2 Д-96
Эпоксидная смола Отвердитель (маленький апгид- Вес. ч. 100 100 100
рид) 32—42 32—42 32—42
Пластификатор (полиэфир) Алюминиевая пудра или диметил- 15—20 —
анилин 10-50 0,2—0,5
Наполнитель (пылевидный кварц) 80—250 80—250
Карбонильное железо Внешний вид » Желто-коричневый . ~ • Желтый 700—750 Черный
Ж изнеспособностъ Температура отверждения при пер- ч 48 48
вом режиме °C 100 -120 120 120
То же при втором режиме Время выдержки при первом 150—160 — 190-г 10 С
режиме ч 8 — 10 10 10
1о же при втором режиме » 1 6-7 — 3-4
Термопластичные клеи. Связующим материалом клея АК-20 является нитроцеллюлоза, растворенная в органическом растворителе. Применяется этот клей для склеивания древеси ны, целлулоида, фотопленки марки АМ-1, текстолита, гетинаю са, лакоткани и металлов между собой и в различных сочетаниях. Температура эксплуатации х60°С.
Нитроклей АК-20 наносят двумя тонкими равномерными слоями, расход 2 г/дм2 на каждый слой. Открытая выдержка при комнатной температуре первого слоя 20—30 мин, второго 3—4 мин. Шов рекомендуется прокатать валиком и протереть салфеткой для удаления пузырей и складок. Отверждение происходит при комнатной температуре под давлением 0.04 МНУ в течение не менее 8 ч, а затем без давления еще 18—24 ч. Шов получается нс хуже, чем при склейке эм алитом, но массу име₽- олько большую. Клей достаточно водостоек, но не органическим растворителям (ацетону, РДВ). иях с затрудненным доступом воздуха к шву прилей не рекомендуется.
П о л и м е г и л м е т а к р и л о в ы и к л е й (растворитель) имеет в качестве связующего материала иолимстилметакрилат в виде стружки и ледяную уксусную кислоту. Склеивает (сваривает) органическое стекло и целлулоид в различных сочетаниях. Шов прозрачен, бензо- и маслостоек, стоек к слабым кислотам и щелочам. Температура эксплуатации =гГ)0° С. Клей готовят на месте из 2—3% стружки или порошка и 97 98% растворителя. Наносят его кистью в один слой. После открытой выдержки при комнатной температуре в течение 1—2 мин поверхности соединяют и не позднее чем через 10 мин после соединения создают давление 0,05—0.15 МН/м2 (на протяжении 4 ч). После снятия давления снова выдержка не менее 18 ч. Расход 1 —1,5 г/дм2.
Клей ТМ-60 имеет в качестве связующего материала полиэфирную смолу, а растворитель метиленхлорид (4 10 и 96—90 вес. ч.). Склеивает иолиэтилентерефталатную пленку между собой и с оксидированной фольгой. Эластичен, вибро-стоек. Температура эксплуатации ±60° С. Клей готовится на месте потребления, при этом смолу ТФ-60 предварительно измельчают. Готовый клей выдерживают 4—6 ч и наносят кистью в два слоя на обе' поверхности. Каждый слой выдерживают 2— 5 мин, затем поверхности соединяют и прокатывают роликом, нагретым до 140—170° С. Скорость движения ролика регулируется переходом прозрачного слоя в непрозрачный. При прокатке холодным роликом выдержка должна составлять 24 ч.
Клей ХВК-2а, имеющий в качестве связующею материала перхлорвиниловую смолу, склеивает материалы на хлорвиниловой основе. Водо-. бензо- и грибостоек, устойчив к кислотам и щелочам. Температура эксплуатации ±60° С. Клей наносят кистью в два-три слоя, расход 2 г/дм2 на каждый слой. Вы держка каждого слоя при комнатной температуре составляет 5 мин, отверждение происходит в течение 8-10 мин.
П о л и с г и р о л ь и ы й к л е й содержит полистирол (связующий материал), а также толуол и бутилацетат. Предназначен для склеивания полистирола. Клей готовят на месте потребления Водо- и маслостоск, устойчив к кислотам и щелочам. Клеевой шов прозрачен. Температура эксплуатации находится в пределах от 50 до • 60;:'С. Расход клея 2—2,5 г/дм2. Наносится одним слоем при комнатной температуре. Открытая выдержка 5—10 мин. Отверждение при комнатной температуре и Давлении 0,15—0,3 МН/м2 в течение 10 — 13 ч.
П о л и в и и и л а ц е т а т н а я эмульсия (синтетический Клей) имеет связующим материалом продукт полимеризации по-Дивиннлацетата в водной среде. Склеивает бумагу, картон, ткани и древесину в различных сочетаниях. Заменяет клеи на основе Пищевого сырья: декстриновый, казеиновый и мездровый. Перед Потреблением эмульсию перемешивают. До рабочей вязкости разводят водой. Прочностные характеристики эмульсин и
145
стойкость в атмосфере, с повышенной влажностью выше, щ-у у клеев на основе пищевого сырья. При статических нагрузках может наблюдаться ползучесть. Температура эксплуатации ±60° С. Наносят одним слоем. При склеивании древесину клей наносят на обе поверхности и выдерживают 2 3 миг образования поверхностной пленки. Выдержка при давлении 0.3 МН/м'2 составляет 24 ч (до механической обработки] Усадка меньше, чем у казеинового и столярного клея рис. 40. б).
Силикатный клей представляет собой водный раствор ликата натрия. Предназначается для склеивания бумаги и картона, опасен при попадании в глаза, не токсичен, не огнеопасен, плотность при 20° С 1.36 1,45 г/см3.
Время схватывания (при давлении) бумаги с бумагой ь-_. 8 мин. бумаги с картоном 7—9 мин. картона с картопиг 10 12 мин.
После высыхания расслоение должно происходить по го локнам бумаги или картона. Хранить клен следует при влажности нс более 70% и температуре не ниже 4-1° С.
Каучуковые клеи. Клей 8811 (88НП) приготовляю: г.а основе каучуковых смесей: на ирита, бутил фенол оформ альдегидной смолы и этилап.етата с бензином. Клеит холодным способом ткани, пенопласты (которые он не растворяет), древесину, пробку, металлы, текстолиты. Эластичен, виброводостоек (при нормальной температуре) и грибостоек. Не устойчив к маслам, бензину и керосину. Температура эксплуатации клея 8814 от —60 до 1 60°С, а его модификации 88ПП от 60 до 1 70е С. Клей наносят в два слоя па обе поверхности, раехэ* 2—3 r/дм2. Открытая выдержка после нанесения первого слоя составляет 5—10 мин, второго— 1—8 мин. При склейке пленк-ь бумаги и других тонких материалов применяют прокаткх роликом. Температура при склейке- комнатная, выдержка пол давлением 0.01-М),1 МН м2 составляет не менее 24 ч.
Выбор клеев зависит от материалов склеиваемых деталей, их конструкции и температурной напряженности узла.
Для клееных узлов, которые работают с термоударами (двигательные отсеки, пиросистемы и т. п.), не рекомендуется применять детали с разными коэффициентами линейного ряс' ши рения.
Пластмассы необходимо обработать шкуркой, а если деталь обработана на токарном станке, то необходимо щеткой смести с нее пыль или очистить пылесосом.
Органическое стекло обезжиривают бензином или промывают горячей водой с мылом, а затем чистой водой и сунь'П при комнатной температуре. С пенопластов снимают глянцев}w пленку механическим путем или зачищают шкуркой с последующей очисткой пылесосом или сухой кистью.
146
Все работы с клеями должны производиться в помещении с приточно-вытяжной вентиляцией. Приготовление клеев и нанесение их на детали следует выполнять только в вытяжных шкафах в хлопчатобумажных халатах и перчатках (хлопчатобумажных или резиновых). Клей, попавший на кожу, удаляют марлевым тампоном, смоченным в ацетоне.
Тара (посуда) для клеев должна герметично закрываться и храниться в шкафах, оборудованных вытяжной вентиляцией.
Лакокрасочные материалы
Красть и красиво - у этих слов один корень. Покрасить значит сделать красивее. Так считалось во все времена, и даже 100 ле)- назад окраска служила прежде всего эстетическим целям.
Покрасить изделие эго значит не только сделать его красивее, но и улучшить изделие, защитить его от воздействий внешней среды. Именно потому на предприятиях летательных аппаратов цехи, в которых производится окраска, называются цехами защитных покрытий.
Техническая эстетика модели Подбор цвета для спортивных моделей раке) должен быть таким, чтобы за моделью было легко следить. Потеря модели в полете опера тором теодолита рассматривается как результат неправильной окраски м оде. । и.
Спектральные цвета можно подразделить на возбуждающие (стеиические, стимулирующие, активные), ней тральные и успокаивающие (астенические пассивные).
Данные различных авторов свидетельствуют о том. что насыщенные цвета красно-желтой зоны спектра оказывают стимулирующее влияние только лишь при кратковременной работе, не требующей большой точности и внимания. По и время, в течение которого судья-оператор следит с помощью теодолита за подъемом спортивной модели на высоту полета, весьма незначительно — до 20 с.
Некоторое изменение цветов зависит от свойств нашего зрения. При наступ leioin сумерек мы постепенно перестаем различать цвета, начиная с красного. дольше всего мы видим синие. а
Одним из факторов, влияющих на цвет модели, является пространство. При большом удалении моделей к их основным Иветам примешивается синий оттенок и, кроме того, темные цвета выглядят светлее, а светлые, наоборот, темнеют.
Производя окраску моделей, надо иметь в виду, что вечером при свете лампы для нашего глаза все холодные цвета (синие, голубые, зелено-голубые, фиолетовые) темнеют, причем голубые цвета зеленеют, синие теряют свою насыщенность, а
147
темно-синие неотличимы от черных. Некоторые синие, а также фиолетовый и оранжевый цвета краснеют. Красный цвет становится насыщеннее, а светло-желтый трудно отличить от бело, го, который желтеет. Таким образом, весь спектр получает красновато-желтый оттенок.
Выбор цветовых лар. При выборе цветовых пар пало пом. нить, что для быстродвигающсйся модели возможны оптические смещения. Два диаметрально противоположных хроматических цвета, т. е. стоящих друг против друга в цветовом кругу (рис. на 2-й стороне обложки) могут дать ахроматический (серый) цвет. Такими парами являются, например, лимонно-желтый и синий, оранжевый и голубой, карминно-красный и золеный. Эти сочетания при окраске моделей применять нс рекомендуется (д in медленно передвигающегося парашюта они пригодны I.
При выборе пары цветов надо учитывать их светлотныс соотношения и добиваться резкости контрастов. Причем в местах соприкосновения этих цветов контраст будет увеличиваться.
Сущность цветового контраста заключается в том, что, во-первых, ахроматический цвет (белый или серый) по соседств\ с хроматическим приобретает оттенок, контрастный последнему, во-вторых, хроматический цвет рядом с контрастными ему хроматическими цветами приобретает особую насыщенность и. в-третьих, соприкосновение двух близких цветов (оранжевый и желтый, синий и зеленый) уменьшает их насыщенность. При этом имеет значение длительность восприятия: если долго смотреть па эти два цвета, то ощущение контраста утрачивается. Это необходимо учитывать при выборе сочетаний цветов для парашютов и медленно летящих моделей. При подборе сочетаний цветов для спортивных моделей целесообразно заимствовать эти сочетания у природы.
Например, сочетание черного с желтым характерно для окраски осы. Очень контрастна раскраска бабочек «траурница», «павлиний глаз» и других.
Современные стандарты рекомендуют следующие нары контрастных цветов: белый с красным, зеленый с черным, красный с черным, желтый с черным, белый с черным (рис. на 3-й стороне обложки). Вместо белого или черного можно рекомендовать обклейку корпуса модели металлизированной пленкой • клей 88 или БФ-6).
Подготовка моделей и соревнования могут происходить в разных широтах с различным цветом неба. Поэтому при выборе цветов следует:
выбирать цвета, составляющие контраст с цветом неба в данной широте;
выбирать яркость, которая максимально отличается от цвета неба;
i 48
использовать светящиеся краски, например, флюоресцентную ярко-оранжевую эмаль АС-554. Она особенно заметна на свинцовом фоне неба.
Требование к лакокрасочным покрытиям. Лакокрасочное покрытие должно обладать газо- и водонепроницаемостью, высоким сцеплением с поверхностью, достаточной прочностью к механическим деформациям, повышенной стойкостью против действия керосина, бензина, масла, кислот, солнечного света И радиоактивного излучения. Лакокрасочное покрытие должно быть достаточно устойчивым при низких и высоких температурах. обладать сопротивляемостью истиранию, негорючестью И придавать поверхности гладкий, блестящий или матовый вид. Лакокрасочные покрытия отличаются относительной простотой техники нанесения, универсальностью применения и сравнительной дешевизной.
Лакокрасочные материалы в зависимости от вида пленкообразующего вещества, на основе которого они изготовляются, могут быть разделены на три группы:
лакомасляиыс материалы, изготовляемые на основе растительных масел и естественных или синтетических смол;
нитроцеллюлозные материалы, изготовляемые на основе нитроцеллюлозы;
перхлорвиниловые материалы, изготовляемые па основе пер х л ор ви н и л о во й с м ол ы.
В последнее время в качестве основного пленкообразующего вещества для теплостойких (жаростойких) и электроизоляционных лакокрасочных материалов широко применяются кр е м н и й о р г а и и ч е с к и е со ед и нения (смолы)
В лако.масляных материалах образование пленки происходит не только за счет улетучивания растворителя, но главным образом под влиянием процессов окисления и полимеризации пленкообразующего вещества. В нитроцеллюлозных, перхлорвиниловых и некоторых других материалах пленка образуется главным образом в результате улетучивания растворителя.
Основными составляющими лакокрасочных материалов являются плеикообразующис вещества, смолы, сиккативы, пигменты, наполнители, пластификаторы, растворители и разбавители.
Особенности технологии нанесения лакокрасочных покрытий. Технология окраски модели слагается из подготовки поверхности и лакокрасочных материалов и нанесения лакокрасочного покрытия.
Всякая краска и лак требуют хорошей подготовки поверхности п правильной сушки с тщательной междуслойной обра боткой. Только соблюдение этих правил может обеспечить высококачественна ю отделку моделей и прочные покрытия.
Лакокрасочные покрытия наносятся кистевым или пульверизационным методом Пульверизационный метод отличается
1-19
высокой производительностью к обеспечивает получение бо.]^ высокой гладкости поверхности. Существенными недостатками пульверизационного метода являются более высокий расход материала, а значит, большая масса конструкции и довольно с л о ж и ос о бор у до в а н и е.
Перхлорвиниловые покрытия по сравнению с лакомасля-пыми отличаются более высокой темнсратуроустойчивостью (кратковременно до 130° С), меньшей массой, большей скоростью высыхания, устойчивостью против керосина, бензина, масла, воды и кислот, а также лучше противостоят истиранию
Наиболее разрушительно в условиях соревнований действуют на лакокрасочные покрытия солнечные лучи, влага и тем-перату шые перепады. Резкое изменение температуры вызывает деформацию покрытия, к которой в полете добавляются деформации за счет нагрузок и вибраций.
Неправильная эксплуатация и наличие дефектов лакокрасочного покрытия приводят к снижению прочности конструкции (вследствие процессов коррозии, набухания гигроскопических материалов) и снижению аэродинамических качеств модели.
Окраска модели. Перед тем как приступить к окраске, поверхность модели должна быть выровнена мелкой стеклянной шкуркой, а металлические детали обезжирены бензином или 'Спиртом. Далее всю поверхность грунтуют. Грунты это окрасочные составы из пигментов, наполнителей и связующих. Их нанося'!' для того, чтобы заполнить поры и обеспечить прочность соединения всего лакокрасочного покрытия с поверхностью (увеличить адгезию).
В качестве грунта по дереву и бумаге рекомендуются составы ЛК-20, A1II (эмалит), АВ-4д/в. мебельный лак 754. лак-цапон 931. Для грунтовки металлических деталей наиболее пригодны АЛГ-1, АГ-10С, ВЛ-02, а 138А только для черных металлов.
Затем модель покрывают краской. Хорошее качество покрытия модели обеспечивают краски на эпоксидной основе ЭП-51 и Э-5.
В качестве растворителя лучше использовать специальные растворители. Ацетон не рекомендуется, так как он даст матовую поверхность, и пленка становится менее эластичной.
Чтобы ликвидировать изъяны на поверхности модели, нужны шпатлевки. Шпатлевки — это минеральные наполнитель, разведенные в связующих веществах. Наполнителем может служить мел, тальк, алюминиевая пудра, а связующим веществом — клей, лаки.
Самая доступная — клеевая шпатлевка, даюшая устой4*5' вую поверхность па дереве. Она состоит из 70 частей мелй. 5 частей столярного клея, 20 частей воды и 5 частей о.тпфь> Нитрошпатлевки пригодны как для бумажных, так и для ;Кре' вянных поверхностей. Эпоксидная шпатлевка ЭП-0020 прим6'
] 50
няется как дня шпатлевания грубых изъянов, так и для склеивания деталей. Поверхность модели шпатлюется шпателем или куском твердой резины.
Технология нанесения лакокрасочных покрытий кистью. Для каждого вида краски и лака применяют различные кисти. Выбор величины и формы кисти зависит также от характера выполняемой работы и величины поверхности.
Крупная кисть дает более равномерное покрытие и ускоряет работу, поэтому желательно пользоваться кистью возможно большего размера.
Рабочая часть кисти должна иметь плавную форму. Волос кисти должен быть крепко закреплен, обладать достаточной упругостью и не выпадать при работе. Качество акварельной кисти проверяют окунанием в воду с последующим стряхиванием излишка. При этом волос акварельной кисти должен слипаться, не оставляя на поверхности пучка отдельно торчащих волосков или распадающихся прядей.
При работе кисть не следует погружать в краску более, чем на 2.'3 длины ее волоса. Набрав краску на кисть, наносят ее мазками па окрашиваемую поверхность в одном направлении от одного края к другому, стараясь сливать мазки. После нанесения на поверхность слоя краски его разравнивают в перпендикулярном направлении без добавления краски. Нужно помнить, что нельзя вести кисть против волоса.
Второй слой наносят перпендикулярно первому. Последний слой разравнивают флейцами.
После окраски в два-три слоя модель очищают мелкой водоупорной шкуркой с керосином и полируют пастой № 289 или ЛЬ 290. С керосином можно полировать только нитроно-крытия. Для масляных красок керосин является растворителем, и пасту лучше приготовлять на бараньем жире.
Последнее покрытие полируют также специальными полировочными пастами, выпускаемыми промышленностью для полирования автомобилей, или покрывают прозрачным лаком. Если нет готовой полировочной пасты, ее можно изготовить само м\.
Корпуса моделей ракет и другие детали вращения удоб-нее полировать на токарном станке. При этом корпус надевают на оправку, которая поддерживается задней бабкой, а другой коней оправки с корпусом зажимается в патроне (рис. 41).
Тонкие линии отводки по границе, цветов и полосы наносят специальными удлиненными отводочными кистями.
Нитролаки и .эмали кистью обычно не наносят, так как они быстро высыхают, из-за чего не удается разровнять мазки Кроме того, ведя кистью по нанесенным ранее слоям, можно их растворить свежей краской и повредить. Если кисть все-таки приходится использовать, красить следует более густой краской и только в одном направлении, тщательно сливая мазки и не
151
останавливая движения кисти, чтобы избежать образования наплывов.
После работы кисть необходимо отжать и промыть. Масляную краску, эмаль и лак можно смыть керосином, акварель и гуашь — водой, нитролаки — органическими растворителями или смывкой. Остатки краски удаляют теплой водой с мылом.
Кисть хранят в банке или горшке, рабочей частью вверх Хранение в ящиках или коробках приводит к порче рабочей части кисти.
Рис. 41 Полирование на токарном станке с разжимным кольцом: / — патрон токарного станка 2 — разжимное кольцо (Д 16T). 3 — корпус модели; 4 — оправка (АМгб)- 5 — ко нус задней бабки; 6 — поли ровапьная поверхность
Технология нанесения лакокрасочных покрытий пульверизатором Для окраски пульверизатором пользуются красителями, разведенными в спирте или воде, и жидкоразбавленными нитроэмалями. Для хорошей работы пульверизатора-распылителя необходимо подавать воздух постоянного давления. Величина давления подбирается в зависимости от размера распылителя и густоты краски в пределах 1,5—2 ати.
Хорошо себя зарекомендовали пистолеты-распылители «Аэрограф».
После окончания работы или длительного перерыва в работе краску из бачка распылителя рекомендуется слить, а краскопровод распылителя тщательно промыть.
Использование ваты и концов для протирки внутренней части бачка часто приводит к засорению краскопровода, поэтому протирать бачок следует тряпками.
После работы тяжелыми красками, например, свинцовым суриком или красками с металлическими пигментами, в крас-копроводах оседают их частицы. В этих случаях перед переходом на краски другого цвета распылитель следует промывать особенно тщательно.
Для окраски моделей можно пользоваться туалетным пульверизатором в сочетании с насосом. При этом для выравнивания давления, поступающего от насоса, необходим ресивер, в качестве которого можно использовать автомобильную камеру (рис. 42).
152
Пары всех растворителей нитроэмалей и лаков в большей или меньшей степени вредны для здоровья, поэтому работу с ними следует производить в отдельных, хорошо вентилируемых помещениях, в лакокрасочных камерах и обязательно в респираторах.
Рис. 42. Окраска пульверизатором через ресивер
Допустимые сочетания пигментов. Пигменты—нерастворимые порошкообразные вещества минерального происхождения, придающие различную окраску лакокрасочным материалам. Все пигменты в зависимости от их цвета делятся на ряд групп. Основные физические и красящие свойства пигментов приведены в табл. 29.
Технология нанесения эмали ЭП-525 (зеленой). Перед нанесением эмали подготавливают поверхность, зачищают шлифовальной шкуркой, обезжиривают и выдерживают на воздухе в течение 30 мин. Изолируют поверхности, не подлежащие окраске.
Температура помещения должна быть 15—23° С, а влажность не более 75%.
Грунт АК-070 доводят до рабочей вязкости 12—14 с растворителем Р-5 или № 648.
В эмаль ЭП-525 добавляют отвердитель № 1: на 100 вес. ч. эмали 2,8 вес. ч. отвердителя.
Перемешивают, дают отстояться в течение 30 мин и дово-> дят до вязкости 12—15 с растворителем Р-5.
Жизнеспособность эмали ЭП-525 с момента введения отвердителя № 1 составляет не более 8 ч.
Наносят первый слой грунта АК-070, затем просушивают модель при температуре 15—35° С в течение 1 ч.
При нанесении кистью вязкость грунта АК-070 и эмали ЭП-525 (зеленая) должна быть 40—50 с.
После высыхания грунта наносят первый слой эмали ЭП-525. Время сушки модели зависит от температуры; при 40— 50° С — 8 ч, при 50—60° С —5 ч, при 70—80° С — 3 ч, при 140° С — 1 ч.
Второй слой эмали ЭП-525 наносят после просыхания первого и сушат так же, как и первый.
153
Таблица 29
Свойства пигментов
Группа Наименование и цвет пигмента Укрыви-СТОСТЬ, г/мг Светостойкость Атмосфе-роустой-чивость Примечание
1 2 3 4 5 6
Белые Желтые Красные Белила цинковые Белила свинцовые Белила литопонные Белила баритовые Мел отмученный Охра золотистая Охра желтая Сиена жженая (коричнево-красная) Сиена натуральная (от желтого до коричневого) Сиена жженая (красновато-коричневая) Крон свинцовый (от желтого до оранжевого) Крон цинковый (лимонного цвета) Сурик свинцовый (краснооранжевый) Сурик железный (коричневокрасный) Мумия (красно-коричневая) 110 137 120 Слабая Только на клею 200 200 150 Прозрачная 50 120—170 Хорошая 20 30 Стойкая » Слабая Стойкая Хорошая Хорошая » » > Слабая Темнеет Хорошая Средняя Слабая Хорошая Средняя Хорошая Слабая Хорошая » » » Стойкая Хорошая Средняя Недопустимо смешение с ультрамарином и ртутной киноварью Недопустимо смешение с киноварью При замешивании на олифе теряет укрывистость и цвет, применим только для клеевых красок Недопустимо смешение с ультрамарином Благодаря относительной прозрачности применяется для разделки, имитирующей дуб Недопустимо смешение с ультрамарином, киноварью, литопоном Обладает хорошими антикоррозийными свойствами, в смесях дает хорошие зеленые цвета Предотвращает коррозию, ядовит J
Продолжение табл. 29
1 2 3 4 5 6
сл <оричневые Синие Зеленые Черные Металлические Киноварь (ярко-красная) Марс (красный) Умбра коричневая Умбра жженая (темно-коричневая) Ультрамарин Лазурь (милори) Зелень свинцовая Зелень цинковая Сажа (газовая) Алюминиевая пудра Медный порошок (золотистая бронза) 80—120 10—20 40 Средняя Слабая » Хорошая Средняя Хорошая » » Слабая Хорошая » » Средняя » Хорошая » Средняя » Хорошая » Слабая Стойкая Хорошая Средняя Хорошая Темнеет на всех связующих, кроме нитролаков Вреден Применяется для разделки под мореный дуб То же Недопустимо смешение со свинцовыми белилами, кроном и охрой В смесях с цинковыми белилами выцветает Является механической смесью желтого свинцового крона с лазурью Является механической смесью цинкового крона с лазурью При замешивании на масляных олифах теряет блеск. Лучшими связующими веществами являются прозрачные нитролаки —эмалит, АВ-4 и скипидарная тинктура
Технология покрытия деталей из-сплавов на магниевой основе аналогична описанной.
Технология нанесения флюоресцентной эмали. После подготовки поверхности на нее наносят слой грунта АГ-10 или эма-лита. После полного высыхания грунта поверхность модели протирают этиловым спиртом. Обезжиренную поверхность выдерживают в течение 20 мин при комнатной температуре до полного испарения спирта.
После этого наносят на поверхность слой эмали ЭП-51 (белой) вязкостью 18—20 с по вискозиметру ВЗ-4 (при нанесении пульверизатором) или 35—40 с (при нанесении кистью). Эмаль ЭП-51 до рабочей вязкости разводят растворителем № 648.
Сушат модель при температуре 15—35° С в течение 1 ч (не менее).
После просушки на поверхность наносят первый слой флюоресцентной ярко-оранжево-красной эмали АС-554 вязкостью 18—20 с по вискозиметру ВЗ-4 (при нанесении пульверизатором) или 35—40 с (при нанесении кистью). Эмаль до рабочей вязкости разводят ксилолом. Применять другие растворители запрещается.
Сушат модель при температуре 15—35° С в течение 1 ч.
Затем наносят второй слой эмали АС-554 и сушат модель в течение 4 ч при той же температуре.
Технология нанесения термостойких лакокрасочных покрытий. Если в соответствии с требующимся термическим режимом необходимо защищать модель от перегрева, то ее части, находящиеся под лучами солнца, красят белой краской, а находящиеся в тени — черной (и наоборот, если требуется повышение температуры модели).
Для отражения лучистой энергии в качестве наружного покрытия корпуса модели может применяться металлизированная пленка, например, полиэтилентерефталатная с напыле« нием алюминия толщиной 5 мкм на клее 88Н. Это доста-точно легкое покрытие.
Для умеренных термических режимов подбирают промежуточные тона покрытия модели. При этом можно использовать всю цветовую гамму. Правда, не надо забывать, что красная часть светового спектра находится по соседству с инфракрасными тепловыми лучами, поэтому красное покрытие по своему влиянию на термический режим модели будет близко к черному.
В конструкциях летающих моделей ракет и космических аппаратов могут быть такие компоновочные решения, которые требуют термостойких покрытий
Так как керамические покрытия, как правило, белые, а термостойкая краска КО-811—зеленая, то всю цветовую гамму следует строить, исходя из того, что определенные детали
156
I I
модели (омываемые истекающими газами двигателя при тянущей схеме или корпуса инжекторов и ПВРДТ) будут белого и зеленого цвета
Технология нанесения эмали КО-96. Кремнийорганическая термостойкая эмаль КО-96 состоит из кремнийорганического лака К-55 и бутилметакрилатной смолы БМК-5 с суспензией алюминиевой пудры (пигмента) ПАК-4.
Эмаль КО-96 может применяться на поверхностях с рабочей температурой до 300° С. Нанесение производится методом окунания или краскораспылителем. При комнатной температуре первый слой высыхает за 3 ч, второй — за 24 ч Масса покрашенной детали увеличивается до 0,5 г/дм2.
Технология нанесения термостойкого покрытия КО-811. Подготавливая поверхность к нанесению покрытия, ее зачищают шлифовальной шкуркой, обезжиривают бензином Б-70 и выдерживают на воздухе в течение 30 мин.
Температура помещения при этом должна быть 15—35°, влажность воздуха не более 75%. Температура лакокрасочного материала должна соответствовать температуре помещения.
Лакокрасочный материал размешивают до полного равномерного распределения пигментов алюминиевой или деревянной лопаткой.
Растворителем Р-5 доводят до рабочей вязкости (12— 14 с) сначала грунт КО-052, а затем эмаль КО-811 (12—16 с).
Перед употреблением приготовленные лакокрасочные ма* териалы фильтруют через 4—6 слоев марли.
Нанеся слой грунта КО-052, сушат его при температуре 70—90° С в течение 3 ч.
Затем наносят первый слой эмали КО-811 краскораспылителем или кистью и сушат при температуре 70—90° С в течение 3 ч.
Окрашенную поверхность при наличии сорности или шероховатости покрытия слегка зачищают шлифовальной шкуркой. Продукты зачистки удаляют чистой сухой салфеткой.
Наносят второй слой эмали КО-811 и сушат при температуре 70—90° С в течение 3 ч, а затем при температуре 200° С в течение 2 ч.
Данная технология нанесения покрытия рекомендуется также для деталей с кратковременным (1—2 с) нагревом до 300° С, например, для корпусов микро-ПВРДТ (инжекторов).
Технология нанесения терморегулирующего покрытия ТП 15—4,5—1. Приготовляя грунт ВЛ-02, смешивают его основу с кислотным разбавителем в соотношении 4 : 1 и выдерживают при комнатной температуре 30 мин.
Фосфатирующий грунт ВЛ-02 доводят до рабочей вязкости 12—15 с по вискозиметру ВЗ-4 одним из следующих растворителей: № 648, 646, толуол или ксилол
Жизнеспособность готового грунта — 8 ч.
157
Температура в помещении должна быть в пределах 15— 35° С, а влажность воздуха не более 80%.
Эмаль АК-512 (белую) доводят до рабочей вязкости 14___
15 с смесью растворителей: ксилол чистый — 80 вес. ч., бутанол технический — 20 вес. ч.
Лакокрасочный материал фильтруют через марлю, сложенную в 4—6 слоев.
Поверхность, предназначенную к окраске, зачищают и обезжиривают, а поверхности, не подлежащие окраске, изолируют лентой.
Пульверизатором наносят на поверхность грунт ВЛ-02 и сушат при комнатной температуре в течение 1 ч.
Затем также пульверизатором наносят два слоя эмали АК-512 (белой). Допускается нанесение кистью. Сушат каждый слой при температуре 12—17° С —2 ч, а при 18—27° С—1,5 ч
Поверхность высушенной модели зачищают в разных направлениях шкуркой для получения шероховатости. После этого наносят терморегулирующее покрытие ТП 15—4, 5—1 кистями, смоченными в дистиллированной воде и отжатыми чистой белой салфеткой.
Приготовление шликера для нанесения терморегулирующего покрытия. Кремнефтористый натрий, необходимый для приготовления смеси, просеивают через сито № 0063, а затем замеряют объемную плотность жидкого стекла, которая должна находиться в пределах от 1,185 до 1,195 г/см3.
Взвесив нужную дозу окиси цинка (100 вес. ч.) и кремнефтористого натрия (1 вес. ч.), ссыпают их в фарфоровую ступку и тщательно растирают круговыми движениями пестика от периферии к центру и обратно до получения сухой смеси без комочков (шихты).
Работать необходимо в респираторах.
С помощью мерных цилиндров отмеряют жидкое калиевое стекло — 40 мл для каждого замеса.
Расход дистиллированной воды для первого слоя — 60 мл, для второго слоя — 72 мл, для третьего слоя — 80 мл.
Жидкое стекло и дистиллированную воду вливают в сухую шихту одновременно. Быстро и тщательно перемешивают все пестиком и растирают до полного удаления комочков и обра^ зования однородной сметанообразной массы.
Температура компонентов, входящих в состав керамического шликера, должна быть в пределах 15—28° С.
Время использования шликера с момента смешивания всех компонентов — не более 15 мин.
Окись цинка и кремнефтористый натрий хранят в закрытой и опломбированной таре с этикеткой. Жидкое стекло хранят в плотно закрывающейся полиэтиленовой таре не более 4 месяцев.
158
Все ли нужно красить? Конечно, нет. В результате бурного развития химии получено немало синтетических материалов, имеющих красивую структуру и естественную окраску. Не случайно в Правилах ФАИ по ракетно-космическому моделированию специально оговаривается допустимость применения в моделях пластмассовых игрушек и их частей.
Светлые пластмассы с наполнителями имеют красивую структуру, напоминающую мрамор (например, АГ-4В — желтого цвета с коричневыми волокнами после полимеризации). Головные обтекатели, отштампованные из белого или голубого полистирола, примененного впервые для моделей ракет командой г. Гомеля (руководитель М. Шумский), выглядят очень эффектно.
А головные обтекатели из эбонита, выточенные и отполи
рованные на токарном станке, выглядят как изготовленные из полированного базальта.
А деревянные детали разве всегда нужно покрывать краской? Приглядитесь к хорошей мебели, какой красивой бывает структура древесины. Деревянную деталь иногда достаточно только покрыть тонким слоем лака или эмалита (головной обтекатель из бука или из других пород).
На II Всесоюзных соревнованиях Михаил Пантелеев выступал с моделью ракеты по классу парашютирования, которая не была окрашена. Корпус был изготовлен из прессшпана и имел приятный светло-коричневый .цвет с темными прожилками. Это было оправдано с точки зрения технической эстетики, так как слой краски увеличивает массу модели. И если материал стоек к влаге и красив, то этим надо воспользоваться и не окрашивать, не утяжелять летающую модель.
Надписи, орнаменты и гербы на моделях ракет и космических аппаратах. Правила ФАИ по ракетно-космическому моделированию требуют, чтобы на моделях указаны были инициалы участников соревнований, класс, номер модели, эмблема команды (клуба), надпись (или герб) города или республики, за которые выступает моделист. Надписи должны быть такими, чтобы их было удобно читать. Правила ФАИ по ракетно-космическому моделированию оговаривают минимальную высоту букв — 1 см. Это требование вызвано удобством их чтения на старте.
Но дело не только в удобстве чтения букв, айв соответствии размеров букв и модели. Соответствие размеров — это элемент красоты. При выборе шрифта надписи необходимо учитывать, что самое целесообразное решение является наиболее простым. Поэтому здоровый эстетический вкус расценивает простоту формы как выражение ее красоты. Экономичное
решение воспринимается как проявление силы ума человека, его творческих способностей.
159
Вертикальные надписи следует использовать только в ред. ких случаях, избегая изогнутого начертания надписей (рис. 43).
Все надписи следует писать заглавными буквами. Отношение высоты и ширины букв в надписи должно быть ограничено пределами от 5 : 3 до 1:1, а ширина штриха — от ’/в До '/в высоты букв (более тонкий штрих используется в более узких буквах).
Из всего многообразия групп и видов шрифтов мы приводим здесь лишь несколько наиболее часто встречающихся ошибок (см. рис. 43).
Н
А
НАДПИСЬ лР<ДП^с, п
И С ь
ХОРОШО плохо
МОДЕЛЬ
МОДЕЛЬ МОДЕЛЬ
Рис. 43 Надписи на моделях
На Всесоюзных соревнованиях команды республик, как правило, на своих моделях (кроме копий) имеют гербы республик, а команды городов — гербы своих городов.
На республиканских и областных соревнованиях команды выступают с моделями, на которых нанесены гербы городов, которые они представляют, или эмблемы кружков.
Технология нанесения гербов и орнаментов не отличается от технологии нанесения букв. Не всегда асимметрия обезобра живает форму предмета, часто она придает ему броскую красоту, помогает выявить, подчеркнуть его функциональные особенности. Не случайно художники-конструкторы, создавая проекты пассажирских самолетов, специально придают боковому рисунку (линиям) асимметричную форму, хорошо подчеркивающую динамичность, устремленность. Руководителям кружков ракетно-космического моделирования необходимо стремиться, чтобы эта мысль была усвоена кружковцами.
160
Отделка, кстати сказать,— самое популярное, самое доступное для детей проявление красоты вещей. На нее они прежде всего и больше всего обращают внимание.
Эстетическому воспитанию кружковцев служит не только выбор цвета или сочетаний цветов, но и выбор орнамента для моделей.
Очень хорошо смотрятся спортивные модели ракет, у которых в виде кольца был выполнен национальный орнамент в верхней части корпуса. На моделях ракет распространены орнаменты, состоящие из квадратов, расположенных в шахматном порядке (см. рис. на 3-й стороне обл.).
Технология нанесения надписей и знаков. Существует много способов нанесения инициалов и опознавательных знаков. Самый простой и распространенный из них заключается в том, что необходимые знаки вырезают из бумаги, цвет которой отличается от цвета модели.
Необходимые знаки вычерчивают на миллиметровой бумаге. Под нее подкладывают несколько листов бумаги, из которой нужно вырезать Знаки, причем количество листов должно быть на один-два больше, чем знаков. Лишние знаки можно использовать при ремонте. Получившийся пакет накладывают на липовую доску и скрепляют кнопками. С помощью металлической линейки и острого ножа знаки вырезают, а затем приклеивают эмалитом к модели после нанесения на нее покрытия. Последующие покрытия после наклейки опознавательных знаков можно делать только эмалитом или другим прозрачным лаком.
Нередко знаки окантовывают узкими полосками бумаги другого цвета. Надписи можно делать и контурными буквами. Узкие полоски бумаги шириной 1 —1,5 мм как бы очерчивают контур надписи, предварительно нанесенной карандашом на модель.
На моделях-копиях и ряде спортивных моделей надписи делают распылителем через специальные трафареты При таком способе для цилиндрических поверхностей трафарет лучше изготавливать из фотопленки, которая плотно прилегает к цилиндру. Поверхность, на которую нужно нанести надпись, располагают горизонтально. При этом распылитель держат так, чтобы струя распыленной краски была направлена вертикально вниз. Для того чтобы избежать потеков и запылений (задувов), подачу воздуха уменьшают и применяют более густой раствор краски.
Хорошие надписи с четкими границами шрифта на плоских поверхностях получаются, если шрифт выпиливают из целлулоида толщиной 0,5 мм или фанеры 1 мм и, используя его как шаблон, вырезают трафареты шрифта из пропарафинснной конденсаторной бумаги Готовый трафарет накладывают на место. Кромки бумаги смачивают водой при помощи мягкой
6 8-2Б2
161
кисти, расправляя прилипший к поверхности трафарет, устраняют морщинки, под которые может затечь краска, снимают излишки влаги промокательной бумагой и затем только наносят краску кистью или распылителем
Закончив окраску, трафарет немедленно снимают. После высыхания остатки бумаги смывают водой, а неровности краев краски подчищают лезвием бритвы.
Для трафаретов широко используют липкую ленту. Лента бывает бумажная, целлофановая и хлорвиниловая. Надписи, выполненные по таким трафаретам, получаются очень аккуратными.
Чтобы сделать трафарет из бумажной ленты, ее наклеивают на стекло или целлулоид и на ней вырезают нужную надпись. При этом можно делать буквы и цифры с перемычками. Затем трафарет снимают и наклеивают на модель.
При этом методе можно красить жидкой краской — потеков не будет. Если применить нитрокраску, то трафарет можно снять через 20—25 мин, если краска долгосохнущая — через 1— 1,5 ч. После полного высыхания краски бензином смывают остатки клея и сглаживают неровности.
Если размер надписи больше, чем ширина ленты, то наклеивают несколько полос так, чтобы последующая полоса на 5—6 мм перекрывала предыдущую.
При работе с целлофановой липкой лентой на модель по шаблону мягким карандашом наносят контур надписи. Затем этот участок с запасом заклеивают лентой. Так как лента прозрачная, то надпись видна сквозь нее. По линейке скальпелем прямо на модели вырезают трафарет и ненужную часть ленты снимают. Дальнейшие операции такие же, как и при работе с бумажной лентой.
При нанесении опознавательных знаков красками по тра фарету надо соблюдать следующее правило: если модель окрашена темной краской, а знаки—светлой, то перед нанесением основного цвета нужно нанести «подслой». В качестве него лучше всего использовать серебрянку (алюминиевую пудру, разведенную лаком, или белую краску). Так же следует наносить знак и на двухцветный фон, иначе краска фона придаст оттенок знаку.
МЕТАЛЛЫ И ИХ СПЛАВЫ
Применение металлов и их сплавов в ракетно-космическом моделизме ограничено, так как модель должна быть изготовлена без существенных металлических частей.
Разрешается изготовлять из металла (см. табл. 30) электропроводку и другие бортовые электро- и радиоэлементы, шарниры и подшипники в элементах механизации, втулки
162
Таблица 30 . Применяемость металлов в ^ракетно-космическом моделизме Области применения ВНХЭВНЗО KBMoahHJoiroHxaj,
ИУФ neAdj —j—
И1эс нхбэнои эмн -HeeodHeHirirexavv Ч-
BMEXdjB£ 4" 4~
HX3hodnLI HJ4dd^) -j- -j- 4-4-
IlVd-odMHw hq ОНО И HH4IfHU[f] 4- +4-
(khhrihmoV KdaHBH) iVdSU я BAHhiBEowdaj 4~ ——|— —|—
ИХЭОН -xdaaou уомээьи1г -WB10W EHpBXHWpf 4-
14 H -HBAHB aiHHhowBd
HWda0
ннижМц
ими-Лхд 4* 4- 4-
иминпипП/оц + + +
HdHHdpQ]
HiHdKdire -oHtfedodAHairg 4-4- 4-4-4-
Плотность р, г/см* OO 00 00 CH Г-' CO in CM 00 00 xf о Г io cn in co co xt< см in in CD — — ьГ ос ем
Металлы и их сплавы j to bo _ ho < -o «<3 g « s « =t s. s Л Л « X у S S Я a Oxo'C e; <V S j я; g X Jf'O X fflcu S ra'Sogbgj-gOxOci.S 1-<Ь Q-Ф X Ч та ® s Ш o> о
I
6*
J 63
скольжения и перекоса, пружины, шпильки и скобы для крепления микро-РДТТ, серьги пирочеки, загрузку для центровки моделей, а на моделях-копиях — фермы и рамочные антенны. Можно наносить на поверхность модели элементы из фольги для имитации полированной поверхности металла, а на внутреннюю поверхность корпуса ПВРДТ (камеры дожигания) — для термозащиты (фольга — это листовой металл толщиной 5 меньшей или равной 0,1 мм). Разрешается также применять металлизированные синтетические и натуральные материалы.
Для контроля наличия металла в конструкции модели судьи пользуются тестером или самодельным электрическим прибором, состоящим из батареи и миллиамперметра. Штекеры должны быть заменены иголками. Прокалывая иголками лакокрасочный слой, но не разрушая модель, по зашкаливанию прибора определяют присутствие (при стрелке «на нуле» — отсутствие) металла.
Конструкционные металлы
Стали. В ракетно-космическом моделизме стали применяют чаще остальных металлов, хотя в значительной степени они начинают вытесняться цветными металлами.
Ассортимент применяемых сталей достаточно велик (табл. 31): от поделочных, из которых делаются канцелярские скрепки, а они часто идут у моделистов на шарниры, до высоколегированных и нержавеющих сталей. Из фольги нержавеющей хромоникелевой стали 12Х18Н10Т изготовляют камеры дожигания. Сталь 12Х18Н10Т сваривается контактной сваркой, нагартованная проволока идет на пружины. Все пружинные элементы (кроме пружинных бронз) —это стали. Стали и ферриты (для сердечников) применяют в бортовых электро- и радиосистемах.
Контровочная проволока, изготовленная из малоуглеродистой качественной стали 10, используется для сборки методом пайки или сварки ферм и рамочных антенн на моделях-копиях.
Малоуглеродистая сталь 20 в виде фольги может идти на термозащиту камер дожигания, сваривается контактной сваркой. Из среднеуглеродистой стали 45 изготовляются подшипники, серьги, скобы.
Углеродистые конструкционные стали могут быть заменены легированными, если этого требуют соображения прочности.
Хромованадиевая сталь 50ХФА, кремнистая сталь 60С2А и нержавеющая хромистая сталь 3X13 идут на пружины. Теплопрочная хромомолибденовая сталь 12Х5МА может найти применение в термонагруженных деталях (серьга пирочеки и т. п.).
164
Таблица 31
Физико-механические характеристики некоторых сталей, применяемых в ракетно-космическом моделизме
Марка стали Плотность р. г/см* Предел прочности sg, МН/м1 Удельная прочность ов/р Термообработка
10 7,86 300 38,2 Отжиг при 890 С, охлаждение на воздухе
20 7,82 400 51,3 Отжиг при 880 С, охлаждение на воздухе
45 7,814 850 107,6 Закалка с 850 С в масло, отпуск при 600 С на воздухе
12Х5МА 7,75 1200 155,0 Нормализация с 900° С, отпуск при 560° Сна воздухе
12Х18Н10Т 7,90 550 69,6 Закалка с 1030—1080° С в воду
3X13 7,76 1250 161,2 Закалка с 1000—1050 С в масло, отпуск при 200—300 С
50ХФА 7,815 1500 192,0 Закалка с 860 С в масло, отпуск при 370—420° С на воздухе
60С2А 7,68 1600 208,5 Закалка с 870° С в масло, отпуск при 460 С на воздухе
Алюминий и его сплавы (табл. 32) Алюминий был первым из легких металлов, который применили в конструкции летательных аппаратов, а затем и в других областях техники. В настоящее время алюминиевые сплавы занимают по объему производства второе место после стали Этому способствует еще и то, что алюминий — самый распространенный металл в земной коре. В последние годы область применения алюминиевых сплавов быстро расширяется. Технология их применения достаточно освоена.
Таблица 32
Физико механические характеристики некоторых сплавов на алюминиевой основе
Сплав Плотность р, г/см8 Предел прочности МН/м» Удельная прочность jb/p Модуль нормальной упругости Е, МН/М» Коэффициент линейного расширения а 10*. 1 /°C
Д16 2,78 430 154 71 000 22,7
АМгб 2,64 320 120 68 000 24,7
АД1 2,71 80 29,6 71 000 24,7
В95 2,85 520 182 67 000 23,1
АМц 2,73 220 нагартован-ный 80,5 71 000 23,2
2,73 130 отожженный 47,6 71000 23,2
165
I
Самым распространенным сплавом на алюминиевой основе является дуралюмин Д16. Плакированные листы в атмосферных условиях имеют удовлетворительную коррозионную стойкость. Для повышения коррозионной стойкости применяется анодирование. Сплав Д16 имеет высокую прочность при комнатной температуре и меньше, чем некоторые другие алюминиевые сплавы, разуплотняется при нагреве. Пластичен сплав Д16 только в отожженном состоянии, температура отжига 350—370° С, после чего необходимо проводить закалку с 495— 503° С в воде и естественное старение не менее 4 суток.
Сплав АМгб (магналий) имеет более высокую коррозионную стойкость, хорошо сваривается контактной и аргонодуговой сваркой. Отжиг при 300—350° С, охлаждается на воздухе.
В отличие от дуралюмина (Д16, В95 и др.) сплав АМгб не имеет тенденции к деформации в процессе старения и механической обработки.
Фольга технического алюминия АД1 может применяться для декоративной отделки крашеных поверхностей на моделях-копиях. Сплав АД1 имеет высокую коррозионную стойкость, высокопластичен, хорошо ложится на цилиндрические и конические поверхности. Для снятия напряжений после обработки давлением или глубокой вытяжки необходим отжиг при 350—410° С.
Для декоративной отделки можно также применять фольгу алюминиево-марганцевого сплава АМц. Сплав имеет высокую коррозионную стойкость, близкую к стойкости алюминия. Термической обработкой не упрочняется Пластичность в отожженном состоянии высокая, отжиг производят при 420—470° С.
Высокопрочный деформируемый алюминиевый сплав В95 применяют в тех случаях, когда от детали на алюминиевой основе требуются повышенные механические характеристики. Сплав имеет тенденцию корродировать под напряжением Рекомендуется анодировать и наносить лакокрасочное покрытие.
Магний и его сплавы. Повышенный интерес ракетомоде-листов к магнию объясняется низкой плотностью этого металла, относительно высокими механическими свойствами его сплавов и их способностью воспринимать динамические нагрузки (табл. 33/. Некоторые сплавы на магниевой основе имеют более высокую удельную прочность при нормальной температуре, чем ряд сплавов на алюминиевой основе.
Основным недостатком сплавов на магниевой основе является их сравнительно низкая коррозионная стойкость. Поэтому детали из сплавов на магниевой основе необходимо оксидировать и наносить на них лакокрасочное покрытие. А те поверхности, которые остаются только оксидированными без лакокрасочной защиты, например, внутренние отверстия втулок или щечек подвижных элементов, необходимо покрывать смазкой ЦИАТИМ. При такой защите постановка на модель деталей 166
из сплавов на магниевой основе вполне оправдана. При этом необходимо выполнять рекомендации (см. табл. 9). целью которых является предотвращение коррозии, возникающей вследствие контактов с другими металлами.
Наиболее распространены в промышленности сплавы МА2-1 и МА8 Оба сплава пластичны, поддаются аргонодуговой и контактной сваркам, хорошо обрабатываются резанием. Фермы из этих сплавов могут быть как сварные (из проволоки), так и выточенные из цельной заготовки.
Таблица 33
Физико-механические характеристики сплавов на магниевой основе
Марка сплава Плотность р, г/сма Предел прочности ав МН/м2 Удельная прочность °в/т Термообработка
МА2-1 МА8 1,79 1,77 270 250 151,0 141,2 Отжиг при 250—300е С Отжиг при 230—250 С
Характеристики, приведенные в табл. 33, верны только для отожженных листов толщиной 0,8—3 мм. В термонапряженных конструкциях применять данные сплавы не рекомендуется. На станках их можно обрабатывать только при небольших скоростях резания во избежание воспламенения стружки. Тушат и вспыхнувшие магниевые сплавы только песком, тушить водой и пенными огнетушителями запрещается.
Титан и его сплавы стали достаточно распространенным конструкционным материалом в летательных аппаратах. В моделизм титан и его сплавы практически еще не проникли. Это объясняется относительной сложностью обработки и стоимостью титана (титан в 80 раз дороже стали).
Важнейшими преимуществами титана по сравнению с другими конструкционными материалами являются:
небольшая плотность;
высокая удельная прочность сплавов на основе титана по сравнению с другими материалами;
высокая коррозионная стойкость (более высокая, чем у нержавеющей стали);
более высокая жаропрочность, чем у других легких металлов.
Титановые сплавы имеют сравнительно невысокий модуль нормальной упругости — примерно в 2 раза меньше, чем у стали Поэтому для элементов конструкции, при расчете которых определяющим является модуль упругости, применение титановых сплавов может оказаться малоэффективным Одна-
__ 3 _
ко по величине критериев устойчивости КЁ/р и l^E/p титановые сплавы превосходят стали (табл. 34).
167
Сплавы на титановой основе ВТ1 и ОТ4 выпускаются в виде листового проката толщиной от 0,5 мм и более В шарнирах щечки из титановых сплавов обычно сочетают с осями из нержавеющей стали или монельметалла.
Таблица 34
Физико-механические характеристики сплавов на основе титана
Марка сплава Плотность р, г/см* Предел прочности ag. МН/м’ Удельная прочность 0В^Р Коэффициент линейного расширения а 10* 1/°С Модуль нормальной упругости Е МН/м2 Работает до температуры t. СС
ВТ1 4,5 ’ 600 133 8,0 110 000 350
ВТ5 4,44 800 180 8,3 105 000 400
ОТ4 4 55 750 165 8,0 1-15 000 500
ВТ14 5,58 900 185 8,4 110 000 500
Сплав ВТ 14 можно обрабатывать термически При этом предел прочности растет до 1200 МН/м2, а удельная проч ность — до 215. Термообработка проводится по режиму: закалка (820—880е С) в течение 1 ч; охлаждение в воде, старение (490—520 С) в течение 8 ч; охлаждение на воздухе.
Титан, как и магний, пожароопасен, он вступает в реакцию не только с кислородом, но и с азотом, в атмосфере которого энергично горит. При обработке резанием требуется соблюдение противопожарных мероприятий и прежде всего наличие песка Тушить титан водой и пенными огнетушителями нельзя. Тонкая стружка и мелкие частицы титана горят как магний Поэтому делать термозащиту в прямоточном воздушно-реактивном двигателе твердого топлива (ПВРДТ) из фольги сплавов на титановой основе нельзя, она сгорает вместе с моделью
Процесс резания сплавов на основе титана имеет некоторые особенности. На обрабатываемость титана и его сплавов влияют ограничивающие факторы высокая химическая активность при высоких температурах (свыше 400—500° С) низкая теплопроводность и способность образовывать ненавивающуюся стружку.
ростом скорости резания повышается температура в месте контакта, что способствует интенсивному поглощению газов контактной стороной стружки. Площадь контакта стружки с передней поверхностью резца уменьшается в два-три раза по сравнению с площадью контакта при резании легированных сталей, примерно во столько же раз увеличивается контактное давление у вершины инструмента, в результате чего возникают высокие местные температуры. Сливная стружка получается только при низких скоростях резания.
Очень важно повышение чистоты обработки граней резца, а также увеличение его жесткости и уменьшение вылета при 168
установке в резцедержатель. Станки и приспособления для обработки титановых сплавов резанием должны быть жесткими и виброустойчивыми, а лучшим режущим инструментом считается изготовленный из сталей марок Р9К5, Р9К10 и Р18Ф2, который изнашивается меньше, чем инструмент из других сталей и сплавов.
Наиболее чистая поверхность получается при глубине резания 0,2 мм, подаче 0,07 мм/об и скорости резания 3,67 м/с.
Рис. 44. Шарнирное соединение с резьбовой щеткой
Нарезание резьбы метчиками может понадобиться, если в одну из титановых щечек ось ставят на резьбе (рис 44). Нарезать резьбу в титане надо очень осторожно, со смазкой (часты поломки метчиков), а диаметр отверстия под резьбу должен равняться диаметру резьбы минус ее шаг.
Несмотря на трудности обработки, детали из титановых сплавов в ракетно-космическом моделизме начинают вытеснять стальные, особенно в тех частях модели, где необходимо снизить массу при сохранении прочности или предотвратить образование нежелательной гальванической пары.
Медь — самый древний металл, применяемый человечеством. Из большого количества сплавов на медной основе в моделях ракет применяют сплавы Л62 и БрБ2 (табл. 35), а также I медь Ml и М3,
Таблица 35
Физико-механические характеристики сплавов на медной основе
Сплав Плотность р. г/см* Температура плавления т °C 'пл Удельное сопротивление, Ом-мм’/м Коэффициент трения Коэффициент линейного расширения а-10е, 1/°С
со смазкой без смазки
М3 8,95 1083 0,0175 0,011 0,43 17,5
Л62 8,50 905 0,072 0,013 0,39 20,8
БрБ2 8,25 955 0,068 — 14.88
Ml и М3 — это технически чистая медь в отожженном состоянии, обладающая высокими пластическими свойствами. Она сваривается и паяется, а также весьма устойчива против атмосферной коррозии. Применяется для электропроводов и
169
разъемных контактов. Стандартные заклепки могут служить осями в шарнирах Проволоку применять нельзя — мягкая Из-за относительно высокой температуры плавления медная заклепка может использоваться как серьга пирочеки, а медная фольга — как камера дожигания (с хромированием внутренней поверхности).
Латунь Л62 отлично обрабатывается давлением в горячем и холодном состоянии. Хорошо сваривается, паяется, обрабатывается резанием. В нагартованном состоянии подвержена растрескиванию. Нагартовка снимается отжигом при температуре 250° С. Стандартные латунные заклепки применяют как оси шарниров, как серьги пирочеки и как элементы подшипников скольжения.
Бериллиевая бронза БрБ2 — морозостойкий немагнитный и не дающий искры при ударе сплав, обладающий высокой коррозионной стойкостью. Термическая обработка закалка с 780° С в воде и отпуск при 325° С. Хорошо обрабатывается резанием. Применяется для изготовления пружин и пружинных электроконтактов.
Тугоплавкие металлы для микро-ПВРДТ
Никель обладает достаточно высоким удельным весом и температурой плавления (1455°С). Пластичен, допускает глубокую вытяжку на давильном станке и штамповку. Обладает высокой стойкостью к газовой коррозии. Фольга варится кон* тактной точечной и роликовой сваркой. Из никеля обычно изготовляют детали с фигурными поверхностями для термозащиты ПВРДТ. Обработка никеля резанием затруднена
Ниобий обладает высокой плотностью и температурой плавления (1950°С). Пластичен, сваривается контактной роликовой и точечной сваркой. На воздухе устойчив против окисления ао 700° С Способен поглощать водород, что делает его хрупким.
Молибден также имеет высокую плотность и температуру плавления (2620° С). Легко поддается различным видам обработки давлением при температуре свыше 200 С. Хорошо сваривается контактной сваркой и паяется медно-цинковыми и серебряными припоями, никелем. Устойчив на воздухе до 400° С, при большей температуре интенсивно окисляется и воз гоняется Ниобий и молибден, как и никель, применяют в виде фольги для камер дожигания ПВРДТ. Эти камеры целесообразно ставить в корпуса на продольных элементах из стекло-или асботекстолита (рис 45, а), чтобы уменьшить в конструкции напряжение от разности температурных линейных расширений.
170
С повышением температуры механические характеристики тугоплавких металлов изменяются, поэтому, выбирая материал для камеры дожигания, необходимо учитывать температуру истекающих газов микро-РДТТ (табл. 36)
Таблица 36
Физико-механические характеристики тугоплавких металлов
Металл Коэффициент линейного расширения а 10*. 1/°С Температура, °C Предел прочности ag, МН/м‘
Никель Ni 13,5 20 315 650 1100 442 432 151 40
Ниобий Nb 7,06 20 600
Молибден Мо 5,1 20 500 1000 1300 1400 250 170
Наиболее распространенная технология изготовления камер дожигания ПВРДТ — из листовой заготовки, свариваемой на аппарате контактной точечной сварки (см. pift. 45, б).
Сварку рекомендуется вести на оправке, сдвигая деталь (камеру) по мере необходимости (см. рис. 45, в).
Эксперименты показали, что выдержать термоудар может камера дожигания не только из тугоплавких металлов, но также из стали 12Х18Н10Т, а также корпус, изготовленный из стеклоткани с эпоксидной смолой.
Примером модели с ПВРДТ является модель-копия ракеты Р-3 (рис. 46). Экспериментальная ракета с прямоточным воздушно-реактивным двигателем твердого топлива (ПВРДТ) Р-3 была спроектирована в 1936 г. И. А. Меркуловым для испытаний в полете первого в мире ПВРДТ его конструкции. Основанием послужили теоретические работы по воздушно-реактивным двигателям академика Б. С. Стечкина Двигатель предназначался для установки на скоростные самолеты Испытания начались в феврале 1939 г. под Москвой близ станции Планерная
Для проведения летных испытаний было изготовлено три серии ракет с ПВРДТ — всего 16 штук
171
Рис. 45. Камера дожигания для ПВРДТ:
° схема камеры дожигания; б — схема машины для точечной сварки камер *°™НоИЯ из Ф°льги для ПВРДТ, в—технология сварки камеры; / — микро-РДТТ. 2—камера дожигания, 3 — текстолитовая Направляющая, 4 — наружный корпус ПВРДТ из бумаги с термопокрытием
Для разгона второй ступени применялся пороховой двигатель массой около 3,5 кг, а масса его твердого топлива была равна 1,079 кг. Он работал 0,5 с и на высоте 250 м разгонял ракету до скорости 200 м/с. Масса второй ступени 3,56 кг, из них 2 кг составляло топливо. ПВРДТ второй ступени работал 8 с. Стартовая масса ракеты — 7,07 кг. На официальных испытаниях 19 мая 1939 г. ракета Р-3 достигла высоты 1808 м.
Корпус ракеты Р-3 был изготовлен из полированной нержавеющей стали. Поэтому модель-копию красят в серебристый цвет, потайные головки заклепок и винтов — зеленые (заклепки анодированные, а винты цинкованные в хромате). Корпус порохового ускорителя — черный.
Модель-копия ракеты Р-3 тоже двухступенчатая Первая ступень после отделения раскрывает створки парашютного контейнера и возвращается на парашюте. Для защиты парашюта первой ступени пиротрубку надо покрыть силикатным клеем Узлы крепления резиновых жгутов убирают «впотай», чтобы они не задели сопло при отстреле.
172
двигателя н парашютный контейнер (1), [2), вата; 7 — лабиринтное уплотнение (1), }, МРД 20 10 0 и МРД20 10 7, 10- обойма нера (2), бумага, 12 — источник энергии парашют стартового ускорителя (2), ПЭТФ ОА; пламенитель микро РДТТ верхней ступени (1),
~>ис. 46 Модель-копия нерпой экспериментальной двухступенчатой ракеты ?-3 с воздушно-реактивным двигателем конструкции И А Меркулова (спроектирована С. Шапошниковым, Ml : 2,5):
— ракета Р 3; б — модель ракеты Р-3; / — диффузор (I). полистирол; 2 — обтекатель [1) бук; 3 — корпус (I), бумага; 4 — стакан ---- •• ---'•»
[умага б — парашют (1), ПЭТФ-ОА; б — пыж (2), вата; 7 :артон, 8 - пилон (4). липа; 9— микро РДТТ (2), ***'". ОЛ 1), бумага, // — створка парашютного контейн («скрытия створки (2), резина; /7 i _
4 — ПМрОТПубКв (О* бумага; /о воспламенитель « пцрдпии utjnvnn \*/|
ерный порох; /б — стабилизатор (4). фанера; /7 — сопло ПВРДТ (1), стеклотекстолит методом намотки) или фольга термостойкого металла, 18 — стакан двигателями, бума.
/о — посадочное ребро (4), липа; 20 - конус ускорителя (1), бумага; Jn~ корпус скорителя (1) бумага; 22 — шпангоут (3), картой, S3 — заполнитель (1) угёнопласт
173
Корпус двигателя и система спасения второй ступени сделаны по схеме спортивной модели. К корпусу двигателя прикрепляются пилоны. Этот узел перед вклейкой его в корпус второй ступени целесообразно обработать на токарном станке шкуркой. Корпус закрепляют на оправке, которая поддерживается конусом задней бабки. Оправка должна иметь отверстия под центры. Диффузор, если он не цельноточеный, должен иметь заполнитель для входа воздуха в канал без дополнительных завихрений. Сопло ПВРДТ изготовляют из термостойкого металла или стеклотекстолита, а это требует приклейки стабилизатора клеем на эпоксидной основе. Красить сопло надо термостойким растворителем, например, кремнийорганической термостойкой эмалью КО-96.
Металлы, входящие в состав припоев. Грузы ФАИ
Свинец и олово. В ракетно-космическом моделизме свинец или сплавы с содержанием свинца не менее 60% по массе не идут на грузы ФАИ, а также для центровки моделей — загрузки головных обтекателей. Свинцово-оловянные сплавы входят в состав припоев, которые используют для пайки конструкций и бортовых электро-радиосистем.
Серебро обладает очень малым электрическим сопротивлением. Поэтому применение на борту серебрённых проводов и контактов снижает расход энергии от электрических источников питания.
В конструктивных элементах (рама, -фермы, штепсельные разъемы) применяются серебряные припои.
ЛИТЕРАТУРА
t
1 Авилов MH Модели ракет. М , Изд-во ДОСААФ, 1968
2 Алексеев В Е, Андрианов П. Н., Путилов В. Д. Дидактические основы развития технического творчества в трудовом обучении учащихся городской школы. Приокское изд-во. 1976.
3 Альтшуллер Г. С. Алгоритм изобретения М, «Московский рабочий», 1973.
4 . А р л т Э. и др Стандартизация в ГДР. М, Изд-во Комитета Стандартов. 1967.
5 Бадягин А А. и др. Проектирование самолета М, Машиностроение, 1972.
6 . Белов Г. В, Зон штайн С. И., Оскорко А. П. Основы проектирования ракет. М , Машиностроение, 1974.
7 . Б у к ш Е. Л. Основы ракетного моделизма. М., Изд-во ДОСААФ, 1972.
8 . Вудсон У., Коновер Д Справочник по инженерной психологии для инженеров и художников-конструкторов М, Мир, 1968.
9 Гордон Дж Почему мы не проваливаемся сквозь пол М, Мир, 1971.
10 Горский В А, Кротов И В. Ракетное моделирование М, Изд-во ДОСААФ, 1973.
11 К а н С. Н., Свердлов И А. Расчет самолета на прочность. М.» Машиностроение, 1966.
12 Кротов И. В О соблюдении техники безопасности при организации работы с детьми и подростками по ракетно космическому моделизму. Труды XXIV Международного Астронавтического конгресса (секция «Безопасность ракетных экспериментов с юношеством и молодежью»). Баку, Наука, 1973.
13 Куварзин И Н.. Ульянов Р. А Авиационное материаловедение. Харьков, Изд-во ХВАИВУ, 1957.
14 Куров В Д., Должанский Ю М. Основы проектирования пороховых снарядов М , Оборонгиз, 1961
15 . Назаров Г. В, I ревцев Н. В. Сварка и пайка в микроэлектронике М., Советское радио, 1969.
16 Немец Я К., Серенсон С. В.Стреляев В С Прочность пластмасс. М., Машиностроение, 1970.
17 Оснащение самолетного и ракетного производства М, Машиностроение, 1967.
18 . Победоносцев Ю А. Путь в космос. М, Воениздат, 1962
19 Персер Пол Е., Фейджет Мэксим А, Смит Норман Ф Пилотируемые космические корабли (проектирование и испытания) М. Машиностроение, 1968.
20 Ткаченко В В Методика и практика стандартизации М, Изд-во Комитета Стандартов, 1967.
21 . Ф е р т р е г т М. Основы космонавтики. М , Просвещение, 1969
22 . Шапиро Я М, Мазинг Г. Ю. Прудников Н Е Основы проектирования ракет на твердом топливе. М , Воениздат, 1968
ОГЛАВЛЕНИЕ
Предисловие о
Глава I. РАБОЧЕЕ МЕСТО КОНСТРУКТОРА................ I
Глава П. ПРОЕКТИРОВАНИЕ МОДЕЛЕЙ РАКЕТ.............. 17
Глава III. КОНСТРУИРОВАНИЕ МОДЕЛЕЙ РАКЕТ............5Е
Глава IV ПРОЧНОСТЬ ЛЕТАЮЩИХ РЕАКТИВНЫХ МОДЕЛЕЙ 81
Глава V. МАТЕРИАЛЫ В РАКЕТНО-КОСМИЧЕСКОМ МОДЕЛИЗМЕ 9f
Неметаллические материалы................... 99
Металлы и их сплавы..........................162
Иван Всеволодович Кротов
МОДЕЛИ РАКЕТ
П роектированив
Редактор В. И. Ионов
Художественный редактор Т А. Хитрова
Художник В И Сорокин
Технический редактор 3. И. Сарвина
Корректоры И. Г. Белопушкина, И. С Судзиловская
ИБ № 720
Сдано в набор 27.06.78. Подписано в печать 27 12.78 Г-13518. Изд. № 2/1445 Форь 60х90/и. Бумага офсетная № 1 Печать офсетная Гарнитура литературная. Усл. п.
11.0 Уч.-изд л. 11,597 Тираж 100 000 экз Заказ № 8 252. Цена 65 к.
Ордена «Знак Почета» Издательство ДОСААФ СССР
129110. Москва. И-110, Трифоновская ул., д. 34.
Книжная фабрика «Коммунист» республиканского производственного объединет <Полиграфкнига» Госкомиздата УССР. 310012, Харьков-12. Энгельса. 11.
ввоаж