/











































































































































Author: Бердников Л.Н.
Tags: машиностроение технологические процессы технология процесс резания фрезерные станки лениздат для молодых рабочих
Year: 1987




Text
Б у?Л. Н. БЕРДНИКОВРАБОТА
НА ФРЕЗЕРНЫХ
СТАНКАХОБЩИЕ СВЕДЕНИЯОСНОВЫ
ПРОЦЕССА РЕЗАНИЯФРЕЗЕРНЫЕ СТАНКИТЕХНОЛОГИЧЕСКИЕРЕКОМЕНДАЦИИ
Л. Н. БЕРДНИКОВРАБОТАНА ФРЕЗЕРНЫХ
СТАНКАХШ113шюныхРАБОЧИМЛЕНИЗДАТ1987
3-1 634
Б48Рецензент — инженер И._ 2704040000-276 11Л 0
Б All71 (03) —87С. Стерин© Лениздат, 1987
ВВЕДЕНИЕ«Основные направления экономического и социалы
ного развития СССР на 1986—1990 годы и на период до
2000 года» предусматривают дальнейшее повышение
уровня эффективности организации общественного тру*
да и производства. Интенсификация общественного про¬
изводства— основная линия экономического развития
страны на ближайшие годы и на длительную перспек¬
тиву, главное условие создания материально-технической
базы коммунизма, роста народного благосостояния. Ре¬
шению указанных задач способствует и разработанная
по инициативе Ленинградской партийной организации
и одобренная ЦК КПСС территориально-отраслевая
программа «Интенсификация-90», предусматривающая
ускоренное внедрение достижений научно-технического
прогресса во все отрасли народного хозяйства.Машиностроение, как одна из ведущих отраслей про¬
мышленности, производящих на своих предприятиях
важнейшие орудия труда, является материальной осно¬
вой технического развития общества. Уровень достиже¬
ний, объем, темпы, структура машиностроения оказыва¬
ют существенное влияние на все показатели развития
общественного производства, на повышение производи¬
тельности труда в промышленности.Важным в настоящее время является внедрение в
производство прогрессивной технологии, высокопроизво¬
дительного оборудования и инструмента, современных
форм организации и управления производством.Значительную долю в парке металлорежущего обо¬
рудования в машиностроении составляют фрезерные
станки. На некоторых предприятиях это примерно пя¬
тая часть от всего заводского парка станков. В настоя¬3
щее время инструментальные заводы страны выпускают
около 80 типов нормализованных фрез, что составляет
более 1300 типоразмеров, не считая фрез, изготовляе¬
мых по спецзаказам. На фрезерных станках выполняют
очень широкий круг работ, ведь фрезерованием можно
получить почти любые поверхности.Конструкции фрезерных станков постоянно совершен¬
ствуются, повышается их производительность, точность
и надежность работы, облегчается управление и обслу¬
живание. Повышение производительности фрезерных
станков достигается увеличением мощности и быстроход¬
ности привода главного движения, скоростей быстрых
перемещений, расширением диапазона регулирования
скоростей и подач, автоматизацией цикла обработки, ав¬
томатизацией и механизацией вспомогательных движе¬
ний в станках, применением приспособлений, расширяю¬
щих технологические возможности фрезерных станков.
Точность, надежность и долговечность работы фрезер¬
ных станков повышается за счет более качественного из¬
готовления деталей и сборочных единиц, увеличения же¬
сткости станков, применения устройств, централизован¬
ной смазки при хорошей защите трущихся пар от загряз¬
нения и др.В последнее время значительно увеличился выпуск
фрезерных станков с ЧПУ, которые позволяют разре¬
шить одну из актуальных современных проблем — авто¬
матизацию серийного и особенно мелкосерийного произ¬
водства. Получили дальнейшее развитие многоцелевые
станки (обрабатывающие центры),^а которых произво¬
дят комплексную последовательную обработку деталей
различными инструментами с автоматической лх сменой.
Принципиально новыми средствами, которыми начинают
оснащать станки, являются промышленные роботы —
универсальные быстропереналаживаемые манипуляторы
с программным управлением, позволяющие механизиро¬
вать ручной труд на наиболее трудоемких вспомогатель¬
ных операциях.Дальнейший рост промышленного производства в на¬
шей стране может быть обеспечен, в частности, за счет
своевременной подготовки квалифицированных кадров.
Важным фактором являются и резервы, связанные с по¬
вышением профессионального мастерства рабочих-ста-
ночников в конкретных условиях производства.Современные фрезерные станки достаточно сложны,
и работа на них требует от рабочего больших профес¬
сиональных знаний и навыков.4
Фрезеровщик должен хорошо знать устройство стан¬
ка, работу его основных узлов, соблюдать правила экс¬
плуатации, замечать и своевременно предупреждать не¬
исправности, уметь осуществлять наладку фрезерного
станка на выполнение различных работ, производить рас¬
четы, необходимые для проведения тех или иных фре¬
зерных операций.Фрезеровщик должен знать устройство, назначение и
действие применяемого режущего, вспомогательного и
мерительного инструмента, различных приспособлений,
правильно их использовать.Каждый рабочий обязан разбираться в технологиче¬
ской документации, которая регламентирует работу на
станках, уметь правильно организовать свое рабочее ме¬
сто, знать возможные причины брака и пути его преду¬
преждения, применять способы экономии электроэнер¬
гии, приемы использования смазочно-охлаждающих
жидкостей и др.Основные сведения о работе на универсальных фре¬
зерных станках, о применяемой технологической оснаст¬
ке, о способах ее рационального использования, а также
об особенностях фрезерных операций приведены в дан¬
ной книге.
ОСНОВНЫЕ СВЕДЕНИЯ ОФРЕЗЕРОВАНИИГЛАВА11.1. Резание металловПроцесс резания металлов заключается в срезании с
заготовки припуска с целью получения детали требуе¬
мой формы, размеров и шероховатости обработанных по¬
верхностей.Основными видами обработки резанием являются: то¬
чение, строгание, сверление, фрезерование, шлифование.
Эти виды обработки осуществляют на металлорежущих
станках различными режущими инструментами — резца¬
ми, сверлами, фрезами и др. Причем все режущие эле¬
менты в принципе имеют форму клина.Для осуществления резания необходимо иметь два
движения — главное (рабочее) и движение подачи. Глав¬
ное движение (Dr) при точении — это вращательное дви¬
жение обрабатываемой заготовки (рис. 1, а). При фре¬
зеровании главным движением является вращение фрезы
(рис. 1, б). Скорость главного движения определяет ско¬
рость резания.Поступательное движение резца в продольном или
поперечном направлениях является движением подачи
(Ds) при точении. При фрезеровании движением подачи
будет поступательное перемещение обрабатываемой за¬
готовки в продольном, поперечном или вертикальном на¬
правлениях. В процессе резания происходит образование
новых поверхностей путем деформирования и последую¬
щего отделения поверхностных слоев с образованием
стружки.Процесс резания металлов протекает в следующей по¬
следовательности. Под действием силы Р режущий клин
с передним углом у и задним углом а внедряется в об¬
рабатываемый материал и сжимает его передней поверх¬
ностью ОБ (рис. 2). По мере продвижения клина дефор-6
Рис. 1. Схемы точения '[а) и фрезерования [б).мация металла возрастает, и срезаемый слой толщиной а
превращается в стружку, которая перемещается по пе¬
редней поверхности. Основная деформация металла за¬
готовки происходит в зоне OML, называемой зоной
стружкообразования. Положение начальной зоны струж-
кообразования определяется линией OL, соответствую¬
щей границе, за которой обрабатываемый материал со¬
храняет свои исходные свойства. Достигнув конечной зо¬
ны ОМ, он получает наибольшую степень деформации и
соответственно наибольшую твердость, свойственную уже
образовавшейся стружке. При резании деформация рас¬
пространяется и на поверхностный слой детали. Следо¬
вательно, в результате обработки резанием физико-хи¬
мические свойства поверхностного слоя детали отлича¬
ются от соответствующих данных исходного (основно¬
го) металла.7
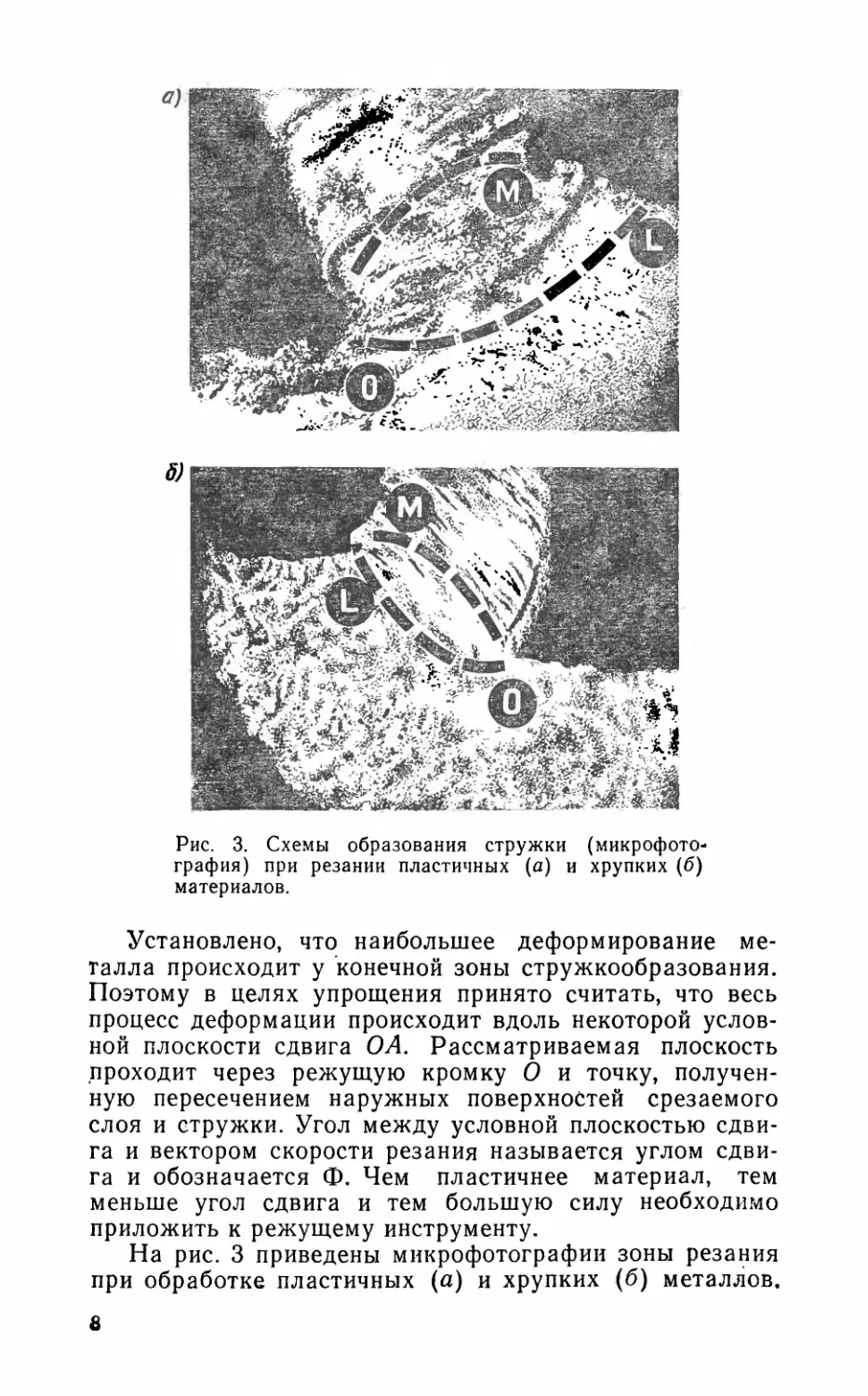
Рис. 3. Схемы образования стружки (микрофото¬
графия) при резании пластичных (а) и хрупких (б)
материалов.Установлено, что наибольшее деформирование ме¬
талла происходит у конечной зоны стружкообразования.
Поэтому в целях упрощения принято считать, что весь
процесс деформации происходит вдоль некоторой услов¬
ной плоскости сдвига ОА. Рассматриваемая плоскость
проходит через режущую кромку О и точку, получен¬
ную пересечением наружных поверхностей срезаемого
слоя и стружки. Угол между условной плоскостью сдви¬
га и вектором скорости резания называется углом сдви¬
га и обозначается Ф. Чем пластичнее материал, тем
меньше угол сдвига и тем большую силу необходимо
приложить к режущему инструменту.На рис. 3 приведены микрофотографии зоны резания
при обработке пластичных (а) и хрупких (б) металлов.
Рис. 4, Виды стружек.В первом случае линия OL почти в 1,8 раза больше, чем
во втором, и аналогично сила, затрачиваемая при реза¬
нии пластичного металла, в 2 раза превышает силу при
резании хрупкого. Чем больше передний угол, т. е. чем
острее режущий клин, тем меньше деформация срезае¬
мого слоя и сила резания. Однако чрезмерное увеличе¬
ние переднего угла может привести к поломке режущего
клина. Определенное влияние на процесс резания имеет
и задний угол а.Виды стружек. Образующаяся при резании ме¬
талла стружка подразделяется на три вида — сливная,
скалывания и надлома.Сливная стружка (рис. 4, а) получается обычно при
резании пластичных и вязких металлов. В этом случае
стружка не разделяется на отдельные части и имеет вид
сплошной витой ленты.Стружка скалырания (рис. 4, б) образуется при ре¬
зании среднетвердых металлов. Эта стружка на наруж¬
ной поверхности имеет явно выраженные зазубрины с
видимыми плоскостями скалывания.Стружка надлома (рис. 4, в) получается при обработ¬
ке хрупких металлов типа чугуна и бронзы и состоит из
мелких кусочков металла.Характеристики стружки. При резании тол¬
щина стружки получается больше толщины срезаемого
слоя (см. рис. 2), и это различие будет тем значительнее,
чем меньше угол сдвига. Следовательно, определив от¬
ношение толщин стружки и срезаемого слоя, можнц при¬
ближенно оценить деформацию металла в зоне стружко-
образования. Отношение толщины стружки ас к толщи¬
не срезаемого слоя а ^называется коэффициентом утол¬
щения стружки Ка■ Если резание прерывистое, то можно
определить отношение длины срезаемого слоя (длина
пути, пройденного зубом, /) к длине полученной струж¬
ки /с. Это отношение называют коэффициентом укоро¬
чения стружки /С/. Коэффициент уширения стружки
Къ — это отношение ширины стружки Ьс к ширине сре¬
заемого слоя. Так чсак при пластической деформации9
объем удаленного металла ос¬
тается постоянным, то можно
записать:*ICL = ///с.Как известно, при резании
хрупких металлов образуется
стружка надлома и коэффици¬
ент утолщения стружки имеет
небольшое значение {Ка= 1...3);
в случае же обработки пла¬
стичных металлов (например,
меди) значение Ка может до¬
стигать 10. С увеличением ско¬
рости резания коэффициент утолщения стружки снижа¬
ется.Коэффициенты утолщения, укорочения и уширения
стружки в ряде случаев используются для оценки про¬
цесса резания. Существуют методики, в соответствии с
которыми по этим коэффициентам можно определять ве¬
личину силы резания, необходимую для образования
стружки, степень деформации поверхности и т. д.Образо-вание нароста и его влияние на
процесс резания. При резании на передней по¬
верхности инструмента вблизи режущей кромки проис¬
ходит налипание металла (рис. 5). В процессе резания
образовавшийся нарост периодически срывается и часть
его внедряется в обработанную поверхность, а часть ухо¬
дит со стружкой.Наростообразование при резании металлов в отдель¬
ных случаях можно считать положительным явлением.
При появлении нароста увеличивается передний угол
клина, т. е. действительный передний угол уд становит¬
ся больше заданного у. Снижаются сила и температура
в зоне резания. Кроме того, нарост предохраняет перед¬
нюю, а иногда и заднюю поверхности режущего инстру¬
мента от износа. Но поскольку нарост попадает на об¬
работанную поверхность, то это приводит к повышению
ее шероховатости. Внедренные в поверхностный слой де¬
тали частицы нароста, твердость которых в 2—3 раза
выше твердости исходного материала, могут (если по¬
верхность больше не обрабатывать) царапать поверх¬
ность сопрягаемой детали. Следовательно, образование
нароста при резании допустимо только при предвари¬
тельной обработке и совершенно недопустимо при чис¬
товых операциях.Рис. 5. Нарост при резании
металлов.10
1.2. Типы и конструкции фрезФреза — многолезвийный режущий инструмент. Обра¬
ботка фрезами обеспечивает получение деталей с малой
погрешностью формы, размеров и высоким качеством
поверхностного слоя. По форме и технологическому на¬
значению фрезы подразделяют на определенные типы
(рис. 6). Торцовые (а) и цилиндрические (б) фрезы
предназначены для обработки открытых плоскостей. Кон¬
цевые (в, г) и дисковые (д) фрезы применяют при фре¬
зеровании плоскостей, пазов и уступов. Т-образными
(е) и фрезами типа «ласточкин хвост» (ж) обрабаты¬
вают пазы аналогичных форм. Фасонные фрезы (з) при-V1%///SS,4sлУ/уУ/Улt3)Г~^=4-|г_1угу?УЛ~%I1в1Рис. 6. Типы фрез.11
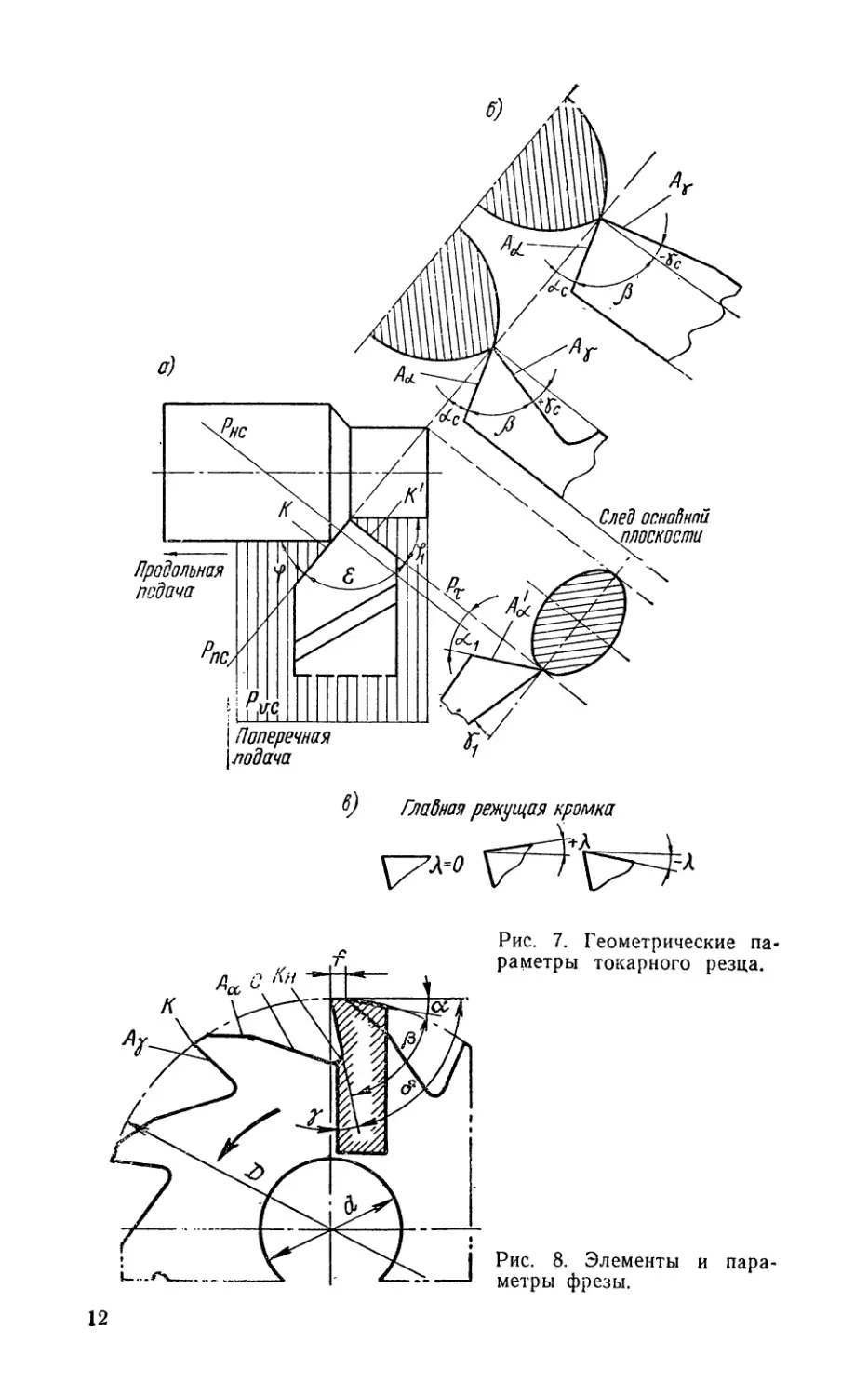
ПродольнаяподачаПоперечная\лодачаГладная режущая кромкаРис. 7. Геометрические па¬
раметры токарного резца.метры фрезы.12
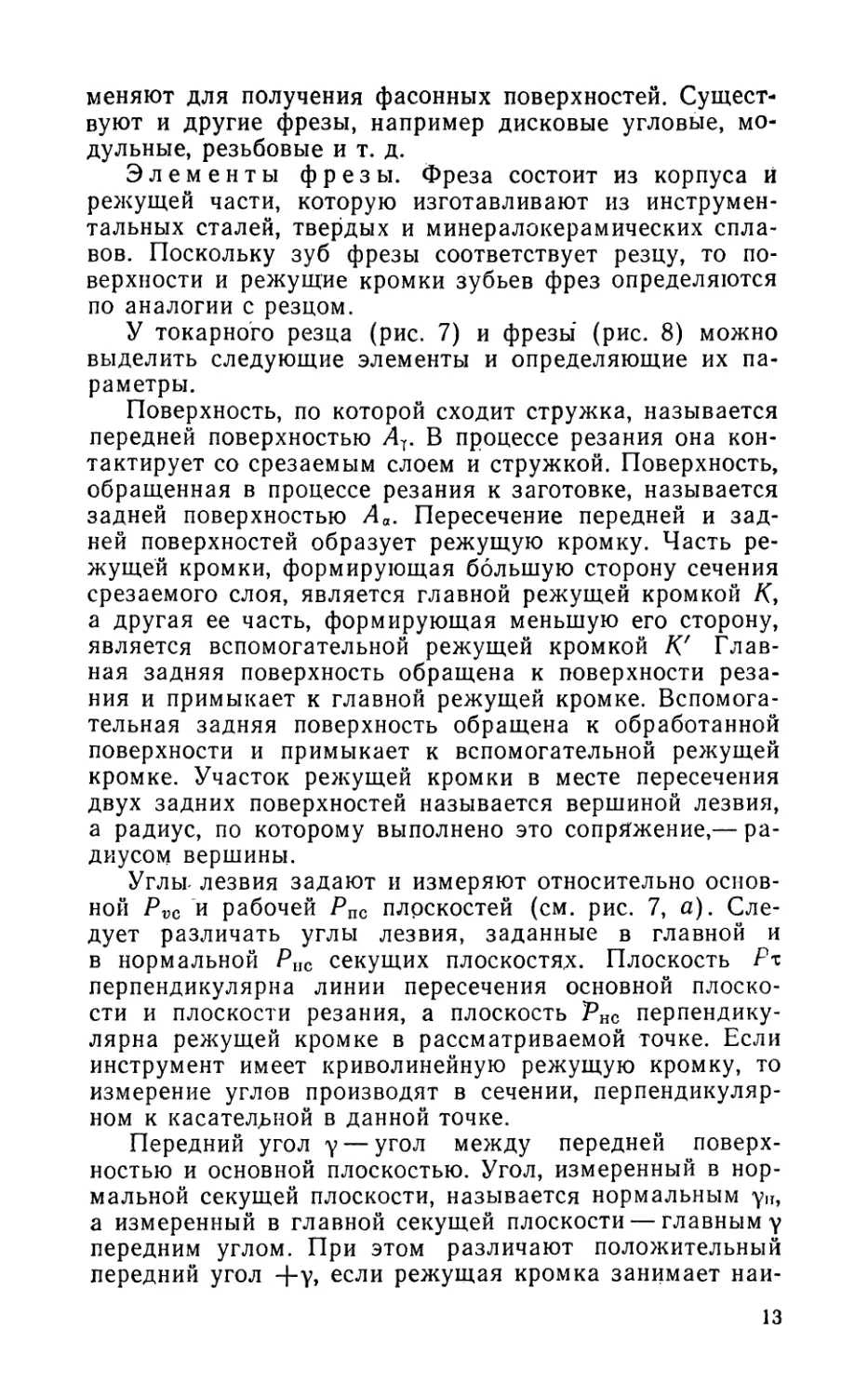
меняют для получения фасонных поверхностей. Сущест¬
вуют и другие фрезы, например дисковые угловые, мо¬
дульные, резьбовые и т. д.Элементы фрезы. Фреза состоит из корпуса й
режущей части, которую изготавливают из инструмен¬
тальных сталей, твердых и минералокерамических спла¬
вов. Поскольку зуб фрезы соответствует резцу, то по¬
верхности и режущие кромки зубьев фрез определяются
по аналогии с резцом.У токарного резца (рис. 7) и фрезы (рис. 8) можно
выделить следующие элементы и определяющие их па¬
раметры.Поверхность, по которой сходит стружка, называется
передней поверхностью Лт. В процессе резания она кон¬
тактирует со срезаемым слоем и стружкой. Поверхность,
обращенная в процессе резания к заготовке, называется
задней поверхностью Аа. Пересечение передней и зад¬
ней поверхностей образует режущую кромку. Часть ре¬
жущей кромки, формирующая большую сторону сечения
срезаемого слоя, является главной режущей кромкой /С,
а другая ее часть, формирующая меньшую его сторону,
является вспомогательной режущей кромкой К' Глав¬
ная задняя поверхность обращена к поверхности реза¬
ния и примыкает к главной режущей кромке. Вспомога¬
тельная задняя поверхность обращена к обработанной
поверхности и примыкает к вспомогательной режущей
кромке. Участок режущей кромки в месте пересечения
двух задних поверхностей называется вершиной лезвия,
а радиус, по которому выполнено это сопряжение,— ра¬
диусом вершины.Угльг лезвия задают и измеряют относительно основ¬
ной Pvc и рабочей Рпс плоскостей (см. рис. 7, а). Сле¬
дует различать углы лезвия, заданные в главной и
в нормальной РцС секущих плоскостям. Плоскость Ят
перпендикулярна линии пересечения основной плоско¬
сти и плоскости резания, а плоскость Рнс перпендику¬
лярна режущей кромке в рассматриваемой точке. Если
инструмент имеет криволинейную режущую кромку, то
измерение углов производят в сечении, перпендикуляр¬
ном к касательной в данной точке.Передний угол у— угол между передней поверх¬
ностью и основной плоскостью. Угол, измеренный в нор¬
мальной секущей плоскости, называется нормальным уц,
а измеренный в главной секущей плоскости — главным у
передним углом. При этом различают положительный
передний угол +у, если режущая кромка занимает наи¬13
высшее положение на передней поверхности (см. рис. 7,
б), и отрицательный передний угол —у» если режущая
кромка расположена ниже точек передней поверхности.
При резании инструментом с отрицательным передним
углом деформации срезаемого слоя будут значительно
больше, а следовательно, больше силы и температура в
зоне резания, чем при обработке инструментом с поло¬
жительным передним углом.Задний угол а — угол в секущей плоскости между
задней поверхностью лезвия и плоскостью резания. Угол,
измеренный в нормальной секущей плоскости, называет¬
ся нормальным ан, а измеренный в главной секущей пло¬
скости— главным а задним углом.Величина заднего угла оказывает влияние на проч¬
ность режущего клина, интенсивность роста износа.Угол заострения р— угол между передней и задней
поверхностями лезвия; он определяет прочность режуще¬
го инструмента. Угол резания б — угол между передней
поверхностью и плоскостью резания; 6— Р+а.Углы лезвия определяются также относительно вспо¬
могательной режущей кромки.Главный угол в плане ср — угол между проекцией
главной режущей кромки на основную плоскость и на¬
правлением подачи. Вспомогательный угол в плане
ф' — угол между проекцией вспомогательной кромки на
основную плоскость и направлением, обратным направ¬
лению подачи. Угол при вершине резца £ — угол между
проекциями режущих кромок на основную плоскость.Угол наклона главной режущей кромки X— угол в
плоскости резания между режущей кромкой и основной
плоскостью. От величины этого угла зависят проч¬
ность вершины резца, условия врезания зуба фрезы в
заготовку, направление схода стружки и другие пара¬
метры резания. При этом различают положительный
угол наклона кромки -\-Х, если вершина резца занимает
нижнее положение на режущей кромке (см. рис. 7, в),
и отрицательный —X, если она занимает наивысшее по¬
ложение. При Я=0° режущая кромка расположена па¬
раллельно основной плоскости.Зуб фрезы (см. рис. 8) имеет те же элементы, что и
резец: переднюю поверхность Лт, заднюю поверхность
Ал, режущую кромку К и соответствующие углы уу а, р,
6. У зуба можно выделить также фаску f и спинку С —
поверхность, смежную с передней поверхностью одного
зуба и задней поверхностью соседнего. Канавка Кп яв¬
ляется переходным элементом от одного зуба к другому.14
Фрезы имеют торцовую плоскость, т. е. плоскость,
перпендикулярную к оси фрезы, и осевую плоскость,
т. е. плоскость, проходящую через ось фрезы и рассмат¬
риваемую точку на ее режущей кромке.Главная режущая кромка К фрезы выполняет основ¬
ную работу резания. У цилиндрических фрез главная
режущая кромка может быть прямолинейной (по обра¬
зующей цилиндра), наклонной (к образующей цилинд¬
ра) и винтовой. Вспомогательной режущей кромки у ци¬
линдрических фрез нет.У фрез с торцовыми зубьями различают:
главную режущую кромку — кромку, расположенную
под углом к оси фрезы;вспомогательную режущую кромку — кромку, распо¬
ложенную на торцовой части фрезы;переходную режущую кромку—кромку, соединяю¬
щую главную и вспомогательную режущие кромки.Форма и элементы зубьев. В зависимости
от поверхности, по которой производится затачивание
фрезы, существуют две основные конструкции зубьев:
остроконечный зуб — зуб, затачиваемый по задней
поверхности (рис. 9, а)\затылованный зуб — зуб, затачиваемый только по пе¬
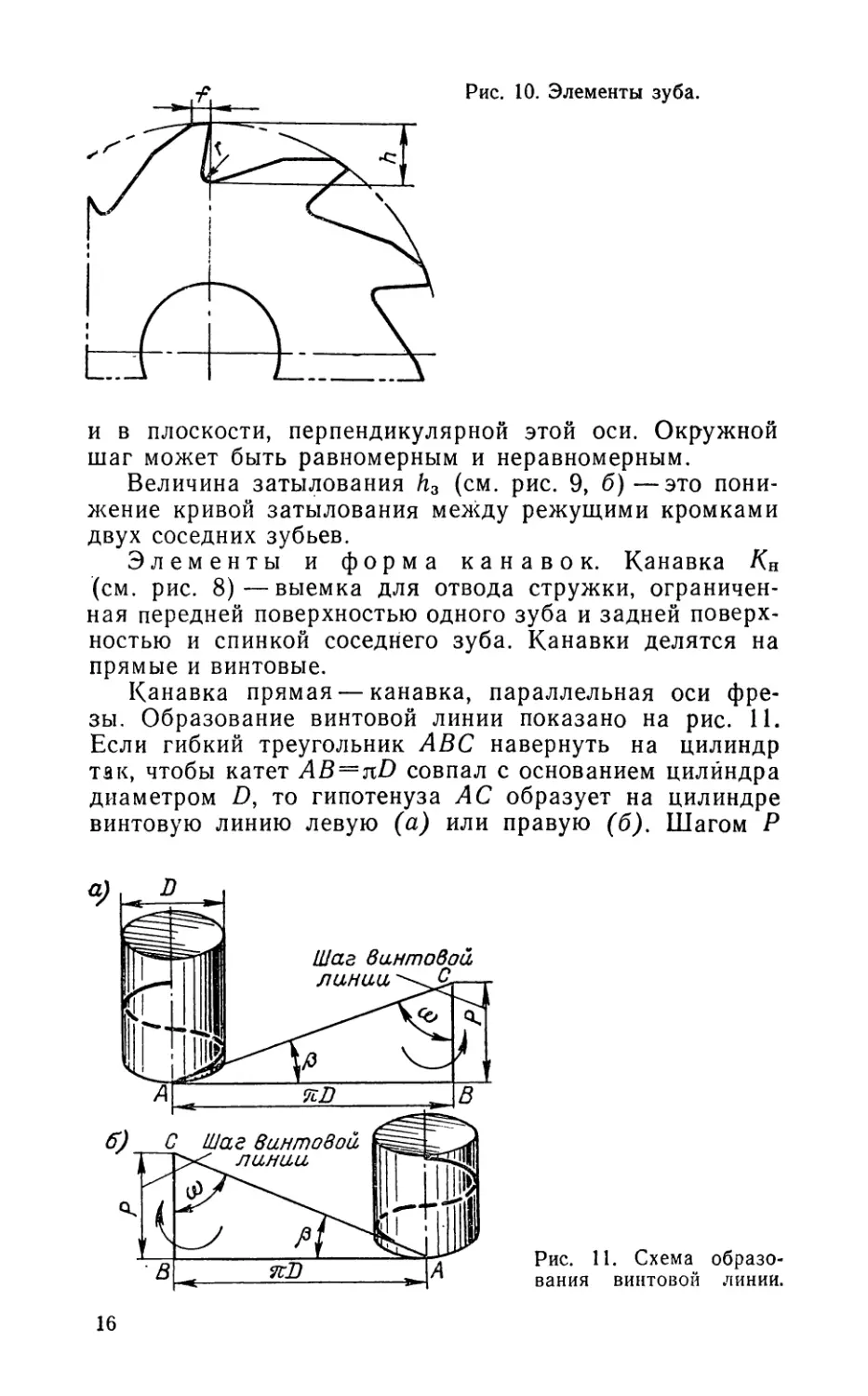
редней поверхности (рис. 9, б).Зубья (рис. 10) характеризуются следующими эле¬
ментами:.Высота h — расстояние между точкой режущей кром¬
ки зуба и дном канавки, измеренное в радиальном сече¬
нии фрезы перпендикулярно ее оси.Ширина задней поверхности зуба (фаска f, см.
рис. 8)—расстояние от режущей кромки до линии пе¬
ресечения задней поверхности зуба с его спинкой, изме¬
ренное в направлении, перпендикулярном режущей
кромке.Окружной шаг зубьев — расстояние между одноимен¬
ными точками режущих кромок двух смежных зубьев,
измеренное по дуге окружности с центром на оси фрезыфрезы.
Рис. 10. Элементы зуба.и в плоскости, перпендикулярной этой оси. Окружной
шаг может быть равномерным и неравномерным.Величина затылования h3 (см. рис. 9, б)—это пони¬
жение кривой затылования между режущими кромками
двух соседних зубьев.Элементы и форма канавок. Канавка /Сн
(см. рис. 8)—выемка для отвода стружки, ограничен¬
ная передней поверхностью одного зуба и задней поверх¬
ностью и спинкой соседнего зуба. Канавки делятся на
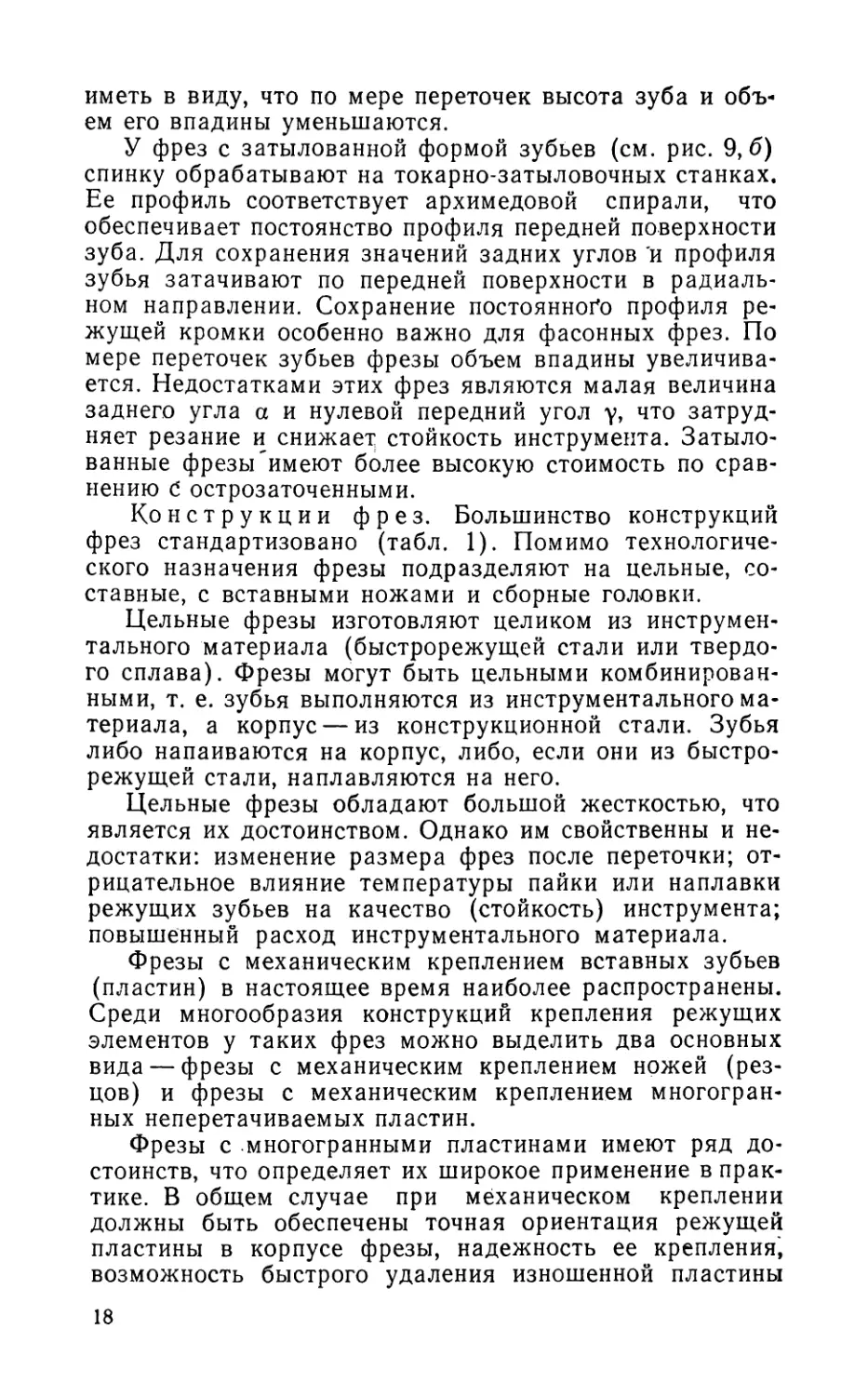
прямые и винтовые.Канавка прямая — канавка, параллельная оси фре¬
зы. Образование винтовой линии показано на рис. 11.
Если гибкий треугольник ABC навернуть на цилиндр
так, чтобы катет AB=nD совпал с основанием цилиндра
диаметром Д то гипотенуза АС образует на цилиндре
винтовую линию левую (а) или правую (б). Шагом Ра) Г)б)Рис. 11. Схема образо¬
вания винтовой линии.16
винтовой линии называется величина ее подъема за один
оборот вокруг цилиндра. Угол со называется углом на¬
клона винтовой линии, а угол р— углом подъема винто¬
вой линии; Эти углы связаны между собой соотношени¬
ем: о=90°— р.Их определяют по формулам:I А О Рtg0* = -р\ tgp =где я=3,14.Канавка винтовая левая (рис. 12, а)—канавка, на¬
правленная по винтовой линии с подъемом справа нале¬
во. Канавка винтовая правая (рис. 12, б) —канавка, на¬
правленная по винтовой линии с подъемом слева вверх
направо.Шаг винтовой канавки Р — расстояние между двумя
последовательными точками на режущей кромке фрезы,
лежащими на одной образующей цилиндрической по¬
верхности.Важными параметрами фре^ы являются объем впа¬
дины зуба и профиль впадины зуба. При этом плавность
сопряжения передней поверхности и спинки зуба долж¬
на быть такой, чтобы стружка под воздействием сил
инерции, охлаждающей жидкости или вновь образую¬
щейся стружки свободно удалялась из впадины. Увели¬
чение параметров г н h (см. рис. 10) с целью достижения
более благоприятных условий размещения стружки ог¬
раничено прочностью зуба. Для улучшения отвода
стружки переднюю поверхность и впадины зубьев у не¬
которых фрез полируют.Фрезы с остроконечными зубьями просты в изготов¬
лении, удобны в эксплуатации и обеспечивают достаточ¬
но высокую стойкость инструмента. Затачивание таких
фрез производят по задней поверхности, однако следует17
иметь в виду, что по мере переточек высота зуба и объ¬
ем его впадины уменьшаются.У фрез с затылованной формой зубьев (см. рис. 9,6)
спинку обрабатывают на токарно-затыловочных станках.
Ее профиль соответствует архимедовой спирали, что
обеспечивает постоянство профиля передней поверхности
зуба. Для сохранения значений задних углов и профиля
зубья затачивают по передней поверхности в радиаль¬
ном направлении. Сохранение постоянного профиля ре¬
жущей кромки особенно важно для фасонных фрез. По
мере переточек зубьев фрезы объем впадины увеличива¬
ется. Недостатками этих фрез являются малая величина
заднего угла а и нулевой передний угол у» что затруд¬
няет резание и снижает стойкость инструмента. Затыло-
ванные фрезьГимеют более высокую стоимость по срав¬
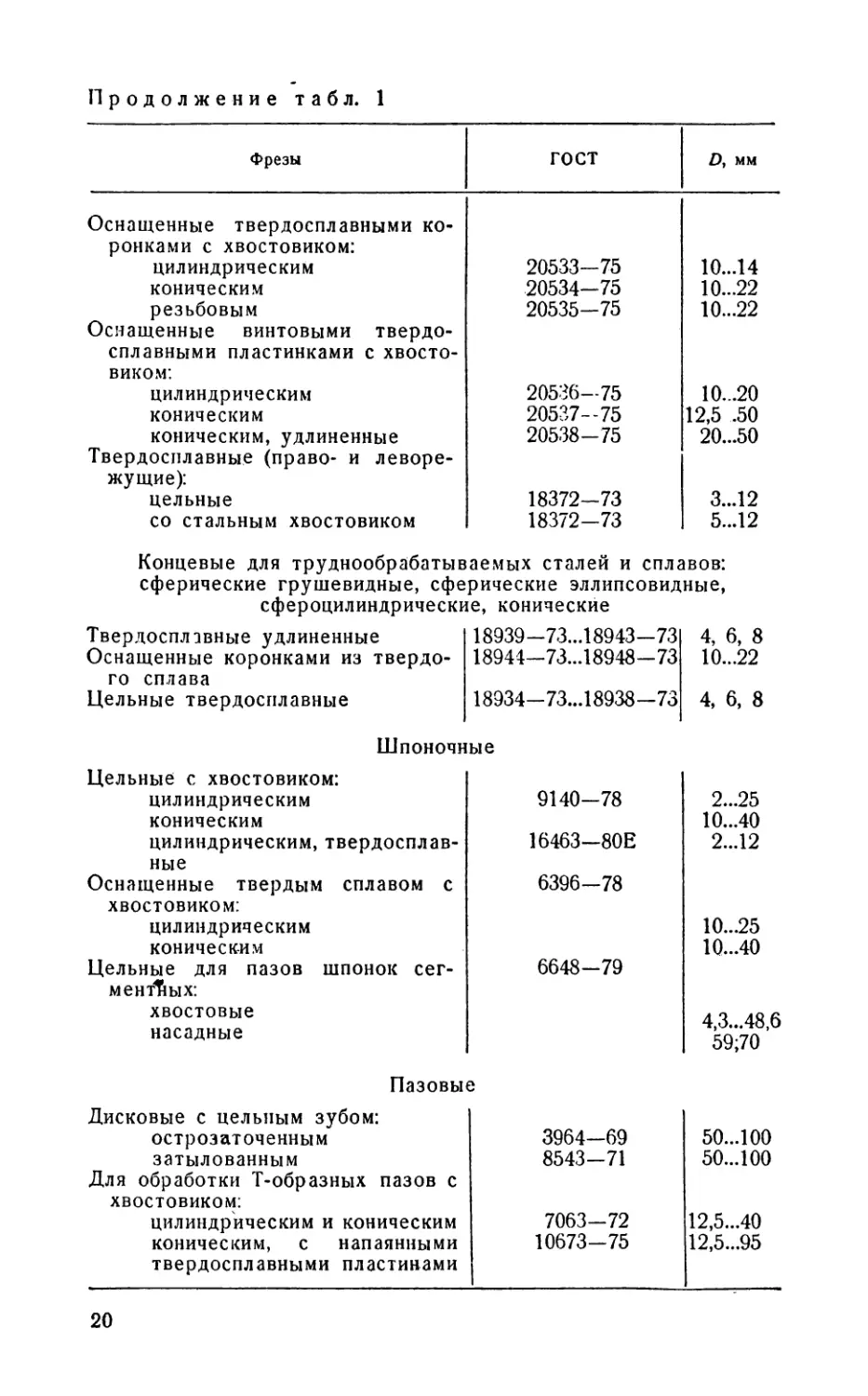
нению С острозаточенными.Конструкции фрез. Большинство конструкций
фрез стандартизовано (табл. 1). Помимо технологиче¬
ского назначения фрезы подразделяют на цельные, со¬
ставные, с вставными ножами и сборные головки.Цельные фрезы изготовляют целиком из инструмен¬
тального материала (быстрорежущей стали или твердо¬
го сплава). Фрезы могут быть цельными комбинирован¬
ными, т. е. зубья выполняются из инструментального ма¬
териала, а корпус — из конструкционной стали. Зубья
либо напаиваются на корпус, либо, если они из быстро¬
режущей стали, наплавляются на него.Цельные фрезы обладают большой жесткостью, что
является их достоинством. Однако им свойственны и не¬
достатки: изменение размера фрез после переточки; от¬
рицательное влияние температуры пайки или наплавки
режущих зубьев на качество (стойкость) инструмента;
повышенный расход инструментального материала.Фрезы с механическим креплением вставных зубьев
(пластин) в настоящее время наиболее распространены.
Среди многообразия конструкций крепления режущих
элементов у таких фрез можно выделить два основных
вида — фрезы с механическим креплением ножей (рез¬
цов) и фрезы с механическим креплением многогран¬
ных неперетачиваемых пластин.Фрезы с многогранными пластинами имеют ряд до¬
стоинств, что определяет их широкое применение в прак¬
тике. В общем случае при механическом креплении
должны быть обеспечены точная ориентация режущей
пластины в корпусе фрезы, надежность ее крепления,
возможность быстрого удаления изношенной пластины18
Таблица 1. Основные типы стандартных фрезФрезыГОСТД ммЦилиндрическиеЦельные с зубьями:
мелкими
крупными
Оснащенные винтовыми пластинка¬3752-718721-6940...10050...10063...125ми из твердого сплаваТорцовые цельные насадныеС мелкими зубьямиС крупными зубьямиДля обработки легких сплавов9304-6916222-7040...10063...10050...80Торцовые сборньгё насадные с вставными ножамиИз быстрорежущей стали1092-8080...250Оснащенные твердым сплавом:с крупными зубьями24359-80100...630для обработки легких сплавов16223-70100...315с мелкими зубьями9473-8080...630для труднообрабатываемых20540-75100...200сталей и сплавовс механическим креплением22085-76—пятигранных твердосплавныхпластинокто же, повышенной жестко¬20861-75100...200стис механическим креплением22088-76100...200круглых твердосплавных пла¬стинокКонцевыеЦельные с хвостовиком:цилиндрическим17025-713...12коническим17026-7114...63Для обработки легких сплавов схвостовиком:цилиндрическим16225-701,5...12коническим16225-7012...50резьбовым, двузубые16226-708...40коническим, радиусные16231-7012...50Обдирочные с коническим хвосто¬15086-6925...80виком (с торцовыми зубьями ибез них)То же, с затылованными зубьями4675-71осо1.0<мКонические с хвостовиком:цилиндрическим18150-723...101коническим18151—723...4011 Наименьший диаметр усеченного конуса рабочей частифрезы.19
Продолжение табл. 1ФрезыГОСТД ммОснащенные твердосплавными ко¬ронками с хвостовиком:цилиндрическим20533-7510...14коническим20534-7510...22резьбовым20535-7510...22Оснащенные винтовыми твердо¬сплавными пластинками с хвосто¬виком:цилиндрическим20536-7510—20коническим20537-7512,5 .50коническим, удлиненные20538-7520...50Твердосплавные (право- и леворе¬жущие):цельные18372-733...12со стальным хвостовиком18372-735...12Концевые для труднообрабатываемых сталей и сплавов:
сферические грушевидные, сферические эллипсовидные,
сфероцилиндрические, коническиеТвердосплавные удлиненные
Оснащенные коронками из твердо¬
го сплава
Цельные твердосплавные18939—73...18943—73
18944—73...18948—7318934—73...18938—73ШпоночныеЦельные с хвостовиком:
цилиндрическим
коническимцилиндрическим,твердосплав¬
ныеОснащенные твердым сплавом с
хвостовиком:цилиндрическим
коническимЦельные для пазов шпонок сег¬
ментных:хвостовые
насадныеПазовые9140-78
16463—80Е
6396-786648-794, 6, 8
10...224, 6, 82...25
10...402...1210...251Q...404,3...48,659;70Дисковые с цельным зубом:острозаточенным3964-6950...100затылованным8543-7150...100Для обработки Т-образных пазов схвостовиком:цилиндрическим и коническим7063-7212,5...40коническим, с напаянными10673-7512,5...95твердосплавными пластинами20
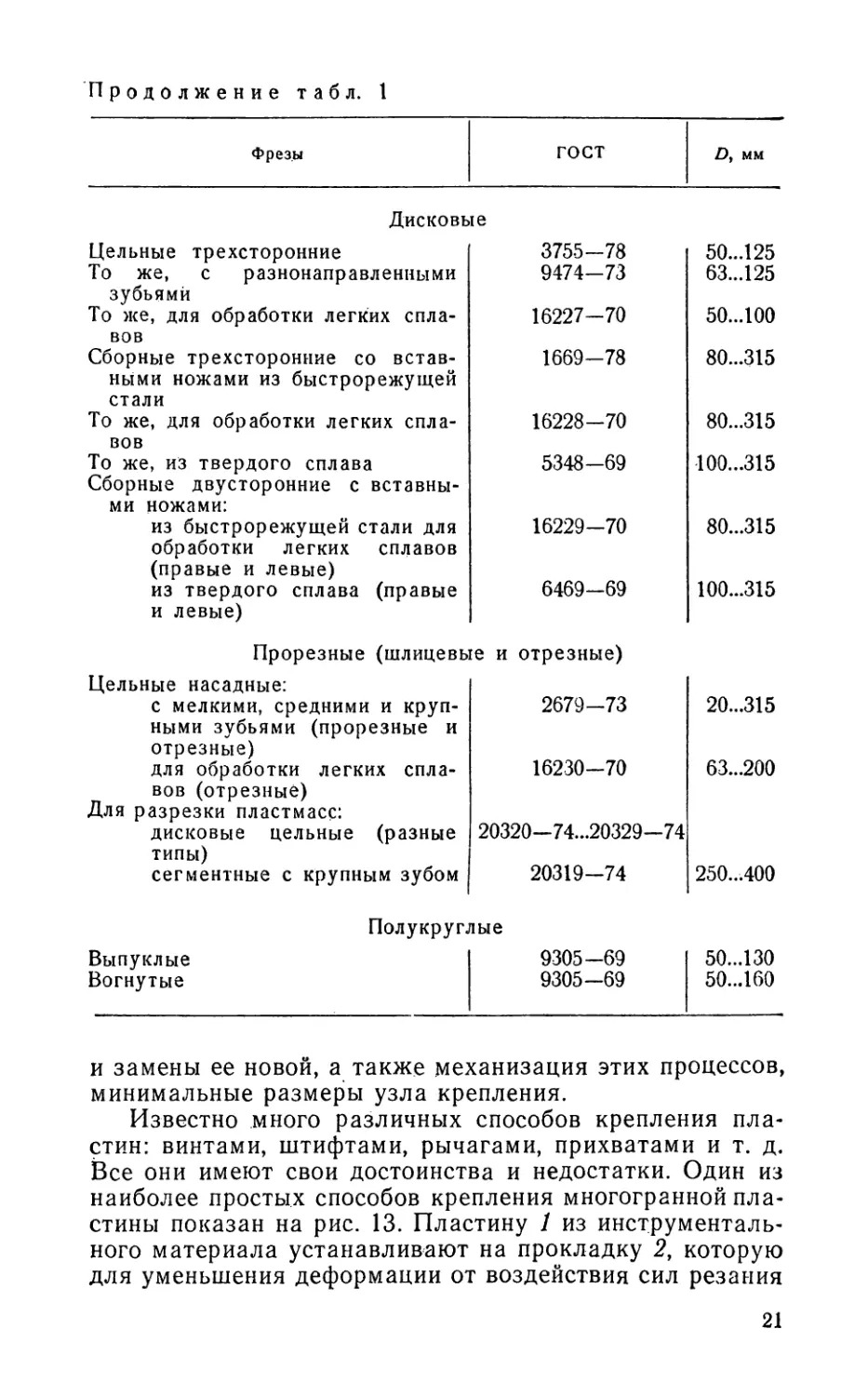
Продолжение табл. 1ФрезыгостD, ммДисковыеЦельные трехсторонние3755-7850...125То же, с разнонаправленными9474-7363...125зубьямиТо же, для обработки легких спла¬16227—7050...100вовСборные трехсторонние со встав¬1669-7880...315ными ножами из быстрорежущейсталиТо же, для обработки легких спла¬16228-7080...315вовТо же, из твердого сплава5348 -69100...315Сборные двусторонние с вставны¬ми ножами:из быстрорежущей стали для16229-7080...315обработки легких сплавов(правые и левые)из твердого сплава (правые6469-69100...315и левые)Прорезные (шлицевые и отрезные)Цельные насадные:с мелкими, средними и круп¬2679-7320...315ными зубьями (прорезные иотрезные)для обработки легких спла¬16230—7063...200вов (отрезные)Для разрезки пластмасс:дисковые цельные (разные20320—74...20329—74типы)сегментные с крупным зубом20319-74250...400ПолукруглыеВыпуклые9305-6950...130Вогнутые9305-6950...160и замены ее новой, а также механизация этих процессов,
минимальные размеры узла крепления.Известно много различных способов крепления пла¬
стин: винтами, штифтами, рычагами, прихватами и т. д.
Все они имеют свои достоинства и недостатки. Один из
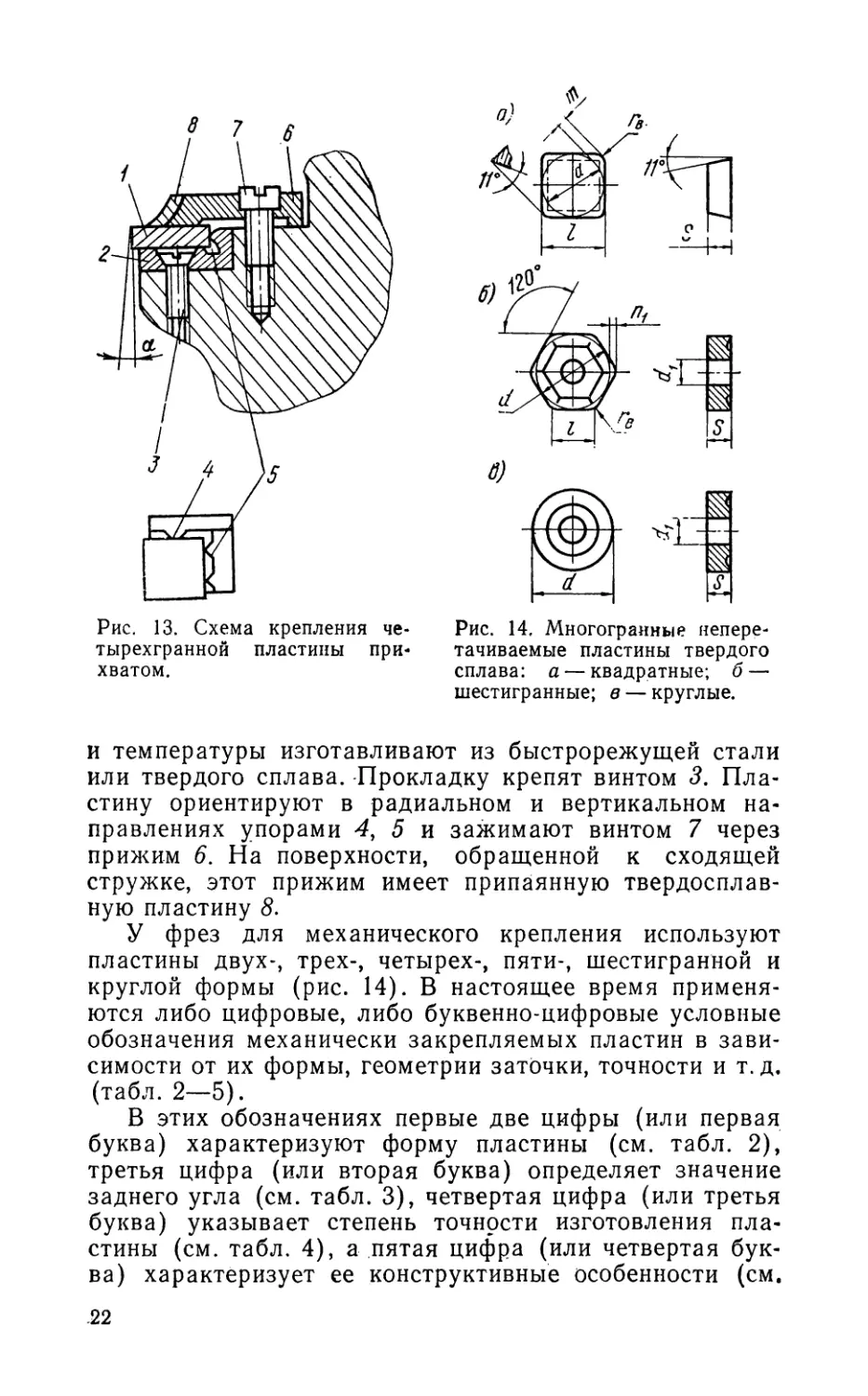
наиболее простых способов крепления многогранной пла¬
стины показан на рис. 13. Пластину 1 из инструменталь¬
ного материала устанавливают на прокладку 2, которую
для уменьшения деформации от воздействия сил резания21
Рис. 13. Схема крепления че¬
тырехгранной пластины при¬
хватом./Ж\dРис. 14. Многогранные непере-
тачиваемые пластины твердого
сплава: а — квадратные; б —
шестигранные; в — круглые.и температуры изготавливают из быстрорежущей стали
или твердого сплава. -Прокладку крепят винтом 3. Пла¬
стину ориентируют в радиальном и вертикальном на¬
правлениях упорами 4, 5 и зажимают винтом 7 через
прижим 6. На поверхности, обращенной к сходящей
стружке, этот прижим имеет припаянную твердосплав¬
ную пластину 8.У фрез для механического крепления используют
пластины двух-, трех-, четырех-, пяти-, шестигранной и
круглой формы (рис. 14). В настоящее время применя¬
ются либо цифровые, либо буквенно-цифровые условные
обозначения механически закрепляемых пластин в зави¬
симости от их формы, геометрии заточки, точности и т. д.
(табл. 2—5).В этих обозначениях первые две цифры (или первая
буква) характеризуют форму пластины (см. табл. 2),
третья цифра (или вторая буква) определяет значение
заднего угла (см. табл. 3), четвертая цифра (или третья
буква) указывает степень точности изготовления пла¬
стины (см. табл. 4), а пятая цифра (или четвертая бук¬
ва) характеризует ее конструктивные особенности (см..22
Таблица 2. Форма пластинФормаОбозначениецифровоебуквенноеТрехгранные правильной формы01тКвадратные03' SРомбические с углом 60°04ОРомбические с углом 80°05сПятигранные10рШестигранныеИнКруглые12RТаблица 3. Значения заднего углаЗначение заднего угла
на пластине, градО711ОбозначениеТаблица 4. Степень точности пластинОбозначениеСтепень точностицифровоебуквенноеНормальная1иПовышенная2мВысокая3GОсобо высокая4СТаблица 5. Конструктивные особенностипластинФормаОбозначеииецифровоебуквенноеБез отверстия и канавки1NС отверстием без канавки3ЛС отверстием и канавкой с4модной стороны23
табл. 5). Вторая часть условного обозначения состоит из
трех групп двузначных цифр, определяющих: длину ре¬
жущей кромки (mmJ, толщину пластины (мм), значение
радиуса при вершине (мм), увеличенное в 10 раз. Так,
например, пластина шестигранной формы с нулевым зна¬
чением заднего угла, нормальной точности, с централь¬
ным отверстием и стружечными канавками, размерами:
длиной режущей части 11 мм, толщиной 4 мм, радиусом
при вершине 1,2 мм, выполненная из сплава ВК8, будет
иметь обозначения: цифровое 11114—110412 ВК8
ГОСТ 19068—73 и буквенно-цифровое HNUM—110412
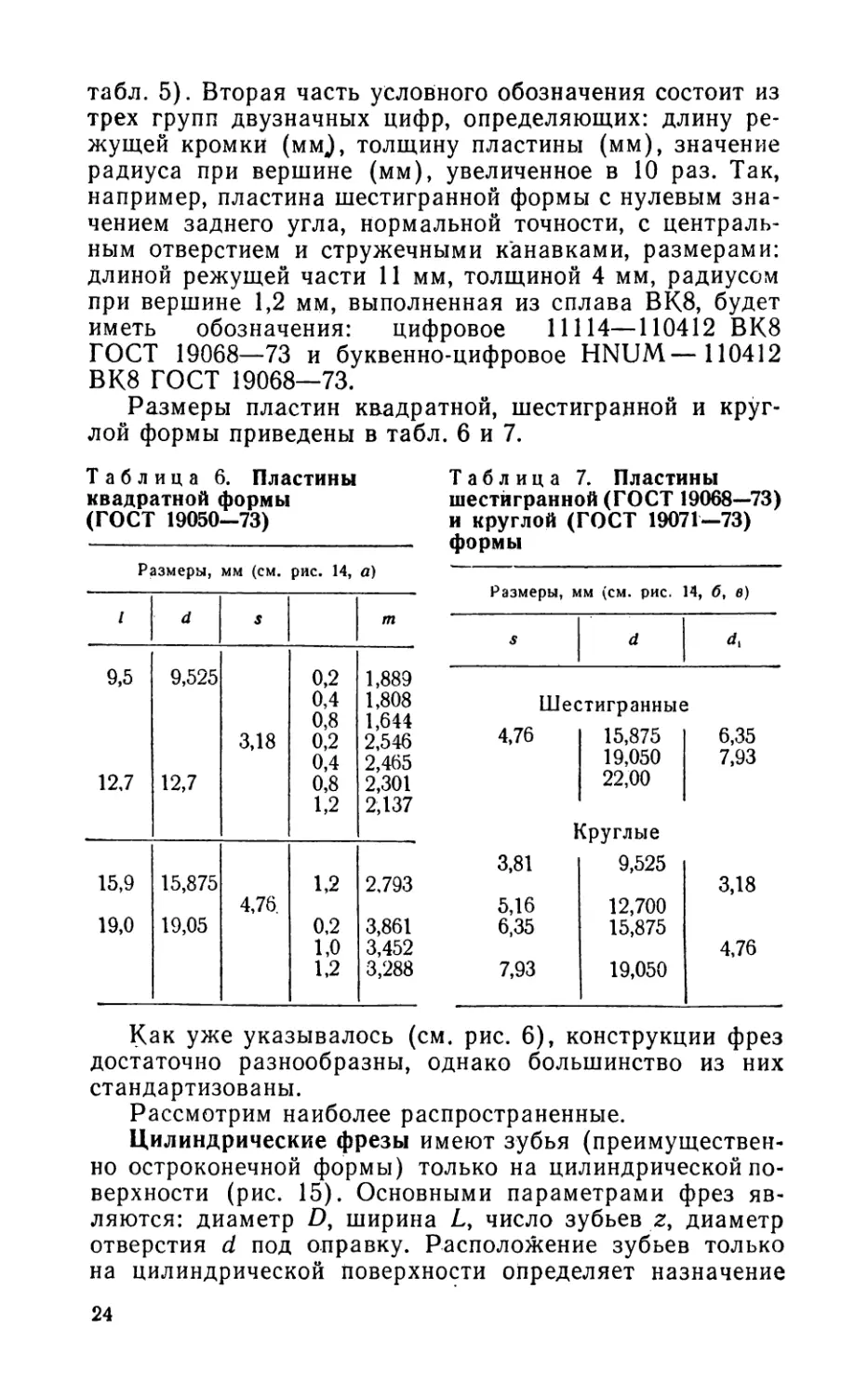
ВК8 ГОСТ 19068—73.Размеры пластин каадратной, шестигранной и круг¬
лой формы приведены в табл. 6 и 7.Таблица 6. Пластины
квадратной формы
(ГОСТ 19050-73)Размеры, мм (см. рис. 14, а)Таблица 7. Пластины
шестигранной (ГОСТ 19068—73)
и круглой (ГОСТ 19071-73)
формы/dSт9,59,5250,21,8890,41,8080,81,6443,180,22,5460,42,46512,712,70,82,3011,22,13715,915,8751,22,7934,7619,019,050,23,8611,03,4521,23,288Размеры, мм (см. рис.14, 6, в)Sddx4,76Шестигранные15,875
19,050
22,003,815,166,357,93Круглые
9,52512,700
15,87519,0506,357,933,184,76Как уже указывалось (см. рис. 6), конструкции фрез
достаточно разнообразны, однако большинство из них
стандартизованы.Рассмотрим наиболее распространенные.Цилиндрические фрезы имеют зубья (преимуществен¬
но остроконечной формы) только на цилиндрической по¬
верхности (рис. 15). Основными параметрами фрез яв¬
ляются: диаметр D, ширина L, число зубьев z, диаметр
отверстия d под оправку. Расположение зубьев только
на цилиндрической поверхности определяет назначение24
Рис. 15. Фреза цилиндрическая.этих инструментов — фрезерование плоскостей с шири¬
ной B<L.Фрезы изготовляют цельными (из быстрорежущей
стали), со вставными ножами (зубьями) из быстроре¬
жущей стали или твердого сплава. Из быстрорежущей
стали выполняют инструменты с мелкими и крупными
зубьями. Фрезы с крупными зубьями имеют увеличенное
пространство для размещения стружки и повышенную
прочность зуба, поэтому их целесообразно применять
для предварительной обработки (табл. 8).Таблица 8. Основные параметры цилиндрических
быстрорежущих фрез пэ ГОСТ 3752—71 (СТ СЭВ 1174—78)Д ммdy м>мС мелким зубом4040165063505022638050632763801006380328010012510121416Д ммd, ммL, ммС крупным зубом5063801005022636805027638081006332801001012580401001251216025
Фрезы диаметром до 80 мм изготовляют цельными, а
диаметром более 80 мм — со вставными ножами.Применяют также сборные цилиндрические фрезы с
впаянными в корпус или закрепленными механически
пластинами твердого сплава.При работе цилиндрической фрезы все ее зубья долж¬
ны принимать равномерное участие в резании. Если это
условие не выполняется, то зубья изнашиваются нерав¬
номерно и стойкость фрезы уменьшается. Причиной бие¬
ния зубьев обычно является некачественная заточка
фрезы или неудовлетворительная ее установка на оправ¬
ке. Установку и закрепление цилиндрических фрез на
станке осуществляют с помощью оправок, диаметр кото¬
рых должен соответствовать диаметру отверстия фрезы.
Конусный хвостовик оправки должен соответствовать ко¬
ническому отверстию переднего конца шпинделя станка.Оправку 2 (рис. 16) конусным хвостовиком устанав¬
ливают в коническое отверстие шпинделя 13. Контакти-
руемые поверхности оправки, шпинделя, колец 3 и фре¬
зы 1 предварительно тщательно протирают чистой ве¬
тошью. Если на прверхностях элементов имеются по¬
вреждения (царапины, задиры, забойны и др.), их сле¬
дует устранить с помощью мелкого абразивного бруска
или заменить поврежденный элемент.При установке оправки необходимо следить за тем,
чтобы ее пазы 10 были совмещены с выступами или
шпонками на торце шпинделя станка. Эти элементы обе¬
спечивают передачу крутящего момента от шпинделя на
оправку. В резьбовое отверстие оправки заворачивают
до упора шомпол 11у после чего его крепят гайкой 12.
Кольца*3 устанавливают на цилиндрическую часть оп¬
равки 2 с двух сторон фрезы, при этом диаметр отвер¬
стия кольца должен соответствовать диаметру оправки,
Фрезу 1 размещают как можно ближе к шпинделю стан¬
ка, чтобы уменьшить прогиб оправки в процессе фрезе¬
рования. В шпоночном пазе цилиндрической части оп¬
равки располагают шпонку, которая при установке на
оправку фрезы и колец совмещается с их шпоночными
пазами. Конусная втулка 5 поддерживает цилиндриче¬
скую часть оправки. Она введена в серьгу 6 и закрепле¬
на на оправке гайкой 4. Серьгу надвигают на втулку и
в этом положении крепят гайкой 7 на хоботе 8, закреп¬
ленном гайкой 9 на станине станка.После установки фрезы на станке иногда проверяют
радиальное биение ее режущих кромок. Радиальное26
J 2 1Рис. 16. Схема установки и крепления цилиндрической фрезы.
Рис. 17. Дисковая фреза.Рис. 18. Схемы расположения зубьев дисковых фрез.биение фрез диаметром до 100 мм не должно превышать0,04 мм, до 125 мм — 0,05 мм, а более 125 мм — 0,08 мм.Дисковые фрезы. Основными параметрами дисковых
фрез являются: наружный диаметр Д ширина Ву число
зубьев г, диаметр отверстия d под оправку (рис. 17).
Фрезы изготовляют цельными (из быстрорежущей ста¬
ли), со вставными ножами из быстрорежущей стали и
с пластинами из твердого сплава. По характеру распо¬
ложения режущих зубьев различают дисковые фрезы:
трехсторонние — с зубьями на обоих торцах и на ци¬
линдрической части (рис. 18, а), двусторонние — с зубь¬
ями на цилиндрической части и на одном из торцов
(рис. 18, б) и односторонние — с зубьями только на ци¬
линдрической части (рис. 18, в).Трехсторонние дисковые фрезы применяют при об¬
работке глубоких пазов. Эти фрезы выпускаются прямо¬
зубыми (зубья на цилиндрической части расположены
параллельно оси) и с разнонаправленными зубьями (зу¬
бья расположены наклонно к оси и направлены в раз¬
ные стороны). Фрезы с разнонаправленными зубьями бо¬
лее сложны в изготовлении, однако обеспечивают высо¬
кую производительность труда за счет хорошего удале¬28
ния стружки из зоны резания. Основные размеры этих
фрез приведены в табл. 9. Одним из недостатков диско¬
вых трехсторонних фрез является уменьшение размера В
по мере переточек. Использование составных дисковых
фрез исключает этот недостаток.Таблица 9. Основные параметры
трехсторонних дисковых фрез из стали Р18
(ГОСТ 3755-78)D, ммй, ммВ, мм50165146322681012Ш80278101218100321012141620Дисковые трехсторонние фрезы с наружным диамет¬
ром от 80 до 315 мм и шириной 12—50 мм выпускают¬
ся также со вставными ножами из быстрорежущей стали
(ГОСТ 1669—78) или с пластинами из твердого сплава.
Вставные ножи закрепляют в корпусе клиньями, что
позволяет регулировать размер В фрезы.Односторонние дисковые фрезы — прямозубые. Для
уменьшения трения инструмента о стенки обрабатывае¬
мого паза торцовые поверхности этих фрез шлифуют,
обеспечивая угол поднутрения 0°30'. Фрезы диаметром
от 50 до 100 мм и шириной от 3 до 16 Мм выпускаются
с остроконечными (по ГОСТ 3964—69) и затылованными
(по ГОСТ 8541—71) зубьями.Отрезные дисковые фрезы характеризуются прежде
всего малой толщиной (шириной) В. Эти фрезы пред¬
назначены для работы в трудных условиях, обусловлен¬
ных сложностью размещения стружки во впадине зуба.29
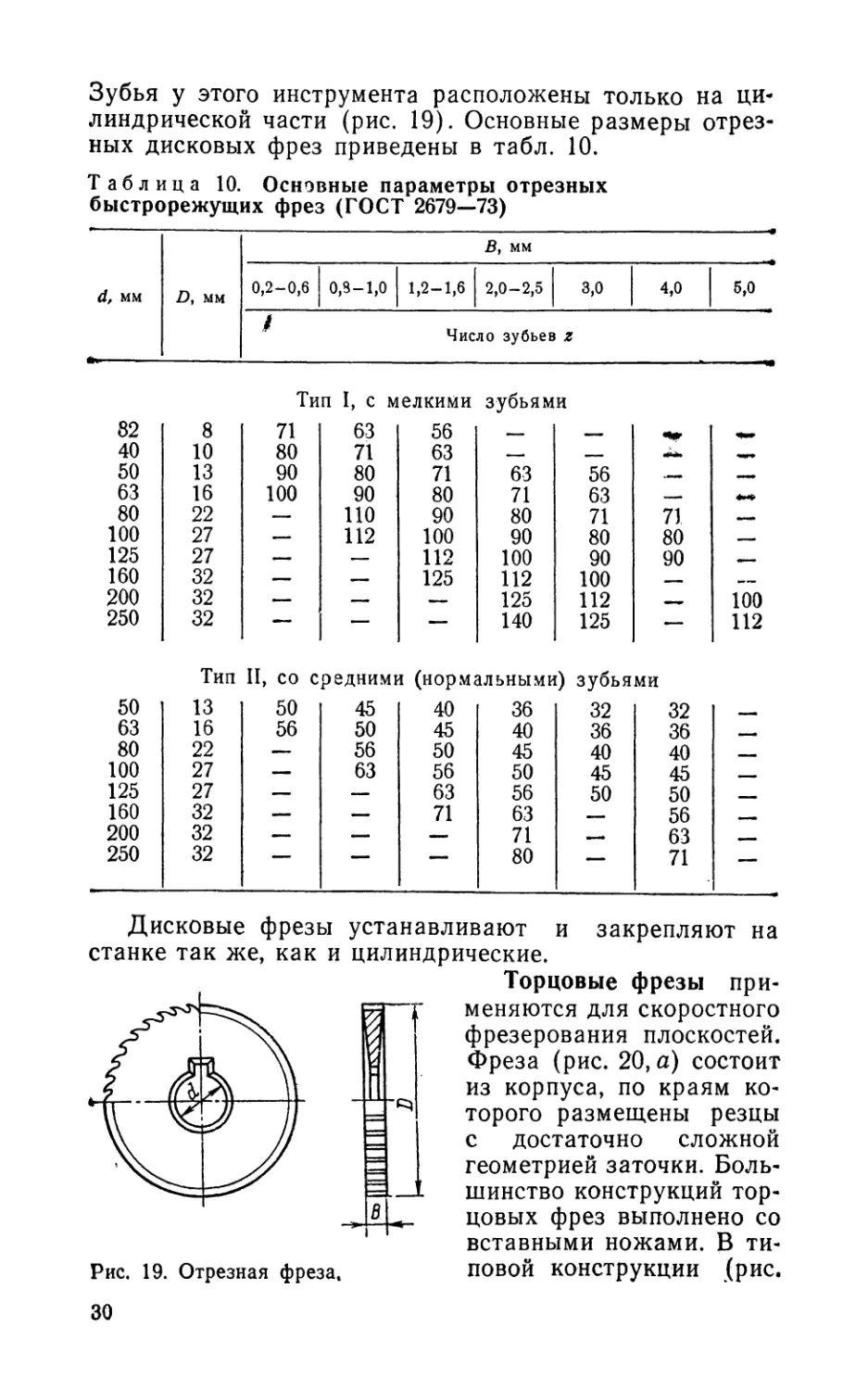
Зубья у этого инструмента расположены только на ци¬
линдрической части (рис. 19). Основные размеры отрез¬
ных дисковых фрез приведены в табл. 10.Таблица 10. Основные параметры отрезных
быстрорежущих фрез (ГОСТ 2679—73)В, ммd, ммD, мм0,2-0,67onО1,2-1,62,0-2,53,04,05,0^ Число зубьев zТип I, с мелкими зубьями828716356 4010807163 60139080716356—631610090807163 **8022—11090807171 10027—112100908080 12527——112100909016032——125112100 20032———125112 10025032———140125—112Тип И, со средними (нормальными) зубьями50135045403632326316565045403636 ,8022—5650454040 10027—6356504545 12527——63565050 16032——7163 56 20032———71 „63 25032———80—71—Дисковые фрезы устанавливают и закрепляют на
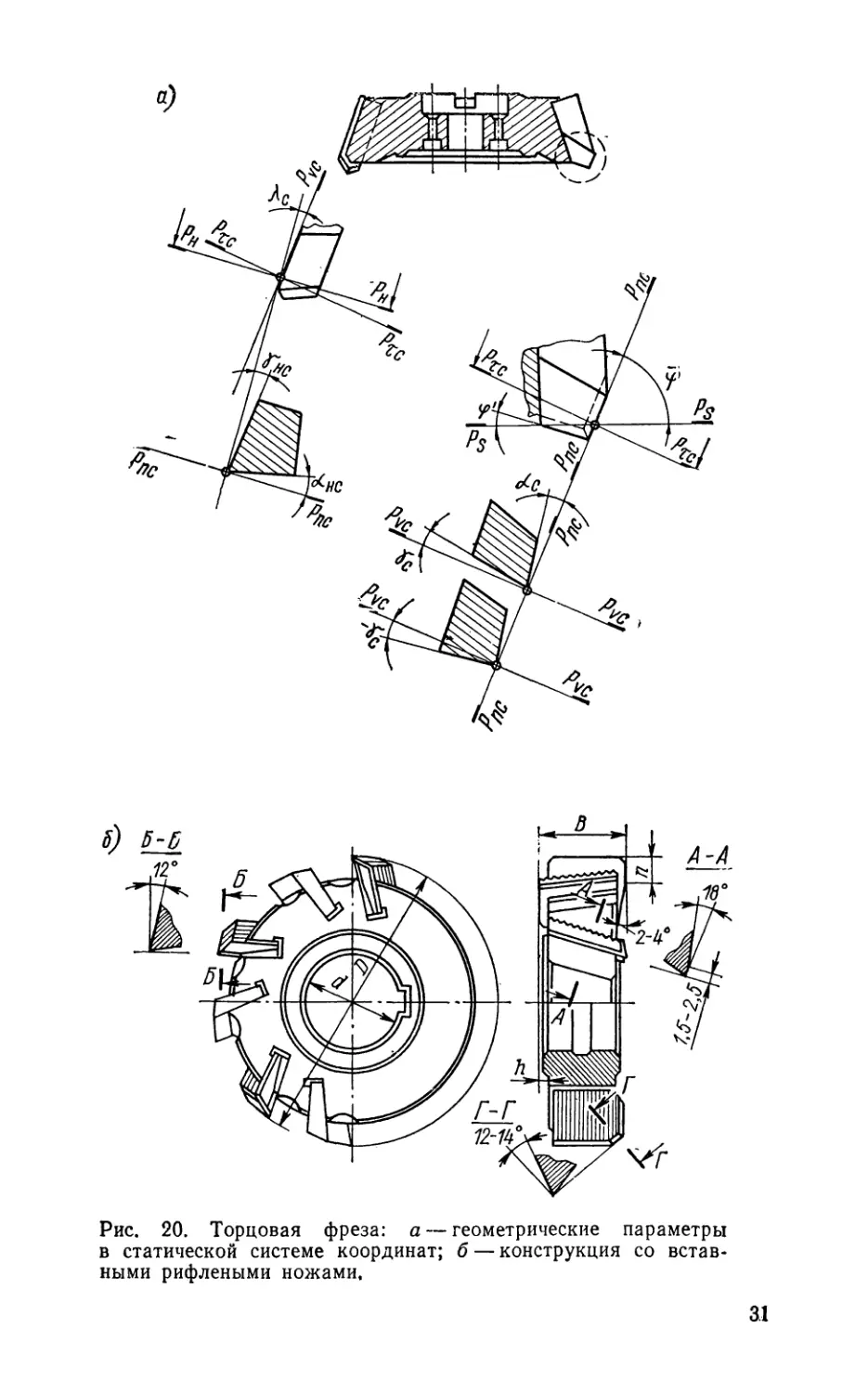
станке так же, как и цилиндрические.Торцовые фрезы при¬
меняются для скоростного
фрезерования плоскостей.
Фреза (рис. 20, а) состоит
из корпуса, по краям ко¬
торого размещены резцы
с достаточно сложной
геометрией заточки. Боль¬
шинство конструкций тор¬
цовых фрез выполнено со
вставными ножами. В ти-
Рис. 19. Отрезная фреза. ПОВОЙ конструкции (рис.30
Рис. 20. Торцовая фреза: а — геометрические параметры
в статической системе координат; б — конструкция со встав¬
ными рифлеными ножами,3.1
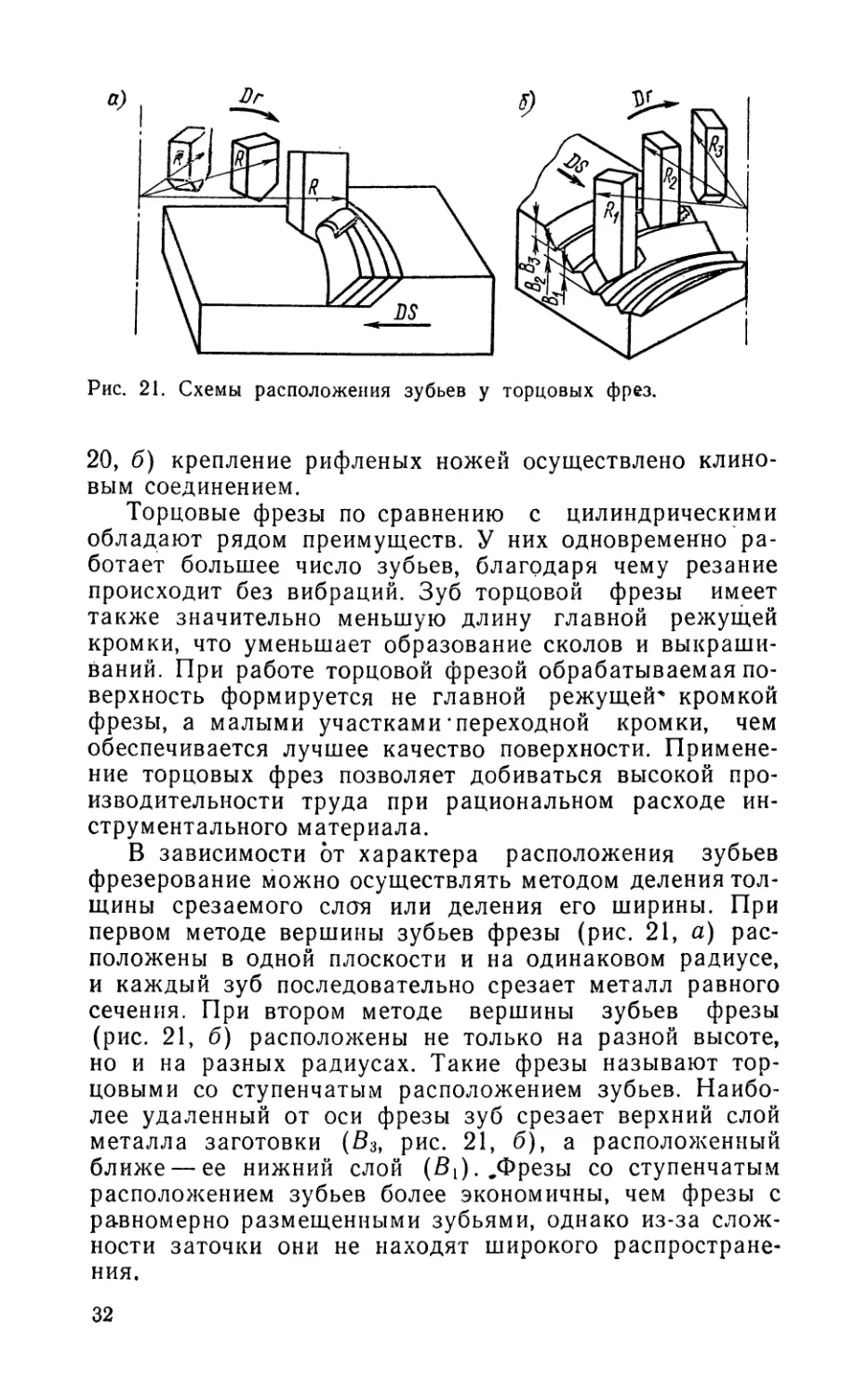
Рис. 21. Схемы расположения зубьев у торцовых фрез.20, б) крепление рифленых ножей осуществлено клино¬
вым соединением.Торцовые фрезы по сравнению с цилиндрическими
обладают рядом преимуществ. У них одновременно ра¬
ботает большее число зубьев, благодаря чему резание
происходит без вибраций. Зуб торцовой фрезы имеет
также значительно меньшую длину главной режущей
кромки, что уменьшает образование сколов и выкраши¬
ваний. При работе торцовой фрезой обрабатываемая по¬
верхность формируется не главной режущей^ кромкой
фрезы, а малыми участками‘переходной кромки, чем
обеспечивается лучшее качество поверхности. Примене¬
ние торцовых фрез позволяет добиваться высокой про¬
изводительности труда при рациональном расходе ин¬
струментального материала.В зависимости от характера расположения зубьев
фрезерование можно осуществлять методом деления тол¬
щины срезаемого слоя или деления его ширины. При
первом методе вершины зубьев фрезы (рис. 21, а) рас¬
положены в одной плоскости и на одинаковом радиусе,
и каждый зуб последовательно срезает металл равного
сечения. При втором методе вершины зубьев фрезы
(рис. 21, б) расположены не только на разной высоте,
но и на разных радиусах. Такие фрезы называют тор¬
цовыми со ступенчатым расположением зубьев. Наибо¬
лее удаленный от оси фрезы зуб срезает верхний слой
металла заготовки (б3, рис. 21, б), а расположенный
ближе — ее нижний слой Фрезы со ступенчатымрасположением зубьев более экономичны, чем фрезы с
равномерно размещенными зубьями, однако из-за слож¬
ности заточки они не находят широкого распростране¬
ния.32
Рис. 22. Клиновое крепление зубьев торцовой фрезы.Торцовые фрезы изготовляются со вставными зубья¬
ми, крепление которых осуществляют различными спо¬
собами. Надежное крепление зубьев обеспечивается, на¬
пример, посредством клинового соединения (рис. 22).
В корпусе 1 фрезы предусмотрены пазы, одна сторона
которых выполнена под углом 4—6°. Зуб 2 фрезы, изго¬
товленный как резец с напайной пластиной, устанавли¬
вают в паз и планкой 3 (одна сторона планки имеет
скос) плотно прижимают к корпусу винтами 4. Для ре¬
гулирования положения зубьев по высоте предусмотрен
винт 5. Фрезы такой конструкции обычно затачивают в
собранном виде. Однако наличие винтов 5 и 6 позволяет
осуществлять и отдельную заточку ножей с последую¬
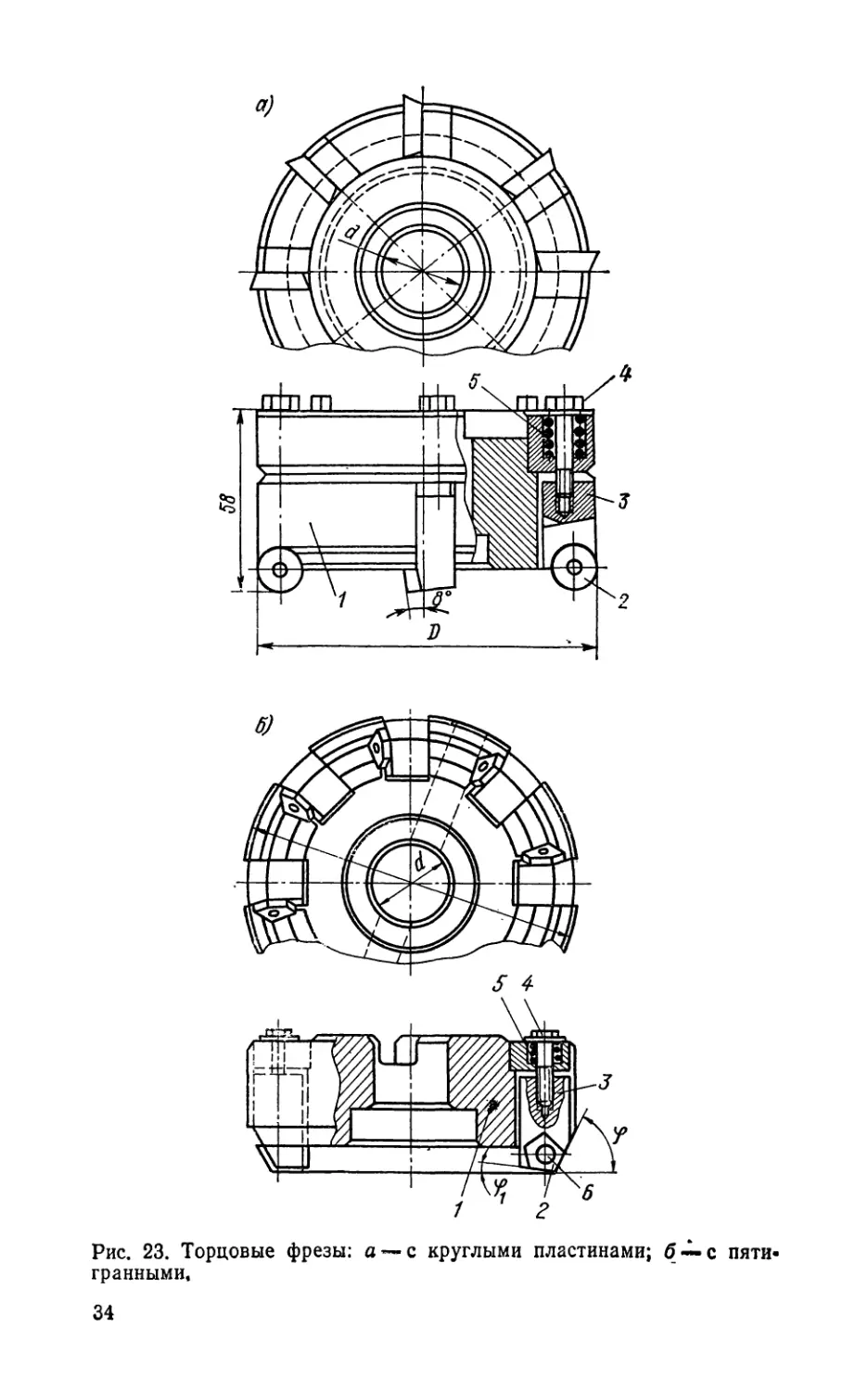
щей сборкой и их регулировкой.В ряде конструкций торцовых фрез используются не-
перетачиваемые пластины. У торцовой фрезы с круглы¬
ми пластинами в корпусе 1 прошлифованы канавки, про¬
филь которых по форме и размерам* соответствует пла¬
стинам 2 (рис. 23, а). Пластина отверстием установлена
на штифте державки- 3, которая болтом 4 поджимает
пластину к корпусу. При поломке пластины державка
под воздействием пружины 5 перемещается вверх, пре¬
дохраняя фрезу от поломки и сигнализируя о необходи¬
мости прекращения обработки. По мере износа пластины
открепляют и поворачивают, а после износа всей режу¬
щей кромки заменяют новыми.Торцовая фреза с механическим креплением пяти¬
гранных пластин (рис. 23, б) по конструкции аналогич¬
на рассмотренной выше. Отличие состоит в том, что ре-2 Л. Н. Бердников33
S 4.Рис. 23. Торцовые фрезы; а —с круглыми пластинами; б«
гранными,34с пяти-
ff)1IS1шятI1Рис. 24. Схемы установки и крепления торцовых фрез.зание осуществляется здесь двумя гранями пластин, об¬
разующих углы ф и фь Замену изношенных пластин до¬
статочно просто выполнять непосредственно на станке.
Для замены пластины или поворота ее на одну грань
отворачивают на несколько оборотов болт 4. Одной ру¬
кой нажимают на болт, сжимая пружину 5, и опускают
вниз державку 3 со штифтом 6. При таком положении
державки другой рукой снимают пластину или повора¬
чивают ее другими гранями. Крепление установленной
пластины осуществляют обратным поворотом болта 4.
Комплект из 10...12 пластин можно заменить за 5...6 мин.Большинство конструкций торцовых фрез стандарти¬
зовано [10, 13]. Много интересных конструкций торцовых
фрез предложено ленинградскими новаторами [9].Установка и закрепление торцовых фрез на станке
зависят от их конструкции. Торцовые фрезы с централь¬
ным отверстием (цилиндрическим или коническим) ус¬
танавливают на оправку. Базовый торец фрезы 3
(рис. 24, а) должен плотно прилегать к торцу оправки,
а ее выступ Б совмещаться с пазом фрезы. Оправку ко¬35-
ническим хвостовиком помещают в коническое отверстие
шпинделя и закрепляют шомполом 1 и гайкой 2. Высту¬
пы шпонок А шпинделя необходимо совместить с паза¬
ми оправки.Торцовые фрезы, у которых хвостовая часть и корпус
составляют единое целое, закрепляют в коническом от¬
верстии шпинделя станка шомполом 1 и гайкой 2
(рис. 24, б). Фрезы с центральным отверстием (0 128,57
Н18) базируют непосредственно на торец и цилиндриче¬
скую поверхность шпинделя (рис. 24, в) и затем закреп¬
ляют четырьмя болтами. Выступы шпонок шпинделя
должны быть совмещены с пазами фрез, а сопрягаемые
Торцовые поверхности шпинделя и инструмента плотно
прилегать друг к другу.Закрепление фрез шомполами и гайкой требует опре¬
деленного времени. Разработаны устройства, позволяю¬
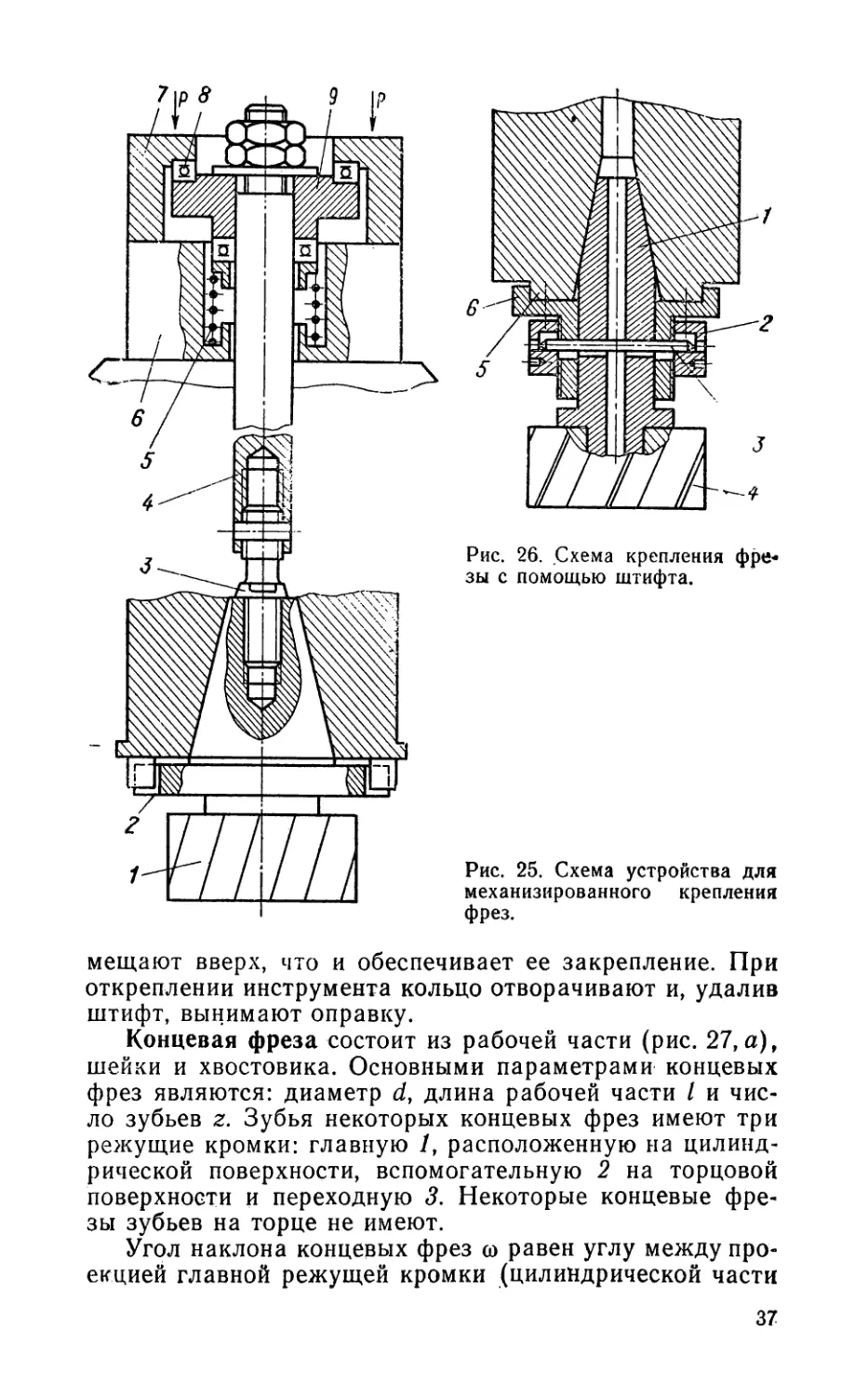
щие механизировать и ускорять этот процесс.Устройство, показанное на рис. 25, обеспечивает
крепление оправки 2 с фрезой 1 через шомпол 4 блоком
тарельчатых пружин 5, установленных в корпусе 6. Для
снятия фрезы от специального силового механизма (на
рисунке не показан) смещают вниз чашку 7, приклады¬
вая к ней определенное усилие Р. Чашка через упорный
подшипник 8 и фланец 9 сжимает тарельчатые пружи¬
ны 5, что позволяет опуститься вниз шомполу 4 с инст¬
рументом. Оправку свинчивают с переходника <?, а но¬
вую оправку 2 с фрезой 1 отверстием навинчивают на
переходник. При этом необходимо следить за тем, чтобы
пазы во фланце хвостовика инструмента совпадали с
выступами шпонок на торце шпинделя. После этого сни¬
мают давление силового механизма с чашки 7, и тяга
под воздействием тарельчатых пружин перемещается
вверх, затягивая фрезу в коническое отверстие шпинде¬
ля. Количество и размер тарельчатых лружин подбирают
так, чтобы усилие закрепления фрезы было не менее
8000 Н.Для крепления фрез рассмотренным способом исполь¬
зуют различные силовые механизмы: пневматические,
гидравлические, электрические, магнитные и др. Меха¬
низм устанавливают и закрепляют на верхнем торце
шпиндельной бабки станка.Закрепление фрезы с помощью штифта показано на
рис. 26. Оправку с фрезой устанавливают в коническое
отверстие шпинделя 5. Через отверстия втулки 6 и оп¬
равки 1 пропускают штифт 3. Поворачивая специальным
ключом кольцо 2, оправку с фрезой через штифт пере-36
Рис. 26. Схема крепления фре¬
зы с помощью штифта.Рис. 25. Схема устройства для
механизированного крепления
фрез.мещают вверх, что и обеспечивает ее закрепление. При
откреплении инструмента кольцо отворачивают и, удалив
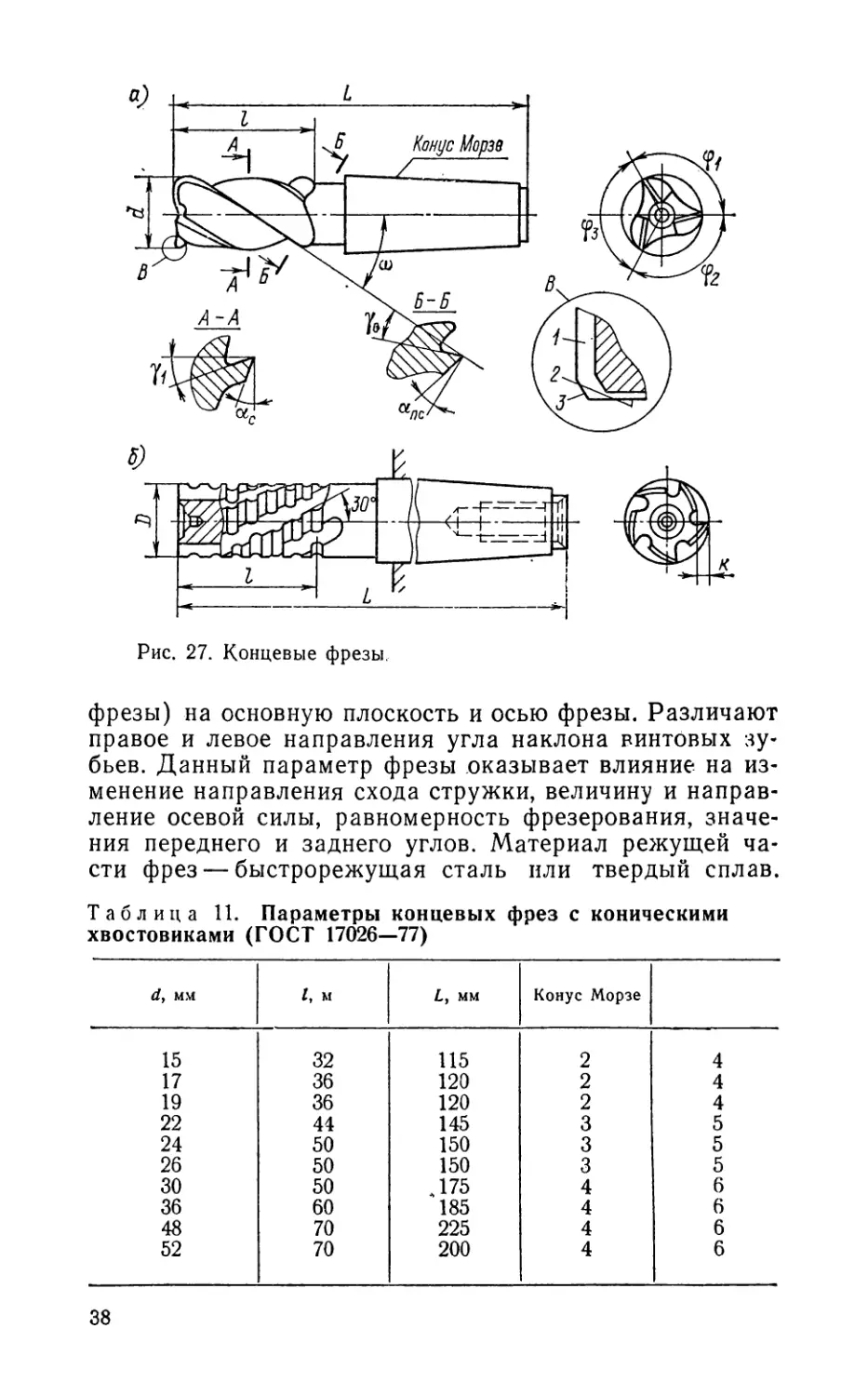
штифт, вынимают оправку.Концевая фреза состоит из рабочей части (рис. 27, а),
шейки и хвостовика. Основными параметрами концевых
фрез являются: диаметр d, длина рабочей части / и чис¬
ло зубьев г. Зубья некоторых концевых фрез имеют три
режущие кромки: главную /, расположенную на цилинд¬
рической поверхности, вспомогательную 2 на торцовой
поверхности и переходную 3. Некоторые концевые фре¬
зы зубьев на торце не имеют.Угол наклона концевых фрез о равен углу между про¬
екцией главной режущей кромки (цилиндрической части37
фрезы) на основную плоскость и осью фрезы. Различают
правое и левое направления угла наклона винтовых зу¬
бьев. Данный параметр фрезы оказывает влияние на из¬
менение направления схода стружки, величину и направ¬
ление осевой силы, равномерность фрезерования, значе¬
ния переднего и заднего углов. Материал режущей ча¬
сти фрез — быстрорежущая сталь или твердый сплав.Таблица 11. Параметры концевых фрез с коническими
хвостовиками (ГОСТ 17026—77)d, мм1, мL, ммКонус Морзе1532115241736120241936120242244145352450150352650150353050„1754636601854648702254652702004638
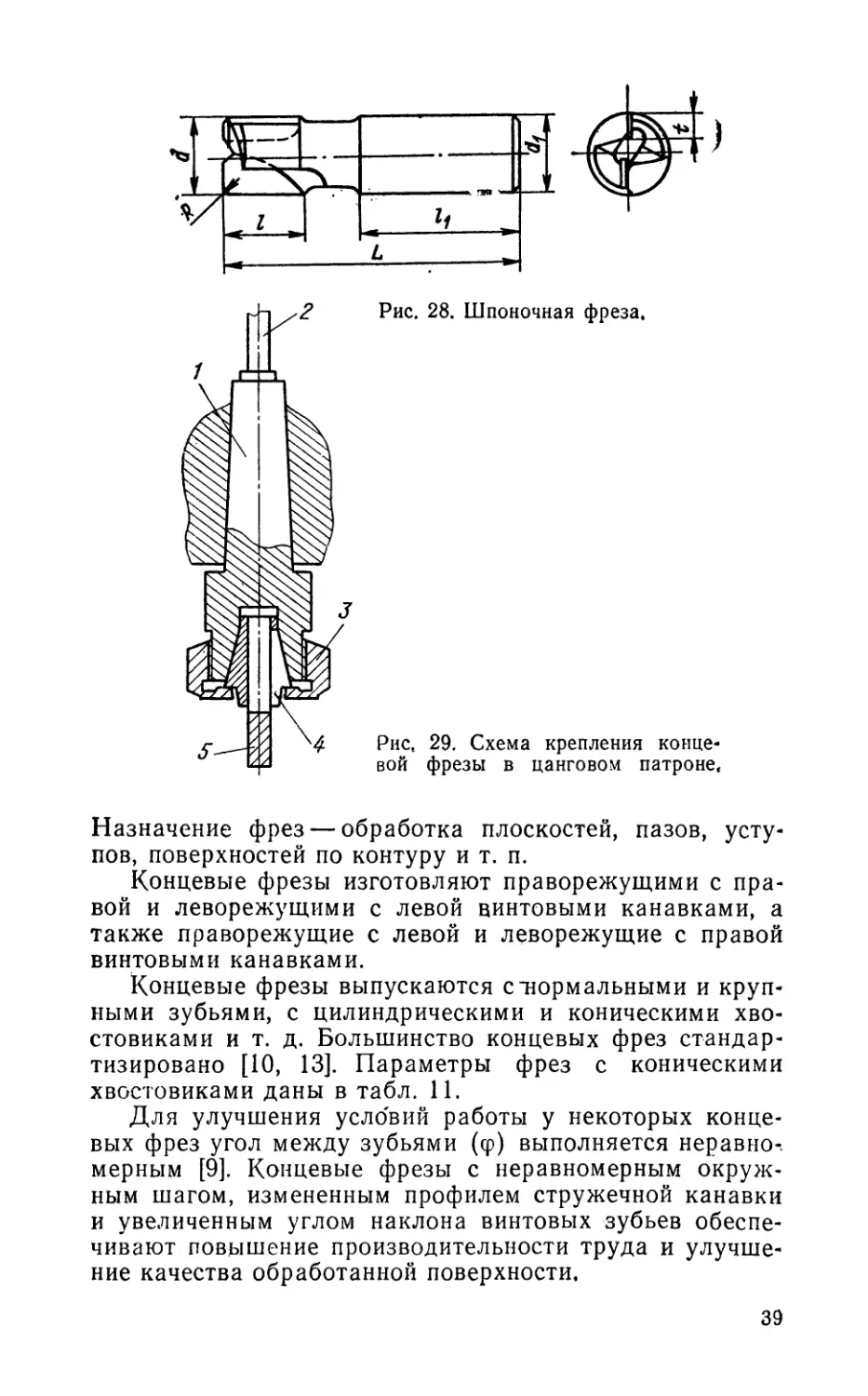
ЗЁЁv72 Рис. 28. Шпоночная фреза.Рис, 29. Схема крепления конце¬
вой фрезы в цанговом патроне,Назначение фрез — обработка плоскостей, пазов, усту¬
пов, поверхностей по контуру и т. п.Концевые фрезы изготовляют праворежущими с пра¬
вой и леворежущими с левой винтовыми канавками, а
также праворежущие с левой и леворежущие с правой
винтовыми канавками.Концевые фрезы выпускаются с нормальными и круп¬
ными зубьями, с цилиндрическими и коническими хво¬
стовиками и т. д. Большинство концевых фрез стандар¬
тизировано [10, 13]. Параметры фрез с коническими
хвостовиками даны в табл. 11.Для улучшения усло'вий работы у некоторых конце¬
вых фрез угол между зубьями (ф) выполняется неравно-,
мерным [9]. Концевые фрезы с неравномерным окруж¬
ным шагом, измененным профилем стружечной канавки
и увеличенным углом наклона винтовых зубьев обеспе¬
чивают повышение производительности труда и улучше¬
ние качества обработанной поверхности.39
Для предварительного фрезерования применяют об¬
дирочные концевые фрезы с затылованными зубьями на
цилиндрической части. На зубьях (рис. 27, б) выполне¬
ны стружкоразделительные канавки. Благодаря хороше¬
му разделению стружки и отводу ее из зоны резания эти
фрезы позволяют работать с увеличенными подачами.Шпоночные фрезы (рис. 28) имеют два винтовых зу¬
ба на цилиндрической части и два торцовых. Эти инст¬
рументы применяют для фрезерования пазов под шпон¬
ки. При подаче вдоль оси фрезы резание осуществляет¬
ся торцовыми зубьями, а перпендикулярно оси фрезы —
цилиндрическими. Режущую часть фрез выполняют или
из быстрорежущей стали или из твердого сплава. Шпо¬
ночные фрезы также стандартизованы [10, 13].Схема крепления концевых фрез зависит от формы
хвостовой* части.Концевые фрезы с коническим хвостовиком крепят в
коническом отверстии шпинделя непосредственно или че¬
рез переходные втулки, используя шомпол.Фрезы с цилиндрическим хвостовиком обычно закреп¬
ляют в цанговых патронах. Патрон (рис. 29) хвостови¬
ком 1 устанавливают в коническом отверстии шпинделя
станка и закрепляют шомполом 2. Крепление фрезы 5
в цанге 4 осуществляется при вращении гайки 3, торец
которой воздействует на цангу.1.3. Инструментальные материалыПри резании инструмент работает в очень сложных
условиях. Давление на рабочих поверхностях здесь ино¬
гда достигает 4000 МПа (^400 кгс/мм2), а температура
превышает 1300 К (—1000°С). При резании также про¬
исходит адгезионное схватывание материала инструмен¬
та с обрабатываемым материалом, наблюдается диффу¬
зия легирующих элементов инструмента в стружку, кон¬
такт элементов инструмента с обрабатываемой поверхно¬
стью и стружкой сопровождается значительным^ сила¬
ми трения и т. д. Эти обстоятельства и определяют тре¬
бования, предъявляемые к инструментальному мате¬
риалу.Главные из них:1. Высокая износостойкость в зоне повышенных тем¬
ператур. Чем лучше инструментальный материал сопро¬
тивляется изнашиванию, тем большее время он сохра¬
няет работоспособность или тем выше уровень макси¬
мально допустимой скорости резания, Износостойкость40
ЭлементыЖелезо \
Кремний
Марганец
УглеродЖелезо
‘Волыррам
Хром
Кремний
Марганец
Углерод 'СКарбидболыррамаКобальтГСКарбиды
болыррама
и титана-
КобальтУОкись
алюминияГра<ритМНОС/П6 DDLНитридбора'изгибеНитридбораУглероди¬стыесталиБыстроре¬жущиесталиИнструмеТбердые8Кнтальные i
Сплабы
ВТКматериалы
Минерала~
керамика(начальные
Синтети¬
ческие.
алмазы• годы ocdoei
Эльборчия)Композиты1850г.1900-
1910гг.1931-МОгг.1935-1955гг.1932-
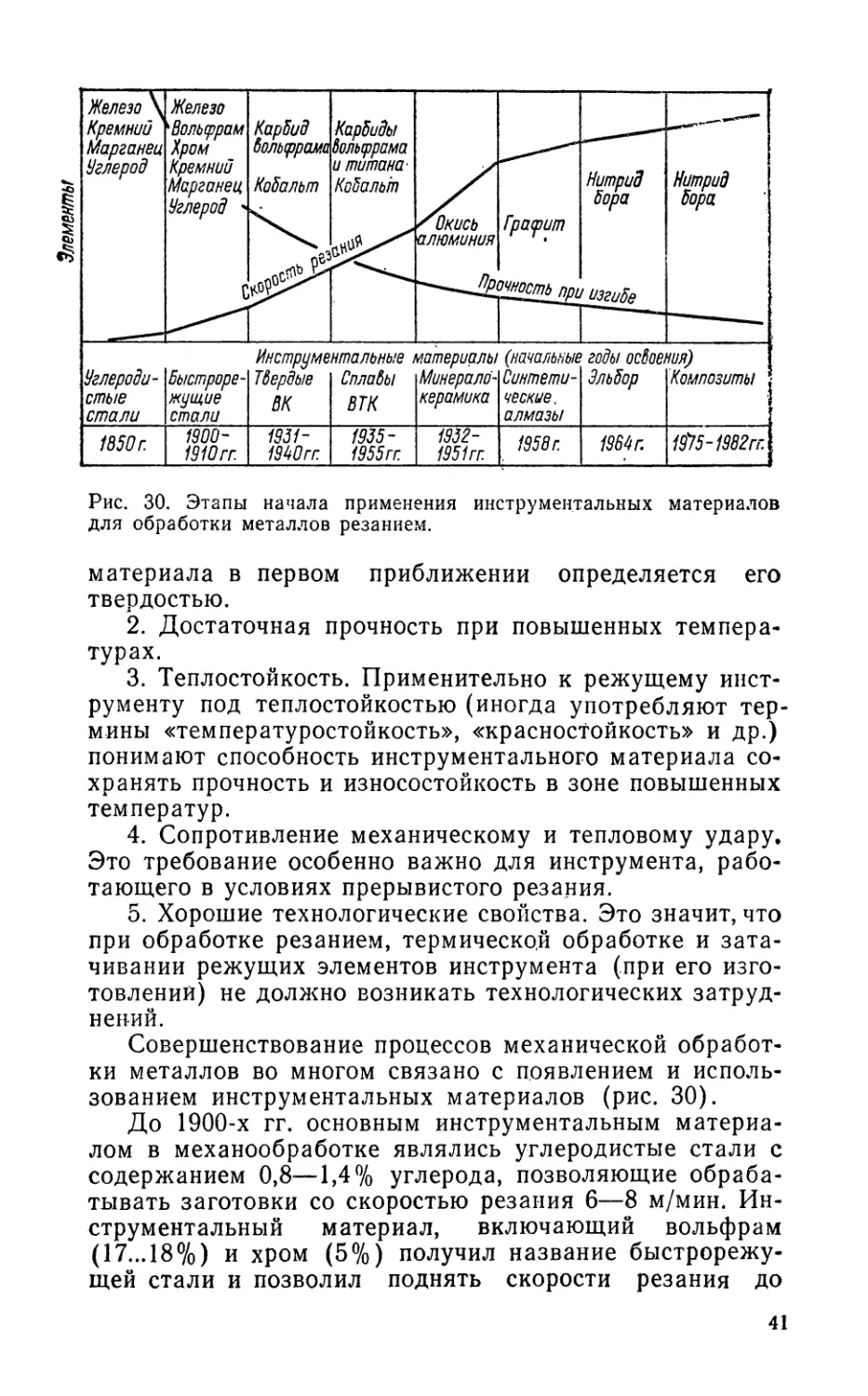
1951 гг1958г.1984 г.1915- 1982гг.Рис. 30. Этапы начала применения инструментальных материалов
для обработки металлов резанием.материала в первом приближении определяется его
твердостью.2. Достаточная прочность при повышенных темпера¬
турах.3. Теплостойкость. Применительно к режущему инст¬
рументу под теплостойкостью (иногда употребляют тер¬
мины «температуростойкость», «красностойкость» и др.)
понимают способность инструментального материала со¬
хранять прочность и износостойкость в зоне повышенных
температур.4. Сопротивление механическому и тепловому удару.
Это требование особенно важно для инструмента, рабо¬
тающего в условиях прерывистого резания.5. Хорошие технологические свойства. Это значит, что
при обработке резанием, термическо,й обработке и зата¬
чивании режущих элементов инструмента (при его изго¬
товлений) не должно возникать технологических затруд¬
нений.Совершенствование процессов механической обработ¬
ки металлов во многом связано с появлением и исполь¬
зованием инструментальных материалов (рис. 30).До 1900-х гг. основным инструментальным материа¬
лом в механообработке являлись углеродистые стали с
содержанием 0,8—1,4% углерода, позволяющие обраба¬
тывать заготовки со скоростью резания 6—8 м/мин. Ин¬
струментальный материал, включающий вольфрам
(17...18%) и хром (5%) получил название быстрорежу¬
щей стали и позволил поднять скорости резания до41
20...30 м/мин. Металлокерамические твердые сплавы, на
базе карбидов, вольфрама и титана, сцементированные
кобальтом, сохраняют режущие свойства при температу¬
ре до 1100 К. Скорость резания при точении чугунных
и стальных заготовок может достигать 100 м/мин и бо¬
лее. Поиск более дешевых и более теплостойких инстру¬
ментальных материалов привел к использованию в ка¬
честве режущей части инструментов минералокерамики.
Разработка этого материала была начата в 1932 г. на
Ленинградском фарфоровом заводе им. Ломоносова.
Созданные на основе окиси алюминия минералокерами¬
ческие сплавы (например, ЦМ-322) обладают более вы¬
сокими режущими свойствами, чем твердые сплавы, и
сохраняют эти свойства при нагреве до 1500 К. Недо¬
статком минералокерамики является низкая прочность
этих сплавов при изгибе: она в 4—5 раз меньше, чем у
твердых сплавов, и в 10—12 раз меньше, чем у быстро¬
режущей стали. Однако при точении стали и чугуна ин¬
струментом с минералокерамическими неперетачиваемы-
ми пластинами может быть достигнута скорость резания
400—600 м/мин и более.Большое значение для совершенствования обработки
резанием имело создание синтетических (искусствен¬
ных) алмазов. Алмазы обладают большей твердостью,
низким коэффициентом трения, высокой износостой¬
костью. Однако теплостойкость их сравнительно невы¬
сока, она не превышает 950 К. Алмазные резцы и фрезы
применяют в основном при резании цветных металлов,
сплавов и неметаллических материалов.В настоящее время кубический нитрид бора являет¬
ся одним из перспективных синтетических свер-хтвердых
материалов (СТМ) для изготовления режущего инстру¬
мента. Этот материал почти не уступает алмазу по твер¬
дости, но значительно превосходит его по теплостойко¬
сти, которая достигает 1400 К- Для оснащения фрез
перспективным инструментальным материалом являются
пдликристаллы кубического нитрида бора, известные под
названиями: композит 01 (эльбор-Р), композит 05, ком¬
позит 10 (гексанит-Р) и др. Спеченные пластины из этих
материалов толщиной от 4 до 8 мм и диаметром до 8 мм
уже широко применяются в торцовых фрезах.Режущие элементы фрез в настоящее время в основ¬
ном изготовляются либо из быстрорежущих сталей раз¬
личных марок, либо из твердых сплавов (табл. 12).Твердыми сплавами оснащено более 30% выпускаем
мых в стране фрез. Стандарты СССР содержат более,42
Таблица 12. Назначение марок твердых сплавовМарки твер¬
дых сплавовОбласть примененияТ30К4Т15К6Т14К8Т5К10,ТТ10К8БТТ7К12,Т5К12БВКЮ-ОМВКЗ, ВКЗМВКбМВК6-ОМ
ВК6, ВК8
ВК15-ОМЧистовое фрезерование углеродистых, легирован¬
ных и нержавеющих сталей
Чистовое и получистовое фрезерование тех же
материаловПолучистовое и черновое фрезерование тех же
материалов
Черновое фрезерование тех же материаловЧерновое фрезерование углеродистых сталей и
стального литья с большой глубиной резания и
подачей на зуб
Черновое и чистовое фрезерование отливок из
аустенитной нержавеющей стали
Чистовое фрезерование чугуна, цветных металлов
и сплавов, неметаллических материалов
Чистовое фрезерование высоко- и низколегирован¬
ных чугунов, отбеленного чугуна, закаленной
стали, жаропрочных сплавов
Фрезерование вольфрама и молибдена, закаленных
сталей, алюминиевых сплавов
Черновое фрезерование чугуна, жаропрочных спла¬
вов, меди, бронзы, цветных сплавов
Черновое фрезерование некоторых марок нержа¬
веющих сталей, титановых и никелевых сплавов и
особенно сплавов вольфрама и молибдена20 марок твердого сплава, обеспечивающих производи¬
тельную обработку резанием практически всех материа¬
лов, применяемых в промышленности. Отечественные
марки твердого сплава удовлетворяют всем технологи¬
ческим требованиям международной организации стан¬
дартов (ИСО).Твердые сплавы допускают обработку со скоростями
резания, превышающими в 5—10 раз скорости обработ¬
ки быстрорежущими инструментальными сталями. При
этом они не теряют режущих свойств при нагреве до тем¬
пературы 1100 К и выше. Металлокерамические твер¬
дые сплавы состоят из карбидов вольфрама, титана или
тантала и кобальта, связывающего эти вещества. Раз¬
личают вольфрамокобальтовые металлокерамические
сплавы (ВК2, ВКЗ, ВКЗМ, ВК6, ВК6М, ВК5Н, ВКЮ,
ВКЮМ, ВК15М, ВК8, ВК6-ОМ, ВК8-ОМ, ВКЮ-ОМ,
ВК15-ОМ и др.) и титано-вольфрамокобальтовые
(Т5КЮ, Т14К8, Т15К6, Т30К4, Т60К6 и др.). В этих обо¬
значениях цифры после букв указывают на процентное
содержание кобальта и титана в сплаве. Например,
сплав Т14К8 состоит из 14% карбида титана, 8% ко¬
бальта и 78% карбида вольфрама.Существуют трехкарбидные твердые сплавы, состоя¬
щие из кобальта (связки) и карбидов вольфрама, тита¬
на, тантала. Эти сплавы характеризуются высокой проч¬
ностью. Твердый сплав марки ТТ7К12 допускает работу
в 1,5—2 раза с большими подачами на зуб, чем сплав
Т5К10. Твердые сплавы выпускаются в виде пластинок
стандартных форм и размеров.Вольфрамокобальтовые сплавы применяют для обра¬
ботки хрупких материалов: чугуна, бронзы, закаленной
стали, пластмасс, фарфора и т. п. Твердые сплавы тита¬
новольфрамовой группы используют главным образом
для обработки жаропрочных сталей. Сплав ТТ20К9 пред¬
назначен специально для фрезерования глубоких пазов.
Он отличается повышенным сопротивлением тепловым и
механическим циклическим нагрузкам.С уменьшением размеров зерен карбидов вольфрама
износостойкость и твердость сплава увеличиваются. Эту
закономерность используют при создании сплавов раз¬
личного назначения с требуемыми свойствами. Первыми
мелкозернистыми сплавами были сплавы марок ВКЗМ и
ВК6М. В последнее время разработаны твердые сплавы
с особой мелкозернистой (ОМ) структурой — ВК6-ОМ,
ВКЮ-ОМ и ВК15-ОМ. При выборе марок твердого спла¬
ва можно руководствоваться данными табл. 12.Стойкость твердосплавного инструмента повышается
при нанесении на его поверхность износостойких слоев
(5—15 мкм) карбидов (титана, ниобия), боридов, нитри¬
дов и др. Благодаря применению покрытия в получае¬
мых твердых сплавах удается оптимально сочетать их
износостойкость, прочность и вязкость. Работоспособ¬
ность комбинированного материала определяется соот¬
ветствующим сочетанием параметров твердосплавной ос¬
новы, твердого поверхностного слоя и переходной зоны.Опыт эксплуатации твердосплавного инструмента с
покрытиями показывает, что стойкость инструмента с
покрытием повышается в 1,5—3 раза по сравнению с ин¬
струментом без покрытия.Безвольфрамовые твердые сплавы создаются на осно¬
ве карбидов титана с добавлением молибдена, никеля и
других металлов. К безвольфрамовым относятся марки
твердых сплавов ТМ1, ТМЗ, ТНЗО, КНТ16 и др.В оснащении фрез быстрорежущие стали занимают
значительное место. Это объясняется не только их по¬44
вышенной вязкостью по сравнению с твердыми сплава¬
ми, но и большой однородностью и надежностью.Быстрорежущие стали (ГОСТ 19265—73) подразде¬
ляют на стали нормальной производительности и стали
повышенной производительности. К первой группе отно¬
сят стали марок Р18, Р12, Р9, Р6М5. В СССР приняты
следующие обозначения быстрорежущих сталей: буква Р
проставляется на первом месте и показывает, что сталь
быстрорежущая. Цифра, которая следует за буквой Р,
указывает на содержание вольфрама в процентах. На¬
пример, Р18 — быстрорежущая сталь с содержанием
вольфрама 18%; РО — безвольфрамовая сталь. Другие
буквы характеризуют наличие легирующего элемента:
К — кобальт, М — молибден, Ф — ванадий, а цифры, про¬
ставленные после буквы, указывают на содержание дан¬
ного элемента в стали (в %). Фрезы из стали Р18 на¬
ходят применение при фрезеровании труднообрабатыва¬
емых материалов на чистовых операциях и при профиль¬
ном фрезеровании. Фрезы из стали Р9, вследствие труд¬
ной их шли.фуемости, применяют при предварительной
обработке. Сталь Р12 занимает промежуточное положе¬
ние.К группе сталей повышенной производительности от¬
носят быстрорежущие стали, легированные кобальтом,
благодаря чему на 15—25° повышается их теплостой¬
кость, а также легированные ванадием, наличие которо¬
го увеличивает износостойкость. Фрезы из сталей этой
группы Р18Ф2, Р12Ф5, Р9К5, Р9К10, Р10К5Ф5, Р12К5Ф4
и других целесообразно применять при фрезеровании
труднообрабатываемых материалов.Безвольфрамовые быстрорежущие стали содержат
большой процент молибдена, ванадия, хрома и других
износостойких элементов, имеют меньшую стоимость по
сравнению с быстрорежущими и незначительно уступают
им в стойкости. Известны марки: 15М5Ф5Х5С,
65Х6М2ФЗБ, 11М5Ф и др.1.4. Режим резания при фрезерованииПоверхности при резании. На обрабатываемой реза¬
нием заготовке различают следующие поверхности
(рис. 31): обрабатываемую 0/7, которую полностью или
частично удаляют в процессе резания; обработанную /70,
которую получают после обработки; резания /?, которая
образуется режущей кромкой инструмента при движе¬
нии резания. Поверхность резания является переходной45
Рис. 31. Поверхности плоскости при точении (а) и фрезерова¬
нии (б).между обрабатываемой и обработанной, расстояние
между которыми определяет величину припуска.Виды движения при резании. При фрезеровании за¬
готовка и режущий инструмент совершают определенные
взаимосвязанные движения — главное движение резания
£>г и движение подачи Ds. При фрезеровании главным
является вращательное движение режущего инструмен¬
та с наибольшей скоростью. Движение подачи — прямо¬
линейное поступательное (вращательное или криволи¬
нейное) движение заготовки. Скорость его меньше ско¬
рости главного движения, а назначение—распростра¬
нить отделение слоя материала на всю обрабатываемую
поверхность. Движение подачи может быть непрерывным
или прерывистым, происходящим в перерывах процес¬
са резания. В зависимости от направления движения за¬
готовки различают продольную, поперечную, вертикаль¬
ную, круговую и другие виды подачи.Режим резания — совокупность значений скорости
резания, подачи и глубины. Чтобы в каждом конкретном
случае правильно установить заданный режим резания,
необходимо определить составляющие его параметры.Скорость главного движения резания v — скорость
перемещения рассматриваемой точки режущей кромки
или заготовки при главном движении. При фрезерова¬
нии— это скорость перемещения точки режущей кром¬
ки, наиболее удаленной от оси вращения. Рассматривае¬
мый параметр зависит от диаметра фрезы и частоты ее
цращения. За один оборот инструмента точка А режу¬
щей кромки (рис. 31, б) пройдет путь, равный длине
окружности c = nDm8LX. А за 1 мин она пройдет путь, рав¬
ный произведению nD на частоту вращения фрезы.46Ось бращения
Скорость главного движения определяют по формуле!
v = %Dn/1000, м/мин,или в системе СИ:v = nDn/60 ООО, м/с,где я = 3,14; D — наибольший диаметр фрезы, мм; и —
частота вращения, об/мин.По значению скорости главного движения резания
можно определить частоту вращения фрезы (шпинделя
станка):п = \000v/(kD), об/мин.Если, например, скорость главного движения резания
принята по нормативам равной 55 м/мин, а диаметр фре-
зы 100 мм, то частота вращения шпинделя
1000-55 1тк ,," = 30™~175 об/мин-При отсутствии на станке такого значения частоты
принимают ближайшее меньшее значение п (например,
160 об/мин). Тогда действительная скорость главного
движения резания будет равна:3,14-100.160 .v=z 1000— ~°° м/мин.Если же принять ближайшее большее значение ча¬
стоты вращения шпинделя, то скорость главного движе¬
ния резания превысит расчетную, что повлечет за собой
снижение стойкости инструмента.Определить частоту вращения шпинделя (фрезы) по
скорости резания и диаметру фрезы особенно просто по
номограмме (рис. 32). Для этого из точки, соответствую¬
щей заданной скорости главного движения резания
(50 м/мин, рис. 32), проводят горизонтальную линию, а
из точки, соответствующей диаметру фрезы (100 мм,
рис. 32), вертикальную. Точка пересечения этих линий
и определяет частоту вращения шпинделя (фрезы).Движение подачи DS применительно к фрезерова¬
нию— это движение стола станка с заготовкой относи¬
тельно режущего инструмента. Скорость движения по¬
дачи vs всегда меньше скорости главного движения ре¬
зания.Подача S — величина перемещения стола с заготов¬
кой относительно режущего инструмента в единицу вре-47
Ю 12 16 20 23 32 40 50 63 756090100 150150 200 250 315 Ш 500110 225
Диаметр сррезы, ммРис. 32. Номограмма для определения скорости резания.мени. При фрезеровании (рис. 33) различают три вида
подач: минутная подача SM (мм/мин)—величина пере¬
мещения стола с заготовкой за 1 мин; подача на оборот
S0 (мм/об) —величина перемещения стола с заготовкой
за один оборот фрезы; подача на зуб Sz (мм/зуб), кото¬
рая равна перемещению стола с заготовкой за время по-48
ворота фрезы на угловой шаг зубьев. Последний вид по¬
дачи является исходным для расчета S0 и SM:S0 = Szz\SM = Szzn = S0n.Подача оказывает влияние на многие показатели:
производительность, шероховатость обработанной по¬
верхности, характер стружкообразования, силу резания,
мощность фрезерования и др.Если по нормативам подача на зуб принята равной
0,04 мм/зуб, то величины подач на оборот и минутной
для фрезы с числом зубьев z=5 при частоте ее враще¬
ния 160 об/мин определяются: So=0,04-5=0,20 мм/об;
SM=0,2* 160=32 мм/мин.На лимбе привода подач станка следует установить
ближайшее меньшее значение минутной подачи.Глубина фрезерования t — это расстояние между об¬
рабатываемой и обработанной поверхностями, измерен¬
ное в направлении, перпендикулярном оси фрезы, а ши¬
рина В — расстояние между ними, измеренное в направ¬
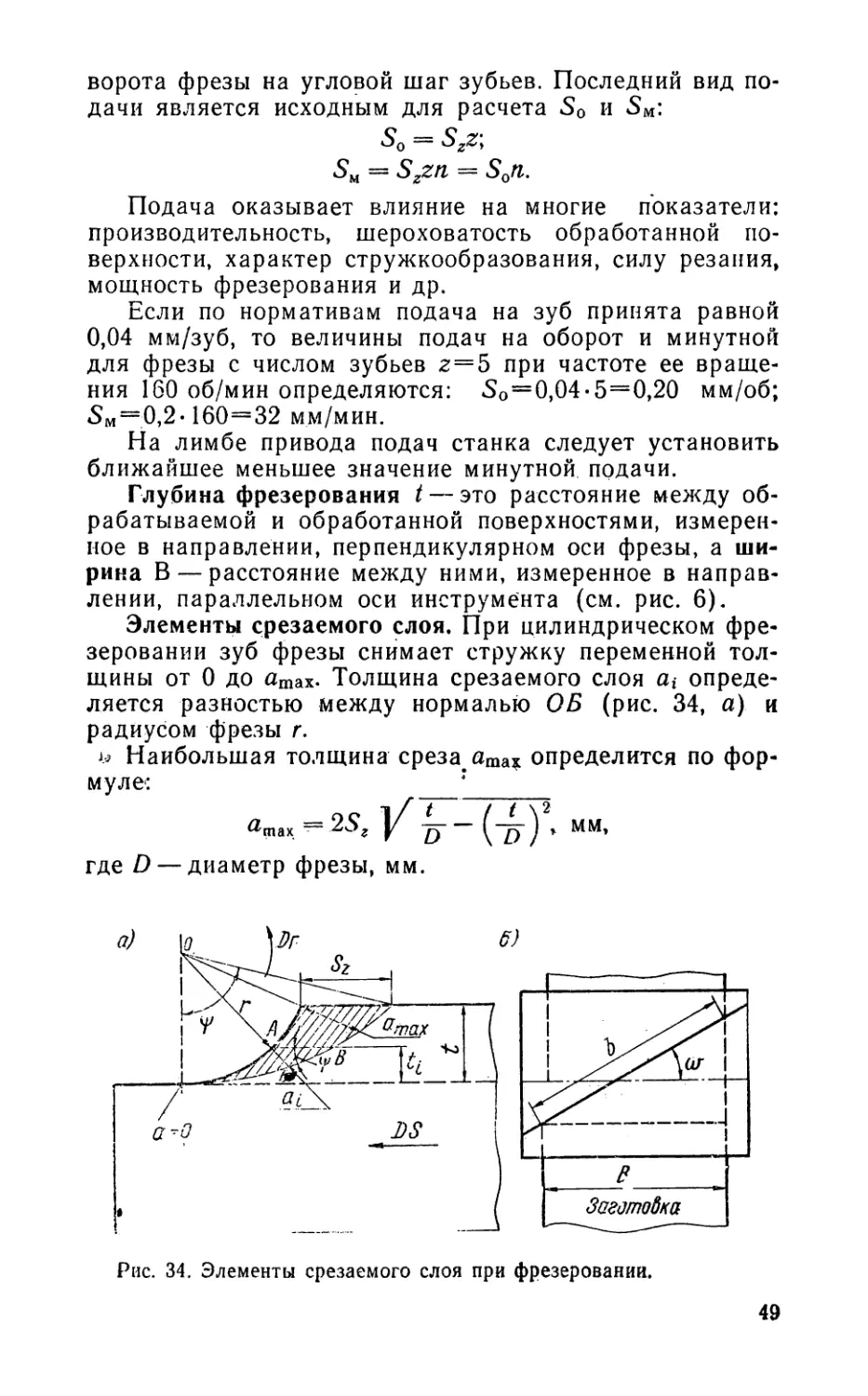
лении, параллельном оси инструмента (см. рис. 6).Элементы срезаемого слоя. При цилиндрическом фре¬
зеровании зуб фрезы снимает стружку переменной тол¬
щины от 0 до атах. Толщина срезаемого слоя а* опреде¬
ляется разностью между нормалью ОБ (рис. 34, а) и
радиусом фрезы г.j* Наибольшая толщина срезаяща* определится по фор¬
муле:^шах “ ("ТУ} * ММ,где D — диаметр фрезы, мм.Рис. 34. Элементы срезаемого слоя при фрезеровании.49
Среднее значение толщины срезаемого слоя будет!
аср = Sz |/ t/D, мм.Ширина срезаемого слоя Ъ (рис. 34, б) равна длине
соприкосновения главной режущей кромки инструмента
с обрабатываемой заготовкой: b — Bcosa. При фрезеро¬
вании прямозубой цилиндрической фрезой (со=0°) Ь — В.Площадь f срезаемого одним зубом слоя равна:/ = ab, мм2.Толщина срезаемого слоя зависит от положения зуба
на участке контакта, следовательно, его площадь — ве¬
личина переменная.Максимальное значение fm&x Для одного зуба:Ушах = ^raax^i ММ2,
а некоторое среднее/ср = йтрЬ. мм2.При фрезеровании резание часто осуществляется од¬
новременно несколькими зубьями. Число одновременно
работающих зубьев i прямозубых фрез можно опреде¬
лить по формуле:i = ф/а,где г|) — угол контакта фрезы; а — угол между двумя со¬
седними зубьями (а=360/г, где г — количество зубьев
фрезы).Если угол контакта для каждого зуба фрезы в дан¬
ный момент времени соответственно равен грг, -фг;
и т. д., то площадь срезаемого слоя будет составлять:для первого зуба fx = bSz sin<|»lt
для второго зуба /2 = bSz sin ф2 и т- Д-Суммарная площадь срезаемого слоя, снимаемая
всеми зубьями в данный момент времени, будет соответ¬
ствовать/л =/i +Л + ••• +//, = &S*(sin<h + sinф2 + ... -f sinф„).Рассмотренные параметры а, Ь, f могут быть опреде¬
лены для торцовых фрез, а также для других видов фрез
и условий их работы. В итоге это позволяет устанавли¬
вать объем срезаемого слоя материала за одну минуту
[(объемную производительность) и по этому показателю
сравнивать эффективность работы фрез различных кон¬
структивных решений [1],БО
Рис. 35. Схема резания
при фрезеровании.Процесс резания при фрезеровании является преры¬
вистым, так как рабочий ход зуба инструмента чередует¬
ся с холостым ходом. Это обусловливает определенный
подход к назначению режимов резания, углов заточки
зубьев фрез, выбору инструментального материала. При
фрезеровании периодически повторяется нагревание и
охлаждение рабочих поверхностей зубьев фрезы, проис¬
ходит активное взаимодействие нагретых элементов фре¬
зы с охлаждающей средой, механические напряжения
циклически воздействуют на материал инструмента, на¬
блюдаются интенсивные вибрации элементов технологи¬
ческой системы.Процесс фрезерования можно представить следующей
схемой (рис. 35, а). Врезание режущего клина 1 в за¬
готовку 2 начинается в точке А с некоторым ударом.
С этого момента рабочие поверхности клина (зуб фре¬
зы) находятся под воздействием силовой и тепловой на¬
грузок. В инструменте и в заготовке возникают механи¬
ческие и температурные напряжения. Величина этих на¬
пряжений зависит от изменения толщины срезаемого
слоя /, характера воздействия стружки на переднюю по¬
верхность (1КХВ) и трения клина (участок h) задней
поверхностью и т. д.При холостом ходе после перехода инструментом
точки Б резание прекращается, силовые нагрузки на
клин становятся равными нулю.При фрезеровании закономерность изменения толщи¬
ны снимаемого слоя (а следовательно, и нагрузки на
зуб) может быть различной. При встречном фрезерова¬51
нии толщина может изменяться от нуля до «шах
(рис. 35, б), при попутном — от атах до нуля (рис. 35,в),
при симметричном — равномерно (рис. 35, г).Указанное явление носит название неравномерности
фрезерования. Оно определяет неравномерную нагрузку
на станок, инструмент, обрабатываемую заготовку, при¬
способление, что является крайне нежелательным как в
отношении точности обработки, так и в отношении стой¬
кости инструмента,.долговечности и надежности работы
систем станка и т. д.Кроме того, периодически повторяющиеся циклы на¬
грев— охлаждение инструмента ведут к появлению тре¬
щин на зубьях фрез, выкрашиванию кромок и т. п. По¬
этому при работах на фрезерных станках стремятся обе¬
спечивать максимально возможную равномерность фре¬
зерования. Это достаточно просто достигается использо¬
ванием фрез с винтовыми канавками при ширине фрезе¬
рования, равной осевому шагу фрезы [1].1.5. Составляющие силы резания
и мощность при фрезерованииРавнодействующую сил Р, действующих на инстру¬
мент при обработке резанием, можно разложить на три
взаимоперпендикулярные составляющие силы резания
(рис. 36).Главная составляющая силы резания Рг — состав¬
ляющая силы резания, совпадающая по направлению со
скоростью главного движения -в вершине лезвия. При
фрезеровании ее называют касательной составляющей
силой резания. С учетом величины этой силы производят
расчет звеньев механизма главного движения на проч¬
ность.Радиальная составляющая силы резания Ру направ¬
лена по радиусу главного вращательного движения ре¬
зания. Эта сила оказывает наибольшее влияние на сте¬
пень и глубину наклепа обработанной поверхности.
С учетом максимального значения силы Ру рассчиты¬
вают звенья механизма подачи станка и узлы крепления
заготовки в приспособлении.Осевая составляющая силы резания Рх направлена
параллельно оси главного вращательного движения. В
зависимости от угла наклона зубьев и направления вин¬
товой канавки составляющая Рх может быть направлена
вниз (рис. 36, а) или вверх (рис. 36, б). Более благопри¬
ятным является положение, когда составляющая Рх на-52
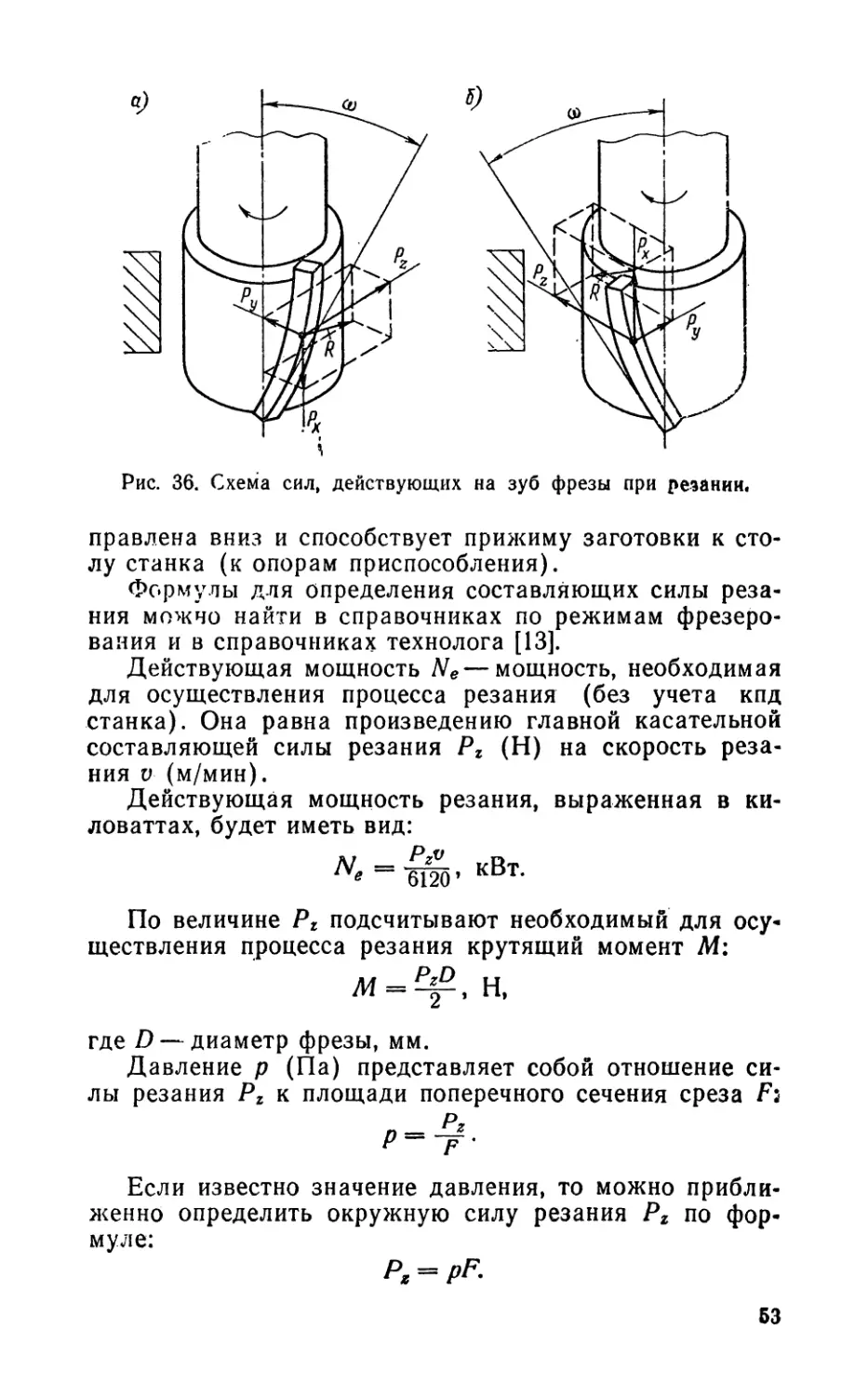
Рис. 36. Схема сил, действующих на зуб фрезы при резании.правлена вниз и способствует прижиму заготовки к сто¬
лу станка (к опорам приспособления).Формулы для определения составляющих силы реза¬
ния можно найти в справочниках по режимам фрезеро¬
вания и в справочниках технолога [13].Действующая мощность Ne—мощность, необходимая
для осуществления процесса резания (без учета кпд
станка). Она равна произведению главной касательной
составляющей силы резания Pz (Н) на скорость реза¬
ния V (м/мин).Действующая мощность резания, выраженная в ки¬
ловаттах, будет иметь вид:N = -P*v кВт
* 6120’ к т*По величине Рг подсчитывают необходимый для осу¬
ществления процесса резания крутящий момент М:Н,где D — диаметр фрезы, мм.Давление р (Па) представляет собой отношение си¬
лы резания Рг к площади поперечного сечения среза F:Если известно значение давления, то можно прибли¬
женно определить окружную силу резания Рг по фор¬
муле:P,-pF.БЗ
Величина давления зависит главным образом от фи¬
зико-механических свойств обрабатываемого материала,
толщины среза и геометрических параметров инстру¬
мента.При работе станка действующая мощность Ne не
должна превышать эффективную мощность Nd электро¬
двигателя привода станка (Ne<NQ). Эффективная мощ¬
ность, которая может быть использована на резание, оп¬
ределяется с учетом кпд станка т]Ст, равного для фре¬
зерных станков 0,75...0,85:Л^э = М]ст, кВт,где N — мощность электродвигателя привода станка
главного движения, кВт./1.6. Тепловые явления при фрезерованииВ процессе резания работа сил, затрачиваемая на
деформирование и разрушение срезаемого слоя, а также
на трение стружки по передней поверхности инструмен¬
та и материала заготовки по задней, практически вся
(>99%) переходит в теплоту. Больше половины всей
выделяемой теплоты отводится стружкой, остальная пе¬
реходит в деталь, инструмент, станок, рассеивается в ат¬
мосферу. В результате нагрева стружки на ее поверхно¬
сти образуется окисная пленка, цвет которой зависит от
температуры нагрева. Фрезеровщик по цвету стружки
может ориентировочно определить температуру в зоне
резания. При фрезеровании конструкционных сталей
(сталь 40) стружка принимает желтый цвет при темпе¬
ратуре 500 К, светло-синий соответствует температуре
700—800 К, а темно-синий свидетельствует, что темпера¬
тура нагрева превышает 1000—1100 К. Если обрабаты¬
вают жаропрочные сплавы, то желтый цвет стружки
указывает на температуру 700—800 К, а синий — на
1000—1100 К.Количество теплоты, выделяющейся при резании, и
ее распределение влияют на стойкость режущего инстру¬
мента, качество обработанной поверхности, температур¬
ную деформацию обрабатываемой заготовки, фрезы, уз¬
лов станка и приспособлений.Распределение теплоты между заготовкой, инструмен¬
том и стружкой зависит от многих факторов. Характер
ее распределения является важной информацией для
выбора рациональных условий резания. Наибольшее зна¬Б4
чение имеет температура нагрева режущей части инст¬
румента.В настоящее время известно несколько методов из¬
мерения температуры нагрева режущего инструмента в
процессе резания: с помощью искусственных термопар,
при помощи термокрасок, калориметрический, радиаци¬
онный [8].При фрезеровании заданного материала наибольшее
влияние на температуру в зоне резания оказывает ско¬
рость главного движения резания и несколько мень¬
шее— подача. Например, при фрезеровании стали мар¬
ки 20X13 двойное увеличение скорости главного движе¬
ния резания способствует повышению температуры на
70%, а аналогичное изменение подачи вызывает рост
температуры только на 25%. Увеличение глубины фре¬
зерования приводит к повышению температуры в зоне
резания, а увеличение ширины фрезерования практиче¬
ски не сказывается на изменении температуры.Из геометрических параметров зуба фрезы наиболь¬
шее влияние на температуру резания оказывает перед¬
ний угол. С уменьшением переднего угла возрастает де¬
формация срезаемого слоя, что вызывает повышение
температуры в зоне резания. При увеличении переднего
угла уменьшается как деформация срезаемого слоя, так
и масса режущего клина, влияющая на отвод тепла. По¬
этому чрезмерное увеличение переднего угла также мо¬
жет вызывать повышение температуры в зоне резания.Температура в зоне резания возрастает с увеличе¬
нием износа зуба фрезы и особенно при достижении
критерия затупления.1.7. Износ и стойкость режущего инструментаПри фрезеровании время работа между переточка¬
ми (стойкость режущего инструмента) состоит из трех
периодов (рис. 37). Каждый период характеризуется
продолжительностью времени работы (/, мин), величи¬
ной износа — ленточкой (/i, мм) по задней поверхности
зуба и интенсивностью роста этого износа tg р.Первый период работы фрезы называют приработоч-
ным или начальным. Большие удельные нагрузки, ха¬
рактерные для начального периода, вызывают интенсив¬
ный износ, а иногда и выкрашивания зуба. За короткий
отрезок времени, измеряемый несколькими минутамл
или секундами, режущий инструмент изнашивается на
величину которая может быть относительно большой.55
Рис. 37. График, характеризующий износ зубьев фрезы.Например, при фрезеровании стали 45Г17ЮЗ концевыми
быстрорежущими (из Р18) фрезами со скоростью реза¬
ния 14,2 м/мин, подачей 0,15 мм/зуб начальный износ со¬
ставляет 0,1 мм. Продолжительность работы первого пе¬
риода 1 мин. Таким образом, за 1 мин работы (4% от
всего периода стойкости) фреза изнашивается на 20%.
Интенсивность износа tg (3=2,54. Величина приработоч-
ного износа обусловлена во многом шероховатостью за¬
точенных поверхностей инструмента. Качественной за¬
точкой можно увеличить начальную стойкость режущего
инструмента. Для доведенного инструмента или инстру¬
мента с твердым покрытием величина приработочного
износа имеет минимальные значения.Удельный износ Аи режущего инструмента в началь¬
ный период достигает значительной величины. Под
удельным износом понимают отношение массы изношен¬
ного инструментального материала к массе срезанного
обрабатываемого материала. В рассматриваемом приме¬
ре он составляет 2* 10~6 г/г.После окончания первого периода износа наступает
второй, который называют рабочим, он составляет 80—
95% всего времени работы инструмента между переточ¬
ками. Интенсивность износа, характеризуемая углом на¬
клона рр кривой износа, зависит от свойств обрабатывае¬
мого и инструментального материалов, параметров режи¬
ма резания, качества поверхностного слоя режущего ин¬
струмента и др.Величина удельного износа в рабочий период имеет56
Рис. 38. Износ зуба фре¬
зы по задней (а) и пе¬
редней (б) поверхно¬
стям.минимальное значение, оно примерно одинаковое в про¬
должение всего периода.Допустимая величина износа (критерий затупления)
определяется характером технологической операции. На
предварительной операции нельзя допускать наступле¬
ния периода усиленного износа. Если не прекратить ра¬
боту фрез, то за короткий отрезок времени усиленного
износа (3—5% от общего периода стойкости инструмен¬
та) зубья фрез износятся на значительную величину
(h до 1,5—2,5 мм) или вообще придут в негодность. В ка¬
честве критерия затупления принимают износ по задней
поверхности в пределах 0,45—0,55; 0,8—1,00; 0,4—0,5 мм
соответственно для концевых, торцовых, дисковых фрез.Наступлению критерия затупления практически все¬
гда соответствуют изменения в технологической систе¬
ме— усиление вибраций, изменение характера и цвета
стружки и др.Для чистовых (финишных) технологических опера¬
ций в качестве критерия затупления принимают величи¬
ну размерного износа /гр, (рис. 38, а), которая определя¬
ется допуском на заданный размер. При фрезеровании
следует стремиться к такому режиму резания, при ко¬
тором инструмент работал бы в условиях нормального
износа.Если в начале эксплуатации инструмента происходят
сколы и выкрашивания зубьев фрез, то это свидетельст¬
вует о большой силовой нагрузке, действующей на фре¬
зу. Следовательно, необходимо уменьшить подачу. Ско¬
лы и выкрашивания зубьев, появляющиеся после неко¬
торого времени работы, указывают на то, что происхо¬
дит усталостное разрушение инструмента вследствие
суммарного воздействия механических и температурных-
напряжений.Пластическое разрушение (оплавление) режущих
кромок инструмента говорит о том, что либо значитель¬
но завышена скорость резания, либо износ эксплуатиру¬
емой фрезы превышает допустимый. Нагрев фрез, изго¬
товленных из быстрорежущих сталей, не должен превы¬57.
шать 850 К. Превышение данной температуры даже на
30—50° будет способствовать интенсивному снижению
твердости инструментального ‘материала: произойдет
температурный отпуск и разрушение зуба фрезы. При
температуре в зоне резания 800—850 К стружка темно¬
синего цвета при фрезеровании углеродистых сталей и
золотистого цвета — в случае резания жаропрочных ма¬
териалов. Следовательно, если при обработке быстроре¬
жущими фрезами сходящая стружка имеет (в зависимо¬
сти от обрабатываемого материала) темно-синий или зо¬
лотистый цвет, то необходимо откорректировать режимы
фрезерования, снизив скорость резания, подачу или (мо¬
жет быть) заменить инструмент.1.8. Применение смазочно-охлаждающих жидкостейПри фрезеровании смазочно-охлаждающие жидкости
(СОЖ) используются главным образом для отвода теп¬
лоты от режущего инструмента. Они снижают темпера¬
туру в зоне обработки и тем самым повышают стойкость
режущего инструмента, улучшают качество обработан¬
ной поверхности, предохраняют от коррозии режущий
инструмент и обрабатываемую заготовку.К смазочно-охлаждающим жидкостям предъявляются
следующие требования: высокая охлаждающая и смазы¬
вающая способность, антикоррозионная стойкость, обес¬
печение хороших санитарно-гигиенических условий тру¬
да. Кроме того, СОЖ не должна оказывать вредного
воздействия на лакокрасочные покрытия станка. Разра¬
ботанные в последнее время новые марки СОЖ, как пра¬
вило, удовлетворяют указанным требованиям.В зону резания СОЖ подводится различными спосо¬
бами: под давлением со стороны задней поверхности ин¬
струмента, распылением (аэрозольное, туманом), поли¬
вом и др. Рациональное применение СОЖ позволяет в
ряде случаев повысить стойкость режущего инструмента
от 1,5 до 4 раз. Смазочно-охлаждающие жидкости и спо¬
собы их применения, эффективные для одной группы
обрабатываемых материалов и видов обработки, могут
быть малоэффективными для других материалов и видов
обработки и даже оказывать вредное влияние. Каждой
комбинации «обрабатываемый материал — вид обработ¬
ки — инструментальный материал — режим резания»
должна соответствовать определенная, оптимальная для
данных условий, смазочно-охлаждающая жидкость.Смазочно-охлаждающие жидкости делятся на вод-58
Таблица 13. Общие рекомендации по применению СОЖ
при фрезерованииОбрабатываемый материалМарка СОЖКонструкционные углеродистые стали3% Укринол-1,
5-8% РЗ-СОЖ-8Легированные стали5% Укринол-1Инструментальные быстрорежущие сталиОСМ-3Нержавеющие стали5% Укринол-15-8% РЗ-СОЖ-8Высокопрочные и жаропрочные сталиМР-1Титановые сплавы5% Укринол-1
5—8% РЗ-СОЖ-8Чугуны3% Укринол-1Алюминий и алюминиевые сплавы3—5% Укринол-1Медь и медные сплавыМР-4но-эмульсионные (Укринол-1, РЗ-СОЖ-8) и масляные
(МР-1, МР-4, ОСМ-3). В табл. 13 приведены рекомен¬
дации по применению СОЖ при фрезеровании. Обработ¬
ка, например, серого чугуна на универсальных фрезер¬
ных станках обычно производится без охлаждения, а ков¬
кого чугуна — с охлаждением эмульсией. Рекомендуется
применять СОЖ и при обработке серого чугуна. В этом
случае желательно иметь защитные устройства в виде
экранов*, в особенности при работе торцовыми фрезами,
оснащенными пластинками твердого сплава. Необходи¬
мость применения СОЖ при обработке чугунных корпус¬
ных деталей, например станин и кареток металлорежу¬
щих станков, иногда вызывается тем, что при фрезеро¬
вании без охлаждения эти детали могут нагреваться до
60—70° С.Технические характеристики СОЖ, применяемых при
фрезеровании, приведены в табл. 14.Применение СОЖ при фрезеровании отличается не¬
которыми особенностями, которые не всегда учитывают
в практике фрезерных работ. Как уже было сказано
(см. 1.6, 1.7), в большинстве случаев для работы фрез
характерна прерывистость не только механических, но и
тепловых нагрузок на режущие зубья. При использова¬
нии СОЖ перепад температур цикла нагрев (работа зу¬
ба)— охлаждение (холостой ход) резко возрастает. И
вот такие периодически повторяющиеся температурные
скачки в определенных условиях могут вызвать появле¬
ние трещин на поверхности инструмента и, соответствен¬
но, образование сколов и выкрашивание зубьев.59
Таблица 14. Смазочно-охлаждающие
жидкости, применяемые при фрезерованииГруппа СОЖНаименование СОЖЭмульсолыУкринол-1Аквол-2ИХ П-459РЗ-СОЖ-8Синтетические и полу-Аквол-10синтегическиэАквол-11МасляныеМР-1МР-4ОСМ-3Различные СОЖ обладают разной способностью от¬
водить тепло от нагретого инструмента. Эта способность
может быть охарактеризована как интенсивность (ско¬
рость) охлаждения. Для конкретного вида и метода под¬
вода СОЖ и соответствующего типа инструментального
материала интенсивность охлаждения можно определить
величиной снижения температуры нагретого элемента
(например, пластины твердого сплава) в единицу вре¬
мени. Так, для воздуха (рис. 39) интенсивность охлаж¬
дения пластин твердого сплава марок Т15К6, ВК8 сДлительность охлаждения, СРис. 39. Характер изменения интенсивности охлаж¬
дения пластин твердого сплава различными СОТС:
/ — воздух (T15K6, BK8); 2 — масляная СОЖ МР-1
(Т15К6); 3 — масляная СОЖ МР-1 (BK8); 4-5%-ная
эмульсия (Т15К6); 5 — 6%-ная эмульсия (BK8).60
температурой поверхности около 1070 К составляет40...50 К/с. Таким образом, если охлаждать такую пла¬
стину на воздухе, то ее температура за 10с понизится
на 400...500 К. Более интенсивное охлаждение обеспечи¬
вают СОЖ на водной основе. При охлаждении водной
эмульсией (линии 4, 5) можно выделить три зоны значе¬
ний интенсивности охлаждения. При температуре нагре¬
ва инструментальных (Т15К6, ВК8) пластин менее 373 К
интенсивность охлаждения составляет 120...160 К/с; для
интервала температур 373—673 К она составляет
560 К/с; наибольшего значения в 1500 К/с интенсивность
охлаждения достигает при нагреве свыше 700 К.Для масляных СОЖ (типа МР-1) интенсивность ох¬
лаждения (линии 2, <?) составит примерно 360 К/с при
нагреве до 700 К и достигнет 500 К/с при температуре
свыше 700 К.Данные графиков на рис. 39 носят, естественно, ус¬
ловный и приближенный характер. В действительности
на интенсивность охлаждения влияют множество различ¬
ных факторов, учет которых в практике затруднен. В ча¬
стности, на интенсивность охлаждения нагретого элемен¬
та большое влияние оказывают скорость подвода — от¬
вода охлаждающей СОЖ, температура СОЖ в момент
подвода, масса охлаждаемой пластины, характер и кон¬
струкция ее крепления, равномерность нагрева пластины-,
площадь контакта пластины с охлаждающей СОЖ и т.д.Определение значения интенсивности охлаждающего
действия СОЖ необходимо для правильного их назначе¬
ния при фрезеровании. Следует устанавливать допусти¬
мую интенсивность охлаждения для используемого мате¬
риала, так как при ее превышении может произойти раз¬
рушение инструмента.Наиболее чувствительны к изменению температуры
твердые сплавы. Так, например, стандартная пластина
твердого сплава Т15К6 толщиной 10 мм, нагретая до тем¬
пературы 800...1100 К, допускает скорость снижения тем¬
пературы (интенсивность охлаждения) не более чем100...150 К/с. Если охладить такую пластину водным
раствором эмульсола (охлаждаемая интенсивность
1500 К/с), то на пластине из-за температурных дефор¬
маций возникнут трещины. Поэтому в практике фрезер¬
ных работ при использовании твердосплавного инстру¬
мента водные растворы эмульсолов применяют сравни¬
тельно редко.Инструменты из быстрорежущих сталей менее чувст¬
вительны к изменениям температуры. Так, фрезы из ста¬61
ли Р18 допускают использование СОЖ, т. е. водных рас¬
творов различных эмульсолов, обеспечивающих интен¬
сивность охлаждения 900...1000 К.Для облегчения выбора СОЖ с целью создания опти¬
мальных условий работы инструмента разработаны спе¬
циальные методики [1].1.9. Физико-механические свойства
обработанной поверхностиКачество обработанной поверхности определяется
двумя группами параметров, одна из которых отражает
физико-механические свойства материала поверхностно¬
го слоя обработанной поверхности, а другая характери¬
зует геометрию реальной поверхности.При фрезеровании качество поверхностного слоя за¬
висит от ряда факторов, основными из которых являются
силы и температура в зоне резания.При снятии стружки зубом фрезы (см. рис. 2) под
действием силы резания обрабатываемая поверхность
пластически деформируется, что иногда приводит к ее
упрочнению (наклепу).Глубина и степень наклепа зависят прежде всего от
свойств обрабатываемого материала, от углов заточки
режущего инструмента, подачи и скорости резания, сте¬
пени затупления зубьев фрезы.На формирование поверхностного слоя обработанной
поверхности оказывает влияние теплота, образующаяся
при резании. В процессе резания поверхностный слой за-Рис, 40. Поверхностный слой фрезерованной поверхности
(увеличенное фото шлифа),62
готовки резко нагревается и расширяется. Нижние слои
металла (менее нагретые) препятствуют расширению, и
в поверхностном слое заготовки возникают сжимающие
напряжения.Охлаждение участка поверхностного слоя после об¬
работки приводит к сжатию, чему препятствуют нижние
и соседние слои металла, имеющие пока еще высокую
температуру. На поверхности возникают растягивающие
напряжения. Необходимо отметить, что чрезмерный на¬
грев поверхности может привести к разупрочению по¬
верхностного слоя или даже его разрушению (рис. 40).
В ряде случаев наличие на поверхности наклепанного
слоя является полезным, так как повышается ее износо¬
стойкость.Вторая группа параметров, определяющих качество
обработанной поверхности, характеризует геометрию
реальной поверхности и прежде всего ее шероховатость
и форму. Эти параметры обусловлены целым рядом фак¬
торов, таких, как износ режущего инструмента, погреш¬
ности элементов технологической системы, дефекты ра¬
бочих поверхностей режущего инструмента, неравномер¬
ность припуска и т. д. Геометрия реальной поверхности,
как и физико-механические свойства поверхностного
слоя, оказывает существенное влияние на эксплуатаци¬
онные свойства деталей.Таким образом, очевидна необходимость обоснован¬
ного выбора как общей последовательности обработки
деталей в целом, так и четкой регламентации отдельных
операций. На практике такая регламентация осущест¬
вляется заданием определенных технологических процес¬
сов обработки деталей, устанавливаемых обычно техно¬
логическими службами предприятий — изготовителей из¬
делий. Технологические процессы оформляются докумен¬
тально с учетом стандартов и действующих правил.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
МЕХАНИЧЕСКОЙ ОБРАБОТКИГЛАВА22.1. Элементы производственного процессаПроизводственный процесс представляет собой сово¬
купность всех действий людей и орудий производства,
направленных на изготовление или ремонт выпускаемых
изделий (ГОСТ 3.1109—73). Таким образом, производ¬
ственный процесс включает техническую подготовку про¬
изводства, процессы, непосредственно связанные с изго¬
товлением деталей, контролем и их сборкой, а также
вспомогательные операции, например обслуживание ра¬
бочих мест, ремонт оборудования, хранение, доставка за¬
готовок или готовых изделий и т. п. Техническая под¬
готовка состоит из конструкторской (конструирования
изделий) и технологической подготовки. Технологическая
подготовка производства (ГОСТ 14.004—74) определя¬
ется как совокупность взаимосвязанных процессов, обес¬
печивающих технологическую готовность предприятий
(или предприятия) к выпуску изделий заданного уровня
качества при установленных сроках, объеме выпуска и
затратах.Технологический процесс механической обработки —
часть производственного процесса, непосредственно свя¬
занная с изменением размеров, формы или свойств ма¬
териала обрабатываемой заготовки. Технологический
процесс состоит из ряда операций, осуществляемых в оп¬
ределенной последовательности.Технологическая операция — законченная часть тех¬
нологического процесса обработки заготовки (или не¬
скольких заготовок), выполняемая на одном рабочем ме¬
сте одним работником или бригадой. Операция является
основной единицей планирования, трудоемкости и учета,
С учетом трудоемкости каждой операции рассчитывают
общую трудоемкость изготовления детали и изделия в64
целом, необходимое количество станочного оборудова¬
ния, режущего инструмента, сроки выполнения работ и
другие данные. Операция включает ознакомление с чер¬
тежом (или операционным эскизом) изготовляемой де¬
тали, получение из кладовой режущего, вспомогательно¬
го и мерительного инструментов и приспособлений, уста¬
новку заготовки на станке, обработку всех элементов
заготовки, снятие ее со станка и возвращение в кладо¬
вую технологической оснастки.Установ представляет собой часть технологической
операции, выполняемую при неизменном закреплении
обрабатываемой заготовки или собираемой сборочной
единицы. Например, операция предусматривает фрезе¬
рование на заготовке уступов с двух сторон. При отсут¬
ствии поворотного приспособления первоначально обра¬
батывают один уступ, затем заготовку открепляют, пово¬
рачивают на 180°, снова закрепляют и фрезеруют второй
уступ. Следовательно, эту операцию выполняют за два
установа.Позиция — фиксированное положение закрепленной
заготовки или собираемой сборочной единицы относи¬
тельно инструмента или неподвижной части оборудова¬
ния для выполнения определенной части операции. Если
для выполнения операции предусмотрено поворотное
приспособление, позволяющее изменять и фиксировать
положение обрабатываемой заготовки без ее открепле¬
ния и повторного закрепления, то операция состоит из
одного установа и осуществляется позиционно — на двух
позициях.Технологический переход — законченная часть техно¬
логической операции, характеризуемая постоянством ре¬
жущего инструмента, режима работы и обрабатываемых
поверхностей. Следующий переход начинается при из¬
менении какого-либо из параметров: Если производится
одновременная обработка нескольких поверхностей (на¬
пример, фрезерование набором фрез), то такой переход
называется сложным переходом.Вспомогательный переход — законченная часть техно¬
логической операции, состоящая из действий человека
(или оборудования), которые не сопровождаются изме¬
нением формы, размеров и шероховатости поверхностей.
Установка и крепление заготовки, перемещение ее к ре¬
жущему инструменту, настройка на размер — примеры
вспомогательного перехода.Рабочий ход — законченная часть технологического
перехода, состоящая из однократного перемещения3 Л. Н. Бердников65
инструмента относительно заготовки, которое сопровож¬
дается изменением формы, размеров, шероховатости по¬
верхности или свойств заготовки. Например, фрезерова¬
ние поверхности с большим припуском может быть вы¬
полнено за несколько последовательных рабочих ходов.
Для каждого рабочего хода при этом остаются неизмен¬
ными обрабатываемая поверхность, режущий инструмент
и режим резания.Вспомогательный ход — переход, состоящий из одно¬
кратного перемещения режущего инструмента относи¬
тельно заготовки, который не сопровождается изменени¬
ем формы, шероховатости поверхности или свойств за¬
готовки. Например, при фрезеровании перемещение
стола с заготовкой к фрезе в вертикальном направлении
является вспомогательным ходом.Степень детализации технологического процесса, ха¬
рактер его построения в основном определяются видом
производства.2.2. Базирование заготовокДля того чтобы в процессе обработки обеспечить за¬
данные чертежом размеры и форму обрабатываемой за¬
готовки, необходимо придать ей определенное положение
относительно выбранной системы координат, т. е. осу¬
ществить базирование (ГОСТ 21495—76). Базой назы¬
вают поверхность (или совокупность поверхностей), ли¬
нии или точки заготовки, используемые для базирова¬
ния. Главную роль при базировании играют опорные
точки. Под опорной точкой понимается идеальная точка
контакта поверхности заготовки и приспособления, ли¬
шающая заготовку одной степени свободы. Твердое тело
(обрабатываемая заготовка) в пространстве имеет шесть
степеней свободы, т. е. его можно перемещать в трех
взаимно перпендикулярных направлениях ОХ, OY, OZ и
вращать относительно этих осей (рис. 41, а). Следова¬
тельно, чтобы ориентировать определенным образом об¬
рабатываемую заготовку, в приспособлении для ее ба¬
зирования необходимо иметь шесть опорных точек. Это
правило в технологии машиностроения называют прави¬
лом шести точек.В зависимости от числа опорных точек, определяю¬
щих базирование, различают: установочную базу
(рис. 41, б), направляющую базу (рис. 41, в) и упор¬
ную базу (рис. 41, г). Установочная база, задаваемая
тремя опорными точками, лишает призматическую заго-66
товку трех степеней сво¬
боды, а именно: переме¬
щения вдоль оси OZ и
поворота относительно
осей ОХ и О У. Направ¬
ляющая база определяет¬
ся опорными точками и
лишает заготовку двух
степеней свободы: переме¬
щения вдоль оси ОХ и
вращения _ относительно
оси О. Упорная база соз¬
дается одной опорной точ¬
кой, лишая заготовку од¬
ной степени свободы—пе¬
ремещения вдоль оси OY.Таким образом, в ка¬
честве установочной базы
необходимо выбирать по¬
верхность с наибольшими
размерами, что позволит
расположить три опорные
точки на значительном
расстоянии друг от друга
и не на одной прямой. За
направляющую базу сле¬
дует принимать наиболее
длинную поверхность, а
самая малая поверхность
может быть использована
как упорная база.В ряде случаев нет не¬
обходимости в ориентиро¬
вании заготовки с исполь¬
зованием всех шести опор¬
ных точек. Например, при
фрезеровании плоскости
заготовки (рис. 42) необ¬
ходимо выдержать один
размер (20_олЬ Для об¬
работки детали настроен¬
ным инструментом доста^
точно ориентировать заго¬
товку только относитель¬
но установочной базы
приспособления.Рис. 41. Общая схема базиро-вания заготовки.160*'I S®I| ^Рис. 42. Схема базирования
заготовки при фрезеровании
плоскости.67
На технологических чертежах обычно принято обо¬
значать не опорные точки, а реальные опоры, материаль¬
но реализующие эти точки. Обозначение базовых элемен¬
тов осуществляется принятыми по ГОСТ 21495—76 ус¬
ловными обозначениями. Этот же стандарт определяет
и правила указания усилий элементов закрепления за¬
готовок.База, используемая для определения относительного
положения заготовки или изделия в процессе изготовле¬
ния или ремонта, называется технологической. Сущест¬
вуют также конструкторские, измерительные базы.Для получения наименьших погрешностей при обра¬
ботке деталей следует стремиться к соблюдению так на¬
зываемого принципа единства баз. Несоблюдение этого
принципа приводит к появлению погрешностей при об¬
работке [6]. Как правило, вопросы базирования загото¬
вок решаются инженерами-технологами при проектиро¬
вании приспособлений [3].2.3. Принципы построения
технологического процессаОдним из основных принципов построения технологи¬
ческого процесса является принцип совмещения техниче¬
ских, экономических и организационных задач, решае¬
мых в данных производственных условиях. Технологиче¬
ский процесс должен безусловно обеспечить выполнение
всех требований к точности и качеству деталей и изде¬
лия в целом, предусмотренных чертежами и технически¬
ми условиями, при наименьших затратах труда и мини¬
мальной себестоимости. Обычно существует несколько
вариантов обработки деталей, одинаково удовлетворяю¬
щих требованиям чертежа и техническим условиям, од¬
нако предполагающих различную стоимость обработки.
Для заданных условий и масштаба производства следует
выбрать тот вариант, который наилучшим образом удов¬
летворяет указанным выше требованиям. Выбор опти¬
мального варианта технологического* процесса требует в
ряде случаев расчета экономической эффективности и
сравнения себестоимости вариантов обработки.При проектировании технологических процессов ме¬
ханической обработки исходными являются следующие
данные: программное задание; чертежи и технические
условия на изготовление и приемку изделия; вид заго¬
товки, зависящий от размера партии, материала, геомет¬
рической формы и размера детали, и др.68
В общем случае разработка технологических процес¬
сов ведется по следующему плану:1. Изучение чертежей деталей и технических условий
на их изготовление.2. Выбор способа получения заготовки для деталей в
зависимости от размера партии и материала; определе¬
ние размеров припусков на обработку.3. Определение по чертежам деталей базирующих
поверхностей (черновых и чистовых). Назначение пер¬
вой исходной операции на основе правила черновых
баз.4. Определение последовательности и характера опе¬
рации в соответствии с конфигурацией, точностью и ше¬
роховатостью обрабатываемых поверхностей, заданных
по чертежу детали. В большинстве случаев обработку
заготовки целесообразно производить в следующей по¬
следовательности:а) черновая обработка, при которой снимают основ¬
ную часть общего припуска;б) получистовая и чистовая обработка, при которой
обеспечивается в основном заданная точность;в) отделочная обработка, при которой достигается
требуемая шероховатость поверхности и точность формы
и размеров детали.5. Выбор для каждой операции станка, приспособле¬
ний, режущего, вспомогательного и измерительного инст¬
румента, способов закрепления с учетом количества од¬
новременно обрабатываемых заготовок.6. Определение для каждого перехода расчетных раз¬
меров обрабатываемых поверхностей, числа проходов и
режима резания.7. Нормирование для каждого перехода основного
технологического (машинного) и вспомогательного вре¬
мени.Разработка технологических процессов механической
обработки для массового и крупносерийного производ¬
ства ведется двумя методами: концентрацией и диффе¬
ренциацией операций.Концентрацией операций называется соединение
нескольких операций в одну, более сложную, а диф¬
ференциацией — расчленение операций на несколько
более простых.Обработка заготовок набором фрез, обработка на
многошпиндельных станках, токарных автоматах и полу-
автоматах, агрегатных станках выполняется по методу
концентрации операций.69
На ведущие детали рекомендуется разработать 2—
3 варианта технологического процесса, чтобы определить
наиболее экономичный при заданных условиях обра¬
ботки.2.4. Оформление маршрутной
и операционной карт
механической обработкиТехнологический процесс механической обработки
оформляется в соответствии с правилами, установленны¬
ми стандартами, составляющими и определяющими ком¬
плекс Единой системы технологической документации
(ЕСТД).По ГОСТ 3.1102—74 основными документами, регла¬
ментирующими технологический процесс обработки за¬
готовок, являются: маршрутная карта, карта эскизов,
технологическая инструкция, ведом-ость оснастки, опера¬
ционная карта. Маршрутная карта составляется для раз¬
личных видов производств. Ее назначение может быть
различным [10].Для единичного и мелкосерийного производства
маршрутная карта может содержать не только наиме¬
нование (перечень) операций, но и сокращенные дан¬
ные по исполнению некоторых из них. *В этом случае
обычно маршрутную карту дополняют операционным
эскизом или прилагают к ней чертёж изготовляемой
детали.В маршрутной карте (ГОСТ 3.1105—74), состоящей
из нескольких граф, занесены: данные, характеризующие
материал и заготовку; последовательность, и наименова¬
ние операций (без разделения на переходы); применя¬
емое оборудование и технологическая оснастка; нор¬
мы подготовительно-заключительного и штучного вре¬
мени.Для серийного и массового производства разрабаты¬
вают операционные карты, которые содержат подробные
указания, необходимые для изготовления и контроля де¬
талей.В операционную карту занесены: описание техноло¬
гической операции с указанием почти всех ее элементов,
режим резания, средства оснащения и другие данные.
Некоторые графы операционной карты заполняют ана¬
логично графам маршрутной карты.Технологические переходы обычно нумеруют арабски¬
ми цифрами, отдельно для каждой операции. Запись тех¬/70
55“<|$Г1^\AJА АЧ >* Ч ЬV V
-0-*§150*ЭННЫЙ43. Операци<Рисэскиз для фрезерной опера¬
ции.нологических переходов осуще- 6t3jствляют по полной или сокра
щенной форме при использова
нии следующих обозначений:D — диаметр отверстия, мм
d — диаметр вала, мм; / —
длина, мм; Ъ — ширина, мм
t — глубина, мм; h — высота
мм; — радиус поверхности
мм; Z—угол, град; г — чис
ло рабочих ходов; 5 — подача
при фрезеровании указывает
ся в мм/мин или мм/зуб; п —
частота вращения шпинделя,
мм/об; v — скорость главного
движения резания, м/мин.Размерность при записи в операционной карте не ука¬
зывают.Операционная карта дополняется операционным эс¬
кизом, который по своему содержанию заменяет чертеж
детали. Заготовку изображают на эскизе в положении,
которое она занимает (со стороны рабочего) после окон¬
чания операции.На эскизе проставляют только те размеры с предель¬
ными отклонениями, выполнение которых осуществляет¬
ся на данной операции.На операционном эскизе указываются также требуе¬
мая шероховатость обрабатываемых поверхностей, опо¬
ры (определяющие технологические базы), точки при¬
ложения усилия зажима заготовки. На эскизе простав¬
ляют также справочные размеры.Обрабатываемые поверхности заготовки изображают
утолщенной сплошной линией. При полной записи номер
размера обрабатываемой поверхности проставляют в ок¬
ружности диаметром 6—8 мм, располагая его на продол¬
жении размерной линии; при сокращенной записи нуме¬
руют не размеры, а обрабатываемые поверхности. На
рис. 43 показан операционный эскиз к операционной
карте.Подробный материал по правилам оформления тех¬
нологической документации можно найти в соответству¬
ющей справочной литературе [11, 13].Операционная карта на технологический процесс яв¬
ляется документом, требования которого обязательны
для всех участвующих в изготовлении детали. Наруше¬
ние технологического процесса недопустимо. Вносить по¬71
правки в технологический процесс при его изменении
могут только работники технологической службы. Свои
предложения по совершенствованию элементов техноло¬
гического процесса рабочий должен передавать мастеру,
бригадиру или работникам бюро изобретательства и ра¬
ционализации цеха.2.5. Техническое нормированиеПод техническим нормированием понимают совокуп¬
ность мероприятий, направленных на установление тех¬
нических норм затрат труда. Для рабочего-станочника
особенно важной является техническая норма времени
на технологическую операцию, которую рабочий выпол¬
няет на станке. Эта норма (в мин) указывается в гра¬
фах операционной технологической карты и определяет
расчетное время, отведенное на исполнение данной опе¬
рации по обработке детали.В техническом нормировании расчетное время техно¬
логической операции принято определять как штучное
время — Тшт. Основными составляющими этого времени
являются основное (машинное) время Т0 и вспомога¬
тельное время Тв. В штучное время также включают вре¬
мя на обслуживание рабочего места Горм и время отды¬
ха Тот ’ ТIIIT == Т0“t“ орм-f" Тот*Основное время Т0 — время, в течение которого про¬
исходит изменение формы и размеров обрабатываемой
заготовки, т. е. осуществляется процесс резания. При
фрезеровании основное время определяют на рабочий
ход по формуле:*г ^ "h h1 о о о *°мгде L= l+h + h — расчетная длина обработки, мм; эта
длина складывается из / — длины обрабатываемой по¬
верхности заготовки и U и /2 — длины врезания и перебе¬
га режущего инструмента; SM — минутная подача. Для
различных видов фрезерования расчетная длина обра¬
ботки может быть различной [10]. При обработке ци¬
линдрическими, дисковыми, отрезными и другими фре¬
зами при заданной длине обработки величину врезания
можно определить из зависимости:/, = ]/t(D- t) + (0,5 3), ммВеличину перебега /2 выбирают в зависимости от диа¬
метра фрезы и принимают 2—5 мм.72
Вспомогательное время Тв предусмотрено для вы¬
полнения вспомогательных переходов: выверки, закреп¬
ления и снятия заготовки, пуска и остановки шпинделя
станка, подвода заготовки к фрезе и отвода ее, настрой¬
ки режущего инструмента на заданный размер, установ¬
ки режима резания и других приемов. Для определения
Тв существуют специальные нормативы. Время Торм —
время обслуживания рабочего места — равно сумме вре¬
мени технического (смазка узлов станка, их регулиров¬
ка, удаление стружки и др.) и организационного обслу¬
живания (получение инструмента, документов и т. д.).
Время Гот — время, перерывов на отдых и естественные
надобности, устанавливаемое в зависимости от условий
выполнения работы.Сумма основного и вспомогательного (неперекрывае-
мого) времени7™ =Т0 + Г3характеризует оперативное время.При обработке партии деталей различают еще так
называемое подготовительно-заключительное время Тпз.
В общем случае считается, что это время, которое тра¬
тится на наладку и настройку станка для обработки пар¬
тии в п заготовок. Сумма штучного времени Tmv и
Vп части подготовительно-заключительного времени оп¬
ределяет штучно-калькуляционное время Тшк:Тшк = тшг+^, мин.Величина Гшк является основой для определения нор¬
мативной производительности рабочего-станочника. Зная
фонд рабочего времени Ф (например, длительность ра¬
бочей смены), можно определить заданную нормами про¬
изводительность рабочего на данной операций в штуках
{К изготовленных деталей):К = Ф/Тшк.Знание норм выработки на каждой технологической
операции является важным стимулом для совершенство¬
вания приемов труда и повышения ее производительно¬
сти, позволяет оценить вклад каждой составляющей в
общий фонд штучного времени и выявить резервы, спо
собствующие снижению фактически затрачиваемого вре¬
мени.73
2.6. Допуски и посадки.Отклонения формы и шероховатость
обрабатываемых поверхностейЛюбая операция механической обработки связана с
получением из исходной заготовки детали определенной
формы, размеров и с заданной шероховатостью поверх¬
ностей. В технологических документах требования к об¬
рабатываемой детали указываются в соответствии с
установленными правилами и понятиями. Рассмотрим
кратко эти понятия применительно к фрезерным опера¬
циям.Допуски и посадки. Числовые значения элементов де¬
талей выражаются размерами, которые указывают на
чертежах и операционных эскизах как размеры номи¬
нальные, заданные. Эти размеры могут быть линейными,
и угловыми, т. е..определяющими значения углов.Для обеспечения взаимозаменяемости деталей на все
размеры чертежей указывают предельно допустимые от¬
клонения. Действительный размер обработанной детали,
т. е. размер, установленный измерением с допустимой по¬
грешностью, не должен выходить за определенные преде¬
лы, называемые допуском. Допуск — это разность между
наибольшим и наименьшим предельными размерами, ко¬
торые определяются по номинальному размеру и задан¬
ным отклонениям.Допустимые отклонения на размеры в чертежах
обычно задаются конструктором исходя из требования
взаимозаменяемости и нормального функционирования
деталей в проектируемой машине. Принято, что основны¬
ми сопрягаемыми деталями являются вал с размером d
и отверстие с размером D. Допускается условно приме¬
нять термины «отверстие» и «вал» по отношению к дру¬
гим охватывающим и охватываемым поверхностям. Так,
размеры шпонки условно рассматривают как размеры
вала, а ширину, глубину, длину паза под шпонку—как
размеры отверстия.Основным документом для назначения допускаемых
отклонений на линейные размеры является Единая си¬
стема допусков и посадок (ЕСДП СЭВ), Основные по¬
ложения системы определены стандартами СТ СЭВ
145—75, СТ СЭВ 144—75 и др.В системе допусков и посадок рассматривают только
предельные размеры. Больший из двух предельных раз¬
меров (рис. 44) называется наибольшим предельным
размером (Dmах, dmax), а меньший — наименьшим пре-74
Минимальный зазорОтверстиеРис. 44. Предельные размеры сопрягаемых деталей:
а — соединение с зазором; б — соединение с натягом.дельным размером dmin). Например, конструктор-установил, что нормальная работа сопрягаемых деталей
(рис. 44, а) обеспечивается при следующих предельных
размерах (мм):0П1ах = 25,052; Dmin = 25,00;
fl'max = 24,930; dmin = 24,927.75
Рис. 45. Схема поля допуска сопрягаемых деталей: а — со¬
единение с зазором; б — соединение с натягом.Такое сопряжение определяется как сопряжение с за¬
зором. Если отклонение размеров будет назначено
(рис. 44, б):Яшах = 25,052; Dmin = 25,000;^max — 25,081; dm\n — 25,064,то сопряжение определится как соединение с натягом.Но в том и ином случае вал и отверстие деталей
должны быть изготовлены с действительными размерами
в пределах заданных. При расчетах отклонений размеров
сопрягаемых элементов обычно за базу берут нулевую
линию сопряжения (рис. 45): для отверстия ES ==== £)щах — ДЛЯ Вала £S==6?max (1ц.Для рассматриваемого примера (см. рис. 44, а):
£S=25,052 —25,000=0,052; es = 24,960 — 25,000= —0,040.
Нижние предельные отклонения для отверстия £7 =“Dm\n ДЛЯ Вала вi — dxnin dn>Для рассматриваемого примера (см. рис. 44, а): £7 =
=25,000 — 25,000 = 0; ei = 24,927 — 25,000= —0,073.Таким образом, предельные отклонения могут быть
положительными, отрицательными и равными нулю.Допуском размера Т будет разность между наиболь¬
шим и наименьшим размерами: TD=Dmах— Дтш; Td == 6?max rfmin-Для рассматриваемого примера (см. рис. 44, а):7’о =
= 25,052 — 25,000 = 0,052; 7>2=24,960 — 24,927=0,033.Допуск определится и как абсолютная величина ал¬
гебраической разности между верхним и нижним пре¬
дельными отклонениями.76
Допуск — величина всег¬
да положительная. Полем
допуска называют зону, ог¬
раниченную линиями соот¬
ветствующих предельных от¬
клонений.Для простоты обеспече¬
ния нужного вида сопряже¬
ния деталей принято учиты¬
вать либо отклонения отвер¬
стия, либо вала. Это и поло¬
жено в основу образования
и применения двух систем
посадок — отверстия (СА)
и вала (СВ).В системе отверстия по¬
ле допуска на изготовление
отверстия для одного и то¬
го же размера и квалитета
остается постоянным, а раз¬
личные посадки достигают¬
ся путем изменения размеров вала (рис. 46, а). Отвер¬
стие в этой системе является основным. На схеме поля
допуска нижнее предельное отклонение отверстия сов¬
падает с нулевой линией. Буква Н на чертежах харак¬
теризует систему отверстия.В системе вала поле допуска на изготовление вала
для одного и того же размера и квалитета остается
постоянным, а различные посадки достигаются путем из¬
менения размеров отверстия (рис. 46, б). Вал в этой си¬
стеме является основным. На схеме поля допуска верх¬
нее предельное отклонение вала совпадает с нулевой
линией. На чертежах буква h характеризует систему
вала.Положение отклонений относительно нулевой линии
в ЕСДП СЭВ обозначают буквами латинского алфави¬
та, прописными буквами — для отверстий, строчными —
для валов (рис. 47). При этом за исходное принято по¬
ложение Я для отверстия (нижнее отклонение находит¬
ся на нулевой линии) и h для вала (верхнее отклонение
находится на нулевой линии).Числовые значения отклонений и допусков в ЕСДП
СЭВ нормируются номерами квалитетов, которых насчи¬
тывается 19. В зависимости от значения размера и но¬
мера квалитета таблицами определены числовые значе¬
ния верхних и нижних отклонений.Лоле допуска.оснобногоотдерстияПоля допускодотдерстийVРис. 46. Построение посадок:
а — в системе отверстия; б —
в системе вала.77
а)P-Rs.T ^леВаялшяUyzZA'ZB1CIJЮIS*zcУ, h МШЕЛ'п p г s t ~ Шле&оя шия .
„1?»* шР1 4I•4i'4Рис. 47. Основные отклонения отверстий (а) и валов (б), при¬
нятые ЕСДП СЭВ.Операциями механической обработки могут быть по¬
лучены точности размеров, соответствующие квалите-
там 7...14.При обозначении размеров на операционных эскизах
(см. рис. 43) отклонения указывают буквой, а квали-
тет —цифрой (например, ЛЮ).При указании размеров в сопряжении деталей (на¬
пример, на сборочных чертежах) рядом с размером ука¬
зывают заданную посадку в виде дроби. В числителе со¬
держится обозначение отклонения и квалитет отверстия,
в знаменателе — аналогичные характеристики вала. На-пример, в системе отверстия 045 ^ в системе вала78
Отклонения формы обрабатываемых поверхностей.Отклонением формы называется отклонение формы ре¬
альной поверхности (ограничивающей тело и отделяю^
щей его от окружающей среды) от формы номинальной
поверхности, заданной чертежом. Отклонение формы
рассматривается либо на всей поверхности, либо на ог¬
раниченном нормируемом участке. Параметром для ко¬
личественной оценки отклонения формы в соответствии
с СТ СЭВ 301—76 является наибольшее расстояние от
точек реальной поверхности до прилегающей поверхно¬
сти в пределах некоторого участка. Это расстояние из¬
меряют по нормали к прилегающей поверхности.Согласно требованиям ГОСТ 2.308—79 (СТ СЭВ
368—76) допуски формы поверхностей на чертежах ука¬
зывают условными обозначениями (рис. 48), а в техни¬
ческих требованиях — текстом.В большинстве фрезерных операций основным обра¬
батываемым элементом являются плоскости. К плоско¬
стям и их взаимному расположению предъявляются раз¬
личные требования, которые записываются на операци¬
онных эскизах и чертежах. Отклонение от плоскостно¬
сти на чертеже относится ко всей обрабатываемой
плоскости, к ее определенному участку либо к тому и
другому. В первом случае допуск указан на всю обраба¬
тываемую, плоскость (рис. 49, а). Допуск относится к лю¬
бому участку плоскости, имеющему площадь 300x300 мм,
если обозначение соответствует рис. 49, б. При вариан¬
те, показанном на рис. 49, в, допуск 0,1 мм задан ко всей
плоскости, а допуск 0,05 мм относится к любому участ¬
ку плоскости, имеющему площадь 200X200.мм.Отклонение от прямолинейности на чертеже указы¬
вается также либо по отношению ко всей плоскости
(рис. 49, г), либо к участку заданной длины (рис. 49,5),
либо на всю плоскость и участок длины (рис. 49, е).Отклонение от параллельности обрабатываемой кон¬
тролируемой плоскости задается относительной базовой
плоскости, обозначаемой буквой или зачерненным тре¬
угольником (рис. 49, жу з). На чертеже возможно зада¬
ние совмещенных 'допусков, например плоскостности и
параллельности, в том числе и на базовую плоскость
(рис. 49, и).Отклонение от перпендикулярности определяют как
неперпендикулярность проекций плоскостей на общую
теоретическую плоскость (рис. 49, к).Точность угла между плоскостями может быть зада¬
на двумя способами: а) указанием предельных отклоне-79
Услодный знак допуска буквенное ний от номинального уг-г~г—/\ пп I г^ттттгтХобожчеке ла в угловых единицах1*7 .И*] UL\ Ц\.А.\ базы 'Числодое значение
допуска, мм<кРис. 48. Структура условного обо¬
значения допуска формы и рас¬
положения поверхностей.(ГОСТ 8908—81 или СТ
СЭВ 178—75); б) указа¬
нием допуска наклона в
линейных (мм) единицах
(рис. 50). *Нормирование геомет¬
рической точности поверх¬
ностей сложной формы
производят либо допус¬
ком формы заданного
профиля и поверхности
(рис. 51, а) у либо пре¬дельными отклонениями (рис. 51, б) и раздельными
допусками (рис. 51, в).В первом случае (рис. 51, а) значение допуска на
профиль (например, 0,2 мм) проставляется в рамке ус¬
ловного обозначения перед рамкой с заданными базовы¬
ми поверхностями АБ. В квадратах указывают номи-$о\о,г\Ф Ь)п\0,51ШЗЩО0,10,05/200*200г)Ю . в)-0.5-\щ- W/3.00 I~0,1/100Д)к)II 0,2 Аз)// 0,2и \шО0,05II0,1А\ОРис. 49. Примеры обозначения до¬
пустимых отклонений: от плоскост¬
ности (а, б, в), от прямолинейности
( г, д, е), от параллельности (ж, з),
от перпендикулярности (к) и совмест¬
но от плоскостности и параллельно¬
сти (и).80
Рис. 50. Указание откло¬
нений наклона поверхно¬
сти (Б) относительно ба¬
зовой (А).нальные размеры: вертикаль¬
ные—10, 12...21 и горизонталь¬
ные— 0, 8, 16...40, определяющие
положение точек контроля про¬
филя относительно базовых по¬
верхностей. Поле допуска
(0,2 мм) указывает на симмет¬
ричное (±0,1 мм) расположение
точек действительного профиля
относительно номинального про¬
филя в заданных точках контро¬
ля по нормали к номинальному
профилю.Задание точности профиля предельными отклонения¬
ми (рис. 51, б) или раздельными допусками (рис. 51, в)
определяет допустимое положение действительного про¬
филя в контролируемых точках относительно номиналь¬
ного размерами с отклонениями (рис. 51, б) или непо¬
средственно допуском (рис. 51, в) .Шероховатость поверхностей. Шероховатость поверх¬
ности— совокупность неровностей поверхности с относи¬
тельно малыми шагами, образующих рельеф обработан¬
ной поверхности. Шероховатость оказывает большое
влияние на эксплуатационные характеристики деталей
и на операционных эскизах ее всегда указывают в соот-4 Л. Н. Бердников81
Линия ЬыступоЬ*ветствии с установленны¬
ми ГОСТ 2789—73 (СТ
СЭВ 638—77) и ГОСТ
2.309—73 (СТ СЭВ
1632—79) требованиями.Шероховатость по¬
верхности оценивают по
неровностям профиля, по¬
лучаемого путем сечения
реальной поверхности
плоскостью в пределах
ограниченного участка,
длина которого называет¬
ся базовой длиной / (рис.
52). Отсчет отклонений
производят от базы, кото¬
рой является средняя ли¬
ния профиля.Основными параметра¬
ми шероховатости, кото¬
рые указываются на опе¬
рационных эскизах, явля¬
ются параметры Ra иRz.Параметр ^ — сред¬
нее арифметическое от¬
клонение профиля. Это
отклонение есть среднее
арифметическое из абсо-
£; лютных значений откло-
ь нений профиля tji от вер-
§ шин до средней линии в
о пределах базовой длины.
| Для определения данной
я характеристики необходи-
мо просуммировать все
% значения' растояний уг
§. (рис. 52) от линии про-
Е филя до средней линии и
<g разделить эту сумму на
d количество измеренных
£ расстояний п:1 лRa =-^г 2|У/|, МКМ.82
Параметр Rz — высо¬
та неровностей профиля
по десяти точкам. Это
отклонение есть сумма
средних абсолютных зна¬
чений высот пяти наи¬
больших выступов профи¬
ля Урт1 И Глубин t/vmi
пяти наибольших впа¬
дин профиля в пределах
базовой длины:Ж) Ш/ НЛО/е)1,65Рис. 53. Знаки для указания ше¬
роховатости,
sRz g 1 g . МКМ.^2 I Уpml | I yvmi jПри нормировании шероховатости различают также
наибольшую высоту неровностей профиля Rmoxt МКМ,
средний шаг неровностей Sm, мм, относительную опор¬
ную длину профиля tp, %, и др.Для обозначения шероховатости на чертеже приме¬
няют определенные знаки, три из которых (рис. 53, а,
б, в) являются базовыми.Основной знак (рис. 53, а) может быть выполнен
также с полкой, если необходимо указание определен¬
ных параметров, в частности таких, как базовая длина,
направление неровностей, вид обработки (рис. 53, г).
Основной знак используют для обозначения шерохова¬
тости поверхности, метод образования которой не уста¬
навливается.Цифры, которые пишутся под знаком (рис. 53, ж),
указывают либо максимально допустимую величину Ra
в мкм (знак Ra не пишется), либо допустимую величи¬
ну Rz. Знак Rz пишется перед числом, указывающим его
значение в мкм.Знак, показанный на рис. 53, в, указывает на то, что
поверхность не подвергается механической обработке и
должна быть получена без удаления слоя материала
(литьем, ковкой, штамповкой, прессованием и т. п.).Обязательное удаление слоя металла одним из мето¬
дов механической обработки (точением, фрезерованием,
сверлением и т. д.) для достижения задаваемой шерохо¬
ватости указывается знаком, показанным на рис. 53, б.
Этим знаком указывают допустимую величину Rz
(рис. 53, д), пределы величины Ra (рис. 53, е). В от¬83
дельных случаях приводят целый набор параметров
(рис. 53, г), таких, как Rz, Sm, tp, базовая длина (0,8),
направление неровностей (М) и также указание на фи¬
нишную операцию по достижении заданных параметров.Параметры шероховатости поверхности, которые мо¬
гут быть получены при фрезеровании, указаны в
табл. 15.Таблица 15. Шероховатость поверхности и точность,
достижимые при фрезеровании заготовокВид фрезерованияПараметр шероховатости, мкмКвалитетRaR*Торцовой фрезой:25-40100-16013-14черновоечистовое6-1025-4010-11тонкое1,6-2,06,3-108-9шабрящее0,63-1,02,5-47-8Цилиндрической фрезой:25-50100-20013-14черновоечистовое6-12,540-6310-11тонкое1,6—2,56,3-109-10Концевой фрезой;14...12черновое25.. .1,25100...50чистовое6,3...3,225...12,511Волнистость поверхности — это совокупность перио¬
дически повторяющихся неровностей, у которых рассто¬
яние между смежными возвышенностями или впадина¬
ми превышает базовую длину. Волнистость занимает
промежуточное положение между шероховатостью и от¬
клонениями формы поверхности. Параметры волнисто¬
сти— высота Wz, средний шаг Sw, наибольшая высота
W'max — установлены рекомендациями СЭВ PC 3951—73.
При скоростном фрезеровании плоскостей высота волны
может достигать 1,4,..6,0 мкм с шагом 1,6...5,2 мкм.
ФРЕЗЕРНЫЕ СТАНКИГЛАВА33.1. Классификация станков
фрезерной группыВ СССР принята Единая схема классификации и ус¬
ловных обозначений станков отечественного производ¬
ства, основанная на присвоении каждому из них особого
шифра (номера). Первая цифра номера означает груп¬
пу станка (токарная, сверлильная, фрезерная и т. д.),
вторая — его тип, третья (иногда и четвертая) характе¬
ризует размер станка. В обозначениях фрезерных стан¬
ков последняя цифра обычно отражает размер стола
(табл. 16). В ряде случаев между первой и второй циф-Таблица 16. Индексация размеров стола фрезерных станковЦифра в обозначении станкаПримеры обозначений
моделей станка1Размеры стола, мм06Н10: 6Н80Г200X80016М11 : 6М81Г250X100026М12П : 6М82320X125036М13П : 6М83400X160046Н14: 6М84Г500X2000рами вводится прописная буква русского алфавита, ука¬
зывающая на то, что станок улучшен или модифициро¬
ван. Прописная буква в конце шифра указывает на ту
или иную область применения данной модификации (на¬
пример: П — повышенной точности; ПБ — повышенной
точности, быстроходный; Ш — широкоуниверсальный;
Ф — с числовым программным управлением, и т, д.).Фрезерные станки в принятой классификации состав¬
ляют шестую группу, поэтому обозначение (шифр) лю¬
бого фрезерного станка начинается с цифры 6. Класси¬85
фикация предусматривает 8 основных типов станков:
1—вертикальные консольные; 2—непрерывного дейст¬
вия; 3—(резерв); 4 — копировальные и гравироваль¬
ные; 5 — вертикальные бесконсольные; б — продольно¬
фрезерные; 7 — консольные широкоуниверсальные; 8 —
горизонтальные консольные; 9 — разные станки, к ко¬
торым относят резьбофрезерные, шлицефрезерные, шпо¬
ночно-фрезерные и др. В зависимости от вида выполня¬
емых работ, уровня специализации, конструктивных осо¬
бенностей названия основных типов станков могут быть
детализированы: горизонтально-фрезерные консольные;
горизонтально-фрезерные консольные универсальные;,
вертикально-фрезерные консольные (с поворотным стой¬
лом); вертикально-фрезерные консольные; фрезерные
широкоуниверсальные высокой и повышенной точности;
вертикально-фрезерные с крестовым столом; продольно¬
фрезерные операционные; продольно-фрезерные одно¬
стоечные и двухстоечные; копировально-фрезерные с
пантографом; копировально-фрезерные для объемной
обработки; горизонтально-фрезерные полуавтоматы для
объемной обработки с ЧПУ; резьбофрезерные полуав¬
томаты; шпоночно-фрезерные полуавтоматы; карусель¬
но-фрезерные полуавтоматы; фрезерные специализиро¬
ванные; барабанно-фрезерные, торцефрезерные; копиро¬
вально-фрезерные специализированные; копировально-
фрезерные для гребных винтов; фрезерные полуавтома¬
ты для обработки лопаток; трефофрезерные; фрезерные
полуавтоматы для обработки коленчатых валов; фрезер¬
ные автоматы и полуавтоматы для канавок сверл, мет¬
чиков и разверток; фрезерные станки для часовой про¬
мышленности; фрезерные разные специализированные
станки и др.Как, и станки других групп, фрезерные станки могут
быть различного класса точности: Н — станок нормаль¬
ной точности, П — повышенной, В — высокой, А — особе>
высокой, С — особо точный (прецизионный).Индекс точности (кроме Н) может быть указан в
шифре модели станка. Так, например, шифр фрезерного
станка модели 6М13ПБ читается так: станок фрезерной
группы (цифра 6) модернизирован по сравнению с пре¬
дыдущей моделью (буква М); тип станка — вертикаль¬
ный консольный (цифра 1); размеры стола: 400X1600 мм
(цифра 3); точность повышенная, быстроходный (индек¬
сы П и Б) .
3.2. Основные узлы фрезерных станковНесмотря на разнообразие типов и размеров, станки
фрезерной группы имеют общие узлы, к которым можно
отнести: основание станка, станину, стол, салазки, шпин¬
дель, коробки скоростей и подач, консоль (для консоль¬
ных станков).Станина предназначена для крепления всех узлов и
механизмов станка. В зависимости от типа станка стани¬
ны могут иметь горизонтальное или вертикальное испол¬
нение. Горизонтальные станины крупногабаритных, на¬
пример продольно-фрезерных, станков устанавливают на
фундамент всей опорной поверхностью. Вертикальные
станины монтируют на основании станка, которое уста¬
новлено или закреплено на фундаменте. Для большинст¬
ва станков станины зыполняют литыми из серого чугуна.Шпиндель фрезерного станка служит для передачи
вращения режущему инструменту от коробки скоростей.
От точности вращения шпинделя, его жесткости и виб¬
роустойчивости в значительной мере зависит точность
обработки. Примерно 50% всех проверок на точность,
выполняемых в процессе изготовления, сборки и ремонта
станка, приходится на шпиндельный узел.“Коробка скоростей является главным узлом привода
главного движения станка и предназначена для переда¬
чи шпинделю станка различных частот вращения от
электродвигателя привода. Коробку скоростей распола¬
гают внутри станины. Управляют коробкой с помощью
механизма переключения частот вращения шпинделя.Коробка подач обеспечивает получение рабочих по¬
дач и быстрые перемещения стола, салазок, консоли (у
консольных станков).Стол станка монтируется на направляющих и пере¬
мещается по ним в продольном направлении. У консоль¬
ных станков направляющие стола смонтированы на са¬
лазках, которые являются промежуточным элементом
между столом и консолью. Нижней частью салазки ус¬
тановлены на поперечных направляющих консоли и мо¬
гут вместе со столом перемещаться в поперечном на¬
правлении.Консоль—элемент консольных фрезерных станков
коробчатой формы с вертикальными и горизонтальными
(поперечными) направляющими. Вертикальными на¬
правляющими консоль соединена со станиной и может
перемещаться по ней. По горизонтальным (поперечным)
направляющим перемещаются салазки. Консоль может,87
быть закреплена на направляющих станины по высоте
специальными зажимами и является , базовым узлом,
объединяющим „все остальные узлы цепи подач и рас¬
пределяющим движение на продольную, поперечную и
вертикальную подачу. Консоль поддерживается стойкой,
в которой имеется Телескопический винт для ее подъема
и опускания.3.3. Консольно-фрезерные станкиКонсольно-фрезерные станки наиболее распростране¬
ны. Стол консольно-фрезерных станков с салазками рас¬
положен на консоли и перемещается в трех направле¬
ниях: продольном, поперечном и вертикальном.Консольно-фрезерные станки делятся на горизонталь¬
но-фрезерные (с неповоротным столом), универсально¬
фрезерные (с поворотным столом), вертикально-фрезер¬
ные и широкоуниверсальные. На базе вертикально-фре¬
зерных станков выпускают копировально-фрезерные
станки, станки с программным управлением и др.Консольно-фрезерные станки предназначены для вы¬
полнения различных фрезерных работ цилиндрическими,
дисковыми, торцовыми, угловыми, концевыми, фасонны¬
ми и другими фрезами в условиях единичного и серийно¬
го производства. На них можно фрезеровать разнообраз¬
ные заготовки соответствующих размеров (в зависимо¬
сти от размеров рабочей площади стола) из стали, чугу¬
на, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих пово¬
ротный стол, с помощью делительной головки можно
фрезеровать винтовые канавки на режущих инструмен¬
тах (сверлах, развертках и др.) и других деталях, а так¬
же нарезать зубья прямозубых и косозубых цилиндриче¬
ских зубчатых колес. Широкоуниверсальные станки
предназначены для выполнения различных фрезерных,
сверлильных и несложных расточных работ главным об¬
разом в условиях единичного производства (в экспери¬
ментальных, инструментальных, ремонтных цехах и др.).Консольный горизонтально-фрезерный станок пока¬
зан на рис. 54. Основание станка А — чугунная отливка
большой жесткости. В основании размещен резервуар
для охлаждающей жидкости, а также установлен элект¬
родвигатель с насосом для подачи СОЖ. Основание кре¬
пят к фундаменту специальными болтами либо устанав¬
ливают на виброгасящих опорах.88
г з00<0Рис. 54. Общий вид консольного гори¬
зонтально-фрезерного станка: А — осно¬
вание; Б — станина; В — хобот; Г —
стол; Д — салазки; Е — консоль
1 — механизм для изменения частоты враще*
ния шпинделя; 2 — винт перемещения хобота;
3 — гайка крепления хобота; маховики для
перемещения стола в продольном (4) и в по¬
перечном (5) направлении; 6 — рукоятка
подъема консоли; 7 — лимб механизма пере¬
ключения подач; 8, 9 — рукоятки зажима
салазок; 10...12 — элементы включения осве¬
щения, подачи СОЖ, изменения направления
вращения шпинделя; 13 — стойки; 14 — шпин¬
дель.
Внутри стаБины £ расположены следующие узлы: ко¬
робка скоростей, электродвигатель главного движения с
ременной передачей, шпиндельный узел. На верхних го¬
ризонтальных направляющих станины размещен хобот В.
В требуемом положении хобот крепится гайкой 3. На хо¬
боте могут быть установлены опоры (серьги) 13, в ко¬
торых находятся подшипники для базирования конца
оправки с фрезой. Крепление оправки осуществляется в
конусном гнезде шпинделя 14.На верхней части консоли Е расположены салазки
Д, которые могут перемещаться в поперечном направ¬
лении. На салазках размещен стол Г, который имеет
возможность перемещения в продольном направлении
(продольная подача). Внутри консоли смонтирована ко¬
робка механизма подач и ускоренного перемещения с
электродвигателем и механизмом управления. На пе¬
редней части консоли и стола расположены органы уп¬
равления станком.Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
показана на рис. 55. Привод главного движения обеспе¬
чивает вращение шпинделя с заданной частотой, а так¬
же передачу на шпиндель заданного крутящего момен¬
та от электродвигателя ML Частоту вращения шпинде¬
ля изменяют посредством установки заданного сочета¬
ния зубчатых колес.Кинематическая схема позволяет получить опреде¬
ленное количество частот вращения, которое может быть
представлено структурной диаграммой (рис. 56).Вращение от электродвигателя Ml к шпинделю стан¬
ка передается по следующей цепи (см. рис. 55): элект¬
родвигатель Ml (частота вращения 1440 об/мин), муф¬
та, пара зубчатых колес 26:54 вал II. Вращение с ва¬
ла II на вал III можно передать через одну из зубчатых
пар с помощью подвижного блока зубчатых колес с чис¬
лом зубьев 19, 22 и 16. В определенном положении бло¬
ка зубчатые колеса могут быть соединены с зубчатыми
колесами вала III в таком сочетании: 16:39, 19:36 и
22:33:16/39\до/-—/ — ///-19 .-.\ ///mi 1 54 и v 36\22/33Валу III можно сообщить одну из трех частот вра-90
Рис. 55. Кинематическая схема
приводов главного движения и
подач консольного горизонтально¬
фрезерного станка.
Рис. 56. Структурная диаграмма значений частот вращения
шпинделя.щения 284, 365 и 462 об/мин (рис. 56). С вала III
на вал IV вращение передается через пары зубчатых ко¬
лес 28:37, 18:47 и 39:26, Такое сочетание колес обес¬
печивается смещением по валу IV тройного блока.С вала IV на вал V (шпиндель) вращение может
быть передано парой зубчатых колес 83:37 или 20:70.
Передача обеспечивается при определенном положении
двойного блока (83:20) на валу IV. Таким образом, за
счет подвижных блоков (двух тройных и одного двойно¬
го) шпиндель станка может иметь 18 различных частот
вращения в соответствии со структурной диаграммой
(рис. 56).Передача вращения от электродвигателя к шпинделю
может быть представлена в виде уравнения кинематиче¬
ской цепи:16/39\18/47\20/70\\22/33\39/26\83/37Расчетная наименьшая частота вращения шпинделя
будет соответствовать варианту, когда в зацеплении ус-
ВальiРис, 57, Структурная диаграмма значений подач.тановлены передачи с наименьшими значениями переда¬
точного отношения:1 /ыл26 16 18 20 01 , Л.^mln ““ 1440 . gg • . yQ 31,1 об/мин,а наибольшая частота вращения будет'обеспечена, если
в зацеплении будут находиться передачи с максималь¬
ными передаточными отношениями.Изменение направления вращения шпинделя обеспе¬
чивают реверсированием электродвигателя.Привод подач станка позволяет от одного электро¬
двигателя М2 обеспечить определенный диапазон про¬
дольных, поперечных и вертикальных подач соответст¬
венно столу, салазкам и консоли по структурной диа¬
грамме, показанной на рис. 57.От электродвигателя М2 (см. рис. 55) на вал VIII
вращение передается через пары колес 26: 50, 26: 57.
С помощью тройного блока (27:36:18) вала VIII че¬
рез промежуточный вал IX на вал X вращение передает¬
ся с помощью тройного блока (37:40:34) вала X. Эти
два тройных блока обеспечивают девять различных час-93
тот вращения вала X. Далее возможны два варианта пе¬
редачи вращения с вала X на последующие.Вариант 1. При включении муфты МФ1 (см.
рис. 55) вращение от вала X на вал XI будет переда¬
ваться через шестерни 40:40, затем через шестерни
28:35 на вал XII и далее.Вариант 2. При отключенной муфте МФ1 (см.
рис. 55) вращение на вал XI передается с вала X через
перебор 33:67, который работает как понижающая пе¬
редача. Следовательно, валу XI можно сообщить 18 раз¬
личных частот вращения, и это число соответствует ко¬
личеству значений подач стола в продольном (через ва¬
лы XIV и XV), поперечном (винт XVII) и вертикальном
направлениях. Перемещение стола в соответствующем
направлении достигается включением той или иной
муфты.Ускоренное перемещение стола в заданном направле¬
нии обеспечивают включением дисковой фрикционной
муфты (на схеме не показано). При включении муфты
происходит сцепление зубчатого колеса 50 вала VII с
зубчатым колесом 67 вала X. Используя уравнение ки¬
нематической цепи, можно определить величину уско¬
ренного хода продольного движения стола:По уравнению кинематической цепи можно опреде¬
лить и значение минимальной рабочей подачи стола в
продольном направлении:Кинематическая цепь, при которой продольная пода¬
ча наибольшая, будет следующей:С — 1Д9А Н® 26 36 24 40 28 18 33 18 18-^
>>max— ‘’"■'so' 57' 18 ‘34 ‘ 40 '35' 33 ‘37 * 16 ’ 18«1250 мм/мин.Переключение частот вращения шпинделя и установ¬
ление требуемой подачи осуществляется на станке с по¬
мощью специальных механизмов, обеспечивающих пере¬
мещение соответствующих зубчатых блоков.5уск = 14202650672818331818
50 * 67 * 33 * 35 * 33' 37 ‘ 16 ’ 18«я 6 «3000 мм/мин,2626iai81318^ 28 18 33 18 18R
50 * 57 * 36 * 40 * 45 * 40 ' 40 * 35 * 33 ‘ 37 * 16 * 18
«25 мм/мин.94
Рис. 58. Общий вид консольного вертикально-фрезерного станказ
А — основание; Б — станина; В — шпиндельная головка; Г — стол;
Д — салазки; Е — консоль1 — пульт переключателей; 2 — маховичок переключения частот вращения
шпинделя; 3 — рукоятка зажима гильзы шпинделя; 4 — маховичок переме¬
щения гильзы шпинделя; 5 — рукоятка управления продольным перемеще¬
нием стола; 6, 7 — маховички продольного перемещения стола; 8 — махови¬
чок поперечного перемещения стола; 9 — рукоятка перемещения консоли;
Ю — рукоятка управления механическим перемещением стола; 11 — лимб
механизма переключения подач; 12 — рукоятка зажима стола.Для консольных вертикально-фрезерных станков ха¬
рактерно вертикальное положение шпинделя, размещае¬
мого в шпиндельной головке В (рис. 58). В ряде конст¬
рукций станков шпинделю можно сообщить осевое сме¬
щение путем перемещения гильзы. При необходимости,
например, фрезерования скосов, наклонных поверхностей
шпиндельную головку станка можно развернуть на угол
от вертикали в обе стороны до 40°.Кинематические цепи приводов главного движения и
подач консольных вертикально-фрезерных станков, как
правило, существенно не отличаются от рассмотренных
выше (см. консольные горизонтально-фрезерные станки).95
Рис. 59. Схема установки кулачков для управле¬
ния механизмом продольных подач стола.Определенная особенность некоторых моделей кон¬
сольных вертикально-фрезерных станков состоит в том,
что эти станки, могут быть настроены на работу по по¬
луавтоматическому или автоматическому циклу при уп¬
равлении продольными перемещениями стола. При
этом характер циклов может быть различный. На¬
стройку обычно производят при фрезеровании партии
заготовок.Настройка осуществляется установкой в боковой
Т-образный продольный паз стола соответствующих ку¬
лачков (рис. 59), При полуавтоматическом цикле про¬
граммируют команды: а) быстрый ход стола с заготов¬
кой из исходной точки к режущему инструменту; б) ра¬
бочая подача, в процессе которой осуществляется фрезе¬
рование заготовки; в) реверс с быстрым возвратом сто¬
ла (после окончания фрезерования) и остановкой его в
исходной точке. Этот цикл управления выполняется
путем воздействия кулачков на элементы рукоят¬
ки 6 управления продольным перемещением стола.
Кулачки 1 и 3 обеспечивают остановку стола в крайних
точках хода.В этих точках рукоятка должна занимать среднее по¬
ложение, что и обеспечивается воздействием скоса ку¬
лачка 3 (или 1) на выступ 4 управляющего элемента ру¬
коятки. Поэтому кулачок 3 останавливает движение сто¬
ла в крайнем левом положении, а кулачок 1 — в край¬
нем правом.Изменение быстрого хода стола на рабочий (и наобо-96
Исходная точка ретро Влево $тщк<! Рфщ Звижеще Щд
Кулачок 1„с/пол"' '"I J_\Pe8epc илеректче-
— hue., быстро впоабо+, СП+140Рис. 60. Схема установки кулачков и замкнутый цикл движения
стола.рот) осуществляется кулачком 2, который при движении
стола упором 7 воздействует на выступ звездочки 5 ру¬
коятки управления подачей, поворачивая ее. При рас¬
сматриваемой схеме установки кулачков цикл движения
стола обеспечивается движением его на быстром ходу,
переключением на рабочую подачу и остановкой в кон¬
це хода.Реверсирование движения стола с одновременным из¬
менением скорости его движения осуществляется уста¬
новкой в точке реверса двух кулачков рядом (кулачка,
воздействующего на рукоятку, и кулачка, воздействую¬
щего на звездочку). Цикл движения стола с реверсом
показан на рис. 60. Начало движению стола на быстром
ходу в исходной точке задается поворотом рукоятки. Ко¬
гда кулачок 2 повернет звездочку (при движении стола
влево), произойдет переключение скорости стола с быст¬
рого хода на рабочую подачу. В конце рабочего движе¬
ния кулачки 3, 4 при одновременном воздействии на ру¬
коятку переключения подач и звездочку обеспечат столу
реверс и включение быстрого хода. В исходной точке
кулачок 1 остановит стол.При необходимости станок может быть настроен на
автоматический маятниковый цикл движения стола, на¬
пример, быстро вправо — подача вправо — быстро вле¬
во— подача влево — быстро вправо и т. д. При таком
цикле фрезеровщик устанавливает заготовки в приспо¬
соблении попеременно то с правой, то с левой стороны
стола.Необходимо иметь в виду, что для работы по полуав¬
томатическому или автоматическому циклу требуется ус¬
тановка переключателя рода работ в положение «авто¬
матическое управление» [11].97
3.4. Вертикально-фрезерные станки
с крестовым столом (бесконсольные)У вертикальных бесконсольных фрезерных станков
крестовый стол расположен на неподвижной станине и
может перемещаться в продольном и поперечном на¬
правлениях (рис. 61). На этих станках можно обраба¬
тывать большие и тяжелые заготовки в условиях единич¬
ного и серийного производства. Фрезерование произво¬
дится главным образом торцовыми головками, а также
торцовыми, цилиндрическими и фасонными фрезами.Повышенная мощность и жесткость, высокие частоты
вращения шпинделя позволяют производить на этих
станках скоростное фрезерование торцовыми головками
с пластинками твердых сплавов.Продольные и поперечные подачи стола осуществля¬
ются отдельными электродвигателями постоянного тока
с бесступенчатым регулированием частот вращения. Бес¬
ступенчатое регулирование подачи в широком диапазоне
позволяет производить выбор оптимальной минутной по¬
дачи при фрезеровании.Для удобства управления и сокращения вспомога¬
тельного времени на станках предусмотрено: управлениеРис. 61. Вертикально-фрезерный поДачи. Станки могут ра-станок с крестовым столом (бес- -консольный): ботать по полуавтомати-/-станина; 2 - стол; 3-стойка; 4- ЧвСКОМу ЦИКЛУ, ВКЛЮЧЭЮ-ле™льная бабка: 5""ульт управ‘ Щему быстрый прямой И7 '2всеми движениями станка
с подвесного пульта; воз¬
можность изменения час¬
тот вращения шпинделя
одной рукояткой с помо¬
щью гидравлики; бессту¬
пенчатое изменение подач
одной рукояткой, распо¬
ложенной на подвесном
пульте; наличие быстрых
перемещений стола в про¬
дольном и поперечном на¬
правлениях и шпиндель¬
ной бабки — в вертикаль¬
ном направлении; элект¬
рическое торможение
шпинделя. Для точных пе¬
ремещений стола преду¬
смотрены замедленные98
обратный ход, рабочий ход и остановку стола в требуе¬
мых положениях.Имеется ряд моделей вертикально-фрезерных бескон-
сольных станков, в том числе с комбинированным
(встроенным круглым) столом, с поворотной шпиндель¬
ной ГОЛОВКОЙ-и др.3.5. Продольно-фрезерные станкиСтанки данного типа универсальные и предназначе¬
ны для обработки корпусных и крупногабаритных дета¬
лей в условиях единичного и серийного производства.
Фрезерование заготовок на этих станках производится
главным образом торцовыми твердосплавными головка¬
ми, а также цилиндрическими, концевыми и другими
фрезами. Высокая жесткость и мощность продольно-фре¬
зерных станков позволяет обрабатывать заготовки с
большими сечениями среза. Эти станки изготовляют с
шириной стола от 3200 до 5000 мм.Продольно-фрезерные станки делятся на одностоеч¬
ные и двухстоечные и имеют несколько фрезерных шпин¬
делей. Все современные продольно-фрезерные станки от¬
личаются удобством обслуживания, повышенной точ¬
ностью и высокой производительностью.Продольно-фрезерные станки имеют дистанционное
управление с подвесного пульта, механизированный за¬
жим подвижных узлов, автоматический отвод фрезы от
детали при быстром ходе стола, дистанционное бессту¬
пенчатое регулирование скорости подач (для станков с
шириной стола 5000 мм и более), механизмы отвода
стружки из зоны резания и другие виды механизации.
Тяжелые станки оснащены механизмами для установки
тяжелых фрез, накладными угловыми фрезерными го¬
ловками, механизмами для отсчета перемещений. На
станках с шириной стола 3200—5000 мм можно произ¬
водить строгание, сверление, растачивание.На рис. 62 показана схема четырехшпиндельного про¬
дольно-фрезерного станка. Фрезерование заготовок на
этом станке можно осуществлять с одной, двух или трех
сторон. Заготовку размещают на столе 1.Фрезы 2, 11 устанавливают в шпиндельные голов¬
ки 3, 6, 7, 10, каждая из которых имеет индивидуаль¬
ный отдельно управляемый привод вращения фрезы и
перемещения головки.Конструкция горизонтальных 3, 10 и вертикальных6, 7 головок позволяет обеспечить наклон оси шпинделя99
относительно нулевого
положения в обе сторо¬
ны на угол до 30°, бла¬
годаря чему возможны
фрезерование, сверле¬
ние и другая обработка
заготовок с наклонно
расположенными по¬
верхностями.Шпиндельные го¬
ловки 3 и 10 по высоте
стоек 5 и 5 могут быть
установлены в фикси¬
рованном положении.
При этом отсчет вели¬
чины перемещения про¬
изводят по основной
шкале и шкале нониу¬
са, цена деления кото¬
рой составляет 0,05 мм.
Некоторые станки снаб¬
жены датчиками отсчета положения, цена деления ко¬
торых 0,01 мм или 0,005 мм. Установку по высоте шпин¬
дельных головок 6 и 7 достигают перемещением травер¬
сы 4 по стойкам 5 и 8. У каждого шпинделя предусмот¬
рено ручное установочное перемещение гильзы со шпин¬
делем вдоль оси, которое осуществляется маховичком.
Положение гильзы со шпинделем фиксируется ручным
зажимом.На станке возможна обработка заготовок по одной
из следующих схем: 1) обработка заготовки (или заго¬
товок) только при подаче стола; шпиндельные головки
и траверса закреплены, 2) обработка заготовки только
с использованием перемещения (подач) шпиндельных го¬
ловок; стол и траверса неподвижны, 3) фрезерование за¬
готовки с подачей стола и одной из шпиндельных голо¬
вок; остальные головки и траверса закреплены, 4) обра¬
ботка заготовок при подаче стола; все остальные эле¬
менты закреплены; переход в заданном положении стола
к подаче одной из шпиндельных головок.При необходимости на станках этого типа возможна
обработка по полуавтоматическому циклу «быстрый под¬
вод— рабочая подача — быстрый отвод в исходное поло¬
жение— остановка». Для осуществления заданного цик¬
ла предусмотрены кулачки, устанавливаемые в боковом
пазу стола, и путевые выключатели, расположенные наРис. 62. Продольно-фрезерный ста¬
нок:1 — стол; 2, 11 — фрезы; 3, 6, 7, 10 —шпиндельные головки; 4 — траверса; 5,
8 — стойки; 9 — пульт управления.100
станине. Управление элементами станка производят с
пульта 9.Отдельные модели продольно-фрезерных станков име¬
ют цикловое управление, цифровую индикацию, систему
преднабора координат и т. п. На таких станках можно
также выполнять сверлильные и расточные операции по
заданным координатам отверстий. Устройство цифровой
индикации и преднабора координат позволяет автомати¬
зировать процесс выхода подвижных элементов станка
на заданную координату и повысить точность обработки.3.6. Фрезерные станки
непрерывного действияК станкам непрерывного действия относятся кару¬
сельно-фрезерные и барабанно-фрезерные станки.Карусельно-фрезерные станки имеют поворотный стол
и два или три шпинделя. Заготовки размещают в при¬
способлениях, ориентированных и закрепленных на сто¬
ле станка, частотой вращения которого задается подача
при обработке. Установка и снятие заготовок осущест¬
вляются без остановки вращения стола на установочных
позициях. Шпиндели станков могут быть настроены на
разные виды работы. Например, у двухшпиндельного ка¬
русельно-фрезерного станка {рис. 63, а) фрезой 1 про-Рис. 63. Станки непрерывного действия: а — карусельно-фрезерный;
б — барабанно-фрезерный.101
изводится предварительное фрезерование, а фрезой 2—
получистовое или чистовое. Карусельно-фрезерные стан¬
ки предназначены преимущественно для обработки пло¬
скостей и реже используются для фрезерования пазов и
уступов. Применяемый режущий инструмент — торцовые
или концевые фрезы.Барабанно-фрезерные станки (рис. 63, б) имеют ше¬
сти- и восьмигранные барабаны с диаметром от 650 до
1000 мм (у разных моделей). Станки этого типа имеют
с каждой стороны по два или три шпинделя, в которых
фрезы могут настраиваться на черновое, получистовое,
а также чистовое фрезерование. При работе станка ба¬
рабан с заготовками медленно вращается относительно
горизонтальной оси. Установку и снятие заготовок осу¬
ществляют без остановки станка. Наиболее распростра¬
ненный вид фрезерования на барабанно-фрезерных стан¬
ках— обработка плоскостей торцовыми фрезами.3.7. Копировально-фрезерные станкиДетали сложной конфигурации, например штампы,
пресс-формы, лопатки турбин, в крупносерийном и мас¬
совом производстве обрабатывают на копировально-фре¬
зерных станках. Различают контурное и объемное ко¬
пировальное фрезерование.При контурном фрезеровании (рис. 64, а) фрезе и
обрабатываемой заготовке необходимо сообщить одно¬
временно движение в двух направлениях: х (продоль¬
ном) и у (поперечном)—по заданной программе (кри¬
вой копира). Для обеспечения точного обвода контура
результирующая скорость перемещения щупа spe3 отно-
сительно копира и режущего инструмента по заготовке
детали (так называемая подача копирования) всегда
должна быть направлена по касательной к контуру в
данной точке. Ее составляющие — задающая (продоль¬
ная) подача sx и следящая (поперечная) подача sy
должны быть пропорциональны соответственно синусу и
косинусу угла наклона касательной к кривой в данной
точке, т. е.sx = 5рез sin a; sy = spe3 cos а.Выполнение этого условия обеспечивается специаль¬
ным устройством — синусным распределителем. В про¬
стейшем варианте заданный профиль можно получить
радиальным смещением инструмента при заданном уг¬
ловом положении заготовки. Пространственно-сложные
фасонные поверхности при объемном копировании
(рис. 64, б) обрабатываются отдельными проходами кон¬
цевой фрезы с закругленными торцовыми зубьями. Во
время каждого такого прохода фреза перемещается
вдоль профиля обрабатываемой заготовки в данном се¬
чении в направлении оси х (задающая подача s*). В
процессе продольного перемещения фреза должна изме¬
нять свое положение в направлении оси у (следящая по¬
дача sy). Для перехода к обработке соседнего сечения
необходимо периодически смещать фрезы в направлении
оси г. Такое перемещение носит название строчечной по¬
дачи sz.Копировально-фрезерные станки имеют задающее
устройство (копир, шаблон, эталонная деталь, чертеж,
модель и др.), связанное через копировальное устройст¬
во (щуп, копировальный палец, копировальный ролик,
фотоэлемент) с исполнительным органом, который по¬
вторяет движение копировального устройства для вос¬
произведения режущим инструментом формы задающе¬
го устройства.Существуют две схемы работы копировально-фрезер¬
ных станков: без следящей системы и с ней. В первой
согласование взаимного положения щупа (копироваль¬
ного пальца) с копиром осуществляется жесткой связью
между задающим и исполнительным устройствами.В станках с жесткой связью (рис. 65) копир 1 кон¬
тактирует с втулкой 2, связанной со шпиндельной голов¬
кой.Характер радиального смещения стола 6 (который
находится под действием груза 7), а следовательно, и за¬103
готовки 4 относительно
фрезы 3 определяется
профилем копира. Вра¬
щение заготовки и копи¬
ра осуществляется от при¬
вода 5.Чтобы обеспечить на¬
дежный прижим втулки 2
к копиру и резание без
вибраций, груз 7 должен
иметь достаточно боль¬
шую массу и поджимать
втулку к копиру с силой,
в 2—3 раза превышающей
силу резания. Это обсто¬
ятельство обусловливает
быстрый износ копира и
потерю точности обработки, что является основным не¬
достатком этой схемы.Вторая схема работы копировально-фрезерных стан¬
ков предполагает наличие следящего механизма в сис¬
теме исполнения команд. В задающем устройстве обра¬
зуются управляющие сигналы, которые поступают в сле¬
дящий механизм. Здесь заданная программа сравнива¬
ется с выполненной, и в случае расхождения механизм
подает сигнал исполнительному устройству для коррек¬
тировки траектории перемещения режущего инструмен¬
та. В станках со следящей системой предусмотрены так¬
же усилительные устройства, которых нет в станках с
жесткой связью. В отличие от механических копироваль¬
ных устройств, где сила резания воспринимается копи¬
ром (шаблоном), в следящих системах следящий орган
(щуп), передвигаясь по копиру, только подает команду
исполнительным органам, которые осуществляют соот¬
ветствующие перемещения рабочих органов станка. По¬
этому следящие копировальные устройства работают с
очень малым давлением на копиры (шаблоны или моде¬
ли), что позволяет производить обработку крутых и точ¬
ных переходов профиля фасонной поверхности. Малые
давления следящего органа (щупа) на копир обеспечи¬
вают также высокую точность и шероховатость обрабо¬
танной поверхности. В настоящее время наиболее рас¬
пространены копировально-фрезерные станки с электро¬
механической и гидравлической копировальными систе¬
мами.Рис. 65. Схема фрезерно-копиро¬
вального станка с жестким копи¬
ровальным устройством.104
3.8. Фрезерные станки с числовым
программным управлением (ЧПУ)В машиностроении более 70% изделий изготовляют¬
ся в условиях мелкосерийного и серийного производства.
Эффективным средством автоматизации мелкосерийного
и серийного производства является программное управ¬
ление металлорежущими станками.В станках с ЧПУ управление его рабочими органами
производится автоматически по заранее разработанной
программе без непосредственного участия рабочего. Про¬
граммное управление обеспечивает автоматическую ра¬
боту механизмов станка по легко переналаживаемой
программе.Принципиальное отличив станка с ЧПУ от обычного
автомата заключается в задании программы обработки
детали в математической (числовой) форме на специ¬
альном программоносителе (перфоленте или магнитной
ленте). По заданной программе можно управлять регу¬
лированием направления и скорости перемещения ис¬
полнительных органов станка, циклом работы станка,
сменой инструмента и т. д. По количеству управляемых
перемещений различают двух-, трех-, четырехкоординат¬
ные и т. д. системы (например, перемещения в направ¬
лении осей координат х, у и г, повороты и т. д.).На станках с ЧПУ могут быть применены различные
виды адаптивного управления, обеспечивающие опти¬
мальное значение одного или нескольких параметров
(составляющая силы резания; температура инструмента
или детали; шероховатость обработанной поверхности;
оптимальные режимы резания; уровень шумов, вибра¬
ций и др.).Важной особенностью автоматизации процесса обра¬
ботки на металлорежущих станках с помощью устройств
программного управления является сохранение станками
широкой универсальности. Это дает возможность произ¬
водить на них обработку всей номенклатуры деталей, ко¬
торая может быть произведена на универсальных стан¬
ках соответствующих типов.Программное управление позволяет автоматизиро¬
вать процесс обработки; сократить время наладки стан¬
ка, сведя всю наладку к установке инструмента, заготов¬
ки и программы на станке; организовать многостаночное
обслуживание в серийном и мелкосерийном производст¬
ве; повысить производительность труда, культуру произ¬
водства и качество обработанных деталей. Основной за¬105
дачей рациональной эксплуатации металлорежущих
станков с ЧПУ является обеспечение длительной и без¬
отказной обработки на них деталей с заданными произ¬
водительностью, точностью и шероховатостью обрабо¬
танной поверхности при минимальной стоимости эксплу¬
атации станков. В парке машиностроения страны доля
станков с ЧПУ будет непрерывно увеличиваться при од¬
новременном повышении их технического уровня.Станки с числовым программным управлением име¬
ют дополнительный индекс в конце обозначения: Ф1 —
станки с цифровой индексацией; Ф2 — с позиционными
системами, ФЗ — с контурными системами, Ф4—с уни¬
версальными системами для позиционной и контурной
обработки.Работа на станках с ЧПУ в ряде случаев может су¬
щественно отличаться от работы на универсальных фре¬
зерных станках и требует специальных профессиональ¬
ных знаний и навыков [7].3.9. Фрезерные станки с цикловым
программным управлениемУ фрезерных станков с цикловым программным уп¬
равлением программа содержит информацию только о
последовательности включения рабочих органов, скоро¬
стях и направлениях их движения. Перемещения же ра¬
бочих органов определяются системой настраиваемых
упоров, располагаемых на специальных линейках, па¬
раллельных направлениям движения соответствующих
движущихся элементов станка. Цикловые системы про¬
граммного управления достаточно просты в эксплуата¬
ции, однако по сравнению с числовыми системами они
обладают меньшими технологическими возможностями,
требуют больших затрат времени на переналадку. Про¬
грамма у фрезерных станков с цикловым ПУ задается с
помощью штепсельного (или шпоночного) коммутатора
и системы упоров. Штекерная наборная панель комму¬
татора обычно выполняется в виде барабана (рис. 66).Первые гнезда барабана предназначены для про¬
граммирования направления и скорости движения рабо¬
чих органов станка. Остальные гнезда каждого ряда (от1 до 24) служат для задания команд на включение про¬
дольного, поперечного или вертикального перемещения
стола, салазок, консоли. Система управления позволяет
программировать в каждом элементе цикла одно из трех
возможных движений. Поэтому на станках рассматрива-106
1231 4I 5t 7<§ 8«5 3\10s 11121314260Рис.Упоры«S "Э Е-5 t; Продольное \ Поперечное | ВертикальноеЧ. 3-1 ^ <1^ 11 перемещение | переплетение \ перемещениеjjJ.'lAi |л/»агу%0 1 2 3 4- 5 6 7 8*9 101112 13141516*1718 19202122 2324-I.OOOOOIOOOIOOOQQOOOOOQOOOOOOOOOOOO
IOOOOOOOIOOIOOOOOOOOOOOOOOOOOOOOOO
OOOIOOIOOOOOOOOOOOIOOOOOOOOOOO. О' о о о
ОФООООвОООООЮОООООООООООООООООООО
ООООЮФОООООООООООООООООООЮООООООооюооооюоооооооооюоооооооооооооооооо#воооооооооооооооооооо#ооооооооо#оо#ооооорооооооо#ооооооооооооооюооооо.юоооюоооооооооооооооооооООФОООФООООООООООООООФОООООООООООО•oooooioooooootoooooooooooooooooooооо#оооо#ооооооооооооо#оооооооооооOIOOOOIOOOOOOOOIOOOOOOOOOOOOOOOOOO
_Р О • О О О • О О О О О О О О О О О О О О О О • О _Р_ О О О -Q О О О О ."ь о О^СГ ООО о об"оо о "о ООО О О О ООО О О 0^0 о о о о
оооооооооооооооооооооооооооооороооРазвертка штекерного барабана системы циклового управления фрезерным
емого типа можно программировать обработку поверхно¬
стей деталей, располагаемых параллельно движениям
станка, т. е. деталей прямоугольной формы.Основным документом для составления программы
является эскиз обрабатываемой детали (рис. 67, а), на
котором указывается исходная точка. С этой точкой со¬
вмещаете# центр фрезы перед началом работы станка по
программе, По эскизу устанавливают направления и ве¬
личины перемещений элементов станка, характер движе¬
ния на отдельных участках Цикла (ускоренный или ра¬
бочий ход). Это позволяет составить цикл движения за¬
готовки (рис. 67, б), наметить схему расстановки упо¬
ров, определяющих величины перемещений элементов
станка по соответствующим направлениям — продольно¬
му, поперечному, вертикальному.Наладка станка на работу по составленному циклу
заключается в расстановке штекеров в рядах барабана
,(см. рис. 66) и установке упоров на соответствующих
линейках станка.В рассматриваемом примере при включении станка
расставленным в первом ряду барабана штекерам (на
рис. 66 закрашенные окружности) будут выданы коман¬
ды приводу на ускоренный ход стола влево, т. е. на про¬
дольное перемещение. При этом ограничение хода дли¬
ной 30 мм (рис. 67) осуществляется упором 1 линей¬
ки упоров продольного перемещения (см. рис. 66). При
наладке станка этот упор закрепляется по линейке упо¬
ров на соответствующем расстоянии относительно кон¬
такта первого микровыключателя блока управления при¬
водом продольного перемещения. При перемещении сто¬
ла в продольном направлении (от исходного положения
на расстояние 30 мм) упор после воздействия на кон¬
такт микровыключателя выдаст команду на останов сто¬
ла и одновременно на поворот штекерного барабана на
один угловой шаг. Работа станка будет продолжена уже
в соответствии с командами второго ряда штекерного
барабана (см. рис. 66 и 67), т. е. произойдет продольное
перемещение стола влево на замедленной (рабочей) по¬
даче на расстояние 240 мм. При этом отключение при¬
вода продольного перемещения в конце хода стола осу¬
ществляется предварительно настроенным упором 2 (на
линейке продольного хода), который взаимодействует с
контактом второго микровыключателя блока управления
приводом продольного перемещения.Расстановка штекеров третьего ряда барабана обес¬
печит включение привода поперечной подачи и ускорен-108
ный ход. Команду на останов поперечного перемещения
(в положении 34 мм от исходного) выдает настроенный
упор 9 (на линейке поперечного перемещения) и соот¬
ветствующий микровыключатель блока управления при¬
водом этого перемещения (см. рис. 67). Всего в каждом
виде движения может быть запрограммировано восемь
ходов — по количеству программных упоров на каждой
линейке и соответственно микровыключателей блоков
управления приводами.109
3.10. Эксплуатация фрезерных станковНа предприятиях эксплуатация станков ведется в со¬
ответствии с нормативными документами, содержащими
правила и условия безопасной работы на станках, а так¬
же выполнение ряда мероприятий по их уходу, надзору
и ремонту. Эти мероприятия определяются системой пла¬
ново-предупредительного ремонта, которая включает:
ежемесячные и периодические осмотры станков;
постоянное поддержание чистоты оборудования и по¬
мещений, в которых оно установлено;ежесменную и периодическую смазку поверхностей
трения;периодическую промывку станков и машин с целью
удаления металлоабразивных продуктов, образующихся
в процессе работы, и очистку от пыли электротехниче¬
ского и электронного оборудования станков и машин;профилактическую регулировку механизмов, уст¬
ройств и подвижных сопряжений деталей, обтяжку кре¬
пежа станков и машин;профилактическую замену деталей, имеющих срок
службы меньше продолжительности межосмотрового пе¬
риода;периодические проверки геометрической и технологи¬
ческой точности станков и машин;профилактические испытания электрооборудования,
электросетей и электронных устройств;замену утративших работоспособность быстроизна-
шивающихся деталей и их сопряжений или восстановле¬
ние их работоспособности;восстановление регулировки механизмов, устройств и
подвижных сопряжений деталей.К регламентированному (плановому) техническому
обслуживанию относятся ежемесячные и периодические
осмотры, проверки и испытания, поддержание чистоты
оборудования и помещений, ежесменная и периодиче¬
ская смазка, периодическая промывка и очистка от пы¬
ли, профилактическая регулировка, принудительная (че¬
рез определенное число часов работы) замена быстро-
изнашивающихся деталей.К техническому обслуживанию по потребности (не¬
плановому) относятся: замена отказавших деталей, вос¬
становление случайных нарушений регулировки меха¬
низмов, устройств и подвижных сопряжений деталей,
восстановление случайных нарушений неподвижн&х
разъемных соединений деталей станков и машин.110
В обязанности рабочего-станочника входят в основ¬
ном работы, связанные с регламентированным (плано¬
вым) техническим обслуживанием оборудования. Среди
них — поддержание чистоты оборудования и рабочего
места, ежесменная и периодическая смазка и очистка
станка, проверка правильности функционирования ос¬
новных узлов станка по регламентированной схеме и ус¬
тановленным правилам, определенная правилами рабо¬
ты на станке профилактическая регулировка некоторых
узлов и т. д.Основные же работы, связанные с восстановлением
нарушенной работоспособности узлов и механизмов
станка и с различными его проверками после этого, вы¬
полняются работниками соответствующих служб данно¬
го предприятия.
ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРНЫХ СТАНКОВГЛАВА44.1. Элементы приспособленийПриспособление-г-технологическая оснастка к стан¬
ку, предназначенная для базирования и крепления на
ней заготовок. Применение приспособлений способст¬
вует:повышению производительности труда за счет сниже¬
ния основного и вспомогательного времени;снижению погрешности обработки;расширению технологических возможностей оборудо¬
вания;улучшению условий труда, повышению безопасности
работы.Приспособления классифицируют по различным при¬
знакам [3]. Так, например, в зависимости от степени спе¬
циализации приспособления подразделяют на универ¬
сальные, универсально-наладочные и специальные. Осо¬
бую группу составляют сборно-разборные приспособле¬
ния.Основные элементы приспособлений рассмотрим на
примере фрезерного четырехместного приспособления,
используемого при обработке лысок на заготовках типа
валиков (рис. 68).Корпус 1 фрезерного приспособления имеет специаль¬
ные пазы — проушины, которые позволяют гайкой 7 с
болтом 8 крепить приспособление к столу фрезерного
станка. У большинства фрезерных приспособлений в па¬
зах основания корпуса крепят две направляющие шпон¬
ки 6. Эти шпонки определяют положение приспособле¬
ния (при его установке на стол станка) на оси централь¬
ного (продольного) Т-образного паза стола станка и
должны входить в паз с минимальным зазором.112
Рис. 68. Типовые элементы фрезерного приспособления: а —
специального; б — универсально-сборного (УСП).Установочные (базовые) элементы 2 приспособления
служат для базирования заготовки в приспособлении.Относительно установочных элементов приспособле¬
ния задается положение поверхности установа 4. Уста-
нов является элементом фрезерного приспособления, ко¬
торый позволяет (при использовании щупа) быстро на¬
строить фрезу на необходимый размер. Обязательным
элементом приспособлений являются зажимные устрой¬
ства 5, которые надежно фиксируют положение загото*
вок 3 после их базирования в приспособлении.Конструктивное исполнение приспособлений опреде¬
ляется размером заготовок, их массой, формой и т. п.В массовом и крупносерийном производствах эконо¬
мически оправдано применение сложных приспособлений
со встроенным силовым приводом (пневматическим, элек¬
трическим, гидравлическим и др.) для зажимного уст¬
ройства. Широко применяются многоместные автомати¬
ческие и обеспечивающие непрерывную обработку при¬
способления.В единичном и мелкосерийном производстве исполь¬
зуют приспособления, относящиеся к группе сборно-раз¬
борных. Такие приспособления собирают из стандарти¬
зованных или нормализованных деталей и узлов. После5 Л. Н. Бердников113
окончания обработки партии заготовок такие приспособ¬
ления разбирают, составляющие детали и узлы отправ¬
ляют на участок для хранения или используют при сбор¬
ке других приспособлений.На рис. 68, б показано фрезерное приспособление, со¬
бранное из нормализованных деталей. На плите 1 за¬
креплена призма 2, на которую .устанавливают обраба¬
тываемую заготовку 3. Винтовое зажимное устройство 4
предназначено для закрепления заготовки.В системах сборно-разборных приспособлений часто
применяют механизированные приводы зажима заго¬
товки.4.2. Установочные элементы приспособленийУстановочные элементы приспособлений, выполняе¬
мые в виде опор, подразделяют на основные, т. е. ори¬
ентирующие заготовку в приспособлении, и вспомога¬
тельные, которые служат для повышения жесткости тех¬
нологической системы и уменьшения прогиба нежесткой
заготовки.Заготовка может быть установлена в приспособлении
необработанной (черновая база) и обработанной (чисто¬
вая база) поверхностью. По форме базовая поверхность
может быть плоской, цилиндрической, наружной (вал)
или внутренней (отверстие), криволинейной. Для бази¬
рования заготовки в приспособлении чаще всего исполь¬
зуют различное сочетание поверхностей (см. § 2.2).Конструкции установочных элементов приспособле¬
ний весьма разнообразны и определяются выбранной
схемой и видом базовой поверхности. Опоры для бази¬
рования заготовок по плоскости могут быть постоянны¬
ми, регулируемыми и подводимыми (самоустанавливаю-
щимися).Конструкции постоянных опор, выполненные в виде
штырей, показаны на рис. 69.Ступенчатые опоры (рис. 70, а) используются для
установки заготовок непосредственно на стол фрезерно¬
го станка. Применение этих опор значительно сокраща¬
ет количество мерных прокладок. Кроме того, эти опоры
фрезеровщики часто применяют в качестве подставок
под прижимные планки. Универсальная подставка
(рис. 70, б) состоит из одинаковых по высоте и конст¬
рукции пустотелых колец 1, входящих одно в другое.
Верхнее кольцо имеет резьбовое отверстие, в которое
ввернута пятка 2. Подставка служит для установки на114
Рис. 69. Конструкции
штырей для установки
заготовок: а — по обра¬
ботанной плоскости; б,
в — по необработанной.О)г'—^|Си!ней обрабатываемых заготовок и прижимных планок,
удобна в работе и способствует сокращению вспомога¬
тельного времени.Регулируемые опоры применяют преимущественно
при базировании по черновой базе, если заготовки име¬
ют различный припуск, а также если базовая поверх¬
ность имеет ступеньки, углубления, выступы и т. п. Эти
опоры часто применяют совместно с постоянными. Кон¬
тактная поверхность опоры имеет сферическую или ко¬
ническую форму. Размер А (рис. 70, в) опоры обеспечи¬
вается вылетом винта 1 из корпуса приспособления 2.
Гайка 3 крепит винт в установленном положении.Подводимые самоустанавливающиеся опоры умень¬
шают деформацию нежестких заготовок под воздейст-Рис. 70. Конструкции опор: а — ступенчатая опора; б — универ¬
сальная подставка; в — регулируемая опора.115
вием сил резания при об¬
работке. Эти опоры ис¬
пользуют в дополнение к
основным. В такой опоре
(рис. 71) при откреплении
винта 1 плунжер 2 с опор¬
ной пяткой под действием
пружины 4 доводится до
контакта с поверхностью
заготовки 3, после чего
плунжер закрепляют в
этом положении винтом 1
(через штырь 5). Размеры
пружины и степень ее
предварительного сжатия
принимают такими, чтобы
не происходило смещения
установленной на основные опоры заготовки. Штырь 5
ограничивает выдвижение плунжера при открепленном
положении опоры. Клиновое соединение удерживает опо¬
ру в заданном положении и препятствует перемещению
заготовки под действием сил резания, а цилиндрическая
часть штыря удерживает плунжер от проворота. По кон¬
струкции плунжер может быть постоянным или регули¬
руемым.Распространенной является конструкция подводимой
опоры, показанной на рис. 72. Подъем плунжера 1 до
контакта с поверхностью заготовки 2 обеспечивается
осевым смещением клина 6. При повороте винта 3, на
котором закреплен маховичок, происходит расклинива¬
ние сегментных шпонок 4 и обеспечивается стопорение
опоры. Шпонки расклиниваются конусом 5 винта.Рис. 71. Конструкция самоуста-
навливающейся опоры.Рис. 72. Конструк¬
ция подводимой
опоры.
Рис. 73. Схема базирования заготовки по наружной цилин¬
дрической поверхности на призме.Базирование заготовки по наружной цилиндрической
поверхности по валу чаще всего осуществляется на приз¬
мы, основным параметром которых является угол приз¬
мы а (рис. 73). Этот угол у стандартных призм прини¬
мают равным 90, 60 или 120°. В практике чаще всего
применяют призмы с углом 90°.При использовании этого установочного элемента
следует учитывать характер задания размера обрабаты¬
ваемой плоскости, допуск на базовый элемент заготовки
(на вал) и положение рабочих поверхностей фрезы от¬
носительно оси симметрии призмы. Плоскость, которую
необходимо получить в процессе фрезерования вала, мо¬
жет быть задана размером А от центра, от верхней или
нижней образующей вала (рис. 73, а, б, в).При базировании вала на призму (рис. 73, г) ось ва¬
ла (у различных заготовок) в данном сечении будет за¬
нимать различные положения в плоскости симметрии
призмы из-за допуска 6 на диаметр d вала. У заготовок
с наибольшим диаметром dmах ось будет в точке 0, а у
заготовок с наименьшим диаметром dmin — в точке 0'.117
При этом полагаем, что £?тах dmin = 6. ПОСКОЛЬКУ В Про-
цессе обработки партии заготовок положение рабочей
поверхности настроенного инструмента (положение точ¬
ки Е, рис. 73, г) не меняется, то в заданный размер А
будет внесена погрешность. Эта погрешность Д называ¬
ется погрешностью базирования и в данном случае зави¬
сит не только от погрешности базового элемента заго¬
товки (т. е. от величины б—* допуска на вал), но и от
величины заданного размера. Из схемы базирования не¬
трудно определить величину погрешности базирования
для различных случаев [2].При задании размера от оси заготовки (рис. 73, а)
величину погрешности базирования Ai с достаточной точ¬
ностью можно определить по формуле:Для случая задания размера от верхней образующей
(рис. 73, б) погрешность базирования:а для случая задания размера от нижней образующей:А * *Д3 о-.6 а 22sin-2~Для призм с углом а = 90° погрешности базирования
могут быть приняты Ai^0,716; Аг= 1,21 б; Дз=0,216, где
б — допуск на базовый диаметр заготовки.Естественно, для обеспечения требуемой точности об¬
работки необходимо, чтобы погрешность базирования Д
(если не учитывать другие погрешности) не превышала
допуска на размер (для примеров рис. 73 Д<Т).Погрешности базирования можно избежать, если ве¬
сти обработки с выдерживанием размера, заданного пер¬
пендикулярно плоскости симметрии призмы. При обра¬
ботке по схеме, показанной на рис. 73, д, с изменениеЙ
базового диаметра в любых пределах настроенный и за¬
данный размер А не изменяется.В практике фрезерных работ чаще всего для базиро¬
вания деталей используют группу баз. Базирование за¬
готовки по обработанной плоскости и отверстиям наи¬118
более распространено для
корпусов, рычагов, плит,
рам и других аналогичных
деталей. Такая схема ба¬
зирования способствует
выполнению постоянства
баз, упрощает конструк¬
цию приспособления. Ус¬
тановочными элементами
приспособления являются
два пальца и опорные
планки (рис. 74).Один из
пальцев изготовляют ци¬
линдрической, а другой
ромбической формы, бла¬
годаря чему уменьшается
поворот и смещение заго¬
товки при базировании и
соответственно возрастает
точность обработки заго¬
товок [2].4.3. Зажимные устройства приспособленийЗажимные устройства призваны обеспечивать зажим
заготовки с минимальной затратой сил и времени ста¬
ночника, они должны быть простыми, надежными, удоб¬
ными и безопасными в эксплуатации. Основные правила
эксплуатации зажимных устройств:1. Категорически запрещено применение неисправ¬
ных зажимных устройств (изношенная или сорванная
резьба, изношенный эксцентрик, наличие утечки в пнев-
мо- или гидроаппаратуре и т. п.).2. Запрещена эксплуатация зажимных устройств, ес¬
ли: а) рукоятки управления расположены вблизи от вра¬
щающейся фрезы, б) на пути рабочего движения руки
расположены детали приспособления с выступами и ост¬
рыми кромками, которые могут вызвать травму.3. Контактирование зажимных элементов устройств с
заготовкой должно происходить на участке ее наиболь¬
шей жесткости с направлением усилия зажима перпен¬
дикулярно опоре. Невыполнение этого требования может
привести к появлению брака.4. При закреплении заготовки несколькими прихвата¬
ми сила закрепления, прокладываемая к каждому из
них, должна быть одинаковой.Рис. 74. Схема базирования заго¬
товки на плоскость и два отвер¬
стия:1 — корпус приспособления; 2 — заго¬
товка; 3 — цилиндрический палец; 4 —
ромбический палеи; 5 — опорные план¬
ки.119
5. При установке приспособления на станок, а также
при выборе начальной точки фрезерования следует вы¬
полнять условие: сила резания должна быть направле¬
на на установочные элементы приспособления (как наи¬
более жесткие), а не на зажимные.Зажимные устройства, в зависимости от источника
силы, обеспечивающей зажим, делят на ручные, механи¬
зированные и комбинированные.Ручной винтовой зажим (рис. 75, а) основан на ис¬
пользовании резьбовой пары и благодаря простоте, вы¬
сокой надежности имеет относительно широкое примене¬
ние. К недостаткам зажимов данного типа следует отне¬
сти значительные затраты времени на крепление.Усилие Ру обеспечиваемое винтовым зажимом, можно
определить по соответствующим формулам [2] с учетом
исходной силы Ри, длины рычага /, диаметра резьбы d,
диаметра опоры d\.Винтовые зажимы могут быть с успехом использова¬
ны в зажимных устройствах многократного действия,
позволяющих производить одновременное крепление не¬
скольких заготовок. В рычажно-винтовых зажимах (см.
рис. 68) равномерность распределения зажимного уси¬
лия обеспечивается за счет качания рычагов. В зажимах
с гидропластом (рис. 75, б) крепление заготовок 4 плун¬
жерами 3 осуществляется поворотом гайки 5. Плунже¬
ры размещены в отверстиях планки 1. Равномерность за¬
жима заготовок (несмотря на некоторую разницу в раз¬
мерах) обеспечивается равномерностью давления вязкой
массы гидропласта на все плунжеры.На рис. 76 приведены конструкции винтовых зажи¬
мов, предложенные новаторами Ленинграда. Винтовой
зажим (рис. 76, а) предназначен для крепления плоских
заготовок, корпусов, стоек и других аналогичных дета¬
лей. Зажим устанавливают в любом месте Т-образного
паза стола станка. Корпус 1 зажима имеет Г-образный
выступ, который расположен ниже основания. В корпусе
предусмотрен овальный паз, в котором размещен винт 2,
а также расточка для гайки 3. Зажимают заготовку вин¬
том. Такой зажим позволяет закреплять заготовки, по¬
верхности которых расположены под углом.Зажим другой конструкции (рис. 76, б) состоит из
губки 1, которая шарнирно соединена с планкой 2.
Планку крепят болтом 3 к столу станка. Заготовка 5 за¬
крепляется болтом 4 с гайкой. Такая конструкция обес¬
печивает надежный зажим заготовок, имеющих различ¬
ную высоту.120
Рис. 75. Ручной винто¬
вой зажим:1 — заготовка; 2 — зажимной
винт; 3 — рукоятка; 4
опорная пятка.□е)ГУ~7^1йЛ 4<>1 1РЯ LL--"шшш,ш»W//M4Рис. 76. Винтовые зажимы: а—*
угловой; б — шарнирный.Рис. 77. Схема клиновых зажимов: а — непосредственного действия;
б — через плунжер
/ — клин; 2 — заготовка; 3 — плунжер.121
Рис. 78. Схема приспособле¬
ния с байонетным зажи¬
мом:1 — корпус приспособления;2 — заготовка; 3 — зажимная
втулка; 4 — фреза; 5 —штифт;
6 — установочный (базовый)
элемент приспособления.Клиновые зажимы (рис. 77) просты в изготовлении,
при малых размерах они обеспечивают большую силу
прижима, позволяют изменить направление передавае¬
мой силы и при углах клина (до 8°) обладают свойст¬
вом самоторможения.Свойства клина к самоторможению используются в
байонетных зажимах с винтовым пазом (рис. 78). За¬
крепление заготовки 2 в приспособлении с таким зажи¬
мом осуществляется поворотом втулки 3, имеющей вин¬
товой (наклонный) паз, который контактирует со штиф¬
том 5. Конструкция зажима обеспечивает быстрое за¬
крепление и открепление заготовки.Механизированные зажимные устройства в зависимо¬
сти от источника используемой энергии подразделяются
на пневматические, гидравлические, пневмогидравличе-
ские, электромеханические, электромагнитные, вакуум¬
ные.В общем случае механизированное зажимное устрой¬
ство состоит из привода и механической части, часто вы¬
полняемой как отдельный кинематический элемент —
клиновой, рычажный, винтовой и т. д.Благодаря простоте изготовления и универсальности
наибольшее распространение получили зажимные уст¬
ройства с пневматическим приводом. Пневматические
приводы могут быть выполнены в виде пневмоцилиндров
(поршневые) и пневмокамер (диафрагменные). По срав¬
нению с ручными винтовыми зажимами устройства с
пневматическим приводом в 5...10 раз сокращают время
на операциях закрепления и открепления заготовки.J22
Рис. 79. Схема подачи воздуха в пневмоцилиндр: а—односторон¬
него действия; б — двустороннего действия.1 — цилиндр; 2 — поршень; 3 — шток; 4 — уплотнение; 5 — трубопровод; 6 —
распределительный кран; 7 — масленка; 8 — редукционный клапан; 9 — мано¬
метр; 10 — пылевлагоотделитель; J1 — вентиль.Пневмопривод с использованием пневмоцилиндров
может быть одностороннего и двустороннего действия
(рис. 79). Основным элементом привода является ци¬
линдр 1, внутри которого размещен поршень 2 с уплот¬
нением 4. С поршнем жестко связан шток 3. Под дейст¬
вием сжатого воздуха, подаваемого в пневмоцилиндр от
воздушной магистрали через распределительный кран 6,
поршень вместе со штоком перемещается. Это переме¬
щение и используется в зажимных устройствах для за¬
крепления заготовок.Пневмоцилиндры одностороннего действия конструк¬
тивно более просты. Зажим заготовки здесь обеспечива¬
ется подачей сжатого воздуха, а отжим, т. е. возвраще¬
ние поршня в исходное положение, пружиной.У пневмоцилиндров двустороннего действия воздух
подается то в одну, то в другую полость. Сила Р на што¬
ке пневмоцилиндра, которая может быть обеспечена
пневмоприводом, зависит от его типа и размеров. Без
учета потерь на трение в сопряжениях ее можно опре¬
делить по формулам:для пневмоприводов одностороннего действияР = 0,75 \p\cP — q, Н;123
для пневмоприводов двустороннего действия
Р = 0,75 [/>] d2, Н (прямой ход, подача воздуха
в полость без штока);Р\ = 0,75 \р] (сР — d\), Н (обратный ход, подача воздуха
в полость со штоком),где [р] — давление воздуха в сети, Па; d — диаметр
поршня, мм; d\ — диаметр штока, мм; q — сила сопро¬
тивления пружины, Н.Давление сжатого воздуха в заводской сети состав¬
ляет (4-ь6)105 Па (4—6 атм). При расчете учитывают
возможную утечку воздуха в сети, одновременность ра¬
боты нескольких потребителей и поэтому расчетное дав¬
ление воздуха в сети принимают 4-105 Па.ГОСТ 18460—81 определяет размеры и технические
условия изготовления пневмоцилиндров. Нормальные
диаметры поршня составляют ряд: 50; 75; 100; 150; 200;
300 мм, а диаметры штоков соответственно: 16;, 20; 30;
35; 40; 45 мм.Пневмокамеры более просты и надежны в работе,
чем пневмоцилиндры. Корпус пневмокамеры состоит из
двух литых или шта-мпованных половин 1 и 2 (рис. 80),
между которыми установлена резинотканевая тарельча¬
той формы диафрагма 3 толщиной 5—10 мм. При пода¬
че воздуха в полость А диафрагма оказывает давление
на шайбу 4 штока 5 и перемещает его.Во избежание компрессии воздуха в половине 1 кор¬
пуса предусмотрено отверстие для выхода воздуха.Для возврата штока воздух через распределительный
кран удаляют из камеры. В исходное положение шток и
диафрагму возвращает пружина 6.Стандартные пневмокамеры имеют ход штока 30—’
35 мм и при диаметре диафрагмы 175, 200 и 225 мм обе¬
спечивают усилие на штоке соответственно 2500, 4500 и
6000 Н.В зажимных устройствах используют преимуществен¬
но гидравлические приводы поршневого типа. Рабочей
жидкостью здесь является веретенное масло, которое по¬
дают в цилиндр привода под давлением от 30-105 до
60* 105 Па (30...60 атм). При этом обычно применяют
отдельный для каждого привода насос.Гидравлические приводы бывают одностороннего или
двустороннего действия. На рис. 81 показана принципи¬
альная схема гидравлического зажимного механизма
двустороннего действия. Шестеренчатый насос 1 подает124
масло к управляющему
золотнику 2 с ручным уп¬
равлением. Золотник име¬
ет два фиксированных по¬
ложения А и Б, каждое
из которых обеспечивает
подачу масла в левую или
правую полость цилиндра.В положении А масло че¬
рез полость золотника по¬
ступает в левую полость
цилиндра и давит на пор¬
шень 3, который переме¬
щает шток 4 и закрепляет
заготовку 5. Насос про¬
должает работать, и мас¬
ло через редукционный
клапан 6, отрегулированный на заданное давление, воз¬
вращается в резервуар 7.Чтобы открепить заготовку, золотник перемещают в
положение Б. Масло поступает в правую полость. Пор¬
шень перемещает шток влево и обеспечивает отжим за¬
готовки. Масло из левой полости цилиндра поступает на
слив в резервуар. лВакуумные зажимные устройства применяют при
фрезеровании для крепления тонких заготовок большихРис. 80. Пневмокамера односто¬
роннего действия.Рис. 81. Схема гидравлического зажимного
механизма:1 — шестеренчатый насос; 2 — золотник; 3 — поршень;
4 — шток; 5 — заготовка; 6 — редукционный клапан;
7 — резервуар.125
Drжимного привода: мента электромагнитной систе-/ —заготовка; 2 — приспособление; 3 — мы приспособления,
вакуумный насос; 4 — полость приспо-
собления; 5 — уплотнения.размеров из немагнитных материалов. Заготовку 1
(рис. 82) устанавливают в приспособление 2\ полость 4
которого соединена с вакуумным насосом 3. Резиновые
кольца 5 служат для поддержания герметичности систе¬
мы. Насосом откачивают воздух из полости 4, и прижим
заготовки обеспечивается атмосферным давлением.Силу прижима заготовки можно рассчитать по фор¬
муле:P=[p\F,где F—активная площадь полости приспособления, м2;
[р] — разность между атмосферным давлением и давле¬
нием в полости приспособления, Па.Отжим заготовки осуществляется при подаче в по¬
лость атмосферного воздуха. Эффективность работы ва¬
куумных приспособлений в значительной мере зависит
от плоскостности и шероховатости поверхности, предна¬
значенной для базирования заготовки.Магнитные зажимные устройства обеспечивают за¬
жим заготовки силами магнитного поля, которое созда¬
ется при прохождении электрического тока через прово¬
лочную катушку с сердечником из железа или с посто¬
янными магнитами.Электромагнитная система приспособления (рис. 83)
включает источник энергии — катушку с сердечником 1
и магнитопроводы 2 и 4. Верхние поверхности магнито-
проводов, на которые устанавливают заготовку 3, назы¬
вают полюсами системы. При подаче электрического126
тока в катушку магнитный поток от северного полюса
(N) замыкается на южном (S) через металл заготовки.
Если между заготовкой и поверхностью полюсов обра¬
зуется зазор, то на этом участке произойдет ослабление
магнитного потока и сила притяжения будет снижена.
Магнитные приспособления обычно применяют в тех
случаях, если заготовка изготовлена из магнитного мате¬
риала и поверхность, по которой осуществляется базиро¬
вание, имеет шероховатость Rz не более 40 мкм.Магнитные зажимные устройства способны обеспе¬
чить достаточно большую силу зажима заготовок, но их
использование для фрезерных приспособлений ограниче¬
но тем, что:для питания электромагнитного привода необходим
источник постоянного тока;заготовки после обработки (открепления) приобре¬
тают остаточные магнитные свойства и требуют размаг¬
ничивания;из-за явлений остаточного магнетизма возникают оп¬
ределенные затруднения при удалении стружки как с об¬
работанной детали, так и. с базовых поверхностей при¬
способления.4.4. Направляющие шпонки и установыНаправляющие шпонки, закрепляемые в корпусе
приспособления, применяют для быстрой ориентации
приспособления вдоль центрального продольного паза
стола станка. Иногда используют ступенчатые шпонки.
При этом приспособление при установке сдвигают так,
чтобы боковые стороны шпонок касались одной стороны
паза стола. Для крепления приспособления на столе
станка в его корпусе предусмотрены проушины, в ко¬
торые заводят крепежные болты.. При закреплении не¬
обходимо следить за тем, чтобы не произошло смеще¬
ние приспособления.Для настройки инструмента на приспособлениях при¬
меняют установы. В различных конструкциях приспособ¬
лений используют как стандартные, так и специальные
установы [3].4.5. Универсальные приспособленияФрезерные станки при необходимости могут осна¬
щаться различными универсальными приспособлениями.
.Так, например, применение тисков значительно сокра¬127
щает затраты вспомогательного времени при фрезерова¬
нии.Машинные тиски с ручным приводом (винтовые),
представленные на рис. 84, просты, удобны и надежны
в эксплуатации. Корпус тисков выполнен литым из се¬
рого чугуна. На корпусе 1 размещены неподвижная 2
и подвижная 4 губки, между которыми на подкладке 12
помещают заготовку 3. Ползун. 5 при вращении винта 6
рукояткой 10 перемещается по направляющим корпуса,
обеспечивая зажим или отжим заготовки.Буртик 8, гайка 7 и кольцо 9 со стопором препятст¬
вуют смещению винта 6 в осевом направлении. Две
шпонки 11 предназначены для ориентации тисков на сто¬
ле станка. Винты 13 служат для крепления сменных на¬
кладок к губкам тисков.Машинные тиски с пневматическим односторонним
приводом показаны на рис. 85. Неподвижную губку 1
вращением винта 2 устанавливают на размер обрабаты¬
ваемой заготовки. При этом учитывают ход подвижной
губки 3, имеющий пределы 5—7 мм. Пружина 4 обеспе¬
чивает отвод подвижной губки при отжатии заготовки.
Для ее закрепления в рабочую полость диафрагменного
привода подают воздух, и шток 5 поворачивает угольник
6 (по часовой стрелке). Угольник сдвигает толкатель 7
и раму 8 с губкой 3 по направляющим. Усилие зажима
достигает 40 ООО Н (4 т). Накладки к губкам тисков изго¬
товлены из высокоуглеродистых сталей с последующей
термической обработкой. Форма накладок может быть
фасонной, когда требуется закрепить заготовки сложной
формы. Рабочие поверхности губок выполняют гладкими
или с насечкой.При необходимости всю верхнюю часть тисков, смон¬
тированную на корпусе 9, можно повернуть относитель¬
но основания 10. Крепление корпуса (после поворота)
относительно основания осуществляется болтами, голов¬
ки которых помещены в круговом Т-образном пазу 11
основания.Круглые поворотные столы в зависимости от их кон¬
струкции обеспечивают: а) позиционное деление, необ¬
ходимое при фрезеровании различных поверхностей за¬
готовки, б) поворот заготовки на определенный угол и
в) непрерывное вращение заготовки в процессе ее обра¬
ботки. Поворотные столы с диаметром планшайбы 160,
200 и 250 мм имеют ручной привод, а столы с диамет¬
ром планшайбы 320, 400, 500, 630, 800, 1000 и 1250 мм —
механический и ручной приводы.128
А 5 6 7 8Рис, 84, Винтовые машинные тиски.
2Круглый стол (рис. 86), позволяющий осуществлять
при необходимости непрерывное вращение заготовки, со¬
стоит из неподвижной части — основания 1 и поворот¬
ной планшайбы 2. Крепление поворотного стола к столу
станка производят при помощи болтов 3, установлен¬
ных в пазах стола. Фиксация стола выполняется двумя
шпонками 4. На планшайбе стола имеются Т-образные
пазы и центральное конусное отверстие для центрирова¬
ния и крепления заготовок.130
Маховик 5 предназначен для поворота планшайбы.
Отсчет угла поворота ведут по шкале 6 и нониусу 7. Ру¬
коятка 8 служит для поворота эксцентриковой гильзы
при выводе из зацепления червячной пары. Переставные
кулачки 9 обеспечивают включение и выключение руко¬
ятки 10 реверсивного механизма. Валик 11 служит для
присоединения к столу механического привода. Зажим
планшайбы стола достигается поворотом против часовой
стрелки рукоятки 12. Для обеспечения непрерывного вра¬
щения стола на фрезерных станках 6Н11, 6Р12 и 6Р13
в механизме подач предусмотрен специальный привод.
На станках, где такой привод отсутствует, используют
вращательное движение ходового винта продольной по¬
дачи стола через зубчатую передачу.Некоторые конструкции поворотных столов имеют
встроенный привод (пневматический или гидравличе¬
ский), предназначенный для крепления обрабатываемой
заготовки на столе, а т^кже зажима поворотной части.Последовательность приемов, выполняемых при фре¬
зерных работах с применением круглых столов, рассмот¬
рена в гл. V.4.6. Делительные головкиДелительные головки значительно расширяют техно¬
логические возможности фрезерных станков, способст¬
вуют повышению как производительности, так и точно¬
сти обработки. Применение делительных головок позво¬
ляет устанавливать обрабатываемую заготовку под
заданным углом к плоскости стола станка, выполнять по¬
ворот ее на требуемый угол, осуществлять деление ок¬
ружности на равные или неравные части, обеспечивать
непрерывное вращение заготовки с различной частотой
вращения.Фрезерование зубьев зубчатых колес, стружечных ка¬
навок у сверл, разверток, зенкеров, метчиков, фрез, об¬
работка боковых граней специальных болтов, гаек, изго¬
товление деталей, имеющих форму многогранника, и
другие аналогичные работы выполняют с применением
делительных головок. Делительные головки изготовляют
преимущественно одношпиндельными, однако в серийном
и массовом производствах используют и многошпиндель¬
ные головки. Большая часть конструкций делительных
головок стандартизована (ГОСТ 8615—80 и др.).Делительные головки, в зависимости от их конструк¬
ции, обеспечивают непосредственное, простое или диффе¬
ренциальное деление.131
Делительную голов-3 ку для непосредствен¬ного деления (рис, 87)
2 применяют в тех слу¬
чаях, когда необходимо
произвести деление ок¬
ружности на часто упо¬
требляемое целое чис¬
ло частей: 2, 3, 4, 6, 8,
; 12 и 24. В корпусе 1 го¬
ловки размещен шпин¬
дель 2 с поводком 3.
Конус в шпинделе яв-Рис. 87. Общий вид делительной ляется элементом дляголовки непосредственного деления, базирования заготовкистию. На заднем конце шпинделя закреплен сменный де¬
лительный диск 4, имеющий определенное число отвер¬
стий (или пазов). Фиксирование шпинделя в заданном
положении осуществляют стопором 6 с помощью руко¬
ятки 7. Чтобы повернуть шпиндель с заготовкой в сле¬
дующее фиксированное положение, маховиком 5 его не¬
обходимо открепить, рукояткой вывести из зацепления
стопор 6 и снова маховиком повернуть шпиндель до
ввода стопора в очередное отверстие. После зажима
шпинделя фрезерование заготовки можно продолжить.Делительные головки для простого деления приме¬
няют в случаях, требующих повышенной точности деле¬
ния окружности на равные или неравные части.Универсальная делительная головка (рис. 88, а) со¬
стоит из неподвижного корпуса 1> на основании которо¬
го расположены два паза, предназначенные для закреп¬
ления головки на столе станка, а также две шпонки для
ориентации головки по пазу стола. В центрирующих вы¬
точках корпуса установлена поворотная часть головки2, внутри которой находится пустотелый шпиндель 3.
Поворотная часть позволяет устанавливать шпиндель
под углом наклона относительно горизонтальной плоско¬
сти до 90° вверх и на 10° вниз. Отсчет угла наклона по¬
ложения шпинделя производят по шкале 5 с нониусом,
цена деления которого составляет 30'. У шпинделя име¬
ются наружная резьба для кулачкового патрона и ко¬
нусное отверстие, в которое можно установить центр, пе¬
реходную втулку, цанговый патрон.Поворот шпинделя осуществляют вращением рукоят¬
ки 6 со стержнем, который выполняет роль фиксаторапо центровому отвер-132
% Z hrРис. 88. Универсальная го¬
ловка: а — общий вид; б —
кинематическая схема.положения рукоятки относительно делительного диска 9.
При фиксированном положении рукоятки ее стержень
входит в отверстие делительного диска. Если рукоятку
необходимо повернуть, то стержень 8 вынимают из от¬
верстия диска.Для большинства случаев деления делительный диск
закрепляют неподвижно относительно поворотной части133
2 защелкой 7. Для фиксации диска защелка вводится в
зацепление с нарезанными на его боковой поверхности
зубчиками и стопорится винтом.Вращение от рукоятки 6 (при вынутом стержне фик¬
сатора 8) через зубчатую передачу 33/33 передается чер¬
вячной паре (передаточное отношение 1/40), колесо ко¬
торой закреплено на валу шпинделя. Величина, обрат¬
ная передаточному отношению червячной пары (JV=40),
определит так называемую характеристику делительной
головки. Число N соответствует количеству оборотов ру¬
коятки, необходимому для поворота шпинделя точно на
один оборот.Отсчет поворота рукоятки, а следовательно, и шпин¬
деля производят по лимбу 11 (цена деления 1°) или по
делительному диску. На диске имеется 22 делительных
круга по 11 с каждой стороны. Делительным кругом на¬
зывают ряд отверстий (не сквозных), расположенных на
одном диаметре. Количество равномерно размещенных
отверстий в рядах делительного диска следующее: 24,
25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 — с одной стороны
и 45, 46, 49, 51, 53, 54, 57, 58, 59, 62 и 66 — с другой.Раздвижной сектор 10 предусмотрен для удобства
отсчета по диску. Ножки сектора устанавливают таким
образом, чтобы между ними находилось необходимое
число отверстий.Для крепления шпинделя в фиксированном положе¬
нии (рис. 88, б) применяют устройство, состоящее из
кольца 15, винта 4 и сухарика 14, который при враще¬
нии винта перемещается (на схеме вниз) по втулке 13 и
прижимается к внешней поверхности кольца. Одновре¬
менно втулка перемещается вверх и ее Г-образный при¬
хват давит на внутреннюю поверхность кольца, что и
обеспечивает надежное крепление шпинделя головки.За основной размер делительной головки принимают
максимальный диаметр обрабатываемой заготовки.
Стандарт предусматривает ряд головок из шести типо¬
размеров: 160, 200, 250, 320, 400 и 500 мм. Каждому раз¬
меру стола станка соответствует определенный тип го¬
ловки. Например, на стол с шириной 320 мм необходимо
устанавливать головку для обработки заготовок диамет¬
ром 250 мм.Непосредственное деление осуществляют поворотом
шпинделя 3 вручную на требуемый угол. При этом ру¬
кояткой 12 червяк выводят из зацепления с червячным
колесом. Отсчет угла поворота ведут по лимбу 11.Рассмотрим пример простого деления.134
Требуется разделить окружность на z равных частей.
Следовательно, необходимо определить число поворотов
рукоятки яр, соответствующее повороту шпинделя на
1 /г часть оборота. Это число определяют по формуле:Если, например, 2 = 5, тогда 1 /г часть оборота шпин¬
деля головки соответствует восьми полным оборотам ру¬
коятки (яр = 8).При настройке делительной головки для простого де¬
ления необходимо соблюдать следующую последователь¬
ность приемов: защелкой обеспечить неподвижность де¬
лительного диска; ввести стержень-фиксатор в одно из
отверстий делительного диска; во избежание ошибки при
повторном вводе фиксатора в выбранное отверстие сле¬
дует отметить его мелом или карандашом или подвести
ножку сектора до упора в фиксатор; закрепить шпин¬
дель головки винтом. Рукоятку необходимо вращать
только по часовой стрелке, что позволит избежать отри¬
цательного влияния люфта цилиндрической и червячной
передач на точность поворота заготовки. Если фрезеров¬
щик повернул рукоятку на больший угол, то ее следует
возвратить на четверть оборота против часовой стрелки,
а затем вновь повернуть по часовой стрелке до заданно¬
го отверстия.Если отношение N/z является дробным числом, то
число оборотов рукоятки определяют по формуле:N л , япр “ г А + б fгде А — целое число, характеризующее количество пол¬
ных оборотов рукоятки, а и б — числитель и знамена¬
тель правильной несокращенной дроби. Например,
г = 33, то_ 40 33-1-7 _33 , 7 _ 1 7 .пр~ 33“ зз -зз+зз- 1 + 33’В данном случае необходимо подобрать такой дели¬
тельный диск, в. одной из окружностей которого число
отверстий соответствует или кратно знаменателю дроб¬
ной части полученного соотношения. Дробь 7/33 нужно
умножить на такую величину М, чтобы знаменатель со¬
ответствовал числу отверстий делительного круга. Еслио ( 7*2 14\здесь числитель и знаменатель умножить на 1 ^зз~2 = 66у ^135
Рис. 89. Раздвижной сектор делительной
головки:1 -* винт; 2, 3 — ножки сектора; 4 — делитель-»
ный диск.то значение знаменателя (66) будет соответствовать
числу отверстий одной из окружностей делительного ди¬
ска.Рукоятку устанавливают на делительном круге с чис¬
лом отверстий 66, а стержень-фиксатор вводят в одно из
отверстий диска. В процессе деления рукоятку головкй
поворачивают на один полный оборот и дополнительно
на 14/66 часть оборота, которая определяется по отвер¬
стиям диска. Количество отверстий, соответствующее ве¬
личине дополнительного поворота рукоятки и на которое
нужно настроить раздвижной сектор, определяют из вы¬
ражения:Следовательно, сектор необходимо настроить так, чтобы
между его ножками число отверстий на делительном
круге 66 соответствовало /г = 7«2-Ь 1 = 15. Затем в этом по¬
ложении ножки сектора закрепляют винтом 1 (рис. 89).
После окончания обработки заготовки в данном положе¬
нии шпиндель открепляют, рукояткой делают один пол¬
ный оборот и дополнительно 14/66 оборота и фиксатор
вводят в отверстие, расположенное рядом с ножкой 2.
Сектор поворачивают по часовой стрелке до соприкосно¬
вения ножки 3 с фиксатором, снова закрепляют шпин¬
дель и начинают обрабатывать заготовку в новом поло¬
жении.При чистовом фрезеровании заготовка иногда должна
быть точно ориентирована относительно фрезы, а отвер¬
стие диска при этом может не совпадать с фиксатором.
В этом случае винтом освобождают защелку, что позво¬
ляет осуществить незначительный проворот делительно¬
го диска, вполне достаточный для ввода фиксатора в
ближайшее отверстие.Дифференциальное деление применяют в тех случаях,
когда на диске отсутствует делительный круг с числом
отверстий, равным или кратным знаменателю б. Напри¬
мер, нельзя методом простого деления обеспечить деле¬п = аМ + 1.laa
ние окружности на 59; 61; 67; 73 и т. п. Отличие диффе¬
ренциального способа деления от всех других заключа¬
ется в том, что отсчет поворота рукоятки 6 (см. рис. 88,
б) ведется не по неподвижному, а по вращающемуся де¬
лительному диску 9. Для проведения дифференциального
деления необходимо расстопорить (отвести защелку 7)
делительный диск и соединить шпиндель с делительным
диском сменными колесами. При этом крлесо zx уста¬
навливают на оправке, закрепленной в конусном отвер¬
стии заднего конца шпинделя, а колесо z4 — на валу 16
конического колеса 17.Если теперь вращать рукоятку, то при вращении
шпинделя будет вращаться и делительный диск. В ре¬
зультате этих движений число оборотов рукоятки «р бу¬
дет соответствовать сумме движения (пПр) и поворота
диска («доп), т. е. пр = пПр+Пдоп. При этом величиналдоп =-j" W где z — заданное число делений оборота
шпинделя.Возможность получения дополнительного движения
рукоятки за счет сменных колес (обеспечивающих пово¬
рот делительного диска) и положена в основу методики
выполнения дифференциального деления. Поэтому при
дифференциальном делении на заданное число частей
число 2Пр (приближенное) выбирают близким к задан¬
ному z (в меньшую или большую сторону). При этом
оно должно удовлетворять условиям простого деления и
по возможности быть кратным N. Для осуществления
деления в соответствии с z„p необходимо сделать
Ппр — N/znp оборотов рукоятки. Теперь с учетом дополни¬
тельного движений рукоятки запишем соотношениеN _N__r__L •z znp'z lcu'отсюда находим icM=N/znr)(znp — z).Рассмотрим последовательность приемов при диффе¬
ренциальном делении, например, на число делений 59.Принимаем2ПР = 60; icu = -g- -g-, т. е. 4М - gj (60—59) = .Следует иметь в виду, что если величина передаточ¬
ного отношения положительная, то направление враще¬
ния рукоятки и диска совпадают (вращение по часовой
стрелке), а если отрицательная — при вращении рукоят¬
ки по часовой стрелке диск должен вращаться в проти¬137
воположном направлении. Для обеспечения этого в на¬
бор сменных колес необходимо ввести дополнительное
зубчатое колесо (паразитное) в соответствии с опреде¬
ленной схемой [1]. Обычно головкам прилагают комплект
сменных зубчатых колес с числами зубьев: 25; 30; 35; 40;
50; 55; 60; 70; 80; 90; 100; 127.Установленному передаточному отношению удовлет¬
воряет следующее сочетание зубчатых колес:. _ 40 Zz_ _80 50— go*”"^2 "?7"“Тоб*60‘Установка сменных зубчатых колес применительно к
рассматриваемому примеру показана на рис. 88, б. На
шпиндельном валике находится зубчатое колесо Z\ (80),
на первом промежуточном пальце гитары — г2 (100), за¬
тем г3 (50), на валике привода делительной головки —
г4 (60). Зубчатые колеса 80 и 60 необходимо монтиро¬
вать на валы со шпонками.Определяем число оборотов рукоятки при делении:_ _N_ __40_j2.__20ЯР ~ гПр“60 3~3(ГЗатем выбираем делительный круг с числом отвер¬
стий 30 и подводим фиксатор к этому кругу. Сектор раз¬
двигаем на 21 отверстие. Следует помнить, что диффе¬
ренциальное деление возможно только при горизонталь¬
ном расположении шпинделя головки.В специальных справочниках приведены таблицы на¬
стройки головок для дифференциального деления на чис¬
ло делений от 51 до 399 с указанием делительного круга,
числа пропускаемых промежутков отверстий, числа зу¬
бьев сменных зубчатых колес и схемы их установки [4].Настройка делительной головки на фрезерование вин¬
товой канавки позволяет обеспечить два взаимосвязан¬
ных движения заготовки относительно инструмента —
перемещение в продольном направлении и вращение во¬
круг оси. Первое движение осуществляется за счет про¬
дольной подачи стола, второе—благодаря вращению
шпинделя делительной гойговки. Для взаимосвязи дви¬
жений делительная головка сменными шестернями z'u
z'% 2з, подсоединяется к ходовому винту привода про¬
дольной подачи стола станка.При наличии сменных колес вращение ходового вин¬
та при перемещении стола в продольном направлении
вызовет вращение шпинделя делительной головки. Что¬
бы получить винтовую канавку, шпиндель при переме¬138
щении стола на величину, равную шагу Т нарезаемой ка¬
навки, должен сделать один оборот.Характеристикой универсально-фрезерного станка
называется шаг винтовой канавки, полученной при пере¬
даточном отношении сменных зубчатых колес, соединя¬
ющих винт станка и валик привода делительной голов¬
ки, равном единице.Допустим, что передаточное отношение .сменных зуб¬
чатых колес, показанных на рис. 88, б, равно единице.
Так как передаточное отношение постоянных колес
17:17, 33:33 делительных головок равно единице, то за
один оборот винта продольной подачи стол переместит¬
ся на шаг Р, червяк головки сделает один оборот, а
шпиндель головки повернется на 1/40 оборота. Следова¬
тельно, шпиндель головки сделает полный оборот, когда
винт подачи стола совершит 40 оборотов, а стол станка
переместится на величину, равную произведению частоты
вращения винта 40 на его шаг 6 мм, т. е. 40X6 мм =
= 240 мм. Таким образом, за один оборот шпинделя де¬
лительной головки при принятом допущении /см=1 на
заготовке будет образована винтовая канавка с шагом
240 мм. Число 240 и есть характеристика станка. В об¬
щем случае характеристика универсально-фрезерного
станка А определяется по формуле:A = NPB,где Рв—шаг винта продольной подачи стола, мм.Теперь легко получить формулу для определения пе¬
редаточного отношения сменных зубчатых колес гитары.
Если на станке с характеристикой 240 требуется профре-
зеровать винтовую канавку с шагом 120 мм, то за вре¬
мя перемещения стола на 240 мм обрабатываемая за¬
готовка должна сделать два оборота. При этом переда¬
точное отношение сменных зубчатых колес должно быть
равно двум. При шаге винтовой канавки, равном 60 мм,
это отношение должно быть равно 4 и т. д.Таким образом, передаточное отношение сменных
зубчатых колес, соединяющих винт продольной подачи
стола и валик привода делительной головки, определя¬
ется по формуле:у _ *i *3 А*СМ "ГГ —~Г JT f*2 ZA 1где А — характеристика станка; Т — шаг винтовой ка¬
навки, мм.139
Рис. 90. Некоторые принадлежности делительных головок: а —
задняя бабка; б, в — оправки; г — центр с поводком; д — люнет.Следует отметить, что установка сменных колес на
гитаре при настройке делительной головки на обработ¬
ку винтовой канавки довольно сложная операция, по¬
скольку гитара имеет несколько колес с постоянным чис¬
лом зубьев [1].Оптические делительные головки применяются для
выполнения особо точных делений, а также для проверки
правильности выполненных делений. Отсчет поворота
шпинделя в таких головках ведется по круговой шкале
при помощи оптической системы с точностью отсче¬
та Г [1].Для установки обрабатываемых заготовок применя¬
ют принадлежности делительных головок: задняя бабка,
набор оправок, поводковый центр, трехкулачковый пат¬
рон, цанговые патроны и оправки, люнет (рис. 90).Задняя бабка (рис. 90, а) наиболее часто использу¬
ется совместно с делительной головкой. Основанием 8140
бабка крепится на столе фрезерного станка. Ориента¬
ция задней бабки по пазу стола станка осуществляет¬
ся направляющими шпонками 9. В прорези основания
расположен корпус 1, подъем и опускание которого про¬
исходит при вращении зубчатого колеса 7, сцепленного
с валиком-рейкой 6. Верхний конец этого валика-рейки
соединен штифтом 5 с корпусом. После установки кор¬
пуса в требуемое положение его закрепляют в основа¬
нии бабки и затягивают гайками болтов 4. Перемеще¬
ние пиноли 3 осуществляется вращением маховика 2, а
закрепление ее — затягиванием гайки.В зависимости от размера и конструкции обрабаты¬
ваемые заготовки могут быть установлены и закреплены:
в центрах делительной головки и задней бабки;
на оправке, установленной в центрах делительной го¬
ловки и задней бабки;на оправке, установленной в коническом гнезде
шпинделя делительной головки;в трехкулачковом патроне, навернутом на резьбовой
конец шпинделя делительной головки;
в цанговых патронах.Заготовки типа дисков и втулок надевают на оправ¬
ки, установленные в центрах делительной головки и зад¬
ней бабки, или на оправки, помещенные в коническое
гнездо шпинделя делительной головки. Центровые конус¬
ные оправки устанавливают в центрах делительной го¬
ловки и задней бабки. Заготовка базируется отверстием
и удерживается на оправке силами трения. Центровая
оправка, показанная на рис. 90, б, имеет заплечик У,
шпоночную канавку 2 и гайку 4. Заготовка надевается
на гладкую часть оправки 3 и закрепляется гайкой. При
фрезеровании с большими силами резания заготовка мо¬
жет быть поставлена на шпонку.Оправка, показанная на рис. 90, в, служит для за¬
крепления заготовок, при фрезеровании которых не при¬
меняют задний центр. Эту оправку вставляют кониче¬
ским хвостовиком в коническое отверстие шпинделя де^
лительной головки (вместо центра) и затягивают специ¬
альным винтом-затяжкой.Заготовки типа валов устанавливают в центрах
(рис. 90, г). Центр 3 с поводком 4 вставляют кониче¬
ским хвостовиком 2 в гнездо шпинделя. На лыски, име¬
ющиеся в центре, надевают поводок 4. Винт-затяжку 1
вставляют в задний конец шпинделя головки и ввинчи¬
вают в хвостовик центра или оправки. Хомутик, наде¬
ваемый на заготовку или оправку, своим загнутым кон¬141
цом 7 входит в паз поводка и закрепляется в нем вин¬
тами 5. На заготовке хомутик крепят винтом 6.Заготовки круглой формы’ часто устанавливают в
трехкулачковом самоцентрирующем патроне, который
крепят на шпинделе делительной головки.При обработке нежестких заготовок (при //£>> 10,
где I — длина, D — диаметр заготовки) в качестве допол¬
нительной опоры во избежание прогиба заготовки при¬
меняют люнеты (рис. 90, д). Обрабатываемую заготовку
располагают в призматическом вырезе, сделанном в го¬
ловке винта домкрата. В рабочее положение винт уста¬
навливается вращением накатной гайки 1 и закрепля¬
ется болтом 2.
ГЛАВАОБРАБОТКА ПЛОСКОСТЕЙ,ПАЗОВ, УСТУПОВ,ФАСОННЫХ ПОВЕРХНОСТЕЙ.ОТРЕЗКА ЗАГОТОВОКПоследовательность и условия обработки деталей
регламентируются определенными технологическими до¬
кументами. В зависимости от вида производства подроб¬
ность технологических указаний в этих документах раз¬
лична. Меньше всего технологических указаний по ве¬
дению той или иной операции в мелкосерийном и осо¬
бенно в единичном производстве. Например, при ремонт¬
ных работах единственным технологическим документом
рабочего-станочника может быть чертеж детали с ука¬
занием технолога «Изготовить по чертежу».В крупносерийном и массовом производствах детали¬
зация технологических указаний для рабочего-станочни¬
ка (оператора) может быть доведена до уровня указа¬
ний по последовательности включений-выключений эле¬
ментов оборудования, заранее настроенного и подготов¬
ленного для работы.При подготовке и выполнении фрезерных операций
(в цикле операций механической обработки) в общем
случае можно выделить следующие этапы:1. Выбор схемы и последовательности фрезерования.2. Выбор варианта базирования и закрепления заго¬
товки, подбор приспособления.3. Выбор типа фрезы, ее размеров. Назначение (вы¬
бор) марки материала режущей части фрезы, углов гео¬
метрии заточки.4. Назначение режимов резания.5. Подготовка технологической оснастки, наладка
станка на выполнение операции в соответствии с выбран¬
ной схемой обработки, инструментом и назначенными
режимами резания.6. Выполнение операции на станке.143
7. Контроль обработанной заготовки в соответствии
с требованиями, определенными технологическими доку¬
ментами.В условиях реального производства подготовка и вы¬
полнение определенной технологической операции может
быть полностью доверена рабочему-станочнику. Очевид¬
но, что качественное выполнение операции при высокой
производительности работы целиком зависит от квали¬
фикации рабочего-станочника, его умения правильно ре¬
шать всю цепочку технологических задач, определяющих
как подготовку, так и выполнение операции.5.1. Требования, предъявляемые
к обработке плоскостейПлоскостью называют поверхность, обладающую сле¬
дующим свойством: если любые две точки поверхности
соединить прямой, то все точки этой прямой будут на¬
ходиться на этой поверхности. Отсюда вытекает про¬
стейший способ контроля плоских поверхностей деталей.
Если к плоскости * детали приложить ребро лекальной
линейки, то величина образовавшегося между ними за¬
зора будет характеризовать качество ее изготовления.
Чем точнее изготовлена плоскость, тем меньше будет за¬
зор.Качество обработки плоскостей характеризуется сле¬
дующими показателями:1. Точность размеров, т. е. соответствие фактических
размеров детали, размерам, указанным на чертеже.2. Допустимые отклонения от правильной геометриче¬
ской формы полученной поверхности не должны выхо;
дить за пределы допуска на неточность изготовления
(допуск прямолинейности, допуск плоскостности).3. Отклонения расположения отдельных граней де¬
тали относительно других поверхностей должны нахо¬
диться в заданных пределах (отклонения от параллель¬
ности, перпендикулярности, наклона, симметричности
и др.).Обработка плоскостей обычно производится на вер¬
тикально-фрезерных, горизонтально-фрезерных и про¬
дольно-фрезерных станках цилиндрическими, торцовыми,
ротационными и концевыми фрезами. ^ зависимости от* Под плоскостью в дальнейшем будем понимать часть пло¬
ской поверхности, представляющую собой грань детали — плоский
многоугольник (треугольник, прямоугольник, квадрат и др.).144
расположения относительно поверхности стола станка-
обрабатываемые плоскости подразделяют на горизон¬
тальные, вертикальные и наклонные.5.2. Выбор схемы и последовательности
операции фрезерования плоскостейВыбор схемы и последовательности операции фрезе¬
рования плоскости (с учетом имеющегося оборудования
и технологической оснастки) целесообразно начинать с
установления возможности одновременной обработки не¬
скольких заготовок. Если такая возможность существует,
то в общем случае возможны две схемы обработки. Для
первой схемы характерна установка заготовок в не¬
сколько параллельных рядов (рис. 91, г). Обработку ве¬
дут одной или несколькими (набором) фрезами. В этом
случае затраты основного времени уменьшаются во
столько раз, сколько заготовок установлено в одном ря¬
ду. При определении числа одновременно обрабатывае¬
мых заготовок необходимо учитывать мощность станка,
жесткость режущего инструмента, надежность крепле¬
ния заготовок.Для второй схемы характерна установка заготовок
последовательно в один ряд по направлению перемеще¬
ния стола (рис. 91, а). Расстояние а между заготовками
зависит в основном от конфигурации заготовки и приня¬
той схемы крепления. Имен¬но этот параметр опреде¬
ляет целесообразность вы¬
бора схемы. Сокращение
штучного времени достига¬
ют за счет уменьшения
длины пути холостого хода
фрезы, который определя¬
ется длиной врезания и пе¬
ребега режущего инстру¬
мента. На рис. 91 показаны
возможные варианты уста¬
новки четырех заготовок
размером 50ХЮ0 мм. При
первом варианте (рис. 91,
а) расстояние а = 20 мм,
при втором (рис. 91, б) и
третьем (рис. 91, в) а = 0.
Если основное время при
фрезеровании заготовок,6 Л. Н. БердниковЧ6)в)г)тВ400□ш200100Рис* 91 * Варианты установок
4 заготовок на столе станка,145
расположенных по первому варианту, принять за 100%,
то при расположении по второму варианту оно умень¬
шится на 10%, а при третьем — более чем на 45%. Од¬
нако наибольшая производительность обработки может
быть достигнута при установке заготовок параллельны¬
ми рядами (рис. 91, г). Основное время при этой схеме
по сравнению с исходной (рис. 91, а) сократится не ме¬
нее чем в 4,5 раза.Рассмотренные выше примеры позволяют установить
пути рационального размещения нескольких заготовок
на столе станка:1. Заготовки следует устанавливать так, чтобы сто¬
рона, имеющая наименьший размер, была расположена
параллельно направлению подачи.2. Расстояние между обрабатываемыми заготовками
должно быть минимальным.3. При возможности использовать схему расположе¬
ния заготовок параллельными рядами.При обработке партии заготовок применяют схему
непрерывного фрезерования, когда вспомогательное вре¬
мя перекрывается основным. Этот вид обработки мож¬
но осуществить и на вертикально-фрезерных стан¬
ках, оснащенных круглым столом с непрерывным вра¬
щением. На круглом столе 1 (рис. 92) устанавливают
многоместное приспособление 2 или несколько зажим¬
ных устройств. На разгрузочно-загрузочной позиции 3
во время фрезерования одной заготовки 4 рабочий сни¬
мает уже обработанную заготовку и устанавливает но¬
вую. Зажим и отжим заготовки происходит автоматиче¬
ски. При приближении к зоне обработки стержень 5 мно¬
гоместного приспособления при помощи копира 6 пере¬
мещается к центру и благодаря клиновому механизму
обеспечивает зажим заготовки. После окончания обработ¬
ки стержень сходит с копира, и заготовка открепляется.Круглый стол получает вращение от механизма про¬
дольной подачи стола станка (продольное перемещение
стола отключается) или от индивидуального привода.
Частота вращения стола должна обеспечить установлен¬
ную подачу на зуб фрезы в соответствии с заданным ре¬
жимом резания и с учетом частоты вращения входного
вала 7 круглого стола и передаточного отношения чер¬
вячной пары его кинематической цепи.Позиционное фрезерование также является одним из
прогрессивных методов обработки, при котором снятие
обработанной заготовки и установку новой осуществляют
на загрузочной позиции. При этом основное время долж-J46
Рис. 92. Схема непрерывного фрезерования при использова¬
нии круглого стола.Рис. 93. Схема позици¬
онного фрезерования.147
но превышать вспомогательное. Заготовки при позици¬
онном фрезеровании устанавливают на поворотные сто¬
лы (или приспособления), имеющие фиксированный по¬
ворот на заданное число позиций (3, 4, 6 или 12).На рис. 93 показана схема позиционного фрезерова¬
ния. На загрузочной позиции 2 устанавливают три заго¬
товки L На рабочей позиции 3 фрезой 4 обрабатывают
заготовки 5 с подачей стола DS. После окончания фре¬
зерования следует быстрый отвод стола (положение
пунктиром) и поворот его на 90°. Затем стол фиксиру¬
ется и зажимается. Одновременно с зажимом поворот¬
ной части стола включается рабочая подача, и цикл по¬
вторяется. В определенных конструкциях приспособле¬
ний отжим заготовки на загрузочной позиции и закреп¬
ление ее при приближении к зоне обработки происходит
автоматически.5.3. Обработка плоскостей
цилиндрическими фрезамиВыбор типа и размера фрезы зависит от конкретных
условий обработки (размеры обрабатываемой заготовки,
марка обрабатываемого материала, величина припуска
на обработку и др.)» Фрезы с крупным зубом применяют
для черновой и получистовой обработки плоскостей, фре¬
зы с мелким зубом — для получистовой и чистовой обра¬
ботки. Выбор оптимального размера цилиндрических
фрез с мелкими и крупными зубьями осуществляется в
соответствии с рекомендациями справочников или спе¬
циальной литературы [1, 4].Наладка стянка на выполнение операции начинается
с установки фрезы на оправку (см. рис. 16). При этом
фрезу следует располагать как можно ближе к шпинде¬
лю станка, так как в этом положении прогиб оправки
будет минимальным. Требуемое расположение фрезы от¬
носительно обрабатываемой заготовки достигается уста¬
новкой стола в поперечном направлении.При установке цилиндрической фрезы важно пра¬
вильно выбрать направления вращения шпинделя стан¬
ка и направления винтовых канавок фрезы. При этом ре¬
комендуется применять схему, при которой осевая со¬
ставляющая силы резания Рх направлена в сторону
шпинделя, т. е. более жесткой опоры (рис. 94, а). Эта
составляющая будет вдавливать оправку в отверстие
шпинделя, а не вытягивать фрезу с оправкой из его
гнезда (рис. 94, б).148
Рис. 94. Схема действия осевой составляющей силы резания Рх
при работе цилиндрической фрезой.После установки и закрепления фрезы в ряде случаев
проверяют биение зубьев фрезы. Для этого используют
индикатор со стойкой, которую устанавливают на пло¬
скость стола станка (рис. 95). Обычно проверяют ради¬
альное биение смежных зубьев и противоположных. В
общем случае у цилиндрических фрез диаметром до
100 мм радиальное биение двух смежных зубьев не
должно превышать 0,02 и 0,04 мм для двух противопо¬
ложных.Заготовки при обработке плоскостей базируют в при¬
способлениях или непосредственно на столе станка. При
базировании заготовки на столе станка необработанной
поверхностью ее выверку осуществляют по разметочным
рискам (рис. 96).При выверке применяют штангенрейсмас, а в качест¬
ве подкладок используют регулировочные клинья. При
этом погрешность не превышает ±0,5 мм. Перемещени¬
ем штангенрейсмаса по плоскости стола в продольном
направлении добиваются параллельного расположения
рисок. Затем устанавливают заготовку на четыре регу¬
лировочных клина (подкладки), ймеющие равные раз¬
меры. Штангенрейсмас настраивают на размер до со¬
впадения с риской в точке У, перемещают его в точку 2,
и если риска не совпадает с острием указателя, то
уменьшают или увеличивают размер опоры по высоте.
Вновь перемещают штангенрейсмас в точку У, и если
смещения не произошло, то добиваются параллельного
расположения боковых рисок с другой стороны заготов¬
ки (точки 3 и 4) и т. д. Выверка считается законченной,
когда все риски будут расположены на одной высоте.После окончания выверки заготовку закрепляют. При
этом необходимо следить за тем, чтобы не произошло де¬
формирования или смещения заготовки.449
Выбор частоты враще¬
ния шпинделя и подачи
при обработке плоскостей
осуществляют в соответ¬
ствии с имеющимися ре¬
комендациями [И, 13], а
установку этих значений
на станке — по схемам,
определяемым техниче¬
скими руководствами.Установка фрезы на
размер (на глубину фре¬
зерования) выполняется
по установу или путем ка¬
сания фрезы заготовки.
Включив вращение шпин¬
деля, осторожно перемещают стол вверх до легкого ка¬
сания фрезы с заготовкой. У ряда станков, прежде чем
поднимать или опускать консоль, следует ослабить за¬
тяжку стопорных винтов, т. е. раскрепить консоль.После момента касания ручным перемещением стола
в продольном направлении заготовку выводят из-под
фрезы. Затем вращением рукоятки вертикальной подачи
стол поднимают на величину, равную глубине резания.
Отсчет величины перемещения стола производят по лим¬
бу рукоятки механизма перемещения консоли (см.
рис. 54). Отсчет по лимбу можно вести от любого деле¬
ния шкалы, однако для удобства и упрощения отсчета
после касания фрезы заготовки лимб следует установить
на нулевое положение (т. е. риску лимба с отметкой О
совместить с визирной риской).Ценой деления лимба называется величина, на кото¬
рую переместится стол станка, если рукоятку винта по¬
дачи стола повернуть на одно деление лимба. Напри¬
мер, если цена деления
лимба 0,05 мм и лимбо-
вое кольцо имеет 40 де¬
лений, то это означает,
что за один оборот руко¬
ятки ручного подъема
стола он переместится
на 0,05X40 = 2 мм. Что¬
бы поднять стол на 3 мм,
нужно повернуть лимб
на 3 : 0,05 = 60 делений,
т, е. на 1,5 оборота.Рис. 96. Схема выверки заготов¬
ки на столе фрезерного станка.Рис. 95. Схема проверки радиаль¬
ного биения цилиндрической фре¬
зы на станке..150
При вращении рукоятки вертикальной подачи стола
необходимо учитывать наличие «мертвого хода». В ре¬
зультате износа винта и гайки в их соединении образу¬
ется зазор. Если вращать рукоятку подачи в одном на¬
правлении, а затем его изменить, то винт будет вра¬
щаться вхолостую (пока не будет выбран зазор в соеди¬
нении винт — гайка). При этом стол перемещаться не бу¬
дет. Поэтому подводить лимб до нужного деления надо
очень плавно, без рывков. Если, например, необходимо
установить лимб на деление 35, а его случайно повер¬
нули на 40, то в таких случаях рукоятку с лимбом сле¬
дует повернуть в обратном направлении более чем на
один оборот и затем осторожно подвести лимб заново до
требуемого деления.После установки фрезы на требуемую глубину фрезе¬
рования необходимо застопорить консоль и салазки по¬
перечной подачи и установить кулачки включения меха¬
нической подачи на требуемую длину фрезерования. За¬
тем плавным вращением рукоятки продольной подачи151
стола обрабатываемую заготовку подводят к фрезе и
включают станок.После рабочего хода фрезу останавливают, удаляют
щеткой стружку с обработанной поверхности, а стол не¬
много опускают, чтобы не испортить поверхность детали
при обратном ходе. Деталь измеряют; в случае необхо¬
димости ее размер получают путем дополнительного
прохода.Наклонные плоскости и скосы можно обрабатывать
цилиндрическими фрезами, устанавливая заготовку под
требуемым углом к оси фрезы. При этом используют раз¬
личные способы и установки заготовок: в универсаль¬
ных тисках или на универсальной поворотной плите
(рис. 97, а) у с помощью специальных приспособлений
(рис. 97, б) или поворотом шпинделя шпиндельной го¬
ловки (рис. 97, в).5.4. Фрезерование набором фрезНабором фрез называют группу фрез, установленных
и закрепленных на одной общей оправке для одновре¬
менной обработки нескольких поверхностей. Наборы со¬
ставляют из стандартных фрез, специальных и их ком¬
бинаций (рис. 98).Обработка плоскостей набором фрез позволяет доби¬
ваться:сокращения машинного времени, которое тем значи¬
тельнее, чем больше фрез в наборе;снижения вспомогательного времени благодаря
уменьшению времени настройки режущего инструмента
на размер (ее производят один раз для всего набора);сокращения числа позиций или числа переустановок
заготовок;упрощения процесса контроля размеров, получаемых
при фрезеровании;более полного использования мощности электродвига¬
теля станка;повышения точности размеров заготовки, получаемых
в процессе фрезерования; это преимущество особенно
важно при фрезеровании сложных и точных профилей,
взаимосвязанных поверхностей.Наиболее эффективно применение набора фрез в со¬
четании с многоместными приспособлениями, а также
при непрерывном, позиционном или каком-либо другом
прогрессивном методе фрезерования.152
Рис. 98. Наборы фрез: а —
двух цилиндрических и двух
дисковых; б — двух цилин¬
дрических; в — двух диско¬
вых.При сборке фрез и регулировке расстояний между
ними используют жесткие и регулируемые кольца.Фрезы необходимо устанавливать так, чтобы осевые
составляющие силы резания были направлены навстречу
друг другу (рис. 98, б, в). В наборах это обеспечивается
применением фрез с разным направлением канавок. При
нескольких фрезах следует стремиться к такому их раз¬
мещению, чтобы суммарная осевая сила была направле¬
на на прижим оправки к шпинделю.Существует ряд ограничений при применении набора
фрез:1. Увеличение числа фрез в наборе обусловливает
повышение мощности, затрачиваемой на резание. По¬
этому необходимо следить за тем, чтобы затрачиваемая
на резание мощность не превышала эффективную. При
фрезеровании набором фрез следует отдавать предпоч¬
тение мощным и жестким станкам, используя для набо¬
ра оправки возможно большего диаметра.2. Разные диаметры фрез одного набора обусловли¬
вают различные скорости главного движения резания, а
следовательно, и значения периода стойкости применя¬
емых фрез. Например, при частоте вращения 200 об/мин
скорость резания для фрез 1, 2, 3 и 4У установленных на
оправке 5 (рис. 98, а), составит соответственно 62,8;
37,6; 31,2 и 62,8 м/мин. Желательно, чтобы фрезы .на¬
бора имели примерно одинаковую стойкость. С этой
целью они оснащаются различными инструментальными
материалами, обеспечивающими примерно одинаковую
стойкость при заданных скоростях резания. Примени¬
тельно к рассматриваемому примеру можно принять, на¬
пример, следующие материалы режущей части фрез:
1,4 — Т5КЮ, 2 — Р18, 3 — Р6М5.5.5. Обработка плоскостей
торцовыми фрезамиТорцовые фрезы по сравнению с цилиндрическими
имеют ряд преимуществ: более жесткое крепление на
оправке или шпинделе; плавная работа большого числа
одновременно работающих зубьев; большие скорости ре¬
зания и подачи, особенно для фрез, оснащенных пла¬
стинками твердого сплава. Поэтому обработку плоско¬
стей в большинстве случаев целесообразно производить
торцовыми фрезами.У торцовых насадных фрез параметры определены
однозначно, т. е. каждому диаметру D торцовой фрезы
соответствуют определенные значения длины фрезы L,
диаметра отверстия d и число зубьев z.Диаметр торцовой фрезы определяется в зависимо¬
сти от ширины фрезерования В в соотвётствии с соотно¬
шением:£> = (1,2... 1,6) В.Для черновой обработки выбирают торцовые насад¬
ные фрезы со вставными ножами. Преимущественно ис¬
пользуются торцовые фрезы, оснащенные пластинами из
твердых сплавов, так как машинное время при обработ¬
ке ими значительно сокращается за счет увеличения ско¬
рости резания. При чистовом фрезеровании стали и чу¬
гуна твердосплавными фрезами для получения поверх¬
ности с малой шероховатостью подачу на зуб умень¬
шают, а скорость резания соответственно повышают с
учетом марки обрабатываемого материала, марки твер¬
дого сплава и других условий обработки [4].Установка торцовой фрезы на глубину резания при
работе на вертикально-фрезерном станке ничем не отли¬
чается от рассмотренного ранее случая установки ци¬
линдрической фрезы. Некоторые особенности имеет ус¬
тановка торцовой фрезы на глубину резания при обра-154
Рис. 99. Схема обработ¬
ки наклонной плоскости
торцовой фрезой при ис¬
пользовании приспособ¬
лений:1 — заготовка; 2 — фреза;3 — приспособление.ботке плоскостей на горизонтально-фрезерных стан¬
ках [11].При фрезеровании торцовыми твердосплавными фре¬
зами с большими скоростями резания особое внимание
необходимо уделять соблюдению правил техники безо¬
пасности. Следует применять защитные экраны или за¬
щитные очки во избежание получения ожогов лица или
повреждения глаз раскаленной стружкой.Фрезерование наклонных плоскостей и скосов торцо¬
выми фрезами на вертикально-фрезерных станках мож¬
но выполнять, устанавливая заготовки под требуемым
углом, применяя универсальные тиски, поворотные пли¬
ты, специальные приспособления (рис. 99). На ряде
станков (например, модели 6Р12, 6Р13) фрезерование
наклонных плоскостей производят при наклонном поло¬
жении шпинделя. Наклонные плоскости и скосы можно
фрезеровать торцовыми фрезами на горизонтально-фре¬
зерных станках с помощью накладной вертикальной го¬
ловки, которая является специальной принадлежностью
станка.Определенной разновидностью торцовых фрез явля¬
ются ротационные фрезы. Они отличаются от обычных
торцовых фрез тем, что режущая кромка зуба (чашка)
во время резания поворачивается на некоторый угол за
счет тангенциальной составляющей силы резания. Режу¬
щим элементом у них являются быстрорежущие или
твердосплавные чашки, установленные на опорах сколь¬
жения или качения. Эти фрезы предназначены для чис¬
товой или получистовой обработки открытых плоскостей
труднообрабатываемых материалов. Ротационные фрезы
с поворачивающимися режущими кромками отличаются
высокой стойкостью.155
5.6. Некоторые особенности
фрезерования плоскостейПроцесс обработки плоскостей имеет ряд особенно¬
стей, учет которых необходим для успешной работы на
станке.Важным моментом при-определении схемы фрезеро¬
вания при обработке плоскостей является выбор попут¬
ного или встречного метода фрезерования. При встреч¬
ном методе фрезерования максимальная толщина среза¬
емого слоя соответствует моменту выхода зуба фрезы из
заготовки (рис. 100, б), а «нулевая» — моменту вреза¬
ния. При попутном методе фрезерования максимальная
толщина срезаемого слоя соответствует моменту вреза¬
ния, а «нулевая» — моменту выхода зуба фрезы из заго¬
товки (рис. 100, а). Эти различия в характере стружко-
отделения оказывают влияние на стойкость фрез и ка¬
чество обработанной поверхности.При попутном фрезеровании силы .резания направле¬
ны на «прижим» заготовки, а при встречном — на «от¬
рыв» ее от стола и на увеличение величины зазора в
подвижных соединениях стола, приспособления и т. п.,
что ведет к уменьшению точности обработки. При
встречном фрезеровании на некотором участке контакта
происходит не резание, а скольжение зуба фрезы по по¬
верхности заготовки, способствующее значительному
упрочнению металла заготовки, Поэтому при встречном
фрезеровании зубьям фрезы приходится срезать слой
металла не с исходными свойствами, а упрочненный, что
почти всегда сказывается отрицательно на стойкости
фрез. При фрезеровании на повышенных скоростях ре¬
зания к вершине зуба часто приваривается стружка, и
при очередном врезании она вдавливается в обработан¬
ную поверхность, существенно ухудшая ее качество.Брак обработанной поверхности может быть вызван
подрезанием, что особенно характерно для обработки
цилиндрическими фрезами. Подрезание происходит, ес¬
ли выключают подачу, когда проход еще не закончен.
Так как оправка в процессе резания испытывала на¬
грузку и немного изогнулась, то под действием упругих
деформаций она возвращается в исходное положение.
При этом фреза врезается в металл несколько глубже
в том месте, которое окажется под ней в момент выклю¬
чения подачи (рис. 100, в).При попутном фрезеровании и наличии большого за¬
зора в соединении винт — гайка может наблюдаться яв-156
Рис. 100. Явления подхватыва¬
ния при попутном (а) и встреч¬
ном (б) фрезеровании; в —
схема подрезания при фрезе¬
ровании плоскостей.ление подхватывания. При протекании процесса резания
с неравномерной подачей (толчками) оправка прогиба¬
ется и фреза подхватывает деталь (рис. 100, а). Если
своевременно не прекратить процесс резания, то даль¬
нейшая работа может привести к быстрому износу вин¬
товой пары, браку обработанной поверхности заготовки,
поломке, оправки или фрезы. В таких случаях необходи¬
мо устранить люфт в соединении винт — гайка или про¬
изводить обработку по методу встречного фрезерования.
Однако и при встречном фрезеровании может произойти
подхватывание, если осуществлять фрезерование с чрез¬
мерно большой подачей на зуб при закреплении фрезы
на нежесткой оправке. При чрезмерно большой нагрузке
на зуб А фреза будет стремиться повернуться вокруг
него и последующий зуб будет подрезать обрабатывае¬
мую поверхность.При фрезеровании могут возникать и вибрации, ко¬
торые оказывают отрицательное влияние не только на
шероховатость обработанной поверхности, но и значи¬
тельно сокращают стойкость фрезы, уменьшают срок
службы станка. В данном случае вибрации обусловли¬157
вают неравномерностью самого процесса фрезерования.
Для устранения или уменьшения вибраций необходимо
стремиться к тому, чтобы число одновременно работаю¬
щих зубьев фрезы было как можно большим. При обра¬
ботке цилиндрическими фрезами следует соблюдать ус¬
ловия равномерности фрезерования, при обработке тор¬
цовыми фрезами в ряде случаев можно применить схему1
несимметричного фрезерования. Кроме того, снижения
интенсивности вибраций можно достичь применением
фрез с неравномерным окружным шагом зубьев, а так¬
же соблюдением оптимальных геометрических парамет¬
ров для данных условий обработки. Причинами появле¬
ния вибраций могут быть также ослабленное крепление
консоли, поперечных салазок, гаек серьги и хобота, не¬
правильная установка фрезы относительно опор. В не¬
которых случаях используют специальное устройство для
гашения колебаний — виброгаситель.5.7. Обработка пазов, уступовУступом называют выемку, ограниченную двумя вза¬
имно перпендикулярными плоскостями, образующими
ступень. Деталь может иметь один, два и более уступов
(рис. 101). Паз — выемка в детали, ограниченная пло¬
скостями или фасонными поверхностями. В зависимости
от формы выемки пазы делятся на прямоугольные, Т-об¬
разные и фасонные (рис. 101, а — д). Пазы любого про¬
филя могут быть сквозными, открытыми или с выходом
и закрытыми.К обработанным фрезерованием уступам и пазам
предъявляют различные технические требования в зави¬
симости от назначения продукции, серийности производ¬
ства, точности размеров, расположения и шероховатости
поверхностей. Все эти требования определяют метод об¬
работки. Фрезерование уступоз и пазов осуществляют
дисковыми и концевыми фрезами, а также набором ди¬
сковых фрез. Кроме того, уступы можно обрабатывать
торцовыми фрезами.Тип и размер дисковой фрезы выбирают в зависимо¬
сти от размеров обрабатываемых поверхностей и мате¬
риала заготовки. Исходя из этого устанавливают тип
фрезы, материал режущей части и основные размеры —
В, D, d и г. Для легкообрабатываемых материалов и ма¬
териалов средней трудности обработки с большой глуби¬
ной фрезерования применяют фрезы с нормальным и
крупным зубом. Для труднообрабатываемых материалов158
Рис. 101* Пазы и уступы: а...д — формы пазов; е — деталь с па¬
зом и уступом.с небольшой глубиной резания рекомендуется применять
фрезы с нормальным и мелким зубом.Диаметр фрезы следует выбирать минимально воз¬
можным. Чем меньше диаметр фрезы, тем выше ее же¬
сткость и виброустойчивость. Кроме того, с уменьшением
диаметра иногда возрастает стойкость фрезы.При заданной глубине фрезерования (см. рис. 6, д)
необходимо обеспечить гарантированный зазор между
установочным кольцом на оправке и заготовкой. Если
принять величину зазора равной 6...8 мм, то минималь¬
ный диаметр фрезы определится по соотношению:D = 21 di -f* (12... 16), мм,где d\ — диаметр установочного кольца.Дисковыми пазовыми фрезами обрабатывают пре¬
имущественно сквозные и открытые пазы. Применение
этих фрез позволяет получать наиболее точные пазы;
ширину паза "можно обработать по 9—10 квалитетам.
Пазовые фрезы имеют режущие кромки только на ци¬
линдрической части, для уменьшения трения на боко¬
вых поверхностях фрезы предусмотрены поднутрения под
углом 2°. По мере перетачивания зубьев ширина фрезы
уменьшается, что приводит к изменению размера паза.
Зубья этих фрез срезают стружку, размер которой ра¬
вен ширине паза. При большой глубине резания струж¬
ка пакетируется во впадине, что иногда вызывает по¬
ломку зуба и фрезы в целом. Поэтому эти фрезы исполь¬
зуют при фрезеровании неглубоких пазов.Дисковая трехсторонняя фреза обеспечивает более
высокую производительность обработки пазов. Наличие
боковых зубьев, а также срезание стружки, размер ко¬
торой меньше ширины паза, улучшают условия резания,
повышают точность размеров паза и качество его- по¬
верхностей. Однако недостатком этих фрез является
уменьшение размера В (ширина фрезы) после первой159
Рис. 102. Схема фрезерования уступа
дисковой фрезой на горизонтально¬
фрезерном станке.Рис. 103. Схема фрезеро¬
вания паза концевой
фрезой на горизонталь¬
но-фрезерном станке, ос¬
нащенном отсчетным ин¬
дикаторным устройством.же переточки. С целью устранения этого применяют ре¬
гулируемые по ширине фрезы, которые состоят из двух
половинок, имеющих зубья переменного направления на
цилиндрической части. Между половинками закладыва¬
ют кольцо, ширина которого и обеспечивает получение
размера В.Уступы и пазы обрабатывают концевыми фрезами на
вертикально- и горизонтально-фрезерных станках
(рис. 103). Фрезы с нормальными зубьями используют
при получистовом и чистовом фрезеровании, а фрезы с
крупными зубьями — при черновом. Выбор фрез и опре¬
деление параметров их работы осуществляется в соот¬
ветствии с имеющимися рекомендациями [1, 4].При наладке станка важно правильно установить
фрезу. При использовании приспособлений это достаточ¬
но просто осуществляется по установам (рис. 104). По¬
ложение установа задано относительно базовых элемен¬
тов приспособления размерами L. Как правило, настрой¬
ка фрезы производится с помощью щупа — металличе¬
ской пластинки фиксированного размера (1, 3 или
5 мм).Для настройки инструмента по вертикали (рис. 104,
а) необходимо осторожно вручную перемещать консоль
станка вверх и щупом проверять взаимное положение
инструмента и установа. Инструмент считается настро¬
енным на заданный размер, если щуп проходит плотно и160
без качки между поверхностью установа и режущей
кромкой зуба фрезы. Недопустим резкий подъем консоли
до касания зуба фрезы с поверхностью щупа, так как
это может привести к выкрашиванию зуба фрезы и по¬
вреждению щупа. Иногда на щуп кладут полоску бума¬
ги, и если при повороте фрезы бумага смещается, то для
окончательной настройки на заданный размер консоль
необходимо приподнять еще на 0,03—0,05 мм.Настройка инструмента по горизонтали (рис. 104, б,
в) относительно боковой его поверхности осуществляет¬
ся также по щупу, но перемещением стола в поперечном
направлении.При отсутствии установа положение фрезы может
быть задано по-разному. При невысоких требованиях к
точности (рис. 105, а) обработку паза можно выполнить
по разметке, При более точных допусках рекомендуются
другие способы настройки фрезы. Так, если боковая по¬
верхность заготовки допускает риски, стол с ней подво¬
дят к фрезе до появления на поверхности слабого следа
от вращающейся фрезы. Установив лимб винта попереч¬
ных подач на нулевое деление, заготовку отводят от фре¬
зы в продольном направлении. Затем по лимбу стол пе-161
ремещают в поперечном направлении в положение, со¬
ответствующее требуемому для обработки паза (на
рис. 105, а — 56 мм).Для установки фрезы можно применить плоскопарал¬
лельные концевые меры, которые обеспечивают высокую
точность настройки. Угольник 1 (рис. 105,6) прижимают
к поверхности закрепленной заготовки, а в пространство
между ним и фрезой 2 помещают блок 3 из плиток (на
рисунке — размером 44 мм). При перемещении стола с
заготовкой блоком периодически проверяют величину за¬
зора. Установка считается выполненной, если блок пли¬
ток плотно и без качки проходит в пространство между
угольником и фрезой.Ориентацию фрезы относительно центра вала выпол¬
няют по схеме, показанной на рис. 105, в. Размер А
между угольником и фрезой должен быть одинаковым
как с одной стороны вала, так и с другой. Это опреде*
ляется с помощью угольника и набора плиток или по¬
средством универсального мерительного инструмента.При обработке партии заготовок процесс настройки
можно облегчить использованием устройства с двумя ин¬
дикаторами, которое позволяет быстро и точно устано¬
вить стол с заготовкой в требуемое положение после его
смещения в поперечном и вертикальном направлениях.
При настроенном станке индикаторы 1 и 2 устройства
(см. рис. 103) устанавливают на нуль. Нулевое положе¬
ние стрелки индикатора 1 определяет фиксированное по¬
ложение стола в поперечном направлении, а индикато¬
ра 2 — в вертикальном. После смещения стола точная162
6)Рис. 106. Схема возникновения погрешности базирова¬
ния при фрезеровании концевыми фрезами.установка его в заданное положение не вызывает за¬
труднений.Погрешность в получении размеров при обработке во
многом зависит от принятой схемы базирования заготов¬
ки в приспособлении (на станке). С целью уменьшения
погрешности необходимо стремиться к совмещению базы
технологической (установочной) с базой конструктор¬
ской (измерительной, исходной). Несоблюдение принци¬
па единства баз приводит к появлению погрешности ба¬
зирования Дб или к необходимости пересчета допус¬
ков [5].Если, например, при фрезеровании уступа в размер
65Н13 ( + 0,46) заготовку установить на плоскость Б
(рис. 106, а), то появление погрешности базирования не¬
избежно. Это объясняется тем, что для обработки пар¬
тии заготовок фреза настраивается относительно пло¬
скости Б (на пересчетный размер — 20 мм), а измери¬
тельной (исходной) базой для заданного размера 65Н13
является плоскость А. Таким образом, возникает несо-
вмещение баз. Поскольку на настроенном станке поло¬
жение фрезы по высоте относительно плоскости Б будет
неизменным, то в размер 65Н13 при обработке будет
вноситься погрешность. Максимальная величина погреш¬
ности определится допуском на размер 85, определяю¬
щим расстояние между поверхностями Л и £ у загото¬
вок (т. е. между базами). Этот допуск (0,54 мм) и опре¬
делит погрешность базирования Дб. Поскольку Дб боль¬
ше допуска на размер 65, то при обработке с принятой
схемой базирования у части заготовок не будет выдер¬
жана точность в получении заданного размера. Избе¬
жать этого можно совмещением баз, если изменить по¬
ложение заготовки в приспособлении (рис. 106, б). Со-163
Рис. 107. Конструкция патрона,
обеспечивающего компенсацию из¬
носа фрезы.ставив размерную цепь (рис. 106, в), можно также пере¬
считать размеры и определить допуск на пересчетный
размер А , который и выдерживают при обработке по
принятой схеме.Фрезерование шпоночных пазов на валах имеет ряд
особенностей [И, 13]. Сквозные и открытые пазы (под
призматические шпонки) с выходом канавки по окруж¬
ности, радиус которой равен радиусу фрезы, обрабаты¬
вают дисковыми фрезами.Закрытые и полузакрытые пазы (под призматиче¬
ские шпонки) фрезеруют концевыми или специальными
шпоночными фрезами. При обработке паза концевой
фрезой в крайней его части необходимо просверлить от¬
верстие для ее установки, поскольку концевые фрезы не
работают при осевых подачах.Шпоночные фрезы имеют «два режущих зуба с торцо¬
выми режущими кромками. Фрезы могут работать с осе¬
вой подачей (как сверло) и с продольной подачей. Шпо¬
ночные фрезы обычно применяют для получения шпо¬
ночных пазов при обработке заготовок на специальных
шпоночно-фрезерных станках с маятниковой подачей.
Фреза здесь врезается на глубину 0,2...0,4 мм и фрезе¬
рует паз по всей длине. Затем паз фрезеруют снова на
всю длину, но в другом направлении, и т. д.Фрезерование пазов сегментных шпонок производят164
хвостовыми или насадными фрезами под сегментные
шпонки, диаметр которых должен быть равен двойному
радиусу канавки. Подача осуществляется в направле¬
нии, перпендикулярном оси вала.Концевые фрезы после переточки изменяют свой диа¬
метральный размер. Поэтому для получения необходи¬
мой ширины паза переточенной фрезой применяют спе¬
циальные патроны (рис. 107). Патрон состоит из кор¬
пуса 1У в который устанавливают втулку 2 с режущим
инструментом 3. Колпачковая гайка 4 предназначена
для крепления втулки в корпусе. Крепление фрезы во
втулке осуществляется винтами 5, Ось отверстия втул¬
ки смещена относительно оси хвостовика на величину
е = 0,3 мм. Поворотом втулки в отверстии корпуса можно
обеспечить смещение размера фрезеруемого паза (в пре¬
делах 2е относительно диаметра фрезы d). Величину по¬
ворота определяют по шкале 6. При закреплении фрезы
следует следить за тем, чтобы ее зуб был расположен
против нулевой отметки шкалы. Фрезерование фасонных
канавок, Т-образных пазов и пазов типа «ласточкин
хвост» ведется по разным схемам [1, 4].Обработку Т-образных пазов обычно выполняют за
несколько проходов. Сначала дисковой фрезой фрезе¬
руют паз (рис. 108, а), затем Т-образной фрезой обра¬
батывают боковые поверхности (рис. 108, б), далее уг¬
ловой фрезой снимают фаски (рис. 108, в) и, наконец,
мерной фрезой обеспечивают получение заданного раз¬
мера В паза (рис. 108, г).5.8. Отрезание и разрезание заготовок,
прорезание пазов и шлицевОтрезание (отрезка) —процесс полного отделения ча¬
сти материала от целого (прутка, бруска, уголка и т.п.)
режущим инструментом на металлорежущих станках.Разрезание (разрезка)—процесс полного разделения
целого (прутка, ^бруска, уголка и т. п.) на равные или
неравные части режущим инструментом на металлоре¬
жущих станках.Прорезание (прорезка)—процесс образования одно¬
го или нескольких мерных узких пазов (прорезей, шли¬
цев) в заготовке режущим инструментом на металлоре¬
жущих станках.Отрезание заготовок на фрезерных станках осущест¬
вляется отрезными фрезами, а прорезание пазов и шли¬
цев— прорезными (шлицевыми) фрезами. Отрезные и,165
Рис. 109. Схема закреп¬
ления заготовки при от¬
резке.прорезные фрезы имеют режущие кромки, расположен¬
ные по периферии. Отрезные фрезы предназначены для
разрезания целого на части (например, разрезания за¬
готовки на несколько равных или неравных частей) и
отрезания от целой части (например, отрезания от бру¬
ска одной заготовки). Отрезные фрезы с мелким и сред¬
ним зубом используются для обработки стали и чугуна,
фрезы с крупным зубом — для обработки алюминиевых,
магниевых и других легких сплавов.Прорезные фрезы с мелким и средним зубом предна¬
значены для прорезания в головках винтов или корон¬
чатых гаек неглубоких пазов, а с крупным зубом — для
прорезания глубоких шлицев и пазов. При этом следует
учитывать, что чем меньше диаметр отрезной фрезы, тем
выше ее жесткость и виброустойчивость. Поэтому при
отрезке фрезами малых диаметров можно получить бо¬
лее высокое качество обработанной поверхности, чем при
работе отрезными фрезами большого диаметра. Стой¬
кость фрез большого диаметра иногда меньше и стои¬
мость их выше.При установке заготовки особое внимание необходи¬
мо уделять жесткости крепления заготовки и фрезы. За¬
готовку закрепляют в машинных тисках с упором на
полку (рис. 109). Стол с закрепленной заготовкой подво¬
дят как можно ближе к станине. Отрезная фреза не
должна задевать за тиски. Для большей жесткости за¬
крепления фрезу располагают на оправке ближе к шпин¬
делю станка, а серьгу — ближе к фрезе. Для того чтобы
фреза не вырывала заготовку из тисков, применяют по¬
путное фрезерование (по подаче). При этом способе в166
соединении винт — гайка продольной подачи не должно
быть люфта.Отрезку тонкого листового материала и его разрезку
на полосы предпочтительно производить при попутном
фрезеровании, так как сила резания в этом случае бу¬
дет прижимать заготовку к столу. Как указывалось ра¬
нее, фрезерование по подаче можно производить лишь
при отсутствии люфта в механизме продольной подачи
стола. Если заготовка крепится непосредственно на сто¬
ле станка (без подкладок), то фрезу на оправке следует
располагать против Т-образного паза в столе станка.Фрезерование шлицев в головках винтов или корон¬
чатых гаек, как правило, осуществляют в приспособле¬
нии, имеющем устройство подвода заготовки к фре-
зе [1].5.9. Фрезерование фасонных поверхностейФасонные поверхности, контур которых представляет
собой кривые линии, имеют многие детали. Метод обра¬
ботки таких поверхностей зависит от конфигурации, раз¬
меров, требуемой точности, материала заготовки, коли¬
чества обрабатываемых деталей и других условий. Как
правило, обработка деталей с фасонными поверхностя¬
ми осуществляется на универсальных фрезерных стан¬
ках, копировально-фрезерных станках и фрезерных стан¬
ках с программным управлением.Фасонные поверхности замкнутого контура в услови¬
ях единичного и мелкосерийного производства можно об¬
рабатывать фрезерованием на вертикально-фрезерных
станках с помощью ручного управления по разметке.Фрезерование по разметке ведут преимущественно
концевыми фрезами при одновременном перемещении
стола в продольном и поперечном направлениях
(рис. 110). Заготовку 1 устанавливают не на столе стан¬
ка, а на подкладке 2У закрепив ее прихватами 3 с бол?
тами так, чтобы фреза при обработке не касалась рабо¬
чей поверхности стола. При фрезеровании следят затем,
чтобы при перемещении стола фреза не срезала металл
с разметочной линии. Заготовку следует закреплять так,
чтобы при формировании фасонной поверхности движе¬
ние стола в продольном направлении было более дли¬
тельным. Если фасонная поверхность образована срав¬
нительно плавной кривой, то иногда включают механи¬
ческую подачу стола в продольном направлении, а необ-167
Рис. 110. Схема фрезерования фасонной поверхно¬
сти по разметкегходимое перемещение стола в поперечном направлении
обеспечивается ручной подачей.Обработку фасонной поверхности целесообразно осу¬
ществлять за два прохода: первый — предварительный,
второй — окончательный. При окончательном фрезерова¬
нии стол следует перемещать более плавно, внимательно
наблюдая за положением фрезы относительно разметоч¬
ной линии.Фрезерование фасонных поверхностей незамкнутого
контура в ряде случаев обрабатывают фасонными фре¬
зами. Профиль зуба фасонных затылованных фрез дол¬
жен соответствовать фасонному профилю детали, по¬
скольку точность фасонного профиля обработанной де¬
тали зависит непосредственно от точности профиля
фрезы.Применение фасонных фрез особенно эффективно при
обработке узких и длинных фасонных поверхностей
(рис. 111, а). Для фрезерования широких профилей при¬
меняют наборы фрез.Оправка с набором фрез для обработки деталей на
трех-четырехшпиндельных продольно-фрезерных станках
показана на рис. 111, б. На оправке 1 закрепляют комп¬
лект фрез: 3, 4, 5, 7 и S. Между фрезами устанавливают
распорные втулки 2 и 6. Весь набор крепят гайками 9.168
фШаблонП/~чГ—мКонтршаблонРис. 111. Обработка фасонных поверхностей: а — фасонной фрезой;
б — набором фрез.Диаметр и профиль фрез выбирают в соответствии с про¬
филем обрабатываемой детали. Оправку 1 устанавли¬
вают в один горизонтальный шпиндель станка, поддер¬
живающую оправку 11 — в другой горизонтальный
шпиндель. Шлифованный цилиндрический хвостовик
оправки 1 входит в бронзовую втулку 10 оправки 11.
Оправка 1 получает вращение от одного шпинделя, оп¬
равка 11 — от другого шпинделя станка. Таким образом,169
Происходит одновременное вращение всего набора. Втул¬
ка является поддерживающе-центрирующей. Вращение
в ней хвостовика оправки происходит только при пуске
и выключении станка.Контроль фасонного профиля обработанной поверх¬
ности осуществляют при помощи шаблона. Для провер¬
ки фрез служит контршаблон, изготовленный из листо¬
вого материала в соответствии с профилем детали. Во
избежание брака необходимо клеймить фрезу, шаблон и
контршаблон.Фрезерование фасонных поверхностей при использо¬
вании копиров, поворотных столов и других приспособ¬
лений имеет ряд особенностей [1]. Некоторые схемы фа¬
сонного фрезерования с применением делительных голо¬
вок рассмотрены в гл. 6.
ФРЕЗЕРНЫЕ РАБОТЫ
С ПРИМЕНЕНИЕМ
ДЕЛИТЕЛЬНЫХ ГОЛОВОКГЛАВА6С помощью делительных головок выполняют следую¬
щие виды фрезерных работ:фрезерование многогранников;фрезерование прямых канавок на цилиндрических по¬
верхностях;фрезерование пазов на торцовых поверхностях;
деление заготовки по окружности на неравные части;
фрезерование зубьев прямозубых цилиндрических и
конических зубчатых колес; фрезерование торцовых зу¬
бьев кулачковых муфт и торцовых зубьев режущего ин¬
струмента;фрезерование винтовых канавок и спиралей;
фрезерование зубьев зубчатых реек и др.6.1. Фрезерование многогранниковФрезерование граней многогранников (трехгранни¬
ков, четырехгранников, пятигранников и т. д.) в зависи¬
мости от конфигурации детали и размера партии произ¬
водят дисковыми, концевыми, цилиндрическими или тор¬
цовыми фрезами, а также набором дисковых фрез.При обработке многогранников заготовки обычно
имеют цилиндрическую форму. Размер а (рис. 112) гра¬
ни при диаметре d описанной окружности заготовки мо¬
жет быть определен по формуле:где п — число граней. Для четырехгранника a = 0J07 d,
а для шестигранника a = 0>5d. Для шестигранников в
ряде случаев определяют размер S («под ключ»). С171
Рис. 112. К расчету параметров
заготовки при фрезеровании четы¬
рех- и шестигранников.диаметром d этот размер
для шестигранников свя¬
зан соотношением d =
= 1,155 S.При обработке полез¬
но знать размер А (см.
рис. 112), определяющий
положение грани относи¬
тельно образующей заго¬
товки.Последовательность ра¬
бот, Для установки на столе фрезерного станка дели¬
тельной головки и задней бабки необходимо:1. Очистить стол и пазы от стружки, смазать тонким
слоем смазки плоскости стола и основания делительной
головки. Установить делительную головку и заднюю баб¬
ку фиксирующими сухарями в средний паз стола.2. Ввести в паз стола крепежные болты делительной
головки и задней бабки и затянуть их.3. Проверить совпадение центров делительной голов¬
ки и задней бабки с помощью контрольного валика и ин-Рис. 113. Фрезерование четырехгранника на горизонтально-фрезерном
станке концевой фрезой: а — схема выверки делительной головки и
задней бабки; б — схема фрезерования; в — определение угла пово¬
рота делительной головки.172
дикатора (рис. 113, а). Если при перемещении стойки
индикатора параллельно оси валика отклонение стрелки
не будет превышать заданное, то установка центров про¬
изведена правильно. В случае его превышения следует
отрегулировать положение заднего центра установочным
винтом в колодке. Снять контрольный валик с центром.4. Освободить болты, крепящие заднюю бабку, ото¬
двинуть ее от делительной головки на требуемое рассто¬
яние по длине заготовки и закрепить болтами.5. Надеть на заготовку хомутик, закрепив его болтом.
Установить заготовку в центрах, вставить загнутый ко¬
нец (рог) хомутика в вырез подвода и закрепить его.На рис. ИЗ, б показана установка заготовки для фре¬
зерования квадрата концевой фрезой.6. Установить фрезу на размер. Фрезеровать грань.После того как профрезерована одна грань, шпиндельделительной головки поворачивают вместе с обрабаты¬
ваемой заготовкой на 90° и производят фрезерование вто¬
рой грани и т. д.Если в многограннике угол между плоскостями АВ
и ВС детали равен |3, то при последовательной обработ¬
ке этих граней заготовка должна быть повернута на
угол а (рис. ИЗ, в), который определяют по формуле:а = 180° —р.Поворот на угол а можно осуществить методом не¬
посредственного деления.Определим частоту вращения п рукоятки, соответст¬
вующую повороту шпинделя на угол а. Если рукоятка
сделает 40 оборотов, то шпиндель повернется на один
оборот, т. е. на 360° Искомую частоту вращения легко
получить из пропорции:40 п360“Т’откуда_ 40а
П “ 360 •Фрезерование граней многогранника можно произво¬
дить не одной фрезой, а набором дисковых фрез. Этот
метод при обработке большой партии заготовок являет¬
ся более производительным и точным, чем фрезерование
одной фрезой. На рис. 114 показана схема фрезерования
граней головки винта набором из двух фрез. Расстояние
между внутренними боковыми поверхностями фрез
должно быть равно расстоянию между противополож¬173
ными боковыми гранями
детали. Это достигается
подбором установочных
колец, как и при обра¬
ботке уступов и пазов
набором фрез. Заготовка
должна быть установле¬
на так, чтобы ее ось бы¬
ла перпендикулярна оси
оправки фрезы.Для фрезерования
многогранников в круп¬
носерийном и массовом
производстве применяют
м ногом естн ы е дел ител ь-
ные приспособления для
Рис. 114. Схема фрезерования одновременной обработ-
граней головки винта набором ки партии заготовок.Фрез. Виды брака при об¬работке многогранни¬
ков:1. Размер граней меньше требуемого из-за непра¬
вильно установленной глубины фрезерования. Причи¬
на— невнимательность при отсчете глубины фрезерова¬
ния по шкале лимба.2. Размер граней меньше требуемого из-за непра¬
вильно установленного расстояния между двумя диско¬
выми фрезами набора. Причина — неправильный подбор
установочных колец.3. Неверное расположение граней. Причина — непра¬
вильный отсчет делений по делительному диску.4. Большая шероховатость обработанной поверхно¬
сти. Причины — большая подача на зуб, биение фрезы,
вибрации, работа изношенной фрезой, большой люфт
шпинделя делительной головки, неправильный выбор
смазочно-охлаждающей жидкости и др.Фрезерование прямых канавок и шлицев на цилинд¬
рических и конических поверхностях пазов на торцах за¬
готовок ведется различным инструментом на вертикаль¬
но- и горизонтально-фрезерных станках. Общая схема по¬
следовательности выполнения отдельных переходов по
наладке станка и выполнению операций схожа с выше
рассмотренной. Отметим, что при настройке станка на
выполнение указанных работ особое внимание следует
уделять правильности установки фрезы относительно за¬
готовки [1].174
6.2. Фрезерование прямозубых
цилиндрических зубчатых колесЦилиндрические зубчатые колеса имеют определен¬
ные параметры (рис. 115).Диаметр вершин зубьев da соответствует диаметру
наружной окружности, описанной по вершинам зубьев.Диаметр делительной окружности d определяют по
формуле:где т — модуль зубчатого колеса; z — число зубьев. Диа¬
метр впадин df — диаметр окружности, проходящей че¬
рез основание впадин зубьев. Расстояние между окруж¬
ностями вершин зубьев и впадин называют высотой зу¬
ба ft. Высота головки зуба ha равна расстоянию между
делительной окружностью зубчатого колеса и окруж¬
ностью вершин, а расстояние между окружностями де¬
лительной и впадин определяет высоту ножки зуба Л/.
Если принять высоту головки зуба ha = m, то диаметр
наружной окружности равен:da = d + 2ha = d + 2т = tnz + 2т = т (z + 2).Окружной шаг Pt — расстояние между одноименными
точками профиля соседних зубьев по дуге делительной
окружности.Все эти параметры, кроме da, должны быть обеспе¬
чены фрезеровщиком в процессе обработки зубчатого
колеса. Количественное значение допусков на неточность
изготовления зубчатых колес зависит от степени точно-d = mz, мм,сти (ГОСТ 1643—81).Ширина бпадины
\ Ширина Венца
Высота зуба \ \ Толщина зубаРис. 115. Параметры цилиндрического прямозу¬
бого зубчатого колеса.175
Таблица 17. Наборы дисковых модульных фрезНабор — 1Номер1,1/2221'23з1'2Из 8 фрез
Из 15 фрез12—13121314-161415-16Число17-2017—18зубьев19-20Следует отметить, что системой допусков (независи¬
мо от степени точности изготовления зубчатых колес пе¬
редачи) предусмотрено шесть видов сопряжений зубча¬
тых колес, определяющих различную величину гаранти¬
рованного бокового зазора. При изготовлении колес это
положение в основном обеспечивается получением зуба
требуемой толщины.Обработку зубчатых колес на универсальных фрезер¬
ных станках осуществляют методом копирования. Он ме¬
нее точен и менее производителен по сравнению с мето¬
дом обкатки, используемым на специальных станках.
Поэтому этот метод применяют при отсутствии специаль¬
ного оборудования, а также для предварительной обра¬
ботки зубчатых колес большого диаметра и модуля.
Метод копирования распространен в условиях единич¬
ного производства и при ремонтных работах. При обра¬
ботке зубьев в качестве режущего инструмента приме¬
няют пальцевые модульные фрезы (на вертикально-фре¬
зерных станках) и дисковые модульные фрезы (на гори¬
зонтально-фрезерных станках). Профиль зубьев этих
фрез соответствует профилю впадины между зубьями
нарезаемого зубчатого колеса.При одном и том же модуле у эвольвентных колес
профиль зуба зависит от числа зубьев колеса. Следова¬
тельно, для нарезания колеса с заданным числом зубь¬
ев необходима отдельная модульная фреза, обеспечива¬
ющая получение профиля, свойственного колесу с дан¬
ным числом зубьев. Однако для каждого числа зубьев
невозможно изготовить отдельную фрезу и поэтому ис¬
пользуют ограниченное их число — наборы модульных
фрез, которые состоят из 8, 15 и иногда из 26 фрез каж¬
дого модуля. Каждая фреза из набора данного модуля
предназначена для обработки колес с количеством на¬
резаемых зубьев в определенном диапазоне. Стандарт¬
ные наборы из 8 и 15 дисковых модульных фрез приве¬
дены в табл. 17,176фрезы„1/2«1/2,1/2нарезаемых колес21—2521-2223-2526-3426-2930-3435-5435-4142-5455-134|55-7980-134135135Таблица 18. Данные для изготовления прямозубого
зубчатого колесаНаименование, параметраОбозначениеМодуль
Число зубьев
Угол наклона линии зуба
Нормальный исходный кон¬
турКоэффициент смещения
Точность по ГОСТ 1643—81
Длина общей нормалиТолщина зуба по постоян¬
ной хорде
Диаметр делительной ок¬
ружностиФрезерование зубьев у ци¬
линдрического зубчатого ко¬
леса выполняется обычно на
основании операционного эс¬
киза (рис. 116), дополняемо¬
го таблицей (табл. 18).Для фрезерования зубьев
на горизонтально-фрезерном
станке согласно операционной
карте необходимы следующие
принадлежности и инструмен¬
ты: делительная головка, зад¬
няя бабка, поводковый пат¬
рон, хомутик, центр к задней
бабке делительной головки,
оправка требуемого диаметра
для закрепления заготовки,
фрезерная оправка с набором7 Л. Н. БердниковЧисленное значение2910по ГОСТ 13755-81
08—9—9—ВаQe—0,16УО-0,30
при охвате 11 зубьев182Рис. 116. Операционный эскиз
для нарезания цилиндриче¬
ского зубчатого колеса.177
Рис. 117. Схемы наладки
станка для фрезерования
зубчатого колена дисковой
модульной фрезой при го¬
ризонтальном (а) и верти¬
кальном (б) расположении
шпинделя делительной го¬
ловки.установочных колец, дисковая модульная фреза требуе¬
мого модуля из набора фрез, штангензубомер для конт¬
роля толщины зуба, контрольный валик, индикатор, шаб¬
лон. При нарезании зубчатого колеса с горизонтальным
расположением шпинделя делительной головки оправку
устанавливают в центрах делительной головки 1 и зад¬
ней бабки 6 (рис. 117, а). На конец шпинделя делитель¬
ной головки надевают поводковый патрон 2, который че¬
рез хомутик, закрепленный на оправке 5, передает вра¬
щательное движение со шпинделя головки на оправкуо насаженной на ней заготовкой 3. Фрезу 4 устанавли¬178
вают в диаметральной плоскости относительно заготовки
известным уже способом.Нарезание зубьев целесообразно выполнять в сле¬
дующей последовательности:1. Изучить эскиз зубчатого колеса и маршрутную
карту; получить необходимый режущий, вспомогатель¬
ный и мерительный инструмент.2. Установить на фрезерном станке запланированную
технологическую оснастку.3. Проверить биение наружной поверхности заго¬
товки.4. В соответствии с числом зубьев нарезаемого коле¬
са подготовить делительную головку для деления на за¬
данное число.5. Установить режущий инструмент и проверить бие¬
ние зубьев модульной фрезы.6. Установить и закрепить заготовку.7. Установить необходимую частоту вращения шпин¬
деля и подачу.8. Установить упоры автоматического выключения
продольной подачи.9. Нажать кнопку «Пуск станка».10. Подвести заготовку к фрезе до касания фрезы на¬
ружной поверхности заготовки и зафиксировать на лим¬
бе это положение.11. Установить глубину фрезерования, равную высо¬
те зуба Л = 2,2т, мм.12. Включить систему охлаждения, механическую
продольную подачу; после обработки шаблоном прове¬
рить профиль впадин. Если необходимо, ввести поправ¬
ку на глубину фрезерования.13. Отвести стол в исходное положение, отстопорить
шпиндель делительной головки и повернуть заготовку на
установленное число делений; закрепить шпиндель го¬
ловки и профрезеровать вторую впадину.14. Проверить штангензубометром толщину зуба по
постоянной хорде.15. Произвести фрезерование остальных зубьев зуб¬
чатого колеса.16. Проверить заданную длину общей нормали (если
это требуется).17. Выключить станок, снять заготовку и предъявить
ее контролеру.При нарезании зубчатого колеса с вертикальным рас¬
положением шпинделя делительной головки (рис. 117,6)
заготовку 3 устанавливают в патроне 2, закрепленном179
на шпинделе делительной головки 1. Нарезание зубьев
осуществляют при вертикальной подаче стола фрезер¬
ного станка.6.3. Фрезерование зубьев зубчатых реекРейку можно рассматривать как участок венца зуб¬
чатого колеса при бесконечном увеличении его диамет¬
ра. Рейки обрабатывают как на вертикально-фрезерных,
так и на горизонтально-фрезерных станках.Отсчет перемещения стола при обработке зубьев ко¬
ротких и неточных реек можно производить по лимбу
винта продольной подачи. Для отсчета перемещений
стола при фрезеровании зубьев длинных и точных реек
следует пользоваться универсальной делительной голов¬
кой или специальным приспособлением.При обработке зубчатых реек на горизонтально-фре¬
зерном станке с использованием делительной головки
применяют также специальную фрезерную головку 1
(рис. 118), благодаря которой ось установленной диско¬
вой модульной фрезы будет параллельна продольному
перемещению стола. Обрабатываемую заготовку 2 уста¬
навливают в приспособлении или на столе станка. Пос¬
ле выверки по базовой поверхности ее закрепляют при¬
хватами. Режущий инструмент 3 — дисковая модульная
фреза для обработки реек.Делительная головка 4 через набор шестерен 5 ки¬
нематически связана с винтом продольного перемещения
стола. В продольном направлении стол перемещают вра-
щейибм рукоятки делительной головки. Заданная вели¬
чина этого перемещения может быть об1еспечена путем
подбора соответствующих шестерен и числа оборотов ру¬
коятки. Кинематическая связь между этими элементами,
выражена зависимостью: NPf Nmnгде i*cm ‘передаточное отношение сменных зубчатых ко¬
лес; N — характеристика делительной головки;= лт— нормальный шаг зубьев фрезеруемой рейки, мм;
Р — шаг винта продольной подачи стола, мм; т — мо¬
дуль нарезаемой рейки, мм. При установленном переда¬
точном отношении рассчитывают число оборотов руко¬
ятки делительной головки (яр), которое равно:Nm %
Рис. .118. Схема фрезерования рейки на горизонтально*
фрезерном станке.Пример. Настроить технологическую систему при
фрезеровании зубьев прямозубой рейки модулем 2 мм
\Р=6 мм, N—40). Наиболее удобное передаточное чис¬
ло сменных шестерен iCM=40/30. Подставим эти данные
в формулу и определим число оборотов рукоятки дели¬
тельной головки для перемещения стола на один шаг
зубчатого зацепления:„ 40-2-3,14159-30 01 26
ПР~ 6-40 “dl62‘Выбираем делительную окружность делительного ди¬
ска головки с числом отверстий 62, а сектор настраива¬
ем на 26+1=27 отверстий. Таким образом, для переме¬
щения стола с заготовкой на величину, соответствующую
одному нормальному шагу, следует рукояткой делитель¬
ной головки сделать 31 оборот и дополнительно повороу
на 26 отверстий. При повороте на 26 отверстий размер
нормального шага уменьшится, а при повороте на 27 от¬
верстий— возрастет. Погрешность при этом будет соот¬
ветствовать перемещению стола при повороте на одно
отверстие и ее величина вполне допустима для зубчатых
реек 8-й степени точности.
Если рейка, имеет косые зубья, то величину переме¬
щения стола определяют по шагу Р, значение которого
вычисляют по формуле:Р тпсой а ’где т — модуль (нормальный), мм; р— угол наклона
зубьев рейки, град; л = 3,14 (при точных работах прини¬
мают я=3,1416). Эта формула справедлива лишь для
случая, когда стол станка повернут к горизонтальной
плоскости на угол р, а ось обрабатываемой рейки па¬
раллельна оси стола. Если стол станка не повернут, а
ось рейки расположена под углом к оси стола, то
Р = тп.При настройке станка необходимо помнить, что из
сменных колес первое (ведущее) колесо 5 (см. рис. 118)
необходимо устанавливать на валике шпинделя дели¬
тельной головки, а последнее (ведомое) колесо 6 — на
хвостовой части винта продольной подачи.6.4. Фрезерование винтовых канавокНарезание винтовых канавок является одной из слож¬
ных операций, выполняемых с помощью делительных го¬
ловок. При фрезеровании винтовых канавок фреза полу¬
чает быстрое вращательное движение, определяющее
скорость резания. Обрабатываемая заготовка имеет
сложное движение — медленное вращательное движение
вокруг своей оси и согласованное с ним поступательное
движение вдоль оси. Винтовые канавки (правые и ле¬
вые) фрезеруют концевой фрезой на вертикально-фре¬
зерном станке и дисковой фрезой — на горизонтально¬
фрезерном станке. Дисковыми фрезами можно отраба¬
тывать винтовые канавки на специально приспособлен¬
ных вертикально-фрезерных и бесконсольно-фрезерных
станках с поворотными головками. Этот метод целесооб¬
разно применять при фрезеровании винтовых канавок с
большим углом подъема, а также канавок на крупнога¬
баритных заготовках. При настройке универсально-фре¬
зерного станка и делительной головки необходимо опре¬
делять величину угла и направление поворота стола
станка, а также число зубьев сменных зубчатых колес,
обеспечивающих заданное вращение обрабатываемой
заготовки.Правильный профиль винтовой канавки будет обес¬
печен лишь при условии совпадения плоскости вращения182
дисковой фрезы с направлением канавки. Для выполне¬
ния этого стол станка следует повернуть на угол накло¬
на винтовой канавки, определяемый по формуле:где р — угол поворота стола, град; d — диаметр заго¬
товки, мм; Т — шаг винтовой канавки, мм. В этом слу¬
чае ось дисковой фрезы будет расположена перпендику¬
лярно развертке винтовой линии.Угол р поворота стола отсчитывают по градусным де¬
лениям на лимбе поворотной части стола. Более точного
отсчета не требуется, так как небольшое отклонение уг¬
ла поворота стола приводит к очень незначительному
изменению формы поверхности винтовой канавки.При фрезеровании винтовой канавки концевой фре¬
зой стол станка должен быть установлен в обычном по¬
ложении. При повороте стола необходимо учитывать на¬
правление винтовой канавки обрабатываемой заготовки.
Для обработки левой винтовой канавки стол поворачи¬
вают по часовой стрелке, как показано на рис. 119, б;
для обработки правой винтовой стрелки — как показано
на рис. 119, а. Установку сменных зубчатых колес про¬
изводят по определенным схемам [1].Пример. Требуется настроить станок для фрезеро¬
вания семи винтовых канавок шириной и глубиной 10 мм,
шаг винтовой канавки 420 мм, наклон канавки правый,
диаметр заготовки 80 мм. Характеристика станка
Л = 240.1. Делительную головку для деления окружности на¬
страиваем на семь равных частей:„ _ 40 _ г ,20
Яр — 7 — 5 + 28 •Фиксатор устанавливаем на делительную окружность с
числом отверстий 28, а сектор — на 21 отверстие. Отклю¬
чаем защелку и вводим штифт фиксатора в отверстие де¬
лительного диска.2. Стол станка поворачиваем на угол р. Угол поворо¬
та определяем по формуле:j. rs itdtgp = ^.где d — диаметр заготовки, мм.483
Рис. 119. Направление поворота стола при фрезеро¬
вании винтовых канавок.Таким образом, для рассматриваемого примера
= = 0,5984.По таблицам тригонометрических функций находим
Р = 30°55/. Наклон канавки правый, поворот стола со¬
гласно рис. 119, а.3. Определяем передаточное отношение сменных ше¬
стерен:. __ 240 zx 4*см — 420—1Г ~ "7 -4. Выбираем сменные шестерни в соответствии с ре¬
комендуемыми схемами [11]; проверяем их на условие
сцепляемости. Примем шестерни:z1 г3 50 .80.г2 100 70184
5. Устанавливаем заготовку и производим ее выверку.6. Закрепляем режущий инструмент и проверяем би¬
ение зубьев фрезы.7. Устанавливаем заданные частоту вращения шпин¬
деля и величину продольной подачи.8. Настраиваем'станок на заданную глубину канавки.9. Фрезеруем канавку и проверяем ее шаблоном; при
необходимости ведем корректирование.10. Выполняем обработку остальных канавок.Данная последовательность операции выполняетсяпри фрезеровании винтовых канавок у сверл, фрез, мет¬
чиков и других аналогичных деталей, а также при обра¬
ботке зубьев косозубых цилиндрических колес модуль¬
ными фрезами.6.5. Фрезерование кулачков с профилем
по архимедовой спиралиПлоские (дисковые) кулачки, применяемые в токар¬
ных автоматах и других машинах, имеют участки про¬
филя, очерченные по спирали Архимеда. На рис. 120, а
показан кулачок, рабочий профиль которого представ¬
ляет собой один полный виток спирали. Размер Р на¬
зывается шагом спирали. В ряде случаев профиль ку¬
лачка состоит из нескольких спиралей с разным шагом,
сопряженных между собой дугами окружностей и пря¬
мыми линиями. Так, например, кулачок на рис. 120, б
имеет неполную спираль 1—2, охватываемую централь¬
ным углом фь и спираль 3—4У охватываемую углом ф2.
Расстояния hi и h2 называют подъемом спирали на уча¬
стках, соответствующих центральным углам ф! и ф2. Ес¬
ли известен подъем спирали h и соответствующий ему
центральный угол ф, то шаг спирали Р можно опреде¬
лить по формуле:Обычно центральный угол, охватывающий центральный
участок, задается не в градусах, а в сотых долях полной
окружности, т. е. при построении профиля кулачка из
его центра проводят не 360 лучей (360°), а 100 лучей.
Тогда последняя формула примет вид:г п я,где Р — шаг спирали, отнесенный ко всей длине окруж¬
ности, мм; « — число лучей (сотых долей окружности),185
занимаемых спиралью Ар¬
химеда; h — подъем спи¬
рали на участке, содер¬
жащем п лучей или сотых
долей окружности.В большинстве случа¬
ев фрезерование спиралей
производится на горизон-
Рис. 120. Параметры рабочего тально-фрезерных станках
профиля кулачка. концевыми фрезами, за¬крепляемыми в поворот¬
ном шпинделе накладной фрезерной головки. Обрабаты¬
ваемый кулачок центрируют и закрепляют на консоль¬
ной оправке, установленной в шпинделе делительной го¬
ловки. При фрезеровании кулачков оси шпинделей фре¬
зерной и делительной головок всегда расположены па¬
раллельно. Если шпиндель головки установлен верти¬
кально (рис. 121, а), то передаточное отношение смен¬
ных зубчатых колес, соединяющих винт продольной по¬
дачи стола станка с валиком привода головки, опреде¬
ляют по той же формуле, что и при обработке винтовых
канавок:^см р •При малых значениях шага спирали Р ведущие
сменные зубчатые колеса получаются настолько боль¬
шими, что передача вращательного движения винта
шпинделю делительной головки становится невозмож¬
ной. Поэтому обработку кулачков с такими спиралями
производят при наклонно установленных делительной
головке и шпинделе. Передаточное отношение сменных
зубчатых колес, соединяющих винт продольной подачи
стола с валиком привода делительной головки, при на¬
клонном положении шпинделя (рис. 121, б) находят по
формуле:A sin й>где А — характеристика станка; Р — шаг спирали, отне¬
сенный к полной окружности, мм; со — угол наклона
шпинделя делительной головки к направлению продоль¬
ной подачи стоЛа.Наладка станка для обработки плоских кулачков,
выполненных по спирали Архимеда, производится сле¬
дующим образом:J86
Q4 ;Рис. 121. Схемы фрезерования профиля кулачка при вертикальном
(а) и наклонном (6) расположении оси шпинделя делительной
головки:/ — стол; 2 — делительная головка; 3 — фреза; 4 — заготовка.1) устанавливают сменные зубчатые колеса для фре¬
зерования винтовой канавки с произвольным шагом;2) шпиндель делительной головки и фрезу распола¬
гают под углом (о, величину которого находят по фор¬
муле:Рк
р 9Sin 0) =где Рк — шаг спирали данного кулачка, отнесенный к
полной окружности, мм; Р — шаг винтовой канавки, для
фрезерования которой выбраны сменные зубчатые коле¬
са, мм.Установив сменные зубчатые колеса для фрезерова¬
ния винтовой канавки с продольным шапж Р, можно
обрабатывать кулачок с несколькими спиралями, не ме¬
няя установку зубчатых колес, а только изменяя угол
наклона шпинделя делительной головки и фрезы при пе¬
реходе от одного участка кулачка к другому.Если подлежащая обработке спираль ограничивает
кулачок только на некотором участке и характеризуется187
подъемом ft, то угол наклона шпинделя делительной го¬
ловки определяют по следующим формулам:для спирального участка, ограниченного централь¬
ным углом,З'бО hsin о> = -рр ;для спирального участка, выраженного в сотых долях
полной окружности,100 А
Slna> = ~пР ’где h — подъем спирали на участке, соответствующем
центральному углу, мм; р — центральный угол, соответ¬
ствующий этому участку, град; п — ч«сло сотых долей
окружности, содержащихся в данном участке; Р — шаг
винтовой канавки, для обработки которой установлены
сменные зубчатые колеса, мм.Длина режущей части фрезы должна быть больше
толщины кулачка.
СРЕДСТВА КОНТРОЛЯ.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ОХРАНА ТРУДА ФРЕЗЕРОВЩИКАГЛАВА77.1. Измерительные средстваПри фрезеровании наиболее распространенными из¬
мерительными средствами являются: штангенинструмен-
ты, микрометрические инструменты, приборы с индика¬
торами часового типа, калибры, пробки, скобы, маятни¬
ковые угломеры.К штангенинструментам относятся: штангенциркуль
(рис. 122, а), предназначенный для контроля линейных
и диаметральных размеров; штангенглубиномер (рис.
122, б), при помощи которого измеряют глубину паза
или уступа; штангенрейсмас (рис. 122, в), позволяющий
производить разметку, измерение линейных и диамет¬
ральных размеров.Штангенинструменты имеют две шкалы: одну основ¬
ную, нанесенную на штанге У, с ценой деления 1 мм, и
вторую, расположенную на нониусе 2, который является
отсчетным устройством. Наиболее распространенная це¬
на деления с шкалы нониуса соответствует 0,05 и 0,1 мм.Перед началом измерения необходимо отжать стопор¬
ные винты рамки 3 и ползуна 4, сдвинуть рамку вправо
и протереть контактные поверхности инструмента флане¬
левой ветошью. Затем большим пальцем правой руки пе¬
редвинуть рамку влево до соприкосновения подвижной
губки с неподвижной. У исправного инструмента сдвину¬
тые губки должны плотно соприкасаться (допускаемый
зазор для штангенциркуля с ценой деления 0,1 мм не
более 6 мкм), а нулевые риски основной шкалы и нони¬
уса— совпадать. Рамка должна перемещаться по штан¬
ге свободно, но без качки. Если эти требования не вы¬
полняются, то штангенциркуль необходимо заменить.При измерении штангенциркуль держат правой ру¬
кой за штангу и большим пальцем перемещают рамку до189
фгтутф дщд>5L, 5—*llllllllтпптгттпгттгп■ЦШЦШШЛ!л!\1■v«L—Z^
/щ•пеоРис. 122. Штангенинструменты: а — штангенциркуль; б —штанген-
глубиномер; в — штангенрейсмас.
соприкосновения губок с измеряемой поверхностью де¬
тали. Для ускорения и облегчения процесса измерения
штангенинструменты снабжены узлом микроподачи, ко¬
торый состоит из винта 5, гайки 6 и ползуна 4. После
предварительной установки ползун закрепляют стопор¬
ным винтом. Более точная его установка осуществляется
посредством вращения гайки 6. После окончательной
установки винтом необходимо закрепить рамку штанген¬
циркуля и произвести отсчет действительного размера.
Зажимать рамку следует так, чтобы губки инструмента
могли свободно, но без качки скользить по измеряемой
поверхности детали. При отсчете размера на шкалу
смотрят под прямым углом, иначе возможна ошибка
вследствие параллакса.При определении результата измерения штангенин-
струментами придерживаются следующей последова¬
тельности:1. Сначала по основной шкале устанавливают коли¬
чество целых миллиметров N в измеряемой величине,
чему соответствует последнее деление основной шкалы
перед нулевым делением нониуса. Для примера на
рис. 122, а — 34 мм.2. Затем определяют количество дробных долей мил¬
лиметра К. Для этого на шкале нониуса находят деле¬
ние, совпадающее с одним из делений на основной шка¬
ле. Порядковый номер этого деления (не считая нулево¬
го деления) умножают на цену деления шкалы нониуса
с, которая на нем проставлена.Окончательно контролируемый размер А = N + /(с,
а для нашего случая А = 34+9-0,05 = 34,45 мм.Аналогичная последовательность приемов измерения
сохраняется также в случае применения штангенглуби-
номера, штангенрейсмаса и других штангенинструмен-
тов.При измерении штангенциркулем диаметра отверстия
или ширины паза следует учитывать размер губок штан¬
генциркуля, который указан на них. Эту величину нужно
добавить к размеру Л.Контроль и измерение угловых размеров выполняют
с помощью универсальных угломеров (рис. 123). На ду¬
ге угломера 1 нанесена основная шкала с ценой деления
1,5°. Цена деления шкалы нониуса 2 составляет 2'. Опор¬
ную планку 3 ориентируют по поверхности заготовки 4,
а подвижную планку 5 поворачивают до соприкоснове¬
ния с контролируемой поверхностью. Между планками
угломера и поверхностями контролируемой заготовки не191
Рис. 123, Универсальный
угломер.Рис. 125. Предельные рабочие калибры; а — калибр пробка;
б — калибр скоба.192
должно быть зазора. После закрепления стопорных вин¬
тов по шкалам основной и нониуса определяют угловой
размер.Угломеры предназначены для измерения углов
до 180°.Микрометром (рис. 124) измеряют линейные и диа¬
метральные размеры. Основные детали микрометра —
микрометрический винт и стебель с гайкой, которые из¬
готовлены с относительно высокой точностью. Микро¬
метр имеет скобу /, в которую запрессованы неподвиж¬
ная пятка 2 и стебель, внутри которого нарезана резьба
для ввинчивания микрометрического винта. На кониче¬
скую поверхность винта 3 насажен барабан 4 с корпу¬
сом предохранительного механизма — трещотки 5. Тре¬
щотка имеет на торце односторонние зубья, к которым
посредством пружины (усилие 7±2Н) прижимается
штифт 6. При превышении нагрузки штифт утапливается
и скользит по зубьям трещотки, что определяет посто¬
янство усилия поджима контактных поверхностей щетки
и винта х детали при измерении. Гайка 7 служит для
закрепления микрометрического винта в фиксированном
положении.Отсчетное устройство микрометра состоит из двух
шкал: продольной S, расположенной на стебле, и круго¬
вой 9, находящейся на барабане.Результат измерения А складывается из отсчета це¬
лых делений продольной шкалы и отсчета дробной части
Кс. Если ни один из штрихов барабана не совпадает с
продольной риской, обычно выбирают то деление, кото¬
рое ближе к ней.Подготовку микрометрических инструментов к вы¬
полнению измерений целесообразно выполнять в следу¬
ющей последовательности. Сначала протирают контакт¬
ные поверхности микрометра фланелевой ветошью. За¬
тем при помощи трещотки микрометрический винт вра¬
щают до соприкосновения стержня винта с пяткой (у
микрометров с пределами измерения более 25 мм до со¬
прикосновения с установочной мерой). При этом нуле¬
вое деление барабана должно быть совмещено с нулевой
риской, а срез барабана — с первым делением стебля.В случае несовпадения рисок микрометр необходимо
установить на нулевое положение. Для этого при сопри¬
касающихся контактных поверхностях микрометра гай¬
кой 7 фиксируют микрометрический винт, отворачивают
корпус трещотки (резьфа правая) и легким нажатием на
корпус барабана влево сдвигают его с конической по¬193
верхности. Вращая барабан, совмещают нулевую риску
круговой шкалы и риску стебля, а затем корпусом тре¬
щотки закрепляют барабан.Микрометр —относительно точный инструмент и его
не следует применять для измерения грубо обработан¬
ных поверхностей. При измерении детали скобу микро¬
метра обычно закрепляют на стойке и, вращая трещот¬
ку, подводят стержень микрометрического винта к изме¬
ряемым поверхностям. Вращение прекращают после сра¬
батывания механизма трещотки. После закрепления вин¬
та микрометр снимают с изделия и производят отсчет
действительного размера. Чтобы не сместить барабан,
микрометр необходимо держать только за скобу. Для
примера на рис. 121 размер /4 = 11,56 мм.Погрешность измерения и затраты времени на конт¬
роль размеров значительно снижаются в случае приме¬
нения предельных рабочих калибров. Эти калибры пред¬
назначены для контроля предельных размеров — про¬
ходной Р — ПР и непроходной Р — НЕ сторон. Контроль
охватывающих поверхностей осуществляют калибром
пробкой (рис. 125, а), а охватываемых — скобами
(рис. 125, б).На калибрах нанесены размер, квалитет, а также до¬
пустимые отклонения. Они должны обязательно совпа¬
дать с размером, квалитетом и отклонениями, простав¬
ленными на чертеже для контролируемого параметра.7.2. Контроль фрезерных станковПроверка точности узлов станков регламентируется
государственными стандартами. Установленные стандар¬
том (ГОСТ 17734—81) для фрезерных станков нормы
точности справедливы для прошедших ремонт станков и
новых. У фрезерных станков выполняют следующие про¬
верки:1. Контроль отклонения от плоскостности рабочей по¬
верхности стола. Проверку выполняют в следующей по¬
следовательности. На рабочей поверхности стола /
(рис. 126, а) в крайних его положениях помещают мер¬
ные подкладки 2, а на них — поверочную линейку 3.
Ползушку 4 с измерительным прибором, например инди¬
катором с ценой деления шкалы 0,001 мм, устанавли¬
вают в положение Л, а стрелку индикатора — в нулевое
положение. Затем ползушку медленно передвигают в по¬
ложение Б, фиксируя отклонение стрелки регистрирую-194
фоо*).2th-! I/' d__J urnо1 2 г\Л^фmmI Т-Т.I 4- IРис. 126. Схемы проверки узлов
фрезерных станков.щего прибора, которое не должно превышать значений,
представленных в табл. 19.Контроль осуществляют в продольном и поперечном
направлениях стола. Выпуклость (стрелка индикатора
отклоняется вправо относительно нулевого положения)
рабочей поверхности стола не допускается.2. Контроль отклонения от прямолинейности среднего
паза станка. Проверку выполняют в следующей после¬
довательности. На рабочей поверхности стола 1
(рис. 126, б) в средний его паз (на концах стола) поме-195
Таблица 19. Допуск плоскостности
рабочей поверхности фрезерных станковДлина измерения, ммДопуск, мкм,
классов, для станковТОЧНОСТИНпДо 2501610Св. 250 до 4002012Св. 400 до 6002516Св. 600 до 10003020Св. 1000 до 16004025Св. 16005030щают упоры 2 и к ним прижимают поверочную линей¬
ку 3. Выверку производят по стороне паза, ближней к
станине. На столе станка устанавливают ползушку и ори¬
ентируют ее по контролируемой поверхности паза. За¬
тем ползушку перемещают вдоль стола и следят за от¬
клонением стрелки индикатора, которое не должно пре¬
вышать значений (числитель дроби), указанных в
табл. 19.Значение этой погрешности необходимо учитывать
при ориентации приспособлений по среднему пазу.3. Контроль отклонения от параллельности среднего
паза стола траектории его продольного перемещения.
Проверку .выполняют в следующей последовательности.
Салазки и консоль станка закрепляют в среднем поло¬
жении. В паз стола 1 (рис. 126, в) вводят упоры 2 и по¬
перечную линейку 3. На неподвижной части станка в по¬
перечной плоскости, проходящей через ось шпинделя,
укрепляют измерительный прибор 4 с индикатором, ко¬
торый устанавливают на нулевое положение. При этомТаблица 20. Допуск прямолинейности среднего
паза и параллельности траектории его
продольного перемещенияДлина рабочей поверхности
стола (длина перемещения), ммДопуск, мкм,
классовдля станков
точностиНПДо 40012/168/10Св. 400 до 63016/2010/12Св. 630 до 100020/2512/16Св. 1000 до 160025/3016/20Св. 160030/3020/20Ш
ножка индикатора должна касаться поверхности линей¬
ки и быть ей перпендикулярна. Затем стол с линейкой
вручную перемещают в продольном направлении. Раз¬
ность показаний индикатора на всей длине перемещения
не должна превышать значений (знаменатель дроби),
указанных в табл. 20.4. Контроль отклонения от параллельности рабочей
поверхности стола траектории его продольного и попе¬
речного перемещения. Проверку выполняют в следую¬
щей последовательности. Поверочную линейку 2 устана¬
вливают на упоры, а индикатор 3 закрепляют на оправ¬
ке, установленной в коническое отверстие шпинделя
(рис. 126, г). Затем стол 1 вручную перемещают в про¬
дольном (или поперечном) направлении и фиксируют от¬
клонения регистрирующей стрелки индикатора, которые
не должны превышать значений, приведенных в табл. 21.Таблица 21. Допуск параллельности рабочей
поверхности стола траектории его продольного
и поперечного перемещенияДлина перемещения, ммДопуск, мкм,
классовН, для станков
точностиПДо 4002012Св. 400 до 6302516Св. 630 до 10003020Св. 100040305. Контроль отклонения от перпендикулярности ра¬
бочей поверхности стола траектории его вертикального
перемещения в продольной и поперечной плоскостях.
Проверку выполняют в следующей последовательности.
Стол станка и салазки закрепляют в среднем положе¬
нии. На рабочей поверхности стола (рис. 126, д) уста¬
навливают поверочный угольник 2, который ориентиру¬
ют в плоскости, проходящей через середину стола. На
неподвижной части станка закрепляют индикаторный
прибор 3, измерительный наконечник которого должен
касаться поверхности угольника и быть ей перпендику¬
лярным. Стрелку индикатора устанавливают в нулевое
положение и вручную поднимают стол в вертикальном
направлении. Изменения показаний индикатора при сме¬
не направления движения (подъем или опускание) не
учитывают.107
Величина отклонения будет равна наибольшей алге¬
браической разности показаний измерительного прибора
на всей длине перемещения. Она не должна превышать
20 или 12 мкм для станков классов точности соответст¬
венно Н и П при длине перемещения стола до 250 мм.
Если длина перемещения превышает 250 мм, то величи¬
на допуска возрастает в 1,2 раза.6. Контроль отклонения от перпендикулярности рабо¬
чей поверхности стола к геометрической оси вращения
шпинделя в продольной и поперечной плоскостях. Про¬
верку выполняют в следующей последовательности.
Стол, салазки и консоль закрепляют в среднем положе¬
нии. На рабочей поверхности стола 1 (рис. 126, е) раз¬
мещают мерные прокладки 2, а в коническом отверстии
шпинделя — оправку с измерительным прибором 3. Из¬
мерения выполняют при верхнем положении гильзы; пе¬
ред испытанием шпиндельную гильзу зажимают.Затем рукояткой изменения частоты вращения шпин¬
деля устанавливают нейтральное положение и, повора¬
чивая оправку, фиксируют отклонение стрелки индика¬
тора. Полученное отклонение равно наибольшей алгеб¬
раической разности показаний индикатора последова¬
тельно в каждой из плоскостей. Для станков с шириной
стола более 150 мм допуск на данный параметр равен
25 мкм (станок класса Н) и 16 мкм (станок класса П).7. Контроль радиального биения конического отвер¬
стия шпинделя. Проверку выполняют в следующей по¬
следовательности. В коническое отверстие шпинделя ус¬
танавливают контрольную оправку 1 (рис. 126, ж), а
на столе станка — стойку с индикатором 2. Радиальное
биение проверяют в двух сечениях а и б. Первое сече¬
ние расположено в непосредственной близости от шпин¬
деля, а второе — на расстоянии, указанном в табл. 22.
Поворачивая вручную шпиндель, фиксируют отклонениеТаблица 22. Допуск радиального биения конического
отверстия шпинделяШирина стола, мм ,Размер L. ммСечениеДопуск, мкм,
классовдля станков
точностиНПДо 250150а106б128Св. 250300а106б2012198
стрелки индикатора. Радиальное биение будет равно
наибольшей алгебраической разности показаний индика¬
тора за один оборот шпинделя. При этом радиальное
биение конического отверстия шпинделя не должно пре¬
вышать значений, указанных в табл. 22.7.3. Рабочее место фрезеровщика
и его обслуживаниеРабочее место — это закрепленная за рабочим
(бригадой) часть производственной площади, оборудо¬
ванная и оснащенная техническими средствами и уст¬
ройствами в соответствии с характером выполняемых
работ. Рациональная организация рабочего места, пре¬
дусматривающая систему мер, обеспечивающих опти¬
мальное расположение оборудования и устройств, мак¬
симальное использование их технических возможностей,
бесперебойное материально-техническое обеспечение
всем необходимым для выполнения операции, технологи¬
ческую дисциплину, соблюдение чистоты и порядка при
самодисциплине рабочего, наряду с обязательным вы¬
полнением правил техники безопасности способствует
высокопроизводительной работе с наименьшей затратой
времени и сил. При хорошей организации рабочего ме¬
ста фрезеровщику не надо тратить время на поиски при¬
способления, заготовок и инструментов, уточнение тех¬
нологической документации, выполнять лишние движе¬
ния.Набор элементов и их расположение на рабочем ме¬
сте зависят от вида производимых работ и условий про¬
изводства. Как видно из рис. 127, на рабочем месте фре¬
зеровщика размещен фрезерный станок 1 и шкаф 2 с
инструментами и принадлежностями к станку. Верх шка¬
фа предназначен для технологической документации. Вы¬
зов мастера или механика осуществляется с пульта 3.
Справа от рабочего расположен контейнер 4 с обрабо¬
танными или предназначенными для фрезерования заго¬
товками. Обтирочную ветошь складывают в ящик 5, а
стружку — в бункер 6. Необходимо помнить, что промас¬
ленную ветошь нельзя оставлять в ящике длительное
время. По правилам техники безопасности у; станка
должна быть деревянная подставка 7. В шкафу 8 раз¬
мещают приспособления, а на стеллаже 9 — фрезерные
оправки.Все элементы рабочего места должны располагаться
на возможно близком расстоянии друг от друга и ветро-199
Рис. 127, Схема рабочего места фрезеровщика.го определенном порядке. Только в этом случае рабочий
сможет быстро и точно находить необходимый инстру¬
мент, приспособление, заготовку.Не следует загромождать проходы, подход к органам
управления и узлам станка должен быть свободным. В
процессе работы необходимо следить за тем, чтобы мас¬
ло и смазочно-охлаждающая жидкость не вытекали из
станка на пол.На рабочем месте должна находиться оснастка, пред¬
назначенная только для выполнения данной операции.
Инструменты, малогабаритные устройства, а также спра¬
вочники, техническую документацию хранят в инстру¬
ментальном шкафу. Режущий инструмент раскладывают
в шкафу по типоразмерам: мелкий — в верхних ячейках,
крупный — в нижних. Фрезы не должны касаться друг
друга, а их режущие кромки необходимо предохранять
от соприкосновения с металлическими деталями с по¬
мощью пластмассовых чехлов или деревянных подста¬
вок. Мерительный инструмент необходимо хранить в чех¬
лах отдельно от режущего.200
Освещенность на рабочем месте должна соответство¬
вать нормативам. Недостаточная или повышенная осве¬
щенность приводит к быстрому утомлению рабочего и
снижению производительности его труда. Норма осве¬
щенности в зоне обработки — 200...500 лк, уровень шума
на рабочем месте — не выше 70 дБ, температура возду¬
ха зимой — не ниже 18° С, а летом — не выше 28° С. Вы¬
полнение последнего требования особенно важно при экс¬
плуатации высокоточных станков и станков с числовым
программным управлением.Прежде чем приступить к работе, фрезеровщик дол¬
жен:привести в порядок свою одежду;
проверить исправность станка, наличие заземления и
ограждения; последовательно проконтролировать рабо¬
ту всех его механизмов, систем охлаждения и смазки; о
всех неисправностях немедленно сообщить мастеру и
сотрудникам службы механика;произвести смазку узлов станка, заполнив масленки
маслом до указанного уровня;изучить технологическую документацию; проверить
наличие и исправность соответствующей оснастки;закрепить на станке самостоятельно или совместно с
наладчиком приспособление и режущий инструмент; ус¬
тановить согласно операционной карте частоту враще¬
ния шпинделя и минутную подачу;осмотреть заготовки и проверить соответствие разме¬
ров заданным;удалить с рабочего места все посторонние предметы;
убедиться в правильности наладки станка.Во время работы фрезеровщик должен:
строго соблюдать настройку станка на заданный
режим;работать только исправным, хорошо заточенным ин¬
струментом;детали, инструменты и приспособления класть только
на свои места и использовать только по прямому назна¬
чению;не класть режущий и измерительный инструмент,
ключи, заготовки и детали на рабочие поверхности
станка;следить за прочностью крепления обрабатываемых
заготовок, инструмента и приспособлений;постоянно следить за работой системы смазки, так
как ее неисправность может привести к поломке узлов
станка;201
не производить измерений и не сметать стружку во
время работы станка;следить за правильным подводом смазочно-охлажда¬
ющей жидкости в зону резания;не допускать работы станка вхолостую;
обязательно выключать станок при перерывах в по¬
даче электроэнергии, уборке и смазке станка, а также
при закреплении и измерении обрабатываемой заго¬
товки.По окончании работы фрезеровщик должен:
выключить станок;
сдать обработанные детали;
очистить станок от стружки;инструменты убрать в шкаф. При двух-трехсменной
работе станок сдают сменщику, обязательно сообщая
ему или мастеру о замеченных неполадках в работе
станка.В организационно-техническом обслуживании рабо¬
чего места большое значение имеет своевременное полу¬
чение рабочим сменного производственного задания, за¬
дания на декаду, на месяц. Это дает возможность фрезе¬
ровщику заранее ознакомиться с чертежом, технически¬
ми условиями, заблаговременно затребовать и подгото¬
вить необходимый режущий и измерительный инстру¬
мент и приспособления.Действующими нормативами для серийного и массо¬
вого производства предусмотрены следующие основные
условия по организационному обслуживанию рабочего
места:наряды на работу, заготовки, инструменты и приспо¬
собления доставляются к рабочему месту вспомогатель¬
ным персоналом;инструменты затачиваются в централизованном по¬
рядке;рабочее место обеспечивается необходимыми комп¬
лектами технологической оснастки (комплектами опра¬
вок, быстродействующими гидравлическими и пневмати¬
ческими приспособлениями и т. д.), способствующими
сокращению затрат времени на выполнение вспомога¬
тельных операций.7.4. Охрана труда фрезеровщикаОхрана труда — это система законодательных актов
и лечебно-профилактических мероприятий, обеспечива¬
ющих безопасность и работоспособность работника в202
процессе труда. Задача охраны труда свести к миниму¬
му вероятность травмы или заболевания работающего.Фрезеровщик обязан знать и выполнять правила тех¬
ники безопасности, изложенные в специальных инструк¬
циях. Наряду с общими сведениями инструкции содер¬
жат конкретные указания по предотвращению возникно¬
вения опасной ситуации при работе на фрезерных стан¬
ках. При фрезеровании источниками опасности являют¬
ся: вращающаяся фреза; отлетающая с большой ско¬
ростью раскаленная стружка; вылет поломанных зубьев
фрезы; вращающиеся маховички ручного перемещения
стола; внезапный останов фрезы в случае неожиданного
прекращения подачи электроэнергии; плохо закреплен¬
ные режущий инструмент или заготовка и др.Конструкции современных фрезерных станков преду¬
сматривают элементы, которые сводят к минимуму воз¬
можность появления вышеупомянутых ситуаций. Все
станки снабжены защитными экранами, ограждающими
зону обработки и защищающими рабочего от отлетаю¬
щей стружки. Исключена возможность вращения шпин¬
деля при незакрепленном режущем инструменте или за¬
готовке. Маховички ручных перемещений стола оснаще¬
ны специальными муфтами или пружинами, что не поз¬
воляет использовать ручное перемещение во время меха¬
нической подачи.Вопросы безопасности и охраны труда при работе на
металлорежущих станках подробно изложены в специ¬
альной литературе [12].
СПИСОК ЛИТЕРАТУРЫ1. Барбашов Ф. А. Фрезерное дело. — М.: Высшая школа, 1980.2. Барбашов Ф. А., Сильвестров Б. Я. Фрезерные и зубофре¬
зерные работы. — М.: Высшая школа, 1983.3. Горошкин А. /С. Приспособления для металлорежущих стан¬
ков.— М.: Машиностроение, .1979.4. Комлев Я. /7. Справочник молодого фрезеровщика. — М.:
Высшая школа, 1981.5. Колее Я. С., Красниченко Л. В., Никулин Я. С. Металло¬
режущие станки. — М.: Машиностроение, 1980.6. Маталин А. А. Технология механической обработки. — Л.:
Машиностроение, 1977.7. Панов Ф. С., Травин А. И. Работа на станках с числовым
программным управлением. —- Л.: Лениздат, 1984.8. Подураев В. Я. Резание труднообрабатываемых материа¬
лов.— М.: Высшая школа, 1974.9. Драгун А. Я., Карпов С. Г., Сафонов Я. Я. и др. Прогрес¬
сивная оснастка, приспособления и инструмент. — Л.: Лениздат, 1979.10. Серебреницкий Я. Я. Краткий справочник станочника. — Л.:
Лениздат, 1982..11. Серебреницкий Я. Я. Пособие для станочников.— Л.: Лен¬
издат, 1978.12. Сидоров В. Я. Безопасность труда при работе на металло¬
режущих станках. — Л.: Лениздат, 1985.13. Справочник технолога/Обработка металлов резанием. — Под
ред. Монахова Г. А,— М.: Машиностроение, 1984.
ОГЛАВЛЕНИЕВведение . . • • . 3Глава 1. Основные сведения о фрезеровании 61.1. Резание металлов . . . 61.2. Типы и конструкции фрез . . 111.3. Инструментальные материалы ... 401.4. Режим резания при фрезеровании 451.5. Составляющие силы резания и мощность при фре¬
зеровании . . 521.6. Тепловые явления при фрезеровании . . 541.7. Износ и стойкость режущего инструмента . , 551.8. Применение смазочно-охлаждающих жидкостей « 581.9. Физико-механические свойства обработанной поверх¬
ности 62Г ла ва 2. Технологический процесс механической обработки 642.1. Элементы производственного процесса 642.2. Базирование заготовок . . .... 662.3. Принципы построения технологического процесса 682.4. Оформление маршрутной и операционной карт ме¬
ханической обработки 702.5; Техническое нормирование . . 722.6. Допуски и посадки. Отклонения формы и шерохо¬
ватость обрабатываемых поверхностей 74Глава 3. Фрезерные станки , 853.1. Классификация станков фрезерной группы 853.2. Основные узлы фрезерных станков 873.3. Консольно-фрезерные станки . 883.4. Вертикально-фрезерные станки с крестовым столом
(бесконсольные) . . 983.5. Продольно-фрезерные станки ... 993.6. Фрезерные станки непрерывного действия 1013.7. Копировально-фрезерные станки . ... 1023.8. Фрезерные станки с числовым программным управ¬
лением (ЧПУ) . 1053.9. Фрезерные станки с цикловым программным управ¬
лением . • 106ЗЛО. Эксплуатация фрезерных станков , 110205
Глава 4. Приспособления для фрезерных станков4.1. Элементы приспособлений ... . ,4.2. Установочные элементы приспособлений4.3. Зажимные устройства приспособлений4.4. Направляющие шпонки и установы ,4.5. Универсальные приспособления , .4.6. Делительные головки , .Глава 5. Обработка плоскостей, пазов, уступов, фасонных
поверхностей. Отрезка заготовок , , , .5.1. Требования, предъявляемые к обработке плоскостей5.2. Выбор схемы и последовательности операции фрезе¬
рования плоскостей5.3. Обработка плоскостей цилиндрическими фрезами5.4. Фрезерование набором фрез ..... ,5.5. Обработка плоскостей торцовыми фрезами . .5.6. Некоторые особенности фрезерования плоскостей ,5.7. Обработка пазов, уступов . . 5.8. Отрезание и разрезание заготовок, прорезание пазов
и шлицев5.9. Фрезерование фасонных поверхностейГлава 6. Фрезерные работы с применением делительных
головок , * ,6.1. Фрезерование многогранников . .6.2. Фрезерование прямозубых цилиндрических зубчатых
колес . . . , . ...... ,6.3. Фрезерование зубьев зубчатых реек6.4. Фрезерование винтовых канавок6.5. Фрезерование кулачков с профилем по архимедовой
спирали *Глава 7 Средства контроля. Организация рабочего места
и охрана труда фрезеровщика « ,7Л. Измерительные средства . .7.2. Контроль фрезерных станков7.3. Рабочее место фрезеровщика и его обслуживание7.4. Охрана труда фрезеровщика .112112114119127127131143144145148152154156158165167171171175180182185189189194199202Список литературы204
ЛЕОНИД НИКОЛАЕВИЧ
БЕРДНИКОВРАБОТАНА ФРЕЗЕРНЫХ СТАНКАХНаучный редактор канд. техн. наук П. П. СеребреницкийЗаведующий редакцией Л. Н. Делюкин
Редактор В. А. Кипрушев
Младший редактор Л. М. Позина
Художник В. И. Коломейцев
Художественный редактор В. А. Баканов
Технический редактор И. Г. Сидорова
Корректор Л. П. ДмитриевскаяИБ № 3059Сдано в набор 25.07.86. Подписано к печати 07.01.87. М-35502. Формат
84Х1087з2. Бумага тип. № 3. Гарн. литерат. Печать высокая. Уел. печ. л.
10,92. Уел. кр.-отт. 11,34. Уч.-изд. л. 10,67. Тираж 60 000 экз. Заказ № 609.
Цена 65 коп.Ордена Трудового Красного Знамени Лениздат, 191023, Ленинград, Фонтан*
ка, 59. Ордена Трудового Красного Знамени типография им, Володарского
Лениздата, 191023, Ленинград, Фонтанка, 67.
Бердников JI. Н.Б48 Работа на фрезерных станках. — Л.: Лениздат,
1987.' 206 с., ил.— (Для молодых рабочих).Книга предназначена для рабочих одной из самых массовых
станочных профессий. Она содержит краткое и доступное описание
основных фрезерных операций, советы по выбору режимов и инстру¬
мента, освещает опыт ведущих ленинградских новаторов. Книга учи¬
тывает программы и учебные планы подготовки молодых рабочих
в ПТУ.2704040000—276М171(03)—87 1,9—86 34634