/























































Text
ОПИСАНИЕ И РУКОВОДСТВО
ПО РЕМОНТУ
БЕНЗИНОВОГО НАСОСА БНК-6
Составили СКО и ЭРО завода
ННАП
ОБО РОНГИЗ
1944
.1961 г.»
>1,121+79/4
I. НАЗНАЧЕНИЕ НАСОСА
Бензиновый насос БНК-6 (фиг. 1) предназначен для по-
дачи горючего из бензиновых баков самолета в карбюратор
двигателя.
Фиг. 1. Внешний вид насоса БНК-6 с прямоугольным
фланцем.
Конструкция насоса БНК-6 позволяет устанавливать его
на всех двигателях, независимо от схемы расположения
карбюратора, т. е. на двигателях, у которых карбюратор
расположен до нагнетателя, на двигателях, у которых
карбюратор расположен после нагнетателя, и на двигате-
лях, не имеющих нагнетателя.
II. ОСНОВНЫЕ ДАННЫЕ НАСОСА
Насос БНК-6 приводится в действие от привода мотора
через квадратный (8х8лгл<) хвостовик. Насос может ра-
ботать при передаточном числе, дающем минимальные чис-
ла оборотов насоса и=150 об/мин., без обрыва струи бен-
зина. Максимально допустимое число оборотов насоса
п -2500 об/мин.
о
ВВЕДЕНИЕ
Настоящее описание и руководство по ремонту бензи-
нового насоса БНК-6 подготовлено к печати по докумен-
тации для насосов выпуска 1943 г.
Материалы, помещенные в книге, рассчитаны на озна-
комление среднего и младшего технического состава ВВС
КА и прочих организаций с основными принципами работы
насоса, его эксплоатации и ремонта.
Технология ремонта построена таким образом, чтобы
индивидуальной подгонкой сопрягаемых деталей приблизить
монтажные зазоры ремонтируемого насоса к монтажным
зазорам вновь изготовляемого насоса.
В настоящем руководстве предусмотрены переборка и
ремонт только сальниковой части и узла редукционного
клапана насоса.
Качающий
ления, к<
насосы,
необходг
Все з
по адрес
мастерских
'гого тре-
шспособ-
Поэтому
’X узлов,
ысылать
Редактор К. Л. Пономарева
Г536725.
Уч.-авт. л. 5.
Подписано в печать 25/11 1944 г. Печ. л. 3‘/, + 2 вкл.
Бесплатно. Кол. зн. в печ. л. 60000. Зак. 342/7743.
Московская типография Оборонгиза
Полная производительность насоса при п=2200 об/мин.
и высоте подсоса горючего в 1 м не менее 1140 л/час.
Насос снабжен двумя клапанами, соединенными в один
узел. Редукционный клапан служит для регулирования
давления нагнетаемого горючего. Для автоматического вы-
равнивания давления с подъемом на высоту и изменением
уровня горючего в баках этот клапан снабжен мембраной.
Заливочный (перепускной) клапан служит для перепуска
горючего через насос при заливке бензиновой магистрали
и карбюратора перед пуском двигателя.
Насос может быть собран для работы как на правое,
так и на левое вращение. Отъемный фланец крепления
насоса к мотору может быть изготовлен круглым или пря-
моугольным.
Гарантийный срок работы насоса 600 часов.
Вес сухого насоса, собранного из указанных в специ-
фикации деталей (без арматуры), 1150 г.
111. КОНСТРУКЦИЯ НАСОСА И ЕГО ДЕТАЛЕЙ
По конструкции насос БНК-6 (фиг. 2 и 3) относится к
разряду коловратных с четырьмя взаимно перпендикуляр-
ными лопастями, ведомыми ротором.
В отлитом из алюминиевого сплава р кокиль корпусе
насоса К601 имеются два расточенных цилиндрических ко-
лодца. В один из колодцев (0 34 мм) посажен с натягом
предварительно собранный качающий узел, состоящий из
стального азотированного стакана К602А, стального азоти-
рованного ротора К605, четырех стальных пластин К6О7,
пальца К606 и двух подпятников из свинцовистой бронзы:
верхнего К603 и нижнего К12009А.
Пластины К607 одной стороной опираются на плаваю-
щий палец К606, а другой—на внутреннюю поверхность
стакана К602А, имеющую форму цилиндра.
Штифт К6537, сидящий в нижнем подпятнике и одним
концом входящий в глухое отверстие в корпусе насоса,
а другим—в соответствующее отверстие в стакане, фикси-
рует правильное положение качающего узла при запрес-
совке его в корпус насоса и предохраняет качающий узел
от проворачивания во время работы насоса.
Качающий узел уплотнен в корпусе насоса резиновым
кольцом К8418, на которое опирается торцом гайка саль-
ника К614.
В полости гайки сальника помещаются детали приводной
муфты Ольдгейма, поглощающей вредные влияния возмож-
иых перекосов и смещений ведущего валика привода и
предохраняющей от течи горючего из качающего узла на-
соса. Муфта Ольдгейма К608 представляет собой стальной
азотированный диск с двумя взаимно перпендикулярными
кулачками, расположенными с обеих сторон и передаю-
щими вращательный момент от привода к ротору насоса.
Один кулачок муфты входит в прорезь шейки ротора, а
другой, противоположный,—в прорезь стального азотиро-
ванного хвостовика К609. Шлифованный и притертый диск
муфты опирается на кольцевую притертую поверхность
верхнего подпятника, а хвостовик ротора через стальную
притертую шайбу К610— на притертую поверхность запрес-
сованного в гайку сальника бронзового подпятника К208.
Резиновая прокладка К8416, помещенная между шайбой и
хвостовиком, компенсирует возможные перекосы в приводе
мотора, и шайба работает равномерно по всей поверхности
подпятника гайки сальника. В то же время прокладка не
пропускает масла в насос из мотора через зазоры между
хвостовиком и шайбой. Стальная спиральная пружина К5104
прижимает рабочие поверхности муфты Ольдгейма и хво-
стовика (с шайбой) к их подпятникам.
В корпусе насоса около привода имеются два отверстия
с резьбой 10X1,5, расположенные под углом 180° одно от-
носительно другого.
В одно из этих отверстий, в зависимости от положения
асоса на моторе, ввертывают сливной штуцер (детали
12А4, 414А4, 418А4 и К8203), служащий для контроля те-
и через муфту Ольдгейма. Второе отверстие заглушают
робкой К9105. На этой же части корпуса насоса имеются
етыре бобышки с отверстиями для винтов, крепящих фланец.
Прямоугольный фланец К209А крепится к корпусу на-
оса винтами К3702 и К3709 (фиг. 3), а круглый фланец
<518А—винтами К3707 и К3712 (фиг. 2). Винты К3712 и
<3702 контрятся коническими упругими шайбами К818.
Че жду фланцем и корпусом насоса поставлена на герме-
тике уплотнительная прокладка К8912 из вианиба.
В другом колодце корпуса (0 38 мм) помещена редук-
ционная часть насоса, регулирующая давление горючего.
Редукционная часть насоса состоит из двух узлов: узла
редукционного клапана и узла мембраны.
Узел редукционного клапана состоит из плоского дур-
алюминового клапана К510, опирающегося на седло в кор-
пусе насоса. В клапан запрессован стальной стержень
К511, на котором свободно сидит заливочный (перепускной)
клапан К512. Заливочный клапан прижимается к плоскости
3
Фиг. 3. Общий вид иа-'Сха с прямоутотышм финне*.
3». Ml
Л 1908
3932.9
81026
Л, 102
КЧ‘0'1
3508
ПоС-С
83707
Зак 342
фланцем.
Фиг. 2. Общий вид насоса с круглым
К82Ю
36308
03101
кбзю
К209Я
3818
33702
Р37
6310
3509
33707
3891Z
-37206
86101
61201
кд/юз
66А6
ВЗА6
38702
58Я6
95В6
38201
3521
3/5303
912R5
8203
твоя
91ЧЛЧ
89901
Штуцер славной уз. 396
ПоМ
•'36310
3531
39105
03105
63212
06ЮЗ
03109
клапан обратный-узел OHU
(ставить за входе)
кеогл
3606
кеоз
вес?
3615
6-i802
3613
35108
37501
37206
3507
38910
36537
36^03
3612
мгооав
3602
33918
35109
31206
36101
81201
6512
85102
3513
66312
3511
3603
38912
ЗОЮ
Н518Я
83712
6818
К610
3691
3009
68916
•3208
згю
Mill
Вид насоса с врялоугальвым фланц&з
.(Вылет (pMut/a смотреть ваиста-
Новошип чертеже в соотвлатору)
редукционного клапана стальной спиральной пружиной
К5102. Другим концом пружина опирается на шайбу K513t
законтренную на стержне штифтом К6312 из стальной про
волоки. '
Направление всего узла осуществляется с одной стороны
четырьмя лапками клапана К510, а с другой стороны —стер
жнем клапана К511, входящим свободным концом в на-
правляющее отверстие на дне колодца корпуса.
Узел мембраны редукционного клапана представляет
собой гофрированную цельнотянутую полутомпаковую труб
ку К508 с толщиной стенки 0,15—0,17 мм (мех мембраны).
Один конец меха закрыт напаянным донышком К509, а на
другой, открытый, конец напаян корпус мембраны К507,
квадратный фланец корпуса мембраны служит для крепле
ния узла мембраны к корпусу насоса. Редукционная камера
корпуса насоса закрывается крышкой К613, которая вместе
с узлом мембраны крепится к корпусу насоса на четырех
шпильках К4101 гайками К1102, контрящимися шайбами
Гровера К7501.
Крышка К613 имеет цилиндрическую направляющую
часть, в которую входит трубчатый конец донышка мемб-
раны, что предохраняет мембрану от радиальных переко
сов. Внутри мембраны помещается спиральная бронзовая
пружина К5108, одним концом упирающаяся в донышко,
а другим—в стальной регулировочный винт К615. Регули-
ровочный винт ввернут в крышку редукционной камеры
и изменяет натяжение пружины. Винт К615 крепится в
определенном положении пробкой К1802, навернутой на
крышку редукционной камеры.
В крышке К613 имеется отверстие с резьбой 10X1Д
через которое внутренняя полость мембраны сообщается с
атмосферой или с коллектором нагнетателя в зависимости
от схемы расположения карбюратора на моторе. Чтобы
полость мембраны сообщалась с атмосферой, в отверстие
10X1,5 ввертывается пробка К521 (фиг. 3), имеющая от-
верстие 0 2 мм; для соединения же полости мембраны с
коллектором нагнетателя в это отверстие ставится вверт-
ная втулка типа AM (фиг. 2). Ввертная втулка состоит из
следующих деталей: корпуса втулки 45А6, штуцера 56А6,
уплотнительного резинового кольца со свинцовой обклад-
кой—узел 57А6, конусного кольца 59А6 и прокладки К8201
из фибры.
Между корпусом насоса, фланцем корпуса мембраны
и фланцем крышки поставлены уплотнительные прокладки
К8907 и К8908 из вианиба и К8410 из бензостойкой резины.
4
Фиг. 4. Схема работы качающего
узла.
IV. ПРИНЦИП РАБОТЫ НАСОСА
Четыре пластины, помещенные в прорезях ротора, при
его вращении начинают перемещаться, одной стороной сво-
ей цилиндрической поверхности обкатываясь по плавающему
пальцу, а другой—скользя по внутренней цилиндрической по-
верхности стакана. Вслед-
ствие своего перпенди-
кулярного расположения
[ относительно друг друга
пластины делят камеру
стакана на четыре объе-
ма: А, Б, В и Г (фиг. 4).
Так как ротор установлен
эксцентрично в камере
с гакана, то при вращении
ротора величина этих
1 объемов непрерывно ме-
няется.
Если вращение ротора
будет происходить по
стрелке (фиг. 4), то объемы В и Г будут уменьшаться,
а объемы А и Б—увеличиваться. ,
В увеличивающихся объемах будет создаваться разре-
жение, и произойдет всасывание горючего через патрубок
Д, а из уменьшающихся объемов горючее будет бытеснять-
ся, и произойдет нагнетание его через патрубок Е.
При полностью открытом нагнетающем трубопроводе
редукционный клапан, прижатый пружиной через мембрану,
к своему седлу (фиг. 5), плотно закрывает камеру насоса,
и все горючее поступает в нагнетающий трубопровод.
При уменьшении по какой-либо причине выхода горю-
чего из нагнетающего трубопровода давление в камере на-
гнетания возрастает и, действуя на клапан, приподнимает
его, сжимая пружину и мембрану. В результате получается
непосредственное сообщение между нагнетающей и всасы-
вающей камерами насоса, часть горючего перетекает через
редукционный клапан на сторону всасывания, и подача го-
рючего автоматически уменьшается.
При полностью закрытом нагнетающем трубопроводе
все горючее перетекает на сторону всасывания насоса, при
этом в нагнетающей камере насоса давление поднимается
до некоторой величины, зависящей от степени затяжки
пружины редукционного клапана.
Так как насос подает горючее непосредственно под
иглу поплавковой камеры карбюратора, то подача проис-
а
ходит только при поднятой игле и точно соответствует
расходу горючего мотором. Расход горючего мотором из-
меняется с изменением числа оборотов по кривой, близкой
к кубической параболе; производительность же насоса про
порциональна числу оборотов (фиг. 6 и 7) и выбрана со
значительным запасом.
При перепуске излишка горючего через редукционный
клапан в нагнетающей ветви трубопровода устанавливается
Горючее из Га ко 6 карбюратор
Излишек горючего
Горючее при заливке
Фиг. 5. Схема насоса.
давлен те, величина которого зависит от силы затяжки пру-
жины редукционного клапана и величины излишка горюче-
го, а именно: чем сильнее затянута пружина и чем больше
излишек горючего, тем выше устанавливается давление.
Так как с увеличением числа оборотов растет излишек
горючего, то растет также и давление бензина. Величина
допускаемого давления определяется регулировкой иглы
к фбюратора.
Обычно нормальное наполнение поплавковой камеры на-
рушается при давлении бензина выше 0,45 ати и ниже
0,08 ати. Желательный диапазон давления горючего 0,14 —
0,32 ати. Насос поддерживает давление горючего в этих
пределах.
в
Фиг. 6. Полная производительность насоса при заглушением
ред}'кциояном клапане.
Фиг. 7. Характеристика давления в зависимости от расхода
горючего (при n=consf и р,: = 1 кг!см-).
Выше было сказано, что устройство редукционного кла-
пана позволяет устанавливать насос БНК-6 на всех двига-
телях, независимо от схемы расположения карбюратора.
Разберем два случая установки насоса при различных схе-
мах питания бензином.
Первый случай наиболее характерен и встречается
чаще: насос установлен на мотор, у которого карбюратор
расположен перед . нагнетателем, или на мотор, не имею-
щий нагнетателя. При такой схеме пространство над мем-
браной насоса соединяется с атмосферой через пробку
К521.
При понижении уровня горючего в баке давление во
всасывающей магистрали упадет на некоторую величину.
При" отсутствии мембраны на эту же величину упало бы
давление подаваемого горючего, так1 как на эту величину
уменьшилось бы давление на клапан со стороны всасывания.
При наличии же в насосе мембраны давление нагнетания
не падает, так как при падении давления во всасывающей
линии мембрана растягивается и создает добавочное давле-
ние на редукционный клапан. Величина этого давления
соответствует эффективной площади мембраны.
С подъемом на высоту давление над уровнем горючего'
в баке падает, и, следовательно, растет разрежение на вса-
сывании. Но так-как при этом давление падает одинаково
как под мембраной, так и во всасывающей линии насоса и
в поплавковой камере карбюратора, то давление нагнетания
сохраняется в нужных пределах до определенной высоты.
Второй случай. Насос установлен на мотор, у кото-
рого карбюратор расположен за нагнетателем. Простран-
ство над мембраной соединяется с коллектором нагнета-
теля.
С подъемом до расчетной высоты в поплавковой камере
карбюратора, которая находится под давлением воздуха,
поступающего из нагнетателя, устанавливается постоянное
давление, такое же, как и над мембраной насоса. Следова-
тельно, как и в первом случае, при уменьшении давления
во всасывающей линии насоса возникшие добавочные силы
(первая, стремящаяся оттянуть клапан от седла, и вторая,
действующая со стороны мембраны на клапан) уравнове-
сятся, положение клапана не изменится, и давление бензи-
на, отсчитываемое в этом случае как избыточное над дав-
лением в поплавковой камеое, останется также неизмен-
ным. # ‘
Так как при перемене направления вращения направле-
ние потока горючего в насосе должно измениться, а рецук-
8
тонный клапан может работать только в одном положе-
нии при- определенном направлении потока, то для пере-
мены направления вращения насоса необходимо перрпрес-
совывать качающий узел, повернув его на 180°.
" Заливочный клапан К512 предусмотрен на тот случай,
ес!ди ручной насос будет установлен перед насосом на осно-
вной магистрали, т. е. заливка магистрали будет происхо-
дить со стороны всасывания насоса. При заливке со сторо-
ны ^агнетания заливочный клапан К512 не работает.
V. УСТАНОВКА НАСОСА НА МОТОР
Насос может работать на моторе в любом положении.
Если привод мотора имеет прямоугольный стандартный
фланец, то для перемены положения насоса на моторе
отъемный фланец К209А необходимо переставить. Этот фла-
нец может быть установлен в четыре позиции — через 90°.
Соответственно этому при определенном положении фланца
привода мотора насос может быть установлен в любое из
четырех положений. Такая конструкция насоса облегчает
монтаж трубопроводов к насосу, так как насос всегда мож-
но поставить в наиболее удобное положение.
Для удобства подвода воздушной трубки от коллектора
нагнетателя к насосу крышку редукционной камеры тоже
можно переставить в любое из четырех положений — под
углом 90° одно относительно другого.
Схема питания бензином должна быть по возможности
проста, с минимальным количеством кранов, тройников и
других соединений. Неплотное соединение на всасывающей
линии вызывает подсос воздуха и расстройство нормальной
подачи горючего, а также может вызвать падение давления
бензина и отказ в работе насоса. Неплотное соединение на
нагнетающей линии (от насоса к карбюратору) создает опас-
ность в пожарном отношении вследствие течи бензина.
Во избежание подсоса воздуха агрегаты, имеющие про-
кладки (фильтры, коллекторы и пр.), желательно ставить
ниже минимального уровня горючего в баках.
Центральный фильтр-отстойник, от которого идет маги-
страль к всасывающему патрубку насоса, должен быть
расположен таким образом, чтобы горючее при любом его
количестве в баках как при стоянке, так и в полете само-
теком полностью заполняло фильтр. Для этого магистраль,
идущая от баков к фильтру, должна иметь постоянный
нисходящий путь, магистраль же, идущая от фильтра к
насосу,— постоянный восходящий путь (для естественного
выхода воздуха -и бензиновых паров). Не допускается на
линии от бака до фильтра и от фильтра до насоса уста-
новка вертикальных колен трубопровода (сифонов), способ-
ствующих образованию паровых и воздушных пробок.
Рабочий режим насоса не должен выходить за пределы
1700- 2300 об/мин. Работа при «>2300 об/мин. приводит к
быстрому износу насоса, а при «< 1700 об/мин. высокие
качества насоса используются не полностью, так как (при
этом снижается способность его к подсосу. /
Насос БНК-6 рассчитан на установку вместе с ручным
насосом для заливки, но во многих случаях соответствую-
щим устройством схемы можно получить вполне надежную
систему питания бензином без применения ручного насоса.
Схему установки насоса на мотор и схему питания бен-
зином необходимо консультировать с заводом-изготовк-
телем.
Установочные и габаритные размеры насосов с прямо-
угольным и круглым фланцами даны на фиг. 8 и 9.
На приводном валике мотора не должно быть деталей,
упирающихся в торец квадрата хвостовика ротора.
При установке насоса на мотор следует убедиться в
том, что:
1) прокладка фланца находится на приводе мотора;
2) ротор насоса вращается свободно;
3) хвостовик насоса правильно сцепляется с приводом
мотора;
4) направление вращения приводного валика мотора со-
ответствует направлению вращения ротора насоса; направ-
ление вращения ротора определяют, смотря на насос со
стороны, противоположной хвостовику;
5) крепление отъемного фланца к корпусу насоса про-
чно; если крепление недостаточно, необходимо подтянуть
винты крепления.
Завод-изготовитель рекомендует устанавливать на мотор
только один насос. Надежность системы питания бензином
на одномоторных самолетах можно обеспечить установкой
ручного насоса или дополнительного запасного бачка с
питанием карбюраторов самотеком, а на многомоторных
самолетах—постановкой ручного насоса и устройством та-
кой схемы, при которой в случае отказа одного из насосов
мотор его питался бы горючим от насосов других моторов.
О всех изменениях схемы питания бензином необходимо
консультировать с заводом-изготовителем.
10
т
Фиг. 8. Габаритный чертеж насоса с круглым фланцем. Направление потока и направление вращения
указаны на табличке.
*иг. 9 Габаритный чертеж насоса с прямоугольным фланцем. Направление потока и направление вращения
указаны на табличке.
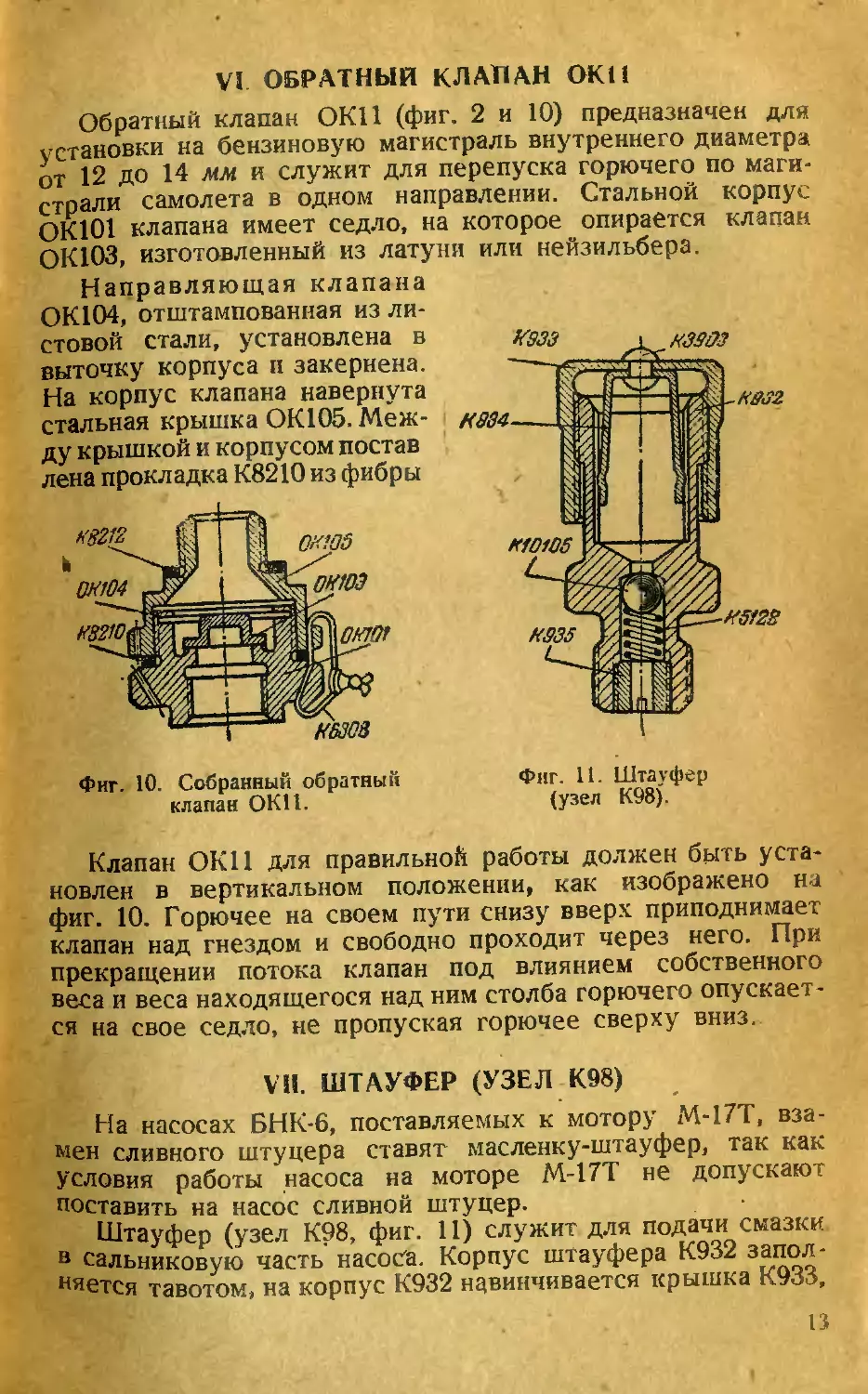
VI ОБРАТНЫЙ КЛАПАН ОКН
Обратный клапан ОК11 (фиг. 2 и 10) предназначен для
установки на бензиновую магистраль внутреннего диаметра
от 12 до 14 мм и служит для перепуска горючего по маги-
страли самолета в одном направлении. Стальной корпус
ОК101 клапана имеет седло, на которое опирается клапан
ОК103, изготовленный из латуни или нейзильбера.
Направляющая клапана
OKI04, отштампованная из ли-
стовой стали, установлена в
выточку корпуса и закернена.
На корпус клапана навернута
стальная крышка ОКЮ5. Меж-
ду крышкой и корпусом постав
лена прокладка К8210 из фибры
Фиг. И. Штауфер
(узел К98).
Фиг. 10. Собранный обратный
клапан ОКИ.
Клапан ОКИ для правильной работы должен быть уста-
новлен в вертикальном положении, как изображено на
фиг. 10. Горючее на своем пути снизу вверх приподнимает
клапан над гнездом и свободно проходит через него. При
прекращении потока клапан под влиянием собственного
веса и веса находящегося над ним столба горючего опускает-
ся на свое седло, не пропуская горючее сверху вниз.
VII. ШТАУФЕР (УЗЕЛ К98)
На насосах БНК-6, поставляемых к мотору 1W17T, вза-
мен сливного штуцера ставят масленку-штауфер, так как
Условия работы насоса на моторе М-17Т не допускают
поставить на насос сливной штуцер.
Штауфер (узел К98, фиг. 11) служит для подачи смазки
в сальниковую часть насоса. Корпус штауфера К932 запол-
Няется тавотом, на корпус К932 навинчивается крышка К933,
13
также наполняемая тавотом. Но мере навинщувания крышки
тавот подается к выходному отверстию корпуса штауфера
и заполняет полость галки сальника через имеющиеся в
ней отверстия. В случае попадания бензина в сальниковую
часть шарик К10105 со спиральной пружиной К5128 не про-
пускает бензин из насоса в штауфер.
Чтобы крышка штауфера не отвинчивалась, в ней на
заклепке К3903 укреплена плоская контровочная пружина
К934, которая своими выступами входит в канавки, имею-
щиеся в корпусе штауфера.
В этих насосах заглушка К9105 заменена заглушкой
К9506 (на чертежах не показана) с шестигранной головкой
под 14-шс ключ и со шлицем под отвертку, что обеспечи-
вает более сильную затяжку заглушки, дает возможность
поставить прокладку и тем самым предупредить просачи-
вание бензина через заглушку.
VIII. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ НАСОСА
ПРИ РАБОТЕ НА МОТОРЕ, ИХ ПРИЧИНЫ И СПОСОБЫ
УСТРАНЕНИЯ
1. Неустойчивое давление бензина. Резкие колебания
стрелки манометра, временное повышение и понижение
давления.
Причина
Устранение
Заедает редакционный клапан I Осмотреть, промыть и зачистить
| клапан
2. Вскоре после заливки и запуска давление постепенно
падает до нуля и мотор глохнет.
Попадает воздух во всасываю-
щую магистраль или в насос
Изношен бензиновый насос
Проверить плотность всех соеди-
нений. Притереть верхний поднят--
ник чугунным притиром без абрази-
вов. Притереть .муфту Ольдгейма
Сменить насос
3. Недостаточное давление на малых числах оборотов
при нормальном давлении на эксплоатацйонных числах
оборотов мотора.
Неплотность редукционного или , Притереть клапаны." Сменить кла-
заливочного клапанов | паны
14
4., Велико давление бензина с момента запуска.
Причина
Замерзла вода, попавшая в по-
лость мембраны через воздушный
ниппель при испытании или мон-
таже мотора
Устранение
Разобрать редукционный клапан,
Вынуть мембрану, отогреть, слить
воду, просушить и снова поставить
мембрану на место, если витки ее
не деформированы. В противном слу
чае сменить мембрану
5. Велико давление бензина на всех режимах, но мотор
работает и поплавковая камера карбюратора наполняемся
нормально.
Разъединилась или поломалась Проверить воздушную трубку от
воздушная трубка от коллектора коллектора нагнетателя к бензино-
нагнетателя к бензиновому мано- вому манометру
метру
6. Давление бензина нормально на малом газе, но сильно
падает с увеличением числа оборотов мотора.
Засорился или мал по площади Прочистить фильтр
бензиновый фильтр
Засорилась всасывающая маги- Продуть линию всасывающей ма-
страль j гистрали
7. Мало давление бензина на всех режимах.
Отвернулся регулировочный 1 Подтянуть пружину и проверить
винт пружины редукционного кла- контровку замка регулировочного
пана. Села пружина редукцион- винта. Сменить пружину
кого клапана
8. Давление бензина нормально, но в карбюраторе бен-
зина нехватает.
Засорилась бензиновая маги
страль от насоса к карбюраторам
Засорился фильтр карбюратора,
заело иглу карбюратора
Продуть нагнетающую линию бен-
зиновой магистрали-
Осмотреть фильтры и иглу карбю-
ратора
9. Давление бензина по манометру мало или равно
нУлю, но мотор работает нормально.
Засорилась или отъединилась Осмотреть и проверить трубку
трубка от бензиновой магистрали манометра
к бензиновому манометру
15
10. Протекает бензин из спускных штуцеров коллектора
нагнетателя.
Причина
Лопнула мембрана
Устранение
Проверить, не происходит ли течь
из-за поломки мембраны. Для этого
достаточно отвернуть воздушную
трубку от коллектора нагнетателя
к бензиновому насосу и посмотреть,
нет ли бензина внутри мембраны.
Наличие бензина показывает, что
мембрана лопнула. В этом случае
нужцо разобрать редукционный кла-
пан и сменить мембрану
IX. РЕМОНТ НАСОСА
1. Организация ремонта
Рабочим местом для производства ремонта служит сле-
сарный верстак с установленными на нем тисками и ящи-
ками для хранения инструмента, приспособлений и деталей
насоса. Верстак желательно обить линолеумом. На губки
тисков необходимо надеть фибровые, текстолитовые, алю-
миниевые или медные подкладки, предохраняющие детали
насоса от вмятин при зажиме.
Для производства ремонта необходимо иметь следую^
щий инструмент и приспособления:
А. Нормальный (покупной)
1. Слесарный молоток весом 400 г и деревянный моло-
ток.
2. Отвертки.
3. Гаечные ключи К-9, К-27, К-36.
4. Плоскогубцы.
5. Кусачки.
6. Чугунная притирочная плита 300X300 мм.
7. Щуп от 0,03 мм.
8..Ш тангенциркуль до 425 льи.
9. Глубомер до 125 мм.
10. Гладкие микрометры: 0—25 и 25—50 мм (желатель-
ны индикаторные).
11. Индикатор для наружных измерений и индикатор
для внутренних измерений.
12. Лупа.
13. Лекальный угольник 60 - 60 мм.
14. Трехграниый шабер.
15. Кернер.
16
Б. Специальный инструмент и приспособления
(изготовить в мастерских)
1. Притир для обработки плоскости муфты Ольдгейма
К608 (фиг. 12).
2. Притир для обработки плоскости подпятника хвосто-
вика К208 (фиг. 13).
---------во -————(
Фиг. 13. Чугунный притир для обработки плоскости подпятника
хвостовика К208.
3. Притир для обработки плоскости редукционного кла-
пана К510 (фиг. 14).
фиг. 14. Чугунный притир для обработки плоскости редукционного
клапана К510.
2 Зак. 342.
17
. 1 эIгiт in обработки плоскости седла редукцион-
ного клапана в корпусе К601, плоскости подпятника К603
и седла обратного клапана ОК11 (фиг. 15).
Примечание. Рабочая плоскость притира долина быть со-
вершенно ровной. При выработке рабочей плоскости ее восстанав-
ливают, притирая на плите.
Фиг. 15. Чугунный притир для обработки плоскости седла
редукционного клапана в корпусе К601, плоскости подпятника
К603 и седла обратного клапана ОКИ.
5. Специальный ключ для отвертывания гайки сальни-
ка—узел К64 (фиг. 16).
Фиг. 16. Специальный клю° для отвертывания гайки сальника—
узел К64.
6. Приспособление для тарировки пружин (фиг. 17), см.
вклейку между стр. 44—45.
18
7. Приспособление для проворачивания ротора при разо-
бранной сальниковой части насоса (фиг. 18).
Фиг. 18. Приспособление для проворачивания ротора
при разобранной сальниковой части насоса.
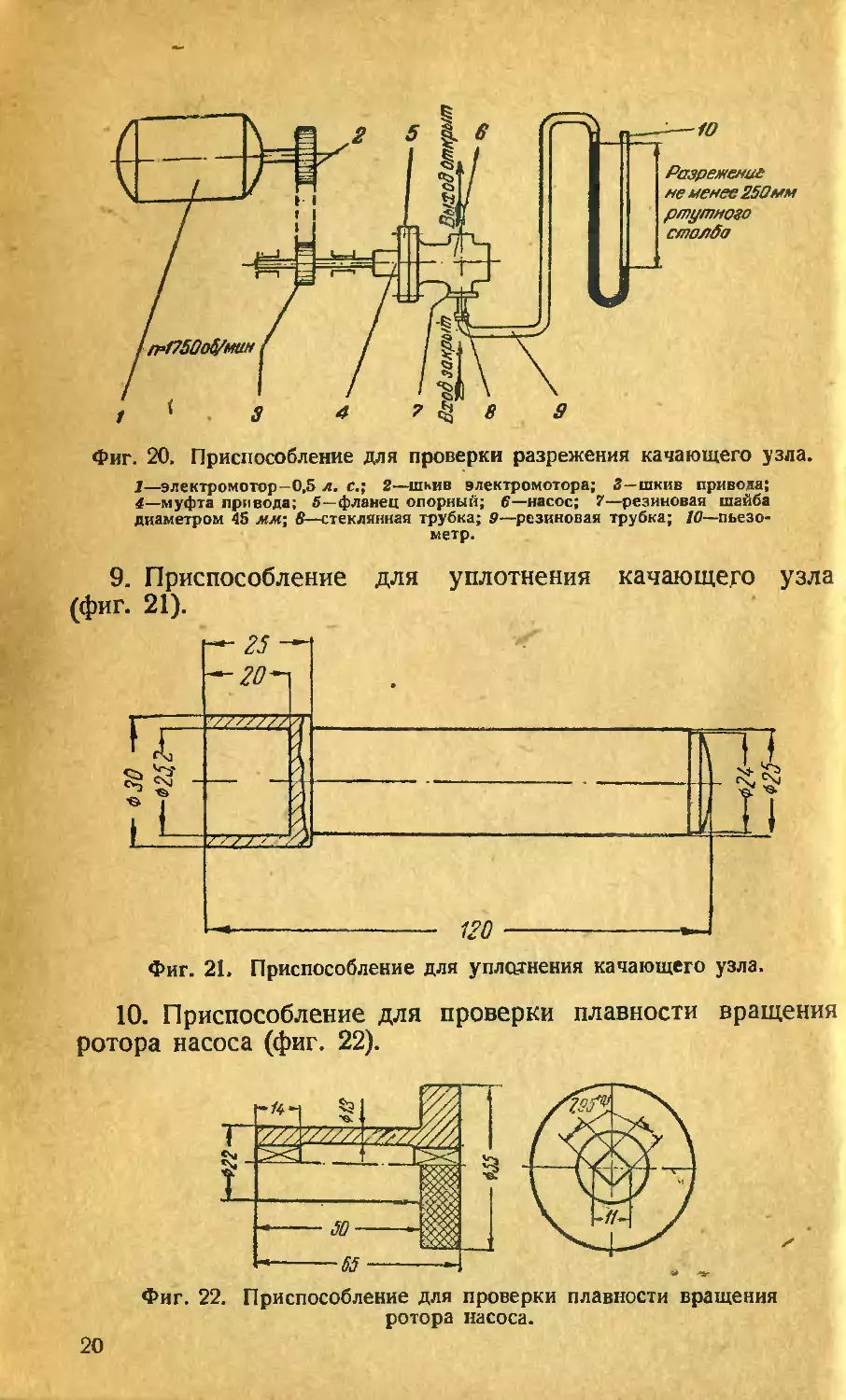
8. Приспособления для проверки разрежения качающего
ta насоса (фиг. 19 и 20).
г. 19. Приспособление для проверки разрежения качающего узла насоса.
№ детали Наименование Количество Материал
1 Корпус 1 У4
2 Прижим 1 J-4
3 4 Прокладка Штифт 1 1 Резина У4
5 Винт 1 У4
19
Фиг. 20. Приспособление для проверки разрежения качающего узла.
1—электромотор—0,5 л. с.; 2—шкив электромотора; 3—шкив привода;
4—муфта привода; 5—фланец опорный; 6—насос; 7—резиновая шайба
диаметром 45 мм\ 8—стеклянная трубка; 9—резиновая трубка; 10—пьезо-
метр.
9. Приспособление для уплотнения качающего узла
(фиг. 21).
Фиг. 21. Приспособление для уплотнения качающего узла.
10. Приспособление для проверки плавности вращения
ротора насоса (фиг. 22).
Фиг. 22. Приспособление для проверки плавности вращения
ротора насоса.
20
11. Приспособление для проверки герметичности мемб
раны (фиг. 23).
Фиг. 23. Приспособление для проверки герметичности мембраны.
J—струбцина; 2—штуцер подвода воздуха; -3—мембрана (узел КБ1).
12. Приспособление для сборки и разборки обратного
клапана (Фиг. 24).
Фиг. 24. Приспособление для сборки и разборки обратного клапана.
№ детали Наименование Количество Материал Примечание
7 Подставка 1 У4
2 0.1ЬЦО 1 14 Калить
3 Винт 3 У2
21
13. Приспособление для установки редукционного кла
пана (фиг. 25).
Фиг. 25. Приспособление для установки редукционного клапана.
№ детали Наименование Количество Материал
1 Штырь 1 У4
2 Пружина 1 ОВС
3 Оправка 1 У4
4 Штифт 1 Рояльная проволока
5 Штифт 3 У4
2. Разборка насоса
Предварительно осмотреть для установления возможно-
сти ремонта.
1. Промыть чистым бензином качающий узел насоса
через отверстия входа и выхода, проворачивая ротор за
хвостовик.
2. Проверить вращение ротора. Ротор должен вращать-
ся от руки легко и плавно, без признаков закусывания.
3. Осмотреть состояние деталей качающего узла через
отверстия входа и выхода, при этом не допускаются кор-
розия и надиры на них.
22
4. Для проверки на разрежение необходимо вынуть ре-
дукционную часть насоса, как указано ниже, поставить
приспособление (см. фиг. 19) и проверить разрежение, соз-
даваемое качающим узлом всухую при 1750 об/мин. на при-
способлении (см. фиг. 20). Разрежение на всасывании дол-
жно быть не менее 250 мм рт. ст.
Насосы, отвечающие требованиям, изложенным в пун-
ктах 2, 3 и 4 настоящего раздела, можно восстанавливать в
любых ремонтных мастерских при наличии необходимого
инструмента и приспособлений.
Насосы, имеющие тугое или неравномерное вращение,
коррозию, надиры, недостаточное разрежение, явные меха-
нические повреждения (срыв резьбы, трещины и пр.), а
также отработавшие гарантийный срок, необходимо направ-
лять на ремонтный завод для полной переборки.
№ по пор. Порядок разборки Инструмент и приспособления
А. Разборка редукционной части насоса
1 Отвернуть накидную гайку (пробку) редуктора К1802 Гаечный ключ К-27
2 Вращая головку регулировочного винта К1026, вывернуть регулирующий винт К615 Отвертка
3 Вынуть пружину редукционного клапана К5108
4 Отвернуть четыре гайки К1102, прижи- мающие крышку редукционной камеры к корпусу насоса и снять шайбы К7501 Гаечный ключ К-9
5 Снять крышку редукционной камеры К613, прокладки К8907 и К8908 и собран- ную мембрану (узел К51)
23
Продолжение
№ по | поп. Порядок разборки Инструмент н приспособления
6 Вынуть собранный редукционный кла- пан (узел К52) Л*
7 Разобрать узел К52 в следующем по- рядке: нажать на упорную шайбу К513, вынуть замок заливочного клапана К6312, снять пружину К5102 и заливочный кла- пан К512
8 Промыть все детали в бензине и про- дуть сухим сжатым воздухом < Ванна с бензином, во- лосяная щетка
Б. Разборка сальниковой части
П Отвернуть три винта К3707, один винт К3712 и снять шайбы К818 Отвертка К-8
91 Снять отъемный круглый фланец К518А н прокладку К8912
3 Отвернуть винт "замка гайки сальника Отвертка К-5
К3701, снять замок гайки сальника К210
4 Вывернуть гайку сальника К614 Специальный торцо- вый ключ (приспособле- ние Хе 5)
1 Переходы 1 и 2 только для насоса с круглым фланцем.
24
Продолжение
1 ’dou | OU ад Порядок разборки Инструмент и приспособления
5 Вынуть последовательно детали: хвосто- вик К609, шайбу хвостовика К610, прокладку хвостовика К8416, пружину хвостовика К5104 и муфту Ольдгейма К608
6 Снять прокладку гайки сальника К8417
7 Промыть все детали бензином, очищая грязь щеткой, и продуть сухим воздухом Предостережение. После раз- борки сальниковой части Насос должен находиться в положении фланцем кверху во избежание выпадания деталей качаю- Ванна с бензином, во- лосяная щетка
щего узла
Г Г. Разборка обратного клапана
1 Вложить обратный клапан в приспособ- Приспособление (см.
ление и отвернуть крышку обратного клапана ОКЮ5 Снять прокладку корпуса обратного клапана К8210 фиг. 13), гаечный ключ К-36
2 Снять направляющую обратного кла- Отвертка К-6
пана ОКЮ4
3 Вынуть обратный клапан ОКЮЗ
25
Наименование, номер и эскиз детали
Подпятник—деталь К603 в сборке
Узел низ
к ям
неоз
IEWI
Ж?
KB416
КБО9
Узелке*
-----нею
K370I
кгю
квчп
Фиг. 26.
Шайба
хвостовика
7С61О
3. Ремощдеталей насоса
Характер дефекта
Способ ремонта
Инструмент и приспособления
Выработка уплотняю- Не распрессовывая качающего узла,
щего буртика А под муф- притереть плоскость А притиром с па-
ту Ольдгейма стой ГОИ
Надиры и пзнос на ра-
бочей поверхности А де-
тали К208
Провал по размеру В
Забита резьба детали
Кб 14.
Выработка и кольцевые
риски на поверхности А
Паста ГОИ 35 р. и 15 у..
Приспособление (см. фиг.. 15)
При неглубоких рисках на поверхно-
сти А притереть ее притиром с пастой
ГОИ. При этом размер В должен быть
15-1-0,24. £СЛИ размер В отличается от
15+0,24, то исправить, как указано ниже
Вставить узел К64 в зажимную втулку
и закрепить ее в патроне токарного стай-
ка, проверить, чтобы биение торца Б было
не более 0,03 мм. Расточить под VV
деталь К208 до полного ее удаления из
детали К614, выдержав 0 23 мм на длине
19 мм от горца Б
Запрессовать новую деталь К206, обес-
печив натяг от 26 до 75 р, и проточить под
W тореп Ап выдержав размер IS*0'24.
Притереть торец А
Прогнать резьбу плашкой. Если дефект
устранить не удается, заменить узел К64
Притереть торец А пастой ГОИ
Провер ть притертую поверхность по
лекальной линейке; между линейкой и
притертой поверхностью не должно бы гь
просвета
Чугунный притир; приспо-
собление (см. фиг. 13); паста
ГОИ 35 р н 15 р; глубомер
Токарный станок; зажим-
ная втулка; микрометр; инди-
катор для внутренних изме-
рений
Плашка
Притирочная плита, паста
ГОИ 35 и 15 р; лекальная ли-
нейка
26
27
Наименование, номер и эскиз детали
I
I
I
I
Муфта Ольдгейма
I
t.
Характер дефекта
Выработка и кольцевые
риски на поверхности А
Фиг. 29.
I
I
j
I
I
Пружина хвостовика К5104
Фиг. 30.
Усадка пружины
I
I
I-
I
b
Крышка редукционной камеры К613
Фиг. 31.
Собранная мембрана—узел У51
Коррозия, забоины или
надиры в точках А
Забиты резьбы 16x1,5;
27X1,5 или 10x1,5
Заел и не вывертывает-
ся из крышки регулиро-
вочный винт К615
1
I
Коррозия, забоины, вмя-
тины и прочие наружные
дефекты
Нспараллельность плос-
костей А и Б более чем
на 0,5 мм
Течь через стенки мем-
браны
28
Продолжение
Способ ремонта Инструмент и приспособления
Притереть торец А притиром с па- стой ГОИ Проверить притертую поверхность по месту детали К6ОЗ, пользуясь краской Токарный станок; лекальная линейка; чугунный притир (приспособление, см. фнг. 12), паста ГОИ 35 и 15 ц
Проверить длину L пружины при на- грузке 4,5 кг, причем размер L должен быть не менее 7,5 мм и не более 8,5 мм. Если размер L выходит за указанные пределы, пружину забраковать Проверить пружину на перпендикуляр- ность по лекальному угольнику. Допу- стимое отклонение перпендикулярности оси пружины не более 0,4 мм Тарировочиое приспособле- ние (см. фиг. 17) Угольник 60X60 мм: плита; щуп
Зачистить поверхности Прогнать резьбу метчиком или плаш- кой. Если ие удается устранить дефект этим способом, то заменить деталь новой Заменить детали новыми Шабер; наждачная бумага № 200 Плашка 27X1,5; метчики 10X1,5 и 16X1,5
Заменить узел Испытать на приспособлении при дав- лении р=0,5 ат. При отсутствии герме- тичности мембрану заменить Приспособление (см. фиг. 23)
29
Наименование, номер и эскиз детали
Характер дефекта
Редукционный клапан К510
Фиг. 33.
Забоины и наклеп на
поверхности А
Пружина редукционного клапана К51О8
Усадка пружины
ияи
-- L --—*
Износ витков
Фиг. 34.
Заливочный клапан К512
Фиг. 35.
Неплотное прилегание
заливочного клапана к по-
верхности редукционного
клапана
Корпус насоса К601
Наклеп и забоины на по-
верхности А седла редук-
ционного клапана
Забиты резьбы 36x1,5;
18X1.5; 10X1,5; 5X0,8
30
Продолжение
1 Способ ремонта Инструмент и приспособления
Разобрать и притереть клапан; прове- рить притертую поверхность ,по краске X Ъ Приспособление (см.фиг. 14). Паста ГОИ 35 н и 15 g. То- карный станок
Длина пружины L при нагрузке 1,23/ге должна быть ие менее 35 мм и ие более 39 мм\ если размер L выходит за ука- занные пределы, то пружину забраковать Пружину заменить годной Тарировочное приспособле- ние (см. фиг. 17)
Притереть плоскость А на плите с па- стой ГОИ и проверить по краске по ме- сту прилегания на детали К510 Паста ГОИ 35 р и 15 р- Притирочная плита \
Притереть седло притиром с пастой ГОИ. Притертую поверхность проверить по краске Прогнать резьбу соответствующим метчиком. Если дефект не удается Устранить таким образом, то заменить Деталь новой Чугунный притир (приспо- собление см. фиг. 15), паста ГОИ 35 [л и 15 р Метчики 36X1,5; 18X1.5; 10X1,5; 5x0,8
31
Наименование, иомер и эскиз детали
Характер дефекта
Коробление и забоины
на поверхностях А и Б
Отъемные фланцы—круглый К518А и
прямоугольный К209А (фиг. 37 и 38)
Фиг. 37.
По RBCDL
Фиг. 38.
Фиг. 39.
32
Продолжение
Способ ремонта
Инструмент и приспособления
Зашабрить или притереть плоскости
д и Б так, чтобы с обеих сторон полу-
чились совершенно ровные поверхности.
При обработке поверхности проверять
лекальной линейкой
Чугунная плита; лекальная
линейка; наждачный порошок
№ М-28, шабер
Притереть притиром с пастой ГОИ
Токарный станок, приспо-
собление (см. фиг. 15)
Паста ГОИ 35 р и 15 р
а
Зак. 342.
33
Наименование, номер и эскиз детали Характер дефекта ” 1 —1
Клапан обратный ОКЮЗ Выработка на поверхно.
стн А
Фиг. 40.
Способ ремонта Инструмент и приспособле
Пригреть на плите с пастой ГОИ Притиоочиая плита. П; ГОИ 35 р и 15 ц
4. Сборка насоса
При пользовании приведенной технологией сборки необ
ходило учитывать:
1. Насосы собирать из деталей, подвергнутых тщателм
ной проверке по наружному осмотру (обратить особое вни
мание на качество притертых поверхностей).
2. При сборке необходимо следить за чистотой собирав
мых узлов, деталей и рабочего места.
Особенно надо следить, чтобы в качающий узел не по
падали посторонние предметы, грязь и металлически*
опилки.
3. Все узлы и детали перед сборкой надлежит промыт*
в бензине и продуть сухим сжатым воздухом.
34
Продолжение
№ деталей, входя щих в узел Порядок сборки Инструмент и приспособления
Сборка сальниковой части (см. фиг. 26) Л 1. Вложить прокладку верхнбЬо- подпятника К8418 в корпус, обжав., ее обжимкой Приспособление (см. фиг. 21)
2. Смазать притертый торец муф- ты Ольдгейма К608авиационным мас- лом. Поставить муфту иа подпятник, введя ее в зацепление с ротором
3. Поставить пружину К5104 иа муфту Ольдгейма
4. Вложить прокладку К8416 в шай- бу хвостовика К610. Смазать притер- тый торец шайбы К610 авиационным маслом и надеть ее на хвостовик К609, введя ее выступы в зацепление со шлицами хвостовика V
5. Хвостовик с шайбой К610 и про- кладкой К8416 поставить на муфту- К608, введя выступ муфты в шлиц хвостовика
6. На узел К64 (гайка сальника собранная) надеть прокладку К8417 и завернуть узел в корпус до упора. Резьбу смазать пастой БУ Специальный ключ (фиг. 16) <
7. Проверить продольный люфт хвостовика; величина люфта должна быть в пределах 0,3—1,5 мм; если люфт выходит за указанные пределы, то детали уплотнения заменить Глубомер
8. Поставить замок К210 в паз и завернуть винт К3701 заподлицо с поверхностью замка Отвертка К-5
9. Завернуть в корпус К601 заглуш- ку К9105 Отвертка К-10
10. Проверить плавность вращения ротора насоса Приспособление (см. фиг. 22)
I»
35
Продолжение
№ деталей, входящих в узел Порядок сборки Инструмент и приспособлении
Для круглого фланца: К518А, К3707, К3712, К7206, К 1’01 К8912, К6101 Сборка фланца К209А или K5J8A с корпусом К601 (см. фиг. 2 и 3) 1. Положить на торец корпуса смазанную герметиком прокладк} К8912 2. Надеть на корпус круглый ф..а- нец К518А или прямоугольный К209А так, чтобы отверстия фланца и отвер- стия корпуса совпали 3. Закрепить круглый фланец тре- мя винтами К3707 и одним К3712, а прямоугольный—тремя винтами К3709 и одним К3702 Отьертка К 7
Для прямо- Положить три шайбы К7206 и за- Гаечный клю
угольного фланца: К209А, Ко 709, К3702, вернуть три ганки К 12(^1, затянуть гайки окпдчательио К-9
К7206, К1201, 4. Через шлицы гаек просверлить Сверлильный
К6101, К8912 в трех винтах отверстия для шплин- тов 5. Вставить в отверстия шплинты К6101 и развести их концы 6. Продуть насос сжатым возду- хом станок;сверлодш метром 1,5 мм; пл< скогубцы; кусачк
К510
К511
К512
К513
Kb (02
К6312
1. Надеть иа стержень редукцион-
ного клапана последовательно: зали-
вочный клапан К512 пружину К5102,
упорную шайбу К513; слегка сжав
пружину, поставить иа место замок
заливочного клапана К6312
36
Продолжение
№ деталей, входящих в узел Порядок сборки Инструмент и приспособления
2. Проверить собранный узел К-52
по внешнему диаметру и по плотно-
сти прилегания друг к другу (Сез
просвета) деталей К5Ю и К512
Сборка редукционного механизма
Фиг. 42.
Узел к 52
Узел 5 51
58903
53105
5513
51802
5815
§-'81026
£-—57206
51102
5103
410!
58410
58807
Узел К51
Узел К52
Деталь К613
К6151
К1102
К51О8
К7206
К1802
К 8410
K8S07
К8908
К9105
К1026
К4101
1. Промыть узел К52 в бензине и
продуть сжатым воздухом
2. Положить редукционный клапан
на седло в камеру корпуса
3. Поставить в корпус прокладку
4. Надеть на шпильки К4101 про-
кладку К8907
5. Поставить на шпильки мембрану
(узел К51), выдержав зазор между
донышком мембраны и шаровой по-
верхностью стержня клапана в пре-
делах от 0,3 до 0,6 мм, подбирая
прокладки К8410 (толщина прок-
ладки допускается ие более 0,7 мм)
6. Положить на фланец мембраны
прокладку К8908
Приспособление
(см. фиг. 25)
Г лубомер
37
Продолжение
№ деталей, входящих в узел Порядок сборки Инструмент и приспособления
7. Смазать направляющую крышку К613 авиационным маслом. Поста- вить крышку редукционной камеры К613 на шпильки К4101
8. Поставить шайбы К7206 9. Поставить шайбы Гровера К7501 10. Завернуть гайки К1102 Гаечный ключ
11. Вложить пружину К5108 в от- верстие крышки К613 К-9
12. Вставить в паз регулирующего винта К615 головку регулирующего винта К1026 13. Ввернуть регулирующий винт К615 в крышку К613
14. Ввернуть накидную гайку К1802
15. Проверить насос иа разрежение при п= 1750 об/мин. Разрежение долж- но быть не менее 250 мм рт. ст. Приспособление (см. фиг. 20)
Сборка обратного клапана
1. Вставить корпус обратного iyia- пана ОКЮ1 в приспособление, вло- жить в корпус обратный клапан ОК 103, поставить направляющую обратного клапана ОК 104 и закер- нить ее керном в трех местах через 120° Приспособление (см. фиг. 13); плос- кий керн; молоток
2. Поставить прокладку К821О и ввернуть крышку обратного клапана ОК105 Гаечиый ключ К-Зб
X. ИСПЫТАНИЕ НАСОСОВ
Испытательная установка
Насосы испытывают на специальной установке, кинема-
тическая схема которой изображена на фиг. 43.
Насос приводится в движение от электромотора пере-
менного тока мощностью 1 — 1,5 л. с.
Фиг. 43. Кинематическая схема установки для испытания
насоса.
электромотор; 2—диск электромотора; 3—шкив валика привода
насоса; 4—поперечный супорт; 5—продольный супорт.
Для изменения числа оборотов насоса служит фрикцион-
ная передача, состоящая из двух дисков: стального, наса-
женного на вал электромотора, и стального с кожаным обо-
дом, сидящего на валике привода бензинового насоса. По-
средством фрикционной передачи скорость вращения насоса
можно изменять от 10э до 2500 об/мин. Направление вра-
щения насоса меняют путем переключения электромотора.
Управление станком и приборы смонтированы на при-
борной доске, укрепленной на каркасе испытательного
станка. Электромотор и рубильник для пуска и остановки
мотора монтируют за стеной изолированно от установки.
39
Гидравлическая схема испытательного станка изображе-
на на фиг. 44.
Фиг. 44. Гидравлическая схема установки для испытания
насоса.
Т—испытуемый насос; 2—высотный бензобак емкостью 25 л; 3—расход-
ный бак емкостью 35—40 л; i—мерный бак емкостью 7—8 л; 5—диферен-
циальный бензоманометр; б—воздушный насос; 7—манометр на 1 ст;
«— ртутный пьезометр; S—мерное стекло; ТС—фильтр.
Предостережение. При монтаже бензопроводов нельзя
их резко изгибать.
Проходные сечения диаметров трубопроводов и кранов
должны быть в свету не менее 13 мм.
40
Порядок испытания
Каждый насос подвергают обкатке в течение 30 мин.
при следующем режиме:
Время в мин. Число оборотов в минуту Направление вращения Рабочая жидкость
30 1750 Правое или левое Керосин
После обкатки контролер осматривает качающий узел
через отверстия входа и выхода бензина.
Надиры на роторе и пластинах не допускаются.
Насосы, удовлетворительно прошедшие осмотр и про-
верку на плавность вращения ротора, направляют на конт-
рольное испытание.
Контрольное испытание насоса состоит из: 1) проверки
полного разрежения, 2) проверки герметичности, 3) регу-
лировки насоса и проверки его производительности.
А. Проверка полного разрежения, создаваемого качающим
узлом насоса
Насос перед испытанием промывают бензином.
Разрежение замеряют ртутным пьезометром или ваку-
умметром, которые присоединяют к всасывающему патруб-
ку насоса.
При 1750 об/мин. полное разрежение, создаваемое на-
сосом, должно быть не ниже 250 мм рт. ст. (пружина ре-
дукционного клапана должна быть затянута).
Б. Проверка герметичности иасоса
Герметичность насоса проверяют во время работы на-
соса в течение 5 мин. при 2300 об/мин., давлении 1,1 ати
и закрытом полностью дроссельном кране. При этом бен-
зин не должен просачиваться через стенки, стыки и муфту
Ольдгейма.
В. Регулировка насоса и проверка его производительности
Регулируют насос и проверяют его производительность
применительно к режимам и расходам моторов по следую-
щей таблице:
41
io Тип мотора Регулировка Число оборотов насоса в минуту рк на мембрану мм рт. ст. Давление бен- зина на линии нагнетания ати Производи- тельность л1,час
М-100 Наземная 1770 880 0,24—0,27 260—270
385 — 0,14-0,18 40-45
Высотная 1770 880 0,25-0,32 270-280
560 — 0,16—0,20 -40—45
М-103А Наземная 1815 910 0,27—0,32 297—313
370 барометрическое +10 0,18—0,22 16,5-20
Высотная 1815 910 0,26 - 0.32 297—313
560 барометрическое +15 0,18-0,24 1 16,5-20
М-105 » « 1 Наземная 1830 1050 0,25—0,30 420-440
340 барометрическое +10 0,18—0,25 18-20
Высотная 1830 1050 0,25-0,32 420—440
340 " 1 барометрическое + 15 0,18—0,25 18—20
Тип мотора Регулировка Число оборотов насоса в минуту на мембрану мм рт. ст. Давление бен- зина на линии нагнетания ати Производи- тельность л!час
М-25, М-62, М-63 Наземная 400 — 0,16—0,22 23-30
2100 — 0,24—0,28 320—340
2200 0 94 0 28 ЯОЛ Л1П
М-87, М-88 Наземная 400 — 0,16-0,22 30-45
2000 0,22-0,26 370 400
М-17Т Наземная 1770 — 0,24—0,27 260-270
385 0,14- 0 18 40 Д'л
М-11 4» * Наземная 1400 — 0,15-0,30 не ниже 90
300 — 0,10—0,22 не ниже 19
МВ2 & Наземная 1400 — 0,5 -0,7 150-165
450 — ие ниже 0,3 * 35-50
.Насос, удовлетворительно прошедший контрольное ис-
пытание, считают принятым. Результаты испытаний запи-
сывают в формуляре.
У насоса, не поддающегося регулировке, следует про-
верить правильность сборки деталей редукционного меха-
низма (мембрана — узел К51, редукционный клапан-узел
К52, пружина К5108), величину зазора между донышком
мембраны и стержнем редукционного клапана, а также чи-
стоту поверхности седла клапана.
XI. КОНСЕРВАЦИЯ И ХРАНЕНИЕ НАСОСОВ
Все насосы, находящиеся на хранении до ремонта и
после него, для предохранения от коррозии должны быть
законсервированы следующим образом:
А. Промывка насоса
1. Перед консервацией для удаления загрязнения насос
промывают в чистом авиационном бензине, при этом необ-
ходимо поворачивать хвостовик ротора, чтобы были про-
мыты все внутренние полости насоса.
Примечание. При промывке необходимо следить, чтобы жид-
кость не попадала в полость мембраны через штуцер подвода
воздуха от нагнетателя.
2. После промывки насос просушивают, обдувая его су-
хим сжатым воздухом или выдерживая в теплом помеще-
нии в течение 30—40 мин.
Б. Замасливание насоса
1. Для замасливания насоса применяют смазку № 51
(ТУ завода № 19) или авиамасло (ОСТ 11416) с добавкой
5% церезина.
2. Консервирующую смазку предварительно надо про-
верить в лаборатории и получить заключение о ее пригод-
ности. Замасливать можно только горячей смазкой (темпе-
ратура 90—100°), совершенно не содержащей влаги.
3. Внутреннюю полость насоса замасливают, наливая
или впрыскивая горячую смазку обязательно в отверстие
выхода бензина. При этом хвостовик ротора проворачивают
на несколько оборотов в направлении, обратном рабочему.
Примечание. При несоблюдении этого правила смазка может
попасть в редукционную камеру, что вызовет ненормальную работу
насоса в период пуска мотора.
4. С внешней стороны насоса замасливают хвостовик
ротора, погружая его в горячую смазку.
44
5. У замасленного насоса отверстия входа и выхода бен-
зина закрывают деревянными заглушками.
В. Упаковка насоса
1. Замасленные агрегаты завертывают в пропарафинен-
ную бумагу и укладывают в коробки из картона.
Примечание. В прилагаемом к насосу формуляре должна
быть указана дата консервации и срок ее действия.
2. Коробки укладывают в плотные, сухие, чистые дере-
вянные ящики, выложенные внутри водонепроницаемым
материалом (руберойдом или толь-кожей).
Ящики должны быть сделаны из сухого дерева с влаж-
ностью не более 18%. Ящики для длительного хранения
насосов должны быть покрашены масляной краской или
проолифены.
Категорически запрещается
1. Упаковывать насосы в сырые или грязные ящики.
2. Упаковывать насосы с нарушенной или загрязненной
смазкой.
3. Применять для упаковки гигроскопические материалы
(вату, войлок, стружку). Если требуется мягкая подкладка
(заполнение коробки), то надо применять томпоны из
стружки, обернутой пропарафиненной бумагой.
Г. Хранение насосов во временных полевых складах
При длительном хранении насосов во временных поле-
вых складах надо соблюдать следующие условия:
1. Помещение должно быть защищено от атмосферных
осадков, а также от проникновения в него газов, способ-
ных вызвать коррозию. Земляные полы в помещениях не-
допустимы.
2. Насосы надо хранить только в упаковке (в деревян-
ных ящиках).
3. Деревянные ящики устанавливать на брусках высотой
10—12 см и на расстоянии не менее 50 см друг от друга.
4. Через каждые три месяца необходимо производить
выборочный осмотр, для чего один из ящиков отправлять
в ближайший основной склад для осмотра.
Вопрос о возможности дальнейшего хранения насосов
решает специальная комиссия основного склада.
ПРИЛОЖЕНИЕ 2
ОСНОВНАЯ СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ И МАТЕРИАЛОВ БНК-6
№ деталей Наименование Количество на 1 изделие Материал Вид покрытия
К601 Корпус насоса 1 Алюминиевый сплав С-1 Анодировать
К602А Стакан 1 Сталь ХМА-3 Оксидировать
К603 Подпитник верхний 1 Бренза ОС5-25
К605 Ротор I Сталь ХМА-3 Оксидировать
К606 Палец ротора 1 Сталь ЭШХ-15
К607 Пластина ротора 4 Сталь ХМА-3
К608 Муфта Ольдгейма 1 Сталь ХМА-3
К609 Хвостовик ротора 1 Сталь ХМА-3
К610 Шайба хвостовика 1 Сталь ХМА-3
К611 Табличка для правого вращения 1 Жесть белая
К612 Табличка для левого вращения 1 Жесть белая
К613 Крышка редукционной ^камеры 1 Алюминиевый сплав С-1 Анодировать
Кб! 4 Гайка сальника 1 Дюраль Д-1
К615 Винт регулирующий 1 Сталь 1112 Цинковать
К12009А Подпятник нижний 1 Бронза ОС5-25
К1026 Головка регулирующего винта 1 Сталь 1112 Цинковать
К 507 Корпус мембраны 1 Латунь ЛС59М
К508 Мембрана редукционно- го клапана 1 Полутомпак Л80
К509 Донышко мембраны 1 Латунь ЛС59М
К510 Клапан редукционный 1 Дюраль Д-З Анодировать
К511 Стержень редукционного клапана 1 Сталь Ж-2
К512 Клапан заливочный 1 Дюраль Д-1 Анодировать
К513 Шайба упорная 1 Сталь 1112 Оксидировать
К818 Шайба контровочная 1 Сталь 10 я
К 208 Подпятник хвостовика I Бронза ОСЮ-Ю
К210 Замок гайки сальника 1 Сталь 20 Оксидировать
К1102 Гайка крышки редук- ционной камеры 4' Сталь 40 Оксидировать
К1201 Гайка винта отъемных фланцев 3 Сталь 45 »
К1802 Гайка накидная 1 Сталь 40 Цинковать
К3701 Винт замка гайки саль- ника 1 Сталь 40 Оксидировать
К4101 Шпилька редукционной камеры 4 Сталь 40 »
46
ПРИЛОЖЕНИЕ I
ФЯГ. 45 Несс: » реюбраяном м*«.
2
Обеспечить легкое движение
Сечение WAI-
Остановить нулевое деление
т уровне плоскости гайка
Наименьший размел
/ или Крайнем ншКнел
пэлогКение дет. н ° 16
6
23
''&Z5ZSZ7Z8 29
э
10
3
4
12
13
7*
15
16
17
1Э 20 21 22
Непараллельность ллос-
костей в пределах 0,1
Перекос осей в пред-
делах 0,10 на длинеЮй
Разрез по A BCD
0 ЗАЁОД:......... s
Прибор дня исттю
,1кикин сн/тзш
свыше 0,5 нс'
___________।__ •
Фиг/17.* Приспособление для таонровки пружин.
'33 м 232 ,.дет-ли Наименование Количество Материал Примечание
-5/ ' Движок 1 Дуралюмин
2 Гайка 1 Сталь 45 Калить
3 Гильза I Сталь 45 Цементировать и калить
4 Шарик 16 Покупной
Крышка 2 Сталь 45 •ч
2 6 Втулка 1 Сталь 15
7 Стойка 1 Чугун
8 Стакан 1 Сталь 45
9 Винт 1 Сталь 40 Калить
10 Хомут 1 Сталь 45
11 Заклепка 2 Рояльная проволока
12 Гайка 7 Сталь 15 Цементировать и калить
13 Штырь 7 Сталь 15 Цементировать и калить
14 Указатель 1 Сталь 15 Цементировать и калить
15 Штифт 1 ЗУ 10 Калить
16 Рейка 1 Сталь 15 Цементировать и калить
17 Втулка 2 Сталь 15 Цементировать и калить
18 Основание 1 Чугун
19 Стопорный винт 2 Сталь 40 Калить
- 20 Вставка 1 Сталь 45
1— 21 Втулка 1 Сталь 15 Цементировать и калить
22 Шестерня; 1 ХЗН Термически обработать
23 В гулка 1 Сталь 15 Цементировать и калить
24 Винт 1 Сталь 15
25 Головка 1 Сталь 45 Цементировать и калить
26 Штифт 1 ЭУЮ Калить
27 Виит 1 Сталь 15 Цементировать и калить
28 Белт 4 Сталь 40 Калить
29 Штифт 2 ЭУЮ Калить
30 Линейка 1 Сталь 45
31 Ручка 1 Сталь 15 Цементировать н калить
П р и м е ч а н и я. 1) Вес деталей 2, 3, 9, 10, 11, 12, 30 (входящих в нагрузку) составляет 500±5 г.
Доводить за счет детали l
2) (осле сборки необработанные поверхногти литья зашпаклевать и покрыть
черным лаком.
3) Детали 2, 3, 5, 9, 10, 12, 14. 16, 24, 25, 30 и 31 хромировать.
Зак. 342
Продолжение
№ деталей Наименование Количество на 1 изделие Материал Вид покрытия
К5102 Пружина заливочного клапана 1 Сталь проволоч- ная ОВС Оксидировать
К5104 Пружина хвостовика 1 Сталь проволоч- ная ОВС- V
К51О8 Пружина редукционного клапана 1 Бронзовая прово-' лока ОЦ4-3
К6101 Шплинт разводной 3 Стальная прово- лока К Оксидировать
К6303 Проволока, контрящая накидную гайку ре- 1 Проволока желез- ная Цинковать
К6310 Проволока, контрящая подставку фланца 2 Проволока желез- ная п
К6312 Замок заливочного кла- пана I Стальная прово- лока К Оксидировать
К6503 Штифт таблички 4 Алюминиевая проволока А-1 Оксидировать
К6537 Штифт нижнего подпят- ника 1 Сталь-серебрян- ка ЭУЮ
К7206 Шайба винта крепления фланцев и крышки ре- дукционной камеры 7 Сталь 20
К75О1 Шайба Гровера 4 Сталь 65Г я
К8410 Прокладка корпуса мембраны 1 Резина Т-88
К8416 Прокладка хвостовика 1 Резина Т-88
К 8417 Прокладка гайки саль- ника 1 Резина Т-88
К8418 Прокладка верхнего подпятника 1 Резина Т-88
К8907 Прокладка корпуса мембраны 3 Вианиб 2Б
К8908 Прокладка крышки ре- дукционной камеры 1 Вианиб 2Б
К8912 Прокладка отъемных фланцев 1 Паронит масло- упорный Пропитать в
К9424 Заглушка входа и вы- 2 Дерево—сосна
хода масле
47
ПРИЛОЖЕНИЕ 3
4^
СО
ДОБАВОЧНАЯ СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ И МАТЕРИАЛОВ ДЛЯ РАЗЛИЧНЫХ МОТОРОВ
1 Количество на изделие
№ Наименование X для мотора
деталей Материал Покрытие М-17 М-35 М-34 М-25 М-62 М-87 М-100 М-103
f /М-62 РНФ М-63 М-68 М 104 М-105
К932 Корпус штауфера Сталь 1112 Цинковать ]
К933 Крышка штауфера Сталь 1112 1
К934 Контровочная пружина Сталь У9-А Оксидировать Анодировать 1
К518А Фланец отъемный круглый Алюминиевый 1 1
К521 Пробка крышки редуктора спла' С-1 Сталь 1112 Цинковать 1 1
К 531 подставка круглого фланца Дерево—сосна 1 L 1
К209А Фланец отъемный прямоугольный Сталь 20 Цинковать 1 1 1 1
Р37 Подставка прямоугольного фланца Дерево—сосна 1 1
OK10I Корпус обратного клапана Сталь 1112 Цинковать 1
окюз Клапан обратный Датун*- ЛС59М 1 1
ОК 104 Направляющая обратного клапана Сталь 20 Оксидировать Цинковать 1 1
ОК105 К1101 Крышка обратного клапана Гайка хомутика Сталь 40 Сталь 40 1 1 1 1 1
К3601 Винт хомутика Сталь 40 1
К3702 К3707 Винт прямоугольного фланца Винт круглого фланца Сталь 45 Сталь 4л Оксидировать 1 1 1
К3709 Винт прямоугольногц фланца Сталь 45 * з з Q 0 О
К3712 Винт круглого фланца Сталь 45
К3903 Заклепка штауфера Дюраль 1 1 1
К5128 Пружина штауфера Стальная прово- Оксидировать 1
лока ОВС
У
Зак. 342.
Продолжение
№ деталей Наименование Материал Покрытие Количество на изделие для мотора
М-17 М-62 1 М-35 М-34 >НФ М-25 М-62 М-63 М-87 М-68 М-100 М-103 М-104 м-105
К6308 Проволока контровочная Проволока» же- лезная Цинковать 1 1
К8201 Прокладка ввертной втулки и пробки Фибра КГФ 1 1 1 1 1
К8203 крышки редуктора Прокладка сливного штуцера и штау- Фибра КГФ 1 1 1 1 1
К8210 фера Прокладка корпуса обратного кла- Фибра КГФ 1 1
К8212 пана Прокладка крышки обратного кла- Фибра КГФ 1 1
К8702 пана Обкладка уплотнительного кольца Свинец СВ 1 1
К9105 ввертной втулки Заглушка корпуса насоса Сталь 40 Цинковать 1 1 1 1 1 1
К9405 К9506 Заглушка ввертной втулки насоса Заглушка корпуса насоса Дерево—сосна Сталь 40 Цинковать 1 1
К10105 Шарик штауфера ’Сталь ЭШХ-15 « 1 1 1 1
К9401 45А6 56А6 Заглушка сливного штуцера Корпус ввертной втулки Штуп':р ввертной втулки. Дерево—сосна Сталь 1112 Сталь 1112 Цинковат ь Цинковать 1 1 1 1 1 1
58А6 59А6 244А8 !46Л 2 Кольцо резиновое Кольцо конусное Хомутик трубки Серьга Резина Ст. 1995 Сталь -112 Сталь 20 Сталь 20 Сталь 40 Оксидировать Цинковать Цинковать 1 1 1 1 1 1 1 • 1
412А4 Корпус сливного штуцера 1 1 I 1
414А4 Ниппель Сталь 40 *
№
деталей Наименование
418А4 К935 К1101 К3601 К8212 К8706 К8709 К9407 Гайка накидная Заглушка штауфера Гайка хомутика Винт хомутика Прокладка поворотного угольника Обкладка уплотнительного кольца Обкладка уплотнительного кольца Заглушка корпуса поворотного
56А13 56А14 58А13 58А14 59А13 59А14 244А15 244 А16 246А2 463А13 463А14 465А13 469А13 угольника Штуцер поворотного угольника Штуцер поворотного угольника Кольцо^ резиновое Кольцо' резиновое Кольцо конусное Кольцо конусное Хомутик трубкй Хомутик трубки Серьга Корпус поворотного угольника Корпус поворотного угольника Зажим поворотного угольника Пружина стопорная
Продолжение
Материал Покрытие Количество на Изделие для мотора
М-17 М-62 М-35 М-34 РНФ М-25 М-62 М-63 М-87 М-68 М-100 м-103 М-104 M-IO5
Сталь 40 Цинковать 1 1 1 1
Сталь 1112 Оксидировать 1
Сталь 40 Цинковать 2 2 2 2
Сталь 40 » 2 2 2 2
Фибра КГФ 4 4 4 4 4
Свинец СВ 2 2 2
Свинец СВ 2
Дерево—сосна Пропитать в 2 2 2 2
масле
Сталь 1112 Цинковать 2 2 2
Сталь 1112 2
Резина Ст. 1995 2 2 2
Резина Ст 1995 2
Сталь 1112 Оксидировать 2 2 2
Сталь 1112 2
Сталь 20 Цинковать 2 2 2
Сталь 20 2
Сталь 20 2 2 2 2
Сталь 1112 2 2 2
Сталь 1112 2
Сталь 1Г12 2 2 2 2 2
Стальная прово- » 2 2 2 2
лока ОВС
ПРИЛОЖЕНИЕ 4
ТАБЛИЦА ДОПУСКОВ И ЗАЗОРОВ БНК-В
Деталь Наименование размера Посадка Номинал Откло- нение Зазор
№ наименование в
К601 Корпус насоса Диаметр расточки колодца А 34 4-27 -20 + 18
K1200SA Подпятник нижний Наружный диаметр подпятника Тт +20 +9
К601 Корпус насоса Диаметр расточки колодца А 34 +27 -47
К602А Стакаи Наружный диаметр стакана Пл +47 +30 — 3
К601 Корпус насоса Диаметр расточки в центре буртика Л4 40 4-140 4-280 4-220 4-530
К614 Гайка Ьальника Диаметр буртика -80 -250
К601 К209А Корпус насоса Диаметр центрирующего буртика С3 45 -50 0 +100
Фланец отъемный прямо- угольный Диаметр расточки под буртик » А3 -+50
К518А Фланец отъемный круглый
К601 Корпус насоса Диаметр расточки под корпус мем- браны Аз 36 4-50 - +75 +210
К507 Корпус мембраны Наружный диаметр корпуса мем- браны Шз —75 -160
ПрОДО'.ЖуД""
Деталь Наименование размера Посадка Номинал Откло- нение Зазор
№ наименование В И
К602А Стакан Высота стакана 35 + 17 +10 - +44
К605 Ротор Длина между торцами Д — 10 -27
К602А Стакан Диаметр камеры А 25 +23 +23 +88 0 +73
К606 и К607 2 пластины и палец Суммарная высота -23 -65
К605 Ротор Ширина окна а4 3 +60
К607 Пластина Толщина -13
К605 Ротор Диаметр цапфы ротора Д 17 в2 1 1 +6 +29
К603 Подпятник верхний Диаметр отверстия под цапфу ротора А, +11
К12009А Подпятник нижний
К605 Ротор Ширина шлица А4 6 +80 +40 +200
К608 Муфта Ольдгейма Толщина кулачка Х4 -40 —120
К608 Муфта Ольдгейма Толщина кулачка х4 6 —40 —120 +80 + 240
.<609 Хвостовик Ширина паза х4 +120 4-40
Продолжение
Деталь Наименование размера Посадка Номинал Откло- нение Зазор
№ наименование В Н
К507 Корпус мембраны Диаметр отверстия под буртик крышки редукционной камеры А 30 +23 +60
К613 Крышка редукционной ка- меры Диаметр центрирующего буртика Ш -60 —95 + 118
К509 Донышко мембраны Диаметр направляющей донышка ш3 16 -45 —105 +90
К613 Крышка редукционной ка- меры Диаметр отверстия под направляю- щую донышка мембраны Ш3 +45 +105 ' +210
К510 Клапан редукционный Диаметр отверстия под стержень А 4,2 . +13 —7
К511 Стержень редукционного клапана Диаметр стержня для запрессовки в клапан Г'Р +33 +20 —33
К614 Гайка сальника Диаметр расточки под подпятник аз4 23 +33 75
К208 Подпятник хвостовика Наружный диаметр подпятника Спр +75 +59 - 26
К602А Стакан Высота стакцца 35 + 17 0
К607 Пластина Длина пластины С —17 +34
К601 Корпус насоса Диаметр расточки колодца А 34 +27 —7
К603 Подпятник верхний Наружный диаметр подпятника Рг +7 —4 +31
Бесплатно
ОГЛАВЛЕНИЕ
Ciftp.
Введение
I. Назначение насоса.................................... I
II. Основные данные насоса................................ 1
III. Конструкция насбса и его деталей...................... 2
IV. Принцип работы насоса ......... . . 7 5
V. Установка насоса иа мотор.... ...................... 9
VI. Обратный клапан ОКИ.................................. 13
VII. Штауфер (узел К98)................................. 13
VIII. Возможные неисправности насоса при работе на моторе, их
причины и способы устранения........................... 14
IX. Ремонт насоса.......................................... 16
1. Организация ремонта .... ........................ . 16
2. Разборка насоса.................................... 22
3. Ремонт деталей насоса............... ... . • 26
4 Сборка насоса.................................. .... 34
X. Испытание насосов...................................... 39
XI Консервация и хранение насосов . . . . .......... 44
Приложения:
Приложение 1. Насос неразобранном виде (фиг. 45) .... . вклейка
Приложение 2. Основная спецификация деталей и материалов БНК-6 46
Приложение 3. Добавочная специфика щя деталей и материалов для
различных моторов. .................. . ....... 48
Приложение 4. Таблица допусков н зазоров БНК-6. •...........51